/






































































Текст
П. П. УСПАССКИЙ
ДРЕВЕСИНА
И ЕЕ ОБРАБОТКА
СПРАВОЧНАЯ КНИГА
АВИАЦИОННОГО ИНЖЕНЕРА
Список опечаток
Стр. Колонка Строки Напечатано Должно быть По чьей вине
129 левая * 9 сверху 10 м/сек 1,0 м/сек авт.
160 п 18 снизу позже ранее авт.
161 правая 17 снизу полированных полирования авт.
340 я 16 сверху радиальной усушке изменению влажности авт.
340 » 18 я радиальной усушке изменении влажности авт.
373 фиг. 420 3 снизу банки балки
Успасский, .Древесина и ее обработка".
ОБОРОНГИЗ
ГЛАВНАЯ РЕДАКЦИЯ АВИАЦИОННОЙ ЛИТЕРАТУРЫ
МОСКВА 1946
В книге содержатся справочные сведения по древе
сине — ее свойствам, заготовке, испытанию н хранению
древесины, по шпону, фанере и облагороженной древе-
сине. Достаточно полно освещены вопросы механической
и ручной обработки древесины, ее склеивания, соедине-
ний, вязки и гнутья, по обработке дельта-древесины
и балинита. Показаны методы изготовления деталей из
этих материалов и их сборки. Даются указания по анти-
септированню древесины и повышению ее огне-
стойкости.
Книга рассчитана на инженера и техника авиационной
промышленности и других деревообрабатывающих про-
изводств.
Редактор Е. В. Латынин. Техн. ред. И. М. Зудакин-
А11732. Подл, в леч. H/XI 1946 г. Печ. л. 26.5-+3 вкл. Уч.-изд. л. 48,7. Тип. зн. в леч. л. 730.40-
Формат 60Х921/!,. Цена 32 руб. Тираж 6000. Заказ 136Ц019.
Типография Оборонгнза.
ОГЛАВЛЕНИЕ
Стр.
От автора ...................... 9
Раздел I
ДРЕВЕСИНОВЕДЕНИЕ
Глава 1. Строение дерева. ... 11
§ 1. Общие сведения......... 11
§ 2. Макроструктура древесины 12
1. Годичные слои. 2. Серд-
цевинные лучи. 3. Забо-
лонь, ядро и спелая древе-
сина. 4. Деление древес-
ных пород.............12—14
§ 3. Микроструктура древесины 15
Глава 2. Химические свойства
древесины.................... 17
§ 1. Химический состав .... 17
§ 2. Теплотворная способность 18
§ 3. Действие на древесину вы-
сокой температуры........... 19
Глава 3. Физические свойства
древесины................ 19
§ 1. Цвет, блеск, текстура и за-
пах древесины............... 20
§ 2. Удельный и объемный вес
древесины................... 20
§ 3. Отношение древесины к
влажности................... 22
1. Влажность древесины.
2. Высыхание древесины и
ее усушка. 3. Разбуха-
ние древесины. 4. Водо-
поглощение древесины.
5. Гигроскопичность. 6. Во-
допроводность, или водо-
проницаемость, древеси-
ны ...................22—31
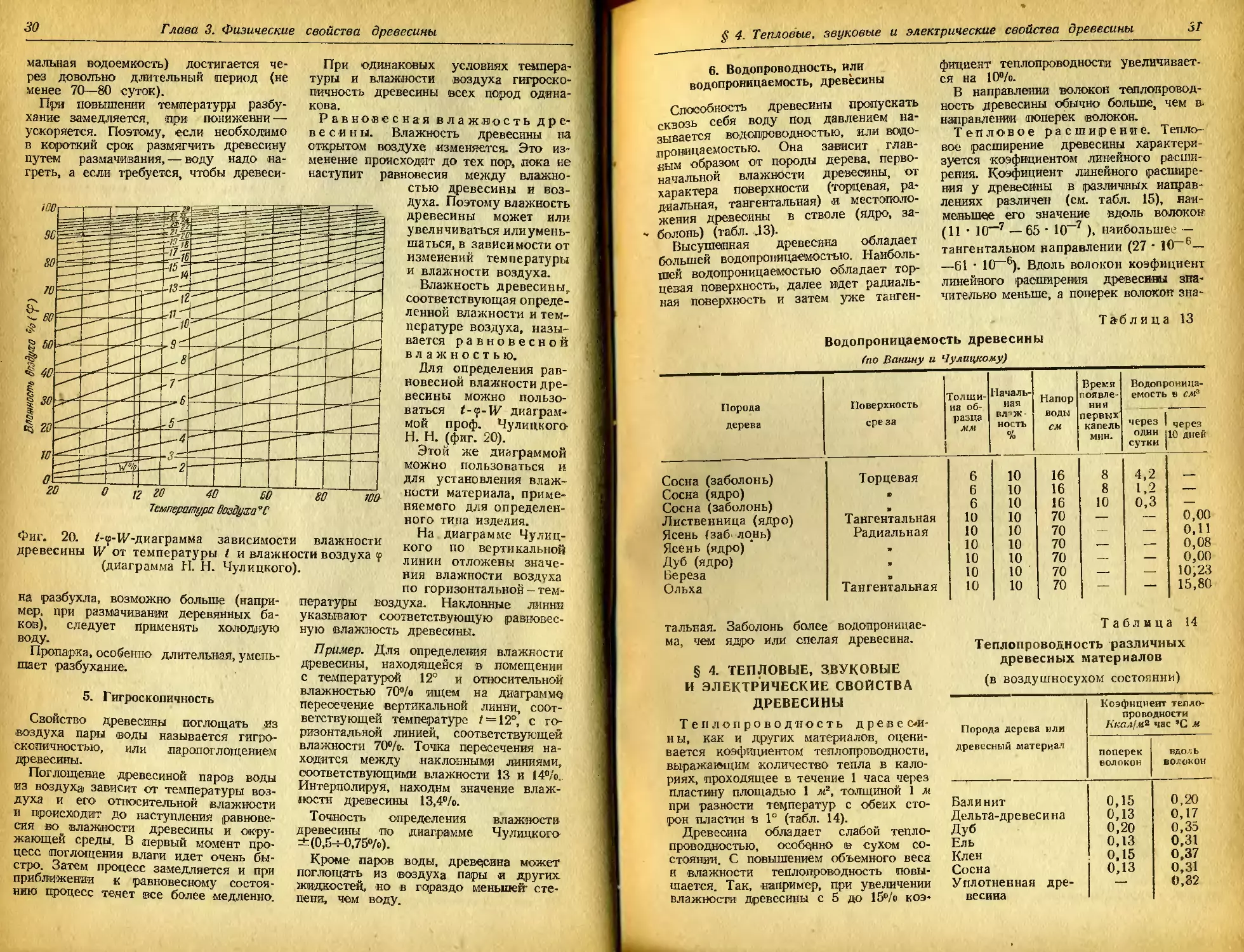
§ 4. Тепловые, звуковые и элек-
трические свойства дре-
весины ..................... . 31
Стр.
Глава 4. Механические свойства
древесины..................... 34
§ 1. Сопротивление древесины
сжатию . .... с ... . 34
1. Сопротивление сжатию
вдоль волокон. 2. Со-
противление сжатию попе-
рек волокон............34—37
§ 2. Сопротивление древесины
поперечному статическому
изгибу...................... 38
§ 3. Сопротивление древесины
ударному изгибу............. 38
§ 4. Сопротивление древесины
растяжению вдоль и попе-
рек волокон................. 39
§ 5. Сопротивление древесины
скалыванию.................. 39
1. Сопротивление перерезы-
ванию поперек волокон.
2. Сопротивление скалыва-
нию параллельно волок-
нам. 3. Сопротивление
скалыванию вдоль волокон 40
§ 6. Сопротивление древесины
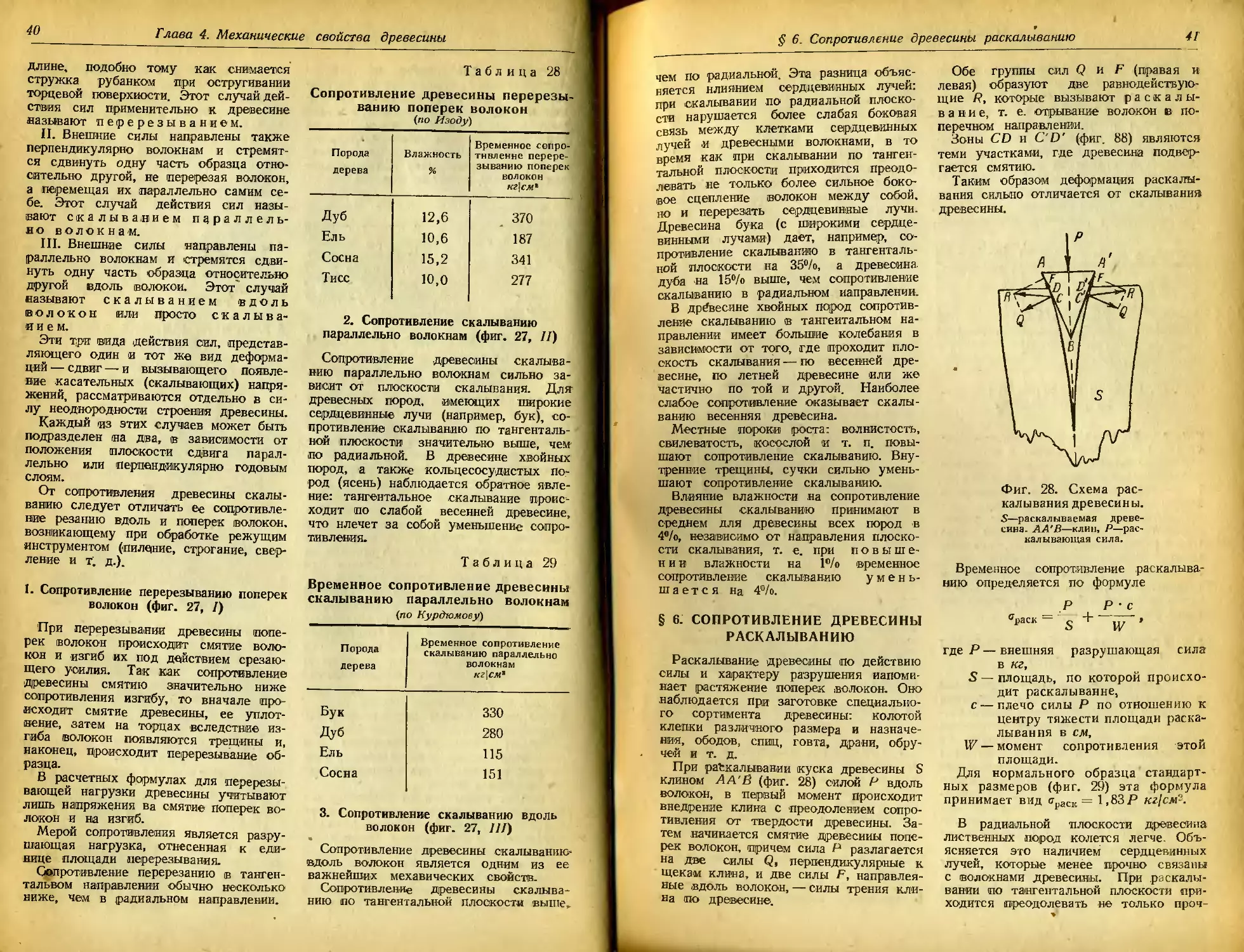
раскалыванию.............. 41
§ 7. Сопротивление древесины
кручению..................... 42
§ 8. Деформация и упругость
древесины.................... 42
§ 9. Твердость древесины ... 43
§ 10. Сопротивление древесины
изнашиванию.................. 44
§ 11. Сопротивление древесины
повторной нагрузке .... 44
Глава 5. Взаимная связь между
строением и свойствами древе-
сины ......................... 46
§ 1. Влияние ширины годичных
колец........................ 46
4
Оглавление
Стр.
§ 2. Механические свойства забо-
лони ядра, сердцевины ... 46
§3. Связь между объемным весом
и механическими свойствами
древесины и коэфициент ка-
чества ......................46
§ 4. Влияние некоторых лесо-
водственных и физических
факторов на механические
свойства древесины....... 48
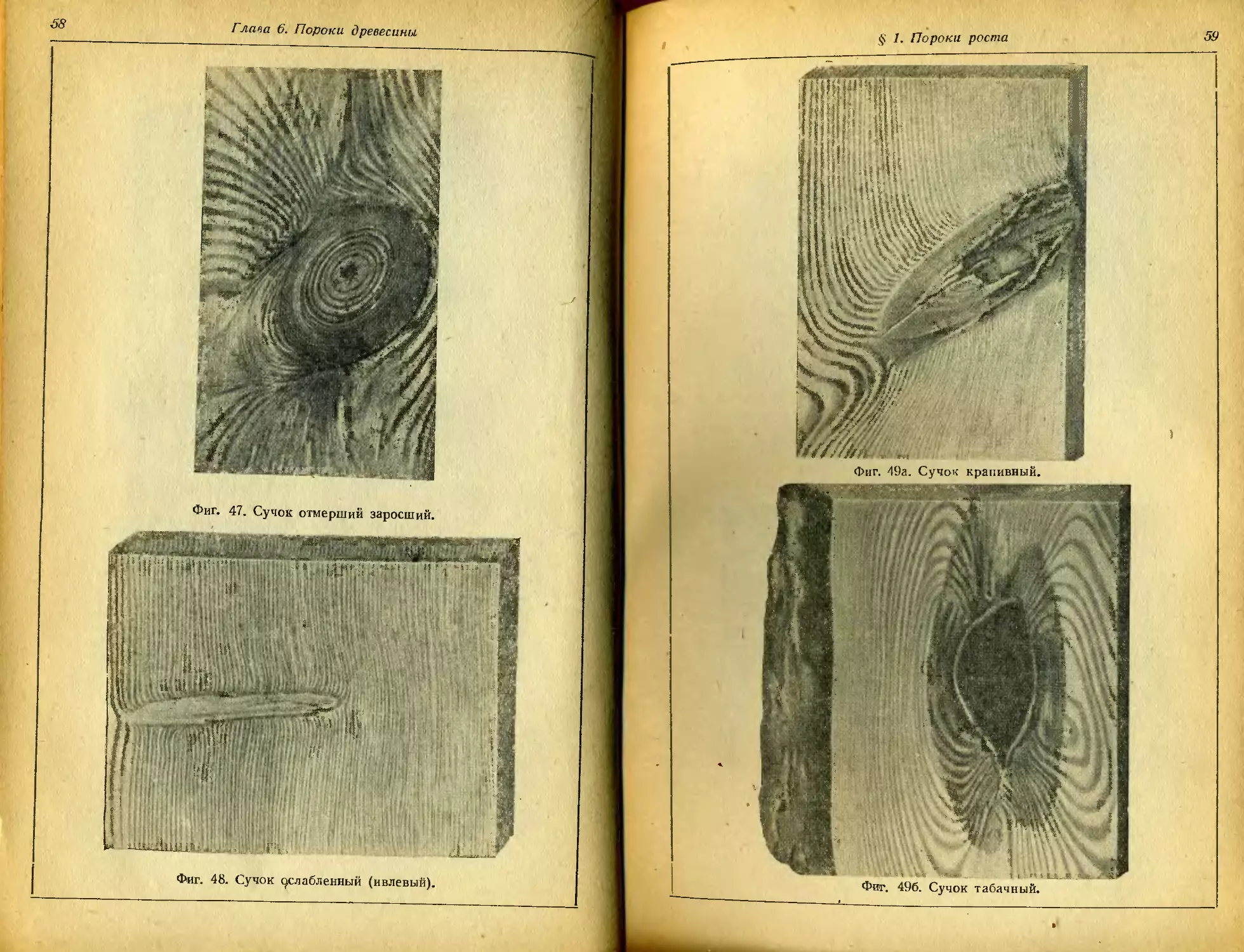
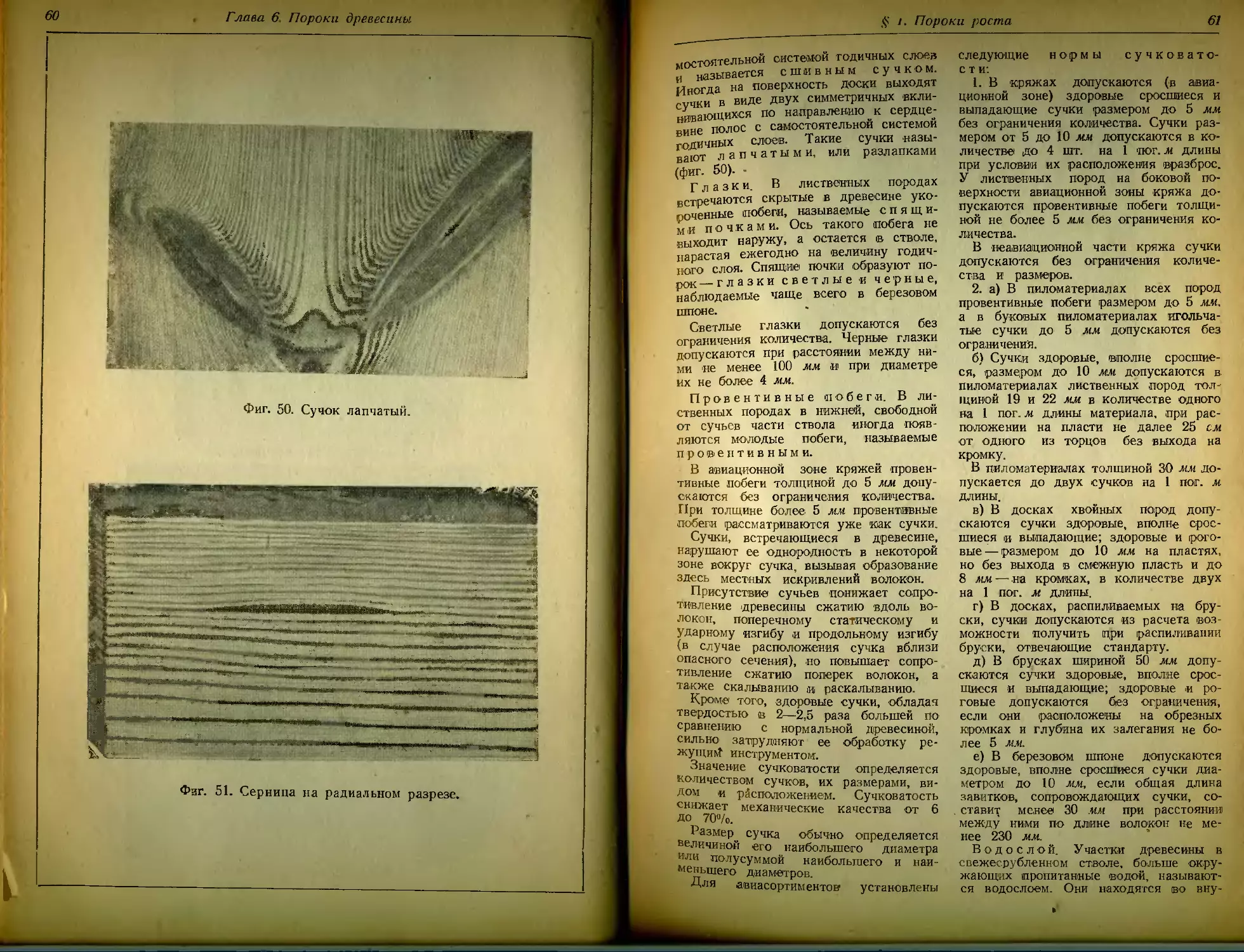
Глава 6. Пороки древесины .... 48
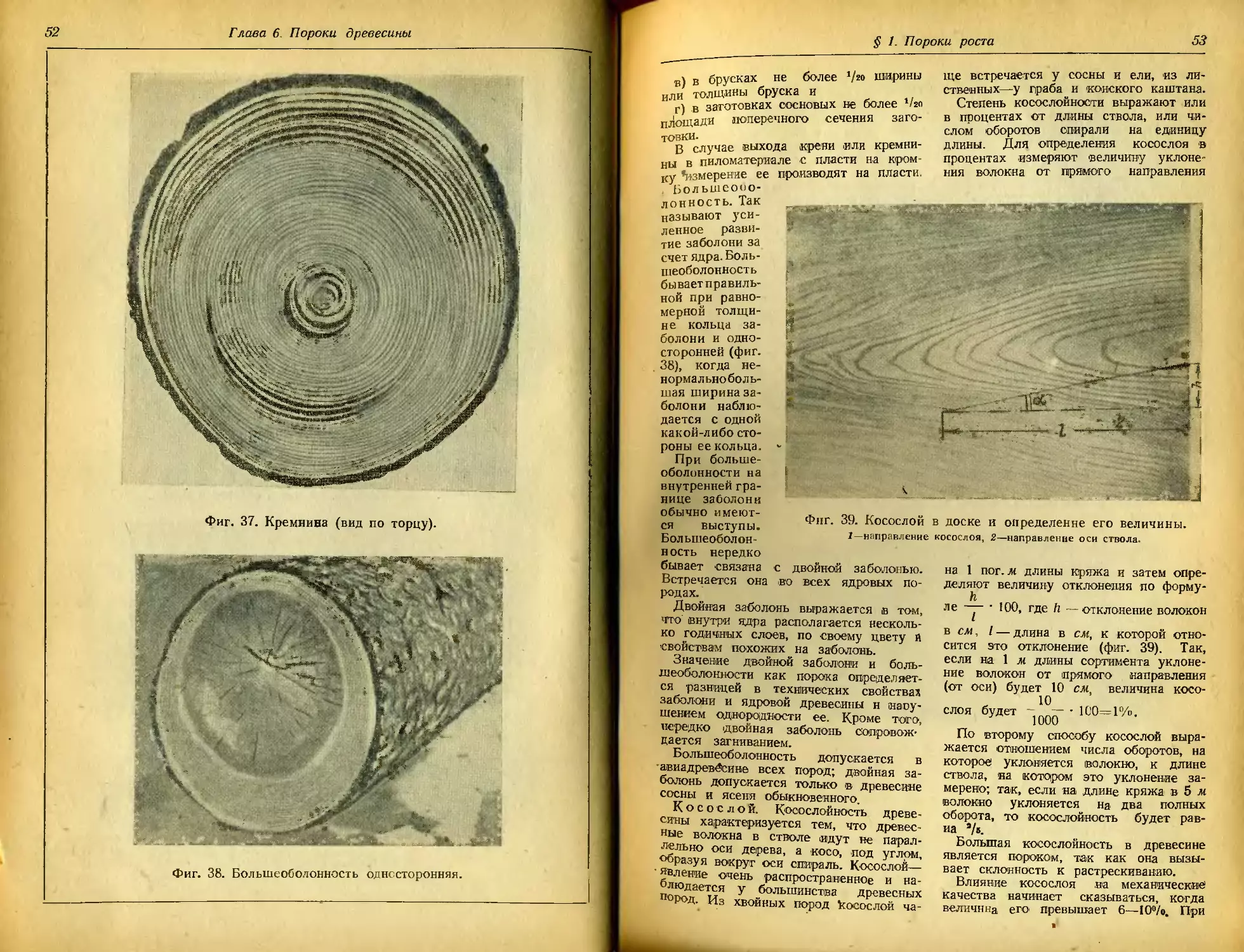
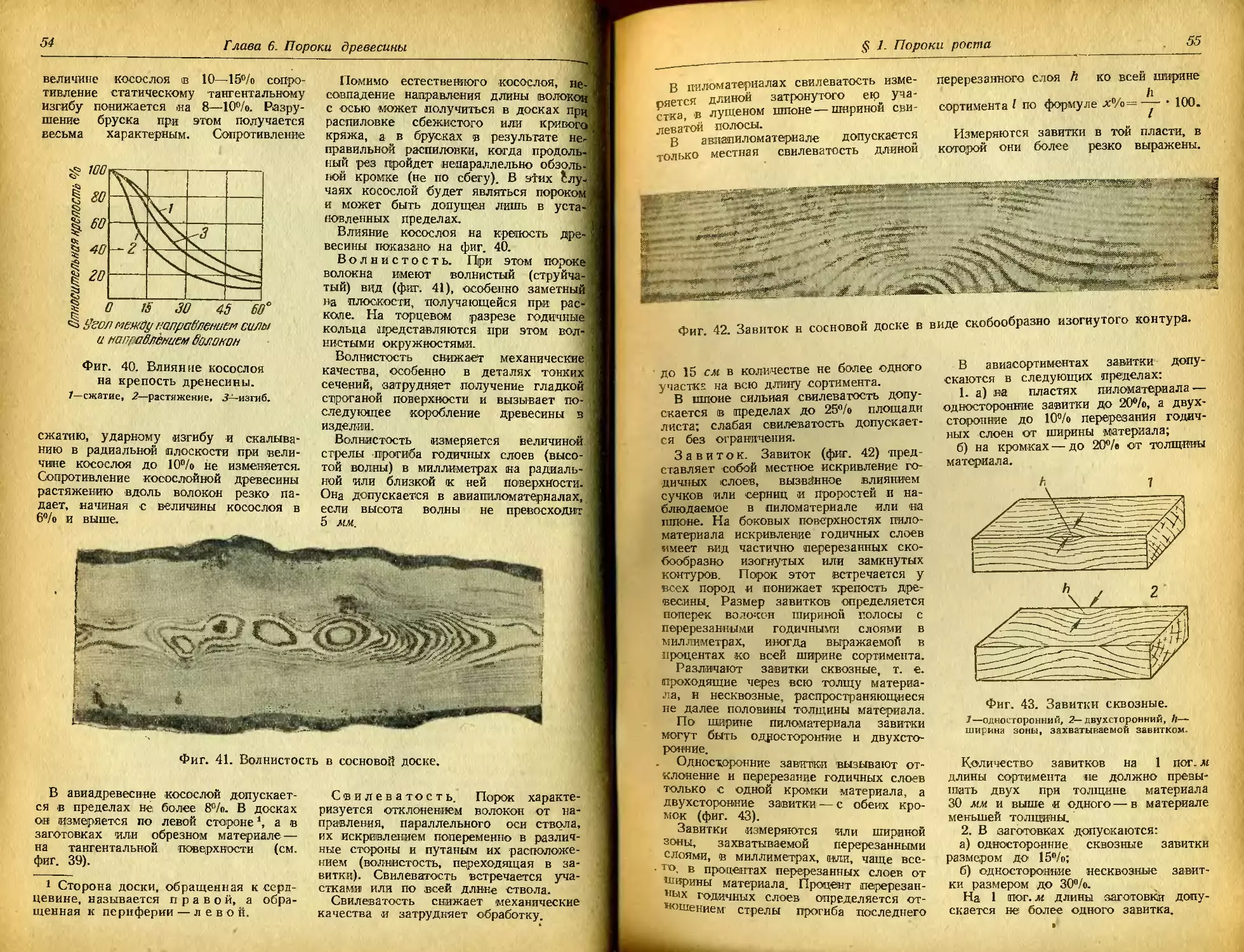
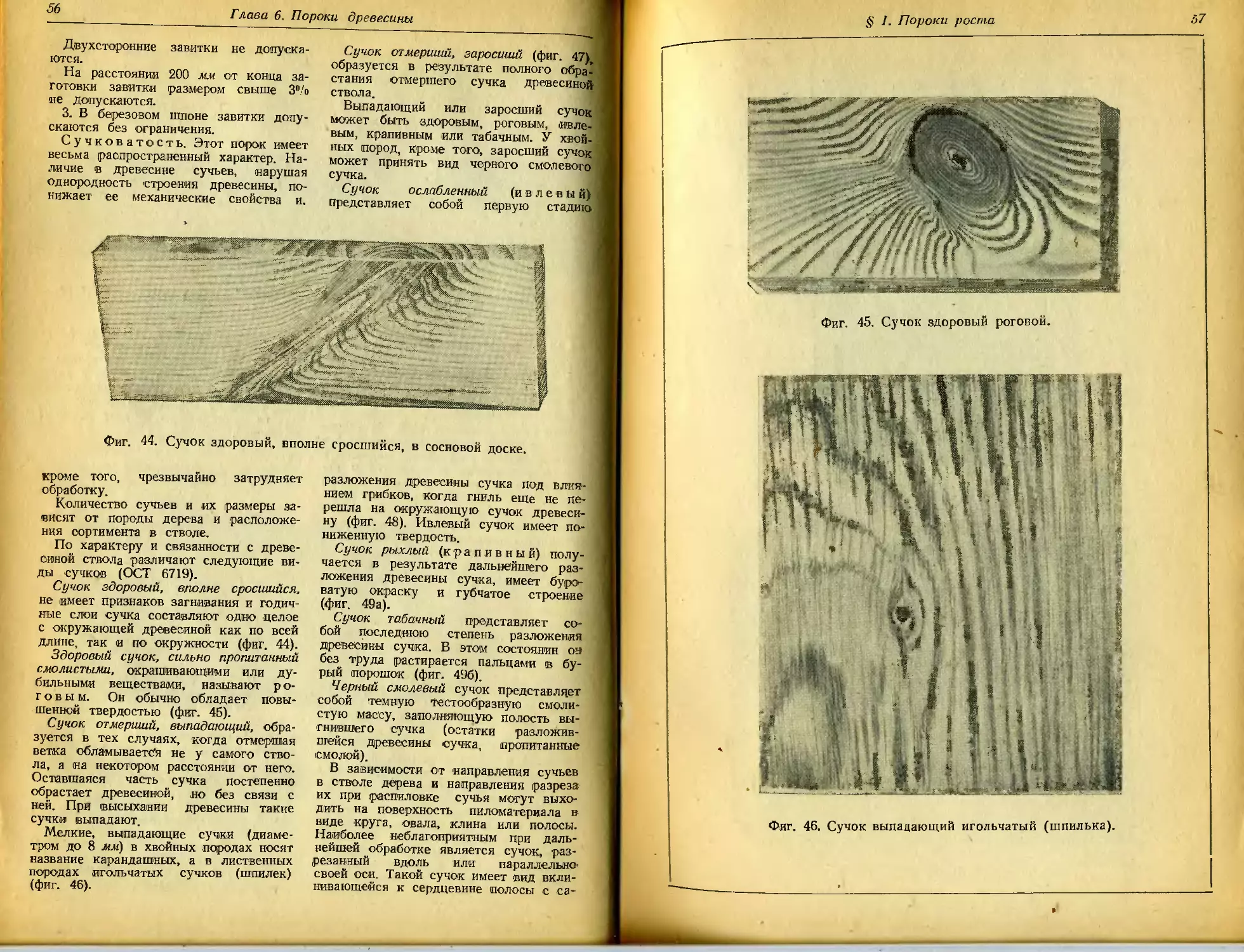
§ 1. Пороки роста........... 48
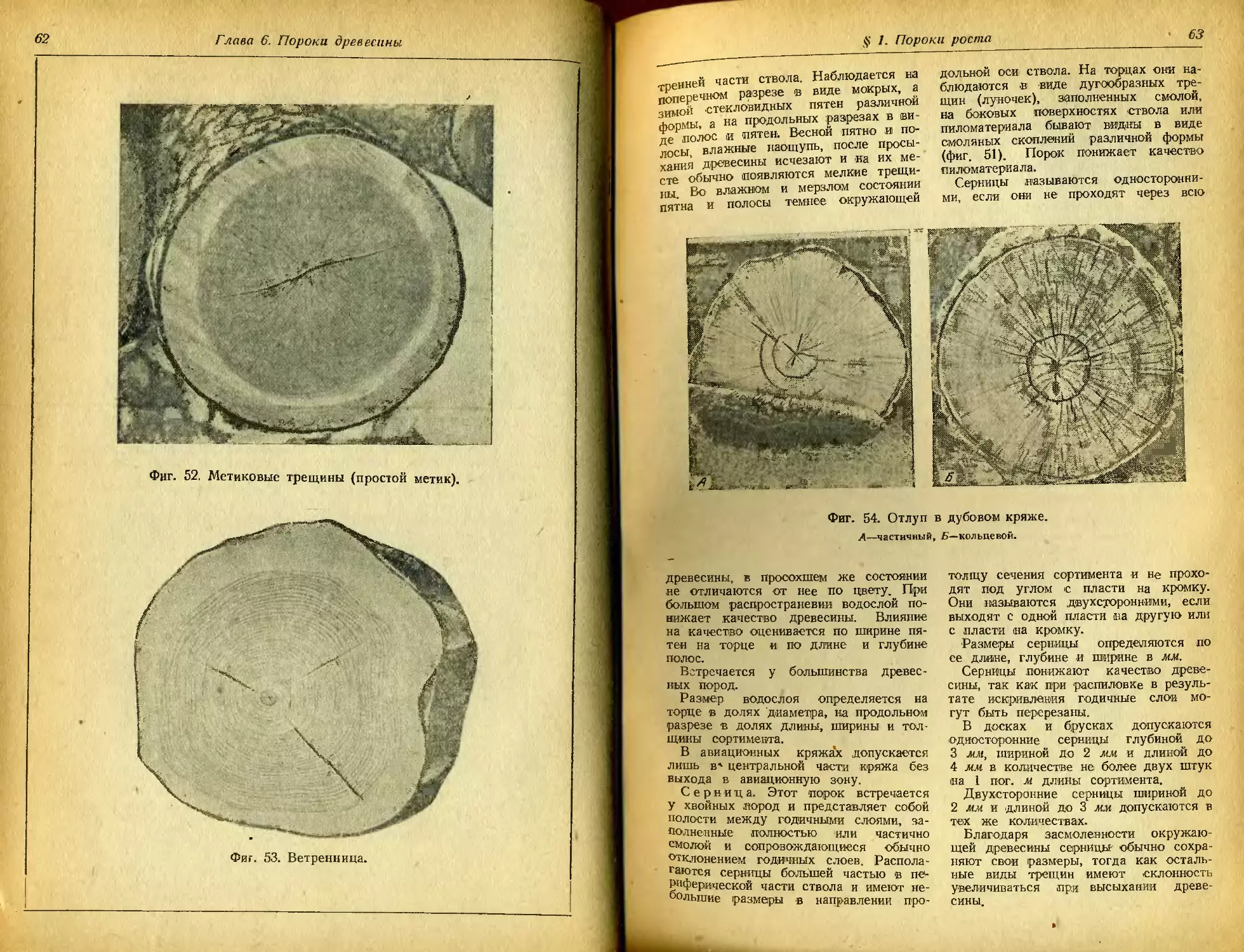
§ 2. Трещины . . . ....... 64
1. Трещины растущего дерева 64
2. Трещины на срубленном
дереве .................. 64
§ 3. Паразитарные пороки .... 65
1. Микологические пораже- (
ния древесины. 2. Цветные
краски негрибного проис-
хождения ..................65—68
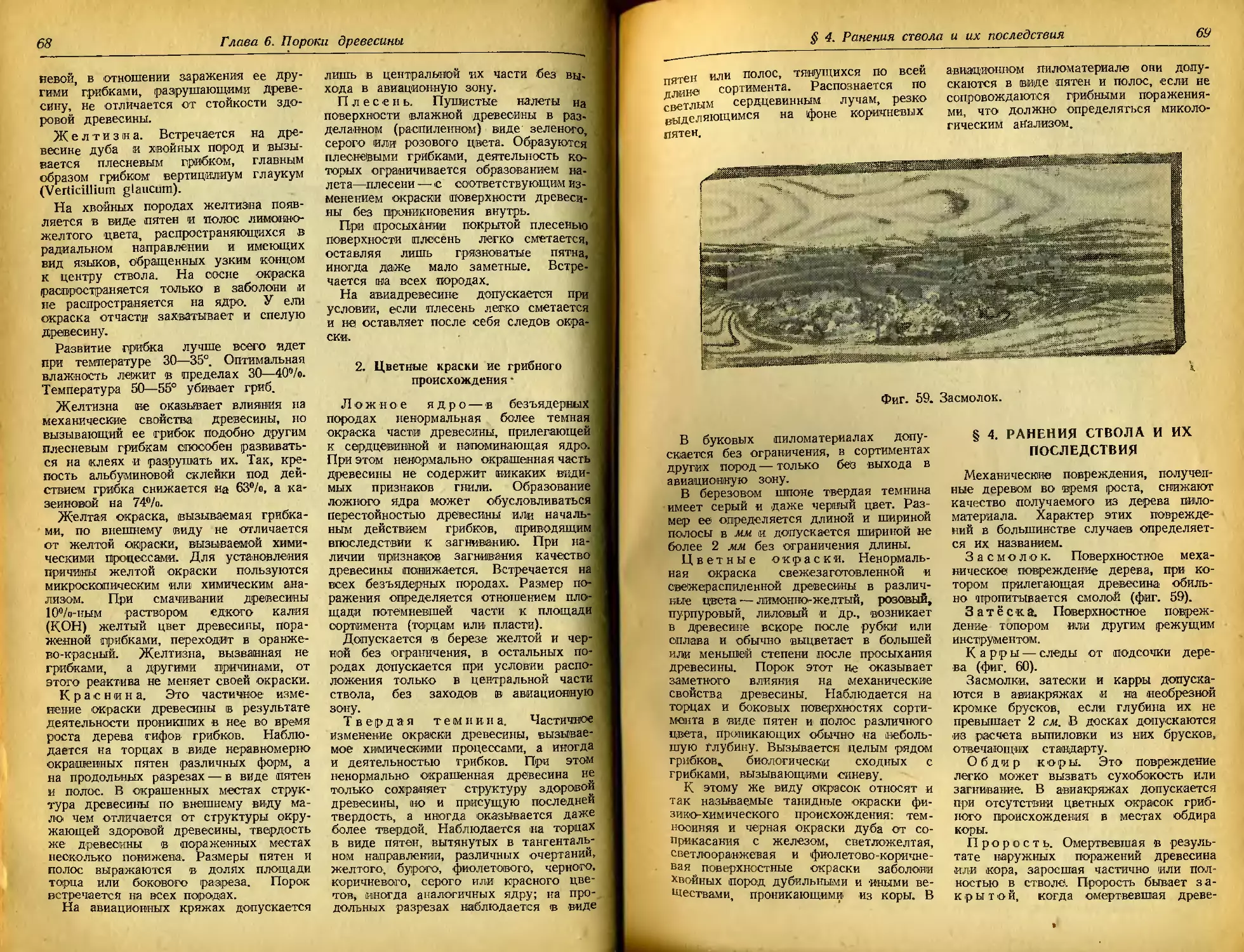
§ 4. Ранения ствола и йх послед-
ствия . ... ........ 69
§ 5. Повреждения насекомыми . 72
Глава 7. Древесные породы, при-
меняемые в самолетостроении 73
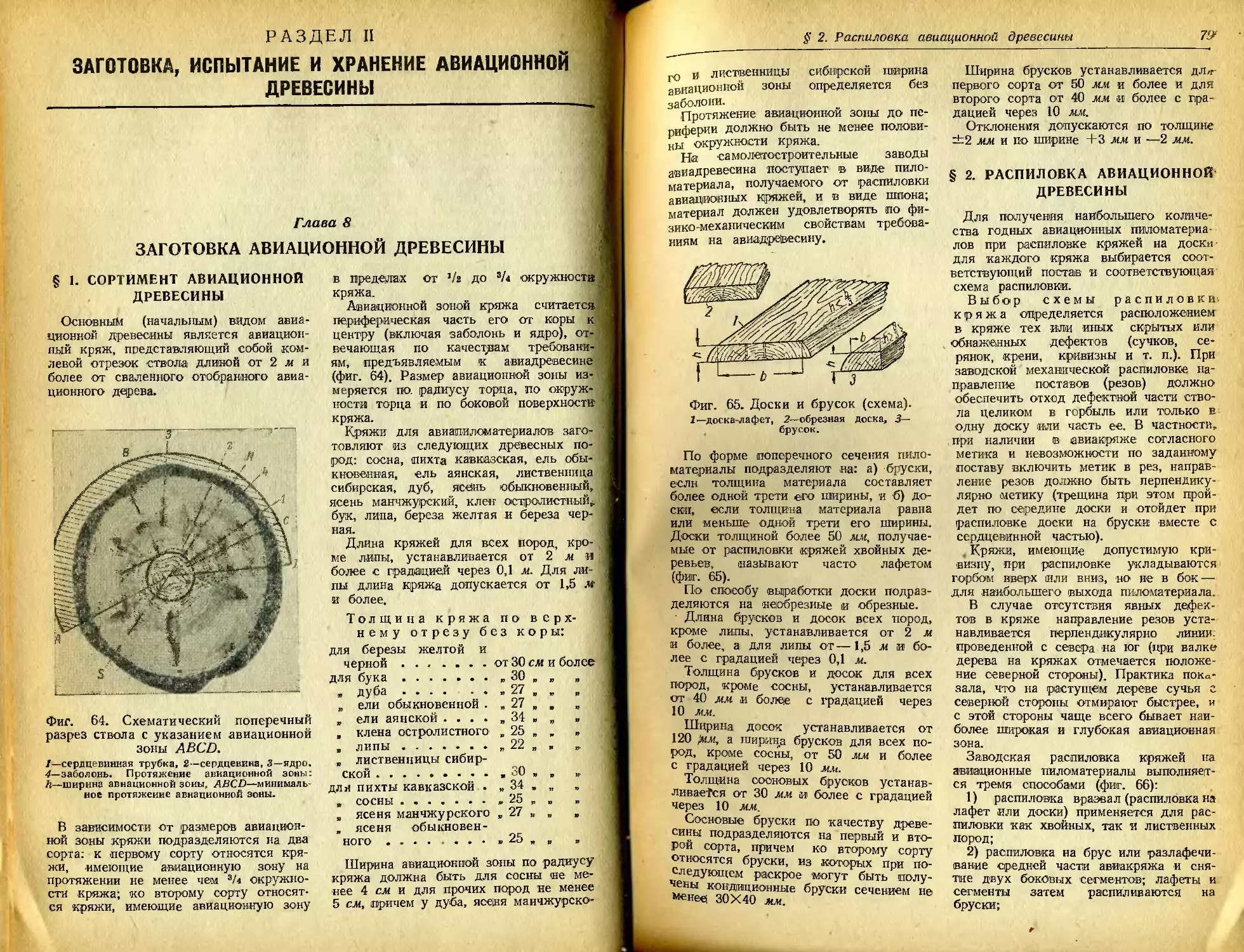
§ 1. Авиационная древесина 73
§ 2. Поделочная древесина ... 74
§ 3. Породы-заменители . . .75
§ 4. Отделочные породы .... 76
§ 5. Основные древесные поро-
ды, применяемые в зарубеж-
ном самолетостроении . . 76
Раздел II
ЗАГОТОВКА, ИСПЫТАНИЕ И ХРАНЕНИЕ
АВИАЦИОННОЙ ДРЕВЕСИНЫ
Глава 8. Заготовка авиационной
древесины................... . 78
§ 1. Сортимент авиационной
древесины .... 78
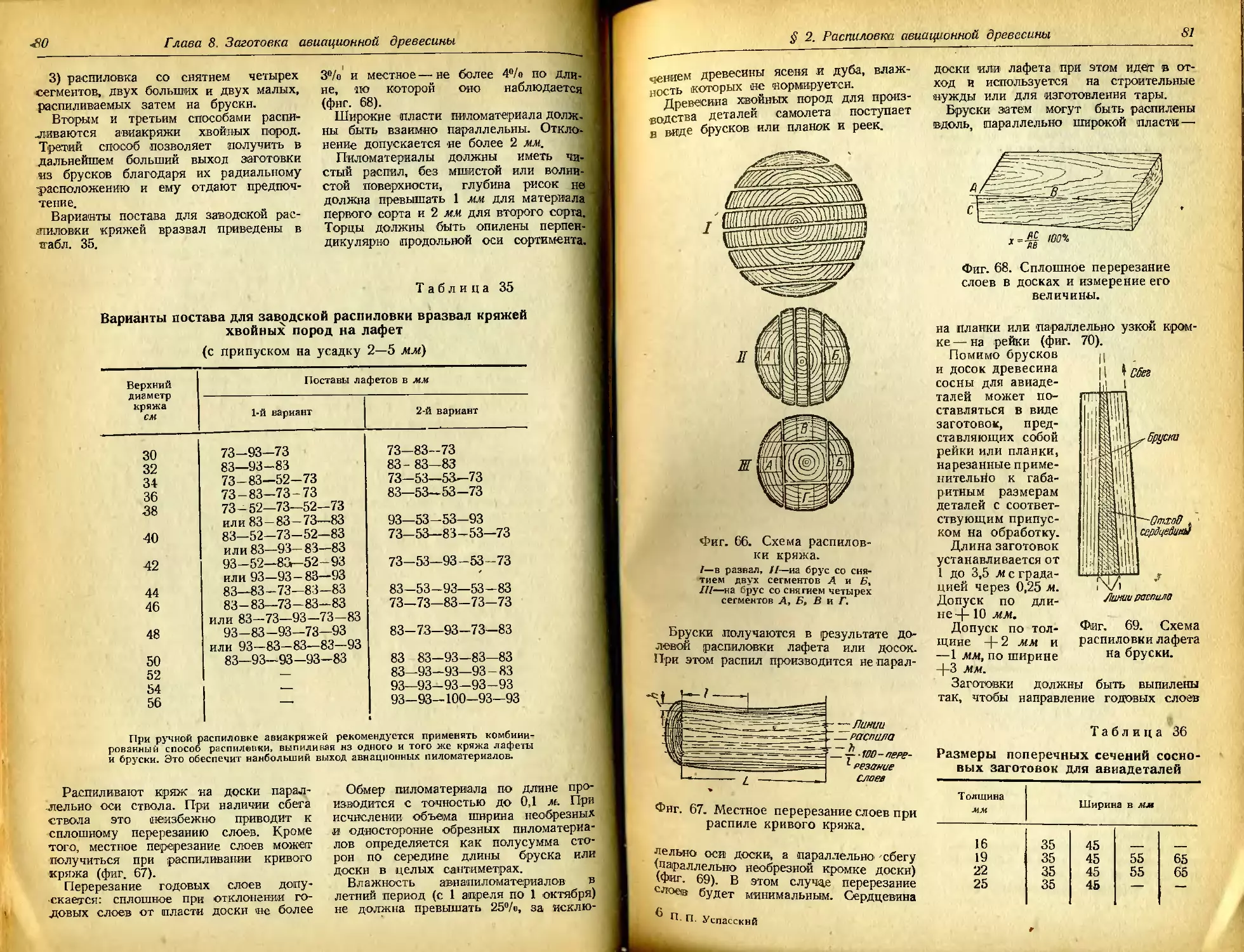
§ 2. Распиловка авиационной
древесины ..................79
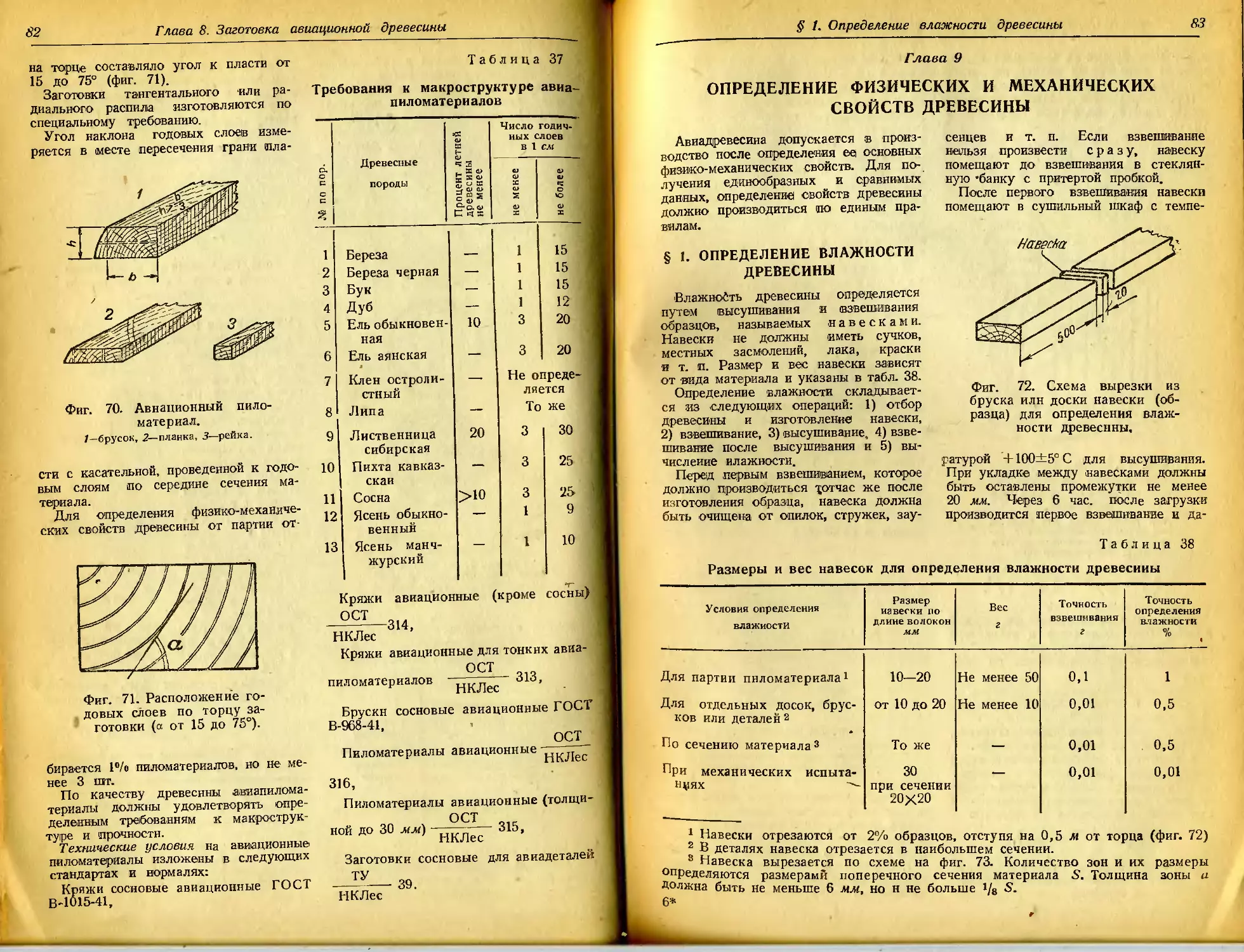
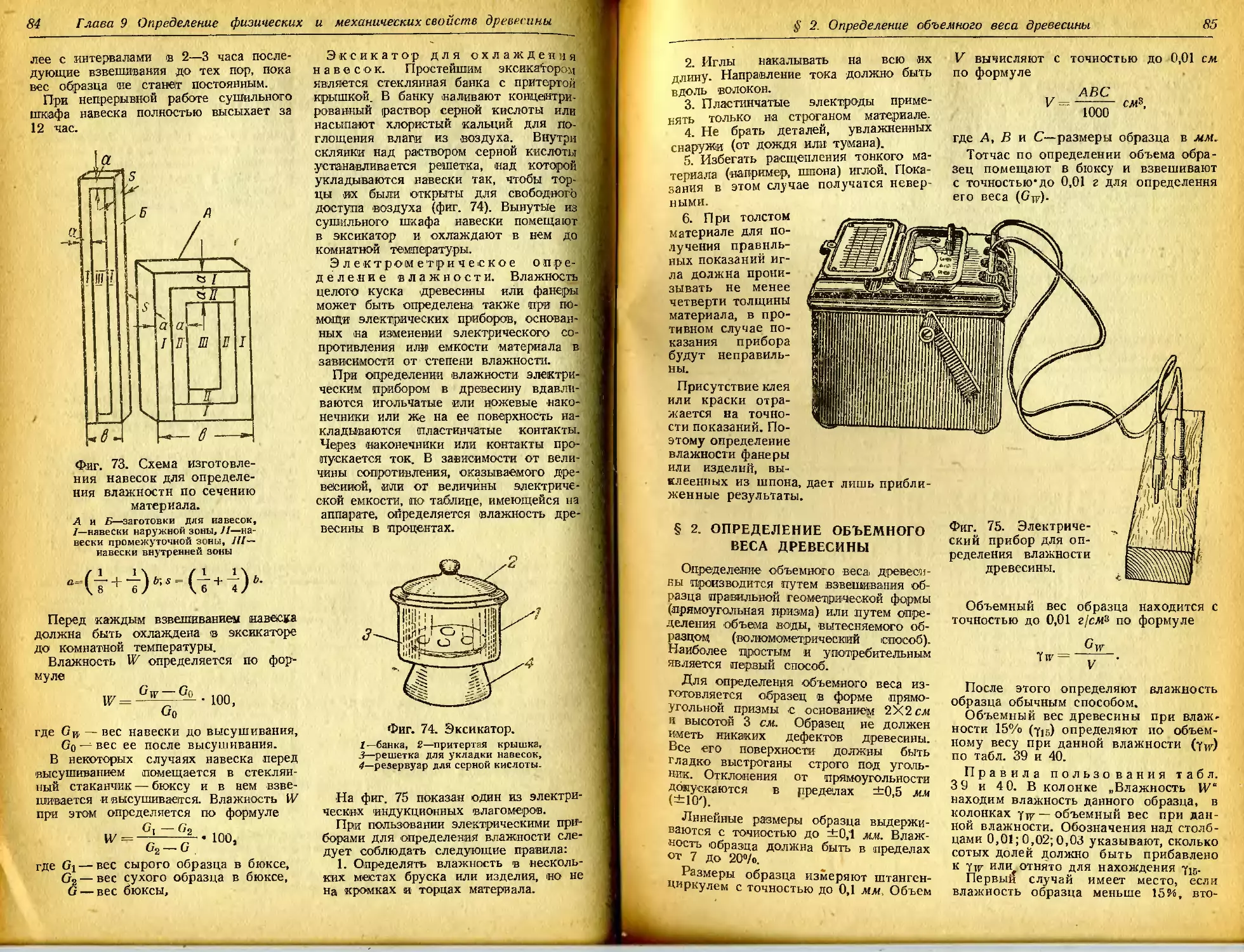
Глава 9. Определение физиче-
ских и механических свойств
древесины .....................83
§ 1. Определение влажности
древесины ... ... 83
Стр.
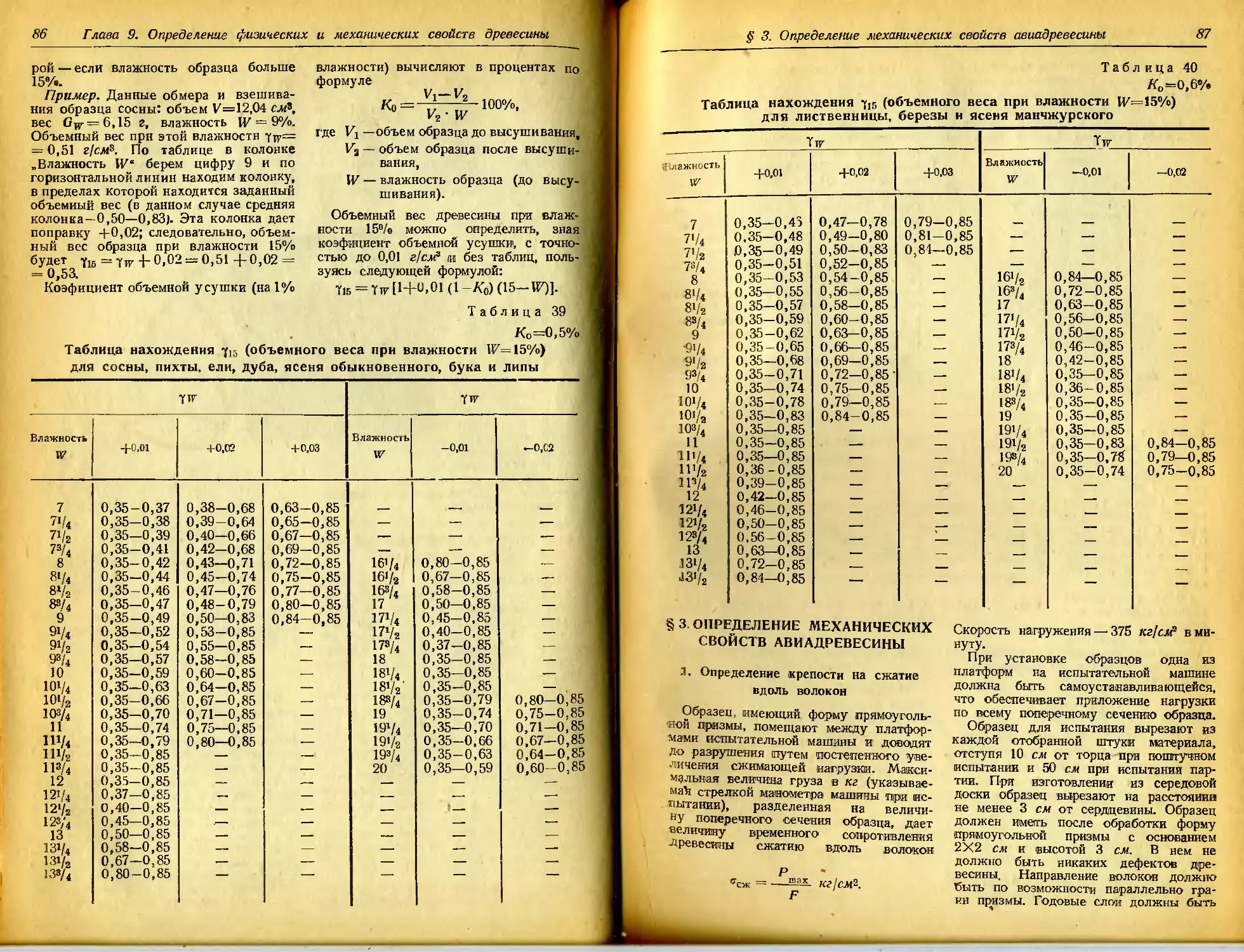
§ 2. Определение объемного веса
древесины .................. 85
§ 3. Определение механических
свойств авиадревесины ... 87
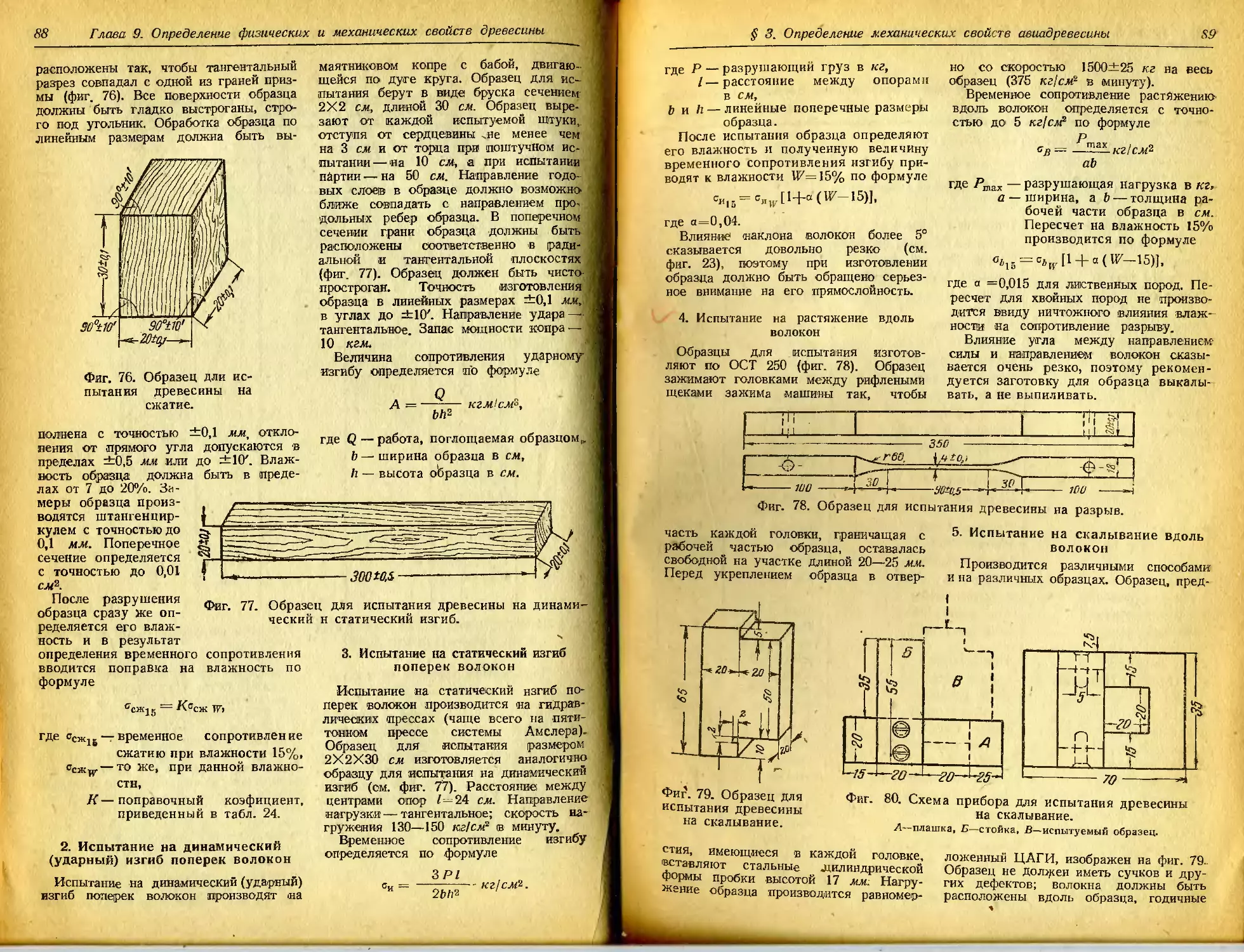
1. Определение крепости на
сжатие вдоль волокон.2.Ис-
пытание на динамический
(ударный) изгиб поперек во-
локон. 3. Испытание на ста-
тический изгиб поперек во-
локон. 4 Испытание на ра-
стяжение вдоль волокон.
5.Испытание на скалывание
вдоль волокон. 6. Опреде-
ление твердости .... 87—92
Глава 10. Шпон и файера авиа-
ционные . ............. 93
§ 1. Шпон авиационный .... 93
1. Шпон березовый авиаци-
онный. 2. Шпон сосновый
строганый.............93—94
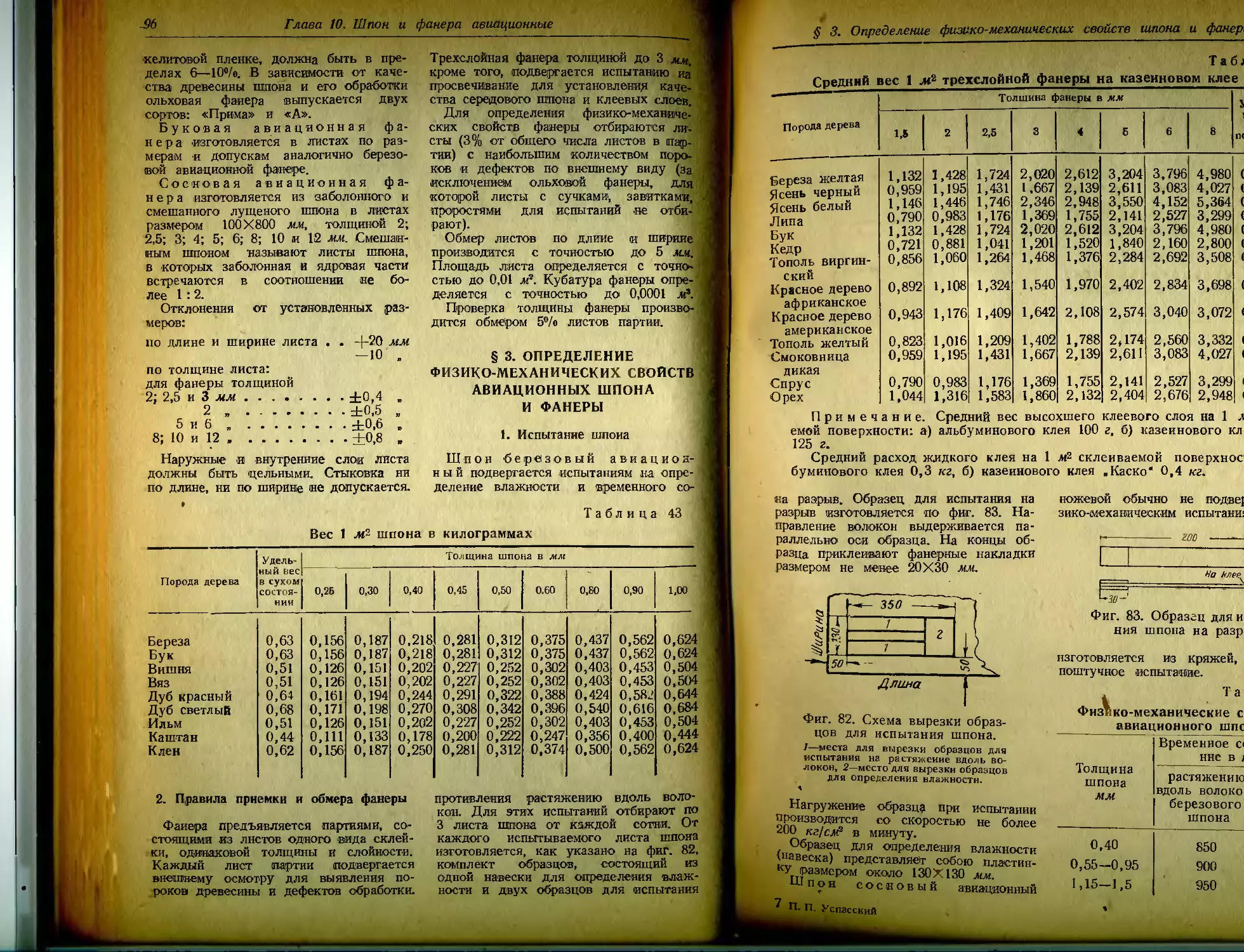
§ 2. Фанера авиационная • , • 95
1. Сорта фанеры. 2. Правила
приемки и обмера фане-
ры .......................95—96
§ 3. Определение физико-меха-
нических свойств авиацион-
ных шпона и фанеры . . .96
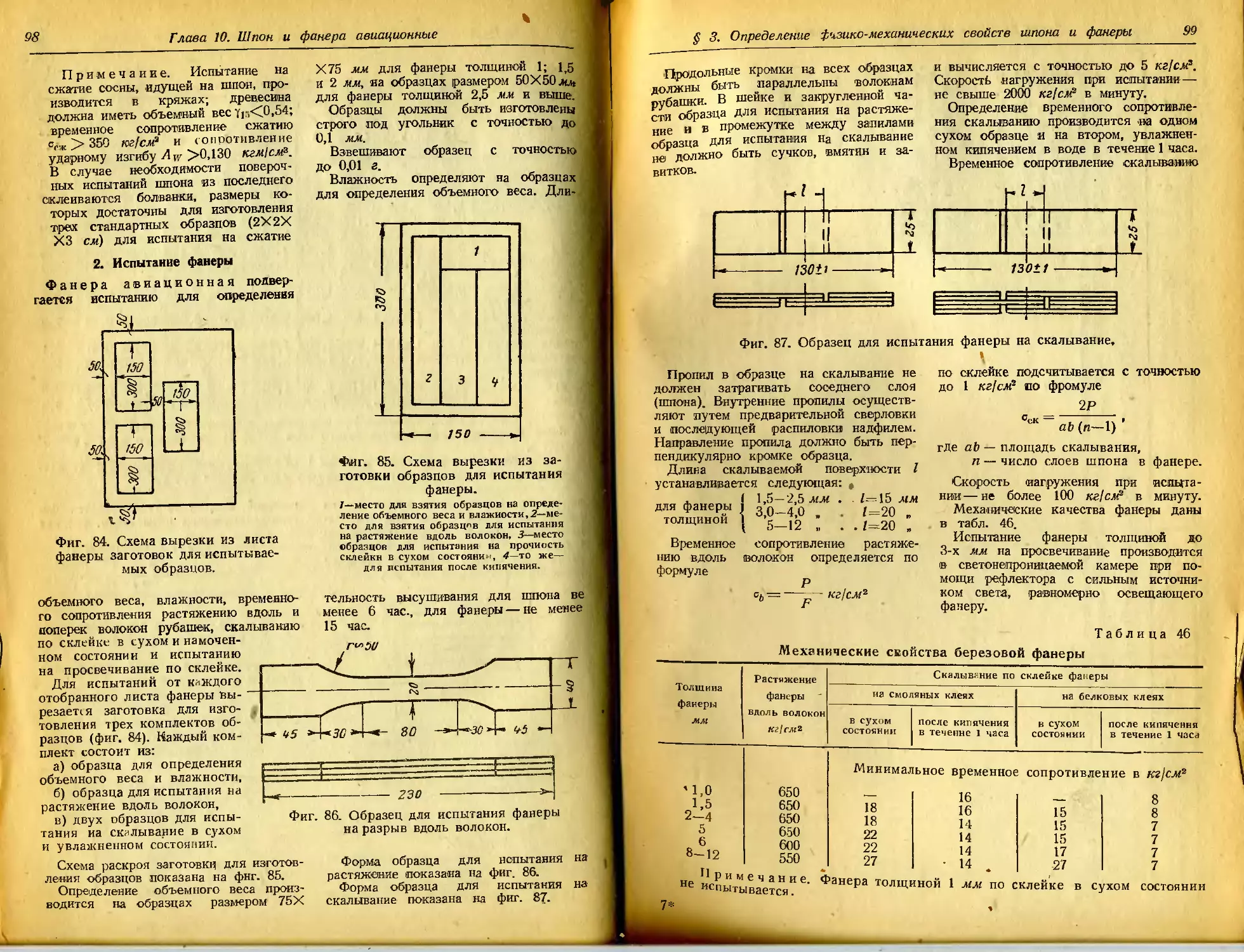
1. Испытание шпона. 2. Ис-
пытание фанеры . . . 96—98
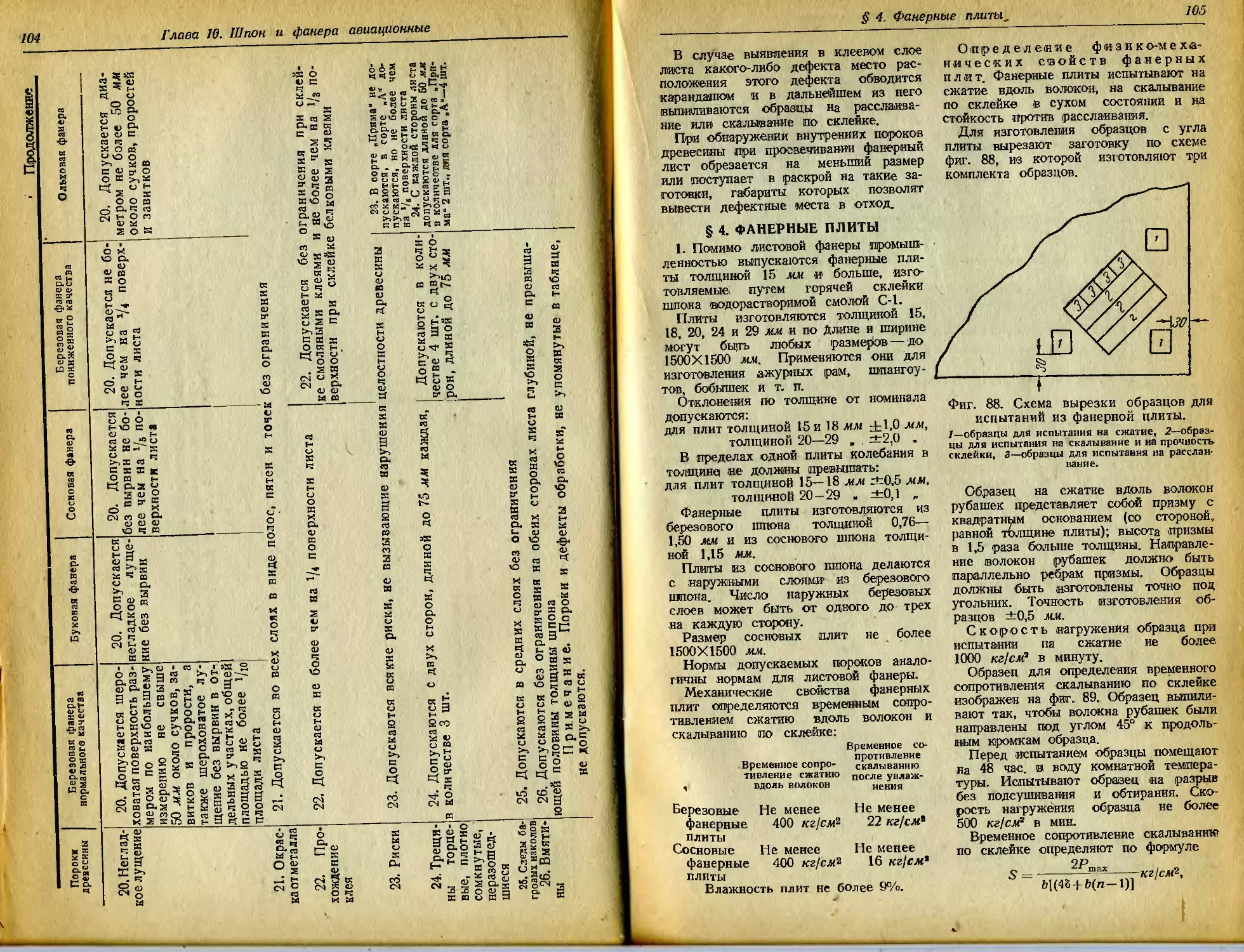
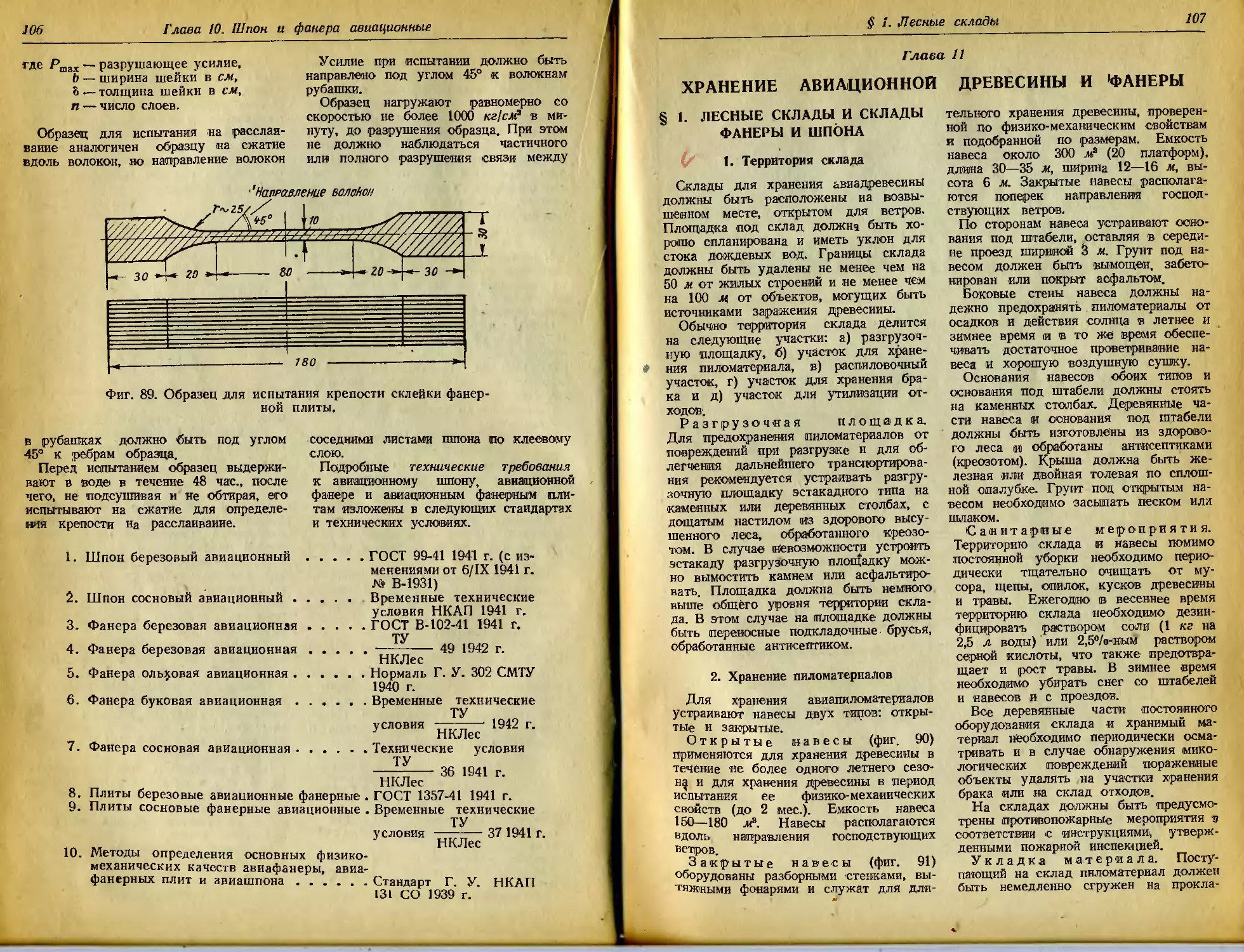
§ 4. Фанерные плиты . . . . 105
1. Фанерные плиты. Опреде-
ление физико - механиче-
ских свойств авиационных
плит . . . ...............105
Глава 11. Хранение авиационной
древесины и фанеры . ... 107
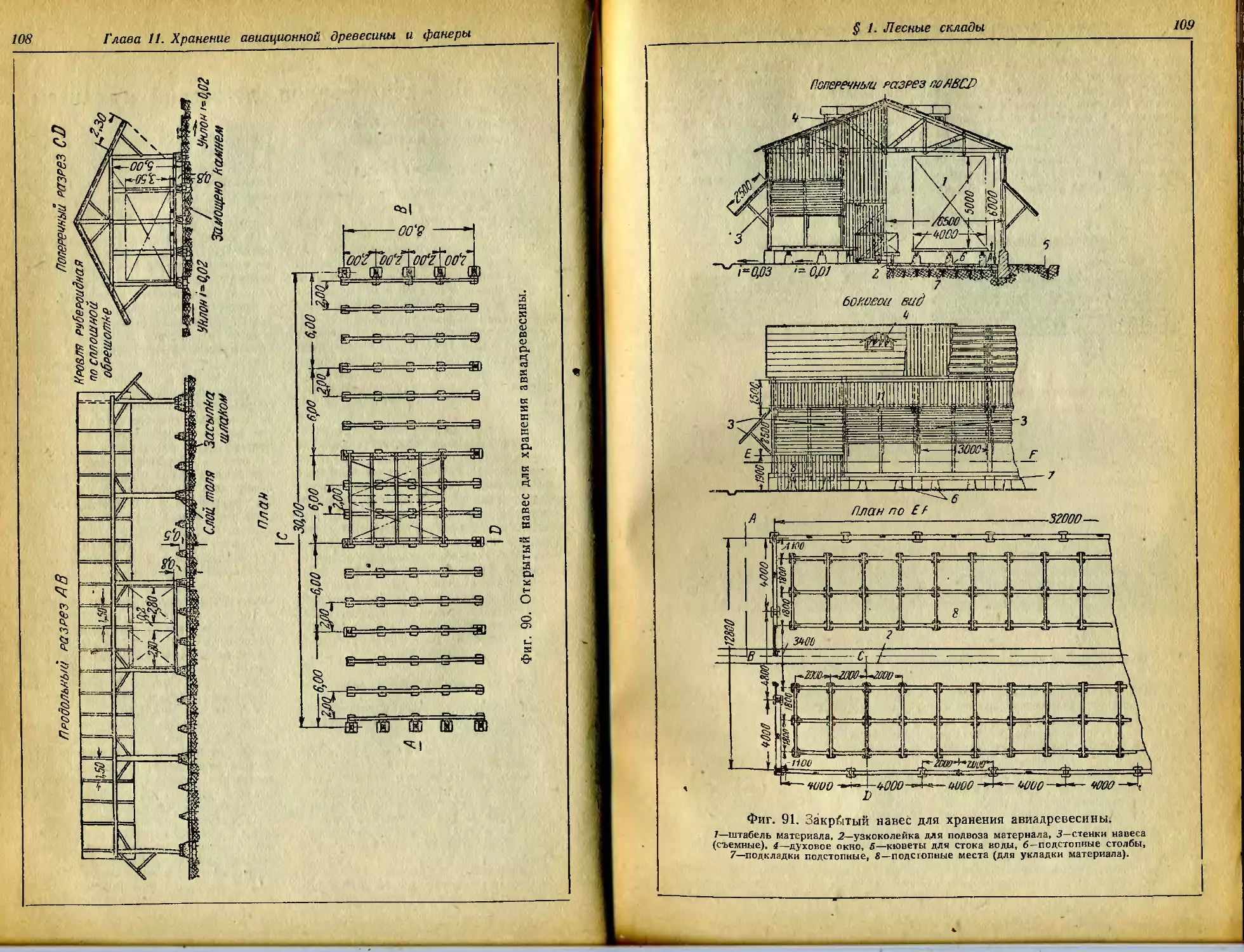
§ 1. Лесные склады и склады
фанеры и шпона . . . 107
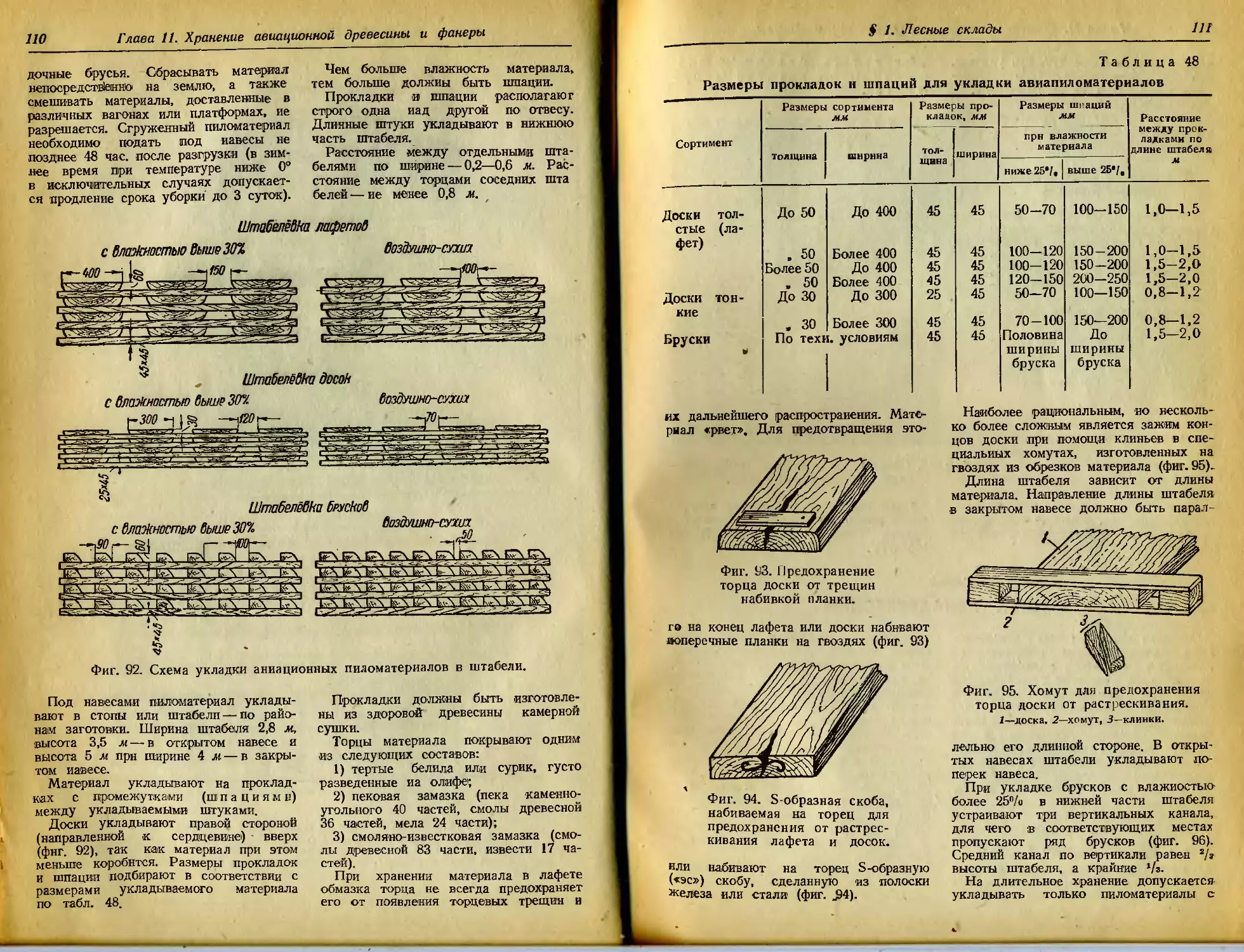
1. Территория склада. 2. Хра-
нение пиломатериалов.
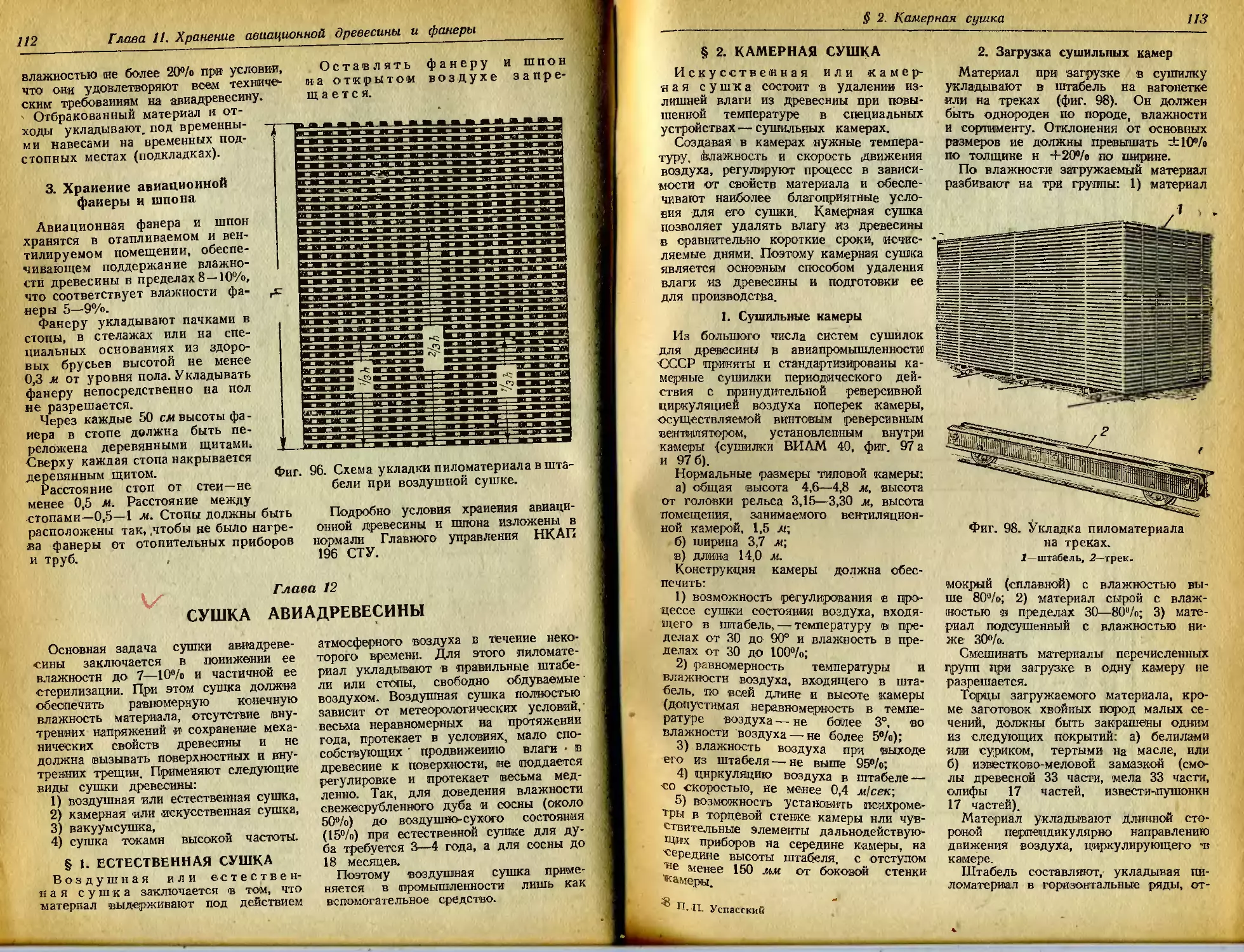
3. Хранение авиационной
фанеры и шпона . . 107—112
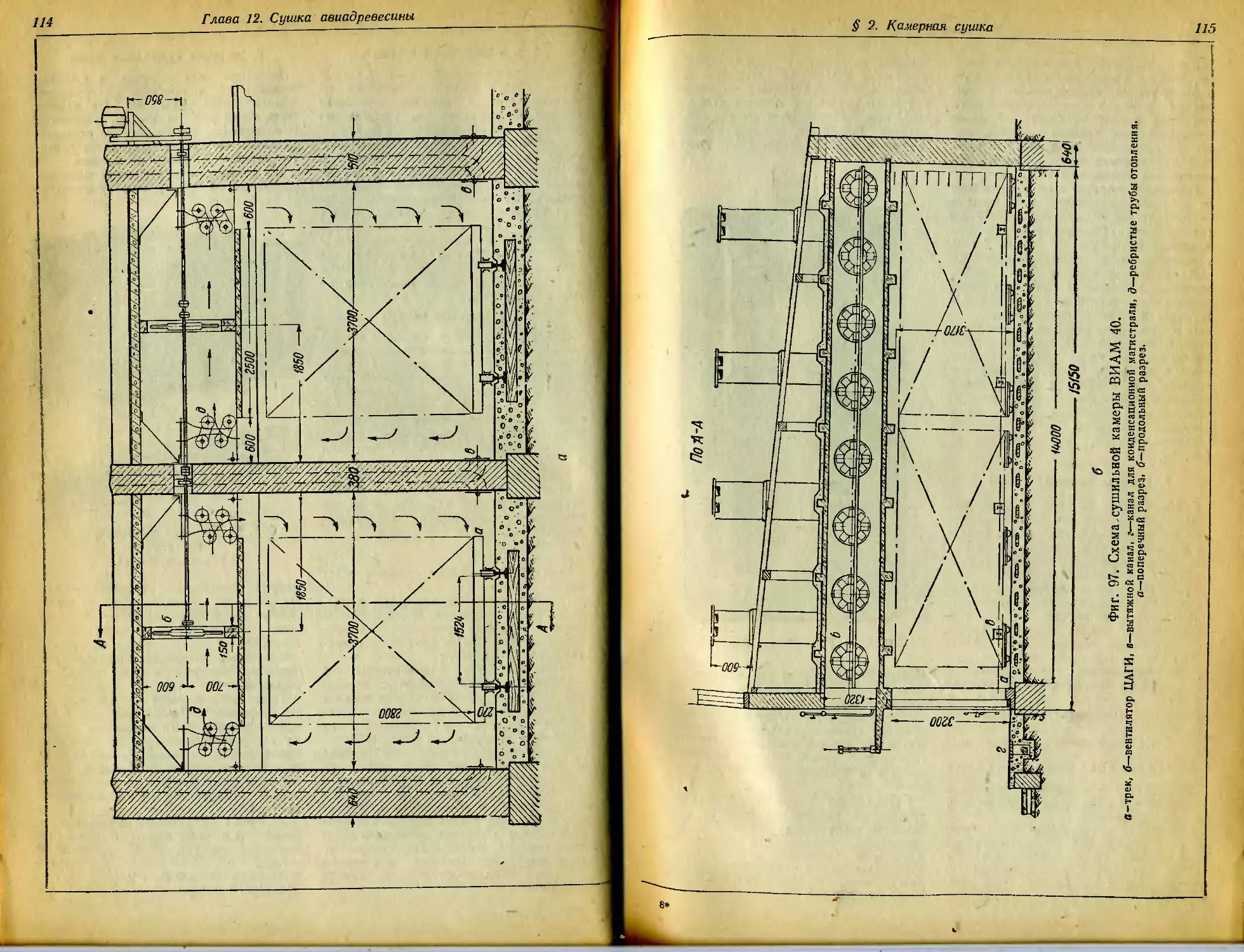
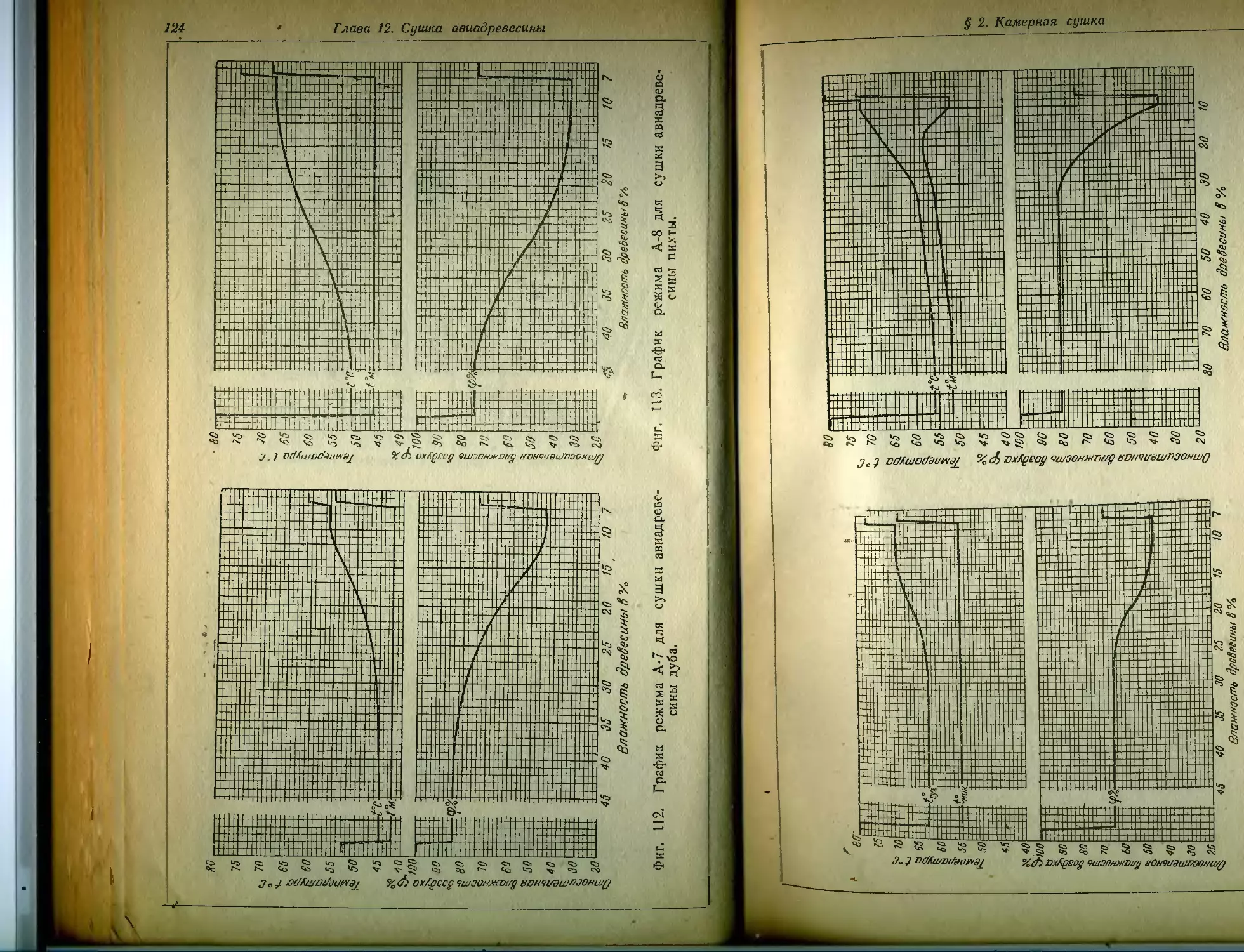
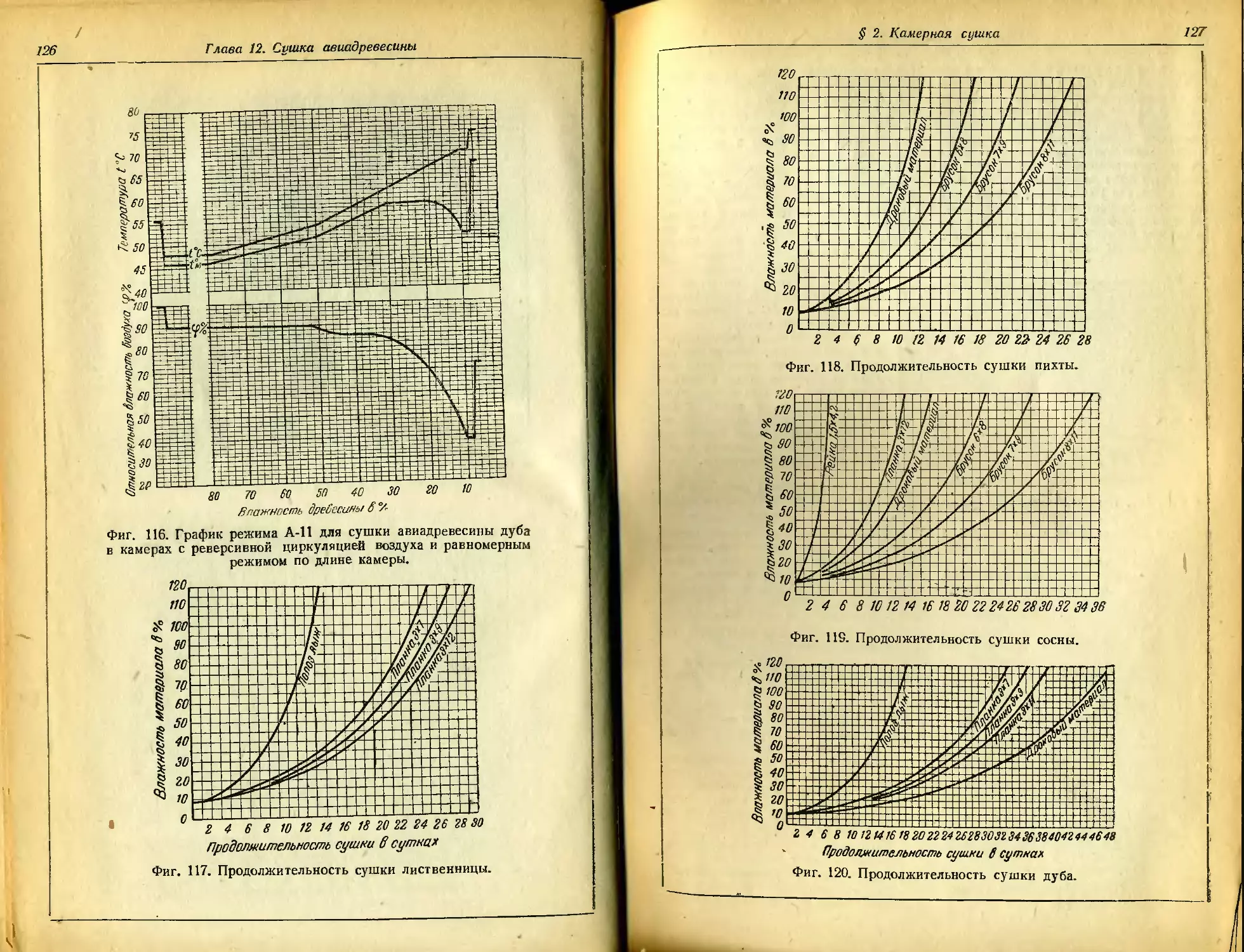
Глава 12. Сушка авиадревесины 112
§ 1. Естественная сушка ... 112
§ 2 Камерная сушка .... 113
Стр.
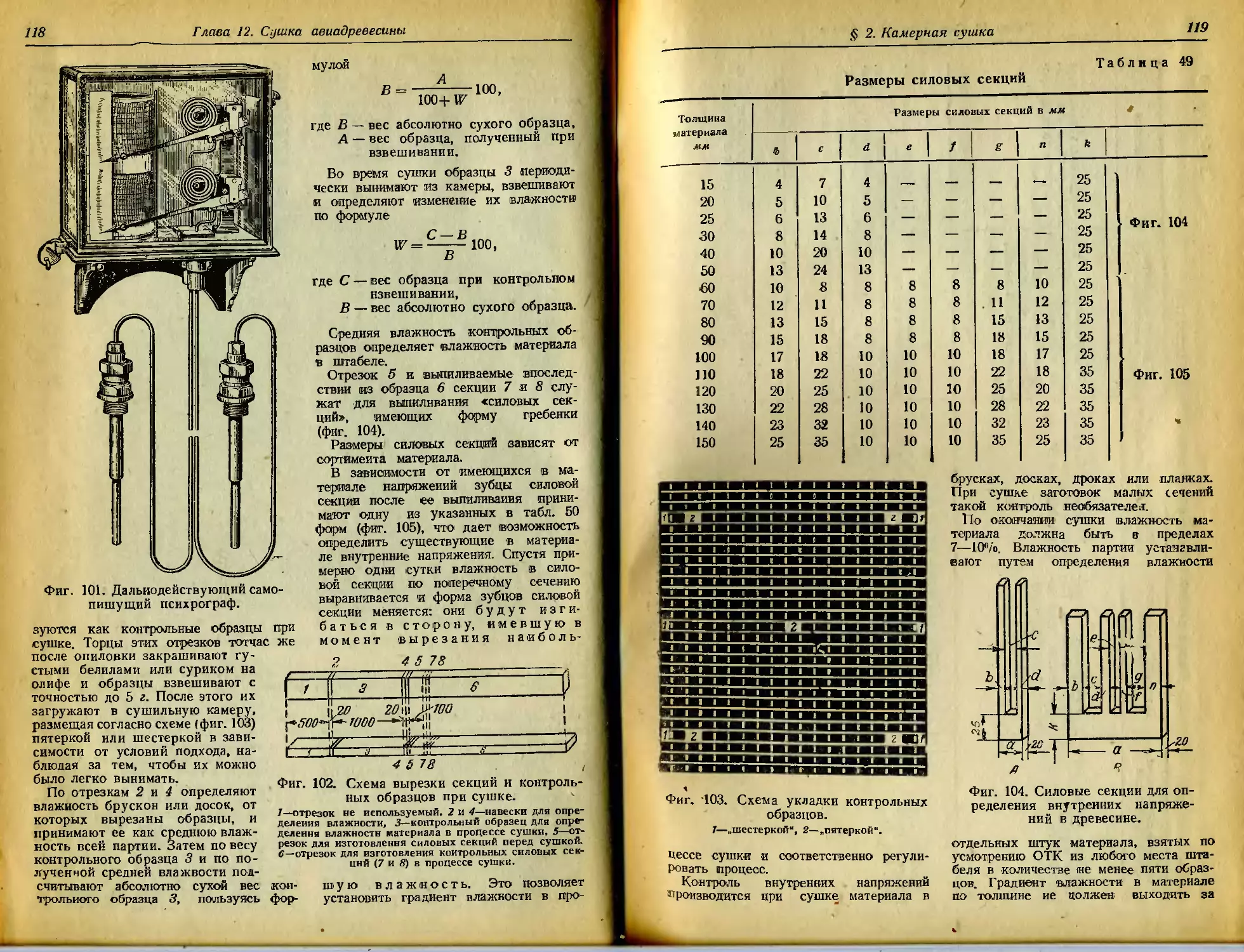
1. Сушильные камеры. 2. За-
грузка сушильных камер.
3. Процесс камерной суш-
ки. 4. Контроль процесса
сушки. 5. Режимы сушки.
6. Некоторые справочные
данные к расчету сушиль-
ных камер...........113—128
§ 3. Вакуумсушка............129
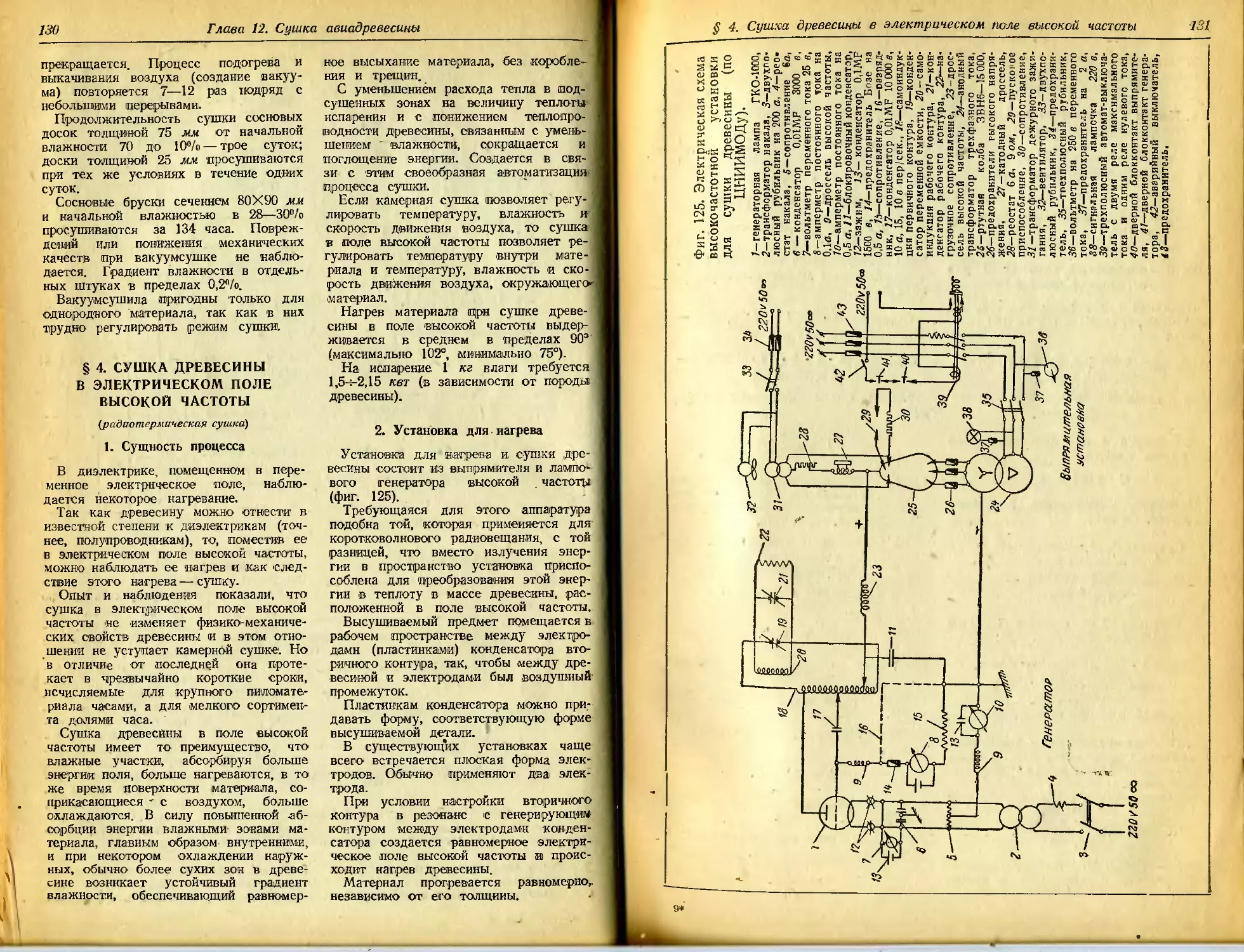
§ 4. Сушка древесины в элект-
рическом поле высокой час-
тоты (радиотермическая суш-
ка) .........................130
1. Сущность процесса. 2.Уста-
новка для нагрева. 3. Ос-
новные данные для тепло-
вого расчета........130—132
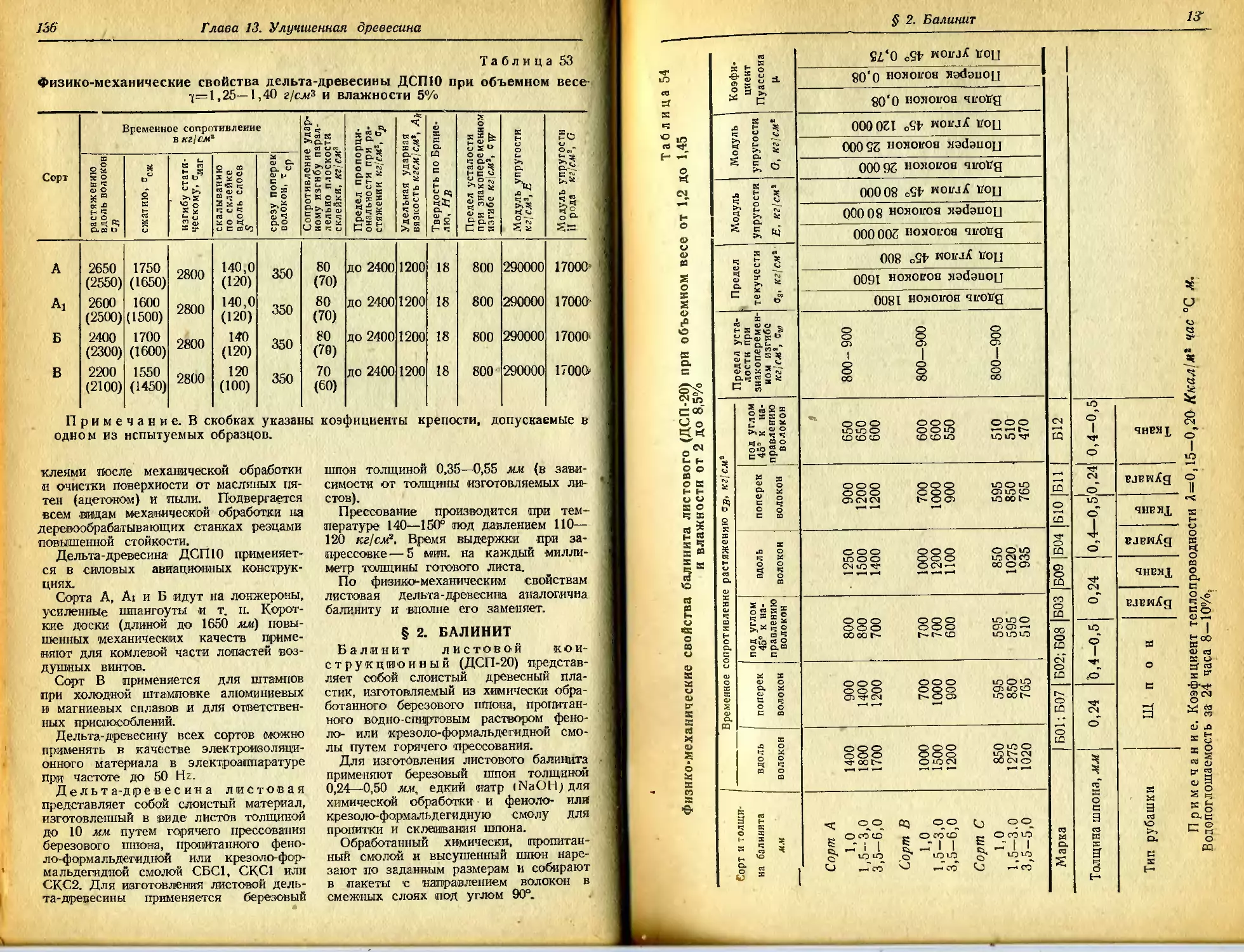
Глава 13. Улучшенная древесина 134
§ 1. Дельта-древесина ..... 134
§ 2. Балинит................136
§ 3. Различные виды облагоро-
женной древесины............138
1. Баркалаит. 2. Дерево Швар-
ца. 3. Месонит. 4. Импрег.
5. Компрег..........138—139
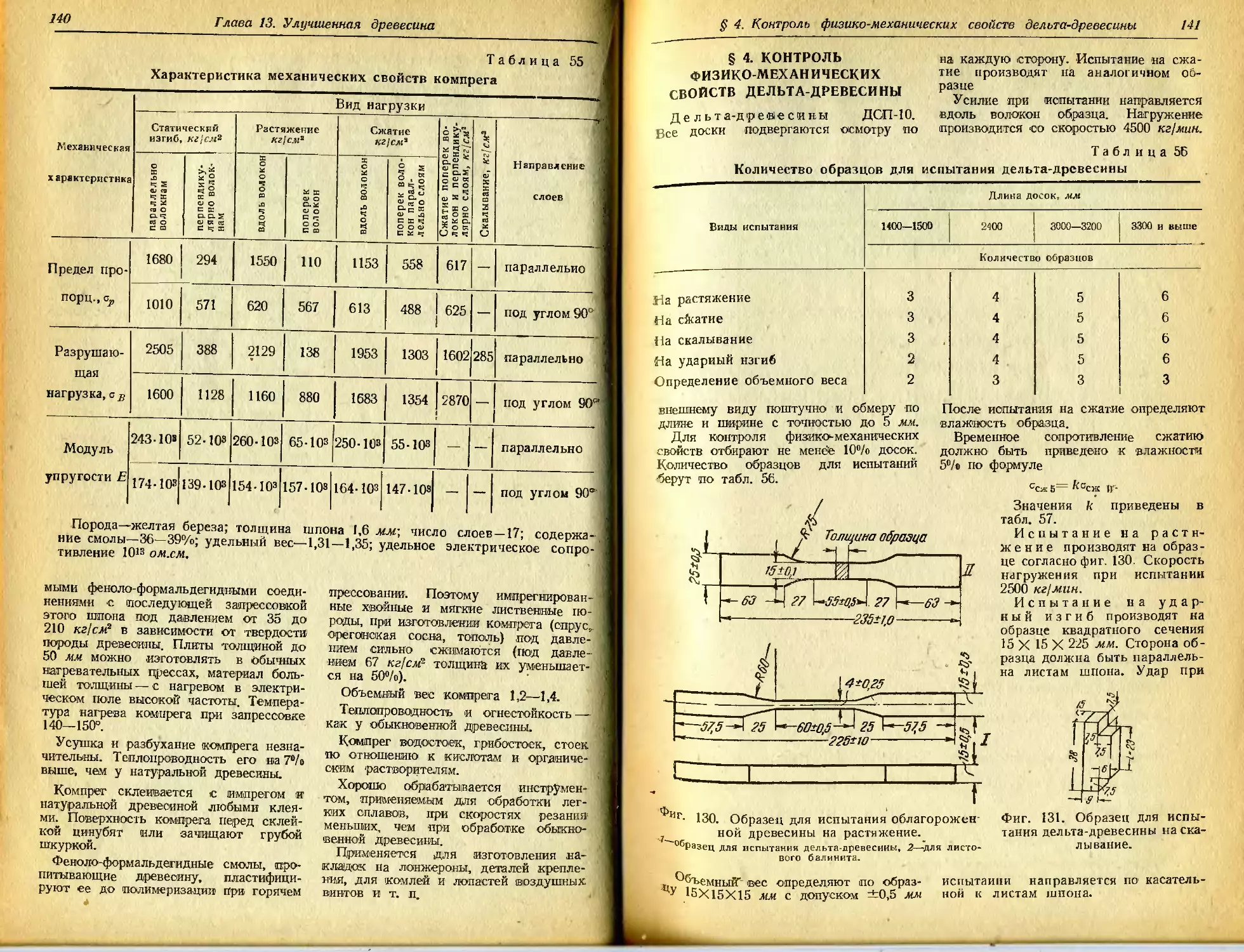
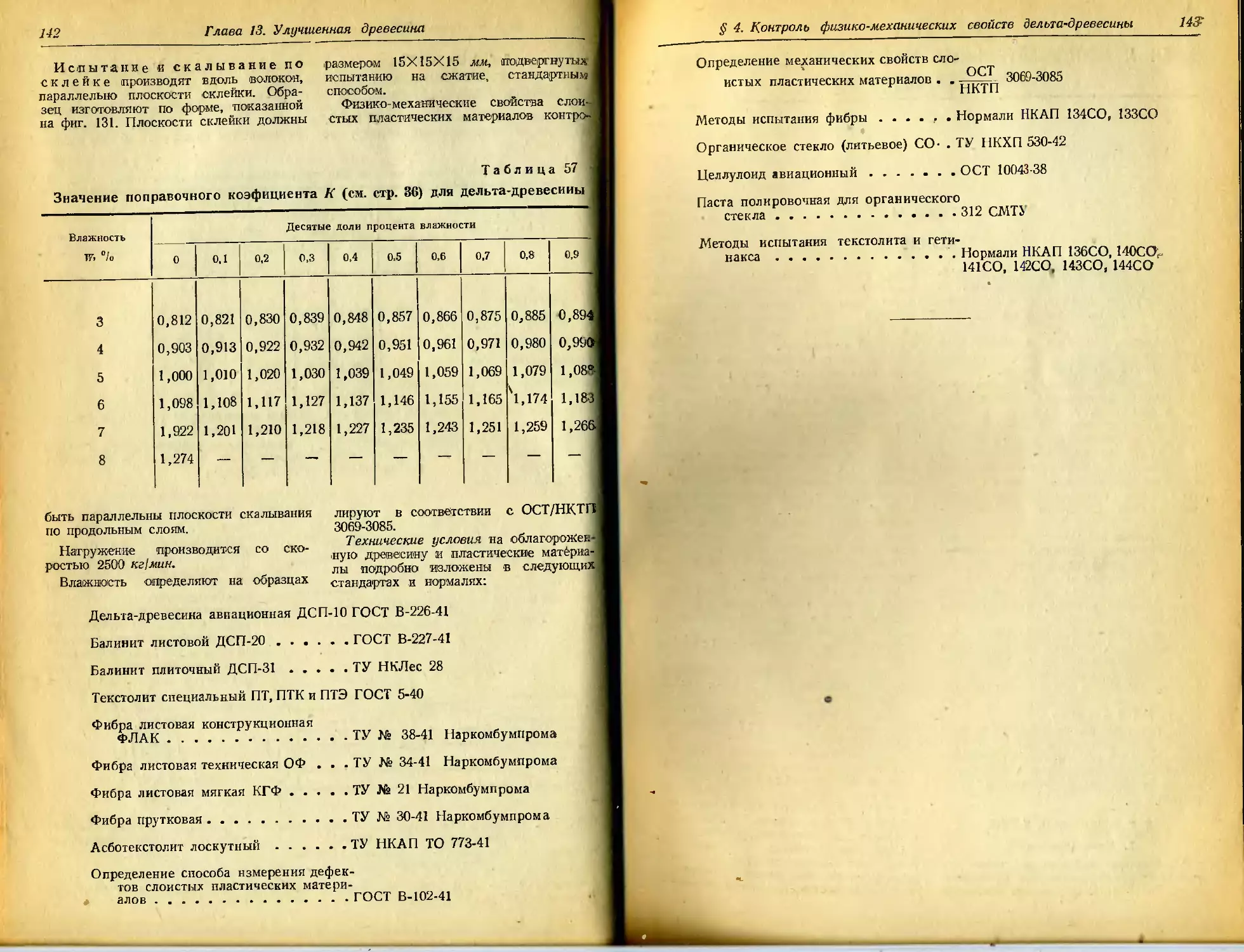
§ 4. Контроль физико-механи-
ческих свойств дельта-древе-
сины .....................141
Раздел III
КЛЕИ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ ,
ПРИМЕНЯЕМЫЕ В САМОЛЕТОСТРОЕНИИ
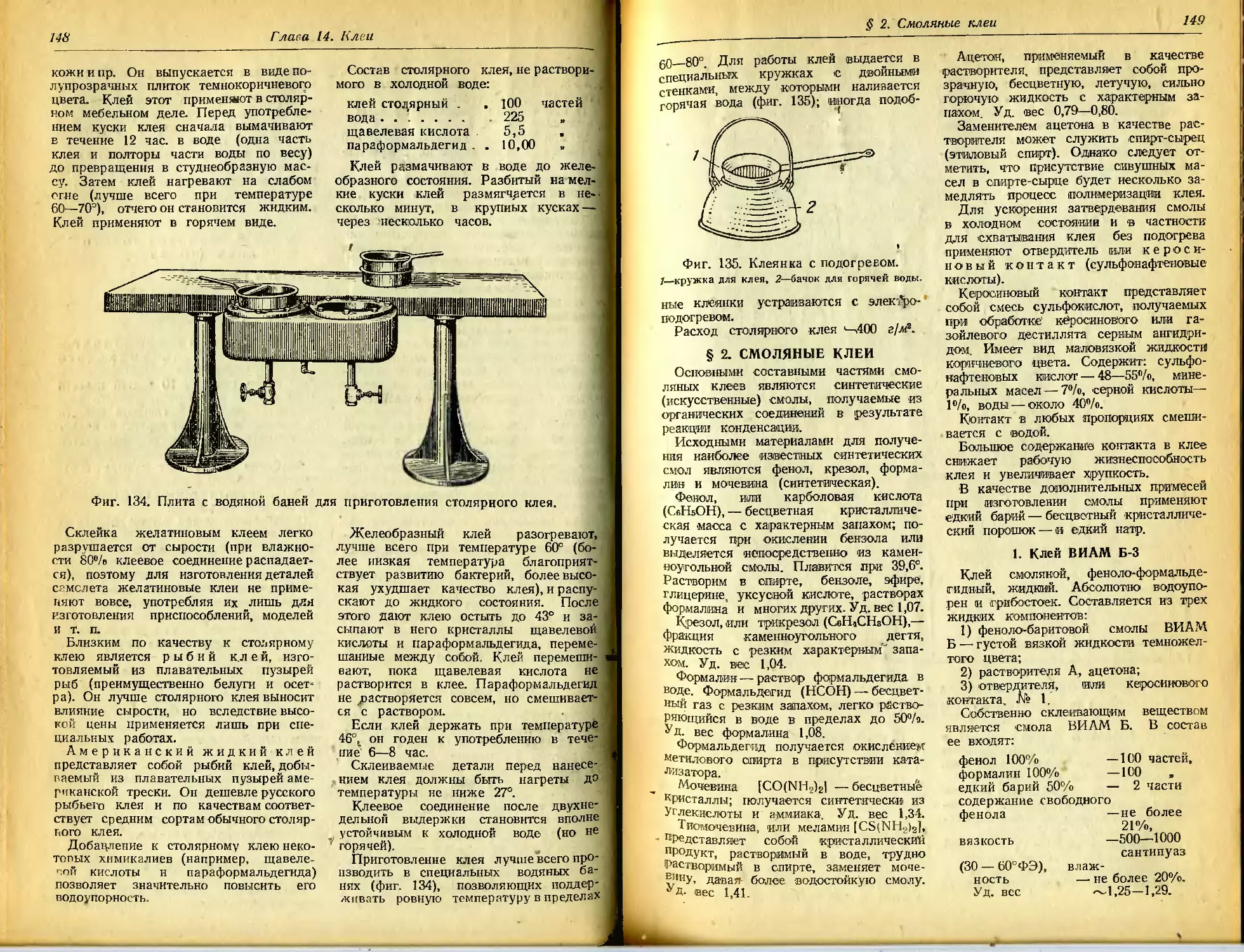
Глава 14. Клеи............. . 144
§ 1. Белковые клеи.........144
1. Казеиновый клей. 2. Аль-
буминовый клей. 3. Же-
латиновый клей .... 144—147
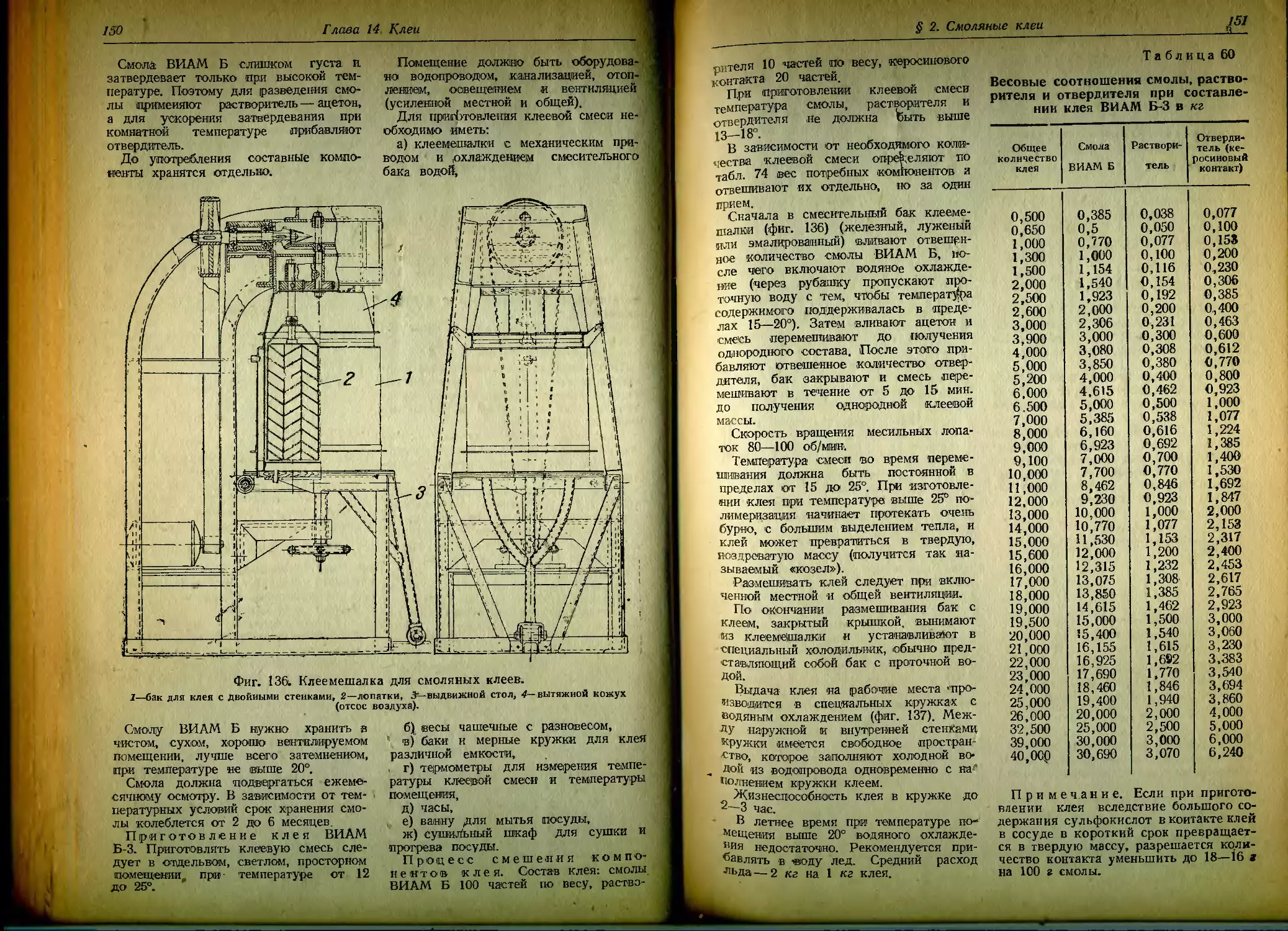
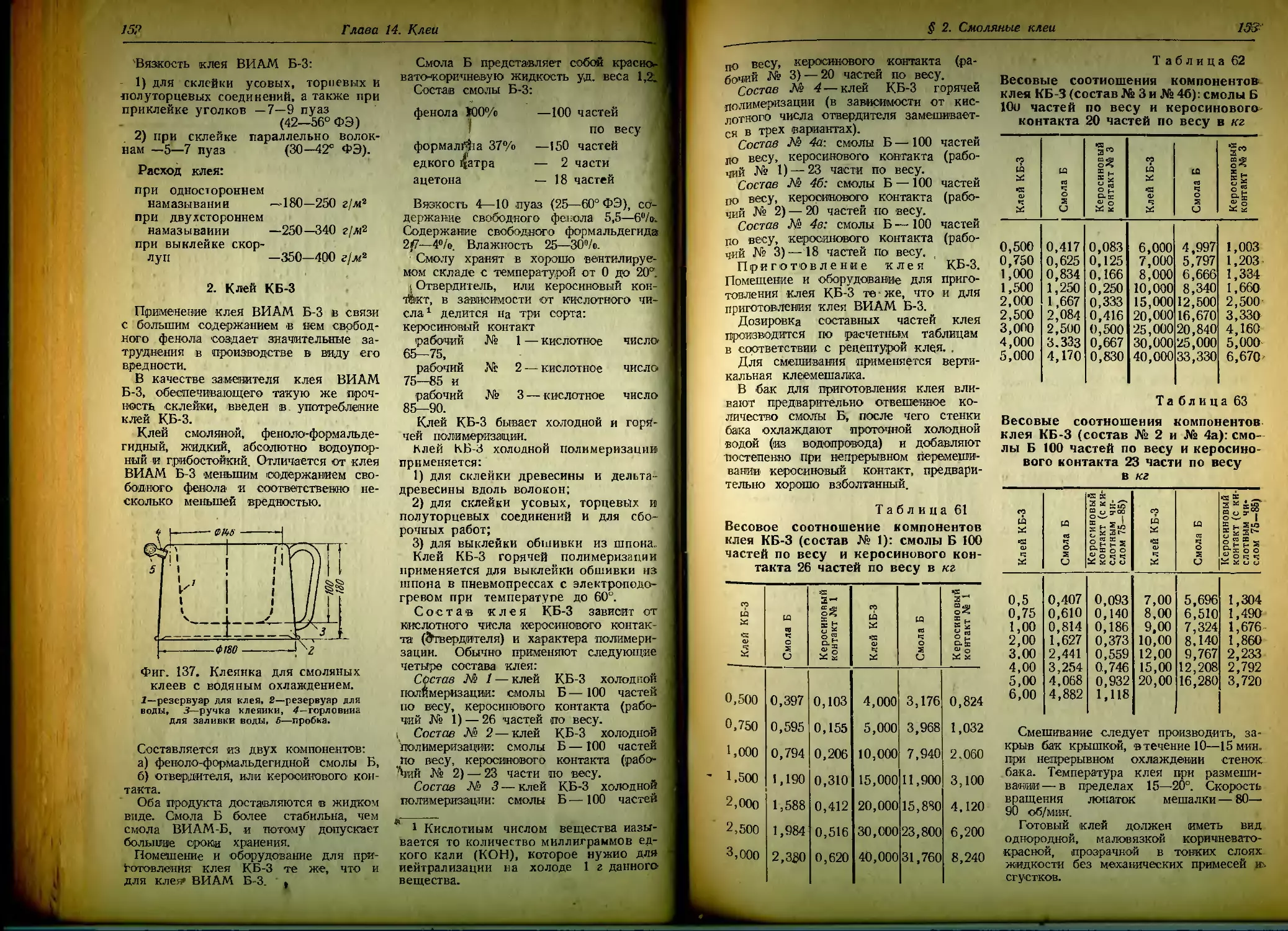
§ 2. Смоляные клеи.........149
1. Клей ВИ AM Б-3. 2. Клей
КБ-3.................149-152
§ 3. Общие правила по обраще-
нию со смоляными феноло- _
формальдегидными клеями
ВИАМ Б-3 и КБ-3.............155
1. Техника безопасности.
2. Оборудование для при-
готовления клея. 3. Инстру-
мент и приспособления для
Стр.
нанесения клея. 4. Меры
предосторожности при ра-
боте ..............155—156
§ 4. Мочевинные клеи.......157
1. Жидкий клей КМ-1. 2. Клей
МК-2. 3. Клей КМ-12 157—158
§ 5. Бакелитовая пленка для
изготовления фанеры .... 158
§ 6. Карбинольный клей .... 158
§ 7. Нитроклей АК-20........159
§ 8. Испытание качества клея
и клеевого соединения . . 159
1. Испытание казеинового
клея. 2. Испытание смоля-
ных клеев.............159—160
Глава 15. Вспомогательные мате-
риалы, применяемые при об-
работке древесины............161
§ 1. Материалы для шлифова-
ния ....................... 161
§ 2. Масла..................161
§ 3. Растворители...........162
§ 4. Политуры, мастики, целлю-
лоза, протравы и смолы . . 163
Раздел IV
МЕХАНИЧЕСКАЯ ОБРАБОТКА
ДРЕВЕСИНЫ
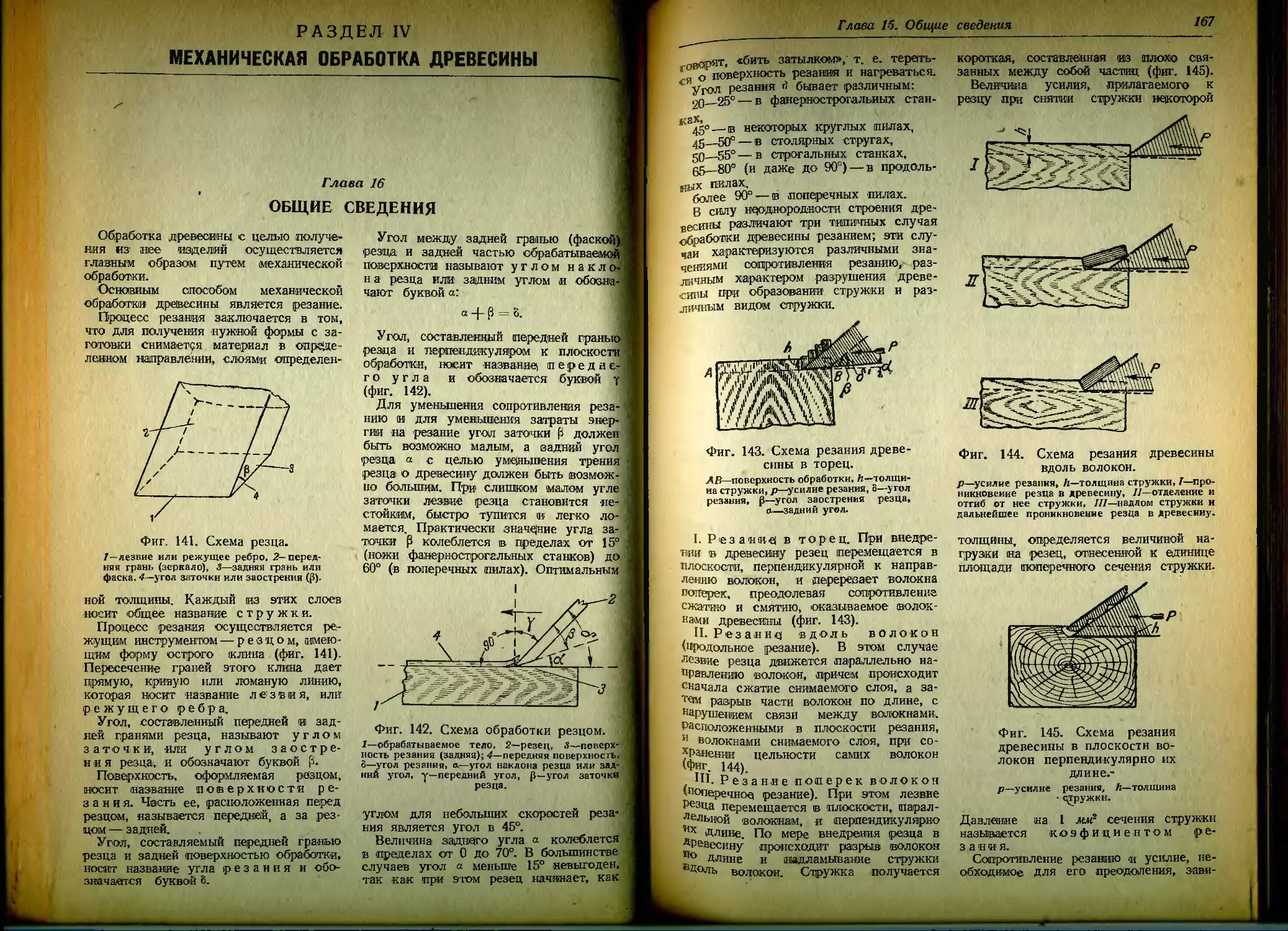
Глава 16. Общие сведения ... 166
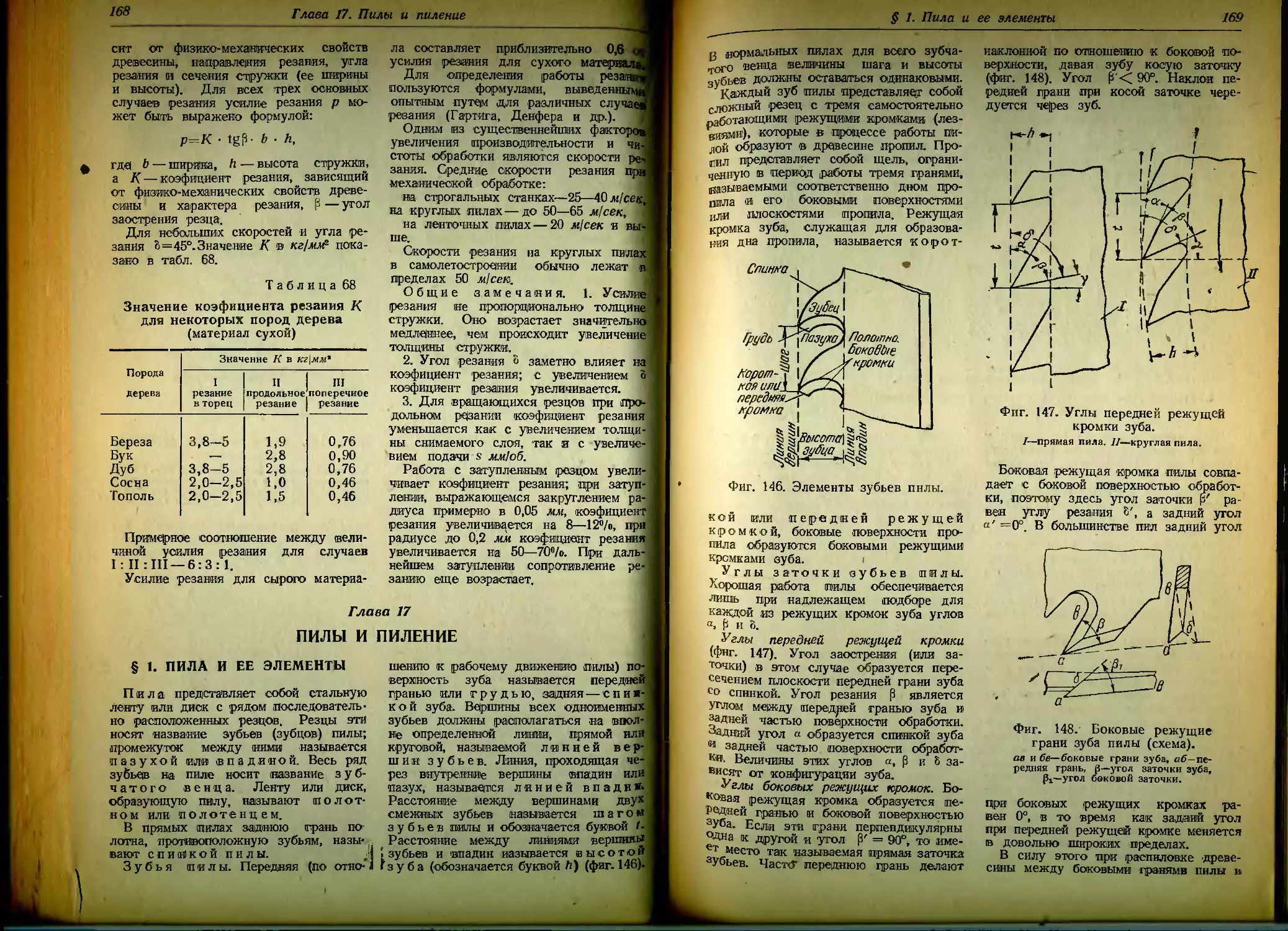
Глава 17. Пилы и пиление .... 168
§ 1. Пила и ее элементы .... 168
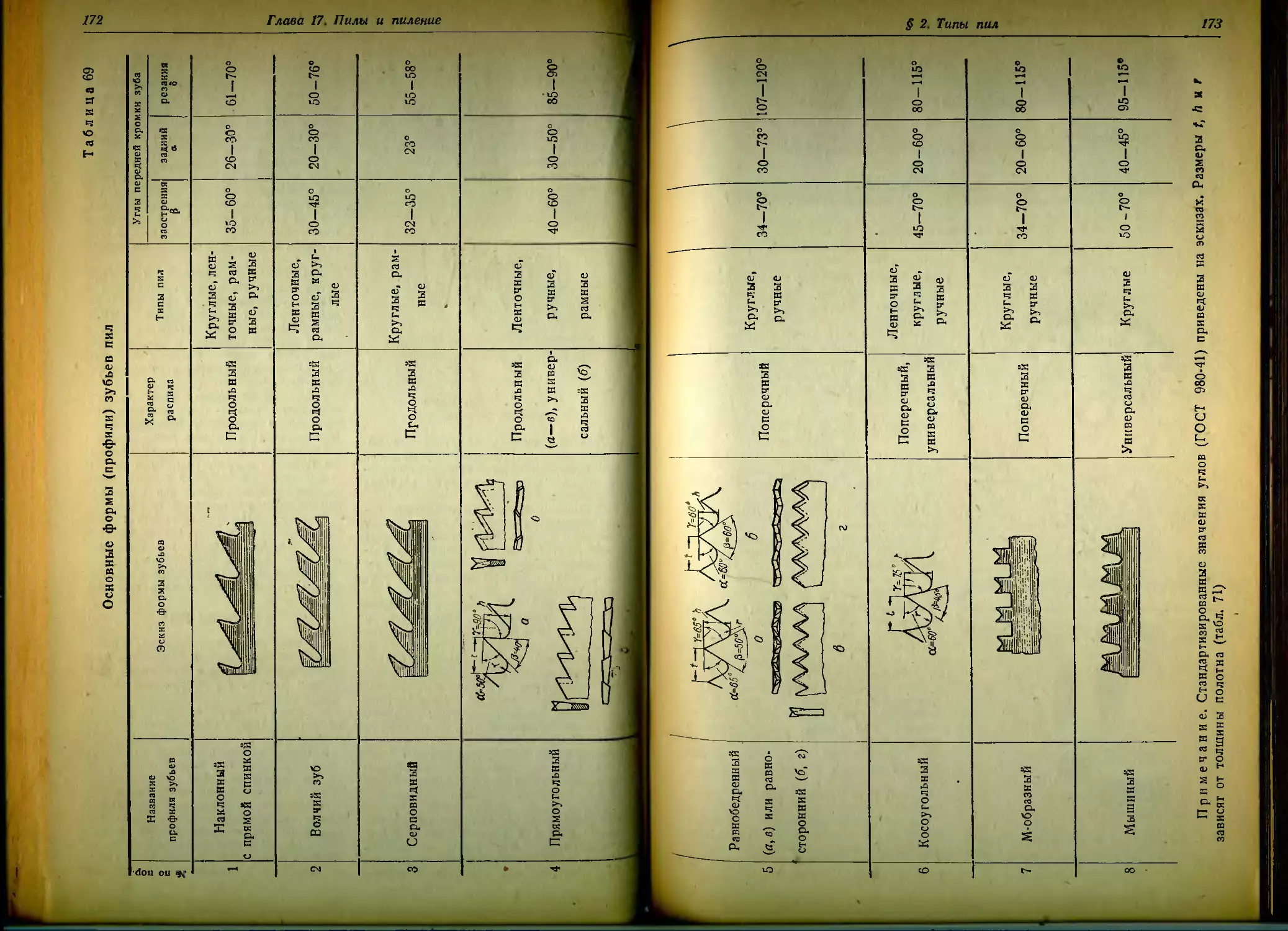
§ 2. Типы пил..............171
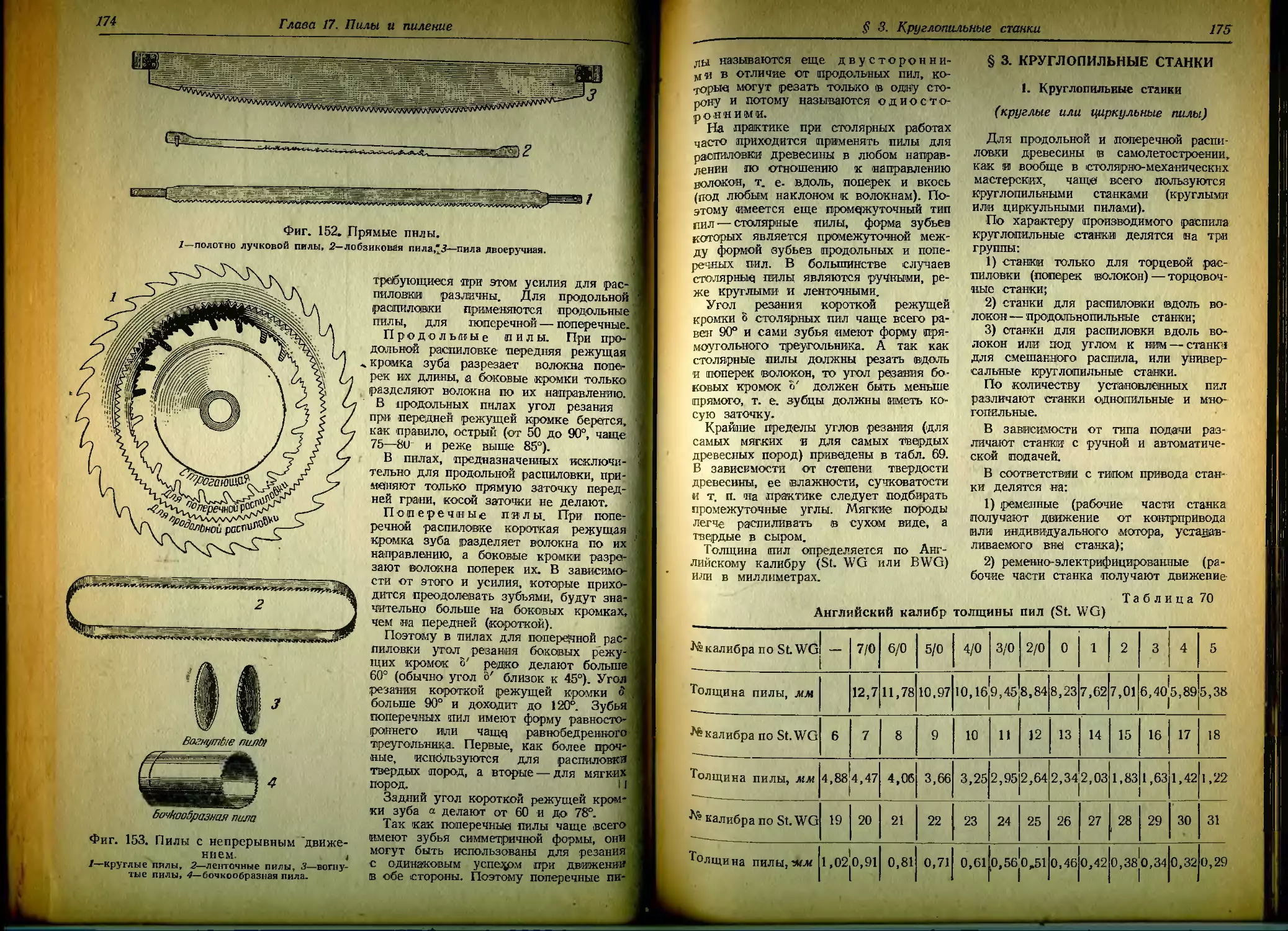
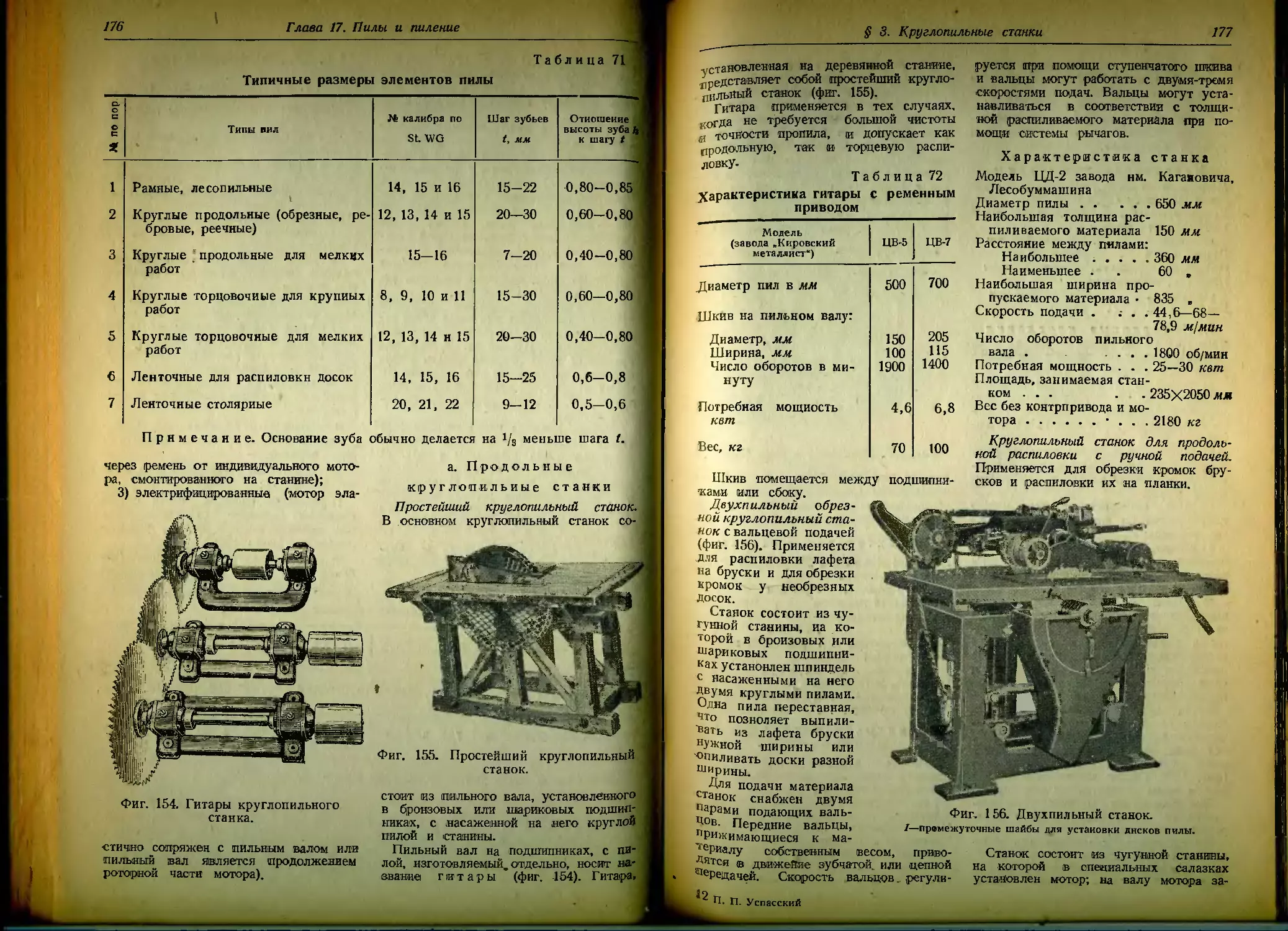
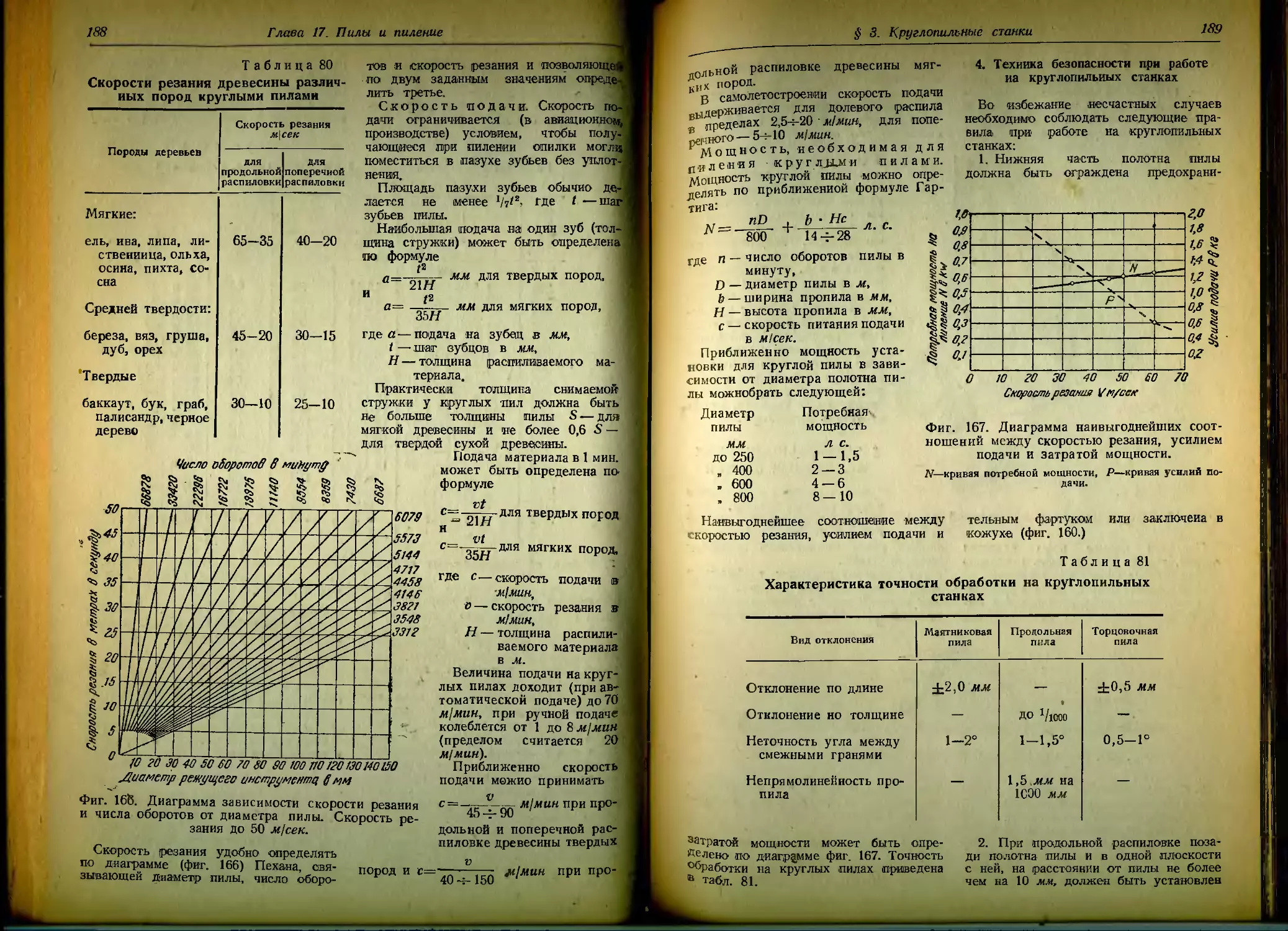
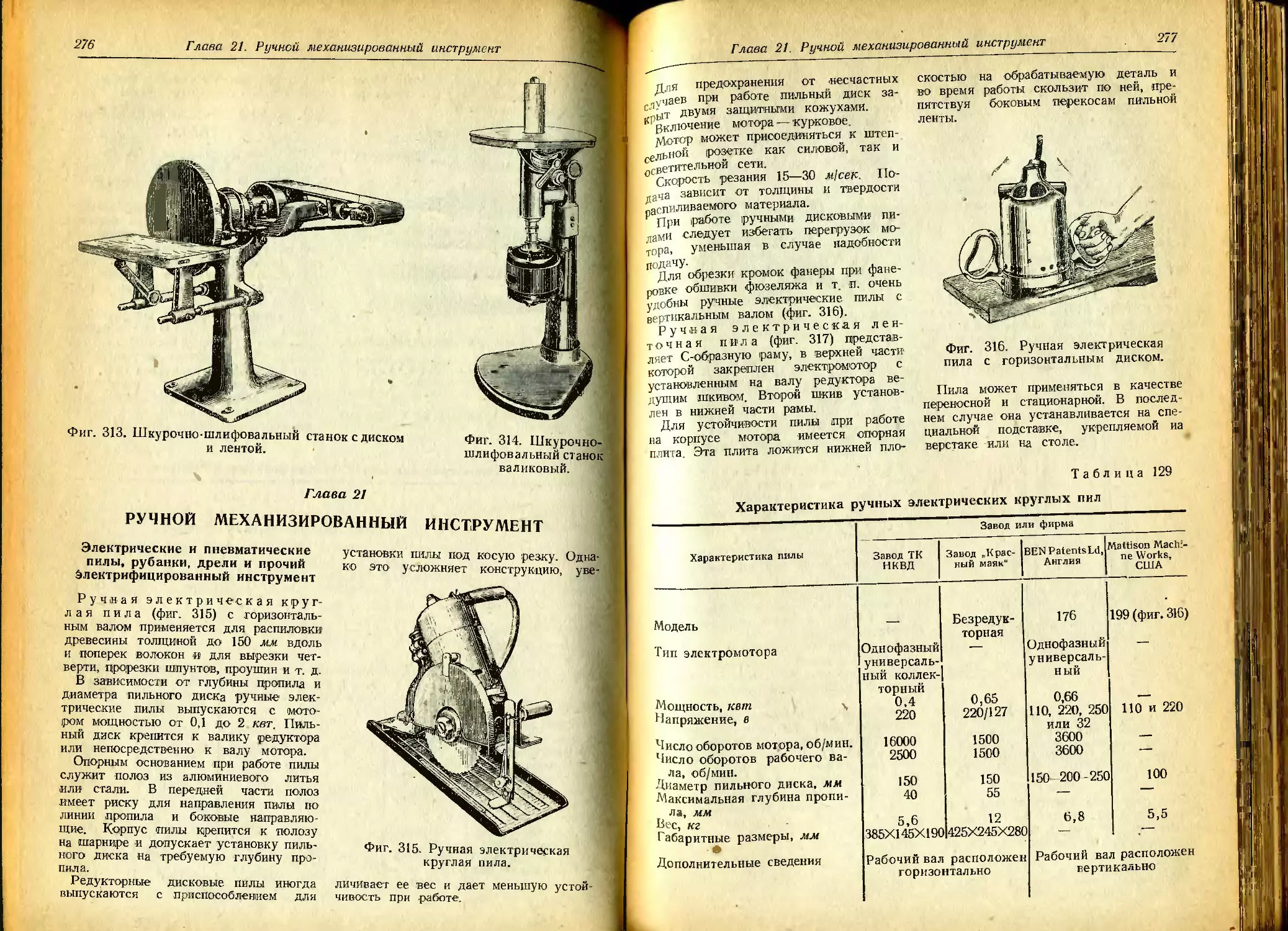
§ 3. Круглопильные станки . . 175
1. Круглопильные станки.
2. Подготовка круглопиль-
ных станков к работе. 3. Ра-
бота на круглопильных
станках. 4. Техника безо-
пасности при работе на
круглопильных станках 175—189
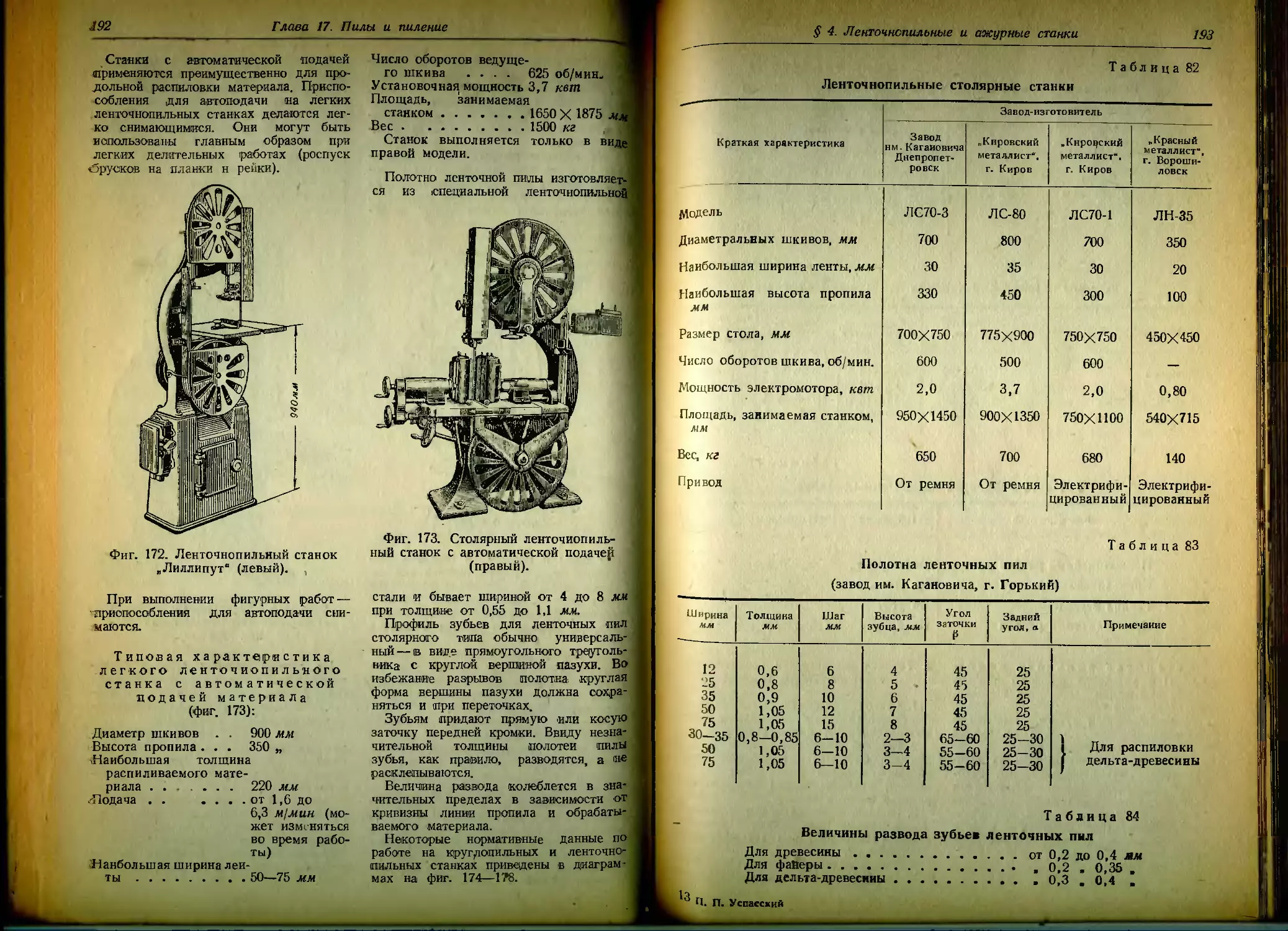
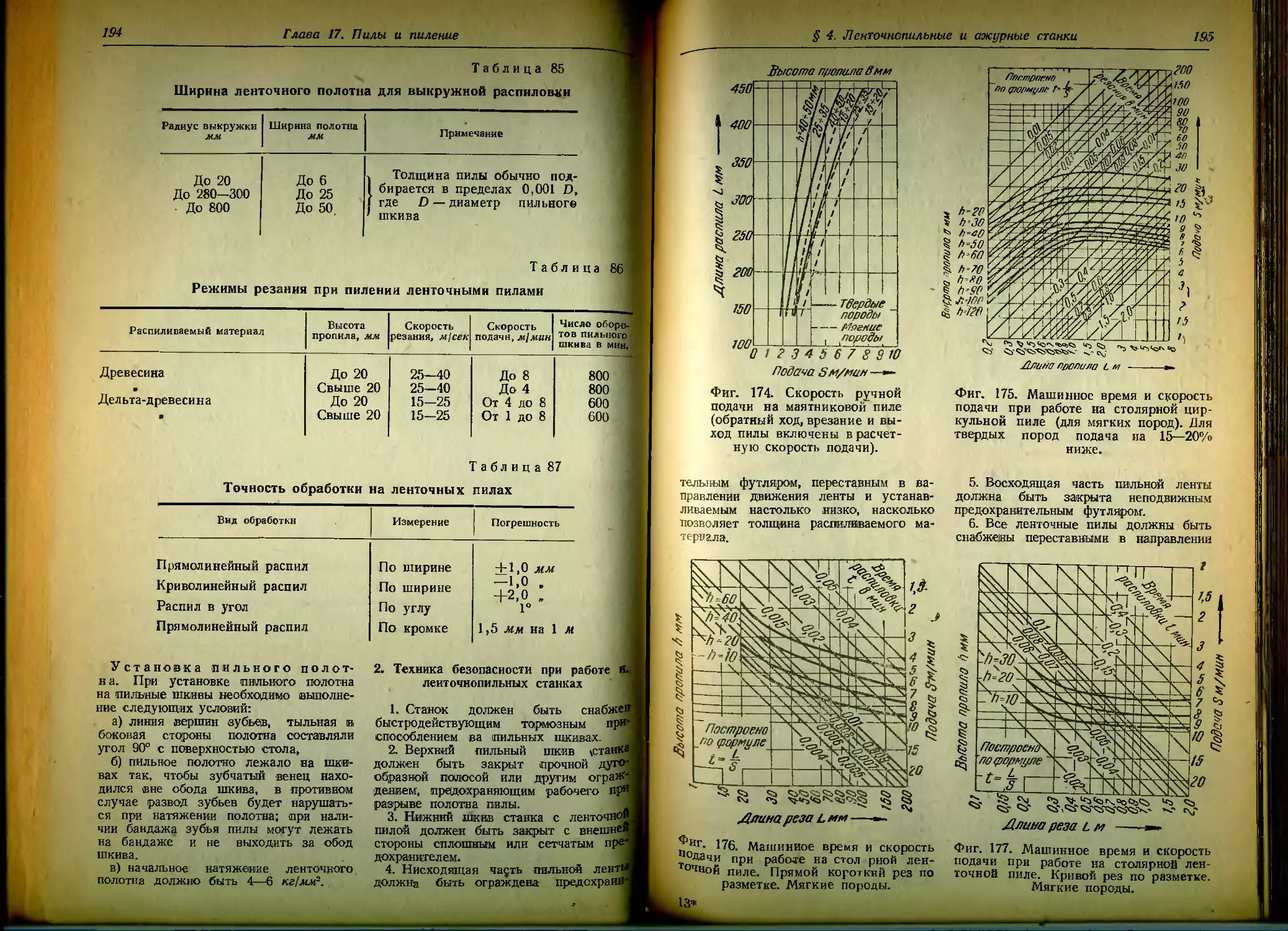
§ 4. Ленточнопильные и ажур-
ные станки..................190
1. Ленточнопильные станки.
2. Техника безопасности при
работе на леитбчнопильных
стайках. 3. Ажурные стан-
ки ................190—196
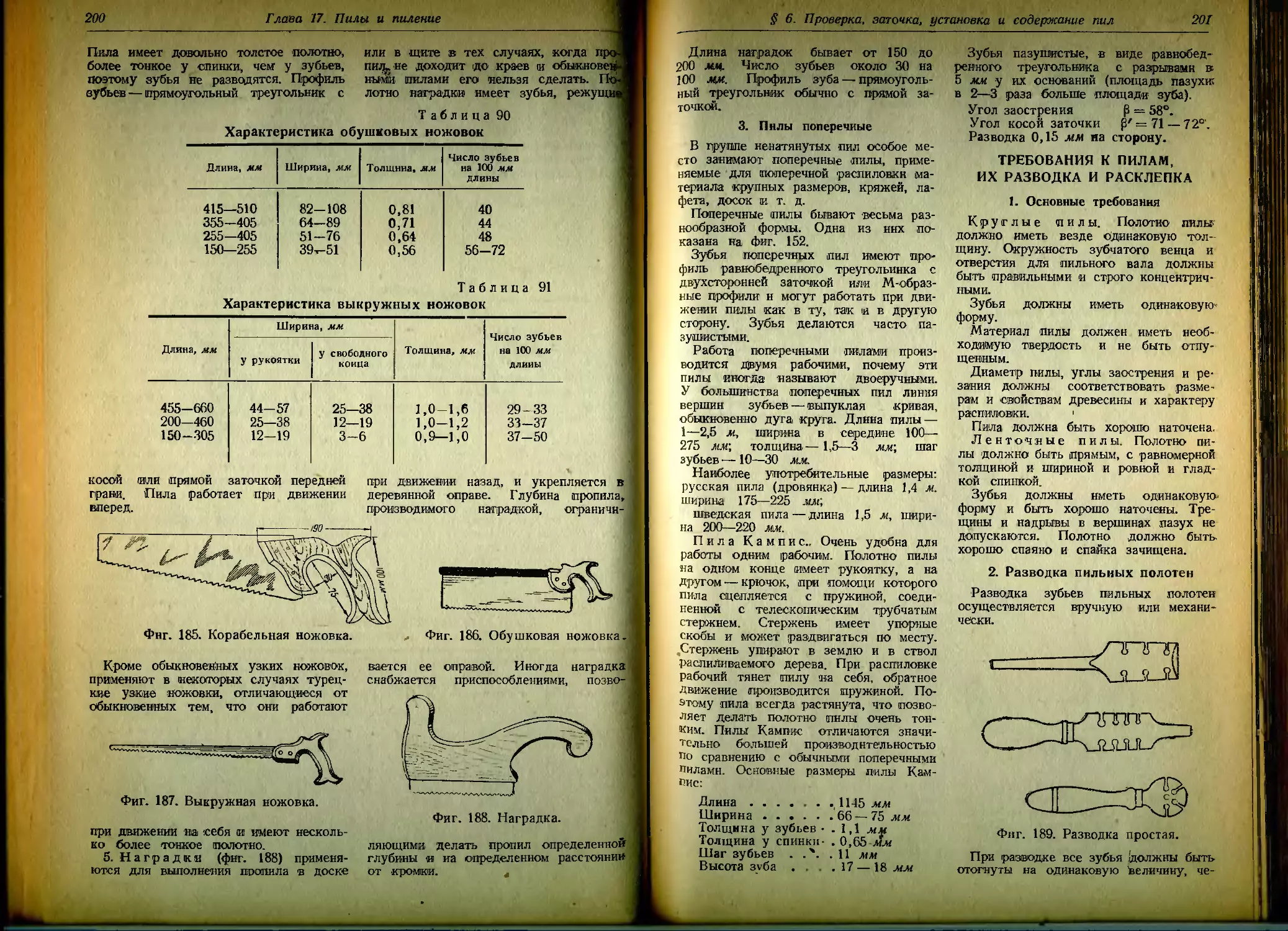
§ 5. Ручные пилы.........“. 197
Стр.
1. Пилы натяжные. 2. Пи-
лы ненатяжные. 3. Пилы по-
перечные .............. 197—201
§ 6. Требования к пилам, их
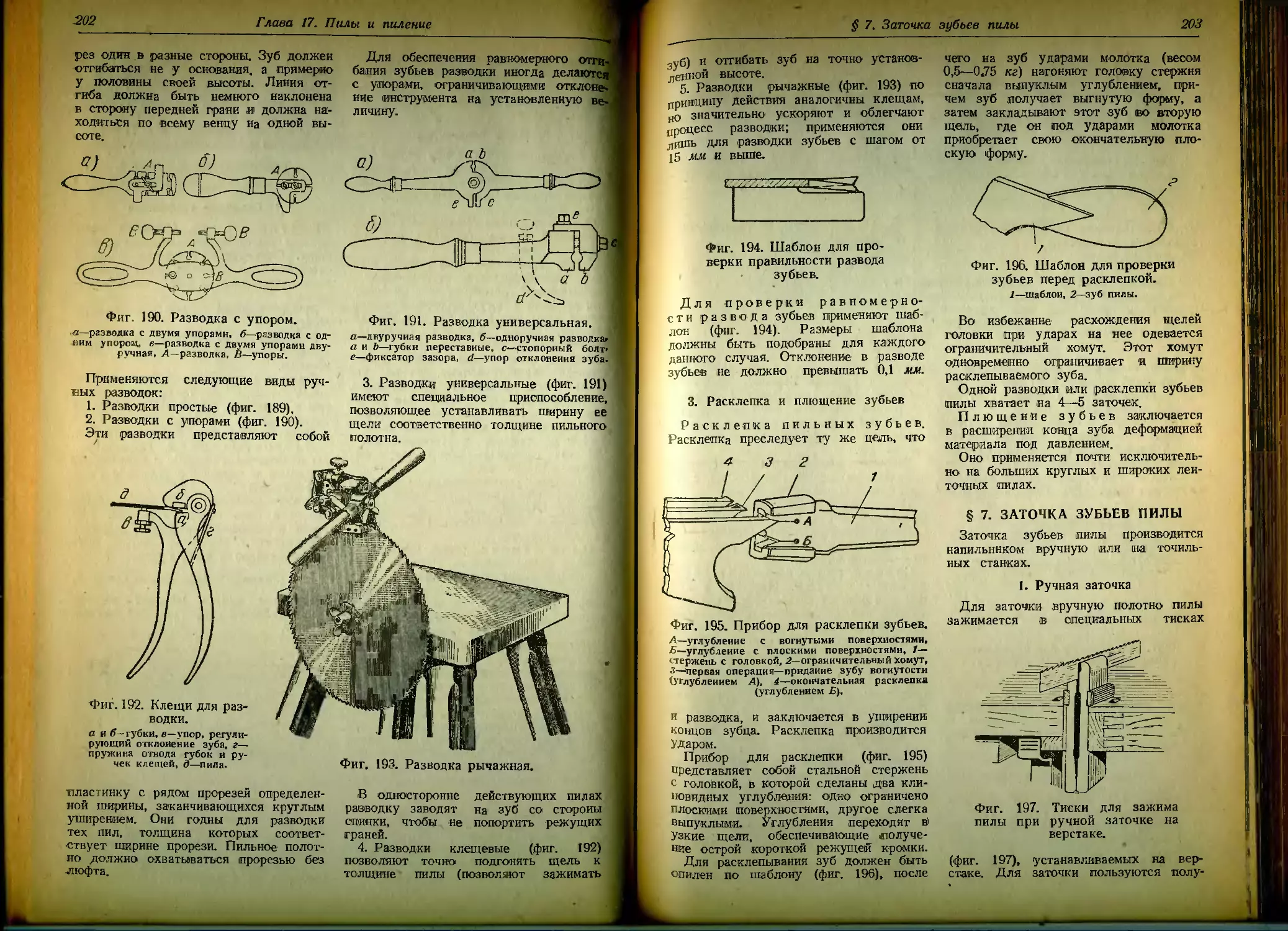
разводка и расклепка . . . 201
1. Основные требования.
2. Разводка пильных поло-
тен. 3. Расклепка и плюще-
ние зубьев...............201—203
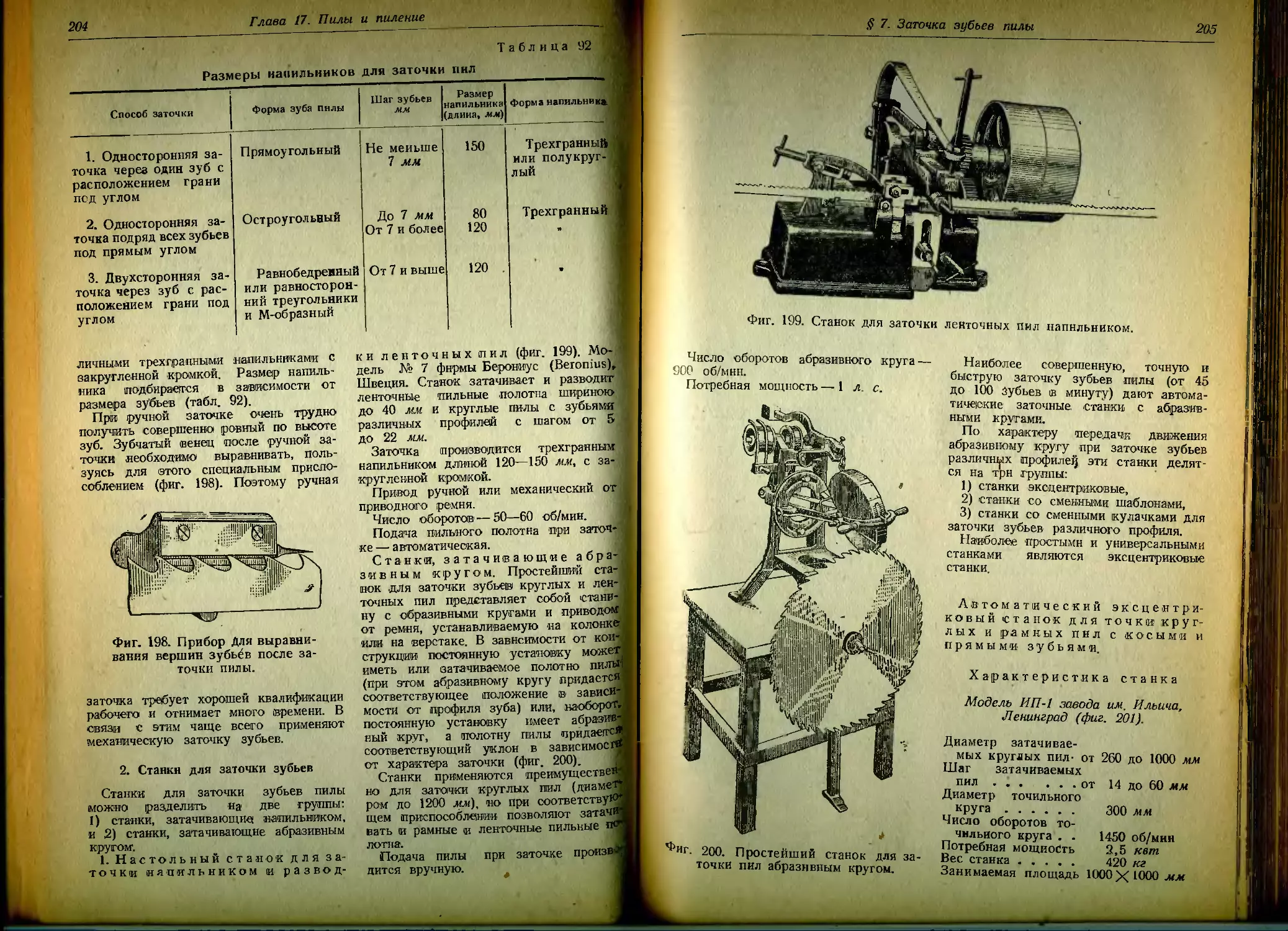
§ 7. Заточка зубьев пилы . . . 203
1. Ручная заточка. 2. Станки
для заточки зубьев . . 203—204
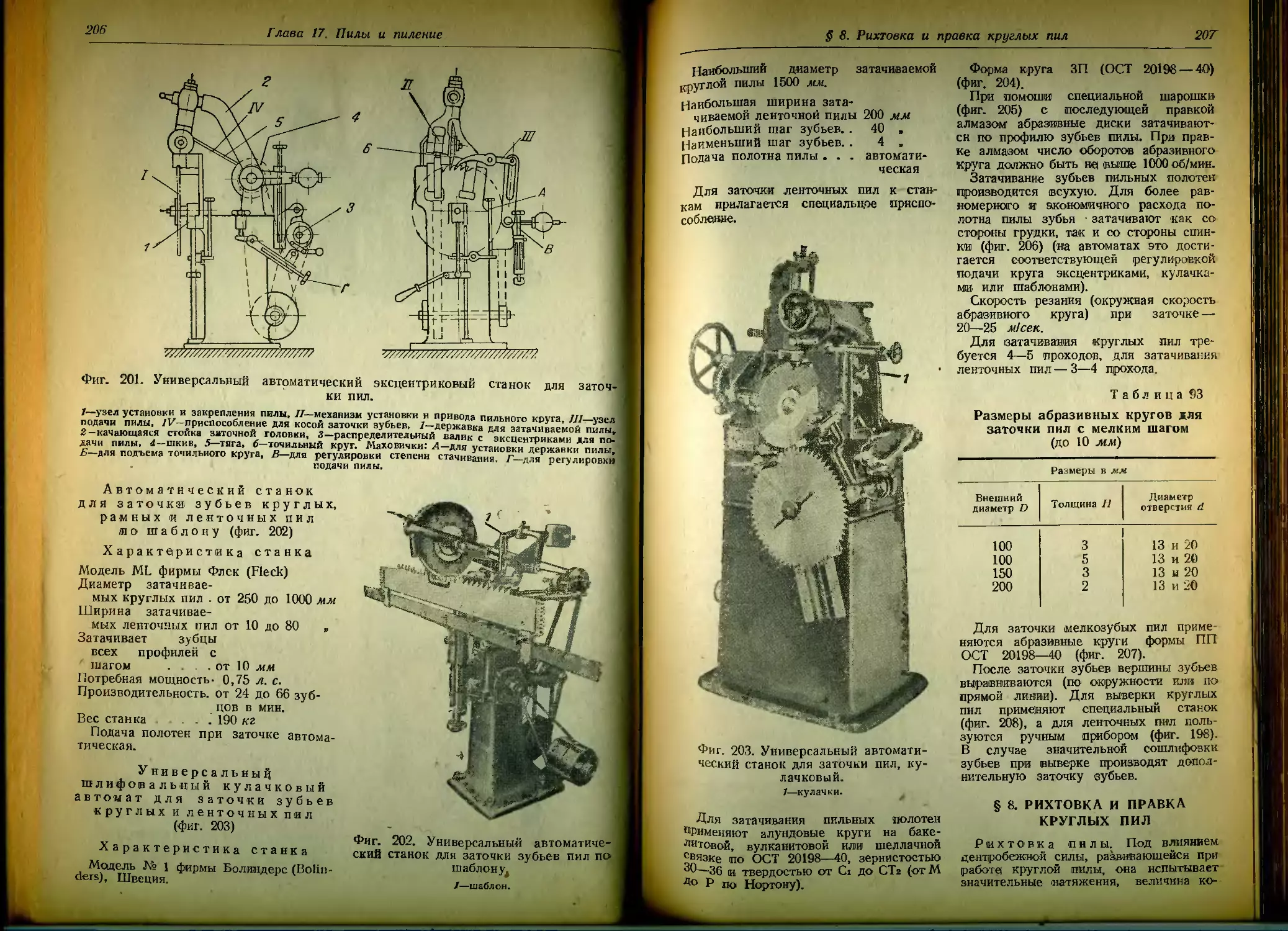
§ 8. Рихтовка и правка круг-
лых пил......................207
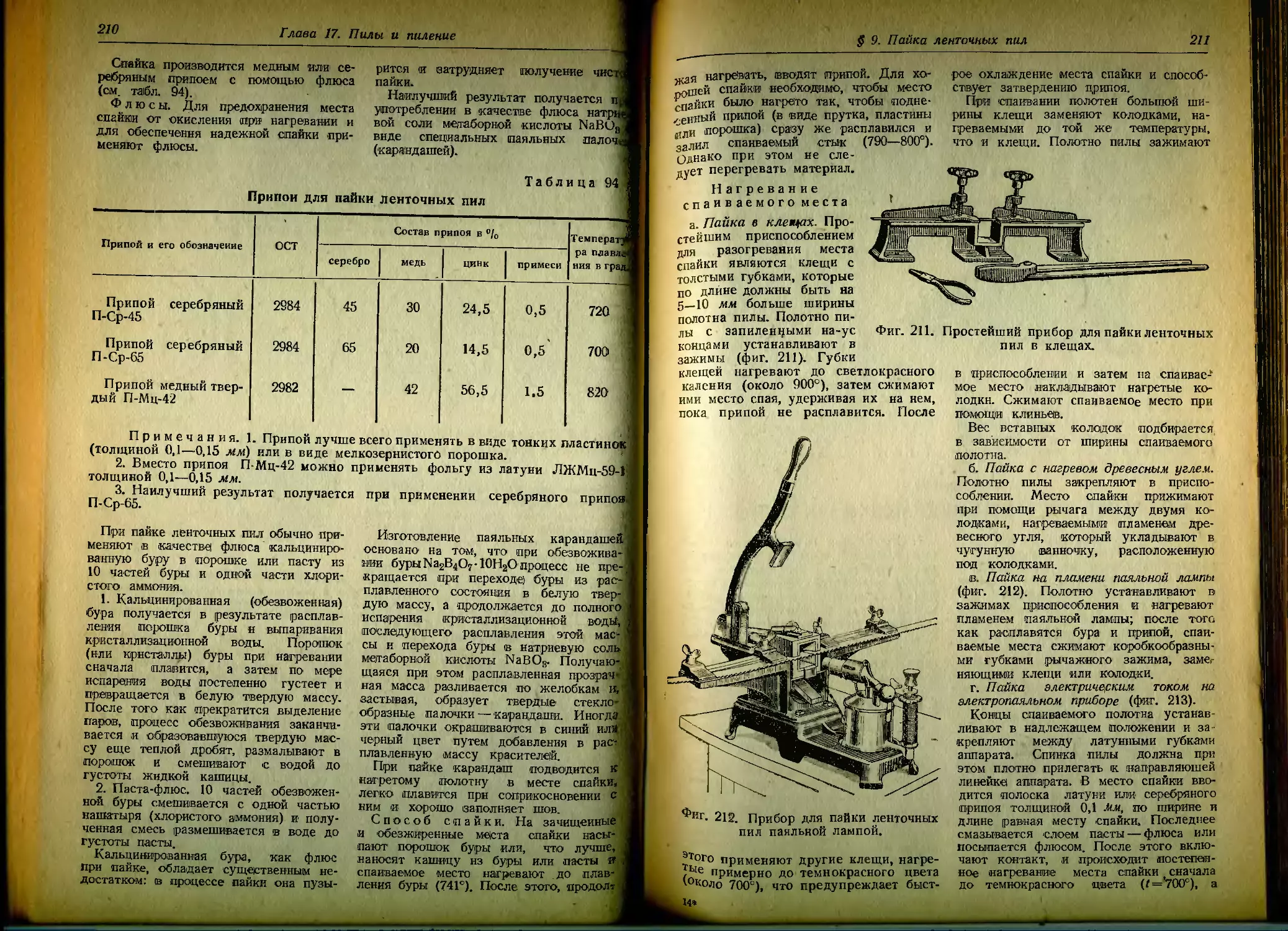
§ 9. Пайка ленточных пил . . . 209
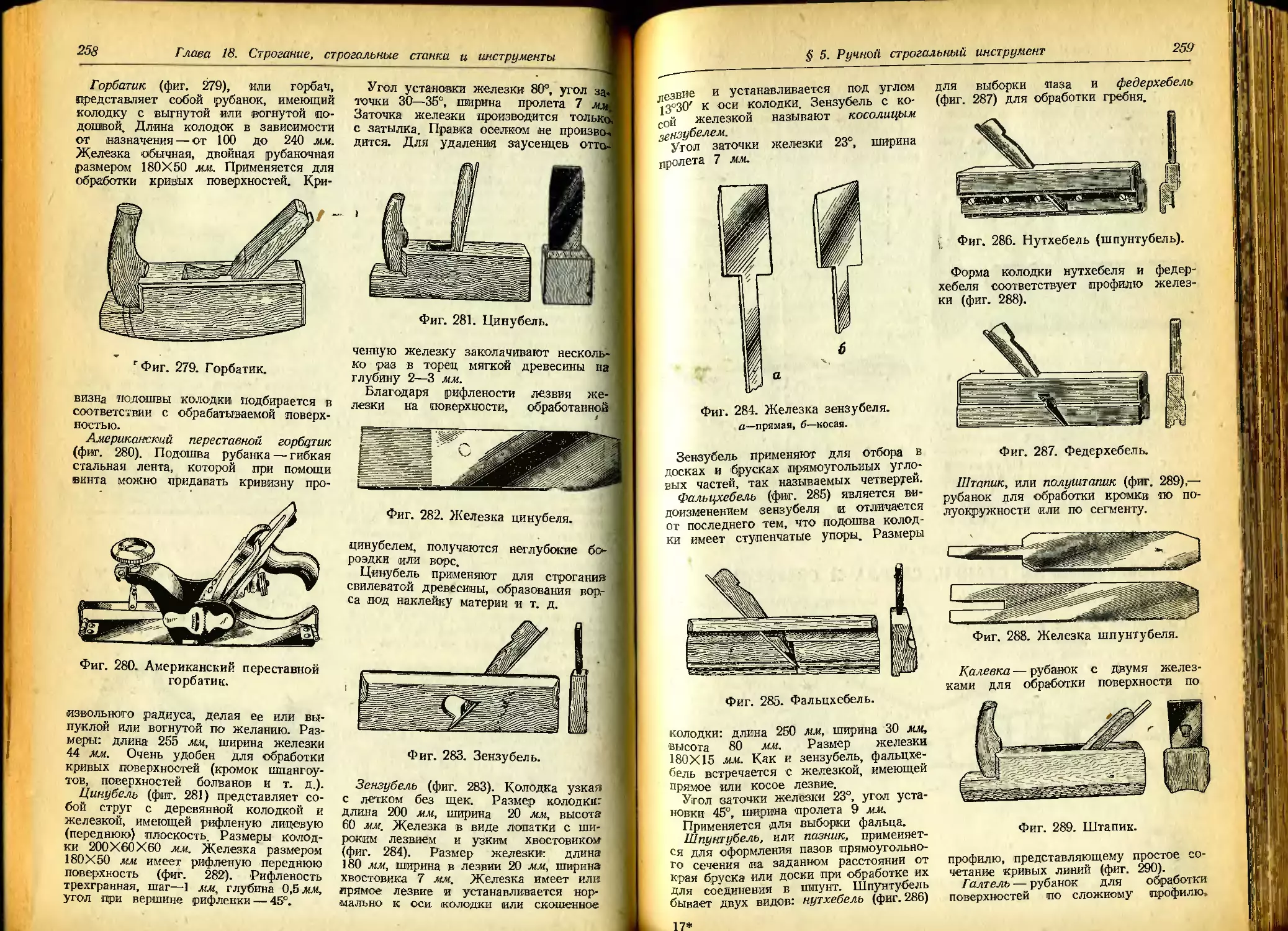
Глава 18. Строгание и строгаль-
ные станки и инструменты . 212
§ 1. Строгание вращающимися
ножами..........................212
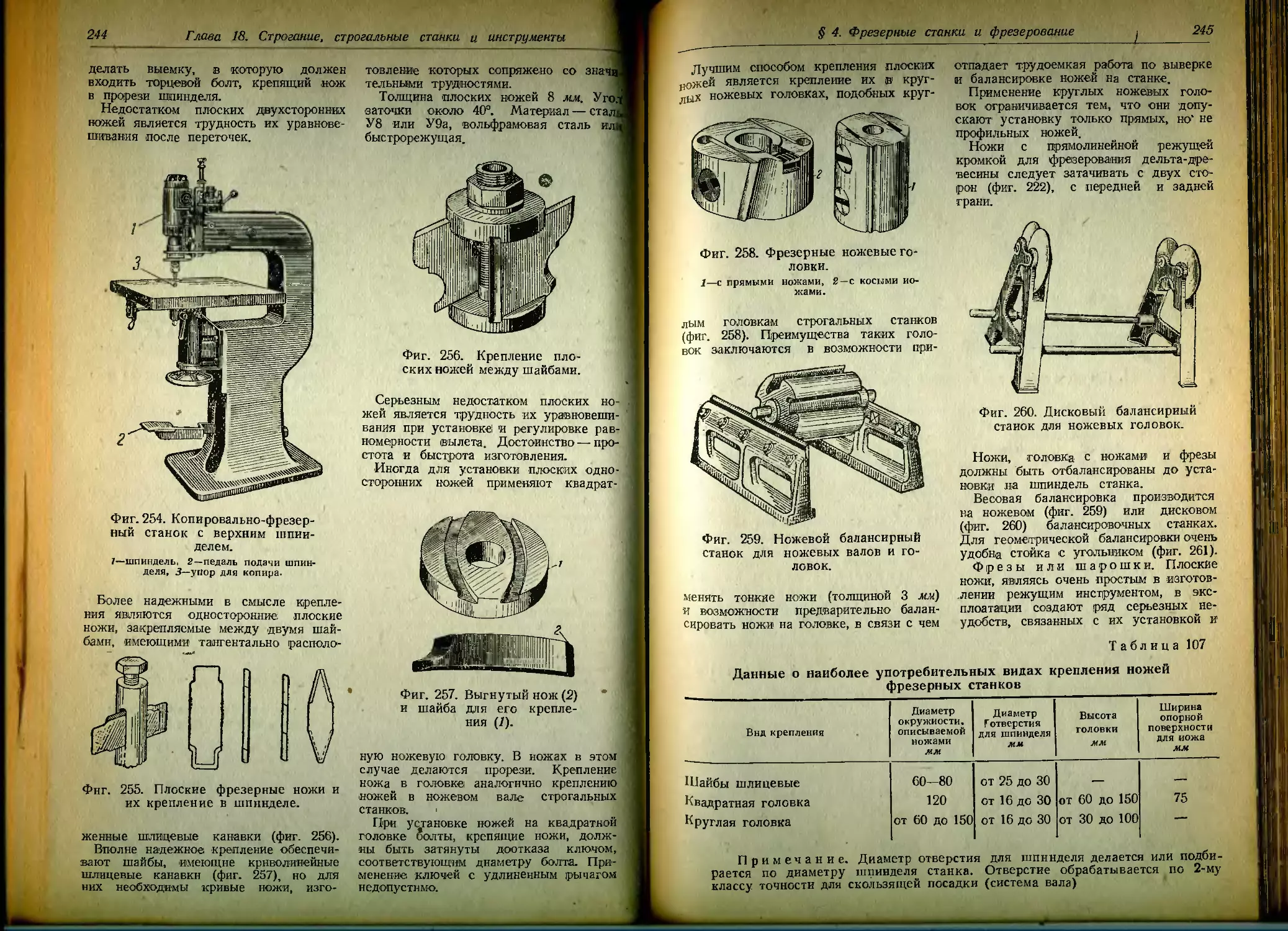
1. Общие положения. 2. Но-
жи. 3. Ножевые головки
(патроны)..............212—215
§ 2. Строгальные станки . . . 219
1. Фуганки. 2. Работа на
фуганках. 3. Рейсмусы или
пропускные строгальные
станки. 4. Подготовка рейс-
мусов к работе .... 219—228
§ 3. Заточка ножей и наладка
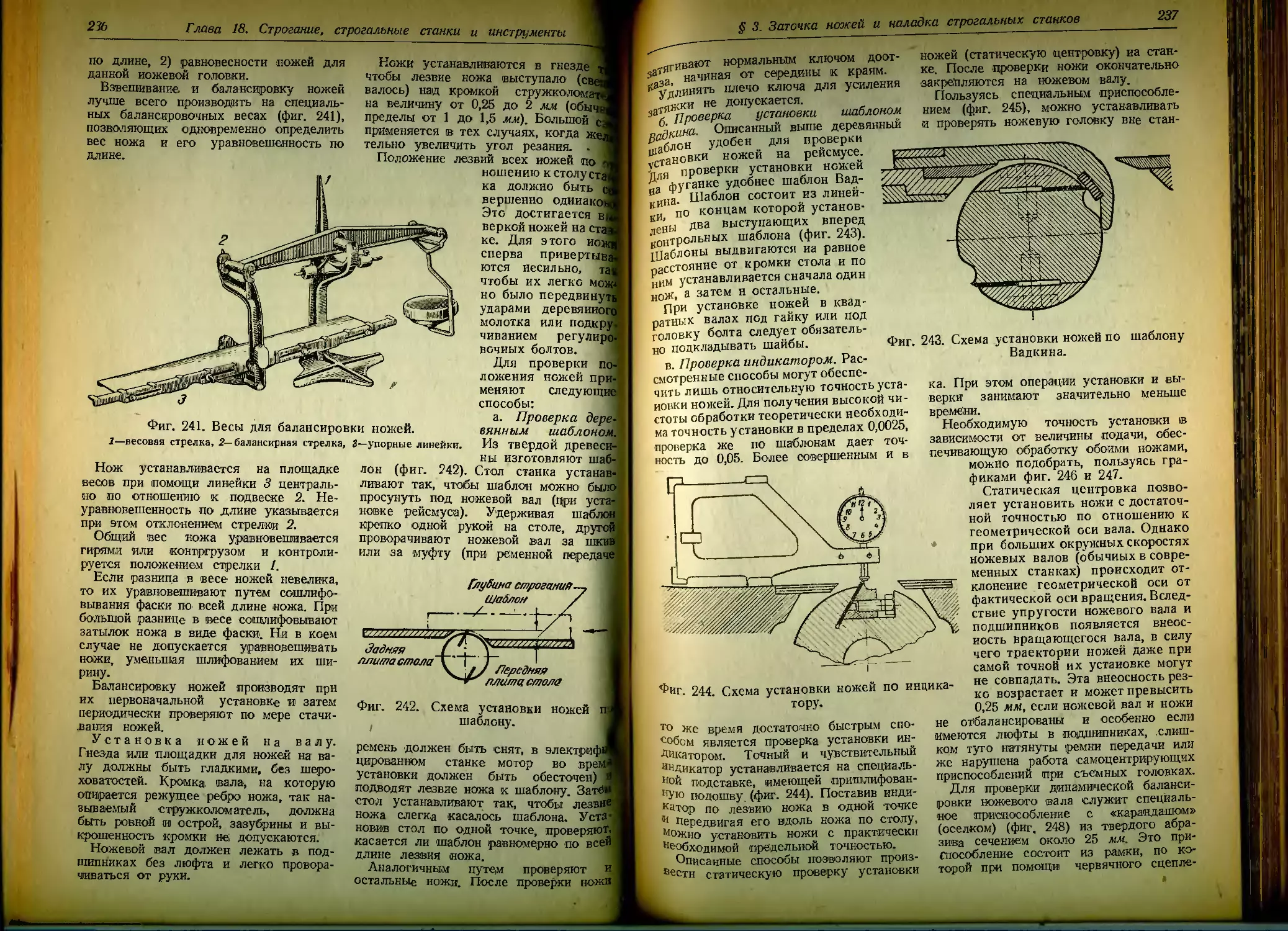
строгальных станков . . . 229
1. Углы заострения и углы
резания строгальных ножей.
2. Заточка ножей.' 3. Уста-
новка строгальных но-
жей ................229—233
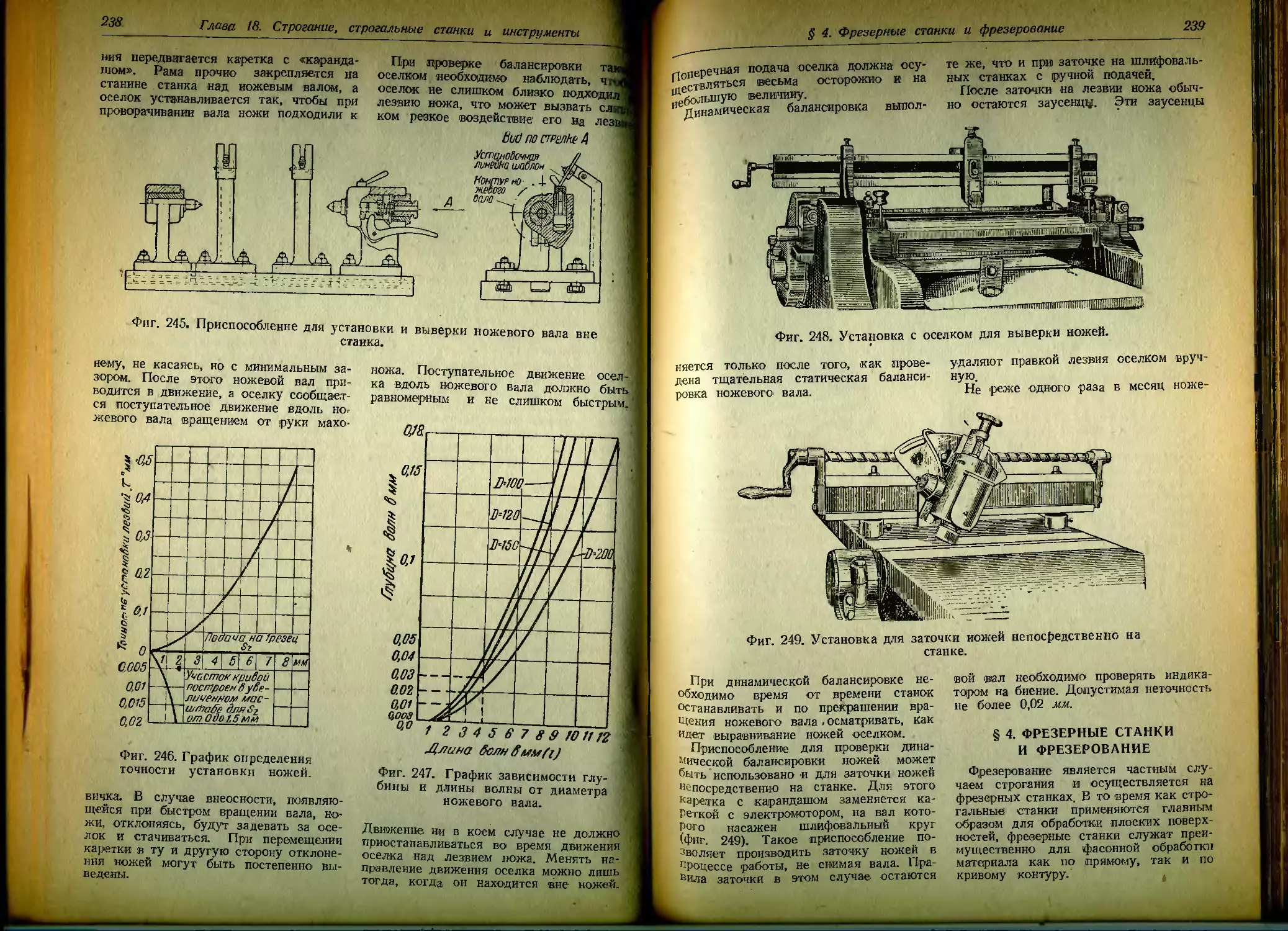
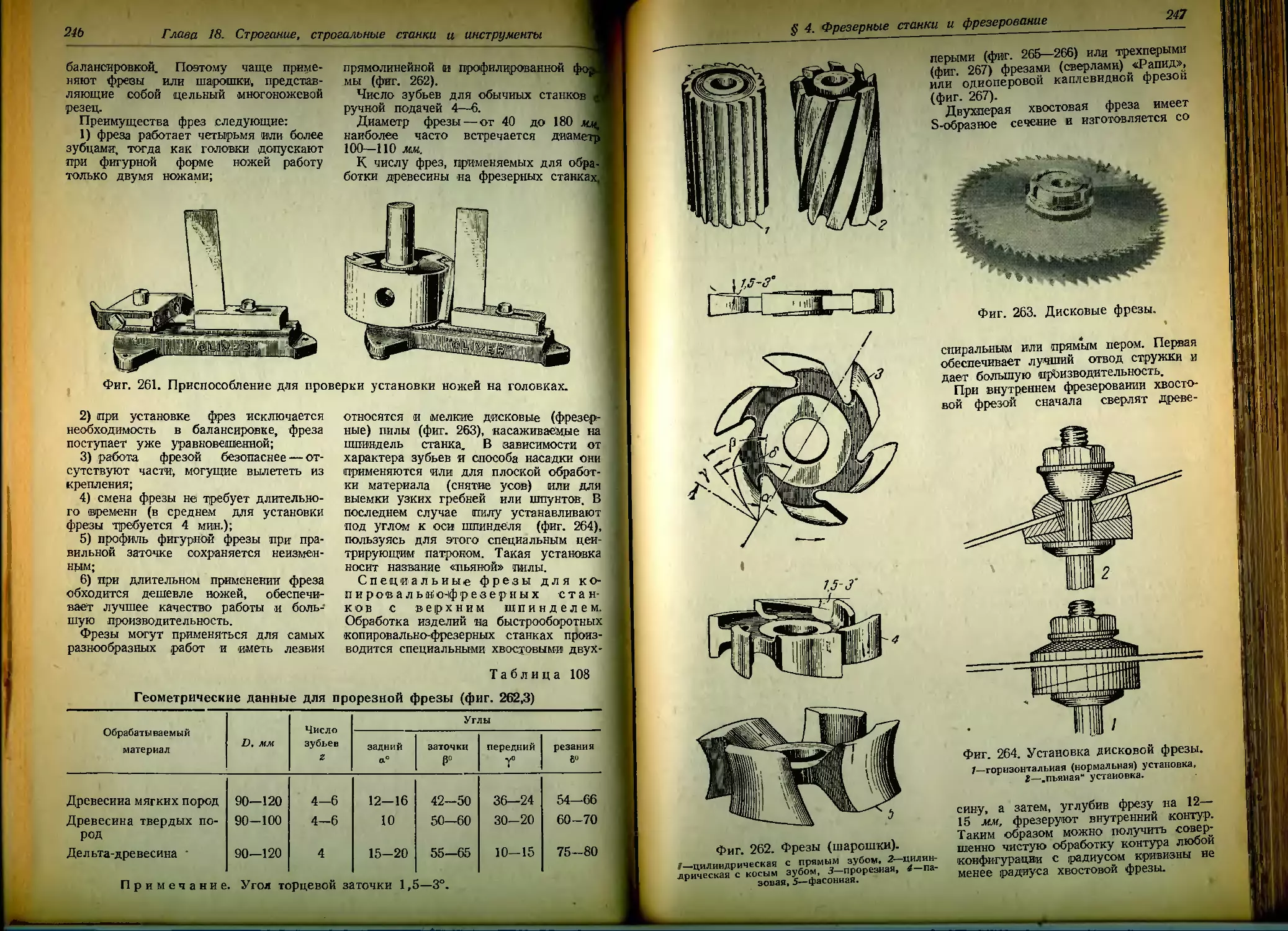
§ 4. Фрезерные станки и фрезе-
рование .....................239
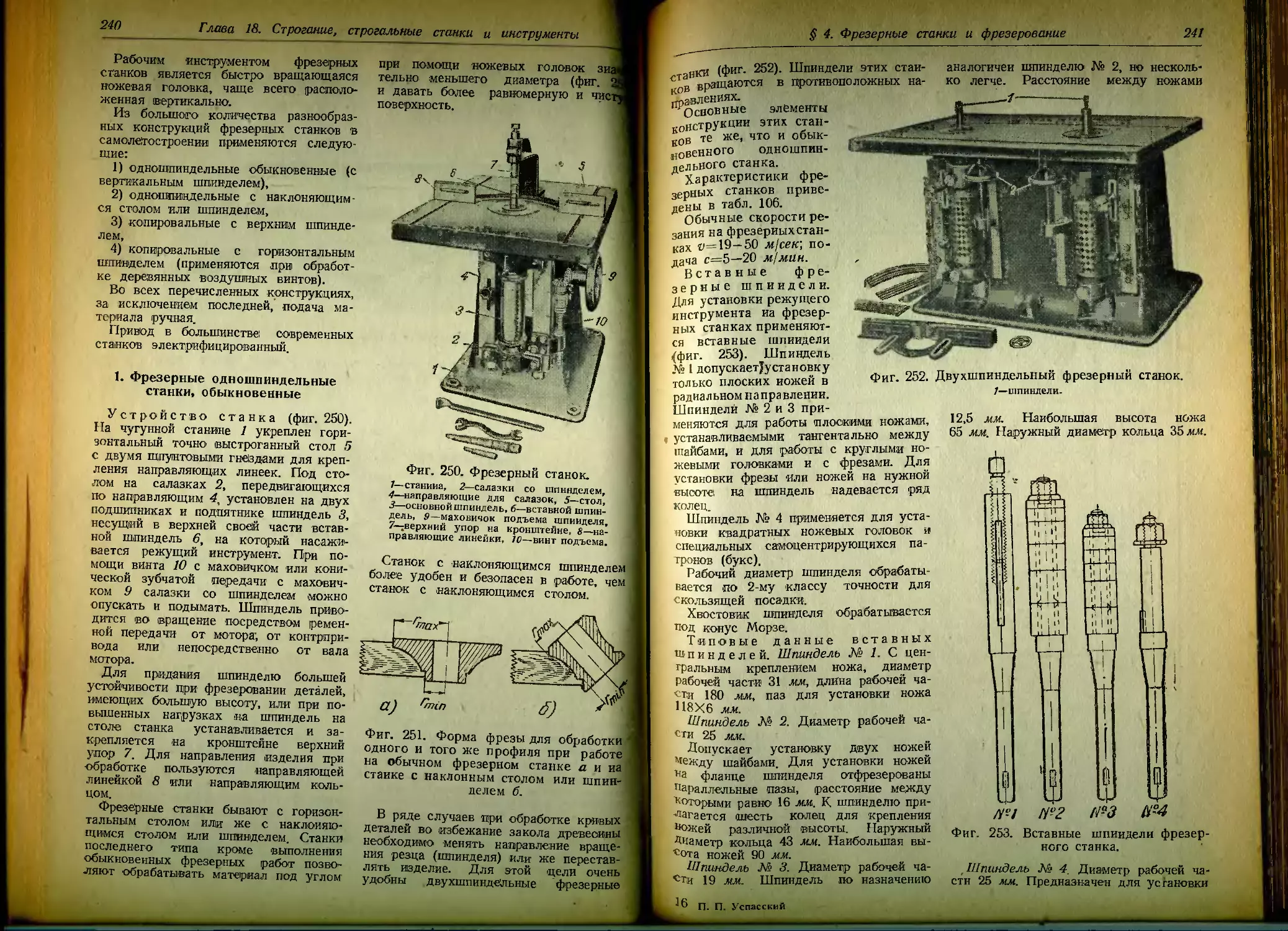
1. Фрезерные одношпиндель-
ные станки обыкновенные.
2. Копировально - фрезер-
ные станки. 3. Ножи для
фрезерования, фрезы и
фрезерные ножевые голов-
ки. 4. Установка плоских
ножей и фрез(шарошек)240—249
§ 5. Ручной строгальный ин-
струмент ....................255
Стр.
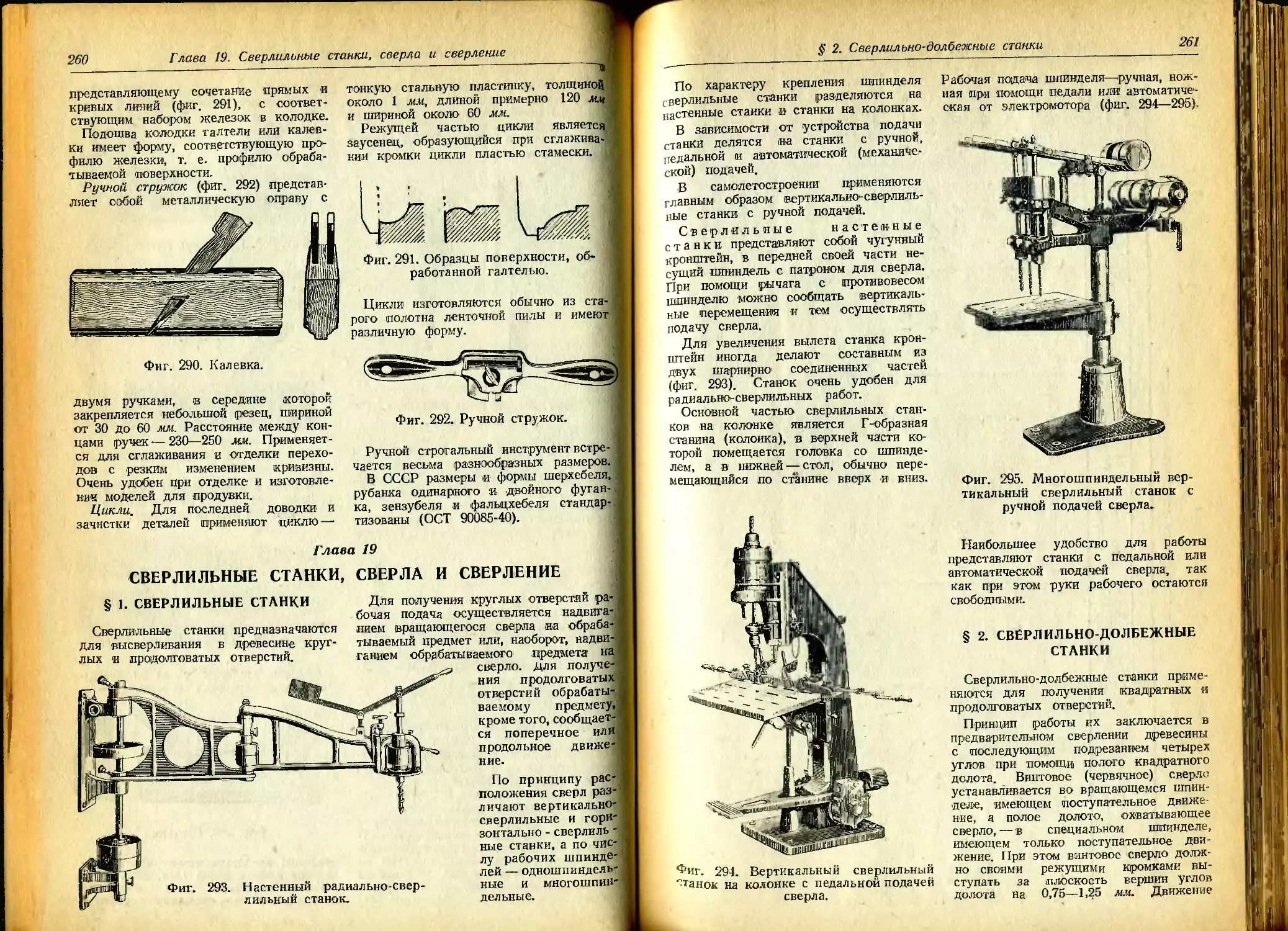
Глава 19. Сверлильные станки,
сверла и сверление............260
§ 1. Сверлильные станки .... 260
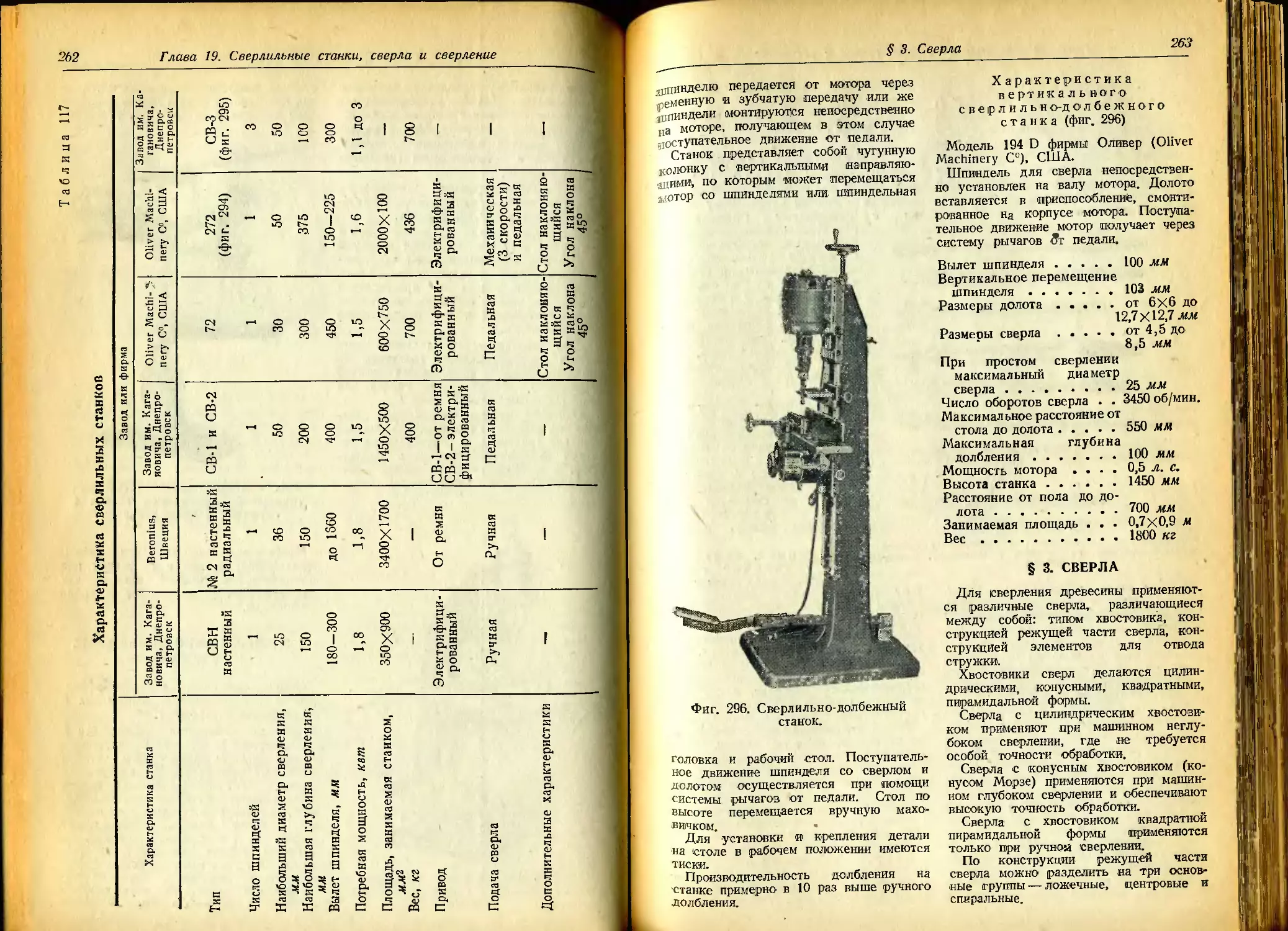
§ 2. Сверлильно-долбежные стан-
ки ........................261
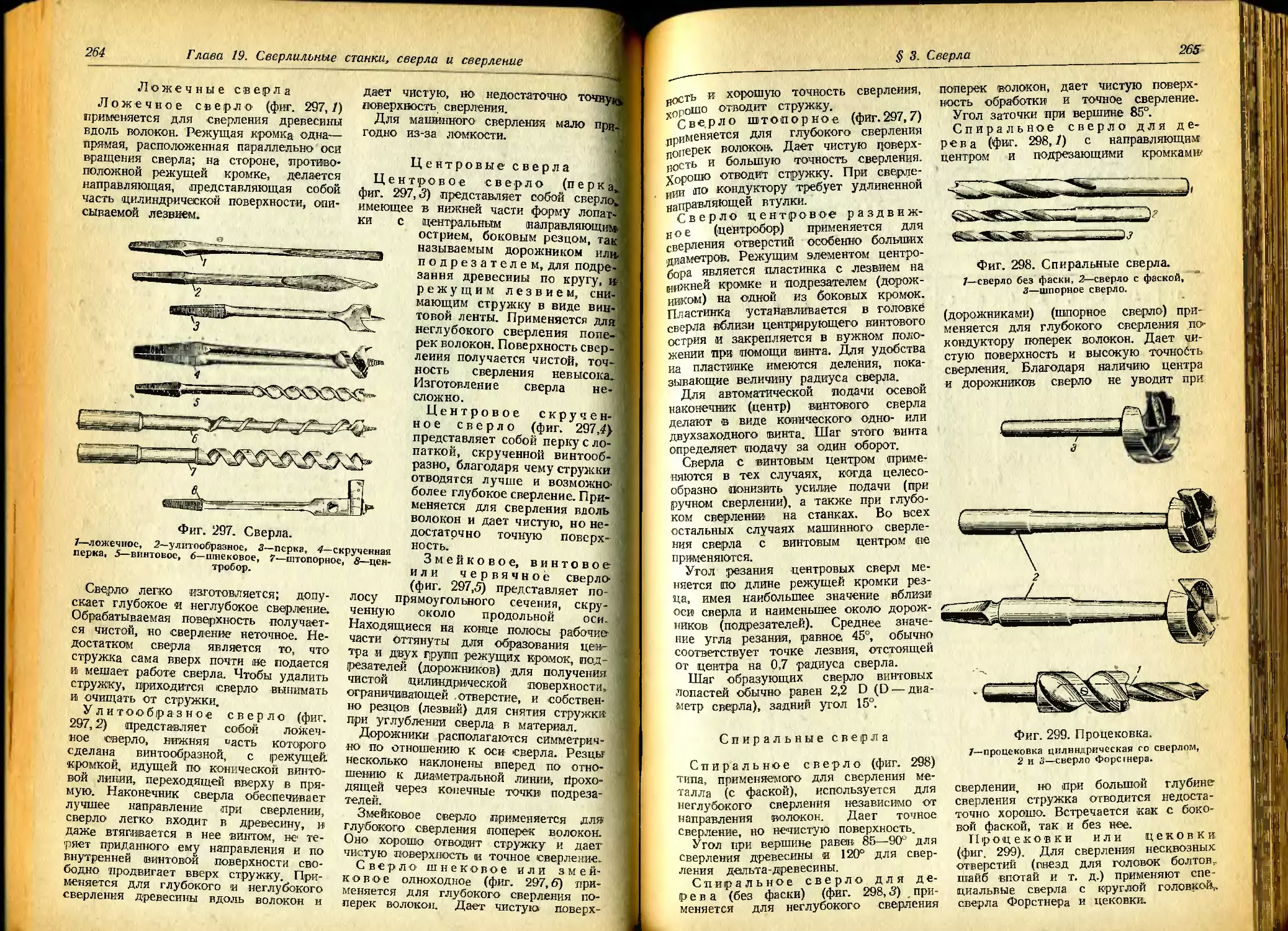
§ 3. Сверла .................263
§ 4. Ручной сверлильный ин-
струмент ...................270
§ 5. Сверление...............271
Глава 20. Токарные и шкурочно-
шлифовальиые станки по де-
реву .........................273
§ 1. Токарные станки.........273
§ 2. Инструмент для работы на
токарных станках .... 274
§ 3. Шкурочно-шлифовальные
станки.......................275
Глава 21. Ручной механизирован-
ный инструмент................276
Глава 22. Оборудование столяр-
ной мастерской............. . 281
Раздел V
СКЛЕИВАНИЕ И СОЕДИНЕНИЕ
ДРЕВЕСИНЫ
Глава 23. Общие сведения . . . 289
§ 1. Вид и последовательность
склеивания..................289
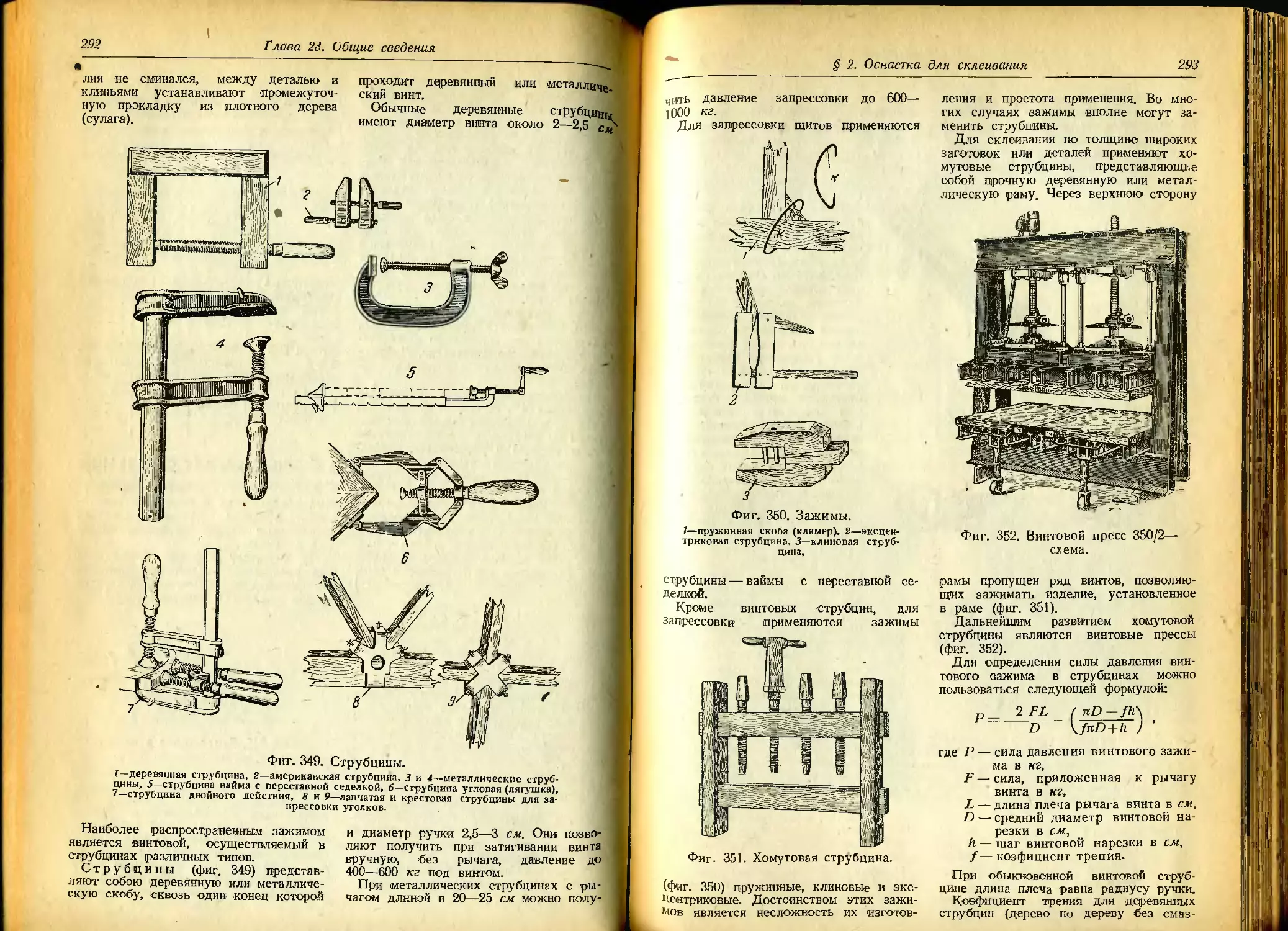
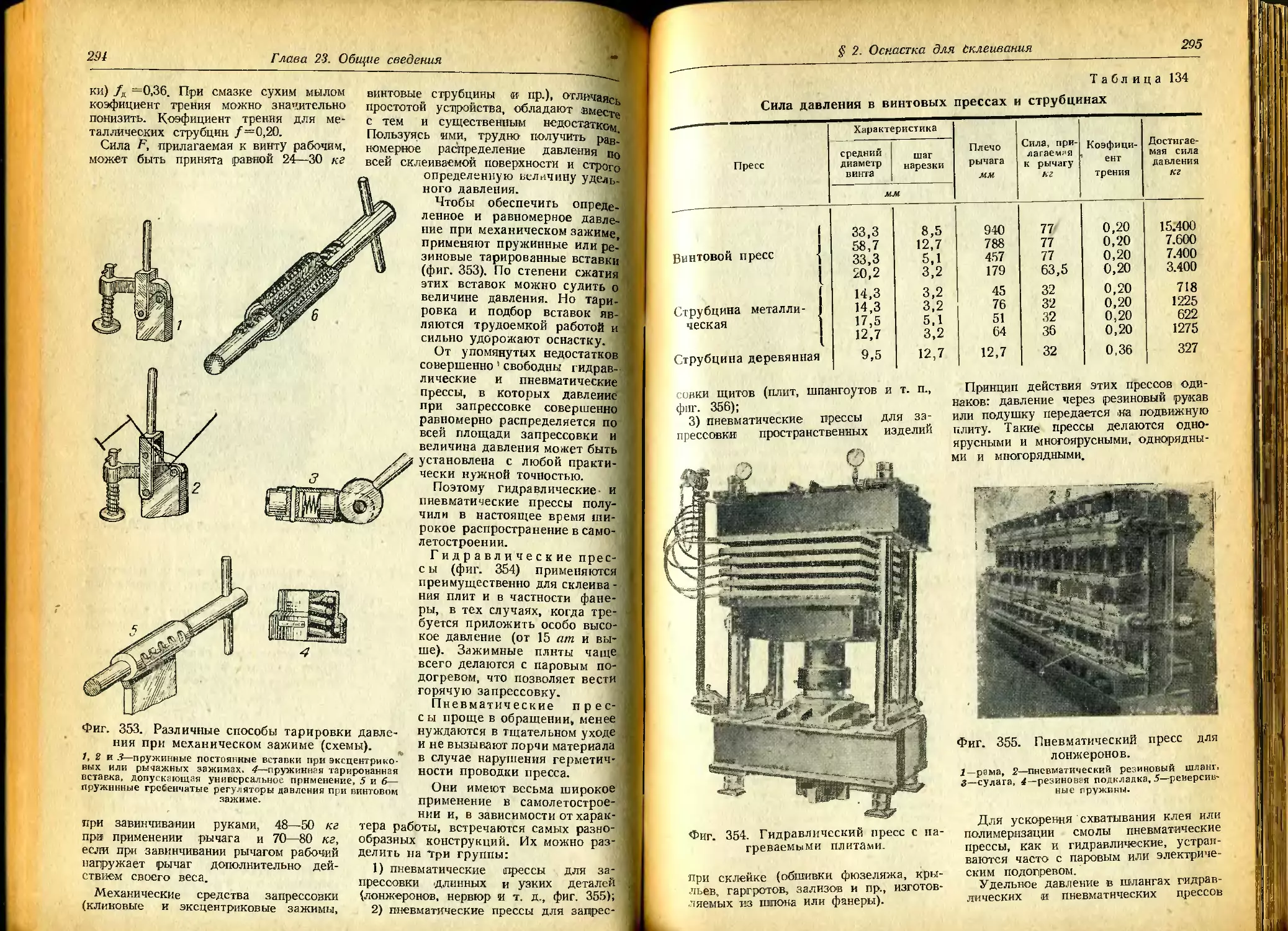
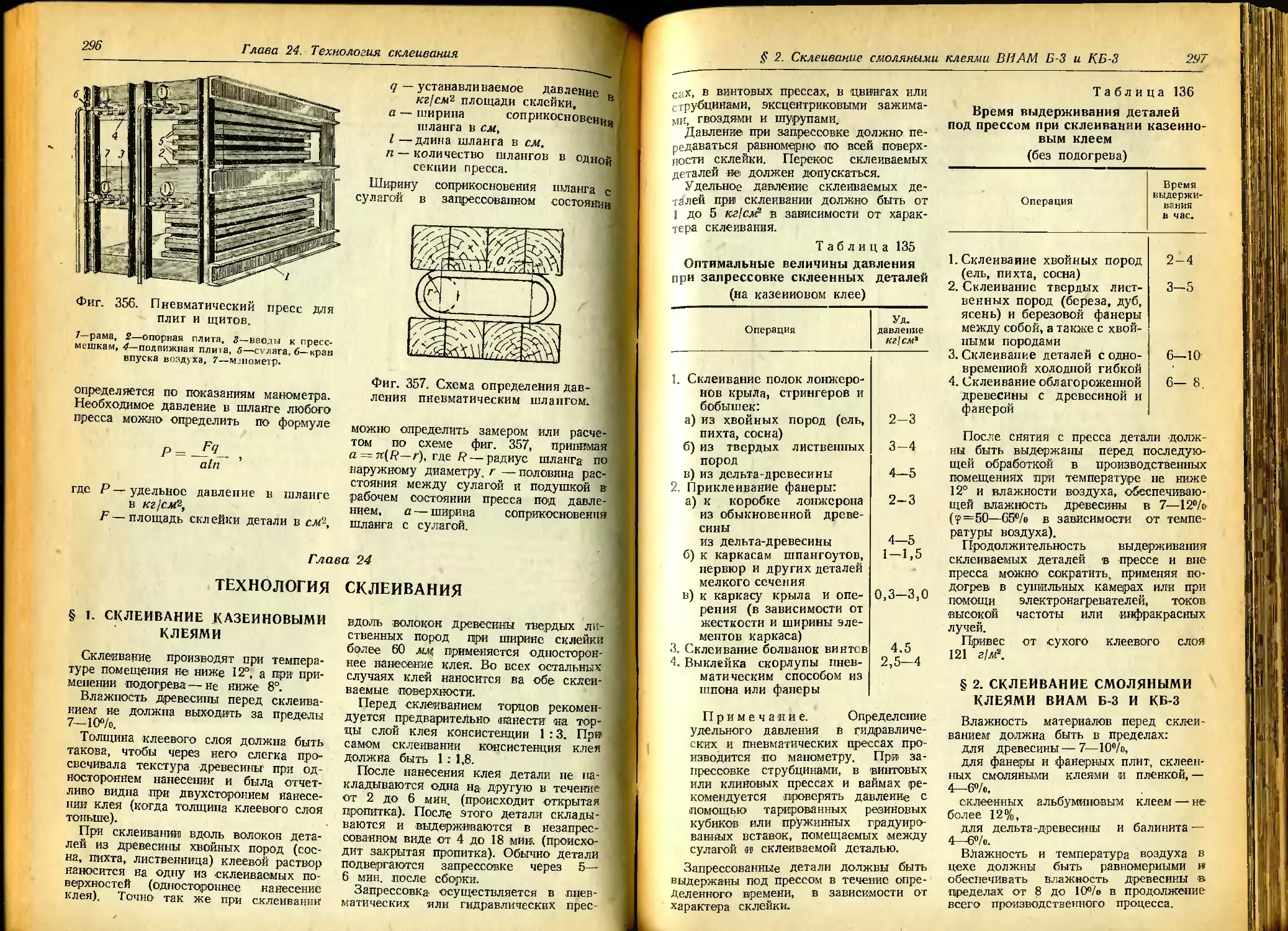
§ 2. Оснастка для склеивания . 291
Глава 24. Технология склеивания 295
§ 1. Склеивание казеиновыми
клеями........................в 295
§ 2. Склеивание смоляными кле-
ями ВИАМ Б-3 и КБ-3 ... 297
§ 3. Склеивание карбинольным
клеем.......................300
§ 4. Склеивание фанеры .... 300
§ 5. Склеивание дельта-древе-
сины и балинитд.............301
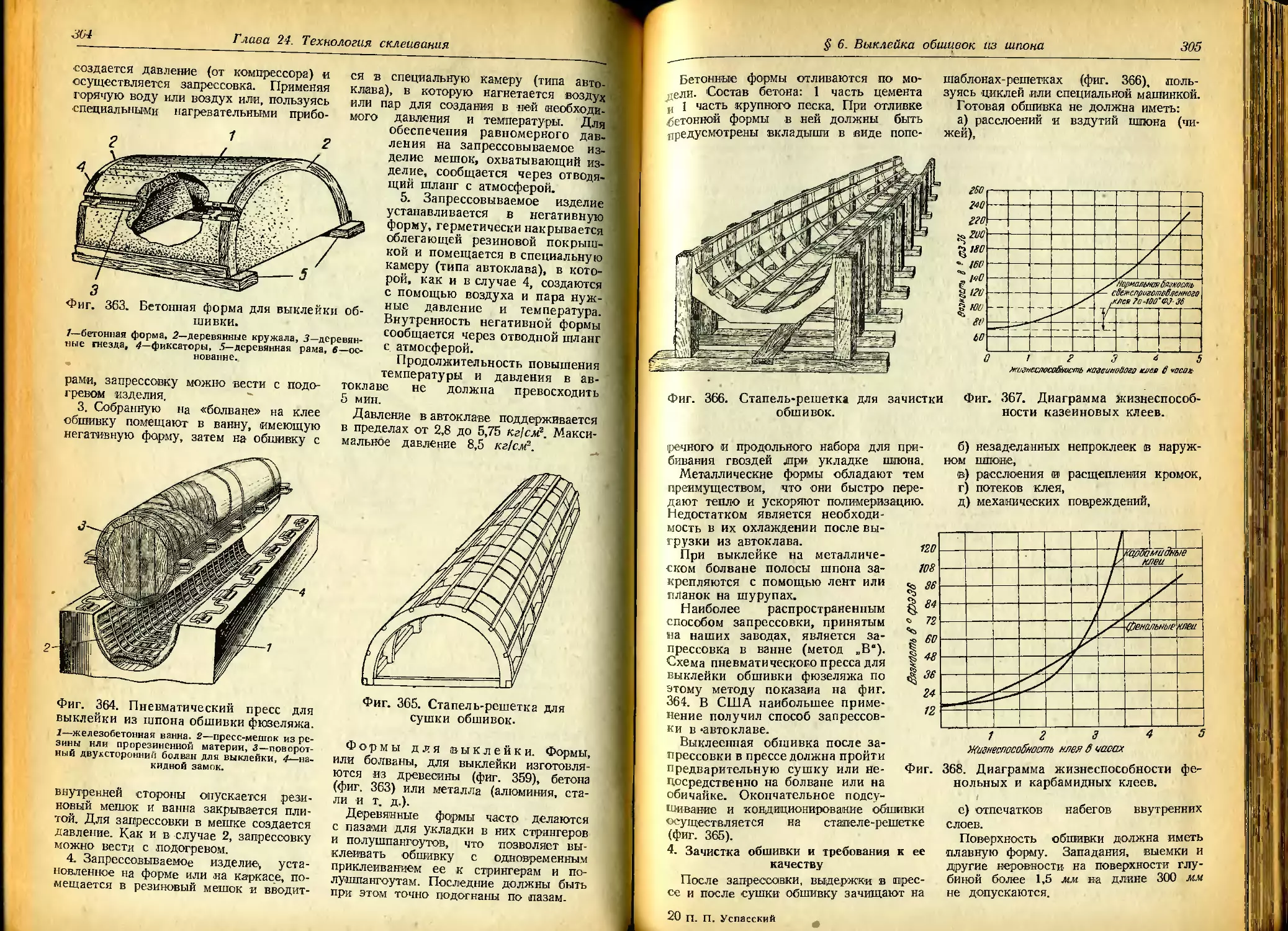
§ 6. Выклейка обшивок из шпо-
на .........................301
1. Общие сведения. 2. Гвоз-
девая запрессовка. 3. Пнев-
матическая запрессовка.
4. Зачистка обшивки и тре-
бования к ее качеству 301—305
оглавление
Стр.
лава 25. Ускорение склеивания
авиадеталей..................307
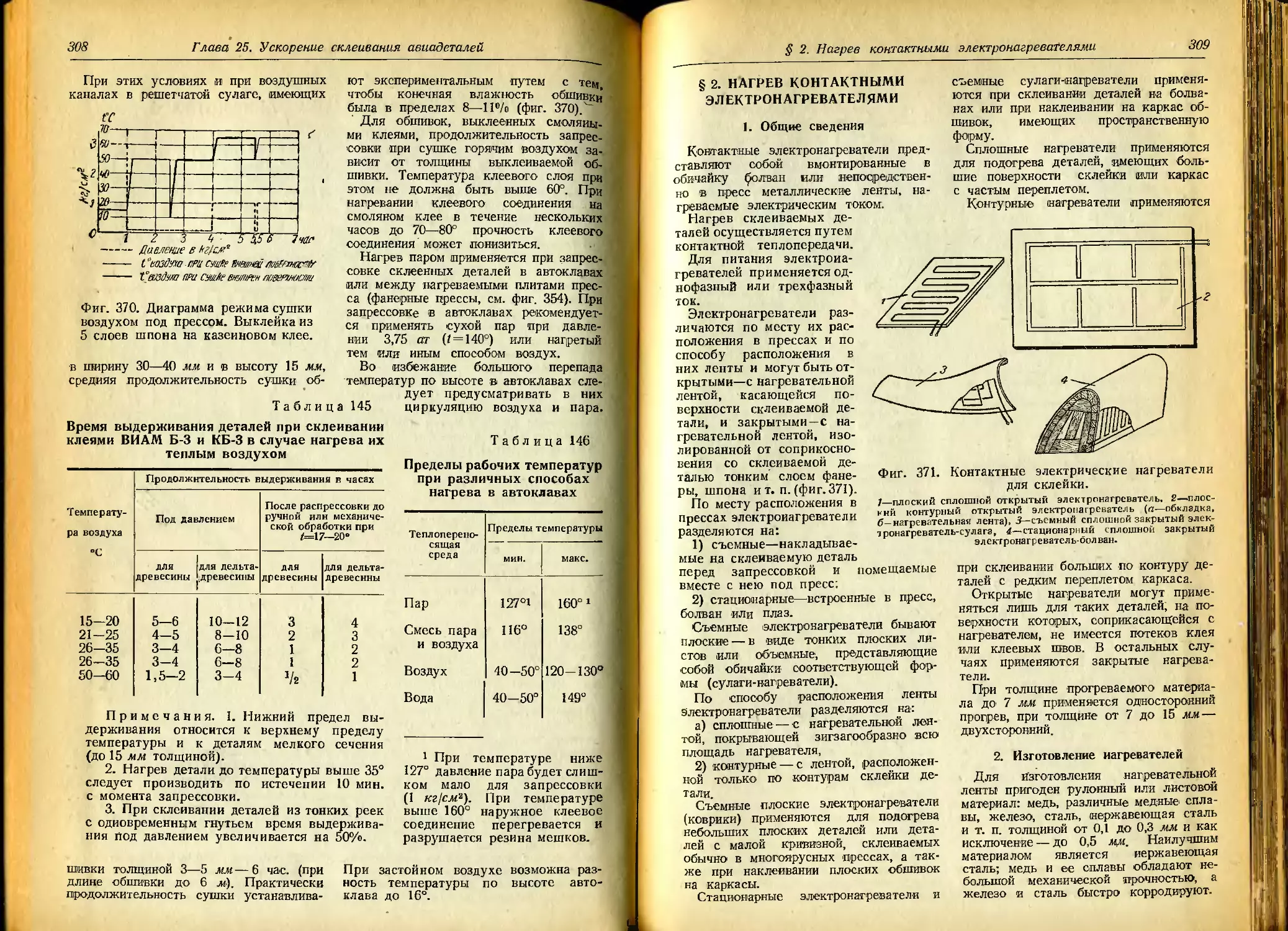
§ 1. Нагрев теплым воздухом . 307
§ 2. Нагрев контактными элек-
тронагревателями ...........309
1. Общие сведения. 2. Из-
готовление нагревателей.
3. Расчет контактных элек-
тронагревателей . . . 309—311
§ 3. Подогрев склеенных деталей
в поле высокой частоты . . 315
§ 4. Нагревание склеиваемых
деталей при помощи облуче-
ния инфракрасными лучами 317
§ 5. Методы ускоренной сушки
склеенных деталей в полевых
условиях .... ...........318
Глава 26. Кондиционирование
склеенных деталей и конт-
роль качества...............318
§ 1. Кондиционирование склеен-
ных деталей..............318
§ 2. Контроль качества склейки 319
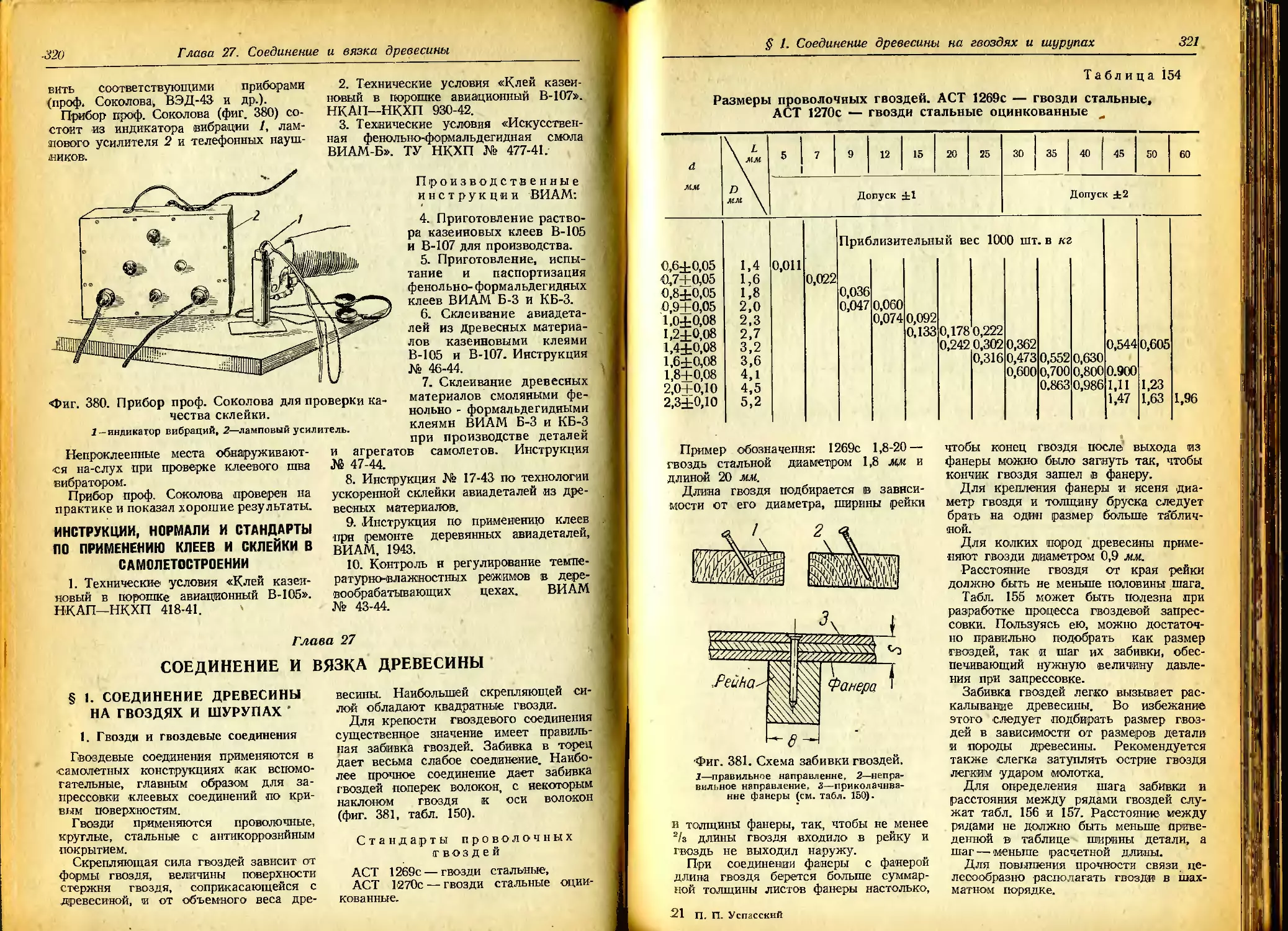
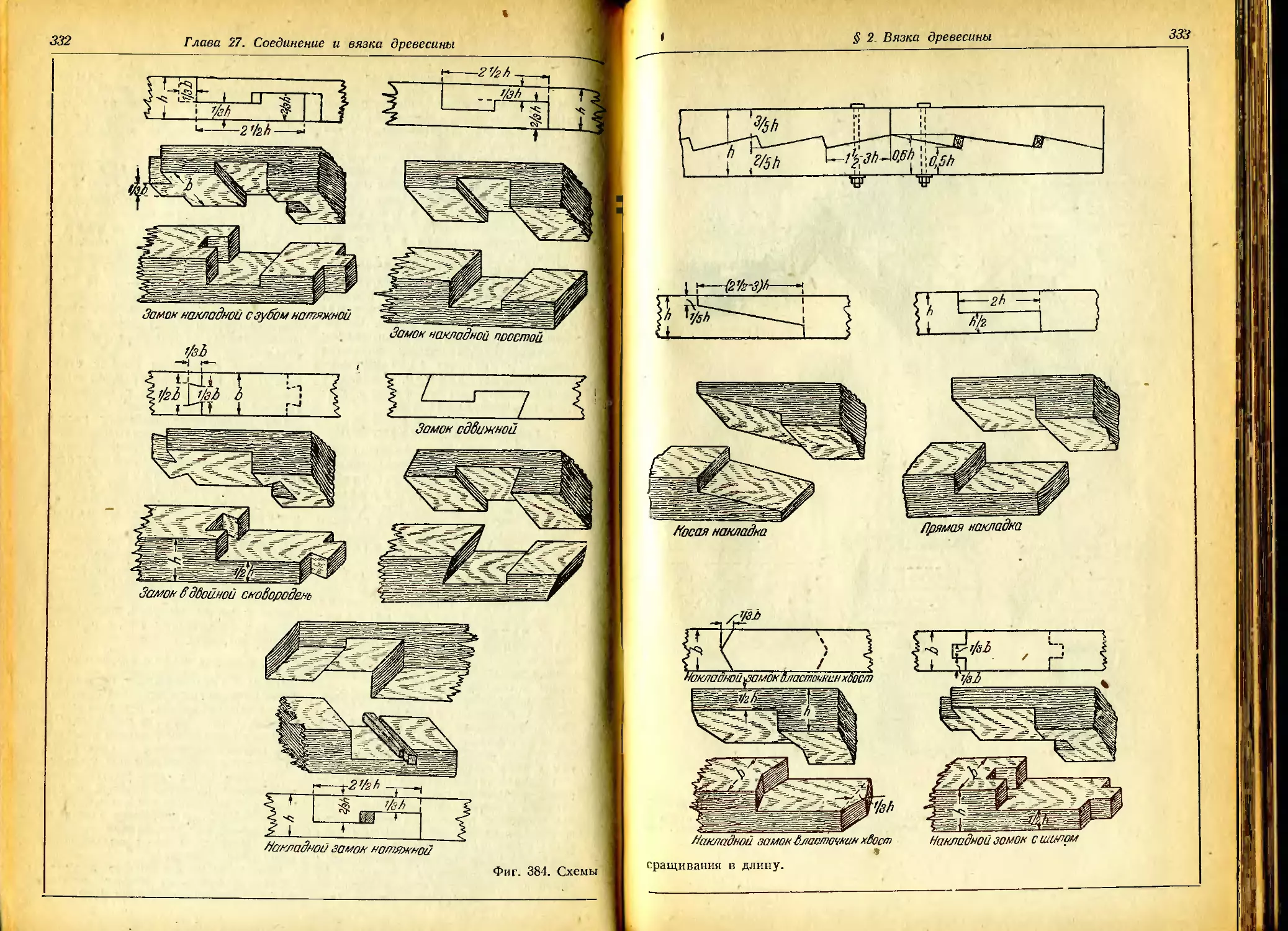
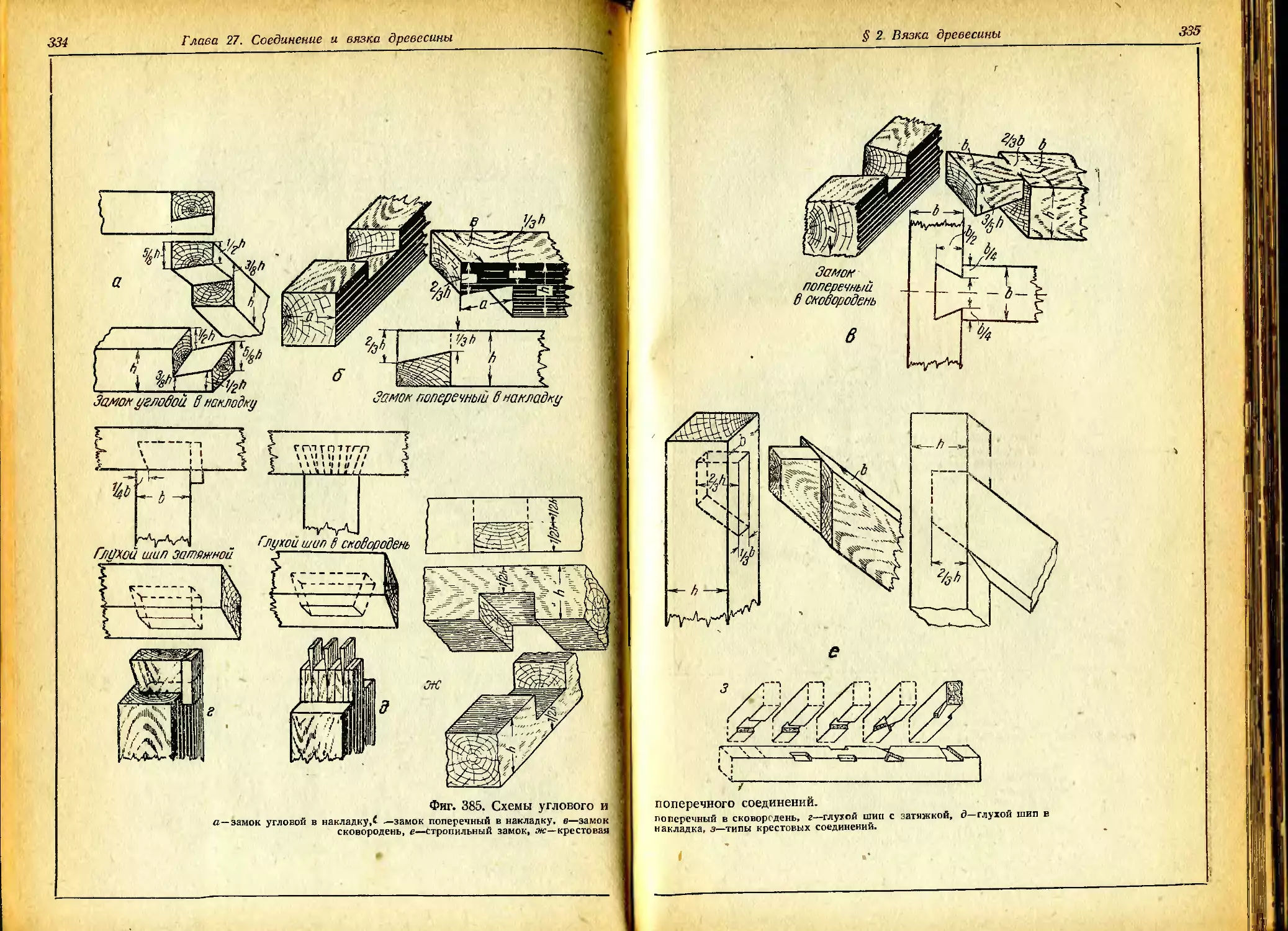
Глава 27. Соединение и вязка
древесины...................320
§ 1. Соединение древесины на
гвоздях и шурупах........320
1. Гвозди и гвоздевые соеди-
нения. 2. Шурупы или вин-
ты по дереву и соединения
на них..............320—322
§ 2. Вязка древесины........331
1. Сращивание в длину. 2. Со-
единение угловое и попе-
речное. 3. Ящичные угло-
вые соединения ...... 331
Раздел VI
ГНУТЬЕ И СУШКА ДРЕВЕСИНЫ И ФА-
НЕРЫ ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ
Глава 28. Гиутье древесины . . 337
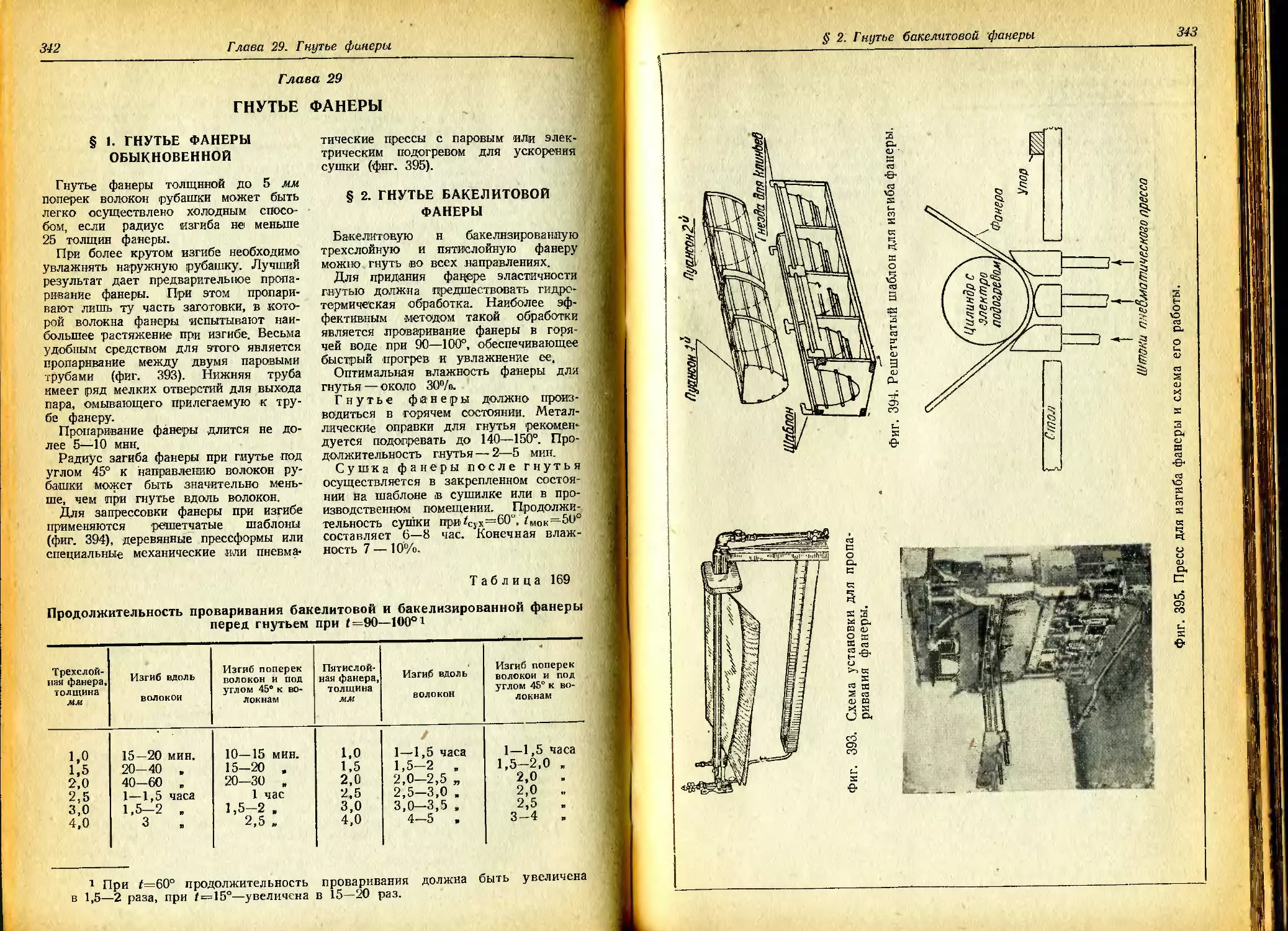
§ 1. Горячее гнутье 337
1. Пропаривание древесины.
2. Проваривание древесины.
3. Сушка заготовок после
гнутья. 4. Упругость при
гн утье.............337—340
- Стр.
§ 2. Гнутье листовой дельта-дре-
весины ...................340
§ 3. Холодное гнутье.........341
Глава 29. Гнутье фанеры .... 34
§ 1. Гнутье фанеры обыкновен-
ной ......................342
§ 2. Гнутье бакелитовой фанеры 342
Раздел VII
ИЗГОТОВЛЕНИЕ И СБОРКА ДЕТАЛЕЙ
ИЗ ДРЕВЕСИНЫ И ОБЛАГОРОЖЕННОЙ
ДРЕВЕСИНЫ
Глава 30. Кондиционирование воз-
духа и деталей в производ-
ственных помещениях .... 345
1. Кондиционирование воздуха.
2. Кондиционирование дета-
лей.................. 345—347
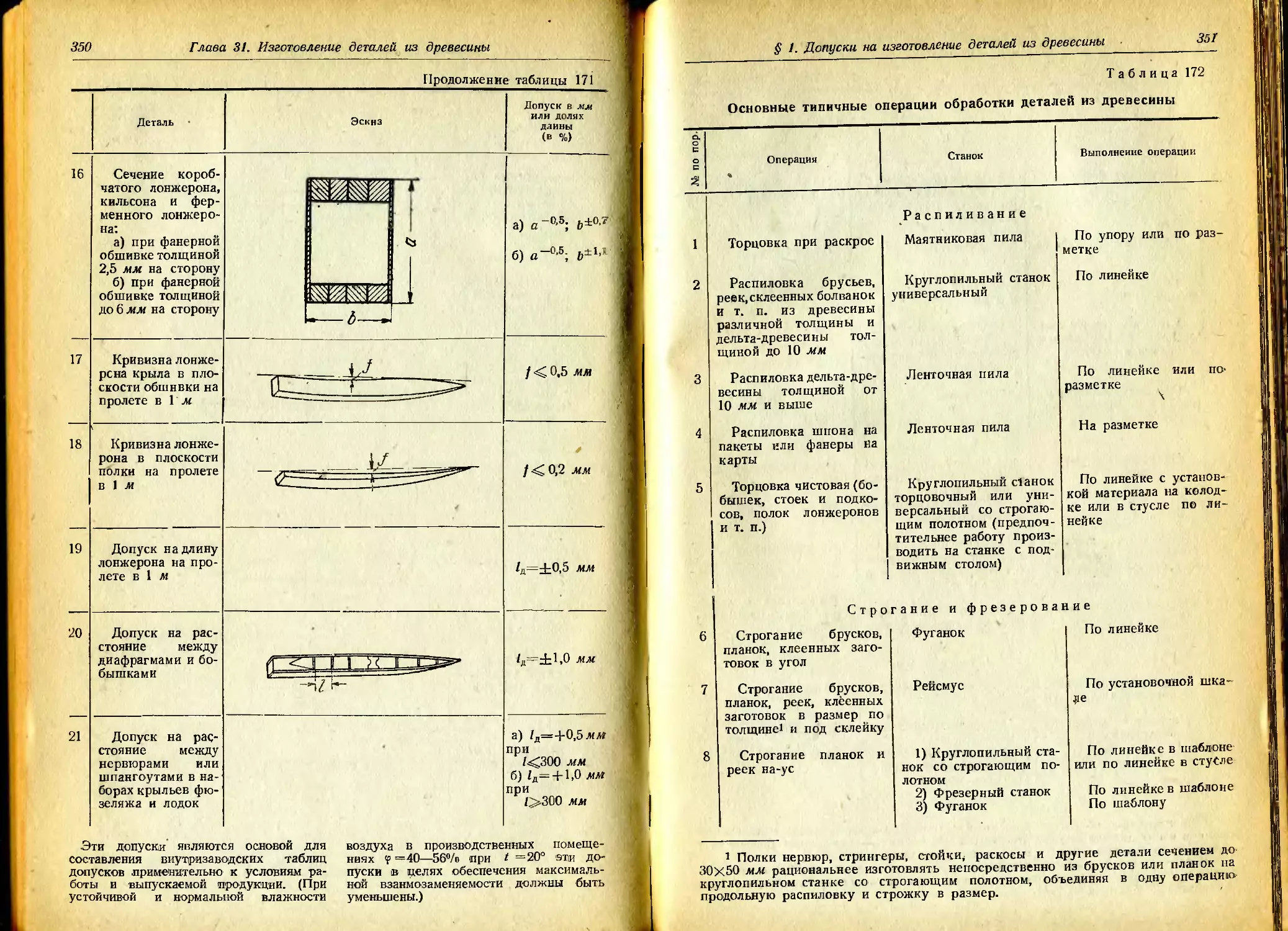
Глава 31. Изготовление деталей
из древесины..................347
§ 1. Допуски на изготовление
деталей из древесины . . . 347
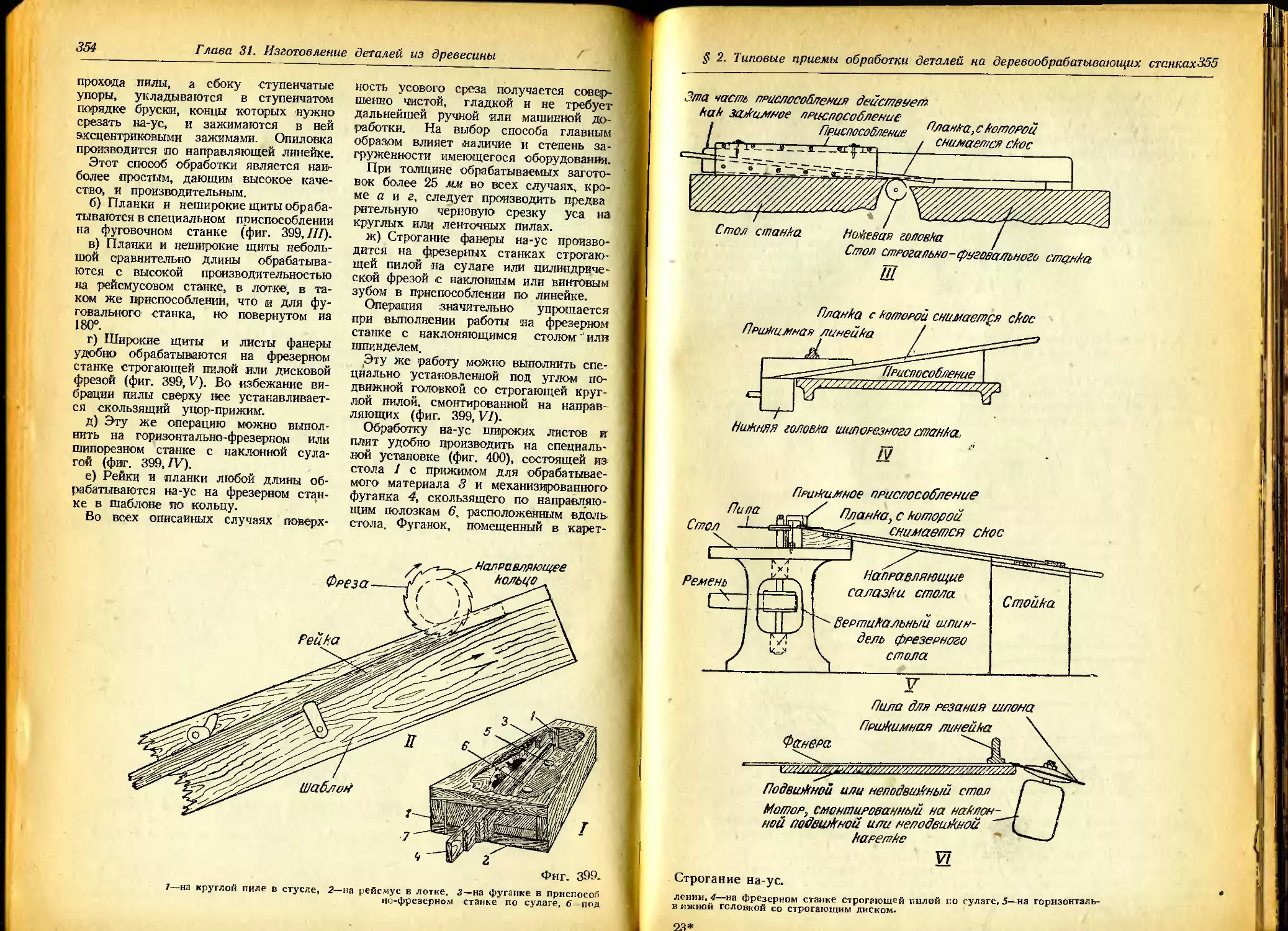
§ 2. Типовые приемы обработки
деталей на деревообрабаты-
вающих станках.............353
1. Строгание на-ус. 2. Строга-
ние полок лонжерона. З.Мал-
ковка прямолинейных и
криволинейных контуров.
4. Ажурио-вырезные ра-
боты ............. 353—358
Глава 32. Обработка деталей из
дельта-древесины и балинита 358
§ 1. Обработка на станках . . . 358
1. Обработка на круглопиль-
ных станках. 2. Обработка
на ленточнопильных стан-
ках. 3. Строгание дельта-
древесины. 4. Обработка на
фрезерных стайках. 5. Об-
работка на сверлильных
станках.............. 358—359
§ 2. Ручная обработка, клепка и
склеивание дельта-древесины 359
1. Ручная обработка. 2. Клеп-
ка обшивки из листовой
дельта-древесины и бали-
нита. 3. Склеивание листе-
Ъ'
Оглавление
Стр.
вой дельта-древесины и
билинита .......... 359—361
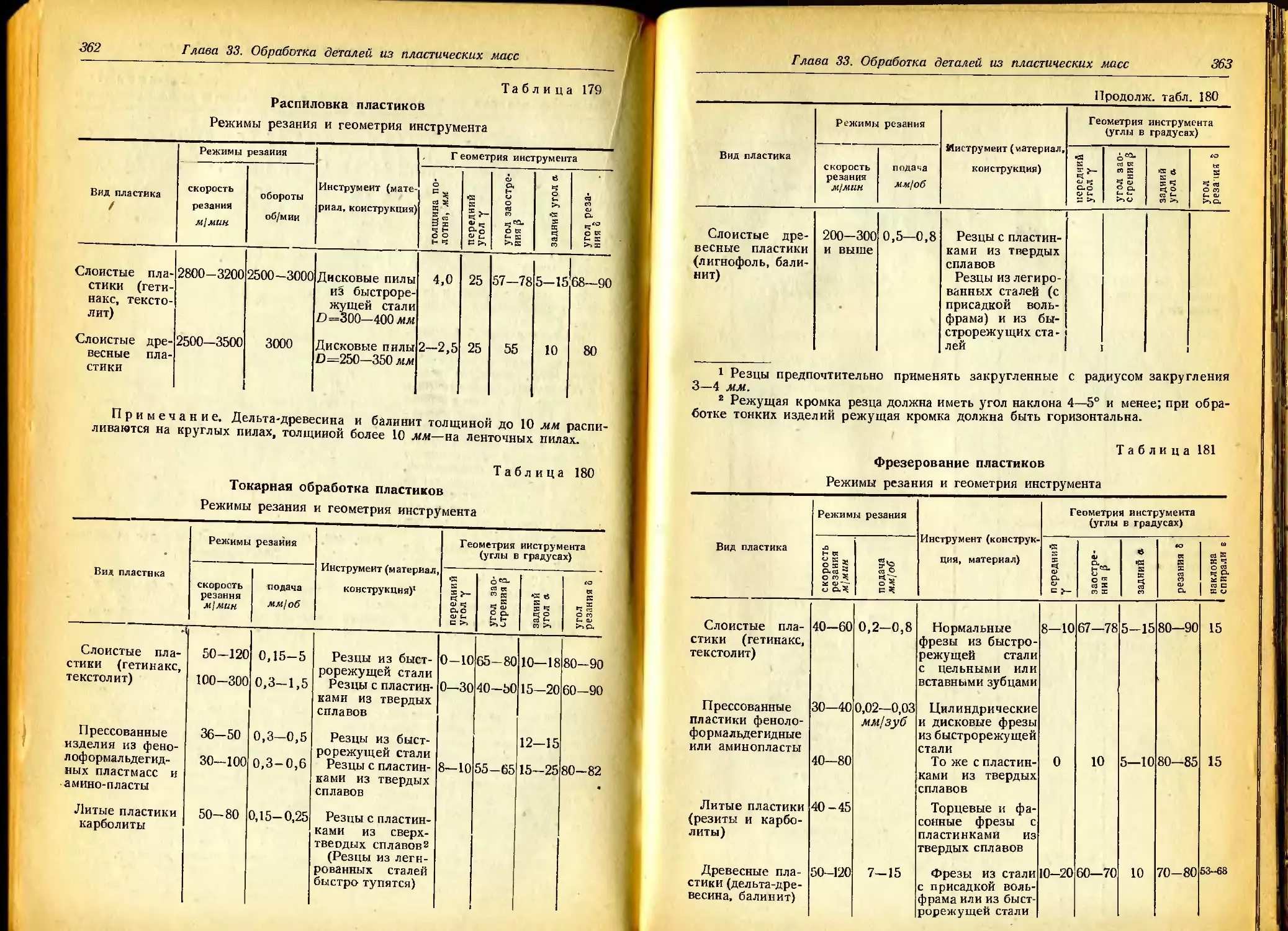
Глава 33. Обработка деталей из
пластических масс..............361
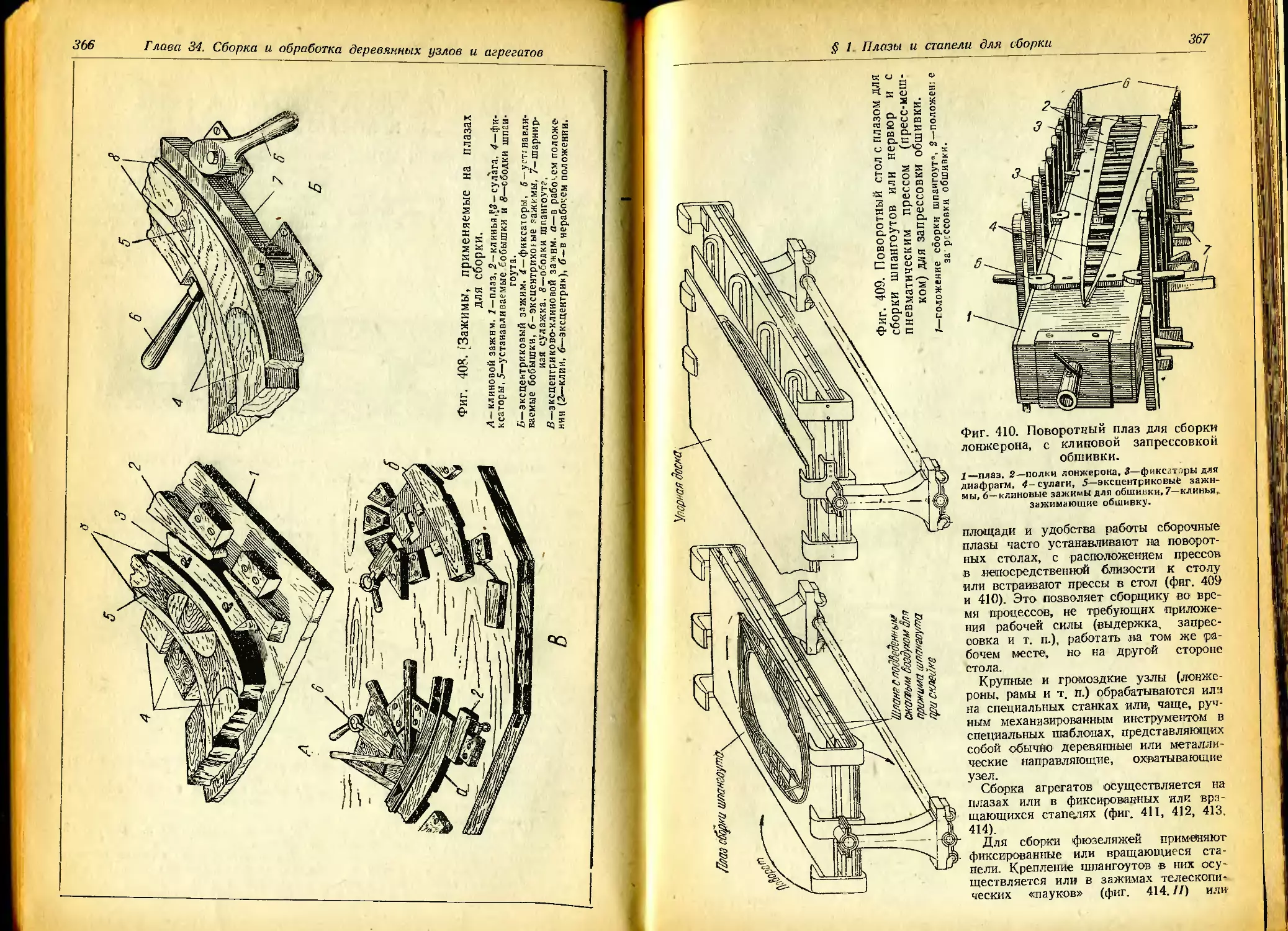
Глава 34. Сборка и обработка
деревянных узлов и агрегатов 365
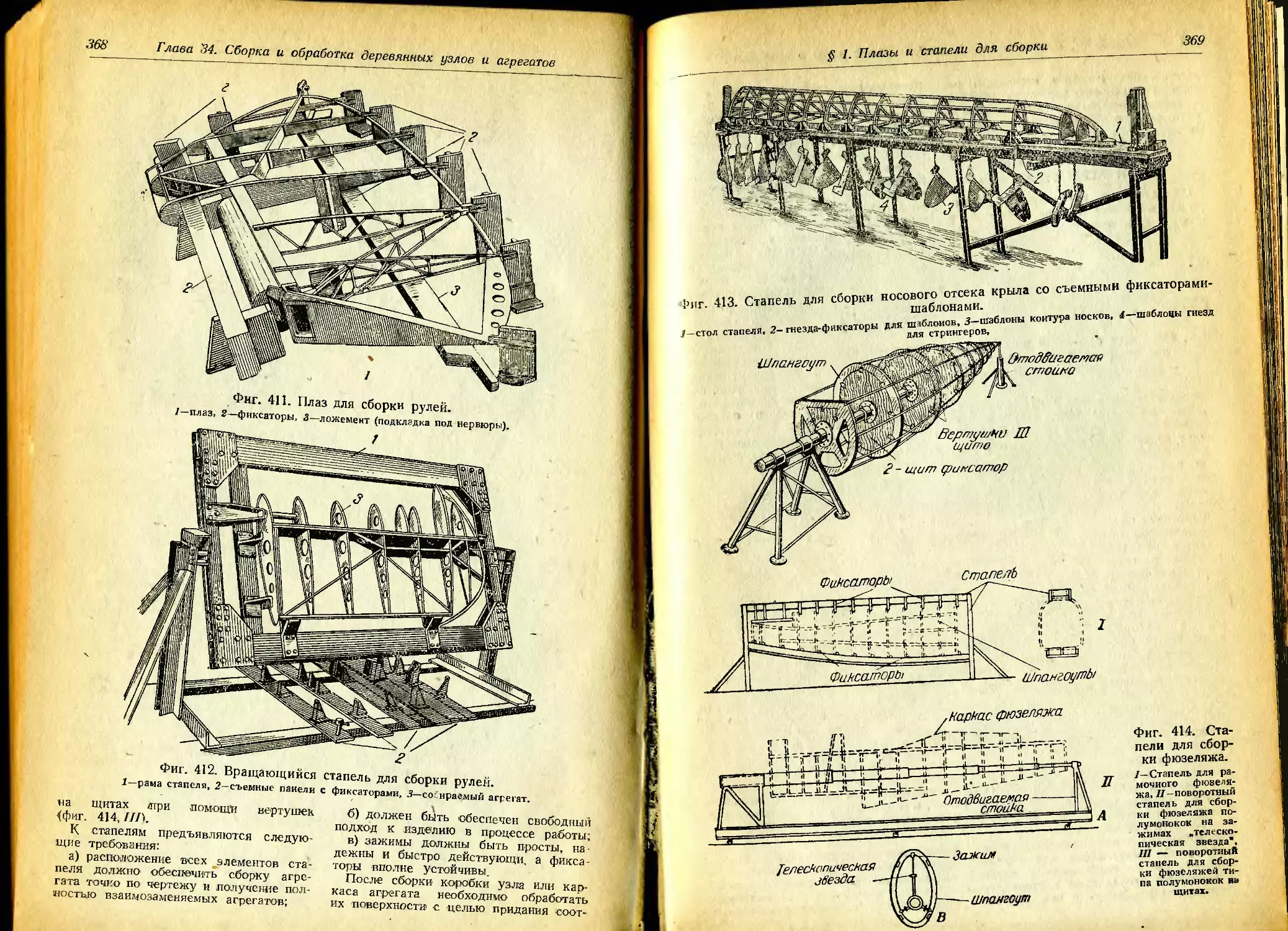
§ 1. Плазы и стапели для сбор-
ки ............................365
§ 2. Обработка узлов и агрега-
тов ........................370
Раздел VIII
ЗАЩИТА ДЕРЕВЯННЫХ ДЕТАЛЕЙ
и АГРЕГАТОВ САМОЛЕТА ОТ ГРИБКОВЫХ
ПОРАЖЕНИЙ, ОТ ВЛИЯНИЯ ВЛАЖНОСТИ
И ДЕЙСТВИЯ ВЫСОКИХ ТЕМПЕРАТУР
Глава 35. Антисептирование дре-
весины ......................374
§ 1. Антисептнрующие составы . 374
§ 2. Нанесение антисептиков . 375
Глава 36. Защита деревянных де-
талей лакокрасочными покры-
тиями .......................376
§ 1. Последовательность и мето-
ды нанесения лакокрасочных
покрытий....................376
1. Последовательность нане-
сения покрытий. 2. Мето-
ды лакокрасочных покры-
тий .......... . . 376-377
§ 2. Оборудование и инстру-
мент для нанесения лакокра-
сочных покрытий.............377
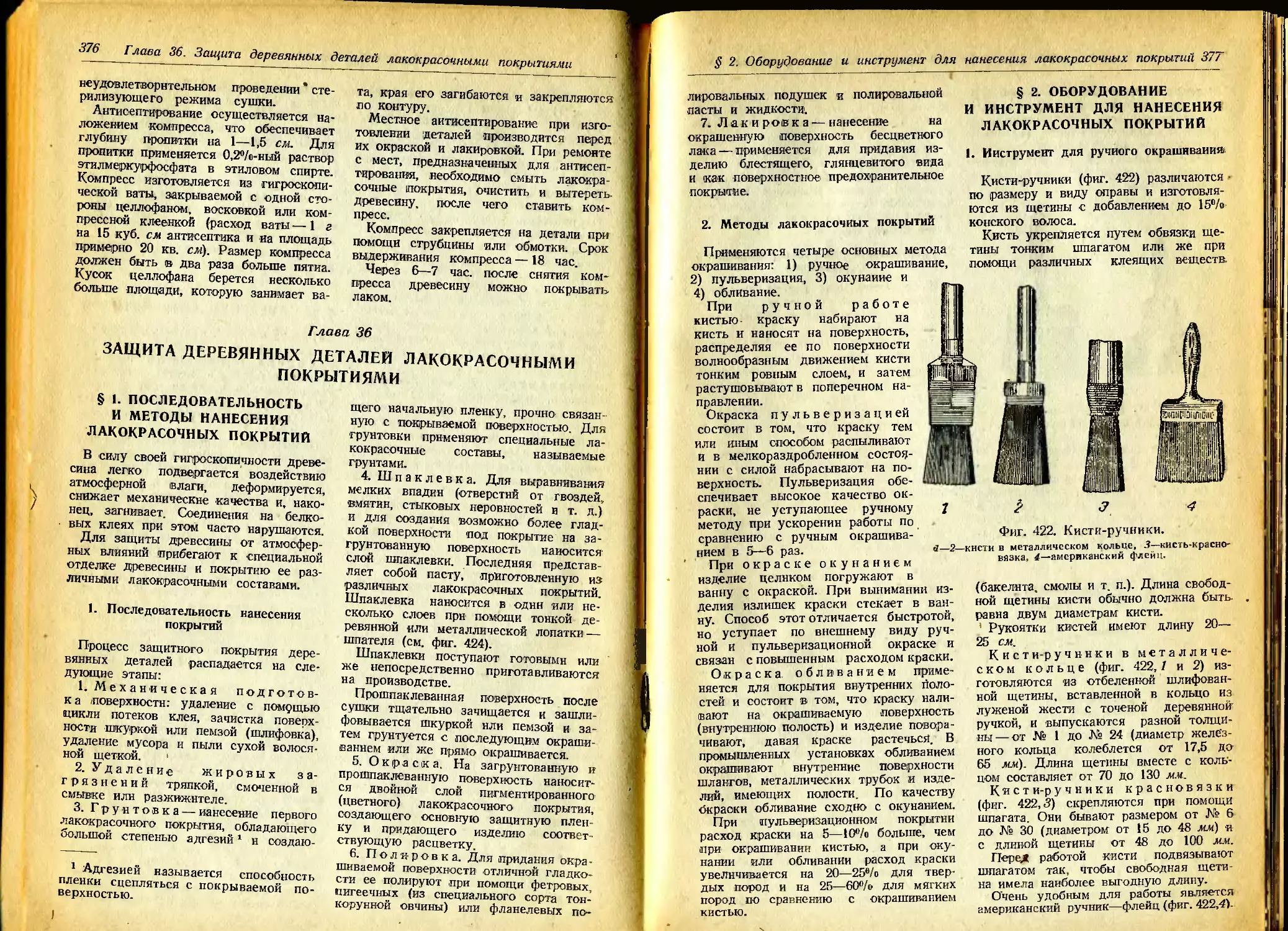
1. Инструмент для ручного
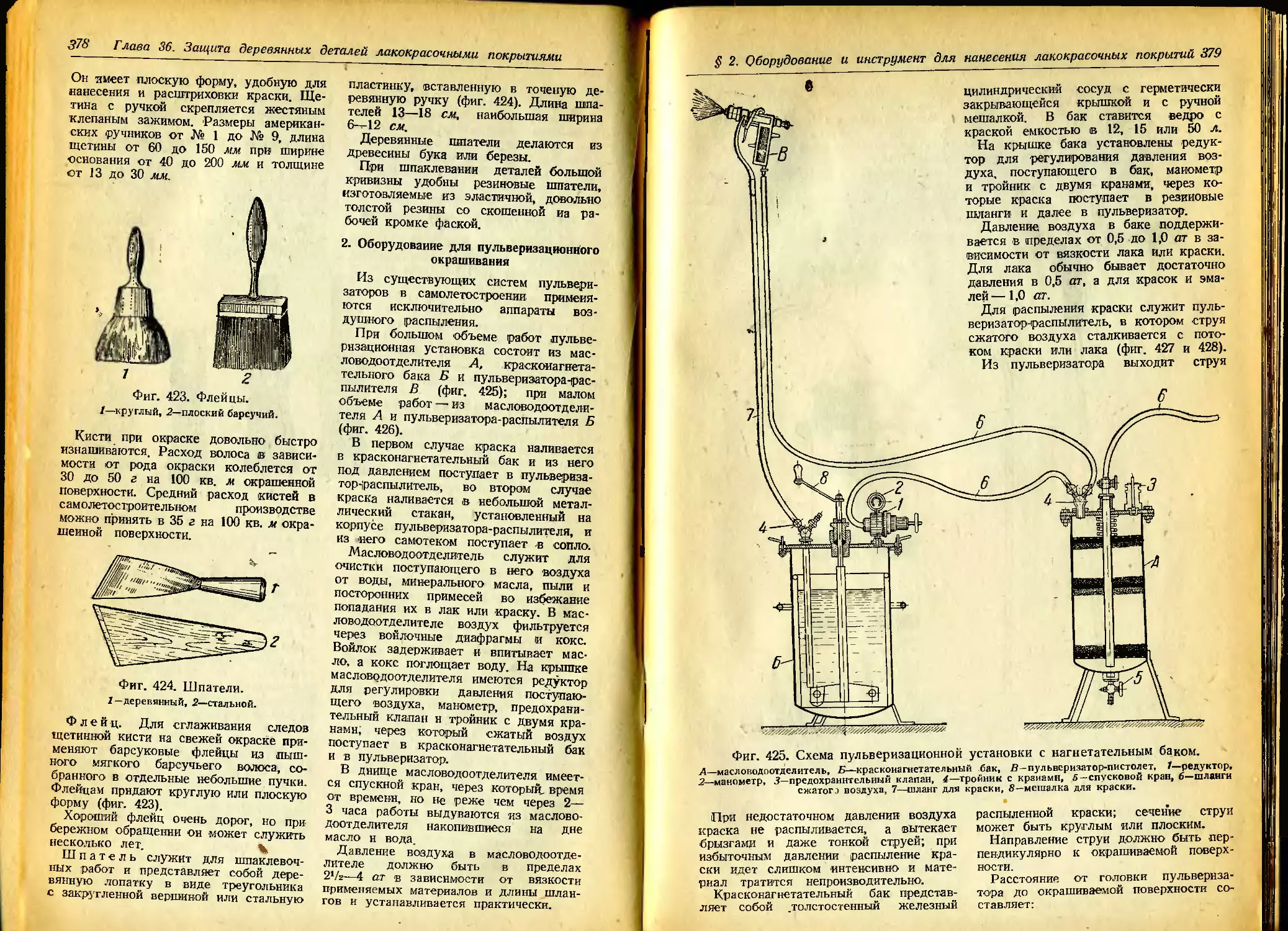
окрашивания. 2. Обору-
дование для пульвериза-
ционною окрашивания 377—378
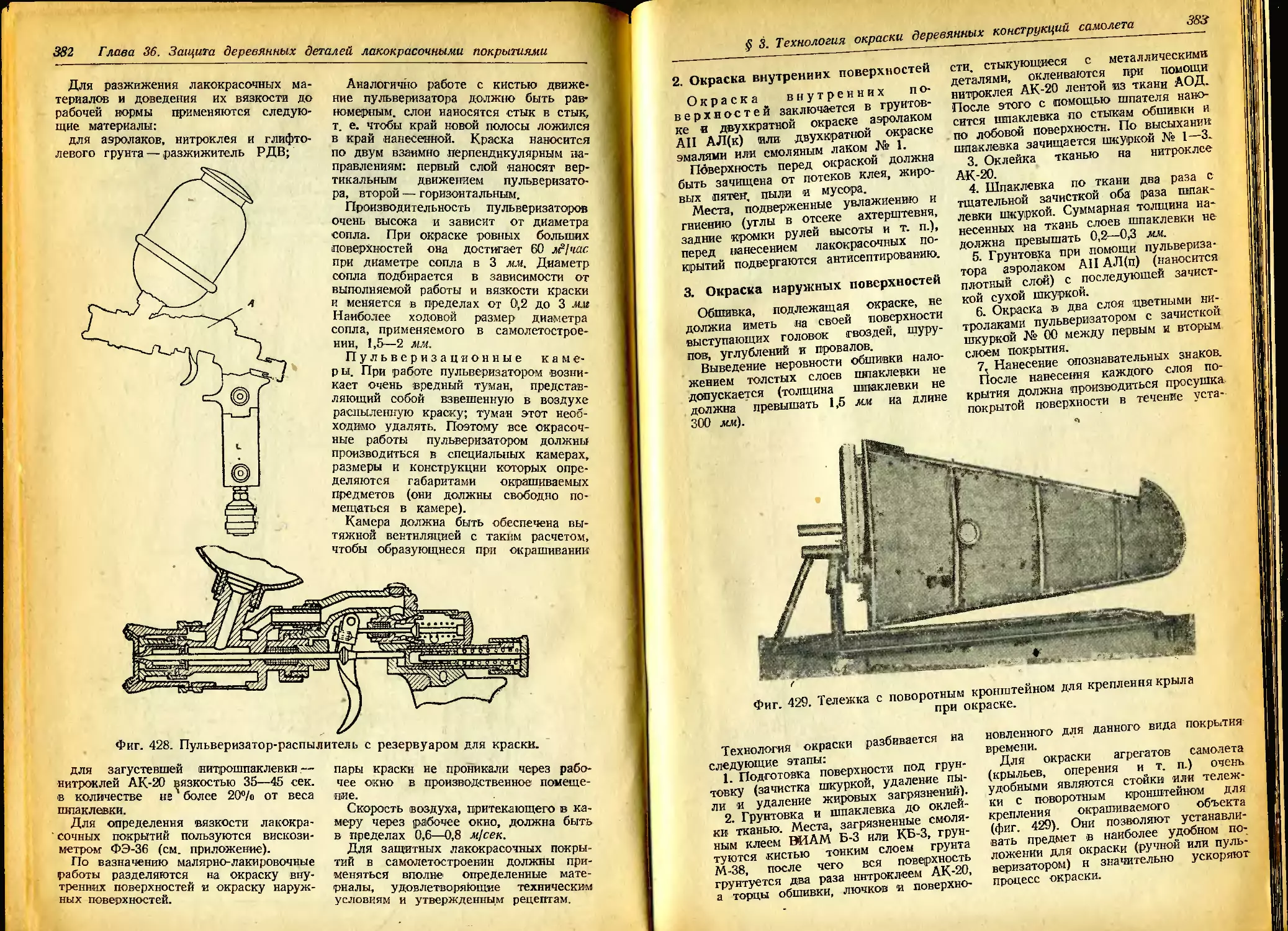
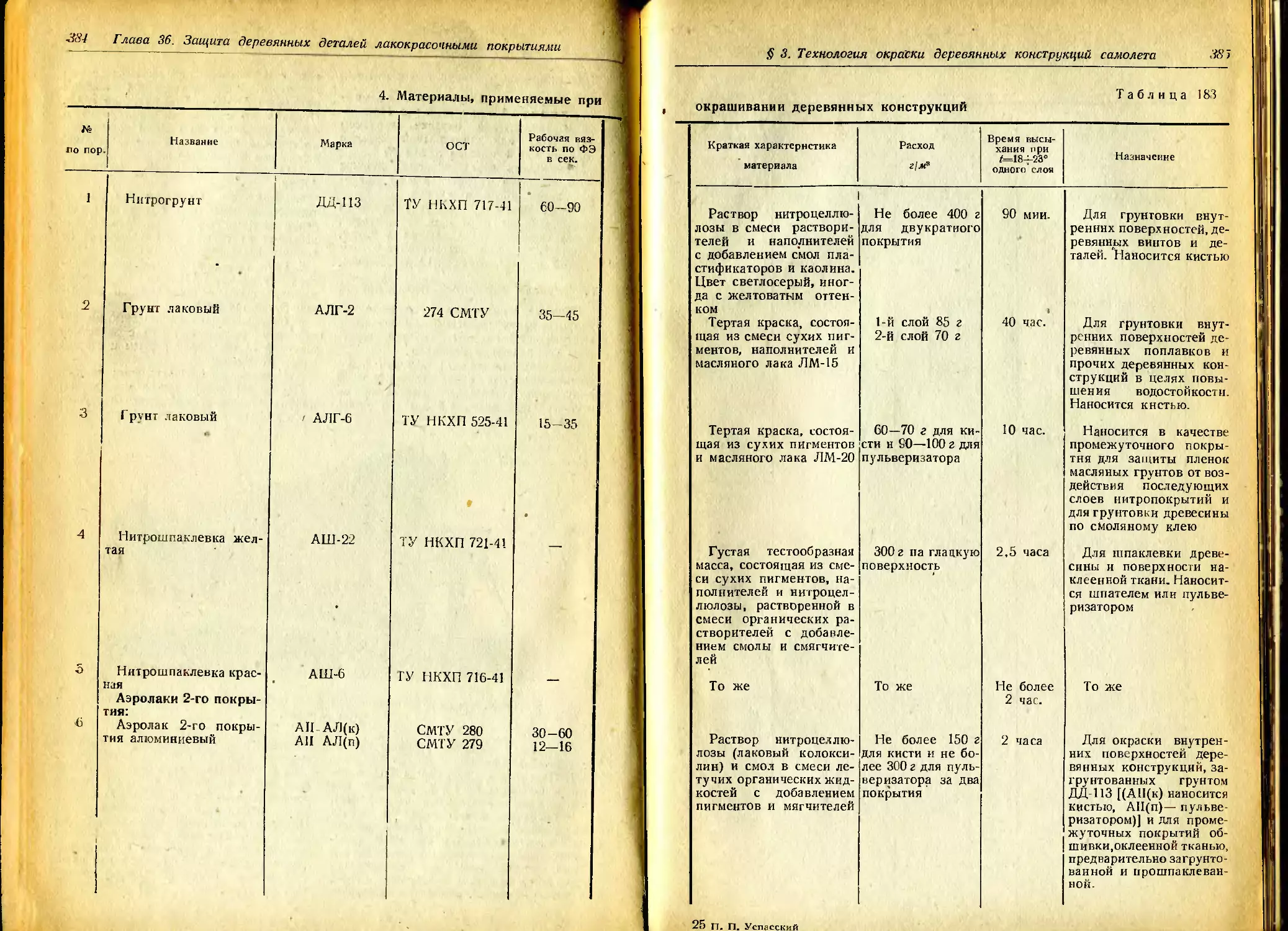
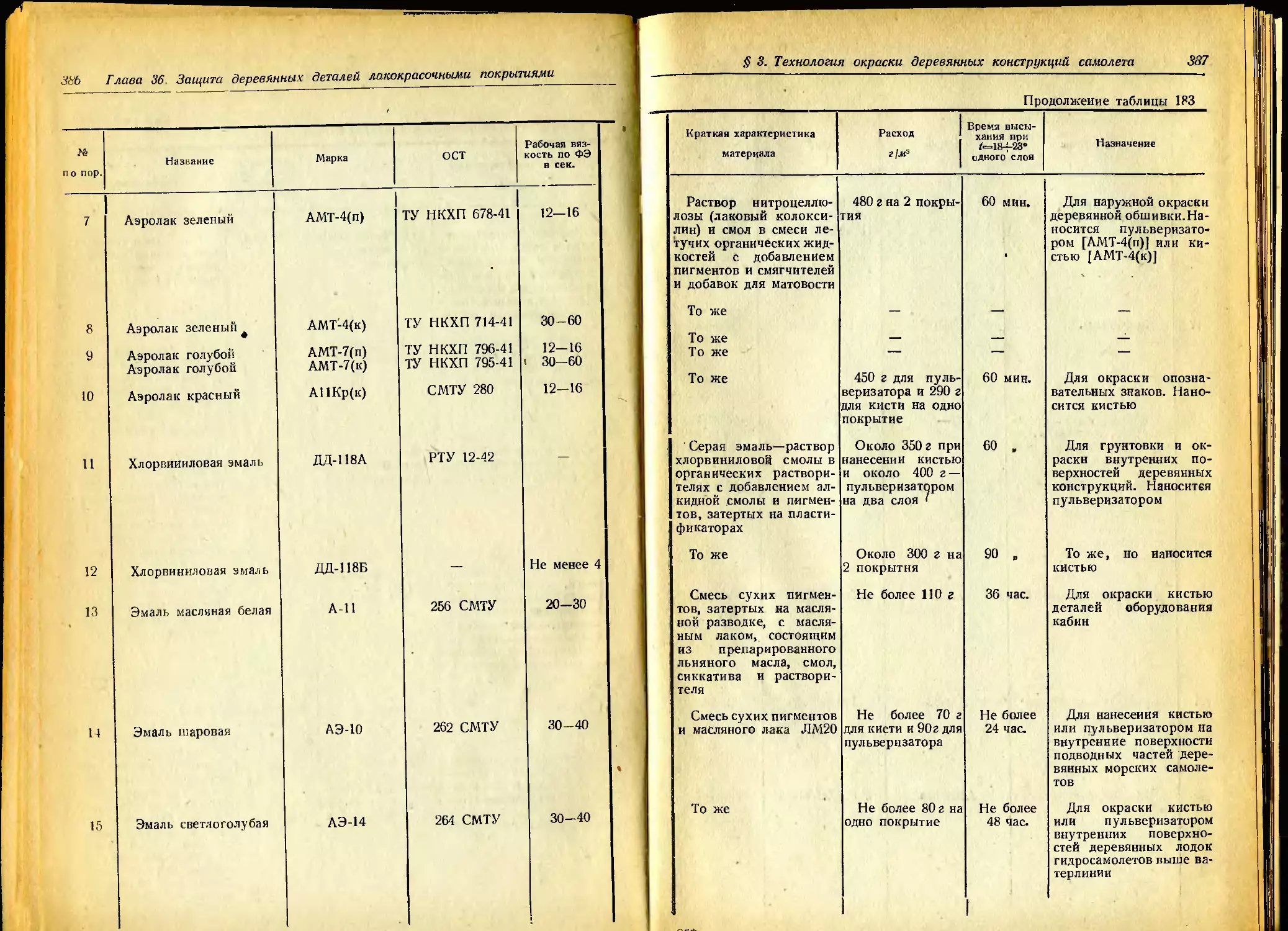
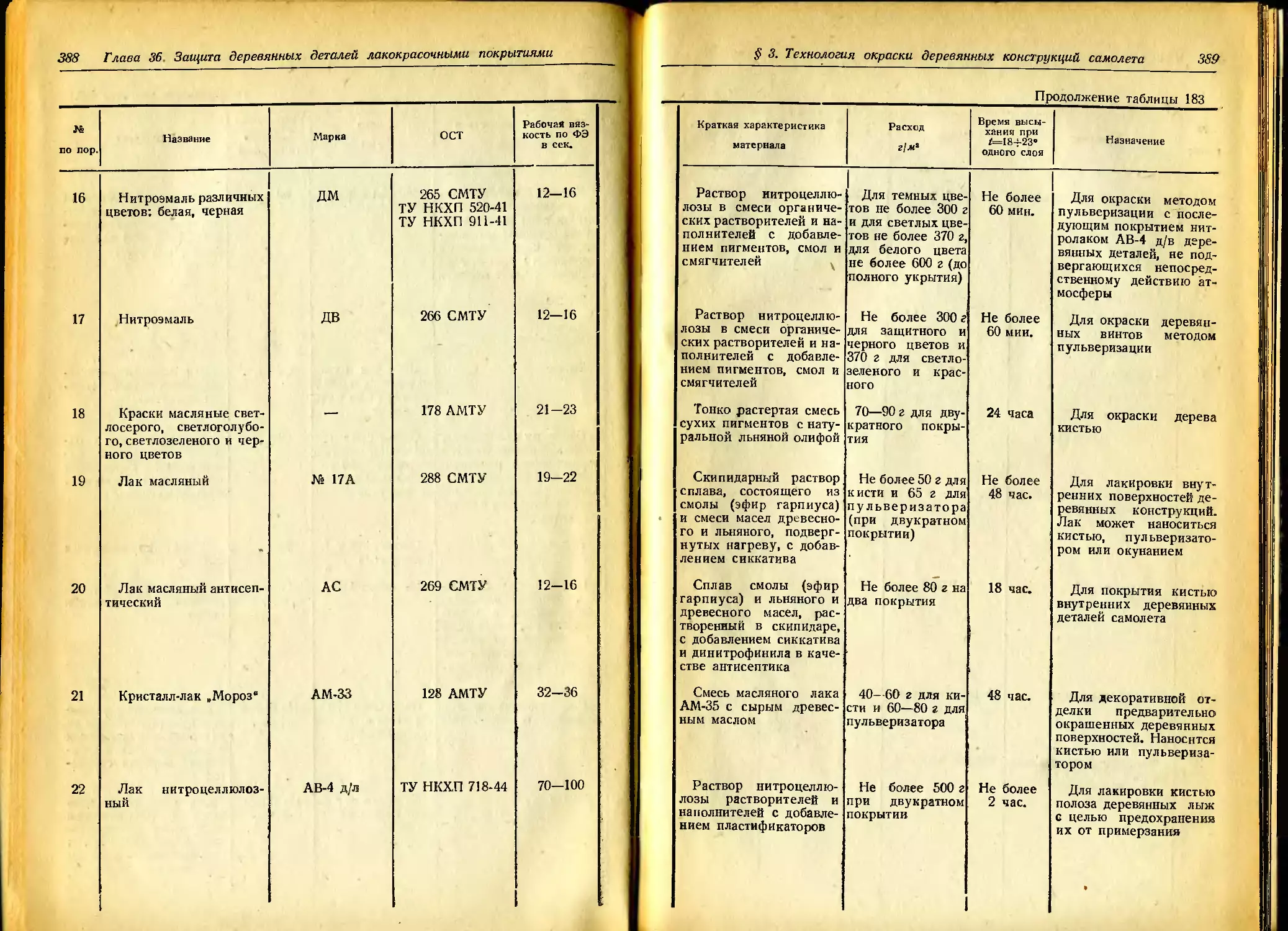
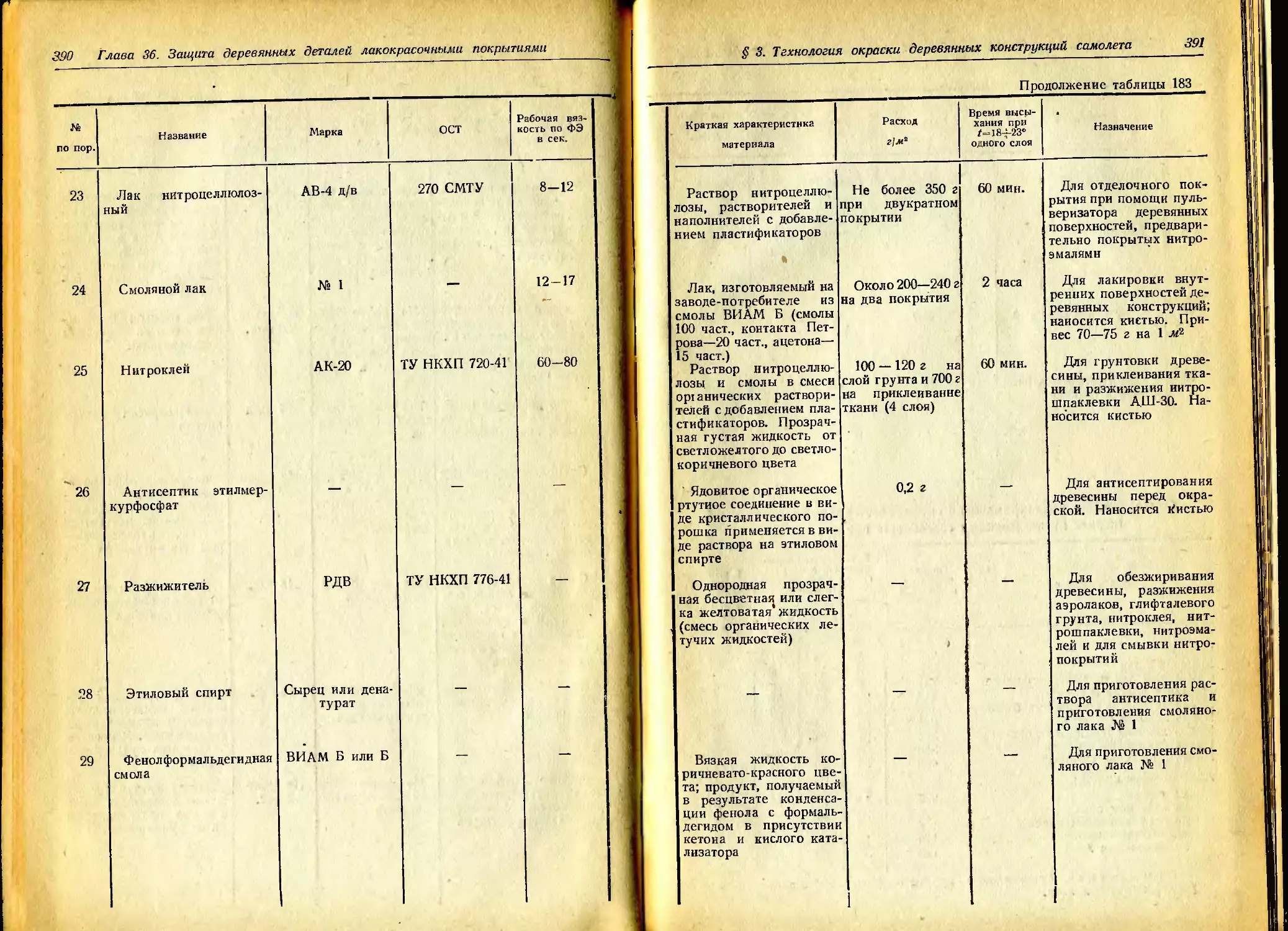
§ 3. Технология окраски дере-
вянных конструкций само-
лета .......................380
1. Общие сведения. 2. Окрас-
Стр;
ка внутренних поверхно-
стей. 3. Окраска наружных
поверхностей. 4. Материа-
лы, применяемые при окра-
шивании деревянных кон-
струкций .......... 380—384
Глава 37. Повышение огнестой-
кости древесины. Армирован-
ная фанера..................393
§ 1. Общие сведения........393
§ 2. Огнезащитная пропитка
древесины антипиренами . . 394
1. Составы пропиток (антипи-
ренов). 2. Способы нанесе-
ния огнезащитной пропит-
ки ................. . 394
§ 3, Огнезащитные краски и
лаки.....................395
1. Огнезащитные краски.
2. Огнезащитные лаки.
3. Огнезащитное покрытие.
4. Армированная фане-
ра ................ 395—396
Приложения................. . . 400
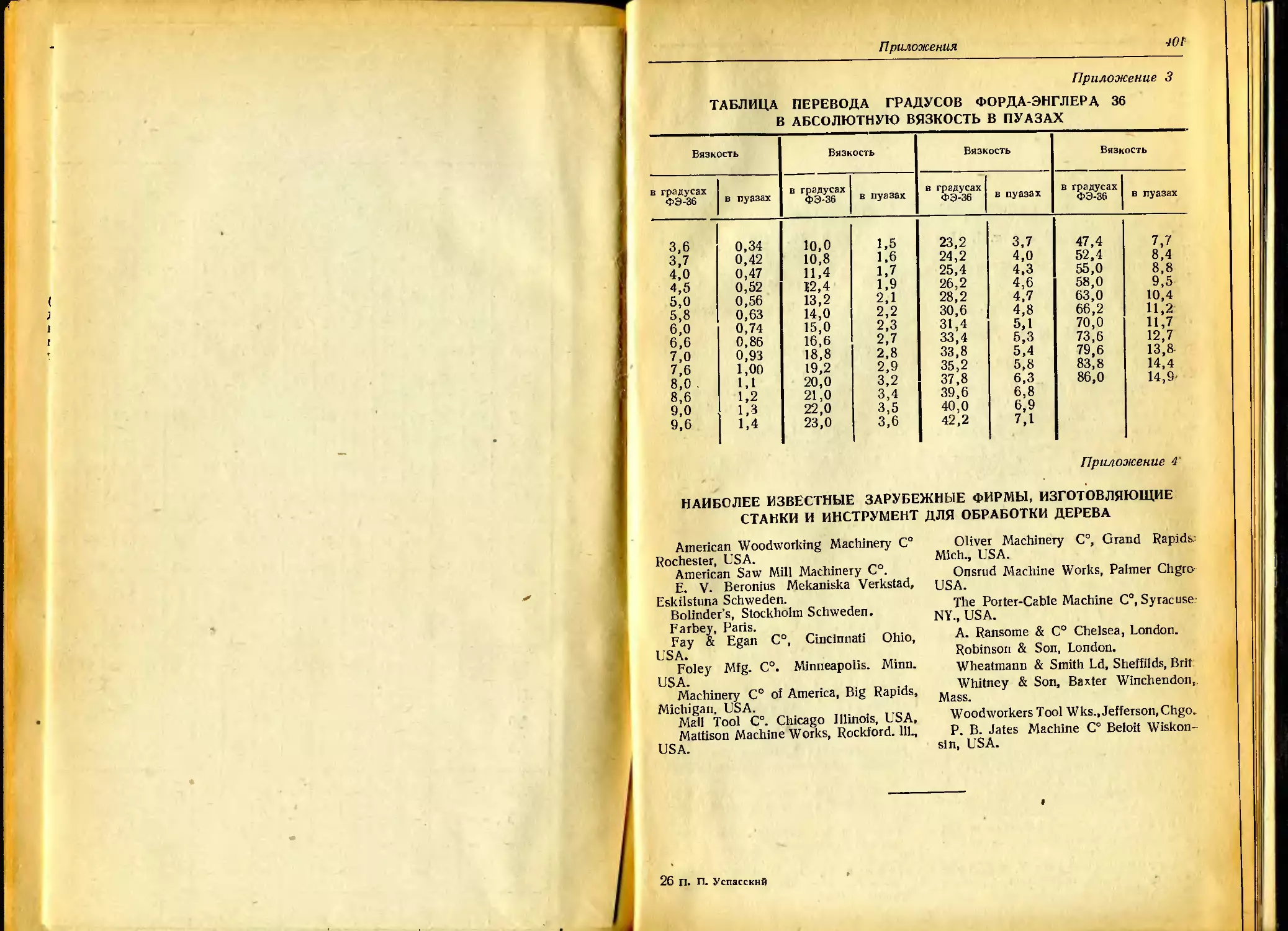
1. Определение вязкости вис-
козиметром Форда-Энгле-
ра ФЭ-36................ 400
2. Психрометрическая табли-
ца для вычисления относи-
тельной влажности возду-
ха ................. вклейка
3. Таблица переводов граду-
сов Форда-Энглера .... 401
4. Наиболее известные зару-
бежные фирмы, изготов-
ляющие станки и инстру-
мент для обработки дерева 401
Использованная литература .... 402
Предметный указатель......... 404-
ОТ АВТОРА
Огромное развитие производства самолетов во время'
Великой отечественной войны вызвало необходимость в
соответствующем расширении материальной базы самолето-
строения в нашей стране.
Прекрасные строительные и конструкционные качества
древесины—высокие механические свойства при незначи-1
тельном объемном весе (высокий коэфициент качества), про-
стота обработки, доступность .механического оборудования
по обработке древесины, сравнительная простота и быстрота
заготовки и неисчерпаемые лесные ресурсы нашей страны
вновь привлекли внимание конструкторов и производствен-
ников к древесине и обеспечили ей значительное место
в производстве самолетов.
Прекрасные образцы самолетов отечественного <и загра-
ничного производства, как боевых (Як-6, Ла-5, Ла-7,
«Москито», Авро «Ансон» и др.), так и учебно-тренировочных
и транспортных («Проктор», По-2, Як-14 и др.), в конструк-
ции которых широко использовано дерево, вполне оправ-
дывают возникший интерес к древесине и ее технологии.
Обширные лесные пространства СССР могут полностью
обеспечить самые высокие требования на авиационную дре-
весину и открывают широкие перспективы ее применения
в послевоенной авиации.
Многообразие и разбросанность руководящих материалов
по древесине и ее применению в самолетостроении, отсут-
ствие систематизированных сведений по ряду важнейших во-
просов, с которыми встречаются конструктор и технолог на
производстве, побудили автора взять на себя большую
и трудоемкую задачу — составить справочник по древесине
и ее применению е самолетостроительном производстве.
Эта задача была продиктована желанием помочь товари-
щам по производству, особенно тем, кто впервые встречает-
ся с вопросами применения древесины при производстве са-
молетов.
Потребность в таком справочнике, где были бы собраны
и изложены в сжатой и конкретной форме необходимые све-
10
От автора
дения по обширному комплексу вопросов, с которыми еже-
дневно приходится встречаться на производстве, очень живо
ощущалась автором на продолжении многих лет его работы
на самолетостроительных заводах.
При составлении настоящего справочника автор остано-
вился на конспективном методе изложения и сознательно по-
шел на довольно широкое освещение общих положений по
обработке древесины, имея в виду главным образом не спе-
циалистов «деревянщиков», а новичков в производстве дере-
вянных самолетов.
Автор надеется, что предлагаемый справочник, несмотря
на недостатки, которых трудно избежать при первом изда-
нии такой книги, окажется полезным работникам авиацион-
ной промышленности и поможет им в разрешении вопросов,
связанных с обработкой и использованием древесины и дре-
весных пластиков в самолетостроении.
Автор полагает, что этот справочник будет полезен и ра-
ботникам тех областей гражданской промышленности, где
приходится иметь дело с обработкой древесины. Огромный
опыт, накопленный авиационной промышленностью в деле
качественной подготовки древесины (хранение, сушка), в при-
менении прочных клеевых соединений и антисептиков и в
отделке древесины нитроцеллюлозными лаками,—опыт, мало
известный широким кругам, с успехом может быть использо-
ван в мебельной, кузовной и других отраслях промышлен-
ности.
РАЗДЕЛ I
ДРЕВЕСИНОВЕДЕНИЕ
Глава 1
СТРОЕНИЕ ДЕРЕВА
§ 1. ОБЩИЕ СВЕДЕНИЯ
Термином «древесина» обозначают
строительный и поделочный материал,
получаемый из срубленных деревьев
различных пород.
В растущем дереве различают кор-
пии, ствол, ветви и листья. Вет-
ви и листья в совокупности образуют
крону дерева.
Корни дерева служат его опорой и
одновременно являются органом, вса-
сывающим из почвы воду с растворен-
ными в ней минеральными веществами.
Эта вода нагнетается из корней в ствол.
Кроме этого в корнях накапливаются
запасы питательных веществ.
От корней идет ствол. То место у
границы земли, где корень переходит в
ствол, называется шейкой.
Вода с растворенными в ней неорга-
ническими веществами поднимается
вверх к кроне, где при содействии сол-
нечного света и в соответствующих
температурных условиях неорганиче-
ские 'вещества перерабатываются в
листьях или хвое в органические, глав-
ным образом в углеводы (крахмал, са-
хар и т. п.) и белковые вещества. Эти
органические вещества спускаются из
кроны в ствол и корни.
Функции отдельных частей дерева
схематически показаны на фиг. 1.
Все жизненные процессы в дереве
происходят в период с весны до осени.
Этот период называется вегетаци-
онным; продолжительность его за-
висит от климатических условий (3—
4 месяца на севере и до 9—10 меся-
цев в субтропической части нашего
Союза).
Вегетационный период можно под-
разделить на весенний, при котором
Рост происходит главным образом
вследствие образования элементов, слу-
жащих для передвижения в дереве во-
лы и соков, и летний период, в течение
которого в дереве происходит отложе-
ние запасных питательных веществ и
образование преимущественно тех эле-
ментов дерева, которые придают дре-
весине крепость.
Возраст, при котором дерево дости-
гает наиоольшего развития, называется
физической, или естественной,
ИислоРОб
О,
Коро —
'Камбий
Заболонь
Л0РО
1 Кглвнас.
fo,
Фиг. 1. Схематическое изображение
дерева и функции его частей.
Древесные сока
смекаются
вниз по даба
г По заболйни вода с Рас-
творенными минеральными
веществами движется
в во PH
Движение влаги-
вверл
сю забот,
Древесные соки
спхЮотся
ВШЗ
спелостью. После этого дерево
хотя и продолжает жить, <но его дре-
весина качественно ухудшается. С это-
го времени дерево называют «перестой-
ным».
Наилучшие технические свойства дре
весина приобретает значительно ранее
физической спелости. Возраст, когда
древесина обладает наилучшими тех-
ническими свойствами, называется тех-
Глава 1. Строение дерева
нической спелостью. Для одной
и той же породы этот возраст разли-
чен в зависимости от назначения дере-
ва (табл. 1).
Таблица 1
Естественная и техническая спелость
авиационной древесины
Порода дерева Спелость в годах
естественная | техническая
Береза 100-120 60-80
Бук 200- 250 80—150
Дуб 400—500 и выше 100-250
Ель 250-300 100-120 на севере 160 — 180
Липа 130-150 50-80
Листвен- ница до 600 100-250
Пихта кав- казская 500-600 180—300
Ясень 200-250 80-100
Сосна до 400—600 На севере 150—250, в средней ча- сти Союза 120-180
Главную массу дерева составляет
ствол, который занимает от 50 до 90°/о
объема дерева (табл. 2).
Таблица 2
Распределение древесины в дереве
(в процентах от общего объема)
Порода дерева Корни .Ствол Ветви Вся над- земная часть
Береза 5-12 78-80 10—15 88-95
Дуб 10—20 50-65 10-20 80-90
Клен 15-20 65-75 10—15 80—85
Ольха 15-20 77-8? 6-8 85-80
Осина 5-10 80-90 5-10 90-95
Ясень 15—25 [55-70 15-20 75-85
Древесина как материал для произ-
водства получается из ствола. В ство-
ле различают кору, камбий, древесину
и сердцевину.
Кора представляет собой наруж-
ные наслоения дерева, резко отличаю-
щиеся от внутренних 1наслое|ний древе-
сины. Внутренняя часть коры, примы-
кающая к древесиве, называется л у-
бом, наружная — пробкой. Луб про-
водит питательные вещества, выраба-
тываемые листьями, в «нисходящем по-
токе» и является местом отложения пи-
тательных веществ. Пробковый слой
защищает ствол от неблагоприятных
влияний внешней среды.
Между корой и древесиной у расту-
щего дерева находится узкое, невиди-
мое простым глазом, кольцо камбия.
Камбий состоит из живых -клеток,
способных к делению и росту. Клетки
камбия путе|м деления ежегодно откла-
дывают внутрь ствола клетки древе-
сины, а наружу ствола — клетки коры.
Клеток древесины откладывается зна-
чительно больше, чем клеток коры, по-
этому нарастание древесины происходит
быстрее, чем нарастание коры.
Древесина располагается непо-
средственно за камбием. Она занимает
от 70 до ЭЗ’/о объема ствола.
Сердцевина находится в центре
ствола и представляет собой рыхлую
ткань. Непосредственно к ней примы-
кают образовавшиеся в первый год су-
ществования побега дерева элементы
древесины, составляющие так называе-
мую первичную древесину. Сердцевина
и первичная древесина образуют серд-
цевинную трубку или сердце-
винный цилиндр. При диаметре ствола
30 см площадь сердцевинной трубки
составляет от 0,9 до 3% площади ство-
ла. Сердцевина обладает очень низкими
механическими качествами, поэтому в
самолетостроении не применяется.
§ 2. МАКРОСТРУКТУРА ДРЕВЕСИНЫ
Строенид древесины обычно рассма-
тривается в- трех взаимно перпендику-
лярных разрезах (фиг. 2).
Разрез, перпендикулярный к оси
ствола, называют поперечным или
торцевым. Разрез, проходящий че-
рез сердцевину ствола, носит название
радиального, а разрез, перпенди-
кулярный торцевому, но не проходящий
через сердцевину, называется та н-
гентальным.
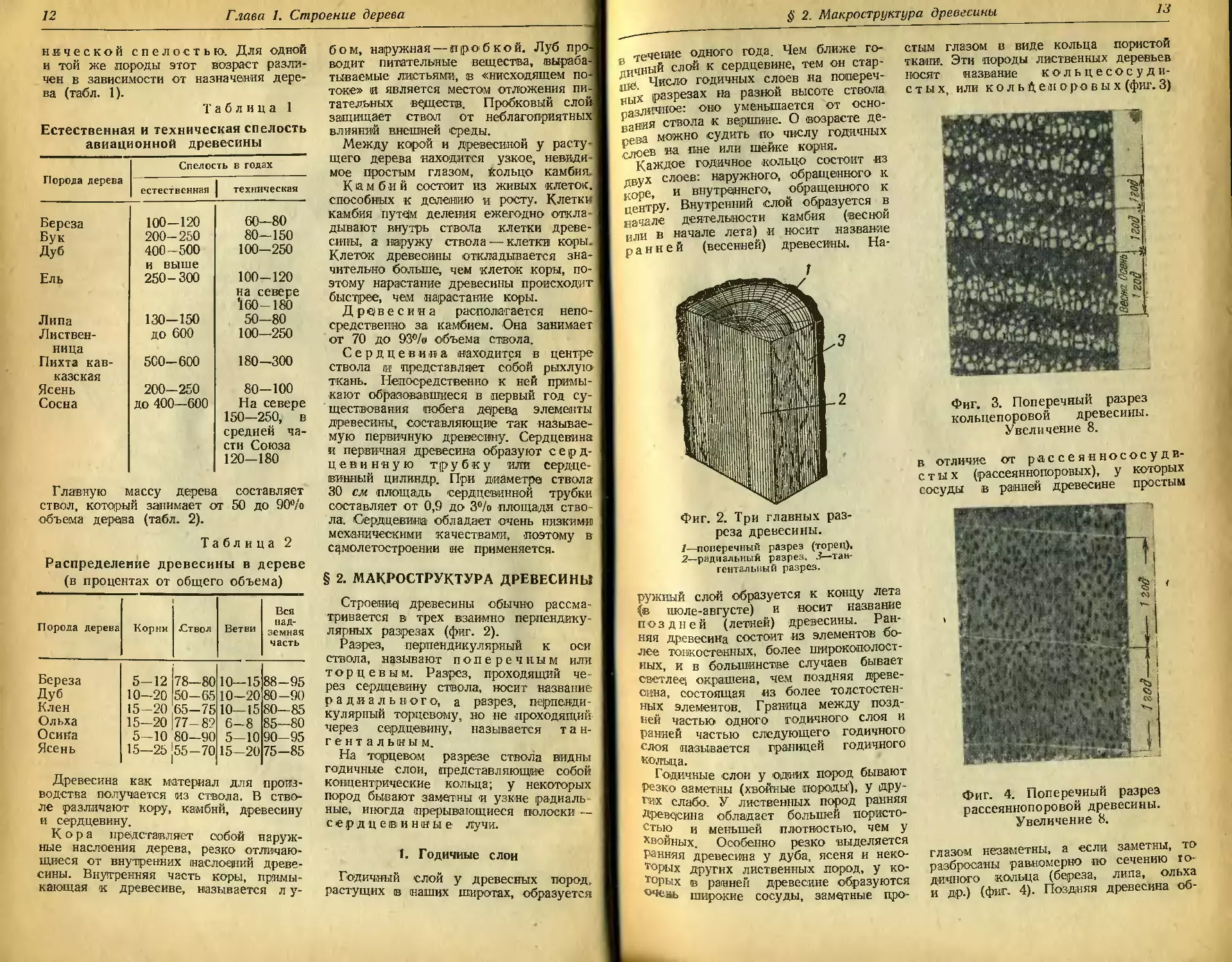
На торцевом разрезе ствола видны
годичные слои, представляющие собой
концентрические кольца; у некоторых
пород бывают заметны -и узкие ра-диаль
ные, иногда прерывающиеся полоски —
с е ,р д ц е ibi и н и ы е лучи.
1. Годичные слои
Годичный слой у древесных пород,
растущих в наших широтах, образуется
§ 2. Макроструктура древесины
13
,, течение одного года. Чем ближе го-
дичный слой к сердцевине, тем он стар-
1П<ч Число годичных слоев на попереч-
ных разрезах на разной высоте ствола
различное: оно уменьшается от осно-
вания ствола к вершине. О возрасте де-
рева можно судить по числу годичных
слоев на пне или шейке корня.
Каждое годичное кольцо состоит из
двух слоев: наружного, обращенного к
коре, и внутреннего, обращенного к
центру. Внутренний слой образуется в
начале деятельности камбия (весной
или в начале лета) и носит название
ранней (весенней) древесины. На-
t
Фиг. 2. Три главных раз-
реза древесины.
1—поперечный разрез (торец),
2—радиальный разрез, 3—тан-
гентальный разрез.
ружный слой образуется к концу лета
в июле-августе) и носит название
поздней (летней) древесины. Ран-
няя древесина состоит из элементов бо-
лее тонкостенных, более широкополом-
иых, и в большинстве случаев бывает
светлее) окрашена, чем поздняя древе-
сина, состоящая из более толстостен-
ных элементов. Граница между позд-
ней частью одного годичного слоя и
ранней частью следующего годичного
слоя называется границей годичного
колыца.
I одичные слои у одних пород бывают
Резко заметны (хвойные породы), у дру-
гих слабо. У лиственных пород ранняя
Древесина обладает большей пористо-
стью и меньшей плотностью, чем у
хвойных. Особенно резко выделяется
Ранняя древесина у дуба, ясеня и неко-
орых других лиственных пород, у ко-
°PbIx в ранней древесине образуются
иь широкие сосуды, замеггные про-
стым глазом в виде кольца пористой
ткани. Эти породы лиственных деревьев
носят название кольцесосуди-
стых, или кольце поровых (фиг. 3)
Фиг. 3. Поперечный разрез
кольцепоровой древесины.
Увеличение 8.
в отличие от рассеяннососуди-
стых (рассеяннопоровых), у которых
сосуды в ранней древесине простым
Фиг. 4. Поперечный разрез
рассеяннопоровой древесины.
Увеличение 8.
глазом незаметны, а если заметны, то
разбросаны равномерно по сечению го-
дичного кольца (береза, липа, ольха
и др.) (фиг. 4). Поздняя древесина об-
14
Глава I. Строение дерева
ладает большей плотностью и более
высокими механическими свойствами.
От количества этой древесины зависят
физико-механические свойства данной
ПОрОДЫ.
В практике) различают древесину
мелкослойную и широкослойную в свя-
зи с той или иной шириной годичных
колец. В зависимости от породы и на-
значения древесины ширина годичных
слоев может ухудшать или улучшать ее
технические свойства. Широкослойный
ясень ценится выше, но для гнутья на
лыжи, обода и т. д. предпочитают при-
менять мелкослойную древесину ясеня.
В хвойных породах ширина летней
зоны более или менее постоянна; каче-
ство древесины хвойных пород счи-
тается ваше при узких годовых кольцах.
Широкослойная древесива листвен-
ных кольцесосудистых пород цри изло-
ме дает поверхность с длинными неров-
ными обрывами (лучинистый излом),
что характеризует крепость древесины.
При строгании такая древесива дает
длинную ровную стружку.
Мелкослойная древесина этих пород
дает более или менее гладкий излом,
что свидетельствует о повышенной
хрупкости; такая древесина цри стро-
гании даст мелкую легко рассыпаю-
щуюся стружку.
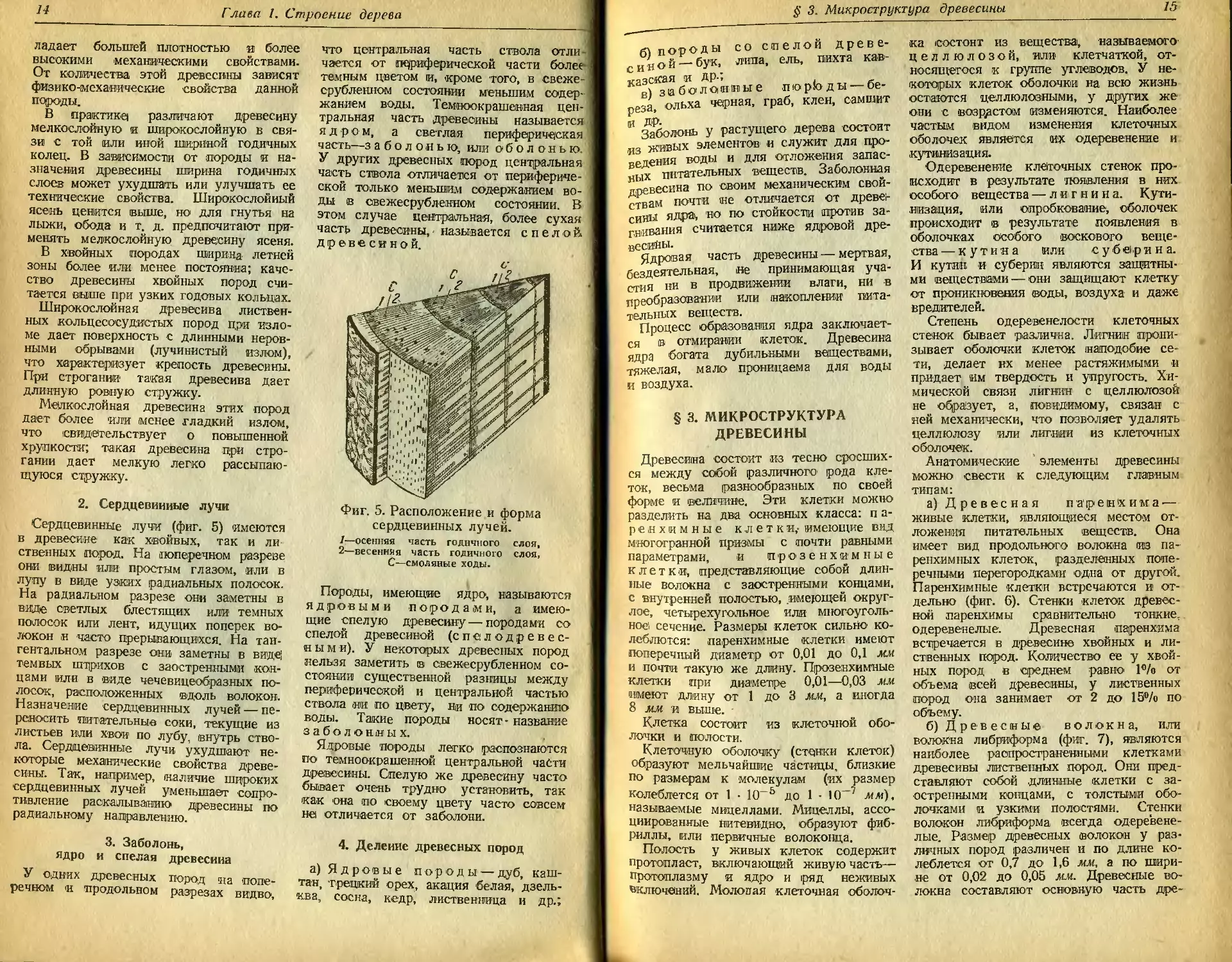
2. Сердцевинные лучи
Сердцевинные лучи (фиг. 5) имеются
в древесине как хвойвых, так и ли-
ственных пород. На аюперечном разрезе
они видны или простым глазом, или в
лупу в виде узких радиальных полосок.
На радиальном разрезе они заметны в
виде светлых блестящих или темных
полосок или лент, идущих поперек во-
локон и часто прерывающихся. На таи-
генталыюм разрезе они заметны в виде]
темвых штрихов с заостренными кон-
цами или в виде чечевицеобразных по-
лосок, расположенных вдоль волокон.
Назначение сердцевинных лучей — пе-
реносить питательные соки, текущие из
листьев или хвои по лубу, внутрь ство-
ла. Сердцевинные лучи ухудшают не-
которые механические свойства древе-
сины. Так, например, наличие широких
сердцевинных лучей уменьшает сопро-
тивление раскалыванию древесины по
радиальному направлению.
что центральная часть ствола отли-
чается от периферической части более
темным цветом и, кроме того, в свеже-
срубленном состоянии меньшим содер-
жанием воды. ТемиоокрашеН'Ная цен-
тральная часть древесины называется
ядром, а светлая периферическая
часть—з а б о л о и ью, или обол о н ь ю.
У других древесных пород центральная
часть ствола отличается от перифериче-
ской только меньшим содержанием во-
ды в свежесрубленном состоянии. В
этом случае центральная, более сухая
часть древесины, называется спелой
древесиной.
Фиг. 5. Расположение и форма
сердцевинных лучей.
1—осенняя часть годичного слоя,
2—весенняя часть годичного слоя,
С—смоляные ходы.
Породы, имеющие ядро, называются
ядровыми породами, а имею-
щие спелую древесину—породами со
спелой древесиной (с п е л о д р е в е с-
н ы м и). У некоторых древесных пород
нельзя заметить в свежесрубленном со-
стоянии существенной разницы между
периферической и центральной частью
ствола ни по- цвету, ни по содержанию
воды. Такие породы носят- название
заболонных.
Ядровые породы легко распознаются
по темноокрашенной центральной части
древесины. Спелую же древесину часто
бывает очень трудно- установить, так
как она по своему цвету часто совсем
не отличается от заболони.
3. Заболонь,
ядро и спелая древесина
У одних древесных пород на попе-
речном -и продольном разрезах видво,
4. Деление древесных пород
а) Ядровые породы — дуб, каш-
тан, -грецкий орех, акация белая, дзель-
ива, сосна, кедр, лиственница и др.;
§ 3. Микроструктура древесины
15
породы со спелой древе-
„ „ой —бук, липа, ель, пихта кав-
казсК'ая и ДР-’. . ,
в) заболонмые пюрюды— бе-
реза, ольха черная, граб, клен, самшит
ft? Д'Р- _ _
Заболонь у растущего дерева состоит
живых элементов и служит для про-
ведения воды и для отложения запас-
ных питательных веществ. Заболонная
древесина по своим механическим свой-
ствам почти де отличается от древе-
сины ядра,, но по стойкости против за-
гнивания считается ниже ядровой дре-
весины.
Ядровая часть древесины — мертвая,
бездеятельная, не принимающая уча-
стия ни в продвижении влаги, ни в
преобразовании или накоплении пита-
тельных веществ.
Процесс образования ядра заключает-
ся о отмирании клеток. Древесина
ядра богата дубильными веществами,
тяжелая, мало проницаема для воды
и воздуха.
§ 3. МИКРОСТРУКТУРА
ДРЕВЕСИНЫ
Древесина состоит из тесно сросших-
ся между собой различного' рода кле-
ток, весьма разнообразных по своей
форме и величине. Эти клетки можно
разделить на два основных класса: п а-
ренхимные к л е т к и,-имеющие вид
многогранной призмы с .почти равными
параметрами, и прозенхим п ы е
клетки, представляющие собой длин-
ные волокна с заостренными концами,
с внутренней полостью, имеющей округ-
лое, четырехугольное или многоуголь-
ное! сечение. Размеры клеток сильно1 ко-
леблются: паренхимные клетки имеют
поперечный диаметр от 0,01 до 0,1 мм
и почти такую же длину. Прозенхимные
клетки при диаметре 0,01—0,03 мм
имеют длину от 1 до 3 мм, а иногда
8 мм и выше.
Клетка состоит из клеточной обо-
лочки и полости.
Клеточную оболочку (стенки клеток)
образуют мельчайшие частицы, близкие
по размерам к молекулам (их размер
колеблется от 1 • 10“5 до 1 10-7 мм),
называемые мицеллами. Мицеллы, ассо-
циированные нитевидно, образуют фиб-
риллы, или первичные волоконца.
Полость у живых клеток содержит
протопласт, включающий живую часть—
протоплазму и ядро и ряд неживых
включений. Молопая клеточная оболоч-
ка состоит из вещества, называемого
целлюлозой, или клетчаткой, от-
носящегося к группе углеводов. У не-
которых клеток оболочки на всю жизнь
остаются целлюлозными, у других же
они с возрастом изменяются. Наиболее
частым видом изменения клеточных
оболочек является их одеревенение и
кутинизация.
Одеревенение клеточных стенок про-
исходит в результате появления в них
особого вещества — лигнина. Кути-
низация, или опробковамие, оболочек
происходит в1 результате появления в
оболочках особого воскового веще-
ства— кутина или суберина.
И кутин, и суберин являются защитны-
ми веществами — они защищают клетку
от проникновения воды, воздуха и даже
вредителей.
Степень одеревенелости клеточных
стенок бывает различна. Лигнин прони-
зывает оболочки клеток наподобие се-
ти, делает нх менее растяжимыми и
придает им твердость и упругость. Хи-
мической связи лигнин с целлюлозой
не образует, а, повидимому, связан с
ней механически, что позволяет удалять
целлюлозу или лигнин из клеточных
оболочек.
Анатомические элементы древесины
можно свести к следующим главным
типам:
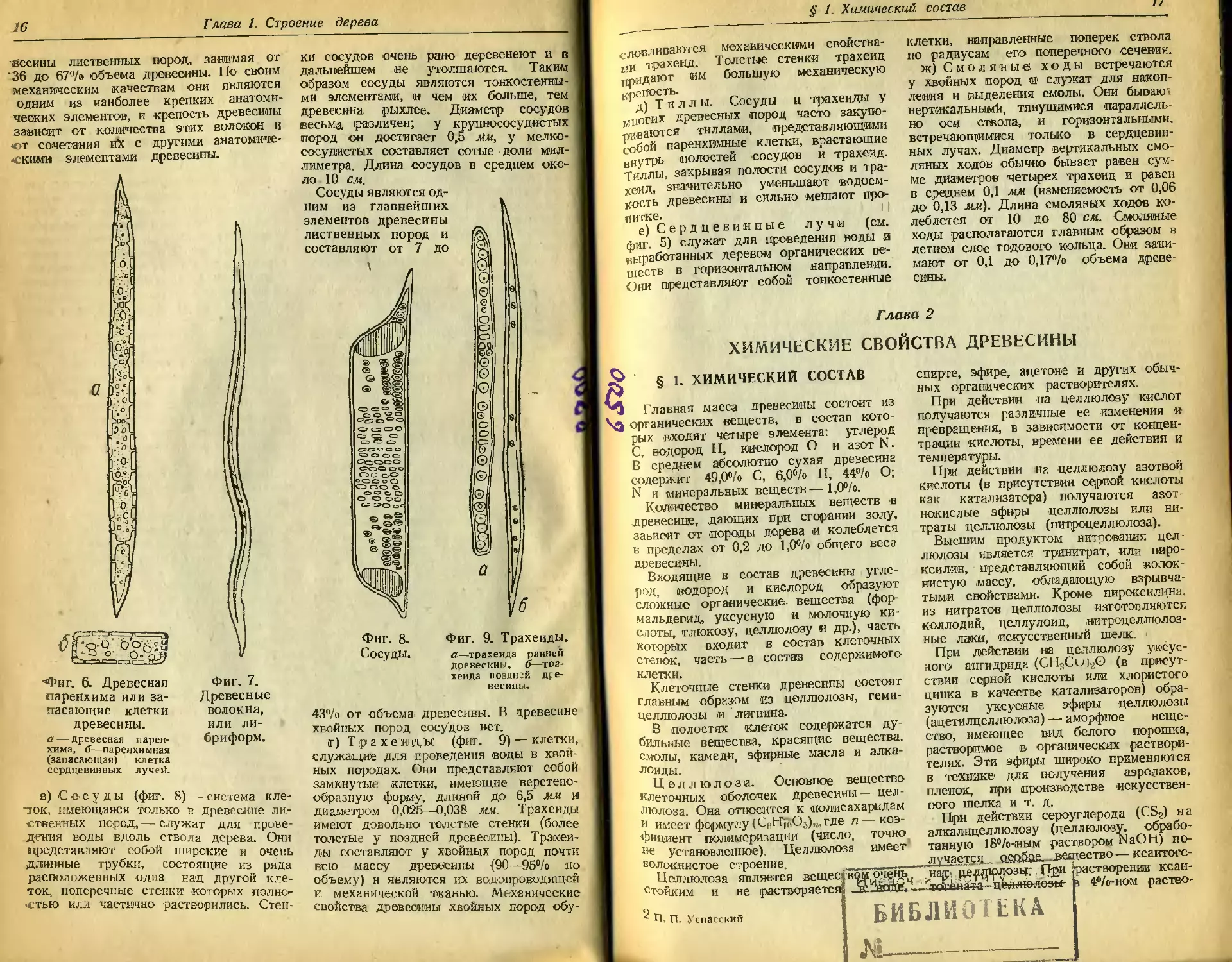
а) Древесная паревкима—
живые клетки, являющиеся местом от-
ложения питательных веществ. Она
имеет вид продольного волокна из па-
ренхимных клеток, разделенных попе-
речными перегородками одна от другой.
Паренхимные клетки встречаются и от-
дельно (фиг. 6). Стенки клеток древес-
ной паренхимы сравнительно тонкие,
одеревенелые. Древесная паренхима
встречается в древесине хвойных и ли-
ственных пород. Количество ее у хвой-
ных пород в среднем равно 1% от
объема всей древесины, у лиственных
пород она занимает от 2 до 15% по
объему.
б) Д ре веемые волокна, или
волокна либриформа (фиг. 7), являются
наиболее распространенными клетками
древесивы лиственных пород. Они пред-
ставляют собой длинные клетки с за-
остренными концами, с толстыми обо-
лочками и узкими полостями. Стенки
волокон либриформа всегда одеревене-
лые. Размер древесных волокон у раз-
личных пород различен и по длине ко-
леблется от 0,7 до1 1,6 мм, а по шири-
не от 0,02 до 0,05 мм. Древесные во
локна составляют основную часть дре-
16
Глава 1. Строение дерева
Лесины лиственных пород, занимая от
36 до- 67% объема древесины. По- своим
-механическим качествам они являются
одним из наиболее крепких анатоми-
ческих элементов, и крепость древесины
зависит от количества этих волокон и
от сочетания иХ с другими анатомиче-
скими элементами древесины.
Фиг. 7.
Древесные
волокна,
или ли-
бриформ.
Фиг. 6. Древесная
паренхима или за-
пасающие клетки
древесины.
а — древесная парен-
хима, б—паренхимная
(запасающая) клетка
сердцевинных лучей.
в) Сосуды (фиг. 8) — система кле-
ток, имеющаяся только в древесине ли-
ственных пород, — служат для прове-
дения воды -вдоль ствола дерева. Они
представляют собой широкие и -очень
длинные трубки, состоящие из ряда
расположенных одна над другой кле-
ток, поперечные стенки которых полно-
стью- или частично растворились. Стен-
ки сосудов -очень рано деревенеют и в
дальнейшем не утолшаются. Таким
образом сосуды являются тонкостенны-
ми элементами, и чем их больше, тем
древесина рыхлее. Диаметр сосудов
весьма различен; у крупнососудистых
пород он достигает 0,5 мм, у мелко-
сосудистых составляет сотые доли мил-
лиметра. Длина сосудов
ло 10 см.
Сосуды являются од-
ним из главнейших
элементов древесины
лиственных пород и
составляют от 7 до
в среднем око-
Фиг. 8.
Сосуды.
Фиг. 9. Трахеиды.
а—трахеида ранней
древесины, б—тра-
хеида позднай дре-
весины.
43% от объема древесины. В древесине
хвойных пород сосудов нет.
г) Трахеид,Ы (фиг. 9) —клетки,
служащие для проведения воды в хвой-
ных породах. Они представляют собой
замкнутые клетки, имеющие веретено-
образную форму, длиной до 6,5 мм и
диаметром 0,025—0,038 леи. Трахеиды
имеют довольно толстые стенки (более
толстые у поздней древесины). Трахеи-
ды -составляют у хвойных пород почти
всю -массу древесины (90—95% по-
объему) н являются их водопроводящей
и механической -тканью. Механические
свойства древесины хвойных пород обу-
§ 1. Химический состав
сдавливаются механическими свойства-
ми трахеид. Толстые стенки трахеид
придают мм большую механическую
крепость.
д) Тиллы. Сосуды и трахеиды у
многих древесных пород часто закупо-
риваются тиллами, представляющими
собой паренхимные клетки, врастающие
внутрь полостей сосудов и трахеид.
Тиллы, закрывая полости сосудов и тра-
хеид, значительно уменьшают водоем-
кость древесины и сильно мешают про-
питке. 1 ।
е) Сердцевинные лучи (см.
фиг. 5) служат для проведения воды и
выработанных деревом органических ве-
ществ в горизонтальном направлении.
Они представляют собой тонкостенные
клетки, направленные поперек ствола
по радиусам его поперечного сечения.
ж) Смо л яные ходы встречаются
у хвойных пород м служат для накоп-
ления и 'выделения смолы. Они бываю'
вертикальным^, тянущимися 'параллель-
но оси ствола, и горизонтальными,
встречающимися только в сердцевин-
ных лучах. Диаметр вертикальных смо-
ляных ходов обычно бывает равен сум-
ме диаметров четырех трахеид и равен
в среднем 0,1 мм (изменяемость от 0,06
до 0,13 мм). Длина смоляных ходов ко-
леблется от 10 до 80 см. Смоляные
ходы располагаются главным образом в
летнем слое годового кольца. Они зани-
мают от 0,1 до О,17°/о объема древе-
сины.
Глава 2
ХИМИЧЕСКИЕ СВОЙСТВА ДРЕВЕСИНЫ
£ § 1. ХИМИЧЕСКИЙ СОСТАВ
Главная масса древесины состоит из
органических веществ, в состав кото-
рых входят четыре элемента: углерод
С, водород Н, кислород О и азот N.
В среднем абсолютно сухая древесина
содержит 49,О°/о С, 6,О°/о Н, 44°/о О;
N и минеральных веществ—1,О°/о.
Количество минеральных веществ в
древесине, дающих при сгорании золу,
зависит от породы дерева и колеблется
в пределах от 0,2 до 1,0°/о общего веса
древесины.
Входящие в состав древесины угле-
род. водород и кислород образуют
сложные органические вещества (фор-
мальдегид, уксусную и молочную ки-
слоты, глюкозу, целлюлозу и др.), часть
которых входит в состав клеточных
стенок, часть — в состав содержимого
клетки.
Клеточные стенки древесины состоят
главным образом 'Из целлюлозы, геми-
целлюлозы и лигнина.
В полостях клеток содержатся ду-
бильные вещества, красящие вещества,
смолы, камеди, эфирные масла и алка-
лоиды.
Целлюлоза. Основное вещество
клеточных оболочек древесины — цел-
люлоза. Она относится к полисахаридам
и имеет формулу (С,; 1Г|(1О.-,)„. где п — коэ-
фициент полимеризации (число, точно
не установленное). Целлюлоза имеет
волокнистое строение._____________________
Целлюлоза является веществом оцрнр
Стойким и не [растворяется Jrr _
спирте, эфире, ацетоне и других обыч-
ных органических растворителях.
При действии на целлюлозу кислот
получаются различные ее изменения и
превращения, в зависимости от концен-
трации кислоты, времени ее действия и
температуры.
При действии на целлюлозу азотной
кислоты (в присутствии серной кислоты
как катализатора) получаются азот-
нокислые эфиры целлюлозы или ни-
траты целлюлозы (нитроцеллюлоза).
Высшим продуктом нитрования цел-
люлозы является тринитрат, или пиро-
ксилин, представляющий собой волок-
нистую массу, обладающую взрывча-
тыми свойствами. Кроме пироксилина,
из нитратов целлюлозы изготовляются
коллодий, целлулоид, нитроцеллюлоз-
ные лаки, искусственный шелк.
При действии на целлюлозу уксус-
ного ангидрида (CHsC<j)2G (в присут-
ствии серной кислоты или хлористого
цинка в качестве катализаторов) обра-
зуются уксусные эфиры целлюлозы
(ацетилцеллюлоза) — аморфное веще-
ство, имеющее вад белого порошка,
растворимое в органических .раствори-
телях. Эти эфиры широко применяются
в технике для получения аэролаков,
пленок, при производстве искусствен-
ного шелка и т. д.
При действии сероуглерода (CS8) на
алкалицеллюлозу (целлюлозу, обрабо-
танную 18%-ным раствором NaOH) по-
лучается... особое, вещество — ксаитоге-
над цд.рд1рдрзы.' Цои растворении ксан-
’дотената--целл1олоаы- j 4%-ном раство-
2
П П. Успасский
БИБЛИОТЕКА
18
Глава 2. Химические свойства древесины
ре NaOH получается густая вязкая
жидкость — вискоза, которая упо-
требляется для получения искусствен-
ного (вискозного) шелка, вискозных
капсюль и т. д.
Гемицеллюлоза, входящая в
состав оболочек клеток, является ве-
ществом, близким к целлюлозе, * но
обладает меньшей химической стойко-
стью.
Лигнин, или древесивное веще-
ство, является главнейшей составной
частью клеточных стенок после целлю-
лозы. Химический состав лигнина очень
сложен.
Лигнин по сравнению с целлюлозой—
вещество менее стойкое и легче под-
вергающееся действию горячих ще-
лочей, окислителей, галлоидов и т. д.
При действии на лигнин серной кисло-
ты он переходит в раствор, образуя
лигносульфоновую кислоту; на этом
свойстве основано получение из дре-
весины целлюлозы, которая освобож-
дается при этом от лигнина и образует
техническую целлюлозу.
Целлюлоза, лигнин и гемицеллюло-
за являются основными веществами
древесины и составляют около 96°/о от
веса сухой древесины. Количество этих
веществ неодинаково в древесинах раз-
личных пород и в среднем составляет
(в °/о):
Хвойные Лиственные
породы породы
Лигнин......... 26—29 19—26
Целлюлоза . . .,53— 54 43 —45
Гемицеллюлоза . 23—25 24- 30
Целлюлоза находится в древесине ве
в свободном состоянии, а в соединении
с лигвином и гемицеллюлозой.
§ 2. ТЕПЛОТВОРНАЯ СПОСОБНОСТЬ
Теплотворная способность древесины
зависит от породы, возраста дерева,
условий произрастания, места в стволе
и т. д. Различают высшую, или
абсолютную, теплотворную
способность, выражающую коли-
чество тепла, выделяемое при полном
сгорании 1 кг древесины, рабочую
теплотворную способность
древесины с учетом влажности и золь-
ности древесины и удельную те-
плотворную способность, пред-
ставляющую отношение рабочей тепло-
творной способности к объемному весу
древесины. Удельная теплотвор-
ная способность дает практи-
ческую характеристику те-
плотворной способности дре-
весин ы.
Высшая теплотворная способность
древесины определяется как сумма те-
плотворных способностей отдельных хи-
мических элементов, получаемых при их
свободном сгорании. Для древесины
приближенно она может быть определе-
на по формуле Д- И. Менделеева:
Q = 81С 4 300Н — 260,
где С, Н и О — содержание в древеси-
не углерода, водорода и кислорода в
процентах.
Точное определение высшей тепло-
творной способности древесины произ-
водится в лаборатории калориметриче-
ским путем.
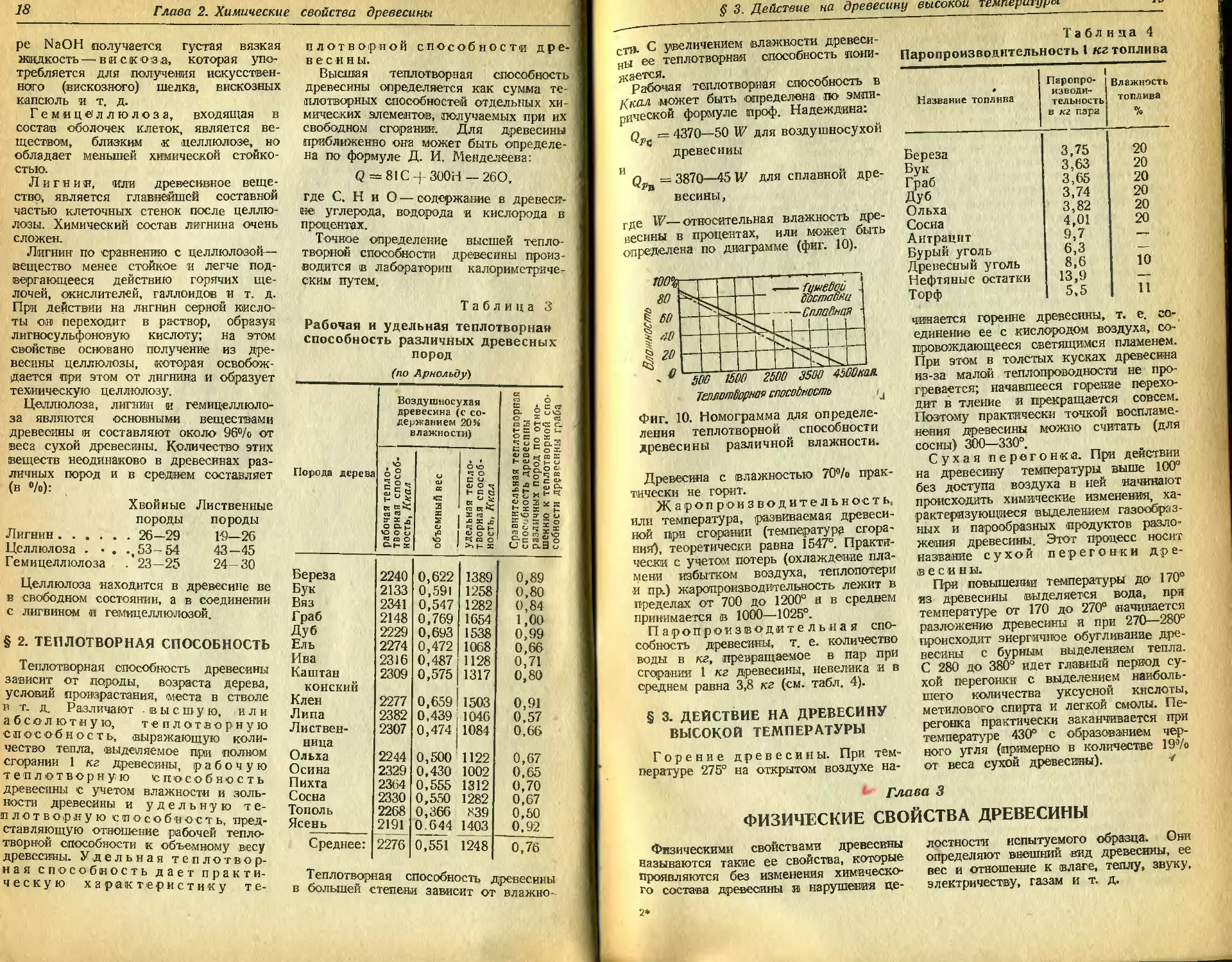
Таблица 3
Рабочая и удельная теплотворная
способность различных древесных
пород
(по Арнольду)
Возлушносухая га о К ДЕЯ
древесина (с со-
держанием 20% ИЛ С
Порода дерева Е Ю л ажно ст и) теплот ревесин )0Д по ( этворно есины г
о ° о о
с g Ч Ф О ® Л с cu СХ.
«С н5§
Я га Кхо ф О
Г X л S
ф
Ю О О А ф О ф
сч f ’ > (~i Ч сэ о Е га о
аьх о >1 ь я
Береза 2240 0,622 1389 0,89
Бук 2133 0,591 1258 0,80
Вяз 2341 0,547 1282 0,84
Граб 2148 0,769 1654 1,00
Дуб 2229 0,693 1538 0,99
Ель 2274 0,472 1068 0,66
Ива 2316 0,487 1128 0,71
Каштан конский 2309 0,575 1317 0,80
Клен 2277 0,659 1503 0,91
Липа 2382 0,439 1046 0,57
Листвен- ница 2307 0,474 1084 0,66
Ольха 2244 0,500 1122 0,67
Осина 2329 0,430 1002 0,65
Пихта 23о4 0,555 1312 0,70
Сосна 2330 0,550 1282 0,67
Тополь 2268 0,366 339 0,50
Ясень 2191 0.644 1403 0,92
Среднее: 2276 0,551 1248 0,76
Теплотворная способность древесины
в большей степени зависит от влажно-
§ 3. Действие на древесину высокой т мперигуртг
сТИ. С увеличением влажности древеси-
ны ее теплотворная способность пони-
жается.
Рабочая теплотворная способность в
Ккал может быть определена по эмпи-
рической формуле проф. Надеждина:
= 4370—50 W для воздушносухой
древесины
" Q^b = 3870—45 V/ для сплавной дре-
весины,
где W—относительная влажность дре-
весины в процентах, или может быть
определена но диаграмме (фиг. 10).
Фиг. 10. Номограмма для определе-
ления теплотворной способности
древесины различной влажности.
Древесина с влажностью 7О°/о прак-
тически не горит.
Жар ©производительность,
или температура, развиваемая древеси-
ной при сгорании (температура сгора-
ния), теоретически равна 1547°. Практи-
чески с учетом потерь (охлаждение пла-
мени избытком воздуха, теплопотери
и пр.) жаропроизводительность лежит в
пределах от 700 до 1200° и в среднем
принимается в 1000—-1025°.
Паропроизводительная спо-
собность древесины, т. е. количество
воды в кг, превращаемое в пар при
сгорании 1 кг древесины, невелика и в
среднем равна 3,8 кг (см. табл. 4).
§ 3. ДЕЙСТВИЕ НА ДРЕВЕСИНУ
ВЫСОКОЙ ТЕМПЕРАТУРЫ
Горение древесины. При тем-
пературе 275° на открытом воздухе на-
Таблица 4 Паропроизводительность1 кг топлива
Название топлива ж-т Паропро- изводи- тельность в кг пара Влажность топлива %
Береза 3,75 20
Бук 3,63 20
Граб 3,65 20
Дуб 3,74 20
Ольха 3,82 20
Сосна 4,01 20
Антрацит
Бурый уголь 6,3 —
Древесный уголь 8,6 10
Нефтяные остатки 13,9 —
Торф 5,5 11
чинается горение древесины, т. е. со-
единение ее с кислородом воздуха, со-
провождающееся светящимся пламенем.
При этом в толстых кусках древесина
из-за малой теплопроводности не про-
гревается; начавшееся горение перехо-
дит в тление и прекращается совсем.
Поэтому практически точкой воспламе-
нения древесины можно считать (для
сосны) 300—330°.
Сухая перегонка. При действии
на древесину температуры выше 100°
без доступа воздуха в ней начинают
происходить химические изменения, ха-
рактеризующиеся выделением газообраз-
ных и парообразных продуктов разло-
жения древесины. Этот процесс носит
название сухой перегонки дре-
весины.
При повышении температуры до 170°
из древесины выделяется вода, при
температуре от 170 до 270° начинается
разложение древесины и при 270—280°
происходит энергичное обугливание дре-
весины с бурным выделением тепла.
С 280 до 380° идет главный период су-
хой перегонки с выделением наиболь-
шего количества уксусной кислоты,
метилового спирта и легкой смолы. Пе-
регонка практически заканчивается при
температуре 430° с образованием чер-
ного угля (примерно в количестве 19’/о
от веса сухой древесины). /
Глава 3
ФИЗИЧЕСКИЕ СВОЙСТВА ДРЕВЕСИНЫ
Физическими свойствами древесины лостности испытуемого образца. Они
называются такие ее свойства, которые определяют внешний вид древесины, ее
проявляются без изменения химическо- вес и отношение к влаге, теплу, звуку,
го состава древесины и нарушения це- электричеству, газам и т. д.
2*
20
Глава 3. Физические свойства древесины
§ 1. ЦВЕТ, БЛЕСК, ТЕКСТУРА
И ЗАПАХ ДРЕВЕСИНЫ
Цвет древесины. Весьма важ-
ным признаком для различия древесных
пород и для (выявления качества древе-
сины является ее цвет.
При хранении древесина обыкновенно
темнеет; исключение представляет ель,
которая в сухом помещении сохраняет
свой светлый цвет весьма продолжи-
тельное время. Древесина некоторых
пород принимает свойственный ей цвет
только под действием воздуха (напри-
мер, древесина ольхи становится крас-
ной, полежав на воздухе). Многие по-
роды приобретают на воздухе серова-
тую окраску—«обветриваются».
Равномерное окрашивание древесины
в общем характеризует ее доброкаче-
ственность. Темные или цветные полосы
и пятна, чаще встречающиеся вблизи
центра, по большей части указывают на
начавшееся разложение.
Блеск и текстура. Некоторые
породы (клен, чинара, ясень и др.) дают
древесину, отличающуюся натуральным
блеском. Блеск древесины обыкновенно
наблюдается на поверхности раскола и
вызывается главным образом сердце-
винными лучами, лежащими близко
друг от друга в одной плоскости.
Различные элементы древесины (во-
локна, сосуды, сердцевинные лучи)
создают в плоскости разреза рисунок
древесины, характерный для каждой
породы дерева. Этот рисунок называет-
ся текстурой. Характер текстуры
зависит от плоскости разреза. Наиболее
красивый рисунок — на тангентальных
разрезах .древесины.
Запах древесины. Зависит от
находящихся в ней камедей, смол,
эфирных масел, дубильных и других ве-
ществ. Запах древесины имеет некото-
рое значение при распознавании породы
древесины.
§ 2. УДЕЛЬНЫЙ И ОБЪЕМНЫЙ ВЕС
ДРЕВЕСИНЫ
Различают удельный вес древесинно-
го вещества (твердой древесной массы
без пустот) и удельный вес древесины
как физического тела. Удельный вес
древесинного вещества выше единицы
и мало зависит от породы дерева;
в среднем его принимают равным 1,54.
Удельный вес древесинного вещества
чмеет значение при определении пори-
стости древесины.
—— ------------------——— ------—j
Вместо понятия удельного веса дре-
весины как физического тела, т. с
отношения ее веса к весу воды, взято/
в том же объеме при 4°, на практике
пользуются объемным весом древесины.
Объемный вес (вес единицы объек т
древесины) измеряется в г/сл3 и приво-
дится к нормальной влажности древеси-
ны— 15®/о.
Кроме объемного веса, иногда поль-
зуются еще приведенным объемным
весом, или условным объемным (весом.
Условным объемным весом на-
зывается отношение веса образца в
абсолютно, сухом состоянии к объему
того же образца в свежесрубленном со-
стоянии. Величина условного объемно-
го веса очень близка к величине объем
ного веса в абсолютно сухом состоянии.
Соотношение между условным объем
ным весом (Уусл) и объемным весом в
абсолютно сухом состоянии (у0) выра
жается формулой
где Y—полная объемная усушка в про-
центах,
у0—объемный вес абсолютно сухой
древесины.
” Условный объемный вес имеет перед
объемным весом то преимущество, что
он не зависит от (величины усушки и яс?
требует пересчета на 15% влажности.
Это позволяет значительно упростить
расчеты и обеспечивает более едино-
образные результаты при определении
Уусл нескольких образцов.
Объемный вес древесины зависит от
(влажности, от ширины годичного СЛОЯ,
от того, какое положение занимал
образец по высоте ствола н по диаметру.
Прн увеличении влажности объемный
вес увеличивается.
Изменение объемного веса древесины
при высушивании до1 влажности, соот-
ветствующей точке насыщения волокон
(23—30%), идет пропорционально влаж-
ности; после этого объемный вес на-
чинает уменьшаться медленнее, так как
уменьшаете^ и объем древесины. При.
увеличении влажности древесины наблю-
дается обратное явление.
Численная зависимость между объем
ным весом древесины и влажностью
определяется по- следующей формуле:
100-4- IV
Tlr~T° ЮО+;(Уо-У„) ’
§ 2 Удельный и объемный вес древесины
21
„ — искомый объемный вес при
где влажности W,
__ объемный вес в абсолютно су-
10 ХОМ состоянии,
уу__влажность древесины в про-
центах,
у __полная объемная усушка в
процентах при высушивании
до абсолютно сухого состоя-
ния и
yw — объемная усушка в процентах
при высушивании дерева до
W°/o влажности.
Объемный вес древесины при данной
ее влажности с достаточной точностью
легко можно определить но номограм-
ме, предложенной Н. С. Селюгиным
(фиг. 11)- Предположим, что требуется
ОбьечныС Вес у
Фиг. 11. Номограмма для опре-
деления объемного веса древе-
сины при различной влажности.
определить вес 1 л3 сосновой древеси-
ны при влажности 80%. По табл. 41а на-
ходим объемный вес древесины сосны
при 15% влажности, равный 0,52. На
пунктирной горизонтальной линии на-
ходим точку объемного веса 0,52 и от
этой точки идем по соответствующей
наклонной линии приведенного объемно-
го веса до пересечения ее с горизон-
тальной линией, показывающей влаж-
ность 8О°/о. Из точки пересечения опу-
скаем на горизонтальную ось перпенди-
куляр, который покажет искомый объем
ный вес, в данном случае 0,84.
В табл. 5 даны значения веса древе-
сины некоторых пород в зависимости
от влажности.
Таблица 5
Ориентировочный вес 1 лг3 древесины
разных пород в кг
Порога дерева Состояние влажности древесины
свеже-
12—18% 18-23% 23—45% сруб- ленная
г
Акация, бук, 700 750 800 1000
граб, дуб,
ясень ‘
Береза, 600 650 700 900
ильм, ка- рагач, ка- штан, ли- ственница
Ива, ольха. 500 550 600 800
осина, сос- на
Ель, кедр. 450 500 550 800
липа, пих- та, тополь
Объемный вес древесины зависит
также от ширины годичного слоя. У ли-
ственных пород объемный вес умень-
шается с уменьшением ширины годич-
ных слоев. Чем больше средняя шири-
на годичного кольца, тем больше объ-
емный вес у одной и той же породы.
Эта зависимость весьма заметна у
кольцепоровых пород .и несколько ме-
нее заметна у рассеяннопоровых. У
хвойных пород обычно наблюдается
обратная зависимость: объемный вес
увеличивается с уменьшением ширины
годичных колец, хотя встречаются и
исключения из этого правила.
Объемный вес древесины уменьшает-
ся от основания ствола к вершине. У
сосен среднего возраста это падение
достигает величины 21% (на высоте
12 м), у старых сосен доходит до 27%
(на высоте 18 м).
У березы понижение объемного веса
по высоте ствола достигает 15®/о (в
возрасте 60—70 лет, на высоте 12 м).
Закономерности в изменении объем-
ного веса древесины по диаметру ство-
ла не наблюдается: у некоторых пород
объемный вес слегка уменьшается в
направлении от -центра к периферии,
у других слегка увеличивается.
Большая разница наблюдается в объ-
емном -весе у ранней и поздней древе-
22
Глава 3. Физические свойства древесины
сииы. Так, отношение объемного веса
ранней древесины к весу поздней у
орегонской сосны равно 1:3, у сосны
1 : 2,4, у лиственницы 1 : 3. Поэтому
у хвойных пород объемный вес при по-
вышении содержания поздней древеси-
ны увеличивается.
Пористость древесины. Под
пористостью древесины понимают объ-
ем пор в процентах от 'общего объема
абсолютно сухой древесины. Пори-
стость зависит от объемного веса дре-
весины: чем больше объемный 'вес, тем
меньше пористость.
Для приближенного определения по-
ристости можно пользоваться следую-
щей формулой:
С= 100(1-0,65 y0)%,
где С — пористость древесины в %,
Y0 — объемный вес абсолютно су-
хой древесины.
§ 3. ОТНОШЕНИЕ ДРЕВЕСИНЫ
К ВЛАЖНОСТИ
1. Влажность древесины
Вода, находящаяся в древесине, раз-
деляется на капиллярную, запол-
няющую полости клеток, и м б и б и ц и-
о нн у ю, или коллоидальную, заклю-
ченную в оболочках клеток, и хим и-
чески связанную, входящую в
состав химических веществ, заключаю-
щихся в живых клетках.
Главную массу воды у растущего де-
рева составляет вода капиллярная и
имбибиционная; количество химически
связанной воды очень невелико.
Количество капиллярной воды зави-
сит от породы дерева, степени насыще-
ния древесины водой и расположения
древесины в стволе (больше в перифе-
рической части ствола и у комля).
Количество имбибиционной воды за-
висит от породы дерева и лежит в пре-
делах 20—28°/о абсолютно сухого веса
древесины.
При высыхании древесины в первую
очередь испаряется вода капиллярная,
а затем имбибиционная. Небольшая
часть имбибиционной и химически свя-
занной воды всегда остается в древе-
сине, даже после искусственной сушки
при температуре 100—110° С.
Количество влаги, остающееся в дре-
весине после полной сушки, равно
0,5—2%. Эта влага не может быть
удалена без изменения строения древе-
сины.
Количество воды, находящееся в дре-
весине, называется ее влажностью.
Оно определяется или по отношению к
первоначальному весу древесины (от-
носительная влажность) или к весу
абсолютно сухой древесины (абсолют-
ная влажность) и выражается в про-
центах.
В самолетостроении всегда
определяется и указывается
только абсолютная влаж-
ность, называемая обычно
просто влажностью.
Если обозначить вес данной пробы
древесины Gw, вес той же пробы, вы-
сушенной до постоянного веса, Сго, то
относительная влажность 1КОт выразится
И7от 1 . ]00%,
а абсолютная влажность
— Go
iv=—~—2 • 100%.
Go
Для перехода от абсолютной влаж-
ности к относительной и обратно
пользуются следующими формулами:
,г/ 100 W 100 гот
и/пт=-------- и W =----------
100+ W 100—JVo-r
или ж© специальной номограммой
(фиг. 12), по которой, зная абсолютную
влажность, легко найти относительную
и наоборот.
На практике чаще всего приходится
встречаться с четырьмя степенями
влажности: а) влажность свежесруб-
леиного дерева, б) влажность воздуш-
носухой древесины, в) влажность ком-
натносухой древесины и г) влажность
мокрой .древесины.
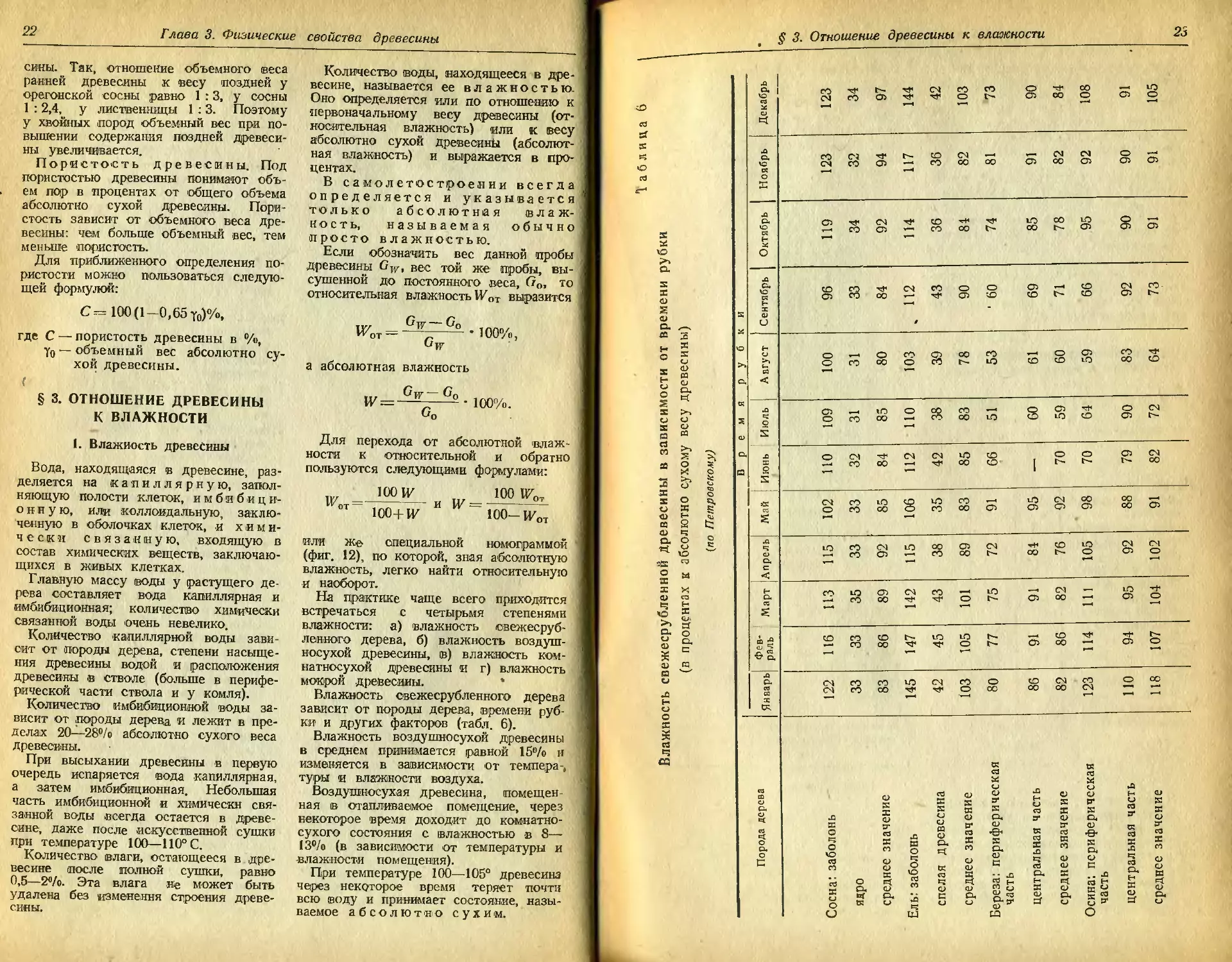
Влажность свежесрубленного дерева
зависит от породы дерева, времени руб-
ки и других факторов (табл. 6).
Влажность воздушносухой древесины
в среднем принимается равной 15°/о и
изменяется в зависимости от темпера-,
туры и влажности воздуха.
Воздушносухая древесина, помещен
ная в отапливаемое помещение, через
некоторое время доходит до комнатно-
сухого состояния с влажностью в 8—
13°/о (в зависимости от температуры и
влажности помещения).
При температуре 100—105° древесина
через некоторое время теряет почти
всю (воду и принимает состояние, назы-
ваемое абсолютно сухим.
§ 3. Отношение древесины к влажности
23
Влажность свежесрубленноЙ Древесины в зависимости от времени рубки
(в процентах к абсолютно сухому весу древесины)
(по Петровскому)
I
Глава 3. Физические свойства древесины
Вес древесины в абсолютно сухом со-
тоянии называется абсолютно сухим
есом.
Мокрой древесиной называют
ревесину, находившуюся долгое время
воде. Влажность мокрой древесины
ыше влажности свежесрубленного де-
ева.
В зависимости от требований, предъ-
вляемых к влажности древесины в
роизводстве, различают еще техии-
!ескую влажность древесины.
>на разделяется на: а) эксплоатацион-
ую влажность и б) производственную
лажность.
Эксплюатациониая в л а ж-
о с т ь зависит от условий эксплоа-
ации изделия и для различных изде-
шй различна (табл. 7).
Таблица 7
редняя эксплоатационная влажность
древесины в различных изделиях
(данные США)
Род изделия Влзжность в %
мини- маль- ная макси- мальная средняя
етали самолета 9 14 12
•анера в деталях самолета 12 17 14
инты воздушные 8 11 10
етали гидросамо- лета 9 15 13
анера в деталях гидросамолета 9 18 14
ельскохозяйст- венные орудия 10 18 12
втомобильные кузова 5 10 6
тулья 5 12 6
аркет 6 10 7-8*
[ебель красноде- рёвая 4 10 6
1ебель кухонная — — 15»
адиоаппаратура 3 6 5
Примечание. Влажность отме-
ченная звездочками, принята дартами СССР. стан-
Про и зво'дсп-в е н н ой влажно-
гью называют (влажность древесины в
ериод пребывания ее в производстве,
[роизводствепная влажность должна
ыть или равна эксплоатациоиной или
есколько (примерно на 2«/о) меньше
е, чтобы в эксплоатации .не происхо-
ило усыхания, могущего ослабить со-
динения древесины.
2. Высыхание древесины и ее усушка
Дерево после рубки постепенно те-
ряет свою влагу. Сначала испаряется
капиллярная вода, затем начинается
испарение имбибиционной влаги. Мо-
мент, когда испарилась вся капилляр-
ная вода и начала испаряться имбиби-
ционная вода, .называется моментом
Относительная Олан/ность, %
Фиг. 12. Зависимость между
относительной и абсолютной
влажностью.
насыщения волокна, а влаж-
ность древесины, соответствующая это-
му моменту, точкой насыщения
волокон. У различных пород точки
насыщения волокон несколько разли-
чаются между собой (табл. 8) и в
среднем соответствуют 23—ЗО'’/o влаж
ности.
Таблица 8
Влажность древесины различных
пород. Точка насыщения волокон
по Masviel
Порода дерева Влажность %
Бук 30
Ель 29
Каштан 25
Липа 29
Лиственница 30
Сосна обыкновенная 29
Ясень 23
§ 3. Отношение древесины к влажности
Процесс 'испарения влаги нз древе-
сины заключается: а) в перемещении
влаги от внутренних частей древесины
к поверхности и б) в улетучивании
влаги с поверхности в виде паров.
Усушка древесины. При вы-
сыхании древесина сокращает свои
Влажность дреВесины WD/o
Фиг. 13. Изменение величины
усушки от влажности.
7—усушка в тангентальном напра-
влении, Р—уСушка в радиальном на-
правлении, Д—усушка вдоль воло-
кон.
размеры вследствие сокращения оболо-
чек клеток при испарении из них влаги.
Это явление называется усушкой. В
каждом данном участке усушка проис-
ходит лишь с момента, когда влаж-
Фиг. 14. Вид усушки в зависимости
от положения образца в стволе.
ность древесины в нем становится ни-
же точки насыщения волокон (23—30%).
Теоретически можно считать, что
величина усушки прямо пропорциональ-
на изменению влажности от точки на-
сыщения волокон до! абсолютно сухого
состояния. Практически усушка проис-
ходит по некоторой кривой (фиг. 13).
До 12—15% влажности степень усушки
достигает половины возможной величи-
ны и далее до 7% четвертой ча-
сти ее.
Усушка древесины при высыхании
начинается прежде, чем средний про-
цент влажности станет меньше 30%_
Влажность. °/в
Фиг. 15. Диаграмма усуш-
ки березы.
I—в тангентальном направле-
нии, 2—в радиальном напра-
влении.
Это зависит от того, что влажность
поверхностных слоев при высыхании
станет ниже точки насыщения волокон,
внутри же влажность будет еще зна-
чительно выше этого предела.
Практика показала, что усушка хотя
и в незначительных размерах начинает-
ся тотчас же после начала высыхания.
Фиг. 16. Диаграмма усуш-
ки ели.
1—в тангентальном направле-
нии, 2— в радиальном напра-
влении.
Усушка древесины неодинакова в>
различных направлениях, так как от-
дельные элементы древесины при усуш-
ке ведут себя различным образом. Диа-
метры сосудов и паренхимные клетки
обычно уменьшаются в тангентальном
направлении и слегка увеличиваются в
радиальном. Древесные волокна в ра-
диальном и тангентальном направлени-
ях усыхают одинаково. Сердцевинные
лучи усыхают сильнее по ширине, чем.
в продольном направлении.
Глава 3. Физические свойства древесины
Наименьшая усушка наблюдается в
направлении длины волокон, наиболь-
шая— в тангентальиом направлении.
Усушка в зависимости от положения и
формы образца в стволе показана на
фиг. 14.
центном отношении). Поэтому припуск
на усушку досок дают для толщины
около 4%, а для ширины 6—8%.
Усушка зависит от породы дерева,
от изменения влажности и от объем-
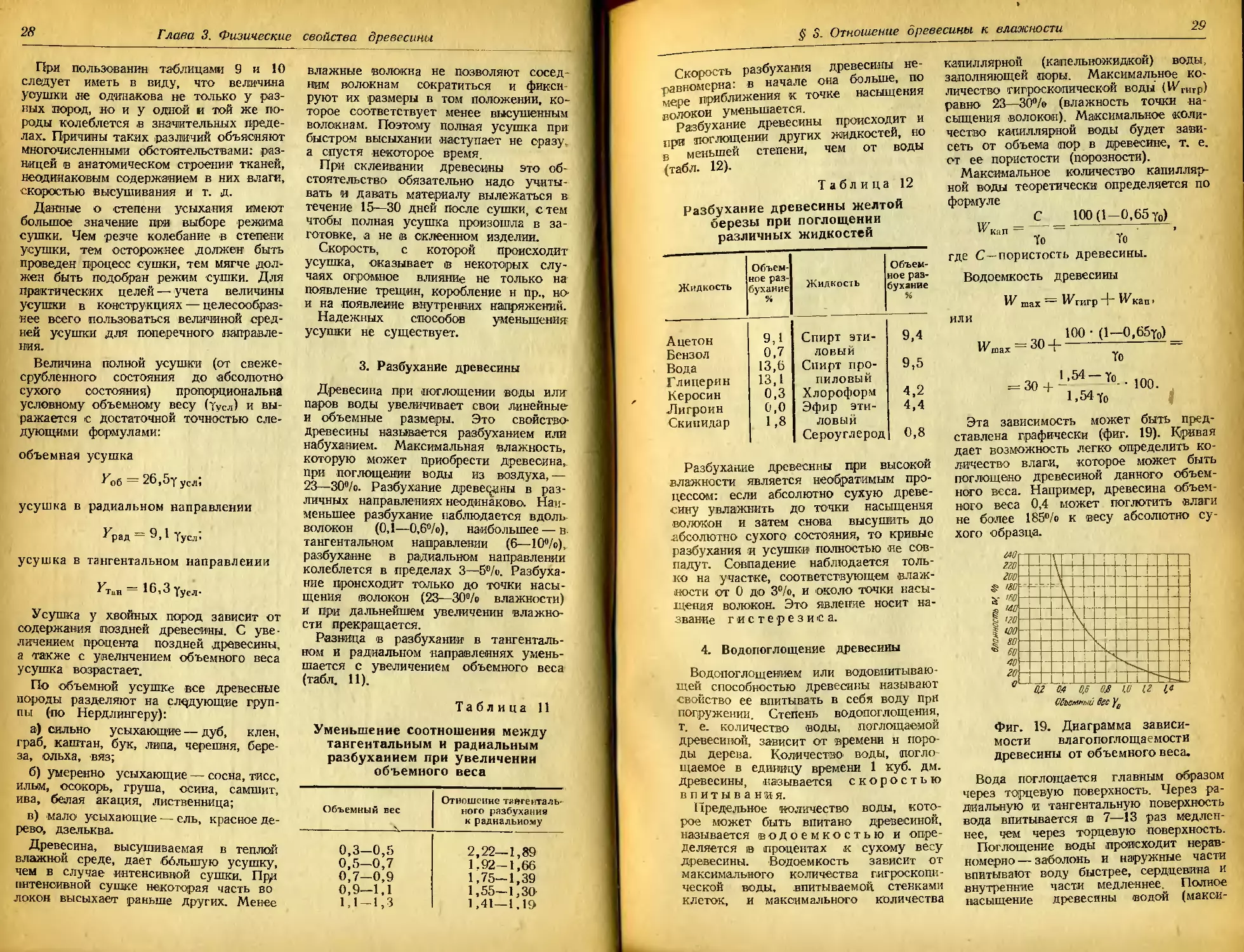
ного веса (фиг. 15—18).
Фнг. 17. Диаграмма усушки
сосны.
У—в тангентальиом направлении,
2—в радиальном направлении.
Так как тангентальная усушка боль-
ше радиальной, то доски обычной рас-
пиловки усыхают по ширине, примерно
вдвое больше, чем в толщину (в про-
Фиг. 18. Диаграмма усушки
лиственницы в поперечном
направлении.
В среднем для наших пород полная
усушка в направлении волокон состав-
ляет 0,10%, в радиальном направлении
5% и в тангентальном 10%. Объемная
усушка колеблется в пределах от 12
до 16% (табл. 9—10).
Таблица 9
Усушка древесины некоторых европейских пород
(при переходе от свежесрубленного до абсолютно сухого состояния)
(по Арнольду и Савкову)
Порода дерева Величина усушки в %
вдоль волокон в радиальном направлении в тангенталь- ном направле- нии объемная усушка (средняя) Средняя для ра- диального н тан- геита л ьно го направлений
Береза 0,06-0,90 1,7-7,2 3,2-9,3 5,3
Бук 0,20-0,34 2,3-6,0 5,0—10,7 15,33 6,0
1 руша 0,23 2,9-3,9 5,5-12,7 — 6,3
Дуб 0,20-0,30 3,2-3,3 0,8—7,3 12,76 3,6
Ель 0,08 1,1-2,8 2,0-7,3 14,3 3,3
Ильм 0,01—0,63 1,2-4,6 2,7—8,5 4,2
Каштан 0,65 3,4-4,56 6,10-6,80 18,9
Кизил 0,43 3,9—10,3 4,5-10,0 7,2
Клен остролистый 1— 2,7—4,6 4,1—6,8 4,55
Липа 0,10-0,12 0,4—7,1 0,4—10,9 4,7
Лиственница 0,01-0,29 0,3-7,3 1,4-7,! 15,07 4,0
Ольха 0,3-1,4 2,9-6,5 4,1-9,8 5,8
Орех 0,22 2,6—8,2 4,0—17,6 8,1
Пихта Самшит 0,09-0,12 0,03 1,7—4,8 1,3—7,4 4Д— 8,i 3,2—10,4 4,7 5 6
Сосна обыкновен- ная 0,01—0,20 о;е-з',8 2,0-6,8 12,52 . 3,3
Ясень 0,19-0,82 0,5-7,8 2,6—11,8 13,53 5,7
§ 3. Отношение древесины к влажности
27
Таблица 10
Средние значения усушки некоторых американских древесных пород,
применяемых в самолетостроении
Усушка в процентах от свежесрублеиногп состояния до состояния:
Порода дерева воздушносухого (12—15% влажности) камерносухого (6—7% влажности) абсолют но сухого (0% влажности)
ради- альная танген- тальная объем- ная ради- альная танген- тальная объем- ная ради- альная танген- тальная объем- ная
Береза желтая 3,3 4,4 8,1 4,9 6,6 12,2 6,5 8,8 16,2
Бук 2,6 5,5 8,2 3,8 8,2 12,2 5,1 11,0 16,3
Вишня 1.8 3,6 5,8 2,8 5,3 8,6 3,7 7,1 11,5
Гикори 3,6 5,7 9,0 5,5 8,6 13,4 7,3 11,4 17,9
Гледичия 2,1 3,3 5,4 3,2 5,0 8,1 4,2 6,6 10,8
Дуб 2,7 4,6 8,0 4,0 7,0 12,0 5,4 9,3 16,0
Ильм 2,4 4,0 7,0 3,6 6,0 10,6 4,8 8,1 14,1
Каштан 1,7 3,4 5,8 2.6 5,0 8,7 3,4 6,7 11,6
Кипарис 1,9 3,1 5,2 2,8 4,6 7,9 3,8 6,2 10,5
Клен «» 2,0 4,1 6,6 3,0 6,2 9,8 4,0 8,2 13,1
Кедр 1,4 2,6 3,8 2,3 3,5 5,8 3,3 5,2 7,6
Камедное дерево 2,6 5,0 7,5 3,9 7,4 11,2 5,2 9,9 15,0
Красное дерево (ма- га гони) 1,7 2,4 3,8 2,6 3,6 5,8 3,5 4,8 7,7
Липа 3,3 4,6 7,9 5,0 7,0- 11,8 6,6 9,3 15,8
Лиственница 2,1 4,0 6,6 3,2 6,1 9,9 4,2 8,1 13,2
Магнолия 2,6 4,4 6,8 3,9 6,6 10,2 5,2 8,8 13,6
Нисса 2,1 3,8 6,2 3,2 5,7 9,4 4,2 7,6 12,5
Орех грецкий 2,6 3,6 5,6 3,9 5,3 8,5 5,2 7,1 11,3
Орех белый 1,6 3,0 5,1 2,5 4,6 7,6 3,3 6,1 10,2
Пихта благородная 2,2 4,1 6,2 3,4 6,2 9,4 4,5 8,3 12,5
Пихта дугласова 2,0 3,8 5,4 3,1 5,7 8,2 4,1 7,6 10,6
Секвойя 1,3 2,2 3,4 2,0 3,3 5,1 2,6 4,4 6,8
Сосна 2,6 3,8 6,1 3,8 5,6 9,2 5,1 7,5 12,2
Спрус 2,2 3,8 5,8 3,2 5,6 8,6 4,3 7,5 11,5
Гемлок 2,2 4,0 6,0 3,2 5,9 8,9 4,3 7,9 11,9
Тамаринд 1,8 3,7 6,8 2,8 5,6 10,2 3,7 7,4 13,6
Тополь 1,9 4,5 6,6 2,8 6,5 9,5 3,5 8,7 13,2
Ясень 2,2 3,9 6,8 3,4 5,8 10,3 4,8 7,8 13,7
28
Глава 3. Физические свойства древесины
При пользовании таблицами 9 и 10
следует иметь в виду, что величина
усушки не одинакова не только у раз-
ных пород, ио и у одной и той же по-
роды колеблется .в значительных преде-
лах. Причины таких различий объясняют
многочисленными обстоятельствами: раз-
ницей в анатомическом строении тканей,
неодинаковым содержанием в них влаги,
скоростью высушивания и т. д.
Данные о степени усыхания имеют
большое значение при выборе режима
сушки. Чем резче колебание в степени
усушки, тем осторожнее должен быть
проведен процесс сушки, тем мягче дол-
жен быть подобран режим сушки. Для
практических целей — учета величины
усушки в конструкциях — целесообраз-
нее всего пользоваться величиной сред-
ней усушки для поперечного направле-
ния.
Величина полной усушки (от свеже-
срубленного состояния до абсолютно
сухого состояния) пропорциональна
условному объемному весу (уУсл) и вы-
ражается с достаточной точностью сле-
дующими формулами:
объемная усушка
Уоб = 26,5у усл;
усушка в радиальном направлении
^рад = 9,1 УуСЛ;
усушка в тангентальном направлении
^Тап — 16,3 Уусл.
Усушка у хвойных пород зависит от
содержания поздней древесины. С уве-
личением процента поздней древесины,
а также с увеличением объемного веса
усушка возрастает.
По объемной усушке все древесные
породы разделяют на следующие груп-
пы (по Нердлингеру):
а) сильно усыхающие — дуб, клен,
граб, каштан, бук, липа, черешня, бере-
за, ольха, вяз;
б) умеренно усыхающие — сосна, тисс,
ильм, осокорь, груша, осина, самшит,
ива, белая акация, лиственница;
в) мало усыхающие — ель, красное де-
рево, дзельква.
Древесина, высушиваемая в теплой
влажной среде, дает большую усушку,
чем в случае интенсивной сушки. Прд
интенсивной сушке некоторая часть во
локон высыхает раньше других. Менее
влажные волокна не позволяют сосед
ним волокнам сократиться и фикси
руют их размеры в том положении, ко-
торое соответствует менее высушенным
волокнам. Поэтому полная усушка при
быстром высыхании наступает не сразу,
а спустя некоторое время.
При склеивании древесины это об
стоятельство обязательно надо учиты-
вать и давать материалу вылежаться в
течение 15—30 дней после сушки, с тем
чтобы полная усушка произошла в за-
готовке, а не л оклеенном изделии.
Скорость, с которой происходит
усушка, оказывает в некоторых слу-
чаях огромное влияние не только на
появление трещин, коробление н пр., но-
и на появление внутренних напряжений.
Надежных способов уменьшения
усушки не существует.
3. Разбухание древесины
Древесина при поглощении воды или
паров воды увеличивает свои линейные
и объемные размеры. Это свойство-
древесины называется разбуханием или
набуханием. Максимальная влажность,
которую может приобрести древесина,
при поглощении воды из воздуха, —
23—ЗО°/о. Разбухание древесины в раз-
личных направлениях неодинаково. Наи-
меньшее разбухание наблюдается вдоль
волокон (0,1—0,6%), наибольшее — в
тангентальном направлении (6—10%),
разбухание в радиальном направлении
колеблется в пределах 3—5%. Разбуха-
ние происходит только до точки насы-
щения волокон (23—30% влажности)
и при дальнейшем увеличении влажно-
сти прекращается.
Разница в разбухании в тангенталь-
ном и радиальном направлениях умень-
шается с увеличением объемного веса
(табл. 11).
Таблица 11
Уменьшение соотношения между
тангентальным и радиальным
разбуханием при увеличении
объемного веса
Объемный вес Отношение тангенталь- ного разбухания к радиальному
0,3-0,5 2,22—1,89
0,5-0,7 1.92—1,66
0,7—0,9 1,75—1,39
0,9—1,1 1,55—1,30
1,1-1,3 1,41—1,19
§ 3. Отношение бревесины к влажности
29
Скорость разбухания древесины не-
равномерна: в начале она больше, по
„ере приближения к точке насыщения
волокон уменьшается.
Разбухание древесины происходит и
при поглощении других жидкостей, но
s меньшей степени, чем от воды
(табл. 12).
Таблица 12
Разбухание древесины желтой
березы при поглощении
различных жидкостей
Жидкость Объем- ное раз- бухание % Жидкость Объем- ное раз- бухание %
Ацетон 9,1 Спирт эти- 9,4
Бензол Вода 0,7 13,6 ловый Спирт про- 9,5
Глицерин Керосин 13,1 0,3 лиловый Хлороформ 4,2
Лигроин 0,0 Эфир эти- 4,4
Скипидар 1,8 ЛОВЫЙ Сероуглерод 0,8
Разбухание древесины при высокой
влажности является необратимым про-
цессом: если абсолютно сухую древе-
сину увлажнить до точки насыщения
волокон и затем снова высушить до
абсолютно сухого состояния, то кривые
разбухания и усушки полностью не сов-
падут. Совладение наблюдается толь-
ко на участке, соответствующем .влаж-
ности от 0 до 3%, и около точки насы-
щения волокон. Это явление носит на-
звание гистерезиса.
4. Водопоглощение древесины
Водопоглощением или водовпитываю-
щей способностью древесины называют
свойство ее впитывать в себя воду при
погружении. Степень водопоглощения,
т. е. количество воды, поглощаемой
древесиной, зависит от времени н поро-
ды дерева. Количество- воды, погло-
щаемое в единицу времени 1 куб. дм.
древесины, .навивается скоростью
впитывания.
Предельное количество воды, кото-
рое может быть впитано древесиной,
называется водоемкостью и опре-
деляется в процентах к сухому весу
древесины. Водоемкость зависит от
максимального количества гигроскопи-
ческой воды, впитываемой, стенками
клеток, и максимального количества
капиллярной (капельножидкой) воды,
заполняющей поры. Максимальное ко-
личество гигроскопической воды (lVn,rp)
равно 23—30% (влажность точки на-
сыщения волокон). Максимальное коли-
чество капиллярной воды будет зави-
сеть от объема пор в древесине, т. е.
от ее пористости (порозности).
Максимальное количество капилляр-
ной воды теоретически определяется по
формуле
С 100 (1-0,65 То)
" кап — — • >
Го Го
где С—пористость древесины.
Водоемкость древесины
1Г шах — МДИгр + н^кап.
или
100 • (1—О,65уо)
1киах = зо-+ - ---
100.
быть пред-
19). Кривая
Го
= зо + - 54 ~ То- •
1.54-Го
Эта зависимость может
ставлена графически (фиг.
дает возможность легко определить ко-
личество влаги, которое может быть
поглощено древесиной данного объем-
ного веса. Например, древесина объем-
ного веса 0,4 может поглотить влаги
не более 185®/о к весу абсолютно су-
хого образца.
Фиг. 19. Диаграмма зависи-
мости влагопоглощаемости
древесины от объемного веса.
Вода поглощается главным образом
через торцевую поверхность. Через ра-
диальную и тангентальную поверхность
вода впитывается в 7—13 раз медлен-
нее, чем через торцевую поверхность.
Поглощение воды .происходит нерав-
номерно — заболонь и наружные части
впитывают воду быстрее, сердцевина и
внутренние части медленнее. Полное
насыщение древесины водой (макси-
30
Глава 3. Физические свойства древесины
мальная водоемкость) достигается че-
рез довольно длительный период (не
менее 70—80 суток).
При повышении температуру разбу-
хание замедляется, при понижении —
ускоряется. Поэтому, если необходимо
в короткий срок размягчить древесину
путем размачивания, — воду надо на-
греть, а если требуется, чтобы древеси-
Фиг. 20. t-v-W-диаграмма зависимости влажности
древесины W от температуры t и влажности воздуха <р
(диаграмма Н. Н. Чулицкого).
на разбухла, возможно больше (напри-
мер. при размачивании деревянных ба-
ков), следует применять холодную
воду.
Пропарка, особенно длительная, умень-
шает разбухание.
5. Гигроскопичность
Свойство древесины поглощать из
воздуха пары воды называется гигро-
скопичностью, или паропоглощением
древесины.
Поглощение древесиной паров воды
из воздуха зависит от температуры воз-
духа и его относительной влажности
и происходит до наступления равнове-
сия во. влажности древесины и окру-
жающей среды. В первый момент про-
цесс поглощения влаги идет очень бы-
стро. Затем процесс замедляется и при
приближении к равновесному состоя-
нию процесс тенет все более медленно.
При одинаковых условиях темпера-
туры и влажности воздуха гигроско-
пичность древесины всех пород одина-
кова.
Равновесная влажность дре-
весины. Влажность древесины на
открытом воздухе изменяется. Это из-
менение происходит до тех пор, пока не
наступит равновесия между влажно-
стью древесины и воз-
духа. Поэтому влажность
древесины может или
увеличиваться или умень-
шаться, в зависимости от
изменений температуры
и влажности воздуха.
Влажность древесины,,
соответствующая опреде-
ленной влажности и тем-
пературе воздуха, назы-
вается равновесной
влажностью.
Для определения рав-
новесной влажности дре-
весины можно пользо-
ваться t-v-W диаграм-
мой проф. Чулицкого-
H. Н. (фиг. 20).
Этой же диаграммой
можно пользоваться и
для установления влаж-
ности материала, приме-
няемого для определен-
ного тина изделия.
На диаграмме Чулиц-
кого по вертикальной
линии отложены значе-
ния влажности воздуха
по горизонтальной - тем-
пературы воздуха. Наклонные линии
указывают соответствующую равновес-
ную влажность древесины.
Пример. Для определения влажности
древесины, находящейся в помещении
с температурой 12° и относительной
влажностью 70% ищем на диаграмма
пересечение вертикальной линии, соот-
ветствующей температуре / = 12°, с го-
ризонтальной линией, соответствующей
влажности 70°/». Точка пересечения на-
ходится между наклонными линиями,
соответствующими влажности 13 и 14%.
Интерполируя, находим значение влаж-
ности древесины 13,4%.
Точность определения влажности
древесины по диаграмме Чулицкого
±(0,5-ь-0,7б%).
Кроме паров воды, древесина может
поглощать из воздуха пары и других
жидкостей, но в гораздо меньшей сте-
пени, чем воду.
§ 4. Тепловые, звуковые и электрические свойства древесины
ЗГ
6. Водопроводность, или
водопроницаемость, древесины
Способность древесины пропускать
сквозь себя воду под давлением на-
зывается водоироводностью, или водо-
проницаемостью. Она зависит глав-
ным образом от породы дерева, перво-
начальной влажности древесины, от
характера поверхности (торцевая, ра-
диальная, тангентальная) и местополо-
жения древесины в стволе (ядро, за-
болонь) (табл. .13).
Высушенная древесина обладает
большей водопроницаемостью. Наиболь-
шей водопроницаемостью обладает тор-
цевая поверхность, далее идет радиаль-
ная поверхность и затем уже танген-
фициент теплопроводности увеличивает-
ся на 10%.
В направлении волокон теплопровод-
ность древесины обычно больше, чем в.
направлении поперек волокон.
Тепловое расширение. Тепло-
вое расширение древесины характери-
зуется коэфициентом линейного расши-
рения. Коэфициент линейного расшире-
ния у древесины в различных направ-
лениях различен (см. табл. 15), наи-
меньшее его значение вдоль волокон
(11 • 10~7 — 65 • 10“7 ), наибольшее —
тангентальном направлении (27 • 10—6—
—61 • 10~6). Вдоль волокон коэфициент
линейного расширения древесины зна-
чительно меньше, а поперек волокон зна-
Таблица 13
Водопроницаемость древесины
(по Ванину и Чулицкому)
Порода дерева Поверхность сре за Толщи- на об- разца мм Началь- ная вл** ж ность % Напор воды см Время появле- ния первых капель мнн. Водопроница- емость Б см3
через одни сутки через 10 дней
Сосна (заболонь) Торцевая 6 10 16 8 4,2 —
Сосна (ядро) 6 10 16 8 1,2 —
Сосна (заболонь) 6 10 16 10 0,3 —
Лиственница (ядро) Тангентальная 10 10 70 — — 0,00
Ясень (заб лонь) Радиальная 10 10 70 — — 0,11
Ясень (ядро) - 10 10 70 — .— 0,08
Дуб (ядро) 10 10 70 — — 0,00
Береза 10 10 70 — — 10,23
Ольха Тангентальная 10 10 70 — — 15,80
тальная. Заболонь более водопроницае-
ма, чем ядро или спелая древесина. § *
§ 4. ТЕПЛОВЫЕ, ЗВУКОВЫЕ
И ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
ДРЕВЕСИНЫ
Теплопроводность древе ои-
н ы, как и других материалов, оцени-
вается коэфициентом теплопроводности,
выражающим количество тепла в кало-
риях, проходящее в течение 1 часа через
пластину площадью 1 л8, толщиной 1 л
при разности температур с обеих сто-
рон пластин в 1° (табл. 14).
Древесина обладает слабой тепло-
проводностью, особенно в сухом со-
стоянии. С повышением объемного веса
и влажности теплопроводность повы-
шается. Так, например, при увеличении
влажности древесины с 5 до 15% коэ-
Таблица 14
Теплопроводность различных
древесных материалов
(в воздушносухом состоянии)
Порода дерева или древесный материал Коэфициент тепло- проводности Ккал1м% час 9С м
поперек волокон вдол ь волокон
Балинит 0,15 0,20
Дельта-древесина 0,13 0,17
Дуб 0,20 0,35
Ель 0,13 0,31
Клен 0,15 0,37
Сосна 0,13 0,31
Уплотненная дре- —. 0,32
весина
32
Глава 3. Физические свойства древесины
Таблица 15
Коэфициенты линейного расширения древесины
Порода дерева Вдоль волокон Поперек волокон В радиальном направлении В тангентальном направлении
Береза желтая 0,0000025 — 0,0000272 0,000030
Граб 0,000006 — — —
Дуб 0,0000036 — 0,0000293 0,0000419
Ель 0,0000054 0,0000341 > \
Каштан 0,0000065 0,0000325 — —
Красное дерево 0,0000036 0,0000405 — —
Липа 0,0000054 0,0000444 — .—
Пихта 0,0000037 0,0000584 — —
Сосна 0,0000051 — 0,0000514 —
Тюльпанное дере- 0,0000017 — 0,0000242 0,0000267
ВО
Ясень 0,0000011 — — —
чительно больше, чем у железа н медч.
Изменением размеров древесины от
нагревания практически можно прене-
бречь, так как ввиду незначительности
коэфициента линейного расширения оно
намного меньше изменений ее размеров
от усушки или разбухания.
Теплоемкость древесины
(удельная теплота) представляет собой
отношение количества тепла, необходи-
мого для поднятия температуры едини-
цы веса древесины на 1°, к количеству
тепла, потребному для поднятия темпе-
ратуры такой же единицы воды на 1°.
Теплоемкость древесины в абсолютно
сухом состоянии почти не зависит от
породы дерева и в пределах от 0 до
106° равняется 0,327. Теплоемкость не-
сухой древесины слагается из теплоем-
кости абсолютно сухой древесины и
теплоемкости находящейся в ней воды.
С повышением температуры и влаж-
ности теплоемкость древесины увеличи-
вается. Для определения теплоемкости
древесины при любой ее влажности и
температуре можно пользоваться сле-
дующей формулой:
26,6+0,116 t+W '
W Г lOmr Ккал^С,
где Суу — теплоемкость древесины при
заданной влажности,
U7— влажность древесины,
t — температура ее.
Звукопроводность древе-
сины. Звукопроводность древесины
довольно высока и зависит от породы
дерева и от направления волокон: звук
быстрее всего проходит вдоль волокон,
медленнее — в радиальном и еще мед-
леннее в тангентальном напрввлении.
Для определения звукопроводности
древесины важно знать звуковое сопро-
тивление. Звуковым сопротивлением ма-
териала ® называется произведение
скорости распространения звука в дан-
ном материале на плотность материала.
Таблица 16
Звукопроводность различных
древесных пород по сравнению
с воздухом
(звукопроводность воздуха,
равная 330,7 м/сек, принята
за единицу)
(по Арнольду)
Порода дерева Относительная звукопроводность
вдоль волокон в радиаль- ном направ- лении в танген- тальном направле- нии
Акация 15,467 4,840 4,436
Береза 10,965 6,028 4,643
Дуб 12,662 5,036 4,229
Ильм 13,516 4,665 3,327
Клен 13,472 5,047 3,401
Осина 16,677 5,297 2,987
Ольха 15,306 4,491 3,423
Пихта 10,900 4,611 2,605
Сосна 15,218 4,382 2,572
Тополь 14,050 4,600 3,444
Ясень 15,314 4,567 4,142
$ 4. Тепловые, звуковые и электрические свойства древесины
33
Таблица 17
Скорость распространения звука
в различных материалах
и в древесине различных пород
Скорость
Материал или древесная распростране-
порода ния звука м\сек
Воздух 330,7
Железо 5000,0
Медь 3900,0
Стекло 5100-6000
Пробка 430—530
Береза 3700
Бук Я 3412
Дуб' о td 3380—4310
Ель о 4800
Кедр ч ° 4400
Орех грецкий и 4700
Сосна п 6000
Ясень о 3900
и
Звукопроницаемость д р ei-
весин ы. Коэфициент звуковой про-
ницаемости древесины т представляет
отношение потока звуковой энергии,
прошедшей через перегородку из дан-
ного материала, к потоку звуковой
энергии, падающей на перегородку. Коэ-
фициент звуковой проницаемости дре-
весины (при толщине стенки 24 мм)
равен 0,63. Как звукоизоляционный ма-
териал древесина обладает невысокими
Качествами.
Электропроводность дре-
весины. Сопротивление древесины
прохождению электрического тока за-
висит от влажности древесины, ее по-
Таблица 18
Звуковое сопротивление древесины Ж
(по Ванину)
Материал Звуко- провод- ность м\сек Плот- ность zirjw3 Звуковое сопротивление эд 100 г\сек см*
Воздух 330,7 0,0013 0,442
Пробка 5(10 0,2 100
Дуб 3380 0,7 2366
Ель 48С0 0,5 2400
Красное де- 4135 0,6 2481
рево Сосна 6000 0,52 3120
Ясень 3900 0,70 2730
роды, температуры, направления воло-
кон и пр. С повышением влажности и с
повышением температуры электрическое
сопротивление древесины уменьшается;
сопротивление древесины вдоль воло-
кон меньше, чем в тангентальном и ра-
диальном направлениях.
Электрическая прочность
древесины. Электрическая проч-
ность древесины (свойство- древесины
выдерживать напряжение тока) невели-
ка (табл. 20). Она зависит от направле-
ния волокон, влажности и температуры.
Меньше всего электрическая прочность
вдоль волокон. С повышением влажно-
сти и температуры электрическая проч-
ность понижается.
После пропитки различными раство-
рами электрическая прочность древеси-
ны возрастает.
Электропроводность древесины
Таблица 19
{по Дубецкому)
* Порода дерева Влажность % Удельное объемное сопротивление в ом—см
вдоль * волокон в радиальном направлении в тангенталь- ном направле- нии среднее
Береза 7,95 4,2-1010 8,6-1011
Дуб 8,8 — — — 2,4-IO»
Кедр 0,0 — 2,5-10н
Лиственница 7,95 3,8-1010 19,0-ЮЮ 14,5-ЮЮ
Ольха 7,5 — — 1,6-10*2
о
П. П. Успасский
34
Глава 4. Механические свойства древесины
Таблица 20
Электрическая прочность
(пробивное напряжение) древесины
и других материалов
(по Ванину)
Материал или древесная порода Влаж- ность % Электри еская прочность (пробивное на- пряжение) в 1000 V на 1 см толщины (при частоте 50 Hz)
Асфальт — 140
Бакелит — 200
Парафин — 150
Слюда —— 1500
Стекло — 300
Береза в радиаль- 7,9 59,8
ном направлении Береза вдоль во- 8,2 15,2
ЛОКОН Дуб в радиальном 9,3 39,1
направлении Дуб вдоль волокон 9,3 47,0
Ольха в танген- 7,5 60,5
та льном напра- влении Ольха в радиаль- 7,5 56,4
ном направлении
Воздух — 23,0
Т а б л и ц а 21
Электрическая прочность сухой
и пропитанной древесины
(пробивное напряжение н kV)
(по Ванину)
Состояние древесины Электрическая прочность kV
Воздушносухая 60
Сухая 89
Пропитанная олифой 98
Пропитанная трансфор- 136
маторным маслом Пропитанная парафином 145
Таблица 22
Диэлектрическая постоянная
древесины
Порода дерева Е
Бук, поперек волокон 3,63
Дуб, поперек волокон 3,64
Дуб, вдоль волокон 2,46
(Воздух) 1,00
Глава 4
МЕХАНИЧЕСКИЕ СВОЙСТВА ДРЕВЕСИНЫ
Способность древесины сопротивлять-
ся действию внешних механических сил
определяется ее механическими свой-
ствами. Древесина относится к группу
анизотропных материалов с различными
значениями модуля упругости по раз-
личным осям. Древесина имеет три
ортогональные плоскости упругой сим-
метрии, образуемые по осям, направ-
ленным: а) вдоль волокон (1|) и попе-
рек волокон (JJ, б) в радиальном на-
у правлении (т) и в) в тангентальном на-
правлении (tg).
Механические свойства древесины за-
висят, кроме направления волокон, от
целого ряда факторов и в особенности
от влажности древесины, причем от све-
жесрубленного состояния до точки на-
сыщения волокон механические свой-
ства меняются незначительно, а от точ-
ки насыщения волокон до абсолютно
сухого состояния механические свой-
ства повышаются очень быстро.
§ 1. СОПРОТИВЛЕНИЕ ДРЕВЕСИНЫ
СЖАТИЮ
Различают три основных направления
усилий при сжатии древесины: 1) вдоль
волокон, 2) поперек волокон в радиаль-
ном направлении и 3) поперек волокон
в тангентальном направлении (фиг. 21).
Величина временного сопротивления
сжатию в остальных направлениях при-
нимает промежуточные значения между
значениями, соответствующими основ-
ным направлениям.
1. Сопротивление сжатию вдоль
волокон
Сравнительно высокое временное; со-
противление древесины при сжатии
вдоль волокон обусловливает широкое
применение сжатых стоек в различных
сооружениях.
§ t. Сопротивление древесины сжатию
35
Предел пропорциональности при сжа-
тии вдоль волокон весьма высок. По
данным Мадиссоновской лаборатории
(США), отношение предела пропорцио-
нальности к временному сопротивлению
составляет:
для хвойных пород.......0,78
для мягких лиственных . . .0,77
для твердых лиственных . . 0,66
где с15 — временное сопротивление при
15% влажности,
опт-—временное сопротивление при
влажности W,
W— влажность древесины в %,
а — коэфициент, зависящий от по-
роды древесины.
Коэффициенты а для разных пород
приведены в табл. 23.
Фиг. 21. Основные случаи сжатия древесины (схема).
/—сжатие вдоль волокон, 2— сжатие поперек волокон в радиальном направле-
нии, 3—сжатие поперек волокон в тангентальном направлении.
С уменьшением влажности сопротив-
ление сжатию увеличивается.
Кривая изменения временного сопро-
тивления сжатию у ели в зависимости
от влажности показана на фиг. 22. Из
нее видно-, что наиболее сильное воз-
растание временного сопротивления про-
исходит в пределах от 15% до абсо-
лютно сухого состояния.
Фнг. 22. Диаграмма зависи-
мости сопротивления дре-
весины ели сжатию от влаж-
ности.
Для определения зависимости -между
влажностью и .временным сопротивле-
нием имеется эмпирическая формула:
ощ = °иг 11+“ (Ш—15)],
Таблица 23
Коэфициент а, определяющий зави-
симость временного сопротивления
сжатию вдоль волокон от влаж-
ности
Порода дерева Коэфициент а.
Береза 0,045
Дуб 0,040
Клен 0,040
Лиственница сибирская 0,050
Сосиа 0,050
Ясень 0,050
Для сосны, ели аянской, ели обыкно-
венной, пихты кавказской и дельта-дре-
весины зависимость .между влажностью
и временным сопротивлением сжатию
вдоль волокон более точно определяет-
ся по формуле:
°15 — Kojf,
где К — переводный коэфициент (при-
веден ® табл. 24).
Временное сопротивление сжатию за-
висит и от объемного веса древесины.
Эта зависимость может быть выражена
в виде ураввения прямой с параметрами,
характерными для различных пород
(табл. 25).
з*
36
Глава 4. Механические свойства древесины
Таблица 24
Коэфициент К для пересчета времен-
ного сопротивления сжатию вдоль
волокон древесины при различных
значениях влажности в зависимости
от а15
Влажность % 0 *!*% Ч.% ’!< %
1. Для сосны
8 0,683 0,693 0,704 0,714
9 0,725 0,735 0,746 0,757
10 0,767 0,778 0,789 0,800
11 0,811 0,823 0,834 0,845
12 0,857 0,868 0,880 0,891
13 0,903 0,915 0,927 0,939
14 0,951 0,963 0,975 0,988
15 1,000 1,013 1,025 1,038
16 1,050 1,063 1,076 1,089
17 1,102 1,115 1,128 1,141
18 1,155 1,168 1,182 1,195
19 1,209 1,223 1,236 1,250
20 1,264 — —
2. Для ели обыкновенной
и аянской
7 0,722 0,729 0,736 0,743
8 0,749 0,757 0,764 0,771
9 0,779 1 0,786 0,794 0,802
10 0,810 0,818 0,826 0,835
11 0,843 0,852 0,860 0,869
12 0,878 0,888 0,897 0,906
13 0,916 0,926 0,936 0,946
14 0,956 0,967 0,978 0,989
15 1,000 1,012 1,023 1,035
16 1,047 1,059 1,072 1,085
17 1,098 1,111 1,125 1,138
18 1,152 1,167 1,182 1,197
19 1,212 1,229 1,245 1,261
20 1,277 1,295 1,313 1,330
3. Для пихты кавказской
8 0,724 0,733 0,741 0,750
9 0,760 0,769 0,778 0,788
10 0,798 0,807 0,818 0,828
11 0.838 0,848 0,858 0,868
12 0,879 0,889 0,899 0,909
13 0,920 0,930 0,940 0,950
14 0,960 0,970 0,930 0,990
15 1,000 1,010 1,019 1,029
16 1,038 1,047 1,056 1,065
17 1,073 1,081 1,090 1,098
18 1,105 1,113 1,120 1,127
19 1,133 1,140 1,142 1,152
20 1,157 — — —
Продолж. табл. 24
Влажность % 0 5. К ’ia % «|4 %
4. Для дельта-древесины
3 0,812 0,835 0,857 0,880
4 0,903 0,927 0,951 0,975
5 1,000 1,025 1,049 1,074
6 1,098 1,122 1,146 1,170
7 1,192 1,214 1,235 1,255.
8 1,274 — — —
Таблица 25
Уравнения зависимости между объ-
емным весом и временным сопротив-
лением сжатию
(по Ванину)
Порода дерева Уравнение зависимости
Береза Дуб Ель Клен Лиственница си- бирская Сосна Ясень °сж15= 1700у]5 —555 °сж16= 1285у]5 —380 Осж ®=1000Т13-70 °сж15—-1 200ц15 —335 £7сж15‘=740715 -f-21 =сжг,=1250Т15+25 °сЖ^=1400Пб-580
Наклон волокон по отношению к на-
правлению действующих усилий оказы-
вает большое влияние на сопротивление
сжатию (фиг. 23). Заметное падение со-
Фиг. 23. Диаграмма зависи-
мости сопротивления сжа-
тию от наклона волокон.
1— в тангентальной плоскости,
2—в радиальной плоскости.
противления начинается при угле меж-
ду направлением силы и направлением
волокон в 7—8°. При дальнейшем уве-
личении этого угла примерно до 45° со-
£ 1. Сопротивление древесины сжатию
37
противление рерко падает, -после чего
кривая сопротивления снижается более
медленно.
В радиальной плоскости линия разру-
шения от сжатия вдоль волоком обычно
Фиг. 24. Характер
разрушения древе-
си ны при сжатии.
направлена пер-
пендикулярно во-
локнам, а в тан-
гентальной пло-
скости эта линия
направлена под уг-
лом к направлению
волокон (фиг. 24).
Сырая древесина
при разрушенииот
сжатия дает менее
шероховатую и иг-
листую поверх-
ность, чем сухая,
в которой встре-
чаются отщепы и
откалывание во-
локон.
Сопротивление сжатию вдоль волокон
примерно в два раза меньше сопротив-
ления растяжению в том же направ-
лении.
2. Сопротивление сжатию поперек
волокон
Сопротивление древесины сжатию по-
перек волокон составляет менее трети
сопротивления сжатию вдоль волокон
для древесины хвойных пород (27%)
и менее половины (40%) для древесины
лиственных пород.
Среднее соотношение между сопро-
тивлением сжатию вдоль волокон ссж (
и поперек волокон <<СЖх может быть вы-
ражено соотношением ссжх = 0,36<тСЖ1|
Предел (пропорциональности при сжа-
тии поперек волокон очень низок у
хвойных пород (около 35% от разру-
шающей нагрузки у сосны) и довольно
высок у лиственных пород (70% от раз-
рушающей нагрузки для дуба и бе-
резы).
'Сопротивление сжатию поперек воло-
кон в радиальном и в тангентальном
направлениях зависит в лиственных по-
родах от величины сердцевинных лучей
и от неоднородности строения годовых
слоев. В древесине пород, где сердце-
винные лучи хорошо развиты (дуб, бук,
клен, береза), сопротивление радиально-
му сжатию в среднем в .1,5 раза выше
сопротивления тангентальному сжатию.
В древесине лиственных пород со слабо
развитыми сердцевинными лучами со-
противления сжатию в радиальном и
тангентальном направлениях примерно
одинаковы.
У хвойных пород наблюдается обрат-
ное явление: сопротивление сжатию в
тангентальном направлении в 1,5 раза
выше сопротивления в радиальном на-
правлении.
Влияние влажности на сопротивление
древесины сжатию поперек волокон
также довольно значительно. Поправоч-
ный коэфициент для сосны при сжатии
в тангентальном направлении составля-
ет 4,5% и в радиальном1 направлении
3,5% на 1% влажности.
Для лиственных пород поправочный
коэфициент значительно выше и в
среднем принимается в 6%. В том и
другом случае повышенная влажность
понижает сопротивление сжатию.
Смятие. Деформация, появляющая-
ся при сжатии только на поверхности
материала, навываетсся смятие м.
Она обусловливается недостаточно плот-
ным прилеганием сжатых поверхностей
и передачей давления лишь на часть
поверхности.
Величина сопротивления смятию зави-
сит от направления силы по отношению
к волокнам древесины. Зависимость со-
противления смятию при изменении
угла между направлением силы и на-
правленном волокон в пределах от 0
Фиг. 25. Диаграмма зависимости со-
противления смятию от расположе-
ния волокон (по Джексону)
Ох
— °см max при 0°, Оу=сСм Шах
при а=90°
(а—угол между направлением силы
и направлением волокон).
до 90° выражается эллипсом с полу-
осями, равными максимальным значе-
ниям сопротивления сжатию при 90 и 0°
(фиг. 25).
Смятие поперек волокон при нагру-
жении части поверхности может сопро-
вождаться отрывом верхних слоев дре-
весины от края, если он находится
слишком близкб к кромке нажимающе-
38
Глава 4. Механические свойства древесины
го тела (фиг. 26). Это расстояние
не должно быть меньше дли-
ны площади смятия.
Фиг. 26. Отслаивание древесины при
смятии, если нажимающее тело рас-
положено к торцу ближе, чем на
длину площади смятия (при А^В).
Таблица 26
Временное сопротивление смятию
(по Троуэру)
Порода дерева Временное сопротивление смятию в кг\см*
вдоль волокон поперек волокон ВДОЛЬ волокон по части ширины
по всей ширине
Дуб Z -345 144 220
Сосна 248 51 75
§ 2. СОПРОТИВЛЕНИЕ ДРЕВЕСИНЫ
ПОПЕРЕЧНОМУ СТАТИЧЕСКОМУ
ИЗГИБУ
Древесина хорошо сопротивляется из-
гибу. По виду излома цри испытании
древесины на изгиб можно судить о ка-
честве испытуемого материала. Добро-
качественная древесина дает защепи-
стый излом, пересушенная или пере-
стойная, рыхлая или загнившая древе-
сина дает гладкий излом с небольшим
количеством тупых выступов и неболь-
ших впадин.
В зависимости от направления изги-
бающего усилия по отношению к годо-
вым слоям различают два вида стати-
ческого поперечного изгиба: танген-
тальный, когда направление силы сов-
падает с касательной к годовым слоям,
и радиальный, когда направление силы
совпадает с направлением сердцевин-
ных лучей.
Сопротивление древесины изгибу в
радиальном направлении несколько вы-
ше.
Предел пропорциональности при ста-
тическом изгибе для лиственных пород
составляет 0,66, для хвойных — 0,71 от
временного сопротивления.
В связи с тем, что одна половина по-
перечного сечения бруска при изгибе
работает на сжатие, а другая на растя-
жение, величина временного сопротив-
ления статическому изгибу колеблется
между величинами сопротивлений сжа-
тию и растяжению вдоль волокон. Со-
отношение между временными сопро-
тивлениями изгибу и сжатию в среднем
равно 2,0 при колебаниях от 1,7 до 2,15.
Таблица 27
Соотношение между временными
сопротивлениями статическому из-
гибу поперек волокон и сжатию
вдоль волокон (0изг:ос,к)
Порода дерева Соотноше- ние сизг : асж Порода дерева Соотноше- ние °изг ' °сж
Береза 1,8 Клен 2,0
Бук 2,1 Осина 1,9
Дуб 2,2 — —
Влияние влажности ага сопротивление
древесины при статическом изгибе ска-
зывается довольно значительно и опре-
деляется коэфициентом “и =0,04, т. е.
изменение влажности на 1°/о изменяет
временное сопротивление изгибу на 4%.
§ 3. СОПРОТИВЛЕНИЕ ДРЕВЕСИНЫ
УДАРНОМУ ИЗГИБУ
Характеристикой вязкости древесины
или обратного ей свойства — хрупко-
сти — может служить сопротивление
древесины ударному изгибу. Мерой со-
противления древесины ударному изги-
бу является работа, затраченная на из-
лом. Эта работа будет тем больше, че|м
больше вязкость древесины. Чем мень-
ше будет сопротивление ударному из-
гибу, тем более хрупкой будет древе-
сина.
Сопротивление древесины ударному
изгибу определяется путем разрушения
образца качающимся маятником на ма-
ятниковом копре. Маятник, вес которо-
§ 5. Сопротивление древесины скалыванию
39
о известен, поднимается на установ-
ленную высоту и получает определен-
ный запас энергии (в кем). При свобод-
ном падении часть этой энергии будет
израсходована на разрушение образца
при ударе. Измерив работу Q кем, за-
траченную на перелом образца при уда-
ре, определяют величину А сопротивле-
ния ударному изгибу по формуле
А = Q/bh2 кгм/см2,
где b и fi—ширина и высота сечения
образца в см. С уменьшением влажно-
сти уменьшается и сопротивление дре-
весины ударному изгибу. Однако прак-
тически влажность в пределах 8—20%
влияния на сопротивление ударному
изгибу не оказывает.
§ 4. СОПРОТИВЛЕНИЕ ДРЕВЕСИНЫ
РАСТЯЖЕНИЮ ВДОЛЬ
И ПОПЕРЕК ВОЛОКОН
Растяжению вдоль волокон
древесина сопротивляется лучше всего.
Однако, несмотря на высокое сопро-
тивление растягивающим усилиям, дре-
весина редко применяется в деталях,
подверженных растяжению. Причиной
этого является трудность заделки кон-
цов деталей, где появляются скалываю-
щие усилия и смятие материала. Так
как древесина плохо сопротивляется
окалыванию и смятию, то разрушение
при растяжении может быть вызвано не
разрывом волокон, а скалыванием или
смятием в местах заделки деталей.
Весьма сильное влияние на величину
временного сопротивления растяжению
имеют наклон волокон и сучковатость.
Предел упругости при растяжении
определить невозможно, потому что
древесина легко принимает остаточную
деформацию уже при незначительных
нагрузках. Остаточные деформации нич-.
тожны, пока удлинение меньше 0,005 I
Выше этого предела деформации резко
возрастают.
Прадел упругости древесины при
растяжении вдоль волокон обычно при-
нимают 'равным 1/3—1/ъ временного со-
противления сжатию.
Влияние влажности на временное со-
противление растяжению вдоль волокон
в пределах 15—20% влажности незна-
чительно и перекрывается более силь-
ным влиянием других факторов и, в
первую очередь, различием в строении
древесины и потому не учитывается.
Временное сопротивление древесины
растяжению поперек воло-
кон ничтожно и в среднем составляет
не более */м> величины временного со-
противления растяжению вдоль воло-
кон, снижаясь нередко до ’/зо—%о
этой величины.
Для работы на растяжение
поперек волокон древесина
не применяется.
Сопротивление древесины растяже-
нию поперек волокон в радиальном' на-
правлении примерно на 10% больше,
чем в тангентальном.
Влажность древесины несколько сни-
жает ее сопротивление растяжению по-
перек волокон. В среднем при увеличе-
нии влажности на 1% сопротивление
растяжению поперек волокон умень-
шается на 1%.
§ 5. СОПРОТИВЛЕНИЕ ДРЕВЕСИНЫ
СКАЛЫВАНИЮ
При действии на древесину внешних
сил, стремящихся переместить одну
5 о
Фиг. 27. Различные случаи скалывания
древесины.
ТДеререзывание волокон в тангентальном 1 и ра-
диальном 2 направлениях. Скалывание парал-
лельно волокнам в тангентальной 3 и радиальной
4 плоскостях. Скалывание древесины вдоль во-
локон по тангентальной 6 и радиальной 6 плос-
костям.
часть материала относительно другой,
различают три случая (фиг. 27).
I. Внешние силы направлены перпен-
дикулярно волокнам и стремятся пере-
резать волокна перпендикулярно их
40
Глава 4. Механические свойства древесины
длине, подобно тому как снимается
стружка рубанком при остругивании
торцевой поверхности. Этот случай дей-
ствия сил применительно к древесине
называют перерезыванием.
II. Внешние силы направлены также
перпендикулярно волокнам и стремят-
ся сдвинуть одну часть образца отно-
сительно другой, не перерезая волокон,
а перемещая их параллельно самим се-
бе. Этот случай действия сил назы-
вают скалыванием параллель-
но волокнам.
III. Внешние силы направлены па-
раллельно волокнам и стремятся сдви-
нуть одну часть образца относительно
другой вдоль волокон. Этот случай
называют скалыванием вдоль
волокон или просто скалыва-
нием.
Эти три вида действия сил, представ-
ляющего один и тот же вид деформа-
ций — сдвиг — и вызывающего появле-
ние касательных (скалывающих) напря-
жений, рассматриваются отдельно в си-
лу неоднородности строения древесины.
Каждый мз этих случаев может быть
подразделен на два, ® зависимости от
положения плоскости сдвига парал-
лельно или перпендикулярно годовым
слоям.
От сопротивления древесины скалы-
ванию следует отличать ее сопротивле-
ние резанию вдоль и поперек волокон,
возникающему при обработке режущим
инструментом (пиление, строгание, свер-
ление и т. д.)_
1. Сопротивление перерезыванию поперек
волокон (фиг. 27, I)
При перерезывании древесины попе-
рек волокон происходит смятие воло-
кон и изгиб их под действием срезаю-
щего усилия. Так как сопротивление
древесины смятию значительно ниже
сопротивления изгибу, то вначале про-
исходит смятие древесины, ее уплот-
нение, затем на торцах вследствие из-
гиба волокон появляются трещины и,
наконец, происходит перерезывание об-
разца.
В расчетных формулах для перерезы-
вающей нагрузки древесины учитывают
лишь напряжения ва смятие поперек во-
локон и на изгиб.
Мерой сопротивления является разру-
шающая нагрузка, отнесенная к еди-
нице площади перерезывания.
Сопротивление перерезанию в танген-
тальвом направлении обычно несколько
ниже, чем в радиальном направлении.
Таблица 28
Сопротивление древесины перерезы-
ванию поперек волокон
(по Изоду)
Порода дерева Влажность % Временное сопро- тивление перере- зыванию поперек волокон кг]см*
Дуб 12,6 370
Ель 10,6 187
Сосна 15,2 341
Тисс 10,0 277
2. Сопротивление скалыванию
параллельно волокнам (фиг. 27, II)
Сопротивление древесины скалыва-
нию параллельно волокнам сильно за-
висит от плоскости скалывания. Для
древесных пород, имеющих широкие
сердцевинные лучи (например, бук), со-
противление скалыванию по тангенталь-
ной плоскости значительно выше, чем
по радиальной. В древесине хвойных
пород, а также кольцесосудистых по-
род (ясень) наблюдается обратное явле-
ние: тангентальное скалывание проис-
ходит по слабой весенней древесине,
что нлечет за собой уменьшение сопро-
тивления.
Таблица 29
Временное сопротивление древесины
скалыванию параллельно волокнам
(по Курдюмову)
Порода дерева Временное сопротивление скалыванию параллельно волокнам кг\см*
Бук 330
Дуб 280
Ель 115
Сосна 151
3. Сопротивление скалыванию вдоль
волокон (фиг. 27, 111)
Сопротивление древесины скалыванию-
вдоль волокон является одним из ее
важнейших механических свойств.
Сопротивление древесины скалыва-
нию по тангентальной плоскости выше.
§ 6. Сопротивление древесины раскалыванию
41
чем по радиальной. Эта разница объяс-
няется влиянием сердцевинных лучей:
при скалывании по радиальной плоско-
сти нарушается более слабая боковая
связь между клетками сердцевинных
лучей и древесными волокнами, в то
время как при скалывании по танген-
тальной плоскости приходится преодо-
левать не только более сильное боко-
вое сцепление волокон между собой,
но и перерезать сердцевинные лучи.
Древесина бука (с широкими сердце-
винными лучами) дает, например, со-
противление скалыванию в тангенталь-
ной плоскости на 35°/о, а древесина
дуба на 15°/о выше, чем сопротивление
скалыванию в радиальном направлении.
В древесине хвойных пород сопротив-
ление скалыванию в тангентальном на-
правлении имеет большие колебания в
зависимости от того, где проходит пло-
скость скалывания — по весенней дре-
весине, по летней древесине или же
частично по той и другой. Наиболее
слабое сопротивление оказывает скалы-
ванию весенняя древесина.
Местные пороки роста: волнистость,
свилеватость, косослой и т. п. повы-
шают сопротивление скалыванию. Вну-
тренние трещины, сучки сильно умень-
шают сопротивление скалыванию.
Влияние влажности на сопротивление
древесины скалыванию принимают в
среднем для древесины всех пород в
4ю/о, независимо от направления плоско-
сти скалывания, т. е. при повыше-
нии влажности на 1°/о временное
сопротивление скалыванию умень-
шается на 4®/о.
§ 6. СОПРОТИВЛЕНИЕ ДРЕВЕСИНЫ
РАСКАЛЫВАНИЮ
Раскалывание древесины по действию
силы и характеру разрушения напоми-
нает растяжение поперек волокон. Оно
наблюдается при заготовке специально-
го сортимента древесины: колотой
клепки различного размера и назначе-
ния, ободов, спиц, говта, драни, обру-
чей и т. д.
При раскалывании куска древесины S
клином АА'В (фиг. 28) силой Р вдоль
волокон, в первый момент происходит
внедрение клина с преодолением сопро-
тивления от твердости древесины. За-
тем начинается смятие древесины попе-
рек волокон, причем сила Р разлагается
на две силы Q, перпендикулярные к
щекам клина, и две силы F, направлен-
ные вдоль волокон, — силы трения кли-
на по древесине.
Обе группы сил Q и F (правая и
левая) образуют две равнодействую-
щие R, которые вызывают раскалы-
вание, т. е. отрывание волокон в по-
перечном направлении.
Зоны CD и C'D' (фиг. 88) являются
теми участками, где древесина подвер-
гается смятию.
Таким образом деформация раскалы-
вания сильно отличается от скалывания
древесины.
Фиг. 28, Схема рас-
калывания древесины.
5—раскалываемая древе-
сина. АА'В—клин, Р—рас-
калывающая сила.
Временное сопротивление раскалыва-
нию определяется по формуле
Р Р • с
^раск = s + w •
где Р — внешняя разрушающая сила
в кг,
S — площадь, по которой происхо-
дит раскалывание,
с — плечо силы Р по отношению к
центру тяжести площади раска-
лывания в см,
W — момент сопротивления этой
площади.
Для нормального образца стандарт-
ных размеров (фиг. 29) эта формула
принимает вид траС1[ = 1,83Р кг/см2.
В радиальной плоскости древесина
лиственных пород колется легче. Объ-
ясняется это наличием сердцевинных
лучей, которые менее прочно связаны
с волокнами древесины. При раскалы-
вании по тамгентальной плоскости при-
ходится преодолевать не только проч-
42
Глава 4. Механические свойства древесины
ную связь между волокнами, но и раз-
рывать самые сердцевинные лучи.
В древесине хвойных пород раска-
лывание в тангентальном направлении
происходит легче, чем в радиальном.
Это объясняется резкой разницей меж-
ду весенней и летней древесиной и ме-
ханической слабостью весенней древе-
сины.
Исключительно большое влияние на
повышение сопротивления раскалыва-
нию оказывают различные неправильно-
Фиг. 29. Образец для испытания древе-
сины на раскалывание.
сти в строении древесины — волни-
стость, свилеватость, сучки и пр.
Влияние влажности <на сопротивление
древесины раскалыванию в пределах от
7 до 17®/» влажности сказывается в
крайне незначительной степени.
Практически твердые породы раска-
лываются во влажном состоянии легче
мягких; на. морозе, наоборот, влажные
мягкие породы раскалываются легче
сырых твердых. Труднее всего колются
самшит, чинар, тисс, граб, ильм; легче
всего колются ель, пихта, веймутова
сосна, белый тополь.
§ 7. СОПРОТИВЛЕНИЕ ДРЕВЕСИНЫ
КРУЧЕНИЮ
В случае скручивания древесины
вдоль волокон (когда ось кручения
совпадает с направлением волокон) раз-
рушение всегда происходит вследствие
•образования продольной трещины от
скалывания вдоль еолокон. Упругие
деформации при кручении (измеряемые
углами закручивания) пропорциональны
величине крутящего момента. Устойчи-
вое состояние деформации, однако, до-
стигается лишь спустя продолжитель-
ное время, т. е. имеет место большое
упругое последействие.
Предел пропорциональности при кру-
чении составляет для древесины хвой-
ных пород немногим больше половины
временного сопротивления кручению в
около одной трети этой величины для
древесины твердых лиственных пород.
Влияние влажности на сопротивление
древесины кручению незначительно и
его можно не учитывать.
Временное сопротивление кручению
поперек волокон (когда волокна распо-
ложены перпендикулярно оси круче-
ния) значительно '.ниже сопротивления
кручению вдоль волокон и составляет
от последнего немного более одной
трети (0,35) для хвойных пород и не-
сколько более половины (0,58) для
твердых лиственных пород. Предел
пропорциональности при этом также
значительно ниже (0,13 для сосны и
ели и 0,33 для остальных пород).
Таблица 30
Временное сопротивление древесины
некоторых пород кручению
(по Губеру)
Порода дерева Кручение вдоль волокон Кручение поперек волокон
<и г о м я s х н _ О о (У * 5 о. К 2 S С г CXQ О со В? и Ч bi предел пропор- ционально- сти, кг\см3 временное! ан на it »aHi.odno3 предел пропор- ционально- сти, кг,сл1’
Бук 245 72 151 43
Дуб 201 53 112 36
Ель 94 49 34 2,8
Сосна 134 72 46 9,0
Ясень 264 92 155 61,0
Разрушение при скручивании поперек
волокон всегда происходит от скалы-
вания поперек оси образца, причем ли-
ния разрушения может итти как пер-
пендикулярно, так и под углом к оси
образца.
§ 8. ДЕФОРМАЦИЯ И УПРУГОСТЬ
ДРЕВЕСИНЫ
Упругость. Упругостью называют
способность материала возвращаться к
первоначальному виду и размерам после
прекращения действия сил. При изуче-
нии упругих свойств древесины мы
встречаемся со следующими терми-
нами: предел упругости, предел пропор-
циональности, упругость, пластичность,
модуль упругости, вязкость, хрупкость,
гибкость.
Предел упругости, т. е. то
напряжение, начиная с которого при
§ 9. Твердость древесины
43
его дальнейшем увеличении появляются
остаточные деформации при прекраще-
нии действия силы, обычно определяет-
ся лишь условно. В частности, для
металлов за предел упругости условно
принимают напряжение, которое' вызы-
вает деформацию, не превышающую
0001—0,03%. В отношении древесины
эта условная величина является не-
приемлемой, так как изменения свойств
древесины разных пород в разных ее
состояниях (значительно превышают
этот условный предел. Даже сравни-
тельно мало чувствительные приборы
отмечают в древесине остаточные де-
формации почти с самого начала за-
гружения. Поэтому характеристику
«предел упругости» по отношению к
древесине ,не применяют.
Пределом пропорцию налы
пости называют то напряжение, ни-
же которого деформация материала
пропорциональна действующей сггле. В
то время как в металлах предел упру-
гости (в его условном понимании) и
предел пропорциональности различают-
ся столь мало, что их обыкновенно
считают совпадающими, в древесине
предел пропорциональности часто очень
близок к временному сопротивлению.
Численная характеристика упруго-
сти может быть выражена, как отно-
шение упругой деформации к остаточ-
ной при каком-либо данном напряже-
нии материала.
Упругость материала
у ~
/ост
где / —деформации материала.
Таблица 31
Упругость древесины при напряже-
нии изгиба около 300 кг'/см-
(по Перелыгину)
Порода дерева Упругость у= /улр Л) ст
Береза 50
Дуб 100
Ель Лнпа 50 6 30
Сосна Ясень 20—30 .100
Модуль упругости. Модуль
упругости характеризует свойство ма-
териала давать большую или меньшую
деформацию под действием данной на-
грузки. По величине модуля упругости
можно сравнивать жесткость (устойчи-
вость) материала в пределах упругости.
Модуль упругости первого рода Е
при растяжении вдоль волокон колеб-
лется в зависимости от породы древе-
сины в пределах от 80000 (для бука)
до 129000 кг!см2 (для лиственницы).
С повышением влажности модуль
упругости уменьшается.
Средний поправочный коэфициент на
влажность — 2% величины модуля «а
1% влажности древесины.
Модуль упругости при растяжении
поперек волокон в радиальном направ-
лении примерно в 10 раз ниже, чем при
растяжении вдоль волокон. При этом
модуль упругости цри растяжении по-
перек волокон в радиальном направле-
нии примерно в три раза ныше, чем в
тангентальном для хвойных пород и в
два раза выше для лиственных пород.
Древесина хвойных пород при одном
и том же объемном весе по упругости
выше древесины лиственных пород.
Все ручки молотков во избежание от-
дачи должны делаться из упругой дре-
весины.
Модуль упругости второго рода G
(при кручении) у древесины значитель-
но ниже, чем Е.
Влияние влажности «а модуль упру-
гости О незначительно и его можно не
учитывать.
Релаксация, или упругое по-
следействие. Древесина, как и
многие другие материалы органическо-
го происхождения, обладает свойством
изменять величину деформации при на-
гружении в зависимости от скорости
нагружения. Кроме того, эта деформа-
ция увеличивается даже в том случае,
когда нагрузка не возрастает. При раз-
грузке же и после полного прекраще-
ния действия сил материал приходит в
окончательно установившуюся форму не
сразу, а постепенно. Это свойство но-
сит название релаксации, или
упругого последействия.
При всех видах статических испыта-
ний древесины релаксация может играть
очень большую роль и ее необходимо
учитывать. При динамических нагруз-
ках влияние релаксации исключено.
§ 9. ТВЕРДОСТЬ ДРЕВЕСИНЫ
Твердость характеризует сопротивле-
ние, которое оказывает древесина про-
никновению в нее других тел. Наиболее
распространенным методом определения
твердости древесины является метод
44
Глава 4. Механические свойства древесины
Янка — метод вдавливания шарика (ана-
логичный методу Бринелля).
Определение твердости древесины ио
методу Янка заключается ® том, что
полушар радиусом 5,642 мм медленно
вдавливается в испытываемую поверх-
ность древесины на величину радиуса.
Эта площадь отпечатка при диаметре
шарика 11,28 мм равна 1 см2. Сила, по-
фиг. 30. Схема прибора Янка
для определения твердости
древесины.
требная для такого вдавливания ша-
рика в дерево в кг, и представляет со-
бой число твердости по Янку, выражен-
ное в кг/см2. Схематически прибор Янка
для определения твердости изображен
на фиг. 30. Способ Янка применим для
определения торцевой твердости. Опре-
деление твердости боковых поверхно-
стей по этому способу не дает едино-
образных результатов.
По классификации Нердлингера, все
древесные породы разделяются на сле-
дующие группы по твердости в торце-
вом щаправлении.
Породы Твер-
дерева дость, кг/см2
1. Очень мягкие (то-
поль, осина) .... до 350
2. Мягкие (ель, пихта,
сосна) ........... 351—500
3. Среднетвердые
(ясень, дуб, ильм) . . 501—650
4. Твердые (клен, граб,
акация) . . . 651—1000
5. Очень твердые (ки-
зил) .............. 1001-1500
6. Твердые, как кость
(самшит)...........выше 1500
Твердость в торцевом направлении
превышает твердость в тангентальной
н радиальном направлениях в 1,5—2 ра-
за. Летняя древесина значительно твер-
же весенней.
Твердость древесины в значительной
степени зависит ют влажности. При
влажности ниже 8°/о хрупкость древе-
сины настолько значительна, что не по-
зволяет определять твердость по методу
Янка: при вдавливании шарика древе-
сина может дать трещины. Поэтому
твердость определяется при влажности
от 8°/о и выше.
Для приведения твердости к 15°/о-
влажности пользуются следующей фор-
мулой:
Н15 = Нж[1+«я(^+15)],
где Н]5— твердость при 15% влажности,
Hw — твердость при влажности 1Г%
с# — поправочный коэфициент,
равный а# = 0,03 для торце-
вой поверхности и ая = 0,01
для твердости поперек воло-
кон.
Этот поправочный коэфициент дей-
ствителен для определения твердости
при влажности от 8 до 2О°/о для всех
пород.
§ 10. СОПРОТИВЛЕНИЕ ДРЕВЕСИНЫ
ИЗНАШИВАНИЮ
Под сопротивлением древесины изна-
шиванию понимают ее сопротивление
постепенному разрушению и износу
поверхности, под действием механиче-
ских факторов, главным образом тре-
ния (истирание).
Сопротивление древесины изнашива-
нию увеличивается с повышением твер-
дости и уменьшается при увеличении
влажности. Износ баковой поверхности,
примерно, на 6О°/о выше износа торце-
вой.
Пропаривание древесины сильно по-
нижает ее сопротивление изнашиванию;
пропитка, маслом, воском, смолами, на-
оборот, весьма заметно увеличивает это
сопротивление.
Диаграмма изнашиваемости различ-
ных пород показана на фиг. 31.
§ 11. СОПРОТИВЛЕНИЕ ДРЕВЕСИНЫ
ПОВТОРНОЙ НАГРУЗКЕ
(Усталость)
Под усталостью или утомляемостью'
древесины понимают понижение ее ме-
ханических свойств под влиянием дли-
тельного воздействия усилий (нагру-
зок), причем действие нагрузок может
§11. Сопротивление древесины повторной нагрузке
45
быть постоянным или переменным. В ре-
зультате усталости наблюдаются слу-
чаи преждевременного или неожидан-
ного разрушения материала при напря-
жениях, значительно меньших времен-
ного сопротивления.
Переменная нагрузка, может быть
nnvx подов: с постоянным знаком, с
до
IS
Фиг. 31. Диаграмма изнашиваемости раз-
личных пород древесины (после 1000
передвижений металлического бруска).
1—пропаренная древесина, II- натуральная дре-
весина, III—древесина, пропитанная маслом,
IV— древесина, пропитанная воском.
определенного предела, и знакопере-
менная, при которой предельные напря-
жения меняются от+CJ до —з2- Одно-
кратный переход от наименьшего
напряжения к наибольшему положи-
тельному его значению и обратно назы-
вается .циклом. Разница между
верхним и нижним пределами цикла на-
зывается амплитудой напряже-
ний цикла.
Малая продолжительность одного1
Таблица 32 Предел усталости для древесины при переменном изгибе и кручении (Частота колебаний от 50 до 3000 циклов в минуту)
Порода дерева Влажность Предел выносливости кг 1см9 Отношение предела выносливости к вре- менному сопротивле- нию при изгибе
Ель Лиственница Сосна Ель Лиственница Сосна При и з г 14-14,7 12,7-13,5 12,5-13,5 При круч 11,9 12,5-13 н б е 214 191 326 е н и и 87 147 76 0,28 0,33 0,25
цикла напряжений, т. е. большая часто-
та перемен нагрузки, характеризует
случай вибрационной иагруз-
к и. Отношение = г носит название
°2
коэфициента амплитуды или
характеристики цикла.
Мерой сопротивления древесины зна-
копеременным нагрузкам при данной
амплитуде напряжений является коли-
чество «циклов, выдерживаемых ею до
разрушения.
Максимальная нагрузка, выдержи-
ваемая материалом при практически до-
статочно большом числе циклов без
разрушения, называется пределом
выносливости или пределом уста-
лости (для стали принято условно счи-
тать пределом выносливости 10000000
циклов, для цветных металлов
100 000 000 циклов).
Выносливость древесины при знакопе-
ременных нагрузках при изгибе изме-
няется вместе с величиной нагрузки:
при нагрузках, превышающих две тре-
ти временного сопротивления изгибу,
выносливость незначительна. При на-
пряжениях, меньших двух третей вре-
менного сопротивления, выносливость
ре'зко увеличивается.
Одну треть временного сопротивле-
ния древесины изгибу называют преде-
лом быстрой усталости при переменных
изгибающих нагрузках.
Одна шестая временного сопротивле-
ния является пределом выносливости
древесины при переменных изгибающих
нагрузках. При этом число выдержи-
ваемых циклов превышает 10 000 000
при 1000 циклов в минуту.
Содержание влаги в древесине мало
влияет на величину усталости при по-
вторном изгибе.
Предел выносливости при повторном
кручении 'составляет в среднем 0,40 от
предела выносливости при изгибе.
46 Глава 5. Взаимная связь между строением и свойствами древесины
Глава 5
ВЗАИМНАЯ СВЯЗЬ МЕЖДУ СТРОЕНИЕМ И СВОЙСТВАМИ
ДРЕВЕСИНЫ
§ 1. ВЛИЯНИЕ ШИРИНЫ
ГОДИЧНЫХ КОЛЕЦ
Для древесины хвойных пород суще-
ствует оптимальная, средняя по разме-
рам, ширина годичных слоев, соответ-
ствующая наибольшей ее крепости.
Для ряда хвойных пород оптимальное
число годичных слоев на 1 см равно:
Пихта Дугласова Dug-
las Fir (Pseudotsuga ta-
xifolia) . 10 слоев на 1 см
Сосна каролинская Pitch
Pine (Pinus echinata) . 5 ,
Сосна красная Red Pine
(Pinus resinosa) ... 7,5 , „
Лиственница американ-
ская Larch western
(Larix occidentalis) 7,5 , „
Цуга (гемлок) Hemlock
(Tsuga heterophylla) . 5,2 „ „ „
Красное дерево (амери-
канское) Redwood (Se-
quoia semperviiens) 12,5 , „ „
Сосна обыкновенная (Pi-
nus Silvestris) . . . 8 „ , „
Для древесины лиственных рассеян-
нопоровых пород средней шириной слоя
как признаком, характеризующим свой-
ства древесины, на практике не поль-
зуются. Общей закономерности здесь
не наблюдается. Так, например, в дре-
весине березы с увеличением числа го-
дичных слоев на 1 см механические
качества повышаются, в древесине бу-
ка, наоборот, понижаются.
Для древесины лиственных кольце-
поровых пород (в частности, для дуба
и ясеня) установлено, что с увеличе-
нием ширины годичного слоя физико-
механические свойства ее повышаются.
В тех случаях, когда относительное
содержание летней древесины в годич-
ном слое может быть определено более
или менее просто, без микроскопа
(хвойные породы и кольцепоровые ли-
ственные), весьма верным признаком,
характеризующим механические свой-
ства, является процент летней древе-
сины.
§ 2. МЕХАНИЧЕСКИЕ СВОЙСТВА
ЗАБОЛОНИ, ЯДРА, СЕРДЦЕВИНЫ
При всех равных условиях: равной
плотности древесины, одинаковом со-
держании летней древесины, равном'
объемном весе и т. д. древесина забо-
лони обладает крепостью не ниже кре-
пости ядра.
Практически заболонь во многих слу-
чаях (например, у сосны) имеет мень-'
ший объемный вес и в связи с этим
обладает меньшей крепостью. Поэтому
считают, что в ядровых породах древе-
сина заболони в механическом отноше-
мни всегда слабее ядровой древесины.
В некоторых случаях древесина за-
болони обладает несомненными преиму-
ществами: большей пластичностью,
большей податливостью. Вследствие
этого для гнутья целесообразнее, при-
менять заболонную и более молодую
(периферическую) часть ствола. Замет-
ным преимуществом заболонной древе-
сины является отсутствие в ней сучков.
§ 3. СВЯЗЬ МЕЖДУ ОБЪЕМНЫМ
ВЕСОМ И МЕХАНИЧЕСКИМИ
СВОЙСТВАМИ ДРЕВЕСИНЫ
И КОЭФИЦИЕНТ КАЧЕСТВА
Между механическими свойствами и
объемным весом древесины существует
вполне определенная связь: повышен-
ный объемный вес, как правило, всегда
связан с повышенными механическими
свойствами. Имеется ряд формул и
графиков, устанавливающих математи-
ческую связь между объемным весом
и тем или иным механическим свой-
ством (см., например, табл. 25). Однако
эти уравнения справедливы лишь для
определенных условий и мест произ-
растания. Пользуясь ими, можно по
данному среднему объемному весу по-
лучить величины различных механиче-
ских коэфициентов _ для определенной
породы, растущей в определенной мест-
ности. Для общего применения эти дан-
ные будут все же недостаточно точны-
ми и заменить собой опытные данные
не могут.
Коэфициенты качества. Сте-
пень весовой выгодности древесины мо-
жет характеризоваться:
1) коэфициентом удельной прочности,
или коэфициентом качества
Г = — (по Янка) или Го = —;
7 Y
§ 3-
Связь между объемным весом и
механическими свойствами древесины 47
2) коэфициентом статического каче-
ства
Т = (п0 Монену);
3) коэфициентом удельного качества
Все эти коэфициенты в разной форме
дают понятие о сопротивлении сжатию,
отнесенном к единице веса, и позво-
ляют сделать заключение о выгодно-
сти применения той или иной породы
для авиаконструкций.
По иностранным нормам коэфициент
статического качества авиадревесины
должен быть:
для хвойных пород
для лиственных мягких п полутвер-
дых пород Т >7,
для лиственных твердых пород Т>6,5.
Таблица 33
Коэфициент качества древесины
Порода дерева Объемный вес Влажность % Коэфициент качества
при сжатии вдоль волокон при статиче- ском изгибе при динамиче- ском изгибе
Береза 0,65 15 787 1421 0,62
Бук 0,65 15 692 1474 0,54
Вяз 0,61 8-12 — 1750 —
Граб 0,73 8—12 — 2060 —
Дуб 0,70 15 716 1363 0,48
Ель 0,47 8-12 — 2060 —
Ильм 0,62 8—12 .— 2130 —
Каштан 0,54 15 785 1201 0,36
Клен 0,69 8-12 — 2040 —
Лиственница 0,68 8-12 725 1970 .—
Пихта 0,44 15 530 1690 —
Сосна 0,52 15 560 1730 —
Ясень 0,71 15 670 2070 —
Удельное качество М=-—£2£—
100f2
Таблица 34
некоторых древесных пород
Хвойные породы Удельное качество Лиственные мягкие Удельное качество Лиственные Удельное качество
»“g и среднетвердые породы О СЖ Y1 юо твердые породы °™. Y*ioo
Ель Лиственнйца 15 14 Ива Липа 11 21 Акация Береза 11 12
Пихта Сосна веймутова 21 21 Ольха Осина 14,5 20,5 Бук Вишня 10,5 11,5
Сосна каролинская 12 Тополь 16' Вяз 11,5
Сосна, орегонская Спрус белый Спрус розовый 16,5 17,5 18,5 Красное Бассан Г ондурас Куба 14,5 13 10,5 Граб Дуб Клен 8,5 10 10,5
• дерево Окума Розовое Тобаско 20 12,5 14,5 Платан Ясень 10 9,5
48
Глава 6. Пороки древесины
§ 4. ВЛИЯНИЕ НЕКОТОРЫХ
ЛЕСОВОДСТВЕННЫХ
И ФИЗИЧЕСКИХ ФАКТОРОВ
НА МЕХАНИЧЕСКИЕ СВОЙСТВА
ДРЕВЕСИНЫ
Влияние возраста и време-
ни рубки дерева. С возрастом де-
рева механические свойства древесины
повышаются и для авиационных целей
достигают наибольшей высоты в возра-
сте технической спелости (см. табл. 1).
Время рубки дерева не оказывает
влияния на. его механические свойства:
древесина летней и зимней рубки по
своим механическим и физическим свой-
ствам одинакова. Древесина зимней
рубки на воздухе высыхает медленнее
(в течение 6—8 месяцев) и равномер-
нее.
Древесина летней рубки высыхает бы-
стрее (через 1%—2 месяца), но при
этом дает трещины.
Влияние высоких и низких
температур. Высокие температуры
понижают сопротивление древесины
ударному изгибу. По данным Мадиссо-
новской лаборатории (США), древесина
ели и ясеня, подвергавшаяся в течение
8 дней действию температур 135°, по-
теряла более двух третей способности
сопротивляться ударному изгибу; при
нагреве до температуры 105° потеря со-
противления превышала 25%.
По данным проф. Чулицкого, древе-
сина сосны, ясеня и дуба под действием
температур 80—100° понижает сопро-
тивление сжатию на 5—10% (в наи-
большей степени у сосны, затем у дуба
и ясеня); сопротивление ударному из-
гибу снижается на 15—30% (в наи-
большей степени у дуба, в наимень-
шей — у сосны). Наибольшее влияние
повышенная температура оказывает при
действии в течение первых 2—4 суток.
Низкие температуры заметного влия-
ния на древесину не оказывают.
Глава 6
ПОРОКИ ДРЕВЕСИНЫ
Под общим названием «пороки древе-
сины» подразумевают все неправильно-
сти ее строения, повреждения и заболе-
вания, наличие которых делает древе-
сину или совершенно непригодной для
использования или частично снижает
ее технические качества.
Повреждения или порча древесины
могут произойти во время роста дерева
и после его порубки — во время хране-
ния и последующей механической об-
работки.
Пороки в растущем дереве вызыва-
ются ненормальными почвенными и
климатическими условиями (пороки ро-
ста), действием бактерий и грибков или
насекомых (паразитарные пороки) или
же являются следствием механических
повреждений ствола дерева (фауты).
§ 1. ПОРОКИ РОСТА
Сбежистость. Ствол дерева не
имеет цилиндрической формы, его сече-
ние уменьшается от комля к вершине.
Это уменьшение называется сбегом или
сбежистостью. Величина сбега в кря-
жах определяется разностью между
верхним диаметром и диаметром, изме-
ренным на расстоянии 1 м от комля,
и выражается или в сантиметрах на
1пог. м длины кряжа или в процентах
(фиг. 32). В последнем случае сбег
определяется по формуле
где DB — диаметр кряжа в верхнем
отрубе в см,
DK — диаметр кряжа на расстоянии
1 м от комля,
L — расстояние между этими дву-
мя сечениями в м.
Сбег в 1,5% считается нормальным.
При большем сбеге ствол называется
сбежистым, при меньшем — пол-
нодревесным.
Фиг. 32. Сбежистость и ее измерение.
Сбежистость происходит обычно в
результате сильного развития кроны в
растущем дереве.
J 1. Пороки роста 49
так как распиловка кряжа на доски
п„ лафет обычно производится парал-
лельно оси ствола, то сбежистость вы-
бывает перерезание годичных слоев в
пиломатериале и относится к порокам
лпевесины. В авиационных кряжах она
попускается в пределах 2% для хвой-
ных пород и 3°/о для лиственных по-.
** Закомелистость, или к о м л е-
в а т о с т ь. Этот порок заключается в
резком увеличении диаметра комле-
вого конца дерева (фиг. 33) и пред-
ставляет частный случай сбежистости.
Величина ее определяется, как и сбег,
.разностью диаметров на 1 пог. м дли»
ны ствола И допускается в тех же пре-
делах. что и сбежистость.
Ройки. Ройки представляют собой
продольные углубления в комлевой ча-
сти ствола (фиг. 34) и являются резуль-
татом образования корневых наплывов.
Величина роек измеряется их глуби-
ной в сантиметрах.
В авиакряжах диаметром до 36 см
допускаются ройки глубиной до 3 сл«,
а в кряжах свыше 36 см толщиной
глубина роек может быть до' 5 см.
Кривизна. Это один из наиболее
часто встречающихся пороков роста
дерева; заключается он в искривлении
ствола в одной (фиг. 35) или несколь-
ких плоскостях (односторонняя и раз-
носторонняя, или разногорбая кривиз-
на). Кривизна измеряется отношением
стрелы прогиба в месте наибольшей
кривизны к длине, на которой она на-
блюдается. Подобно сбежистости, зако-
мелистости и ройкам кривизна влечет
перерезание слоев при распиловке.
В авиасортиментах допускается толь-
ко односторонняя кривизна и в преде-
лах не более 1,5°/о в хвойных породах
и 2п/о в лиственных породах.
Широкослойность и нерав-
нослойность. Широкослойность,
или крупнослойность, в большинстве
случаев бывает связана с ненормаль-
ным развитием в годичном кольце ран-
ней, весьма рыхлой ткани, 'обладающей
пониженными механическими качества-
ми. Поэтому для авиационной древеси-
ны устанавливаются определенные пре-
делы ширины годичных слоев, выражае-
мые числом годичных слоев на 1 см по
радиусу ствола (табл. 37).
Иногда под влиянием различных при-
чин (засуха, повреждение насекомыми,
пожар и пр.) прирост дерева идет не-
равномерно и годичные слои получают-
ся различной толщины по кольцу или
- еравнослойными по диаметру, в силу
П 1
' П. Успасский
чего нарушается однородность древе-
сины. Неравнослойность является поро-
ком, хотя в большинстве случаев и не-
значительным, и допускается в авиа-
древесине в том случае, если колеба-
ния в ширине годичных слоев не пре-
восходят пределов, установленных в
табл. 37.
Эксцентричность годичных
слоев Этот порок характеризуется
тем, что сердцевина дерева не совпа-
дает с его геометрической осью. Не-
одинаковая ширина годичных слоев в
разных направлениях от центра, вызы-
ваемая смещением сердцевины, нару-
шает однородность строения древеси-
ны, чем и определяется значение экс-
центричности как порока, аналогичного
неравное до йности.
К р е н ь. Крень представляет собой
ненормальное уширение летней зоны
годичных слоев и вместе с этим шири-
ны годичных слоев с одной - сторонь!
ствола (фиг. 36), (вследствие чего
сердцевина на торце смещается и рас-
положение годичных слоев получается
эксцентричным. Крень отличается бо-
лее темной окраской по сравнению с
нормальной древесиной. Она неблаго-
приятно влияет на крепость древесины
и вызывает значительное ее коробление
не только в поперечном, но и в продоль-
ном направлении.
Крень встречается у хвойных деревь-
ев, главным образом у ели.
Ширина годичного слоя креневой ча-
сти превышает ширину годичного слоя
нормальной древесины в среднем в
2,5 раза, a в отдельных случаях до
5 раз. Летней древесины в нем содер-
жится в 2—4 раза больше, чем в го-
дичном слое нормальной древесины.
Переход от летней древесины к весен-
ней выражен слабо.
К р е м н и н а. Кремнина — недоста-
ток, аналогичный крени, но местного
характера, захватывающий один или не-
сколько годичных слоев (фиг. 37).
Крень и кремнина допускаются в
авиасортпменгах, если они занимают;
а) в кряжах или досках хвойных по-
род не более */го ширины авиационной
зоны *;
б) в кряжах или досках лиственных
пород не более */* ширины авиационной
зоны;
1 Авиационной зоной кряжа считается
периферийная часть его от коры к
центру (включая заболонь и ядро), от-
вечающая по качествам требованиям,
предъявляемым к авиадревеенне.
50
Г лава 6. Пороки древесины
Фиг, 33. Закомелистый кряж.
Фиг. 34. Ройки в сосновом кряже.
§ 1. Пороки роста
;5i
4*
Фиг. 35. Односторонняя кривизна соснового кряжа.
Фиг. 36. Крепь в доске.
52
Глава 6 Пороки древесины
Фиг. 37. Кремнина (вид по торцу).
Фиг. 38. Большеоболонность односторонняя.
§ 1. Пороки роста
53
в) в брусках не более Чго ширины
или толщины бруска и
г) в заготовках сосновых не более
площади поперечного сечения заго-
товки- ______.Winn 1ТПРМНИ-
пиломатериале с плести на юром-
производят на пласти.
* В случае выхода крени или кремни-
ны в 1»--
ку ’измерение ее
Большеооо-
лонность. Так
называют уси-
ленное разви-
тие заболони за
счет ядра. Боль-
шеоболонность
бывает правиль-
ной при равно-
мерной толщи-
не кольца за-
болони и одно-
сторонней (фиг.
38), когда не-
нормальноболь-
шая ширина за-
болони наблю-
дается с одной
какой-либо сто-
роны ее кольца.
При больше-
оболонности на
внутренней гра-
нице заболони
обычно имеют-
ся выступы.
Болыпеоболон-
*1
1—направление
Фиг. 39. Косослой в доске и определение его величины,
косослоя, 2—направление оси ствола.
ность нередко
бывает связана с двойной заболонью.
Встречается она во всех ядровых по-
родах.
Двойная заболонь выражается в том,
что внутри ядра располагается несколь-
ко годичных слоев, по своему цвету й
свойствам похожих на заболонь.
Значение двойной заболони и боль-
шеоболонности как порока определяет-
ся разницей в технических свойствах
заболони и ядровой древесины н наоу-
шением однородности ее. Кроме того,
нередко двойная заболонь сопровож-
дается загниванием.
Большеоболонность допускается в
авиадревЗсине всех пород; двойная за-
болонь допускается только в древесине
сосны и ясеня обыкновенного.
Косослой. Косослойность древе-
сины характеризуется тем, что древес-
ные волокна в стволе дадут не парал-
лельно оси дерева, а косо, под углом,
образуя вокруг оси спираль. Косослой—
явление очень распространенное и на-
людается у большинства древесных
пород. Из хвойных пород косослой ча-
ще встречается у сосны и ели, из ли-
ственных—у граба и конского каштана»
Степень косослойности выражают или
в процентах от длины ствола, или чи-
слом оборотов спирали на единицу
длины. Для определения косослоя в
процентах измеряют величину уклоне-
ния волокна от прямого направления
на 1 пог. м длины кряжа и затем опре-
деляют величину отклонения по форму-
h
ле — • 100, где h — отклонение волокон
в см, I — длина в см, к которой отно-
сится это отклонение (фиг. 39). Так,
если на 1 л длины сортимента уклоне-
ние волокон от прямого направления
(от оси) будет 10 см, величина косо-
10 _
1000
слоя будет
100=1%.
По второму способу косослой выра-
жается отношением числа оборотов, на
которое уклоняется волокно, к длине
ствола, на котором это уклонение за-
мерено; так, если на длине кряжа в 5 м
волокно уклоняется на два полных
оборота, то косослойность будет рав-
на а/е.
Большая косослойность в древесине
является пороком, так как она вызы-
вает склонность к растрескиванию.
Влияние косослоя на механические
качества начинает сказываться, когда
величина его превышает 6—1О°/о. При
54
Глава 6. Пороки древесины
величине косослоя в 10—15”/о сопро-
тивление статическому тангентальному
изгибу понижается .на 8—1О°/о. Разру-
шение бруска при этом получается
весьма характерным. Сопротивление
и направлением волокон
Фиг. 40. Влияние косослоя
на крепость древесины.
1— сжатие, 2—растяжение. 3—изгиб.
сжатию, ударному .изгибу и скалыва-
нию в радиальной плоскости при вели-
чине косослоя до 1О°/о не изменяется.
Сопротивление косослойной древесины
растяжению вдоль волокон резко па-
дает, начиная с величины косослоя в
б’/о и выше.
Помимо естественного косослоя, не-
совпадение направления длины волоког
с осью может получиться в досках при
распиловке сбежистого или кривого
кряжа, а в брусках в результате не-
правильной распиловки, когда продоль-
ный рез пройдет непараллельно обзоль-
нон кромке (не по сбегу). В этих Слу-
чаях косослой будет являться пороком
и может быть допущен лишь в уста-
новленных пределах.
Влияние косослоя на крепость дре-
весины показано на фиг. 40.
Волнистость. При этом пороке
волокна имеют волнистый (струйча-
тый) вид (фиг. 41), особенно заметный
на плоскости, получающейся при рас-
коле. На торцевом разрезе годичные
кольца представляются при этом вол-
нистыми окружностями.
Волнистость снижает механические
качества, особенно в деталях тонких
сечений, затрудняет получение гладкой
строганой поверхности и вызывает по-
следующее коробление древесины в
изделии.
Волнистость измеряется величиной
стрелы -прогиба годичных слоев (высо-
той волны) в миллиметрах на радиаль-
ной или близкой к ней поверхности.
Она допускается в авиапиломатерналах,
если высота волны не превосходит
5 мм.
Фиг. 41. Волнистость в сосновой доске.
В авиадревесине косослой допускает-
ся в пределах не более 8%. В досках
он измеряется по левой стороне *, а в
заготовках или обрезном материале —
на тангентальной поверхности (см
фиг. 39).
1 Сторона доски, обращенная к серд-
цевине, называется правой, а обра-
щенная к периферии — левой.
Свилеватость. Порок характе-
ризуется отклонением волокон от на-
правления, параллельного оси ствола,
их искривлением попеременно в различ-
ные стороны и путаным их расположе-
нием (волнистость, переходящая в за-
витки). Свилеватость встречается уча-
стками или по всей длине ствола.
Свилеватость снижает -механические
качества и затрудняет обработку.
<$ 1. Пороки роста
55
В пиломатериалах: свилеватость изме-
ряется длиной затронутого ею уча-
стка, в лущеном шпоне — шириной сви-
леватой полосы.
В авиапиломатериале допускается
олько местная свилеватость длиной
перерезанного слоя Л ко всей ширине
h
сортимента I по формуле л%= ~ • 100.
Измеряются завитки в той пласти, в
которой они более резко выражены.
Фиг. 42. Завиток н сосновой доске в виде скобообразно изогнутого контура.
до 15 см в количестве не более одного
участкг на всю длину сортимента.
В ишоие сильная свилеватость допу-
скается в пределах до 25% площади
листа; слабая свилеватость допускает-
ся без ограничения.
Завиток. Завиток (фиг. 42) пред-
ставляет собой местное искривление го-
дичных слоев, вызванное .влиянием
сучков или серниц и проростей и на-
блюдаемое в пиломатериале или иа
шпоне. На боковых поверхностях пило-
материала искривление годичных слоев
имеет вид частично перерезанных ско-
бообразно изогнутых или замкнутых
контуров. Порок этот встречается у
всех пород и понижает крепость дре-
весины. Размер завитков определяется
поперек волокон шириной полосы с
перерезанными годичными слоями в
миллиметрах, иногда выражаемой в
процентах ко всей ширине сортимента.
Различают завитки сквозные, г. е.
проходящие через всю толщу материа-
ла, н несквозные, распространяющиеся
не далее половины толщины материала.
По ширине пиломатериала завитки
могут быть односторонние и двухсто-
ронние.
Односторонние завитки вызывают от-
клонение и перерезание годичных слоев
только с одной кромки материала, а
двухсторонние завитки — с обеих кро-
мок (фиг. 43).
Завитки измеряются или шириной
зоны, захватываемой перерезанными
слоями, в миллиметрах, или, чаще все-
то, в процентах перерезанных слоев от
гирины материала. Процент перерезан-
и * годичных слоев определяется от-
ением' стрелы прогиба последнего
В авиасортиментах завитки допу-
скаются в следующих пределах:
1. а) на пластях пиломатериала —
односторонние завитки до 20%, а двух-
сторонние до 10% перерезания годич-
ных слоен от ширины материала;
б) на кромках — до 20% от толщины
материала.
Фиг. 43. Завитки сквозные.
1—односторонний, 2— двухсторонний, h—
ширина зоны, захватываемой завитком.
Количество завитков на 1 пог. м
длины сортимента не должно превы-
шать двух при толщине материала
30 мм и выше и одного—в материале
меньшей толщины.
2. В заготовках допускаются:
а) односторонние сквозные завитки
размером до 15%;
б) односторонние несквозные завит-
ки размером до 30%.
На 1 пог. м длины заготовки допу-
скается не более одного завитка.
56
Глава 6. Пороки древесины
Двухсторонние завитки не допуска-
ются.
На расстоянии 200 мм от конца за-
готовки завитки размером свыше 3°/о
не допускаются.
3. В березовом шпоне завитки допу-
скаются без ограничения.
Сучковатость. Этот порок имеет
весьма распространенный характер. На-
личие в древесине сучьев, нарушая
однородность строения древесины, по-
нижает ее механические свойства и.
Сучок отмерший, заросший (фиг. 47),
образуется в результате полного обра-
стания отмершего сучка древесиной'
ствола.
Выпадающий или заросший сучок
может быть здоровым, роговым, Ивле-
вым, крапивным или табачным. У хвой-
ных пород, кроме того, заросший сучок
может принять вид черного смолевого
сучка.
Сучок ослабленный (и в левы й)
представляет собой первую стадию
Фиг. 44. Сучок здоровый, вполне сросшийся, в сосновой доске.
кроме того, чрезвычайно затрудняет
обработку.
Количество сучьев и их размеры за-
висят от породы дерева и расположе-
ния сортимента в стволе.
По характеру и связанности с древе-
синой ствола различают следующие ви-
ды сучков (ОСТ 6719).
Сучок здоровый, вполне сросшийся,
не имеет признаков загнивания и годич-
ные слои сучка составляют одно целое
с окружающей древесиной как по всей
длине, так и по окружности (фиг. 44).
Здоровый сучок, сильно пропитанный
смолистыми, окрашивающими или ду-
бильными веществами, называют ро-
говым. Он обычно обладает повы-
шенной твердостью (фиг. 45).
Сучок отмерший, выпадающий, обра-
зуется в тех случаях, когда отмершая
ветка обламывается не у самого ство-
ла, а яа некотором расстоянии от него.
Оставшаяся часть сучка постепенно
обрастает древесиной, но без связи с
ней. При высыхании древесины такие
сучки выпадают.
Мелкие, выпадающие сучки (диаме-
тром до 8 мм) в хвойных породах носят
название карандашных, а в лиственных
породах игольчатых сучков (шпилек)
(фиг. 46).
разложения древесины сучка под влия-
нием грибков, когда гниль еще не пе-
решла на окружающую сучок древеси-
ну (фиг. 48). Ивлевый сучок имеет по-
ниженную твердость.
Сучок рыхлый (крапивный) полу-
чается в результате дальнейшего раз-
ложения древесины сучка, имеет буро-
ватую окраску и губчатое строение
(фиг. 49а).
Сучок табачный представляет со-
бой последнюю степень разложения
древесины сучка. В этом состоянии оз
без труда растирается пальцами в бу-
рый порошок (фиг. 496).
Черный смолевый сучок представляет
собой темную тестообразную смоли-
стую массу, заполняющую полость вы-
гнившего сучка (остатки разложив-
шейся древесины сучка, пропитанные
смолой).
В зависимости от направления сучьев
в стволе дерева и направления разреза
их при распиловке сучья могут выхо-
дить на поверхность пиломатериала в
виде круга, овала, клина или полосы.
Наиболее неблагоприятным при даль-
нейшей обработке является сучок, раз-
резанный вдоль или параллельно'
своей оси. Такой сучок имеет вид вкли-
нивающейся к сердцевине полосы с са-
$ 1. Пороки роста
57
Фиг. 45. Сучок здоровый роговой.
Фиг. 46. Сучок выпадающий игольчатый (шпилька).
Глава 6. Пороки древесины.
Фиг. 47. Сучок отмерший заросший.
Фиг. 48. Сучок ослабленный (ивлевый).
I
§ 1. Пороки роста
59
Фиг. 49а. Сучок крапивный.
60
Глава 6 Пороки древесины
Фиг. 50. Сучок лапчатый.
Фиг. 51. Серница на радиальном разрезе.
1. Пороки роста 61
состоятельной системой годичных слое»
и называется сшивным сучком.
Иногда на поверхность доски выходят
сучки в виде двух симметричных вкли-
нивающихся по направлению к сердцев-
ине полос с самостоятельной системой
годичных слоев. Такие сучки назы-
вают лапчатыми, или разлапками
(фиг. 50). -
Глазки. В лиственных породах
встречаются скрытые в древесине уко-
роченные побеги, называемые спящи-
ми почками. Ось такого побега не
выходит наружу, а остается в стволе,
нарастая ежегодно на величину годич-
ного слоя. Спящие почки образуют по-
рок—глазки светлые и черные,
наблюдаемые чаще всего в березовом
шпоне.
Светлые глазки допускаются без
ограничения количества. Черные глазки
допускаются при расстоянии между ни-
ми не менее 100 мм и при диаметре
их не более 4 мм.
Провентивные побеги. В ли-
ственных породах в нижней, свободной
от сучьев части ствола иногда появ-
ляются молодые побеги, называемые
превентивными.
В авиационной зоне кряжей превен-
тивные побеги толщиной до 5 мм допу-
скаются без ограничения количества.
При толщине более 5 мм превентивные
побеги рассматриваются уже как сучки.
Сучки, встречающиеся в древесине,
нарушают ее однородность в некоторой
зоне вокруг сучка, вызывая образование
здесь местных искривлений волокон.
Присутствие сучьев понижает сопро-
тивление древесины сжатию вдоль во-
локон, поперечному статическому и
Ударному изгибу и продольному изгибу
(в случае расположения сучка вблизи
опасного сечения), но повышает сопро-
тивление сжатию поперек волокон, а
также скалыванию и раскалыванию.
Кроме того, здоровые сучки, обладая
твердостью в 2—2,5 раза большей по
сравнению с нормальной древесиной,
сильно затрудняют ее обработку ре-
жущий инструментом.
Значение сучковатости определяется
количеством сучков, их размерами, ви-
дом и расположением. Сучковатость
снижает механические качества от 6
До 70%.
Размеру сучка обычно определяется
величиной ею наибольшего диаметра
или полусуммой наибольшего и наи-
меньшего диаметров.
Для авиасортиментов установлены
следующие нормы сучковато-
с т и:
1. В кряжах допускаются (в авиа-
ционной зоне) здоровые сросшиеся и
выпадающие сучки -размером до 5 мм
без ограничения количества. Сучки раз-
мером от 5 до 10 ми допускаются в ко-
личестве до 4 шт. на 1 пог. м длины
при условии их расположения вразброс.
У лиственных пород на боковой по-
верхности авиационной зоны кряжа до-
пускаются провентивные побеги толщи-
ной не более 5 мм без ограничения ко-
личества.
В неавиационной части кряжа сучки
допускаются без ограничения количе-
ства и размеров.
2. а) В пиломатериалах всех пород
провентивные побеги размером до 5 мм,
а в буковых пиломатериалах игольча-
тые сучки до 5 мм допускаются без
ограничения.
б) Сучки здоровые, вполне сросшие-
ся, размером до 10 мм допускаются в
пиломатериалах лиственных .пород тол-
щиной 19 и 22 мм в количестве одного
на 1 пог. м длины материала, при рас-
положении на пласти не далее 25 см
от одного из торцов без выхода на
кромку.
В пиломатериалах толщиной 30 мм до-
пускается до двух сучков на 1 пог. м
длины.
в) В досках хвойных пород допу-
скаются сучки здоровые, вполне срос-
шиеся и выпадающие; здоровые и рого-
вые— размером до 10 мм на пластях,
но без выхода в смежную пласть и до
8 мм — на кромках, в количестве двух
на 1 пог. м длины.
г) В досках, распиливаемых на бру-
ски, сучки допускаются из расчета воз-
можности получить при распиливании
бруски, отвечающие стандарту.
д) В брусках шириной 50 мм допу-
скаются сучки здоровые, вполне срос-
шиеся и выпадающие; здоровые .и ро-
говые допускаются без ограничения,
если они расположены на обрезных
кромках и глубина их залегания не бо-
лее 5 мм
е) В березовом шпоне допускаются
здоровые, вполне сросшиеся сучки диа-
метром до 10 мм, если общая длина
завитков, сопровождающих сучки, со-
ставит менее 30 мм при расстоянии
между ними по длине волокон не ме-
нее 230 мм.
Водослой. Участки древесины в
свежесрубленном стволе, больше окру-
жающих пропитанные водой, называют-
ся водослоем. Они находятся во вну-
62
Глава 6. Пороки древесины.
Фиг. 52. Метиковые трещины (простой метик).
Фиг. 53. Ветренница.
1. Пороки роста
63
пенней части ствола. Наблюдается на
поперечном разрезе в виде мокрых, а
™мой стекловидных пятен различной
АооМЫ, а на продольных разрезах в (ви-
де полос и пятен. Весной пятно и по-
лосы влажные наощупь, после просы-
хания древесины исчезают и на их ме-
сте обычно появляются мелкие трещи-
ны Во влажном и мерзлом состоянии
пятна и полосы темнее окружающей
дольной оси ствола. На торцах они на-
блюдаются в виде дугообразных тре-
щин (луночек), заполненных смолой,
на боковых поверхностях ствола или
пиломатериала бывают видны в виде
смоляных скоплений различной формы
(фиг. 51). Порок понижает качество
пиломатериала.
Серницы называются односторонни-
ми, если они не проходят через всю
Фиг. 54. Отлуп в дубовом кряже.
А—частичный, />—кольцевой.
древесины, в просохшем же состоянии
не отличаются от нее по цвету. При
большом распространевии водослой по-
нижает качество древесины. Влияние
на качество оценивается по ширине пя-
тен на торце и по длине и глубине
полос.
Встречается у большинства древес-
ных пород.
Размер водослоя определяется на
торце в долях диаметра, на продольном
разрезе в долях длины, ширины и тол-
щины сортимента.
В авиационных кряжах допускается
лишь в' центральной части кряжа без
выхода в авиационную зону.
Сервица. Этот порок встречается
У хвойных пород и представляет собой
полости между годичными слоями, за-
полненные полностью или частично
смолой и сопровождающиеся обычно
отклонением годичных слоев. Распола-
гаются серницы большей частью в пе-
риферической части ствола и имеют не-
льшие размеры в направлении про-
толщу сечения сортимента и не прохо-
дят под углом с пласта на кромку.
Они называются двухсторонними, если
выходят с одной пласта на другую или
с пласта па кромку.
Размеры серницы определяются по
ее длине, глубине и ширине в мм.
Серницы понижают качество древе-
сины, так как при распиловке в резуль-
тате искривления годичные слои мо-
гут быть перерезаны.
В досках и брусках допускаются
односторонние серницы глубиной до
3 мм, шириной до 2 леи и длиной до
4 мм в количестве не более двух штук
«а 1 пог. м длины сортимента.
Двухсторонние серницы шириной до
2 мм и длиной до 3 мм допускаются в
тех же количествах.
Благодаря засмоленности окружаю-
щей древесины серницы обычно сохра-
няют свои размеры, тогда как осталь-
ные виды трещин имеют склонность
увеличиваться при высыхании древе-
сины.
64
Глава 6. Пороки древесины
§ 2. ТРЕЩИНЫ
Т р е щ и.п ы нарушают в большей
или меньшей мере целость древесины,
имеют склонность увеличиваться при
ее усыхании и являются серьезным по-
роком древесины. Влияние трещин на
качество материала зависит от их раз-
мера, количества, расположения и ха-
рактера.
Трещины могут появиться как в ра-
стущем дереве, так и в древесине в
Фиг. 55. Свищи-трещины, появляющиеся при неправильной
сушке.
процессе ее хранения и обработки. И в
том и в другом случае трещины бывают
наружные или внутренние.
1. Трещины растущего дерева
Морозобрииа появляется в де-
реве в результате действия сильных
морозов, вызывающих чрезмерную усад-
ку наружных слоев древесины, вслед-
ствие чего они испытывают растягиваю-
щее .напряжение, приводящее к разры-
ву древесины. Морозобоина представ-
ляет собой наружную радиальную тре-
щину, иногда затянувшуюся, суживаю-
щуюся по направлению к сердцевине
и распространяющуюся по длине иа
значительную часть ствола.
Метик — крупная внутренняя ра-
диальная трещина, распространяющаяся
нередко по всей длине ствола. Наиболь-
шая ширина метика — у сердцевины, к
периферии ствола трещина суживается.
Метик |располагается либо по одному
диаметру торца ствола и называется
простым метиком, либо по двум радиу-
сам торца под углом и называется кре
стовым. При большем числе трещин,
расположенных по разным радиусам,
метик называется лучистым или звеод-
чатым (фиг. 52).
Если метиковая трещина проходит по
стволу в одной плоскости, метик назы-
вается согласным, если же трещи-
на проходит винтообразно, изворачи-
ваясь в стволе, метик называют и е-
согласным. Простой согласный ме-
тик при распиловке кряжа на доски мо-
жет быть включен в рез и большого
ущерба не причиняет, остальные виды
метика, особенно несогласный лучистый
метик, делают невозможным получение
качественного пиломатериала.
Ветренница представляет собой
небольшие внутренние радиальные тре-
щины (фиг. 53), идущие вдоль ствола
на длину не бо-
лее 1,5 м, при-
чем наибольшая
ширина их рас-
полагается меж-
ду сердцевиной
и заболонью.
О т л у п—это
трещина, на-
правленная по
годовому слою
(фиг. 54). На
торцевой по-
верхности отлуп
имеет дугооб-
разный вид, на
боковой по -
верхносги пиломатериала он проявляет-
ся в виде продольной трещины или
желобчатого углубления.
Отлуп может быть частичным, если
он занимает только часть годичного
кольца, и кольцевым или полным, если
распространяется на все годичное
кольцо. ’
2. Трещины на срубленном дереве
У срубленного дерева .растрескивание
происходит при его высыхании. Наруж-
ные трещины, появляющиеся при высы-
хании кряжа или пиломатериалов и
распространяющиеся от поверхности в
глубь материала, носят название с о л-
вечных трещин. В зависимости от
их расположения они могут быть тор-
цевыми (при выходе только в торец) и
боковыми (при выходе на боковую по-
верхность), односторонними и сквоз-
ными.
При неправильной сушке древесины
в сушильных камерах могут появиться
внутренние трещины (свищи),
обнаруживаемые при поперечной распи-
ловке материала (фиг. 55) на его торце.
Всякая трещина нарушает целость
материала и считается пороком. Разме-
ры трещин определяются в линейных
мерах или в долях диаметра торца или
длины материала.
§ 3. Паразитарные пороки
65
В авиасортиментах допускаются тор-
не радиальные трещины протяжени-
ем до 5 мм при длине материала до 3 м
и протяжением до 10 мм — в материа-
ле длиной более 3 м.
В пиломатериале с влажностью ниже
2О’/о допускаются поверхностные тре-
щины на кромках длиной до 15 см.
§ 3. ПАРАЗИТАРНЫЕ ПОРОКИ
1 Микологические1 поражения
древесины
Весьма часто в древесине наблюда-
ются болезненные изменения, заклю-
чающиеся в разложении ее вещества,
вызываемые гниением. Гниение дерева
возникает главным образом под влия-
нием различных видов грибков и в не-
которых случаях под влиянием сов-
местного действия физико-химических,
грибных и бактериальных процессов.
Грибки, поражающие древесину, весь-
ма многочисленны и разнообразны: к
ним относятся и почти не приносящие
вреда грибки-плесени и грибки-разру-
шители, деятельность которых при бла-
гоприятных для них условиях вызывает
в короткий срок почти полное разру-
шение древесины.
Грибки, поражающие древесину, пред-
ставляют собой простейшие растения.
Они не имеют зеленой части, неспо-
собны вырабатывать органические ве-
щества для своего питания и питаются
веществами, отлагаемыми в полостях
клеток древесины, или веществами са-
мих клеточных стенок. Грибки состоят
из гиф — тонких нитей, образующих
своим сплетением мицелий (или грибни-
цу), который может иметь вид паути-
ны, шнуров, пленок и пр. (фиг. 56).
Развивающийся мицелий образует пло-
довые тела — в виде пестиков, шляпок
и пр., которые выделяют споры. Раз-
множение грибов осуществляется или
путем расчленения грибницы или по-
средством спор.
Заражение здоровой древесины гриб-
ками может происходить, как посред-
ством спор, переносимых ветром, насе-
комыми,' водой, так и путем распро-
странения развивающейся грибницы.
Растущие деревья заражаются преиму-
щественно (порами, попадающими на
поврежденные места (трещины, рапы,
обломанные сучки и т п.), а пилома-
териал на складах —как тем, так и
Другим путем.
1 Микология—наука, изучающая, гри-
' п. П. Успасский
Основными условиями, благоприят-
ствующими развитию грибка в древеси-
не, являются соответствующая темпе-
ратура, влажность и достаточное коли-
чество воздуха.
Развитие большинства грибков, по-
ражающих древесину, возможно при
температуре от 2 до 38°, причем наибо-
Фиг. 56. Споры и грибные
нити (мицелий).
J, 2 и 5—грибные нити и споры,
4—споры, 5—грибные нити (под
сильным увеличением).
лее благоприятна температура от 24 до
30°. При температуре ниже 2 и выше
38° развитие грибков прекращается, но
они не отмирают. Споры и плодовые
тела легко переносят значительное по-
нижение или повышение температуры.
Грибница выдерживает до +100° в су-
хом воздухе и до +55° во влажном.
Для прорастания грибков влажность
древесины должна быть такой, чтобы
стенки клеток были насыщены влагой
(25—35®/о). Практически грибки не раз-
виваются только в древесине с влаж-
ностью ниже 18 — 20%. Понижение
влажности древесины хотя и прекра-
щает рост грибка, но может и не вы-
звать его отмирания и при последую-
щем увлажнении грибок может ожить н
развиваться далее. Большая влажность
(70—200%, в зависимости от плотности
древесины) также препятствует разви-
тию грибка. Диаграмма оптимальной и
максимальной влажности для развития
грибка показана на фиг. 57.
66
Глава 6. Пороки древесины
Для развития грибков необходим
воздух. При очень большой влажности
древесины рост грибков прекращается
из-за отсутствия воздуха. Этим и объ-
ясняется сохранность от гниения дре-
весины, погруженной ® воду. При вы-
сыхании же материала, когда будет от-
крыт доступ воздуха для грибка, его
рост может возобновиться и продол-
жаться до тех пор, пока влажность не
достигнет низшего предела.
Действие некоторых грибков, живу-
щих в основном за счет вещества, на-
ходящегося внутри клеток, ограничи-
вается лишь изменением цвета древе-
сины, не понижая или почти не пони-
жая ее механических качеств. Большин-
ство же грибков питается как содержи-
мым клеток, так и их стенками и по-
этому древесина под их действием не
только меняет свой цвет, но и посте-
пенно разрушается, утрачивая присущие
Фиг. 57. Оптимальное и максималь-
ное содержание влаги в древесине
для развития грибков в зависимости
от объемного веса.
ей механические качества, делается
рыхлой, рассыпающейся в труху.
При поражении грибками древесины
цвет ее всегда меняется — она темнеет
или светлеет, вследствие чего и гнили,
вызываемые грибками, разделяются на
белые, бурые и смешанные. Необходимо
указать, что в' первоначальной стадии
развития грибки могут и не вызывать
изменения цвета древесины и сохране-
ние цвета древесины вблизи окрашен-
ной загнившей части еще не свиде-
тельствует об отсутствии в ней гифов
грибка.
Грибки разделяются на паразита,
развивающиеся на растущем дереве, jj
сапрофиты, .развивающиеся на сруб-
ленном дереве. Но большинство гриб-
ков представляет собой промежуточные
группы, развивающиеся в известных
условиях как в растущем дереве, так.
и на спиленной древесине.
Биржевая гниль. Встречается
особенно часто на неокоренной древе-
сине ели и сосны и вызывается гриб-'
ком пениофора гигантеа (Peniophora
gigantea Mass). Грибница образуется
под корой, на поверхности древесины в
ваде тонких белых ветвистых шнуроаЛ
Гриб вызывает медленное разрушение^
древесины, сопровождающееся окраши-
ванием заболонной части древесины в'
бурый цвет. Поражение этим грибком
снижает 'сопротивление древесины ежа- ’
тию до 13%, на статический изгиб-;
до 22%.
Биржевая гниль вызывается и другим
грибком-—стереум санквинблентум
reum sanquinoientum Fr). Поражение эти»
грибком древесины ели или сосны вы- ;
зывает появление красновато-бурой
окраски, распространенной в перифери-
ческой части в виде отдельных пятен.
Поврежденная древесина незначительно1
понижает механические свойства (кре-.,
пость на сжатие понижается на 5—8%)..
Биржевая гниль в авиадревесине не-
допускается.
Мраморная гниль листве н-
н ы х пород. Вызывается нескольки-
ми видами грибков и особенно часто-
встречается иа березе. Гниль начинает-
ся с торца или с боковой поверхности. |
В начальной стадии гниения в древе-
сине появляются белые выцветы и чер-
ные линии, и древесина делается «мра-
морной». В конечной -стадии древесина
становится белой, волокнистой и тру-
хлявой. В кряжах и чураках для выра-
ботки авиафанеры мраморная гниль не-
допускается.
Гниль валенная пестрая. Вы-
зывается грибком фомес aHHO3yc(Fomes
annosus) и проявляется в первой стадии
у растущих деревьев в виде лиловатой
или фиолетовой окраски пораженной
части древесины. Эта окраска в даль-
нейшем переходит в желтую, а на
стволе срубленного1 дерева — в красно-
вато-бурую и наблюдается в виде хоро-
шо заметных сердцевинных пятен ка
торце и в виде продольных полос на
поверхностях пиломатериала. В более
поздних стадиях напенная гниль при
обретает бурую или красно-бурую
окраску с белыми пятнышками и чер-
§ 3. Паразитарные пороки
67
{Я точками в середине или белыми
"„□долговатыми пятнышками с черны-
ши черточками.
Напевная гниль понижает качество
„певесины в зависимости от размеров
поражения. Встречается на ели, пихте,
сосне и реже на других хвойных и ли-
ственных породах.
Измеряется отноше-
нием зараженной ча-
сти к площади торца
или пласти.
В авиационных кря-
жах напенная гниль
допускается, если по-
раженная часть рас-
положена в централь-
ной части и не рас-
пространяется более
чем на 0,2 диаметра
торца от сердцевины.
Ситовина. Бо
лезненное изменение
древесины, вызванное
деятельностью гриб-
ков и сопровождаю-
щееся изменением
структуры древесины
и понижением ее
твердости в поражен-
ных местах. Наблю-
дается в поперечных
и продольных разре-
зах древесины в виде
участков дряблой дре-
весины ячеистого, ре-
же волокнистого стро-
ения, обычно ненор-
мально окрашенной, легко деформи-
рующейся при нажиме на нее твердого
тела (фиг. 58). Встречается на всех
породах.
Резко понижает механические свой-
ства древесины и в авиадревесине не
допускается совершенно.
Кроме грибков, явных разрушителей
древесины, существует большое, коли-
чество грибков, развивающихся пре-
имущественно за счет питательных ве-
ществ, отложенных в клетках древе-
сины. с)ти грибки оказывают влияние
главным образом на цвет древесины,
вызывая образование цветных пятен и
полос большей частью синеватого и
желтоватого оттенков (синева и жел-
тизна), реже! розового и др.
С и пев а. Весьма часто встречается
На древесине хвойных пород и реже на
лиственных породах. Грибки, вызываю-
щие синеву древесины, питаясь исклю-
DV?,ejIbHO содержимым клеток, не раз-
УШают ее. Окраска древесине придает-
ся цветом самой грибницы или цветом
гиф, проникающих в клетки древесины,
или, наконец, пигментом, выделяемым
гифами. Синева бывает различных от-
тенков— от серовато-синей до кофейно-
коричневой.
Оптимальная температура, при кото-
Фиг. 58. Ситовина (слабо выраженная) от грибка
Траметес Пини.
рой происходит рост грибков синевы,
лежит между 20—25°. При температуре
7—8° рост грибницы замедляется. Не-
обходимая для развития синевы влаж-
ность лежит в пределах 22—163%.
Оптимальная влажность для грибницы
33—82%. В благоприятных условиях
синева распространяется очень быстро,
пронизывая всю заболонь.
Вопрос о влиянии синевы на меха-
нические и физические свойства древе-
сины изучался в течение многих лет.
Исследования показали, что древесина,
зараженная синевой, по' своим физиче-
ским качествам почти не отличается
от нормальной древесины. Но пораже-
ние синевой указывает на необходи-
мость улучшения условий хранения дре-
весины.
В последнее время древесина, пора-
женная синевой в виде отдельных пя-
тен и полос, допускается на производ-
ство.
Стойкость древесины, пораженной си-
5*
68 Глава 6. Пороки древесины
невой, в отношении заражения ее дру-
гими грибками, разрушающими Древе-
сину, не отличается от стойкости здо-
ровой древесины.
Желтизна. Встречается на дре-
весине дуба и хвойных пород и вызы-
вается плесневым грибком, главным
образом грибком вертицилиум глаукум
(Verticillium glaucum).
На хвойных породах желтизна появ-
ляется в виде пятен и полос лимонно-
желтого цвета, распространяющихся в
радиальном направлении и имеющих
вид языков, обращенных узким концом
к центру ствола. На сосне окраска
распространяется только в заболони и
не распространяется на ядро. У ели
окраска отчасти захватывает и спелую
древесину.
Развитие грибка лучше всего идет
при температуре 30—35°. Оптимальная
влажность лежит в пределах 30—40%.
Температура 50—55° убивает гриб.
Желтизна не оказывает влияния на
механические свойства древесины, но
вызывающий ее грибок подобно другим
плесневым грибкам способен развивать-
ся на клеях и разрушать их. Так, кре-
пость альбуминовой склейки под дей-
ствием грибка снижается на 63%, а ка-
зеиновой на 74%.
Желтая окраска, вызываемая грибка-
ми, по внешнему виду не отличается
от желтой окраски, вызываемой хими-
ческими процессами. Для установления
причины желтой окраски пользуются
микроскопическим или химическим ана-
лизом. При смачивании древесины
10%-ным раствором едкого калия
(КОН) желтый цвет древесины, пора-
женной грибками, переходит в оранже-
во-красный. Желтизна, вызванная не
грибками, а другими причинами, от
этого реактива не меняет своей окраски.
К р а с н и и а. Это частичное изме-
нение окраски древесины в результате
деятельности проникших в нее во время
роста дерева гифов грибков. Наблю-
дается на торцах в виде неравномерно
окрашенных пятен различных форм, а
на продольных разрезах — в виде пятен
и полос. В окрашенных местах струк-
тура древесины по внешнему виду ма-
ло чем отличается от структуры окру-
жающей здоровой древесины, твердость
же древесины в пораженных местах
несколько понижена. Размеры пятен и
полос выражаются в долях площади
торца или бокового разреза. Порок
встречается на всех породах.
На авиационных кряжах допускается
лишь в центральной их части без вы-
хода в авиационную зону.
Плесень. Пушистые налеты на
поверхности влажной древесины в раз-
деланном (распиленном) виде зеленого,
серого или розового цвета. Образуются
плесневыми грибками, деятельность ко-
торых ограничивается образованием на-
лета—плесени — с соответствующим из-
менением окраски поверхности древеси-
ны без проникновения внутрь.
При просыхании покрытой плесенью
поверхности плесень легко сметается,
оставляя лишь грязноватые пятна,
иногда даже мало заметные. Ветре-1
чается ма всех породах.
На авиадревесине допускается при
условии, если плесень легко сметается
и не> оставляет после себя следов окра-
ски.
2. Цветные краски ие грибного
происхождения •
Ложное ядро —в безъядерных
породах ненормальная более темная
окраска части древесины, прилегающей
к сердцевинной и напоминающая ядро.
При этом ненормально окрашенная часть
древесины не содержит никаких види-]
мых признаков гнили. Образование
ложного ядра может обусловливаться
перестойностыо древесины или началь-
ным действием грибков, приводящим
впоследствии к загниванию. При на-
личии признаков загнивания качество ]
древесины понижается. Встречается на
всех безъядерных породах. Размер по-
ражения определяется отношением пло-
щади потемневшей части к площади <
сортимента (торцам или пласти).
Допускается в березе желтой и чер-
ной без ограничения, в остальных по-
родах допускается при условии распо-
ложения только в центральной части
ствола, без заходов в авиационную
зону.
Твердая темнила. Частичное
изменение окраски древесины, вызывае-
мое химическими процессами, а иногда
и деятельностью грибков. При этом
ненормально окрашенная древесина не
только сохраняет структуру здоровой
древесины, но и присущую последней
твердость, а иногда оказывается даже
более твердой. Наблюдается на торцах
в виде пятен, вытянутых в тангенталь-
ном направлении, различных очертаний,
желтого, бурого, фиолет01В'0г°> черного,
коричневого, серого или красного цве-
тов, иногда аналогичных ядру; на про-
дольных разрезах наблюдается в виде
$ 4. Ранения ствола и их последствия
69
пятен или полос, тянущихся по всей
„лине сортимента. Распознается по
светлым сердцевинным лучам, резко
выде. яющимся на фоне коричневых
пятен.
авиационном пиломатериале они допу-
скаются в виде пятен и полос, если не
сопровождаются грибными поражения-
ми, что должно определяться миколо-
гическим анализом.
Фиг. 59. Засмолок.
В буковых пиломатериалах допу-
скается без ограничения, в сортиментах
других пород — только без выхода в
авиационную зону.
В березовом шпоне твердая темнина
имеет серый и даже черный цвет. Раз-
мер ее определяется длиной и шириной
полосы в мм и допускается шириной не
более 2 мм без ограничения длины.
Цветные окраски. Ненормаль-
ная окраска свежезаготовленной и
свежераспиленной древесины в различ-
ные цвета — лимонно-желтый, розовый,
пурпуровый, лиловый и др., возникает
в древесине вскоре после рубки или
сплава и обычно выцветает в большей
или меньшем степени после просыхания
древесины. Порок этот не оказывает
заметного влияния на механические
свойства древесины. Наблюдается на
торцах и боковых поверхностях сорти-
мента в виде пятен и полос различного
цвета, проникающих обычно на неболь-
шую глубину. Вызывается целым рядом
грибков. биологически сходных с
грибками, вызывающими синеву.
К этому же виду окрасок относят и
так называемые танидные окраски фи-
зико-химического происхождения: тем-
носцняя и черная окраски дуба от со-
прикасания с железом, светложелтая,
светлооранжевая и фиолетово-коричне-
вая поверхностные окраски заболони
хвойных пород дубильными и иными ве-
ществами. проникающими из коры. В
§ 4. РАНЕНИЯ СТВОЛА И ИХ
ПОСЛЕДСТВИЯ
Механические повреждения, получен-
ные деревом во время роста, снижают
качество получаемого из дерева пило-
материала. Характер этих поврежде-
ний в большинстве случаев определяет-
ся их названием.
Засмолок. Поверхностное меха-
ническое повреждение дерева, при ко-
тором прилегающая древесина обиль-
но пропитывается смолой (фиг. 59).
Затёска. Поверхностное повреж-
дение топором или другим режущим
инструментом.
Карры — следы от подсочки дере-
ва (фиг. 60).
Засмолки, затески и карры допуска-
ются в авиакряжах и на необрезной
кромке брусков, если глубина их не
превышает 2 см. В досках допускаются
из расчета выпиловки из них брусков,
отвечающих стандарту.
Обдир коры. Это повреждение
легко может вызвать сухобокость или
загнивание. В авиакряжах допускается
при отсутствии цветных окрасок гриб-
ного происхождения в местах обдира
коры.
Прорость. Омертвевшая в резуль-
тате наружных поражений древесина
или кора, заросшая частично или пол-
ностью в стволе:. Прорость бывает за-
крытой, когда омертвевшая древе-
70
Глава 6. Пороки древесины
сина или кора обрастают сомкнутыми
слоями живой древесины, и откры-
той (с у х о б о к о с т ь), когда живые
слои не срастаются над мертвыми и
между ними остается щель. Закрытая
прорость наблюдается на торце в виде
Фиг, 60 Карры.
отлуповидной трещины со включением
отмершей древесины или коры. От этой
трещины иногда отходят радиальные
щели по направлению к периферии сор-
тимента. Закрытая прорость является
на пласти в виде продолговатых тре-
щин с омертвевшим краем, иногда с
включением коры (фиг. 61), Открытая
прорость .наблюдается на боковой по-
верхности в виде более или меиее ши-
рокой продольной борозды или лож-
бины, дно которой состоит из мертвой
древесины с остатками коры или без
них. Встречае|тся у всех древесных по-
род. Размер прорости характеризуется
длиной, шириной или глубиной в мм.
В неавиационной зоне кряжей прорости
допускаются без ограничения, если
искривление волокон, сопровождающее
прорость, ле выходит в авиационную
зону.
В авиасортиментах допускаются:
1) открытая прорость глубиной до
2 см—в кряжах и на необрезной кром-
ке брусков шириной не менее 70 мм и
досок, ширина которых позволяет полу-
чить бруски стандартных размеров.
Фиг. 61а. Прорость закрытая
в сосновой доске.
2) Закрытая .прорость допускается
глубиной до 1,5 см — в кряжах, в ко-
личестве не более одной на торец.
У пихты кавказской прорости глуби-
ной до. 3 ла й шириной до' 5 леи не
учитываются.
У березы желтой и черной прорости
толщиной до 5 мм допускаются до
трех на торец.
В пиломатериалах (на пластях и кром-
ках) только у пихты кавказской допу-
скаются закрытые прорости длиной до
30 мм и шириной до 3 мм без ограниче-
ния количества; у березы желтой и
черной они допускаются длиной 40 мм
и шириной ДО' 5 мм, но не более одной
на 1 пог. м длины.
$ 4. Ранения ствола и их последствия
7!
Фиг. 616. Прорость открытая.
Фиг. 61 в. Прорость открытая (вид по торцу).
72
Глава 6. Пороки древесины
Серянка — это поражение древе-
сины растущих деревьев в виде от-
дельных участков ствола с односторон-
не отмершей, неотвалившейся, сильно
засмоленной корой и сильно пропитан-
ной смолой древесиной у места пора-
жения. Встречается на сосне.
Рак. Ненормальные вилообразные,
шарообразные или другой формы разра-
стания тканей древесины и коры .во-
круг пораженных мест ствола. Встре-
чается рак закрытый, когда образовав-
шиеся возле раны наплывы закрывают-
ся в большей или меньшей степени,
причем от раны остается лишь неболь-
шая щель. В противном случае рак
называется открытым. Встречается на
всех породах. Вызывается периодиче-
ским отмиранием молодых тканей све-
жих наплывов возле раны от действия
низких температур, грибков или бакте-
рий.
Р ак-серница. Встречается на хвой-
ных деревьях и представляет собой за-
болевание ствола хвойных пород, вы-
званное грибками и имеющее вид углуб-
ленной см'олоточивой раны. Вытекаю-
щая при этом заболевании смола, густея
на воздухе, теряет свою прозрачность
и переходит в серу. Как и простой рак,
рак-серница бывает закрытым или от-
крытым.
Серянка, рак и рак-серница в авиа-
древесине не допускаются.
§ 5. ПОВРЕЖДЕНИЯ НАСЕКОМЫМИ
Растущее дерево и пиломатериалы
нередко поражаются насекомыми, при-
чиняющими повреждения в виде коро-
еда и червоточины.
Короед, или короедипа, представ-
ляет собой поверхностное повреждение
древесины, причиняемое жучками-коро-
едами и лубоедами и их личинками,
развивающимися под корой. Короедииа
наблюдается на боковой поверхности
ствола в виде неглубоких (в 1—3 леи)
извилистых бороздок (фиг. 62). Встре-
чается. на всех древесных породах.
Допускается в авиадревесине при
глубине повреждения до 3 мм.
Фиг. 62. Короед.
Червоточина — глубокое повреж-
дение древесины, причиняемое насеко-
мыми и их личинками (древесинниками,
усачами, златками и пр.). Наблюдается
на поверхности ствола в виде неболь-
ших отверстий круглого или овального
сечения, идущих от поверхности в
глубь ствола. Встречается на всех по-
родах.
Червоточина (фиг. 63) понижает ме-
ханические свойства в большей или
меньшей степени, в зависимости от ее
глубины. В авиадревесине не допу-
скается.
Фиг. 63. Червоточина в сосновой доске.
§ 1. Авиационная древесина 73
Глава 7
ДРЕВЕСНЫЕ ПОРОДЫ, ПРИМЕНЯЕМЫЕ
В САМОЛЕТОСТРОЕНИИ
§ 1. АВИАЦИОННАЯ ДРЕВЕСИНА
Сосна (пинус сильвестрис, Pinus
Silvestris)1 — наиболее распространен-
ная порода в Союзе. Встречается на
пространстве от Крайнего Севера до се-
верной границы черноземной полосы, в
Крыму, на Кавказе, в Сибири (преиму-
щественно в восточной ее части), на
Дальнем Востоке и в Средней Азми.
Техническая спелость в северных райо-
нах—в возрасте 150—250 лет, в осталь-
ных 120—180 лет. К этому возрасту
сосна достигает высоты 30—32 м при
диаметре 35—40 см.
Различают сосну рудовую, или
кондовую, растущую на более воз-
вышенных песчаных местах и имеющую
плотную смолистую древесину с узкой
заболонью, и сосну мяндовую, ipac-
1ущ\ю на низких местах и отличаю-
щуюся сравнительно' рыхлой древесиной
светлого оттенка и широкой заболонью.
Заболонь сосны желтовато-белого
цвета, хорошо отличается от ядровой
древесины, имеющей розовато-красно-
ватый или буровато-красный цвет. Го-
дичные слои хорошо видны на всех
разрезах. Ранняя часть годичного слоя
светлого оттенка, поздняя — более тем-
ной окраски. Переход от ранней древе-
сины к поздней довольно резкий.
Древесина сосны является основным
конструкционным материалом для са-
молетов деревянной и смешанной кон-
струкции. Идет на лонжероны фюзеля-
жа, полки лонжеронов крыльев, центро-
плана, оперения, стрингеры крыла и
фюзеляжа, нервюры, полки килевой
балки и кильсонов, бобышки и т. д.
Ель обыкновенная, или евро-
пейская (пицеа эксцельза, Picea excel-
sa), имеет очень широкое распростране-
ние в Союзе>, произрастая на проспран-
1 Часто для древесных пород имеется
несколько названий, что особенно
справедливо по отношению к зарубеж-
ным породам (орегонская сосна и Дуг-
ласова пихта, гикори и американский
орех и т. д.). В ботанике каждая по-
рода деревьев имеет свое название на
латинском языке. Это латинское назва-
ние является международным. Поэтому
после каждого русского названия по-
роды дерева в скобках помещено его
ботаническое название.
стве от Крайнего Севера до северной
границы черноземной полосы. Техниче-
ская спелость — в возрасте 100—120 лет
(на севере 160—180 лет), когда она до-
стигает высоты 30 м при диаметре 30—
34 см. Предельный возраст обычно
250—300 лет. Древесина белого цвета,
иногда со слабым желтоватым оттен-
ком, слегка блестящая. Периферическая
и центральная части древесины по цве-
ту не различаются между собой (порода
со спелой древесиной). Древесина ели
является заменителем сосны.
Ель аянская, или дальневосточ-
ная (пицеа аянензис, Picea ajanensis)
растет в Дальневосточном крае, на
Камчатке и на Сахалине. Техническая
спелость—160—180 лет, при которой
она достигает высоты до 27 м при диа-
метре; до 47 см. Древесина белого или-
желтовато-белого цвета с широкими
ровными годовыми слоями.
Заменяет сосну.
Лиственница сибирская (лаг
рикс сибирика, Larix sibirica) растет
на северо-востоке Европейской части
Союза, в Западной Сибири и частично
в Восточной Сибири. Техническая спе-
лость— 100—250 лет. В возрасте 100—
150 лет достигает высоты 30—32 м при.
диаметре 45 см. Предельный возраст
300 лет. Заболонь узкая, белая с лег-
ким буроватым оттенком. Ядро .красно-
вато-бурое;. Годичный слой резко выде-
ляется на всех разрезах. Ранняя древе-
сина светлобурого оттенка, резко пере-
ходит в позднюю древесину, сильно'
развитую н имеющую темнобурую-
окраску.
Лиственница дает хорошие прямые
стволы. Древесина отличается высокой-
крепостью и высокой стойкостью про-
тив загнивания. Идет на полки лонже-
ронов, килевой балки и кильсонов и на*
стрингеры.
Древесина лиственницы может слу-
жить заменителем ясеня обыкновенно-
го и дуба.
Пихта кавказская (абиес норд-
маниана, zibiesNordmanniana) растет в
западной части Кавказа. Достигает
крупных размеров (до 40—50 м высоты
н 60 см в диаметре). Ствол прямой, у
больших деревьев .не засорен сучками
(порода со спелой древесиной). Цвет
древесины белый с желтоватым оттен-
74
Глава 7. Древесные породы, применяемые в самолетостроении
ком. Древесина мягкая, легкая, по ме-
ханическим свойствам несколько1 усту-
пает сосне. Применяется как замени-
тель сосны.
Ясень обыкновенный (фракси-
нус эксцельза, Fraxinus excelsior । рас-
тет в средней и южной полосе России,
в Крыму и на Кавказе. Техническая
спелость — 80—100 лет (на Кавказе
120—140 лет). В этом возрасте дости-
гает высоты 26—28 м при диаметре
40—45 см. Ядровая древесина светло-
коричневая. Заболонь широкая, желто-
вато-белая. Круг крупных весенних со-
судов широкий и ясно отграничивается
от летней части годового кольца. Дре-
весина твердая, крепкая, вязкая, упру-
гая, колется с трудом, раскол прямой.
В распаренном состоянии хорошо
гнется.
Из лиственных пород древесина ясе-
ня имеет наибольшее значение в само-
летостроении. Идет на гнутые элементы
и детали фюзеляжа, крыла, лодки, лы-
жи и т. п.
Береза обыкновенная (бету-
ла пубесценс и бетула веррукоза, Ве-
tula pubescens и betula verrucosa'', по-
рода заболонная, наиболее распростра-
ненная лиственная порода, произрастаю-
щая во всей северной и средней части
Союза. Техническая спелость—60—
80 лет. Редко доживает до 120 лет.
Диаметр ствола сравнительно невелик.
Древесина белая с легким желтоватым
или красноватым оттенком и ложным
ядром, довольно плотная, хорошо обра-
батывается. Годичные слои различаются
•плохо. В самолетостроении широко при-
меняется в виде шпона и фанеры, ре-
же — в виде досок.
Береза желтая (бетула костата,
Betula costata) встречается на Даль-
нем Востоке. В 130 лет достигает высо-
ты 24 м при диаметре 35—>40 см. Являет-
ся полноценным заменителем ясеня и
дуба; применяется в виде шпона, фане-
ры и досок.
Береза черная (бетула даурика,
Betula dahurica) растет иа Дальнем
Востоке, преимущественно в Даурии.
При среднем возрасте 105' лет имеет
высоту 22 л и диаметр 33—35 см. За-
меняет ясень и дуб. Применяется в ви-
це шпона, фанеры и досок.
Бук (фагус оильватика, Fagus silva-
tica). Значительные насаждения бу-
ка встречаются на Кавказе, реже в
Крыму и на Украине. Деревья в 150—
200 лет имеют средний диаметр 50—
60 см при высоте 30—35 м. Древесина
бука белого цвета с желтовато-красным
оттенком, нередко' с ложным ядром, с
характерными на радиальном разрезе
сердцевинными лучами. Заболонь по
цвету не отличается от спелой древеси-
ны. Годичные слои хорошо заметны.
При неблагоприятных метеорологиче-
ских условиях легко загнивает’ Поэто-
му при заготовке требует быстрой вы-
возки и распиловки.
Древесина бука служит заменителем
ясеня обыкновенного. Буковый шпон
является хорошим материалом для по-
лучения облагороженной древесины и
слоистых древесных пластиков.
Дуб (кверкус педункулата, Quer-
cus pedunculata) —довольно распро-
страненная порода, образующая в неко-
торых районах европейской части Сою-
за сплошные леса. Встречается и в
Крыму, на Кавказе и на Дальнем Во-
стоке. Техническая спелость — 100—
250 лет. В этом возрасте достигает вы
соты 25—30 м при диаметре 30—40 см.
Заболонь узкая, желтоватого цвета,
цвет ядра — от светлого до темнобуро-
го. Ранняя часть годового слоя рых-
лая, состоит из очерь крупных сосудов,
поздняя часть плотная. Древесина
плотная, эластичная, стойкая от загни-
вания. Отрицательным свойством яв-
ляется склонность к растрескиванию.
Заменяет ясень обыкновенный.
Липа (тилиа парвифолиа, Tilia раг-
vifolia) растет в средней и южной части
Союза, включая Закавказье, Сибирь и
отчасти Крым и Кавказ. Техническая
спелость — 50—80 лет. Высота дере-
ва — до 25 м при диаметре 35—40 см.
Достигает возраста 500 лет и более.
Древесина липы без ядра, белая о ро-
зоватым или красноватым оттенком,
мягкая, легкая, однородная, легко обра-
батывается,- Годичные слои различают-
ся, но не особенно ясно Применяется
на бобышки и мелкие соединительные,
несиловые детали.
Ясень манчжурский (фракси-
нус манджурика, Fraxinus mandscliurica)
растет на Дальнем Востоке и достигает
весьма крупных размеров. Древесина
по механическим качествам уступает
обыкновенному ясеню, но все же при
соответствующей отбраковке может
служить заменителем ясеня и дуба.
Применяется в самолетостроении в
риде шпона и досок.
§ 2. ПОДЕЛОЧНАЯ ДРЕВЕСИНА
Помимо перечисленных конструкци-
онных пород древесины на произвол-
§ 3. Породы-заменители
75
е нередко приходится встречаться и
р другими древесными породами.
Клен обыкновенный, или
остролистный (ацер платаноидес,
Acer platanoides), встречается в юго-
западной части Украины, в средней ча-
сти Союза, на Кавказе и на Дальнем
Востоке. Достигает высоты 26—40 м
при диаметре 30 см.
Древесина клена твердая, белого,
красноватого или желтоватого цвета,
с шелковистым блеском, однородная,
плотная, трудно колется, обладает вы-
сокими механическими качествами. При-
меняется для изготовления колодок
для инструмента (для рубанков).
Граб обыкновенный (карпинус
бетулус, Carpinus betulus L.) растет на
западе Украины, в Белоруссии, в Кры-
му и на Кавказе. Древесина серовато-
белая, ровной окраски, иногда с жел-
товатым оттенком, часто свилеватая,
при сушке легко растрескивается и ко-
робится, но обладает большой твердо-
стью и большим сопротивлением исти-
ранию. Применяется для изготовления
деревянных деталей простых машин
(винты, шестерни, клинья) и представ-
ляет очень хороший материал для изго-
товления колодок для рубанков и фу-
ганков.
Кизил (корпус мае, Cornus mas L'.)
растет на Кавказе и в Крыму в виде
кустарника или небольшого дерева (до
'6 м высоты). Древесина тяжелая, твер-
дая, очень крепкая. Заболонь краснова-
то-белая. Ядро красновато-бурое, до-
вольно резко отграничивается от забо-
лони.
Применяется для токарных работ, для
изготовления ручек к кувалдам, молот-
кам и т. п. Годен для изготовления
киянок.
Ольха черная (альнус глутино-
за, Alnus glutinosa) растет во всей
северной и средней части Союза. Дре-
весина только что срубленной ольхи
белая, но на воздухе быстро принимает
светлокрасную окраску. Является хо-
рошим материалом для изготовления
литейных моделей. Широко применяет-
ся в виде фанеры-переклейки.
Самшит, или кавказская пальма
(буксус семпервиренс, Buxus setnpervi-
rens L.) встречается на Кавказе, реже
в Крыму. Растет очень медленно, до-
стигая в возрасте 50 лет высоты 5—6 м
^Р-и диаметре 5—6 см, ,а в возрасте
лет—20—25 м высоты и
30 см толщины. Древесина светло-
елтая, весьма однородная, очень твер-
дая и очень тяжелая. Применяется для
изготовления киянок для выколоточных
работ.
§ 3. ПОРОДЫ-ЗАМЕНИТЕЛИ
Кроме допущенных действующими
техническими условиями конструкцион-
ных древесных пород, указанных в раз-
делах § 1 и § 2 настоящей главы, воз-
можно применение в исключительных
условиях некоторых древесных пород-
заменителей. Применение древесины
этих пород может быть допущено каж-
дый раз с особого разрешения Главного
управления МАП.
Дзельква (зелькова карпинифолиа,
Zelkowa carpinifolia D) растет в за-
падном Закавказье и Карабахе. Порода
ядровая. Заболонь светложелтая, ядро
красноватобурое. Годичные слои хоро-
шо заметны. Ранняя часть слоя состоит
из крупных сосудов, поздняя часть — из
мелких. Древесина плотная, твердая и
стойкая, с красивой текстурой. Пред-
ставляет очень хороший материал для
обшивки лодок, для килевых балок,
кильсонов и т. п. Может заменить
лиственницу и ясень.
Берест или Карагач (ульмус
фолиацее, Ulmus foliaceae) встречается
в южной полосе европейской части
СССР, в Крыму, на Кавказе и в Турке-
стане. Порода ядровая. Заболонь узкая,
желтовато-белого цвета, ядро красно-
вато-бурое. Годичные слои на попереч-
ном разрезе хорошо заметны благодаря
кольцу сосудов ранней древесины.
Сердцевинные лучи видны на торце и
на радиальном разрезе. Древесина
обладает довольно высокими механиче-
скими качествами. Очень устойчива в
воде. Может служить заменителем ли-
ственницы и ясеня.
Кедр сибирский (пинус сибиря-
ка, Pinus sibirica R) произрастает пре-
имущественно в Сибире и на Дальнем
Востоке. Порода ядровая. Заболонь ши-
рокая, желтовато-белого цвета, нерезко
отличается от ядра, имеющего светло-
розовую или желтовато-красную окра-
ску. Годичные слои хорошо видны на
всех разрезах. Древесина однородная,
легкая, мягкая, весьма красивой тексту-
ры и окраски, прекрасно обрабатывает-
ся. Может служить хорошим (полно-
ценным) заменителем липы и в некото-
рых случаях сосны.
Орех грецкий (югланс региа,
luglans regia L.) встречается в Закав-
казье, Таджикистане и Киргизии. Поро-
да ядровая. Заболонь широкая, Серова-
76
Глава 7. Древесные породы, применяемые в самолетостроении
то-бурая, ядро серо-коричневое с чер-
ными пятнами и прожилками. Древеси-
на довольно твердая и плотная, хорошо
обрабатывается и является отличным
материалом для воздушных винтов, за-
меняя здесь полноценно ясень и дуб.
Применение ограничено' сравнительно
небольшими ресурсами этой ценной по-
делочной древесины.
§ 4. ОТДЕЛОЧНЫЕ ПОРОДЫ
В некоторых случаях в самолето-
строении приходится применять древе-
сину для отделочных, декоративных
работ. Для этой цели употребляют
ясень, дуб, клен, дзельква, кедр, орех
и др. Кроме того, с успехом У можно
применить и следующие породы.
Бархатное дерево (феллоден-
дрон амурензе, Phelh dendron amurense)
произрастает на Дальнем Востоке по
Амуру, в Южно-Уссурийском крае и на
Сахалине. Порода ядровая. Заболонь
узкая, из трех-, четырехгодичных слоев,
светложелтая, цвет ядра — от желто-
вато-золотистого до светлокоричневого'.
Древесина довольно легкая, средней
твердости, крупно-слойная, с красивой
текстурой. Используется в виде стро-
ганой фанеры или шпона.
Гисе (таксус бакката, Taxus baccata)
встречается в лесах Крыма, Северного
Кавказа и Закавказья. Порода ядровая.
Заболонь узкая (не более 1 см), белая,
ядро буровато-красное, блестящее. Го-
дичные слои хорошо заметны на всех
разрезах. Древесина плотная, тяжелая,
с красивой текстурой, хорошо поли-
руется, в воде принимает фиолетово-
пунцовую окраску, от времени темнеет
и становится похожей на черное де-
рево. Употребляется почти исключи-
тельно в виде 'Ножевой или строганой
фанеры.
Чинара (платанус ориенталис,
Platanus orientalis L.) растет на Кав-
казе и в Закавказье. Порода ядровая.
Заболонь буровато-серого цвета. Ядро
красновато-бурое, нерезко отличающее-
ся от заболони. Сердцевинные лучи
широкие, хорошо заметны на всех раз-
резах. Древесина довольно легкая,
средней твердости, с очень красивой
текстурой, обусловленной наличием
обильных, хорошо развитых блестящих
сердцевинных лучей. Употребляется в
виде строганой фанеры.
Б е р е к а, или глоговина (атлас-
ное дерево—вирус торминалис Pyrus
torminalis). растет на Кавказе и на юге
РСФСР. Древесина красноватого цве-
та, плотная, тяжелая, твердая, мелко-
слойная, с красивым рисунком и атлас-
ным отливом. Объемный вес 0,70—0,79.
Под политурой принимает вид красного-
дерева.
§ 5. ОСНОВНЫЕ ДРЕВЕСНЫЕ
ПОРОДЫ, ПРИМЕНЯЕМЫЕ
В ЗАРУБЕЖНОМ
САМОЛЕТОСТРОЕНИИ
’to
Акация белая, английское пазва-
ние Locust black (робиниа псевдоака-
ция, Robinia pseudoacacia L.) растет в
восточных штатах Северной Америки.
Порода ядровая. Заболонь желтовато-
белого цвета. Ядро желтовато-бурое.
Древесина тяжелая и твердая, не тре-
скается, не коробится, хорошо поли-
руется, не портится в воде. Идет на
деревянные винты, заменяет дуб.
Бальза, английское название Balsa
(охрома лагопус, Ochroma lagopus), ра-
стет на Антильских островах, в Цент-
ральной Америке и в северной части Юж-
ной Америки (Колумбия, Перу, Боливия).
Достигает 25 м высоты и до 1 м в>
диаметре. Растет очень быстро. Древе-
сина белая, очень легкая и эластичная.
Механические свойства невысоки, но
коэфициент качества (в силу крайне
низкого объемного веса — 0,10—0,13)-
высокий.
Применяется как заполнитель в
«сандвичевых» конструкциях, на обте-
катели и т. д.
Г е м л о к, английское название Hem-
lock (цуга канадская, Tsuga canadensis)
произрастает в Канаде. Достигает э
высоту 30 м. По применению и каче-
ствам аналогична нашей ели.
Гикори, английское название Hi-
ckory, или американский серый орех
(кариа альба, Сагуа alba), растет в Се-
верной Америке (штаты Каролина, Вир-
гиния, Георгия). Древесина по строе-
нию очень похожа на ясеневую. Забо-
лонь беловатая до светлокоричневой.
Цвет ядра от светлокоричневого до
темнокоричневого. Древесина тяжелая,
твердая, эластичная.
Применение аналогично ясеню.
Кедр калифорнийский, или
речной, английское название Cedar
(либодадрус декуренс, l.ibocedrus decur-
rens), произрастает в Северной Амери-
ке от южного Орегона до Н. Калифор-
нии. Порода ядровая. Заболонь белая,
узкая, ядро красновато-коричневое. Го-
дичные кольца хорошо различаются
благодаря темной окраске поздней дре-
§ 5. Основные древесные породы
77
ресины. Ранняя зона обычно широкая.
Древесина легкая, очень стойкая в
отношении гниения. Применение анало-
гично нашей липе.
Красное дерево, английское на-
звание Mahogani (светениа магагони,
Swietenia mahagoni), произрастает в
Центральной Америке, в Ост-Индском
Архипелаге, Африке и Австралии. По-
рода ядровая. Заболонь узкая, белая.
Ядро буровато-красное, изменяющееся
по интенсивности окраски и оттенку
цвета, темнеет со временем. Древесина
отличается высокими механическими
качествами, прекрасно склеивается, ма-
ло усыхает, почти не трескается и не
коробится. Хорошо полируется. Приме-
няется для изготовления винтов, обшив-
ки лодок и в виде строганой фанеры —
для обшивки крыльев фюзеляжа.
Мамонтово дерево, или вел-
лингтония, английское название Tree big
(секвоя гигантеа. Sequoia gigantea),
растет в Калифорнии. Достигает 120 л
в высоту и до 20 м в диаметре. Порода
ядровая. Заболонь узкая, белая. Ядро
светлокрасное до красновато-коричне-
вого. Доевесипа легкая, мягкая, обла-
дает хорошими механическими каче-
ствами, хорошо полируется. Применяет-
ся аналогично нашей ели и липе.
Д у г л а со в а пихта или оре-
гонская сосна, английское назва-
ние Douglas Eir (псевдодуга таксифо-
лиа, Pseudotsuga tixifoliii, растет в
Калифорнии. Достигает 100 м в вышину
и 4 м в диаметре. Порода ядровая.
Заболонь беловатая, светложелтая или
красноватая. Цвет ядра от желтоватого,
буровато-желтого до темнокоричневого.
Древесина по техническим качествам
приближается к древесине лиственни-
цы. Широко применяется в самолето-
строении аналогично нашей сосне.
С п р у с, английское название Spruce
Sitk (пицеа ситкензис, Picea 4ikaensis),
произрастает в США от Калифор-
нии до Аляски. Отличается быстро-
той роста. Древесина легкая, мягкая,
эластичная, блестящая, прямослойная,
представляет собой лучший материал
для самолетостроения. Применяется
аналогично нашей сосне.
Тюльпанное дерево, англий-
ском название Tulip (лириодендрон
тулипифера, Liriod ndron tuli ifera),
произрастает в США (юго-восточные
штаты до Флориды), достигает высоты
До 40 м. Порода ядровая. Заболонь
беловатая. Цвет ядра от желтого до
красновато-коричневого. Древесина мяг-
кая, легкая. Применяется аналогично
нашим липе и ели.
Береза желтая, английское на-
звание Yellow birch (бетула лутеа,
Betula lutea L.), растет в Канаде, дре-
весина желтовато-красная, легко под-
дается обработке. Применяется в виде
шпона.
Ель Энгельманова, английское
название Spruce Engelmann (пицеа Эн-
гельманн, Picea Engclmanni). встречает-
ся в западных штатах Северной Амери-
ки. Древесина высоких технических ка-
честв. Применяется наравне с орегон-
ской сосной и спрусом.
Сосна американская, общее
английское название Pitch pine, охва-
тывает несколько пород сосны, в том
числе сосну длиннохвойную
(английское название—Pine longleaf, ла-
тинское—пинус палустрис—Pinus ра-
lustris), растет в Южно-восточных шта-
тах Северной Америки. Дает древесину
высокого качества, ио очень богата смо-
лой. Объемный вес 0,55—0,60.
Сосна Веймутова, известная
под общим английским названием
Kork-pine, встречается двух видов—
Pine eastern и White pine (пинус стро-
бус—Pinus strobus), оастет в восточ-
ной части Северной Америки, достигает
50 м в высоту и 1,5 м в диаметре. Дре-
весина белая, мягкая, смолистая.
Объемный вес 0,32—0,49. Не усыхает,
ие коробигся. Western white pine (пи-
нус монтикола—Pinus monti ola) рас-
тет в Калифорнии, достигает 20—25 м
в высоту и 1 м в диаметре. Древесина
тех же технических качеств, что и у
Eastern pine.
С пру с белый, английское на-
звание Spruce white (пицеа альба—
Picea alba), растет в Канаде, дости-
гает 45 м высоты и 0,9—1,2 м толщины.
Древесина весьма богата смолой.
Секвойя, английское название Red-
wood (секвойя семпервиренс— Siquoia
sempervirens), растет в прибрежной ча-
сти1 Калифорнии. Древесина легкая,
мягкая, чрезвычайно .прочная, с равно-
мерно развитыми годичными кольцами.
Объемный вес 0,42.
Лиственница американская, анг-
лийское название Tamarack (Ларике ла-
рициана Larix Lariciana). растет в
Северной Америке, в Канаде, объем-
ный вес 0,64.
РАЗДЕЛ II
ЗАГОТОВКА, ИСПЫТАНИЕ И ХРАНЕНИЕ АВИАЦИОННОЙ
ДРЕВЕСИНЫ
Глава 8
ЗАГОТОВКА АВИАЦИОННОЙ ДРЕВЕСИНЫ
§ 1. СОРТИМЕНТ АВИАЦИОННОЙ
ДРЕВЕСИНЫ
Основным (начальным) видом авиа-
ционной древесины является авиацион-
ный кряж, представляющий собой ком-
левой отрезок ствола длиной от 2 м и
более от сваленного отобранного авиа-
ционного дерева.
Фиг. 64. Схематический поперечный
разрез ствола с указанием авиационной
зоны ABCD.
/—сердцевинная трубка, 2—сердцевина, 3—ядро.
4— заболонь. Протяжение авиационной зоны:
h—ширина авиационной зоны, ABCD—минималь-
ное протяжение авиационной зоны.
В зависимости от размеров авиацион-
ной зоны кряжи подразделяются на два
сорта: к первому сорту относятся кря-
жи, имеющие авиационную зону на
протяжении не менее чем 3/4 окружно-
сти кряжа; ко второму сорту относят-
ся кряжи, имеющие авиационную зону
в пределах от ’/г до окружности
кряжа.
Авиационной зоной кряжа считается,
периферическая часть его от коры к
центру (включая заболонь и ядро), от-
вечающая по качествам требовани-
ям, предъявляемым к авиадревесине
(фиг. 64). Размер авиационной зоны из-
меряется по. радиусу торца, по окруж-
ности торца и по боковой поверхности-
кряжа.
Кряжи для авиапилоыатериалов заго-
товляют из следующих древесных по-
род: сосна, пихта кавказская, ель обы-
кновенная, ель аянская, лиственница
сибирская, дуб, ясень обыкновенный,
ясень манчжурский, клен остролистный*,
бук, липа, береза желтая и береза чер-
ная.
Длина кряжей для всех пород, кро-
ме липы, устанавливается от 2 м и
более с градацией через 0,1 м. Для ли-
пы длина кряжа допускается от 1,5 м
и более.
Толщина кряжа по верх-
нему отрезу без коры:
для березы желтой и
черной............от 30 ел и более
для бука............... 30 „ „
. дуба..............» 27 , ,
„ ели обыкновенной . „ 27 „ „ „
„ ели аянской . . . . „ 34 „ „
, клена остролистного „ 25 „ , „
» липы..............„ 22 „ ,
, лиственницы сибир-
ской .............,30», „
для пихты кавказской . „ 34 » „ „
, сосны...........,25» „
, ясеня манчжурского , 27 ,, „
, ясеня обыкновен-
ного .... ...»25„„ »
Ширина авиационной зоны по радиусу
кряжа должна быть для сосны не ме-
нее 4 см и для прочих пород не менее
5 см, причем у дуба, ясеня манчжурско-
§ 2. Распиловка авиационной древесины
79
г0 и лиственницы сибирской ширина
авиационной зоны определяется без
заболони.
Протяжение авиационной зоны до пе-
риферии должно быть не менее полови-
ны окружности кряжа.
На самолетостроительные заводы
авиадревесина поступает в виде пило-
материала, получаемого от распиловки
авиационных кряжей, и в виде шпона;
материал должен удовлетворять по фи-
зико-механическим свойствам требова-
ниям на авиадре&есину.
Фиг. 65. Доски и брусок (схема).
1—доска-лафет, 2—обрезная доска, 3—
брусок.
По форме поперечного сечения пило-
материалы подразделяют на: а) бруски,
если толщина материала составляет
более одной трети его ширины, и б) до-
ски, если толщина материала равна
или меньше одной трети его ширины.
Доски толщиной более 50 мм, получае-
мые от распиловки кряжей хвойных де-
ревьев, называют часто лафетом
(фиг. 65).
По способу выработки доски подраз-
деляются на необрезные и обрезные.
Длина брусков и досок всех пород,
кроме липы, устанавливается от 2 м
и более, а для липы от—1,5 м и бо-
лее с градацией через 0,1 м.
Толщина брусков и досок для всех
пород, кроме сосны, устанавливается
от 40 мм и более с градацией через
10 мм.
Ширина досок устанавливается от
120 ‘мм, а ширина брусков для всех по-
род, кроме сосны, от 50 мм и более
с градацией через 10 мм.
Толщина сосновых брусков устанав-
ливается от 30 мм и более с градацией
через 10 мм.
Сосновые бруски по качеству древе-
сины подразделяются на первый и вто-
рой сорта, причем ко второму сорту
относятся бруски, из которых при по-
следующем раскрое могут быть полу-
меТ бруски сечением не
Ширина брусков устанавливается для-
первого сорта от 50 мм и более и для
второго сорта от 40 мм и более с гра-
дацией через 10 мм.
Отклонения допускаются по толщине
±2 мм и по ширине +3 мм и —2 мм.
§ 2. РАСПИЛОВКА АВИАЦИОННОЙ
ДРЕВЕСИНЫ
Для получения наибольшего количе-
ства годных авиационных пиломатериа-
лов при распиловке кряжей на доски
для каждого кряжа выбирается соот-
ветствующий постав и соответствующая
схема распиловки.
Выбор схемы распиловки:
кряжа определяется расположением
в кряже тех или иных скрытых или
обнаженных дефектов (сучков, се-
рянок, крени, кривизны и т. п.). При
заводской механической распиловке на-
правление поставов (резов) должно
обеспечить отход дефектной части ство-
ла целиком в горбыль или только в
одну доску или часть ее. В частности,
при наличии (в авиакряже согласного
метика и невозможности по заданному
поставу включить метик в рез, направ-
ление резов должно быть перпендику-
лярно метику (трещина при этом прой-
дет по середине доски и отойдет при
распиловке доски на бруски вместе с
сердцевинной частью).
Кряжи, имеющие допустимую кри-
визну, при распиловке укладываются
горбом вверх или вниз, но не в бок —
для наибольшего выхода пиломатериала.
В случае отсутствия явных дефек-
тов в кряже направление резов уста-
навливается перпендикулярно линии,
проведенной с севера на юг (цри валке
дерева на кряжах отмечается положе-
ние северной стороны). Практика пока-
зала, что на растущем дереве сучья е
северной стороны отмирают быстрее, и
с этой стороны чаще всего бывает наи-
более широкая и глубокая авиационная
зона.
Заводская распиловка кряжей на
авиационные пиломатериалы выполняет-
ся тремя способами (фиг. 66):
1) распиловка вразвал (распиловка на
лафет или доски) применяется для рас-
пиловки как хвойных, так и лиственных
пород;
2) распиловка на брус или разлафечи-
вание средней части авиакряжа и сня-
тие двух боковых сегментов; лафеты и
сегменты затем распиливаются на
бруски;
<80
Глава 8. Заготовка авиационной древесины
3) распиловка со снятием четырех
сегментов, двух больших и двух малых,
распиливаемых затем на бруски.
Вторым и третьим способами распи-
ливаются авиакряжи хвойных пород.
Третий способ дозволяет получить в
дальнейшем больший выход заготовки
из брусков благодаря их радиальному
расположению и ему отдают предпоч-
тение.
Варианты постава для заводской рас-
гпиловки кряжей вразвал приведены в
пабл. 35.
3% и местное — не более 4°/о по дли-
не, по которой оно наблюдается
(фнг. 68).
Широкие пласти пиломатериала долж-
ны быть взаимно параллельны. Откло-
нение допускается не более 2 мм.
Пиломатериалы должны иметь чи-
стый распил, без мшистой или волни-
стой поверхности, глубина рисок не
должна превышать 1 мм для материала '
Первого сорта и 2 мм для второго сорта.
Торцы должны быть опилены перпен-
дикулярно продольной оси сортимента.
Таблица 35
Варианты постава для заводской распиловки вразвал кряжей
хвойных пород на лафет
(с припуском на усадку 2—5 мм)
Верхний диаметр кряжа см Поставы лафетов в мм
1-й вариант 2-й вариант
30 73-93-73 73-83-73
32 83—93-83 83- 83-83
34 73-83—52-73 73—53—53—73
36 73 _ 83—73-73 83—53—53—73
38 73—52—73—52—73
и л и 83—83—73—83 93—53-53-93
40 83-52—73-52—83 или 83—93—83—83 73-53—83-53—73
42 93—52—83»—52-93 73—53—93 —53—73
или 93-93 - 83—93
44 83—83—73—83—83 83-53-93—53-83
46 83-83—73-83-83 или 83-73—93-73-83 73—73—83—73—73
48 93-83-93—73—93 или 93-83-83—83-93 83-73—93-73—83
50 83—93—93-93-83 83 83-93-83-83
52 — 83—93—93—93 -83
54 — 93-93-93—93-93
56 — 93-93-100-93—93
При ручной распиловке авиакряжей рекомендуется применять комбини-
рованный способ распиловки, выпиливая нз одного и того же кряжа лафеты
и бруски. Это обеспечит наибольший выход авиационных пиломатериалов.
Распиливают кряж на доски парал-
лельно оси ствола. При наличии сбега
ствола это неизбежно приводит к
сплошному перерезанию слоев. Кроме
того, местное перерезание слоев может
получиться при распиливании кривого
кряжа (фиг. 67).
Перерезание годовых слоев допу-
скается: сплошное при отклонении го-
довых слоев от пласти доскн ше более
Обмер пиломатериала по длине про-
изводится с точностью до 0,1 м. При
исчислении объема ширина необрезных
и односторонне обрезных пиломатериа-
лов определяется как полусумма сто-
рон по середине длины бруска или
доскн в целых сантиметрах.
Влажность авнаииломатериалов в
летний период (с 1 апреля по 1 октября)
не должна превышать 25°/о, за исклю-
2. Распиловка авиационной древесины
81
чением древесины ясеня и дуба, влаж-
ность которых не норммруетсн.
Древесина хвойных пород для произ-
водства деталей самолета поступает
вИДе брусков или планок и реек.
Фиг. 66. Схема распилов-
ки кряжа.
7—в развал, /7—на брус со сня-
тием двух сегментов А и Бу
П1—на брус со снятием четырех
сегментов А, Б, В и Г.
Бруски получаются в результате до-
левой распиловки лафета или досок.
При этом распил производится не парал-
Фнг. 67. Местное перерезание слоев при
распиле кривого кряжа.
лелыю оси доски, а параллельно сбегу
'параллельно необрезной кромке доскн)
У?иг- 69). В этом случае перерезание
лоев будет минимальным. Сердцевина
11 П. Успасскнй
доски или лафета при этом идегг в от-
ход и используется на строительные
нужды или для изготовления тары.
Бруски затем могут быть распилены
юдоль, параллельно широкой пласти —
Фиг. 68. Сплошное перерезание
слоев в досках и измерение его
величины.
на планки или параллельно узкой кром-
ке — на рейки (фиг.
Помимо брусков
и досок древесина
сосны для авиаде-
талей может по-
ставляться в виде
заготовок, пред-
ставляющих собой
рейки или планки,
нарезанные приме-
нительйо к габа-
ритным размерам
деталей с соответ-
ствующим припус-
ком на обработку.
Длина заготовок
устанавливается от
1 до 3,5 м с града-
цией через 0,25 м.
Допуск по дли-
не-)- Ю мм.
Допуск по тол-
щине Д-2 мм и
—1 мм, по ширине
4-3 мм.
Фиг. 69. Схема
распиловки лафета
на бруски.
Заготовки должны быть выпилены
так, чтобы направление годовых слоев
Таблица 36
Размеры поперечных сечений сосно-
вых заготовок для авиадеталей
Толщина мм Ширина в мм
16 35 45
19 35 45 55 65
22 35 45 55 65
25 35 45 — —
82
Глава 8. Заготовка авиационной древесины
на торце составляло угол к пласти от
15 до 75° (фиг. 71).
Заготовки тангентального или ра-
диального распила изготовляются по
специальному требованию.
Угол наклона годовых слоев изме-
ряется в месте пересечения грани пла-
Фиг. 70. Авиационный пило-
материал.
/—брусок, 2— планка, 3—рейка.
сти с касательной, проведенной к годо-
вым слоям по середине сечения ма-
териала.
Для определения физико-механиче-
ских свойств древесины от партии от-
Фиг. 71. Расположение го-
довых слоев по торцу за-
готовки (а от 15 до 75°).
бирается 1°/о пиломатериалов, но не ме-
нее 3 шт.
По качеству древесины авиапилома-
териалы должны удовлетворять опре-
деленным требованиям к макрострук-
туре и прочности.
Технические условия на авиационные
пиломатериалы изложены в следующих
стандартах и нормалях:
Кряжи сосновые авиационные ГОСТ
В-1015-41,
Таблица 37
Требования к макроструктуре авиа
пиломатериалов
№ по пор. ". Древесные породы Процент летней древесины не менее Число годич- ных слоев в 1 см
не менее не более 1
1 Береза
2 Береза черная
3 Бук
4 Дуб
5 Ель обыкновен- ная
6 Ель аякская
7 Клен остроли- стный
8 Липа
9 Лиственница сибирская
10 Пихта кавказ- ская
11 Сосна
12 Ясень обыкно- венный
13 Ясень манч- журский
— 1 15
— 1 15
— 1 15
— 1 12
10 3 20
— 3 20
— Не опреде ляется
— То же
20 3 30
— 3 25
>10 3 25
— 1 9
1 10
Кряжи авиационные (кроме сосны)
ОСТ
НКЛес
314,
Кряжи авиационные для тонких авиа-
ОСТ „ _
пиломатериалов , ———- 313,
НКЛес
Бруски сосновые авиационные ГОСТ
В-968-41,
ОСТ
Пиломатериалы авиационные——
НКЛес
316,
Пиломатериалы авиационные (толщи-
ОСТ
ной до 30 мм) —------315,
НКЛес
Заготовки сосновые для авиадеталей
ТУ
________QO
НКЛес
§ 1. Определение влажности древесины
83
Глава 9
ОПРЕДЕЛЕНИЕ ФИЗИЧЕСКИХ И МЕХАНИЧЕСКИХ
СВОЙСТВ ДРЕВЕСИНЫ
Авиадревесина допускается ® произ-
водство после определения ев основных
физико-механических свойств. Для по-
лучения единообразных и сравнимых
данных, определение свойств древесины
должно производиться по единым пра-
вилам.
§ 1. ОПРЕДЕЛЕНИЕ ВЛАЖНОСТИ
ДРЕВЕСИНЫ
Влажность древесины определяется
путем высушивания и взвешивания
образцов, называемых навесками.
Навески не должны иметь сучков,
местных засмолений, лака, краски
и т. п. Размер и вес навески зависят
от вида материала и указаны в табл. 38.
Определение влажности складывает-
ся из следующих операций: 1) отбор
древесины и изготовление навески,
2) взвешивание, 3) высушивание, 4) взве-
шивание после высушивания и 5) вы-
числение влажности.
Перед первым взвешиванием, которое
должно производиться тотчас же после
изготовления образца, навеска должна
быть очищена от опилок, стружек, зау-
сенцев и т. п. Если взвешивание
нельзя произвести сразу, навеску
помещают до взвешивания в стеклян-
ную -банку с притертой пробкой.
После первого взвешивания навески
помещают в сушильный шкаф с темпе-
Фиг. 72. Схема вырезки из
бруска или доски навески (об-
разца) для определения влаж-
ности древесины.
ратурой +100±5° С для высушивания.
При укладке между навесками должны
быть оставлены промежутки не менее
20 мм. Через 6 час. после загрузки
производится первое взвешивание и да-
Таблица 38
Размеры и вес навесок для определения влажности древесины
Условия определения влажности Размер навески по длине волокон мм Вес г Точность взвешивания г Точность определения влажности %
Для партии пиломатериала1 10—20 Не менее 50 о,1 1
Для отдельных досок, брус- от 10 до 20 Не менее 10 0,01 0,5
ков или детален 2
По сечению материала3 То же — 0,01 0,5
При механических испыта- 30 0,01 0,01
нцях — при сечении
20X20
* Навески отрезаются от 2% образцов, отступя на 0,5 м от торца (фиг. 72)
g В деталях навеска отрезается в наибольшем сечении.
о навеска вырезается по схеме на фиг. 73. Количество зон и их размеры
ределяются размерами поперечного сечения материала S. Толщина зоны а
должна быть не меньше 6 мм, но н не больше ’/« S.
6*
84 Глава 9 Определение физических и механических свойств древесины
лее с интервалами в 2—3 часа после-
дующие взвешивания до тех пор, пока
вес образца пе станет постоянным.
При непрерывной работе сушильного
шкафа навеска полностью высыхает за
12 час.
Фиг. 73. Схема изготовле-
ния навесок для определе-
ния влажности по сечению
материала.
А и Б—заготовки для иавесок,
Z—навески наружной зоны, Л—на-
вески промежуточной зоны. Ш—
навески внутренней зоны
Перед каждым взвешиванием навеска
должна быть охлаждена в эксикаторе
до комнатной температуры.
Влажность W определяется по фор-
муле
117 = gw~g_SL . юо,
Go
где С-№ — вес навески до высушивания,
Go — вес ее после высушивания.
В некоторых случаях навеска перед
высушиванием помещается в стеклян-
ный стаканчик — бюксу и в нем взве-
шивается и высушивается. Влажность W
при этом определяется по формуле
G, — Go
W = ~1• 100,
G2 — G
где Gj — вес сырого образца в бюксе,
G2 — вес сухого образца в бюксе,
G — вес бюксы.
Эксикатор для охлаждения
навесок. Простейшим эксикатором
является стеклянная банка с притертой
крышкой. В банку наливают концентри-
рованный раствор серной кислоты или
насыпают хлористый кальций для по-
глощения влаги из воздуха. Внутри
склянки над раствором серной кислоты
устанавливается решетка, над которой
укладываются навески так, чтобы тор-
цы их были открыты для свободного
доступа воздуха (фиг. 74). Вынутые из
сушильного шкафа навески помещают
в эксикатор и охлаждают в нем до
комнатной температуры.
Электрометрическое опре-
деление влажности. Влажность
целого куска древесины или фанеры
может быть определена также при по-
мощи электрических приборов, основан-
ных на изменении электрического со-
противления или емкости материала в
зависимости от степени влажности.
При определении влажности электри-
ческим прибором в древесину вдавли-
ваются игольчатые или ножевые нако-
нечники или же на ее поверхность на-
кладываются пластинчатые контакты.
Через наконечники или контакты про-
пускается ток. В зависимости от вели-
чины сопротивления, оказываемого дре-
весиной, или от величины электриче-
ской емкости, ПО' таблице, имеющейся на
аппарате, определяется влажность дре-
весины в процентах.
Фиг. 74. Эксикатор.
1— банка, 2—притертая крышка,
3—решетка для укладки навесок,
4—резервуар для серной кислоты.
На фиг. 75 показан один из электри-
ческих индукционных влагомеров.
При пользовании электрическими при-
борами для определения влажности сле-
дует соблюдать следующие правила:
1. Определять влажность в несколь-
ких местах бруска или изделия, по не
на кромках и торцах материала.
2. Определение объемного веса древесины
85
2. Иглы накалывать на всю их
длину. Направление тока должно быть
вдоль волокон.
3. Пластинчатые электроды приме-
нять только на строганом материале.
4. Не брать деталей, увлажненных
снаружи (от дождя или тумана).
5. Избегать расщепления тонкого ма-
терия та (например, шпона) иглой. Пока-
зания в этом случае получатся невер-
ными.
У вычисляют с точностью до 0,01 см
по формуле
АВС
1000
СЛ13,
где А, В n С— размеры образца в мм.
Тотчас по определении объема обра-
зец помещают в бюксу и взвешивают
с точностью* до 0,01 г для определения
его веса (Gjy).
6. При толстом
материале для по-
лучения правиль-
ных показаний иг-
ла должна прони-
зывать не менее
четверти толщины
материала, в про-
тивном случае по-
казания прибора
будут неправиль-
ны.
Присутствие клея
или краски отра-
жается на точно-
сти показаний. По-
этому определение
влажности фанеры
или изделий, вы-
клеенных из шпона, дает лишь прибли-
женные результаты.
Фиг. 75. Электриче-
ский прибор для оп-
ределения влажности
древесины.
§ 2. ОПРЕДЕЛЕНИЕ ОБЪЕМНОГО
ВЕСА ДРЕВЕСИНЫ
Определение объемного веса древеси-
ны производится путем взвешивания об-
разца правильной геометрической формы
(прямоугольная призма) или путем опре-
деления объема воды, вытесняемого об-
разцом (волюмометрический способ).
Наиболее простым и употребительным
является первый способ.
Объемный вес образца находится с
точностью до 0,01 г/см3 по формуле
G'lr
Для определения объемного веса из-
готовляется образец в форме прямо-
угольной призмы с основанием 2X2 см
и высотой 3 см. Образец не должен
иметь никаких дефектов древесины.
Все его поверхности должны быть
гладко выстроганы
ник. Отклонения
допускаются в
(±10').
строго под уголь-
от прямоугольности
Пределах ±0,5 мм
Линейные размеры образца выдержи-
ваются с точностью до ±0,1 мм. Влаж-
ность образца должна быть в пределах
7 до 20%.
Размеры образца измеряют штанген-
циркулем с точностью до 0,1 мм. Объем
После этого определяют влажность
образца обычным способом.
Объемный вес древесины при влаж-
ности 15% (у15) определяют по объем-
ному весу при данной влажности (уИг)
по табл. 39 и 40.
Правила пользования табл.
3 9 и 4 0. В колонке „Влажность W“
находим влажность данного образца, в
колонках уту — объемный вес при дан-
ной влажности. Обозначения над столб-
цами 0,01;0,02;0,03 указывают, сколько
сотых долей должно быть прибавлено
к уТу или?отнято для нахождения yj5.
Первый случай имеет место, если
влажность образца меньше 15%, вто-
86
Глава 9. Определение физических и механических свойств древесины
рой — если влажность образца больше
15%.
Пример. Данные обмера и взешива-
ния образца сосны: объем V=12,04 см\
вес 61^=6,15 г, влажность W = 9%.
Объемный вес прн этой влажности
= 0,51 г!см3. По таблице в колонке
„Влажность берем цифру 9 и по
горизонтальной линии находим колонку,
в пределах которой находится заданный
объемный вес (в данном случае средняя
колонка—0,50—0,83). Эта колонка дает
поправку +0,02; следовательно, объем-
ный вес образца при влажности 15%
будет у15 =уж 4-0,02 = 0,51 4-0,02 =
= 0,53.
Коэфициент объемной усушки (на1%
влажности) вычисляют в процентах по
формуле
Vi —V,
Ко=Чпг100°/о’
где Vi —объем образца до высушивания,
Vj — объем образца после высуши-
вания,
IF — влажность образца (до высу-
шивания).
Объемный вес древесины при влаж-
ности 15°/о можно определить, зная
коэфициент объемной усушки, с точно-
стью до 0,01 г/см3 и без таблиц, поль-
зуясь следующей формулой:
Т15 = [1+0.01 (1-ЛГо) (15-IV)].
Таблица 39
Ко—0,5%
Таблица нахождения у15 (объемного веса при влажности 07=15%)
для сосны, пихты, ели, дуба, ясеня обыкновенного, бука и липы
уж
Влажность W Ч-о,о1 +0,02 +0,03 Влажность W -0,01 - 0,С2
7 0,35-0,37 0,38-0,68 0,63-0,85
7«/4 0,35-0,38 0,39-0,64 0,65-0,85 — — .—
7!/г 0,35-0,39 0,40—0,66 0,67-0,85 — — —
73/4 0,35-0,41 0,42-0,68 0,69-0,85 — —-
8 0,35-0,42 0,43—0,71 0,72-0,85 16V4 0,80-0,85 —
8*/4 0,35-0,44 0,45-0,74 0,75-0,85 161/2 0,67-0,85 —
8*/2 0,35-0,46 0,47—0,76 0,77—0,85 163/4 0,58-0,85 —
8в/4 0,35-0,47 0,48-0,79 0,80-0,85 17 0,50—0,85 —
9 0,35-0,49 0,50—0,83 0,84-0,85 171/4 0,45-0,85 —
91/4 0,35-0,52 0,53-0,85 — 171/2 0,40—0,85 —
91/, 0,35-0,54 0,55—0,85 — 173/4 0,37-0,85 —
Э3/4 0,35—0,57 0,58-0,85 — 18 0,35-0,85 —
10 0,35-0,59 0,60-0,85 — 181/4 0,35—0,85 —
10i/4 0,35-0,63 0,64—0,85 — 181/2' 0,35-0,85 —
Ю'/2 0,35-0,66 0,67-0,85 — 183/4 0,35-0,79 0,80—0,85
103/4 0,35-0,70 0,71—0,85 — 19 0,35-0,74 0,75-0,85
11 0,35—0,74 0,75—0,85 — 19!/4 0,35—0,70 0,71-0,85
ш/4 0,35—0,79 0,80—0,85 — 191/2 0,35-0,66 0,67—0,85
1П/2 0,35—0,85 — — 193/4 0,35-0,63 0,64-0,85
11з/4 0,35-0,85 — — 20 0,35—0,59 0,60-0,85
12 0,35-0,85 — .—- — — —
121/4 0,37-0,85 — — — — —
12»/2 0,40—0,85 — — — —
12з/4 0,45—0,85 .— — — — —
13 0,50—0,85 — — — — —
131/4 0.58-0,85 — — — — —
131/» 0,67—0,85 — — — — —
133/4 0,80-0,85 — — — —
§ 3. Определение механических свойств авиадревесины 87
Таблица 40
До=0,6%
Таблица нахождения fI5 (объемного веса при влажности IV=15%)
для лиственницы, березы и ясеня манчжурского
Хе .
^Влажность W 4-0,01 4-0,02 4-о.оз Влажность W —0,01 —0,02
7 0,35-0,45 0,47—0,78 0,79—0,85 — —
7V, 0,35—0,48 0,49-0,80 0,81-0,85 — — —
7’/й ,0,35-0,49 0,50-0,83 0,84-0,85 — — —
0,35-0,51 0,52-0,85 —- — — •—
8 0,35-0,53 0,54-0,85 — 161/2 0,84—0,85 —
81/, 0,35-0,55 0,56-0,85 — 163/4 0,72-0,85 —
8V-> 0,35—0,57 0,58-0,85 — 17 0,63-0,85 —
83/, 0,35-0,59 0,60-0,85 — 171/4 0,56-0,85 —
9 0,35-0,62 0,63-0,85 —- 171/2 0,50—0,85 —
91/4 0,35-0,65 0,66—0,85 — 173/4 0,46-0,85 —_
9*/2 0,35—0,68 0,69-0,85 — 18 0,42-0,85 •—
93/4 0,35-0,71 0,72-0,85' — 18>/4 0,35—0,85 —
10 0,35-0,74 0,75—0,85 — 18'/2 0,36-0,85 —
101/4 0,35-0,78 0,79—0,85 — 183/4 0,35-0,85 —
101/а 0,35—0,83 0,84-0,85 — 19 0,35-0,85 •—
103/4 0,35—0,85 — — 1Э’/4 0,35-0,85 —
11 0,35-0,85 —. — 191/2 0,35—0,83 0,84—0,85
1П/4 0,35—0,85 — — 198/4 0,35-0,73 0,79—0,85
И’/г 0,36-0,85 — — 20 0,35-0,74 0,75-0,85
ЦЗ/4 0,39-0,85 —— — 1 — — —
12 0,42—0,85 —— — —- — —-
121/4 0,46-0,85 — — — — —
121/2 0,50-0,85 1 —. — — — —
123/4 0,56-0,85 - — — —
13 0,63—0,85 — — 1 — —
.131/4 0,72-0,85 — — —
J3i/2 0,84—0,85 — — — — —
§ 3. ОПРЕДЕЛЕНИЕ МЕХАНИЧЕСКИХ
СВОЙСТВ АВИАДРЕВЕСИНЫ
3. Определение крепости на сжатие
вдоль волокон
Образец, имеющий форму прямоуголь-
ной призмы, помещают между платфор-
мами испытательной машины и доводят
до разрушения путем постепенного уве-
личения сжимающей нагрузки. Макси-
мальная величина груза в кг (указывае-
ма^ стрелкой манометра машины при ис-
пытании), разделенная на величи-
ну поперечного сечения образца, дает
величину временного сопротивления
Древесины сжатию вдоль волокон
Р
б?ж = —кг/см2.
Скорость нагружения — 375 кг]см1 в ми-
нуту.
При установке образцов одна из
платформ на испытательной машине
должна быть самоустанавливающейся,
что обеспечивает приложение нагрузки
по всему поперечному сечению образца.
Образец для испытания вырезают из
каждой отобранной штуки материала,
отступя 10 см от торца при поштучном
испытании и 50 см при испытании пар-
тии. При изготовлении из середовой
доски образец вырезают на расстоянии
не менее 3 см от сердцевины. Образец
должен иметь после обработки форму
прямоугольной призмы с основанием
2X2 см и высотой 3 см. В нем не
должно быть никаких дефектов дре-
весины. Направление волокон должно
быть по возможности параллельно гра-
ни призмы. Годовые слои должны быть
88
Глава 9. Определение физических и механических свойств древесины
расположены так, чтобы тангентальный
разрез совпадал с одной из граней приз-
мы (фиг, 76). Все поверхности образца
должны быть гладко выстроганы, стро-
го под угольник. Обработка образца по
линейным размерам должна быть вы-
Фиг. 76. Образец дли ис-
пытания древесины на
сжатие.
полнена с точностью ±0,1 мм, откло-
нения от прямого угла допускаются в
пределах ±0,5 мм или до ±10'. Влаж-
ность образца должна быть в преде-
лах от 7 до 20%. За-
меры образца произ-
водятся штангенцир-
кулем с точностью до
0,1 мм. Поперечное
сечение определяется
с точностью до 0,01
см2.
После разрушения
образца сразу же оп-
ределяется его влаж-
ность и в результат
определения временного сопротивления
вводится поправка на влажность по
формуле
= К’сж Т71
где °сж1ь — временное сопротивление
сжатию при влажности 15%,
осждг — то же, при данной влажно-
сти,
К—поправочный коэфициент,
приведенный в табл. 24.
2. Испытание на динамический
(ударный) изгиб поперек волокон
Испытание на динамический (ударный)
изгиб поперек волокон производят аа
маятниковом копре с бабой, двигаю-
щейся по дуге круга. Образец для ис-
пытания берут в виде бруска сечением
2X2 см, длиной 30 см. Образец выре-
зают от каждой испытуемой штуки,
отступя от сердцевины .не менее чем
на 3 см и от торца при поштучном ис-
пытании— на 10 см, а при испытании
партии — на 50 см. Направление годо-
вых слоев в образце должно возможно
ближе совпадать с направлением про-
дольных ребер образца. В поперечном
сечении грани образца должны быть
расположены соответственно в ради-
альной и тангентальной плоскостях
(фиг. 77). Образец должен быть чисто-
простроган. Точность изготовления
образца в линейных размерах ±0,1 мм,
в углах до ±10'. Направление удара —
тангентальное. Запас мощности копра —
10 кем.
Величина сопротивления ударному
изгибу определяется по формуле
Q
А -------- кгм!смв,
bh2
где Q — работа, поглощаемая образцом,,
b — ширина образца в см,
h — высота образца в см.
Фиг. 77. Образец для испытания древесины на динами
ческий н статический изгиб.
3. Испытание на статический изгиб
поперек волокон
Испытание на статический изгиб по-
перек волокон производится па гидрав-
лических прессах (чаще всего на пяти-
тонном прессе системы Амслера).
Образец для испытания размером
2X2X30 см изготовляется аналогично
образцу для испытания на динамический
изгиб (см. фиг. 77). Расстояние между
центрами опор /=24 см. Направление
нагрузки — тангентальное; скорость на-
гружения 130—150 кг!см2 в минуту.
Временное сопротивление изгибу
определяется по формуле
ЗР1
си = —т-------кг! см2.
§ 3. Определение механических свойств авиадревесины
89
где Р — разрушающий груз в кг,
I—расстояние между опорами
в см,
h и р — линейные поперечные размеры
образца.
После испытания образца определяют
его влажность и полученную величину
временного сопротивления изгибу при-
водят к влажности Ц7=15% по формуле
Си15=Си,Д1+“(^-»5)],
где а—0,04.
Влияние (наклона волокон более 5°
сказывается довольно резко (см.
фиг. 23), поэтому при изготовлении
образца должно быть обращено серьез-
ное внимание на его прямослойность.
4. Испытание на растяжение вдоль
волокон
Образцы для испытания изготов-
ляют по ОСТ 250 (фиг. 78). Образец
зажимают головками между рифлеными
щеками зажима машины так, чтобы
но со скоростью 1500±25 кг на весь
образец (375 кг/см2 в минуту).
Временное сопротивление растяжению
вдоль волокон определяется с точно-
стью до 5 кг/см2 по формуле
с£ — кг! см?
ab
где Ршвх — разрушающая нагрузка в кг,
а —ширина, а b — толщина ра-
бочей части образца в см.
Пересчет на влажность 15%
производится по формуле
%5 = =г[г11 + а(1Г-15)],
где а =0,015 для лиственных пород. Пе-
ресчет для хвойных пород не произво-
дится ввиду ничтожного влияния влаж-
ности на сопротивление разрыву.
Влияние угла между направлением'
силы и направлением волокон сказы-
вается очень резко, поэтому рекомен-
дуется заготовку для образца выкалы-
вать, а не выпиливать.
часть каждой головки, граничащая с
рабочей частью образца, оставалась
свободной на участке длиной 20—25 мм.
Перед укреплением образца в отвер-
5. Испытание на скалывание вдоль
волокон
Производится различными способами
и на различных образцах. Образец, пред-
Фиг. 79. Образец для
испытания древесины
на скалывание.
I
I
Фиг. 80. Схема прибора для испытания древесины
на скалывание.
А плашка, Б—стойка, В—испытуемый образец.
стия, имеющиеся в каждой головке,
вставляют стальные .цилиндрической
формы пробки высотой 17 мм. Нагру-
жение образца производится равномер-
ложенный ЦАГИ, изображен на фиг. 79-
Образец не должен иметь сучков и дру-
гих дефектов; волокна должны быть
расположены вдоль образца, годичные
so
Глава 9. Определение физических и механических свойств древесины
Физико-механические свойства некоторых
(среднее значение по Нердлингеру
Древесные породы Место пронз- Объемный
Русское название древесной породы Ботаническое название растания вес
Арча (карандашное дерево') luniperus turcestanica Ср. Азия 0,53
Акация амурская Cladrastis (Maakia) amurensis ДВК 0,58
Бамбук Phillostachis reticulata Кавказ 0,76
Бархатное дерево Phellodendron amurensis ДВК 0,49
Береза обыкновенная Betuia verrucosa; b. pubes- РСФСР 0,65
cens>
Береза желтая Betuia costata ДВК 0,73
Береза черная Betuia dahurica ДВК 0,73
Берест Ulmus foliiaceae Кавказ 0 52
Бук Fagus orientaiis Кавказ 0,6а
Граб Carpinus betulus Кавказ 0,67
Груша Pyrus communis РСФСР 0,73
Дзельква Zelkowa carpinifolia Кавказ 0,87
Дуб Quercus pedunculate РСФСР 0,70
Ель обыкновенная Picea excelsa СССР 0,47
Ель аянская Picea ajanensis ДВК 0,51
Ильм Ulmus montana Урал, Кавказ, 0,62
юг Сибири
Каштан Castanea vesca Кавказ 0,51
Кедр сибирский Pinus sibirica Сибирь 0,40
Карагач Ulmus foliaceae Кавказ 0,60
Кизил Cornus mas Кавказ 0,97
Клен остролистный Acer platanoides РСФСР 0,68
Клен манчжурский Acer mandschurica ДВК 0,68
Дипа обыкновенная Tilia parvifolia РСФСР, Си- 0,48
бирь, Алтай
Липа амурская Tilia amurensis ДВК 0,48
Лиственница сибирская Larix sibirica Сибирь 0,68
Ольха Alnus glutinosa РСФСР 0,50
Осина Populus treinula РСФСР 0,49
-Орех грецкий luglans regia Кавказ 0,58
Орех манчжурский luglans mandschurica ДВК 0,49
Пихта сибирская Abies sibirica Сибирь 0,37
Пихта кавказская Abies Noidmanniana Кавказ 0,44
Самшит Buxus sempervirens Кавказ 0,97
Тисс Taxus baccata Кавказ 0,72
Сосна обыкновенная Pinus silvestris СССР 0,52
Тополь Populus alba, p. nigra РСФСР 0,42
Яблоня Malus communis РСФСР 0.69
Ясеиь обыкновенный Fraxinus excelsior РСФСР 0,71
Ясень манчжурский Fraxinus mandschurica ДВК 0,68
V 3. Определение механических свойств авиадревесины
Табл
отечественных и зарубежных древесных пород
Арнольду, Ванину Перелыгину и др.)
Коэфициент усушки Временное сопротивление Сопроти- вление ударному изгибу кг} см3 Т вердос! торцева по Янка кг\см*
радиаль- ный танген- тальный объем- ный сжатию вдоль волокон статиче- скому изгибу скалыва- нию вдоль волокон
0,14 0,18 0,5 317 331 79 — 340
0,12 0,29 0,41 400 853 — — —
— — — 904 2061 113 — 970
0,19 0,24 0,42 395 771 — — —
0,26 0,30 0,59 491 887 62 — 349
0,27 0,33 0,60 450 850 81 0,195 600
0,26 0,33 0,59 450 850 114 0,195 600
0,14 0,28 0,45 442 853 59 — 396
0,16 0,34 0,53 390 930 68 — 670
0,19 0,34 0,57 381 1085 — — 643
0,21 0,28 0,59 531 1135 — — 662
— — — 690 1230 — — —
0,49 0,93 0,5 400 740 70 — 693
0,40 0,77 0,5 320 600 50 0,120 258
— — — 400 720 55 0,120 280
0,12 0,29 0,40 381 782 64 — 565
0,18 0,23 0,35 408 608 — — 305
— — — — 502 56 —
0,29 0,70 0,5 465 893 — — 484
0,32 0,89 0,5 721 — — — 13ЭЮ
0,21 0,34 0,53 513 1037 117 — 640
0,19 0,32 0,51 433 932 .— —
0,63 0,93 — 270 470 50 — 237
0,27 0,31 0,61 323 605 — — 299
0,38 0,43 0,60 420 750 - 0,145 410
0,30 0,59 — 408 606 278
0,16 0,30 0,52 350 673 44 __ 308
0,54 1,08 0,60 495 905 — — 474
— — — 542 924 „ . 375
0,13 0,25 0,46 290 550 59 260
0,33 0,66 — 340 580 50 0,130 336
0,23 0,38 0,12 0,45 0,32 0,50 0,23 0,74 0,40 724 678 350 308 448 1059 938 650 533 806 55 54 0,130 1433 928 250 198 666
— — 400 820 — 1— 800
— — 350 750 80 — 735
92 Глава 9. Определение физических и механических свойств древесины
слои так, чтобы скалывание происходило
в тангентальном или радиальном направ-
лении. Испытание производится в спе-
циальных приспособлениях, одно из ко-
торых покйзано на фиг. 80. Скорость
нагружения образца при испытании —
100±20 кг/сж® в минуту, или 1200 кг!мин
на весь образец. Временное сопротивле-
ние скалыванию определяется по фор-
муле
сск = ^>тах кг/см2
ab
где Ртах — разрушающая нагрузка в кг,
а аЬ — размеры площади скалывания
в см, определенные с точностью до
0,1 мм. Поправка на влажность произ-
водится по формуле
°ск1в = oCKj|z 1Ч-0 —15)],
где а =0,03 для всех пород.
6. Определение твердости
Твердость определяют по способу
Янка. Прибор Янка представляет собой
массивную круглую пластинку с вы-
ступающей на ее поверхности полусфе-
рой, имеющей поперечное сечение 1 слМ
Пластинка ходит в обойме, устанавли-
ваемой на поверхности образца. Момент
полного погружения полусферы в дере-
во отмечается тем, что стрелка мано-
метра в прессе, двигавшаяся медлен-
но, вдруг получает быстрое движение.:
Поправка на влажность в пределах,
от 8 до 20% производится по обычной;
формуле:
Я15 = Я,Н1+“(^-15)].
Коэфициент ат = 0,03 при определении'
торцевой твердости и ag = 0,01 при»
определении боковой твердости.
Таблица 416
Физико-механическое свойство некоторых древесных пород США
Название древесной породы Объемный вес Усушка в ®/0 Временное сопротивление, «2]^*'
радиальная таигенталь- ная сжатию вдоль волокон 1 статичес- кому изгибу ; скалыва- 1 иию вдоль волокон
Береза (Betula lutea) 0,68 4,8 10,6 459 998 51
Бук (Fagus americana) 0,66 7,0 8,5 513 1089 91
Вишня (Prunus serotina) 0,53 3,7 7,1 478 878 78
Гикори (Carya alba) 0,79 — — 612 1356 100
Дуб (Quercus Spp.) 0,69 4,6 9,0 464 969 92
Клен (Acer saccharinum) 0,67 4,8 9,2 527 1064 107
Красное дерево (Swietenia mahagoni) 0,51 3,4 4,7 459 815 75
Липа (Tilia glabra) 0,40 6,6 9,3 316 605 51
Орех (luglans nigra) 0,56 5,2 7,1 534 1061 70
Тополь (Populus deltoides) 0,43 3,9 9,2 330 605 40
Тюльпановое дерево (Liriodendron 0,43 4,0 7,1 352 840 56,
tulipifera) Ясень черный (Fraxinus nigra) 0,53 5,0 7,8 380 836 71
Ясень белый (Fraxinus americana Spp.) 0,62 4,3 6,9 492 1040 92’
Кедр калифорнийский (Libocedrus 0,36 3,3 5,7 380 612 46
decurrens) Кедр белый (Thuja occidentalis) 0,40 4,1 7,4 352 660 53
Кедр канадский (Cliamaecyparis law- 0,44 4,6 6,9 429 773 53-
soniana) Кипарис (Taxodium distichum) 0,48 3,9 6,1 436 743 51
Пихта благородная (Ables nobilis) 0,40 4,5 8,3 386 682 48
Пихта Дугласова (Pseudotsuga taxi- 0,51 5,0 7,8 492 808 57
folia) Сосна Веймутова (Pinus strobus) 0,38 2,2 6,0 438 612 45
Сосиа западная (Pinus monticola) 0,42 4,1 4,6 7,4 7,2 373 658 45
Сосна красная (Pinus resinosa) 0,51 464 836 62
Сосна сахарная (Pinus Lambertiana) 0.38 2,9 5,6 325 562 51
Спрус (Picea sitchensis S.) 0,40 4,1 7,4 352 6(50 53
Хемлок (Tsuga heterophylia) 0,44 4,3 7,9 415 710 57
Примечание. Объемный вес показан в абсолютно сухом состоянии.
$ 1. Шпон авиационный 93
Таблица 42
Механические свойства древесных пород,
применяемых в самолетостроении
Порода дерева Временное сопротив- ление, кг\см2 Модуль упру- гости 2-го рода G кг см2 Твердость по Янка кг] см*
растя- жению раскалыванию вдоль воло- кон поперек волокон
ради- ально танген- тально ради- ально танген- тально
Береза обыкновенная Береза желтая Береза черная 1100 7,5 8,3 6000 349 292 310
1200 — — 6500 600 530 490
1200 930 6,0 9,7 6500 6500 600 670 530 544 490 510
Дуб Ель обыкновенная 1000 — — 6500 693 600 515
750 — 5500 258 168 —
Ель аянская ’ 750 — — 5500 280 — 196
Клен * * 1040 9,5 11,5 — 640 490 500
Липа 600 — — — 237 140 160
Лиственница сибирская азо — — 6000 410 225 310
Ольха —-- — —₽ 7000 278 — —
Пихта кавказская 720 — — 5000 336 214 225
Сосна 830 4,6 4,5 5500 250 163 155
Ясень манчжурский 1000 — — 6500 735 610 640
Ясень обыкновенный 1100 — — 6500 800 630 580
Технические условия на определение
физико-механических свойств древесины
изложены в следующих стандартах и
нормалях:
1) Механические
испытания
сины
ОСТ
НКЛес
древе-
250,
2) Определение влажности авиадре-
весины, нормаль ГУ НКАП 186 СТУ,
3) Контроль физико-механических
свойств’авиадревесины при ее приемке,
нормаль ГУ НКАП 195 СТУ,
4) Определение объемного веса авиа-
древесины, нормаль ГУ НКАП 197 СТУ,
5) Микологический контроль авиадре-
весины, авнафанеры и шпона, имеющих
цветную окраску, — нормаль ГУ НКАП
185 СТУ.
Глава 10
ШПОН И ФАНЕРА АВИАЦИОННЫЕ
§ I. ШПОН АВИАЦИОННЫЙ
I. Шпон березовый авиационный
Шпон представляет собой тонкие ли-
сты древесины, получаемые лущением
отрезков кряжа (чураков) длиной до
2 м.
Шпон, предназначаемый для изготов-
ления авнадеталей, вырабатывается
толщиной 0,40; 0,55; 0,95; 1,15 и 1,50 ал.
Размеры листов шпона устанавлива-
ются следующие: по длине—от 1100 лиг
и более с градацией через 50 мм, по
Ширине — от 230 мм и кратные ей.
Длиной листа шпона счи-
тается направление, совпа-
дающее с направлением во-
локон.
Допуски ПО' длине и ширине ±5 мм,
по толщине ±0,05 мм.
Пороки древесины в березо-
вом шпоне. Различаются пороки
природные и дефекты обработки. К
природным порокам относятся: глазки,
вавитки, косослой, прорости, свилева-
тость, сердцевинные повторения, сучки,
твердая темнина и цветные окраски.
Эти пороки аналогичны общим порокам
древесины, но несколько отличаются от
94
Глава 10. Шпон и фанера авиационные
пороков в пиленом материале своим
видом (вследствие получения шпона
лущением)
Характерными для березового шпона
природными пороками являются сле-
дующие.
Перерезание годичных сло-
ев (фиг. 81) возникает в процессе
лущения шпона и является следствием
кривизны годичных слоев на отдель-
ных участках. Величина этого порока
Фиг. 81. Перерезание
слоев в шпоне и схема
измерения его.
определяется на участке I в 100 мм в
направлении вдоль волокон шпона.
Участок выбирается в месте наиболь-
шего и наиболее равномерного перере-
зания. На этом участке подсчитывается
число перерезанных годовых слоев п
I
Отношение — с точностью до 1 мм,
выражает величину перерезания в мм.
Рытвины представляют собой мест-
ные уплотнения древесины; имеют вид
прожилок.
Дефекты обработки шпона:
а) окраска от соприкосновения с метал-
лом, б) негладкое лущение, в) трещины
по торцам, г) волнистость, или гофр.
Окраска от металла получает-
ся от длительного соприкосновения
распаренного чурака или мокрого шпо-
на с металлом в процессе лущения и
выражается и сероватых или темных
полосах и пятнах. Для определения
причивы потемнения применяют реак-
цию с роданистым аммонием.
Негладкое лущение выражает-
ся в шероховатости шпона и чаще все-
го наблюдается около сучков, завитков
и проростей. Размер негладкого луще-
ния как дефекта определяется по.
наибольшему его измерению.
Трещины торцевые являются
следствием неравномерной усушки. По-
вреждение трещинами шпона измеряет-
ся длиной трещин и числом их на опре-
деленной ширине поврежденной тре-
щинами торцевой кромки.
Гофр, или волнистость, шпо-
н а является следствием неравномерной t
усушки или увлажнения шпона. Размер
дефекта при этом определяется длиной
и высотой волны гофра.
Листы березового шпона должны
быть ровно и гладко обрезаны под пря-
мым углом.
Влажность шпона всех толгДив
должна быть не более 10%.
Толщина листон шпона промеряется
микрометром по середине листа.
Обмер листов по длине и ширине
производится с точностью до 5 мм;
площадь шпона подсчитывается с точ-
ностью до 0,01 л2.
Каждый лист шпона подвергается
внешнему осмотру для выявления поро-
ков и дефектов.
Для определения физико-механиче-
ских свойств шпона отбирается по три
листа от сотни.
2. Шпон сосновый строганый
Шпон сосновый строганый (ножевой)*
или ножевая фанера представляет собой
тонкие узкие листы, получаемые от
разработки на фанерно-строгальных
станках авиационных кряжей или дело-
вой древесины. Изготовляется в виде
полос длиной от 2 до 3,3 м с града-
цией до 0,1 м, шириной не менее-
80—100 мм и толщиной 0,55; 0,70; 0,95;
1,15; 1,50; 2,0 мм и далее с градацией
через 0,5 мм до 6 мм включительно.
Допуски по толщине установлены
±0,05 мм для шпона толщиной от 0,5»
до 0,70 мм, ±0,10 мм для шпона тол-
щиной от 0,95 до 2,0 мм и ±0,20 мм
для шпона толщиной более 2 мм.
В зависимости от наличия пороков
древесины и дефектов обработки сосно-
вый шпон бывает двух сортов: «Прима»
и «А». Характер пороков древесины
соснового шпона аналогичен порокам1
древесины вообще.
Листы шпона должны быть гладко
и ровно обрезаны под прямым углом.
Влажность шпона должна быть в пре-
делах 7—10°/о.
§ 2. Фанера авиационная
95
§ 2. ФАНЕРА АВИАЦИОННАЯ
Авиационная фанера представляет
собой переклейку, состоящую из трех
и более склеенных между собой слоев
шпона; направление волокон в смеж-
ных слоях шпона — под 90°.
Авиационная фанера изготовляется из
березового, ольхового, букового и
соснового шпона и выпускается листа-
ми размером 1000X800 мм и более с
градацией через 50 мм, толщиной 1; 1,5;
2,0; 2,5; 3; 4; 5; 6; 8; 10 и 12 мм.
Примечание. Ольховая авиа-
ционная фанера выпускается в ли-
стах размером 1100X1100 мм и бо-
лее. Листы меньшего размера сда-
ются по специальному заказу.
Фанера изготовляется из следующего
числа слоев:
Фанера толщиной:
1—3 мм... .... из 3 слоев
4 и 5 ,..................» 3—5 .
6 и 8....................5—7 „
Ю ......................7-9 ,
12.................... 9—11 ,
Наружные слои фанеры называются
рубашкой, средние—середовыми слоями.
Длина листа определяется всег-
да в направлении волокон ру-
башки и указывается первой 'цифрой
при обозначении размера (1000 X 800;
1500X1300 и т. д.).
Листы фанеры должны быть обре-
заны гладко и ровно под прямым
углом.
По способу склейки различаются сле-
дующие виды авиафанеры:
1) фанера, склеенная на жидкой во-
дорастворимой смоле С-1;
2) фанера, склеенная на бакелитовой
пленке;
3) фанера, склеенная белковыми клея-
ми сухим горячим способом;
4) фанера, склеенная белковыми
клеями сырым горячим способом;
5) фанера, склеенная белковыми клея-
ми сухим холодным способом.
Фанера, склеенная смоляными клея-
ми или бакелитовой пленкой, отличает-
ся от фанеры, склеенной белковыми
клеями, повышенной крепостью склей
ни,, а также (водоупорностью и грнбо-
стойкостью.
Качество фанеры определяется в за-
висимости от пороков и дефектов
шпона.
I. Сорта фанеры
Березовая авиационная фа-
нера изготовляется в листах разме-
ром 1000 X 800 мм с градацией в 50 мм
и более по ширине и длине.
Отклонения от номинальных разме-
ров:
по длине н ширине листа . . +20 мм
—10 .
по толщине листа:
для фанеры толщиной I мм . +0,20 мм-
-0,10 „
1,5 мм.............±0,20 ,
от 2,0 до 2,5 .............±0,25 .
3 ,..............±0,30 ,
4.................±0,40 .
5 и 6 ,.............±0,45 „
8, 10 и 12........... . ±060 „
Наружные слои листа (рубашки)
должны быть цельными. Стыковка ни
по длине, ни по ширине не допускается.
Внутренние (середовые) листы могут
быть стыкованы по ширине из полос
шпона шириной не менее 100 мм.
Влажность фанеры, склеенной смоля-
ными клеями и пленкой, должна быть
не выше 9°/о, а влажность фанеры,
склеенной белковыми клеями, не выше
12°/о.
По механическим свойствам фанера
разделяется на два сорта: фанера по-
вышенного качества и фанера понижен-
ного качества (последняя может быть
допущена в производство временно1
только1 при исключительных обстоя-
тельствах).
А'Виафанера березовая, склеенная смо-
ляными клеями и бакелитовой пленкой,
применяется на силовую обшивку
крыльев и центроплана самолетов и
гидросамолетов.
Авиафанера на белковом клею идет
на все детали, не подвергающиеся не-
посредственному воздействию капель-
ной жидкости.
Ольховая авиационная фа-
йера изготовляется в листах разме-
ром 1100X1100 мм и более с градацией
через 50 мм с допуском ±5 мм.
Отклонение по толщине листа:
для фанеры толщиной 1 мм ±0,15 мм
1,5; 2; 2,5 мм . ..........±0,20 „
3 . .............. ±0.30 ,
4................. ±0,35 .
5 и 6 , +0,40 „
9; 10 и 12 , ............ ±0,50 „
Наружные и внутренние слои листа
должны быть цельными. Стыковка ни
по длине, ни по ширине не допускается.
Влажность фанеры всех толщин и
видов, за исключением фанеры на ба-
86
Глава 10. Шпон и фанера авиационные
§ 3. Определение физико-механических свойств шпона и фанер
•келитовой пленке, должна быть в пре-
делах 6—1О°/о. В зависимости от каче-
ства древесины шпона и его обработки
ольховая фанера выпускается
сортов: «Прима» и «А».
Буковая авиационная
н е р а изготовляется в листах по
мерам и допускам аналогично березо-
вой авиационной файере.
Сое новая авиационная фа-
нера изготовляется из заболонного и
смешанного лущеного шпона в листах
размером 100X800 мм, толщиной 2;
2 5; 3; 4; 5; 6; 8; 10 и 12 мм. Смешан-
ным шпоном называют листы шпона,
в которых заболонная и ядровая части
встречаются в соотношении не бо-
лее 1 :2.
Отклонения от установленных раз-
меров:
по длине и ширине листа
двух
ф а-
раз-
Трех елейная фанера толщиной до 3 леи,
кроме того, подвергается испытанию иа
просвечивание для установления каче-
ства середового шпона и клеевых слоев.
Для определения физико-механиче-
ских свойств фанеры отбираются ли-
сты (3% от общего числа листов в пар-
тии) с наибольшим количеством поро-
ке® и дефектов по внешнему виду (за
исключением ольховой фанеры,
которой листы с сучками,
проростями для
рают).
Обмер листов
производится с
Площадь листа определяется с точно-
стью до 0,01 м2. Кубатура фанеры опре- <
деляется с точностью до 0,0001 м\ '
Проверка толщины фанеры произво- J
дится обмером 5°/о листов партии.
испытании
по длине
точностью
+20
-10
мм
по толщине листа:
для фанеры толщиной
2; 2,5 и 3 мм ........ ±0,4
2 „ ........ ±0,5
5 и 6 „............±0,6
8; 10 и 12 ...........+0,8
Наружные и внутренние слои листа
должны быть цельными. Стыковка ни
по длине, ни по ширине (не допускается.
я
ДЛЯ
завитками,
не отби-
и ширине
до 5 мм. ]
§ 3. ОПРЕДЕЛЕНИЕ
ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ
АВИАЦИОННЫХ ШПОНА
И ФАНЕРЫ
I. Испытание шпона
Шпон березовый авиацион-
ный подвергается испытаниям на опре-
деление влажности и временного со-
Таблица 43
Вес 1 м2 шпона
в килограммах
Порода дерева Удель- ный вес в сухом состоя- нии 0,26 Толщина шпона в мм
0,30 0,40 0,45 0,50 0,60 0,80 0,90 1,00
Береза 0,63 0,156 0,187 0,218 0,281 0,312 0,375 0,437 0,562 0,624
Бук 0,63 0,156 0,187 0,218 0,281 0,312 0,375 0,437 0,562 0,624
Вишня 0,51 0,126 0,151 0,202 0,227 0,252 0,302 0,403 0,453 0,504
Вяз 0,51 0,126 0,151 0,202 0,227 0,252 0,302 0,403 0,453 0,504
Дуб красный 0,64 0,161 0,194 0,244 0,291 0,322 0,388 0,424 0,582 0,644
Дуб светлый 0,68 0,171 0,198 0,270 0,308 0,342 0,396 0,540 0,616 0,684
Ильм 0,51 0,126 0,151 0,202 0,227 0,252 0,302 0,403 0,453 0,504
Каштан 0,44 0,111 0,133 0,178 0,200 0,222 0,247 0,356 0,400 0,444
Клен 0,62 0,156 0,187 0,250 0,281 0,312 0,374 0,500 0,562 0,624
2. Правила
приемки и
обмера фанеры
растяжению
воло-
Файера предъявляется партиями, со-
стоящими из листов одного вида склей-
ки, одинаковой толщины и слойноств.
Каждый лист (партии подвергается
внешнему осмотру для выявления по-
роков древесины и дефектов обработки.
вдоль
отбирают по
противления
кон. Для этих испытаний <______,
3 листа шпона от каждой согни. От
каждого испытываемого листа шпона
изготовляется, как указано на фиг. 82,
комплект образцов, состоящий из
одной навески для определения влаж-
ности и двух образцов для испытания
Ta6j
Средний вес 1 л«2 трехслойной фанеры на казеиновом клее
Порода дерева Толщина фанеры в мм П(
1.5 2 2,5 3 4 5 6 8
Береза желтая Ясень черный Ясень белый 1,132 1,428 1,724 2,020 2,612 3,204 3,796 4,980 (
0,959 1,195 1,431 1,667 2,139 2,611 3,083 4,027 (
1,146 1,446 0,983 1,746 1,176 2,346 2,948 3,550 4,152 5,364 (
0,790 1,369 1,755 2,141 2,527 3,299 (
1,132 1,428 1,724 2,020 2,612 3,204 3,796 4,980
Кедр Тополь виргин- ский Красное дерево 0,721 0,881 1,041 1,201 1,520 1,840 2,160 2,800
0,856 1,060 1,264 1,468 1,376 2,284 2,692 3,508 <
0,892 1,108 1,324 1,540 1,970 2,402 2,834 3,698 1
африканское Красное дерево 0,943 1,176 1,409 1,642 2,108 2,574 3,040 3,072
американское Тополь желтый 0,823 1,016 1,209 1,402 1,788 2,174 2,560 3,332
Смоковница 0,959 1,195 1,431 1,667 2,139 2,611 3,083 4,027
дикая Спрус 0,790 0,983 1,176 1,369 1,755 2,141 2,527 3,299
Орех 1,044 1,316 1,583 1,860 2,132 2,404 2,676 2,948
Примечание. Средний вес высохшего клеевого слоя на 1 л
емой поверхности: а) альбуминового клея 100 г, б) казеинового кл
125 г.
Средний расход жидкого клея на 1 м2 склеиваемой поверхнос
буминового клея 0,3 кг, б) казеинового клея .Каско* 0,4 кг.
на разрыв. Образец для испытания на
разрыв изготовляется по фиг. 83. На-
правление волокон выдерживается па-
раллельно оси образца. На концы об-
разца приклеивают фанерные накладки
размером не менее 20X30 мм.
Фиг. 82. Схема вырезки образ-
цов для испытания шпона.
1—места для вырезки образцов для
испытания на растяжение вдоль во-
локон, 2—место для вырезки образцов
для определения влажности.
ножевой обычно не подве]
зико-механическим испытани:
---------- гоо ----—
Фиг. 83. Образец для и
ния шпона на разр
изготовляется из кряжей,
поштучное испытание.
i Та
Физико-механические с
авиационного шпе
Нагружение образцу при испытании
производится со скоростью
200 кг!см2 в минуту.
Образец для определения влажности
хИавеска) представляет собою пластин-
ку размером около 130X130 ММ.
пон сосновый авиационный
у
п- п. Успасский
не более
Толщина шпона мм Временное с< нне в j
растяжению вдоль волоко березового шпона
0,40 850
0,55-0,95 900
1,15-1,5 950
98
Глава 10. Шпон и фанера авиационные
Примечание. Испытание на
сжатие сосны, идущей на шпон, про-
изводится в кряжах; древесина
должна иметь объемный вес Yi.-,<C0,54;
временное сопротивление сжатию
ссж >350 кг/см2 и сопротивление
ударному изгибу Aw >0,130 кгм/сл^.
В случае необходимости повероч-
ных испытаний шпона из последнего
склеиваются болванки, размеры ко-
торых достаточны для изготовления
трех стандартных образцов (2Х2Х
ХЗ см) для испытания на сжатие
2. Испытание фанеры
Фанера авиационная подвер-
гается испытанию для определения
Фиг. 84. Схема вырезки из листа
фанеры заготовок для испытывае-
мых образцов.
Х75 мм для фанеры толщиной 1; 1,5
и 2 мм, иа образцах размером 50X50 мм
для фанеры толщиной 2,5 мм и выше.
Образцы должны быть изготовлены
строго под угольник с точностью ДО
0,1 мм.
Взвешивают образец с точностью
до 0,01 г.
Влажность определяют на образцах
для определения объемного веса. Дли-
Фиг. 85. Схема вырезки из за-
готовки образцов для испытания
фанеры.
/—место для взятия образцов на опреде-
ление объемного веса и влажности,2— ме-
сто для взятия образцов для испытания
на растяжение вдоль волокон, 3—место
образцов для испытания на прочность
склейки в сухом состоянии, 4—то же—
для испытания после кипячения.
объемного веса, влажности, временно-
го сопротивления растяжению вдоль и
поперек волокон рубашек, скалыванию
по склейке в сухом и намочен-
ном состоянии и испытанию
на просвечивание по склейке.
Для испытаний от каждого
отобранного листа фанеры вы-
резается заготовка для изго-
товления трех комплектов об-
разцов (фиг. 84). Каждый ком-
плект состоит из:
а) образца для определения
объемного веса и влажности,
б) образца для испытания на
растяжение вдоль волокон,
в) двух образцов для испы-
тания иа скалывание в сухом
и увлажненном состоянии.
Схема раскроя заготовки для изготов-
ления образцов показана на фнг. 85.
Определение объемного веса произ-
водится на образцах размером 75Х
тельность высушивания для шпона ве
менее 6 час., для фанеры — не менее
15 час.
г^ри
Форма образца для испытания на
растяжение показала на фиг. 86.
Форма образца для испытания на
скалывание показана на фиг. 87.
§ 3. Определение физико-механических свойств шпона и фанеры 99
Продольные кромки на всех образцах
должны быть параллельны волокнам
рубашки. В шейке и закругленной ча-
сти образца для испытания на растяже-
ние и в промежутке между запилами
образца для испытания на скалывание
не должно быть сучков, вмятин и за-
витков.
Фиг. 87. Образец для испытания фанеры на скалывание.
Пропил в образце на скалывание не
должен затрагивать соседнего слоя
(шпона). Внутренние пропилы осуществ-
ляют путем предварительной сверловки
и последующей распиловки надфилем.
Направление пропила должно быть пер-
пендикулярно кромке образца.
Длина скалываемой поверхности I
устанавливается следующая: «
. 1 1,5— 2,5 мм . .1=15 мм
для фанеры i 3 0_4 0 /=20 „
юлщинои 1 ’5. /=20 -
Временное сопротивление растяже-
нию вдоль волокон определяется по
формуле
Р
сь — —— кг! см2
г
и вычисляется с точностью до 5 кг]см\
Скорость нагружения при испытании —
не свыше 2000 кг1см2 в минуту.
Определение временного сопротивле-
ния скалыванию производится на одном
сухом образце и на втором, увлажнен-
ном кипячением в воде в течение 1 часа.
Временное сопротивление скалыванию
по склейке подсчитывается с точностью
до 1 кг!см- по фромуле
2Р
°ск “ ab (п-1) ’
где аЬ — площадь скалывания,
п — число слоев шпона в фанере.
Скорость иагружения при испыта-
нии— не более 100 кг!erf в минуту.
Механические качества фанеры даны
в табл. 46.
Испытание фанеры толщиной до
3-х мм на просвечивание производится
в светонепроницаемой камере при по-
мощи рефлектора с сильным источни-
ком света, равномерно освещающего
фанеру.
Таблица 46
Механические свойства березовой
Толщина фанеры мм Растяжение фанеры ВДОЛЬ волокон кг 1 см2 Скалывание по склейке фанеры
иа смоляных клеях на белковых клеях
в сухом СОСТОЯНИИ после кипячения в течение 1 часа в сухом СОСТОЯНИИ после кипячения в течение 1 часа
' 1,0 1,5 2-4 5 6 8-12 650 650 650 650 600 550 Минимал 18 18 22 22 27 ьное временное 16 16 14 14 14 • И . сопротивле 15 15 15 17 27 ние в кг/см2 8 8 7 7 7 7
Не испытывается”6 ^анеРа толщиной 1 мм по склейке в сухом состоянии
7*
Нормы пороков и дефектов обработки, допускаемые в фанере Таблица 47
Пороки древесины Березовая фанера нормального качества Буковая фанера Сосновая фанера Березовая фанера пониженного качества i Ольховая фанера
1. Глазки А. Нормы пороков, допускаемых.в фанере 1. Допускаются без ограничения размеров и количества во всех слоях. Черные 1. Глазки светлые до-
светлые и глазки могут сопровождаться полосками бурого цвета с заостренными концами (чел- пускаются во всех слоях
черные • 2. Завитки 3. Косо- ноки) 2. Допускаются без ограничения размеров и количества 3. Допускается во всех слоях размером 7% для трехслойной и 10%—для многосло без ограничения. Глазки черные в сорте „Прима' не допускаются, в сорте .А' допускаются разме- ром не более 5 мм в ко- личестве до 5 шт. на 1 № 2. Завитки допускают- ся в количестве не более 2 шт. для сорта .Прима" и 5 шт. для сорта ,А' на 1 м2 иной фанеры
слой 4. Крас- 4. Допускается во всех слоях в виде полос без внешних приз- 4. Допускается без 4. Допускается во всех
нина иаков разрушения древесины, шириной до 200 мм, при рас- внешних признаков раз- слоях без внешних при-
5. Перере- стоянии между ними не менее 300 мм 5. Допускается во всех слоях при расстоянии между го- рушения древесины в се- редовых листах без ограничения размеров и количества; на рубашке в виде полос, занимаю- щих не более 50% повер- хности листа 5. Допускается во всех знаков разрушения дре- весины, шириной до 200 мм при расстояниях между полосами не ме- нее 300 мм 5. Допускается при
займе годич- ных слоев дичными слоями не менее 10 мм слоях при расстоянии между годичными слоями не более 8 мм расстоянии между го- дичными слоями ве бо- лее 5 мм
Пороки древесины Березовая фанера нормального качества Буковая фанера Сосновая фанера Березовая фанера пониженного качества Ольховая фанера
6. Проро- сти светлые сросшиеся, без завитков и свилева- тости 6. Допускаются во всех слоях без ограничения размеров и количества 6. Допускаются про- рости с завитками в сорте .Прима* длиной 10 мм—2 шт., в сорте .А* длиной 12 мм — 5 шт. на 1 я2 поверхности листа
7. Проро- 7. Допускаются на ру- 7. Допускаются 7. Допускаются на рубашке шириной до 7. В сорте „Прима'
сти черные башке шириной до 3 мм на рубашке шири- 3 мм без ограничения длины и количества, не допускаются, в сорте
сросшиеся, без завитков и свилева- тости без ограничения длины и количества, в середин- ках—без ограничения размеров и количества ной до 5 мм без ограничения; в се- рединках допуска- ются без ограни- чения размеров и количества в серединках—без ограничения размеров и количества „А“ допускаются (в чи- сле черных сучков) длиной 5 мм в количе- стве не более 2 шт. на 1 м2
8, Проро- сти светлые и черные сросшиеся, с завитками или свиле- ватостью 8. Допускаются на руб левагости, и в серединк ашках размером дс 1х без ограничения 50 мм, включая длину завитка или сви- размера
9. Сердце- винные по- вторения и следы их (прожилки) 9. Невыкрашивающиеся допускаются во количества (разбросанные по листу) всех слоях без ограничения размеров и
10. Гнезда 10. Допускаются во внутренних слоях: не выходящие на обе стороны листа и не- выкрашивающиеся—размером 60X40 мм н выходящие на обе стороны листа шпо- на—размером 60X20 мм, без ограничения количества В фанере березовой пониженного качества размер допустимых гнезд увеличивается и а 10 мм и а сторону
Глава 10. Шпон и фанера авиационные _ | § 3. Определение физико-механических свойств шпона и фанеры
— ) — — — — — — — — — — — —
Продолжение
Пороки древесины Березовая фанера нормального качества Буковая фанера Сосновая фанера Березовая фанера пониженного качества Ольховая фанера
11, Свиле- ватость 11. Допускается во всех слоях без ограничения при симметричном расположении листов шпона со сплошной свилеватостью в листе фанеры
12. Синева 12. Допускается без внешних признаков разрушения древесины в виде отдельных полос различной ширины, идущих от тор- ца, длиной не более 1/3 длины листа при расположении с одного торца и Це—с двух торцов Не допускается Допускается во всех слоях без внешних при- знаков разрушения древесины без ограничения размеров
13. Сучки здоровые, вполне срос- шиеся (со светлой или черной серд- цевиной) 13, Допускаются диаметром до 10 мм бе: личества во внутренних слоях и во всех до 15 мм с длиной завитка не более 30 мм между сучками не менее 150 мм или с 50 мм— при расстоянии 300 мм или с длиг — при расстоянии между сучками 450 мм ограничения ко- слоях диаметром — при расстоянии длиной завитка гой завитка 75 мм Допускаются до 10 мм без ограничения количе- ства во внутренних слоях и во всех слоях размером до 20 мм при расстоянии между завитками не ме- нее 200 мм Допускаются сучки диаметром до 10 мм для сорта „Прима’ 2 шт. и для сорта „А“ 5 шт. на 1 жа поверхности листа
Примечание. При наличии на одном листе сучков меньших размеров допускается их суммирование, причем нормы в этом случае остаются те же. При этом такие пороки, как глазки, прорости без завитков, сердцевинные повторения и твердая темнина, не учитываются.
14. Сучки черные невыпадаю- щие 14 Допускаются по нормам здоровых сучков Допускаются до 10 мм без ограничения количе- ства на внутренних слоях и во всех слоях до 15 жж при расстоянии между сучками до 200 мм В сорте „Прима” не допускаются. В сорте ,А“ допускаются в числе здоровых сучков разме- ром до 5 жж в количе- стве не более 2 шт. на 1 ж2 поверхности листа
15. Сучки черные вы- падающие 15. Допускаются размером не более 5 мм количества без ограничения Размером до 7 жж до- пускаются без ограни- чения Не допускаются
Продолжение _
Пороки древесины * Березовая фанера нормального качества Буковая файера Сосновая фанера Березовая фанера пониженного качества Ольховая фанера
16. Твер- 16. Допускается шириной до 3 мм без дая темнина ограничения длины и количества Не допускается Допускается шириной до 5 мм без ограниче- ния длины и количества Допускается длиной до 50 мм и шириной до 1 мм без ограничения количества
17. Рытви- ны (местные уплотнения древесины в 17. Допускаются во всех слоях без огран ичения размеров и количества
виде прожи-
лок)
18. Цвет- 18. Допускаются окраски, не сопровождающиеся внешни мн признаками разрушения древесины, во всех
иые окраски слоях
(обесцвечи-’
* вание)
Примечание, В'сосновой фанере допускаются засмолки в виде полос длиной 100 мм, шириной 15 мм,
при расстоянии между ними не менее 15 мм. Серницы допускаются только при склейке смоляными клеями и
только в средних слоях длиной до 25 мм при расположении одна от другой на расстоянии не менее 300 мм
на расстоянии не менее 300 мм
ые в фанере
при отсутствии" гофра (волнисто-
Б. Нормы дефектов обработки, допускаем!
19. Короб- 19. Допускается не более чем у 10% общего количества листов партии, i
ление сти), со стрелой прогиба не более 30 мм на 1 пог. м по диагонали листа
В фанере березовой пониженного качества коробление допускается со стрелой прогиба до 30 мм, но не
более чем у 20% общего количества листов
Глава 10. Шпон и фанера авиационные § 3. Определение физико-механических свойств шпона и фанеры 103
< Продолжения
Пороки древесины Березовая фанера нормального качества Буковая фанера Сосновая фанера Березовая фанера пониженного качества Ольховая файера
20. Неглад- кое лущение 21. Окрас- 20. Допускается шеро- ховатая поверхность раз- мером по наибольшему измерению не свыше 50 мм около сучков, за- витков и прорости, а также шероховатое лу- щение без вырвин в от- дельных участках, общей площадью не более 1/ю площади листа 21. Допускается во все 20. Допускается негладкое луще- ние без вырвин :х слоях в виде пс 20. Допускается без вырвин не бо- лее чем на Vg по- верхности листа лос, пятен и точе; 20. Допускается не бо- лее чем на Vi поверх- ности листа г без ограничения 20. Допускается диа- метром не более 50 мм около сучков, проростей и завитков
ка от металла
22. Про-
хождение
клея
22. Допускается не более чем на Vi поверхности листа
22. Допускается без ограничения при склей-
ке смоляными клеями и не более чем на 1/з п0'
верхности при склейке белковыми клеями
Q
а
с
а
•я
§
о
ж
ж
га
23. Риски
23. Допускаются всякие риски, не вызывающие нарушения
целостности древесины
24. Трещи-
ны торце-
вые, плотно
сомкнутые,
неразошед-
шиеся
25. Слезы ба-
гровых наколов
26. Вмяти-
ны
в
24. Допускаются с двух сторон, длиной до 75 мм каждая,
количестве 3 шт.
Допускаются в коли-
честве 4 шт. с двух сто-
рон, длиной до 75 мм
23. В сорте „Прима” не до-
пускаются, в сорте „А” до-
пускаются, но не более чем
на поверхности листа
24. С каждой стороны листа
допускаются длиной до 50 мм
в количестве для сорта „При-
ма” 2 шт„ для сорта „А“—4 шт.
25. Допускаются в средних слоях без ограничения
26. Допускаются без ограничения на обеих сторонах листа
ющей половины толщины шпона
Примечание. Пороки и дефекты обработки, не
не допускаются.
глубиной, не превыша-
упомянутые в таблице,
ГС Щ
яе® а-е-8
й а « S ё г
о
и
Е
га
и О 5 а
Н (Т> fri М Ф
и
Е
ГР
ГР
я
Е
гр
Я
я
Ж- га
8s
га
х Я
га 2
ф
гэ
и
ч Cd
ST3
ю ГС
Я
рэ
54
Е
и
а
а
3
я g
Й
я
^>^ЬЭ
о
го
>-ГР
ОР 5»
” 3
м Я
<?
я
о
§8
а.»
X
ф
о
я
о
ГР
а
в*
|М
я
3
я
я
§
я
я
*
!
ГР
Е
я
рэ
!
3
—— ГР
NJ >
Я
а
сид
о
2
Я
&
я
S
£
®
я
я
я
ГС п
Яч-
г S
¥
£4
я
о
К
га _
я к g
р а а
Я
рэ
а
гс
2
S гс
я
с
ГС
9
S
о
X
я
р
S яз
„S
~ Ф
54
Я
3
3
я
8
и
3
&
X
я
§
W
2
я
8
§
я
Е
2
з! SSS3
►й "О
Ф 2 Та
2 и 2
а 2 И
Я ** <-и
X
Рэ
ГР
2
£
X
р
Ч 3 а
ssl
Я*1
РЭ РЭ 03
Я Я
§
•в
о
я
£
X
Е w
о
а
Е и
я
54
я
д
о
я
2
О
*
г
О й
я g
гл
я
Ох о
я
я
РЭ
*
я
Е
х
2
S
§ -“га
д » &g е
СО Рэ
О Я
Й “
О
3
Е сл
S
я
я
я
£
ГР
я
£з
я
i
Я
о
g
Д2
„ га
оо-о я
Sfi
Е
Е ®
is
з s
я
РЗ
к
X
я
и
§
и
&
ф
к
Е
и
S
>- я
я
©
0\
g
° a 2.» л “ o
sals?. *
рэ Я
Х5
Я
5 я
п а
о Е
я<
Й
trf-p
А X м X? д
ф Ф S РЭ §
ф I W I А
п
я
РЭ
1
X
я
§
§1§
S1^ м а а
X -5 о я и
$5 ко Е я
°Е С й
-3 я и О
о
1зП
а -а ст
Е § Е
а 2 я ь, а а и ж
Е S Ё! §2? я Е.Й
я а га д га я -а
ч й-a я й
i ® а я s з
j о я g 1 ё
2 <л а о s
3^ Е
ё
а
§
§
я
§5
3 I
а н
Н £
s S
Ва
ȣ
8 “
о
ГР
я
я
» а
аЗ
ь я
Я рэ
13 s
н | §
JJ Я х
Cd
а
§
*
2 ®
“ S
Ьг* .“1
я
п
2
I
я
я
я
S
я
С0Э
I
а
Я
3
§
я
Я ”
X рэ
9 »
Ы Е
я я
S'g
ГР
Ъ1 ®
m Я
п> S
. о, Я
д
g
Ё
я
я
О -
se Яс
О
Ь „
ЕЯ
а я
а а
о о
»s=g
I I s
•9* 3 Й я а
2'S
е
РЭ
X
£
Я
§<
я
£
я
я
о
I
я
РЭ
рэ а
8 З'з
о я 2
»-2
54
Я
5
я
&э
о
о
I
о
I
Рэ
о
Ja
4il
»
3
о Е
х *
X
7
® Д Р
к
S
Q
о
я
8
я
о
3
Ё
§
я
рэ
3
я
54
Я
Е
я
я
я
-i
§ §
§О ft
ОЯЗ о
ж' o5'SS * « - - -
-4K3a?:So“gSbi
ы ” а га а « a S- ф
я га Е ф > и 3 ь
’ « га я g а ° S «S
5 я § а “ 8°_Ео
б и а а
Е^
я
я
и
я
я
1йс|
• W я д
t) 'О Q
00 Е Ф Zi
Со
2
§
©
О
я
Р5
И ®
S и
§
Е §
Й »
Я I
2
5
га ®
Ф я
Я« О
ГР о
О
Я “
я
я
я
а
я
"•g
сп®
ф "2
Ф S
S
§
и
й
g
я
1
I
а _
2 ы
а= а
3
о
я
И
о
соя
. Se Е
1+ 1+^
сл
£
2
§ I я
й к>-
д <о ое
я » *
ро 14’ ~
Я
Я
Я
и
о
1
а
О
2
я
I
я
я
I
lh
-£h
М s
g 0*8
§
Я
X
о
>
Я
я
2
§• О
3
и
§=
s*-g-
X
3
Я
РЭ
Я
О
I
I
В
W
9
В
к< g а я
а и:
а Р§
s=-ra s
®‘ £
я 9
g а
гл
§ Е
a S
S
я
о
i
Е-Э
Ж О
О *
н >т_*
О
X
я
g
я
я я g
g s
Я Q
РЭ W
Я
и
i|
a 2
я a
s я
X
рэ д
« к а з
рэ Ф Е О
ф
§= га
а а
“ Г
й »•&
я
я
g
о
рэ
I
S
X
54
П
я«т>
X “
р я
о
ВЗЗ
Е
ф
2
ро
Й
о
2
g
я
я
о
a
S-ч
4 s
X
S
о
2
ГР
я
$
Я
S
Е
Я
и
О
И
Г)
х
оо
ре
я
Е
я
я
Яс 2
Я
я я
о
ЯС О
и
к
•&
а
я
ь
я
г е ।
rc V. 2
О
О и 54 _
s п = ti
S йь
-4 - й Я
I
X
о
*
рэ
3
Гр
гъ
О
РЭ
й
йз< "а
ю О
54 “ Л
а
е
РЭ
о\ о
£В ХГ
В
X
“S
QJ
я
Й х? '-с
5 РЗ о
о
а
Е
я
2
£
О
5а
~ К
5
3
Я
3
я
я
Е
я
с
ф
я
РЭ
О ЕЙ
•Й
РЗ
3
ГР
£5~
3 И Л X. W
go »S
— А „ о-
еги ° я
О
w
?£ Е а ? Е »'о
rr « 0 cr S'
я
" « ш
- = а
<»S Е
15s
? s Е _
Паг
Е = о
и п ?.
® г I
га я
га-53
и
ь » “
® S
й-g
ё
ф
я
54
Я
Е
я
о w
g-e-a
ч “
R
Яс
ф
я
X
ГР
а
3
£§
G3 А
8^ „
я« а
3
a g
Й g'g §
о .3 Я, а
3
w
§
X
РЭ
О
2
И
О
3
S
О
Яе
ф
я
я
я
54
X
3
§
й Я
Я
§
я
я
я
я
Рэ
я
РЗ
S
X
g
Е
я
я
ф
Е
Ё а
S ™
х
о
2
а
£
X
&
106
Глава 10. Шпон и фанера авиационные
где Ртах — разрушающее усилие,
Ь — ширина шейки в см,
& — толщина шейки в см,
п — число слоев.
Образец для испытания на расслаи-
вание аналогичен образцу на сжатие
вдоль волокон, но направление волокон
Усилие при испытании должно быть
направлено под углом 45° к волокнам
рубашки.
Образец нагружают равномерно со
скоростью не более 1000 кг!см* в ми-
нуту, до разрушения образца. При этом
не должно наблюдаться частичного
или полного разрушения связи между
Фиг. 89. Образец для испытания крепости склейки фанер-
ной плиты.
в рубашках должно быть под углом
45° к ребрам образца.
Перед испытанием образец выдержи-
вают в воде в течение 48 час., после
чего, не подсушивая и не обтирая, его
испытывают на сжатие для определе-
ния крепости на расслаивание.
соседними листами шпона по клеевому
слою.
Подробные технические требования
к авиационному шпону, авиационной
фанере и авиационным фанерным пли-
там изложены в следующих стандартах
и технических условиях.
1. Шпон березовый авиационный..........ГОСТ 99-41 1941 г. (с из-
менениями от 6/IX 1941 г.
„ „ № В-1931)
2. Шпон сосновый авиационный........... Временные технические
условия НКАП 1941 г.
3. Фанера березовая авиационная........ГОСТ В-102-41 1941 г.
ТУ
4. Фанера березовая авиационная . . . , ,------- 49 1942 г.
НКЛес
5. Фанера ольховая авиационная.........Нормаль Г. У. 302 СМТУ
1940 г.
6. Фанера буковая авиационная..........Временные технические
ТУ
условия -—• 1942 г.
_ НКЛес
I. Фанера сосновая авиационная..........Технические условия
8. Плиты березовые авиационные фанерные . ГОСТ 1357-41 1941 г.
9. Плиты сосновые фанерные авиационные . Временные технические
ТУ
условия HKJI 37 1941 г.
10. Методы определения основных физико-
механических качеств авиафанеры, авиа-
фанерных плит и авиашпона................Стандарт Г. У НКАП
131 СО 1939 г. '
§ 1. Лесные склады
107
Глава 11
ХРАНЕНИЕ АВИАЦИОННОЙ ДРЕВЕСИНЫ И 'ФАНЕРЫ
§ 1. ЛЕСНЫЕ СКЛАДЫ И СКЛАДЫ
ФАНЕРЫ И ШПОНА
I. Территория склада
Склады для хранения авиадревесины
должны быть расположены иа возвы-
шенном месте, открытом для ветров.
Площадка под склад должна быть хо-
рошо спланирована и иметь уклон для
стока дождевых вод. Границы склада
должны быть удалены не менее чем на
50 м от жилых строений и не менее чем
на 100 jk от объектов, могущих быть
источниками заражения древесины.
Обычно территория склада делится
на следующие участки: а) разгрузоч-
ную площадку, б) участок для хране-
# ния пиломатериала, в) распиловочный
участок, г) участок для хранения бра-
ка и д) участок для утилизации от-
ходов1.
Разгрузочная площадка.
Для предохранения пиломатериалов от
повреждений при разгрузке и для об-
легчения дальнейшего транспортирова-
ния рекомендуется устраивать разгру-
зочную площадку эстакадного типа на
каменных или деревянных столбах, с
дощатым настилом из здорового высу-
шенного леса, обработанного креозо-
том. В случае невозможности устроить
эстакаду разгрузочную площадку мож-
но вымостить камнем или асфальтиро-
вать. Площадка должна быть немного
выше общёго уровня территории скла-
да. В этом случае на площадке должны
быть переносные подкладочные брусья,
обработанные антисептиком.
2. Хранение пиломатериалов
Для хранения авиапиломатериалов
устраивают навесы двух типов: откры-
тые и закрытые.
Открытые навесы (фиг. 90)
применяются для хранения древесины в
течение не более одного летнего сезо-
ну и для хранения древесины в период
испытания ее физико-мехаиических
свойств (до 2 мес.). Емкость навеса
150—180 м3. Навесы располагаются
вдоль направления господствующих
ветров.
Закрытые навесы (фиг. 91)
оборудованы разборными стенками, вы-
тяжными фонарями и служат для дли-
тельного хранения древесины, проверен-
ной по физико-механическим свойствам
и подобранной по размерам. Емкость
навеса около 300 м2 3 (20 платформ),
длина 30—35 м, ширина 12—16 м, вы-
сота 6 м. Закрытые навесы располага-
ются поперек направления господ-
ствующих ветров.
По сторонам навеса устраивают осно-
вания под штабели, оставляя в середи-
не проезд шириной 3 м. Грунт под на-
весом должен быть вымощен, забето-
нирован или покрыт асфальтом.
Боковые стены навеса должны на-
дежно предохранять пиломатериалы от
осадков и действия солнца в летнее и
зимнее время и в то же время обеспе-
чивать достаточное проветривание на-
веса и хорошую воздушную сушку.
Основания навесов обоих типов и
основания под штабели должны стоять
на каменных столбах. Деревянные ча-
сти навеса и основания под штабели
должны быть изготовлены из здорово-
го леса и обработаны антисептиками
(креозотом). Крыша должна быть же-
лезная или двойная толевая по сплош-
ной опалубке. Грунт под открытым на-
весом необходимо засыпать песком или
шлаком.
•Санитарные мероприятия.
Территорию склада и навесы помимо
постоянной уборки необходимо перио-
дически тщательно очищать от му-
сора, щепы, опилок, кусков древесины
и травы. Ежегодно в весеннее время
территорию склада необходимо дезин-
фицировать растворам соли (1 кг на
2,5 л воды) или 2,5%-мым раствором
серной кислоты, что также предотвра-
щает и рост травы. В зимнее время
необходимо убирать снег со штабелей
и навесов и с проездов.
Все деревянные части постоянного
оборудования склада и хранимый ма-
териал необходимо периодически осма-
тривать и в случае обнаружения мико-
логических повреждений пораженные
объекты удалять на участки хранения
брака или на склад отходов.
На складах должны быть предусмо-
трены противопожарные мероприятия в
соответствии с инструкциями, утверж-
денными пожарной инспекцией.
Укладка материала. Посту-
пающий на склад пиломатериал должен
быть немедленно сгружен на прокла-
108 Глава 11. Хранение авиационной древесины и фанеры
Фиг. 90. Открытый навес для хранения авиадревесины.
§ 1. Лесные склады
109
Поперечный разрез павВСР
боковой вид
Фиг. 91. Закрытый навес для хранения авиадревесины.
7—штабель материала, 2—узкоколейка для подвоза материала, 3—стенки навеса
(съемные), 4—духовое окно, 5—кюветы для стока воды, б—подстопные столбы,
7—подкладки подстопные, 8—подсгопные места (для укладки материала).
110
Глава 11. Хранение авиационной древесины и фанеры
дочные брусья. Сбрасывать материал
непосредств1енио на землю, а также
смешивать материалы, доставленные в
различных вагонах или платформах, ие
разрешается. Сгруженный пиломатериал
необходимо подать под навесы не
позднее 48 час. после разгрузки (в зим-
нее время при температуре ниже 0°
в исключительных случаях допускает-
ся продление срока уборки до 3 суток).
Чем больше влажность материала,
тем больше должны быть шпации.
Прокладки и шпации располагают
строго одна иад другой по отвесу.
Длинные штуки укладывают в нижнюю
часть штабеля.
Расстояние между отдельными шта-
белями по ширине — 0,2—0,6 м. Рас-
стояние между торцами соседних шта
белей — ие менее 0,8 м.
Штабелёвка лафетов
Фиг. 92. Схема укладки авиационных пиломатериалов в штабели.
Под навесами пиломатериал уклады-
вают в стопы или штабели — по райо-
нам заготовки. Ширина штабеля 2,8 м,
высота 3,5 м — в открытом навесе и
высота 5 м прн ширине 4 м — в закры-
том иавесе.
Материал укладывают на проклад-
ках с промежутками (шпациям н)
между укладываемыми штуками.
Доски укладывают правой стороной
(направленной к сердцевине) вверх
(фнг. 92), так как материал при этом
меньше коробится. Размеры прокладок
и шпации подбирают в соответствии с
размерами укладываемого материала
по табл. 48.
Прокладки должны быть изготовле-
ны из здоровой древесины камерной
сушки.
Торцы материала покрывают одним
из следующих составов:
1) тертые белила или сурик, густо
разведенные иа олифе1;
2) пековая замазка (пека каменно-
угольного 40 частей, смолы древесной
36 частей, мела 24 части);
3) смоляно-известковая замазка (смо-
лы древесной 83 части, извести 17 ча-
стей).
При хранении материала в лафете
обмазка торца не всегда предохраняет
его от появления торцевых трещин и
§ 1. Лесные склады
111
Таблица 48
Размеры прокладок и шпаций для укладки авиапиломатериалов
Размеры сортимента мм Размеры про- кладок, ММ Размеры шпаций мм Расстояние
Сортимент толщина ширина тол- ширина прн влажности материала между прок- ладками по длине штабеля
щина ниже 25*/, выше 25е/, м
Доски стые фет) Доски кие Бруски тол- (ла- До 50 До 400 45 45 50-70 100-150 1.0—1,5
тон- . 50 Более 50 , 50 До 30 , 30 По техг Более 400 До 400 Более 400 До 300 Более 300 . условиям 45 45 45 25 45 45 45 45 45 45 45 45 100-120 100-120 120—150 50—70 70-100 Половина ширины бруска 150 - 200 150-200 200-250 100—150 150—200 До ширины бруска 1,0-1,5 1,5-2,0 1,5-2,0 0,8-1,2 0,8—1,2 1,5—2,0
их дальнейшего распространения. Мате-
риал «рвет». Для предотвращения это-
Фиг. 93. Предохранение
торца доски от трещин
набивкой планки.
го на конец лафета или доски набивают
поперечные планки на гвоздях (фиг. 93)
Фиг. 94. S-образная скоба,
набиваемая на торец для
предохранения от растрес-
кивания лафета и досок.
или набивают на торец S-образную
(«эс») скобу, сделанную из полоски
Железа или стали (фиг. J94).
Наиболее рациональным, но несколь-
ко более сложным является зажим кон-
цов доски при помощи клиньев в спе-
циальных хомутах, изготовленных на
гвоздях из обрезков материала (фиг. 95)..
Длина штабеля зависит от длины
материала. Направление длины штабеля
в закрытом навесе должно быть парал-
Фиг. 95. Хомут для предохранения
торца доски от растрескивания.
1—доска, 2—хомут, 3—клинки.
лельно его длинной стороне. В откры-
тых навесах штабели укладывают по-
перек навеса.
При укладке брусков с влажностью
более 25% в нижней части штабеля
устраивают три вертикальных канала,
для чего в соответствующих местах
пропускают ряд брусков (фиг. 96).
Средний канал по вертикали равен 2/»
высоты штабеля, а крайние */s.
На длительное хранение допускается
укладывать только пиломатериалы с
112
Глава 11. Хранение авиационной древесины и фанеры
влажностью яе более 20% при условии,
что они удовлетворяют всем техниче-
Оставлять фанеру и шпон
на открытом воздухе запре-
ским требованиям на авиадревесину.
Отбракованный материал и от-
ходы укладывают, под временны-
ми навесами на временных под-
стопных местах (подкладках).
3. Хранение авиационной
фанеры и шпона
Авиационная фанера и шпон
хранятся в отапливаемом и вен-
тилируемом помещении, обеспе-
чивающем поддержание влажно-
сти древесины в пределах 8—10%,
что соответствует влажности фа-
неры 5—9%.
Фанеру укладывают пачками в
стопы, в стелажах или на спе-
циальных основаниях из здоро-
вых брусьев высотой не менее
0,3 м от уровня пола. Укладывать
фанеру непосредственно на пол
не разрешается.
Через каждые 50 см высоты фа -
иера в стопе должна быть пе-
реложена деревянными щитами.
Сверху каждая стопа накрывается
щается.
деревянным щитом. Фиг.
Расстояние стоп от стен—не
менее 0,5 м. Расстояние между
стопами—0,5—1 м. Стопы должны быть
расположены так, .чтобы не было нагре-
ва фанеры от отопительных приборов
и труб. ,
96. Схема укладки пиломатериала в шта-
бели при воздушной сушке.
Подробно условия хранения авиаци-
онной древесины и шпона изложены в
нормали Главного управления НКАП
196 СТУ.
Глава 12
СУШКА АВИАДРЕВЕСИНЫ
Основная задача сушки авиадреве-
сины заключается в понижении ее
влажности до 7—10% и частичной ее
стерилизации. При этом сушка должна
обеспечить равномерную конечную
влажность материала, отсутствие вну-
тренних напряжений и сохранение меха-
нических свойств древесины и не
должна вызывать поверхностных и вну-
тренних трещин. Применяют следующие
виды сушки древесины:
1) воздушная или естественная сушка,
2) камерная или искусственная сушка,
3) вакуумсушка,
4) сушка токами высокой частоты.
§ 1. ЕСТЕСТВЕННАЯ СУШКА
Воздушная или естествен-
ная сушка заключается ® том, что
материал выдерживают под действием
атмосферного воздуха в течение неко-
торого времени. Для этого пиломате-
риал укладывают в правильные штабе-
ли или стопы, свободно обдуваемые
воздухом. Воздушная сушка полностью
зависит от метеорологических условий,
весьма неравномерных на протяжении
года, протекает в условиях, мало спо-
собствующих ’ продвижению влаги • в
древесине к поверхности, не поддается
регулировке и протекает весьма мед-
ленно. Так, для доведения влажности
свежесрубленного дуба м сосны (около
50%) до воздушно-сухого состояния
(15%) при естественной сушке для ду-
ба требуется 3—4 года, а для сосны до
18 месяцев.
Поэтому воздушная сушка приме-
няется в промышленности лишь как
вспомогательное средство.
§ 2. Камерная сушка
113
§ 2. КАМЕРНАЯ СУШКА
Искусственная или камер-
ная сушка состоит в удалении из-
лишней влаги из древесины при повы-
шенной температуре в специальных
устройствах — сушильных камерах.
Создавая в камерах нужные темпера-
туру, влажность и скорость движения
воздуха, регулируют процесс в зависи-
мости от свойств материала и обеспе-
чивают наиболее благоприятные усло-
вия для его сушки. Камерная сушка
позволяет удалять влагу из древесины
в сравнительно короткие сроки, исчис-
ляемые днями. Поэтому камерная сушка
является основным способом удаления
влаги из древесины и подготовки ее
для производства.
1. Сушильные камеры
Из большого числа систем сушилок
для древесины в авиапромышленности
СССР приняты и стандартизированы ка-
мерные сушилки периодического дей-
ствия с принудительной реверсивной
циркуляцией воздуха поперек камеры,
осуществляемой винтовым реверсивным
вентилятором, установленным внутри
камеры {сушилки ВИАМ 40, фиг. 97 а
и 97 6).
Нормальные размеры типовой камеры:
а) общая высота 4,6—4,8 м, высота
от головки рельса 3,15—3,30 м, высота
помещения, занимаемого вентиляцион-
ной камерой, 1,5 л;
б) ширина 3,7 ж;
в) длина 14,0 м.
Конструкция камеры должна обес-
печить:
1) возможность регулирования в про-
цессе сушки состояния воздуха, входя-
щего в штабель, — температуру в пре-
делах от 30 до 90° и влажность в пре-
делах от 30 до 100%;
2) равномерность температуры и
влажности воздуха, входящего в шта-
бель, по всей длине и высоте камеры
(допустимая неравномерность в темпе-
ратуре воздуха—не более 3°, во
влажности воздуха —не более 5%);
3) влажность воздуха при выходе
его из штабеля —не выше 95%;
4) циркуляцию воздуха в штабеле —
-со скоростью, не менее 0,4 м/сек;
°) возможность установить психроме-
тры в торцевой стенке камеры или чув-
ствительные элементы дальнодействую-
Щих приборов на середине камеры, на
середине высоты штабеля, с отступом
т*е менее 150 мм от боковой стенки
Камеры. **
**
П, Успасский
2. Загрузка сушильных камер
Материал при загрузке в сушилку
укладывают в штабель на вагонетке
или на треках (фиг. 98). Он должен
быть однороден по породе, влажности
и сортименту. Отклонения от основных
размеров ие должны превышать ±10%
по толщине н +20% по ширине.
По влажности загружаемый материал
разбивают на три группы: 1) материал
Фиг. 98. Укладка пиломатериала
на треках.
1—штабель, 2—трек-
мокрый (сплавной) с влажностью вы-
ше 80%; 2) материал сырой с влаж-
иостью в пределах 30—80%; 3) мате-
риал подсушенный с влажностью ни-
же 30%.
Смешинать материалы перечисленных
групп цри загрузке в одну камеру не
разрешается.
Торцы загружаемого материала, кро-
ме заготовок хвойных пород малых се-
чений, должны быть закрашены одним
из следующих покрытий: а) белилами
или суриком, тертыми на масле, или
б) известково-меловой замазкой (смо-
лы древесной 33 части, мела 33 части,
олифы 17 частей, извести-пушонкн
17 частей).
Материал укладывают Длинной сто-
роной перпендикулярно направлению
движения воздуха, циркулирующего -в
камере.
Штабель составляют, укладывая пи-
ломатериал в горизонтальные ряды, от-
Глава 12. Сушка авиадревесины ]
g--------------------------- —______ § 2. Камерная сушка
б
Фиг. 97. Схема,сушильной камеры ВИАМ 40.
О-трек, б— вентилятор ЦАГИ, в—вытяжной канал, г—канал для коиденсациониой магистрали, д—ребристые трубы отопления,
о—поперечный разрез, б— продольный разрез.
116
Глава 12. Сушка авиадревесины
деляемые один от другого прокладка-
ми. Нижние прокладки должны лежать
в одной горизонтальной плоскости, про-
кладки вышележащих рядов — строго
одна над другой по отвесу. Крайние
ряды прокладок должны зажимать тор-
цы высушиваемого материала. В каж-
дый ряд штабеля должен входить пи-
ломатериал одинаковой толщины.
Прокладки должны быть изготовлены
из здоровой высушенной до влажности
7—1О°/о древесины сечением 25—40 мм
(из-под пилы). Расстояние между про-
кладками ® штабеле от 0,6 до 1,2 м,
в зависимости от толщины материала.
В сушильных камерах типа ВИАМ
материал укладывают на прокладках
плотно, без шпаций между соседними
штуками в горизонтальном ряду.
В прочих типах сушильных камер ма-
териал укладывают в штабель также
на прокладках, но со шпациями разме-
рами в пределах 0,4—0,5 ширины ма-
териала. В камерах с вертикальным
движением воздуха шпации должны
образовывать сплошные вертикальные
каналы. В нижней части штабелей
оставляют шахты, как показано на
фиг. 96.
3. Процесс камерной сушки
Сушка состоит из следующих этапов:
1) начальный прогрев древесины;
2) собственно сушка, заключающая-
ся в удалении из древесины влаги пу-
тем последовательного изменения тем-
пературы и влажности воздуха;
3) промежуточные обработки материа-
ла воздухом повышенной температуры
и влажности в случаях появления в
древесине во время сушки значитель-
ных внутренних напряжений;
4) конечная обработка материала воз-
духом повышенной температуры и
влажности, производимая для уничто-
жения внутренних, напряжений и
уменьшения градиента влажности.
4. Контроль процесса сушки
Контроль состояния воздуха
Температуру н влажность воздуха в
сушилках измеряют чаще всего психро-
метром Августа.
Психрометр Августа- (фиг. 99) состоит
из двух термометров. Шарик одного из
мих (мокрого термометра) обернут ба-
тистом или марлей, увлажняемыми де-
стиллированной водой из резервуара.
При обдувании термометров циркули-
рующим воздухом с фитиля мокрого
термометра испаряется влага, что вы-
зывает охлаждение шарика до некото-
рой температуры (до предела охлажде-
ния), всецело зависящей от влажности
воздуха. Показания мокрого термоме-
тра обозначаются через t°Ml. Второй
Фиг. 99. Психрометр Августа.
термометр показывает температуру воз-
духа в сушилке (его показания обозна-
чаются через сух)-
Установив температуру по сухому и
мокрому термометрам, можно, пользуясь
психрометрической диаграммой (фиг. 100),
определить относительную влажность
воздуха в сушилке. Например, сухой
А 1 Понижение температуры мокрого
термометра зависит от скорости омы-
вающего шарик воздуха и от быстроты
испарения. Поэтому при определении
влажности психрометром Августа сле-
дует пользоваться психрометрическими
диаграммами или таблицами, составлен-
ными для данной скорости воздуха.
§ 2. Камерная сушка
117
термометр показывает 60°, а мокрый
51°. Психрометрическая разница будет
60—51=9°. Отыскиваем на оси абсцисс
(на горизонтальной оси диаграммы)
точку 60? — показания сухого термо-
метра. От этой точки проводим верти-
кальную линию до пересечения ее с
кривой 9, выражающей психрометриче-
средственного наблюдения за показа-
ниями термометров. В силу этого они
должны быть установлены вблизи ме-
ста наблюдения. При контроле за про-
цессом сушки большое значение имеет
возможность определения температуры
и влажности воздуха в любом месте
камеры. Для этой цели служат прибо-
Фиг. 100. Психрометрическая диаграмма для определения влажности воздуха ]
ло показаниям психрометра (скорость воздуха 4,5 м/сек).
скую разность. Горизонтальная линия,
проведенная через точку пересечения,
покажет на,оси ординат относительную
влажность воздуха 61,6«/о.
В сушилках ВИАМ психрометр уста-
навливают в торцевой стенке камеры
Со стороны управления камерой, против
боковых проходов так, чтобы ртутные
шарики омывались воздухом, входящим
в штабель.
Термометры психрометра следует еже-
месячно проверять по контрольному
термометру, а марлю или батист сме-
нять после каждой сушки.
Психрометр Августа -требует непо-
ры, позволяющие измерять температу-
ру на расстоянии, — дальнодействую-
щие психрографы (фиг. 101).
Помимо контроля состояния воздуха
в процессе сушки контролируется со-
стояние материала путем постоянного
наблюдения за влажностью древесины
и внутренними напряжениями в ней.
Для этого пользуются контрольными
образцами, отрезаемыми от характерных
для загружаемой партии брусков или
досок в количестве 5—8 шт., по схеме,
показанной на фиг. 102.
Отрезки 2 и 4 служат для определе-
ния влажности, а отрезки 3 и 6 исполь-
118
Глава 12. Сушка авиадревесины
Фиг. 101. Дальиодействующий само-
пишущий психрограф.
зуются как контрольные образцы при
сушке. Торцы этих отрезков тотчас же
после опиловки закрашивают гу-
стыми белилами или суриком на
олифе и образцы взвешивают с
точностью до 5 г. После этого их
загружают в сушильную камеру,
размещая согласно схеме (фиг. 103)
пятеркой или шестеркой в зави-
симости от условий подхода, на-
блюдая за тем, чтобы их можно
было легко вынимать.
По отрезкам 2 и 4 определяют
влажность брускон или досок, от
которых вырезаны образцы, и
принимают ее как среднюю влаж-
ность всей партии. Затем по весу
контрольного образца 3 и по по-
лученной средней влажности под-
считывают абсолютно сухой вес
трольиого образца 3, пользуясь
мулой
100,
А
100+U7
В =
где В — вес абсолютно сухого образца,
А — вес образца, полученный при
взвешивании.
Во время сушки образцы 3 периоди-
чески вынимают из камеры, взвешивают
и определяют изменение их влажности
по формуле
С —В
W=--------100,
в
где С — вес образца при контрольном
нзвешивании,
В — вес абсолютно сухого образца.
Средняя влажность контрольных об-
разцов определяет влажность материала
в штабеле.
Отрезок 5 и выпиливаемые впослед-
ствии из образца 6 секции 7 я 8 слу-
жат для выпиливания «силовых сек-
ций», имеющих форму гребенки
(фиг. 104).
Размеры силовых секций зависят от
сортимента материала.
В зависимости от имеющихся в ма-
териале напряжений зубцы силовой
секции после ее выпиливания прини-
мают одну из указанных в табл. 50
форм (фиг. 105), что дает возможность
определить существующие в материа-
ле внутренние напряжения. Спустя при-
мерно одни сутки влажность в сило-
вой секции по поперечному сечению
выравнивается и форма зубцов силовой
секции меняется: они будут изги-
баться в сторону, имевшую в
момент вырезания на и бол ь-
Фиг. 102. Схема вырезки секций и контроль-
ных образцов при сушке.
1—отрезок не используемый, 2 и 4—навески для опре-
деления влажности, 3— контрольный образец для опре-
деления влажности материала в процессе сушки, 5—от-
резок для изготовления силовых секций перед сушкой.
С—отрезок для изготовления контрольных силовых сек-
ций (7 и 8) в процессе сушки.
кои- шую влажность. Это позволяет
фор- установить градиент влажности в про-
§ 2. Камерная сушка
119
Таблица 49
Размеры силовых секций
Цессе сушки и соответственно регули-
ровать процесс.
Контроль внутренних напряжений
Производится при сушке материала в
отдельных штук материала, взятых по
усмотрению ОТК из любого места шта-
беля в количестве не менее пяти образ-
цов, Градиент влажности в материале
по толшнне ие должен выходить за
Таблица 50
Форма секций и внутренние напряжения в материале
Форма силовой секции при ее изготовлении Внутренние напряжения в материале Форма силовой секции после сушки в помещении Градиент влажности в материале Заключение
Крайние зубцы изги- баются наружу (фиг. 105, I) Внутренние напря- жения имеются. По- верхностная зона ма- териала растянута, вну- тренняя сжата Крайние зубцы изги- баются внутрь (фиг. 105, А и В) 1 * Поверхностная зона материала суше внутрен- ней. Величина перепада определяется изгибом зубцов во время высы- хания секций в помеще- нии Состояние, характерное для первого этапа суш- ки. Сушка должна про- должаться
Крайние зубцы изги- баются внутрь (фиг. 105, /I) Внутренние напря- жения имеются. По- верхностная зона ма- териала сжата, внут- ренняя растянута fc- Крайние зубцы со- храняют первоначаль- ную форму или еще больше изгибаются внутрь (фиг. 105, Л) Поверхностная зона материала суше внутрен- ней при изгибе зубцов во время высыхания секций в помещении. Величина перепада опре- деляется этим изгибом Состояние, наблюдае- мое иногда н течение второго этапа сушки. Следует применять обра- ботку материала возду- хом повышенной темпе- ратуры и влажности
Крайние и ннутренние зубцы не изгибаются (фнг. 105, Б) Внутренних напря- жений нет Крайние и внутрен- ние зубцы сохраняют первоначальную форму (фиг. 105, Б) Перепад влажности отсутствует или его ве- личина крайне незначи- тельна Материал может быть допущен к обработке
120 Глава 12. Сушка авиадревесины
Л
cj О
Таблица 51
Режим Сушки авиадревесины
Номер режима А-2 А-3 А-4 А-5 А-6 А-7 А-8 А-9 I А-10 А-П
Назначение режима Для сушки древе- сины лиственницы в планках и дос- ках толщиной до 35 мм Для сушки древе- сины бука в досках и дроках толщиной до 35 мм Для сушки сосиы в заготовках и липы толщиной до 35 мм Для сушки древе- сины ели в брусках толщиной до 100 мм Для сушки древе- сины ясеня толщиной до 35 мм Для сушки древе- сины дуба в досках и дроках толщиной до 35 мм Для сушки древе- сины пихты кав- казской в брусках ТОЛЩИНОЙ до 100 мм Для сушки мокрой (сплавной) древе- сины сосны в заготовках Для сушки древесины сосны в брусках Для сушки др, весины дуба в досках и дро толщиной до 3S мм
Начальный прогрев /сух~ ¥ -‘мокр—• =100%, ^сух— 9 ^мокр—55° • —100%, t сух = ¥ :^мокр—80 , =100%, ^сух=а=^мокр~80 , 9=100%, /сух ¥ ^МОкр — 59°, = 100%, /суХ~ ¥ -^мокр—63 , = 100%, ^Сух5а=:^иОкр = 80О, 9=100%, 'сух- ¥ - мокр“—80 , = 100%, /сух- ¥ “^ыокр—80 , = 100%, / сух=/мокр=! ¥=Ю0%,
продолжитель- ность 3 часа продо л ж и те ль- ’ ность 3 часа продолжитель- ность 4 часа продолжитель- ность 12 час. продолжитель- ность 3 часа продолжитель- ность 3 часа продолжитель- ность 12 час. продолжитель- ность 4 часа продолжитель- ность 12 час п р одолжи тел 1 ность 3 часг
IV, % ^сух t мокр <е, % ley х /мокр V, % ^сух i мокр j ¥> % ^сух 1 мокр ¥, % /сух ^нокр ¥, % /сух f мокр ¥> % /сух Лио кр ¥> % /сух f ЫОкр о, % /сух / мокр ¥> % I, 'сух / мокр ¥>
80 t 48 46 9С
70 — 56 52 81 50 48 9С
60 52 50 90
50 — 58 54 81 54 52 90
45 51 46 75 . — — — — — — 56 53 86
40 48 44 79 50 47 85 — — •— 50 46 80 51 47 80 45 42 81 52 46 71 — — — — — — 58 55 86
85 49 44 76 50,5 47 82 — — — 51 46 75 52 47 75 45 5 42 82 54 46 64 — — — — — — 60 57 86
30 50 44 70 52 47 75 55 48 68 53 46 67 54 47 67 46 42 79 57 45 54 63 55 66 60 56 81 62 59 85
25 52,5 44 61 55 47 65 56 48 64 56 46 57 57,5 47 55 47 42 74 61 46 45 64 55 64 63 57 74 64 59 78
20 56,0 44 60 58 47 54 60 48 52 60 46 46 61 47 46 49 42 66 64 46 37 66 55 57 66 58 67 66 59 70
15 61 44 38 61 47 45 65 48 40 64 46 37 63,5 47 40 52,5 42 53 66 46 33 69 55 49 69 57 55 68 58 61
10 63 44 34 63 47 41 68 48 34 66 46 33 65 47 37 56 42 44 67 46 32 70 55 47 72 52 36 70 52 39
График режима Фиг. 107 Фиг. 108 Фиг. 109 Фиг. НО Фиг. 1 11 Фиг. 112 Фиг. 113 Фиг. 114 Фиг. 115 Фиг. 116
промежуточная —_2£₽аботка п О с О т О я н и ю м а т е Р и а л а
t. ..«—7 ° .... —68° -7 /< /. ¥ ... —7< 1° 7( )° ^сух—61 ^мОкр= * ¥=73% О ..—75 о t 78 О —.80 О /сух=75 /мокр—* ¥=73% G
Конечная обработка - мокр=64° 9=72% •гул ““ ^мокр—01° ср=72% -U.VA — ^мокр=67° ¥=70% ух • * ~В7° юкр— =73% ^мокр“ 9=71% 63° >5° .сух . ~ ^МОКр=68° ?=73% •сух ' ~ ^мокр— 9=70% ‘0° . сух t 74° ‘мокр '° 9=74% >8’
Приме
с^ериа'ла"
с₽еДней г
2. п '‘“жнос
3. Пои сушке Древе
< П^ыОтс1УПлении
Продолжительность конечной обработки применять в зависимости от внутренних напряжений.
зажим п М е 4 а н и я‘ -Промежуточная обработка* по состоянию материала выполняется при появлении значительных внутренних напряжений в силовых секциях, bi
материал* ПРИ пР0Пиле секции и последующий загиб внутрь крайних ее зубцов. Обработка производится после снижения влажности древесины ниже 25% и заключается
вызывающи:
----—...._________ __j-,- -------------j ---------------------------- --------------------------______.___......... .. в обдувк
воздухом при температуре на 8°С выше температуры воздуха в сушилке до обработки материала. Влажность воздуха подбирается по психрометрической диаграмме ш
лажности материала в момент промежуточной обработки. „
<v""'" древесины с начальной влажностью менее 30% температура и влажность начального прогрева устанавливаются, как и при промежуточной обработке,
„ пении от режима возможно появление мелких поверхностных трещин.
1Шение температуры при начальном прогреве до 80° (режимы А-4, А-5, А-8, А-9 и А-10) преследует цель стерилизации древесины.
П. П. Успасский
120
Форма секций и внутренние напряжения в материале
§ 2. Камерная сушка
121
редели, показанные на фиц. 106. _ Гак,
апример, при толщине материала 50 леи
радие т влажности у сосны может
ыть не более 1,5°/о по толщине бруска.
в<
Фиг. 105. Вид силовых секций при раз-
личных [Состояниях материала во время
5. Режимы сушки
Фиг. 106. График для определения до-
пускаемого градиента влажности в за-
висимости от толщины материала.
Фиг. 107. График режима А-2 для сушки авиадревесины лиственницы.
Нормальный режим сушки обеспечи-
вается подачей пара в сушилку при
Давлении ле менее 2 ат (по мано-
метру) у концов паропровода.
В’ИАМ рекомендует специальные ре-
жимы сушки, сведенные в таблицу (см.
табл. 51) и изображенные в виде гра-
фиков (фиг. 107—116).
Фиг. 109. График режима А-4 для сушки авиадреве-
сины сосны "в заготовках.
Фиг. 108. График режима А-3 для сушки авиадреве-
сины красного бука.
Фиг. 110. График режима А-5 для сушки авиадреве-
сины ели.
Фиг. 111. График режима А-6 для сушки авиадреве-
сины сосны.
г /п д II §2. Камерная сушки
122 Глава 12. Сушка авиадревесины f _________________________________________
I
I
60
| 55
< 40
I
1
1
{
I
80
75
70
65
50
30
20
40
30
60
50
80
10
? 55
35 25 15 г 10 7
Влажность древесины в Уо
50
45
V0
а 100
зо
80
76
20
65
60
60
go
70
40
§ 30
4 го
10 7
25
влажность древесины 8 %
Фиг. 112. График режима А-7 для сушки авиадреве-
сины дуба.
Фиг, 113.
График режима А-8 для сушки авиадреве-
сины пихты.
а
£
«3
Q
>3
Й
126
Глава 12. Сушка авиадревесины
Впажнвсть дреоесинь/ 6 °Л
Фиг. 116. График режима А-11 для сушки авиадревесины дуба
в камерах с реверсивной циркуляцией воздуха и равномерным
режимом по длине камеры.
Продолжительность сушки в сутках
Фиг. 117. Продолжительность сушки лиственницы.
§ 2. Камерная сушка
127
Фиг. 118. Продолжительность сушки пихты.
Фиг. 119. Продолжительность сушки сосны.
Продолжительность сушки в суткам
Фиг. 120. Продолжительность сушки дуба.
128
Глава 12. Сушка авиадревесины
Стерилизующие режимы
сушки. При сушке древесины целе-
сообразно проводить и ее стерилиза-
цию с целью поражения жизнедеятель-
ности грибков, вызывающих синеву или
желтизну древесины. Для этого приме-
няют предварительный прогрев древе-
сины, загруженной в камеру, до тем-
пературы 80° при относительной влаж-
ности воздуха 100%. Продолжительность
прогрева зависит от размеров пилома-
териала и породы древесины. Для сосны
в брусках про 'рев продолжается 12 час.,
в заготовке—3 часа.
После стерилизации загруженного в
камеру материала начинается собствен-
но процесс сушки.
Продолжительность сушки различных
сортиментов в сушильных камерах
ВИАМ дается на диаграммах фиг. 117—
122. При сушке древесины в сушильных
камерах иных систем длительность
сушки по сравнению с указанной на
Фиг. 122. Продолжительность сушки
ясеня.
графиках должна быть, по указанию
ВИАМ, увеличена на 20%.
Высушенный материал должен иметь
нормальную присущую ему окраску и
не иметь торцевых, боковых и продоль-
ных трещин, короблений и внутренних
волосяных трещин.
Для выявления затянувшихся вну-
тренних (волосяных) трещин в высу-
шенном материале выпиливают иа ото-
бранных для контроля штук силовые
секции толщиной 25 мм. с зубцами ши-
риной 3,5 мм (фиг. 123). При наличии
затянувшихся волосяных трещин зуб-
цы таких секций отваливаются.
После приемки материала и
охлаждения его до температуры
цеха он может быть пущен в по-
следующую обработку.
По американским данным мате-
риал после сушки рекомендуется
выдерживать не менее двух не-
дель в условиях цеха и только
после этого пускать в последую-
щую обработку. В этом случае
возможность появления в матери-
але на последующих переходах
мелких волосяных трещин и ко-
робления будет исключена.
6. Некоторые справочные
данные к расчету сушильных
камер
1. Для подсчета количества подле-
жащей испарению влаги при расчете
сушилок можно пользоваться следую-
щими практически установленными нор-
мами начальной влажности: для сосны
(при толщине выше 30 мм) и листвен-
ницы 50—-60%, для дуба 60—70%.
Высший предел принимается для пи-
ломатериала зимней заготовки.
2. Количество тепла, теряемое в
окружающую среду через стены камер,
определяется по формуле
<2 —'Л?кам- Oj)K ккал/час,
где F — площадь стены в л2,
гкам—10— разность температур по обе
стороны стены,
К — коэфициент теплопередачи,
определяющий количество теп-
ла в ккал, передаваемое стен-
кой площадью 1 м2 в 1 час
при разности температур по
обе ее сто, оны в 1°Ц.
П ip и меч а н и е. При расчете су-
шильных камер с температурой суш-
ки 50—60° коэфициеит К (см. табл. 52)
следует увеличить в 1,5 раза, для
более высоких температур — в 2 раза.
§ 3. Вакуумсушка
129
3. Коэфициент заполнения объема
здания объемом штабелей 0,25.
4. Коэфициент заполнения камеры
0,35.
Таблица 52
Коэфициент теплопередачи
(Ккал[м2.час °С-м) для стен различ-
ных конструкций
(по Ритшель-Греберу)
Толщина в м
Конструкция
0,64 0,77 0,90
Фиг. 123. Силовая секция для
выявления скрытых волосяных
трещин.
5. Скорость воздуха в штабеле
от 0,1 до 10 м!сек.
6. Расход электроэнергии иа сушку
1 j«3 древесины 35—40 кет. час 1м1.
7. Расход пара на 1 л3 древесины
500—700 кг; на 1 кг испаряемой влаги
•2,0—2,5 кг.
§ з. вакуумсушка
Принцип вакуумсушки основан на
Кирпич, ошту-
катуренный с
одной стороны
Бетон из гра-
вия неошту-
катуренный
Бетон, оштука-
туренный с обе-
их сторон
Дверь хорошо
отепленная
Потолок из пу-
стотелых
камней
Пол
1,110,930,800,70
2,692,16 1,81 1,55
2,57 1,951,661,44
чески закрываемый цилиндр из котель-
ного железа (фиг. 124) диаметром око-
ло 2 м и длиной до 40 м, который на-
гревается паром, пропускаемым по
Фиг. 124. Вакуумсушилка (схема).
Цилиндр, 2—вакуумустановка, а—манометр, 4—нагревательные тру.
оы, 5-—рельсы для : агрузки материала на вагонетках или треках.
Ускорении испарения влаги и материала
'ЩЖ пониженных давлениях.
'-ушило •’представляет собой гермети-
трубам вдоль его
внутренних стен Тем-
пература в цилиндре
доводится до 50—90°.
После прогрева за-
груженного пилома-
териала—досок тол-
щиной 25 мм в тече-
ние одного часа и тол-
щиной 50 мм в тече-
ние 2 час.-прекра-
щается подвод пара
и из герметически за-
крытого цилиндра на-
чинают выкачивать
воздух. Создается ва-
куум до 90%. Такое
разрежение поддер-
живается в течение
2—4 час. Вследствие испарения влаги
температура понижается. Когда она
падает до 30°, действие вакуумнасоса
э F1. п. Успасский
130
Глава 12. Сушка авиадревесины
прекращается. Процесс подогрева и
выкачивания воздуха (создание вакуу-
ма) повторяется 7—12 раз подряд с
небольшими перерывами.
Продолжительность сушки сосновых
досок толщиной 75 мм от начальной
влажности 70 до 1О°/о— трое суток;
доски толщиной 25 мм просушиваются
при тех же условиях в течение одних
суток.
Сосновые бруски сечением 80X90 мм
и начальной влажностью в 28—ЗО°/о
просушиваются за 134 часа. Повреж-
дений или понижения механических
качеств при вакуумсушке не наблю-
дается. Градиент влажности в отдель-
ных штуках в пределах О,2('/о.
Вакуумсушила пригодны только для
однородного материала, так как в них
трудно регулировать режим сушки.
§ 4. СУШКА ДРЕВЕСИНЫ
В ЭЛЕКТРИЧЕСКОМ ПОЛЕ
ВЫСОКОЙ ЧАСТОТЫ
(радиотермическая сушка)
1. Сущность процесса
В диэлектрике, помещенном в пере-
менное электрическое поле, наблю-
дается некоторое нагревание.
Так как древесину можно отнести в
известной степени к диэлектрикам (точ-
нее, полупроводникам), то, поместив ее
в электрическом поле высокой частоты,
можно наблюдать ее нагрев и как след-
ствие этого нагрева — сушку.
Опыт и наблюдения показали, что
сушка в электрическом поле высокой
частоты не изменяет физико-механиче-
ских свойств древесины и в этом отно-
шении не уступает камерной сушке. Но
в отличие от последней она проте-
кает в чрезвычайно короткие сроки,
исчисляемые для крупного пиломате-
риала часами, а для мелкого сортимен-
та долями часа.
Сушка древесины в поле высокой
частоты имеет то преимущество, что
влажные участки, абсорбируя больше
энергии поля, больше нагреваются, в то
же время поверхности материала, со-
прикасающиеся ' с воздухом, больше
охлаждаются. В силу повышенной аб-
сорбции энергии влажными эонами ма-
териала, главным образом внутренними,
и при некотором охлаждении наруж-
ных, обычно более сухих зон в древе-
сине возникает устойчивый градиент
влажности, обеспечивающий равномер-
ное высыхание материала, без коробле-
ния и трещин.
С уменьшением расхода тепла в под-
сушенных зонах на величину теплогы
испарения и с понижением теплопро-
водности древесины, связанным с умень-
шением' ' влажности, сокращается и
поглощение энергии. Создается в свя-
зи с этим своеобразная автоматизация
процесса сушки.
Если камерная сушка позволяет регу-
лировать температуру, влажность и
скорость движения воздуха, то сушка
в поле высокой частоты позволяет ре-
гулировать температуру внутри мате-
риала и температуру, влажность и ско-
рость движения воздуха, окружающей
материал.
Нагрев материала щрн сушке древе-
сины в поле высокой частоты выдер-
живается в среднем в пределах 90э
(максимально 102°, минимально 75°).
На испарение 1 кг влаги требуется
1,5-4-2,15 кет (в зависимости от породы
древесины).
2. Установка для нагрева
Установка для иагрева и сушки дре-
весины состоит из выпрямителя и лампо-
вого генератора высокой частоты
(фиг. 125).
Требующаяся для этого аппаратура
подобна той, которая применяется для
коротковолнового радиовещания, с тон
разницей, что вместо излучения энер-
гии в пространство установка приспо-
соблена для преобразования этой энер-
гии в теплоту в массе древесины, рас-
положенной в поле высокой частоты.
Высушиваемый предмет помещается в
рабочем пространстве между электро-
дами (пластинками) конденсатора вто-
ричного контура, так, чтобы между дре-
весиной и электродами был воздушный
промежуток.
Пластинкам конденсатора можно при;
давать форму, соответствующую форме
высушиваемой детали.
В существующих установках чаще
всего встречается плоская форма элек-
тродов. Обычно применяют два элек-
трода.
При условии настройки вторичного
контура в резонанс с генерирующим
контуром между электродами конден-
сатора создается равномерное электри"
ческое поле высокой частоты и проис-
ходит нагрев древесины.
Материал прогревается равномерно,
независимо от его толщины.
§ 4. Сушка древесины в электрическом поле высокой частоты
131
9*
132
Глава 12. Сушка авиадревесины
3. Основные данные к тепловому
расчету сушки древесины в поле
высокой частоты
а. Нагрев и испарение 1 кг воды тре-
бует затраты энергии (в квтч):
Ql =[537 + (/K-/H)] • 0.00116 =
= 0.624 + 0,00116 (/к — tH),
где
tB — начальная температура древе-
сины,
tK — конечная ее температура,
0,00116 — переводный коэфициент для
перевода Ккал в квт-ч.
Принимая tB для зимы +5°, tn для
лета +20°, tK = ) 02 ч- 110° = 106°
имеем:
Qishmh= 0,624 4- 0,00116 (106—5) =
= 0,74 квт-ч.
Q1 лети= 0,624 + 0,00116 (106-20) =
= 0,724 квт-ч.
б. Подогрев 1 кг абсолютно сухой
древесины требует:
Q2 = C • 0,00116 (/н —/м).
Принимая теплоемкость древесины
С = 0,324, имеем:
З23ими = 0,324 • 0,00116 101 =
= 0,038 квт-ч\
Qi лета = 0,324 0,00116 • 86 =
= 0,036 квт-ч.
в. Подогрев 1 кг остаточной влаги
(при теплоемкости воды С = 1):
Q3=l • 0,00116 (tK — квт-ч.
С3зими=1 0,00116-101 =
= 0,117 квт-ч,
Фалета=1 ' 0,00116 • 36 = 0.100 квт-ч.
г. Преодоление связи с древесиной
1 кг гидроскопической влаги требует
от 53 до 70 Ккал нли 70 • 0,00116 =
= 0,08 квт-ч.
д. Теплоотдача К с 1 м2 поверхности
где к — коэфициент теплопроводности
для воздуха, и холящегося в покое;
к = 4.
Т° = 273 -|- t; t — tA—t2‘, h — темпера-
тура поверхности бруска, лежит в пре-
делах 86 — 94°. Принимаем = 90°;
t2 — температура окружающей среды,
зимои /2зимн ——1о .летом /2летн—-|— 1о •
Отсюда К = k + 0.5 ~ Ь9]=
= 9,64 (среднее годовое).
Теплоотдача 1 м2 в час равна
KF (tn—t0) 0,00116 квт-ч,.
где F — поверхность материала в м2.
Теплоотдача 1 м^/час потребует рас-
хода энергии:
Кзимн = 9.64 - 1 1 - 75 • 0,00116 =
= 0,84 квт-ч,
Клети = 9,64 1 • 1 • 70 • 0,000116 =
= 0,787 квт-ч.
е. Время сушки определяют по фор-
муле
т =___------ ,
Wk — Z'
где Zn — расход электроэнергии на вы-
сушивание 1 м2 древесины
определяемый по диаграмме
(фиг. 126 и 127),
Z' — потери от теплоотдачи, опре-
деляемы по той же диаграм-
ме (нижнее семейство кривых),
W — мощность генератора;
где У—объем древесины, загружаемой
в конденсатор, в 1 -и3.
Полная потеря по теплоотдаче ZT =
= Z't.
Полная энергия Z, затрачиваемая на
сушку,
L = Zn ZT.
К. п. д. установки высокой частоты
ц = 0,5 — 0,7.
Количество энергии, подводимой к
установке,
§ 4 Сушка древесины в электрическом поле высокой частоты
133
Фиг. 126. Диаграмма для определения расхода электроэнергии на высу-
шивание 1 м3 древесины.
Фиг. 127. Диаграмма для определения расхода электроэнергии на высу-
ивание 1л3 древесины в зависимости от объемного веса ее и влажности.
134
Глава 13. Улучшенная древесина
Глава 13
УЛУЧШЕННАЯ ДРЕВЕСИНА
Древесина наряду с хорошими каче-
ствами — легкостью, крепостью, просто-
той обработки — обладает и существен-
ными недостатками. Основные из них —
неодинаковая прочность древесины в
различных направлениях и зависимость
ее от воздействия влаги.
Повышение прочности древесины и
придание ей водо- и грибоустойчивости
получается в результате пропитки ее
синтетическими смолами и прессова-
нием. Устранение же анизотропности и
влияния местных пороков может быть в
значительной мере достигнуто путем
образования слоистого материала, склеи-
ваемого из тонких слоев древесины
(шпона или ножевой фанеры).
Пропитывание тонких слоев древеси-
ны синтетическими смолами и склеива-
ние их под большим давлением по-
зволяет получить новый древесный ма-
териал, обладающий более плотным
строением, повышенной и сравнительно
равномерной в долевом и поперечном
направлениях прочностью, влаго- и
грибоустойчивостью.
Такие древесные материалы получи-
ли общее название улучшенной или
облагороженной древесины. Они разли-
чаются между собой толщиной и
взаимным расположением слоев шпона
(по направлению волокон), величиной
давления при запрессовке и способами
предварительной обработки шпона
(дельта-древесина, балинит, акслид, им-
прег, компрег и т. д.).
Наибольшую известность н широкое
применение в СССР получили дельта-
древесина и балинит.
§ 1. ДЕЛЬТА-ДРЕВЕСИНА
Дельт а-д р е в е с и н а авиа-
ционная (ДСП10) представляет со-
бой древесный слоистый материал, изго-
товляемый путем горячего прессования
из березового шпона, пропитанного вод-
носпиртовым раствором феноло- или
крезоло-формальдегидной смолы марок
СБС1, СКС1 и СКС-2 (иногда встре-
чается под названиями лигнофоль или
пермалй).
Пропитанный смолой и высушенный
шпон собирается в пакеты, размеры ко-
торых должны обеспечить получение
досок шириной до 1300 мм и длиной до
5600 мм. По толщине пакета через
каждые 10 листов шпона с продольным
направлением волокон один лист укла-
дывают в поперечном направлении.
Толщина шпона 0,5+0,05 и 0,55+
+0,05 мм. Шпон по качеству должен
быть не ниже сорта А. По длине и ши-
рине листы шпона соединяются встык.
Общее число продольных слоев шпона
в пакете по толщине составляет в сред-
нем 50 слоев.
Собранные пакеты шпона заклады-
вают между плитами гидравлического
пресса и запрессовывают под давлением
до 150 кг)см2 при температуре 140—150°.
Общий цикл запрессовки плиты тол-
щиной 18—20 мм длится около 3 часов.
Схема изготовления дельта-древесины
приведена на фиг. 128.
Содержание шпона в дельта-древеси-
не от 80 до 88%.
В зависимости от основных фивико-
механических свойств дельта-древесина
разделяется на четыре сорта A, At, Б
и В.
Водопоглощаемость дельта-древе-
сипы за 24 часа.................. 3%
Теплостойкость:
поперек плиты ................. 140°
вдоль плиты............... . 200°
Коэфициент теплопровод-
ности ..............13—17 Ккал!м2
°C час м
Коэфициент линейного расширения а:
в поперечном направлении 30 • 10- 6
в долевом направлении 4 • 106
Удельное объемное электрическое со-
противление р:
при смоле СБС1 иСКС1. 32-10U ом/см
при смоле СКС2 . . . 2,2- 10П ,
Удельное поверхностное сопротивле-
ние ps:
при смоле СБС1 и СКС1 11,9-1011 ом
при смоле СКС2. . . . 19,9-104 „
Пробивная электрическая крепость А^:
при смоле СБС1 и СКС1 . . 20,1 в/мм
при смоле СКС2..............15,0 .
Механические качества зависят от
влажности.
Влажность дельта-древесины при
приемке 4—6%. Эксплоатационная
влажность 5,5—7%.
Доски дельта-древесины делятся на
две группы: короткие и длинные. Раз-
мер по длине определяется по направ-
лению волокон наружных слоев шпона.
§ 1. Дельта-древесина
135
СХЕМА
изготовления дельта-древесины (ДСП-10)
Распиловка
пакетов на доски длиной от 1400
до 5000 мм и шириной от 200 мм
на круглопильном станке
Фиг. 128. Технологическая
Размеры коротких досок:
длина 1400—1600 мм,
толщина 15 и 17 мм,
ширина 200 мм и более.
Размеры длинных досок:
Длина от 1,165 до 5000 лои,
толщина 15 и 17 мм,
иринф 200 мм и более.
изготовления дельта-древесины.
Отклонения от стандартных размеров:
по длине +50 мм,
по ширине +10 мм,
по толщине +2 мм
—1 мм.
Отклонения в размерах одной доски
по толщине допускаются в пределах
1 мм для коротких досок и 3 мм для
длинных.
Дельта-древесина склеивается с дель-
та-древесиной белковыми и смоляными
136
Глава 13. Улучшенная древесина
Таблица 53
Физико-механические свойства дельта-древесины ДСП10 при объемном весе
7=1,25— 1,40 г/см? и влажности 5%
Сорт Временное сопротивление в кг} см2 Сопротивление удар- ному изгибу парал- лельно плоскости склейки, кг'см' Предел пропорци- ональности при ра- стяжении кг/см1, Ср Удельная ударная вязкость кгсм1см', Ajf Твердость по Брине лю, Мд Предел усталости при знакопеременном изгибе кгсм3, Оуу тодуль упругости кг]см*> Е Модуль упругости II рода кг/см3, G
растяжению вдоль волокон 'В сжатию, сж изгибу стати- вескому, слзг скалыванию по склейке вдоль слоев S срезу поперек волокон, т Ср 1
А 2650 (2550) 1750 (1650) 2800 140,0 (120) 350 80 (70) ДО 2400 1200 18 800 290000 17000
Ai 2600 (2500) 1600 (1500) 2800 140,0 (120) 350 80 (70) ДО 2400 1200 18 800 290000 17000
Б 2400 (2300) 1700 (1600) 2800 140 (120) 350 80 (70) ДО 2400 1200 18 800 290000 17000
В 2200 (2100) 1550 (1450) 2800 120 (ЮО) 350 70 (60) ДО 2400 1200 18 800 290000 17000
Примечание. В скобках указаны коэфициенты крепости, допускаемые в
одном из испытуемых образцов.
клеями после механической обработки
и очистки поверхности от масляных пя-
тен (ацетоном) и пыли. Подвергается
всем видам механической обработки на
деревообрабатывающих станках резцами
повышенной стойкости.
Дельта-древесина ДСП10 применяет-
ся в силовых авиационных конструк-
циях.
Сорта A, Ai и Б идут на лонжероны,
усиленные шпангоуты и т. п. Корот-
кие доски (длиной до 1650 мм) повы-
шенных механических качеств приме-
няют для комлевой части лопастей воз-
душных винтов.
Сорт В применяется для штампов
при холодной штамповке алюминиевых
и магниевых сплавов и для ответствен-
ных приспособлений.
Дельта-древесину всех сортов можно
применять в качестве электроизоляци-
онного материала в электроаппаратуре
при частоте до 50 Hz.
Дельта-древесина листовая
представляет собой слоистый материал,
изготовленный в виде листов толщиной
до 10 мм путем горячего прессования
березового шпона, пропитанного фено-
ло-формальдегидной или крезошо-фор-
мальдегидной смолой СБС1, СКС1 или
СКС2. Для изготовления листовой дель-
та-древесины применяется березовый
шпон толщиной 0,35—0,55 мм (в зави-
симости от толщины изготовляемых ли-
стов).
Прессование производится при тем-
пературе 140—150° под давлением ПО—
120 кг/см?. Время выдержки при за-
прессовке — 5 мин. на каждый милли-
метр толщины готового листа.
По физико-механическим свойствам
листовая дельта-древесина аналогична
балиниту и вполне его заменяет.
§ 2. БАЛИНИТ
Бал.и нит листовой кон-
струкционный (ДСП-20) представ-
ляет собой слоистый древесный пла-
стик, изготовляемый из химически обра-
ботанного березового шпона, пропитан-
ного водно-спиртовым раствором фено-
ло- или крезоло-формальдегидной смо-
лы путем горячего прессования.
Для изготовления листового балинита
применяют березовый шпон толщиной
0,24—0,50 мм, едкий иатр (КаОН;для
химической обработки и феноло- или
крезоло-формальдегидную смолу для
пропитки и склеивания шпона.
Обработанный химически, пропитан-
ный смолой и высушенный шпон наре-
зают по заданным размерам и собирают
в пакеты с направлением волокон в
смежных слоях под углом 90°.
§ 2. Балинит
1S
Таблица 54
Физико-механические свойства балинита листового (ДСП-20) при объемном весе от 1,2 до 1,45
и влажности от 2 до 8,5%
Временное сопротивление растяжению сд, кг[см2 I
и---------т-------i------i-------i------j------- Предел уста- Предел Модуль Модуль Коэфи
циент Пуассона Н SZ‘O oSt” исках von g0‘0 нолокоя лэйэнои g0‘0 HOHOirOH чь-огд
упругости О, кг]смъ 000 021 cGt> woi.jK VO[] 000SZ нолокоя яэйэноц 000 92 нояокоя чкоКд
упругости Е, кг1см* 000 08 oSt- wol'jX vou 00008 нояокоя яэОэиои 000 002 нояокоя чгокд
лостн при знакоперемен- текучести ном изгибе кг]см*, cw as, кг 1 см* 008 oSt- WOlfJj( 0097 нояокоя яэйэиоц 0081 нояокоя чкоКд G О О о о о ООО 1 1 1 ООО о о о СО оо OD
ПОД углом 45° к на- правлению волокон ооо Ю LO О ООО
* & с С с с о X э 5 О а ООО ООО осч см
л ч о ч CQ X э * Ч □ а ООО ООО см о »— »“Ч
О
Б12 4-0, 4HBHJ,
О
•—4 вави/д
со о
G10 о I чнрбХ
Б04 Tt4 О ВЗВиЛд
О о СП м* ЧНВЯХ
БОЗ о взвиХд
оо О
о СП о 1 К
см о о
ш ;о
S см а
о
S S
о
Е а
3 га
О
СО га
м И X сь
га Толщ Тип
Примечание. Коэфициент теплопроводности Z=0,15—0,20• Ккал!м* час °C м.
Водопоглошаемость за 24 часа 8—10%,
138
Глава 13. Улучшенная древесина
Собранные пакеты спрессовываются
в гидравлических прессах под давле-
нием 40—45 кг! см2 при температуре
120—140°. Продолжительность запрес-
совки 5—8 мин, на каждый миллиметр
толщины готового листа.
Содержание древесины в готовом ма-
териале — 75—8We.
Наружные слои (рубашки) балинита
делаются из шпона, бумаги или ткани.
По толщине применяемого шпона и
типу рубашки балинит выпускается де-
сяти марок.
Балинит обрабатывается аналогично
дельта-древесине и взаимозаменяем с
листовой дельта-древесиной. Он приме-
няется для выравнивающих прокладок,
амортизационных подкладок, законцо-
вок силовых бобышек. Кроме того, ба-
линит широко применяется для обшив-
ки лонжеронов, закрылков, предкрыл-
ков, щитков, лючков, плоскостей и
носков стабилизатора, туннелей радиа-
тора, гаргротов фюзеляжей, обшивки
крыльев и центроплана и носков крыла
и центроплана.
Балинит плиточный (ДСП-31)
выпускается в плитах толщиной 10, 15,
20, 25, 30, 40, 50 и 60 мм с габаритны-
ми размерами согласно заказу. Допуски
по толщине ±10 мм.
Балинит плиточный 'Предназначается
для изготовления гибочных штампов,
оправок и формблоков.
Физико-механические * свойства пли-
точного балинита:
Водопоглощаемость не выше 20®/о.
Временное сопротивление сжатию
вдоль волокон рубашки и параллель-
но слоям не менее 1200 кг!см?.
Временное сопротивление •статиче-
скому изгибу поперек волокон рубаш-
ки и параллельно слоям не менее
1650 кг/см2.
Определение механических качеств
•производится согласно ОСТ НКТП
3069—3085.
§ 3. РАЗЛИЧНЫЕ ВИДЫ
ОБЛАГОРОЖЕННОЙ ДРЕВЕСИНЫ
I. Баркалаит ,
Баркалаит, названный по имени изо-
бретателя Баркалая (Абхазская ССР),
представляет собой древесную пласти-
ческую массу, получаемую путем вод-
ного гидролиза и последующего прес-
сования древесных опилок, отрубей, под-
солнечной шелухи и тому подобных
.древесных и растительных отбросов.
.Прессование производится под давле-
нием 500—800 кг!см2 при температуре
200—250°.
Баркалаит имеет вид твердой массы
черного цвета с блестящей поверхно-
стью, легко обрабатывается, но не до-
пускает вколачивания гвоздей.
Физико-механические свойства бар-
калаита:
Объемный вес у . . . 1,3—1,4 ка/сл3
Твердость по Бринелю Нв
40—45 кг]см2
Временное сопротивление статическому
изгибу си . . . . . 350—400 кг! см2
Временное сопротивление
на разрыв сБ ... . 100—130 кг/см2
Временное сопротивле-
ние сжатию оСж . . . 1000—1500 кг,'см2
Баркалаит устойчив против действия
керосина, бензина, трансформаторного
масла, 15®/о-ных минеральных кислот.
Применяется для изготовления все-
возможных прессформ, моделей, ма-
триц и т. д.
2. Дерево Шварца
Дерево состоит из сердечника, скле-
енного из планок спруса, и наружного
покрытия «компрега» толщиной в 3 мм.
Компрег изготовляется путем пропитки
И прессования кленовой, буковой или
березовой фанеры — шпона (см. даль-
ше, сдр. 139). Шпон пропитывается
феншю-формальдегидной смолой, скла-
дывается в пачки и помещается в го-
рячий пресс, где спрессовывается до
половины своей первоначал:.ной толщи-
ны; объемный вес дерева Шварца 1,3.
Физико-механические свойства дере-
ва Шварца:
Временное сопротивле-
ние изгибу оизг . . 2450—4200 кг! см2
Временное сопротивле-
ние срезу тСр . . . . 770 кг]см2
Модуль упругости 1-го
рода Е......... 21 000—28 000 кг/см2
Дерево Шварца хорошо обрабаты-
вается. Применяется для изготовления
воздушных винтов.
3. Месонит
Месонит представляет собой древес-
ный волокнистый материал, получаемый
в результате термомеханической обра-
ботки древесной щепы, опилок, стру-
жек и т. п. Опилки, щепу и т. п. в
сыром виде закладывают в особые аппа-
раты, так называемые пушки (фиг. 129),
емкостью 5,7 м\ где подвергают их.
§ 3. Различные виды облагороженной древесины
139
действию сиежего пара под давлением
25 ат После того как температура а
пуШКе достигнет 190°, ее поддерживают
на этом уровне в течение 30—40 сек.
размягченные действием пара опилки,
стружки И т. д. подвергают действию
пара под Давлением 70 ат в течение
2 5 сек. После этого быстро откры-
вают гидравлический клапан пушки.
Под действием резкого понижения дав-
ения и температуры древесина вместе
Фиг. 129. Схема «пушки Месона"
для изготовления месонита.
Z-—бункер. 2—камера, 3~верхний клапан,
4—впуск пара, 5—нижний клапан, б—ры-
чаг клапана, 7—выпуск массы.
с паром с огромной силой и скоростью
выбрасывается наружу, в особый сепа-
ратор в сильно расщепленном и размяг-
ченном виде. Из сепаратора после уда-
ления пара мелковолокнистая древес-
ная масса поступает в резервуар, где
остывает до температуры 50—60°, после
чего смешивается с водой. Благодаря
сильному измельчению масса становит-
ся пластичной и легко формуется и
прессуется.
Месонит выпускается в виде досок п
лит и применяется для строительных
м<тб™’ "ДЛЯ изготовления кузовов авто-
' ооилеи, для изготовления пуансонов
и матриц и т. д.
язико-механические свойства
сонита:
ме-
Объемный вес у...........1,3
Ременное сопротивление'
ВпРмГоИбу °и.............2160 кг1см2
Ременное сопротивление
ВпРаиРыву °« • • 2745 кг]см*
Р ениое "-сопротивление
сжатию ссж.............. 1500 «г/сл/з
Временное сопротивление
скалыванию т.............271 кг/см2
Влагопоглощаемость (после
выдержки в воде в тече-
ние 3 суток)..............15—166
Месонит хорошо поддается обработ-
ке на обычных деревообрабатывающих
станках. Хорошо склеивается белковы-
ми и смоляными клеями. Допускает
вколачивание гвоздей и ввертывание
шурупов.
4. Импрег (США)
Представляет собой древесину (ча-
ще всего шпон толщиной 3,2 мм), про-
питанную водорастворимыми феноло-
формальдегидными соединениями под
давлением 1—7 кг! см* в течение 0,25—
2 час., в зависимости от породы. После
пропитки шпон укладывают в плотные
стопы и выдерживают в течение
1—2 суток в условиях, при которых не
происходит высыхание. После этого
шпон высушивают при 7=70° и под-
вергают нагреву при t =93° в течение
20 часов или при / = 149° в течение
получаса1.
В результате пропитки древесина
несколько разбухает и увеличивается
в объеме на IWo.
Импрег можно приготовить из любой
древесины. Хвойные породы, а также
мягкие лиственные породы хорошо под-
даются пропитке (импрегнированию). Из
твердых лиственных пород лучше всего
пропитывается береза и оболонная дре-
весина клена.
Импрег содержит 30% смолы по отно-
шению к сухой древесине. Объемный
вес импрега примерно на 18% выше
объемного веса древесины.
Импрег можно склеивать любым кле-
ем. При склеивании клеями, содержа-
щими растворители, рекомендуется да-
вать довольно большую открытую вы-
держку и более длительную запрессов-
ку, чем при склеивании натуральной
древесины.
Импрегнированная древесина обла-
дает в 3—4 раза меньшей склонностью
к усушке или разбуханию, а также и
короблению и растрескиванию. Водо-
стойкость и грибостойкость импрега
повышенные.
Механические1 качества импрега по-
вышаются с повышением объемного
веса.
5. Компрег (США)
Древесный материал, полученный пу-
тем пропитывания шпона водораствори-
140
Глава 13. Улучшенная древесина
Таблица 55
Характеристика механических свойств компрега
Механическая характеристика Вид нагрузки
Статический изгиб, кг}см* Растяжение кг] см* Сжатие кг {см3 Сжатие поперек во- локон и перпендику- лярно слоям, кг/см* Скалывание, кг'ем2 Направление слоев
параллельно волокнам •Li * 2 “С Is (У о С к CLQ. S к я с ч л вдоль волокон' поперек волокон вдоль волокон поперек воло- кон парал- лельно слоям
Предел про- пори., ср 1680 294 1550 но 1153 558 617 — параллельно
1010 571 620 567 613 488 625 — под углом 90°
Разрушаю-
щая
нагрузка, с Б
2505
388
2129
138
1953
1303
1602
285
параллельно
Модуль
упругости Е
1600
243-103
1128 1160 880 1683 1354 2870 —
52-10» 260-Юз 65-Юз 250-103 55-103 — —
под углом
параллельно
174-103 1 39-103 1 54-Юз 157-103 1 64-103 1 47-Юз
под углом
90“
Порода—желтая береза; толщина шпона 1,6 мм\ число слоев —17; содержа-
ние смолы—36—39%; удельный вес—1,31—1,35; удельное электрическое Сопро-
тивление 10>з oai.cai.
мыми феноло-формальдегидными соеди-
нениями с последующей запрессовкой
этого шпона под давлением от 35 до
210 кг/см2 в зависимости от твердости
породы древесины. Плиты толщиной до
50 мм можно изготовлять в обычных
нагревательных прессах, материал боль-
шей толщины — с нагревом в электри-
ческом поле высокой частоты. Темпера-
тура нагрева компрега при запрессовке
140—150°.
Усушка и разбухание компрега незна-
чительны. Теплопроводность его на 7%
выше, чем у натуральной древесины.
Компрег склеивается с импрегом и
натуральной древесиной любыми клея-
ми. Поверхность компрега перед склей-
кой цинубят или зачищают грубой
шкуркой.
Феноло-формальдегидные смолы, про-
питывающие древесину, пластифици-
руют ее до полимеризации При горячем
прессовании. Поэтому импрегнирован-
ные хвойные и мягкие лиственные по-
роды, при изготовлении компрега (спрус,
орегонская сосна, тополь) под давле-
нием сильно сжимаются (под давле-
нием 67 кг!см- толщина их уменьшает-
ся на 50%).
Объемный вес компрега 1,2—1,4.
Теплопроводность и огнестойкость —-
как у обыкновенной древесины.
Компрег водостоек, грибостоек, стоек
по отношению к кислотам и органиче-
ским растворителям.
Хорошо обрабатывается инструмен-
том, применяемым для обработки лег-
ких сплавов, при скоростях резания
меньших, чем при обработке обыкно-
венной древесины.
Применяется для изготовления на-
кладок на лонжероны, деталей крепле-
ния, для комлей и лопастей воздушных
винтов и т. п.
§ 4. Контроль физико-механических свойств дельта-древесины
141
§ 4. КОНТРОЛЬ
ФИЗИКО МЕХАНИЧЕСКИХ
СВОЙСТВ ДЕЛЬТА ДРЕВЕСИНЫ
Дельта-древесины ДСП-10.
Все доски подвергаются осмотру по
на каждую сторону. Испытание на сжа-
тие производят на аналогичном об-
разце
Усилие при испытании направляется
вдоль волокон образца. Нагружение
производится со скоростью 4500 кг)мин.
Таблица 5Б
Количество образцов для испытания дельта-древесины
Виды испытания Длина досок, мм
1400—1500 2400 3000—3200 3300 и выше
Количество образцов
На растяжение 3 4 5 6
На сжатие 3 4 5 6
На скалывание 3 4 5 6
На ударный изгиб 2 4 5 6
Определение объемного веса 2 3 3 3
внешнему виду поштучно и обмеру по
длине и ширине с точностью до 5 мм.
Для контроля физико-механических
свойств отбирают не менее 10% досок.
Количество образцов для испытаний
берут по табл. 56.
Ф’,г- 130. Образец для испытания облагорожен-
7 ной древесины на растяжение.
образец для испытания дельта-древесииы, 2—для листе-
вого балинита.
ц Съемный" вес определяют по образ-
15X15X15 мм с допуском ±0,5 мм
После испытания на сжатие определяют
влажность образца.
Временное сопротивление сжатию
должно быть приведено к влажности
5% по формуле
сСж В— ^°сж IJ-
Значения к приведены в
табл. 57.
Испытание на расти-
жение производят на образ-
це согласно фиг. 130. Скорость
нагружения при испытании
2500 кг]мин.
Испытание на удар-
ный изгиб производят на
образце квадратного сечения
15 X 15 X 225 мм. Сторона об-
разца должна быть параллель-
на листам шпона. Удар при
Фиг. 131. Образец для испы-
тания дельта-древесины на ска-
лы вание.
испытании направляется по касатель-
ной к листам шпона.
142
Глава 13. Улучшенная древесина
Испытание и скалывание по
склейке производят вдоль волокон,
параллельно плоскости склейки. Обра-
зец изготовляют по форме, показанной
на фиг. 131. Плоскости склейки должны
размером 15X15X15 мм, подвергнутых,
испытанию на сжатие, стандартным
способом.
Физико-механические свойства слои-
стых пластических материалов контро^
Таблица 57
Значение поправочного коэфициента К (см. стр. 36) для дельта-древесины
Влажность Ж °/о Десятые доли процента влажности
0 0,1 0,2 0,3 04 0.5 0,6 0.7 0,8 0,9 1
3 0,812 0,821 0,830 0,839 0,848 0,857 0,866 0,875 0,885 0,894
4 0,903 0,913 0,922 0,932 0,942 0,951 0,961 0,971 0,980 0,990
5 1,000 1,010 1,020 1,030 1,039 1,049 1,059 1,069 1,079 1,088
6 1,098 1,108 1,117 1,127 1,137 1,146 1,155 1,165 '1,174 1,183
7 1,922 1,201 1,210 1,218 1,227 1,235 1,243 1,251 1,259 1,266
8 1,274 — — — — — — — —
быть параллельны плоскости скалывания
по продольным слоям.
Нагружение производится со ско-
ростью 2500 кг/мин.
Влажность определяют на образцах
лируют в соответствии с ОСТ/НКТГ
3069-3085.
Технические условия на облагорожен
ную древесину и пластические материа-
лы подробно изложены в следующих
стандартах и нормалях:
Дельта-древесина авиационная ДСП-10 ГОСТ В-226-41
Балинит листовой ДСП-20...............ГОСТ В-227-41
Балинит плиточный ДСП-31.........ТУ НКЛес 28
Текстолит специальный ПТ, ПТК и ПТЭ ГОСТ 5-40
Фибра листовая конструкционная
ФЛАК..............................ТУ № 38-41 Наркомбумпрома
Фибра листовая техническая ОФ . . . ТУ № 34-41 Наркомбумпрома
Фибра листовая мягкая КГФ........ТУ № 21 Наркомбумпрома
Фибра прутковая..................ТУ № 30-41 Наркомбумпрома
Асботекстолит лоскутный..........ТУ НКАП ТО 773-41
Определение способа измерения дефек-
тов слоистых пластических матери-
алов .............................ГОСТ В-102-41
§ 4. Контроль физико-механических свойств дельта-древесины 143-’
Определение механических свойств ело-
' ост
истых пластических материалов . . улстп 3069-3085
Методы испытания фибры ...... Нормали НКАП 134СО, 133СО
Органическое стекло (литьевое) СО- . ТУ НКХП 530-42
Целлулоид авиационный...............ОСТ 10043-38
Паста полировочная для органического
стекла..........................312 СМТУ
Методы испытания текстолита и гети-
накса...............................Нормали НКАП 136СО, 140СО;
141СО, 142СО, 143СО, 144СО
РАЗДЕЛ III
КЛЕИ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
В САМОЛЕТОСТРОЕНИИ
Глава 14
КЛЕИ
Клеями называют материалы, способ-
ные при известных условиях образо-
вать твердую пленку, прочно скреп-
ляющую соединяемые этой пленкой
детали или заготовки.
Склеивание широко применяется в
различных областях промышленности и
в частности в самолетостроении.
Склеивание позволяет создавать ра-
циональные конструкции, наиболее пол-
но использовать древесину и изготов-
лять из ее пониженных сортов детали
высокой и равномерной прочности.
К клеям предъявляются требования
водостойкости, грибостойкости и крепо-
сти. Склеиваемые детали должны иметь
по склейке прочность на скалывание
не меньшую прочности целого мате>-
риала.
Из большого количества клеев в са-
молетостроении применяют лишь немно-
гие. Эти клеи разделяются на две
группы: белковые и смоляные! клеи.
Белковые клеи в своей основе имеют
органические вещества, а смоляные —
синтетические смолы.
Из белковых клеев применяются ка-
зеиновый, альбуминовый и желатиновый
или столярный клей, из смоляных кле-
ев— феноло-формальдегидные клеи ма-
рок ВИАМ Б-3 и КБ-3 и карбамидные
или мочевинно-формальдегидные клеи
КМ-1 МК-2 и КМ 12.
За границей имеют применение смо-
ляные термореактивные клеи: феноло-
формальдегидные, мочевинно-формаль-
дегидные, меламиновые и термопласти-
ческие клеи винил-ацетатные и бути-
ратные.
§ 1. БЕЛКОВЫЕ КЛЕИ
1. Казеиновый клей
Наибольшее применение имеют по-
рошкообразные авиационные казеиновые
клеи В-105 и В-107, представляющие
собой сухую порошкообразную массу
желтоватого или светлокоричневого
цвета, тонкого помола (95°/о порошка
по весу должны проходить через сито
№ 60, имеющее по 24 отверстия на
погонный сантиметр).
В состав порошкообразного казенно- ,
вого клея входят: казеин, гашеная из-1
весть, минеральные соли и керосин. I
В клей В-105 входит казеин I сорта, а
в клей В-107 — каэеин I и II сортов»
в равных частях. В остальном состав
обеих марок клея одинаков.
Порошок казеинового клея следует
хранить в сухом неотапливаемом поме-
щении при температуре не ниже 10° и
не выше 30° с относительной влажно- ;
стью От 50 до 70%. При этом он со- ]
храняет свои качества в течение 5 ме-
сяцев. По истечении этого срока каче-
ство клея подлежит проверке.
Применяется казеиновый клей в виде
раствора порошка в воде.
Весовые соотношения клеевого по
рошка и 'воды (консистенция клеевого
раствора и его вязкость) зависят от
материала и вида склейки:
нормальное соотношение 1 : 2, вяз-
кость 80—200° ФЭ;
для усовых, торцевых и полутор- ’
цевых соединений— 1 : 1,8 и 1 :1,9,
вязкость 190—250° ФЭ;
для склейки дельта-древесины и
балинита— 1 : 1,6 и 1 : 1,7, вязкость
200—500° ФЭ;
для склейки элементов обшивки
самолета из шпона со временем сбор-
ки до 40 мин. — 1 : 2,1 и 1 : 2,2,
Приготовление к а з1е>'Иново-
го клея из порошка. Готовый ка-
зеиновый клей в порошке доставляется
в бочках или жестяных бидонах.
Содержимое только что открытой
бочки или бидона следует тщательно
размешать, так как во время перевозки
от тряски составные части порошке-
§ 1. Белковые клеи
145
образного казеинового клея легко рас-
слаиваются в зависимости от их удель-
ного веса. Перемешивание лучше всего
производить в специальном вращаю-
щемся барабане, куда всыпается содер-
жимое бочки или бидона. Барабан не-
колько раз поворачивают, затем смесь
тщательно перемешивают чистой дере-
вянной лопаткой.
Просеивать порош
сообразные клеи с вы-
брасыванием остаю-
щихся на сите круп-
ных частиц клея не
допускается. К упо-
треблению годится
только хорошо раз-
мешенный порошок.
При изготовлении
клея указанные в ре-
цепте количества по-
рошка, кроме воды,
необходимо брать по
весу, а не отмеривать.
Приготовление кле-
евых растворов следу-
ет производить при
температуре от 12 до
30° в сухом и светлом
помещении.
Для растворения
порошка температура
1<воды должна быть не
ниже 10° и не выше
25°.
При разведении не-
больших количеств
клея его размеши-
вают вручную, при
крупных же количествах лучше приме-
нять специальные машины — мешалки.
При ручном замешивании отмеренную
порцию воды наливают в котел или бак
Для клея jj. затем в ВОДу подсыпают
отвешенный^ порошок клея и размеши-
.4BCTO® деревянной или железной
теч ТКОИ Размешнвание производится в
ение всего времени пока подсыпает-
ПокПОр0и1ок и продолжается до тех пор,
D а Ве ПОлУчится совершенно ,одно-
ж д 1ая Смесь в виде сметаны или
родная ’
Жидкого теста.
мож^РеМешвБать состав нужно кчк
лоСьЮ Щательнее, чтобы не остава-
верастворившихся комков порошка.
кле5|'И ИЗВ0товлении больших количеств
ЦИадьнРа3меЩивание производят в спё
'(фиг > io™ машинах — горизонтальных
Для кп г?ли веР™кальных мешалках
тушки Я Эти машин,л состоят из вер-
С лопастями, приводимой в дви-
п. П V
• Успасскнй
жение от трансмиссии или непосред-
ственно от электромотора, и бачка для
клея.
Характеристика
клеемешалок
Клеемешалка для холодного клея го-
ризонтальная (фиг. 132).
Фиг. 132.
Горизонтальная клеемешалка.
Модель RWK фирмы Флек.
Привод ременный.
Емкость — 200 л.
Число оборотов лопастей — 75 .об/мин.
Потребная мощность — 1 л. с.
Размер занимаемой площади — 2,1 X
Х0,9 м.
Вес — 585 кг.
Клеемешалка для холодного клея
вертикальная (фиг. 136).
Привод ременно-электрифицированный.
Емкость — 45 л.
Число оборотов лопастей — 60 об/мин.
Погребная мощность — 0,75 л. с.
Размер занимаемой площади — 1X
Х0,8 м.
Вес— ПО кг.
Клеемешалка переносная фирмы Блек,
США (фиг. 133).
Привод ременно-электрифицированный
(мотор может быть присоединен к
штепсельной розетке).
146
Глава 14. Клеи
Емкость—10—20 л.
Мощность мотора — 0,5 л. с.
В бачок клеемешалки заливают около
*/> ®оды, необходимой для замешива-
ния клея, затем приводят-во вращение
лопатки и в бачок засыпают- постепен-
но ровной струей все отвешенное ко-
личество порошка клея. В случае силь-
ного загустевания раствора в первые
2—5 мин. после начала замеса -клееме-
шалку останавливают и оставляют
раствор отстояться в течение 2—5 мин.
до разжижения. Затем клеемешалку
стороннем нанесении расход клея со-
ставляет 700—1000 г/л2 (или 230—
340 г сухого порошка).
Готовый клеевой раствор консистен-
ции 1 : 2,1 при температуре ие выше 20“
годен к употреблению в течение 3 час»
зимой и 2 час. летом.
,« Таблица 58
Соотношения количества порошка
казеинового клея и воды при соста-
влении клеевого раствора консистен-
ции 1:2 (вязкость клея 80 — 200° ФЭ}
в кг
Фиг. 133. Переносная приводная вер-
тикальная клеемешалка.
। Количество | получаемого^! клея j Количество । клеевого порошка Количество воды О О U и о £ 5 £ « Ч а» о о ч id с « Количество клеевого порошка | Количество 1 воды 1
0,250 0,083 0,167 8,000 2,672 5,328
0,500 0,167 0,333 9,000 3,000 6,000
0,750 0,250 0,500 10,000 3,340 6,660
1,000 0,334 0,666 12,000 4,000 8,000
1,500 0,500 1,000 15,000 5,000 10,000
2,000 0,668 1,332 20,000 6,680 13,320
2,500 0,835 1,665 25,000 8,350 16,650
3,000 1,000 2,000 30,000 10,000 20,000
4,000 1,336 2,664 35,000 11,670 23,330
5,000 1,670 3,330 40,000 13,360 26,640
6,000 2,000 4,000 45,000 15,000 30,000
7,000 2,334 4,666 50,000 16,670 33,370»
Таблица 59
Соотношение количества порошка
казеинового клея и воды при приго-
товлении казеинового клея для склей-
ки дельта -древесины и балинита
(вязкость клея 200—250° ФЭ) в кг
пускают вновь и постепенно доливают
оставшуюся воду. Размешивание ве-
дется при 60—90 об/мин. непрерывно в
течение 401—50 мин. до получения со-
вершенно однородного по цвету и по
густоте клея, без комков и сгустков.
Если после размешивания в растворе
будут оставаться нераспавшиеся ком-
ки, всю клеевую массу рекомендуется
пропустить через краскотерку.
Приготовленному раствору дают от-
стояться в течение 5—10 мин. и затем
деревянной лопаточкой аккуратно сни-
мают пену, после чего клей может быть
пущен в работу.
Замешивать клей следует в объеме
2—3-часовой потребности.
Все процессы приготовления клеевых
растворов 'Производятся без подогрева.
Обычно емкость механических клее-
мешалок равняется 30—40 кг раствора.
Мешалки и баки по окончании раз-
мешивания должны быть тщательно
вымыты.
Расход казеинового клея при одно-
стороннем нанесении составляет 450—
600 г/л2 склеиваемой поверхности
(180—20С/ г сухого порошка). При двух-
Соотношение
1 : 1,6
Соотношение
1 :1,6
с
ш
id
О
а»
S
Ч
О
id
0,250
0,500
0.750
1,000
1,500
2,000
2,500
3,000
4,000
5,000
6,000
0,096
0,192
0,288
0,384
0,576
0,768
0,920
1,152
1,456
1,820
2,184
0,154
0,308
0,462
0,636
0,924
1,232
1,580
1,848
2,544
3,180
3,816
7,000
8,000
9,000
10,000
12.000
15,000
20,000
25,000
30,000
35,000
40,000
2,548
2,912
3,276
3,640
4,368
5,760
7,280
9,200
10,920
12,840
14,560
4,452
5,088-
5,724
6,360
7,63?
9,240
12,720-
15,800
19,080
22,160
25,4-
1. Белковые клеи
147
применение казеинового
* я казеиновый клей в самолето-
строении применяется:
С 1) при склейке древесины "хвойных и
лиственных пород,
2) при склейке дельта-древесииы и
балинита и комбинаций их с древесн-
ой и фанерой, J
3) при выклеике элементов обшивки
из шпона (скорлуп, зализов и пр.),
4) при склейке фибры.
Казеиновый клей наносится на склеи-
ваемые поверхности щетинными или
пубяными кистями или при помогли
вальцевых клеенамазывателей.
Казеиновый клей прост в приготов-
ении и использовании, универсален,
е. может быть использован при все'.х
операциях склейки, и дает сравнительно
эластичное соединение.
В то же время казеиновый клей не-
достаточно водоупорен, негрибостоек.
Поэтому его не рекомендуется приме-
нять для склейки деталей, подвергаю-
щихся непосредственному воздействию
влаги.
Склейка казеиновым клеем требует
большой затраты времени на сушку.
Это время в значительной степени мо-
жет быть сокращено при условии при-
менения подогрева воздухом,электропо-
догрева или сушки склеенных изделий
в поле высокой частоты.
Для повышения грибостойкости ка-
зеинового клея в него при размешива-
нии вводят антисептик этилмеркурфос-
фат.
Антисептик вводится в 10°,'о-ном вод-
ном растворе из расчета 15 см3 раство-
ра на 1 кг порошка клея.
Раствор вливают в клеемешалку тот-
1ас же после наполнения ее водой,
после чего раствор перемешивают и
затем добавляют клеевой порошок.
2. Альбуминовый клей
ппос°Т ?лей отличается сравнительной
™той изготовления, значительной
УПОГ)ОСТЬЮ СКЛеЙКИ и. большой водо-
Ряч°й°СТЬГО’ н0 тРебует обязательно го-
Минон запРессовки. Склеенные альбу-
ния клеем детали, после соедине-
Ло 6д ?а- кле10, Должны быть прогреты
схват,„ Только в этом случае клей
д^гся „ затвердеет.
”УМино12,У м и н- Основной частью аль-
вяной я rft клея является черный кро-
ляющий льбУмин (дефигемальбин), яв-
Работк,, Я пРоДУктом специальной об-
ЧерПы-крови животных.
1 кровяной альбумин в готовом
виде, в зависимости от способов пере-
работки крови, получается или в виде
черного чешуйчатого порошка или в ви-
де муки кирпичного цвета. Поверхности
чешуек порошка бывают блестящие
или слабо матовые.
Мелкие чешуйки и мука черного кро-
вяного альбумина сравнительно легко
растворяются в воде и дают при этом
желеобразную, более или менее густую
массу.
Состав альбуминового
клея (по весу)
Черный кровяной
альбумин 100 частей
Известь негашеная 10 » „
Вода..........900
Порядок и правила приго-
товления альбуминового
клея. Приготовляют известковое мо-
локо путем гашения 10 частей извести
в 50 частях боды и последующего раз-
бавления полученной гашеной извести
50 частями воды (вода берется из преду-
смотренных по рецепту 900 частей
боды).
Альбумин замачивают в воде в соот
ношении 1 : 2 и в продолжение Зв—
40 мии. время от времени перемешивают
до полного набухания.
В набухшую массу вводят остальную
часть воды и при тщательном переме-
шивании добавляют известковое мо-
локо. Размешивание продолжается при
нагревании смеси до температуры 28°
до получения однородной клеевой мас-
сы. Размешивание как раствора альбу-
мина, так и смеси альбумина с изве-
стью нужно вести медленно, при малых
оборотах мешалки, чтобы не образовы-
валась пена.
Готовый альбуминовый клей имеет
желатинообразную консистенцию. Жиз-
неспособность клея 6—9 час.
Альбуминовый клей применяется
главным образом при изготовлении фа-
неры сырой и сухой горячей склейки в
виде чистого альбуминового или аль-
бумино-казеинового клея.
, Непосредственно в самолетостроении
он не применяется.
Расход альбуминового клея—215 гби-’
при сухой горячей склейке и 160 г/№—
. при сырой горячей склейке.
3. Желатиновый клей
Желатиновый, или столярный,
клей приготовляется из рогов, копыт.
148
Гласа 14. Клеи
кожи и пр. Он выпускается в виде по-
лупрозрачных плиток темнокоричневого
цвета. Клей этот применяют в столяр-
ном мебельном деле. Перед употребле-
нием куски клея сначала вымачивают
в течение 12 час. в воде (одна часть
клея и полторы части воды по весу)
до превращения в студнеобразную мас-
су. Затем клей нагревают на слабом
огне (лучше всего при температуре
60—70°), отчего он становится жидким.
Клей применяют в горячем виде.
Состав столярного клея, не раствори-
мого в холодной воде:
клей столярный . . 100 частей
вода . . "......... 225 „
щавелевая кислота . 5,5 ,
параформальдегид . . 10,00
Клей размачивают в воде до желе-
образного состояния. Разбитый на мел-
кие куски клей размягчается в не-
сколько минут, в крупных кусках —
через несколько часов.
Фиг. 134. Плита с водяной баней для приготовления столярного клея.
Склейка желатиновым клеем легко
разрушается от сырости (при влажно-
сти 80% клеевое соединение распадает-
ся), поэтому для изготовления деталей
самолета желатиновые клеи не приме-
няют вовсе, употребляя их лишь для
изготовления приспособлений, моделей
и т. п.
Близким по качеству к столярному
клею является рыбий клей, изго-
товляемый из плавательных пузырей
рыб (преимущественно белуги и осет-
ра). Он лучше столярного клея выносит
влияние сырости, но вследствие высо-
кой цены применяется лишь при спе-
циальных работах.
Американский жидкий клей
представляет собой рыбий клей, добы-
ваемый из плавательных пузырей аме-
риканской трески. Он дешевле русского
рыбьего клея и по качествам соответ-
ствует средним сортам обычного столяр-
ного клея.
Добавление к столярному клею неко-
топых химикалиев (например, щавеле-
вой кислоты н параформальдегида)
позволяет значительно повысить его
водоупорность.
Желеобразный клей разогревают,
лучше всего при температуре 60° (бо-
лее низкая температура благоприят-
ствует развитию бактерий, более высо-
кая ухудшает качество клея), и распу-
скают до жидкого состояния. После
этого дают клею остыть до 43° и за-
сыпают в него кристаллы щавелевой
кислоты и параформальдегида, переме-
шанные между собой. Клей перемеши-
вают, пока щавелевая кислота не
растворится в клее. Параформальдегид
не растворяется совсем, но смешивает-
ся с раствором.
Если клей держать при температуре
46° t он годен к употреблению в тече-
ние' 6—8 час.
Склеиваемые детали перед нанесе-
^нием клея должны быть нагреты до
температуры не ниже 27°.
Клеевое соединение после двухне-
дельной выдержки становится вполне
устойчивым к холодной воде (но не
горячей).
Приготовление клея лучше всего про-
изводить в специальных водяных ба-
нях (фиг. 134), позволяющих поддер-
живать ровную температуру в пределах
§ 2. Смоляные клеи
149
gO__80°. Для работы клей выдается в
специальных кружках с двойными
стенками, между которыми наливается
горячая вода (фиг. 135); иногда подоб-
Фиг. 135. Клеянка с подогревом.
7—кружка для клея, 2—бачок для горячей воды,
ные клеянки устраиваются с электро-
подогревом.
Расход столярного клея ^400 аДи2.
§ 2. СМОЛЯНЫЕ КЛЕИ
Основными составными частями смо-
ляных клеев являются синтетические
(искусственные) смолы, получаемые из
органических соединений в результате
реакции конденсации.
Исходными материалами для получе-
ния наиболее известных синтетических
смол являются фенол, крезол, форма-
лин и мочевина (синтетическая).
Фенол, или карболовая кислота
(CeHsOH), — бесцветная кристалличе-
ская масса с характерным запахом; по-
лучается при окислении бензола или
выделяется непосредственно из камен-
ноугольной смолы. Плавится при 39,6°.
Растворим в спирте, бензоле, эфире,
глицерине, уксусной кислоте, растворах
формалина и многих других. Уд. вес 1,07.
Крезол, пли трикрезол (С«Н4СН3ОН),—
Фракция каменноугольного дегтя,
жидкость с резким характерным" запа-
хом. Уд. вес 1,04.
Формалин — раствор формальдегида в
воде. Формальдегид (НСОН) — бесцвет-
ный газ с резким запахом, легко раство-
ряющийся в воде в пределах до 50%.
уД. вес формалина 1,08.
Формальдегид получается окислением
Метилового спирта в присутствии ката-
лизатора.
Мочевина [СО(Ь1Н2)2| — бесцветные
кристаллы; получается синтетически из
Углекислоты и аммиака. Уд. вес 1,34.
Гиомочевина, или меламин [CS(NH2)2],
представляет собой кристаллический
продукт, растворимый в воде, трудно
Растворимый в спирте, заменяет моче-
вину, давая- более водостойкую смолу.
"Д- вес 1,41.
Ацетон, применяемый в качестве
растворителя, представляет собой про-
зрачную, бесцветную, летучую, сильно
горючую жидкость с характерным за-
пахом. Уд. вес 0,79—0,80.
Заменителем ацетона в качестве рас-
творителя может служить спирт-сырец
(этиловый спирт). Однако следует от-
метить, что присутствие сивушных ма-
сел в спирте-сырце будет несколько за-
медлять процесс полимеризации клея.
Для ускорения затвердевания смолы
в холодном состоянии и в частности
для схватывания клея без подогрева
применяют отвердитель или кероси-
новый контакт (сульфонафтеиовые
кислоты).
Керосиновый контакт представляет
собой смесь сульфокислот, получаемых
при обработке керосинового или га-
зойлевого дестиллята серным ангидри-
дом. Имеет вид маловязкой жидкости
коричневого цвета. Содержит: сульфо-
нафтеновых кислот — 48—55%, мине-
ральных масел — 7%, серной кислоты—
1°/о, воды — около 40%.
Контакт в любых пропорциях смеши-
вается с водой.
Большое содержание контакта в клее
снижает рабочую жизнеспособность
клея и увеличивает хрупкость.
В качестве дополнительных примесей
при изготовлении смолы применяют
едкий барий — бесцветный кристалличе-
ский порошок — и едкий натр.
1. Клей ВИАМ Б-3
Клей смоляной, феноло-формальде-
гидный, жидкий. Абсолютно водоупо-
рен и грибостоек. Составляется из трех
жидких компонентов:
1) феноло-баритовой смолы ВИАМ
Б — густой вязкой жидкости темножел-
того цвета;
2) растворителя А, ацетона;
3) отвердителя, или керосинового
контакта, № 1.
Собственно склеивающим веществом
является смола ВИАМ Б. В состав
ее входят:
фенол 100% —100 частей,
формалин 100% —100 ,
едкий барий 50% — 2 части
содержание свободного
фенола —не более
21%,
вязкость —500—1000
сантипуаз
(30 — 60°ФЭ), влаж-
ность — не более 20%.
Уд. вес ~ 1,25—1,29.
150
Глава 14 Клеи
Смола ВИАМ Б слишком густа в.
затвердевает только при высокой тем-
пературе. Поэтому для разведения смо-
лы применяют растворитель — ацетон,
а для ускорения затвердевания при
комнатной температуре прибавляют
отвердитель.
До употребления составные компо-
ненты хранятся отдельно.
Помещение должно быть оборудова-
но водопроводом, канализацией, отоп-
лкнием, освещением и вентиляцией
(усиленной местной и общей).
Для пригЬтовления клеевой смеси не-
обходимо иметь:
а) клеемешалки с механическим при-
водом и охлаждением смесительного
бака водой,
Фиг. 13& Клеемешалка для смоляных клеев.
1—бак для клея с двойными стенками, 2—лопатки, 3*—выдвижной стол, 4— вытяжной кожух
(отсос воздуха).
Смолу ВИЛМ Б нужно хранить я
чистом, сухом, хорошо вентилируемом
помещении, лучше всего затемненном,
при температуре не выше 20°.
Смола должна подвергаться ежеме-
сячному осмотру. В зависимости от тем-
пературных условий срок хранения смо-
лы колеблется от 2 до 6 месяцев.
Приготовление клея ВИАМ
Б-3. Приготовлять клеевую смесь сле-
дует в отдельном, светлом, просторном
помещении, при- температуре от 12
до 25°.
б) весы чашечные с разновесом,
’ в) баки и мерные кружки для клея
различной емкости,
, г) термометры для измерения темпе-
ратуры клеевой смеси и температуры
помещения,
д) часы,
е) ванну для мытья посуды,
ж) сушильный шкаф для сушки и
прогрева посуды.
Процесс смешения компо-
нентов клея. Состав клея: смолы
ВИАМ Б 100 частей по весу, раствэ-
§ 2. Смоляные клеи
рителя 10 частей по весу, керосинового
контакта 20 частей.
При приготовлении клеевой смеси
температура смолы, растворителя и
отвердителя не должна Сыть выше
13—18°.
В зависимости от необходимого коли-
чества клеевой смеси определяют по
табл. 74 вес потребных компонентов и
отвешивают их отдельно, но за один
прием.
Сначала в смесительный бак клееме-
шалки (фиг. 136) (железный, луженый
или эмалированный) вливают отвешен-
ное количество смолы ВИАМ Б, по-
сле чего включают водяное охлажде-
ние (через рубаапку пропускают про-
точную воду с тем, чтобы температура
содержимого поддерживалась в преде-
лах 15—20°). Затем вливают ацетон и
смесь перемешивают до получения
однородного состава. После этого при-
бавляют отвешенное количество отвер-
дителя, бак закрывают и смесь пере-
мешивают в течение от 5 до 15 мин.
до получения однородной клеевой
массы.
Скорость вращения месильных лопа-
ток 80—100 об/мин.
Температура смеси во время переме-
шивания должна быть постоянной в
пределах от 15 до 25°. При изготовле-
нии клея при температуре выше 25° по-
лимеризация начинает протекать очень
бурно, с большим выделением тепла, и
клей может превратиться в твердую,
ноздреватую массу (получится так на-
зываемый «козел»).
Размешивать клей следует при вклю-
ченной местной и общей вентиляции.
По окончании размешивания бак с
клеем, закрытый крышкой, вынимают
из клееме|шалки и устанавливают в
специальный холодильник, обычно пред-
ставляющий собой бак с проточной во-
дой.
Выдача клея на рабочие места 'Про-
изводится в специальных кружках с
водяным охлаждением (фиг. 137), Меж-
ду наружной и внутренней стенКамц
кружки имеется свободное простран-
ство, которое заполняют холодной во-
дой цз водопровода одновременно с на''
волнением кружки клеем.
Жизнеспособность клея в кружке до
2—3 час.
В летнее время при температуре по-
мещения выше 20° водяного охлажде-
ния недостаточно. Рекомендуется при-
слать ,в лед Средний расход
•льда — 2 кг на 1 кг клея.
151
__________з__.
Таблица 60
Весовые соотношения смолы, раство-
рителя и отвердителя при составле-
нии клея ВИАМ Б-3 в кг
Общее количество клея Смола ВИАМ Б Раствори- тель Отверди- тель (ке- росиновый контакт)
0,500 0,385 0,038 0,077
0,650 0,5 0,050 0,100
1,000 0,770 0,077 0,153
1,300 1,000 0,100 0,200
1,500 1,154 0,116 0,230
2,000 1,540 0,154 0,306
2,500 1,923 0,192 0,385
2,600 2,000 0,200 0,400
3,000 2,306 0,231 0,463
3,900 3,000 0,300 0,600
4,000 3,080 0,308 0,612
5,000 3,850 0,380 0,770
5,200 4,000 0,400 0,800
6,000 4,615 0,462 0,923
6.500 5,000 0,500 1,000
7,000 5,385 0,538 1,077
8,000 6,160 0,616 1,224
9,000 6,923 0,692 1,385
9,100 7,000 0,700 1,400
10,000 7,700 0,770 1,530
11,000 8,462 0,846 1,692
12,000 9,230 0,923 1,847
13,000 10.000 1,000 2,000
14,000 10,770 1,077 2,153
15,000 11,530 1,153 2,317
15,600 12,000 1,200 2,400
16,000 12,315 1,232 2,453
17,000 13,075 1,308 2,617
18,000 13,850 1,385 2,765
19,000 14,615 1,462 2,923
19,500 15,000 1,500 3,000
20,000 15,400 1,540 3,060
21,000 16,155 1,615 3,230
22,000 16,925 1,692 3,383
23,000 17,690 1,770 3,540
24.000 18,460 1,846 3,694
25,000 19,400 1,940 3,860
26,000 20,000 2,000 4,000
32,500 25,000 2,500 5,000
39,000 30,000 3,000 6,000
40,000 30,690 3,070 6,240
Примечание. Если при пригото-
влении клея вследствие большого со-
держания сульфокислот в контакте клей
в сосуде в короткий срок превращает-
ся в твердую массу, разрешается коли-
чество контакта уменьшить до 18—16 г
на 100 г смолы.
15?
Глава 14. Клеи
'Вязкость клея ВИАМ Б-3:
- 1) для склейки усовых, ториевых и
лолуторцевых соединений, а также при
приклейке уголков —7—9 пуаз
(42—56° ФЭ)
2) при склейке параллельно волок-
нам —5—7 пуаз (30—42° ФЭ).
Расход клея:
при одностороннем
намазывании —180—250 г/м2
при двухстороннем
намазывании —250—340 г/л2
при выклейке скор-
луп —350—400 г/л2
2. Клей КБ-3
Применение клея ВИАМ Б-3 в связи
с большим содержанием в нем свобод-
ного фенола создает значительные за-
труднения в производстве в виду его
вредности.
В качестве заменителя клея ВИАМ
Б-3, обеспечивающего такую же проч-
ность склейки, введен в употребление
клей КБ-3.
Клей смоляной, феноло-формальде-
гидный, жидкий, абсолютно водоупор-
ный и грибостойкий. Отличается от клея
ВИАМ Б-3 меньшим содержанием сво-
бодного фенола и соответственно не-
сколько меньшей вредностью.
Фиг. 137. Клеянка для смоляных
клеев с водяным охлаждением.
1—резервуар для клея, 2—резервуар для
воды, 5—ручка клеяики, 4—горловина
для заливки воды, 5—пробка.
Составляется из двух компонентов:
а) феноло-формальдегидной смолы Б,
б) отвердителя, или керосинового1 кон-
такта.
Оба продукта доставляются в жидком
виде. Смола Б более стабильна, чем
смола ВИАМ-Б, и потому допускает
большие сроки хранения.
Помещение и оборудование для при-
готовления- клея КБ-3 те же, что и
для клея» ВИАМ Б-3. ,
Смола Б представляет собой красно-.
вато-коричневую жидкость уд. веса 1,2.'
Состав смолы Б-3:
фенола 100% —100 частей
по весу -
формалгфа 37% —150 частей
едкого 4атра — 2 части
ацетона — 18 частей
Вязкость 4—10 пуаз (25—60° ФЭ), со-
держание свободного фенола 5,5—6°/о.
Содержание свободного формальдегида
2/7—4%. Влажность 25—30°/о.
Смолу хранят в хорошо вентилируе-
мом складе с температурой от 0 до 2ГР.
। Отвердитель, или керосиновый кон-
такт, в зависимости от кислотного чи-
сла1 делится на три сорта:
керосиновый контакт
рабочий № 1 — ки лотное число»
65—75,
рабочий № 2 — кислотное число
75-85 и
рабочий № 3 — кислотное число
85—90.
Клей КБ-3 бывает холодной и горя-
чей полимеризации.
Клей КБ-3 холодной полимеризации
применяется:
1) для склейки древесины и дельта-
древесины вдоль волокон;
2) для склейки усовых, торцевых и
полуторцевых соединений и для сбо-
рочных работ;
3) для выклейки обшивки из шпона.
Клей КБ-3 горячей полимеризации
применяется для выклейки обшивки из
шпона в пневмопрессах с электроподо-
гревом при температуре до 60°.
Состав клея КБ-3 зависит от
кислотного числа керосинового контак-
та (Отвердителя) и характера полимери-
зации. Обычно применяют следующие
четыре состава клея:
Состав № 1 — клей КБ-3 холодной
полимеризации: смолы Б —100 частей
по весу, керосинового контакта (рабо-
чий № 1) — 26 частей по весу.
i Состав № 2 — клей КБ-3 холодной
полимеризации: смолы Б —100 частей
.По весу, керосинового контакта (рабо-
чий № 2) — 23 части по весу.
Состав № 3 — клей КБ-3 холодной
полимеризации: смолы Б—100 частей
1 Кислотным числом вещества назы-
вается то количество миллиграммов ед-
кого кали (КОН), которое нужно для
нейтрализации на холоде 1 г данного
вещества.
§ 2. Смоляные клеи
15&-
по весу, керосинового контакта (ра-
бочий № 3) —20 частей по весу.
Состав № 4 — клей КБ-3 горячей
полимеризации (в зависимости от кис-
лотного числа отвердителя замешивает-
ся в трех вариантах).
Состав № 4а: смолы Б—100 частей
по весу, керосинового контакта (рабо-
чий № 1) — 23 части по весу.
Состав № 46: смолы Б —100 частей
по весу, керосинового контакта (рабо-
чий № 2) — 20 частей по весу.
Состав М 4в: смолы Б —100 частей
по весу, керосинового контакта (рабо-
чий № 3)—18 частей по весу.
Приготовление клея КБ-3.
Помещение и оборудование для приго-
товления клея КБ-3 те-же, что и для
приготовлении клея ВИАМ Б-3.
Дозировка составных частей клея
производится по расчетным таблицам
в соответствии, с рецептурой клея. .
Для смешивания применяется верти-
кальная клеемешалка.
В бак для приготовления клея вли-
вают предварительно отвешенное ко-
личество смолы Б, после чего стенки
бака охлаждают проточной холодной
водой (из водопровода) и добавляют
постепенно при непрерывном перемеши-
вании! керосиновый контакт, предвари-
тельно хорошо взболтанный.
Таблица 61
Весовое соотношение компонентов
клея КБ-3 (состав № 1): смолы Б 100
частей по весу и керосинового кон-
такта 26 частей по весу в кг
ср Й id S ч id Смола Б Керосиновый контакт № 1 Клей КБ-3 Смола Б Керосиновый контакт № 1
0,500 0,397 0,103 4,000 3,176 0,824
0,750 0,595 0,155 5,000 3,968 1,032
1,000 0,794 0,206 10,000 7,940 2.060
1,500 1,190 0,310 15,000 11,900 3,100
2,ООо 1,588 0,412 20,000 15,880 4,120
2,500 1,984 0,516 30,000 23,800 6,200
3,000 2,380 0,620 40,000 31,760 8,240
Т аблица 62
Весовые соотношения компонентов
клея КБ-3 (состав№ Зи № 46): смолы Б
10и частей по весу и керосинового-
контакта 20 частей по весу в кг
Клей КБ-3 Смола Б Керосиновый контакт № 3 Клей КБ-3 Смола Б Керосиновый контакт № 3
0,500 0,417 0,083 6,000 4,997 1,003
0,750 0,625 0,125 7,000 5,797 1,203
1,000 0,834 0,166 8,000 6,666 1,334
1,500 1,250 0,250 10,000 8,340 1,660
2,000 1,667 0,333 15,000 12,500 2,500
2,500 2,084 0,416 20,000 16,670 3,330
3,000 2,500 0,500 25,000 20,840 4,160
4,000 3.333 0,667 30,000 25,000 5,000‘
5,000 4,170 0,830 40,000 33,330 6,670
Таблица 63
Весовые соотношения компонентов,
клея КБ-3 (состав № 2 и № 4а): смо-
лы Б 100 частей по весу и керосино-
вого контакта 23 части по весу
в кг
Клей КБ-3 1 Смола Б Керосиновый контакт (с ки- слотным чи- слом 75—85) Клей КБ-3 Смола Б Керосиновый । контакт (с ки- слотным чи- слом 75—85)
0,5 0,407 0,093 7,00 5,696 1,304
0,75 0,610 0,140 8,00 6,510 1,490
1,00 0,814 0,186 9,00 7,324 1,676-
2,00 1,627 0,373 10,00 8,140 1,860
3,00 2,441 0,559 12,00 9,767 2,233
4,00 3,254 0,746 15,00 12,208 2,792
5,00 4,068 0,932 20,00 16,280 3,720
6,00 4,882 1,118
Смешивание следует производить, за-
крыв бак крышкой, в течение 10—15 мин.
при непрерывном охлаждении стенок
бака. Температура клея при размеши-
вании— в пределах 15—20°. Скорость
вращения лопаток мешалки — 80—
90 об/мин.
Готовый клей должен иметь вид
однородной, маловязкой коричневато-
красной, прозрачной в тонких слоях
жидкости без механических примесей иь
сгустков.
14. Клеи
]54 Глава \ Таблица 64 .Весовые соотношения компонентов клея КБ-3 (состав № 4в): смолы Б 100 частей но весу и керосинового кон- такта 18 частей по весу в кг
Клей КБ-3 Смола Б 1 Керосиновый контакт № 3 Клей КБ-3 Смола Б Керосиновый 1 контакт № 3
0,5 0,75 1,0 2,0 3,0 4,0 5,0 6,0 0,425 0,640 0,848 1,695 2,544 3,390 4,238 5,088 0,075 0,110 0,152 0,305 0,456 0,610 0,762 0,912 7,0 8.0 9,0 10,0 12 0 15,0 20,0 5,939 6,780 7,628 8,480 10,175 12,718 16,950 1,061 1,220 1,372 1,520 1,825 2,282 3,050
ляных клееэ составные его части долж-
ны отвешиваться. В виде исклю-
чения, в полевых условиях, допускается
их отмеривание. Соотношение частей
при этом приведено в табл. 65 и 66.
Таблица 65
Объемное соотношение составных
частей клея ВИАМ Б-3
(при изготовлении клея в полевых
условиях)
Приготов- ляемое количество клея, г Смола * ВИАМ-Б см3 Ацетон см3 Керосино- вый контакт см3
100 «5 9 14
200 130 18 28
300 195 27 42
400 260 36 56
500 325 45 70
Вязкость клея КБ-3 холодной поли-
•меризации, выдаваемого в производство
•(при температуре 15—20°), должна
•быть;
1) для склейки древесины и дельта-
древесины вдоль волокон — от 3 до
55 пуазов (20—ЗОР ФЭ-36);
2) для склейки усовых, торцевых и
полуторцевых соединений, а также для
сборочных работ—от 7 до 10 пуазов
(10-60° ФЭ-36).
3) для выклейкй обшивки шпона —
•от 4 до 6 пуазов (25—35° ФЭ-36).
Вязкость клея КБ-3 горячей полиме-
ризации, выдаваемого в производство,
должна быть в пределах от 4 до 6 пуа-
зов (25—35° ФЭ-36).
Жизнеспособность клея при темпера-
туре в цехе до 20° 3—4 часа, при тем-
пературе цеха более 20° 2—3 часа.
Клей холодной полимеризации сле-
дует заготовлять не более чем на
1—2 часа работы. При работе клеем
горячей полимеризации (с применением
подогрева) можно заготовлять клей на
2—3 часа работы.
При температуре воздуха в помеще-
нии для оклейки 16—20° рекомендуется
применять клей вязкостью 55° ФЭ. При
повышенной температуре (25—30°) вяз-
кость должна быть 30° ФЭ.
Через 3—4 часа после замешивания
•смоляные клеи настолько загустевают,
что уже не допускают дальнейшего
применения. Разжижать клей добавле-
нием ацетона пли спирта не разре-
шается.
Как правило1, при изготовлении смо-
Таблица 66
Объемное соотношение составных
частей клея КБ-3
(при изготовлении клея в полевых
условиях)
Приготовля- емое количе- ство клея, г Смола Б, см3 Керосиновый контакт, см3 Примечание
100 65 20 Таблица состав-
200 130 40 лена по соотноше-
300 195 60 нию: 100 г смолы
400 260 80 на 30 г контакта
500 325 100
В самолетостроении эти клеи приме-
няются для склейки древесины, фанеры,
шпона, дельт а-древесины и балинита.
Кроме того, они применяются в каче-
стве покрытий деревянных конструкций
и для защиты подводной части поплав-
ков и лодок гидросамолетов.
Смоляные клеи ВИАМ Б-3 и КБ-3
абсолютно водоупорны, грибостойки и
бензо- и маслостойки, дают повышен-
ную крепость склейки и позволяют
применять эффективные методы уско-
ренной склейки.
Наряду с этим работа с феноло-фор-
мальдегидными клеями относится к
вредным (клей КБ-3 менее вреден, чем
клей ВИАМ-Б-3); применение их более
сложно, чем применение других клеев.
§ 3. Общие правила по обращению со смоляными клеями
155
§ 3. ОБЩИЕ ПРАВИЛА
АО ОБРАЩЕНИЮ СО СМОЛЯНЫМИ
ФЕНОЛО-ФОРМАЛЬДЕГИ ДНЫМИ
КЛЕЯМИ ВИАМ Б-3 И КБ-3
1. Техника безопасности
при пользовании феноло-
формальдесидными клеями
При изготовлении и применении клея
значительный процент фенола улетучи-
вается и заражает воздух рабочих по-
мещений (скорость распространения па-
ров фенола с открытых клеевых по-
верхностей—диффузия—около 0,5 м/мин).
В силу высокого удельного веса
(около 3,0) пары фенола располагаются
в нижией эоне рабочего помещения,
заражая нижний слой воздуха на вы-
соту 2 м от пола, и могут вызвать
раздражение дыхательных путей, рас-
стройство пищеварения, общую и мы-
шечную слабость с выпотеванием и
другие заболевания.
Предельно допустимая концентрация
паров фенола в рабочей среде, во из-
бежание вредного влияния, не должна
превышать 0,03 мг/л или 0,03 г на
1 куб. м воздуха.
Для определения кратности обмена
воздуха в производственных помеще-
ниях можно пользоваться формулой
О = —— м31час,
0,03 '
где Q необходимое количество воздуха,
в 1 куб. м в час,
q — количество фенола, выделяюще-
еся за 1 час, при работе на рассчиты-
ваемом участке, а — J 0,1 кг",здесь р —
п
количество клея, расходуемое на участ-
ке в смену, в кг, п — продолжительность
смены в часах (практически считают,
что 1 кг клея выделяет 100 г паров
фенола).
В условиях серийного производства,
со средней насыщенностью воздуха па-
рами фенола, обмен воздуха берется
о Ю-кратный.
Скорость воздушного потока в вен-
тилируемых участках колеблется в пре-
делах от 0,15 до 0,75 м/сек в зависи-
мости от характера вентилируемого
Участка. В большинстве случаев целе-
сообразно брать скорость потока воз-
Духа на 0,1 м!сек больше скорости рас-
пространения паров фенола, т. е.
'Фб м/сек.
Местная вентиляция осуществляется
в виде вытяжных шкафов или зонтов,
иногда снабжаемых шторками, соеди-
ненных с трубопроводом вытяжной
вентиляции.
2. Оборудование для приготовления
клея
К л е е м е ш а л к а. Наиболее удоб-
ной является вертикальная клеемешал-
ка (фиг. 136), аналогичная по конструк-
ции с клеемешалкой для приготовления
казеинового клея и отличающаяся
только тем, что между смесительным
бачком и наружным баком имеется по-
лость для водяного охлаждения.
Смесительные лопатки расположены
эксцентрично по отношению к оси бака
и имеют планетарное движение (вокруг
своей оси и вокруг оси бака). Скорость
вращения лопаток вокруг своей оси —
50 об/мии. и вокруг оси бака —
40—100 об/мин. Мощность мотора для
клеемешалки емкостью в 30 л —
0,75 л. с.
Емкость смесительного бака зависит
от объема производства.
Клеемешалка должна быть помещена
в вытяжной шкаф, ограждающий клее-
мешалку, Для удобства заливки ком-
понентов и выгрузки бака с клеем клее-
мешалку следует устанавливать на вы-
движном столе. Отвод охлаждающей
воды производится через резиновый
шланг в канализационную систему.
3. Инструмент и приспособления для
нанесения клея и уход за ними
Смоляной клей наносится на склеи-
ваемые поверхности щетинными или
лубяными кистями, а также валиковы-
ми клеенамазывателями (фиг. 138
и 139).
Места ручного нанесения клея долж-
ны быть оборудованы вытяжными ко-
жухами.
Посуда (ведро для разноски клея и
клеянки) должна быть железной луже-
ной. Допускается ,и эмалированная по-
суда и посуда из сплавов АМц и АМг
или из дуралюмина.
Клеянки должны быть с крышками,
с двойными стенками и дном (см.
фиг. 137) для заливки между стенками
холодной воды. Размеры горловины
для заливки должны позволять зали-
вать смесь воды со льдом.
Вся посуда и кисти после работ
должны быть тщательно вымыты. Для
156
Глава 14 Клеи
очистки посуды от остатков клея ее
помещают >в сЦецмальный термошкаф
Фиг. 138. Клеенамазывающие валь-
цы односторонние.
и после нагрева до температуры 80°
слегка постукивают по стенкам по-
Фиг. 139. Клеенамазывающие вальцы двухсторонние (для
нанесения клея на полосы шпона).
1—бак для клея, 2—загрузочный люк, 3—подающие вальцы.
вает от стенок. После такой предвари-
тельной очистки посуду моют горячей
(ВОДОЙ.
Кисти отмывают сначала в спирте
(этиловом) и затем в горячей воде.
Точно так же И посуду с неотско-
чившим застывшим клеем отмывают
сначала спиртом, а затем горячей во-
дой.
Свежий клей можно разливать толь-
ко в чистую посуду.
Клеемешалки, лопатки, клеевальцы-
точно так же после употребления не-
обходимо тщательно вымыть.
Чистая посуда м кисти должны хра-
ниться в шкафу.
4. Основные меры предосторожности
при работе со смоляными клеями
а. Работа с феноло-формальдегидны-
ми клеями разрешается в специально
отведенном для этой цели помещении,
оборудованном принудительной общей
приточно-вытяжной вентиляцией с
местным отсосом у мест склейки боль-
ших поверхностей.
б. Приготовление фенольных смоля-
ных клеев разрешается лишь в спе-
циально отведенном для этого вытяж-
ном шкафу. Процесс смешивания клен
должен быть механизирован.
в. Мытье посуды должно произво-
диться также в вы-
тяжном шкафу.
2 г. Рабочие, занятые
приготовлением клея
и мытьем посуды,,
кистей, склейкой и
обработкой склеенных
изделий, должны иметь
возможность принять-
горячий душ после
' работы; к умываль-
никам, расположен-
ным при цехе, долж-
на быть подведена го-
рячая вода.
д. Для предупреж-
дения кожных заболе-
ваний рабочим долж-
на выдаваться мазь
(50% вазелина и 50%-
ланолина) для смазы-
вания лица и рук пе-
ред началом и по-
окончании работ.
е. Процесс нанесе-
ния клея должен быть
по возможности ме-
ханизирован. Применение пульвери-
затора не допускается.
суды. Застывший на стенках посуды
клей при, этом трескается и отскакв-
§ 4. Мочевинные клеи
157
§ 4. МОЧЕВИННЫЕ КЛЕИ
Основным компонентом мочевинных,
или карбамидных, клеев является кар-
бамидная смола получаемая из синте-
тической мочевины [CO(NH2)2] и фор-
мальдегида.
Вместо мочевины также применяется
тиамочевина |CS(NH2)?|. Получаемые
при этом клеи носят название м е ла-
мин О В Ы X.
Мочевинные клеи поставляются либо
в виде сухого порошка, растворимого
для получения клея в воде, либо в ви-
де водных растворов, содержащих
60—70% твердого вещества.
Большинство клеев в виде водных
растворов применяется после добавле-
ния небольшого количества катализа-
тора, повышающего скорость полимери-
зации.
Мочевинные смолы обладают более
низкими механическими свойствами,
чем феноло-формальдегидные, но при
тонкой пленке (в клеевых соединениях)
дают очень хорошие результаты.
Мочевинные клеи допускают склейку
древесины любой влажности. Однако в
целях упрощения сушки клееных дета-
лей рекомендуется для склеивания
применять древесину с влажностью не
выше 12%.
Мочевинные клеи бывают как холод-
ной, так и горячей полимеризации. До-
пускаемая 'Продолжительность сборки
при горячей полимеризации — до 24 час.
Температура запрессовки НО—127°.
Давление 3—7 кг/см-.
Особенно широкое применение карба-
мидные и меламиновые клеи имеют за
границей и в частности в США.
КЛЕИ СМОЛЯНЫЕ МОЧЕВИННО-
ФОРМАЛЬДЕГИДНЫЕ (СССР)
1. Жидкий клей КМ-1
Основные компоненты: мочевинно-
формальдегидная смола СМС-1 и отвер-
дитель (хлористый аммоний).
Смола поступает в жидком состоянии,
отвердитель •— в порошкообразном.
Мочевинно-формальдегидная смола
, СМС-1 — вязкая полупрозрачная
Жидкость от светложелтого до бурова-
то-желтого цвета, получается при кон-
денсации мочевины и формальдегида
® присутствии аммиака. Уд. вес 1,21.
Содержание свободного формальде-
гида в смоле — не более 12%.
Консистейция смолы должна поддер-
живаться постоянной. Вязкость до
60° ФЭ. В случае повышения вязкости
выше этого предела смолу разбавляют
спиртом. Вязкость должна проверяться
ежемесячно.
Приготовление клея. Состав
клея: на 1Q0 частей жидкой смолы по
весу берут х частей отвердителя в по-
рошке:
4,2- с
где с — концентрация смолы в Ч/б.
На каждый килограмм смолы предва-
рительно добавляют 2 г водораствори-
мой краски (обычно метилен голубой)
и тщательно размешивают со смолой.
Добавление краски необходимо для по-
лучения более интенсивно окрашенного
клея и лучшего контроля за равномер-
ным нанесением клея.
В клеемешалку вливают отвешенное
количество смолы СМС-1 и охлаждают
проточной водой стенки клеемешалки,
поддерживая температуру смолы в
пределах 15—20°.
Пустив в ход мешалку, постепенно
добавляют отвердитель, перемешивая
смесь в продолжение 10—15 мин.,
после чего клей готов к употреблению.
Клей КМ-1—водоупорен, грибостоек
и бензо- и маслоустойчии. Приготовле-
ние его крайне простое, применение уни-
версальное; крепость склейки волокон
не ниже 130 кг! см2.
Недостатком является понижение кре-
пости склепки под действием горячей
воды.
Расход клея 220—245 г/м-.
2. Мочевинно-формальдегидный смоляной
клей МК-2
Основные компоненты: 1) порошко-
образная мочевинно-формальдегидная
смола СМК-2, 2) отвердитель (100%-ная
молочная кислота), 3) растворитель
(спирт).
Состав клея:
Смолы СМК-2............. 100 частей
по весу,
Отвердителя............... х частей
по весу.
Растворителя ............. у частей
х __ 3,5 • В С 10 - В С
100 Е У 100 юо' ’
где В=100 (число частей смолы СМК-2),
С — концентрация смолы в %,
Е — концентрация отвердителя.
Мочевинно-формальдегидная смола
СМК-2 — продукт реакции между моче-
158
Глава 14. Клеи
виной, формальдегидом и хлористым
цинком и выпускается в виде порошка
от белого до сероватого цвета, просеян-
ного через сито с 56 отверстиями ма
1 пог. см. Стандартный раствор смолы
приготовляется при /=92°. Вязкость
раствора 20—90° ФЭ.
3. Мочевинно-формальдегидный
клей КМ-12
Клей КМ-12 составляется из моче-
винно-формальдегидной смолы М и
отвердителя.
Смола М — маловязкая бесцветная
малопрозрачная жидкость, без сгустков
и механических примесей, в состав ко-
торой входят:
мочевина..............100 частей
по весу
формалин 25%-ный . . . 37,5 частей
по весу
аммиак 25%-ный .... 21 часть
по весу
спирт этиловый 97%-ный 20 частей
по весу
едкий барин 50%-ный . . 0,2 части
по весу
Содержание свободного формалина —
не более 10%. Вязкость—170—400 сан-
типуаз (12—20° ФЭ); влажность — не
более 2%.
Отвердитель представляет собой
раствор 40 частей сульфата аммония
(бесцветного кристаллического порош-
ка) в 60 частях воды.
Для придания окраски в отвердитель
добавляют метиленовый голубой кра-
ситель.
Состав клея
Смола М . . . 100 частей по в'есу
Отвердитель . .3,5 части , „
Оба компонента поступают на произ-
водство в жидком виде.
Составные части клея смешиваются
в вертикальной клеемешалке в течение
15—20 мин. Получаемая клеевая смесь
обладает жизнеспособностью в течение
5—7 час. (в зависимости от темпера-
туры помещения).
Клей КМ-12 — безвредный.
§ 5. БАКЕЛИТОВАЯ ПЛЕНКА
ДЛЯ ИЗГОТОВЛЕНИЯ ФАНЕРЫ
Помимо жидких смоляных клеев, для
склеивания (главным образом фанеры)
применяется бакелитовая пленка, пред-
ставляющая собой сульфатную бумагу,
пропитанную спиртовым раствором фе-
ноло- или креволо-формальдегпдной
смолы. Вес бумаги не более 22 г/м2 я»
пропитки.
Ширина полотна пленки— 1570+10л1л/_
Бакелитовая пленка делится в зави-
симости от веса на два сорта: А и Б.
Вес 1 м‘ пленки сорта А — 76+5 г,
сорта Б 65"15 г.
Содержание растворимой смолы в 1 м2
пленки должно быть ие менее 85°/о
для обоих сортов.
Пленка применяется для склеивания,
фанеры, заменяя собой слой клея. При
склеивании фанеры пленка укладывает-
ся между слоями склеиваемого шпона
и фанера подвергается горнчей запрес-
совке в прессе под давлением
20—25 , кг/см2 и температуре плит
150—154°.
Время запрессовки 8—10 мин. Под
влиянием температуры и давления смо-
ла сначала переходит в жидкое состоя-
иие, а затем происходит ее полимери-
зация (затвердение).
Крепость склейки характеризуется со-
противлением фанеры скалыванию. Со-
противление скалыванию в сухом со-
стоянии — не менее 20 кг/см2, после ки-
пячения в воде в течение часа пони-
жается до 15 кг!см2.
§ 6. КАРБИНОЛЬНЫЙ КЛЕЙ
Карбиноль получается конденсацией
винилацетилена (винила) с ацетоном в
присутствии едкого кали в растворе
эфира, бензина или бензола.
Карбиноль — бесцветная летучая
жидкость с приятным запахом. При
хранении полимеризуется, проходя сле-
дующие стадии: летучая жидкость, си-
ропы различной вязкости, клейкий сту-
день, упругий студень и твердая стек-
лообразная масса.
В качестве клея применяют сиропо-
образный карбиноль. Для замедления
полимеризации добавляют аммиак, ди-
фениламин, аджерайт, гидрохинон и др.
Карбиноль с добавлением 0,1% адже-
райта выдерживает хранение до 6 мес.
при комнатной температуре.
Состав карбинольного
клея:
сиропообразный карби-
ноль .................. 100 частей
по весу
перекись бензоила (ката-
лизатор) ............1—3 части
по весу
(может быть заменен
крепкой азотной кис-
лотой) .................1—3 части
по весу
§ 8. Испытание качества клея и клеевого соединения
159
В сиропообразный карбиноль добав-
ляют перекись бензоила и смесь тща-
тельно размешивают в течение 30—
40 мин., пока катализатор не растворит-
ся и смесь не примет светлооранжевую
окраску-
Для увеличения вязкости клей нагре-
вают до 50—60°.
Жизнеспособность клея 4 — 6 час.
Для уменьшения усадки клеевой
пленки в клей добавляют 5We сухого
наполнителя— карбинольной пасты (тон-
ко размолотый порошок окиси цинка,
алюминия, гипса, алебастра, цемента,
фарфоровой пыли, крокуса и т. п.).
ционного полотна не ниже 60 кг наг
1 пог. м. (испытание производится на
машине Шоппера через 24 часа после
приклейки).
Порядок приклеивания полотна: сна-
чала наносят три слоя клея на древе-
сину, на последний слой тотчас же
после его нанесения накладывают и
натягивают ткань. После этого иа ткань
наносят еще один слой клея.
При наклеивании полотна на поверх-
ности, на которых имеются следы смо-
ляного клея или выход клея на по-
верхность (в стыках), все места со сле-
дами клея должны быть предваритель-
Таблица 67
Продолжительность полимеризации карбиноля
Степень загустевания
глицерино- подобный студень клейкий студень упругий студень твердая стекловидная масса
1. При 1=15-20°: а) без катализатора б) с добавлением 1% переки- си бензоила 10—20 дней 3—5 дней 20— 30 дней 5—8 дней 30—50 дней 8—9 дней '50— 80 дней 9—10 дней
2. При 1=60—65°. а) без катализатора б) с добавлением 1°/о переки- си бензоила 20—30 час. 1—2 часа 2—3 дней 5—8 час. 3—4 дней 8—10 час. 4—5 дней. 10—12 час.
Клеевое соединение карбиноля — прозрачная стеклоподобная пленка желто-
ватого цвета.
§ 7. НИТРОКЛЕЙ АК-20
Для приклеивания к древесине раз-
личного рода тканей применяется ни-
троклей АК-20. Он представляет со-
бой раствор 'нитроцеллюлозы и смолы
в смеси органических растворителей с
Добавлением пластификаторов. Цвет
клея от светложелтого до светлокорич-
невого. Вязкость 60—70 сек. ФЭ
при 20°. Клей должен быть прозрачным
й ие иметь видимых механических при-
месей.
Нитроклей наносят на поверхность
Древесины или материи кистью.
Расход клея—-100—120 г на 1 л2 на
один слой грунта и 700 г при приклеи-
вании ткани (4 слоя).
Время высыхания при температуре
20° н влажности воздуха не выше
65%—не более 60 мин.
Крепость приклейки льняного авиа-
но загрунтованы лаковым грунтом
АЛГ-6; только после этого можно на-
носить клей АК-20 и наклеивать по-
лотно.
§ 8- ИСПЫТАНИЕ КАЧЕСТВА КЛЕЯ
И КЛЕЕВОГО СОЕДИНЕНИЯ
Все клеи, применяемые в самолето-
строении, должны пройти испытания
для проверки их склеивающей способ-
ности.
1. Испытание казеинового клея
Клей должен иметь вид порошка,
без гнилостного запаха и следов пле
сени, не должен содержать комков, не
распадающихся при летком растирании
их пальцами, а также насекомых и их
личинок.
Для испытания клеевого порошка
приготовляют обычным способом клее-
160
Глава 14 Клеи
вой раствор, содержащий на одну часть
порошка 2,1 части воды (по весу).
Этим клеевым раствором, но не ранее
чем через 1‘/а часа после размешивания,
склеивают образцы для испытания.
Для склеивания образцов применяют
бруски из кондиционной древесины
ясеня или дуба с влажностью 7—11°/о.
Размер брусков: длина 32О±1ол<л/, шири-
на 60±2 мм, толщина 25±г мм. Направ-
Фиг. 140- Схема изготовления образцов для испытания клея.
I— склеивание заготовки, //—обработка заготовки в размер, IIJ—распилов-
ка на секции, IV— подоезка секций но склейке, V—обработка образцов для
испытаний из секций.
ление волокон в брусках должно быть
параллельно ширине бруска, а направле-
ние годичных слоев—под углом 45—90°
к ней. Склеиваемые поверхности брссков
должны быть хорошо профугованы не
позже чем за 2 часа до момента склеи-
вания. Цинубления склеиваемых по-
верхностей не допускается.
Клеевой раствор наносят на обе
склеиваемые поверхности, избегая обра-
зования пузырьков воздуха. Расход
клея — 450—600 г на 1 л2 склеиваемой
поверхности.
Температура древесины при склеива-
нии должна быть не ниже температуры
помещения (в пределах от 15 до 30°).
Бруски складывают вместе после
того как клеевой раствор становится
слегка тягучим, но не позднее чем че-
рез 15 мин. после нанесения клея. При-
тирания брусков не допускается.
Сложенные бруски спустя 6—10 мин.
люмещаюг под пресс, где их выдержв-
вают в течение 24 час. под давлением
в пределах 2—5 кг!см2.
Из склеенных брусков, но не ранее
чем через 24 часа после снятия с пресса
изготовляют образцы для испытания.'
(фиг. 140). Образцы изготовляют под,
угольник.
Испытание образцов в сухом состоя-
нии на скалывание производят в обыч-
ном порядке, ио не ранее, чем через
трое суток и не позднее цем через пя.
теро суток после
склеивания. Ско-
рость нагружения
должна быть не
менее 120 кг/см" в
минуту. Клей счи-
тается годным, ес-
ли минимальная
величина коэфи-
циента крепости
при скалывании
будет не ниже 100
кг/см" для трех об-
разцов из четырех
испытываемых. На
образце с коэфи-
циентом крепости
ниже 100 кг1см",
но нс ниже 90
кг/см2 скалывание
должно произойти
по древесине иа
100%.
Кроме испыта-
ния в сухом виде,
производится ис-
пытание таких же
образцов после вы-
мачивания их в воде в течение 24 час.
Замачивание должно быть произведено
не ранее чем через 24 часа после изго-
товления образцов.
После 24-часового вымачивания образ-
цы вынимают из воды, слегка выти-
рают и тотчас же испытывают на ска-
лывание.
Годный клей должен показать кре-
пость склейки не менее 70 кг/см2 для
трех образцов и 60 кг! см2 для четвер-
того!
Альбуминовые и желатино-
вые клен в условиях самолетострои-
тельного производства не испытывают.
2. Испытание смоляных клеев
Испытание смоляных клеев произво-
дится на таких же образцах, как и
испытание казеиновых клеев.
Температура древесины цри склеи-
вании смоляными клеями 18—20°. Со-
§ 2. Масла
161
единение склеиваемых брусков произво-
дится через 5—10 мин. после нанесе-
ния клея. Через 5—10 мин. после этого
бруски запрессовывают под давлением
2—5 кг!см2. Выдержка под прессом —
18 час. Испытание брусков произво-
дится не ранее чем через 24 часа после
освобождения из-под пресса. Сопротив-
ление скалыванию клеевого соедине-
ния— около 130 кг!см2 для всех ви-
дов смоляных клеев. На образцах с
крепостью ниже ПО кг/см* скалывание
должно произойти по древесине на
100%.
Вследствие водоупорности смоляных
клеев испытания крепости склейки
после вымачивания в воде не произво-
дится.
Испытание! бакелитовой
пленки. Крепость склейки бакелито-
вой пленкой испытывают на образцах,
аналогичных образцам для испытания
фанеры. Эти образцы приготовляют
из контрольных листов трехслойной бе-
резовой фанеры размером не' менее
240X240 мм, склеенных при помощи
бакелитовой пленки.
Испытание ма скалывание произво-
дят в сухом состоянии (при влажно-
сти 5%) и после кипячения в воде в
течение одного часа.
Образец нагружают равномерно со
скоростью не выше 100 кг/см2 в ми-
нуту.
Технические требования к клеям, их
составным частям, их испытаниям и
методу склейки подробно изложены в
следующих стандартах, нормалях и
инструкциях.
1. Клей казеиновый в порошке авиа-
ционной марки В-105 — ТУ НКХП
418—41 или 930—42.
2. Смола ВИАМ Б —ТУ НКХП
№ 471—41.
3. Смола Б —ТУ НКХП № 477-41.
4. Клей КМ-1—КМ-1, ТУ НКАП
3-10.
5. Клей МК-2 — МК-2, ТУ НКАП.
6. Бакелитовая пленка — 301 СМТУ.
7. Нитроклей АК-20 — 273 СМТУ.
8. Керосиновый контакт (отверди-
тель)— ГОСТ 463-41.
9. Сульфат аммония (отвердитель) —
ОСТ 6445
НКТП 520
10. Ацетон чистый технический —
Глава /5
ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ПРИ ОБРАБОТКЕ ДРЕВЕСИНЫ
§ 1. МАТЕРИАЛЫ
ДЛЯ ШЛИФОВАНИЯ
Шлифовальная бумага или
шкурка представляет собой .стекло,
песок или кремень, нанесенные на бу-
магу при помощи склеивающего веще-
ства (чаще всего — столярного клея).
Шкурки различаются по тонкости по-
мола стекла. Тонкость помола обо-
значается номерами (№ 7 самый грубый
и № 000 — пылевидный). Наиболее хо-
довые номера — № 0, 1, 2 и 3.
Пемза натуральная представ-
ляет собой продукт вулканического
происхождения, состоит из кремне-
кислых земель и кремневой извести.
Натуральная пемза содержит много
Мелких зернышек кварца и песка, цара-
пающих поверхность древесины, поэто-
му для очень чистой обработки она
не годится. Встречается в виде бес-
форменных кусков. Одна сторона вы-
равнивается и используется для шли-
фования. ГГо мере засаливания поверх-
П. П. Успасский
ность срубается и выравнивается вновь.
Применяется для шлифования зашпак-
леванных мест.
Пемзовый порошок — очень
тонко размолотая и отмученная пемза.
Применяется для очень тонких шлифо-
вальных работ (полированных поверх-
ностей).
Пемза искусственная пред-
ставляет собой бруски, изготовленные
из размолотой и отмученной пемзы,
кремния, кварцевого песка и др., сплав-
ленных со связующим материалом.
Различается по твердости и зернисто-
сти. Применяется для шлифования вме-
сто натуральной пемзы и шкурки.
§ 2. МАСЛА
Льняное масло техническое
имеет темнокоричневый цвет, острый
запах и неприятный едкий вкус. Добы-
вается из поджаренных семян льна.
Льняное масло ос®етленное
получается путем осветления техниче-
162 Глава 15. Вспомогательные материалы, применяемые при обработке
ского льняного масла железным купо-
росом (1 кг железного купороса раство-
ряют в 1,5 л воды; в раствор .вливают
1 кг льняного масла и выставляют на
солнце на 4—8 недель, иногда взбал-
тывают).
Льняное масло применяется как шли-
фовальная жидкость. Качество масла
определяется его способностью к высы-
ханию. Тонкий слой масла, нанесенный
на чистую стеклянную пластинку, дол-
жен полностью высохнуть через трое
суток.
Олифа льняная получается пу-
тем варки льняного масла при t =220—
260° с окислами свинца, железа или ко-
бальта (глет, сурик, пиролюзит, окись
кобальта). Олифа имеет коричневый
цвет и должна быть прозрачной (без
мути). Хорошая олифа, нанесенная
тонким слоем на стекло, должна через
6—8 час. не прилипать к пальцам, а
через 24 часа превратиться в прочную,
блестящую, эластичную пленку. Луч-
шим сортом’ считается олифа, сварен-
ная в аппаратах с электроподогревом.
Уд. вес олифы 0,934—0,952.
Олифа полимеризованная
представляет собой олифу, сгущенную
путем длительного нагревания при
t =290—305°. Полимеризованная олифа
имеет светлый оттенок. Уд. вес 0,99.
Применяется для изготовления лаков и
красок. Быстро высыхает.
Тунговое масло (древесное или
китайское масло) добывается из ореш-
ков тунговых деревьев, главным обра-
зом в Китае и Японии. В небольшом
количестве тунговые деревья разво-
дятся в СССР (Кавказ) и в некоторых
районах США. Тунговое масло высы-
хает без доступа воздуха и быстрее,
чем льняное, дает очень твердую и в
то же время эластичную и красивую
пленку, отличающуюся высокой стой-
костью к действию воды и атмосферных
условий. Уд. вес 0,938—0,945.
Специальное шлифоваль-
ное масло представляет собой смесь
следующего состава (по весу):
льняное масло ... —1 часть,
керосин . .... —2 части,
скипидар . . ..... —1 часть.
Сиккативы, или сушки, — веще-
ства, ускоряющие высыхание) масел.
По химическому составу представляют
соли различных металлов с жирными
и соляными кислотами (соединения
свинца, марганца, кобальта и др.).
Сиккативы применяются в сухом (по-
рошкообразном) виде или в раство
их добавляют в лаки и краски д
ускорения сушки, а также употребля
как шлифовальное средство.
Сиккативы понижают эластичное-
лакокрасочной пленки, поэтому добав
лять их в лак и краску можно лишь ।
небольших количествах (до 10°/о).
§ 3. РАСТВОРИТЕЛИ
Скипидар представляет собой пр
зрачную бесцветную жидкость с сил)
ным характерным запахом. Скипидар
получают из живницы (смолистый про-
дукт, добываемый из живорастущих'.)
хвойных деревьев) при переработке ее
на канифоль. Технический скипидар
имеет обычно желтую окраску. Уд.
вес 0,86. Точка кипения 150—190°.
Скипидар применяется в качестве.'!
растворителя масла и смол, являющих-!
ся основами масляных лаков. Кроме.'
того, скипидар ускоряет высыхание!
масляно-лаковой пленки и его иногда"
добавляют в масляный лак для уско-1
рения сушки.
Надо заметить, что излишнее добав- 1
ление скипидара в масляный лак сооб-
щает хрупкость лаковой пленке.
Эфир (этиловый или серный эфир)
бесцветная летучая, очень легко вое-'
пламеняющаяся жидкость с характер- (
ным запахом. Растворяет смолы и жи-
ры. Применяется как смесь к политуре’,
(дает «быструю политуру») для удале-\
ния масла при полировке и для раство-1
рения белого шеллака.
Ацетон — жадтоватая подвижная J
летучая и горючая жидкость с харак-
терным, запахом. Применяется в произ-
водстве нитролаков, а также при под-
крашивании политур и матовых покры-;]
тий в качестве растворителя красок.
Амилацетат — бесцветная, мед-1
ленно испаряющаяся прозрачная.
жидкость с резким, но безвредным за-
пахом, напоминающим запах груши.
Применяется как растворитель смол и
особенно нитро- и ацетилцеллюлозы.
Этилацетат — растворитель, по
запаху и по свойствам, аналогичный
'амилацетату, он очень легко испаряю-
щийся.
Дихлорэтан — бесцветная
жидкость (уд. вес 1,282), трудно вос-
пламеняющаяся, ядовитая. Хорошо рас-
творяет жиры, многие смолы (есте-
ственные и искусственные), каучук.
Применяется в смеси с этиловым спир-
том как 'растворитель при производстве
§ 4. Политуры, мастики, целлюлоза, протравы и смолы 163
целлюлозных лаков и как разбавитель
(разжижитель). Получается из крекин-
говых газов.
Бензол — бцсцветная, прозрачная,
пегКо испаряющаяся жидкость (уд. вес
О 880—0,885). Получается в результате
переработки каменного угля. Применяет-
ся как разбавитель нитролаков и эфи-
ров целлюлозы и растворитель смол.
Толуол — бесцветная, прозрачная
жидкость (уд. вес 0,870). Получается
при переработке (коксовании) каменного
угля. Применяется, как и бензол, в ка-
честве растворителя нитролаков.
Пары толуола и бензола очень вред-
но действуют на организм.
Спирт винный (этиловый спирт)
применяется как растворитель смол, ма-
сел и жиров. Легко растворяет все
смолы (за исключением твердого копа-
ла). Уд. вес 0,80.
Спирт древесный или мети-
ловый — бесцветная, с неприятным
запахом прозрачная жидкость. Приме-
няется в производстве нитролаков. Ядо-
вит. Чрезвычайно разрушающе дей-
ствует иа нервную систему. Уд. вес
0,80—0,81.
У а й т-с пирит, минеральный спирт
или лаковый бензин — прозрачная, бес-
цветная жидкость со слабым запахом,
вполне нейтральная. Применяется для
замены скипидара и при изготовлении
полировочных паст и жидкостей. Уд.
вес 0,76—0,82.
§ 4. ПОЛИТУРЫ, МАСТИКИ,
ЦЕЛЛЮЛОЗА, ПРОТРАВЫ
И СМОЛЫ
Политурами называются раство-
ры обыкновенного пли отбеленного шел-
лака или копала в крепком спирте.
Состав шеллачной политуры: шел-
лак — 100 г, спирт 96°/о — 1 л.
Шеллак измельчают и засыпают в
бутылку, затем подливают спирт и со-
держимое время от времени сильно
встряхивают. Подогревать смесь не сле-
дует. Раствору дают отстояться и после
продолжительного отстаивания сливают
чистую политуру.
Чистый раствор можно также полу-
чить путем фильтрования через филь*
тровальную бумагу или войлок.
Восковая мастика — раствор
в°ска, оставляющий после испарения
Растворителя матово-блестящий слой.
Состав мастики (по весу):
1) 100 г воска, 1 л скипидара или
ю 85 г белого воска, 20 г белой канн-
Фоли, 1 л скипидара.
Наскобленный или настрогаиный воск
расплавляют на слабом огне или лучше
в водяной бане в глиняной посуде.
Когда воск расплавится, прибавляют
скипидар до тех пор, пока масса при
охлаждении не образует мягкую, гу-
стую, тягучую (не крепкую) пасту.
Целлюлоза получается путем об-
работки волокон хлопка «ли древесины
различных деревьев. Для получения ни-
тролаков применяют хлопчатобумажную
целлюлозу или целлюлозу, получае-
мую из древесины сульфитным методом
(сульфитный метод заключается в об-
работке древесной щепы под давлением
н при высокой температуре кислым
сернокислым кальцием iCaHSO»). Полу-
ченная таким образом целлюлоза пред-
ставляем собой белую волокнистую
массу.
Нитроцеллюлоза, или азотно-
кислый эфир целлюлозы, получается в
результате обработки целлюлозы азот-
ной кислотой. При этом целлюлоза
приобретает способность растворяться
в целом ряде лаковых растворителей и
образовывать хорошую лаковую пленку.
В зависимости от характера обработ-
ки азотной кислотой получают нитро-
целлюлозу в виде колоксилина (с со-
держанием азота от 11 до 12%) или в
виде пироксилина (содержание азота
12,5—13,9%).
Для изготавл1е|ния лаков применяют
колоксилиж
Ацетилцеллюлоза получается
при обработке целлюлозы крепкой
уксусной кислотой и уксусным анги-
дридом в соединении с серной кислотой.
Давая пленку, по качествам не усту-
пающую нитроцеллюлозной, ацетилцел-
люлоза обладает более высокой тепло-
устойчивостью. Нитроцеллюлоза начи-
нает разрушаться при нагревании до
120—140°; ацетилцеллюлозу без опасе-
ния можно нагревать до 200—230°.
Протравы. В декоративных целя?
иногда бывает желательно оттенить на-
туральный рисунок древесины — тексту-
ру — или же придать древесине иную
окраску, не затеняя текстуры. Эта опе-
рация осуществляется путем нанесения
специальных красителей—протрав. Про-
травами являются водные, реже спирто-
вые растворы растительных или анили-
новых красок.
Коричневая протрава (под
орех). 1. Одну часть бейца (ореховая
протрава) растворяют в 10—60 частях
теплой, лучше горячей, воды, в зави-
симости от желаемого оттенка. Раствор
11*
164 Глава 15. Вспомогательные материалы, применяемые при обработке
1: 10 дает густой темнокоричневый
цвет. Добавление 0,01°/о едкого натра
или 1°/о нашатырного спирта усиливает
тон цвета и повышает кроющую спо-
собность раствора.
2. Одна часть кампешевого раствора,
прокипяченная в 10—60 частях воды,
дае[г красивую коричневую окраску с
фиолетовым оттенком.
3. Раствор марганцевокислого калия
желаемой консистенции дает серовато-
фиолетовую окраску, густота тона ко-
торой зависит от крепости раствора.
Черная протрава (под черное дерево).
1. 25—30 частей нигрозина раство-
ряют в 1000 частях теплой воды.
2. 1О0/о-ный раствор кампешевого
экстракта наносится первым слоем.
После высыхания наносится слой
2%-ного раствора двухромовокислого
калия. Цвет получается интенсивно
черный с сизым отливом.
Оранжевая протрава (под красное де-
рево)— 2°/о-ный раствор двухромовокис-
лого кали. Дубовая древесина, покры-
тая этим раствором, вследствие соеди-
нения с дубильной кислотой окраши-
вается в коричневый цвет.
Красная протрава—1%-ный раствор
кармина или сафроиина.
Зеленая протрава — раствор 20 ча-
стей яри медянки в 100 частях уксуса.
Перед употреблением раствор подогре-
вают и наносят теплым.
Серая протрава для клена—1 часть
нигрозина в 1000 частях воды.
Серая протрава для дуба — 1 часть
железного (купороса в 200 частях воды.
Перед нанесением протравы древеси-
ну тщательно зачищают шкуркой и
протирают от пыли. Протраву наносят
вручную тампоном, равномерным слоем
в одно или два покрытия.
Лиственные породы хорошо поддают-
ся протраве, хвойные окрашиваются не-
равномерно. Береза хорошо подделы-
вается под черное дерево и под серый
клен и грубо — ’Под красное дерево.
Бук хорошо ’окрашивается под opeix,
красное и черное дерево. Дуб хорошо
протравливается под черное дере(во и
под мореный дуб. Ель грубо подделы-
вается под орех и красное дерево1. Липа
и сосна для имитации ценных .пород не
применяются, хотя липа .И хорошо при-
нимает протра-ву.
После нанесения и высыхания протра-
вы древесину полируют или покрывают
лаком.
Смолы — весьма сложные по свое-
му химическому составу, аморфные ве-
щества, обладающие значительной тв<
При
достью.
нагревании смола сначала
размягчается, а затем плавится. Смо.
могут быть также растворены в тех
или иных растворителях. В виде раство-
ров смолы легко могут быть нанесе|ны
на поверхность и после испарения"
растворителя образуют твердую пленку.1
Смолы разделяются на естественные I
и искусственные (синтетические).
Естественные смолы являются про-
дуктами растительного или органиче-
ского происхождения.
Канифоль. Получается из живи-
цы — смолы хвойных деревьев (выде-
ляющейся из наружных живых годовых
слоев дерева). Представляет собой
твердую коричневую прозрачную смолу,
относящуюся по химическому составу
к кислотным смолам'. Кислотное число
канифоли — 140—185. Точка плавления
55—75°.
Копал'—ископаемая смола некоторых
тропических растений. Добывается в
Африке, Южной Америке, Новой Зе-
ландии и др. Представляет собой твер-
дую смолу с высокой температурой
плавления, дающую прозрачную блестя-
щую пленку, отличающуюся твердо-
стью, упругостью, водоупорностью и
высокими изоляционными свойствами.
Качество копала зависит от места добы-
чи. Наилучшими являются копалы
Занзибар и копалы Сиерра-Леоне (Афри-
ка). Наиболее распространенные копалы
Каури И копалы Манилла.
Температура плавления копала Ма-
нилла 100—150°, копала Каури — выше
200°.
Янтарь — ископаемая смола, добы-
ваемая на побережье Балтийского моря
Представляет собой продукт выделений
давно отживших растений морской
флоры. Дает наиболее высококачествен-
ную, водостойкую пленку очень боль
шой твердости.
Для производства лаков и красок при-
меняют отходы янтаря.
Средняя температура плавления 380е.
Дамарра представляет собой древес-
ную смолу, выделяемую тропическим
растением того же названия (Daшта-
га Oriental is), произрастающим в Ост-
Индин, Батавии. на Суматре, Борнео.
Дамарра применяется для изготовле-
ния ряда летучих лаков и придает ла-
кам ’ исключительный блеск. Пленка
даммарового лака не отличается боль-
шой устойчивостью.
Шеллак представляет собой продукт
физиологического выделения насекомых
§ 4, Политуры, мастики, целлюлоза, протравы и смолы
165
(тли) лакового дерева (Индия), В ре-
зультате обработки получается смола в
,виде тонких чешуек.
Шеллак делится по цвету чешуек на
кровяной, оранжевый и лимонный сорта.
Наиболее ценным является лимонный
шеллак.
Кровяной и оранжевый сорта шеллака
подвергаются иногда отбелке и служат
для изготовления белой политуры.
Фенольные смолы — искусственные
смолы, получаемы^ в результате кон-
денсации фенола (карболовой кислоты)
и формальдегида (в виде водного 36 —
40 %-ного раствора, известного под наз-
ванием формалина).
При избытке фенола получается но-
волак или идитол, светлая, хорошо
растворимая в спирте смола. Температу-
ра плавления 80—90°. При изменении
температуры после плавления не пере-
ходит в неплавкое состояние и не те-
ряет своей растворимости.
При избытке формальдегида полу-
чаются бакелиты.
Бакелит представляет собой прозрач-
ную, от светложелтого до светлокорич-
невого цвета смолу, твердую, хрупкую
с раковистым изломом, растворимую в
спирте. При нагревании бакелитовая
смола постепенно теряет свою раство-
римость и переходит в нерастворимый
и неплавкий продукт. В связи с этим
различают три состояния бакелитовой
смолы:
начальное состояние или стадия
А — растворимая и плавкая смола или
резол;
промежуточное! состояние или стадия
В — р е з и т о л, получается в резуль-
тате нагрева, когда смола теряет рас-
творимость, но сохраняет определенную
эластичность;
третья стадия С — резит, получает-
ся в [результате дальнейшего нагревания
смолы, когда она становится хрупкой,
не растворимой в органических раство-
рителях и неплавкой.
Гл и фталевые смолы получа-
ются из глицерина и фталевой кислоты
при непродолжительном нагревании при
/ = 150—250° и представляют собой мяг-
кую, растворимую в целом ряде раство-
рителей смолу. Применяются в виде
глифталей с растительными масла-
ми для приготовления эмалей и лаков.
Пластификаторы. Для сооб-
щения лаковой пленке эластичности и
способности растягиваться в целлюлоз-
ные и смоляные лаки вводят смягчите-
ли или пластификаторы. Наиболее упо-
требительны: касторовое масло, камфо-
ра и ряд искусственных химических ве-
ществ— диэтилфталат, дибутилфталат
(продукты переработки фталевой кисло-
ты) и др. _j ,
РАЗДЕЛ IV
МЕХАНИЧЕСКАЯ ОБРАБОТКА ДРЕВЕСИНЫ
Глава 16
ОБЩИЕ СВЕДЕНИЯ
Обработка древесины с целью получе-
ния из1 нее изделий осуществляется
главным образом путем механической
обработки.
Основным способом механической
обработки древесины является резание.
Процесс резания заключается в том,
что для получения нужной формы с за-
готовки снимается материал в опреде-
ленном направлении, слоями определен-
Фиг. 141. Схема резца.
/—лезвие или режущее ребро, 2— перед-
няя грань (зеркало), 3—задняя грань или
фаска. 4—угол заточки или заострения (р).
ной толщины. Каждый из этих слоев
носит общее название стружки.
Процесс резания осуществляется ре-
жущим инструментом — р е з ц о м, имею-
щим форму острого клина (фиг. 141).
Пересечение граней этого клина дает
прямую, кривую или ломаную линию,
которая носит название лезвия, или
режущего ребра.
Угол, составленный передней и зад-
ней гранями резца, называют углом
заточки, или углом заостре-
ния резца, и обозначают буквой р.
Поверхность, оформляемая резцом,
носит название поверхности ре-
зания. Часть ее, расположенная перед
резцом, называется передней, а за рез-
цом — задней.
Угол, составляемый передней гранью
резца и задней поверхностью обработки,
носит название угла резания и обо-
значается буквой в.
Угол между задней гранью (фаской):
резца и задней частью обрабатываемой
поверхности называют углом накло-
н а резца или задним углом и обовна-1
чают буквой а:
а р = о.
У гол, составленный передней гранью]
резца и перпендикуляром к плоскости
обработки, носит название) передне-
го угла и обозначается буквой у
(фиг. 142).
Для уменьшения сопротивления реза-
нию и для уменьшения затраты энер-
гии на резание угол заточки р должен
быть возможно малым, а задний угол
резца а с целью уменьшения трения
резца о древесину должен быть возмож-
но большим. При слишком малом угле
заточки лезвие резца становится 'не-
стойким, быстро тупится и легко ло-
мается. Практически значение угла за-
точки (3 колеблется в пределах от 15°
(ножи фанернострогальных станков) до
60° (в поперечных пилах). Оптимальным
Фиг. 142. Схема обработки резцом.
1—обрабатываемое тело, 2—резец, 3—поверх-
ность резания (задняя); 4—передняя поверхность,
о—угол резания, а—угол наклона резца или зад-
ний угол, -у—передний угол, р—угол заточки
резца.
углом для небольших скоростей реза-
ния является угол в 45°.
Величина заднего угла а колеблется
в пределах от 0 до 70°. В большинстве
случаев угол а меньше 15° невыгоден,
так как при этом резец начинает, как
Глава /5. Общие сведения
167
даорят, «бить затылком», т, е. тервть-
о поверхность резания и нагреваться.
С Угол резания 4 бывает различным:
20__25° — в фанернострогальиых стан-
ках,
45°—в некоторых круглых пилах,
45—50° — в столярных стругах,
50—55° — в строгальных станках,
65—80° (и даже до 90°) — в продоль-
ных пилах,
более 90° — в поперечных пилах.
В силу неоднородности строения дре-
весины различают три типичных случая
обработки древесины резанием; эти слу-
чаи характеризуются различными зна-
чениями сопротивлении резанию, раз-
личным характером разрушения древе-
сины при образовании стружки и раз-
личным видом стружки.
короткая, составленная из плохо свя-
занных между собой частиц (фиг. 145).
Величина усилия, прилагаемого к
резцу при снятии стружки некоторой
Фиг. 144. Схема резания древесины
вдоль волокон.
р—усилие резания» Л—толщина стружки, I— про-
никновение резца в древесину, //—отделение и
отгиб от нее стружки, III—надлом стружки и
дальнейшее проникновение резца в древесину.
Фиг. 143. Схема резания древе-
сины в торец.
АВ—поверхность обработки, й—толщи-
на стружки, р—усилие резания, о—угол
резания, р—угол заострения резца,
а—задний угол.
I. Резание! в торец. При внедре-
нии в древесину резец перемещается в
плоскости, перпендикулярной к направ-
лению волокон, и перерешает волокна
поперек, преодолевая сопротивление
сжатию и смятию, оказываемое волок-
нами древесин),! (фиг. 143).
И. Рез ан и вдоль волокон
(продольное резание). В этом случае
лезвие резца движется параллельно на-
правлению волокон, причем происходит
сначала сжатие снимаемого слоя, а за-
"спм разрыв части волокон по длине, с
нарушением связи между волокнами.
Расположенными в плоскости резания,
и волокнами снимаемого слоя, при со-
хранении цельности самих волокон
(фиг. 144).
III. Резание поперек волокон
(поперечное резание). При этом лезвие
₽езца перемещается в плоскости, парал-
лельной волокнам, и перпендикулярно
**х Длине. По мере внедрения (резца в
Древесину происходит разрыв волокон
° Длине и (Надламывание стружки
Додь волокон. Стружка получается
толщины, определяется величиной на-
грузки на резец, отнесенной к единице
площади поперечного сечения стружки.
Фиг. 145. Схема резания
древесины в плоскости во-
локон перпендикулярно их
длине.’
р—усилие резания, й—толщина
• с^гружкн.
Давление на 1 ли? сечения стружки
называется к о э ф и ц и е н т о м ре-
зания.
Сопротивление резанию и усилие, не-
обходимое Для его преодоления, эави-
168
Глава 17. Пилы и пиление
сит аг физико-механических свойств
древесины, направления резания, угла
резания и сечения стружки (ее ширины
и высоты). Для всех трех основных
случаев резания усилие резания р мо-
жет быть выражено формулой:
р=К • tgP- Ь • Л,
где Ь — ширина, h — высота стружки,
а К — коэфициент резания, зависящий
от физико-механических свойств древе-
сины и характера резания, ₽ — угол
заострения резца.
Для небольших скоростей и угла ре-
зания 6=45°.3начение К в кг/мм1 пока-
зано в табл. 68.
Таблица 68
Значение коэфициента резаиия К
для некоторых пород дерева
(материал сухой)
Порода дерева Значение К в ягг|лш*
I резание в торец ч продольное резание in поперечное резание
Береза 3,8-5 1,9 0,76
Бук — 2,8 0,90
Дуб 3,8-5 2,8 0,76
Сосна 2,0-2,5 1,0 0,46
Тополь 2,0-2,5 1,5 0,46
Примерное соотношение между вели-
чиной усилия резания для случаев
I • II :Ш —6:3:1.
Усилие резания для сырого материа-
ла составляет приблизительно 0,6
усилия резаиия для сухого материя
Для определения работы реза)
пользуются формулами, выведении
опытным путем для различных случа
ревания (Гаргата, Денфера и др.).
Одним из существеннейших фактор,
увеличения производительности и чи
стоты обработки являются скорости ре
зания. Средние скорости резания пр)
механической обработке:
на строгальных станках—25—40 м/сек,
на круглых пилах—до 50—65 м/сек,
на ленточных пилах—20 м/сек и вы-
ше.
Скорости резания на круглых пилах
в самолетостроении обычно лежат в
пределах 50 м/сек.
Общие замечания. 1. Усилие
резания не пропорционально толщине
стружки. Оно возрастает значительно
медленнее, чем происходит увеличение
толщины стружки.
2. Угол резания 8 заметно влияет на
коэфициент резания; с увеличением 6
коэфициент резания увеличивается.
3. Для вращающихся резцов при про-
дольном ре|зании коэфициент резания
уменьшается как с увеличением толщи-
ны снимаемого слоя, так и с увеличе-
нием подачи s мм/об.
Работа с затупленным резцом увели-
чивает коэфициент резания; при затуп-
лении, выражающемся закруглением ра-
диуса примерно в 0,05 мм, коэфициент
резания увеличивается на 8—12®/о, при
радиусе до 0,2 мм коэфициент резания
увеличивается на 50—70*)/о. При даль-
нейшем затуплении сопротивление ре-
занию еще возрастает.
Глава 17
ПИЛЫ И ПИЛЕНИЕ
§ 1. ПИЛА И ЕЕ ЭЛЕМЕНТЫ
Пила представляет собой стальную
ленту или диск с рядом последователь-
но расположенных резцов. Резцы эти
носят название зубьев (зубцов) пилы;
промежуток между ними называется
пазухой или впадиной. Весь ряд
зубьев на пиле носит 1название зуб-
чатого венца. Ленту или диск,
образующую пилу, называют полот-
ном или полотенцем.
В прямых пилах заднюю грань по-
лотна, противоположную зубьям, назы-
вают спилкой пилы.
Зубья пилы. Передняя (по отно-
шению к рабочему движению пилы) по-
верхность зуба называется передней
гранью или грудью, задняя — спин-
кой зуба. Вершины всех одноименных
зубьев должны располагаться иа впол-
не определенной линии, прямой или
круговой, называемой линией вер-
шин зубьев. Линия, проходящая че-
рез внутренние вершины впадин или
пазух, называется линией впадин»
Расстояние между вершинами двух
смежных зубьев называется шагом
зубьев пилы и обозначается буквой II
Расстояние между линиями вершим1
i зубьев и впадин называется высотой
^зуба (обозначается буквой Л) (фиг. 146).
§ 1. Пила и ее элементы
169
[> нормальных пилах для всего зубча-
того венца величины шага и высоты
зубьев должны оставаться одинаковыми.
Каждый зуб пилы представ ляегг собой
сложный резец с тремя самостоятельно
работающими Режущими кромками (лез-
виями), которые в процессе работы пи-
лой образуют в древесине пропил. Про-
пил представляет собой щель, ограни-
ченную в период .работы тремя гранями,
йазываемыми соответственно дном про-
пила и его боковыми поверхностями
или плоскостями пропила. Режущая
кромка зуба, служащая для образова-
ния дна пропила, называется корот-
Слинка
Полотно.
боковЬие
fкромки
Фиг. 146. Элементы зубьев пнлы.
Грудь
i
Норот-
коя или
передняя
кромка
«ой или передней режущей
кроилой, боковые поверхности про-
пила образуются баковыми режущими
кромками зуба.
Углы заточки зубьев пилы.
Хорошая работа пилы обеспечивается
лишь при надлежащем подборе для
каждой из режущих кромок зуба углов
Р и о.
Углы передней режущей кромки
(фнг. 147). Угол заострения (или за-
точки) в этом случае образуется пере-
сечением плоскости передней грани зуба
со спннкой. Угол резания р является
Углом,, между передней гранью зуба и
задней частью поверхности обработки,
-задний угол а образуется спннкой зуба
и задней частью поверхности обработ-
ки. Величины этих углов «, Р и 6 за-
висят от конфигурации зуба.
Углы боковых режущих кромок. Бо-
коваЯ” режущая кромка образуется пе-
редней гранью и боковой поверхностью
3Уба, Если эти грани перпендикулярны
°"ЗДа к другой и угол ₽' = 90°, то име-
ет место так называемая прямая заточка
3Убьев. ЧастхТ переднюю грань делают
наклонной по отношению к боковой по-
верхности, давая зубу косую заточку
(фиг. 148). Угол £'< 90°. Наклон пе-
редней грани при косой заточке чере-
дуется через зуб.
1 I
Фиг. 147. Углы передней режущей
кромки зуба.
/—прямая пила. 11—круглая пила.
Боковая .режущая кромка пилы совпа-
дает с боковой поверхностью обработ-
ки, поэтому здесь угол заточки р' ра-
вен углу резания 6', а задний угол
«' =0°. В большинстве пил задний угол
Фиг. 148. Боковые режущие
грани зуба пилы (схема).
ав и бв— боковые грани зуба, cd—пе-
редняя грань, р—угол заточки зуба,
Рх—угол боковой заточки.
При боковых .режущих кромках ра-
вен 0°, в то время как задний угол
при передней режущей кромке меняется
в довольно широких пределах.
В силу этого при распиловке древе-
сины между боковыми гранями пилы и
170
Глава 17. Пилы и пиление
{
поверхностью распила возникает тре-
ние, которое, ввиду значительного коэ-
фициента трения между деревом и ме-
таллом (0,5—0,6), даже при относи-
тельно неглубоком пропиле может ока-
заться настолько большим, что вызо-
вет заедание пилы и как следствие —
чрезмерные, недопустимые с экономи-
ческой точки зрения усилия при рас-
пиловке, сильный нагрев пилы и пони-
жение качества распиловки.
Для устранения заедания пилы при-
меняют:
Практически в авиапромышленност
установлена следующая величина рев-
водки • или расклепки
толщины полотна):
для сухой плотной
0,5 лои на сторону,
для сырой мягкой
0,75 лои.
При разводке зубья
(независимо oj
древесины 0,!
древесины 0,1
отклоняют не
самого их основания, т. о- не на вс
высоту зуба Л, а примерно на Vs ни
Vs этой высоты (фиг. 150). Отгиб зу(
у .его основания вызывает деформаций
Фиг. 149. Поперечное уширение зубьев пилы.
с—расклепка, б—плющение, в—разводка,
уширение зуба.
г—трапециевидное
Фиг. 150. Схема
отклонениязуба
при разводке.
1) уширение зубьев на их концах у
короткой режущей кромки путем рас-
клепки (фиг. 149,а) или плющения
(фиг. 149,6);
2) отгиб всех нечетных зубьев в одну
сторону, а четных в другую (развод
смежных зубьев в разные стороны,
фиг. 149,в);
3) придание полотну пилы трапеце-
видного поперечного сечения и распо-
ложение зубьев у более широкого
о- нования (фиг. 149,г).
Расклепка или плющение и разводка
зубьев могут быть применены к любым
пилам.
Полотно трапецевидного сечения при-
меняется в ручных пилах (выкружные
ножовки, наградки) и в некоторых спе-
циальных круглых пилах.
Величина развода, расклепки или
плющения бывает различна в зависи-
мости от породы распиливаемой древе-
сины и ее влажности. Величину ушире-
ния нельзя брать больше той, которая
необходима для устранения соприкос-
новения между боковыми поверхностя-
ми полотна пилы и поверхностями про-
пила, чтобы не вызвать излишнего от-
хода материала в опилки и увеличения
энергии на распиловку.
Наивысшей величиной развода, рас-
клепки или плющения является двой-
ная толщина пилы.
полотна пилы и даже трещины в нем, а
'иногда и поломку самого зуба.
У пил с разведенными или раскле-
панными зубьями боковые режущие
кромки зубьев, образующие элементы
боковых поверхностей пропила, несколь-
ко наклонены в> сторону И пропил по-
лучается шероховатом.
Помимо формы зуба, для правильной
распиловки имеет еще значение размер
пазухи между зубьями.
В процессе пиления для образования
пропила необходимо срезать режущими
кромками зуба элементы стружки и
выжать их наружу. Элементы стружки,
образуемые зубом пилы—опилки, сколь-
зят по передн’ЦЙ грани зуба и, отде-
ляясь один от другого, попадают в па-
зуху между зубьями, постепенно за-
полняя ее, пока зуб находится в про-
пиле. Объем, занимаемый при этом
опилками, будет значительно больше
объема плотной древесины, из которой
эти опилки получены. Он зависит от
толщины стружки (т. е. от величины
подачи на один зуб) и от толщины ма-
териала (т. е. от пути, проходимого
зубом в материале).
При 'Превращении древесины в опил-
ки при пилении происходит увеличение
ее объема от 3 до 5 раз. Это увеличе-
•Иие называют коэфициентом объема и
обозначают буквой о. । ,
£ 2. Типы пил
171
КоэфиЦ’иеятом объема пользуются
определении величины пазухи и при
ыборе шага зубьев пилы t и их вы-
соты х
Величина пазухи выбирается в соот-
ртств'ИИ с коэффициентом объема и с
объе юм древесины, снимаемой зубом
гти его прохода через всю толщу про-
пила. Увеличение объема ипадины вле-
чет увеличение шага t и уменьшение
количества зубьев.
Фиг. 151. Зубья пилы.
/—групповые, 2—пазушистые.
Для пил ручных, а также для бы-
строходных ленточных и круглых пил
при выборе величины пазухи (а следо-
вательно, и шага) берут значения
~3 —— 5.
В больших круглых и ленточшАх пи-
лах коэфициент объема а принимают
равным 1,5, а в мощных лесопильных
рамах — от 0,7 до 1,5 в связи со зна-
чительным уплотнением опилок при рас-
пиле (что связано с повышением' рас-
хода энергии).
При остром угле резания В опилки
легко продвигаются со дна пропила в
лубь пазухи и пропил легко очищается
от них.
При тупом угле резания В опилки
прижимаются ко дну пропила и, вызы-
сап добавочное трение, увеличивают
сопротивление резанию. Поэтому для
Устранения этого недостатка, особенно
Резко сказывающегося при работе на
Поперечных пилах, зубьям придают
иногда такую форму, при которой одни
элементы их выполняют собственно
Резание, а другие способствуют луч-
шему удалению пилок: применяют
* Р У п п о в о е расположение зубьев
'Фиг. 151) иян же делают увеличенный
пазухи в соответствии с назна-
пилы, так чтобы в пазухах
свободно*” поместиться опилки,
образующиеся при наибольшей подаче
чением
и толщине материала за один ход зуба.
Чем тверже порода, тем меньше дол-
жен быть зуб и тем меньше шаг зубьев.
Типы зубьев. При распиловке
материала участвуют как передняя, ко-
роткая или главная кромка зуба об
(фиг. 148), так и боковая св; обе кром-
ки являются режущими.
При обработке древесины углы ре-
зания передней кромки о и углы реза-
ния боковых кромок В' подбираются в
зависимости от характера распиловки.
Углы резания передних кромок зубьев
продольных пил выбирают всегда
острыми, поперечных пил—почти всегда
тупыми.
Исключерие составляют столярные
пилы, используемые для распиловки в
разных направлениях. У них угол ре-
зания передней кромки близок к 90°.
Правильный выбор углов резания и
углов заточки передних и боковых гра-
ней зубьев имеет большое значение
для повышения производительности ра-
боты пилы.
Угол заточки боковых режущих кро-
мок легко может быть изменен при
затачивании приданием передней грани
(грудке зуба) того или иного наклона
по отношению к плоскости полотна пи-
лы (угол р' на фиг. 148). Угол же за-
точки короткой режущей кромки опре-
деляется формой зуба, его профилем,
придаваемым при насечке пилы.
Встречающиеся формы зубьев крайне
разнообразны и подчас весьма причуд-
ливы (что не всегда оправдывается
производственными соображениями).
Наибольшее распространение имеют
формы зубьев, приведенные в табл. 69.
§ 2. ТИПЫ ПИЛ
По роду движения, которое сооб-
щается пилам во время работы, они
разделяются на пилы с возвратным дви-
жением и пилы с непрерывным движе-
нием.
К первой группе относятся прямые
пилы (фиг. 152). Большая часть из них
принадлежит к числу ручных пил.
К пилам второй категории относятся
пилы круглые, бочкообразные, выгну-
тые и ленточные (фиг. 153). Все эти
пилы являются пилами машинными.
В 'Связи с неоднородным строением
древесины различают два главных на-
правления распила: продольное и по-
перечное. В первом случае плоскость
пропила идет вдоль волокна древесины,
во втором — перпендикулярно' к ним;
Таблица 69
Основные формы (профили) зубьев пил
О Е О Е 2 Название профиля зубьев Эскиз формы зубьев Характер распила Типы пил Углы передней кромки зуба
заострения 3 задний А резания 6
1 Наклонный с прямой спинкой Продольный Круглые, лен- точные, рам- ные, ручные 35-60° 26-30° 61-70°
2 Волчий зуб Л ж Продольный Ленточные, рамные, круг- лые 30-45° 20-30° 50-76’
3 Серповидный Продольный Круглые, рам- ные 32-35° 23° 55-58°
• 4 Прямоугольный 0^5^^ % б Продольный (а—в), универ- сальный (б) Ленточные, ручные, рамные 40-60° 30-50° 85—90°
5 Равнобедренный (я, в) или равно- сторонний (б, г) оС’65 о 5° А Г , Д-Ы'Лй и / X. о=бо g0\ г б Поперечный Круглые, ручные 34-70° 30-73° 107—120°
У 6 Stsjz1
г
6 Косоугольный 0=60’ * L П Т-75° Г Поперечный, универсальный Ленточные, круглые, ручные 45-70° 20-60° 80-115°
7 М-образный JI 1 l|i' ( □ Д Ж life II Зй Поперечный Круглые, ручные 34-70° 20- 60° 80-115’
8 Мышиный Универсальный Круглые 50 -70° 40-45° 95-115’
Примечание. Стандартизированные значения углов (ГОСТ 980-41) приведены на эскизах. Размеры t, h и г
зависят от толщины полотна (табл. 71)
172________________________Глава 17. Пилы и пиление____________________________ § 2 Типы пил 173
174
Глава 17. Пилы и пиление
Фиг. 152. Прямые пилы.
1—полотно лучковой пилы, 2— лобзиковая пила,73—пила двоеручиая.
алЬной pacfi“
Вогнутые nunto
Бочкообразная пила
Фиг. 153. Пилы с непрерывным 'движе-
нием. 4
1—круглые пилы, 2— ленточные пилы, 3—вогну-
тые пилы, 4— бочкообразная пила.
требующиеся при этом усилия для рас-1
щитовки различны. Для продольной 1
распиловки применяются продольные 1
пилы, для поперечной — поперечные. ,
Продольные пил ы. При про-
дольной распиловке передняя режущая
кромка зуба разрезает волокна попе-
рек их длины, а боковые кромки только
разделяют волокна по их направлению.
В продольных пилах угол резания
при передней режущей кромке береггся,
как правило, острый (от 50 до 90°, чаще
75—80 и реже выше 85°).
В пилах, предназначенных исключи-
тельно для продольной распиловки, при-
меняют только прямую заточку перед- ,
ней грани, косой заточки не делают.
Поперечные пилы. При попе-
речной распиловке короткая режущая
кромка зуба разделяет волокна по их
направлению, а боковые кромки разрен,
зают волокна поперек их. В зависимее
сти от этого и усилия, которые прихо-
дится преодолевать зубьями, будут зна-1
чительно больше на боковых кромках,
чем на передней (короткой).
Поэтому в пилах для поперечной рас-
пиловки угол резания боковых режу-!|
щих кромок о' редко делают больше
60° (обычно угол о' близок к 45°). Угол
резания короткой режущей кромки 5
больше 90° и доходит до 120°. Зубья
поперечных пил имеют форму равносто-
роннего или чащо равнобедренного
треугольника. Первые, как более проч-
ные, используются для распиловки
твердых пород, а вторые — для мягких
пород. 11
Задний угол короткой режущей кром-
ки зуба а делают от 60 и до 78°.
Так как поперечные! пилы чаще всего
имеют зубья симметричной формы, они
могут быть использованы для резания
с одинаковым успехом при движении
в обе стороны. Поэтому поперечные пи-
§ 3. Круглопильные станки
175
ды называются еще двусторонни-
ми в отличие от продольных пил, ко-
торые могут резать только ю одну сто-
рону и потому называются односто-
ронними.
На практике при столярных работах
часто приходится применять пилы для
распиловки древесины в любом направ-
лении по отношению к направлению
волокон, т. е- вдоль, поперек и вкось
(под любым наклоном к волокнам). По-
этому имеется еще промежуточный тип
пил — столярные пилы, форма зубьев
которых является промежуточной меж-
ду формой зубьев продольных и попе-
речных пил. В большинстве случаев
столярные пилы являются ручными, ре-
же круглыми и ленточными.
Угол резания короткой режущей
кромки 8 столярных пил чаще всего ра-
вен 90° и сами зубья имеют форму пря-
моугольного треугольника. А так как
столярные пилы должны резать юдоль
и поперек волокон, то угол резания бо-
ковых кромок 8' должен быть меньше
прямого, т. е. зубцы должны иметь ко-
сую заточку.
Крайние пределы углов резания (для
самых мягких и для самых Твердых
древесных пород) приведены в табл. 69.
В зависимости от степени твердости
древесины, ее влажности, сучковатости
и т. п. иа практике следует подбирать
промежуточные углы. Мягкие породы
легче распиливать в сухом виде, а
твердые в сыром.
Толщина пил определяется по Анг-
лийскому калибру (St. WG или BWG)
или в миллиметрах.
§ 3. КРУГЛОПИЛЬНЫЕ СТАНКИ
I. Круглопильиые станки
(круглые или циркульные пилы)
Для продольной и поперечной распи-
ловки древесины в самолетостроении,
как и вообще в столярно-механических
мастерских, чаще всего пользуются
круглопильными станками (круглыми
или циркульными пилами).
По характеру производимого распила
круглопильные станки делятся па три
группы:
1) станки только для торцевой рас-
пиловки (поперек иолокон) — торцовоч-
ные станки;
2) станки для распиловки юдоль во-
локон — продольнопильные станки;
3) станки для распиловки вдоль во-
локон или под углом к ним — станки
для смешанного распила, или универ-
сальные круглопильные станки.
По количеству установленных пил
различают станки однопильные и мно-
гопильные.
В зависимости от типа подачи раз-
личают станки с ручной и автоматиче-
ской подачей.
В соответствии с типом привода стан-
ки делятся на:
1) ременные (рабочие части станка
получают движение от контрпривода
или индивидуального мотора, устанав-
ливаемого вне| станка);
2) ременно-электрифицированные (ра-
бочие части станка получают движение
Таблица 70
Английский калибр толщины пил (St. WG)
№ калибра по StWG — 7/0 6/0 5/0 4/0 3/0 2/0 0 1 2 3 4 5
Толщина пилы, мм 12,7 11,78 10,97 10,16*9,45^8,84 8,23 7,62 7,01 6,40*5,89 1 5,38
калибра по St.WG 6 7 8 9 10 11 12 13 14 15 16 17 18
Толщина пилы, мм 4,88 4,47 4,06 3,66 3,25 2,95 2,64 2,34 2,03 1,83 1,63 1,42 1,22
калибра по St.WG 19 20 21 22 23 24 25 26 28 29 30 31
Толщина пилы,-мм 1,02'о,91 0,81 0,71 0,61 0,56 0,51 0,46 0,42 0,38*0,34 0,32 0,29
176
Глава 17. Пилы и пиление
Таблица 71
Типичные размеры элементов пилы
Типы пил
№ калибра по
St. WG
Шаг зубьев
t, мм
Отношение
высоты зуба Д
к шагу t
Рамные, лесопильные
Круглые продольные (обрезные, ре-
бровые, реечные)
Круглые ‘продольные для мелких
работ
Круглые торцовочные для крупных
работ
Круглые торцовочные для мелких
работ
Ленточные для распиловки досок
Ленточные столярные
Примечание. Основание зуба
14, 15 и 16 15-22 0,80—0,85
12, 13, 14 и 15 20—30 0,60-0,80
15-16 7-20 0,40-0,80
8, 9, 10 и 11 15-30 0,60—0,80
12, 13, 14 н 15 20-30 0,40-0,80
14, 15, 16 15-25 0,6-0,8
20, 21, 22 9-12 0,5-0,6
на !/3 меньше шага t.
обычно делается
через ремень от индивидуального мото-
ра, смонтированного на станине);
3) электрифицированные (мотор эла-
а. Продольные
круглойильиые станки
Простейший круглопильный станок.
В основном круглопильный станок со-
Фиг. 155. Простейший круглопильный
станок.
Фиг. 154. Гитары круглопильного
станка.
стично сопряжен с пильным валом или
пильный вал является продолжением
роторной части мотора).
стоит из пильного вала, установленного
в бронзовых или шариковых подшип-
никах, с насажеиной на него круглой
пилой и станины.
Пильный вал на подшипниках, с пи-
лой, изготовляемый, отдельно, носит на-
звание гитары (фиг. 154). Гитара,
§ 3. Круглопильные станки
177
установленная на деревянной станине,
Представляет собой простейший кругло-
лильйый станок (фиг. 155).
Гитара применяется в тех случаях,
оГда не требуется большой чистоты
точности пропила, и допускает как
продольную, так и торцевую распи-
ловку.
Таблица 72
Характеристика гитары с ременным
приводом
Модель (завода .Кировский металлист") цв-5 цв-7
Диаметр пил в мм 500 700
Шкив на пильном валу:
Диаметр, мм 150 205
Ширина, мм 100 115
Число оборотов в ми- нуту 1900 1400
Потребная мощность кет 4,6 6,8
Вес, кг 70 100
руется при помощи ступенчатого шкива
и вальцы могут работать с двумя-тремя
скоростями подач. Вальцы могут уста-
навливаться в соответствии с толщи-
ной распиливаемого материала при по-
мощи системы рычагов.
Характеристика станка
Модель ЦД-2 завода нм. Кагановича,
Лесобуммашина
Диаметр пилы............ 650 мм
Наибольшая толщина рас-
пиливаемого материала 150 мм
Расстояние между пилами:
Наибольшее ..... 360 мм
Наименьшее . . 60 ,
Наибольшая ширина про-
пускаемого материала • 835 .
Скорость подачи . . 44,6—68—
78,9 м!мин
Число оборотов пильного
вала . .... 1800 об/мин
Потребная мощность . . . 25—30 кет
Площадь, занимаемая стан-
ком ... . . 235X2050 мм
Вес без контрпривода и мо-
тора ..........• . . . 2180 кг
Круглопильный станок для продоль-
ной распиловки с ручной подачей.
Применяется для обрезки кромок бру-
Шкив помещается между подшипни- сков и распиловки их на планки.
ками или сбоку.
Двухпильный обрез-
ной круглопильный ста-
нок с вальцевой подачей
(фиг. 156). Применяется
для распиловки лафета
на бруски и для обрезки
кромок у необрезных
досок.
Станок состоит из чу-
гунной станины, иа ко-
торой в бронзовых или
шариковых подшипни-
ках установлен шпиндель
с насаженными на него
Двумя круглыми пилами.
Одна пила переставная,
что позволяет выпили-
вать из лафета бруски
нУЖной ширины или
опиливать доски разной
ширины.
Для подачн материала
Станок снабжен двумя
•'арами подающих валь- Фиг. 156. Двухпильный станок.
Передние вальцы, /—премежуточные шайбы для установки дисков пилы.
"Рижимающиеся к ма-
териалу собственным весом, приво- Станок состоит из чугунной станины,
Дится в движение зубчатой, или цепной на которой в специальных салазках
Передачей. Скорость вальцов, регули- установлен мотор; на валу мотора за-
22
П. П. УспасскиЙ
178
Глава 17 Пилы и пиление
крепляется пила. При помощи махович-
ка мотор с пилой можно установить по
высоте в зависимости от толщины рас-
пиливаемого материала.
На станине устанавливается направ-
ляющая линейка, легко закрепляемая в
нужном положении.
Характеристика станка:
Модель № 45 фирмы Оливер и К° (Oli-
ver Machinery С°), США
Диаметр пилы . . 400 мм; 600 мм
Наибольшая высота
пропила..........130 мм; 200 мм
Размер стола . . . 1400 x 935 мм
Потребная мощность.3,7 кет; 7,4 кет
Площадь, занимаемая
станком.......... 2143 X 1800 мм
Вес............. . . 1390 кг
б. Поперечные кругло пиль-
ные станки Поперечные пильные
станки по принципу их действия можно
разбить на следующие категории:
1) станки, в которых пила получает
вращательное и поступательное дви-
жение, а материал неподвижен (обыч-
но называемые маятниковыми пи-
лами) и
2) станки, в которых круглая пила
получает только вращательное движе-
ние, а материал подается для распи-
ловки к ней.
Первую категорию станков можно
подразделить по способу подачи пилы
На Два вида:
а) станки, :в которых: подача осу-
ществляется качательным движением
вращающейся пилы, — собственно
маятниковые пилы и
б) ставки, в которых подача осу-
ществляется прямолинейным поступа-
тельным движением вращающейся пи-
лы в горизонтальной плоскости, если
распиловка производится по ширине
доски, и в вертикальной плоскости,
если распиливается доска или брусок,
поставленные на ребро.
Круглопильный маятниковый станок.
Корпус станка представляет собой ка-
чающуюся вилку с центром качания на
оси цапф, установленных в подшипни-
ках, уложенных на кронштейнах
(фиг. 157). Станок может быть подве-
шен к стене здания или к потолку.
Для распиловки материал устанавли-
вается на столе, оборудованном попе-
речными роликами.
Пила подается к материалу при от-
клонении всего корпуса станка с пилой,
в направлении, перпендикулярном к
уложенному иа столе материалу. Траек-
тория линии разреза при такой под;
является дугой круга.
После каждого разреза корпус ст
ка возвращается в исходное вертика.
ное положение под действием гру
установленного в верхней части пи;
Пила получает вращательное двил
ние или от контрпривода или от гщ
ва мотора (причем мотор качается вц
сте с корпусом станка), или же пи
устанавливается непосредственно
валу мотора. Последний способ па
дачи* наиболее рационален, так как <
Фиг. 157. Маятниковая пила (схема).
падают все неудобства, связанные с
применением ременной, передачи.
Маятниковый круглопильный станов
(ременно-электрифицированный).
Характеристика станка:
Модель ЦКМ завода „Кировский метал-
лист*, г. Киров
Диаметр пнлы . . . 600 мм
Наибольшая толщина
распиливаемого ма-
териала ........160 мм
Число оборотов . . 1500 об/мин
Потребляемая мощ-
ность ..........4,5 кет
Площадь, занимаемая
станком......... 1200 X 1200 мм
Вес без мотора . . . 200 кг
Маятниковая пила электри-
фицированная.
Типовая характеристика станка
Диаметр пилы . . 500—600 мм
Наибольшая толщина
распиливаемого ма-
териала .... 150—200 мм
Число оборотов . . 3000 - 2000 об/мин-
Потребиая мощность 3,4 кет
Площадь, занимаемая
станком......... 1500 X 800 мм
Вес............... 230—250 кг
§ 3. Круглопильные станки
179
Круглопильный станок торцовый •пря-
молинейный на полозках. Применяется
пля торцовой распиловки широкого ма-
териала пилами небольшого диаметра.
Станки изготовляются настенными
или на колонне (фиг. 158). Станок пред-
ставляет собой каретку (супорт) с
Фиг. 158. Круглопильный станок на
колонке.
1—полозки, 2—маховик для установки пилы
под углом.
установленным на ней электромотором.
Каретка (супорт) смонтирована на кон-
соли, снабженной призматическими на-
правляющими. Супорт можно переме-
щать 'ПО' направляющим в горизонталь-
ном направлении и осуществлять этим
подачу пилы. Пила устанавливается на
валу электромотора.
Типовая характеристика
к ру г л оп и л ьно|г о (торцевого
ставка (фиг. 158):
Модель ТС/С фирмы Робинзон, (Robin-
son & Son).
Диаметр пилы..........450—500 мм
Наибольшая площадь про-
пила ................... 110X400 —
. 150x700 мм
Мощность электромотора . 2,2—4 кет
Число оборотов........ 2900 об/мин
Площадь, занимаемая стан-
ком................... 1570х 970лл
вес................... 670 кг
Педальная торцовая пила. При работе
на маятниковых пилах или на торцо-
чьгх круглопильных станках на полоз-
12*
ках рабочий одной рукой подает пилу,
а другой придерживает материал. Про-
дольное перемещение материала можно
производить лишь установив пилу в
нейтральное' положение и освободив
обе руки, что, конечно, снижает про-
изводительность труда. От этого не-
достатка свободны педальные торцо-
вые пилы (фиг. 159). Подача пилы осу-
ществляется нажимом ноги на педаль,
руки рабочего свободны и позволяют
ему придерживать материал и передви-
гать его в продольном направлении.
Перемещение пилы при подаче про-
исходит по прямой, параллельной
столу.
Типовая характеристика
педальной пилы:
Диаметр пилы . . . 500 мм
Толщина распилива-
емого материала- . до 120 мм
Ширина распиливае-
мого материала . до 400 — 550 мм
Мощность мотора- .2,2 кет
Площадь пола, занимаемая станком,
зависит от длины распиливаемого ма-
териала.
Круглопильные станки торцовые с
кареткой представляют собой вторую
категорию торцовочных станков; в них
Фиг. 159. Педальная торцовая пила.
круглая пила получает только вра-
щательное движение, а материал по-
дается вручную. Применяются обычно
для чистой торцовой распиловки ко-
роткого материала (длиной до 1 м).
Для получения чистого распила при-
меняются -пилы с частыми и мелкими
180
Глава 17. Пилы и пиление
зубьями (форматные, шелковые, стро-
гающие полотна).
Станок (фиг. 160) представляет собой
чугунную станину, в правой части кото-
рой установлен супорт с электромото-
ром и пилой на валу. В левой части
вдоль станины проложены полозки,
по которым двигается на желобчатых
роликах тележка (каретка), несущая
распиливаемый материал. Супорт с мо-
тором и пилой при помощи маховичка
Фиг. 160. Торцовочный кругло-
пильный станок с кареткой.
можно перемещать в вертикальном на-
правлении и устанавливать пилу по
толщине распиливаемого материала.
Характеристика
- круглопильного
торцовочного станка
с кареткой:
Модель ЦТ завода «Пролетарская
свобода», г. Ярославль
Диаметр пилы . . 600 мм
Пропил:
наибольшая высота 200 мм
наибольшая длина- 545 „
Число оборотов 1500 об/мин
Потребная площадь
под станок , 2805 X 2020 мм
Потребная мощность3,5 — 4,5 кет
Вес ... . 425 кг
Кроме описанного станка, для тор-
цовки длинного материала применяют
крутлопильные станки с откидным ру-
кавом и передвижным на роликах сто-
лом.
в. Круглопильные станки
(универсальные)
для смешанного распила
(столярные круглые пилы)
В практике самолетостроительных за-
водов обычно приходится распиливать
материал вдоль волокон и под углом
к ним. Однако даже при крупносерий!
ном производстве специальные станки]
для такой распиловки полностью за-
грузить не удается. Поэтому в целях1
лучшего и наиболее полного исполь-
зования оборудования для распиловки
древесины в мастерских применяют
универсальные круглопильные станки
или столярные круглые пилы. Они при-
годны для самых разнообразных работ:
для продольного и поперечного распи-
ливания досок и брусков, обрезки про-
дольных кромок, разрезания под ко-
сым углом, выемки четвертей, пазов, на-
резки гребней, прямых шипов и т. п.
Универсальные круглые пилы встре-
чаются самых разнообразных конструк-
ций, но главные элементы их в боль-
шинстве случаев одинаковы, типичные
для круглопильных станков вообще.
Для правильной установки материала
при распиловке имеются направляющая
линейка и колодка, закрепляемые на
столе станка. Направляющая линейка
при помощи болтов или маховичка и
зубчатого зацепления легко устанавли-
вается на желаемом расстоянии от
плоскости пилы и используется при
продольной распиловке.
Колодка представляет собой уголь-
ник, скользящий в пазу стола и уста-
навливаемый .под нужным углом к пло-
скости пилы. Колодка дает возмож-
ность торцевать материал под любым
углом. В современных станках пила
устанавливается или непосредственно
на валу электромотора или же пиль-
ный вал сцепляется с мотором, нахо-
дящимся в станине, с помощью зубча-
той или ременной передачи.
Подача материала производится вруч-
ную.
Стол пилы 'при помощи маховичка
можно поднимать или опускать и уста-
навливать в соответствии с высотой
(толщиной) распиливаемого материала.
Кроме того, стол можно наклонять к
плоскости Пилы на угол до* 30°.
Выпускаются и круглопильные стан-
ки для смешанного распила с накло-
няющимся столом или пилой (фиг. 161).
Они позволяют распиливать материал
под любым углом * без специальных
шаблонов и приспособлений.
У 3. Круглопильные станки
181
Столярные круглопильные станки (для смешанного распила)
г—
cd
&
S
₽;
о
Л
Им. Кагановича, Лесобуммашина ЦУ-2 500 О о 1 1 1920X1640 3,5 700 Электрифици- рованный 2900 500 | Пильный ДИСК МО- |жет быть наклонен к плоскости стола на угол до 45°
м. Кагановича, есобуммашина Ц-2 500 1/3 о 1100X700 1 osexoon 3,7 700 Ременный 2000 1 009 ол может быть аклонен к пло- кости пилы на угол до 45° I
о
nson Son, 1 О о о СО ю СО О X о о CN 1 1200x800 3,3 350 ИЛИ от ) 2750 1 1
3S М
Fay & Egan, Ri Bolinder’s и др. 1 300 о о О о X о о СО 1 800X700 2,8 250 фицированнь амня (по закг 3500 1 1
Oliver & C°. 1 250 ио 700x510 1 700X700 2,2 160 К О- а, ьг о (Т) 3000 1 1
•
Мельстрой, Воронеж 1 00£ о со 700X800 008 700X800 со 200 Электрифи- цированный 3000 1 1
м, мм об/мин. линейки
Завод изготовитель Л 3- § иаметр пилы, мм ысота пропила, мм т - азмер стола, мм га о га ь- О 3 лощадь, занимаемая станко Мощность мотора, кет ье о о m X исло оборотов диска пилы, аиболыпее расстояние от . до пилы, мм собые замечания
SS CQ Cl. PQ с с З4 X О
182
Глава 17. Пилы и пиление
2. Подготовка круглопильиых станков
к работе
а. Выбор полотна пилы. Диски
иля полотна круглых пил изготовляют-
ся яз стали высокого' качества (хромо-
ванадиевой или шарикоподшипниковой
ШХ15) и должны быть после закалки
отпущены настолько, чтобы можно было
их матачивать напильником средней
твердости.
Фиг. 161. Круглопильный станок с на-
клоняющейся пилой.
7—маховичок подъема стола, 2—маховичок на-
клона стола, 3—фиксатор стола.
Диаметры полотен меняются от 100
до 1500 мм, сначала через 50 мм, а для
крупных размеров через 100 мм.
Толщина полотен пилы возрастает
вместе с диаметром и измеряется в
миллиметрах или выражается в англий-
ском калибре (St. WG).
Для пил диаметром до 500 мм тол-
щина составляет около */200 диаметра
пилы, а для больших размеров — при-
близительно ‘/aso диаметра.
Диаметр полотна пилы (пильного ди-
ска) подбирается по толщине распили-
ваемого материала и должен быть не-
сколько' больше двойной его толщины
плюс диаметр зажимных шайб, служа-
щих для закрепления полотна пилы иа
валу. Чем меньше радиус зажимных
шайб, тем более толстый материал
можно распилить данной пилой. Однако
брать шайбы очень малыми нельзя: от
них зависит точность установки по-
лотна пилы и 'надежность работы.
Применяемые па практике зажимные
шайбы наиболее ходовых размеров при-
ведены в табл. 74.
Таблица 74
Диаметры прижимных шайб для
круглых пил
Диаметр пилы, мм Диаметр шайбы, мм Диаметр пилы, мм Диаметр шайбы, мм
200 55 650 100
250 60 700 105
300 70 750 110
350 75 800 115
400 80 850 115
450 85 900 120
500 90 950 125
550 95 1000 125
600 1 100
Для подбора пилы по, заданной тол-
щине материала можно пользоваться
табл. 75.
Таблица 75
Таблица для подбора диаметра пилы
по распиливаемому материалу
Диаметр пилы, мм Толщина распилива- емого ма- териала мм Диаметр пилы, мм Толщина распили- ваемого материала мм
200 60 800 305
250 80 850 325
300 100 900 340
350 120 950 365
400 140 1000 385
450 160 1050 405
500 180 1100 430
550 200 1150 450
600 220 1200 470
650 240 1300 515
700 260 1400 555
750 285 1500 600
Помимо диаметра и толщины полотна
пилы, необходимо' еще подобрать фор-
му зубьев, соответствующую характеру
распиливания.
При распиливании вдоль волокон для
древесины мягких пород берутся зубья
наклонные, с прямой спинкой, серпо-
видные или волчий зуб с узким осно-
ванием.
Для древесины средней твердости
берутся зубья той же формы, что и
для распиливания мягких пород, но с
большим углом резания и с большим
шагом.
§ 3. Круглопильные станки
183
Для древесины твердых пород берут-
сЯ серповидные зубья или волчий зуб
с усиленным основанием.
При распиливании поперек волокон
для древесины мягких пород берутся
зубья в виде косоугольного треуголь-
ника.
Для древесины средней твердости
берутся зубья в виде равнобедренного
треугольника.
Для древесины твердых пород берут-
ся зубья в виде равностороннего тре-
угольника>.
При смешанном распиливании дре-
весины пород различной твердости ре-
комендуется брать профили зубьев для
древесины пород средней твердости.
Пилы с очень мелким зубом
в форме 'равнобедренного треугольника
{мышиный зуб) при поперечной распи-
ловке дают очень чистый пропил. Та-
кие пилы называют шелковыми. Они
делаются с нормальным и с групповым
расположением зубьев.
Пилы с групповым располо-
жением зубцов. Для увеличения
производительности и получения чисто-
го пропила применяют полотна с груп-
повым расположением зубьев. В них
четыре зуба режущих, пятый с увели-
ченной пазухой — для захвата опилок.
Конические пилы. Для чистой
Распиловки на тонкие доски применяют
’Конические пилы (фиг. 162) с конусным
Диском (в сечении суживающимся от
-Центра к периферии). Конусность одно-
сторонняя, почему форматные пилы де-
лятся на правые и левые. Центральная
Часть диска в пределах не менее ‘/з
Д аметра отранививается параллельны-
и ПЛОСКОСТЯМИ.
Диаметр конических пил от 400 до
800 мм (по' специальному заказу и вы-
ше). Конусность диска получается
утоныпением диска к его периферии.
Конические пилы только разводятся.
Таблица 76
Размеры конических пил
Диаметр пилы мм Толщина пилы у шайбы, мм Толщина пилы у основания зуба, мм
450 4 1
500 4,2—4,5 1
550 4,2—5 1
600 4,7-5 1
650 4,7—5 1,1-1,2
700 5-5,5 1,2—1,3
750 5,6-6 1,1-1,3
800 6-6,5 1,1—1,3
850 6,5-7 1,1-1,3
Строгающие пильные диски
дают при распиловке особенно глад-
кую, как бы строганую поверхность
распила. Они имеют двустороннюю ко-
ническую шлифовку с боков и толщи-
на диска по периферии больше, чем у
центра. Полотно сошлифовывается с
обеих сторон на Конус под углом
8—15' на ширине в 2/з радиуса полотна.
Благодаря такой шлифовке в строгаю-
Фиг. 162. Коническая пила.
щих пильных дисках не только перед-
ние ребра зубьев, но и их боковые гра-
ни являются режущими, с задним
углом заточки.
По форме зубьев различают строгаю-
щие пильные диски для распиловки
вдоль волокон и для распиловки попе-
рек волокон (фиг. 163).
Расположение зубьев чаще всего
групповое.
она
0\ ОТ ОТ
‘О X $ м
от о я ±г
К* Я
о s
ф
Е
й W
S °-
И tr
а а
05 Е
Е
я
о\
о
о
2
Е
я
ад
ОТ
К
и
fa
о
S ft
О
в
О О
о
fa
Я
О
Е
л>
рэ
»
Е
f? й
* м
я Е
о
от
“ ? ?
* *
Е
го
о
X
я
о
ад
Я
я
о
я
X
ад
от
я
ад
о
я
я
от
ад
я
я
рз
Я
о
Я
о
н
я
о
от
я
о
ад
о
3
Е
я
CD
Я
fa
S
я
2
ОТ
я
я
cd
2
Е
2
я
от
fa X
О Т5
Я
Я
ад
И и я
я ад £
л> ад 23
5
Б
fa
со
с
2
2
я
5
Я
о
ад
о
я
Е
ад
Е
ад
я
Е
ад
о
2
CD
£
а
Е
К
CD
Б
я
я
X
я
X
ОТ
2
я
X
я
РЭ
ОТ
я
о
СП
?
О s
я о
Я fa .
РЭ О
РЭ
X
тз
CD
g
CD
о
я
ft
S ft Н
я ъ
от 2 2
я
о
2
§
Я 2
я ад
от я
3 я
w а.
3 я
Э
Я« £4
ад
2 я
х 2
°§
Я П)
я х
НГ1 »
ОТ
2 О
ОТ S
£ Л- о\
х <Т5 Е
ХОН
2 X ОТ
Й г-1
я
я
ОТ рэ
«. От CD
Яс fa н
° 5
Её
S го
§ я
Е£
“ X
о
п>
я
~ Я
£ л>
я я
fa я
я ад
я 2
РЭ
гх
РЭ
ад
2 х
CD о
ад х
ё р
я
о
Й|
п 2. и
I St f
OS
6
2 5
g-°
Я ад -
от
О?
я
о
и —I
и о ®
8*? и
го
Я S
а »,
И
3 S
5 •“
Я и
Д э
“ я
к ы
•&Е
я ь г и
Л . _ ЛЧ — ОТ
ад Vх рэ
я я *«
S§5
Е -з
fa
2 я К
Яс ОТ X
Е
ад от ср
fa ад
Л $
от
,, п
X п>
от
я §
= е
Е х о
2=3
£S§
S * -*
х и
а*Э8ВйВ»Ж?^УЁ
EW
ft
CD £ CD ЯС ft ад
§с Б
а” *
2
я
я
я
g^-> от
ОТ Й5
О “* -
X
о
2
рэ От
к
я
от
от
X
X
ф
от
g
" § 2 ® -а
§ я ,® - я
§ тэ
-ЕЙ
я
о S
о §
S »
)я Т5
Я а>
Средние практические значения угловых элементов зубьев пил
Таблица 7&
Название и назначение инструмента Употребитель- ный диаметр AtM Шаг зубьев Угловые величины в град. Отношение высоты зуба к шагу h : t
ММ доли диаметра задний угол, а угол заточки, р угол резания, 6
1. Круглые пилы 1. В станках с ручной подачей а) для продольной распиловки мягких пород 400-1000 34-55 0,050 25-30 35-40 60-70 0,6
б) для продольной распиловки твердых пород 400-1000 34--50 0,050 25 45-55 70-80 0,6
в) для продольной и поперечной распиловки 250-500 7-15 0,030 30 55-60 85-90 0,7-0,8
г) поперечные пилы для мягких пород 400-1000 15-30 0,030 — 35-40 0,7-1,2
д) строгающие пилы 250-500 7-15 0,030 — 47-50 77-80 —
2. В станках с механической подачей а) продольные для мягких пород 600 и более 40 и более 0,070 35 30-40 65—75 0,7-0,8
б) продольные для твердых пород 600 и более 40 и более 0,070 30 40-50 70-80 0,7—0,8
II. Ленточные пилы 1. В станках с ручной подачей а) для мягких пород — — — 30-25 50-55 75-85 0,4 С-,6
б) для твердых пород — — — 30-25 60-65 85-90
2. В станках с механической подачей а) для мягких пород б) для твердых пород — — — 25-20 25-20 45-50 50-60 65-75 70-85 0,3-0,5
ср
а
я
?t
R
'С
§
о
§
8?
186
Глава 17. Пилы и пиление
ческой (кольцевой) частью шириной не
более 20—30 мм.
Этот способ крепления при своей
простоте имеет и следующие неудоб-
ства: а) при установке необходимо
проверять центральность диска и
2) необходима сильная затяжка шайб
"Фиг. 164. Крепление пильного полотна
плоскими шайбами.
а—только на трении, б—на штифте и на трении.
гайкой для обеспечения достаточного
трения между шайбами и полотном
яйлы.
2. Очень часто применяют сцепление
вала с пильным диском посредством
штифта (фиг. 164,6). Штифт ввинчи-
Фиг. 165. Самоцентрирующие установки пильного
полотна.
А—закрепление конусной буксой: /—конусная букса, 2—пружи-
на, 3—ограничительное кольцо;
Б—закрепление кулачками и коническим штифтом: 7—кониче-
ский штифт, 2— кулачковая муфта.
вается в неподвижную шайбу и прохо-
дит в небольшое отверстие в полотне
пилы н съемной шайбе. В этом случае
гайка может быть затянута лишь на-
столько, чтобы пила не перемещалась
в осевом направлении (не болталась).
Центральное отверстие пилы должно
быть точно согласовано с диаметром
вала, а боковое отверстие с диаметром
штифта.
Как и в первом случае, это к]
ние требует проверки центральное
установки пилы. Для этого после зд'
крепления пилы ее медленно провора
чивают и, устанавливая на столе вплот
ную к зубьям какую-нибудь пластинку
определяют выступающие места. Отпу-
стив слегка гайку, легкими ударамч
кианки выправляют положение диска и
после .надлежащей регулировки затя-
гивают гайку окончательно.
Зазор между отверстием в полотне
пилы и валом должен быть не более
0,25 мм на сторону.
Чтобы избежать поверки централь--
ности расположения полотна пилы, при-
меняют прижимную шайбу со вставной
конической буксой (фиг. 165,а) или вал
с разжимными кулачками (фиг. 165,6).
В первом случае пила насаживается
на коническую часть буксы и благо-
даря этому центрируется сама. Букса
прижимается к пиле пружиной, встав-
ленной в шайбу. Для того чтобы букса
не вываливалась при разборке, спереди
на шайбу устанавливается ограничи-
тельное кольцо.
Во втором случае пила устанавли-
вается на кулачковой муфте на конце
вала. В эту муфту ввинчи-
вается болт с конусным
хвостовиком и при этом
равномерно раздвигает три
кулачка, скользящие в
сквозных отверстиях муф-
ты. Кулачки упираются в
пилу и обеспечивают цен-
тральность установки.
г.Балансировка пfl-
fl ы. Круглопильные станки
поступают с вполне урав-
новешенными вращающими-
ся частями и потому, как
правило, не требуют балан-
сировки. Но в процессе экс-
плоатации полотно пилы
может быть сточено нерав-
номерно или могут быть
заменены некоторые завод-
ские детали станка (шай-
бы, гайки и т. п.).
В этих случаях возможно нарушение
балансировки и необходима ее про-
верка.
Проверка балансировки с достаточной
точностью может быть произведена на
параллельных ножах (см. фиг. 259) или
дисках (см. фиг. 260). Дисбаланс
устраняют высверливанием в полотне
пилы отверстий или снятием материала
в пазухе зубьев.
? 3. Круглопильные станки 137
Досаженная и затянутая на валу пи-
' должна быть проверена на радиаль-
, е (по зубьям) и осевое биение. Бие-
’’ осевое по высоте зубьев допускает-
ся не более 0,1 мм.
слишком далеко вперед, то это вызовет
лишнюю затрату мощности иа подачу
материала.
При выдвинутой вперед линейке ре-
комендуется задний конец ее (по ходу
Таблица 79
Размеры круглых пил завода им. Кагановича, г. Горький
(ОСТ НКЛес 202)
Диаметр пилы, мм , Толщина пилы Диаметр шайбы (ми- нимальный) мм Число зубьев
мм № калибра BWG для про- дольного распила ДЛЯ поперечно- го распила
200 1,25—1,47 18-17 55 60 80 и 100
225 1,47-1,65 17-16 60 60 80 и 100
250 1,47-1,65 17-16 . 60 60 80 и 100
275 1,65-1,82 16-15 60 60 80 и 100
300 1,65-1,82 16-15 70 60 80 и 100
350 1,82-2,10 15-14 75 64 80 и 100
400 1,82-2,10 15-14 80 64 80 и 100
450 1,82-2,10-2,41 15-14-13 90 64 80 и 100
550 2,10—2,41-2,77 14-13-12 95 64 80 и 100
600 2,10-2,41-2,77 14-13-12 100 64 80 и 100
650 2,10-2,41-2,77 14-13-12 100 64 100 и 120
700 2,41—2,77-3,05 13-12-11 105 84 100 - 120
750 2,41—2,77—3,05 13-12-11 НО 84 100 — 120
800 2,77-3,05—3,40 12-11-10 114 84 80 и 100
900 3,40-3,76 10-9 110 56 80 и 100
1000 3,40-3,76 10-9 125 56 80 и 100
1100 3,76-4,19 9-8 135 56 80 и 100
1200 4,19-4,57 8-7 140 56 80 и 100
3. Работа на круглопильных станках
Для получения .чистого пропила и
обеспечения наибольшей производитель-
ности станка необходимо правильно вы-
брать пильное полотно, по толщине и
Диаметру и по профилю зубьев. Пила
должна быть хорошо заточена. Стол
Должен быть установлен по .высоте
(толщине) распиливаемого материала
так, чтобы вершина зубьев пилы вы-
ступала над распиливаемым материа-
лом ед более чем на 10 мм. Поверх-
ность деревянного вкладыша в проре-
зи в столе должна быть заподлицо с
поверхностью стола. Щель для пилы
но вкладыше не должна превышать
Двукратной ширины пропила. Должны
быть правильно подобраны скорости ре-
зания и величина подачи.
Направляющая линейка должна быть
Установлена строго параллельно пло-
скости пильг и'так, чтобы конец ее
лишь немного рыступал за середину
пилы. Если линейка будет выдвинута
материала) устанавливать приблизитель-
но на 1 мм дальше ог плоскости пилы,
чем передний.
Скорость резания. Скорость
резания при пилении круглыми пилами
определяется по формуле
где v — скорость резания,
D — диаметр пильного диска,
п — число оборотов пилы в минуту.
Формула эта может быть упрощена
и выражена в виде
о=19, IDn.
Скорости пиления различных пород
древесины приведены в табл. 80.
Выбирать чрезмерно большие скоро-
сти не следует, так как при этом пила
будет быстро нагреваться, вибриро-
вать, режущие асромки • затупляться и
пропил получится нечистым.
188
Глава 17. Пилы и пиление
Таблица 80
Скорости резания древесины различ-
ных пород круглыми пилами
Породы деревьев Скорость резания мсек
для продольной распиловки ДЛЯ поперечной распиловки
Мягкие:
ель, ива, липа, ли- ственница, ольха, осина, пихта, со- сна Средней твердости: 65-35 40—20
береза, вяз, груша, дуб, орех Твердые 45-20 30—15
баккаут, бук, граб, палисандр, черное дерево 30—10 25-10
Число оборотов в Muttpmff
Диаметр режущего инструменту в мм
Фиг. 1615. Диаграмма зависимости скорости резания
и числа оборотов от диаметра пилы. Скорость ре-
зания до 50 м/сек.
Скорость резания удобно1 определять
по диаграмме (фиг. 166) Пехана, свя- посол и с————-------- mImuh пои поо-
зывающей диаметр пилы, число оборо- Р °Д С- 40 ч-150 Р Р
тов и скорость резания и позволяющее
по двум заданным значениям опреде?
лить третье.
Скорость подачи. Скорость по-
дачи ограничивается (в авиационному
производстве) условием, чтобы полу-
чающиеся при пилении опилки моглц
поместиться в пазухе зубьев без уплот-i
нения.
Площадь пазухи зубьев обычно де-j
лается не менее г де t — шаг
зубьев пилы.
Наибольшая подача на один зуб (тол-
щина стружки) может быть определена
по формуле
ta
а—------мм для твердых пород,
21л
И <2
а= мм Д™ мягких пород,
где а—подача иа зубец в мм,
t — шаг зубцов в мм,
Н — толщина распиливаемого ма-
териала.
Практически толщина снимаемой
стружки у круглых пил должна быть
не больше толщины пилы S — для
мягкой древесины и не более 0,6 5 —
для твердой сухой древесины.
Подача материала в 1 мин.
может быть
формуле
С=Т®Г""
определена по
твердых пород
мягких пород.
где с—скорость подачи в
м/мин,
о—скорость резания в
м!мин,
Н—толщина распили-
ваемого материала
в м.
Величина подачи на круг-
лых пилах доходит (при ав-
томатической подаче) до 70
м/мин, при ручной подаче
колеблется от 1 до 8 м/мин
(пределом считается 20
м/мин).
Приближенно скорость
подачи можно принимать
v
c=-g—— м/мин при про-
дольной и поперечной рас-
пиловке древесины твердых
v
§ 3. Круглопильные станки
189
ольной распиловке древесины мяг-
ких пород.
В самолетостроении скорость подачи
одерживается для долевого распила
' пределах 2,5-4-20 м/мин, для поле-
зного— 54-10 м1 мин.
*Мощность, необходимая для
пиления круглили пилами.
Мощность -круглой пилы можно опре-
делять по приближенной формуле Гар-
тига:
л. с.
' 800 14 4-28
где и — число оборотов пилы в
минуту,
D — Диаметр пилы в м,
b — ширина пропила в мм,
Н — высота пропила в мм,
с — скорость питания подачи
в м!сек.
Приближенно мощность уста-
новки для круглой пилы в зави-
симости от диаметра полотна пи-
лы можнобрать следующей:
Диаметр
пилы
мм
до 250
, 400
. 600
. 800
Потребная
мощность
л с.
1 — 1,5
2 — 3
4 — 6
8—10
Нанвыгоднейшее соотношение между
скоростью резания, усилием подачи и
4. Техника безопасности при работе
иа круглопильиых станках
Во избежание .несчастных случаев
необходимо соблюдать следующие пра-
вила при работе на круглопильных
станках:
1. Нижняя часть полотна пнлы
должна быть ограждена предохрани-
Скорость резания V м/сек
Фиг. 167. Диаграмма наивыгоднейших соот-
ношений между скоростью резания, усилием
подачи и затратой мощности.
N—кривая потребной мощности, Р—кривая усилий по-
дачи.
тельным фартуком или заключена в
кожухе (фиг. 160.)
Таблица 81
Характеристика точности обработки на круглопильных
станках
Вид отклонения Маятниковая пила Продольная пила Торцовочная пила
Отклонение по длине ±2,0 мм — ±0,5 мм
Отклонение но толщине — Д° 1/iooo —
Неточность угла между смежными гранями 1-2° 1-1,5° 0,5-1°
Непрямолиненность про- пила — 1,5 мм на 1000 мм —
затратой мощности может быть опре-
делено по диаграмме фиг. 167. Точность
°бработки на круглых пилах приведена
в табл. 81.
2. При продольной распиловке поза-
ди полотна пилы и в одной плоскости
с ней, на расстоянии от пилы не более
чем на 10 мм, должен быть установлен
190
Глава 17 Пилы и пиление
и закреплен к угольнику или приливу
под столом расклинивающий нож
(фиг. 160). Он не только облегчает ра-
боту по распиливанию, расклинивая
части материала, но я предотвращает
отбрасывание материала пилой.
Фиг. 168. Ограждение для маятниковой пилы.
Передняя кромка ножа делается
острой, задняя должна быть несколько
толще развода зубьев или равна ему.
Нож должен быть по высоте установ-
лен так, чтобы верхняя точка его бы-
ла выше верхнего зуба на 15—20 мм.
нием по поверхности распиливаемой
материала.
Пример очень удобного и простовЛ
ограждения рабочей части маятниковое4
пилы показан на фиг. 168. В свободно^)
состоянии оно опускается и закрывает j
рабочую часть пилы, при paJ
боте—отжимается.
4. Для проталкивания конца
распиливаемого материала npjj
ручной подаче (фиг. 169) доляЯ
ны обязательно применяться!
специальные колодки или при-]
способления. Такое приспособ-1
ление, например, может сом
стоять в том, что в направляю»]
щей линейке делается на неко-
торой длине паз, в котором1
при помощи рычага с рукоят-!
кой может продвигаться упор..
При распиловке материала j
упор отжимается к задней сто-
роне линейки и не мешает по-т
даче. При подходе конца мате-’
риала упор выскакивает, и ра-
бочий, толкая рычагом, может
закончить распиловку.
§ 4. ЛЕНТОЧНОПИЛЬНЫЕ (
И АЖУРНЫЕ СТАНКИ
Для чернового выпиливания,
криволинейных деталей, а так-
же для разнообразных, не тре-
бующих особой точности сто-
лярных работ применяются ленточно-
пильные станки.
По характеру движения, сообщаемого
пиле, ленточнопильные станки делят на '
две группы: пилы с непрерывным дви-
жением или собственно ленточнопиль-,1
Фиг. 169. Колодка для проталкивания материала при пилении.
3. Особое внимание должно быть
обращено на ограждение рабочей части
пилы, выступающей над станком. Чаще
всего это ограждение осуществляется
в виде кожуха или решетки (фиг. 160),
устанавливаемых по толщине распили-
ваемого материала, или кожуха с про-
тивовесом, скользящего с легким тре-
ные станки и пилы с поступательно-
воввратным движением или ажурные
станки (лобзики).
1, Ленточиопильные станки
Схематически устройство станка по-
казано на фиг. 17U. Основой станка
§ 4, Ленточнопильные и ажурные станки
является серповидная станина С, в ко-
торой закреплены верхний и нижний
пильные шкивы А и В. .Нижний шкив,
всегда ведущий, соединяется с мото-
ром через ременный привод или кре-
пится непосредственно на валу элек-
тромотора.
На пильные шкивы надевается пря-
мое пильное полотно, обычно со спаян-
ными медью концами, представляющее
собою при этом бесконечную ленту MN.
Для увеличения трения между полот-
Фнг. 170. Схема ленточно-
пильного станка.
ном пилы и шкивом и создания бес-
шумного хода на обод шкивов наклеи-
вается кожаный или из прорезиненной
ткани бандаж, на который и ложится
полотно. Бандаж одновременно способ-
ствует и сохранению развода и заточке
пилы.
Натяжение или ослабление полотна
при установке его на станке осуществ-
ляется перемещением верхнего шкива
вверх или вниз при помощи винтовой
передачи О и маховичка А.
Рабочий участок пилы находится
между двумя направляющими ролика-
ми Z) и В, ограничивающими отклоне-
ние пилы при надвигании на нее ма-
териала и сохраняющими правильное
направление пильного полотна.
В зависимости от типа подачи мате-
риала на пилу ленточнопильные станки
Разделяются на станки с ручной и с
автоматической подачей, а в зависимо-
сти от положения стойки станины по
отношению к распиливаемому материа-
лу — на правые и левые.
В деревообрабатывающих цехах при-
меняются легкие, так называемые сто-
лярные ленточнопильные станки.
Все эти ленточнопильные станки
имеют стол, наклоняющийся на 30-^45°;
на столе может быть установлена на-
правляющая линейка. Получающееся от
разогревания во время работы ослаб-
ление полотна устраняется противове-
сом — грузом на рычаге, поддерживаю-
щим постоянное натяжение пильного
полотна.
Фиг. 171. Электрифицированный
столярный ленточнопильный ста-
нок (правый).
На ленточнопильных станках произ-
водится как прямолинейная распиловка
(по приставной направляющей линей-
ке), так и вырезка любых криволиней-
ных контуров' (по шаблонам).
Скорость резания на столярных лен-
точнопильных станках не должна пре-
вышать 25 м!сек. При скорост»
35—40 м1сек учащаются разрывы пиль-
ного полотна.
Столярный ленточнопильный станок с
автоматической подачей отличается от
станков с ручной подачей специальным
устройством для автоматического про-
двигания материала. Наиболее распро-
странена вальцовая конструкция по-
дачи.
J92
Глава 17. Пилы и пиление
Станки с автоматической подачей
применяются преимущественно для про-
дольной распиловки материала. Приспо-
собления для автоподачи на легких
ленточнопильных станках делаются лег-
ко снимающимися. Они могут быть
использованы главным образом при
легких делительных работах (роспуск
«брусков на планки н рейки).
Фиг. 172. Ленточнопильный станок
„Лиллипут” (левый). ,
При выполнении фигурных работ —
приспособления для автоподачи сни-
маются.
Типовая характеристика
легкого ленточиопильного
станка с автоматической
подачей материала
(фиг. 173):
Диаметр шкивов . . 900 мм
Высота пропила . . . 350 „
«Наибольшая толщина
распиливаемого мате-
риала . ........... 220 мм
.-Подача . . .... от 1,6 до
6,3 м1мин (мо-
жет изменяться
во время рабо-
ты)
Наибольшая ширина лен-
ты ................. 50—75 мм
Число оборотов ведуще-
го шкива .... 625 об/мин.
Установочная мощность 3,7 кет
Площадь, занимаемая
станком............. 1650 X 1875 мм
Вес................... 1500 кг (
Станок выполняется только в виде
правой модели.
Полотно ленточной пилы изготовляет-!
ся из специальной ленточнопильной!
Фиг. 173. Столярный ленточиопиль-
ный станок с автоматической подачей
(правый).
стали и бывает шириной от 4 до 8 мм
при толщине от 0,55 до 1,1 мм.
Профиль зубьев для ленточных пил
столярного типа обычно' универсаль-
ный— в виде прямоугольного треуголь-
ника с круглой вершиной пазухи. Во
избежание разрывов полотна круглая
форма вершины пазухи должна сохра-
няться и при переточках.
Зубьям придают прямую или косую
заточку передней кромки. Ввиду незна-
чительной толщины полотей пилы
зубья, как правило, разводятся, а не
расклепываются.
Величина развода колеблется в зна-
чительных пределах в зависимости от
кривизны линии пропила и обрабаты-
ваемого материала.
Некоторые нормативные данные по
работе на кругдопильных и ленточно-
пильных станках приведены в диаграм-
мах на фиг. 174—178.
$ 4. Ленточнспильные и ажурные станки
193
Таблица 82
Ленточнопильные столярные станки
Краткая характеристика Завод-изготовитель
Завод нм. Кагановича Днепропет- ровск „Кировский металлист", г. Киров „КировеКИЙ металлист". г. Киров „Красный металлист", г. Вороши- ЛОВСК
Доодель ДС70-3 Л С-80 ЛС70-1 ЛН-35
Диаметральных шкивов, мм 700 800 700 350
Наибольшая ширина ленты, мм 30 35 30 20
Наибольшая высота пропила мм 330 450 300 100
Размер стола, мм 700X750 775X900 750X750 450X450
Число оборотов шкива, об/мин. 600 500 600 —
Мощность электромотора, кет 2,0 3,7 2,0 0,80
Площадь, занимаемая станком, мм 950X1450 900X1350 750Х1Ю0 540X715
Вес, кг 650 700 680 140
Привод От ремня От ремня Электрифи- цированный Электрифи- цированный
Таблица 83
Полотна ленточных пил
(завод им. Кагановича, г. Горький)
Ширина мм Толщина мм Шаг мм Высота зубца, мм Угол заточки Р Задний угол,а Примечание
12 0,6 6 4 45 25
25 0,8 8 5 45 25
35 0,9 10 6 45 25
50 1,05 12 7 45 25
75 1,05 15 8 45 25
30—35 0,8-0,85 6-10 2—3 65-60 25-30
50 1,05 6—10 3-4 55-60 25-30 1 Для распиловки
75 1,05 6-10 3-4 55-60 25-30 | дельта-древесины
Таблица 84
Величины развода зубьев ленточных пил
Для древесины.......................от 0,2 до 0,4 мм
Для файеры......................... » 0,2 . 0,35 ,
Для дельта-древесииы................. 0,3 . 0,4 .
И. П. Успасский
194
Глава 17. Пилы и пиление
Таблица 85
Ширина ленточного полотна для выкружной распиловки
Радиус выкружки мм Ширина полотна мм Примечание
До 20 До 280—300 • До 800 До 6 До 25 До 50 , Толщина пилы обычно под- 1 бирается в пределах 0,001 D, I где D — диаметр пильного ' шкива
Таблица 86
Режимы резания при
пилении ленточными пилами
Распиливаемый материал Высота пролила, мм Скорость резания, м(сек Скорость подачи, м1 мин Число оборо- тов пильного, шкива в мин.
Древесина До 20 25-40 До 8 800
Свыше 20 25-40 До 4 800
Дельта-древесина До 20 15-25 От 4 до 8 600
9 Свыше 20 15-25 От 1 до 8 600
Таблица 87
Точность обработки на ленточных пилах
Вид обработки Измерение Погрешность
Прямолинейный распил Криволинейный распил Распил в угол Прямолинейный распил По ширине По ширине По углу По кромке + 1,0 мм -1,0 . +2,0 , 1° 1,5 мм на 1 л
Установка пильного полот-
в а. При установке пильного полотна
на пильные шкивы необходимо выполне-
ние следующих условий:
а) линия вершин зубьев, тыльная и
боковая стороны полотна составляли
угол 90° с поверхностью стола,
б) пильное полотно лежало на шки-
вах так, чтобы зубчатый венец нахо-
дился вне обода шкива, в противном
случае развод зубьев будет нарушать-
ся при натяжении полотна; при нали-
чии бандажа зубья пилы могут лежать
на бандаже и не выходить за обод
шкива.
в) начальное натяжение ленточного
полотна должно быть 4—6 кг/мм-.
2. Техника безопасности при работе к.
леиточнопильных станках
1. Станок должен быть снабжен'
быстродействующим тормозным при-
способлением ва пильных шкивах.
2. Верхний пильный шкив \станка
должен быть закрыт прочной дуго-
образной полосой или другим ограни
дением, предохраняющим рабочего при
разрыве полотна пилы.
3. Нижний шкив станка с ленточной!
пилой должен быть закрыт с внешней
стороны сплошным или сетчатым пре-
дохранителем.
4. Нисходящая ча$ть пильной леитЫ]
должна быть ограждена предохранил
§ 4. Ленточнспильные и ажурные станки
195
Высота пропала в мм
Фиг. 174. Скорость ручной
подачи на маятниковой пиле
(обратный ход, врезание и вы-
ход пилы включены в расчет-
ную скорость подачи).
h-?0
h 30
h-40
h‘50
/и 60
h-70
tl-ЯО
h-SP
ь~тго\ /.
-—ТГ”—’ ' ’ г
Лпстрпено
по формуле -й-
43 -.Су,
Алина пропило L м
гоо
150
100
90
80
m
60
50
‘А'ЛР on
JO
\^го
15
10
9
Фиг. 175. Машинное время и скорость
подачи при работе на столярной цир-
кульной пиле (для мягких пород). Для
твердых пород подача на 15—20%
ниже.
1
§
(5
тельным футляром, переставным в на-
правлении движения ленты и устанав-
ливаемым настолько низко, насколько
позволяет толщина распиливаемого ма-
териала.
5. Восходящая часть пильной ленты
должна быть закрыта неподвижным
предохранительным футляром.
6. Все ленточные пилы должны быть
снабжены переставными в направлении
Вь/сота пропила Л мм
Длина реза L мм —«-
Длина реза L м
Фиг. 177. Машинное время и скорость
подачи при работе на столярной лен-
точной пиле. Кривой рез по разметке.
Мягкие породы.
иг. 176. Машинное время и скорость
подачи при работе на стол рной лен-
°чной пиле. Прямой короткий рез по
разметке. Мягкие породы.
13*
19b
Глава 17. Пилы и пиление
движения ленты приборами для пра-
вильного направления задней кромки
пильной ленты перед ее входом в де-
рево.
3. Ажурные станки
Ажурные (лобзиковые) станки служат
для всевозможных выпиловочных ра-
бот.
Режущим инструментом ажурных
станков является тонкая, узкая пила,
Яысотд прйпцла F> мМ
Фиг. 178. Машинное время н ско-
рость подачи при распиловке фане-
ры на столярной ленточной пнле.
Кривой рез по разметке.
закрепляемая по концам .в зажимах
верхнего и нижнего супортов, получаю-
щих колебательное движение.
В зависимости от крепления верхнего
супорта различают ажурные станки:
1) с отдельно подвешенным супортом,
2) с супортом, монтированным на ста-
нине.
Ажурные станки с отдель-
но- подвешенным супортом
(фиг. 179). Верхний супорт подвеши-
вают к деревянной штанге, укрепляе-
мой обычно к потолочным конструк-
циям. Хотя это и усложняет установку
и создает некоторые неудобства в це-
хе, но дает возможность обрабатывать
материал практически неограниченных
размеров.
Нижний супорт установлен па колон-
ке), снабженной наклоняющимся столом.
Типовая характеристика
станка
Наибольшая толщина
распиливаемого мате-
риала ........ 75 мм
Ход пилы.......... . 40 мм
Размер стола......... 500 X 500 мм j
Число оборотов привод-
ного шкива . . . 700 об/мин.
Установочная мощность 0,7 кет
Площадь, занимаемая
станком............ 750 X 900 мм
Вес станка............120 кг
Ажурные станки с супор-
том на станине (фнг. 180). Ли-тал
Фиг. 179. Лобзиковый станок
на подвеске.
7—подвеска, 2—супорт, 3—супорт
для сверла, 4—трубка для отдува
опилок, 5—стол, 6—кривошипный
механизм.
станина сверху несет кронштейн в виде
хобота, служащий для укрепления
верхнего супорта. Эта конструкция
значительно удобнее предыдущей в
отношении монтажа.
Наличие хобота станины ограничи-
вает размеры -распиливаемого материа-
ла пределами (вылета станка.
§ 5. Ручные пилы
197
Характеристика станка
Модель ,АЖ“ завода «Красный метал-
лист”, г. Ворошиловск
Наибольшая толщина
распиливаемого мате-
риала ...............60 мм
Ход пилы.............100 „
размер стола........ 650 X 800 мм
Вылет хобота станка • . 900 мм
Мощность электромо-
тора ...............1,5 кет
Площадь, занимаемая
столом.............. 780 X 1370 ммл
Вес.................~ 380 кг
При выпиливании внутренних отвер-
стий необходимо предварительно вы-
Фиг. 180. Лобзиковый станок
на станине.
1—станина, 2—шпиндель, 3—трубка
отдува опилок, 4—шпиндель для
сверла, 5—кривошипный механизм.
сверлить отверстие в материале для
ввода пилы. Эта операция выполняется
на сверлильном станке. Поэтому к
ажурным станкам иногда пристраивают
сверлильный аппарат. На фиг. 180
изображен такой станок завода «Крас-
ный металлист» в Ворошиловске, мо-
дель «АЖС». Характеристика станка
аналогична станку «АЖ».
Поступательно-возвратное движение
пилы в ажурных станках сообщается
кривошипом, связанным или с рессорой
или с пружиной. Последние обладают
тем преимуществом, что позволяют ре-
гулировать ход пилы в зависимости от
толщины выпиливаемого материала и
потому дают большую производитель-
ность.
4
§ 5. РУЧНЫЕ ПИЛЫ
По способу крепления пильного по-
лотна ручные пилы разделяются на
натянутые и ненатянутые пилы.
К натянутым пилам относятся пилы
лучковые, бугельные и лобзики. К не-
натянутым — ножовки и поперечные
пилы.
I. Пилы натяжные
Лучковые пилы. Лучковая пила
(фиг. 181) состоит из деревянного
станка, называемого лучком, н прямого
пильного полотна. Лучок с вращаю-
щимися ручками на концах 6 состоит
Фиг. 181. Лучковая пила.
Г—поперечина, 2—средник (распорка), 3—полот-
но, 4—тетива, 5—закрутка и 6—ручки.
из двух поперечин 1, средника 2 (рас-
порки), полотна 3, тетивы 4 и закрут-
ки 5. В ручки поперечин вставляются
и закрепляются на шпильках концы
пильного полотна, поперечины соеди-
няются средником, а концы их, проти-
тюположные полотну, связываются ве-
ревкой (тетивой), натягиваемой при по-
мощи закрутки.
Вращая ручки, можно установить
полотно под любым углом наклона к
поперечинам.
В зависимости от назначения лучко-
вой пилы подбирается ширина пильно-
го полотна и профиль зубьев.
Лучковые пилы делят на три
группы:
198
Глава 17. Пилы и пиление
1) пилы для долевого распиливания
материала больших размеров — распу-
скные пилы, с широким полотном
и крупным зубом.
2) пи л ы шиповые, среднего раз-
мера для распиливания материала не-
3) выкружные или повороты
пилы с очень узким полотном, дл
опиливания материала по криволиней
ным, фигурным обводам.
Кроме прямых пильных полотен, в
шиповые пилы иногда устанавливают
Фиг. 182. Угловое полотно дла лучковой пилы.
больших размеров, а также для за-
пиливания шипов при различных соеди-
нениях;
В зависимости от характера работы
в лучковых пнлах применяют сменные
полотна с зубьями для поперечного, до-
Фиг. 183. Бугельная пила.
левого или универсального распила,
пользуясь одним и тем же станком.
Смена полотна-осуществляется без вся-
ких затруднений.
угловые пильные полотна (фиг. 182),
служащие для выпиливания основания
шипов. Угловая пнла состоит из кли-
новидной пилы, к концу которой под
прямым углом припаян хвостовик. Дли-
на углового пильного полотна около
700 мм.
Для поперечной распиловки выби-
рается полотно с зубьями в виде равно-
бедренного треугольника с косой заточ-
кой. Угол боковой заточки р =45°.
Развод зубьев для мягких древесных
пород или сырой древесины делается
больше, для сухой и твердой меньше.
Бугельная пила (фиг. 183) представ-
ляет собой дугу из стальной трубы
(бугель), слегка пружинящую, между
концами которой устанавливается ши-
рокое пильное полотно.
Бугельные пилы применяются для по-
перечной распиловки широких и тол-
стых материалов.
Таблица 88
Характеристика пильных полотен столярных лучковых пил
Характеристика полотна Распускная пила Шиповая пила Выкружная пила
Длина полотна, мм 780-850 510-700 150-500
Ширина полотна, мм 45-55 40-50 2,5-15
Толщина полотна, мм 0,4-0,7 0,4-0,5 0,4—1,0
Шаг зубьев, мм 5,0 3,0-4,0 2-4
Угол заточки 60” 70° 70°
Задний угол 20° — —
Форма зуба Прямоуголь- Универсальный зуб
ная, без ко- ,с боковой заточкой
сой заточки *
£ 5. Ручные пилы
199
Бугельные пилы изготовляются дли-
ной от 600 до 1000 мм и шириной
50—60—70 мм. Профиль зубьев — рав-
нобедренный треугольник с двусторон-
ней зточкой.
Лобзик (фиг. 184) представляет
собой стальной или деревянный скобо-
образный станок. К одному концу при-
креплена ручка с зажимом, другой
меет клещи с натяжной барашковой
Фиг. 184. Лобзик.
гайкой. Между ними закрепляется в
натянутом состоянии узкая тонкая пил-
ка, называемая волоском.
Пилки для лобзика имеют следую-
щие размеры:
Длина.......... 75 — 165 мм
Ширина. . . . . . 0,8—1,0 „
Толщина ... 0,25 — 0,35 мм
Шаг . . . . .. 0,6 — 1,5 мм
Готовятся эти пилки из пружинной
стали путем штамповки. Благодаря ма-
лым размерам зубьев пилки не оттачи-
ваются н не разводятся. Разводку в них
заменяет заусенец, образующийся при
штамповке.
2. Пилы ненатяжные
Пилы ненатяжные применяются для
продольного и поперечного распилива-
ния и известны под общим названием —
ножовки.
По характеру пильного полотна они
разделяются на следующие виды:
1. Ножовка — циммерманка
(фиг. 185), или корабельная но-
жовка, имеет полотно в форме тра-
пеции, сравнительно толстое, так как
оно должно сопротивляться изгибу
при пилении. Зубья — прямоугольные
или треугольные с углом резания пе-
редней грани 3 несколько большим 90°,
с косой заточкой. Зубья обыкновенно
расположены так, что они режут при
движении пилы вперед.
2. Ножовка турецкая. Подоб-
на корабельной ножовке, но имеет пря-
моугольное полотно и зубья, направлен-
ные режущей кромкой к ручке, так
что мила работает при движении на-
зад. Благодаря этому полотно- пилы
может быть тонким.
3. Обушковая ножовка
(фиг. 186) имеет очень тонкое полотно.
Для придания необходимой жесткости
полотно снабжено на спинке железной
или латунной полосой, называемой
обушком или хребтом. Полоса эта оги-
бает спинку полотна и припаивается
к нему.
Профиль зубьев — прямоугольный
треугольник с косой заточкой передней
грани.
4. Выкружные или узкие но-
жовки (фиг. 187) применяются для
получения пропилов в середине доски.
Таблица 89
Характеристика корабельных ножовок
(циммерманок)
Длина мм 1 Ширина, мм Толщина мм Число зубьев иа 100 мм длины Примечание
У ручки у свободного конца
750—760 660—710 180—250 120—200 70-100 70—90 1,27 1,07-1,27 14 1 16 / Для грубой распи- ловки, особенно
мягких пород
560—660 120—190 60-80 1,07—1,27 20 1 Для распиловки
560-660 120—190 60-80 1,07—1,27 25 1 твердых и мягких
510-610 110-190 50—60 1,07 29 | пород
510—610 110—150 50-60 0,89-1,07 33 1 Для тонких сто-
250—5ю 60—90 30—50' 0,81—1,27 25-50
200 75 30 0,81 40 1 лярных работ
200
Глава 17. Пилы и пиление
Пила имеет довольно толстое полотно, более тонкое у спинки, чем1 у зубьев, поэтому зубья не разводятся. Профиль зубьев — прямоугольный треугольник с Характеристика об] или в щите в тех случаях, когда пр пило не доходит до краев м обыкнове ными пилами его нельзя сделать. П логно наградки имеет зубья, режупц Таблица 90 /шковых ножовок
Число зубьев
Длина, мм Ширина, мм Толщина, мм на 100 мм длины
415—510 82-108 0,81 40
355-405 64-89 0,71 44
255—405 51-76 0,64 48
150—255 39т-51 0,56 56-72
Таблица 91
Характеристика выкружных ножовок
Длина, мм Ширина, мм Толщина, мм Число зубьев на 100 мм длины
у рукоятки у свободного конца
455-660 44-57 25-38 1,0-1,6 29 33
200—460 25—38 12—19 1,0-1,2 33-37
150-305 12-19 3-6 0,9—1,0 37-50
косой или прямой заточкой передней при движении назад, и укрепляется в
грани. Пила работает при движении деревянной оправе. Глубина пропила,
вперед. производимого наградкой, ограничн-
Фнг. 185. Корабельная ножовка. , Фиг. 186. Обушковая ножовка -
Кроме обыкновенных узких ножовок,
применяют в некоторых случаях турец-
кие узкие ножовки, отличающиеся от
обыкновенных тем, что они работают
Фиг. 187. Выкружная ножовка.
при движении на себя и имеют несколь-
ко более тонкое полотно.
5. Наградки (фнг. 188) применя-
ются для выполнения пропила в доске
вается ее оправой. Иногда наградка
снабжается приспособлениями, позво-
Фиг. 188. Наградка.
ляющими делать пропил определенной
глубины и на определенном расстоянии
от кромки. t
§ 6. Проверка, заточка, установка и содержание пил
201
Длина наградок бывает от 150 до
200 мм. Число зубьев около 30 на
100 мм. Профиль зуба — прямоуголь-
ный треугольник обычно с прямой за-
точкой.
3. Пилы поперечные
В группе ненатянутых пил особое ме-
сто занимают поперечные пилы, приме-
няемые для поперечной распиловки ма-
териала крупных размеров, кряжей, ла-
фета, досок и т. д.
Поперечные пилы бывают весьма раз-
нообразной формы. Одна из них по-
казана на фиг. 152.
Зубья поперечных пил имеют про-
филь равнобедренного треугольника с
двухсторонней заточкой или М-образ-
ные профили н могут работать при дви-
жении пилы как в ту, так и в другую
сторону. Зубья делаются часто па-
зушистыми.
Работа поперечными пилами произ-
водится двумя рабочими, почему эти
пилы иногда называют двоеручными.
У большинства поперечных пил линия
вершин зубьев — выпуклая кривая,
обыкновенно дуга круга. Длина пилы —
1—2,5 м, ширина в середине 100—
275 мм; толщина— 1,5—3 мм; шаг
зубьев — 10—30 мм.
Наиболее употребительные размеры:
русская пила (дровянка) — длина 1,4 м.
ширина 175—225 тш;
шведская пила — длина 1,5 м, шири-
на 200—220 мм.
Пила Кампис.. Очень удобна для
работы одним рабочим. Полотно пилы
на одном конце имеет рукоятку, а на
Другом •— крючок, при помощи которого
пила сцепляется с пружиной, соеди-
ненной с телескопическим трубчатым
стержнем. Стержень имеет упорные
скобы и может раздвигаться по месту.
.Стержень упирают в землю и в ствол
распиливаемого дерева. При распиловке
рабочий тянет пилу на себя, обратное
движение производится пружиной. По-
этому пила всегда растянута, что позво-
ляет делать полотно пилы очень тон-
ким. Пилы Кампис отличаются значи-
тельно большей производительностью
по сравнению с обычными поперечными
пилами. Основные размеры пилы Кам-
пис:
Длина ...... 1145 мм
Ширина ........66 — 75 мм
Толщина у зубьев • . 1,1 мм
Толщина у спинки . 0,65 мм
Шаг зубьев . .11 мм
Высота зуба . . . .17 — 18 мм
Зубья пазушистые, в виде равнобед-
ренного треугольника с разрывами в
5 мм у их оснований (площадь пазухи:
в 2—3 раза больше площади зуба)
Угол заострения ₽ = 58°.
Угол косой заточки ₽' = 71—72°.
Разводка 0,15 мм на сторону.
ТРЕБОВАНИЯ К ПИЛАМ,
ИХ РАЗВОДКА И РАСКЛЕПКА
1. Основные требования
Круглые пилы. Полотно- пилы
должно иметь везде одинаковую тол
щину. Окружность зубчатого венца и
отверстия для пильного вала должны
быть правильными и строго концентрич-
ными.
Зубья должны иметь одинаковую*
форму.
Материал пилы должен иметь необ-
ходимую твердость и не быть отпу-
щенным.
Диаметр пилы, углы заострения и ре-
зания должны соответствовать разме-
рам и свойствам древесины и характеру
распиловки. 1
Пила должна быть хорошо наточена.
Ленточные пилы. Полотно пи-
лы должно быть прямым, с равномерной
толщиной и шириной и ровной и глад-
кой спинкой.
Зубья должны иметь одинаковую
форму и быть хорошо наточены. Тре-
щины и надрывы в вершинах пазух не
допускаются. Полотно должно быть
хорошо спаяно и спайка зачищена.
2. Разводка пильных полотен
Разводка зубьев пильных полотен
осуществляется вручную или механи-
чески.
Фиг. 189. Разводка простая.
При разводке все зубья должны быть
отогнуты на одинаковую величину, че-
202
Глава 17. Пилы и пиление
рез один в разные стороны. Зуб должен
отгибаггься не у основания, а примерно
у половины своей высоты. Линия от-
гиба должна быть немного наклонена
в сторону передней грани и должна на-
ходиться по всему венцу на одной вы-
соте.
Фиг. 190. Разводка с упором.
а—разводка с двумя упорами, б—разводка с од-
ним упорен, в—разводка с двумя упорами дву-
ручная, А—разводка, В—упоры.
Применяются следующие виды руч-
пых разводок:
1. Разводки простые (фиг. 189),
2. Разводки с упорами (фиг. 190).
собой
Эти разводки представляют
Фиг. 192. Клещи для раз-
водки.
а и б—губки, в—упор, регули-
ругощий отклонение зуба, г—
пружина отвода губок и ру-
чек клещей, д—пила*
пластинку с рядом прорезей определен-
ной ширины, заканчивающихся круглым
уширением. Они годны для разводки
тех пил, толщина которых соответ-
ствует ширине прорези. Пильное полот-
но должно охватываться прорезью без
.люфта.
Для обеспечения равномерного отги-
бания зубьев разводки иногда делаются!
с упорами, ограничивающими отклони
ние инструмента на установленную ве-
личину.
Фиг. 191. Разводка универсальная.
а—двуручная разводка, б—одноручная разводка/
а и Ъ—губки переставные, о—стопорный болт>
е—фиксатор зазора, d—упор отклонения зуба.
3. Разводки универсальные (фиг. 191)
имеют специальное приспособление,
позволяющее устанавливать ширину ее
щели соответственно толщине пильного
полотна.
Фиг. 193. Разводка рычажная.
В односторонне действующих пилах
разводку заводят на зуб со стороны
спинки, чтобы не попортить режущих
граней.
4. Разводки клещевые (фиг. 192)
позволяют точно подгонять щель к
толщине пилы (позволяют зажимать
§ 7. Заточка зубьев пилы
203
Зуб) и отгибать зуб на точно установ-
ленной высоте.
5. Разводки рычажные (фиг. 193) по
принципу действия аналогичны клещам,
но значительно ускоряют и облегчают
процесс разводки; применяются они
лишь для разводки зубьев с шагом от
15 мм и выше.
чего на зуб ударами молотка (весом
0,5—0,75 кг) нагоняют головку стержня
сначала выпуклым углублением, при-
чем зуб получает выгнутую форму, а
затем закладывают этот зуб во вторую
щель, где он под ударами молотка
приобретает свою окончательную пло-
скую форму.
Фиг. 194. Шаблон для про-
верки правильности развода
зубьев.
Для проверки равномерно-
сти развода зубьев применяют шаб-
лон (фиг. 194). Размеры шаблона
должны быть подобраны для каждого
данного случая. Отклонение в разводе
зубьев не должно превышать 0,1 мм.
3. Расклепка и плющение зубьев
Расклепка пильных зубьев.
Расклепка преследует ту же цель, что
Фиг. 195. Прибор для расклепки зубьев.
Д—углубление с вогнутыми поверхностями,
Б—углубление с плоскими поверхностями, 1—
стержень с головкой, 2— ограничительный хомут,
а—первая операция—придание зубу вогнутости
(углублением А). 4—окончательная расклепка
(углублением Б),
и разводка, и заключается в уширении
концов зубца. Расклепка производится
Ударом.
Прибор для расклепки (фиг. 195)
представляет собой стальной стержень
с головкой, в которой сделаны два кли-
новидных углубления: одно ограничено
плоскими поверхностями, другое слегка
выпуклыми. Углубления переходят в'
Узкие щели, обеспечивающие «юлуче-
ние острой короткой режущей кромки.
Для расклепывания зуб должен быть
опилен по шаблону (фиг. 196), после
Фиг. 196. Шаблон для проверки
зубьев перед расклепкой.
1—шаблон, 2—зуб пилы.
Во избежание расхождения щелей
головки при ударах на нее одевается
ограничительный хомут. Этот хомут
одновременно ограничивает и ширину
расклепываемого зуба.
Одной разводки или расклепки зубьев
пилы хватает на 4—5 заточек.
Плющение зубьев заключается
в расширении конца зуба деформацией
материала под давлением.
Оно применяется почти исключитель-
но на больших круглых и широких лен-
точных пилах.
§ 7. ЗАТОЧКА ЗУБЬЕВ ПИЛЫ
Заточка зубьев пилы производится
напильником вручную или иа точиль-
ных станках.
I. Ручная заточка
Для заточки вручную полотно пилы
зажимается в специальных тисках
Фиг. 197. Тиски для зажима
пилы при ручной заточке на
верстаке.
(фиг. 197), устанавливаемых на вер-
стаке. Для заточки пользуются полу-
204
Глава 17. Пилы и пиление
Таблица 92
Размеры напильников для заточки пил
Способ заточки Форма зуба пилы Шаг зубьев мм Размер напильника (длина» мм) Форма напильника
1. Односторонняя за- точка черев один зуб с расположением грани под углом Прямоугольный Не меньше 7 мм 150 Трехгранный или полукруг- лый
2. Односторонняя за- точка подряд всех зубьев под прямым углом Остроугольный До 7 мм От 7 и более 80 120 Трехгранный
3. Двухсторонняя за- точка через зуб с рас- положением грани под углом Равнобедренный или равносторон- ний треугольники и М-образный От 7 и выше 120 . *
налильниками с
Размер напиль-
зависимости от
92).
очень трудно
личными трехгранными
закругленной кромкой,
ника подбирается в
размера зубьев (табл.
При ручной заточке
получить совершенно ровный по высоте
зуб. Зубчатый венец после ручной за-
точки необходимо
зуясь для
соблением
выравнивать, поль-
этого специальным присло-
(фиг. 198). Поэтому ручная
Фиг. 198. Прибор Для выравни-
вания вершин зубьев после за-
точки пилы.
заточка требует хорошей квалификации
рабочего и отнимает много времени. В
связи с этим чаще всего применяют
механическую заточку зубьев.
2. Станки для заточки зубьев
Станки для заточки зубьев пилы
можно разделить на две группы:
I) станки, затачивающие напильником,
и 2) станки, затачивающие абразивным
кругом.
1. Настольный станок для за-
точки напильником и развод-
(фиг. 199). Мо-
пильные полотна шириною
и круглые пилы с зубьями
профилей с шагом от 5
производится трехгранным
ки ленточных пил
дель № 7 фирмы Берониус (Beronius),
Швеция. Станок затачивает и разводит
ленточные
до 40 мм
различных
до 22 мм.
Заточка
напильником длиной 120—150 мм, с за-
кругленной кромкой.
Привод ручной или механический от
приводного ремня.
Число оборотов1 — 50—60 об/мин.
Подача пильного полотна при заточ-
ке — автоматическая.
Станки, затачивающие абра-
зивным кругом. Простейший ста-
нок для заточки зубьеи круглых и лен-
точных пил представляет собой стани-
ну с образивными кругами и приводом
от ремня, устанавливаемую на колонке
или на верстаке. В зависимости от ко»
струкции постоянную установку може'
иметь или затачиваемое полотно пиль
(при этом абразивному кругу придаете!
соответствующее положение в завися
мости от профиля зуба) или, наоборо'
постоянную установку имеет абразйе
ный круг, а полотну пилы придаете
соответствующий уклон в зависимое!
от характера заточки (фиг. 200).
Станки применяются преимуществен
но для заточки круглых пил (диамет
ром до 1200 леи), ио при соответству!
щем приспособледии позволяют затач
вать и рамные и ленточные пильные I
лотна.
Подача пилы при заточке произв
дится вручную.
§ 7. Заточка зубьев пилы
205
Фиг. 199. Станок для заточки ленточных пил напильником.
Число оборотов абразивного круга —
900 об/мин.
Потребная мощность — 1 л. с.
^иг. 200. Простейший станок для за-
точки пил абразивным кругом.
Наиболее совершенную, точную и
быструю заточку зубьев пилы (от 45
до 100 Зубьев в минуту) дают автома-
тические заточные станки с абразив-
ными кругами.
По характеру передачи движения
абразивному кругу при заточке зубьев
различных профиле!) эти станки делят-
ся на трн группы:
1) станки эксцентриковые,
2) станки со сменными шаблонами,
3) станки со сменными кулачками для
заточки зубьев различного профиля.
Наиболее простыми и универсальными
станками являются эксцентриковые
станки.
Автоматический эксцентри-
ковый станок для точки круг-
лых и рамных пнл с косыми и
прямыми зубьями.
Характеристика станка
Модель ИП-1 завода им. Ильича,
Ленинград (фиг. 201).
Диаметр затачивае-
мых круглых пил- от 260 до 1000 мм
Шаг затачиваемых
пил...............от 14 до 60 мм
Диаметр точильного
круга.................. 300 мм
Число оборотов то-
чильного круга . . 1450 об/мин
Потребная мощность 2,5 кет
Вес станка............. 420 кг
Занимаемая площадь 1000 X 1000 мм
206
Глава 17. Пилы и пиление
, J ________!=□------i----1
'7/Л'/////7//////////////М7.
7//W//////W/////77777777777
эксцентриковый станок для заточ-
Фиг. 201. Универсальный автоматический :
ки пил.
Г—узел установки и закрепления пилы, II—механизм установки н привода пильного круга, III—узел
подачи пилы, ГУ-приспособление для косой заточки зубьев Г—державка для затачиваемой пилы,
2—качающаяся стойка заточной головки, 3—распределительный валик с эксцентриками для пс>
дачи пилы, 4—шкив, 5 тяга, 6 точильный круг. Й1аховички: А—для установки державки пилы,
Б—для подъема точильного круга. В—для регулировки степени стачивания. Г—для регулировки
подачи •
Автоматический станок
для заточки зубьев круглых,
рамных и ленточных пил
л о шаблону (фиг. 202)
Характеристика станка
Модель ML фирмы Флек (Fleck)
Диаметр затачивае-
мых круглых пил . от 250 до 1000 мм
Ширина затачивае-
мых ленточных пил от 10 до 80
Затачивает зубцы
всех профилей с
шагом . . от 10 мм
Потребная мощность- 0,75 л. с.
Производительность, от 24 до 66 зуб-
цов в мин.
Вес станка . . 190 кг
Подача полотен при заточке автома-
тическая.
пилы.
Фиг. 202. Универсальный автоматиче-
ский станок для заточки зубьев пил по
шаблону,
/—шаблон.
У ниверсальный
шлифовальный кулачковый
автомат для заточки зубьев
круглых и ленточных пил
(фиг. 203)
Характеристика станка
Модель № 1 фирмы Болимдерс (Bolin-
ders), Швеция.
§ 8. Рихтовка и правка круглых пил
207
Наибольший диаметр затачиваемой
круглой пилы 1500 мм.
Наибольшая ширина зата-
чиваемой ленточной пилы 200 мм
Наибольший шаг зубьев. . 40 »
Наименьший шаг зубьев. . 4 ,
Подача полотна пилы . . . автомати-
ческая
Для заточки ленточных пил к стан-
кам прилагается специальное приспо-
собление.
Фиг. 203. Универсальный автомати-
ческий станок для заточки пил, ку-
лачковый.
1—кулачки.
Для затачивания пильных полотен
применяют алундовые круги на баке-
литовой, вулканитовой или шеллачной
связке по ОСТ 20198—40, зернистостью
“О—3g и твердостью от Ci до СТа (отМ
А° Р по Нортону).
Форма круга ЗП (ОСТ 20198 — 40)
(фиг. 204).
При помоши специальной шарошки
(фиг. 205) с последующей правкой
алмазом' абразивные диски затачивают-
ся по профилю зубьев пилы. При прав-
ке алмазом число оборотов абразивного
круга должно быть не выше 1000 об/мин.
Затачивание зубьев пильных полотен
производится всухую. Для более рав-
номерного и экономичного расхода по-
лотна пилы зубья затачивают как со
стороны грудки, так и со стороны спин-
ки (фиг. 206) (на автоматах это дости-
гается соответствующей регулировкой
подачи круга эксцентриками, кулачка-
ми' или шаблонами).
Скорость резания (окружная скорость
абразивного круга) при заточке —
20—25 м!сек.
Для затачивания круглых пил тре-
буется 4—5 проходов, для затачивания
ленточных пил — 3—4 прохода.
Таблица 93
Размеры абразивных кругов для
заточки пил с мелким шагом
(до 10 мм)
Размеры в мм
Внешний диаметр D Толщина Н Диаметр отверстия d
100 3 13 и 20
100 5 13 и 20
150 3 13 и 20
200 2 13 и 20
Для заточки мелкозубых пил приме
няются абразивные круги формы ПП
ОСТ 20198—40 (фиг. 207).
После заточки зубьев вершины зубьев
выравниваются (по окружности или по
прямой линии). Для выверки круглых
пнл применяют специальный станок
(фиг. 208), а для ленточных пил поль-
зуются ручным прибором (фиг. 198).
В случае значительной сошлифовки
зубьев при выверке производят допол-
нительную заточку зубьев.
§ 8. РИХТОВКА И ПРАВКА
КРУГЛЫХ ПИЛ
Рихтовка п н л ы. Под влиянием
центробежной силы, развивающейся при
работе круглой пилы, она испытывает
значительные натяжения, величина ко-
208
Глава 17 Пилы и пиление
ЮлифовалЬнЬ/е (тояимнЫе) круги для заточки
лил с шагал/ больше /Омл f OCT 20199-90)
Форма ЗП:
Круги с односторонним конияесНим лрофилем в 95"
Пример условного обозначения
В^ЗООмп, Н=1Ош, сЬ=25мм, ЗП 300x70x25 OCT 20199-90
D Н d
6 8 to 73 18 20
250 © © — — — 25
270 — — о — — — 120
300 о © — — — 25
— © © Т— — 727
500 — — — (2) 203
Шли/ровалЬнб/е круги, обозначеннТме знакам:
изготовляются на керамической связке
изготовляются на бакелитовой связке
Фиг. 204. Абразивные
круги ЗП для заточки
пил.
Фиг. 205. Шарошка для правки абразивных кругов.
ТйлщровалЬнЫе (точилЬмб/е) круги Зля
заточки лил с шагом ленбше- Юнн
(ОСТ 20198-90)
Форма ПЛ:
Оример условного обозначения для
Л-20лм, Н'-бмн, й=6мм,
ЛП20х6*6 ОСТ 20/S8-70 '
Фиг. 206. Установка абразив-
ного круга на заточку спинки
и грудки зуба.
7—заточка только спиики, 2—заточка
только грудки» 3—правильная уста-
новка—заточка и спинки, и грудки.
Фиг. 207. Шлифовальные круги для
заточки пил с шагом меньше Юм.
Фиг. 208. Станок для выверки венца круглых пил.
§ 9. Пайка ленточных пил
209
торых возрастает от центра к перифе-
рии. В результате этого периферийная
часть диска пилы с течением времени
слабеет, вытягивается («слабнет»): пи-
ла начинает вибрировать, ие сохраняет
правильной линии пропила, «зарезает»
материал.
Для устранения этого дефекта полот-
но пилы подвергают рихтовке, заклю-
чающейся в проковке средней, кольце-
вой части пильного диска, расположен-
ной между периферийной частью и цен-
тральной, зажимаемой между шайбами
.(фиг. 209).
Фиг. 209. Схема рихтовки круглой пилы.
а—начальная, б—промежуточная (по мере выра-
ботки).
Целью рихтовки является некоторое
удлинение средней кольцевой части ди-
ска с тем, чтобы при работе удлинение
периферийной части, вызываемое1 цен-
тробежными силами, могло происходить
беспрепятственна
В результате проковки при рихтовке
средней кольцевей части диска пиль-
ный диск получает незначительную во-
гнутость, измеряемую несколькими
Десятыми долями миллиметра
(0,3—0,4 леи). При работе правильно
отрихтованная пила принимает форму
плоского диска со стойким хорошо на-
тянутым периферийным кольцом (зуб-
чатым венцом).
Рихтовку пилы нужно периодически
повторять, так как по мере работы на-
тяладние, придаваемое проковкой сред-
нему кольцу, ослабевает.
Правка круглых пил. При не-
правильной работе, вызывающей силь-
ный нагрев пильного полотна при пиле-
нии. а также при точке слишком твер-
1у1гли абразивными кругами и при пе-
1*сечке зубьев •нагрев пильного полот-
а может вызвать полный или местный
J"nycK материала -пилы и коробление по-
пилы.
Лв Ля восстановления качества такой
лы ее правят, подвергая местной
14
П. П. Успасский
проковке на наковальне! Перед правкой
устанавливают места деформации (по
цветам побежалости, прикладыванием
линейки и иаощупь, фиг. 210). Проко-
вывают не деформированное место, а
окружающие его участки, начиная от
наиболее! удаленной от деформирован-
ного места (по радиусу) точки и посте-
пенно приближаясь к мему. По мере
приближения к поврежденному месту
сила ударов должна ослабевать. Про-
ковка производится с обеих сторон.
Инструменты, применяемые при рих-
товке и правке, состоят из ручников,
Фиг. 210. Схема правки круглой пилы.
а и б—выравнивание выпуклины или изгибов,
в и г—выравнивание местных ослаблений (за-
штрихованными показаны проковываемые места).
поверочных линеек и наковальни. Вес
ручника для проковки должен подби-
раться в зависимости от диаметра пиль-
ного диска (из расчета 1 кг веса молот-
ка на каждые 300 мм диаметра пилы).
§ 9. ПАЙКА ЛЕНТОЧНЫХ ПИЛ
Полотно ленточных пил для получе-
ния бесконечной ленты спаивается кон-
цами на-ус.
Спаиваемые концы предварительно
опиливаются иа-ус на длине, равной
1—2 шагам зуба (на длину 8 мм на
узких и 15 мм на широких пильных по-
лотнах). Опиливание производится вруч-
ную напильником или специальным
шлифовальным аппаратом. Концы долж-
ны быть гладко запилены и хорошо
пригнаны один к другому.
210
Глава 17. Пилы и пиление
Спайка производится медным или се-
ребряным припоем с помощью флюса
(см. табл. 94).
Флюсы. Для предохранения места
спайки от окисления при нагревании и
для обеспечения надежной спайки при-
меняют флюсы.
рится и затрудняет получение чис
пайки.
Наилучший результат получается п
употреблении в качестве флюса натрг
вой соли мелаборной кислоты NaBOa
виде специальных паяльных палоч,
(карандашей).
Таблица 94
Припои для пайки ленточных пил
Припой и его обозначение ОСТ Состав припоя в % Температ) ра планлг ния в град
серебро медь цинк примеси
Припой серебряный П-Ср-45 2984 45 30 24,5 0,5 720
Припой серебряный П-Ср-65 2984 65 20 14,5 0,5 700
Припой медный твер- дый П-Мц-42 2982 — 42 56,5 1.5 820
тонких
пластинок
Примечания. 1.
(толщиной 0,1—0,15 мм)
2. Вместо припоя П-Мц-42 можно применять фольгу из латуни ЛЖМц-59-1
толщиной 0,1—0,15 мм.
3. Наилучший результат получается
П-Ср-65.
Припой лучше всего применять в виде
или в виде мелкозернистого порошка.
при применении серебряного припоя
При пайке ленточных пил обычно при-
меняют ,в качестве! флюса кальциниро-
ванную буру в порошке или пасту из
10 частей буры и одной части хлори-
стого аммония.
1. Кальцинированная (обезвоженная)
бура получается в результате расплав-
ления порошка буры н выпаривания
кристаллизационной воды. Порошок
(или кристаллы) буры при нагревании
сначала плавится, а затем по мере
испарения воды постепенно густеет и
превращается в белую твердую массу.
После того как прекратится выделение
паров, процесс обезвоживания заканчи-
вается и образовавшуюся твердую мас-
су еще теплой дробят, размалывают в
порошок и смешивают с водой до
густоты жидкой кашицы.
2. Паста-флюс. 10 частей обезвожен-
ной буры смешивается с одной частью
нашатыря (хлористого аммония) и полу-
ченная смесь размешивается в воде до
густоты пасты.
Кальцинированная бура, как флюс
при пайке, обладает существенным не-
достатком: в процессе пайки она пузы-
Изготовление паяльных карандашей
основано' на том1, что при обезвожива-
нии буры Na2B40j-10H20 процесс не пре-
кращается при переходе) буры из рас-
плавленного состояния в белую твер-
дую массу, а продолжается до полного
испарения кристаллизационной водЫ,
последующего расплавления этой мас-
сы и перехода буры в натриевую соль
ме|таборной кислоты NaBO8. Получаю-
щаяся при этом расплавленная прозрач-
ная масса разливается по желобкам и,
застывая, образует твердые стекло-
образные палочки — карандаши. Иногда
эти палочки окрашиваются в синий ила
черный цвет путем добавления в рас:
плавленную массу красителей.
При пайке карандаш подводится к
нагретому полотну в месте спайки,
легко' плавится при соприкосновении с
ним и хорошо заполняет шов.
Способ спайки. На зачищенные
и 'Обезжиренные места спайки насы-
пают порошок буры или, что лучше,
наносят кашицу из буры или пасты и
спаиваемое место нагревают до плав-
ления буры (741°). После этого, продолт
§ 9. Пайка ленточных пил
211
л^ая нагребать, вводят припой. Для хо-
рошей спайки необходимо, чтобы место
спайки было нагрето так, чтобы подне-
сенный припой (в виде прутка, пластины
“!ЛИ порошка) сразу же расплавился и
залил спаиваемый стык (790—800е).
Однако при этом не сле-
дует перегревать материал.
Нагревание
спаиваемого места
а. Пайка в кле/цах. Про-
стейшим приспособлением
для разогревания места
спайки являются клещи с
толстыми губками, которые
по длине должны быть на
5—10 мм больше ширины
полотна пилы. Полотно пи-
лы с запиленными на-ус Фиг. 211.
концами устанавливают в
зажимы (фиг. 211). Губки
клещей нагревают до светлокрасного
каления (около 900°), затем сжимают
ими место спая, удерживая их на нем,
пока припой не расплавится. После
Фиг. 212. Прибор для пайки ленточных
пил паяльной лампой.
этого применяют другие клещи, нагре-
ТЬ1е примерно до темнокрасного цвета
(около 700“), что предупреждает быст-
рое охлаждение места спайки и способ-
ствует затвердению припоя.
При спаивании полотен большой ши-
рины клещи заменяют колодками, на-
греваемыми до той же температуры,
что и клещи. Полотно пилы зажимают
Простейший прибор для пайки ленточных
пил в клещах.
в приспособлении и затем на спаивае-
мое место накладывают нагретые ко-
лодки. Сжимают спаиваемое место при
помощи клиньев.
Вес вставных колодок подбирается
в зависимости от ширины спаиваемого
полотна.
б. Пайка с нагревом древесным углем.
Полотно пилы закрепляют в приспо-
соблении. Место спайки прижимают
при помощи рычага между двумя ко-
лодками, нагреваемыми пламенем дре-
весного угля, который укладывают в
чугунную ванночку, расположенную
под колодками.
в. Пайка на пламени паяльной лампы
(фиг. 212). Полотно устанавливают в
зажимах приспособления и нагревают
пламенем паяльной лампы; после того
как расплавятся бура и припой, спаи-
ваемые места сжимают коробкообразны-
ми губками рычажного зажима, заме,-
няющими клещи или колодки.
г. Пайка электрическим током но
электропаяльном приборе (фиг. 213).
Концы спаиваемого полотна устанав-
ливают в надлежащем положении и за
крепляют между латунными губками
аппарата. Спинка пилы должна при
этом плотно прилегать к направляющей
линейке аппарата. В место спайки вво-
дится полоска латуни или серебряного
припоя толщиной 0,1 Мм, по ширине и
длине равная месту спайки, Последнее
смазывается слоем пасты — флюса или
посыпается флюсом. После этого вклю-
чают контакт, и происходит постепен-
ное нагревание места спайки сначала
до темнокрасного цвета (<='700°), а
212
Глава 18. Строгание, строгальные станки и инструменты
затем до температуры плавления припоя
возникшие 'в
пиде напряжения
(790—800°). Во избежание перегрева
нагрев выше 700° ведется с перерывами.
ную
НИИ
закалку
припоя
в месте спайки, по
вновь включают
и мес.
остыв^
ток
Фиг. 213. Электрический прибор для пайкн лен-
точных пил.
место спайки нагревают д
темнокрасного цвета.
Спайка электрическим апп;
ратом является наиболее м
чественной.
Расход электротока неве
лик: 100 спаек требуют затра-
ты всего лишь около 1 кет.
После окончания пайки (не-
зависимо от способа нагрева-
ния) место спайки зачищают
от выступившего наружу при»
поя и флюса напильником или
абразивным камнем на шли-
фовальном аппарате. При этом
абразивный камень нужна
всегда водить по длине по-
лотна. Зачистка производится
до тех пор, пока место спайки
не будет совершенно чистым,'
гладким и одинаковой тол-*
После полного расплавления припоя
спаиваемое место сжимают -рычажным
зажимом и ток выключают. Этим пай-
ка заканчивается. Для того чтобы снять
щины с основным материалом полотна.
Допуск на толщину при зачистке
+ о
— 0,1 мм.
Глава 18
СТРОГАНИЕ, СТРОГАЛЬНЫЕ СТАНКИ И ИНСТРУМЕНТЫ
Поверхность, получаемая после рас-
пиловки древесины, обычно бывает ше-
роховатой и сечения по длине материа-
ла не вполне правильны. Для придания
материалу гладкой и правильной по-
верхности по всей его длине материал
строгают.
Строгание можно выполнять тремя
различными приемами:
1. Материал устанавливают непо-
движно, а резцу сообщают возвратно-
поступательное перемещение (такова
работа ручным строгальным инстру-
ментом и работа -на фанерно-строгаль-
ных станках).
2. Материал получает поступательное
движение при неподвижном резце (ра-
бота на циклевальных и гладильных
стайках и работа гладильных ножей в
специальных -строгальных станках). К
этому же типу’ может быть отнесена
и работа на лущильных станках, где
материалу придается вращательное дви-
жение, а ножу сообщается поступа-
тельное движение (подача) в направле-
нии, перпендикулярном к оси враще-
ния.
3. Строгальным ножам (вернее, ноже-
вым патронам) сообщают вращение, а
материалу придают поступательное дви-
жение в направлении, перпендикуляр-
ном к оси вращения патрона (работа на
строгальных и иа фрезерных станках).!
В самолетостроительном производстве
в подавляющем большинстве случаев
пользуются строгальными станками с
вращающимися ножевыми патронами
(резцами).
§ I. СТРОГАНИЕ ВРАЩАЮЩИМИСЯ
НОЖАМИ
1. Общие положения
При обработке поверхности вращаю-
щимися ножа-ми поверхность теорети-
чески получается негладкой. На об-
страгиваемой доске вращающийся ре-
зец образует целый ряд параллельных,
следующих один за другим гребней и
впадин (фиг. 214).
При хорошем строгании -вершины этих
гребней, находясь на* равных расстоя-
ниях одна от другой, лежат в одной
§ 1. Строгание вращающимися ножами
213
плоскости и настолько незначительны,
,|То едва заметны невооруженным гла-
зом. Практически поверхность, получен-
ная в результате строгания вращающи-
мися ножами, может рассматриваться
как гладкая. Вращающимися ножами
при выполнении надлежащих условий
можно выстрогать материал «в при-
тирку», т. е. так, что, наложив одну
выстроганную доску на другую, мож-
но за верхнюю доску поднять обе,
если они не очень длинны.
Фиг. 214. Схема обработки древесины
вращающимися строгальными ножами.
А—ось вращения, В—ножевой вал, 5—длина
волны, х—высота гребня, 2, 3—траектория пер-
вого ножа, 1, 3—траектория второго ножа.
Скорость резания вращающейся но-
жевой головкой выражается формулой
itDn
ЬО • 1000
MjceK,
где D — диаметр вращающейся ноже-
вой головки в мм, п — число ее оборо-
тов в минуту.
Скорость подачи на один нож может
быть выражена формулой
с = —?гп мм/сек,
60 '
г«е z — число ножей на ножевой го-
ловке,
п — число оборотов в минуту,
з —величина подачи на один нож
в мм.
Скорости резания v в современных
СтРогальных станках допускаются в
пределах от 25 до 40 м/сек, причем
^исло оборотов п меняется от 3000 до
оООО об/мин. в обычных условиях и
лишь в копировально-фрезерных стан-
с фрезами, имеющими диаметр
„ 5 мм. величина п может доходить
До 2500Q об/мин.
Диаметры ножевых головок чаще все-
го встречаются в пределах от 120 до
180 мм (реже от 75 до 250 мм).
Число ножей г во вращающихся но-
жевых головках строгальных станков
бывает обычно 2—4, реже 6—8.
Скорости подачи с, в обычных стан-
ках берутся в пределах 6—16 м/мин, в
станках усовершенствованных конструк-
ций— в пределах 10—80 м!мин и в
последних американских моделях с
автоматической подачей—150—200 м/мин.
и даже 335 м/мин.
В среднем скорость подачи прини-
мают для строгально-фуговальных
станков столярного типа с = 10 м/мин,
для точных рейсмусовых станков
с=20 м/мин, для четырехсторонних
строгальных станков с=80 м!мин.
Величина подачи $ на один резец для
чистовой обработки берется в 0,3—
1,8 .им.
Чистота строгания. Степень
чистоты строгания определяется обычно
предельным минимальным значением
высоты гребней >4=0,005—0,001 мм или
расстояния между ними 5=0,3—1,8 мм,
при которых неровности, образуемые
этими гребнями, незаметны на-глаз и
наощупь. Высота гребней х зависит
или от величины подачи, или от глу-
бины строгания.
Эти пределы, однако, достигаются
лишь при установке ножей в головке с
точностью не ниже 0,002 мм. Обычная
установка ножей по деревянному шаб-
лону может быть произведена с точно-
стью до 0,03—0,07 мм. С помощью ми-
крометра точность установки может
быть доведена до 0,02—0,01 мм или в
среднем 0,015 мм, т. е. значительно ни-
же пределов, обеспечивающих идеаль-
ную гладкость поверхности. Практиче-
ски высота гребня при чистовом стро-
гании бывает в пределах 0,02 мм, дли-
на волны — 2—4 мм.
2. Ножи
Наиболее ответственной частью меха-
низма строгальных станков являются
ножи, или резцы. Нож строгального
станка представляет собой пластинку с
заостренной кромкой толщиной обычно
от 3 до 9 мм (для ножей длиной от
1 до 2 м толщина ножей повышается до
15 мм). По материалу и конструкции
строгальные ножи делятся на тол-
стые ножи толщиной от 5 мм и выше
и тонкие ножи в 3—5 мм толщиной,
короткие—длиной от 75 до 200 мм и
длинные от 200 до 1000 мм и выше.
214 ГЛава 18. Строгание, строгальные станки и инструменты
А Л L Ь Г
40 10 90 40 8
40 10 100 40 8
40 10 НО 40 8
50 10 90 40 8
50 10 100 40 8
50 10 ПО 40 8
65 10 90 40 8
65 10 100 40 8
65 10 НО 40 8
65 10 125 40 8
65 10 125 70 8
75 10 90 40 8
75 10 95 40 8
75 10 100 40 8
75 10 НО 40 8
75 10 120 40 8
75 12 130 40 8
100 10 90 40 8
100 10 95 40 8
100 10 100 40 8
100 10 100 45 8
100 10 110 40 8
100 10 120 40 8
100 10 130 40 8
100 12 150 40 8
125 10 90 40 8
125 12 100 45 8
150 10 100 45 8
150 10 100 40 8
150 12 125 45 8
200 12 100 45 8
1 h' с
35 3
45 3 —
55 3 —
35 3 —
45 3
55 3
35 3 —
45 3 —
55 3 —
70 3 —
40 3 —
35 3 20
40 3 20
45 3 20
55 3 20
65 3 20
75 3 20
35 3 25
40 3 25
45 3 25
45 3 25
55 3 25
65 3 25
75 3 25
95 3 25
35 3 30
45 3 30
40 3 25
50 3 25
70 3 25
45 3 30
d Количество прорезей
— 1
— 1
— 1
— 1
— 1
- 1
— 1
- 1
- 1
— 1
— 1
35 2
35 2
35 2
35 2
35 2
35 2
50 2
50 2
50 2
50 2
50 2
50 2
50 2.
50 2
65 2
65 2
50 3
50 3
50 3
70 3
§ 1. Строгание вращающимися ножами
215
Толстые ножи изготовляются из
г,;ягкой углеродистой стали с тонкой
наварной пластинкой по лицевой сто-
роне из качественной высокоуглеродн-
{угой стали (типа У9 и У10) или из бы-
строрежущей стали. Пластинка нава-
ривается по всей длине ножа и по всей
ее ширине или на половину ширины.
Толщина наварной пластинки—1,5—2 мм.
С задней стороны ножа имеются вы-
резы для крепления в патроне. Нижняя
сторона делается гладкой или рифле-
ной.
Толстые ножи предназначаются глав-
вым образом для снятия толстого слоя
материала (4—5 мм) и изготовляются
шириной 85—90—100 мм и различной
длины (от 35 до 2000 мм).
Тонкие ножн толщиной 3—5 мм
изготовляются в большинстве случаев
целиком из высококачественной инстру-
ментальной или быстрорежущей стали
и представляют собой узкую (шириной
от 30 до 50 мм) пластинку. Длина тон-
ких ножей — от 75 до 1200 леи и вы-
ше. Наиболее ходовыми являются но-
жи длиной от 200 до 1000 мм и шири-
ной 35—50 мм.
Таблица 96
Ножи строгальные тонкие
а L н а L Н
50 45 3,5 310 55 3,5
70 45 3,5 410 35 3,5
100 45 3,5 510 35 3,5
105 40 3,5 610 35 3,5
150 45 3,5 765 35 3,5
305 45 3,5 770 40 3,5
Крепление тонких ножей в ножевой
°ловке осуществляется на трении.
Остановка тонких ножей значительно
роще н удобнее, чем толстых, поэтому
°вкие ножи применяются чаще.
ь утрогальные ножи должны иметь по
длине совершенно одинаковую
г°лщину.
Ножи одного и того же типа и раз-
мера должны иметь одинаковые форму
и вес.
Плоскости тонких иожей должны
быть абсолютно гладкими. В толстых
ножах целесообразна с лицевой сторо-
ны ножа вогнутость по всей длине
ножа. Стрела прогиба этой выгнуто-
сти 0,25—0,5 мм определяется просве-
том, получающимся в середина ножа
при прикладывании к нему линейкн.
Эта вогнутость создает большую упру-
гость режущей кромке и создает на-
дежное пружинящее крепление ложа, в
ножевой головке.
3. Ножевые головки (патроны)
Простейшим типом 'ножевой головки
или патрона для строгальных станков
является квадратная головка (фиг. 215).
Она представляет собой квадратную
призму, снабженную на гранях про-
дольными канавками с сечением в фор-
ме ласточкина хвоста или Т-образной
формы. В эти канавки заводятся болты
с соответствующими головками для
крепления ножей в требуемом положе-
нии.
Фиг. 215. Квадратная строгальная
ножевая головка.
/—ножевая головка, 2—крепежные болты.
На квадратной ножевой головке
можно установить два или четыре
ножа
Диаметр окружности, описываемой
лезвиями ножей, бывает в пределах от
75 до 250 мм. При малых и средних диа-
метрах (примерно до 160 мм) тело го-
ловки (патрона) изготовляется за-
одно с осью из целой поковки. При
больших диаметрах ось изготовляется
216
Глава 18. Строгание, строгальные станки и инструменты
отдельно, и патрон насаживается на
нее .на шпонках или связывается с нею
фрикционно при помощи разрезных ко-
нических втулок.
Тонкие строгальные ножи крепятся
на квадратном патроне болтами с по-
мощью накладок (фиг. 216).
Фиг. 216. Схема крепления
тонкого строгального ножа
в ножевой головке.
Фиг. 217. Ножевая
головка с установ-
кой строгальных
ножей на винтовой
поверхности
Такие головки
Иногда опорные площадки патрона
делают в форме винтовых поверхно-
стей и на них устанавливают толстые
ножи с винтовыми лезвиями или обыч-
ные плоские тонкие ножи (последние
легко изгибаются при зажиме на патро-
не по винтовой поверхности, фиг 217).
При винтовой
форме лезвия но-,
жи при строгании
забирают стружку
не сразу по всей
своей длине, а по-
степенно. Если от-
дельные лезвия
разместить на пат-
роне так, чтобы
один из них начи-
нал работу в тот
момент, когда ее
кончает другой, то
можно получить
очень плавную ра-
боту станка и вы-
сокую чистоту об-
рабатываемой по-
верхности.
с большим успехом
могут применяться для смешанного по-
перечно-продольного строгания (короб-
ки лонжеронов, шпангоутов н т. д.).
Квадратные ножевые патроны обла-
дают следующими преимуществами:
1) могут применяться для всех видов
плоского и фасонного строгания;
2) отличаются простотой и легкостью
установки ножей;
3) угол резания можно изменять в
больших пределах, меняц положение
ножа относительно края головкн;
4) при строгании стружка сдува-errJ
так как при вращении квадратный -Л
трон выполняет и работу венгилятоЛ
Недостатками квадратного патроД
являются следующие:
1) квадратные патроны с их MHorJ
гранной формой и рядом острых ребе]
представляют повышенную опасност!
для работающего, так как расстоянщ
между ножами и верхней плоскостью
стола станка получается слишком боль-
шим и в силу этого цри малейшей не-
осторожности рабочего неизбежны силь-
ные увечья с потерей целых суставо,
пальцев руки1;
2) задняя плоскость резца, т. е. та
сторона, которая требует опоры, лише-
на ее на большом расстоянии от режу-
щей кромки; крепление ножа рядом
болтов с большими интервалами нг
исключает возможности подъема резщ
(фиг. 218) и не уменьшает тенденцад
ножа к вибрации при работе;
Фиг. 218. Возможная деформа-
ция строгальных ножей при
креплении нх болтами (схема).
3) огромная центробежная сила, воз»;
пикающая при больших окружных ско-
ростях ножевого вала, может вырвать]
или сломать болты, удерживающие нож;]
4) квадратная ножевая головка до-,
пускает установку не более четыре»
ножей, что ограничивает ее применения
в высокопроизводительных станках с
повышенным числом оборотов ножево-
го вала.
Ножевые патроны с наклад-
ками. Для уменьшения опасности по-
ранения в настоящее время широко при-
меняют так называемые безопасные iioj
жевые головки. Простейшей формой иХ
является квадратная головка, в кото*1
рой крепление ножей осуществляете#
накладками, имеющими форму сегмента
с гнездами для гаек или головок бол-
тов (фиг. 219). В силу этого головка
приобретает цилиндрическую форму, в
1 По закону об охране труда приме-
нение квадратных ножевых головок в
открытых строгальных станках (фуган-
ках) в СССР не допускается.
£ 1. Строгание вращающимися ножами
217
которой выступающими частями явля-
ются только лезвия ножей, и опасность
поранения пальцев рук при работе зна-
чительно уменьшается. Круглые без-
опасные ножевые валы с .накладками
уедаются с двумя, тремя или четырьмя
ножами. Наиболее употребительной
формой является головка с двумя но-
•у • j-МИ.
Фиг. 219.
круглыми
Квадратный ножевой вал с
накладками для крепления
ножей.
Недостатками круглых ножевых го-
ловок с накладками являются:
1) значительно больший вес по срав-
нению с квадратными головками;
2) плохое обеспечение отвода стру-
жек, так как они при вращении цилин-
дрической головки не сду-
ваются. Для сдувания стружки
необходимо специальное пнев-
матическое устройство.
Последний недочет устранен
в ножевой головке типа „Ро-
бинзон' (фиг. 220). Очертание
этой головки значительно от-
клоняется от правильной ок-
ружности. За резцами имеется
пространство, что при враще-
нии создает отсасывающее дей-
ствие, прижимающее материал
к столу станка (и тем умень-
шающее усилиерабочего)испо-
собствующее отводу стружки.
Патроны с зажимны-
ми вставками. За по-
следнее время широкое при-
менение получили ножевые головки,
представляющие собой цельный метал-
лический цилиндр с гнездами для уста-
новки и закрепления в них строгальных
ножей (фиг. 221). В этом случае цен-
тробежные силы, развивающиеся при
вращении головки, не будут отрывать
н°ж от плоскости опоры и вырывать
болты и прижимные планки, а, наоборот,
будут прижимать нож к его опорной
плоскости, разгружая таким образом
болты и прижимные планки, удержи-
вающие ножи на месте. Вследствие -
этого возможно значительно облегчить-
вес деталей, крепящих ножи.
Крепление ножей в патроне осуществ-
ляется при -помощи: 1) клиновой за-
жимной вставки м 2) замочного креп-
ления.
В первом случае прижимная планка
имеет форму клина, заполняющего вме-
сте с ножом все гнездо, сделанное в
патроне для установки ножа (фиг. 221,/).
Для противодействия возникающим при
вращении патрона центробежным си-
лам и для заклинивания ножа зажимные-
планки имеют в сечении форму ласточ-
кина хвоста.
Зажимная планка прижимается к но--
жу специальной гайкой и винтами,
утопленными в теле головки.
Для облегчения установки ножей
между спинкой ножа и задней стенкой
гнезда ставятся пружины, выдвигаю-
щие нож при ослаблении клинового
зажима.
Замочное крепление состоит из ряда
прижимных планок, расположенных по
всей длине ножа, каждая из которых
нажимает при помощи опорного болта
на нож (фиг. 221,2). На головке каж-
дого болта имеется круглый выступ,
Фиг. 220. Схема работы ножевой головкой „Ро-
бинзон".
входящий в паз в гнезда ножевой го-
ловки; при вывинчивании болта планка
нажимает иа нож и закрепляет его в
гнезде. В задней части планки уста-
навливается шпилька, поддерживающая
пружину, действующую на спинку но-
жа. Пружина стремится вытолкнуть
нож, когда нажим планки ослабевает, иг
тем облегчает установку ножей.
В некоторых видах ножевых головок,
отдельные прижимные планки заменя-
218 Глава 18. Строгание, строгальные станки и инструменты
Фиг. 221. Схема крепления строгальных ножей в головках со шлицевыми пазами,
7—клиновое крепление, 2—замочное крепление, 3— крепление в пазу „ласточкин хвост".
ются одной общей по всей длине ножа.
Чаще всего гнезду для установки ножа
и зажимной планки придают профили-
рованную форму (фиг. 221), позволяю-
щую не делать гнезда для головок за-
жимных ВИНТОВ1.
Пружины для выдвижения ножей при
установке иногда заменяются отжим-
ными гайками, действующими иа спинку
ножа. При вращении винта через от-
верстие в теле головки можно выдви-
гать нож, если зажимная пластинка
отпущена, и таким образом регулиро-
вать положение ножа при установке.
Круглые безопасные ножевые го-
ловки встречаются с четырьмя, шестью,
восемью и даже двенадцатью ножами.
В самолетостроении наибольшее при-
менение имеют ‘валы с двумя и четырь-
мя ножами.
Для строгания дельта-древесины сле-
дует нож затачивать с двух сторон (со
стороны передней и задней граней но-
жа, фиг. 222), что обеспечивает полу-
чение переднего угла у = 10—5°.
Рекомендуемое число оборотов но-
жевого вала: для древесины 4000—•
5000 об/мин, для дельта-древесину
3000—4000 об/мин.
Фиг. 222. Схема двухсторонней заточки
строгального ножа.
а—задний угол, р—угол двойной заточки, 8—угол
, резаиия, а—угол расположения паза в головке,
лг—угол нормальной (односторонней) заточки,
«г—ширина фаски передней заточки, d—угол ре-
заиия ножа при односторонней заточке.
Давление прижима на изделие не
должно превышать 6—8 кг'.
Характеристики ножевых валов
Таблица
н ножей строгальных станков
Обрабатываемый материал Ножевые валы Ножи
диаметр ‘ вала, мм число ножей ширина мм толщйна мм углы
задний а заострения ₽ (допуск ±1") передний Y резания 6
Мягкие породы 125 2 40 3 17 37 36 54
Твердые породы 125 2 40 3 14 . 40 36 54
Дельта-древесина 125 2-4 40 3 15—20 60 10-151 75—80
1 Для получения переднего угла у = 10—15° делают двухстороннюю заточку
ложа.
<У 2. Строгальные станки
219
§ 2. СТРОГАЛЬНЫЕ СТАНКИ
Строгальные станки для механиче-
ской обработки древесины разбивают на
следуюшие группы:
1) фуганки,
2) рейсмусовочные станки или рейс-
мусы с одной ножевой головкой,
3) то же с двумя ножевыми
головками,
4) циклевальные станки,
5) четырехсторонние стро-
гальные станки,
6) многоножевые строгаль-
ные станки,
7) калевочные станки.
Все эти станки делаются с
ременным, ременно-электрифи-
цированным и электрифици-
рованным приводами.
1. Фуганки
Фуганки (фиг. 223) при-
меняются для точной строжки
по плоскости вдоль волокон.
При желании на фуганке мож-
но обстрогать две смежные
пласти под угол (обычно 90°),
прикладывая плоскую поверх-
ность материала к направляю-
щей линейке.
На фуганке подготовляют чаще всего
одну или две смежные поверхности для
последующей параллельной строжки
противоположных сторон на рейсмусе.
По размерам фуганки разделяются
на верстачные («лиллипуты»), легкие и
тяжелые, а по характеру подачи — на
станки с ручной подачей и на станки с
Фиг. 224. Схема установки ножевого вала и столов
фуганка.
автоматической подачей, или автофу-
ганки.
Устройство фуганка с руч-
ной подачей. Станок состоит из
Цельной чугунной станины, имеющей
иногда для более удобной выверки
установки станка три точки опоры. На
станине установлена верхняя гладкая
плита (стол), состоящая из двух поло-
вин, между которыми помещается вал
с ножевой головкой (фиг. 224).
Каждая половина плиты крепится на
своих наклонных направляющих на
Фиг. 223. Фуговально-строгальный станок
(фуганок).
1—верхний прижим материала, 2—боковые прижимы мате-
риала, 3—предохранительный щиток.
станине и может подыматься или отпу-
скаться. Каждая половина стола пере-
двигается самостоятельно: правая обыч-
но' при помощи маховичка, расположен-
ного под столом, а левая при помощи
маховичка, расположенного сбоку стан-
ка' или же под столом. Передвижение
половин стола позволяет регулировать
глубину строгания. Стол оборудован
направляющей линейкой,
которую можно передви-
гать по ширине стола, а
также наклонять к по-
верхности стола под раз-
ными углами.
На концах половин
плит, обращенных к но-
жевому валу заподлицо
с плитой, устанавли-
ваются на шурупах сталь-
ные накладки, предохра-
няющие концы плит от
истирания. Кроме того,
эти накладки уменьшают
зазор между ножами н
плитой и тем самым делают работу на
станке менее опасной.
На фуганках с индивидуальным мото-
ром последний соединяется с ножевым
валом при помощи муфты или самый
220
Глава 18. Строгание, строгальные станки и инструменты
ротор мотора насаживается на высту- Для точной
пающий конец ножевого вала. по сечению и
Фиг. 225. Фуганок-лиллипут.
1—предохранительный кожух.
строжки очень мелки
длине брусков и плаио
применяется фуганоь
лиллипут. Станок уста
навливается на деревян
ном столе или бетонной
колонке или же непо-
средственно на верстаке
(фиг. 225).
Подача на фуганках в
большинстве случаев
осуществляется вручную.
Для повышения произ»
водительности и облег-
чения работы некоторые
фуговочные станки вы-
пускаются с автоматиче-’
ской подачей.
Конструктивно станок
представляет собой нор-
мальный фуганок тяже- 1
лого типа, к которому-
пристроен агрегат, слу-
жащий для автомати-
ческой подачи мате-
риала.
Для того, чтобы воз-
можно было обрабаты-
вать материал различной
ширины, направляющий'
Пуск и остановка на современных
электрифицированных станках осу-
Фиг. 226. Фуганок с автоматической кон-
вейерной подачей.
ществляются кнопочными выключате-
лями.
угольник делается пере-
движным.
Станки используются
преимущественно длз?;
точной строжкн (пригонки) брусков и
планок.
Агрегат для автоматической подачи
материала представляет собой рифле-
ные подающие вальцы, устанавливае-
мые на станине и располагаемые гори-
зонтально или вертикально, или же
конвейерный аппарат как на колонке,
так и непосредственно встроенный в
станок (фиг. 226).
В первом случае конвейер устанавли-
вается на колонке над выходной (прове-
рочной) половиной стола и со станком
не связан. При установке ножей или
при работе с ручной подачей приспо-1
собление) может быть повернуто в сто-
рону вокруг оси колонки.
Во втором случае конвейерный аппа-
рат связан со станком, составляя с ним
одно целое, и конвейерная подача -осу-
ществляется по всей длине стола.
Наиболее пригодными для работы в
условиях самолетостроительного ироиз-
водства являются автофуганки с конвей-
ерным -аппаратом на колонке с подаю-
щей цепью, снабженной резиновыми лап-
ками.
§ 2. Строгальные станки
221
222
Главц 18. Строгание, строгальные станки и инструменты
Характеристика станка
№ 122 А фирмы Оливер
(Oliver Machinery С°) (США)
(фиг. 226) с автоподачей
Конструкция конвейера для автопо-
дачи связана со станком. Для установ-
ки ножей конвейер поднимается.
Наибольшая ширина
строгания .... 600 мм
Наибольшая толщина
обрабатываемого
материала .... 350 мм
Длина стола .... 2000 ,
Скорость подачи . . от 12 до 18 м]мин
Мощность мотора
станка.............7,5 л. с.
Число оборотов но-
жевой головки . . 3600 об/мин.
Площадь, занимаемая
станком ..... 1450X3000
Мощность мотора
конвейера .... 5 л. с.
Максимальная высота
подъема конвейера до 450 мм
Вес станка....... 3000 кг
2. Работа на фуганках
При строгании на фуганке материал
надвигается на вращающиеся ножи.
При ручной подаче материал следует
плотно прижимать к передней входной
плите, а при строжке в угол — к на-
правляющей линейке и плите.
Для получения ровной и гладкой по-
верхности требуется усилие прижима,
равное 6—8 кг.
Материал должен подаваться на но-
жи в направлении волокон древесины.
Среднее число проходов при обра-
ботке на фуговочных станках обычно
равно двум. Скорость ручной подачи
с увеличением ширины поверхности
строгания уменьшается; при данной ши-
рине доски подача возрастает с длиной
доски, так как увеличивается вес
доски и в связи с этим уменьшается
усилие, требуемое на прижим и пере-
движение материала. Затрачиваемое на
обработку на фуганках время можно с
достаточной точностью определить по
диаграммам фиг. 227 и 228.
При строжке узкого материала -и по
мере затупления ножей направляющую
линейку следует передвигать по ширине
стола, подводя материал под другой
участок ножей.
Через каждые 1*/г—2 часа работы
ножи следует подправлять оселком.
Через 48 час. непрерывной работы ножи
должны быть переточены.
Техника безопасности. Пр
работе на фуганке основную опасност:
представляет ножевой вал. Поэтом;
ограждение ножевого вала являете»
важнейшей предупредительной мерой»
Ограждение осуществляется путем уста-
новки над нерабочим участком ножевого»:
вала металлического или деревянного
щитка.
Фиг. 227. Диаграмма для определения,*:
ручной подачи и машинного времени
обработки на фуговочном станке. Мяг-
кие породы.
Щитки бывают неподвижные, пере-
ставные (фиг. 223,3) -или подвижные,
автоматически закрывающиеся под дей-
ствием пружины или противовеса.
Кроме того, при ручной подаче воз-
можны случаи отбрасывания материала
ножевым валом. Для противодействия
этому материал при ручной обработке
прижимается к столу при помощи при-
жима, устанавливаемого на направляю-
щей линейке и действующего сило!
пружин (фиг. 223, /) или противовеса
При строгании в -угол для умевшие
ния усилия прижима материала К ли-
нейке и ограждения рук от поравенШ
§ 2. Строгальные станки
223
применяют пружинящие прижимы
(фиг. 223,2).
Фиг. 228. Диаграмма для определения
ручной подачи и машинного времени
обработки на фуговочных станках. Твер-
дые породы.
3. Рейсмусы или пропускные строгальные
станки
Для строгания материала по толщине
и широких деталей, щитов и т. п. с
соблюдением точной параллельности
острагиваемых сторон и чистоты строж-
ки применяют строгальные пропускные
или рейсмусовочные станки (рейсмусы).
По конструкции станков различают:
1) односторонние рейсмусы, на кото-
рых строгание производится только с
одной, верхней стороны;
2) двухсторонние рейсмусы, на кото-
рых одновременно строгаются две про-
тивоположные стороны (верхняя и
нижняя);
3) й, наконец, специальные трех- и
Четырехсторонние и многоножевые стан-
Напбольшее распространение имеют
односторонние рейсмусы, как более
простые по конструкции и в эксплоа-
Односторонний рейсмус
/Редставляет собой чугунную станину
а четырех лапах (фиг. 229). В средней
лости станины по направляющим са-
стоКам передвигается вверх или вниз
при помощи винтов, симметрично
^Положенных у внутренних боков1 ста-
нины. Вращение винтов подъемника и,
соответственно этому, подъем или опу-
скание стола производится маховичком.
Схема устройства станка показана на
фиг. 230.
Строгальный ножевой вал 1, поме-
щается над столом и строгает верхнюю
плоскость обрабатываемой детали. Но-
Фиг. 229. Параллельно-строгальный
станок (односторонний рейсмус).
жевой вал приводится во вращение или
посредством ременной передачи или не-
посредственно от электромотора. Мате-
риал 2, помещенный на стол станка,
подается под ножевой вал рифленым
Фиг. 230. Схема устройства рейсмуса.
1—ножевой вал, 2— обрабатываемый мате-
риал, 3- стол станка, 9—колпак, 10—ось кол-
пака, 14—прижимная линейка, 12— гладкий
подающий вал, 4 и 13— ведущие валики,
5 —когти, б—ось когтей, 7—рифленый подаю-
щий вал, 11—стружкоочиститель, 8—винт для
регулировки прижима колпаком.
валиком 7, находящимся позади (по хо-
ду подачи) ножевого вала. Подающий
валик приводится во вращение системой
вубчатых или цепных передач, связан-
ных фрикционным сцеплением со. сту-
пенчатым шкивом цли получающих дви-
жение от отдельного электромотора.
224
Глава 18. Строгание, строгальные станки и инструменты
Над ножевым валом расположен за-
крепленный шарнирно чугунный кол-
пак 9. Колпак опирается концами регу-
лируемых болтов 8 на площадки по
концам подающего вала и давит своей
тяжестью на него. Одновременно своим
передним краем колпак прижимает ма-
Фиг. 231. Секционные подающие вальцы рейсмусового
станка.
териал к плите стола, устраняя тем
дрожание материала под ножами, и
одновременно подпирает волокна, пре-
дупреждая образование заколов в дре-
.'весине. Колпак в сечении имеет вид
^раструба, придающего соответствующее
зовет на ией рябь и снизит качест
обработки.
На плите стола 3 под рифленым
гладким подающим валиками установ-
лены гладкие ведущие валики 4 и 13,
которые, уменьшая трение материала о
плиту, облегчают подачу.
Перед подающим
рифленым валом на
общей оси подвешены
эксцентриковые пре-
дохранители-когти 5
или предохранитель-
ный кожух, ограж-
дающие станочника
от обратного вылета
материала.
Подающий рифле-
ный вал делают цель-
ным или составным
из секции. В послед-
нем случае он допу-
скает одновременную
строжку под общий
размер заготовок,
имеющих значитель-
ную разномерность по
толщине.
Секционные верхние подающие валы
(фиг. 232) состоят из отдельных рифле-
ных колец шириной примерно 50 мм,
свободно насаженных на специальный
вал. Во внутреннюю полость каждого
кольца вставлены пружины, центри-
Физ. 232. Детали секционного подающего валика.
а—шлицевая ось, б—секции, е—распорные пружины.
^направление стружке). Он ограждает
также ножевой вал и делает работу на
станке менее опасной.
Перед ножевым валом расположены
прижимная линейка 14 и второй веду-
щий вал 12 (гладкий), над которым
устанавливается накидная линейка 11
для очистки вала от стружки, предо-
храняющая также от попадания струж-
ки между валом и уже отстроганным
материалом. Линейка должна плотно
..прилегать к валу, иначе стружка мо-
жет .проскочить и будет вмята валом
sb обработанную поверхность, что вы
рующие положение колец относительно
оси вала. Во время работы каждое
кольцо может благодаря пружинам
свободно прижиматься к поверхности
материала и, в случае каких-либо Het-
ровностей на материале, разномерностй
по толщине и т. д., кольца свободно
устанавливаются по этим Неровностям,
обеспечивая одинаковое давление при-
жимных валов на обрабатываемую по-
верхность. Свободный ход каждого
секционного кольца подающего вала —
до. 20 мм.
Двухсторонний рейсмус.
§ 2. Строгальные станки
225
двухсторонние рейсмусы служат для
Одновременного строгания материала с
двух сторон — верхней и нижней — на
требуемую толщину. Конструктивно
двухсторонний рейсмус является разви-
тием одностороннего рейсмуса: стол
двухстороннего рейсмуса удлинен и
в передней его части добавлен второй
(нижний) горизонтальный ножевой вал
(фиг. 233). Встречаются конструкции,
в которых сначала, по ходу материала,
редачи через систему шестерен и си-
стему цепных передач.
Двухсторонние рейсмусы обычно
имеют несколько скоростей подач. Из-
менение скоростей подач производится
или путем перевода ремня (при ремен-
ной передаче) или путем изменения чи-
сла оборотов электромотора, приводя-
щего в движение подающий механизм,
при помощи контроллера, укрепленного
на станине станка.
Фиг. 233. Схема двухстороннего рейсмуса.
расположен верхний ножевой вал, а
нижний отнесен к выходной части
стола.
Ножевые валы устанавливаются на
специальных подставках в направляю-
щих, что позволяет легко их вынимать
при осмотре или смене ножей.
В зависимости от толщины строгае-
мого материала нижний ножевой вал
перемещается в вертикальном направле-
нии вместе со столом.
Перемещение стола может произво-
диться вручную или механически.
Для механической подачи материала
служат четыре пары подающих валов,
из которых две пары расположены у
входа материала и две пары у выхода.
Первые две пары состоят из двух верх-
них рифленых валов и двух нижних
гладких, установленных на уровне, сто-
ла. Вторые две пары выводных валов
гладкие. Подающие валы устанавли-
®аются в подвижных подшипниках, по-
зволяющих регулировать расстояние
Между ними и столом в зависимости
ог толщины обрабатываемого материала.
Верхние подающие рифленые валы
секционные.
Прижим подающих валов к материалу
осуществляется, как и в односторон-
них рейсмусах, противовесами, пружина-
ми, давлением веса колпака или соб-
ственным весом валов. Подающие валы
приводятся в движение от главной пе-
’5 П. П. Успасений
Трехсторонние строгаль-
ные станки. Трехсторонние стро-
гальные, станки применяются для стро-
гания материала по толщине с одной
стороны (обычно с верхней) и по ши-
рине с двух сторон. Во всех направле-
ниях строгание производится «в раз-
мер». »
Конструктивно эти станки являются
развитием одностороннего рейсмуса.
Отличие, от рейсмуса заключается в
том, что в выходной части стола добав-
лены два вертикальных шпинделя с
ножевыми головками, предназначенными
для боковой обработки материала.
В задней части имеются специальные
прижимы с башмаками для предотвра-
щения вибрации обрабатываемого ма-
териала при следовании мимо работаю-
щих вертикальных ножевых головок.
В зависимости от размера обрабаты-
ваемого материала расстояния между
вертикальными .ножевыми валами и
между столом и горизонтальным ноже-
вым валом соответственно регулируют-
ся.
Применение трехсторонних строгаль-
ных станков ограничено—они вытес-
няются четырехсторонними строгальны-
ми станками. В СССР они сняты с
производства.
Четырехсторонние стро-
гальные и миогоножевые стро-
гальные станки. Четырехсторон-
226
Глава 18. Строгание, строгальные станки и инструменты
Таблица 99
Характеристика строгальных рейсмусовых станков (рейсмусов)
Фирма или завед
Характеристика Завод им. Ка- гановича, Днепро- петровск Завод им. Чичерина, Москва Kirchner & С° Oliver Machi- nery С°, США Завод им. Чичерина Москва (фиг. 233) J
Модель СР-5 одно- С Р-6 одно- Лиллипут 169А одно- С2Р-10 двух-
сторонний сторонний (фиг. 430) односторон- ний сторонний сторонний
Наибольшая ши- рина строгания, мм 500 600 230 750 1000
Наибольшая толщина обстра- гиваемого мате- риала, мм Скорость пода- чи, м/мин Число оборотов ножевого вала, об/мнн 200 200 75 175 150
10,5 и 15,6 8 и 12 4 и 6 9, 15, 24 и 30 8,12, 16 и 24
— — — 3600 —
Потребная мощ- ность, кет 3,3 5,3 2,2 15,0 22
Площадь, зани- маемая станком, -ИЛ|2 1256X1250 1475X1535 700X750 1775X1980 1340X1815
Вес станка, кг 800 900 250 520 3500
Привод 1 От ремня Электрифи- цированный От ремня Электрифи- цированный Электрифи- цированный
Таблица 100
Характеристика новейших двухсторонних рейсмусов, выпускаемых
зарубежными фирмами
Фирма
Характеристика Whitney & Son, США Oliver Machinery С°, США Whitnev & Son, США
Модель № 04 169 168 № 24
Наибольшая ширина стро- гания, мм 600 750 900 1000
Наименьшая толщина обра- батываемого материала, мм 1.5 1,5 1,5 1,5
Наибольшая толщина обра- батываемого материала, мм 200 175 150 180
Скорость подач, м/мин Потребная мощность мото- ра, л. с. 6-15 19, 12, 15, 18 6, 9, 12, 18 8,5-12,5,18-28
а) верхнего ножевого вала 15 15 20 30-40
б) нижнего ножевого вала 10 10 15 20
в) подач 5 5 5-10 10
Число оборотов ножевого вала, об/мин. Размер занимаемой площа- ди, мм 3600 3600 3600 3600
2450X2175 2600X2175 2750X2075 3350X2325
Валы ножевые круглые с четырьмя или шестью ножами. Привод электри-
фицированный. Подъем стола—механизированный.
§ 2. Строгальные станки
227
ние строгальные станки применяются моторами в вертикальном направлении в
дЛя строгания материала с четырех зависимости от толщины обрабатывав-
сторон в размер. Обработку можно мото материала.
вести как прямыми, так и фигурными В зависимости от ширины обрабаты-
цожами. ваемого' материала соответственно ре-
Фиг. 234. Схема четырехстороннего строгального станка.
а~коробка гладильных ножей, б—подающие вальцы, в—передний горизонтальный но-
жевой вал, г—задние гладкие ведущие вальцы, б—вертикальные ножевые головки,
е—второй горизонтальный ножевой вал, ж—добавочный (пятый) ножевой вал гори-
зонтальный (бывает не у всех станков).
Конструктивно' четырехсторонние стро-
гальные станки являются дальнейшим
развитием двухстороннего рейсмуса. В
выходной части станка добавлены два
вертикальных шпинделя с ножевыми
гулируется расстояние между верти-
кальными ножевыми головками. Моторы
с вертикальными ножевыми золовками
также могут перемещаться вверх и
вниз.
Фиг. 235. Схема отклонения осей боковых ножевых головок
четырехстороннего строгального станка.
а—наружная малца, б—внутренняя малка.
головками, в соответствии с чем в зад-
ней части станины добавлены прижим-
ные колодки (фиг. 234). Каждый ноже-
вой вал и каждая шпиндельная головка
вепоередственнО' соединены со своим
Индивидуальным электромотором.
Горизонтальные ножевые валы могут
быть отъединены от моторов и легко
вынуты для осмотра или смены ножей.
Валы эти могут быть также смещены с
15*
Для строгания кромки доски под
углом моторы с ножевыми головками
могут быть повернуты относительно
горизонтальной оси. Максимальный
угол отклонения вертикальной ножевой
головки обычно составляет 25°, — когда
головка наклоняется к оси станка, и
10°—при отклонении от оси (фиг. 235).
Механизм подачи состоит из двух пар
подающих валов, из которых два верх-
228
Глава 18. Строгание, строгальные станки и инструменты
них 'рифленых прижимают обрабатывае-
мую доску к двум нижним гладким ва-
лам. Подающие валы обыкновенно рас-
полагаются перед верхним горизонталь-
ным ножевым валом. Кроме того, для
точного горизонтального продвижения
материала сзади станка вблизи нижне-
го нбЬкевого вала устанавливается спе-
4Г
Фиг. 236. Схема установки гладильных ножей.
циальное приспособление, регулирую-
щее степень прижима.
Верхние подающие (рифленые) валы
откидные и (Прижимают материал своим
весом.
Для направления движения доски,
строго параллельно оси станка на сто-
ле. по бокам имеются направляющие
линейки, расстояние между которыми
регулируется в зависимости от ширины
обрабатываемого материала.
Задние ведущие две пары валиков
гладкие.
Механизм подачи станка приводится
в движение от отдельного мотора. Стан-
ки имеют обычно четыре скорости по-
дачи. Перемена скорости подачи дости-
гается изменением числа оборотов элек-
тромотора при помощи контроллера.
Пуск и остановка станка производят-
ся кнопочными выключателями, причем
на каждый мотор имеется своя пара
кнопок.
Для остановки ножевых валов после
выключения моторов имеются тормоза
для каждого вала.
Число оборотов ножевых валов 4500—
5000 об/мин.
Скорость подачи от 8 до 48 м/мин
и выше.
Для получения высокой степени чи-
стоты строгания новейшие четырехсто-
ронние строгальные станки помимо вра-
щающихся строгальных ножевых голо-
вок снабжаются еще специальными
гладильными ножами (неподвижными)
для зачистки простроганной поверхно-
сти (для удаления тех незначительн
гребней, которые неизбежно получают
при обработке материала вращающии
ся ножевыми валами).
Гладильный .нож представляет cool
двойной строгальный нож (нож с гог
батиком), устанавливаемый под угло;
резания 45° (фиг. 236). Ножи обычн.
заключаются пб две штуки в осо
бую коробку и специальным при.
способлением могут опускаться
или подыматься, что позволяет
устанавливать их в положение,
соответствующее толщине сни-
маемой стружки.
Таким образом материал про-
ходит сначала через подающие
валики, затем обрабатывается
нижней горизонтальной ножевой
головкой, гладильными ножами,
проходит вторые вальцы, обраба-
тывается двумя вертикальными
ножевыми головками и верхней
ножевой головкой.
Характеристика
четырехстороннего
строгального станка
Модель СКП 30-2 завода
«Пролетарская свобода», г. Ярославль.
Наибольшая ширина
строгания .... 300 мм
Наибольшая толщина
обрабатываемого
материала .... 175 .
Наибольшая высота
строгания .... 175 .
Скорость подачи . . 9,5 — 48 м/мин
Количество рабочих
ножевых головок . 5
Потребная мощность. 20,5 кет
Площадь, занимаемая
станком......... 2200 X 5500 мм
Вес . . ....... 5500 кг
Привод............электрифициро-
ванный
4. Подготовка рейсмусов к работе
Стол не должен иметь люфта в на-
правляющих.
Высота стола устанавливается в за-
висимости от толщины обрабатываемого
изделия и толщины снимаемой стружки.
Максимальная толщина стружки при чи-
стовом строгании не должна превосхо-
дить 2—2,5 мм.
Передний подающий рифленый вал
должен лежать на 2—3 мм ниже но-
жевого вала. \
Нажим рифленого вала регулируется
так. чтобы под действием надвигаемого
J 3. Заточка кожей и наладка строгальных станков
229
материала он мог подыматься на 3—
5 мм. Линейка колпака располагается
на 1 мм выше уровня нижней линии
ифленого вала и должна отстоять от
ножевой головки не более чем на 10 мм.
Нижняя линия заднего ведущего
гладкого вала и кромка прижимающей
линейки „располагаются на 1—1,5 мм
ниже уровня кромки ножей.
Передний и задний скользящие вали-
ки должны возвышаться над плитой
стола на 1 мм при строгании древесины
и до 0,5 мм при строгании дельта-дре-
весины.
Нижние кромки линейки колпака,
кромки прижимной линейки и линейки
для очистки стружек с гладкого вала
должны быть строго прямолинейны и
должны лежать в плоскостях, парал-
лельных плите стола.
Скользящие валики должны быть рас-
положены параллельно плите стола.
Прижимная линейка должна быть
установлена на уровне линии ножевых
лезвий.
Чистота строганой поверхности зави-
сит от высоты гребней и длины волны,
получающихся » результате, обработки
поверхности вращающимися ножами.
Практически отношение между длиной
волны s и высотой гребня х лежит в
пределах -5—=4000—250.
х
Рекомендуемое, число оборотов ноже-
вого вала: для древесины 4000—
5000 об/мин., для делъта-древесииы
2500—3000 об/мин.
Для уменьшения износа ножей при
обработке дельта-древесины рекомен-
дуется в соответствии с мощностью
мотора применять наибольшие скорости
подач, допускаемые конструкцией
станка.
Зависимость подачи с от длины вол-
ны s, числа ножей вала z и числа его
оборотов в минуту п выражается фор-
мулой
С = S • п • Z.
Скорость подачи в рейсмусовых и
Других строгальных станках зависит
от скорости вращения подающих валь-
че®. Так как при этом может проис-
ходить некоторое скольжение, то дей-
ствительная подача может быть мень-
ше номинальной. Действительная по-
Дача устанавливается проверкой в на-
туре путем измерения выхода мате-
риала.
Для ориентировочных подсчетов мож-
но пользоваться табл. 101.
Техника безопасности. При
работе на рейсмусе, наиболее опасен
обратный вылет материала.
Для избежания этого необходимо не
допускать:
а) работы при истертых рифленых
валах;
б) одновременного пропуска материа-
ла различной толщины, если станок не
имеет секционного подающего рифле-
ного вала;
в) строгания заготовок, длины кото-
рых короче расстояния между рифленым
и гладким подающими валами.
§ 3. ЗАТОЧКА НОЖЕЙ
И НАЛАДКА СТРОГАЛЬНЫХ
СТАНКОВ
1. Углы заострения и углы резания
строгальных ножей
Качество строгания и надлежащая
рабочая устойчивость ножа зависят
главным образом от его заточки: от со-
стояния режущей кромки (лезвия) ножа
и угла резания. Мшистость, шерохова-
тость, неровность на строганых пло-
скостях материала вызываются исклю-
чительно этими двумя факторами. Ножи
с тупым лезвием не перерезают, а пе-
рерывают, перетирают волокна, которые
при этом мнутся, изгибаются н создают
лишнее сопротивление резцу. Во избе-
жание этого необходимо тщательно за-
тачивать ножи, стремясь получить
идеально плоские грани режущей кром-
ки, пересекающиеся под заданным
углом.
Углы заточки строгальных ножей де-
лают В‘ пределах 28—45° в зависимо-
сти от качества обрабатываемой древе-
сины и направления строгания. Угол
заострения Р может быть изменен пу-
тем заточки в широких пределах. Что
касается утла резания, то этот угол
представляет неразрывное целое с но-
жевым валом и изменять его сколько-
нибудь значительно не представляется
возможным.
Выдвинув нож вперед от центра,
можно несколько увеличить угол ре-
зания и, наоборот, сдвинув нож к
центру, — уменьшить его, однако лишь
в небольших размерах (выдвижение но-
жа на 1 мм увеличивает угол резания
на 4—6°). В утрированном виде это по-
казано на фиг. 237.
Углы резания и заточки строгальных
ножей, рекомендуемые ВИАМом, при-
ведены в табл. 97. Они в одинаковой
230
Глава 18. Строгание, строгальные станки и инструменты
Таблица 101
Таблица фактических скоростей подач (при автоматической подаче
материала)
Ступени скоростей подачи ^ст. м1мин 4 5 6 7 9 12 16 20 25 30
Фактические скорости подач с уче- том скольжения «фаю м/мин 3,8 4,7 5,6 6,5 8,3 11,2 14,5 17,8 21,5 25,3
Таблица 102
Ненормальности в работе рейсмуса
Ненормальность в работе Причина Меры устранения
1. Мшистая, шероховатая поверхность обрабаты- ваемой детали Тупые ножи Заменить тупые ножи острыми
2. Вдоль строганой плоско- сти идет полоса углуб- лений или выпуклостей Лезвие ножа имеет за- зубрины Вывести зазубрины оселком, если это не представится возмож- ным, сменить ножи
3. Неравномерность волн на строганых поверх- ностях Несбалансирован ы иожи Сбалансировать
4. Волнистая неравномерно строганая поверхность, особенно при коротком материале а) Неправильная установ- ка скользящих роликов (вы- соко подняты или сбиты по отношению один к дру- гому) б) Слишком поднят при- жим после ножевой головки Отрегулировать уста- новку валиков и при- жима
5. На выходе получается углубление строжки Слишком подняты сколь- зящие валики Опустить валики
6. Задержка подачи а) Опущены скользящие валики и материал трется о плиту стола б) Недостаточен нажим рифленого валика Поднять валики Увеличить нажим ма- ховичком
7. Зубцы рифленого валика врезаются в материал Сильно опущен рифленый вал Поднять вал, вращая маховичок
8. Негладкая грубая строж- ка, неравномерные вол- ны, заметные глазом Плохо закреплены под- шипники, неправильноуста- новлены ножи Подтянуть подшипники Проверить установку ножей
§ 3. Заточка немей и наладка строгальных станков
231
степени относятся как к фуговальным,
так и к рейсмусовым ножам.
В некоторых случаях, в частности при
обработке дельта-древесины, с целью
увеличения угла резания придают ножу
двойную заточку, стачивая переднюю
Фиг. 237. Схема изменения
угла резаиия путем выдвига-
ния ножа на головке.
в
грань и создавая этим угол заостре-
ния до 80° (фиг. 222).
2. Заточка ножей
Заточку ножей производят исключи-
тельно на точильных станках. Имеют-
ся станки как с ручной, так и с авто-
матической подачей затачиваемого ножа.
Простейший точильный ста-
нок с ручной подачей состоит
из собственно точильного станка
(станины с установленным на ней то-
чильным камнем) и каретки для креп-
ления и подачи ножа (фиг. 238).
Станок ВО' избежание вибрации дол-
жен быть твердо укреплен на фунда-
менте. Продольное перемещение ножа
осуществляется колебательным движе-
нием ручки, а поперечная подача дости-
гается с помощью маховичка.
Основные требования к заточке ножей
При ручной подаче;
1) поверхность шлифовального круга
Должна быть чистой и незасаленной;
2) каретка должна подводиться к
кРУгу мягко;
3) скорость подачи должна быть в
пределах 4—6 м/мин;
4) каретка с закрепленным в ней но-
жом должна передвигаться плавно, без
толчков. Ее нельзя останавливать, если
вращающийся шлифовальный круг нахо-
дится в соприкосновении с затачивае-
мым ножом;
5) ход каретки должен быть на 10—
15 см больше длины ножа с тем, что-
Фиг. 238. Точильный станок для стро-
гальных ножей с ручной подачей.
бы во время перемены хода шлифоваль-
ный круг вышел бы из соприкосновения
с оттачиваемым ножом и чтобы полу-
чалась заметная пауза перед тем, как
камень снова коснется затачиваемой
фаски на своем обратном пути.
Описанный станок можно применять
лишь при небольших масштабах про-
изводства.
В крупном производстве, учитывая
целесообразность и необходимость ча-
стой заточки ножей, следует пользо-
ваться современными автоматическими
шлифовальными станками.
Автоматический шлифо-
вальный станок (фиг. 239) пред-
ставляет массивную чугунную станину
с широким основанием, на которой на
двух подшипниках установлены диско-
вый или чашечный абразивный круг и
каретка с супортом. Каретка получает
поступательно-возвратное движение бла-
годаря рейке или червячной передаче.
Затачиваемый нож крепится на пло-
232
Глава 18. Строгание, строгальные станки и инструменты
щадке каретки (супорте) болтами. Пло-
щадка может вращаться вокруг своей
оси и позволяет благодаря этому уста-
навливать затачиваемый нож под нуж-
ным углом заточки.
Фиг. 239. Автоматический точиль-
ный станок для строгальных ножей
с чашечным кругом.
Толщина снимаемого металла регу-
лируется приближением или удалением
шлифовального круга. Это перемещение
осуществляется или вручную махович-
ком, или автоматически, при включен
собачки, связанной с движением каре
ки к храповику, имеющемуся на Maj
вичке.
Затачивание ножей на автоматах nf
изводится сухим или мокрым способе
Предпочтение надо отдать мокрой з
точке, при обязательном условии непре
рывной подачи струи воды на затачи-
ваемое лезвие ножа.
Правила заточки ножей на
станках-автоматах. 1. Ножи
должны быть правильно установлены и
закреплены на каретке.
а) Все ножи из одного комплекта
должны устанавливаться во время за-
точки при одном и том же положении
супорта, отмечаемом риской. Это исклю-
чит излишний и неравномерный износ
ножей от заточки.
б) Ножи должны быть установлены
с минимальным свесом с плоскости су-
порта (точильный круг должен только
не задевать за супорт).
в) Губки прижимных тисков должны
плотно прижимать нож к плоской по-
верхности супорта по всей длине ножа
и возможно ближе к затачиваемой его
грани.
2. Шпиндель точильного круга дол-в
жен быть установлен при пользовании
чашечным кругом под углом на 3—5°
большим или меньшим прямого угла
(угол установки 85—88° или 93—95°).
3. Подача наждачного круга на нож
должна производиться медленно и
Таблица 103
Характеристика точильных станков для шлифовки ножей строгальных
и фрезерных станков
Характеристика ** Фирма или завод
Fleck & Sohn Завод им. Ильича Whitney & Son, США
Модель Фиг. 252 Фиг. 254
Наибольшая длина затачиваемого ножа, мм 725 810 1010
Диаметр абразивного круга и тол- щина для ножей, мм 225X20 350X40 400X40
Диамегр абразивных кругов и толщина для шарошек, мм Число оборотов абразивного кру- га, об/мин. Потребная мощность, кеш юохю — —
1200 1200 1200
0,4 0,8 1,6
Площадь, занимаемая станком, мм2 900X500 4000X1200 —
Вес, кг 43 800 —
Подача Ручная Автомати- ческая Автомати- ческая
j? 3. Заточка ножей и наладка строгальных станков
233
ягко. Снимаемый слой металла дол-
быть минимальным (начиная от
$0025 лгл).
’ 4. Ход каретки должен быть на 15—
20 см больше длины затачиваемого
ножа
5. При перемене хода каретки шли-
фовальный круг не должен соприка-
саться с оттачиваемым ножом. При
этом должна быть выдержана заметная
пауза перед тем как шлифовальный
камень вновь коснется ножа.
6. Если длина каретки позволяет,
следует затачивать одновременно два-
три ножа от одного1 и того же ножевого
вала.
7. Каретка с закрепленными на ней
ножами не должна подвергаться во
время хода сотрясениям и толчкам.
8. Останавливать каретку запрещает-
ся, если точильный круг соприкасается
с оттачиваемым ножом.
9. Скорость • движения каретки не
должна превышать 4,5—6 м/мин.
10. Охлаждение водой должно быть
обильное и непрерывное. Перерывы в
охлаждении влекут за собой коробле-
ние ножей.
11. Нажим точильного круга на отта-
чиваемую часть ножа не должен быть
слишком велик.
12. Точильный круг должен быть со-
ответствующего сорта и зернистости и
не быть засален или застеклен.
13. Точильный станок должен быть
прочно закреплен на фундаменте. Ви-
браций станка не должно* быть.
14. Затачиваемая поверхность ножа не
Должна нагреваться при работе.
15. Угол заострения должен оставать-
ся неизменно правильным.
16. Режущая кромка должна полу-
чаться абсолютно острой, без засине.-
иий, выпучин и впадин. Для этого риски
абразива должны пересекать режущую
кромку ножа под углом не менее 10°.
После заточки удаляются заусенцы и
нож правится оселком с зернистостью
200—400°. При правке ножей для обра-
ботки дельта-древесины удаляются
только заусенцы.
Заточка дисковым шлифовальным кру-
гом и чашечным дает различный про-
филь фаски (фиг. 240).
Круглым диском рекомендуется за-
тачивать ножи для строгания древесины
мягких пород и чашечным кругом — для
строгания древесины твердых пород.
Для заточки рекомендуется применять
электрокорундовые абразивные круги на
бакелитовой или керамической связке.
зернистостью 46—60, твердостью Мг—Т.
Данные точильных кругов приведены
в табл. 104 (см. стр. 234).
Фиг. 240. Схема заточки строгального
ножа.
с—чашечным кругом, б—дисковым кругом.
Заточка ножей производится макси-
мум через 48—72 часа работы, правка
оселком — через Р/а—2 часа. Правка
оселком занимает 5—6 мин.
Таблица 105
Продолжительность работы дерево-
обрабатывающего инструмента до
переточки
Инструмент
Продолжитель-
ность работы
до переточки
час.
Круглая пила для про-
дольной распиловки с
ручной подачей
Круглая пила для про-
дольной распиловки с
механической подачей
Маятниковая пила
Торцовочная пила
Ленточная столярная
пила
Строгальные ножи фу-
говочного или рейсму-
совочиого станков
Фрезы
Сверла
2,5-3,5
2,5-3,5
5-7
2,5-3,5
2,5-3,5
5-7
1-2,5
1,5—2
Примечание. За время рабо-
ты до переточки инструмент сле-
дует время от времени править
оселком на самом станке.
3. Установка строгальных ножей
Подготовка ножей к уста-
нови е. Ножи должны быть одинако-
вой длины и иметь одинаковый вес
(быть сбалансированными).
Длину измеряют металлическим мет-
ром или рулеткой. Точность измерения
до 1 мм.
Балансировка ножей заключается в
проверке: 1) уравновешенности ножа
Круг. шМф|,.мь,ые лля Я10,„ деретеое,ело,„„ т„румен,м (.жмые „„„„J36"»’ ’«
Размеры в мм
Название
Характеристика
ОСТ
Эскиз
круга
Назначение
д0 от | до от I
ДО
а
Плоский
Со
прямой
закруглен-
ный
скошен-
иый
g
S3*
S? ? л
D
диам.
d
диам.
отвер.
И
толщ.
§
??
R
ПП 20198—40
§
СУ
Й
связка
203
Плоский
получа-
20290—40
шечный
46-60
Чашечный
20209—40
ЧП
Тарель-
20211—40
1Т
чатый
Тарельча-
20211-40
2Т
тый
Тарельча-
СМ, -СТ,
46-60
12-15
ЗТ
20211-40
тый
й
В
Со
А
Л
й
Й
О
О)
Re
R
?!
е
I
о
а
Плоский
Плоский
ЗП
20199—40
20199-40
1 Г" 1 £- о*- Е
Для заточки
Фрезерных но-
жей, сверл
и т. д на ноже-
точильных
станках
Для заточки
сверл, фрез
и др.
Для заточки
круглых н лен-
точных пил и
лнсковых фрез
с шагом боль-
ше 10 мм
Для заточки
сверл, фрез,
резцов и
других
инструментов
Для заточки
строгальных
и фрезерных
ножей
Для заточки
фасонных
фрез, спсци-
альных сверл
и других
инструментов
75 250 8 25 13 32
175 200 22 25 20
75 1 175 8 18 13 20
твердость
1 1 1 «=( я а о я с ч я 1/ т> Керамическая 46-60 М„-С, 12—20
Растительная или керамическая 46-60 СМ,-ст, 12-15
Растительная 46—60 ДЛЯ Круглых пил и 60-80 для ленточных пил । с,-ст, 20-25
42—60 м„-с, 12-20
16-60 см,-ст, 12—15
46—60 см,-ст, 12-15
I
к
8
§
С*
§
Примечание. Условное обозначение круга состоит нз обозначения марки, размеров и
Например, „ПП200Х40Х50 ОСТ 20198-40“ обозначает: круг плоский прямой диаметром 200
с отверстием для шпинделя 50 мм по ОСТ 20198—40.
номера ОСТ.
мм, толщиной 40 мм,
23b
Глава 18. Строгание, строгальные станки и инструменты
по длине, 2) равновесности ножей для
данной ножевой головки.
Взвешивание, и балансировку ножей
лучше всего производить на специаль-
ных балансировочных весах (фиг. 241),
позволяющих одновременно определить
вес ножа и его уравновешенность по
длине.
Фиг. 241. Весы для балансировки ножей.
3—упорные линейки.
1—весовая стрелка, 2— балансирная стрелка,
Нож устанавливается на площадке
весов при помощи линейки 3 централь-
но по отношению к подвеске 2. Не-
уравновешенность по длине указывается
при этом отклонением стрелки 2.
Общий вес ножа уравновешивается
гирями или контргрузом и контроли-
руется положением стрелки 1.
Если разница в весе ножей невелика,
то их уравновешивают путем сошлифо-
вывания фаски по всей длине ножа. При
большой разнице в весе сошлифовывают
затылок ножа в виде фаски. Ни в коем
случае не допускается уравновешивать
ножи, уменьшая шлифованием их ши-
рину.
Балансировку ножей производят при
их первоначальной установке и затем
периодически проверяют по мере стачи-
вания ножей.
Установка ножей на валу.
Гнезда или площадки для ножей на ва-
лу должны быть гладкими, без шеро-
ховатостей. Кромка вала, на которую
опирается режущее ребро ножа, так на-
зываемый стружколоматель, должна
быть ровной и острой, зазубрины и вы-
крошенность кромки не, допускаются.
Ножевой вал должен лежать в под-
шипниках без люфта и легко провора-
чиваться от руки.
Ножи устанавливаются в гнезде тЯ
чтобы лезвие ножа выступало (све^Я
валось) над кромкой стружколоматЯ
на величину от 0,25 до 2 мм (обычЛ
пределы от 1 до 1,5 мм). Большой сЖ
применяется в тех случаях, когда жеЯ
тельно увеличить угол резания. . 1
Положение лезвий всех иожей по Я
ношению к столу стаЯ
ка должно быть
вершенно одииакоЛ
Это достигается в!
веркой ножей на стан-
ке. Для этого иожц
сперва привертывЛ
ются несильно, rag
чтобы их легко моио
но было передвинуть
ударами деревянного
молотка или подкру.
чиванием регулиро-
вочных болтов. 1
Для проверки по-
ложения ножей при-
меняют следующие
способы:
а. Проверка дере-
вянным шаблоном.
Из твердой древеси-
ны изготовляют шаб-
лон (фиг. 242). Стол станка устанав-
ливают так, чтобы шаблон можно1 было
просунуть под ножевой вал (цри уста-
новке рейсмуса). Удерживая шаблон,
крепко одной рукой на столе, другой
проворачивают ножевой вал за шкив
или за муфту (при ременной передаче
Глубина строгания.
Шаблон ,
Задняя ( ;
плита стола \ I
f Передняя
плита стола
Фиг. 242. Схема установки
шаблону.
ножей
электриф
во вре1
ремень должен быть снят, в
цированном станке мотор
установки должен быть обесточен) 4
подводят лезвие ножа к шаблону. ЗатйИ
стол устанавливают так, чтобы лезвие"
ножа слегка касалось шаблона. Уста-
новив стол по одной точке, проверяют,
касается ли шаблон равномерно по всей
длине лезвия ножа.
Аналогичным путе,м проверяют и
остальные ножи. После проверки ножи
§ 3. Заточка ножей и наладка строгальных станков
237
тягивают нормальным ключом доот-
начиная от середины к краям.
^удлинять плечо ключа для усиления
/яжки не допускается.
3 Проверка установки. шаблоном
падкина. Описанный выше деревянный
Шаблон удобен для проверки
Остановки ножей на рейсмусе.
'Ппя проверки установки ножей
фуганке удобнее шаблон Вад-
кина. Шаблон состоит из линей-
ки, по концам которой установ-
ки Два выступающих вперед
контрольных шаблона (фиг. 243).
Щаблоны выдвигаются иа равное
расстояние от кромки стола и по
ним устанавливается сначала один
нож, а затем н остальные.
При установке ножей в квад-
ратных валах под гайку или под
головку болта следует обязатель-
но подкладывать шайбы.
в. Проверка индикатором. Рас-
смотренные способы могут обеспе-
чить лишь относительную точность уста-
иовки ножей. Для получения высокой чи-
стоты обработки теоретически необходи-
ма точность установки в пределах 0,0025,
проверка же по шаблонам дает точ-
ность до 0,05. Более совершенным и в
фиг. 244. Схема установки ножей по индика-
тору.
то же время достаточно быстрым спо-
собом является проверка установки ин-
дикатором. Точный и чувствительный
индикатор устанавливается на специаль-
н°й подставке, имеющей .пришлифован-
ную подошву (фиг. 244). Поставив инди-
катор по лезвию ножа в одной точке
51 Передвигая его вдоль ножа по столу,
ь,°Жно установить ножи с практически
Необходимой предельной точностью.
Описанные способы позволяют произ-
нести статическую проверку установки
ножей (статическую центровку) иа стан-
ке. После проверки ножи окончательно
закрепляются на ножевом валу.
Пользуясь специальным ’Приспособле-
нием (фиг. 245), можно устанавливать
и проверять ножевую головку вне стан-
Фиг. 243. Схема установки ножей по шаблону
Вадкина.
ка. При этом операции установки и вы-
верки занимают значительно меньше
времени.
Необходимую точность установки в
зависимости от величины подачи, обес-
печивающую обработку обоими ножами,
можно подобрать, пользуясь гра-
фиками фиг. 246 и 247.
Статическая центровка позво-
ляет установить ножи с достаточ-
ной точностью по отношению к
геометрической оси вала. Однако
при больших окружных скоростях
ножевых валов (обычиых в совре-
менных станках) происходит от-
клонение геометрической оси от
фактической оси вращения. Вслед-
ствие упругости ножевого вала и
подшипников появляется внеос-
иость вращающегося вала, в силу
чего траектории ножей даже при
самой точной их установке могут
не совпадать. Эта внеосность рез-
ко возрастает и может превысить
0,25 мм, если ножевой вал и ножи
не отбалансированы и особенно если
имеются люфты в подшипниках, .слиш-
ком туго натянуты ремни передачи или
же нарушена работа самоцентрирующих
приспособлений при съемных головках.
Для проверки динамической баланси-
ровки ножевого вала служит специаль-
ное приспособление с «карандашом»
(оселком) (фиг. 248) из твердого абра-
зива сечением около 25 мм. Это при-
способление состоит из рамки, по ко-
торой при помощи червячного сцепле-
238
Глава 18. Строгание, строгальные станки и инструменты
ния передвигается каретка с «каранда-
шом». Рама прочие закрепляется на
станине станка над ножевым валом, а
оселок устанавливается так, чтобы при
проворачивании вала ножи подходили к
При проверке балансировки та»
оселком необходимо наблюдать, ч,л
оселок не слишком близко подходи/
лезвию ножа, что может вызвать сл»
ком резкое 'воздействие его на лез)
Bud по стрелке А
Фиг. 245. Приспособление для установки и выверки ножевого вала вне
стайка.
нему, не касаясь, но с минимальным за-
зором. После этого ножевой вал при-
водится в движение, а оселку сообщает-
ся поступательное движение вдоль но»
жевого вала вращением от руки махо-
Фиг. 246. График определения
точности установки ножей.
вичка. В случае внеосности, появляю-
щейся при быстром вращении вала, но-
жи, отклоняясь, будут задевать за осе-
лок и стачиваться. При перемещении
каретки в ту и другую сторону отклоне-
ния ножей могут быть постепенно вы-
ведены.
ножа. Поступательное движение осел-
ка вдоль ножевого вала должно быть
равномерным и не слишком быстрым.
Фиг. 247. График зависимости глу-
бины и длины волны от диаметра
ножевого вала.
Движение, ни в коем случае не должно
приостанавливаться во время движения
оселка над лезвием ножа. Менять на-
правление движения оселка можно лишь
тогда, когда он находится вне ножей.
239
§ 4. Фрезерные станки и фрезерование
Поперечная подача оселка должна осу-
ществляться весьма осторожно и на
^большую величину.
н динамическая балансировка выпол-
те же, что и при заточке на шлифоваль-
ных станках с ручной подачей.
После заточки на лезвии ножа обыч-
но остаются заусенцу. Эти заусенцы
Фиг. 248. Установка с оселком для выверки ножей.
няется только после того, как прове- удаляют правкой лезвия оселком вруч-
дена тщательная статическая баланси- ную.
ровка ножевого' вала. Не 'реже одного раза в месяц ноже-
Фиг. 249. Установка для заточки иожеи непосредственно на
станке.
_При динамической балансировке не-
обходимо время от времени станок
останавливать и по прекращении вра-
щения ножевого вала , осматривать, как
идет выравнивание ножей оселком.
Приспособление для проверки дина-
мической балансировки ножей может
быть использовано и для заточки ножей
Непосредственно на станке. Для этого
каретка с карандашом заменяется ка-
Реткон с электромотором, на вал кото-
рого насажен шлифовальный круг
(фнг. 249). Такое приспособление по-
зволяет производить заточку ножей в
процессе работы, не снимая вала. Пра-
вила заточки в этом случае остаются
вой вал необходимо проверять индика-
тором на биение. Допустимая неточность
не более 0,02 мм.
§ 4. ФРЕЗЕРНЫЕ СТАНКИ
И ФРЕЗЕРОВАНИЕ
Фрезерование является частным слу-
чаем строгания и осуществляется на
фрезерных станках. В то время как стро-
гальные! станки применяются главным
образом для обработки плоских поверх-
ностей, фрезерные станки служат преи-
мущественно для фасонной обработки
материала как по прямому, так и по
кривому контуру.
240 Глава 18. Строгание, строгальные станки и инструменты
Рабочим инструментом фрезерных
станков является быстро вращающаяся
ножевая головка, чаще всего располо-
женная вертикально.
Из большого количества разнообраз-
ных конструкций фрезерных станков ъ
самолетостроении применяются следую-
щие:
1) одношпиндельные обыкновенные (с
вертикальным шпинделем),
2) одноШ'Пиндельные с наклоняющим-
ся столом или шпинделем,
3) копировальные с верхним шпинде-
лем,
4) копировальные с горизонтальным
шпинделем (применяются при обработ-
ке деревянных воздушных винтов).
Во всех перечисленных конструкциях,
за исключением последней, подача ма-
териала ручная.
Привод в большинстве современных
станков электрифицированный.
1. Фрезерные одношпиндельные
станки, обыкновенные
Устройство станка (фиг. 250).
На чугунной станине 1 укреплен гори-
зонтальный точно' выстроганный стол .5
с двумя шпунтовыми гнездами для креп-
ления направляющих линеек. Под сто-
лом на салазках 2, передвигающихся
по направляющим 4, установлен на двух
подшипниках и подпятнике шпиндель 3,
несущий в верхней своей части встав-
ной шпиндель 6, на который насажи-
вается режущий инструмент. При по-
мощи винта 10 с маховичком или кони-
ческой зубчатой передачи с махович-
ком 9 салазки со шпинделем можно
опускать и подымать. Шпиндель приво-
дится во вращение посредством ремен-
ной передачи от мотора; от контрпри-
вода или непосредственно от вала
мотора.
Для придания шпинделю большей
устойчивости при фрезеровании деталей,
имеющих большую высоту, или при по-
вышенных нагрузках на шпиндель на
столе станка устанавливается и за-
крепляется на кронштейне верхний
упор 7. Для направления изделия при
обработке пользуются направляющей
линейкой 8 или направляющим коль-
цом.
Фрезерные станки бывают с горизон-
тальным столом или же с наклоняю-
щимся столом или шпинделем. Станки
последнего типа кроме выполнения
обыкновенных фрезерных работ позво-
ляют обрабатывать материал под углом
при помощи ножевых головок зи
тельно меньшего диаметра (фиг. ;
и давать более равномерную и чис
поверхность.
Фиг. 250. Фрезерный станок.
7—станина, 2—салазки со шпинделем,
4—направляющие для салазок, 5—стол,
3—основной шпиндель, б—вставной шпин-
дель, 9—маховичок подъема шпинделя,
7— верхний упор на кронштейне, «—на-
правляющие линейки, 10—винт подъема.
Станок с наклоняющимся шпинделем
более удобен и безопасен в работе, чем
станок с наклоняющимся столом.
Фиг. 251. Форма фрезы для обработки
одного и того же профиля при работе
на обычном фрезерном станке а и иа
стайке с наклонным столом или шпин-
делем б.
В ряде случаев при обработке кривых
деталей во избежание закола древесины
необходимо менять направление враще-
ния резца (шпинделя) или же перестав-
лять изделие. Для этой цели очень
удобны двухшпиндеДьные фрезерные
§ 4. Фрезерные станки и фрезерование
241
янки (фиг. 252). Шпиндели этих стан-
ков врашаются в противоположных на-
травлениях.
4 Основные элементы
конструкции этих стан-
ков те же, что и обык-
новенного одношпин-
дельного станка.
Характеристики фре-
зерных станков приве-
дены в табл. 106.
Обычные скорости ре-
зания на фрезерных стан-
ках п=19-50 м/сек; по-
дача с=5—20 м/мин.
Вставные фре-
зерные шпиндели.
Для установки режущего
инструмента иа фрезер-
ных станках применяют-
ся вставные шпиндели
(фиг. 253). Шпиндель
№ 1 допускает^установку
только плоских ножей в
радиальном направлении.
Шпиндели № 2 и 3 при-
меняются для работы плоскими ножами,
устанавливаемыми тангеита льно между
шайбами, и для работы с круглыми но-
жевыми головками и с фрезами. Для
установки фрезы или ножей на нужной
высоте на шпиндель надевается ряд
колец.
Шпиндель № 4 применяется для уста-
новки квадратных ножевых головок и
специальных самоцентрирующихся па-
тронов (букс).
Рабочий диаметр шпинделя обрабаты-
вается по 2-му классу точности для
скользящей посадки.
Хвостовик шпинделя обрабатывается
под конус Морзе.
Типовые данные вставных
Шпинделей. Шпиндель № 1. С цен-
тральным креплением ножа, диаметр
Рабочей части 31 мм, длина рабочей ча-
сти 180 мм, паз для установки ножа
48X6 мм.
Шпиндель Ns 2. Диаметр рабочей ча-
сти 25 мм.
Допускает установку двух ножей
Между шайбами. Для установки ножей
на фланце шпинделя отфрезерованы
Параллельные пазы, расстояние между
Которыми равно! 16 мм. К шпинделю при-
лагается (шесть колец для крепления
ножей различной высоты. Наружный
Диаметр кольца 43 мм. Наибольшая вы-
сота ножей 90 мм.
Шпиндель № 3. Диаметр рабочей ча-
сти 19 мм. Шпиндель по назначению
ана логичен шпинделю № 2, но несколь-
ко легче. Расстояние между ножами
Фиг. 252. Двухшпиндельный фрезерный станок.
1— шпиндели.
12,5 мм. Наибольшая высота ножа
65 мм. Наружный диаметр кольца 35 лш.
/У;7 //-"J №4
Фиг. 253. Вставные шпиндели фрезер-
ного станка.
, Шпиндель № 4 Диаметр рабочей ча-
сти 25 льи. Предназначен для установки
16
П. П. УспасскиЙ
242
Глава 18. Строгание, строгальные станки и инструменты
§ 4. Фрезерные станки и фрезерование
243
.„япратных и круглых аюжевых головок
рентой до 100 мм.
® Квадратная головка применяется для
установки ножей толщиной до 12 мм.
рысота головки 100 мм. Диаметр отвер-
стия для шпинделя 25 мм.
Затяжка гайки при установке ножей,
фрез или ножевых головок на шпин-
деле производится ключом от руки
доотказа. Применение рычагов для за-
тяжки недопустимо.
Гайка должна полностью находить на
резьбу. Выступающий конец резьбы
должен быть ие короче 1 мм.
2. Одношпиндельные копировально-
фрезерные станки с верхним
шпинделем
Применяются для производства раз-
личного рода копировальных работ, не
требующих большой мощности. На иих
можно выполнять как фрезерные, так и
сверлильные работы, поэтому эти стан-
ки очень удобны для выполнения
ажурных работ, так как заменяют одно-
временно сверлильный и 'фрезерный стан-
ки и лобзик. В качестве рабочего ин-
струмента применяются специальные
чисто режущие фрезы, которые при
большом числе оборотов шпинделя дают
исключительно чисто обработанную по-
верхность.
Одношпиндельные копировальные фре-
зерные станки с верхним шпинделем с
большим успехом могут применяться
для изготовления ажурных рам, калиб-
ровки бобышек, книц, стенок нервюр
и т. п.
Устройство станка. Основой
станка является солидная чугунная ста-
нина, верхняя часть которой имеет сер-
повидно изогнутую форму н служит
кронштейном для установки на ней
электромотора. Последний устанавли-
вается в направляющих и при помощи
системы рычагов может перемещаться
По ним вверх и вниз при действии на
педаль, имеющую стопорное приспо-
собление. Вал ротора мотора соединен
со шпинделем, на котором укрепляется
американский или специальный само-
Нентрирующийся патрон с рабочим ин-
струментом.
В нижней части станины на подвиж-
ном' кронштейне установлен стол, ко-
торый может перемещаться в вертикаль-
ном направлении по направляющим при
Помощи маховичка. В некоторых кон-
струкциях стол можно перемещать
вертикально и в процессе работы, нажи-
мая на педаль. В этих конструкциях
электромотор со шпинделем остается
неподвижным.
Стол может передвигаться или толь-
ко в вертикальной плоскости или же
плита стола делается передвижной —
в горизонтальной плоскости (вправо,
влево, вперед и назад).
Первоначальная установка станка в
рабочее положение производится в соот-
ветствии с высотой (толщиной) обра-
батываемого изделия маховичком, а
затем уже подача осуществляется или
перемещением мотора или перемеще-
нием стола при помощи педального ме-
ханизма.
Характеристика, станка
Фирма Оливер (Oliver Machinery С°)
США (фиг. 254). Модель № 55.
Привод электрифицированный, мощ-
ность мотора 1,5 кет
Шпиндель станка перемещается при
помощи педали
Размер стола .........
Вылет рабочего шпин-
деля
Число оборотов рабоче-
го шпинделя
Площадь, занимаемая
станком...............
Вес станка............
Самое низкое положение
стола (от пола)
Самое высокое положе-
ние стола (от пола). .
Ход стола о1 педали
Общая высота станка.
Площадь фундамента.
800 X 800 мм
600 мм
20000 об/мин.
800 X 1400 мм
650 кг
865 лои
1300 .
245 мм
1750 „
610 X П70 мм
Для направления копира служит
штифт, имеющийся в центре стола. При
помощи дополнительной педали шпин-
дель станка может быть зафиксирован
в любом положении по высоте.
3. Ножи для фрезерования, фрезы
и фрезерные ножевые головки
Режущий инструмент, применяемый
при работе на фрезерных станках, весь-
ма разнообразен.
Простейшим из них является плоский
двухсторонний нож (фиг. 255), закреп-
ляемый в прорези вставного шпинделя
посредством торцевого болта.
Работа с плоскими ножами является
опасной, поэтому особое внимание долж-
но быть обращено на крепление ножей.
Для повышения надежности в середине
ножа, на боковой кромке рекомендуется
16*
244
Глава 18. Строгание, строгальные станки и инструменты
делать выемку, в которую должен
входить торцевой болт, крепящий нож
в прорези шпинделя.
Недостатком плоских двухсторонних
ножей является трудность их уравнове-
шивания после переточек.
товление которых сопряжено со зна'
тельными трудностями.
Толщина плоских ножей 8 мм. Уп
заточки около 40°. Материал — ста,
У8 или У9а, вольфрамовая сталь и,
быстрорежущая.
Фиг. 254. Копировально-фрезер-
ный станок с верхним шпин-
делем.
7—шпиндель, 2—педаль подачи шпин-
деля, 3—упор для копира.
Более надежными в смысле крепле-
ния являются односторонние плоские
ножи, закрепляемые между двумя шай-
бами, имеющими тангентально располо-
Фнг. 255. Плоские фрезерные ножи и
их крепление в шпинделе.
женные шлицевые канавки (фиг. 256).
Вполне надежное крепление обеспечи-
вают шайбы, имеющие криволинейные
шлицевые канавки (фиг. 257), но для
них необходимы кривые ножи, изго-
Фиг. 256. Крепление пло-
ских ножей между шайбами.
Серьезным недостатком плоских но-
жей является трудность их уравновеши-
вания при установке! и регулировке рав-
номерности вылета. Достоинство—про-
стота и быстрота изготовления.
Иногда для установки плоских одно-
сторонних ножей применяют квадрат-
Фиг. 257. Выгнутый нож (2)
и шайба для его крепле-
ния (7).
ную ножевую головку. В ножах в этом
случае делаются прорези. Крепление
ножа в головке аналогично креплению
ножей в ножевом вале строгальных
станков.
При установке ножей на квадратной
головке Золты, крепящие ножи, долж-
ны быть затянуты доотказа ключом,
соответствующим диаметру болта. При-
ьменение ключей с удлиненным рычагом
недопустимо.
§ 4. Фрезерные станки и фрезерование
245
Лучшим способом крепления плоских
ложей является крепление их в круг-
нЫх ножевых головках, подобных круг-
Фиг. 258. Фрезерные ножевые го-
ловки.
1—с прямыми ножами, 2—с косыми но-
жами.
лым головкам строгальных станков
(фиг. 258). Преимущества таких голо-
вок заключаются в возможности при-
Фиг. 259. Ножевой балансирный
станок для ножевых валов и го-
ловок.
менять тонкие ножи (толщиной 3 мм)
И возможности предварительно балан-
сировать ножи на головке, в связи с чем
отпадает трудоемкая работа по выверке
и балансировке ножей на станке.
Применение круглых ножевых голо-
вок ограничивается тем, что они допу-
скают установку только прямых, но' не
профильных ножей.
Ножи с прямолинейной режущей
кромкой для фрезерования дельта-дре-
ъесины следует затачивать с двух сто-
рон (фиг. 222), с передней и задней
грани.
Фиг. 260. Дисковый балансириыи
станок для ножевых головок.
Ножи, головка с ножами и фрезы
должны быть отбалансированы до уста-
новки на шпиндель станка.
Весовая балансировка производится
на ножевом (фиг. 259) или дисковом
(фиг. 260) балансировочных станках.
Для геометрической балансировки очень
удобна стойка с угольником (фиг. 261).
Фрезы или шарошки. Плоские
ножи, являясь очень простым в изготов-
.лении режущим инструментом, в экс-
плоатации создают ряд серьезных не-
удобств, связанных с их установкой и
Таблица 107
Данные о наиболее употребительных видах крепления ножей
фрезерных станков
Вид крепления Диаметр окружности, описываемой ножами мм Диаметр ^отверстия для шпинделя мм Высота головки мм Ширина опорной поверхности для иожа мм
Шайбы шлицевые 60-80 от 25 до 30 — —
вадратная головка 120 от 16 до 30 от 60 до 150 75
Круглая головка от 60 до 150 от 16 до 30 от 30 до 100 —
Примечание. Диаметр отверстия для шпинделя делается или подби-
рается по диаметру шпинделя станка. Отверстие обрабатывается по 2-му
классу точности для скользящей посадки (система вала)
24b Глава 18. Строгание, строгальные станки и инструменты
балансировкой. Поэтому чаще приме-
няют фрезы или шарошки, представ-
ляющие собой цельный многоножевой
резец.
Преимущества фрез следующие:
1) фреза работает четырьмя или более
зубцами, тогда как головки допускают
при фигурной форме ножей работу
только двумя ножами;
прямолинейной и профилированной фоЛ
мы (фиг. 262).
Число зубьев для обычных станков а
ручной подачей 4—6.
Диаметр фрезы — от 40 до 180 xJ
наиболее часто встречается диаметг
100—110 мм.
К числу фрез, применяемых для обра-
ботки древесины на фрезерных станках
Фиг. 261. Приспособление для проверки установки ножей на головках.
2) при установке фрез исключается
необходимость в балансировке, фреза
поступает уже уравновешенной;
3) работа фрезой безопаснее — от-
сутствуют части, могущие вылететь из
крепления;
4) смена фрезы не требует длительно-
го времени (в среднем для установки
фрезы требуется 4 мин.);
5) профиль фигурной фрезы при пра-
вильной заточке сохраняется неизмен-
ным;
6) при длительном применении фреза
обходится дешевле ножей, обеспечи-
вает лучшее качество работы и боль-
шую производительность.
Фрезы могут применяться для самых
разнообразных работ и иметь лезвия
относятся и мелкие дисковые (фрезер-
ные) пилы (фиг. 263), насаживаемые на
шпиндель станка. В зависимости от
характера зубьев и способа насадки они
применяются или для плоской обработ-
ки материала (снятие усов) или для
выемки узких гребней или шпунтов. В
последнем случае пилу устанавливают
под углом к оси шпинделя (фиг. 264),
пользуясь для этого специальным цен-
трирующим патроном. Такая установка
носит название «пьяной» пилы.
Специальные фрезы для ко-
пировал ьйонфр езе р ны х стан-
ков с верхним шпинделем.
Обработка изделий на быстрооборотных
копировально-фрезерных станках произ-
водится специальными хвостовыми двух-
Таблица 108
Геометрические данные для прорезной фрезы (фиг. 262,3)
Обрабатываемый материал D, мм Число зубьев Z Углы
задний а° заточки ₽° передний резания 8°
Древесина мягких пород 90—120 4-6 12—16 42—50 36—24 54—66
Древесина твердых по- род 90-100 4—6 10 50—60 30—20 60-70
Дельта-древесина • 90—120 4 15—20 55—65 10-15 75-80
Примечание. Угол торцевой заточки 1,5—3°.
§ 4. Фрезерные станки и фрезерование
247
Фиг. 262. Фрезы (шарошки).
/—цилиндрическая с прямым зубом. 2—цилин-
дрическая с косым зубом, 3—прорезная, 4—па-
зовая, 5—фасонная.
перыми (фиг. 265—266) или трехперыми
(фиг. 267) фрезами (сверлами) «Рапид»,
или одиоперовой каплевидной фрезой
(фиг. 267).
Двухперая хвостовая фреза имеет
S-образное сечение и изготовляется со
Фиг. 263. Дисковые фрезы.
*
спиральным или прямым пером. Первая
обеспечивает лучший отвод стружки и
дает большую производительность.
При внутреннем фрезеровании хвосто-
вой фрезой сначала сверлят древе-
Фиг. 264. Установка дисковой фрезы.
Z—горизонтальиая (нормальная) установка,
Д—.пьяная" установка.
сину, а затем, углубив фрезу на 12—
15 мм, фрезеруют внутренний контур.
Таким образом можно получить совер-
шенно чистую обработку контура любой
конфигурации с радиусом кривизны не
менее радиуса хвостовой фрезы.
248
Глава 18. Строгание, строгальные станки и инструменты
Таблица
Геометрические данные двухперой фрезы в мм (фиг. 265)
D 5 8 10 12 15 18 20 22 24 25 28 30 32 35 38 ’40 45
L 160 160 160 170 210 210 210 210 240 245 245 320 320 245 255 255 285
1 50 50 50 60 60 80 80 80 80 85 85 ПО 110 120 130 130 140
R 4,5 7 8,5 10 13 15 16 18 19 20 22 24 26 26 31 33 37
Ri 15 15 15 20 20 20 20 20 25 25 25 30 30 30 30 40 . 40
Г 2 2,5 3 3,5 4 5 5,5 6 6,5 7 8 9 10 11 11 12 12
и 2 2 2,5 3 3 3 3 4 4 4,5 4,5 5 5 6 7 7 8
г2 — — — 10 10 10 10 10 10 10 10 10 10 15 15 15 15
п 0,5 0,5 0,5 0,8 0,8 0,8 1 1 1 1 1,2 1,2 1,2 1,2 1,5 1,5 1,5
f 2 2 2,5 3 3 3 3 4 4 4,5 4,5 5 5 6 7 7 8
56
275
156
41
46
16
8
15
1,5.
8
№ конуса
Морзе
хвосто-
вика
4
1
2
2
1
5
5
2
3
4
5
3
3
5
2
5
Заточка фрез. Заточка плоских
ножей с прямым лезвием осуществляет-
ся на шлифовальных станках, применяе-
Фреза или ножевая головка устанав-
ливается на заточном станке по упору
в спинку зуба фрезы.
Фиг. 265. Двухперая торцевая фреза (прямая).
мых для заточки ножей строгальных
станков. Для заточки профильных но-
Фнг. 266. Двухперая торцевая фреза винтовая.
жей и фрез применяют специальные
шлифовальные станки ручные или при-
водные.
Затачиваемая грань фрезы должна
быть установлена точно в плоскости
рабочей поверхности то-
чильного круга.
Для получения наиболее
острых режущих кромок
необходимо, чтобы риски от
абразива пересекали зата-
чиваемую фаску фрезы под
углом не менее 10°.
Окружная скорость то-
чильного круга 25 м[сек.
После заточки на станке
режущие кромки ножей и
фрез следует править вруч-
ную оселком с зернистостью
200—400.
При правке инструмента
для обработки древесины
под склейку и для обработки дельта-
древесииы требуется только снятие
заусенцев.
§ 4 Фрезерные станки и фрезерование
249
Фиг. 267. Торцевые фрезы; трехперая и каплевидная.
Таблица ПО
Размеры хвостовиков двухперой
фрезы в мм (фиг. 265)
№
хвосто-
вика
Примечание
1
2
3
4
5
100
120
150
106,5
12,5
16,00
20,0
31,544
12,5
16,00
20,0
26,909
200 25,0 25,0
Конус
Морзе № 4
Таблица 111
Геометрические данные трехперой
фрезы в мм (к фиг. 267)
D L 1 R /*1 г и К /
10 125 40 3 1 2 2 2 1
12,5 125 40 4,25 1,5 2 2 2,5 1
15 125 40 4,5 2 2 3 3 1
18 135 50 5,5 2 3 3,5 3 1
19 135 50 6 2,5 3 3,5 3,5 1
20 135 50 6 2,5 4 4 3,5 1,2
21 135 50 6,5 2,5 4,5 4 3,75 1,2
25 135 50 8 3 6 4.S 5 1,2
4. Установка плоских ножей и фрез
(шарошек)
Режущий инструмент должен закреп-
ляться в шпинделе возможно ниже.
Плоские ножи допускают двойную*
установку: а) фаской назад (европей-
ский способ) и б) фаской вперед (аме-
риканский способ).
Последний способ применяется в США
всегда при установке профильных но-
жей, когда не предусмотрен стружколо-
матель. Преимущества этого закрепле-
ния заключаются в следующем:
1) упрощается заточка ножа;
2) в процессе работы самый нож
своей фаской выполняет роль стружко-
ломателя, причем стружка после обра-
зования сгибается под крутым углом
благодаря соответствующему закрепле-
нию ножей и заламывается. В силу это-
го исключается возможность закола
и уменьшается нагрузка на резец.
Инструмент с глубоким одно-
сторонним профилем устанав-
ливается уширенной частью кверху.
Несмотря на то, что поверхность
шпинделя и отверстие в головке или
фрезе обрабатываются по 2-му классу
точности, при установке довольно труд-
но достигнуть полного совмещения гео-
метрических осей сопрягаемых элемен-
тов.
Для устранения этого неудобства
иногда применяют самоцентрирующийся
патрон — буксу (фиг. 268). Он состоит
из наружной и внутренней гильз с ко-
нусными сопрягающимися поверхностя-
ми, стяжного стержня с винтовой нарез-
кой н кольца с гайкой для крепления
фрезы. При установке стяжной винт при
его завинчивании тянет на себя кониче-
скую внутреннюю гильзу и при этом
250
Глава 18. Строгание, строгальные станки и инструменты
Фиг. 268. Самоцентрирующийся патрон для фрезерного станка (общий вид
и детали).
Таблица 112
Характеристика точности обработки на строгальных станках
(Величина погрешности обработки)
Вид отклонения Фуганок Рейсмус Фрезерный станок
Неравномерность по толщине — ±0,2 мм'. 0,5—1,5 мм
Неточность угла между смежными боко- выми гранями 1,0-1,5° — 1°
Непрямолинейность обработки 0,2—0,6 мм на 1000 мм 0,5 мм на 1000 мм —
Отклонения по профильному контуру — — 4-0,1— 0,2 мм
центрирует и плотно закрепляет буксу
на шпинделе без зазоров.
Выступ профильного ножа зависит
от глубины фрезерования; при этом
точка с наименьшим радиусом резания
должна отстоять от стружколомателя
не более чем на 2 мм.
Допуски на установку ножей,
ножевых головок и фрез
Допуск в мм
Перпендикулярность
шпинделя к столу
(по угольнику) . 0,3 мм на 100 мм
Точность установки
парных ножей . . 0,05—0,02
Биение шпинделя. . 0,02
Осевой люфт шпин-
деля .............0,05
Выступ над стружко-
ломателем .... 0,5—1,5 мм
Прямолинейность
стружколомателя
(там, где он име-
ется) ..........
Стрела прогиба
не должна пре-
вышать 0,02°/о
При определении времени на обработ-
ку на фрезерных станках необходимо
учитывать, что подачи при небольшой
длине фрезеровки очень незначительны
и достигают нормальной величины
только при длине фрезеровки приблизи-
тельно в 1 м.
§ 4. Фрезерные станки и фрезерование
251
Поэтому при определении времени,
необходимого на обработку, следует
Различать прерывистое и сплошное фре-
зерование.
Точно так же подача при фрезерова-
нии по прямой может быть значительно
выше, чем при фрезеровании кривых
контуров.
Нормы времени, необходимого для
различных случаев фрезерования, могут
быть определены по диаграммам фиг.
269, 270, 271 и 272.
Скорость подачи при обработке твер-
дых пород снижается по сравнению с
мягкими на 20"/». Скорость подачи фре-
зерования по торцу приблизительно па
50"/о меньше, чем при фрезеровании
вдоль волокон.
Таблица 113
Характеристика чистоты обработки (длина волны) на строгальных
и фрезерных станках
Станок и режим работы Подача иа одни резец мм Требуемая точность высота гребня) мм Фактическая длина волны мм
1. Фуговочный станок: Скорость подачи 6 м/мин п = 3000; z = 2 1,0 0,008 2
п = 3000; z = 4 0,5 0,002 2
п = 4500; z = 2 0,66 0,0035 1,32
п — 4500; z = 4 0,32 0,001 1,32
Скорость подачи 18 м/мин п = 3000; z = 2 3 0,072 6
п — 3000; z = 4 1,5 0.01S 6
п = 4500; z = 2 2,0 0,033 4
п — 4500; z = 4 1,0 0,008 4
2. Рейсмусовый станок Скорость подачн 8 м/мин п = 3000; z = 2 1,33 0,015 2,66
п = 3000; z = 4 0,66 0,0035 1,32
п = 4500; z — 2 0,87 0,096 1,74
п = 4500; z = 4 0,44 0,002 0,88
Скорость подачи 14 MjMUH п = 3000; z = 2 2,33 0,044 2,66
п = 4000; z = 4 1,16 0,0035 1,32
п = 4500; z = 2 1,55 0,006 2,70
п = 4500; z — 4 • 0,77 0,002 0,88
3. Фрезерные станки Скорость подачи 8 м[мин п = 3000; 2 = 4 0,66 0,0035 2,6
п = 5000; 2 = 4 0,4 0,0015 1,6
Скорость подачи 16 м/мин п = 3000; z = 4 1,32 0,015 5,28
п = 5000; 2 = 4 0,8 0,005 3,2
252
Глава 18. Строгание, строгальные станки и инструменты
Таблица 1ц
Характеристика основных станков по числу обслуживающих рабочих и коэфициенту машинного времени Л
Характер Количество Коэфициент машинного
Станок обслуживаю- времени
подачи щих рабочих 1
Маятниковая пила Ручная 1 0,2-0,45
Циркульная продольная пила Ручная 2 0,7
Циркульная Механическая 2—4 0,9
Циркульная торцовочная • Ручная 1 0,35-0,5
Столярная ленточная пила \ » 1 0,65
Фуганок 1 0,25-0,6
Автофуганок Механическая 2 0,8-1,0 1
Рейсмусовый станок Механическая 1 0,8-1,0 |
Фрезерный станок
а) обработка по упору Ручная 1 0,37-0,77
б) обработка по шаблону Ручная 1-2 0,37-0,77
Четырехсторонний строгальный станок Механическая 2 0,85-1,0
Сверлильный станок Ручная 1 0,3-0,7
Шлифовально-ленточный сТанок Ручная 1 0,7—0,8
Шлифовально-барабанный станок Механическая 2 0,8-1,0
Копировально-фрезерный станок Механическая 1 0,9-1,0
Фиг. 269. Диаграмма для определения скорости ручной подачи и машинного вре-
мени обработки на фрезерном станке при сплошном прямом фрезеровании (мяг-
кие породы).
§ 4. Фрезерные станки и фрезерование
253
Фиг. 270. Диаграмма для
определения ручной по-
дачи и машинного вре-
мени обработки на обык-
новенном фрезерном
станке при не сплошном
прерывистом фрезерова-
нии по прямой линии.
Мягкие породы.
Фиг. 271. Диаграмма для
определения подачи и
машинного времени об-
работки на фрезерном
станке по кривой.
Фиг. 272. Диаграмма для
определения подачи и
машинного времени при
обработке на фрезерном
станке кромки фанеры
по прямой линии.
251
Глава 18. Строгание, строгальные станки и инструменты
Величина острых и затупленных лезвий
f 5. Ручной строгальный инструмент
255
Таблица 116
Средние ориентировочные данные продолжительности заточки
инструмента на автоматах
(по А. Э. Груба)
Название инструмента Продол- жительность заточки в мин. Примечание
Круглые пилы для продольной распиловки 12 В указанное время
диаметром до 500 мм 16 входит установка инструмента, регу-
Круглые пилы для поперечной распиловки лировка подачи
диаметром до 500 мм станка, заточка ин- струмента и снятие
Ленточные пилы столярные 17 его со станка
Ножи строгальные для рейсмусовых станков Длина ножа до 800 мм 12
Ножи строгальные для фуговальных станков Длина ножа до 800 мм 10
Фрезы 7
Сверла 4
§ 5. РУЧНОЙ СТРОГАЛЬНЫЙ
ИНСТРУМЕНТ
Ручной инструмент, которым поль-
зуются для строгания, называют стру-
гом. В зависимости от характера произ-
водимой ими работы струги имеют раз-
личную форму и в каждом случае
имеют свое наименование.
Главными частями всякого струга
являются железка и колодка.
Железка представляет собой сталь-
ную прямоугольную пластинку, зато-
ченную с одного конца; по толщине
пластинка меняется: у лезвия толщина
равна 4 мм, у противоположного кон-
ца-— 3 мм.
Железка изготовляется из стали У8
и У9а и термически обрабатывается.
Верхняя часть железки не закаливается,
нижняя закаливается, твердость по
Роквеллу Rc~5G—61. Иногда железка
Делается из стали 4 с наваркой с ли-
цевой ее стороны полоски из стали У8а
нли У9а. Сталь наваривается по всей
ширине железки на длину не менее,
50 мм.
В зависимости от назначения — же-
лезка соответственным образом затачи-
вается и имеет прямолинейное или фи-
гурное лезвие.
Колодка (фиг. 273) обычно представ-
ляет собой прямоугольный брусок из
плотной древесины (граб, бук, клен,
ясень, береза, груша и т. д.), в котором
в определенном положении закрепляет-
ся железка.
Нижняя часть колодки называется по-
дошвой или рабочей плоскостью.
Для установки железки в колодке
выдалбливается сквозная выемка—ле-
ток, имеющая форму раструба, сужи-
вающегося книзу. Задняя сторона лет-
ка, на которую опирается железка,
прорезается чаще в^ето под углом
45—50° к подошве и обеспечивает, та-
ким образом, определенный угол реза-
ния струга. В нижней части леток кон-
чается прорезью в подошве — пролетом
шириной от 3 до 9 мм для выхода лез-
вия железки. Боковые стороны л'етка —
щеки имеют заплечики для установки
клина, крепящего железку. В нижней
части у пролета леток слегка расши-
ряется в сторону для свободного вы-
вода ровной незакрученной стружки.
В подошве колодки быстрее всего
снашивается участок, находящийся спе-
реди пролета. Поэтому иногда в подош-
ву колодки из обыкновенной древесины
врезают пятигранную вставку—«сайку»,
из особо твердой ценной древесины
256
Глава 18. Строгание, строгальные станки и инструменты
(баккаут, самшит, черное дерево, береза
Шмидта и т. д.) (фиг. 274), а неред-
ко и самую колодку делают составной
250 леи, шириной 45 мм и высотой 60
Железка
от 20
- |
длиной 180 мм имеет Шир
35 мм (по ОСТ 35 мм) и за-щ.
чена полукругом (радиУг
25 мм, фиг. 275). Угол з
т очки железки 23°, уГОл
установки 45°, ширина пр
лета—9 мм.
Шерхебель применяется
для первоначальной грубой
строжки поверхности как
вдоль, так и поперек воло-
кон. Заточенная полукругом
железка легко позволяет
строгать поперек волокон и
брать толстую стружку.
Рубанок одинарный (фиг.
273). Колодка нормальная \
(размеры указаны на чер-
теже). Железка с прямым
лезвием длиной 18U мм>
шириной 50 мм и толщи-
ной у режущей грани 4 лл,
у обушка 3 мм. Угол за- I
точки 23°, угол установки
45°, ширина пролета 8 мм.
Углы железки слегка зато-
чены во избежание задира-
ния ими древесины при
строжке.
Одинарный рубанок при-
меняется для выравнивания
поверхности после шерхе-
беля.
Рубанок двойной (фиг. ]
276). Колодка такая же, как и ‘
одинарного рубанка. Желез- |
ка состоит из двух частей:
простой рубаночной железки и тупого
переставного язычка или контржелезки
(горбатика), устанавливаемого спереди
железки на винте. Благодаря такому ’
До
По АН
L
/Слан
'о --------250? 5
Видснизу
Пролет
ий вид
Фиг. 273. Колодка струга (рубанка).
с нижней частью из
пород.
Сзади колодки, под
хвостовиком железки в
древесины этих
чаях ставят предохранительную
накладку для предохранения
руки от натирания железкой
при строгании (фиг. 276).
выступающим
некоторых слу-
Фиг. 275. Железка шерхебеля.
7—одинарная железка, 2— двойная железка. «—же-
лезка, б—язычок, в—установочный винт.
Фиг.274.Схема установки
„сайки" в подошве ко-
лодки рубанка.
Шершебель или шерхебель (иногда
называется шершебок) — деревянная ко-
лодка обычной формы длиной 200—
устройству железки в значительной
степени уменьшается возможность зади-
рания материала: язычок действует как
f 5. Ручной строгальный инструмент
257
ружколоматель. Стружка тотчас же
после отделения, натыкаясь на язычок,
вгибается почти под прямым углом и
переламывается. Поэтому отщепления
сГРужки не происходит и поверхность
при строгании получается очень чистой.
Угол заточки железки 23°, угол уста-
новки 45°, ширина пролета 9 мм. Кромка
горбатика должна быть параллельна ре-
жущей кромке и отстоять от нее на
0,5—1,5 мм. Величина этого расстояния
зависит от толщины снимаемой стружки.
Применяется двойной рубанок для чи-
стовой отделки поверхности.
Шлифтик — короткий двойной ру-
банок с очень узким пролетом (ие более
5 мм), вынесенным несколько вперед.
Угол заточки 23°, угол установки 50°.
Шлифтик применяется для удаления
самых незначительных неровностей, бе-
рет очень тонкую стружку и применяет-
ся для самой чистой отделки поверх-
ности.
Для обработки дельта-древесины тре-
буются железки повышенной стойкоств1
(твердость не менее 60—63 по Роквел-
лу). Угол посадки железки 80°, угол за-
точки 35—40°, ширина железки 40—
45 мм.
Фуганок (фиг. 277) имеет большую
тяжелую колодку — длиной 700 мм,
шириной 85 мм и высотой 75 мм с руч-
кой на заднем конце. В передней части
колодки фуганка сверху устанавливает-
ся невысокая цилиндрическая вставка —
пробка, служащая для точной установ-
ки железки фуганка по высоте (при
легком ударе молотком по пробке же-
лезка слегка подается вперед). Желез-
ка бывает одинарная или чаще двой-
ная размером 200X 65 мм. Угол заточки
23О1, угол установки 45°, ширина про-
лета 9 мм.
Фуганок применяется для оконча-
тельной строжки и выравнивания (фу-
говки) больших плоскостей и длинных
кромок, когда требуется получить точ-
ную по линейке поверхность.
Американский рубанок (фиг. 278)
имеет стальную или чугунную колодку.
Преимуществом его является простота
и удобство1 закрепления железки, недо-
статком — повышенное трение между
Металлом и обрабатываемой поверх-
ностью древесины и в связи с этим
несколько большее усилие при стро-
гании. Железка устанавливается фаской
1 ВИАМ рекомендует угол заточки
железок для рубанков и фуганков в
30—35°.
вперед. Установка ее регулируется
винтом.
Американские рубанки встречаются с
железкой, имеющей прямое или косое
лезвие.
Фиг. 276. Рубанок двойной.
Простота установки железки и пор-
тативность делают американские рубан-
ки очень удобными в работе, особенно
при обработке торцевых поверхностей.
Фиг. 277. Фуганок.
Размеры рубанков: длина от 57 до
175 мм, ширина ножа от 25 до 40 мм;
вес от 150 до 600 г.
Чрезвычайно удобны при столярно-
сборочных работах мелкие рубанки дли-
ной до1 57 мм.
Фиг. 278. Американский рубанок.
Американский фуганок имеет почти
такую же форму как и рубанок, и отли-
чается от него размерами и тем, что
имеет сзади ручку, а впереди деревян-
ный штифт. Размеры фуганка: длина
290—380 мм, ширина 45—60 мм; вес
2—2,5 кг.
17 п. П. Успасский
258
Глава 18. Строгание, строгальные станки, а инструменты
Горбатик (фиг. 279), или горбач,
представляет собой рубанок, имеющий
колодку с выгнутой или вогнутой по-
дошвой. Длина колодок в зависимости
от назначения — от 100 до 240 мм.
Железка обычная, двойная рубаночная
размером 180X50 мм. Применяется для
обработки кривых поверхностей. Кри-
Фиг. 281. Цинубель.
древесины па
ченную железку заколачивают несколь-
ко раз в торец мягкой
глубину 2—3 мм.
Благодаря рифлености лезвия же-
лезки на поверхности,
Фиг. 279. Горбатик.
в
визна подошвы колодки подбирается
соответствии с обрабатываемой поверх-
ностью.
Американский переставной горбатик
(фиг. 280). Подошва рубанка — гибкая
стальная лента, которой при помощи
винта можно придавать кривизну про-
Фиг. 280. Американский переставной
горбатик.
извольного радиуса, делая ее или вы-
пуклой или вогнутой по желанию. Раз-
меры: длина 255 мм, ширина железки
44 мм. Очень удобен для обработки
кривых поверхностей (кромок шпангоу-
тов, поверхностей болванов и т. д.).
Цинубель (фиг. 281) представляет со-
бой струг с деревянной колодкой и
железкой, имеющей рифленую лицевую
(переднюю) плоскость. Размеры колод-
ки 200X60 X60 мм. Железка размером
180X50 лыг имеет рифленую переднюю
поверхность (фиг. 282). Рифленость
трехгранная, шаг—1 мм, глубина 0,5 мм,
угол при вершине рифленки — 45°.
Угол установки железки 80°, угол за.
точки 30—35°, ширина пролета 7 леи
Заточка железки производится только,
с затылка. Правка оселком не пронзво.
дится. Для удаления заусенцев ottoj
обработанной
Фиг. 282. Железка цинубеля,
цинубелем, получаются неглубокие бо-
роздки или ворс.
Цинубель применяют для строгания
свилеватой древесины, образования вор-
са под наклейку материи и т. д.
Фиг. 283. Зензубель.
Зензубель (фиг. 283). Колодка узкая
с летком без щек. Размер колодки:
длина 200 мм, ширина 20 мм, высота
60 мм. Железка в виде лопатки с ши-
роким лезвием и узким хвостовиком
(фиг. 284). Размер железки: длина
180 мм, ширина в лезвии 20 мм, ширина
хвостовика 7 леи. Железка имеет или
прямое лезвие и устанавливается нор-
мально к оси. колодки или скошенное
§ 5. Ручной строгальный инструмент
259
лезвие и устанавливается под углом
|3°30' к оси колодки. Зензубель с ко-
сОй железкой называют косолицым
зензубелем.
Угол заточки железки 23°, ширина
пролета 7 мм.
Фиг. 284. Железка зензубеля.
а—прямая, б—косая.
Зензубель применяют для отбора в
досках и брусках прямоугольных угло-
вых частей, так называемых четвертей.
Фальцхебель (фиг. 285) является ви-
доизменением зензубеля и отличается
от последнего тем, что подошва колод-
ки имеет ступенчатые упоры. Размеры
Фиг. 285. Фальцхебель.
колодки: длина 250 мм, ширина 30 мм,
высота 80 мм. Размер железки
• 80X15 мм. Как и зензубель, фальцхе-
бель встречается с железкой, имеющей
прямое или косое лезвие.
Угол заточки железки 23°, угол уста-
новки 45", ширина пролета 9 мм.
Применяется для выборки фальца.
Шпунтубель, или пазник, применяет-
ся для оформления пазов прямоугольно-
го сечения на заданном расстоянии от
края бруска или доски при обработке их
для соединения в шпунт. Шпунтубель
бывает двух видов: нутхебель (фиг. 286)
для выборки паза и федерхебель
(фиг. 287) для обработки гребня.
С Фиг. 286. Нутхебель (шпунтубель).
Форма колодки нутхебеля и федср-
хебеля соответствует профилю желез-
ки (фиг. 288).
Фиг. 287. Федерхебель.
Штапик, или полуштапик (фиг. 289),—
рубанок для обработки кромки по по-
луокружности или по сегменту.
Фиг. 288. Железка шпунтубеля.
Калевка —рубанок с двумя желез-
ками для обработки поверхности по
Фиг. 289. Штапик.
профилю, представляющему простое со-
четание кривых линий (фиг. 290).
Галтель — рубанок для обработки
поверхностей по сложному профилю,
17*
260
Г лава 19. Сверлильные станки, сверла и сверление
представляющему сочетание прямых -и
кривых линий (фиг, 291), с соответ-
ствующим набором железок в колодке.
Подошва колодки галтели или калев-
ки имеет форму, соответствующую про-
филю железки, т. е. профилю обраба-
тываемой поверхности.
Ручной стружок (фиг. 292) представ-
ляет собой металлическую оправу с
Цикли изготовляются обычно из ста-
рого полотна ленточной пилы и имеют
различную форму.
Фиг. 291. Образцы поверхности, об-
работанной галтелью.
тонкую стальную пластинку, толщиной
около 1 мм, длиной примерно 120 мм
и шириной около 60 мм.
Режущей частью цикли является
заусенец, образующийся при сглажива-
нии кромки цикли пластью стамески.
Фиг. 290. Калевка.
двумя ручками, в середине которой
закрепляется небольшой резец, шириной
от 30 до 60 мм. Расстояние между кон-
цами ручек — 230—250 мм. Применяет-
ся для сглаживания и отделки перехо-
дов с резким изменением кривизны.
Очень удобен при отделке и изготовле-
нии моделей для продувки.
Цикли. Для последней доводки и
зачистки деталей применяют циклю —
Фиг. 292. Ручной стружок.
Ручной строгальный инструмент встре-
чается весьма разнообразных размеров.
В СССР размеры и формы шерхебеля,
рубанка одинарного и двойного фуган-
ка, зензубеля и фальцхебеля стандар-
тизованы (ОСТ 90085-40).
Глава 19
СВЕРЛИЛЬНЫЕ СТАНКИ, СВЕРЛА И СВЕРЛЕНИЕ
§ 1. СВЕРЛИЛЬНЫЕ СТАНКИ
Сверлильные станки
для
лых
предназначаются
древесине круг-
отверстий.
высверливания в
и продолговатых
Фиг. 293. Настенный радиально-свер-
лильный станок.
Для получения круглых отверстий ра-
бочая подача осуществляется надвига-
нием вращающегося сверла на обраба-
тываемый предмет или, наоборот, надви-
ганием обрабатываемого предмета1 на
сверло, для получе-
ния продолговатых
отверстий обрабаты-
ваемому предмету,
кроме того, сообщает-
ся поперечное или
продольное движе-
ние.
По принципу рас-
положения сверл раз-
личают вертикально-
сверлнльные и гори-
зонтально -сверлиль
ные станки, а по чис-
лу рабочих шпинде-
лей — одношпиндель-
ные и многошпин-
дельные.
g 2. Сверлильно-долбежные станки
261
По характеру крепления шпинделя
сверлильные станки разделяются на
настенные станки и станки на колонках.
В зависимости от устройства подачи
станки делятся на станки с ручной,
педальной н автоматической (механиче-
ской) подачей.
В самолетостроении применяются
главным образом вертикальио-сверлиль-
ные станки с ручной подачей.
Сверлильные настенные
станки представляют собой чугунный
кронштейн, в передней своей части не-
сущий шпиндель с патроном для сверла.
При помощи рычага с противовесом
шпинделю можно сообщать вертикаль-
ные перемещения и тем осуществлять
подачу сверла.
Для увеличения вылета станка крон-
штейн иногда делают составным из
двух шарнирно соединенных частей
(фиг. 293). Станок очень удобен для
радиально-сверлильных работ.
Основной частью сверлильных стан-
ков на колонке является Г-образная
станина (колонка), в верхней части ко-
торой помещается головка со< шпинде-
лем, а в нижней —стол, обычно пере-
мещающийся по станине вверх и вниз.
Фиг. 294. Вертикальный сверлильный
''•танок на колонке с педальной подачей
сверла.
Рабочая подача шпинделя—.ручная, нож-
ная при помощи педали или автоматиче-
ская от электромотора (фиг. 294—295).
Фиг. 295. Многошпиндельный вер-
тикальный сверлильный станок с
ручной подачей сверла.
Наибольшее удобство для работы
представляют станки с педальной или
автоматической подачей сверла, так
как при этом руки рабочего остаются
свободными.
§ 2. СВЕРЛИЛЬНО-ДОЛБЕЖНЫЕ
СТАНКИ
Сверлильно-долбежные станки приме-
няются для получения квадратных и
продолговатых отверстий.
Принцип работы их заключается в
предварительном сверлении древесины
с последующим подрезанием четырех
углов при помощи полого квадратного
долота. Винтовое (червячное) сверло
устанавливается во вращающемся шпин-
деле, имеющем поступательное движе-
ние, а полое долото', охватывающее
сверло, — в специальном шпинделе,
имеющем только поступательное дви-
жение. При этом винтовое сверло долж-
но своими режущими кромками вы-
ступать за плоскость вершин углов
долота на 0,75—1,25 мм. Движение
262
Глава 19. Сверлильные станки, сверла и сверление
§ 3. Сверла
263
щпинделю передается от мотора через
геменную и зубчатую передачу или же
(гпиндели монтируются непосредственно
на моторе, получающем в этом случае
поступательное движение от педали.
Станок представляет собой чугунную
колонку с вертикальными направляю-
щими, по которым может перемещаться
мотор со шпинделями или шпиндельная
Фиг. 296. Сверлильно-долбежный
станок.
головка и рабочий стол. Поступатель-
ное движение шпинделя со сверлом и
долотом осуществляется при помощи
системы рычагов от педали. Стол по
высоте перемещается вручную махо-
вичком.
Для установки и крепления детали
на столе в рабочем положении имеются
тиски.
Производительность долбления на
~станке примерно в 10 раз выше ручного
Долбления.
Характеристика
вертикального1
с в ер л и л ь н о-д о л б е ж н о г о
станка (фиг. 296)
Модель 194 D фирмы Оливер (Oliver
Machinery С°), США.
Шпиндель для сверла непосредствен-
но установлен на валу мотора. Долото
вставляется в приспособление, смонти-
рованное на корпусе мотора. Поступа-
тельное движение мотор получает через
систему рычагов Sr педали.
Вылет шпинделя..........100 мм
Вертикальное перемещение
шпинделя...............103 мм
Размеры долота ..... от 6X6 до
12,7X12,7 мм
Размеоы сверла..........от 4,5 до
8,5 мм
При простом сверлении
максимальный диаметр
сверла..................25 мм
Число оборотов сверла . . 3450 об/мин.
Максимальное расстояние от
стола до долота......... 550 мм
Максимальная глубина
долбления...............100 мм
Мощность мотора .... 0,5 л. с.
Высота станка........... 1450 мм
Расстояние от пола до до-
лота ................... 700 мм
Занимаемая площадь . . . 0,7x0,9 м
Вес..................... 1800 кг
§ 3. СВЕРЛА
Для сверления древесины применяют-
ся различные сверла, различающиеся
между собой: типом хвостовика, кон-
струкцией режущей части сверла, кон-
струкцией элементов для отвода
стружки.
Хвостовики сверл делаются цилин-
дрическими, конусными, квадратными,
пирамидальной формы.
Сверла с цилиндрическим хвостови-
ком применяют при машинном неглу-
боком сверлении, где не требуется
особой точности обработки.
Сверла с конусным хвостовиком (ко-
нусом Морзе) применяются при машин-
ном глубоком сверлении и обеспечивают
высокую точность обработки.
Сверла с хвостовиком квадратной
пирамидальной формы применяются
только при ручном сверлении.
По конструкции режущей части
сверла можно разделить на три основ-
ные группы — ложечные, центровые и
спиральные.
264
Глава 19. Сверлильные станки, сверла и сверление
Ложечные сверла
Ложечное сверло (фиг. 297,/)
применяется для сверления древесины
вдоль волокон. Режущая кромка одна—
прямая, расположенная параллельно оси
вращения сверла; на стороне, противо-
положной режущей кромке, делается
направляющая, представляющая собой
часть 'цилиндрической поверхности, опи-
сываемой лезвием.
8—цен-
6—шнековое, 7—штопорное,
тробор.
Фиг. 297. Сверла.
7—ложечное, 2—улитообразное, 3—перка, 4—скрученная
перка, 5—винтовое, ' ~
Сверло легко
скает глубокое и
Обрабатываемая поверхность получает-
ся чистой, но сверление неточное. Не-
достатком сверла является то, что
стружка сама вверх почти не подается
и мешает работе сверла. Чтобы удалить
стружку, приходится сверло вынимать
и очищать от стружки.
У литообразное
297,2) представляет
ное сверло, нижняя
сделана винтообразной,
изготовляется; допу-
неглубокое сверление.
сверло (фиг.
собой
ьасть
ложеч-
которого
с режущей,
кромкой, идущей по конической винто-
вой линии, переходящей вверху в пря-
мую. Наконечник сверла обеспечивает
лучшее направление при сверлении,
сверло легко входит в древесину, и
даже втягивается в нее винтом, не те-
ряет приданного ему направления и по
внутренней винтовой поверхности сво-
бодно продвигает вверх стружку. При-
меняется для глубокого и неглубокого
сверления древесины вдоль волокон и
дает чистую, но недостаточно точну
поверхность сверления.
Для машинного сверления мало npi
годно из-за ломкости.
Центровые сверла
Центровое сверло (перка
фиг. 297,3) представляет собой сверло
имеющее в нижней части форму лопат
ки с центральным направляющи»
острием, боковым резцом, так
называемым дорожником или,
подрезателем, для подре-
зания древесины по кругу, и
режущим лезвием, сни-
мающим стружку в виде вин-
товой ленты. Применяется для
неглубокого сверления попе-
рек волокон. Поверхность свер-
ления получается чистой, точ-
ность сверления невысока^
Изготовление сверла не-
сложно.
Центровое скручен-
ное сверло (фиг. 297,4)
представляет собой перку с ло-
паткой, скрученной винтооб-
разно, благодаря чему стружки
отводятся лучше и возможно-
более глубокое сверление. При-
меняется для сверления вдоль
волокон и дает чистую, но не-
достаточно точную поверх-
ность.
Змейковое, винтовое
или червячное сверло-
(фиг. 297,5) представляет не-
прямоугольного сечения, скру-
> около продольной
лосу 1
ченную около продольной оси.
Находящиеся на конце полосы рабочие
части оттянуты для образования цен-
тра и двух групп режущих кромок, под-
резателей (дорожников) для получения
чистой цилиндрической поверхности,
ограничивающей .отверстие, и собствен-
но резцов (лезвий) для снятия стружки
при углублении сверла в материал.
Дорожники располагаются симметрич-
но по отношению к оси сверла. Резцы
несколько наклонены вперед по отно-
шению к диаметральной линии, Прохо-
дящей через конечные точки подреза-
телей.
Змейковое сверло применяется для
глубокого сверления поперек волокон.
Оно хорошо отводит стружку и дает
чистую поверхность н точное сверление.
Сверло шнековое или змей-
ковое одноходное (фиг. 297,6) при-
меняется для глубокого сверления по-
перек волокон. Дает чистую поверх-
§ 3. Сверла
265
сТЬ и хорошую точность сверления,
хорошо отводит стружку.
Сверло штопорное (фиг.297,7)
применяется для глубокого сверления
поперек волокон. Дает чистую поверх-
ность и большую точность сверления.
Хорошо отводит стружку. При сверле-
нии по кондуктору требует удлиненной
направляющей втулки.
Сверло центровое раздвиж-
ное (центробор) применяется для
сверления отверстий особенно больших
диаметров. Режущим элементом центро-
бора является пластинка с лезвием на
нижней кромке и подрезателем (дорож-
ником) на одной из боковых кромок.
Пластинка устанавливается в головке
сверла вблизи центрирующего винтового
острия и закрепляется в нужном поло-
жении при помощи винта. Для удобства
иа пластинке имеются деления, пока-
зывающие величину радиуса сверла.
Для автоматической подачи осевой
наконечник (центр) винтового сверла
делают в виде конического одно- или
двухзаходного винта. Шаг этого винта
определяет подачу за один оборот.
Сверла с винтовым центром приме-
няются в тех случаях, когда целесо-
образно понизить усилие подачи (при
ручном сверлении), а также при глубо-
ком сверлении на станках. Во всех
остальных случаях машинного сверле-
ния сверла с винтовым центром пе
применяются.
Угол резания центровых сверл ме-
няется по длине режущей кромки рез-
ца, имея наибольшее значение вблизи
оси сверла и наименьшее около дорож-
ников (подрезателей). Среднее значе-
ние угла резания, равное 45°, обычно
соответствует точке лезвия, отстоящей
от центра на 0,7 радиуса сверла.
Шаг образующих сверло винтовых
лопастей обычно равен 2,2 D (D — диа-
метр сверла), задний угол 15°.
Спиральные сверла
Спиральное сверло (фиг. 298)
типа, применяемого для сверления ме-
талла (с фаской), используется для
неглубокого сверления независимо от
направления волокон. Даег точное
сверление, но нечистую поверхность.
Угол при вершине равен 85—90° для
сверления древесины и 120° для свер-
ления дельта-древесины.
Спиральное сверло для де-
рева (без фаски) (фиг. 298,3). при-
меняется для неглубокого сверления
поперек волокон, дает чистую поверх-
ность обработки и точное сверление.
Угол заточки при вершине 85°.
Спиральное сверло для де-
рева (фиг. 298,1) с направляющим
центром и подрезающими кромками?
Фиг. 298. Спиральные сверла.
1—сверло без фаски, 2—сверло с фаской,
3—шпорное сверло.
(дорожниками) (шпорное сверло) при-
меняется для глубокого сверления по
кондуктору поперек волокон. Дает чи-
стую поверхность и высокую точнобть
сверления. Благодаря наличию центра
Фиг. 299. Процековка.
7—процековка цилиндрическая со сверлом,
2 и 3—сверло Форсгнера.
сверлении, но при большой глубине
сверления стружка отводится недоста-
точно хорошо. Встречается как с боко-
вой фаской, так и без нее.
Процековки или цековки
(фиг. 299). Для сверления несквозных
отверстий (гнезд для головок болтов,,
шайб впотай и т. д.) применяют спе-
циальные сверла с круглой головкой,,
сверла Форстнера и цековки.
2Ь6
Глава 19. Сверлильные станки, сверла и сверление
Таблица 118
Геометрические данные винтового шнекового сверла
(размеры в мм)
6,5 250 85 5 15 140 10 2,5 1,0 4,7 3,0 1,5 5,0 4,5 15 2,0
8 250 85 5 15 135 10 2,5 1,0 5,2 4,0 2,0 5,0 4,5 15 3,0
9,5 250 85 5 15 135 10 2,5 1,0 7,2 4,5 2,5 5,5 4,5 15 3,0
12 250 85 10 15 125 15 3,0 1,5 8,7 5,0 3,0 7,0 6,6 18 3,5
16 270 85 15 20 130 20 3,5 2 14,7 5,5 3,5 10,0 9,0 23 3,5
19 285 85 15 25 135 25 3,5 2 14,7 6,0 4,0 10,0 У,0 25 4,5
22 285 85 15 30 130 25 4,0 2 16,7 6,5 4,5 16,0 14,0 28 5,0
25 285 85 20 35 120 25 5,0 2 19,7 7,0 5,0 16,0 14,0 33 5,0
30 285 85 20 35 120 25 5,0 2 24,7 7,5 5,5 16,0 14,0 35 5,0
Таблица 119
Геометрические данные спиральных сверл для древесины
(размеры в мм)
D L d 1 / b С Угол наклона спирали
8,0 170 12,7 125 1.0 1,3 0,4 30°
8,5 170 12,7 125 1,1 1,3 0,4 30°
9,0 170 12,7 125 1,1 1,4 0,4 30°
9,5 170 12,7 125 1,2 1.4 0,4 30°
10,0 170 12,7 125 1,2 1.4 0,4 30°
10,5 170 12,7 125 1,3 1,5 0,4 30°
11,0 170 12,7 125 1,4 1,5 0,4 30°
13,0 170 12,7 125 1,6 1,6 0,5 30°
14,0 170 12,7 125 1,8 1,6 0,5 30°
15,0 170 12,7 125 1,9 1,7 0,5 30°
16,0 170 12,7 125 2,0 1,8 0,5 30°
§ 3. Сверла
267
Таблица 120
Геометрические данные спиральных шпорных сверл для древесины
Обработка кругом w? По н-л
I
7
/ л По А-в*
1 (размеры в мм) Г i Л 0,5
D L а f ь С 1, Угол наклона спирали
8,0 8,5 9,0 9,5 10,0 10,5 н,о 13,0 14,0 15,0 16,0 170 170 170 170 170 170 170 170 170 170 170 125 125 125 125 125 125 125 125 125 125 125 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 12,7 1,0 1,1 1,1 1,2 1,2 1,3 1,4 1,6 1,8 1,9 2,0 1,3 1,3 1,4 1,4 1,4 1,5 1,5 1,6 1,6 1,7 1,8 0,4 .0,4 0,4 0,4 0,4 0,4 0,4 0,5 0,5 0,5 0,5 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 30° 30° 30° 30° 30° 30° 30° 30° 30е 30° 30°
Цековка цилиндрическая
(фиг. 299,1) с хвостовиком представ’
ляет собой спиральное сверло с фаской
и с торцевой режущей кромкой. Це-
ковка -может изготовляться за одно
целое со сверлом или же без хвостови-
ка, со сквозным отверстием в- центре.
В последнем случае цековку при по-
мощи бокового винта можно- крепить к
сверлу на желаемом расстоянии от вер-
шины сверла. Цековки применяются
Для сверления гнезд для головок бол-
тов, устанавливаемых впотай.
Сверло Форстнера (фиг. 299,2
и 3) представляет -.собой цилиндриче-
скую тонкостенную режущую головку
с хвостовиком. Основная режущая
кромка расположена (вдоль диаметра
головки, перпендикулярно оси сверла,
ело голо-вки ограничено цилиндриче-
ской поверхностью с гладкой или зуб-
чатой нижней кромкой. Цилиндрическая
поверхность имеет разрывы, создающие
боковые режущие кромки. Благодаря
сравнительно высоким боковым режу-
щим кромкам отверстие получается
точное, с очень чистыми стенками и
совершенно плоским дном. Этими свер-
лами можно делать полукруглые выем-
ки у кантов бруско-в и досок, что
нельзя делать другими сверлами.
Фиг. 300. Раззенковка.
Раззенковки представляют собой
чаще всего- цилиндрический стержень с
конической голов-
кой, на которой
прорезаны по об-
разующим канав-
ки, действующие
как резцы. Раззен-
ковки снабжаются
круглым или четы-
рехгранным хво-
стовиком(фиг.ЗОО).
Часто раззенковку
делают без хвосто-
Фиг. 301. Раззен-
ковка вставная.
вика, с круглым отверстием в центре
(фиг. 301) для установки на сверле, что
позволяет одновременно сверлить и раз-
зенковывать отверстие.
268
Глава 19. Сверлильные станки, сверла и сверление
Фиг. 302. Американское долото.
/—общий вид, 2—долбяк, 3— сверло*
Американское долото
(фиг. 302) применяется для получение
квадратных или прямоугольных отвер,
стий. Оно состоит из квадратной труб,
ки—долота и винтового сверла, распо-'
ложенного внутри долота. Работа по.
снятию и удалению стружки произао-,
дится сверлом. Долото, углубляясь не1
сколько позже сверла в древесину
играет роль квадратного' подрезателя
срезающего остающиеся четыре угла
отверстия.
Размер американских долот от-
6X6 м.
Глубина сверления от 50 до 120 мм.
Таблица 121
Геометрические данные
зубчатой процековки
(размеры в мм)
D L 1 h а t 4 d Хвостовик h F л
25 140 10 130 45° 5 в 2 1,5 2
30 140 10 130 45° 5 — в 2 1,5 2
35 140 12 128 45° 5 —- — в 2 1,5 2
40 140 15 125 36° 5 — в 2 2 2,5
45 140 15 125 36° 5 — — в 2 2 2,5
50 140 15 125 36° 5 — — в 2 2 2,5
55 140 15 125 36° 5 — — в 2 2 2.5
60 140 20 120 36° 6 45 20 А 2 2,5 3
65 140 20 120 36° 6 45 20 А 2 2,5 3
70 130 20 110 36° 6 45 20 А 2 2,5 3
75 130 20 ПО 36° 6 45 20 А 2 3 4
80 130 25 105 30° 6 45 20 А 3 3 4
85 130 25 105 30° 6 45 20 А 3 3 4
90 130 25 105 30° 7 45 30 А 3 4 6
95 130 30 100 30° 7 45 30 А 3 4 6
100 130 30 100 30° 7 45 30 А 3 4 6
§ 3. Сверла
Таблица 122
Геометрические данные цилиндрической процековки без хвостовика
(размеры в мм)
О Z 1 I, Угол наклона спирали Радиус спиральной канавки Глубину канавку
30 10,5 50 20 0,5 30° 10 7
30 11,0 50 20 0,5 30° 10 7
35 14,0 50 20 0,5 30° 12 8
35 15,0 50 20 0,5 30° 12 7,5
Таблица 15
Геометрические данные вставной
раззенковки (без хвостовика)
»
(размеры в мм)
а d D L 1 а1 1 а2
90° 11 30 50 20* 80° 2° ч
110° 11 30 50 20 80° 2°
120” 10,5 30 50 20 80° 2°
120° п,о 30 50 20 80° 2° 4 р
120° 14,0 30 50 20 80° 2°
120° 15,0 30 50 20 80° 2°
270
Глава 19. Сверлильные станки, сверла и сверление
Таблица 124
Геометрические данные американского долота
мм
A L
I D
Е
W
W,
R
h
R, К р а
6,5 155 40 16 25 5 8 30
8 155 40 16 25 5,5 9 30
9,5 155 40 16 25 7,5 10 30
12 155 40 22 32 9 12 35
16 175 40 22 32 12 13 40
19 190 40 30 40 15 18 45
22 190 40 30 40 17 20 55
25 210 40 30 40 20 22 55
30 210 40 34,9 40 25 27 55
20 55 3 20 15 4,0 10' 12»
20,0 50 3 20 15 5,0 15' 12°
20 50 3 20 15 5,0 15' 12°
20 50 4 15 15 6,0 15' 12°
20 50 5 15 15 8,0 15' 12°
20 55 5 15 25 10,0 15' 12°
23 55 5 15 25 10,5 20' 12°
25 55 6 15 25 12,0 25' 12°
25 55 6 15 25 14,0 25' 12°
Заточка сверл. Сверла нужно
затачивать и править тотчас же после
затупления или выкрашивания режу-
щих кромок.
Спиральные сверла машиностроитель-
ного типа с углом заострения при вер-
шине затачиваются или на специальных
шлифовальных станках для сверл или
на абразивных станках со специальным
супортом для установки сверл. Осталь-
ные сверла затачиваются напильниками.
Заточка основного (торцевого) резца
производится только с задней грани, за-
точка дорожников (подрезателей) —
только с внутренней стороны, а не с
цилиндрической части.
Для заточки следует применять бар-
хатные напильники или абразивные кру-
ги зернистостью 46—80 и твердостью
СМ1—съ.
Мало затупленные сверла целесо-
образно подтачивать только мелкозер-
нистыми оселками (типа «Индиа») соот-
ветствующей формы.
При заточке сверл с подрезателями
(дорожниками) следует наблюдать за
тем, чтобы подрезатель выступал над
основным резцом не более чем на
1,5—2,5 мм (в зависимости от подачи
сверла на один оборот).
§ 4. РУЧНОЙ СВЕРЛИЛЬНЫЙ
ИНСТРУМЕНТ
Для ручного сверления и зенкования
применяют коловороты, дрели винтовые
и дрели американские.
Фиг. 303. Коловорот.
I—с винтовым зажимом сверла, 2— с патроном-
Коловорот (фиг. 303) представ-
ляет собой стальную скобу, по середи-
не которой (находится ручка для вра-
$ 5. Сверление
271
гения; на одном конце скобы имеется
нездо с винтовым зажимом для креп-
ления сверла, на другом — деревянная
цляпка для прижима коловорота при
сверлении. Вместо квадратного гнезда
ля крепления сверла в
коловоротах применяют-
ся также патроны для
зажимания сверла.
Для удобства работы
головка с патроном для
сверла иногда выполняется с тре-
щеткой.
Дрель винтовая (фиг. 304) пред-
ставляет собой стержень, с двух- или
Фиг. 305. Дрель американская.
1~гнездо для боковой ручки, 2—боковая ручка.
трехзаходовой винтовой нарезкой, на
который надета муфта с нарезкой вну-
три. На одном конце стержня имеется
патрон для установки и зажимания
ГЦ f,г.~ ,.7..^ ТП»
•'^4'
Фиг. 306. Бурав.
сверла, на другом шляпка для прижима
дрели во время работы.
При движении муфты вниз стержень
со сверлом получает правое вращение
вместе со сверлом. При движении вверх
муфта идет вхолостую и стержень не
вращается.
Винтовая дрель применяется для свер-
ления мелких отверстий — до 3—4 мМ
диаметром.
I
Фиг. 304. Дрель винтовая.
Дрель американская (фиг.305)
представляет собой ручную сверлиль-
ную машинку, в которой вращение па-
трону со сверлом передается от ручки
через коническую зубчатую передачу.
Американская дрель применяется для
ручного сверления отверстий до 8—
10 мм диаметром.
Бурав (фиг. 306) представляет со-
бой улитообразное или винтовое сверло»
с ушком для ручки на конце, приме-
няемое для глубокого сверления. Бурава»
Фиг. 307. Буравчик.
изготовляются диаметром от 6 до ЮТ лиг.
Для неглубокого сверления, не тре-
бующего особой точности, применяются
мелкие бурава — буравчики, представ-
ляющие собой улитообразное сверло с
ручкой (фиг. 307). Буравчики изготов-
ляются диаметром от 2 до 15 мм.
§ 5. СВЕРЛЕНИЕ
При работе сверло' должно быть плот-
но' зажато в патроне сверлильного
станка, дрели или коловорота. Прямо-
линейность поверхности стола станка:
во всех направлениях, его горизонталь»
ность, а равно и вертикальность шпин-
деля должны быть проверены прецизи-
онным уровнем. Вал шпинделя станка
не должен иметь люфта.
Центральность уста-
новки сверла в патроне
станка проверяют нако-
лом иа доске центром
сверла, затем повторным
наколом после поворота шпинделя на
180е. Наколы должны совпадать.
Патроны для сверл должны быть
гладкими и не иметь выступающих ча-
стей.
Глава 19. Сверлильные станки, сверла и сверление
Диаметр сверления в мм
Фиг. 308. Диаграм-
мы для определе-
ния ручной подачи
и машинного вре-
мени обработки на
сверлильных стан-
ках. Мягкие по-
роды.
Глубина сверления в мм
Фиг. 309. Диаграмма для определения ручной подачи и машинного времени
обработки на сверлильных станках. Твердые породы.
§ 1. Токарные станки
Обрабатываемая деталь должна быть „очно закреплена на столе. ^ДХри ручном сверлении удовлетвори- е [ьные результаты получаются при ]00 об/мин. и выше. Таблица 125 Скорости резаная и подача сверла Скорость удаления сверла из отвер- стия 0,1—0,15 м1сек. При сверлении необходимо наблю- дать за тем, чтобы образующаяся при сверлений стружка ие забивала кана- вок сверла. Для получения чистых отверстий у выхода сверла следует применять под- кладки из материала, механические свойства которого не ниже свойств обрабатываемого материала. Основные данные, характеризующие' работу ПО1 сверлению древесины, приве- дены в нормативных диаграммах на фиг. 308 и 309.
Породы древесины Скорость резания м!сек Подача на один оборот сверла мм
— Твердые Средние Мягкие 0,2-0,3 0,5-3,0 0,1-0,3 0,2-0,7 0,6-2,0
Таблица 126
Рекомендуемые числа оборотов шпинделя при сверлении
Обрабатываемый материал Число оборотов в минуту при глубине сверления
до 60 мм от 60 до 200 мм свыше 200 мм
Древесина 3000 1500-3000 200-600
Дельта-древесина и бали- нит 400-600 —
Боковая подача сверла при выработке
овальных отверстий составляет от
0,5 у до 0,65 s, где s— глубина вы-
борки.
По этим диаграммам, зная диаметр
сверла и глубину сверления, можно
легко определить машинное время и
расчетную подачу.
Глава 20
ТОКАРНЫЕ И . ШКУРОЧНО-ЮИФОВАЛЬНЫЕ . СТАНКИ
ПО ДЕРЕВУ
§ 1. ТОКАРНЫЕ СТАНКИ
Токарные станки по дереву приме-
няются для получения изделий, имею-
щих форму тел вращения. По своему
назначению они делятся на три группы:
1) токарные станки для точения пред-
метов значительной длины по сравне-
нию с их диаметром, 2) лобовые токар-
ные станки—для точения изделий боль-
шого диаметра и незначительной длины
и 3) токарные станки-полуавтоматы для
массового изготовления однородных из-
делий.
В ’ самолетостроении применяются
главным образом станки первой группы.
Токарный станок по дереву состоит
из станины, на которой установлены
передняя и задняя бабки. Шпиндель
передней бабки ‘приводится в движение
ременной передачей или непосредствен-
но от электромотора (фиг. 310). Для
упора или установки режущего инстру
мента служит подручник или супорт.
Подручник .устанавливается и закреп-
ляется в рабочем положении при помо-
щи винтов. Супорт связан со станиной
и перемещается от руки или автомати-
чески через червячно-винтовую пере-
дачу.
Для обработки предметов большого
диаметра (до 800 мм) с левой стороны
передней бабки устанавливается лобо-
вая планшайба диаметром до 400 мм и
обработка производится с подручника,
укрепляемого на стойке (фиг. 311).
18 П. П. Усласский
274 Глава 20. Токарные и шкурочно-шлифовальные станки по дереву
Фиг. 310. Токарный станок по дереву.
Фиг. 311. Лобовая планшайба токарного
станка по дереву и суппорт на колонке
Таблица 127
Характеристика токарных станков
Характеристика станка Завод или фирма
Oliver Machi- nery С°, США Завод „Красный металлист" Ворошиловск Гарнитурный (сборный)
Модель 51 ТП-2
Высота центров, мм 305 300 170—200
Наибольшее расстояние между центрами, мм Диаметр планшайбы, мм 610 1000 400-600
150 300 150
Число оборотов, об/мин От 600 до 3600 1000-1500 —
Потребная мощность, кет 0,35 2,0 0,5
Площадь, занимаемая станком, леи2 1220X310 3590X1200 —
Вес, кг 270 900 —
Привод Электрифи- цированный Ременно- электрифици- рованный Ременно- электрифици- рованный
Дополнительные сведения — С лобовой планшайбой Рама деревян- ная, баки и су-; порт сборные I
§ 2. ИНСТРУМЕНТ ДЛЯ РАБОТЫ
НА ТОКАРНЫХ СТАНКАХ
Peep, или полукруглое доло-
то (трубка) (фиг. 312,7), применяется
для первоначальной грубой обточки.
Имеет вид полукруглой стамески. Угол
заточки 25—30°. Ширина реера бывает
от 6 до 40 мм, иногда выше.
Мазель (фиг. 312,2), или косяк,—
плоская длинная стамеска с лезвием,
наклоненным к оси инструмента под
углом 70—80°. Ширина мазеля колеб-
лется в пределах от 6 до 50 мм. Лез-
вие мазеля затачивается с обеих сто-1
рои, образуя двухстороннюю фаску с
углом заострения (заточки) 20—30?.
Для твердых пород угол заточки де-
лается больше.
Штихель (фиг. 312,3), или доло-
то с прямым лезвием, перпендикуляр-
ным к оси инструмента, применяется
для вытачивания узких бороздок с пря-
моугольными или остроугольными гра-
нями.
Грабштихели, или крючки, и
§ 3. Шкурочно-шлифовальные станки
275
1)НГурные [резцы (фиг. 312,4) приме-
1 ются для вытачивания различных фи-
гурных поверхностей.
Фиг. 312. Резцы для точения древесины.
1—peep или трубка, 2—-мазель или косяк.
3—штихель или прямое долото, 4- граб-
штихель или крючок. •
Угол заточки штихелей и крючков
20—30°.
Все перечисленные инструменты на-
саживаются на длинные ручки.
§ 3. ШКУРОЧНО-ШЛИФОВАЛЬНЫЕ
СТАНКИ
Для зачистки (разного рода деталей
шлифовальной (стеклянной или кремне-
вой) шкуркой применяются шлифоваль-
ные станки.
Обработка деталей на шлифовальных
станках производится снятием незначи-
тельного слоя материала с поверхности
детали, причем обрабатываемый мате-
риал передвигается (рукой или авто-
матически) сравнительно медленно от-
носительно быстродвижущейся шли-
фующей шкурки.
По своей конструкции шлифовальные
станки делятся на: 1) шлифовально-
ленточные станки, 2) шлифовально-ди-
сковые, 3) шлифовально-цилиндровые
и 4) шлифовально-валиковые (фиг. 313).
В самолетостроении применяются
главным образом станки первых двух
групп, часто устанавливаемые на об-
щей колонне—станине (фиг. 314).
Таблица 128
Характеристика шкурочно-шлифовальных станков
Характеристика станка Завод или фирма
Завод „Красный металлист", Зорошиловск
Модель Шл. НСВ Шл. НС Шл. 2Д Шл. ДР ШДБ
Диаметр шлифо- вального вали- ка, мм — — — — 90
Высота шлифо- вального вали- ка, мм Тип станка — — — —• 240
Одноленточ- Одноленточ- Двухдиско- Однодиско- Валико-дис-
ный верти- кальный ный гори- зонтальный вый верти- кальный вый гори- зонтальный на тумбе НОВЫЙ
Ширина ленты, мм 350 •350 — — —
Длина ленты, мм 3600 3800 — — —
Диаметр шлифо- вального дис- ка, мм Число оборотов рабочего вала об/мин. — — 750 >80 800
1400 1450 710 1150 —
Потребная мощ- ность, кет 2,2 2,2 4,5 1,3 3,95
Площадь, занимае- мая станком, мм2 950-1155 450х 1775 950—1390 1850 x 2500 850X1900
Вес, кг Привод 650 200 Элек 250 трифициров. 200 1ННЫЙ 880
18*
276
Глава 21. Ручной механизированный инструмент
Фиг. 313. Шкурочно-шлифовальный станок с диском
и лентой.
Фиг. 314. Шкурочно-
шлифовальный станок
валиковый.
Глава 21
РУЧНОЙ МЕХАНИЗИРОВАННЫЙ
Электрические и пневматические
пилы, рубанки, дрели и прочий
Электрифицированный инструмент
Ручная электрическая круг-
лая пила (фиг. 315) с горизонталь-
ным валом применяется для распиловки
древесины толщиной до 150 мм вдоль
и поперек волокон и для вырезки чет-
верти, прорезки шпунтов, проушин и т. д.
В зависимости от глубины пропила и
диаметра пильного диска ручные элек-
трические пилы выпускаются с мото-
ром мощностью от 0,1 до 2 кет. Пиль-
ный диск крепится к валику редуктора
или непосредственно к валу мотора.
Опорным основанием при работе пилы
служит полоз из алюминиевого литья
или стали. В передней части полоз
имеет риску для направления пилы то
линии пропила и боковые направляю-
щие. Корпус пилы крепится к полозу
на шарнире и допускает установку пиль-
ного диска на требуемую глубину про-
пила.
Редукторные дисковые пилы иногда
выпускаются с приспособлением для
ИНСТРУМЕНТ
это усложняет конструкцию, уве
установки пилы под косую резку. Одна-
ко
Фиг. 315. Ручная электрическая
круглая пила.
личивает ее вес и дает меньшую устой-
чивость при работе.
Глава 21. Ручной механизированный инструмент
277
Иля предохранения от несчастных
„ччаев при работе пильный диск за-
с" Ь1Т двумя защитными кожухами.
К включение мотора — курковое.
/Легор может присоединяться к штеп-
сельной (розетке как силовой, так и
осветительной сети.
Скорость резания 15—30 м/сек. По-
дача зависит от толщины и твердости
распиливаемого материала.
При работе ручными дисковыми пи-
лами следует избегать перегрузок мо-
тора, уменьшая в случае надобности
подачу.
Для обрезки кромок фанеры при фане-
ровке обшивки фюзеляжа и т. п. очень
удобны ручные электрические пилы с
вертикальным валом (фиг. 316).
Ручная электрическая лен-
точная пила (фиг. 317) представ-
ляет С-образную раму, в верхней части
которой закреплен электромотор с
установленным на валу редуктора ве-
дущим шкивом. Второй шкив установ-
лен в нижней части рамы.
Для устойчивости пилы при работе
на корпусе мотора имеется опорная
плита. Эта плита ложится нижней пло-
скостью на обрабатываемую' деталь и
во время работы скользит по ней, пре-
пятствуя боковым перекосам пильной
ленты.
Фиг. 316. Ручная электрическая
пила с горизонтальным диском.
Пила может применяться в качестве
переносной и стационарной. В послед-
нем случае она устанавливается на спе-
циальной подставке, укрепляемой иа
верстаке или на столе.
Таблица 129
Характеристика ручных электрических круглых пил
Характеристика пилы Завод или фирма
Завод ТК НКВД Завод „Крас- ный маяк*1 BEN PatentsLd, Англия Mattison Machi- ne Works, США
Модель Безредук- 176 199 (фиг. 316)
торная
Тип электромотора Однофазный — Однофазный —
универсаль- универсаль-
ный коллек- ный
Мощность, кет х торный 0,4 0,65 0,66
Напряжение, в 220 220/127 НО, 220, 250 ПО и 220
Число оборотов мотора, об/мин. или 32
16000 1500 3600 —
Число оборотов рабочего ва- ла, об/мин. Диаметр пильного диска, мм 2500 1500 3600 —
150 150 150 200 -250 100
Максимальная глубина пропи- 40 55 — —
ла, мм
Вес, кг 5,6 12 6,8 5,5
Габаритные размеры, мм 385X145X190 425X245X280 — —
Дополнительные сведения Рабочий вал расположен Рабочий вал расположен
горизонтально вертикально
278
Глава 21. Ручной механизированный инструмент
Характеристика ручной
электрической ленточной
пилы
Мощность мотора, . 0,8—1 кет
Напряжение тока . . 220/127 8
Диаметр шкива . . 150 мм
Число оборотов мо-
тора . ..... 1300—1500 об/мин
Скорость резания . . 10—12 м/мин
Скорость подачи . . 0,6—2 м/мин
Ширина ленточного
пильного полотна .8—12 мм
Толщина ленточного
пильного полотна . 0,3—0,5 мм
Вес пилы..........7 кг
Ручной электрический ру-
банок (фиг. 318) применяется для
строжки или фуговки как ручной и как
стационарный инструмент. В последнем
случае рубанок укрепляется на вер-
стаке или в специальном приспособле
НИИ.
Фиг. 317. Схема ручной электри-
ческой ленточной пилы.
а—винт натяжения ленты, Ъ—нижний
шкив, с—винт установки шкива, d—ка-
бель электрический, е—электромотор,
/—опорная плита.
Электрорубанки выпускаются или со
специальным ножевым валом или с
ножами, закрепляемыми на вращающем-
ся роторе, расположенном снаружи мо-
тора.
Мотор установлен и закреплен на
алюминиевых направляющих плитах,
назначение которых — вести ножевой
вал на определенной глубине строгаиЛ
Прн помощи регулировочных винтов
направляющие плиты легко устанавлд.
ваются на нужную глубину строгания.
Ручной электрический гор.
батик (фиг. 319) применяется для
строгания кривых поверхностей. По-
дошва рубанка представляет собой
Фиг. 318. Ручной электрический
рубанок.
стальную легко выгибаемую пластинку,
которой можно придать изгиб радиу-
сом до ±210 мм, а равно и устанавли-
вать по плоскости.
Толщина строгания устанавливается
перестановкой подошвы рубанка.
Очень удобен для обработки болва-
нов и макетов.
Ручная электрическая дрель
(фиг. 320) представляет собой легкий
электромотор, заключенный в кожух
из легкого сплава. Вал мотора сцеп-
лен при помощи (редуктора с патроном
для сверла.
На кожухе дрели имеются ручки для
направления дрели при сверлении.
Электрические дрели выпускаются
различных размеров и мощности и при-
меняются для сверления отверстий от
6 мм н выше, а также для торцевой
фрезеровки.
Для легких работ наиболее удобны-
ми являются дрели с высокочастотными
электромоторами, не имеющие редук-
торов и отличающиеся небольшим ве-
сом.
Электродрели можно устанавливать
на штативе (фиг. 321) и применять как
стационарный сверлильный станок.
Ручной электрический шку-
ре ч и о-ш лифовальный станок
(фиг. 322) состоит из легкого алюминие-
вого корпуса, в котором закреплены два
валика с бесконечной шкурочно-шлифо-
вальной лентой на них. Один из вали-
ков приводится во вращение через зуб-
чатую передачу легким электромото-
ром, установленным на корпусе станка.
Второй валик служит для натяжения
ленты. В нижней части корпуса уста-
новлена направляющая плита для ленты.
Глава 21. Ручной механизированный инструмент
279
Таблица 130
Характеристика ручных электрических рубанков советского производства
Характеристика рубанка
Завод „Электроинструмент"
Модель ЭРВ-100 (фиг. 318) РСШ-100 РСШ-60 (фиг. 319)
Тип электромотора Асинхронный трехфазный Асинхронный трехфазный обращенный Асинхронный трехфазный обращенный
Мощность, кет 0,65 0,40 0,13
Напряжение тока, в 220/127 220/127 220/127
Число оборотов мото- ра, об/мин. 2850 2800 2800
Число оборотов ножево- 7000 2800 2800
го вала, об/мин.
Число ножей 2 4 4
Наибольшая ширина 100 100 60
строгания, мм
Наибольшая глубина 2 2 2
строгания, мм
Вес, кг 16 15 7,5
Габаритные размеры, мм 560X230X200 — —
Фиг. 319. Ручной электрический горбатик.
Ручные шкурочно-шлифовальные стан-
ки очень удобны для зачистки и шли-
фовки обшивок, поверхностей агрегатов
и т д.
Характеристика
шик у роч ио-ш л и ф о в а л ь ного
станка типа В-8
фирмы The Porter Cable Machine C°,
США
Длина ........ 340 мм
Ширина..........150 „
Высота......... 220 „
Вес.............8,5 кг
Скорость движения
ленты .г ... 375,5 м/мин.
Диаметр ведущих ва-
ликов........... 57 мм
Размер шлифоваль-
ной ленты .... 75 x605 мм
Электромотор рас-
считан на ток на-
пряжением .... 32, 110, 220
и 250 в
Потребная мощность 0,5 кет
Для шлифовки кривых поверхностей
рекомендуется на шлифовальную ма-
шинку устанавливать дополнительную
280
Глава 21. Ручной механизированный инструмент
насадку (фиг. 323), позволяющую шли-
фовальной ленте свободно огибать из-
гибы поверхности.
Новейшие модели шлифовальных ма-
шинок снабжаются пылесосом.
Фиг. 321. Штатив для ручной электри-
ческой дрели.
Фиг. 320. Ручная электрическая дрель.
Ручной электрический ин-
струмент, работающий от гиб-
кого вала. Агрегат состоит из элек-
тромотора, установленного на тележке,
Фиг. 322. Ручная шкурочио-шлифовал! -
пая машинка (с отсосом пыли).
Фиг. 323. Насадка к ручному' шкурочно-шлифовальному станку для шлифовки
кривых поверхностей.
Г—стальная пластина (основание), 2—фетр, 3—гибкая стальная лента.
перемещающейся по подвесным рель-
сам или по полу мастерской; от элек-
тромотора отводится гибкий вал, заклю-
ченный в броню, к концу которого при-
соединяют разнообразный инструмент:
патрон для сверла, механическую от-
вертку, гайковерт, шлифовальные ва-
лики, полировальные круги и т. д.
Глава 22. Оборудование столярной мастерской
281
/Лиг. 324). Весьма удобен своей уни-
версальностью и легкостью обращения.
Недостатком является ограниченный
„адиус действия, зависящий от длины
гибкого вала.
ручной пневматический ин-
сТрумент. Помимо электрического
ручного инструмента широко приме-
няется пневматический ручной инстру-
мент. приводимый в движение энергией
сжатого воздуха. Наиболее, распростра-
нены ручные пневматические дрели и
пневматические молотки.
Пневматические дрели весьма удоб-
ны для сверления отверстий под шу-
рупы, для завертывания шурупов и т. д.
Их также можно переделать в механи-
ческие рубанки, фрезеры и т. д., удли-
нив шпиндель и .насадив на него но-
жевую головку (фиг. 325).
Пневматический инструмент ъыгоцно
отличается от электрического своей
портативностью и легкостью. Недостат-
ком его является шум, неизбежный при
работе и утомляющий рабочего, и
Фпг. 324. Ручной механизированный ин-
струмент, работающий от гибкого вала.
Фиг. 325. Пневматический рубанок. В качестве двигателя используется
пневматическая дрель.
больший расход энергии (пневматиче- же количество сжатого воздуха неза-
ский инструмент расходует одно и то висимо от своей загрузки).
Глава 22
ОБОРУДОВАНИЕ СТОЛЯРНОЙ [МАСТЕРСКОЙ
Столярный верстак (фиг. 326)
состоит из верхней (верстачной) доски
и основания (подверстачья). Верстачная
доска изготовляется из сухого здоро-
вого дерева (березы, ясеня или дуба)
без сучков, трещин и других пороков
и снабжена тисками — передними или
поперечными и задними или продоль-
ными. Вблизи своего' переднего ребра
верстачная доска имеет ряд вертикаль-
ных отверстий, в которые вставляются
деревянные или металлические штифты,
называемые гребенками (фиг. 327). По-
добные же отверстия имеются и В' зад-
них тисках.
С задней стороны вдоль всей верстач-
ной доски имеется лоток, служащий
для складывания инструмента во время
работы.
Подверстачье состоит из двух стоек,
связанных между собой продольными
брусками, — проножками. Иногда стой-
282
Глава 22 Оборудование столярной мастерской
ки с проножками заменяются шкафчи-
ком и тогда подверстачье служит для
складывания инструмента и материала.
Деревянные винты верстачных тисков
с течением времени разнашиваются, раз-
балтываются и винтовая нарезка при
этом быстро выкрашивается. Для пре-
дотвращения ' этого между расшатав-
Фиг. 326. Столярный верстак.
шимся винтом и гайкой следует про-
кладывать листовой свинец для уплот-
пения. В этом случае нарезка продол-
жает держаться долгое время.
Не реже одного раза в год верстач-
ную доску следует покрывать олифой.
По высоте верстак подбирается по
росту рабочего: он должен доходить до
Фиг. 327. Гребенка к столярному
верстаку.
опущенной ладони при прямом положе
нии рабочего.
Материал зажимается на верстаке
тисками с помощью гребенок или те
лежным клинком. Особенно удобным
является тележный клинок с винтом
(фиг. 328)
Козлы, или мальчик (фиг. 329),
являются весьма удобным приспособле-
нием для поддерживания при обработке
длинных заготовок; представляют со-
бой стойку с прорезами, укрепленную на
крестовине и снабженную! перекладной
седелкой.
Стусло, или штосслада (фиг. 330),
служит для установки и удержания пла-
нок или досок при распиловке их под
определенным углом (обычно под 45°).
•Стусло представляет собой лоток из
досок с прорезями для прохода пилы,
расположенными в бортах, под опреде-
ленным углом.
Донце (фиг. 331) представляет со-
бой доску с направляющей линейкой
для фуганка и упорным бруском для
обрабатываемого материала. Применяет-
ся для строгания торца бруска или
доски под прямым или косым уг-
лом. Для этого обрабатываемый
материал упирается кромкой в
упорный брусок так, чтобы обстра-
гиваемый торец слегка выступал
за направляющую линейку. Фуга-
нок или рубанок укладывают бо-
ком на донце и затем по напра-
вляющей линейке отстрагивают
торец под нужным углом.
Донце делают прямым или уг-
ловым.
Киянка (фиг. 332), или боль-
шой деревянный молоток из креп-
кого вязкого дерева (кавказская
пальма, вяз, карельская береза),
применяется при долблении, сборке и
склеивании.
Рейсмус (фиг. 333), или (рейсмасе,
применяется для проведения линий, па-
раллельных к ребру изделия. Состоит
из колодки, через кото-
рую пропущены два ква-
дратных бруска, закли-
Фиг. 329. Под-
ставка (маль-
чик) для рабо-
ты на верстаке.
Фиг. 328. Тележный
клинок с винтом.
ниваемых в колодке в нужном положе-
нии с помощью клина. Бруски на одном
конце имеют острия, обращенные нару-
жу. Для проведения линий бруски уста-
навливают остриями на нужном расстоя-
нии от колодки и закрепляют в этом
Глава 22. Оборудование столярной мастерской
283
положении клином. Затем, прикладывая
колодку площадкой к остроганной
грани изделия, проводят линии, парал-
ельные этой грани и одна другой.
Фиг. 330. Стусло.
Столярный молоток (фиг. 334)
имеет вес от 270 до 700 г. Размеры
бойка 20—30 леи2. Ручка молотка долж-
на быть примерно в 2‘/а раза длиннее
молотка.
Фиг. 331. Донце.
(I—прямое, 2—угловое).
Отвертки (фиг. 335). Простая От-
вертка (фиг. 335, /) имеет вид узкой
стамески, заостренной
фасками с двух сторон.
Железка отвертки быва-
ет односторонней или
двухсторонней — пере-
ставной с кромками раз-
ных размеров для мел-
ких и для крупных шу-
рупов. В зависимости от
размера шурупов должна
подбираться ширина же-
лезки отвертки. Приме-
нение отвертки с желез-
кой несоответствующего
размера быстро дефор-
мнрует шлиц шурупа и
затрудняет его вверты-
вание.
Отвертка с трещеткой (фи-
гура 335, 2) имеет храповой механизм
в наконечнике рукоятки,с переставной
собачкой. В зависимости от установки
собачки можно вращать железку отверт-
ки либо в одну, либо в другую сторону
(при этом возвратное движение рукоят-
ки будет холостым), либо выключать
храповик и жестко связать железку с
Фиг. 332. Киянка.
рукояткой. Последнее бывает необхо-
димо в конце завинчивания шурупа,
Фиг. 333. Рейсмус.
когда требуется приложить значитель-
ное усилие.
Отвертка американская
(фиг. 335,3) представляет собой стер-
Фиг. 334. Столярный молоток.
жень с двойной винтовой нарезкой,
(правой и левой), вставленный одним
Фиг. 335. Отвертки.
1—обыкновенная, 2—с
трещоткой, 3— американская.
концом в пустотелую рукоятку и имею-
щий на другом конце патрон для зажи-
ма железки отвертки. Вдоль стержня
может передвигаться муфта с двумя
гайками, с храповыми зубьями, собачка-
ми и переставной пружиной. При соот-
ветствующей установке пружины и свя-
284
Глава 22. Оборудование столярной мастерской
занных с нею собачек можно, двигая
муфту вниз, придать отвертке вращение
в ту или другую сторону. При переме-
щении муфты вверх отвертка будет
оставаться неподвижной.
Отвертка с трещеткой и американская
отвертка значительно облегчают и уско-
ряют работу по завинчиванию или от-
винчиванию шурупов.
Наиболее ходовая длина американ-
ской отвертки 320—360 мм.
Фиг. 336. Клещи (обценки).
Клещи, или обценки (фиг. 336) слу-
жат для вытаскивания из дерева гвоз-
дей и шпилек. Длина клещей — от 150
до 300 мм.
Прибор для нарезки винтов
и гаек из древесины для верстаков,
струбцин и т. и. состоит из винтильни
и метчика с воротком (фиг. 337). Вин-
Фиг. 337. Прибор для нарезания
резьбы в древесине.
1—винтильня, 2—метчик, 3—вороток.
тильня служит для нарезания винтов.
Она состоит из деревянной или метал-
лической колодки с двумя ручками и
резака с лезвиями V -образной формы,
соответствующей профилю нарезаемой
резьбы. Ревак устанавливается в ко-
лодке касательно к внутренней окруж-
ности нарезки.
Винтильня позволяет нарезать винт
лишь одного диаметра и определенного
профиля наревки.
Для нарезки деревянных гаек приме-
няют трубчатый пустотелый метчик, в
верхней части которого у начала резьбы
имеется отверстие в стенке трубки дл„
вывода стружки; метчик имеет прямо-
угольную (квадратную) головку дЛя
воротка, при помощи которого1 его вра-
щают при нарезании резьбы.
Винтильни и метчики изготовляются
для диаметров винтов от 10 до 60 мм.
Штосс-машина (фиг. 338) приме-
няется для точной подрезки торца под
любым углом к оси. Представляет со-
бой чугунную' плиту с двумя стойками.
Фиг. 338. Штосс-машина
связанными поперечной балочкой. В
пазах, имеющихся в этой балочке и в
плите, ходит треугольный двухсторон-
ний нож, связанный при помощи зубча-
той рейки и зубчатого колеса с ры-
чагом. При отклонении рычага в ту
или иную сторону нож перемещается и
срезает торцы брусков, устанавливае-
мых на площадке под нужным углом.
Штосс-машина устанавливается на
верстаке или на колонке. Она может
широко применяться при подгонке
стоек, распорок, раскосов и т. п.
Стамеска (фиг. 339) представляет
собой железку в виде плоской полу-
круглой или полуплоской пластинки,
заточенной одной фаской для образо-
вания лезвия. Железка снабжена остро-
Глава 22. Оборудование столярной мастерской
285
конечным штырем — штильном — для
насадки прямой деревянной ручки. Ста-
мески применяются для выдалбливания
гнезд и отверстий и для подрезки, как
ручной резец.
Ширина стамесок от 4 до 40 леи. угол
заострения f от 24 до 30°.
Долото (фиг. 340) применяется
для выдалбливания глубоких гнезд и
Фиг. 339. Стамески.-
7—плоская, 2—полукруглая.
проушин прямоугольного сечения. До-
лото отличается от стамески тем, что
его толщина больше ширины, т. е.
больше длины лезвия.
Долота бывают шириной от 4
до 30 мм.
Угол заострения долот от 30 до 40'.
Прибор для 'измерения боль-
Фиг. 340. Долото.
ших диаметров (фиг. 341) состоит
из двух дужек с и Ь, насаженных на
одной общей оси вместе с диском d
На диске d имеется указательная шка-
ла F радиусов 'или диаметров, отвечаю-
щих тому или иному раскрытию дужек.
Прибор можно использовать для из-
мерения наружных и внутренних диа-
метров. В обоих случаях прибор опи-
рают на изделие точкой О на шкале
диска d и концами
дужек. Для установки
ножек в нужном по-
ложении служит го-
ловка е.
Инструмент для
измерения и раз-
метки. Кроме обыч-
ных стального или де-
ревянного складного метра, рулетки и
Штангенциркуля при столярно-сбороч-
ных работах применяют ватерпас или
Уровень и угольники.
Ватерпас (фиг. 342) представляет со-
бой равнобедренный треугольник, из
гершины которого к основанию свеши-
вается прузик (отвес). Иногда вместо
треугольника рамку ватерпаса делают
в виде тавра. Применяется для провер-
ки горизонтальности поверхности.
Фиг. 341. Прибор для измерения
радиуса кривизны.
Л—градуированный круг, d—установоч-
ная головка, ай—измерение внешней кри-
визны, а^Ь,—измерение внутренней кри-
визны.
Более удобным является уровень,
представляющий собой прямоугольный
металлический или деревянный брусок
с хорошо выверенной поверхностью
Фиг. 342. Ватерпас.
основания. В середине бруска поме-
щается трубка без воздуха, наполнен-
ная эфиром или спиртом. Пары жидко-
сти образуют в трубке пузырек, уста-
Фиг. 343. Уровень.
Д’
навливающийся в центре7 трубки при
горизонтальном положении уровня.
Очень удобен уровень со взаимнопер-
пендикулярными трубками (фиг. 343),
позволяющий проверять как горизон-
тальность, так и вертикальность поверх-
ности.
286 Глава 22. ( Оборудование столярной мастерской |
Спецификация сталей, применяемых для Л
о Е Сталь Марка Качественная характери- X и м и ч е ск"7?
G ? стали стика с Мп Si S Р
1 У6 0,55-0,69 около
Г Мягкая 0,35 0,35 0,02 0.035 0,035
2 У7 Устойчивая 0,70-0,82 0,35 0,35 0,02
3 У8 Устойчиво- 0,83—0,89 0,35 0,35 0,02 о;ОзЕ
У9 твердая
4 Углеродистая Среднетвер- 0,9-0,99 0,35 0,35 0,02 0,0^
дая
5 У10 Твердая 1,0—1,09 0,35 0,35 0,02 0,035
6 УН Высокотвер- 1,10-1,19 0,35 0,35 0,02 0,035
дая
7 У12 Очень твер- 1,20—1,35 0,35 0,35 0,02 0,035
1 дая около
8 Г Ф Специально- 1,0-1,20 0,35 0,35 0,02 0,035
Ванадиевая 1 твердая
9 1 Р Специально- 0,65—0,80 0,35 0,35 0,02 0,035
\ устойчивая *
10 Вольфрамовая О — 1,0-1,20 0,9-1,2 0,35 0,02 0,03?
11 12 Хромовольфра- ( п ш — 0,35-0,50 0,70-0,85 0,35 0,35 0,35 0,35 0.02 0,02 0,035 0,035
13 с Самозакали- 0,75-0,90 0,35 0,35 0,02 0,035
вающаяся
14 Хромовольфра- ( ЭМ1 Быстро ре- 0,55—0,75 0,40 0,40 0,025 0,035
жущая
мованадиевая 1 „молния®
15 ЭМ2 То же 0,55-0,75 0,40 0,40 0,025 0,035
16 ( XI Вязкая 0,40-0,50 0,40 0,40 0,025 0,035
17 Хромистая -J Х2 Твердая 0,90-1,10 0,40 0,40 0,025 0,035
18 Х12 Особо устойчивая 2,0—2,3 0,35 0,50 0,030 0,030
19 Хромовольфра- ХВ5 То же 1,25-1,50 0,30 0,30 0,030 0,030
мовая 0,027
20 Шарикопод- ШХ15 Устойчивая 0,95-1,0 0,20—0,40 0,15-0,35 0,020
шипи и новая
)
Примечание. Хромирование повышает стойкость инструмента на 25—30°А
фовкой и полировкой поверхности. Хромируется только передняя сторона инстрУ I
I
Глава 22. Оборудование столярной мастерской
287
Таблица 132
оВления деревообрабатывающего инструмента
. 0 с т а в в % Режим термической обработки в *С
Сг V W N« начало ковки конец ковки отжиг закалка охлаждающая среда отпуск
— — — —- 1100 800
— — — 1050 800
— — — — • 1000 800
— — — — 1000 800
, 1000 800
— ' — — — 1000 800
— — — — 1000 800 •
— 0,5 0,8 — — 950 800
— ОД 0,8 — — 1000 800
0.6-1.0 — 0,8—1,2 — 950 850
0,73-1,25 / 2,00—2,50 1100 850
1,25—1,75 — 2,25—3,25 — 1050 850
3,50-4,50 — 6,50—8,50 — 1050 850
3,50-4,50 0,7-1,0 13,5—15,0 — 1150 900
3,0-4,0 0,6^0,8 10,0-13,5 — 1150 900
1,0-1,5 0.1 0,1 0,2 1000 850
1,25-1,75 0,1 0,1 0,2 1000 850
11,5-13,0 — 0,5-1,0 — Ю00 850
0,4—0,7 0,30 4,5-5,5 — 1000 800
1,3-1,65 .— — 0,20 — —
750 800 Вода 20° 270—600
750 780 270-600
750 750 » 270-600
750 750 270-600
750 780 270—600
750 760 » 270—600
750 750 Для тонкого 270 - 600
инструмен-
та—масло
750 700-780 Вода 20° 270—600
750 780—800 270—600
750 825-850 » 270—600
750 850 Масло 270-600
800 850 270-600
800 900—1000 Масло— 270-600
воздух
860 1200-1250 То тир
1100-1150
860 1150-1200
1050—1100
800 850—900 Вода 20° —
800 800-850 я —
780-800 870-910 Масло 220-260
710-730 800—850 Масло—вода 220-260
— 720—800 Вода—масло 260—150
ио должно быть осуществлено с особой тщательностью, с предварительной шли-
мента (зеркало). Толщина слоя 0,01—0,005 мм.
Глава 22. Оборудование столярной мастерской
Угольники (фиг. 344). Обыкновенный
угольник с прямым углом 1 применяется
для проверки и вычерчивания прямых
углов. Короткая, более толстая сторо-
на угольника а называется пяткой, бо-
лее длинная и тонкая б — пером. Уголь-
ник изготовляется из дерева или из ме-
талла или же пятка делается деревян-
ной, а перо металлическим.
Ерунок 2 состоит из колодки и
«крепленной с ней неподвижно под
углом 45° линейки. Второй угол ерунка
135°. Применяется для нанесения линий
под углом в 45 и 135° к кромке детали.
Малка 3 состоит из колодки и линей-
ки, соединенных между собой шарни-
ром. Служит для измерения угла по
образцу, чертежу или транспортиру и
для разметки этого угла на изделии.
В нужном положении малка закреп-
ляется при помощи шурупа или бараш-
ковой гайки.
Фиг. 344. Угольники.
1— прямой, а—пятка, б— перо, 2— ерунок,
3—малка.
Таблица 131
Применение сталей для деревообрабатывающего инструмента и их
термообработка
Инструмент Применяемый материал (марка) Твердость Т ермообработка
ПО Бринелю "в по Рок зеллу Ес ' температу- ра закалки °C закалочная среда температу- ра отпуска °C
Пилы круглые LIIX15, ХВ5 450—390 41-47 800 Масло 260
Нилы ленточные ХВ5 — .—• — —
Винтовые сверла нор- мальные У7а, У8а — 49-53 760-780 Вода 320—380
Винтовые сверла длинные Цементуе- мая мягкая сталь с пос- ледующей цементацией —
Фрезерные ножи У8а, У9а — 55-57 750 Вода 260-285
Сложные фрезы У8а, У10а — 55-57 780 270-300
Спиральные сверла У9а, У10 — 55-57 760—780 240—270
Строгальные ножн У8а, У9а, ХФ, ЭМ, — 55-58 840-860 Масло 260 -300
Циклевальные ножи УЮа 41-47 780 260
Железки рубаночные У8а — 55-57 750 Вода 270-400
Стамески, долота У8а — 55-57 750 270-400
Бурава, перовые сверла У7а — 55-57 780 » 270-400
Американское полое долото У7а, У8а 55-57 780 270—400
РАЗДЕЛ V
СКЛЕИВАНИЕ И СОЕДИНЕНИЕ ДРЕВЕСИНЫ
Глава 23
ОБЩИЕ СВЕДЕНИЯ
§ I. ВИД И ПОСЛЕДОВАТЕЛЬНОСТЬ
СКЛЕИВАНИЯ
Древесина, как обыкновенная, так и
улучшенная, склеивается по длине, ши-
рине и толщине. Поверхности склейки
должны быть ровно пристроганы и
должны плотно прилегать по всей пло-
скости склейку
Хорошую поверхность для склейки
можно получить при строгании на рейс-
мусе или фуганке, ножевые валы ко-
торых делают 5000—6000 об/мин при
вызывает скалывание материала по
слою, поэтому его следует избегать.
Наилучший результат дает склеивание
при расположении годичных слое)з в
склеиваемых деталях в елочку, под
углом от 15 до 75° к пласти. Наклон
годичных слоев под углом от 75 до 90°
к пласти может быть допущен лишь в
исключительных случаях.
Наклон годичных колец определяется
по торцу склеиваемых деталей. Угол
наклона определяется пересечением
грани пласти (плоскости склейки) с
Фиг. 345. Схема склейки на-ус.
Минимальное расстояние между стыками Z=l,5 м, расстояние стыка от торца /,=0,6 м.
подаче в 8—10 м/мин. При этом должно
быть обращено особое внимание на
правильную установку и остроту лезвий
строгальных ножей (высота гребня не
Должна превышать 0,02 мм при длине
волны 2—4 мм).
Ручная строжка может дать удовле-
творительные результаты, лишь при
Узком материале, шириной до 40 мм.
Широкие щитки следует склеивать
только1 после машинной строжки.
Окончательную строжку под склейку
следует производить, во избежание ко-
робления, незадолго до склейки.
Склеивание древесины дает хорошие
Результаты лишь при определенном
Расположении волокон и годовых ко-
лец в склеиваемых элементах.
Склеивание в торец дает неудовле-
творительную по прочности склейку
(крепость склейки при этом не превы-
шает 0,20 св). Склеивание по танген-
тальным плоскостям с параллельным
Расположением годичных колец легко
Ш П. П. Успасский
касательной, проведенной к годичным
слоям по середине ширины материала.
Влажность древесины перед склейкой
должна быть от 7 до 10°/о (по ВИАМ).
По американским данным рекомендует-
ся при холодной склейке материала
толщиной до 3 мм допускать влажность
5—8%, при больших толщинах —
8—12°/о.
Склеивание по длине осу-
ществляется путем соединения склеи-
ваемых деталей на-ус (фиг. 345). Отно-
шение толщины склеиваемого сечения
к длине скоса уса берется от 1: 12 до
1:15. Обе склеиваемых по длине дета-
ли должны иметь одинаковую толщину.
Расстояние между двумя усовыми
соединениями по длине должно быть не
менее 1,5 м. От конца бруска усовое
соединение должно отстоять не менее
чем на 0,6 м в сплошной заготовке.
В полках коробчатых лонжеронов до-
пускаются стыки на расстоянии 0,3 м
от торца.
290
Глава 23. Общие сведения
Склеивание по длине планок танген-
тальной распиловки с планками ра-
диальной распиловки ме допускается.
неправильно
Правильно
Наружная сторона
Под фанеровку
Фиг. 346. Схе а набора планок при
склеивании щита.
1—ядро к заболони—неправильный набор,
2—ядро к ядру, заболонь к заболони—пра-
вильный набор, 3 набор щита для крышки
стола (правой стороной наружу), 4—набор
щита под фанеровку (правая и левая стороны
чередуются).
Склеивание по ширине (в
фугу). По ширине склеиваются планки
шириной не менее 25 мм и толщиной не
Правильно
Неправильно
\ , г XI Г / * t f '! >
IHV
Y/&
Не менее Юпп
Фиг. 347. Схема набора планок при
склеивании в толщину.
а—расположение фуг при склеивании щитов
в толщину (при склеивании бруска).
менее 10 мм. Меньшая толщина допу-
скается при склеивании фанеры. Склеи-
ваемые кромки (фуги) должны быть хо-
ропю прифугованы одна к другой.
При склеивании древесины в ширину
или толщину неизбежно некоторое тю-
вышение ее «влажности и связанная
этим последующая усушка. Во избе^
ние сильной деформации склеенищ.'
изделия или появления в нем трещИй I
необходимо подбирать склеиваемые эле.
менты с соответствующим напра1нлсцие? L
годовых слоев, а также учитывать под0.
жение заболони или ядра й сторон^
доски.
При склеивании по ширине планок
или досок в щиты их следует подби.
рать так, чтобы в фугах приходилось!
ядро к ядру, заболонь к заболощ*
Склеивать ядро к заболони не допу,
скается.
При склеивании массивных плит
(крышки поверочных столов и т. п.)
щит следует собирать из досок правой
стороной наружу.
При склеивании щитов под фанеровку
(плановые щиты и т. п.) рекомендуется
в щите правую и левую стороны досок
чередовать (фиг. 346).
При склеивании в толщину следует
избегать соединения планок по танго
тальным плоскостям; минимальный угол
между направлением годовых колец
должен быть не меньше 15°.
При склеивании в плоскости ради.аль-|
ной распиловки, направление годовых
слоев между склеиваемыми эле-
ментами может колебаться от
15 до 75° (фиг. 347).
При склеивании в толщину фут
ги должны быть расположены
вразбежку.
Разница во влажности склеива-
емых элементов не должна пре-
восходить 2%.
Подготовка поверхно-
сти. Поверхности под склейку
должны быть тщательно простро-
ганы и плотно прифугованы од-
на к другой. Цинубить поверхно-
сти не следует. Поверхности долж-
ны быть очищены от пыли и не
должны иметь масляных пятен И
следов лакокрасочных покрытий-
Поверхность дельта-древесины И
балинита обрабат вается песко-
струйным аппаратом (под давЛе"
кием 4—6 ат) или шлифует",
наждачной бумагой № 0—№ 2 |,а
ленточно-шлифовальном станке Д®
получения равномерной шерохО"
ватости. Не ранее чем за 15 мин. Д
склеивания поверхности протирание
тряпкой, смоченной в ацетоне или бен"
зине.
Во избежание коробления заготов°Ч
при длительном их хранении оконча
2. Оснастка для склеивания
291
тельную, фуговку склеиваемых поверх-
ностей следует производить не ранее
чем за 1—2 часа до склейки.
Способы нанесения клея.
Клеи наносят на склеиваемую поверх-
ность кистями вручную или при помо-
щи пальцевого клеенамазывателя, рав-
номерным по толщине слоем, движением
кисти или валиков в одну только сто-
рону (во избежание вспенивания клея).
Вручную клей лучше всего наносить
щетинными плоскими или круглыми
кистями, ширина которых подбирается
в соответствии с шириной склеиваемых
поверхностей (кисть не должна быть
шире той поверхности, на которую на-
носится клей).
При отсутствии щетинных кистей
можно пользоваться лубяными кистями
при условии их тщательного изготовле-
ния и правильного применения. Лубяные
кисти приготовляют следующим спо-
собом.
Внутреннюю часть коры липы—луб—
распаривают в кипятке. Размягченный
конец луба разбивают деревянным мо-
лотком до расслоения его на отдельные
мелкие волокна и расчесывают гребен-
кой для удаления перебитых волокон
(вместо гребенки можно пользоваться
дощечкой с набитыми гвоздями). Размо-
чаленный конец кисти ровно подрезают
стамеской так, чтобы длина размоча-
ленных волокон не превышала 10—
15 мм. По мере износа кисти ее сле-
дует вновь размочаливать и подравни-
вать. По ширьне кисть делают в соот-
ветствии с шириной склеиваемой по-
верхности.
Расход клея дан в табл. 133.
Для ускорения схватывания клея и
лучшей его адгезии при склеивании
Должна быть обеспечена открытая и
закрытая пропитка.
Открытая пропитка заключается в
том, что склеиваемые детали собирают-
ся лишь через несколько минут после
того, как нанесем клей на склеиваемые
поверхности, и предназначается для
того, чтобы клей несколько загустел на
воздухе.
Закрытая пропитка состоит в том,
что сложенные одна с другой склеи-
ваемые детали запрессовываются не
сразу, а только через некоторое время.
За это время клей проникает в верхние
слои материала и одновременно не-
сколько’ загустевает.
Продолжительность открытой и за-
крытой пропитки зависит от сорта клея
и указана ниже.
Т а б л и ц а 133
Средний расход клея на 1 м2 склеи-
ваемой поверхности
Сорт клея « Расход клея в г
одностороннее намазывание | двухстороннее намазывание вык лейка скорлупы
Казеиновый 400 — 600 600- 800 500-600
Альбумино- 160-215 — —
вый Желатине- 200 400 —
вый ВИАМ Б-3 180—250 250-340 350- 400
КБ-3 180-250 250-340 350-400
Мочевинные 220-245 280-340 —
клеи Бакелитовая 65-80 — —
пленка
§ 2. ОСНАСТКА ДЛЯ СКЛЕИВАНИЯ
Для плотного соединения склеивае-
мых поверхностей и получения необхо-
димой толщины клеевой прослойки
склеиваемые детали запрессовываются
под давлением.
По характеру
сил различают
эксцентриковую,
гидравлическую
прессовку.
действия сжимающих
гвоздевую, клиновую,
пружинную, винтовую,
и пневматическую за-
Фиг. 348. Запрессовка в вайме.
1— склеиваемый щит, 2— сулага.
Наиболее простым средством запрес-
совки является клиновой зажим. Он
осуществляется обычно в вайме
(фиг. 348), представляющей собой ско-
бу из прочной древесины, в которой с
помощью' клиньев сжимается склеивае
мая деталь. Одно плечо ваймы часто
делают переставным. Для того чтобы
при забивании клиньев материал изде-
19*
292
Г лава 23. Общие сведения
лия не сминался, между деталью и
клиньями устанавливают промежуточ-
ную прокладку из плотного дерева
(сулага).
проходит деревянный или металличе-
ский винт.
Обычные деревянные струбцины
имеют диаметр винта около 2—2,5 см
Фиг. 349. Струбцины.
1— деревянная струбцина, 2—американская струбцина, 3 и 4 — металлические струб-
цины, 5—струбцина вайма с переставной седелкой, 6—струбцина угловая (лягушка),
7—струбцина двойного действия, 8 н 9—лапчатая и крестовая струбцины для за-
прессовки уголков.
Наиболее распространенным зажимом
является винтовой, осуществляемый в
струбцинах различных типов.
Струбцины (фиг. 349) представ-
ляют собою деревянную или металличе-
скую скобу, сквозь один конец которой
и диаметр ручки 2,5—3 см. Они позво-
ляют получить при затягивании винта
вручную, без рычага, давление до
400—600 кг под винтом.
При металлических струбцинах с ры-
чагом длиной в 20—25 см можно полу-
§ 2. Оснастка для склеивания
293
чц.ть давление запрессовки до 600—
1000 кг.
Для запрессовки щитов применяются
Фиг. 350. Зажимы.
7—пружинная скоба (клямер). 2—эксцен-
триковая струбцина. 3— клиновая струб-
цина.
ления и простота применения. Во мно-
гих случаях зажимы вполне могут за-
менить струбцины.
Для склеивания по толщине широких
заготовок или деталей применяют хо-
мутовые струбцины, представляющие
собой прочную деревянную или метал-
лическую раму. Через верхнюю сторону
Фиг. 352. Винтовой пресс 350/2—
схема.
струбцины — ваймы с переставной се-
делкой.
Кроме винтовых струбцин, для
запрессовки применяются зажимы
Фиг. 351. Хомутовая струбцина.
(фиг. 350) пружинные, клиновые и экс-
центриковые. Достоинством этих зажи-
мов является несложность их изготов-
рамы пропущен ряд винтов, позволяю-
щих зажимать изделие, установленное
в раме (фиг. 351),
Дальнейшим развитием хомутовой
струбцины являются винтовые прессы
(фиг. 352).
Для определения силы давления вин-
тового зажима в струбцинах можно
пользоваться следующей формулой:
2 FL (nD-fh\
D \jnD + li J ’
где Р— сила давления винтового зажи-
ма в кг,
F— сила, приложенная к рычагу
винта в кг,
L — длина плеча рычага винта в см,
D — средний диаметр винтовой на-
резки в см,
h — шаг винтовой нарезки в см,
f— коэфициент трения.
При обыкновенной винтовой струб-
цине длина плеча равна радиусу ручки.
Коэфициент трения для деревянных
струбцин (дерево по дереву без смаз-
291
Глава 23. Общие сведения
ки) /д =0,36. При смазке сухим мылом
коэфициент трения можно- значительно
понизить. Коэфициент трения для ме-
таллических струбцин /=0,20.
Сила F, прилагаемая к винту рабочим,
может быть принята равной 24—30 кг
Фиг. 353. Различные способы тарировки давле-
ния при механическом зажиме (схемы).
1, 2 и 3—пружинные постоянные вставки при эксцентрике-
вых или рычажных зажимах. 4—’Пружинная тарированная
вставка, допускающая универсальное применение, 5 и 6—
пружинные гребенчатые регуляторы давления при винтовом
зажиме.
при завинчивании руками, 48—50 кг
при применении рычага и 70—80 кг,
если при завинчивании рычагом рабочий
нагружает рычаг дополнительно дей-
ствием своего веса.
Механические средства запрессовки
(клиновые и эксцентриковые зажимы,
винтовые струбцины и пр.), отличаясь
простотой устройства, обладают вместе
с тем и существенным недостатком
Пользуясь ими, трудно получить рав.’
номерное распределение давления по
всей склеиваемой поверхности и строго
определенную величину удель-
ного давления.
Чтобы обеспечить опреде-
ленное и равномерное давле-
ние при механическом зажиме,
применяют пружинные или ре-
зиновые тарированные вставки
(фиг. 353). По степени сжатия
этих вставок можно судить о
величине давления. Но тари-
ровка и подбор вставок яв-
ляются трудоемкой работой и
сильно удорожают оснастку.
От упомянутых недостатков
совершенно ’ свободны гидрав-
лические и пневматические
прессы, в которых давление
при запрессовке совершенно
равномерно распределяется по
всей площади запрессовки и
величина давления может быть
установлена с любой практи-
чески нужной точностью.
Поэтому гидравлические- и
пневматические прессы полу-
чили в настоящее время ши-
рокое распространение в само-
летостроении.
Гидравлические прес-
с ы (фиг. 354) применяются
преимущественно для склеива-
ния плит и в частности фане-
ры, в тех случаях, когда тре-
буется приложить особо высо-
кое давление (от 15 ат и вы-
ше). Зажимные плиты чаще
всего делаются с паровым по-
догревом, что позволяет вести
горячую запрессовку.
Пневматические прес-
сы проще в обращении, менее
нуждаются в тщательном уходе
и не вызывают порчи материала
в случае нарушения герметич-
ности проводки пресса.
Они имеют весьма широкое
применение в самолетострое-
нии и, в зависимости от харак-
тера работы, встречаются самых разно-
образных конструкций. Их можно раз-
делить на три группы:
1) пневматические прессы для за-
прессовки длинных и узких деталей
(лонжеронов, нервюр и т. д., фиг. 355);
2) пневматические прессы для запрес-
§ 2. Оснастка для Склеивания
295
Табл и ц а 134
Сила давления в винтовых прессах и струбцинах
Пресс Характеристика Плечо рычага мм Сила, при- лагаемая к рычагу кг Коэфици- ент трения Достигае- мая сила давления кг
средний диаметр винта шаг нарезки
м м
.—— 33,3 8,5 940 77 0,20 15.400
58,7 12,7 788 77 0,20 7.600
Винтовой пресс 33,3 5,1 457 77 0,20 7.400
20,2 3,2 179 63,5 0,20 3.400
14,3 3,2 45 32 0,20 718
Струбцина металли- 14,3 3,2 76 32 0,20 1225
ческая 17,5 5,1 51 32 0,20 622
12,7 3,2 64 36 0,20 1275
Струбцина деревянная 9,5 12,7 12,7 32 0,36 327
совки щитов (плит, шпангоутов и т. п.,
фиг. 356);
3) пневматические прессы для за-
прессовки пространственных изделий
Фиг. 354. Гидравлический пресс с на-
греваемыми плитами.
при склейке (обшивки фюзеляжа, кры-
льев, гаргротов, зализов и пр., изготов-
ляемых из пилона или фанеры).
Принцип действия этих прессов оди-
наков: давление через резиновый рукав
или подушку передается на подвижную
плиту. Такие прессы делаются одно-
ярусными и многоярусными, однорядны-
ми и многорядными.
Фиг. 355. Пневматический пресс для
лонжеронов.
1—рама, 2—пневматический резиновый шланг,
а—сулага, резиновая подкладка, 5—реверсив-
ные пружины.
Для ускорения схватывания клея или
полимеризации смолы пневматические
прессы, как и гидравлические, устраи-
ваются часто с паровым или электриче-
ским подогревом.
Удельное давление в шлангах гидрав-
лических и пневматических прессов
296
Глава 24. Технология склеивания
Фиг. 356. Пневматический пресс для
плит и щитов.
7—рама, 2—опорная плита, 3—вводы к пресс-
мешкам, 4—подвижная плита, 5—сулага. 6—кран
впуска воздуха, 7—манометр.
определяется по показаниям манометра.
Необходимое давление в шланге любого
пресса можно определить по формуле
Р = _Fq-_
aln ’
где Р—удельное давление в шланге
в кг]см2,
F—площадь склейки детали в см2,
<7 — устанавливаемое давление
кг/см2 площади склейки,
а — ширина соприкосновения
шланга в см,
I —длина шланга в см,
п — количество шлангов в одной
секции пресса.
Ширину соприкосновения шланга с
сулагой в запрессованном состоянии
Фиг. 357. Схема определения дав-
ления пневматическим шлангом.
можно определить замером или расче-
том по схеме фиг. 357, принимая
а = 7t(R—г), где R — радиус шланга по
наружному диаметру, г — половина рас-
стояния между сулагой и подушкой в
рабочем состоянии пресса под давле-
нием, а — ширина соприкосновения
шланга с сулагой.
Глава 24
ТЕХНОЛОГИЯ
СКЛЕИВАНИЯ
§ I. СКЛЕИВАНИЕ КАЗЕИНОВЫМИ
КЛЕЯМИ
Склеивание производят при темпера-
туре помещения не ниже 12°, а при при-
менении подогрева — не ниже 8°.
Влажность древесины перед склеива-
нием' не должна выходить за пределы
7—10%.
Толщина клеевого слоя должна быть
такова, чтобы через него слегка про-
свечивала текстура древесины при од-
ностороннем нанесении и была отчет-
ливо видна при двухстороннем нанесе-
нии клея (когда толщина клеевого слоя
тоньше).
При склеивании вдоль волокон дета-
лей из древесины хвойных пород (сос-
на, пихта, лиственница) клеевой раствор
наносится на одну из склеиваемых по-
верхностей (одностороннее нанесение
клея). Точно так же при склеивании
вдоль волокон древесины твердых ли-
ственных пород при ширине склейки
более 60 мм применяется односторон-
нее нанесение клея. Во всех остальных
случаях клей наносится ва обе склеи-
ваемые поверхности.
Перед склеиванием торцов рекомен-
дуется предварительно нанести на тор-
цы слой клея консистенции 1 :3. При
самом склеивании консистенция клея
должна быть 1 : 1,8.
После нанесения клея детали не на-
кладываются одна на другую в течение
от 2 до 6 мин. (происходит открытая
пропитка). После этого детали склады-
ваются и выдерживаются в незапрес-
сованном виде от 4 до 18 мин. (происхо-
дит закрытая пропитка). Обычно детали
подвергаются запрессовке через 5—
6 мин. после сборки.
Запрессовка осуществляется в пнев-
матических или гидравлических прес-
£ 2. Склеивание смоляными клеями ВИАМ Б-3 и КБ-3
2У7
сах, в винтовых прессах, в цвингах или
струбцинами, эксцентриковыми зажима-
ли, гвоздями и шурупами.
Давление при запрессовке должно пе-
редаваться равномерно по всей поверх-
ности склейки. Перекос склеиваемых
деталей не должен допускаться.
Удельное давление склеиваемых де-
талей при склеивании должно быть от
1 до 5 кг/см1 в зависимости от харак-
тера склеивания.
Таблица 135
Оптимальные величины давления
при запрессовке склеенных деталей
(на казеиновом клее)
Операция Уд. давление кг} см3
1. Склеивание полок лонжеро-
нов крыла, стрингеров и
бобышек:
а) из хвойных пород (ель,
пихта, сосна)
б) из твердых лиственных
пород
в) из дельта-древесины
2. Приклеивание фанеры:
а) к коробке лонжерона
из обыкновенной древе-
сины
из дельта-древесины
б) к каркасам шпангоутов,
нервюр и других деталей
мелкого сечения
в) к каркасу крыла и опе-
рения (в зависимости от
жесткости и ширины эле-
ментов каркаса)
3, Склеивание болванок винтов
4. Выклейка скорлупы пнев-
матическим способом из
шпона или фанеры
2-3
3-4
4—5
2-3
4—5
1-1,5
0,3-3,0
4.5
2,5-4
Примечание. Определение
удельного давления в гидравличе-
ских и пневматических прессах про-
изводится по манометру. При за-
прессовке струбцинами, в винтовых
или клиновых прессах и ваймах ре-
комендуется проверять давление с
помощью тарированных резиновых
кубиков или пружинных градуиро-
ванных вставок, помещаемых .между
сулагой и склеиваемой деталью.
Запрессованные детали должвы быть
выдержаны под прессом в течение опре-
деленного времени, в зависимости от
характера склейки.
Таблица 136
Время выдерживания деталей
под прессом при склеивании казеино-
вым клеем
(без подогрева)
Операция Время выдержи- вания в час.
1. Склеивание хвойных пород
(ель, пихта, сосна)
2. Склеивание твердых лист-
венных пород (береза, дуб,
ясень) и березовой фанеры
между собой, а также с хвой-
ными породами
3. Склеивание деталей с одно-
временной холодной гибкой
4. Склеивание облагороженной
древесины с древесиной и
фанерой
2-4
3—5
6—10
6- 8.
После снятия с пресса детали долж-
ны быть выдержаны перед последую-
щей обработкой в производственных
помещениях при температуре не ниже
12° и влажности воздуха, обеспечиваю-
щей влажность древесины в 7—12°/о
(?=50—65% в зависимости от темпе-
ратуры воздуха).
Продолжительность выдерживания
склеиваемых деталей в прессе и вне
пресса можно сократить, применяя по-
догрев в сушильных камерах или при
помощи электронагревателей, токов
высокой частоты или инфракрасных
лучей.
Привес от сухого клеевого слоя
121 г/м2.
§ 2. СКЛЕИВАНИЕ СМОЛЯНЫМИ
КЛЕЯМИ ВИАМ Б-3 И КБ-3
Влажность материалов перед склеи-
ванием должна быть в пределах:
для древесины—7—10%,
для фанеры и фанерных плит, склеен-
ных смоляными клеями и пленкой, —
4—6%,
склеенных альбуминовым клеем — не
более 12%,
для дельта-древесины и балинита —
4—6%.
Влажность и температура воздуха в
цехе должны быть равномерными и
обеспечивать влажность древесины в
пределах от 8 до 10% в продолжение
всего производственного процесса.
298
Глава 24. Технология склеивания
Таблица 137
Минимальные сроки выдерживания деталей, склеенных казеиновыми клеями
в прессе и по окончании запрессовки (без подогрева) до последующей
обработки
Характер склеивания Последующая обработка Выдерживание в прес- се в часах при темпе- ратуре воздуха и де- тали Продолжитель- ность выдер- живания с мо- мента СНЯТИЯ пресса до нача- ла обработки час.
12-20° 21 -30е
1. Склеивание планок на-ус для полок лонжеронов и стрингеров: а) из хвойных пород, Строжка на стро- гальном станке 3 2 12-16
б) из твердых лиственных 4 3 18-24
пород 2. Склеивание планок в щитки То же З’/а 2*/2 12-18
для полок лонжеронов из хвойных порот 3. Склеивание болванок лон- жеронов и стрингеров из планок: а) из хвойных пород. ч 4 3 12-18
б) из твердых лиственных 5 4 18-32
пород, в) из дельта-древесины с фа- 8 6 24—48
нерой и сосной 4. Склеивание бобышек из сос- Обработка на 4 3 12-48
ны, ели, пихты с фанерой 5. Сборка и склеивание карка- са лонжерона крыла с по- становкой бобышек и диа- фрагм: а) из хвойных и лиственных станке Строжка вруч- ную 4 3 12-18
пород, б) из дельта-древесины с фа- 8 6 18—24
нерой €. Приклеивание первой фа- Строжка кромок 5 4 8—12
нерной стенки лонжерона 7. То же для второй фанерной лонжерона вруч- ную Строжка кромок • 5 4 8-12
стенки лонжерона 8. Сборка каркасов простых на фрезере или вручную Зачистка вруч- 3 2 4-8
нервюр 9. Сборка каркасов усиленных ную То же 3 2 4-8
нервюр и шпангоутов 10-Приклеивание первой фа- к 4 3 4—8
нерной стенки к каркасам нервюр н шпангоутов И.То же для второй стенки 4 3 4-8
12. Склеивание фанеры на-ус я 4 3 8—12
£ 2. Склеивание смоляными клеями ВИАМ Б-3 и КБ-3
299
Продолжение табл. 137
Характер склеивания Последующая обработка Выдерживание в прес- се в часах при темпе- ратуре воздуха и де- тати Продолжитель- ность выдер- живания с мо- мента снятия пресса до нача- ла обработки час.
12—20* 21—30”
!3. Выклеивание дужек шпан- гоутов и нервюр из планок малых сечений (толщиной 2—3 мм)-. а) толщиной до 10 мм, б) толщиной свыше 10 мм Строжка на стан- ке или вручную 6 5 18-32
10 8 24—48
Примечание. Обработку торцов и лакировку рекомендуется произво-
дить через 24 часа.
Температура помещения непосред-
твенно у места склейки должна быть
не «иже 1С° при склеиваний бее по-
догрева и не ниже 10° при склеивании
с подогревом.
Если температура в цехе не превы-
шает 20°, клей на рабочие места вы-
дается в обыкновенной посуде; при
температуре выше 20° посуда должна
иметь двойные стенки, между которыми
наливают свежую холодную воду, при
температуре выше 25° наливают воду
со льдом.
Температура клея в клеянках всегда
должна быть в пределах от 15 до 20°.
Вязкость клея. При склеивании
усовых, торцевых и полуторцевых со-
единений, а также при сборочных ра-
ботах при наклеивании угольников
вязкость клея должна быть в пределах
40—120" ФЭ; при склеивании деталей с
направлением волокон вдоль плоско-
сти склейки вязкость клея—25—90° ФЭ.
Нанесение клея. При склеива-
нии деталей ио древесины березы, ели,
липы, лиственницы, пихты и сосны
вдоль волокон клей наносится на обе
склеиваемые поверхности (двухсторон-
нее нанесение).
Для деталей, склеиваемых из ясеня
и дуба вдоль волокон, допускается
одностороннее нанесение клея.
При склеивании на-ус, вторец, вполу-
торец, а также при наклеивании фане-
ры, независимо от породы, клей нано-
сится на обе склеиваемые поверхности.
Расход клея не должен превышать:
при одностороннем нанесении 180—
250 г/м2, при двухстороннем нанесе-
нии — 250—340 г/м".
Запрессовка
Продолжительность
и выдержка
открытой пропит-
ие более 15 мин.
закрытой пропит-
25 мин.
ни — ие менее 4 и
Продолжительность
ки — не менее 5 и не более
При выклеивании обшивок (без от-
крытой цропитки) при вязкости клея
25—60° ФЭ продолжительность процес-
са нанесения клея и сборки обшивки
до запрессовки допускается для клея
ВИАМ Б-3 до 40 .мин. и для клея
К-Б до 1 часа.
Удельное давление при запрессов-
ке—'1—5 ат и зависит от вида склейки.
Запрессовку склеенных деталей осу-
ществляют одним из перечисленных nf,i-
ше способов. Клиповой способ запрес-
совки можно применять только при
единичном выпуске самолетов.
После запрессовки все склеенные без
подогрева детали выдерживают опре-
деленное время в зависимости от пред-
стоящей механической обработки , в по-
мещении цеха цри температуре не ни-
же 16° и влажности воздуха, соответ-
ствующей постоянной влажности дре-
весины 7—10%. Наблюдение за состоя-
нием влажности и температуры осу-
ществляется посредством психрометра
Августа или Ассмана, или, лучше всего,
при помощи самопишущих приборов
(психрографов или гигрографов).
Американские нормы рекомендуют
выдерживать клееные детали до по-
следующей механической обработки в
производственной обстановке не менее
3—5 дней при температуре 15—20° пли
2—3 дня в сушильных камерах при
температуре 50° и влажности воздуха
у =50%.
300
Глава 24. Технология склеивания
Таблица 138
Режимы склеивания деталей клеями ВИАМ Б-3 и КБ-3 (без подогрева)
Характер склеивания
Оптимальная
величина давления
при запрессовке
кг] см2
Минимальная продолжительность
выдерживания в часах под давле-
нием при температуре
16—20' | 21—25' | 26—30“
Склеивание прямолинейных деталей
из древесины хвойных пород и фа-
неры (полки лонжеронов, стрин-
геры, бобышки)
Приклеивание березовой фанеры
к коробкам лонжеронов
Приклеивание березовой фанеры
к каркасу шпангоутов, нервюр
и т. п.
Приклеивание обшивок крыла и
оперения
Склеивание деталей из древесины и
фанеры с одновременным холод-
ным гиутьем
Склеивание деталей из дельта-дре-
весины
Склеивание деталей из дельта-дре-
весины в комбинации с фанерой
или древесиной
3-4 5 4 3
3-4 5 4 3
1,0—2,0 5 4 3
0,3—3,0 5 4 3
5-6 10 • • 8 6
4-5 12 10 8
4-5 10 8 6
§ 3. СКЛЕИВАНИЕ КАРБИНОЛЬНЫМ
КЛЕЕМ
Поверхности склейки должны быть
ошкурены или обдуты песком. Хоро-
ший результат дает склеивание шерохо-
ватой поверхности с гладкой.
Таблица 139
Скорость затвердевания карбиноль-
ного клея
(от глицеринообразного состояния)
Условия склеивания Степень затвердевания
клейкий студень упругий студень твердая масса
/°=0°, клей с пе-
рекисью бензои-
ла 1% 24 ч. 48 ч. 72 ч.
/°=Д°, то же 2 3% 24 , 30 , 48 „
Г=15 20° „ 1% 16 , 24 , 48 »
Г=15 26° , 2 3% 8 , 12 . 24 „
1°=30 35° . 1% 12 „ 20 , 35 .
Л =60 65° . 1% 2 . 5 . 10 .
Примечание. Карбинольный
цемент застывает несколько быстрее.
Открытая пропитка 5—10 мин.
Давление при запрессовке — от 1 до
5 кг/см2 (в зависимости от склеиваемо-
го материала).
Таблица 140
Крепость склейки карбинольным
клеем
Склеиваемые материалы Крепость склейки яг/ см*
Органическое стекло со 50-55
стеклом
Сталь со сталью 172-288
Текстолит с текстолитом 75—200
Дуралюмин с текстоли- 75—100
ТОМ
Дуралюмин с гетинаксом 100—130
Дуралюмин с балипитом 75—100
§ 4. СКЛЕИВАНИЕ ФАНЕРЫ
Фанера с фанерой может быть склее-
на в длину или ширину на-ус, внаклад-
ку или внахлестку.
При соединении на-ус отношение тол-
щины склеиваемой фанеры к длине ско-
са, рекомендуемое ВИАМ, должно быть
не менее 1 : 12. По американским и
европейским нормам, при склеивании
§ 6. Выклейка обшивок из шпона
301
фанеры на-ус отношение толщины фа-
неры к длине скоса берется в преде-
лах от I : 20 до 1 : 30.
При склеивании фанеры впритык с
накладкой или внахлестку отношение
толщины фанеры к длине соединения
внахлестку или к длинеиакладки должно
лежать в пределах
1:20—1:30 (фиг. 358).
Сушка топких кле-
еных из фанеры или
шпона деталей мо-
жет происходить при
влажности воздуха
30—35% и при тем-
пературе 18—20°. Не-
обходимое для сушки
время колеблется от
нескольких часов (для
тонкого материала) до
2—3 дней при толстом
материале. При тем-
пературе 49° и влаж-
ности воздуха 50% па-
нель толщиной 13л/ж
высыхает до 10%
влажности в 2—3 дня.
Фанера и другие де-
тали при склеивании
с горячей запрессов-
кой понижают свою
влажность до 2—3%.
Для повышения влажности склеенных
деталей до 7—12% их выдерживают в
кондиционирующей камере (обеспечиваю-
щей равновесную влажность в 7—12%)
или поверхность деталей смачивают
мокрой тряпкой. Хороший результат да-
ет выдерживание плиты на цементном
полу. .
§ 5. СКЛЕИВАНИЕ
ДЕЛЬТА-ДРЕВЕСИНЫ И БАЛИНИТА
Для склеивания облагороженной дре-
весины применяются казеиновые клеи
вязкостью 200—250° ФЭ и смоляные
клеи вязкостью 40—60° ФЭ.
Скос при усовых соединениях — 1 : 25.
Поверхности склейки обязательно
должна быть придана шероховатость
обдувкой песком или прошкуриванием.
Нанесение клея двухстороннее.
Расход клея: казеинового 500—
700 г/м1, смоляного 300—340 г/м2.
Продолжительность пропитки: откры-
той 5—15 мин., закрытой 5—20 мин.
Давление при запрессовке — 5—
6 кг! см1.
Время выдерживания в прессе без по-
догрева—18 час.
Выдерживание после запрессовки пе-
ред механической обработкой при склеи-
вании дельта-древесины с дельта-древе-
синой —18 час; при склеивании дельта-
древесины с сосной — 12 час.
Фиг. 358. Схема склеивания фанеры.
1 -соединение на-ус, 2 —соединение внахлестку, 5—соединение вна-
кладку.
§ 6. ВЫКЛЕЙКА ОБШИВОК
ИЗ ШПОНА
1. Общие сведения
Элементы обшивки самолета из шпо-
на изготовляют, выклеивая их из полос
шпона, ширина которых устанавливает-
ся в зависимости от размеров и конфи-
гурации обшивки. При выклейке на мо-
дель («болван», фиг. 359) накладывают
определенное количество слоев шпоца
в виде полос с нанесенным на иих
клеем. Направление полос относительно
оси элемента, общее количество слоев
и его толщина определяются конструк-
цией обшивки. Чаще всего полосы на-
кладываются под утлом 45° к оси, по-
лосы в смежных слоях перекрещивают-
ся под углом 90°.
Запрессовка элементов обшивки при
выклейке осуществляется или при по-
мощи гвоздей, или одним из пневмати-
ческих способов.
При выклейке обшивки под прессом
отношение радиуса кривизны R к тол-
щине шпона берется в пределах, ука-
занных в табл. 141.
302
Глава 24. Технология склеивания
Таблица 141
Угол между направле- нием волокон н осью кривизны Отношение радиуса кривизны R к толщи- не слоя S
90° • 100
45° 50
0° 50
При изготовлении трубчатых деталей
из шпона ширину полосы рекомендует-
Фиг. 359. Болван для выклейки обшивки фюзеляжа
(деревянной).
ся брать равной 2,2 D, где D — диаметр
трубы. В остальных случаях выклейки
Фиг. 360. Шаблон для обработки
шпона по контуру.
из шпона ширина полосы берется от 60
до 200 мм.
Подготовка шпона.
Раскроенные по ширине поло-
сы шпона склеиваются по
длине внахлестку или на-ус
(отношение толщины шпона к
длине нахлестки или уса 1:15).
При склеивании внахлестку
нахлестка зачищается на-ус
после склеивания. Давление
запрессовки при склеивании
1—3 кг 1см2.
Одновременно можно запрес-
совывать не более 50 полос.
После стыковки полосы фре-
зеруются по контуру в специ-
альных шаблонах (фиг. 360) и
номеруются. Рваные полосы и
полосы с трещинами к вы-
клейке не допускаются.
Набор полос при выклейке.
Полосы укладываются «а болване в
нужиом направлении к оси. Точность
укладки ±5°. Укладку начинают с се-
редины болвана и ведут в обе стороны.
При выклейке обшивки на смоляных
клеях все слои шпона, кроме первого и
наружного, укладываются с зазором в
2—3% от ширины полосы. Полосы шпо-
на в первом и наружном слоях уклады-
ваются впритык, без набегания смеж-
ных кромок одна йа другую.
При склеивании обшивки казеиновыми
•клеями, наоборот, кромки смежных по-
лис первого и всех внут-
ренних слоев необходимо
укладывать впритык, без
набегания кромок одна
на другую и без зазоров
между ними. Наружный
слой укладывают вна-
хлестку, с набеганием
кромок смежных полос
на 5—20 мм одна на
другую.
Клей наносится кистью
или вальцами. Наклеи-
ваемые полосы туго на-
тягиваются на болване,
приглаживаются рукой сверху вниз и
закрепляются по концам амортизацион-
ным шнуром диаметром 12 мм. После
этого полосы притираются деревянной
или металлической гладилкой (фиг. 361)
длй удаления пузырьков -воздуха и плот-
ного прилегания слоев шпона один к
другому.
2. Г воздевая запрессовка
При гвоздевой запрессовке давление
на склеиваемые поверхности создается
при помощи гвоздей, которыми наклеи-
ваемый слой шпона прибивается к
Киянка
деревянная
Фиг. 361. Гладилки для притирки шпона при вы-
клейке обшивок.
шаблону через фанерные полосы или
шайбы (сулажки).
§ 6 Выклейка обшивок из шпона
303
Прижимные ' полосы шириной 50—
jOO мм делаются из трехслойной
3—б-мм фанеры с направлением воло-
кон в рубашках под 45° к оси полосы.
Для повышения изно-
соустойчивости фа-
нерные полосы часто
оклеиваются митка-
лем с обеих сторон
(на нитроклее АК-20).
Для прибивания их
при запрессовке при-
меняются проволоч-
ные гвозди ACT 1269с
1,5—25 или 1,5—30,
заранее насаженные
на квадратные фанер- &
ные шайбы размером
25X25 мм и толщиной
2—3 мм. Шайбы рас- ,
полагаются на фанер-
ных полосах вплот-
ную в шахматном по-
рядке. Г возди за-
биваются доотказа.
Шайба должна плотно
прилегать к полосе и
не проворачиваться, ц
Запрессовку каждого
слоя необходимо про-
изводить отдельно.
Под гвоздями обшив-
ка выдерживается от
3 до 5 час. (табл. 136).
При выклейке об-
шивок большой кри-
визны шпон при за-
прессовке прибивает-
ся гвоздями непосред-
ственно через шай-
бы (сулажки).
По истечении вре-
мени, положенного на
3. Пневматическая запрессовка
Пневматическая запрессовка выклеен-
ных обшивок осуществляется одним из
Фиг. 362. Схема различных способов запрессовки обши-
вок, выклеиваемых из шпона.
1—-запрессовка вакуумом, 2—запрессовка в ванне пресс-мешком на
болване, 3—запрессовка в ванне пресс-мешком без болвана. 4—запрес-
совка в автоклаве в мешке, 5—запрессовка в автоклаве под чехлом.
а—чехол или пресс-мешок, б—обшивка, e-болван, г -отсос (вакуум)г.
д—нагнетание воздуха, тележка, ж— ванны, и—автоклав.
запрессовку, гвозди
вместе с шайбами вынимаются при по-
мощи ломика для гвоздей.
Таблица 142
Продолжительность гвоздевой за-
прессовки при выклейке обшивки
из шпона
Температура произ- водственного помеще- ния, °C Выдержка в часах
казеиновый клей смоляной клей
12-20 5
21-25 4 4
25-30 4 3
методов, схематически показанных па’
фиг. 362.
1. Обшивка, выклеенная на каркасе
или собранная на форме, помещается в
герметически закрывающийся резиновый
мешок, из которого затем выкачивается
воздух. Давление запрессовки создает-
ся разностью давлений: атмосферного и
вакуума в мешке. Максимальное дав-
ление, возможное при запрессовке этим
способом, меньше 1 ^г1см~.
2. Запрессовываемое изделие вместе с
формой помещается в железную или
железобетонную ванну, в которой нахо-
дится резиновый мешок, облегающий
изделие. После закрепления форщ_ы и
изделия в ванне в резиновом мешке
364
Глава 24. Технология склеивания
•создается давление (от компрессора) и
осуществляется запрессовка. Применяя
горячую воду или воздух или, пользуясь
специальными нагревательными прибо- мого
Фиг. 363. Бетонная форма для выклейки об-
шивки.
7—бетонная форма, 2— деревянные кружала, 3—деревян-
ные гнезда, 4—фиксаторы, 5—деревянная рама, б—ос-
нование.
рами, запрессовку можно вести с подо-
гревом изделия.
3. Собранную на «болване» на клее
обшивку помещают в ванну, имеющую
негативную форму, затем на' обшивку с
Фиг. 364. Пневматический пресс для
выклейки из шпона обшивки фюзеляжа.
1—железобетонная ванна. 2—пресс-мешок из ре-
зины нли прорезиненной материи, 3—поворот-
ный двухсторонний болван для выклейки, 4-—на~
кидной замок.
внутренней стороны опускается рези-
новый мешок и ванна закрывается пли-
той. Для запрессовки в мешке создается
давление. Как и в случае 2, запрессовку
можно вести с подогревом.
4. Запрессовываемое изделие', уста-
новленное на форме или на каркасе, по-
мещается в резиновый мешок и вводит-
ся в специальную камеру (типа авто-
клава), в которую нагнетается воздух
или пар для создания в ней необходи-
давления и температуры. Для
обеспечения равномерного дав-
ления на запрессовываемое из-
делие мешок, охватывающий из-
делие, сообщается через отводя-
щий шланг с атмосферой.
5. Запрессовываемое изделие
устанавливается в негативную
форму, герметически накрывается
облегающей резиновой покрыш-
кой и помещается в специальную
камеру (типа автоклава), в кото-
рой, как и в случае 4, создаются
с помощью воздуха и пара нуж-
ные давление и температура.
Внутренность негативной формы
сообщается через отводной шланг
с атмосферой.
Продолжительность повышения
температуры и давления в ав-
токлаве не должна превосходить
5 мин.
Давление в автоклаве поддерживается
в пределах от 2,8 до 5,75 кг1см2. Макси-
мальное давление 8,5 кг!см2.
Фиг. 365. Стапель-решетка для
сушки обшивок.
Формы для выклейки. Формы,
или болваны, для выклейки изготовля-
ются из древесины (фиг. 359), бетона
(фиг. 363) или металла (алюминия, ста-
ли и т. д.).
Деревянные формы часто делаются
с пазами для укладки в них стрингеров
и полушпангоутов, что позволяет вы-
клеивать обшивку с одновременным
приклеиванием ее к стрингерам и по-
лушпангоутам. Последние должны быть
при этом точно подогнаны по пазам.
§ 6. Выкле.йка обшивок из шпона
305
Бетонные формы отливаются по мо-
ели. Состав бетона: 1 часть цемента
и 1 часть крупного песка. При отливке
бетонной формы в ней должны быть
предусмотрены вкладыши в виде попе-
шаблонах-решетках (фиг. 366), поль-
зуясь циклей или специальной машинкой.
Готовая обшивка не должна иметь:
а) расслоений и вздутий шпона (чи-
жей),
Фиг. 366. Стапель-решетка для зачистки
обшивок.
жигнсслособаисть казеиаоОого ш/во 6 часах
Фиг. 367. Диаграмма жизнеспособ-
ности казеиновых клеев.
речного и продольного набора для при-
бивания гвоздей ипри укладке шпона.
Металлические формы обладают тем
преимуществом, что они быстро пере-
дают тепло и ускоряют полимеризацию.
Недостатком является необходи-
мость в их охлаждении после вы-
грузки из автоклава.
При выклейке на металличе-
ском болване полосы шпона за-
крепляются с помощью лент или
планок на шурупах.
Наиболее распространенным
способом запрессовки, принятым
на наших заводах, является за-
прессовка в ванне (метод „В’).
Схема пневматического пресса для
выклейки обшивки фюзеляжа по
этому методу показана на фиг.
364. В США наибольшее приме-
нение получил способ запрессов-
ки в -автоклаве.
Выклеенная обшивка после за-
прессовки в прессе должна пройти
предварительную сушку или не-
посредственно па болване или на
обичайке. Окончательное подсу-
Шивание и кондиционирование обшивки
осуществляется на стапеле-решетке
(фиг. 365).
Зачистка обшивки и требования к ее
качеству
После запрессовки, выдержки в прес-
се и после сушки обшивку зачищают на
б) незаделанных непроклеек в наруж-
ном шпоне,
в) расслоения и расщепления кромок,
г) потеков клея,
д) механических повреждений.
Фиг. 368. Диаграмма жизнеспособности фе-
нольных и карбамидных клеев.
е) отпечатков
набегов ввутренних
слоев.
Поверхность обшивки должна иметь
плавную форму. Западания, выемки и
другие неровности на поверхности глу-
биной более 1,5 мм на длине 300 мм
не допускаются.
20 п. П. Успасский
306
Глава 24. Технология склеивания
Таблица 143
Технологическая схема выклейки обшивки из шпоиа
(без подогрева)
При применении клеев
Этап изготовления
казенно вых В-105 и В-107
смоляных ВИАМ Б-3 и КБ-3
Подготовка болвана
Подготовка шпона
(влажность)
Вязкость клея
Жизнеспособность клея
Нанесение клея
Способ укладки 1-го
(нижнего) слоя шпона
Способ укладки сред-
них слоев шпона
Способ укладки верх-
него слоя шпоиа
Продолжительность ук-
ладки всех слоев (время
сборки)
Давление при запрес-
совке
Продолжительность
запрессовки без подо-
грева
Продолжительность
подсушки на болване или
на обичайке
Продолжительность
подсушки на решетке
П родолжительиость
сушки в камере
Общая продолжитель-
ность подсушки и сушки
Влажность готовой об-
шивки
Расход клея
Покрывается лаком
АК-20 (периодически)
и меловым раствором
или тонким слоем пара-
фина (перед склеивани-
ем)
Шпон за 6—10 час.
до склейки увлажняется
до 20—30% влажности
70 — 100° ФЭ (пропор-
ция 1 :2,1)
1—2 часа
Одностороннее
Впритык, без зазоров и
набегания кромок смеж-
ных полос одна на дру-
гую
То же
Внахлестку, с пере-
крытием смежных кро-
мок на 5—20 мм
Не больше 45 мин.
2,5—4 кг/см?
Не менее 1 часа при
t° до 20“ и ие менее
45 мин. при t° более 20“
3—4 часа
4—6 час.
20—22 часа
27—32 часа
8-11%
Около 500 г/л2
Покрывается лаком*
АК-20 или нитрокрасками
Начальная влажность.
7-10%
25-60° ФЭ
2 часа
Одностороннее
Впритык, без зазоров
и набегания кромок
смежных полос одна на
другую
С зазором между смеж-
ными полосами в 2—3%.
ширины полосы
Впритык, без зазоров:
и набегания кромок смеж-
ных полос одна на дру-
гую
Не больше 50 мин. при.
клее ВИАМ Б-3 и 1 час
10 мин. при клее КБ-3
3—4 кг!см-
4 часа при /°=16—20°
3 . , Г=21-25°
2 ,, „ Г°=26-30°
Р/г—2 часа
2—3 часа
10—11 час.
131/г—16 час.
7-11%
350—400 г/л2
Жизнеспособность клеев, т. е. время, в течение которого возможно применение
раствора клеев, при t =20° показана иа фиг. 367 н 368.
j$' I. Нагрев теплым воздухом
307
Глава 25
УСКОРЕНИЕ СКЛЕИВАНИЯ АВИАДЕТАЛЕЙ
Процесс затвердения клея может быть
ускорен и соответственно сокращено
время выдерживания под прессом путем
нагрева склеиваемых деталей.
Нагрев осуществляется:
1) теплым воздухом в сушильной ка-
мере, в которую помещают склеиваемую
деталь;
2) горячей водой, паром или возду-
хом, подаваемыми в специальную ка-
меру, в которую помещается изделие,
заключенное в герметически закрытый
резиновый мешок;
3) контактными электронагреватель-
ными приборами, «непосредственно на-
гревающими склеенные детали;
4) рефлекторными электронагревате-
лями, передающими тепло клеевому
соединению конвекцией и радиацией;
5) воздушными нагревательными
устройствами, передающими тепло
склеиваемым деталям путем конвекции;
6) токами высокой частоты;
7) инфракрасными лучами.
§ 1. НАГРЕВ ТЕПЛЫМ
ВОЗДУХОМ И ПАРОМ
Нагрев теплым воздухом про-
изводится или в сушильных ка-
мерах общего типа, в которых
помещаются склеенные и запрес-
сованные детали, или при помо-
щи специальных сушильных уст-
ройств, встроенных в клеильные
прессы.
Нагревание в сушильных ка-
мерах применяется чаще всего
при склеивании казеиновым
клеем небольших деталей. Ре-
жим нагрева: температура воз-
духа 32—37°, влажность воздуха
= =50—55°/о, скорость циркуля-
ции воздуха 4—4,5 м/сек. Про-
должительность —2—5 дней в за-
висимости от размеров и тол-
щины склеиваемых деталей.
Нагревание с цомощью спе-
циальных воздушнонагреватель-
ных устройств в клеильных
прессах (фиг. 369) применяется
преимущественно при склеивании
казеиновым клеем обшивок и
заключается в том, что на запрессовы-
ваемую обшивку (после предваритель-
ной запрессовки в прессе обычным пу-
тем под давлением 2—3 кг/см2 в тече-
ние 1,5—2 чйса) накладывается р е-
шетчатая сулага, охватывающая
изделие. Эта сулага позволяет проду-
вать горячий воздух по каналам, обра-
зуемым решеткой и поверхностью об-
шивки. Нагревание при этом произво-
Таблица 144
Режим сушки обшивки в сушильных
камерах типа ВИАМ
Этап
сушки
[ 52 45 57 6
II 57 45 51 5
III 60 40 30 5
IV 64 — — 4-6
Фиг. 369. Схема воздушного обогрева обшив-
ки при выклейке ее на болване с запрессов-
кой пресс-мешком.
7—болван, 2 обшивка, 3—решетчатая сулага, 4—ванна,
5—пресс-мешок, 6—калориферная установка с вентиля-
тором, 7—воздушная проводка. 8—выпуск отработанного
воздуха.
дится циркулирующим воздухом с од-
нократным или многократным его обме-
ном. Температура воздуха —50э±5 ско
рость циркуляции 7—16 м/сек.
308
Глава 25. Ускорение склеивания авиадеталей
При этих условиях й при воздушных
каналах в решетчатой сулаге, имеющих
----- t °авдыа №и сшйе внилпн твепнхяя
Фиг. 370. Диаграмма режима сушки
воздухом под прессом. Выклейка из
5 слоев шпона на казеиновом клее.
в ширину 30—40 ял и в высоту 15 мм,
средняя продолжительность сушки об-
Таблиц
ют экспериментальным путем с тем
чтобы конечная влажность обшивки
была в пределах 8—11°/о (фиг. 370)/~
Для обшивок, выклеенных смоляиц.
ми клеями, продолжительность запрес-
совки при сушке горячим воздухом за-
висит от толщины выклеиваемой об-
шивки. Температура клеевого слоя при
этом не должна быть выше 60°. При
нагревании клеевого соединения на
смоляном клее в течение нескольких
часов до 70—80° прочность клеевого
соединения может понизиться.
Нагрев паром применяется при запрес-
совке склеенных деталей в автоклавах
или между нагреваемыми плитами прес-
са (фанерные прессы, см. фиг. 354). При
запрессовке в автоклавах рекомендует-
ся применять сухой пар при давле-
нии 3,75 ат (7 = 140°) или нагретый
тем или иным способом воздух.
Во избежание большого перепада
температур по высоте в автоклавах сле-
дует предусматривать в них
а 145 циркуляцию воздуха и пара.
Время выдерживания деталей при склеивании
клеями ВИАМ Б-3 и КБ-3 в случае нагрева их
теплым воздухом
Температу- ра воздуха °C Продолжительность выдерживания в часах
Под давлением После распрессовки до ручной или механиче- ской обработки при /=17—20°
для древесины для дельта- древесины ДЛЯ древесины для дельта- древеснны
15-20 5-6 10-12 3 4
21-25 4-5 8-10 2 3
26-35 3-4 6-8 1 2
26-35 3-4 6-8 1 2
50-60 1,5-2 3-4 ’/г 1
Таблица 146
Пределы рабочих температур
при различных способах
нагрева в автоклавах
Примечания. 1. Нижний предел вы-
держивания относится к верхнему пределу
температуры и к деталям мелкого сечения
(до 15 мм толщиной).
2. Нагрев детали до температуры выше 35°
следует производить по истечении 10 мин.
с момента запрессовки.
3. При склеивании деталей из тонких реек
с одновременным гнутьем время выдержива-
ния под давлением увеличивается на 5О°/о.
Теплоперено- сящая среда Пределы температуры
мин. макс.
Пар 127°1 160°1
Смесь пара и воздуха 116° 138°
Воздух 40-50° 120-130°
Вода 40—50° 149°
1 При температуре ниже
127° давление пара будет слиш-
ком мало для запрессовки
(1 кг)см2). При температуре
выше 160° наружное клеевое
соединение перегревается и
разрушается резина мешков.
шивки толщиной 3—5 мм — 6 час. (при
длине обшивки до 6 jh). Практически
продолжительность сушки устанавлива-
При застойном воздухе возможна раз-
ность температуры по высоте авто-
клава до 16°.
§ 2. Нагрев контактными электронагревателями
309
§ 2. НАГРЕВ КОНТАКТНЫМИ
ЭЛЕКТРОНАГРЕВАТЕЛЯМИ
1. Общие сведения
Контактные электронагреватели пред-
ставляют собой вмонтированные в
обичайку болван или непосредствен-
но в пресс металлические ленты, на-
греваемые электрическим током.
Нагрев склеиваемых де-
талей осуществляется путем
контактной теплопередачи.
Для питания электрона-
гревателей применяется од-
нофазный или трехфазный
ток.
Электронагреватели раз-
личаются по месту их рас-
положения в прессах и по
способу расположения в
них ленты и могут быть от-
крытыми—с нагревательной
лентой, касающейся по-
верхности склеиваемой де-
тали, и закрытыми—с на-
гревательной лентой, изо-
лированной от соприкосно-
вения со склеиваемой де-
талью тонким слоем фане-
ры, шпона и т. п. (фиг. 371).
По месту расположения в
прессах электронагреватели
разделяются на:
1) съемные—накладывае-
мые на склеиваемую деталь
перед запрессовкой и помещаемые
вместе с нею под пресс;
2) стационарные—встроенные в пресс,
болван или плаз.
Съемные электронагреватели бывают
плоские — в виде тонких плоских ли-
стов или объемные; представляющие
•собой обичайки соответствующей фор-
мы (сулаги-нагреватели).
По способу расположения ленты
Электронагреватели разделяются на:
а) сплошные — с нагревательной лен-
той, покрывающей зигзагообразно всю
площадь нагревателя,
2) контурные — с лентой, расположен-
ной только по контурам склейки де-
тали.
Съемные плоские электронагреватели
(коврики) применяются для подогрева
небольших плоских деталей или дета-
лей с малой кривизной, склеиваемых
обычно в многоярусных прессах, а так-
же при наклеивании плоских обшивок
на каркасы.
Стационарные электронагреватели и
съемные сулаги-нагреватели применя-
ются при склеивании деталей на болва-
нах или при наклеивании на каркас об-
шивок, имеющих пространственную
форму.
Сплошные нагреватели применяются
для подогрева деталей, имеющих боль-
шие поверхности склейки или каркас
с частым переплетом.
Контурные нагреватели применяются
Фиг. 371. Контактные электрические нагреватели
для склейки.
1—плоский сплошной открытый электронагреватель, 2—плос-
кий контурный открытый электронагреватель (а—обкладка,
б—нагревательная лента), 3—съемный сплошной закрытый элек-
тронагреватель-сулага, 4~ стационарный сплошной закрытый
электронагреватель болван.
при склеивании больших по контуру де-
талей с редким переплетом каркаса.
Открытые нагреватели могут приме-
няться лишь для таких деталей, на по-
верхности которых, соприкасающейся с
нагревателем, не имеется потеков клея
или клеевых швов. В остальных слу-
чаях применяются закрытые нагрева-
тели.
При толщине прогреваемого материа-
ла ДО’ 7 мм применяется односторонний
прогрев, при толщине от 7 до 15 мм —
двухсторонний.
2. Изготовление нагревателей
Для изготовления нагревательной
ленты пригоден рулонный или листовой
материал: медь, различные медные спла-
вы, железо, сталь, нержавеющая сталь
и т. п. толщиной от 0,1 до 0,3 мм и как
исключение — до 0,5 мм. Наилучшим
материалом является нержавеющая
сталь; медь и ее сплавы обладают не-
большой механической прочностью, а
железо и сталь быстро корродируют.
310
Глава 25. Ускорение склеивания авиадеталей
Резка полос производится на много-
роликовыХ ножницах и должна быть
выполнена с точностью до ±0,5 мм,
без заусенцев, вытяжек и других де-
формаций.
Ленты сращиваются по- длине при
помощи пайки оловянным припоем вна-
хлестку. Нахлестка должна быть не
меньше ширины ленты.
Нагревательную ленту укладывают на
обкладке (фанера или выклейка из
шпона) или непосредственно на поверх-
ности болвана и закрепляют гвоздями
Фиг. 372. Способы изгиба ленты
при укладке в нагревателе под
различными углами.
размером 1-12 (1269с). Выступающие с
обратной стороны обкладки гвозди
обкусывают и запиливают заподлицо.
При поворотах-ленты под различными
углами при ее укладке на поверхности
нагревателя ее перегибают, как указано
на фиг. 372. При прокладке нескольких
полос параллельно- одна другой рас-
стояние между лентами должно быть
равно 5 мм,
С одного края обкладки оставляют
площадку вне рабочей поверхности по-
догрева шириной 50—100 мм для раз-
мещения подводящих проводов и кон-
тактного устройства.
При пользовании трехфазным током
ленту делят на три секции, равные по
сопротивлению, соединяемые затем «тре-
угольником» или «звездой». При соеди-
нении «звездой» -в месте стыка двух
секций во избежание пробивания током
следует одну полосу ленты снять для
увеличения расстояния между секциями.
Толщина обкладки: плоской—-1—
1,5 мм, -объемной — до 3 мм.
В закрытом -нагревателе поверх лен-
ты наклеивается смоляным .или казеи-
новым клеем наружная обкладка из
фанеры или из шпона. Эта операция вы-
дефекты
во из-
полняется в прессе при
2—3 кг!см2.
При установке нагревателя непо-
оредственно на болване или макете по-
ве-рхность под ленту предварительно
сострагивают по шаблонам на глубину
2—3 мм. После укладки нагреватель.
ной лепты наклеивают (с рапрессо-вкой
под давлением 2—3 кг!см") предохрани-
тельную (рабочую) обкладку толщиной
3—5 мм, которую обрабатывают по
шаблонам точно по конфигурации де-
тали. Толщина обкладки должна быть
везде одинаковой.
Рабочую поверхность закрытых на-
гревателей тщательно выравнивают,
зачищают шкуркой, мелкие
заделывают нитрошпаклевкой и
бежание приставания фенольных и ка-
зеиновых клеев ее покрывают двумя-
тремя слоями нитроклея АК-20. При
пользовании карбамидными клеями ра-
бочую поверхность покрывают водным
раствором мела.
С наружной стороны односторонние
нагреватели (в частности, сулаги-на-
греватели) для уменьшения нагревания
резиновых мешков пресса оклеивают
слоем теплоизолирующего материала
(войлок, фетр, асбест и т. п.).
В линии, подводящей ток к нагре-
вателю, должны быть установлены: ру-
бильник или магнитный пускатель,
двух- или трехштырьковая вилка и ро-
зетки, амперметр для контроля работы
нагревателя и может быть включено
реле -времени.
Проверка электронагрева-
теле й. После окончательной отделки
нагревателя снимается его температур-
ный режим. Для этого применяют тер-
мопару, помещаемую между поверхно-
стью нагревателя и поверхностью на-
греваемой детали. Чувствительный спай
должен находиться при этом на глубине
30—40 см от края детали, а спай в воз-
духе— на расстоянии 30—40 см от на-
гревателя.
Правила работы с электро-
нагревателями. Электронагрева-
тели должны включаться в сеть только
того напряжения, на которое они рас-
считаны.
Открытые электронагреватели не
должны включаться без нагреваемой
детали.
При работе с электронагревателем
необходимо следить за показанием кон-
трольного амперметра И при отклонении
силы тока от нормальной немедленно
выключать нагреватель.
§ 2. Нагрев контактными электронагревателями
ЗП
Во избежание перегрева электрона-
греватель должен, выключаться по
^стечении времени, необходимого для
прогрева, детали по установленному
режиму.
Во избежание повреждения ленты не
^пускается вбивать гвозди в обкладку
нагревателя или собирать детали на
гвоздях на болване с нагревателем.
ширина нагревательной ленты в мм
е
2
К/ • wFzp
htfl
(1)
длина нагревательной ленты в М
W- F
b-^е
(2)
Таблица 147
Время выдерживания деталей при склеивании клеями ВИАМ Б-3 и КБ-3
в случае применения контактного электронагрева
Максимальная толщина приклеиваемых элементов мм Температура нагревателя °C Продолжительность -запрессовки, мин.
до включения подогреза с включенным подогревом с выключен- ным подогре- вом всего под прессом
3 G0-70 15 20 10 45
6 60-70 10 35 10 55
9 60-70 10 45 10 1 ч. 05 м.
12 60—70 — 55 15 1 ч. 10 м.
15 60—70 — 1ч. 05 м. 20 1 ч. 25 м.
Примечания. 1. Электронагреватели применяют при склеивании мате-
риала не толще 15 мм..
2. Выдерживание после распрессовки до ручной или механической обра-
ботки: при склеивании смоляными клеями—не менее 30 мин. и при склеивании
казеиновым клеем—не менее 1 часа.
3. При склеивании дельта-древесины или склеивании деталей из тонких
реек с одновременным гнутьем время выдерживания должно быть увеличено
на 50%.
Контроль нагрева деталей в случае
рименения клеев ВИАМ Б-3 и КБ-3
производят по покраснению потеков
клея возле клеевого шва. Потеки клея
должны быть розово-красного цвета.
Нагревать детали до темнокрасного
или бурого цвета потеков клея не раз-
решается. При применении казеинового
клея В-105, не меняющего при нагреве
своего цвета, нагрев контролируют по
степени твердости потеков клея возле
клеевого шва.
сопротивление нагревательной ленты
в омах
я = ₽L- . (3)
b - h
сила тока, протекающего по ленте,
в амперах
/= —. 0)
R
3. Расчет контактных
электронагревателей
общая вычисленная мощность нагре-
вателя в кет
При расчете электронагревателей
определяют ширину и длину нагрева-
тельной ленты из заданного материала
Для получения нагревателя требуемой
мощности. 1
Искомые величины определяются по
формулам:
W—
/у
1бз
(5)
общая требуемая мощность нагрева-
теля в кет.
wF. (6)
312
Глава 25. Ускорение склеивания авиадеталей
Значение величин, входящих в эти
формулы:
1. w—необходимая удельная мощ-
ность нагревателя в квтЦР, определяе-
мая подсчетом теплового баланса.
метром и округляется с точностью
до 0,05 мм.
4 е — расстояние между полосами
лент при укладке ее на нагревателе-
практически принимается равным 5 ли»
Таблица 148
Значения удельной мощности нагревателя iv для различных
режимов подогрева
Максимальная темпера- тура нагревателя 60* 70” 80” 80” 100” 110” 120°
Удельная мощность нагревателя в квт1м? 0,8 1,0 1,2 1,4 1,6 1,8 2,0
Практически можно пользоваться
данными табл. 148.
Удельная мощность в 1 квт!м\ уста-
новленная опытным путем для обеспе-
чения режима, требуемого инструкция-
ми по склеиванию жидкими смоляными
и казеиновыми клеями с подогревом
при толщине защитной обкладки не бо-
лее 3 мм, называется нормальной
удельной мощностью нагре-
вателя. При ней температура нагре-
вателя достигает 70° и время нагрева
до этой температуры лежит в пределах
от 30 до 45 мин.
2. р—удельное сопротивление ма-
териала, выбранного для изготовления
Таблица 149
Удельное сопротивление некоторых
материалов в ом-мм2/м
(при Г=20°)
Алюминий............... 0,0250
Дуралюминий............0,12
Железо.................0,09
Медь красная...........0,017
Латунь.................0,070
Сталь ................. 0,100—0,250
Сталь нержавеющая . . . 0,80
Цинк...................0,06
Манганин...............0,430
Константан.............0,500
Никелин................0,410
Нейзильбер.............0,340
нагревательной ленты, в ом мм2/м
(табл. 147).
3. h— толщина материала нагрева-
тельной ленты в мм; должна быть в
пределах от 0,1 до 0,3 мм и, как исклю-
чение, — до 0,5 мм. Измеряется микро-
для нагревателей любых типов и любой
мощности.
5. F—расчетная площадь нагревателя
тах.
Определение расчетной пло-
щади нагревателя однофаз-
ного тока. а. Расчетная площадь
сплошного нагревателя Fc равна площа-
ди склеиваемой детали с припуском по
контуру 30 мм для равномерного обо-
грева кромок. Припуски сверх этого
(для оклейки кромок обкладок и т. п.)
в расчетную площадь не входят.
б. Расчетная площадь контурного на-
гревателя Ук равна удвоенной сумме
площадей полок каркаса, по которым
производится склейка.
При определении расчетных площадей
нагревателей трехфазного тока расчет
ведется только для одной секции (из
трех). Поэтому расчетная площадь на-
гревателя трехфазного тока равна одной
трети всей действительной площади
нагревателя (сплошного или контур-
ного).
6. v—расчетное напряжение в воль-
тах; определяется с учетом способа
подключения нагревателя к питающей
сети (параллельное или последователь-
ное при однофазном токе и включение
«звездой» или «треугольником» при
трехфазном токе). Расчетное напряже-
ние не всегда совпадает с напряжением
сети.
Для однофазного тока при параллель-
ном включении нагревателей расчет
производится отдельно для каждого из
них, и расчетное напряжение нагрева-
теля равно напряжению сети.
При последовательном соединении не-
скольких равных по сопротивлению на-
25
Zb
23
21
21
21
1i
11
/:
n
i
313
10Й
ос-
ей,
ле,
в,
чки
пе-
тив
ле-
1ПИ-
юй-
1те-
[ХО-
то
жа-
ния
юд-
лей
(ЮТ,
ому
1КИ.
ная
>хо-
по-
по-
[ОСЬ
ика,
по
на
ши.
юд-
жно
не-
эво-
цую
ю
)ЛИ-
а i
:вые
,а
Фиг. 373. Диаграмма для определения ширины ленты электронагревателя.
П. П. У спасения
312
Значен
формулы
1. w—
ность ш
мая под
Праи
цанньп
Удел
новлев
чепия
ми по
и каз'
при т<
лее 3
Удел
вате
вател
до эт
от 3(
2.
териа
Удел
Алю
ДУР-
Жел
Мед
Лат1
Ста.
Ста.
Цив
Mai
Ков
Ни1
Hei
наг
(та
г
те.’
пр
Че
§ 2. Нагрев контактными электронагревателями
313-
гревателей можно сделать расчет толь-
ко для одного нагревателя. Расчетное
напряжение в этом случае будет равно
напряжению в сети, деленному на число
нагревателей.
При трехфаэном токе расчетное на-
пряжение при соединении секции на-
гревателя «звездой» равно напряжению
сета V.
При соединении «треугольником» рас-
четное напряжение нагревателей в 1,73
раза меньше напряжения в сети
1,73
нагревательной
больше удвоен-
часто встречаю-
по контуру ми-
нагревательной
При расчете нагревателей с поверх-
ностью двойной кривизны следует пред-
варительно установить ту наибольшую
ширину нагревательной ленты, при ко-
торой она еще достаточно плотно при-
легает к поверхности нагревателя.
Полученная по расчету ширина лен-
ты не должна превышать этой наиболь-
шей ширины.
При расчете контурных нагревателей
рекомендуется предварительно подсчи-
тать количество элементов каркаса,
группируя их по ширине склейки, и
определить ту ширину склейки, которая
встречается наиболее часто.
Вычисленная ширина
ленты должна быть ме
ного значения наиболее
щейся ширины склейки
вус 5 мм.
Определить ширину
ленты можно не только по формуле, но
и по номограмме (фиг. 373). Она по-
строена для следующих значений:
1) удельная мощность Ж=1 квт/м2;
2) расстояние между полосами ленты
при укладке е = 5 мм;
3) толщина материала ленты Л=0,10;
0,15; 0,20; 0,25; 0,30 мм;
4) удельное сопротивление материала
р — от 0,010 до 1,00 ом-мм2/м;
5) расчетное напряжение v — 12; 24;
36; 120; 220 и 380 в;
6) расчетная площадь F—от 0,02 до
10 м\
Правила пользования номограммой
ясны из следующего примера.
Пример. Требуется построить
нагреватель удельной мощности W =
=1 квт/лА с расчетной площадью F =
=3,2 м2 при расчетном напряжении
токаи =120 в. В качестве материала
для нагревательной ленты намечается
рулонная сталь толщиной й = 0,15 мм
и с удельным сопротивлением
р = 0,12 ом мм?[м.
Находим на правой вертикальной
шкале для h = 0,15 точку р=0,12 н сое-
диняем ее с точкой О прямой линией.
На нижней горизонтальной шкале,
соответствующей напряжению v =120 в,
находим точку F—3,2 л?. Из этой точки
проводим вертикальную линию до пе-
ресечения с наклонной линией. Против
этой точки на вертикальной шкале сле-
ва номограммы находим искомую ши-
рину ленты 6=22 мм.
Если при расчете нагревателей двой-
ной кривизны или контурных нагревате-
лей вычисленная ширина ленты выхо-
дит за установленные пределы, то-
изменяют способ подключения нагрева-
теля, величину расчетного напряжения
плн материал для ленты и вновь под-
бирают ширину ленты.
При расчете контурных нагревателей
полученную длину ленты проверяют,
подсчитывая ее длину по примерному
ее расположению по контурам склейки.
Если при этом полученная расчетная
длина окажется недостаточной, необхо-
димо подыскать другой способ распо-
ложения левт или снять по одной по-
лоске в тех местах, где получилось
большое перекрытие склейки.
Если расчетная длина ленты велика,,
то излишек ленты- распределяется по
контурам склейки или укладывается на
свободной площади между контурами.
Необходимое сечение проводов, под-
водящих ток к нагревателю, можно
определить по табл. 148.
При параллельном включении не-
скольких нагревателей сечение прово-
дов должно быть рассчитано на общую
Таблица 150
Допускаемая нагрузка током изоли-
рованных проводов
Максимальная сила тока i
Сечеиие в амперах
провода
м‘ медиые алюминиевые
провода провода
1,0 11 8
1,5 14 10
2,0 20 15
4,0 25 20
4,0 31 24
10,0 43 34
16,0 75 60
25,0 100 80
314
Глава 25. Ускорение склеивания авиадеталей
силу тока, потребляемого всеми (эти-
ми) нагревателями.
При соединении нагревателя трехфаз-
ного тока, «треугольником» подводя-
щие провода рассчитываются на силу
тока в 1,73 раза большую, чем сила
тока, протекающего по секции.
Общая, вычисленная по формуле (5),
мощность каждого нагревателя должна
соответствовать общей мощности, -полу-
чающейся по формуле (6). Допустимое
отклонение — не более ±10%.
При вычислении ширины ленты для
нагревателя с удельной мощностью, от-
личающейся от нормальной мощности
(W=l квт/л?)-, можно также пользовать-
ся номограммой (фиг. 373), но в полу-
ченный результат необходимо вводить
поправку по формуле
%cnp=AS%, (7)
где Ьн — ширина ленты, определенная
по номограмме,
^испр— ширина ленты для нагрева-
теля с мощностью, отличаю-
щейся от нормальной.
Коэфициент К, зависящий от выбран-
ной удельной мощности нагревателя и
ширины Ьа, находится по табл. 149.
Значение ширины ленты, получаемое
по формуле (7), округляется до 0,5
Для местного нагрева с успехом мо-
гут -быть использованы нагревательные
коврики. Они состоят из двух слоев
плотной ткани с уложенной между ними
лентой. Ленты укладываются на рас-
стоянии 3—4 мм одна от другой, после
чего промежутки между лентами долж-
ны быть прострочены для закрепления
ле-нт. Размеры коврика определяются
длиной ленты.
Таблица 151
Значение поправочного коэфициента К
(для формулы ЬИспр=К• %).
Удельная МОЩНОСТЬ нагревателя, квт}мг Ширина ленты по номограмме
от 5 до 6 мм от 6,5 до 7,5 мм От 8 до 9,5 мм от W до 19,5 мм от 20 до 29,5 мм от 30 до 60 мм свыше 60 мм
0,8 0,86 0,87 0,88 0,89 0,89 0,89 0,89
1,0 1,0 1,0 1,0 1,0 1,0 1,0 1,0
1,2 1,13 1,12 1,11 1,10 1,10 1,10 1,10
1,4 1,25 1,23 1,21 1,20 1,19 1,19 1,18
1,6 1,36 1,34 1,30 1,29 1,28 1,27 1,27
1,8 1,46 1,44 1,39 1,37 1,36 1,35 1,35
2,0 1,56 1,53 1,47 1,45 1,44 1,43 1,42
Таблица 152
Размеры нагревательной ленты из нержавеющей стали
для нагревательных ковриков
(практические данные)
Толщина ленты мм Ширина ленты мм Сила тока ампер Длина ленты в м при напря- жении
6 в 12 в 24 в 36 в
0,15 10 3,5-4,5 3,0 6,5 13,0 20,0
0,15 15 3,5—6,5 3,0 6,0 12,0 18,5
0,15 20 7,5—9,0 3,0 6,0 12,0 18,5
0,30 10 7,5-9,0 3,0 5.5 11,0 16,5
0,30 15 11—13,5 3,0 5,5 11,0 16,5
0,30 20 15—18 3,0 5,5 п,о 16,5
§ 3. Подогрев склеенных деталей в поле высокой частоты
315
{радиотермический подогрев)
Нагрев древесины в элек-
тростатическом поле высо-
кой частоты (см. стр. 130)
с большим успехом исполь-
§ 3. ПОДОГРЕВ
СКЛЕЕННЫХ ДЕТАЛЕЙ
В ПОЛЕ
ВЫСОКОЙ ЧАСТОТЫ
зуется также для нагрева-
ния клееных деталей с
целью ускорения полимери-
зации и схватывания клея.
Этот способ позволяет
осуществить прогрев в
крайне короткие сроки,
обеспечивает равномерность
подогрева материала, неза-
висимо от его толщины,
позволяет прогревать труд-
нодоступные места и осу-
ществлять местный нагрев
без значительного нагрева-
ния окружающих частей.
Оснастка для склеивания
при этом способе значи-
тельно упрощается, так как
нет необходимости в меха-
ническом или электриче-
ском контакте с нагревае-
мым изделием.
Нагревательная установ-
ка состоит ив выпрямителя,
лампового высокочастотно-
го генератора и конденсато-
ра вторичного контура
(фиг. 374).
Склеенные детали поме-
щаются между двумя элек-
тродами конденсатора вто-
ричного контура, создаю-
щими при соответствующей
настройке равномерное вы-
сокочастотное поле.
Для 'создания высоко-
частотного поля между пли-
тами пресса электроды кон-
денсатора из листового ме-
талла заделываются в
верхнюю и нижнюю сулаги
пресса и присоединяются
изолированным проводом к
генератору тока. Глубина заделки элек-
тродов в. сулагу — 2—3 мм от поверх-
ности (прилегания сулаги к склеивае-
мой детали.
Схемы различных размещений элек-
тродов при прогреве склеиваемых дета-
лей показаны на фиг. 375.
Сущность прогрева склеиваемых де-
талей токами высокой частоты заклю-
чается в следующем.
При пропускании тока высокой часто-
ты через деталь (представляющую со-
бой полупроводник большого сопротив-
ления) она будет поглощать некоторое
316
Глава 25. Ускорение склеивания авиадеталей
количество энергии, что объясняется не
только ее проводимостью, но и диэлек-
трическими потерями. Последние вы-
зываются междумолекулярным трением',
возникающим при периодическом ориен-
тировании молекул в переменном поле
высокой частоты.
Фиг. 375. Схема размещений электродов при
прогреве токами высокой частоты.
А—нормальная запрессовка, В—многоярусная запрессовка
(сандвич). С—боковая запрессовка с общим подогревом,
£)—боковая запрессовка с местным подогревом, Е—нормаль-
ная запрессовка с боксвым подогревом.
Поглощаемая при этом электрическая
энергия переходит в теплоту и деталь
нагревается.
Термический эффект пропорционален
квадрату силы тока. ,
Поглощение энергии диэлектриком и
превращение ее в тепло происходит
тем интенсивнее, чем больше частота
тока, а интенсивность процесса пропор-
циональна квадрату силы электриче-
ского поля.
Расчет высокочастотной установки
для нагрева склеиваемых деталей ана-
логичен расчету установки для сушки
древесины (стр. 132). Количество вла-
ги, подлежащей удалению при нагреве,
может быть найдено расчетом, в зави-
симости от вида клея. Подобрав соот-
ветствующим’ образом частоту и мощ-
ность поля и выбрав строение и форму
облучающих электродов конденсатора
и катушек, можно распределить энер-
гию либо по объему, либо по
поверхности объекта. При этом
можно сконцентрировать по-
глощение теплоты в клеевом
слое, с тем чтобы нагрев его
происходил быстрее прогрева
самой древесины.
В среднем можно считать
расход электроэнергии в
0,0035 квт-ч на подогрев 1 куб.
дециметра древесины на 1°.
Используемые частоты ле-
жат в пределах от 1,5 до
100 мегагерце»1. Наиболее ча-
сто применяется частота 10 ме-
гагерцев.
Высокочастотные установки»
связываются или с прессами
для выклейки фанеры или фа-
нерных плит или» с прессами
для выклейки деталей (напри-
мер, лонжеронов и т. п.).
С целью наиболее полного
использования установок их
чаще всего выполняют в виде
трех- и многоэлектродных кон-
денсаторов, между которыми
слоями располагается обраба-
тываемый материал («Санд-
вич»-установка, фиг. 375).
Прогрев деталей получается
вполне равномерным и обеспе-
чивает равномерную полимери-
зацию клеевых слоев.
Во внешних слоях материала
в связи с потерей тепла луче-
испусканием и непосредствен-
ной теплоотдачей температура
значительно пиже, чем внутри
материала. Эта разница в тем-
пературах может быть значительно
(снижена', если между электродами и
древесиной будет проложен хотя бы
тонкий слой тепловой изоляции.
Основными достоинствами нагрева в
поле высокой частоты являются равней
мерность и быстрота процесса по всей
глубине склеиваемой детали. При этом
1 Герц—единица частоты изменения
силы и направления переменного элек-
трического тока (частоты периодов) и
равна одному периоду в секунду. Мега-
герц равен 1000x1000 герцев или мил-
лиону периодов в секунду.
§ 4. Нагревание склеиваемых деталей при помощи облучения
317
продолжительность радиотермнческого
иагрева «е зависит от толщины нагре-
ваемой детали, а только от ее массы,
и прогрев происходит одновременно по
всей массе со скоростью, зависящей
только от мощности установки.
Нагрев деталей толщиной от 120 до
300 мм в пределах температур от 50
до 120° требует от 10 до 60 мин.
Полимеризация клеевых соединений
в детали, склеенной из 7 слоев дуба об-
щей толщиной 254 лш путем нагрева до
115°, происходит в течение 10 мин.
Радиотермический метод нагрева по-
зволяет осуществить легкое управление
процессом, создает возможность регу-
лирования тепловыделения, автоматиза-
ции процесса и обеспечивает его ста-
бильность.
Особое значение радиотермический
нагрев получает при организации поточ-
ных методов производства.
§ 4. НАГРЕВАНИЕ СКЛЕИВАЕМЫХ
ДЕТАЛЕЙ ПРИ ПОМОЩИ
ОБЛУЧЕНИЯ ИНФРАКРАСНЫМИ
ЛУЧАМИ
В некоторых случаях применение кон-
тактных электронагревателей или токов
высокой частоты для нагрева склеивае-
мых деталей затруднено либо вслед-
ствие (невозможности осуществить не-
посредственный контакт, либо вслед-
Фиг. 376. Лампы облучения
инфракрасными лучами.
Д—лампа рассеянного облучения,
В—лампа сосредоточенного облу-
чения.
ствие сложности формы электродов
конденсатора (например, при прогреве
заполнителя в сандвичевых конструк-
циях фюзеляжа-монокок).
В таких случаях большие удобства
представляет нагрев инфракрасными лу-
чами.
Источниками инфракрасных лучей могут
быть как обыкновенные электрические
(осветительные) лампочки, так и спе-
циальные. Последние часто снабжаются
отражателями, что позволяет при уста-
новке обойтись без специальных отра-
жателей.
' с отражателями
Фиг. 377. Схема экранной установки
для облучения инфракрасными лучами.
Лампочки инфракрасного излучения
могут давать рассеянное или сосредо-
точенное облучение (фиг. 376).
Установка для облучения представ-
ляет обычно акран, охватывающий облу-
Фиг. 378. Диаграмма сравне-
ния эффективности нагрева
инфракрасными лучами и кон-
векционными токами.
А—нагрев конвекционными токами,
Б—нагрев инфракрасными лучами.
чаемый объект, который располагается
под экраном или перед ним. Очень
часто экран устраивается в виде тунне-
ля или в виде двух раздвигающихся
ширм (фиг. 377). Подобная установка,
318 Глава 26. Кондиционирование склеенных деталей и контроль качества
несложная в применении и позволяющая
выполнять ряд подготовительных работ,
создает существенные удобства в ра-
боте, Она легко может быть встроена
в поточную линию.
Действие инфракрасных лучей эффек-
тивно лишь на поверхности. Прогрев в
глубину происходит только вследствие
теплопроводности. Поэтому толстые и
массивные детали прогревать инфра-
красными лучами нецелесообразно, так
как прогрев будет итти слишком мед-
ленно'.
Сравнительная эффективность прогре-
ва инфракрасными лучами показана на
фиг. 378.
§ 5. МЕТОДЫ УСКОРЕННОЙ СУШКИ
СКЛЕЕННЫХ ДЕТАЛЕЙ
В ПОЛЕВЫХ УСЛОВИЯХ
В полевых условиях при ремонте по-
догрев склеиваемых деталей может
быть осуществлен с помощью: а) лам-
пы АПЛ1, б) электрической печи,
в) рефлекторной лампы, г) нагретого
песка, или д) медицинских химических
грелок.
Применяемые для обогрева лампа или
печь должны быть снабжены специаль-
ными гибкими .рукавами, позволяющими
удобно подводйть нагретый воздух к
местам склейки. Входной конец рука-
ва должен быть снабжен металлической
рамкой с тонкой сеткой для уменьше-
ния пожарной опасности. Выходной ко-
нец рукава должен иметь манжету с
дросселем для регулирования количе-
ства подводимого к склейке теплого
воздуха. Здесь же должен быть уста-
новлен термометр (обычный, градуиро-
ванный до 100е) для наблюдения за
температурой воздуха.
Для изготовления рефлекторных ламп
можно использовать автомобильные
рефлекторы с лампой в 300—Б00 ватт.
Для повышения эффективности дей-
ствия лампы рекомендуется снабжать
рефлектор брезентовым колпаком, . за-
крывающим пространство от лампы до
места склейки.
Рефлекторные лампы (фиг. 379) целе-
сообразно применять для обогрева не-
больших участков, склейки. С этой
целью они с успехом могут применять-
ся и в заводских условиях.
Для обогрева при помощи горячего
песка изготовляется из досок обичайка,
по габариту перекрывающая всю пло-
щадь склейки, с нижней кромкой, плот-
но подогнанной к профилю ремонтируе-
Фиг. 379. Рефлектор для нагрева.
мого участка конструкции. Наружные
стенки обичайки обиваются теплоизо-
лирующей обшивкой. Обичайка устанав-
ливается на место склейки и в нее на-
сыпается горячий песок. Таким образом
получается одновременно дополнитель-
ная запрессовка и обогрев. Этот способ
удобен при ремонте обшивки.
Химические грелки представляют со-
бой пакеты, наполненные веществом»
температура которого повышается до
60—80° при добавлении небольшого ко-
личества воды.
Грелки после добавления воды и
тщательного их встряхивания в .течение
3—5 мин. помещают на деталь после
ее запрессовки со стороны, наиболее
близко расположенной к клеевому шву,
И накрывают для уменьшения теплопо-
терь теплоизоляционным материалом.
Химические грелки очень удобны при
ремонте мелких повреждений обшивок.
Во всех перечисленных случаях ре-
жим подогрева аналогичен режиму,
установленному для нагрева теплым
воздухом.
Обогрев места склейки до. 20—25°
следует производить как до нанесе-
ния клея, так и после запрессовки. На-
грев до температуры выше 25° можно
производить только, после запрессовки.
Глава 26
КОНДИЦИОНИРОВАНИЕ СКЛЕЕННЫХ ДЕТАЛЕЙ
И КОНТРОЛЬ качества
§ 1. КОНДИЦИОНИРОВАНИЕ
СКЛЕЕННЫХ ДЕТАЛЕЙ
При склеивании влажность древесины
увеличивается. Для обеспечения макси-
мальной прочности клеевого соедине-
ния и предохранения склеенной детали
от деформации необходимо абсорбиро-
ванную древесиной влагу удалить суш-
Глава 26. Кондиционирование склеенных деталей и контроль качества
31.9
кой или дать ей возможность распре-
делиться равномерно по всему мате-
риалу.
1 Для достижения этого в американ-
ской практике применяют кондициони-
рование склеенных деталей, заключаю-
щееся в том, что склеенные детали
после распрессовки выдерживают при
определенной температуре и влажности
в течение известного времени (от не-
скольких часов до 2—3 суток).
При <=49° и влажности воздуха 5О°/о
склеенная деталь толщиной до 12,7 мм
приобретает влажность 1О°/о в течение
одной ночи.
Таблица 153
Температура и влажность, наиболее
благоприятные для кондициониро-
вания деталей холодной склейки
Требуемая влажность древесины % Относительная влажность воздуха в % при температуре
38“ 43“ 49“ 60°
7 28 29 31 34
8 33 35 37 41
10 46 48 50 53
12 48 59 61 65
Примечание. Для кондицио-
нирования детали складывают так,
чтобы между ними мог свободно цир-
кулировать воздух.
§ 2. КОНТРОЛЬ КАЧЕСТВА
СКЛЕЙКИ
Качество склейки зависит главным
образом от толщины клеевой пленки,
от давления и степени равномерности
запрессовки.
Нормальная толщина пленки должна
быть от 0,1 до 0,15 мм и определяется
по толщине фуги (т. е. толщине клее-
вого стыка на поверхности изделия).
Чрезмерно тонкая пленка не обеспе-
чивает связи склеенных поверхностей
между собой. При усыхании склеен-
ной древесины возможны разрывы по
склейке. При механическом испытании
скалывание происходит по склейке и
по поверхности склейки клеевая пленка
отсутствует.
Очень тонкая клеевая пленка пли
«голодное соединение® может полу-
читься:
а) при соединении нормальным или
слишком жидким' клеевым раствором
торцевых и полуторцевых (усовых) по-
верхностей между собой или с поверх-
ностями, имеющими продольное направ-
ление волокон. Весь клей легко впиты
вается при этом в поры древесины,
почти не оставляя пленки;
б) при недостаточной промазке склеи-
ваемых поверхностей клеем;
в) при несоблюдении режима откры-
той и закрытой пропитки и при значи-
тельном давлении пресса. Клей не
успевает как следует связаться с дре-
весиной и вытекает, не оставляя сколь-
ко-нибудь значительной пленки;
г) при нанесении неправильно приго-
товленного, очень жидкого клея.
Толстая пленка или «жирное соедине-
ние» также снижает качество клеевого
соединения. Для толстой пленки харак-
терна пузырчатость, заметная в шве в.
виде разрывов, и хрупкость. При испы-
тании на скалывание жирное соединение
разрушается по плоскости склейки и
обнаруживает толстую (неравномерной
прочности пленку клея.
Толстая пленка получается:
а) при жирной намазке и недостаточ-
ном давлении клея, когда излишек клея
не выжимается;
б) при одностороннем давлении па
плоскость склейки (перекос детали или
сулаги);
в) в случае применения загустевшего
клея;
г) при слишком продолжительной
открытой пропитке или при удлинении
процессов сборки и запрессовки, выхо-
дящем за пределы установленных норм.
Недостаточное или неравномерное
давление при запрессовке во всех слу-
чаях снижает крепость склейки.
При правильном манесении клеевого-
слоя надлежащей консистенции и рав-
номерном и достаточном давлении клее-
вое соединение получается всегда креп-
че древесины и при механическом -испы-
тании дает скалывание по целому ма-
териалу.
О качестве склейки можно судить по
характеру фуги; она должна быть тон-
кой, но достаточно заметной и не
иметь перерывов и пузырей, Цвет фуги
при склейке смоляными клеями должен
быть розово-красным.
Фуга позволяет судить о качестве
лишь открытых швов. Для суждения о
качестве склеивания тонких обшивок с
каркасом пользуются вибрационными
приборами. При непроклейке обшивка
может легко вибрировать в дефектных
местах и такую вибрацию можно уло-
320
Глава 27. Соединение и вязка древесины
вить соответствующими приборами
(проф. Соколова, ВЭД-43 и др.).
Прибор проф. Соколова (фиг. 380) со-
стоит из индикатора вибрации /, лам-
пового усилителя 2 и телефонных науш-
яиков.
<Фиг. 380. Прибор проф. Соколова для проверки ка-
чества склейки.
Г—индикатор вибраций, 2—ламповый усилитель.
Непроклеенные места обнаруживают-
ся на-слух при проверке клеевого шва
вибратором.
Прибор проф. Соколова проверен на
практике и показал хорошие результаты.
ИНСТРУКЦИИ, НОРМАЛИ И СТАНДАРТЫ
ПО ПРИМЕНЕНИЮ КЛЕЕВ И СКЛЕЙКИ В
САМОЛЕТОСТРОЕНИИ
1. Технические условия «Клей казеи-
новый в порошке авиационный В-105».
НКАП—НКХП 418-41.
2. Технические условия «Клей казеи-
новый в порошке авиационный В-107».
НКАП—НКХП 930-42.
3. Технические условия «Искусствен-
ная фенольно-формальдегидная смола
ВИАМ-Б». ТУ НКХП № 477-41.
Производственные
инструкции ВИАМ:
4. Приготовление раство-
ра казеиновых клеев В-105
и В-107 для производства.
5. Приготовление, испы-
тание и паспортизация
фенольно-формальдегидных
клеев ВИАМ Б-3 и КБ-3.
6. Склеивание авиадета-
лей из древесных материа-
лов казеиновыми клеями
В-105 и В-107. Инструкция
№ 46-44.
7. Склеивание древесных
материалов смоляными фе-
нольно - формальдегидными
клеями ВИАМ Б-3 и КБ-3
при производстве деталей
и агрегатов самолетов. Инструкция
№ 47-44.
8. Инструкция № 17-43 по технологии
ускоренной склейки авиадеталей из дре-
весных материалов.
9. Инструкция по применению клеев
прн ремонте деревянных авиадеталей,
ВИАМ, 1943.
10. Контроль н регулирование темпе-
ратурно-влажностных режимов в дере-
вообрабатывающих цехах. ВИАМ
№ 43-44.
Глава 27
СОЕДИНЕНИЕ И ВЯЗКА ДРЕВЕСИНЫ
§ 1. СОЕДИНЕНИЕ ДРЕВЕСИНЫ
НА ГВОЗДЯХ И ШУРУПАХ ’
1. Гвозди и гвоздевые соединения
Гвоздевые соединения применяются в
самолетных конструкциях как вспомо-
гательные, главным образом для за-
прессовки клеевых соединений по кри-
вым поверхностям.
Гвозди применяются проволочные,
круглые, стальные с антикоррозийным
покрытием.
Скрепляющая сила гвоздей зависит от
формы гвоздя, величины поверхности
стержня гвоздя, соприкасающейся с
древесиной, и от объемного веса дре-
весины. Наибольшей скрепляющей си-
лой обладают квадратные гвозди.
Для крепости гвоздевого соединения
существенное значение имеет правиль-
ная забивка гвоздей. Забивка в торец
дает весьма слабое соединение. Наибо-
лее прочное соединение дает забивка
гвоздей поперек волокон, с некоторым
наклоном гвоздя к оси волокон
(фиг. 381, табл. 150).
Стандарты проволочных
гвоздей
ACT 1269с — гвозди стальные,
ACT 1270с — гвозди стальные оцин-
кованные.
§ 1. Соединение древесины на гвоздях и шурупах
321
Таблица 154
Размеры проволочных гвоздей. ACT 1269с — гвозди стальные,
ACT 1270с — гвозди стальные оцинкованные
Приблизительный вес 1000 шт. в кг
0,6±0,05
0,7+0,05
0,8±0,05
0,9+0,05
1,0±0,08
1,2±О,О8
1,4±0,08
1,6±0,08
1,8+0,08
2,0+0,10
2,3±0,10
1,4
1,6
1,8
2,0
2,3
2,7
3,2
3,6
4,1
4,5
5,2
0,011
0,022
0,036
0,047
0,060
0,074
0,092
0,133
0,222
0,178
0,242 0,302
0,316
0,362
0,473
0,600
0,552
0,700
0.863
0,630
0,800
0,986
0,544 0,605
0.900
1,11 1,23
1,47 1,63
1,96
Пример обозначения: 1269с 1,8-20 —
гвоздь стальной диаметром 1,8 леи и
длиной 20 мм.
Длина гвоздя подбирается в зависи-
мости от его диаметра, ширины рейки
•Фиг. 381. Схема забивки гвоздей.
1—правильное направление, 2—непра-
вильное направление, 3—приколачива-
ние фанеры (см. табл. 150).
и толщины фанеры, так, чтобы не менее
2/з длины гвоздя входило в рейку и
гвоздь не выходил наружу.
При соединении фанеры с фанерой
длина гвоздя берется больше суммар-
ной толщины листов фанеры настолько,
чтобы конец гвоздя после выхода из
фанеры можно было загнуть так, чтобы
кончик гвоздя зашел в фанеру.
Для крепления фанеры и ясеня диа-
метр гвоздя и толщину бруска следует
брать на один размер больше таблич-
ной.
Для колких пород древесины приме-
няют гвозди диаметром 0,9 мм.
Расстояние гвоздя от края рейки
должно быть не меньше половины шага.
Табл. 155 может быть полезна при
разработке процесса гвоздевой запрес-
совки. Пользуясь ею, можно достаточ-
но правильно подобрать как размер
гвоздей, так и шаг их забивки, обес-
печивающий нужную величину давле-
ния при запрессовке.
Забивка гвоздей легко вызывает рас-
калывание древесины. Во избежание
этого следует подбирать размер гвоз-
дей в зависимости от размеров детали
и породы древесины. Рекомендуется
также слегка затуплять острие гвоздя
легким ударом молотка.
Для определения шага забивки и
расстояния между рядами гвоздей слу-
жат табл. 156 и 157. Расстояние между
рядами не должно быть меньше приве-
денной в таблице ширины детали, а
шаг — меньше расчетной длины.
Для повышения прочности связи це-
лесообразно располагать гвозди в шах-
матном порядке.
21 П. П. Успасский
322
Глава 27. Соединение и вязка древесины
Таблица 155
Сопротивление гвоздей вытаскиванию в кг (минимальные величины)
(по данным ВИАМ)
Порода дерева Размеры гвоздей в мм
Оцинкованные Неоциикованные 2,6-40
0,7-6 0,3—9 0,9-12 1,0-12 ' 1,0-15 1,2—15 1,2-20 1,2-25 1,4—30 1,4-20 1,6-25 2,0—35 2,0-40
Бук 7 12 17 20 24 25 34 34 44 20 27 36 43 50
Дуб - 7 10 15 18 21 23 28 28 37 18 18 30 35 30
Ель 4 6 10 10 12 14 17 18 24 10 12 14 20 20
Липа 2 3 5 6 7 8 10 11 14 10 11 13 16 16
Лиственница 3 6 11 12 13 16 22 22 30 13 13 19 19 10
Пихта 3 5 7 8 10 11 16 16 22 10 10 18 20 20
Сосна 4 8 9 10 13 13 16 16 20 9 10 14 17 17
Ясень 10 14 22 25 25 25 41 — — 53 41 — — —
На
практике целесообразно
применять по
возможности
Примечание,
тонкие и длинные гвозди.
I
Таблица 156
Диаметр гвоздей и шаг забивки для
различных соединений фанеры с рей-
ками или брусками
Диаметр гвоздя d мм Толщина фанеры 5 мм нрнна липо- х и сосно- х реек В не нее, мм Шаг рас пол о* ження гвоздей (минималь- ный), мм
Н jo S 3 се «а о S
От 0,6 до 0,9 От 1 до 1,5 4 20-25
, 0,9 , I . 1,5 „ 2,5 5 25-30
» 1 » 1.2 „ 2,5 , 4 6 30-35
. 1,2 . 1,4 » 4 . 5 7 30—35
1,4 5 8 35
По американским
девой запрессовке
гвоздь на глубину не менее 10 мм, г
шагом 1" (25,4 мм). Расстояние между
рядами ,/г" (12,7 мм). Расположение
гвоздей — шахматное.
2, Шурупы, или винты по дереву,
и соединения на иих
Соединение на шурупах применяется
пли,как дополнительное крепление при
склеивании, или как самостоятельное
разъемное соединение.
данным, при гвоз-
следует забивать
Шурупы различаются, помимо разме-
ров, ПО' виду их головки и материалу.
В самолетостроении применяются шу-
рупы с потайной, полупотайной и 'Полу-
круглой головками (фиг. 382), стальные
или латунные.
Размеры и форма шурупов' стандарти-
зованы.
Условное обозначение шурупов со-
ставляется из обозначения стандарта,
диаметра винта и полной длины (см.
табл. 161).
Степень колкости древесины при
ввинчивании шурупов аналогична.. кол-
кости при вбивании гвоздей.
При ввинчивании шурупов предвари-
тельно следует засверливать древесину
на глубину ненарезанной части шурупа
(фиг. 383). Диаметр сверла должен
быть равен внутреннему диаметру на-
резки шурупа для бука, дуба, ели, липы,
пихты, сосны и ясеня.
Для лиственницы диаметр сверла
должен быть на 0,2+0,.3 мм больше
внутреннего диаметра нарезки шурупа
(+0,2+0,3 мм).
При ввинчивании шурупов в древеси-
ну твердых пород во избежание скру-
чивания шурупа его следует смазывать
МЫЛО'М.
Стальные гвозди, как правило, при-
меняются с антикоррозийным поюры
тием.
§ 1. Соединение древесины на гвоздях и шурупах 323
Табл ица 157
Максимальный диаметр гвоздей в мм, не вызывающий раскалывания дре-
весины и фанеры при забивке, в зависимости от размеров детали в мм
(по данным ВИАМ)
Порода дерева Степень колкости при забивании попе- рек волокон Минимальный размер детали *
5X5X30 юхюхзо 20X20X30 30X30X45 25X25X30
Бук Неколкий 1,0 1,4 1,8 2,6 _
Дуб Колкий 0,8 1,2 1,6 2,0
Ель Средней колкости 0,7 1,4 1,8 2,3
Липа Неколкая 1,0 1,4 1,8 2,6
Лиственница Очень колкая — 0,9 1,4 J.8 2,0
Пихта Средней колкости 0,8 1,4 2,3
Сосна Средней колкости 0,8 1,4 1,8 2,3
Ясень । Колкий 0,8 1,2 1,6 2,0 1,4
Фанера (в то- рец) — —• —— —
1 Последняя Цифра в размерах детали показывает размер вдоль волокон (расчетную длину).
Фиг. 382. Шурупы.
1—с потайной головкой, 2—полупотайной головкой, 3—с полукруглой головкой.
Фиг. 383. Схема сверления отверстий
для завинчивания шурупов.
1—зенковка со сверлом, 2— гнездо для шурупа.
Наиболее распространенным видом
покрытия является гальваническое цин-
кование. Более устойчивым является
кадмирование, но оно ограничено дефи-
цитностью кадмия.
Весьма простым в выполнении и до-
статочно устойчивым покрытием для
гвоздей и шурупов является фосфати-
рование. При отсутствии порошка диго-
фата фосфатирование с успехом можно
осуществлять фосфорнокислой солью
железа и марганца.
21*
Таблица 158 Размеры шурупов с потайной головкой (см. Фиг- 382, 1) $24 ^лас,а 27. Соединение и вязка древесины
Диаметр винта d 1,4 1,7 2 2,3 2,6 3 3,5 4 4,5 5 6 7 8 ю
/ . °'8 - °-8 1 1 1,2 5 1,2 5 1,5 1,8 1,8 2,2 2,6 3 3,5 4 5
0,9 1,2 . <>4 1,7 1,7 2,1 2,3 2,6 3,1 3,3 4,3 4,9 5 6 7
D 2,8 3,4 4 4,6 5,2 6 7 8 - 9 2,2. 10 5 2,5 12 14 1А _ 20 к
h 0,7 0,8, 1 1 1,1 5 1,3 1,5 1,7. 5 2 3 3,5
п 0,4 0,5 0,5 0,6 0,6 0,8 0,8 1 1,2 1,2 1,5 1,5 2 2 5
s 0,3 *0,4 0,5 0,6 0,6 0,8 0,8 1 1,1 1,2 1,5 1,7 2 2,5
Т Длина L Теоретический вес 100 шт. стальных шурупов в кг
3 6 0,006 0,010 0,015 0,02С
5,4 9 0,000 0,014 0,019 0,027 — — — —
7,2 12 0,017 0,024 0,035 0,041 — —
9_ 15 0,030 0,042 0,051 0,070 0,096 —
10,8 18 0,050 0,060 0,083 0,113 - — — —
13,2 22 0,072 0,099 0,135 —
1 15,6 26 0,084 0,117 0,157 =05 s> СЪ Qj й X съ й й й S' СЪ CJ Й Й X S X й Cj § со * е S § 'S й о,
18 30 0,133 0,180
21 36 0,207
24 40 0,235
Теоретический вес 100 шт. латунных шурупов в кг
9 15 0,141
10,8 18 0,164
13,2 22 0,196 0,257 0,318
15,6 26 0,228 0,299 0,367
18 30 0,259 0,340 0,415 0,632
21 35 0,298 0,391 0,478 0,724
24 40 0,337 0,443 0,539 0,816
27 45 0,376 0,494 0,601 0,909 1,248
30 50 0,416 0,544 0,663 1,001 1,373 1,874
36 60 0,494 0,649 0,787 1,185 1,620 2,214
42 70 0,750 0,910 1,372 1,870 2,551
51 85 1,648 2,272 3,060 4,659
Размеры и вес шурупов с полукруглой (см. фиг. 382, 3) головкой Таблица 159
Диаметр винта d 1,4 1,7 2 2,3 2,6 3 3,5 4 4,5 5 6 7 g 10
t _ 0,8 0,8 1 1 1,25 1,25 1,5 1,8 1,8 2,2 2,6 3 3,5 4,5
rfl 0,9 1,2 1,4 1,7 1,7 2,1 2,3 2,6 3,1 3,3 4,3 4,9 5,6 7 >
D 3 3,5 4 4,5 5 6 6,8 7,8 8,8 9,8 11,8 13,8 15,6 19 §
h 1,4 1,6 1,8 2 2,3 2,4 2,7 3 3,4 3,8 4,5 5,2 6 7,5
R 1,5 1,8 2 2,3 2,5 3 3,5 4 4,5 5 6 7 8 10 о
n 0,4 0,5 0,5 0,6 0,6 0,8 0,8 1 1,2 1,2 1,5 1,5 2 о 2,5 g>
s 0,8 0,9 1 1,1 1,3 1,4 1,6 1,8 2 2,3 2,7 3 3,5 4,5 §
т Длина L Теоретический вес 100 шт. латунных шурупов в кг й §
3 6 0,011 0,016 0,024 0,032 Л й
5,4 9 0,013 0,020 0,027 0,038 ТО
7,2 12 0,024 0,034 0,047 0,060 то
9 15 0,041 0,056 0,070 0,096 0,133 0,176
10,8 18 0,065 0,080 0,110 0,151 0,199
13,2 22 0,093 0,128 0,175 0,231 0,308 0,389
15,6 26 0,106 0,147 0,198 0,263 0,350 0,439
18 30 0,165 0,224 0,293 0,390 0,488 0,752
21 35 0,253 0,333 0,442 0,550 0,843
24 40 0,284 0,373 0,493 0,612 0,936
вийии 1 L _ г 1
27 45 0,411 0,545 0,674 1,028^ 1,438
30 50 0,450 0,595 0,735 1,121 1,563 2,089 < -
36 60 0,529 0,699 0,859 1,305 1,812 2,414
42 70 0,801 0,983 1,491 2,062 2,739
51 85 1,768 2,434 3,227 5,214
60 100 2,809 3,713 5,973
72 120 - 1 6,987 >
Длина L Теоретический вес 100 шт. стальных шурупов в кг о, , — Й
3 6 0,010 0,015 0,022 0,029 ё то
5 4 9 0,012 0,018 0,025 0,035 — §- ТО
7,2 12 0,022 0,031 0,043 0,051 0,055 _ ТО - то
9 15 0,037 0,064 0,088 0,121 0,161 ... Й — 5
10,8 18 0,059 0,073 0,100 0,138 0,182 X
13 2 22 * 0,085 0,117 0,160 0,211 0,281 0,355 - -— й Л)
15,6 26 0,097 0,134 0,151 0,181 0,240 0,267 0,319 0,400 ТО 8 io
0,204 0,356 0,445 0,686
18 30
21 35 0,231 0,304 0,403 0,502 0,769 — й
24 40 0,259 0,340 0,450 0,558 0,854 — 1
27 45 0,375 0,497 0,615 0,938 1,312 — 1
30 50 —— — 0,411 0,543 0,671 1,023 1,426 1,906 — i
36 60 — — — — — 0,483 0,638 0 731 0,784 0,897 1,191 1,360 1,653 1,881 2,203 2,499
42 51 70 85 — — — — — 1,613 2,221 2,944 4,757
60 100 2,563 3,388 5,450
72 120 1a I ъ 13 LZS
Размеры и вес шурупов с полупотайной головкой Таблица 160 ко (см. Фиг- 382, 2)
Диаметр винта d 1,4 1,7 2 2,3 2,6 3 3,5 4 4,5 5 6 7 8 10
Z __ t 0,8 0,8 I 1 1,25 1,25 1,5 1,8 1,8 2,2 2,6 3 3,5 4,5 7 £
di 0,9 1,2 1,4 1,7 1,7 2,1 2,3 2,6 3,1 3,3 4,3 4,9 5,6
D 2,8 3,4 4 4,6 5,2 6 7 8 9 10 12 14 16 20 §
h 0,5 0,6 0,7 0,8 0,9 1 1,2 1,4 1,6 1,8 2,1 2,4 2,8 3,5
Яа» 2,3 2,7 3,2 3,7 4,2 4,8 5,6 6,4 7,1 8 9,6 11,2 12,8 16 £
n 0,4 0,5 0,5 0,6 0,6 0,8 0,8 1 1,2 1,2 1,5 1,5 2 *' S 2,5 g-
s 0,5 0,6 0,7 0,8 0,9 1 1,2 1,4 1,6 1,8 2,1 2,4 2,8 3,5 |
т Длина L । — Oi Теоретический вес 100 шт. стальных шурупов в кг R сэ
— 3 6 0,007 0,012 0,017 0,024 > со * R Qj
5,4 9 0,010 0,015 0,022 0,030 ' Тз ТО CJ
7,2 12 0,018 0,027 0,037 0,047 й X
,9 15 0,033 0,045 0,056 0,078 0,110
10,8 18 0,053 0,065 0,090 0,126 -
_ 13,2 22 0,077 0,107 0,148
15,6 26 0,089 0,124 0,170
18 30 0,140 0,193 /
21 35 0,219 И
24 40 0,246 1 —
27 45
30 50
36 60
42 70
51 85
Теоретический вес 100 шт. латунных шурупов в кг
3 6 0,008 0,013 0,019 0,026
5,4 9 0,011 0,016 0,024 0,033
7,2 12 0,020 0,030 0,041 0,051
9 15 • 0,036 0,049 0,061 0,085 0,120 0,162
10,8 18 0,058 0,071 0,099 0,138 0,185
13,2 22 0,084 0,117 0,162 0,216 0,289 _0,362
15,6 26 0,097 0,136 0,186 0,247 0,331 0,411
18 30 0,153 0,211 0,278 0,371 0,460 0,704
’ 21 35 0,240 0,317 0,422 0,521 0,795 — — _
24 40 0,270 0,356 0,473 0,582 0,887
27 45 0,395 0,524 0,644 0,979 1,351 , —...
30 50 0,434 0,574 0,705 1,071 1,475 2,043 ,
36 60 0,512 0,677 0,828 1,254 1,722 2,380
42 70 0,779 0,950 1,438 1,969 2,716
51 85 ч 1 | L714 2,340 3,221 4,902
330
Глава 27. Соединение и вязка древесины
Таблица 161
Условные обозначения шурупов
Тип шурупа Шифр Пример обозначения Расшифровка обозначения
Латунный с по- тайной головкой 459с 459с 2,6-18 Шуруп латунный с по- тайной головкой диамет- ром 2,6 мм и длиной 18 мм
Стальной с по- тайной ГОЛОВКОЙ 460с 4 60с 4-40 Шуруп стальной с по- тайной головкой диамет- ром 4 мм и длиной 40 мм
Латунный с по- лукруглой голов- ной 457с 457с 5-30 Шуруп латунный с по- лукруглой головкой диа- метром 5 мм и длиной 30 мм
Стальной с по- лукруглой голов- кой 458с 458с 3-18 Шуруп стальной с по- лукруглой головкой диа- метром 3 мм и длиной 18 мм
Латунный с по- лупотайной голов- кой 461с 461с 1,4-6 Шуруп латунный с по- лупотайной головкой диаметром 1,4 мм и дли- ной 6 мм
Стальной с по- лупотайной голов- кой 462с 462с 3-18 Шуруп стальной с по- лупотайной головкой диаметром 3 мм и длиной 18 мм
Т а б л и ц а 162
Сопротивление шурупов вытаскиванию в кг (шурупы ввинчены поперек
• волокон)
(по данным ВИАМ)_________________________
Порода дерева Размер шурупов в мм (диаметр X длина)
1.4X9 О >< *' бХО'2 2,0X15 2,3X12 8lXSo 2,6X15 2,6X26 3,0X22 X О со 3,5X26 3,5X35 4,0X22 1 О 4,5X50 osXs 1
Бук 14 19 20 30 24 49 41 73 70 102 103 146 76 188 214 140 204
Дуб 16 18 19 32 41 72 56 82 74 102 92 124 74 214 263 157 217
Ель 9 11 12 22 16 28 23 48 42 65 62 80 42 116 130 76 112
Липа 8 8 8 13 15 25 20 34 36 43 47 58 50 119 121 83 154
Лиственница 12 12 12 24 26 52 40 81 77 83 75 103 70 184 187 117 178
Пихта 8 11 11 19 19 28 24 42 39 45 39 62 39 97 104 66 100
Сосна 12 14 14 22 22 40 32 55 45 68 64 94 63 140 150 101 150
Ясень 12 16 22 41 44 73 56 91 116 116 106 142 102 230 276 186 271
§ 2. Вязка древесины
331
§ 2. ВЯЗКА ДРЕВЕСИНЫ
В деревянных конструкциях, помимо
соединений на клее, гвоздях или шуру-
пах, встречается еще сращивание в за-
мок или вязка. В конструкциях само-
лета соединения этого рода встречают-
ся крайне редко (соединение лонжеро-
на с дугой, соединения дужек гаргро-
та и т. п.), но при изготовлении оснаст-
ки (стапелей, стеллажей и т. п.) прихо,-
дится довольно часто ими пользо-
ваться, сращивая детали в длину или
под углом.
Соединения, противодействующие
взаимному перемещению (сдвигу) свя-
зываемых элементов^ только в одном
каком-либо направлении, называют н а-
кладкой или сращиванием. Соеди-
нения же, препятствующие взаимному
перемещению сращиваемых элементов
(сдвигу) в двух или более направле-
ниях, называют замком. Соединение
двух элементов под углом один к дру-
гому называют вязкой.
I. Сращивание в длину (фиг. 384)
При наличии только сжимающих уси-
лий сращивание в длину осуществляет-
ся простым соединением в накладку
прямую или косую. Для придания
соединению устойчивости при боковых
усилиях накладку делают со скошен-
ным торцем или с прямым торцевым
шипом (соединение в накладной
за мок).
В случае растягивающих усилий па
концах прямой или косой накладок де-
лают выступы и соответствующие им
углубления (зубчатый или про-
стой накладной замок). Зубча-
тый накладной замок с прямым торце-
вым шипом обеспечивает прочное соеди-
нение, работающее на сжатие, растя-
жение и боковые усилия.
Весьма прочное соединение, противо-
стоящее сжатию, растяжению и боко-
вому сдвигу, дает замок в двойной
сковородень, представляющий со-
бой прямую накладку с торцевым ши-
пом в виде ласточкина хвоста.
В случае необходимости при сращи-
вании в накладной замок противодей-
ствовать помимо растягивающих уси-
лий также и поперечным силам при-
меняют накладку со скошенным упо-'
ром — сдвижной замок.
Для придания большей прочности и
жесткости соединениям в накладной
замок их делают с затяжкой, заколачи-
вая между выступами клинья (н а-
к л а д н ы е натяжные замки).
Такие соединения замком делают разъ-
емными или на клее. В первом случае
торцы замка для предохранения от сы-
рости следует покрыть масляной кра-
ской.
2. Соединение угловое н поперечное
Для соединений под углом или в по-
перечном направлении (при перекрещи-
вании) применяются чаще всего угло-
вые и крестовые накладки и
шиповые соединения (фиг. 385).
Шиповое соединение образуется ши-
пами, входящими в специально для них
проделанные отверстия — гнезда или
проушки. Шипы запиливаются, а гнезда
выдалбливаются или высверливаются.
Размеры шипа и гнезда обычно зависят
от поперечных размеров соединяемых
деталей.
Шиповые соединения бывают сквоз-
ные, когда шип проходит через сквоз-
ное гнездо, или глухие, с несквозным
гнездом.
При изготовлении разборных массив-
ных столов, станин, верстаков удобным
и надежным соединением является
сквозной или глухой сково-
родень с натяжкой клином
(фиг. 385,а). В неразъемных соедине-
ниях надежным является глухой шип
в сковородень с разжимными
клиньями (фиг. 385,<9).,
Вязка рамочная. При изготов-
лении рамок обычно- пользуются шипо-
выми соединениями: прямым (открытым
или тлухим) шипом, сквозным лопатча-
тым или же прямым шипом, потайным
шипом с косым прирубом, являющимся
наиболее совершенным видом рамочной
вязки (фиг. 386).
3. Ящичные угловые соединения
Щиты в угол связывают посредством
ящичных шиповых соединений (фиг. 387).
Шипы бывают прямые, сквозные и ско-
шенные, полупотайные и потайные. При
ящичном соединении торцевые поверхно-
сти щитов, равно как и сами щиты,
должны быть обработаны под угольник.
Сквозные шипы при ручной работе
выпиливают шипорезной пилой и под-
резают стамеской; при изготовлении
полупотайных и потайных шипов по
разметке делают циклей или обломком
пилы прорубы и затем выдалбливают
шип узкой стамеской.
При крупном производстве шипы за-
резаюг на фрезерных станках специаль-
ными шипорезными фрезами (фиг. 388).
332
Глава 27. Соединение и вязка древесины
334
Глава 27. Соединение и вязка древесины
Фиг. 385. Схемы углового и
о—замок угловой в накладку/ ^замок поперечный в накладку, е—замок
сковородень, е—стропильный замок, ж—крестовая
§ 2 Вяжа древесины
335
е
поперечного соединений.
поперечный в сковородень, г—глухой шип с затяжкой, д— глухой шип в
накладка, з—типы крестовых соединений.
336 Глава 27. Соединение и вяжа древесины
г
Фиг. 386. Вязка рамочная.
а—двойной сквозной шип, б—сквозной лапчатый шип, в—глухой шип с косой насечкой,
г—потайной шип с косым прирубом.
Фиг. 387. Вязка ящичная.
а—косые шипы, б— полупотайные скошенные шипы, е—потайные шипы.
Фиг. 388. Шипорезная фреза.
РАЗДЕЛ VI
ГНУТЬЕ И СУШКА ДРЕВЕСИНЫ И ФАНЕРЫ
ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ
Глава 28
ГНУТЬЕ ДРЕВЕСИНЫ
В самолетостроении применяется как
горячее, так и холодное гнутье.
§ 1. ГОРЯЧЕЕ ГНУТЬЕ
При этом способе заготовки, предва-
рительно подвергнутые гидротермиче-
ской обработке, гнут иа шаблонах, с
последующим высушиванием их в су-
шильной камере; в результате этого
приданная заготовке криволинейная
форма сохраняется.
Для изготовления гнутых деталей
применяют древесину лиственных (дуб,
бук, ясень) и хвойных пород (сосна,
лиственница, пихта). Лиственные поро-
ды вследствие наличия в них сосудов
допускают больший изгиб.
Изготовление гнутых деталей произ-
водят или из специальной заготовки
или из стандартных планок.
Специальную заготовку выпиливают
из заболонной или из периферической
части ядровой древесины. Лучшим ма-
териалом для гнутья является специаль-
ная заготовка радиальной распиловки,
в которой годичные слои расположены
перпендикулярно к плоскости изгиба.
Такая заготовка допускает наибольшую
кривизну изгиба, требует меньших уси-
лий прн изгибе и благодаря меньшей
усушке древесины в1 плоскости изгиба
обеспечивает большую устойчивость
криволинейной формы детали.
Недостатком специальной заготовки
является возможность расслаивания
древесины вблизи .нейтрального слоя в
том случае, когда изгиб осуществляется
слишком быстро и резко.
Наиболее часто для изготовления гну-
тых деталей применяют стандартные
планки. В этом случае их подбирают
с направлением годичных слоев под
углом от 15 до 75° к плоскости изгиба.
Гнутье планок с направлением годич-
ных слоев под углом меньше 15° к
плоскости изгиба должно производиться
медленнее, иначе возможно появление
отлупов и заколов. При гнутье планок
с направлением годичных слоев под
углом более 75° к плоскости изгиба на
вогнутой стороне легко появляются
складки.
В отдельных случаях направление
годичных слоев в заготовке указывает-
ся в чертеже.
Поверхности заготовок для гнутья
должны быть строганые. Следы от рас-
пиловки, грубая строжка и т. д. могут
быть причиной появления при гнутье
дефектов: трещин, разрыва волокон,
складок на вогнутой поверхности и т. д.
Для придания перед гнутьем волок-
нам древесины возможно большей эла-
стичности древесину подвергают гидро-
термической обработке — пропариванию
нли провариванию.
1. Пропаривание древесины
Пропаривание древесины производит-
ся в горизонтальных парильных котлах
круглого или прямоугольного сечения
(фиг. 389) в зависимости от принятых
способов укладки (форма котла должна
отвечать условиям наивыгоднейшей
укладки).
Парильный котел оборудуется тер-
мометрами и манометрами для наблюде-
ния за температурой и давлением пара
в котле.
В процессе пропаривания парильное
пространство котла не должно сооб-
щаться с атмосферой, поэтому загрузоч-
ные отверстия котла герметически за-
крываются.
Пропаривание древесины производит-
ся влажным (полностью насыщенным)
паром под давлением 0,2—0,5 от по ма-
нометру, что соответствует температуре
парильного пространства » 104—110°.
Для обеспечения насыщенности пара
22 П. П. Успасский
338
Глава 28. Гнутье древесины
его пропускают через воду, находящую-
ся в нижней части котла.
Продолжительность пропаривания за-
висит от породы, .начальной влажности
и толщины заготовок.
Фиг. 389. Парильный котел.
1—котел, 2—загрузочный барабан.
Пропаривание понижает механические
качества древесины, и тем больше, чем
выше давление пара и продолжитель-
нее его воздействие, поэтому удлинять
процесс пропаривания сравнительно с
нормами, приведенными в табл. 163, не
следует.
2. Проваривание древесины
Проваривание древесины перед гнуть-
ем применяют в тех случаях, когда
гнутье производят не по всей длине, а
только на одном или на обоих концах
заготовки.
Проваривание заготовок производится
в питьевой воде в вертикальных метал-
лических или деревянных котлах.
Пропарочные установки должны быть
изготовлены из коррозиоустойчивого
материала.
Нагрев воды до температуры кипевия
осуществляется при помощи парового
или электрического змеевика, располо-
женного на дне установки.
Глубина погружаемой в воду части
заготовки определяется размером заги-
баемой части.
Продолжительность проваривания за-
висит от породы, толщины и начальной
влажности провариваемой древесины.
Влажность древесины заготовок, по-
ступающих для гнутья после пропарки
или проварки, должна быть не ниже
25—30%.
Основными показателями при гнутье
древесины являются h — толщина заги-
баемого материала и г—радиус загиба.
При -А. <;1/со загиб осуществляется
легко, без специальных предохранитель-
ных приспособлений. При толщине до
Таблица 163
Продолжительность пропаривания древесины
(при температуре воды 90—100°)
Порода дерева Начальная влажность 30% Начальная влажность 7—10%
Толщина заготовки в мм Толщина заготовки в мм
5 10 15 20 5 10 15
Дуб Лиственница Пихта Сосна 30 м. 30 . 10 , ю . 45 м. 45 , 10—20 , 10-20 . 60 м. 60 , 35-45 . 35—45 , от 1 ч. 15 м. до 1 ч. 30 м. от 1 ч. 15 м. до 1 ч. 30 м. 45—60 м. 45-60 „ 4 часа 4 „ 1 час 2 часа 10 час. 10 » 45 . 5 . 15 час. 15 . 6 . 7 .
Примечания. 1. При начальной влажности древесины между указан-
ными в таблице пределами срок пропаривания изменяется в зависимости
от влажности (с достаточной практической точностью это изменение можно'
считать обратно пропорциональным влажности).
2. При температуре воды 60° продолжительность проваривания увеличи-
вается в 1,5—2 раза, а при 1=15°—в 15—20 раз.
§ 1. Горячее гнутье
339
20 — 30 мм гнуть древесину можно
вручную.
При 2L > 1/^0 возможны разрывы
волокон на выпуклой поверхности из-
воздуху равномерно омывать возможно
большую часть поверхности заготовки.
По способу закрепления заготовки
при * загибе шаблоны разделяются на
клиновые, вивтовые, пневматические.
Таблица 164
Продолжительность проваривания древесины при начальной
влажности 7—10%
Порода дерева Толщина в мм
5 10 15 20
Дуб Лиственница Пихта Сосна 1—2 часа 40 мин. 35 . 35 . 2—3 часа 3 » 1 ч. 30 м. 1 ч. 30 м. 8 час. 8 . ’ 2 ч. 30 м. 2 ч. 30 м. 10-12 ч-
Примечание. При начальной влажности выше 10%сроки
проваривания уменьшаются пропорционально повышению на-
чальной влажности.
гибаемой заготовки. Поэтому при гну-
тье необходимо применять охватываю-
щую тонкую шину (фиг. 390).
Фиг. 390. Шаблон для гнутья с предо-
хранительной шииой.
7—шаблон, 2—изгибаемая деталь, 3—натяжная
шина, 4— струбцина клиновая, 5—клин, 6—натяж-
ной винт шины.
При хорошей пропарке радиус кри-
визны для вязких пород (ясень, вяз)
может быть равен 3—4 толщинам ма-
териала.
Шаблоны для гнутья должны обеспе-
чивать заданный контур изделия и по-
зволять при сушке циркулирующему
3. Сушка заготовок после гнутья
*
Сушка заготовок производится в су-
шильных камерах.
При сушке в сушильных камерах типа
В'ИАМ с реверсивным вентилятором
должны соблюдаться особые режимы
(см. табл. 165—166).
Таблица 165
Режим сушки гнутых деталей
в камерах типа ВИАМ
Дуб 60 47,5 50
Лиственница 60 49 56
Пихта и сосна 68 57 58
Промежуточная обработка гнутых за-
готовок воздухом повышенной темпера-
туры и влажности не делается во избе-
жание растрескивания материала на
выпуклой стороне заготовки.
Конечная влажность готовых заго-
товок 7—10%; если заготовки вдут в
дальнейшем на склейку, влажность их
доводится до 5—7%.
22*
340
Глава 28. Гнутье древесины
Таблица 166
Режим сушки в камере типа ВИАМ
гнутых заготовок, идущих в дальней-
шем на склейку *
Порода дерева Показания сухого термо- метра, °C Показания мокрого тер- мометра, °C Влажность воздуха, %
Дуб 56 42 44
Лиственница 50 35 38
Пихта 67 46 32
Сосна 68 48 34
По окончании сушки для выравнива-
ния напряжения заготовки выдержи-
ваются в сушилке в течение 10—15 час.
для сечений до 10—20 мм и в течение
суток для деталей больших сечений.
По истечении этого срока заготовки
снимаются с шаблонов. Хранить гнутые
заготовки следует в помещении в усло-
виях, обеспечивающих равновесную
влажность в 7—10%.
4. Упругость при гнутье
Заготовка после любого из видов
гидротермической обработки обладает
еще достаточной упругостью. Величина
Фиг. 391. Схема изменения кривизны в
кривье в зависимости от усушки или
разбухания.
упругости зависит
риала, содержания
продолжительности
от толщины мате-
влаги, температуры,
гнутья и других
факторов. При съемке гнутых заготовок
с шаблона после сушки заготовка имеет
тенденцию выпрямиться. Поэтому реко-
мендуют делать шаблоны для гнутья с
радиусом на 10—20% меньшим, чем
радиус кривизны детали.
Гнутые заготовки при хранении в
связи с изменением влажности материа-
ла меняют и свою кривизну. Усушка вы-
зывает увеличение кривизны, уменьше-
ние угла между концами дуги
(фиг. 391). Разбухание оказывает об-
ратное действие. В обоих случаях ве-
личина изменения угла между концами
дуги выражается в процентах и соот-
ветствует радиальной усушке (в про-
центах). Так, если угол между концами
дуги 100°, то при .радиальной усушке
в 1% этот угол изменится на 1°
(фиг. 391).
§ 2. ГНУТЬЕ ЛИСТОВОЙ
ДЕЛЬТА-ДРЕВЕСИНЫ
Для придания материалу пластиче-
ских свойств заготовки из дельта-дре-
весины проваривают в водяной ванне
при t =90—100°.
Таблица 167
Продолжительность проваривания
дельта-древесины
Толщина
материала
мм
При изгибе
вдоль
волокон
мин.
1,0 60-80
1,5 70—90
2,0 80—90
2,5 90—100
При изгибе поперек
волокон или под углом
45° к направлению
волокон
мин.
50-60
60-70
70—80
80—90
Вынутую из воды после проваривания
заготовку закладывают в горячем со-
стоянии в деревянные решетчатые
формы (пуансон и матрица) и запрессо-
вывают винтовыми, клиновыми или
пневматическими прижимами.
Допускается кривизна изгиба дельта-
древесины при 5—11 слоях шпона в
листе в пределах отношения -£-<^1/25
при изгибе вдоль волокон и А- Vis
при изгибе поперек волокон или под
углом 45°. Здесь s — толщина листа.
§ 3. Холодное гнутье
341
г — радиус кривизны. Общая толщина
шпона — до 2 мм.
Сушка гнутых деталей из
дельта-древесины. Детали су-
шатся запрессованными на решетчатых
формах в сушильной камере при
/=70—80° в течение 4—5 час. При
более низкой температуре длительность
сушки увеличивается.
Влажность высушенного изделия долж-
на быть 5—8°/о.
После сушки деталь в форме охлаж-
дается в помещении цеха в течение
1—1,5 час.
Запрессованную и вынутую нз формы
деталь хранят до постановки на место
в шаблоне (во избежание разгиба).
§ 3. ХОЛОДНОЕ ГНУТЬЕ
Этот способ гнутья заключается в
склеивании по толщине нескольких
тонких планок одновременно с их из-
гибом в шаблоне с целью получения
заданного профиля и сечения. Он при-
меняется при изготовлении авиадета-
Лей, имеющих кривизну как в одной,
так и н двух плоскостях.
Гнутые детали, полученные способом
холодного гнутья, более устойчиво со-
храняют форму при изменении влаж-
ности по сравнению с деталями, полу-
ценными горячим гнутьем.
Для холодного гнутья приме-
няется древесина как лиственных,
так и хвойных пород с влаж-
ностью 7—10%, с расположением
годичных слоев под углом по от-
ношению к пласти.
Устойчивость формы гнутых
заготовок зависит от количества
планок, вхрдящих в заготовку:
чем тоньше планки, тем устой-
чивее заготовка.
При гнутье холодным способом
допускается сращивать отдель-
ные планки по длине на-ус со
скосом 1:15.
Склеивание планок при холод-
ном гнутье может производить-
ся как белковыми, так и смоляными
клеями.
Склеенные заготовки выдерживают в
шаблонах в течение 6 час., • после чего
их снимают и выдерживают в продол-
жение 48 час. для мягких пород и
72 час. для твердых пород в помещении
с равновесной влажностью в 7—10°/о.
При склеивании казеиновым клеем
Таблица 168
Число и толщина планок, составляю-
щих заготовку,при гнутье ее холод-
ным способом
Толщина заготовок мм Радиус кривизны JILM Количество планок в^заготовке Толщина планок мм
8 50-75 4 2
9 100 3 3
10 50—75 5 2
12 100 4 3
15 100-200 3 5
21 200-300 3 7
28 300-500 4 7
требуется искусственная подсушка гну-
тых заготовок до влажности 5—7°/о.
Изготовление из неклееной древеси-
ны деталей, имеющих кривизну только
на конце, может быть осуществлено
также путем холодного гнутья. Для
этого заготовку на изгибаемом участке
пропиливают вдоль (фиг. 392), в про-
пилы вводят на клее рейки толщиной
1—'3 мм, после чего конец изгибают
на шаблоне и закрепляют в согнутом
Фиг. 392. Схема запиловки конца для холод-
ного изгиба.
положении до полного схватывания
клея. Количество пропилов, длина и
расстояние между ними зависят от се-
чения детали, породы древесины и ра-
диуса изгиба.
Приспособления для запрессовки при
холодном гнутье аналогичны приспо-
соблениям для гнутья в распаренном
состоянии.
34'2
Глава 29. Гнутье фанеры
Глава 29
ГНУТЬЕ ФАНЕРЫ
§ 1. ГНУТЬЕ ФАНЕРЫ
ОБЫКНОВЕННОЙ
Гнутье фанеры толщиной до 5 мм
поперек волокон рубашки может быть
легко осуществлено холодным спосо-
бом, если радиус изгиба не меньше
25 толщин фанеры.
При более крутом изгибе необходимо
увлажнять наружную рубашку. Лучший
результат дает предварительное пропа-
ривание фанеры. При этом пропари-
вают лишь ту часть заготовки, в кото-
рой волокна фанеры испытывают наи-
большее растяжение при изгибе. Весьма
удобным средством для этого является
пропаривание между двумя паровыми
трубами (фиг. 393). Нижняя труба
имеет ряд мелких отверстий для выхода
пара, омывающего прилегаемую к тру-
бе фанеру.
Пропаривание фанеры длится не до-
лее 5—10 мнн.
Радиус загиба фанеры при гнутье под
углом 45° к направлению волокон ру-
башки может быть значительно мень-
ше, чем при гнутье вдоль волокон.
Для запрессовки фанеры при изгибе
применяются решетчатые шаблоны
(фиг. 394), деревянные прессформы или
специальные механические или пневма-
тические прессы с паровым или элек-
трическим подогревом для ускорения
сушки (фнг. 395).
§ 2. ГНУТЬЕ БАКЕЛИТОВОЙ
ФАНЕРЫ
Бакелитовую н бакелнзированную
трехслойную и пятислойную фанеру
можно гнуть во всех направлениях.
Для придания фацере эластичности
гнутью должна предшествовать гидро-
термическая обработка. Наиболее эф-
фективным методом такой обработки
является проваривание фанеры в горя-
чей воде при 90—100°, обеспечивающее
быстрый прогрев и увлажнение ее.
Оптимальная влажность фанеры для
гнутья — около 30%.
Гнутье фанеры должно произ-
водиться в горячем состоянии. Метал-
лические оправки для гнутья рекомен-
дуется подогревать до 140—150°. Про-
должительность гнутья — 2—5 мин.
Сушка фанеры после гнутья
осуществляется в закрепленном состоя-
нии на шаблоне в сушилке или в про-
изводственном помещении. Продолжи-
тельность сушки при<сух=60°, /МОк=50°
составляет 6—8 час. Конечная влаж-
ность 7 — 10%.
Таблица 169
Продолжительность проваривания бакелитовой и бакелизированной фанеры
перед гнутьем при t=90—100° 1
Трехслой- ная фанера, толщина мм Изгиб вдоль волокон Изгиб поперек волокон и под углом 45° к во- локнам Пятислой- ная фанера, толщина мм Изгиб вдоль волокон Изгиб поперек волокон и под углом 45° к во- локнам
1,0 1,5 2,0 2,5 3,0 4,0 15—20 мин. 20-40 , 40-60 „ 1—1,5 часа 1,5-2 , 3 10—15 мин. 15-20 , 20—30 , 1 час 1,5-2 , 2,5 „ 1,0 1,5 2,0 2,5 3,0 4,0 / 1—1,5 часа 1,5-2 , 2,0-2,5 „ 2,5-3,0 . 3,0—3,5 , 4-5 . 1—1,5 часа 1,5-2,0 „ 2,0 . 2,0 „ 2,5 3-4
1 При 6=60° продолжительность проваривания должна быть увеличена
в 1,5—2 раза, при 1=15°—увеличена в 15—20 раз.
§ 2. ГHtjne бакелитовой фанеры
343
344
Глава 29. Гнутье фанеры
Таблица 170
Предельные радиусы изгиба фанеры
и балинита в мм
Фанера березовая
Изгиб вдоль волокон Изгиб под 45° к волокнам
к к К ЕС
со « св ci
X х X X
К <2 ’X <2
О о о О н*
ч ч Ч Ч
о CJ О о
СО еб ю К
ч
ь ч Радиус изгиба в мм и
1,0 8 8 5 8 9
1,5 12 14 7 10 17
2,0 15 20 8 13 23
2,5 18 1 25 10 15 30
3,0 23 I 30 12 20 37
4,0 30 | 40 15 30 50
Гнутые детали должны храниться в
условиях, обеспечивающих равновес-
ную влажность 8—10%.
Фанера допускает наибольший изгиб
при гнутье поперек волокон, когда ось
оправки (шаблона) параллельна направ-
лению волокон.
Соотношение между допускаемым ра-
диусом изгиба фанеры и направлением
волокон может быть выражено форму-
лой
sin2ft
где К— радиус кривизны (изгиба) фане-
ры в рассматриваемом случае, г — ра-
диус изгиба при направлении волокна
параллельно оси оправки, ft — угол
между направлением волокон и осью
оправки.
РАЗДЕЛ VII
ИЗГОТОВЛЕНИЕ И СБОРКА ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ
И ОБЛАГОРОЖЕННОЙ ДРЕВЕСИНЫ
Глава 30
КОНДИЦИОНИРОВАНИЕ ВОЗДУХА И ДЕТАЛЕЙ
В ПРОИЗВОДСТВЕННЫХ ПОМЕЩЕНИЯХ
В силу своей гигроскопичности дре-
весина чутко реагирует на содержание
влаги в атмосфере: во влажном воздухе
древесина довольно быстро вбирает
влагу и также довольно быстро отдает
ее. Каждому данному состоянию влаж-
ности воздуха при данной температуре
соответствует (после 'некоторого выдер-
живания древесины в этих условиях)
определенное содержание влаги в дре-
весине, называемое равновесной
влажностью.
Характер равновесного состояния дре-
весины при данной влажности и темпе-
ратуре воздуха может быть определен
по диаграмме (фиг. 20).
Равновесная влажность древесины,
соответствующая техническим услови-
ям, может быть достигнута или конди-
ционированием воздуха в производ-
ственном помещении, или кондициони-
рованием детали.
1. Кондиционирование воздуха
В производственных помещениях тем-
пература и относительная влажность
воздуха должны соответствовать рав-
новесной влажности древесины в пре-
делах 8—12%. При этом должно обя-
зательно соблюдаться следующее пра-
вило: влажность древесины должна в
процессе производства возрастать, на-
чиная с момента поступления в цех ма-
териала и кончая сборкой самолета.
Таким образом относительная влаж-
ность воздуха в заготовительных ма-
стерских и цехах должна быть ниже,
чем в сборочных.
Для контроля за состоянием воздуха
в производственных помещениях поль-
зуются психрометрами Августа, Ассмана
(фиг. 396) или пращевым (см. фиг. 397).
Для определения влажности применяют
психрометрические диаграммы и табли-
цы, составленные для определенных
скоростей движения воздуха.
В обычных производственных поме-
щениях скорость движения воздуха на-
блюдается в пределах 0,2—0,4 м/сек,
в сушильных устройствах — 4—5 м/сек.
Точное определение влажности воз-
духа при помощи психрометра Ав-
густа возможно лишь в тех случаях,
когда скорость движения воздуха в по-
мещении регулируется н бывает более
или менее постоянной (сушильные устрой-
ства и т. п.). В производственных поме-
щениях скорость движения воздуха из-
меняется в зависимости от состояния
нагревательных приборов, действия вен-
тиляции и т. п. Поэтому при пользова-
нии постоянными психрометрическими
таблицами или диаграммами влажность
определяется с некоторой погрешно-
стью.
Психрометр Ассмана позво-
ляет определять влажность воздуха
всегда при одинаковых условиях. При-
бор представляет собой тот же психро-
метр Августа, но снабженный аспирато-
ром (фиг. 396). • В латунной оправке,
присоединенной к трубе g, укреплены
два термометра, шарики которых нахо-
дятся внутри раструбов с. Шарик одно-
го из этих термометров покрыт тонким
батистом нли марлей, смачиваемым пе-
ред наблюдением водой.
Посредством вентилятора t сквозь
систему трубок с / и g просасывается
с определенной постоянной скопбстью
(обычно 0,5 м/сек) воздух, который и
обтекает сухой н мокрый термометры.
Таким образом, пользуясь психрометром
Ассмана, можно определить психроме-
трическую разницу всегда при одина-
ковой скорости движения воздуха,
омывающего термометры.
Пращевой психрометр (см.
346
Глава 30. Кондиционирование воздуха и деталей
фиг. 397) представляет собой металли-
ческую оправу, в .которой заключены
сухой и мокрый термометры. Оправа
снабжена ручкой, позволяющей легко
вращать термометр. Вращая оправу с
термометрами, можно сообщить нужную
скорость обдувания воздухом и доста-
точно точно замерять /“сух и <омохр для
определения влажности воздуха по
диаграмме.
Фиг. 396. Психрометр Ассмана.
/—часовой механизм с вентилятором,
g—трубка всасывания воздуха, /—пат-
рубки подвода воздуха к термометрам.
Поддержание в производственных по-
мещениях необходимых температуры и
влажности .воздуха (кондиционирование
воздуха) достигается при помощи спе-
циальных отопительно-вентиляционных
установок, увлажнителей и т. и или же
специальных систем отопления (система
Амосова и др.). Во всех производствен-
ных помещениях для обработки древе-
сины должны иметься психрометры,
лучше всего Ассмана, и журналы для
систематической записи психрометриче-
ских наблюдений.
Нормальная влажность производ-
ственных помещений составляет 55%
а—сухой термометр, Ь— смачиваемый
термометр, с—футляр, d—ручка.
при /=20°. Это соответствует равно-
весной влажности древесины в Ю’/о.
Основным затруднением при конди-
ционировании воздуха является осаж-
дение из воздуха конденсата (главным
образом на окнах). Влажность в 55—•
65"/о сопровождается выделением кон-
денсата. Во избежание этого влажность
помещения должна быть снижена до
30°/о; при этом конденсат не осаждает-
§ 1. Допуски на изготовление деталей из древесины
347
ся, но равновесная влажность древе-
сины уменьшается и составляет 6°/о.
Оптимальной считают влажность по-
мещения в 45°/о, что соответствует .рав-
новесной влажности древесины в 8%.
При этом все же во избежание осажде-
ния конденсата необходимо иметь окна
с двойным остеклением или обеспечить
подогрев окон, стен н т. п.
2. Кондиционирование деталей
Кондиционирование заключается в
том, что деталь при поступлении из
одного производственного помещения в
другое с иными температурой и влаж-
ностью выдерживается в нем некоторое
время, пока не приобретет равновесную
влажность, соответствующую* этому по-
мещению. По американским данным,
длительность кондиционирования колеб-
лется в пределах от 5—6 час. до 3—5
суток в зависимости от состояния воз-
духа и влажности самой детали. Дли-
тельные сроки кондиционирования —
3—5 суток — соответствуют выдержи-
ванию деталей после склеивания, гнутья
и тому подобных операций.
Глава 3!
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ
Обработка древесины на станках при
изготовлении деталей самолета осу-
ществляется общими приемами механи-
ческой обработки, но с повышенными
требованиями к чистоте и точности
обработки.
§ 1. ДОПУСКИ НА ИЗГОТОВЛЕНИЕ
ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ
Допуски указываются на чертеже,
или же выдерживаются по внутриза-
водским таблицам, установленным на
основе общих положений о допусках на
деревянные и фанерные авиадеталй.
Таблица 171
Допуски на детали из древесины
Деталь Эскиз Допуск В мм или долях длины (в %)
1 Сечение полок коробчатых и фер- менных лонжеро- нов и кильсонов Д±0’2 6±°-3
IIIIP 1 _L
- ъ
2 Сечение полок нервюр а±0,2 ь±о,з
«а
—1
3
Сечение стрин-
геров и сплошных
лонжеронов фюзе-
ляжа
«±0-2
ь±0,з
348
Глава 31. Изготовление деталей из древесины
Продолжение таблицы 171
Деталь Эскцз Допуск в мм или ДОЛЯХ длины (В %)
4
6±о.з
5
ь±°.э
Сечение и длина
стоек и распорок
й±0,2
Сечение бобы-
шек лонжеронов
Допуск на сме-
щение фуг при
склейке болванок
с±о,1
8
Прорезь
стрингер
<51 jL в
±0,1
й±о,з
Отверстие под
болт
§ 1. Допуски на изготовление деталей из древесины
349
Продолжение таблицы.171
Деталь
Эскиз
Допуск в мм
или долях
длины
(В %)
Допуск на сме-
щение усовых со-
единений при
склейке по длине
so Допуск иа де- формацию фанер- ных обшивок (па- нелей) на пролете в 200 мм у ±0,3
21 Допуск на де- формацию скор- лупных обшивок на пролете в 200л(л< 1 / , ±1,0 мм
12 Допуск на по- тай головок шуру- пов и гвоздей ±0,3
S3 Допуск на рас- стояние между от- верстиями для лон- жеронов: а) в основной нервюре б) в промежу- точных нервюрах 1— 1 — а) /±0'3 б) /~0’5
14 Допуск на длину средней части раз- резной нервюры а z±0,3
15
Отверстие в нер-
вюре под лонже-
рон
-ро.з
а -0.1
+1.5
* ь —1.2
350
Глава 31. Изготовление деталей из древесины
Продолжение таблицы 171
Деталь Эскиз Допуск В JIOW или долях длины (В %)
16 Сечение короб- чатого лонжерона, кильсона и фер- менного лонжеро- на: а) при фанерной обшивке толщиной 2,5 мм на сторону б) при фанерной обшивке толщиной до 6 мм на сторону а) а “0>5; Ь±С1'7 б) я “°’5;
c 3
-—д~ —»
17 Кривизна лонже- рона крыла в пло- скости обшнвки на пролете в 1 м -J 2 J / < 0,5 мм
3^»
———
18 Кривизна лонже- рона в плоскости полки на пролете в 1 м J ~f । J _ f 0,2 мм
19 Допуск на длину лонжерона на про- лете в 1 м /д=±0,5 мм
20 Допуск на рас- стояние между диафрагмами и бо- бышками • /д—±1,0 мм
—ь тГ _.X= "
21 Допуск на рас- стояние между нервюрами или шпангоутами в на- борах крыльев фю-' зеляжа и лодок • а) /д=+0,5лгм при /<300 мм б) /д= 4-1,0 мм при />300 мм
Эти допуски являются основой для
составления внутризаводских таблиц
допусков .применительно к условиям ра-
боты и -выпускаемой продукции. (При
устойчивой и нормальной влажности
воздуха в производственных помеще-
ниях у =40—56’/о при t =20° эти до-
пуски в целях обеспечения максималь-
ной взаимозаменяемости должны быть
уменьшены.)
§ 1. Допуски на изготовление деталей из древесины
351
Таблица 172
Основные типичные операции обработки деталей из древесины
№ по пор ! Операция Станок Выполнение операции
Распиливание
1 Торцовка при раскрое Маятниковая пила По упору или метке по раз-
2 Распиловка брусьев, реек,склеенных болванок и т. п. из древесины различной толщины и дельта-древесины тол- щиной до 10 мм Круглопильный станок универсальный По линейке
3 Распиловка дельта-дре- весины толщиной от 10 мм и выше Ленточная пила По линейке разметке или по*
4 Распиловка шпона на пакеты или фанеры на карты Ленточная пила На разметке
5 Торцовка чистовая (бо- бышек, стоек и подко- сов, полок лонжеронов и т. п.) Круглопильный станок торцовочный или уни- версальный со строгаю- щим полотном (предпоч- тительнее работу произ- водить на станке с под- вижным столом) По линейке с установ- кой материала на колод- ке или в стусле по ли- нейке
Стро гание и фрезерование
6 Строгание брусков, планок, клеенных заго- товок в угол Фуганок По линейке
7 Строгание брусков, планок, реек, клеенных заготовок в размер по толщине^ и под склейку Рейсмус По установочной шка- Де
8 Строгание планок и реек на-ус 1) Круглопильный ста- нок со строгающим по- лотном 2) Фрезерный станок 3) Фуганок По линейке в шаблоне или по линейке в стусле По линейке в шаблоне По шаблону
1 Полки нервюр, стрингеры, стойки, раскосы и другие детали сечением до
30x50 мм рациональнее изготовлять непосредственно из брусков или планок на
круглопильном станке со строгающим полотном, объединяя в одну операцию
продольную распиловку и строжку в размер.
-352
Глава 31. Изготовление деталей из древесины
Продолжение таблицы 172
О с о с 2 Операция Станок Выполнение операции
9 10 11 12 13 14 15 16 17 18 Строгание фанеры на- ус Строгание фанеры по кромке Строгание широких полок на-ус Строгание полок лон- жерона с переменным сечением в толщину Обработка коробчатых нервюр и коробок лон- жеронов по плоскости Малкование нервюр и шпангоутов Обработка ажурных шпангоутов, носка нер- вюр, стенок нервюр и пр. Изготовление угольни- ков, книц и т. п.2 Сверление лонжеронов и шпангоутов под болты Сверление отверстий в стенках нервюр 1) Фрезерный станок 2) Фрезерный станок с наклонным столом или шпинделем Фрезерный станок Фуганок с приспособ- лением 1) Фрезерный станок 2) Рейсмусовый станок с выключенной автома- тической подачей 1) Фуганок 2) Фрезерный станок с шарошкой с винтовым зубом 1) Ручной пневмати- ческий или электриче- ский рубанок 2) Копировально-мал- ковочный станок Вертикальный копиро- вальнофрезерный станок с верхним шпинделем и торцевой фрезой Круглопильный станок со строгающим полотном Сверление Сверлильный станок 1) Сверлильный станок с центробором 2) Фрезерный станок с верхним шпинделем и торцевой фрезой По линейке в шаблоне или по линейке в сулаге По линейке Без линейки По кольцу в шаблоне В контршаблоие по ва- лику с ручной подачей Подача под углом к оси станка По линейке По контурному шаб- лону По шаблону По шаблону По линейке и уголь- нику или в шаблонах по линейке По кондуктору По разметке По шаблону
2 Во избежание появления трещин в угольниках после склейки направление
волокон в них должно быть: в остроугольных кницах—параллельно биссектрисе
угла, в тупоугольных кницах—перпендикулярно биссектрисе угла.
В случаях когда тупоугольная кница склеивается из двух частей, направление
волокон в каждой из этих частей должно быть параллельно биссектрисе угла
составляющей части (фиг. 398).
§ 2. Типовые приемы обработки деталей на деревообрабатывающих стачках 353
Продолжение таблицы 172
, № по пор.1 Операция Станок Выполнение операции
19 Долбление прямоуголь- ных отверстий в фанер- ных стенках нервюр для пропуска стрингеров 1) Пресс (винтовой или типа Блисс) 2) Сверлильный станок Штамповка в приспо- соблении Американским долотом
20 Фрезерование гнезд для стрингеров в носках нервюр 1) Фрезерный станок с удлиненным шпинделем с верхним упором 2) Круглопильный ста- нок с „пьяной пилой" В приспособлении по линейке (по типу фре- зерования шипов в щи- тах)
21 Обработка криволи- нейного или фигурного контура по профилю Фрезерный станок со специальной профильной фрезой или ножами По шаблону и по ве- дущему кольцу
§2. ТИПОВЫЕ ПРИЕМЫ ОБРАБОТКИ
ДЕТАЛЕЙ
НА ДЕРЕВООБРАБАТЫВАЮЩИХ
СТАНКАХ
мкнутых криволинейных контуров с пе-
ременной малкой;
4) ажурно-вырезные работы.
1. Строгание на-ус
Технологический процесс изготовле-
ния деталей из древесины состоит из
ряда операций механической обработки
древесины и сто-
лярныхи столярно-
сборочных работ.
Многообразные
операции механи-
ческой обработки
деревянных дета-
лей могут быть в
основном сведены
к типичным, пере-
численным в табл.
172.
Из этих типовых
операций наиболь-
ший интерес пред-
ставляют и требуют
специальных прие-
мов механической
обработки следую-
щие основные ви-
Строгание на-ус осуществляется одним
из следующих приемов (фиг. 399).
а) Рейки и планки обрабатываются
ды работ:
1) строгание на-
ус реек планок,
щитов, фанеры и
Фиг. 398. Направление волокон в угловых бобышках
(в уголках).
/—остроугольная бобышка, 2—тупоугольная бобышка, 3—склейная бо-
бышка.
шпона;
2) строгание полок лонжерона, имею-
щих переменное сечение;
3) малкование прямолинейных и за-
на-ус строгающей круглой пилой в при-
способлении — стусле (фиг. 399, /).
В коробку, имеющую внизу прорезь для
23 п. П. Успасски.1
354
Глава 31. Изготовление деталей из древесины
прохода пилы, а сбоку ступенчатые
упоры, укладываются в ступенчатом
порядке бруски, концы которых нужно
срезать на-ус, и зажимаются в ней
эксцентриковыми зажимами. Опиловка
производится по направляющей линейке.
Этот способ обработки является наи-
более простым, дающим высокое каче-
ство, и производительным.
б) Планки и неширокие щиты обраба-
тываются в специальном приспособлении
на фуговочном станке (фиг. 399,///).
в) Планки и неширокие щиты неболь-
шой сравнительно длины обрабатыва-
ются с высокой производительностью
на рейсмусовом станке, в лотке, в та-
ком же приспособлении, что и для фу-
говального станка, но повернутом иа
180°.
г) Широкие щиты и листы фанеры
удобно обрабатываются на фрезерном
станке строгающей пилой или дисковой
фрезой (фиг. 399, V). Во избежание ви-
брации пилы сверху нее устанавливает-
ся скользящий упор-прижим.
д) Эту же операцию можно выпол-
нить на горизонтально-фрезерном или
шипорезном станке с наклонной сула-
гой (фиг. 399, IV).
е) Рейки и планки любой длины об-
рабатываются на-ус на фрезерном стан-
ке в шаблоне по кольцу.
Во всех описанных случаях поверх-
ность усового среза получается совер-
шенно чистой, гладкой и не требует
дальнейшей ручной или машинной до-
работки. На выбор способа главным
образом влияет наличие и степень за-
груженности имеющегося оборудования.
При толщине обрабатываемых загото-
вок более 25 мм во всех случаях, кро-
ме а и г, следует производить предва
рительную черновую срезку уса на
круглых или ленточных пилах.
ж) Строгание фанеры на-ус произво-
дится на фрезерных станках строгаю-
щей пилой иа сулаге или цилиндриче-
ской фрезой с наклонным или винтовым
зубом в приспособлении по линейке.
Операция значительно упрощается
при выполнении работы на фрезерном
станке с наклоняющимся столом'' или
шпинделем.
Эту же работу можно выполнить спе-
циально установленной под углом по-
движной головкой со строгающей круг-
лой пилой, смонтированной на направ-
ляющих (фиг. 399, VI).
Обработку на-ус широких листов и
плит удобно производить на специаль-
ной установке (фиг. 400), состоящей из
стола / с прижимом для обрабатывае-
мого материала 3 и механизированного
фуганка 4, скользящего по направляю-
щим полозкам б, расположенным вдоль
стола. Фуганок, помещенный в карет-
Фнг. 399.
7—на круглой пиле в стусле, 2— на рейсмус в лотке, 3—на фуганке в приспособ
но-фрезерном станке по сулаге, 6 под
$ 2. Типовые приемы обработки деталей на деревообрабатывающих станкахЗбб
Эта час/nt приспособления действует
Наб зайимное лрисппспблрние
Нижняя голавли шипорезного станка,
Пила для резания шлона
ПриЖимная линейка
Фанера
Подвижной или неподвижный стол
Мотор, смонтированный на надлон-
ной подвижной или неподвижной
НаретНе
Строгание на-ус.
леями. 4—на фрезерном станке строгающей пилой ио сулаге, 5—на горизонталь-
в ижной головкой со строгающим диском.
93*
356
Глава 31. Изготовление деталей из древесины
ке 5, можно устанавливать под нужным
углом к плоскости стола.
Обработка шпона на-ус производится
на пжурочно-шлифовальных станках или
на горизонтально-фрезерных и на вер-
Пришим.
Фиг. 400. Схема установки для обработки на-ус’широ-
ких щитов и листов.
тикально-фрезерных станках. Для это-
го шесть-восемь полос шпона склады-
вают в пачку в ступенчатом порядке
(с шагом ступенек, равным длине уса)
фрезерных станках на сулаге или ко-
нусной фрезой.
Обработка полок лонжерона, имею-
щих переменное по толщине сечение,
может быть выполнена на фрезерном
станке по шаблону, за-
крепляемому на узкой
стороне лонжерона, по
кольцу или на рейсмусе.
В последнем случае ав-
томатическая подача рей-
смуса выключается, пол-
ки устанавливаются пря-
молинейной плоскостью
на спинке негативного
шаблона (фиг. 401) и вруч-
ную Подаются под ложе-
вой вал станка по допол-
нительному валику, уста-
новленному на столе стан-
ка под ножевым валом.
Последний способ дает большую про-
изводительность и очень удобен при
обработке полок массивных и больших
размеров.
Полна лонжерона
Шаблон Оля обработки
Фиг. 401. Схема обработки полки лонжерона на рейсмусе.
/—ножевой вал, 2—вспомогательный направляющий валик, 5—шаблон, 4—полка
лонжерона.
и фрезеруют затем аналогично фрезе-
ровке фанеры ма-ус.
2. Строгание полок лонжерона
Строгание полок лонжерона по пло-
скости и в угол осуществляется на
* рейсмусах и фуганках, а обработка под
постоянную малку производится на
3. Малковка прямолинейных
и криволинейных контуров
Малковка прямолинейных и криволи-
нейных контуров под переменную малку
(нервюры крыльев с вертикальным V и
стреловидностью', шпангоуты фюзеля-
жей н т. п.) может быть осуществлена
§ 2. Типовые приемы обработки деталей на деревообрабатывающих станках357
вручную по копирам. Для этого обра-
батываемое' изделие устанавливается на
столе или на поворотном щите между
двумя копирами — рамками, внешние
контуры которых имеют требуемую мал-
кованиую поверх-
ность и являют-
ся направляющими
для подошвы ру-
банка. Состраги-
вание малки по
контуру осущест-
вляется при помо-
щи двойного ру-
банка или механи-
зированного ру-
банка, направляе-
мого по копирам.
Более произво-
дительна машинная
обработка малкина
станках. Этот вид
обработки может
быть осуществлен
иа обыкновенном
фрезерном станке
по контурному шаблону, направляемому
по кольцу. Но при этом между шабло-
ном и изделием устанавливается про-
Нервюра
Стол станка
Фиг. 402. Обработка контура нервюры под переменную малку
на фрезерном стайке.
ххх xxxwax n^\v*x\xx\xxxxx\ ।
5 t>
Фиг. 403. Схема копировально-малковочного
станка.
1—механизм подъема стола, 2—станина, 3—упор, 4—элек-
трочмотор, 5—дуговой сектор, 6—противовес, 7—рычаги,
S-i руз.
межуточная сулага со скошенной по-
верхностью (фиг. 402), которая и обес-
печивает получение малки с перемен-
ным углом.
Наиболее производительной является
обработка контура под переменную
малку на специальных копировально-
фрезерных станках по двум копирам:
малки и контура. Схема одного из по-
добных станков показана на фиг. 403.
На дуговом секторе 5 укреплен элек-
. //ромежуточная
подклаонаусулаго
О/аблон контура
Ножевая воловко
Упорное кольцо
промотор 4, конец вала которого слу-
жит шпинделем для установки цилин-
дрической фрезы. Центр дугового сек-
тора, иа котором укреплен мо-
тор, совпадает с верхней точкой
режущего лезвия фрезы. Мотор
может отклоняться от верти-
кальной плоскости -на ± 20°,
перемещаясь по направляющему
и опарному секторам.
>На кожухе мотора жестко
укреплен копировальный кулак,
скользящий по поверхности
ма'лкованного копира и откло-
няющий мотор в соответствии
с малкой.
Равномерность нажима фре-
зерной головки к обрабатыва-
емому контуру достигается си-
стемой рычагов 7 с грузом 8
и регулируемым противовесом
на моторе 6.
Копировальный шаблон имеет
внутреннюю направляющую по-
верхность, скользящую по не-
подвижному упору 3, имеюще-
м'ус'я на столе станка, и наруж-
ную рабочую поверхность,
эквидистантные поверхности
обрабатываемого изделия. На-
кромка шаблона, кроме! то-
ружная
го, обработана под переменную мал-
ку изделия.
Стол станка подъемный, что позво-
ляет по копиру одной толщины обраба-
тывать детали различной толщины.
358
Глава 32. Обработка деталей из дельта-древесины и балинита
Станок отличается большой произ-
водительностью и дает вполне' закон-
ченную чисто обработанную малкован-
ную поверхность, вполне согласован-
ную с копиром.
Недостатком станка является возмож-
ность обрабатывать на нем только от-
крытые или только закрытые малки и
необходимость изготовлять шаблоны
вручную, что в случае смены шаблонов
не дает полностью взаимозаменяемых
деталей.
4. Ажурио-вырезные работы
Фрезерование облегчений в деталях,
обработку сложных фигурных контуров
и т. п. целесообразнее производить на
копировально-фрезерных станках с верх-
ним шпинделем (см. фиг. 254) торцевой
фрезой по шаблону. Детали толщиной
до 8—10 мм при этом полностью обра-
батываются за один переход вместо
трех переходов при обычном методе
обработки (сверление отверстия под
пилку, опиловка контура на лобзике и
зачистка на фрезерном станке).
Глава 32
ОБРАБОТКА ДЕТАЛЕЙ ИЗ ДЕЛЬТА-ДРЕВЕСИНЫ
И БАЛИНИТА
§ 1. ОБРАБОТКА НА СТАНКАХ
I. Обработка иа круглопильиых станках
Для устойчивости пильного полотна
рекомендуется пользоваться увеличен-
ными зажимными шайбами диаметром
Фиг. 404. Крепление пильного
диска на валу при распиловке
дельта-древесины.
/—пила, 2 и 3— увеличенные шайбы,
4—пружина, 5—конус, б—шпиндель.
7—гайка, 8—м.’ фта.
около 8/з D (D— диаметр пильного ди-
ска) (фиг. 404).
При распиловке вубья пилы должны
выходить из пропила на минимальную
величину.
Щель вкладыша для пилы не должна
превышать полуторной ширины пропила.
При продольной распиловке для обес-
печения надежного и устойчивого пря-
молинейного движения рекомендуется
применять специальную' каретку.
2. Обработка на ленточнопильных
стайках
Полотно пилы рекомендуется при-
менять широкое с мелким зубом. Для
уменьшения вибрации полотна пилы на-
правляющие сухари и ролики должны
быть приближены к обрабатываемому
материалу.
3. Строгание дельта-древесииы
При строгании дельта-древесины на
рейсмусовых станках нижние (главные)
валики должны быть выпущены на
0,5 мм (вместо 1 мм при строгании дре-
весины).
Число оборотов ножевого вала —
3000—4000 об/мин. (повышение числа
оборотов вызывает быстрое затупление
ножей).
Припуск на строжку — 1—2 мм.
Скорости подач — максимально допу-
скаемые мощностью станка.
При строгании на фуговочном станке
ширина обрабатываемой пачки должна
быть не больше 100 мм.
Рекомендуемое число оборотов ноже-
вого вала фуганка — 3000—4000 об/мин.
4. Обработка на фрезерных станках
Для обработки дельта-древеснны на
фрезерных станках применяют цельные
фрезы (шарошки) или круглые ножевые
§ 2 Ручная обработка, клепка и склеивание дельта-древесины
35L
Таблица 173
Характеристика круглых пил для обработки дельта-древесины и балинита
Назначение ПИЛЫ Диаметр мм Толщи- на по- лотна мм Число зубьев Развод на сторону мм : Высота зуба, мм Углы в градусах Примечание
в S s са м заострения р передний у 1 резання 8
Продольная рас- пиловка 250-350 2-2,5 18-54 0,3—0,4 6-8 25 55 10 80 Заточка зуба прямая
Поперечная и сме- шанная распи- ловка 300 2-2,5 18-54 0,3-0,4 00 1 о 25 65 0 90 Заточка зуба косая
Поперечная рас- пиловка лонже- ронов высотой до ПО лиг и рас- пиловка их на-ус 350-400 4,0 54 0,4—0,6 10 30 60 0 90 Устанавли- вается без дополни- тельных зажимных шайб
Таблица 174
Режимы распиловки дельта-древеси-
ны круглой пилой
Цель распиловки Скорость подачи м]мин Число оборотов пилы
Заготовка образ- цов и опиловка деталей по размеру 3 у 3000
Продольная об- резка плит Поперечная об- резка плит 5-10 3-5 об/мин.
головки со вставными тонкими ножами,
заточенными под двойную фаску. Ножи
и опорные поверхности для ножей
должны быть рифлеными.
Рекомендуемое число оборотов ноже-
вой головки 4000—5000 об/мин., потреб-
ная мощность — при фрезеровании по-
лок 3,5 кет, лонжеронов — 5,0 кет'. Для
повышения стойкости резца рекомен-
дуется применять наибольшие скорости
подачи.
5. Обработка на сверлильных станках
Для сверления применяют спираль-
ные сверла из углеродистой стали, иду-
щие для сверления металла. При диа-
метре отверстия меньше 15 мм лучше
применять сверла из быстрорежущей
стали.
ВИАМ рекомендует угол заточки
при вершине 90—116°. Рекомендуемое
число оборотов сверл диаметром до
60 мм—400—6000 об/мин.
Скорость подачи — 2,5—3 мм1сек.
Полировка канавок спирального свер-
ла значительно увеличивает производи-
тельность сверл.
§ 2. РУЧНАЯ ОБРАБОТКА, КЛЕПКА
И СКЛЕИВАНИЕ
ДЕЛЬТА-ДРЕВЕСИНЫ
I. Ручная обработка
Для распиловки при ручной обработке
применяют лучковые и ножовочные пи-
лы с мелким зубом. Удобны более ко-
роткие’ ножовки.
При строгании дельта-древесины при-
меняют американский фуганок или
шлифтик и цинубель.
При доводке деталей строганием под
заданные размеры следует применять
цинубель с обязательной последующей
зачисткой шлифтиком.
Окончательная подготовка поверхно-
сти под склейку выполняется обдувкой
песком. Применять (цинубель для этой
цели нельзя.
360
Глава 32. Обработка деталей из дельта-древесины и балинита
Таблица 175
Характеристика фрез, ножевых головок и ножей для фрезе-
рования дельта-древесины
Диаметр
фрезы или Число
ножевой
головки резцов
Л1М I
90-120
90—120
9—120
2—4
2—4
2-4
Углы в градусах
Материал инструмента задний а заост- рения ₽ перед- ний Y резания 6
Углеродистая сталь 15-25 55-60 15—10 75-80
Сталь Х12 или ХВ5 15-20 55-65 15-10 75-80
Пластинка победита 10 65-70 15—10 75-80
Примечание. Ножи с наплавленной пластинкой победи-
та применяются при малой высоте обработки.
Таблица 176
Скорости подачи при фрезеровании дельта-древесины в м1мин
Режим подачи Изделие Полки лонжерона Лонжероны
внутренний контур наружный контур обрабатываемая поверхность
контур малка торен
Припуск, мм 5—10 2-4 3—4 — —
Скорость подачи, м)мин 5,0 10,0 4,5-6 4-6 3-3,5
Таблица 177
Заклепки, применяемые для клепки
листов дельта-древесины
Материал заклепки Марка (шифр заклепок) Срок примене- ния после закалки
Дуралюмин повышенной пластичности Д18 866А, 863А Спустя чет- веро суток после закал- ки без огра- ничения вре- мени
Дуралюмин Д17 867А, 864А 3 часа
Дуралюмин повышенной прочности Д16 868А, 865А 20 мин.
При обработке блока, состоящего из
дельта-древесины и обычной древесины,
для строгания применяют двойной ру-
банок на специальной колодке (фиг. 405).
Ширина железки 35—45 мм, угол за-
точки ₽=35—40°, угол посадки 6 =80°.
Железки для рубанков |рекомендуется
делать из стали ШХ15 и Х12, придавая
им повышенную твердость при закалке
(твердость по Роквеллу 60—63).
Для ручного сверления применяют
ручные электрические или пневматиче-
ские дрели; сверла — такие же, как и
при сверлении на станках. Число обо-
ротов сверла около 400 об/мин.
2. Клепка обшивки из листовой
дельта-древесины и балинита
Для клепки применяются нормальные
дуралюминовые заклепки, подвергнутые
обычной термообработке (табл. 177).
Диаметры спиральных сверл для
сверления отверстий под заклепки в
$ 2. Ручная обработка, клепка и склеивание дельта-древесины
361
Таблица 178
Размеры сверл для сверления отверстий под заклепки в дельта-древесине
Диаметр заклепки, мм
Диаметр сверла, мм
2,3 2,6
2,5 2,8
3,0
3,2
3,5 4,0
3,8 4,3
5,0
5,3
6,0 7,0
6,5 7,5
8,0 9,5 11,5
8,610,012,0
листовой дельта-древесине те же, что
и для сверления дуралюхйгна (табл. 178).
Во избежание расщепления рубашки
материала при сверлении сле-
дует со стороны выхода сверла
подкладывать деревянную бо-
бышку.
Клепальные молотки и под-
держки применяются обычного
типа.
При клепке впотай рекомен-
дуется применять заклепки с
плосковьшуклой головкой —ЗУ
(866А, 867А, 868А). Эпй заклеп-
ки обеспечивают более плотное
заполнение раззенкованного
гнезда и предохраняют матери-
ал обшивки от повреждения
ударами бойка пневмомолотк.а.
Расположение заклепочного
шва на стыке в направлении,
перпендикулярном направлению
волокон, не рекомендуется.
Расстояние от центра закле-
пок до кромки листа должно
быть ие менее 10 мм.
Для зенкования гнезда под
головку заклепки применяют
зенковку с упором.
3. Склеивание листовой
дельта-древесины и балинита
Листовая дельта-древесина и балинит
склеиваются смоляными клеями ВИАМ
Б-3 и КБ-3 или казеиновыми клеями
В-105 и В-107.
Детали из дельта-древесины склеи-
Фиг. 405. Специальный рубанок для обработки
дельта-древесины.
ваются между собой, с фанерой и на-
туральной древесиной на-ус, в на-
хлестку или встык с накладкой, или же
в фугу (см. стр. 301).
Глава 33
ОБРАБОТКА ДЕТАЛЕЙ ИЗ ПЛАСТИЧЕСКИХ МАСС
При обработке термореактивных пла-
стических масс резанием следует иметь
в виду, что большинство из них обла-
дает очень низкой теплопроводностью:
тепло от трения обрабатываемой детали
об инструмент отводится очень плохо
и инструмент быстро отпускается. При-
менение охлаждающих жидкостей не
всегда возможно, так как вызывает
скольжение инструмента по обрабаты-
ваемой поверхности.
Инструмент при обработке термореак-
тнвных пластиков быстро тупится и тре-
бует более частой заточки, чем при об-
работке металлов.
При обработке термопластиков ре-
занием в случае снятия большой струж-
ки необходимо применять охлаждаю-
щие жидкости для предохранения ма-
териала от размягчения при нагревании.
Во избежание прилипания материала
к резцу при перерывах в работе резец
нужно отодвигать.
Нарезка резьбы. Наиболее ра-
циональным видом резьбы является
резьба с большим шагом: ее легче на-
резать и она лучше работает. Грубую
(черновую) нарезку выгоднее произво-
дить на фРезеРном станке, а чистовую
нарезку на токарном станке.
362
Глава 33. Обработка деталей из пластических масс
Распиловка пластиков
Таблица 179
Режимы резания и геометрия инструмента
Вид пластика / Режимы резания Инструмент (мате- риал, конструкция) Г еометрия инструмента
скорость резания MjjUUH обороты об/мии толщина по- лотна, ММ 1 1 передний угол у угол заостре- ния р । задний угол а 1 угол реза- ния 0
Слоистые пла- стики (гети- накс, тексто- лит) 2800-3200 2500 -3000 Дисковые пилы из быстроре- жущей стали D=300—400 мм 4,0 25 57—78 5-15 68—90
Слоистые дре- весные пла- стики 2500-3500 3000 Дисковые пилы 0=250—350 мм 2-2,5 25 55 10 80
Примечание. Дельта-древесина и балинит толщиной до 10 мм распи-
ливаются на круглых пилах, толщиной более 10 мм—на ленточных пилах.
Токарная обработка пластиков
Режимы резания и геометрия инструмента
Таблица 180
Вид пластика Режимы резания Инструмент (материал, конструкция)’ Геометрия инструмента (углы в градусах)
скорость резання MjMUH подача мм/об передний угол у угол зао- стрения з задний угол л угол резания 6
-1 Слоистые пла- стики (гетинакс, текстолит) 50-120 100-300 0,15-5 0,3-1,5 Резцы из быст- рорежущей стали Резцы с пластин- ками из твердых сплавов 0-10 0-30 65-80 40-50 10—18 15-20 80-90 60-90
Прессованные изделия из фено- лоформальдегид- ных пластмасс и амино-пласты 36-50 30—100 0,3-0,5 0,3-0,6 Резцы из быст- рорежущей стали Резцы с пластин- ками из твердых сплавов 8-10 55—65 12-15 15-25 80-82
Литые пластики карболиты 50-80 0,15-0,25 Резцы с пластин- ками из сверх- твердых сплавов2 (Резцы из леги- рованных сталей быстро тупятся)
Глава 33. Обработка деталей из пластических масс
363
Продолж. табл. 180
Вид пластика Режимы резания Инструмент (материал, конструкция) Геометрия инструмента (углы в градусах)
скорость резания MjMUH подача мм! об 1 иередчий угол у угол зао- стрения р задний угол а 1 угол резачия о
Слоистые дре- весные пластики (лигнофоль, бали- нит) 200-300 и выше 0,5—0,8 Резцы с пластин- ками из твердых сплавов Резцы из легиро- ванных сталей (с присадкой воль- фрама) и из бы- строрежущих ста- лей
1 Резцы предпочтительно применять закругленные с радиусом закругления
3—4 мм.
2 Режущая кромка резца должна иметь угол наклона 4—5° и менее; при обра-
ботке тонких изделий режущая кромка должна быть горизонтальна.
Таблица 181
Фрезерование пластиков
Режимы резания и геометрия инструмента
Вид пластика Режимы резания Инструмент (конструк- ция, материал) Геометрия инструмента (углы в градусах)
скорость резания м]мин подача мм/об передний т заостре- ния р задний а резания S наклона спирали е
Слоистые пла- стики (гетинакс, текстолит) Прессованные пластики феноло- формальдегидные или аминопласты Литые пластики (резиты и карбо- литы) 40-60 30—40 40—80 40-45 0,2-0,8 0,02—0,03 мм/зуб Нормальные фрезы из быстро- режущей стали с цельными или вставными зубцами Цилиндрические и дисковые фрезы из быстрорежущей стали То же с пластин- ками из твердых сплавов Торцевые и фа- сонные фрезы с пластинками из твердых сплавов 8—10 0 67—78 10 5-15 5—10 80—90 80—85 15 15
Древесные пла- стики (дельта-дре- весина, балинит) 50-120 7-15 Фрезы из стали с присадкой воль- фрама или из быст- рорежущей стали 10-20 60—70 10 70-80 53—68
364
Глава 33. Обработка деталей из пластических масс
Сверление пластмасс
Таблица 182
Режимы резания и геометрия инструмента
Вид пластика Режимы резаиия Сверло Инструмент (материал, конструкция) Геометрия ин- струмента (уг- лы в градусах)
ско- рость реза- ния Ml мин подача мм] об диа- метр мм число оборотов об / мин задний а. заточки при вер- шине Ср
Слоистые пла- стики (гетинакс, текстолит) 25—40 0,2-0,4 — — Спиральные свер- ла из быстрорежу- щей стали 1-2 65-70
3 6 2800 1700 Спиральные сверла Перовые сверла с пластинками из 1-12 60-95
9 12 15 18 21 1200 900 700 600 500 твердых сплавов
42—75 0,13 Сверла с подре- зающей кромкой 8 70
Прессованные пластики феноло- формальдегидные и аминопласты 80 100 90 1С0 0,2—0,3 0,2—0,3 Спиральные свер- ла из быстрорежу- щей стали Спиральные свер- ла с пластинками 85-90 45-90
из твердых спла- вов
Литые пластики (резиты и карбо- литы) 40 0,5-0,4 1200 Перовые сверла с пластинками из твердых сплавов (толщина лопатки 0,1—0,2 мм) 65-70
Древесные пла- стики (дельта-дре- весина, балинит) 30-50 До 0,2 Спиральные свер- ла из быстрорежу- щей стали с широ- кой спиральной канавкой (угол спирали 40е) 140
30—50 0,07-0,13 10 10-20 20-30 30 800-1000 600 400 250 Спиральные свер- ла с подрезающими кромками 8 70
/. Плазы и стапели Оля сборки
365
Глава 34
СБОРКА И ОБРАБОТКА ДЕРЕВЯННЫХ УЗЛОВ
И АГРЕГАТОВ
§ 1. ПЛАЗЫ И СТАПЕЛИ ДЛЯ
СБОРКИ
Сборка и соединение отдельных эле-
ментов, входящих в узел или агрегат
самолета, выполняется на клее и иногда
на гвоздях или шурупах.
винтовые зажимы (фиг. 408). Ко всем
зажимам, применяемым для запрессовки
при склеивании, предъявляются сле-
дующие требования:
а) зажим должен создавать давление
в пределах, предусмотренных требова-
ниями к склеиванию;
Фиг. 406. Плаз для сборки нервюр с эксцентриковыми зажимами.
7—эксцентриковые зажимы, 2—фиксаторы,*.?—плаз.
Основными элементами оснастки при
сборке узлов являются плаз, или рама
с фиксаторами и зажимами, и стапели.
Плаз для сборки представляет собой
более или менее мас-
б) зажим не должен действовать не-
посредственно на склеиваемые детали—
между ними обязательно должна быть
уложена прокладка (сулага);
сивный (в зависи-
мости от размеров
узла) деревянный щит,
на котором установ-
лены фиксаторы, оп-
ределяющие взаим-
ное расположение
входящих в узел де-
талей (фиг. 406 и 407),
и имеются зажимы
для закрепления де-
талей узла в требуе-
мом положении.
Фиксаторами в боль-
шинстве случаев слу- Фиг. 407. Плаз для сборки шпангоута с винтовыми зажи-
жат деревянные бо- мами.
бышКИ, укрепленные г—плаз, 2 — фиксаторы, 3— ободки шпангоута, 4— сулаги, 5—винтовые
на плазе при помощи
клея и шурупов (фиг.
408). Более надежными и устойчивыми
фиксаторами являются латунные или
алюминиевые уголкн.
Для местного прижима деталей при
сборке и склеивании применяются струб-
цины или клиновые, эксцентриковые и
зажимы.
в) зажим должен быть быстродей-
ствующим.
Для приклеивания плоских обшивок
наиболее рациональными являются пнев-
матические прессы.
Для лучшего использования рабочей
366
Глава 34. Сборка и обработка деревянных узлов и агрегатов
£ 1 Плазы и стапели для сборки
367
Фиг. 410. Поворотный плаз для сборки
лонжерона, с клиновой запрессовкой
обшивки.
1—плаз. 2—полки лонжерона, 3—фиксаторы для
диафрагм, 4-сулаги, 5—эксцентриковый зажи-
мы, 6—клиновые зажимы для обшивки, 7—клинья,,
зажимающие обшивку.
площади и удобства работы сборочные
плазы часто устанавливают на поворот-
ных столах, с расположением прессов
в непосредственной близости к столу
или встраивают прессы в стол (фиг. 409
и 410). Это позволяет сборщику во вре-
мя процессов, не требующих приложе-
ния рабочей силы (выдержка, запрес-
совка и т. п.), работать на том же ра-
бочем месте1, но на другой стороне
стола.
Крупные и громоздкие узлы (лонже-
роны, рамы и т. п.) обрабатываются иля
на специальных станках или, чаще, руч-
ным механизированным инструментом в
специальных шаблонах, представляющих
собой обычно деревянные или металли-
ческие направляющие, охватывающие
узел.
Сборка агрегатов! осуществляется на
плазах или в фиксированных или вра-
щающихся стападях (фиг. 411, 412, 413,
414).
Для сборки фюзеляжей применяют
фиксированные или вращающиеся ста-
пели. Крепление шпангоутов в них осу-
ществляется или в зажимах телескопи-
ческих «пауков» (фиг. 414.//) или
368
Глава 34. Сборка и обработка деревянных узлов и агрегатов
Фиг. 411. Плаз для сборки рулей,
/—плаз, 2—фиксаторы, 3—ложемент (подкладка под нервюры).
Фиг. 412. Вращающийся
I—рама стапеля, 2—съемные панели с
на щитах /при помощи вертушек
{фиг. 414, Ilf'i.
К стапелям предъявляются следую-
щие требования:
а) расположение всех элементов ста-
пеля должно обеспечить сборку агре-
гата точно по чертежу и получение пол-
ностью взаимозаменяемых агрегатов:
стапель для сборки рулей.
фиксаторами, 3— собираемый агрегат.
б) должен быть обеспечен свободный
подход к изделию в процессе работы;
в) зажимы должны быть просты, на-
дежны и быстро действующи, а фикса-
торы вполне устойчивы.
После сборки коробки узла или кар-
каса агрегата необходимо обработать
их поверхности с целью придания соот-
§ 1. Плазы и стапели для сборки
369
Риг. 413. Стапель для сборки носового отсека крыла со съемными фиксаторами-
шаблонами.
1—стол стапеля, 2-гнезда-фиксаторы для шаблонов, 3—Шаблоны контура носков, 4—шаблоны гнезд
для стрингеров.
Фиг. 414. Ста-
пели для сбор-
ки фюзеляжа.
7—Стапель для ра-
мочного фюзеля-
жа, 77-поворотный
стапель для сбор-
ки фюзеляжа по-
лумонокок на за-
жимах «телеско-
пическая звезда*,
777 — поворотный
стапель для сбор-
ки фюзеляжей ти-
па полумонокок на
щитах.
370
Глава 34. Сборка и обработка деревянных узлов и агрегатов
ветствующих уклонов (малковки) ре-
брам и получения плавности обводов,
а также зачистки клеевых потеков и
подготовки всей поверхности под об-
шивку.
§ 2. ОБРАБОТКА УЗЛОВ
И АГРЕГАТОВ
Обработка коробок лонже-
рона. Строгание коробок лонжерона в
угол и под постоянную малку осу-
Фиг. 415. Схема ббработки коробки лонжерона в угол или
под постоянную малку на фрезерном станке.
1—фреза, 2—лонжерон, 3— шаблон, 4—сулага малковочная.
ществляется чаще всего на фрезерном
стайке по сулаге (фиг. 415). Более
удобным для обработки под постоянную
мадку является фрезерный станок с на-
клоняющимся сто-
.проходящими через отверстия в лон-
жероне. Прокладки, суживаясь от кор-
ня лонжерона, позволяют расположить
полозки с иаправляющими параллельно
один другому. На столе фуганка или
горизонтально-фрезерного станка уста-
навливаются желобчатые ролики, по
которым и катится на полозках лон-
жерон, обстрагиваемый по малке. При
этом одновременно производится и об-
работка криволинейного скоса коробки.
Малковка массивных лонжеронов
больших размеров.
подачу которых при
обработке произво-
дить затруднительно,
целесообразно произ-
водить в специаль-
ных установках ме-
ханизированным ин-
струментом (фиг. 417).
Лонжерон устанавли-
вается на стол, одна
кромка которого 7
является направляющей и обработа-
на под малку. С этой же стороны
стола размещается направляющий по-
лозок 2 для ручного электрического
лом или шпинде-
лем. В этом случае
сулаги не тре-
буется.
Строгание коро-
бок лонжерона под
малку производит-
ся также на гори-
зонтально-фрезер-
ном станке или на
специально, подго-
товленном фуган-
ке, в который
встраивается при-
способление, со-
стоящее из двух на-
правляющих, двух
прокладок и двух
ведущих колодок
(фиг. 416). Напра-
вляющие предста-
вляют собой доски,
имеющие в ниж-
ней части сталь-
ные полозки тол-
щиной примерно
3 мм и высотой
25—40мм. Полозки
По АЛ По В -В ПоС-С
Фиг. 416. Схема приспособления для обработки лонжерона
под переменную малку и по контуру на горизонтально-
фрезерном (шипорезном) станке или фуганке.
направляющих лежат в плоскости обра-
батываемой грани малки или эквиди-
стантны; они устанавливаются вместе
с клиновыми прокладками с боков лон-
жерона и скрепляются с ним болтами,
вертикально-фрезерного станка. Направ-
ляющее кольцо фрезера скользит по-
кромке стола и, благодаря балансирной
установке инструмента на направляю-
щих полозках, позволяет отфрезеровать
§ 2. Обработка узлов и агрегатов
371
коробку как под постоянную, так и под
переменную малку.
Обработка каркаса крыльев
п фюзеляжа. Каркас крыльев или
фюзеляжа, собранный даже из тщатель-
но отмалкованных по копиру нервюр
пли шпангоутов, необходимо подвергать
окончательной обработке для обеспече-
ния нужной плавности обводов. Для
нервюрам или шпангоутам. Для ускоре-
ния сушки или полимеризации клея
сулаги делают с подогревом или по-
мещают весь пресс в автоклав.
Продолжительность запрессовки и
величина давления указаны в разделе
«Склеивание».
Особой тщательности требует при-
клеивание лобовой обшивки крыла.
Фиг. 417. Обработка малки лонжерона в специальной
установке ручным электрическим фрезером.
этого поверхность каркаса защищают
шкуркой № 0, укрепленной на длинной
рейке или доске, перекрывающей не-
сколько элементов набора. Чаще всего
берут доску сечением 25X100 мм, дли-
ной, равной 8Л размаха крыла или дли-
ны фюзеляжа, с двумя ручками с одной
стороны и шкуркой с другой, и этой
шлифовальной линейкой вручную за-
шлифовывают каркас.
Запрессовка обшивки к кар-
касу фюзеляжа или крыла.
При приклеивании обшивки к каркасу
фюзеляжа она запрессовывается при по-
мощи струбцин, натяжных хомутов,
винтовых зажимов или же пневматиче-
ских преСсов (фиг. 418).
Во всех случаях давление на запрес-
совываемую обшивку должно переда-
ваться равномерно. Для этого часто
пользуются решетчатыми сулагами, рас-
пределяющими давление по силовым
элементам: лонжеронам, стрингерам,
Здесь применяются хомутовые прижимы
(рубильники), снабженные пневматиче-
ским устройством, ленточные эксцен-
триковые зажимы (фиг. 419) нли же спе-
циальные пневматические прессы. Наи-
более совершенной является пневмати-
ческая запрессовка.
Для приклеивания обшивки к каркасу
крыла применяются специальные пнев-
матические прессы, сконструированные
применительно к данной конструкции
крыла (фиг. 420 и 421).
ИНСТРУКЦИИ, НОРМАЛИ И СТАНДАРТЫ
ПО ИЗГОТОВЛЕНИЮ ДЕТАЛЕЙ ИЗ
АВИАДРЕВЕСИНЫ
1. Деревянные и фанерные
детали самолетов. Тех- ACT 296
нические условия. СМТУ, 1943
2. Допуски на деревянные
и фанерные авиаде- ACT 135,
тали. 1940
372
Глава 34. Сборка и обработка деревянных узлов и агрегатов
3. Производственные ин-
струкции №2443. .Окра-
ска деревянных агрега-
тов самолета". ВИАМ, 1943
4. Временные производст-
венные инструкции
№ 21-43 и 22-43. .Меха-
ническая обработка дель-
та-древесины". ВИАМ, 1943
5. Временные инструкции
№ 19-43, 18-43 и 15-43.
.Клейка, склеивание и
гнутье листовой дельта-
древесины". ВИАМ, 7943
6. Инструкции по анти-
септированию авиадета-
лей. Вып. 1. ВИАМ, 1943
7. Временная производ-
ственная инструкция
№ 4-43 „Антисептирова-
ние антисептиком этил-
меркурфосфат авиаци-
онных пиломатериа-
лов". ВИАМ, 1943
8. Производственная ин-
струкция „Дренирова-
ние деревянных авиаде-
талей и конструкций". ВИАМ, 1943
9. Производственные ин-
струкции по механиче-
ской обработке древеси-
ны № 25-43, 26-43 и
27-43. ВИАМ, 1944
Фиг. 418. Схемы запрессовки обшивки фюзеляжа на каркасе.
У—натяжиая стальная лента (сечение по шпангоуту): 7—шпангоут, 2—обшивка, 5—стальная леита,
4—затяжка ленты с помощьк тандера.
уу_Хомуг-рубнльник: а—запрессовка резиновыми шашкамн или лентой; б—механическая запрес-
совка, в—хомут-рубильник с пневматической запрессовкой через шлаиг.
УУУ—запрессовка струбцинами.
IV—запрессовка в пневмопрессе: а—рама пневмопресса, б—кружала, в—опалубка—сулага пресса,
г—пресс-мешок, д—пресс-шланг стыкового прижима, е—возвратные пружины к пресс-шл^игам,
sic—возвратные пневматические шланги к пресс-мешку, и—амортизатор—подъемник тележки, «—те-
лежка с нижней ванной.
373
§ 2. Обработка узлов и агрегатов
Фиг. 421. Пневматический пресс для
наклейки обшивки на отъемную часть
крыла.
/—сама пресса, 2неподвижная сулага, 3—под-
вижная сулага, 4—пресс-мешки или шланги,
б—возвратные пружины (ревериы), 6—резиновые
полосы—сулаги, 7-загрузочная тележка.
17
6
8
Фиг. 419. Схемы запрессовки лобовой
обшивки крыла.
Л—стальной лснтсй: 1—эбшивка, 2-стальная
лента, 3—эксцентриковый зажим.
Б—хомутовый прижим-рубильник: 1 рубильник,
2—пневматический шланг.
10
Фиг 420 Пневматический пресс для наклейки обшивки на каркас центроплана.
Л—станина, 2-горизонтальные банки. ^-сулаги,уж7нь? верхней^суТап^.^н^
Управления.
РАЗДЕЛ VIII
ЗАЩИТА ДЕРЕВЯННЫХ ДЕТАЛЕЙ И АГРЕГАТОВ САМОЛЕТА
ОТ ГРИБКОВЫХ ПОРАЖЕНИЙ, ОТ ВЛИЯНИЯ ВЛАЖНОСТИ И
ДЕЙСТВИЯ ВЫСОКИХ ТЕМПЕРАТУР
Глава 35
АНТИСЕПТИРОВАНИЕ ДРЕВЕСИНЫ
Систематическое увлажнение древе-
сины в процессе эксплоатации способ-
ствует развитию различных грибков,
которые, поражая деревянные детали,
вызывают их гниение н преждевремен-
но выводят самолет из строя. Основ-
ными видами развивающихся грибков
являются грибки плесени и синевы. Эти
грибки сравнительно безвредны для
древесины. Однако при применении ка-
зеиновых клеев, представляющих собой
питательную среду для грибков, дея-
тельность их приводит к разрушению
клеевого соединения (крепость клеевого
соединения при поражении древесины
плесневым грибком за 20 дней пони-
жается на 78%). Поэтому предохране-
ние древесины и деревянных частей са-
молета от поражения грибками является
весьма серьезной задачей.
§ I. АНТИСЕПТИРУЮЩИЕ СОСТАВЫ
Для антнеептирования применяется
большое количество различных мине-
ральных, органических н комбинирован-
ных средств.
Наиболее часто применяются в само-
летостроении: фтористый натрий, мед-
ный купорос, железный купорос, фе-
нольные соединения (оксиднфенил),
арсены (этилмеркурфосфат).
Фтористый натрий NaF являет-
ся довольно сильным антисептиком.
Обладает ценными свойствами: слабо
выщелачивается, легко проникает в
древесину и имеет нейтральную реак-
цию.
Фтористый натрий представляет собой
солеобразный порошок, трудно раство-
римый в воде (при 18° в насыщенном
растворе содержится 4,56% NaF).
Для антнеептирования применяется в
виде 2—4%-ного раствора. Антнсепти-
рованне осуществляется окунанием
(чаще всего) или нанесением кистью.
Медный купорос CuSO4 являет-
ся довольно употребительным антисеп-
тиком для древесины. Растворяется в
воде при комнатной температуре. Для
антисептирования применяется 5—
10%-иый раствор.
Железный купорос FeSO4 яв-
ляется заменителем медного купороса
как антисептика для древесины. Обла-
дает отрицательным свойством — вызы-
вает сильную коррозию металла.
Фтористый натрий, медный и желез-
ный купорос для антисептирования де-
талей и агрегатов самолета не приме-
няются, но являются хорошими сред-
ствами для предохранительного анти-
септирования деревянных частей зда-
ний и сооружений в деревообрабатываю-
щих цехах, лесных складах и сушилках,
а также материала для упаковочной
тары. Фтористый натр дороже купоро-
са, бесцветен и не отражается на внеш-
нем виде материала. Медный и желез-
ный купорос оставляют цветную окра-
ску несколько неопрятного вида.
Оксиднфенил — фенольное со-
единение, является хорошим антисепти-
ком для защиты древесины, полотна в
клея от грибков синевы и плесени.
Употребляется в виде 2,5—4%-ного
или 5%-ного раствора натриевой соли
оксидифеинла в спирте, ацетоне или
ином органическом растворителе. Наи-
более безвредным для человека раство'
рителем является чистый или денатури-
рованный спирт (этиловый).
АнтисептирО’Вание древесины произ-
водится погружением в 2,5—4%-ный
раствор или нанесением кистью двой-
ного слоя 5%-ного раствора. Расход
антисептика — 25 л на 1 л? бруска
толщиной 40—80 мм.
§ 1. Антисептирующие составы
375
Полотно антисептируется двумя спо-
собами: 1) введением 1%-ного антисеп-
тика в нитролаки, 2) промазкой натяну-
того полотна 3%-яым раствором анти-
септика в ацетоне с последующим по-
крытием полотна нитролаками без анти-
септика.
В казеиновый клей антисептик вво-
дится в количестве 3%.
На прочность древесины и полотна,
а равно и на прочность склейки окси-
дифенил влияния ие оказывает. Для
людей мало ядовит, нелетуч. Сравни-
тельно медленно вымывается из дре-
весины. На горючесть, гигроскопич-
ность и способность древесины склеи-
ваться не влияет, но замедляет высы-
хание лакокрасочных покрытий, нано-
симых на пропитанную антисептиком
древесину. Коррозии металла не вызы-
вает.
Антисептик АЗ, или -бектерцид
Збарского, представляет собой органи-
ческое ртутное соединение, применяе-
мое в виде водного или спиртового
раствора для антисептирования клея,
тканей и древесины. Водный раствор
применяется исключительно для анти-
септировання материалов в складских
условиях.
Детали антисептируются спиртовым
раствором 0,2%-ной концентрации, на-
носимым кистью два раза.
Для приготовления антисептирован-
ного клея его разводят обычным путем
«а растворе антисептика.
Ткани вымачиваются в водном раство-
ре антисептика, а в лаки примешивается
сухой порошок антисептика.
Антисептик АЗ обладает достаточной
токсичностью для грибков и бактерий,
не влияет на физико-химические свой-
ства пропитываемых материалов, хими-
чески постоянен, достаточно глубоко
проникает в древесину, стоит недорого.
Корродирующее влияние незначитель-
ное.
Этилмеркурфосфат — один из
наиболее ядовитых для грибков анти-
септиков, представляет собой сложное
ртутно-органическое соединение; по-
ставляется в виде кристаллического по-
рошка или водного раствора. Этилмер-
курфосфат ядовит и при работе с ним
-необходимо принимать меры предосто-
рожности.
Этилмеркурфосфат рекомендуется для
антисептирования казеинового клея
деревянных деталей самолета и мест-
ного антисептирования сосновой древе-
сины. ,
В казеиновый клей антисептик вво-
дится в 10%-ном водном растворе из
расчета 0,15% сухого вещества антисеп-
тика от веса клеевого порошка (1,5 г
сухого антисептика или 15 куб см
10%-ного его раствора на 1 кг порошка
клея).
Раствор вводится в клеемешалку тот-
час же после наполнения ее водой.
После введения антисептика воду пере-
мешивают, после чего клей готовят
обычным способом.
Помещение клеемешалки должно
быть изолировано и снабжено вытяжной
вентиляцией.
§ 2. НАНЕСЕНИЕ АНТИСЕПТИКОВ
Придание грибостойкости
деревянным конструкциям
самолета осуществляется промазы-
ванием деталей в местах, наиболее
увлажняемых в процессе эксплоатации,
0,1%-ным раствором этилмеркурфосфата
в чистом или денатурированном этило-
вом спирте.
Промазываемая поверхность в местах
загрязнения казеиновым клеем зачи-
щается стеклом или циклей и обдувает-
ся воздухом или очищается щеткой.
Антисептический раствор наносится
кистью равномерно в два слоя движе-
нием кисти по взаимно перпендикуляр-
ным направлениям. Кисть применяется
№ 24—26, средней жесткости, рабочая
длина кисти 15—20 мм.
После нанесения первого слоя ему
дают подсохнуть в течение 5—10 мин.
После окончательной промазки под-
сушка длится 30 мин., затем на деталь
наносится лакокрасочное покрытие.
Расход антисептика не должен, пре-
вышать 200 куб. см на 1 кв. м поверх-
ности.
Никакая другая обработка, кроме на-
несения лакокрасочных покрытий, после
промазки ие допускается.
Для контроля качества промазки в
антисептик вводится какой-либо орга-
нический краситель красного цвета в ко-
личестве 0,01 г на 1 л раствора.
Местное антисептирование деталей
самолета производится для стерилиза-
ции отдельных пятен с ненормальной
окраской грибного происхождения и
применяется: 1) при ремонте самолета
на ремонтных пунктах и 2) при изготов-
лении самолетов на заводах в случаях
обнаружения на готовых деталях пятен
синевы, размеры которых превышают
размеры, допускаемые нормами, или при
376 Глава 36. Защита деревянных деталей лакокрасочными покрытиями
неудовлетворительном проведении * сте-
рилизующего режима сушки.
Антисептирование осуществляется на-
ложением компресса, что обеспечивает
глубину пропитки на 1—1,5 см. Для
пропитки применяется 0,2%-ный раствор
этилмеркурфосфата в этиловом спирте.
Компресс изготовляется из гигроскопи-
ческой ваты, закрываемой с одной сто-
роны целлофаном, восковкой или ком-
прессной клеенкой (расход ваты — 1г
на 15 куб. см антисептика и иа площадь
примерно 20 кв. см). Размер компресса
должен быть в два раза больше пятиа.
Кусок целлофана берется несколько
больше площади, которую занимает ва-
та, края его загибаются и закрепляются
по контуру.
Местное аитисептированис при изго-
товлении деталей производится перед
их окраской и лакировкой. При ремонте
с мест, предназначенных для антисеп-
тирования, необходимо смыть лакокра-
сочные покрытия, очистить и вытереть,
древесину, после чего ставить ком-
пресс.
Компресс закрепляется на детали при
помощи струбцины или обмотки. Срок
выдерживания компресса — 18 час.
Через 6—7 час. после снятия ком-
пресса древесину можно покрывать
лаком.
Глава 36
ЗАЩИТА ДЕРЕВЯННЫХ ДЕТАЛЕЙ ЛАКОКРАСОЧНЫМИ
ПОКРЫТИЯМИ
§ 1. ПОСЛЕДОВАТЕЛЬНОСТЬ
И МЕТОДЫ НАНЕСЕНИЯ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
В силу своей гигроскопичности древе-
сина легко подвергается воздействию
атмосферной влаги, деформируется,
снижает механические качества и, нако-
нец, загнивает. Соединения на белко-
вых клеях при этом часто нарушаются.
Для защиты древесины от атмосфер-
ных влияний прибегают к специальной
отделке древесины и покрытию ее раз-
личными лакокрасочными составами.
1. Последовательность нанесения
покрытий
Процесс защитного покрытия дере-
вянных деталей распадается на сле-
дующие этапы:
1. Механическая подготов-
ка поверхности: удаление с помощью
цикли потеков клея, зачистка поверх-
ности шкуркой или пемзой (шлифовка),
удаление мусора и пыли сухой волося-
ной щеткой. 1
2. Удаление жировых за-
грязнений тряпкой, смоченной в
смывке илн разжижителе.
3. Грунтовка — нанесение первого
лакокрасочного покрытия, обладающего
большой степенью адгезий1 н создаю-
1 Адгезией называется способность
пленки сцепляться с покрываемой по-
верхностью.
щего начальную пленку, прочно связан
ную с покрываемой поверхностью. Для
грунтовки применяют специальные ла-
кокрасочные составы, называемые
грунтами.
4. Шпаклевка. Для выравнивания
мелких впадин (отверстий от гвоздей,
вмятин, стыковых неровностей и т. д.)
и для создания возможно более глад-
кой поверхности под покрытие на за-
грунтованную поверхность наносится
слой шпаклевки. Последняя представ-
ляет собой пасту, приготовленную из
различных лакокрасочных покрытий.
Шпаклевка наносится в один или не-
сколько слоев прн помощи тонкой де-
ревянной или металлической лопатки —
шпателя (см. фиг. 424).
Шпаклевки поступают готовыми или
же непосредственно приготавливаются
на производстве.
Прошпаклеванная поверхность после
сушки тщательно зачищается и зашли-
фовывается шкуркой или пемзой и за-
тем грунтуется с последующим окраши-
ванием или же прямо окрашивается.
5. Окраска. На загрунтованную и
прошпаклеванную поверхность наносит-
ся двойной слой пигментированного
(цветного) лакокрасочного покрытия,
создающего основную защитную плен-
ку и придающего изделию соответ-
ствующую расцветку.
6. Полировка. Для придания окра -
шиваемой поверхности отличной гладко-
сти ее полируют при помощи фетровых,
цигеечных (из специального сорта тон-
корунной овчины) или фланелевых по-
§ 2. Оборудование и инструмент для нанесения лакокрасочных покрытий 377'
лировальных подушек и полировальной
пасты и жидкости.
7. Лакировка-— нанесение на
окрашенную поверхность бесцветного
лака — применяется для придавия из-
делию блестящего, глянцевитого вида
и как поверхностное предохранительное
покрытие.
2. Методы лакокрасочных покрытий
Применяются четыре основных метода
окрашивания: 1) ручное окрашивание,
2) пульверизация, 3) окунание и
4) обливание.
При ручной работе
кистью- краску набирают на
кисть и наносят на поверхность,
распределяя ее по поверхности
волнообразным движением кисти
тонким ровным слоем, и затем
растушевывают в поперечном на-
правлении.
Окраска пульверизацией
состоит в том, что краску тем
или иным способом распиливают
и в мелкораздробленном состоя-
нии с силой набрасывают на по-
верхность. Пульверизация обе-
спечивает высокое качество ок-
раски, не уступающее ручному
методу при ускорении работы по
сравнению с ручным окрашива-
нием в 5—6 раз.
При окраске окунанием
изделие целиком погружают в
ванну с окраской. При вынимании из-
делия излишек краски стекает в ван-
ну. Способ этот отличается быстротой,
но уступает по внешнему виду руч-
ной и пульверизационной окраске и
связан с повышенным расходом краски.
Окраска обливанием приме-
няется для покрытия внутренних поло-
стей и состоит в том, что краску нали-
вают на окрашиваемую поверхность
(внутреннюю полость) и изделие повора-
чивают, давая краске растечься. В
промышленных установках обливанием
окрашивают внутренние поверхности
шлангов, металлических трубок и изде-
лий, имеющих полости. По качеству
Окраски обливание сходно с окунанием.
При пульверизационном покрытии
расход краски на 5—1О°/о больше, чем
при окрашивании кистью, а при оку-
нании или обливании расход краски
увеличивается на 20—25в/о для твер-
дых пород и на 25—60% для мягких
пород по сравнению с окрашиванием
кистью.
§ 2. ОБОРУДОВАНИЕ
И ИНСТРУМЕНТ ДЛЯ НАНЕСЕНИЯ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
1. Инструмент для ручного окрашивания..
Кисти-ручники (фиг. 422) различаются
по размеру и виду оправы и изготовля-
ются из щетины с добавлением до 15°/о
конского волоса.
Кисть укрепляется путем обвязки ще-
тины тонким шпагатом или же при
помощи различных клеящих веществ.
Фиг. 422. Кисти-ручники.
—2—кисти в металлическом кольце, 3—кисть-красно-
вязка, 4—американский флейц.
(бакелита, смолы и т. п.). Длина свобод-
ной щетины кисти обычно должна быть,
равна двум диаметрам кисти.
1 Рукоятки кистей имеют длину 20—
25 см.
Кисти-ручники в металличе-
ском кольце (фиг. 422,1 и 2) из-
готовляются из отбеленной шлифован-
ной щетины, вставленной в кольцо из
луженой жести с точеной деревянной
ручкой, и выпускаются разной толщи-
ны— от № 1 до № 24 (диаметр желей-
ного кольца колеблется от 17,5 до
65 мм). Длина щетины вместе с коль-
цом составляет от 70 до 130 мм.
Кист и-p учники красновязки
(фиг. 422,3) скрепляются при помощи
шпагата. Они бывают размером от № 6
до № 30 (диаметром от 15 до 48 мм) и
с длиной щетины от 48 до 100 мм.
Перед работой кисти подвязывают
шпагатом так, чтобы свободная щети-
на имела наиболее выгодную длину.
Очень удобным для работы является
американский ручник—флейц (фиг. 422,4).
378 Глава 36. Защита деревянных деталей лакокрасочными покрытиями
Он имеет плоскую форму, удобную для
нанесения и расштриховки краски. Ще-
тина с ручкой скрепляется жестяным
клепаным зажимом. Размеры американ-
ских ручников от № 1 до № 9, длина
щетины от 60 до 150 мм при ширине
основания от 40 до 200 мм и толщине
от 13 до 30 мм.
Фиг. 423. Флейцы.
1—круглый, 2—плоский барсучий.
Кисти при окраске довольно быстро
изнашиваются. Расход волоса в зависи-
мости от рода окраски колеблется от
30 до 50 г на 100 кв. м окрашенной
поверхности. Средний расход кистей в
самолетостроительном производстве
можно принять в 35 г на 100 кв. м окра-
шенной поверхности.
Фиг. 424. Шпатели.
2—деревянный, 2—стальной.
Флейц. Для сглаживания следов
щетинной кисти на свежей окраске при-
меняют барсуковые флейцы из пыш-
ного мягкого барсучьего волоса, со-
бранного в отдельные небольшие пучки.
Флейцам придают круглую или плоскую
форму (фиг. 423).
Хороший флейц очень дорог, но при
бережном обращении он может служить
несколько лет. Ж
Шпатель служит для шпаклевоч-
ных работ и представляет собой дере-
вянную лопатку в виде треугольника
с закругленной вершиной или стальную
пластинку, вставленную в точеную де-
ревянную ручку (фиг. 424). Длина шпа-
телей 13—18 см, наибольшая ширина
6—12 см.
Деревянные шпатели делаются из
древесины бука или березы.
При шпаклевании деталей большой
кривизны удобны резиновые шпатели,
изготовляемые из эластичной, довольно
толстой резины со скошенной иа ра-
бочей кромке фаской.
2. Оборудование для пульверизационного
окрашивания
Из существующих систем пульвери-
заторов в самолетостроении применя-
ются исключительно аппараты воз-
душного распыления.
При большом объеме работ пульве-
ризационная установка состоит из мас-
ловодоотделителя А, краскоиагнета-
тельного бака Б и пульверизатора-рас-
пылителя В (фиг. 425); при малом
объеме работ — из масловодоотдели-
теля А и пульверизатора-распылителя Б
(фиг. 426).
В первом случае краска наливается
в красконагнетательный бак и из него
под давлением поступает в пульвериза-
тор-распылитель, во втором случае
краска наливается в небольшой метал-
лический стакан, установленный на
корпусе пульверизатора-распылителя, и
из него самотеком поступает в сопло.
Масловодоотделитель служит для
очистки поступающего в него воздуха
от воды, минерального масла, пыли и
посторонних примесей во избежание
попадания их в лак или краску. В мас-
ловодоотделителе воздух фильтруется
через войлочные диафрагмы и кокс.
Войлок задерживает и впитывает мас-
ло, а кокс поглощает воду. На крышке
масловодоотделителя имеются редуктор
для регулировки давления поступаю-
щего воздуха, манометр, предохрани-
тельный клапан н тройник с двумя кра-
нами; через который сжатый воздух
поступает в красконагнетательный бак
и в пульверизатор.
В днище масловодоотделителя имеет-
ся спускной кран, через который, время
от времени, но не реже чем через 2—
3 часа работы выдуваются из маслово-
доотделителя накопившиеся на дне
масло н вода.
Давление воздуха в масловодоогде-
лителе должно быть в пределах
2*/г—4 ат в зависимости от вязкости
применяемых материалов и длины шлан-
гов и устанавливается практически.
сжатогэ воздуха, 7—шланг для
Фиг. 425. Схема пульверизационной установки с нагнетательным баком.
А—масловодоотделитель, Б—краскоиагнетательный бак. В—пульверизатор-пистолет, 1— редуктор,
2—манометр, 3—предохранительный клапан, 4—тройник с кранами, 5 —спусковой кран, 6—шланги
краски, 8—мешалка для краски.
§ 2. Оборудование и инструмент для нанесения лакокрасочных покрытий 379
При недостаточном давлении воздуха
краска не распиливается, а вытекает
брызгами и даже тонкой струей; при
избыточным давлении распыление кра-
ски идет слишком интенсивно и мате-
риал тратится непроизводительно.
Красконагнетательный бак представ-
ляет собой .толстостенный железный
цилиндрический сосуд с герметически
закрывающейся крышкой и с ручной
мешалкой. В бак ставится ведро с
краской емкостью в 12, 15 или 50 л.
На крышке бака установлены редук-
тор для регулирования давления воз-
духа, поступающего в бак, манометр
и тройник с двумя кранами, через ко-
торые краска поступает в резиновые
шланги и далее в пульверизатор.
Давление воздуха в баке поддержи-
вается -в пределах от 0,5 до 1,0 ат в за-
висимости от вязкости лака или краски.
Для лака обычно бывает достаточно
давления в 0,5 ат, а для красок и эма-
лей—1,0 ат.
Для распыления краски служит пуль-
веризатор-распылитель, в котором струя
сжатого воздуха сталкивается с пото-
ком краски или лака (фиг. 427 и 428).
Из пульверизатора выходит струя
распыленной краски; сечение струи
может быть круглым или плоским.
Направление струи должно быть пер-
пендикулярно к окрашиваемой поверх-
ности.
Расстояние от головки пульвериза-
тора до окрашиваемой поверхности со-
ставляет:
380 Глава 36. Защита деревянных деталей лакокрасочными^покрытиями
1) при распылении лаков и красок
пониженной вязкости — 250—300 мм,
2) при распылении более вязких кра-
сок и лаков—150—250 мм.
Расстояния в указанных пределах
устанавливаются на основании прак-
тики.
любым видом окраски должна быть не
выше 12%.
I Все малярные и отделочные работы
производятся при температуре не ниже-
+12° и относительной влажности не
выше 70%.
Разжижение и фильтрование лако-
Фиг. 426. Схема пульверизационной установки с пульверизатором-
распылителем.
А—масловодоотделитель, Б—пульверизатор-распылитель, /—редуктор, 2—манометр,
3—предохранительный клапан, 4—спускной кран, 5—шланги сжатого воздуха.
§ 3. ТЕХНОЛОГИЯ ОКРАСКИ
ДЕРЕВЯННЫХ КОНСТРУКЦИЙ
САМОЛЕТА
1. Общие сведения
Влажность древесины, фанеры и об-
шивки, выклеенной из шпона, перед
красочных материалов (выполняются в
раздаточных кладовых под соответ-
ствующим техническим наблюдением.
Лакокрасочные материалы должны
поступать в раздаточную кладовую не
позднее чем за одни сутки до их пуска
в работу, с тем чтобы они могли при-
нять температуру помещения.
$ 3. Технология окраски деревянных конструкций самолета
381
Фиг. 427. Пульверизатор-распылитель (пистолет).
382 Глава 36. Защита деревянных деталей лакокрасочными покрытиями
Для разжижения лакокрасочных ма-
териалов и доведения их вязкости до
рабочей нормы применяются следую-
щие материалы:
для аэролаков, нитроклея и глифто-
левого грунта — разжижитель РДВ;
в камере).
очень высока и зависит
сопла. При окраске ровных
поверхностей она
габаритами окрашиваемых
Фиг. 428. Пульверизатор-распылитель с резервуаром для краски.
*5^'
для загустевшей нитрошпаклевки —
нитроклей АК-20 вязкостью 35—45 сек.
в количестве не более 20% от веса
шпаклевки.
Для определения вязкости лакокра-
сочных покрытий пользуются вискози-
метром ФЭ-36 (см. приложение).
По назначению малярно-лакировочные
работы разделяются на окраску вну-
тренних поверхностей и окраску наруж-
ных поверхностей.
Аналогично работе с кистью движе-
ние пульверизатора должно быть рав-
номерным. слои наносятся стык в стык,
т. е. чтобы край новой полосы ложился
в край нанесенной. Краска наносится
по двум взаимно перпендикулярным на-
правлениям: первый слой 'наносят вер-
тикальным движением пульверизато-
ра, второй — горизонтальным.
Производительность пульверизаторов
от диаметра
больших
достигает 60 лд/час
при диаметре сопла в 3 мм. Диаметр
сопла подбирается в зависимости от
выполняемой работы и вязкости краски
и меняется в пределах от 0,2 до 3 мм
Наиболее ходовой размер диаметра
сопла, применяемого в самолетострое-
нии, 1,5—2 мм.
Пульверизационные каме-
ры. При работе пульверизатором возни-
кает очень вредный туман, представ-
ляющий собой взвешенную в воздухе
распыленную краску; туман этот необ-
ходимо удалять. Поэтому все окрасоч-
ные работы пульверизатором должны
производиться в специальных камерах,
размеры и конструкции которых опре-
деляются
предметов (они должны свободно по-
мещаться . ‘
Камера должна быть обеспечена вы-
тяжной вентиляцией с таким расчетом,
чтобы образующиеся при окрашивании
пары краски не проникали через рабо-
чее окно в производственное' помеще-
ние.
Скорость воздуха, притекающего в ка-
меру через рабочее окно, должна быть
в пределах 0,6—0,8 м/сек.
Для защитных лакокрасочных покры-
тий в самолетостроении должны при-
меняться вполне определенные мате-
риалы, удовлетворяющие техническим
условиям и утвержденным рецептам.
§ 3. Технология окраски деревянных конструкций самолета
383
2. Окраска внутренних поверхностей
Окраска внутренних по-
верхностей заключается в грунтов-
ке и двухкратной окраске аэролаком
АП АЛ(к) или двухкратной окраске
эмалями или смоляным лаком № 1.
Поверхность перед окраской должна
быть зачищена от потеков клея, жиро-
вых пятен, пыли и мусора.
Места, подверженные увлажнению и
гниению (углы в отсеке ахтерштевня,
задние кромки рулей высоты и т. п.),
перед нанесением лакокрасочных по-
крытий подвергаются антисептированию.
3. Окраска наружных поверхностей
Обшивка, подлежащая окраске, не
должна иметь на своей поверхности
выступающих головок гвоздей, шуру-
пов, углублений и провалов.
Выведение неровности обшивки нало-
жением толстых слоев шпаклевки не
допускается (толщина шпаклевки не
должна превышать 1,5 мм иа длине
300 мм).
сти, стыкующиеся с металлическими
деталями, оклеиваются при помощи
нитроклея АК-20 лентой из ткани АОД.
После этого с помощью шпателя нано-
сится шпаклевка по стыкам обшивки и
по лобовой поверхности. По высыхании
шпаклевка зачищается шкуркой № 1—3.
3. Оклейка тканью на нитроклсе
АК-20.
4. Шпаклевка по ткани два раза с
тщательной зачисткой оба раза шпак-
левки шкуркой. Суммарная толщина на-
несенных на ткань слоев шпаклевки не
должна превышать 0,2—0,3 мм.
5. Грунтовка при помощи пульвериза-
тора аэролаком АП АЛ(п) (наносится
плотный слой) с последующей зачист-
кой сухой шкуркой.
6. Окраска в два слоя цветными ни-
тролаками пульверизатором с зачисткой
шкуркой № 00 между первым и вторым
слоем покрытия.
7, Нанесение опознавательных знаков.
После нанесения каждого слоя по-
крытия должна производиться просушка
покрытой поверхности в течение уста-
Фиг. 429. Тележка с поворотным кронштейном для крепления крыла
при окраске.
Технология окраски разбивается на
следующие этапы:
1. Подготовка поверхности под грун-
товку (зачистка шкуркой, удаление пы-
ли и удаление жировых загрязнений).
2. Грунтовка и шпаклевка до оклей-
ки тканью. Места, загрязненные смоля-
ным клеем ВИАМ Б-3 или КБ-3, грун-
туются кистью тонким слоем грунта
М-38, после чего вся поверхность
грунтуется два раза ннтроклеем АК-20,
а торцы обшивки, лючков и поверхно-
новленного- для данного вида покрытия
времени.
Для окраски агрегатов самолета
(крыльев, оперения и т. п.) очень
удобными являются стойки или тележ-
ки с поворотным кронштейном для
крепления окрашиваемого объекта
(фиг. 429). Они позволяют устанавли-
вать предмет в наиболее удобном по-
ложении для окраски (ручной или пуль-
веризатором) н значительно ускоряют
процесс окраски.
384 Глава 36. Защита деревянных деталей лакокрасочными покрытиями
4. Материалы, применяемые при
№ по пор Название Марка ост Рабочая вяз- кость по ФЭ в сек.
1 Нитрогрунт ДД-113 ТУ НКХП 717-41 60-90
2 Грунт лаковый АЛГ-2 274 СМТУ 35-45
3 Грунт лаковый / АЛГ-6 ТУ НКХП 525-41 г 15-35 •
4 Нитрошпаклевка жел- тая АШ-22 ТУ НКХП 721-41 —
5 Нитрошпаклевка крас- ная Аэролаки 2-го покры- тия: А Ш-6 ТУ НКХП 716-41 —
6 Аэролак 2-го покры- тия алюминиевый АП АД(к) АП АЛ(п) СМТУ 280 СМТУ 279 30-60 12—16
§ 3. Технология окраски деревянных конструкций самолета 38 >
Таблица 183
окрашивании деревянных конструкций
Краткая характеристика ; материала Расход г/ле3 Время высы- хания при /=18-^-23о ОДНОГО слоя Назначение
Раствор нитроцеллю- лозы в смеси раствори- телей и наполнителей с добавлением смол пла- стификаторов и каолина. Цвет светлосерый, иног- да с желтоватым оттен- ком Не более 400 г для двукратного покрытия 90 мии. i Для грунтовки внут- ренних поверхностей, де- ревянных винтов и де- талей. Наносится кистью
Тертая краска, состоя- щая из смеси сухих пиг- ментов, наполнителей и масляного лака ЛМ-15 1-й слой 85 г 2-й слой 70 г 40 час. Для грунтовки внут- ренних поверхностей де- ревянных поплавков и прочих деревянных кон- струкций в целях повы- шения водостойкости. Наносится кистью.
Тертая краска, состоя- щая из сухих пигментов и масляного лака ЛМ-20 60—70 г для ки- сти н 00—100 г для пульверизатора 10 час. Наносится в качестве промежуточного покры- тия для защиты пленок масляных грунтов от воз- действия последующих слоев нитропокрытий и для грунтовки древесины по смоляному клею
Густая тестообразная масса, состоящая из сме- си сухих пигментов, на- полнителей и нитроцел- люлозы, растворенной в смеси органических ра- створителей с добавле- нием смолы и смягчите- лей 300 г па гладкую поверхность 2,5 часа Для шпаклевки древе- сины и поверхности на- клеенной ткани. Наносит- ся шпателем или пульве- ризатором
То же То же Не более 2 час. То же
Раствор нитроцеллю- лозы (лаковый колокси- лин) и смол в смеси ле- тучих органических жид- костей с добавлением пигментов и мягчителей Не более 150 г для кисти и не бо- лее 300 г для пуль веризатора за два покрытия 2 часа Для окраски внутрен- них поверхностей дере- вянных конструкций, за- грунтованных грунтом ДД-113 [(АП(к) наносится кистью, АП(п)— пульве- ризатором)] и для проме- жуточных покрытий об- шивки,оклеенной тканью, предварительно загрунто- ванной и прошпаклеван- ной.
25 п. П. Успасский
386 Глава 36 Защита деревянных деталей лакокрасочными покрытиями
№ по пор. Название Марка ост Рабочая вяз- кость по ФЭ в сек.
7 Аэролак зеленый АМТ-4(п) ТУ НКХП 678-41 12—16
8 Аэролак зеленый АМТ-4(к) ТУ НКХП 714-41 30-60
9 Аэролак голубой АМТ-7(п) ТУ НКХП 796-41 12-16
Аэролак голубой АМТ-7(к) ТУ НКХП 795-41 < 30—60
10 Аэролак красный АНКр(к) С МТУ 280 12-16
11 Хлорвиниловая эмаль ДД-118А РТУ 12-42 —
12 Хлорвиниловая эмаль ДД-118Б — Не менее 4
13 Эмаль масляная белая А-11 256 СМТУ 20-30
14 Эмаль шаровая АЭ-10 262 СМТУ 30-40 %
15 Эмаль светлоголубая АЭ-14 264 СМТУ 30-40
§ 3. Технология окраски деревянных конструкций самолета
387
Продолжение таблицы 183
Краткая характеристика материала Расход г !м3 Время высы- хания при /<=184-23° ОДНОГО слоя Назначение
Раствор нитроцеллю- лозы (лаковый колокси- лин) и смол в смеси ле- тучих органических жид- костей с добавлением пигментов и смягчителей и добавок для матовости 480 г на 2 покры- тия 60 мин. Для наружной окраски деревянной обшивки.На- носится пульверизато- ром [АМТ-4(п)] или ки- стью [АМТ-4(к)]
То же — —1 __
То же То же — — -4-
То же 450 г для пуль- веризатора и 290 г для кисти на одно покрытие 60 мин. Для окраски опозна- вательных знаков. Нано- сится КИСТЬЮ
Серая эмаль—раствор хлорвиниловой смолы в органических раствори- телях с добавлением ал- кидной смолы и пигмен- тов, затертых на пласти- фикаторах Около 350 г при нанесении кистью и около 400 г — пульверизатором на два слоя < 60 , Для грунтовки и ок- раски внутренних по- верхностей деревянных конструкций. Наносится пульверизатором
То же Около 300 г на 2 покрытия 90 „ То же, но наносится кистью
Смесь сухих пигмен- тов, затертых на масля- ной разводке, с масля- ным лаком, состоящим из препарированного льняного масла, смол, сиккатива и раствори- теля Не более 110 г 36 час. Для окраски кистью деталей оборудования кабин
Смесь сухих пигментов и масляного лака ЛМ20 Не более 70 г для кисти и 90г для пульверизатора Не более 24 час. Для нанесения кистью или пульверизатором на внутренние поверхности подводных частей дере- вянных морских самоле- тов
То же Не более 80 г на одно покрытие Не более 48 час. Для окраски кистью или пульверизатором внутренних поверхно- стей деревянных лодок гидросамолетов выше ва- терлинии
388 Глава 36 Защита деревянных деталей лакокрасочными покрытиями
№ по пор. Название Марка ост Рабочая вяз- кость по ФЭ в сек.
16 Нитроэмаль различных цветов; белая, черная дм 265 СМТУ ТУ НКХП 520-41 ТУ НКХП 911-41 12-16
17 Нитроэмаль дв 266 СМТУ 12-16
18 Краски масляные свет- лосерого, светлоголубо- го, светлозеленого и чер- ного цветов — 178 АМТУ 21-23
19 Лак масляный № 17А 288 СМТУ 19-22
20 Лак масляный антисеп- тический АС 269 СМТУ 12-16
21 Кристалл-лак .Мороз” АМ-33 128 АМТУ 32-36
22 Лак нитроцеллюлоз- ный АВ-4 д/л ТУ НКХП 718-44 70—100 с
§ 3. Технология окраски деревянных конструкций самолета
389
Продолжение таблицы 183
Краткая характеристика материала Расход г{м* Время высы- ханий при /=184-23® ОДНОГО слоя Назначение
Раствор нитроцеллю- лозы в смеси органиче- ских растворителей и на- полнителей с добавле- нием пигментов, смол и смягчителей Для темных цве- тов не более 300 г и для светлых цве- тов не более 370 г, для белого цвета не более 600 г(до полного укрытия) Не более 60 мин. Для окраски методом пульверизации с после- дующим покрытием нит- ролаком АВ-4 д/в дере- вянных деталей, не под- вергающихся непосред- ственному действию ат- мосферы
Раствор нитроцеллю- лозы в смеси органиче- ских растворителей и на- полнителей с добавле- нием пигментов, смол и смягчителей Не более 300 г для защитного и черного цветов и 370 г для светло- зеленого и крас- ного Не более 60 мин. Для окраски деревян- ных винтов методом пульверизации
Тонко растертая смесь сухих пигментов с нату- ральной льняной олифой 70—90 г для дву- кратного покры- тия 24 часа Для окраски дерева кистью
• Скипидарный раствор сплава, состоящего из смолы (эфир гарпиуса) и смеси масел древесно- го и льняного, подверг- нутых нагреву, с добав- лением сиккатива Не более 50 г для кисти и 65 г для пульверизатора (при двукратном покрытии) Не более 48 час. Для лакировки внут- ренних поверхностей де- ревянных конструкций. Лак может наноситься кистью, пульверизато- ром или окунанием
Сплав смолы (эфир гарпиуса) и льняного и древесного масел, рас- творенный в скипидаре, с добавлением сиккатива и динитрофинила в каче- стве антисептика Не более 80 г на два покрытия 18 час. Для покрытия кистью внутренних деревянных деталей самолета
Смесь масляного лака АМ-35 с сырым древес- ным маслом 40--60 г для ки- сти и 60—80 г для пульверизатора 48 час. Для декоративной от- делки предварительно окрашенных деревянных поверхностей. Наносится кистью или пульвериза- тором
Раствор нитроцеллю- лозы растворителей и наполнителей с добавле- нием пластификаторов Не более 500 г при двукратном покрытии Не более 2 час. Для лакировки кистью полоза деревянных лыж с целью предохранения их от примерзания •
390 Глава 36. Защита деревянных деталей лакокрасочными покрытиями
№ по пор. Название Марка ОСТ Рабочая вяз- кость по ФЭ в сек.
23 Лак нитроцеллюлоз- ный АВ-4 д/в 270 СМТУ 8-12
24 Смоляной лак № 1 — 12-17
25 Нитроклей АК-20 ТУ НКХП 720-41 60—80
*•4 26 Антисептик этилмер- курфосфат — — —
27 Разжижитель РДВ ТУ НКХП 776-41
28 Этиловый спирт Сырец или дена- турат — —
29 Фенолформальдегидная смола ВИАМ Б или Б —
§ 3. Технология окраски деревянных конструкций самолета
391
Продолжение таблицы 183
Краткая характеристика материала Расход 2]MZ Время высы- хания при /=184-23° ОДНОГО слоя Назначение
Раствор нитроцеллю- лозы, растворителей и наполнителей с добавле- нием пластификаторов » Не более 350 г при двукратном покрытии 60 мин. Для отделочного пок- рытия при помощи пуль- веризатора деревянных поверхностей, предвари- тельно покрытых нитро- эмалями
Лак, изготовляемый на заводе-потребителе из смолы ВИАМ Б (смолы 100 част., контакта Пет- рова—20 част., ацетона— 15 част.) Около 200—240 г на два покрытия 2 часа Для лакировки внут- ренних поверхностей де- ревянных конструкций; наносится кистью. При- вес 70—75 г на 1м2
Раствор нитроцеллю- лозы и смолы в смеси ортанических раствори- телей с добавлением пла- стификаторов. Прозрач- ная густая жидкость от светложелтого до светло- коричневого цвета 100 — 120 г на слой грунта и 700 г на приклеивание ткани (4 слоя) 60 мин. Для грунтовки древе- сины, приклеивания тка- ни и разжижения нитро- шпаклевки АШ-30. На- носится кистью
Ядовитое органическое ртутиое соединение в ви- де кристаллического по- рошка применяется в ви- де раствора на этиловом спирте 0,2 г Для антисептирования древесины перед окра- ской. Наносится кистью
Однородная прозрач- ная бесцветная или слег- ка желтоватая’ жидкость (смесь органических ле- тучих жидкостей) Для обезжиривания древесины, разжижения аэролаков, глифталевого грунта, нитроклея, нит- рошпаклевки, нитроэма- лей и для смывки нитро- покрытий
— — — Для приготовления рас- твора антисептика и приготовления смоляно- го лака № 1
Вязкая жидкость ко- ричневато-красного цве- та; продукт, получаемый в результате конденса- ции фенола с формаль- дегидом в присутствии кетона и кислого ката- лизатора Для приготовления смо- ляного лака № 1
392 Глава 36. Защита деревянных деталей лакокрасочными покрытиями
№ по пор. Название Марка ост Рабочая вяз- кость по ФЭ в сек.
30 Контакт Петрова — ГОСТ Нефт. пр. 436-41 —
31 Ацетон — 27/3994 Главхимпром —
32 Смывка специальная СД(сп) 198 АМТУ —
33 Разжижитель масляных красок и грунтов РМГ 142 АМТУ —
Таблица 184
Относительная предохраняющая способность различных покрытий
(полная предохраняющая способность принята за 100)
Вид покрытия Привес покрытия в три слоя г\м* В условиях, исклю- чающих непосред- ственное воздействие атмосферы В условиях непосредствен- ного воздейст- вия атмосферы
1 слоя 2 слоя 3 слоя
Олифа 220 3 5 21 1
Масляный лак 96 3 14 65 1
Фенольный лак на тунговом масле 137 5 49 73 41
Масляная краска (сурик) 314 23 53 55 35
Масляная краска (свинцовые белила) 440 20 57 70 19
Эмаль лаковая (сурик) 235 33 66 83 62
Эмаль лаковая (свинцовые белила) 343 24 85 91 13
Эмаль фенольная (сурик) 256 8 64 81 73
Эмаль фенольная (белила) 450 52 86 91 73
Алюминиевые краски: на олифе 235 14 57 77 61
на масляном лаке 196 20 90 98 82
на глифталиновом лаке 147 9 81 93 79
на нитроцеллюлозе 172 10 31 43 23
на фенольном лаке 176 38 88 95 85
Прн мечание. Алюминиевые краски содержат 908 г алюминиевого по-
рошка на 3,785 л лака.
§ 1. Общие сведения
393
Продолжение таблицы 183
Краткая характеристика материала Расход г/л* Время высы- хания при /=184-23° одного слоя Назначение
Жидкость от светлоко- 'ричненого до темного цвета — — Для приготовления смо- ляного лака № 1
Бесцветная прозрач- ная, легко испаряющаяся и легко воспламеняющая- ся жидкость с резким характерным Запахом •— То же
Однородная прозрач- ная жидкость—смесь ор- ганических растворите- лей —- —— Заменяет разжижитель РДВ
Смесь льняной олифы и бензина. Прозрачная жидкость без видимых примесей, уд. вес 0,890 до 0,935 — •— Служит для разжиже- ния масляных красок и грунтов
Глава 37
ПОВЫШЕНИЕ ОГНЕСТОЙКОСТИ ДРЕВЕСИНЫ.
АРМИРОВАННАЯ ФАНЕРА
§ 1. ОБЩИЕ СВЕДЕНИЯ
Одним из недостатков древесины как
конструкционного материала является
ее горючесть.
Сделать древесину абсолютно него-
рючей нельзя, но, подвергнув ее опре-
деленной обработке, можно замедлить
воспламенение древесины я в значи-
тельной степени ограничить распростра-
нение пламени.
Под воспламенением твердых, жидких
•и газообразных тел вообще понимают
начало самоподдёрживающегося и са-
мораспространяющегося горения, сопро-
вождающегося пламенем.
Твердые тела воспламеняются, когда
скорость теплообразования, сопровож-
дающего окисление на данном участке
поверх!юсти, начинает превосходить
скорость теплоотдачи в окружающее
пространство. При этом происходит са-
мопроизвольное повышение температу-
ры, которое и доводит материал до тем-
пературы воспламенения. *
При термическом воздействии на дре-
весину она прежде всего обезвоживается,
затем по мере повышения температуры
начинают выделяться горючие газы
(целлюлоза и другие соединения дре-
весины начинают распадаться на угле-
водороды, переходящие в газовую фор-
му). Эти газы при температуре около
275° при соприкосновении с воздухом
воспламеняются н дают начало горению.
Некоторые соли понижают темпера-
туру реакции между горючими газами,
а также задерживают воспламенение
горючих газов. Эти соли называют анти-
пиренными солями или антипиренами.,.
Наиболее эффективными антипирена-
ми являются фосфорная кислота, фосфат
аммония, борат аммония, сульфат аммо-
ния, борная кислота м бура.
Для придания огнестойкости древеси-
ну или пропитывают антипиренными со-
лями или же покрывают краской или
лаком, имеющими ® своем составе анти-
пирены.
При нагревании антипирены будут вы-
делять газы, дающие с горючими газами
невоспламеняющуюся смесь.
394
Глава 37, Повышение огнестойкости древесины
При нагревании древесины, покрытой
пленкой огнезащитной краски (имеющей
в своем составе антипирены), пленка
покрывается пузырями, образующими
теплоизолирующую прослойку. В неко-
торых случаях пленка прорывается и
выделяющиеся из древесины газы вос-
пламеняются, мо горение не распро-
страняется.
(При нагревании древесины, покрытой
огнезащитным лаком, имеющим в
основе мочевинно-формальдегидцые или
аналогичные смолы, появляются мелкие
пузырьки, затем смола начинает пла-
виться и, наконец, обугливается. Обра-
зуется пористый слой толщиной в
5—7 мм, предохраняющий древесину от
воспламенения. Иногда пленка проры-
вается и выделяющиеся из древесины
газы воспламеняются, но горение не
распространяется.
К огнезащитным покрытиям древеси-
ны в самолетостроении предъявляются
следующие основные требования:
1. Огнезащитный слой должен предо-
хранять древесину от загорания при на-
гревании ее до температуры 650—700°
в течение 15 мин.
2. Привес от введенных антипиренов
должен быть небольшим.
3. Механические качества древесины
не должны понижаться. .
4. Антипирены не должны понижать
прочности склейки белковыми или смо-
ляными клеями.
5. Антипирены, введенные в древеси-
ну, не должны вызывать в ней короб-
ления или трещин.
6. Огнезащитный слой должен пре-
пятствовать распространению пламени
по древесине и тлению последней.
7. Слой должен обладать антисептич-
ностью и не должен оказывать корро-
дирующего действия на металлы и по
вышать гигроскопичность древесины.
8. Огнезащитный слой долзцрн быть
без запаха и при действии высоких тем-
ператур Не должен выделять газов,
вредно действующих на организм че-
ловека.
•Ниже даются рецепты составов, удо-
влетворяющих этим требованиям.
§ 2. ОГНЕЗАЩИТНАЯ ПРОПИТКА
ДРЕВЕСИНЫ АНТИПИРЕНАМИ
1. Составы пропиток (антипиренов)
Рецепт № 1
Диаммонийфосфат (бесцвет-
ный порошок)................25 част.
Керосиновый контакт......... 3 „
Вода.......................72
Желтоватая прозрачная жидкость.
Наносится на поверхность древесины
два раза кистью или пульверизатором
при комнатной температуре.
Расход состава — 200—250
Рецепт №2
Фосфорнокислый аммоний . 33,75 част.
Бензилнафталинсульфокис-
лый натрий.............4,5 част.
Борная кислота.........6,75 „
Вода...................55,0 »
Рецепт №3
Фосфат аммония.........12 част.
Мочевина.................1,2 „
Формалин 40%-ный .... 2,5 »
Вода..................... 90 „
Смесь фосфата аммония и мочевины
растворяют о воде, в полученный рас-
твор при взбалтывании прибавляют
формалин. Пропитка производится под
давлением.
Пропитанный материал нагревают до>
50° для удаления большей части влаги
и заканчивают высушивание при тем-
пературе 100°.
Рецепт № 4
Бура..................... 2 части
Борная кислота ............3 „
Вода......................95 ',
Рецепт №5
Бура.................14%-ный раствор
Хлористый цинк . . . 20%-ный „
Древесину пропитывают 14%-ным
раствором буры и высушивают до влаж-
ности 10%. После этого вторично про-
питывают 20%-ным раствором хлори-
стого цинка; при этом получается весь-
ма водостойкая пропитка.
Рецепт № 6
Фосфат аммония............20 част.
Сернокислый аммоний .... 5 „
Керосиновый контакт .... 3 „
Вода - ...................72 „
2. Способы нанесения огнезащитной
пропитки
Поверхностная пропитка.
Для поверхностной пропитки огнеза-
щитный раствор наносится кистью или
пульверизатором. При нанесении кистью
всю поверхность смачивают раствором,
проводя кистью по одному и тому же
§ 3. Огнезащитные краски и лаки
395
месту 3—4 раза. Просушку ведут в те-
чение 3—4 час., после чего изделие
снова покрывают огнезащитным слоем
и повторяют операцию три раза.
Пропитка по методу горяче-
холодных ванн. Сухую древесину
погружают в горячий раствор (90—95°)
антипирена и выдерживают в нем до
прогревания. После этого древесину
быстро перекладывают в ванну с холод-
ным раствором. Охлаждающаяся в дре-
весине жидкость уменьшается в объеме
и засасывает дополнительное количе-
ство растворенных антипиренов.
Пропитка в автоклавах яв-
ляется наиболее быстрым и экономич-
ным 'Методом. Погруженную в автоклав
древесину предварительно подвергают
действию вакуума в течение 30 мин.,
затем пропитывают в растворе1 антипи-
рена под давлением 10 от в течение
1 часа 30 мив. при температуре 50—55°.
При полной пропитке древесина по-
глощает 100—120% (по весу) раствора.
Достаточной защитой от загорания
является пропитка древесины с поверх-
ности на глубину 6—10 мм. Количество
поглощенного раствора при этом зави-
сит от поверхности детали и должно
быть не ниже 60% от веса древесины.
§ 3. ОГНЕЗАЩИТНЫЕ КРАСКИ
И ЛАКИ
1. Огнезащитные краски
Силикатные огнезащитные
краски. Основной частью красок
является жидкое стекло. Защитное дей-
ствие красок—чисто механическое. При
повышенной температуре силикатные
краски образуют тугоплавкую пленку,
защищающую древесину от огня. Неко-
торые из силикатных красок под дей-
ствием высоких температур пузырятся,
создавая между наружным источником
тепла и древесиной малотеплопровод-
ную воздушную прослойку.
Составы красок
1. Натровокалиевое жидкое
стекло 21 — 24 по Боме 60—65 част..
Пигменты и наполнители 40—35 „
В качестве пигментов рекомендуются:
мел, ультрамарин, сажа, графит, окись
хрома, мумия, охра и др. До нанесения
этой краски поверхность древесины
предварительно пропитывается теплым
5—7%-'ным раствором кислого фторв-
стого натрия.
11. Растворимое стекло 36—38
Be..........................20 част.
Водный раствор едкого ка-
лия 48—50 Бе . . . . 15 .
Фосфорная кислота 5—6 Be 20 ,
Мелко истолченный асбест. 15 »
Окись цинка.............. 5 »
Каолин....................15 .
Все составные части перемешиваются
в однородную массу.
Краску рекомендуется употреблять
сразу после изготовления. По высыха-
нии она дает твердую стойкую пленку.
Xлорка учуков ые огнеза-
щитные краски. Хлоркаучуковые
краски получаются при добавлении к
хлоркаучуковому лаку асбеста, пигмен-
та и т. п. Они отличаются хорошей
адгезивной способностью, высокой хи-
мической и механической стойкостью и
абсолютно невоспламеняемы.
Хлоркаучук получается хлорировани-
ем раствора каучука при температуре
80° и выше.
Состав хлорка учукового
лака:
Хлоркаучук.............. 200 част.
Толуол.................. 300 »
Трикрезолфосфат......... 30 ,
Ксилол .................. 300 ,
Трнбутилфосфат..........20 ,
Окись железа..............100 „
В качестве пигментов для получения
краски рекомендуются: двуокись тита-
на, цинковые белила, окись хрома и др.
Масляные огнезащитные
краски. Огнезащитные масляные
краски получаются при введении <в них
наряду с пигментом буры.
«
Состав краски
Олифа.................. 32 част.
Сурик ................28,5 ,
Асбест в порошке .... 29 »
Бура....................0,5 ,
Бензин.................. 10 ,
Краска наносится кистью три раза,
каждый слой через 24 часа.
Технология окраски, а) Про-
питка древесины 25%-ным раствором
сернокислого натра, подогретым до 40—
50°. Пропитка наносится 4—5 раз
кистью, каждый слой через 2—2,5 часа.
б) Вторая пропитка 25%-ным раство-
ром хлористого ' бария, нагретым до
40—50°. Наносится кистью по слою про-
сохшего сернокислого натра 4—5 раз,
каждый слой через 2—2.5 часа.
в) Нанесение краски.
396
Глава 37. Повышение огнестойкости древесины
2. Огнезащитные лаки
Состав лака.
I. 60%-ный раствор карбамид-
ной смолы........... 900 част.
Красная охра............100 „
Диаммоний фосфат .... 260 »
Сначала перемешивают охру со смо-
лой и затем прибавляют диаммоний
«фосфат.
После высыхания нанесенное покры-
тие пенится в огне и предохраняет дре-
весину от воспламенения.
И. Диметилмочевина.........120 част.
Хлорбензоловый спирт . . 350 ,
Щавелевая кислота .... 1 „
Всю смесь нагревают до 90° при не-
лрерывном перемешивании. После обра-
зования однородного раствора добав-
ляют 20 частей углекислого кальция
.при энергичном перемешивании. Полу-
ченный раствор охлаждают до комнат-
ной температуры и фильтруют. Из про-
фильтрованного раствора водяным па-
ром отгоняют растворитель, твердый
продукт конденсации высушивают и
растирают в порошок, который затем
растирают в мопоалкилированных эфи-
рах гликоли.
3. Огнезащитное покрытие
(пропитка, грунт, шпаклевка, краска)
й) Отбросный сульфитный щелок (от-
ход бумажного производства) выпари-
вают до 36 Be1 и обрабатывают серни-
стым ангидридом в течение 12 час. под
давлением в 3 ат при температуре 50°.
После поглощения сернистого ангидри-
да в количестве до 10% от веса щелока
и прибавляют 10—15% сульфита на-
трия и продолжают обогащение серни-
стым ангидридом при температуре
120—130° и давлении 5 ат.
Полученный сильно сульфитный со-
став глубоко впитывается в древесину
и обладает особенно сильными огнеза-
щитными свойствами. Древесина не
тлеет даже после продолжительного
воздействия пламени.
б) Просохшую после пропитки дре-
весину покрывают в три слоя грувтов-
кой следующего состава;
Тяжелый шпат.............25 част.
Цинковые белила.......... 1 ,
Жидкое стекло............25 „
Вода.......................Ю .
Смесь подогревают до 45—50°, тща-
тельно перемешивают н наносят кистью
каждый слой через 6—7 час. Через сут-
ки грунтовка полностью затвердевает.
в) В случае надобности (при наличии
шероховатостей и т. п.) наносится
шпаклевка. Состав шпаклевки:
Тяжелый шпат.................65 част.
Цинковые белила.............. 2 „
Жидкое стекло................25 „
г) После шпаклевки наносятся три
слоя краски (огнезащитной).
Масляная огнезащитная краска для
внутренних покрытий:
Свинцовые белила..........41 часть
Бура......................32 »
Сырое льняное масло.......22,8 „
Скипидар..................3,6 ,
Японский скипидар.........0,6 »
Краска наносится кистью в три слоя.
4. Армированная фанера
Армированной фанерой называется фа-
иера-переклейка, оклеенная с одной или
с обеих сторон тонкими металлическими
листами толщиной 0,2—0,5 мм.
Для оклеивания (армирования) приме-
няют листовую малоуглеродистую и не-
ржавеющую сталь, латунь, медь, дур-
алюмин, алюминий и т. д.
В качестве связующего вещества
пользуются различными клеями, как
белковыми, так и смоляными.
Поверхность металла перед наклеива-
нием обрабатывается для придания ей
шероховатости кардной щеткой, об-
дувкой песком или травлением.
Наилучший результат дает травление,
но оно требует сложного оборудования
и представляет трудоемкий процесс.
Наиболее простым средством, даю-
щим хорошие результаты, является об-
дувка песком. Обдувка производится
песком различной грануляции под раз-
личным давлением в зависимости от
материала армирования.
Для стали рекомендуется песок с
диаметром частиц 0,8—1 мм при давле-
нии 3—4 ат, для остальных металлов—
мелкий песок (размеры частиц не бо-
лее 0,2—0,4 мм) при давлении 1,5—2 ат.
Расстояние сопла от обдуваемого метал-
ла 0,4—0,6 м. Скорость обдувки —
1,5—2,0 м/мин.
Дуралюмин после обдувки перед на-
клеиванием подвергают анодной обра-
ботке продолжительностью не менее
40 мин.
При наклеивании металла к фанере
казеиновым клеем применяется как го-
рячая, так и холодная запрессовка.
§ 3. Огнезащитные краски и лаки
397
.Режим горячей запрессовки:
Температура пресса .... 110—140°
Давление пресса......... 15—25 ат
Продолжительность запрес-
совки...................3—10 мин.
(в зависимо-
сти от тол-
щины лис-
тов фанеры).
Режим холодной
запрессовки:
Температура склеивания . . 15—25°
Давление пресса........15—20 ат
Продолжительность запрес-
совки не менее......3 час.
Для завершения процесса затверде-
вания и просушки казеинового клеевого
слоя армированная холодным способом
фанера должна выдерживаться и тече-
ние 5—7 дней в комнатных условиях
млн 'Подсушиваться в роликовых суши-
лах при £ = 100—110° в течение 12—
16 мин.
Преимуществом горячей запрессовки
является быстрота nponeicca, недостат-
ком — коробление фанеры, происходя-
щее вследствие различия в коэфициен-
тах температурного расширения, вызы-
вающего понижение крепости склейки.
Основным недостатком холодного ме-
тода запрессовки является длительность
процесса.
В случае применения смоляных клеев
для наклеивания металла чаще всего
пользуются клеевой пленкой.
Температура запрессовки. . 130—145°
Давление пресса......... 20—25 ат
Продолжительность запрес-
совки ..................8-9 мин.
Армированная фанера легко обраба-
тывается: хорошо режется на ножницах
и ленточных пилах, гнется, штампуется,
фрезеруется. Она допускает весьма раз-
ноЬбразные способы соединений: при
помощи клея, пайки, сварки и заклепок.
Соединения отличаются большой про-
стотой и могут быть выполнены герме-
тическими.
Армированная фанера допускает весь-
ма разнообразные виды соединения: на
шурупах, гвоздях, заклепках и клее,
образуя при этом углы с любым на-
клоном.
Соединение вторец легко осуществ-
ляется при помощи Н-образной метал-
лической прокладки. Придание жестко-
сти торцам фанеры может быть достиг-
нуто постановкой П-образной обоймы на
медных или латунных заклепках
(фиг. 430).
Угловое соединение может быть осу-
ществлено на припое или на сварке
(фиг. 431,/) или же на клею с помощью
угольников (фнг. 431, //).
Фиг. 430. Заделка торца армированной
фанеры.
Спаивание и сварка требуют особого
навыка и предосторожности. Для уве-
личения отвода тепла во избежание пе-
регрева фанеры к месту сварки прикла-
дываются 'металлические бруски.
При помощи прокладок на сурике
можно получать жесткие герметические
соединения на заклепках внакладку
или внахлестку на каркасе из уголков
(фиг. 432).
Для заклепочных соединений во из-
бежание смятия фанеры следует приме-
нять заклепки с уширенной головкой.
Под замыкающую головку следует
подкладывать широкую металлическую
шайбу.
При загибе армированной фанеры от-
слаивания фанеры от металла при хоро-
шей склейке не происходит. Загиб сле-
дует производить только односторон-
ний — металлической стороной наружу.
Для получения гнутой двухсторонней
армированной фанеры наложение вну-
треннего металлического листа должно
происходить уже по выгнутой фанере.
Из армированной фанеры легко мо-
398
Глава 37. Повышение огнестойкости древесины
3. Огнезащитные краски и лаки
399
Фиг. 433. Кузовные соединения армированной фанеры.
7—дверной паз, 2—бортовое соединение, 3—стык водонепроницаемый, 4—стык простой.
гут быть выполнены кузова автомашин
и кабины аэросаней. Различные виды
кузовных соединений показаны на
фиг. 433. С помощью пропайки всем со-
единениям может быть придана надеж-
ная водонепроницаемость.
1
Приложение 1
ОПРЕДЕЛЕНИЕ ВЯЗКОСТИ ВИСКОЗИМЕТРОМ ФОРДА-ЭНГЛЕРА ФЭ-36
Вискозиметр Форда-Энглера ФЭ
(фиг. 434) представляет собой прибор
для определения вязкости жидкости по
времени истечения 50 куб. см испытуе-
мой жидкости, предварительно нагре-
той до 20°.
Фиг. 434. Вискозиметр ФЭ-36.
Вязкость по вискозиметру ФЭ выра-
жается в секундах, после пересчета на
поправочный коэфициент, указанный
для данного прибора, — в градусах ФЭ.
Вискозиметр ФЭ состоит нз станины
с кронштейном 1, резервуара для испы-
туемой жидкости 2, состоящего из ла-
тунного цилиндрического сосуда с ко-
нусным дном и выпуклой крышкой,
сменных сопел 3 с запорной иглой 4'
и цилиндрической водяной ванны 5, в
которую наливается вода для регули-
рования температуры испытываемой
жидкости.
Измерение вязкости производят сле-
дующим образом. Прибор устанавливают
в горизонтальное положение и под от-
верстие сопла ставят мензурку емко-
стью 50 куб. см, в которую вытекает из
резервуара испытуемая жидкость.
Закрыв отверстие сопла запорной иг-
лой, наливают в резервуар вискозиметра
испытуемую жидкость до уровня
остриев имеющихся в нем игл.
Налив в водяную ванну нагретую во-
ду, подогревают испытуемую жидкость,
при непрерывном перемешивании ее при
помощи термометра, вставленного в
крышку прибора. По достижении тем-
пературы 20° вынимают иглу и одно-
временно пускают в ход секундомер.
Время истечения 50 куб. см испытуе-
мой жидкости в секундах через сопло-
служит мерилом вязкости.
В зависимости от характера испыты-
ваемых жидкостей при определении
вязкости вискозиметром ФЭ-36 приме-
няются сопла трех различных диамет-
ров: № 1, 2 и 3. Для определения вяз-
кости лакокрасочных покрытий в авиа-
промышленности применяют вискозиметр
ФЭ-36 с соплом № 2.
Время истечения жидкости через эта-
лонное сопло № 2 в вискозиметре ФЭ-36
в секундах обозначается градусами ФЭ.
В каждом вискозиметре ФЭ-36 указы-
вается поправочный коэфициент, на ко-
торый нужно помножить время истече-
ния жидкости в данном вискозиметре
в секундах для получения показания в
градусах ФЭ-36.
Приложения
JOt
Приложение 3
ТАБЛИЦА ПЕРЕВОДА ГРАДУСОВ ФОРДА-ЭНГЛЕРА 36
В АБСОЛЮТНУЮ ВЯЗКОСТЬ В ПУАЗАХ
Вязкость Вязкость Вязкость Вязкость
в градусах ФЭ-36 в пуазах в градусах ФЭ-36 в пуазах в градусах ФЭ-36 в пуазах в градусах ФЭ-36 в пуазах
3,6 0,34 10,0 1,5 23,2 3,7 47,4 7,7
3,7 0,42 10,8 1.6 24,2 4,0 52,4 8,4
4,0 0,47 11,4 1,7 25,4 4,3 55,0 8,8
4,5 0,52 12,4 1,9 26,2 4,6 58,0 9,5
5,0 0,56 13,2 2,1 28,2 4,7 63,0 10,4
5,8 0,63 14,0 2,2 30,6 4,8 66,2 11,2
6,0 0,74 15,0 2,3 31,4 5,1 70,0 И,7
6,6 0,86 16,6 2,7 33,4 5,3 73,6 12,7
7,0 0,93 18,8 2,8 33,8 5,4 79,6 13,8-
7,6 1,00 19,2 2,9 35,2 5,8 83,8 14,4
8,0 1,1 20,0 3,2 37,8 6,3 86,0 14,9'
8,6 1,2 21,0 3,4 39,6 6,8
9,0 1,3 22,0 3,5 40,0 6,9
9,6 1,4 23,0 3,6 42,2 7,1
American Woodworking Machinery C
Rochester, USA.
American Saw Mill Machinery C°.
E. V. Beronius Mekaniska Verkstad,
Eskilstuna Schweden.
Bolinder’s, Stockholm Schweden.
Farbey, Paris.
Fay & Egan C°, Cincinnati Ohio,
USA.
Foley Mfg. C°. Minneapolis. Minn.
USA.
Machinery C° of America, Big Rapids,
Michigan. USA.
Mall Tool C°. Chicago Illinois, USA,
Mattison Machine Works, Rockford. 111.,
Приложение 4
НАИБОЛЕЕ ИЗВЕСТНЫЕ ЗАРУБЕЖНЫЕ ФИРМЫ, ИЗГОТОВЛЯЮЩИЕ
СТАНКИ И ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДЕРЕВА
Oliver Machinery С°, Grand Rapids
Mich., USA.
Onsrud Machine Works, Palmer Chgro
USA.
The Porter-Cable Machine C°, Syracuse
NY., USA.
A. Ransome & C° Chelsea, London.
Robinson & Son, London.
Wheatmann & Smith Ld, Sheffilds, Brit
Whitney & Son, Baxter Winchendon,
Mass.
Woodworkers Tool Wks., Jefferson, Chgo.
P. B. dates Machine C° Beloit Wiskon-
USA. sin, USA.
26 П. П. Успасскнй
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
Арнольд, Русский лес, т. 1, II и
III, СПБ, 1895.
Арнольд, Курс лесоводства, СПБ,
1895.
Архангельский Б. А., Пластиче-
ские массы в самолетостроении. Маш-
гиз, 1940.
Андреев В. Н., проф., Дендроло-
гия. Укргиз, 1925.
Агеев С. М., Технология дерева.
ГЛТИЗ, 1932.
Антокольский Л. Л., Справоч-
ник по малярным работам. ОНТИ, 1933.
Бологов Г. К., Древесина и ее об-
работка в самолетостроении Оборонгиз,
1941.
Белов Г. Е., Выклейка обшивок и
зализов фюзеляжа из шпона. Оборонгиз,
1939.
Б е р х е и С. Н., Основные материалы
самолетостроения, ч. I «Дерево». ОНТИ,
1935.
Благонравова А. А., Г о л ь д е н-
штейн Е. Я. и Кениг В. Г., Техно-
логия окраски. ОНТИ, 1937.
Вольф Э. А., Хвойные деревья и
кустарники СССР. Л., 1925.
Ванин С. И., Древесиноведение.
ГЛТИЗ. 1940.
ВИАМ, Информационные сборники
№ 6, 7 и 14. ОНТИ, 1935.
ВИАМ, Справочник по авиационным
материалам, ч. I. Самолетостроительные
материалы. Оборонгиз, 1942.
Виноградов В. А., Технология
дерева. ГЛТИЗ. 1923.
Г и л ь р а т И., Деревообработка и
деревообделочные1 станки ио современ-
ному состоянию техники. ГЛТИЗ, 1933.
Гетман А. К. и А рм я г о в ы Н. М.
й М. А., Руководство для столяра-ва-
гонника. Трансжелдориздат, 1938.
Г р у б э А. Э., Инструментальное де-
ло в деревообрабатывающем производ-
стве. ГЛТИЗ, 1937.
Г рос см а н И., Г рот Т. и Ш те ft-
ни нг ер Ф., Технология дерева.
ГЛТИЗ, 1935.
Гроссман И., Деммер А. и
Штейнингер Ф., Технология дере-
ва. ГЛТИЗ, 1936.
Гирш М., Техника сушки. ОНТИ,
1937.
Г е с т е ш и Т., Деревянные сооруже-
ния. МАКИЗ, 1929.
Дешевой М. А., проф., Механиче-
ская технология дерева, ч. I, II и III.
ОНТИ, 1936.
Дайхес М. ’И. и Холин П. М.,
Практическое руководство по заготовке
соснового авиационного леса. Сельхоз-
гиз, 1929.
Диннабиер И., Сверление. Транс-
печать НКПС, 1928.
Д р и н б е р г А. С., Химия и техноло-
гия пленкообразующих веществ ОНТИ,
1935.
3 а к л и н с к и й П. С., Леса Абхазии.
Л., 1931.
Керн Э. Э., Деревья и кустарники,
их лесоводствеиные особенности, ис-
пользование и техническое применение.
ГИЗ, 1935.
Кононенко П. В., Общая техноло-
гия дерева. КОИЗ, 1933.
Кузнецов Н. Н., Технология де-
рева. ГЛТИЗ, 1933.
Крысов Н. А., Типы станков с
круглыми пилами и основные требова-
ния правильной работы. ГТИ, 1930.
Калинин Д. М., Режущий инстру-
мент в деревообработке. ГЛТИЗ, 1935.
Моисеев Н. М., Обработка древе-
сины на машинах и станках КОИЗ,
1936.
Моисеев Н. М., Основы механизи-
рованного производства мебели. КОИЗ,
1934.
Малеев В. и Бел о польский В.,
Искусственная сушка дерева. ГЛТИЗ,
1933.
Медорн В., Прессовочные мате-
риалы из пластических смол. ОНТИ,
1935.
Нейман П. 3., Невоспламеняемые
материалы в авиапромышленности.
Оборонгиз, 1944.
Приложения
403
Нейман М. С., проф., Радиотерми-
ческая обработка металлов и диэлек-
триков. Жури. «Американская промыш-
ленность и техника», 1944.
Нюренберг, Справочник радиолю-
бителя. «Связь», 1939.
Песоцкий Н., Столярное ремес-
ло. М., 1929.
Перелыгин Л. М., доц. и Пев-
цов А. X., проф., Механические свой-
ства и испытания древесины. ГЛТИЗ,
1934.
Певцов А. X., проф., Ударная твер-
дость древесины. ГЛТИЗ, 1935.
Песоцкий А. Н., Фанерное произ-
водство. ГИЗ, 1926.
Пресс А. А., проф., Токарное ре-
месло. Л., 1922.
Плунгянекая М. Н., Строитель-
ный клей ЦНИПС на основе искус-
ственных смол. Стройиздат, 1941.
Пон ом а ре в Н. Л., Березы СССР.
ГЛТИЗ, 1932.
Пономарев Н. Л., Лиственницы
СССР. ГЛТИЗ, 1934.
Пл охов Д. П., Столяр. ОНТИ,
1936.
Сборник. К вопросу о замене дефи-
цитных пород древесины. ГЛТИ, 1933.
Сборник. Сушка и нагрев древесины
в поле высокой частоты. Л.. 1932.
Сборник. Применение древесивы в
самолетостроении. Оборонгиз, 1940.
Сборник. Деревостроительный мате-
риал. ОНТИ, 1936.
Сборник. Фанерное производство.
ГЛТИЗ. 1934.
Сборник. Леса Закавказья.
Сборник. Технология самолетострое-
ния. Оборонгиз, 1940.
Сидоров Н. Л., “Строение древеси-
ны и ее физико-механические свойства.
М., Внешторгиздат, 1933.
Савков Е. И., проф.. Технология
дерева. «Древесиноведение». М., 1937.
С е л ю г и н Н. С., Сушка древесины.
ГЛТИ, 1936.
Справочник по механической обработ-
ке дерева. ГНТИ, 1931.
Справочная книга по расчету самоле-
тов на прочность. Госмашметиздат, 1938.
Савин Л. А., Справочник по ин-
струментальной и конструкционной ста-
ли. Металлурпиздат, 1933.
Г о м э л е н А., Краткий учебник
электротехники. ОНТИ, 1934.
Турский Л. и Яшнов Л., Опре-
деление древесины главнейших древес-
ных и кустарвых пород по таблицам.
М.. 1924.
Харииш, Пазовые сверла для фре-
зеровки гнезд и пазов. ГЛТИЗ, 1935.
ЦАГИ, Труды, вып. 3, 13, 14, 20, 23,
12, 93, 121, 122 и 163. ОНТИ, 1934.
ЦНИИМО Д, Г рибные повреждения
древесины. ГЛТИЗ, 1934.
Чистяков И. Ф., Фанерное произ-
водство в США. Изд. Фанердвинолес,
М„ 1928.
Чулицкий Н. Н., Разработка стан-
дартного типа камер для сушки древе-
сины. ГЛТИЗ, 1935.
Чесноков В. И., Токарное произ-
водство по дереву. КОИЗ, 1939.
Шур Б. И., Современные деревооб'
делочные станки. ОНТИ, 1932.
Шейнов Н. И., Новейшие типы де'
ревообделочных станков. ГЛТИЗ, 1930
Электросталь. Краткий справочник по
стали. Каталогиздат, 1934.
Яковлев П. и Смирнов А., Сто-
ляр-белодеревец. ОНТИ, 1935.
Wood in aircraft construction. Forest
Product Laboratory USA., Washington,
1927
Wood Technologie by H. D. Tiemann
NJ. 1942.
Wood Aircralt production and fabrica-
tion USA, ’943.
Wood Handbook. NY., 1940.
Wood W( rking Aachinery. Журнал
1943 и 1941.
Cours de echnologie du bois, p. I u 11.
Far T. Masviel, P ris, 19 7.
L‘affutago des outiles des machines a
bois. Par J. Petipas. Paris, 1926.
Buh Bodmahr und Tilger. Die Konser-
vierung des Holzes in Thebrie und Praxis,
Berlin, 1927.
Holzbearbeitungs Maschinen. Gilrath
Berlin, 1932.
OCT, ACT, нормали и инструкции
перечисленные в тексте.
Ж у риал „Авиапромы тленность", 1940.
„Бюллетень авиапромышленности*
1943—1944 г.
26*
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абразивные круги 207, 234
Авиационная древесина 73
- зона 49, 78
Адгезия .376
Ажурно-вырезные работы 358
Ажурные станки 196, 197
Акация 21, 32
- белая 76, 90 (физ.-мех. св.)
Алундовые круги 207
Альбумин 147
Альбуминовый клей 147.
Амилацетат 162
Антипирены 393, 394
Антисептик 375, 390
Антисептирующие составы 374, 375
- -, нанесение их 375
Армированная фанера 396
Арча (карандашное дерево) 90
Асботекстолит 142
Атласное дерево 76
Ацетилцеллюлоза 17, 163
Ацетон 149, 161, 162, 392
Аэролак 384, 386
Бакелит 165
Бакелитовая пленка 158, 161,
Балансирный станок 245
•Балансировка ножевых головок 245
- пил 186
- строгальных ножей 233, 236—239
Балиннт 31, 136 и сл., 141, 142, 344,
359, 363, 364
Бальза 76
Бамбук 90
Баркалаит 138
Бархатное дерево 76, 90 (физ.-мех. св.)
Бензол 163
Береза 12, 18, 19, 21, 23, 25, 26, 31—36
38, 43, 47, 74 (опис.), 82, 87, 90
и 92 (физ.-мех. св.), 93 (мех. св.),
96, 97, 168
- желтая 27, 29, 32, 74 и 77 (опис.),
90 (физ.-мех. св.), 93 (мех. св.)
- черная 74 (опис.), 82, 90 (физ.-мех.
св.), 93 (мех. св.)
Берека 76
Берест (карагач) 21, 75, 90 (физ.-мех.
св.)
Биение круглой пилы 187
Бирмингемский калибр пил 175
Блеск древесины 20
«Болван» для выклейки 301, 302
Болыпеоболонность 52, 53
Бруски 79, 81, 111, 125
Бугельная пила 198
Бук 12, 18, 19, 21, 24, 26, 27, 33, 34
38, 40, 42, 47, 74 (опис.), 82, 86,
90 и 92 (физ.-мех. св.), 93 (мех.
св.), 96, 97, 122, 128, 168, 322,
323, 330
Бура 210
Бурав 271, 288
Буравчик 271
Вайма 291—293
Вакуумсушилка 129
Вакуумсушка 129
Ватерпас 285
-Вегетационный период 11
Верстак столярный 281, 282
Вертушки 368, 369
Вес древесины абсолютно сухой 22, 24
- - объемный 20, 21
- - удельный 20
Весы для балансировки ножей 236
Ветренница 64
Внитильня 284
Вискоза 18
Вискозиметр Форда-Энглера 400
Вишня 27, 92 (физ.-мех. св.), 96
Влагомер 84, 85
Влажность древесины 22—24
- абсолютная 22
-.допускаемый градиент 127
- , зависимость от температуры и от
влажности воздуха 30
определение ее 83—85
- относительная 22, 24
- производственная 24
- равновесная 345 «
• - техническая 24
- эксплоатационная 24
Водоемкость древесины 29
Водопоглошаемость древесины 29
Водопроводность древесины 31
Водопроницаемость древесины 31
Водослой 61
Водяная баня 148
Волнистость 54, 94
Волокна древесины 15
Выклейка обшивок из шпона 301 и сл.
I
Предметный указатель
405
Высокочастотная установка для подо-
грева 315
Высыхание древесины 24
Вяз 18, 47, 96 (вес шпона)
Вязка древесины 331 и сл.
Вязкость, определение ее 400
- , перевод градусов Ф.-Э. в пуазы
401
Галтель 259, 260
Гвоздевые соединения 320
Гвозди 320, 321, 323
Гемицеллюлоза 18
Гемлок (цуга) 46
Гетинакс 143, 362—364
Гикори 27, 76 (опис.)
Гитара 176, 177
Глазки 61, 100 (в фанере)
Гледичия 27
Глифталевые смолы 165
Глоговина 76
Гнездо (брак в фанере) 101
Гниль биржевая 66
- мраморная 66
- напенная 66
Гнутье древесины 337 и сл.
- дельта-древесины 340
- фанеры 342, 343
Годичные кольца (слои) 12, 46, 82
Горбатик 258, 279 (электр.)
Горение древесины 19, 393
Граб 18, 19, 21. 32, 47, 75 (опис.), 90
(физ.-мех. св.)
Грабштихель 274, 275
Графики режима сушки 121—126
Грелки химические 318
Грибки 65, 66
- , оптимальная влажность для нх
развития 66
Грунты 384
Г рунтовка 376, 383
Груша 26, 90 (физ.-мех. св.)
Дамарра 164
Дельта-древесина 31, 36, 134 и сл., 140,
142, 363, 364
- -, изготовление 135
- -.обработка 218, 358, 359
- -, склеивание 361
--, физико-механ. свойства 136, 140
Дерево, функции его частей 11
- Шварца 138
Детали самолета, допуски на изготов-
ление 347 и сл.
Дефекты обработки фанеры 100
Деформация и упругость древесины 42
и сл.
Дзельква 75
Диаграмма Ччлицкого (t — у— W) ?0
Дихлорэтан 162
Диэлектрическая постоянная древесины
34
Долото 285
Долото американское 268, 270, 288
- полукруглое 274,. 275, 288
Донце 282, 283
Допуски на самолетные детали 347
и сд.
Доски 79, 111
- , правая и левая стороны 54
Древесина 12
- , отношение к влажности 22 и сл.
- поздняя 13
ранняя 13
- .распределение в дереве 12
- спелая 14
Древесиноведение 11 и сл.
Древесные породы, применяемые в са-
молетостроении 73 и сл.
Древесный уголь, паропроизвод. 19
Дрель 271, 278 и 280 (электр.), 281
(пневм.)
Дуб 12, 18, 19, 21, 26, 27, 31—36, 38,
40, 42. 43. 47, 74 (опис.), 82, 86,
90 и 92 (физ.-мех. св.), 93 (мех.
св.), 96, 124. 126, 127, 168, 322,
323, 330, 338, 339
Ель 12, 18, 21, 23—26, 31—33, 36, 40,
42, 43, 45, 47, 73 (опис.), 82, 86,
90 (физ.-мех. св.), 93 (мех. св.)
- Энгельмана 77
Ерунок 288
Жаропроизводительность древесины 19
Железка струга 255, 288
Железный купорос 374
Желтизна 68
Жизнеспособность клеев 305, 306
Жировые загрязнения, удаление их 376
Забивка гвоздей 320—322
Заболонные породы 14, 15
Заболонь 14, 46 (мех. св.). 78"
Завиток 55, 100
Заготовка авиадревесины 78 и сл.
Заготовки для авиадеталей 81
- для гнутья 337, 341
Заедание пилы 170
Зажимы 365, 366, 371
- винтовые 292
- клиновые 292
- пружинные 293
- эксцентриковые 293
Заклепки для дельта-древесины 350
Закомелистость 49, 50
Замки, применяемые при вязке и со-
единении брусьев и досок 331 и сл
Запах древесины 20
Запрессовка обшивки 371
Засмолок 69
Затеска 69
Заточка зубьев пилы 203 и сл.
- инструмента, продолжительность
255
резцов (размеры лезвий) 254
406
Предметный указатель
Заточка сверл 270
- строгальных ножей 229 и сл.
- фрез 248
Зачистка обшивки 305
- поверхности 376, 383
Защита древесины от грибка 374 и сл.
- - от действия высоких температур
Защитные покрытия лакокрасочные 376
- - различные, предохраняющая спо-
собность 392
Звуковые свойства древесины 31
Звукопроводность древесины 32
Звукопроницаемость древесины 33
Зензубель 258
Зубья пилы 168
геометрия 185
типы 171
формы (профили) 172
Ива 18, 21
Изготовление деталей из древесины
347 и сл.
Измерительный прибор для больших
радиусов 285
Изнашиваемость 45
Ильм 21, 26, 27, 32, 47, 90 (физ.-мех.
св.), 96
Импрег 139
Индикатор для установки ножей 237
Инструмент для нанесения лакокрасоч-
ных покрытий 377
- для нанесения смоляных клеев 155
- пневматический 281
- ручной н механизированный 276
и сл.
- электрич. с гибким валом 280
Испытание дельта-древесины 140, 141
- клеевого соединения 159 и сл.
- клея. 159 (казеин.), 160 (смолян.),
161 ' (бакелит, пленки)
- на изгиб поперек волокон 88
- на растяжение вдоль волокон 89
- на сжатие вдоль волокон 87, 88
Испытание на скалывание вдоль воло-
кон 89
- Фанерных плит 105, 106
- фанеры 98, 99
- шпона 96, 97
Калевка 259, 260
Камбий 12
Камедное дерево 27
Камерная счшка 113 и сл.
Канифоль 164
Карагач 21, 75 (опис.), 90 (физ.-мех.
св.)
Карболит 362, 364
Карболовая кислота 149
Карры 69. 70
Каштан 18, 21, 24, 26, 27, 32, 47, 90
(Физ.-мех. св.). 96
Кедр 21. 27, 33, 97
Кедр калифорнийский 76, 92 (физ.-мех.
св.)
- канадский 92 (физ.-мех. св.)
сибирский 75 (опис.), 90 (.физ.-мех.
св.)
Керосиновый контакт 149
Кизыл 26, 75, 90 (физ.-мех. св.)
Кипарис 27, 92 (физ.-мех. св.)
Кислотное число 152
Кисти-красновязки 377
- лубяные 291
- ручники 377
- щетинные 291
Киянка 282, 283
Клеевая пленка 319
Клеемешалкн 145, 150, 155
Клеенамазывающие вальцы 15<Т, 158
Клеи 144 и сл.
Клей альбуминовый 147, 291
- американский 148
- белковый 144
- ВИАМ Б-3 149, 150, 152, 161, 291
- желатиновый (столярный) 147, 291
- казеиновый 144—147, 159
- карбинольный 158, 159
- КБ-3 152—154, 291
- КМ-12 158
- МК-2 157, 161
- мочевинный 291
- , нанесение клея 291
- , расход клея 291
- , рыбий 148
- смоляной 149
- столярный 147, 291
Клен 12, 18, 26, 27, 31, 32, 35, 36, 38.
47, 75 (опис.), 82, 90 и 92 (физ.-
мех. св.), 93 (мех. св.). 96
Клепка дельта-древесины 359, 360
Клетка растительная 15
Клещи 284
Клеянка 149, 152
Козлы («мальчик») 282
Коловорот 270
Колодка стрчга (рубанка) 255, 256
Кольцепоровые породы 13
Кольцесосудистые породы 13
Комлев атость 49
Компрег 139. 140
Компресс антисептирующий 376
Кондиционирование воздуха 345, 346
- деталей 347
- склеенных деталей 318 и сл.
Контакт керосиновый 149
- Петрова 392
Контроль качества склейки 319
Контрольные образны для сушки 117и сл.
Копал 164
Копа 12
Коробление фанеры 103
Копоед 72.
Косослой 53, 100 (в Фанере)
Косяк (маяель) 274. 275
Котел парильный 338
Предметный указатель
407
Коэфициент качества 47
- линейного расширения древесины
32
- объема 170
- резания 167, 168
Краска алюминиевая 392
- масляная 388, 392
Краснина 68, 100 (в фанере)
Красное дерево (магагони) 27, 32, 46,
77 (опис.), 92 (физ.-мех. св.), 97
Крезол 149
Кремнина 49, 52
Крень 49, 51
Кривизна 49, 51, 340
Кривье 340
Кристалл-лак 388
Круги точильные 207, 208, 234
Круглопильные станки 175 и сл. 351
работа на них 187
скорости резания 188
-, точность обработки 189
Крючок (грабштихель) 274, 275
Кряж 78
Кутин 15
Лаки 384 и сл.
Лакировка 377
Лаковый грунт 159, 384
Лакокрасочные материалы 380, 384 и
сл.
- покрытия 376
Лафет 79, 81
Ленточно-пильные станки 190 и сл.
Ленты электронагревательные, ширина
их — вкл. стр. 313
Либриформ 15, 16
Лигнин 15, 17
Лигиофоль — см. Дельта-древесин а
Липа 12, 18, 21, 24, 26, ,27, 32, 43, 74
(опис.). 82. 86, 90 и 92 (физ.-мех.
св.), 93 (мех. св.), 97, 322, 323,330
Лиственница 12, 18, 21. 24, 26, 27, 31,
33, 35, 36, 45—47, 73 (опис.), 82,
87, 90 (физ.-мех. св.), 93, 121, 126,
322, 323, 330, 338, 339
- американская 77
Лобзик 199
Лобзиковые станки 196, 197
Ложное ядро 68
Луб 12
Магнолия 27
Мазель 274, 275
Макроструктура древесины 12
Малка 285, 288, 357, 370, 371
Малковка 357, 370
Мамонтово дерево 77
Масло 161
- льняное 161
- тунговое 162
- шлифовальное 162 g
Мастика восковая 163 »
Материалы для окрашивания 384 и сл.
- для шлифования 161
Медный купорос 374
Меламин 149
Меламиновый клен 157
Месонит 138
Метик 62, 64
Метиковые трещины 62
Метод Янка 44
Метчик 284
Механическая обработка древесины
166 и с л.
Механические свойства древесины 34
и сл., 46, 48, 87, 90—93
- - фанеры берез. 99
Микологические поражения 65
Микроструктура древесины 15
Модуль упругости 43
Молоток столярный 283
Морозобоина 64
Мочевина 149
Мочевинно-формальдегидные смолы 157,
158
Мочевинные клеи 157
Навеска (образец) 83, 84
Навесы 107—109
Наградка 200
Нагрев при склеивании 307—309, 315,
317
Нагревательная лента 309, 310, 314
Нагревательные коврики 309, 314
Накладки 331, 333
Напильники для заточки пил 204
Нарезание винтов 284
Насыщение волокон 24
Неравнослойность 49
Нисса 27
Нитрогрунт 384
Нитроклей 159, 161, 390
Нитроцеллюлоза 163
Нитрошпаклевка 384
Нитроэмаль 388
Ножевые валы (головки, патроны) 213,
215 и сл. (строгальн.), 243 (фрез.)
Ножи гладильные 228
- строгальные 213 и сл., 229, 231,
232, 233, 236, 237. 239, 288
- фрезеровальные 243 и сл., 288
Ножовка выкружная 199, 200
- корабельная 199. 200
- обушковая 199, 200
- турецкая 199
- узкая 199
Нутхебель 259
Обдир коры 69
Облагороженная (улучшенная) древе-
сина 134 и сл.
Оборудование для лакокрасочных по-
крытий 377
- для работы со смоляными клеями
408
Предметный указатель
Обработка деталей 351, 353, 361
- узлов и агрегатов 370
Образцы для испытаний — см. Испыта-
ние
Объемный вес древесины 20, 21, 85, 86
Огнезащитные краски и лаки 395, 396
- покрытия 394
Огнестойкость древесины 393
Окраска (окрашивание) 376—381, 383
- обливанием 377
- окунанием 377
- пульверизационная 377—381
- ручная 377
Оксидифинил 374
Олифа 162, 392
Ольха 12, 18, 19, 21, 26, 31—34, 75
(опис.), 90 (физ.-мех. св.), 93 (мех.
св.)
Орех 26, 92 (физ.-мех. св.), 97
- белый 27
- грецкий 27, 33, 75 (опис.), 90
(физ.-мех. св.)
- манчжурский 90
Осина 12, 18, 21, 23, 32, 38, 90 (физ.-
мех. св.)
Оснастка для склеивания 291
Отвердитель 157-—159, 161
Отвертка 283
Отделочные породы 76
Отлуп 63, 64
Отслаивание древесины при смятии 38
Пазник 259
Пайка ленточн. пил 209, 211, 212
Паста полировочная 143
Паренхимные клетки 15, 16
Паропроизводительность 19
Паста-флюс 210
Паяльный карандаш 210
Пемза 161
Пемзовый порошок 161
Перегонка древесины сухая 19
Переклейка, вес ее 97
Перерезывание поперек волокон 40
Перестойное дерево 11
Переточка инструмента, нормы време-
ни 233
Перки 264, 288
Пермали — см. Дельта-древесина
Пиление 168 и сл.
Пилки лобзиковые 199
Пилы 168 и сл.
- бочкообразная 174
- вогнутая 174
- двоеручная 174
- дисковые 362
- , дровянка 20
- кампис 201
- круглые 175 и сл. 180 и сл. 233,
254, 255, 288, 359
- - для балинита и дельта-древесины
359
- - конические 183
Пилы круглые строгающие 183, 184
- - шелковые 183
- ленточные 174, 176, 185, 190 и сл.
201, 233, 288, 351
- лобзиковые 196, 197
- лучковые 174
- маятниковые 178, 190, 195, 233, 252
- педальные 179
- поперечные 174, 201
^продолжительность работы 233
- продольные 174
- прямые 174
- рамные 176
- русская 201
- ручные 197, 198, 199
- ручная электрическая 276, 277, 278
- столярная круглая 180, 181
- , типы пил 171
- торцовочные 176, 179, 180
- , формы зубьев 172
- циркульная 174, 175, 252
- , элементы пилы 168, 176
Пиломатериал 79, 82
Пильные диски — см. Пилы круглые
- полотна 198
Пистолет (пульверизатор) 379, 381
Пихта 18, 21, 26, 32, 47, 86, 90 (физ.-
мех. св.), 124, 127, 322, 323, 330,
338, 339
- благородная 27, 92 (физ.-мех. св.)
- дугласова 27, 46, 77, 92 (физ.-
мех. св.)
- кавказская 12, 36, 73 (опис.), 82,
90 (фнз.-мех. св.), 93 (мех. св.)
Плаз 365, 367
Пластики (пластмассы) 361 и сл
Пластификаторы 165
Плесень 68
Плющение зубьев 170, 203
Повреждения дерева 69, 72
Поделочная древесина 74
Полировка 376
Политуры 163
Полуштапик 259
Породы-заменители 75
Пороки древесины 48 и сл.
- фанеры 100 и сл.
Правка круглых пил 209
Предан пропорциональности 35, 37, 38..
39, 42, 43
- упругости 42
Предохраняющая способность различи.
'Покрытий 392
Прессы винтовые 292, 293, 295. 353
- гидравлические 294, 295
- пневматические 294, 296, 304, 372.
373
Прибор Соколова 320
Припои для пил 210
Пробка 12, 33
Проваривание древесины 339, 340. 342
Провентивцые побеги 61
Прозеняим'ные клетки 15
Предметный указатель
409
Пропаривание древесины 337, 338
- фанеры 342, 343
Пропитка антипиренами 394
- клеем 291, 296—298
Прорость 69—71, 100, 101
Протравы 163, 164
Процековка 265, 268, 269
Психрограф 117, 118
Психрометр 116, 345, 346
Психрометрическая диаграмма 117
- таблица — вкл. в конце книги
Пульверизационное окрашивание 378
и сл.
Пушка Месона 139
Радиотермическая сушка 130 и сл.
Радиотермический подогрев 315—317
Разбухание древесины 28, 29
Разводка пил 170, 201, 202
Разгрузочная площадка 107
Разжижение 382
Разжижитель 382, 390
Раззенковка 267, 269
Рак 72
Рак-серница 72
Ранения ствола 69
Расклепка зубьев 170, 203
Распиловка 79—81, 351, 362 (пласти-
ков)
Рассеянно-поровые породы 13
- сосудистые породы 13
Растворители 162
Peep 274, 275
Рейсмусы 223 и сл., 230, 251, 252, 282,
283
Режимы сушки 121 и сл.
Резание 167
Резцы 166, 362, 363
Релаксация 43
Рефлектор 318
Рихтовка пил 207, 209
Ройки 49, 50
Рубанок 256, 257. 278, 279, 281, 352,
361
Рубильник 372, 373
Ручник для правки пил 209
Сайка 254, 255
Самшит 26, 75, 90 (физ.-мех. св.)
Санитарные мероприятия на лесных
складах 107
Сбежистость 48
Сборка узлов и агрегатов 365 и сл.
Сверла 233, 255, 263 и сл., 288, 361,
364
Сверление 271 и сл., 352
- дельта-древесины 359
- пластиков 364
Сверлильный инструмент 270
Свилеватость 54, 102
Свищи-трещины 64
Секвойя 27, 77.
Сердцевина 12, 46, 78.
Сердцевинная трубка 12, 78
Сердцевинные лучи 12, 14, 17
Серница 60, 63
Серянка 72
Сиккативы 162
Силовые секции 118 и сл., 129
Синева 67, 102
Ситовина 67
Скалывание 40
Скиридар 162
Склады 107
Склеивание балинита 301, 361
- дельта-древесины 301, 359. 361
- древесины 289 и сл.
- казеиновым клеем 296—298
- карбинольным клеем 300
- смоляными клеями 297—299, 308
311
- фанеры 300
Сковородень 331, 334, 335
Скорости резания, средние 168
Смоковница, вес переклейки 97
Смолы 164, 390
Смоляные клеи 149 и сл.
- - мочевинно-формальдегидные 157
Смоляные ходы 14, 17
Смывка 392
Смятие древесины 37
Соединения древесины 320 и сл., 331
Сопротивление гвоздей вытаскиванию
322
Сопротивление древесины изгибу 38
- - изнашиванию 44
- - кручению 42
- - перерезыванию 40
- - повторной нагрузке 44, 45
- - раскалыванию 41
- - растяжению 39
- - сжатию 34 и сл., 37
- скалыванию 39 и сл.
- - смятию 37, 38
Сопротивление, удельное различных ма-
териалов 312
- шурупов вытаскиванию 330
Сортимент 78
Сосна 12, 18, 19. 21, 23, 24, 26, 27,
31—33, 35, 36, 38, 40. 42, 43, 45—47,
73 (опис.), 82, 86, 90 и 92
(физ.-мех. св.), 93 (мех. св.), 122,
123, 125, 127, 322, 323, 330, 338,
339
- американская 77
- Веймутова 77
- орегонская — см. Пихта дугласова
Сосуды древесные 16
Спелодревесные породы 14, 15
Спелость дерева 11 12
Спирт 163, 390
Спрус 27, 47, 77 (опис.), 92 (физ.-мех.
св.), 97
Сращивание в длину 331
Стали для инструмента 286, 288
Стамеска 284, 285
410
Предметный указатель
Станки ажурные 196, 197
- для выверки венца пилы 208
- для заточки зубьев 204—207
- круглопильные 175 и сл'., 358
- копировально-малковочные 352, 357
- копировально-фрезерные 352
- ленточно-пильные 190 и сл., 358
- лобзиковые 196, 197
- параллельно-строгальные 223 и сл.
- пропускные строгальные 223 и сл.
- рейсмусы 223 и сл.
- сверлильно-долбежные 261, 263
- сверлильные 260 и сл., 352
- строгально-пропускные 223 и сл.
- строгальные 219 и сл., 250, 252
- токарные 273
- точильные 231, 232
фрезерные 239 и сл., 351, 352
- фуговочные (фуговочно-строгальные)
219 и сл.. 351, 352
- шкурочно-шлифовальные 252, 275,
276
Стапели 304, 305, 365, 368, 369
Стекло органическое 143
Стол поворотный 367
Столярное оборудование 281 и сл.
Стопа фанеры 112
Строение дерева И
Строгание 2i2 н сл., 222, 223 и сл.,
351, 353 и сл., 370
- дельта-древеснны 358
Строгальный ручной инструмент 255
и сл.
Струбцины 292, 293, 295
Стружка 166
Стружок ручной 260
Стусло 282, 283
Суберин 15
Сулаги-нагреватели 309
Сухобокость 70
Сучки 56 и сл., 102
Сучковатость 56, 61 (нормы)
Сушило 129
Сушильные камеры 112, ИЗ, 115, 128,
339
Сушка древесины 112 и сл.
- в камерах ВИАМ 339, 340
- воздушная 112
- деталей из дельта-древесины 341
- естественная 112
- заготовок после гнутья 339, 340
- искусственная ИЗ
- камерная 113
- , продолжительность 126—128. 130
- , режимы — вкл. стр. 120—121
- токами высокой частоты (радио-
термическая) 130 и сл.
- ускоренная в полевых условиях 318
- фанеры после гнутья 342
..
Тамаринд 27 , >
Тарированные пружинные вставки 294
Твердость древесины 43, 44, 92
Текстолит 142, 143, 362, 363, 364
Текстура древесины 20
Темнина 68, 103
Тепловое расширение древесины 31
Теплоемкость древесины 32
Теплопередача стен 129
Теплопроводность древесины 31
Теплотворная способность 18, 19
Техника безопасности при работе на
станках 189 (круглопильных), 194
(ленточно-пильных), 222 (фуганке)
- - при пользовании фенольными
клеями 155
Технические условия (инструкции, нор-
мали и стандарты)
- - на изготовление деталей 371
- - на клеи и склейку 161, 320
- - на материалы для окрашивания
384 и сл.
- - на облагорож. древесину 142
- - на определение физ.-мех. свойств
балинита 138 и древесины 93
- - на пиломатериалы 82
- - на пластмассы 142
- - на фанеру 106
- - на хранение древесины и шпона
112
- - на шпон 106
Тнллы 17
Тиомочевина (меламин) 149
Тиски для зажима пилы 203
Тисс 76, 90
Толуол 163
Тополь 18, 21, 27, 32, 90 и 92 (физ.-
мех. св.), 97, 168
Точильные круги 207, 234
Точка насыщения волокон 24
Трахеиды 16
Трек 113
Трещины 64, 94 (в шпоне), 104 (в фа-
нере)
Трикрезол (креозол) 149
Тюльпанное дерево 32, 77 (опис.),
92 (физ.-мех. св.)
Уайт-спирит 163
Угольник 288
УИчы заточки пилы 169, 171
Удельное качество 47
Удельный вес древесины 20 и сл.
Укладка материала 107
Улучшенная древесина 134 и сл.
Упругое последействие 43
Упругость древесины 42, 43, 340
Уповень 285
Усилие резання 168
Ускопение склеивания 307 и сл.
Усталость древесины 45
Усушка древесины 24 и сл., 28
Фальпхебель 259
Фанера авиационная 95 и сл., 323,
342, 344
Предметный указатель
411
Фанера армированная 396
Фанерные плиты 105
Федерхебель 259
Фенол 149
Фенольные смолы 165
Фибра 142, 143
Физико-механические свойства 83 и сл.
Ч - - - балинита 137
- - - баркалаита 138
- - - дельта-древесины 136
- - дерева Шварца 138
- - - древесных пород 91—93
• - - - компрега 140
- - месонита 139
- - пластических материалов 142
- - - шпона 97
Физические свойства древесины 19 и сл.
Фирмы, изготовляющие станки и ин-
струмент 401
Флейц 377, 378
Флюсы для пайки пил 210
Форма бетонная 304
Формалин 149
Формальдегид 149
Формы для выклейки 304
Фрезер ручной электр. 371
Фрезерные станки — см. Станки
Фрезы 243, 245 и сл., 288, 363
- дисковые 247
- пазовые 247
- прорезные 247
- торпевые 247—249
- цилиндрические 247
- шипорезные 336
Фрезерование 239 и сл., 351
дельта-древесины 358, 360
- пластиков 363
Фтористый натрий 374
Фуга 319
Фуганки 219 и сл., 251, 252. 257, 351
Фуговочно-строгальные станки — см.
Фуганки
Хемлок 27, 76, 92 (физ.-мех. св.)
Химические свойства древесины 17
и сл.
Химический состав древесины 17 и сл.
Хранение древесины н фанеры 107
и сл.
- пиломатериалов 107
- фанеры и шпона 112
Цвет древесины 20
Цветные окраски 69
Цековка 265, 267
Целлюлоза 15, 17, 163
Цикля 260, 288
Циммерманка 199
Цинубель 258
Червоточина 72
Чннара 76
Чистота обработки на строгальных и
фрезерных станках 251
Шаблон Вадкина 237
- для гнутья 339
- для проверки зубьев пилы 203
- для установки ножей 236
Шаг забивки гвоздей 321, 322
Шайбы прижимные для круглых пил
182, 184, 186
Шаропжй — см. Фрезы
- для правки кругов 208
Шеллак 164
Шершебель (шерхебель) 256
Шипы 331, 334, 335
Широкослойность 49
Шкурочно-шлифовальные станки 275,
276, 278, 280
Шлифовальная бумага (шкурка) 161
Шлифтик 257 j
Шпаклевка 376, 383
Шпатель 378
Шпации в штабелях НО, 111, 116
Шпиндели фрезерные 241
Шпои авиационный 93 и сл., 96, 97
- березовый 93, 97
- сосновый 94, 97
Шпунтубель (пазник) 259
Штабелевка ПО
Штабель 109—111, 113, 116
Штапик 259
Штихель 274, 275
Штосс-машинка 284
Шурупы 322 и сл.
Эксикатор 84
Эксцентричность годичных слоев 49
Электрическая прочность древесины
33, 34
Электронагреватели 309 и сл.
Электропроводность древесины 33
Эмаль 386
Этил ацетат 162
Этилмеркурфосфат 375
Эфир 162
Яблоня 90
Ядро 14, 46, 78
Ядровые породы 14
Янтарь 164
Ясень 12, 21, 24, 26, 27, 31—33, 35,
36, 42, 43, 47, 74 (опнс.), 82, 86.
87, 90 и 92 (физ.-мех. св.), 93
(мех. св.), 97. 128, 322, 323, 330
_ ....1 ииНГ
Ннееон.й MiwniTo.гаА-
БИ ЗЛИ "8 к 4
П. П. УСПАССКИЙ
ДРЕВЕСИНА
ЕЕ ОБРАБОТКА
ОБОРОНГИЗ 1Q46