/




























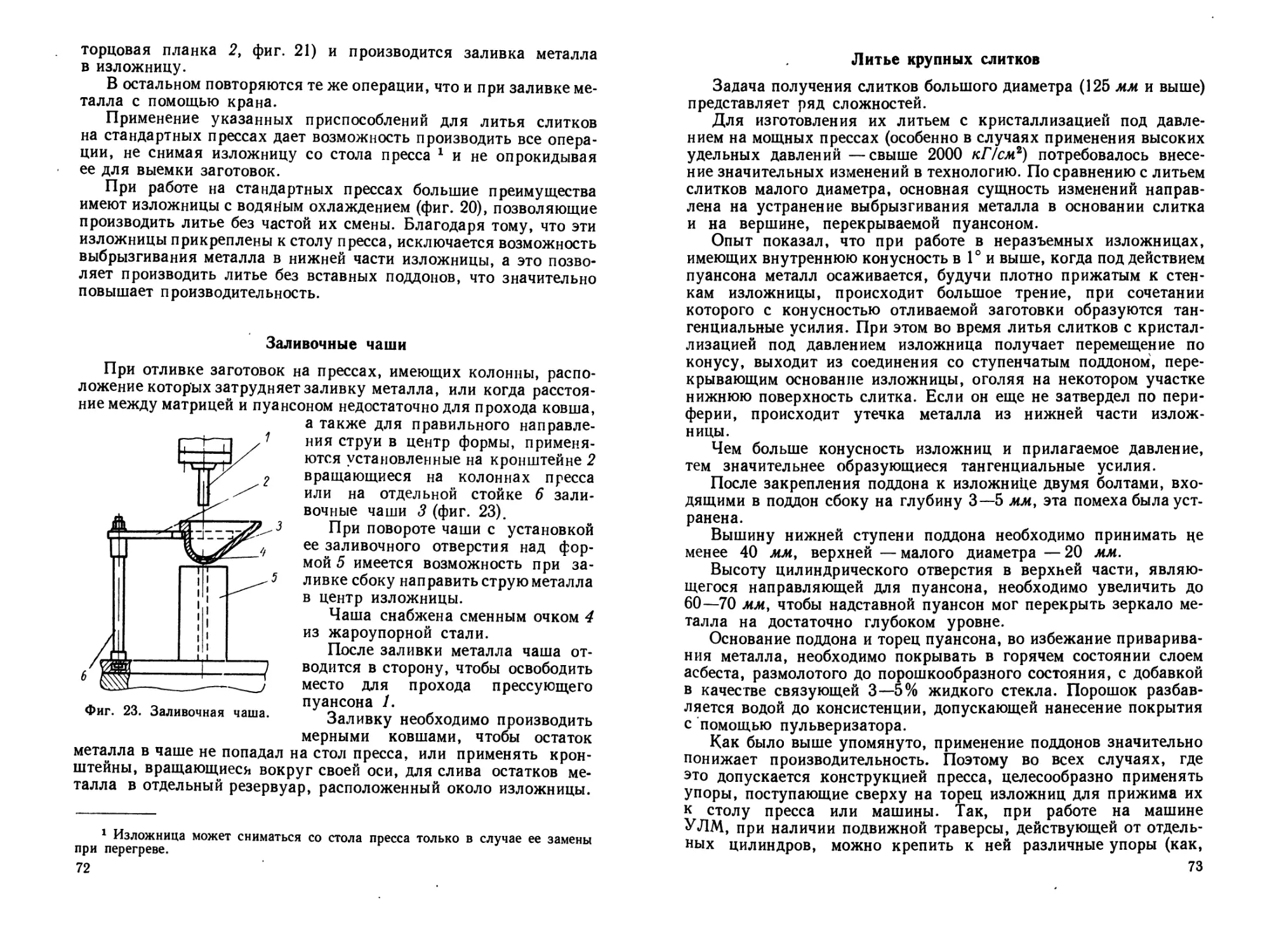

















































































































Текст
В. М. ПЛЯЦКИЙ
ШТАМПОВКА
ИЗ ЖИДКОГО
МЕТАЛЛА
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1964 Ленинград
УДК 621.984.1
ПЛЯЦКИЙ В. М.
Штамповка из жидкого металла
М.-Л., Изд. <Машиностроение», 1964. 316 стр. с илл.
Книга является первой монографией по штамповке
деталей из жидкого металла, нового технологического
процесса, в котором сочетаются преимущества литья под
давлением и обработки металла давлением в пластическом
состоянии.
Процесс нашел применение в крупносерийном произ-
водстве на большом числе заводов (свыше 150). На многих
из них внедрено по 200 и более наименований деталей,
изготовляемых из всех цветных сплавов, чугуна и стали.
Процесс осуществляется без затрат металла на литнико-
вую систему и прибыли, что дает большую экономию
металла.
В книге обобщен 25-летний опыт автора по разработке
теоретических основ процесса и исследованию влияния
различных факторов на получение качественных заготовок.
Подробно освещается материал по внедрению процесса
на заводах с описанием конструктивных особенностей
пресс-форм и приспособлений; рассматриваются различ-
ные вопросы технологии, а также конструкции специаль-
ных машин.
Книга предназначена для инженерно-технических ра-
ботников, конструкторов и технологов литейных и куз-
нечно-штамповочных цехор; она также может быть по-
лезна студентам втузов и квалифицированным рабочим.
ВВЕДЕНИЕ
Бурное развитие машиностроительной промышленности, со-
провождающееся ростом загрузки станочного оборудования, при-
вело к необходимости совершенствовать заготовительные процессы
для максимального приближения заготовки по конфигурации,
точности и чистоте поверхности к готовой детали с целью умень-
шения потерь металла при обработке.
На ХХП съезде КПСС Н. С. Хрущев отметил, что только
в стружку при обработке металла уходит в год более четырех
миллионов тонн металла.
Из числа процессов, способствующих значительному сокраще-
нию потерь металла, важное место занимает литье под давлением,
которое стало наиболее прогрессивным методом в технологии
изготовления сложных деталей из цветных .сплавов.
Однако применение его имеет ряд ограничений. Оно не может
быть применено для большой группы ответственных толстостен-
ных (выше 6 мм) и массивных деталей из-за невозможности питать
отливку при ее усадке в короткий период заполнения (1/5—1/10 сек)
через литник, затвердевающий-.раньше, чем отливка.
Значительное количество цветного металла (медные 1 и алюми-
ниевые сплавы) затрачивается на изготовление таких деталей, как
подшипники, фланцы, червячные колеса, различная арматура
высокого давления и др. Трудность обеспечения высокого каче-
ства этих деталей при обычном литье в песчаные формы вынуждает
применять ковку и горячую штамповку, что связано с очень боль-
шими потерями металла.
Чтобы отлить такие детали с четкими контурами, чистой по-
верхностью и высокой плотностью, необходимо применить гидро-
статическое давление, действующее на всю площадь залитого
металла до момента цолного его затвердевания.
Для решения этой задачи автором настоящей книги с 1937 г.
ведется разработка новых процессов литья, осуществляемого под
высоким поршневым давлением в металлических формах.
1 Или освоенные за последнее время их полноценные заменители на алю-
миниевой основе, содержащие магний.
3
В настоящее время эти процессы усовершенствованы и приме-
няются в двух основных вариантах: литье с кристаллизацией
под поршневым давлением и штамповка выдавливанием жидкого
металла под общим названием «штамповка из жидкого металла».
Основанием для такого названия является то, что этот процесс
выполняется на прессовом оборудовании при действии прессую-
щего пуансона на всю площадь заготовки аналогично штамповке
металла в пластическом состоянии.
Первые попытки прессования жидкого металла начали произ-
водиться еще в середине XIX-го столетия для получения крупных
стальных заготовок, лишенных литейных пороков, что явля-
лось одной из наиболее сложных проблем в тяжелом машино-
строении.
В Советском Союзе и за рубежом эти работы велись различными
организациями.
Чтобы достигнуть результатов при освоении этого нового про-
цесса, необходимо анализировать и изучить причины неудач пер-
вых опытных работ по штамповке жидкого металла. Они заклю-
чаются в следующем. По мере увеличения диаметра и длины
стальных заготовок создаются трудности, связанные с необхо-
димостью работать на очень мощном прессовом оборудовании.
Применение высоких удельных давлений при необходимости
выдержки заготовок до полного окончания кристаллизации при-
водит к привариванию металла к стенкам изложниц и быстрому
их износу.
Необходимо было изучать процесс штамповки из жидкого ме-
талла, начиная с малогабаритных заготовок из сплавов с более
низкой температурой плавления (медных), и постепенно осваи-
вать более крупные заготовки, в том числе и из железоуглеродистых
сплавов. Параллельно необходимо было изучать влияние различ-
ных. факторов на ход процесса. В результате выявились техни-
ческие возможности процесса в отношении сочетания габаритов
(массы) заготовок и температуры плавления сплава. Это позволило
применить штамповку из жидкого металла для значительных групп
чугунных заготовок и ограниченно для стальных.
Опытные работы были проведены в 1937 г. при участии
П. П. Берга и М. Г. Урина на большом количестве прессованных
цилиндрических заготовок 0 от 40 до 90 мм из специальных
бронз и латуней, являющихся исходным материалом для горячей
штамповки в закрытых штампах, а также для изготовления из
них мелких сложных деталей механической обработкой.
Литье цилиндрических заготовок из медных сплавов первона-
чально производилось на 10-тонном гидравлическом прессе, что
заставило вести уплотнение металла при низких удельных давле-
ниях (150—200 кПсм?). Тем не менее при тщательном ведении
процесса получались заготовки, не уступающие по плотности
и механическим свойствам прессованным заготовкам.
4
Это позволило в течение четырех лет (впредь до изготовления
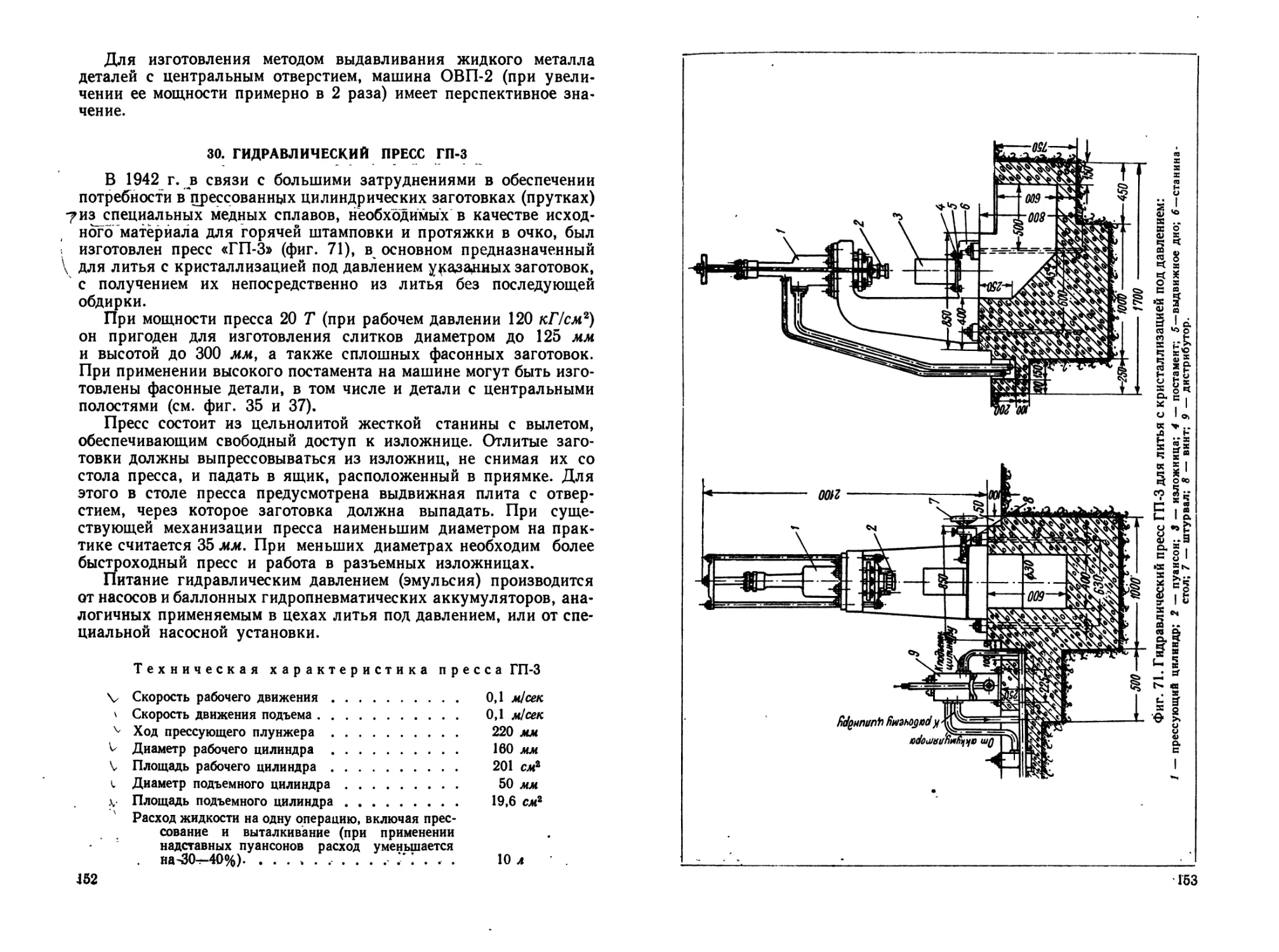
пиального более мощного пресса типа ГП-3, описанного
СПгел VII) удовлетворить полную потребность завода в уплотнен-
в ' цилиндрических заготовках из цветных сплавов взамен
ранее применяемого пруткового прессованного или катанного
материала.
Первой попыткой получения мелких фасонных деталей из жид-
кого металла выдавливанием на прессовом оборудований, устано-
вившей название «жидкой штамповки», явились опыты В. А. Ули-
товского, проводившиеся в 1937 г., которые и обобщены им.
В подлинной формулировке ее автора: «Способ имеет целью
объединить простоту устройства для горячей штамповки (т. е.
обычного процесса — В. П.) с высокими качествами изделий,
получаемых литьем под давлением, и дать новый и простой способ
получения точных штамповок». «Сущность метода заключается
в том, что отмеренное (по весу) количество холодного металла
в виде заготовки подвергается расплавлению без тигля (в витке
коротковолновой печи высокой частоты — В. П.) непосредственно
над матрицей. Заготовка в следующий за расплавлением момент
сразу вводится в матрицу и затем после удара пуансона выталки-
вается из матрицы в таком состоянии, чтобы к моменту оставления
последней она представляла собой заполненную жидким металлом
еще раскаленную оболочку, прочность которой достаточна для
того, чтобы сохранить приданную металлу форму и предупредить
разрыв этой оболочки заключенным в нее жидким металлом».
С точки зрения условий формообразования и кристаллиза-
ции при производстве работ на эксцентриковом прессе исключается
возможность уплотнения заготовки.
Процесс сводится только к формообразованию под давлением,
причем последнее снимается значительно раньше окончания кри-
сталлизации, и жидкий металл под оболочкой затвердевает, не по-
лучая питания извне.
Метод А. В. Улитовского, опробованный для штамповки мел-
ких точных деталей (конических шестерен диаметром около 20 мм
и т. п.) из жидкого чугуна, промышленного применения не по-
лучил.
В период Великой Отечественной войны нашел применение
метод «жидкой штамповки», разработанный И. И. Бобровым,
для получения крупных полых полусферических деталей путем
выдавливания металла (чугуна и стали) с помощью пуансона, ук-
репленного на сверлильном станке (по схеме, аналогичной пока-
занной на фиг. 144), под незначительным удельным давлением.
Заливка металла производилась в открытую матрицу, имею-
щую очертания наружной части детали. Пуансон перекрывает
матрицу и производит выдавливание металла. По мере подхода
пуансона к конечному положению избыточный металл вытекает
через ряд окон-выпоров, прорезанных на вершине матрицы.
5
Чтобы избежать обжима пуансона металлом при его усадке,
пуансону к концу операции сообщается вращательное движение.
В данном варианте «жидкой штамповки» как формообразование,
так и кристаллизация практически проходят без применения внеш-
него давления. Небольшое усилие реечной подачи сверлильного
станка используется для движения пуансона, производящего вы-
теснение жидкого металла (как метод заполнения). Единственным
признаком, характеризующим процесс как штамповку, является
вытеснение металла и образование полости путем сопряжения
матрицы и пуансона. По качественным результатам процесс может
быть отнесен к кокильному литью, только вместо установки не-
подвижного стержня здесь в качестве подвижного стержня при-
менен пуансон. Метод имеет промышленное значение, позволяя
получать детали простой конфигурации, не подвергающиеся меха-
нической обработке и не отличающиеся точностью 1.
При штамповке из жидкого металла по методу автора данной
книги гидродинамическое давление после окончания формообразо-
вания переходит в гидростатическое и действует на металл до
момента окончания его кристаллизации. Если задача заключается
в полном устранении литейных пороков, то на этом операция закан-
чивается. Если же задача состоит в получении деталей со значи-
тельно повышенными механическими свойствами, то это дости-
гается с помощью высоких давлений, под действием которых про-
исходят пластические деформации.
Этот вариант штамповки был опробован автором в 1939 г.
для получения фасонных деталей с полостями.
Во время Великой Отечественной войны метод выдавливания
жидкого металла нашел применение при массовом изготовлении
подшипниковых втулок диаметром до 60 мм из медных сплавов.
В этот же период производилось изготовление фасонных деталей
методом прессования (прямое истечение) из жидкого металла,
подстуживаемого в форме путем использования системы задержек.
Штамповка из жидкого металла осуществляется, таким обра-
зом, в двух основных вариантах:
1) литье с кристаллизацией под поршневым давлением;
2) штамповка выдавливанием жидкого металла.
Кристаллизация под поршневым давлением предназначена
для изготовления уплотненных сплошных заготовок или компакт-
ных толстостенных (от 7 мм и выше) фасонных заготовок.
Штамповка выдавливанием жидкого металла применяется для
фасонных деталей с полостями с толщиной стенок, начиная от 2 мм
и кончая массивными (до 100 мм). Формообразование таких дета-:
лей осуществляется при перемещении металла в процессе выдав-]
ливания вверх, что резко ускоряет процесс кристаллизации.
1 В настоящее время этот вариант штамповки жидкого металла применяется
для изготовления алюминиевой посуды.
6
R 1давливание металла вниз применяется для получения сложных
ж сонных деталей, в том числе изготовляемых с подвижными стерж-
нями а также для профильных заготовок.
Н Освоение этих вариантов штамповки из жидкого металла,
во-первых, позволяет получать при незначительной последующей
обработке (или без нее) ряд ответственных деталей, которые нельзя
было изготовить с помощью одной операции при применении из-
вестных процессов обработки металла! в холодном состоянии
(из одного куска), горячем (пластическом) или жидком состоянии.
Во-вторых, переход на штамповку из жидкого металла сни-
жает расходы металла и трудоемкость изготовления деталей,
получаемых в настоящее время ковкой и горячей штамповкой (на
что перерабатывается около 20% всего металла).
Выход годного в этих процессах очень низок, составляя при
изготовлении фасонных заготовок в среднем до 30%. Это объяс-
няется большим количеством промежуточных операций с неизбеж-
ными потерями металла, начинающимися с момента изготовле-
ния слитков, их обдирки, изготовления из них исходного сорто-
вого материала ковкой или прессованием, отрезки прибылей
и изготовления мерных черновых заготовок.
В-третьих, применение штамповки из жидкого металла позво-
лило с помощью одной операции получить сложные фасонные
заготовки, не уступающие по своим механическим свойствам
и герметичности кованым и штампованным заготовкам, но отли-
чающиеся от них значительным приближением к конфигурации
готовой детали. Таким способом изготовляется в настоящее время
значительный ряд сложных отливок из алюминиевых и медных
сплавов, вес которых доходит до 320 кг, что дает по сравнению
с ковкой экономию металла свыше 60% и значительно сокращает
механическую обработку. Штамповка жидкого металла нашла
также применение для изготовления.чугунных и стальных фасон-
ных деталей.
Наряду с заменой ковки и горячей штамповки при изготовле-
нии фасонных заготовок другими, более рациональными процес-
сами, необходимо также усовершенствовать процесс изготовления
пруткового материала, заменив прессование в пластическом со-
стоянии получением этих заготовок непосредственно из жидкого
металла без всяких потерь на промежуточные операции.
Применение штамповки из жидкого металла осуществляется
при удельных" давлениях от 400 до 1000 кПсм\ т. е. в 5—8 раз
более низких, чем при прессовании металла в пластическом состоя-
нии. При этом представляется возможность устранить основные
лилейные пороки-— газовые и усадочные раковины — и получить
заготовку с мелкозернистой равноосной структурой?'
По мере повышения давления и увеличения длительности
выдержки залитого металла под давлением может осущест-
виться деформация заготовки в пластическом состоянии, что
7
сопровождается значительным повышением прочности и пла-
стических свойств.
'Создание такого способа литья, при котором возможно актив-
ное вмешательство в процесс кристаллизации для управления им,
имеет большое перспективное значение для получения сплавов
с небывалыми до сих пор механическими и физическими свой-
ствами.
По данным акад. Г. В. Курдюмова, потенциальные свойства
металлов и сплавов используются в технике далеко не полно.
Данные о междуатомной связи в сплавах доказывают, что обычно
достигаемая на практике реальная прочность металлов во много
раз ниже теоретически возможной.
Применение высоких давлений в процессах штамповки из жид-
кого металла весьма .перспективно, так как оно позволит полу-
чать сплавы в новых состояниях и с новыми свойствами. При вы-
соких давлениях в сплавах могут возникать новые формы; появ-
ляется возможность протекания новых фазовых превращений,
что позволяет получать сплавы с такими высокими механическими
характеристиками, которые не имели места до настоящего времени.
—^По аналогии с литьем под давлением, где по мере усовершен-
ствования машин шло усовершенствование процесса и расширение
области его применения, следует признать эти возможности весьма
перспективными. Основным преимуществом процесса штамповки
из жидкого металла, способствующим этому, является отсутствие
завихрений в процессе формообразования, значительно ограничи-
вающих область применения литья под давлением.
Штамповка из жидкого металла, хотя и находит все более
широкое применение, однако технические возможности этого про-
цесса, особенно в направлении получения сложных крупногаба-
ритных деталей, еще полностью не исчерпаны. Это всецело зави-
сит от уровня механизации машин, используемых для осуществле-
ния этого процесса.
В связи с переходом на Международную систему единиц ГОСТ
9867—61 ниже дается перевод старых единиц измерения, встре-
чающихся в книге, в единицы СИ.
1 кГ = 9,81 н (Ньютон);
1 т = 9,81 -IO» «;
1 кГ-м = 9,81 дж;
1 л. с. = 735,5 вт;
1 л. с. = 0,7355 кет;
1 к/7л2--=9,81 н/м*;
1 кГ/сл2 = 98,1 • 10s н/л2;
1 « = 0,102 кГ;
1 н = 102-10** Т;
1 дж = 0,102 кГ-м;
1 вт — 1,36.10*8 л. с.;
1 кв = 1,36 л. с.;
1 «/л2 = 0,102 кПм2;
1 «/л2 = 10,2-10-* кПсм*.
ГЛАВА I
СУЩНОСТЬ ВАРИАНТОВ ШТАМПОВКИ
ИЗ ЖИДКОГО МЕТАЛЛА
Жидкий металл (как и всякая жидкость) не штампуется и
практически не сжимается. Следовательно, если говорится о штам-
повке из жидкого металла, то имеется в виду, что окончательное
формообразование и уплотнение металла осуществляется в про-
цессе кристаллизации при затвердевании или при пластической
деформации после окончания кристаллизации, • когда металл
приходит в полупластическое (твердо-жидкое) или пластическое
состояние.
При приложении давления на жидкий металл скорость кри-
сталлизации резко увеличивается и переход из одного агрегат-
ного состояния в другое происходит очень быстро, особенно если
под действием давления имеют место значительные перемещения
металла в процессе формообразования заготовки.
По чистоте поверхности, точности размеров и четкости кон-
туров, заготовки, изготовленные штамповкой из жидкого металла,
не уступают литью под давлением, однако при формообразовании
путем конечного сопряжения матрицы и пуансона (как при вся-
кой штамповке) в некоторой степени ограничивается сложность
конфигурации заготовки по сравнению с изготовлением их литьем
под давлением, что, однако, не умаляет значения этого процесса.
Имеется ряд ответственных заготовок средней сложности с тол-
щиной стенок свыше 5 мм, а также и массивных, как, например,
подшипниковые втулки, фланцы, заготовки для червячных колес
ит. п., которые нельзя изготовить литьем под давлением.
Несмотря на то, что на такие заготовки тратится очень боль-
шое количество цветного металла, они до сих пор изготовляются
с применением нерациональных технологических процессов; при
этом не обеспечивается высокая плотность заготовок и чрезмерно
велик расход металла на литниковую систему и прибыли.
Оптимальным технологическим процессом для изготовления
подобных заготовок является вариант штамповки из жидкого
металла — выдавливание металла (обратное истечение), при
9
котором формообразование осуществляется путем конечного сопря-
жения матрицы и пуансона. При работе с жидким металлом осо-
бое'значение для получения точных заготовок приобретает тща-
тельная его дозировка; она затруднительна вследствие трудно
учитываемых потерь на шлаки, настыли, выплески и остатки
в ковше. В условиях всякой штамповки, когда рабочая полость
образуется при конечном сопряжении матрицы и пуансона, за-
висящем от объема залитого металла, это отражается на разме-
рах заготовки.
При ковке в штампах металла, нагретого до пластического
состояния, заготовка также оформляется при конечном сопряже-
нии матрицы и пуансона. Однако при этом точная рабочая по-
лость получается при применении облойных штампов, в которых
избыточный металл вытесняется в облойные резервуары.
В случае применения закрытых (безоблойных) штампов необ-
ходимая точность поковки достигается точном .изготовлением
черновой заготовки. * v '
При работе с жидким металлом технология усложняется,
вследствие невозможности точной дозировки с помощью облой-
ных резервуаров, так как подвижный жидкий металл до момента
посадки пуансона на торец матрицы может быть выдавлен в облой-
ные резервуары и заполнит весь их объем. Металл, оставшийся
в матрице, будет затвердевать без компенсации усадки и без уп-
лотнения, со всеми вытекающими из этого недостатками.
Для большинства заготовок заливка с помощью мерных ков-
шей обеспечивает точность дозировки, а неточность, отражаю-
щаяся главным образом на высоте детали, может быть преду-
смотрена при назначении припусков на механическую обработку
и устраняется при ней.
Если при изготовлении сложных деталей неточность дози-
ровки искажает конфигурацию детали и вызывает необходимость
в сложной обработке, то необходимо применить автоматическую
дозировку, разработанную в настоящее время в различных ва-
риантах *.
“Когда требуется точность без последующей механической об-
работки, то применяется метод выдавливания жидкого металла
в закрытые (готовые) полости, позволяющий получать точные
сложные детали различной конфигурации, независимо от дозы
залитого металла. По сложности детали немногим уступают литью
под давлением, выгодно отличаясь от последнего плотностью.
Из числа вариантов штамповки из жидкого металла перспек-
тивное значение для’получения.небольших сложных фасонных
деталей, а также профильных заготовок, имеет также прессование
(прямое истечение — экстрюдирование) из жидкого металла.
1 Подробное описание в книге автора «Бесковшовая заливка и автоматиче-
ская дозировка в литейном производстве». Мащгиз, 1962, с. 172.
Ю
gee упомянутые варианты штамповки из жидкого металла, на-
правленные на получение фасонных деталей, а равно и основной
вариант этого процесса — «кристаллизация под поршневым давле-
нием» — возникли, таким образом, в результате изыскания спо-
собов изготовления литых сплошных и фасонных тонкостенных,
толстостенных и массивных заготовок, отличающихся от литья
под давлением по своей кинематике, а также способностью уплот-
нять заготовки.
Все эти варианты основаны на принципе прямого прессования
под непрекращающимся действием гидростатического давления,
поступающего на всю площадь заготовки.
Основное их отличие от «обработки металла давлением в пла-
стическом состоянии» заключается в том, что они осуществляются
непосредственно из жидкого металла, переходящего в состояние,
близкое к пластическому в различных стадиях процесса штамповки
из жидкого металла.
Здесь преимущества формообразования из жидкого металла
сочетаются с возможностью уплотнить металл при пластических
деформациях.
1. ЛИТЬЕ С КРИСТАЛЛИЗАЦИЕЙ ПОД ПОРШНЕВЫМ
ДАВЛЕНИЕМ
Сущность процесса состоит в том, что залитый в_ металличе-
скую открытую форму в свободном состоянии жидкий металл
подвергается давлению под гидравлическим прессом для уплотне-
ния. Давление передается прессующим пуансоном, перекрываю-
щим открытую полость формы и действующим на верхнюю торцо-
вую часть заготовки в течение всего периода времени, необходи-
мого для окончания кристаллизации.
Прижимая жидкий сплав к стенкам формы, оно создает все-
стороннее сжатие и производит следующую работу: обеспечивает
получение четких контуров заготовки и чистой ее поверхности.
Основная масса металла при этом не перемещается по отноше-
нию к стенкам формы, исключая движение металла в головной
части при понижении, его уровня во время объемной усадки на вы-
соту 10—20 мм. Происходят только внутренние перемещения, об-
разующиеся в процессе кристаллизации под давлением. При при-
менении пуансонов с фасонным торцом может производиться не-
глубокое перемещение металла на вершине заготовки при его
высадке.
Благодаря применению давления в процессе кристаллизации
сплава наблюдаются следующие явления.
1. Значительно изменяется характер распределения усадоч-
ных пустот по сечению отливки, не давая усадке произвольно
распространяться. Хотя давление и не влияет на величину
объемной усадки сплавов, но под его действием-*происходит
11
принудительное питание жидким металлом усадочных раковин
и пустот, благодаря чему устраняются усадочные раковины
и' пористость и отпадает необходимость применения прибылей.
Выход годного,составляет,не ,менее_90%.
На фиг. 1 показаны слитки, изготовленные методом кристалли-
зации под поршневым давлением (слиток а) сравнительно со слит-
ком, отлитым в металлическую форму без давления (слиток б).
а)
б)
Фиг. 1. Слитки, изготовленные диаметром 40 мм, высо-
той 250 мм различными способами: а — литье в ме-
таллическую форму без давления; б — литье с кристал-
лизацией под давлением.
2. Внешнее давление на металл заставляет газы, находящиеся
& жидком металле, остаться в растворе, благодаря чему отсут-
ствуюТгазовые раковины и пористость.
3. Устраняется расслаивание сплава по удельному весу,
а также обратная ликвация.
4. Затвердевание заготовки под действием давления идет
очень быстро.
Благодаря действию давления на зеркало металла, объемная
усадка происходит, главным образом, за счет уменьшения высоты
12
заготовки, т. е. размера, параллельного движению прессующего
пуансона.
размеры, перпендикулярные ходу прессующего пуансона,
почти не уменьшаются, вследствие чего не образуется газового
зазора между формой и затвердевающей заготовкой. Тесное со-
прикосновение залитого металла с формой в сочетании с действием
давления, как основного фактора, в значительной степени способ-
ствует быстрой передаче тепла и резкому сокращению периода
затвердевания слитка.
Практически сплошные заготовки диаметром до 150 мм за-
твердевают и выдаются из формы тотчас после подъема прессую-
щего пуансона (через 40—150 сек после заливки в зависимости
от диаметра). Скорость охлаждения сплава в период затвердева-.
ния является одним из факторов, определяющих качество литой
• заготовки.
5) При движении (внутреннем перемещении) металла в период,
кристаллизации структура значительно измельчается. Происхо-
дит изменение как макроструктуры, так и микроструктуры,
столбчатая структура превращается в мелкую равноосную.
Давление способствует улучшению механических свойств спла^ .
вов. Значительно увеличивается их прочность в связи с более
плотной упаковкой атомов. Чем выше (до известного предела)
удельное давление, тем более значительно изменяются структура
металла и его механические свойства.
Когда заканчивается заполнение усадочных раковин, давле-
ние, в зависимости от его величины, может производить уплотне-
ние металла, которое не прекращается до полного его затверде-
вания. Умеренное удельное давление (порядка 200—1000 кПсм2)
оказывает небольшое влияние на уплотнение, и его роль оканчи-
вается после устранения газовых и усадочных раковин и измель-
чения структуры. При высоком давлении слиток сможет подвер-
гаться пластическим деформациям: происходит спрессовывание
межкристаллических микропор и общее уплотнение слитка. Чем
выше давление, тем интенсивнее будет уплотнение, всегда сопро-
вождающееся повышением механических свойств отливок.
Подбор удельных давлений', таким образом, определяется назна-
чением сплава. Если слиток предназначен для получения исход-
ных заготовок для обработки давлением в пластическом состоянии,
то можно ограничиться малым давлением, направленным только
на ликвидацию газовых и усадочных раковин. Не следует также
применять высоких давлений при отливке антифрикционных спла-
вов, так как в этих сплавах необходимо сохранять дендритное
строение (дендритная ликвация), обусловливающее их антифрик-
ционные свойства.
Высокое удельное давление нужно применять в тех случаях,
когда слиток предназначается для ответственных поделок и при
изготовлении фасонного литья.
13
Литье с кристаллизацией под поршневым давлением является
оптимальным процессом для изготовления слитков как сплошных
заготовок, являющихся исходным материалом для дальнейшей
обработки давлением в пластическом состоянии или для поделок
в случае необходимости изготовления деталей механической обра-
боткой из куска.
Литье с кристаллизацией под поршневым давлением широко
применяется также для изготовления фасонных деталей различ-
ной сложности, что подробнр освещено в гл. II—IV.
2. ШТАМПОВКА МЕТОДОМ ВЫДАВЛИВАНИЯ
ЖИДКОГО МЕТАЛЛА
По мере некоторого уменьшения толщины стенок и усложне-
ния конфигурации заготовок, дрк.раздельном свободном запол-
нении формы с последующим приложением давления (как это
происходит при вышеописанном литье с кристаллизацией под дав-
лением), нельзя в ряде случаев обеспечить получения четких кон-
туров заготовки, так как в интервале между этими операциями,
при изготовлении тонкостенных деталей, металл может значи-
тельно охладиться. Необходимо применить такой метод прину-
дительного заполнения под давлением, при котором операции
заполнения (формообразования) и уплотнения должны осущест-
вляться последовательно без перерыва.
Методы принудительного заполнения должны быть при этом
иные, чем в литье под давлением.
Вместо заполнения готовой собранной формы через впускной
быстро затвердевающий литник как формообразование, так и кри-
сталлизация должны осуществляться под действием прессующего
пуансона гидравлического пресса. Кристаллизация под давле-
ние^ должна идти тотчас после заполнения. Для этого жидкий
металл не должен поступать в форму из отдельно расположенной
камеры прессования, а должен заливаться непосредственно в мат-
рицу, чтобы прессующий пуансон мог выдавить его в полости,
образующиеся при конечном (относительном в зависимости от
объема залитого металла) сопряжении матрицы и пуансона, т. е.
по аналогии с кинематикой движения металла при горячей штам-
повке.
Схема выдавливания жидкого металла показана на фиг. 2.
Сущность этого метода заключается в том, что мерная порция
металла заливается в металлическую форму /, после чего на зер-
кало'металла поступает под давлением прессующий пуансон 2
гидравлического пресса; под его действием металл принудительно
выдавливается вверх. .После окончания формообразования давле-
ние^прессующего пуансона передается на верхние торцы заготовки
и_на ее внутреннюю поверхность для уплотнения в процессе кри-
сталлизации металла, когда собственно и осуществляется процесс
14
лотнения. Выдержка металла под давлением продолжается
*о полного затвердевания заготовки.
А Благодаря приложению давления в процессе формообразова-
ния, обеспечивается получение четких граней и высокая точность^
По чистоте поверхности заготовка приближается к литью под flaej
Фиг. 2. Схема выдавливания жид-
кого металла: а — положение до прес-
сования металла; б — положение после
прессования.
лением.
В отличие от литья под давлением, давление, действующее
на металл заготовки во время его кристаллизации, производит
уплотнение металла с устранением основных литейных пороков:
газовых и усадочных раковин.
Так как металл вводится
непосредственно в рабочую по-
лость формы, отпадает необхо-
димость в литниковой системе.
Под действием давления
пуансон, поступая на жидкий
металл, пронизывает его, про-
никая в тепловой центр, приво-
дит в движение и заставляет его
плотно прилегать к стенкам
формы без газового зазора. Все
это способствует увеличению
скорости кристаллизации и по-
лучению мелкозернистой струк-
туры.
' В результате отмеченных особенностей метода выдавливания
жидкого металла, припуски на механическую обработку, по срав-
нению с обычным литьем, уменьшаются от 1,5 до 2 раз. В значи-
тельном ряде случаев механическая обработка отдельных участ-
ков может быть полностью устранена; выход годного составляет
85-90%.
Опыт изготовления тонкостенных деталей типа пустотелых
цилиндров из алюминиевого и цинкового сплава показывает, что
при глубоком выдавливании, переходящем к концу операции
при затвердевании металла в обратное истечение, получается высо-
кая чистота поверхности (до 10—11 класса).
Если при горячей штамповке, вследствие формообразования,
из пластического состояния крайне ограничены возможности в от-
ношении острых углов, сложности линейных размеров, толщины
стенок и наличия обособленных участков, то при выдавливании
жидкого металла они значительно больше.
Формообразование из жидкого металла имеет ряд преимуществ
перед горячей штамповкой для изготовления заготовок сложной
конфигурации (тонкостенных и толстостенных).
Преимущества эти состоят в следующем:
1) возможно изготовление деталей из различных сплавов (как
Деформируемых, так и литейных), а также из малопластичных..
15
и даже хрупких сплавов и чистых металлов, так как сплав нахо-
дится под всесторонним сжатием;
" "2) затрата энергии для формообразования незначительна,
так как требуемое удельное давление почти в 6—8 раз меньше,
чем при горячей штамповке;
3) возможно выполнение глубоких и тонких сечений, сложных
приливов с большими линейными размерами и малой толщиной
стенок (начиная от 2 мм);
4) отсутствуют перекосы от неправильной установки исходной
заготовки;
_ 5Гменьший механический износ штампа (формы) и постоянство
размеров деталей в продолжение всего срока службы формы;
' 6)" значительно сокращается продолжительность цикла;
__Z) отсутствует расход металла на облой.
Преимущество выдавливания перед горячей штамповкой осо-
бенно сказывается при изготовлении заготовок из медных спла-
вов, имеющих ограниченный интервал ковки. При штамповке
на быстроходных штамповочных молотах эти сплавы после не-
скольких ударов быстро теряют пластичность; при этом послед-
ние удары нередко вызывают образование наклепа и, как след-
ствие, — трещины.
Литье методом выдавливания жидкого металла при изготовле-
нии деталей с глубокой центральной полостью имеет сходство
с обратным истечением, когда металл под действием прессую-
щего пуансона интенсивно выдавливается вверх в полость, образо-
ванную при конечном относительном сопряжении пуансона и мат-
рицы. При изготовлении деталей без центрального отверстия
(плоских и т. п.) формообразование происходит путем высадки
или осадки.
В первый период под действием прессующего пуансона проис-
ходит формообразование, которое подобно заполнению штампа
металлом под давлением.
После окончания заполнения полости металлом последний
мгновенно останавливается, что приводит к образованию гидрав-
лического удара. При этом под действием гидродинамического
давления производится чеканка контуров заготовки и частичное
уплотнение металла. Это давление воздействует в течение ничтож-
ного отрезка времени (доли секунды) и тотчас переходит в постоян-
ное давление. С этого момента, собственно, и начинается процесс
уплотнения. Постоянное давление, действуя по вертикали всей
мощностью пресса на залитый металл, производит его уплотнение
сначала путем кристаллизации под давлением, а затем, в зави-
симости от величины удельного давления, и путем деформации
из пластического состояния.
- Процесс выдавливания жидкого металла по характеру фор-
мообразования (осуществляемого под давлением) на первых эта-
пах подобен литью под давлением, а по своей кинематике (обрат-
16
ное истечение — выдавливание и высадка) — процессу горячей
штамповки в закрытых штампах.
Опыты показали, что выдавливание металла как метод формооб-
разования обладает рядом преимуществ перед литьем под давле-
нием.
1. Путь залитого металла в несколько раз короче, чем при литье
под давлением. Благодаря этому металл значительно меньше теряет
свою текучесть и может заполнить форму при более низких давле-
ниях и скоростях.
Формообразование при малых скоростях и малых давлениях
меньше влияет на износ формы.
2. При выдавливании металла .отсутствуют условия для за-
хвата воздуха, так как металл заливается в открытую форму,
вытесняя при этом объем воздуха, равный полному объему за-
литого металла; перемещение металла для заполнения им рабочей
полости сравнительно невелико, что позволяет ему осуществиться
при скоростях значительно меньших, чем в литье под давлением.
При этом воздух успевает удалиться через вентиляционные
каналы.
3. В литье под давлением при впуске металла сбоку через пи-
татель трудно избежать лобовых ударов и завихрений при посту-
плении струи металла перпендикулярно стенкам и стержню. Это
приводит к тому, что гидродинамическое давление, являющееся
наиболее важным фактором для получения отливок с острыми
дранями и уплотненной структурой, растрачивается, не произ-
водя полезной работы.
* При формообразовании методом выдавливания нет условий для
образования завихрений и вызываемых ими потерь гидродинами-
ческого давления, т. е. причин, препятствующих металлу хорошо
заполнить контуры формы в углубленных тонких полостях; ме-
талл движется вверх по всему сечению отливаемой детали, парал-
лельно стенкам матрицы без лобовых ударов.
4. Нет затрат металла на литниковую систему (составляющую
в литье под давлением от 50 до 200% от веса отливки).
Только у деталей со сквозной центральной полостью остается
Дно — перемычка толщиной 3—4 мм, удаляемая при механической
обработке.
Выдавливание жидкого металла вниз
Для получения профильных заготовок и
сложных фасонных деталей представляет собой
прессование (прямое истечение), осуществляемое обычно из ме-
талла, находящегося в пластическом состоянии.
При прессовании вниз из жидкого металла необходимо преду-
смотреть невозможность его попадания самотеком в рабочую по-
лость штампа (форму) или в калибровочное очко (при прессовании
профилей), а также применить методы задержки металла в зали-
вочном стакане до ^которого его подстуживания для перехода
2 ПлЯЦКИЙ 17
в полупластическое (твердо-жидкое) или пластическое состояние,
при котором и производится прессование.
При этом осуществляется как формообразование в закрытой
полости, так и уплотнение при пластической деформации.
В книге рассматривается также штамповка на фрикционных
прессах ударного действия из жидкого металла, выдержанного
в матрице до полупластического состояния. Она по существу может
быть отнесена к новой разновидности горячей штамповки, отличаю-
щейся от обычной агрегатным состоянием исходного материала,
выдерживаемого в матрице до полупластического состояния,
когда создаются более благоприятные условия для формообразо-
вания.
С 1944 г. полу пластическая штамповка, в связи с отсутствием
выпуска специальных машин для штамповки из жидкого металла
и наличия на заводах большого количества фрикционных прессов,
получила широкое применение на большом числе заводов для из-
готовления деталей из ^дных сплавов и дюралюмина.
ГЛАВА 11
МЕХАНИЗМ УПЛОТНЕНИЯ МЕТАЛЛА
И ТЕПЛОВЫЕ УСЛОВИЯ ПРИ ЛИТЬЕ
С КРИСТАЛЛИЗАЦИЕЙ ПОД ПОРШНЕВЫМ
ДАВЛЕНИЕМ
Чтобы получить ясное представление о механизме уплотне-
ния металла при кристаллизации под давлением, его целесооб-
разно изучать при литье слитков (цилиндрических заготовок).
Литье слитков в металлическую форму, несмотря на их про-
стейшую конфигурацию, всегда представляло значительную слож-
ность ввиду их зонального строения и трудности устранить осевую
усадочную рыхлость, возрастающую по мере увеличения диа-
метра заготовки. Этим и можно объяснить, что наибольшее число
исследований процесса кристаллизации под давлением за по-
следние годы было посвящено усовершенствованию технологии
литья слитков, а также регулированию явлений и факторов,
влияющих на качество слитков и бесперебойный ход процесса.
Если в фасонных отливках участки, подлежащие механической
обработке, предусматриваются заранее и соответственно разраба-
тывается технология, то слиток, обработка которого может произ-
водиться во всех сечениях, должен быть плотным во всех направле-
ниях и иметь одинаковую структуру во всех зонах.
Пороки отливок в виде газовых и усадочных раковин обра-
зуются в процессе перехода металла из жидкого состояния в твер-
дое. Одним из наиболее эффективных способов устранения ука-
занных пороков является создание давления на металл в процессе
его кристаллизации при затвердевании отливок.
Строение первичной кристаллизации (т. е. кристаллизации
из жидкого расплава) оказывает большое влияние на все свой-
ства литых заготовок. Применение давления в процессе первич-
ной кристаллизации весьма эффективно влияет на структуру ме-
талла и на улучшение его свойств, благодаря увеличению центров
кристаллизации, уменьшению микропор и лучшей растворимости
компонентов.
2* 19
Процесс кристаллизации связан с уменьшением объема. Так
как кристаллизация последних порций затвердевающего металла
протекает в условиях недостаточного питания для компенсации
этого уменьшения объема, то это приводит к образованию усадоч-
ных раковин.
Даже в условиях хорошего питания, когда отливка не содер-
жит видимых глазом усадочных раковин, в ней обычно имеются
микроскопические поры, располагающиеся на границе первич-
ных кристаллов. Эти поры образуются вследствие сокращения
объема, и металл часто не может заполнить их из-за того, что они
малы или наполнены газом, выделяющимся из жидкого ме-
талла. *
Не менее затруднительно устранение газовых раковин.
Еще Д. К. Чернов в 1878 г. указал: «Если бы отливку можно
было производить под таким большим давлением, которое в со-
стоянии удержать газы в растворе, то не было бы пузырей в отлив-
ках».
Общее давление выделяющихся газов ^ргаз равно сумме пар-
циальных давлений растворенных в металле газов.
Если 2ргаз>2рв„.а0,л, где вн. давл — противодействую-
щее внешнее давление, то газовые пузыри в металле зарождаются
и стремятся всплыть.
Если 2ргаз < да»л. то пузыри не зарождаются (газ
остается в растворе).
Не имея возможности в условиях обычного литья управлять
процессом кристаллизации, мы получаем разные структуры у сте-
нок и в центре — зональность.
При рассмотрении вопроса о механизме уплотнения металла
необходимо внести ясность в понятие «уплотнение».
Уплотнение с точки зрения требований, предъявляемых ли-
тейным производством, сводится к устранению основных пороков:
газовых и усадочных раковин и ликвации. Процесс затвердевания
должен осуществляться достаточно быстро и интенсивно, чтобы
обеспечить получение мелкозернистой структуры.
Так как все упомянутые литейные пороки образуются в про-
цессе кристаллизации металла, то давление прежде всего должно
быть приложено в этот период.
Когда закончится формообразование и кристаллизация под
давлением и металл будет находиться в твердо-жидком или пла-
стическом состоянии, в зависимости от величины приложенного
давления может начаться период уплотнения металла в широком
понимании, т. е. путем пластической деформации. После заполне-
ния усадочных раковин металл при непрекращающемся действии
соответствующего давления продолжает, будучи в твердо-жидком
состоянии, запрессовываться на участке, где еще не устранена
усадочная рыхлость, а также может уменьшаться межкристалли-
ческая микропористость.
20
Через незначительный отрезок времени, после поступления
давления на металл, прекращается газовыделение. Так как затвер-
девание заготовки до момента подачи давления проходит в обычных
условиях, с выделением газов из раствора, то давление должно
быть приложено в начале кристаллизации, причем в интервале
между заливкой металла в форму и моментом поступления давле-
ния газ успевает частично выйти из раствора и улетучиться. Про-
цесс оставления газов в растворе осуществляется при небольших
удельных давлениях и в практических условиях газовые раковины
и пористость, как правило, не встречаются в заготовках, изго-
товленных методом кристаллизации под давлением.
Более значительную сложность представляет собой устранение
усадочной пористости и раковин, зависящее от условий затверде-
вания и кристаллизации сплава.
В обычном литье (а равно и при кристаллизации под всесторон-
ним компрессорным давлением) затвердевание должно быть по-
строено на принципе последовательной кристаллизации, что необ-
ходимо для того, чтобы обеспечить непрерывный доступ металла
к месту кристаллизации.
При кристаллизации под поршневым давлением с момента со-
прикосновения пуансона с поверхностью жидкого металла, про-
цесс последовательной кристаллизации на первый взгляд может
казаться нарушенным за счет добавочного отвода тепла через
прессующий пуансон.
Охлаждение металла при этом происходит сверху, в некотором
замкнутом пространстве, без пополнения извне, что в обычных
условиях (без применения давления) могло бы привести к появле-
нию раковин и межкристаллической пористости.
Положение усадочных раковин зависит от характера отвода
тепла с разных поверхностей отливок; раковины всегда распо-
лагаются в тех местах, которые охлаждаются последними. В тех
случаях, когда отвод тепла происходит со всех сторон, —рако-
вины находятся внутри. Например, при отливке слитков (опти-
мальный случай для применения литья с кристаллизацией под
поршневым давлением) прессующий пуансон, фактически являю-
щийся «четвертой стороной», казалось, может нарушить принцип
последовательной кристаллизации.
Однако при приложении поршневого давления понятие «по-
следовательная кристаллизация» приобретает совершенно иной
характер. Отсутствует прибыль, питающая при обычном литье
в металлическую форму отливку при ее усадке металлом, посту-
пающим сверху под ничтожным металлостатическим давлением.
При кристаллизации под давлением от соприкосновения теплопро-
водного пуансона с зеркалом залитого металла последний захо-
лаживается, и при этом металл, затвердевающий в последнюю
очередь, перемещается вниз, располагаясь ближе к головной
части заготовки. Механизм питания усадочных полостей жидким
21
металлом, расположенным внутри, может быть объяснен следую-
щими основными положениями.
Усадка, как известно, начинается раньше окончательного за-
твердевания сплава [6].
Сжатие отливки, определяющее линейную усадку, становится
возможным только после образования жесткого кристаллического
каркаса.
Температура образования твердого остова отливки или нахо-
дится внутри интервала кристаллизации, или совпадает с соли-
дусом.
Кривая температур начала линейной усадки делит темпера-
турно-концентрационную область между ликвидусом и солиду-
сом на две принципиально отличные части: верхнюю, внутри
которой первичные кристаллы отделены друг от друга жидкостью
и в которой сплавы, находящиеся в жидко-твердом состоянии,
обладают основными свойствами жидкого тела — принимать форму
вмещающего сосуда, и нижнюю, внутри которой первичные кри-
сталлы образуют каркас с распределенной внутри него жидкой
фазой. В этой последней части между температурной кривой на-
чала линейной усадки и солидусом сплавы, находящиеся в твер-
до-жидком состоянии, обладают основными свойствами твердого
тела сохранять ту форму, которая была ему придана.
Наиболее важные литейные свойства связаны с наличием тем-
пературного интервала твердо-жидкого состояния, заключенного
между температурой начала литейной усадки и солидусом.
В момент, когда образуются усадочные полости, в металле,
окружающем их, имеется много жидкой фазы, что дает возможность
при действии соответствующего давления, своевременно посту-
пившего, без затруднения запрессовать металл в эти полости.
Продолжительность нахождения металла в жидком состоянии
изучалась 1 при заливке алюминиевой бронзы Бр. АЖ 9-4 в из-
ложницы высотой 275 мм и внутренним диаметром 60 мм. Металл
сливался из изложницы через различные промежутки времени
после ее заполнения (табл. 1).
Металл в затвердевающем слое (оставшемся около стенок)
находился после опрокидывания в жидко-твердом и твердо-жид-
ком состоянии. Из таблицы видно, что при обычном литье после
20 сек свыше 40% металла остается в жидком состоянии.
Для определения продолжительности запрессовки металла
в образующиеся усадочные полости и возможности питания под
давлением малых замкнутых полостей (или усадочной рыхлости)
производились опыты по отливке слитков из сплава ЛМцА 57-3-1
диаметром 70 мм с различной продолжительностью выдержки под
давлением. (Удельное давление около 500 кПсм*) (табл. 2).
1 По данным исследовательской работы, проводимой в 1940 г. П. П. Бергом,
В. М. Пляцким и М. Н. Уриным.
22
Таблица 1
Результаты опытов по выливанию бронзы из изложницы
Промежуток времени между окончанием заливки и опрокидыва- нием изложницы в сек Толщина стенок в мм Толщина дна в мм
внизу вверху в середине
3 6 2 4 6
5 8 4 6 10
10 12 7 9,5 13
20 17 12 14,5 23
Таблица 2
Результаты опытов по установлению влияния выдержки под давлением
на макроструктуру слитков
Продолжительность выдержки под давлением в сек Данные о макроструктуре
8 Структура мелкокристаллическая с наличием усадоч- ной раковины на расстоянии 25 мм от верхней части слитка
25 Структура мелкокристаллическая; в центре слитка на расстоянии 20 мм от вершины имеется полоска неплотного металла шириной 4 мм
50 Структура мелкокристаллическая; в центре слитка на расстоянии 40 мм от вершины наблюдается небольшая по- лоска рыхлоты
90 Структура мелкокристаллическая, плотная
Эти опыты позволили установить, что при нахождении сплава
под всесторонним давлением в течение 8 сек устраняются газовые
раковины.
При разрезке слитка было обнаружено, что усадочная рако-
вина за этот короткий период полностью не устраняется (поскольку
кристаллизация еще не закончилась, а давление было снято),
но она не имеет произвольного распространения на большую глу-
бину, как это обычно наблюдается у этого сплава, имеющего при
малом температурном интервале кристаллизации большую усадку.
При приложении давления усадочная раковина концентрируется
на сравнительно ограниченном участке, а быстро закристаллизо-
вавшийся за этот период сплав, окружающий усадочную раковину,
приобретает мелкозернистую структуру.
Разрезка слитков, выдержанных под давлением в течение 25 сек,
выявила, что за это время слиток полностью затвердевает; в центре
остается тонкая полоска рыхлого металла. При дальнейшей
23
. небольшой выдержке под давлением участок рыхлости ликвиди-
руется. Эти опыты также показали, что в начальный период
прессования при первичной кристаллизации питание усадочных
раковин идет очень интенсивно, но в дальнейшем, когда незна-
чительные участки рыхлости глубоко залегают в среде толстого
слоя затвердевшего металла, — питание несколько замедляется,
но при соответствующей величине приложенного давления идет
тем не менее безотказно, заканчиваясь во много раз быстрее, чем
при обычном литье. Это видно из сравнения результатов ранее
проведенных опытов по опрокидыванию изложниц с залитым
медным сплавом через различные промежутки времени, когда
через 20 сек значительная часть металла выливалась будучи
в жидком состоянии.
Это показывает также, что в условиях кристаллизации под
поршневым давлением захолаживание пуансоном головной части
слитка не только не нарушает последовательную кристаллизацию,
но интенсифицирует ее. Этому способствуют условия, имеющие
место при питании усадки из участков, расположенных внутри
отливки, а именно:
1) Нахождение металла, затвердевающего в последнюю оче-
редь, внутри в окружении каркаса, состоящего из твердо-жид-
кого металла, способствует более совершенному питанию усадоч-
ных раковин и проталкиванию новых порций металла в полости,
заключенные между дендритами, благодаря более короткому пути
жидкого металла к этим полостям и концентрации жидкого ме-
талла на сравнительно ограниченном участке (в тепловом центре).
Последнему способствует также то, что при прессовании ме-
талла и наличии при этом всестороннего сжатия, усадка не имеет
произвольного распространения и для доступа к усадочным поло-
стям металл не должен с большими усилиями проталкиваться
по извилистому пути.
2) Образование при соприкосновении с пуансоном захоложен-
ной головной части не останавливает прессования металла. За-
твердевающую голову заготовки следует рассматривать как при-
даток, увеличивающий высоту пуансона.
Отличие ее от пуансона заключается в том, что она не захола-
живает отливку, так как нижняя часть этого придатка находится
в твердо-жидком состоянии, имеет высокую температуру. При пра-
вильном ходе процесса он производит прессование металла.
При чрезмерно низком давлении или при запоздалом поступле-
нии соответствующего давления значительное количество металла,
находящегося наверху, затвердевает в свободном состоянии и на до-
статочно большую глубину, главным образом, при соприкоснове-
нии со стенками изложницы. При этом образуется значительный
кольцевой слой затвердевшего металла («опора моста»), препятст-
вующий движению пуансона с находящимся под ним придатком,
затрудняя таким образом прессование нижележащего металла.
24
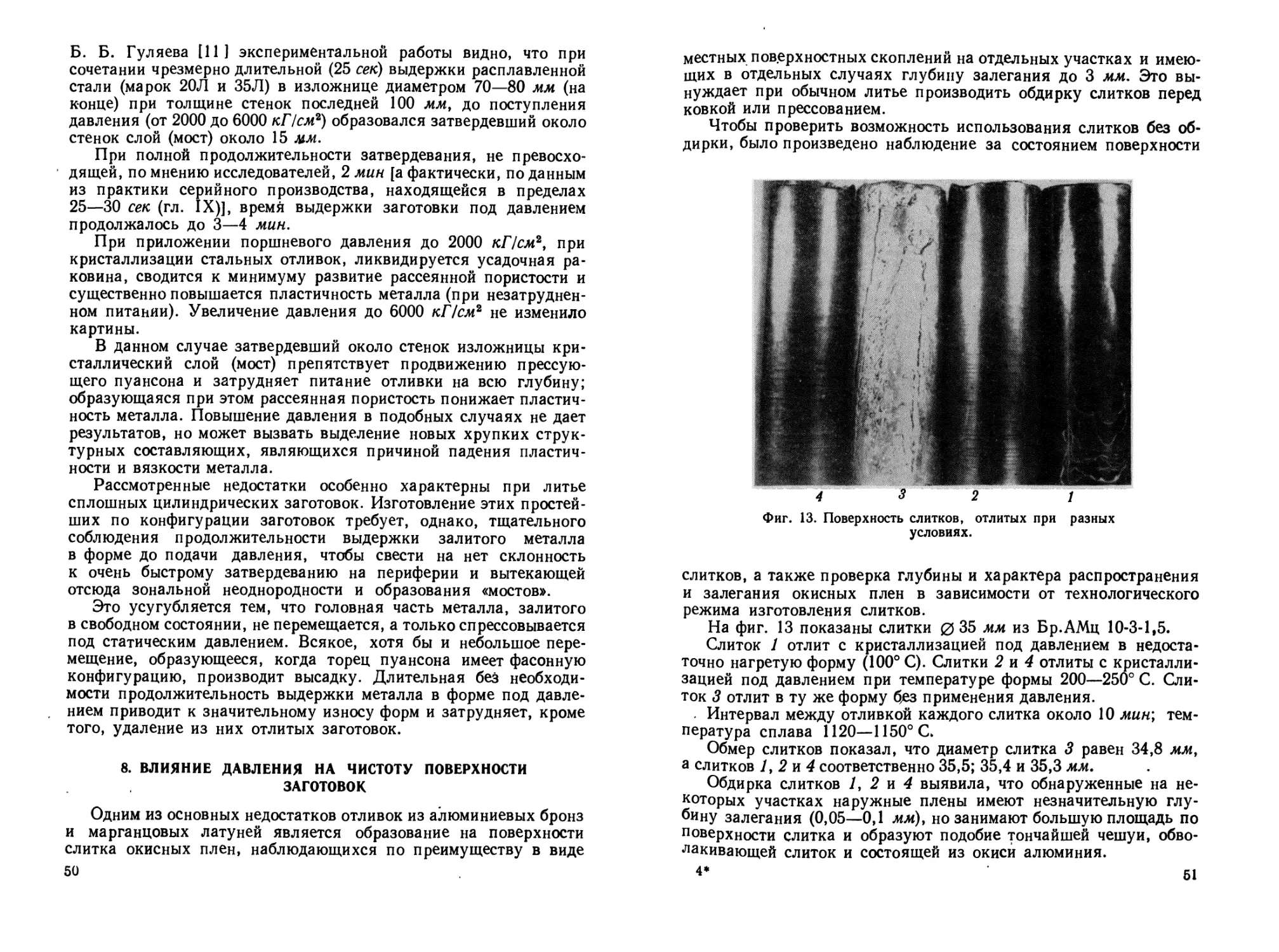
Наблюдения за поверхностью слитков, отлитых с кристалли-
зацией под давлением (см. фиг. 13) при своевременном приложении
давления, показывают, что в верхней части они отполированы (на
высоте около 30—50 мм) о внутренние стенки изложницы, что
может иметь место только при опускании вниз всей затвердевшей
головной части слитка.
На фиг. 3 показана макроструктура заготовки из оловянной
бронзы, литой с кристаллизацией под поршневым давлением в усло-
виях, неблагоприятных для питания уса-
дочных полостей изнутри, а именно: ме-
талл заливался при высокой температуре
в условиях резкого интенсивного охлаж-
дения в неподогретой форме. Работа про-
изводилась без смазки, при низком удель-
ном давлении во время прессования. На
макроснимке видно охлаждающее действие
пуансона И стенок изложницы на обра-
зование зоны столбчатых кристаллов
(транскристаллизации) в верхней части и
на периферии, аналогичной транскристал-
лизации, обычно имеющей место в нижней
части заготовки.
Границы стыка столбчатых кристал-
лов, вытянутых перпендикулярно охлаж-
дающимся поверхностям, имеют опреде-
ленную геометрическую форму, одинако-
вую в основании и в верхней части слитка.
Несмотря на ряд отклонений от пра-
вильной технологии, даже в данном слу-
чае, благодаря своевременному приложе-
нию давления, отсутствуют усадочные
раковины.
Меняя условия литья и охлаждения,
Фиг. 3. Транскристалли-
зация заготовки из оло-
вянной бронзы в усло-
виях интенсивного охлаж-
дения со всех сторон при
литье с кристаллизацией
под давлением.
можно влиять на макроструктуру литой
заготовки. Обеспечивая правильное пи-
тание заготовки во время ее кристалли-
зации, можно получить равноосную струк-
туру с достаточной плотностью.
На фиг. 4 показана макроструктура
заготовки 070 мм из оловянной бронзы,
полученной при соблюдении правильной
технологии и достаточно высокого удельного давления (700 кГ/см2).
Указанная заготовка обладает мелкозернистой равноосной
структурой и высокими механическими свойствами. При правиль-
ном выборе технологических параметров наличие так называемой
«четвертой стороны» (пуансона) не нарушает, как видно из мак-
роструктуры, нормального хода процесса.
25
Для изучения характера запрессовки металла из головной
части слитка в его сердцевину для питания образующихся уса-
дочных раковин производились опыты с применением радиоак-
тивных изотопов (металл того же состава с изотопами, наливаемый
на зеркало залитого металла). Опыты показали, что при кристал-
лизации без приложения давления сплава АЛ8 радиоактивный
изотоп распространяется на небольшую глубину, не устраняя пол-
ностью пороки усадочного происхождения. При кристаллизации
под удельным давлением 750 кПсм\ приложенным на тот же сплав,
металл запрессовывается в усадочные полости, проникая на всю
Фиг. 4. Макроструктура головной
части слитка диаметром 70 мм, высотой
300 мм из оловянной бронзы при литье
с кристаллизацией под давлением.
глубину усадочной раковины.
Также отмечается строгая по-
следовательность затвердевания
отдельных зон. Сравнение ме-
ханических свойств слитка из
того же сплава, отлитого без
приложения давления, показы-
вает, что при применении дав-
лений предел прочности уве-
личивается с 25 кГ/мм* до
34 кПмм2, удлинение с 5% до
11%, а ударная вязкость с 1,4
до 2,3—4 кГм/см2.
Более высокие значения ме-
ханических свойств относятся
к металлу в верхней части
слитка, структура которого фор-
мируется при более высокой
температуре непосредственно
под давлением прессующего
пуансона; менее высокие — к
нижней части слитка, который
к моменту приложения давления частично затвердел (особенно
около стенок изложницы) и давление на него передается через
слой затвердевающего металла. Эго обычно наблюдается при за-
поздалом поступлении давления.
Вопрос о глубине запрессовки металла как для устранения
усадочных раковин, так и для заполнения межкристаллических
пор всецело зависит от природы сплава, его температурного ин-
тервала кристаллизации, величины удельного давления и своевре-
менного его приложения. Если заготовки предназначены служить
исходным материалом для обработки давлением или для обычных
поделок, то основная задача состоит в устранении литейных поро-
ков. Если в отдельных случаях имеется необходимость в обеспе-
чении одинаковых свойств по всему продольному сечению, то
это осуществляется путем повышения давления, приложенного
без промедления.
26
В табл. 9 приведены механические свойства различных спла-
вов, литых с' кристаллизацией под давлением. Они определялись
по образцам, вырезанным из верхней, средней и нижней части
заготовок по высоте. Как видно из таблицы, у подавляющего
большинства сплавов не наблюдается значительного перепада
механических свойств ни на различной высоте заготовки, ни в раз-
личных зонах.
При несжимаемости жидкого металла процесс кристаллизации
под давлением практически может начаться только после того,
как начнется усадка и будут образовываться усадочные полости,
в которые можно направлять жидкий металл. Тем не менее давле-
ние, поступившее на жидкий металл, способствует получению бо-
лее четких контуров заготовки, более высокой чистоты поверх-
ности и равномерному распределению окисных плен на всей по-
верхности в виде тончайшей чешуи, снимаемой при обработке
(вместо отдельных глубоких вкраплений окислов).
Весьма быстрый ход кристаллизации при приложении давле-
ния является (наравне с давлением, которое ускоряет переход
жидкой фазы в твердую) важнейшим фактором, обуславливающим
возможность запрессовки металла в усадочные полости, а также
обеспечивающим получение мелкозернистой структуры металла.
Большая скорость кристаллизации способствует тому, что пода-
вляющее большинство перемещений металла, направленных как
на заполнение образующихся усадочных полостей, так и на вырав-
нивание структуры во всех зонах, заканчиваются, когда металл
находится в твердо-жидком состоянии и не успел еще окончательно
затвердеть.
Перемещение металла в процессе кристаллизации является
одним из факторов, способствующих увеличению скорости кри-
сталлизации и выравниванию структуры.
Издавна известны высказывания и лабораторные опыты ряда
исследователей (Таммана, Бриджмена, Бельтера, В. А. Боброва,
А. А. Бочвара, В. И. Просвирина), установивших путем построе-
ния кривых охлаждения металлов и сплавов некоторое повышение
температуры их плавления под действием высоких давлений [23].
Так, например, в работе В. А. Боброва увеличение скорости
кристаллизации под непосредственным действием давления объяс-
няется и формулируется следующим образом: «Повышая удельное
давление при прессовании металла в жидком и тестообразном
состоянии, мы создаем условия перехода жидкой фазы в твердую,
без обычного охлаждения». Приведена формула Клапейрона,
с помощью которой, зная скрытую теплоту плавления сплава Q,
удельный объем жидкой и твердой фазы Va и Vi и температуру плав-
ления Т, можно вычислить величину изменения температуры
при повышении давления р по формуле
f dp _ T(Vt-Vi)
J dt ~ Q
27
Например, при повышении удельного давления на 5000 кПсм*
соответствующее повышение температуры начала появления жид-
кой фазы будет составлять 71° С для алюминия и 91° С для
магния.
Указанные теоретические высказывания и экспериментальные
работы о влиянии давления на скорость кристаллизации и исполь-
зование этого явления с технологической точки зрения для усо-
вершенствования литейного процесса не получили в свое время
практического применения, и только в период 1935—1938 гг. были
реализованы в работах А. А. Бочвара и А. Г. Спасского по литью
с кристаллизацией под всесторонним давлением в котлах-авто-
клавах и работах В. М. Пляцкого по литью с кристаллизацией
под поршневым давлением.
Из отечественных работ последнего времени следует отметить
эксперименты, проводимые в Институте Кристаллографии Акаде-
мии Наук СССР, направленные на изучение повышения темпе-
ратуры плавления алюминия и меди при увеличении давления
до 18 000 кПсм*. При указанном удельном давлении температура
плавления алюминия повышается на 110° С, а меди на 90° С [8].
Это позволяет теоретически обосновать установленные нами опыт-
ным путем выводы об увеличении скорости кристаллизации при
приложении давления.
Формообразование при кристаллизации под давлением по ана-
логии с процессами обработки давлением можно квалифицировать
как осадку, т. е. течение металла в матрице в стороны, перпенди-
кулярные направлению усилия; это сопровождается уширением
заготовки.
Но так как оно ограничивается стенками изложницы, то в ре-
зультате этого металл тесно прижимается к стенкам без образова-
ния газового зазора при усадке.
. По мере заполнения усадочных пустот, уровень металла по-
нижается: слиток уменьшается по высоте, а не по диаметру.
Например, для сплавов ЛМцА 57-3-1 и Бр. АЖМц 10-3-1,5 при
диаметре слитка 70—90 мм и высоте столба жидкого металла
в 300 мм, его высота уменьшается на 10—12 мм, т. е. близкую
к размеру объемной усадки, что объясняется тем, что давление
препятствует сжатию отливки в горизонтальном направлении.
Быстрое затвердевание под действием давления, отсутствие
газового зазора и тесный контакт с теплопроводной изложницей
приводят к интенсивному переохлаждению сплава.
При затвердевании сплавов, образующих твердые растворы,
с возрастанием степени переохлаждения величина зерен умень-
шается, а количество их увеличивается.
Количество центров кристаллизации и вместе с тем чувстви-
тельность к образованию зародышей возрастает вместе со степенью
переохлаждения.
Равным образом растет скорость кристаллизации.
29
В конце концов она может быть столь велика, что постоянно
возрастающее количество еще не способных к росту образований
твердой фазы в расплаве уже более не достигает необходимой для
образования зародышей величины.
В условиях кристаллизации под поршневым давлением это
не является основной задачей. Изготовляя с применением давле-
ния заготовки, являющиеся исходным материалом для последую-
щей обработки давлением, нельзя не учитывать необходимость
получения их с достаточно высокими пластическими свойствами.
Для этого, а также для правильного хода процесса необходимо
создать условия, при которых относительно высокая скорость
кристаллизации (допускающая своевременно произвести питание
всех образующихся в процессе затвердевания усадочных полостей
и заполнение межкристаллических пор) осуществлялась без рез-
кого переохлаждения.
Поэтому целесообразно: а) поддерживать температуру формы
на достаточно высоком уровне; б) применять смазки, уменьшающие
теплоотдачу; в) применять формы с наименьшей допускаемой тол-
щиной стенок (чем больше масса формы, приходящаяся на еди-
ницу охлаждающейся поверхности отливки, тем большее коли-
чество тепла может быть аккумулировано в форме).
Основным же фактором, влияющим на скорость кристаллиза-
ции, является давление. Оно может влиять как непосредственно,
так и благодаря тому, что оно активизирует влияние других
факторов, способствующих увеличению скорости кристаллизации.
Давление усиливает питание, отливок; оно проталкивает новые
порции металла в полости, заключенные между ветвями дендри-
тов, преодолевая при этом капиллярные силы, которые в условиях
обычного литья препятствуют такому питанию. Это способствует
увеличению скорости кристаллизации и выравниванию структуры
во всех зонах и повышению механических свойств сплава заго-
товок.
Аналогичное действие на выравнивание структуры оказывает
также и диффузия, значительно увеличивающаяся при всесторон-
нем сжатии металла под большим давлением.
Давление, передаваемое прессующим пуансоном непосредст-
венно на металл, оказывает на него также механическое воздей-
ствие.
Перемещение, соприкосновение и надавливание частиц металла
друг на друга при кристаллизации (осадка) также является одним
из факторов, обеспечивающих получение мелко раздробленной
структуры и увеличение скорости кристаллизации.
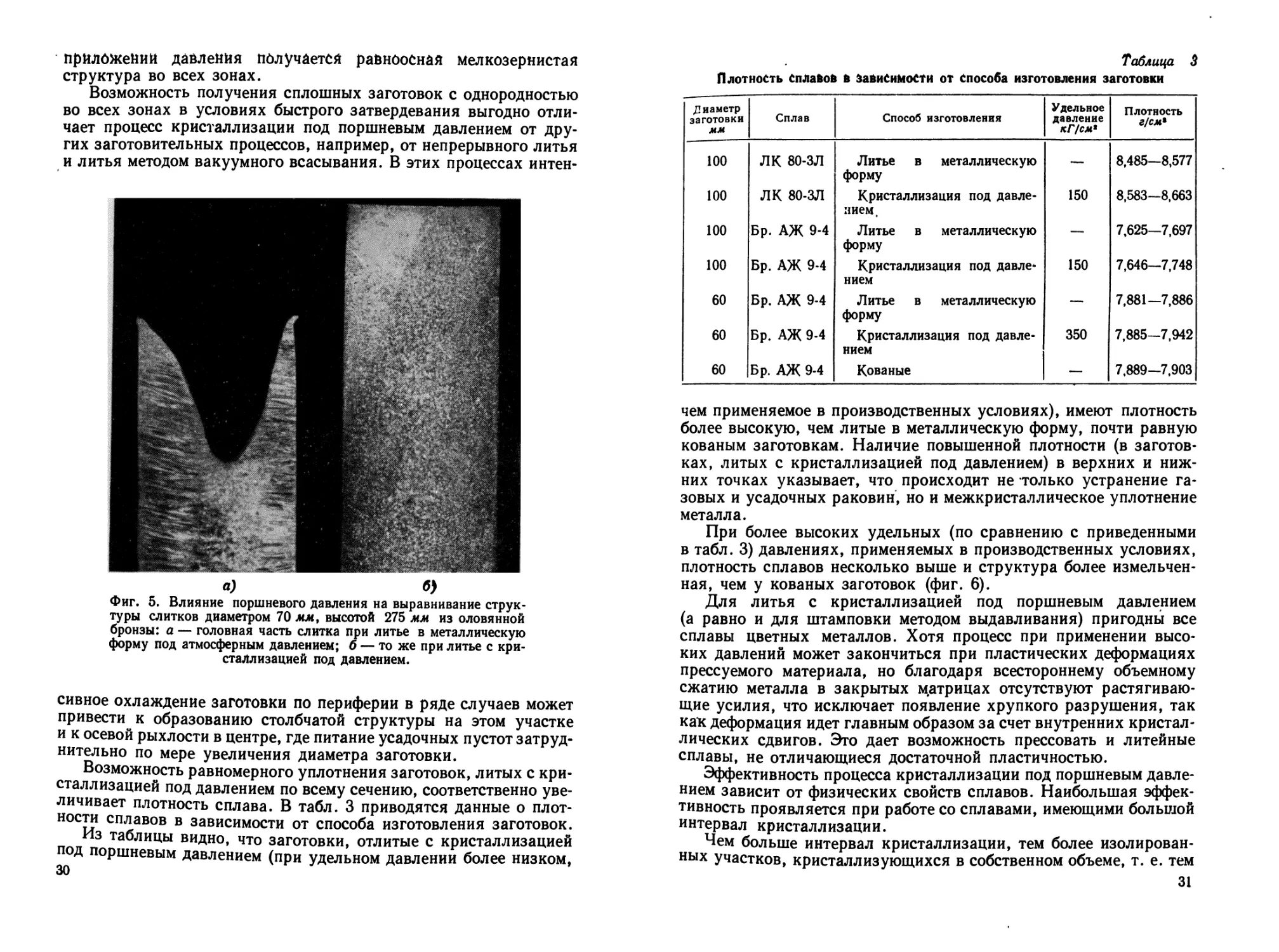
На фиг. 5 показано, как влияет поршневое давление на вырав-
нивание структуры заготовок, отлитых из оловянной бронзы, при-
готовленной в одной печи.
Заготовка, отлитая без приложения давления, имеет ярко вы-
раженную столбчатую структуру около стенок изложницы; при
29
приложении давления получается равноосная мелкозернистая
структура во всех зонах.
Возможность получения сплошных заготовок с однородностью
во всех зонах в условиях быстрого затвердевания выгодно отли-
чает процесс кристаллизации под поршневым давлением от дру-
гих заготовительных процессов, например, от непрерывного литья
и литья методом вакуумного всасывания. В этих процессах интен-
а) б)
Фиг. 5. Влияние поршневого давления на выравнивание струк-
туры слитков диаметром 70 мм, высотой 275 мм из оловянной
бронзы: а — головная часть слитка при литье в металлическую
форму под атмосферным давлением; б — то же при литье с кри-
сталлизацией под давлением.
сивное охлаждение заготовки по периферии в ряде случаев может
привести к образованию столбчатой структуры на этом участке
и к осевой рыхлости в центре, где питание усадочных пустот затруд-
нительно по мере увеличения диаметра заготовки.
Возможность равномерного уплотнения заготовок, литых с кри-
сталлизацией под давлением по всему сечению, соответственно уве-
личивает плотность сплава. В табл. 3 приводятся данные о плот-
ности сплавов в зависимости от способа изготовления заготовок.
Из таблицы видно, что заготовки, отлитые с кристаллизацией
под поршневым давлением (при удельном давлении более низком,
30
Таблица 3
Плотность сплаьон а зависимости от Способа изготовления заготовки
Диаметр заготовки мм Сплав Способ изготовления Удельное давление кГ/см* Плотность г!см*
100 ЛК 80-ЗЛ Литье в металлическую форму — 8,485—8,577
100 ЛК 80-ЗЛ Кристаллизация под давле- нием, 150 8,583—8,663
100 Бр. АЖ 9-4 Литье в металлическую форму — 7,625—7,697
100 Бр. АЖ 9-4 Кристаллизация под давле* нием 150 7,646-7,748
60 Бр. АЖ 9-4 Литье в металлическую форму — 7,881—7,886
60 Бр. АЖ 9-4 Кристаллизация под давле- нием 350 7,885—7,042
60 Бр. АЖ 9-4 Кованые — 7,889—7,903
чем применяемое в производственных условиях), имеют плотность
более высокую, чем литые в металлическую форму, почти равную
кованым заготовкам. Наличие повышенной плотности (в заготов-
ках, литых с кристаллизацией под давлением) в верхних и ниж-
них точках указывает, что происходит не только устранение га-
зовых и усадочных раковин, но и межкристаллическое уплотнение
металла.
При более высоких удельных (по сравнению с приведенными
в табл. 3) давлениях, применяемых в производственных условиях,
плотность сплавов несколько выше и структура более измельчен-
ная, чем у кованых заготовок (фиг. 6).
Для литья с кристаллизацией под поршневым давлением
(а равно и для штамповки методом выдавливания) пригодны все
сплавы цветных металлов. Хотя процесс при применении высо-
ких давлений может закончиться при пластических деформациях
прессуемого материала, но благодаря всестороннему объемному
сжатию металла в закрытых матрицах отсутствуют растягиваю-
щие усилия, что исключает появление хрупкого разрушения, так
как деформация идет главным образом за счет внутренних кристал-
лических сдвигов. Это дает возможность прессовать и литейные
сплавы, не отличающиеся достаточной пластичностью.
Эффективность процесса кристаллизации под поршневым давле-
нием зависит от физических свойств сплавов. Наибольшая эффек-
тивность проявляется при работе со сплавами, имеющими большой
интервал кристаллизации.
Чем больше интервал кристаллизации, тем более изолирован-
ных участков, кристаллизующихся в собственном объеме, т. е. тем
31
более межкристаллическая пористость. У таких сплавов нет кон-
центрированной усадочной раковины, а усадочная неплотность
рассредоточена по всему объему и задача сводится, таким образом,
не к заполнению усадочных раковин, а к общему уплотнению
слитка.
Благодаря большому интервалу затвердевания, наружные слои
различных частей отливки, состоящие из дендритов, образуются
при температуре примерно на 150° С выше точки окончательного
затвердевания; заполнение .промежутков получается только в ме-
стах ускоренного охлаждения, т. е. по периферии отливки. В цент-
Фиг. 6. Макроструктура заготовок сплава ЛМцА 57-3-1: а — литой с кри-
сталлизацией под давлением; б — кованой из того же сплава.
ральной же зоне между дендритами и внутри дендритов между от-
дельными осями остаются незаполненные поры.
При переходе из жидкого состояния в твердое такие сплавы
характеризуются усадочной пористостью, вместо усадочных ра-
ковин.
В обычных условиях борьба с пористостью затруднена, ибо
густая масса дендритов оказывает сопротивление продвижению
жидкого металла; даже прибыли увеличенных размеров не в со-
стоянии ее устранить.
Выделяющиеся из раствора газы также создают препятствие
к заполнению металлом рыхлых мест.
При кристаллизации под поршневым давлением запрессовка
междендритной пористости идет без затруднений, благодаря тому,
что жидкая составляющая поступает не из головной части от-
ливки, а находится в ее сердцевине между дендритами. Питание
32
при этом осуществляется при прессовании за счет уменьшения на-
ружных размеров. При этом сплав приобретает повышенные ме-
ханические свойства во всех зонах.
В сплавах, кристаллизующихся в узком интервале температур,
почти все объемные изменения выражаются в образовании кон-
центрированных раковин в местах окончания кристаллизации
усадочных.
В медных сплавах с узким интервалом кристаллизации (марган-
цовые латуни и алюминиевые бронзы) происходит быстрое образо-
вание наружной кристаллической корки, ухудшающей условия
запрессовки металла. Однако этот недостаток компенсируется
двумя другими положительными особенностями.
1. При расположении раковины с верхней части в нижние слои
поступает металл, более охлажденный, благодаря его перемеши-
ванию с деформированным металлом из головной части слитка;
это способствует тому, что образование концентрированной ра-
ковины происходит менее интенсивно (с менее глубоким проникно-
вением в глубину слитка), чем при обычном литье.
2. Способность сплава самоуплотняться, благодаря большой
усадке. Последнее дает возможность использовать давление глав-
ным образом для запрессовки усадочной раковины, а не всего
объема слитка, обладающего природной плотностью и не нуждаю-
щегося (с точки зрения требований литейного производства) в до-
бавочном уплотнении. У сплавов этого типа при кристаллизации
под умеренным давлением (порядка до 500 кПсм*) не замечается
значительного повышения механических' свойств по сравнению
с обычным литьем, а происходит лишь их выравнивание в нижней
и верхней частях слитка, благодаря созданию одинаковых условий
кристаллизации в той и другой части. При более высоком удель-
ном давлении механические свойства в верхней части слитка не-
сколько увеличиваются.
В эвтектических сплавах (силумин) с малой усадкой, не отли-
чающихся природной плотностью, высокое давление в процессе
кристаллизации, своевременно поступившее на металл, в сочета-
нии с большой скоростью затвердевания оказывает значительное
влияние на структуру (получение тонкой эвтектики) и на механи-
ческие свойства.
При несвоевременном приложении давления или при заливке
силумина, не имеющего достаточного перегрева, он быстро охла-
ждается около стенок изложницы, образуя трубчатый каркас,
затрудняющий прессование металла. В подобных случаях необхо-
димо приложить более высокое давление или придать наконеч-
нику пуансона шаровую или коническую конфигурацию.
Опыты с вторичным алюминиевым сплавом типа «силумин»,
содержащим 9% кремния, 1,2% меди и 0,8% железа, залитым в из-
ложницу без модифицирования, показали, что давление порядка
800 кПсмг, приложенное на короткий период, оказывает на сплав
3 Пляцкяй 33
действие, равносильное модифицированию, что выражается в из-
мельчении структуры и улучшении механических свойств.
В отливке, отвердевшей при атмосферном давлении, дендриты,
мелкие в нижней части и с края, переходят в более крупные в серд-
цевине с главной осью, достигающей 5—6 мм в длину (фиг. 1,6).
При кристаллизации под давлением дендриты, едва заметные
с края, незначительно увеличиваются в сердцевине, достигая
размеров по главной оси 1—2 мм в длину (фиг. 1, а).
Одновременно увеличивается предел прочности (на 30—40%)
и удлинение (на 30—60 ?6). *
Получение положительных результатов дает основание считать,
что при применении кристаллизации под давлением отпадает не-
обходимость в сложной операции модифицирования,1 которое
в условиях обычного литья считалось необходимой технологиче-
ской операцией для получения структуры, обуславливающей рез-
кое улучшение качества литых заготовок из алюминиевых сплавов.
При применении высоких удельных давлений (примерно свыше
2000 кПсм2) уплотнение не заканчивается после запрессовки жид-
кого или полужидкого металла в усадочные пустоты. При работе
с деформируемыми сплавами металл продолжает течь, будучи уже
в пластическом состоянии, и окончательное уплотнение осущест-
вляется при пластических деформациях. При этом не только устра-
няются дефекты усадочного происхождения, но и в некоторой
степени уменьшается межкристаллическая микропористость, что
неизменно сопровождается повышением механических свойств
сплавов.
1 В главе II указывается, что одним из основных факторов, влияющих на
измельчение структуры, является интенсивное переохлаждение сплава в тесном
контакте с формой.
ГЛАВА III
РАЗЛИЧНЫЕ ФАКТОРЫ, ВЛИЯЮЩИЕ
НА ПОЛУЧЕНИЕ КАЧЕСТВЕННЫХ ЗАГОТОВОК
ПРИ ЛИТЬЕ С КРИСТАЛЛИЗАЦИЕЙ
ПОД ПОРШНЕВЫМ ДАВЛЕНИЕМ
В процессе литья с кристаллизацией под поршневым давле-
нием всякие отклонения от заданных технологических параметров,
как, например, недостаточное удельное давление, чрезмерно за-
ниженная температура металла, несвоевременное поступление да-
вления, недостаточная выдержка под давлением и т. п., могут
привести к образованию замкнутых усадочных раковин, влиять
на структуру металла и его механические свойства, а также на
чистоту поверхности заготовок.
Для устранения этих пороков и недостатков изучались следую-
щие факторы, влияющие на ход процесса кристаллизации под
давлением: удельное давление на металл; температура заливае-
мого металла; температура формы; тепловые режимы литья; ско-
рость затвердевания металла; выдержка металла в форме до по-
дачи давления и под давлением; влияние давления на чистоту
поверхности заготовки; влияние давления на механические свой-
ства сплавов; влияние давления на герметичность отливок и лик-
вация сплавов в условиях кристаллизации под давлением.
3. УДЕЛЬНОЕ ДАВЛЕНИЕ НА МЕТАЛЛ
Давление является наиболее важным фактором, влияющим на
все элементы технологического процесса: температуру заливки,
Допускаемую продолжительность времени выдержки металла
в форме до подачи давления, а также на конечные резуль-
таты уплотнения отливки и улучшение механических свойств
сплава.
Главным назначением давления является устранение основных
литейных пороков: газовой пористости и раковин, усадочных пу-
стот и рыхлости. Давление в процессе кристаллизации препятст-
вУет выделению газов из раствора.
3* 35
Для устранения газовых раковин и пористости необходимо
небольшое удельное давление (табл. 4), составляющее для отли-
вок из алюминиевого сплава 3,5 кПсмг (сверх атмосферного дав-
ления) [12].
Таблица 4
Влияние удельного давления на устранение газовой пористости
Давление в кГ/см* Газовая пористость
Атмосферное 1,00 1,75 От 3,50 до 19,00 Значительная Менее значительная Незначительная Отсутствует
При тех удельных давлениях, при которых на практике осу-
ществляется процесс кристаллизации под поршневым давлением,
при своевременном приложении давления, газовые раковины пол-
ностью устраняются.
Растворимое в единице объема расплавленного металла коли-
чество газов р. зависит от температуры ванны и парциального дав-
ления газа, находящегося над ванной, и выражается при постоян-
ной температуре формулой А. Сиверса
|А = Х]/7,
где х — коэффициент, зависящий от температуры и характера
участвующих в растворе металла и газа.
Применяя эту формулу к процессу кристаллизации под порш-
невым давлением, получаем, что количество газов, остающихся
в металле в растворенном состоянии (что исключает возможность
образования газовых раковин и пористости), прямо пропорцио-
нально квадратному корню величины давления.
Для проверки этого положения автором были произведены
опыты по отливке массивных заготовок из отходов алюминиевого
сплава (стружка, сплески), насыщенных, вследствие длительного
хранения на воздухе и в сыром помещении, водными окислами
и содержащих ряд примесей (свыше 5% железа). Опыты показали,
что при обычном литье в металлическую форму это приводит к об-
разованию в заготовке сплошных точечных раковин (фиг. 7, а);
при кристаллизации под поршневым давлением они полностью
устраняются (фиг. 7, б). Одновременно увеличиваются плотность
с 2,82 (при обычном литье) до 3,06 и твердость с 65 до 85 единиц
по Бринелю.
Устранение газовой пористости, как было указано, достигается
тем, что газы остаются в растворе, что вызывает повышение твер-
дости и незначительное понижение пластичности сплава.
36
В связи с тем, что слитки (цилиндрические заготовки), полу-
чаемые методом кристаллизации под поршневым давлением, пред-
назначаются главным образом в качестве исходного материала для
горячей обработки давлением, автором производилась проверка
пластичности сплавов ЛМцА 57-3-1 и Бр. АЖМц 10-3-1,5 в усло-
виях ковки под штампами на молотах, горячей штамповки в за-
крытых штампах, протяжки через очко на прессах и глубокой
вытяжки.
Многолетние наблюдения в процессе валового производства
показали, что заготовки из слитков, отлитых с кристаллизацией
под поршневым давлением, лучше текут в полости штампа и при
Фиг. 7. Отливка из алюминиевых отходов, насыщенных водными окислами:
а — под атмосферным давлением; б — с кристаллизацией под давлением.
протяжке профильных заготовок в очко, с затратой значительно
меньших усилий, чем заготовки из деформированного металла,
полученные из кованых или прессованных заготовок.
Для устранения усадочной пористости и раковин необходимы
более значительные удельные давления. Чтобы протолкнуть металл
в полости, заключенные между ветвями дендритов, преодолевая
при этом капиллярные силы, которые препятствуют такому пи-
танию, нужны значительные усилия. По мере прорастания кристал-
лических «мостов» питание усадочных пустот за счет перемещения
металла под действием давления делается все более затрудни-
тельным.
Нужное при этом удельное давление будет тем больше, чем
меньше диаметр заготовки. По мере увеличения ее диаметра при
большой массе металла грловная часть заготовки более длительно
находится в жидко-твердом состоянии.
Наименьшие значения удельного давления для безоловянных
медных сплавов с малым интервалом затвердевания (бронза
Бр. АЖ 9-4 и латунь ЛМц 57-3-1), определенные в лабораторных
37-
условиях на гидравлическом прессе мощностью около 10 Т, при-
ведены на фиг. 8, из которой видно, что требуемое удельное давле-
ние при увеличении диаметра заготовки уменьшается по закону
гиперболы
При правильном соблюдении технологического процесса (свое-
временная подача давления, поддержание установленной темпе-
ратуры металла и достаточная выдержка под давлением) при ука-
занных значениях удельного давления усадочные раковины пол-
ностью устраняются.
Фиг. 8. Зависимость удельного давления
от диаметра слитка.
Фиг. 9. Зависимость значения
удельного давления от продолжи-
тельности выдержки между окон-
чанием заливки и началом прессо-
вания металла.
При недостаточно высокой температуре металла или при не-
своевременной подаче прессующего пуансона нужно весьма зна-
чительное удельное давление для запрессовки загустевающего
металла в образующуюся усадочную полость; оно должно быть
тем выше, чем ниже температура заливаемого металла или чем
дольше выдержка залитого металла в форме до поступления дав-
ления.
На фиг. 9 показана полученная в лабораторных условиях за-
висимость требуемого удельного давления от продолжительности
выдержки между окончанием заливки и началом прессования слит-
ков диаметром 100 мм из бронзы Бр. АЖ 9-4, залитой при темпе-
ратуре 1100—1120° С.
Чтобы в производственных условиях чрезмерно не уменьшать
температурного интервала для изготовления отливок и чтобы
замедление в подаче прессующего пуансона не могло влиять на
результаты прессования, следует применять удельные давления
1 По данным исследовательской работы, проведенной П. П. Бергом,
В. М. Пляцким и М. Н. Уриным в 1940 г.
38
более высокие, чем установленные в лабораторных условиях
(фиг. Ю).
В табл. 5 приводятся результаты исследования макроструктуры
головной части слитков из медных сплавов с большим интервалом
кристаллизации, отлитых при различном удельном давлении. При
постоянной мощности пресса (20 71) удельное давление повышалось
по мере уменьшения диаметра слитка.
По мере повышения удельного
давления наблюдается значительное
измельчение макроструктуры.
Такое же явление имеет место и
при литье заготовок из алюминиевых
сплавов, где закономерно с повы-
шением удельного давления измель-
чается макроструктура и микро-
структура.
На фиг. 1, а показана заготовка
из вторичного сплава типа силумин,
литая с кристаллизацией под давле-
нием 2000 кГ/см2\ нафиг. 1,6 — за-
готовка из того же сплава, литая без
приложения давления.
Эвтектические сплавы этого типа
требуют применения более высокого
давления, что объясняется самой
природой сплава, затвердевающего
весьма быстро. В" некоторой сте-
пени это усугубляется тем, что
образующийся около стенок излож-
ницы трубчатый каркас, являясь
опорой для пуансона, создает пре-
пятствия для прессования металла,
Фиг. 10. Диаграмма для опре-
деления удельных давлений
при кристаллизации под давле-
нием в зависимости от диаметра
заготовки:
/ — удельное давление, рекомен-
дуемое для производственных усло-
вий; 2 — удельное давление мини-
мальное.
что и вызывает необходи-
мость в повышении удельного давления.
У алюминиевых сплавов типа твердого раствора устра-
нение усадочных пороков при кристаллизации под давле-
нием может быть обеспечено при более низких удельных да-
влениях, с получением при этом более высоких механических
свойств.
При изготовлении заготовок из медных сплавов, кристаллизи-
рующихся в широком интервале температур (бронзы марок: Бр. ОФ
10-1, Бр. СуН 7-2, Бр. ОСН 10-2-3 и т. п.), необходимо применять
значительно более высокие давления, так как у них усадочная не-
плотность рассредоточена по всему объему, и задача состоит
в общем уплотнении слитка (см. гл. II).
Применение указанных удельных давлений не может встре-
тить затруднений, так как они могут быть получены на гидравли-
ческих прессах мощностью от 50 Г и выше.
39
Таблица 5
Строение заготовок при различном удельном давлении в процессе кристаллизации
Марка сплава Диаметр в мм Удельное давление (сверх атмосфер- ного) в кГ/смг Строение заготовок
Бр. АЖМц 10-3-1,5 35 0 В центре глубокая усадочная раковина, а также газовые по все- му сечению
Бр. АЖМц 10-3-1,5 35 1600 Никаких пороков нет, строение мелкозернистое
Бр. АЖМц 10-3-1,5 100 250 Среднекристаллическое; по краям видны остатки столбчатого строения
ЛМцА 57-3-1 70 0 Крупнокристаллическое; в верхней части слитка крупная уса- дочная раковина
ЛМцА 57-3-1 70 450 Мелкокристаллическое; ника- ких дефектов нет
ЛМцА 57-3-1 40 1300 Весьма мелкокристаллическое; никаких пороков нет
Работа с очень большими давлениями значительно усложняет
процесс вследствие необходимости применения при литье слитков
форм с высокой прочностью, заглушек для дна изложниц и надеж-
ного крепления их к столу пресса, а также ряда мероприятий по
технике безопасности.
При применении очень больших давлений, как показал опыт,
увеличивается износ форм вследствие более тесного контакта формы
с металлом. При наличии дефектов на внутренней поверхности
форм могут иметь место привары.
Чтобы уменьшить износ форм, целесообразно производить пер-
вичную кристаллизацию из жидкого расплава при умеренных
давлениях, а к концу затвердевания сплава, когда питание усадоч-
ных полостей происходит из твердо-жидкого металла,, приложить
более высокое давление. Последнее без затруднений осущест-
вляется при работе на машинах, снабженных мультипликатором
(например, на машине УЛМ).
Высокие удельные давления целесообразно применять только
в случаях, когда от заготовки требуются особенно высокие меха-
нические свойства или герметичность при очень высоких давле-
ниях.
Приложение малого (недостаточного) удельного давления не
только бесполезно для устранения усадочной раковины, но и
40
вредно, так как при значительном захолаживании пуансоном верх-
него торца заготовки вообще прекращается всякое питание для
компенсации усадки.
При недостаточном удельном давлении, когда усадочная ра-
ковина не устраняется и над нею образуется мост затвердевшего
металла, объемная усадка и увеличение усадочной раковины про-
должаются, несмотря на приложение давления, и потому в послед-
ней образуется разрежение.
Одновременно с ростом усадочной раковины имеет место вы-
деление газа из раствора; находясь под положительным давле-
нием, он направляется в полость усадочной раковины.
При определенном количестве газа и значении парциального
давления он распирает замкнутую усадочную раковину и при-
дает ей сферическую форму.
4. ТЕМПЕРАТУРА ЗАЛИВАЕМОГО МЕТАЛЛА
Литье с кристаллизацией под поршневым давлением является
литейным процессом, следовательно, все основные циклы этого
процесса должны начинаться из жидкого или жидко-твердого
металла. В конце операции металл доходит до твердо-жидкого со-
стояния и в таком состоянии принудительно идет на заполнение
усадочных пустот. Операция оканчивается при нахождении металла
в пластическом состоянии. Если при этом приложено достаточно
высокое давление, то, не снимая его после затвердевания металла,
можно уплотнить его при пластических деформациях.
Следовательно, температуры заливки металла должны соответ-
ствовать тем, которые применяются в литейном производстве,
с некоторым понижением с учетом прилагаемого давления.
Температура заливки находится в зависимости от температур-
ного интервала затвердевания металла. Чем шире этот интервал,
тем ниже может быть температура заливки. Так как одной из ос-
новных задач является устранение газовых раковин, то заливка
металла должна происходить при незначительном перегреве или
в жидко-твердом состоянии (табл. 6), чтобы в интервале между
окончанием заполнения изложниц до опускания прессующего пуан-
сона из металла могли беспрепятственно выделяться растворенные
в нем газы, не оставаясь в нем в виде раковин. При приложении
давления газы остаются в растворе; при этом полностью устра-
няются газовые раковины.
Если температура заливаемого металла чрезмерно низка или
высока, то в том и другом случаях требуется значительное увели-
чение удельного давления (фиг. 11).
Эта диаграмма, записанная в лабораторных условиях при ра-
боте на прессе мощностью 10 Т, охватывает область удельных
Давлений, значительно более низких (по сравнению с теми, которые
применяются в производственных условиях), но она показательна.
41
Таблица 6
Температура заливки слитков из различных цветных сплавов
Сплав гост Температура сплава в °C
в печи перед заливкой при заливке
АЛ2 720—750 640—670
АЛ4 720—750 640—670
АЛ8 2685—53 680—750 640—680
АЛ9 700—750 650—700
АЛ 11 640—660 600—620
МЛ5 680—750 580—650
Л62 1040—1080 980—1030
ЛС 59-1 1000—1020 960—i 000
ЛМц58-2 950—1020 900-970
ЛМцА 57-3-1 1019—47 980—1050 920—1000
ЛМцС 58-2-2 980—1050 920—1000
ЛК 80-Зл 1030—1060 980—1030
ЛН 56-3 Ведомственная нор- маль судостроительной промышленности 1-667-53 1000—1050 950—1000
Бр. ОЦС 6-6-3 613—50 1100—1150 1050—1100
Бр. Оф 10-1 488—52 1100—1150 1050—1100
Бр. СуН 7-2 1100—1150 1050—1100
Бр. АЖ 9-4 1170—1220 1120—1170
Бр. АЖМц 10-3-1,5 493—54 1170—1220 1120—1170
Бр. АЖН 10-4-4 1200—1250 1150—1180
42
Фиг. 11. Зависимость значений да-
вления от температуры металла
(слитки 0 100 мм из бронзы
Бр. АЖ 9-4, отлитые в лаборатор-
ных условиях).
При значительно пониженной температуре затвердевание идет
быстрее; к моменту окончания заливки и подачи давления обра-
зуется значительное количество кристаллических «мостов», через
которые трудно проталкивать металл к местам усадочной по-
ристости. Это вызывает необходимость в приложении более вы-
сокого давления.
Если в распоряжении имеются пресса значительной мощно-
сти, то работа при предельно допускаемых низких температурах
является оптимальной с точки зрения устранения производствен-
ных помех и увеличения стойкости форм. Чтобы сочетать это с не-
обходимостью оставления газов в
растворе, целесообразно ступенча-
тое поступление давления. Сначала
применяется невысокое давление
на металл, содержащий большое
количество жидкой фазы. Это по-
лезно как для устранения газовых
раковин, а также для прохожде-
ния первичной кристаллизации из
жидкого расплава. Когда металл
переходит в твердо-жидкое состоя-
ние, давление должно быть значи-
тельно повышено.
При чрезмерно высокой темпе-
ратуре залитого металла усадоч-
ная раковина имеет глубокое за-
легание и сверху ее образуется «мост» значительной толщины,
через который затруднительно пропитать отливку с помощью
того удельного давления, которое обычно применяется. При
этом подача металла в усадочные поры прекращается раньше,
чем заканчивается усадка в сердцевине отливки. Чтобы пропитать
такие глубинные поры, образующиеся ниже уплотненной голов-
ной части слитка, нужно весьма значительное удельное давление.
Работу при чрезмерно завышенных температурах заливки
нельзя допускать ни в коем случае.
5. ТЕМПЕРАТУРА ФОРМЫ
Износ форм от взаимодействия их с расплавленным металлом
зависит не только от степени нагрева, но главным образом от
длительности нагрева.
Поэтому необходимо по возможности сокращать время нахож-
дения залитого металла в форме, вынимая отливку тотчас после
окончания процесса затвердевания. До начала заливки металла
форму и пуансон следует подогреть до 175—200° С.. В процессе
работы температура изложницы не должна превышать 400° С (при
литье медных сплавов).
.43
Заливка в холодную форму вызывает резкое охлаждение ме-
талла и образование столбчатой структуры.
Холодный пуансон захолаживает металл в головной части за-
готовки и затрудняет заполнение усадочных пустот.
Заливка в перегретую форму быстро подвергает ее износу,
а также нередко приводит к привариванию металла к форме.
Для получения чистой поверхности отливки необходима
смазка формы. Смазка предохраняет стенки формы от приварива-
ния металла, замедляет охлаждение слитка и тем самым способст-
вует образованию равноосной структуры; относительное замедле-
ние охлаждения слитка способствует более совершенному про-
хождению кристаллизации под давлением (см. гл. II). Следует
применять жидкие смазки (например, масло машинное или касто-
ровое с графитом), облегчающие выпрессовку заготовок из излож-
ницы. Чем горячее форма, тем больше относительное удлинение
залитого в нее сплава.
При применении форм (или изложниц) с вертикальной пло-
скостью разъема имеется возможность быстрее и легче осуществить
выемку литой заготовки; кроме того, это позволит применить гу-
стые и более стойкие смазки (покрытия), что увеличит общую стой-
кость форм.
Вопрос о смазках и покрытиях и о способах их нанесения рас-
сматривается в гл. X.
в. СКОРОСТЬ ЗАТВЕРДЕВАНИЯ МЕТАЛЛА
Вопрос о скорости затвердевания и кристаллизации рассмот-
рен в гл. II.
В процессе кристаллизации под давлением скорость затверде-
вания металла имеет различное значение до поступления давления
на металл и после его поступления.
В начале процесса скорость затвердевания определяет момент
подачи прессующего пуансона; в этот период скорость охлаждения
не должна быть большой, чтобы можно было подать давление до
начала затвердевания металла или в начальный период его за-
твердевания.
Скорость затвердевания металла около стенок изложницы
в свободном состоянии, т. е. до поступления давления, определяе-
мая путем опрокидывания изложницы с залитым металлом (брон-
зой), показана в табл. 1.
Для установки надставного прессующего пуансона на металл
вручную с последующей подачей поршня пресса требуется не более
5 сек. Из данных, приведенных в табл. 1, видно, что после выдержки
металла в течение указанного отрезка времени он остается в жид-
ком состоянии в сердцевине и в полужидком состоянии около сте-
нок изложницы. Это дает возможность при правильном подборе
температур своевременно произвести прессование металла:
44
При слитках малых диаметров (15—30 мм) или при отливке
фасонных деталей, когда кристаллизация происходит очень быстро,
необходимо путем механизации процесса обеспечить подачу порш-
невого давления тотчас же после заполнения формы.
С момента поступления на металл прессующего пуансона ско-
рость затвердевания значительно увеличивается, благодаря при-
ложению давления, а также плотному прижатию металла к стен-
кам изложницы с ликвидацией газового зазора.
Скорость затвердевания К при литье в данных условиях охлаж-
дения, т. е. при данной температуре поверхности изложницы и дан-
ном материале, определяется по формуле
х = КУг,
где /С — величина постоянная [10].
Ввиду того, что температура поверхности слитка меняется
в процессе охлаждения, принимается среднее значение величины К.
где х — средняя толщина стенки (образующейся корочки);
т — время в мин.
Для слитка диаметром 100 мм из сплава Бр. АЖ 9-4 при ско-
рости затвердевания в 2,5 см/мин
х2 52
т — — g 52 = 4 мин.
При кристаллизации под давлением т не превышает 1,5 мин,
т. е. она будет в 2,5 раза меньше.
Это подтверждается следующим примером. Слиток 0125лл< из
бронзы Бр. АЖМц 10-3-1,5 при литье с кристаллизацией поддавле-
нием выдается из формы через 2 мин в твердом состоянии с полу-
чением мелкозернистой структуры и высокой плотности.
При необходимости выдачи из формы металла через 3 мин без
приложения давления (в связи с неисправностью насоса) металл
выливается из изложницы, на стенках которой остается полуза-
твердевший слой толщиною около 25 мм.
Температурные кривые затвердевания отливок из алюминие-
вых сплавов в условиях кристаллизации под высоким давлением
впервые записаны А. А. Додоновым (фиг. 12), что позволило более
точно определить скорость кристаллизации.
При рассмотрении фиг. 12 можно установить, что слиток диа-
метром 80 мм из сплава марки АЛ2 кристаллизуется в атмосфер-
ных условиях примерно за 2,1 мин, тогда как время кристаллиза-
ции того же слитка при давлении 2000 кГ/см2 уменьшается при-
мерно до 0,6 мин. Аналогичное уменьшение продолжительности
кристаллизации слитков диаметром 80 мм из сплава марки АЛ8
наблюдается при приложении давления 2000 кГ/см2.
45
В значительной степени скорость кристаллизации растет за
счет теплообмена между формой и отливкой.
При проведении указанного исследования также изучены кри-
вые нагрева металлической формы, в которой происходило затвер-
девание слитка. В случае кристаллизации слитка под давлением
2000 кГ/см*, прогрев металлической формы в единицу времени
происходит до более высоких температур (по сравнению с затвер
Фиг. 12. Температурные кривые кристаллизации отливки диаметром
80 мм из сплава марки АЛ2:
1 — кристаллизация центра отливки (поршневое давление 2000 кГ/смг)\ 2 — кристалли-
зация периферии отливки (давление 2000 кГ/см*)-, 3 —кристаллизация отливки в атмосфер-
ных условиях (центр); 4 — то же (периферия).
В условиях обычного литья тесное соприкосновение металла
с изложницей (без газовой прослойки) может привести к значитель-
ному ее износу. Но так как в данном случае металл, благодаря
приложению давления, охлаждается с весьма большой скоростью
и затвердевание заготовки происходит при приращении толщины,
доходящем примерно до 50 мм!мин, то общая продолжительность
затвердевания, включая время, необходимое для принудительного
заполнения всех усадочных полостей, в несколько раз меньше,
чем при затвердевании в свободном состоянии. Это дает возмож-
ность увеличить производительность, значительно сократить время
нахождения металла в изложнице и уменьшить благодаря этому
ее износ.
Скорость охлаждения заготовок имеет весьма большое значе-
ние для получения сплавов с высокими механическими свойст-
вами.
Поскольку при применении кристаллизации под давлением
создаются особенно благоприятные условия для быстрого охла-
ждения металла, то этот побочный фактор наравне с давлением
46
в значительной степени способствует получению сплавов с мелко
зернистой структурой с повышенными механическими свойствами.
Большая скорость охлаждения особенно эффективна для спла-
вов, содержащих хрупкие фазы, которые в этих условиях охлажде-
ния затвердевают в виде более мелких кристаллов.
Согласно классификации И. Е. Горшкова, эти сплавы разде-
ляются на три группы, по-разному реагирующие на величину
скорости охлаждения в зависимости от количества переводимых
в твердый раствор хрупких составляющих при пластической и
тепловой обработке.
К первой группе относятся сплавы, в которых под влиянием *
пластической и термической обработки в твердый раствор может
быть переведено почти все количество хрупких составляющих
(например, алюминиевый сплав АЛ8, содержащий 10% магния).
Эти сплавы, по данным указанной спецификации, в литом со-
стоянии при быстром охлаждении хотя и увеличивают значительно
свою прочность, но не достигают той пластичности, которая при-
обретается ими после термической обработки.
При применении кристаллизации под поршневым давлением
(где действие давления сочетается с быстрым охлаждением) обес-
печивается значительное возрастание механических свойств сплава
АЛ8: предела прочности в 1,3—1,5 раза, относительного удлине-
пия в 3—4 раза, ударной вязкости в 2—2,5 раза.
Для указанной группы сплавов для получения высокой плот-
ности в сочетании с прочностью и пластичностью целесообразна
термическая обработка заготовок, изготовленных методом кри-
сталлизации под давлением.
Для сплавов второй группы под влиянием пластической и тер-
мической обработки только часть хрупких составляющих может
быть переведена в твердый раствор; значительное количество хруп-
ких составляющих при этом остается в свободном состоянии
после указанной обработки. К этой группе относится большинство
сплавов типа дюралюмина, содержащих медь, магний, марганец
и кремний.
Таблица 7
Механические свойства сплавов типа дюралюмина при различных Методах
обработки
Состояние сплава Марка сплава Механические свойства
Предел прочности кГ/мм1 Удлине- ние % Твердость по Бринелю
Литой с применением кристалли- Д1 38—42 8—10 105
зации под давлением д« 44—46 8—10 120
Подвергнутые пластической обра- Д1 36—38 10—12 95
ботке, закалке и старению — Де 42—43 8—12 НО
47
Для второй группы сплавов в случае применения высокой ско-
рости охлаждения механические свойства в литом состоянии могут
быть получены более высокие, чем после пластической и термиче-
ской обработок из слитка, который кристаллизовался при мень-
ших скоростях охлаждения.
Наши опыты с изготовлением слитков диаметром 50 мм из
дюралюмина марок Д1 и Дб подтвердили, что слитки, литые с при-
менением м.етода кристаллизации под давлением, обладали меха-
ническими свойствами, не уступающими в среднем дюралюминам
этих же марок, подвергйутым пластической обработке, закалке
и естественному старению (табл. 7).
К третьей группе принадлежат сплавы, имеющие хрупкие
включения в большом количестве, но в отличие от сплавов
предыдущей группы практически не переходящие в твердый
раствор под влиянием термической обработки.
7. ВЫДЕРЖКА МЕТАЛЛА В ФОРМЕ ДО ПОДАЧИ ДАВЛЕНИЯ
И ПОД ДАВЛЕНИЕМ
Металл, залитый в металлическую форму, сейчас же начинает
затвердевать по боковой и нижней поверхностям. Скорость затвер-
девания, значительная у поверхности слитка, уменьшается по
направлению к центру.
При большой выдержке металла в форме до подачи давления
потребуются более высокие давления для устранения усадочных
раковин; при чрезмерной продолжительности выдержки в ряде
случаев не смогут оказать влияния даже большие удельные давле-
ния.
Быстрое приложение давления обеспечивает получение качест-
венных заготовок даже при небольшом удельном давлении (см.
диаграмму давлений, примененных в лабораторных условиях, на
фиг. 8).
Продолжительность выдержки металла под давлением нахо-
дится в прямой зависимости от диаметра заготовки. Чтобы долго
не задерживать пресс и не изнашивать изложницы, выдержка
металла под давлением должна производиться в пределах времени,
необходимого для затвердевания заготовки. Преждевременное
снятие давления неизменно приводит к образованию замкнутой
раковины или рыхлости в сердцевине отливки. Для проверки
этого положения производилась опытная отливка слитков диамет-
ром 70 мм из марганцовой латуни ЛМцА 57-3-1 с различной
продолжительностью выдержки под давлением (табл. 2).
Одновременно проверялось влияние продолжительности вы-
держки на устранение газовой пористости и на строение заготовок.
Из полученных данных следует, что выдержка под давлением
до момента окончания усадки, происходящей в процессе затверде-
вания, обеспечивает плотную и мелкокристаллическую структуру,
48
Недостаточная выдержка в данном случае сопровождается
образованием усадочной раковины (при выдержке до 8 сек), когда
поступление давления прекратилось, а усадка еще не закончилась,
или незначительной рыхлости (при выдержке до 25 сек) на неболь-
шом участке, расположенном в центре заготовки, где металл за-
твердевает в последнюю очередь.
При выдержке свыше 50 сек под давлением происходит не
только усадка в процессе затвердевания, но и частично усадка
в твердом состоянии, когда имеет место уплотнение металла.
Характерно, что во всех случаях слитки характеризуются
мелкокристаллическим строением и отсутствием газовых раковин.
Таким образом, приложение давления даже при недостаточной
выдержке благоприятно влияет на измельчение строения заготовки.
Газы остаются в растворе уже в момент начала затвердевания.
В табл. 8 приводятся данные о рекомендуемой продолжитель-
ности выдержки в изложнице медных безоловянных сплавов в за-
висимости от диаметра заготовки.
Таблица 8
Продолжительность выдержки медных сплавов в изложнице в зависимости от
диаметра заготовок
Диаметр заготовки в мм Продолжительность выдержки в сек
до подачи давления (не более) под давлением (не менее)
125 15 150
100 12 130
90 10 120
70—75 8 90
60 6 70
50 5 60
35—40 3-4 40
В случае применения процесса для оловянной или сурьмяной
бронз, обладающих большим интервалом затвердевания, для устра-
нения межкристаллической пористости по всей массе слитка сле-
дует увеличить удельное давление на 75—100% и примерно на 50%
продолжительность выдержки под давлением.
При литье с кристаллизацией под давлением стальных загото-
вок продолжительность выдержки металла в форме имеет особенно
важное значение для получения качественного литья.
В данном случае, кроме продолжительности выдержки, на пра-
вильный и бесперебойный ход процесса в значительной степени
влияет толщина стенок изложницы, от которой зависит скорость
затвердевания. На примере проведенной под руководством
4 Пляцкий 49
Б. Б. Гуляева [И] экспериментальной работы видно, что при
сочетании чрезмерно длительной (25 сек) выдержки расплавленной
стали (марок 20Л и 35Л) в изложнице диаметром 70—80 мм (на
конце) при толщине стенок последней 100 мм, до поступления
давления (от 2000 до 6000 кПсм?) образовался затвердевший около
стенок слой (мост) около 15 мм.
При полной продолжительности затвердевания, не превосхо-
дящей, по мнению исследователей, 2 мин [а фактически, по данным
из практики серийного производства, находящейся в пределах
25—30 сек (гл. IX)], время выдержки заготовки под давлением
продолжалось до 3—4 мин.
При приложении поршневого давления до 2000 кГ)см\ при
кристаллизации стальных отливок, ликвидируется усадочная ра-
ковина, сводится к минимуму развитие рассеянной пористости и
существенно повышается пластичность металла (при незатруднен-
ном питании). Увеличение давления до 6000 кГ/см* не изменило
картины.
В данном случае затвердевший около стенок изложницы кри-
сталлический слой (мост) препятствует продвижению прессую-
щего пуансона и затрудняет питание отливки на всю глубину;
образующаяся при этом рассеянная пористость понижает пластич-
ность металла. Повышение давления в подобных случаях не дает
результатов, но может вызвать выделение новых хрупких струк-
турных составляющих, являющихся причиной падения пластич-
ности и вязкости металла.
Рассмотренные недостатки особенно характерны при литье
сплошных цилиндрических заготовок. Изготовление этих простей-
ших по конфигурации заготовок требует, однако, тщательного
соблюдения продолжительности выдержки залитого металла
в форме до подачи давления, чтобы свести на нет склонность
к очень быстрому затвердеванию на периферии и вытекающей
отсюда зональной неоднородности и образования «мостов».
Это усугубляется тем, что головная часть металла, залитого
в свободном состоянии, не перемещается, а только спрессовывается
под статическим давлением. Всякое, хотя бы и небольшое пере-
мещение, образующееся, когда торец пуансона имеет фасонную
конфигурацию, производит высадку. Длительная без необходи-
мости продолжительность выдержки металла в форме под давле-
нием приводит к значительному износу форм и затрудняет, кроме
того, удаление из них отлитых заготовок.
8. ВЛИЯНИЕ ДАВЛЕНИЯ НА ЧИСТОТУ ПОВЕРХНОСТИ
ЗАГОТОВОК
Одним из основных недостатков отливок из алюминиевых бронз
и марганцовых латуней является образование на поверхности
слитка окисных плен, наблюдающихся по преимуществу в виде
50
местных поверхностных скоплений на отдельных участках и имею-
щих в отдельных случаях глубину залегания до 3 мм. Это вы-
нуждает при обычном литье производить обдирку слитков перед
ковкой или прессованием.
Чтобы проверить возможность использования слитков без об-
дирки, было произведено наблюдение за состоянием поверхности
Фиг. 13. Поверхность слитков, отлитых при разных
условиях.
слитков, а также проверка глубины и характера распространения
и залегания окисных плен в зависимости от технологического
режима изготовления слитков.
На фиг. 13 показаны слитки 0 35 мм из Бр.АМц 10-3-1,5.
Слиток 1 отлит с кристаллизацией под давлением в недоста-
точно нагретую форму (100° С). Слитки 2 и 4 отлиты с кристалли-
зацией под давлением при температуре формы 200—250° С. Сли-
ток 3 отлит в ту же форму без применения давления.
. Интервал между отливкой каждого слитка около 10 мин; тем-
пература сплава 1120—1150° С.
Обмер слитков показал, что диаметр слитка 3 равен 34,8 мм,
а слитков 1, 2 и 4 соответственно 35,5; 35,4 и 35,3 мм.
Обдирка слитков 1, 2 и 4 выявила, что обнаруженные на не-
которых участках наружные плены имеют незначительную глу-
бину залегания (0,05—0,1 мм), но занимают большую площадь по
поверхности слитка и образуют подобие тончайшей чешуи, обво-
лакивающей слиток и состоящей из окиси алюминия.
4* 61
Как видно из фиг. 13, слитки, затвердевающие под давлением
отличаются чистотой поверхности и дают точный отпечаток внут-
ренней поверхности изложницы (риски и т. п.).
В головной части слитка видно, что он отполировался о стенки
изложницы во время осадки при прессовании, причем следов ри-
сок в этой части незаметно.
Наблюдения показали, что смазка значительно повышает чи-
стоту поверхности слитка.
Слитки, затвердевающие под давлением, при усадке умень-
шаются главным образом по высоте, а не по диаметру. Отсутствие
усадки от поверхности слитка к центру дает возможность избежать
поверхностных дефектов, образующихся при усадке (микроутя-
жин). Можно полагать, что когда масса металла под большим дав-
лением начинает плотно прижиматься к стенке изложницы, то
наружные окисные плены (непрочные в горячем состоянии) рас-
плющиваются и обволакивают всю периферию слитка тончайшим
равномерно распределенным слоем с одновременным уменьшением
глубины залегания. При недостаточном нагреве изложницы окис-
ные плены теряют текучесть и равномерное расплющивание их
затруднительно (слиток 1).
Отсутствие воздушного зазора между поверхностью слитка и
стенками изложниц также уменьшает во время затвердевания воз-
можность интенсивного окисления сплава на поверхности слитка.
Это имеет большое значение при литье магниевых сплавов.
При шероховатой поверхности изложницы пленка не может
равномерно растянуться, что ухудшает чистоту поверхности
слитка на отдельных участках.
9. ВЛИЯНИЕ ДАВЛЕНИЯ НА МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВОВ
В результате устранения газовой и усадочной пористости и
раковин, большой скорости затвердевания, измельчения структуры
и уплотнения слитка, механические свойства сплавов повышаются,
что находится в прямой зависимости от величины удельного давле-
ния и физических свойств сплавов (табл. 9).
Как видно из таблицы, повышение удельного давления (осо-
бенно для недеформируемых сплавов) полезно до известного пре-
дела (примерно не более чем в 1,5 раза по сравнению с давлениями,
рекомендуемыми в диаграмме на фиг. 10); более значительное повы-
шение удельного давления, хотя и способствует измельчению
структуры (фиг. 1), но по-разному влияет на механические свой-
ства: прочность доходит до некоторого предела и не повышается;
ударная вязкость и относительное удлинение повышаются.
Давление заметно влияет на увеличение механических свойств
литейных сплавов с большим интервалом кристаллизации (при-
родно-рыхлых) типа Бр.ОФ 10-1 (фиг. 4 и 5) и Бр.СуН 7-2, а также
на свойства деформируемых сплавов.
52
Таблица 9
Механические свойства сплавов, отлитых с кристаллизацией под поршневым
давлением
Сплав Диаметр слитка в мм Удельное давление в кГ/смг Предел прочности кГ/мм2 Удлинение в %
50 1 14,6—17,4 1,4—3,4
1500 18,4—18,9 4,4—5,4
3000 18,9—20,1 4,7
60 1 14,9—15,9 2,4—2,7
1060 18,8—20,0 5,0—5,7
2120 18,4—18,9 4,4—5,4
Вторичные алюминиевые 1 13,9—14,4 2,4—3,0
сплавы марок: АЛЗВ, АЛ4В, АЛ9В, ПО ГОСТ 2685-53 80 600 1200 17,4—19,1 15,5—18,3 5,4—6,0 4,7—5,4
1 13,9—14,4 2,7—3,0
100 380 16,9—17,7 9,0-9,7
760 16,3—16,6 6,4—7,7
1 12,8—13,4 3,3—3,7
125 243 11,6-13,9 5,3-6,0
486 13,2—13,7 7,7—9,7
Негостированный алюми- 1 8,3—8,6 0,1
ниевый сплав из отходов 150 170 14,5—15,5 2,0—2,5
производства 340 10,7—12,9 4,0—4,7
1 32,1—35,0 34,4—45,6
60 1060 36,5—40,1 50,0—64,4
ЛК 80-ЗЛ 2120 38,0—38,5 44,8—46,8
1 25,9—28,5 31,0—32,0
80 600 34,9 58,8
1200 37,9—38,2 30,8-35,6
60 1 21,0 4,5
60 750 25,0 9,2
Бр. СуН 7-2 90 2980 27,8—32,5 8,0—13,6
80 6740 31,4—33,2 22,4—23,6
60 1 35,5 14,4
Бр. ОФ 10-1 60 750 44,5 19,1
Бр. ОЦ 10-2 52 52 1 290 16,7—25 34—37 3,3—8 18-45
53
Продолжение табл. 9
Сплав Диаметр слитка в мм Удельное давление в кГ/см* Предел прочности кГ/мм* Удлинение в %
Бр. ОСН 10-2-3 60 60 1 750 25 35—37 5 13,5—16,0
Бр. АЖ 9-4 70 60 100 60 1 225 125 750 Кованые » 1 57,6 63,5 58,4 68,2—71,8 59,3-59,6 60,1-60,5 38,5 34,3 36 14,2-16,5 35,6—36,2 36,7-37,5 I
ЛМцА 57-3-1 60 60 1 750 49,5—51,0 61,3—64,8 17,0—18,2 16,5-18,5
В верхней части слитка, где металл подвергается давлению,
под действием которого идет осадка головной части, механические
свойства могут значительно повыситься или выравниться в соот-
ветствии со свойствами в нижней части, где отливки обычно плот-
нее, благодаря действию металлостатического давления.
Образцы для механических испытаний вырезались из централь-
ной и периферийной зон и брались из верхней части слитка, сред-
ней и нижней.
Это позволило установить, что для подавляющего большинства
сплавов при своевременном приложении давления и точной его
дозировке (в зависимости от температуры заливки) механические
свойства как в различных зонах заготовки, так и на различных
участках по высоте, не имеют существенных расхождений.
У слитков, отлитых без приложения давления, образцы из
верхней части вырезались из участка, расположенного ниже уса-
дочной раковины, имеющейся в головной части слитка.
Слиток из алюминиевого сплава 0 150мм изготовлен из заведомо
негодного материала (§3, фиг. 7) для проверки возможности уплот-
нения заготовки даже из отходов, насыщенных водными окислами
и содержащих свыше 5% железа.
Это зависит от удельного давления и физических свойств сплава.
В обычном литье газовая пористость вызывает в большей мере
падение относительного удлинения и в меньшей мере влияет на
предел прочности.
При кристаллизации под давлением, когда газовая пористость
полностью устраняется, механические свойства закономерно ха-
рактеризуются повышением удлинения.
54
Таблица 10
Изменение механических свойств медных сплавов в зависимости от способа литья
Марка сплава Наименование свойств Способы литья
в песочные формы в металличе- ские формы центробежное вакуум-вса- сывание кристаллиза- ция под дав- лением (700 кГ/смг)
Предел прочности на растяжение в кГ/мм2 15,7 35,5 25,2 39,8 44,5
Бр. ОФ 10-1 Относительное удлине- ние в % 2,93 14,4 10,2 31,9 19,1
Ударная вязкость в кГ м/см2 1,18 1,05 2,06 2,03 1,15
Предел прочности на растяжение в кГ/мм2 18,3 21,0 19,2 28,3 25,0
Бр. СуН 7-2 Относительное удлине- ние в % 4,0 4,5 5,7 12,3 9,2
Ударная вязкость в кГ м/см2 0,60 0,73 0,36 0,60 0,57
Предел прочности на растяжение в кГ/мм2 55,5 59,0 57,6 58,0 65,7
Бр. АЖ 9-4 Относительное удлине- ние в % 31,4 32,4 34,0 34,4 34,5
Ударная вязкость в кГм/см2 3,1 5,0 3,6 6,2 6,7
Предел прочности на растяжение в кГ/мм* 16,5 34,0 37,6 37,7 42,0
Бр. КФ 4-0,4 Относительное удлине- ние в % 18,2 36,3 42,0 50,1 58,6
Ударная вязкость в кГ м/см2 1,2 2,08 1,73 1,85 2.4
Предел прочности на растяжение в кГ/мм2 38,9 41 46,5 43,2 46,1 50,3
ЛК 80-3 Относительное удлине- ние в % 39 49,7 45,8 60,0
Ударная вязкость в в кГм/см2 11,9 12,8 12,1 12,0 12,0
Предел прочности на растяжение в кГ/мм2 48,8 54,8 56,4 50,9 19,7 59,7 21,9
ЛМцА 57-3-1 Относительное удлине- ние в % 13,3 19,1 20,7
Ударная вязкость в кГ м/см2 4,4 5,3 4,8 5,6 5,6
55
В табл. 10 приводится сравнение механических свойств мед-
ных сплавов в зависимости от способа литья
Из таблицы видно, что наиболее высокие механические свой-
ства имеют сплавы, литые с кристаллизацией под поршневым давле-
нием.
Литье методом вакуум-всасывания в некоторых случаях не-
значительно уступает литью с кристаллизацией под давлением,
а иногда и превышает его (главным образом по относительному
удлинению). Однако это относится к образцам, вырезанным не
из различных зон заготовки, а выборочно, исключая центральную
часть, где имеются осевая рыхлость, а также раковины.
10. ЛИКВАЦИЯ СПЛАВОВ
Из числа новейших предположений о механизме образования
ликвации заслуживают внимания, как наиболее обоснованные,
следующие теоретические высказывания.
Структура, среди прочих факторов, определяется наличием
движения металла.
При обычном литье, когда диффузионные процессы остаются
не завершенными, проявляется ликвация. Прямая ликвация,
так же как и обратная, объясняется передвижением расплава по
каналам в кристаллическом скелете под действием разности давле-
ний внутри слитка. Разность давлений создается или за счет усадки
и кристаллизации, или за счет сильного газовыделения.
Интенсивность ликвационных наплывов связана не с общей
величиной интервала кристаллизации, а только с нижней его
частью, внутри которой первичные кристаллы образуют каркас
с распределенной внутри него жидкой фазой.
Ликвационные наплывы образуются вследствие истечения рас-
плава через каналы внутри каркаса твердо-жидкого сплава под
действием металлостатического давления в пространство между
формой и слитком, образовавшееся после начала линейной усадки,
т. е. после формирования жесткого каркаса из первичных кри-
сталлов [29].
Склонность к ликвации по удельному весу связана с величи-
ной температурного интервала жидко-твердого состояния, заклю-
ченного между ликвидусом и температурой начала линейной
усадки.
Многочисленные исследования слитков, литых с кристаллиза-
цией под поршневым давлением, показали, что приложение давле-
ния в процессе затвердевания сплавов уменьшает или полностью
устраняет некоторые виды ликвации, например, ликвацию по
удельному весу (расслаивание) и обратную зональную ликвацию.
1 Опыты А. А. Додонова.
56
Влияние давления на расслаивание по удельному весу про-
верялось при изготовлении способом кристаллизации под давле-
нием паровозных уплотнительных сальниковых колец из сплава,
состоящего из 60% свинца, 2,5% никеля и 37,5% меди.
Сплав для уплотнительных колец должен представлять собой
тонкую механическую смесь меди со свинцом. При существующих
методах литья в кокиль (с интенсивным охлаждением водой после
заливки) заготовок-втулок для колец во время затвердевания
сплава происходит его расслаивание по удельному весу: в массе
Фиг. 14. Изломы заготовки для сальниковых колец:
а — при литье в металлическую форму; б — при литье
с кристаллизацией под давлением.
свинца (голубой фон) получаются темныё вкрапления меди (темно-
бурый фон) (фиг. 14, а).
Брак по уплотнительным кольцам очень велик, он проявляется
обычно в процессе эксплуатации паровоза, когда кольцо не про-
изводит уплотнения, что приводит к утечке пара и выходу паро-
воза из строя.
При применении для изготовления колец кристаллизации под
поршневым давлением устранен брак по расслаиванию, благодаря
невозможности для жидких составляющих перемещаться при прес-
совании в том или ином направлении и весьма быстрому затверде-
ванию металла при его плотном соприкосновении со стенками
формы, стержнем и прессующим пуансоном (фиг. 14, б).
Получена равномерная структура, представляющая собой тон-
кую смесь меди и свинца (фиг. 15).
Уплотнительные кольца, изготовленные с применением порш-
невого давления, прошли длительные испытания на паровозах
57
и показали высокие эксплуатационные свойства. Второе преиму-
щество метода литья с кристаллизацией под давлением заклю-
чается в возможности получения заготовок, приближающихся по
конфигурации к готовой детали.
Зональная обратная ликвация является следствием перемеще-
ния остающейся между дендритами жидкости, обогащенной рас-
творенными элементами, к периферии отливки, под действием не-
уравновешенного давления, например, при газовыделении.
При кристаллизации под
давлением газы из раствора
не выделяются и обратная
ликвация практически не на-
блюдается.
Нет также зазора, т. е.
того пространства, в которое
в условиях обычного литья
происходит истечение рас-
плава через каналы внутри
каркаса. Под действием
поршневого давления, когда
затвердевание идет значи-
тельно быстрее, расплав ско-
рее теряет свою подвижность
и не может столь интенсивно
перемещаться среди каналов
каркаса, тем более, что по-
следний, образующийся под
давлением, имел более значи-
тельную плотность. При от-
сутствии зазора давление на
стенки изложницы приводит
к образованию п роти вода-
истечению расплава.
Фиг. 15. Микроструктура заготовки
для сальниковых колец, изготовленной
способом кристаллизации под давле-
нием.
вления, также препятствующего
Дендритная ликвация, т. е. неоднородность внутри каждого
зерна, обусловливающая антифрикционные свойства сплавов, при
больших скоростях охлаждения в период затвердевания при кри-
сталлизации под давлением также несколько уменьшается.
Давление увеличивает диффузию между выделившимися в на-
чале затвердевания кристаллами или осями дендритов, состоя-
щими из более тугоплавкой составляющей с находящимися в жид-
ком состоянии легкоплавкими составляющими, что способствует
уменьшению дендритной ликвации. Уменьшая степень дендрит-
ной ликвации, высокое давление может, таким образом, ухудшить
антифрикционные свойства сплавов.
Применяя при литье антифрикционных сплавов сравнительно
низкие удельные давления, удается сохранить дендритную лик-
вацию.
58
11. ТЕПЛОВЫЕ РЕЖИМЫ ЛИТЬЯ
Равно как и в литье под давлением, тепловые режимы в ряде
случаев являются решающими для получения качественных заго-
товок в литье с кристаллизацией под давлением. Так, например,
в гл. II рассмотрен вопрос о влиянии переохлаждения на свойства
слитков и рекомендованы тепловые режимы, способствующие со-
хранению их пластичности.
Ниже приводится пример устранения ликвации специальных
бронз при применении соответствующих тепловых режимов литья.
Для деталей, работающих при больших нагрузках и скоростях,
испытываемых под высоким гидравлическим давлением, отли-
чающихся большой износоустойчивостью и коррозионной
стойкостью, лучшим материалом являются бронзы марок
Бр. ОСН 10-2-3 и Бр. СуН 7-2.
Получение плотных заготовок из указанных бронз, склонных
к газонасыщенности и ликвации, представляет значительную слож-
ность в условиях обычного литья.
Литье с кристаллизацией под поршневым давлением, как пра-
вило, позволяет устранить основные литейные пороки. Однако
при литье указанных бронз, хотя и удавалось получить плотные
отливки с высокими механическими свойствами, нельзя было
полностью устранить ликвацию.
Такое явление объясняется характером затвердевания ука-
занных сплавов. После понижения температуры таких сплавов
ниже ликвидуса начинается интенсивное выделение сильно раз-
ветвленных дендритов основного твердого раствора, имеющего
значительно более высокую температуру, чем температура окон-
чательного затвердевания сплава. Между ветвями дендритов
к этому времени остается еще в жидком состоянии в значительном
количестве легкоплавкая фаза. Поскольку процесс затвердевания
происходит последовательно от периферии заготовки к ее центру, то
создаются условия для перемещения низкоплавких фаз в централь-
ную часть заготовки. Это приводит к повышенному содержанию
компонентов, содержащихся в легкоплавких фазах (олова и
сурьмы) в центральной части заготовки: наблюдается явление,
которое обычно классифицируется как прямая ликвация.
Обычные режимы литья с кристаллизацией под давлением,
характеризующиеся тем, что все перемещения металла происходят
очень быстро, пока металл еще находится в жидко-твердом или
твердо-жидком состоянии, в данном случае только усугубляют
склонность этих сплавов к ликвации.
Чтобы устранить ликвацию при литье с кристаллизацией под
давлением, разработаны и успешно применены тепловые условия,
направленные на использование физических свойств указанных
бронз, у которых, благодаря большому температурному интервалу
кристаллизации, нет концентрированных усадочных раковин,
59
а усадка характеризуется общей природной неплотностью, рас-
сеянной по всему объему заготовки. Используя эти свойства,
созданы такие начальные условия затвердевания, при которых
до минимума доведен перепад температур на периферии и в цент-
ральной зоне отливки.
Эти условия сводятся к возможно более равномерному затверде-
ванию заготовки на всех участках, что достигается заливкой ме-
талла в горячую изложницу, полость которой покрыта смазкой
с малой теплопроводностью, уменьшающей теплоотдачу. Металл
Фиг. 16. Макроструктура головной части слитка диаметром
120 мм, высотой 275 мм из бронзы Бр. СуН 7-2, литого с кри-
сталлизацией под давлением.
должен заливаться при минимальной допускаемой температуре
с производством заливки медленно тонкой струей.
Температура заливки бронзы Бр. ОСНЮ-2-3 —1000-300 С,
бронзы Бр. СуН 7-2—1050-30°С. Выдержка металла в изложнице
до поступления давления от 15 до 25 сек (в зависимости от диа-
метра). Момент прессования определяется небольшим потемнением
зеркала металла (в связи с началом образования кристаллической
корочки).
Для уплотнения такого сплава, ввиду нахождения его в жидко-
твердом состоянии, необходимо применять более высокое удельное
давление (1000—1500 кПсм*) и более продолжительную выдержку
металла под давлением.
При применении таких тепловых режимов стабильно получены
заготовки с высокими механическими свойствами, лишенные лик-
вации и закономерно выдерживающие испытание на герметичность
при высоком давлении (бронзы: Бр. СуН 7-2 до 1000 кПсм2,
Бр. ОСН 10-2-3 до 1500 кГ/см2).
60
Во время испытания на герметичность не было замечено ни-
каких выпотов. Все заготовки рвались при одинаковом давлении
(для каждого сплава), что показывает на высокую плотность ма-
териала, у которого разрыв происходит в результате повышения
допускаемой механической нагрузки изнутри на единицу площади.
Макроструктура заготовок мелкозернистая, равноосная во всех
зонах. На фиг. 16 показана макроструктура бронзы Бр. СуН 7-2
с полным отсутствием следов ликвации. Механические свойства
указанных бронз при литье с кристаллизацией под давлением зна-
чительно выше, чем требуется по техническим условиям, а именно:
Бронза Бр. ОСН 10-2-3 по нормали 211 АМТУ-51 должна иметь
предел прочности 25 кГ/мм* и удлинение 5%; при кристаллизации
под давлением эти свойства соответственно повышаются до
37,6 кГ/мм2 и 13,4%.
Бронза Бр. СуН 7-2 по нормали НВ-488-48 должна иметь пре-
дел прочности 20 кПмм2 и удлинение 3%; при кристаллизации
под давлением эти свойства соответственно повышаются до
30,5 кПмм* и 12,8%.
Не ограничиваясь лабораторными исследованиями, партия ци-
линдрических заготовок весом свыше 500 кг была подвергнута
механической обработке по штатной технологии для изготовления
ответственных деталей. При этом брак при обработке и испытании
на герметичность под давлением не был обнаружен ни в одной
детали.
ГЛАВА IV
ЛИТЬЕ ЗАГОТОВОК С КРИСТАЛЛИЗАЦИЕЙ
ПОД ПОРШНЕВЫМ ДАВЛЕНИЕМ
В результате широкого внедрения литья с кристаллизацией
под давлением и всестороннего изучения свойств заготовок, по-
лученных этим способом, определилась область применения этого
процесса для изготовления:
а) непосредственно из жидкого металла сплошных цилиндри-
ческих заготовок из цветных сплавов (взамен прессованного и
кованого материала), являющихся исходным материалом для
обработки давлением в пластическом состоянии: горячей штам-
повки и протяжки, а также для поделок при механической обра-
ботке;
б) компактных фасонных заготовок взамен ковки и горячей
штамповки, а также заготовок, ранее отливаемых в металлические
или песочные формы; при этом освоено изготовление деталей с по-
лостями, получаемыми с помощью стержней при толщине стенок
от 7 мм и более;
в) биметаллических деталей с арматурой — вкладышами из
других сплавов.
12. ЛИТЬЕ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК (СЛИТКОВ)
ИЗ ЦВЕТНЫХ СПЛАВОВ
Наибольшие потери цветного металла и наибольшая трудо-
емкость механической обработки имеются при изготовлении де-
талей из сплошных цилиндрических заготовок (слитков, прутков,
тяг).
При литье этих заготовок в металлических формах (произво-
дящемся в большинстве литейных цехов) не обеспечивается полное
устранение газовых и усадочных раковин. Это ограничивает их
применение главным образом для ремонтных целей и для мелких
поделок при индивидуальном и мелкосерийном производстве.
В крупносерийном и массовом производстве деталей преобладает
применение прессованных и катаных цилиндрических заготовок.
Если они идут на изготовление деталей из куска методом обработки
62
резанием, то потери металла на стружку очень велики (в ряде слу-
чаев коэффициент использования металла падает до 15%). При
использовании прутков в качестве исходного материала для горя-
чей штамповки, ковке, протяжке через очко и т. п. потери металла
меньше, но деформация такого материала при обработке в пла-
стическом состоянии в некоторой степени затрудняется тем, что
заготовка уже подверглась значительной деформации при, прес-
совании на мощных прессах.
Это вызывает необходимость в приложении более значительных
усилий при пластической обработке, а также в ряде случаев слу-
жит причиной образования трещин при штамповке на быстроход-
ных штамповочных молотах.
Кроме того, снабжение заводов прессованными фотовками
в ряде случаев затруднительно ввиду их дефицитности и сравни-
тельно узкого сортамента в отношении некоторых специальных
сплавов.
Так, например, значительный ряд заводов, потребляющих много
специальных латуней и безоловянных бронз, не могут быть обес-
печены этим материалом и вынуждены за отсутствием прессован-
ных заготовок применять (для обеспечения плотности материала)
кованые заготовки.
При вынужденном широком применении кованых заготовок
потери металла машиностроительных заводов на промежуточных
операциях значительно больше, чем при прессованных заготовках.
В частности, литые в чугунных изложницах заготовки под поковку
требуют более глубокую обдирку для снятия поверхностных де-
фектов, чем слитки, полученные в водоохлаждаемых формах для
последующего прессования. При ковке литых слитков для раздела
на малые диаметры эти кованые заготовки не имеют правильного
цилиндрического сечения. В большинстве случаев их необходимо
перетачивать для получения правильной цилиндрической формы.
Структура прессованных заготовок более равномерная, чем
у кованых.
Этим и можно объяснить, что на крупном машиностроительном
заводе, расходовавшем ежемесячно для пластической обработки
давлением 80 т цилиндрических заготовок из латуни ЛМцА 57-3-1
и бронзы Бр. АЖМц 10-3-1, из которых значительную часть
составляли кованые, после перевода изготовления таких загото-
вок на литье с кристаллизацией под давлением расход их сокра-
тился до 25 т на ту же программу.
Взамен ранее отливаемых крупных слитков (0200 мм) для после-
дующей ковки и разделки на малые диаметры цех стал выпускать
мерные заготовки 0 70—90 мм высотой 300 мм, что осуществлялось
двумя рабочими при работе в течение полутора смен на прессе
типа ГП-З для литья слитков с кристаллизацией под давлением
(гл. VII). Эти же рабочие вели разливку и прессование ме-
талла.
63
Заготовки из этих слитков поступали на обработку давлением
(после нагрева) без механической обработки, непосредственно
после отрезки мерных по высоте черновых заготовок.
Замена кованых заготовок литыми с кристаллизацией под
давлением в корне изменила характер работы цеха. При плавке
ежедневно свыше 3 т металла для крупных слитков для их после-
дующей ковки велась двухсменная работа плавильных печей.
Слитки транспортировались в кузнечный цех, а обратно приво-
зились отрубленные прибыли и остатки от ковки. Весь участок
цеха был занят этим оборотным металлом и вновь отливаемыми
слитками. Для этого требовался большой штат рабочих. При пере-
ходе на литье с кристаллизацией под давлением все производство
заготовоц^рсредоточилось около одного пресса.
Поскольку при применении надставных пуансонов и сменных
колец в основании постамента для установки в него изложниц
разного размера представлялась возможность из одной печи за-
ливать изложницы разного диаметра, работа на этом участке
в условиях налаженного производства велась следующим образом.
После нагрева изложниц до температуры 150—200° С произво-
дилась их смазка. Одновременно подогревались надставные пуан-
соны и на их нижний торец наклеивались жидким стеклом асбесто-
вые прокладки.
Для работы одновременно подготавливались 5—8 изложниц
(в зависимости от их диаметра).
В каждой изложнице производилась отливка трех-четырех
слитков, после чего изложница снималась для охлаждения до
температуры не ниже 150° С.
С помощью специального приспособления снятие изложниц
и замена их другими производилась в течение 1 мин. Если при
этом переходили на другой диаметр, то соответственно подбирался
и пуансон. Если при выдержке слитков до остывания необходимо
было ускорить последнее, то они обдувались сжатым воздухом.
Смазка изложниц производилась перед каждой заливкой, но
несколько меньшим слоем, чем при запуске изложницы в работу.
Плавка велась в двух печах; пока из одной печи производилась
раздача металла, в другой велась плавка.
Выше было указано, что заготовки, литые с кристаллизацией
под давлением, лучше текут в полости штампа и при протяжке
в очко.
Благодаря этому: а) резко сократился брак по трещинам при
ковке в штампах на молотах заготовок для червячных колес;
б) сократилось количество отходов при протяжке в очко про-
фильных заготовок, благодаря увеличению их длины и уменьше-
нию толщины пресс-остатков.
В процессе изучения пластических свойств слитков, литых
с кристаллизацией под давлением, было установлено, что более
высокие пластические свойства получаются, когда охлаждение
64
слитка при приложении давления осуществляется без резкого
переохлажденй я.
Охлаждение отливок в период затвердевания в значительной
степени (среди ряда других факторов) происходит за счет поглоще-
ния тепла металлической формой. Чем больше масса формы, при-
ходящаяся на единицу охлаждающейся поверхности отливки, тем
большее количество тепла может быть аккумулировано в самой
форме. Особенно это сказывается при литье заготовок малого диа-
метра, где охлаждение в период кристаллизации идет почти пол-
ностью за счет аккумуляционной способности формы.
При литье с кристаллизацией под поршневым давлением про-
цесс идет более совершенно, когда температура залитого металла
в верхней части слитка понижается менее интенсивно, так как это
дает возможность более эффективно питать образующиеся усадоч-
ные полости жидким или жидко-твердым металлом; поэтому нет
необходимости в применении толстостенных изложниц. Если при
применении высоких давлений и при литье крупных слитков и
находят применение толстостенные изложницы, то в верхней их
части (примерно на высоте 60—80 мм) целесообразно уменьшить
толщину стенок.
Опытные работы показали, что чем больше подогрев изложниц,
тем выше получается пластичность заготовок/ Обильная смазка
уменьшает теплоотдачу, а также облегчает выпрессовку слитков
из неразъемных изложниц (для этого нужны смазки, содержащие
масло).
Для работы в значительно подогретых изложницах, с учетом
того, что при осадке металла пуансоном отсутствует газовый
зазор между залитым металлом и изложницей, разработана
технология, дающая возможность менять на ходу изложницы по
мере их перегрева. При этом необходимо было также учитывать,
что для правильного хода процесса зазор между стенками излож-
ницы и прессующим пуансоном должен быть точно соблюден без
отклонений в ту и другую сторону, а последнее требует точную
центрировку изложницы по отношению к прессующему пуансону.
В результате экспериментирования была разработана техноло-
гия литья слитков и конструкция изложниц, обеспечивающие
бесперебойный ход процесса. Однако комплексное решение этой
задачи нельзя было осуществить без применения специального
оборудования, которое позволило бы механизировать операцию
удаления слитков из изложниц, не снимая их со стола пресса и
устранить все ручные операции (на первых порах исключая
заливку металла, которая тоже должна быть механизирована)
с отказом от ковшовой заливки.
Для этого сконструированы и изготовлены специальные гид-
равлические прессы ГП-3 мощностью 20 Т для литья слитков с кри-
сталлизацией под давлением, показанные на фиг. 71 (подробное
описание в гл. VII).
5 Пляцкий 65
постоянного постамента, на
Особенностями пресса являются:
а) отсутствие колонн и цельнолитая станина с большим выле-
том, дающая возможность доступа к изложницам со всех сторон;
б) для выпрессовки слитков вниз без снятия изложниц, в столе
пресса предусмотрена подвижная плита, расположенная в пазах
который установлены изложницы.
Слитки падают в ящик, распо-
ложенный под прессом.
Подвижная плита приводится
в движение с помощью сжатого
воздуха, гидропривода или винто-
вого привода с помощью штур-
вала.
Ввиду тесного контакта зали-
того металла с изложницей, по-
следняя быстро нагревается и
должна быть сменена после трех-
четырех отливок. Чтобы быстро
производить смену изложниц (не
более 1 мин), не нарушая их цен-
трировки по отношению к прессу-
ющему плунжеру машины, приме-
няются надставные пуансоны, не
связанные с прессующим поршнем
пресса, и постоянные центрирую-
щие постаменты, установленные
на столе пресса (фиг. 17). Это по-
зволяет избежать трудоемкой опе-
рации центрировки при смене из-
Фиг. 17. Собранная изложница для
литья слитков с кристаллизацией
под поршневым давлением:
1 — поршень пресса; 2 — надставной
пуансон; 3 — изложница; 4 — залитый
сплав; 5 — промежуточное кольцо;
6 — постамент; 7 — выдвижная плита
с отверстием для выпрессовки слитков;
8 — кольцевой прижим; 9 — траверса
машины.
ложниц.
Преимущества
надставных
пуансонов заключаются в следую-
щем:
1) уменьшается холостой ход пресса, что сокращает выдержку
металла в изложнице до поступления давления;
2) имеется возможность без промедления переходить с одного
диаметра слитка на другой;
3) нет необходимости в остановке работ для охлаждения сильно
нагреваемого пуансона.
Благодаря применению надставных пуансонов и быстрой смене
нагретых изложниц, достигнуты на практике бесперебойный ход
процесса и высокая производительность (в час около 12 слитков
0 70—90 мм), что не является пределом.
При изготовлении заготовок диаметром до 120 мм из медных
сплавов, кристаллизирующихся в малом интервале температур, из-
ложницы могут устанавливаться на стол пресса или на постамент
без крепления и без поддона, перекрывающего нижнюю часть
66
полости изложницы. Образующаяся при заливке металла в из-
ложницу кристаллическая корочка не дает металлу прорваться
через нижнюю часть изложницы при прессовании.
Изложница в собранном виде с залитым металлом и с установ-
ленным на его «зеркало» надставным пуансоном (применяемым
на типовом специальном прессе для литья слитков с кристаллиза-
цией под давлением) показана на фиг. 17.
Изложница 3 без дна устанавли-
вается в постоянный постамент 6,
укрепляемый к столу пресса. Для
Фиг. 18. Изложница
для литья слитков.
Фиг. 19. Надставной пу-
ансон.
установки в постамент изложниц для слитков различных диа-
метров (от 35 до 120 мм) применяют промежуточные кольца 4.
Пунктиром показан вариант изготовления слитков на универ-
сальной машине УЛМ с применением кольцевого прижима 8,
прикрепленного к траверсе машины 9, включаемого после уста-
новки пуансона.
Размеры изложниц (фиг. 18) приведены в табл. 11.
Чтобы выпрессовка слитков из изложницы происходила без
помех, предусматривается конусность изложниц: 2 мм на сторону
для слитков, предназначенных для обработки давлением, и 1 мм
на сторону для поделочных слитков.
Верхняя часть изложницы на высоте около 40—50 мм изго-
товляется без конуса, чтобы служить направляющей для прес-
сующего пуансона.
к Размеры надставных пуансонов (фиг. 19) приведены в табл. 12.
5’ . 67
Таблице/ 11
Размеры изложниц для слитков
(к фиг. 18)
Диаметр слитка мм Размеры в нм
а Di 1 D>
35 35 102 105
40 40 102 105
50 60’ 126 130
60 60 126 140
70 70 156 160
80 80 156 160
100 100 206 210
120 120 206 210
Допуск для размера а по Д4
Таблица 12
Размеры пуансонов
(к фиг. 19)
Диаметр слитка мм Размер D при литье слитков, мм D, мм
медных | алюминиевых
35 34,4 34,7 32
40 39,4 38,7 36
50 49,4 49,7 46
60 59,4 59,7 56
70 69,4 69,7 66
80 • 79,4 79,7 76
100 99,4 99,7 96
120 119,4 119,7 115
Допуск для размера D по С4
Для уменьшения захолаживания пуансоном головной части
залитой заготовки целесообразно наклеивать асбестовый картон
(с помощью жидкого стекла) на нижний торец надставного пуан-
сона.
При заливке более крупных слитков, а также при применении
более высоких удельных давлений необходимо перекрывать ниж-
нюю часть полости изложницы поддоном с заплечиками, входя-
щими в полость, и закреплять его.
При работе на специализированной машине типа УЛМ (см.
фиг. 73 и 76) для литья с кристаллизацией под поршневым давле-
68
нием, имеющей два вспомогательных цилиндра, приводящих в дей-
ствие траверсу (предназначенную для прижима половинок форм,
имеющих горизонтальную плоскость разъема), ее можно исполь-
зовать также для прижима изложницы к плите пресса с помощью
кольцевого приспособления. Это позволит работать без поддонов,
применение которых значительно снижает производительность.
Чтобы избежать частой смены изложниц из-за их перегрева,
применяют изложницы с водяным охлаждением.
Изложницы с водяным охлаждением
На фиг. 20 показана одна из подобных изложниц.
На чугунное основание 8 установлен корпус 7 с кожухом 6,
являющийся одновременно
резервуаром для воды, рас-
положенным концентриче-
ски к изложнице 5.
При помощи кольца 2,
разъемного кольца 1 и асбе-
стовых прокладок 3 произво-
дится сборка охлаждаемой
изложницы, причем вода на-
дежно изолируется от рабо-
чей поверхности изложницы.
Вода подается в нижний нип-
пель и выходит в канализа-
цию через верхний ниппель 4.
При отливке массивных
заготовок (диаметром 100 мм
и выше), когда необходимо
более интенсивное охлажде-
ние изложницы, резервуар
для воды может быть образо-
ван непосредственно стенками
изложницы и кожухом. В
том и другом случае охла-
ждение изложниц следует
производить не ниже, чем до
температуры 150° С.
Нужно учитывать, что во-
дяное охлаждение предназна-
чено для понижения темпера-
туры изложниц, а не тем-
пературы залитого металла,
/ — разъемное кольцо; 2 — кольцо; 3 — асбе-
стовая прокладка; 4—ниппель; 5 —изложница;
6 — кожух; 7 — корпус изложницы; 3 — ос-
нование.
а также не для ускорения
затвердевания металла. Поэтому водяное охлаждение следует
включать после окончания кристаллизации, непосредственно перед
удалением слитка из изложницы или тотчас после удаления.
69
Заливочные ковши
Струя металла, заливаемого в изложницу, не должна попадать
на направляющее (цилиндрическое) отверстие изложницы, так как
при этом застывшие брызги металла помешают правильной уста-
новке надставного пуансона и его движению. Для этого заливка
должна производиться тонкой направленной струей из ковша,
имеющего удлиненный острый носик.
Металл должен быть тщательно очищен от шлака. Наиболее
целесообразно пользоваться мерными ковшами для каждой заго-
товки.
Металл из печи следует наливать в ковш путем поворота печи;
худшие результаты в отношении чистоты металла дает черпание
металла из печи ковшом.
Для получения чистого без шлаковых включений металла при-
меняют чайниковые ковши с предохранительным козырьком около
носка для предупреждения попадания шлака.
Литье слитков на неспециализированном оборудовании
При работе на неспециализированном оборудовании — обыч-
ных одноцилиндровых гидравлических прессах — необходимо при-
менение приспособлений и оснастки, механизирующих следующие
трудоемкие операции:
Фиг. 21. Передвижное при-
способление для литья слит-
ков на стандартном прессе.
а) установку и снятие изложниц со стола пресса;
б) выбивку из них залитых слитков;
в) заливку металла в изложницы, расположенные между ко-
лоннами пресса (когда нельзя заливать металл ковшом с помощью
тра нспортно-п одъем ного оборудова ни я).
Для механизации работ, возможности лить ковшом, подве-
шенным к крану (или тельферу); для выбивки слитков, не снимая
изложниц со стола пресса и не опрокидывая их, сконструировано
передвижное приспособление (фиг. 21), состоящее из нижней
70
Фиг. 22. Изложница с поддоном для литья
слитков.
плиты 3, укрепленной четырьмя болтами к столу пресса, и пере-
мещаемой по ней верхней плиты 1. Обе плиты имеют отверстие диа-
метром 160 мм и при соответствующем совмещении этих отверстий
через них слитки могут выпрессовываться вниз, не снимая излож-
ниц со стола пресса.
Для заливки металла ковшом, подвешенным на мостовом кране,
верхняя плита с установленной на ее передней части изложницей
(у которой поддон закреп-
лен болтами) передвигает-
ся на короткий (длина
около 600 мм) передвиж-
ной рольганг; при этом
торцовый ограничитель
(планку) 2 необходимо
снять.
После заливки металла
плита с заполненной из-
ложницей 4 (фиг. 22) пере-
двигается под пресс, рас-
полагаясь по оси прессую-
щего пуансона, на зеркало
металла уста навл ивается
с помощью клещей нагре-
тый надставной пуансон 5
и производится прессова-
ние металла.
После окончания прес-
сования отвинчиваются
болты /, закрепляющие
поддон 2 к изложнице,
последняя с залитой заго-
товкой передвигается по
верхней плите до совпадения с имеющимся на ней отверстием,
и после этого верхняя плита с изложницей передвигается и уста-
навливается над отверстием, имеющимся в плите пресса.
После выпрессовки слитка вместе с поддоном необходимо уста-
новить поддон обратно в изложницу для повторных отливок. Для
этого изложница за ручки 3 захватывается рымами, закрепленными
своими квадратными головками в пазах верхней подвижной плиты
(траверсы) пресса, и поднимается вверх для установки в нее под-
дона.
В случае заливки металла с помощью заливочной чаши (имею-
щей выступающий желоб и сменное очко из жаростойкой стали),
укрепленной на кронштейне к одной из колонн пресса (или к от-
дельно установленной стойке) и отводимой при прессовании ме-
талла в сторону, — верхняя плита с установленной на ее перед-
ней части изложницей передвигается до упора (упором служит
71
торцовая планка 2, фиг. 21) и производится заливка металла
в изложницу.
В остальном повторяются те же операции, что и при заливке ме-
талла с помощью крана.
Применение указанных приспособлений для литья слитков
на стандартных прессах дает возможность производить все опера-
ции, не снимая изложницу со стола пресса 1 и не опрокидывая
ее для выемки заготовок.
При работе на стандартных прессах большие преимущества
имеют изложницы с водяным охлаждением (фиг. 20), позволяющие
производить литье без частой их смены. Благодаря тому, что эти
изложницы прикреплены к столу пресса, исключается возможность
выбрызгивания металла в нижней части изложницы, а это позво-
ляет производить литье без вставных поддонов, что значительно
повышает производительность.
Заливочные чаши
Фиг. 23. Заливочная чаша.
При отливке заготовок на прессах, имеющих колонны, распо-
ложение которых затрудняет заливку металла, или когда расстоя-
ние между матрицей и пуансоном недостаточно для прохода ковша,
а также для правильного направле-
ния струи в центр формы, применя-
ются установленные на кронштейне 2
вращающиеся на колоннах пресса
или на отдельной стойке 6 зали-
вочные чаши 3 (фиг. 23).
При повороте чаши с установкой
ее заливочного отверстия над фор-
мой 5 имеется возможность при за-
ливке сбоку направить струю металла
в центр изложницы.
Чаша снабжена сменным очком 4
из жароупорной стали.
После заливки металла чаша от-
водится в сторону, чтобы освободить
место для прохода прессующего
пуансона 1.
Заливку необходимо производить
мерными ковшами, чтобы остаток
металла в чаше не попадал на стол пресса, или применять крон-
штейны, вращающиеся вокруг своей оси, для слива остатков ме-
талла в отдельный резервуар, расположенный около изложницы.
1 Изложница может сниматься со стола пресса только в случае ее замены
при перегреве.
72
Литье крупных слитков
Задача получения слитков большого диаметра (125 мм и выше)
представляет ряд сложностей.
Для изготовления их литьем с кристаллизацией под давле-
нием на мощных прессах (особенно в случаях применения высоких
удельных давлений —свыше 2000 кГ/см?) потребовалось внесе-
ние значительных изменений в технологию. По сравнению с литьем
слитков малого диаметра, основная сущность изменений направ-
лена на устранение выбрызгивания металла в основании слитка
и на вершине, перекрываемой пуансоном.
Опыт показал, что при работе в неразъемных изложницах,
имеющих внутреннюю конусность в 1° и выше, когда под действием
пуансона металл осаживается, будучи плотно прижатым к стен-
кам изложницы, происходит большое трение, при сочетании
которого с конусностью отливаемой заготовки образуются тан-
генциальные усилия. При этом во время литья слитков с кристал-
лизацией под давлением изложница получает перемещение по
конусу, выходит из соединения со ступенчатым поддоном, пере-
крывающим основание изложницы, оголяя на некотором участке
нижнюю поверхность слитка. Если он еще не затвердел по пери-
ферии, происходит утечка металла из нижней части излож-
ницы.
Чем больше конусность изложниц и прилагаемое давление,
тем значительнее образующиеся тангенциальные усилия.
После закрепления поддона к изложнице двумя болтами, вхо-
дящими в поддон сбоку на глубину 3—5 мм, эта помеха была уст-
ранена.
Вышину нижней ступени поддона необходимо принимать це
менее 40 мм, верхней — малого диаметра — 20 мм.
Высоту цилиндрического отверстия в верхней части, являю-
щегося направляющей для пуансона, необходимо увеличить до
60—70 мм, чтобы надставной пуансон мог перекрыть зеркало ме-
талла на достаточно глубоком уровне.
Основание поддона и торец пуансона, во избежание приварива-
ния металла, необходимо покрывать в горячем состоянии слоем
асбеста, размолотого до порошкообразного состояния, с добавкой
в качестве связующей 3—5% жидкого стекла. Порошок разбав-
ляется водой до консистенции, допускающей нанесение покрытия
с помощью пульверизатора.
Как было выше упомянуто, применение поддонов значительно
понижает производительность. Поэтому во всех случаях, где
это допускается конструкцией пресса, целесообразно применять
упоры, поступающие сверху на торец изложниц для прижима их
к столу пресса или машины. Так, при работе на машине
УЛМ, при наличии подвижной траверсы, действующей от отдель-
ных цилиндров, можно крепить к ней различные упоры (как,
73
например, показано на фиг. 26). Для прижима .крупных излож-
ниц к столу пресса при литье слитков, к этой траверсе может быть
прикреплен кольцевой упор, поступающий на торцы изложницы.
Если литье слитков производится на стандартном, неспециализи-
рованном прессе (не имеющем подвижной траверсы), то кольцевой
упор или боковые упоры могут перемещаться на колоннах пресса,
устанавливаться, плотно прижимаясь к торцам изложниц, и за-
крепляться в этом положении винтами.
Если применять формы с водяным охлаждением, можно в тече-
ние продолжительного времени не менять изложницы, не опасаясь
их перегрева. В этом случае кольцевой упор или боковые упоры,
прикрепленные к колоннам непостоянно, снимаются только
при смене изложниц для перехода на другой диаметр.
При применении упоров, поступающих сверху, нет необходи-
мости в применении поддонов, а следует только установить
(и плотно прижать) прокладку из листового асбеста между столом
пресса (или подвижной плиты постамента) и нижними торцами
изложницы.
Для получения уплотненных цилиндрических заготовок из цвет-
ных сплавов непосредственно из жидкого металла с чистой поверх-
ностью, без обдирки, литье с кристаллизацией под давлением
является оптимальным процессом. Для внедрения такого способа
литья нет необходимости в больших капитальных затратах.
На небольшом участке каждого цеха могут быть установлены
один или два гидравлических пресса мощностью от 50 Т и
выше как специализированных, так и обычных. Это позволит
безотказно (при 2 рабочих) обеспечить завод требуемым количе-
ством цилиндрических или профильных заготовок из всех цветных
сплавов.
Литье слитков с кристаллизацией под давлением особенно
перспективно на заводах по обработке вторичных цветных спла-
вов. Благодаря возможности полного устранения литейных поро-
ков — газовых и усадочных раковин— целесообразно одновременно
с переплавкой сплавов в чушки для получения шихтового мате-
риала изготовлять также цилиндрические заготовки. Эти заго-
товки в ряде случаев могут заменить прессованный прутковой
материал диаметром от 35 мм и выше, предназначенный служить
исходным для обработки металла давлением в пластическом состоя-
нии или для поделок. Как уже было указано выше, такие заготовки
лучше текут в полости штампа и при протяжке, чем деформирован-
ные прессованные прутки.
В книге автора [23] описана организация участка для литья
уплотненных цилиндрических заготовок, в частности описан
вариант литья с подачей металла из крупных плавильных печей,
причем непрерывность раздачи металла обеспечивается при работе
на двух или более прессах.
74
13. ЛИТЬЕ ФАСОННЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ
СПЛАВОВ
Возможности получения заготовок из цветных сплавов, литых
с кристаллизацией под давлением, с механическими свойствами
и структурой, не уступающими кованым заготовкам (при удельном
давлении в 6—10 раз меньшем, чем необходимо при ковке), яви-
лись предпосылками для замены ковки литьем с кристаллизацией
под давлением при изготовлении ответственных заготовок сложной
конфигурации.
Ковка сложных заготовок применяется в тех случаях, когда
обычным литьем нельзя обеспечить высокую плотность, прочность
и герметичность при работе под высоким давлением.
Эта вынужденная мера, связанная с получением заготовок,
имеющих грубое подобие детали, вызывает чрезмерно большие
потери металла, перегоняемого в стружку при трудоемкой меха-
нической обработке.
Чем сложнее деталь, тем больше потерь металла имеется при
ковке. По данным Всесоюзного проектно-технологического инсти-
тута (ВПТИ) судостроительной промышленности, при изготовле-
нии заготовок из медных сплавов для деталей арматуры высокого
давления кузнечно-штамповочным способом коэффициент ис-
пользования металла составляет 15—20% [34].
При работе с жидким металлом формообразование осущест-
вляется с затратой малых усилий с получением при этом конфигу-
рации, приближающейся к готовой детали в той же мере, как это
имеет место при литье в металлическую форму, с припусками и чи-
стотой поверхности, зависящими от точности и чистоты обработки
рабочей полости формы.
По данным ВПТИ, при переводе на одном из заводов шести
наименований деталей среднего веса (общее количество 260 деталей)
с ковки на литье с кристаллизацией под поршневым давлением
общий вес поковок составил бы, по старым нормам, 12 129 кг;
вес заготовок после перевода на литье с кристаллизацией под дав-
лением был всего лишь 4305 кг. Экономия металла составила
65%. Общее снижение трудоемкости 2152 нормо-часов [34].
Технология литья подобных деталей в настоящее время отра-
ботана в двух вариантах:
.1 вариант.
1. Малый объем выпуска крупных и средних (по весу) деталей
сложной конфигурации из медных сплавов и дюралюмина. В этих
условиях изготовление точных механизированных форм из кова-
ной стали методом механической обработки не рентабельно. Необ-
ходимо применять литые (по деревянным моделям) стальные или
чугунные формы со слесарной зачисткой рабочих полостей.
2. Отсутствие специального мощного оборудования, снабженно-
го вспомогательными гидравлическими цилиндрамидля извлечения
75
стержней, образующих полости. Это вынуждает ограничиться изго-
товлением заготовок без полостей (сплошных) с фасонной наружной
образующей. Неглубокие полости могут быть получены при кони-
ческом наконечнике пуансона.
Подобная технология отработана и применяется для изготовле-
ния деталей судовой арматуры, работающих под высоким гидрав-
лическим давлением, изготовляемых из сплавов Бр.АМц 3-2
и ЛН56-3. (Оба сплава по ведомственной нормали С1-667—53).
Несмотря на изготовление заготовок без полостей, получены
высокие технико-экономические показатели (по сравнению с ков-
кой), отраженные в табл. 13.
Таблица 13
Сравнительные расход жидкого металла и вес заготовок при ковке и литье
с кристаллизацией под давлением
Расход жид- кого металла в кг при Вес заготовки в кг при Трудоемкость механической обработки в ч при
Наименование детали ковке кристаллиза- ции под дав- лением ковке кристаллиза- ции под дав- лением ковке кристаллиза- ции под дав- лением
Корпус трехклапанной колонки Корпус клапана с бортовым фланцем Корпус клапана Четырехклапанная коробка 65 50,5 53 200 21 14,5 15 50 57 37,5 33 153 13 12,5 13 43 42 8 19,3 70 36 6 9,5 30
Пример изготовления подобным методом заготовок для круп-
ных деталей паровой арматуры, а также описание форм, приве-
дены на фиг. 28 и 29.
II вариант.
Мелкосерийное и крупносерийное производство мелких и сред-
них деталей сложной и несложной конфигурации из медных и алю-
миниевых сплавов (в том числе и из сплавов типа дюралюмин).
Для изготовления подобных деталей необходимо, по аналогии
с литьем под давлением, применять механизированные методы по-
лучения фасонных уплотненных заготовок (описанные ниже —
гл. VIII), применяй специализированное оборудование (гл. VII),
позволяющее работать в формах с разъемом по горизонтальной
и вертикальной плоскостям, а также с применением подвижных
стержней для получения в случае необходимости боковых поло-
стей.
76
Описанное выше (гл. III) свойство сплавов типа дюралюмин
уплотняться в результате применения давления и большой ско-
рости охлаждения с приобретением высоких механических свойств,
которые в случае необходимости могут быть еще более повышены
путем закалки и старения, делает целесообразным во всех случаях
при изготовлении фасонных деталей из дюралюмина заменять
пластическую обработку (ковку и штамповку) литьем с кристалли-
зацией под давлением (или описываемой ниже штамповкой выдав-
ливанием жидкого металла). Из дюралюмина изготовляется много
ответственных фасонных деталей, которые ввиду плохих литейных
свойств этого сплава и необходимости получить их с требуемой
плотностью в настоящее время изготовляются горячей штамповкой
или ковкой (с получением их в большинстве случаев без полостей).
Литье с кристаллизацией под давлением сплавов типа дюралюмин
имеет большое перспективное значение в связи с высокой стой-
костью форм.
Литье сплошных фасонных деталей
По аналогии с литьем слитков, литье с кристаллизацией под
давлением сплошных фасонных деталей из цветных сплавов не
встречает затруднений и в большинстве случаев осуществляется
в разъемных формах для получения наружной фасонной обра-
зующей.
Следует отметить, что при литье слитков в ряде случаев также
целесообразно применение форм (изложниц) с разъемом по верти-
кальной плоскости.
Литье заготовок в разъемные формы имеет следующие преиму-
щества:
а) есть возможность получения их без конуса (неизбежного
при их выпрессовке из неразъемной формы), что позволяет сокра-
тить припуски на обработку;
б) разъемная изложница может работать в условиях, вызы-
вающих меньший износ рабочей поверхности, особенно при от-
ливке сплавами, имеющими высокую температуру плавления.
Если при работе с неразъемными изложницами необходимо приме-
нять смазки на основе масла, облегчающие выпрессовку заготовки
вниз, то при работе в изложницах с разъемом можно применять
более стойкие густые смазки (покрытия), надежно предохраняющие
форму от износа;
в) отлитая заготовка быстрее может быть удалена из формы, что
значительно увеличит стойкость последней;
г) легче следить за состоянием рабочей поверхности изложницы
и устранять замеченные недостатки, затрудняющие выемку за-
то говки;
д) имеется возможность изготовить изложницы из сталей
с пластичной сердцевиной (менее реагирующей на напряжения,
77
образующиеся при сильном нагреве), с упрочнением рабочей
поверхности цементацией и т. п.
Основным затруднением при работе с разъемными формами
(при литье фасонных деталей) и изложницами (при литье слитков
и сплошных заготовок) является надежное обеспечение зажима
половинок формы при высоком давлении, действующем сравни-
тельно продолжительно. В первой стадии освоения процесса при
работе на одноцилиндровых гидравлических вертикальных прес-
сах малой мощности применялись обоймы с конической внутрен-
ней поверхностью, скрепляющие половинки форм, наружная
. поверхность которых соответственно обра-
|ПТТП1____батывалась. Половинки форм устанавли-
вались на передвижную плиту (фиг. 24),
выдвинутую в сторону, чтобы колонны
пресса не препятствовали свободной за-
ливке металла, с помощью тельфера одева-
лась обойма и производилась заливка ме-
талла. После этого плита с заполненной
ш изложницей передвигалась под прессую-
щий плунжер пресса, на зеркало металла
устанавливался надставной пуансон и
производилось прессование металла. После
его окончания, не снимая надставной пуан-
сон, форма передвигалась по плите до сов-
иадения с имеющимся в ней отверстием для
выпрессовки половинок форм из обоймы.
Такой способ литья с кристаллизацией под
Фиг. 24. Устройство для
литья с кристаллизацией
под давлением в разъем-
ных изложницах:
I — разъемная изложница;
2 — обойма; 3 — плита по-
движная; 4 — пуансон над-
ставной.
давлением на прессах малой мощности
широко применялся при литье слитков
и фасонных сплошных деталей.
В послевоенный период при необ-
ходимости изготовления более сложных
деталей на мощных прессах процесс литья
в разъемных формах механизирован в двух
вариантах:
1) литье на машинах, состоящих из двух спаренных под уг-
лом 90° гидравлических прессов, из которых вертикальный про-
изводит прессование залитого металла, а горизонтальный, более
мощный, производит зажим форм (к числу подобных машин отно-
сится машина УЛМ, описанная в гл. VII); причем надежное замы-
кание форм может быть дополнительно обеспечено с помощью
клиновых замков, прикрепленных к траверсе (см. фиг. 26);
2) литье на машине с тремя нижними вертикальными цилин-
драми, из которых центральный производит прессование металла,
а два вспомогательных запрессовывают и выпрессовывают форму
в раму-обойму, где и обеспечивается надежное замыкание поло-
винок форм (машина завода «Металлист» описана в гл. VII).
78
Литье деталей со сложной наружной образующей в формах
с вертикальной плоскостью разъема на гидравлической машине
типа УЛМ
Сложные фасонные детали судовой арматуры, испытываемые
под высоким давлением, ранее изготовляемые ковкой в штампах
на молотах, изготовляются методом литья с кристаллизацией под
давлением в формах с разъемом по вертикальной плоскости Ч
На фиг. 25 показана форма для литья подобных деталей, а на
фиг. 26—универсальная блок-форма, являющаяся постоянной
оснасткой для сменных форм (вставок) подобного типоразмера,
монтируемых в нее.
Фиг. 25. Форма с вертикальной плоскостью разъема для литья фасонных деталей
с кристаллизацией под поршневым давлением.
Благодаря применению универсальной блок-формы сменными
частями являются (фиг. 25): пуансон /, неподвижная половина
матрицы 9 и подвижная ее половина 7. Обе половины совмещаются
с помощью направляющих колонок S, ходящих во втулках 6.
Сменными также являются плита 3 выталкивателей и выталки-
ватели 2, 4 и 5, остальные части постоянные.
1 В связи с недостаточной мощностью машины данная, деталь (вес 4 кг) изго-
товляется без готовых боковых полостей, исключая выполненной центральной
полости, поэтому процесс изготовления заготовки квалифицируется как литье
с кристаллизацией под давлением. При работе на более мощной машине запроек-
тирована штамповка выдавливанием жидкого металла с получением готовых
полосте с помощью подвижных стержней и пуансона.
79
80
Универсальный блок для литья в формах с вертикальной
плоскостью разъема 1 (фиг. 26)
Все формы, изготовленные в виде сменных вставок, в которых
расположена рабочая полость, монтируются в блок соответствую-
щего размера (в данном случае для деталей весом 1 —4 кг медного
сплава) с применением постоянного крепежа.
При применении форм с вертикальной плоскостью разъема
в момент приложения полного усилия прессования, направляющие
колонки (дет. 8, фиг. 25), центрирующие половины форм, будут
испытывать большую нагрузку, изгибаться и не обеспечат нор-
мальной работы. С учетом этого постоянные плиты-формодер-
жатели 5 и 9 универсального блока, показанного схематически
на фиг. 26, снабжены опорными угольниками, поддерживающими
половины формы. Во избежание прогиба они скользят по планке 13,
прикрепленной к столу машины.
В массивной плите-формодержателе 5 имеются круглые
вставки 15 для прохода выталкивателей, сменяемые в зависимости
от их расположения. Особенностью указанного блока является
то, что сменные вставки для форм монтируются без съема блока
с машины. Для этого половины форм опускаются сверху на опор-
ные угольники плит-формодержателей и крепятся к ним бол-
тами. Плита выталкивателей (дет. 3 на фиг. 25 и 26) с вмонтирован-
ными в нее выталкивателями привинчивается к удлиненной плите
съема 1, которая при открытии формы встречает упоры машины
и останавливается; при этом происходит выталкивание заготовок
из формы. Плиты 1, 2 и 3, перемещающиеся в пространстве между
стойками 4 и 14, подвешены на направляющих колонках (не пока-
занных на схеме).
В блоке предусмотрено запирающее устройство 6, прикреплен-
ное к траверсе 7 машины, применяемое в случаях, когда зажимной
механизм машины может в отдельных случаях (когда площадь
отливки велика) не обеспечить надежного закрытия формы в мо-
мент прессования металла. Блок-форма запроектирована с уче-
том толщины неподвижной половины матрицы 70 мм. Если кон-
фигурация отливки допускает меньшую толщину матрицы, то
постоянство размера пакета неподвижной части формы дости-
гается путем установки прокладки 8.
На гидравлической машине завода «Металлист» благодаря
применению кристаллизации под давлением явилась возможность
изготовлять массивную оснастку (сердечники) из алюминиевого
сплава для производства штампованных галош.
Эта оснастка работает при высокой температуре под нагрузкой
на прессах мощностью свыше 100 Т. Она должна отличаться высо-
кими плотностью и прочностью. Точность ее находится в пределах
1 Этот блок пригоден также для форм, применяемых при штамповке выдав-
ливанием жидкого металла.
6 Пляцкий 81
±0,5 мм, а чистота поверхности не менее V6 по ГОСТ 2789—59.
Поверхность деталей, будучи криволинейной во всех направлениях,
не поддается измерению и обработке режущим инструментом.
При большой суточной потребности в такой оснастке с получением
. . уплотненных деталей без после-
Фиг. 27. Форма для литья сердеч-
ников с кристаллизацией под давле-
нием.
дующей механической обработки
единственным технологическим
процессом является кристаллиза-
ция под давлением. Для этого на
крупных заводах резиновой про-
мышленности организованы спе-
циальные участки, оборудованные
прессами мощностью 100—125 Т,
с нижними цилиндрами (описан-
ные в гл. VII).
Форма для сердечников (фиг. 27)
имеет вертикальный разъем по оси
симметрии. При высокой точно-
сти отливаемой детали должно
быть обеспечено надежное закры-.
тие половинок формы 1 и 3 в про-
цессе прессования металла, стре-
мящегося раскрыть ее. Это достигается применением обоймы-рамы
с внутренним конусом, в который при подъеме вверх нижнего ци-
линдра пресса запрессовываются половинки форм, приводимые в
движение гидравлическими приводами. Мощность замыкания, до-
стигающая 400 Т, исключает возможность приоткрытая половинок.
Прессование производится фасонным пуансоном 2, имеющим
конфигурацию комлевой (знаковой) части сердечника.
Возможность применения при кристаллизации под давлением
форм с вертикальной плоскостью разъема с надежным их закрытием
имеет большое перспективное значение и значительно расширяет
область применения процесса для получения фасонных заготовок,
благодаря возможности обеспечить большое усилие пресса на за-
жим форм при общей его невысокой мощности.
Литье крупных фасонных деталей на гидравлическом ковочном
прессе с вертикальным плунжером мощностью 750 Т
и горизонтальным плунжером мощностью 150 Т1
Отливка корпуса с отростками, работающего под высоким
гидравлическим и воздушным давлением (ранее изготовляемого
1 Завод-изготовитель ошибочно квалифицирует эту работу как штамповку
жидкого металла (откорректированное наименование: «Выдавливание жидкого
металла»), при котором формообразование осуществляется при выдавливании
металла пуансоном. В описываемом варианте литья свободно залитый металл
не перемещается, а только уплотняется под поршневым давлением в процессе
кристаллизации.
$2
ковкой), производится в форме (фиг. 28) с разъемом по горизон-
тальной плоскости. Прессование металла осуществляется с по-
мощью горизонтального плунжера с применением приставного
пуансона 2 (что значительно облегчает центрировку в условиях
незакрепленной формы), фактически закрывающего форму перед
заливкой в нее металла. Зажим двух половин формы производится
вертикальным плунжером.
Вертикальное отверстие 4, имеющее больший диаметр, предна-
значено для заливки металла в форму, отверстие 7 является выпо-
ром, отверстия 4 и 7 используются также для выталкивания отли-
той заготовки из формы.
Фиг. 28. Форма для литья фасонной детали с кристаллизацией под давлением
с горизонтальной плоскостью разъема:
1 — нижняя половина формы; 2 — пуансон; 3 — верхняя половина формы; 4 — отверстие
для заливки металла и выталкивания заготовки; 5 и 6 — выталкиватели; 7 — отверстие
(выпор) для выталкивания заготовки; 8 — направляющая планка.
Перед заливкой нагретую форму устанавливают на специаль-
ную плиту так, чтобы ось надставного прессующего пуансона
совпадала с осью горизонтального плунжера; после проверки
плотности прилегания половин формы в плоскости ее разъема
в полость формы заливают металл. По окончании заливки поверх-
ность формы быстро очищают от заливов скребком, чтобы создать
плотное соприкосновение формы с вертикальным плунжером и обес-
печить надежное закрытие формы при прессовании металла. После
этого горизонтальный плунжер, оказывая давление на прессую-
щий пуансон 2, производит прессование залитого металла. По
окончании прессования горизонтальный плунжер отводят, верх-
нюю половину формы посредством серег соединяют с плитой, под-
вешенной к траверсе пресса. При подъеме вертикального плун-
жера поднимается также верхняя половина формы вместе с отли-
той заготовкой.
Для извлечения залитой заготовки на нижнюю половину
формы устанавливают прокладки, на которые спускают верхнюю
6* 83
половину формы, ходом пресса вверх немного приподнимают плиту
траверсы и в образовавшийся между плитой вертикального плун-
жера и верхней половиной формы зазор заводят направляющую
планку 8, совмещая отверстие в ней с отверстиями формы, предна-
значенными для заливки металла и отвода газов. Затем в отверстия
планки вставляют выталкиватели 5 и 6, которые под нажимом
вертикального плунжера входят в отверстия верхней половины
формы и выталкивают отливку.
Литье крупных фасонных заготовок в разъемной форме
на одноцилиндровом гидравлическом прессе
При необходимости изготовления заготовки для наиболее круп-
ной и сложной по конфигурации детали судовой арматуры —
корпуса 14-клапанной коробки — применено приспособление,
Фиг. 29. Приспособление для литья с кристаллизацией под
давлением в форме с разъемом по вертикальной плоскости
На одноцилиндровом прессе.
позволяющее осуществить литье в форме с вертикальной плоско-
стью разъема (фиг. 29) на одноцилиндровом прессе с нижним ци-
линдром.
На нижней плите 1 закреплена неподвижная половина 11
формы; подвижная половина 8 формы перемещается вдоль шпон-
ки 2, установленной в пазу нижней плиты. К верхней плите 9
пресса присоединены тяги 5, заплечики которых входят в скобы 4
обоймы 3.
При ходе плунжера пресса вниз обойма, охватывая форму
с помдщью клиньев 6 и 7, прижимает подвижную половину штампа
к неподвижной. При ходе плунжера вверх обойма, поднимаясь
84
вместе с клином 6, освобождает форму от прижимающего усилия..
Разъем половинок формы осуществляется с помощью штока а,
гидравлического или пневматического устройства.
В верхней части формы имеется канал 10 для избыточного ме-
талла. Зазор между направляющим отверстием формы и прессую-
щим пуансоном при диаметре последнего до 60 мм —0,12—
0,20 мм на сторону; при большем диаметре отверстий —0,15—
0,25 леи.
Но несмотря на сравнительно низкую производительность
при работе на неприспособленном оборудовании, получены следую-
щие показатели по сравнению со свободной ковкой (табл. 14).
Таблица 14
Сравнительные данные 2 способов обработки
Показатели Свободная ковка Литье с кристаллиза- цией под давлением Экономия
Расход жидкого металла в кг 1500 320 1180
Вес заготовки в кг 850 280 570
Трудоемкость изготовления заго- товки в нормо-часах 25 20 5
Трудоемкость механической обра- ботки в нормо-часах 650 350 300
14. ЛИТЬЕ ФАСОННЫХ ДЕТАЛЕЙ С ПОЛОСТЯМИ
При литье фасонных деталей с полостями, когда масса заливае-
мого металла значительно меньше, чем при литье сплошных
заготовок и когда металл должен заполнить полости малого
поперечного сечения, где он может быстро затвердеть до поступле-
ния давления, применение кристаллизации под давлением огра-
ничено и зависит от конфигурации детали и толщины ее стенок.
Для уплотнения металла в процессе его затвердевания давление
должно действовать на всю площадь заготовки или непосредст-
венно на ее верхние торцы (у деталей типа втулок или колец)
и быть передано в нижележащие слои по вертикали или в лучевом
направлении. Давление должно быть приложено, пока в верхней
части залитой формы еще имеется жидкий или жидко-твердый
металл, который сможет быть запрессован в образующиеся усадоч-
ные раковины.
Это основное требование дает возможность применять кристал-
лизацию под давлением при работе на обычных прессах только для
деталей с толщиной стенок не менее 7 мм. При работе на специали-
зированных машинах толщина стенок может быть уменьшена.
На фиг. 30 показаны гайки с накаткой, изготовленные литьем
с кристаллизацией под давлением. Выталкивание отливки
85
производится с помощью универсального приспособления —
гидравлического постамента.
На фиг. 31 показаны втулки из латуни ЛК80-3-Л, отлитые
на прессе мощностью 30 Т, с установленным металлическим стерж-
нем (выпрессовываемым из отливки с использованием полной мощ-
ности пресса) и с применением кольцевого пуансона. Детали отли-
чаются мелкозернистой структурой и высокой плотностью.
Наиболее подходит для кристаллизации под поршневым
давлением толстостенные . несложные заготовки.
При применении небольших прибылей (высотой 5—8 мм)
и использовании их в качестве резервуара, в котором металл неко-
торое время сохраняется в жид-
Фиг. 30. Гайки с накаткой, изготовлен-
ные литьем с кристаллизацией под дав-
лением.
ком или жидко-твердом состоя-
нии, процесс изготовления
тонкостенных заготовок значи-
тельно расширяется.
При отливке фасонного флан-
ца 2, представленного на фиг. 32,
прибыль 1 образуется в резуль-
тате припуска на обработку
(3—4 мм) и установки цен-
трального стержня не на всю
глубину отверстия.
Наравне с деталями типа
втулок, значительное примене-
ние имеют различные фланцы
из цветных сплавов, большин-
ство которых имеет большую толщину и работает под высоким
давлением (паровая арматура и т. п.). Многие из фланцев имеют
фасонную наружную поверхность с кольцевыми приливами для от-
верстий. Целесообразно выполнить ее, придав торцу кольцевого
прессующего пуансона 1 (фиг. 33) фасонную конфигурацию, и по-
лучить ее путем высадки металла вверх. Высадка имеет ряд
преимуществ как для формообразования (получение четких кон-
туров), так и для уплотнения заготовки, чему способствует пере-
мещение металла под давлением.
Фланцы по схеме, показанной на фиг. 33, можно изготовить
на стандартных прессах мощностью от 100 до 200 Т, имеющих
устройства для выталкивателей готовых заготовок вверх, с по-
мощью имеющихся у этих прессов выталкивателей, работающих
от нижнего гидравлического привода, например, прессы Орен-
бургского завода гидропрессов типа П-454 (100 Т) и П-457 (200 Т).
Стержень 3, образующий отверстие, укреплен неподвижно
с помощью прижимной плиты к столу пресса. Выталкиватели 5
собраны между двумя прижимными плитками. Вся система вытал-
кивателей производится толкателем 6 пресса, приводимым ниж-
ним гидравлическим цилиндром;
86
Фиг. 31. Макроструктура втулок, отлитых
с кристаллизацией под давлением.
Фиг. 32. Пример изготовления
детали с питанием из прибыли
(припуска).
Фиг. 33. Схема формы для
литья с кристаллизацией
под давлением деталёй ти-
[па гаек и колец:
/ — кольцевой пуансон;
2 — матрица; 3 — стержень;
4 — отливка; б — выталки-
ватели; 6 — толкатели.
А Б — уровень залитого ме-
талла.
87
Если прессование металла при изготовлении сплошных дета-
лей (без полостей) производится фасонным пуансоном, рабочая
часть которого имеет малую высоту, а плошадь поперечного сече-
ния направляющей части равна площади сечения матрицы, то
заготовка в верхней части приобретает негативное изображение
фасонного торца пуансона; металл при этом, в зависимости от
конфигурации пуансона, перемещается путем осадки или высадки.
Поверхность заготовки, получаемая в результате соприкосновения
металла с пуансоном и перемещения металла, отличается от осталь-
ной поверхности заготовки высокой чистотой поверхности, остро-
той своих граней и плотностью. В подобных случаях для получе-
ния точных размеров по высоте необходимо предусмотреть обра-
ботку нижней части заготовки.
Процесс при малых перемещениях торцовой части фасонным
пуансоном квалифицируется как кристаллизация под давлением,
в отличие от литья методом выдавливания жидкого металла, при
котором площадь сечения и высота рабочей поверхности пуансона
значительно больше, благодаря чему выдавливание металла свя-
зано с перемещением всей его массы и получением глубоких
полостей.
При изготовлении методом кристаллизации под давлением дета-
лей с несквозной полостью она может быть выполнена с помощью
неподвижных стержней или выступающих частей, расположенных
в основании матрицы. При этом необходимо учитывать, что стержни
обжимаются металлом и для снятия с них отливки необходимо
ее выталкивание вверх и удаление стержней вниз.
В нижней части формы не должно быть тонких и глубоких
полостей, где металл мог бы затвердеть до поступления дав-
ления.
При изготовлении деталей типа втулок металл заливается
в собранную форму с установленным в ней стержнем. Благодаря
этому, в отличие от выдавливания жидкого металла, заготовки
типа втулок получаются со сквозным отверстием.
При применении этого процесса для сравнительно толстостен-
ных заготовок необходима достаточно продолжительная выдержка
сплава под давлением до момента окончания кристаллизации.
Литье мелких фасонных деталей с кристаллизацией под давле-
нием осуществляется следующим образом.
Отливка деталей без полостей или с небольшими полостями
производится в неразъемных универсальных блок-формах (фиг. 34).
Выталкивание подобных отливок вверх производится с по-
мощью универсального приспособления, съемного гидравличе-
ского постамента мощностью от 5 Т и выше, установленного на
столе пресса. Постамент состоит из гидравлического цилиндра 8,
вмонтированного в плиты 10 и 12, соединенные между собой
четырьмя колонками 11. Хвостовик выталкивателя соединяется
с поршнем 9 гидравлического цилиндра.
Применение гидравлических постаментов дает возможность
в ряде случаев осуществить процесс на обычных гидравлических
прессах.
У деталей с неглубокой полостью выталкивателем может
служить стержень 5, выполняющий центральное отверстие. Этот
стержень соединен на резь-
бе с поршнем гидравличе-
ского постамента. В подня-
том положении в тот мо-
мент, когда поршень вклю-
чается на обратный ход,
отливка снимается вилкой-
съемником.
Формы для литья с
кристаллизацией под дав-
лением подобных деталей
состоят из нормализован-
ной оснастки, в которую
устанавливаются сменные
пуансоны и матрицы, а
также стержни.
К нормализованной ос-
насткеотносятся пуансоно-
держатели /, матрицедер-
жателиЗ и гидравлические
постаменты 8.
Сменными деталями яв-
ляются пуансоны 2, матри-
цы 4, стержни подвиж-
ные 5 (они же служат тол-
кателями), основания ма-
триц 6, стойка (или под-
кладные кольца) 7.
Пуансонодержа-
т е л ь 1 крепится к прес-
сующему поршню машины
клином, что обеспечивает
быстрое снятие пуансоно-
Фиг. 34. Блок-форма для литья с кристал-
лизацией под давлением деталей без поло-
стей или с небольшими полостями.
держателя.
Для крепления сменных пуансонов в пуансонодержателе
имеется внутренняя резьба. Материал пуансонодержателя —
сталь 50.
Матрицедержатель 3 крепится к столу машины или
постаменту (обычному переходному или гидравлическому) в отвер-
стия, проходящие через заплечики (фланец), имеющиеся в нижней
части формодержателя. При больших размерах матрицедержателя
фланцы выполняются в виде отдельного прижимного кольца.
-вег
Фиг. 35. Форма для литья с кристалли-
зацией под давлением крупных втулок
с установленным стержнем, удаляемым
путем выпрессовки вниз.
Пуансон 2 крепится к пуансонодержателю на резьбе, для
свертывания с которой на пуансоне имеются соответствующие
шлицы для захвата гаечным ключом. Материал — сталь ЗХ2В8,
термически обработанная на твердость RC 34—36 для штамповки
деталей из медных сплавов. Содержание углерода не более 0,35%.
При работе с алюминиевыми
сплавами применяется тер-
мическая обработка на твер-
дость RC 40—44.
Матрица 4сопрягается
с матрицедержателем на
скользящей посадке 3-го
класса.
Материал —сталь ЗХ2В8,
термически обработанная на
твердость RC 34—36 (или со-
ответственно на RC 40—44).
Стержни неп од-
в и ж н ы е, применяющиеся
при литье с кристаллизацией
под давлением деталей со
сквозной центральной поло-
стью, должны иметь конус-
ность 1,5—2° для облегчения
снятия с них отливки.
Материал —стальЗХ2В8,
термическая обработка — за-
калка до твердости RC34—36.
Для снятия отливки со
стержня она должна иметь
наружную и внутреннюю
конусность.
Литье крупных деталей
типа втулок диаметром от
80 мм и выше целесообразно
производить со стержнями, выпрессовываемыми вниз (фиг. 35).
По мере увеличения размеров втулок и толщины их стенок
увеличивается степень охвата металлом стержней, что создает
помехи для их удаления из отливки.
В процессе кристаллизации под давлением значение обжатия
увеличивается вследствие необходимости достаточно длительной
выдержки отливки под давлением пуансона, до момента оконча-
тельного затвердевания.
На основании этого существовало мнение, что Д^|я изготовления
крупных втулок (диаметром больше 120 мм) кристаллизация под
давлением не сможет быть применена и что оптимальным процессом
для.изготовления подобных деталей является центробежное литье.,
ео
Применение стержней, выпрессовываемых вниз с помощью
прессующего цилиндра машины, показало, что при соответствую-
щей мощности этого цилиндра охват металлом стержней перестает
являться помехой. Втулки получаются со сквозным отверстием.
Опыт изготовления втулок диаметром около 150 мм, высотой
около 140 мм, с толщиной стенок 20 мм методом кристаллизации
под давлением 1 и центробежным литьем показал, что расход
Фиг. ’S6. Форма с вертикальной плоскостью разъема для литья с кристаллиза-
цией под давлением:
/ — направляющая колонка; 2 стержень; 3 — прокладка; 4 — матрица; 5 — пуансон;
6 — матрица; 7 — прокладка; 8 — съемник; 9 — кольцо.
металла при кристаллизации под давлением на 20% меньше, бла-
годаря значительному уменьшению припусков на обработку,
а структура заготовок равноосная и значительно измельченная,
что обеспечило получение более высоких механических характе-
ристик.
Форма для отливки крупных втулок с установленным стерж-
нем 3, удаляемым путем выпрессовки вниз, показана на фиг. 35.
Матрица 2 установлена на постамент 5, снабженный Т-образ-
ными пазами для прихватов 6. На верхней плите постамента рас-
положено подвижное Дно 4, приводимое в движение горизонталь-
ным цилиндром машины.
После заливки металла и его прессования кольцевым пуансо-
ном 1, после затвердевания отливки, пуансон поднимается,
1 Заготовки изготовлены Па машине УЛМ. Вес их 11 кг, что является пре-
делом и не типично для машЯМв.
91
выдвигается подвижное дно 4, и повторным прессованием стер-
жень выпрессовывается вниз, отливка извлекается из матрицы
обратными клещами.
Если отливка имеет фасонные приливы на наружной поверх-
ности, то применяются формы с разъемом по вертикальной пло-
скости (фиг. 36) с установкой стержня 2 в выемке, имеющейся
в этой плоскости. Прессование металла производится кольцевым
пуансоном 5.
Так как выпрессовка стержня из формы, имеющей вертикаль-
ную плоскость разъема, нецелесообразна из опасений поломки
крепежных болтов и направляющих колонок /, то отливка вы-
дается из формы вместе со стержнем, который выпрессовывается
с помощью кольца 9 и съемника 8 повторным прессованием на
другом прессе.
Форма для литья деталей типа колец
на одноцилиндровых стандартных прессах
На фиг. 37 показана форма для литья с кристаллизацией под
поршневым давлением сальниковых колец, а также фланцев
Фиг. 37. Форма для литья
с кристаллизацией под
давлением деталей типа
колец или фланцев на
одноцилиндровых прес-
сах.
на одноцилиндровом гидравлическом прессе. Отливка произво-
дится со стержнем 2, установленным в матрицу 3 и опирающимся
на подвижную плиту 5, расположенную в верхней части поста-
мента 6.
После заливки металла производится его прессование кольце-
вым пуансоном /. После подъема пуансона выдвигается, дно и по^
92
вторным прессованием (с помощью подкладного пуансона) стержень
выпрессовывается вниз. Заготовка 4 вынимается обратными кле-
щами. Главное достоинство этого способа заключается в том, что
для выпрессовки стержня, сильно обжатого металлом, можно
использовать полную мощность главного (верхнего) цилиндра
пресса. Это дает возможность производить работу на одноцилинд-
Фиг. 38. Нормализованная форма с вертикальной плоскостью разъема для литья
с кристаллизацией под давлением:
1 — втулка колонки; 2 — подвижная половина формы; 3 — штыри; 4 — плита съема;
5 — плита выталкивателей; 6 — толкатели; 7 — пуансон; 8 — неподвижная половина
формы; 9 — перегонные резервуары; 10 — направляющие колонки.
ровых прессах, у которых обратный ход (на подъем) невелик,
а также когда нет нижних гидравлических цилиндров для вытал-
кивания отливки или стержня вверх.
При работе с кольцевыми пуансонами большое значение имеет
точность зазоров между матрицей, пуансоном и стержнем (0,05 мм
на сторону). Для получения такой точности необходимо применять
пуансоны, укрепленные в пуансонодержателе. При наличии
у стандартного пресса с верхним цилиндром специального нижнего
цилиндра для снятия заготовок со стержня и выталкивания их
вверх, процесс значительно механизируется, однако для этого
мощность нижнего цилиндра должна быть достаточна для снятия
со стержня заготовки при наличии соответствующего конуса.
93
Для выталкивания заготовок вверх можно также применить съем-
ное универсальное приспособление — гидравлический постамент,
показанный на фиг. 34, который может быть установлен на любой
пресс при устройстве в нем соответствующего пускового устрой-
ства с питанием от гидравлической сети.
Нормализованная форма с вертикаль-
ной плоскостью разъема для литья с кри-
сталлизацией под давлением (фиг. 38) служит
для литья половинок подшипниковых вкладышей; сменными яв-
ляются половинки разъемной матрицы 2 и 8, центрируемые с по-
мощью направляющих колонок, и пуансон 7. Остальные детали
формы — постоянные.
Половинки матрицы крепятся к постаментам-формодержа-
телям на винтах. Сменный пуансон крепится на резьбе к пуансо-
нодержателю.
Механизированное выталкивание отливок с использованием
в качестве двигательной силы хода машины на открытие осущест-
вляется по аналогии с литьем под давлением с помощью следующей
постоянной оснастки: двух стоек, прикрепленных с одной стороны
к неподвижному формодержателю, а с другой — к подвижной поло-
вине матрицы 2 и образующих пространство, в котором движется
система выталкивателей. Этот подвижной узел, поддерживаемый
двумя штырями 3, состоит из плиты 5, на которой размещены
выталкиватели 6 и плиты съема 4, прижимающей выталкиватели.
При открытии формы удлиненная плита съема 4, встречая упоры
машины, останавливается, а половина матрицы, прикрепленная
к формодержателю, продолжает свое движение. В этот момент
отливка выталкивается из формы.
15. ЛИТЬЕ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ
С ИСПОЛЬЗОВАНИЕМ ВЕРТИКАЛЬНЫХ КАМЕР СЖАТИЯ
МАШИН ЛИТЬЯ ПОД ДАВЛЕНИЕМ
Литье слитков из цветных сплавов
Чтобы осуществить на этих машинах литье с кристаллизацией
под поршневым давлением, наполнительный стакан камеры сжа-
тия заменяется формой для литья цилиндрических заготовок
разливного диаметра (от 40 до 100 мм). В зависимости от диа-
метра заготовок, на этой машине может быть получено удельное
давление от 500 до 1400 кГ/см*.
Приводится пример литья слитков на машине типа 512, осу-
ществленный на одном из заводов [7 ] при литье никелевых бронз
марок Бр. ОСН )0-2-3 и Бр. ОСН 11-4-3. Литье этих бронз было
сопряжено с большими трудностями из-за насыщения металла
газами в процессе плавки. При обычном литье в кокиль брак по
газовым и усадочным раковинам достигал до 70%.
94
Форма изготовлялась из стали ЗХ2В8, а при использовании
водяного охлаждения, имеющегося в обойме машины, форму можно
изготовлять из стали 50.
Прессующий пуансон изготовлялся из медистого чугуна
марки ЧМ-1,8.
Чтобы сократить выдержку металла в форме до подачи да-
вления и уменьшить холостой ход, увеличивается высота рабочей
части прессующего пуансона или увеличивается высота напол-
нительного стакана.
Пятка образует дно формы и одновременно служит выталкива-
телем. Она изготавливается из чугуна марки ЧМ-1,8.
При отливке заготовок, имеющих диаметр менее 60 мм, узел
штанги, состоящий из трех частей и соединяющий пятку с поршнем
гидравлического цилиндра, заменяется цельной штангой меньшего
диаметра.
Металл заливается в форму направленной струей из мерного
ковша, имеющего удлиненный носок. До начала заливки форма,
прессующий пуансон и пятка нагреваются до 110—130° С и окра-
шиваются помазком на длинной ручке или пульверизатором
цинковой краской, состоящей из 200—250 г окиси цинка в порошке,
10—20 г талька и 20—30 г жидкого стекла на 1 л воды.
После отливки 2—3 заготовок слой краски восстанавливают.
Для уменьшения захолаживания пуансоном головной части
залитой заготовки диаметром менее 65 мм на нижний торец
пуансона наносится толстый слой асбестовой краски следующего
состава: 150—200 г порошкообразного асбеста, 15—20 г окиси
цинка и 30—40 г жидкого стекла.
После окраски весь узел нагревают до 200—260° С и при этой
температуре производят заливку. Температура металла при за-
ливке находится в пределах 1170—1200° С.
После соответствующей выдержки под давлением прессующий
поршень поднимается вверх и пятка автоматически выталкивает
заготовку из формы.
В результате внедрения кристаллизации под давлением устра-
нен брак по газовым и усадочным раковинам и значительно повы-
сились механические свойства указанных бронз по сравнению
с получаемыми при обычном литье в кокиль. Предел прочности
повысился на 30% и удлинение больше чем в два раза1.
1 В гл. III описываются тепловые режимы литья указанных бронз с кри-
сталлизацией под поршневым давлением — более высоким, чем при прессовании
металла в камерах сжатия машин литья под давлением. При этом получены более
стабильные результаты в отношении механических свойств и герметичности заго-
товок при испытании под высоким давлением. На заводах, где нет прессов
для кристаллизации под давлением, использование для этой цели машин для
литья под давлением перспективно, особенно для бронз, менее склонных
к ликвации.
95
Литье фасонных заготовок с кристаллизацией под давлением
с использованием в качестве гидравлического пресса
прессующего блока машин для литья
под давлением (фиг. 39)
В отличие от вышеописанного варианта литья слитков, фасон-
ные заготовки 5, например, для конических шестерен и т. п.
изготовляются в формах 3 с разъемом по вертикальной плоскости.
Форма устанавливается в стакан 4 камеры сжатия на пятку 7
Фиг. 39. Схема формы для из-
готовления фасонных деталей
методом кристаллизации под дав-
лением с использованием каме-
или на промежуточное кольцо 6 (при
малой высоте формы).
Чтобы при поступлении давления
было обеспечено плотное замыкание
формы, она должна сопрягаться со
стаканом на ходовой посадке.
После заливки в форму металла
на его зеркало поступает прессую-
щий пуансон 1, выдерживаемый до
окончания кристаллизации. Для
этого педаль, приводящую в движе-
ние прессующий поршень, необхо-
димо держать в опущенном состоя-
нии.
По окончании кристаллизации
пуансон поднимается, и с помощью
ры сжатия машины литья под
давлением.
механизма, приводящего в движе-
ние пятку 7, форма вместе с отлив-
кой выдается вверх, захватывается
круглыми клещами и поступает на стол для разборки. На
ее место устанавливается другая форма.
Наличие двух форм даст возможность предохранить их от пе-
регрева. Кроме того вынутую форму можно охладить горячей
водой, однако не ниже 150° С.
При образовании заусениц в направляющем отверстии между
пуансоном и матрицей, увлекаемая пуансоном форма может под-
няться вверх. Для устранения этого нежелательного явления
применяется подвижная вилка — съемник 2, приводимая в движе-
ние горизонтальным гидравлическим блоком машины, в обычных
условиях служащим для закрытия форм.
16. ИЗГОТОВЛЕНИЕ ФАСОННЫХ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
ЛИТЬЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ
С АРМИРОВАНИЕМ
Широко применяемое в литье под давлением армирование отли-
вок вкладышами из других материалов основано на обжатии зали-
тым металлом при его усадке вкладыша. Учитывая, что при
96
кристаллизации под давлением, где масса залитого металла
более значительна, обжим будет произведен с большими
усилиями, применялось армирование в следующих слу-
чаях.
1. Заливка бронзовых венцов 6 с кристаллизацией под давле-
нием на стальную ступицу 7, являющуюся вкладышем-армату-
рой. На фиг. 40 показан разрез такой формы. В гнездо матрицы 8
устанавливается стержень 5, на котором фиксируется ступица-
арматура 7. На верхнюю часть стержня устанавливается вкла-
дыш 4 для перекрытия ступицы (предохраняющей ее от заливки
металлом изнутри), служащий также в качестве направляющей
для прессующего кольцевого пуансона 3.
Сменный кольцевой пуансон 3 крепится на резьбе к пуансоно-
держателю 2, прикрепленному к штоку 1 пресса.
По окончании кристаллизации и подъема пуансона отливка
при помощи выталкивателя 9, действующего на стержень 5, под-
нимается вверх. После удаления вкладыша отливка снимается
со стержня.
Преимущество отливки с арматурой заключается в том,
что в данном случае обжим залитым металлом ступицы
при усадке используется для прочного соединения ее с
венцом 6.
2. Заливка пластин в ротор электромотора. Литье с кристалли-
зацией под давлением применено для заливки (сборки) штампован-
ных пластин в роторы крупных электромоторов. При большой
массе, заливаемого алюминиевого сплава в данном случае нельзя
было применить литье под давлением (обычно применяемое для
заливки малых и средних роторов).
Схема заливки показана на фиг. 41. Штампованные пласти-
ны из магнитной стали, имеющие по окружности отверстия (пазы),
которые должны заполняться сплавом, собираются в пакеты
(скрепленные болтами), нагреваются до температуры 200° С
и устанавливаются в матрицу формы.
Отливка производится на стандартном гидравлическом прессе
мощностью 200 Т. Металл через воронку 2, проходящую через
центральное отверстие, имеющееся в пакете, заливается в зумпф
(сборник) 5, расположенный в нижней части матрицы 4, до опреде-
ленного уровня, регулируемого путем выливания избыточного
металла в сливное отверстие 3.
После заливки металла воронка вынимается, на зеркало жид-
кого металла поступает прессующий пуансон 1 (для определения
хода которого имеется стрелка с делениями), под действием кото-
рого металл из зумпфа выдавливается и идет по пазам па-
кета-арматуры. Металл, заполняющий форму выше уровня
отверстий (пазов), уплотняется в них при прессовании. Выдача
залитой заготовки вверх производится выталкивателем 6
пресса.
7 Пляцкий 97
Указанная технология применяется в валовом производстве
крупного завода тяжелого машиностроения в течение многих лет х.
3. Облицовка стальных валов антифрикционным материалом
(бронзой) методом литья с кристаллизацией под давлением. Проч-
ное соединение поверхностей изделий из двух различных сплавов
без механического крепления, без сварки, пайки и т. п., а также
без обжатия при усадке достигается при диффузии одного металла
в другой.
Фиг. 40. Форма для заливки с кристаллиза-
цией под давлением бронзовых венцов на
стальную ступицу.
Фиг741. Схема заливки пластин
в ротор электромотора с примене-
нием. кристаллизации под дав-
лением.
Диффузия особенно хорошо осуществляется при сочетании
высокого нагрева (вплоть до жидкого состояния) с большим давле-
нием. На этом принципе, например, основан метод поверхностной
металлизации, когда жидкий металл, поступая под давлением
около 5 атм, диффундирует в другой металл.
В связи с потребностью в валах, облицованных антифрикцион-
ным материалом, проводились опыты по заливке бронзы в песоч-
ные формы, в которые в вертикальном положении был установлен
вал. Для обеспечения диффузии вал нагревался в индукторе
до 800° С. Работа не дала положительных результатов.
Наши опыты велись при заливке бронзы на стальную цилинд-
рическую заготовку 0 80 мм, нагретую до 700° С, установленную
в металлическую форму вертикально в виде стержня (арматуры).
1 Описанный вариант заливки пластин в ротор мы квалифицируем как литье
с кристаллизацией под давлением, так как заполнение пазов осуществляется
одновременно с общим уплотнением массивной части заготовки. Вариант заливки
пластин методом выдавливания жидкого металла описан в гл. VIII.
98
После заливки металла на его торец поступал кольцевой прессую-
щий пуансон, производивший давление (—1000 кПсм2) на ме-
талл при его кристаллизации.
Для определения усилия охвата (силы сцепления) стальной
заготовки с бронзой производилась выпрессовка бронзовой кольце-
вой облицовки. Для выпрессовки кольца высотой 120 мм потребо-
валось усилие 59 Т.
Это значительное усилие фактически не характеризует интен-
сивность диффундирования, имеющего место при литье слитков
с кристаллизацией под давлением (гл. П), так как диффузия частиц
однородного сплава в жидком или
затвердевающем состоянии под дейст-
вием давления идет более интенсивно
и с затратой меньших усилий, чем диф-
фузия бронзы в стальную нагретую
заготовку.
Литье с применением стержней
из кварцевой муки
При изготовлении деталей с глубо-
кой полостью 3 (фиг. 42) опробовано
литье с прокаленными стержнями из
кварцевой муки (применяемой при
литье по выплавляемым моделям с
добавлением 10% жидкого стекла)х.
Отливка производится в металличе-
скую форму 1, установленную на под-
дон 5.
Стержень 4 армирован металличе-
ским сердечником и двумя направля-
ющими, из которых верхняя цилиндри-
Фиг. 42. Форма для литья
с кристаллизацией под давле-
нием с применением стерж-
ней из кварцевой муки.
ческая служит для направления коль-
цевого пуансона 2, а нижняя коническая для установки стержня
в поддон. Обе направляющие стянуты болтами.
Опыт показал, что при применении удельных давлений
около 100—150 кПсм* стержень не деформируется, чему в значи-
тельной мере способствует образование кристаллического каркаса
до поступления давлений.
Применение поточных линий
При массовом производстве цилиндрических заготовок (слит-
ков), втулок (например, тракторных), поршней двигателей и т. п.
с применением литья с кристаллизацией под давлением, назрев-
1 Более подробно вопрос о силикатных стержнях, стойких в условиях литья
с кристаллизацией под давлением, ио выбиваемых с меньшими усилиями, осве-
щен в гл. XII. В данном случае освещается метод армирования.
7* 99
шей задачей является применение поточных линий. Это дик-
туется не только стремлением к увеличению производительности,
а должно быть заложено в сущность технологии, где все операции
разнообразного характера, в особенности связанные с задалжи-
ванием оборудования (печного и прессового) и значительной про-
должительностью нагрева форм, сконцентрированы в настоящее
время от начала до конца на одном участке в стационарной форме.
Вопрос о поточности практически несложен, достаточно прорабо-
тан и не требует сложных механизмов.
Так, например, в условиях малой механизации поточность
может быть осуществлена укрупненно следующим образом:
При литье слитков пооперационно производится: а) заливка
металла и его прессование; б) выпрессовка заготовки из излож-
ницы; в) охлаждение изложниц и их смазка. При охлаждении
обдувкой сжатым воздухом изложницы поочередно проходят
по двум параллельным возвратным рольгангам, чтобы удлинить
срок охлаждения. При применении надставных пуансонов есть
возможность производить поточное литье слитков различных
диаметров.
При литье втулок операции производятся в следующем по-
рядке: а) сборка формы с установкой стержня и смазка; б) заливка
и прессование металла; в) выпрессовка стержня, удаление отливки
и замачивание стержня; г) охлаждение формы на рольганге.
При литье поршней к третьей операции добавляется разборка
стержней.
Для осуществления поточного метода пригодны пресса с выле-
том типа ГП-3, открытым со всех сторон.
17. ОБЗОР И АНАЛИЗ ЗАРУБЕЖНЫХ РАБОТ
ПО ШТАМПОВКЕ ИЗ ЖИДКОГО МЕТАЛЛА И ЛИТЬЮ
С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ
В статьях Н. К. Barton, помещенных в журнале «Machinery»,
в 1960 г. (№ 2463 от 27 января и № 2467 от февраля) под наимено-
ванием «Достижения по литью под давлением в СССР» подробно
описываются работы по штамповке из жидкого металла и полу-
ченные при этом результаты х. При этом указывается, что эти
работы являются развитием известного • за границей Котиас-
процесса.
Варианты штамповки жидкого металла, осуществляемые под
высоким поршневым давлением, впервые были опробованы в СССР
в 1937 г. в то время как о Котиас-процессе ничего еще не было
известно. В 1938 г. они уже нашли применение в валовом произ-
водстве, позволив осуществить такие технические задачи, решение
1 Описание производится по материалам книги В. М. Пляцкого «Литье под
давлением», Оборонгиз, 1957.
100
которых являлось невозможным при существовавших до этого
времени способах изготовления сложных фасонных деталей непо-
средственно из жидкого металла, с получением их с плотностью
и особыми свойствами, до сих пор не достигаемыми при обработке
металла давлением в жидком и пластическом состоянии.
Чтобы иметь представление о работах, производимых за гра-
ницей в этом направлении, необходимо остановиться на некоторых
из них, базируясь на материале иностранной печати *.
Котиас-процесс
Согласно описанию Котиас-процесса ®, сущность его и назна-
чение формулируются следующим образом: процесс предназначен
для изготовления полых статуэток и фигур из легких сплавов,
отливаемых. в форме с разъемом по вертикальной плоскости
с применением фигурного поршня (пуансона). Металл выдавли-
вается с образованием полости и одновременно улучшается чистота
поверхности изделия и ее плотность.
По более поздним информациям этот метод стал применяться
для выдавливания из стали рабочих полостей пресс-форм для изго-
товления деталей из пластических масс, литья под давлением
и литья по выплавляемым моделям.
Метод выдавливания (наименованный штамповкой из жидкого
металла), разработанный в СССР в 1937 г., в 1941 г. был широко
применен в валовом производстве втулок из медных сплавов, полу-
чая их с высокой плотностью. Работа велась на гидравлической
машине.
В том же году метод выдавливания стал применяться для изго-
товления крупных стальных полых полусферических деталей.
Изготовление рабочих полостей пресс-форм стало применяться
в СССР с 1939 г. и в первое время при проведении опытных работ
осуществлялось в камерах прессования машин для литья под дав-
лением типа Полак, используя прессующий блок машины в ка-
честве обычного гидравлического пресса, а механизм пятки для
выталкивания заготовки из матрицы (в качестве которой приме-
нялся стакан камеры прессования). В настоящее время изготовле-
ние рабочих полостей пресс-форм методом выдавливания (штам-
повка из жидкой стали) находит все более широкое применение,
что описано в гл. IX.
Опытные работы по литью с кристаллизацией под поршневым
давлением алюминиевых лопаток
Из числа таких работ известны опыты по изготовлению лопа-
ток воздушного компрессора (фиг. 43) реактивного двигателя.
1 Котиас-процесс освещен в статье Е. Н. Field в журн. «Machinery»,
L. 1953 г., т. 82.
2 В журнале «Meeh. World and Engng Rec» 1955 г., т. 135, № 3435.
101
450
Фиг. 43. Схема формы для литья с
кристаллизацией под давлением
алюминиевых лопаток.
Сущность этой работы заключается в сифонной заливке металла
в закрытую металлическую форму с разъемом по вертикальной
плоскости, с поступлением после этого на ходовой литник давле-
ния, передаваемого прессующим пуансоном для уплотнения
отливки в процессе кристаллизации.
Согласно приведенным данным, для изготовления лопаток
с габаритом 150Х 180 мм применяется пресс мощностью 500 пг,
при этом удельное давление составляет свыше 4000 кПсм\ высота
ходового литника 430 мм.
Основным затруднением при
производстве опытных отливок на
обычных прессах было получение
плотного смыкания половинок фор-
мы, так как шлифовка плоскости
их разъема не давала положитель-
ных результатов. Плотное смыка-
ние удалось получить с помощью
прокладок из проволоки чистого
алюминия, положенных в канавки,
прорезанные в плоскости разъема.
Уплотнение, достигаемое при де-
формации проволоки, не должно
сопровождаться образованием
грата.
Ходовой литник, воспринима-
ющий усилие прессующего пуан-
сона, имеет чрезмерно большую протяженность, а при резком пово-
роте металла создаются неблагоприятные условия для уплотнения
металла.
В процессе проведения указанной опытной работы выяви-
лись затруднения для полного удаления воздуха из полости
формы.
При литье с кристаллизацией под давлением в закрытых формах
тонкостенных деталей очень трудно их уплотнить через боковой
литник даже при применении очень высоких удельных давлений.
Когда между свободной заливкой стали и приложением давления
имеется некоторый интервал времени, в металле, при его контакте
с массивной формой, быстро образуется кристаллическая корочка,
препятствующая уплотнению металла на всю глубину. Детали
типа лопаток необходимо изготовлять штамповкой из жидкого
металла с выдавливанием его в закрытые полости, расположенные
в горизонтальной плоскости разъема формы. Если к таким лопат-
кам предъявляются особо высокие требования в отношении их плот-
ностй, то это может быть обеспечено при применении пуансона
двойного действия.
При этом после выдавливания металла в закрытую полость
с помощью мощной пружины, обеспечивающей хорошее заполне-
на
ние, на заготовку через ничтожную долю секунды (пока металл
еще не затвердел) поступает при полной мощности пресса пуансон
двойного действия, уплотняющий заготовку при прямом прессо-
вании на всю ее площадь (фиг. 43), причем это осуществляется
при значительно меньших удельных давлениях, чем в опытных
зарубежных работах, и допускает, кроме того, применение мно-
гогнездных форм.
Кристаллизация под высоким поршневым давлением 1
В США проведено исследование различных свойств сплава А-356
(6,70—7,10% Si; 0,20% Fe; 0,11—0,14% Zn; 0,33—0,36% Mg;
0,13—0,15% Ti; остальное Al) при кристаллизации под давлением
до 7000 кПсм*. Плавка проводилась на
воздухе и под вакуумом. Отливались
цилиндрические образцы длиной 211 мм
с диаметром 28,7 мм внизу и 35,6 мм
вверху и прямоугольные образцы такой
же длины и сечением 38,1X16,9 мм
внизу, 44,5X19,1 вверху. Форма для
отливки цилиндрических образцов по-
казана на фиг. 44. Для создания давле-
ния использовался вертикальный
гидравлический пресс мощностью 600 Т.
Усилие прессования замерялось с помо-
щью проволочных датчиков.
Радиографическое просвечивание
показало, что во всех случаях при кри-
сталлизации под атмосферным давлением
и давлением 3500 и 7000 кПсм* в от-
ливках не наблюдалось внутренних
пороков. Плотность сплава изменялась
следующим образом:
при 1 кПсм*.......................2,675
» 3500 » 2,682
» 7000 » 2,683
Изучение влияния давления на меха-
нические свойства производилось при
температуре заливаемого сплава 667° С
и температуре формы 260° С; давление
прикладывалось через 2,5 сек после за-
Фиг. 44. Форма для литья с
кристаллизацией под высоким
давлением цилиндрических
образцов малого диаметра:
1 — подвижная часть пресса;
2 — подвижная половина мат-
рицы; 3 — полость формы;
4 — форма; 5 — основание;
6 — нижняя плита; 7 — шток
поршня; 8 — проволочные дат-
чики; 9 — переходной шток;
10 — втулка; 11 — плунжер;
12 — асбестовая прокладка;
13 — «плавающий> прессующий
плунжер; 14 — термопара.
ливки.
Результаты исследования показали ухудшение свойств при
давлении 700 и 1400 кПсм* из-за трещин в отливках.
1R е t s s I. L., К г о n Е. G- «Ultra high pressure Casting». Mod. Cast,
i960, 37, № 3.
103
Опыты, проведенные в аналогичных условиях, но при различ-
ных температурах формы (177, 260, 315 и 427° С), показали, что
во всех случаях повышение давления улучшает механические свой-
ства в литом и термообработанном состоянии, однако чрезмерное
повышение температуры формы при одинаковых условиях кристал-
лизации вызывает снижение механических свойств.
Заливка вакуумированного металла при 649, 677, 704 и 760° С
(температура формы 260° С) с подачей давления через 2,5 сек,
показала, что повышение.давления до 7000 кГ/см* увеличивает
пределы прочности и текучести; максимальное относительное удли-
нение получается при давлении 3500 кПсм*.
Изменение от 2,5 до 30 сек времени приложения давления
(3500 и 7000/сГ/сж®) после заливки при температуре металла 677° С,
температуре формы 260° С и при плавке в вакууме показало, что
этот фактор почти не сказывается на механических свой-
ствах.
При кристаллизации под давлением 700 и 1400 кПсм* не было
получено более значительного уплотнения, чем при литье с кри-
сталлизацией под атмосферным давлением. Это объясняется тем,
что такое давление не было в состоянии полностью продеформиро-
вать нарастающую кристаллическую корку в отливке.
Кристаллизация под давлением 7000 кГ/см2 существенно изме-
няла микроструктуру. Дендриты первичного твердого раствора
становились более мелкими, количество эвтектики заметно умень-
шалось, сама эвтектика приобретала более мелкое строение,
эвтектическая точка смещалась на диаграмме состояния ближе
к кремнию.
Изменение диаграммы состояния алюминий — кремний объяс-
няется повышением температуры кристаллизации алюминия
и понижением ее у кремния при повышении давления. Наблю-
даемое изменение механических свойств связано с изменением
структуры сплава. Термообработка Тб несколько уменьшала
прирост механических свойств, полученных при кристаллизации
под давлением, так как при этом сплав приближался к обычному
состоянию.
Опыт отечественных заводов показал, что при литье с кристал-
лизацией под давлением заготовок малого диаметра (до 35 мм)
соотношение между массой формы и массой залитого металла
очень велико и очень быстро образующаяся кристаллическая
корочка при приложении давления нарушает правильный ход
кристаллизации. Чтобы устранить образующиеся при этом недо-
статки необходимо заливать металл при наиболее низкой допу-
скаемой температуре и до минимума доводить интервал между
заливкой металла и поступлением на него давления. В описывае-
мой работе он очень велик — 2,5 сек.
В применяемой на наших заводах для уплотнения таких загото-
вок машине типа ОВП-2 (мощность на прессование 5,5 Т) при пе-
104
дальнем управлении и возможности, в зависимости от степени
нажатия педали, сообщить прессующему пуансону любую ско-
рость; представляется возможность подать давление на залитый
металл через малую долю секунды, что способствовало правиль-
ному ходу кристаллизации под давлением.
Уплотненные заготовки получались при сравнительно невысо-
ких удельных давлениях (~800 кПсм?).
О недостатках и производственных помехах, образующихся
при работе с весьма высокими удельными давлениями упоми-
нается в гл. III.
ГЛАВА V
МЕХАНИЗМ ФОРМООБРАЗОВАНИЯ И УПЛОТНЕНИЯ
ПРИ ШТАМПОВКЕ ВЫДАВЛИВАНИЕМ ЖИДКОГО МЕТАЛЛА
Если налить в матрицу жидкий металл и давить на него прес-
сующим пуансоном, поперечное сечение рабочей части которого
меньше поперечного сечения матрицы, то металл по принципу об-
ратного истечения интенсивно устремится вверх, заполняя полость
формы. Формообразование методом выдавливания осуществляется
одновременно с кристаллизацией металла под давлением и, в зави-
симости от величины приложенного давления и конфигурации
деталей, может также сопровождаться и пластическими деформа-
циями. Имеет место переход от литейного процесса к процессу
обработки металла давлением сначала в полупластическом, а затем
и в пластическом состоянии, причем переход от одного агрегатного
состояния в другое осуществляется очень быстро с затратой малых
усилий и получением при этом деталей — значительно более
сложных, чем при обычной обработке металла давлением.
При выдавливании металл перемещается под статическим давле-
нием без отрыва от прессующего пуансона; при этом путь металла
при заполнении формы в несколько раз короче, чем при литье под
давлением.
Это позволяет работать при малых скоростях и менее значи-
тельных давлениях, чем при литье под давлением, где в процессе
заполнения образуется больше гидравлических сопротивлений.
Металл во всех случаях перемещается параллельно движению
прессующего пуансона при отсутствии основного недостатка
(присущего литью под давлением) — завихрений.
Литье методом выдавливания следует считать процессом, в кото-
ром сочетаются преимущества литья под давлением (формообразо-
вание с получением острых граней и чистоты поверхности) и литья
с кристаллизацией под поршневым давлением (уплотнение ме-
талла), причем он лишен ряда недостатков, свойственных первому.
Формообразование, осуществляемое путем выдавливания ме-
талла пуансоном вверх, разбивается на следующие основные
группы:
106
1 ) формообразование в полости, образованной при конечном
сопряжении матрицы и пуансона, зависящее от порции залитого
металла (называется в дальнейшем методом выдавливания),
(фиг. 2);
2 ) формообразование в закрытой (готовой) полости, в которую
выдавливается из матрицы весь объем металла заготовки (назы-
вается в дальнейшем методом выдавливания в закрытые полости).
Остаток металла в матрице, являющийся литником, не влияет
на точность размеров заготовки.
18. ФОРМООБРАЗОВАНИЕ В ПОЛОСТИ, ОБРАЗОВАННОЙ
ПРИ КОНЕЧНОМ СОПРЯЖЕНИИ МАТРИЦЫ И ПУАНСОНА
Таким способом изготовляются детали с центральной полостью
как несложной (типа втулок), так и сложной конфигурации
(типа гребных винтов).
При выдавливании металла пуансоном вверх обеспечивается
получение чистой поверхности заготовки, у которой первоначаль-
ный слой образуется одновременно с формообразованием.
В момент остановки металла при конечном сопряжении матрицы
и пуансона образуется гидравлический удар \ способствующий
получению четких контуров заготовки. Под действием гидравли-
ческого удара в форме образуется противодавление, стремящееся
раскрыть форму; чем больше мощность прессующего цилиндра
и площадь отливки, тем больше усилий необходимо для удержания
формы в замкнутом состоянии при гидравлическом ударе.
При изготовлении деталей с центральной полостью метод вы-
давливания жидкого металла наиболее эффективен, так как в про-
цессе формообразования обеспечиваются чистота поверхности
и измельчение структуры металла. Получается наиболее совер-
шенное заполнение полостей и контуров, расположенных в верхней
части и на наружной поверхности. Такие участки заполняются
металлом в первую очередь, поэтому во всех случаях даже при
общем недостатке металла обеспечено их заполнение.
Это объясняется тем, что под действием прессующего пуансона
металл поступает в кольцевую полость, образующуюся между
матрицей и пуансоном примерно со скоростью, во столько раз
превышающей скорость движения пуансона, во сколько раз умень-
шается сечение, в которое переходит металл при его выдавливании.
Все эти особенности процесса дают возможность получать спо-
собом выдавливания жидкого металла заготовки значительной
сложности с. различными фасонными приливами к наружной по-
верхности, выходящими за пределы основного габарита детали.
Полости в деталях могут быть выполнены также подвижными
боковыми стержнями (по аналогии с литьем под давлением).
1 Усилие, развиваемое гидравлическим ударом, значительно меньше, чем
при литье под давлением, где заполнение происходит при больших скоростях.
107
Для определения области применения литья выдавливанием
жидкого металла и пригодности процесса для деталей со слож-
ной фасонной наружной образующей или с большими приливами
на наружной поверхности производились опыты по изготовлению
стаканов диаметром 100 мм и глубиной 90 мм с развитыми фланцами
диаметром 300 мм, имеющими толщину (от 5 до 2 мм), постепенно
уменьшающуюся от центра к периферии (фиг. 45).
Опыты показали, что у стаканов с фланцами в верхней части
при правильной дозировке металла во всех случаях имело место
хорошее заполнение фланцев — приливов; на окружности флан-
Фиг. 45. Детали с большими приливами, изготовленные
выдавливанием Жидкого металла.
цев видны мельчайшие отпечатки контуров формы, например,
следы рисок от токарной обработки. Изделие в верхней части
отличается высокой чистотой, свойственной деталям, литым
под давлением.
Отличие от литья под давлением заключается только в том, что
детали имеют более высокую плотность, лишены воздушных вклю-
чений и что расход металла на литниковую систему ничтожен
(в данном случае он совершенно отсутствует).
Хорошее заполнение контуров при отношении диаметров
фланца и стакана как 3 : 1 достигнуто при сравнительно большой
выдержке металла в форме до подачи давления (около 3 сек), мед-
ленном движении прессующего пуансона (около 0,1 м/сек) и при
удельном давлении около 300 кГ/см1. При более благоприятных
значениях соответственно может быть увеличен путь, проходимый
металлом в приливах к детали.
Способность к заполнению полостей, расположенных вверху
и по периферии, дает возможность применить способ выдавлива-
ния жидкого металла для изготовления деталей с большим цент-
ральным отверстием и со сложной образующей, и приливами на
периферии.
108
Интенсивное выдавливание металла вверх подобно процессу
обратного истечения и отличается от последнего заменой металла,
нагретого до пластического состояния, — жидким металлом. Од-
нако температура металла по мере его выдавливания понижается;
проходя по всему сечению, он кристаллизуется уже в движении
(в процессе формообразования). При соответствующем давлении,
скорости прессования, глубине полости и толщине стенок темпера-
тура металла к концу операции может настолько понизиться, что
окончательное формообразование может закончиться при пласти-
ческой деформации с затратой малых усилий.
Механические свойства получаемой заготовки значительно
повышаются. На фиг. 47 показана такая заготовка, где в резуль-
тате применения выдавливания (обратное истечение) получены
очень высокие для сплава АЛ2 механические свойства и чистота
поверхности 11-го класса по ГОСТ 2789—59.
В зависимости от назначения детали подбором соответствующих
технологических параметров, можно использовать это ценное
преимущество процесса.
Опыты с изготовлением стакана, имеющего у основания при-
ливы, — фланцы такого же типа, как и у детали, изображенной
на фиг. 45, показали, что в первую очередь происходит выдавлива-
ние металла вверх с формообразованием стакана. После этого
начинается заполнение под давлением полости в основании. Ме-
талл, попавший при заливке самотеком в тонкую полость, обра-
зующую фланцы, застывает там, не заполнив и половины полости,
в виде бесформенной лепешки, имеющей все недостатки обычного
литья.
Затвердевшая лепешка мешает прохождению металла на пери-
ферию фланцев; только там, где металлу после заполнения вер-
шины отливки под действием давления удается прорваться через
участки, не заполненные лепешкой, он заполняет всю полость
фланца, давая отчетливые контуры и чистую поверхность. В по-
следнем случае видны линии раздела между металлом, залитым
самотеком (лепешка) и металлом, поступившим под давле-
нием.
Опыты с тонкими фланцами, прилитыми к основанию, позво-
лили установить, что нижняя часть матрицы, будучи своеобразной
камерой сжатия, где на металл поступает давление, не должна
иметь глубоких боковых полостей для приливов и углублений.
Металл попадает в эти полости самотеком и застывает там до по-
дачи давления.
Все полости и углубления, расположенные выше зеркала
залитой порции металла, заполняются при движении металла
под давлением, благодаря чему эти участки детали имеют четкие
контуры и гладкую поверхность.
Если изготовляется деталь, имеющая глубокие и тонкие
приливы в основании, то необходимо переместить так называемую
109
камеру сжатия вниз за пределы приливов путем устройства резер-
вуара в нижней части матрицы.
На фиг. 46 показана подобная деталь 1, имеющая в центре два
кольцевых ребра 2. Чтобы заполнение тонких ребер осуществлялось
Фиг. 46. Применение ре-
зервуара для изготовле-
ния деталей с кольцевыми
ребрами.
под давлением при выдавливании металла
вверх, в форме устроен резервуар 3.
Другим технологическим мероприя-
тием является образование полости для
глубокого и тонкостенного прилива, рас-
положенного в нижней части формы в
процессе заполнения формы металлом под
давлением.
Форма с горизонтальной плоскостью
разъема во время заливки металла не
имеет кольцевой полости для этого при-
лива. Но в момент окончания заполнения
под давлением, при образовании гидра-
влического удара, верхняя часть формы, не закрепленная перво-
начально, приподнимается до упора на высоту, равную толщине
прилива; при этом и образуется кольцевая полость, в которую
металл поступает под давлением.
Фиг. 47. Детали,'изготовленные выдавливанием жид
кого металла.
На фиг. 47, а показана отливка в форму с закрепленными поло-
винками, а на фиг. 47, б — отливка в такую же форму, но с при-
поднятой в процессе заполнения половинкой.
Небольшие приливы средней толщины могут быть расположены
в нижней части матрицы.
При достаточно быстрой подаче давления и хорошо прогретой
матрице, металл, попавший самотеком и не успевший еще затвер-
деть, поддается формообразованию под давлением, будучи в твердо-
жидком или пластическом состоянии, благодаря чему и в углубле-
но
нии удается получить четкие контуры. Однако для этого нужны
несколько более высокие удельные давления.
Отдельно необходимо рассмотреть вопрос о корочке, которая
образуется вокруг залитого металла во время нахождения его
в покое до поступления давления.
У большинства цветных сплавов (алюминиевых, латуней про-
стых, марганцовых и кремнистых) корочка, содержащая окисные
плены, при своевременной по-
даче давления легко деформи-
руется и равномерно распреде-
ляется по поверхности.
При изготовлении из жид-
кого ' металла деталей с цен-
тральным отверстием процесс
заканчивается после кристал-
лизации под давлением, что
обеспечивает получение уплот-
ненной заготовки.
Для деталей с центральным
отверстием (типа втулок) выдав-
ливание жидкого металла яв-
ляется оптимальным процессом,
идущим с наименьшей затратой
усилий и незначительными от-
ходами.
Большое количество мелких
втулок до сих пор продолжает
изготовляться из сплошной заго-
товки. Крупные втулки отли-
ваются центробежным способом
с большими потерями металла
Фиг. 48. Вкладыши, 'отлитые центро-
бежным способом (а) и выдавливанием
жидкого металла (б).
на выплески и припуски для
механической обработки.
На фиг. 48 показаны вкла-
дыши, отлитые центробежным
способом и методом выдавливания; на одном из крупных заводов
при этом для массовых мелких втулок расход цветного металла
сократился от 2 до 3 раз и более, по сравнению с центробежным
литьем.
По мере увеличения диаметра и толщины стенок втулок раз-
ница между расходом металла при центробежном литье и штампов-
кой жидкого металла уменьшается, а степень охвата пуансона
увеличивается (особенно при большой высоте втулок).
Из практических соображений следует считать, что при внут-
реннем диаметре до 90 мм и при толщине стенок до 7 мм следует
применять метод выдавливания жидкого металла. Его следует
также применять для втулок с буртиками, имеющих внутренний
111
диаметр больше 100 мм (при толщине стенок до 10 мм), но при обя-
зательном применении телескопических пуансонов, производящих
уплотнение заготовки как изнутри, так и с торца.
При внутреннем диаметре больше 90 мм и при толщине стенок
не менее 8 мм наилучшим процессом для изготовления втулок без
буртиков или с малым буртиком будет литье с кристаллизацией
под поршневым давлением.
При внутреннем диаметре втулок больше 150 мм и при высоте,
значительно большей, чем внутренний диаметр, центробежное
литье может оказаться более целесообразным. Одним из решающих
факторов при выборе того или другого способа является мощность
имеющегося прессового оборудования.
Фиг. 49. Строение втулок, изготовленных выдавливанием жидкого металла:
а — из бронзы Бр. ОФ 10-1, б — из латуни ЛМцА 57-3-1.
При изготовлении подшипниковых втулок применяется невысо-
кое удельное давление (300—700 кПсм?), чтобы сохранить строе-
ние, свойственное литому металлу (дендритную ликвацию), обес-
печивающее антифрикционные свойства.
На фиг. 49, а и 49, б показано строение втулок, отлитых соот-
ветственно при давлении 400 кГ/см2 и 800 к.Псм2.
Единственным видом отхода является дно-перемычка, тол-
щина которого в зависимости от точности дозировки колеблется
от 3 до 5 мм\ дно удаляется при механической обработке.
Металл, залитый в металлическую форму, находясь в ней
вначале без движения, начинает затвердевать; уже через долю
секунды в местах его касания с матрицей начинает образовываться
тонкая корочка.
Такое же захолаживающее действие на металл производит
и пуансон. Таким образом, между матрицей и пуансоном в основа-
нии детали (например, втулки) всегда будет оставаться тонкая
перемычка.
При неточной дозировке избыточный металл прежде всего рас-
полагается в основании детали, увеличивая толщину перемычки,
а при изготовлении деталей без полостей — толщину самой детали.
112
1 2
Чем больше отношение объема центральной полости к массе
детали, тем значительнее объем металла, подлежащего выдавли-
ванию и тем больше переместится металла со скоростью, которая
прямо пропорциональна указанному отношению.
У деталей с малой полостью существуют менее благоприятные
условия для формообразования под давлением: здесь формообра-
зование осуществляется главным образом осадкой и высадкой.
Выдавливание деталей с малой полостью производится из жид-
кого металла при удельном давлении 400—800 кПсм2.
Формообразование только пу-
тем высадки или осадки приме-
няется для деталей без централь-
ной полости, у которых верхняя
часть заготовки выполняется обыч-
но всею площадью пуансона; это
может привести к получению не-
точных размеров по высоте, так
как неточность дозировки отра-
жается не на толщине дна-пере-
мычки (удаляемой в деталях с
центральной полостью), а на об-
щей толщине детали. Это обязы-
вает вести работу с применением
достаточно точной дозировки, что,
однако, не во всех случаях дает
возможность уложиться в заданные
припуски. Такие условия необхо-
димо обеспечить, например, при
изготовлении таких деталей, как
турбинные лопатки, толщина ко-
торых должна отличаться высокой точностью (±0,2 мм) без
последующей механической обработки.
Для изготовления подобных деталей оптимальным вариантом
явится метод выдавливания жидкого металла в закрытые полости,
рассматриваемый ниже.
При изготовлении подобных деталей, особенно тонкостенных,
отношение поверхности соприкосновения металла с формой
к объему всей заготовки более значительно.
Большая площадь захолаживания металла в полости матрицы
при изготовлении тонкостенных деталей затрудняет формообра-
зование и требует применения более высоких удельных давлений.
Это компенсируется тем, что образовавшаяся кристаллическая,
наиболее износостойкая корочка тем больше проникает в заготовку,
чем выше приложенное давление.
В связи с этим литье сплошных деталей методом выдавлива-
ния, например, заготовок для червячных колес целесообразно
производить в разъемной (по горизонтальной плоскости) форме
Фиг. 50. Изготовление заготовок
для червячных колес выдавлива-
нием жидкого металла:
I — траверса пресса; 2 — плита для
крепления наружной части телескопи-
ческого пуансона; 3 — внутренняя
часть телескопического пуансона;
4 — наружная часть телескопического
пуансона; 5 — отлитая заготовка;
6 — матрица; 7 — вставка в матрицу;
8 — основание.
8 Пляцкий
113
с применением телескопических пуансонов, причем площадь попе-
речного сечения внутреннего пуансона должна быть равна пло-
щади ступицы (фиг. 50). При этом получаются следующие преиму-
щества:
1) Заготовка может быть получена с точными размерами также
и по высоте, исключая тот участок, который выполняется внутрен-
ним пуансоном.
2) При выдавливании через малое отверстие удельное давле-
ние повышается обратно пропорционально площади пуансона,
что дает возможность на прессах малой мощности производить
выдавливание сравнительно крупных деталей.
Так, например, на крупном вагоностроительном заводе заго-
товки для червячных колес из алюминиевой бронзы диаметром
144 мм изготовляются на самодельном пневматическом прессе
мощностью 9 Т с получением плотных заготовок.
19. ФОРМООБРАЗОВАНИЕ ПУТЕМ ВЫДАВЛИВАНИЯ ВСЕГО
ОБЪЕМА МЕТАЛЛА В ЗАКРЫТЫЕ ПОЛОСТИ
В описанных выше методах формообразования рабочая по-
лость формы образуется при конечном сопряжении матрицы
и пуансона, зависящем от объема залитого металла.
Учитывая трудность очень точной дозировки жидкого металла,
таким способом нельзя обеспечить точность деталей плоскостного
и кольцевого типа, а также фигурных деталей, которые должны
быть получены с точной толщиной (высотой) без обработки по-
верхности, оформляемой прессующим пуансоном.
Для получения заготовок с точными размерами и с более слож-
ной конфигурацией разработан метод выдавливания всего объема
металла в закрытую полость.
Если при изготовлении втулки деталь образуется непосред-
ственно в матрице порцией выдавливаемого металла при конеч-
ном сопряжении матрицы и пуансона, то в описываемом варианте
этот металл служит литниковым ходом для заполнения закрытой
полости, расположенной на вершине матрицы (в форме с горизон-
тальной плоскостью разъема) или в вертикальной плоскости разъ-
емной формы.
Этот вариант формообразования основан на свойстве жидкого
металла интенсивно выдавливаться вверх и на периферию под
действием прессующего пуансона и без затруднений проходить
через сечения толщиной 0,5 мм, превосходя в этом отношении
литье под давлением.
Формообразование путем выдавливания металла в закрытые
полости является разновидностью литья под давлением, осущест-
вляемой на прессовом оборудовании.
Выдавливание производится под гидростатическим давлением
в условиях непосредственного действия пуансона на металл. Оно
в подавляющем большинстве случаев осуществляется но всей
периферии отливки при отсутствии встречных потоков металла.
В данном варианте литья под давлением более совершенные
условия формообразования сочетаются с возможностью уплотнить
металл конечным гидростатическим давлением.
Принудительное заполнение закрытой полости методом выда-
вливания имеет значительные преимущества перед обычным за-
полнением форм при литье под давлением металлом, поступающим
из отдельно расположенной камеры прессования через боковой
питатель.
При выдавливании путь металла до рабочей полости формы
значительно меньше (примерно в 4—6 раз), чем при литье под
давлением, отчего металл меньше теряет свою текучесть и может
заполнить самые тонкие сечения при более низких скоростях.
При малых скоростях заполнения меньше эрозионное действие
струи жидкого металла, что обеспечивает более значительную стой-
кость форм. При выдавливании впуск металла более упорядочен,
чем в литье под давлением, так как металл без лобовых ударов
перемещается вверх параллельно стенкам формы и пуансону,
охлаждаясь по пути. При сочетании ряда упомянутых условий
устраняются завихрения, являющиеся одной из главных причин,
затрудняющих хорошее заполнение и проникновение металла
в глубинные полости, для осуществления которого приходится
до значительной степени повышать давление, необходимое для
преодоления препятствий, создаваемых завихрениями. Завихре-
ния являются также одной из причин образования в отливке воз-
душных включений и местных дефектов поверхности. При выда-
вливании все эти недостатки устраняются; кроме того, в рабочую
полость устремляется более чистый металл из глубинных участков
матрицы.
Металл приобретает требуемую скорость в начальный момент
выдавливания при переходе в сечение между пуансоном и стен-
ками литникового стакана. Это дает возможность заполнить рабо-
чую полость формы при толстых литниках, через которые может
быть передано давление, необходимое для уплотнения от-
ливки.
Нет сопряженных на точной посадке деталей камеры сжатия,
например, стакана, пуансона, пятки и литниковой втулки.
Между наполнительным стаканом (которым является нижняя
часть матрицы) и пуансоном всегда имеется большой зазор, рав-
ный толщине литникового хода (от 2 мм до толщины стенок от-
ливки). Это позволяет изготовлять матрицу с облицовкой из кера-
мических и огнеупорных материалов, а последнее дает возмож-
ность производить отливку таких материалов, как, например,
чугун и сталь.
Толщина питателей должна быть немного больше толщины
стенок детали, а впускной литник должен приближаться к этой
8* 115
толщине. Литник необходимо устанавливать около толстых ча-
стей, чтобы через них питать тонкие.
Чтобы уменьшить путь выдавливаемого металла, сократить
при этом расход металла на литниковую систему, а также обеспе-
чить лучшие условия для уплотнения металла, целесообразно
в ряде случаев (в зависимости от конфигурации детали) переме-
щать в закрытую полость не полный объем металла, а лишь ту
его часть, которая предназначена для заполнения участка отливки с
более сложной конфигурацией, выполняемого в закрытой полости.
Так, например, нижняя кольцевая часть детали, показанной
на фиг. 51 и 52, может явиться продолжением литникового хода,
а более точная часть типа пластины выполняется в закрытой по-
лости.
Интервал между заливкой металла и его прессованием должен
быть небольшим. Матрица должна быть хорошо нагрета.
Прессующий пуансон должен иметь обтекаемую форму (конус-
ную, шаровидную и т. п.), чтобы обжим пуансона литниковым
остатком не создавал затруднений при его подъеме.
Для уменьшения расхода металла на литники, а также для
устранения или значительного уменьшения охвата пуансона ме-
таллом литник может быть не сплошной, а в виде нескольких
отростков, для чего в пуансоне прорезаются соответствующие
канавки (фиг. 53).
Выдавливание металла в закрытую полость должно осущест-
вляться при удельных давлениях порядка 600 кГ/смг и более.
Если деталь имеет местные скопления металла, расположенные
на участках рабочей полости, отдаленных от литника, то необхо-
дима установка прибылей для их питания во время усадки.
Технологические особенности указанного варианта по сравне-
нию с обычным выдавливанием жидкого металла заключаются
в следующем: при перемещении металла в закрытые полости
должны быть предусмотрены вентиляционные каналы для выхода
воздуха, а в отдельных случаях и перегонные резервуары. В усло-
виях выдавливания металла (в отличие от литья под давлением)
существуют благоприятные условия для вентиляции формы: а) за-
полнение осуществляется при малой скорости, что позволяет воз-
духу спокойно удалиться из формы; б) направление металла и
воздуха совпадают — встречные струи не препятствуют выходу
воздуха.
При применении метода выдавливания в форме в момент окон-
чательного заполнения образуется гидравлический удар, причем
противодавление в форме достигает значительной величины.
Для устранения выбрызгивания металла должно быть обеспе-
чено, надежное закрытие формы.
i Закрытые полости с горизонтальной плоскостью разъема рас-
полагаются в верхней части формы. Полости могут также распо-
лагаться в вертикальной плоскости разъема формы.
116
Фиг. 51. Форма для выдавливания
жидкого металла в закрытую по-
лость, расположенную в горизон-
тальной плоскости разъема формы:
1 — матрица; 2 — верхняя половина
формы; 3 — прессующий пуансон.
Фиг. 52. Заготовка
площадью 130Х 160 мм
вместе с литником и
перегонными резервуа-
рами, изготовленная
методом выдавливания
жидкого металла в за-
крытые полости.
/
Фиг. 53. Литье мелких
деталей методом выда-
вливания в закрытые
полости в многоместной
форме.
117
Изготовление фасонных деталей с выдавливанием металла
в полости, расположенные в верхней части формы
При перемещении залитого в матрицу металла в закрытые
полости, расположенные в верхней части формы, имеющей гори-
зонтальную плоскость разъема, в последней должно быть преду-
смотрено отверстие для прохода пуансона. Если изготовляются
детали типа колец или плоские детали со сквозным отверстием
в центре, то литниковый стакан помещается в центре. Форма для
изготовления указанной детали представлена на фиг. 52. Заго-
Фиг. 54. Деталь, изготовленная методом выдавливания
жидкого металла в закрытую полость в форме, пока-
занной на фиг. 52.
товка площадью 130 х 160 мм вместе с литником и перегонными
резервуарами показана на фиг. 53. Деталь без литника представ-
лена на фиг. 54. В закрытой полости формы независимо от точной
дозы залитого металла получены точные размеры детали по высоте.
Разрез отливки показывает ее плотность и полное отсутствие
воздушных включений.
Если детали не имеют центрального отверстия, то они распо-
лагаются в форме по окружности с оставлением в центре формы
места для прохода пуансона. В данном случае при изготовлении
небольших деталей форма может иметь несколько гнезд.
На фиг. 125 показана многогнездная форма для литья стальных
пластин методом выдавливания. Учитывая высокую температуру
плавления, матрица имеет керамическую вставку (камеру); так
как между прессующим пуансоном имеется большой зазор, то
состояние камеры не влияет на ход процесса.
Различные полости формы выполнены в сменных вставках.
Литники прорезаны в пуансоне. При изготовлении деталей с более
значительными габаритами рабочая полость может быть распо-
ложена в одной стороне от отверстия для прохода пуансона.
118
Изготовление, фасонных деталей выдавливанием металла вверх
в закрытые полости, расположенные в вертикальной плоскости
разъема формы
В данном случае (в отличие от предыдущего варианта) металл
выдавливается прессующим пуансоном в закрытые полости, рас-
положенные в вертикальном разъеме формы, при совмещении ее
двух половинок выше зеркала залитого металла.
Фиг. 55. Форма для выдавливания металла в закрытые полости,
расположенные в вертикальной плоскости ее разъема.
1 — прессующий пуансон; 2 и 3 — плиты выталкивателей; 4 — опорный
угольник; 5 — стержень; 6 и 7 — половинки формы.
На фиг. 55 показана форма с вертикальной плоскостью разъема
для литья фасонной детали методом выдавливания в закрытые
полости.
По сравнению с обычным выдавливанием, путь металла, пере-
мещаемого в закрытую полость, несколько больше, а также не-
много сложнее передача конечного гидростатического давления
для уплотнения металла. Это обязывает производить выдавливание
в закрытые полости на прессах более значительной мощности.
При формообразовании методом выдавливания процесс упо-
добляется обратному истечению (экстрюдированию), которое, как
известно, осуществляется из пластического состояния. Поэтому
при соответствующей мощности пресса при выдавливании из жид-
кого металла последний может течь в полости формы, в случае
119
необходимости также значительно охладившись (в жидко-твердом
или кашеобразном состоянии).
При заполнении закрытой полости охладившимся металлом
уменьшается возможность образования завихрений и захвата воз*
духа, а также имеется меньше условий для образования пороков
усадочного порядка. Как видно из приведенных примеров, способ
Фиг. 56. Детали, отлитые методом выдавливания в закрытую
полость, расположенную в вертикальной плоскости разъема
двухместной формы.
выдавливания металла в закрытые полости значительно расши-
ряет область применения штамповки из жидкого металла, делая
ее пригодной не только для изготовления деталей, представляющих
собой тела вращения, но также и деталей фасонной конфигурации
(фиг. 56) с получением их с точностью по всем измерениям, неза-
висимо от точной дозы залитого металла.
20. ВЫДАВЛИВАНИЕ ЖИДКОГО МЕТАЛЛА ВНИЗ
ДЛЯ ПОЛУЧЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ И ПРОФИЛЬНЫХ
ЗАГОТОВОК (ПРЯМОЕ ИСТЕЧЕНИЕ)
. Перспективное значение для получения сложных фасонных
деталей имеет выдавливание металла в закрытые полости, распо-
ложенные в вертикальной плоскости разъема закрытой формы.
Для получения профильных заготовок различной длины вы-
давливание (прямое прессование) осуществляется в неразъемной
120
форме, в нижней части которой расположено калибровочное очко,
или в форме с разъемом по горизонтальной плоскости. В том и
другом случае залитый металл должен полностью перекрываться
пуансоном, чтобы он мог перемещаться только вниз.
В отличие от прямого истечения (экстрюдирования), осущест-
вляемого обычно из металла, находящегося в пластическом со-
стоянии, при прямом истечении вниз жидкого металла необходимо
предусмотреть невозможность его попадания в рабочую полость
Фиг. 57. Выдавливание жидкого металла вниз для получения фасонных деталей.
1 — стержень, перекрывающий литниковое отверстие; 2 — подвижная половина формы;
3 — залитый сплав; 4 — стакан наполнительный; 5 — пуансон; 6 — неподвижная поло-
вина формы; 7 — втулка; 8 — стержень неподвижный; 9 — кольцевой коллектор; 10 —
отлитая деталь.
самотеком. Кроме того необходимо, чтобы жидкий металл в интер-
вале между его заливкой в форму и ее заполнением был доведен
до состояния, близкого к пластическому.
В зависимости от объема заливаемого сплава и его назначения,
подстуживание металла производится различно.
При изготовлении небольших фасонных деталей это произво-
дится в двух вариантах.
В первом варианте в основании стакана (подобие камеры сжа-
тия) расположено отверстие, имеющее форму усеченной пирамиды
с пережимом в нижней части толщиной от 1 до 1,5 мм. В этом
пережиме свободно залитый металл в жидко-твердом состоянии
(с предельным содержанием твердой фазы, приближающей его
к кашеобразному состоянию), задерживается и только под давле-
нием прессующего пуансона устремляется в полость формы.
Во втором варианте для задержки и подстуживания жидко-
твердого металла вместо пережима применяется подвижной стер-
жень (затвор) (фиг. 57), приводимый в движение от гидравличе-
ской коробки управления одновременно с опусканием прессующего
пуансона.
121
Литниковое отверстие соединяется с рабочей полостью формы
одним или несколькими плоскими (типа ленты) каналами малого
сечения. Перемещаясь через эти каналы, металл доходит до твердо-
жидкого состояния, при котором около стенок канала образуется
каркас-оболочка из затвердевшего слоя, под которым еще содер-
жится небольшое количество жидкой фазы. В таком состоянии
металл в течение малой доли секунды имеет малую прочность;
пройдя канал и попадая в фа-
сонную полость формы, под
действием непрекращающе-
гося давления он деформи-
руется.
На фиг. 58 и 59 показаны
детали с такими литниками,
которые могут быть изгото-
влены на советских маши-
нах для штамповки жидкого
металла типа УЛМ и ОВП-2.
У этих машин прессующий
пуансон расположен по одной
оси с вертикальной плоско-
стью разъема форм. Машины
типа «Полак 408» и «По-
лак 1220», у которых анало-
гичнорасположены плоскости
разъема и пуансон, также
могут быть использованы для
прямого прессования.
Как видно из фиг. 58 и
59, при прессовании металл,
пройдя очко и попадая в
форму уже в твердо-жидком
состоянии, приобретает фа-
частично уже проходя через
Фиг. 58. Деталь, полученная при пря-
мом истечении (прессовании) из жид-
кого металла.
сонную конфигурацию, уплотняясь
очко, и окончательно в момент гидравлического удара при встрече
со стенками рабочей полости формы. При этом, как при заполнении
полости большого объема (фиг. 58), так и при изготовлении
деталей с металлическими стержнями, являющимися преградой,
которые металл должен обтекать (фиг. 59), получаются детали
с четкими контурами и чистой поверхностью.
Эти результаты получены на маломощных машинах, когда,
удельное давление в наполнительном стакане не превышает
500 кПсм*.
При работе на более мощных машинах (50 Т и выше)
габариты деталей соответственно могут быть увеличены и получена
более высокая плотность. В этом направлении и необходимо про-
водить дальнейшие работы.
122
При более.значительных габаритах фасонных деталей, а также
при прессовании профильных заготовок, когда должно произво-
диться подстуживание сравнительно больших количеств жидкого
металла, система задержек в малых сечениях или с помощью
стержней может оказаться малопроизводительной. Кроме того,
выдержка таких порций металла без движения не обеспечит их
равномерного агрегатного состояния во всех зонах.
Поэтому более целесо-
образно производить рав-
номерное подстуживание
жидкого металла при его
перемещении по каналам
с постепенно уменьшаю-
щимися сечениями. При
этом представляется воз-
можность регулировать все
факторы, влияющие на
своевременное доведение
залитого металла до тре-
буемого агрегатного со-
стояния. К числу этих фак-
торов относятся: сечение
каналов и их протяжен-
ность; чем меньше сечение,
через которое проходит
жидкий металл, тем бы-
стрее происходит его за-
твердевание. Затвердева-
ние в движении связано с
Фиг. 59. Детали со стержнями, полученные
при прямом истечении (прессовании) из
жидкого металла.
перемешиванием и не вы-
зывает столь интенсивного
коркообразования около
стенок, как у металла, на-
ходящегося в покое. Давление способствует увеличению ско-
рости затвердевания, поэтому необходимость в применении давле-
ния следует в каждом случае проверить опытным путем.
Целесообразно подачу сплава в металлопровод, в котором
происходит подстуживание металла, производить с помощью одного
из известных автоматических дозаторов (применяемых в литье
под давлением). Эти дозаторы работают под низким давлением
(от 0,1 до 0,5 кПсм*), причем оно затрачивается главным образом
для перемещения сплава из печи в машину. Если окажется необ-
ходимым применить небольшое давление для интенсификации под-
стуживания металла, то соответственно можно немного (на 0,1—
0,3 кПсм?) увеличить давление в дозаторе.
Металлопровод необходимо монтировать отдельно; он должен
быть съемный, а также разборным по оси симметрии, что позволит
123
по мере необходимости корректировать сечение каналов или нано-
сить внутрь каналов изоляционные покрытия или смазки, предо-
храняющие металлопровод от непосредственного влияния жидкого
сплава, сильно реагирующего с металлом формы.
Из верхнего кольцевого коллектора металлопровода жидкий
сплав не следует направлять вниз по большому числу вертикальных
каналов, так как это приведет к необходимости уменьшать их
поперечное сечение, а последнее приведет к резкому охлаждению.
Достаточно принять два вертикальных канала.
Металл из металлопровода стекает через обогреваемые отвер-
стия (каналы), расположенные выше уровня металла, скопившегося
в наполнительной камере.
В это время прессующий пуансон поднят, поэтому нет противо-
давления, препятствующего сплаву поступить из металлопровода
на этот участок. При приложении давления пуансон перекрывает
каналы и производит прессование поступившего сверху металла.
Для правильного хода процесса необходимо синхронизировать1
поступление сплава из дозатора, в металлопровод в момент, когда
пуансон, поступая вниз для прессования металла, перекрывает
боковые отверстия, благодаря чему устраняется противодавление,
препятствующее сплаву попасть в металлопровод.
Это имеет двоякое значение: прессование металла и подстужи-
вание его в металлопроводе идут одновременно. Пока идет прес-
сование, металл успевает достаточно подстудиться и попадает
в матрицу тотчас после подъема пуансона. Это позволяет резко
сократить нахождение жидкого сплава в металлопроводе и не
дает ему затвердеть ниже заданной температуры, а главное —
позволяет до минимума сократить интервал между заливкой ме-
талла и его прессованием.
21. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ С ВЫСТУПАМИ,
РЕЛЬЕФАМИ НА НАРУЖНОЙ ПОВЕРХНОСТИ
И БОКОВЫМИ ОТВЕРСТИЯМИ
Выступы и рельефы, если они образуют в матрице поднутрения,
препятствующие удалению отлитой заготовки, можно выполнять
только в формах с разъемом по горизонтальной или вертикальной
плоскости.
В первых количество выступов не ограничено, если они все
могут быть размещены в плоскости разъема формы.
В формах с вертикальной плоскостью разъема два выступа
могут быть расположены в плоскости разъема и два других —
в плоскости, перпендикулярной к ней2.
1 При помощи реле времени или другого электрического устройства.
8 При применении телескопических пуансонов выступы на наружной поверх-
ности детали могут быть выполнены в вертикальной форме, не имеющей разъема
124
Отверстия.в деталях, если они расположены параллельно дви-
жению пуансона, могут быть выполнены при фиксации неподвиж-
ных стержней в пуансонодержателе.
Возможность выполнения готовых отверстий, расположенных
перпендикулярно движению пуансона, зависит от следующих фак-
торов.
Фиг. 60. Боковые отверстия, вы-
полняемые подвижными стержнями
в детали с выступами, расположен-
ными выше уровня залитого ме-
талла АБ.
Фиг. 61. Боковые отвер-
стия, выполняемые под-
вижными стержнями в
детали без выступов.
Полости для отверстий, выполняемые неподвижными и под-
вижными стержнями (фиг. 60), расположенные в форме выше
уровня А Б заливаемого металла, заполняются при движении
металла вверх под давлением, с получением при этом четких
контуров и высокой плотности в глубоких
полостях с тонкими сечениями.
Если эти полости расположены в нижней
части формы и заливаются металлом в сво-
бодном состоянии (до поступления давления),
то возможность получить четкие грани при
формообразовании зависит отряда факторов,
а именно: глубины полости, толщины стенок,
удельного давления, скорости его поступле-
ния, а также от применяемого сплава.
Боковые полости, имеющие глубину и диа-
метр (или толщину), приближающиеся к тол-
щине стенки заготовки (фиг. 61), могут быть
изготовлены при небольших удельных давле-
ниях с неподвижными или подвижными
стержнями, установленными в форму до
Фиг. 62. Боковые
отверстия в детали с
выступами, располо-
женные ниже уровня
металла АБ, получае-
мые механической об-
работкой.
подачи давления.
Боковые полости, глубина которых более значительна, а тол-
щина стенок мала (фиг. 62), нельзя заливать при установленных
неподвижных стержнях, так как в тонком кольцевом сечении
между стержнем и стенкой формы металл может затвердеть до
поступления давления.
125
Только при работе с деформируемыми сплавами и чистыми
металлами (медь, алюминий) при приложении больших удельных
давлений (около 800 кПсм?) металл может течь в тонкие сечения
между стенкой формы и установленным стержнем. При умеренных
удельных давлениях (300—600 кГ/см1) могут быть выполнены
лишь сплошные приливы, а отверстия в них необходимо получать
механической обработкой.
Фиг. 63. Форма с неподвижными стержнями:
1 — упор; 2 и 3 — плиты выталкивателей; 4 — выталкиватели;
5 и 10 — опорные угольники формы; 6 и 9 — сменные вставки фор-
мы; 7 — стержни; 8 — пуансон.
Извлечение из отлитой заготовки боковых неподвижных стерж-
ней может производиться при работе в формах с вертикальной
плоскостью разъема, когда ось стержня совпадает с осью хода
машины на открытие (фиг. 63).
Во всех других случаях необходимы боковые подвижные стерж-
ни, которые могут быть извлечены с помощью приводов, приме-
няемых для этой цели при литье под давлением. Поскольку это
значительно усложняет конструкцию формы, а операция сверле-
ния отверстий не относится к числу трудоемких, то такими при-
водами целесообразно пользоваться в особых случаях, когда это
окупается при крупносерийном производстве.
На фиг. 85 показаны полые детали доильных аппаратов с при-
ливами — отростками, образующими поднутрения в форме, вслед-
ствие их расположения под разными углами. Это вынуждает их
выполнять боковыми подвижными стержнями типа наклонных
пальцев.
В обычных условиях штамповки из жидкого металла, где за-
ливка и выдавливание производятся раздельно (последовательно),
выполнение глубоких отверстий в приливах малого сечения может
126
дать хорошие результаты, когда отверстие расположено выше
уровня металла, залитого в форму, и заполнение его производится
при выдавливании под давлением (как показано на фиг. 60).
Если такие отверстия расположены в нижней части формы
(см. фиг. 62), то раздельно залитый металл, попавший самотеком
в прилив с установленным
стержнем, быстро затвердеет
в свободном состоянии, не
будучи уплотненным.
В подобных случаях
стержни не должны устанав-
ливаться до заливки метал-
ла, а вдвигаться в полость,
образующую прилив, после
ее заполнения в свободном
состоянии, выполняя отвер-
стие под давлением.
Это можно осуществить
с помощью гидравлических
приводов достаточной мощ-
ности, включаемых* одновре-
менно с опусканием прессую-
щего пуансона или при при-
менении автоматизированных
приводов типа наклонных
пальцев —по схеме, показан -
Фиг. 64. Схема формы для выдавливания
жидкого металла с применением подвиж-
ных стержней, вдвигаемых после запол-
нения, для получения боковых отверстий:
1 — пуансонодержатель; 2 — пуансон; 3—при-
вод — наклонный палец; 4 — матрица;
5 — стержень; 6 — основание.
ной на фиг. 64.
Стержни должны включаться в момент, когда пуансон пере-
кроет полость матрицы. Когда под действием пуансона и стержня
закончится процесс заполнения под давлением образованной по-
лости, металл продолжает оставаться некоторое время под по-
стоянным давлением для уплотнения в процессе затвердевания
и кристаллизации. Стержни должны быть удалены до выемки
заготовки из матрицы. А так как большинство заготовок извле-
кается из матрицы при обжиме ими пуансона, то операция удале-
ния стержней должна производиться быстро, чтобы охват не уве-
личился по мере усадки металла.
Отверстия, поднутрения и рельефы, выходящие за пределы
основного габарита, могут выполняться только в формах с верти-
кальной плоскостью разъема.
22. УСЛОВИЯ УПЛОТНЕНИЯ МЕТАЛЛА
Уплотнение идет в направлении усилий, действующих на кри-
сталлизующийся металл по аналогии с процессом кристаллизации
под давлением. Эти усилия прилагаются тотчас после окончания
формообразования, пока металл еще не затвердел; они должны
127
Фиг. 65. Схема уплотнения
заготовки в закрытой форме
с помощью гидродинамиче-
ского давления:
1 — пуансон; 2 — крышка мат-
рицы; 3 — матрица; 4 — отли-
тая заготовка.
действовать до окончания кристаллизации, а в отдельных случаях
также до тех пор, пока металл будет находиться в пластическом
состоянии.
Уплотнение металла может происходить как под действием
гидродинамического давления, так и конечного гидростатиче-
ского давления.
При выдавливании жидкого металла влияние гидродинамиче-
ского давления на уплотнение отливки более эффективно, чем
в литье под давлением, ибо оно является
всесторонним, действующим на всю по-
верхность заготовки. Но так как этот
вид давления действует в продолжение
очень малого отрезка времени, то с его
? помощью можноуплотнить только тонко-
стенные заготовки, отвердевающие очень
быстро.
На фиг. 65 показана схема уплот-
нения заготовки с помощью гидродина-
мического давления, действующего
только до тех пор, пока металл нахо-
дится в жидком или жидко-твердом
состоянии (при котором образовавшиеся
первичные кристаллы отделены друг
от друга жидкостью). В этом состоянии
уплотнение производится как при дей-
ствии усилий сверху, так и при боковых
усилиях, ибо давление на жидкость
передается во все стороны.
Уплотнение, производимое с помощью гидродинамического дав-
ления, тем значительнее, чем больше удельное давление и ско-
рость, и чем меньше интервал кристаллизации сплава. Однако
высокую скорость прессования не следует применять, так как
она может служить причиной захвата воздуха и образования
воздушных включений.
Чем больше конусность пуансона 1 и ниже температура ме-
талла 4, тем лучше условия для уплотнения металла боковыми
усилиями, поступающими изнутри.
При низкой температуре металла, особенно когда он доходит
до кашеобразного или твердо-жидкого состояния, легче осущест-
вить уплотнение металла, однако для этого необходимо применять
более высокое удельное давление1.
Конечное гидростатическое давление в тех случаях может быть
эффективным, если оно приложено на всю площадь заготовки, а
для полых заготовок —на верхние их торцы. При этом полезное
1 Более подробно вопрос о режимах выдавливания жидкого металла в зави-
симости от температуры залитого металла рассматривается в главе VI.
128
действие этого вида давления не прекращается до окончания за*
твердевания, а при значительных удельных давлениях оно спо-
собствует также уплотнению металла путем деформации его в пла-
стическом состоянии.
Условия передачи давления для уплотнения заготовок необ-
ходимо предусматривать в конструкции форм для выдавливания
жидкого металла.
В закрытой форме, представленной на фиг. 65, все стороны
заготовки выполняются в матрице, что обеспечивает точность
всех наружных размеров; неточность дозировки влияет только
на толщину дна, удаляемого у большинства деталей подшипни-
кового типа при механической обработке.
Поднутрения, имеющиеся в закрытой матрице, являются подо-
бием съемника, действующего в начальный момент, когда обжим
пуансона металлом не достиг наибольшего значения.
При изготовлении сложных деталей или деталей с большими
фланцами этот тип штампа наиболее пригоден. Однако усилия,
направленные на уплотнение, могут быть переданы пуансоном
при изготовлении деталей с большими центральными полостями,
только в боковых направлениях, кроме донной части заготовки,
на которую действует полное усилие пресса.
При изготовлении деталей с малым центральным отверстием
или без него уплотнение в закрытом штампе не имеет этих недо-
статков и осуществляется с более значительным эффектом.
В форме, показанной на фиг. 2, вся верхняя часть заготовки
оформляется пуансоном, который действует’ в вертикальном на-
правлении, непосредственно на торцовую часть заготовки, соз-
давая наилучшие условия для уплотнения. Однако в таких фор-
мах при отсутствии поднутрений в закрытой матрице затруднен
съем заготовки с помощью съемника с пуансона, обжимаемого
металлом.
При изготовлении деталей такого же типа на специальной
машине УЛМ (фиг. 73), снабженной подвижной вспомогательной
траверсой, имеется возможность использовать последнюю как
съемник.
При пуске машины (вступившей в строй в 1954 г.) работа была
начата изготовлением сравнительно крупных втулок (внутренний
диаметр 105 мм, высота 100 мм) в форме, показанной на фиг. 66.
Основание формы 5 крепилось к столу машины, а верхняя
подвижная часть матрицы 3 крепилась к траверсе 2, приводимой
двумя вспомогательными цилиндрами машины.
Так как во втулках необходимо было в целях обеспечения
антифрикционности сохранить дендритную ликвацию, то приме-
нено небольшое удельное давление (^400 кГ/смг). При изготовле-
нии деталей с глубокой полостью выдавливание металла осуще-
ствляется обычно с затратой малых усилий, что позволило произ-
водить прессование при малых скоростях (0,1 м/сек). Металл при
9 Пляцкай 129
Фиг. 66. Форма для изготовления втулок ме-
тодом выдавливания жидкого металла на ма-
шине УЛМ.
выдавливании перемещается параллельно ходу прессующего пуан*
сона, не встреча^ препятствий, а следовательно, без завихрений.
При сочетании этих положительных факторов работа шла бес-
перебойно с получением
качественных заготовок,
практически лишенных ли-
тейных пороков, с меха-
ническими свойствами, не-
много превышающими
свойства, получаемые при
обычном литье в металли-
ческие формы.
Чтобы получить плот-
ную заготовку, применя-
лись пуансоны 1 с большой
конусностью, способствую-
щей образованию боковых
усилий, направленных на
уплотнение металла.
Благодаря тому, что
машина имеет достаточную
мощность на подъем, пуан-
сон 1, несмотря на то, что
он был сильно обжат ме-
таллом 4 при его усадке,
легко извлекался из заго-
товки. Этому способствовал механизированный съем, подроб-
но описанный в гл. X (фиг. 143).
Чтобы сочетать наилучшие условия
уплотнения с механизацией съема заго-
товки с пуансона, в 1955 г. разработаны
и стали применяться телескопические
пуансоны двух видов.
Схема формы с телескопическим пуансо-
ном первого вида представлена на фиг. 67.
Внутренняя часть пуансона 1, прикреплен-
ная к пуансонодержателю, производит
выдавливание металла и действует на вну-
треннюю часть заготовки; наружная часть
пуансона 2, прикрепленная к траверсе
машины, поступает на верхние торцы сте-
нок заготовки, уплотняя ее.
Когда были применены телескопические
пуансоны, то аналогичные детали были
получены при незначительной конусности (фиг. 80) (только в пре-
делах допуска) и с более значительным уплотнением, что выра-
зилось в получении более высоких механических свойств.
1 2
Фиг. '67Л Схема формы
с телескопическим пуан-
соном
1 и 2 — части телескопиче-
ского пуансона; 3—матрица;
4 — заготовки.
130
При прямом прессовании давление продолжает действовать до
момента полного затвердевания, что дает возможность уплотнить
заготовки значительной толщины.
Наружная часть пуансона одновременно служит съемником;
прикрепленная к траверсе пресса, двигающейся от двух вспомога-
тельных цилиндров, она останавливается упорами машины, а
внутренняя часть, приводимая центральным прессующим цилинд-
ром, продолжает свой подъем, при этом отливка сбрасывается
Следует учиты-
с.пуансона.
вать, что при работе с двумя
цилиндрами различной мощ-
ности, действующими раз-
дельно, может иметь место
перемещение вверх залитого
металла на участке, офор-
мляемом наружным пуансо-
ном (работающим от менее
мощного вспомогательного
цилиндра). Для устранения
этого в подобных случаях
необходимо, чтобы внутрен-
ний пуансон своим заплечи-
ком нажимал на наружный
пуансон, благодаря чему
устраняется их раздельное
действие и происходящие при
этом дефекты.
Фиг. 68. Форма с телескопическим пуан-
Если пресс не имеет вспо-
мо га тельных цилиндров, или соном.
когда при отливке тонко-
стенных деталей давление на металл должно поступать очень
быстро, то оба пуансона крепятся к пуансонодержателю 1
центрального прессующего цилиндра (фиг. 68). После оконча-
ния прессования металла заготовка 7, обжимая внутренний пуан-
сон 4, извлекается из матрицы 5. При подъеме вгерх наруж-
ная часть пуансона 3, имеющая выступающие площадки, является
съемником и останавливается упорами машины. Наружный пуан-
сон в нижнем положении не выходит из зацепления с внутренним
пуансоном, удерживаясь на нем, благодаря поднутрению в своей
верхней части.
Перед прессованием наружный пуансон поднимается вверх
до зацепления с пружинными прихватами 2. При прессовании
металла оба пуансона поступают вместе, при этом обеспечи-
вается точная высота полости заготовки; избыточный металл со-
средоточивается на наружной части дна.
Если при значительной конусности внутренней части заготовки
пуансон, не будучи охвачен металлом, легко удаляется и заготовки
9*
131
остаются в матрице, применяется выталкиватель, приводимый
в движение гидравлическим постаментом 6 (фиг. 34).
Телескопический пуансон 2-го вида (фиг. 69) дает возможность
изготовить в неразъемной форме детали с фланцем или приливом
в нижнем и среднем поясе. Металл, налитый в матрицу 3, сначала
перемещается пуансоном 2, опережающим пуансон /; нижний
кольцевой прилив, образующийся при перемещении металла,
приобретает четкие контуры. При посадке пуансона 2 на торцы
gj 0) матрицы обеспечена также точная высота
7 —— у кольцевого прилива.
_—— Пуансон 1 производит уплотнение всей
. заготовки, передавая давление на торцы
] и внутреннюю часть заготовки.
На фиг. 69, б (левая сторона) показан
2 вариант изготовления аналогичной детали,
'3 имеющей значительное утолщение в сред-
« нем поясе. В подобных случаях нельзя
применить конструкцию, показанную на
фиг. 69, а, так как внутренний пуансон,
Фиг. 69. Схема формы с упираясь на быстро затвердевающий верх-
телескопическим пуансо- ниц торец отливки, не сможет уплот-
ном‘ нить металл в среднем поясе. При при-
менении наружного ступенчатого пуансона, оформляющего при-
лив и торец детали, внутренний пуансон полностью используется
для уплотнения металла в центре.
Применение телескопических пуансонов расширяет область
применения литья методом выдавливания в отношении усложне-
ния конфигурации деталей. Благодаря поступлению давления,
одновременно на торцы детали и на ее внутреннюю поверхность,
уплотнение может быть осуществлено при более низких удельных
давлениях и при меньшей конусности пуансона. (При работе без
телескопических пуансонов конусность способствует в некоторой
степени передаче боковых усилий на затвердевающий металл.)
Поэтому изготовление деталей типа втулок с глубокими по-
лостями необходимо производить с применением телескопических
пуансонов, что особенно важно по мере увеличения толщины сте-
нок детали. Выдача заготовки из формы производится выталкива-
телем, стержнем 4.
Некоторые общие мероприятия, способствующие уплотнению
металла
Во всех случаях, когда штамповка производится на прессах
избыточной мощности, необходимо использовать преимущества ра-
боты при сравнительно больших удельных давлениях для увели-
чения стойкости форм, что достигается уменьшением количествен-
ного значения таких факторов, как высокая температура заливае-
132
мого сплава и скорость прессования. Одновременно при этом соз-
даются также условия для уплотнения металла.
Заливка металла при предельно низкой допускаемой темпе-
ратуре (в жидко-твердом или кашеобразном состоянии) значительно
увеличивает скорость его кристаллизации и позволяет до минимума
сократить выдержку его в форме. При малой скорости прессования
отсутствуют или значительно уменьшаются завихрения и агрессив-
ное действие расплавленного металла на форму. Совокупность
этих мероприятий значительно повышает стойкость форм.
В ряде случаев уплотнение металла зависит от конструкции
формы. Нельзя допускать, чтобы прессующий пуансон мог бы
отключаться (не передавая давления) от сердцевины отливки за
счет упора в ранее кристаллизирующиеся более тонкие (но сильно
развитые по диаметру) буртики. Необходимо до предела уменьшать
диаметр буртиков и при сопряжении буртика со стенками детали
применять большие галтели. Радикальным мероприятием при
этом является применение телескопических пуансонов, когда дав-
ление может быть передано раздельно на любые нижележащие
участки детали.
23. ОБРАЗОВАНИЕ ПЕРВОНАЧАЛЬНОГО СЛОЯ ОКОЛО СТЕНОК
ФОРМЫ И ОКИСНОЙ ПЛЕНКИ НА ЗЕРКАЛЕ МЕТАЛЛА
И ИХ ВЛИЯНИЕ НА ВЫДАВЛИВАНИЕ ЖИДКОГО МЕТАЛЛА
Металл, залитый в матрицу и находящийся в ней в покое до
поступления прессующего пуансона, образует около стенок пер-
воначальный слой. На зеркале металла, залитого в матрицу,
образуется окисная пленка, глубина которой и стойкость зависят
от склонности сплава к окислению в жидком состоянии.
Когда под действием прессующего пуансона металл начинает
выдавливаться вверх, то он также образует около стенок матрицы
первоначальный слой, отличающийся от первого более высокой
чистотой поверхности, благодаря поступлению металла под давле-
нием. При своевременном поступлении давления, пока еще перво-
начальный слой в нижней части формы будет находиться в пласти-
ческом состоянии, он деформируется и приобретает чистоту поверх-
ности, приближающуюся к чистоте верхнего слоя, образовавшегося
под давлением; при запоздалой подаче давления труднее дефор-
мировать первоначальный слой, перешедший в кристаллическое
состояние, поэтому на наружной поверхности заготовки может
получиться линия раздела глубиной 0,05—0,1 мм.
Для снятия этого дефекта поверхности необходимо приложить
более высокое давление или применить механическую обработку
на глубину не более 0,5 мм.
При прессовании1 металла он идет на образование детали,
причем выдавливаемый вверх металл наслаивается на первона-
чально образующийся слой. При своевременном поступлении прес-
133
сующего пуансона, когда металл находится в жидком состоянии,
не образуются участки раздела в сердцевине отливки между ме-
таллом, ранее залитым, так как при выдавливании нижележащие
слои (чистые от окислов) в первую очередь идут на образование
стенок заготовки. Окисные пленки, находящиеся на зеркале за-
литого металла, захолаживаются пуансоном и, в основном, оса-
живаются им на дно заготовки, откуда удаляются при механиче-
ской обработке (у деталей типа втулок при проходке дна). Не
исключается частичное перемещение окисных включений вверх
и попадание в отливку в виде отдельных вкраплений. Эти мелкие,
обычно точечные, включения практически не влияют на прочность
деталей, но являются недопустимыми, когда заготовка подвер-
гается в дальнейшем глубокой деформации, например, холодной
вытяжке с получением тонких сечений. Борьба с окисными вклю-
чениями в подобных случаях ведется путем применения бесков-
шовой заливки или газовой защиты с поступлением генераторного
газа на струю льющегося металла.
На деталях без полостей поверхность, образующаяся пуансо-
ном, всегда имеет высокую чистоту, доходящую у алюминия и его
сплавов от 8-го до 11-го класса (по ГОСТ 2789—59). На этой по-
верхности может быть получена сложная гравировка, надписи
и т. п. Поэтому эту поверхность целесообразно не подвергать меха-
нической обработке, а в случае необходимости точной высоты
заготовки подвергать обработке поверхность, образованную дном
матрицы. Чем больше перемещений металла во время формообра-
зования под давлением, тем лучше структура металла.
Кристаллизация при выдавливании жидкого металла начи-
нается значительно раньше окончания формообразования. При
движении же металла в период его кристаллизации структура
значительно.измельчается; происходит изменение как макрострук-
туры, так и микроструктуры, с превращением столбчатой струк-
туры в мелкую равноосную. Наиболее эффективно происходит
уплотнение усадочных раковин, когда кристаллизация под дав-
лением начинается до момента окончания формообразования, т. е.
Когда один этап процесса переходит в другой без интервала, а также
когда прессующий пуансон участвует при формообразовании,
производя перемещение металлической массы в том или ином
направлении. Чем больше перемещений производит пуансон при
формообразовании, тем больше условий создается для уплотнения
при осуществлении кристаллизации под давлением.
Поступление давления на заготовку, формообразование кото-
рой в основном закончено без участия пуансона и без значитель-
ных перемещений металла и сводится только к чеканке верхней
части, может быть характеризовано как кокильное литье с до-
прессовкой. Оно не может дать таких результатов в отношении
четкости контуров и плотности, какие получаются при выдавлива'
нии жидкого, металла.
ГЛАВА VI
ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА КАЧЕСТВО
ЗАГОТОВОК ПРИ ШТАМПОВКЕ ВЫДАВЛИВАНИЕМ
ЖИДКОГО МЕТАЛЛА
Влияние основных факторов на ход процесса штамповки вы-
давливанием жидкого металла значительно отличается от влияния
таких же факторов на процесс кристаллизации под давлением,
рассмотренный в гл. III.
Это объясняется прежде всего тем, что при выдавливании
пуансон пронизывает всю массу металла, залитого в матрицу,
в результате чего затвердевание и кристаллизация, осуществляе-
мые в движущемся объеме, происходят гораздо быстрее, что в зна-
чительной степени способствует измельчению структуры сплавов
при сравнительно небольших усилиях. Уплотнение металла про-
изводится не только усилиями, поступающими сверху (как в кри-
сталлизации под давлением), но также и изнутри, что позволяет
значительно сократить выдержку под давлением, а последнее спо-
собствует увеличению стойкости формы. Значительно также отли-
чаются и тепловые режимы литья от применямых при кристал-
лизации под давлением.
С учетом этих особенностей вопрос о влиянии различных фак-
торов на процесс выдавливания жидкого металла изучается от-
дельно.
Ниже рассматривается влияние на качество заготовки следую-
щих факторов: удельного давления на металл, температуры ме-
талла и формы, продолжительности выдержки металла в форме,
скорости прессования и физико-механических свойств сплавов.
24. УДЕЛЬНОЕ ДАВЛЕНИЕ НА МЕТАЛЛ
Удельное давление, требуемое в процессе выдавливания жид-
кого металла только для целей формообразования, может быть
значительно ниже, чем при изготовлении аналогичных же дета-
лей методом литья под давлением, при котором металл до по-
ступления в рабочую полость формы, в которой оформляется
отливка, проходит значительный путь. При этом имеют место
135
повороты струи металла (до 90°) и лобовые удары, ослабляющие
давление потока.
Кроме того, в литье под давлением питание отливки идет от
одного (реже от нескольких) впускных литников. При выдавлива-
нии жидкого металла путь, проходимый металлом, весьма короток
(фиг. 2); струя металла не имеет поворотов, при которых затрачи-
вается кинетическая энергия и гидродинамическое давление; пи-
тание отливки значительно облегчено, так как при изготовлении
деталей с центральной полостью металл идет вверх по всему се-
чению рабочей полости. У деталей без полостей осадка или вы-
садка производятся при давлении на всю площадь заготовки.
Это дает основание принять для целей формообразования наиболее
низкое из применяемых в литье под давлением удельных давлений.
Равно как и в литье под давлением, большое значение в про-
цессе выдавливания жидкого металла имеет конечное гидроди-
намическое давление, образующееся в момент заполнения, когда
при остановке струи происходит гидравлический удар. При срав-
нительно малых скоростях движения металла величина гидравли-
ческого удара меньше, чем в литье под давлением. Однако эффек-
тивность его относительно более значительна, благодаря всесто-
роннему действию на всю площадь заготовки.
Все избыточное конечное гидростатическое давление должно
быть направлено на уплотнение отливки. Если в литье под дав-
лением задача уплотнения значительно усложнена, благодаря
быстрому затвердеванию металла в тонком впускном литнике, то
при выдавливании жидкого металла, когда заполнение формы
металлом идет по кольцевому каналу (для деталей типа втулок),
равному толщине заготовки, уплотнение не вызывает затруднений.
Здесь все давление после окончания формообразования не-
медленно переходит в конечное гидростатическое и полностью
используется для уплотнения заготовки и устранения литейных
пороков.
В диаграмме на фиг. 10 приведены удельные давления, которые
необходимы для уплотнения сплошных заготовок при литье с
кристаллизацией под поршневым давлением. Преобладающая
часть усилий (а следовательно, и давления) при этом тратится
на полное устранение дефектов усадочного происхождения, осо-
бенно когда они залегают в сердцевине заготовки. В процессе
выдавливания жидкого металла величина требуемого удельного
давления ниже, так как формообразование при обратном истече-
нии осуществляется при малых усилиях, особенно при изготовле-
нии деталей с центральной полостью. Устранение же пороков
усадочного происхождения в условиях кристаллизации в движу-
щемся объеме не вызывает трудностей ввиду преобладания деталей
с небольшой толщиной стенок.
Удельные давления, необходимые при различных вариантах
процесса, находятся в зависимости от следующих параметров.
136
1. Условия приложения давления. При применении телескопи-
ческих пуансонов, когда давление передается сверху на торцы
и на внутреннюю поверхность заготовки и уплотнение осущест-
вляется прямыми усилиями, удельное давление может быть умень-
шено.
2. Толщина стенок детали. При работе без телескопических
пуансонов, когда усилие, необходимое для уплотнения деталей
с центральной полостью, передается изнутри боковыми усилиями,
целесообразна работа при низкой температуре металла и при
более высоких удельных давлениях, повышающихся по мере уве-
личения толщины стенок заготовки. При увеличении конусности
пуансона создаются лучшие условия для уплотнения отливки
боковыми усилиями; это позволяет работать при менее высоких
давлениях.
При применении телескопических пуансонов увеличение тол-
щины стенок не вызывает необходимости в повышении удельного
давления, так как последнее не прекращает работу уплотнения
даже при затвердевании отливки.
3. Температура заливаемого сплава. Полезность работы при
более низкой температуре заливаемого металла (описываемая
ниже) вызывает необходимость повышения давления. Такие ре-
жимы следует считать оптимальными.
4. Глубина полости детали. По мере увеличения глубины по-
лости и объема металла, выдавливаемого пуансоном, формообразо-
вание осуществляется при малых усилиях со значительным пере-
мещением металла, что способствует измельчению его структуры
и уплотнению.
При малой глубине полости и малых перемещениях металла
процесс уподобляется литью с кристаллизацией под давлением,
осуществляемому фасонным пуансоном при преобладании опера-
ций небольшой высадки и осадки. Здесь необходимы усилия,
приближающиеся к усилиям, применимым при этом про-
цессе.
5. Отношение площади детали к ее высоте. При изготовлении
деталей плоскостного типа с небольшой толщиной стенок при зна-
чительной площади более значительно удельное количество ме-
талла, закристаллизовавшегося при соприкосновении с металли-
ческой формой. В таких случаях для деформации корочки необ-
ходимо повышать удельное давление.
Удельные давления, необходимые при различных вариантах
процесса в зависимости от конструктивных особенностей деталей,
толщины их стенок и глубины полости, приведены в табл. 15.
1. Если уплотнение производится только гидродинамическим
давлением (т. е. без применения телескопических пуансонов), то
удельные давления следует повысить.
2. Наибольшее значение удельного давления необходимо для
плоскостных тонкостенных деталей.
137
Таблица 15
Наименьшие значения удельного давления лкПсм* при выдавливании жидкого
металла
Варианты процесса Особенности отливаемых деталей
наличие большой центральной полости наличие малой полости без полости
Из жидкого металла: тонкостенные детали 400 500 600
толстостенные детали 300 400 500
Из жидкого металла, подстужен- ного в матрице до жидко-твердого и кашеобразного состояния: тонкостенные детали 1000 900 1100—1200
толстостенные детали 800 700 800—1000
3. Удельные давления определены для условий, необходимых
для устранения литейных пороков (газовых и усадочных рако-
вин). Удельные давления, необходимые для осуществления пла-
стических деформаций (зависимые в каждом случае от пластиче-
ских свойств сплава), не приводятся.
25. ТЕМПЕРАТУРА МЕТАЛЛА И ФОРМЫ
Опыты по изготовлению выдавливанием жидкого металла
тонкостенных деталей толщиной 6—7 мм при удельном давлении
600 кПсм* при различном перегреве марганцевой латуни
ЛМцА 57-3-1 в интервале температур от 800 до 1000° С и силумина
от 580 до 700° С показали, что заливка металла в сравнительно
большом диапазоне температур незначительно отражается на его
макроструктуре. При механической обработке также не обнару-
жено пороков. Высокое давление преобладает над влиянием осталь-
ных факторов и при изготовлении тонкостенных деталей позволяет
работать в широком температурном интервале. Однако на практике
во всех случаях, особенно при изготовлении толстостенных дета-
лей, следует вести работу на предельно низких температурах
(вплоть до работы с жидко-твердым и кашеобразным металлом),
что способствует повышению стойкости металлических форм,
уменьшению величины усадки и сокращению количества заливов
и заусениц в зазорах между пуансоном и матрицей.
При изготовлении заготовок с толщиной стенок 8 мм и выше,
особенно в тех случаях, когда уплотнение производится с помощью
только гидродинамического давления, заливка при чрезмерной
температуре (например, при 940—1000° С для сплава ЛМцА 57-3-1)
13$
приводит к образованию небольших усадочных раковин или
утяжин на внутренней поверхности, где металл ^отвердевает
в последнюю очередь.
Это можно объяснить увеличением абсолютной усадки металла
при высокой температуре и увеличением продолжительности его
затвердения, когда гидродинамическое давление, действующее
в течение ничтожного отрезка времени, не может произвести не-
обходимое уплотнение.
В тех случаях, когда уплотнение производится с помощью
гидростатического давления, действующего на поверхность или
на торцы заготовки до окончания затвердевания металла (фиг. 2),
усадочные пороки можно полностью устранить путем увеличения
времени выдержки металла под давлением.
При этом необходимо учитывать, что при длительном прессо-
вании значительно усиливается обжим пуансона металлом, по-
этому продолжительность выдержки зависит от наличия достаточно
мощных съемников. На практике в ряде случаев опасение охвата
и невозможности снятия заготовки с пуансона вынуждает сокра-
щать продолжительность прессования, что устраняет литейные
пороки, но уменьшает степень уплотнения металла.
С этой точки зрения необходимо производить выдавливание
при более низкой температуре металла, особенно в тех случаях,
когда уплотнение производится в основном с помощью гидродина-
мического давления.
При температуре сплава ЛМцА 57-3-1 в раздаточной печи
от 850 до 920° С усадочные дефекты не наблюдались. Опыты с вы-
давливанием металла в жидко-твердом состоянии показали, что
формообразование идет вполне удовлетворительно, детали отли-
чаются плотностью и лишены литейных пороков.
Опыт работы с различными алюминиевыми и медными сплавами
показал, что для выдавливания непосредственно из жидкого ме-
талла наилучшие результаты получаются при заливке металла
при низких температурах, соответствующих тем, которые приняты
для изготовления толстостенных несложных отливок и слитков
в случае их заливки в металлические формы.
Влияние температуры формы сказывается на чистоте поверх-
ности деталей и повышении стойкости форм.
Пороки поверхности, особенно у некоторых безоловянных мед-
ных сплавов (например, марганцовых латуней и алюминиевых
бронз), склонных к образованию окисных плен глубокого залега-
ния, вызывают необходимость в увеличении припусков на меха-
ническую обработку.
Изучалось влияние температуры формы путем наблюдения за
чистотой поверхности и за макроструктурой заготовок, изготовлен-
ных при различной температуре формы.
Температура разогрева формы измерялась постоянно вмонти-
рованной в подвижную часть формы (с вертикальной плоскостью
139
разъема) контактной хромель-алюмелевой термопарой перед каж-
дой заливкой.
Температура формы составляла: для марганцевой латуни
ЛМцА 57-3-1 150—250 и 250—350° С, а для силумина — 150—
250 и 260—270° С.
Заливка латуни ЛМцА 57-3-1 производилась при 900—950° С;
силумина при 600—650° С.
В обоих случаях скорость прессования была 0,3 м!сек\ выдержка
под давлением деталей типа втулок с толщиной стенок в 6 мм
продолжалась около 5 сек.
Рассмотрение макроснимков показало, что нагрев формы в дан-
ном температурном диапазоне не влияет на внешнюю и внутрен-
нюю поверхности заготовок как снаружи, так и на глубине 1 —
1,5 мм (после снятия припуска на обработку).
Правильный нагрев формы предохраняет залитый металл от
быстрого затвердевания по периферии и дает возможность полу-
чить заготовки с чистой поверхностью, без внутренних пороков
на участках, близких к периферии.
При температуре разогрева формы ниже 100° С, металл, со-
прикасаясь с металлической формой, интенсивно охлаждается,
быстро образуя кристаллическую корочку, насыщенную окисными
пленками. Для деформации этой корочки нужны большие удель-
ные давления.
Чрезмерный нагрев формы приводит к привариванию или на-
липанию металла; например, при работе с алюминиевыми сплавами
нагрев формы выше 300° С приводит к алитированию рабочей
поверхности формы. Стойкость форм также в значительной степени
зависит от регулирования теплового режима формы в различных
ее слоях, начиная от рабочей поверхности, соприкасающейся
с жидким металлом, и кончая наружной частью формы.
Равно как и в литье под давлением, внутренняя поверхность
формы нагревается больше, чем наружная.
Однако разность объемных изменений, приводящая в литье
под давлением к образованию трещин разгара, в процессе выдавли-
вания жидкого металла значительно меньше. Объясняется это
тем, что распределение температур по поперечному сечению формы
одинаковое, а также тем, что металл более значительное время
выдерживается в форме, что способствует выравниванию темпе-
ратуры во всех ее слоях по высоте формы.
Увеличению стойкости форм (сравнительно с литьем под дав-
лением) способствует также меньшее эрозионное действие струи
металла, благодаря отсутствию лобовых ударов и заполнению
при малых скоростях.
Тем не менее общий нагрев форм при выдавливании жидкого
металла достаточно велик, что и приводит к перегреву форм выше
допускаемой температуры. Для устранения этого и для обеспе-
чения бесперебойной работы необходимо устройство в формах
140
водяного охлаждения, включаемого в интервалах между опера-
циями, а также применение смазок (покрытий).
Не менее важное значение имеет правильный нагрев пуансонов.
При недостаточно нагретом пуансоне снятие с него заготовки
затруднительно, так как сокращение объема при усадке более
значительно у залитого жидкого металла, чем у» пуансона.
Перегрев пуансона приводит к налипанию металла и также
затрудняет выемку.
Опыт работы показывает, что пуансон должен быть нагрет до
температуры 200—250° С при работе с медными сплавами и до
150—200° С при работе с алюминиевыми сплавами.
26. ВЫДЕРЖКА МЕТАЛЛА В ФОРМЕ
При работе с жидким металлом продолжительность выдержки
до подачи давления должна быть минимальной. В существующих
машинах для выдавливания жидкого металла, например, маши-
нах типа ОВП-2, давление на металл может быть подано через
долю секунды после его заливки.
Не следует работать с значительно перегретым металлом, вы-
держиваемым в форме до требуемой температуры. Это приводит
только к образованию более толстой кристаллической корочки,
на деформацию которой необходимо затрачивать усилия.
Выдержку металла под давлением следует производить до мо-
мента окончания его затвердевания.
Дальнейшая выдержка под давлением может быть полезной
для деталей, нуждающихся в изменении их структуры путем
пластической деформации, что возможно при применении более
высоких давлений. Для подавляющего числа деталей это не
применяется. Выдержка под давлением производится в течение
того времени, которое достаточно для окончания затвердевания,
так как всякая излишняя задержка вызывает увеличение охвата
пуансона металлом при его усадке.
Для определения оптимальной продолжительности выдержки
под давлением производились наблюдения за изготовлением дета-
лей из сплава ЛМцА 57-3-1 и из силумина, с центральной полостью
и с толщиной стенок 6 мм, при конусности пуансона в 3°.
Наблюдения показали, что при выдержке в продолжение 1 сек
металл затвердевал без давления со всеми недостатками, свойствен-
ными сплаву, затвердевшему в свободном состоянии (усадочные
раковины, дефекты поверхности);
Выдержка под давлением в течение 3—4 сек обеспечивала
плотность деталей. Выдержка в течение 5—7 сек не показала
изменений в структуре, но производилась на том пределе, после
которого заметны затруднения при съеме с пуансона.
Опыты с изготовлением полых, цилиндрических алюминиевых
деталей с толщиной стенок 2—2,5 мм (фиг. 47) показали, что
141
выдержка в 2,0—2,5 сек вполне достаточна для получения плот-
ного литья. В данном случае, помимо малой толщины стенок,
большое значение для быстрого отвердевания имеет течение металла
(выдавливание) в глубоких тонких полостях формы, причем
к концу операции процесс уподобляется обратному истечению
в пластическом состоянии.
Опыты с изготовлением деталей из алюминиевого сплава с тол-
щиной стенок около 8 мм на двух прессах различной мощности 5,5
и 40 Т показали, что при увеличении мощности (а следовательно,
и удельного давления) значительно увеличивается скорость за-
твердевания.
Таким образом, продолжительность выдержки металла под
давлением зависит от толщины стенок детали и примерно соста-
вляет около 1 сек на каждый миллиметр толщины.
При увеличении мощности прессующих цилиндров, а также
при прохождении металлом длинного пути до момента окончатель-
ного формообразования (глубокое выдавливание) выдержка может
быть уменьшена. Она может быть также уменьшена для сплавов,
затвердевающих в малом интервале температур.
В каждом отдельном случае, исходя из указанных общих сооб-
ражений, следует опытным путем устанавливать минимальную
продолжительность выдержки. Необходимо учитывать, что износ
форм зависит не столько от температуры залитого металла, сколько
от времени нахождения металла в форме.
Для контроля времени выдержки отлитой детали под давле-
нием может быть применено реле времени, включаемое электро-
магнитным пускателем, установленным в верхней части пресса.
Для этого к траверсе пресса прикреплена рейка, на которой
помещен подвижной упор, застопоренный на ней в заданном по-
ложении.
При движении траверсы упор включает электромагнитный пу-
скатель реле времени, который автоматически поднимает траверсу
пресса через заданный период времени, установленный по шкале.
Скорость прессования
При работе с жидким металлом на прессах ограниченной мощ-
ности имеет значение незамедлительная подача давления на зали-
тый металл.
Однако это должно быть произведено не за счет скорости опу-
скания прессующего пуансона, а путем немедленного включения
давления. При большой скорости поступления пуансона образу-
ются вихревые движения металла и захват воздуха, что и наблю-
далось в деталях, полученных при скорости 0,8 м/сек.
При завышенной скорости прессования наблюдается выбрыз-
гивание металла в зазор между матрицей и пуансоном (главным
образом, при завышенных зазорах), а также трещины на внутрен-
142
ней поверхности, где металл испытывает наибольшие напряжения
от воздействия пуансона при гидравлическом ударе в момент
окончания заполнения. Механическая обработка показала, что
трещины имеют поверхностный характер (с глубиной залегания
от 0,4 до 1 мм) и образуются главным образом вследствие разрыва
непрочных в горячем состоянии, но обильных у марганцевых
латуней окисных плен.
Скорость 0,2—0,4 м/сек, для мелких деталей и 0,1 м/сек для
крупных обеспечивает отсутствие воздушных включений и трещин.
Чем больше мощность пресса, тем медленнее можно произво-
дить прессование.
27. ФИЗИЧЕСКИЕ СВОЙСТВА СПЛАВОВ И ВЛИЯНИЕ
ДАВЛЕНИЯ НА ИХ МЕХАНИЧЕСКИЕ СВОЙСТВА
В настоящем разделе рассматривается влияние физических
свойств сплавов (и их химического состава) на ход процесса выдав-
ливания жидкого металла, а также влияние процесса на струк-
туру и механические характеристики различных цветных сплавов.
Производственный опыт работы по выдавливанию жидкого ме-
талла показывает, что всем заготовкам при удельном давлении
от 300 до 400 кПсм*, т. е. минимальном для правильного хода
процесса, свойственна макроструктура литого в металлические
формы металла с измельченной структурой (фиг. 49, а), ярко
выраженных следов пластической деформации не наблюдается,
за исключением волокнистого, строения вокруг пуансона.
При применении соответствующих высоких удельных давлений
пластические деформации ярко выражены (фиг. 49, б).
Заготовки изготовлялись из литейных сплавов: медных (ла-
туни Л62 и ЛК 60-3, бронз оловянных разных марок, бронзы
кремнистой), алюминиевых (силумин) первичных и вторичных
(типа силумин — содержащих от 5 до 12% кремния и до 3% меди)
и алюминиево-магниевых (содержащих от 5 до 10% магния).
Отливка производилась также из различных безоловянных мед-
ных сплавов, относящихся к классу обрабатываемых давлением
(деформируемых) алюминиевых бронз Бр.А 10, Бр. АЖ 9-4
и т. п., марганцевой латуни — ЛМцА 57-3-1 и алюминиевой же-
лезо-марганцовистой бронзы Бр. АЖМц 10-3-1,5.
Всестороннее сжатие, имеющее место при выдавливании жид-
кого металла, позволяет применить этот процесс также для спла-
вов, имеющих низкие пластические свойства при высоких темпера-
турах.
Ряд чистых металлов, как, например, красная медь и алюминий,
как известно, не обладают литейными свойствами и непригодны
для отливки из них сложных и фасонных деталей. При изготовле-
нии из этих металлов фасонных заготовок методом выдавливания
жидкого металла получены очень хорошие результаты.
143
Пример изготовления деталей из чистого алюминия показан
на фиг. 85. С помощью полировки была получена блестящая
поверхность, отличающаяся стойкостью в продолжение длитель-
ного периода времени, что дает возможность широко использовать
выдавливание жидкого металла для деталей пищевой аппаратуры,
например, доильных аппаратов, посуды и т. п.
Все сплавы той и другой группы, а также металлы хорошо
заполняют формы, не выявляя (при соблюдении правильной тех-
нологии) литейных пороков. Таким образом, следует считать,
что выдавливание жидкого металла может быть применено как
к литейным сплавам, так й сплавам, обрабатываемым давлением,
а -также .чистым- металлам.
При получении плотных заготовок они могут подвергаться
термической обработке без опасения вздутия спрессованных воз-
душных включений. Это дает возможность применить процесс
для сплавов, механические свойства которых значительно повы-
шаются в результате термической обработки (сплавы АЛ8, дюр-
.алюмин и т. п.).
- Взаимодействие между сплавами и металлической формой опре-
деляется физическими свойствами сплава и не зависит от темпера-
_туры заливаемого сплава.
1. Высокооловянные бронзы типа Бр. ОФ 10-1 при высоком
нагреве формы налипают к цей и загрязняют ее оловянными выпо-
тами, причем этот дефект не изживается при смазке формы.
Под действием давления легкоплавкая составляющая, затверде-
вающая позже, проталкивается через каркас из дендритов и вы-
ходит на периферию в виде выпотов. Выдавливание из жидкой
высокооловянной бронзы дает положительные результаты при
припуске на механическую обработку не менее 1—1Л5 хина сто-
ронуТ’
В малооловянных бронзах типа Бр. ОЦС 6-6-3 и Бр. ОЦС 5-5-5
выпоты не наблюдаются.
2. Сплавы, содержащие в виде механической смеси, большое
количество свинца, например, бронза марки Бр. ОС 5-25 или
медный сплав для уплотнительных колец, содержащий до 60%
свинца, имеют свойства расслаиваться по удельному весу, При
выдавливании жидкого металла благодаря быстрому отвердева-
нию, а главное благодаря действию давления расслаивание не
наблюдается.2
1 Режимы литья с кристаллизацией под давлением заготовок из бронз, затвер-
девающих в большом интервале температур и содержащих легкоплавкую состав-
ляющую, подробно описаны в гл. III, § 11.
8 Недостатком бронзы Бр. ОС 5-25 является также ее низкая прочность
в твердо-жидком состоянии при затрудненной усадке на металлических стерж-
нях, что приводит к образованию трещин. Для устранения последних необходимо
быстро приложить давление (передаваемое кольцевым пуансоном), чтобы усилие,
сжимающее металл, было более значительным, чем усилие, разрывающее его
при затрудненной усадке.
144
Алюминиевые бронзы дают без применения смазок чистую
поверхность, к форме не прилипают, а следовательно, обеспечи-
вают их малый износ. Это объясняется образованием стойких
пленок окиси алюминия, расплющиваемых под давлением в тон-
чайшую оболочку, являющуюся прослойкой между металлом и
формой.
Латуни (как обычные, так и специальные) к форме не прили-
пают, но с течением времени образуют на стенках формы белый
нагар окиси цинка. При изготовлении несложных деталей этот
нагар не влияет на точность размеров деталей.
В случае необходимости нагар окиси цинка может быть удален
травлением раствором хромистого ангидрида с последующей про-
мывкой водой.
Для устранения нагара применяется также 40%-раствор хло-
ристого цинка, который следует наносить на форму кистью. После
этого форму тщательно промыть.
Алюминиевые сплавы к форме не прилипают и дают чистую
поверхность деталей.
При изготовлении методом выдавливания жидкого металла
деталей'из сплавов типа силумин получается структура, прибли-
жающаяся к модифицированной. В этом случае роль модифика-
тора играет давление во время заполнения и затвердевания.
Алюминиевые сплавы с содержанием кремния до 5% и меди
до 3% склонны к образованию усадочных трещин при затруднен-
ной усадке на металлических стержнях. При выдавливании жид-
кого металла трещины не наблюдаются, так как пластичность
сплава понижается меньше, чем в литье под давлением (где
на пластичность влияет более значительное переохлаж-
дение).
Это дает возможность шире применять вторичные алюминиевые
сплавы.
При литье под давлением у ряда стандартных сплавов, напри-
мери. у. марганцевой латуни марки ЛМцА 57-3-1 образуются тре-
щины при затрудненной усадке на металлических стержнях и
пуансонах.
Это объясняется у некоторых сплавов значительным снижением
относительного удлинения при увеличении предела прочности
в холодном состоянии. У некоторых сплавов причиной образования
трещин является значительное уменьшение при высоких темпе-
ратурах предела прочности при сохранении удлинения неизмен-
ным (например, для латуней при 650° С оно падает до 2 кГ/мм2,
а удлинение, равное 25%, остается без изменения).
При выдавливании жидкого металла сплавы испытывают зна-
чительно меньшие напряжения, благодаря чему можно избежать
трещин на деталях.
, Все стандартные сплавы оказались пригодными для выдавли-
. вания жидкого металла без внесения каких-либо коррективов
10 Пляцкий 145
в их состав. Отливка из сплава ЛМцА 57-3-1 шла бесперебойно
при полном отсутствии трещин.
Механические свойства сплавов при выдавливании жидкого
металла зависят>от|ряда факторов, из которых главными являются
удельное давление, скорость движения и затвердевание металла.
При применении__малых удельных давлений (порядка 300—
600 kTIcmF) механические свойства мало изменяются. Определение
механических свойств заготовок из марганцовистых латуней и
алюминиевых бронз показало, что предел прочности сплавов
увеличивается незначительно, он примерно на 10—15% выше,
чем при литье в металлическую форму без прйменения давления.
Удлинение незначительно падает у сплавов, относящихся к классу
деформируемых, отличающихся очень высоким удлинением. У спла-
вай типа силумин, в отличие от литья под давлением, удлинение
немного увеличивается по сравнению с обычным литьем в метал-
лические формы.
При применении указанных выше давлений и высоких скоро-
стей прессования в сочетании с тонкостенностью деталей значи-
тельно увеличивается скорость затвердевания, что способствует
увеличению предела прочности и уменьшению удлинения.
При изготовлении деталей, имеющих антифрикционное назна-
чение, падение относительного удлинения в марганцевых латунях
и алюминиевых бронзах является положительным фактором, ибо
эти сплавы, изготовленные в условиях обычного литья, подвер-
гаются термической обработке для снижения удлинения, вызы-
вающего «намазывание» на вал.
При значительном повышении удельного давления, когда
формообразование осуществляется в результате пластических де-
формаций, уменьшается микропористость и измельчается струк-
тура, что способствует повышению механических свойств сплавов.
Испытание механических свойств корпусов из силумина, пока-
занных на фиг. 47, производилось на плоских образцах, вырезан-
ных из тела отливки.
При удельном давлении свыше 1500 кПсм? предел прочности
силумина достигает 36—37 кПсм? при относительном удлинении
от 4 до 6%.
Большое удельное давление также значительно способствует
улучшению чистотишолерхности заготовок, что достигается путем
деформации кристаллической корочки, образовавшейся до подачи
давления.
При изготовлении тонкостенных деталей с глубокими поло-
стями выдавливание жидкого металла, доходящего к концу опе-
рации до пластического состояния, уподобляется обратному исте-
чению, при котором чистота поверхности доходит до 11 класса
чистоты.
ГЛАВА VII
ОБОРУДОВАНИЕ ДЛЯ РАЗЛИЧНЫХ ВАРИАНТОВ
ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА
Литье с кристаллизацией под поршневым давлением и методом
выдавливания жидкого металла, по аналогии с однотипным про-
цессом — литьем под давлением, должны осуществляться на спе-
циальном гидравлическом прессовом оборудовании, в конструкции
которого должны быть учтены особенности этих процессов. В на-
стоящее время разработан и проверен на производстве ряд машин
различных конструкций для литья с кристаллизацией под давле-
нием и выдавливания жидкого металла.
Ввиду рентабельности этих процессов и их сравнительной про-
стоты, заводы приступили к их внедрению, используя существую-
щие прессы, применяя к ним ряд приспособлений, а также неко-
торые машины для литья под давлением.
В настоящей главе, наряду с описанием вновь изготовленных
специальных прессов и машин, приводятся данные об использова-
нии для штамповки из жидкого металла некоторых видов суще-
ствующего прессового оборудования.
28. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СПЕЦИАЛЬНЫХ
МАШИН
Основное отличие машин для литья с кристаллизацией под
поршневым давлением и методом выдавливания жидкого металла
от машин для литья под давлением заключается в следующем.
1. Машины для штамповки из жидкого металла основаны на
принципе прямого прессования металла с поступлением прессую-
щего пуансона непосредственно на зеркало металла, залитого
в матрицу; отдельные камеры прессования при этом не приме-
няются.
2. Чтобы на машине можно было осуществлять под давлением
не только заполнение, но также и уплотнение металла в процессе
его кристаллизации, нужны прессующие цилиндры более значи-
тельной мощности, чем в машинах литья под давлением.
Ю* 147
3. При выдавливании жидкого металла пуансон сильно обжи-
мается металлом при его усадке. С учетом этого усилие обратного
хода машины должно быть значительным. Должны быть преду-
смотрены съемники, механизирующие снятие заготовки с пуан-
сона.
4. Для литья слитков в машине должна быть предусмотрена
выдвижная плита, приводимая горизонтальным цилиндром, поз-
> воляющая производить выпрессовку отливок вниз, не снимая
! изложниц со стола.
‘ 5. Гидравлический цилиндр, производящий прессование ме-
талла, должен быть расположен вертикально, чтобы усилие пуан-
сона передавалось сверху вниз на всю площадь заготовкща также
чтобы были созданы более благоприятные условия для последо-
вательной кристаллизации. Для соблюдения этого основного усло-
вия технологическое преимущество имеет прессование металла
в неразъемных формах или в формах с горизонтальной плоскостью
разъема, где все усилие прессующего пуансона передается на
жесткую опору. Однако при изготовлении ряда фасонных заго-
товок, особенно тех, у которых ось симметрии совпадает с пло-
скостью разъема, нельзя производить прессование в формах с го-
ризонтальной плоскостью разъема.
Поэтому, чтобы машины были приспособлены для широкого
круга деталей, они должны быть пригодны для работы в формах
кацс горизонтальной’ так и вертикальной плоскостью разъема.
При прессовании металла, залитого в вертикальную пло-
скость разъема с применением большого статического давления,
действующего продолжительно, создаются усилия, направлен-
ные на раскрытие формы. Для устранения этого необходимо соот-
ветственно учесть мощность горизонтального цилиндра машины,
предназначенного для замыкания форм с вертикальной плоско-
стью разъема.
Учитывая, что при работе в таких формах значительные уси-
лия воспринимаются также направляющими центрирующими ко-
лонками формы, необходимо предусмотреть на формодержателе
и на столе машины опоры, воспринимающие общее усилие на
форму, направленное вертикально.
6. В машине между столом и прессующим цилиндром должна
быть траверса, действующая самостоятельно, приводимая двумя
верхними вспомогательными цилиндрами, включаемая от отдель-
ной коробки управления.
Наличие такой траверсы позволяет:
а) осуществить разъем форм по горизонтальной плоскости,
благодаря прикреплению к траверсе верхней половины формы;
б) использовать траверсу как съемник: при раскрытии формы,
вместе с траверсой и пуансоном вынимается отливка, обжимаю-
щая пуансон/ Когда траверса останавливается упорами машины,
а пуансон продолжает подъем, отливка сбрасывается с него;
148
в) применить телескопические пуансоны путем прикрепле-
ния наружной части пуансона к траверсе, а внутреннего пуан-
сона к штоку центрального цилиндра машины;
г) применить замки, надежно замыкающие форму с верти-
кальной плоскостью разъема в случаях, когда площадь отливки
велика и мощность горизонтального цилиндра недостаточна.
При литье слитков в изложницах без дна кольцевые упоры,
прикрепленные к траверсе, должны производить прижим излож-
ниц к столу машины (пресса), что позволяет работать без поддо-
нов. Все это позволит уменьшить мощность горизонтального ци-
линдра, производящего замыкание форм, что значительно понизит
трудоемкость изготовления машины;
д) в машине должны быть предусмотрены различные способы
выталкивания отлитых заготовок, описанные в гл. X;
е) для работы с подвижными боковыми стержнями в машине
должна быть отдельная коробка управления.
7. Машина должна иметь мультипликатор для увеличения
мощности того или другого цилиндра.
Все указанные технические характеристики могут сочетаться
в одной машине, являющейся универсальным агрегатом для изго-
товления всех вариантов штамповки из жидкого металла.
Одновременно должны быть изготовлены машины специали-
зированные для определенного типа заготовок (например, для
слитков), что значительно упрощает их конструкцию и делает
их перспективными.
В условиях освоения нового процесса штамповки из жидкого
металла, вопрос его усовершенствования всецело связан с усо-
вершенствованием машин, поэтому опыт изготовления первых
машин для осуществления этих процессов имеет значение с точки
зрения уточнения технических условий на машины этого назна-
чения.
29. МАШИНА ТИПА ОВП-2
Учитывая, что штамповка из жидкого металла, по аналогии
с литьем под давлением, должна осуществляться на специальном
оборудовании,^ 1938 г. приступили к разработке этого процесса,
и была сконструирована и изготовлена специальная эксперимен-
тальная машина ОВП-1 (конструкции Л. И. Винберга, Я- И. Ост-
ровского и В. М. Пляцкого), на которой и производились первые
опыты по. литью выдавливанием жидкого металла ддя. изготовле-
ния деталей типа втулок, а также по литью с кристаллизацией под
давлением небб^ьШ^п^ут^ов '0 ИО 'мм и мелких фасонных
деталей без полостей, (фиг. 70).' "
Машина состоит^ из двух спаренных под углом 90° гидравли-
ческих цилиндров с разъемом форм по вертикальной плоскости.
Для обеспечения прямого прессования металла он заливается
149
в плоскость разъема формы, которая совпадает с осью цилиндра,
предназначенного для прессования металла, мощность которого
5,5 Т. Мощность цилиндра, замыкающего форму, 12 Т. Управ-
ление машины производится с помощью двух педалей.
При мощности прессующего цилиндра 5,5 Т, она пригодна
для литья выдавливанием жидкого металла тонкостенных втулок
Фиг. 70. Машина типа ОВП-2 для штамповки из жидкого металла:
1 — гидравлический цилиндр для прессования металла; 2 и S — педальное управление;
4 — распределительная коробка; 5 — гидравлический цилиндр для замыкания форм.
с внутренним диаметром до 60 мм (в соответствии с размерами
наиболее употребляемых в массовом производстве подшипнико-
вых втулок). Техническая характеристика машины приведена
ниже.
При данной мощности машины обеспечено удельное давление
от 250 до 500 кПсм*, что достаточно для целей формообразования,
а также для уплотнения металла под давлением в процессе его
кристаллизации.
150
Техническая характеристика машины ОВП-2
Давление в сети в кГ/см2.................. 120
Давление на металл в Т.................... 5,5
Удельное давление на металл (в зависимости от
диаметра камеры прессования) в кГ/см2:
при медных и цинковых сплавах............. 300—500
при алюминиевых и магниевых сплавах . . 200—300
ч, Давление на закрытую форму в Т........... 12
.. Максимальный вес изделий в кг:
из алюминиевых сплавов........................... 200
из магниевых сплавов...................... 150
из цинковых и медных сплавов.............. 400
Максимальное число заливок в час:
из алюминиевых сплавов.................. 150
из магниевых сплавов...................... 120
из цинковых сплавов....................... 160
из медных сплавов......................... 100
Расход жидкости на один рабочий ход (включая
расход на подачу стержня) в л............ 4
Диаметр трубопровода для жидкости высокого
давления в мм............................ 36/25
Диаметр трубопровода для отработанной жидко-
сти в мм................................. 28/13
, Габариты в мм:
длина, ширина и высота машины.............. 515x1660x2120
Машина работает от педального управления. Скорость опу-
скания прессующего пуансона может меняться в широких пре-
делах, путем диафрагмирования сечения впуска рабочей жид-
кости; она может также бесступенчато регулироваться в зависи-
мости от степени нажатия на педали. Быстроходность машины
и легкость управления обеспечивают высокую производитель-
ность и возможность настолько быстро подавать давление, что
прессующий пуансон может следовать незамедлительно вслед
за залитым металлом.
Для этого машина ОВП-1 была модернизирована (получив
наименование ОВП-2).
Опыт работы на машине в условиях валового производства
показал, что она вполне соответствует технологическим требова-
ниям, предъявляемым процессом выдавливания жидкого металла,
обеспечивая высокую производительность.
Быстрота прессования дает возможность изготовления детали
с толщиной стенок, начиная от 1,5 мм.
Пци необходимости изготовления _более крупных деталей
недостатком машины ОВП-2 является ее.малая мощность.
. к5*
Для изготовления методом выдавливания жидкого металла
деталей с центральным отверстием, машина ОВП-2 (при увели-
чении ее мощности примерно в 2 раза) имеет перспективное зна-
чение.
30. ГИДРАВЛИЧЕСКИЙ ПРЕСС ГП-3
В 1942 г. в связи с большими затруднениями в обеспечении
потребности в прессованных цилиндрических заготовках (прутках)
7 из специальных медных сплавов, необходимых в качестве исход-
ного материала для горячей штамповки и протяжки в очко, был
. изготовлен пресс «ГП-3» (фиг. 71), в основном предназначенный
\ для литья с кристаллизацией под давлением указанных заготовок,
с получением их непосредственно из литья без последующей
обдирки.
При мощности пресса 20 Т (при рабочем давлении 120 кГ/см21)
он пригоден для изготовления слитков диаметром до 125 мм
и высотой до 300 мм, а также сплошных фасонных заготовок.
При применении высокого постамента на машине могут быть изго-
товлены фасонные детали, в том числе и детали с центральными
полостями (см. фиг. 35 и 37).
Пресс состоит из цельнолитой жесткой станины с вылетом,
обеспечивающим свободный доступ к изложнице. Отлитые заго-
товки должны выпрессовываться из изложниц, не снимая их со
стола пресса, и падать в ящик, расположенный в приямке. Для
этого в столе пресса предусмотрена выдвижная плита с отвер-
стием, через которое заготовка должна выпадать. При суще-
ствующей механизации пресса наименьшим диаметром на прак-
тике считается 35 мм. При меньших диаметрах необходим более
быстроходный пресс и работа в разъемных изложницах.
Питание гидравлическим давлением (эмульсия) производится
от насосов и баллонных гидропневматических аккумуляторов, ана-
логичных применяемым в цехах литья под давлением, или от спе-
циальной насосной установки.
Техническая характеристика прессаГП-3
V Скорость рабочего движения..................... 0,1 м/сек
' Скорость движения подъема...................... 0,1 м/сек
v Ход прессующего плунжера.......................... 220 мм
Диаметр рабочего цилиндра........................ 160 мм
V Площадь рабочего цилиндра......................... 201 смг
i Диаметр подъемного цилиндра........................ 50 мм
.V Площадь подъемного цилиндра...................... 19,6 смг
Расход жидкости на одну операцию, включая прес-
сование и выталкивание (при применении
надставных пуансонов расход уменьшается
на-30—40%). .......... Г : . . . 10 л
152
Г53
Работа на прессе в достаточной мере механизирована; ручные
операции заключаются только в заливке металла и в вывинчива-
нии выдвижного дна.
Изложницы 3 устанавливаются в постоянный постамент 4,
укрепленный к столу 6 пресса.
После заливки металла в изложницу мерным ковшом на зер-
кало металла с помощью специальных клещей устанавливается
надставной пуансон (цилиндр); после этого поворотом рычага
распределителя 9 включается пресс, постоянный пуансон 2 кото-
рого, прикрепленный к штоку гидравлического цилиндра 1,
поступая на надставной пуансон, производит прессование металла.
После выдержки металла под давлением производится подъем
прессующего пуансона 2. Не снимая с заготовки надставной
пуансон, с помощью штурвала 7 винтовой передачи 3 выдви-
гается подвижное дно 5 изложницы, устроенное в виде клина
с малым конусом, скользящего в пазах наклонного основания.
После этого включается давление и заготовка вместе с надстав-
ным пуансоном выпрессовывается.
При изготовлении на прессе фасонных деталей, учитывая
ограниченный ход прессующего пуансона, необходимо приме-
нять более высокие постаменты с подвижным дном.
В конструкцию пресса ГП-3, хорошо оправдавшего себя на
производстве ряда заводов, необходимо внести следующие кор-
рективы:
1) увеличить усилие прессования до 60—100 Г;
2) добавить в его конструкцию мультипликатор, позволяющий
производить прессование при ступенчатой мощности, что необ-
ходимо из технологических соображений для получения заго-
товок с более высокой плотностью;
3) винтовую подачу подвижной плиты заменить гидравли-
ческим приводом;
4) учитывая, что на этом прессе имеется доступ к изложни-
цам со всех сторон, допускающий его использование в поточной
линии для изготовления слитков или втулок, — соответственно
сконструировать стол.
31. ПРЕСС ЗАВОДА «МЕТАЛЛИСТ»
Этот пресс (фиг. 72) предназначен для литья с кристаллиза-
цией' пбд "давлением сплошных массивных фасонных заготовок
сложной конфигурации в формах с вертикальной плоскостью
разъема; он может быть также применен для изготовления деталей
с центральной полостью, а такдсес боковыми, отверстиями.
Конструктивной особенностью пресса, обеспечивающей при
сравнительно малой мощности цилиндров плотное замыкание
половинок разъемной формы, является обойма-рама 2 с вну-
тренним конусом, в которую при подъеме цилиндра запрессовы-
.154
вается формодержатель с прикрепленными к нему половинками
форм.
Это позволяет значительно упростить и удешевить конструк-
цию пресса, так как цилиндры замыкающего форму блока,
Фиг. 72. Гидравлический пресс завода «Металлист» для литья с кристал-
лизацией под давлением.
обычно имеющие в машинах литья под давлением мощность,
в 5—8 раз превышающую мощность цилиндров блока, прессую-
щего металл, могут быть в данном случае заменены цилиндрами
малой мощности, производящими запрессовку формы в обойму.
Пресс имеет центральный нижний прессующий цилиндр. 19
мощностью 125 Т (при давлении в сети 200 атм) и два вспомо-
гательных нижних цилиндра 18 мощностью 42 Т каждый Для
выпрессовки формы из обоймы; открытие и закрытие форм,
а также выталкивание отливок производится двумя боковыми
155
гидравлическими цилиндрами малой мощности (типа гидропри-
водов), расположенными с двух сторон разъемной формы.
Все операции на прессе механизированы. Формы имеют водя-
ное охлаждение и встроенную в форму контактную термопару
для измерения температуры матриц.
Пресс имеет рамную конструкцию и состоит из постамента 17,
рамы 7 с архитравом 8, подвижного стола 15 с установленными
на нем половинками формы и обоймы 2.
Постамент 17 представляет собой чугунную отливку, в кото-
рую монтируется главный стальной цилиндр 19 мощностью
125 Т, и два вспомогательных цилиндра 18 мощностью 42 Т
каждый, служащих для выпрессовки формы из обоймы. Диаметры
плунжеров этих цилиндров равны 165 мм.
На плунжере главного цилиндра диаметром 230 мм закреп-
лен стол 14, на котором в направляющих находятся два ползуна-
формодержателя 13. К этим ползунам прикрепляются полу-
формы.
Перемещение ползунов осуществляется при помощи гидравли-
ческих цилиндров 16, закрепленных на балке, которая крепится
к раме пресса. Эти цилиндры при сдвигании половинок форм
создают усилие 0,45 Т и при раздвигании их — 7 Т. Диаметр
плунжеров цилиндров 70 мм.
Оба цилиндра 16 (правый и левый), перемещающие ползуны,
могут работать как одновременно, так и попеременно, в зависи-
мости от положения вентилей, установленных в трубопроводах,
ведущих к этим цилиндрам.
При нормальной работе один из цилиндров отключается и,
следовательно, один из ползунов является неподвижным, другой
перемещается и при своем ходе раскрывает форму, после чего
при помощи системы выталкивателей отливка извлекается из
формы.
Архитрав 8 представляет собой чугунную отливку, к которой
прикреплены два неподвижных упора 5 и пуансонодержатель 9.
Надставной пуансон 11, имеющий в верхней части точные отвер-
стия и прямоугольный паз, устанавливается в пуансонодержателе
на соответствующих штифтах и прямоугольном выступе.
Для удержания пуансона в верхнем положении применяется
рычажная система 10 с собачкой 4 и противовесом.
Обойма 2 перемещается в вертикальном направлении по круг-
лым направляющим 1, концы которых закреплены в кронштей-
нах 6, установленных на раме пресса.
В верхнем положении обойма удерживается четырьмя укреп-
ленными в держателях собачками 3, которые при помощи рычаж-
ного механизма и рукоятки 12 отводятся при ходе обоймы
вниз. •!
Прессы работают от центральной насосной установки при давле-
нии жидкости в 200 атпм.
136
Управление прессом производится при помощи дистрибуто-
ров, имеющих ручное управление.
Один из дистрибуторов управляет нижним цилиндром 19,
другой двумя боковыми 18, а третий — цилиндрами 16, приводя-
щими в движение половинки форм.
Работа на прессе начинается с замыкания половинок формы
при помощи цилиндров 16, после чего производят заклинивание
их при помощи обоймы 2. Для этого включают дистрибутор и дают
ход вверх главному плунжеру со столом 14; сомкнутые пол-
зуны войдут своими наклонными плоскостями в окно обоймы
и при встрече обоймы с неподвижными упорами 5, расположен-
ными на архитраве, обойма давлением главного плунжера за-
клинится на ползунах, надежно заперев их.
После заливки в форму металла нижнему плунжеру со столом
дают дальнейший ход вверх. При этом пуансон 11 будет давить
на жидкий металл и произведет его прессование.
После затвердевания заготовок включают вспомогательные
цилиндры 18 и при подходе их плунжеров выключают давление
в нижнем цилиндре. Вспомогательные плунжеры будут давить
на обойму и стянут ее с формы, которая через затвердевшую
заготовку и пуансон упирается в архитрав; обойма пойдет вверх,
а стол с главным плунжером и формой пойдет вниз. Затем перек-
лючением дистрибутора опускают вспомогательные плунжеры;
обойма опустится вниз и сядет на свои собачки.
Для разъема форм включают боковой-цилиндр и раздвигают
ползуны с половинками форм. При этом выталкиватели, нахо-
дящиеся в ползунах, вытолкнут отливку вместе с пуансоном.
Описанный пресс имеет перспективное значение применительно
к литью слитков благодаря возможности в условиях полной
механизации изготовлять их в разъемных формах. Преимущества
литья в разъемных формах описаны в гл. IV.
32. УНИВЕРСАЛЬНАЯ ЛИТЕЙНАЯ МАШИНА УЛМ-2
Машина сконструирована в соответствии с техническими тре-
бованиями, приведенными в п. 28, позволяющими осуществить
народной машине все варианты штамповки из жидкого металла.
В эту-машину в результате трехгодичного опробования в произ-
водственном масштабе (изготовлялись заготовки различной кон-
фигурации весом до 5 кг 1 из различных цветных сплавов, а также
из стали) были внесены конструктивные изменения (фиг. 73).
Описание машины. Четырехцилиндровая универсальная ма-
шина УЛМ-2 представляет собой сочетание двух гидравлических
1 Максимальный вес отливок, изготовленных на машине, достигал 11_ ке..
(бронзовые втулки с внутренним диаметром 150 мм); это является пределом и не
может считаться типовым.
157
2700
Фиг. 73. Универсальная литейная машина типа УЛМ для осуще
158
ствления различных вариантов штамповки из жидкого металла.
159
прессов, основные цилиндры которых расположены между собой
под углом 90°.
В верхней своей части машина имеет три вертикальных ци-
линдра. Центрально расположенный цилиндр 3 служит для прес-
сования металла; два боковых вспомогательных цилиндра 2
приводят в движение соединенную с магистралью тройником 4
траверсу, предназначенную для прижатия и съема верхней поло-
вины формы при штамповке жидкого металла с разъемной формы
по горизонтальной плоскости, а также для осуществления ряда
вспомогательных операций, описанных ниже.
Все вертикальные цилиндры крепятся к стальной раме 1,
смонтированной и закрепленной на колонках, установленных на
литой стальной станине. Плунжеры вертикальных вспомогатель-
ных цилиндров 2 соединены с траверсой, которая ходит в направ-
ляющих колонках.
На колонках имеются упоры, ограничивающие ход траверсы
вверх. Горизонтальный цилиндр 13 крепится непосредственно
к верхней правой части стальной литой станины и служит
для раскрытия форм и удержания их в замкнутом состоянии во
время прессования металла в формах с вертикальной плоскостью
разъема.
Все цилиндры двухстороннего действия; полости обратного
хода плунжеров всегда находятся под давлением рабочей жид-
кости.
Для повышения давления в цилиндрах примерно в два раза
машина снабжена мультипликатором 14. Он состоит из двух вер-
тикально расположенных цилиндров с площадью сечения плун-
жера верхнего цилиндра в два раза большей площади сечения
плунжера нижнего цилиндра. Подводя рабочую жидкость в верх-
ний цилиндр, мы удваиваем удельное давление в нижнем ци-
линдре, и жидкость из последнего, соединяясь с тем или иным
рабочим цилиндром, повышает в них удельное давление.
Жидкость из аккумулятора поступает в главный коллектор 8
и от него к золотниковой коробке 12, к вспомогательному кол-
лектору 7 и как постоянное давление — ко всем цилиндрам.
Для управления машиной служат следующие механизмы:
1. Золотниковая коробка 12, установленная на основании 11,
у которой четыре золотника осуществляют управление:
а) вертикальным прессующим цилиндром 5;
б) вертикальными вспомогательными цилиндрами 2;
в) мультипликатором 14 и
г) горизонтальным цилиндром 13.
Золотники имеют по два крайних положения. Первое край-
нее положение золотников — исходное, при котором верхние
полости цилиндров соединены со сливом. При втором крайнем
положении золотников верхние полости цилиндров соединяются
с аккумулятором. Жидкость от аккумулятора через коллектор 8
160
поступает в золотниковую коробку и по соединительным трубо-
проводам — к цилиндрам.
2. Педальная коробка управления 9, помещаемая с левой сто-
роны на кронштейне. В коробке имеются две пары клапанов
(впускных и выпускных), открывающихся и закрывающихся при
помощи педалей. Правая педаль служит для управления порш-
нем горизонтального цилиндра; левая педаль — для управления
вспомогательными цилиндрами, т. е. для подъема и опускания
траверсы; заданное положение педалей удерживается защелкой 10.
3. Ручная коробка управления 6 помещается с передней сто-
роны машины. Она снабжена также двумя парами клапанов,
приводимых рукоятками. Верхняя рукоятка служит для управ-
ления вертикальным основным цилиндром; нижняя — для управ-
ления мультипликатором, включаемым в случае необходимости
повышения давления в цилиндрах.
4. Коробка 5, управляющая движением гидравлического поста-
мента 15, применяемого для механизации выталкивания отливок
вверх, помещается слева от коробки 6. Управление ею произ-
водится рукояткой, которая открывает и закрывает два клапана —
впускной и выпускной.
. С учетом опыта освоения машины она была модернизирована.
При этом система управления сконструирована по принципиально
новой схеме, направленной на замену всех ручных операций
управления, связанных с затратой физических усилий. Для этого
все операции управления основаны на гидравлических импуль-
сах, передаваемых той или иной коробке управления поворотом
рукоятки или нажимом педалей.
С указанными изменениями изготовлена первая серия машин
типа УЛМ.
Схемы машины с установкой форм для различных вариантов
уплотненного литья приведены на фиг. 74, 75 и 76.
Переналадка машин при переходе с одного варианта на другой
осуществляется простым открытием или закрытием соответствую-
щих клапанов.
Штамповка выдавливанием жидкого ме-
талла осуществляется на машине с разъемом формы по гори-
зонтальной или вертикальной плоскости. Схема выдавливания
с разъемом по горизонтальной плоскости показана на фиг. 74.
Нижняя часть формы 10 (матрица) устанавливается на столе ма-
шины и укрепляется в Т-образных пазах или на промежуточном
постаменте. Верхняя часть формы 7 крепится к траверсе 9.
После окончания прессования поднимается вверх пуансон 3
вместе с заготовкой, обжимающей его при усадке. Вместе с этим
поднимается и верхняя часть формы, прикрепленная к траверсе.
Траверса является съемником; дойдя до упоров 6, она останавли-
вается, в то время как пуансон 3 продолжает свой подъем; при этом
заготовка снимается с пуансона.
11 Пляцкий 161
1 2 1
Фиг. 74. Схема выдавливания жидкого
металла на машине УЛМ в форме с
разъемом по горизонтальной плоско-
сти:
/ — вспомогательные цилиндры; 2— цен-
тральный цилиндр; 3—пуансон; 4—штоки
вспомогательных цилиндров; 5— колонны;
6 —- упоры; 7 — верхняя половина формы;
8 — мультипликатор; Р-— траверса; 10—мат-
рица; 11 — промежуточная плита.
На фиг. 75 представлена схема штамповки выдавливанием
жидкого металла с разъемом формы по вертикальной плоскости.
В этом случае подвижная половина формы 9 или подвижной по-
стамент крепятся к горизонтальному ползуну, в котором для этой
цели имеется ряд отверстий. Ползун скреплен с плунжером гори-
зонтального цилиндра 7.
Литье с кристалли-
зацией под поршневым
давлением применяется
для изготовления: а) слитков в
неразъемных формах; б) сплош-
ных деталей с приливами или
фасонной образующей в формах
с разъемом по вертикальной пло-
скости; в) деталей типа втулок
с малым буртиком или без него;
г) сплошных фасонных деталей
в неразъемных формах.
Схема литья слитков пред-
ставлена на фиг. 76. В центре
стола 2 станины имеется кру-
говая выточка для установки
и центрирования изложниц 5.
При малых диаметрах излож-
ниц в выточку дополнительно
ставится переходное кольцо 3;
основание изложницы перекры-
вается подвижным дном /, имею-
щим отверстие для проталкива-
ния залитых слитков 4 в ящик,
расположенный в шахте маши-
ны. Передвижение дна произ-
водится с помощью горизонтального цилиндра машины.
Отливка деталей типа втулок производится с применением
металлических стержней и пуансонов кольцевого типа. В отличие
от литья слитков, в данном случае после окончания прессования
металла выпрессовывается вниз стержень, устанавливаемый на
подвижное дно, располагаемое в плите промежуточного поста-
мента и также приводимое в движение горизонтальным цилинд-
ром. Выпрессовка стержня, сильно обжимаемого металлом при
его усадке, производится с использованием большого усилия
центрального прессующего цилиндра (подробное описание на
фиг. 35).
При изготовлении в неразъемных формах фасонных деталей
без полостей или с малыми полостями выталкивание производится
вверх с помощью гидравлического цилиндра, вмонтированного
в постамент, который является съемным приспособлением и уста-
162
навливается • на стол машины (подробное описание на фиг. 34).
Управление гидропостаментом осуществляется через коробку
управления.
На машине УЛМ может осуществляться прямое прессование
выдавливанием вниз для получения
фасонных деталей и профиль-
ных заготовок.
из жидкого металла с
его
Ю
5
4
3
2
Фиг. 75. Схема выдавливания
жидкого металла на машине
УЛМ в форме с разъемом по
вертикальной плоскости:
1 -- вспомогательные цилиндры;
2 — центральный прессующий
цилиндр; 3 — рама; 4 — направ-
ляющие колонны; 5 — штоки
вспомогательных цилиндров;
6 — мультипликатор; 7 — го-
ризонтальный цилиндр; 8—прес-
сующий пуансон; 9 — 10 — по-
ловины разъемной формы.
Фиг. 76. Схема литья с кристалли-
зацией под давлением на машине
УЛМ:
/ — передвижная плита; 2 — стол ма-
шины; 3 — переходное кольцо; 4 — за-
готовка; 5 — изложница.
I Техническая характеристика универсальной
. машины у г
. Усилие прессования вертикального (Основного) плун-
жера .................................................... 35 Т
То же с включением мультипликатора.......................... 80 Т
Усилие съема при обратном ходе вертикального (основ-
ного) плунжера............................................. 14 Т
Суммарное усилие вертикальных (вспомогательных)
плунжеров для прижатия крышки формы ....................... 18 Т \
То же с включением мультипликатора.......................... 37 Г
Усилие подъема вспомогательных плунжеров............ 3 Т
Усилие прессования горизонтального плунжера .... 35 7 ~~Н
То же с включением мультипликатора.......................... 80 Г
Усилие для разъема форм при обратном ходе горизонталь-
ного плунжера............................................... 3 Т
163
Ход вертикального (основного) плунжера............ 450 мм
Ход вертикальных вспомогательных плунжеров .... 355 мм
Ход горизонтального плунжера ..................... 350 мм
—(-^Максимальная скорость хода вертикального основного
плунжера............................................. 0,22 м/сек Ч
Размеры стола .................................... 500X500 мм
4- Максимальные размеры заготовки при выдавливании жид-
кого металла:
внутренний диаметр................................... 120 мм
высота ..................................... 120 мм
Максимальные размеры заготовки при кристаллизации
под давлением:
диаметр.................................................. 125 мм
высота ............................................ 300 мм
Гидравлическое давление в сети (допускается 150 ат) 120 Т
Д Ориентировочный вес машины......................... 5 Т
-I Габариты машины....................,.............. 2200X1150X2570 мм
Наибольший расход рабочей жидкости на цикл .... 13 л
При работе на машине во всех случаях, когда усилие, дей-
ствующее на зажим формы, окажется недостаточным, используются
вспомогательные вертикальные цилиндры для зажима половинок
форм клинообразными или скобообразными замками, прикреп-
ленными к траверсе (фиг. 26). При работе в формах, имеющих
горизонтальную плоскость разъема, скобообразные или клиновые
замки могут подаваться горизонтальным цилиндром. Замки входят
в специальные углубления, предусмотренные в форме. В варианте
выдавливания жидкого металла или прессования требуется сравни-
тельно небольшое усилие; большие усилия нужны для прижима
верхней половины формы и для снятия отливки с пуансона.
Для этого в машине УЛМ имеется также приспособление для пере-
ключения главного прессующего металл цилиндра на зажим
формы, а вспомогательных вертикальных цилиндров — на прес-
сование металла.
В процессе штамповки из жидкого металла, для получения
с высокой производительностью качественных заготовок, решаю-
щее значение имеют специальные машины.
Отработка и опробование различных конструктивных схем,
применительно к различным видам заготовок, является одним
из важнейших звеньев при разработке и освоении новых вариан-
тов этого процесса.
На данном этапе эту работу нельзя считать в какой-нибудь
мере законченной; машины, а* вместе с ними и процесс будут
совершенствоваться. Однако проведенные опыты позволили внести
некоторую ясность в этот сложный вопрос.
Многолетнее опробование машины УЛМ показало, что совме-
щение в одной машине цилиндров, замыкающих формы по гори-
164
зонтальной .и вертикальной плоскостям разъема» не вызывает
никаких затруднений ни в процессе конструирования, ни при
эксплуатации машины.
Машину УЛМ-2 необходимо модернизировать в следующем
направлении:
1. Увеличить мощность центрального цилиндра, производя-
щего прессование металла, до 80—100 Т, с применением вентилей,
позволяющих работать при ступенчатой мощности (по аналогии
с машинами для литья под давлением). Соответственно этому
увеличить и мощность горизонтального цилиндра, производя-
щего зажим форм, а также мощность вспомогательных цилиндров.
2. Регулировать скорости прессования в зависимости от тол-
щины стенок заготовок и природы сплава, диафрагмируя сечение
подводящих каналов, для чего установить на аккумуляторе соот-
ветствующий вентиль.
3. Увеличить расстояние между вертикальными колоннами,
чтобы облегчить доступ к формам при их установке и при заливке
в них металла.
Особенно важно изменить расположение горизонтальных на-
правляющих тяг (связей), установленных по диагонали, и расстоя-
ние между ними. Тяги не должны мешать установке форм на стол
машины. Для этого одна из них должна быть расположена ниже
уровня стола, другая может быть выше, но должна находиться
за пределами стола.
4. Соответственно увеличению мощности машины необходимо
на некоторую величину увеличить расстояние между столом и верх-
ним положением прессующего плунжера.
Машина . УЛМ приводится в действие от гидравлического
насоса с давлением. 120 ащ/работающего на эмульсии, и беспорш-
невого баллонного аккумулятора, принятых в агрегатах для
литья под давлением с вертикальной камерой сжатия.
При производительности насоса 60 л/мин. он обеспечит беспе-
ребойную работу двух машин типа УЛМ.
Присоединение машины к имеющейся гидравлической. маги-
страли не рекомендуется, потому что в условиях работы с жидким
металлом при прессовании его верхним гидравлическим цилин-
дром, в случае неплотности соединений, вода может попасть
на жидкий металл.
33. ГИДРАВЛИЧЕСКИЙ ПРЕСС 988
Днепропетровским заводом средних гидравлических прессов
изготовлен специальный пресс для штамповки заготовок из жид-
кого металла с предельной мощностью на прижим форм до 800 Т
и на прессование металла ДО 15О2Т.(фиг.. 77).
Пресс сострит из двух спаренных под углом 90° гидравличе-
ских цилиндров, из которых горизонтальный, более мощный,
165
предназначен для прижима разъемных форм, а вертикальный —
для прессования металла. Цилиндр прижима плунжерного типа —
с ускоряющим цилиндрическим поршнем. Цилиндр прессования
поршневого типа—с ускоряющим поршнем. В столе пресса имеются
гнезда для выталкивания.
Пресс снабжен устройствами для охлаждения форм, а также
для смазки трущихся деталей колпачковыми масленками.
Фиг. 77. Гидравлический пресс 988 Днепропетровского завода для штамповки
из жидкого металла.
В верхней части пресса установлен бак наполнения, питаю-
щий через соответствующие клапаны рабочие цилиндры в момент
ускоренных ходов. Гидропривод помещен на масляном баке,
установленном на уровне пола. Привод пресса — индивидуальный
для каждого гидропривода и осуществляется с помощью трех
насосов. Управление насосами производится на пульте управле-
ния, на верхней панели которого расположены кнопки, дающие
команду на работу пресса соответствующим гидроприводом.
Гидравлическая схема совместно с электрической обеспечи-
вает работу пресса на следующих режимах:
а) полуавтоматическом,
б) пооперативном,
в) наладочном.
166
Насосы к прессу:
1) лопастной типа ПЭФ-70; давление 65 кПсм\ производи-
тельность 70 л/мин\
2) радиально-поршневой типа НПР-100; давление 200 кПсм\
производительность 100 л!мин\
3) поршневой эксцентриковый Н-40Г, давление 300 кПсм\
производительность 18 л!мин.
Рабочая жидкость насосов — масло.
Техническая характеристика пресса
Усилие прижима форм (регулируемое — ступен-
чатое) ......................................
Усилие прессования металла (регулируемое —
ступенчатое) . /.............................
Усилие выталкивания .........................
Усилие возвратного хода прессования .........
Усилие возвратного хода прижима..............
Величина раскрытия штампа....................
Ход цилиндра прессования.....................
Ход выталкивания.............................
Скорость закрытия штампа.....................
Скорость раскрытия штампа....................
Скорость холостого хода пуансона прессования
Скорость рабочего хода прессования ..........
Скорость обратного хода пуансона прессования
Максимальное рабочее давление масла..........
Управление ..................................
Габариты пресса . . . . • . • . . .........
Высота над уровнем пола......................
Вес..........................................
200 -800 Т
50—150 Т
15 Т
50 Т
50 Т
400 мм
550 мм
75 мм
71,5 мм/сек
117 мм/сек,
135 мм/сек
20,6 мм/сек
104 м/сек
200 кГ/см2
Кнопочное
6490X3925х
X 6285 мм
4500 мм
64,2 m
Для серийного выпуска заготовок, штампованных из жидкого
металла, этот пресс не может быть рекомендован без внёсения
в него следующих конструктивных дополнений и изменений.
Эти изменения необходимы, чтобы сделать пресс в достаточной
степени универсальным для изготовления различных деталей,
что возможно:
О при применении телескопических пуансонов (это осущест-
вимо только при наличии в прессе траверсы, приводимой двумя
вспомогательными вертикальными цилиндрами);
2) при применении различных способов механизированного
выталкивания, например выталкивание путем снятия со стержней
высоких полых деталей, изготовляемых в форме с горизонтальной
плоскостью разъема, выталкивание заготовок вниз (фиг. 35 и 37),
167
выталкивание заготовок вверх с применением гидравлических
постаментов с вмонтированным в них выталкивающим приспособ-
лением.
Эти способы и изменения описаны в гл. V и X.
34. ОПЫТ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА
НА НЕСПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ
Применение неспециализированного прессового оборудования,
имеющегося на заводах, хотя и отражается значительно на про-
изводитрлБности и в ряде случаев ограничивает область приме-
нения^'способов уплотненного литья, тем не менее послужило
основанием для разработки различных технологических вариан-
тов и для конструирования приспособлений, направленных к тому,
чтобы сделать это неспециализированное оборудование пригод-
ным не только для прессования жидкого металла, но также
и для снятия изготовленных заготовок со стержней и пуансонов
и для выталкивания их из формы.
К ним относятся все варианты литья с кристаллизацией
под давлением, где прессующий пуансон, перекрывая залитый
металл, делает форму закрытой. Из различных вариантов выдав-
ливания жидкого металла на неспециализированном оборудова-
нии можно изготовить следующее: 1) слитки (тяг, прутков) и фасон-
ные сплошные заготовки из цветных сплавов; 2) крупные под-
шипниковые втулки; 3) фланцы типовых деталей с малой высотой
и с большим центральным отверстием; 4) мелкие детали с цен-
тральной полостью из цветных сплавов диаметром до 60 мм;
5) большинство фасонных деталей из цветных сплавов, кото-
рые ранее изготовлялись горячей штамповкой на фрикционных
прессах.
Литье слитков с кристаллизацией под давлением может быть
осуществлено на одноцилиндровых гидравлических прессах с при-
менением приспрсрблений-(глава IV).
При литье фасонных заготовок с кристаллизацией под давле-
нием для их выталкивания вверх целесообразно применение
гидравлического постамента с приспособлением для выталкива-
ния (фиг. 34), достоинствами которого является возможность
установки на любой пресс и простота устройства. Мощность поста-
мента может меняться в широких пределах и принимается
в зависимости от усилия, требуемого для снятия отливки со
стержня.
Для литья заготовок диаметром до 125 мм и их выпрессовки
из изложницы могут быть применены гидравлические прессы
типа П-454 Оренбургского завода гидропрессов мощностью 100 Т,
а для литья заготовок диаметром свыше 125 мм — прессы того же
завода типа П-457 мощностью 200 Т. Ниже приводятся основные
технические характеристики этих прессов.
168
Техническая характеристика
гидравлических прессов
П-434 П-457
Рабочее давление в сети (от отдельного
насоса), кГ/см*........................ 200 200
Усилие прессования, Т.................... 100 200
Усилие обратного хода, Т.................. 15 30
Усилие выталкивания, Т.................... 10 t 20
Наибольший ход траверсы, мм .... 600 700
Наибольшее расстояние между столом
и подвижной траверсой, мм............ 900 1100
Размер стола в свету, мм (между че-
тырьмя колоннами)..................... 305 x 655 370x 720
Диаметр отверстия в столе для вы-
талкивания вниз заготовок, мм . . . 260 300
Скорость опускания траверсы, см]сек. . . 3,5 3,5
Для литья с кристаллизацией под давлением на этих прессах
сплошных фасонных заготовок, когда их выталкивание произ-
водится вверх, могут быть использованы имеющиеся у этих прес-
сов выталкиватели, работающие от нижнего гидравлического
цилиндра.
При литье низких деталей с центральным отверстием типа
фланцев (как показано на фиг. 33 и 37) может быть применен
аналогичный способ снятия отливки со стержня и выталкивания
из формы.
Изготовление крупных подшипниковых втулок с получением
их со сквозной полостью может производиться также на одно-
цилиндровых гидравлических прессах при установке на их стол
сварного постамента, в верхней части которого имеется пере-
движная плита. При ее передвижении открывается отверстие, через
которое стержень может быть выпрессован вниз, а освобожденная
отливка вынимается обратными клещами (фиг. 35).
Вопрос о применении для выдавливания жидкого металла
фрикционных прессов и машин литья под давлением освещен
в гл. VIII.
При применении стандартных гидравлических прессов необ-
ходимо обеспечить скорость прессования не менее 0,12 м/сек..
Если прессы не обладают такой скоростью, то производится замена
дистрибутора и установка промежуточного беспоршневого акку-
мулятора, аналогичного применяемым при машинах литья под
давлением. Подобные аккумуляторы могут быть изготовлены
из нескольких газовых стандартных баллонов. Для питания
одного пресса мощностью 100—200 Т достаточна общая емкость
двух баллонов 100 л. Это, независимо от производительности
насоса, дает возможность быстро подать такой объем рабочей
жидкости, какой требуется для данной операции.
ffe
При работе на стандартных гидравлических прессах целе-
сообразно применение трехплунжерного насоса типа ГА-351,
производительностью 30 л!сек, спаренного е аккумулятором
(давление 100 ат). При сочетании высокой производительности
Фиг. 78. Пример модернизации стандартного гидравли-
ческого пресса применительно к штамповке выдавлива-
нием жидкого металла.
насоса с наличием аккумулятора обеспечивается быстрый ход
рабочего плунжера, когда давление может поступить на жидкий
сплав через 0,7 сек.
Для литья выдавливанием жидкого металла стандартные одно-
цилиндровые прессы использовать без значительных переделок
нельзя, так как должны производиться операции, связанные
170
с разъемом форм, движением телескопических пуансонов (от раз-
ных цилиндров) и с извлечением пуансонов вверх.
Все эти операции возможны при наличии дополнительных
цилиндров или специальных приспособлений.
На фиг. 78 показан пример модернизации стандартного гид-
равлического пресса с нижним цилиндром мощностью 200 Т
для литья методом выдавливания жидкого металла. Модерниза-
ция заключается в устройстве добавочного верхнего цилиндра,
предназначенного для движения верхней части разъемной формы,
которая одновременно является съемником для снятия заготовок
с пуансона. Этот же привод может служить для движения наруж-
ной части телескопического пуансона.
Кроме того, пресс снабжен отдельным дистрибутором для управ-
ления гидравлическими приводами, передвигающими боковые
стержни.
Основание 1 формы крепится к подвижному столу пресса
(нижний цилиндр пресса на чертеже не показан).
Верхняя неподвижная часть формы крепится к траверсе пресса
(показанной пунктиром). Она состоит из пуансона 11, прикреп-
ленного к плите 8 пуансонодержателем 10.
Нижняя подвижная часть формы состоит из нижней части
13 матрицы (рабочая полость которой выполнена во вставке), при-
крепленной к основанию 1. Верхняя половина разъемной мат-
рицы 4, предназначенная для формообразования верхних торцов
изготовляемой детали, одновременно является съемником. Его на-
значение состоит в том, чтобы образовать с матрицей 13 рабочую
полость формы для выполнения тонких сечений, прежде чем про-
изойдет прессование металла, а также в том, чтобы задержать
полученную заготовку в матрице при снятии ее с пуан-
сона.
Съемник, расположенный концентрически к пуансону, пере-
мещается на нем на ходовой насадке. Он связан с крепежной
плитой 8 тремя колонками 9 с концевыми гайками 12, ограничи-
вающими его движение вниз.
Опережение съемника относительно пуансона определяется
глубиной детали.
Постоянное давление на съемник составляет 15 Т и осущест-
вляется двумя упорами 5, связанными со штоками гидравличе-
ского цилиндра 6.
Во избежание попадания воды в матрицу в случае прорыва
манжет или их частичного износа в верхней части пресса преду-
смотрены резиновые прокладки 7.
Жидкий металл заливается в матрицу при раскрытом ее поло-
жении. При подъеме вверх нижнего прессующего плунжера
пресса сначала происходит смыкание матрицы и съемника. При этом
металл перемещается в тонкие сечения на периферии заготовки.
Затем, при дальнейшем движении вверх, неподвижно укрепленный
171
пуансон соприкасается с залитым металлом и производится его
прессование.
После выдержки металла под давлением в течение заданного
времени при опускании нижнего плунжера форма раскрывается.
Под действием штока 6 и связанных с ним упоров съемник в пер-
вый момент также опускается, снимая заготовку с пуансона.
Усилие прессования верхнего гидравлического цилиндра со-
ставляет 15 Т, максимальный ход прессующего плунжера 180 мм,
скорость подъема прессового плунжера 0,05 м/сек, скорость опу-
скания плунжера 0,1 м/сек.
Описанная модернизация дала возможность применить пресс
для массового производства сложной детали 0200 мм методом
выдавливания жидкого металла с получением боковых отвер-
стий с помощью подвижного стержня 3, приводимого в движение
гидравлическим цилиндром 2.
С учетом затруднений со снабжением специальными машинами
(прессами) для штамповки из жидкого металла и кристаллизации
под давлением на заводах изготовлен своими средствами ряд
пневматических прессов малой мощности, работающих от цеховой
компрессорной сети (4—6 ат). Пневматический поршневой двух-
цилиндровый пресс, позволяющий одновременно прессовать две
заготовки, имеет поворотный стол (типа карусели), что дает
возможность вести отдельно разборку форм и удаление заготовок.
При диаметре цилиндров 300 мм и при давлении в 6 ат мощность
их не превышает 6 Т.
Работа при столь ограниченной мощности должна идти при
очень жестком температурном режиме и при соблюдении быстрых
темпов в процессе прессования. Даже небольшое падение давле-
ния, обычное в практике литейных цехов, может служить при-
чиной брака.
Увеличение мощности пневматических прессов путем увели-
чения диаметра поршней вызывает чрезмерное увеличение габа-
ритов установок и делает их громоздкими. Иногда достигается
повышение мощности пневматического пресса применением трех
последовательно включаемых поршней.
Обращает на себя внимание рычажнопневматическая установка,
в которой усилие на залитый в форму металл передается при
помощи рычага, приводимого в действие от небольших пневма-
тических цилиндров.
Использование в одной установке рычажной и пневматической
энергии дает возможность получить достаточную мощность при
малых габаритах пресса.
Пресс (фиг. 79) рассчитан на максимальную мощность в 25 Т.
при рабочем давлении воздуха в 5 кГ/см*.
Пресс состоит из литой станины 1 и укрепленных на ней двух
воздушных цилиндров 2 и 3, вертикально расположенных один
по отношению к другому, штоки их поршней соединены с ползу-
172
Фиг. 79. Пневматический поршневой пресс для штамповки из
жидкого металла.
1120
173
ном, укрепленным к длинному концу рычага второго рода 4,
другой конец которого соединяется с прессующим пуансоном 5.
Впуская воздух при помощи четырехходового крана в нижние
полости цилиндров, через рычаг сообщают движение пуансону,
усиленное благодаря соотношению плеч рычага 1 : 8.
Для передачи давления прессующего пуансона на металл,
залитый в форму, на зеркало жидкого металла (при литье цилин-
дрических заготовок) устанавливается промежуточный надстав-
ной пуансон 6, на который поступает прессующий пуансон,
производящий давление.
Для обратного хода переключают воздух в верхнюю полость
верхнего цилиндра; нижний цилиндр, соединенный в это время
с атмосферой, не работает.
Изложницу 7 ставят на станину в кольцевой постамент, укреп-
ленный к столу пресса.
Для удаления слитков из изложницы перемещается подвиж-
ное дно 8, до совпадения имеющегося в нем отверстия с отвер-
стием в станине, через которое слиток падает в приямок машины.
Вместо выбивки дна ударом молотка в настоящее время запроек-
тирован пневматический привод.
Для увеличения производительности в конструкции пресса
предусмотрена возможность установки карусели, для чего в левой
части станины имеется площадка с отверстием, через которое
падает слиток.
ГЛАВА VIII
ОПЫТ ВНЕДРЕНИЯ ШТАМПОВКИ
ВЫДАВЛИВАНИЕМ ЖИДКОГО МЕТАЛЛА
И ОБЛАСТЬ ПРИМЕНЕНИЯ ПРОЦЕССА
ДЛЯ ЗАГОТОВОК ИЗ ЦВЕТНЫХ СПЛАВОВ
Технические возможности штамповки из жидкого металла
и область ее применения могут быть полностью выявлены только
при осуществлении процесса на специальном достаточно меха-
низированном оборудовании.
Работа в течение ряда лет, проводившаяся на универсальной
литейной машине УЛМ, специально изготовленной для осу-
ществления всех вариантов штамповки из жидкого металла,
позволила определить область применения процесса.
Когда не было специальных машин,' различные варианты
штамповки из жидкого металла производились на имеющемся
прессовом оборудовании. Это в ряде случаев хотя и давало поло-
жительные результаты, но ограничивало возможность получения
сложных деталей с глубокими полостями и отражалось также
на производительности.
Учитывая, что оснащение наших заводов специальными маши-
нами потребует затрат большего количества времени, необходимо
изучить вопросы технологии при работе на существующем недо-
статочно приспособленном оборудовании. Таким образом, при
описании опыта внедрения будут отражены работы, производи-
мые на специальном оборудовании или модернизированном
стандартном оборудовании, а также работы на имеющемся на
заводах оборудовании при применении соответствующих при-
способлений.
35. ВЫДАВЛИВАНИЕ ЖИДКОГО МЕТАЛЛА
НА СПЕЦИАЛЬНОМ ОБОРУДОВАНИИ
Изготовление деталей типа подшипниковых втулок
на машине ОВП-2
Для изготовления подшипниковых втулок малых и средних
размеров, т. е. деталей с большой центральной полостью, лучшим
175
технологическим процессом является выдавливание из жидкого
металла. Впервые этот процесс был применен для массового
изготовления втулок из медных сплавов с буртиками и вкла-
дышей для подшипников (ранее заготовки для указанных деталей
изготовлялись с применением центробежного литья).
Выдавливание жидкого металла производилось на машине
ОВП-2 (VII глава, фиг. 70).
Малая мощность прессующего цилиндра машины (5,5 Т)
принята из соображений необходимости применять сравнительно
невысокие удельные давления, при которых будут устранены
все литейные пороки, но сохранится дендритная структура,
обусловливающая антифрикционные свойства подшипниковых
втулок. Несмотря на малую мощность машины, она с высокой
производительностью обеспечила выпуск уплотненных втулок
с буртиками, с малым припуском на механическую обработку.
Втулки изготовлялись в блок-форме со сменными вкладышами
для рабочих полостей, которые крепились к постоянному поста-
менту, не снимая его с машины. Сменные вкладыши центриро-
вались на направляющих колонках. Чтобы при прямом прессо-
вании не деформировать направляющие колонки, неподвижная
часть формы устанавливалась на формодержатель-угольник, под-
держивающий форму.
Опыты изготовления на этой машине подшипниковых втулок
(фиг. 48 и 49), вместо ранее применяемого центробежного литья,
дали следующие результаты (табл. 16).
Таблица 16
Сравнительный расход металла при изготовлении мелких втулок методами
центробежного литья и штамповки жидкого металла
Номера деталей Плановый вес при литье центробежным способом в г Фактический вес заготовок в г по технологии Фактический расход жидкого металла в г по технологии: Экономия
центро- бежное литье штамповка жидкого металла старой новой на 1 заготовку в г В %
21—28 400 450 205 450 205 245 54,4
24-12 1000 1050 251 1142 251 891 78,0
21—3 410 431 151 487 151 336 68,8
17—22 850 847 264 1053 264 789 75,1
09-16 600 813 270 970 270 700 72,2
51007 465 490 180 490 180 310 51,3
Средний % экономии жидкого металла 66,5
Примечание. Значительный расход жидкого металла при центробежном литье в некоторой степени следует отнести за счет несовершенства применяемой на заводе технологии (выбрызгивание при заливке).
176
Общая экономия при изготовлении втулок на одной машине
ОВП-2 с учетом сокращения трудоемкости механической обработки
составила свыше 1 млн. руб. в год (по ценам 1942 г.).
Выдавливание жидкого металла с применением телескопического
пуансона на машине УЛМ
Наличие у машины траверсы, действующей раздельно от от*
дельных гидравлических цилиндров, позволило усовершенство*
вать процесс благодаря применению телескопических пуансонов-
Способность телескопических пуансонов производить уплот-
нение заготовок на всех участках описана в гл. V. Это позволяет
Фиг. 80. Подшипниковые втулки, изготовленные вы-
давливанием жидкого металла с применением теле-
скопических пуансонов.
обеспечить плотность заготовок без необходимости применять
пуансоны со значительной конусностью для уплотнения затвер-
девающего металла боковыми усилиями.
На фиг. 80 показаны крупные бронзовые втулки (диаметром
около 100 мм), изготовленные с применением телескопических
пуансонов. Телескопические пуансоны, используемые также в ка-
честве съемников, способствовали бесперебойному снятию заго-
товок с пуансонов, обжимаемых металлом.
Изготовление деталей с приливами по окружности в центральном
поясе в неразъемной форме на машине УЛМ с применением
телескопических пуансонов
Детали с приливами ранее изготовлялись горячей штамповкой
в закрытых штампах из пруткового материала. При переводе
Деталей на штамповку из жидкого металла прилив в центральном
12 Пляцкий 177
Фиг. 81. Детали с приливами по
окружности в центральном поясе,
изготовленные выдавливанием жид-
кого металла в неразъемной форме
с применением телескопического
пуансона.
прижима втулки 3 (вставки),
поясе образуется наружной частью телескопического пуансона
(подобие разъема по ломаной образующей).
При посадке наружного телескопического пуансона 2 (фиг. 81)
с вмонтированной в него стальной втулкой 3 на торцы матрицы
обеспечиваются точные наружные размеры деталей. Здесь теле-
скопические пуансоны действуют раздельно. После заливки ме-
талла наружный пуансон, прикре-
пленный к траверсе 1 машины,
перемещает металл и образует кон-
туры рабочей полости формы.
Внутренняя часть телескопиче-
ского пуансона 4, прикрепленная
к центральному цилиндру, выда-
вливая металл, образует полость
детали и производит ее уплотне-
ние; нижняя полость детали об-
разуется стержнем 5.
Применение телескопических
пуансонов значительно расширяет
область применения штамповки
из жидкого металла, позволяя ее
производить в неразъемных фор-
мах.
Наружная часть телескопиче-
ского пуансона, служащая для
образующей разъем по ломаной,
крепятся на траверсе машины УЛМ. При обратном ходе
плита траверсы 1 служит съемником, выталкивающим отли-
тую заготовку.
Перевод этих деталей на штамповку из жидкого металла,
взамен ранее применяемой безоблойной горячей штамповки, позво-
лил на 50% сократить расход металла и устранить промежуточ-
ные операции (отрезку черновых заготовок и их нагрев).
Штамповка жидкого металла на машине УЛМ
с выдавливанием его в закрытую полость, расположенную
в вертикальной плоскости разъема формы
Пример такой штамповки показан на фиг. 82. Металл зали-
вается в цилиндрический резервуар, расположенный в плоскости
разъема рабочей полости формы, и выдавливается вбок через
выемку, имеющуюся в пуансоне. На стороне, противоположной
заливочному резервуару, имеется перегонный резервуар для вен-
тиляции формы.
Выталкивание отливки механизировано с помощью постоянной
оснастки, состоящей из выталкивателей 3, закрепленных между
плитой выталкивателей 2 и удлиненной плитой съема 1. При
178
остановке плиты 1 упорами машины, производится механизиро-
ванное выталкивание детали (стойки, в пространстве между
которыми перемещается система выталкивателей и направляю-
щие колонки, поддерживающие эту систему, на фиг. 82 не пока-
заны).
Половинки формы крепятся к постоянным нормализованным
постаментам-формодержателям.
Г'7'"'
।
Фиг. 82. Форма для выдавливания жидкого металла в закрытую полость, распо-
ложенную в вертикальной плоскости разъема:
/ — плита съема; 2 — плита выталкивателей; 3 — выталкиватели; 4 — вставка в подвиж-
ную часть формы; 5 — подвижная часть формы; 6 — неподвижная часть формы; 7 —
направляющие колонки; 8 — перегонный резервуар; 9 — колонки для поддержки системы
выталкивателей; 10 — втулки для выталкивателей; 11 — пуансон.
При выдавливании металла в закрытые полости необходимо,
по аналогии с литьем под давлением, применять хорошую венти-
ляцию с помощью вентиляционных каналов и перегонных резер-
вуаров.
В отличие от литья под давлением, поступление металла в за-
крытую полость происходит не под действием кинетической энер-
гии, когда струя металла движется в отрыве от прессующего пуан-
сона, а под непосредственным действием статического давления,
которое продолжает уплотнять отливку до момента окончания
ее затвердевания. Для лучшей передачи статического давления
толщина впускного литника должна быть приблизительно равна
толщине детали.
12* 179
36. ШТАМПОВКА ВЫДАВЛИВАНИЕМ ЖИДКОГО МЕТАЛЛА
ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ
С ПОЛОСТЯМИ С ПРИМЕНЕНИЕМ БОКОВЫХ ПОДВИЖНЫХ
СТЕРЖНЕЙ
Выдавливание с применением стержней,
расположенных под углом в двухместной форме
Выдавливание в закрытые полости (в том числе в многогнезд-
ных формах) описано в п. 19.
Значительно сложнее осуществить выдавливание в таких фор-
мах в случае, когда стержни расположены под углом (фиг. 83).
Фиг. 83. Фасонные патрубки с наклонными отверстиями, изго-
товленные штамповкой из жидкого металла в двухместной
форме.
В описываемом варианте выдавливание жидкого металла в за-
крытые полости производится не снизу вверх, а сверху вниз,
с перемещением металла для заполнения как нижележащей части
полости, так и другой полости двухгнездной формы. Причем
жидкий металл, поступая сифонным способом, перепускается
через одно гнездо формы в другое. Для этого рабочие полости сое-
диняются соответственными каналами, сечение которых позво-
ляет металлу, поступившему без давления, перемещаться из одной
полости в другую беспрепятственно. Нижний канал служит для
сифонной заливки металла; при приложении давления металл
через верхний канал поступает в обе полости, производя питание.
При наличии верхнего канала выравнивается уровень металла
в обеих полостях, благодаря чему поршневое давление, переда-
ваемое двумя пуансонами, равномерно и одновременно поступает
180
на отливку для ее уплотнения. Этому способствует поступление
сверху свежей порции наиболее горячего металла.
Так как при сифонной заливке в начальный период заполнения
металл передается без давления, то отсутствуют условия для обра-
зования завихрений при встрече двух, потоков металла.
Отливка производилась на машине УЛМ в двухместной форме
(фиг. 84) с вертикальной плоскостью разъема для изготовления
фасонных патрубков, име-
ющих полость, располо-
женную под углом. Эти
полости оформлялись с по-
мощью подвижных стерж-
ней 11, действующих от
привода типа наклонных
пальцев 7, проходящих
через прорези в хвостови-
ках стержней.
В рабочем положении
стержни крепятся замка-
ми 9\ при открытии формы
стержни своими наклон-
ными прорезями скользят
по пальцу и автоматически
(до упора) извлекаются из
отливки.
Нижний соединитель-
ный поперечный канал 5
одновременно выполняет
функции перегонного ре-
зервуара, способствую-
щего хорошему заполне- Фиг. 84. Двухместная форма для штамповки
НИЮ углубленных тонких из жидкого металла патрубков (см. фиг. 83).
полостей.
Рабочие полости формы выполнены в неподвижной 8 и по-
движной 10 плитах, соединенных между собой направляющими
колонками 1. Вентиляция формы производится через перегон-
ные резервуары 2 и вентиляционные каналы 6.
Опытные работы, проводимые в процессе освоения, показали,
что при тонком литнике (менее 1,5 лии), соединяющем вторую
(левую) полость с нижним соединительным каналом, эта полость
при свободной заливке металлом не заполняется и только под
действием давления металл, поступающий из правой полости,
заполняет левую. Под действием пуансона 3 (оба пуансона
собраны в пуансонодержателе 4) часть металла начинает посту-
пать во вторую полость через верхний соединительный канал
(также под давлением). В результате поступления металла
в нее под давлением с двух сторон затрудняется удаление воздуха
181
из полости формы. Хотя отливка и уплотняется при кристалли-
зации под давлением, но воздушные включения при этом пол-
ностью не устраняются.
После увеличения толщины литников, соединяющих рабочие
полости с нижним соединительным каналом до 3 мм, обе рабочие
полости заполнялись сифонным способом с удалением всего воз-
духа. При своевременном приложении давления и достаточно
прогретой форме залитый металл уплотнялся двумя пуансонами
с получением здоровой отливки (фиг. 83).
Описанная отливка осуществлена в крупносерийном произ-
водстве с высокой производительностью, с получением качествен-
ных результатов.
Опыты показали, что при соответствующей конструкции детали
возможности штамповки из жидкого металла в отношении слож-
ности в ряде случаев приближаются к литью под давлением.
Изготовление деталей доильных аппаратов
Массовый, все более растущий с каждым годом, выпуск доиль-
ных аппаратов, состоящих из ряда сложных повторяющихся
Фиг. 85. Детали доильного аппарата,
изготовленные выдавлива
нием жидкого металла.
деталей, стал практически возможным с 1948 г., когда для изго-
товления деталей этого аппарата стала применяться штамповка
выдавливанием жидкого металла (фиг. 85). Эти детали раньше
изготовлялись выточкой из прутковой латуни с припайкой рас-
положенных под углом многочисленных отростков и последую-
щим лужением.
182
Применение выдавливания позволило заменить латунь таким
нелитейным материалом, как чистый алюминий, более пригодным
для деталей, соприкасающихся с пищевыми продуктами, полу-
чать детали с готовыми отростками и отказаться от механической
обработки и лужения.
На фиг. 86 показаны конструкции деталей доильного аппарата
до и после перевода на выдавливание из жидкого металла.
Фиг. 86. Деталь доильного аппарата «корпус коллектора»: а — до
периода на выдавливание из жидкого металла. Материал — латунь марки
ЛС59; на участке 1 и 2 — пайка оловом марки 0-2. Лужение всей детали
горячим способом оловом марки 0-2; б—цельная конструкция, полу-
чаемая выдавливанием из жидкого алюминия марки А-2.
В результате применения • выдавливания жидкого металла
явилась возможность более, чем в три раза увеличить выпуск
аппаратов, повысить их эксплуатационную стойкость и в два
раза понизить общую стоимость аппарата. Годовая экономия со-
ставляет свыше 5 млн. руб. (1950 г.).
Чтобы отлить детали как одно целое и осуществить при этом
разъем форм при наличии отростков, образующих поднутрения,
применены подвижные стержни, приводимые механизмом типа
наклонных пальцев.
Выдавливание чистого алюминия характеризуется следующими
особенностями: малой выдержкой металла под давлением, чтобы
изъять прессующий пуансон из заготовки, когда обжим металлом
пуансона не достиг предельного значения. Это необходимо с уче-
том того, что усилие обратного хода у машин этого типа
183
невелико. Опыт валового производства показал, что выдержка
под давлением около 2—3 секунд была вполне достаточна для
получения тонкостенных деталей с высокой плотностью.
Расположение всех боковых отростков в верхней части доиль-
ных аппаратов (фиг. 85) способствует тому, что они заполняются
при выдавливании металла вверх под давлением, с получением
четких контуров.
А~А
Практически выдавливание жидкого металла для получения
таких сложных фасонных деталей является вариантом литья под
давлением, в котором сочетаются все основные преимущества
этого процесса (наилучшие условия формообразования), и пол-
ностью устраняются недостатки литья под давлением, происхо-
дящие в результате образования завихрений при встрече сво-
бодной струи, движущейся в отрыве от пуансона со стенками формы
(кинетическая энергия). При выдавливании жидкого металла нет
завихрений, металл все время до момента окончания кристалли-
зации, находясь под постоянным гидростатическим давлением,
уплотняется.
Нет расхода металла на литниковую систему.
184
Перспективы усовершенствования технологии изготовления
сложных фасонных деталей кроются в максимально возможной
замене литья под давлением выдавливанием жидкого металла.
Для изготовления этих деталей были использованы машины
литья под давлением типа «Полак 1220» и «Полак 408», а также
машина 512 («Полак 900»). Машины 1220 и 408, у которых нет
отдельно расположенной камеры сжатия, а ось прессующего
поршня совпадает с плоскостью разъема формы, по своей кине-
матике вполне соответствуют схеме прямого прессования при
штамповке жидкого металла.
На фиг. 87 представлена форма для выдавливания жидкого
металла с помощью прессующего пуансона 4 на машине 408
детали «корпус коллектора». Сменные половинки 3 и 6 формы
устанавливаются на опорные угольники-формодержатели 5 и 7.
Поднутрения в форме, образуемые боковыми отростками, пре-
пятствующими раскрытию формы, перекрываются с помощью
стержней 2, через хвостовики которых, имеющие прорезь под
углом, проходят приводы—наклонные пальцы 1. При ходе
формы на раскрытие хвостовики стержней, двигаясь по пальцам,
удаляют стержни из отлитой детали. Механизированное удале-
ние деталей из формы производится системой выталкивателей 8,
собранных в плите 9. При встрече плиты выталкивателей с упо-
рами машины детали удаляются из формы. Форма имеет водяное
охлаждение 10.
Изготовление крупных сложных деталей
с применением подвижных боковых стержней
Примером широких возможностей процесса выдавливания
жидкого металла в отношении сложности деталей служит изго-
товление детали «корпус отжимного аппарата» стиральной ма-
шины.
Эта тонкостенная полая' деталь с габаритными размерами
360 X 135 X 110 мм, с площадью горизонтальной проекции 385 см9,
показанная на фиг. 88, имеет со всех Сторон ряд поднутрений
и боковых отверстий. Это вынуждает применять для оформления
наружных стенок детали подвижные стержни, приводимые в дви-
жение с помощью кулисного механизма, находящего широкое
применение в литье под давлением. Механизм состоит из изогну-
того под соответствующим углом штыря прямоугольного сечения,
укрепленного в неподвижной половине формы; он проходит через
хвостовик подвижного стержня, имеющего наклонную прорезь.
Пои открытии формы хвостовик скользит по штырю, получая
перемещение, при котором стержень выводится из залитой заго-
товки.
Ряд других поднутрений выполняется сложным сопряжением
матрицы и пуансона, причем этого можно достигнуть только при
185
применении наборных пуансонов, собранных из отдельных эле-
ментов 1 и 2 (фиг. 89).
В условиях выдавливания жидкого металла на точность ука-
занного сопряжения матрицы и пуансона может влиять неточ-
ность дозировки металла. Чтобы устранить влияние этого фактора,
необходимо посадку нижнего торца пуансона производить на верх-
ний торец матрицы. Так как при выдавливании, как известно,
в первую очередь заполняются вышележащие участки матрицы,
Фиг. 88. Крупная сложная деталь, изготовленная методом выдавливания
жидкого металла с применением боковых подвижных стержней.
то, независимо от точной дозы металла, будет заполнен металлом
участок, на котором формируется это сопряжение. Этим обеспе-
чивается точное формообразование, но при упоре пуансона на
торец матрицы нет условий для уплотнения заготовки. Уплотне-
ние всей заготовки при пластической деформации может быть осу-
ществлено при некотором избытке залитого металла, когда фак-
тически и происходит штамповка. У данной детали по условиям
ее эксплуатации допускается утолщение основания детали, кото-
рая дается с допуском 2 ч- 3,0 мм.
При недостаточной порции залитого металла, когда основа-
ние затвердевало без приложения давления, на этом участке
могут образоваться литейные пороки.
Выдавливание жидкого металла производится на двухколон-
ном прессе фирмы «Шкода» мощностью 350 Т. Удельное давление
910 кПсм*.
Бесперебойное поступление жидкого расплава в прессе обеспе-
чивается при плавке в двух электропечах сопротивления, в кото-
рых установлены чугунные тигли емкостью 80 кг каждый. Из
186
одного тигля.производится подача металла под штамповку, в дру-
гом в это время идет плавка.
Для предохранения расплава от насыщения его железом
при плавке чугунные тигли, а также чехол термопары каждую
Фиг. 89. Сопряжение матрицы и пуансона при изготовлении выдавлива-
нием жидкого металла детали, показанной на фиг. 88.
неделю покрываются огнеупорной краской, состоящей из 5%
жидкого стекла, 50% огнеупорной глины, 45% воды.
Заливка производится мерным ковшом при повороте электро-
печи. Смазка (легкая протирка матерчатым тампоном) пуансона
и матрицы производится смесью, состоящей из четырех частей
машинного масла и одной части серебристого графита. При уме-
ренной смазке заготовки имеют хорошую структуру и гладкую
поверхность.
При отсутствии смазки происходит алитирование поверхности
полости формы и приваривание к ней заготовки.
187
При обильной смазке имеет место брак по газовым раковинам
и ухудшается чистота поверхности.
Постоянная температура металла поддерживается при помощи
автоматического самопишущего потенциометра. При заливке ме-
талла при предельно низкой температуре (630—650° С) сокра-
щается брак по газовым раковинам и повышается стойкость форм.
Учитывая большую мощность пресса, производится выдержка
металла перед прессованием в течение 4—6 сек.
Скорость движения прессующего пуансона 0,07—0,1 м/сек.
Выдержка залитого сплава под давлением 12—15 сек.
Нагрев форм производится до 125—150° С. При перегреве
формы свыше 350° С возрастает брак по раковинам и утяжинам.
Форма снабжена водяным охлаждением. Зазоры между матри-
цей и пуансоном в новых формах принимаются в 0,08 мм на
сторону, но после износа они возрастают до 0,2 мм.
Фактическая производительность за 7 часов составляет 220—
250 корпусов. Пресс обслуживают два человека — прессовщик
и машинист пресса.
37. АРМИРОВАНИЕ ДЕТАЛЕЙ ВКЛАДЫШАМИ
ПРИ ШТАМПОВКЕ ВЫДАВЛИВАНИЕМ ЖИДКОГО МЕТАЛЛА
В различных вариантах штамповки из жидкого металла, где
обжатие пуансонов при усадке металла производится с более
значительным усилием, чем при литье под давлением, армиро-
вание особенно эффективно. Оно позволяет устранить влияние
основной помехи — обжатия и получить детали с глубокими поло-
стями без обычной конусности, способствует уплотнению металла
и в ряде случаев значительно расширяет область применения
этих процессов х.
Ниже описываются варианты армирования при выдавливании
жидкого металла.
Заливка пластин в ротор электромотора
Установка для заливки алюминием пластин ротора с приме-
нением метода выдавливания жидкого металла состоит из двух
блоков (фиг. 90): блока а, состоящего из прессующего пуансона,
производящего выдавливание металла, практически являющегося
формой, все детали которой собраны на валике 7 и с двух концов
закреплены на резьбе. Один конец валика присоединен к прессую-
щему плунжеру 8 гидравлического цилиндра 2 (мощностью 30 Т);
нижний конец валика с помощью конической шайбы 13 скреплен
с нижней матрицей 12 формы. Между матрицами расположен
1 Армирование при литье с кристаллизацией под поршневым давлением (за-
ливка бронзовых венцов на стальную заготовку, для червячных колес и литье
крупных роторов) описано в гл. IV. Изготовление концевых фрез выдавливанием
из жидкой стали с втулкой (арматурой) описано в гл. IX.
188
пакет пластин. 10 из магнитной стали. В матрицах 9 и 12 распо-
ложены полости для заливки торцовых фасонных частей ротора.
Блок б состоит из матрицы 11 и 5, имеющей разъем по верти-
кальной плоскости; в этой матрице расположена камера, в кото-
рую заливается металл, подлежащий выдавливанию вверх для
заполнения полостей обеих матриц 9 а 12 металлом, проходящим
через отверстия в пакете пластин 10. По мере опускания собран-
ной формы в расплавленный металл, он начинает интенсивно вы-
давливаться в форму вверх через литниковые отверстия, имею-
щиеся в нижней ее части.
Фиг дО. Заливка пластин в ротор электромотора выдавливанием жидкого металла:
а) установка для заливки пластин; б) специальный пресс для заливки роторов.
Движение в горизонтальном направлении и прижим подвижной
половины матрицы 5 производится рычажно-шарнирным меха-
низмом 1. Со стороны неподвижной половины матрицы располо-
жен привод 4, производящий выталкивание пресс-остатка при
раскрытии матрицы. В основании матрицы имеется поднутре-
ние 6, являющееся съемником в момент, когда блок а поднимается
вверх и отливка отделяется от литников в самом тонком их сечении.
При мощности вертикального цилиндра, производящего вы-
давливание металла в 30 Т, горизонтальный рычажно-шарнир-
ный привод, производящий открытие и прижим форм, имеет не-
большую мощность. Это объясняется тем, что этот цилиндр не
испытывает никакого противодавления со стороны металла, ко-
торый заполняет форму, скрепленную с двух сторон болтами.
Конический наконечник формы производит выдавливание метал-
ла 3 вверх.
Специализированный пресс (фиг. 90) для заливки роторов мето-
дом выдавливания сконструирован фирмой «Триульци» (Италия),
189
по всей высоте к детали
Фиг. 91. Схема изготовления гребного
винта методом выдавливания жидкого
металла с армированием вкладышем.
модель «Rotorcast», и установленный на Горьковском авто-
мобильном заводе, ошибочно назван фирмой машиной для литья
под давлением; по своей схеме, состоящей из двух спаренных под
углом 90° гидравлических цилиндров, с осью прессующего ци-
линдра, совпадающей с плоскостью разъема формы, этот пресс
аналогичен советским машинам УЛМ и ОВП-2 для выдавливания
жидкого металла. Как всякая специализированная установка,
предназначенная для изготовления одного изделия, она. отли-
чается простотой.
Более сложные варианты армирования при выдавливании
жидкого металла разработаны автором для изготовления: а) дета-
лей типа гребных винтов и б) колес с криволинейными лопастями.
Эти варианты имеют большое перспективное значение.
Изготовление гребных винтов
Сложность изготовления детали заключается в получении срав-
нительно тонкостенной сложной криволинейной образующей, при-
типа втулки, у которой высота
превышает диаметр.
Криволинейная образующая
должна иметь чистоту поверх-
ности, исключающую необхо-
димость в механической рез-
цовой обработке. Большое от-
ношение высоты втулки к ее
диаметру создает большие труд-
ности для снятия заготовки с
пуансона даже при большой
конусности.
В условиях обычной штам-
повки (т. е. без армирования)
выдавливание жидкого металла
может обеспечить получение
образующей с четкими гранями
и уплотнением только при усло-
вии, что формообразование их
будет осуществляться под дав-
лением. Для этого полости, в
которых формируется криво-
линейная образующая, должны быть расположены выше уровня
заливаемого в матрицу металла, что можно осуществить только
при применении зумпфа-резервуара (см. схему на фиг. 46).
Однако это значительно увеличивает глубину матрицы и на-
столько повышает усилия обжима пуансона металлом, что сня-
тие отливки с него делается невозможным.
Технология армирования, позволяющая устранить эту помеху,
состоит в следующем (фиг. 91):
190
1) металл 3 заливается в разборную матрицу 4, в нижней
части которой имеется зумпф-резервуар 5;
2) выдавливание металла производится пуансоном, состоящим
из двух частей; на внутренний (основной) стальной пуансон 1
одевается бронзовая втулка 2, остающаяся в отливке в качестве
арматуры вкладыша.
Залитый металл, обжимая втулку (арматуру), обеспечивает
прочность ее сцепления с образующей, а внутренний пуансон
(не будучи обжатым жидким сплавом) свободно извлекается при
своем подъеме.
Армирование дает возможность получить центральное отвер-
стие без конуса с незначительным припуском на обработку.
По фасонной наружной образующей необходимо расположить
вентиляционные каналы и перегонные резервуары для удаления
воздуха из глубинных участков; они устраиваются по плоскостям
разъема разборной матрицы (собранной в обойме).
Описанная схема выдавливания жидкого металла для изго-
товления деталей, аналогичных гребному винту, является типовой
и для других деталей:
а) имеющих развитую криволинейную образующую;
б) изготовляемых с арматурой для устранения обжима пуан-
сона;
в) имеющих зумпф для перемещения металла под давлением
снизу вверх.
Изготовление колес с готовыми криволинейными лопастями
из алюминиевого сплава
Из числа таких колес следует отметить колеса для шахтных
вентиляторов, а также колеса двигателей с криволинейными ло-
пастями, имеющими массивную ступицу для обеспечения требуе-
мой инерции. Эти колеса, работающие под большой нагрузкой,
имеют в центре большое скопление металла и должны отличаться
высокой плотностью.
Наивыгоднейшим процессом для изготовления таких деталей
с готовыми лопастями является штамповка выдавливанием жидкого
металла.
С помощью армирования представляется возможным осущест-
вить изготовление таких колес с готовыми лопастями при приме-
нении следующей технологии.
Штамповка колеса выдавливанием жидкого металла произво-
дится в форме с разъемом по ломаной (схема на фиг. 92).
Нижняя половина формы 3 имеет в центре полость, соответ-
ствующую наружным контурам центральной массивной части
колеса, а по окружности этой полости ряд полостей 5 для лопа-
стей; эти полости образуются наборными вставками. Система
вставок замкнута в кольце 4, в котором расположены продольные
191
Фиг. 92. Схема пресс-формы для штамповки
выдавливанием жидкого металла колес с
лопастями:
/ — пуансон стальной; 2 —верхняя часть формы;
3 — матрица; 4 — обжимное кольцо; 5 — гнездо
для сборных вставок; 6 — пуансон-арматура
(алюминиевый); 7 — резервуар.
полости для перегонных резервуаров, расположенных около каж-
дой полости для лопасти, соединенные вентиляционными каналами
с атмосферой.
Перегонные резервуары необходимы для вытеснения в них
вместе с металлом воздуха, залегающего в глубинных участках
тонких полостей и препятствующего их заполнению (воздушные
подушки). Это основная задача, без решения которой невозможно
получить лопасти с острыми кромками. Вторая задача заключается
в постоянном обогреве по-
лостей, в которые зали-
ваются лопасти.
При значительной мас-
сивности формы и малой
массе металла в лопастях,
тепло заливаемого металла
недостаточно для хоро-
шего обогрева формы. При
течении же металла по
холодным стенкам формы
в отливке образуются де-
фекты поверхности (так
называемый мороз).
Выше было указано,
что хорошее заполнение
металлом полостей для от-
ливки лопастей возможно
только под давлением
(а не самотеком до посту-
пления давления на зали-
тый металл). Для этого
необходимо, чтобы зеркало залитого в форму металла было ниже
расположения лопастей. Для этого металл должен заливаться
в резервуар (зумпф) 7, расположенный в матрице 3 ниже цен-
тральной полости.
Под действием прессующего пуансона 1 металл выдавливается
вверх, причем в первую очередь заполняются полости, ближе
лежащие к периферии (в данном случае фасонные полости для
лопастей).
В обычном варианте штамповки выдавливанием жидкий ме-
талл из центра выдавливается на периферию, в результате чего
получается полая деталь (типа втулки). В колесах нет центральной
полости, поэтому задача совмещения выдавливания металла
с сохранением сплошности колеса решается следующим обра-
зом:
1) выдавливание металла производится пуансоном 6 из алю-
миниевого сплава, прикрепленным к основному стальному пуан-
сону;
192
2) после того как пуансон из этого сплава произведет все
операции выдавливания, он остается в отливке в качестве
арматуры-вкладыша, заполняя образовавшуюся центральную
полость.
Если в таком пуансоне-вкладыше сделать небольшие про-
дольные и поперечные канавки (поднутрения), то при усадке зали-
тый металл так сильно охватит его, что он образует с ним моно-
литное тело. При больших удельных давлениях и в контакте
с большой массой жидкого металла, алюминиевый пуансон-
вкладыш слегка оплавится, что еще сильнее увеличит их сцеп-
ление.
Исходя из конструкции колеса, схема пресс-формы предста-
вится в следующем виде. Цилиндрический стальной пуансон 1
ходит в направляющем отверстии, находящемся в верхней части 2
пресс-формы. Диаметр стального пуансона равен диаметру D
верхней части колеса, что позволяет перекрыть полость матрицы
сверху.
Объем пуансона из алюминиевого сплава имеет наружную
образующую из расчета получения в нижней части толщины
выдавленного слоя
Резервуар 7 имеет обтекаемую форму, а нижняя часть пуан-
сона имеет подобие полушара или конуса; это позволит металлу
плавно перемещаться в образующиеся полости. Объем резервуара
подбирается по расчету, причем уровень металла (его зеркало)
до начала прессования должен быть на расстоянии 15—20 мм
от нижней части центральной полости.
Алюминиевый пуансон-арматура отливается на гидравлическом
прессе мощностью 200—300 Т способом кристаллизации под
поршневым давлением в форме с вертикальной плоскостью
разъема. Обработке подлежит только верхний торец для сопря-
жения с постоянным (стальным) пуансоном.
Все остальные поверхности не обрабатываются, за исключе-
нием проточки двух-трех поперечных канавок с поднутрениями.
Опыт показывает, что во всех случаях, когда арматура-вкла-
дыш рассредоточивает скопление на участке больших масс
металла (кристаллизующихся в условиях, при которых трудно
устранить усадочные раковины и рыхлость), увеличивается общая
прочность детали, тем более, что в данном случае вкладыш отлит
с кристаллизацией под давлением, что обеспечило его высокую
плотность.
При работе на специальном оборудовании, когда открытие
формы может быть механизировано, металл заливается в откры-
тую форму мерным ковшом чайникового типа; после этого форма
закрывается и производится прессование металла.
13 Пляцкий 193
Разборка формы производится следующим образом: подни-
мается прессующий пуансон / (стальной), а затем верхняя поло-
вина формы 2.
Стол пресса выдвигается и отливка вместе с обжимным коль-
цом 4 (с помощью рым, имеющихся на кольце), извлекается из
формы.
Не разбирая формы и не снимая кольца 4, сначала произво-
дится отрезка нижней части пуансона и металла, отложившегося
на стенках резервуара 7,
Затем снимается кольцо, на внутренней полости которого
имеются продольные (не препятствующие снятию кольца) пере-
гонные резервуары, обеспечивающие вентиляцию наборных вста-
вок и получение четких контуров лопастей.
Не вынимая наборных вставок, производится обточка для
снятия перегонных резервуаров, после этого начинают вынимать
наборные вставки.
Так как полость для заливки лопастей набирается из отдель-
ных вставок, то в стыках этих вставок возможны мелкие зау-
сенцы, которые можно удалить шлифовочными приспособлениями
с гибким валом, после чего лопасти можно полировать «по чер-
ному».
При штамповке из жидкого металла, когда выдавливание его
производится в закрытые полости, формообразование, с точки
зрения получения заготовок с высокой чистотой поверхности
и требуемой точностью, не уступает литью под давлением. Это
дает основание считать, что лопасти не потребуют резцовой меха-
нической обработки и требуемая чистота будет обеспечена при
полировке.
Само колесо в условиях выдавливания металла, подлежит
обработке для получения фасонной конфигурации. Так как основ-
ная трудоемкость приизготовлении детали относится к изготов-
лению сложных лопастей (свыше 80% всей обработки), то обра-
ботка самого колеса не вызовет больших затруднений. 1
38. ВЫДАВЛИВАНИЕ ЖИДКОГО МЕТАЛЛА
НА НЕСПЕЦИАЛИЗИРОВАННОМ ОБОРУДОВАНИИ
Операция прессования жидкого металла может быть осуще-
ствлена на любом гидравлическом прессе или с использованием
в качестве такого пресса гидравлических цилиндров машин для
литья под давлением, производящих прессование металла.
Поскольку штамповка выдавливанием должна производиться
в разъемных формах, то операция разъема не во всех случаях
1 При изготовлении колес с центральной полостью задача значительно упро-
щается, так как нет необходимости заменять массивной арматурой металл, выдав-
ливаемый из центра заготовки. Однако и при этом наличие небольшого зумпфа
обязательно для интенсификации выдавливания металла.
194
может быть осуществлена при работе на неспециализированном
оборудовании. Также имеются затруднения и в ряде других
операций. Опыт внедрения выдавливания жидкого металла на нес-
пециализированном оборудовании показал, что при применении
соответствующих приспособлений могут быть получены положи-
тельные результаты.
Изготовление деталей с полостями на одноцилиндровом
гидравлическом прессе с применением съемников
При достаточной мощности на подъем одноцилиндрового гидра-
влического пресса можно осуществить выдавливание жидкого
металла для изготовления деталей
с глубокими полостями.
На фиг. 93 показана форма,
у которой съемник образуется
внутри корпуса матрицы 5 путем
устройства двух каналов с зам-
кнутыми вершинами. После окон-
чания процесса выдавливания
жидкого металла отливка подни-
мается вверх, обжимая внутрен-
нюю часть телескопического пуан-
сона 4, прикрепленного к вставке 2
пуансонодержателя 1, и поднимая
одновременно вверх наружную
часть 3телескопического пуансона,
а также упорные болты 6. Упира-
ясь своими головками в вершину
каналов, болты останавливаются и
Фиг. 93. Изготовление деталей с
полостями методом выдавливания
жидкого металла на одноцилиндро-
вом гидравлическом прессе с при-
менением съемников.
задерживают при этом наружную
часть телескопического пуансона, в то время как внутренняя
часть пуансона продолжает свой подъем; при этом отливка
сбрасывается с пуансона.
При прессовании металла обе части пуансона поступают одно-
временно, благодаря тому, что внутренний пуансон давит на на-
ружный своими заплечиками.
Выдавливание жидкого металла на машинах литья под давлением
с вертикальной камерой сжатия
Машины конструкции НИИлитмаш 511, 512 и 513, выраба-
тывающие постоянное давление, используются для выдавливания
жидкого металла как обычные гидравлические прессы.
Совпадение оси прессующего пуансона с осью камеры прес-
сования обусловливает необходимость размещения формы в камере
прессования. Выдавливание производится в форме, вертикаль-
13» 195
ная полость разъема которой совпадает с осью прессующего
пуансона (фиг. 94).
Форма с разъемом по вертикальной плоскости для изготовле-
ния глубокого стакана доильного аппарата состоит из двух поло-
вин. Для размещения этой формы удаляется корпус, в котором
размещена камера сжатия, и на этом участке она располагается.
Ее наружные размеры вписываются в обойму машины, в кото-
рой находился корпус камеры. Неподвижная половина формы 5
Фиг. 94. Форма для выдавливания жидкого металла на машинах литья под
давлением с вертикальной камерой сжатия.
прикрепляется к станине машины, а другая 6 — к подвижному
горизонтальному блоку машины. Обе половинки формы 5 и 6
центрируются на направляющих колонках.
При устройстве плоскости разъема формы по оси прессующего
пуансона 1 с помощью дополнительных промежуточных поста-
ментов удлиняется пакет, образующий узел подвижной части
формы. Чтобы избежать провисания формы и одностороннего
износа цилиндра, с помощью рымов 10 ее подвешивают на под-
веске, двигающейся на роликах по верхней перекладине машины.
Тяги, соединяющие форму с подвеской, снабжены гайками с пра-
вой и левой резьбой для регулирования правильного натяга.
Учитывая, что заготовка после раскрытия формы может
остаться в той или другой половине формы, выталкиватели 4
и 7 устроены с двух сторон. С неподвижной стороны формы они
приводятся в движение гидравлическим приводом 3, укреплен-
ном на кронштейне 2; с подвижной стороны реечным приводом
(валик 9 и рейка S). Аналогичным способом машины для литья
под давлением с вертикальной камерой сжатия используются
для штамповки из жидкого металла различных фасонных деталей
на заводах водяной и паровой арматуры.
196
Выдавливание жидкого металла на машине литья под давлением
с горизонтальной камерой сжатия
В машинах с горизонтальной камерой сжатия давление после
заполнения формы продолжает действовать на металл. В про-
цессе литья под давлением это может быть использовано для
уплотнения металла не во всех случаях, а только при соответ-
ствующей толщине впускного литника и достаточно высоком
пресс-остатке.
При выдавливании жидкого металла рабочая полость формы
образуется при конечном сопряжении прессующего пуансона
Фиг. 95. Форма для выдавливания жидкого металла на
машине литья под давлением с горизонтальной камерой
сжатия.
с матрицей (фиг. 95). При этом матрица, в которой оформляются
наружные контуры детали, расположена в подвижной части
формы. Прессующим пуансоном является в данном случае нако-
нечник 4 плунжера 1, снабженный водяным охлаждением.
Пуансон, двигаясь в горизонтальной камере 2 и пройдя через
неподвижную плиту 3, запрессовывает металл непосредственно
в рабочую полость и производит на него всестороннее давление
в процессе кристаллизации. Половины 3 и 5 формы центрируются
направляющими колонками, двигающимися в каленых втулках.
Выталкиватель 7 укреплен между двумя плитами 8 и 9. С помощью
обратного толкателя 6 регулируется положение выталкивателей
в форме.
Значительное преимущество при выдавливании жидкого
металла на машинах с горизонтальной камерой сжатия перед
осуществлением этого же процесса в вертикально расположенных
формах заключается в том, что формообразование происходит
под давлением при движении всей порции залитого металла.
В вертикально расположенных матрицах металл, залитый
в форму, находится без движения до поступления прессующего
пуансона, вследствие чего в нижней части заготовки до соприко-
197
сновения металла с формой образуется кристаллическая корочка
до поступления давления.
Участки заготовки, образующиеся при выдавливании металла
вверх под давлением при его движении, отличаются более зна-
чительной четкостью контуров и лучшей чистотой поверхности.
В ряде случаев, при работе на маломощных прессах не пред-
ставляется возможным деформировать кристаллическую корочку
в нижней части заготовки и получить ее с одинаковой чистотой
поверхности в нижней и верхней части. При выдавливании жидкого
металла на машинах с горизонтальной подачей металла в форму,
чистота поверхности во всех зонах заготовки будет одинаковой.
Следует отметить, что при выдавливании жидкого металла
на машинах с горизонтальной камерой сжатия создаются менее
благоприятные условия для вентиляции форм, чем в вертикаль-
ных матрицах. Это объясняется тем, что поток металла, посту-
пая в форму, перекрывает выход из нее воздуха. Для устранения
этого необходимо производить прессование металла при наимень-
шей скорости, допускаемой параметрами машины. В настоящее
время освоена заливка металла в машины этого класса под ваку-
умом. Целесообразно производить вентилирование через выталки-
ватели при глубине вентиляционных каналов от 0,03 до 0,05 мм,
в зависимости от температуры сплава и его текучести.
Перемещение всей порции залитого в матрицу металла во
время формообразования, как уже было упомянуто, способствует
получению чистой поверхности на всех участках заготовки.
Этот фактор целесообразно использовать также при работе
на вертикальных прессах путем устройства подвижного дна —
матрицы. Во избежание отпуска пружины, ее необходимо уста-
навливать по возможности на более значительном расстоянии
от дна матрицы, с применением теплоизолирующих прокладок.
Изготовление массивных сепараторов шарикоподшипников
При обычном изготовлении латунных сепараторов из труб-.
чатых центробежнолитых заготовок коэффициент использо-
вания металла незначителен (—20%). В 1940 г. автором книги
по заданию 1-го Государственного подшипникового завода было
освоено литье под давлением сепараторов диаметром около 100 мм
с небольшой толщиной стенок. Однако литье под давлением из
латуни не нашло пока еще достаточно широкого применения,
из-за малой стойкости пресс-форм в условиях этого агрессивного
процесса. Ввиду появления на рабочей поверхноети формы сетки
трещин разгара через 1000—1500 литейных операций — на от-
ливке образовывались поверхностные микроскопические заусенцы,
что требовало зачистки.
Литье под давлением латунных сепараторов не потеряло
своего перспективного значения для некоторых типоразмеров
108
подшипников, при условии применения для изготовления смен-
ных вставок для рабочих полостей форм, с помощью освоенных
в настоящее время упрощенных и ускоренных методов получе-
ния их без обработки резцом: штамповки из жидкого металла
с применением пуансонов-негативов (см. гл. IX). Для изготовле-
ния массивных латунных сепараторов процесс литья под давле-
нием, предназначенный в основном для тонкостенных и равностен-
ных отливок, затвердевающих быстро и одновременно на всех
участках, не может быть рекомендован.
Ниже описывается опыт изготовления массивных сепараторов
(диаметр 110 мм с толщиной стенок 12 мм) штамповкой из жидкого
металла [2].
Штамповка производилась на модернизированном кривошип-
ном прессе мощностью 200 Т; удельное давление при прессовании
составляло 6000 кГ/см?.
Формы были изготовлены из стали ЗХ2В8. Нагрев их произ-
водился до 200—250° С. Формы смазывались воском. Температура
заливки латуни была 980—1000° С. Скорость прессования 0,2—
0,3 м/сек.
При прессовании фасонным пуансоном рабочая поверхность
сепаратора получается без обработки; неточность дозировки
жидкого металла (0,2—1,2 мм) отражается на общей высоте
сепаратора. Этот припуск снимается при обработке гладкого
основания сепаратора.
В результате применения штамповки жидкого металла, коэф-
фициент использования металла стал выше на 53% по сравнению
с изготовлением сепараторов и труб. Трудоемкость механиче-
ской обработки уменьшилась на 32%.
Сравнительные механические свойства
Предел прочности Удлинение
в кПмм* в %
При изготовлении из труб . . 34 27
При штамповке из жидкого
металла................. 42 36
С учетом достигнутых результатов намечается автоматизация
процесса с разливкой по циклам на карусельной заливочной
установке с соответствующим числом позиций.
Следует отметить завышенное без необходимости удельное
давление (6000 кГ/см2), что не может не отразиться на стойкости
форм. Компенсировать это необходимо сокращением до минимума
выдержки металла под давлением.
Изготовление заготовок для червячных колес
на двухпоршневом пневматическом прессе
Штамповка из жидкого металла применена при изгото-
влении бронзовых заготовок для червячных колес из сплава
Бр. АЖМц 10-3-1,5, диаметром 140 мм, при толщине 44 мм.
199
В качестве оборудования использован самодельный двух-
поршневой пневматический
Фиг. 96. Схема формы для штам-
повки заготовок для червячных
колес выдавливанием жидкого
металла:
1 — пуансон; 2—матрица; 3—штем-
пель; 4 — толкатель пресса.
пресс, работающий от общезавод-
ской компрессорной сети давлением
около 5 кПсм*.
Схема формы, разъемной по вер-
тикальной плоскости (на три сек-
тора), показана на фиг. 96. Фасон-
ное основание заготовки оформляется
подвижной вставкой-штемпелем 3,
производящим выталкивание с по-
мощью толкателя пресса 4. Верх-
ний торец заготовки оформляется
пуансоном. Движение секторов фор-
мы, а также толкателя пресса осу-
ществляется с помощью компрессор-
ного давления.
Несмотря на малую мощность
пресса (около 9 Т), достигнуты вполне
положительные результаты в отно-
щении плотности заготовок и четко-
сти их конутров. После перевода с ранее применявшейся ковки
в штампах на молотах, вес заготовки сократился с 7,33 до 3,85 кг,
т. е. почти вдвое.
39. РАЗЛИЧНЫЕ ВАРИАНТЫ ВЫДАВЛИВАНИЯ
ЖИДКОГО МЕТАЛЛА
Штамповка выдавливанием жидкого металла с высадкой дна
При изготовлении деталей со сквозной полостью, высаДка дна
в процессе штамповки позволит уменьшить расход металла
и облегчит механическую обработку. Высадка дна осуществлена
с применением двух вариантов.
Вариант I (схема на фиг. 97).
В основании матрицы 4 установлено подвижное дно 2, равное
внутреннему диаметру заготовки 3. Дно находится под компрес-
сорным давлением в 4—5 ат, действующим на поршень 1. При
формообразовании под сравнительно небольшим давлением (для
несложных деталей типа втулок) начинает действовать давление
пресса. Оно более значительно по своему усилию и заставляет
подвижное дно опуститься. При этом пуансон производит высадку
дна заготовки, находящейся в полупластическом состоянии.
Чтобы производить высадку дна, рабочая часть пуансона 6
не должна быть конусной, что однако затрудняет ее выемку из
заготовки после обжатия металлом при его усадке. Для снятия
заготовки с пуансона применяется съемник 5 (он же пуансон),
нижние торцы которого при окончательной посадке на матрицу
200
о
201
должны оформлять верхний торец заготовки, а также произво-
дить ее уплотнение при прямом прессовании.
Для этого после высадки дна пуансон не доходит до конечного
положения (показанного на фигуре), а поддерживается с помощью
достаточно мощных пружин на некотором расстоянии и по мере
обжатия пружин производит уплотнение заготовки.
При подъеме пуансона вместе с ним поднимается отштампо-
ванная заготовка 3 и съемник. Последний, упираясь в вилку 7,
сбрасывает заготовку с пуансона.
Вариант II. Для изготовления фасонных втулок со сквоз-
ным отверстием и фланцем применен метод штамповки из жидкого
металла с последующим его выдавливанием, предложенный Мед-
никовым 3. Г. (фиг. 98).
Металл мерной ложкой заливается в матрицу 4, в которой
расположен поддерживаемый пружиной 2 стержень 3, образую-
щий отверстие и дно в предварительной кольцевой заготовке,
из которой после ее подстуживания в матрице до полупласти-
ческого состояния производится штамповка из жидкого металла
с истечением последнего в кольцевую полость. Эта полость обра-
зуется в процессе штамповки при осадке до упора пуансоном 5
стержня, поддерживаемого пружиной.
После окончания формообразования, при включении толка-
теля 1, последний поднимает вверх стержень, который вытал-
кивает заготовку из матрицы.
Изготовление фасонных деталей с уплотнением залитого сплава
с двух сторон
При изготовлении деталей арматуры, испытываемой под высо-
ким давлением на стандартном гидравлическом прессе, обладаю-
щем малой скоростью движения прессующего плунжера при
прессовании металла .и недостаточной мощностью его обратного
хода (на подъем), трудно получить полые детали с глубокой
полостью. Также трудно при наличии одного гидравлического
цилиндра уплотнить металл в деталях, у которых полости распо-
ложены под углом 90° от оси-хода прессующего пуансона, например
в тройниках.
В этих условиях, при применении пуансона с значительной
конусностью, представляется возможным получить сравнительно
неглубокую полость и уплотнить стенки детали боковыми уси-
лиями, а также уплотнить нижележащий металл. Уплотнить
металл в боковом отростке тройника значительно труднее, так
как давление должно быть передано под углом 90° на значитель-
ное расстояние.
Эта задача положительно решена изготовлением тройников
в двухместных формах с применением трех пуансонов, по схеме,
приведенной на фиг. 99.
202
Два боковых пуансона выдавливают жидкий металл для полу-
чения центральной полости; средний пуансон предназначен для
уплотнения металла в боковых отростках заготовки. Хотя эти
отростки и получаются без боковых отверстий, но давление
на прибыль, питающую эти отростки через боковые торцы, по-
зволяет получать их с требуемой плотностью. Штамповка произ-
водилась под высоким удельным давлением (свыше 2000 кПсм9).
Если на среднем пуансоне
применить конический нако-
нечник, то это будет способ-
ствовать более значитель-
ному уплотнению.
Указанные детали изгото-
влялись из сплава ЛН56-3.
Образцы, вырезанные из этих
заготовок, согласно ведом-
ственной нормали, должны
иметь предел прочности не
ниже 45 кПмм\ относитель-
ное удлинение не ниже 25%
и твердость по Бринелю не
менее //В >95.
Фиг. 99. Фасонные детали, изготовленные
выдавливанием жидкого металла в двух-
местной форме с уплотнением металла с
двух сторон через торцы боковых отрост-
ков, с помощью прибыли, находящейся
под поршневым давлением.
Фактически получены следующие показатели (соответственно):
47—48 кПмм\ 30—33%, НВ 120—150 кГ/мм2.
Готовые детали выдержали испытание гидравлическим давле-
нием в 300—400 ат и воздушным давлением в 200 ат.
Следует отметить, что при изготовлении деталей с боковыми
отростками питание их с помощью одного пуансона, поступаю-
щего сверху, требует применения значительно более высоких
удельных давлений, чем при прямом прессовании. В заводской
практике, при перестановке формы на другой более мощный
пресс были получены положительные результаты, даже без приме-
нения специальных прибылей, производящих питание отростков
под высоким давлением. Это зависит от соотношения толщин и
расстояния от наконечника пуансона до оси бокового отростка.
40. ПОЛУПЛАСТИЧЕСКАЯ ШТАМПОВКА НА ФРИКЦИОННЫХ
ПРЕССАХ ИЗ ЖИДКОГО МЕТАЛЛА, ПОДСТУЖЕННОГО В МАТРИЦЕ
В послевоенный период, когда в связи с общим восстановле-
нием промышленности не представлялось возможным присту-
пить к изготовлению механизированных машин более значительной
мощности для штамповки из жидкого металла фасонных загото-
вок, а также ввиду дефицитности в сортовых прессованных
латунных прутках для горячей штамповки на фрикционных
прессах, имеющихся на наших заводах в значительном коли-
честве, эти прессы были использованы для штамповки из жидкого
203
металла. Предварительные опыты по использованию жидкой
латуни для штамповки на фрикционных прессах мощностью
от 150 до 200 Т проводились еще до 1940 г., что позволило в срав-
нительно короткий срок отработать и освоить технологию полу-
пластической штамповки.
На фрикционных прессах, являющихся механизмами ударного
действия и не дающих постоянного давления, действующего до
момента окончания затвердевания, штамповку нельзя произво-
дить непосредственно из жидкого металла, так как вся работа
удара будет затрачена на формообразование, а кристаллизация
будет осуществляться без давления. Ввиду того, что конечной
целью в данном случае является уплотнение металла, прессова-
ние приходится начинать после того, как значительная часть
металла затвердеет, т. е. когда он будет выдержан в матрице
до кашеобразного состояния. Под кашеобразным следует пони-
мать состояние, являющееся переходной стадией от жидко-
твердого состояния к твердо-жидкому. В кашеобразном со-
стоянии внутри первичные кристаллы еще отделены друг от друга
жидкостью и сплавы, находящиеся в таком состоянии, обладают
способностью принимать форму вмещающего сосуда, в то время
как в металле, соприкасающемся со стенками матрицы, уже
начинает образовываться каркас из твердо-жидкого сплава.
В переходной стадии этот каркас имеет малую толщину и неболь-
шую прочность, и при приложении давления легко деформируется
и перемешивается со сплавом, находящимся в жидко-твердом
состоянии.
. Все эти переходы из одного состояния в другое идут
так быстро, что процесс первичной кристаллизации практически
начинает осуществляться при наличии жидкой фазы, когда при-
ложение давления наиболее эффективно влияет на улучшение
структуры сплавов. Окончательное же формообразование в зна-
чительной степени уподобляется горячей штамповке, с той только
разницей, что в штамп заливается жидкий сплав, который выдер-
живается в матрице от 5 до 40 сек, в зависимости от его массы,
интервала кристаллизации и конфигурации детали.
Момент, когда сплав доходит до состояния, близкого к пла-
стическому, определяется образованием корочки на поверхно-
сти металла (что проверяется соприкосновением металлического
стержня), потемнением периферийной части и появлением следов
усадки; в это время производится удар.
.Штамповка из жидкого металла на фрикционных прессах
имеет .ряд преимуществ перед штамповкой на этих же прессах
из пруткового материала, нагретого до пластического состоя-
ния.
Главными из них являются следующие:
1) удешевление стоимости исходного материала: прессованные
прутки заменяются шихтовым материалом;
204.
2) экономия металла за счет использования в Качестве шихто-
вого материала отходов и оборотного материала литейного про-
изводства, а также отходов от штамповки;
3) экономия рабочей силы при резке заготовок;
4) уменьшение затраты
энергии на формообразова-
ние, причем появляется
возможность выполнения
полостей в деталях, а также
деталей более сложной
конфигурации;
5)отсутствие перекосов
от неправильной уста-
новки заготовки или от
неправильной ее отрезки;
6) меньший механиче-
ский износ штампа и вы-
текающее отсюда постоян-
ство размеров получаемых
деталей в -продолжение
всего срока службы штам-
па;
7) количество операций
штамповки при изгото-
влении деталей с обособ-
ленными участками или с
острыми углами умень-
шается до одной. Отпадает
необходимость в переход-
ных штампах.
Последнее преимуще-
ство в известных усло-
Фиг. 100. Штамп для полупластической штам-
повки из жидкого металла П-образной детали:
1 — пуансон; 2 — матрица; 3 — толкатели;
4 — плита штампа; 5 — плита выталкивателей;
6 — прижимная плита выталкивателей; 7—винт;
8t 9 и 10 — вставки; 11 — болт; 12 — предохра-
нительный кожух; 13 — винт.
виях может служить при-
чиной образования неко-
торых недостатков. Когда
металл разливается по ма-
трице, он имеет значи-
тельно меньше перемеще-
ний в процессе штамповки (нет у ковки), что не может в какой-то
степени не отразиться на плотности и структуре получаемых
заготовок и их механических свойствах. Это особенно сказывается
при изготовлении сложных деталей и деталей с местными скоп-
лениями металла. Этот недостаток компенсируется тем, что
из жидкого металла можно получить в закрытом штампе детали,
которые невозможно изготовлять горячей штамповкой из прут-
кового материала. В качестве примера на фиг. 100 показан
штамп для П-образной детали. При значительных габаритах
205
на
Фиг. 101. Нормализованный штамп
для полупластической штамповки
из жидкого металла:
1 — хвостовик штампа; 2 ~ закален-
ная подушка; 3 — направляющие ко-
лонки; 4 — втулки; 5 — пуансонодер-
жатель; 6 — пуансон; 7 — матрице-
держатель; 8 — промежуточное кольцо;
9 — сменная матрица; 10 — матрица;
11 — подушка нижняя; 12 — толкатель
штампа; 13 — толкатель пресса.
(125 X117 мм) деталь получена на фрикционном прессе мощностью
175 Т. Штамповка этой детали при малых перемещениях объемов
металла обеспечила ее измельченную структуру.
При подстуживании жидкого металла в матрице он может
остывать неравномерно. Наряду с кристаллической корочкой,
местах соприкосновения со стен-
ками матрицы, и пластическим
состоянием на участках, прилега-
ющих к корочке, может иметься
жидко-твердая или твердо-жидкая
фаза в сердцевине.
Из опыта известно, что подоб-
ная разница в температурах на-
грева заготовки приводит к полу-
чению слоистой штампованной
детали.
При работе с жидким, под-
груженным в матрице металлом,
дефекты от неравномерного на-
грева практически наблюдаются
редко. Корочка, по своему состоя-
нию близкая к пластическому,
деформируется при ударе, а имею-
щаяся в небольшом количестве
жидкая фаза перемешивается (при
соответствующей мощности пресса)
с пластическим металлом и тотчас
затвердевает до полупластического
состояния, чем и обеспечивается
равномерная измельченная струк-
тура штампованных деталей.
Для этого штамповку надо
вести с некоторой избыточной
мощностью при удельном давле-
нии на 25—35%, уступающем по-
требному при горячей штамповке.
Для штамповки из жидкого металла, выдержанного в матрице
до полупластического состояния, применяются закрытые штампы,
в основном аналогичные со штампами для безоблойной горячей
штамповки, но имеющие следующие дополнительные устройства:
а) с учетом высокой температуры жидкого металла и выдержки
его в матрице в течение некоторого отрезка времени, в штампе
предусмотрено водяное охлаждение; б) для обеспечения точности
сопряжения матрицы и пуансона установлены направляющие
колонки, двигающиеся в каленых втулках; в) более широко исполь-
зуются преимущества сменных вставок для рабочих поло-
стей.
206
Применительно к изготовлению мелких деталей эти штампы
нормализованы. В приведенной на фиг. 101 постоянной оснастке
сменными являются пуансон 6, вставка в матрицу 9 и толка-
тели 12. При изготовлении более крупных деталей для размещения
рабочей полости может быть использован корпус матрицы 10.
Фиг. 102. Заготовки из медных сплавов, предназначенные для полу-
чения деталей со сквозным отверстием, изготовленные на фрикцион-
ных прессах с применением полупластической штамповки.
Описанный вариант полупластической штамповки из жидкого
подстуженного металла нашел широкое применение на заводах,
оснащенных фрикционными прессами для изготовления главным
образом мелких деталей.
На фиг. 102 показаны штампованные заготовки из медных
сплавов, предназначенные для получения втулок и других дета-
лей со сквозным отверстием, изготовленные на фрикционном
прессе мощностью 175 Т. Сопоставляя их с втулками примерно
такого же размера (но усложненных наличием буртика фиг. 49),
получаемых на маломощной машине ОВП-2 с глубокими отвер-
стиями при их малой конусности и незначительным припуском
на обработку, можно сделать заключение о значительных преиму-
ществах штамповки из жидкого металла на гидравлических
прессах.
Для деталей типа втулок штамповка из подстуженного металла
может быть целесообразной только с точки зрения экономии
207
сортовой прессованной латуни как исходного материала для
горячей штамповки и замены ее шихтовым материалом.
Кроме того, при работе на фрикционных прессах необходима
выдержка металла в матрице для подстуживания. Это значи-
тельно понижает производительность, а также затрудняет полное
устранение газовой пористости.
С учетом этого необходимо по возможности сокращать время
выдержки металла в форме для подстуживания, установив для
каждой заготовки минимальный допускаемый срок.
Наличие небольшого количества жидкой фазы в центре заго-
товки не должно служить препятствием для производства штам-
повки, так как при перемешивании металла, под действием дав-
ления, агрегатное его состояние быстро выравнивается во всех
зонах.
Область применения полу пластической штамповки является
оптимальной для деталей с выступающими отростками, а также
П-образных и подковообразных деталей, для которых при этом
процессе не требуются подготовительные и переходные штампы,
а также плоскостных деталей, которые необходимо получить
с точными размерами по толщине. Для последних преимущество
полупластической штамповки в возможности применять облой
для обеспечения этих размеров.1
Применение полупластической штамповки также рентабельно
для изготовления сплошных заготовок со ступенчатым диаметром
для механической обработки, взамен ранее применяемой для
этого круглой прессованной латуни. Получается двойная эконо-
мия: а) от замены пруткового деформированного материала от-
ходами литейного производства и б) от получения черновых
заготовок со ступенчатым диаметром.
Для деталей без полостей конфигурация может быть- более
сложной, чем при обычной горячей штамповке в закрытых штам-
пах, но значительно проще, чем при штамповке из жидкого металла
на гидравлических прессах.
При полупластической штамповке, где металл имеет мало
перемещений в процессе формообразования, степень деформации
меньше, чем при горячей штамповке. Исследования показали,
что детали, отштампованные из жидкого подстуженного металла
(даже при отсутствии внутренних пороков), приближаются по
механическим свойствам к деталям, полученным обычным литьем
в металлические формы.
Полупластическая штамповка в целом не может быть перспек-
тивной и постепенно будет заменена штамповкой из жидкого
металла на гидравлических прессах. Это не относится к ступен-
чатым заготовкам, как полуфабрикату для последующей механи-
1 О невозможности применять облои при выдавливании непосредственно
из жидкого металла указано в гл. I.
208
ческой обработки, а также к деталям (не подлежащим обработке),
которые при выдавливании жидкого металла трудно получить
с высокой точностью по высоте (вследствие трудности точно дози-
ровать жидкий металл), но которые можно получить с примене-
нием облоев при полупластической штамповке на фрикционных
прессах.
Некоторые особенности технологии
полупластической штамповки и конструкции штампов
Равно как и при работе на гидравлических прессах с произ-
водством штамповки непосредственно из жидкого металла, при
полупластической штамповке на фрикционных прессах точная
дозировка металла должна быть обеспечена в пределах соответ-
ствующих допусков.
При изготовлении мелких деталей применение мерных ложек
дает положительные результаты при условии снятия шлака перед
заливкой. Когда зеркало металла в ложке достаточно велико,
Шлак может быть снят с поверхности металла в самой ложке.
Учитывая, что металл сравнительно долго (5—40 сек) задержи-
вается в матрице, также представляется возможным снять шлак
в матрице перед подстуживанием металла. При применении мер-
ных ложек размеры у штампованных заготовок имеют колебания
по высоте 1—3 мм и находятся в пределах припуска на обработку.
При изготовлении деталей с центральной • полостью, например
втулок, неточность дозировки отражается также на толщине дна-
перемычки, подлежащей удалению при механической обработке.
При изготовлении деталей в виде полотна, имеющего плоскую
или фасонную наружную поверхность, не предназначенную для
механической обработки, одновременно с применением точной до-
зировки необходимо применение предохранительного облоя.
На фиг. 100 показан штамп для изготовления скобы, в кото-
ром предусмотрен предохранительный облой толщиной до 2 мм,
необходимый для компенсации усадки, происходящей в жидком
металле. При посадке торца пуансона на матрицу благодаря
применению предохранительного облоя будет обеспечено полу»
чение фасонной поверхности заготовки без общего увеличения ее
высоты
При изготовлении деталей, когда верхняя часть детали офор-
мляется в полости, имеющейся в пуансоне, применяются съемные
рамки (кассеты), в которых металл, налитый выше плоскости
матрицы, затвердевает до начала прессования. После образования
на металле кристаллической корочки рамка снимается.
1 Предохранительный облой также применяется, когда продольный разъем
цилиндрической детали совпадает с плоскостью разъема штампа. В этом случае
он предохраняет острые углы штампа от выкрашивания.
14 пляцкий 209
Выдержка металла в рамке показана на фиг. 103. Рамка из
листового железа, снабженная ручкой, фиксируется на направ-
ляющих колонках штампа. Заливка металла производится через
горловину рамки.
Применение съемных рамок
значительно расширяет возмож-
ность штамповки из жидкого
металла на фрикционных прес-
сах.
{При необходимости выдерж-
ки в матрице металла до начала
его прессования, нельзя не учи-
тывать возможности переохлаж-
Фиг. 103. Съемная рамка для штам-
повки деталей, у которых верхняя
часть оформляется в полости, имею-
щейся в пуансоне:
/ — рамка; 2 — жидкий сплав; 3 — на-
правляющие колонки; 4 — матрица.
дения некоторых участков, со-
прикасающихся в тонких поло-
стях со стенками формы, а также
наслаивания металла при вы-
давливании его пуансоном на
ранее подстуженный слой, оки-
сленный на поверхности.
Чем сложнее полость штампа и чем больше металла сопри-
касается с ней, т. е. чем меньше количество металла, подлежа-
щего выдавливанию или высадке, тем
в процессе формообразования.
На примере штамповки детали
типа подшипниковой втулки с раз-
витым буртиком (фиг. 104) можно
проследить причины образования
упомянутых недостатков. При отсут-
ствии на фрикционных прессах съем-
ников и при стремлении получить
более значительную полость, пере-
мычка (неизбежная при штамповке
из жидкого металла) переносится в
центр детали с выполнением нижней
полости подвижным стержнем 3 (он
же выполняет функции выталкива-
теля). При этом значительно увели-
чивается площадь соприкосновения
жидкого сплава с полостью штампа.
Залитый сплав не помещается в по-
лости штампа и его необходимо нали-
меныпе его перемещений
Фиг. 104. Пример штамповки из
жидкого металла подшипнико-
вой втулки с развитым бурти-
ком.
вать выше линии А—А, т. е. до линии Б—Б, на участок, предназна-
ченный для расположения буртика. Вовремя подстуживания жид-
кий сплав по линии Б—Б, соприкасаясь с воздухом, окисляется и
при окончательном формообразовании на него наслаивается металл,
образующий верхнюю часть буртика. Это может служить причи-
210
ной расслаивания металла по линии Б—Б. Сплав, попавший при
заливке в тонкое кольцевое пространство между стенками матрицы
и нижним стержнем, затвердевает очень быстро и недостаточно
деформируется при прессовании, что служит причиной образова-
ния дефектов.
При изготовлении деталей типа втулок с одной центральной
полостью хотя и велики припуски на обработку и завышена ко-
нусность, но имеют значительно меньше дефектов по причинам,
упомянутым выше.
При штамповке из жидкого (подстуженного) металла следует
также учитывать, что металл, предназначенный для образования
буртика, должен полностью выдавли-
ваться пуансоном 1 из матрицы 2 вверх.
Если буртик частично образовался до
начала прессования, то, охладившись
и упираясь в торцы матрицы, он от-
ключает давление, препятствуя его
передаче на нижележащие участки по-
лости матрицы. Подобное явление имеет
также место во всех случаях, когда
подстуживаемый металл занимает всю
полость матрицы, особенно при ее доста-
точной глубине и малом поперечном се-
чении (когда количество металла, затвер-
девшего около стенок с преобладанием
Фиг. 105. Пример штамповки
из жидкого металла детали с
буртиком при отсутствии пе-
ремещения в матрице.
корки, велико), как это показано на
фиг. 105. Здесь нет никаких перемещений металла (нет уковки),
это может быть квалифицировано как кристаллизация под дав-
лением, но не под гидростатическим, а гидродинамическим, дей-
ствующим в течение доли секунды.
На одном из крупных оптико-механических заводов, при за-
мене горячей штамповки в закрытых штампах штамповкой из
подстуженного полупластического металла было использовано,
с положительным результатом, много существующих штампов
для горячей штамповки.
Однако это не дает положительных результатов в случаях,
если:
1) в нижней части деталей имеются небольшие приливы, где
в глубине полости формы металл быстро затвердевает и этот
прилив (выступ), являющийся в большинстве случаев наиболее
ответственной частью детали, не может быть ни достаточно уплот-
нен и не имеет четких граней (фиг. 106, а и б). Чтобы устра-
нить эти недостатки, необходимо прилив изготовлять с припуском
на обработку;
2) деталь типа барашка, выполняется в разъемном штампе
с необходимостью применения кассеты-рамки, показанной на
фиг. 107. При незначительной величине детали это значительно
14*
211
влияет на производительность и оказывается нерациональным
с этой точки зрения;
3) горячая штамповка применяется в качестве процесса, по-
зволяющего получать на фрикционных прессах сравнительно
короткие профильные заготовки (фиг. 108). Однако при под-
стуживании жидкого металла, когда
он затвердевает неравномерно по всем
сечениям, а не находится в равномер-
но нагретом пластическом состоянии,
истечение не дает положительных ре-
зультатов.
Фиг. 106. Пример штамповки с приливами Фиг. 107. Пример штамповки
в нижней части заготовки. барашек.
При изготовлении плоскостных деталей (типа полотна) выдержку
металла в матрице следует сократить до минимума; практически
металл может штамповаться на фрикционных прессах в жидко-
твердом состоянии. Это необходимо главным образом для того,
чтобы применить облои для обеспечения точности деталей по вы-
соте. Чтобы металл не мог вы-
брызгиваться из матрицы, пуан-
сон должен ее перекрывать на
достаточную глубину. При этом
формообразование выдавлива-
нием металла вверх (обычно
преобладающее при штамповке
из жидкого металла) должно
уступить место осадке и вы-
Фиг. 108. Пример штамповки (экстрю-
дированием) профильной заготовки.
садке.
При изготовлении деталей среднего веса (от 0,8 кг и выше) с оди-
наковой толщиной стенок, находит применение вариант штам-
повки на фрикционных прессах непосредственно из жидко-твер-
дого металла при его незначительной предварительной выдержке
в матрице для подстуживания.1 При этом обязательно перекры-
1 При ударном действии пресса нельзя полностью отказаться от подстужи-
вания, так как жидкий металл может налипать к матрице, а также к пуансону.
212
тие рабочей полости матрицы пуансоном на достаточную глу-
бину. чтобы устранить выбрызгивание металла.
При работе с жидко-твердым металлом надо соблюдать опре-
деленные условия.
Фиг. 109. Влияние силы удара на структуру заго-
товок: а) штамповка при большом усилии; б) штам-
повка при малом усилии.
1. Производить удар при небольшой скорости движения бойка
пресса. Хотя это и влияет на усилие прессования, но при малых
перемещениях жидко-твердого металла не требуются более высо-
кие усилия.
При освоении штамповки таких деталей необходимо опытным
путем в каждом отдельном случае установить оптимальную ско
рость (а следовательно, и усилие) удара проверкой макрострук
туры получаемых заготовок.
На фиг. 109 показано, как влияет усилие удара на струк-
туру заготовок (в данном случае безотносительно от точности
дозировки).
213
Фиг. НО. Штамповка де-
талей со сквозной поло-
стью с применением стерж-
ней.
Фиг. 111. Штам-
повка деталей с ма-
лой глубиной по-
лости.
2. Для уплотнения металла в подобных случаях применять
повторные удары, а также задерживать подъем бойка, чтобы его
вес создавал некоторое давление на металл в процессе его кристал-
лизации.
3. Производить формообразование и
уплотнение методом кристаллизации под
поршневым давлением (по аналогии с ва-
риантом, показанным на фиг. 35) с полу-
чением деталей со сквозной полостью с по-
мощью металлических стержней (фиг. 110).
В подобных случаях выталкивание заго-
товки из матрицы 1 производится вместе
со стержнем 3 и надставным пуансоном 2.
После снятия последнего стержень вып-
рессовывается из заготовки на отдельном
прессе.
Выталкивание деталей с малой глу-
биной полости производится с помощью
выталкивателей на самом прессе; для бес-
перебойного снятия заготовки с пуан-
сона заготовка должна иметь внутреннюю конусность от 2 до 5°.
Чтобы отштампованная заготовка при подъеме пуансона оста-
валась в матрице и могла быть затем вытолкнута толкателем
пресса, наружная конусность должна быть ми-
нимальная (не более 1°).
На фиг. 111 показаны штампы для изгото-
вления таких деталей на фрикционных прес-
сах.
Температура штампа. Перед началом ра-
бот необходимо нагреть рабочие части штампа
для устранения термических напряжений, об-
разующихся при заливке жидкого металла в
холодную матрицу, и резкого охлаждения ме-
талла с образованием столбчатой структуры.
Подогрев производится газом (доставляемым
в баллонах), электронагревом и в крайнем
случае паяльными лампами.
Для нормальной работы штампа он должен
быть нагрет (при работе с медными сплавами)
до температуры 250—350° С. При перегретом
штампе появляется опасность приваривания
металла к нему, уменьшается срок службы
штампов и понижается производительность, так как увеличи-
вается время выдержки в матрице до начала прессования.
Для охлаждения штампа применяется сжатый воздух или
вода, циркулирующая в каналах между матрицей и обой-
мой.
214
Температура штампа контролируется вмонтированной в ма-
трицу контактной термопарой, которая должна как можно ближе
подходить к рабочей поверхности матрицы.
Смазка штампов должна производиться через определенное
количество ударов. Повторяемость смазки зависит от сложности
деталей и должна устанавливаться опытным путем. Основное
назначение смазки — уменьшение коэффициента трения, устра-
нение приваривания сплава к штампу, увеличение стойкости
штампов и облегчение удаления деталей из штампа.
Смазка должна наноситься равномерно в ограниченном коли-
честве, так как газы, образующиеся при выгорании масла, могут
остаться в металле, что может быть причиной образования газо-
вой пористости на участках, прилегающих к наружной части
деталей.
Из числа смазок, применяемых для штамповки из жидкого
металла, следует отметить следующие (в %):
1) машинное масло.............................. 97
графит ............................................. 3
2) минеральное масло..................................20
графит ............................................. 1
стеарин............................................ 30
пчелиный воск (или церезин)........................ 39
парафин............................................ 10
Применяемые сплавы и их механические свойства. При работе
на фрикционных прессах могут применяться все сплавы цветных
металлов (такие же, как и при штамповке на гидравлических
прессах). Из числа сплавов наиболее широкое применение нашли:
латунь марки ЛС59-1Л и дуралюмин. В условиях описываемой
штамповки хорошие результаты получаются даже при содержании
в латуни примеси железа до 0,8%, а всего примесей до 2%.
Наибольшую пластичность эта латунь имеет при 720—730° С.
Эта температура является оптимальной в момент удара. Для
уменьшения потребного усилия прессования при штамповке из
жидкого подстуженного металла на практике применяют также
более высокие температуры, доходящие до 850° С с положитель-
ными результатами.
Алюминиево-марганцевая бронза, содержащая 8—10% алю-
миния, 1,5—2,5 и до 2,8% примесей, хорошо штампуется в интер-
вале температур от 760 до 910° С.
Алюминиевый литейный сплав АЛ2 штампуется в интервале
температур от 480 до 520° С при высоких скоростях деформиро-
вания.
Для снятия напряжений, образующихся при ударном дей-
ствии пресса, наиболее ответственные детали из алюминиевых
сплавов подвергаются нормализации при температуре 200—250° С
в течение 3—4 ч.
215
Механические свойства деталей, отштампованных из жидкого
подстуженного металла, изучались на гагаринских образцах,
изготовляемых указанным методом в специальных штампах.
Результаты механических свойств приводятся в табл. 17 и 18.
Таблица 17
Механические свойства латуни ЛС59-1л
Механические свойства Образцы
штампованные литые в металличе- скую форму
1-й 2-й 3-й 4-й
Предел прочности при растяжении, кГ/мм* Относительное удлинение, % 37,9 32,1 35,8 29,1 34,4 30,3 35,0 30,0 36,0 37,0
Таблица 18
Механические свойства цинкового сплава ЦА-4
Механические свойства Образцы
1.Й 1 2-й З-й 4-й
Предел прочности при растяже- нии, кПмлс Относительное удлинение, в % 24,3 24,7 26,8 23,2
2,8 3,4 4,7 2,2
Исследование1 показало, что детали, отштампованные из жид-
кого подстуженного металла, приближаются к свойствам деталей,
полученных литьем в металлические формы.
Механические свойства латуни ЛС59-1, подвергнутой штам-
повке (из исходной прессованной заготовки), в значительной сте-
пени зависят от степени деформации.
Штампованные из прутков в пластическом состоянии детали
имеют более высокий предел прочности при значительном умень-
шении удлинения.
Новатором А. В. Фомичевым разработан и внедрен на Можай-
ском литейно-механическом заводе один из вариантов штамповки
из жидкого металла на фрикционном прессе с обеспечением дос-
таточно точной дозировки, с уплотнением полученной заготовки
и механизацией ее снятия с пуансона.
Штамп (фиг. 112) устанавливается на стол фрикционного
пресса, а хвостовик оправки 9 крепится стопорным болтом к пол-
1 Испытания механических свойств проводились М. Л. Заславским.
216
зуну пресса. Когда пуансон 5 с помощью оправки 9 находится
в верхнем положении, а подвижная плита 4, скрепленная со съем-
ником 6, висит на заплечике пуансона, в открытую матрицу 2
порционной ложкой заливается металл с небольшим избытком.
После этого производится прессование.
Фиг. 112. Штамп для штамповки жидкого металла на
фрикционном прессе с уплотнением металла и механи-
зацией снятия заготовки с пуансона.
При этом подвижная плита 4, скользя по трем колонкам 7,
укрепленным в основании 1 штампа, первая доходит до пружин 3,
обеспечивающих зазор 0,2—0,8 мм между торцом матрицы 2
и съемником 6 для выхода воздуха и излишне залитого металла.
Пуансон же, продолжая двигаться вниз, проходит на ходовой
посадке через отверстие съемника, доходит до поверхности зали-
того металла и вытесняет его вверх. Как только полностью за-
полняется металлом пространство между пуансоном, матрицей
и торцом съемника, происходит отсечка излишне залитого металла,
а затем уплотнение его за счет перекрытия между матрицей и тор-
цом съемника, равного 0,2—0,5 мм, которое обеспечивается упор-
ным ограничительным кольцом 10.
217
После выдержки 2—8 сек, в зависимости от толщины отливки
и степени разогрева штампа, пуансону дается обратный ход.
При этом заготовка, оставаясь на пуансоне, извлекается из мат-
рицы и вместе с подвижной плитой доходит до упорного диска 8,
сбрасывающего ее с пуансона.
Этот вариант представляет значительный интерес с точки
зрения возможности использования предложенных методов дози-
ровки при работе на гидравлических прессах.
Подлежат уточнению способы выдержки отлитой заготовки
в штампе при работе на фрикционном прессе (ударного действия)
и величина зазоров для выхода излишка залитого металла.
ГЛАВА IX
ШТАМПОВКА ИЗ ЖИДКОГО ЧУГУНА
И СТАЛИ
Опытные работы по применению внешнего давления для
уплотнения литых заготовок были начаты автором в 1935 г. на
заводе ГОМЗ. Основное направление работ в начальный период
заключалось в попытках замены металлостатического давления,
создаваемого высокими стояками и литниковыми наростками,
более высоким давлением (компрессорным или гидравлическим —
поршневым), поступающим на ходовой литник или непосредственно
на металл.
Способ уплотнения литья путем прессования затвердевающего
металла был разработан в двух вариантах.
В первом варианте на опоку устанавливается литниковая
надставка 2 с втулкой 3, отверстие которой совпадает с литни-
ком 4. После joro как заготовка 5 залита и начинает затвердевать,
на поверхность еще жидкого металла ставится надставной пуан-
сон 1, на который поступает поршень гидравлического, пневма-
тического или винтового пресса, осуществляя давление на кристал-
лизирующий металл (фиг. 113).
Во втором варианте уплотнение отливок производится не-
посредственно сжатым воздухом, для чего литниковая надставка 2
(фиг. 114) снабжена крышкой 6 с отростком 7, на который наверты-
ваете.. шланг 8, идущий от воздухопровода. Второй вариант
быстро нашел применение на заводах главным образом при литье
деталей из стали и бронз. Более быстрое его внедрение по сравне-
нию с поршневым давлением объясняется тем, что во всех литей-
ных цехах имеются компрессорные установки, и тем, что в этом
случае нет необходимости в применении прессующих пуансонов
и прессового оборудования.
В связи с поставленной задачей получения плотных цилиндри-
ческих заготовок из чугуна для изготовления из них притиров
в инструментальном цехе и учитывая, что при поршневом давле-
нии могут быть обеспечены более высокие давления, особое вни-
мание было уделено освоению этого варианта литья.
219
Для изготовления таких заготовок методом литья с кристал-
лизацией под давлением (как оптимального для сплошных заго-
товок) в песочных формах, разработанное приспособление —
литниковая надставка, показанная на фиг. 115, устанавливается
не на литник, а непосредственно на торец заливаемой заготовки.
Надставка футеруется формовочной массой; в верхней части при-
способление имеет металлический буртик с обработанной внутрен-
Фиг. 113. Устройство для литья
с кристаллизацией под порш-
невым давлением чугуна в пе-
сочных формах.
Фиг. 114. Устройство для литья
чугуна в песочных формах под
компрессорным давлением.
ней поверхностью, служащей для направления прессующего
пуансона. Уровень формовочной массы в надставке должен быть
ниже буртика. Залитый металл тоже не должен доходить до бур-
тика.
После того как металл, залитый в форму, начинает затверде-
вать и доходит до состояния, близкого к кашеобразному, на его
поверхность ставится надставной пуансон, на который поступает
плунжер пресса.
Чтобы надставка под действием давления не вдавливалась
в песочную форму, т. е. чтобы давление передавалось не форме,
а металлу, приспособление имеет плоскости, фиксирующие его
на торцах или ребрах опок. При прессовании металла под малым
удельным давлением целесообразно наклеивать на торец пуан-
сона асбестовую прокладку в целях менее интенсивного захола-
живания головной части залитой заготовки. Как показала прак-
220
тика, то небольшое удельное давление, которое применяется при
отливке чугуна в сухих песочных формах, способствует устра-
нению газовых раковин и измельчению структуры металла. Зна-
чительно повышаются все механические свойства чугуна, притом
не только в результате уплотнения отливки, но также благодаря
тому, что давление на чугун в
процессе его графитизации спо-
собствует значительному из-
мельчению графита и полу-
чению мелкозернистого строе-
ния, свойственного модифици-
рованному чугуну. Например,
ваграночный чугун, который
содержит 3,4% С, 2,64% Si,
0,52% Мп и 0,27% Р, в ре-
зультате кристаллизации под
давлением, имеет прочность на
разрыв 21 кГ/мм1, тогда как
при обычной отливке она не
превышает 14 кПммг. Микроструктура 1-го образца —феррит
плюс пластинчатый перлит, грубый пластинчатый графит, 2-го
образца —среднепластинчатый графит.
Уплотненный чугун хорошо поддается резанию.
Изготовление таких заготовок сначала производилось в одно-
гнездных формах, затем с положительным результатом стали
применяться формы с многогнездными литниковыми надставками
(фиг. 115)
Через многогнездные литниковые надставки при сифонной
заливке металла через центральное отверстие, можно допрессо-
вать одновременно несколько слитков, применяя надставные
пуансоны, собранные в одной скобе.
Фиг. 115. Устройство для литья чугуна
с кристаллизацией под поршневым
давлением в многогнездных песочных
формах.
41. ИЗУЧЕНИЕ СВОЙСТВ ЧУГУНА
В ЗАВИСИМОСТИ ОТ ПРИЛОЖЕННОГО ДАВЛЕНИЯ
ПРИ ЛИТЬЕ В МЕТАЛЛИЧЕСКИЕ ФОРМЫ
Значительную ясность в изучение свойств чугуна в зависи-
мости от величины приложенного давления, режима штамповки
жидкого чугуна, а также от режимов термической обработки этих
заготовок внесла работа, проведенная в Институте металлургии
Академии наук Грузинской ССР1.
Опытные работы производились на лабораторном прессе. Вели-
чина давления менялась от 3 до 12к/7сл2. Для определения эффек-
1 Авторы Г. К. Гедеванишвили и Р. Б. Звеницкая.
221
тивности штамповки параллельно отливались такие же детали
в металлических формах без приложения давления.
Температура заливки......................... 1260—1290° С
Температура формы........................... 280—320° С
Выдержка в форме после приложения давления 10—12 сек
После первоначальной выдержки металла в форме в течение
5—6 сек, достаточной для того, чтобы расплав перешел в кашеоб-
разное состояние, пуансон под действием определенного усилия
опускался на зеркало металла. Одновременно своим кольцевым
бортом пуансон закрывал форму, образуя щель шириною 1 мм,
предназначенную для выхода воздуха из полости формы. После
заполнения формы и вытеснения воздуха тонкое кольцо жидкого
металла в зазоре между матрицей и пуансоном затвердевало,
вследствие чего создавалась закрытая полость формы, в которой
затем происходило прессование полужидкого чугуна.
Исследовались чугуны двух составов:
1) обычный чугун: 3,1 —3,5% С; 2,25—2,8% Si; 0,5 —
0,6% Мп; 0,37—0,41% Р;
2) марганцовистый чугун: 3,46% С; 2,25% Si; 1,15 —
3,05% Мп; 0,41% Р.
Опытные детали, имеющие конфигурацию конического ста-
кана, разрезались на образцы, которые подвергались механиче-
ским испытаниям и металлографическому исследованию.
Средние результаты этих испытаний обычного чугуна приве-
дены в таблице 19.
Таблица 19
Механические свойства обычного чугуна при штамповке из жидкого металла
Величина удельного давления, кГ/см* аи, кГ/мм* ав, кГ/мм1 f (стрела прогиба), мм НВ
Без избыточного дав- ления 30,7 13,2 0,11 242
3 34,2 16,2 0,13 253
6 38,3 17,3 0,16 247
9 41,8 18,5 0,17 232
12 44,7 19,8 0,21 227
В табл. 20 приведены показатели механических свойств мар-
ганцовистого чугуна при штамповке из жидкого металла.
Результаты исследования показывают, что повышение вели-
чины удельного давления вызывает улучшение всех показателей
механических свойств. Однако наиболее интенсивно (почти про-
222
Таблица 20
Механические свойства марганцовистого чугуна при штамповке из жидкого
металла
Величина удельного давления, кГ/см* Од, кГ/мм* кГ/мм* f (стрела прогиба), мм НВ
Без избыточного дав- ления 34,1 16,3 0,14 260
3 37,7 19,6 0,16 256
6 43,2 22,8 0,17 248
9 46,7 24,9 0,20 240
12 49,3 26,6 0,23 235
порционально росту удельного давления) увеличивается сопро-
тивление изгибу.
Малые величины удельного давления незначительно влияют
на твердость обычного чугуна, но после достижения 6 кГ/см*
и при дальнейшем увеличении давления твердость снижается.
В марганцовистых чугунах по мере увеличения удельного давле-
ния механические свойства улучшаются. Понижение твердости
происходит даже при малых удельных давлениях.
Улучшение механических свойств при штамповке из жид-
кого чугуна объясняется воздействием давления на его структуру,
вызывая следующие ее изменения:
а) междендритное расположение графита, наблюдаемое в обыч-
ных отливках, по мере увеличения удельного давления перехо-
дит в раздробленное и разобщенное; количество графитовых
включений уменьшается, но размер их растет;
б) по мере увеличения удельного давления цементит метал-
лической основы из структурно-свободной составляющей пере-
ходит в связанную, образуя перлит. Тем самым хрупкость чу-
гуна уменьшается и возрастает сопротивление разрушению.
Одним из способов повышения механической прочности отли-
вок является термическая обработка.
Предварительные исследования показали, что некоторые об-
разцы, особенно с большим содержанием марганца в изломе,
имеют различный по величине отбел. Исходя из этого, в качестве
одного из методов термической обработки была принята графи-
тизирующая нормализация со следующим режимом: температура
графитизации от 900 до 950° С; время выдержки от 2 до 4,5 ч;
охлаждение на воздухе.
При таком отжиге предполагалось достичь разложения имею-
щегося цементита с тем, чтобы устанорить равновесие системы
аустенит—графит. Охлаждение на воздухе увеличивало степень
223
переохлаждения, что обеспечивало превращение аустенита в мел-
копластинчатый перлит и тем самым исключало образование фер-
ритной составляющей.
В связи с тем, что предварительная закалка белого чугуна
резко увеличивает число графитовых включений, при последую-
щем отжиге весь процесс графитизации значительно уско-
рился.
Отжиг с предварительной закалкой, принятый для марганцо-
вистых чугунов, осуществлялся по следующему режиму: образцы
вместе с печью нагревались до 850, 900 и 950° С, выдерживались
в течение 45 мин, после чего следовала закалка в воду. После за-
калки образцы подвергались графитизирующей нормализации
с нагревом до 850, 900, 930 и 960° С, и выдержкой 1 ч.
Анализ изменения механических свойств в результате прове-
дения графитизирующей нормализации позволяет установить,
что с увеличением удельного давления о„ растет. При всех тем-
пературах нагрева графитизирующей нормализации максималь-
ное значение аи соответствует максимальному удельному давле-
нию.
С увеличением удельного давления для каждой темпера-
туры нагрева графитизирующей нормализации время выдержки,
необходимое для оптимальных результатов прочности, сокра-
щается. '
Максимальное значение аи для обычного чугуна 57,6 кГ/мм*
соответствует удельному давлению 12 кГ/см*, температуре 900° С
и времени выдержки 2 ч.
Максимальное значение аи для марганцовистых чугунов
62,8 кГ/мм* соответствует содержанию 2,26% Мп, удельному
давлению 12 кГ/смг, температуре 950° С и времени выдержки
2,5 ч.
С увеличением температуры и времени выдержки твердость
штампованного чугуна всех составов, особенно начиная с 6 кГ/см®,
понижается.
Укрупнение графитовых включений и разрозненность их рас-
пределения по мере увеличения удельного давления происходит
попутно с увеличением перлитной составляющей металлической
основы. Дендритная структура феррита, которая наблюдается
в образце, отлитом без приложения давления, уже почти отсут-
ствует при удельном давлении 12 кГ/см*.
В результате отжига с предварительной закалкой при темпе-
ратуре 900° С, максимальное значение оа = 59,3 кГ/см1 соот-
ветствовало содержанию 2,26% Мп.
При содержании марганца в пределах 2,2 —2,5% были полу-
чены чугуны с наиболее высокими показателями прочности.
Сопоставление показывает, что применение жидкой штамповки
и последующего отжига марганцовистого чу1уна значительно
расширяет область его применения.
224
Таким образом, в результате применения штамповки жидкого
чугуна, ои и увеличиваются в 1,5 раза, а стрела прогиба —
вдвое. Твердость при этом уменьшается незначительно (на 5—
10%).
С применением отжига происходит дальнейшее улучшение
механических свойств, при этом <ти увеличиваемся почти вдвое,
ав в 2,5 раза, стрела прогиба — в 5,5—7,6 раза, а твердость
уменьшается на 25—35%.
Изотермическая (ступенчатая) закалка чугуна
Теми же исследователями проведены обширные работы по
изотермической (ступенчатой) закалке чугуна, изготовленного
методом штамповки из жидкого металла, и изучению его износо-
стойкости.
1. В результате применения изотермической закалки аи по-
вышается.
При всех режимах штамповки из жидкого чугуна оптималь-
ным режимом изотермической закалки является Т^к = 450° С
и время выдержки при данной температуре — 10 мин.
С увеличением удельного давления до 15 кГ/см* оптимальная
температура закалки при более длительном периоде выдержки
соответствует 350° С.
По мере увеличения удельного давления, влияние длитель-
ности выдержки на величину аи сказывается в большей степени:
при удельном давлении 15 кГ1см* и после изотермической закалки
(Тжх = 450° С и выдержка 10 мин} аи = 67,4 кПмм2.
2. Стрела прогиба растет по мере увеличения удельного дав-
ления, повышения температуры закалки и удлинения периода
выдержки.
3. С увеличением удельного давления и повышением темпе-
ратуры закалки твердость понижается.
После оптимального режима изотермической закалки она
составляет 191 НВ.
4. Сопоставление показателей свойств чугуна, изготовлен-
ного штамповкой из жидкого металла, показало, что при изо-
термической закалке си повышается на 75%, а стрела прогиба
в- 2,5 раза. Твердость понижается на 26%.
5. Повышение удельного давления в процессе штамповки из
жидкого чугуна способствует увеличению его износостойкости.
При этом нарушается пропорциональность между величиной
износа и длительностью истирания.
6. Изотермическая закалка повышает износостойкость, что
объясняется наличием остаточного аустенита, количество кото-
рого увеличивается по мере повышения удельного давления
в процессе штамповки из жидкого чугуна.
15 Пляцкий 225
7. Применение изотермической закалки для чугуна, штампо-
ванного из жидкого металла, увеличивает износостойкость в 9 раз
по сравнению с износостойкостью чугуна, отлитого в постоянные
формы, но не закаленного.
42. ОСОБЕННОСТИ ЛИТЬЯ ЧУГУНА В МЕТАЛЛИЧЕСКИЕ ФОРМЫ
Особенность литья чугуна в металлические формы заключается
в том, что скорость охлаждения металла очень велика, что может
быть причиной значительных структурных изменений, особенно
на поверхности чугунных заготовок (отбел).
На Станкостроительном заводе им. Свердлова, где широко
производится литье чугуна в металлические формы, применяются
следующие составы чугунов для различных групп отливок в зави-
симости от их веса и толщины стенок (табл. 21) [32].
Таблица 21
Составы чугунов, применяемые для различных групп литья
Груп- Тол- щина Вес Содержание элементов в %
па литья стенки в мм отливки в кг С Si Мп S р
I 10 0,5—5 3,5—3,7 2,6—2,8 0,4—0,5
II 20 5—20 3,2—3,5 2,2—2,5 0,5—0,6
III 30 20—50 3,2—3,5 2,2—2,5 0,6—0,8 До 0.1 0,1—0,3
IV 50 50—100 3,0—3,2 2,2-2,5 0,6—0,8
V 80 свыше 100 3,0—3,2 2,0-2,2 0,7—0,9
Опыт показал, что высокие температуры заливки снижают
стойкость форм, вследствие разгара и образования трещин.
Однако при заливке тонкостенных деталей необходимо придержи-
ваться более высоких температур для устранения спаев и раковин.
Температура заливки находится в пределах от 1320 до 1380° С.
Температура нагрева формы от 150 до 300° С.
Покрытие рабочей поверхности форм имеет большое значение
для уменьшения отбела, улучшения качества поверхности заго-
товок и повышения стойкости форм. В таблице 22 приводится
состав применяемого покрытия.
Для мелких форм можно пользоваться краской без предвари-
тельной облицовки.
Нанесение копоти на рабочую поверхность форм после краски
повышает чистоту поверхности и уменьшает отбел.1 Применение
1 Эта операция требует специального помещения и ацетиленовой установки.
226
Таблица 22
Составы облицовки и краски для металлических форм
—— Наименование составляющих Облицовка в г Краска в г
Шамотная мука или маршалит 40 —
Глина огнеупорная 60 30
Жидкое стекло уд. вес 1,3 модуль 2,5— 2,8 40 50
Вода 1000 1000
Сажа голландская или черный графит — 50
покрытий не устраняет полностью отбел и высокую твердость
в тонких сечениях.
Произведенное Н. П. Дубининым исследование покрытий раз-
личного состава, способствующих уменьшению отбела, позволило
установить следующие наилучшие из них:
1. 75%-ный ферросилиций — 150 г, жидкое стекло—30 г,
вода — 1 л.
2. Комбинированное покрытие кварцевой мукой и ацетиле-
новой копотью.
3. Покрытие порошком ферросилиция.
Облицовки наносятся на разогретую форму, вследствие чего
вода быстро испаряется. Толщина слоя облицовки 0,1—0,15 мм.
С повышением температуры заливаемого чугуна скорость
охлаждения отливки увеличивается, что приводит к увеличению
отбела и твердости отливки.
На станкостроительном заводе «Красный металлист» Северо-
Кавказского экономического района для увеличения стойкости ме-
таллических форм с положительным результатом применяются
многослойные теплоизоляционные покрытия, состоящие из огне-
упорной облицовки и графитовой и сажевой красок [16], устра-
няющих непосредственное соприкосновение формы с жидким чу-
гуном. Они способствуют уменьшению скорости охлаждения чу-
гуна и предохраняют рабочую поверхность форм от разрушающего
действия жидкого металла (табл. 23).
St t Огнеупорный материал (в порошке) размешивается в воде,
нагретой до 75° С. Отдельно в подогретой воде растворяется жид-
кое стекло и марганцевокислый калий, после чего полученные
растворы смешиваются. Плотность готового раствора в преде-
лах 1,12—1,15 г/см3.
Это покрытие в виде огнеупорной облицовки наносится на
рабочую поверхность формы.
15* 227
Таблица 23
Составы теплоизоляционных покрытий по весу в г
Наименование покрытия Огнеупор- ная гли- на Жидкое стекло Г рафит черный Сажа гол- ландская Марган- цевоки- слый ка- лий Вода
Огнеупорная облицовка 200 60 — — 0,5 1000
Графитовая краска 200 60 60 — 0,5 1000
Сажевая краска 50 100 — 50 0,5 1000
Для приготовления графитовой краски необходимое коли-
чество черного графита вносится в огнеупорную облицовку при
тщательном ее перемешивании.
Сажевая краска составляется следующим образом. Огнеупор-
ная глина и марганцевокислый калий размешиваются в воде,
подогретой до 75° С. Из сажи с жидким стеклом приготовляется
тщательно размешиваемая густая паста, которая смешивается
с раствором глинистой эмульсии.
Сначала наносится на рабочую поверхность формы, нагретой
до 150—180° С, огнеупорная облицовка слоями 0,10—0,15 мм.
Интервал времени между нанесением отдельных четырех слоев
покрытия 5—6 мин.
После этого на поверхность огнеупорной облицовки нано-
сится краска, указанная в таблице (при двухслойном покрытии —
графитовая или сажевая, а при трехслойном — графитовая и са-
жевая).
Огнеупорная облицовка наносится 1 —2 раза в смену, а краска
перед каждой заливкой формы жидким металлом.
При трехслойном покрытии возобновляется только слой са-
жевой краски, а графитовая краска служит столько же, сколько
огнеупорная облицовка.
Графитовая краска наносится слоем 0,07 мм, а сажевая
0,03 мм.
Отбел при многослойном теплоизоляционном покрытии у тон-
костенных отливок значительно уменьшается, но не исключается.
Стойкость покрытия, а следовательно, и форм, повышается
по мере сокращения времени выдержки отливок в формах.
В Латвийском экономическом районе, при штамповке из жид-
кого чугуна, для устранения отбела и внутренних напря-
жений применяется комбинированный метод: покрытие раство-
рами, предохраняющими от отбела, наносимыми в два слоя, и
последующий отжиг. Сначала рабочая полость формы покры-
вается внутренним слоем белого раствора. Он состоит из 6 л ки-
пящей воды, в которой растворяется 300—400 г очищенной от
примесей огнеупорной глины. После тщательного перемешивания
228
в течение 8—10 мин в раствор вводится 100—150 г жидкого стекла
и смесь процеживается через сито с ячейками не более 0,5 X 0,5 мм.
Второй слой — наружный (черный) изготовляется следующим
образом. В кипящей воде растворяется газовая или коксовая
сажа до пастообразного состояния. Затем 500—600 г пастообраз-
ной сажи и 100—150 г жидкого стекла растворяются в 10 л горя-
чей воды. Раствор процеживается через сито.
Первый раствор пульверизатором наносится на предварительно
подогретую до 250—300° С рабочую поверхность матрицы; после
ее высыхания также пульверизатором наносится второй раствор,
после чего форма готова для заливки и выдавливания жидкого
металла. Черное покрытие восстанавливается после 5—8 опера-
ций, белое — один раз в смену.
Толщина стенок металлической формы принимается в зависи-
мости от толщины стенок заготовки. Чем больше толщина стенки
формы, тем больше тепла аккумулируется в ней, что нежела-
тельно в условиях весьма быстрого затвердевания заготовок при
приложении давления.
Толщина стенки заготовки
в мм...................До 10 10—15 15—30 Свыше 30
Толщина стенки форм в мм . . 25 30—35 40—45 50 —60
Для устранения отбела производится отжиг до температуры
850—950° С с последующим медленным охлаждением.
Полный отжиг снимает отбел и резко снижает твердость, но
одновременно снижаются и механические свойства отливок, так
как в структуре чугуна появляется значительное количество
феррита и графит распада.
По этой причине операция полного отжига нежелательна,
особенно при литье арматуры, работающей под высоким гидравли-
ческим давлением.
43. ОПЫТ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ
ШТАМПОВКОЙ ИЗ ЖИДКОГО ЧУГУНА
В МЕТАЛЛИЧЕСКИХ ФОРМАХ
Ниже приводится описание производственного опыта заводов
Азербайджанского экономического района по штамповке фасон-
ных деталей из чугуна.
На Кишлинском машиностроительном заводе штамповка из
жидкого чугуна применяется при крупносерийном выпуске заго-
товок для изготовления седла и клапанной крышки газомоторного
компрессора.
Чугун выплавляется в печи Петрашевского, работающей на
газомазутной смеси. Состав жидкого чугуна: С —3,42%, Si —
0,99 %, Мп — 0,73 %, Р — 0,18 %.
229
При изготовлении седла компрессора1 жидкий чугун 5 зали-
вают в матрицу /, установленную на поддон 2 (фиг. 116), после
чего в него погружают пуансон 3. Штамповка производится в две
стадии. Первая стадия — предварительная, при которой излишек
металла 6 перемещается в боковую канавку 7 матрицы. Это позво-
ляет производить сравнительно точную дозировку жидкого чу-
гуна и предотвратить его защемление в зазоре между пуансоном
и матрицей. Чтобы осуществить это, тщательно подбирается вели-
чина этого зазора. Она должна быть достаточной для выхода воз-
духа и непроходимой для металла. Во второй стадии производится
Фиг. 116. Металлическая форма для штамповки из
жидкого чугуна седла компрессора.
окончательная штамповка под постоянным давлением около
20 кГ/см?. После этого поршень машины со столом и прикреплен-
ной к нему матрицей опускается вниз; заготовка снимается с пуан-
сона выталкивателем 4. Благодаря тому, что при выдавливании
металла кристаллизация его очень быстро осуществляется в дви-
жущемся объеме, все перемещения, направленные для питания
образующихся усадочных полостей и для уплотнения металла,
практически заканчиваются для данной детали к моменту оконча-
ния кристаллизации. Это позволяет при незначительной выдержке
(—8 сек) закончить операцию и извлечь пуансон, пока при даль-
нейшей затрудненной усадке в твердом состоянии не образова-
лись напряжения, что может привести к трещинам.
Для снятия заготовки с пуансона предусмотрен съемник—
выталкиватель 4.
В качестве прессового оборудования использована пневмати-
ческая формовочная машина ПФ-3 (схема на фиг. 117). Матрица 3
помещается непосредственно на столе машины, который факти-
чески является верхней частью поршня 5, нижнего цилиндра 6
1 Круглая деталь состоит из двух концентрически расположенных полостей,
соединенных шестью ребрами, и центрального отверстия.
230
машины. К поворотному устройству 1 машины, вращающемуся
вокруг своей оси на 180°, прикреплен пуансон 2.
После заливки металла с помощью ковша 4 и отвода послед-
него в сторону, пуансон 2 поворачивается, располагаясь над
матрицей 3. Затем стол с матрицей под действием сжатого воздуха
поднимается вверх и пуансон погружается в жидкий металл,
производя его выдавливание. При выпуске воздуха из рабочего
цилиндра, матрица вместе с поршнем опускается вниз. Отштампо-
ванная заготовка извлекается из матрицы, обжимая пуансон,
с которого снимается выталкивателем 8.
Фиг. 117. Схема штамповки'из жидкого чу
гуна на формовочной машине ПФ-3.
Перед каждым циклом пуансон погружается в огнеупорную
краску, находящуюся в баке 7. Рабочая поверхность матрицы
также покрывается огнеупорной краской, что уменьшает охват
пуансона и чрезмерное охлаждение жидкого чугуна, способствую-
щее образованию отбеленной корки.
Для удаления отбела и снятия внутренних напряжений, заго-
товку снимают с пуансона при температуре 900—950° С и тотчас
переносят в отжигательную печь. Благодаря'высокой температуре,
значительно сокращается продолжительность отжига, доведенная
за последнее время до 2,5—3 ч. Увеличенная продолжительность
отжига до 5—6 ч заметно снижала механические свойства; уско-
ренный отжиг позволяет сохранить высокие механические свой-
ства чугуна, понижающиеся в некоторой степени при большой
продолжительности отжига.
Аналогичная технология применяется также и при штамповке
крышек газомоторного компрессора (схема на фиг. 118). Эта де-
таль не имеет полостей в центральной части, поэтому нет ярко
выраженного выдавливания металла вверх, а небольшое углубле-
231
Фиг. 118. Схема формы для штамповки
из жидкого чугуна крышки газомотор-
ного компрессора:
1 — плунжер пресса; 2 — пуансонодер-
жатель; 3 — пуансон; 4 — верхняя поло-
вина матрицы; 5 — нижняя половина мат-
рицы; 6 — обойма; 7 — канавка для слива
избыточного чугуна.
ние на верхней плоскости осуществляется путем небольшой вы-
садки металла фасонным торцом пуансона 3. Так как пуансон
не перекрывает всю верхнюю полость формы, то применяется
форма с разъемом по горизонтальной плоскости, а удаление заго-
товки из матрицы производится выталкивателем, проходящим
через основание матрицы. После поднятия пуансона форма пово-
рачивается с помощью цапф на
180°, разнимается и в переверну-
том положении производится
выталкивание заготовки.
При штамповке из жидкого
чугуна получена структура, со-
стоящая из феррита и сорбито-
образного перлита с мелкими
графитовыми включениями. У
литых заготовок в металличе-
скую форму — в структуре
крупнозернистый феррит и не-
большое количество перлита с
крупными включениями гра-
фита.
При штамповке из жидкого
чугуна прочйость на разрыв
в среднем увеличилась на 24%,
стрела прогиба на 21%.
Улучшились эксплуатационные свойства деталей: срок службы
крышек компрессора увеличился в 1,5—2 раза.
Производительность труда увеличилась до восьми раз.
Брак, доходивший при кокильном литье до 8—10%, снизился
при штамповке до 0,8—1,0%.
Сравнительные механические свойства
после отжига
Предел Предел
прочности прочности Твердость
ня разрыв на сжатие по Бринелю
кГ/мм* кГ/мм2
При штамповке из жидкого чугу-
на •26,4 109 170
При литье в коки л и с песочным
стержнем 20,1 95,9 140
Устранилась необходимость в обрубке и выбивке, резко сокра-
тилась зачистка. Уменьшился расход металла, благодаря от-
сутствию литниковой системы и уменьшению припусков на обра-
ботку. На Бакинском заводе им. П. Монтина штамповка из жид-
кого чугуна применяется для изготовления корпусов задвижек
типа Лудло диаметром 4 и 6 дм. для нефтяной промышленности.
Металл заливается в разъемную по вертикальной плоскости
форму при двух установленных в нее металлических стержнях.
232
0250
Фиг. 119. Конструкция задвижки
типа Лудло применительно к
штамповке из жидкого чугуна.
Поверхность .стержней предварительно покрывается краской из
шамотно-графитовой смеси.
Жидкий чугун попадает в боковые полости самотеком, а потом
допрессовывается пуансоном, производящим выдавливание ме-
талла вверх и во все стороны; излишек металла вытесняется в
кольцевую выточку, расположенную в верхней части формы.
Верхняя часть формы перекрывается фланцем, имеющимся на
пуансоне, делая форму закрытой.
Учитывая особенности штамповки из жидкого металла —
передавать давление во все стороны при значительной конусности
пуансона, деталь соответственно
переконструирована как показано
на фиг. 119.
Пуансон имеет клинообразную
конфигурацию и должен хорошо
сопрягаться с торцами двух стерж-
ней без зазоров, в которые может
попасть жидкий металл. Для этого
на участках сопряжения бока пу-
ансона должны подгоняться к
стержням по плоскостям, имею-
щим одинаковый наклон.
С наружной стороны боковые
стержни закрепляются деревян-
ными клиньями, проходящими
вертикально через знаковую их
часть. В знаках имеется круговая канавка для фиксации инстру-
мента, предназначенного для вытаскивания стержней из закры-
той формы вскоре после заливки металла.
Продолжительность выдержки заготовки в форме от 10 до
15 сек. Вся операция штамповки, начиная от заливки металла,
погружения пуансона, прессования металла, извлечения пуан-
сона и отливки, не превышает 1,5 мин.
Гидравлические испытания под давлением от 20 до 30 ат. по-
казали высокую плотность корпусов, значительно превосхо-
дящую получаемую при изготовлении корпусов в металлических
формах, с песочными стержнями, обычно испытываемых на давле-
ния не более чем при 6—10 ат\ значительно увеличились механи-
ческие свойства по всем показателям.
Штамповка корпусов задвижек в течение двух лет производи-
лась на заводе им. Монтина с использованием в качестве пресса
формовочной машины модели 267, работающей под давлением
сжатого воздуха в 5—6 кПсм2. Максимальный ход прессового
поршня 400 мм. Прессование осуществляется следующим обра-
зом: траверса машины с прикрепленным к ней пуансоном устана-
вливается над пресс-формой. Сжатый воздух впускается под прес-
совый поршень, который при этом поднимается; вместе с ним
233
поднимается и стол машины, на котором установлена матрица.
При подъеме пуансон входит в матрицу, осуществляя штамповку.
Даже при работе на указанном недостаточно приспособлен-
ном оборудовании при ручной установке и извлечении боковых
стержней производительность возросла до 10 раз, по сравнению
с литьем в металлические формы с песочными стержнями.
Фиг. 120. Четырехцилиндровая гидравлическая машина для штамповки деталей
из жидкого чугуна:
/ — цилиндр, производящий прессование металла; 2 — колонны (четыре); 3 — цилиндр,
производящий прижим разъемной формы; 4 — плита для крепления неподвижной части
формы; 5 — тяги для передвижения подвижной половины формы; 6 — горизонтальные
цилиндры для движения стержней.
Все это указывает на высокие технико-экономические показа-
тели штамповки из жидкого чугуна. Завод в настоящее время
реконструируется для массового выпуска задвижек.
На основании результатов, полученных за последние два
года, в качестве заготовительного процесса принята исключительно
штамповка из жидкого чугуна.
Для этого сконструирована и опробована специальная машина
(фиг. 120); для массового выпуска задвижек проектируется поточ-
ная линия.
234
Гидравлическая машина для штамповки деталей из жидкого
чугуна (фиг. 120) имеет следующие технические характеристики.
Максимальное (регулируемое) усилие на штоке
главного цилиндра, производящего прессование
металла ......................................
Ход пуансона .................................
Ход подвижной части матрицы...................
Ход боковых стержней .........................
Тип насоса....................................
Мощность электродвигателя ....................
Рабочее давление в гидравлической системе . . .
Емкость гидравлической системы................
Скорость перемещения пуансона при рабочем ходе
Продолжительность рабочего цикла .............
Система управления............................
Число гидравлических цилиндров ...............
Габаритные размеры . . . • ...................
40 Т
400 мм
450 »
300 »
П1Ф-35
4,5 кет
65 кГ/см1
1000 л
0,05 м/сек
60 сек
Золотниковая
4
1950X 2300X 2200 мм
В работах по усовершенствованию и внедрению штамповки
деталей из жидкого чугуна в Азербайджанском экономическом
районе, проводимых под руководством Н. Г. Кусумазаде, при-
нимают участие: А. А. Балабек, Д. Л. Шифрин, М. Р. Ашрафов,
С. Г. Султанов и Н. М Раджиев.
Практическое внедрение штамповки деталей из жидкого чу-
гуна позволяет сделать следующие выводы:
1. Возможность значительного уплотнения чугуна, повыше-
ния его механических свойств, улучшения структуры и износо-
стойкости, осуществляемых при низких удельных давлениях,
создает благоприятные технологические условия для широкого
внедрения штамповки из жидкого чугуна.
2. При низких удельных давлениях представляется возмож-
ность штамповки из жидкого чугуна в металлических формах
с силикатными стержнями из различных смесей (гл. XII), а также
в разовых сухих песочных формах, с применением литниковых
надставок (фиг. 115).
3. Благодаря разработке режимов изотермической (ступенча-
той) закалки, представляется возможность получения высоко-
прочных деталей с высокой износостойкостью.
4. При литье из чугуна фактор износа металлических форм
является одним из основных. Так как износ форм зависит не
только от высокой температуры заливаемого металла, но главным
образом от продолжительности выдержки и от состава и толщины
покрытий (облицовки), то наряду с наименьшей допускаемой
выдержкой залитой заготовки в форме под давлением, необходимо
уделять особое внимание подбору покрытий и облицовок, от
235
которых в значительной степени зависят тепловой баланс
и стойкость металлической формы.
5. Из описанного выше опыта внедрения штамповки из жид-
кого чугуна видно, что этот процесс нашел наибольшее применение
для изготовления арматуры, работающей под высоким гидравли-
ческим давлением (водяной, паровой, нефтяной и т. п.).
Стойкость форм и чистота поверхности полученных загото-
вок в значительной степени зависят от образования в форме, по
мере ее износа, микроскопических поверхностных трещин разгара
и соответствующего образования на отлитой заготовке мельчай-
ших поверхностных заусениц. Эти поверхностные заусенцы прак-
тически мало влияют на прочность форм, но ухудшают чистоту
поверхности заготовок. Эти дефекты полностью устраняются при
неглубокой механической обработке участков деталей, сопряч.
гаемых с другими деталями. На наружных поверхностях заусенцы
(когда их величина превышает допускаемую) зачищаются на абра-
зивных кругах или другими способами зачистки поверхно-
стей.
6. На заводах, производящих литье чугуна в металлические
формы, последние отливаются по моделям из чугуна СЧ 18-36
и СЧ 21-40.
Для значительного повышения стойкости форм, как показал
широкий опыт, необходимо их отливать из высокопрочного маг-
ниевого чугуна с шаровидным графитом. Для получения при этом
упрочненной, твердой и чистой поверхности необходимо произво-
дить отливку половин разъемных матриц негативным способом
по стальным позитивам (стержням). Целесообразно также приме-
нять для изготовления рабочих полостей форм из чугуна и стали
штамповку из жидкого металла.
44. ОСОБЕННОСТИ ШТАМПОВКИ ИЗ ЖИДКОЙ СТАЛИ
При литье стали с применением давления первостепенное зна-
чение имеет стойкость пресс-форм.
За последние годы проведены опытные работы полупромышлен-
ного масштаба по литью стали под давлением, позволившие на
ряде заводов в течение последних пяти лет выпускать значитель-
ное количество программного тонкостенного литья средней слож-
ности без глубоких полостей главным образом трудоемкого для
изготовления методами механической обработки (при необходи-
мости изготовления их из куска).
Для этой группы деталей получены качественные результаты
(четкость контуров и чистота поверхности). Однако вследствие
малой стойкости форм процесс литья сопровождается большим
количеством производственных помех, что делает его рентабель-
ным только выборочно.
Большие работы, проводимые по изысканию материалов для
236
форм, стойких прй лиТье стали, пока еще не дали обнадеживаю*
щих результатов, что объясняется не только высокой температурой
заливаемого сплава, но в значительной степени агрессивными
условиями литья под давлением: большие скорости впуска ме-
талла; турбулентность потока с образованием лобовых ударов;
разность объемных изменений в форме, приводящая к образова-
нию трещин разгара; необходимость литья стали с достаточным
перегревом, для преодоления большого расстояния от камеры
прессования до полости формы.
При штамповке из жидкой стали, в частности, при примене-
нии варианта выдавливания жидкого металла, как известно,
указанные агрессивные условия не имеют места и основным фак-
тором, влияющим на износ форм, является высокая температура
заливаемого сплава.
Если для литья под давлении нужны стали для форм, обла-
дающие совокупностью свойств, направленных для устойчивости
против эрозионного действия заливаемого сплава (как, например,
повышение ударной вязкости при больших температурах и т. п.),
то для штамповки выдавливанием можно применять ряд сталей,
основной характеристикой которых является пластичность, при
которой материал меньше реагирует на термические напряжения.
Формы из такого материала подвергаются химико-термической
обработке для обеспечения поверхностной твердости на рабочей
поверхности.
С учетом этого в настоящее время литье методом выдавливания
жидкого металла нашло применение для изготовления следующих
стальных заготовок: а) фасонных заготовок взамен ранее при-
меняемой горячей штамповки и ковки; б) фасонных заготовок
различной сложности; в) рабочих полостей пресс-форм для литья
под давлением. Опробовано также с положительным результатом
изготовление фрез, армированных вкладышами из мягкой
стали.
При приложении давления скорость кристаллизации стали
(и без того значительная) увеличивается еще больше, что в соче-
тании с перемещениями металла в процессе формообразования:
способствует питанию образующихся усадочных полостей, позво-
ляет до минимума сократить продолжительность прессования
и выдержку затвердевающей заготовки в форме. А последнее спо-
собствует увеличению стойкости форм.
Первичная кристаллизация в движущемся объеме дает воз-
можность получить мелкозернистую структуру.
С учетом этого вариант штамповки выдавливанием имеет пре-
имущество перед вариантом кристаллизации под поршневым дав-
лением, где металл не перемещается. По тем же соображениям
литье с кристаллизацией под давлением не нашло широкого прак-
тического применения при изготовлении стальных слитков (ци-
линдрических заготовок).
237
46. ШТАМПОВКА ЗАГОТОВОК ИЗ ЖИДКОЙ СТАЛИ
ДЛЯ ЗАМЕНЫ КОВКИ
«Несмотря на прогрессивность развиваемых технологических
процессов в кузнечно-штамповочном производстве, снижающих
расход металла и трудоемкость изготовления деталей, а также
повышающих точность размеров поковок и их качество, выход
годного металла при этих процессах (учитывая потери при раз-
ливке и прокатке стали) остается все же очень низким и составляет
в лучшем случае 30—35%.
Резкое снижение потерь металла является возможным только
при значительном сокращении всего цикла производства деталей,
начиная с разливки стали и прокатки и кончая механической
обработкой.
Поэтому необходимы разработка и внедрение такого про-
цесса, при котором можно было бы, не снижая качества деталей,
исключить все промежуточные процессы с неизбежными потерями
металла». •
Штамповка из жидкой стали полностью удовлетворяет указан-
ным требованиям, что проверено при изготовлении заготовок
сравнительно небольшого веса (до 30 кг). При оснащении спе-
циальным прессовым оборудованием соответствующей конструк-
ции и мощности, область применения штамповки из жидкой стали
может быть значительно расширена с охватом главным образом
фасонных заготовок, при формообразовании которых происходят
большие перемещения металла.
Вопрос о замене ковки литьем был поднят еще Д. К- Черно-
вым [31 ], который отмечает, что ковка не ведет к уплотнению
металла и удельный вес литого материала при отсутствии в нем
литейных пороков является в то же время пределом его уплотне-
ния. «Необходимость проковки заготовок обусловливалась тем,
что мы не умеем их хорошо' отлить без газовых и усадочных рако-
вин». По его мнению «Ковку после отливки надо заменить прес-
сованием во время литья», применяя давление.
Высказывания о преимуществах стального литья при отсут-
ствии в нем скрытых литейных пороков имеются также в много-
численных исследованиях С. Б. Белынского [4]. По его мнению
«Ковка является операцией, производящей в материале такие
местные напряжения растяжения и сдвига, которые могут выдер-
жать без вреда только очень качественные по однородности
и чистоте стали.
Литая сталь, • даже плохая по содержанию в ней серы
и фосфора, обладает в термически обработанном виде высокой
пластичностью, тогда как кованые изделия из такой стали бра-
куются».
Последние исследования В- М. Шпейзмана, посвященные срав-
нению механических свойств литой (без приложения давления)
238
И кованой стали марок Л36, Л35Х, Л35ХН, Л35ДХС, Л36ДХСН
и Л35ХГСФ (по ГОСТ 7832—55) показывают, что при одних
и тех же условиях термической обработки характеристики проч-
ности (от и ов) для каждой данной марки стали в литом и кованом
состоянии не различаются.
Известно, что механические свойства кованой стали в продоль-
ном и поперечном направлениях не однозначны. В поперечных
направлениях характеристики пластичности и ударной вязкости
значительно ниже, чем у продольных. Литые детали, в отличие
от кованых, имеют одинаковые механические свойства во всех
направлениях.
Стальные заготовки, уплотненные при штамповке из жидкого
металла, таким образом, являются не только полноценной заме-
ной кованых, но значительно превосходят последние.
При замене ковки литьем необходимо учитывать стойкость
форм в условиях заливки жидкого металла при приложении дав-
ления. Литье стали в металлические формы давно нашло приме-
нение в случаях, когда к отливке предъявляются более высокие
требования в отношении механических характеристик. Для этого
применяются формы, литые по моделям, без механической обра-
ботки рабочих полостей (исключая их зачистку).
Учитывая, что при применении вариантов штамповки из жид-
кого металла благодаря приложению давления скорость кристал-
лизации значительно увеличивается и соответственно сильно со-
кращается выдержка металла в форме после заливки, создаются
условия, несколько более благоприятные для стойкости форм,
чем при обычном литье в металлические формы.
Замена ковки штамповкой из жидкого металла может быть
рентабельной в следующих случаях:
а) когда при переводе на штамповку из жидкого металла
вносятся изменения в конструкцию детали, направленные для
уменьшения толщины стенок детали и соответственно учиты-
ваются требования к деталям, литым с приложением давле-
ния;
б) когда форма может быть изготовлена с малыми затратами,
например с помощью одних токарных операций, без ручной
подгонки и доводки, или путем отливки из стали с готовой рабочей
полостью, подвергаемой только зачистке;
. в) когда расход материала на поковку был очень велик, что
являлось причиной малого выхода годного и чрезмерно удоро-
жало механическую обработку;
г) когда получаемая заготовка подвергается несложной кру-
говой механической обработке, что позволяет довольствоваться
низкой чистотой ее поверхности, получающейся в результате
образования сетки разгара в форме по мере ее износа;
д) когда рабочие полости форм будут изготовляться негатив-
ным способом с применением метода выдавливания.
239
Так, например, на одном из заводов, широко применяющем
метод штамповки из жидкого металла для изготовления ответ-
ственных стальных заготовок, имеющих конфигурацию тел вра-
щения (червячные колеса, шестерни и т. п.), взамен горячей штам-
повки, сокращение трудоемкости по сравнению с последней до-
ходит до 5,5 раз х.
Это достигнуто при следующих технологических параметрах:
применении для изготовления форм стали 20, меньше реагирующей
на термические напряжения, в результате чего после 100 прессо-
ваний сетки разгара обнаружено не было. В то же время формы
из стали 45, 40Х, 5ХНМ дали ярко выраженную сетку раз-
гара.
Прессование производилось при нагреве матрицы и пуансона
до 150—200° С.
Время выдержки металла в форме было минимальное, необхо-
димое до момента окончания первичной кристаллизации. Так,
например, стальная заготовка весом 20 кг извлекалась из формы
через 20 сек при температуре 900—1050° С. Заготовки для шесте-
рен весом 1,5 кг выдерживаются 10—12 сек. Тонкостенные ваго-
неточные колеса с ребордами благодаря большим перемещениям
металла при выдавливании выдерживаются под давлением еще
меньше, в течение минимального времени, необходимого для
первичной кристаллизации.
Мощность прессов для прессования заготовок принимается,
исходя из необходимости приложения удельного давления около
800 кГ/см2.
При литье стали зазоры между подвижными частями формы
должны быть минимальными, так как жидкий металл, попадая
в них, мгновенно затвердевает, расклинивается и создает боль-
шие затруднения для открытия формы.
Для снятия отливки с пуансона применяются съемники.
Чтобы при прессовании жидкий металл не мог прорваться через
неплотные соединения матрицы и пуансона, в форме устраиваются
специальные затворы.
При работе с жидкой сталью в условиях приложения высо-
кого давления необходимо обеспечить направленное поступление
металла без разбрызгивания, герметичность сопрягаемых эле-
ментов матрицы и возможность быстрого и беспрепятственного
удаления отливки. Для этого в форме предусмотрены такие эле-
менты, как металлоприемное и срывное кольца, герметически
соединяемые между собой, а также срывной рычаг.
Подробное описание форм приведено в вышеупомянутой ра-
боте [5].
1 БидуляП. Н., Бобров И. И. иСмирноваК-Н. Кристаллиза-
ция жидкой стали под давлением, «Литейное производство», 1956 № 7.
240
46. ИЗГОТОВЛЕНИЕ ФАСОННЫХ ЗАГОТОВОК
РАЗЛИЧНОЙ СЛОЖНОСТИ ШТАМПОВКОЙ
ИЗ ЖИДКОЙ СТАЛИ
Значительные работы по штамповке деталей из жидкой стали
ведутся на Павловском машиностроительном заводе под руко-
водством И. В. Савина.
В основном освоены детали, представляющие собой тела вра-
щения: венцы, подпятники, шестерни, фланцы, полумуфты, заго-
товки шарошек буровых долот.
Ниже описывается технология изготовления таких типовых
деталей серийного производства, как подпятники, фланцы и ша-
рошки буровых долот (последние в виде заготовок, а также с го-
товыми зубцами) и приводятся полученные при этом технико-
экономические показатели.
Подпятник — диаметром 224 мм, изготовлявшийся
ранее горячей штамповкой из проката.
Сравнительные технико-экономические показатели приво-
дятся в табл. 24.
Таблица 24
Технико-экономические показатели
Показатели Горячая штамповка из проката Выдавливание из жидкой стали
Чистый вес детали в кг 3,4 3,4
Вес заготовки в кг 9,8 4,1
Вес штамповки в кг 8,0 4,0
Отход в стружку в кг 4,6 0,6
Отходы при изготовлении заготовки в кг 1,8 (на облой) 0,1
Расход жидкой стали (с учетом ее расхода при изготовлении заготовок для проката) в кг 18,0 4,1
Коэффициент использования жидкого металла в % 18,8 83,0
На фиг. 121 представлена форма для выдавливания подоб-
ных деталей из жидкого металла (в данном случае подпятника).
Конструктивные особенности пресс-формы, обусловливаемые
специфичностью литья стали (быстрое затвердевание при большой
усадке), а также с учетом работы на одноцилиндровом гидравли-
ческом прессе, не обладающем значительной мощностью На подъем,
необходимой для удаления пуансона, обжатого отливкой при
ее усадке, заключаются в следующем.
16 Пляцкий 241
Чтобы снять деталь со стержня 5 (D = 130 мм) используется
полная мощность основного центрального цилиндра. Для этого
стержень делается подвижным, поддерживаемым в верхнем по-
ложении с помощью пружины 11. При приложении давления
Фиг. 121. Форма для выдавливания подпятника из жидкой стали:
/ — пуансонодержатель; 2 — пуансон; 3 — лоток; 4 — залитая заго-
товка; 5 — стержень; 6 и 7 — сменные секции матрицы; 8 — матрица;
9 — корпус матрицы; 10 — ниппель водяного охлаждения; 11 — пру-
жина.
выступающая часть А пуансона 2 (диаметр которой приближается
к диаметру стержня), сжимая пружину, выпрессовывает стержень
из детали и, замещая его, выполняет назначение стержня. Так
как это происходит в тот момент, когда усадка, происходящая
в интервале температур кристаллизации, начинает заканчиваться,
это уменьшает усилие обжима этого стержня. С учетом этого,
он имеет соответственно меньший диаметр, рассчитанный на менее
242
значительную усадку, происходящую при температуре ниже
солидуса. Фактически при замещении одного стержня другим
уменьшается нагрузка на каждый из них: нагрузка термическая,
влияющая на стойкость, а также образующаяся при сильном
его обжиме металлом, а последнее устраняет основную помеху —
затруднения для снятия заготовки с пуансона.
При последующем движении пуансон производит прямое прес-
сование на всю площадь заготовки.
Подобная технология штамповки выдавливанием из жидкого
металла указанных типовых деталей, широко применяемых в раз-
личных видах машиностроения, имеет большое перспективное
значение, что позволяет устранить ряд производственных помех,
вызываемых затруднениями снятия заготовки с пуансона (осо-
бенно при работе на обычных одноцилиндровых прессах).
При подъеме пуансона стержень под действием пружины
возвращается в верхнее положение, способствуя удалению де-
тали из матрицы.
С учетом быстрого износа рабочих полостей форм при литье
стали (главным образом от термоусталости, вследствие длитель-
ного нахождения под нагревом), в рассматриваемой форме при-
меняются сменные секции наборной матрицы 6 и 7, соприкасаю-
щиеся с жидким металлом. Они монтируются в корпус 9.
При соответствующей температуре заливки стали, она, как
показала практика, имея малую жидкотекучесть, не затекает
в зазоры между отдельными секциями. .
Опыт применения сменных секций показывает, что достаточно
снять сетку разгара и сменная деталь рабочей полости формы
сможет быть пригодной для дальнейшего использования при
изготовлении заготовок меньшего размера. Сетка разгара обра-
зуется главным образом на горизонтальных поверхностях, испы-
тывающих более значительные усилия при прямом прессовании.
Эта сетка может быть легко удалена плоскостной проточкой по
торцу.
На внутренней вертикальной поверхности сменной кольцевой
детали 7 формы разгар практически незначителен, так как при
усадке контакт между залитым металлом и боковыми стенками
формы значительно уменьшается. В равной степени и при прес-
совании металла боковые стенки испытывают меньшие усилия
благодаря отсутствию конусности (которая обычно используется
для передачи боковых усилий на стенки).
В указанных условиях формы из Ст. 3 или стали ЮЛ выдержи-
вают от 2 до 3 тыс. заливок.
Заготовки, получаемые при штамповке из жидкого металла,
имеют очень большую твердость и должны быть подвергнуты
отжигу и термической обработке по режиму, применяемому для
стальных отливок, изготовляемых в металлических фор-
мах.
16* 243
К форме прикреплен специальный лоток 5, позволяющий
произвести заливку стали с внешней стороны в форму, прикреп-
ленную к столу пресса, используя транспортно-подъемное обору-
дование. Лоток дает возможность производить заливку направ-
ленной струей, при которой металл попадает непосредственно
в кольцевую полость матрицы, не заливая верхний торец стержня.
Форма имеет водяное охлаждение.
Материал для рабочих полостей форм —Ст. 3, меньше реаги-
рующая на образование внутренних напряжений при высоком
нагреве.
Шарошки буро-
вых долот. Заго-
товки для этих деталей ра-
нее изготовлялись без-
облойно-горячей штампов-
кой из проката на молотах
и ковочных прессах.
Выдавливание этих за-
готовок из жидкой стали
осуществлено в трех вари-
антах:
1. Безоблойная штам-
повка методом выдавлива-
ния из жидкого металла
в неразъемном штампе на
фрикционном прессе. Пе-
$190
Фиг. 122. Заготовка для шарошек буровых РеД выдавливанием зали-
долот, изготовленная на фрикционном прес- тая сталь выдерживалась
се выдавливанием из жидкого металла: несколько секунд до полу-
1 — пуансон; 2 — заготовка; 3 — матрица. ПЛаСТИЧеСКОГО СОСТОЯНИЯ.
На фиг. 122 показана
форма для осуществления этого варианта выдавливания.
2. То же на гидравлическом прессе в разъемном штампе 2,
состоящем из двух половин, Установленном в корпус 3, имеющий
внутреннюю коническую поверхность. Рабочая поверхность ша-
рошки изготовляется с зубцами по окружности, как показано
на фиг. 123, при окончательной обработке производится продоль-
ное фрезерование по конусу.
3. Штамповка выдавливанием из жидкой стали в штампе
из шести секторов с получением готовой рабочей поверхности
шарошки.
Этот наиболее перспективный вариант с положительным ре-
зультатом осуществлен в опытном порядке с применением сле-
дующей технологии.
Выдавливание производилось из стали 18ХГТ. Форма (штамп)
состоит из шести секторов, которые в сборе своими торцами плотно
прилегают друг к другу и сверху зажимаются кольцом, пред-
244
ставляющим.практически наружную часть телескопического пуан-
сона. Внутренняя часть этого пуансона производит штамповку
выдавливанием жидкого металла.
Из шести секторов один неподвижный, а остальные пять при-
водятся в движение гидравлическими приводами, аналогичными
тем, которые применяются в
литье под давлением для дви-
жения боковых стержней. Эти
приводы приводятся одновре-
менно от одной коробки упра-
вления.
При работе на гидравличе-
ском прессе, когда выдавлива-
ние производится непосредствен-
но из жидкого металла, сталь
заливается при температуре
1450° С.
Общая длительность опера-
ции 4—6 сек, из них выдержка
под давлением около 0,5 сек.
Выдача штампованной дета-
ли из формы производится при
температуре 1200° С.
Широкое внедрение этого
варианта, дающего возможность
получить готовые шЯрошки,
зависит от оснащения прессами,
имеющими вспомогательные ци-
Фиг. 123. Заготовка для шарошек
буровых долот, изготовленная с зуб-
цами по окружности выдавливанием
из жидкой стали в разъемной форме на
гидравлическом прессе:
/ — пуансон; 2 — разъемная форма;
3 — обойма.
линдры, приводящие в движение траверсу, позволяющую при-
менить телескопические пуансоны (по аналогии с универсаль-
ной машиной УЛМ). Сравнительные технико-экономические по-
казатели различных вариантов изготовления шарошек буровых
долот приводятся в табл. 25.
Таблица 25
Сравнительные технико-экономические показатели по штамповке заготовок для
шарошек буровых долот
Показатели Метод изготовления
Горячая штампов* ка Выдавливание из жидкого металла в неразъем- ной форме Выдавливание из жидкого металла с зубцами в разъемной форме Выдавливание с готовыми зубцами из жидкого металла в форме из 6 секторов
Вес готовой детали в кг Вес заготовки в кг 4,3 12,1 4,3 9,5 4,3 5,5 (жидкой стали) 4,3 4,7 (жидкой стали)
245
Продолжение табл. 25
Показатели Метод изготовления
Горячая штампов* ка Выдавливание из жидкого металла в неразъем- ной форме Выдавливание из жидкого металла с зубцами в разъемной форме Выдавливание с готовыми зубцами из жидкого металла в форме из 6 секторов
Вес штамповки в кг 11,0 9,0 5,0 4,6
Отход в стружку в кг 6,7 4,7 0,7- 0,3
Отход при штамповке в кг 1,12 0,5 0,5 0,1
Расход жидкой стали (с учетом ее расхода для изго- товления заготовок из про- ката) в кг 20,0 9,5 5,5 4,7
Коэффициент использо- вания жидкого металла в % 21 42 около 80 90
Изготовление точных фасонных заготовок (деталей) различной
сложности, получаемых выдавливанием жидкой стали в закрытые
(готовые) полости
Выдавливание жидкой стали в закрытые полости представляет
значительный интерес для изготовления стальных уплотненных
деталей различной конфигурации, которые нельзя изготовить
литьем под давлением. Последнее имеет ограниченную область
применения для тонкостенных несложных деталей без глубоких
полостей и. его развитие лимитируется трудностью изыскания
стойких материалов для пресс-форм при сочетании высокого нагрева
с эрозионным действием потока металла в условиях турбулент-
ности.
Опыты автора, проводимые в 1945—1946 гг. на базе Ленинград-
ского института точной механики и оптики по изготовлению
литого инструмента штамповкой выдавливанием жидкой стали,
послужили предпосылками для проведения дальнейших работ
в этом направлении. Эти работы с 1954—1958 гг. в основном осу-
ществлялись на универсальной литейной машине УЛМ.
При работе со сталью учитывались ее особенности: большая
усадка, низкая пластичность при температуре ниже 700° С и бы-
строе образование кристаллической корочки при соприкосновении
с металлической формой. При высоких температурах сталь (осо-
бенно высоколегированная) не обладает пластичностью, доста-
точной для противостояния напряжениям, образующимся при
затрудненной усадке на пуансонах или выступающих частях
246
А -А
формы, что может привести к образованию горячих трещин в
отливках.
Это показало, что для выдавливания жидкой стали нужны
переходные стадии от литья к обработке металла давлением.
Используя текучесть жидкого металла для заполнения формы,
окончательное формообразование и уплотнение должны произво-
диться при температуре, когда металл находится в состоянии,
близком к пластическому.
Такое состояние практи-
чески имеет место в одной
из стадий быстрого затвер-
девания металла в условиях
выдавливания жидкого ме-
талла, и основная задача за-
ключается в том, чтобы уло-
вить момент наибольшей пла-
стичности. Последний в зна-
чительной степени зависит от
конфигурации и толщины сте-
нок изготовляемой детали и
перемещений металла в пе-
риод формообразования, спо-
собствующих увеличению ско-
рости кристаллизации. При
малом температурном интер-
вале кристаллизации стали
этот момент можно уловить
опытным путем с последую-
щей фиксацией оптимальной
выдержки металла в форме
до начала прессования и про-
должительности последнего, с помощью реле времени или с приме-
нением разработанного автором варианта выдавливания в закрытые
полости с уплотнением металла пуансонами двойного действия
(фиг. 124). Последние аналогичны телескопическим пуансонам
в отношении раздельного последовательного поступления дав-
ления на залитый металл.
Сущность этого варианта, предназначенного для изготов-
ления деталей типа турбинных лопаток, заключается в том,
что заполнение закрытой рабочей полости формы производится
центральным пуансоном 1, выдавливающим металл под дей-
ствием мощной пружины 6. Через малую долю секунды, при
дальнейшем ходе пресса, когда пружина сжимается, на от-
ливку, не успевшую еще окончательно затвердеть, поступает
пуансонодержатель 3 (прикрепленный к штоку пресса) с вмон-
тированными в него пуансонами 2, производящими окончательное
уплотнение отливки.
Фиг. 124. Штамповка из жидкого металла
с выдавливанием его в закрытые полости
с последующим уплотнением пуансоном
двойного действия:
1 — центральный пуансон; 2 — пуансон-
вставка; 3 — пуансонодержатель; 4 —ра-
бочая полость — вставка в матрицу; 5 — ма-
трица; 6 — пружина.
247
1 условиях литья стали, вариант штамповки с выдавливанием
металла в закрытые полости, кроме вышеперечисленных общих
преимуществ перед штамповкой (с образованием рабочей полости
при конечном сопряжении пуансона и матрицы), имеет также
следующие преимущества.
При обычном выдавливании жидкого металла, корочка, обра-
зующаяся около стенок, должна быть деформирована, чтобы ее
структура не отличалась от структуры металла, выдавленного
вверх для формообразования верхней части детали; это требует
приложения .значительных
усилий. При выдавлива-
нии в закрытые полости
корочка образуется под да-
влением и отличается чи-
стотой поверхности и
мелкозернистой структу-
рой.
Так как выдавливание
металла в его обычном ва-
рианте всегда связано с об-
разованием детали, имею-
щей замкнутую полость, то
обжим пуансона при за-
трудненной усадке не по-
зволяет долго выдерживать
Фиг. 125. Выдавливание стальных пластин
в многогнездной форме с матрицей, облицо-
ванной огнеупорным керамическим материа-
лом:
1 — пуансон; 2 — верхняя половина формы;
3 — отлитые пластины; 4 — матрица; 5—литник;
6 — вставка из огнеупорного материала; 7 — ос-
нование.
стальную отливку под да-
влением. При выдавлива-
нии в закрытую полость,
замкнутый (типа стакана)
пресс-остаток может быть
заменен литниками-отро-
стками, как показано на
фиг. 51 и 125.
Выдавливание стальных пластин (фиг. 125) в многогнездной
форме (6 шт.) с матрицей, облицованной огнеупорным материалом,
производилось на винтовом прессе мощностью около 15 Г с ручным
приводом, причем это малое усилие было достаточным для полу-
чения качественного литья. При применении отдельных питателей
усилие обжатия пуансона металлом при его усадке было незна-
чительным.
При выдавливании в закрытую полость -стали для получения
деталей, показанных на фиг. 126, усилие обжатия пуансона метал-
лом преодолевалось с помощью съемников, быстро включающихся
при раскрытии формы (фиг. 127). Для этого на универсальной
литейной машине УЛМ имеется траверса 8, приводимая
в движение штоками / двух вспомогательных цилиндров ма-
шины.
248
После выдержки металла под давлением поднимается траверса
с прикрепленной к ней верхней половиной формы и пуансон 5
Фиг. 126. Сложные фасонные стальные детали, изгото-
вленные выдавливанием жидкого металла в закрытую по-
лость формы на машине УЛМ.
вместе с обжимающей его отливкой 6 извлекает ее из матрицы 7.
Когда траверса, встретив упоры 3, имеющиеся на колоннах ма-
шины 2, останавливается, а
шток 4 с прикрепленным к
нему пуансоном 5 продолжает
свой подъем, отливка сбрасы-
вается с пуансона.
Изготовление пресс-форм
штамповкой из жидкого
металла
Развитие специальных ви-
дов литья: в металлические
Фиг. 127. Механизированное выталкива-
ние из формы деталей, показанных на
фиг. 126, с помощью съемников на маши-
не УЛМ.
формы (кокильного), литья
под давлением, штамповки
жидкого металла, точного
литья по выплавляемым мо-
делям, а также изготовления
деталей из пластических масс и точной безоблойной штамповки
в закрытых штампах, — все это вызывает необходимость в огром-
ном количестве пресс-форм и штампов и ложится тяжелой на-
грузкой на инструментальные цехи заводов.
Расширение этих цехов и оснащение их современным обору-
дованием, механизирующим операции изготовления сложных
рабочих полостей форм, например координатно-расточными стан-
ками, копировально-фрезерными, и т. п., — позволит решить
задачу главным образом в количественном отношении, но не решает
не менее важную задачу о рентабельности применения того или
249
другого передового метода изготовления заготовок (деталей)
при малой их повторяемости, когда не окупается стоимость формы.
Не решает также задачу первейшей важности о стойкости пресс-
форм, которая на наших заводах пока еще не достигла достаточно
высоких пределов.
В настоящее время разработаны различные упрощенные
и ускоренные методы изготовления рабочих полостей пресс-форм
и штампов, большинство которых дает возможность получения
этих полостей без снятия стружки и с повышенной стойкостью.
Из числа этих методов наилучшие результаты дают те, которые
осуществляются с применением обработки металла давлением:
в холодном состоянии (холодное выдавливание), в пластическом
состоянии (горячая штамповка) и в жидком состоянии (штамповка
из жидкого металла).
Анализ области применения процессов обработки металла
давлением для получения готовых полостей пресс-форм, а также
производственный опыт показали следующее.
Горячая штамповка и холодное выдавливание имеют ряд
ограничений в отношении сложности и габаритов рабочих поло-
стей, а также в связи с необходимостью применять для их изго-
товления прессовое оборудование значительной мощности. Холод-
ное выдавливание имеет ограниченное применение из-за невозмож-
ности применить легированные стали, наиболее стойкие в усло-
виях литья под давлением алюминиевых и медных сплавов.
Штамповка из жидкого металла дает возможность получать
рабочие полости сложной конфигурации и с более развитыми габа-
ритами с затратой наименьших усилий, что позволяет их изго-
товлять на любом гидравлическом, кривошипном, пневматиче-
ском или винтовом прессе.
Однако нельзя рассматривать этот метод изготовления рабочих
полостей форм без учета тех больших преимуществ, которые
получаются при его сочетании с химико-термической обработкой
и применением стойких смазок. Только в сочетании с последними
штамповка форм из жидкого металла может быть эффективной.
Она основана на принципе получения готовых полостей (без
снятия стружки)с помощью пуансонов, прикрепленных к плунжеру
пресса. Во всех случаях рабочие полости получаются негативным
способом, когда пуансон представляет собой деталь с припусками
на усадку и полировку, а также для спаривания двух половин
полости, когда она расположена в подвижной и неподвижной
частях формы. Изготовление таких пуансонов всегда менее трудо-
емко и более точно, чем непосредственное изготовление самой
полости механической обработкой, тем более, что по одному
пуансону — позитиву—можно изготовить значительное количество
рабочих полостей.
Негативный метод изготовления рабочих полостей незаменим
при изготовлении форм для литья глубоких деталей некруглого
250
сечения, сложных фасонных полостей, где нет выхода режущему
инструменту, полостей для литья шестерен с небольшим модулем
и большим количеством зубьев, а также полостей для деталей
типа коноидов (тел, образуемых вращением какой-нибудь кривой
линии около неподвижной оси), приобретающих большое значение
при автоматическом управлении механизмами.
Опыт последних лет по литью стали под давлением и выдавли-
ванию из жидкого металла показал, что при правильном выборе:
материала для форм, режимов выдержки залитого металла под
давлением, и применении соответствующих смазок, при общей
стойкости форм, не превышающей в отдельных случаях 1000 опе-
раций, трещины разгара на первых 100 операциях не проявляются.
При изготовлении вставок для рабочих полостей форм в неболь-
ших количествах, когда между каждой операцией возможен интер-
вал для выравнивания температуры формы, имеются все условия
для получения этих вставок без трещин разгара и с чистой поверх-
ностью.
При прямом прессовании жидкого металла с передачей давле-
ния на всю площадь заготовки, кристаллизация под давлением
осуществляется очень быстро, с получением рабочих вставок
с упрочненной поверхностью и общей высокой плотностью. Соче-
тание этих преимуществ является положительным фактором,
обеспечивающим более высокую стойкость форм, по сравнению
с другими методами получения полостей форм без снятия стружки.
Жидкий металл наливается в матрицу,, внутренние размеры
которой соответствуют наружному размеру вставки (с припуском
на обработку, производимую для посадки вставки в плиту формы).
Располагая небольшим количеством матриц с размерами в соот-
ветствии с нормализованными вставками, можно изготовлять
широкий круг деталей. Так как все полученные заготовки обра-
батываются снаружи для посадки в основные плиты форм, то износ
матрицы, влияющий на чистоту поверхности, не имеет первосте-
пенного значения.
Пуансоны, представляющие собой позитив рабочей полости
вставки, прикрепляются к постоянному пуансонодержателю;
полученные таким образом полости форм в большинстве случаев
обработке не подлежат, исключая зачистку и полировку.
При штамповке полостей форм из жидкой стали имеется воз-
можность получить их с затратой небольших усилий (удельное
давление от 150 до 600 кПсм?).
При изготовлении вставок с неглубокими полостями или
с глубокими полостями, имеющими достаточную конусность или
обтекаемость, для выдавливания жидкого металла могут быть
применены обычные одноцилиндровые гидравлические или вин-
товые прессы, а также машины для литья под давлением с верти-
кальной камерой прессования, используя блок, производящий
прессование металла в качестве обычного гидравлического пресса.
251
назначенная для изготовления
Она изготовлена в условиях
Фиг. 128. Вставка, в которой выпол-
нена рабочая полость формы литья
под давлением, изготовленная штам-
повкой жидкого металла.
Благодаря тому, что выдавливание жидкого металла осуще-
ствляется при малых усилиях, представляется возможность
в условиях каждого цеха, располагающего упомянутым прессо-
вым оборудованием малой мощности, изготовить вставки для
форм.
На фиг. 128 представлена изготовленная штамповкой из жид-
кого металла вставка для формы литья под давлением, пред-
детали с шаровой поверхностью.
цеха, не имеющего гидравли-
ческих прессов, с использова-
нием имеющегося винтового пресса
мощностью около 15 Т.
При выдавливании применялась
сифонная заливка из следующих
соображений:
1) облегчалась дозировка ме-
талла, уровень которого регули-
руется высотой его в стояке (ходо-
вом литнике);
2) прессующий пуансон может
быть предварительно (до заливки
металла) установлен в матрицу,
благодаря чему значительно со-
кращается выдержка залитого ме-
талла до поступления на него
давления; это особенно важно при
литье из стали, где металл при
малых его порциях очень быстро
затвердевает;
3) исключается возможность
попадания брызг и капель ме-
талла на стенки направляющего отверстия матрицы, благодаря
чему устраняется одна из технологических помех, нередко пре-
пятствующая передвижению прессующего пуансона.
На фиг. 129 показан общий вид этой формы. На плите 8 в круг-
лую выточку устанавливается матрица 2, укрепляемая прихва-
тами. Около матрицы в специальных углублениях монтируются
элементы (каналы) литниковой системы для сифонной заливки,
изготовленные из песчаной массы: труба для стояка 4, каналы
для питателей 6 и 7. Между матрицей и стояком устанавливается
приспособление, состоящее в основном из рычага 9 и ножа 5,
предназначенного для рубки питателя.
Пуансон 1 до заливки металла установлен в матрицу на за-
данной глубине.
После заливки металла при нажиме на рычаг 9, нож 5 пере-
рубает литник-питатель, после чего (после небольшой выдержки)
производится прессование металла 3 пуансоном.
252
Рабочая поверхность вставки после полировки или шабровки
не нуждается в добавочной механической обработке (фиг. 128).
Большим преимуществом штамповки из жидкого металла яв-
ляется возможность изготовления таких полостей, которые нельзя
получить механической обработкой. На фиг. 130 показана изго-
товленная на этом же прессе вставка, у которой полость, оформ-
ляющая глубокие ребра, расположена по кривой.
а-а
Фиг. 129. Форма для изготовления методом штамповки жидкого металла
вставки, показанной на фиг. 128.
В литье под давлением из технологических соображений широко
применяются вставки в форму — составные из двух и более
элементов, надежно фиксированные в теле плиты (обоймы). Так,
например, у патрубка с ребрами воздушного охлаждения полость
для корпуса целесообразно расточить в разъемных половинах
формы, а ребра изготовить в виде отдельной вставки, которую
можно изготовить только методом штамповки из жидкого металла
с применением негативного способа получения полости.
На фиг. 131 показан пример изготовления такой вставки с ис-
пользованием в качестве пресса прессующего блока машины
литья под давлением с вертикальной камерой прессования.
Разъемная матрица 4 и 6 (фиг. 131) устанавливается в стакан 3
камеры сжатия, упираясь в пятку 1 или на промежуточное
кольцо 2. Прессующий пуансон 5 изготовляется с фасонным
253
Фиг. 130. Вставка в форму литья под давлением^
изготовленная штамповкой из жидкой стали.
Фиг. 131. Вставка в форму, изготовленная штамповкой
жидкого металла, с использованием прессующего бло-
ка машины литья под давлением в качестве пресса.
254
ребристым наконечником (позитив полости формы) или к стандарт-
ному пуансону прикрепляется отдельно изготовленный позитив.
Механизм пятки используется для выталкивания вверх разъемной
матрицы вместе с отлитой заготовкой; она извлекается из матрицы
за пределами машины. Из полученной заготовки 7 (вид снизу)
после механической обработки наружной поверхности получается
вставка в форму 8, оформляющая ребра охлаждения; она спари-
вается с другими элементами рабочей полости.
Вставки могут быть изготовлены из меди, легированной берил-
лием и кобальтом (сплав наиболее стойкий при литье под давле-
нием деталей из стали, выдерживающий до 1000 отливок), и из
стали 3X238 без термической обработки (за исключением пред-
варительного отжига), выдерживающей до 350 запрессовок из
стали.
Опыт по литью стальных деталей с кристаллизацией под
давлением и штамповке жидкого металла показал [5], что при
применении для изготовления форм стали 20, меньше реагирующей
на термические напряжения, после 100 прессований сетка разгара
не была обнаружена, в то время как формы из сталей 45, 40Х,
5ХНМ дали ярко выраженную сетку разгара.
Время выдержки металла в форме должно быть минимальное,
необходимое до момента окончания первичной кристаллизации.
Так, например, заготовка весом 20 кг стали извлекается из формы
через 20 сек при температуре 900—1050° С; заготовка весом 1,5 кг
выдерживается 10—12 сек.
Эти данные показывают возможность* изготовления вставок
для форм методом штамповки из жидкой стали.
Следует учитывать, что требования к вставке для форм более
высокие, чем для обычных стальных деталей, литых под давлением
(или штампованных из жидкого металла); необходима более
высокая чистота поверхности и полное отсутствие сетки трещин
разгара. Последние, как известно, образуются в литье под давле-
нием при многократных нагревах и охлаждениях, и образовании,
вследствие этого, термической усталости. При штамповке жидкого
металла, где эрозионное действие потока металла значительно
меньше, а также потому, что вставки для форм изготовляются
в сравнительно небольших количествах и между каждой отливкой
возможен интервал, необходимый для уменьшения термических
напряжений, трещины разгара можно полностью устранить.
При штамповке вставок для форм из жидкой стали необходимо
использовать смазки, давшие хорошие результаты при литье под
давлением стальных деталей.
Состав смазки в %
Силикон (кремнеорганическая жидкость № 5 по
ТУ МХП 2416-54 ......................................... 25
Окись хрома............................ . . ..........17
255
Этилацетат по НКПП—528 . . .................. 54
5-процентный раствор этилцеллюлозы (ТУ МХП 2723—51) в
этилацетате .............•.................... 4
Штамповка жидкого металла в сочетании с получением поло-
стей негативным способом должна найти также широкое приме-
нение в точном литье для изготовления пресс-форм для выплав-
ляемых моделей. При этом пуансоны-позитивы могут быть
изготовлены из алюминиевых или медных сплавов, а сами
пресс-формы из легкоплавких сплавов. Такие пресс-формы в 8—10
раз дешевле, чем при изготовлении их механической обработкой.
При применении для штамповки из жидкого металла форм
из сталей, уже испытанных в условиях этого процесса, стойкость
форм может быть значительно повышена при применении методов
химико-термической обработки, предназначенных для предохра-
нения их от износа. Из их числа следует отметить следующие,
давшие наилучшие результаты: низкотемпературное цианирова-
ние и сульфидирование.
Низкотемпературное цианирование и сульфидирование
Для получения прочного поверхностного слоя на деталях после
их закалки и отпуска на твердость 32—34 RC применяется низко-
температурное цианирование с образованием слоя от 0,08 до
0,15 мм, обеспечивающего высокую стойкость. Планированный
слой препятствует химическому взаимодействию с расплавленным
металлом, менее чувствителен к внутренним напряжениям и обла-
дает высокой термической стойкостью. Сталь, имея в своем составе
хром, обладающий химическим сродством с азотом, хорошо вос-
принимает цианирование при температуре 540—560° С, образуя
диффузионный слой высокой твердости [28]. 1
Для жидкостного цианирования применяется ванна, отличаю-
щаяся по составу от общеизвестных ванн для низкотемпературного
цианирования; она состоит из 70% NaOH и 30% K«Fe (CN)e.
Такой состав позволяет применить недефицитные компоненты,
не ядовитые в исходном состоянии, обладающие жидкоподвиж-
ностью при сравнительно низкой температуре плавления.
Процесс цианирования длится 4—4,5 ч. После этого форму
тщательно промывают в горячей воде в течение 30—40 мин,
нейтрализуют в 3—4% растворе нитрида натрия и проваривают
в масле.
1 По данным Киевского экономического района благодаря применению
низкотемпературного цианирования настолько увеличивается стойкость форм,
что низколегированная сталь ЗОХГТ (ГОСТ 4543—61) явилась полноценным
заменителем высоколегированной стали ЗХ2В8, не уступая ей по стойкости при
литье под давлением алюминиевых сплавов.
256
Сульфидирование, применяемое вместо цементации, оказывает
более эффективное сопротивление износу форм. Оно заключается
в пропитке поверхностного слоя рабочей полости формы серой
и азотом в соляной ванне. Для этого детали, подлежащие сульфи-
дированию, подвешиваются в ванне расплавленной соли, содержа-
щей соединения цианида и серы, и выдерживаются в течение 2—
3 ч при температуре 570° С. На поверхности детали образуется
тонкий слой, пропитанный сульфатами железа и соединениями
азота с железом.
Азот проникает на более значительную глубину, чем сера.
Обработанный слой имеет глубину от 0,01 до 0,025 мм. Он оказы-
вает очень большое сопротивление задирам и абразивному износу.
По данным Н. К. Бартона, сопротивляемость сульфидированного
слоя во много раз сильнее, чем цементированной и азотированной
поверхности.
Сульфидирование способствует также улучшению чистоты
поверхности отливок. При литье алюминиевых сплавов снижается
прилипание и приваривание к выступающим частям формы, что
является признаком того, что сульфидированный слой устраняет
диффузию алюминиевого сплава в стали формы, что служило ранее
одной из главных причин малой стойкости форм.
При выборе марки стали для изготовления пресс-форм выдавли-
ванием жидкого металла, необходимо руководствоваться следую-
щими соображениями.
Большая усадка стали, ее низкая пластичность при температуре
ниже 700° С и быстрое образование (при соприкосновении с пуан-
соном) кристаллической корки, подлежащей деформированию,
требуют подробного изучения физических свойств материала
при соответствующих температурных режимах; с учетом этого
следует подбирать сталь.
Так, например, высокопрочная легированная сталь ЗХ2В8,
не будучи достаточно пластичной, при выдавливании глубоких
полостей, испытывает большие напряжения при затрудненной
усадке на пуансоне, что нередко приводит к образованию трещин.
Эту сталь необходимо применять при изготовлении хотя и
неглубоких, но сложных полостей, особенно тех, которые трудно
изготовить режущим инструментом, например в условиях, когда
нет выхода для резца или фрезы, а также во всех случаях сложной
гравировки.
Сталь 20 благодаря своей пластичности оказывается в ряде
случаев более пригодным материалом для выдавливания глубоких
полостей форм, но, как указано в гл. X, она одновременно более
применима при литье из сплавов с высокой температурой
плавления.
Опыт штамповки из жидкого металла, обладающего высокой
температурой плавления (чугун, сталь, бронза), показал также,
что такие стали, как сталь 20, при их применении в качестве
17 Пляцкий 257
материала для пресс-форм благодаря своей пластичности обнару-
живают также более высокую стойкость, чем ряд легированных
сталей, особенно на первых операциях. Так, например, в п. 45
указывается, что они выдерживают более значительное количество
запрессовок, чем легированные стали, и не обнаруживают трещин
разгара на первых 100 операциях \
Таким образом, как для изготовления пресс-форм, так и для
их последующей эксплуатации при литье из сплавов с высокой
температурой плавления, могут быть рекомендованы пластические
стали типа стали 20.
При выдавливании деталей из алюминиевых, магниевых и цин-
ковых сплавов, когда сталь ЗХ2В8 имеет высокую стойкость,
целесообразно использовать ее в качестве материала для форм,
применив термическую обработку на твердость RC 40—44.
Для выдавливания медных сплавов сталь ЗХ2В8 термически обра-
батывается на твердость RC 34—36.
Учитывая невысокую пластичность стали ЗХ2В8 в процессе
выдавливания из нее рабочих полостей пресс-форм, необходимо
по возможности применять ее для вставок со сравнительно неглу-
бокими полостями или уточнить режимы литья, установив переход-
ные стадии от литья к обработке металла давлением в пластиче-
ском состоянии.
Используя текучесть жидкого металла для обеспечения хоро-
шего формообразования, уплотнение металла и чеканку контуров
полученной рабочей полости производить при температуре, когда
металл находится в состоянии, близком к пластическому.
Опытные работы по изготовлению литого инструмента
методом выдавливания жидкого металла с армированием
вкладышами
В гл. IV было описано литье с кристаллизацией под поршневым
давлением с армированием, где обжатие металлом при его усадке
вкладышей, установленных в матрице, производится с более зна-
чительным усилием, чем при литье под давлением, что делает арми-
рование более эффективным.
При литье методом выдавливания, где металл, залитый в ма-
трицу, интенсивно перемещается пуансоном вверх, фиксировать
вкладыш в матрице нельзя; его необходимо располагать на прес-
сующем пуансоне.
С учетом этого, технология армирования при выдавливании
жидкого металла разработана в следующем оформлении и про-
1 Если рассматривать сталь главным образом с точки зрения ее пластичности
и пригодности для выдавливания рабочих полостей, то получение таких вставок
для форм в количестве 100 шт. без трещин разгара обеспечит возможность вос-
производить эти формы в течение длительного периода для литья тугоплавких
сплавов при наличии одного пуансона-негатива.
258
верена с положительным результатом при изготовлении концевых
фрез диаметром 100 мм и высотою 100 мм из инструментальной
стали с вкладышем-арматурой из мягкой стали.
При изготовлении литых фрез необходимо сохранение литой
структуры (обеспечивающей высокую стойкость) с устранением
термической обработки (отжиг и закалка).
Однако это не может быть в ряде случаев осуществлено вслед-
ствие необходимости расточки отверстий и устройства шпоночной
канавки для посадкина оправку,
например у концевых фрез.
Литье методом выдавливания
при низких давлениях дает воз-
можность:
1) получить режущие кромки
с повышенной износоустойчи-
востью, благодаря формообра-
зованию под давлением, а также
уплотнению металла в процессе
его затвердевания;
2) армировать концевую
фрезу (любой высоты) втулкой
из поделочной стали, фиксиру-
емой на прессующем пуансоне,
и при сильном обжатии ее ме-
таллом при усадке, остающейся
в отливке (этому способствует
проточка небольших канавок
на внешней части вкладыша)
(фиг. 132).
Благодаря этому: а) устра-
няется необходимость отжига (и
последующей закалки) отливки
для проточки отверстия; б) устраняется основная помеха — ох-
ват пуансона металлом при усадке (используемая в данном слу-
чае в качестве положительного фактора для надежной фиксации
вкладыша), а также устраняется износ прессующего пуансона,
так как последний соприкасается с жидкой сталью только
в верхних торцах отливки (на участке, не обжимаемом металлом).
Выдавливание осуществлялось на машине ОВП-2 (фиг. 70).
Так как вследствие массивности отливки металлические формы
имеют очень низкую стойкость, то форма (фиг. 133) была изгото-
влена из кварцевой муки (с добавкой жидкого стекла). Для пре-
дохранения от пригара применялись силиконовые покрытия
(тетраэтилсиликат). Форма 2 была изготовлена обычным методом
формовки по металлическим моделям.
Верхняя металлическая половина формы 3 имеет отверстие
для прохода и направления прессующего пуансона 5, установлен-
Фиг. 132. Концевая фреза 0100 мм,
армированная втулкой из мягкой ста-
ли, изготовленная методом выдавли-
вания из жидкого металла на машине
ОВП-2.
17*
259
и сжимается между подвижной и
Фиг. 133. Форма из силикатной смеси для
выдавливания из жидкой стали концевой
фрезы.
ного в пуансонодержатель 4, При литье на машине ОВП-2 мощно-
стью 5,5 Т при небольшом удельном давлении форма не разру-
шается. Форма устанавливается на горизонтальный постамент 1
неподвижной частями машины.
Для предупреждения тре-
щин инструментальной стали
при ее затрудненной усадке
на втулке-арматуре, послед-
няя должна быть нагрета до
700° С. Отливка должна осты-
вать подслоем горячего песка.
Учитывая неточности до-
зировки, которые при нали-
чии у отливки дна-пере-
мычки могут повлиять на рас-
положение втулки-арматуры,
отливка производится с зумп-
фом и с удлиненной на 15—
20 мм втулкой-арматурой 6.
Это даст возможность полу-
чить сквозное отверстие в
фрезе, а избыточный металл
в зумпфе (находящийся за
пределами режущих кромок)
обрезается с применением
анодно-механического метода.
Нижний торец пуансона
защищен асбестовой проклад-
кой 7. Выдавливание металла
производится пуансоном, со-
стоящим из двух частей, расположенных концентрически: на
внутренний основной пуансон 5 надевается стальная втулка 6,
остающаяся в отливке в виде вкладыша. Внутренний пуансон,
не будучи обжатым, свободно извлекается при подъеме пуансона.
Армирование даст возможность получить центральное отверстие
значительной глубины без конуса с незначительным припуском на
обработку.
Подобный метод армирования имеет большое перспективное
значение для получения биметаллических деталей.
ГЛАВА X
РАЗЛИЧНЫЕ ВОПРОСЫ ТЕХНОЛОГИИ ШТАМПОВКИ
ИЗ ЖИДКОГО МЕТАЛЛА ДЕТАЛЕЙ
ИЗ ЦВЕТНЫХ СПЛАВОВ
При освоении вариантов штамповки из жидкого металла уточ-
нены следующие вопросы технологии, разбитые на группы в зави-
симости от их назначения:
1) условия, обеспечивающие бесперебойный ход процесса:
а) зазоры между пуансоном и матрицей;
б) дозировка металла;
в) условия заливки металла в форму;
г) вентиляция формы;
д) значение заусениц;
е) противодавление в форме;
2) условия удаления заготовки из формы:
а) обжим пуансона металлом при усадке;
б) механизированные способы выталкивания заготовок
из формы;
3) условия, направленные для увеличения стойкости форм:
а) стойкость в условиях штамповки жидкого металла;
б) уход за формой и применяемые смазки;
4) припуски на механическую обработку;
5) брак в различных вариантах штамповки из жидкого металла.
47. УСЛОВИЯ, ОБЕСПЕЧИВАЮЩИЕ БЕСПЕРЕБОЙНЫЙ
ХОД ПРОЦЕССА
/
Зазоры между пуансоном и матрицей
Правильное определение зазоров между пуансоном и матрицей,
особенно при пр!шенении кольцевых пуансонов, имеют перво-
степенное значение для бесперебойного хода процесса.
При заниженных зазорах возможно заклинивание пуансона
при его нагреве, а при завышенных — металл, затекающий в них
так же, как при обратном истечении (экстрюдировании), образует
261
наклепанный кольцевой залив, сильно затрудняющий подъем
пуансона.
Зазоры при применении надставных пуансонов должны быть
настолько значительны, чтобы горячий пуансон мог быть свободно
установлен с помощью клещей без всяких усилий. Пуансон уста-
навливается на зеркало жидкого металла до поступления давления,
вследствие чего между массой жидкого металла и пуансоном
тотчас образуется тонкая корочка, затрудняющая в некоторой
степени течение металла вверх в зазоры.
В этих условиях зазоры при литье сплошных заготовок, при-
няты: 0,3 мм на сторону при литье медных сплавов и 0,15 мм
на сторону при литье алюминиевых сплавов.
Правильный ход процесса проверяется наблюдением за тече-
нием металла в зазоры. Если в зазорах образуется высокий коль-
цевой залив или когда металл выбрызгивается из формы, с та-
кими зазорами работать нельзя.
Если металл совершенно не затекает в зазоры, то это является
признаком запоздалого поступления давления и образования
толстой кристаллической корочки, препятствующей течению ме-
талла как в верхние, так и в нижние слои заготовки. При пра-_
вильно выбранном зазоре жидкий металл устремляется в зазор,
но ввиду его малой величины тотчас затвердевает, образуя кольце-
вой заусенец высотою 1—2 мм.
Зазоры при изготовлении фасонных заготовок устанавли-
ваются, исходя из соображений, что пуансон прикреплен к штоку
пресса и точно центрирован по отношению к направляющему
отверстию матрицы.
В результате опробования форм с различной величиной за-
зора, он установлен 0,04—0,08 мм на сторону.
В процессе освоения каждой отливки необходимо опытным
путем отработать оптимальные размеры зазоров с учетом массы
заливаемого металла, его температуры плавления и принятых
темпов работы.
Особенно тщательно необходимо отработать двухсторонние
(наружные и внутренние) зазоры у кольцевых пуансонов, приме-
няемых при литье с кристаллизацией под давлением деталей
типа втулок. Для стабилизации зазоров целесообразно в отдель-
ных случаях производить водяное охлаждение как матриц, так
и крупных стержней.
Дозировка жидкого металла
В процессе выдавливания жидкого металла дозировка имеет
большое технологическое и экономическое значение и должна
быть рассмотрена как с точки зрения получения требуемых раз-
меров заготовок и нужного качества металла, так и в отношении
расхода металла.
262
Наблюдения за литьем методом выдавливания различных
деталей показали, что при значительном недостатке металла,
при хорошем заполнении верхних контуров, в деталях образуются
внутренние пустоты или рыхлости. Это объясняется свойством
металла устремляться под давлением с большой скоростью в сто-
рону, обратную ходу пуансона, образовывать у стенок формы
и в соприкосновении с пуансоном первоначальный слой (каркас
заготовки) и заполнять прежде всего и более отчетливо вышележа-
щие полости, после чего идет заполнение металлом образовавше-
гося каркаса.
Фиг. 134. Дозировка металла в
закрытой форме.
Фиг. 135. Дозировка металла в от-
крытой форме.
Если доза залитого металла находится на низшем пределе,
то всякое промедление в подаче давления может отразиться на
увеличении толщины перемычки за счет заполнения каркаса
с образованием неплотности.
Детали, отлитые при некотором избытке металла, всегда отли-
чаются плотностью. Поэтому целесообразно работу вести при
небольшом избытке металла.
При изготовлении деталей с большой центральной полостью
избыток металла может привести к различным результатам.
В конструкции формы, показанной на фиг. 134, наружные
контуры детали (главным образом по высоте Н) всегда одинаковы,
так как верхние торцы втулки выполнены в закрытой матрице.
Здесь неточность дозировки отразится только на толщине пере-
мычки а, которая увеличится до
Если основание детали и все ее стороны оформляются в ма-
трице /, а верхний торец и внутренняя поверхность пуансоном 2
(фиг. 135), то избыток металла отражается как на толщине дна,
перемычки а, так и на общей высоте детали Я', которые полу-
чаются соответственно равными а' и Н.
Избыток металла на фиг. 134 и 135 показан штриховкой
в клетку.
263
Колёбание толщины дна (в данном частном случае) не является
существенным; увеличение же высоты всей детали нежелательно,
так как это увеличивает трудоемкость механической обработки.
При применении телескопических пуансонов (фиг. 67 и 69)
этот недостаток может быть устранен.
При изготовлении деталей без полостей, когда верхний торец
не может быть выполнен в матрице, неточность дозировки
отражается на общей толщине (высоте) детали.
При изготовлении деталей с .несквозными полостями, не имею-
щими переменных поперечных
сечений, неточность дозировки
устраняется простой механиче-
ской обработкой.
При несквозных полостях с
переменным поперечным сече-
Фиг. 136. Влияние не-
точностей дозировки
на внутренние кон-
туры детали.
Фиг. 137. Дозировка с по-
мощью боковых резерву а
ров.
нием и со сложной конфигурацией механическая обработка услож-
няется, поэтому точность дозировки приобретает особо важное
значение. На фиг. 136 схематически показано штриховкой влияние
неточной дозировки на конфигурацию внутренней поверхности
детали с несквозной полостью.
Для получения точности внутренней поверхности у подобных
деталей применяются телескопические пуансоны. Участки А
выполняются наружной частью телескопического пуансона; уча-
сток Б — внутренней частью; неточность дозировки отразится
только на толщине дна.
Для определения оптимальных способов дозировки было изу-
чено их влияние на геометрию и качество заготовок.
( Дозировка с помощью боковых резер-
\ в у а р о в (фиг. 137) заключается в том, что заполнение резер-
вуаров 2 через каналы /, расположенные на уровне жидкого ме-
талла, производится до подачи давления на металл.
Избыточный металл стекает через каналы в резервуар и,
таким образом, к началу прессования в полости имеется точный
объем металла. При данном методе дозировки основная задача
состоит в том, чтобы металл в канале 1 после заполнения резер-
264
вуара 2 затвердел до начала прессования и изолировал резервуар
от остальной массы металла.
Опыты показали, что при толщине в 1,5 мм металл самотеком
в резервуар не идет. При увеличении толщины канала до 3 мм
металл начинает течь, но, быстро загустев в канале, перестает
поступать в резервуар. При подаче давления прорывается пленка
загустевшего металла в канале и
заполнение резервуара происходит
под давлением (принудительно),
причем это происходит за счет
уменьшения плотности выдавли-
ваемой детали.
При увеличении толщины ка-
нала до 5 мм весь избыточный
металл стекает в резервуар, однако
металл в канале не затвердевает
и при прессовании происходит
заполнение всего объема резер-
вуара под давлением за счет
уменьшения плотности выдавли-
ваемой детали.
Чтобы предупредить течение
металла в резервуары под давле-
нием, необходимо после выхода
избыточного металла перекрыть
канал, соединяющий полость ма-
трицы с резервуаром.
Достигается это устройством
подвижного дна-штемпеля в ма-
трице, поддерживаемого на задан-
ном уровне пружиной малой мощ-
ности (фиг. 138). При поступлении
прессующего пуансона на металл
пружина сжимается действием ос-
новной массы металла. Описанный
Фиг. 138. Дозировка с помощью
боковых резервуаров и подвижного
дна':
1 — основание; 2—пружина; 3~штифт;
4 — пуансон; 5 — корпус пружинного
устройства; 6 — матрица; 7 — верх-
няя часть матрицы.
метод может быть практически осуществлен при изготовлении
деталей среднего размера (весом около 1 кг и выше). В мелких
деталях металл быстро загустевает и плохо течет в резервуар.
Дозировка с помощью облоя в верхней
ч'асти формы производится устройством резервуара 2
в виде кольца в верхней части матрицы концентрически к пуан-
сону /. Резервуар имеет постоянный объем и соединяется с рабочей
полостью 3 щелевым кольцевым каналом толщиной 0,5 мм
^(фиг. 139).
Опыт показал, что при интенсивном течении металла вверх
в первую очередь, даже при недостатке металла, заполняется
резервуар, если щелевой канал имеет толщину не менее 0,5 мм.
265
Дозировка с помощью облоя в верхней части формы может быть
применена только при работе с металлом, подстуженным в матрице
до жидко-твердого или твердо-жидкого состояния.
Дозировка с помощью облоя, образуе-
мого после формирования контуров детали,
применялась при изготовлении деталей с дном, у которых наруж-
ная высота и глубина полости должны иметь точные размеры
(фиг. 140).
Фиг. 139. Дозировка с по-
мощью облоя в верхней части
формы.
Фиг. 140. Дозировка с по
мощью облоя, образуемого
после формирования конту-
ров детали.
конечном положении прессующего штока пресса, чем обеспечи-
вается постоянная высота детали и глубина ее полости, а также
четкое выполнение контуров под давлением. Давление перестает
действовать в момент окончания заполнения, когда шток пресса
придет в конечное положение (например, когда корпус 3 пуансона
сядет на торец матрицы 5).
Деталь изготовляется с кольцевым облоем, расположенным
над рабочей полостью концентрически к пуансону 6, Облойный
резервуар сверху перекрыт крышкой 4, которая в зависимости
от объема избыточного металла может подниматься вверх, сжимая
пружину 1 компенсатора 2, включаемого в тот момент, когда
избыточный металл потечет в облойный резервуар.
В данном случае формообразование происходит под давлением,
величина которого соответствует мощности пресса, уплотнение же
металла (после заполнения) производится под давлением, соответ-
ствующим мощности пружины компенсатора.
Опыты показали, что деталь, имеющая в нижней части местное
скопление металла, получается при применении компенсатора
без газовых раковин и воздушных включений, но с небольшой
замкнутой усадочной рыхлостью. Это объясняется тем, что высокое
266
давление пресса перестает действовать в момент окончания формо-
образования и что малая мощность пружины компенсатора недо-
статочна для принудительного питания усадочной раковины,
тем более, что в данном случае питание массивной части должно
происходить через тонкие сечения (фиг. 140). При изготовлении
данной детали без компенсатора (с переменной глубиной полости)
усадочная раковина устраняется, несмотря на увеличение массы
металла на участке его скопления.
Подобная дозировка целесообразна для деталей, не имеющих
скопления металла в нижней части.
Дозировка путем замыкания контактов
применяется при изготовлении средних и крупных заготовок
методом литья с выдавливанием жидкого металла, когда при за-
ливке ковшом, подвешенным на тельфере, трудно следить за
уровнем жидкого металла в матрице.
Когда металл доходит до уровня контакта, заделанного в ма-
трицу, замыкается цепь и зажигается электролампа, сигнализи-
рующая о необходимости прекратить дальнейшую заливку ме-
талла.
Контакты необходимо устанавливать с учетом небольшого
опережения замыкания перед окончанием заливки, чтобы ее свое-
временно прекратить. Также предусмотреть возможность замены
контактов при их обгорании.
На основании изложенного можно сделать следующие
выводы:
1) Для деталей весом до 2 кг типа втулок, у которых дно служит
лишь особого рода литниковым ходом и подлежит удалению
при механической обработке, наиболее рациональной является
дозировка мерной ложкой, дающая колебания в толщине удаляе-
мого дна в 2—4 мм.
2) Применение для избыточного металла различных резервуа-
ров с постоянным объемом не дает положительных результатов 1
и приводит к нечеткому выполнению контуров и к неплотности
заготовок.
3) Дозировка с помощью компенсаторов при облойных резер-
вуарах переменного объема обеспечивает получение постоянных
размеров полости и основания деталей, но влияет на уменьшение
их плотности, так как уплотнение в этом способе зависит от срав-
нительно небольшого усилия пружины компенсатора.
- Этот способ дозировки может быть применен для равностенных
деталей, у которых наружная высота и глубина полости должны
иметь точные размеры, получить которые путем механической
обработки затруднительно.
4) Дозировка применением мерных ложек дает положительные
результаты на практике при литье мелких деталей, когда пред-
1 За исключением варианта, показанного на фиг. 138.
267
ставляется возможным быстро зачерпнуть и залить малую пор-
цию металла без захвата шлака. Она находит также при-
менение:
а) при литье методом выдавливания деталей типа втулок,
где неточность дозировки отражается только на толщине дна,
удаляемого при обработке;
б) при литье деталей, подвергающихся круговой обработке,
в случаях, когда неточность дозировки не вызывает затруднений
при обработке.
Радикальное решение вопроса о точности дозировки жидкого
металла одновременно с получением его без окисных включений
может быть осуществлено применением одного из методов бес-
ковшовой заливки и автоматической дозировки
Условия заливки металла в форму
Струя металла, заливаемого в форму при кристаллизации
под давлением и выдавливании жидкого металла, не должна попа-
дать на направляющее отверстие формы, так как при этом застыв-
шие брызги металла помешают свободному движению пуансона
и вызовут задиры на нем.
Для этого заливка должна производиться направленной струей
из ковша или ложки, имеющих удлиненный острый носик. Металл
должен быть тщательно очищен от шлака.
Необходимо лить непрерывной струей, в противном случае
в месте ее разрыва может образоваться дефектный слой.
При литье медных сплавов ковш или ложка должны быть изго-
товлены из стали 3X13 или 2X13 и футерованы каолином.
Ложка или ковш должны быть нагреты докрасна, что предо-
храняет металл от остывания при передаче его из печи в форму;
кроме того, при нагретой ложке значительно сокращается тол-
щина корочки-настыли на дне, идущей в отход.
Хорошие результаты для правильного направления струи
металла при литье мелких деталей дает фиксация ложки на верх-
ней части формы во время заливки.
При литье фасонных деталей в форму с горизонтальной пло-
скостью разъема, верхняя половина которой прикреплена к тра-
версе, необходимо производить заливку металла в открытую
форму, после чего ее закрыть и начать прессование металла.
1 Вопросы, касающиеся плавки металла и выбора для этого соответствующих
печей, наиболее приспособленных для многократной подачи металла небольшими
порциями через малые промежутки времени, а также бесковшовой заливки
и автоматической дозировки подробно рассматриваются в книге автора:
«Бесковшовая заливка и автоматическая дозировка в литейном производстве».
Машгиз, 1962 г.
268
Вентиляция форм
При литье с кристаллизацией под давлением, когда металл,
заливаемый в свободном состоянии, вытесняет весь воздух из
полости формы, вентилирование не применяется.
При литье методом выдавливания жидкого металла, когда за-
полнение производится при перемещении металла вверх, в усло-
виях, когда пуансон перекрывает полость формы и закрывает выход
воздуха, возможно образование воздушных включений в следую-
щих случаях:
1) При отливке деталей типа втулок с буртиками, направляю-
щая часть пуансона имеет большой диаметр и перекрывает рабочую
полость, содержащую много воздуха.
В подобных случаях необходимо вдоль направляющей части
пуансона по всей ее высоте прорезать несколько вентиляцион-
ных каналов, непроходимых для интенсивно выдавливаемого
металла. Для этого высота каналов должна быть не более 0,05 мм.
Минимальная допускаемая скорость прессования во всех случаях
способствует устранению воздушных включений. При литье
методом выдавливания вентиляция осуществляется более совер-
шенно, чем в литье под давлением, благодаря отсутствию завихре-
ний и совпадению движения металла и воздуха, а также при за-
ливке металла в открытую форму.
2) При выдавливании металла в закрытые полости, располо-
женные в верхней части в горизонтальной или вертикальной
плоскости разъема формы. Поскольку имеется плоскость разъема
формы, то вентиляция осуществляется через нее, по аналогии
с литьем под давлением, т. е. наравне с вентиляционными кана-
лами применяются в случае необходимости также и перегонные
резервуары. Заполнение формы при выдавливании производится
при скоростях прессования, значительно меньших, чем при литье
под давлением, поэтому при наличии вентиляционных каналов
воздушные включения практически не наблюдаются, за исключе-
нием случаев чрезмерно быстрого прессования металла.
Значение заусенцев
Значительные напряжения, испытываемые металлом в конечный
момент заполнения при образовании гидравлического удара,
^нередко приводят к разрыву поверхностной окисной пленки
(непрочной при высоких температурах) на верхней внутренней
части детали, где металл отвердевает в последнюю очередь.
При работе с применением небольших заусенцев толщиною
около 0,5 мм, высотою 2—3 мм устраняются упомянутые пороки,
благодаря передаче наибольшего напряжения на вышележащий
пояс, находящийся за пределами штампуемой детали.
Заполнение с небольшими заусенцами осуществляется путем
перехода пуансона на конус на расстоянии 3 мм от верхнего торца
269
заготовки (фиг. 141) или путем уменьшения диаметра пуансона
на том же расстоянии от
Фиг. 141. Выдавливание жид-
кого металла с образованием за-
усениц.
торца заготовки и соответствующей
расточкой всего направляющего от-
верстия.
Не рекомендуется получать за-
усенцы путем значительного увели-
чения высоты конической части пуан-
сона, так как это приводит к закли-
ниванию.
Не следует также образовывать
заусенцы путем увеличения зазора
между пуансоном и матрицей. Ме-
талл затекает в эти зазоры, быстро
затвердевает и, заполняя их, по ана-
логии с процессом прессования, вы-
давливается между матрицей и пуан-
соном в виде тончайшего кольца с
блестящей полированной поверхностью. Это увеличивает охват
пуансона и значительно затрудняет съем с него заготовки.
Противодавление в форме
В конечный момент формообразования, в процессе кристалли-
зации под давлением, противодавление, образующееся в форме
и стремящееся раскрыть ее, исчисляется как произведение удель-
ного гидростатического давления на площадь наибольшего по-
перечного сечения заготовки. При этом необходимо внести по-
правку, учитывающую образование кристаллической корочки
по всей периферии и в основании заготовки. Корочка восприни-
мает часть усилий, а также препятствует прорыву жидкого ме-
талла, находящегося в сердцевине, на периферию. Так, например,
отливка слитков при удельном давлении около 400—800 кПсм*
производится в незакрепленную в основании форму. По мере
повышения удельного давления необходимо закреплять форму.
При изготовлении этим способом фасонных деталей, например
втулок, где площадь соприкосновения металла с формой и стерж-
нем велика, а масса металла в сердцевине незначительна, корочка
значительно влияет на уменьшение противодавления.
При выдавливании жидкого металла, где при формообразова-
нии под давлением образуется гидравлический удар в момент,
когда металл находится в жидком состоянии, противодавление
необходимо исчислять без поправок и тщательно укреплять
половинки форм, руководствуясь расчетным значением противо-
давления Ръ подсчитываемого по формуле:
Pt = KQ - pf,
где Pt — противодавление;
270
К — коэффициент, обеспечивающий прочное закрытие формы
(зависит от параметра машины и конструкции зажим-
ного механизма; находится в пределах от 0,6 до 1,0);
Q — мощность машины (пресса) на зажим фирмы в кГ;
р — удельное давление при прессовании металла;
/ — площадь проекции отливаемой заготовки на матрицу.
48. УСЛОВИЯ УДАЛЕНИЯ ЗАГОТОВОК ИЗ ФОРМЫ
Обжим пуансона металлом при его усадке является значитель-
ной помехой, которая должна быть учтена при расчете выталкива-
телей, съемников и подъемного усилия прессов.
Степень обжима зависит от химического состава сплава, диа-
метра и высоты полости заготовки, толщины ее стенок, темпера-
туры формы и продолжительности выдержки под давлением.
В процессах штамповки из жидкого металла, когда заготовка
выдерживается в форме до полного затвердевания, стержни или
пуансоны обжимаются с возрастающими по мере охлаждения упру-
гими свойствами, для преодоления которых нужны большие
усилия.
Сила обжима приближается к пределу текучести ат и зависит
от сечения заготовки. Она выражается следующей формулой:
Р <
где Р — сила обжима,
ат — предел текучести материала, кГ/мм2 (напряжение, при
котором без дальнейшего увеличения нагрузки проис-
ходит течение материала, т. е. нарастание удлинения);
К — сечение заготовки в мм2.
Сила обжима при этих процессах определялась в эксперимен-
тальных формах, в которых путем применения различных пуан-
сонов (или стержней) можно получить трубчатые заготовки с раз-
личной толщиной стенок и с различной (кратной) высотой. Заго-
товки вынимались из формы вместе со стержнями, которые тотчас
выдрессовывались на другом прессе в горячем состоянии, с опре-
делением необходимых при этом усилий.
Соответствующие результаты отражены в ряде диаграмм
при литье из разных сплавов; одна из них показана на фиг. 142.
Диаграмма показывает, что сила обжима наравне с диаметром
заготовок и глубиной их полости в значительной степени зависит
от применяемого сплава и толщины стенок заготовки, причем
при литье медных сплавов обжим примерно в два раза больше,
чем йри литье алюмивдерых сплавов.
' В соответствии с этим специализированные машины для штам-
повки из жидкого .металла (например, машина УЛМ) имеют
значительную мощность обратного хода, позволяющую снять
отливки с пуансона, а также снабжены съемниками, механизи-
271
рующими эту операцию (фиг. 143). Так, например, при изготовле-
нии на машине УЛМ методом выдавливания жидкого металла
бронзовых втулок высотою 100 мм с внутренним диаметром 100 мм
и толщиною стенок 12 мм, они без затруднений снимаются даже при
незначительной конусности пуансона.
При литье с кристаллизацией под давлением деталей типа
втулок с применением металлических стержней (фиг. 35) выпрес-
совка их вниз может быть произведена с использованием полной
мощности основного прессующего цилиндра машины. Это позво-
ляет на сравнительно маломощной машине УЛМ изготовить круп-
Фиг. 142. Диаграмма усилий обжима для группы 060
и 70 мм.
Рациональный метод выпрессовки вниз стержней большого
диаметра на прессах малой мощности показан на фиг. 121. При
заливке металла стержень поддерживается в верхнем положении
с помощью пружины и выпрессовывается из отлитой заготовки
выступающей частью пуансона (нижний его торец) до поступления
давления на залитый металл, когда обжим еще не достиг предель-
ной величины, а часть усадки (из жидкого состояния) уже про-
изошла. Выступающая часть пуансона, поступающая на верхний
торец стержня, фактически заменяет стержень, но имеет несколько
меньший диаметр с учетом усадки, происшедшей за этот период.
Таким образом, часть усилия обжима раздельно передается с од-
ного стержня на другой, уменьшая значение обжима как помехи.
Обжим стержней и пуансонов имеет практическое значение
не только с точки зрения преодоления усилий, необходимых
для снятия отливки; это усилие, как выше указано, преодоле-
вается при соответствующей мощности механизмов. Главную
опасность при обжиме представляет возникновение разрывающих
272
усилий при затрудненной усадке на металлических стержнях,
что является причиной образования трещин.
При литье с кристаллизацией под поршневым давлением
создаются благоприятные условия для устранения таких трещин,
так как сжимающие усилия при приложении внешнего давления
значительно превышают разрывающие усилия, образующиеся при
затрудненной усадке. Однако внешнее давление должно быть
приложено быстро, пока еще не закончилась усадка периода
кристаллизации, когда изменения объема более значительны.
Увеличение температуры пуансона или стержня, а также
температуры формы приводят обычно к замедлению охлаждения
отливки, благодаря чему разрывающие усилия при обжиме умень-
шаются.
При литье сплавов, склонных к ликвации, например бронзы
марки Бр.ОС5-25, в целях увеличения скорости охлаждения
на практике ведут работу в металлических формах с низким их
нагревом (до 40° С), однако при этом усадка велика и исключается
возможность применения металлических стержней.
При литье с кристаллизацией под давлением большая скорость
кристаллизации, способствующая устранению ликвации, может
осуществляться также при достаточно высоком нагреве формы
и стержня, что будет способствовать уменьшению разрывающих
усилий при затрудненной усадке.
Выталкивание заготовок из формы
Если в литье под давлением разъем формы и выталкивание
отливок всегда осуществляется в одном направлении, то в штам-
повке из жидкого металла, когда оно осуществляется на специаль-
ных машинах при различных плоскостях разъема форм — вытал-
кивание должно также производиться в разные стороны. Кроме
того/ при применении неразъемных глубоких форм (например,
изложниц для слитков) необходимо производить выталкивание
заготовок вниз, не снимая формы со стола машины.
В соответствии с этим, выталкивание отливок на специальной
машине УЛМ осуществляется по четырем вариантам.
Вариант I (фиг. 143). Отливка деталей с центральным
отверстием (типа втулок) производится в формах 5 с горизонталь-
ной плоскостью разъема методом выдавливания жидкого металла,
когда заполнение производится при его перемещении вверх
пуансоном 3, прикрепленным к штоку центрального прессующего
цилиндра.
Удаление отливок производится с помощью съемника при
использовании мощности обратного хода центрального цилиндра.
В качестве съемника служит траверса 4 машины, соединенная
со штоками 1 двух вспомогательных цилиндров, с прикрепленной
к ней верхней половиной формы 5. При раскрытии формы отлитая
18 Пляцквй 273
Фиг. 143. Схема выталкивания с
помощью съемника.
заготовка, сильно обжимая прессующий пуансон, извлекается
вместе с ним. Когда траверса останавливается упорами 2, а пуан-
сон продолжает свое движение вверх, отливка сбрасывается
с пуансона.
Этот вариант выталкивания наиболее пригоден для изготовле-
ния деталей, при отливке которых обжатие пуансона значительно.
Вариант II (фиг. 63). При штамповке выдавливанием из
жидкого металла деталей, имеющих приливы, отверстия или под-
нутрения на наружной, поверхности, производится в формах 5
и '10 с Вертикальной плоскостью разъема с прикрепленными к ним
сменными вставками 6 и 9. Разъем
формы производится с помощью
горизонтального цилиндра ма-
шины.
Удаление отливок из формы
производится с помощью механи-
зированного выталкивания, при
котором удлиненная плита съема 2
выталкивателей с прикрепленными
к ней упорами 1 при раскрытии
формы останавливается станиной
машины, причем приводится в дви-
жение система выталкивателей 3.
Вариант III. Отливка де-
талей без полостей или с неглубо-
кой (несквозной) центральной по-
лостью производится в неразъем-
ных формах методом кристаллизации под давлением, причем
отлитая деталь всегда остается в матрице.
Выталкивание подобных отливок производится вверх с помощью
специального гидравлического постамента, аналогичного пока-
занному на фиг. 34, мощностью от 5 Т и выше.
Нажатием кнопки с помощью золотникового устройства (имею-
щегося в машине УЛМ) включается гидравлический цилиндр
и приводятся в движение выталкиватели; после удаления отливки
выталкиватели ставятся на место.
Нижняя плита гидравлического постамента крепится к столу
пресса; верхняя плита имеет ряд Т-образных пазов для крепления
формы.
Гидравлические постаменты для выталкивания, будучи стан-
дартными приспособлениями, могут быть установлены на любом
гидравлическом прессе, что дает возможность использовать эти
прессы для кристаллизации под давлением. В последнем случае
управление гидравлическим постаментом производится отдельной
рукояткой.
Вариант IV (фиг. 35). Литье с кристаллизацией под
давлением в неразъемных формах 2 крупных втулок с устано-
274
вленным в форму стержнем 3 и с применением кольцевых пуансо-
нов 1. После заливки и прессования металла поднимается пуансон,
выдвигается подвижное дно 4 промежуточного постамента 5,
на котором установлен стержень, после чего стержень выпрессо-
вывается вниз с использованием полной мощности прессующего
цилиндра. Выдвижение дна производится с помощью горизонталь-
ного цилиндра машины.
Таким же образом производится отливка слитков с кристалли-
зацией под давлением.
Выпрессовываемые вниз слитки падают в ящик, находящийся
под машиной. При изготовлении слитков нет промежуточного
постамента, и изложницы устанавливаются непосредственно на
стол пресса, имеющий подвижное дно, приводимое в движение
горизонтальным цилиндром машины. После выдвижения дна
слитки выпрессовываются вниз.
Литье слитков полностью механизировано.
Приведенные четыре варианта выталкивания могут быть осу-
ществлены на специальной машине УЛМ для штамповки из жид-
кого металла.
49. УСЛОВИЯ УВЕЛИЧЕНИЯ СТОЙКОСТИ ФОРМ
Стойкость форм при штамповке из жидкого металла
так же, как и в литье под давлением, имеет важное технико-
экономическое значение и определяет рентабельность процесса.
При освоении вариантов штамповки из жидкого металла уста-
новлено, что стойкость форм обусловливается другими факторами,
чем в литье под давлением. В последнем, где преобладают тонко-
стенные отливки из легких и легкоплавких сплавов, продолжи-
тельность их нахождения в форме незначительна, а отношение
массы залитого сплава к массе металла формы ничтожно (менее,
чем 1 : 100).
В штамповке из жидкого металла наблюдается обратное, так,
например, в варианте кристаллизации под поршневым давлением
(где преобладают массивные заготовки) значительна масса зали-
ваемого сплава и соотношение ее к массе формы резко увеличи-
вается Ч
К чцслх. факторов. способствующих, увеличению стойкости
форм (по сравнению с литьем под давлением) относятся следующие:
1) заливка металла в форму производится в свободном состоя-
нии, благодаря чему не имеет места эрозионное действие потока
1 Для правильного хода процесса кристаллизации под давлением все переме-
щения металла для питания усадочных полостей и выравнивания структуры
должны закончиться, пока металл еще окончательно не затвердел. Поэтому, во
избежание быстрой аккумуляции тепла в изложнице и связанного с этим чрез-
мерно быстрого охлаждения сплава, толщина стенок изложницы принимается
минимальная, допускаемая прочностью в горячем состоянии.
18* 275
поступающего металла; заполнение формы при выдавливании
металла в полость, образующуюся при конечном сопряжении ма-
трицы и пуансона, осуществляется без лобовых ударов; металл
без завихрений течет по полости со сравнительно небольшой ско-
ростью параллельно ходу прессующего пуансона;
'' 2) нет значительной разности объемных изменений, так как
форма равномерно нагревается на всех участках. Это в большой
степени уменьшает образование сетки трещин разгара х.
К факторам, увеличивающим износ форм, относятся:
1) тесный контакт между отливкой и формой без образования
газового зазора;
2) более длительная выдержка отливки в форме до момента
ее полного затвердевания.
Учитывая все эти условия, необходимы следующие .мер.одрия-
тия, в значительной степени способствующие повышению стой-
кости форм.
1. Водяное охлаждение, включаемое после окончания затвер-
девания' металла. Водяным охлаждением нельзя пользоваться для
ускорения затвердевания металла; оно предназначено только
для охлаждения форм до их рабочей температуры в интервалах
между заливкой металла. Для устранения резкого перепада тем-
ператур формы и заливаемого сплава целесообразно пользоваться
горячей водой (50—60° С), для чего использовать тепло отхо-
дящей воды.
2. Широкое применение различных смазок и покрытий, осо-
бенна в тех случаях, когда отливка подвергается механической
обработке (преобладающий случай при изготовлении ответствен-
ных деталей из медных сплавов). В данном случае, если густое
покрытие в небольшой степени понизит класс чистоты поверхности
отливки, то это сможет быть устранено при зачистке или механиче-
ской обработке.
3. Применение форм — разъемных по вертикальной или гори-
зонтальной плоскости, что значительно облегчает выемку деталей
из формы, независимо от густоты и толщины слоя защитного покры-
тия, а также от образования на рабочей поверхности сетки разгара..
При литье заготовок, подвергающихся механической обработке,
поверхностные микроскопические заусенцы не ухудшают качества
готового изделия, между тем как возможность использования
формы даже после образования на ее рабочей поверхности сетки
разгара во много раз увеличивает ее стойкость, тем более, что при
1 В литье под давлением форма нагревается неравномерно. Например, при
литье латуни рабочая поверхность формы нагревается до 700° С, а с противо-
положной стороны нагрев ее незначителен. В то время как с рабочей стороны
форма'значительно расширяется, противоположная сторона остается без изме-
нений и препятствует расширению, что и приводит к образованию волосных
трещин разгара. Эти трещины в дальнейшем расклиниваются, углубляются,
резко ухудшая поверхность заготовки.
276
штамповке из. жидкого металла сетка разгара образуется в значи-
тельно меньшей степени.
4. Сокращение до возможного минимума выдержки в форме
залитой заготовки под давлением, а. также. и .после снятия дав-
ления_
Соответственно этим условиям должны быть подобраны стали
для форм и откорректирована их химико-термическая обработка.
В литье под давлением, где струя залитого металла действует
на сталь формы как удар, необходимо применение сталей, обла-
дающих большой ударной вязкостью при высоких температурах
(например, сталь ЗХ2В8). Эта сталь закаливается на сравнительно
высокую твердость, которая распространяется по всему сечению
формы.
В ^условиях литья слдод/ных заготовок с кристаллизацией
под поршневым давлением из медных сплавов, когда износ форм
происходит нё в результате эрозионного действия струи металла,
поступающего с большой скоростью при высоких давлениях,
или разности объемных изменений, а главным образом вследствие
интенсифицированного нагрева, основной причиной разрушения
форм являются высокие термические напряжения и общее пони-
жение прочности материала во время длительной выдержки при
высоких температурах.
Опыт литья с кристаллизацией под давлением фасонных мас-
сивных стальных заготовок показал, что в этих условиях более
высокую стойкость имеют формы из стали 20 (гл. IX), меньше реа-
гирующей на термические напряжения.
По данным отечественных заводов, при литье с кристаллиза-
цией под давлением, для получения фасонных деталей из медных
сплавов в водоохлаждаемых формах, изготовленных из стали 50,
закаленной на невысокую твердость, стойкость форм составляет
5—6 тысяч заготовок.
При изготовлении методом выдавливания жидкого металла
фасонных заготовок из медных сплавов с полостями, когда большое
перемещение металла при его выдавливании ускоряет кристалли-
зацию и позволяет значительно сократить выдержку под давле-
нием, можно применить для пресс-форм стали типа ЗХ2В8. При этом
в стали не должно быть завышенного содержания углерода (не
более 0,35%) и закалку ее следует производить на низкую.твер-
дость (RC 32—34) с глубоким отпуском.
На подавляющем большинстве зарубежных заводов вместо
высоколегированных вольфрамом сталей типа ЗХ2В8 приме-
няются стали, содержащие 0,35% углерода и 5% хрома, леги-
рованные вольфрамом и ванадием (то или другое не более 1%)
и 1—1,5% молибдена. Формы из этих сталей подвергаются химико-
термической обработке (закалка на малую твердость и карбюри-
зация) для получения высокой поверхностной твердости в соче-
тании с пластичной сердцевиной. Такие стали при литье алюми-.
277 .
ниевых сплавов показывают стойкость, в несколько раз более высо-
кую, чем стали ЗХ2В8.
Эти стали благодаря мягкой сердцевине менее подвержены
разрушению при общем высоком нагреве и длительном нахождении
при этом под высоким давлением.
Они являются перспективными для изготовления фасонных
заготовок из алюминиевых сплавов, а также заготовок из медных
сплавов с полостями и умеренной толщиной стенок, которые при
выдавливании затвердевают очень быстро.
В этих же условиях показывает достаточно высокую стойкость
и сталь ЗХ2В8. Так, например, при изготовлении деталей доильных
аппаратов благодаря глубокому выдавливанию центральных
полостей у преобладающего их большинства выдержку под давле-
нием можно сократить до 5—6 сек, что в основном и способствует
повышению стойкости форм. При этом термическая обработка
форм производится на твердость RC 40—42.
Наблюдения за стойкостью отдельных частей пресс-форм пока-
зали, что стержни (пуансоны) имеют значительно меньший износ,
что объясняется трудностью развития трещин разгара благодаря
сильному обжатию пуансонов, залитым сплавом при его усадке.
Смазка матриц и пуансонов
При литье с кристаллизацией под поршневым давлением
(а также при литье методом выдавливания жидкого металла),
когда металл плотно прижимается к форме, практически без
образования газового зазора, и выдерживается в ней до окончания
затвердевания; а также, когда в форме (особенно при литье мас-
сивных сплошных заготовок) аккумулируется много тепла, вопрос
о предохранении форм от износа приобретает первостепенное
значение для бесперебойного хода процесса.
За последние годы проведен ряд исследований, посвященных
вопросам теплообмена главным образом между залитой стальной
заготовкой и изложницей [9 ]. Значительный интерес представляют
для литейщиков исследования А. И. Вейника, касающиеся испы-
тания кокильных красок на теплопроводность главным образом
в условиях литья алюминиевых сплавов. Эти исследования,
охватывающие свободную заливку с быстрым извлечением заго-
товок из формы, весьма многогранны и учитывают большое число
факторов, влияющих на теплопроводность и другие эксплуатацион-
ные свойства красок.
В условиях литья с кристаллизацией под давлением, когда
преобладает влияние главного фактора — высокого давления,
приложенного на сравнительно более длинный период времени,
учитывая, что этот вид литья находит преобладающее для медных
сплавов значение, вопрос о подборе смазок усложняется. Если
при литье алюминиевых сплавов кокиль предохраняется от износа,
278
а чистота поверхности обеспечивается применением постоянных
длительно эксплуатируемых красок, то при литье с кристаллиза-
цией под давлением и методом выдавливания нужны прежде всего
смазки, наносимые на форму для каждой операции. Поскольку
эти процессы осуществляются в металлических формах, справед-
ливым явится вопрос об изыскании длительно действующих покры-
тий (красок), применяемых как самостоятельно, так и в сочетании
со смазками. Учитывая быстро увеличивающееся внедрение этих
видов литья, вопрос о длительно действующих покрытиях под-
лежит исследованию в первую очередь.
Ниже приводятся смазки, испытанные в производственных
условиях с получением положительных результатов (табл. 26).
Заливку металла необходимо производить после выгорания
смазки.
Всякий избыток смазки и скопление ее в углах может привести
к образованию внешних газовых раковин в заготовке.
Чтобы избежать обильной смазки, следует наносить ее пуль-
веризатором, мягкой кистью или тряпкой, слегка пропитанной
смазкой.
Пуансон, работающий на трение, должен подвергаться смазке
перед каждой операцией. Жидкая смазка (например, масло с гра-
фитом тонкого помола) наносится тонким слоем, после чего про-
тирается от ее избытка.
При работе без смазки имело место заедание пуансона метал-
лом (отливка остается на пуансоне).
Смазки, применяемые при' штамповке из
жидкого алюминиевого сплава. Смазка № 29
опытный нефтемасло завода им. Шаумяна (Ленинград), постав-
ляемая в готовом виде; ее состав в °/0:
Стеариновая кислота...................... 32,08
Белый парафин............................ 26,41
Машинное масло СУ ....................... 32,07
Алюминиевый порошок ....................... 9,44
""Наличие алюминиевого порошка в смазке в значительной
степени устраняет химическое взаимодействие между заливаемым
сплавом и поверхностью формы.
При литье деталей из алюминиевых сплавов применяются
также обычные краски, принятые для литья в металлические
формы, но с нанесением более толстого слоя.
При литье методом выдавливания жидкого металла посуды
из алюминиевых сплавов (гл. XI) применяются следующие кра-
ски (табл. 27).
Покрытие наносят пульверизатором на очищенную рабочую
поверхность при подогреве формы до 100—120° С. Для регулиро-
вания скорости охлаждения отдельных частей отливки — в ме-
стах расположения утолщенных частей покрывают более тонким
279
Смазки, применяемые при литье медных сплавов
Таблица 26
Рецепт смазки Состав Характеристика и область применения
Графит коллоидальный Масло машинное Канифоль Скипидар 45-50% 35-30% 10-5% 10-5% Применяется при работе в не- разъемных формах, когда за- готовка выпрессовывается из изложницы. Наносить тонким слоем на горячую форму
Графит коллоидальный Сульфитный щелок (уд. вес 1,2—1,3) Декстрин Вода 40% 15% 5% 40%
Смазка ВОПОР (ГОСТ 6411-52) — При литье фасонных загото- вок в разъемных формах. Нано- сится после каждой операции, покрывая форму тонким слоем
Силикон Г рафит Уайт-спирит 25% 25% 50%
Глифталевая эмаль (ГОСТ 66-31—53) с графитом (около 5%) — Наносится слоем толщиной 0,3—0,5 мм через 1—2 опера- ции
Асбест порошкообразный прокаленный Окись цинка Жидкое стекло Вода 150-200 г 15—20 г 30—40 г 1 л Наносится толстым слоем (с помощью пульверизатора) при литье слитков на поддон из- ложницы или на стол пресса (при работе без поддонов) для предохранения приваривания основания слитка. Этим же со- ставом покрывается периоди- чески торец прессующего пуан- сона для уменьшения захолажи- вания головной части слитка
Веретенное масло Графит самого тонкого по- мола 95% 5% При литье мелких фасонных заготовок из медных сплавов
Касторовое масло Графит 94% 6% При литье мелких фасонных заготовок из медных сплавов
280
Продолжение табл. 26
Рецепт смазки Состав Характеристика и область применения
Густые краски типа паст, составленные из графита (до 3%) с крепителями (канифоль и жидкое стекло) — При литье массивных сплош- ных заготовок в разъемных (по вертикальной плоскости) фор- мах. Краски наносятся в 2— 3 слоя при подогреве формы, начиная от 200° С и выше. По- вторные слои наносятся после подсушки предыдущих
Смазка СКТ-3 — Силоксановая — отход про- изводства термостойкого син- тетического каучука
Асбестовая краска Порошкообразный асбест Окись цинка Жидкое стекло Вода 150—200 г 15—20 г 30—40 г 1 Л Для смазки торца пуансона толстым слоем
Таблица 27
Составные части (по весу)
Окись цинка Коллоидаль- ный графит Жидкое стекло Асбестовая пудра Тальк Мел молотый Вода
50 10 15 — — — 1000
— 80 40 — — 150 1000
20 15 70 10 —, >30
слоем краски (0,1—0,2 мм), а около тонкостенных мест отливки
более толстым слоем (0,2—0,5 мм).
В процессе работ через каждые 20—30 отливок производят
прокопчивание окрашенной поверхности. Слой копоти заполняет
оставшиеся после окраски поры и способствует получению более
чистой поверхности.
При литье методом выдавливания массовых деталей доильного
аппарата из чистого алюминия во избежание приваривания
металла к форме, в качестве смазки применяется техническое
сало или вазелин, наносимые очень тонким и ровным’слоем. Это
достигается посредством чистой тряпки, слегка пропитанной
смазкой, которая растирается по рабочей поверхности формы.
«а
50. ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Чистота поверхности сплошных и фасонных заготовок, изго-
товленных методом кристаллизации под поршневым давлением,
в значительной степени зависит от величины удельного давления,
способствующего деформации кристаллической корочки. Даже при
сравнительно низком удельном давлении (около 500 кПсм1)
поверхность заготовок по своей чистоте значительно превосходит
чистоту отливок, изготовленных в металлической форме без
давления.
Припуск на механическую обработку по наружной и внутрен-
ней поверхности принимается от 1 до 1,5 мм на сторону в зависи-
мости от состава заливаемого сплава и габарита заготовок.
При выдавливании жидкого металла, когда чистота залитой
заготовки,, кроме удельного давления, зависит также от степени
перемещения металла при формообразовании, припуски на меха-
ническую обработку значительно меньше, чем при кристалли-
зации под давлением.
Опыт механической обработки заготовок, изготовленных мето-
дом выдавливания жидкого металла, показал, что высокая чистота
поверхности обработанных деталей обеспечивается при следую-
щей величине припусков на обработку (таблица 28).
Припуски на обработку
Таблица 28
Размеры и части заготовок Для алюминиевых и цинковых сплавов в мм на сторону Для медных сплавов в мм на сторону
Наружный диаметр 0,8—1,0 1,0-1,5
Внутренний диаметр 0,5 0,8—1,0
Высота 0,6—1,0 1,0—1,2
Буртик заготовки типа втулки 0-0,4 0—0,5
Примечания: 1. Припуски даны для случая производства отливок в фор- мах» на рабочей поверхности которых нет явных следов трещин разгара. При образовании в форме трещин разгара припуск следует увеличить на 0,5 мм. 2. Припуски даны без учета конусности, которая дается на отливку с при- пуском.
Заготовки, полученные выдавливанием жидкого металла, под-
вергаются механической обработке только в местах сопряжения
с другими деталями на точной посадке. Остальные участки от-
ливки, по аналогии с литьем под давлением,, обработке не под-
вергаются.
283
51. БРАК В ЛИТЬЕ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ
И ПРИ ВЫДАВЛИВАНИИ ЖИДКОГО МЕТАЛЛА
При применении процесса кристаллизации под поршневым
давлением качественные заготовки могут быть получены только
при обязательном соблюдении заданных технологических пара-
метров, описанных в соответствующих разделах книги.
Характерный для процесса брак получается в результате откло-
нений от заданной технологии. Так, внутренние газовые рако-
вины редко встречаются в отливках, изготовленных методом кри-
сталлизации под давлением. Они образуются при чрезмерной
выдержке металла в матрице до поступления давления, когда
газы начнут выделяться из раствора, но не смогут удалиться
из-за увеличения вязкости сплава. При поступлении прессующего
пуансона они остаются в металле. Наружные газовые раковины
могут образоваться при чрезмерно обильной смазке, не сгоревшей
до заливки металла в форму. Усадочные раковины образуются
при запоздалом поступлении давления на металл» когда уже
началась усадка металла и на его зеркале образуется прочная
кристаллическая корочка, препятствующая проталкиванию ме-
талла в усадочные полости.
Преобладающим видом брака, особенно характерным при литье
слитков, являются замкнутые усадочные раковины, расположен-
ные главным образом ближе к головной части слитка. Они обра-
зуются в следующих случаях нарушения заданной технологии:
а) при чрезмерно низком удельном давлении; 6} при запоздалом
поступлении давления на металл; в), при преждевремаином снятии
давления (до момента полного затвердевания заготовок); г) при
чрезмерно заниженной, а также чрезмерно завышенной темпера-
туре заливаемого сплава.
Влияние этих отклонений на образование брака подробно
описано в гл. III. Там же приведены технологические рекоменда-
ции, при выполнении которых брак не будет иметь места.
Брак в процессе выдавливания жидкого металла образуется
в.следующих случаях.
Когда действие давления прекращается до момента полного
затвердевания заготовки; при этом на участках со скоплениями
металла могут образоваться дефекты усадочного происхождения.
Этот вид брака преобладает при изготовлении сравнительно
толстостенных заготовок (свыше 6 мм), например при изготовле-
нии втулок в закрытой форме (фиг. 65), когда давление, передавае-
мое изнутри во все стороны, действует только до момента, пока
металл находится в полужидком состоянии, и прекращается при
его затвердевании. Чтобы устранить эту причину брака, необ-
ходимо, чтобы гидростатическое давление могло действовать на
залитый металл сверху в продолжение всего отрезка времени,
необходимого до полного затвердевания заготовки. Для этого
283
применяются пуансоны с большой конусностью. Радикальное
устранение такого брака достигается при применении телескопи-
ческих. пуансонов {фиг. 67), с помощью которых давление раз-
дельно передается сверху на стенки детали и на ее внутреннюю
часть.
Чрезмерно быстрое прессование (выше 0,3 м!сек) при изгото-
влении толстостенных деталей (свыше 6 мм) приводит к захвату
воздуха и образованию воздушных включений.
Избыток смазки в матрице приводит к образованию наружных
газовых, раковин, получающихся в результате сгорания смазки.
При изготовлении методом выдавливания жидкого металла
деталей с центральным отверстием, имеющих тонкие стенки
и массивное дно, металл в последнем недостаточно уплотняется,
что приводит к образованию усадочной рыхлости или замкнутых
раковин.
Причиной брака является быстрое затвердевание верхних
тонких торцов детали, которые служат упорами для дальнейшего
продвижения прессующего пуансона, производящего уплотнение
массивного дна.
Для устранения этого недостатка внутренний телескопический
пуансон должен действовать только на дно детали от более мощного
центрального цилиндра. Торцы отливки должны оформляться
наружным телескопическим пуансоном (фиг. 69). Образование
мелких несквозных трещин на внутренней поверхности детали
непосредственно около верхних ее торцов (например, у деталей
типа втулок) объясняется появлением значительных напряжений,
испытываемых металлом в конечный момент заполнения, что
приводит к разрыву поверхностной непрочной пленки окислов.
В главах VI и VIII приведены рекомендаций по устранению
этого вида брака.
ГЛАВА XI
ПРИМЕНЕНИЕ НИЗКОГО ПОРШНЕВОГО ДАВЛЕНИЯ
ПРИ ИЗГОТОВЛЕНИИ ЗАГОТОВОК ШТАМПОВКОЙ
ИЗ ЖИДКОГО МЕТАЛЛА
Штамповка из жидкого металла в настоящее время широко
применяется для большого круга несложных, главным образом
обтекаемых деталей из различных сплавов: алюминиевых, чугуна,
стали, а также из легкоплавких сплавов. Выдавливание осущест-
вляется на маломощных прессующих механизмах при сравни-
тельно низких удельных давлениях (примерно до 20 кГ/см2).
Ниже приводится описание некоторых вариантов выдавлива-
ния при низком давлении и анализ полученных результатов.
52. ИЗГОТОВЛЕНИЕ АЛЮМИНИЕВОЙ ПОСУДЫ
На мерную порцию металла, залитого в чугунную форму,
опускают прессующий пуансон, фактически являющийся подвиж-
ным стержнем, образующим полость детали.
Изготовление алюминиевой посуды штамповкой из жидкого
металла в металлических формах с выдавливанием металла прес-
сующим пуансоном имеет ряд преимуществ перед обычным литьем
в кокиль. При этом способе литья отпадает необходимость в стерж-
нях (в ряде случаев при глубоких полостях они были песочные),
улучшается чистота поверхности и четкость граней.
В настоящее время этот метод осуществляется в двух вариан-
тах. Отливка по первому варианту производится на гидравличе-
ских прессах мощностью около 50 Т по технологии, аналогичной
с применяемой при изготовлении деталей с большой централь-
ной полостью. Этот вариант имеет все преимущества штамповки
деталей из жидкого металла, обеспечивая высокую плотность
получаемых изделий. Однако он осложнен необходимостью приме-
нять точную дозу металла (чтобы его избыток не отражался на
толщине дна), а также затруднениями при снятии изделия с пуан-
сона (обжимаемого металлом). Последнее вынуждает работать
на прессах, имеющих достаточное усилие обратного хода. Этот
вариант применяется главным образом для изделий типа
285
скороварок, т. е. герметических сосудов, работающих под давлением
пара, образуемого в процессе варки. Штамповка по второму ва-
рианту осуществляется под низким давлением и производится
с использованием сверлильных станков в качестве прессового обо-
рудования для выдавливания жидкого металла, налитого в мат-
рицу, пуансоном-стержнем, прикрепленным к шпинделю станка
(фиг. 144).
При большой подвижности
жидкого металла он при ма-
лых усилиях выдавливается
вверх. Ручное усилие, прила-
гаемое на штурвал, вполне до-
статочно для перемещения ме-
талла вверх и для заполнения
полости формы, образующейся
при конечном сопряжении мат-
рицы и пуансона.
Пуансон своими заплечиками
садится на корпус матрицы:
избыточный металл при этом
сливается в сливное кольцо.
На стол станка 1 устана-
вливается постамент 2, к ко-
торому крепится матрица 3 фор-
мы, а к шпинделю укрепляется
пуансон 5.
Для поддержания необходи-
мого температурного режима в
верхней части формы устанавли-
вается сливное кольцо 4 для
излишка металла и попутного
нагрева верхней части матрицы.
Заливка производится при
температуре металла 680—720°С
и температуре формы 200—250° С.
До начала заливки на подогретый до 100—120° С кокиль нано-
сятся пульверизатором изоляционные покрытия, которые подсуши-
ваются. Через каждые 20—30 отливок производят прокопчивание
окрашенной поверхности. Стойкость формы (в зависимости от тол-
щины стенок изделия) составляет от 50 до 100 тыс. изделий. После
заливки металл выдерживается в форме от 1,5 до 5 сек.
При правильном темпе работы, когда не допускается перегрев
форм, за смену с каждой формы снимается от 350 до 600 отливок
(в зависимости от их размера).
В данном варианте литья методом выдавливания отсутствуют
условия для всестороннего сжатия отливки, так как давление
перестает действовать при посадке пуансона 5 на торцы матрицы
286
I
Фиг. 144. Штамповка из жидкого ме-
талла алюминиевой посуды с использо-
ванием сверлильного станка в каче-
стве прессового оборудования.
(что необходимо для обеспечения точной толщины стенок отливки),
а избыточный металл вытекает. Получение достаточно плотной
структуры объясняется следующим: газовые раковины устра-
няются, так как то небольшое удельное давление, при котором
металл кристаллизуется, достаточно для удержания газов в рас-
творе. Для устранения усадочных раковин необходимо высокое
давление; в данном случае при отливке тонкостенных быстро
затвердевающих деталей нет условий для их образования.
Отливка имеет достаточную плотность, так как движение ме-
талла в период кристаллизации приводит к измельчению кристал-
лической структуры. Давление также способствует получению
четких контуров отливки
53. ЗАЛИВКА ТРАКТОРНЫХ И АВТОМОБИЛЬНЫХ
ПОДШИПНИКОВ БАББИТОМ
При наличии в Советском Союзе огромного автотракторного
парка ежегодно расходуется большое количество дефицитного
баббита, причем при применении обычных методов заливки чрез-
вычайно велики его потери при механической обработке подшип-
ников. Стружка, получаемая после обработки, не является полно-
ценным материалом как по. своему составу, так и вследствие боль-
шого угара.
Для экономии цветного металла и станко-часов на механиче-
скую обработку, а также для повышения эксплуатационной стой-
кости подшипников — разработаны в различных вариантах ме-
тоды заливки вкладышей подшипников и шатунов с применением
выдавливания жидкого металла и литья с кристаллизацией под
поршневым давлением.
Выдавливание жидкого металла осуществляется
А. В. Мануйловым при участии инж. Марецкой, начиная с 1949 г.
на Мелитопольском ремонтно-механическом заводе на специальном
станке РЖШ-М2 (фиг. 145). Основанием станка служит чугунная
плита 2, укрепленная болтами на двух чугунных стойках 1.
К плите тремя болтами крепится ручной реечный пресс 6, передаю-
щий давление пуансона при заливке. На чугунной плите также
смонтирован и закреплен болтами корпус матрицы 4, к которому
крепятся крышки, прижимающие вкладыш при заливке и рычаж-
ное устройство 3, центрирующее матрицу по отношению к пуан-
сону. Для быстрой установки предварительно облуженного под
заливку шатуна или вкладыша закреплена на шарнирах крышка,
закрывающая переднюю часть корпуса матрицы и в то же время
плотно зажимающая вкладыш в корпус матрицы при помощи
винта, имеющегося на конце маховика 8.
1 Процесс подробно описан в статье С. М. Скородзиевского в журн. «Ли-
тейное производство» 1954, № 9.
287
Чугунный сердечник- 5, прикрепленный к пуансону, имеет
на своей поверхности кольцевой поясок, дающий возможность
получать в литье канавку для масла.
Сердечники изготовлены съемными для того, чтобы их можно
было менять для заливки подшипников различной конструкции
или подшипников ремонтных размеров.
При помощи рычага и груза 7 весом в 20 кг обеспечивается рав-
номерное давление в 6—8 кГ/см2 на поверхность вкладыша.
Фиг. 145. Схема станка РЖШ-М2 для заливки подшипников
баббитом способом штамповки жидкого металла.
Опорная поверхность матрицы, на которую фиксируется вкла-
дыш, имеет пазы для протекания охлаждающей воды.
На заводе с 1953 г. производится заливка вкладышей для дви-
гателей: КДМ-46, ДТ-54 и ВТЗ HATH.
Опыт эксплуатации показал, что заливка подшипников мето-
дом штамповки из жидкого металла увеличивает их износостой-
кость на 30—50%.
Поверхность баббита после заливки получается чистой и глад-
кой, с готовыми масляными канавками. Баббит имеет мелкозер-
нистую структуру и повышенную антифрикционность.
При указанном способе заливки имеется возможность широко
использовать баббит марки БН и повысить его эксплуатационные
свойства, как заменителя остродефицитного высокооловянного
баббита.
288
'Заливка вкладыша методом штамповки из жидкого металла
обеспечила высокое качество ремонта подшипников тракторных
двигателей.
Вкладыш имел разностенность баббитового слоя в пределах
0,10—0,15 мм. Это позволило давать припуск на обработку 0,25—
0,35 мм, что дало экономию в 700 г на 1 комплект шатунных вкла-
дышей двигателя КДМ-46.
Основные элементы технологического процесса заливки со-
стоят в следующем.
1. Обезжиривание вкладышей производится в 10% водном
растворе каустической соды п ри температуре 80—90° С в течение
8 мин. Затем вкладыши промываются сначала в горячей воде (тем-
пература 80—90° С), а затем в проточной холодной воде.
2. После лужения вкладыши устанавливаются в матрицу и при
помощи мерной ложки заливаются баббитом Б-83, нагретым до
410—420° С. Штамповка (выдавливание) баббита производится
немедленно после заливки баббита во вкладыши.
3. Сердечник (рабочая часть пуансона) должен быть подогрет
до температуры 250—300° С.
4. По окончании выдавливания через 40 сек вкладыши ох-
лаждаются .проточной водой до температуры 75° С в течение
20 сек, а затем вкладыши вынимаются из матрицы и окончательно
охлаждаются на воздухе. Остывший вкладыш контролируется
постукиванием, причем звук должен быть звонким и чистым.
Залитые вкладыши должны иметь толщину залитого слоя баб-
бита от 0,8 до 1,3 мм. Разностенность залитого слоя баббита до
расточки вкладыша допускается до 0,15 мм.
Метод штамповки из жидкого металла, кроме упомянутых до-
стоинств, имеет в условиях заливки подшипников следующие недо-
статки:
1) при выдавливании такого легкоплавкого сплава, как баббит,
находящегося в состоянии обычного перегрева, нельзя избежать
заусенцев и заливов, удаление которых сопряжено с трудоемкой
зачисткой;
2) при выдавливании, когда рабочая полость образуется в ре-
зультате сопряжения матрицы и пуансона (сердечника) и зависит
от точности дозы залитого металла, нельзя обеспечить одинаковую
во всех случаях толщину слоя баббита в обеих половинах подшип-
ника, а этотребует применения механической станочной обработки;
3) в описанном варианте заливаются половинки вкладышей,
что вызывает необходимость сборки и подгонки этих половинок
для получения правильной окружности.
С учетом указанных выше недостатков выдавливания, начиная
с 1936 г., А. П. Гаевым ведется конструирование и испытание
специального станка, позволяющего получать готовые вкладыши
с одновременной заливкой двух половин, с применением метода
кристаллизации под давлением. При этом металл
19 Пляцкий 289
спокойно заливается в готовую собранную полость и дозировка
определяется наблюдением за уровнем.
Для получения чистой и гладкой поверхности подшипника
после заливки и для устранения необходимости в дальнейшей
механической обработке, литейная форма, являющаяся негатив-
ным изображением рабочей поверхности подшипника, изготов-
ляется точно по его размерам.
Галтели, а также смазочные и охладительные канавки должны
при этом получаться при заливке.
Заливка металла на этом станке производится в полость собран-
ных вместе вкладышей, после чего на металл под действием винто-
вой подачи производится давление, передаваемое через кольцевой
пуансон на верхнюю торцовую часть залитого металла.
При этом происходит допрессовка баббита в процессе его за-
твердевания, что обеспечивает получение вкладышей, не тре-
бующих последующей механической обработки.
В результате уплотнения металла и его охлаждения повы-
шается эксплуатационная стойкость подшипников. Благодаря при-
менению давления, действующего в продолжение всего периода
отвердевания металла, обеспечивается хорошее прилуживание
тонкого слоя баббита к корпусу подшипника.
Станок конструкции Гаевого (фиг. 146) состоит из круглого
стола 9 для заливки на нем автотракторных подшипников различ-
ных марок. Шатуны 11 устанавливаются на гнезде 10 и поджи-
маются гайкой. Для монтажа на столе пресс-форм для каждого
типа подшипника имеется ряд соответствующих гнезд. Стол укреп-
лен на большой центральной трубчатой стойке 3, установленной
в постамент 7 и имеющей в верхней части вращающийся крон-
штейн 12, на котором расположен прессующий пуансон 3. Давле-
ние на затвердевающий металл создается при поступлении пуан-
сона вниз поворотом штурвала 2 винтовой подачи.
Охлаждающая вода при открытии вентиля 6 поступает снизу
вверх по трубке 5, проходящей внутри центральной стойки, а за-
тем по гибкому шлангу 1 направляется в полость кольцевого
пуансона.
Отработанная вода спускается по сливной трубе 4 и 6,
На фиг. 147 показана типовая пресс-форма для заливки подшип-
ников на указанном станке. Для этого в отверстие стола 7 устанав-
ливается втулка 6 и укрепляется на нем гайкой 3.
Во втулке располагается стержень-гильза 2, наружная по-
лированная поверхность которой соответствует внутренней по-
верхности залитого подшипника или шатуна. На стержне имеются
выступы 4 для получения при литье канавок для смазки.
Установочная гайка 5 укрепляет и центрирует стержень 2
и одновременно она перекрывает в нижней части рабочую полость
формы, образующуюся после установки шатуна 9, подлежащего
заливке баббитом 3.
290
Установленный шатун прижимается на стойке хомутом, вра-
щающимся в направляющей, прикрепленной к столу гайкой;
хомут перекрывает верхнюю часть рабочей полости формы.
В полость собранной таким образом формы ложкою залива-
ется баббит, выдерживается некоторое время до появления пер-
вых следов затвердевания и усадки, а затем на верхний торец
Фиг. 146. Станок для заливки под-
шипников баббитом с кристаллиза-
цией под давлением.
залитого металла поворотом ма-
ховичка винтовой подачи по-
дается кольцевой прессующий
пуансон 1, производящий до-
прессовку металла; пуансон
скользит по удлиненному на-
правляющему кольцу, имеюще-
муся в верхней части стержня 2.
Фиг. 147. Типовая форма для заливки
подшипников на станке, показанном
на фиг. 146.
В условиях работы тракторов и автомобилей далеко от цен-
тральных баз переносный станок для заливки подшипников
является инструментом походной мастерской. Он должен дать
возможность произвести в течение 25—30 мин заливку подшип-
ников, не требующую в дальнейшем никакой механической обра-
ботки, исключая шабровку, и позволяющую сразу установить
подшипник на место.
Допрессовка способствует также получению более четких
контуров отливки и полностью устраняет все виды пористости.
Интенсивное охлаждение является значительным фактором,
влияющим на улучшение структуры металла. Наилучшей
19* 1494 291
является подача охлаждения немедленно после запрессовки ме*
талла. Получение подшипников с одинаковым слоем баббита
и с точной толщиной этого слоя возможно только при точной
дозировке залитого металла. Для этого в верхней части прессую-
щего пуансона устроены круглые выпоры очень малого диаметра,
через которые избыточный металл вытесняется в продолжение
всего периода, пока пуансон достигнет своего конечного поло-
жения. В этот момент прекращается подача давления. Таким
образом, статическое давление в форме создается только тем
препятствием, которое воспринимает значительно загустевший
металл, проходя через тонкие выпоры.
Для заливки подшипников с учетом изношенных шеек вала
необходимо иметь набор гильз-стержней с переходами на 0,5 мм
с применением стандартной шлифовки валов на соответствующий
ремонтный размер.
Экономия баббита при описанном методе заливки подшипников
составляет от 35 до 60%.
Станок конструкции А. П. Гаевого подвергся значительным
конструктивным изменениям, направленным главным образом
на герметичность форм, на удобство прогрева форм и на возмож-
ность быстрой разборки и сборки горячей формы, но не вносящим
принципиальных изменений в конструкцию станка. -
При испытании усовершенствованной конструкции станка над-
лежало, в первую очередь, уточнить ряд технологических вопро-
сов, связанных с применением этого станка.
Подготовка шатунов и вкладышей для заливки их баббитом
на станке конструкции Гаевого не отличается от обычной, за исклю-
чением дополнительной обмазки мест сопряжения шатунов, имею-
щих радиусные галтели, и отдельных частей прибора, соприка-
сающихся с расплавленным баббитом.
Состав обмазочного материала
(в объемных единицах):
Воды ................................................. 56
Асбестита волокнистого................................ 37
Обыкновенной, хорошо размолотой глины ................100
Обмазка из этого состава не отлипает от формы, хорошо выдер-
живает давление металла и не растрескивается при нагреве формы
до 275° С.
Практических затруднений обмазка не создает; при охлаждении
шатунов в воде (замачивание) обмазка без затруднений отстает,
осаждается на дне сосуда и может быть использована в дальнейшем.
. Недостатком применения обмазки является некоторое пониже-
ние производительности.
После окончания заливки к подшипнику должен немедленно
подводиться прессующий пуансон, вместе с которым произво-
292
дится опускание трубки, подающей воду в центр стержня
сердечника.
Прессование баббита необходимо производить в момент начала
его затвердевания, когда баббит начнет переходить из жидкого
в кашеобразное состояние (примерно через 20—40 сек).
Подачу прессующего пуансона следует производить медленно,
останавливая подачу в случаях интенсивного течения баббита
через выпоры и через зазор между пуансоном и формой жидкого
металла, прорвавшего загустевшую корочку.
Когда через выпоры и через боковые отверстия начнет (при
прессовании) течь кашеобразный металл, необходимо ускорить
ход прессующего пуансона, не доводя его, однако, до конечного
положения (примерно на 1 мм). Эго положение определяется за-
рубкою на винте, производящем подачу пуансона.
В этот момент открывается на 3—5 сек кран, подающий воду;
вслед затем кран перекрывается и быстро производится дальней-
шая подача прессующего пуансона до его конечного положения.
После этого опять дается охлаждение, которое в зависимости от
массивности шатуна поддерживается от 5 до 15 сек.
По окончании охлаждения приступают к разборке шатунов.
Такой режим подпрессовывания и охлаждения затвердеваю-
щего баббита обеспечивает получение плотного слоя баббита мел-
козернистого строения, точно воспроизводящего форму сердеч-
ника.
Заливку подшипников методом кристаллизации под давлением
следует совершенствовать для устранения недостатков, выявлен-
ных в процессе испытания опытной установки и с учетом перехода
на промышленные установки.
Для этого необходимо реализовать изменения конструктивного
порядка, разработанные в Ленинградском институте точной меха-
ники и оптики (руководитель работ В. М. Пляцкий). Они прове-
рялись в процессе испытания станка и были направлены на повы-
шение герметичности форм и замену крепления стандартными
болтами специальными крепежными устройствами и прижимами,
значительно упрощающими сборку формы на столе станка.
Основным и наиболее важным вопросом следует считать разра-
ботку метода точной дозировки, исключающего или значительно
сокращающего все механические операции, связанные с удалением
избыточного металла.
Под давлением прессующего пуансона жидкий металл интен-
сивно выдавливается вверх и устремляется во все полости и отвер-
стия, расположенные в верхней части формы. Поэтому дозировку
с помощью выпоров, расположенных наверху, нельзя считать на-
дежной, тем более, что она требует большого опыта, чтобы уловить
момент начала и конца затвердевания металла.
Для более высокого уплотнения давление на залитый металл
не должно прекращаться до полного его затвердевания, поэтому
293
пуансон не должен, достигнув своего конечного положения, са-
диться своими выступами на торец матрицы.
Небольшое давление, создаваемое в форме теми препятствиями,
которые воспринимает металл, проходя через тонкие выпоры,
может способствовать пополнению усадки и лучшему выполнению
контуров и лишь в небольшой степени уплотняет металл.
В подшипниках и шатунах, у которых толщина слоя более
значительна, а также нет галтелей, целесообразно производить
заливки без выпоров, чтобы металл, находясь все время под давле-
нием пуансона, мог быть’ значительно уплотнен. При этом незначи-
тельный избыток металла на торцах без затруднений удаляется
механической обработкой.
В подшипниках с галтелями и малым слоем баббита, в целях
получения готовых галтелей, можно дозировать металл с помощью
выпоров, значительно уменьшив их сечение. В данном случае,
в тонком слое баббита затвердевание идет быстро и равномерно,
что компенсирует то небольшое удельное давление, которое при-
меняется при таком способе дозировки.
На основании результатов металлографических испытаний
можно принять следующие основные выводы.
1. Допрессовка металла в период его кристаллизации (при
малой величине применяемого давления) в небольшой степени
влияет на структуру баббита и выражается в получении лишь
несколько более дисперсной эвтектики.
Допрессовка имеет главным образом технологическое значе-
ние и направлена на устранение пористости, а также газовых и уса-
дочных раковин.
2. Интенсивное охлаждение является значительным фактором,
позволяющим производить окончательное формообразование и
уплотнение при переходе металла в полу пластическое состояние.
Оно также влияет на улучшение структуры металла.
Оптимальной является подача охлаждения немедленно после
запрессовки металла.
Хронометраж всех операций при заливке подшипников
с кристаллизацией под давлением приведен в таблице 29, где по-
казаны средние результаты.
Метод заливки подшипников с кристаллизацией под давлением
прошел ряд испытаний, давших положительные результаты. Эти
испытания проводились в различных организациях, начиная
с 1936 г.
Массовое внедрение этого метода всецело зависит от серийного
выпуска описываемых станков.
Необходимо организовать выпуск станков для заливки подшип-
ников с допрессовкой, с учетом всех сделанных замечаний и изме-
ненйй.
При комплектации станков оснасткой необходимо учитывать
размеры станков (сердечников) для заливки подшипников приме-
294
Таблица 29
Хронометраж всех операций при заливке подшипников
Наименование операций Шатун ГАЗ Шатун ВТЗ Шатун ЧТЗ Коренной подшипник ЧТЗ Шатун ВТЗ НАТИ
Сборка и установка 1 мин 30 сек 2 мин 30 сек 1 мин 50 сек 5 мин 10 сек 1 мин 45 сек
Обмазка I мин 30 сек 1 мин 40 сек — — —
Подогрев (включая легкий прогрев до обмазки) 8 мин 20 сек 12 мин 50 сек 18 мин 10 сек 16 мин 20 сек 13 мин 25 сек
Заливка — выдерж- ка до прессования и прессование 1 мин 20 сек 2 мин 10 сек 2 мин ЗОсек 2 мин 55 сек 2 мин 05 сек
Охлаждение и вы- держка до разборки 0 мин 50 сек ! мин 05 сек 1 мин 20 сек 1 мин 25 сек 1 мин 00 сек
Разборка 3 мин 03 сек 5 мин 10 сек 4 мин 15 сек 7 мин 20 сек 3 мин 45 сек
нительно к изношенным шейкам вала (ремонтные размеры) после
их проточки.
Этот вопрос является весьма актуальным, так как для отливки
с ремонтными размерами необходимо иметь комплект сердечников
различных переходных размеров.
Разрешение этого вопроса должно идти в следующем направле-
нии: набор сердечников должен иметь переходы на 0,5 мм по диа-
метру с применением соответствующей стандартной проточки ва-
лов.
Для шатунов и коренных подшипников ЧТЗ и шатунов ВТЗ-З
НАТИ вопрос об изготовлении переходных втулок разрешается
сборкой и креплением отдельно изготовленных стаканов к постоян-
ному основанию.
Для шатунов с радиальными галтелями (ГАЗ, ЗИЛ, ВТЗ)
необходимо изготовлять стаканы полностью.
54. ЗАЛИВКА ОТВЕРСТИЙ ШЛИФОВАЛЬНЫХ КРУГОВ
Заливка отверстий шлифовальных кругов обычным способом
имеет следующие недостатки; а) при усадке металла происходит
его отслаивание от стенок круга; нет прочного контакта металла
с керамикой; б) требуется сверление отверстий в залитом металле;
в) не исключено наличие усадочных и газовых раковин.
В связи с поставленной Всесоюзным научно-исследователь-
ским институтом абразивов и шлифования промышленности
ВНИАШ задачей, автором разработан метод заливки подшип-
ников абразивных кругов с кристаллизацией под поршневым дав-
лением на устройстве, схема которого показана на фиг. 148.
Форма 6 для заливки отверстий шлифовальных кругов 5 со-
стоит из крестовины и приваренного к ней посадочного кольца 12.
С помощью этого кольца форма устанавливается на посадочную
295
плиту 7 стола и центрируется по отношению к стержню //; этим
обеспечивается равностенность залитого отверстия.
Перед установкой круга 5 в корпус формы б, на посадочную
плиту кладется асбестовая прокладка. После установки круга
форма закрывается крышкой 4, снабженной заливочной воронкой 2.
Перед закрытием формы на верхнюю сторону круга также устанав-
ливается кольцевая асбестовая прокладка 5.
Стенки формы-крестовины покрыты мягкой резиновой про-
кладкой.
Фиг. 148. Схема устройства для заливки подшипни-
ков абразивных кругов с кристаллизацией под порш-
невым давлением.
После закрепления крышки 4 происходит заливка черпаемого
мерной ложкой из печи металла в кольцевое пространство, обра-
зованное отверстием круга и стержнем 11. Когда залитый металл
слегка загустеет, на зеркало его поступает кольцевой пуансон А
производящий прессование металла в процессе его кристаллиза-
ции.
После окончания прессования металла (примерно через 10—
15 сек. в зависимости от массы залитого металла), с помощью
зубчатой передачи (зубчатая рейка 9 и зубчатый валик 10) стержень
11 извлекается из отливки, после чего круг с помощью толкателей
(не показанных на фигуре) выдается из формы.
Зубчатая передача вмонтирована в постамент 8. укрепленный
к столу установки. Чтобы использовать установку для кругов
различного диаметра, необходимо для определенных групп приме-
296
нять посадочные плиты со сменными кольцами (вставками) для
прохода стержней различного диаметра.
Для прессования металла можно применять винтовые или ры-
чажные прессы с ручной подачей или шпинделя сверлильных
станков.
При прессовании должно быть обеспечено удельное давление
порядка 40—50 кПсмг. Опытным путем величину удельного давле-
ния следует уточнить.
При увеличении диаметра и высоты кругов вместо зубчатого
привода могут быть применены пневматические или гидравличе-
ские приводы. Последние — по типу гидроприводов, применяемых
в литье под давлением для движения стержней. Мощность этих
стандартизованных приводов от 1 до 10 Г.
Выбор сплава
При применении метода кристаллизации под поршневым давле-
нием возможность получения заготовок, лишенных литейных
пороков, с гладкой поверхностью и точными размерами, из легких
или легкоплавких цветных сплавов, независимо от их химического
состава, дает возможность широко использовать отходы производ-
ства и некондиционные вторичные цинковые или алюминиевые
сплавы, непригодные для других производств.
Например, цинковые сплавы, применяемые для литья под
давлением (содержащие 4% алюминия и от 0,5 до 3% меди) должны
отличаться высокой чистотой цинка и не содержать железа, свинца
и кадмия. Ничтожное содержание этих примесей приводит сплав
к естественному старению с течением времени (несколько лет), что
отражается на размерах (в пределах 3-го класса точности) и заста-
вляет отказываться от применения таких сплавов для приборо-
строения и машиностроения. Для заливки отверстий кругов такие
сплавы могут быть использованы как полноценные.
В аналогичном положении находится вопрос с алюминиевыми
некондиционными материалами.
Кроме того, значительное количество отходов имеется в шриф-
толитейном и аккумуляторном производствах.
Указания о технологических особенностях заливки металла
в отверстия шлифовального круга для обеспечения соосности и пе-
риферии кругов должны быть в пределах норм требований по ГОСТ
4785—53. Мероприятием для хорошего контакта металла с керами-
кой явится диффузия жидкого металла в поры круга. Диффузия
может осуществиться благодаря применению давления, при кото-
ром объемная усадка сплава отражается только на высоте отливки,
а не на диаметре. Металл плотно прижимается к стенкам круга и
при соответствующей температуре диффундирует в него, обеспечи-
вая хорошее сцепление.
Герметичность форм достигается с помощью асбестовых прокла-
док (фиг. 148).
297
Дозировка металла производится мерной ложкой. Опытным
путем для каждой отливки устанавливается уровень заливки
металла с учетом его усадки и допрессовки.
Точность отверстий может быть получена по 4-му классу
с чистотой поверхности 4—5-го класса.
Описанная установка предназначена для опытных работ. При
серийном производстве сборка форм, заливка и разборка должны
производиться с применением механизированных поточных линий
в соответствии с размерами кругов (табл. 30). По мере увеличения
диаметра должна быть увеличена мощность прессов и корректи-
роваться состав сплава, применяемого для заливки.
Таблица 30
Размеры шлифовальных кругов
Диаметр отверстия в мм Диаметр круга в мм
20 60, 70, 80, 90, 100, 110
32 125, 150, 175, 200, 250
75 200, 250, 300, 350
127 250, 300, 350, 400, 450
203 400, 450, 500
305 500, 600, 750, 900, 1100
55. ПРИМЕНЕНИЕ ПОРШНЕВОГО ДАВЛЕНИЯ
ВЗАМЕН ПРИБЫЛЕЙ ДЛЯ ПИТАНИЯ МАССИВНЫХ
ЧАСТЕЙ ОТЛИВОК
Принудительное питание массивных частей отливок под порш-
невым давлением является мощным средством для устранения уса-
дочных раковин, осуществляемым с сокращением затрат металла
на большие прибыли.
При столбе медного сплава высотой 1,2 мм металлостатическое
давление достигает 1 ат. При стояках или прибылях обычной
высоты давление редко превышает 0,4 ат, что в известной степени
способствует питанию утолщенных участков отливок, но в малой
степени влияет на общее их уплотнение.
Применение при литье фасонных заготовок в металлических
формах низкого удельного давления (порядка 5—20 кПсмг),
поступающего на прибыль после заливки металла, помимо более
совершенного питания массивных участков, способствует также
некоторому уплотнению отливок и повышению механических
свойств сплавов.
Допрессовка литья производилась автором на одном из заводов
при литье ответственных чугунных заготовок несложной конфигу-
298
рации в металлических формах, футерованных жирной (глинистой)
формовочной смесью с последующей ее просушкой. При удельном
давлении около 15 кГ/см2, осуществляемом с помощью ручного
винтового зажима, получены вполне положительные результаты:
измельченный графит и более высокие механические свойства по
сравнению с чугуном, отлитым в свободном состоянии. '
В настоящее время допрессовка литья, отливаемого в метал-
лических формах, начинает применяться на заводах. Применение
малых удельных давлений и возможность их осуществления на
маломощных прессах и зажимах:
винтовых, рычажных, пневматиче-
ских, гидравлических ит. п. имеет
перспективное значение для усо- 1
вершенствования литья в металли-
ческие формы при соответствующем
изменении их конструкции приме-
нительно к приложению давле-
ния.
Ниже описывается один из при-
меров применения такого литья,
свидетельствующий о технической
целесообразности и полезности до-
прессовки кокильного литья.
На фиг. 149 показана схема
металлической формы для литья
деталей из магниевого сплава с до-
прессовкой по следующей техноло-
гии [19).
1. Поршневое давление на жидкий металл поступает от двух-
ходового винта с рычажной подачей немедленно после заливки.
2. Во время заливки металла прессующий пуансон спущен
в форму, делая прибыль закрытой. Для выхода воздуха между
пуансоном и формой (матрицей) имеются зазоры.
3. Заливка металла производится через литник, имеющий
сечение значительно меньшее, чем сечение отливки. Благодаря
его быстрому затвердеванию, устраняется возможность выдавли-
вания металла через литник при поступлении давления.
4. Температура заливки металла около 800° С, температура
формы — в пределах температурного интервала горячей деформа-
ции указанного сплава, т. е. 360—380° С.
Если механические свойства при обычном литье в металличе-
скую форму с применением прибыли Составляли: предел прочности
12,1 кГ/мм2, а относительное удлинение 1,8?^, то при применении
поршневого давления на прибыль соответственно увеличились
до 17,0 кГ/мм2 и 4,1%.
Мысль об использовании внешнего давления для питания уча-
стков отливки со скоплением металла из прибылей, расположенных
299
Фиг. 149. Схема металлической
формы для литья деталей из маг-
ниевого сплава с допрессовкой
поршневым давлением:
1 — сифонный литник; 2—прессующий
пуансон; 3 — прибыль; 4 — отливка.
co всех сторон, а не только в верхней части’ возникла ещё во
время Великой Отечественной войны (А. А. Бочвар).
В настоящее время, когда широко освоено применение порш-
невых пневматических и гидравлических приводов, включаемых
одновременно и позволяющих приложить давление в разные точки
со всех сторон, реализация этой мысли приобретает техническую
базу.
В зависимости от величины прибыли и требуемого усилия ее
прессования, что зависит не только от ее поперечного сечения,
а главным образом от материала, из которого изготовлена форма
(песочная, металлическая или смешанная), подбирается- мощность
приводов.
Эти приводы аналогичны применяемым в литье под давлением
для движения подвижных стержней. Они являются универсаль-
ным приспособлением различной мощности.
Отличие гидроприводов, применяемых в описываемом варианте/
заключается в том, что торец привода соприкасается с вершиной
(условной) прибыли, закрывая произвольный выход металла.
Чтобы торец привода не охлаждал вершину прибыли, на него
наклеивается с помощью жидкого стекла асбестовая прокладка.
В зависимости от конфигурации отливки приводы могут вклю-
чаться одновременно или через некоторые промежутки. Давление,
передаваемое приводами, может широко регулироваться, в том
числе ступенчато, чтобы в начале поступления, когда еще не об-
разовался каркас отливки, давление было невелико и увеличива-
лось, когда металл доходит до твердо-жидкого состояния.
В гл. IX были описаны литниковые приставки, укрепленные
соответствующим образом на песочной форме; аналогичные при-
ставки, снабженные опорными устройствами, позволяющими
передавать давление на металл, а не на форму (в особенности, когда
она песочная), должны применяться для питания отливок внешним
давлением.
ГЛАВА XII
ШТАМПОВКА ИЗ ЖИДКОГО МЕТАЛЛА
С ПРИМЕНЕНИЕМ СИЛИКАТНЫХ СТЕРЖНЕЙ
Штамповка из жидкого металла как процесс, обеспечиваю-
щий получение литых деталей без литейных пороков, находит все
более растущее применение для изготовления различной арма-
туры, работающей под высоким давлением: паровой, водяной,
газовой, нефтяной и т?п. Однако в значительном ряде случаев
возможность применения этого процесса ограничивается при нали-
чии в конструкции деталей замкнутых полостей, которые нельзя
выполнить в варианте литья с кристаллизацией под давлением
применением металлических стержней, а в варианте выдавлива-
ния жидкого металла — применением металлических пуансонов.
Поэтому область применения штамповки из жидкого металла
может быть значительно расширена для изготовления фасонных
деталей с замкнутыми полостями или поднутрениями в полости,
если применить стержни из силикатных выбиваемых стержней,
обладающих соответствующими физическими свойствами и прочно-
стью. Эта прочность, по сравнению с металлическими стержнями,
невелика. Поэтому наряду с применением умеренных удельных
давлений, необходима также разработка такой технологии и таких
тепловых режимов, при которых давление будет главным образом
передаваться при прямом прессовании на залитый металл, посте-
пенно увеличиваясь по мере его перехода в твердо-жидкое состоя-
ние с образованием каркаса заготовки, предохраняющего стер-
жень от разрушения. Чтобы не деформировать стержень, давление
должно поступать на него только боковыми усилиями, передавае-
мыми через металл в зависимости от конусности стержня.
При применении силикатных стержней вопрос об их газопро-
ницаемости, а следовательно, плотности набивки, не имеет такого
значения, как при обычном литье в песочные формы, так как газы
при приложении на металл низкого давления (3—5 кПсм?)
остаются в твердом растворе, что позволяет устранить газовые
раковины. При таком давлении стержни не будут деформироваться,
если правильно приложить давление.
1494 301
Для Некоторых групп заготовок, например, чугунных, уплот-
няемых’при небольших удельных давлениях, а также заготовок
из других сплавов, где основной задачей в ряде случаев является
только устранение литейных пороков, стержни из силикатных сме-
сей могут найти достаточно широкое применение.
В свете этого необходимо изучить и анализировать прове-
денные опытные и исследовательские работы по применению стерж-
ней из силикатных смесей при литье с кристаллизацией под дав-
Фиг. 150. Схема экспери-
ментальной формы для
литья с кристаллизацией
под поршневым давле-
нием с применением си-
ликатных стержней:
1 — пуансон; 2 и 5 — коль-
ца для скрепления половин
форм; 3 — разъемная матри-
ца; 4 — силикатный стер-
жень.
лением.
Из числа исследовательских работ по
подбору силикатных стержней, которые
позволили бы выдержать нагрузку, не
давая пригара, следует отметить ценную
работу под наименованием «Освоение
штамповки из жидкого металла пустоте-
лых заготовок из сплавов на медной ос-
нове», проведенную в ВПТИ Судострои-
тельной промышленности под руководством
И. М. Кролик [34].
В этой работе проверено большое
количество стержневых смесей (покраска,
сушка и прокаливание стержней, техно-
логия их применения и полученные при
этом результаты при литье с кристаллиза-
цией под давлением).
Испытания стержней производились в
экспериментальной металлической форме
с разъемом по вертикальной плоскости
со скреплением половин форм с помощью
нижних и верхних колец. Схема такой
формы показана на фиг. 150. Работа первоначально проводилась
на гидравлическом масляном прессе мощностью 250 Т.
В экспериментальной форме испытаны стержни из следующих
смесей:
1. Смеси хромомагнезитовые с крепителем жидким стеклом
или сульфитным щелоком. При применении высоких давлений
прочность этих стержней была недостаточна.
2. Смеси шамотные с различным содержанием огнеупорной
глины. Такие стержни газируют и их трудно выбивать.
3. Смеси быстросохнущие на жидком стекле или пульвербаке-
литовые. Стержни из этих смесей дали наилучшие результаты.
Они разрушались лишь при чрезмерном давлении или неправиль-
ном его приложении.
. Анализируя проведенную исследовательскую работу, следует
отметить, что значительный ряд недостатков, отмеченных при при-
менении силикатных стержней, нельзя полностью отнести за счет
их малой прочности в условиях приложения давления, механич^-
3Q2
ского пригара и затруднений при удалении Стержней из заго-
товки.
Основным недостатком проведенной работы является приме-
нение завышенного давления, а главным образом неправильное
приложение давления на стержень. Оба эти вопроса рассматри-
ваются комплексно.
Опытные работы по определению стойкости стержней из раз-
личных смесей производились на прессе мощностью 250 Т (при
удельном давлении 2500 кГ/см2). Подобные удельные давления
чрезмерно завышены не только при работе с силикатными стерж-
нями, но даже с металлическими, что не могло не отразиться на
стойкости силикатных стержней. При последующем проведении
испытаний на прессе мощностью 40 Т получены более положитель-
ные результаты в отношении стойкости стержней и степени их
механического пригара.
В экспериментальной форме, показанной схематически на
фиг. 150 (а также в дальнейшем, когда опыты велись на фасонных
деталях с центральными стержнями) при поступлении цилиндри-
ческого пуансона на в^ю площадь торцовой части заготовки, давле-
ние передавалось на стержень, расположенный под небольшим
слоем залитого сплава. При этом стержень, воспринимая все уси-
лие пуансона, особенно в начале прессования, когда металл еще
не затвердел при соприкосновении с пуансоном, разрушался и сме-
шивался с металлом.
Для устранения этого прессующий пуансон не должен посту-
пать на вершину стержня (ни непосредственно, ни через неболь-
шую прослойку металла). Пуансон должен поступать на залитый
металл параллельно стержню. Так, например, при изготовлении
трубчатой заготовки или втулки должны применяться кольцевые
пуансоны, перемещающиеся концентрически к стержню. Чтобы
стержень мог служить направляющей для пуансона и одновременно
не разрушался при перемещении пуансона по его окружности, он
должен быть армирован металлическим кольцом (фиг. 151).
На фиг. 42 показана форма для литья с кристаллизацией под
давлением высокой бронзовой втулки со сквозным отверстием.
При необходимости получения ее без конуса и при трудности уда-
ления из формы металлического стержня, применялись силикатные
стержни, армированные металлическим сердечником и двумя ме-
таллическими направляющими (внизу и наверху).
Подобная схема при работе с силикатными стержнями дала по-
ложительные результаты и может быть рекомендована как опти-
мальная при применении выбиваемых неметаллических стержней
по технологии, описываемой ниже.
При применении силикатных стержней работу целесообразно
начинать при небольшом удельном давлении (4—•5 кПсм*), что
будет достаточным, чтобы газы остались в жидком растворе; это
303
позволяет устранить газовые раковины (табл. 4). При таком давле-
нии стержни не будут деформироваться.
Повышать давление следует постепенно, учитывая, что пока
металл находится еще в жидко-твердом состоянии, все его переме-
щения, направленные на устранение усадочных неплотностей,
осуществляются очень быстро и к моменту, когда металл дойдет
до твердо-жидкого состояния, необходимо будет заполнить только
небольшие усадочные полости, залегающие в сердцевине отливки.
Фиг. 151. Схема формы для штамповки из жидкого металла толстостенных корпу-
сов с обособленными участками, уплотнение которых затруднено при примене-
нии силикатных стержней: а) неправильная технология:
1 — пуансон; 2 — стержень; 3 — залитый сплав.
б) правильная технология:
1 — кольцевой пуансон; 2 — стержень; 3 — арматура стержня (кольцо); 4 — замкнутая
прибыль.
В этот момент металл, близкий к затвердению, воспримет все уси-
лие пуансона, причем каркас его позволит сохранить стержень без
деформации.
Чем меньше температурный интервал кристаллизации заливае-
мого сплава, тем быстрее образуется каркас, предохраняющий стер-
жень от разрушения.
В анализируемой исследовательской работе отмечен также ряд
недостатков (усадочные раковины или рыхлость), которые в основ-
ном зависят от невозможности передачи давления на обособлен-
ные участки, расположенные в нижней или средней части заго-
товки.
При применении кольцевых пуансонов в верхней части заго-
товки и соответствующей конусности матрицы давление должно
быть передано через металл на нижележащие обособленные уча-
стки для их уплотнения боковыми усилиями. Учитывая в ряде слу-
чаев сложность передачи давления на обособленные участки при
работе с силикатнымй стержнями, целесообразно применять на
этих участках земкнутые прибыли 4 для устранения дефектов уса-
дочного порядка (фиг. 151, б) или производить работу в двухгнезд-
ных формах (такие и в одногнездных) с питанием боковых участков
304
от прибыли, находящейся под поршневым давлением, как показано
на фиг. 99. Поскольку эта прибыль расположена в металлической
форме, она сможет воспринимать давление и передавать его во все
стороны во время нахождения залитого металла в жидко-твердом
состоянии.
Опыты по изготовлению корпусов клапана (фиг. 152) со стерж-
нями 3, имеющими сложную криволинейную образующую, пока-
зали, что при поступлении цилиндрического пуансона на стержень
он деформируется в наиболее слабых участках, где оформляются
переборки. При применении кольцевых пуансонов 1, когда-давле-
ние передается главным обра-
зом на металл, а не на стерж-
ни, могут быть созданы усло-
вия для получения плотных
деталей при применении си-
ликатных стержней. Коль-
цевой пуансон перемещается
концентрически к стержню,
который служит направляю-
щей для пуансона; чтобы при
этом стержень не деформи-
ровался и давал точное на-
Фиг. 152. Схема формы для штамповки
из жидкого металла корпуса клапана с
применением силикатного стержня:
правление, верхняя часть его
должна быть армирована ме-
таллом 2.
/ — кольцевой пуансон; 2 — арматура для
стержневого знака; 3 — стержень.
спокойных условиях, поэтому при
от 150 кПсм*) возможно хорошо за-
В детали нет скопления ме-
талла; при обтекаемости дета-
ли заливка осуществляется в
умеренных давлениях (порядка
полнить и уплотнить заготовку в более значительной степени, чем
при применении больших прибылей в условиях обычной свободной
заливки в песочную или металлическую форму. Резкое увеличение
скорости затвердевания залитого металла в условиях приложения
давления является одним из положительных факторов, предохра-
няющих стержни от быстрого разрушения, так как металлический
каркас образуется раньше, чем расплавятся связующие — состав-
ляющие стержня (например, пульвербакелит).
Опыт литья под умеренным давлением в металлических формах
с силикатными стержнями показал, что механический пригар
(т. е. проникновение металла под давлением в поры стержня) был
устранен при применении стержней, приготовленных оболочковым
способом. Очевидно, что содержание связующих составляющих
должно быть соответственно откорректировано, чтобы распад
стержня произошел через более продолжительное время.
В вышеупомянутой исследовательской работе очень мало взи-
мания уделено покрытиям (краскам), делающим наружный слой
стержня более стойким против механического пригара.,
20 пляцкай
305
Основное положение, что силикатные стержни не разрушаются
при сравнительно высоких давлениях, является обнадеживающей
предпосылкой для применения их при доработке технологических
параметров.
56. ОБОЛОЧКОВЫЕ ЖИДКОСТЕКОЛЬНЫЕ СТЕРЖНИ
Из большого числа смесей для стержней, испытанных в усло-
виях литья с кристаллизацией под поршневым давлением, наибо-
лее обнадеживающие результаты показали оболочковые стержни
и стержни из быстросохнущих жидкостекольных смесей.
За последнее время, в результате проведенных опытно-иссле-
довательских работ, в состав этих смесей внесен ряд положитель-
ных изменений, направленных главным образом на увеличение
продолжительности сохранения стержней в твердом состоянии
до распада (для оболочковых стержней) и устранение трудно-
стей при выбивке стержней из жидкостекольных смесей.
Смеси для оболочковых стержней:
1. Песок 1 КО1А.....................................100 кг
Пульвербакелит марки А.............................. 6»
Веретенное масло...................•............. 0,1 >
При изготовлении смесей в барабанах-смесителях загру-
жается просеянный песок и веретенное масло, которое перемеши-
ваются в течение 8—10 мин. Затем загружается пульвербакелит;
вторичное перемешивание продолжается 12—15 мин.
Оптимальное содержание уротропина в пульвербакелите
должно составлять 9% 1.
2. Сухой кварцевый песок 70/140 ................... 100 кг
Пульвербакелит..................................... 5 »
Ацетон............................................. 2 »
Смешивание производится в бегунах до полного рассыпания
комков, пока смесь не станет текучей и подвижной.
Смесь засыпается в металлический стержневой ящик, нагретый
до 220—240° С и выдерживается в нем 20—30 сек.
Для получения полого стержня ящик опрокидывается, причем
высыпается излишек смеси. Отвердевает стержень в печи вместе
с ящиком при температуре 350° С в течение 2,5—3 мин. После этого
необходимо вынуть ящик, разнять его и извлечь стержень.
Для получения сплошных стержней засыпать ящик смесью,
немного уплотнить при засыпке и поставить в печь при темпера-
туре 350° С.
Спекать 5—10 мин:.
1 К. И. Ткачев и М. Г. Сарайлов Прогрессивные процессы влитей-
ном производстве. Лениздат, 1962.
306
Поверхность готового стержня покрыть 2—3 слоями этилсили-
ката (в холодном состоянии) х.
3. Кварцевый песок................................100 кг
Пульвербакелит................................... 4 >
Фурфурол.......................................0,12 >
Жидкий бакелит..................................0,6 >
Смесь такого состава не комкуется в смесителе, не слеживается
в пескодувной установке, хорошо вдувается и хорошо высыпается
(неспекшаяся часть) из стержневого ящика. Стержни получаются
с хорошей поверхностью.
4. Кварцевый песок................................75 кг
Маршалит........................................25 >
Пульвербакелит.................................. 4 >
Жидкий бакелит ) „в„ажнители
Фурфурол / увлажнители..........................
Смесь обладает хорошей сыпучестью, легко вдувается в стерж-
невой ящик, неспекшаяся смесь легко удаляется из ящика. Спека-
ние длится 6 мин. качество поверхности отливки хорошее.
5. Кварцевый песок ............................. 30—35 кг
Отходы речного песка марки К 100/270 после исполь-
зования его в пескоструйной камере .......... 70—65 >
Пульвербакелит...................................... 4 »
^ИпТпплаКеЛИТ 1 увлажнители .......
Фурфурол ) 1
Смесь легко перемешивается, легко вдувается и высыпается
из ящика. Время спекания 3—4 мин. Отливки, залитые со стерж-
нями из такой смеси, получались с чистой поверхностью.
Смеси 3, 4 и 5 с положительным результатом испытаны при про-
ведении экспериментальной работы А. Д. Беловым и Е. Ф. Поло-
винке на заводе, выпускающем паровую арматуру высокого давле-
ния [3].
Опыты О. В. Колачевой показали, что максимальная прочность
образцов из песчано-пульвербакелитовой смеси в сочетании с теп-
лостойкостью достигается при температуре спекания около 350° С,
не доводя процесс полимеризации до конца.
Оболочковые стержни значительно прочнее, чем стержни из
обычной смеси. Осыпаемость стержня даже при нарушении поверх-
ностной корочки не наблюдается.
Дальнейшее усовершенствование оболочковых стержней
должно осуществляться в направлении применения плакирован-
ных смесей, способствующих увеличению прочности стержней.
При соответствующих коррективах составов стержневых сме-
сей и производства работ при более низких удельных давлениях,
1 По данным П. Я. Кантор (НИИТмаш).
20*
307
имеются обнадеживающие условия для применения силикатных
стержней для некоторых групп заготовок.
При этом положительным фактором является резкое увели-
чение скорости затвердевания залитых сплавов при приложении
давления, когда быстро образующийся каркас заготовки, воспри-
нимая усилие прессования, будет предохранять стержни от раз-
рушения.
Перспективное значение имеют стержни из жидкостекольных
смесей, обладающих очень большой сырой прочностью по срав-
нению с другими смесями, хорошей формуемостью и особо большой
прочностью сухих образцов.
Жидкостекольные стержни, образующие внутренние полости
отливок из сплавов, имеющих высокую температуру плавления
(сталь, чугун), после заливки спекаются и образуют монолитную
массу высокой прочности, что повышает, однако, трудоемкость
выбивных операций.
Поэтому основной задачей является создание стержней, легко
выбиваемых после заливки и обладающих качествами обычных
быстротвердеющих жидкостекольных смесей.
В результате экспериментирования (301 принята смесь следую-
щего состава (в вес. частях)
Песок 1К025А...................................... 100
Глина огнеупорная................................... 2
Жидкое стекло....................................... 5
Едкий натр ...................................... 0,75
Раствор битума в уайт-спирите (1:3)............ 2,5
Прочность на сжатие сухого образца (при тепловой
сушке).............t............................14 кПсм*
Эта смесь удовлетворительно выбивается из стальных отливок
и находит широкое применение при ручном или машинном изготов-
лении стержней (на встряхивающих формовочных машинах).
Дальнейшая работа по улучшению качества смесей привела
к внедрению в производство смеси следующего состава (в вес. ча-
стях)
Песок 1К025А..................................... 100
Жидкое стекло...................................... 5
Едкий натр ..................................... 1,25
Раствор парафина в уайт-спирите............... 2,5 кг
Прочность сухого образца на разрыв ...........i4 кГ/см*
. Эта смесь обладает большой живучестью, не слеживается
в бункерах и головке ттеекострельной машины и вполне удовлетво-
рительно выбивается из отливок. .
Не допускается ручная починка поверхности стержня, приво-
дящая к нарушению его прочности. ...
Зоа • -
На рабочих поверхностях стержневых ящиков не допускаются
никакие дефекты. Литейные уклоны должны быть строго
соблюдены. Хорошие результаты дает окраска ящиков нитро-
лаком.
При изготовлении смеси нельзя допускать песков с температу-
рой выше 30—35° С, так как горячие пески значительно ухудшают
выбиваемость стержней.
Однако наряду с положительными качествами химически
твердеющие жидкостекольные смеси обладают, как было выше
указано, и весьма существенным недостатком: склонностью к спе-
канию при высоких температурах заливки и термообработки сталь-
ных отливок.
В результате большой экспериментальной работы, проведен-
ной Центральной лабораторией Невского завода им. В. И. Ленина,
разработаны и применены двухслойные химически твердеющие
смеси, которые позволили получить легковыбиваемые стержни.
Кроме того, эти смеси исключают образование горячих трещин
и обеспечивают отделение облицовочной смеси от отливок [20].
Состав жидкостекольной смеси:
а) для облицово 1ного слоя стержней
Песок люберецкий.............................
Едкий натр (уд. вес 1,1) ................. . .
Жидкое стекло (уд. вес 1,48—1,52, модуль 2,6—
2,8).......................................
Мазут .......................................
Прочность на сжатие после продувки СО,. . . .
по весу
100
0,5
7,6
0,5
8—10 кПсм*
б) то же для наполнительного слоя стержней
Песок люберецкий................................ 76,4
Глина формовочная................................ 3,6
Опилки древесные (с влагой 48—50%) .... 20
Едкий натр (уд. вес 0,3—0,5).................... 1,10
Жидкое стекло (уд. вес 1,48—1,52, модуль
2,6—2,8)................................. 3,6
Прочность на сжатие после продувки СОа. . . 2,0—3,5 кПсмг
Двухслойные стержни из таких смесей дали положительные ре-
зультаты при литье стальных деталей весом до 10 т; отливки полу-
чены без трещин. Это показывает, что наполнительная смесь, имею-
щая в своем составе большое количество опилок и небольшое коли-
чество глины и жидкое стекло, очень податлива во время усадки
и способствует ликвидации трещин в отливках.
В двухслойных стержнях из-за отсутствия сопротивления
линейной усадке облицовочная стержневая смесь при охлаждении
309
отливки, свободно сжимаясь всей своей массой, легко отходит
от стенок отливки, что облегчает очистку.
Для коренного улучшения выбиваемости стержней, приготов-
ленных на жидком стекле, в смесь (при минимальном содержании
в ней жидкого стекла) вводятся также следующие добавки: боксит
в количестве до 3% при одновременном добавлении до 5% шамота
(при стальном литье) или до 2% органических материалов; дре-
весные опилки и раствор битума в уайт-спирите (преимущественно
при чугунном литье).
Во всех возможных случаях следует применять оболочковые
стержни или стержни с облегченной сердцевиной.
ЛИТЕРАТУРА
1. БалабекА. А. Штамповка жидкого чугуна. Азербайджанское гос.
изд. научно-техн, литературы, Баку, 1958, 80 с.
2. Белков С. Ф. иСтерликовВ. В. Изготовление массивных сепа-
раторов методом штамповки жидкого металла. — «Литейное производство»,
1960, № 2, с. 10—12.
3. Белов А. Д. и Половинко Е. Ф. Пустотелые оболочковые
стержни на бакелитовом связующем. Инф. листок ЛДНТП, 1956, 20 с.
4. БелынскийС. В. Исследование литой и кованой стали. Машгиз,
1952. 211 с.
5. БидуляП. Н., Бобров И. И. и Сми р и ов а К. Н. Кристалли-
зация жидкой стали под давлением. — «Литейное производство», 1956, № 7,
с. 16—19. }
6. Б о ч в а р А. А. и Новиков И. И. О твердо-жидком состоянии
сплава в период кристаллизации. Изд. АН СССР, 1950, №-2.
7. Бронтвайн Л. Р. и Крылов В. И. Литье никелевых бронз
с кристаллизацией под поршневым давлением. ИТЭИН, 1958, 12 с.
8. ГоникбергМ. Г., Ш аховск и й Г. П. и Бутузов В. П.
Изменение температуры плавления алюминия и меди при давлении до
18 000 кГ/см2. «Физическая химия», 1957, вып. 8, 12 с.
9. Г о р ш к о в И. Е. Литье слитков цветных металлов и сплавов. Метал-
лургиздат, 1952, 412 с.
10. Гуляев Б. Б. Затвердевание и неоднородность стали. Металлург-
издат, 1950, 227 с.
11. Гуляев Б. Б., Макельский М. Ф. и Назаренко В. О.
Кристаллизация стали под поршневым давлением. — «Литейное производство»,
1960, № 12, с. 13—19.
12. К л е й и е р М. Н. Передовой научно-технический опыт. ИТЭИН,
№ М53-38/7, 1958, 6 с.
13. Коган А. И. Холодное выдавливание сложных матриц пресс-форм.
МДНТП, 1957, 24 с.
14. Кролик И. М. Опыт внедрения штамповки жидкого металла. Суд-
промгиз, 1955, 5 с.
15. Красильщик Н. Л. иТокарскийН. С. Получение заготовок
методом штамповки жидкого металла. Инф. ЛДНТП, 1956, № 20, 6 с.
16. Колесниченко А. Г. Многослойные теплоизоляционные покрытия
металлических форм. ЛДНТП, 1959, 14 с.
17. М о с к а л е в А. И., Р о г о в В. Г. и 3 д о р В. А. Жидкая штамповка
сложных деталей из алюминия. Машгиз, 1950, 52 с.
18. Н е х е д з и Ю. А. Стальное литье. Металлургиздат, 1948, 766 с.
19. О с о к и н А. М. Борьба с усадочной пористостью кокильных отливок
из магниевых сплавов — «Литейное производство», 1955, Xs 11, 3 с.
20. П и к у с Л. 3. Легковыбиваемые химически твердеющие стержни для
производства стального литья. Изд. ЛДНТП, 1961, 16 с.
21. П л я ц к и й В. М. Литье под давлением. Оборонгиз, 1946, 400 с.
311
22. П л я ц к и й В. М. Точная объемная штамповка (горячая безоблойная
в закрытых штампах). Машгиз, 1948, 140 с.
23. П л я ц к и й В. М. Кристаллизация под поршневым давлением. Машгиз,
1950, 59 с.
24. П л я ц к и й В. М. Литейные процессы с применением высоких давлений.
Машгиз, 1954, 224 с.
25. П л я ц к и й В. М. Технология литья под давлением М—Л., Машгиз,
1949, 306 с.
26. П л я ц к и й В. М. Литье под давлением. 3 изд., Оборонгиз, 1957, 463 с.
27. Пляцкий В. М. Повышение качества заготовок литых под давле-
нием. Сборник. Горький Кн. Изд-во 1957, 20 с
28. С в и щ о в а С. Б. и Б а р и л о М. С. Низкотемпературное цианирование
форм. — «Вестник машиностроения», 1958, № 8, с. 10—17.
29. С п а с с к и й А. Г. Основы литейного производства. Металл у ргиздат,
1950, 318 с.
30. Т к а ч е в К- И. и С а р а й л о в М. Г. Прогрессивные процессы в литей-
ном производстве. Лениздат, 1962, 62 с.
31. Чернов Д. К. и наука о металлах. Сб. Металлургиздат, 1950, 563 с.
32. Чугунное литье в металлические формы (опыт Ленинградского
завода им. Свердлова). Техинформация ЛДНТП, 1956, № 365, 12 с.
33. Штамповка жидкого маталла на Фрикционных прессах. Под ред.
3. Е. Медникова информационный техн, листок ЛДНТП 1955 г. 20 с.
34. ВПТИ судостроительной промышленности. «Произв.-техн. сборник».
1957, № 7, 6 с.
35. В а г t о п Н. К- Machinery L. vol. N 2463 и N 2467. 1960, 8 с.
36. F i е 1 d Е. N. The Cothias Process. Machinery, L IV. 1953, vol. 82, 6 c.
37. Hauson and Slater. The Journal of the institute of Metals, 1935,
N 1 10 c.
38. W e 1 1 i n g e г К.» G 6 h r i n g К.» S t a h 1 i G. Hochdrukguss Zeit-
schrift fur Metallkunde, 1950, Band 41, 6 c.
39. Sieverts. Zeitschrift ftir Metallkunde 21, 1929 H. 2, 6 c.
ОГЛАВЛЕНИЕ
Введение............................................................... 3
Глава I. Сущность вариантов штамповки из жидкого металла.......... 9
1. Литье с кристаллизацией под поршневым давлением.......... 11
2. Штамповка методом выдавливания жидкого металла.......... 14
Глава II, Механизм уплотнения металла и тепловые условия при литье
с кристаллизацией под поршневым давлением............................ 19
Глава III. Различные факторы, влияющие на получение качественных
заготовок при литье с кристаллизацией под поршневым давле-
нием ................................................................ 35
3. Удельное давление на металл................................. —
4. Температура заливаемого металла............................ 41
5. Температура формы.......................................... 43
6. Скорость затвердевания металла............................. 44
7. Выдержка металла в форме до подачи давления и под давлением 48
8. Влияние давления на чистоту поверхности заготовок...... 50
9. Влияние давления на механические свойства сплавов .... 52
10. Ликвация сплавов ........................................... 56
11. Тепловые режимы литья ...................................... 59
Глава IV. Литье заготовок с кристаллизацией под поршневым давлением 62
12. Литье цилиндрических заготовок (слитков) из цветных сплавов —
13. Литье фасонных заготовок из цветных сплавов................ 75
14. Литье фасонных деталей с полостями......................... 85
15. Литье с кристаллизацией под давлением с использованием вер-
тикальных камер сжатия машин литья под давлением .... 94
16. Изготовление фасонных биметаллических деталей литьем
с кристаллизацией под давлением с армированием.............. 96
17. Обзор и анализ зарубежных работ по штамповке из жидкого
металла и литью с кристаллизацией под давлением............. 100
Глава V. Механизм формообразования и уплотнения при штамповке вы-
давливанием жидкого металла......................................... 106
18. Формообразование в полости, образованной при конечном
сопряжении матрицы и пуансона ................................ 107
19. Формообразование путем выдавливания всего объема металла
в закрытые полости............................................ 114
20. Выдавливание жидкого металла вниз для получения фасонных
деталей и профильных заготовок (прямое истечение)........... 120
21. Изготовление деталей с выступами, рельефами наружной
поверхности и боковыми отверстиями............................ 124
22. Условия уплотнения металла................................ 127
313
23. Образование первоначального слоя около стенок формы и окис-
ной пленки на зеркале металла и их влияние на выдавливание
жидкого металла.............................................. 133
Глава VI. Влияние различных факторов на качество заготовок при штам-
повке выдавливанием жидкого металла................................ 135
24. Удельное давление на металл................................ —
25. Температура металла и формы ............................. 138
26. Выдержка металла в форме................................. 141
27. Физические свойства сплавов и влияние давления на их меха-
нические свойства .•......................................... 143
Глава VII. Оборудование для различных вариантов штамповки из
жидкого металла.................................................... 147
28. Основные характеристики специальных машин.................. —
29. Машина типа ОВП-2........................................ 149
30. Гидравлический пресс ГП-3................................ 152
31. Пресс завода «Металлист»................................. 154
32. Универсальная литейная машина УЛМ-2.................... 157
33. Гидравлический пресс 988 ................................ 165
34. Опыт штамповки из жидкого металла на неспециализированном
оборудовании ................................................ 168
Глава VIII. Ьпыт внедрения штамповки выдавливанием жидкого металла
и область применения процесса для заготовок из цветных
сплавов ........................................................... 175
35. Выдавливание жидкого металла на специальном оборудовании —
36. Штамповка выдавливанием жидкого металла для изготовления
фасонных деталей с полостями с применением боковых подвиж-
ных стержней ................................................ 180
37. Армирование деталей вкладышами при штамповке выдавли-
ванием жидкого металла ...................................... 188
38. Выдавливание жидкого металла на неспециализированном обо-
рудовании ................................................... 194
39. Различные варианты выдавливания жидкого металла........ 200
40. Полупластическая штамповка на фрикционных прессах из
жидкого металла, подстуженного в матрице................ 203
Глава IX. Штамповка из жидкого чугуна и стали...................... 219
41. Изучение свойств чугуна в зависимости от приложенного давле-
ния при литье в металлические формы.......................... 221
42. Особенности литья чугуна в металлические формы........... 226
43. Опыт изготовления фасонных деталей штамповкой из жидкого
чугуна в металлических формах................................ 229
44. Особенности штамповки из жидкой стали.................... 236
45. Штамповка заготовок из жидкой стали для замены ковки . . . 238
46. Изготовление фасонных заготовок различной сложности штам-
повкой из жидкой стали ...................................... 241
Глава X. Различные вопросы технологии штамповки из жидкого металла
деталей из цветных сплавов......................................... 261
47. Условия, обеспечивающие бесперебойный ход процесса .... —
48. Условия удаления заготовок из формы...................... 271
49. Условия увеличения стойкости форм........................ 275
50. Припуски на механическую обработку....................... 282
51. Брак в литье с кристаллизацией под давлением и при выдавли-
вании жидкого металла........................................ 283
314
Глава XI. Применение низкого поршневого давлений при изготовлении
заготовок штамповкой из жидкого металла........................... 285
52. Изготовление алюминиевой посуды .......................... —
53. Заливка тракторных и автомобильных подшипников баббитом 287
54. Заливка отверстий шлифовальных кругов.................. 295
55. Применение поршневого давления взамен прибылей для пита-
ния массивных частей отливок.............................. 298
Глава XII. Штамповка из жидкого металла с применением силикатных
стержней.......................................................... 301
56. Оболочковые жидкостекольные стержни . *................ 306
Литература 311
Редактор издательства инж. Н. Н. Усиков
Технический редактор М. М. Петерсон
Корректоры: Л. Ф. Борисова и Р. М. Беликова
Сдано в производство 25/VI 1963 г. Подписано
к печати 27/1 1964 г. М-13541
Формат бумаги 60X90Vle
Печ. листов 19,75 Уч.-изд. листов 19,6.
Темплан 1964 г. № 174. Тираж 4000 экз.
Цена 1 р. 13 к. Заказ 1494
Ленинградская типография № 6
Главполиграфпрома Государственного комитета
Совета Министров СССР по печати
Ленинград, ул. Моисеенко, 10