/

























































































































































































































































































Автор: Хрулев В.М.
Теги: строительные материалы и изделия строительство деревянные конструкции
Год: 1983




Текст
Деревянные
конструкции
и деталиСправочник
строителяМоскваСтройиздат1983
СПРАВОЧНИК СТРОИТЕЛЯДЕРЕВЯННЫЕ
КОНСТРУКЦИИ
И ДЕТАЛИПод редакцией д-ра техн. наук, проф.
В. М. Хрулева2-е издание, дополненное и переработанноеМОСКВАСТРОЙИЗДАТ1983
ПРЕДИСЛОВИЕДревесина — традиционный строительный материал с многове¬
ковым опытом применения, используется в современном строитель¬
стве в виде клееных деревянных, фанерных и комбинированных кон¬
струкций, изделий из древесных плит и панельных конструкций за¬
водского изготовления, а также материалов из местного сырья и
отходов (арболит, фибролит, стружечные и опилочные плиты и
блоки).Решениями XXVI съезда КПСС предусмотрено наращивать вы¬
пуск клееных деревянных конструкций, развивать производство де¬
ревянных панельных домов для сельского жилищного строительства,
больше выпускать древесностружечных плит, повышать комплекс¬
ность переработки древесины, в том числе лиственных пород.Изменения, произошедшие со времени первого издания справоч¬
ника, в проектировании, изготовлении и монтаже деревянных кон¬
струкций связаны прежде всего с необходимостью значительно по¬
высить эффективность использования древесины в строительстве,
особенно в сельском и при освоении новых районов страны. Изго¬
товление современных деревянных конструкций требует высокой
технической культуры производства, учета разнообразных техноло¬
гических параметров, материалов, машин и т. д.Задаче повышения эффективности использования древесины в
строительстве и служит предлагаемый вниманию специалистов
справочник.По сравнению с первым изданием справочника, вышедшим в
1975 г., во второе издание включены разделы по экономике и орга¬
низации производства, расширены главы «Защита древесины», «Спе¬
циальные сооружения», «Технология изготовления деревянных кон¬
струкций», даны сведения об изготовлении деревянных элементов
градирен, о технологии модификации древесины, обновлены данныео станках и инструменте, а также о правилах приемки и производ¬
ства работ с учетом новых изданий Строительных норм и правил.В связи с введением новых стандартов на изделия из древеси¬
ны многие характеристики, приведенные в первом издании, измене¬
ны и уточнены, цифровые данные в таблицах приведены в соответ¬
ствие с Международной системой единиц физических величин, рас¬
ширены пояснения к таблицам, рисункам и техническим данным
конструкций и материалов.Справочник составлен в соответствии со СНиП II1-19-76 «Де¬
ревянные конструкции. Правила производства и приемки работ»,
СНиП 11-25-80 «Деревянные конструкции. Нормы проектирования»,
стандартами и техническими условиями, а также «Техническими
правилами по экономному расходованию основных строительных
материалов» (ТП 101-81) в части, относящейся к лесоматериалам.Справочник составили: предисловие, гл. 1, 7—10, 13 и список
литературы — д-р техн. наук, проф. В. М. Хрулев; гл. 2, 5, 11 —
канд. техн. наук, доц. К. Я. Мартынов; гл. 3 — канд. техн. наук, доц.
Г. М. Шутов; гл. 4, 6, 12 — канд. техн. наук, доц. С. В. Лукачев.1*
1. ОСНОВНЫЕ ВИДЫ ИНДУСТРИАЛЬНЫХ ДЕРЕВЯННЫХ
КОНСТРУКЦИЙ1.1. Балки. К индустриальным конструкциям относятся все ви¬
ды клееных балок, а также составные балки на пластинчатых на¬
гелях. Для временных зданий и сооружений допускается применять
конструкции построечного изготовления — балки из бревен и брусь¬
ев на призматических продольных, поперечных и наклонных шпонках
и колодках.Балки на пластинчатых нагелях собирают из двух-трех брусьев
или окантованных бревен с использованием естественного сбега
(рис. 1). Ввиду того, что стыки в балках не допустимы, пролет их
при применении стандартных чистообрезных брусьев не может быть
более 6,5 м, а при использовании окантованных бревен — 9 м. Плас¬
тинчатые нагели изготовляют из твердой древесины (дуб или анти-
септированная береза) влажностью не более 8... 10 %. Толщина на¬
гелей 1,2 и 1,6 см, длина (вдоль волокон) 5,4 и 7,2 см. Нагели
вставляют в сквозные или глухие пазы (рис. 2), выбранные цепным
долбежником в предварительно выгнутых брусьях для придания
балкам строительного подъема. Плотность соединений обеспечива¬
ется защемлением нагелей после снятия усилий предварительного
изгиба.Для нижних брусьев, находящихся в зоне растягивающих на¬
пряжений, подбирают лесоматериалы высокого качества (первой ка¬
тегории), для верхних — второй категории. Для средних брусьев
балок, состоящих из трех элементов, пригодны лесоматериалы
третьей категории. Во избежание растрескивания брусьев при исполь¬
зовании лесоматериала повышенной влажности (более 20 %) на го¬
ризонтальных поверхностях брусьев делают продольные вертикаль¬
ные пропилы глубиной не более 7в высоты бруса. Глубина пазов
для нагелей допускается не более 7б высоты бруса.Балки с пластинчатыми нагелями собирают на специальном
верстаке (рис. 3), позволяющем собирать одновременно две балки.
Требуемый строительный подъем обеспечивается установкой про¬
кладок и стягиванием концевых хомутов. После разметки и выборки
гнезд нагели, направленные волокнами перпендикулярно шву, заби¬
вают в пазы легкими ударами деревянного молотка. Поворотное
устройство используется при выборке глухих пазов и установке
соответствующих нагелей.Более широкое применение имеют клееные дощатые и клееные
фанерные балки. Клееные дощатые балки пролетом 6... 12 м могут
быть двутаврового и прямоугольного сечения, односкатными и дву*4
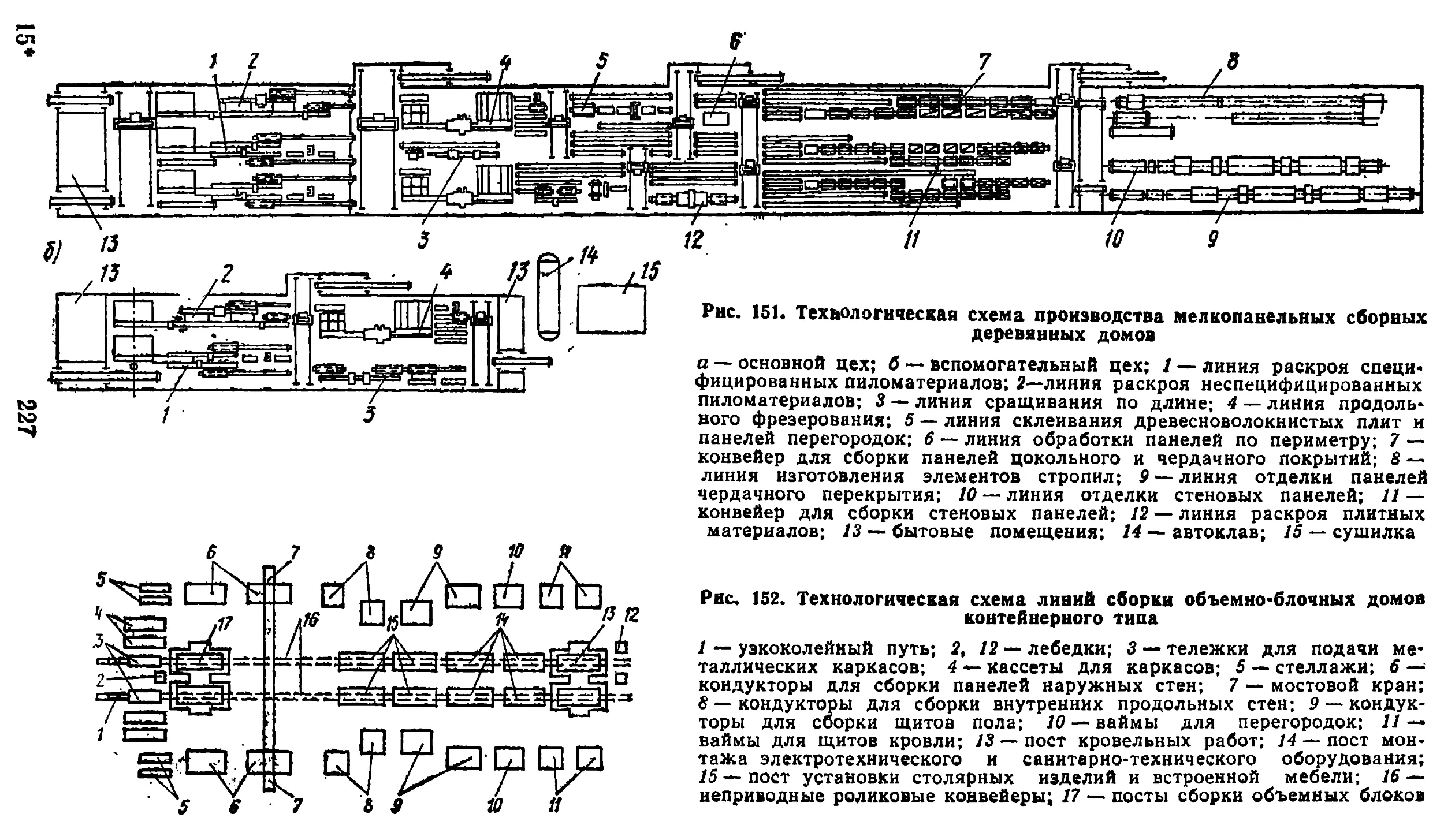
Рис. 1. Схемы балок на пла¬
стинчатых нагелях
а — из двух брусьев, Г-=6 м;
б_из трех брусьев, /=9 м;
в — из двух окантованных
бревен с использованием
естественного сбега, /=9 м.
Для всех балок h= 1/10...1/14/-№ОЛ1.Ill I I l-H-H-i
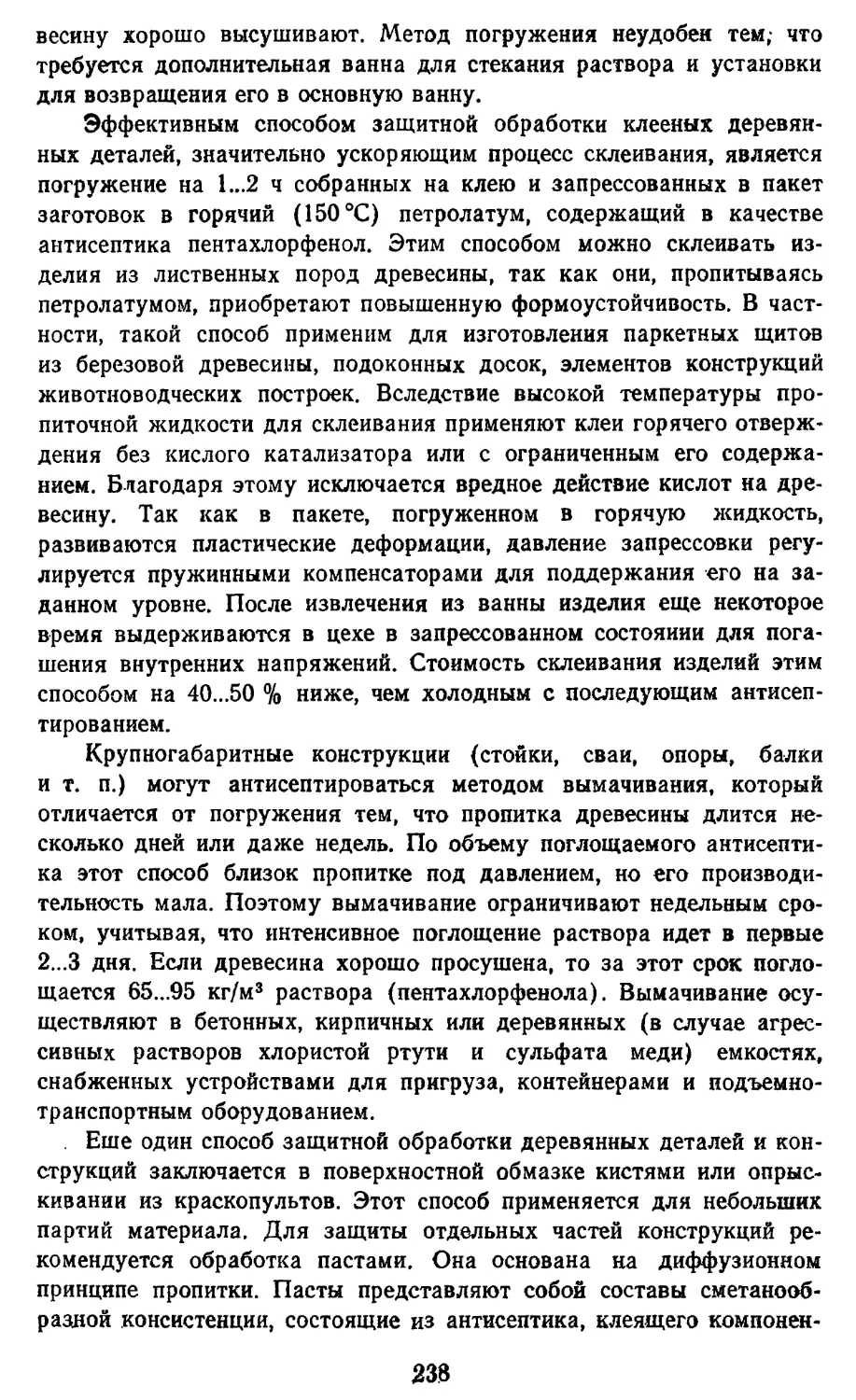
HHIIIIItMI I I I I I I I IIIt).I I IHг-* 1 1 ■—Ц ■ Т <tРис. 2. Схема установки и
нормативные размеры пла¬
стинчатых нагелейа _ часть составной балки
на сквозных пластинчатых
нагелях; б — нижний брус
с вставленными сквозными
пластинчатыми нагелями;
в _ сквозной пластинчатый
нагель при 6^15 см в разрезе; г —глухой пластинчатый нагель при b >15 см;
д •— сквозной пластинчатый нагель; е — глухой пластинчатый нагель; s=96;
6 = 12 или 16 мм; /цл =5,4 или 7,2 смIскатными (рис. 4). Двутавровый профиль сечения образуется либо
склеиванием трех досок толщиной 4...5 см (рис. 4, а), либо послой¬
ным склеиванием пакета из досок различной ширины (рис. 4, б, в).
Конструкции первого типа применяют в чердачных перекрытиях
малоэтажных жилых зданий, второго — в бесчердачных покрытиях
промышленных и складских зданий.Наибольшее применение находят балки прямоугольного сечения^
они просты в изготовлении, несложны по расчету. Балки устойчивы
при отношении высоты сечения к его ширине не более 6. Устойчи¬
вость балок двутаврового сечения обеспечивается постановкой ре¬
бер жесткости и усилением опорных 'зон. Балки склеивают из сос¬
новых или еловых строганых досок водостойкими феноло-формаль-
дегидными или адкилрезорциновыми клеями (расход материалов см.
в табл. 1). Для запрессовки пакета используют винтовые, пневма¬
тические или гидравлические ваймы (ваймовые прессы).5
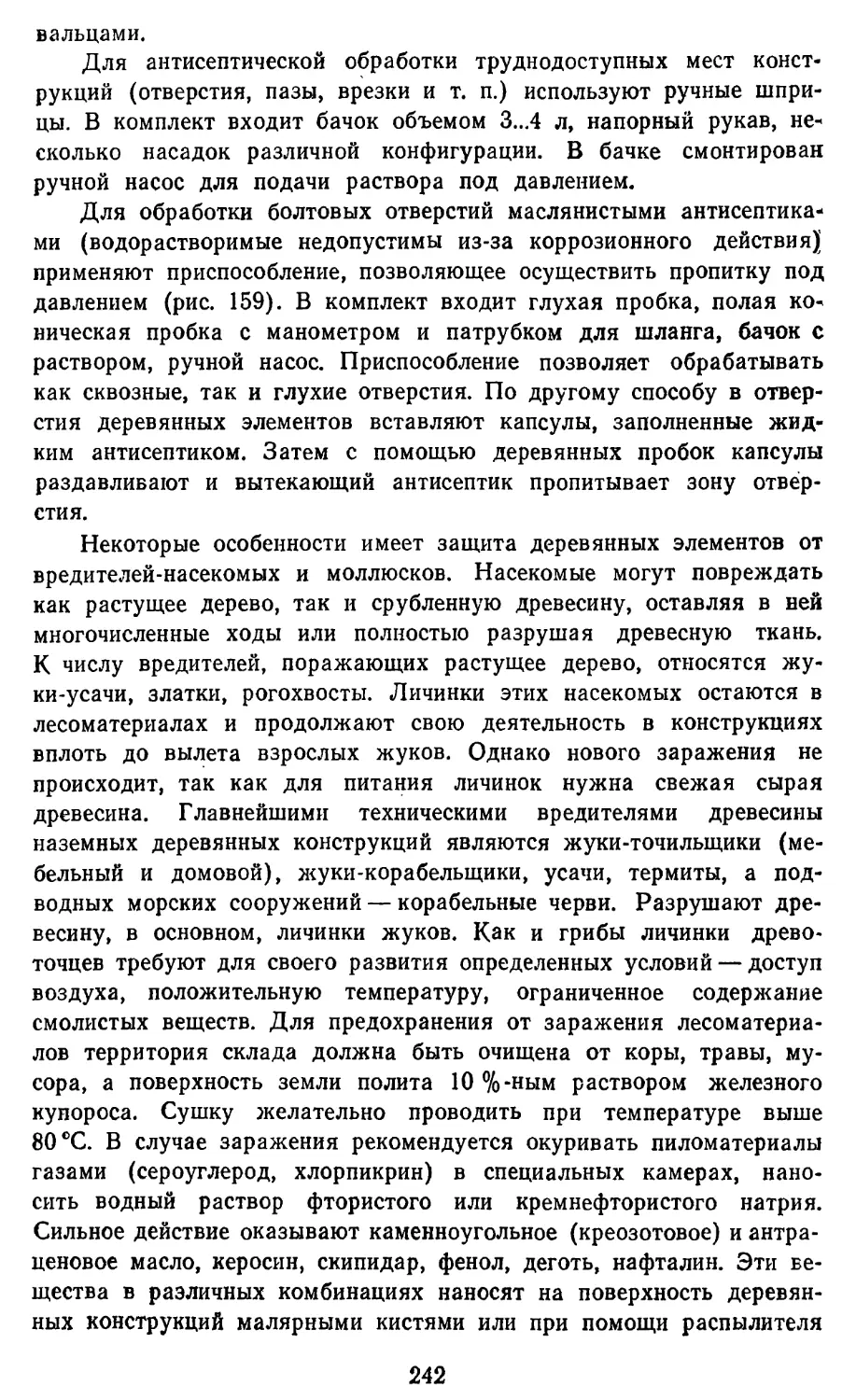
о)ШРис. 3. Верстак для изготовления сос¬
тавных балок на пластинчатых нагелях1 — поддерживающие козлы; 2 — пово¬
ротная хребтовая балка; 3 — электри¬
ческий цепной долбежник; 4 — струб¬
цина для обжатия брусьев; 5 — про¬
кладка для образования строительного
подъема; 6 — стяжной хомутРис. 4. Схемы клееных дощатых балок
а — рельсовидного и двутаврового се¬
чения; б — односкатная прямоугольного
и двутаврового сечения; в — двускат¬
ная прямоугольного сечения; /=6...12 м,
ft = 1/12...1/18/; Ь = Ы6Применение гвоздей как средства запрессовки допускается при
восстановлении балок, поврежденных при транспортировке, или для
усиления конструкций.Двускатные балки из досок обычно имеют прямоугольное се¬
чение; устройство ската достигается постепенным укорочением до¬
сок, увязываемых в пакет. Образующиеся при этом ступеньки за¬
клеивают треугольными вставками или обрезают ручной электропи¬
лой. Для защиты от загнивания, возможного протекания кровли
поверх балок прибивают антисептированные или оклеенные толем
доски несколько большей ширины, чем сами балки.В практике строительства используются также клееные балки
двутаврового сечения с дощатой перекрестной стенкой и клееными
поясами. Находят применение балки, склеенные из древесины раз¬
личных пород: в крайние зоны пакета укладывают прочные доски
из плотных пород с незначительными пороками, а в средние —
доски худшего качества и из малоценных пород. Прочность, жест¬
кость и несущая способность клееных дощатых балок существенно
повышаются при армировании их стальными стержнями, проволо¬
кой, сеткой или стеклопластиковой арматурой. Такие балки имеют6
1. РАСХОД ОСНОВНЫХ МАТЕРИАЛОВ НА КЛЕЕНЫЕ ДЕРЕВЯННЫЕ
БАЛКИ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯПролет, мРасчетная
нагруз¬
ка, кН/мРазмеры сечения,ммРасход
древеси¬
ны, м*Расход
клея, кгМасса,кгширинавысотаБалки постоянной высоты64,5693003654300,220,260,311.52311513516074,5691203654305300,330,390,4833.5417020024594,5694305306300,460.570,6845623529035012 .4,5691405306607950.891,121.3481012460570680Двускатные балки*64,5691204305005700.20,250,31,82.22,610513015594,5696306958250,44
0,51
Ъ, 653.5
45.6225260338124,56914079592011900,831.041.4978.512,5425530760* Высота двускатных балок указана наибольшая.сравнительно малую относительную высоту сечения, составляющую
V25-V30 пролета, меньшую массу и требуют меньшего расхода дре¬
весины. Однако эти балки более трудоемки в изготовлении, чем до¬
щатоклееные.Для армирования балок в крайних досках пакета вырезают пря¬
моугольные или полукруглые пазы, диаметр которых на 5 мм боль¬
ше диаметра арматуры. Степень армирования находится в пределах
2...4 %, причем армируют как нижнюю, так и верхнюю зоны сече¬
ния. Используется арматура классов A-III и A-IV с расчетным со¬
противлением 31 и 54 МПа. Можно применять и предварительно¬
напряженную арматуру. Для крепления арматуры в пазах исполь¬
зуют эпоксидно-цементный клей, обеспечивающий надежное
соединение металла с древесиной.Экономичность армированных балок обусловлена не только со¬
кращением расхода древесины на -30...40 %, но и возможностью7
В) 40^гтПППпрш |Рис. 5. Схемы клееных фанерных
балока — с параллельными поясами дву¬
таврового и коробчатого сечения;
б — односкатная двутаврового се¬
чения; в — двускатная двутаврового
сечения; /«9...12 м; Л= 1/8...1/12/[г н й II н IIII и н ГпШ! Ш-Ы- -Ф- -Ф- -Ф-4,^ Н"1 t»Рис. в. Монтажный стык фанерной
балки на стальных цилиндрических
нагелях и болтахРис. 7. Монтажный стык фанерной
балки на клиновидных вставках из
древеснослоистого пластика1 — накладка из ДСП-В; 2 — клино¬
видная шайбаРис. 8. Балка с волнистой фанерной
стенкой/ — стенка; 2—пояс; а=50...75 мм;
6-120...210 мм; с=6...20 мм; й-
—300...800 ммиспользования пиломатериалов более низкого сорта за счет устра¬
нения влияния пороков древесины в армированных конструкциях.
Экономичность таких конструкций может быть повышена так¬
же за счет армирования части балки — в зоне действия максималь¬
ных усилий — вместо армирования по всей длине. В этом случае
расход арматуры и клея снижается на 15...30 %.Клееные фанерные балки изготовляют двутаврового и коробча¬
того сечения (рис. 5). Для стенок применяют водостойкую фанеру
толщиной 6... 10 мм, для поясов — пиломатериалы I категории тол*8
щиной не более 5 см. Сплошная фанерная стенка обеспечивает жест¬
кую связь между поясами и воспринимает сдвигающие усилия. Во¬
локна рубашек фанеры должны быть направлены вдоль поясов, что
увеличивает несушую способность балок и позволяет применять фа¬
нерные элементы, стыкованные «на ус».Пр изготовлении большепролетных балок двутаврового сечения,
особенно двускатных, возникает необходимость собирать конструкг
дни из двух частей. Соединяют части балок при помощи дощатых
и фанерных накладок на цилиндрических стальных нагелях и бол¬
тах (рис. 6) или при помощи клиновидных вставок (шайб) из дре¬
веснослоистого пластика (рис. 7).Фанерные балки коробчатого сечения — двускатные и с парал¬
лельными поясами применяют для перекрытия пролетов до 12 м.
Каркас таких балок выполняют в виде решетчатой фермы, обклеи¬
ваемой с обеих сторон фанерой. Для усиления балок в опорных зо¬
нах устанавливают раскосы или дополнительные внутренние стенки.
Конструкции коробчатого сечения следует антипирировать, а во
избежание подсоса воздуха пролет их необходимо членить на глу¬
хие отсеки.При изготовлении фанерных балок двутаврового сечения необ¬
ходимо обеспечить устойчивость стенки постановкой ребер жест¬
кости и предусмотреть меры против скручивания. Во избежание
отрыва поясов от стенки вследствие влажностных деформаций в
досках поясов делают продольные неглубокие прорези. Усиление
балок в опорной зоне обеспечивается диагональными ребрами или
дополнительными стенками.Устойчивость фанерных балок значительно повышается при
установке стенок волнистой формы (рис. 8). Достоинства таких ба¬
лок— малая масса при значительной несущей способности, мини¬
мальный расход материалов (табл. 2), возможность поточного из¬
готовления, легкость транспортирования и монтажа. В балках с вол¬
нистой стенкой нет металлических средств крепления, поэтому их
можно применять в сооружениях с агрессивной средой, а также об¬
рабатывать всю конструкцию антипиренами и антисептиками, со¬
держащими минеральные соли.Фанера и пояса соединяются на клее в волнообразно выбран¬
ном пазу с наклонными стенками, заклинивающими вставляемый
элемент и обеспечивающими необходимую фиксацию при склеива¬
нии. По другому способу фанерная стенка загоняется в прямой
широкий паз, искривляется в нем волнообразно под влиянием про¬
дольного усилия и закрепляется в таком положении эпоксидными
мастиками и деревянными бобышками. Установка стенки в прямом
пазу позволяет менять на определенных участках длину волны, при¬
давать балкам строительный подъем, стыковать листы фанеры в9
2. РАСХОД ОСНОВНЫХ МАТЕРИАЛОВ НА КЛЕЕНЫЕ БАЛКИ
С ВОЛНИСТОЙ ФАНЕРНОЙ СТЕНКОЙПролет, мРасчетная на¬
грузка, кН/мВысота бал¬
ки, мм1Ширина до¬
сок, ммТолщин а
досок, ммТолщина фа¬
неры, ммРасход материаловМасса, кгдревеси¬
ны, м3фанеры,м3клея, кг62469300400480560120140140170506060606810120,0720,0940,1090,1180,01170,020,0240,0280,40,460,50,5507080907,524694005006206801401401701906060607081012160,1170,1350,1520,1890,0270,0410,0610,0850,50,550,640,7801001301609246948058070080014017019021070707075101216200,1630,1870,2520,3170,0480,070,1120,1760,740,740,790,91130160200300стенке внахлестку. Фанера применяется водостойкая марки ФСФ,
толщиной 6...10 мм.Номенклатура балок с волнистой стенкой из фанеры насчиты¬
вает 35 типоразмеров, из которых 21 — балки с параллельными по¬
ясами пролетом 6, 7,5 и 9 м, а 14 — двускатные балки пролетом
б и 7,5 м. Отношение высоты к пролету у балок с параллельными
поясами колеблется в пределах от V21 до Vn, а у двускатных — от
Vio до 7э- Балки рассчитаны на нагрузки от 2 до 9 кН/м. Их при¬
меняют в покрытиях животноводческих зданий и складов.1.2. Рамы состоят из горизонтальных или наклонных элемен¬
тов— ригелей и вертикальных — стоек. Благодаря совместной ра¬
боте этих элементов значительно снижается изгибающий момент в
ригеле, что позволяет увеличить пролет конструкций до 18...24 м.
Соединение ригеля со стойкой может быть неподатливым (в случае
применения дощатых гнутоклееных и клееных фанерных рам) или
относительно податливым (в случае применения дощато-гвоздевых
или сборных рам из прямолинейных клееных дощатых и фанерных
блоков). Рамы работают преимущественно как трехшарнирные кон¬
струкции. Их собирают из двух Г-образных или из четырех прямых
блоков, более транспортабельных, чем Г-образные.Дощато-гвоздевые рамы двутаврового сечения (рис. 9) имеют
перекрестную сплошную стенку, обрамленную поясами из досок или
брусьев и усиленную ребрами жесткости. Для повышения жесткости
карнизного узла к наружным кромкам ригеля и стойки крепят на10
Рис. 9. Схемы дощато-гвоздевых
рам двутаврового сеченияа — со стойками из брусьев; б — из
двух полурамРис. 10. Схемы трехшарнирных кле¬
еных дощатых рама — из четырех блоков на парных
схватках с подкосами; б — из двух
блоков со стойками из целых или
клееных брусьевшурупах стальные полосы, через которые передается часть растяги¬
вающих усилий. Растягивающие усилия воспринимаются также
диагонально поставленными ребрами, скрепленными с верхним и
нижним поясами. В коньковом узле Г-образные элементы соединя¬
ются парными накладками, а торцы ригелей во избежание обмятня
древесины обшивают стальными полосами или заключают в сталь¬
ные скобы. Дощато-гвоздевые рамы применяют для временных со¬
оружений — летних павильонов, складов.Клееные дощатые рамы, собираемые из четырех блоков (рис.
10, а), в карнизном узле скрепляются швеллерами и парными де¬
ревянными схватками на болтах. Швеллеры воспринимают в узле
растягивающие усилия, а схватки — сжимающие. Ригели и стойки
имеют переменное сечение с учетом изменения изгибающего момен¬
та. В коньковом узле рамы скрепляют деревянными парными на¬
кладками. Собирают рамы на строительной площадке.Применяются также рамы из прямых клееных блоков, скреп¬
ленных в карнизном узле накладками из бакелизированной или во¬
достойкой фанеры. Накладки соединяют с блоками водостойкими
клеями, прижимают винтовыми или гидравлическими ваймами и до¬
полнительно крепят винтами или шурупами. На строительство та¬
кие рамы поступают в виде Г-образных блоков. В связи с недоста¬
точной жесткостью накладок и возможностью неплотной подгонки
их к боковым поверхностям блоков карнизное сочленение может11
Рис. 12. Схемы гнутоклееных трех¬
шарнирных рама — с опиленными кромками ригеля
и стойки; б — с уступом в ригелеРис. 11. Схемы. складывающихся
рама — с центральным болтом и нагель¬
ным креплением карнизного узла?
б — с неразъемным боковым шар¬
ниром и креплением узла на вклеен¬
ных стержнях; 1 — рамы в транс¬
портном положении; 2 — централь¬
ный болт; 3 — вклеенный стальной
стержень; 4 — неразъемный шарнирбыть слабым местом конструкции,
что следует учитывать при транс¬
портировании и монтаже.Более надежно соединение
блоков на клею зубчатым шипом,
предложенное лабораторией дере¬
вянных конструкций ЦНИИСКа
им. В. А. Кучеренко Госстроя
СССР. В косообрезанных торцах
блоков выбирают зубчатые пазы, направленные вдоль высоты сече¬
ния, покрывают их клеем и запрессовывают при помощи гидравли¬
ческих вайм. Получение таких соединений возможно только в завод¬
ских условиях при строгом контроле точности вырезки шипов, под¬
гонки блоков, усилий запрессовки, режимов склеивания и т. п.Блоки в карнизном узле могут также соединяться при помощи
выпусков стальной арматуры, вклеенной в дощатые пакеты. При
возведении сооружений, к конструкциям которых не предъявляют
особых эстетических требований (склады, навесы и т. п.), стойки
сборных рам дополняют подкосами (рис. 10,6), а для уменьшения
изгибающего момента в ригеле делают карниз.Более прогрессивны конструкции складывающихся рам (рис. 11),
предназначенных для транспортирования в отдаленные районы и
быстрого монтажа. При поворотном устройстве карнизного узла
(рис. 11, а) ригель расчленен на две ветви, между которыми поме¬
щена стойка, удерживаемая болтом. В рабочем положении стойка
закрепляется нагелями, в транспортном — заводится в просвет меж¬
ду ветвями ригеля. По другому варианту стойка складывается с ри¬
гелем, поворачиваясь на шарнире, а в рабочем положении закрепля¬
ется при помощи металлических стержней, вклеенных в блоки
(рис. 11, б).12
Монолитная конструкция узла получается при изготовлении
гнутоклееных блоков (рис. 12, а). В месте перехода от ригеля к
стойке доски изгибают, поэтому толщина досок должна быть не бо¬
лее 14...19 мм. В этом месте блок наиболее нагружен, поэтому се¬
чение делают мощным, для чего наслаивают много досок. Требуе¬
мое расчетом постепенное уменьшение высоты сечения в направ¬
лении от карниза к коньку и от карниза к пяте достигается укладкой
разных по длине досок и опиливанием кромок блока со сторо¬
ны, на которой образовались уступы. Для упрощения технологии
изготовляют гнутоклееные блоки с одним уступом — при перехода
от карниза к ригелю (рис. 12,6). Сохранение постоянной высоты
сечения рам в месте перехода от ригеля к стойке может быть до¬
стигнуто армированием зоны карнизного узла гибкой арматурой.
Этот прием позволяет уменьшить высоту сечения в месте перехода
на 20...25 % и сократить расход древесины и клея на 15...20 %
(расход материалов на рамы указан в табл. 3).3. РАСХОД ОСНОВНЫХ МАТЕРИАЛОВ НА КЛЕЕНЫЕ РАМЫ22Размеры сечения,мм ;Расход материаловЗахПролет, мВысота стс
(стены), м0s ^
« »
Я .
Н со2 м«о ^а £*ширинавысота*ЯоО) „
Ю *g
<о «ааКхфанеры,м3клея,кгМас¬
са, кгРамы дощатые .из прямолинейных элементов с фанерными накладками1230004,51404000,70,03438061404300,90,04550091405301,310,077730Рамы дощатые гнутоклееные прямоугольного сечения4,51204160,961650012360061204801,08—1856091405121,26—256604,51405441,57—3282018360061705921,92 40100092X1006723,16 6016404,51705762,68—42138021360061706722,82—56147092X1007844,27818304,51705442,82—43145024240061706403,2—52165092X1007363,64801900244,51706564,14712140360062X1007045,4496273092X1008006,64—1203440Рамы коробчатого сечения с фанерной стенкой
12 | 2400 | 6 | 180 | 480 | 0,32 | 0*24 | 16 ] 360* Высота указана наибольшая.13
Рис. 13.Схемы клееных фанерных
рама — двухтаврового сечения с моно¬
литным карнизным узлом на гнуто¬
клееных вставках из шпона; б —
двутаврово-коробчатого сечения со
сборным карнизным узлом на вкле¬
енных стержнях; в — коробчатого
сеченияРис. 14. Схемы клееных дощатых
арока—кругового очертания (/=12...30 м,
/=1/6/); б — стрельчатые (/=-
=30...80 м, f=1/2... 1/3/)Клееные фанерные рамы дву¬
таврового и коробчатого сечения
(рис. 13) могут иметь монолит¬
ное и сборное решение карнизного
узла. При монолитном решении
(рис. 14, а) пояса ригеля и стойки
рам двутаврового сечения соеди¬
няют на клею при помощи гнутых
вставок, изготовленных из шпона
или тонких досок. Концы вставок сращивают с поясами зубчатым
шипом. При сборном решении (рис. 14,6) в поясах рам двутаврово¬
го сечения закрепляется стальная арматура (стержни, полосы, про¬
фили с выпусками, которые соединяются механическими сред¬
ствами.Для облегчения таких конструкций среднюю часть ригеля де¬
лают из балок с волнистой фанерной стенкой, имеющих двутавро¬
вое сечение. Остальная часть ригеля и стойки имеют коробчатое се¬
чение. Стальные арматурные стержни, служащие для передачи уси¬
лий с ригеля на стойку, вклеены эпоксидным клеем в пазы наруж¬
ного пояса рамных блоков.В рамах коробчатого сечения (рис. 13, в) карнизный узел, как
правило, конструируется монолитным. Рамы пролетом 9... 15 м со¬
стоят из брусчатого или клееного реечного каркаса, обклеенного с
боковых сторон водостойкой фанерой толщиной 6... 12 мм. При на¬
клейке фанеры в зоне карнизного узла стыки располагают возмож¬
но дальше от его середины, а волокна рубашек направляют вдоль14
ригеля. В коньге рамы соединяют потайным оолтом, а при проле¬
тах 15 м и более — парными накладками на болтах. В пятах рамы
опираются на стальные сварные башмаки, закрепленные в бетонных
фундаментных подушках. Клееные фанерные рамы применяют для
покрытия складских зданий, птичников, клубов, ремонтных мас¬
терских.1.3. Арки. В промышленном и гражданском строительстве наи¬
более распространены клееные дощатые арки кругового очертания
(рис. 14, а) и стрельчатые (рис. 14,6), собираемые из блоков (по¬
луарок) прямоугольного сечения. Такими арками перекрывают про¬
леты от 12 до 45 м. Распор большепролетных арок передается на
бетонные фундаменты стальными шарнирами. У арок малых проле¬
тов (12... 18 м) распор воспринимается затяжками из круглой стали
или парных уголков. Арки могут быть двух- и трехшарнирными,
причем последние встречаются значительно чаще. Способ соедине¬
ния арок в замке (накладки на болтах, стальной шарнир или
штыри) выбирают в зависимости от стрелы подъема, угла примыка¬
ния блоков и распора.Блоки арок изготовляют на горизонтальных или вертикальных
ваймовых (винтовых) прессах со сменными цулагами, обеспечиваю¬
щими получение элементов заданной кривизны. Толщина досок во
избежание больших начальных напряжений от гнутья должна быть
не более 40 мм и не более 7зоо радиуса кривизны. Доски в арках
стыкуются впритык с приторцовкой, а в крайних зонах пакета —
зубчатым шипом на высоту 0,1 высоты сечения. Учитывая возмож¬
ность некоторого выпрямления арок после снятия с пресса, в про¬
цессе монтажа и после нагружения, радиус кривизны изготовляе¬
мых элементов принимают несколько меньше проектного:Я = Я0(1-1/«2),где R — радиус кривизны арки при изготовлении; R0 — то же, по проекту; п —
число досок в пакете.Применение большепролетных дощатых арок затрудняется
сложностью их транспортирования, а также необходимостью иметь
большие производственные площади для изготовления. Эти затруд¬
нения устраняются при изготовлении арок из унифицированных
клееных блоков длиной 6,5 м, жестко соединяемых в промежуточ¬
ных узлах. Применение блоков дает возможность собирать арки а
пролетом, кратным 12 м.Клееные дощатые трехшарнирные арки применяют для покры*
тий складов минеральных удобрений, зернохранилищ, мастерских,
гаражей, спортивных сооружений, выставочных павильонов и т. п.Высота помещений, перекрываемых арками, часто ограничива¬
ется их конструктивными особенностями, особенно при передачу ,
распора на фундаменты.15
Рис. 15. Схемы треугольных арок с
затяжкойа — из клееных дощатых блоков
*=12...18 м); б — из балок на пла¬
стинчатых нагелях (/=12...18 м),
Л = 1/З..Л/4/); в —из балок с волни¬
стой фанерной стенкой (/=-12... 18 м,
/1 = 1/4.. .1/5/)Рис. 16. Схема дощато-гвоздевой
трехшарнирной арки кругового
очертания (/=20...40 м, ! =Л = 1/15... 1/20/)Схемы сквозных трехшар¬
нирных арока — из ферм серповидного очерта¬
ния (/=15...40 м, ft = 1/15...1/25/; f-
■=1/2... 1/4/); б —из ферм с парал¬
лельными поясами (/=15...25 м, Л =
= 1/10... 1/20/, f= 1/2...1/3/)При постройке временных сооружений, а также при возведении
кружал опалубки арочных мостов и сводчатых перекрытий приме¬
няют кружальные арки, собранные из косяков на гвоздях: Они со¬
стоят из двух и более слоев досок, обрезанных по шаблону и уло¬
женных пластью в плоскости конструкции по кривой кругового очер¬
тания. Пролет кружальных арок при ширине косяков 22 см к стреле
подъема от 1/2 до Ve находится в пределах 12... 18 м. Кружальные
арки проектируют обычно двухшарнирными, их несущая способность
и жесткость невелики из-за податливости гвоздевых соединений.Треугольные арки делают из клееных дощатых блоков, из ба¬
лок на пластинчатых нагелях, из клееных фанерных балок. Тре¬
угольные арки из прямолинейных клееных блоков (рис. 15, а) более
пригодны для индустриального изготовления, нежели арки криволи¬
нейного очертания. Передача распора на затяжку позволяет уста¬16
навливать арки на стенах, столбах и колоннах, что дает возмож¬
ность использовать их в помещениях любой высоты. Поскольку пря¬
молинейные элементы арок больше изгибаются от вертикальной
нагрузки, чем криволинейные, то для частичной разгрузки их созда¬
ют обратный изгибающий момент путем внецентренного опирания
поясов в коньковом и опорных узлах. Это позволяет уменьшить вы¬
соту сечения поясов и облегчить конструкцию.Арки треугольного очертания имеют пролет 12 и 18 м. Блоки
арок склеивают из досок толщиной 33...35 мм. В растянутой зоне
элементов используют доброкачественные цельные доски, в" осталь¬
ных зонах допускается стыкование досок в крайних третях длины
элемента. Обрезанные по шаблону блоки соединяют в замке арки
деревянными накладками на болтах. Затяжки делают из арматур¬
ной стали с подвесками. Для удобства транспортирования в за¬
тяжках устраивается монтажный стык с натяжной муфтой. Расход
материалов приведен в табл. 4.К числу простейших индустриальных конструкций относятся
трехшарнирные арки из балок на пластинчатых нагелях (рис. 15,6).
Арки имеют пролет до 12 м при стреле подъема от 1/в До 74. При
наличии нестандартных брусьев длиной более 10 м можно изготов¬
лять арки пролетом 18 м. Усилия в коньке и опорных узлах пере¬
даются на верхний пояс с эксцентриситетом, уменьшающим изгиба¬
ющий момент от вертикальной нагрузки. В коньковом узле балки
соединяются деревянными парными накладками, а в опорах — за¬
тяжкой из круглой или профильной стали.Весьма экономичны и легки арки, собираемые из балок с вол¬
нистой фанерной стенкой (рис. 15, в). Их пролет 18 м при стреле
подъема ‘Д..-Vs, высота сечения блока 450...500 мм. В коньке фа¬
нерные блоки соединяются бобышкой и парными накладками на4. РАСХОД ОСНОВНЫХ МАТЕРИАЛОВ НА КЛЕЕНЫЕ ДЕРЕВЯННЫЕ
АРКИ ТРЕУГОЛЬНОГО ОЧЕРТАНИЯ С МЕТАЛЛИЧЕСКОЙ ЗАТЯЖКОЙПролет, мРасчетнаянагрузка,кН/мВысотасечения*,ммРасход материаловМасса,кгдревеси¬
ны, мастали, кгпласти¬
ка, кг4,52970,52505,53101 о63300,5764639593960,66887.546018[ 4,54651,139813• 78064951,2114715 .8759-1,48 . -•- 194181080* Ширина сечения 120 мм. » • , 'J *2—371 1 г-_ ^ 17
болтах. Затяжка делается из круглой стали с защитным покрытием.
Конструкции предназначены для покрытий животноводческих зда¬
ний и чердачных покрытий малоэтажных жилых домов.Арки кругового или треугольного очертания могут быть также
образованы элементами двутаврового сечения. Наиболее известный
пример таких конструкций — дощато-гвоздевые арки (рис. 16). Кри¬
волинейные пояса в них выполняют из брусков, сбитых гвоздями,
стенку — из сколоченных перекрестно досок. Распор арки воспри¬
нимается стальной затяжкой или передается на фундамент. Пролет
арок 20...40 м, стрела подъема V2-V4, отношение высоты сечения
к пролету У15...У2о- Аналогичные конструкции делают из клееных
фанерных балок сегментного или трапециевидного очертания. В этих
конструкциях возможно появление сжимающих усилий в нижнем
поясе. Поэтому, помимо обычного крепления прогонами верхнего
пояса, к нижнему поясу крепят связи, располагаемые в плоскости
ребер жесткости, а также подшивают дополнительные доски, уве¬
личивающие жесткость пояса.Находят применение треугольные арки из клееных дощатых
блоков, у которых распор передается не на затяжку, а на фунда¬
менты. Пролет таких арок 40...50 м, стрела подъема Уг- Устанавли¬
вают их с шагом 6 м.Особую группу составляют арки, образованные фермами сег¬
ментного и серповидного очертания или фермами с параллельными
поясами (рис. 17). Эти конструкции применяют в качестве кружал
при постройке мостов, куполов, а также для покрытий складов,
спортивных сооружений, выставочных павильонов.1.4. Фермы. По конструкции фермы можно разделить на не¬
сколько групп. К одной группе относятся простейшие шпренгельные
фермы пролетом от 4 до 15 м (рис. 18), к другой — металло-дере-
вяиные фермы с поясами из балок на пластинчатых нагелях или
клееных блоков (рис. 19); отдельную группу составляют фермы из
бревен или брусьев на врубках (рис. 20). Фермы из досок, брусьев,
клееных элементов с деревянным или металлическим нижним поя¬
сом, с деревянными и металлическими элементами решетки, сопря¬
гаемыми шайбами, шпонками, гвоздями, болтами и т. п. (рис. 21),
также можно объединить в особую группу.Различают фермы треугольные, прямоугольные (с параллельны¬
ми поясами), пятиугольные двускатные, трапециевидные односкат¬
ные, сегментные (верхний пояс которых очерчен по дуге окружно¬
сти) и многоугольные (верхний пояс ломаный, вписывающийся в
дугу окружности). По типу решетки различают фермы с раскосной
решеткой (с постоянным восходящим или нисходящим направлени¬
ем раскосов) и с треугольной (с переменным направлением раско¬
сов). Деревянные или комбинированные (с металлическим нижним18
а)Ряс. 18. Схемы шпренгельных фермс —усиление прогонов (/“4...10 м,
1/4... 1/6/); б —усиление балок
целого и составного сечения (/=»
=6..Л5 м, ft = 1/5... 1/8/)д)Рис. 19. Схемы стропильных ферма—в — треугольные с деревянной и
металлической решеткой (/=»
= 12... 18 м, h = 1/4... 1/6/); г. 5 —пя¬
тиугольная и трапециевидная с
верхним поясом из клееных блоков
или балок на пластинчатых наге¬
лях и нижним металлическим поя¬
сом (/=12...24 м, Л = 1/6... 1/7/)2*Рис. 20. Схемы ферм из бревен и
брусьев на врубках и шайбаха — треугольного очертания на
врубках с тяжами из круглой стали
(/=12...18 м, Л=1/4... 1/5/); б — мно¬
гоугольная на врубках (/=12...24 м,
h = 1/6/); в — треугольная на шпон¬
ках и шайбах (/=18...24 м. Л*
“1/4...1/5/)1/ИЖИЛLРис. 21. Схемы металлодеревянных
ферм с верхними поясами из клее-
ных блокова — с параллельными поясами (/=*
= 12...18 м, h = V6l); б — пятиуголь¬
ная, двускатная (/=12...24 м, h=*
= 1/6... 1/7/); в —сегментная из кле¬
еных блоков (/=18...24 м, h=*
= 1/6... 1/7/); г — многоугольная из
клееных блоков (/=18...24 м, ft=l/6/)19
5. РАСХОД ОСНОВНЫХ МАТЕРИАЛОВ НА ТРЕУГОЛЬНЫЕ ФЕРМЫ О
КЛЕЕНЫМ ВЕРХНИМ И МЕТАЛЛИЧЕСКИМ НИЖНИМ ПОЯСАМИПролет, мРасчетная на¬
грузка, кН/мРазмеры се¬
чения верхне¬
го пояса, ммРасход материаловМ асса,
кгшири¬навысо¬тадревеси¬
ны, мэстали, кгклея, кг4,51201650,4011533201261202000,451303{536031202700,5516054354,51401650,71756.-54501861402300,85200860091403651,225010900поясом) фермы изготовляют в заводских условиях, а их монтаж и,
если необходимо, укрупнительную сборку выполняют на строитель¬
ной площадке.В настоящее время применяют в основном комбинированные
фермы, в которых верхний пояс изготовлен из древесины (доски,
брусья, клееные пакеты), а нижний — из металла (табл. 5). Для
решетки (преимущественно для тяжей и подвесок) также применя¬
ют металл. Комбинированные фермы имеют ряд существенных
преимуществ по сравнению с обычными деревянными, поскольку в
них удачно совмещается работа древесины на сжатие и стали на
растяжение. Существенно облегчается также устройство стыков и
узлов.Деревянными и металлодеревянными фермами можно перекры¬
вать пролеты от 4 до 24 м. Треугольные фермы из бревен и брусьев
на врубках применяют для перекрытия малых пролетов (4...12 м).
Пролет может быть увеличен до 18 м в случае, если верхний пояс
этих ферм изготовлен на пластинчатых нагелях.Для перекрытия пролетов 12...24 м применяют фермы из бре¬
вен и брусьев на врубках и сегментные фермы на гвоздях. Первые
отличаются относительной простотой изготовления, хотя и имеют
большую массу. Для их изготовления можно применять бревна со
сбегом, укладывая их комлевыми концами в сторону увеличения
поясных усилий.Сегментные фермы на гвоздях имеют меньшую массу, поэтому
для изготовления верхних поясов можно использовать древесину от¬
носительно невысокого качества.Однако для нижних растянутых поясов ферм требуется высо¬
кокачественная древесина, а изготовление таких ферм весьма слож¬
но. Многоугольные фермы с узловыми сопряжениями на болтах, с
верхним и нижним поясами из брусьев также требуют больших за¬20
трат ручного труда. Если нельзя подобрать соответствующую дре¬
весину для нижних растянутых поясов многоугольных ферм, их из¬
готовляют из профильной или круглой стали.В последнее время все большее применение находят фермы за¬
водского изготовления с клееным верхним поясом прямоугольного
или кругового очертания. Эти фермы характеризуются значительны¬
ми размерами элементов решетки, небольшим количеством узлов и
простотой их решения. Металлодеревянные фермы с прямоуголь¬
ным, клееным верхним поясом (см. рис. 21, а, б) собирают из одно¬
типных клееных блоков и унифицированных элементов решетки.
Особенностью их, как и треугольных ферм, является погашение из¬
гибающих моментов от внеузловой нагрузки путем создания экс¬
центриситета в местах сопряжений блоков. Фермы могут иметь про¬
лет 12, 15, 18, 21 и 24 м. Они удовлетворяют всем требованиям,
предъявляемым к индустриальным конструкциям.Металлодеревяннь^е сегментные фермы с клееным верхним поя¬
сом (см. рис. 21, в) собирают из криволинейных унифицированных
клееных блоков, деревянных элементов решетки и металлического
нижнего пояса. Благодаря круговому очертанию верхнего пояса
усилия в нем распределяются равномерно, изгибающие моменты от
внеузловой нагрузки значительно снижены, а нагрузка на элемен¬
ты решетки минимальна. Кроме того, существенно упрощена кон¬
струкция узлов. Металлодеревянные сегментные фермы пролетом 12
и 15, 18 и 24 м устанавливают в однопролетных промышленных
зданиях.Фермы многоугольного очертания (см. рис. 21, г) изготовляют
из клееных блоков с металлическими элементами решетки или из
фанерных труб. Элементы решетки этих ферм соединяют в узлах
при помощи конических шайб или клееных вкладышей из древесно¬
слоистого пластика.1.5. Пространственные конструкции. Обширную группу прост¬
ранственных конструкций составляют своды и купола. Геометриче¬
ская форма большинства этих конструкций образована поверхно¬
стью вращения вокруг горизонтальной оси (цилиндрические своды
и оболочки) и вокруг горизонтальной и вертикальной осей (сфери¬
ческие купола). Цилиндрические своды могут быть распорными, опи¬
рающимися на продольные стены или по контуру, и безраспорными,
опирающимися на торцовые стены, столбы и диафрагмы. Пересе¬
чением цилиндрических сводов образуются крестовые своды — без-
распорные конструкции, опирающиеся преимущественно на колон¬
ны, и сомкнутые своды — квадратные или шестиугольные в плане,
опирающиеся преимущественно по периметру (рис. 22). Техниче¬
ские характеристики пространственных покрытий приведены в
табл. 6.21
По конструктивному исполнению своды и купола подразделяют¬
ся на сплошные тонкостенные, образуемые слоями досок или фане¬
ры, ребристые, опирающиеся на арки, и кружально-сетчатые, соби¬
раемые из стандартных косяков. Применение косяков и других сбор¬
ных элементов позволяет в большей степени индустриализировать
изготовление пространственных конструкций.Особую группу составляют купола, образуемые пересечением в
замке трехшарнирных арок и рам, опирающихся непосредственно
на фундаменты или стены. Такие конструкции, пространственные по
форме, рассчитывают как плоские. В последнее время предложены
конструкции пространственных покрытий двоякой кривизны с по¬
верхностью параболоида, эллипсоида, гиперболоида, гиперболиче¬
ского параболоида. Создание таких конструкций стало возможным
благодаря усовершенствованным способам склеивания древесины.Безраспорный цилиндрический свод, опирающийся на торцовые
стены, работает как балка корытообразного сечения. Для того что¬
бы обеспечить неизменяемость расстояния между продольными рас¬
тянутыми кромками, их закрепляют от горизонтальных смещений
специальными фермами или делают ребра жесткости, устанавливая
их с шагом от 2 до 6 м. Собственно свод состоит из трех дощатых
настилов — одного продольного и двух косых; доски в них скреп-Рис. 22. Основные схемы пространственных деревянных конструкций в покры¬
тияха — сферический купол-оболочка; б — сомкнутый свод-оболочка (квадратный
в плане); в —то же, многоугольный в плане; г — кружально-сетчатый цилинд¬
рический свод; д — кружально-сетчатый сферический купол; е — кружально¬
сетчатый сомкнутый свод (многоугольный в плане); ж — то же, квадратный
в плане; з — тонкостенный крестовый свод; и — кружально-сетчатый кресто¬
вый свод22
6. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПРОСТРАНСТВЕННЫХ ПОКРЫТИИПространственные покрытияПролет или
диаметр ку¬
пола, мСтрела подъема,
ноли пролета или
диаметраТолщина покры¬
тия, доли пролета<оэффициент соб¬
ственной массы*С.М’%Коэффициент за¬
траты металла
*м- %Тонкостенные своды-оболочки20. . .401/5. . .1/6-10. . .154. . .5Ребристые своды-оболочки20. . .1001/6. . .1/8-6. . .155. . .8Тонкостенные сферические купола-оболоч¬
ки10. . .351/2. . .1/61/200. . .1/25010. . .153. . .6Ребристые сферические купола-оболочки35. . .701/2. . .1/61/50. . .1/7010. . .154. . .6Сомкнутые тонкостенные и ребристые ку¬
пола-оболочки20. . .401/2 .. . 1/61/40. . .1/6010. . .154. . .6Кружально-сетчатые цилиндрические своды20. . .801/71/10013. . .153. . .5Кружально-сетчатые сферические купола15. . .401/2. . .1/61/1508. . .123. . .5» > сомкнутые своды15 ... 501/2. . .1/61/1508. . .123. . .5Крестовые своды20. . .401/5 .. . 1/6-12. . .153 . . .523
Ат\/0,511Рис. 23. Конструктивные схемы кружально>сетчатого сводаа — свод кругового очертания; б — промежуточный узел; в — прямоугольная
разбивка; г —расчетная схема; д — ромбическая разбивка; е — шиповое сое¬
динение; ж — опорный узел; з — стрельчатое очертание свода; 1 — стальная
затяжка; 2 — центр узла; 3 — косяк; 4 — шип; 5 —настенный бруслены гвоздями и болтами. Недостатки такой конструкции — подат¬
ливость соединений и значительная деформируемость перекрытия.
Более жесткое покрытие образуется при склеивании досок настила.
Тонкостенные цилиндрические своды применяют при строительстве
складов, ангаров, выставочных и спортивных сооружений.Кружально-сетчатый цилиндрический свод (рис. 22, г и 23, а)
образуется из стандартных косяков, устанавливаемых по двум вза¬24
имно пересекающимся ломаным линиям (рис. 23, в, д). Косяки со¬
единяют между собой на врубках или при помощи болтов
(рис. 23, б, е). Чем шире косяки, тем больший пролет можно пере¬
крыть кружально-сетчатым сводом. В связи с ограниченной шириной
целых досок косяки для большепролетных сводов делают клееными
или из фанерных щитов. В этом случае могут быть получены сво¬
ды пролетом до 80 м.Двойной кружально-сетчатый свод, образуемый двумя концент¬
рически расположенными сводами, соединенными раскосной решет¬
кой на болтах, позволяет получать жесткие большепролетные по¬
крытия из косяков цельного сечения. Сетка обоих сводов прямо¬
угольная. Раскосы решетки располагаются вдоль винтовых линий
свода. Особенность конструкции состоит в том, что косяки, работа¬
ющие только на сжатие, могут иметь небольшое сечение. Это исклю¬
чает возможность их раскалывания и облегчает подбор пиломате¬
риалов для конструкции. Стрела подъема свода обычно неболь¬
шая — 77—Vs. Поперечный распор воспринимается двумя или одной
затяжкой. Наличие продольного распора не позволяет опирать
двойной свод на торцовые стены. Сетку свода в торцах рекомендуй
ется замыкать арками кружального типа.Кружально-сетчатый свод представляет собой стержневую ста¬
тически неопределимую систему, расчет которой ведется прибли¬
женным методом, хорошо оправдавшим себя на практике. Для это¬
го из свода выделяют полосу (рис. 23, г) шириной, равной расстоя¬
нию С между узлами (см. рис. 23, в, д), и рассчитывают как двух-
или трехшарнирную арку кругового или стрельчатого (см. рис. 23, е)
очертания. Опорные узлы (рис. 23, ж) рассчитывают и конструируют
с учетом фактического опирания брусьев на стойки или стены и при¬
нятого расстояния между затяжками.Крестовые и сомкнутые своды, образуемые пересечением цилин¬
дрических сводов равных пролетов и с одинаковой стрелой подъема,
используют в покрытиях зданий, квадратных или многоугольных в
плане. Сомкнутые своды применяют, кроме того, для оформления
торцов зданий, перекрытых цилиндрическими сводами. При большом
числе сторон многоугольного здания сомкнутый свод приближается
к сферическому куполу. Благодаря небольшой масе кружально-сет¬
чатых систем сооружаемые из них своды можно собирать на зем¬
ле, а затем поднимать и устанавливать на опоры.Тонкостенные купола образуются дощатыми двойными (кольце¬
образный и косой) или тройным (два кольцеобразные и .один косой)
настилами, опирающимися на меридиональные арки прямоугольного
сечения, склеенные или сколоченные из досок. Доски настила толщи¬
ной 1,9...2,5 см прибивают к аркам и скрепляют между собой гвоз¬
дями. В каждом пролете между меридиональными арками косой25
Рис. 25. Схема (а) и плав (б) ги¬
перболической оболочки, собранной
из клееных фанерных элементов1 — фанерный элемент; 2 — опора;
3 — продольные ребра; 4 — попереч¬
ные ребраРис. 24. Схема сборки тонкостенно¬
го ребристого купола
1 — подъемник; 2 — арка-ребро;
3 — башня; 4 — лесанастил, укладываемый под углом
45°, меняет свое направление. Дос¬
ки кольцеобразного настила пере¬
крывают стыки предыдущего слоя
на половине своей длины и шири¬
ны.Меридиональные арки упира¬
ются верхними концами в дере¬
вянно-кружальное кольцо, а ниж¬
ними— в железобетонное или
стальное опорное кольцо, прочноскрепленное со стенами или фундаментами. В ребристых куполах
меридиональные арки чередуются с ребрами жесткости, максималь¬
ная высота сечения которых равна Vso—Vto диаметра купола. Мери¬
диональные арки имеют высоту сечения от V200 до V250 диаметра.
Устойчивость ребер обеспечивается установкой поперечных связей,
являющихся также вспомогательными элементами при монтаже. Шаг
ребер жесткости, измеряемый по периметру основания, составляет3...6 м, а меридиональных арок— 0,8...1,5 м.Ребристые купола монтируют с башни, устанавливаемой в цент¬
ре покрытия (рис 24). На башню укладывают кружальные кольца,
затем поднимают и крепят ребра жесткости. Далее, пользуясь реб¬
рами, укладывают настил. Тонкостенные купола собирают при по¬
мощи сплошных лесов. Купола кружально-сетчатой конструкции
собирают по ромбической сетке из косяков с постепенно уменьшаю¬
щимися размерами. Если менять угол сетки в каждом ярусе, то
можно пользоваться косяками одинакового размера. Сферические
купола кружально-сетчатой конструкции сложны в изготовлении,
поэтому более предпочтительны сомкнутые многогранные купола
той же системы.Сетчатые купола сферической формы могут быть, кроме того,
образованы арками кругового очертания, пересекающимися под уг¬26
лом 60°. Арки крепят в узлах стальными фасонками и накладками
на болтах. По другому способу сферические сетчатые купола соби¬
рают из колец, соединяемых промежуточными криволинейными
вставками, образующими в плане треугольники.Купола радиальной системы состоят из пересекающихся в вер¬
шине трехшарнирных сплошных или сквозных арок, прогонов и до¬
щатого настила, укладываемого под углом 45° к прогонам. Верхние
концы арок опираются на сжатое кружальное кольцо, а нижние —
на мощное опорное кольцо из железобетона. Шаг арок, измеряемый
по опорному кольцу, не должен превышать б м. Устойчивость ниж¬
них поясов арок обеспечивается поперечными связями.Эффективными конструкциями являются пространственные обо¬
лочки из фанеры. Обладая малой массой, они очень прочны. Опре¬
деленные преимущества имеют гиперболические оболочки — прямо¬
линейная образующая, простой отвод воды, высокое сопротивление
выпучиванию. Гиперболические оболочки конструируют двумя спо¬
собами. Первый способ заключается в применении скрученных фа¬
нерных элементов одного типоразмера длиной, равной пролету обо¬
лочки (рис. 25). Фанерный элемент состоит из деревянного каркаса,
обклеенного с одной стороны водостойкой фанерой. Ребра каркаса
выступают из его плоскости на размер шага при заданном угле
подъема оболочки. В .связи с этим верхние кромки ребер, к которым
приклеивают фанеру, строгают со скосом. Ребра смежных панелей
соединяют монолитно либо на клею, прижимая болтами, либо при
помощи фанерных накладок на клею. По двум сторонам оболочки
вдоль торцов панелей устанавливают бортовые элементы (доски).При втором способе оболочку собирают из параболических па¬
нелей, располагаемых перпендикулярно выпуклой параболе, причем
на одной половине пролета панели располагают вдоль, а на дру¬
гой — поперек. При этом стыки элементов находятся под действием
сжимающих усилий. Сборку панелей осуществляют на матрице.К пространственным фанерным конструкциям относятся также
элементы сборных зернохранилищ и силосов для минеральных удоб¬
рений. Это кольца диаметром 3...4 м или квадратные призмы со
стороной 3...4 м с манжетами для болтовых соединений. Кольца
собирают в цилиндрическую башню высотой до 5 м или в коробча¬
тую фанерную призму. Стенки квадратных элементов представляют
собой ребристые панели с обшивками из водостойкой фанеры тол¬
щиной 10 мм, приклеенной к продольным ребрам 15,4X7,6 см фе-
нолоформальдегидным клеем. Для образования пространственной
конструкции панели соединяют в узлах стальными штырями, за¬
крепленными в ребрах под углом 45° эпоксидно-цементным клеем.Из клееных фанерных элементов кругового очертания собира¬
ют цилиндрические и стрельчатые своды коробчатого сечения. Эле-27
Рис. 26. Схема деревометаллической конструкции с восходящими раскосами
(а), ее план (б) и узловые соединения (в)1 — клееные фанерные плиты; 2 — деревянные раскосы; 3 — стальные полосы
нижнего пояса; 4 — сварной башмак с фасонками; 5 — вклеенные стержни;6 — опорымент свода представляет собой трехслойную панель с криволиней¬
ными клееными продольными ребрами высотой до 100 мм, к кото¬
рым с обеих сторон приклеивают водостойкую фанеру толщиной
Б...6 мм. Для обеспечения устойчивости сжатых верхних листов фа¬
неры между продольными ребрами ставят фанерные диафрагмы.
В ячейки между ребрами и диафрагмами укладывают блоки пено¬
пласта. Нижние торцы панелей опираются на фундамент, верхние
соединяются в коньке встык при помощи накладок. Масса одной
панели шириной 1,5 м при пролете здания 14 м составляет 200 кг.К новым пространственным конструкциям относятся деревоме¬
таллические конструкции, представляющие собой решетчатые си¬
стемы из брусьев, стальных полос и клееных фанерных плит
(рис. 26). Роль верхних поясов в конструкциях выполняют контур¬
ные ребра плит, работающих на восприятие продольных сил и изги-.
бающих моментов от поперечной нагрузки. Размер плит 3X3 м при¬
нят одинаковым для всей конструкции, что обеспечивает их взаи¬
мозаменяемость.Нижние пояса конструкции выполняют из полосовой стали.
Деревянные раскосы крепят к фасонкам сварных башмаков на бол¬
тах. Для восприятия растягивающих усилий в раскосы вклеены ар¬
матурные стержни. При размерах в плане 18X18 м масса конструк¬
ции 12 т, что позволяет монтировать ее в собранном виде. Расход28
древесины на 1 м2 перекрываемой площади 0,04 мэ, фанеры —
0,013 м3, стали — 7...10 кг.1.6. Панели покрытий и стен. Панельные деревянные конструк¬
ции состоят обычно из дощатого каркаса, тонколистовой обшивки
из фанеры, древесностружечных и древесноволокнистых плит, асбес¬
тоцемента, алюминия, стеклопластиков. Утеплителем служат мине¬
ральная вата, стеклянное волокно или пенопласт. При конструиро¬
вании панелей учитывают их назначение (покрытия или стены), ха¬
рактер работы (навесные или несущие панели), технологию изго¬
товления (склеивание или применение гвоздей и шурупов), вид утеп¬
лителя (заливочный пенопласт или плиты) и многие другие факторы.К наиболее легким покрытиям (масса 1 м2 40...50 кг) относятся
клееные фанерные панели с деревянным каркасом и минераловат¬
ным утеплителем. Каркас панелей делают из антисептированных до¬
сок толщиной 46 мм, а обшивку—из водостойкой фанеры ФСФ
толщиной 10 мм (рис. 27, а, б). Фанеру приклеивают к каркасу фе¬
нол оформальдегидным клеем; волокна рубашек фанеры при этом
должны быть направлены вдоль панели. Расстояние между продоль¬
ными ребрами каркаса должно быть не более 500 мм во избежание
продавливания обшивки от местной сосредоточенной нагрузки. Рас¬
стояние между поперечными ребрами принимают в пределах 1500 мм.
Листы фанеры в обшивках стыкуются «на ус» при длине скоса уса
не менее 8 толщин листа. Высоту сечения панелей определяй^ ис¬
ходя из снеговой, ветровой и других нагрузок. Она должна быть
не менее 7з5 пролета.Утеплитель, во избежание его смещения при транспортировке
и монтаже, закрепляют планками сечением 25X25 мм. Над утепли¬
телем оставляют вентилируемую воздушную прослойку. Под утепли¬
телем укладывают слой пароизоляции — из полиэтиленовой пленки
толщиной 0,2 мм, битумно-резиновой мастики, инден-кумароновой
смолы или синтетических красок. Для защиты панели от увлажне¬
ния на нее временно наклеивают один слой рубероида. Для мон¬
тажа и крепления панелей к несущим конструкциям покрытий пре¬
дусмотрены металлические закладные детали, защищенные от кор¬
розии.Армированные панели. Из-за относительно малой высоты сече¬
ния (Vae—Vso) фанерные панели значительно деформируются под
нагрузкой. Для устранения этого недостатка панели армируют
стальной арматурой, вклеиваемой в пазы, выбранные в кромках ре¬
бер (рис. 27, в). В растянутую зону помещают предварительно на¬
пряженную арматуру периодического профиля класса A-IIIB диа¬
метром 10 мм, а в сжатую зону — гладкую арматуру класса A-I
диаметром 8 мм. Для приклеивания арматуры и фанерных обшивок
используют эпоксидно-цементный, клей ЭПЦ-1. Благодаря армиро¬29
1Штоm~7Ш~9)ванию с предварительным напря¬
жением панели получают обрат¬
ный прогиб, обеспечивающий ста¬
бильную работу покрытий под дли¬
тельной нагрузкой. Процент арми¬
рования ребер каркаса составляетl...l,2. Армированные панели изго¬
товляют в заводских условиях на
специальном стенде. Сборку и за¬
прессовку панелей, включая на¬
тяжение арматуры, осуществляют
в один прием.Другой вид армированных
конструкций — панель покрытия
размером 1,5X6 м, обшитая дре¬
весностружечными плитами. Несу¬
щими элементами служат армиро¬
ванные ребра из досок сечением
174X45 мм, в продольные пазы
которых вклеены на эпоксидном
клее стальные стержни периоди¬
ческого профиля диаметром 16 мм.
Масса такой панели в 5 раз мень¬
ше массы железобетонной плиты
одинаковой несущей способности.
Кроме того, армирование устраня¬
ет влияние таких пороков древе¬
сины, как сучки, трещины.К наиболее легким конструк¬
циям из фанеры относятся клее¬
ные панели с ребрами из фанер-
, ных профилей (рис. 27,г). Фанер¬ные профили толщиной до 10 мм изготовляют на специальной уста¬
новке из шпона, модифицированного аммиаком. Они имеют длину до
6 м и сечение швеллерного типа. Обшивки из водостойкой фанеры
толщиной 10 мм приклеивают к полкам ребер фенолфольмальдегид¬
ным клеем ВИАМ-Б или эпоксидно-цементным ЭПЦ-1. До склеива¬
ния фанерные элементы обрабатывают антисептиками. В торцах па¬
нели имеют опорные вкладыши из древесины, приклеенные к стен¬
кам швеллеров на длине 8... 10 см. Листы фанеры в обшивках
стыкуют «на ус».Панели с ребрами из фанерных профилей имеют размеры 1,5Х
Х6Х0.236 м, рассчитаны на нагрузку 1 кН/м2 и предназначены для
покрытий отапливаемых производственных и складских зданий под1599Рис. 27. Схемы фанерных панелей
а — для покрытий; б — для стен;
в — армированных; г — с ребрами
нз фанерных профилей; д — цилин¬
дрического очертания; 1 — ребро
каркаса; 2 — фанерные обшивки;
3 — утеплитель; 4 — прижимные
планки; 5, 7 — арматура; 6 — попе¬
речный брусок; 8 — фанерный швел¬
лер30
рулонную кровлю. По сравнению с панелями на деревянном карка¬
се они на 20...22 % легче и на 30 % меньше требуют расхода дре¬
весины.Эффективными ограждающими конструкциями являются асбес¬
тоцементные панели на деревянном каркасе. Они имеют размеры
3X1)5 м и толщину 152...232 мм. Каркас делают из досок толщиной40...50 мм; обшивки из плоских асбестоцементных листов прикреп¬
ляют к каркасу оцинкованными шурупами. При этом диаметр от¬
верстий под шурупы в обшивках должен превышать диаметр шуру¬
пов на 1,5...3,5 мм. Утеплителем служат минераловатные плиты на
синтетической связке. Между внутренней обшивкой и утеплителем
предусмотрен пароизоляционный слой из полиэтиленовой пленки или
рубероида. Со стороны помещения асбестоцементные листы присо¬
единяют непосредственно к каркасу, а с наружной стороны — через
бруски, прибиваемые к вертикальным ребрам. Вследствие этого в
панелях образуется воздушное пространство для вентиляции. Все
детали деревянных каркасов перед сборкой антисептируют кремне¬
фтористым аммонием, фтористым натрием или хроматом меди. В не¬
обходимых случаях панели окрашивают водо- и атмосферостойкими
красками. Масса 1 м2 стеновых панелей на деревянном каркасе в
среднем 70 кг. Асбестоцементные панели применяют для сельско¬
хозяйственных производственных зданий.В сельском строительстве для покрытий животноводческих и
птицеводческих зданий также применяют дощато-асбестоцементные
панели. Панели размером 1,5X3 состоят из четырех продольных ре¬
бер сечением 130x40 мм и торцовой обшивки из досок сечением
10X16 мм. Нижняя обшивка выполнена из строганых досок с не¬
большим выпуском за крайние ребра. Предварительно на обшивку
укладывают пароизоляционный слой толя также с выпуском за
края панели (на 25 см). Утеплителем служат минераловатные пли¬
ты толщиной 10 см на синтетической связке плотностью 150 кг/м3.
На строительную площадку панели доставляют без верхней обшив¬
ки, поэтому для придания конструкции необходимой жесткости и
устойчивости во время транспортирования и монтажа устанавли¬
вают дополнительные поперечные ребра. Верхней обшивкой служат
листы волнистого асбестоцемента ВО или ВУ, прибиваемые к про¬
дольным ребрам после укладки панелей. Вентилирование кровли
происходит через волны листов.Примером новых конструкций служат трехслойные панели стен
и покрытий с обшивками из алюминия и водостойкой фанеры и
утеплителем из полистирольного пенопласта. Панели имеют дере¬
вянный каркас, собранный на клею из антисептированных досок се¬
чением 40X160 мм. С одной стороны каркас обклеивают листами
водостойкой фанеры толщиной 8 мм, которую, кроме того, прибива¬31
ют оцинкованными гвоздями. В ячейки каркаса вкладывают и за¬
крепляют на клею блоки пенопласта толщиной 60 мм, плотностью
30 кг/м3. Сборка ведется с применением фенолформальдегидного
клея КБ-3. Заключительная операция — обшивка панели алюминие¬
выми листами толщиной 1 мм — на оцинкованных гвоздях.Расход материалов на панели с различными обшивками указан
в табл. 7.Для стен малоэтажных жилых зданий рекомендуются клееные
фанерные панели высотой 3 м и шириной от 1,5 до 10,5 м — с мо¬
дульной покомнатной и поквартирной разрезкой. Максимальная мас¬
са панелей около 2 т, минимальная — 1 т. Наряду с фанерой для
обшивки применены древесностружечные и древесноволокнистые
плиты, окрашенные водо- и атмосферостойкими красками. Утепли¬
телем служит пенополистирол или заливочный фенолформальдегид-
ный пенопласт. Благодаря применению пенопластов масса 1 м2 ог¬
раждения уменьшается до 25...30 кг.В жилищном строительстве применяются легкие навесные ас¬
бестоцементные панели с деревянным каркасом и утеплителем из
минеральной или стеклянной ваты на синтетической связке. Каркас
изготовляют из цельных или клееных стро/аных брусков древесины
хвойных пород. Элементы каркаса соединяют при помощи клея хо¬
лодного отверждения и закрепляют шурупами. Наружные плоские
листы асбестоцемента крепят к каркасу алюминиевыми раскладка¬
ми на шурупах, а внутренние — только потайными, шурупами. Такое
крепление позволяет устранить основной недостаток работы асбе¬
стоцемента с крупноразмерных конструкциях — образование напря¬
жений от усадки и коробления, которые при жестком (клеевом)
креплении могут привести к появлению трещин. В панелях предус¬
мотрено использование готовых оконных и дверных блоков в соот¬
ветствии с действующими стандартами. Согласно противопожарным
нормам проектирования зданий и сооружений (СНиП II-2-80) асбес¬
тоцементные навесные панели определены как несгораемые с преде¬
лом огнестойкости 1 ч.Перспективными видами ограждений можно считать панели с
обшивками из древесных плит на минеральных связках (цемент, во¬
достойкий гипс) и заполнителем из пенополистирола. Все слои этой
конструкции монолитно скреплены. Панели обладают высокой огне¬
стойкостью, достаточным звукопоглощением и небольшой массой.
Они легко распиливаются, их можно окрашивать или штукатурить.Для кровель промышленных зданий и некоторых пространст¬
венных конструкций используют светопрозрачные ребристые панели,
изготовляемые из плоского стеклопластика на деревянном или фа¬
нерном профилированном (см. рис. 27, г) каркасе. Каркас состоит
из антисептированных продольных ребер с шагом 40...50 см и по-32
3-3717. РАСХОД ОСНОВНЫХ МАТЕРИАЛОВ НА ПАНЕЛИ ПОКРЫТИИ И СТЕНРасход материалов на панельКонструкция панелейРазмерпанелейпиломате¬
риалы. м9водостой¬
кая фанера,
м2утеплитель,м3клей,кгМасса панели, кгФанерные панели покрытий с деревянны¬
ми ребрами под рулонную кровлю3X1,56X1,60,080,339,719,60,30,6-217370. . .380То же, под асбестоцементную кровлю3X1,50,08. . .0,124.60,3-90. . .150Клееные фанерные панели покрытий со
<3>едним слоем из пенопласта3X1,56X1,50,10,159180.30,72,44,880 ... 120
180Клееные панели стен с обшивками из во¬
достойкой фанеры2,98X2,20,1311,60,52.7145 . . .250Паиели стен с наружной обшивкой из
волнистых асбестоцементных листов и с
внутренней—из древесноволокнистых плит*3X1,50.2-0,242,5190 . . .220• Расход древесноволокнистых плит на внутреннюю обшивку — 4>6 м2
перечных брусков того же сечения, установленных поперек в шах¬
матном порядке с шагом 50 см. Листы плоского стеклопластика
приклеивают к каркасу с обеих сторон полиэфирным или эпоксид¬
ным клеем. Такие панели имеют длину до 6 м, ширину 1,2 м и тол¬
щину 70 мм.2. СТОЛЯРНЫЕ ИЗДЕЛИЯ, ПЕРЕГОРОДКИ И ДЕТАЛИ
СБОРНЫХ ДОМОВ2.1. Окна поставляют на строительство в виде блоков, состоя¬
щих из деревянных коробок и элементов заполнения — створок,
фрамуг, форточек, навешенных на петли или шарниры, окрашен¬
ных, остекленных и укомплектованных оконными приборами.Оконные створки состоят* из вертикальных и горизонтальных
брусков, соединенных между собой в раму при помощи шипов,
нагелей и клея. В створках больших размеров вертикальные
бруски дополнительно соединяют горизонтальным бруском — гор-
быльком.Фрамуга представляет собой закрепленную наглухо или откры¬
ваемую рамку, находящуюся в нижней или верхней части окон¬
ного блока. В глухих фрамугах нижний брусок имеет четверть для
створок. Открываемая фрамуга закреплена в оконной коробке при
помощи горизонтального бруска, называемого горизонтальным им¬
постом. В широких коробках ставят вертикальный неподвижный
брусок — вертикальный импост, к которому примыкают вертикаль¬
ные кромки створок. Форточку помещают в верхней части оконного
блока, но не выше 1,8 м от пола. Для плотного закрывания створок
оконные переплеты делают с наплавом, т. е. с напуском на брусок
коробки.Применяют блоки с раздельными (серия Р) и. со спаренными
(серия С) переплетами. Блоки с раздельными переплетами (рис. 28)
имеют наружную и внутреннюю коробки, к которым крепят наруж¬
ные и внутренние створки, отстоящие одна от другой на определен¬
ном расстоянии.Блоки со спаренными переплетами (рис. 29) имеют створку с
наружным и внутренним переплетами, примыкающими вплотную
один к другому. Йбружный переплет дополнительно навешен на пет¬
ли к коробке. Между собой переплеты соединены стяжками. Блоки
могут быть с равными и неравными створками, одно-, двух- и трсх-
створчатые.Окна обозначают марками, состоящими из буквенных индексов
и двух чисел, разделенных дефисом. Буквенные индексы ОС и ОР,
стоящие в начале марки, обозначают соответственно блоки со спа-34
Рис. 28. Оконный блок с двойными раздельными переплетами1 — верхний брусок наружной коробки; 2 — то же, внутренней; 3 — верхний
брусок внутренней створки; 4 — то же, наружной; 5 — уплотняющая проклад¬
ка; 6 — стекло; 7 — нижний брусок наружной створки; 8 — то же, внутренней?
9 — нижний брусок внутренней коробки; 10 — то же, наружнойрепными и раздельными переплетами, а число — условные высоту и
ширину проема в дециметрах.Буквы А, В, Г, Д, Е в конце марки обозначают варианты ри¬
сунков одного размера, буква Н — окно в негативном (зеркальном)
исполнении, Л — левое окно. Например, марка ОР18-18ВН обозна¬
чает окно серии Р для проема высотой 18 и шириной 18 дм с не¬
симметричным рисунком (тип В).В двухстворчатых блоках навешивают на петли обе створки,
в трехстворчатых — три или две крайние. Створки спаренных пере¬3*35
плетов высотой более 1400 мм при ширине более 600 мм, а также
высотой более 1000 мм при ширине более 900 мм навешивают на
три петли.К створкам, форточкам и фрамугам окон в определенных местах
должны быть прикреплены (посредством мастики КН-3, клея
№ 88-НП и др.) уплотняющие пенополиуретановые прокладки, со¬
ответствующие по качеству требованиям ГОСТ 10174—72 «Проклад¬
ки уплотняющие пенополиуретановые для окон и дверей». В нижнем
бруске коробки на расстоянии 50 мм от вертикальных брусков и им¬
постов устраивают прорези для отвода воды.Оконные блоки изготовляют в соответствии с ГОСТ 23166—78
«Окна и балконные двери деревянные. Общие технические условия».
Блоки должны иметь полную заводскую готовность: окончательно
отделанную поверхность, установленные приборы и уплотняющие
прокладки и остекление. Накладные и врезные приборы с выступаю¬
щими частями после их подгонки снимают, упаковывают и отправ¬
ляют на стройки комплектно с блоками.ЯРис. 29. Оконный блок со спаренными переплетами1 — бруски коробки (верхний и боковые); 2 — петля; 3 — уплотняющая про¬
кладка; 4— брусок наружной створки; 5 — то же, внутренней; 6 — раскладка
по стеклу; 7 —прорезь для отвода воды; 8— брусок коробчи нижний; 9 — им¬
пост36
8. РАЗМЕРЫ ЛИСТОВ СТЕКЛА (ГОСТ 111-78), ммТолщинаДлинаХширинанаименьшиенаибольшие22 ,5500X4001300 X 750
1550X7503456600 X 4001800X1200
2200X1300
2200X1600
2200X1600Для остекления оконных переплетов жилых зданий применяют
листовое стекло толщиной 2,5—3 мм, для блоков общественных
зданий толщиной 3...4 мм. Стекло по длине и ширине должно быть
на 4...6 мм меньше расстояния между четвертями остекления. Зака¬
зывая стекло для жилых зданий, можно руководствоваться данны¬
ми табл. 8.Остекляют окна в соответствии с требованиями СНиП II1-20-74.
Стекло в переплетах крепят при помощи шпилек и прижимных шта-
пиков (рис. 30). При креплении шпильками оконное стекло по пе¬
риметру промазывают замазкой — обыкновенной, на сурике, на бе¬
лилах и др. При креплении оконного стекла штапиками для уплот¬
нения применяют тиоколовые или полиизобутиленовые герметики
и эластичные прокладки из свето-озоно-морозостойкой резины.В южных районах СССР, а также в неотапливаемых помеще¬
ниях применяют окна с одинарным остеклением, изготовленные по
чертежам блоков с раздельными переплетами. В районах с умерен¬
ным климатом рекомендуются оконные блоки со спаренными пере¬
плетами и с наплавом. Окна с тройным остеклением для жилых и
общественных зданий применяют в районах Крайнего Севера, а так-б)Рис. 30. Варианты крепления стекла
в деревянных переплетаха — шпильками; б — прижимными
штапиками; / — деревянный пере¬
плет; 2 — металлическая шпилька;
5 — слой краски; 4 — замазка; 5 —
прижимной штапикPi:z. 31. Примерное расположение
приборов в окнах (вид из помеще¬
ния)37а)3'2'
1|Ш ГП|| II II l|l II II l|l II II l[l II II lir II 1( ||Г1Г"II III II ILIIG §11ППППППfinГТ1j*.. .1 11II IIII IIii inmi in1 II II 1in in1II IIIh1 11II IIII IIii inmi inIII IIImi inIII III[j«INI IIIIII IIIhi inhi inIII IIImi hiIII IIIu ^111 IIIII IIIIII 1« iiIIIII*INI IIIIIIIII IIIIII IIin inIII III1II IIIIIII IIIS»'III 1II1III IIIII IIIin it.11 III111 IIIIIIП £in inII IIIII IIIin ini иII 11 llllIII III|| 11pi и ii i1II II11II ^11i и и iLUUIII IIILILLI 11II II1hIIЗИП□pqmnnrmПГТ1ПППnrmnrmПППППГГTHГППГППmnmimn[ЩДИCEDODDUJ\иODDmn[га-л—ip[EDшпШ1muLEDоLULLILUllijULUULULUULUU■ ^EDИиОan□DOnrm3000300060003000x2=6000ZQOO*i?*em3000 л;’•600BmoРис. 32. Примерная схема заполнения оконных проемов с ленточным остекле¬
нием без простенкова — при заполнении проема по высоте одним блоком; б — то же, несколькимиблокамиже при соответствующих технико-экономических обоснованиях в
других районах страны с расчетной температурой наружного возду¬
ха —40 °С и ниже. Приборы (петли, замки, защелки, стяжки-заверт¬
ки, шпингалеты, крючки, ручки), применяемые для оконных бло¬
ков, должны соответствовать ГОСТ 538—78, 5087—80, 17585—72
и др. Примерное расположение приборов в окнах показано на
рис. 31.Оконные блоки устанавливают в проемы согласно правилам
производства и приемки монтажных работ на деревянные конструк¬38
ции (СНиП II1-19-76). В производственных зданиях при ширине
оконных проемов до 1,5 и высоте 1,2 и 1,8 м можно применять окон¬
ные блоки серии С по ГОСТ 11214—78. Во всех других случаях
применяют специальные оконные блоки для промышленных пред¬
приятий (ГОСТ 12506—67). Они подразделяются на блоки с наруж¬
ным (серия Н) и с внутренним (серия В) открыванием створок.
Окна серии Н делают с одинарными или со спаренными перепле¬
тами без наплава, серии В — со спаренными переплетами и на¬
плавом.Марка оконных блоков состоит из буквенных индексов, которые
обозначают: Н — наружное, В — внутреннее открывание, С — спа¬
сенные переплеты. Цифры после букв обозначают номер блока и
ширину брусков коробки в миллиметрах. Например, марка ВС4-94
обозначает оконный блок типа 4 с коробкой шириной 94 мм с внут¬
ренним открыванием спаренных переплетов. Оконные блоки серии Н
выпускают шириной 1461, 2966, 4490 мм и высотой 1164, 1764 мм,
серии В — шириной 1445, 2693, 2943 мм и высотой 1182, 1782 мм.Наибольшее применение находят оконные блоки с внутренним
открыванием спаренных переплетов. Для остекления окон промыш¬
ленных зданий применяют листовое оконное стекло толщиной3...4 мм. Остекление выполняют на двойной замазке с креплением
стекла деревянными штапиками трапециевидного сечения.Заполнение проемов в промышленных зданиях производится по
высоте и ширине одним или несколькими оконными блоками. Мак¬
симальная высота оконного проема 7,2 м. В проемах выше 7,2 м
применяют специальные конструкции, воспринимающие нагрузки от
вертикальных импостов и собственной массы лежащих выше окон¬
ных блоков. Ленточное остекление (рис. 32) осуществляется набо¬
ром трехстворчатых оконных блоков с установкой через каждые
3 м вертикальных импостов (металлических или деревянных), к ко¬
торым крепят оконные блоки. Дополнительно оконные блоки крепят
по углам коробок к закладным элементам стен (простенков), пере¬
мычек или колонн. При ленточном остеклении между смежными
рядами оконных блоков по высоте устанавливают антисептирован-
ные деревянные прокладки, прикрепляемые к обвязкам при помощи
шурупов. Расход основных материалов на оконные блоки приведен
в табл. 9.Подоконные деревянные доски (ГОСТ 17280—79) изготовляют
из древесины хвойных пород. Лицевые кромки досок могут иметь
закругления радиусом 12 мм или фаску размером 5X5 мм. Доски
могут быть из цельной древесины или клееными по длине и шири¬
не из отрезков досок или брусков (рис. 33). Прочность клеевых
соединений на скалывание вдоль волокон должна быть не менее
4,5 МПа, а на изгиб при зубчатом соединении — 7,5 МПа. Лицевые39
9. РАСХОД ОСНОВНЫХ МАТЕРИАЛОВ НА ОКОННЫЕ БЛОКИ
ДЛЯ ЖИЛЫХ И ОБЩЕСТВЕННЫХ ЗДАНИЙМаркаГабариты переплетаРасход материаловПлощадьизделия,м2высо¬ташири¬натолщинапилома¬териалы,мастекло,м*Для жилых зданийОС06-094958202X430,0340,580,656483094ОР06-094958202X430,04960,5260,5564826180ОС 12-0910958202X430,05031,451,02116488094ОР12-0910958202X330,07261,3671,031164886180ОС 15-0513953952X430,05120,780,67146445594ОС15-09В13958202X430,06571,7731,29146488094OP 15-09В13958202X430,08341,6141,31464886180ОС12-12В109510902X430,07721,7971,311164113394ОР12-12В109510902X430,11641,5831,3311641145180ОС12-15В109514402X430,08922,4041,731164 j 1483<>440
Продолжение табл. 9МаркаГабариты переплетаРасход материаловПлощадьизделия,м’высо¬ташири¬натолщинапилома¬териалы,м2стекло, м*ОР12-1БВ109614402X430,12282,7041,7411641495180ОС16-12В139510902X430,07922,2711,6614641*13394ОР15-12В139510902X430,12722,1071,6814641145180ОС15-14В139512902X430,09312,7751,951464133394ОР15-14В139512902X430,1352,61,9714641345180ОС15-15В, 139514402X430,09633,1542,171464148394ОР15-15В139514402X430,12152,9672,1914641495180ОР15-21В139520102X430,14804,3963,031464207394ОР15-21В139520102X430,20274,153,031464I 2072180Для общественных зданий
ОдностворчатыеOC18-Q9B1669112X430,0872,021,5417591 “110941
Продолжение табл. 9МаркаГабариты переплетаРасход материаловПлощадьизделия,м2высо¬ташири¬натолщинапилома¬териалы,м»стекло, м2ОР18-ОЭВ1670815’2X550,1531,951,551751885’ 215OCI8-12B166911152X430,1012,882,0717591175109(ЭС21-09В19698152X430,0952,441.82059875109ОР21-ОЭВ19708152X550,1692,261,822051885215ОС21-12В196911152X430,1093,482,422059| 1175 | 109С неравными створкамиОС18-18В16691680 | 2X430,1564,33,117501760109ОР18-18В167016802X550,2683,953,117511770215ОС13-21В166919802X430,1685,23,6217592060109О *'18-21В167019802X550,2874,853,6317512070215OC2I-18B196916802X430,175,173,622059 I 1760 I 10942
Продолжение табл. 9МаркаГабарит переплетаРасход материаловПло щадь
изделия,
м*высо¬ташири¬натолщинапилома¬териалы,м3стекло, м2ОР21-18В197016802X550,2954,813,6320511770215ОС21-21В196919802X430,1946,254,2420592060109ОР21-21В197019802X550,3145,854,2520512070215С равными створкамиОС18-24В166922302X430,176,034,0617592310109ОС18-27В167025802X550,3166,694,6817512670215ОС21-24В196922302X430,1857,234,7620592310109ОС21-27В195925802X430,28,55,4820592660109Для промышленных зданийВС 1-94111513872X430,005982,61.711182144594ВС2-94171513872X430,075642,571782144594ВСЗ-94111625952X430,11674,53,18118226939443
Продолжение табл. 9МаркаГабариты переплетаРасход материаловПлощадьизделия.м*высо-
; ташири¬на, толщинапрлома-терналы,м»стекло, м*ВС4-94171525952X430,14167,2 •4,81182269394ВС5-94 *111528452X430,149153,481182294394ВС6-94171528452X430,18917,845,241782294394ВСМ24111525952X430,12814,53,1811822693124ВС8-124171525952X430,16167,24,817822693124ВС9-124111528452X430,162253.4811822943124ВС 10-124171528452X430,164885,2417822943124поверхности досок окрашивают атмосферостойкими красками, а по¬
верхности, примыкающие к стенам, пропитывают антисептиками.
В некоторых случаях подоконные доски оклеивают декоративным
бумажно-слоистым пластиком светлых тонов или облицовывают
строганым шпоном древесины твердых пород с покрытием влаго- и
атмосферостойким лаком.Подоконные доски маркируют буквами ПД и двумя числами
(через тире): первое означает длину доски в дециметрах, а второе—
ее ширину в сантиметрах. Размер досок по длине соответствует ши¬
рине проема с учетом заделки ее концов в стены не менее чем на
40 мм с каждой стороны. Наиболее широко применяются доски44
длиной 700, 1000, 1300, 1450,1600, 2200, 2500, 2800 мм, ши¬
риной 200, 250, 300, 350, 400,450 мм, толщиной 34 и 42 мм.При доставке на объект окра¬
шенные подоконные доски упа¬
ковывают в пачки лицевыми
сторонами попарно друг к дру¬
гу, а доски, облицованные пла¬
стиком или покрытые лаком,
обертывают в плотную бумагу.2.2. Двери и ворота. Двери
доставляют на строительство в
виде блоков, состоящих из ко¬
робки дверного полотна, наве¬
шенного при помощи петель на
вертикальный брусок коробки.Двери бывают наружные (для
входа в подъезд), входные (в
квартиру), внутренние (меж-
комнатные, для кухонь, кладо¬
вых, встроенных шкафов) и
балконные. По устройству по¬
лотна различают двери глухие,
полуостекленные и остекленные;
по числу полотен — одно-, по¬
лутора* и двупольные; по конструкции — филенчатые и щитовые.Наружные двери изготовляют с порогом, а внутренние — в ос¬
новном без порога. В отдельных случаях для освещения разделя¬
емых помещений над дверной коробкой устанавливают фрамугу по
ширине блока и высотой 500 мм. Остекленными делают балконные
и межкомнатные двери. Балконные двери (ГОСТ 11214—78) могут
быть одно- и двупольными и иметь спаренное (марка БС) или двой¬
ное раздельное (марка БР) полотно, навешиваемое на три петли
(рис. 34). Размеры дверей указаны в табл. 10.Филенчатые двери (рис. 35) состоят из вертикальных, горизон¬
тальных и средних брусков (обвязки) и заполнения (филенки). Фи¬
ленки изготовляют из досок, фанеры, древесноволокнистых или дре¬
весностружечных плит. Дощатые филенки применяют для массив¬
ных наружных дверей монументальных зданий (театры, институты
п т. п.). Размеры филенчатых дверей по высоте и ширине соответ¬
ствуют размерам щитовых дверей (ГОСТ 6629—74* ).Щитовые двери более пригодны для индустриального изготов¬
ления. Они характеризуются легкостью, прочностью, формоустой-а)Ь)Ъ6-е3sI)ъftПВО *0»II I. JS-BjutmyРис. 33. Подоконные деревянные доскиа — с фаской по кромке; б — с закруг¬
ленной фаской; в — клееные из досок
по длине и ширине45
10. РАЗМЕРЫ БАЛКОННЫХ ДВЕРЕЙМаркаВысота,ммШирина,ммМаркаВысота,ммШирина,ммДля общественных зданийДля жилых зданийБС-22-7,52175720БС-28-92755870БС-22-92175870БС-28-1227551170БС-24-7,52375720БС-28-1827551774БС-24-92375870БР-28-92755870БР-22-7.52175720БР-28-1227551170БР-22-92175870БР-28-1827551778БР-24-7,52375720БР-24-92375870чивостью. В них рационально используется древесина и другие ма¬
териалы. Щитовые двери состоят из каркаса, заполнения и обши¬
вок. Каркас выполняют из брусков (реек), обшивки — из клееной
фанеры, шпона, древесноволокнистых плит, а заполнение — из стро¬
ганых реек толщиной 30...40 мм и шириной 30...40 мм, обрезков дре¬
весноволокнистых плит, бумажных сот, пенопластов и т. п. Щито¬
вые двери также изготовляют из экструзионных древесностружеч¬
ных плит (рис. 36). Полотно из плиты размером 2000X1250X30 мм
обрамляется по периметру деревянными обкладками на деревянных
шкантах. Плиты и обкладки облицовывают с двух сторон текстур¬
ной бумагой.Дверная коробка состоит из цельных или склеенных брусков
прямоугольного сечения с отобранными четвертями. Бруски соеди¬
няют двойным открытым шипом на клею с креплением в углах на¬
гелями. Коробку делают без порога, а низ зашивают монтажной
доской. На высоте 1000 мм от низа полотна крепят ручки. Врезка
замков не допустима.Двери для жилых и общественных зданий (ГОСТ 6629—74 *)
подразделяются на глухие с притвором в четверть (тип Г), остек¬
ленные с притвором в четверть (тип О) и остекленные с качающи¬
мися полотнами (тип К). Глухие и остекленные двери с притвором
в четверть могут быть однопольными или двупольными, с порогом
или без порога, правые или левые; остекленные двери с качающи¬
мися полотнами — только двупольными (рис. 37). Размеры блоков
приведены в табл. 11.Буквы в марке дверного блока обозначают Д — дверь, Г, О или
К — тип двери; последующие числа — высоту и ширину дверного
блока в модулях М (где М=100 мм). Буквы, стоящие в марке за
размером, обозначают: С — дверной блок со сплошным заполнением
щита дверного полотна; В — дверной блок повышенной водостой¬
кости для помещений с постоянной (по условиям эксплуатации)46
Рис. 34. Примерное располо¬
жение приборов в балкон¬
ных дверях7 —упор; 2 — петля; 3 —
завертка; 4 — ручкаа)ПIUУ. Н72 \мтрГ]Рис. 35. Общий вид филенчатых дверей
1 — раскладка; 2 — филенкаРис. 36. Полотно щитовой двери (поперечу
ный разрез) из многопустотной экструзий
онной древесностружечной плиты
I — ручка; 2 — середина; 3 — вертикальная
обкладка; 4 — коробкаб)Е=6)XяРис. 37. Схемы открывания дверей и расположение уплотняющих прокладока — двери с притвором в четверть однопольные (правая и левая); б — то же,
двупольные; в — двери с качающимися полотнами; г — примерное расположе¬
ние уплотняющих прокладок: U 3 — на коробке; 2 — на нащельнике; 4 — в
прорези дверного полотнаотносительной влажностью более 60 %; У — дверной блок с уплот¬
нительными притворами; Ц—дверной блок для входа в квартиру,
со сплошным заполнением щита дверного полотна деревянными
рейками, с порогом и врезанным цилиндровым замком; JI — дверной
блок левый; П— дверной блок с порогом. Например, ДГ-21-10 —
правый дверной блок без порога размером 2071x970 мм с глухим
полотном и мелкопустотным заполнением щита*47
II. РАЗМЕРЫ ДВЕРНЫХ БЛОКОВ ДЛЯ ЖИЛЫХ И ОБЩЕСТВЕННЫХЗДАНИИТип блокаРазмер полотна
блока, ммТип блокаРазмер полотна
блока, ммвысоташиринавысота | ширинаГлухие с прДГ -24-19
ДГ-24-15
ДГ-'24-12
ДГ-24-10итвором в
2300/2371четверть1802/18721402/14721100/1170900/970ОстекленньиДО-24-15
ДО-24-12
ДО-24-10
ДО-24-19? с притвором в
2300/2371четверть1402/14721100/1170900/9701802/1872ДО-21-13ДО-21-ЮДО-21-9ДО-21-8ОстекленДК-24-19ДК-24-152000/2071ные с качающ{
полотнами2300/23711202/1272900/970800/870700/770гмися1804/18981404/1498ДГ-21-12
ДГ-21-10
ДГ -21-9
ДГ-21-8
ДГ-21-72000/20711100/1170900/970800/970700/770600/670ДК-24-32000/20711204/1298Входные двери в квартиры жилых зданий с лестничной клеткой,
а также двери в классах, аудиториях, больничных палатах и в дру¬
гих помещениях с повышенными требованиями к звукоизоляции из¬
готовляют толщиной 40 мм с улучшенной отделкой. В таких дверях
следует обязательно применять полиуретановые уплотняющие про¬
кладки.Для остекления дверей в общественных зданиях применяют
прозрачное или узорчатое листовое стекло толщиной 4...5 мм, уста¬
навливаемое с прокладкой упругих профилей. Для качающихся две¬
рей используют только прозрачное стекло. Двери окрашивают ук-
рывистыми красками, а облицованные шпоном лиственных пород
покрывают прозрачным лаком.Наружные входные и служебные двери для жилых и общест¬
венных зданий могут быть однопольные, полуторапольные или дву¬
польные (глухие, полуостекленные или остекленные) высотой
2000 мм (тип ДВ) или 2300 мм (тип ДВВ). Для входа в слу¬
жебные помещения устанавливают однопольные глухие двери вы¬
сотой 1800 мм (тип ДС), а для входов на чердак, в кино —проек¬
ционные, в подвалы, для входов на плоские кровли и т. п. преду¬
сматривают трудновозгораемые двери (глухие однопольные и дву-
полные типа ДТ и ДТС). Для входов в продовольственные кла-48
довые, в холодильные камеры и т. д. применяют утепленные (глу¬
хие однопольные или двупольные) двери ДУ и ДСУ.Нижнюю часть входных и тамбурных дверей с обеих сторон за¬
щищают полосами гетинакса или полосами декоративного бумаж¬
но-слоистого пластика толщиной 2,5...3 мм. На время строительства
и отделки зданий входные тамбурные двери для защиты от повреж¬
дения снимают с петель и заменяют временными табельными по¬
лотнами, а пороги зашивают предохранительными щитами.Двери промышленных зданий (ГОСТ 14624—69) подразделя¬
ются на внутренние (глухие или остекленные с притвором в четверть,
остекленные с качающимися полотнами) и наружные (глухие или
остекленные с притвором в четверть). Наружные двери делают с
порогом, а коробки внутренних дверей расшивают доской. Нижнюю
часть дверей с обеих сторон обшивают бумажно-слоистым пласти¬
ком толщиной 2,5...3 мм. Пластик крепят клеем повышенной водо¬
стойкости и прижимают шурупами. Маркировка дверных блоков
промышленных зданий аналогична маркировке дверных блоков жи¬
лых и общественных зданий. Блоки внутренних глухих дверей име¬
ют обозначения от ДЗО до Д38, остекленные — от Д39 до Д45, с ка¬
чающимися полотнами — от Д46 до Д49; наружные глухие двери—
от Д50 до Д56, остекленные — от Д57 до Д63.Внутренние и наружные двери для животноводческих и птице
водческих зданий (ГОСТ 17324—71) изготовляют глухими с при¬
твором в четверть, однопольными и двупольными. Они могут быть
правыми и левыми. Наружные двери изготовляют с порогом или без
порога, внутренние — без порога. Типы и размеры дверных блоков
приведены в табл. 12. Нумерация блоков начинается с цифры 66
как продолжение нумерации типов дверных блоков по ГОСТ
14624—69.Дверные полотна изготовляют толщиной 40 мм со сплошным ре¬
ечным заполнением, облицованным фанерой или твердыми древес¬
новолокнистыми плитами. По периметру полотна выбирают паз,
в котором на клею укрепляют обкладки. Нижние части наружных
дверей имеют накладки из досок или декоративного бумажно-слоис¬
того пластика. Пороги в коробках наружных дверей должны быть
усилены стальной полосой, укрепленной на шурупах. Коробки без
порога расшивают монтажными досками. В дверях помещений, тре¬
бующих повышенной звукоизоляции или теплоизоляции, устанавли¬
вают уплотняющие прокладки.Согласно ГОСТ 475—78, окна и двери изготовляют из древеси¬
ны сосны, ели, пихты, лиственницы. Внутренние двери и внутрен¬
ние фрамуги для помещений с относительной влажностью воздуха
не более 60 % допускается изготовлять из бука, березы, осины,
ольхи, липы и тополя. Влажность древесины створок, фрамуг, фор-4—37149
12. ТИПЫ И РАЗМЕРЫ ДВЕРНЫХ БЛОКОВ ДЛЯ ЖИВОТНОВОДЧЕСКИХ. И ПТИЦЕВОДЧЕСКИХ ЗДАНИЙа) б)Тип двер¬
ного бло¬СхемаРазмеры дверных
полотен, ммО-за*Размеры дверных
коробок, ммкаНВВ,1*
Ж оНВ |' н, I вгД66Д68Д69Д70Д&5Д67Внутренние двериа2300 '110012390118823481104а20001100—2090118820481104а2000 •90020909882048904а2000700—120907882048704б2300900180212390189023481806б2000900180212090189020481806Д72Д74Д75Д71Д73* См. ГОСТ 17324—71.Наружные дверив230011002239011882348в20001100 2209011882048в2000. 900 220909882048г230090017902239018782348г2000900179022090187820481104110490417941794точек, полотен и коробок внутренних дверей должна быть 9±3 %
коробок окон, наружных и тамбурных дверей—12± 3 %.Ворота деревянные распашные для животноводческих и птице¬
водческих зданий (ГОСТ 18853—73) подразделяются на глухие и с
калиткой. Ворота состоят из двух полотен; калитка располагается
в правом полотне; открывание ворот и калитки — наружное, правое,
с притвором в четверть. Типы и размеры распашных ворот приве¬
дены в табл. 13.Полотна ворот и калиток имеют каркас, обшитый с двух сторон
вертикальными строгаными досками толщиной 16 мм, соединенны¬
ми в четверть или в шпунт, или березовой фанерой марки ФСФ тол¬
щиной 6 мм. К каркасу фанеру крепят водостойкими клеями и гвоз¬
дями (длиной не менее 50 мм). Стыки фанеры располагают на брус¬
ке каркаса.50
13. ТИПЫ И РАЗМЕРЫ РАСПАШНЫХ ВОРОТа) б)1г-]Г*с||5_в0/11В,iSТип воротРазмеры, ммворотполотен" 1Вв,Без калитки (а)ВР1296029601494ВР2I 265029501494ВРЗ265023601194ВР4 !1 235023501194С калиткой (б)ВРЗ-К295029501494ВРб-К265029501494BPf-K265023501194Примечание. Размеры калитки: Л =» 1800 мм; &=»700 мм.Ворота бывают утепленные и неутепленные. В качестве утепли¬
теля применяют теплоизоляционные древесноволокнистые плиты тол¬
щиной 12 мм или другой теплоизоляционный материал. Ворота из¬
готовляют из пиломатериалов хвойных пород не ниже 3-го сорта
влажностью до 18 %. Допускается изготовлять ворота из деталей,
склеенных по сечению и длине (на клеях повышенной водостойко¬
сти). Соединение по длине выполняют на зубчатый шип. Прочность
клееных соединений на скалывание вдоль волокон должна быть не
ниже 6 МПа, а зубчатых шипов на изгиб не менее 12 МПа. В уг¬
лах элементы каркаса соединяют двойным открытым сквозным
шипом, а в средней части (горизонтальные и вертикальные брус¬
ки) — серединным сквозным одинарным шипом. Детали каркаса со¬
единяют на клеях повышенной водостойкости с креплением нагеля¬
ми. Детали ворот покрываю? олифой. После этого к полотнам во¬
рот и калиток крепят металлические накладки и навесы, имеющие
противокоррозионное покрытие. Калитки навешивают на две петли
типа ПНЦ-130 (ГОСТ 5088—78), устанавливаемые на расстоянии
200 мм от верха и низа полотна калитки. Нижнюю часть ворот4*51
Рис. 38. Конструкции паркетных досока —типа /7,; б — типа Я2; / — планка лицевого покрытия; 5 —реечное осно¬
вание; 3 — пропилы для устранения короблениязащищают полосами из оцинкованной стали толщиной 0,5...1 мм на
высоту 250...300 мм.Ворота поставляют в комплекте, состоящем из левого и право¬
го полотен с прикрепленными к ним навесами и накладками, с на¬
вешанными на петли калитками. Проемы в стенах должны быть по
высоте и ширине больше габаритных размеров ворот на 50 мм.2.3. Детали индустриального пола. К деталям индустриального
пола относятся паркетные доски, паркетные щиты, мозаичный пар¬
кет. Паркетные доски (ГОСТ 862.3—77) изготовляют двух типов:
П1 — укладываемые по лагам, и П2 — укладываемые по сплошному
основанию. Паркетные доски (рис. 38) состоят из реечного основа¬52
ния и наклеенных на него планок лицевого покрытия. Длина досок
1200, 1800, 2400 и 3000 мм, ширина 145, 155 и 200 мм.Толщина досок 25 мм (тип П1) и 18 мм (тип Пг). Кромки и
торцы паркетных досок имеют паз и гребень для соединения их меж¬
ду собой. Рейки основания при ширине более 30 мм пропиливают
вдоль волокон на глубину 16 мм (тип ПО или 9 мм (тип П2), что¬
бы исключить коробление. Лицевые планки, подобранные по цвету,
укладывают на основание так, чтобы создавался четкий геометриче¬
ский рисунок. Длина планок 150, 160 и 205 мм, ширина от 20 до
50 мм, толщина 6 мм. Паркетные планки из лиственницы должны
быть радиальной распиловки. Рейки основания могут быть изготов¬
лены из древесины сосны, ели, лиственницы, кедра, пихты, а также
из антисептированной древесины березы, ольхи, осины, тополя.
В рейках недопустимы гниль, несросшиеся сучки размером более
половины ширины рейки, острый обзол. Рейки могут быть состав¬
ными по длине со стыками вразбежку, но обязательно из древеси¬
ны одной породы. Расстояние между торцами соседних реек, соеди¬
ненных впритык, не должно быть менее 200 мм.У паркетных планок недопустимы отколы и отщепы глубиной
более 0,2 мм и непростроганные участки лицевой поверхности. План¬
ки приклеивают к основанию водостойкими клеями — фенолфор-
мальдегидным КБ-3, мочевино-меламиновым ММФ или резорцино¬
вым ФР-12. Предел прочности клеевого соединения при испытании
на отрыв паркетных планок должен быть не менее 0,6 МПа. Ли¬
цевую сторону досок покрывают прозрачным паркетным лаком.
Толщина лаковой пленки от 50 до 60 мкм.Паркетные щиты (ГОСТ 862.4—77) состоят из основания и ли¬
цевого покрытия из планок или квадратов шпона, наклеенных на
основание в шахматном порядке. В зависимости от конструкции ос¬
нования и применяемых материалов различают щиты с рамочным
основанием (тип П|), с реечным основанием, обклеенным лущеным
шпоном (тип П2), с основанием из древесностружечных плит, об¬
клеенных лущеным шпоном (тип П3) и с двухслойным реечным ос¬
нованием (тип П4).Основание щитов типа П1 состоит из рамочной обвязки и реек
заполнения, закрепляемых в пазах брусков обвязки прямым не¬
сквозным шипом. Ширина реек заполнения 40 мм и более. Щиты ти¬
па П2 изготовляют из калиброванных реек, обклеенных с обеих сто¬
рон лущеным шпоном толщиной 1,5, 1,15 или 0,95 мм.В качестве основания щитов типа П3 используют древесностру¬
жечные плиты (ГОСТ 10632—77), имеющие предел прочности при
статическом изгибе не ниже 17 МПа. Основание обклеивают с двух
сторон лущеным шпоном (ГОСТ 99—75*) толщиной 1,5, 1,15 или
0,95 мм (рис. 39). При укладке щитов по сплошному настилу осно-53
LA-AРис. 39. Паркетный щит с осно¬
ванием из древесностружечной
плиты1 — паркет; 2 — шпон; 3 — дре*
весностружечная плита; 4 —
компенсирующий шпонРис. 40. Паркетный щит с двухслойным
реечным основанием (тип П4)вание щита может быть из плит экструзионного прессования. Для
повышения плотности (не менее 720 кг/м3) и водостойкости основа¬
ние щита по периметру пропитывают на глубину не менее 30 мм
клеями средней или повышенной водостойкости.Основание щитов типа П* (рис. 40) состоит из двух слоев ка¬
либрованных реек, уложенных во взаимно перпендикулярном на¬
правлении. Ширина реек для щитов типа П2 и П4 должна быть
менее 40 мм. Паркетные планки имеют толщину 6 мм, ширину20...50 мм и длину 100...400 мм; квадраты шпона — толщину 4 мм,
ширину 100...200 мм и длину 100...200 мм.Конструкции щитов имеют условные обозначения, показываю¬
щие наименование изделия (ПЩ), тип щита (Пь П2, П3, П4), вид
лицевого покрытия: планками (ПО, квадратами строганого или лу¬
щеного шпона (Ш), квадратами ребросклеенного шпона (РШ).
Цифры указывают размер щита в сантиметрах. В конце указывают
номер стандарта. Пример условного обозначения паркетного щита54
3J®TJ!!I 1Ji !ziri i n' ! IA-AРис. 42. Мозаичный паркет типа П. (а) и
П2 (б)й)ЮZL- Г У,Рис. 41. Паркетный щит из
древесностружечной массы с
напрессованными планками
покрытия (паркелит)Рис. 43. Штучный паркет типа П, (а) и П,
(б)Рис. 44. Шашки деревянные
для полов типа 1 (а) и 2 (б)'О с■сп*аРис. 45. Профили поперечного сечения по*
гонажных деталейа, б — плинтусы; в — раскладка; г —на¬
личник; д — доска чистого пола; е — по¬
рученьтипа П3 форматом 600X600 мм с лицевым покрытием лущеным
шпоном: ПЩ-Пз-Ш-бОХбО-ГОСТ 862.4—77.Длина и ширина щитов 400X400, 475X475, 600X600 и 800X
Х800 мм, толщина 30 мм. Для основания применяют древесину
хвойных и лиственных пород, главным образом отходы лесопиле-55
ния и деревообработки. Планки лицевого покрытия и квадраты
шпона изготовляют из древесины дуба, бука, ясеня, березы, листвен^
ницы и модифицированной древесины мягких лиственных пород, по
эксплуатационным и физико-механическим показателям, не усту¬
пающим древесине дуба. При устройстве полов щиты соединяют
между собой шпонками, вставленными в пазы с четырех сторон
(кромок) щита. Шпонки изготовляют из твердых лиственных пород
и фанеры.Паркетный щит, изготовляемый одновременно с прессованием
древесностружечной массы (паркелит), состоит из двухслойных
плиток (рис. 41), основание которых изготовляют из опилок и ста¬
ночных стружек, смешанных со связующим, а облицовочный слой —
из шпона лиственных пород (береза, осина, ольха, тополь), пропи¬
танного или модифицированного синтетическими полимерами. Обли¬
цовочный слой набирается однотипно или в художественном испол¬
нении с использованием одной или нескольких древесных пород.
Для предотвращения коробления применяют компенсирующие рей¬
ки, закладываемые в основание. Направление их на тыльной сторо¬
не щита должно соответствовать направлению волокон древесины
облицовочного шпона. При такой конструкции щита расход цельной
древесины уменьшается до 22 % общей массы материала. Размеры
плиток 400X400, 350X350 и 300X300 мм, допускаются размеры
200X200 и 250X250 мм. Толщина плиток 18 мм. Из плиток можно
набирать щиты размерами 800X800, 800X1200 и 1200X1200 мм.
Плотность паркелита 850... 1000 кг/ма, содержание смолы по сухо¬
му остатку 10... 14 %.К индустриальным покрытиям пола относятся также паркетные
ленты. Они состоят из планок, скрепленных шпагатом. Планки пря¬
моугольной формы без шпунтов и гребней имеют на лицевой сторо¬
не поперечные канавки (пропилы) на расстоянии 25 мм от торцов
глубиной 2,5 мм, шириной 1,7 мм. В эти пропилы запрессовывают
шпагат диаметром 2...2,2 мм, пропитанный водостойкими синтети¬
ческими смолами. Толщина паркетных планок из древесины твердых
лиственных пород составляет 10 мм, а из сосны и лиственницы —
14 мм. Паркетные ленты имеют ширину 250, 225, 200, 175, 150, 175,
160, 125 мм, длину 1200...3000 мм. Ширина планок в ленте 50, 45,
40, 35, 30, 25, 20, 25 мм.Малые паркетные листы квадратной формы являются частями1
паркетных лент. Их отрезают от паркетных лент по заданным раз¬
мерам. Большие паркетные листы изготовляют из четырех или де¬
вяти малых паркетных листов, располагая их в шахматном порядке
и соединяя бумажными лентами, наклеиваемыми накрест с оборот¬
ной стороны. Размеры больших паркетных листов 525x525, 500 X
*500, 480X480, 450X450, 400X400, 375X375 мм.56
I t Для укладки ленточного и листового паркета на основание из
досок, плит или цементно-песчаной стяжки применяют клеящую
мастику состава (процент по массе):Поливинилацетатная эмульсия 43Доломитовая мука 39Этилацетат 4Дибутилфталат gБода 8Ленточный и листовой паркет можно укладывать также на горячей
и холодной битумной мастике (БН-1Н и БН-IV), битумно-латексных,
кумароновых, казеиновых мастиках с последующим строганием на
глубину 0,5... 1,5 мм для снятия провесов.В практике устройства сборных полов применяют также рееч¬
ные щиты из древесины березы. Щиты размером 1170X600 мм на¬
бирают из реек толщиной 29 мм и шириной 51 мм (без учета
гребня).Рейки между собой соединяют в паз и гребень без клея, а по
торцам скрепляют шпонками на клею, запрессованными в пазы
глубиной 25 см. Сечение шпонок 10X28 мм. По периметру щитов
выбирают паз и гребень для соединения элементов пола между
собой.Мозаичный (наборный) паркет (ГОСТ 862.2—76) вырабатыва¬
ют в виде ковра (400X400, 480x480 и 600x600 мм), состоящего из
отдельных планок толщиной 8 и 10 мм из древесины хвойных пород
и березы, наклеенных лицевой поверхностью на бумагу (рис. 42).
Последнюю снимают (отмывают) после насгилки паркета на осно¬
вание пола. Планки могут быть также наклеены нелицевой поверх¬
ностью на какой-либо эластичный материал, (Остающийся в покры¬
тии пола после настилки паркета. Лицевую поверхность паркетных
щитовых, ленточных и других покрытий отделывают специальным
лаком.Кроме щитовых, ленточных, ковровых и других индустриальных
паркетных покрытий пола в гражданском строительстве применя¬
ется штучный паркет, а в промышленном — торцовый пол из дере¬
вянных шашек.Штучный паркет состоит из отдельных планок (рис. 43), на
кромках которых сделаны пазы и гребни, предназначенные для со¬
единения планок между собой. В зависимости от расположения
гребня планки подразделяют на левые и правые. Длина штучного
паркета 150...450 мм с градацией 50 мм. Ширина планок 30...60 мм
с градацией 5 мм, толщина 16 и 19 мм. Планки для паркетных
покрытий изготовляют из древесины дуба, бука, ясеня, клена, вяза,
березы, сосны, лиственницы влажностью 8... 10 %. Планки из древе¬
сины сосны и лиственницы должны иметь радиальное расположение
годовых слоев. Паркетные изделия поставляют партиями одного ти*57
па и размера с лицевым покрытием из древесины одной породы и
схожего рисунка. В партии должно быть не менее 100 м2 изделий.Деревянные торцовые шашки (ГОСТ 5217—74) изготовляют
из древесины хвойных пород, чаще всего из сосны. Шашки бывают
прямоугольные (тип 1) и прямоугольные с пазами (тип 2) (рис. 44).
Глубина пазов 7 мм, ширина 14 мм. Допускаются отклонения от
установленных размеров: по высоте 1...2 мм, по ширине 1...±2 мм,
по длине ±2...±3 мм. Влажность древесины в шашках не должна
превышать 15 %.Шашки укладывают без промежуточных слоев непосредственно
на бетон. Чтобы поверхность пола была ровной, грунтовое основа¬
ние разбивают на отдельные полосы шириной 3 м; на границе по¬
лос по всей ширине помещения укладывают металлические направ¬
ляющие из уголков 50X50 мм или швеллеров. Бетонную смесь
разравнивают виброрейками на полосах, ограниченных направляю¬
щими устройствами, а после твердения бетона поверхность обра¬
батывают механическим способом.2.4. Детали строганые погонажные. К строганым погонажным
деталям (ГОСТ 8242—75) относятся наличники, раскладки, плин¬
тусы, галтели, поручни для металлических перил, доски для чистого
пола, наружная обшивка (рис. 45). Наличники служат для декора¬
тивного оформления оконных и дверных проемов, а также для при¬
крытия щелей между коробкой окна (в деревянных зданиях) или
двери и стеной. При помощи раскладок маскируют провесы (высту¬
пы) и стыки горизонтальных швов в стенах. Плинтусы применяют
для прикрытия стыковых швов между полом и стенами, колоннами.
Применение плинтусов позволяет улучшать звуковую и тепловую
изоляцию помещений. Доски для чистых полов имеют гребень и
шпунт, смещенные к нелицевой поверхности, с учетом истирания
рабочей поверхности.Погонажные детали изготовляют из древесины хвойных и лист¬
венных пород. Длина изделий от 2,1 м и более с градацией 100 мм.
Сечения строганых погонажных деталей, пиломатериалов заготовок
приведены в табл. 14.Доски толщиной 36 мм применяют в спортивных залах, завод¬
ских цехах и других помещениях с повышенной нагрузкой на полы.
Детали наличников и поручней иногда поставляют прирезанными
по длине и окрашенными.Для изготовления строганых погонажных деталей обычно ис¬
пользуют древесину сосны, лиственницы, кедра, ели, пихты, а для
помещений с относительной влажностью не свыше 70 % можно ис¬
пользовать древесину бука, березы, ольхи, тополя, осины, липы. Не
допускается изготовлять поручни из древесины лиственницы, пих-58
14. СЕЧЕНИЯ СТРОГАНЫХ ПОГОНАЖНЫХ ДЕТАЛЕЙ,
ПИЛОМАТЕРИАЛОВ Й ЗАГОТОВОКРазмер (ширинах
толщина), ммРазмер (шири¬
на X толщи¬
на), ммИзделиясSНкаSISпиломате¬риаловИзделиясЯН«Я1ЯSяЧegЯS*gsg£ о
§8
S3Наличники111274X1364X1344X1334X1380X1660X1650X1640X16Доскичистогопола11111122222274X2884X2894X28104X28124X28144X2874X3684X3694X36104X36124X36144X3660X3290X32100X32110X32130X32150X3280X4090X40100X40110X40130X40150X40Раскладки1219X1324X1925(толщинадосок)Плинтусы123454X1664X1938X2225X2560X19
60X25
26 (толщина
досок)Наружнаяобшивка11112255X1374X1394X13124X1345X1374X1394X1360X1680X16100X16130X1650X1680X16100X16Поручни для ме¬
таллических пе¬
рил 11254X2774X2760X3280X322Примечание. Размеры пиломатериалов и заготовок установлены пои
влажности 15 % абс.ты, ели и тополя, досок пола — из липы и тополя, а наружной об¬
шивки — из древесины мягколиственных пород и березы. Влаж¬
ность древесины для наличников, плинтусов, раскладок, поручней и
досок пола не должна превышать 15 %. Детали учитывают в мет¬
рах с точностью до 0,01 м, а доски полов—в кубических метрах
с точностью до 0,001 м3. Прирезанные наличники и поручни учиты¬
вают в штуках и в метрах. Ширину досок для полов измеряют без
учета гребня. При подсчете объемов допускаемые отклонения в
размерах в расчет не принимаются.2.5. Встроенная мебель и перегородки. Встроенная мебель при¬
меняется в жилых и общественных зданиях, а также в служебных
помещениях промышленных зданий. К встроенной мебели относят
встроенные шкафы и шкафы-перегородки, антресоли, откидные си¬
денья и кровати, шкафы для коммуникаций и т. п. Встроенные59
шкафы монтируют у стен в специальных нишах, а шкафы-перего¬
родки ставят вместо ненесущих перегородок. Шкафы-перегородки
могут быть одно- и двусторонними. Их применяют в квартирах со
свободной планировкой, располагая между жилыми комнатами ли¬
бо между жилой комнатой и кухней. Варианты устройства встроен¬
ных шкафов и шкафов-перегородок указывают в проектах.Встроенные шкафы и стационарную кухонную мебель изготов¬
ляют в виде универсально-разборных изделий, состоящих из плос¬
костных унифицированных щитовых элементов. Изделия собирают
непосредственно на месте их установки. Встроенные шкафы-пере¬
городки позволяют освободить квартиру от лишней мебели; они
создают дополнительные удобства, гигиеничны и менее опасны в
пожарном отношении. Кроме того, встроенная мебель в 2...2,5 раза
дешевле передвижной, а вместимость ее выше. Поэтому в ближай¬
шие годы все жилые помещения в новых домах будут оборудовать
встроенными стенными шкафами и комплектами стационарного ку¬
хонного оборудования.Стационарные индустриальные перегородки изготовляют для
жилых, гражданских и промышленных зданий. Перегородки должны
быть легкими и отвечать требованиям звукоизоляции и огнестойко¬
сти. В жилых зданиях перегородки бывают межкомнатные, меж-
квартирные и ограждающие санитарные узлы и кухни. К перегород¬
кам санитарных узлов и кухонь предъявляют дополнительные тре¬
бования влагоустойчивости и гигиеничности.Перегородки могут быть деревянными, из древесных плит, гип¬
содеревянными, сото- и пенопластовыми с деревянным каркасом и
обшивкой из фанеры и плит. Для повышения звукоизоляции пере¬
городок при их возведении необходимо тщательно заделывать швы
и щели в сопряжениях со стенами и потолком.В современных жилых зданиях все большее применение нахо¬
дят перегородки из крупноразмерных элементов заводского изго¬
товления. Деревянные перегородки применяют чаще всего в дере¬
вянных, а также в двух- и трехэтажных каменных зданиях. Дере¬
вянные перегородки могут быть одинарными, щитовыми, столярными
и каркасно-обшивными. Дощатую одинарную перегородку изго¬
товляют из вертикальных досок толщиной 50 мм на шипах. По¬
верхности оштукатуривают. Столярные перегородки устраивают из
строганых окрашенных щитов, а также из столярных и древесно¬
стружечных плит, отделанных рулонными полимерными материала¬
ми (павинол, бумажно-слоистый пластик и т. п.).Для устройства сборных ненесущих междукомнатных перегоро¬
док в малоэтажных жилых и общественных зданиях используют
стандартные деревянные щиты (ГОСТ 1006—68). Типы и размеры
щитов указаны в табл. 15. Щиты облицовывают гипсовыми обши-60
15. ТИПЫ И РАЗМЕРЫ ЩИТОВ ДЛЯ МЕЖКОМНАТНЫХ ПЕРЕГОРОДОК
ТОЛЩИНОЙ 48 ммТип щитаРазмеры щитов, ммдлинаширинаШ1295Щ22500445щз595Щ4295Щ52700445Щб693Щ83000295595Примечание. Отклонения от размеров щита не должны превышать по
длине —6 мм, по ширине —8 мм и по толщине ±3 мм.вочными листами, фанерой, древесноволокнистыми плитами и отде¬
лывают рулонными полимерными материалами или окрашивают.
Щиты изготовляют из досок толщиной 16 мм, шириной 50... 150 мм,
влажностью не более 25 % и пропитывают антисептиками.Для устройства несущих перегородок в зданиях различного на¬
значения служат гипсобетонные панели, армированные деревянными
каркасами (ГОСТ 9574—80). Каркас из деревянных брусков и реек
обеспечивает прочность панелей при перевозке и монтаже, а также
надежность крепления к примыкающим конструкциям. В панелях
с дверными проемами устанавливают черновые коробки.Каркас выполняют из древесины хвойных пород не ниже III сор¬
та (ГОСТ 8486—66**). Обзол на брусках обвязки должен быть
очищен от коры и обращен внутрь панели. В одном поперечном
сечении панели допускается совпадение не более двух стыков реек
каркаса. Бруски обвязки стыковать нельзя.Арматурный каркас располагают в средней по толщине части
панели, Отклонение оси каркаса не должно превышать 3 мм. Когда
необходимо отгородить помещение с высоким уровнем шума в про¬
изводственных зданиях, рекомендуется применять перегородки, об¬
шитые плоскими листами асбестоцемента или сухой гипсовой шту¬
катуркой с заполнением минераловатными плитами или войлоком.
Применяют также перегородки из плитных материалов — фиброли¬
та, гипсобетона и др. Они рекомендуются для одноэтажных про¬
мышленных зданий со стенами из сборного железобетона. Конструк¬
ция состоит из каркаса со стойками с шагом 6 м и стальных гори¬
зонтальных поясов с заполнением плитами стандартных размеров.
Технические показатели таких перегородок приведены в табл. 16.Как видно из таблицы, наименьшей массой при оптимальном
расходе материалов обладают перегородки из фибролита с деревян-61
16. РАСХОД МАТЕРИАЛОВ И МАССА ОБЛЕГЧЕННЫХ ПЕРЕГОРОДОК
ДЛЯ ПРОМЫШЛЕННЫХ ЗДАНИЙТип перегородокОсновные показателигипсобетон¬наяфибролито¬
вая с дере¬
вянным кар¬
касомкаркасно¬обшивнаяРазмер перегородок, ммРасход материалов на 1 м2:
стали, кг
гипсобетона, м3
фибролита, м3
асбестоцемента плоского
толщиной 10 мм, м2
древесины, м3
минерального войлока, м3
гипсовой сухой штукатур¬
ки толщиной 10 мм, м2
Масса 1 м2 панели, кг6000X18000,560,070,00794,56000Х1800Х
X(1200)0,85оТоб07008227,76000X12001,6320,0110,04447,2ным каркасом. Они рекомендуются для одноэтажных промышлен¬
ных зданий со стенами из сборного железобетона.2.6. Детали домов индустриального изготовления. К домам ин¬
дустриального изготовления относятся брусчатые, каркасные, щито¬
вые, панельные и из объемных элементов. Стены брусчатых домов
(рис. 46) собирают из брусьев сечением 150X150, 150X175 и 150Х
Х200 мм, доставляемых в прирезанном виде или погонажем. Брусья
укладывают горизонтально и связывают в углах вперевязку или
вполдерева, на шип, на шпонках и т. п. Чтобы стены не выпучива¬
лись, брусья крепят между собой нагелями. Между брусьями укла¬
дывают утеплитель — паклю или войлок.Степы каркасных домов представляют собой каркас из брусков
сечением 50X100 мм, обшитый с двух сторон досками или древес¬
ными плитами. Пространство между обшивками заполняют минера¬
ловатными, изоляционными древесноволокнистыми или фибролито¬
выми плитами. Жесткость каркаса обеспечивается междуэтажными
и чердачными перекрытиями, а также листами обшивки. Стены
цредставляют собой жесткие рамы, не дающие осадки, что позволя¬
ет сразу по окончании сборки выполнять отделочные работы.По способу утепления каркасные дома подразделяют на кар¬
касно-фибролитовые и каркасно-щитовые.Наружные стены каркасно-фибролитовых домов собирают из
рам, заполненных фибролитовыми плитами размером 75Х550Х
Х2400 мм (рис. 47). Для уменьшения воздухопроницаемости один
слой фибролита укладывают между стойками каркаса, а второй
крепят с наружной стороны каркаса. Между слоями фибролита ук-62
Рис. 46. Поперечный разрез стены
брусчатого дома1 — цементный раствор с примесью
волокнистого вещества: 2 — лобовая
доска 22X124 мм; 3— подшивка
16X94 мм; 4 — строительная бумага
(два слоя); 5 — доски обшивки
16X94 мм; 6 — маячная рейка 50Х
Х50 мм через 600 мм; 7 — брусок
44X94 мм; 8 — черепной брусок
40X50 мм; 9 — сухая штукатурка;
10 — наличники 13X74 мм; 11 — бру¬
сок 44X47 мм; 12 — дверная короб¬
ка Б?Х94 мм; 13 — черепной брусок
60Я50 мм; 14 — минераловатный
войлок или матыРис. 47. Разрез по наружной стене
дома каркасно-фибролитовой кон¬
струкции1 — известково-цементная штукатур,
ка; 2, 4 — фибролит толщиной
75 мм; 3, 11 — строительная бумага;б, 13 — гипсовые облицовочные лис¬
ты; € — асбестоцементные волни¬
стые листы; 7 — обрешетка 50Х
Х50 мм; 8 — стропила 50X80 мм?
9, 15 — балки 50X150 мм; 10 — утеп¬
литель; 12 — щиты перекрытия;
14 — доски пола толщиной 28 мм;16, .18 — рубероид; 17 — минерало¬
ватные плиты; 19 — утрамбованный
щебеньладывают два слоя бумаги либо один слой пергамина или мягкую
древесноволокнистую плиту. Каркас внутренних стен заполняют
одним слоем фибролита между стойками. Балки междуэтажного пе¬
рекрытия имеют сечение 50X175 мм, чердачного 50X100 мм, шаг
балок 600 мм. По балкам укладывают щиты перекрытия одинако¬
вой толщины, которые облицовывают гипсовыми обшивочными лис¬
тами, древесноволокнистыми плитами и т. п. Для звукотеплоизоля*
ции между балками укладывают торфоплиты.63
Получают распространение дома из арболита. Их собирают из
крупных блоков, выпускаемых по ГОСТ 19222—73. Стены таких
домов обладают высокими теплоизоляционными свойствами (А,=
=0,13 Вт/(м-°С) и малой плотностью (до 650 кг/м3). В зависимости
от расчетной температуры (—30 и —40 °С) применяют блоки тол¬
щиной 240 и 280 мм. Толщина блоков внутренних стен 200, ширина
480, длина 4180 мм. Вертикальные блоки делают неармированными,
а горизонтальные армируют стальной арматурой. Блоки соединяют
между собой металлическими скобами диаметром 10... 12 мм. Толщи¬
на швов между блоками 10...20 мм. Швы между наружными блока¬
ми заполняют пластифицированным арболитовым раствором плотно¬
стью 750 кг/м3, снаружи расшивают, а изнутри затирают цементным
раствором. Полы устраивают из фрезерованных досок толщи¬
ной 28 мм по лагам сечением 50ХЮ0 мм, укладываемым на дере¬
вянные антисептированные подкладки и кирпичные столбики.Более совершенны панельные и объемно-блочные дома, в конст¬
рукциях которых широко используются клееная древесина и новые
прогрессивные отделочные материалы. Например, для строительст¬
ва на трассе БАМа эти дома рассчитаны на температуру наружного
воздуха —50 °С, наличие вечномерзлых грунтов и сейсмичность 7—
8 баллов. Жесткость зданий обеспечивается конструкцией отдель¬
ных панелей стен и перекрытий и устройством жестких связей меж¬
ду панелями. Фундаменты выполняют свайными деревянными. Под¬
полье должно быть проветриваемое для сохранения вечномерзлого
состояния грунта. Цокольное перекрытие делают из деревянных
утепленных панелей шириной 1,2 м с обшивкой по каркасу фанерой
мар:::1 ФСФ толщиной 12 мм. Чистый пол настилают из линолеума.Наружные и внутренние стены выполняют из деревянных пане¬
лей шириной 1,2 м, длиной 2500 мм, с обшивкой по каркасу фанерой
марки ФСФ и ФК толщиной 8 мм (рис. 48). Чердачное перекрытие
также выполняют из деревянных панелей шириной 1,2 м и длиной
3,6 м (рис. 49). В качестве утеплителя панелей стен и перекрытий
применяют полужесткие минераловатные плиты марки 125 на синте¬
тическом связующем. Панели стен и перекрытий соединяют на бол¬
тах и специальных металлических связях, что обеспечивает четырех¬
кратную разборность здания. Кровлю выполняют из асбестоцемент¬
ных листов по обрешетке, стропилам и подстропильным рамам. Для
районов Сибири* и Дальнего Востока спроектированы панельные до¬
ма ЭПД и ЭПДС, отличающиеся высоким уровнем сборности и воз¬
можностью свободной планировки помещений за счет больших про¬
летов перекрытий (фермы).Основным элементом панельных домов (рис. 50) служит панель
с плакировочным модулем 600 мм, кратным стандартным размерам
облицовочных и изоляционноплитных материалов, что позволяет64
LLРис. 48. Наружная панель сборного здания конструкции Гипролес*
прома/, //— гвозди; 2, 8 — вкладыши; 4 — фанера ФК; 3, 6, 9, /2—ми¬
нераловатные плиты; 5 — пергамин; 7 — фанера ФСФ; 10 — обвязка\35965-61’Рис. 49. Чердачная па¬
нель сборного здания
конструкции Гипролес-
орома1, ' 3 — минераловатные
плиты; 2 — пергамин?
4 — фанера ФК; 5, 7 —
гвозди; 6 — вкладышз
8 — брусок; 9 — балка5-37165
Рис. 50. Панельный дом с двухкомнатными квартирамиа— главный фасад; б — вид сбокуРис. 51. Панель чердачного перекрытияJ, 5, 12 — гвозди; 2, 4 — вкладыши сечением 50X147 мм; 3, 6 — вкладыши се¬
чением 25X147 мм; 7 — брусок; 8 — твердая древесноволокнистая плита тол¬
щиной 4 мм; 9 — доски настила сечением 16X100 мм; 10 — рейка; // — балка
сечением 50X147 мм; /5—пергамин; 14 — минераловатные плитыуменьшать отходы при раскрое. Панели подразделяют на безрамоч-
ные и рамочные. Безрамочная панель состоит из трех слоев досок с
прокладкой между ними утеплителя. Рамочная панель представляет
собой рамку из брусков сечением 47X94 и 50X94 мм, облицован¬
ную с наружной стороны вертикальной строганой обшивкой — твер¬
дой древесноволокнистой плитой толщиной 4 мм с дополнительной
вертикальной строганой обшивкой сечением 13X94 мм. С внутрен¬
ней стороны рамка обшита твердой древесноволокнистой плитой
толщиной 8 мм. Пространство между обшивками заполняют мине¬
раловатными плитами толщиной 100 мм. Практикуется обшивка
панелей водостойкой фанерой. Для обеспечения жесткости и увели¬
чения несущей способности в панелях стен имеются дополнительная
вертикальная стойка и горизонтальные бруски. Пароизоляцией слу¬
жит слой пергамина. Размер панели 600... 1200X2770 мм. Толщина66
панели определяется нагрузками и теплофизическими расчетами.
Панели являются несущими и ограждающими конструкциями. При
сборке стен панели соединяют рейками, а зазоры конопатят паклей.
Чердачное перекрытие собирают из панелей (рис. 51).Современным требованиям индустриализации строительства в
наибольшей мере отвечают дома из объемных элементов, представ¬
ляющих собой часть комнаты или целую комнату со стенами, по¬
лом и потолком, со встроенными и отделанными окнами и дверями,
с установленными приборами отопления и электросетью. Готовые
объемные элементы транспортируют на блоковозах, а по железным
дорогам — на платформах. Максимальная ширина блока 310 см,
масса 5... 10 т. Для монтажа домов используют тяжелые краны. Хо¬
рошими эксплуатационными качествами обладают контейнерные
(объемно-блочные) здания с деревянными или металлодеревянными
несущими элементами. Здания из унифицированных типовых секций
УТС-420-04 монтируют из блоков, промежутки между которыми пе-
рекрывают панелями (для оборудования коридоров). Раму (основа¬
ние) блока выполняют из древесины или металла.Объемно-блочные дома типа ГПД состоят из двух одинаковых
секций, соединенных непосредственно друг с другом (рис. 52). Меж¬
ду секциями по контуру стен укладывают полосы из жесткого зву¬
коизоляционного материала. Полученная таким образом воздушная
прослойка способствует повышению звукоизоляции. Блоки имеют
жесткий каркас, изготовленный из угловой стали 50X50 мм. В кар¬
касе закладывают деревянные бруски, усиливающие его жесткость
н служащие основой для крепления наружной и внутренней обшив¬
ки. Наружная обшивка представляет собой строганые шпунтован¬
ные доски толщиной 16 мм, внутренняя обшивка выполнена из су*
хой гипсовой штукатурки или твердых древесноволокнистых плит.
Утеплитель — минераловатные плиты толщиной 50 мм или тепло¬
изоляционные древесноволокнистые плиты (рис. 53). Полы изготов¬
ляют из шпунтованных досок толщиной 28—36 мм. Крышу покры¬
вают стальными листами толщиной 0,8 мм. Размеры блока 8812Х
Х2730Х3200 мм, масса 8 т. Блоки имеют полную заводскую го¬
товность.На строительной площадке необходимо только скрепить болта¬
ми смежные секции и заделать стыки между ними. Дом можно
устанавливать на сплошной фундамент или на отдельные опоры.Основные показатели двухблочного жилого дома тнпа ГПД-lr
полезная площадь дома (без веранды) 42,06 м2; жилая площадь
30,26 м2; площадь веранды 5,6 м2; кубатура 144,6 м3. Расход ма<
териалов указан в табл. 17.Новым направлением в технологии сборного деревянного домо¬
строения является производство складывающихся объемных блоков*5*67
wРис. 53. Детали узлов объемно-блочного дома типа ГПД
а — угловое примыкание стен; б — разрез стены; в — ограждение санузлов:
1 — строительная бумага; 2 — древесноволокнистая плита; 3 — пергамин; 4 —
минеральный войлок; 5 — асбестоцементные плитыОдно из таких решений — изготовление блок-пакетов (рнс. 54, а—в).
Блок-пакет представляет собой комплект несущих и ограждающих
конструкций панельного типа, из которых собирают крупнопанель¬
ное бескаркасное сборно-разборное здание. Набор блок-пакетов не-68
Рис. 64. Схемы объемно-блочных деревянных малоэтажных домова—в — сборно-разборные типа «блок-пакет»; г—в — складывающиеся; а, в-
общий вид блока; б, г — блок, сложенный в пакет; в — транспортировка блок-
пакетов; д — монтаж складывающегося пакета17. РАСХОД ОСНОВНЫХ МАТЕРИАЛОВ НА ИЗГОТОВЛЕНИЕ СБОРНЫХЖИЛЫХ ДОМОВТип сборного дома,
маркаПолезная площадь, м2Расход материалов на 1 м*
полезной площадипиломатериалы, м*древесно-волокнис¬
тые плиты изоляци¬
онные, м8древесные плиты
отделочные*, м3минераловатные
плиты (войлок), м8металл, кгмасляная краска, кгОдноэтажный со свобод¬
ной планировкой, панель¬
ный ЭПДС-16-70
Одноэтажный блочный
ПДУОдноэтажный блочный
ГПДДвухэтажный блочный
УСД-2-466,5538,6421880,40,440,440,140,150,170,113,880,385.10,150,20,20.336,039.342.468,21.11.1• В числителе — древесноволокнистые плиты, в знаменателе —
древесностружечные.69
скольких типов позволяет сооружать здания различного назначе¬
ния. Габариты блок-пакетов предусматривают возможность их пе¬
ревозки автомобильным и железнодорожным транспортом.По другому варианту объемный блок, складывающийся при
транспортировании в плоский пакет (рис. 54, г—е), состоит из двух
панелей стен высотой в два этажа, цокольной панели с выступаю¬
щим ребром и панели перекрытия. Панели соединены при помощи
шарниров и при складывании блока в пакет поворачиваются отно¬
сительно цоколя. В сложенном положении блок занимает объем
в 4...5 раз меньший, чем в развернутом виде, его можно перевозить
автомобильным и железнодорожным транспортом, монтировать при
помощи простейших механизмов — лебедок, талей и др. Устойчи¬
вость смонтированных блоков обеспечивается приставными пане¬
лями поперечных стен, служащих одновременно диафрагмами жест¬
кости.Институт Гипролеспром разработал серию объемно-блочных
зданий различного назначения, отличающихся высокой транспорта¬
бельностью и удобством монтажа. Например, столовую на 18 по¬
садочных мест (экспериментальный проект ЭИЗ-2) монтируют из
двух объемных блоков-контейнеров. Размер блока в плане 3X9 м,
высота 2,4 м. Объемный блок собирают из панелей на деревянном
каркасе. Основанием блока служит стальная сварная рама. Тепло¬
изоляционный материал в панелях—пенополистирольный самозату-
хающий пенопласт ПСБ-С. Панели стен снаружи обшиты фрезеро¬
ванными досками толщиной 13 мм по слою твердой древесноволок¬
нистой плиты. Внутренние поверхности панелей стен и покрытий
обшиты двумя слоями твердой древесноволокнистой плиты толщиной
4 мм каждый. Панель покрытия сверху облицована оцинкованной
кровельной сталью по дощатому настилу. Готовые объемные эле¬
менты транспортируют на трайлере к месту строительства и уста¬
навливают на заранее подготовленный фундамент. На месте мон¬
тажа дома коммуникации подсоединяют к общим сетям.Жилые дома из объемных элементов предназначены для вре¬
менных поселков с общим сроком службы до 20 лет при 4...5-крат-
ной оборачиваемости.3. ИНВЕНТАРНАЯ ДЕРЕВЯННАЯ И КОМБИНИРОВАННАЯ
ОПАЛУБКА3.1. Общая характеристика различных видов опалубки. Опа¬
лубка для монолитного железобетона. При бетонировании конструк¬
ций из монолитного железобетона — фундаментов, стен, колонн,
опор, перекрытий, резервуаров и т. д. применяют разборно-перестав¬
ную, подъемно-переставную, скользящую, катучую, несъемную опа-70
лубку из досок, древесных плит,
фанеры, пластмасс в сочетании
с металлическими крепежными
и усиливающими элементами.К достоинствам опалубки
из досок относится ее неболь¬
шая масса при достаточной
прочности, малые тепло- и
электропроводность, неслож¬
ность изготовления, доступ¬
ность материалов. Недостатки
опалубки — малая оборачивае¬
мость, значительный расход
древесины, несовершенство
сборки, невысокое качество по¬
верхности конструкций после
бетонирования.Наиболее распространен¬
ные виды опалубки — разбор¬
но-переставная и скользящая. Унифицированная инвентарная раз¬
борно-переставная опалубка (рнс. 55) состоит из опалубочных щи¬
тов, схваток, инвентарных приспособлений для сборки (хомуты, кли¬
новые зажимы, натяжные крюки и т. п.). Щиты представляют собой
стальной каркас с отверстиями для крепления и палубу, которая мо¬
жет быть выполнена из досок, древесностружечных плит, водостой¬
кой фанеры или стеклопластика. Торцы палубы защищены уголка¬
ми, приваренными к каркасу и служащими одновременно основой для
ее крепления. Для более плотного соединения доски сплачивают в
шпунт или в четверть, что повышает оборачиваемость опалубки в
полтора раза по сравнению с опалубкой из досок, сплоченных
впритык.При бетонировании высоких сооружений — силосов, опор, ба¬
шен, высотных зданий башенного типа и т. п. применяют скользя¬
щую опалубку. В отличие от разборно-переставной скользящая опа¬
лубка перемещается на вновь бетонируемые участки при помощи
специальных домкратов, опирающихся на стальные стержни. Пере¬
мещение происходит периодически — по мере достижения ранее
уложенным бетоном распалубочной прочности.Скользящая опалубка может быть плоской и криволинейной,
жесткой и гибкой с постоянным и уменьшающимся контурами
(в случае бетонирования конусных или пирамидных сооружений).Конструкции с криволинейными поверхностями применяются в
строительстве в меньшем объеме, чем прямолинейные, но поскольку
они бывают преимущественно тонкостенными, требования к опалуб¬Рис. 55. Конструкция щитовой разбор»
но-переставной инвентарной опалубкиа — щит; б — схватки; 1 — стальной
каркас; 2 —торцовая обойма; 3 — дос¬
ки палубы; 4 — отверстия для соеди¬
нения щитов; 5 — отверстие для про¬
пуска стяжки71
ке для них довольно высокие. Наиболее типичными конструкциями
криволинейного очертания являются стенки резервуаров, силосов,
бункеров, колодцев, круглые опоры и колонны. Для указанных кон¬
струкций скользящую опалубку делают деревометаллической, фанер¬
но-металлической либо полностью металлической.Значительными достоинствами обладает фанерная опалубка:
у нее мало стыков и швов, меньше сцепление с бетоном, выше
прочность и жесткость. Фанерную опалубку применяют при бетони¬
ровании различными способами, в том числе способом скольжения,
плоских и криволинейных поверхностей. Для скользящей опалубки
целесообразно использовать фанеру, модифицированную синтетиче¬
скими полимерами. Водо- и теплостойкость, а также стойкость фа¬
неры к пропариванию позволяют делать из нее формы для бетони¬
рования сборных элементов с тепловой обработкой. Особенно эффек¬
тивно применение для скользящей опалубки бакелизированной
фанеры в связи с ее высокой прочностью, малым водопоглощением,
низкой истираемостью и гладкой поверхностью листов.При производстве фанерной опалубки широко используют син¬
тетические клеи (см. гл. 6.2). Клееная фанерная опалубка приме¬
няется в виде щитов, палуба которых, изготовленная из водостой¬
кой фанеры, скреплена с каркасом из сосновых брусков водостой¬
ким клеем. Такую опалубку используют для бетонирования колонн
и ребристых перекрытий; при этом обеспечивается высокое качество
бетонируемой поверхности. Для повышения оборачиваемости опа¬
лубки, снижения ее сцепления с бетоном и получения гладкой по¬
верхности бетона применяют фанеру, рабочая поверхность которой
защищена пленкой фенол форм альдегидного полимера, нанесенной
методом горячего прессования; опалубка из такой фанеры не тре¬
бует применения специальных смазок.Для того чтобы уменьшить расход пиломатериалов, опалубку
рекомендуется изготовлять с применением древесностружечных и
древесноволокнистых плит. Достоинство древесностружечных плит
состоит в том, что они, как и фанера, имеют большие размеры лис¬
тов, ровную поверхность, легко поддаются обработке, склеиванию и
соединению гвоздями. В отличие от древесины, они в меньшей сте¬
пени подвержены анизотропии механических свойств. Полимерные
связующие, используемые для склеивания древесных частиц между
собой и для покрытия поверхности плит, придают материалу водо¬
стойкость и обеспечивают достаточное сопротивление истиранию.
Наиболее пригодны для опалубки плиты, изготовленные на фенол-
форм альдегидном связующем.В качестве покрытий рабочей поверхности плит рекомендуются
эпоксидный и фенолформальдегидный лаки, поливинилхлоридный
линолеум и текстолит. Прочностные и эксплуатационные характе-72
18. ПРОЧНОСТНЫЕ И ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ
ОПАЛУБКИ ИЗ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТВид защитного покрытия на
древесностружечной плитеРасчетнаяоборачи¬ваемостьопалубки,разПредел проч¬
ности при
изгибе, МПаМодуль уп¬
ругости При
изгибе, МПаФенолформальдегидный лак
Эпоксидный лак
Поливинилхлоридный линолеум
на битумно-резиновой мастике
Текстолит на битумно-резиновой
мастикеТекстолит на фенолформ а ль*
дегидном лаке671010108109121014001500120020001500ристики опалубки из древесностружечных плит приведены в табл. 18.Среди полимерных листовых материалов, пригодных для уст¬
ройства инвентарной опалубки, одно из первых мест занимает стек¬
лопластик.Он обладает весьма малым сцеплением с бетоном (табл. 19),19. Сраввительвые даввые во сцеплевию (МПа) различных
материалов с бетоном в возрасте 3 сут ври испытаниипоэтому щиты не требуют смазки. При предварительном смачива¬
нии палубы водой можно получить глянцевую поверхность бетона.
Сопротивление стеклопластика истиранию и ударам весьма высокое.
Малая масса щитов позволяет вручную осуществить укрупнитель-
ную сборку блоков площадью до 4...8 м2 и тем самым значительно
ускорить подготовку опалубки к работе. Оборачиваемость щитов
достигает 35—40 раз.Опалубка сборных железобетонных элементов. При производст¬
ве сборного железобетона применяется опалубка следующих ви¬
дов: формы, поддоны, матрицы, бортоснастка. Наиболее распростра¬
нены формы. Они состоят из поддона и бортов, которые можно
закрепить жестко и откинуть (снять, отодвинуть). При использова¬
нии поддонов как самостоятельного вида опалубки изделие
формуется специальной машиной, а поддоны служат только для
транспортирования и выдерживания изделий до затвердевания бе¬
тона. Матрицами называют неподвижные поддоны, а бортос*73На сдвиг с
отрывомНа нормаль•
ный отрывСтеклопластик . »..«•••Гетинакс •Древесноволокнистая плита с эма¬
левым покрытием . ......1452907598,73,24.53.5
насткой — разъемные или неразъемные рамки, помещаемые на под¬
доны или матрицы для заполнения бетоном и формования изделия.По сравнению с металлическими формами опалубка из древес*
но-пластических материалов обладает такими ценными свойствами,
как незначительное сцепление с бетоном, что облегчает распалубли-
вание и снижает требования к смазке форм. Часто оказываются по¬
лезными такие свойства древесно-пластмассовой опалубки, как ма¬
лая электропроводность, стойкость к пропариванию, вибрации, аг¬
рессивной среде. Для изготовления сборных железобетонных
конструкций применяют формы из клееных фанерных щитов с ме¬
таллическими креплениями. Фанеру к> деревянному каркасу при¬
клеивают фенолформальдегидным клеем холодного отверждения.
Во избежание значительных деформаций от распора и для предо¬
хранения верхних кромок фанеры от размочаливания при распалуб-
ливании на кромки бортов ставят уголки жесткости размером 20Х
Х20 мм и металлические стяжки.Стеклопластики также применяют в формах для сборных же¬
лезобетонных конструкций. Формы могут быть цельностеклопласти¬
ковые или комбинированные (деревостеклопластиковые). Цельно¬
стеклопластиковые формы из листового стеклотекстолита имеют
разъемные борта и поддон, усиленные продольными и поперечными
ребрами жесткости, а также металлические крепления, присоеди¬
ненные к стеклотекстолиту клеем на основе эпоксидной смолы.Комбинированные неразъемные формы из древесины и стекло¬
текстолита изготовляют из досок толщиной 25 мм, усиленных дере¬
вянными ребрами толщиной 40 мм. Рабочие поверхности форм об¬
лицовывают листами стеклотекстолита на шурупах или на клею.Кроме стеклопластиков для опалубки сборного и монолитного
железобетона применяют листовой жесткий поливинилхлорид (ви¬
нипласт), бумажно-слоистые пластики (гетинакс), полиэтилен, поли¬
пропилен, резину, глифталевые полимеры. Эффективна для изготов¬
ления опалубки древесина, модифицированная синтетическими поли¬
мерами и обладающая повышенной механической прочностью и
жесткостью, малыми истираемостью и формоизменяемостью, повы¬
шенной долговечностью. Стабильность размеров модифицированной
древесины при увлажнении предотвращает растрескивание досок и
уменьшает количество щелей, влияющих на качество бетонируемых
поверхностей.3.2. Изготовление опалубки из древесно-пластмассовых материа¬
лов. Изготовление опалубки для монолитного железобетона.
Щиты разборно-переставной опалубки состоят из деревянного кар¬
каса, к которому с одной или двух сторон крепятся листы обшив¬
ки — палубы. Для крепления используют гвозди, шурупы, клей или
комбинируют гвозди и шурупы с клеем.74
Каркас собирают из брусков обцязки и промежуточных про¬
дольных и поперечных ребер, образующих ячейки прямоугольной
формы. Расстояние между продольными и поперечными ребрами за¬
висит от жесткости листов обшивки. Поскольку жесткость может
быть различной в двух главных направлениях плоскости, то и рас¬
стояние между продольными и поперечными ребрами неодинаково.
Например, в конструкциях щитов фанерной опалубки промежуточ¬
ные поперечные ребра могут отсутствовать из-за высокой жесткости
листов при изгибе вдоль волокон рубашек. Но если жесткость об¬
шивки мала, например при использовании тонколистовых пластиков,
древесноволокнистых и древесностружечных плит, то ячеистый кар¬
кас может быть заменен на сплошную или разреженную обрешет¬
ку из досок.Конструкция каркаса также зависит от характера передачи на¬
грузки на обшивку. При относительно равномерной нагрузке (напри¬
мер, от плиты перекрытия) расстояние между продольными и по¬
перечными ребрами устанавливают исходя из допустимого прогиба
обшивки в ячейке.При бетонировании вертикальных элементов — колонн, опор, ко¬
лодцев давление от бетона передается неравномерно по высоте.
Вследствие этого нижние участки опалубки нагружены больше, чем
верхние, причем неравномерность эта зависит еще и от жесткости
бетона, скорости бетонирования и интенсивности уплотнения бетон¬
ной смеси. Учитывая эти обстоятельства, размер ячеек определяют
исходя из максимальных значений нагрузки от бетона, а повышен¬
ный общий распор, передаваемый на нижние части щитовой опалуб¬
ки, компенсируют хомутами, стяжками, подпорками или дополни¬
тельно накладываемыми брусьями.Часто элементы каркаса щитов изготовляют из металлических
профилей, преимущественно уголков, комбинируя их с деревянными
элементами каркаса для усиления конструкции и обеспечения более
надежного крепления соединительных деталей. Щиты такой опалуб¬
ки имеют размеры от 600... 1200 мм до 600... 1800 мм. Их крепят
натяжными крюками, пропускаемыми через схватку (расход мате¬
риалов указан в табл. 20).Опалубка из стеклопластиков в зависимости от принятой тех¬
нологии ее изготовления (использование готовых листов, напыле¬
ние стекловолокна на формы — матрицы или напыление стеклово¬
локна на обшивку) имеет различную конструкцию щитов. Листовой
стеклопластик или стеклотекстолит крепят к деревянным или метал¬
лическим ребрам каркаса при помощи шурупов или винтов: изго¬
товленные таким образом щиты стандартных размеров собирают в
опалубку так же, как и фанерные.75
20. РАСХОД ОСНОВНЫХ МАТЕРИАЛОВ НА ИЗГОТОВЛЕНИЕ
ДЕРЕВЯННОЙ ОПАЛУБКИЭлементопалубкиМаркаразмеры
элемента, ммРасходматериаловМассаэлемента,кгдлинаширина(сечение)древеси¬
на, м3сталь,кгОпалубка конструкции ЦНИИОМТП*ЩитЩ-600-1,2
Щ-600-1,8
Щ.600.2,4
Щ-600 3,012001800240030006000,040,060,080.15791023,434.2
46,755.2СхваткаС-4,2С-3,6С-3.0С-2,4С-1,34200360Q300024001800120X1800,0650.0550,0460.0350,0261816131194842352821Опалубка системы Приднепровского ПромстройпроектаЩитЩД-зЩД-2,4ЩД-1.8ЩД-1,230002400180012006000,0900,0720.0540,0361099855453626СхваткаС-7С-3С-2,4С-1,8С-1,260003000240018001200120X1800,090,0450,0350,0250,015м5326211610• На изготовление комплекта деревянной опалубки площадью 100 м2 расходу»
ется 6,8 м3 пиломатериалов и 193 кг стали.При напылении стекловолокна со смолой на матрицы получают
цельностеклопластиковые щиты, жесткость которых обеспечивается
контурными и промежуточными ребрами, составляющими единое
целое с палубой; для сборки в щитах высверливают отверстия или
оставляют при напылении металлические закладные детали. Трудо¬
ёмкость изготовления щитов путем напыления стекловолокна со смо¬
лой на формы-матрицы намного меньше, чем при изготовлении до¬
щатой опалубки, поэтому даже при высоких ценах на синтетиче¬
ские смолы и стекловолокно цельностеклопластиковая щитовая
Опалубка (с учетом ее высокой оборачиваемости) может успешно
конкурировать с дощатой.Стеклопластиковая опалубка может быть изготовлена также пу¬
тем напыления стекловолокна со смолой на основу-обшивку (дре¬
весноволокнистые или древесностружечные плиты, фанера, асбесто¬
цемент и др.) или на поверхность готового щита из этих материалов.76
Лицевой слой из стеклопласти¬
ка на рабочей поверхности щи¬
та значительно усиливает об¬
шивку, что принимается в рас¬
чет при проектировании опа¬
лубки. В частности, способ на¬
пыления позволяет использо¬
вать в качестве основы менее
прочный и менее водостойкий
материал, чем это требуется
для соответствующей опалубки.Изготовление опалубки для
криволинейных конструкций с
использованием традиционных
материалов — досок и металлических деталей — часто сопряжено с
определенными трудностями. В случае применения дощатой опалуб¬
ки не всегда удается добиться постоянной кривизны поверхности и
необходимой степени ее гладкости. Усложняется процесс соединения
схваток с криволинейными щитами. Качество опалубки повышается
при использовании древеснолистовых и пластмассовых материалов,
характеризующихся ровной поверхностью, меньшей массой и боль¬
шей бесстыковой площадью. Наиболее простую опалубку для криво¬
линейных конструкций (рис. 56) собирают из гибких щитов, пред¬
ставляющих собой полосу листового материала шириной 500...600 мм,
к которой гвоздями или шурупами прикреплены короткие доски или
бруски, направленные вдоль образующей криволинейной поверхно¬
сти и обеспечивающие жесткость опалубки по высоте. По краям щи¬
та и через каждые 400...600 мм по периферии на концах досок уста¬
новлены кронштейны для соединения щитов между собой и крепле¬
ния их к маячным стойкам.Заданная кривизна при установке такой опалубки обеспечива¬
ется кружалами, выпиленными из досок, либо гибкими схватками
из прутковой стали или труб, изогнутых по шаблону на трубоги¬
бочном станке. Кроме того, кривизна задается маячными стойками,
установленными с шагом (табл. 21), определенным по расчету.
Расстояние между стойками в паре, определяющее (за вычетом
толщины опалубки) толщину бетонируемой конструкции, фиксиру¬
ется проволочными или прутковыми стяжками, воспринимающими
распор от бетонной смеси и остающимися после окончания работ в
бетоне. Однако при бетонировании тонких стен резервуаров остав¬
лять стяжки в бетоне не рекомендуется, поэтому распор от бетона
должен восприниматься подкосами и распорками, а стяжки распо¬
лагают выше уровня бетонирования.Изготовление опалубки сборных железобетонных элементов.
Одно из основных требований к опалубке для сборных железобе-77Рис. 56. Схема криволинейной опалуб¬
ки из гибких щитов1 — стойка; 2 — схватка; 3 — обретет*
ка; 4—стяжка; 5 —листовая обшивка4
ЛЛ5
21. МИНИМАЛЬНО ДОПУСТИМЫЕ РАДИУСЫ КРИВИЗНЫ И ШАГ СТОЕК
В ОПАЛУБКЕ ИЗ ФАНЕРЫТолщина фанеры, ммРадиус кривизны, ммШаг стоек, мм, при скорости,
бетонирования 1,5 м/чвнутренних| наружных8
10
10
12 '
1220003000350040005000450450500500700600600700700800Примечание. Волокна рубашек фанеры должны быть направлены по
образующей криволинейной поверхности.тонных изделий — обеспечение необходимой точности ее изготовле¬
ния. Класс точности изготовления зависит и от материала, но, глав¬
ным образом, от конструкции опалубки и технологических условий,
поэтому конструкция должна быть надежной, простой, с меньшим
числом стыков, замков и других разъемных соединений. Исходя из
этих требований рекомендуется применять неразъемную опалубку.Точность, например, стеклопластиковой опалубки обусловлена
точностью формования ее элементов на форме — матрице, малым
влиянием увлажнения на материал, а иногда почти полным отсут¬
ствием стыков и скреплений. В отличие от нее деревянная опалуб¬
ка составлена из многих элементов (досок, брусков, планок), имеет
много точек скрепления, быстрее разрушается при распалубливании
и весьма чувствительна к увлажнению.Эффективна опалубка из модифицированной древесины. По¬
скольку ее максимальное разбухание происходит через 10...12 ч,
схватывание бетонной смеси, начинающееся через 2,5...3,5 ч после
формования, протекает при незначительных влажностных деформа*
циях опалубки, практически не влияющих на точность размеров из¬
готовляемых конструкций. Повышенная более чем в 3 раза по срав¬
нению с натуральной твердость модифицированной древесины ис¬
ключает размочаливание рабочих поверхностей, делает опалубку
более стойкой к ударам, снижает сцепление бетона с древесиной
(за счет уменьшения ее поверхностной пористости), повышает обо¬
рачиваемость. Вместе с тем хрупкость модифицированной древеси¬
ны требует ограничивать, применение механических средств ее креп¬
ления, оставляя предпочтительным склеивание, которое к тому же
повышает точность изготовления опалубки и не исключает возмож¬
ности пропаривания изделий в формах.Опалубка из модифицированной древесины может иметь не¬
сколько вариантов конструктивного решения, что связано с широ¬
кой номенклатурой сборных железобетонных изделий. Если при ис-78
Рис. 57. Групповая
форма из дощатых
щитов, склеенных
«на кромку»пользовании натуральной древесины предпочтительно устройство
неразъемной опалубки (для большего сохранения рабочих поверх¬
ностей), то модифицированная древесина допускает изготовление
самых различных видов разборной опалубки — групповых и оди¬
ночных форм, бортоснастки, переносных форм, поддонов и т. п.Борта и днище групповых форм, а также поддоны собирают из
щитов, склеенных из досок «на кромку» (рис. 57). Отсутствие щелей
в такой опалубке предотвращает утечку цементного молока из бето¬
на; поверхность изделий становится более ровной, уменьшается
возможность коробления щитов. Для склеивания досок щита «на
кромку» рекомендуются водостойкие фенолформальдегидные и ре-
зорциноформальдегидные клеи. Склеивание может быть осуществ¬
лено непосредственно в столярной мастерской при помощи клиновой
запрессовки.Если необходимы переносные формы, в том числе загружаемые
в камеры пропаривания, целесообразно применять деревометалли¬
ческие щиты, в которых металлические детали (уголки, швеллеры)
служат для устройства шарнирных соединений, крепления захват¬
ных петель, а также для усиления самих щитов. Формы из листовых
материалов конструируются по такому же принципу, что и деревян¬
ные, только вместо дощатых щитов к каркасу крепят листы из фа¬
неры или пластиков. Крепление выполняют на гвоздях, шурупах,
винтах, а также на клее с гвоздями и шурупами. При выборе клеев
должны быть учтены условия эксплуатации опалубки (на открытом
воздухе или в цехе, с пропариванием или без него). Для опалубки
пропариваемых изделий можно применять только водостойкие клеи,
желательно без кислого отвердителя, например резорциновые, ал-
килрезорциновые или фенольные горячего отверждения.Фанера применяется только водостойкой марки ФСФ (ГОСТ
3916—69), склеенная фенолформальдегидными клеями, или бакели-
зированная марки ФБС или ФБВ (ГОСТ 11539—73). Прочность ее
после многократного пропаривания почти не снижается, что, по-
видимому, объясняется защитным действием смоляной пленки на
поверхности листов и пропиткой шпона смолой при склеивании.Изготовление скользящей опалубки. Наиболее часто применя¬
емая дерево-металлическая или фанерно-металлическая опалубка
имеет каркас из уголков сечением 170X6; 140X3 или 28X3 мм,
к которым вертикально прикреплены доски длиной 1180 мм. К дос¬79
кам на гвоздях и шурупах присоединяют листы водостойкой фане¬
ры толщиной 10... 12 мм.При сборке щиты опалубки соединяют в короба, размеры ко¬
торых соответствуют бетонируемому объекту. Стык осуществляется
уголковой накладкой с болтами Ml6. Овальные отверстия в стыко¬
вых накладках позволяют изменять зазор между щитами от 0 до
10 мм для регулировки и подгонки размеров короба. Конструкция
стыков позволяет собирать щиты из различных материалов — дере¬
ва, фанеры, металла; на сборку инвентарной скользящей опалубки
с подъемными устройствами затрачивается около 1,5 чел.-дня на
1 м осевой длины стен, а расход фанеры составляет 0,02...0,025 м3.При устройстве деревянной скользящей опалубки узкие доски
рабочей поверхности щита (клепки) прибивают к горизонтально
направленным кружалам. Если контур бетонируемого объекта пря¬
моугольный в плане, то для кружал используют цельные доски и
брусья. Для криволинейных стен кружала сплачивают из несколь¬
ких слоев коротких досок и опиливают их по заданному контуру.
При сборке опалубки кружала опираются на металлические угол¬
ки, приболченные к стойкам домкратной рамы, при помощи кото¬
рой осуществляется подъем опалубки. Домкратная рама служит
также для фиксации на определенном расстоянии наружного и
внутреннего опалубочных щитов, которые стремятся раздвинуться
под действием бокового давления бетона.Клепки скользящей опалубки должны иметь ширину 80... 120 мм
и толщину после строгания 22 мм. Для клепок используется пило¬
материал I—II сортов, чистый без сучков, сколов, защепин и т. п.
Для предотвращения разбухания и размочаливания клепок их про¬
питывают олифой или минеральными маслами. В связи с дефицит¬
ностью высококачественного хвойного пиломатериала, рекомендует¬
ся применять модифицированную лиственную древесину. Выбор мо¬
дифицирующих агентов определяется задачей не допустить значи¬
тельной усадки клепок после пропитки и отверждения. Для этой
цели рекомендуются такие полимеры, как полиэфирмалеинаты и по-
лиэфиракрилаты, полистирол и полиметилметакрилат.Отвержденная пленка полимера на поверхности клепок сущест¬
венно снижает сцепление опалубки с бетоном, облегчает ее переме¬
щение и устраняет влияние поверхностных дефектов — трещин, ско¬
лов, присучкового косослоя (завитков) и т. п., а также упрочняет
кромки (фальцованные или шпунтованные), предохраняя их от ско¬
лов и влажностных деформаций. В ряде случаев целесообразно уст¬
ройство клиновидных кромок, исключающих деформирование досок
опалубки при набухании и усушке.Деревянную инвентарную и щитовую фанерную опалубку изго¬
товляют в деревообрабатывающих цехах по технологии панельных80
Рис, 58. Схема пресса с высокочастотным нагревом для склеивания щитов покромке1 — верхний прижим; 2 — боковой прижим; 3 — упор; 4 — верхний электрод;5 — склеиваемый щит; 6 — нажимной палец; 7 — нижний электродконструкций. Для точной подгонки досок палубы их обрабатывают
на фрезеровальных станках, кромки шпунтуют или фальцуют.
Склеивание досок и брусков по кромке осуществляется на щито¬
наборных агрегатах (рис. 58), в которых все операции—от нама¬
зывания клеем заготовок до разрезки щитов на отдельные детали —
механизированы. Быстрое склеивание достигается высокочастотным
нагреванием ламповыми генераторами .мощностью 10...15 кВт.Набранные в щит доски и рейки подают в пресс вальцами, вра-
щающимйся со скоростью 1,5...9 м/мин. После выхода из вальцов
к щиту прилагается боковое давление пружинными, пневматически¬
ми гусеничными сжимами. Боковое давление до 0,5 МПа. Торцовое
давление, необходимое для склеивания реек встык или зубчатым
щипом, обеспечивается подающими вальцами. Склеивание досок в
щит может быть также осуществлено простейшим способом при
помощи клиновой запрессовки.Технология изготовления фанерной опалубки и форм аналогич¬
на технологии изготовления ребристых панелей. Каркас выполняется
из строганых досок или брусьев с расчетом, чтобы прогиб фанеры
от давления бетонной смеси не превышал 1...2 мм. Каркас собирают
на гвоздях с дополнительным укреплением его металлическими де¬
талями (уголки, накладки, подъемные петли). Фанеру крепят к кар¬
касу гвоздями, шурупами или приклеивают. При выборе способа
крепления фанеры к каркасу учитывают условия эксплуатации опа¬6—37181
лубки (на строительной площадке или в цехе, с пропариванием или
без него). Для опалубки пропариваемых изделий применяются толь¬
ко водостойкие клеи без кислого отвердителя, например резорци¬
новые или алкилрезорциновые.4. СПЕЦИАЛЬНЫЕ СООРУЖЕНИЯ4.1. Пролетные строения малых мостов. Более 30 % мостов на
автомобильных дорогах СССР строится из древесины. В основном
это конструкции построечного изготовления — из неантисептирован-
ных бревен и брусьев с деревянной проезжей частью. Такие мосты
недолговечны, а трудоемкость их изготовления значительна, поэтому
осуществляется переход на строительство деревянных мостов с кле¬
еными пролетными строениями индустриального изготовления.
Ежегодная потребность в таких конструкциях составляет25...30 тыс. м3. Как показывает опыт, для перекрытия пролетов до
20 м целесообразно применять пролетные строения с клееными
балками прямоугольного и двутаврового сечения (рис. 59). В про¬
летном строении балки устанавливают рядами на расстоянии1.4...2.3 м, скрепляют поперечными связями и покрывают ездовым
полотном из деревоплиты или железобетона с асфальтовым покры¬
тием (рис. 60). Благодаря поперечным связям и жесткой конст¬
рукции проезжей части, балки выполняют совместную работу.Балки изготовляют в специально оборудованных цехах при
тщательном контроле за всеми основными технологическими опера¬
циями. Доски толщиной 40...50 мм сушат, строгают, сращивают по
длине зубчатым шипом, намазывают клеем, собирают в пакет, за¬
прессовывают и выдерживают в запрессованном состоянии 24...36 ч.
После склеивания пакет строгают, обрезают по шаблону и обраба¬
тывают антисептиками. Для склеивания применяют фенолформаль-
дегидный и резорциноформальдегидный клеи холодного отвержде¬
ния. Антисептиком служит сланцевое или креозотовое масло, ко¬
торым конструкцию обрабатывают по методу горяче-холодных ванн.
Для повышения несущей способности и снижения деформативности
клееные пролетные строения армируют стальной или стеклопласти¬
ковой арматурой. Особенно эффективно армирование в неразрезных
системах балочных мостов (рис. 61). При таком конструктивном
решении удается получить равнопрочные сечения и сохранить высо¬
ту балок постоянной по всей длине. Для восприятия скалывающих
усилий целесообразно поперечное армирование балок на приопор-
ных участках. Выступающие концы поперечной арматуры служат
анкерами, обеспечивающими совместную работу пролетных строений
и бетонного ездового полотна. В случае увлажнения древесины по¬
перечная арматура ограничивает свободные деформации разбухания82
тб)26[16. 18 [26...30Рис. 59. Поперечное
сечение клееных мо-
стовых балока — прямоугольное;
б — двутавровоеРис. 60. Схема устройства автодорожного моста
с клееными пролетными строениями двутаврового
сечениядосок пакета, в связи с чем уменьшается вероятность появления
трещин при их высыхании.Одно из преимуществ клееных конструкций — малая масса: мак¬
симальная масса монтажного элемента моста с клееными балками
прямоугольного сечения пролетом 20 м составляет 4,3 т. Это позво¬
ляет перевозить конструкции автотранспортом общего пользова¬
ния, а для монтажа применять легкие автокраны. Еще меньшей
массой обладают клееные фанерные пролетные строения. Масса од¬
ного монтажного элемента с балками длиной 20 м составляет 2,1 т.
Значительное уменьшение массы пролетного строения достигается
применением профилированной фанеры в виде уголков и швеллеров,
из которых можно изготовлять балки двутаврового и коробчатого
сечения. Для этих балок применяют водостойкую многослойную
фанеру или фанерные плиты, а также бакелизированную фанеру,
отличающуюся высокими физико-механическими свойствами. При
помощи специальных монтажных элементов балки объединяют в
общую коробчатую конструкцию (рис. 62), обладающую высокой
жесткостью и несущей способностью. Верхний пояс, усиленный до¬
щатым настилом, воспринимает также местный изгиб. Поперечная
жесткость балок пролетного строения обеспечивается фанерными
диафрагмами.В зависимости от конструкции верхнего пояса и длины балок
высота коробчатого блока находится в пределах Vi2-n/i8 расчетного
пролета. Верхний пояс балок для мостов пролетом до 5 м делают
однослойным из фанерных плит. Двухслойный пояс, состоящий из
досок, приклеенных к фанерному поясу, применяют при пролете
мостов до 30 м. Трехслойный верхний пояс, состоящий из слоя до¬
сок, обклеенных с двух сторон фанерой, рекомендуется для мос-6*83
а)IXIX!1X1X1б)IXIX1X!В)IXм1X1X1В).иммРис. 6!. Схема неразрезного пролетного
строения моста с клееными армированными
балками и железобетонной проезжей ча¬
стьюа — пролетное строение; б — поперечное се¬
чение клееной армированной балки; 1 —•
железобетонная плита; 2 — клееная дере¬
вянная балка; 3 — поперечная арматура;
4 — продольная арматураРис. 62. Коробчатые блоки клееных фа¬
нерных пролетных строений мостов
а — с одиночными продольными ребрами
и однослойным фанерным верхним поясом;
б — с одиночными и парными продольны¬
ми ребрами и двухслойным верхним поя¬
сом с поперечным расположением досок;
в — с парными продольными ребрами и
двухслойным верхним поясом с продоль¬
ным расположением досок; г — с одиноч¬
ными и парными продольными ребрами и
трехслойным дощато-фанерным верхним
поясомтов пролетом свыше 30 м. Доски верхнего пояса, служащего в дан¬
ном случае и проезжей частью моста, могут иметь продольное и по¬
перечное расположение.Продольные фанерные балки коробчатого блока располагают
рядами на расстоянии 30 толщин фанерных поясных листов. Это
обеспечивает равномерную загруженность поясов на всей ширине
блока. Кроме того, относительно небольшие расстояния между про¬
дольными балками облегчают работу верхнего пояса блока на мест¬
ный изгиб под колесной нагрузкой.Стенки коробчатых блоков, высота которых не превышает 40 см,
могут быть изготовлены из досок. Целесообразно в этом случае
вместо цельных досок применять клееные бруски, так как это ис¬
ключает появление продольных усушечных трещин, уменьшающих
несущую способность клееного блока.84
Поперечные связи коробчатых мостовых блоков, представляю¬
щие собой дощатые или фанерные диафрагмы, присоединяют к стен¬
кам балок и поясным фанерным листам посредством парных брус¬
ков, сечение которых определяется толщиной соединяемых поясных
элементов. Фанерная диафрагма должна иметь толщину, не пре¬
вышающую Ves наименьшего размера стороны контура диафраг¬
мы, но не менее 7 мм. Ширина дощатых диафрагм должна
быть не менее 15 см. Если по условиям производства нельзя
изготовить коробчатый блок пролетного строения целиком, то
его компонуют из нескольких узких блоков. Готовые клеефа¬
нерные блоки укладывают на мостовые опоры одним или двумя ав¬
токранами.Наряду с коробчатой конструкцией клеефанерных мостов при
пролетах до 30 м рекомендуется применять решетчатые фермы, из¬
готовленные из фанерных труб. Фермы изготовляют в заводских
условиях, т. е. при значительно меньших трудозатратах по сравне¬
нию с клеефанерными блоками. Однако стоимость монтажа ферм
по сравнению с клеефанерными коробчатыми балками несколько
больше, так как фермы объединяют в блоки только на строитель¬
ной площадке. Предварительное объединение ферм в блоки выгод¬
нее монтажа отдельных ферм, поскольку при этом отпадает необхо¬
димость укрупнительной сборки. Наиболее эффективно предвари¬
тельное объединение ферм в блоки при длине конструкций до 20 м.
При большей длине возникают трудности 'с транспортированием
блоков.Фермы из фанерных труб изготовляют по тому же принципу,
что и фермы системы Гау-Журавского. Этим обеспечивается просто¬
та конструктивного решения узлов и устройства проезжей части.
Высота ферм принимается в пределах Ve-Vio их расчетного проле¬
та. Фанерные трубы имеют длину около 1,6 м, поэтому отпадает
необходимость стыковки между узлами. Сопряжения в узлах ферм
выполняют при помощи специальных вкладышей, изготовленных из
древесного слоистого пластика, либо выклеенных из нескольких
слоев толстой фанеры. Узловой вкладыш имет по концам конические
выступы с уклоном 1:10, вклеиваемые в обработанные на конус
концы фанерных труб. При этом конические выступы делаются
длиннее, чем участки труб, обработанные на конус- это предупреж¬
дает ослабление поясов фермы.Элементы решетки присоединяют к узлам при помощи метал¬
лических проушин, которые либо вклеивают внутрь концевой бо¬
бышки, либо выпускают из специальных металлических вкладышей,
заменяющих собой концевую бобышку. Можно также присоединять
элементы решетки посредством металлических тяжей, которые про¬
пускаются внутри фанерных труб.85
а)S)Рис. 63. Сквозные пролетные строенияа, б — схемы устройства с ездой понизу и поверху; в — монтажный элемент
фанерно-металлического моста пролетом 21 м; / — доски настила; 2 — колесо-отбойникПри строительстве мостов малых пролетов находят применение
дощато-гвоздевые балки и фермы. Это конструкции построечного
изготовления, имеющие пролет 12...40 м. Пояса ферм выполняют из
досок толщиной до 7 см, расположенных в три яруса, а стенки —
из досок толщиной 4...5 см, соединенных гвоздями. В связи с боль¬
шим числом швов и щелей в таких конструкциях весьма велика
опасность загнивания. В настоящее время создаются конструкции
дощатых балок и ферм с клееными поясами и перекрестной стенкой.
Благодаря монолитности соединений такие конструкции отличаются
жесткостью и менее подвержены загниванию.При пролетах мостов до 60 м применяют также сквозные фер¬
мы с клееными деревянными элементами в поясах и решетке и с
металлическими нижними поясами и креплениями (рис. 63). В ус¬
ловиях пересеченной местности, над впадинами и при наличии на¬
дежных грунтов целесообразно возводить мосты с арочными про¬
летными строениями. Арки клеят из досок на заводе и доставляют
к месту строительства на трайлерах. Для удобства антисептирования
и монтажа пролетное арочное строение расчленяют на две полуар¬
ки, которые затем жестко скрепляют накладками на болтах. Опор¬
ные части арок выполняют шарнирно-поворотными на бетонных
подушках.Как показывает практика, деревянные мосты малых пролетов
целесообразно возводить в лесных районах, но в случае применения
сырых неантисептированных досок и бревен срок эксплуатации мос¬
тов не будет превышать 5... 10 лет. При использовании индустриаль*86
ных деревянных конструкций, обработанных защитными средствами
на заводе, срок службы мостов увеличивается до 40...50 лет.Помимо пролетных строений в конструкциях малых мостов из
древесины выполняют опоры н проезжую часть (ездовое полотно).
Проезжая часть представляет собой одиночный или двойной настил
из досок толщиной 40...60 мм, уложенных в продольном или попе¬
речном направлении. Более целесообразно устраивать продольный
настил, поскольку его ремонт требует лишь частичной замены до¬
сок. Верхний ряд досок рекомендуется защищать специальными
устройствами, распределяющими усилия от подвижной нагрузки на
большую площадь, а для предотвращения преждевременного износа
пропитывать доски гидрофобными составами.Наиболее надежной конструкцией ездового полотна является де-
ревоплита из досок или брусков различной толщины, по которой
затем укладывают асфальтовое покрытие или бетон. В последнем
случае для более полного включения в работу бетонной плиты в
настил вбивают заостренные металлические пластинки, выступающие
на 12... 15 мм. Для увеличения срока службы доски или бруски
настила должны быть пропитаны маслянистыми антисептиками.Опоры малых деревянных мостов могут иметь различные конст¬
руктивные решения. Для небольших мостов пролетом 4...8 м целе¬
сообразно устраивать опоры только на берегу. При необходимости
иметь промежуточные опоры вбивают сваи или делают рамные кон¬
струкции из бревен на каменных фундаментах. Общий расход ма¬
териалов на пролетные строения различных конструкций указан в
табл. 22.4.2. Сваи и шпунт. В практике гидротехнического строитель¬
ства наряду с бетоном и металлом находят применение деревян¬
ные сваи и шпунт. Их используют при строительстве опор малых
мостов, эстакад, подпорных стенок и т. п. Шпунт из досок и брусьев
применяется для ограждения и укрепления стенок котлованов,
траншей, выемок при наличии слабых или водонасыщенных грун¬
тов.Клееные деревянные сваи значительно легче железобетонных,
их изготовление и установка не требуют сложного оборудования;
кроме того, они могут быть выполнены любых размеров, причем
форма их поперечного сечения наиболее рациональна (рис. 64),
Клееные сваи и шпунт в зависимости от условий работы могут
иметь переменное сечение по длине. Под водой деревянные сваи слу¬
жат намного дольше, чем железобетонные и металлические. Они не
требуют защиты от агрессивных воздействий, например от морской
воды. Транспортирование деревянных свай и шпунта, их установка
и забивка требуют меньших предосторожностей по сравнению с же¬
лезобетонными. Для забивки деревянных свай и шпунта применяют87
22. РАСХОД ОСНОВНЫХ МАТЕРИАЛОВ НА ПРОЛЕТНЫЕ СТРОЕНИЯМОСТОВВид пролетного строенияПролет, мРасход материаловлесоматериа¬
лы, м3бакелизиро-
ванная фане¬
ра, м3металл, тклей, тДощато-гвоздевая ферма с парал¬
лельными поясами15203072,593,1183,6-2,12,85,2—Двутавровая дощатая клееная бал¬
ка1015203025,746,670,5118,10,20,30,40,42.34.26,510Двутавровая клееная балка с фа*
нерной стенкой10152020,830.640.72,13,13,90,20,30,4234Клееная балка коробчатого сечения
с фанерными стенками1015203013,227,43752,94,138,159,9171,252,83,156,81,62,63.24.5Клееная балка коробчатого сечения
из досок101520446492,4—0,60,91,24,269Ферма Гау-Журавского с ездой по¬
верху2030118163-4.37.4-менее мощное сваебойное оборудование, что приводит к снижению
общей стоимости строительства.При изготовлении клееных деревянных свай можно применять
короткомерную древесину; кроме того, отпадает необходимость в ис¬
пользовании металла при стыковании свай по длине. Поперечное
сечение свай прямоугольной или двутавровой формы. Для изготов¬
ления клееных свай и шпунта применяют доски толщиной 40...50 мм
и водостойкие синтетические клеи. В наиболее напряженных зонах
доски стыкуют «на ус» или при помощи зубчатого шипа, а в сред¬
них рядах — впритык. На голову сваи надевают бугель из полосо¬
вой стали, а на острие — стальной башмак. Сечение свай по длине
изменяется в соответствии с распределением изгибающих моментов
при действии горизонтальных сил, а также для увеличения жесткости
при воздействии вертикальных нагрузок. Во временных гидротехни-88
Рис. 64. Конструкции клееных свай
с—сплошная прямоугольного сечения; б — пустотелая постоянного сечения;
в — сплошная переменного сеченияческих сооружениях и в шпунтовых перемычках применяют пустоте¬
лые конструкции, более экономичные, чем массивные. Чтобы пустоте¬
лые сваи не разрушались при замерзании в них воды, полый участок
располагают вне зоны образования льда. Вблизи головы сваи делают
цельными.У клееного шпунта (рис. 65) паз и гребень образуются путем
сдвигания крайних досок относительно средней либо путем приклеи¬
вания узких досок. Для ускорения забивки шпунта при условии до¬
статочной мощности молота допускается сплачивать 2...3 шпунтины
посредством скоб и устраивать общий бугель и башмак. Для пра¬
вильной установки гребня его ширина должна быть на 4 мм меньше
ширины паза, для чего гребень строгают с каждой стороны на 2 мм.Применение клееных свай по сравнению с цельными деревянны¬
ми из круглого леса экономит от 5 до 27 % древесины при одновре¬
менном увеличении несущей способности оснований в 1Д..З раза.Несущую способность клееных свай постоянного сечения, а так¬
же свай из круглого леса определяют по формулам:рг = 100FRC ф и 100aS/2,где Рj — несущая способность сваи из условия ее прочности, Н; F — площадь
поперечного сечения сваи, см2; R с — расчетное сопротивление древесины ваS9
сжатие, МПа; Ф — коэффициент
продольного изгиба; Рг — несущая
способность сваи по сопротивлению
грунта, Н; а — удельное сопротив¬
ление трению по боковой поверх¬
ности сваи, МПа; S — периметр
сваи в грунте, см; U — глубина за¬
бивки сваи, см.Несущую способность клее¬
ных свай переменного сечения
определяют из условия их ра¬
боты на сжатие с продольным
изгибомРз = 31,2KJRc/l2p ,где К — коэффициент устойчивости,
зависящий от закона изменения
жесткости вдоль длины стержня и
от способа его закрепления (табл.
23); / — момент инерции стержня
в утолщенной части, см4; Rc — рас¬
четное сопротивление древесины на
сжатие, МПа; /р—расчетная длина
сваи, см.За расчетную длину сваи
принимают длину стержня,
шарнирно опертого по обоим
концам.При расчете свай двутав¬
рового и коробчатого сечения
с учетом возможного непроклея
толщину стенок свай следует
назначать не менее 8 см.4.3. Опоры линий электро¬
передач. Деревянные опоры ли¬
ний электропередач находят широкое распространение, так как по
сравнению со стальными и железобетонными опорами они обладают
меньшей стоимостью и меньшей трудоемкостью изготовления, по¬
скольку* их можно изготовлять из местных лесоматериалов. Их отли¬
чает простота обработки и большой запао несущей способности, по-
выщающий надежность работы конструкций, особенно в районах с
сильными ветрами, снегопадами, сопровождающимися гололедом.
Несмотря на относительно высокие расходы на содержание деревян¬
ных опор, они более экономичны по сумме капитальных вложений
по сравнению со стальными и железобетонными опорами (приблизи¬
тельно на 20...45 %). Как правило, деревянные опоры применяют для
линий электропередач 70 кВ и ниже. В некоторых случаях их ис¬
пользуют для сетей напряжением до 225 кВ. Чтобы защитить опорып)В)Рис. 65. Конструкция клееного
шпунтаа — общий вид; б — варианты
сечения шпунта нормальной
ширины; в — схема заострения
концов шпунта; г — сечение
шпунта большой ширины90
23. КОЭФФИЦИЕНТЫ УСТОЙЧИВОСТИ СТЕРЖНЕЙ ПЕРЕМЕННОГОСЕЧЕНИЯОтношение моментов
инерции тонкой и
утолщенной частей
сваиОтношение длины тонкой части сваи к расчетной
длине0,20,30.41 °-5 i| 0,60,20,30.40,50,60,70,82,83,955,096,327,568,218,864,125,236,347.1
7,87
8,549.025,456,527,597,898,198,689,186,077.068.06
8,38
8,71
9,06
9,416,697,68,518,879,249,439,63от загнивания, расщепления или возгорания (от утечки тока), дре¬
весину опор пропитывают невымываемыми антисептиками и антипи¬
ренами.Опоры электропередач бывают одностоечные и' П-образные
(рис. 66), для линий высокого напряжения — трех- и четырехстоеч¬
ные. Одностоечные опоры делают для линий от 0,4 до 20 кВ, а при
легких проводах — до 35 кВ. Опоры изготовляют из сосновой дре¬
весины, пропитанной комбинированными составами антисептиков и
антипиренов (исключение составляет древесина лиственницы зимней
рубки). Элементы опор выполняют из круглых бревен длиной не бо¬
лее 13 м. Для опор можно использовать также срощенные на ус по
длине фанерные трубы. П-образные опоры делают высотой 15...16 м
для линий электропередач напряжением 35...110 кВ и 17... 18 м для
линий напряжением 220 кВ. При этом ноги опоры делают состав¬
ными с использованием деревянных пасынков длиной 6,5 м и стоек
длиной 11... 13 м. Применение железобетонных пасынков в опорах
портального типа нецелесообразно, так как стоимость конструкций
в этом случае близка к стоимости одностоечных железобетонных
опор.Деревянные пасынки крепят к опорам бандажами из стальной
проволоки диаметром 4...6 мм. Другие элементы соединяют болтами
и металлическими тяжами и скобами. Использование врубок неже¬
лательно, поскольку они не только ослабляют сечение элемента, но и
способствуют загниванию древесины. При наличии бревен длиной
18 м опоры выполняют цельностоечными.Портальные анкерно-угловые опоры (рис. 67) состоят из двух
А-образных ферм. Ноги опоры — составные; в верхней части стоек
делают затеску для их соединения. Внутри угла, образованного
стойками, вставляют траверсу, которую крепят к стойкам специаль¬
ными деревянными .подтраверсными брусьями. В плоскости портала
обе фермы связаны раскосами, воспринимающими растягивающие■ 91
22950СПРис. 66. П-образные опо¬
ры из бревен
а — цельностоечные; б -*
на пасынках; / — пасын¬
ки; 2 — стяжка (бан¬
даж)лРис. 67. Портальные опоры
а — анкерно угловая опора из бревен: / — траверса) 2 —ноги; J — раскосыа
4 — поперечина; 5 — накладки; б — промежуточная из клееной древесины92
усилия от воздействия ветра на провода и от массы самих проводов
(на угловых опорах). Фермы также связаны четырьмя поперечина¬
ми, каждая из которых состоит из двух элементов. Раскосы к стой¬
кам и пасынкам присоединяют при помощи специальных металли¬
ческих деталей. Поперечины крепят сквозными болтами.В плоскости А-образных ферм стойки связаны между собой
двумя горизонтальными поперечинами из одиночных бревен. Для
закрепления опор в грунте используют систему ригелей. Методика
расчета опор сводится к проверке горизонтальных нагрузок (ветро¬
вых собственно на опору и ветровых на провода и стальные кана¬
ты) и вертикальных нагрузок (собственная масса опор, масса прово¬
дов, канатов и электротехнического оборудования, нагрузка от сне¬
га или льда).4.4. Временные сооружения. Временные сооружения предназна¬
чены для размещения объектов производственного, складского и
другого назначения, необходимых для обеспечения нормальной про¬
изводительной деятельности строительно-монтажных организаций.
К временным сооружениям относятся сборно-разборные здания,
здания контейнерного и передвижного типов, ограждения и т. п.
Временные сооружения строят в основном из деталей заводского
изготовления на металлических креплениях или с металлическими
каркасами. Здания сборно-разборного типа аналогично одноэтажным
промышленным зданиям имеют от одного до трех пролетов одина¬
ковой или разной длины (4,5...9,6 м), высота зданий 3...5 м, длина6...90 м.По конструктивному решению временные здания могут быть
каркасно-панельными или панельными. Каркасно-панельные здания
имеют большей частью производственное назначение. Несущий кар¬
кас может быть выполнен из бревенчатых (брусчатых) или клееных
стоек с балками или фермами, а также из арок и рам. Ограждаю¬
щие конструкции делают в виде навесных или самонесущих стено¬
вых и кровельных панелей. В зависимости от назначения сооружения
панели делают утепленными и неутепленными.Область применения панельных сборно-разборных зданий (рис.
68) более ограничена, так как их высота не превышает 3...4 м. Они
имеют административно-хозяйственное, складское и бытовое назна¬
чение. В этих зданиях панели выполняют ограждающую и несущую
функции, воспринимая нагрузку от покрытия. В зависимости от про-
лета здания покрытие может быть выполнено с применением балок,
ферм и кровельных панелей. Возможно также использование одних
кровельных панелей.Наиболее эффективны и экономичны здания контейнерного ти¬
па. Они состоят из жестких пространственных конструкций, но у них
нет собственной жестко связанной с контейнером ходовой части.93
Рис. 63. Общий вид и план панельного временного здания строительногоучастка1 — комната прораба; 2 — красный уголок; 3 — комната мастера; 4 — комната
общественных организаций; 5 — комната начальника участка; 6 — комната
. субподрядных организаций; 7 — обвязкаПоэтому они приблизительно на 10 % легче и на 10...20 % дешевле
передвижных временных зданий. Контейнерные здания требуют при¬
менения кранового оборудования для их погрузки и разгрузки при
перевозке с одного места на другое. В пределах строительной пло¬
щадки их перемещают на полозьях или санях тракторами, на сред-
ние расстояния перевозят прицепами и автотягачами, а на боль¬
шие — железнодорожными платформами.Объемно-планировочное решение зданий контейнерного типа
(рис. 69) определяется условием их транспортирования, так как по¬
перечное сечение должно вписываться в существующие автомобиль¬
ные и железнодорожные габариты. Длину контейнеров также опре-Рис. 69. Общий вид и план временного здания контейнерного типа (конторапрораба)
деляют возможностью их транспортирования по улицам городов,
она не должна превышать 9... И м. В зависимости от расчетно-конст¬
руктивной схемы и связанного с ней способа изготовления контейне¬
ры делают каркасными, панельными и смешанной конструкции. В не¬
которых случаях может осуществляться блокировка контейнеров по
ширине и длине.В каркасных контейнерных зданиях к каркасу крепят обшивки,
между которыми укладывают блоки утеплителя (чаще из пеноплас¬
та), или навешивают готовые панели. Панельные контейнеры состоят
из шести отдельно изготовленных панелей, которые затем жестко
соединяют в единую пространственную конструкцию. Контейнеры
подобного типа наиболее эффективны с экономической точки зрения,
так как они полностью изготовлены в заводских условиях.Контейнеры смешанной конструкции имеют каркасное и частич¬
но панельное решение (складные панели на петлях, объемные бло¬
ки и др.). Блокируемые контейнеры имеют съемные части стены,
вставки и прочие для получения при блокировке объединенной пло¬
щади, свободной от ограждающих конструкций. Их применяют,
главным образом, для объектов производственного назначения.
Одиночные контейнерные здания площадью 12...25 м2 имеют преиму¬
щественно административное, санитарно-бытовое и складское назна¬
чение; кроме того, их используют и как жилые дома.Примером здания контейнерного типа является блок КСО-1
(контейнер сборный одиночный), представляющий собой унифици¬
рованную типовую секцию для устройства временных зданий и со¬
оружений. Блок КСО-1 может выполнять функции жилого помеще¬
ния, но чаще используется для санитарно-бытовых нужд на строй¬
площадке. Блок-контейнер имеет полезную площадь 14,45 м2, раз¬
мер 6000x2700x3051 мм, массу 4,4 т. Его собирают из шести панелей
с каркасом из деревянных брусьев. Основанием служит стальная
опорная рама. Наружная обшивка — строганые доски, внутренняя —
древесноволокнистые плиты, покрытые эмалью. Жесткость узлов
обеспечивается связями из стальных уголков. Утеплитель — древес¬
новолокнистая плита.Помимо указанных типов временных сооружений широко при¬
меняются здания передвижного типа (автофургоны), которые состо¬
ят из ходовой части — шасси и кузова. В кузовах имеется жестко
закрепленная мебель и технологическое оборудование. Конструкция
кузова представляет собой гнутоклееный или цельнодеревянный
каркас, обшиваемый листовым материалом — фанерой, декоратив¬
ным бумажно-слоистым пластиком, твердым древесноволокнистыми
и древесностружечными плитами. Пустоты между обшивками за¬
полняют теплоизоляционным материалом. Эта система оказывается
более экономичной по расходу материала.95
Рис. 70. Башенная (а) и вентиляторная (5) градирни/ — башня; 2 —обшивка; 3 — водоуловитель; 4 — водораспределитель; 5 —
ороситель; 6 — окно для входа воздуха; 7 — резервуар охлажденной воды;8 — воздухораспределитель; 9 — вентилятор; 10 — диффузорПримером передвижного здания каркасного типа может быть
обогревательный домик JIB-56 для бригады до 8 чел. Его полезная
площадь 5,6 м2, размер 3300x2255x3100 мм, масса с оборудовани¬
ем 1,8 т. Деревянные бруски каркаса скреплены в углах панелей
уголками. Наружная обшивка — тонкая листовая сталь, уложенная
по фанере; внутренняя — фанера или твердая древесноволокнистая
плита. Покрытие — из кровельной стали. Теплоизоляция стен, кры¬
ши, пола решена в двух вариантах: пенопластом или изоляционной
древесноволокнистой плитой. Домик установлен на сани и оборудо¬
ван столом с откидной крышкой и ящиком, двумя диванами с от¬
кидными сиденьями и ящиками, двумя полками, вешалкой.Здания передвижного типа могут иметь и панельное решение,
которое в свою очередь экономически оправдано по трудозатратам
и стоимости, так как позволяет организовать поточно-конвейерное
изготовление с применением автоматических линий. Панельная си¬
стема особенно эффективна в случае применения трехслойных конст¬
рукций, представляющих собой монолитно соединенные (при помо¬
щи клея или вспененного среднего слоя) утеплитель из пенопласта,
водостойкую фанеру, бакелизированную фанеру или древесные
слоистые пластики. Собранный и оборудованный кузов устанавли¬
вают на шасси, состоящее из металлической рамы с подвесками,
осей с колесами, поворотного и тормозного устройства, а также
дышла, соединяющего автофургон с тягачом.4.5. Конструкции градирен. В системе оборотного водоснабже¬
ния тепловых электростанций и промышленных предприятий в ка¬
честве охладителей воды используются градирни различных типов.
Наиболее распространены башенные и вентиляторные градирни
(рис. 70). Каркас башенных градирен, несущие конструкции ороси¬96
600... tooi>J3LРис. 71. Водораспределительный лоток
a —- поперечное сечение: б — расстановкаШИтелей, водораспределитель^- а) 5)ное устройство, водоулови-
тели и обшивка выполнены
из древесины. Применение
древесины в конструкциях
градирен обусловлено ее
высокой стойкостью при экс¬
плуатации во влажной сре«
де и простотой монтажа кон¬
струкций.Деревянные каркасы
градирен включают в себя
систему стоек, связанных
между собой продольными и
поперечными парными схват¬
ками, раскосами и горизон¬
тальными связями. Элемен¬
ты каркаса скрепляют бол¬
тами. Для изготовления
каркаса используют сосно¬
вые брусья сечением до
20X20 см, длиной 8... 10 м.Башня градирен может быть
выполнена в виде оболочки
из двух перекрестно распо¬
ложенных слоев досок, с
каркасом из брусьев или с
сетчатым каркасом из досок.Обшивка градирен — из
деревянных щитов, шпунто¬
ванных досок, асбестоце¬
ментных листов, стеклоплас¬
тика. Наиболее экономичны
деревянные детали обшивки,
которые при условии их ан-
тисептирования или модифи¬
кации древесины могут служить без ремонта 20...25 лет.Деревянные несущие конструкции водораспределительного и
оросительного устройства представляют собой каркас из стоек, ба¬
лок, подкосов и схваток, скрепленных болтами. Сечение деревянных
элементов до 13x20 см, длина 7...8 м. Древесину для конструкций
антисептируют. Водораспределительное устройство располагается в
верхней части градирни и служит для равномерного распределения
воды по всей площади оросителя. Деревянное водораспределитель*Рис. 72. Водоуловительа — однорядный; б — двухрядныйРис. 73. Конструкции оросителейа — капельно-пленочный; б — пленочный7—371
ное устройство состоит нзютков (рис. 71), располохо1,10женных с неко*
торым наклоном от центрг градирни к ее Периферилч-рийной части; по
ним стекает охлаждаемая юда. Через специальные о*0 отверстия в лот¬
ках вода падает на усташенные ниже фарфоровы*!®®®1310 чашечки оп¬
ределенной формы и разб;нзгивается мелкими каплям®151*11* 110 плои*аДи
оросителя. Лотки изготокаот из антисептированных*1* ых Д°сок толщи¬
ной 20...30 мм.Выше водораспределителя устанавливают во^о®одоуловительное
устройство, не допускающее уноса с потоком воздуЦ№уха частиц раз¬
брызгиваемой воды. Оно сотоит из одного или двух ' гх РЯД°В Деревян¬
ных планок, расположений под углом к воздушном ^11ЮМУ П0Т0КУ (Рис*
72). Оросительное устройство служит для увеличения#11151 площади кон¬
такта воды и воздуха с шью достижения максима#мального охлаж¬
дающего эффекта. Конструщии оросителей (рИс. 73) * () изготовляют из
древесины хвойных пород асбестоцемента, Иластмасоэбасс» металла> °Д"
нако лучшим материалом питается древесина, благС1ЕагодаРя простоте
обработки, сборки, ремонт*. Кроме того, древесина j*A лучше смачива¬
ется водой и более долговечна. В систему оросител519:геля входят кар¬
кас, щиты, рейки, древессу которых для продления #яя сРока ее служ¬
бы пропитывают невымывйиыми водорастворными ил^1 или маслянисты¬
ми антисептиками. Наибояе эффективна модифицирс^Ф0®0111135* Древе¬
сина, срок службы которой три-четыре раза продол>(>олжительнее» чем
у натуральной.К числу деревянных кс^струкций градирен относЯ*э°сятся также воз¬
духораспределительные устройства, окна для входа &®а воздуха, ко¬
зырьки, жалюзийные решетш, переходные мосты, лес^пестницы- Для их
изготовления используют атисептированные сосновый ые Д°ски и брус¬
ки толщиной 20...50 мм.5. МАТЕРИАЛЫ ДЕРЕВЯННЫХ И КОМБИННИТРОВАННЫХ
КОНСТРУКЦИЙ5.1. Круглые лесоматдилы. Согласно ГОСТ 9462^2—71* и ГОСТ
9463—72* круглые лесоматериалы подразделяют на fiffla мелкие, сред¬
ние и крупные. К мелким стносят лесоматериалы тол^олщино^ 6... 13 см
(для лиственных пород 8..13 см), к средним — толщ^щиной 14...24 см
и к крупным — 26 см и бсзее. Стандартная градация в*151 толщины мел¬
ких лесоматериалов 1 см, г средних и крупных—2 см. ^‘м* Круглые лесо¬
материалы изготовляют изюмлевой, срединной и ве'911 веРшинн°й части
ствола. Их длина 4 м и клее. Толстые короткие 91 е лесоматериалы
(длиной 2...2,5 м), преимтаственно лиственных поро(РРод» предназна¬
ченные для выработки спшальных изделий (фанеры^1?1*» спичек, тары,
шпал), называют кряжами.98
По качеству древесины круглые лесоматериалы делят на четыре
сорта. Мелкие лесоматериалы заготовляют только 2-го и 3-го сортов.
Качество лесоматериалов зависит главным образом от содержания
сучков и гнили. Во всех сортах лесоматериалов допускаются такие
пороки, как закомелистость, сбежистость, свилеватость, крень, обдир
коры, карры, закрытая прорость, косослой, засмолок, смоляные кар¬
машки, а также химические окраски (см. ГОСТ 2140—71 «Древеси¬
на. Пороки»). Наружная трухлявая гниль не допускается ни в од-
;ом сорте лесоматериалов.В табл. 24 приводятся нормы содержания сучков и пасынков в
круглых лесоматериалах хвойных пород.Полная характеристика круглых лесоматериалов по ограниче¬
нию пороков древесины приводится в ГОСТ 9463—72* «Лесомате¬
риалы круглые хвойных пород».Круглые лесоматериалы используют для выработки пилогате*
риалов и заготовок, для лущения шпона, для переработки па цел¬
люлозу и химические вещества, а также применяют в бревенчатых
конструкциях. По видам использования лесоматериалы подразделя¬
ют на 4 группы. В первую группу входят лесоматериалы для распи¬
ловки и строгания. В них вырабатывают пиломатериалы для строи¬
тельства, машиностроения, судостроения, вырезают шпалы и брусья
железнодорожного пути, выпиливают заготовки для тары, изготов¬
ляют строганый шпон. На выработку строительных материалов из
древесины хвойных пород (сосны, ели, пихты, лиственницы, кедра)
идут бревна 1...4-го сортов толщиной не менее 14 см и длиной4...6.5 м. Для выработки пиломатериалов из лиственных пород (за
исключением дуба, бука, ясеня и клена) могут быть использованы
бревна 1...4-го сортов длиной 3 м и более. Строганый шпон выраба¬
тывают из древесины лиственницы 1-го и 2-го сортов толщиной не
менее 32 мм и длиной не менее 2,5 м, а также из древесины листвен¬
ных пород, используя чураки 1-го и 2-го сортов длиной не менее
1,5 м и толщиной 22 см.Судостроительные пиломатериалы вырабатывают из бревен тол¬
щиной 22...30 см и длиной от 8 до 14 м. Для этого используют дре¬
весину сосны, лиственницы, кедра, ели, пихты 2-го и 3-го сортов.
Авиационные пиломатериалы выпиливают из древесины только 1-го
сорта, используя бревна толщиной не менее 26 см. Железнодорож¬
ные шпалы и брусья выпиливают из бревен толщиной не менее 26 см
для широкой колеи и не менее 20 см — для узкой. Для изготовления
шпал используют древесину сосны, ели, пихты, лиственницы, кедра2...4 сортов.Во вторую группу входят лесоматериалы для изготовления лу¬
щеного шпона. Заготовляемые для этого короткие обрезки бревен
длиной от 1,3 до 2,5 м и толщиной не менее 18 см называют чурака-7*99
24. НОРМЫ СОДЕРЖАНИЯ СУЧКОВ И ПАСЫНКОВ В ЛЕСОМАТЕРИАЛАХПорокиСорт1-й2-й3-й4-йСучки любые, за исключе¬
нием заросших и табачных-Допускаются в лесоматериалах f
толщиной 6... 13 см«Допускаются в лесоматериалах толщиной 14...24 см размером, мм, не
более;101 308080Допускаются в лесоматериалах толщиной от 26 см размером, мм, не
более:15 : 160100Любых размеровДопускается (дополнительно) для лесоматериалов толщиной 14 см и
более один сучок любых размеров на каждые 3 м длины, считая от
верхнего торца—Сучки заросшиеВздутия» прикрывающие сучки, до¬
пускаются высотой над поверхно¬
стью не более 10 ммДопускаютсяСучки табачныеНе допускаютсяДопускаются размером не бо¬
лее 20 мм в количестве 2 штук
на длину лесоматериалаДопускаются размером 60 мм
в количестве не более 2 штук
на всю длину лесоматериа¬
лаПасынокНе допускаетсяДопускается100
ми. На выработку лущеного шпона хвойных пород идет древесина
кедра, сосны, лиственницы, ели и пихты 1-го и 2-го сортов.Из лиственных пород для производства шпона подходит древе¬
сина дуба, клена, ясеня, ильма, бука, граба, березы, ольхи, осины,
тополя, липы 1-го и 2-го сортов.В третью группу входят круглые лесоматериалы, перерабаты¬
ваемые на целлюлозу, картон, бумагу, пластические массы и органи¬
ческие соединения.Четвертую группу образуют лесоматериалы, используемые в
круглом виде. В зависимости от назначения к них предъявляют раз¬
личные требования (табл. 25). Следует отметить, что конструкци¬
онное потребление круглых лесоматериалов непрерывно сокращается
в связи с развитием индустриальных способов изготовления свай,
мостов, опор, стоек, мачт и других конструкций, позволяющих ис¬
пользовать пиломатериалы и кусковые отходы.5.2. Пиломатериалы. При раскрое бревен получают пиломате¬
риалы различного вида и размеров. Из них вырабатывают заготовки
строительных деталей или используют в целом виде (рис. 74). Пило¬
материалы изготовляют из древесины хвойных пород — сосны, ели,
лиственницы, пихты, кедра (ГОСТ 8486—66**, ГОСТ 24454—80) и
лиственных пород — дуба, ясеня, бука, клена, граба, вяза, ильма, бере¬
зы, ольхи, осины, тополя, липы (ГОСТ 2695—71*). Большинство пило¬
материалов (доски, пластины, шпалы, горбыль) имеют ширину по¬
перечного сечения более двойной толщины; исключение составляют
бруски. По толщине пиломатериалы хвойных пород подразделяют на
тонкие — до 32 мм включительно и толстые — 40 мм и более. Пило¬
материалы лиственных пород считают толстыми от 35 мм и более.
Брусья хвойных пород имеют толщину и ширину более 100 мм.По характеру обработки различают пиломатериалы обрезные,
необрезные и односторонне обрезные. У первых все четыре стороны
пропилены, а размеры обзола на пластях и кромках не превышают
допускаемых размеров.У вторых пласти пропилены полностью, а кромки — частично и
размер обзола превышает размеры, допускаемые в обрезных пило¬
материалах. Односторонне обрезные пиломатериалы выпиливают
только из лиственных пород, у них пропилены пласти и одна кромка.Пиломатериалы из твердых лиственных пород изготовляют дли¬
ной 0,5...6,5 с градацией 0,1 м; из мягких лиственных пород и бере¬
зы— длиной 0,5...2 м с градацией 0,1 м, а при длине 2...6,5 м — с
градацией 0,25 м. Лиственные пиломатериалы имеют толщину 13, 16,
19, 22, 25, 28, 32, 35, 40, 45, 50, 60, 65, 70, 75, 80, 90, 100 мм и ши¬
рину (обрезные) 60, 70, 80, 90, 100, 110, 130, 150, 180, 200 мм. Дли¬
на хвойных пиломатериалов установлена 1...6,5 м с градацией 0,25 м.
Пиломатериалы длиной свыше 6,5 м изготовляют по специальному101
25. ЛЕСОМАТЕРИАЛЫ ХВОЙНЫХ ПОРОД 2-го И 3-го СОРТОВ, ПРИМЕНЯЕМЫЕ В КРУГЛОМ ВИДЕРазмерыНазначениедлина, мградация
по длине, мтолщина,смПорода древесиныДля башен, вышек, геодезических
сигналов4. * .170,58. . .24Сосна, ель, кавказская и европей¬
ская пихта, лиственница, кедрДля радиомачт4. .. .120,5Не менее
16Сосна, ель, лиственница, европей¬
ская и кавказская пихтаДля свай, гидротехнических соору¬
жений и элементов мостов6,5. • .8,5-22. . .34Сосна, ель, лиственница, европей¬
ская и кавказская пихтаДля опор линий связи и радиоДля опор линий электропередач
промышленного значения напряже¬
нием, кВ:2,75; 3,25; 3,5; 5; 5,5; 6; 6,5;
7,5; 8,5; 9,5; И; 1314. . .24Сосна, кедр, лиственница, ель евро¬
пейская и кавказская пихта35 и более—По особому
заказуСосна, лиственницаниже 354,5; 6,5. . .9,5; И; 13120. . .26
16. . .22
16. . .20Сосна, лиственница, кедр, ель, пих¬
таДля строительства3. . .6,50,514. . .24Сосна, ель, пихта, лиственница,
кедрДля строительства вспомогательных
временных сооружений3. . .6,50,56. . .13То жеДля разделки на рудничную стойку4. . .6,50,57. . .24»102
йеодрежя доена
■ с острым обзоломДоска
(ширина долее
дбойной толщины)^ брусок (ширина не
долее Шйной толщины)Рис. 74. Виды пиломатериаловзаказу. Размеры сечения хвойных пиломатериалов приведены в
табл. 26.Номинальные толщина и ширина пиломатериалов установлены
для древесины влажностью 20 %. Пиломатериалы из древесины с
большей или меньшей влажностью должны иметь толщину и шири¬
ну более или менее номинальных размеров с учетом усушки по ГОСТ
6782.1—75 и ГОСТ 6782.2—75.26. НОМИНАЛЬНЫЕ РАЗМЕРЫ ПИЛОМАТЕРИАЛОВ ХВОЙНЫХ ПОРОД(ГОСТ 24454-80)Толщи¬
на, ммШирина, мм16751001251501975100125150175————i2275100125150175200225——.2675100125150175200225250—.32• 7510012515017520022525027540751001251501752002252502754475100125150175200225250275507510012515017520022525027560751001251501752002252502757675100125150175200225250275100 100125150175200225250275125 —125150175200225250—15-J —150175200225250—175 —175200225250200 __ 200225250—250—————’—250103Горды ль^Доска необрезнаяДоска ^
обрезная
По качеству древесины пиломатериалы лиственных пород разде¬
ляют на три сорта, а хвойных — на пять. Из них лучший сорт назы¬
вают отборным, а остальные обозначают цифрами 1, 2, 3 и 4. Сорт
пиломатериалов определяется наличием сучков, гнили, трещин, по¬
роков роста и червоточины. Сорт пиломатериалов зависит также
от точности распиловки, чистоты обработки и степени покороблен-
ности сортаментов. хВ пиломатериалах не допускаются пороки древесины, преду¬
смотренные ГОСТ 2140—71 и превышающие ограничения, установ¬
ленные ГОСТ 8486—66** или ГОСТ 2695—71*. Для контрольной
проверки качества пиломатериалов и заготовок отбирают образцы
для поштучного осмотра и обмера в количестве до 6 % предъявляе¬
мой партии. Шероховатость поверхности проверяют индикаторами-
глубиномерами в соответствии с ГОСТ 7016—75. Измеряется не
менее 5 наиболее глубоких неровностей и по их среднеарифметическо¬
му значению определяется шероховатость поверхности. Для про¬
верки отбирается 3 % заготовок, но не менее 10 единиц.Влажность пилопродукции устанавливают по ГОСТ 16588—79,
а соответствие другим техническим требованиям — по ГОСТ
2695—71 «Пиломатериалы лиственных пород» и ГОСТ 8486—66
«Пиломатериалы хвойных пород».Длину пиломатериалов и заготовок измеряют по наименьшему
расстоянию между торцами, ширину обрезных пиломатериалов — в
любом месте длины, но не ближе 150 мм от торцов. Шириной не¬
обрезных пиломатериалов считают размер посередине длины (без
учета коры), определенный как полусумма размеров по обоим
властям.Толщину пиломатериалов и заготовок проверяют в любом мес¬
те по длине сортамента, но не ближе 150 мм от торцов. Объем
пиломатериалов вычисляется в кубических метрах по номинальным
размерам, указанным в ГОСТ 5306—64. Если в партии свыше 5 %
пиломатериалов не соответствуют требованиям сорта или группы
качества, требуется провести вторичный осмотр и обмер удвоенного
количества образцов той же партии.Элементы строительных конструкций, отнесенные к I категории,
а также детали окон и дверей, тонкую обшивку стен, доски пола,
лестницы и т. п. изготовляют из пиломатериалов 1-го сорта. Для
настилов и площадок, толстой обшивки стен, элементов несущих
строительных конструкций II категории и строганых деталей, со¬
гласно ГОСТ 8242—75 и ГОСТ 475—78 используют пиломатериалы
2-го сорта.Пиломатериалы 3-го сорта применяют для изготовления эле¬
ментов несущих конструкций III категории, бортов и пола грузовых
автомобилей и вагонов. Пиломатериалы 4-го сорта используют для104
вспомогательных нужд в строительстве, для раскроя на мелкие за¬
готовки и для тары.Элементы несущих и ограждающих конструкций выполняют из
пиломатериалов хвойных пород. Пиломатериалы лиственных пород
применяют только в конструкциях временных зданий и сооружений
в соответствии с техническими указаниями о применении мягколист¬
венной древесины и изделий из нее в строительстве.5.3. Фанера и фанерные изделия. Фанера представляет собой
листовой материал, склеенный из трех и более слоев лущеного шпона.
Наружные слои шпона в фанере называются рубашками, внутрен¬
ние— серединками. Различают лицевую и оборотную рубашки. Ли¬
цевая рубашка содержит меньше пороков древесины и дефектов об¬
работки, чем оборотная рубашка и серединки. Фанеру изготовляют
из древесины березы, ольхи, ясеня, ильма, дуба, липы, осины, тополя,
клена, ели, сосны, пихты, кедра и лиственницы. Наименование фа¬
неры определяется породой древесины, из которой изготовлены ее
рубашки. Для склеивания фанеры применяют фенолформальдегид¬
ные, карбамидные и белковые клеи. Вследствие различной стойкости
этих клеев к действию воды и атмосферных факторов различают фа¬
неру повышенной водостойкости (марка ФСФ, клеи фенолформаль-
дегидные), средней водостойкости (марки ФК и ФБА, клеи соответ¬
ственно карбамидные и альбумино-казеиновые) и ограниченной во¬
достойкости (марка ФБ, клеи казеиновый, соевый и др.).По конструкции листа различают фанеру равнослойную, изго¬
товленную из шпона одинаковой толщины, и неравнослойную, из¬
готовленную из шпона разной толщины (обычно серединки толще
рубашек). Листы шпона располагают так, чтобы направление воло¬
кон в смежных слоях было взаимно перпендикулярным. Кроме того,
изготовляют фанеру диагональную, у которой волокна рубашек на¬
правлены под углом 45° к волокнам серединок, и звездообразную с
направлением волокон шпона в соседних слоях под углом 30 или 60°,Листы фанеры имеют толщину 1,5...3 мм с градацией 0,5 мм,
3...10 мм с градацией 1 мм и 12... 18 мм с градацией 3 мм (ГОСТ
3916—69). Формат листов 2440X1525, 2440X1220, 2135x1525, 1830Х
X1220, 1525X1525, 1525X1220, 1525X725, 1220x1220, 1220Х
Х725 мм. Допускаемые отклонения от линейных размеров сторон
не более 5 мм. Влажность фанеры марок ФСФ и ФК должна быть
в пределах 5...10 %, а марок ФБА и ФБ — 6...15 %.В зависимости от содержания пороков древесины в шпоне фане¬
ру подразделяют на пять сортов; их обозначают буквами, указываю¬
щими на сорт лицевой и оборотной рубашек. Для изготовления фа¬
неры применяют шпон восьми сортов; сорт шпона для рубашек обо¬
значают буквами А, АВ, В, ВВ, С, сорт серединок — цифрами
(табл. 27).105
27. ПОДБОР ШПОНА ДЛЯ ФАНЕРЫ РАЗНЫХ СОРТОВШпонСорт шпона для изготовления фанеры
сортаААВАВВВВВввсссЛицевая рубашка
Оборотная рубашка
Серединка под лицевой рубашкой
Серединки в многослойной фанереААВ12АВВ12ввв13ввс23сс33Фанера должна быть склеена так, чтобы при сгибании листов
не происходило расслоение. Прочность фанеры проверяют испыта¬
нием на скалывание по клеевому шву специально изготовленных
образцов (ГОСТ 9624—72*). Водостойкость фанеры контролируется
увлажнением в воде комнатной температуры в течение 24 ч или в
кипящей воде в течение 1 ч с последующим определением предела
прочности при скалывании по клеевому шву (табл. 28). Фанеру
марки ФБ испытывают только в сухом виде. По заказу изготовля¬
ют фанеру марки ФСФ с прочностью клеевого шва после кипячения
образцов не ниже 1,4 МПа.В строительстве фанеру применяют для изготовления дверей,
лерегородок, панелей, балок, рам и для опалубки при бетонирова¬
нии сооружений. В автомобилестроении и вагоностроении фанеру
применяют для внутренней обшивки стен, потолков и перегородок.
Водостойкую фанеру, обладающую высокой прочностью и жестко¬
стью в обоих направлениях, незначительными усадкой и короблени¬
ем, используют для создания пространственных несущих конст¬
рукций.28. НОРМИРУЕМЫЕ ПОКАЗАТЕЛИ ПРОЧНОСТИ СКЛЕЙКИ ФАНЕРЫФанераПредел прочности при скалывании по
клеевому шву, МПа, для фанеры марокФСФ*ФК** || ФБА***БерезоваяОльховая, буковая, ясеневая,
кленовая, дубовая, пихтовая,
сосновая, еловая, кедровая и
лиственнаяЛиповая, осиновая, тополевая1.210,61,210,61,2/0,б
1/0,40,6/0,3* После кипячения в воде в течение 1 ч.'* После вымачивания в воде в течение 24 ч.В сухом состоянии после кипячения в воде в течение 1 ч«106
Для отделки помещений изготовляют фанеру, облицованную с
одной или двух сторон строганым шпоном из древесины ценных по¬
род с красивой текстурой (ГОСТ 11519—77). В зависимости от
места вырезки шпона и соответственно его текстуры облицован¬
ную фанеру подразделяют на радиальную, полурадиальную, танген-
тальную и тангентально-торцовую. Облицованную фанеру марки
ФОФ склеивают фенолформальдегидными клеями, а марки ФОК —
карбамидными. Листы облицованной фанеры имеют формат: 1830Х
XI220, 1525X1525, 1525X1220, 1525X725 мм и толщину 4...10 мм
с градацией 1 мм.Кроме облицованной фанеры для отделочных работ применяют
декоративную фанеру (ГОСТ 14614—79), представляющую собой
листы обычной фанеры, изготовленной в соответствии с ГОСТ
3916—69 и облицованной пленочными покрытиями, иногда в соче¬
тании с декоративной бумагой. В отличие от облицованной фанеры
поверхность листов декоративной фанеры можно мыть холодной и
теплой водой, протирать керосином и другими органическими рас¬
творителями.По виду облицовочных материалов, клеящих и пропиточных
смол декоративная фанера подразделяется на следующие марки:
ДФ-1 — фанера, облицованная бесцветной или окрашенной пленкой
на основе мочевино-меламиноформальдегидных смол; ДФ-2 — фане¬
ра, облицованная текстурной бумагой и пленкой на основе моче-
вино-меламиноформальдегидных смол; ДФ-3 — фанера повышенной
водостойкости, облицованная бесцветной или окрашенной пленкой
на основе меламиноформальдегидных смол, не скрывающей тексту¬
ры натуральной древесины; ДФ-4 — фанера повышенной водостой¬
кости, облицованная текстурной бумагой со связующим на основе
меламиноформальдегидных смол.По качеству изготовления декоративная фанера подразделяется
на 1-й и 2-й сорта, а по виду отделки лицевых сторон — на глян¬
цевую и полуматовую. При этом отделочная пленка должна быть
водо-, тепло- и светостойкой. Толщина листов декоративной фане¬
ры 3, 4, 5, 6, 8, 10, 12 мм.Высокой конструктивной прочностью характеризуется бакели-
зированная фанера (ГОСТ 11539—73*). Ее изготовляют из березово¬
го лущеного шпона, намазанного или пропитанного феноло- и крезо-
леформальдегидными смолами. Благодаря такой пропитке и более
длительной выдержке под давлением фанера получается плотной,
прочной, с гладкими поверхностями, покрытыми тонкой пленкой
отвердевшей смолы.Бакелизированную фанеру выпускают следующих марок: ФБС,
ФБСь ФБС-А, ФБСрА, ФБВ и ФБВь У фанеры ФБС и ФБС1
серединки намазывают, а рубашки пропитывают или намазывают107
спирторастворимыми смолами. У фанеры марок ФБВ, ФБВ1 сере¬
динки намазывают водорастворимой смолой, а рубашки пропитыва¬
ют или намазывают водорастворимыми смолами. У фанеры марок
ФБС-А и ФБС1-А серединки и рубашки намазывают спиртораство¬
римыми смолами. Размеры бакелизированной фанеры: 7700X1550;
(5700X1250); 5600X1550; 5600x1250 (4900X1250); (4400X1550);
(1550X1500) и (1500X1200) мм. Размеры, указанные в скобках, не
следует учитывать при проектировании нового оборудования. Тол¬
щина фанеры 5, 7, 10, 12, 14, 16, 18 мм. Физико-механические свой¬
ства фанеры указаны в табл. 29.При получении партии фанеры следует ознакомиться с доку¬
ментами, удостоверяющими ее качество и соответствие требованиям
стандарта, и при необходимости провести повторные или дополни¬
тельные испытания.Одна из особенностей бакелизированной фанеры состоит в том,
что пленка смолы, покрывающая поверхность, препятствует прочно¬
му склеиванию листов с другими материалами и между собой. По¬
этому поверхности листов приходится строгать перёд склеиванием
или обрабатывать абразивными материалами. По заказу потребите¬
лей изготовляют фанеру без пропитки рубашек или без покрытия их
смолой, что несколько улучшает условия склеивания конструкций.
По своим конструктивным качествам бакелизированная фанера при¬
ближается к низколегированным сталям и может с успехом заме¬
нять их при строительстве мостов, специальных сооружений, в опа¬
лубке, панелях и других изделиях и конструкциях.Армированная фанера представляет собой клееное изделие, в ко¬
тором между слоями шпона проложена металлическая сетка или по¬
верхность которого облицована с одной или двух сторон тонким
(0,4...0,6 мм) слоем металла — стали, цинка, алюминия. Поверхность
металлических листов до склеивания очищают кислотами или обра¬
батывают песком. Для склеивания применяют модифицированные
фенолформальдегидные клеи. Армированная фанера обладает по¬
вышенной прочностью, твердостью, жесткостью. Ее поверхность ров¬
ная, хорошо сопротивляется ударам и абразивному износу. Листы
армированной фанеры имеют размер 2000x1000 мм и толщину
3...20 мм. Фанера применяется в конструкциях особо важных соору¬
жений, в теплопроводящих и светоотражающих частях зданий.Среди специальных видов фанеры, применяемых в строитель¬
стве, особое место занимает березовая фанера марок БС-1, БП-В,
БПС-1В и БП-А (ГОСТ 102—75*), изготовляемая из тонкого луще¬
ного шпона. К этому шпону предъявляются более высокие требо¬
вания, нежели при изготовлении обычной клееной фанеры по ГОСТ
3916—69. Для склеивания березовой фанеры применяют жидкую
фенолформальдегидную смолу СФЖ-3011 или бакелитовую пленку108
29. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА БАКЕЛИЗИРОВАННОИ ФАНЕРЫПоказателиТолщина
фанеры, ммМарка фанерыМетоды испытанийФБСФБВ, ФБС-АФБС„ ФБВ4,
ФБС1-АПредел прочности при растяжении вдоль
волокон рубашек. МПа5, 7
10, 12
14, 16, 189075708060ГОСТ 9622—72*Предел прочности при статическом изги¬
бе, МПа:
поперек волокон рубашек710, 12
14, 16, 18808090657080ГОСТ 9625—72*вдоль волокон рубашек10, 12
14, 16, 181201101101009080Предел прочности при скалывании по
клеевому слою после кипячения в воде в
течение 1 ч, МПа, б ... 181.81,51,5ГОСТ 9624—72*Влажность, %5. . .710. . .186±28±2--ГОСТ 9621-72*Плотность, г/см2б- . ..ю11.2ГОСТ 9621-72*109
марки А или В. Эти клеи также обладают более высокими качест¬
вами по сравнению с клеями для обычной фанеры. Длина листов
фанеры 1000... 1525 мм, ширина — 800... 1525 мм с градацией 25 мм.
Толщина фанеры: марки БС-1—3, 4, 5, 6, 8, 10, 12 мм; марки
БП-А и БП-В — 1, 1,5, 2, 2,5, 3 мм; марки БПС-1В —2, 2,5, 3, 4,5, 6 мм.Из специальных видов фанеры в строительстве применяется
гофрированная фанера, изготовляемая по технологии обычной клее¬
ной фанеры, но в процессе прессования ей придается волнистая фор¬
ма. Такая форма обеспечивает повышенную жесткость листа и поз¬
воляет использовать фанеру в качестве кровельного материала без
дополнительных элементов жесткости. Аналогичными свойствами
обладает ребристая фанера, под рубашки которой вклеивают брус¬
ки, сообщающие листам повышенную жесткость.Кровельная фанера может быть получена из обычных листов
фанеры, покрываемых одним или двумя слоями толя. Для отделоч¬
ных работ выпускают микрофанеру — тонкие (0,08 мм) листы шпо¬
на, наклеенные на крафт-бумагу. Шпон микрофанеры изготовляют
из древесины березы, ольхи, клена и других мелкопористых лист¬
венных пород.Фанерные плиты (ГОСТ 8673—77*)—это многослойные изде-
лия из шпона, склеенные синтетическими смолами. Фанерные плиты
обладают высокой прочностью, жесткостью, стабильностью разме¬
ров. Рубашки плит делают только из березового шпона, а сере¬
динки— из березового, липового и соснового. Для склеивания при¬
меняют фенолформальдегидные, мочевиноформальдегидные и моче-
виномеламиновые смолы.Плиты выпускают следующих марок: ПФ-А, ПФ-Б, ПФ-В,
ПФ-Х и ПФ-Л. Плиты марки ПФ-А имеют взаимно перпендикулярное
направление волокон шпона во всех смежных слоях. В плитах мар¬
ки ПФ-Б каждые пять слоев шпона с параллельным направлением
волокон древесины чередуются с одним слоем, имеющим перпенди¬
кулярное направление волокон. В плитах марки ПФ-Б все слои шпо¬
на имеют только параллельное направление волокон, а центральный
слой — перпендикулярное.В плитах ПФ-Х и ПФ-Л все слои шпона имеют параллельное
направление. Часть плит выпускают со шлифованной поверхностью
при высоком качестве рубашек. Размеры фанерных плит следую¬
щие: ПФ-А— 1525X1525, 1525x1220, 1220X1525; 1220X1220 мм;
ПФ-Б— 1525X1525, 1525X1220 мм; ПФ-В — (2440, 2200, 1830,
1525) X (1525, 1220); 1220X0525, 1220) мм. Размеры плит ПВ-Х200...1525 с градацией 25 мм; ПВ-Л — (1800, 1830, 2300, 2440)Х
XЮО... 1500 с градацией 100 мм.110
Толщина плит: ПФ-А— 15, 20, 25, 30 и 45 мм; ПФ-Б — 35, 40,
45, 53, 62, 68 и 78 мм; ПФ-В — 8, 12, 15, 22, 26 и 30 мм; ПФ-Х —
13, 29, 33 мм; ПФ-Л — 14, 16, 18, 20, 22 мм.Столярные плиты (ГОСТ 13715—78*) представляют собой рееч¬
ные щиты, оклеенные с обеих сторон березовым, буковым, ольховым
или сосновым шпоном. Рейки щита могут быть предварительно склее¬
ны или собраны насухо. Во избежание коробления шпон рубашек
подбирают одинаковой толщины для обеих сторон; при этом на¬
правление волокон в лицевой и оборотной рубашках должно совпа¬
дать. Плиты выпускают толщиной 16, 19, 22, 25 и 30 мм, размером
2500X1525, 2500X1220, 1830X1220 и 1525X1525 мм. Плиты приме¬
няют для изготовления встроенной мебели, перегородок, дверей.В производстве фанерных конструкций видное место занимают
фанерные трубы. Известны два типа фанерных труб — прессованные
и витые. Наиболее распространенный способ изготовления труб —
метод рулонной навивки. По этому методу трубы получают скручи¬
ванием предварительно склеенной из шпона двухслойной заготовки.
Для склеивания применяются фенолформальдегидные клеи холод¬
ного отверждения марок ВИАМ Б-3 или КБ-3. Фанерные трубы из¬
готовляют длиной 5...7 м. Такая труба состоит из склеенных между
собой на конус отдельных звеньев длиной 1,4... 1,5 м. Основные кон¬
структивные показатели фанерных труб указаны в табл. 30.Фанерные трубы выпускают трех марок: Ф-1—для использова¬
ния при рабочем давлении 0,6...1,2 МПа, Ф-2 — для использования
при давлении 0,3...0,6 МПа и Ф-3 — безнапорные. Физико-механичё-30. ОСНОВНЫЕ КОНСТРУКТИВНЫЕ ПОКАЗАТЕЛИ ФАНЕРНЫХ ТРУБ■ЭЩЭШ5000...7000Диаметр
трубы, мм
(+1; -2)Толщинастенки,мм(+1; —0,5)Наружный
диаметр Dt,
мм (+2; —1)Наружный
диаметр ко¬
нуса трубы
Dj, мм (—0,2)Длинаконуса,ммМасса 1 м
трубы при
влажности
не более
15%, кг506,56360,57511008116112,71002,2150И .172167,31404,520011222217,31405,825013276270,31758,630013326320,217510,2Примечание. В скобках указано допустимое отклонение от номинальных
размеров.111
ские показатели труб нормированы ГОСТ 7017—76*. Фанерные тру¬
бы обладают повышенной противокоррозионной стойкостью и пред¬
назначены для транспортирования сточных вод, нефти, масел, бумаж¬
ной пульпы, а также слабоагрессивных производственных растворов.
В качестве конструкционного материала фанерные трубы исполь¬
зуют для колонн, мачт, опор, ферм и т. п.5.4. Древесные слоистые пластики. Древесные слоистые пласти¬
ки (ДСП) представляют собой листы или плиты, изготовленные из
тонкого лущеного шпона, пропитанного и склеенного фенолформаль-
дегидными полимерами резольного типа при высокой температуре
и под большим давлением. Древесные слоистые пластики отлича¬
ются от фанеры тем, что имеют большую плотность и обладают вы¬
сокими физико-механическими свойствами. ДСП изготовляют из бе¬
резового лущеного шпона влажностью 9...12 %, толщиной 0,3,0,5,0,8
и 1,15 мм. В отдельных марках ДСП допускается применение шпона
толщиной до 2,5 м. На изготовление рубашек (в зависимости от
марки ДСП) идет шпон сортов В, ВВ и АВ, а серединки делают из
сортов АВ, В, ВВ и С. Шпон для ДСП получают при лущении рас¬
паренных кряжей.Согласно ГОСТ 13913—78*, древесные слоистые пластики из¬
готовляют следующих марок: ДСП-А — во всех листах шпона во¬
локна древесины параллельны или через каждые четыре слоя с па¬
раллельными волокнами укладывают один слой с направлением под
углом 20...250; ДСП-Б — через каждые 8... 12 слоев с параллельным
направлением волокон укладывают один слой с перпендикулярным
направлением волокон; ДСП-В — все слои шпона имеют взаимно
перпендикулярное направление волокон; ДСП-Г — в смежных слоях
волокна древесины шпона расположены под углом 45°.Древесные слоистые пластики толщиной менее 15 мм относят
к листам, а толщиной 15 мм и более — к плитам. Листы и плиты по
способу склейки делятся на цельные и составные, склеиваемые по
длине из нескольких листов шпона. Листы и плиты ДСП характери¬
зуются высокой прочностью, ударной вязкостью, имеют слегка глян¬
цевую поверхность с хорошо видимой текстурой древесины.Технология производства ДСП включает в себя подготовку дре¬
весного шпона, пропитку его полимерами, сушку пропитанного шпо¬
на, сборку шпона в пакеты, прессование, обрезку по заданным раз¬
мерам. Подготовка шпона заключается в сортировке по толщине и
качеству, раскрою на листы заданного размера. Пропитка шпона
осуществляется либо в открытых ваннах, либо в автоклавах под
давлением. Содержание связующего в шпоне должно составлять16...24 % массы древесины. Сушат шпон при* температуре 70...90°С
в специальных сушилках. В процессе сушки удаляются из шпона:
излишняя влага, а из связующего — летучие вещества.112
Пакет собирают из шпона из расчета 20...25 листов на 1 см тол¬
щины. Собранные пакеты прессуют на многоэтажных гидравличе¬
ских прессах, плиты которых обогреваются паром. Сначала в прессе
происходит прогрев при пониженном давлении (2.5...3 МПа) в тече¬
ние 20...25 мин при сравнительно невысокой температуре +80°С.
Затем температура повышается до 140...150°С и давление возрас¬
тает.В зависимости от марки и назначения древесные слоистые плас¬
тики изготовляют следующих размеров: длина 700...5600, ширина —750... 1500 и толщина 1...60 мм. Пластики толщиной 15...60 мм изго¬
товляют с градацией через 5 мм. Предельные отклонения по длине
и ширине пластиков составляют ±10 мм, по толщине (в зависимо¬
сти от толщины пластиков) ±0,2... ±2 мм.Древесные слоистые пластики имеют плотность 1,23...1,33 г/см3,
влажность 6... 10 %, водопоглощение за 24 ч не более 1...3 %, предел
прочности при растяжении вдоль волокон рубашек 108...265 МПа,
предел прочности при статическом изгибе 82...294 МПа. Ударная
вязкость пластиков 16...88 кДж/м2, предел прочности при скалыва¬
нии по клеевому слою 3,9...8,8 МПа, твердость по Бринеллю 196 МПа.
Древесные слоистые пластики обладают высокой стойкостью к дей¬
ствию масел, растворителей, моющих средств и других реагентов.К группе древесных слоистых пластиков относятся также бали-
нит, арктилит и термогибкий древесный слоистый пластик. Бали-
нит — пластик, полученный из шпона, выщелоченного в растворе ед¬
кого натра и пропитанного водорастворимой фенолформальдегидной
смолой. При производстве балинита шпон в смежных листах укла¬
дывают с взаимно перпендикулярным направлением волокон. Бали-
нит прессуют под меньшим, чем для ДСП, давлением, поэтому проч¬
ность его несколько ниже прочности пластиков. Толщина листов
балинита 1...6 мм. Балинит выпускают и в виде плиток толщиной10...60 мм. Особый вид балинита изготовляют из шпона, пропитан¬
ного минеральным маслом. Этот материал применяется для деталей,
подвергаемых трению, когда смазка их затруднена. Подшипники,
изготовленные из балинита, не требуют смазки.Арктилит — армированный пластик, изготовленный из березового
шпона, слои которого чередуются со слоями ткани и металлической
сетки. Листы арктилита изготовляют толщиной 7,5... 15 мм и склеи¬
вают спиртовым раствором фенолформальдегидной смолы под дав¬
лением при высокой температуре. Арктилит марки А-47 применяют в
судостроении для палубного настила, а также для внутренней об¬
шивки корпусов и кают. Арктилит марки 48/49 используют в качест¬
ве конструкционного и обшивочного материала, а также для механи-
ческого оборудования гидротехнических сооружений. Термогибкий
древесный слоистый пластик изготовляют из выщелоченногр или наг8?—371ИЗ
а)6)W/SS/SSSS///S//////A77777777777777777777,Рис. 75. Схемы расположения древесных час-
тнц в древесностружечных плитах в зависимо¬
сти от направления прессованияа — в плитах плоского прессования; б — в экс¬
трузионныхтурального лущеного
шпона, пропитанного ре-
зольноноволачной смо¬
лой. При высокой тем¬
пературе этому пласти¬
ку можно придавать лю¬
бую форму, которая со¬
храняется после охлаж-.
дения. Он обладает вы¬
сокими физико-механи¬
ческими свойствами и
широко применяется во
многих отраслях про¬
мышленности.Древесные слоистые пластики применяют для изготовления мно¬
гих строительных конструкций в качестве вспомогательных, крепеж¬
ных и монтажных элементов — прокладки, окаймляющие ребра,
вкладыши, нагели, стержни, болты и др. Их используют также для
конструкций, к которым предъявляются требования немагнитности
(радиопрозрачности), повышенной химической стойкости, высокого
сопротивления истиранию, гладкости поверхности.5.5. Древесностружечные плиты получают путем горячего прес¬
сования древесных стружек со связующим. По способу изготовления
различают плиты плоского прессования и экструзионные. Вследствие
разных способов изготовления структура плит неодинакова (рис. 75).
Для изготовления плит плоского прессования используют гидравли¬
ческие многопросветные прессы с нагретыми до 130...140°С стальны¬
ми плитами. Просветы прессов периодически загружают стружечной
массой, уложенной на поддоны с предварительным уплотнением,
а затем из них извлекают готовые плиты. Такой способ называют
периодическим. Плиты плоского прессования имеют одинаковую проч¬
ность в продольном и поперечном направлениях в плоскости плиты.
Изготовляют также плиты, стружки в которых ориентированы. В та¬
ких плитах прочность в продольном направлении выше, чем в по¬
перечном по плоскости прессования.Экструзионные плиты изготовляют путем выдавливания стружеч¬
ной массы через нагретый стальной мундштук с последующей обрез¬
кой выдавленной полосы на части заданных размеров. Вследствие
поперечного расположения стружек экструзионные плиты обла¬
дают низкой прочностью вдоль плоскости плиты и несколько
более высокой — поперек плоскости. Для предотвращения изло¬
ма от транспортных и других нагрузок экструзионные плиты
облицовывают шпоном. В результате прочность плит увеличивается
в 15...20 раз.114
По конструкции древесностружечные плиты разделяются на
однослойные, трехслойные и многослойные. В однослойных плитах
размеры древесных частиц и содержание в них связующего одина¬
ковы по всей толщине плиты. В трехслойных плитах наружные слои
изготовляют из более тонких древесных частиц и с большим содер¬
жанием связующего, чем внутренний. В многослойных плитах раз¬
мер древесных частиц послойно возрастает от поверхности к середи¬
не плиты. Древесностружечные плиты имеют плотность 550...850 кг/м3.
По виду измельченной древесины различают плиты из специально
изготовленных стружек, из станочных стружек, дробленых отходов
(дробленки) и опилок. Водостойкость плит зависит от вида связующего.Плиты повышенной водостойкости изготовляют с применением
фенолформальдегидных или мочевино-меламиноформальдегидных
смол с добавлением гидрофобных веществ. Плиты средней водостой¬
кости изготовляют с применением мочевиноформальдегидных смол.При производстве подавляющего большинства плит используют
мочевиноформальдегидные смолы. Для строительства больший ин¬
терес представляют плиты, изготовленные на фенолформальдегидных,
крезолформальдегидных и мочевино-меламиноформальдегидных смо¬
лах. Эти плиты обладают высокой водостойкостью, хорошо сопротив¬
ляются действию атмосферных факторов, агрессивных сред и могут
с успехом использоваться для опалубки.По виду обработки плиты подразделяют на шлифованные и не¬
шлифованные, по разбуханию — на плиты с нормальной и понижен¬
ной стабильностью, по виду отделки поверхности — на необлицован-
ные и облицованные (пластмассами, пресс-порошками и др.). Необ-
лицованные плиты плоского прессования изготовляют следующих
марок: П-1—многослойные П-1М и трехслойные П-1Т; П-2 — трех¬
слойные П-2Т, однослойные П-20; П-3—трехслойные П-ЗТ. Облицо¬
ванные плиты имеют снаружи слои шпона, бумаги, пластиков.Плиты экструзионного прессования, облицованные бумагой, лу¬
щеным или строганым шпоном, обозначают марками ЭС (сплошные
плиты) и ЭМ (многопустотные плиты). Размеры древесностружечных
плит приведены в табл. 31. Физико-механические свойства плит
(табл. 32) зависят не только от плотности и способа прессования,31. РАЗМЕРЫ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТРазмерП-1П-2П-3Длина, мм
Ширина, мм
Толщина*, мм:
шлифованных плит
нешлифованных плит2440, 2750, 3500, 3660, 5500
1220, 1500, 1750, 1830, 244010. . . 25±0,2| 10. . .25±0,3 1 16.10 . . . 18±0,5; 16 .
20 . . . 26±0,6 1. .22±0,3
. .24±0,б* Градация; для шлифованных плит 1 мм; для нешлифованных — 2 мм.8* 115
32. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТПоказательП-1П-2П-3Метод испытанийАБПлотность, кг/м3650 . . .800550 .. .750750. . .850ГОСТ 10634—78*Влажность, %8±21ГОСТ 10634—78*Влагопоглощение за 24 ч, %, не болееНе нормируется |15ГОСТ 10634—78*Разбухание по толщине за 24 ч, %, не бо¬
лее:повышенной водостойкости15255ГОСТ 10634-78*обычной водостойкости202030—ГОСТ 10634-78*Предел прочности при статическом изги¬
бе, МПа, не менее, для толщин, мм:
10...1419,6115,69—ГОСТ 10635-78*15...1917,6514,7124,51ГОСТ 10635-78*20 и более16,6713,37.24,51ГОСТ 10635—78*Предел прочности при растяжении перпен¬
дикулярно пласти плиты. МПа, не менее0,3430,2950,392ГОСТ 10636—78*Твердость, МПа, не менее1Не нормируется29,4ГОСТ 11843-76116
но и от содержания связующего (6... 10 % сухой смолы от массы
стружки), формы и размеров частиц, породы древесины. Наиболее
прочные плиты получаются из специальной тонкой стружки, наре¬
занной из древесины мягких лиственных пород.Снижение скорости набухания плит достигается добавлением в
стружечную массу парафина (эмульсии или расплава) в количестве
0,5... 1 % массы стружки, а также введением порошкообразных крем-
нийорганических гидрофобизаторов. В связи с тем, что введение
гидрофобизующих добавок не устраняет водопоглощения материала,
плиты следует предохранять от увлажнения. При транспортировке
плиты накрывают брезентом или толем, а хранят их только в за¬
крытых складах в плотных стопах, на подкладках высотой не менее
100 мм, уложенных через 0,5...0,7 м.На строительную площадку древесностружечные плиты рекомен¬
дуется поставлять в виде обработанных деталей и изделий, которые
нуждаются лишь в подгонке и прирезке по месту установки. При
обработке древесностружечных плит увеличивается износ инструмен¬
та, поэтому режущие части следует изготовлять из высокопрочных
легированных сталей или с напаянными пластинками из твердых
сплавов. Скорость резания древесностружечных плит должна быть
на 25...50 % выше обычной скорости резания древесины (при работе
на круглопильных станках скорость резания 30...70 м/с, скорость по¬
дачи 10...20 м/мин; при строгании соответственно 20...40 м/с и10...12 м/мин).К строительным конструкциям плиты крепят гвоздями, шурупа¬
ми, раскладками, мастиками и синтетическими клеями. При крепле¬
нии плит гвоздями или шурупами рекомендуется для более высокого
качества работ предварительно просверливать отверстия в плите на
расстоянии не менее 1,5 см от кромки. Раскладки могут быть дере¬
вянные, металлические и пластмассовые. Мастики и клеи применяют
при креплении плит на сплошное основание и на маяки и рейки.
Клеить плиты к древесине, а также соединять их между собой ре¬
комендуется водостойкими фенолформальдегидными клеями КБ-3,
ФР-100 и др.Древесностружечные плиты применяются в строительстве для
отделки помещений, устройства ограждений, оснований под полы
и для звукоизоляции. Коэффициент звукопоглощения экструзион¬
ных древесностружечных плит плотностью 350...500 кг/м3 для диа¬
пазона частот 600...900 Гц составляет 0,5...0,7. Там, где возможно
увлажнение, следует применять только гидрофобизованные или за¬
щищенные покрытиями плиты. Применять плиты в помещениях с
повышенной влажностью не рекомендуется.Перспективным материалом для деревянного домостроения счи¬
тают цементно-стружечные плиты. Их изготовляют из специальных117
древесных стружек и портландцемента.
В отличие от фибролита и арболита эти
плиты прессуют при повышенном давле¬
нии, поэтому они имеют большую плот¬
ность (1100...1200 кг/м3). Цементно-стру¬
жечные плиты обладают высокой проч^
ностью, атмосферостойкостью, не воспла¬
меняются, не разрушаются термитами и
дереворазрушающими грибками, хорошо
склеиваются с древесиной, пластмасса¬
ми и металлами, сравнительно легко под¬
вергаются распиливанию, фрезерованию
и сверлению. Поэтому цементно-стру¬
жечные плиты могут быть отделаны
всеми видами красок, полимерными
пленками, керамикой, шпоном непосредственно в цехе или на строи¬
тельной площадке. Цементно-стружечные плиты рекомендуются в
качестве наружной обшивки панелей жилых домов, для отделки
стен, устройства полов, изготовления дверей и в качестве опалубки
для бетона.Большое распространение получают древесностружечные плиты,
облицованные различными материалами. Так, для устройства пола
применяют фанерованные плиты. Их скрепляют в шпунт, укладыва¬
ют на основание из древесноволокнистых изоляционных плит
(рис. 76), а затем окрашивают. Экструзионные плиты, применяемые
для пола, оклеивают с обеих сторон бумагой или бумажно-смоляной
пленкой.Древесностружечные плиты, покрытые прозрачной или полупро¬
зрачной цветной поливинилхлоридной пленкой, используют для изго¬
товления щитовых дверей.Во многих случаях плиты являются составной частью трехслой¬
ных панелей. Обшивками служат сверхтвердые древесноволокнистые
плиты, а средним слоем — древесностружечные экструзионные. Та¬
кие панельные конструкции, обладающие высокой прочностью и от^
личными теплозвукоизоляционными свойствами, идут на строитель¬
ство стандартных малоэтажных домов.Многопустотные плиты толщиной 100... 120 мм при заполнении
каналов пенополистиролом и облицовке поверхности шпоном или
древесноволокнистыми плитами по своей звукоизолирующей способ¬
ности значительно превосходят кирпичные стены, к тому же они в
пять раз легче. Древесностружечные плиты разных типов использу¬
ются для устройства встроенных шкафов, антресолей, перегородок
и т. п. При отделке потолков и стен общественных зданий древесно¬
стружечные плигы покрывают бесцветным лаком. Лицевой слой та¬Рис. 76. Конструкция пола
из фанерованных древесно¬
стружечных плит
1 — окрасочный слой; 2 —
фанерованная древесностру¬
жечная плита; 3 — соедине¬
ние на деревянной шпонке;
4 — изоляционная древесно¬
стружечная плита; 5 — же¬
лезобетонная панель пере¬
крытия118
ких плит обычно выполняют из специальной стружки. Древесностру¬
жечные плиты могут с успехом применяться для устройства сплош¬
ного основания под кровлю из рулонных или плиточных материалов.
При утеплении чердачных помещений древесностружечные плиты
подшивают к низу строения.5.6. Древесноволокнистые плиты получают путем горячего прес¬
сования волокнистой массы, состоящей из органических, преимущест¬
венно целлюлозных волокон, воды, наполнителей, синтетических по¬
лимеров и некоторых специальных добавок. Сырьем для изготовле¬
ния плит служат отходы деревообрабатывающих производств и
лесозаготовок (древесная щепа и дробленка), а также стебли трост¬
ника, льняная костра и другие растительные материалы. В зависи¬
мости от силы давления при прессовании и дальнейшей обработки
древесноволокнистые плиты бывают сверхтвердыми, твердыми, полу¬
твердыми и мягкими (изоляционно-отделочные и изоляционные).Технология изготовления древесноволокнистых плит аналогична
технологии производства картона. Древесину на рубильных машинах
перерабатывают в щепу, которую затем проваривают в 1...2 %-ном
растворе едкого натра для нейтрализации смолистых и сахаристых
веществ. Проваренную и промытую горячей водой щепу размалывают
в дефибрерах или других машинах до тонковолокнистого состояния.
Затем волокна перемешивают с водой, в смесь добавляют па¬
рафиновую эмульсию, антисептики, антипирены. Для изготовле¬
ния сверхтвердых плит в смесь вводят фенолформальдегидные
полимеры.Приготовленную массу выливают на сетку отливной машины,
где она обезвоживается, формуется в ковер заданной толщины и
направляется либо в роликовую сушилку для изготовления изоля¬
ционных плит, либо в горячий пресс для изготовления твердых плит.
Прессование происходит при температуре 150...165°С под давлением1...5 МПа.Древесноволокнистые плиты в зависимости от плотности подраз¬
деляются на мягкие (М), полутвердые (ПТ), твердые (Т) и сверх¬
твердые (СТ). По минимальному пределу прочности при изгибе
(кгс/см2) древесноволокнистые плиты делятся на марки: М-4, М-12,
М-20, ПТ-100, Т-350, Т-400 и СТ-500. Размеры древесноволокнистых
плит указаны в табл. 33. Свойства древесноволокнистых плит опре¬
делены ГОСТ 4598—74* (табл. 34), там же дана и методика опре¬
деления физико-механических свойств плит. При контрольной выбо¬
рочной проверке от предъявляемой партии отбирают 5 % плит для
поштучного осмотра и обмера и три плиты для определения физико¬
механических свойств. Отклонение размеров плит по длине и ширине
допускается ±5 мм, по толщине ±0,3... 1 в зависимости от марки
плит.119
33. РАЗМЕРЫ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТМаркаДлина, ммШирина, ммТолщина, ммМ-4, М-123000, 2700, 2500,
1800, 1600, 12001700, 122012, 16, 25М-208, 12ПТ-1006500, 3600, 3000,
2700, 2500, 2350,
2050, 12002140, 1830
1700, 12206, 8, 12Т-350, Т-400,
СТ-5002,5; 3,2; 4, 5, 6Древесноволокнистые плиты применяют при устройстве перего¬
родок, облицовке стен, обшивке потолков, настилке полов, а также
при изготовлении дверных полотен и встроенной мебели. Особенно
ценными для строительства являются отделочные и теплозвукоизо¬
ляционные древесноволокнистые плиты. Красивый внешний вид, раз¬
нообразие цвета и фактур, крупные размеры, легкость монтажа и
обработки, невысокая стоимость предопределяют высокую эффектив¬
ность их применения.Отделочные древесноволокнистые плиты выпускают в соответ¬
ствии с ГОСТ 8904—76 следующих видов: с матовой лицевой по¬
верхностью, окрашенной водоэмульсионными поливинилацетатными
красками (тип А); с зеркально-глянцевой лицевой поверхностью или
полуматовой (под шагрень), окрашенной эмалями на основе синте¬
тических смол (тип Б).Плиты типа А применяют для облицовки стен и потолков в
зданиях с нормальным режимом эксплуатации; плиты типа Б пред¬
назначены для облицовки стен в кухнях и санитарных узлах жилых34. СВОЙСТВА ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТПоказатель■ч*см£ПТ-100оцн!нщниПлотность, кг/м3<150<350400 . . .800>850 I>950Влажность, %126. . .10Водопоглощение за 2 ч, %*£30Не нормируетсяВодопоглощение за 24 ч, %,Не нормируется4U |1 30 11 16нг болееРазбухание по толщине заНе нормируется201224 ч при вымачивании вводе, %, не болееПредел прочности при изги¬0,41.2210 11 351I 4060бе, МПа, не менее11Коэффициент теплопровод¬0,0550,070,09Не нормируетсяности, Вт/(м*°С), не более120
Рис. 77. Конструктивные решения полов с покрытиями из древесноволокни¬
стых плита — по гипсоцементобетонным панелям; 6 — по цементным стяжкам; в — по
керамзитоцементной стяжке; 1 — сверхтвердая древесноволокнистая плита;
2 — гипсоцементобетонная прокатная панель пола; 3 — древесноволокнистые
звукоизоляционные прокладки; 4 — железобетонная панель перекрытия; 5 —
цементная стяжка (20 мм); 6 — керамзитоцементная стяжка (40 мм)зданий, щитовых дверей, а также в помещениях с особым санитар¬
но-гигиеническим режимом эксплуатации (в медицинских учрежде¬
ниях, продуктовых магазинах и пр.). Иногда для этих же целей
применяют твердые древесноволокнистые плиты с декоративными
эмалевыми покрытиями, имитирующие глазурованные плитки. Пли¬
ты, облицованные синтетической пленкой, с прокладкой текстурной
бумаги под цвет и текстуру древесины ценных пород применяют в
производстве мебели, щитовых дверей, панелей и т. д.).Для покрытия полов используют сверхтвердые древесноволок¬
нистые плиты, обработанные синтетическими смолами или высыхаю¬
щими маслами. Плиты можно укладывать непосредственно по це¬
ментно-керамзитовой стяжке, гипсоцементобетонным прокатным па¬
нелям, цементным стяжкам и дощатым настилам (рис. 77).Плиты прикрепляют к основанию пола кумароно-найритовой
мастикой КН-2, поливинилацетатной дисперсией, найритовым клеем
НТ-4 или латексными составами.5.7. Фибролит. Фибролитом называют материал из тонких длин¬
ных древесных стружек, скрепленных портландцементом. Фибролит
подразделяют на три марки: 300, 400 и 500 при плотности соответ¬
ственно 300...350, 350...450, более 450 кг/м3. От плотности зависят
основные физико-механические свойства фибролита. Фибролит вы¬
пускают в виде плит длиной 2400 и 3000 мм; шириной 500, 600,
1200 мм и толщиной 30, 50, 75, 100 мм (ГОСТ 8928—70 «Плиты фиб¬
ролитовые на портландцементе»). Плиты других размеров могут
быть изготовлены по заказу.Как строительный материал фибролит обладает многими досто¬
инствами: плиты фибролита можно пилить и сверлить обычными де¬
ревообрабатывающими инструментами; в них легко забиваются
гвозди и ввертываются шурупы; они хорошо оштукатуриваются и
окрашиваются; прочно сцепляются с незатвердевшим бетоном и на-121
35. Физико-механические свойства цементного фибролитаМарка Предел прочности при изгибе, МПа,
не менее, при толщине плит, мм:30 50 75 100 Влажность, % , не более ....
Коэффициент теплопроводности*
Вт/(м-°С), не более 3000о",60,40,4200.14001,10,90.70,6200,1225001,31,212200,151дежно крепятся к поверхности бетонных и каменных конструкций.
Плиты не оказывают какого-либо вредного воздействия на соприка¬
сающиеся с ними конструкции из других материалов. Фибролит, кро¬
ме того,. морозостоек (выдерживает более 50 циклов заморажива¬
ния-оттаивания), не загнивает, не поражается грызунами. По огне¬
стойкости фибролит относится к трудносгораемым материалам.Технология изготовления фибролита несложна. Из дровяной дре¬
весины на специальном станке получают стружку (шерсть) длиной
до 500 мм, шириной 1...4 мм и толщиной 0,2...0,7 мм. Стружку обра¬
батывают раствором хлористого кальция и смешивают с портландце¬
ментом марки не ниже 400 по ГОСТ 10178—76. Приготовленную
фибролитовую массу загружают в металлические формы и прессу¬
ют под давлением 0,1...0,4 МПа. Затем происходят твердение и суш¬
ка. Для производства 1 м3 фибролита расходуется в среднем 0,4 м3
древесины, 170...200 кг цемента марки 400 и 7 кг минерализатора —
хлористого кальция.По назначению фибролитовые плиты подразделяются на тепло¬
изоляционные, конструкционные и акустические. Теплоизоляционные
плиты имеют марку 300 и применяются для утепления ограждающих
конструкций. Конструкционные плиты марок 400 и 500 применяются
для изготовления конструкций перекрытий, перегородок и по¬
крытий сельскохозяйственных и складских зданий, а также стен
деревянных стандартных домов. Акустические плиты выпускают
марок 400 и 500 толщиной 30 мм. Их применяют при строи¬
тельстве зданий аэропортов, фойе театров, кафе, ресторанов и т. п.
Коэффициент звукопоглощения акустического фибролита указан
в табл. 36.Теплоизоляционный фибролит применяют обычно для утепления
тонких кирпичных и бетонных стен в сельскохозяйственных построй¬
ках. Значительный эффект в строительстве объектов дает использо¬
вание плит фибролита в качестве опалубки монолитных бетонных
конструкций. После бетонирования плиты остаются в конструкции
и выполняют роль теплоизоляции.Конструкционный фибролит широко используется в сельском и
жилищном строительстве в качестве среднего слоя стеновых пане-122
лей, для утепления чердачных перекрытий и
совмещенных кровель, устройства карнизных
панелей, вентиляционных каналов и т. п.В промышленном строительстве конструкцион¬
ный фибролит идет на устройство покрытий.Плиты из акустического и теплоизоляционного
фибролита крепят к внутренним поверхностям
стен и перекрытий (рис. 78). После разделки
швов плиты окрашивают составами на основе
поливинилацетатной дисперсии с добавлением
различных пигментов. Окраску выполняют
обычно в два приема.При контрольной проверке фибролита, по¬
ступающего на строительство, размеры плит
определяют с точностью до 1 мм. Длину изме¬
ряют в трех местах: на расстоянии 50 мм от
продольных граней плит и посередине, шири¬
ну— на расстоянии 100 мм от торцов плиты и
посередине; толщину — на расстоянии 100 мм
от каждого края в четырех местах по продоль¬
ной и поперечной осям плиты. Толщину изме¬
ряют при помощи двух металлических пласти¬
нок, укладываемых сверху и снизу плиты в
местах замера. Измерение проводят штангенциркулем без учета тол¬
щины обеих пластинок. Размеры плит по длине, ширине, толщине
вычисляют как среднее арифметическое соответствующих измерений.
Качество поверхности плит проверяют визуально.5.8. Арболит. Арболитом называют легкий деревобетон на мине¬
ральном вяжущем. Для изготовления арболита используют отходы
лесопиления и переработки древесины различных пород — сосны,
ели, лиственницы, березы, осины, ольхи, липы, тополя, дуба и бука,
а также ветви, сучья, вершины, откомлевки, козырьки, горбыли,
рейки. В качестве минерального вяжущего чаще всего применяют
портландцемент марок 400 и 500, реже известь с гидравлическими
добавками и в отдельных случаях магнезиальный цемент или гипс.36. КОЭФФИЦИЕНТ ЗВУКОПОГЛОЩЕНИЯ АКУСТИЧЕСКОГО ФИБРОЛИТАЧастота звуковых
колебаний, Гц631252505001000200040008000Коэффициент звукопоглоще¬
ния при положении плит:
вплотную к ограждению
на расстоянии 50 мм от ог¬
раждения0,080,080,110,110,180,170,250,260,380,350,590,540,630,60,650,63Рис. 78. Термоизоля¬
ция тонкой кирпич¬
ной стены
1 — кирпичная клад¬
ка; 2 — фибролито¬
вая плита; 3 — шту¬
катурка1237
Для ускорения твердения, а также для нейтрализации экстрак¬
тов древесины в смесь добавляют хлористый кальций, жидкое стек¬
ло, сернокислый глинозем. При изготовлении арболита из древесины
лиственницы дробленку рекомендуется обрабатывать сначала 0,3...
...0,5 %-ным раствором едкого натра, затем раствором сульфата алю¬
миния и хлористого кальция. При этом расход хлористого кальция
на 2...3 % больше, чем сульфата алюминия.Достоинства арболита — малая плотность, хорошие теплоизоля¬
ционные свойства, достаточная прочность, огнестойкость, сопротивле¬
ние загниванию. В зависимости от показателей этих свойств арболит
подразделяют на теплоизоляционный и конструктивно-теплоизоляци¬
онный; по прочности различают пять марок арболита: 5, 10, 15, 25,
35 (марка обозначает среднюю прочность при сжатии). В табл. 37
и 38 приведены основные физико-механические свойства и расход
материалов на изготовление 1 м3 цементного арболита (ГОСТ
19222—73).Технология производства арболита и изделий из него основана
на использовании серийно выпускаемого оборудования (рубильные
машины, молотковые дробилки, вибрационные грохоты, раствороме-
сители, дозаторы, бетоноукладчики). Древесные отходы поступают
сначала в рубильную машину, а затем на вторичное измельчение в
молотковую дробилку. Древесная масса сортируется на вибрацион¬
ном грохоте, который отсеивает кору, грунт, пыль и оставляет щепу —
дробленку. Кроме дробленки, для арболита пригодны станочная
стружка, просеянные опилки, отдубина (отходы дубильных произ¬
водств), стебли хлопчатника.Приготовленное растительное сырье замачивают в воде, разбав¬
ленной жидким стеклом. Для ускорения твердения в смесь вводят37. СВОЙСТВА ЦЕМЕНТНОГО АРБОЛИТАПоказательТеплоизо¬
ляционный
марки 10Конструктивно¬теплоизоляционныймарки152535Плотность сухого материала, кг/м3, не
болееМорозостойкость, циклы, не менее550600650700Не норми¬
руется101525Предел прочности при сжатии, МПа,
не менее0.60.91.52Предел прочности при изгибе, МПа, не
менее0,20,50,71Коэффициент теплопроводности,
Вт/(м-°С), не более0,140,230,230,23Модуль упругости, МПа, не менее
Водопоглощение, %, не более, арболи¬
та с заполнителем:150200300400из отходов лесозаготовок70707070из отходов лесопиления85858583ОгнестойкостьТрудносгораемый материал124
38. РАСХОД МАТЕРИАЛОВ НА ИЗГОТОВЛЕНИЕ 1 м» АРБОЛИТАМатериалТеплоизо¬
ляционный
марки 10Конструктивно-
теплоизоляцион¬
ный марок152535Портландцемент марки 400, кг280300300330330360360400Древесный заполнитель, кг180190200210220230240*255Сернокислый глинозем, кг
Известь-пушонка, кг
Хлористый кальций, кг, не более
Жидкое стекло, кг, не более
Вода, л91888280И21883001532883501840а8420Примечания: 1. Над чертой указан расход материалов для арболита
из отходов лесозаготовок, под чертой — из отходов лесопиления. 2. Расход
цемента определяется при уплотнении арболитовой смеси способом прессова¬
ния под давлением 0,4 МПа или трамбованием.хлористый кальций. Полученную массу тщательно смешивают с
цементом в бетоно- или растворосмесителе, а затем подают в верти¬
кальные или горизонтальные формы, где тщательно уплотняют руч¬
ными пневматическими или электрическими трамбовками. Применя¬
ется также метод виброштампования. Для ускорения твердения
используют электропрогрев в формах или паровой обогрев после
распалубки. Дополнительными операциями в технологии производ¬
ства арболита могут быть армирование или нанесение фактурных
слоев на поверхность изделий.Изделия из арболита применяют для устройства стен, перегоро¬
док и теплоизоляции ограждающих конструкций жилых, обществен¬
ных, промышленных и сельскохозяйственных зданий с сухим и нор¬
мальным влажностным режимом (относительная влажность возду¬
ха не более 60 %). В зданиях с повышенной влажностью внутренние
поверхности арболитовых изделий должны иметь пароизоляционное
покрытие. Не допускается использовать изделия из арболита для
цоколей, карнизов здания, а также стен подвалов.Материал имеет отличную сцепляемость с кладочным и штука¬
турным растворами, в него легко входят гвозди, он хорошо поддает¬
ся распиливанию ножовкой.Из арболита делают навесные панели наружных стен, самоне¬
сущие панели наружных и внутренних стен высотой не более 7 м,
несущие панели наружных и внутренних стен зданий высотой не
более двух этажей, плиты покрытий. Навесные панели для промыш¬
ленных зданий (рис. 79) изготовляют размером 6x1, 2x0,2 м без
армирования. Поверхность панелей отделывают торкретом, покры-125
ftfrf=====^' I I *L-C3_J■t*7 JРис. 79. Навесная панель размером 6Х
XI ,2X0,2 м для промышленных зданий
1 — арболит; 2 — монтажная петля; 3 —
монтажная арматура; 4 — закладные де¬
тали; 5 — паз для прокладки герметикаРис. 80. Крепление на*
весной стеновой панели
к металлической колонне
а — при помощи сварки;
б — при помощи инвен¬
тарных накладок; / —
металлический каркас;2 — закладная деталь;3 — арболитовая панель;4 — сварной шов; 5 — ин¬
вентарное креплениеРис. 81. Самонесущая
панель из арболита
J — монтажные петли;2 — закладные детали;3 — фактурный слой; 4 —арболитвают асбестоцементными листами на шурупах, цементным раствором,
керамической плиткой и др. Для транспортирования и монтажа
панелей при их изготовлении устанавливают монтажные петли из
горячекатаной стали класса А-1, соединенные с двумя поперечными
стержнями. К несущему каркасу панели крепят при помощи заклад¬
ных металлических деталей* которые приваривают к железобетонным
или металлическим колоннам при монтаже здания (рис. 80, а). При
строительстве зданий сборно-разборной конструкции применяют
инвентарное крепление (рис. 80, б).Самонесущие панели наружных стен (рис. 81) изготовляют из
арболита марки 15, имеющего плотность 600...700 кг/м3 и коэффици¬
ент теплопроводности 0,2 Вт/(м°С). С наружной стороны панели
офактуривают цементным раствором состава 1:3 (цемент:песок)
марки 50, а с внутренней стороны — сложным раствором состава
1:2:9 (цемент:известь:песок) марки 25. Лицевую поверхность панелей126
покрывают цементными красками. Панели крепят к железобетонно¬
му каркасу при помощи металлических закладных деталей или скоб,
которые затем заделывают цементным раствором в просверленные
на месте гнезда панелей. Закладные детали и скобы приваривают к
металлическим закладным деталям колонн. Панели для несущих стен
изготовляют глухими и с проемами. В зависимости от нагрузок они
могут быть неармированными, армированными железобетонными
брусками и изготовленными в железобетонной рамке.Арболитовые плиты размером 398X50X14 см применяют для
покрытий сельскохозяйственных построек. Плиты покрытия делают
из дощатого короба (доски толщиной 40 мм), на дно которого через
каждые 100 мм по прибитым вдоль продольных сторон брускам
свободно уложены деревянные поперечные рейки. Короб заполняют
арболитовой смесью. Чтобы предохранить боковые стенки короба от
распирания при заполнении его смесью, устанавливают поперечные
схватки из досок толщиной 25 мм. Деревянный каркас плиты служит
обрешеткой, по которой устраивают шиферную кровлю. Разработаны
конструкции арболитовых плит размерами 3090x980x220 и 4380Х
980X220 мм для междуэтажных и чердачных перекрытий. Плиты
армируют тремя железобетонными брусками, содержащими по три
стальных стержня.5.9. Асбестоцемент. Асбестоцементными называют изделия, изго¬
товляемые из смеси асбеста, портландцемента и воды. Тонкие волок¬
на асбеста в асбестоцементе выполняют роль арматуры, а цемент,
затворенный водой, служит склеивающим веществом. Асбестоцемент¬
ные изделия обладают высокой прочностью при изгибе, небольшой
плотностью, малой теплопроводностью, стойкостью против выщелачи¬
вания минерализованными водами, малой водопроницаемостью и
высокой морозостойкостью. Недостатки асбестоцемента — понижен¬
ная прочность при насыщении водой, хрупкость и коробление при
изменении влажности.В настоящее время применяют следующие виды асбестоцемент¬
ных изделий: профилированные листы, плоские плиты, кровельные и
стеновые панели, напорные и безнапорные трубы и разнообразные
специальные изделия. Профилированные листы могут быть волнисты¬
ми обыкновенного (ВО) или усиленного (ВУ) профиля (ГОСТ
8423—75). Волнистые листы обыкновенного профиля выпускают
размером 1200X686 мм, толщиной 5,5 мм (ГОСТ 378—76), а уси¬
ленного— размером 2800X1000 мм и толщиной 8 мм.Выпускают также волнистые листы УВ унифицированного про¬
филя (ГОСТ 16233—77), имеющие увеличенную высоту волн. Размер
листов УВ— 1750...2500Х1125 мм при толщине 6 и 7,5 мм. В зависи¬
мости от качества листы УВ подразделяют на два сорта: высший и
первый. Высокая несущая способность листов УВ позволяет перекры-127
Рис. 82. Листы волнистого конструкционного асбестоцемента
а — марки ВК; б — армированные; 1 — асбестоцемент; 2 — арматуравать ими втрое больший пролет по сравнению с листами ВО и не¬
сколько больший, чем в покрытиях из листов ВУ. Основные свойст¬
ва волнистых листов ВО, ВУ и УВ представлены в табл. 39.Профилированные листы применяют для устройства кровель,
обшивки стен и ограждений балконов, для наружных слоев стеновых
панелей, а также в качестве несущего настила перекрытий. При из¬
менении влажности и температуры асбестоцементные листы могут
деформироваться, поэтому жестко крепят только верхнюю кромку
листа, а отверстие для нижнего крепления делают продолговатым с
тем, чтобы гвозди или болты не препятствовали деформации листа.Высокой прочностью обладают волнистые листы ВК, используе¬
мые для кровель и стен промышленных и сельскохозяйственных зда-39. ПОКАЗАТЕЛИ СВОЙСТВ ПРОФИЛИРОВАННЫХ ЛИСТОВ
АСБЕСТОЦЕМЕНТАНад чертой для кровельных листов, под чертой — для стеновых,•*Над чертой для высшего сорта, под чертой — для первого.128ПоказательПрофилированные листы асбоцементаВОI ВУ*У В-6**УВ-7,5**Предел прочности при изгибе
поперек гребней волн, МПа, не
менееПлотность, кг/м3, не менееУдарная вязкость, кДж/м2, не
менееМорозостойкость, циклы, не ме¬
нее1616001.525181616001,61.5501816170016501,51.4252019175017001.61,550
40. Показатели свойств плоских облицовочных
асбестоцементных плитПрессованные Н впрессован*ний. Листы (рис. 82, а) имеют размеры — 3300 (6300) X1220X10 мм,
шаг волны — 350 мм, высоту волны — 135 мм, массу — 89 кг. В срав¬
нении с изделиями марки УВ-7,5 листы ВК перекрывают вдвое
больший пролет, меньше разрушаются при транспортировании, более
прочны. Листы ВК имеют предел прочности при изгибе 25 МПа при,
плотности 1,75 г/см3. В двухслойных покрытиях к листу ВК в сере¬
дине пролета на болтах подвешивают рамку с утеплителем. Такая
конструкция эффективна для помещений с высокой влажностью, так
как между утеплителем и листом образуется хорошо вентилируемое
пространство. Еще более высокими конструкционными свойствами
обладают листы армированного асбестоцемента (рис. 82, б).Листы асбестоцементные плоские облицовочные (ГОСТ 18124—*
75) в зависимости от способа изготовления подразделяют на прессо¬
ванные и непрессованные, с окрашенной или офактуренной лицевой
поверхностью. Листы имеют размеры: длина — 3600, 3200, 3000, 2500,
2000 мм; ширина— 1500, 1200, 800 мм; толщина 12, 10, 8, 6,5 и 4 мм.
Листы по качеству разделяют на два сорта: А — высший и Б — пер¬
вый. Свойства плоских облицовочных плит указаны в табл. 40.Плиты, окрашенные водостойкими эмалями, применяют для об¬
лицовки стен ванных комнат, кухонь и других помещений. Цветные
полированные плиты предназначены для облицовки стен обществен¬
ных зданий. Для покрытия полов изготовляют плиты различного
цвета размерами 150X150X13 и ЮОХЮОХЮ мм; водопоглощение
их не более 12 %; потери при истирании не более 0,25 г/см2. Уклады¬
вают плитки на цементном растворе.Асбестоцементные листы и плиты толщиной 10 мм используют
для изготовления индустриальных кровельных и навесных стеновых
панелей. Прочность этих плит при изгибе в 28-дневном возрасте
должна быть не менее 18 МПа, плотность в высушенном состоянии —
не менее 1600 кг/м3, ударная вязкость — не менее 2,2 кДж/м2 и мо¬
розостойкость, оцениваемая снижением прочности после 50 циклов
попеременного замораживания и оттаивания,— не более 10 %.Панели, изготовляемые из асбестоцемента, могут быть каркас*
дыми, состоящими из жесткого деревянного каркаса, теплоизоляци-9-371129ПрессованныеНепрессован«
нывАБАаПредел прочности при изгибе,МПа, не менее Плотность, кг/м3, не менее . •
Ударная вязкость, кДж/м*. неменее Коробление, мм, не более . .
Морозостойкость, циклы, не ме¬
нее 2518002,60,6602318002,60,6502017002,50,62518160020,625
онного слоя, наружного и внутреннего
облицовочных слоев и бескаркасными —
с жестким или полужестким утеплителем
(рис. 83). Асбестоцементные панели с
деревянным каркасом применяют при
строительстве складов, гаражей, ремонт¬
но-механических мастерских. В качест¬
ве утеплителя используют фибролит, мн-
нераловатные плиты. Толщина панелей
в зависимости от утеплителя колеблется
в пределах 12...20 см.Асбестоцементные панели АП нахо¬
дят широкое применение при устройстве
кровель производственных и культурно-
бытовых зданий. Для устройства утеп¬
ленных кровель предлагаются панели
АС-100, состоящие из двух фигурных ас¬
бестоцементных листов, склеенных между
собой по контуру асбестоцементной мас¬
тикой в сыром виде под давлением. Фи¬
гурные выступы по контуру панелей при
их соединении образуют нахлестку, благодаря чему обеспечивается
плотность поверхности кровли и не требуется устройства рулонного
ковра. Утеплителем служит минеральная вата на синтетическом или
битумном связующем. Размер панели АС-100 — 3260X740X128 мм.
Рекомендуемый уклон кровли не менее 5...7 °.Для снижения шума в производственных, общественных и жилых
зданиях применяются асбестоцементные акустические плиты. Они
представляют собой сборные щиты из перфорированных сквозными
отверстиями асбестоцементных листов и звукопоглощающего слоя из
пористых материалов, обернутых стеклотканью или марлей, пропи¬
танных огнезащитными растворами. Асбестоцементные акустические
плиты имеют высокую механическую прочность и небольшую массу.
Они огнестойки, долговечны, гигиеничны, окрашиваются в любой
цвет, просты в изготовлении и монтаже.Госстроем СССР рекомендованы для массового применения
асбестоцементные плиты покрытий чтипа АКД и АКП и стеновые
Панели АСД. Каркас плиты АКД состоит из трех деревянных брус¬
ков сечением 130... 180X40 мм, связанных по торцам поперечными
деревянными диафрагмами сечением 100x20 мм. Снизу к каркасу
шурупами крепят плоский асбестоцементный лист размером 2980 X
Х1450Х10 мм. Между брусками укладывают утеплитель — обычно
минераловатную плиту плотностью 80... 100 кг/м3. В качестве паро-
нзоляции применяют полиэтиленовую пленку, которая покрываетIAa/w\/wvЩРис. 83. Конструкции ас¬
бестоцементных панелей
а — панель с деревянным
каркасом н минераловат¬
ным заполнением; б —
трехслойная клееная па¬
нель с пенопластом; в —
панель с применением
волнистых листов130
внутреннюю поверхность листа. Такая же пленка натянута на кар¬
кас. В таком виде плиту доставляют на стройку. После установки ее
в покрытие верхнюю пленку снимают, а на бруски каркаса укладыва¬
ют крупноразмерный волнистый лист типа СВ или УВ.Плиты АКП (для рулонной кровли) состоят из четырех асбесто¬
цементных швеллеров высотой 170 мм, к которым при помощи клея
или винтов крепят плоские асбестоцементные листы размером 2980 X
X1490X10 мм (нижний лист) и 2980X1450X10 мм (верхний лист).
Между швеллерами расположен утеплитель. Над утеплителем об¬
разуется свободное пространство (не менее 5 мм по высоте), которое
в торцах здания или в пазах вдоль карниза имеет сообщение с наруж¬
ной средой. Такая конструкция позволяет применять плиты АКП в
зданиях с влажностью до 35 %. Плиты АКП по сравнению с плита¬
ми АКД обладают повышенной огне- и биостойкостью, а также более
высокими эксплуатационными свойствами.Стеновые панели АСД длиной 2980, шириной 590, 890 и 1490 мм,
толщиной 152...232 мм состоят из деревянного каркаса, к которому
крепят винтами асбестоцементные листы соответствующих размеров.
Во внутреннюю полость укладывают минераловатный утеплитель
плотностью 150 кг/м3 и крепят его деревянными рейками. Между
ним и наружным листом образуется вентилируемое пространство.
Пароизоляцией служит полиэтиленовая пленка.5.10. Пенопласты — это ячеистые газонаполненные пластмассы,
получаемые вспениванием полимерных композиций химическим или
механическим способами. Для производства пенопластов используют
термопластичные и термореактивные полимеры. Из термопластичных
нолимеров наиболее широко применяют полистирол и поливинилхло¬
рид. Пенопласты на основе других термопластичных полимеров
(полиэтилен, полипропилен, полиакрилаты) обладают многими поло¬
жительными свойствами, хотя и не получили еще широкого примене¬
ния в строительстве.Из термореактивных полимеров для строительных пенопластов
используют фенолформальдегидные, полиуретановые и мочевинофор-
мальдегидные. Применение других полимеров — кремнийорганических,
эпоксидных — ограничено. Благодаря хорошим физико-механическим
свойствам, сравнительно невысокой стоимости и достаточной долго¬
вечности большое распространение в строительстве получили поли-
стирольные пенопласты. Они представляют собой легкие твердые
материалы белого цвета с равномерно замкнутой пористой структу¬
рой.Различают пенополистирол прессового и беспрессового изготов¬
ления. Пенопласты прессового изготовления имеют марки ПС-1,
ПС-4, ПС-18, ПС-254, ПС-БСГ и др. Наибольшее применение находят
пенопласты ПС-1 и ПС-4. Полимером для них служит эмульсионный9*131
41. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПОЛИСТИРОЛЬНЫХ
ПЕНОПЛАСТОВ ПС-1 И ПС-4 ПРЕССОВОГО ИЗГОТОВЛЕНИЯПоказательПС-1ПС-4Плотность, кг/м8
Предел прочности при сжа¬
тии, МПаМодуль упругости при сжа¬
тии, МПаУдарная вязкость, кДж/м2
Коэффициент теплопровод¬
ности, Вт/(м*°С)Усадка при 60 °С за 24 ч, %
Рабочая температура, ССВодопоглощение за 24 ч, %,
не более600,30,0350,6
60 ...661001651,10,0380,5
60... 6620031001.90,0520,5
60 ... 650,3300,20^0440,5
70 ... 80600,433,60,940,0390,5
70... 80132полистирол, а порообразователем — азодинитрил диизомасляной
кислоты, этиловый спирт и углекислый аммоний.Физико-механические свойства пенопластов прессового изготов¬
ления зависят от плотности (табл. 41); с увеличением массы повы¬
шается прочность, снижается водопоглощение, гигроскопичность,
воздухо- и паропроницаемость.Пенопласты ПС-1 и ПС-4 достаточно биостойки, морозостойки
(коэффициент морозостойкости после 25 циклов равен 0,85...0,87) и
водонепроницаемы. Эти пенопласты также стойки в пресной и
морской воде, в растворенных и некоторых концентрированных кис¬
лотах, щелочах, спиртах, смазочных маслах. Они нестойки к органи¬
ческим растворителям (бензолу, дихлорэтану и др.), бензину, дизель¬
ному топливу, сложным эфирам, концентрированной азотной кисло¬
те. Их недостаток — горючесть.Пенополистирол ПСБ и ПСБ-С получают беспрессовым методом.Сырьем служит суспензионный полистирол, а для ПСБ-С поли¬
стирол с пониженной горючестью (самозатухающий). Пенополисти¬
рол марок ПСБ и ПСБ-С, выпускаемый в виде плит и блоков (ГОСТ42. Физико-механические свойства полистирольных пенопластов
беспрессового изготовленияМарка пенопласта ....
Предел прочности при стати¬
ческом изгибе, МПа, не ме¬
нее Сопротивление сжатию при
10 %-ной деформации, МПа,не менее Водопоглощение за 24 ч, %
по объему, не более . . .
Коэффициент теплопровод¬
ности в сухом состоянии
при 25±5°С, Вт/(м*°С), не
более «200,070,0550,04250,10,0740,038300,130,130,038400,180,1520,038
43. ОСНОВНЫЕ ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПОЛИВИНИЛХЛОРИДНЫХ ПЕНОПЛАСТОВПРЕССОВОГО ИЗГОТОВЛЕНИЯПоказательПВХ-1IIBX-2ПВХ-ЭПлотность, кг/м870 ... 100100... 130130 ... 170170 ... 220100... 160180... 270Прочность при 10 %-ной де¬
формации, МПа:при сжатии0,4... 0,9оч*-»сл0,8 ...21*6... 4.60,030,05при-растяжении1,2 ...2,62 ...3,53 ... 54*6 ...60*16 ... 0,350,4 ... 0*6при изгибе1,6 ...2,82... 43 ... 56... 6*5——Модуль упругости, МПа, не
менее:при сжатии-80—205——при растяжении—86—180——при сдвиге—18*5—48.6—Ударная вязкость, кДж/м*0*7 ... 1,3о*<о1—»от1*2 ...21,7 ... 2*5--Водопоглощение за 24 ч, %,
не более0,250,20,-30,30.50«бЛинейная усадка при 60 °С
за 24 ч, %, не более1111—5Рабочая температура, °С+60...-60+40 ... -30+40 ... - 19Коэффициент теплопровод¬
ности, Вт/(М'°С), не более0,0260,043 .0,0430|0520,0430,043133
15588—70*), представляет собой материал из тонкоячеистых сфери¬
ческих гранул, спекшихся между собой. В зависимости от плотности
беспрессовый полистирол делится на марки 16, 20, 25, 30 и 40 (ПСБ)
и 25, 30, 40 (ПСБ-С). При двойном предвспенивании полистирольно-
го бисера ПСВ получают пенопласт плотностью до 15 кг/м3 и проч¬
ностью, соответствующей марке 20 по ГОСТ 15588—70.Пенопласт ПСБ-С не обладает горючестью после удаления ис¬
точника огня: его горение прекращается в течение 5 с и менее.Пенопласт ПСБ имеет низкий коэффициент звукопоглощения,
почти воздухонепроницаем и биостоек. При повышении температуры
прочностные показатели ПСБ снижаются. По стойкости к агрессив¬
ным средам полистирольные пенопласты ПСБ и ПСБ-С близки
пенопластам ПС-1 и ПС-4.Высокими физико-механическими свойствами обладают пено¬
пласты на основе поливинилхлорида (табл. 43, 44). Этот полимер
содержит до 56,8 % связанного хлора, поэтому менее горюч по
сравнению с полистиролом. В СССР выпускают пенополивинилхлорид
прессового изготовления марок ПВХ-1 и ПВХ-2 (жесткие), ПВХ-Э
(эластичные) и беспрессового изготовления (жесткий ПВ-1).Пенопласты из поливинилхлорида выпускают в виде прямо¬
угольных плит размерами 750X750X50, 500x500X50, 500x200X50
и 200X200x50 мм. Они имеют закрытые поры, поэтому коэффициент
звукопоглощения их невелик. Пенопласты ПВХ-1, ПВХ-2 и ПВХ-Э
устойчивы к действию воды, масел, жидких видов топлива, органи¬
ческих растворителей, разбавленных щелочей и кислот. Пенопласты
легко обрабатываются на деревообрабатывающих станках и ручным
столярным инструментом. Их можно склеивать между собой, а также
с другими материалами (древесиной, пластмассами, металлами).
Недостаток поливинилхлорида — корродирующее действие на
металлы.Пенопласты на основе полиэтилена имеют плотность 60...80 кг/м3,
характеризуются низкой теплопроводностью, не горят после удале¬
ния источника огня, сохраняют упругость при температуре —200...
...+100 °С. Пенопласты стойки к действию большинства растворителей,
кислот и нефтепродуктов, не загнивают, не имеют запаха и неток¬
сичны. Их используют для изоляции стыков панелей и в качестве44. Основные физико-механические свойства беспрессового
поливинилхлоридного пенопласта ПВ-1Плотность, кг/м3 50 ... 80 80 ... 100Предел прочности при сжатии,! 'МПа. не менее 0,2 0,4Водопоглощение за 24 ч, %, неболее 0,25 0,25Линейная усадка за 24 ч при 70 °С,%, не более ......... 1 1134
45. ОСНОВНЫЕ СВОЙСТВА ФЕНОЛЬНЫХ ЗАЛИВОЧНЫХ ПЕНОПЛАСТОВПоказательФПБФРП-1ФРП-2КФП-20Плотность, кг/м3
Предел прочности, МПа:
при сжатии
при изгибе
Ударная вязкость, кДж/м2
Водопоглощение за 24 ч, %
Гигроскопичность за 24 ч
(при 96%-ной относительной
влажности), %Коэффициент теплопровод¬
ности, Вт/(м*°С)
Максимальная рабочая тем¬
пература, °СКислотность, мг КОН/г. не
болееpH, не ниже35 ... 450,090,31,5260,03515040430 ... 1000,06 ...0,66
0,14 ...0,46
0,1 ...0,2
0,4 ...0,7
Ю ... 220,03 ...0,04
160
20
460 ... 1600,28 ...0,15
0,24 ...0,89
0.16 ...0,3
0.4 ... 1.220 ... 300,032 ...0,044
150
10060 ... 1004... 8
0,4 ...0,6160,033170Примечание. Температура эксплуатации при длительном воздействии
—50...+ 100 °С.амортизирующих прокладок. Для склеивания применяют битумные
мастики.Среди пенопластов на основе термореактивных полимеров наи¬
более широко используются фенолформальдегидные пенопласты. Эти
материалы недороги, прочны, огнестойки. В последнее время полу¬
чил распространение фенольный пенопласт ФРП, представляющий
собой легкий жесткий газонаполненный материал розового цвета,
обладающий комплексом ценных свойств (табл. 45). Пенопласт
ФРП-1 получают вспениванием фенолформальдегидного полимера
газами, выделяющимися при реакции алюминиевой пудры и вспе-
нивающе-отверждающего агента (продукт ВАГ), а пенопласт
ФРП-2 — вспениванием того же полимера испаряющимися легкоки-
пящими жидкостями, включенными в состав сырьевой смеси.Используя смолу ФРВ-1, модифицированную меламиноформаль-
дегидным полимером, и применяя в качестве газообразователя хлори¬
стый аммоний в сочетании с продуктом ВАГ получают заливочный
фенольный пенопласт марки КФП-20, обладающий более высокими
свойствами, чем ФРП-1 и ФРП-2.Заливочный пенопласт ФПБ получают, используя фенолформаль-
дегидную смолу СФЖ-3016 и продукт ВОА в смеси с алюминиевой
пудрой. Продукт ВОА — это смесь бензолсульфокислоты, ортофос-
форной кислоты и диэтиленгликоля. Расход агента ВОА 25...36 мае. ч
на 100 мае. ч. смолы; количество алюминиевой пудры 1,2...1,8 мае. ч.
При изготовлении пенопласта ФПБ в массу вводится также поверх¬
ностно-активное вещество ОП-7. Вначале в смеситель загружают
смолу, далее ОП-7, алюминиевую пудру, а затем агент ВОА. Вспе-135
иивапие и отверждение происходит в течение 5... 10 мин при темпера¬
туре 18...20°С.В процессе вспенивания и затвердевания фенольные пено¬
пласты прочно прилипают к ограждающим поверхностям из стек¬
лопластика, древесностружечных плит, фанеры. Это .свойство ис?
пользуется для изготовления панелей, тепло- и звукоизоляционных
покрытий.Другой распространенный термореактивный пенопласт получа¬
ют на основе полиуретанов. Пенопласт образуется в результате
взаимодействия диизоцианатов с полиэфирами в присутствии каталит
"заторов, воды, эмульгаторов и других добавок. Используя различное
сырье и регулируя степень смешивания, можно получить пенопласты
жесткие и эластичные, с открытыми и закрытыми порами, плотные и
рыхлые, высокопрочные и средней прочности.Наибольшее применение из жестких пенополиуретанов находят
ПУ-101, ППУ-3, ППУ-304Н и др. (табл.46). ПенопластПУ-101 имеет
замкнутую ячеистую структуру, прочен, водостоек, хорошо прилипает
к поверхностям в процессе вспенивания и применяется как заливоч¬
ный пенопласт. Цвет его светло-желтый. Пенопласт ППУ-3 имеет
более мелкие, в основном закрытые, ячейки. Цвет пенопласта — от
белого до светло-коричневого. Пенополиуретан марки ППУ-304Н
применяется для напыления на изолируемые от шума или охлажде¬
ния поверхности.Цвет пенопласта — желтый или зеленовато-желтый. Недостаток
пенополиуретанов — горючесть. Для ее снижения полиуретаны мо¬
дифицируют различными добавками или наполняют негорючими
компонентами. Так, стеклопенополиуретан (СППУ) состоит из легко¬
го минерального наполнителя стеклопора и вспенивающейся поли¬
уретановой композиции «Сиспур СН 4055». Стеклопенополиуретан
имеет плотность 70 кг/м3. Предел прочности при сжатии при 10 %-
ной деформации 0,15 МПа, коэффициент теплопроводности 0,04 Вт/
/(м°С).Эластичный пенополиуретан в зависимости от плотности и раз¬
мера ячеек выпускают следующих марок: ППУ-Э-25-1,8; ППУ-Э-
25-3,2; ППУ-Э-35-0,8 (первая цифра обозначает плотность в кило¬
граммах на кубический метр; вторая — средний размер ячеек в
миллиметрах). Это газонаполненные легкие материалы с преоблада¬
нием открытых пор. Они сохраняют эластичность в интервале тем¬
ператур —15...-И00°С, малогигроскопичны, водостойки, стойки к
действию бензина и смазочных масел, обладают хорошими акусти¬
ческими свойствами.На основе мочевиноформальдегидных полимеров изготовляют
преимущественно легкие пенопласты (табл. 47) плотностью до
15 кг/м3, имеющие большое количество сообщающихся пор. Такие136
46. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПЕНОПОЛИУРЕТАНОВПоказательПУ-101ППУ-3при номинальной плотности, кг/м®ППУ-304 Н50100150200Плотность, кг/м®10045... 60100... 120140... 160180... 22030 ...60Предел прочности при сжатии. МПа0*80*20*31.42*50*15Ударная вязкость, кДж/м20*40*40,811.3-Линейная усадка за 24 ч, %, не более0,3
(при 150°С)11111Водопоглощение за 24 ч, %0.111110*3Коэффициент теплопроводности, Вт/(м*вС)0,031---0,034Рабочая температура» °С130 ... 150100 ... 120100... 120100... 120100... 12080
47 СВОЙСТВА МОЧЕВИНОФОРМАЛЬДЕГИДНЫХ ПЕНОПЛАСТОВПоказательМипора маркиПенопласт МФПМНПлотность, кг/м8
Содержание влаги,
%, не более
Коэффициент тепло¬
проводности, Вт/(мХ
ХС),не более10 ... 20
150,0410 ... 20120,0310... 25
0,03 ...0,032Рабочая темпеоату-
ра, °СДо 4* 100—60 ...4-100ГорючестьПри 500 °С обу¬
гливается, но не
загораетсяВыдерживает
пробу на невос¬
пламеняемость в
кислородеТрудновоспла-меняемпенопласты изготовляют периодическим (получение мипоры) и не¬
прерывным (получение пенопласта МФП) методами.Мипору выпускают в виде блоков размером 100X460X200 мм.
Марки мипоры: М — теплоизоляционный материал общего назначе¬
ния и Н — материал пониженной горючести для теплоизоляции кис¬
лородных установок, сосудов для перевозки кислорода, холодильных
камер и вагонов. Пенопласт МФП служит заливочным материалом
для строительных конструкций. Его получают на установке непре¬
рывного действия.Мочевиноформальдегидные пенопласты гидрофильны и недоста¬
точно биостойки, поэтому в строительных конструкциях их нужно
защищать алюминиевой фольгой, битумными мастиками или водоне¬
проницаемыми пленками. Большинство пенопластов применяют для
трехслойных панелей (рис. 84). Обшивками служат алюминий, ас¬
бестоцемент, стеклопластики, армоцемент и т. д. Средний слой из
пенопласта обеспечивает тепло- и звукоизоляцию, а также служит
соединительным элементом обшивок панели. В качестве среднего
слоя трехслойных панелей используют пенополистирол, пенополи¬
уретаны, а также фенолформальдегидные или мочевиноформальде-
гидные пенопласты, особенно вспениваемые на месте применения.Применение пенопластов заливочного типа позволяет получить
крупногабаритные конструкции в условиях строительства при нор¬
мальной температуре. Исходную композицию в виде гранул или пены
вводят в полость конструкции и затем вспенивают. Композиция
многократно увеличивается в объеме и склеивается со стенками ог¬
раждения— обшивками. Такова, например, технология серийного
изготовления легких строительных панелей КСП (обшивки — из
плоского асбестоцемента, каркас — из алюминия, заполнитель —
пенопласт марки МФП). В панелях КСП пенопласт заменяет ранее138
ч '5 Ijj'5 гчш:Й^а|Рис. 84. Трехслойные стсновые па¬
нели различных типов
1 — асбестоцемент; 2 — пенопласт;
3 — древесностружечная плита; 4 —
армоцемент; 5 — стеклопластик; б —
сотопласт; 7 — алюминийРис. 85. Схемы устройства «плава¬
ющего пола» с применением псно-
пластова — пол с рулонным покрытием;
б — пол с плиточным покрытием;
1 — пенопластприменявшуюся минеральную вату, причем 1 м3 пены дешевле 1 м3
ваты примерно на 40 %, а теплотехнические свойства панелей выше.
Пенопласты также широко используют при изготовлении облегчен¬
ных перегородок.Пенопласты пригодны в качестве звукоизоляционного материала
при устройстве полов, перекрытий и для внутренней отделки стен.
В последние годы в строительстве все большее распространение по¬
лучают «плавающие» полы (рис. 85), названные так потому, что пол
располагается на пенопласте, не соприкасаясь ни с основанием, ни
со стенами. Для отделки стен и перекрытий широко применяют пе-
нополистирол и пенополиуретан, облицованные древесным шпоном,
бумагой и полимерными пленками, которые придают плитам краси¬
вый вид и защищают пенопласт от повреждения.Весьма перспективно использование пенопластов в сельскохо¬
зяйственном строительстве. Фенольные пенопласты марки ФРП-1 и
пенопласты на основе фенолуретанов, обладающие малой гигроско¬
пичностью, с успехом применяются в трехслойных панелях подвесно¬
го потолка в животноводческих помещениях при относительной влаж¬
ности воздуха до 90 %. Наиболее рациональна конструкция подвес¬
ного потолка с обшивкой из древесностружечных плит толщиной
19 мм и алюминиевых листов толщиной 0,8 мм; утеплителем служит
фенол форм альдегидный пенопласт ФРП-1 с плотностью 50...60 кг/м3,
толщиной 60 мм. Панель имеет размеры 3X1 *5 м. Верхние и нижние139
обшивки соединены между собой обрамлением из древесиостружеч*
ных плит толщиной 19 мм. Элементы соединяют при помощи закле¬
пок на клее 88-Н.Пенопласты применяют при изготовлении легких передвижных
домов, а также опалубочных форм, причем опалубка может быть
легко удалена или оставлена в бетоне в качестве теплоизоляционно^
го слоя. Эластичный пенополиуретан используют в оконных и
балконных дверных проемах в качестве утеплителя.5.11. Стеклопластики — это листовой материал из стеклянных
волокон или тканей, связанных синтетической смолой. Стеклянные
волокна служат армирующими элементами; они воспринимают ос¬
новные нагрузки при работе материала в конструкциях. Смола не
только Связывает стеклянные волокна, но и распределяет усилия
между ними, защищает материал от внешних воздействий. Совмест¬
ная работа стеклонаполнителя и синтетического связующего обеспе¬
чивает стеклопластикам высокую ударную прочность, стойкость к
атмосферным и химическим воздействиям, высокие тепло-, электро-
и звукоизоляционные свойства.В зависимости от вида и расположения наполнителя различают
стеклопластики на основе ориентированных волокон, рубленых воло¬
кон и тканей или матов. К стеклопластикам на основе ориентирован¬
ных волокон относятся материалы типа СВАМ и АГ-4С, а также
ленты и стержни, состоящие из стекложгутов, пропитанных смолой.
В стеклопластиках СВАМ и АГ-4С волокна расположены слоями по
толщине материала. Связующим служат модифицированные фенол-
форм альдегидные, эпоксидные, эпоксиднофенольные полимеры. Стек¬
лопластики этой группы обладают наибольшей прочностью, что
в сочетании с химической стойкостью делает их эффективным
материалом для строительных конструкций, арматуры, труб, ем¬
костей.Стеклопластики на основе рубленых волокон изготовляют в виде
волнистых или плоских листов на полиэфирных смолах, обладающих
высокой светопрозрачностью. Такие листы, предназначенные в основ¬
ном для кровли, имеют прочность при растяжении 60...90 МПа и
модуль упругости в пределах 5000...7000 МПа. Эти стеклопластики
применяются также в светопрозрачных панелях, в качестве огражде¬
ния лестниц, балконов и барьеров, для прозрачных навесов и пере¬
городок, при устройстве верхнего света, в заполнениях оконных пере¬
плетов и дверных проемов.Стеклопластики, изготовляемые на основе стекломатов или стек-
ловойлока из грубых волокон, обладают несколько меньшей прочно¬
стью при растяжении (до 45 МПа). Связующим для них служат
феноло- или крезолоформальдегидные полимеры с добавкой гипса.
Такие стеклопластики дешевы, их можно применять для обшивки140
трехслойных стеновых панелей и для изготовления малонапряженных
конструкций и деталей.Из пресс-материала (премикса) — пастообразной массы, состоя¬
щей из полиэфирного связующего и наполнителей (асбеста, стекло¬
волокна, мелкодисперсных порошков минерального и органического
происхождения), формуют крупногабаритные изделия — оконные и
дверные блоки, санитарно-технические изделия, а также различную
фурнитуру.В стеклопластиках на основе тканей (стеклотекстолитах) свя¬
зующим служат модифицированные фенол форм альдегидные или по¬
лиэфирные смолы. Стеклотекстолиты выпускают в виде листов раз¬
мером 1000 x2400 мм, толщиной 0,5... 15 мм при плотности 1600...
...1850 кг/м3. Основным сырьем служат стеклоткани и сетки различных
марок (Т, ТС, Э, А, АС и др.). В качестве связующих применяют
фенол форм альдегидные, кремнийорганические, меламиновые, эпок¬
сидные смолы. Содержание связующего от 26 до 45 % (по массе).
Основной способ изготовления стеклотекстолитов — прессование при
высоком давлении и температуре. Для этого ткань, с которой удален
замасливатель, пропитывают смолой, подсушивают, разрезают на
отдельные листы, их которых собирают пакеты. Режим прессо¬
вания, т. е. температура и давление, а также продолжительность
выдержки под давлением зависят от вида связующего и толщины
изделий.Стеклотекстолиты используют при устройстве комбинированных
опалубочных щитов и форм, а также при изготовлении наружных
стеновых панелей и других конструкций. Стеклотекстолиты марок
КАСТ, КАСТ-В, СКМ-1, СТ-911-С и другие имеют прочность при
сжатии 210...430 МПа вдоль слоев и 350...420 МПа перпендикулярно
слоям; прочность при растяжении составляет 140...415 МПа. Наи¬
большее применение в строительстве находит стеклотекстолит марки
КАСТ-В. Его получают горячим прессованием полотнищ стеклотка¬
ни АССТ(б), пропитанных фенолформальдегидной смолой, модифи¬
цированной поливинилбутиралем. Стеклопластик КАСТ-В идет на
изготовление трехслойных панелей, оболочек и других строительных
конструкций.Основные физико-механические свойства стеклопластиков при¬
ведены в табл. 48 и 49.Сопротивление стеклопластиков механическим воздействиям в
значительной степени от конкретных условий эксплуатации. Воздей¬
ствие на стеклопластики повышенных температур, воды и агрессивной
среды снижает их кратковременную и длительную прочность и уве¬
личивает деформативность. Степень снижения прочности и модуля
упругости зависит от многих факторов, прежде всего от вида связую¬
щего. При использовании стеклопластиков в строительстве следует141
48. ОСНОВНЫЕ ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА СТЕКЛОПЛАСТИКОВМатериалПлотность,ВодопоглощениеПредел прочности,, МПаМодульУдарнаяKT/MJза 24 ч, %,
не болеепри рас¬
тяженииприсжатииприизгибеупругости,МПаВЯРКОСТЬВ;кДж/маСтеклопластик полиэфир¬
ный листовой, плоский и
волнистый (ОСТ-6-11-390-75)14001.560901306000-Стеклопластик конструкци¬
онный КАСТ-В (толщиной
до 7 мм)18500.523095240--Стеклопластик листовой
СВАМ (МРТУ 6-11-129-69)1900 ... 2000045040070028 500500Стеклопластиковый матери¬
ал прессовочный АГ-4 мар¬
ки:В1700 ... 19000,28010012018 00030С1700 ... 19000,250020025018 000150142
49. ДЕФОРМАЦИОННЫЕ И ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВАСТЕКЛОПЛАСТИКОВруководствоваться «Рекомендациями по проектированию и расчету
конструкций с применением пластмасс».Стеклопластики выгодно отличаются от многих традиционных
материалов (металла, железобетона) способностью длительно рабо¬
тать в условиях агрессивных сред, а также в зданиях, к которым
предъявляются специальные требования свето- и радиопрозрачности
(немагнитности). Применение стеклопластиков в строительстве сни¬
жает массу конструкций, сокращает трудоемкость их изготовления,
улучшает качество строительных работ, уменьшает расход металла,
дерева, цемента и сокращает сроки строительства.В деревянных и комбинированных конструкциях стеклопластики
применяют в качестве обшивок панелей, для заполнения световых
проемов деталей и дверей, изготовления крепежных деталей (нагели,
болты, накладки, шайбы), арматуры, а также в качестве напыляемых
защитных покрытий. Наибольшее применение находят волнистые и
профилированные полиэфирные стеклопластики. Волнистые стекло¬
пластики, обладая повышенной светопрозрачностью при относительно
малой массе (масса 1 м2 колеблется от 2,5 до 2,7 кг), а также до¬
статочно высокой прочностью и жесткостью, весьма эффективны при
устройстве светопрозрачных покрытий. Такие покрытия легче кровли
из стеклоблоков в 12... 18 раз. Волнистые стеклопластики применяют
также в сочетании с другими материалами, обеспечивающими повы¬
шенную жесткость и прочность изделий.Плоские стеклопластики используют в деревопластмассовой
опалубке для сборного и монолитного железобетона. Листы при¬
клеивают на сплошное дощатое основание либо крепят к несущему
каркасу. Высокая механическая прочность и стойкость к действию
воды, масел, нефтепродуктов позволяют применять стеклопластики143СтеклопластикПоказательориентиро¬ванныйна основе
рубленого
волокнана основе
тканейКоэффициент длительного со¬
противления:для предела прочности при
растяжениидля модуля упругости при
растяжении0,92 ... 0,65
0,700,5... 0,34
0,55 ... 0.60,67 ... 0,58
0,86 ...0,68Коэффициент теплового расши¬
ренияДля всех видов стеклопластика около
2-10-5Коэффициент теплопроводности,
Вт/(м-°С)0,42 ... 2,2
для труб и санитарно-технических изделий. Тонкие стеклопластико¬
вые трубы используют также для изготовления несущих конструк¬
ций, в частности элементов каркаса летних домиков. Однако при
йспользовании стеклопластиков следует учитывать, что они недоста¬
точно жестки и огнестойки, склонны к ползучести, подвергаются ста¬
рению. В связи с этим применение стеклопластиков в несущих кон¬
струкциях ограничено.5.12. Листовые металлы. При строительстве деревянных соору¬
жений применяют листовую кровельную сталь, тонколистовую оцин¬
кованную сталь и листы алюминиевых сплавов. Листовую кровельную
сталь (ГОСТ 17715—72*), мягкую углеродистую холоднокатаную
или горячекатаную выпускают листами прямоугольной формы и в
зависимости от состояния поверхности, наличия загнутых углов и
порванных участков разделяют на две группы: СТК-1 и СТК-2. Кро¬
вельную сталь изготовляют толщиной 0,35...0,8 мм, шириной 510...
.:Л000 и длиной 710...2000 мм. Листы упаковывают в пачки массой
до 80 кг. На верхнем листе наносят краской или привешивают ярлык
с указанием группы стали, завода-изготовителя, массы пачки, раз¬
мера и массы листов.Тонколистовую оцинкованную сталь (ГОСТ 7118—78) изготов¬
ляют на основе кровельной стали. Для покрытия применяют цинк
марок Ц0, Ц1, Ц2 и ЦЗ по ГОСТ 3640—75 с добавлением в ванну
алюминия и других металлов. Слой цинка толщиной не менее 20 мкм
наносится на листы с обеих сторон, что составляет расход цинкового
покрытия по массе более 285 г/м2. Листы оцинкованной стали долж^
ны иметь прямоугольную форму и чистую поверхность — без трещин,
наплывов цинка, темных и ржавых пятен или точек. Допускаются
полосы от валков цинковальной машины, легкие царапины, потерто¬
сти без нарушения сплошности цинкового покрытия, светлые и
матовые пятна, местная шероховатость покрытия, следы от переги¬
бов листа, пузырьки диаметром менее 10 мм в количестве до 8 шт.
на лист и мелкие точки непротрав общей площадью менее 3 см2 на
лист.Оцинкованные листы при испытании на прочность сцепления
цинкового покрытия с основным металлом толщиной до 0,8 мм долж¬
ны выдерживать изгиб на 180° (ГОСТ 14019—80), а толщиной 0,81...
...1,5 мм — один перегиб (ГОСТ 13813—68*). В месте изгиба не долж¬
но быть отслоений цинкового покрытия, обнажающих поверхность
стали. Допускается мелкая сетка трещин по всей длине изгиба и
отслоение покрытия на расстоянии до 6 мм от краев. Листы оцин¬
кованной стали имеют размеры 710x1420 мм при толщине листа
0,35...0,8 мм и 1000x2000 мм при толщине листа 1 ...1,5 мм. Оцинко¬
ванные листы промасливают нейтральным минеральным маслом.
-Упаковывают так же, как и тонколистовую сталь.144
Листы из алюминия и алюминиевых
сплавов (ГОСТ 21631—76) выпускают
марок А7, А6, А5, АО, АДО, АД1 (из
алюминия) и ММ, Д12, АМц, АМцС,АМг23, АМг5, АМгб, АВ, Д1, Д16, В95-1,ВД1. Листы имеют размеры 600...2000Х
Х2000...7200 мм и толщину ОД.....10,5 мм.Преимущества листового алюхминия — малая масса, высокая
прочность, стойкость против коррозии (в 10...20 раз выше, чем у
стали); отсутствие образования искр при ударах, что имеет значение
при работах с растворителями; кроме того, листовой алюминий сох¬
раняет пластичность при низких температурах — это особенно важно
для строительства в северных и восточных районах.Недостатки алюминиевых сплавов: низкий модуль упругости
(71 ООО МПа), более высокий, чем у стали, коэффициент линейного
расширения (0,000023 Х”1), пониженная жаропрочность. При конт¬
рольной проверке алюминиевые листы определяют на прочность при
растяжении по ГОСТ 1497—73. От каждого контрольного листа по¬
перек направления прокатки вырезают по одному образцу (рис. 86),На углу листа, на расстоянии не более 30 мм от кромки, выби¬
вают или наносят быстросохнущей краской марку алюминия или
сплава, плакировку, состояние материала, толщину листа и номер
партии.Алюминиевые листы упаковывают в пачки, согласно ГОСТ
9.011—79, предварительно смазав их смесью, состоящей, например,
из технического вазелина (10... 15 %), индустриального масла марки
И-12А или И-20А (80...85 %) и присадки АКОР-1 (5... 10 %). Вместо f
смазки листы могут быть переложены упаковочной противокоррози¬
онной бумагой МБГИ-3-40 или МБГИ-8-40 (ГОСТ 16295—77)-, про¬
масленной указанной смесью. Почка должна быть завернута в па¬
кет, состоящий из двух слоев промасленной бумаги и одного слоя
упаковочной водонепроницаемой бумаги. При использовании в конст¬
рукциях листы алюминия должны быть расконсервированы, т. е. с
них необходимо удалить смазку, очистить от загрязнений, снять
заусенцы и т. п. Для некоторых видов облегченных конструкций на¬
ходит применение гофрированный алюминий.6. СОЕДИНЕНИЯ ЭЛЕМЕНТОВ
ДЕРЕВЯННЫХ КОНСТРУКЦИЙ6.1. Нагели. Для соединения элементов деревянных конструкций
применяют различные детали, позволяющиь не только обеспечить
заданную форму конструкции, но и передавать значительные усилияR 25.0Х..0,8й]175 — 1i/o \Рис. 86. Форма и размеры
образца для определений
прочности листового алюми¬
ния при растяжении10—371145
60. СОРТАМЕНТ ГВОЗДЕЙТип гвоздейДлина /, ммГрадация, ммСтроительные проволочные круглыеПроволочные квадратныеПроволочные круглые:толевые (черные и оцинкованные)кровельныештукатурныеотделочные (черные и оцинкованные)
обойные20... 5060... 110125...25050...110125...25020... 40
45; 50
30; 409; 12; 15...40
7; 9; 12; 15...30510251025555с одного элемента на другой. Одним из распространенных видов со¬
единений деревянных элементов являются нагели — гибкие стержни
или пластинки из стали, пластмасс или древесины твердых пород (ду¬
ба или антисептированной березы). К стальным цилиндрическим на¬
гелям относятся гладкие цилиндрические стержни сплошного или
трубчатого сечения, а также гвозди, болты, тяжи (табл. 50, 51,
рис. 87).Цилиндрические нагели применяют для соединения элементов
составных стержней, присоединения стержней решетки с небольшими
усилиями в узлах ферм, стыков поясов ферм, балок и др. Они вос¬
принимают усилия сдвига, возникающие между элементами по
плоскостям сплачивания и работают в основном на изгиб (редко
на срез, например в случае металлических накладок). Для расчета
несущей способности цилиндрические нагели можно рассматривать
как стержни с различными схемами нагружения, находящиеся в
упругопластической среде. Различают две основные схемы работы
нагелей: симметричную (рис. 88) и несимметричную (рис. 89).
Симметричные соединения бывают двухсрезные и четырехсрезные, а
несимметричные — односрезнке и двухсрезные.Расчетную несущую способность цилиндрических нагелей в сое¬
динениях элементов конструкции, выполненных из древесины сосны51. СОРТАМЕНТ БОЛТОВ И ТЯЖЕЙ (см. рис. 87)Вид болтов и тяжейНаружный
диаметр
резьбы d,
ммДлина /, ммС шестигранной головкой (нормальной
точности)С шестигранной головкой (повышенной
точности)Системы Минтрансстроя (высокопрочные)6 ... 48
6 ...48
18, 22, 246 ... 300
10 ... 300
16 ... 300146
С)&d)В)*rur-Л<?)U)Рис. 87. Виды нагелей
а —болт; б — цилиндрический стальной нагель (штырь); в —гвоздь: г —шу¬
руп; д — глухарь; е — дубовый цилиндрический нагель; ж — стальной трубча¬
тый нагель: з — дубовый или березовый нагель для сквозного гнезда; и —
глухой пластинчатый нагель; к — стальной пластинчатый нагель; d — диаметр;
/ — длина; b — ширинаО)2N6)В)I г)fw I# f/V |N |/V |IN fyРис. 88. Симметричные нагельные соединенияа — двухсрезное на стальных цилиндрических нагелях; б — двухсрезное на
гвоздях; в — двухсрезное со стальными накладками; г — многосрезноеи ели, при направлении усилий вдоль волокон элементов определяют
по табл. 52. Если направление усилия, передаваемого нагелем, не
совпадает с продольным направлением волокон элемента, то вычис-10*147Ж)
S)— Ifv|,V |/IN |гУj/VРис. 80. Несимметричные нагельные соединенияа% б — односрезные на стальных цилиндрических нагелях; в — односрезное на
гвоздях;, г — односрезное со стальными накладками; д — многосрезноеляемые по табл. 52 значения несущей способности нагеля на один
срез умножают на коэффициент влияния угла действия усилия Ка
при расчете на смятие и Ка —при расчете на изгиб (табл. 53).62. РАСЧЕТНАЯ НЕСУЩАЯ СПОСОБНОСТЬ ЦИЛИНДРИЧЕСКИХ НАГЕЛЕЙСхема работы
соединенияРасчетные усилияРасчетная (на один срез)
несущая способность
нагелей (кгс)стальногодубовогоСимметричные сое¬
динения (см. рис.
88)Смятие в средних
элементахbOcd30cdСмятие в крайних
элементах80ad5OadНесимметричные сое¬
динения (см. рис. 89)Смятие во всех эле¬
ментах равной тол¬
щины, а также в бо¬
лее толстых элемен¬
тах односрезных сое¬
динений35cd20 cdСмятие в более тон¬
ких крайних элемен¬
тах80ad2QadСимметричные и не¬
симметричные соеди¬
ненияИзгиб гвоздя260rf*-fa*, но
не более 400d2Изгиб нагеляШ<Р+2а\ но
не более 250d*45d2+2a2, но
не более 65d*Примечание, с — толщина средних элементов, а также равных и более
толстых элементов односрезных соединений, см: а — толщина крайних элемен¬
тов, а также более тонких элементов односрезных соединений, см; d — диа«
метр нагелей, см.148
Рис. 90. Соединение па гвоздях
а — при глухой забивке; б — при сквоз-
ной забивке с выходом концаВ случае применения дре¬
весины других хвойных и лист¬
венных пород, при эксплуата-
ции соединений в условиях по¬
вышенной температуры и влаж¬
ности, а также при воздействии
кратковременных ветровых,
монтажных и сейсмических на¬
грузок, помимо учета коэффи¬
циента Ка, вводят соответству¬
ющие поправочные коэффициенты. Соединение на гвоздях (рис. 90)
имеет специфические особенности. В месте забивки гвоздя древеси¬
на сминается, образуются продольные трещины, отщепы. Частично
эти недостатки устраняются применением гвоздей крестообразного
профиля, для которых можно не сверлить отверстия даже при диа¬
метре более б мм. Улучшенными с войствами обладают гвозди из
стеклопластика АГ-4С. Их также забивают в древесину без пред¬
варительного рассверливания гнезд. Прочность их при изгибе дости¬
гает 1000 МПа. Однако пластмассовые нагели и гвозди более де-
формативны.При определении расчетной длины гвоздя не учитывают заост¬
ренную часть гвоздя и зазоры между соединяемыми элементами в
каждом шве по 2 мм. Если расчетная длина защемления гвоздя
получается меньше его четырех диаметров, работа конца гвоздя не
учитывается. Когда обеспечена необходимая плотность постановки
нагелей, можно применять соединения со стальными накладками
(см. рис. 89, г), а в качестве крепежных средств — односрезные гвоз¬
ди, винты и глухие стальные цилиндрические нагели, которые ставят
в отверстия, предварительно просверленные в стальных накладках
и деревянных элементах. Глухие стальные цилиндрические нагели
следует заглублять в древесину не менее чем на 5 диаметров. Сталь¬
ные накладки необходимо проверить на растяжение по ослабленному
сечению и на смятие стенок просверленных отверстий. Плотное при-53. КОЭФФИЦИЕНТ К а ДЛЯ РАСЧЕТА СТАЛЬНЫХ И ДУБОВЫХ
ЦИЛИНДРИЧЕСКИХ НАГЕЛЕЙ ПРИ НАПРАВЛЕНИИ УСИЛИЯ ПОД
УГЛОМ К ВОЛОКНАМ СОЕДИНЯЕМЫХ ЭЛЕМЕНТОВУгол а, градДля стальных нагелей диаметром, смДля дубовых
нагелей1.21.622,4300,950,90,90,91600,750,70.650.60,8900,70,64 0,550,60,7Примечание. Значения коэффициента Ка Для промежуточных углов оп¬
ределяют интерполяцией.149
легание соединяемых элементов и восприятие отдирающих усилий
обеспечивают стяжные болты, например в фермах, рамах. Для кор-
розиестойких конструкций болты делают из пластмасс, а шурупы —
оцинковывают. Болты из стеклопластика АГ-4С имеют прочность на
срез одного витка около 3 кН.Если элементы соединяют нагелями разных видов, несущая спо¬
собность соединения в целом определяется как 0,9 суммы несущих
способностей нагелей. Применять неодинаковые нагели в стыках,
работающих на растяжение, не рекомендуется. В растянутых стыках
на стальных и дубовых цилиндрических нагелях следует ставить не
менее трех стальных болтов с каждой стороны стыка. Болты, цилин¬
дрические нагели и винты ставят в отверстия, заранее высверленные
в стыкуемых элементах. Отверстия должны точно соответствовать
диаметру нагеля.Диаметр гвоздя, выбираемый с учетом толщины соединяемых
элементов, не должен превышать 0,25 толщины пробиваемых эле¬
ментов. Для гвоздей диаметром более б мм (а в случае применения
древесины ольхи — более 5 мм) требуется высверливать отверстия^
равные 0,9 диаметра. Для винтов (шурупов) диаметр отверстий
должен быть на 2...3 мм меньше диаметра винта (шурупа).Для конструкций, подверженных действию агрессивных сред,
или для немагнитных сооружений, в которых использование стальных
нагелей недопустимо, применяют нагели из высокопрочных пластиков
(стеклопластики АГ-4С, АГ-4В, древеснослоистые пластики, тексто-
литы). Стеклопластиковые нагели изготовляют методом горячего
прессования, а нагели из древеснослоистых пластиков и текстолитов
вытачивают. Стеклопластиковые нагели диаметром 12...25 мм выдер¬
живают нагрузку в соединениях на сдвиг 10...50 кН в зависимости
от угла примыкания соединяемых элементов. Стеклопластиковые
нагели всех видов ставят в заранее просверленные отверстия.Стальные и дубовые цилиндрические нагели при обычной рас¬
становке располагают в два продольных ряда (рис. 91, а). В один
ряд нагели ставят только в конструкциях из круглых лесоматериалов.
Большее количество рядов нагелей допустимо при их размещении в
шахматном порядке (рис. 91, б). Гвозди могут быть также располо¬
жены косыми рядами (рис. 91, в). Минимальные расстояния при
расстановке цилиндрических нагелей (в долях диаметра) показаны
в табл. 54.При использовании нагелей большого диаметра возможно по¬
явление трещин на концах соединяемых элементов, вызванное скалы¬
ванием древесины вдоль волокон. Поэтому концевые расстояния при¬
нимают несколько большими, чем промежуточные.При использовании винтов и шурупов в односрезных соединени¬
ях со стальными накладками расстановка их принимается такой же,150
Clи V)L—*mm%LРве. 91. Схема расстановки
нагелей
а —прямая; б —в шахмат¬
ном порядке; в — косыми ря¬
дамикак и для стальных цилиндрических нагелей. Толщина остальных
накладок с учетом возможной коррозии должна быть не менее 6 мм.
Ширина накладок не должна превышать половины высоты сопря¬
гаемых элементов.В случаях крепления подшивки потолка, настилов и других эле¬
ментов гвозди и винты помимо работы на сдвиг могут работать на
выдергивание. Эта работа в расчете не учитывается, если гвозди или
винты поставлены в торец элемента (вдоль волокон древесины) или
помещены в заранее просверленные отверстия, а также в случае ди¬
намических воздействий на конструкцию. Если же гвоздь рассчиты¬
вается на выдергивание, то длина его защемленной части должна
быть не менее двух толщин прибиваемого деревянного элемента и не
менее 10 диаметров. Расчет ведут исходя из условия применения воз¬
душно-сухой древесины, для которой расчетное сопротивление уста¬
новлено 0,3 МПа. В случае эксплуатации конструкции при повышен-64. НОРМАЛЬНОЕ/МИНИМАЛЬНОЕ РАССТОЯНИЕ ПРИ РАЗМЕЩЕНИИ
ЦИЛИНДРИЧЕСКИХ НАГЕЛЕЙ (В ДОЛЯХ ДИАМЕТРА)Расстояние (см. рис. 91)Болты, стальные
штыри и винтыДубовые
цилиндри¬
ческие наге¬
ляМежду осями нагелей вдоль волокон и от
оси крайнего ряда до торца элементаIdfGd6rf/4rfМежду осями нагелей поперек волокон3,5rf/3rf3d/2,5dОт оси нагелей до кромки поперек воло¬
кон3dJ2,5d2,6 d/2151
ны,х температуре и влажности, а также при воздействии сейсмических
нагрузок вводят поправочные коэффициенты. Для сырой древесины,
высыхающей при эксплуатации, расчетное сопротивление уменьша¬
ется до 0,1 МПа. Гвозди, работающие на выдергивание, размещают
так же, как и гвозди, работающие на сдвиг. Продольные расстояния
между осями винтов должны быть не менее 10, а поперечные — не
менее 5 диаметров.Сопротивление гвоздей выдергиванию (в ньютонах) равно:ТГв = 314/?в#г dlf9где /?в>г — расчетное сопротивление выдергиванию гвоздя на единицу поверх*
ностн соприкосновения гвоздя с древесиной, МПа! /i — расчетная длина части
гвоздя, сопротивляющаяся выдергиванию, см.Помимо стальных и дубовых цилиндрических нагелей, для спла¬
чивания брусьев изгибаемых и сжато-изогнутых элементов (состав¬
ные балки, верхние прямолинейные пояса большепролетных ферм и
треугольных арок) применяют пластинчатые нагели. Их ставят в
гнезда, выбранные в брусьях цепнодолбежником при направлении
волокон древесины пластинок перпендикулярно к плоскости сплачи¬
вания. Пластинки, изготовленные из сухой древесины дуба или анти-
септированной березы, имеют толщину 1,2 и 1,6 см, длину вдоль во¬
локон 5,4 или 7,2 см; глубина врезки нагеля в брус превышает длину
пластинки на 1 мм, но не должна превышать Vs высоты бруса в на¬
правлении врезки.Несущую способность одного нагеля (ньютон) в элементах кон¬
струкций из древесины сосны или ели, защищенной от увлажнения и
нагревания, определяют так: 7= 140 lbt где I и b — длина и ширина
пластинчатого нагеля, см.В случае применения нагелей из антисептированной березы в
формулу вводят коэффициент 0,8. Для соединения деревянных эле¬
ментов под углом применяют стальные оцинкованные пластинки с
шипами (рис. 92). Их вдавливают в место соединения при помощи спе¬
циальных сборочных прессов. Прессы оборудованы рабочими стола¬
ми размером от 12X2 до 30X4 м для укладки элементов по задан¬
ной схеме и прижимным устройством, развивающим усилие до 550 кН.
Благодаря особой форме шипов, образуемой при штамповании плас¬
тинок, волокна древесины при вдавливании поврежаются в малой
степени.К простейшим конструктивным связям, используемым для скреп¬
ления бревен и брусьев в построечных условиях, относятся скобы из
квадратной или круглой стали диаметром от 10 до 22 мм. Диаметр
круглой стали для скоб 12... 18 мм при длине 200...500 мм. Длина
заостренной части скоб 80... 120 мм. В настоящее время применение
скоб ограничено.152
6.2. Клеи и клеевые соедине¬
ния. Клеи для изготовления дере¬
вянных конструкций и изделий
должны обеспечивать прочность
клеевого шва не ниже прочности
древесины (шпона) на скалывание
вдоль волокон и на растяжение
поперек волокон. Для обеспечения
долговечности конструкций и со¬
оружений рекомендуется приме¬
нять водостойкие фенолформаль-
дегидные КБ-3, СФХ, фенолоре¬
зорциновый ФРФ-50, резорцино¬
вый ФР-12, алкилрезорциновый
ФР-100 клеи, отверждающиеся
при комнатной температуре. Отвер-
дителем для клеев КБ-3, СФХ слу¬
жит керосиновый контакт Петро¬
ва, а для клеев ФР-12 и ФР-100 — параформальдегид (ТУ 6-05-930-
73). Клеями КБ-3 и СФХ можно склеивать и без отвердителей—
при нагревании до 120...150°С.Важнейшие показатели клеев — вязкость, жизнеспособность,
клеящая способность, стойкость к увлажнению, нагреванию, старе¬
нию. Условную вязкость определяют по времени истечения порции
клея из воронки с калиброванным отверстием (вискозиметры ВЗ-4,
В-36) и измеряют в секундах. Для перевода условной вязкости в ди¬
намическую 4,65 секунды истечения клея из отверстия вискозиметра
ВЗ-4, наполненного 100- см8 клея, приближенно приравнивают
1 мПа*с. Нормальная вязкость фенолформальдегидных клеев нахо¬
дится в пределах 150... 1500 мПа-с. В каждом конкретном случае
нормируемая вязкость клея различна. Она зависит от впитывающей
способности древесины, прилагаемого давления, температуры склеи¬
вания, чистоты обработки поверхностей.Вязкость фенолформальдегидных клеев также зависит от воз¬
раста смол. Свежеприготовленная смола, только что полученная с
завода, образует клей вязкостью 150...450 мПа-с. Долго хранившая¬
ся смола образует высоковязкий клей, который необходимо разбав¬
лять спиртом или ацетоном. Вводить эти растворители допускается
в количестве не более 10 % массы смолы.С момента приготовления клея холодного отверждения, т. е. с
момента внедрения в него отвердителя, вязкость возрастает с посте¬
пенно увеличивающейся скоростью. Срок, в течение которого клей
сохраняет рабочую вязкость, называют жизнеспособностью. При тем¬
пературе 20 °С жизнеспособность фенолформальдегидных клеевР V ГГ -'V< □ <, ЛЧШЯШЯП——V 1. <=/А*ШШЯШII-- -> U ^—►<=<=п <=п*—■П=> Щ=><жлиРис. 92. Штампованная стальная
пластинка для соединения деревян¬
ных элементов153
65. НОРМЫ ВВЕДЕНИЯ ОТВЕРДИТЕЛЯ В ФЕНОЛФ.ОРМАЛЬДЕГИДНЫЕКЛЕИКлейМарка смолыДозировка отвердителя (мае. ч.)
при температуре воздуха в
помещении, °С15 ... 1618 ... 2022 ... 25КБ-3СФХСФЖ-3016СФХ252520221518должна быть не ниже 2 ч, что зависит от правильной дозировки
отвердителя с учетом его кислотности и температуры воздуха в по¬
мещении. При кислотном числе а=80 на 100 мае. ч. смолы требуется
вводить следующее количество контакта Петрова (табл. 55). При
значениях кислотного числа, отличающихся более чем на 10 %
от принятого среднего значения а = 80, количество контакта изменя¬
ют пропорционально отношению 80/а. Контакт с кислотным числом
более 95 резко сокращает жизнеспособность клея, поэтому его не¬
обходимо разводить водой.Клеящую способность определяют, склеивая данным клеем об¬
разцы из древесины дуба или ясеня и затем испытывая их на ска¬
лывание по клеевому шву (ГОСТ 15613.1—77 «Древесина клееная.
Метод определения предела прочности клеевого соединения при
скалывании вдоль волокон»). Влажность древесины должна быть в
пределах 7... 10 %. Режим склеивания должен точно соответствовать
паспортным даннЫхМ клея и требованиям соответствующих инст¬
рукций.Водостойкость клеевых соединений древесины определяют в со¬
ответствии с ГОСТ 17005—71, тепло- и морозостойкость — по ГОСТ
18446—73, стойкость к цикличным температурно-влажностным воз¬
действиям— по ГОСТ 17580—72, атмосферостойкость — по ГОСТ
19100—73. Обеспечение стойкости соединений на фенолформальде¬
гидных клеях зависит от правильной дозировки кислого катализато¬
ра. Избыток его вредно действует на волокна древесины и повышает
хрупкость клеевой прослойки, а заниженная дозировка отвердителя
приводит к неполному отверждению клея.Резорцино- и алкилрезорциноформ альдегидные клеи ФР-12,
ФР-100 и ФРФ-50 более удобны для склеивания конструкций, по¬
скольку их отвердитель (параформальдегид) не обладает кислотны¬
ми свойствами. Это порошок, который удобно хранить и перевозить.
Его вводят в клеи в количестве 15 % массы смолы, или 13 мае. ч.
на 87 мае. ч. смолы. Достоинства соединений на резорцино-формаль-
дегидных клеях проявляются только при длительной эксплуатации:
в начальный период после склеивания прочность и водостойкость со-154
единений на фенолформальдегидных и резординоформальдегид*
ных клеях практически одинаковы. Однако резорциноформальде-
гидные клеи значительно дороже н дефицитнее фенолформальде¬
гидных.В группу алкилрезорциноформальдегидных клеев входят дифе-
нол-кетоновые клеи ДФК, пригодные для склеивания древесины и
других материалов. Например, клей ДФК-1А отверждается как при
нормальной температуре, так и с подогревом (в присутствии уро¬
тропина). Отвердителем служит 37 %-ный формалин, добавляемый
в количестве 20 мае. ч. на 100 мае. ч. смолы. Для уменьшения хруп¬
кости клей пластифицируют жидким полисульфидным каучуком —
тиоколом (20 мае. ч.).При изготовлении клееных конструкций нередко возникает проб¬
лема соединения древесины или фанеры с другими материалами —
стальной арматурой (в армированных элементах), древесными плас¬
тиками, стеклопластиками, утеплителями. Для этих целей могут
быть использованы эпоксидные и полиэфирные клеи. Среди эпоксид¬
ных клеев для комбинированных деревянных конструкций рекомен¬
дуются клеи ЭПЦ-1 и ЭПЦ-2 холодного отверждения. Состав клея
ЭПЦ-1 (мае. ч.): эпоксидная смола ЭД-20— 100; портландцемент
(наполнитель) — 100...200 (в зависимости от требуемой вязкости):
полиэфиракрилат МГФ-9 (пластификатор) —20; полиэтиленполиамин
(отвердитель)— 10. В состав клея ЭПЦ-2 входит (мае. ч.): смола
ЭД-16—100; полиэфиракрилат ТГМ-3—30; остальные компоненты
те же, что и в клее ЭПЦ-1.Готовить клеи следует в количестве, не превышающем потреб¬
ности на 2 ч работы. Смолы разогревают до жидко-текучего состоя¬
ния, затем вводят пластификатор и наполнитель. В последнюю оче¬
редь добавляют отвердитель, тщательно перемешивают состав (иног¬
да с охлаждением сосуда) и приступают к работе. Для склеивания
древесины с различными материалами — пенополистиролом, асбесто¬
цементом, слоистыми пластиками — применяют эпоксидный клей
БОВ-1 холодного отверждения, модифицированный фурфуроло-аце-
тоновым монохмером ФА. В его состав входит стирол (20 мае. ч.)
наполнители (100...200 мае. ч.). Отвердителем служит полиэтилен¬
полиамин.Полиэфирный клей на основе смолы ПН-1 применяют при склеи¬
вании с древесиной стеклопластиков, а также асбестоцемента и дру¬
гих материалов. Для склеивания панельных конструкций и крепления
отделочных листовых материалов часто используют каучуковые, эпок¬
сидно-каучуковые и кумароно-каучуковые клеи.Наиболее распространенный вид клеевого соединения — вна¬
хлестку (рис. 93, а). Этим способом выполняют образцы для опре¬
деления прочности клеевых соединений при сдвиге, а также многие155
узлы клееных конструкций. Прочность
клеевых соединений внахлестку ири сдвшче
определяют по формулеnN < lOQmRlb,где п — коэффициент концентрации напряжений;
N — расчетное усилие, Н; т — коэффициент усло¬
вий работы; R — расчетное сопротивление, МПа;/ — длина клеевого шва, см; b — ширина клеевого
шва, см.Расчетное усилие определяют по фор¬
мулам строительной механики от норматив¬
ных нагрузок с учетом их изменчивости
(от климатических, производственных, бы¬
товых и других условий). Эта изменчивость
учитывается коэффициентом перегрузки.
Таким образом, расчетное усилие равно
нормативной нагрузке, умноженной на ко¬
эффициент перегрузки. Коэффициент пере¬
грузки при расчете на действие собственной
массы равен 1,1, на снеговую нагрузку —1,4, на ветровую нагрузку— 1,2.Помимо изменчивости нагрузки и рассеяния показателей проч¬
ности клеевого соединения в расчете учитываются условия, при ко¬
торых эксплуатируется соединение, — температура, влажность, аг¬
рессивные воздействия. Например, влияние агрессивных сред
(1 %-ного раствора едкого натра, серной, азотной кислот) на.поли¬
эфирные и фенолформальдегидные клеи учитывается коэффициента¬
ми 0,6...0,8, влияние воды — 0,7...0,8, атмосферных условий — 0,5...0,9.
Таким образом, коэффициент условий работы может быть представ¬
лен как произведение нескольких коэффициентов, каждый из кото¬
рых учитывает определенные воздействия.Коэффициент концентрации напряжений л, учитывающий нерав¬
номерность распределения сдвигающих усилий по площади соедине¬
ния, представляет собой отношение максимального сдвигающего
напряжения к среднему. Этот коэффициент, зависящий от геометриче¬
ских параметров соединения и физических свойств клея и склеивае¬
мых материалов, определяют по специальным формулам и графикам
[40]. Расчетные сопротивления клеевых соединений приведены в ру¬
ководстве [42].Распространенными видами соединения являются соединения
«на ус» и на зубчатый шип (рис. 93, б, в). Эти соединения приме¬
няют при сращивании досок, брусьев, фанеры. При растяжении илиРис. 93. Виды клеевых
соединенийа — внахлестку; б — «на
ус»; в — зубчато'шипо-
вое; г — встык с одно¬
сторонней накладкой;
д — встык с двумя на¬
кладками156
сжатии усового соединения в нем возникают нормальные напря*
женияо = Р sin 0/5и сдвигающие напряженият = Р sin 20/2S,где 0 — угол скоса уса; 5 — площадь поперечного сечения соединяемых эле*
ментов, см; Р — растягивающие или сжимающие усилия, Н • 102.Уравнения можно использовать для расчета при условии, есликлеевая прослойка тонка по сравнению с толщиной склеиваемых
элементов (оптимальное отношение 0,01). Если толщина клеевой
прослойки составляет 0,1 толщины элементов, концентрация напря¬
жения в клеевом соединении достигает 1,5.Сдвигающие напряжения в клеевых швах зубчато-шипового со¬
единения при растяжении определяют как и для усового соединения.
Благодаря симметричности скосов концентрация напряжений и не¬
равномерность толщины прослойки клея в зубчато-шиповом соеди¬
нении мало влияют на его прочность. Достоинство зубчато-шипового
соединения в том, что длина его меньше соответствующего по проч¬
ности усового соединения, благодаря чему экономится материал.В конструкциях клеевые соединения находятся в сложном на¬
пряженном состоянии, т. е. работают на сдвиг с отрывом или на
неравномерный отрыв.Несущая способность клеевых соединений в значительной сте¬
пени зависит от их конструктивного исполнения. Большей несущей
способностью при прочих равных условиях обладают клеевые соеди¬
нения, в которых упругие свойства клея, толщина соединяемых эле¬
ментов и относительное их расположение подобраны так, чтобы кон¬
центрация напряжений была возможно меньшей.Для соединений внахлестку тонких нежестких листов нужно
применять возможно более упругие клеи, позволяющие получать
сравнительно толстый клеевой слой. При соединении внахлестку
толстых жестких листов используют более жесткий и прочный клей,
так как распределение напряжений в большей степени определяется
жесткостью элементов. Для погашения концентрации напряжений в
соединениях, работающих на сдвиг или неравномерный отрыв, по¬
лезно несколько утолщить клеевой слой у кромки или оставить ва¬
лик. В нахлесточных соединениях это повышает прочность на 15 %,
а в соединениях на неравномерный отрыв — на 25 %.Соединения «на ус», обладающие высокой прочностью, часто ис¬
пользуют при сращивании листов фанеры, стеклопластика, древес¬
ных плит, досок. Наклон скоса уса регулируют с целью приближения
прочности соединения к прочности самого склеиваемого материала.
При склеивании «на ус» необходимо жестко фиксировать соедине¬
ние, чтобы оно не расползалось по скосам при запрессовке.157
Рис. 94. Виды комбинированных соединенийа — клеевинтовое; б — клееболтовое; в — клеезаклепочное; г — клеесварное;д — клеештыревоеШирокое применение на практике находит клеевое соединение
встык с одной (рис. 93, г) или двумя (рис. 93, д) накладками. Эти
соединения обладают такими же особенностями, как и соединения
внахлестку.6.3. Комбинированные соединения. Простейшим видом комбини¬
рованного соединения считается гвоздевой прижим при склеивании.
В частности гвоздевой прижим используется при изготовлении кри¬
волинейных элементов и фанерных конструкций. Размеры и рас¬
становка гвоздей зависят от толщины склеиваемых элементов, каче¬
ства обработки, степени коробления и плотности древесины. Для
склеивания многослойных изделий длина гвоздей должна быть не
менее 2...2,5 толщины доски, а расстояние между гвоздями — 4...8
толщин. Для соединения фанеры с деревянным каркасом гвозди за¬
бивают с более частой расстановкой, учитывая небольшую толщину
фанеры. Если частая расстановка гвоздей нежелательна, фанеру
прижимают к каркасу при помощи деревянных брусков на несколь¬
ких крупных гвоздях, которые затем удаляют вместе с брусками,
а оставшиеся отверстия зашпатлевывают.Другим видом комбинированных соединений, применяемым при
сборке конструкций, являются клеевинтовые или клеерезьбовые. Это
соединения, в которых детали запрессованы, т. е. прижаты одна к
другой в процессе склеивания при помощи винтов, болтов, шурупов,
остающихся в соединяемой паре после отверждения клея. Напри¬
мер, для предотвращения сползания скосов уса и одновременного
прижатия листов к накладкам целесообразно использовать клеевин¬
товое соединение (рис. 94, а). В таком соединении «на ус» благода¬
ря применению винтов повышается прочность как при срезе, так и
при поперечном изгибе. В этом соединении отсутствует выступ лис¬
та, получающийся при соединении внахлестку, поэтому в сочетании
с винтами, имеющими потайную головку, можно получить гладкую
поверхность в месте соединения. Такие соединения рекомендуется
применять при изготовлении панельных конструкций. Клеерезьбовые
соединения выгодны при сборке на клею крупногабаритных замкну*,
тополостных деталей, к которым в процессе запрессовки трудно,
а иногда и невозможно приложить постоянное давление, необходи¬
мое для доброкачественного склеивания. Завинчивание не требует
двустороннего подхода к месту соединения, что удобно, например,
при склеивании обшивок трехслойных конструкций с узкой по¬
лостью.Клее-болтовые соединения (рис. 94, б) эффективны при сопряже¬
нии толстолистовых элементов из стали, алюминия, а также метал¬
лических деталей с неметаллическими. Комбинирование болтов с кле¬
ем позволяет уменьшить количество крепежных деталей, снизить
расход материалов в соединении и создать герметичные швы. По¬
становка болтов повышает сопротивление клеевых соединений дейст¬
вию отдирающих напряжений, возникающих при растяжении нахлест¬
ки, способствует более равномерному распределению сдвигающих на¬
пряжений по длине клеевого шва. С другой стороны, воспринимая
сдвигающие усилия между деталями, клеевая прослойка значитель¬
но снижает пики напряжений, возникающие при нагружении винто¬
вых или болтовых соединений, и тем самым улучшает их работу.Благодаря адгезии клея к металлу происходит стопорение резь¬
бовой пары, в результате чего винты и шурупы не могут самопро¬
извольно вывинчиваться под действием динамических нагрузок, виб¬
рации или температурных деформаций. Пленка клея на поверхности
соединяемых деталей предохраняет их от коррозии, за исключением
весьма редких случаев, когда клей сам корродирует металл.Недостатком винтовой запрессовки является трудность регули¬
рования удельного давления из-за неточности параметров, определяю¬
щих осевое усилие винтовой пары. Кроме того, на участках между
винтами давление распределяется неравномерно и наблюдается ре¬
лаксация напряжений сжатия, обусловленная пластическими свойст¬
вами клея и склеиваемого материала. При сборке деталей на клею
с винтами осевое усилие затяжки, необходимое для создания дав¬
ления в клеевом шве, определяют по крутящему моменту, при¬
лагаемому к головке винта. По полученным данным назначают
шаг винтов.Завинчивание —■ один из наиболее трудоемких процессов, тре¬
бующих большой затраты времени и напряжения от работающего.
С другой стороны, время сборки жестко ограничено жинзеспособно-
стыо клея. Поэтому запрессовка винтами осуществляется механизи¬
рованным способом. Рекомендуется пользоваться электрошуруповер¬
тами (например, ИЭ-3602А) или гайковертами (например,
ИЭ-3115А), питаемыми от сети напряжением 220 В.159
66. ШАГ ЗАКЛЕПОК, ВИНТОВ И СВАРНЫХ ТОЧЕК В
КЛЕЕМЕХАНИЧЕСКИХ СОЕДИНЕНИЯХМаксимальный шаг. ммСклеиваемые элементысварныхточеквинюкзаклепокАлюминиевые листы толщиной, мм:
1... 1,5
0,5...0.8Стальные листы толщиной, мм:0.8...1,2
0,35...0,6755015076755015075603510060Для сращивания тонколистовых металлических обшивок приме¬
няют клеесварные (рис. 94, г) и клеезаклепочные (рис. 94, е) соеди¬
нения. В этих соединениях механическими средствами крепления яв¬
ляются сварные точки, полученные контактной электросваркой, или
заклепки, служащие средством прижатия соединяемых листов для
получения плотного клеевого шва.При выполнении клееметаллических соединений руководствуют¬
ся следующими правилами. Если толщина пакета меньше или рав¬
на 3 мм, диаметр заклепок в клеезаклепочном соединении должен
быть не менее толщины пакета. Диаметр винтов в клеевинтовом со¬
единении принимают З..Д5 мм при толщине элементов от 0,5 до 1 мм
и 4...5 мм при толщине элементов от 1 до 3 мм. Длина винтов долж¬
на быть на 5 мм больше общей толщины пакета. Расстояние первого
ряда заклепок или винтов от кромки соединения должно быть мини¬
мальным. Максимальный шаг заклепок, вйнтов, сварных точек при¬
нимают по табл. 56.Минимальные расстояния между сварными точками, заклепками
и винтами, а также расстояния от них до кромки соединения при¬
нимают согласно СНиП Н-24-74 «Алюминиевые конструкции» и
СНиП И-В.3-72 «Стальные конструкции. Нормы проектирования».
.В частности, минимальные расстояния между сварными точками при
толщине листов алюминия 0,5...0,8 мм принимают в пределах 10...
...13 мм, а при толщине 1...1,5 мм—15...20 мм; расстояние между
заклепками и винтами устанавливают равным 3d; расстояние до
кромки соединения — 2,5 d, где d — диаметр отверстия для заклепки
или болта.Для сращивания встык стержневых элементов эффективны клее-
штырьевые соединения (рис. 94, д). Это стальные стержни или обрез¬
ки арматуры, вклееные в торец элемента с достаточным заглублени¬
ем. В смежном конце другого элемента высрвелены по шаблону от¬
верстия, в которые на клею вставляют штыри, выступающие из
первого элемента. Для закрепления штырей в отверстиях использу-160
-ют эпоксидно-цементный
клей. Глубина заделки шты¬
рей должна быть не менее
двадцати диаметров стерж¬
ня.Особую группу комби¬
нированных соединений со¬
ставляют клееметаллические
и клеепластмассовые шайбы.Эти пластинки с отверстия¬
ми, приклеенные к поверх¬
ности деревянных элементов
в узлах сопряжений (рис.95). Пластинки служат для
передачи на них усилий от
нагелей, пропускаемых через
отверстия, на площадь при¬
клеивания. Благодаря плас¬
тинкам — шайбам происхо¬
дит перераспределение кон¬
центрированных в отверстиях усилий на большую площадь, в связи
с чем устраняется или значительно ограничивается смятие дре¬
весины в отверстиях и повышается жесткость стержневых кон¬
струкций. Для приклеивания металлических шайб применяют фенол-
форм альдегидные и эпоксидные клеи, а для пластмассовых (стекло¬
пластиковых) — полиэфирные и эпоксидно-полиэфирные, преимуще¬
ственно горячего отверждения.Стеклопластиковые шайбы изготовляют из пресс-материала
КАСТ-В толщиной 10 мм и приклеивают к деревянным элементам
эпоксидным клеем холодного отверждения. Для погашения отрываю¬
щих усилий соответствующие, края шайб закрепляют гвоздями из
стеклопластика АГ-4С. . .Сетклопластиковые шайбы из материалов АГ-4С и АГ-4В мож¬
но напрессовывать на поверхность древесины слоем определенной
толщины без применения клея за счет клеящей способности связую¬
щего. Напрессовка может быть выполнена с местным утолщением
в зоне отверстия и с преимущественной ориентацией стекловолокон
в ^направлении наибольших усилий. Для напрессовки материал укла¬
дывают в стальную рамку и прижимают к древесине при давлении1,5...2 МПа и температуре 150°С. Благодаря наклеиванию или на-
прессовке пластинок — шайб происходит перераспределение концен¬
трированных в отверстиях усилий на большую площадь, в связи о
чем устраняется или значительно ограничивается смятие древесиныв. отверстиях и повышается жесткость стержневых конструкций. Та¬Рис. 95. Схемы соединевий на клеесталь¬
ных шайбах
а — деревянных элементов; б — фанерных
труб; / — нагель; 2 — шуруп для погаше¬
ния отрывающих усилий; 3 — плоская шай¬
ба; 4 — фанерная труба; 5 — болт; 6 — от«
верстия для болгов; 7—шайба-втулка11—371161
ким образом, клеестальные и клеепластмассовые шайбы представ¬
ляют собой комбинированные нагельно-клеевые соединения.Клеестальные шайбы помимо формы плоской пластинки с от¬
верстием могут иметь форму цилиндрических втулок с отверстиями
для крепления элементов из фанерных труб. Приклеивают их к дре¬
весине водостойкими фенолформальдегидными клеями БФ.7. ОСНОВНЫЕ ПРОЦЕССЫ ОБРАБОТКИ ДРЕВЕСИНЫ,
ПЛАСТМАСС И СБОРКИ ДЕТАЛЕЙ7.1. Механическая обработка древесины. Основной вид механи¬
ческой обработки древесины — резание. Это — процесс,, при котором
происходит разделение материала -на заготовки или удаление части
его для получения изделий заданных форм, размеров н требуемой
степени шероховатости. При резании механически нарушается связь
между структурными элементами древесины (волокнами, клетками)
в отличие от гнутья или прессования, при которых эта связь сохра¬
няется. По принципу резания различают пиление, строгание, фрезе¬
рование и др.Для обработки древесины резанием применяют режущие инстру¬
менты, имеющие один (ножи), несколько (фрезы) или много (пилы)
резцов. В общем виде резец имеет форму клина (рис. 96), в кото¬
ром различают переднюю грань, расположенную со стороны снимае¬
мой стружки, заднюю грань, обращенную к обработанной поверх¬
ности, и две боковые грани. Передняя и задняя грани образуют
переднюю кромку (лезвие резца). Когда ширина резца меньше ши¬
рины материала, в резании принимают участие также боковые режу¬
щие кромки и грани резца. При поступательном движении резца
получают плоскую поверхность, а при вращательном — криволиней¬
ную. Плоскость, касательная к поверхности резания и проходящая
через режущую кромку резца, называют плоскостью резания.В зависимости от направления движения резца по отношению
к направлению волокон древесины различают торцовое, продольное
и поперечное резание (рис. 97). При торцовом резании резец дви¬
жется в плоскости, перпендикулярной направлению волокон древе¬
сины, перерезая их. Срезаемая стружка скалывается в виде отдель¬
ных слабо связанных или несвязанных элементов. При продольном
резании движение резца совпадает с направлением волокон; в этом
случае стружка снимается тонкой лентой.Поперечное резание происходит при движении резца в плоскости
волокон перпендикулярно их длине. При этом элементы стружки
слабо связаны между собой. Однако при создании специальных ус¬
ловий (снятие тонкого слоя древесины, распаривание древесины и
обжим ее перед резцом) можно получить относительно прочные лис-162
В)Рис. 96. Элементы простого резцаРис. 97. Виды элементарного реза¬
нияа — торцовое; б — продольное; в —
поперечноеaecd — передняя грань, ab'c'd —
задняя грань; ad — лезвие; а — зад¬
ний угол; v — передний угол; 3 —угол заострения; б — угол резания;Ь — ширина стружки; h — толщина
стружкитовые изделия — строганый или лущеный шпон. Значения сопротив¬
ления резанию для рассмотренных трех случаев находятся в соотно¬
шении 5:2:1 (при толщине стружки до 1 мм и угле резания 45°).Различают элементарное и сложное резание. При элементарном
резании участвует только одна прямолинейно режущая кромказ
толщина снимаемой стружки постоянна, резец надвигается на дре¬
весину с постоянной скоростью и по отношению к ее волокнам за¬
нимает одно из рассмотренных трех положений. Примером элемен¬
тарного резания может быть теска топором, резка ножом, стамеской.
При сложном резании в процессе обработки участвуют несколько
элементов резца, например резание с боковыми стенками, когда дли¬
на резца не перекрывает ширины бруска.В процессе обработки резанием различают движение резания и
движение подачи. Эти движения могут осуществляться одновремен¬
но или последовательно. Для срезания каждой новой стружки нуж¬
но переместить резец относительно древесины (или наоборот). Такое
движение называется движением подачи, а скорость этого движе¬
ния — скоростью подачи. Движение подачи у большинства режущих
инструментов совершается одновременно с движением резания. На¬
пример, при работе круглой пилы сложение двух движений дает тра¬
екторию относительного движения резца или траекторию резания.
Так как окружная скорость движения пилы значительно больше ско¬
рости подачи бруска, то траектория резания почти совпадает с ок¬
ружностью диска пилы и соответствующая ей скорость вращения
диска является* по существу, скоростью резания.Пиление — наиболее распространенный способ резания древеси¬
ны. Пилы представляют собой многорезцовый инструмент. Они состо-163
Рис. 99. Способы устранения зае¬
дания пилы в пропилеВ)а — утолщение полотна к зубьям?
б — расплющивание кромки зуба;
в —развод зубьевРис. 98. Профили зубьев пилл — рамных; 6 — круглых; в — лен¬
точных; / — ломаный зуб; 2 — пря¬
мой зуб; 3 — для продольной рас¬
пиловки; 4 — для поперечной рас¬
пиловки; 5 — для досок; 6 — дляРис. 100. Схемы обработки древеси¬
ныа — строгание; б — фрезерованиебревенят из полотна и резцов, называемых зубьями. Различают рамные,
дисковые и ленточные пилы. Рамн^е лилы, представляющие собой
длинные тонкие стальные полотна, предназначены для продольной
распиловки бревен. Дисковые пилы с постоянной или переменной
толщиной диска применяют для пр0Д°льн°й. и поперечной распи¬
ловки. Пилы с переменной толщиной диска называют строгальными.
Они не требуют развода зубьев и дяют гладкую поверхность распи¬
ла, пригодную для склеивания или окраски. Ленточные пилы — это
тонкие стальные полосы с особой формой зубьев, которые применя¬
ют для продольной распиловки пиЛоматеРиалов и Для криволиней¬
ных пропилов (рис. 98).Для устранения трения полотна пилы о древесину между пилой
и боковыми стенками пропила создают зазоР путем уширения ре¬
жущей части пилы (рис. 99). Стручка, образуемая режущим зубом
при движении пилы, измельчается в пропиле и превращается в
опилки.Строгание — это резание древесины ножами по прямолинейной
траектории, совпадающей с направлением рабочего движения
(рис. 100, а). Строганием удаляют с поверхности заготовок неровно¬
сти, образовавшиеся при других вид#х механической обработки, или
получают шпон и стружки для плит. При строгании ножи движутся
вдоль заготовки либо заготовка перемеи^ается относительно непод*
вижных ножей. Строгание осущест£ляется на строгальных, цикле-
вальных, лущильных, стружечных станках.При фрезеровании резание древ£сины осуществляется вращаю¬
щимися фрезами или плоскими ножами, укрепленными во вращаю¬164
щихся ножевых головках (рис. 100,6). Лезвия резцов могут описы¬
вать в пространстве цилиндрическую или. коническую поверхность
(соответственно различают цилиндрическое и коническое фрезерова¬
ние). Когда ось вращения инструмента перпендикулярна поверхно¬
сти обработки, происходит торцовое фрезерование. Методом фрезе¬
рования получают прямоугольные заготовки точных размеров, выби¬
рают пазы и гнезда, нарезают шипы, обрабатывают детали криволи¬
нейного или ломаного профиля. Универсальность этого вида
обработки обусловлена конструкцией соответствующих станков
(фуговальные, реймусовые, четырехсторонние строгальные, фрезерные,
шипорезные) и сменностью режущего инструмента.Для придания деталям цилиндрической или фасонной формы их
обрабатывают методом точения, т. е. резанием вращающейся вокруг
своей оси заготовки горизонтально перемещающимся ножом (токар¬
ные станки), или методом вращения ножевой головки вокруг изде¬
лия (круглопалочные станки). Цилиндрические или овальные отвер¬
стия в заготовках получают путем сверления, а отверстия и гнезда
прямоугольного или квадратного сечения — методом долбления
(сверлильно-долбежные и цепнодолбежные станки).7.2. Механическая обработка пластмасс. При сборке деревянных
комбинированных конструкций часто необходима механическая об¬
работка деталей из пластмасс, которая заключается в очистке от
заусенцев и облоя, обрезке по формату, высверливании отверстий,
строгании борозд и пазов, нарезке резьб, обтачивании на токарных
станках. Для обработки пластмасс используют металлорежущие и
деревообрабатывающие станки и электрифицированный инструмент.
Механическая обработка пластмасс имеет некоторые особенности,
связанные с абразивностью наполнителей, плавкостью при нагрева¬
нии от трения режущего инструмента, деформативностью от усилий
обработки. Эти осбенности влияют на выбор и конструкцию режу¬
щего инструмента. Для резания на заготовки листов стеклопластика,
текстолита, винипласта, оргстекла толщиной до 3 мм применяют
гильотинные, параллельные или дисковые ножницы. Лучшее качест¬
во резки достигается на параллельных ножницах (их обычно приме¬
няют для слоистых пластиков). Рулонные материалы разрезают дис¬
ковыми ножницами.Листы толщиной более 3 мм распиливают ленточными и диско¬
выми пилами, а также фрезами из высокопрочной стали с мелкими,
острозаточенными зубьями. Для резки стеклопластиков и пластмасс
с минеральными наполнителями, оказывающими абразивное действие
на металл, используют карборундовые диски. Резка абразивными
кругами обеспечивает высокое качество разрезаемых поверхностей.
Однако при обработке выделяется большое количество пылевидной
стружки. Для ее улавливания и удаления зону резания в процессе165
£iLtРис. 101. Схема резания пластмасс
при нижнем (а) и верхнем (б) рас¬
положении фрезыРис. 102. Схемы вырубных штампова — для прямоугольных отверстий;.
б — для круглых отверстий; / — пу¬
ансон; 2— прижимное и направля¬
ющее устройство; 3 — листовая за¬
готовка; 4 — матрица; 5 — предраз-
рушающий выступработы круга обильно охлаждают 5 %-ным раствором эмульсии.
Для уменьшения сил трения и быстрого отвода тепла применяют
фрезы с пластинками из твердых сплавов или съемные отрезные кру¬
ги, вращающиеся с высокой скоростью. Подача регулируется в зави¬
симости от марки и толщины обрабатываемого материала. Направ¬
ление вращения фрезы относительно подачи листов зависит от мес¬
та ее расположения (рис. 101).Ленточные пилы с узким полотном применяют для фигурной рез¬
ки, с широким — для прямой. Ленточные пилы используют также
для резки круглых стержней и труб. Распиковка плит пенопласта
проводится ножовками или раскаленной проволокой.Пластмассовые заготовки строгают на поперечно-строгальных
или продольно-строгальных металлообрабатывающих станках со
скоростью 15...25 м/мин для листовых термопластов и 20...30 м/мин —
для слоистых пластиков. Древеснослоистые пластики строгают на
деревообрабатывающих станках (фуговальных, рейсмусовых) со
скоростью 50... 100 м/мин. Отверстия в листовых пластмассах полу¬
чают вырубкой или сверлением. Процесс вырубки принципиально не
отличается от штамповки металлов и выполняется на аналогичном
прессовом оборудовании. Для вырубки большеразмерных отверстий
пользуются штампами (рис. 102,а), имеющими режущую кромку.
При пробивке отверстий в листах слоистых пластиков пользуются
ступенчатыми пуансонами (рис. 102,6), первый выступ которого
пробивает начальное отверстие, а второй подрезает кромки. При
этом можно получать отверстия диаметром, равным половине тол¬
щины листа. В зависимости от материала, его толщины и требуемого
качества готовых изделий вырубку можно выполнять с подогревом
и без подогрева материала и штампа.Для получения отверстий в деталях из пластмасс используют
перовые и спиральные сверла, отличающиеся от сверл для обработки
металлов некоторыми конструктивными особенностями и формой166
заточки режущей части. Перовые сверла применяют для сверления
неглубоких отверстий, к точности и качеству которых не предъяв¬
ляется высоких требований, а также для сверления отверстий ма¬
лого диаметра. Спиральные сверла позволяют получить более чис¬
тую поверхность отверстия и обеспечивают необходимую при сверле¬
нии точность. Отверстия глубиной более 10... 15 мм рекомендуется
сверлить в два приема: сначала сверлом диаметром 5...6 мм, а затем
сверлом нужного диаметра.Обработка плоских и фасонных поверхностей пластмасс, выбор¬
ка пазов, уступов, снятие фасок и т. д. проводятся методом фрезе¬
рования. Для фрезерования плоскостей и уступов применяют тор¬
цовые фрезы с пластинками из твердых сплавов. Фрезерование прес¬
сованных пластиков и литых изделий выполняют цилндрическими и
конусными фрезами со спиральными зубьями. Для обработки фасон¬
ных поверхностей деталей из гетинакса, текстолита и стеклопласти¬
ков применяют фасонные фрезы, оснащенные пластинками из твер¬
дых сплавов. Фрезы с твердосплавными пластинками имеют более
высокую стойкость; форма их фасонного профиля лучше сохраняется
даже при обработке абразивных материалов. Недостаток фрез за¬
ключается в сложности заточки зубьев. Поэтому для многих пласт¬
масс применяют фасонные твердосплавные фрезы с острозаточенны-
ми зубьями.Токарная обработка пластмасс применяется для деталей, имею¬
щих форму прутков, колец, фланцев, полученных методом литья,
экструзии, прессования. Материалы обрабатывают резцами с
пластинками из твердых сплавов, которые можно заменять, не
снимая резца со станка. Для получения точных размеров де¬
талей из пластмасс учитывается влияние температурных дефор¬
маций при обработке и внутренних остаточных напряжений по¬
сле обработки. Для уменьшения температурных деформаций при
токарной обработке применяется жидкостное (для термопластов)
или воздушное (для слоистых пластиков) охлаждение. Для
снятия внутренних напряжений детали помещают в термокамеру
с температурой 50 °С на 24...48 ч. После термообработки выпол¬
няют вторичные операции по доводке размеров деталей до про¬
ектных значений.7.3. Чистота обработки поверхности. Допуски и посадки. При
обработке древесины на станках преследуется цель не только полу¬
чить заданные форму и размеры деталей, но и обеспечить чистую
(ровную) поверхность. В зависимости от назначения (под склеива¬
ние, под отделку и т. п.) к поверхности предъявляют различные тре¬
бования. Чистоту поверхности древесины оценивают средним значе¬
нием наибольших высот неровностей на контролируемой поверх¬
ности.167
В результате механической обработки поверхность древесины
приобретает различную степень шероховатости, которая определяет¬
ся средней величиной Rz максимальных высот неровностей Нм, за¬
меренных от их вершин до дна соответствующих впадин. Неровности
могут быть различного характера — борозды от зазубрин режущего
инструмента, волнистость при обработке вращающимися ножами,
выколы и вырывы кусочков древесины при пилении, ворсистость и
мшистость при шлифовании. Степень шероховатости древесины зна¬
чительно колеблется в зависимости от метода обработки:Максимальная
высота Нм, мкмВ зависимости от размера неровностей ГОСТ 2789—73 «Шеро¬
ховатость поверхности. Параметры и характеристики» устанавливает
14 классов шероховатости, из которых 5 соответствуют значениям
шероховатости древесины (табл. 57).На чертежах шероховатость поверхности обозначают специаль¬
ным знаком с указанием параметров, приведенных в ГОСТ 7016—75
«Древесина. Шероховатость поверхности. Параметры и характерис¬
тики». Требования к шероховатости поверхности древесины опреде¬
ляются назначением деталей; для склеивания требуется 1-й класс
шероховатости, для лакирования 4-й. При обработке вращающимися
ножами; кроме высоты неровностей, имеет значение длина волны.
Для доброкачественного склеивания длина волны не должна превы¬
шать 4...6 мм. При таком условии в случае совпадения гребней волн
смежных поверхностей толщина клеевого слоя не будет превышать
200...300 мкм.Разные способы обработки поверхности древесины (ручной, ста¬
ночный и т. п.) дают разную чистоту поверхности. Для выбора спо¬
соба обработки, обеспечивающего необходимую чистоту поверхности,
пользуются специальными диаграммами (рис. 103).57. КЛАССЫ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИКласс шеро¬
ховатостиПараметры шероховатости
Rz, мкмБазовая длина измерения
неровностей, мм1320 ... 16082160 ... 808380 ... 408/440 ... 202,5520 ... 102,6168Максимальная
высота Нм, мкмРамное пиление .500. . .2500130. . .500150. . .750Строгание шпона 30. . .400Лущение шпона 40. . .300Обработка строгальными пилами • «25 ... 130Фрезерование .30. . .200Шлифование . .10. . .125
iuMedatwh€9 10шлитобаниецилиндрическое ФРеэёьианбуленйсЛишение шпонастрогание шпонаПилениедисковой, пилой
т ранное пилениелйщвенных,Ранное пиление хвойных пород
■ J..LI-ГДТГГ "‘-IIibid IIf20 25JO W*0Щ1°а8ч°е^р£t5o°l0$^ukpVhqx1 700 m'100QMS j Vfff 1 Vd7 I v$iKC\ vbj\ vn\v0j\"ri2lrt1\~G0 100 200 JfS SOO 800 125Q1Ш
Классы чистоты поверхности древесиныРис. 103. Диаграмма для выбора способа обработки деталей по заданной
чистоте поверхностиДля точной сборки изделий и конструкций необходимо, чтобы
размеры сопрягаемых деталей находились в заданных пределах. Это
достигается при соблюдении системы допусков и посадок при об¬
работке элементов. Система допусков и посадок регламентирует точ¬
ность обработки и сборки деталей, узлов и изделий, обеспечиваю¬
щую необходимую прочность, плотность или взаимную подвиж¬
ность сопрягаемых частей изделия.В системе допусков и посадок приняты следующие основные по¬
нятия:1. Охватывающая поверхность или отверстие (гнездо, проуши¬
на, шпунт, проем) и охватываемая поверхность или вал (шип, гре¬
бень) .2. Номинальный размер (основной расчетный размер, общий
для охватывающей и охватываемой поверхностей) и действительный
размер (размер детали после ее изготовления). Действительный раз¬
мер обработанной детали может отличаться от номинального раз¬
мера, заданного чертежом, или равен ему. Для обеспечения взаимо¬
заменяемости деталей на чертеже дают два раземра, указывающих
пределы действительного размера. Один из них называется наиболь¬
шим, другой — наименьшим предельным размером.3. Разность между наибольшим и наименьшим предельными раз-»
мерами называется допуском на неточность изготовления. Чем боль-»
ше разность предельных размеров детали, тем больше допуск на не*
точность изготовления детали и тем меньшие требования предъявля¬
ются к точности ее изготовления.4. Предельные размеры, отнесенные к номинальному, называ¬
ются отклонениями. Верхним отклонением (ВО) называется разность
между наибольшим предельным размером и номинальным размером,
а нижним отклонением (НО) —разность между наименьшим пре¬
дельным и номинальным размером.5. Если при сборке одна деталь входит в другую, то размеры
соединяемых деталей называются сопрягаемыми. Например, при ши¬
повых соединениях это размеры шипа и гнезда. Несопрягаемые раз¬
меры деталей называются свободными. Размер отверстия (гнезда)
является основным (не зависит от вида посадки), а размер вала
(шипа) — присоединительным. Разность между размерами отверстия
и вала, создающая ту или иную степень свободы их относительного
движения, называется зазором. Наибольший зазор — разность меж¬
ду наибольшим предельным размером отверстия и наименьшим пре¬
дельным размером вала. Наименьший зазор — разность между наи¬
меньшим предельным размером отверстия и наибольшим предель¬
ным размером вала.6. Отрицательная разность между размерами отверстия и вала
до сборки, обеспечивающая после сборки соответствующую степень
плотности и прочности их неподвижного соединения, называется на¬
тягом. Наибольшим натягом называется разность между наименьшим
предельным размером отверстия и наибольшим предельным разме¬
ром вала. Разность между наибольшим предельным размером отвер¬
стия и наименьшим предельным размером вала образует наимень*
ший натяг.7. Посадкой называется характер соединения деталей, определяе¬
мый размером получающихся в нем зазоров или натягов. Вид по¬
садки зависит от размера и взаимного расположения полей допус¬
ков отверстия и вала.8. Поле допуска определяется размером допуска и его положе¬
нием относительно номинального размера. Обозначается поле допус¬
ка буквами Н, Is (для отверстия), а, Ь, с, d и др. (для вала), далее
указывается номер квалитета. Например, Н13 обозначает основное58. ЗНАЧЕНИЯ ДОПУСКОВ, ммИнтервал
размеров, ммКвалитет1112131 14151617181 ...30,10,140,250,40,611,43 ... 6—0,120,180,30,480,751,21,86 ... 10 0,150,220,360,580,91,52,210 ... 18—0,180,270,430,71,11.82,718 ... 30 0,210,330,520,841,32,13,330 ... 50—0,250,390,6211,62,53,950 ... 800,190,30,460,741,21.934,680 ... 1200,220,350,540,871,42,23,55,4120 ... 1800,250,40,6311,62,546,3180 ... 2500,290,460,721,151,852,94,67,2250 ... 3150,320,520,811,3 .2,13.25,28,1315 ... 4000,360,570,891.42,33,65,78,9400 ... 5000,40,630,971,552,546,39,7170
отклонение Н и номер квалитета отверстия; а13 — основное откло¬
нение а и номер квалитета вала.9. Квалитет — совокупность допусков, соответствующих одина¬
ковой степени точности для всех номинальных размеров. ГОСТ
6449—76 устанавливает девять квалитетов—10, И, 12, 13, 14, 15,
16, 17, 18 (в порядке уменьшения точности). Диапазон квалитетов
при изготовлении столярно-строительных изделий и мебели находит¬
ся в пределах 12... 16.Числовые значения допусков для наиболее широко используемых
размеров соединительных элементов строительных изделий и конст¬
рукций, приведены в табл. 58.Посадки обозначаются цифрами и буквами с индексами, напри-
Н13мер, 45-—, или 45Я13—а13. Первая цифра (45) обозначает номи-
а13нальный размер, общий для обоих сопрягаемых элементов (отверс¬
тия и вала), за которым следует обозначение поля допуска отверстия
(//13) и поля допуска вала (а13).Номер квалитета и вид посадки выбирается в зависимости от
требуемого качества соединения, назначения изделия, его конструк¬
тивных особенностей, условий производства и эксплуатации.Посадки с зазором характерны для плоскостных конструкций,
в которых должно быть обеспечено свободное соединение частей
(входные двери, оконные переплеты).Переходная посадка необходима для деталей, вставляемых на
место легкими ударами или нажатием руки (устройство пола из
шпунтовых досок, установка филенок в каркас дверей).Отклонения от номинальных размеров готовых неокрашенных
столярных изделий не должны превышать значений, указанных в
табл. 59.7.4. Высушивание древесины. Сушку пиломатериалов проводят
в камерах непрерывного или периодического действия, работающихПо высотеПо шарикеПо тол¬
щинеСтворки, фрамуги и форточ¬
ки оконных переплетов,
дверные полотна, просветы
для филенок, коробки (в
четвертях) ±2±2±1Обвязка и средники оконных
переплетов, фрамуг и двер¬
ных полотен, подоконные
доски ±2±1Горбыльки, штапики, рас¬
кладки и обкладки щитовых
дверей .±1±1Бруски коробок «...—±2±217159. Допускаемые отклонения (мм) от номинальных размеров
готовых неокрашенных столярных изделий
Рис. 104. Схема цельнометаллической сборной сушильной камеры периодичес¬
кого действия1 — впускной клапан для воздуха; 2 — выпускной клапан; 3 — осевые венти¬
ляторы; 4 — четырехпакетный штабель досок; 5 — воздуховод; 6 — паровой
калорифер; 7 — впрыскиватель водыпо принципу конвективного, радиационного, высокочастотного или
электроиндукционного нагрева. Основным способом является кон¬
вективная газопаровая камерная сушка, при которой необходимое
для испарения влаги тепло подводится к древесине при помощи на¬
гретого воздуха, топочных газов или перегретого пара. Среда, окру¬
жающая древесину в процессе сушки, называется сушильным аген¬
том. При конвективном способе агентами сушки могут быть не толь-,
ко воздух или пар, но и гидробофные жидкости.В производстве деревянных клееных конструкций чаще исполь¬
зуются камеры периодического действия, при работе которых перио¬
дически чередуются циклы, состоящие из полной загрузки камеры
штабелями, контролирования сушки и полной разгрузки камеры.
Это преимущественно воздушные камеры, сборные или стационарные,
с принудительной циркуляцией сушильного агента.Из существующих конструкций сушильных камер наиболее со¬
вершенны сборные камеры (рис. 104). Это цельнометаллические
сооружения с тепловой изоляцией в блочном исполнении. Они обо¬172
рудованы вентиляторами, паровыми калориферами, вспрыскивателя-
ми воды, впускными и выпускными клапанами. Процесс сушки в та¬
ких камерах полностью автоматизирован.Значительно реже используются камеры для сушки пиломатериа¬
лов электроиндукционным и диэлектрическим (высокочастотным)
способами, а также ванны для высокотемпературной сушки в гидро¬
фобных жидкостях, главным образом, петролатуме.В процессе сушки влага в древесине перемещается из внутрен¬
них слоев к поверхности и испаряется в окружающую среду. Так
как скорость испарения выше скорости перемещения влаги, наруж¬
ные слои древесины высыхают быстрее и стремятся сократиться в
объеме. Этому препятствуют внутренние слои, из которых влага еще
не успела удалиться. В результате возникают усилия, растягивающие
наружные слои так, что в них могут образоваться трещины. Поэто¬
му при сушке необходимо, чтобы скорость испарения влаги с поверх¬
ности (скорость влагоотдачи) не превышала скорости продвижения
влаги из внутренних слоев. Этого добиваются, подбирая соответст¬
вующие режимы сушки.Режимом сушки называется расписание температуры и влажно¬
сти сушильного агента в зависимости от влажности древесины. Раз¬
личают мягкие, нормальные, форсированные и высокотемпературные
режимы сушки. Мягкие режимы обеспечивают полное сохранение фи¬
зико-механических свойств древесины, нормальные — допускают не¬
значительное их изменение после сушки, а форсированные приводят
к заметному (до 20 %) снижению прочности пиломатериалов. В за¬
висимости от начальной влажности древесины и толщины досок ка¬
мерную сушку по мягким режимам ведут при температуре не выше
60 °С, по нормальным — не выше 80...100°С, по форсированным —
не выше 120...130°С. Высокотемпературная сушка проводится в сре¬
де перегретого паря или в гидрофобных жидкостях, нагретых до140...150 °С.Для пиломатериалов, идущих на несущие конструкции, приме¬
няют обычно мягкие режимы сушки, характеризуемые перепадом
влажности 1,5...2,5 % на 1 мм толщины материала. Для сушки пило¬
материалов, идущих на ограждающие конструкции, применяют нор¬
мальные режимы, при которых перепад влажности в досках состав¬
ляет 2...3,5 % на 1 мм толщины. Перепад влажности определяют по
секциям послойной влажности, отпиливаемых от образцов, помещен¬
ных в камеру вместе с высушиваемым материалом.Кроме температуры, режимы сушки характеризуются степенью
насыщенности сушильного агента и психрометрической разностью.
Степень насыщенности — это отношение абсолютной влажности воз¬
духа к его влагоемкости при данной температуре, а психрометриче¬
ская разность — перепад в показаниях сухого и смоченного (мок-173
60. РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СУШКИ ПИЛОМАТЕРИАЛОВ\0о4-Параметры сушки при толщине пиломатериалов, ммдо 202532 ...4045 ...5060ш и2 "
^ о.
« ч'с'мФ'мФ'сФ'сФ'мФБолее 304782ii720,730,65477543680,780.73427538700,770,80426939640,830,8426939650,830.8430 ...2050420,62_50430,6645390,6845400,7345400,7387730,5580690,6180710.6773640,6973660,72Менее 206241_0,2962420,3157380,3б7_390,3357390,33108730,25100690,27100710,391650.3291660,34Примечания. Обозначения: tQ — температура сухого термометра, °С;
*м — температура мокрого термометра, °С; <р — степень насыщенности среды.
2. Над чертой приведены параметры для мягких режимов; под чертой — для
нормальных.рого) термометров. Эти параметры изменяются в процессе сушки по
ступеням в зависимости от влажности древесины, размеров и назна¬
чения высушиваемых материалов. С увеличением психрометрической
разности повышается жесткость режима, возрастает интенсивность
испарения влаги из древесины. Рекомендуемые режимы сушки пило¬
материалов для клееных конструкций указаны в табл. 60.Перед началом сушки пиломатериалы нагревают, для чего в ка¬
меру подают сушильный агент с температурой, на 5 °С превышающей
температуру первой ступени режима сушки. Нагревание ведут при
одинаковых показаниях сухого и мокрого термометров. Длитель¬
ность начального нагревания составляет 1...2 ч на каждый сантиметр
толщины материала. После прогрева в камере поддерживают (вруч¬
ную или автоматически) заданную температуру и степень насыщен¬
ности сушильного агента.В процессе сушки контролируют текущую влажность древесины
и внутренние напряжения в ней. По значению текущей влажности
вырезанных из досок контрольных образцов судят о возможности
перехода на следующую ступень режима или окончания процесса.
При появлении в материале значительных напряжений сушку вре¬
менно приостанавливают и проводят промежуточную термовлагооб-
работку досок воздухом повышенной температуры и влажности.Характер и величину внутренних напряжений в древесине при ее
сушке определяют по силовым секциям, которые выпиливают из174
торцовых срезов. Если зубцы
секции остаются прямыми (рис.105,а), то внутренних напря¬
жений в материале нет и пере¬
пад влажности отсутствует.Если влажность в наружных
слоях выше, чем в середине ма¬
териала, зубцы изгибаются
внутрь (рис. 105, б). Это свиде¬
тельствует, например, о чрез¬
мерной интенсивности термо-
влагообработки в камере. Из¬
гиб зубцов наружу (рис. 105, в)
указывает на растягивающие напряжения в поверхностной зоне ма¬
териала, возникающие от быстрого испарения влаги. Такое состояние
характерно для начальных стадий сушки.После того как влажность контрольных образцов достигнет за¬
данного значения, проводится окончательная термовлагообработка
пиломатериалов. Для этого в камеру подается пар с температурой,
на 5...8 °С выше температуры последней ступени режима и с влаж¬
ностью на 3 % выше влажности материала (с целью увлажнения
поверхности древесины). Конечная термовлагообработка необходима
для снятия внутренних напряжений, возникающих в процессу сушки.
По окончании термовлагообработки поверхность пиломатериалов
подсушивают в течение 1...4 ч при параметрах последней ступени
режима, затем охлаждают материал до 30...40°С со скоростью при¬
мерно 1 ч на каждый сантиметр толщины.После окончания камерной сушки пиломатериалы выдерживают
не менее 3 сут в помещении с относительной влажностью воздуха
65...75 % при температуре 16...22°С. Влажность высушенных пило¬
материалов должна находиться в пределах 8... 12 % при установлен¬
ной норме 10 % (согласно СНиП II1-19-76 «Деревянные конструк¬
ции»).Если режимы сушки выбраны неправильно или нарушались по
ходу процесса, в пиломатериалах появляются различные дефекты —
растрескивание, коробление, выпадение сучков и др. Часто наблюда¬
ется изменение форм поперечного сечения досок из-за различной ве¬
личины усушки в тангенциальном и радиальном направлениях (рис,106, а, б). Трещины могут появляться на различных этапах сушки:
наружные —в начале процесса, внутренние — в конце. Раньше дру¬
гих появляются торцовые трещины. Для предупреждения наружных
и внутренних трещин необходима промежуточная термовлагообра¬
ботка древесины; для предупреждения торцовых трещин рекоменду¬
ется обмазывать торцы досок влагонепроницаемыми составами,Рис. 105. Деформация силовых секций
а — при отсутствии перепада влажности
по толщине пиломатериала; б — при
движении влаги к периферии; в — при
высушивании пиломатериала с поверх¬
ности (начальный период сушки)176
Рис. 106. Изменение формы поперечного сечения (а, б) и коробление досок
(в—е) в процессе сушкиа — тангенциальная распиловка; б — поперечное коробление; в — продольное
коробление по пласти; г — радиальная распиловка; д — продольное коробле¬
ние по кромке; в — винтообразное короблениеКоробление (рис. 106, в—е), как и изменение формы поперечно¬
го сечения, бывает вызвано различием тангенциальной и радиальной
усушки; выпадение сучков — большей их усушкой, чем близлежащих
участков древесины; выплавление смолы и потемнение — высокой
температурой сушки.Вероятность появления дефектов может быть значительно сни¬
жена, если сочетать камерную сушку пиломатериалов с атмосфер¬
ной. При атмосферной сушке соблюдается примерно такой же поря¬
док укладки, хранения и транспортирования досок, как для камер¬
ной сушки. Для защиты от грунтовой сырости штабели укладывают
на фундаменты высотой не менее 50...75 см в хорошо проветривае¬
мом месте. Ориентировочная продолжительность сушки основных
досок до 20 %-ной влажности составляет 30 сут летом и 40...50 сут
осенью и весной.7.5. Склеивание древесины. Особенности древесины (значитель¬
ная пористость, гидрофильность, клеточно-волокнистое строение) су¬
щественно влияют на технологию ее склеивания. Учитывая эти осо¬
бенности, поверхность механически обработанной древесины можно
представить как совокупность разрезанных клеток сосудов и воло¬
кон, с которыми клей вступает в контакт. При этом возможны три
схемы этого контакта (рис. 107):клей заполняет промежутки только между стенками клеток,
оставляя свободными полости и сосуды;клей смачивает всю свободную поверхность сопрягаемых дета¬
лей, но не зопалняет целиком полости клеток и сосудов;клей заполняет все свободное пространство между поверхнос¬
тями, проникая на некоторую глубину в древесину по обе стороны
клеевого шва.176
Рис. 107. Схемы заполнения клеем шва между
деревянными деталями
а — склеивание с заполнением промежутков меж*
ду стенками клеток; б — склеивание с частичным
заполнением полостей клеток; в — склеивание с
заполнением всех свободных полостейРис. 108. Влияние вида обработки поверхности на
прочность склеивания древесины
/ — шлифование; 2 — строгание; 3 — фрезерова¬
ние на рейсмусовом станке; 4 — обработка стро¬
гальной пилой; 5 — распиливание ленточной пи¬
лой; h — максимальная высота неровностей; а —
предел прочности при скалыванииПрактическая реализация этих схем зависит от количества клея,
наносимого на поверхность. Склеивание по первой схеме возможно
при расходе клея 20...30 г/м2, по второй — 70...80 г/м2, по третьей —100... 150 г/м2. На склеивание 1 м2 древесины расходуется 200...300 г
клея с учетом не только проникания его в древесину, на и неровно¬
стей клеевого шва, вытекания клея из зазора и т. п.Глубина проникания клея в древесину зависит от прилагаемого
давления, длины и направления волокон относительно плоскости
склеивания. Если угол наклона волокон меняется от 0 до 90° (тор¬
цовой разрез), глубина проникания клея увеличивается в 15... 150 раз,
что требует повышенного расхода клея. Но прочность склеивания
при этом не возрастает, а, наоборот, уменьшается, так как клей по¬
глощается древесиной и шов остается незаполненным. Для увели¬
чения прочности склеивания древесину обрабатывают веществами,
укрепляющими стенки клеток или закупоривающими сосуды (пропит¬
ка полимерами). Наибольшую прочность клеевого шва обеспечивает
взаимодействие клея с разрезами клеточных стенок, состоящих из
нескольких слоев, содержащих различные количества целлюлозы, ге¬
мицеллюлозы и лигнина — веществ, обладающих полярностью и по¬
этому хорошо сцепляющихся с клеем. Наиболее адгезионно активна
целлюлоза, поэтому на тех участках, где она преобладает, прочность
склеивания выше. Чем толще стенки клеток, тем больше адгезион¬
ное взаимодействие клея с древесиной и тем больше прочность склей*
вания. Поэтому участки поздней древесины, имеющие более толстые12—371177
клетки, склеиваются прочнее. Они имеют менее резкий рельеф в раз¬
резе, что также способствует склеиванию.Размеры и характер неровностей поверхности древесины, зави¬
сящие от способа ее обработки, по-разному влияют на прочность
склеивания. При гладкой поверхности, образуемой ручным строга¬
нием, прочность склеивания наибольшая (рис. 108), при шерохова¬
той, созданной пилой с разведенными зубьями, — наименьшая. На
прочность склеивания древесины значительно влияет ее плотность
(или пористость), что также связано с толщиной клеточных стенок.
Чем выше плотность, тем более прочно склеивается древесина. Если
допустить, что пористость отсутствует и на всей площади клеевого
шва сцепление происходит только с веществом древесины, то проч¬
ность склеивания,могла бы достигнуть 30...33 МПа. Фактически же
она составляет 8... 12 МПа для наиболее распространенных пород —
сосны, ели, березы, лиственницы, дуба.Древесина хвойных и лиственных пород, отличающихся между
собой строением, склеивается по-разному. При склеивании древеси¬
ны сосны клей заполняет преимущественно клетки, а у березы —
клетки и сосуды. На прочность склеивания значительно влияет влаж¬
ность древесины. При повышенной влажности клей хуже взаимодей¬
ствует с древесиной, так как ее адгезионно-активные радикалы бло¬
кируются молекулами воды. Для различных клеев существуют пре¬
делы влажности склеиваемой древесины: для резорциноформальде-
гидных—20...22 %, фенолформальдегидных—15...18 %, карбамидных
и поливинилацетатных — 8... 10 %. При повышенной влажности склеи¬
ваемая древесина сама по себе становится менее прочной, что также
отражается на прочности клеевого шва.При склеивании деталей с неодинаковой влажностью (а также
из древесины различной плотности или разных пород) в клеевых со¬
единениях возникают внутренние напряжения, вызванные разной
скоростью высыхания, поэтому разность влажности склеиваемых де¬
талей должна быть не более 3...5 %. Важное значение имеет толщи¬
на клеевого шва. Она зависит от вязкости клея, содержания в нем
наполнителей, прилагаемого давления при запрессовке и др. Чем тол¬
ще клеевой шов, тем больше влияние внутренних напряжений и тем
ниже прочность соединений.Толщина клеевой прослойки зависит от способа обработки дре¬
весины. При станочном фрезеровании поверхностей толщина клеевой
прослойки находится в пределах 0,1...0,5 мм, при ручном строга¬
нии— 0,02...0,1 мм. От способа обработки зависит также равномер¬
ность толщины клеевой прослойки и распределение в ней внутрен¬
них напряжений. Местное утолщение клеевой прослойки может ока¬
заться слабым местом клеевого соединения. Дефекты фрезерования
(заколы, задиры, трещины, риски от зазубренных ножей и пр.),178
а также загрязнение станочной смазкой снижают прочность склеи¬
вания. Загрязненные места поверхности (в том числе выступающую
смолу) очищают тампоном, смоченным в ацетоне или бензине.Сложнее, чем обычно, склеивается древесина, обработанная ан¬
тисептиками и антипиренами. Неполярные и маслянистые антисепти¬
ки снижают адгезионную способность древесины, водорастворимые
соли увеличивают ее гигроскопичность, влияют на реакцию отверж¬
дения клея, способствуют старению клеевого шва.Во избежание преждевременного отверждения или быстрого
старения клеевого шва антисептированной солями древесины содер¬
жание отвердителя в клее корректируют с учетом добавочной кис¬
лотности антисептика. При склеивании древесины, пропитанной мас¬
лянистыми антисептиками, используют клеи, содержащие органиче¬
ские соединения, растворяющие антисептик. Рекомендуется также
протирать поверхность ацетоном или дихлорэтаном. Для прочного
склеивания пропитанной древесины применяют, кроме того, боль¬
шую открытую выдержку, более длительную запрессовку и повышен¬
ное давление.При склеивании древесины с металлами возникают трудности
из-за различия физических и химических свойств соединяемых мате¬
риалов (плотности, теплопроводности, температурного расширения,
стойкости к влаге, кислотным и щелочным компонентам клея). Ре¬
комендуется применять эпоксидные клеи, модифицированные каучу-
ками, полиэфирами, содержащие наполнители — портландцемент,
маршалит, стекловолокно. Хороший результат дает применение ме¬
нее прочных, но более эластичных каучуковых клеев. Слой клея на¬
носят на поверхность, высушивают, а затем поверхности склеивают
с реактивацией, т. е. с нагреванием для размягчения клея.При склеивании фенолформальдегидными клеями используют
эластичный подслой из клея БФ-2, который наносят на поверхность
металла, посушивают, а затем склеивают с древесиной при помощи
клея КБ-3 холодным способом. В качестве подслоя используют
также порошкообразный фенолполивинилбутиральный клей ПФН-12,
который наносят на поверхность металла методом газопламенного
напыления.Для склеивания стеклопластиков с древесиной рекомендуется
использовать полиэфирный клей, наполненный стекловолокном. Тол¬
щина клеевого слоя находится в пределах 0,1...0,5 мм. Поверхность
стеклопластика перед склеиванием очищают от технологических
смазок (бензином, ацетоном) и обрабатывают наждачной бумагой.
Склеивание пенопластов не требует обработки поверхности, но при¬
меняемые клеи не должны содержать компонентов, растворяющих
ячейки пенопласта (ароматические и хлорированные углеводороды,
кетоны, эфиры и др.).12*179
8. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ДЕРЕВЯННЫХ КОНСТРУКЦИЙ И ИЗДЕЛИЙ8.1. Средства механизации для обработки древесины и пласт¬
масс. Для механической обработки пиломатериалов, фанеры, дре¬
весных плит используют деревообрабатывающие станки поперечной
и продольной распиловки, строгальные, фрезерные, сверлильные*
долбежные. Поперечную распиловку (торцовку) выполняют на одно¬
пильных торцовочных станках с прямолинейной подачей пильного
суппорта. Например, станок ЦПА-40 (рис. 109) предназначен для
точного поперечного распиливания досок, брусьев и щитов. На стан-»
ке обрабатывают детали шириной до 400 мм при высоте пропила не
более 100 мм. Поворот суппорта в горизонтальной плоскости дает
возможность распиливать под углом к кромке доски.Торцовочный станок ТС-3 отличается от станка ЦПА-40 нижним
расположением пилы и пневматическим прижимом обрабатываемых
деталей. На нем можно распиливать детали шириной до 250 мм при
высоте пропила не более 100 мм.Круглопильные станки для продольной распиловки бывают с
ручной и механизированной подачей материала на пилу. Станки с
ручной подачей позволяют раскраивать материалы по всем направ¬
лениям и называются универсальными. Станок Ц-6 (рис. 110) со¬
стоит из чугунной станины, внутри которой смонтирован пильный
вал, могущий менять свое положение по высоте. Выступ пильного180Рис. 109. Торцовочный станок ЦПА-401 — педаль включения гидропривода; 2 —
маховичок подъема пилы; 3— стойка; 4 —
тяга для крепления стола; 5 — колонка;
6 — пила с электродвигателем; 7 — мано¬
метр; 8 — направляющая обойма; 9 — суп¬
порт пилы (наибольший ход 700 мм); 70 —
гидропривод; 11 — электродвигатель гид¬
ронасосаРис. 110. Кругл опильный
универсальный станок Ц-6
1 —* пильный вал; 2 — рабо¬
чий стол; 3 — упор; 4 — ог¬
раждение пилы; 5 — направ¬
ляющая линейка; 6 — пила;
7 — маховичок подъема пиль¬
ного вала; 8 — станина
Рис. 111. Станок ЦДК-4-2 для продольной распиловки с гусеничной подачей
а— общий вид; б — схема гусеничной подачи; / — станина; 2 — стол; 3 — пи¬
ла; 4 — маховичок установки суппорта прижимных роликов; 5 — прижимные
ролики; 6 — маховичок установки пильного суппорта; 7 — направляющая лм-
нейка; 8 — гусеничный механизм подачидиска над рабочим столом регулируется маховичком. Установленная
на столе линейка обеспечивает направление подачи материала при
продольном распиливании, а для поперечного распиливания имеет¬
ся другая направляющая линейка, устанавливаемая под любым уг¬
лом к плоскости пилы в пределах 45... 135°. На станке обрабатывают
детали шириной до 400 мм при высоте пропила не более 100 мм.Для продольной распиловки с механической подачей пилома-
териала применяют круглопильные станки ЦА-2А, пятипильный
ЦДК-5-2, однопильный ЦДК-4-2 и др. Станок ЦА-2А имеет одну
или две пилы, установленные на расстоянии 10... 15 мм. Распиливае¬
мый материал подается зубчатым диском, двумя нижними н одним181
верхним подающими вальцами. Для правильной установки материа¬
ла на столе имеется направляющая линейка, переставляемая по
шкале на нужный размер отпиливаемой заготовки. На станке мож¬
но обрабатывать детали шириной не более 300 мм, длиной не менее
600 мм при высоте пропила до 80 мм.Станок ЦДК-5-2 оборудован гусеничной цепью для подачи пи¬
ломатериала и прижимным устройством. Пиломатериал распилива¬
ется дисковыми пилами, смонтированными на пильном валу, который
может подниматься и опускаться в зависимости от требуемой вы¬
соты пропила (регулируется в пределах 6...100мм). Длина распили¬
ваемых досок не менее 600 мм, ширина не более 250 мм.Однопильный станок ЦДК-4-2 (рис. 111) также оборудован гу¬
сеничной цепью с прижимным устройством. Станок имеет чугунную
станину, левый и правый столы, направляющую линейку, маховички
установки суппорта прижимных роликов и суппорта пилы на необ¬
ходимую высоту. На станке можно распиливать материал шириной
не более 400 мм, длиной не менее 600 мм при высоте пропила до
100 мм.Для опиливания кромок щитов, древесных плит и фанеры слу¬
жат форматно-обрезные (концеравнительные и четырехсторонние)
станки. Концеравнительный станок (рис. 112) имеет две пилы, рас¬
стояние между которыми может меняться. В автоматизированных
и поточных линиях такие станки расположены последовательно и ра¬
ботают автоматически, обрезая детали с четырех сторон. Материал
подается на каретке с механизированным приводом. При массовом
изготовлении панелей для чистовой торцовки брусков каркаса ис¬
пользуют конценравнительный двухпильный проходной станок
Ц2—К20. На нем можно обрабатывать детали длиной до 2000 мм,
шириной до 200 мм при скорости подачи до 15 м/мин.На форматных четырехсторонних станках материал опиливают
с четырех сторон за один проход. Например, трехпильный формат¬
ный станок ЦТЗФ-1 (рис. ИЗ) работает следующим образом. Стол,
на котором уложены предназначенные для обрезки детали, переме¬
щается по направляющим и проходит мимо двух пил, выполняющих
продольную обрезку. В заданном месте стол автоматически оста¬
навливается, включается суппорт поперечной пилы, перемещающийся
по траверсе и происходит поперечная обрезка материала. На станке
обрабатывают материал длиной до 3500 мм, шириной до 1850 мм,
толщиной до 50 мм.Для прямолинейного и криволинейного распиливания пиломате¬
риалов, плит, фанеры служат ленточнопильные станки JIC-40, JIC-80-4
и J1C-100, обеспечивающие пропил высотой соответственно 200, 400
и, 600 мм. У станков JIC-40 и JIC-80-4 ручная подача, у JIC-100 —
механизированная. Ленточнопильный станок JIС-80-4 (рис. 114) име-182
Рис. 112. Схема форматно-конце-
равнительного станка
1 — каретка: 2 — направляющие:3 — ролики; 4 — раскраиваемый ма¬
териал; 5 — пильные суппорты?
6 — поперечная направляющаяРис. ИЗ. Трехпильный форматный станок ЦТЗФ-11 — аварийные упоры; 2 — стойки; 3 — направляющие; 4 — пильный шпиндель
для поперечной резки; 5 — механизмы настройки пильных суппортов по высо¬
те; 6 — пильный шпиндель для продольной резки; 7 — эксгаустерный прием¬
ник; 8 — стол; 9 — пульт управления; 10 — поперечная траверса; И — прижим¬
ные ролики; 12 — гидробак с насосом; 13 — колонка с гидроприводом суппор¬
та поперечной резки; 14 — двигатель; 15 — колонка с гидропанелыоет два шкива, движущие пильную ленту, поворотный стол и направ¬
ляющие устройства. Стол может быть установлен под углом 45°
к горизонтальной плоскости.Продольно-фрезеровальные станки (табл. 61) применяются для
удаления неровностей древесины, обработанной пилением, для соз¬
дания базовых поверхностей и доведения поперечного сечения дета¬
лей до заданных размеров. Станки подразделяются на фуговальные,183
61. СТАНКИ ДЛЯ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ДЕРЕВЯННЫХ ДЕТАЛЕЙ* Длинах ширинах высота.184Ширина
строга¬
ния, ммРазмеры заготовокСкоростьподачи,м/минЧастотавращенияножевоговала,мин—1Диаметр
ножевого
вала, ммНаименование и модель
станкаминималь-
ная дли¬
на, мммакси¬
мальная
длина, ммтолщина,ммГабарит стан¬
ка*Масса,тФуговальныеФуговальный СФ4-1
Фуговальный с механичес¬
кой подачей СФА-4
Фуговальный СФ6-1
Фуговальный двусторонний
с механической подачей
С2Ф4-140040063040040030040040040040063040010От 10
10 ... 1008. 12^ 16,
246, 9, 12,
18510051005100
5100 (вала);
7000 (го¬
ловки128128128
128; 1052564X1385X1250
2564X990 Х12902564X1280X1250
2564X 878X13500,70,7351,010,86РейсмусовыеРейсмусовый одностороннийСРЗ-7Рейсмусовый односторонний
(базовая модель) СР6-9
Рейсмусовый односторонний
СР8-1Рейсмусовый односторонний
СР12-2Рейсмусовый двустороннийС2Р8-2Рейсмусовый односторонний
с заточным приспособлением
СР-8315630800125080080030040045045045045031563080012508008005 ... 150
5 ... 200
10 ... 200
10 ... 125
10 ... 160
10 ... 2008 ... 24
8 ... 248... 245... 304... 255...254570457045704100436043601251251251601401451010X1020X1275
1100X1360X1370
1250X 2000X1380
1350X 2695X1540
1615X2070X1550
1250X2050X15601.11,872,13,33,52.1ЧетырехсторонниеЧетырехсторонний с допол¬
нительной калевочной го¬
ловкой С25-2АЧетырехсторонний С25-1А
(базовая модель)
Четырехсторонний универ¬
сальный С26-250 ... 25050 ...260
40 ... 2606306308005-5-25050-5-25040-5г26012 ... 12512 ... 125
10 ... 1258... 408...40
5.5 ... 42500050005000140—160140—1801804500X1320X15503650X1290X1420
2700X1400X 32955,35,363,7
Рис. 114. Схема работы ленточко¬
пильного ставка J1 С-80-41 — верхний натяжной шкив; 2 —
распиливаемая заготовка; 3—стол;4 — поворотный сегмент; 5 —- ниж¬
ний приводной шкив; 6 — пильная
лента; 7 — противовесРис. 115. Схемы фрезерования за¬
готовока — на фуговальном станке; б — на
рейсмусовом станке; 1 — заготовка;2 — передний стол; 3 — ножевой
вал; 4 — задний столРис. 110. Схема устройства двустороннего фуговального станка С2Ф-4 с роли¬
ковой подачейс—в разрезе; б —в плане без механизма подачи; / — механизм настройки
заднего стола; 2 — задний стол; 3 — роликовый механизм подачи; 4 — кром*
кофуговальный шпиндель; 5 и 6 — рукоятка и механизм перемещения перед*
него стола по высоте; 7 •— ножевой вал185.
предназначенные для выравнивания одной или двух смежных
(обычно под углом 90°) граней с целью образования базовых по¬
верхностей для дальнейшей обработки (рис. 115, а), и рейсмусовые,
позволяющие обрабатывать заготовки в размер по толщине и шири¬
не (рис. 115, б).Обработку древесины при продольном фрезеровании проводят
при помощи вращающихся ножевых (фрезерующих) головок и валов.
Рабочим органом односторонних фуговальных станков является но¬
жевой вал, имеющий два или четыре плоских ножа. Вал распола¬
гается между двумя плоскими столами, один из которых может опус¬
каться относительно режущих кромок ножей для снятия слоя дре¬
весины заданной толщины.На двустороннем фуговальном станке С2Ф-4 (рис. 116) одно¬
временно можно обрабатывать две смежные плоскости заготовки —
пласть и кромку. Станок имеет горизонтальный ножевой вал и вер¬
тикальную ножевую головку. Материал на ножи подается роликовым
механизмом. Станок позволяет обрабатывать детали ширной до
400 мм, толщиной 12...100 мм при максимальной толщине снимае¬
мого слоя 6 мм.Рейсмусовые станки выпускаются односторонние и двусторон¬
ние. Односторонние станки (рис. 117) имеют один ножевой вал, на¬
ходящийся над столом, по которому подается обрабатываемая де¬
таль. Нижняя плоскость ее должна быть заранее обработана. За¬
данный размер заготовки устанавливают подъемом или опусканием
стола. Двусторонние рейсмусовые станки имеют два ножевых вала,
один из которых обрабатывает нижнюю плоскость заготовки, а дру¬
гой — верхнюю. Двусторонние станки применяют редко, так как точ¬
ность обработки на них меньше. На рейсмусовых станках обрабаты¬
вают детали шириной до 800 мм, толщиной до 200 мм. По специаль¬
ному заказу изготовляют рейсмусовые станки с шириной обработки
1600 и 1800 мм.В производстве деревянных' конструкций для продольного фре¬
зерования часто применяют четырехсторонние станки (рис. 118),
позволяющие за один проход обрабатывать четыре стороны деревян¬
ной заготовки и получить детали в форме прямоугольного паралле¬
лепипеда. Рабочие органы станка С16-5П состоят из пяти шпинде¬
лей: двух горизонтальных, двух вертикальных и одного дополнитель¬
ного, который может быть установлен под углом к заготовке. Станок
обрабатывает детали шириной 20... 160 мм, толщиной 8...80 мм при
минимальной длине заготовок 400 мм. Наиболее совершенным яв¬
ляется шестишпиндельный станок СФ16-1, на котором обрабатыва¬
ют столярные заготовки, бруски каркаса панелей и др.Фрезерование шипов для соединения деталей деревянных кон¬
струкций выполняется на фрезерных или шипорезных станках, ра-186
Рис. 117. Схема ра¬
боты одностороннего
рейсмусового станка1 — заготовка; 2 —
ногтевая завеса; 3 —
рифленый подающий
валик; 4 — стружко-
ломатель; 5 — ноже¬
вой вал; 6 — прижим;
7 — гладкий подаю¬
щий валик; 8, 10 —
нижние валики; 9 —*
столРис. 118. Четырехсторонний фрезеровальный станок С16-5П
1 — Пульт управления; 2 — станина; 3 — маховичок настройки универсального
шпинделя; 4 — универсальный шпиндель; 5 — задний стол; 6 — направляющая
линейка; 7 — прижимные ролики; 8 — верхний ножевой вал; 9, 10— махович¬
ки регулирования прижимных роликов; 11. 12 — вертикальные шпиндели; 13 —
подающие валики; 14 — суппорт механизма подачи; 15 — маховичок регулиро¬
вания подающих валиков; 16 — рукоятка механизма подачи; 17 — передний
стол; 18 — рукоятка подъема переднего стола; 19 — электродвигатель механиз¬
ма подачи; 20 — нижний ножевой валботающих самостоятельно или входящих в виде узлов в специализи¬
рованные линии. Применяются односторонние рамные шипорезные
станки с ручной или механизированной подачей, на которых обраба¬
тывают по одному концу заготовки, и двусторонние с механической
подачей, на которых обрабатывают одновременно оба ее конца. Из
односторонних станков наиболее распространен четырехшпиндель¬
ный шипорезный станок Ш0151-5 (рис. 119). Для подачи заготовок
станок имеет каретку с гидроприводом и прижимные устройства
(боковое и верхнее). Механизм резания состоит из торцовочной пи¬
лы, диска для выборки проушин и двух зубчатых фрез. Соответ¬
ственно имеются режущие головки — пильная, проушечная и две
фрезерные, установленные по ходу обработки.Для сверления отверстий и выборки пазов в заготовках строи¬
тельных конструкций применяют сверлильные и долбежные станки.
Сверлильные станки бывают одношпиндельные и многошпиндельные187
Рис. 119. Односторонний шипорезный станок
Ш015Г-5а — боковой вид; б — план; 1 — каретка; 2, 3 —
пульты управления; 4 — гидроприжим; 5 — элект¬
родвигатель верхней фрезы; 6 — направляющие
каретки; 7 — кронштейн каретки; 8 — электродви¬
гатель пилыРис. 120. Многошпиндельный сверлильный станок
/ — вертикальный шпиндель; 2 — пневмоцилиндр механизма вертикальной по¬
дачи; 3 — суппорты горизонтальных шпинделей; 4 — пневмоцилиндр механиз¬
ма горизонтальной подачи; 5 — горизонтальные шпиндели; 6 — базовый упор;
7 — стол; 8 — пневмоприжимное устройство; 9 — траверса вертикальных шпин¬
делей; 10 — механизм подъема стола188
(рис. 120) — для высверливания сучков, гнезд под винты и шурупы
и т. п. Сверла подаются на обрабатываемую деталь с расчетным
усилием, а по окончании — автоматически отводятся в исходное
положение. Для долбления, выполняемого на цепнодолбежных стан¬
ках, применяют фрезерную цепочку, приводимую в движение звез*
дочкой от электродвигателя.Механическую обработку пластмасс выполняют как на дерево¬
обрабатывающих, так и на металлорежущих станках. Основные ви¬
ды механической обработки пластмасс — зачистка (для подготовки
поверхностей к склеиванию, удаление заусенцев, литников), распи¬
ловка, фрезерование, сверление, вырубка, точение, нарезание резь¬
бы. Для зачистки пластмасс используют универсальные зачистные
станки со сменным набором различных абразивных инструментов —
кругов, лент, щеток, работающих по принципу токарных или свер¬
лильных станков.Зачистку плоских поверхностей пластмассовых деталей выполня¬
ют на шероховочном станке (рис. 121) с абразивной лентой, натяну¬
той на вращающиеся барабаны, между которыми расположена опор¬
ная плоскость. Образующуюся при зачистке пыль удаляют вентиля¬
ционным отсосом. В условиях крупносерийного производства целе¬
сообразно использовать автоматические и полуавтоматические
устройства для зачистки кромок листовых деталей абразивными ва¬
ликами или щетками. Например, полуавтоматическая машинка с
пневмоприводом (рис. 122), снабженная металлическими щетками,
служит для зачистки обшивок панелей. Машинка перемещается по
поверхности листа посредством вращения ведущих роликов. Ско¬
рость передвижения регулируется тормозом, а интенсивность за¬
чистки — регулировочным винтом.Листовые пластмассы, (слоистые пластики) раскраивают на круг¬
лопильных станках с ручной подачей. Для резки листов из тер¬
мопластов ставят фрезы из углеродистой легированной стали. Листы
слоистых пластиков разрезают на круглопильных станках фрезами
из легированной и быстрорежущей стали. Ленточные станки ис¬
пользуют для резания по криволинейному контуру листов толщиной
боу^ее 25 мм, а также для резки круглых стержней и труб.Горизонтальные ленточные станки -(рис. 123) применяют для
резания пенопластов толщиной до 30 см и шириной до 120 см.
В процессе резания ленточная пила толщиной 0,9 мм одновременно
с поперечным движением перемещается продольно вместе с кареткой,
затем автоматически поднимается и подается обратно.Листы текстолита толщиной до 25 мм разрезают на шлифоваль¬
ных станках типа ЗА64М абразивными дисковыми кругами. Для рез¬
ки листов термопластичных и термореактивных пластмасс исполь¬
зуют также фрезерные станки 6М82ГБ и 6Н81Г.189
62. РУЧНЫЕ МАШИНЫ ДЛЯ ОБРАБОТКИ КЛЕЕНЫХ КОНСТРУКЦИИНаименование, маркаОсновной показательГлубина
пропила
(фрезеро¬
вания), ммЧастота враще¬
ния, мин-1Род тока
(переменный)Напряже¬
ние, ВЧастота,
Г цМасса, кгПилы ручные электричес¬
кие дисковые:ИЭ-5106ИЭ-5102БРубанки ручные электричес¬
кие:ИЭ-5701АИЭ-5707АМашины для фрезерования
деревянных полов:С0-40АСО-97Машины ручные сверлиль¬
ные электрические:ИЭ-1003ИЭ-1025АИЭ-1008ИЭ-1023ИЭ-1029Долбежник ручной электри¬
ческий ИЭ-5601АДиаметр пильного
диска, мм:160200Ширина фрезерова¬
ния, мм:75100310310Диаметр сверла, мм:6692325Размеры выбирае¬
мых пазов, мм:8X 40X100,'
12X60X160,16X 60X160,
20X60X16045702До 3
3ДоЗПод нагрузкой
2900
2260Барабана10000523028503450Патрона 3000
1230
1380
250
3800Скорость подачи,
м/мин, 0,5ОднофазныйТрехфазныйОднофазныйТрехфазныйТрехфазныйОднофазныйТрехфазныйОднофазный*Грехфазный>220220220220220220220362202203622050505050505050200505020050510,56,917951101.4
1,61.76.56.74.6190
Рис. 121. Шероховочный станок для
обработки пластмассовых изделий
/—абразивная лента; 2— привод¬
ной барабан; 3 — вентиляционный
отсос; 4 —• клиновой ремень; 5 —
станина; 6 — электродвигатель; 7 —
кнопочный пускатель; 8 — винт ре-
1улировки натяжения ленты; 9 —
натяжной барабан; 10 — столРис. 122. Пневматическая портатив¬
ная машинка для зачистки обшивок
панелей1 —• корпус; 2 — металлическая
щетка; 3 — регулировочный винт;
4 — пневматический двигатель; 5 —
тормоз; 6 — пусковой рычаг; 7 —*
фиксаторРис. 123. Горизонтальный ленточный
станок для резки блоков пенопла¬
ста1 — каретка; 2 — стойка каретки;3 — направляющие; 4 — пила; 5 —
пенопластСпециальный станок для резки слоистых пластиков (рис. 124)
может обрабатывать изделия размером 60x140 см при толщине3...70 мм. В отличие от фрезерных станков фреза специального стан¬
ка закреплена под столом. Имеется устройство для отсоса стружки
и пыли. Пластмассы сверлят на быстроходных вертикально¬
сверлильных станках, предназначенных для обработки металлов.
В условиях крупносерийного массового производства применяют спе¬
циальные многошпиндельные станки.Механическую обработку деталей и готовых изделий из древе¬
сины и пластмасс выполняют также ручными электрическими и пнев¬
матическими машинами — электропилами, электрофуганками, элек-
тросверлильными, электродолбежниками (табл. 62).Дисковая электропила ИЭ-5107 служит для продольного и по¬
перечного раскроя досок, щитов и планок, а также для пригонки191
Рис. 124. Станок ддя
резки слоистых пла¬
стиков1 —станина; 2 —
стол; 3 — прижим¬
ное устройство; 4 —
фреза; 5, 8 — зубча¬
тая передача; 6 —
электродвигатель ме¬
ханизма подачи сто¬
ла; 7 — регулятор
скорости подачи; 9 —
электродвигатель
фрезы; 10 — прорезь;
И — направляющаядеталей при монтаже клееных деревянных конструкций. При диамет¬
ре диска 200 мм наибольшая высота пропила 60 мм. Мощность элек¬
тродвигателя 0,6 кВт, масса 10,5 кг. Ленточную электропилу исполь¬
зуют для вырезания отверстий в заготовках или для опиливания
деталей по криволинейному контуру.Ручная маятниковая электропила с динамически уравновешен¬
ным механизмом возвратно-поступательного движения предназначе¬
на для распиливания досок, фанеры, плит и листовых пластмасс.
Пильное полотно шарнирно закрепляется на штоке механизма воз¬
вратно-поступательного движения. Резание происходит при движе¬
нии полотна к редуктору. Скорость резания 0,85 м/с, толщина раз¬
резаемых материалов 20...60 мм.Электрофуганки ИЭ-5701А, ИЭ-5707А с двухножевым валом
предназначены для строгания (фрезерования) деталей из дерева при
выполнении столярно-плотничных работ. Их можно использовать
для выравнивания боковых поверхностей клееных балок. Ширина
строгания 60... 100 мм, глубина до 3 мм, мощность двигателя 0,4 кВт,
масса 7...9 кг. Электрические сверлильные машины ИЭ-1003, ИЭ-1008,
ИЭ-1023, ИЭ-1029 применяют для сверления отверстий в древесине
диаметром 6...26 мм; наибольшая глубина сверления с направляю-* * 1/1i~—|г192
Рис. 125. Ручная электрическая машина со сменными щетками для зачистки
поверхности обшивок панелейщими 1000 мм, без них — 350 мм. Мощность двигателя 0,6 кВт,
масса 1,4...6,5 кг.Машина ИЭ-6009 предназначена для строгания, продольного и
поперечного пиления, фрезерования и сверления древесины. Шири¬
на строгания за один проход 200 мм, глубина пропила 45 мм, масса
комплекта 50 кг.Электродолбежник ИЭ-5601А служит для выборки в деревянных
деталях и узлах различных прямоугольных отверстий (максимум
20X60 мм), сквозных и глухих пазов, гнезд и т. п., глубиной до
160 мм. Электрошуруповерт ИЭ-3602А предназначен для механиза¬
ции процесса завинчивания шурупов, винтов и болтов диаметром до
6 мм при сборке различных строительных деталей и изделий. Его
масса 2,5 кг, продолжительность завинчивания 3...5 с. Электрошли-
фовальной машиной ИЭ-2009 зачищают сварные швы и шлифуют
поверхности деревянных и пластмассовых изделий. Диаметр шлифо¬
вального круга 125 мм, скорость вращения 30 м/с. Масса машины
6,4 кг.Для сверления, зенкования, развертывания отверстий в метал¬
ле, древесине, пластмассах рекомендуется ручная пневматическая
машина ИП-1016А. При массе 8,3 кг она имеет мощность 1,84 кВт
и может сверлить отверстия диаметром до 32 мм.Выравнивание шпатлеванной поверхности древесины, зачистка
пластмасс и снятие окисиых пленок с металлов выполняют универ¬
сальной пневматической машиной УПМ-1, рабочим органом которой
является резиновый диск со слоем абразива, шлифовальные шайбы
или проволочные торцовые щетки. Пневматическая машина ППМ-2
вместо вращающегося органа имеет две рабочие платформы, дви¬
жущиеся возвратно-поступательно в разные стороны относительно
друг друга. Такая кинематика устраняет реактивную отдачу на руки,
обеспечивает более равномерную обработку поверхности. Для за¬
чистки плоских поверхностей часто используют ручные электрические
машины с круглыми щетками на валу (рис. 125). При зачистке вогну-13—371193
тых поверхностей используют ручную электродрель, на шпиндель ко¬
торой насаживают сферический наконечник, обмотанный абразивной
шкурхой. При зачистке стеклопластиков абразивная шкурка должна
быть возможно более тонкой (мелкозернистой), чтобы не разрушить
стекловолокнистую основу пластика.8.2. Оборудование для склеивания конструкций включает в себя
механизмы для перемешивания компонентов клея (клеесмесители),
для нанесения клея на поверхность деталей, запрессовочные установ¬
ки и нагревательные устройства для ускоренного отверждения клея
в соединениях. Большинство установок представляет собой нестан¬
дартное оборудование, изготовляемое по экспериментальным проек¬
там (табл. 63).Клеи приготовляют в механических клеесмесителях с бачками
различной формы объемом 7...2000 л. Для нейтральных клеев бачки
делают из стали, оцинкованного железа или латуни; для кислых и
щелочных клеев — только из нержавеющей стали. Кроме того, бач¬
ки футеруют полиэтиленом, фторопластом или покрывают внутрен¬
нюю поверхность эмалью. Бачки имеют водяную рубашку для регу¬
лирования температуры клеевой смеси.Основным рабочим органом клеесмесителей является вал с ло¬
пастями, вращаемый электродвигателем через редуктор. Конструкция
лопастей может быть различной: в виде плоских пластин, приварен¬
ных к валу с одинаковым или различным наклоном плоскостей отно¬
сительно оси вала, в виде пропеллерных пластин, направленных в
противоположные стороны, или винтообразно приваренных к валу.
Движение лопастей может быть планетарным или встречным, создаю¬
щим вихревое движение клеевой смеси. Лопасти изготовляют из вы¬
сокопрочных легированных сталей.Обычная частота вращения лопастей 60 мин-1, но в зависимо¬
сти от вида клея может меняться (25...75 мин-1). Нередко частоту
вращения лопастей ограничивают для предотвращения вспенивания
клея. Если же нужно получить вспененный клей, например карба-
мидный, частоту вращения повышают.Существуют клеесмесители стационарные и передвижные (пе¬
реносные). Конструкции стационарных клеесмесителей различают в
зависимости от вида и.вязкости клеев, содержания наполнителей,
объема производства. При небольшом объеме работ для приготов¬
ления фенолформальдегидных, поливинилацетатных и других клеев
вязкостью 300...2000 мПа-с используют клеесмеситель объемом 15 л
с односторонним движением лопаток (рис. 126). Клеесмеситель со¬
стоит из Г-образной станины и двух укрепленных на ней стоек, слу¬
жащих для крепления бачка. На Г-образной станине смонтирован
электродвигатель с червячным редуктором, вертикальный вал кото-194
63 ОСНОВНОЕ ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ
КЛЕЕНЫХ КОНСТРУКЦИЙТ ехнологическая
операцияОборудованиеЗавод-изготовительМеханическая обработка пиломатериалов и клееных элементовПоперечный раскройСтанок торцовочный
ТСЗ-1Тюменский завод дере¬
вообрабатывающих стан¬
ковТо же. ЦПА-40Уссурийский машино¬
строительный заводПродольный раскройСтанки круглопильный
ЦА и прирезной ЦДК-4-2Тюменский станкострои¬
тельный заводФрезерование заготовокСтанки строгальные че¬
тырехсторонние С26-2 и
С-25-2Ярославский завод «Про¬
летарская свобода»Фрезерование клееных
элементовСтанок рейсмусовый дву¬
сторонний С2Р12-2АСтавропольский заводдеревообрабатывающихстанковСклеивание заготовок по длине и ширинеФрезерование зубчатых
соединенийСтанки шипорезные
ШОЮ-4 и ШПА-40Московский завод дере¬
вообрабатывающих стан*
ков и автоматических
линийПолуавтоматическая ли¬
ния КДК-13Московский завод дере¬
вообрабатывающих стан¬
ков и автоматических ли¬
нийСклеивание заготовок по
длинеУстановки периодическо¬
го действияЭкспериментальный за¬
вод ЦНИИМОДСклеивание заготовок по
ширинеПолуавтоматическая ли¬
нияПоставляется по импортуСклеивание фанеры по длинеРаскрой по форматуСтанки форматные ЦФ-5
и ЦФА-160Ярославский завод «Про¬
летарская свобода»Зарезка усового соеди¬
ненияУсовочный станокТо жеСклеивание листов
13*Станок для склеивания
фанеры УСПГ195>
Продолжение табл. 63Технологическая опера¬
цияОборудованиеЗавод изготовительНарезка зубчатого сое¬
диненияФрезерные станки ФЛШ
и ФЛАДнепропетровский стан¬
костроительный заводЗапрессовка склеиваемых
листовСтанок для склеивания
фанерыПоставляется по импортуСклеивание фанеры по
длинеПолуавтоматическая ли¬
нияЯрославский завод «Про¬
летарская свобода»Приготовление и нанесение клеевПриготовление клеяКлеесмеситель КМ-40-10Рыбинский завод дерево¬
обрабатывающих станковНанесение клея контакт¬
ным методомКлеевые вальцы КВ-9 с
дозирующими роликамиТо жеНанесение клея методом
наливаКлееналивная установкаПоставляется по импортуСборка и запрессовка конструкцийСборка каркасов пане¬
лейСборочная ваймаНестандартное оборудо¬
ваниеЗапрессовка прямолиней¬
ных элементовГидравлический прессТо жеЗапрессовка гнутоклее¬
ных элементовЗапрессовочный стенд-
КДК-10Даниловский завод дере*
вообрабатывающих стан¬
ковЗапрессовка панелейПрессЭкспериментальный за¬
вод ЦНИИСК им. Куче¬
ренко Госстроя СССРСборка и запрессовка
фанерных панелейПроходной гидравличес¬
кий пресс с контактным
нагревомПоставляется по импортуЗащита и отделка конструкций и элементовАнтисептирование карка¬
са панелейВанна, сушильная каме¬
ра, конвейерНестандартное оборудо¬
ваниеОкраска панелейРаспылительная камераПоставляется по импор¬
туОкраска несущих конст¬
рукцийРаспылительные уста¬
новки КА-1 и КРВЛакокрасочный завод
(Загорск)196
Рис. 126. Стационар-
ный смеситель вме¬
стимостью 15 л с од¬
носторонним движе¬
нием лопаток
1 — станина; 2—*
электродвигатель; 3—*
червячный редуктор?4 — лопастной вал;5 — бачок; 6 — стой¬
ки; 7 — рукояткарого поднимается при помощи рукоятки, отсоединяя при выгрузке
лопастей вал. Бачок снабжен рубашкой, охлаждаемой проточной во¬
дой. После приготовления клея вал отсоединяется и бачок повора¬
чивается на цапфах для выгрузки клея. Серийно выпускают также
клеесмеситель ТМ-4 объемом 35 л со скоростью вращения вала
40 мин”1. Его масса 220 кг.Для приготовления каучуковых клеев применяют стационарные
клеесмесители с горизонтально-расположенными лопастями цилинд¬
рической формы с двумя или тремя крыльями (рис. 127). Эти лопас¬
ти, вращаясь с частотой 25...40 мин-1, перемешивают более вязкую
часть состава, т. е. каучук. Растворитель (бензин), находящийся
сначала в верхней части бачка, взбалтывается дополнительной ло¬
пастью пропеллерного типа, установленной на вертикальном валу,
вращающемся с частотой 100... 140 мин-1. Эта лопасть перемещается
вертикально, занимая различное положение по высоте в зависимости
от однородности клеевой смеси. Выгружают готовый клей через ниж¬
ний клапан. Вместимость смесйтелей подобного типа 125...2000 л.
Чтобы было удобно выгружать клей, стационарные клеесмесители
устанавливают на высоте 130... 180 см от пола.Передвижные (переносные) клеесмесители (рис. 128) применя¬
ют при сборочных или ремонтных работах. Бачок ставят на пло¬
щадку или тележку и закрепляют на ней так, чтобы при установке
консоли в рабочее положение вал с лопастями принял вертикальное
положение, а ось вала проходила близко к оси симметрии бачка.
В зависимости от состава клея и его вязкости перемешивание про¬
должается 10...40 мин. После перемешивания клей должен быть од¬
нородным по всему объему. Объем бачка 65 л.Имеются также клеесмесители гравитационного действия, пред¬
ставляющие собой стальной цилиндр, к внутренней поверхности ко¬
торого приварены изогнутые под различными углами пластинки.197
Рис. 129. Схема клеевого валь¬
ца1 — бачок для клея: 2—метал¬
лический или резиновый валик;
3 — прижимной валик; 4 — пру¬
жина, удерживающая валик;б — клейРис. 127. Стационарный смеситель для
приготовления каучуковых клеев1 — станина; 2 — бачок; 3 — бензопро¬
вод; 4 — загрузочное отверстие; 5 —
привод вертикального вала; 6 — пропел¬
лерная лопасть; 7 — привод горизон¬
тального вала; 8 — горизонтальная ло¬
пасть; 9 нижний клапан; 10 — раз¬
грузочный люк$ Ш11 /w /гРис. 128. Передвижной смеситель с
откидными лопастями СО-23Б1 — трубчатая рама; 2 — электродвига¬
тель; 3 — редуктор; 4 — откидная кон¬
соль; 5 — лопастной вал; 6 — бачок?
7 — тележкаРис. 130. Пистолет-распылительI — корпус; 2 — регулятор; 3 —
штуцер для подсоединения воз¬
душного рукава; 4 — ручка?6 — крючок; 6 — штуцер для
подсоединения рукава для клея?7 — клеепровод; 8 — сопло; 9 —
головка; 10 — штуцер сопла5И — игла; 12 — заглушкаУдаряясь о них при падении, масса перемешивается и выходит из
нижнего отверстия достаточно однородной.Для нанесения клея на поверхность деталей используют клеевые
вальцы, распылители, шприцы, щетки, занавесные, экструзионные и
промазные устройства. Простейшие клеевые вальцы показаны на
рис. 129. Клей наносят, прокатывая деталь по валику.Для нанесения клея на листовые детали значительных размеров
(фанерные обшивки, шпон) применяют механизированные вальцы.198
Различают вальцы для одностороннего и двустороннего нанесения
клея. Вальцы КВ-2 для одностороннего нанесения клея имеют ра¬
бочую длину 1700 мм, диаметр клеенамазывающих валиков 300 мм,
просвет между намазывающим и холостым валиком до 50 мм. Ме¬
ханизированные вальцы КВ-3 кроме рабочих валиков имеют вспо¬
могательные дозирующие валики с принудительным вращением, ко¬
торые обеспечивают двустороннее нанесение клея. Над вальцами
установлены два вертикальных клеесмесителя, снабженных рубаш¬
ками для охлаждения или подогревания клея.Клей можно наносить при помощи различных распылительных
устройств. На небольшие и сложные по конфигурации поверхности
клей наносят круглым факелом, а на большие ровные поверхности —
широким плоским факелом. Круглый факел получают при помощи
так называемой универсальной головки, плоский — при помощи ще¬
левой головки. Существуют распылители с двумя головками, поз¬
воляющими легко изменять форму струи.Для нанесения низковязких клеев — латексных, поливинилаце-
татных, полиэфирных на относительно небольшие поверхности при¬
меняют пистолет-распылитель (рис. 130). Клей распыляется возду¬
хом, который проходит по трубке, через ручку пистолета, соединен¬
ной штуцером с воздушным рукавом. Клей подается по другому
рукаву через специальный штуцер из бачка под давлением 0,3...
0,4 МПа. Распылитель снабжен двумя сменными головками со ще¬
левыми и круглыми выходными отверстиями.Для нанесения клеев повышенной вязкости распылители снабжа¬
ют специальными нагревателями, за счет которых удается снизить
вязкость клея, проходящего через аппарат и улучшить условия
распыления. Клеи средней вязкости, содержащие небольшое коли¬
чество наполнителей, наносят распылителем-удочкой с особым уст¬
ройством форсунки (рис. 131).Щеточные клеенаносители применяют для промазывания раз¬
личных фасонных профилей, например шпунтованных досок, шиповых
соединений. Для горячих клеев щетки делают из конского волоса, а
для холодных — из растительного или капронового волокна. Часто
щеточные клеенаносители комбинируют с клеевыми вальцами, что
позволяет промазывать одним и тем же устройством гладкие и
фасонные детали. Для нанесения клеев средней вязкости могут быть
использованы разбрызгиватели (рис. 132). Для получения равномер¬
ного слоя клей наносят через окно, в пределах которого толщина
наносимого слоя более или менее постоянна.Для нанесения клеев высокой вязкости используют занавесные
установки (рис. 133), состоящие из вибрирующего бункера, через
щель которого клей в виде сплошной пленки непрерывно выливается
(под действием собственного веса или при дополнительном давлении199
Рис. 131. Распылительная установ¬
ка для клеев средней вязкости1 — форсунка; 2 — компрессор; 3'—
бачок; 4 — трубкаРис. 133. Схема занавесной уста¬
новки для нанесения клея
1 — бункер; 2 — щель; 3 — вибро-
нож; 4 — компрессор; 5 — приемная
ванна; .6 — насос; 7 — конвейер;
8 — обшивкаРис. 132. Разбрызгиватель для на¬
несения клея1 — резервуар для клея; 2 — бара¬
бан; 3 — ручка; 4 — клей; 5 — упор;
6 — поверхность склеиваемой дета¬
ли; 7 — окноа)Рис. 134. Винтовые прессы для склеивания крупногабаритных конструкций
а — вертикальный; б — горизонтальный; / — стенка балки; 2 — дощатый па¬
кет (пояс); 3 — рама; 4 — винты; 5 — цулага200
от компрессора) на поверхность листовой детали, движущейся по
конвейеру с определенной скоростью, и разравнивается виброножом.
Толщину клеевого слоя регулируют, изменяя ширину щели бункера,
скорость движения конвейера и зазор между изделием и виброно¬
жом. Излишки клея поступают в приемную ванну, откуда насосом
перекачиваются в бункер. Такие установки используют для нанесе¬
ния каучуковых и эпоксидных клеев.Для нанесения клея методом экструзии (выдавливания) при¬
меняют устройства, состоящие из цилиндров с поршнями, действую¬
щими от гидравлического, пневматического или механического при¬
вода и различных по форме насадок. Наибольший интерес представ¬
ляют устройства, в которых клеевая композиция перемешивается
одновременно с выдавливанием. Простейшим устройством для выдав¬
ливания служат мягкие тюбики из фольги, полиэтилена или поли¬
винилхлорида. Они могут быть с одним или двумя отсеками. В одном
из них содержится олигомер (смола), а в другом — отвердитель. При
выдавливании эти компоненты, проходя через общий канал, пере¬
мешиваются между собой.При нанесении клея методом промазывания на покрываемый
клеем лист устанавливают бункер со щелью шириной 10... 15 мм, а
затем протягивают лист под бункером. Толщину клеевого шва регу¬
лируют, изменяя усилие прижима листа к бункеру. Щель бункера
может быть направлена как поперек, так и вдоль перемещения листа.
Установив несколько бункеров, клей наносят несколькими полосами,
что необходимо, например, для крепления ребер каркаса, сотового
заполнителя и других элементов панельных конструкций.Плотное смыкание намазанных клеем поверхностей, необходимое
для доброкачественного склеивания, получают при помощи запрес-
совочиых устройств механического, гидравлического или пневмати¬
ческого действия. Для склеивания крупных изделий (балок, щитов
и т. п.) используют винтовые прессы различных конструкций (рис.
134). Винтовой пресс представляет собой стальную раму, на верхней
полке или боковой стойке которой установлены винты с квадратны¬
ми головками и опорными шайбами. Винты завинчивают механиче¬
скими гайковертами, отрегулированными на заданный крутящий
момент, по величине которого косвенно судят о создаваемом дав¬
лении. Это давление распределяется на площади склеивания через
деревянные или металлические прокладки (цулаги).К механическим запрессовочным устройствам относится валковый
пресс (рис. 135), предназначенный для склеивания трехслойных па¬
нелей быстросхватывающимися (контактными) клеями. Давление
0,75...7,5 кН создается одной или несколькими парами валков, иног¬
да оборудованных системой нагревания. Просвет между валками
(50...350 мм) регулируют вручную или с применением механической201
Рис. 13В. Конструкция
валкового пресса1 — червячная передача;2 — вертикальный валок;
3. 4 — верхний и нижний
валки; 5 —траверса; 6 —
стяжка; 7, 9 — стойки;
Ь — основание; 10 — при¬
вод нижнего валка; 11 —
прижимное устройство;
12 — направляющие; 13—
штурвал перемещения:
верхнего валка; 14 — за¬
грузочные роликиOSC и?Ш |, 0S9XVW 0S9>2190
передачи. Панели размером 6000x1500x350 мм можно запрессовы¬
вать со скоростью 0,2...2 м/мин.Много&алковые прессы можно использовать для сращивания
коротких элементов в длинное (погонажное) изделие. Горизонталь¬
ное давление создается разностью скорости вращения подающих и
выталкивающих валиков. Более совершенными устройствами для
запрессовки являются гидравлические многоцилиндровые прессы,
в которых давление на склеиваемый пакет передается через поршни
цилиндров, смонтированных с определенным шагом. Расположение
цилиндров может быть вертикальное и горизонтальное. Последний
вариант предусматривает изготовление криволинейных конструкций
из досок (рис. 136). Вертикальные прессы бывают с верхним и ниж¬
ним (рис. 137) расположением цилиндров. Прессы имеют металличе¬
ские стойки, скрепленные снизу и сверху в раму. Стойки с одной
стороны могут откидываться, что позволяет набирать пакет непосред¬
ственно в прессе. Для равномерной передачи давления от порш¬
ней на пакет укладывают распределительные прокладки (цу-
лаги).Для склеивания крупногабаритных панелей и щитов применяют
однопросветные гидравлические прессы, имеющие две обогреваемые
стальные плиты, заключенные в раму пресса и смыкающиеся под
действием вертикального гидроцилиндра. Иногда прессы оснащаются
дополнительными цилиндрами для создания бокового давления,
необходимого для приклеивания обрамления панелей. Такие прессы
оборудуют специальными автоматическими столами для предвари¬
тельной сборки панелей, что позволяет загружать пресс менее чем
за 15 с.Усовершенствованная конструкция однопросветного гидравличе¬
ского пресса (рис. 138) предусматривает склеивание узлов рам из
прямолинейных блоков, для чего имеются концевые секции, разве¬
денные под углом. Давление передается гидроцилиндром, располо¬
женным на поворотной консольной траверсе. При склеивании конст¬
рукций на станину укладывают несколько пакетов. Затем поворачи¬
вают консольную траверсу в рабочее положение и закрепляют ее
свободный конец на стойке с головкой при помощи стопорного
винта, входящего в прорезь головки. Давление от гидроцилиндра
передается на прижимную плиту, шарнирно соединенную с плунже¬
ром. На наружной поверхности плунжера нанесена резьба для сто¬
порной гайки, при помощи которой плунжер фиксируется в выдвину¬
том положении. Прижимная плита подвешена к траверсе на тягах,
опирающихся на пружины, которые при отсутствии давления воз¬
вращают опорную плиту в верхнее положение.Наиболее сложными запрессовочными устройствами являются
многопросветные гидравлические прессы. Их применяют для склеи-203
Рис. 136. Гидравлический горизонтальный пресс для склеивания криволиней¬
ных элементов/ — стальные опоры; 2 — гидроцилиндры; 3 — насосная станция; 4 — упор; 5 —
пакет досок; 6 — электронагреватели; 7 — крышка; 8 — трубопроводы; 9 — бо¬
ковые стенки; 10 — перфорированный поддонвания плитных изделий — двер¬
ных полотен, перегородок, па¬
нелей, древесностружечных плит.Гидравлический пресс (рис.
139) имеет основание с ци¬
линдром, в котором движется
поршень, верхнюю опорную
.плиту, соединенную колонна¬
ми с основанием, и промежу¬
точные плиты, обогреваемые
паром, электричеством, горя¬
чей водой или маслом. Число
промежуточных плит (этажей)
может быть различно, чаще
всего 10... 15 шт. Давление
создается при помощи насоса,
— подающего в цилиндр прессаводу или масло через так называемый аккумулятор давления,
ускоряющий заполнение цилиндра рабочей жидкостью. Поршень ци¬
линдра подымается и смыкает плиты с находящимися на них склеи¬
ваемыми изделиями.204Рис. 137. Гидравлический многоцилин¬
дровый пресс для склейки прямолиней~
ных элементов/, 8 — выравнивающий брус; 2 — непод¬
вижная стойка; 3—основание пресса;
4 — гидроцилиндр; 5 — опорная плит¬
ка; 6 — цулага; 7 — склеиваемый пакет
досок: 9 — откидная стойка; 10 — упор¬
ная балка; 11 — торцовая стенка прес¬
са
Рис. 138. Гидравлический пресс для склеивания дощатых конструкций/ — обратный клапан; 2 — стопорная гайка; 3 — стопорный винт; 4 — головная
б, /2 —стойка с головкой; 6 — тяги; 7 — прижимная плита; 8 — станина; 0 —
опоры; 10 — стойки; //— концевые секции; 13— винты; 14 — опорная плнтад
15 — угловая секция; 16 — вертикальные швеллеры; 17 — плунжер; 18 — гид¬
роцилиндр; 19 — поворотная консольная траверса; 20 — колонна; 21 — вентильРис. 139. Гидравлический многоэтажный пресс с плитами, обогреваемымипаром205
Пневматические прессы бывают цилиндровые и шланговые. Ци¬
линдровые прессы, используемые для склеивания длинномерных
изделий, представляют собой систему вертикально расположенных
воздушных цилиндров, штоки которых через рычаги соединены с
плитой, прижимающей склеиваемый пакет к основанию пресса.
Шланговые прессы в качестве рабочего органа снабжены резинотка¬
невыми рукавами или мешками, в которые нагнетается воздух от
компрессора. Напорный рукав располагается между жесткой плитой
пресса и прокладкой (цулагой), укладываемой на пакет. При запол¬
нении воздухом рукав стремится принять цилиндрическую форму и
давит на прокладку. При этом обеспечивается равномерное по
длине пакета и постоянное по времени давление благодаря автомати¬
ческой работе компрессора.Автоматическая фиксация заданной степени прессования дости¬
гается применением вайм с натяжными муфтами и самозажимающи-
ми эксцентриками. Эти ваймы используют дополнительно к пневма¬
тической запрессовке, осуществляемой шланговыми прессами. После
запрессовки пакета воздух из рукава выпускают, а сам пакет, сжатый
автоматическими ваймами, укладывают в цехе или направляют в
камеру нагрева. Этим значительно повышается производительность
шланговых прессов, что очень важно, например, при холодном склеи¬
вании.Пневматический пресс колонной конструкции (рис. 140) состоит
из двух траверс, соединенных между собой тремя парами колонн. По
колоннам перемещается верхняя траверса, обеспечивая требуемый
просвет между нагревательными плитами. Пневморукава, располо¬
женные между верхней нагревательной плитой и подвижной тра¬
версой, получают сжатый воздух от компрессора, под давлением до
0,7 МПа, что позволяет создать удельное давление в прессе до
0,3 МПа. Нагревательные плиты пресса имеют размер 3300X3300 мм,
их максимальный просвет 600 мм. Температура нагревания 160 °С.В производстве клееных панелей криволинейного очертания при¬
меняют метод вакуумного прессования, заключающийся в том, что
изделие, предварительно собранное на жестком основании, накры¬
вают резиновым чехлом, который герметически соединен с краями
основания. При откачивании воздуха вакуум-насосом чехол под влия¬
нием атмосферного давления прижимается к поверхности склеивае¬
мой детали и создает на поверхности детали давление 0,05...0,09 МПа.
Если этого давления недостаточно, то дополнительно применяют
метод пневматического или парового прессования в автоклаве
(рис. 141). Давление паром используется при необходимости склеи¬
вания с нагреванием.При склеивании с нагреванием применяют различные установ¬
ки, передающие тепло клеевому шву по принципу контактного, кон-206
Рис. 140. Пневматический пресс для склеивания панелей размером 3X3 м1 — механизм перемещения верхней траверсы; 2 —верхняя траверса; 3 — пнев¬
морукава; 4, 5 — нагревательные плиты; 5 —нижняя траверса; 7 —контакт¬
ные термометры; 8 — компрессорРис. 141. Схема вакуум-пневматического прессования в автоклаве1 — подвод пара или сжатого воздуха от компрессора; 2 — отсос воздуха ва¬
куум-насосом; 3 — запрессовочное устройствовекционного, лучевого, электрического и диэлектрического нагревания.
Контактное нагревание используется при склеивании панелей с алю¬
миниевыми или фанерными обшивками. Тепло передается через прес¬
сующие плиты. Конвекционный способ' осуществляется при погру¬
жении запрессованных с неотвердевшим клеем изделий в горячие207
гидрофобные жидкости или нагреванием их воздухом в термокаме¬
рах, под брезентом и т. п. Погружение в горячие жидкости обычно
совмещается с антисептической и антипиренной обработкой деревян¬
ных конструкций.Ускорить склеивание пакета можно в пресс-камере простейшего
типа. Это устройство, в котором теплоизолированные стенки совме¬
щены с конструкциями вайм. Стенки пресс-камеры делают откидны¬
ми. Внутри камеры укладывают паровые трубы для нагревания и
увлажнения воздуха. Последнее необходимо, чтобы избежать пере¬
сушивание древесины и не допустить опасных усушечных напряже¬
ний. Для лучевого нагревания используют лампы инфракрасного
излучения, рефлекторы, трубчатые нагреватели. Электрический спо¬
соб заключается в пропускании электротока через клеевой шов,
наполненный электропроводными материалами (графитом, сажей,
металлическим порошком).Сущность диэлектрического способа нагревания в электромагнит¬
ном поле высокой частоты заключается в том, что материалы и кле¬
евые швы изделия, помещенного между металлическими пластинами,
представляют собой конденсатор, с неоднородным изолятором, в
котором благодаря частичной проводимости клея генерируется тепло.
Переменное электрическое поле высокой частоты создается гене¬
ратором.9. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ДЕРЕВЯННЫХ КОНСТРУКЦИЙ И ИЗДЕЛИЙ
9.1. Изготовление клееных дощатых и фанерных конструкций.Клееные^ дощатые конструкции изготовляют в специально оборудо¬
ванных цехах (рис. 142), состоящих из нескольких отделений или
участков. Сначала высушенные полиматериалы поступают на участок
торцовки, где из досок вырезают дефектные места и недопустимые
пороки древесины. Торцовка выполняется на станках поперечной
распиловки типа ЦПА-40, Ц-6-2 и др. При поперечной ^распиловке
и удалении дефектов древесины руководствуются нормами допускае¬
мых пороков и технологических дефектов, установленными ГОСТ
20850—75 и СНиП III-19-76. Ограничение пороков проводится с
учётом разделения досок на три категории качества (согласно
СНйП И-25-80 «Деревянные конструкции») в зависимости от того,
в каких зонах конструкции они будут располагаться. Затем прово¬
дится продольная распиловка, после которой пласти досок фрезеру¬
ют для дополнительного выявления пороков древесины.Следующая операция — фрезерование шипов, выполняемая на
шипорезных или фрезерных станках, работающих самостоятельно
или входящих в поточные линии. Рабочим органом станков являются208
14—371Рис. 142. Технологическая схема планировки цеха клееных дощатых
конструкций мощностью 3 тыс. м3 конструкций в год1 — тележка для пиломатериалов; 2, 6, 14, 17, 19 — торцовочные станки;3— круглопильный станок; 4, 8, 16 — рейсмусовые станки; 5, 12 — ши¬
порезные станки; 7 — рольганг; 9 — камера ускоренного отверждения
клея; 10 — установка продольного стыкования досок; 11 — клеевые
вальцы; 13—гидравлический пресс; 15—площадка выдержки запрес¬
сованных пакетов; 18 — станок для продольной распиловки клееных
блоков; 20 — испытательный стендРис. 143. Фреза для нарезки зубчатых шипов (а) и схемы нарезки тор¬
цов досок зубчатым шипом — параллельно (б) и поперек пласти (в)209
специально изготовленные фрезы (рис. 143, а). Группировка фрез
на шпинделе зависит от направления зубчатых шипов относительно
пласти заготовок. Шипы можно нарезать параллельно пласти {рис.
143, 6) или поперек пласти (рис. 143, в). В последнем случае проч¬
ность зубчатого стыка увеличивается.Для вырезки зубчатых шипов рекомендуется многошпиндельные
станки ШО-15Г-5 и ШО-Ю-4 (рамные односторонние), ШД-10-3
(рамный двусторонний), ШГ1А-40 (шипорезный для прямого шипа)*После нарезки зубчатых шипов заготовки стыкуют для получе¬
ния длинных досок (лент), которые затем разрезают на заготовки
необходимой длины при помощи торцового станка и собирают в
пакет. Доски, образующие ленту, стыкуют в торцовочном прессе
при давлении 1,5... 10 МПа, зависящем от формы и размеров шипового
соединения. На период отверждения клея ленты должны находиться
в неподвижном состоянии несколько часов, однако в некоторых слу¬
чаях благодаря самозаклиниванию зубчатых соединений достаточно
приложить кратковременное (2...3 с) давление и затем фрезеровать
ленты. Если заготовки стыкуют при нагревании, время выдержки
стыка под давлением составляет 1...2 мин.Кроме устройств, соединяющих доски на зубчатый шип в не¬
подвижном положении, применяют установки непрерывного дейст¬
вия, в которых склеивание происходит в движении. В них давление,
необходимое для запрессовки соединений, создается усилием подачи
на входе и сопротивлением трения на выходе. Производительность
таких установок 4...6 соединений в минуту.После необходимой для отверждения клея выдержки стыкован¬
ные доски подают на обработку к рейсмусовому станку. Фрезеро¬
вание проводится с двух сторон с точностью обработки, обеспечиваю¬
щей шероховатость поверхности в пределах 1—2-го класса по ГОСТ
2789—73 (максимальная высота неровностей 100...300 мкм). Доски
обрабатывают в порядке, обратном укладке слоев в пакет, с тем
чтобы удобнее было наносить клей и быстрее загружать пресс.Клей на поверхности досок наносится механизированными клее¬
выми вальцами с оЦйой или двух сторон ровным слоем с расходом
0,2...0,6 кг/м2 (в зависимости от вязкости клея и пористости древе¬
сины). Толщина клеевого шва, связанная с расходом клея, имеет
большое значение, так как с ее увеличением в клеевом шве возраста¬
ют внутренние напряжения, снижающие прочность соединений.Практически толщина клеевого шва колеблется от 0,1 до 0,8 мм,
в то время как максимальная прочность обеспечивается при толщине
клеевой прослойки в пределах 0,1...0,2 мм. Чем толще слой клея, тем
больше требуется усилие запрессовки для равномерного распределе¬
ния клея в шве. Запрессовка должна быть проведена возможно быст¬
рее, так как жизнеспособность клеев ограничена, поэтому лучше210
загружать в пресс сразу целый пакет. Чаще же загрузка происходит
послойно.Винтовой способ запрессовки в горизонтальных и вертикальных
ваймовых прессах применяется при склеивании прямолинейных и
криволинейных (гнутых) блоков и элементов прямоугольного сечения.
В горизонтальных ваймовых прессах доски с нанесенным на них
клеем укладывают ребром на выверенные по горизонтали брусья и
затем весь пакет прижимают винтовыми стяжками к укрепленным в
полу стойками, расставленным по прямой линии или по кривой задан¬
ного очертания. Кривизна задается с поправкой на последующее
распрямление клееных блоков, освобожденных от стяжек. Возмож¬
ный наименьший радиус кривизны зависит от толщины досок и обыч¬
но не превышает Юм. Запрессовка начинается от середины пакета,
для ее ускорения используют электрические гайковерты, оттарирован-
ные на заданный крутящий момент. Скорость гнутья 4...6° в минуту.
Удельное давление запрессовки 0,5...0,6 МПа.После запрессовки удельное давление перераспределяется (сни¬
жается) вследствие пластических деформаций древесины, выдавли¬
вания или проникания клея в доски, поэтому периодически винты
подтягивают. Время выдерживания пакета в прессе зависит от
температуры воздуха в цехе и составляет 6...24 ч. При склеиваний
с нагреванием время выдерживания сокращается до 3...4,5 ч. Чтобы
повысить производительность установок, можно запрессовывать в
одном горизонтальном ваймовом прессе несколько пакетов, располо¬
женных один над другим и разделенных прокладками.В вертикальных ваймовых прессах доски укладывают плашмя
на прямолинейные или криволинейные цулаги и стягивают пакет
винтами. Для увеличения производительности вертикальные ваймо-
вые прессы делают двухсекционными, запрессовывая одновременно
два рядом расположенных пакета. Разновидность ваймового верти¬
кального пресса — пресс-вагонетка, в который запрессовывается
несколько прямолинейных пакетов. Затем вагонетка подается в
камеру, где пакеты нагреваются для ускорения склеивания. Темпе¬
ратура нагревания может быть 50...90°С. При нагревании до 80...
90 °С влажность воздуха должна быть 74...78 %, что обеспечивает
влажность древесины 10 %.Запрессовка в вертикальных гидравлических прессах проводится
либо до полного отверждения клея, либо пакет, зафиксированный в
зажимах под заданным давлением, извлекается из пресса и ставится
на площадку для выдержки и отверждения клея при температуре
цеха или при конвективном нагревании. В последнем случае произ¬
водительность гидравлического пресса значительно ускоряется.После выдерживания в прессе клееные элементы поступают на
обработку, которая заключается в оторцовке изделий по шаблону,14*211
фрезеровании боковых поверхностей, фрезеровании выемок, сверле*
нии отверстий, а также в защите от увлажнения, загнивания и
возгорания. Перед обработкой элементы выдерживают в цехе 1...2сут
для достижения достаточной прочности клеевого шва. Переме¬
щать изделия по цеху или в другой цех можно также при условии
достаточного отверждения клея. Для перемещения используют
тельферы или тележки. Клееные изделия обрабатывают на столах
длиной 10... 15 м или на специальных стапелах. При обработке сле¬
дует обращать внимание на монтажные гвозди в изделиях,
чтобы не повредить рабочие части инструментов. Затвердев¬
шие потеки клея, попадая на режущие части, быстро затуп¬
ляют их, поэтому рекомендуется применять ножи из высоко¬
прочной стали.При сверлении отверстий пользуются шаблоном с отверстиями,
расположенными соответственно разметке металлических накладок,
шайб и т. п. Шаблон представляет собой деревянную или фанерную
плиту, в отверстия которой вставлены металлические втулки с пру¬
жинными бойками. Ударяя по шляпке бойка молотком, размечают
центры отверстий в клееном изделии. Опиливая стороны длинных
изделий, особенно при косых резах, циркульную пилу перемещают
по специальному рельсу. Криволинейные пропилы делают ленточны¬
ми пилами.Перед отправкой потребителю клееные изделия защищают от
увлажнения и механических повреждений, возможных при перевозке
и монтаже. Для защиты используют олифу, масляные и синтетиче¬
ские краски с различными наполнителями. При необходимости сох¬
ранить натуральный цвет и текстуру древесины клееные блоки
покрывают прозрачными лаками — полиуретановым, полиэфирным.
Торцы конструкций обмазывают водостойкими пастами на основе
жидкого тиокола, каучуковых латексов или кремнийорганических
эластомеров. При перевозке такие конструкции обертывают в проч¬
ную бумагу или полиэтиленовую пленку.Клееные фанерные конструкции изготовляют в специализирован¬
ных цехах и в построечных мастерских, имеющих необходимее
деревообрабатывающее оборудование. Доски каркаса или поясов
балок строгают с припуском на дальнейшую обработку, вырезают
дефектные участки на торцовочных станках, соединяют зубчатым
шипом торцы, раскраивают ленты на отрезки заданной длины и стро¬
гают их в размер. Листы фанеры отбирают по сортам, намечая
лучшие в более напряженные зоны конструкции. Далее листы раз¬
мечают по шаблону и вырезают из них элементы заданной формы.
При необходимости получить элементы большой длины, чтобы
избежать стыковки в самой конструкции, края листов фанеры сра¬
щивают на ус в специальных усовочных станках.212
При изготовлении балок или рам двутаврового сечения элементы
поясов раскладывают на рабочей площадке в соответствии с проект¬
ной схемой или по шаблону и временно закрепляют. Доски поясов,
непосредственно примыкающие к фанере, укладывают двойным рядом
с небольшим зазором между продольными кромками для снижения
влияния влажностных деформаций на клеевой шов. Число слоев
досок, образующих пояс, может быть не более трех. В случае такого
составного пояса сначала подшивают фанеру гвоздями к двойному
ряду на клею, затем наслаивают остальные доски пояса. Клей на
доски поясов наносят ручными клеевыми вальцами.Подшивка фанеры к поясам, наслаивание досок поясов, при¬
крепление ребер жесткости и общую запрессовку всех элементов в
единую конструкцию выполняют монтажными гвоздями. Размеры и
расстановка этих гвоздей зависят от толщины фанеры, числа слоев
досок в поясах, степени, покоробленности досок поясов, качества
обработки пиломатериалов и фанеры. Для подшивки фанеры к пер¬
вому слою досок пояса применяют гвозди диаметром 2,3 мм, длиной
50 мм при расстоянии между ними 140... 180 мм. Общую запрессовку
поясов и ребер жесткости в единую конструкцию выполняют гвоздя¬
ми диаметром 3,5...4 мм длиной 90...110 мм при расстоянии между
ними 280...360 мм. Для изготовления клееных фанерных балок дву¬
таврового сечения с дощатыми поясами применяют рамные винтовые
прессы, работающие по принципу вертикального ваймового пресса.Более индустриальна технология изготовления балок с волни¬
стой фанерной стенкой. Производство их осуществляется непрерыв¬
ным способом в специализированных цехах (рис. 144). Доски поясов,
отыкованные зубчатым шипом, в виде двух лент, поставленных на
ребро, проходят через фрезерный станок, в котором шпиндели совер¬
шают боковые движения, благодаря чему в лентах вырезаются
волнообразные пазы конического профиля. В эти пазы вгоняется
непрерывная фанерная лента, волнообразно изгибаемая роликами
и защемляемая в пазах путем сближения поясов протягивающим
устройством. Предварительно кромки фанерной ленты покрывают
клеем. Для ускорения склеивания швы прогревают инфракрасными
излучателями или токами высокой частоты. Усилия, возникающие
при изгибе фанеры в пазах, создают давление, необходимое для
склеивания фанеры со стенками паза. Получаемый непрерывно про¬
фильный элемент с волнообразной стенкой разрезается на балки
длиной 6...9 м.Щитовые фанерные конструкции изготовляют либо с гвоздевой
запрессовкой, либо в одноэтажных гидравлических или пневматиче¬
ских прессах горячего или холодного склеивания. Гвоздевая запрес¬
совка более целесообразна при изготовлении крупноразмерных щитов.
Г&озди применяют диаметром 2...2,5 мм длиной 40...50 мм с уста-213
Рис. 144. Технологическая схема планировки цеха клееных фанерных балок с
волнистой фанерной стенкой
1 — готовая продукция: 2 — склад фанеры; 3 — фанерные заготовки; 4 — круг¬
лопильный станок для фанеры; 5 — усовочный станок; 6 — агрегат для склеи¬
вания фанерных заготовок в ленту с электрическим обогревом; 7 — фанерные
ленты; 8 — установка для подачи фанерной ленты; 9 — фреза для обработки
кромок фанерной ленты; 10 — установка для нанесения клея и придания вол¬
нообразной формы ленте; И — дощатые пояса балок; 12 — линия склеивания
поясов по длине; 13 — шипорезный станок; 14 — агрегат для запрессовки фа¬
нерной ленты в дощатые пояса; 15 — пиломатериалы; 16 — сушильная камерановкой их через 150...200 мм. Расход гвоздей может быть снижен,
если фанеру прижимать к каркасу при помощи деревянных брусков
более мощными гвоздями. После отверждения клея эти бруски
вместе с гвоздями отрывают. Для конструкций, где непроклеи в
углах недопустимы, шаг расстановки гвоздей уменьшается вдвое и
также применяют прижимные шаблоны. При обшивке каркаса фане¬
ру направляют волокнами вдоль большей стороны щита. В этом
случае расстояние между элементами каркаса, направленными поперек
волокон рубашек фанеры, должно быть не более 50 толщин листа.
Клей на поверхность ребер наносят валиками, кистями или распыли¬
телями. Во избежание втягивания листов фанеры в ячейки каркаса
используют клеи, не содержащие воды, например клей КБ-3. При
склеивании холодным способом в прессах можно укладывать сразу
по несколько щитов с общей высотой пакета до 1 м. Удельное дав¬
ление запрессовки такого пакета должно быть не менее 1,4... 1,5 МПа
в расчете на площадь ребер каркаса. При запрессовке каркас каж¬
дого из щитов должен быть расположен строго один над другим.9.2. Изготовление панельных конструкций. Производство пане¬
лей включает в себя изготовление несущего каркаса (ребер) и при¬
крепление к нему обшивок с одной или двух сторон. Обшивками
служат фанера, асбестоцемент, древесные плиты. Обшивки крепят к
каркасу гвоздями, шурупами, клеем. Панели с деревянным каркасом
для типовых сельскохозяйственных зданий обычно изготовляют на
предприятиях, выпускающих клееные несущие конструкции. Этому214
Рис. 145. Технологическая схема планировки цеха производительностью
15 тыс. мэ клееных конструкций в год/—траверсная тележка; 2 — подъемный стол; 3— штабели пиломатериалов;
4 — сушильные камеры; 5 — тепловой узел; 6 — заточное отделение; 7 — тор¬
цовочный станок линии ограждающих конструкций; 8 — четырехсторонний
фрезерованный станок; 9 — установка для склеивания досок по ширине; 10 —
шипорезно-пазовальный станок; 11 — установка для антисептирования дета¬
лей каркаса; 12 — вайма для сборки деталей каркаса; 13 — пневмопереклад¬
чик каркасов; /4 — двусторонний шлифовальный станок; /5 —участок сборки
панелей с пневмовакуумным перекладчиком; 16 — установка для антисептиро¬
вания фанерных обшивок; 17 — туннельный пресс непрерывного склеивания
панелей; 18 — участок сращивания фанеры по длине; 19 — участок сборки
панелей с асбестоцементными обшивками; 20 — обрезка панелей по формату;
21 — камера окраски панелей; 22 — станок диагонального раскроя клееных
дощатых блоков; 23 — установка для склеивания полурам из прямолинейных
блоков зубчатым шипом в карнизном узле; 24 — двусторонний рейсмусовый
с ганок с поворотным устройством для обработки клееных блоков; 25 — верти¬
кальные гидравлические прессы; 26 — горизонтальный ваймовый пресс; 27 —
транспортная тележка; 28 — роликовый конвейер с вертикальным пакетирую¬
щим устройством; 29 — установка для нанесения клея на доски; 30 — попе¬
речный конвейер для сборки и выдержки пакетов; 31 — пакетирующее уст¬
ройство; 32. 33 — полуавтоматические линии обработки досок и склеивания
по длине; 34 — клееприготовительное отделениеспособствует общность многих этапов технологического процесса и
необходимость комплектной поставки конструкций на строительные
объекты. Планировка цеха, выпускающего панелн в комплекте с не-215
сущими конструкциями, показана на рис. 145. Технологический
процесс производства панелей организован следующим образом.
Высушенные пиломатериалы . обрезают на торцовочном станке, за¬
тем фрезеруют на четырехстороннем строгальном станке. На концах
заготовок при помощи шипорезно-пазовального станка вырезают
пазы и четверти для сборки каркаса. Далее заготовки антисептиру-
ют в 3 %-ном водном растворе кремнефтористого натрия. Пакет
брусков погружают Ъ ванну кран-балкой, а затем сушат в цехе в
течение двух суток. Из высушенных брусков собирают каркас в сбо¬
рочной вайме на клею и гвоздях. После этого кромки каркаса обра¬
батывают на шлифовальном станке, чтобы снять излишний слой
антисептика, и покрывают клеем с одной или двух сторон.Раскроенные по формату листы фанеры, асбестоцемента и бло¬
ки пенопласта подгоняют к каркасу. Фанера используется водостой¬
кая, марки ФСФ, толщиной 6...8 мм. Предварительно ее сращивают
по длине в непрерывные ленты, а затем разрезают на листы в размер
обшивок. На одну из поверхностей фанерной обшивки распылением
наносят антисептик. Собирают панели на рольганге с пневмовакуум¬
ным перекладчиком, а склеивают в туннельном прессе непрерывного
действия.Асбестоцементные панели собирают на полуавтоматической ус¬
тановке. Листы укладывают на каркас, затем автомат просверливает
отверстия по периметру панели, завинчивает шурупы. Асбестоцемент
должен иметь толщину 10 мм, ударную вязкость не менее 2...
...2,2 кДж/м2. После привинчивания обшивки пакет переворачивается,
в него укладывают утеплитель, крепят его планками, накладывают
второй асбестоцементный лист и вновь подают его в автомат для
завинчивания шурупов.Алюминиевые обшивки крепят к каркасу оцинкованными гвоз¬
дями через заранее просверленные отверстия с шагом крепления 75...
150 мм. Панели с обшивками из древесноволокнистых плит с утеп¬
лением минеральной ватой. изготовляют примерно по такой же
технологии. Еще один способ изготовления асбестоцементных пане¬
лей включает сборку деревянного каркаса по описанной выше схеме
из брусков сечением 40x18.0 мм. К одной стороне каркаса оцинко¬
ванными шурупами крепят плоский асбестоцементный лист, образую¬
щий потолочную поверхность (в панелях покрытий). Между бруска¬
ми укладывают минераловатные плиты плотностью 80... 100 кг/м3.
Толщину их выбирают в зависимости от термического сопротивле¬
ния. Для защиты от увлажнения на плиты накладывают пластмас¬
совые пленки. В таком виде панели отправляют на стройку и монти¬
руют в покрытие. Затем на них укладывают и прибивают к каркасу
волнистые асбестоцементные листы, оставляющие воздушное прост¬
ранство между утеплителем и кровлей. Благодаря волнистой форме216
листов воздушное пространство в панели вентилируется, что обеспе¬
чивает долговечную службу материалов в условиях поЁышенной
влажности сельских производственных зданий.Панели стен делают из деревянного каркаса и двух плоских
листов асбестоцемента толщиной 10 мм. Панели утепляют минерало¬
ватными полужесткими плитами плотностью не менее 100 кг/м3.
Здесь также предусмотрено устройство самовентилируемой воздуш¬
ной прослойки.Технологические линии для изготовления асбестоцементных па¬
нелей рассчитаны на выпуск 40...50 тыс. м2 конструкций в год. Сборка
панелей на них ведется стендовым способом. Рабочие помещения
оборудуются кран-балкой грузоподъемностью 5 т, стапелями для
сборки, станками для обработки древесины и асбестоцемента, руч¬
ными машинами. Готовую продукцию вывозят автопогрузчиком.
Типовой цех имеет размеры в плане 12x24 м; его обслуживают 6...
... 7 рабочих.Один из путей снижения материалоемкости ребристых панелей —
замена каркаса из древесины на ребра из гнутоклееных фанерных
швеллеров. Фанерные швеллеры изготовляют на специальной уста¬
новке позиционного прессования из модифицированного березового
шпона низких сортов или из отходов фанерного производства. Уста¬
новка позволяет изготовлять швеллеры длиной до 6 м с толщиной
стенки 10 мм. Швеллер состоит из пяти слоев шпона толщиной 1,5 мм
с волокнами, ориентированными вдоль оси, и двух слоев, ориенти¬
рованных волокнами поперек оси швеллера. Поперечные слои распо¬
лагаются непосредственно под лицевыми и служат для ограничения
сгиба и разгиба полок швеллера.Для изготовления панелей размером 6x1,5 м фанерные обшивки
толщиной 10 и 6 мм стыкуют «на ус», затем склеивают их под прес¬
сом с фанерными швеллерами, предварительно антисептированны-
ми. Для склеивания используют эпоксидный или фенолформальде-
гидный клей холодного отверждения. Для обеспечения прочности
панелей при смятии в опорных участках в швеллеры дополнительно
вклеивают деревянные вкладыши на длину 8... 10 см. Между ребрами-
швеллерами при необходимости укладывают утеплитель. Для повы¬
шения долговечности и увеличения жесткости ребристых панелей
деревянный каркас может быть также заменен на асбестоцементный,
состоящий из фасонных элементов типа швеллеров. Изготовляют
такие панели и фасонные элементы на специальных технологических
линиях, на заводах асбестоцементных изделий.Клееные фанерные панели промышленных зданий и специальных
сооружений изготовляют на специализированных технологических
линиях. Элементы каркаса обрабатывают на станках (рейсмусовом;
торцовочном, шипорезном), антисептируют и обрабатывают огнеза¬217
щитными составами. Короткие пиломатериалы сращивают зубчатым
шипом в бруски заданных размеров. Для изготовления каркасов
применяют рольганги, ваймы продольного сращивания, шаблоны и
другие приспособления. Сборку каркасов ведут на специальных
постах.Водостойкую фанеру и древесноволокнистые плиты разрезают
на круглопильных или ленточно-пильных станках, оборудованных
подвижными столами, каретками и зажимными приспособлениями.
Материалы обшивки сращивают в полноформатные листы при помо¬
щи стыков «на ус», которые желательно располагать в менее нагру¬
женных зонах панели. Для зарезки кромок, листов «на ус»
используют специальный усовочный станок. Склеивание стыков
«на ус» производится в прессах различной конструкции, обо¬
рудованных для ускорения процесса обогревательными устрой¬
ствами.После очистки обшивок от загрязнений и пыли их покрывают
клеем в местах примыкания каркаса. Обшивку ребристых панелей
крепят к каркасу гвоздями. При изготовлении утепленных панелей
на нижнюю обшивку, покрытую клеем, укладывают плиты пенопла¬
ста, накрывают их второй обшивкой со слоем клея, загружают
пакет в пресс-контейнер и выдерживают всю конструкцию под дав¬
лением до полного отверждения клея. Панели могут быть изготов¬
лены также методом вспенивания гранул полистирола в ячейках
конструкции с использованием различных теплоносителей. При нагре¬
вании в поле токов высокой частоты гранулы полистирола предва¬
рительно обрабатывают электролитом. При изготовлении панелей
методом заливки в ребрах оставляют заливочные и выходные (для
паров, газов) отверстия, приготовляют заливочную вспенивающуюся
композицию на основе фенолформальдегидной смолы и нагнетают ее
н полость конструкции. Готовые панели окрашивают с наружной и
внутренней сторон полимерными красками.Технологическая схема изготовления трехслойных панелей со
вспениванием полистирола в полостях конструкции состоит в следую¬
щем. Обрезанные по формату, очищенные от пыли и покрытые
слоем клея листы асбестоцемента укладывают на поддоны форм.
Затем на слой клея насыпают отдозированный по расчету бисерный
суспензионный полистирол и по краям листа устанавливают ограни¬
чительные деревянные бруски. Сверху укладывают листы второй
обшивки, также покрытые слоем клея, обращенным внутрь. Собран¬
ную панель пригружают крышкой и закрепляют в форме. Кассету
из 8—9 форм подают в камеру тепловой обработки, в которой про¬
исходит вспенивание полистирольных гранул, спекание их^в моно¬
литный слой и приклеивание образовавшегося пенополистирола к
обшивкам. Тепловая обработка длится- 0,5...2,5 ч при температуре218
95...110°С. После охлаждения панели вынимают из форм тт тг''^''сор¬
тируют на склад готовой продукции.Линия производительностью 60 тыс. м2 панелей в год, состоя¬
щая из двух постов сборки форм и шести камер тепловой обработ¬
ки, размещается на площади 288 м (12x24 м), включая склад ма¬
териалов и заготовок и склад готовой продукции. Технология из¬
готовления панелей с предварительно напряженными армированными
деревянными ребрами имеет следующие особенности. Для продоль¬
ных ребер выбирают древесину хвойных пород II категории качест¬
ва влажностью не более 15 %. Поперечные ребра допускается из¬
готовлять из древесины III категории качества. Для армирования
используется стержневая арматурная сталь класса A-III-B. Деревян¬
ные каркасы в собранном виде антисептируются водным раствором
кремнефтористого аммония и тетрафторбората аммония. Перед
сборкой каркаса в несущие ребра устанавливают анкерные устройст¬
ва. Каркас собирают вполдерева на гвоздях. В углах каркаса уста¬
навливают бобышки, повышающие жесткость каркаса. В несущих
ребрах делают пазы для укладки арматуры на клею. Для вклеива¬
ния арматуры в древесину применяется эпоксидный клей ЭПЦ-1,
наполненный портландцементом.Напряжение арматуры осуществляется электротермическим ме¬
тодом. Закрепленные одним концом стержни нагревают электрото¬
ком 75...100 А при помощи сварочного аппарата до 240...250°С«
После удлинения стержней на 12... 13 мм, что соответствует относи¬
тельному удлинению 0,25 %, аппарат отключают и приваривают сво¬
бодные концы стержней к анкерным устройствам. После остывания
арматурных стержней пазы заполняют эпоксидным клеем. В резуль¬
тате укорочения закрепленных стержней при остывании каркас пане¬
ли получает обратный выгиб до 4 см. Металлические детали от кор¬
розии защищают после всех сварочных работ.В качестве обшивок панелей применяют плоские асбестоцемент¬
ные листы размером 3x1,5x0,01 м. Их крепят к каркасу оцинкован¬
ными шурупами с потайной головкой, вставляемыми в предваритель¬
но высверленные отверстия глубиной 10 мм. Пароизоляцией служит
полиэтиленовая пленка, теплоизоляцией — минераловатные плиты на
синтетической связке плотностью 100... 150 кг/м3. Плиты теплоизоля¬
ции укладывают вплотную к ребрам в несколько слоев с перекры¬
тием швов. Для транспортировки панелей к ним крепят на болтах
монтажные петли из листовой стали.Для заполнения световых проемов производственных зданий из¬
готовляют светопроницаемые панели с деревянным каркасом и об¬
шивками из тонколистового стеклопластика. Рулонный светопрозрач¬
ный стеклопластик толщиной 0,5 мм шириной 900 мм наклеивают
полиэфирным клеем ПН-1 на каркас, разделенный поперечными реб¬219
рами нз ячейки примерно квадратной формы. Так как жесткость ру¬
лонного стеклопластика мала, то для обеспечения геометрически
правильных поверхностей ограждения листы стеклопластика стяги¬
вают посередине винтами с деревянными прокладками и стеклоплас¬
тиковыми шайбами. При стягивании листы напрягаются и обеспечи¬
вают лучшее светопропускание (не менее 70 %). По сравнению с де¬
ревянными окнами одинаковой светопропускной способности панели
с напряженными листами стеклопластика в 3 раза меньше требуют
древесины и соответственно легче. Трудоемкость их изготовления и
монтажа в 2,5 раза ниже, чем деревянных окон.9.3. Изготовление столярных изделий. Столярные изделия (окон¬
ные и дверные блоки, паркетные доски и щиты, подоконные доски
и др.) изготовляют в деревообрабатывающих цехах, оборудованных
автоматическими и полуавтоматическими линиями. Наряду с круп¬
ными высокомеханизированными предприятиями, выпускающими
комплектную продукцию, в подчинении строительных организаций
находится еще много сравнительно небольших цехов, где столярные
изделия изготовляют поточно-расчлененным методом, при котором
работа автоматических линий сочетается с использованием нестан¬
дартного оборудования и ручных приспособлений для сборки. В со¬
став линий входят деревообрабатывающие станки серийного произ¬
водства, нетиповое транспортно-передаточное оборудование и само¬
дельная оснастка, установленные в соответствии с технологической
последовательностью обработки деталей.Поточная механизированная линия для изготовления оконных
переплетов и коробок оконных блоков (рис. 146) работает следующим
образом. Доски, уложенные на поперечный цепной конвейер, подают
к торцовочному станку. Отпиленные отрезки следующим поперечным
конвейером подают к прирезному станку. Выпиленные черновые за¬
готовки проходят обработку на фуговальном и рейсмусовом стан¬
ках, после чего подаются на двусторонний шипорезный станок и да¬
лее — на четырехсторонний фрезеровальный станок. Обработанные
детали по лотку перемещают на поперечный цепной конвейер и
укладывают на роликовые столы, с которых они поступают на учас¬
ток сборки. Выборка гнезд под петли и защитная обработка деталей
проводятся отдельно на постах, не входящих в линию.Сборка оконных блоков осуществляется поточным методом на
двух линиях: а) сборки и обработки створок, б) сборки, обработки
и навески форточек. На линии сборки створок выполняют подгото¬
вительные операции, комплектуют детали, смазывают места соедине¬
ний клеем, наживляют угловые соединения.Собранный комплект створки укладывают в механическую вай-
му и обжимают с четырех сторон. После этого в шиповых соедине¬
ниях высверливают отверстия и забивают в них деревянные нагели.220
25Рис. 146. Схема поточной механизированной линии изготовления оконншпереплетов/ — траверса; 2 —цепной конвейер; 3 — электроталь; 4, 15 — приводной роли¬
ковый конвейер; 5 — торцовочный станок; 6, 21 — цепной конвейер; 7 — при»
резной станок; 8 — ленточный конвейер; 9 — автодатчик; 10 — сверлильный
станок; 11, 13, 20 — лотки; 12 — фуговальный станок; 14 — рейсмусовый ста¬
нок; 16 — двусторонний шипорезный станок; 17 — направляющие линейки; 18 —
приемо-передаточный стол; 19 — четырехсторонний фрезеровально-калевочный
станок; 22 — сверлильно-пазовальный станок; 23 — фрезерный станок; 24 — ро¬
ликовые столы; 25 — сборочное отделениеДалее, собранные створки снимают с ваймы, выдерживают до отверж¬
дения клея и подают на обработку фрезерными станками. На одном
из них створки обрабатывают по шаблону с трех сторон, на другом —
выбирают четверть для притвора. Затем в створках выбирают гнез¬
да под петли. Часть створок после обработки на фрезерных станках
поступает на линию обработки и навески форточек. Сборку самих
форточек выполняют на отдельных постах в начале линии. После
зачистки на фрезерных или шлифовальном станках в форточках вы¬
пиливают гнезда, крепят в них петли и навешивают на створки фор¬
точки.При сборке блока наружные створки выкладывают в коробку,
крепят в ней петли створок, затем переворачивают и гвоздями при¬
соединяют внутреннюю аналогично собранную коробку. Готовые221
Рис. 147. Схема полуавтоматической линии изготовления щитовых дверей/ _ рубашки полотен; 2 — детали рамок; 3, 26, 27 — верстаки; 4 — рамки; 5 — реечное заполнение? 6, 8 — клее¬
вые вальцы; 7 — комплектующий конвейер; 9 — подающее устройство; 10, 14 — загрузочный и разгрузочный
механизмы; 11, 13 — загрузочная и разгрузочная этажерки; /2 —пресс; /5, 17 — механический перекладчик; 16 —
место выдержки дверей; 18 — агрегат поперечной обрезки полотен; 19 — агрегат продольной обрезки: 20 —
ленточный конвейер; 21 — станок для выборки пазов под петли; 22 — станок для олифования; 23 — роликовая
подставка; 24, 25 — места складирования дверей; 28 — вайма для сборки коробок; 29 — станок для очистки
петельблоки укладывают на те¬
лежку и транспортируют
в малярное отделение
для окраски.Дверные блоки изго¬
товляют на полуавтома¬
тических линиях, обору¬
дованных многоэтажны¬
ми гидравлическими прес¬
сами, форматно-обрезны¬
ми станками и гидравли¬
ческими ваймами. В ка¬
честве материала полотен
применяют твердые дре¬
весноволокнистые плиты
и реечные щиты толщи¬
ной 22 и 32 мм. Производ¬
ство дверных блоков на
линии (рис. 147) подраз¬
деляется на такие этапы:
подготовительный, сбор¬
ка и прессование полотен,
обработка щитов по пе¬
риметру, сборка коробок
и комплектование бло¬
ков.На подготовительном
этапе комплектуют и ук¬
ладывают на рабочих
местах рубашки полотен,
рамки и рейки заполне¬
ния. На этапе прессова¬
ния рубашки намазывают
клеем, кладут на поддон,
укладывают рамку на¬
бор реек, сверху покры¬
вают набор второй ру¬
башкой, пропущенной че¬
рез клеевые вальцы. На¬
бранный пакет подают в
загрузочный механизм,
который последовательно заполняет полки загрузочной этажерки
пресса. Специальным выталкивателем пакеты задвигаются в этажи
пресса. После прессования щиты поступают на конвейер обрезки,
сначала поперечных кромок, затем продольных. Далее выбираются2221? W 2! 224 6 725 |
26,2Ви29■18,15 17-
гнезда под петли и полотно покрывается олифой при помощи валь¬
цов. Сборка коробок и комплектование блоков происходят на верс¬
таках и в гидравлических ваймах.Технология производства дверных блоков с заполнением из дре¬
весностружечных плит включает в себя поток изготовления полотен,
поток изготовления коробок, участок комплектования и упаковки
(рис. 148). Поток изготовления полотен осуществляет раскрой пи¬
ломатериалов на станках продольной и поперечной распиловки. Пос¬
ле раскроя бруски подают к четырехстороннему фрезероваль¬
ному станку и затем направляют на участок приклеивания
обкладок.Формирование полотна двери начинается с приклеивания обкла¬
док к серединкам, предварительно раскроенным из плит на фор¬
матно-обрезном станке ЦТЗФ-1. Обкладки приклеивают карбамид-
ным клеем. После сборки плиты с обкладками обжимают при помо¬
щи гидроцилиндров с нагреванием клеевого шва. Затем щит с
обкладками облицовывают бумагой, пропитанной мочевииомеламино-
вой смолой. (Эту бумагу получают на участке пропитки и приготов¬
ления смолы.) Дверные полотна облицовывают бумагой в горячем
гидравлическом прессе П-797. После суточной выдержки полотна
обрабатывают по периметру, вырезают гнезда под петли, шлифуют,
шпатлюют и подают на линию окраски. Окраску выполняют на се¬
рийно выпускаемых лаконаливных машинах. Сушат покрытия в ка¬
мерах конвекционного типа с паровым обогревом.Технологический процесс изготовления щитов пола заключается
в следующем: поступающий из сушильного отделения цеха (рис. 149)
березовый пиломатериал раскраивают на торцовочных станках
ЦПА-40 и прирезных станках ЦДК-5 и ЦДК-4-2. Получающиеся
после этого рейки поштучно подают в четырехсторонний фрезероваль¬
ный станок С16-4А, где одновременно с фрезерованием поверхнос¬
тей в кромках выбираются паз и гребень. Затем приводным ролико¬
вым конвейером рейки подаются на шипорезный станок ШД10-3 и
торцуются с одновременной выборкой в торцах проушин.Шпонки, необходимые для крепления шипов, также изготовляют
из пиломатериала путем его торцевания, а затем продольного рас¬
пиливания на многопильном станке. Далее шпонки обрабатывают на
четырехстороннем фрезеровальном станке до сечения 9x28 мм. Сбор¬
ка щитов происходит в гидравлической вайме В ГО-2 путем соедине¬
ния реек в паз и гребень без клея. Шпонки впрессовываются в кром¬
ки щита на клею. Собранные щиты, если это необходимо, после вы¬
держки подают на станок для заделки сучков СВСА, шлифуют на
станке ШЛЗЦ12-2 и обрабатывают до размеров 600x1600; 400Х
Х1000, 400X400 мм. По периметру щита выбирают паз и гребень.
Готовые щиты покрывают олифой и помещают в сушильную камеру.223
Рис. 148. Технологическая схема изготовления дверных блоков с полотнами из экструзионных древесностружечных плит/ — линия раскроя пиломатериалов; 2 — линия фрезерования и торцовки обкладок; 3 — форматнообреэной станок ЦТЗФ-1; 4 — по*
луавтоматическая линия приклеивания обкладок; 5 —клеевые двусторонние вальцы КВ-14; 6 — гидравлический пресс П-797; / —
автоматическая линия сборки дверных полотен; 8 — линия окраски дверных полотен и установки приборов; 9 — линия раскроя пи¬
ломатериалов на бруски коробок; 10 — линия сращивания брусков коробок по длине; // — линия фпезерования брускоп коробок
и нарезки шипов; 12 — участок шпатлевания брусков коробок; 13 — участок окраски брускоп коообок: 14 — лиршя сборки коробок
и установки приборов; 15 — участок приготовлен», молы: 16 — учалок пропитки бумаги; '7 — участок сборки блоков22415'23ff1210В7Л8,1к
15-371225Рис. 149. Схема цеха по производству щитов пола из древесины березы мощностью 100 тыс. м2 в годI — узкоколейный путь; 2 — траверсная тележка; 3 — сушильная камера; 4 — стол для заготовок; 5 — тор¬
цовочный станок; 6 — прирезной многопильный станок; 7, 20 — контейнеры для кусковых отходов; 8 —
прирезной станок; 9 — четырехсторонний фрезеровальный станок; 10 — тележка ручная для заготовок;II — клеевые^ вальцы; 12 — гидравлическая вайма; 13 — станок для заделки сучков; 14 — напольные роли¬
ковые конвейеры; 15 — шлифовальный станок; 16 — шипорезный станок; 17 — клеевые вальцы для покры¬
тия щитов олифой; 18—сушилка для щитов; 19—эле|стротальРис. 150. Схема технологи¬
ческой линии изготовления
подоконных досок1 — шлифовальный станок;2 — фрезерный станок; 3 —
станок для заделки сучков;4 — четырехсторонний фре¬
зерный станок; 5 — станок
для продольной распиловки;
в — торцовочный станок;'
7 — гидравлический пресс?5 — кассеты; 9 — установка
для сращивания досок - на
губчатый шип; 10 — узкоко¬
лейный путьЧ £ е 7 S W it 12 ЯП 15 1611810978
Подоконные доски изготовляют на специальной технологической
линии, используя отходы производства несущих деревянных конст¬
рукций. В состав линии (рис. 150) входит установка для сращива¬
ния коротких (длиной 500 мм и более) досок на зубчатый шип,
гидравлический пресс для склеивания срощенных досок по пласти,
станки для продольной и поперечной распиловки склеенных блоков,
четырехсторонний фрезеровальный станок, шлифовальный станок, ла¬
коналивная машина.Отрезки досок шириной 145 мм и толщиной 35 мм склеивают по
длине зубчатым шипом, затем полученные заготовки строгают до тол¬
щины 30 мм и раскраивают на отрезки заданной длины. Отрезки
пропускают через клеевые вальцы, набирают в пакет по высоте до
размеров подоконной доски и подают в кассетах в гидравлический
пресс. После склеивания блоки обрабатывают на торцовочном стан¬
ке, распускают на заготовки продольными резами, фрезеруют поверх¬
ности с четырех сторон.Сучки на лицевой поверхности заготовок заделывают деревян¬
ными вставками, фаски снимают на фрезерном станке; поверхность
доски шлифуют, после чего окрашивают на лаконаливной машине.
Для склеивания применяют фенол форм альдегидные или карбамид-
ные клеи.9.4. Изготовление деталей сборных домов. Сборные малоэтаж¬
ные деревянные дома изготовляют по типовым проектам из панелей
малых и средних размеров (до 2,8x1,3 м) и дощато-брусчатых кон¬
струкций (стропила, рамы и др.). Строятся также дома из укрупнен¬
ных панелей: на комнату (длина 3,6...4,5 м), на стену (длина 9...12 м).
Планируется производство блочных домов (блок-комната, блок-квар¬
тира). По сравнению с крупнопанельными и блочными дома из малых
панелей требуют меньше производственной площади, изготовляются
на более компактном оборудовании, монтируются менее грузоподъ¬
емными механизмами. Кроме того, облегчается транспортирование
конструкций от завода-изготовителя на строительную площадку.Конструкции сборных домов — панельные и дощатые — изготов¬
ляют в специализированных цехах. Основной цех (рис. 151) выпус¬
кает панели стен, перекрытий, цоколя, детали и заготовки к ним,
вспомогательный — дощатые и брусчатые детали, в том числе не¬
строганые, требующие защитной обработки. Оконные и дверные бло¬
ки поставляют по кооперации с других предприятий или изготовля¬
ют в дополнительном цехе. Антисептирование деталей и заготовок
производится на установках (автоклав, сушильная камера), разме¬
щенных отдельно от вспомогательного цеха. Технологический про¬
цесс включает в себя раскрой материалов на заготовки и детали, их
сортировку, сращивание короткомерных отрезков по длине, продоль¬
ное фрезерование брусков каркаса панелей, раскрой обшивок, сборку226
,tS12 // tO 9Рис. 151. Технологическая схема производства мелкопанельных сборных
деревянных домова — основной цех; б — вспомогательный цех; 1 — линия раскроя специ¬
фицированных пиломатериалов; 2—линия раскроя неспецифицированных
пиломатериалов; 3 — линия сращивания по длине; 4 — линия продоль¬
ного фрезерования; 5 — линия склеивания древесноволокнистых плит и
панелей перегородок; 6 — линия обработки панелей по периметру; 7 —
конвейер для сборки панелей цокольного и чердачного покрытий; 8 —
линия изготовления элементов стропил; 9 — линия отделки панелей
чердачного перекрытия; 10 — линия отделки стеновых панелей; 11 —
конвейер для сборки стеновых панелей; 12 — линия раскроя плитных
материалов; 13 — бытовые помещения; 14 — автоклав; 15 — сушилкаРис. 152. Технологическая схема линий сборки объемно-блочных домов
контейнерного типа1 — узкоколейный путь; 2, 12 — лебедки; 3 — тележки для подачи ме¬
таллических каркасов; 4 — кассеты для каркасов; 5 — стеллажи; 6 —•
кондукторы для сборки панелей наружных стен; 7 — мостовой кран;
S — кондукторы для сборки внутренних продольных стен; 9 — кондук¬
торы для сборки щитов пола; 10 — ваймы для перегородок; 11 —
ваймы для щитов кровли; 13 — пост кровельных работ; 14 — пост мон¬
тажа электротехнического и санитарно-технического оборудования;
15 — пост установки столярных изделий и встроенной мебели; 16 —
неприводные роликовые конвейеры; 17 — посты сборки объемных блоков6 7 a 9 10 IfV S 7 5 9 10 11227; zF7fj,1* ,2*8В 12#JtfL№fl715-2-15*
панелей, отделку и комплектование деталей. На линии продольного
фрезерования, кроме элементов каркаса, изготовляют строганые по¬
гонажные изделия, вкладыши и ригели рам; на линии раскроя при
помощи форматно-обрезного станка разрезают древесноволокнистые
плиты для обшивки перегородок и панелей стен. Обшивки перего¬
родок имеют толщину 4 мм. Обшивки стеновых панелей изготовляют
из плит толщиной 8 мм или склеивают из двух заготовок толщиной
4 мм. Перегородки изготовляют на линии склеивания, включающей
клеевые вальцы КВ-14, пресс холодного склеивания, посты формиро¬
вания пакетов и рольганги. Обшивки пропускают через клеевые валь¬
цы; далее на намазанную клеем сторону укладывают бруски карка¬
са, реечное заполнение и вторую обшивку. Сформированные перего¬
родки укладывают в пакеты, подают их в пресс, сдавливают, затем
фиксируют пакет струбцинами, освобождают из-под пресса и остав¬
ляют на рольгангах для технологической выдержки на 24 ч. Для
склеивания применяют карбамидный клей холодного отверждения.Для изготовления стропил, подстропильных рам и ферм слу¬
жит линия, состоящая из подъемника, станков для пиления древе¬
сины под углом, поперечного транспортера, сортировочного устрой¬
ства и агрегатов для соединения элементов стропил металлическими
зубчатыми пластинами. Сборка производится в специальном прессе,
исключающем смещение деталей относительно друг друга. Давле¬
ние, развиваемое в прессе для вдавливания зубчатых пластин со¬
ставляет 7...8 МПа.Сборка панелей цокольного и чердачного перекрытий, панелей
стен и установка в них оконных и дверных блоков производятся в
сборочном отделении на трех линиях. Каждая линия имеет кондук¬
тор для сборки каркаса, кантователь панелей, накопитель панелей и
напольные рольганги для подачи заготовок к рабочим местам. При
сборке каркаса, креплении облицовочного материала и утеплителя
используют гвозди и скобы, забиваемые ручным пневмо- и электро¬
инструментом. Кондукторы обеспечивают сохранение правильной
геометрической формы изделий при сборке. После того как в каркас
уложены тепло- и пароизоляция, прибивают листы обшивки и обра¬
батывают панели по периметру.По другому варианту панели склеивают фенол форм альдегидным
клеем в гидравлическом однопросветном прессе, развивающем дав¬
ление 0,7... 1 МПа. Продолжительность выдержки панели в прессе до
25 мин. Линия, оборудованная двумя такими прессами, обеспечи¬
вает. выпуск деталей для строительства домов полезной площадью
150 тыс. м2 в год.Отделка деталей производится на трех поточных линиях. Пер¬
вая предназначена для панелей стен. На ней шпатлюют дефектные
места и головки гвоздей. После сушки и зачистки шпатлеванных228
,мест: наносится грунтовочный слой, и панели сушат в электротермо-
радиационной сушильной камере. Далее наносят второй слой и вновь
сушат панели. Для грунтовки и покраски используют водоэмульси¬
онные составы, которые наносят методом распыления.На линии отделки панелей чердачного перекрытия выполняются
те же операции, но грунтовочный слой наносят вальцами. Третья
линия предназначена для отделки погонажных деталей и веранды.
Эти конструкции окрашиваются методом струйного облива два раза
с предварительным шпатлеванием поверхности.Среди деревянных малоэтажных домов индустриального изго¬
товления заметную долю (около 10 %) составляют дома контейнер¬
ного типа. Их конструкция бывает панельной и каркасной. Как пра¬
вило, это одноквартирные жилые дома размером 8,8x5,5X3,2 м,
устанавливаемые на бетонный или деревянный фундамент. Каркас
панелей или всего здания (при каркасном варианте) — металлоде¬
ревянный. Наружной обшивкой служат шпунтованные доски, внутрен¬
ней— листы сухой гипсовой штукатурки, древесноволокнистые или
древесностружечные плиты. Утеплитель — минеральный войлок, или
изоляционные древесноволокнистые плиты. Полы — деревянные,
кровля — металлическая.Наружные панели стен, внутренние продольные стены и щиты
пола контейнерных домов собираются в кондукторах на двух тех¬
нологических линиях цеха (рис. 152). В ваймах на этих же линиях
собирают щитовые перегородки и щиты чердачных перекрытий. Сбор¬
ка объемных блоков из панелей и щитов производится на сборочном
основании и на сборочных тележках третьей линии. При сборке
устанавливают столярные изделия и встроенную мебель, монтируют
электротехническое и санитарно-техническое оборудование, выполня¬
ют кровельные работы. Все элементы и конструкции контейнерных
зданий крепят гвоздями и болтами.Крупнопанельные сборные деревянные дома изготовляются на
специализированных предприятиях по поточной технологии. Основ¬
ные участки производства—подготовка пиломатериалов, изготовление
стропил, изготовление панелей стен, перегородок, перекрытий, сбор¬
ка панелей, сборка объемных блоков, отделка. Подготовка пилома¬
териалов включает фрезерование, прирезку, антисептирование и па¬
кетирование. На участке изготовления стропил заготовки торцуют в
размер, сверлят в них отверстия, обрезают под углом, антисептируют
и пакетируют. Панели стен и перегородок изготовляют по одной тех¬
нологии: в кондукторах собирается каркас на гвоздях при помощи
пневмоинструмента, крепится обшивка, затем, после переворачива¬
ния панели, устанавливаются оконные и дверные коробки, уклады,
вается утеплитель, монтируется электротехническое оборудование,
крепится вторая обшивка, Далее панель подвешивается на конвейе-229
Рис. 153. Технологическая схема
линии сборки панелей перекрытий
крупнопанельных сборных домов1 — мостовой кран; 2, 15 — сбороч¬
ные столы; 3 — пакеты деталей кар¬
каса; 4, 13 — загрузочный конвейер?
5 — траверсная тележка; 6. 12 —
горячий пресс; 7 — помещение для
приготовления клея; 8, И — прием¬
ная тележка; 9 — тельферный путь?
10 — промежуточные роликовые
конвейеры; 14 — пакеты обшивока
15 — заготовкире и поступает на отделку (навеска оконных створок, дверных по¬
лотен, крепление наличников).Панели перекрытий изготовляются на линиях (рис. 153), обору-*
дованных однопросветными прессами горячего склеивания. Готовые
панели подаются на сборку транспортерами. Посты сборки оборудо¬
ваны подъемными столами и мостовым краном. Стыки между пане¬
лями герметизируют пенополиуретановыми прокладками.10. ЗАЩИТА КОНСТРУКЦИЙ И ИЗДЕЛИЯОТ УВЛАЖНЕНИЯ, БИОЛОГИЧЕСКИХ ПОВРЕЖДЕНИЙ
И ВОЗГОРАНИЯ10.1. Защита от увлажнения. При увлажнении деревянных эле¬
ментов конструкций происходит их деформирование (разбухание,
усушка), в результате которого элементы коробятся, растрескива¬
ются, а в клеевых соединениях возникают внутренние напряжения,
снижающие их прочность и долговечность. Повышенная влажность
древесины в конструкциях создает условия для поражения ее дере¬
воразрушающими грибами.Для защиты от набухания (коробления, растрескивания и т. п.)
практикуется пропитка древесины гидрофобными веществами или
покрытие водостойкими лаками и красками. В качестве гидрофобных
веществ известны минеральные и растительные масла, неполярные
органические соединения и полимеры. При обработке древесины рас¬
творами или расплавами этих веществ заполняется капиллярно-со¬
судистая система, ограничивается смачиваемость, в связи с чем ско¬
рость проникания влаги в древесину снижается. Однако такая
обработка полностью не устраняет сорбционного увлажнения и, сле¬
довательно, не препятствует набуханию древесины.Имеет практическое значение пропитка древесины в петролату-
ме, обычно совмещаемая с высокотемпературной сушкой деревян¬
ных элементов. Пропитка в петролатуме, не влияя существенно на
прочность древесины, повышает ее сопротивление истиранию, загни¬
ванию и действию химически агрессивных сред. Несколько ухуд-230/ 2 3 4 S 6 7 В 9 Ю15 п а й и
шаются адгезионные свойства пропитанной древесины, однако склеи¬
вание возможно. При этом прочность склеивания карбамидным кле¬
ем достигает 5 МПа, что примерно на 20 % ниже, чем при
склеивании непропитанной древесины. Пропитанную древесину
склеивают только холодным способом (во избежание вытапливания
петролатума), и применяют для опор, стоек, щитов опалубки.Для гидрофобизации древесины успешно применяются кремний-
органические полимеры. Благодаря высокой тепло- и термостойко¬
сти, способности химически связываться с древесиной кремнийорга-
нические полимеры повышают сопротивление древесины возгоранию
одновременно с гидрофобным действием. Такое сочетание свойств
особенно ценно в клееных деревянных конструкциях, в которых не¬
обходимо снижать внутренние напряжения в клеевых швах путем
влагозащитной обработки древесины и одновременно защищать ее
от огня. Древесина, пропитанная некоторыми кремнийорганическими
соединениями, сохраняет способность склеиваться.Пропитку древесины кремнийорганическими жидкостями
(ГКЖ-Ю, ГКЖ-И и др.) осуществляют в открытых ваннах при нор¬
мальном атмосферном давлении. Время пропитки 14...48 ч, темпе¬
ратура высушивания пропитанных заготовок 20...60°С. Расход про¬
питочной жидкости составляет 40...60 кг/м3, глубина проникания в
древесину 2...5 мм. После пропитки древесина приобретает желтый
оттенок, что может оказаться недостатком способа при необходимо¬
сти получить декоративные поверхности. Некоторые строительные
детали целесообразно пропитывать гидрофобными антисептиками,
защищающими древесину от увлажнения и от поражения грибами и
насекомыми. Большинство гидрофобных антисептиков представляют
собой растворы пентахлорфенола в легких нефтепродуктах с неболь¬
шой добавкой парафина. Растворитель подбирается так, чтобы по¬
верхность пропитанных деталей можно было окрашивать масляны¬
ми красками. Концентрация пентахлорфенола в растворе составляет
не менее 5 % массы.Гидрофобные антисептики полезно применять в тех случаях, ко’г-
да древесина находится в условиях часто и быстро изменяющейся
влажности воздуха или переменных коротких периодов увлажнения
и высыхания. Защиту можно проводить путем погружения деталей
в раствор или путем кратковременной пропитки под вакуумом, а так¬
же путем поверхностного нанесения жидких составов на древесину.Для защиты древесины от набухания, вызываемого длительным
действием влаги, рекомендуются способы глубокой пропитки химиче¬
скими реагентами, способными вступать в соединение с компонента¬
ми древесины. Практикуется обработка древесины полиэтиленглико-
лем; это значительно повышает формоустойчивость древесины во
влажной атмосфере и предупреждает образование наружных и внут¬231
ренних, трещин. При обработке могут использоваться сырые заго¬
товки, которые вымачивают в 30 %-ном (по массе) водном растворе
лолиэтиленгликоля с молекулярной массой около 1000. Продолжи¬
тельность пропитки заготовок из лиственной древесины составляет24...40 сут, а из хвойной — 45...60 сут при температуре раствора
24 °С. При повышении температуры время пропитки может быть со¬
кращено. Пропитанная полиэтиленгликолем древесина набухает не
более чем на 0,5 %, т. е. в десять раз меньше, чем натуральная.
Механические свойства древесины при пропитке почти не изменяют¬
ся. Пропитанная полиэтиленгликолем древесина хорошо строгается,
шлифуется, сверлится, может склеиваться и окрашиваться. Для
склейки пригодны карбамидные и фенольные клеи, а для окраши¬
вания — полиуретановый лак.Эффективным способом стабилизации является ацетилирование,
т. е. обработка древесины парами уксусного ангидрида или парами
формальдегида с небольшим количеством паров азотной и соляной
кислот. При необходимости обработки досок ацетилирование прово¬
дят под давлением. Пиломатериалы сечением до 5x15 см загружают
в пропиточный цилиндр и обрабатывают сначала острым паром. Да¬
лее создают разрежение для подсушивания и вводят уксусный ангид¬
рид в неполярном растворителе.. Процесс ацетилирования происходит при Ю0...130°С и давле¬
нии 1,05 МПа в течение 8... 16 ч. Продолжительность обработки за¬
висит от породы и влажности древесины. В результате ацетилиро¬
вания разбухание древесины значительно сокращается, повышается
стойкость к загниванию и поражению дереворазрушающими насеко¬
мыми. На. открытом воздухе ацетилированная древесина почти не
изменяет свой внешний вид и форму, в то время как необработан¬
ная древесина темнеет, покрывается трещинами и коробится.Для защиты конструкций от атмосферных воздействий, увлаж¬
нения, загнивания, рекомендуется применять различные лакокрасоч¬
ные покрытия. Выбор их достаточно широк — от масляных красок и
олиф до синтетических эмалей и лаков холодной и горячей сушки.
Деревянные конструкции сельскохозяйственных зданий или части
конструкций, соприкасающиеся с бетоном, камнем, металлом, а так¬
же поверхности ограждений, обращенные в производственное по¬
мещение или подвергающиеся атмосферным воздействиям, рекомен¬
дуется покрывать пентафталевой эмалью ПФ-115 (ГОСТ 6465—76),
алкидно-карбамидиой эмалью МЧ-181 или перхлорвиниловыми крас¬
ками ПХВО. Эмали наносят пистолетом-распылителем в два слоя,
подсушивая первый слой при температуре 18...20°С в течение 2 ч,
а второй — 24 ч. Расход эмалей составляет 0,11...0,16 кг/м2.; Хорошими защитными свойствами обладают краски и эмали, на¬
полненные алюминиевой пудрой. Чешуйки алюминия образуют сплош¬232
ную светоотражающую поверхность, не препятствуя влагообмену й
воздухообмену древесины. Это преимущество порошка дополняется
его водоотталкивающими свойствами, отсутствием разбухания и спо¬
собностью отражать тепловые лучи. Детали, окрашенные алюминие¬
выми красками, воспламеняются значительно труднее неокрашенной
древесины. Такими красками целесообразно покрывать клееные бал¬
ки, фермы, панели стен, козырьки, навесы над платформами.Распространенным видом покрытия являются натуральные оли¬
фы, однако со временем защитные свойства их слабеют. Добавле¬
ние к олифам смол и пигментов повышает стойкость покрытий. Хо¬
рошими защитными свойствами. обладают искусственные олифы.
Клееные балки, покрытые олифой оксоль, не расслаиваются на от¬
крытом воздухе и не коробятся, тогда как в балках без покрытия
дефекты появляются через 7... 12 мес. Достаточно эффективно при¬
менение масляных красок на искусственной или натуральной олифе.В помещениях, где колебания относительной влажности воздуха
не выходят за пределы 65...80 %, для защиты конструкций рекомен¬
дуются прозрачные лаковые покрытия на основе алкидных и вини¬
ловых полимеров, хлорсульфированного полиэтилена и хлорирован¬
ного каучука. Защитные составы представляют собой растворы
указанных полимеров в органических растворителях — ксилоле,
толуоле, сольвенте, циклогексане и др. Их рабочая вязкость, требуе¬
мая условиями пневматического распыления, находится в пределах16...28 с по вискозиметру ВЗ-4, продолжительность высыхания в по¬
мещении при 18...23°С от 2 до 48 ч.10.2. Защита от биологических повреждений. К биологическим
повреждениям относится гниение, т. е. разложение древесины в ре¬
зультате жизнедеятельности грибов и разрушение ее древоточцами —
насекомыми и моллюсками. Наибольшую опасность представляют
домовые грибы, разрушающие в древесине целлюлозу, лигнин и вы¬
зывающие деструктивную гниль. Другие грибы (плесневые, лесные)
питаются только содержимым клеток, не снижая существенно проч¬
ности древесины. Для развития домовых грибов необходимы следую¬
щие условия: влажность древесины не ниже 18...20 %, доступ кис¬
лорода воздуха, положительная (от 5 до 45 °С) температура и по¬
вышенная (90...100%) влажность воздуха, отсутствие солнечного
освещения, наличие слабокислой среды.Защита древесины от загнивания может осуществляться различ¬
ными методами — конструктивными, химическими (антисептирова-
ние) и др. Конструктивная защита заключается в создании таких ус¬
ловий влажности и воздухообмена, которые препятствуют развитию
дереворазрушающих грибов. Весьма ответственной является защи¬
та от конденсационного увлажнения. Поэтому при конструировании
панелей стен необходимо, чтобы теплоизолирующий слой ближе при¬233
мыкал к наружной (холодной) поверхности, а пароизолирующий —
к внутренней. При необходимости сквозного пропуска через толщу
ограждения металлических (теплопроводных) связей обязательна
теплоизоляция их с холодной стороны. В панелях покрытий рекомен¬
дуется оставлять воздушную прослойку со стороны кровельного ма¬
териала или делать продухи в ребрах каркаса. Для предохранения
от загнивания досок пола или плитных материалов, укладываемых
на песчаную подушку, необходимо проветривание подполья, приме¬
нение сухих материалов основания или устройство сплошного паро¬
изолирующего слоя. В дощатых перекрытиях следует устраивать
продухи, а концы балок, вставляемые в гнезда, обмазывать или
обертывать гидроизоляционными материалами и укладывать с зазо¬
ром не менее 3 см между стенкой гнезда и торцом. В чердачных
покрытиях во избежание конденсата на несущих конструкциях не¬
обходимо, чтобы теплый воздух из помещения не проникал через пе¬
рекрытие.При химической защите от загнивания древесину конструкций
обрабатывают антисептиками. Их подразделяют на водораствори¬
мые, маслянистые и растворимые в органических растворителях.
К водорастворимым антисептикам относится фтористый натрий, крем¬
нефтористый натрий, кремнефтористый аммоний, хлористый цинк,
пентахлорфенолят натрия, оксидифенолят натрия и др. Водораство¬
римыми являются также препараты ФДХ (на основе фтора, динитро¬
фенола и хромовокислого натрия), ГР-48 (на основе пентахлорфено-
лята натрия) и пасты из смеси фтористого натрия и динитрофенола.
Большинство из перечисленных антисептиков представляют собой
светлые порошки, хорошо растворимые в теплой воде.К маслянистым антисептикам относятся каменноугольные, слан¬
цевые и другие масла. Каменноугольные масла — продукт перера¬
ботки каменноугольных смол коксования и полукоксования. Это
темно-коричневые жидкости, с резким запахом, токсичные, гидро¬
фобные, не снижающие механических свойств древесины. Сланцевое
масло (продукт переработки горючих сланцев) менее токсично, чем
каменноугольное масло, и легче вымывается водой. К сланцевому
маслу для повышения его токсичности добавляют пентахлорфенол
или оксидифенил.Пентахлорфенол относится к группе антисептиков, применяемых
в органических растворителях. Он представляет собой кристалличе¬
ское вещество желтовато-серого цвета, обладающее высокой токсич¬
ностью по отношению к дереворазрушающим грибам и насекомым-
древоточцам. Химически пентахлорфенол достаточно инертен, неле¬
туч, в воде практически нерастворим. Его применяют для защиты
столярных изделий и элементов специальных сооружений. В орга¬
нических растворах применяют также оксидифенил — продукт коксо-234
газовой промышленности. Это полупрозрачные серые кристаллы с
запахом фенола. Еще один антисептик этой группы — нафтенат ме¬
ди представляет собой массу зеленого цвета или порошок, раствори¬
мый (до 5 %) в керосине, сольвенте, мазуте. Пропитанная нафтена-
том меди древесина приобретает зеленый цвет и плохо поддается
отделке и окрашиванию. Высоким защитным действием против до¬
мовых грибов обладает антисептик на основе отходов производства
продукта ионола. В его состав входит низкомолекулярный полиизо¬
бутилен, лизолы, ионол и летучие органические жидкости. Изделия
антисептируют в ваннах или распылением. На поверхности пропи¬
танной древесины образуется защитная пленка из лизолов и ионола,
а растворитель улетучивается без дополнительной сушки. Антисеп¬
тик рекомендуется для защиты деревянных элементов мостов, гра¬
дирен, перекрытий, шпал.К слабовымываемым антисептикам относятся некоторые ком¬
бинированные препараты на основе соединений фтора, хрома, меди,
мышьяка. Например, препарат ХМ-5 представляет собой смесь рав¬
ных частей медного купороса и хромпика, приготовляемую обычно
на месте пропитки. В древесине, пропитанной этой смесью, образует¬
ся кислый хромат меди, который не растворяется в воде и осаж¬
дается иа волокнах. Препарат ФХМ состоит из водорастворимых
соединений фтора, хрома и мышьяка; применяется в виде растворов
и паст. Невымываемость антисептика обусловлена реакцией соедине¬
ний с компонентами древесины. Применяется для антисептирования
столбов, ограждений и наружных элементов конструкций. Хромхло-
рид цинка (препарат ХХЦ) по принципу закрепления в древесине
аналогичен ХМ-5, но менее токсичен.Антисептирование древесины производится пропиткой под дав¬
лением в цилиндрах, пропиткой в горяче-холодных ваннах, окуна¬
нием в растворы, покрытием пастами, поверхностной обработкой.
Под давлением древесину пропитывают способами полного погло¬
щения и ограниченного поглощения. Первый способ применяют при
пропитывании водными антисептиками. Сначала в цилиндре создают
разрежение до 80...85 кПа, затем подают пропиточный раствор и
поднимают давление до 0,8...1,4 МПа. По способу ограниченного
поглощения древесину пропитывают маслянистыми антисептиками.
Сначала в цилиндре создают давление 0,2...0,4 МПа, затем подают
антисептик и поднимают давление до 0,8... 1,4 МПа. В конце про¬
питывания создают вакуум, освобождающий древесину от избыточ¬
ного антисептика.Пропитывание в горяче-холодных ваннах, применяемое для
клееных деталей, столярных изделий и элементов сборного домо¬
строения, проводится различными способами — в одной ванне с
быстрой сменой горячего раствора холодным или в двух ваннах «235
переносом древесины или с перекачкой растворов из одной ванны
в другую. Температура горячей ванны составляет 90...100°С, а-хо*
лодной 40...50°С. Пропитка осуществляется на глубину 5... 12 mmi
Для увеличения глубины пропитывания некоторых изделий (шпалы;
стойки, сваи и т. д.) на них делаются наколы специальным приспо¬
соблением на глубину 5...20 см с шагом 10...40 мм. При пропитке
изделий по способу горяче-холодных ванн необходимо, чтобы клее¬
ные изделия находились в готовом виде, т. е. были остроганы, имели
необходимые по проекту отверстия, пазы, врезки и т. п. Таким спо¬
собом обрабатывают, например, клеевые пролетные строений*деревян-
ных мостов.Способом горяче-холодных ванн не рекомедуется пропитывать
изделия, склеенные мочевиноформальдегидными клеями, так как в
горячем растворе может происходить деструкция клеевой прослойки.
При использовании маслянистых антисептиков в горяче-холодных
ваннах допустимо обрабатывать изделия, склеенные казеиновым
клеем.. Пропитка клееных элементов конструкций имеет ряд особенно¬
стей в отличие от цельнодеревянных. Прежде всего допускается про¬
питывать изделия, склеенные только водостойкими феноло- или ре-
зорциноформальдегидными клеями. Изделия, склеенные мочевино¬
формальдегидными клеями, можно пропитывать водорастворимыми
антисептиками только при условии, что температура пропитки и суш¬
ки не будет превышать 70 °С. С учетом этого практикуется защит¬
ная обработка клееных фанерных конструкций, ворот промышлен¬
ных зданий, щитовых дверей, кровельных панелей.Эффективность пропитки зависит от соотношения поверхности
и объема пропитываемых изделий. Поэтому легче пропитывать фа¬
нерные элементы, нежели клееные дощатые. Лучшая проницаемость
фанеры объясняется еще и тем, что ее клеевые швы тоньше, чем в
дощатых элементах (0,1...0,2 мм против 0,3...0,6 мм). От защитных
составов требуется, чтобы они не вызывали коррозию соединитель¬
ных металлических частей конструкции и не препятствовали окраске
пропитанной древесины. Недостатком защитных составов, содержа¬
щих воду, является необходимость последующей сушки клееных эле¬
ментов, в результате которой в них могут образоваться трещины.
Помимо пропитки целых изделий в производстве клееных деревян¬
ных конструкций практикуется пропитка досок (заготовок) с после¬
дующей их склейкой. Такой способ применяют для обработки слож¬
ных по форме криволинейных конструкций, которые невозможно
поместить в пропиточные цилиндры или ванны. При одинаковой
примерно глубине проникания антисептика в древесину склеивание
конструкций из пропитанных досок выгоднее тем, что в сечении
оказывается больше пропитанного материала, чем при обработке го-236
тового клееного пакета (рис. 154, а,
б). Антисептирование досок вместо
целого изделия позволяет приме¬
нять малогабаритное пропиточное
оборудование, облегчает транспор¬
тирование, сушку и складирование
пропитанных заготовок, упрощает
их механическую обработку.Недостатком защитной обра¬
ботки заготовок вместо целого из¬
делия является снижение качест¬
ва склеивания из-за отрицательно¬
го влияния антисептиков на клей,
необходимость тщательной сушки
антисептированных досок и вы¬
правления их покоробленности после сушки, т. е. вторичная острож¬
ка. При этом удаляются наиболее полно пропитанные слои древеси¬
ны. То же происходит при острожке склеенного пакета, в котором
имеются «свесы», т. е. выступающие за габариты сечения кромки
досок (рис. 154, в). При склеивании пропитанной древесины требу¬
ются более длительная запрессовка и повышенное давление для по¬
лучения удовлетворительного качества клеевого соединения.Пропитанную древесину склеивают холодным способом, так как
многие антисептики разлагаются при повышенной температуре, при¬
чем некоторые из них, содержащие соединения хлора, ртути, мышья¬
ка, выделяют при нагревании ядовитые пары. Поскольку водорас¬
творимые антисептики гигроскопичны, то разрыв между окончанием
сушки и нанесением клея на доски должен быть возможно короче.
Древесина, пропитанная маслянистым антисептиком, должна склеи¬
ваться не позже чем через 8 ч после фрезерования, пока не произо¬
шло выделение антисептика на поверхность заготовки. Среди водо¬
растворимых антисептиков, пропитка которыми не препятствует доб¬
рокачественному склеиванию древесины, наиболее перспективен
пентахлорфенолят натрия. К его достоинствам относится хороший за¬
щитный эффект, совместимость со многими клеями, способность со¬
хранять натуральный цвет древесины после пропитки. Пентахлорфе¬
нолят натрия применяется в составе комплексного антисептика ГР-48.Оконные и дверные блоки, каркасы панелей, пояса и элементы
несущих конструкций, эксплуатируемых внутри помещений антисеп-
тируют методом кратковременного (3...5 мин) погружения в раство¬
ры. Для обработки применяют антисептики, не вызывающие разбу¬
хания древесины, сохраняющие ее способность к окраске, например
растворы пентахлорфенола в легких нефтепродуктах. Для обеспече¬
ния необходимого защитного эффекта растворы подогревают, а дре**) ЬГ Ь) ‘ : ‘ 'Рис. 154. Распределение пропитан¬
ной древесины Ь клееном изделииа — при склеивании досок после
пропитки; б — при склеивании до¬
сок до пропитки; в — при острожке
неровно собранного и склеенного
пакета из пропитанных досок .237
весину хорошо высушивают. Метод погружения неудобен тем; что
требуется дополнительная ванна для стекания раствора и установки
для возвращения его в основную ванну.Эффективным способом защитной обработки клееных деревян¬
ных деталей, значительно ускоряющим процесс склеивания, является
погружение на 1...2 ч собранных на клею и запрессованных в пакет
заготовок в горячий (150 °С) петролатум, содержащий в качестве
антисептика пентахлорфенол. Этим способом можно склеивать из¬
делия из лиственных пород древесины, так как они, пропитываясь
петролатумом, приобретают повышенную формоустойчивость. В част¬
ности, такой способ применим для изготовления паркетных щитов
из березовой древесины, подоконных досок, элементов конструкций
животноводческих построек. Вследствие высокой температуры про¬
питочной жидкости для склеивания применяют клеи горячего отверж¬
дения без кислого катализатора или с ограниченным его содержа¬
нием. Благодаря этому исключается вредное действие кислот на дре¬
весину. Так как в пакете, погруженном в горячую жидкость,
развиваются пластические деформации, давление запрессовки регу¬
лируется пружинными компенсаторами для поддержания его на за¬
данном уровне. После извлечения из ванны изделия еще некоторое
время выдерживаются в цехе в запрессованном состоянии для пога¬
шения внутренних напряжений. Стоимость склеивания изделий этим
способом на 40...50 % ниже, чем холодным с последующим антисеп-
тированием.Крупногабаритные конструкции (стойки, сваи, опоры, балки
и т. п.) могут антисептироваться методом вымачивания, который
отличается от погружения тем, что пропитка древесины длится не¬
сколько дней или даже недель. По объему поглощаемого антисепти¬
ка этот способ близок пропитке под давлением, но его производи¬
тельность мала. Поэтому вымачивание ограничивают недельным сро¬
ком, учитывая, что интенсивное поглощение раствора идет в первые2...3 дня. Если древесина хорошо просушена, то за этот срок погло¬
щается 65...95 кг/м3 раствора (пентахлорфенола). Вымачивание осу¬
ществляют в бетонных, кирпичных или деревянных (в случае агрес¬
сивных растворов хлористой ртути и сульфата меди) емкостях,
снабженных устройствами для пригруза, контейнерами и подъемно¬
транспортным оборудованием.Еше один способ защитной обработки деревянных деталей и кон¬
струкций заключается в поверхностной обмазке кистями или опрыс¬
кивании из краскопультов. Этот способ применяется для небольших
партий материала. Для защиты отдельных частей конструкций ре¬
комендуется обработка пастами. Она основана на диффузионном
принципе пропитки. Пасты представляют собой составы сметанооб¬
разной консистенции, состоящие из антисептика, клеящего компонен¬
та
.та, армирующей добавки. Клеящими компонентами могут быть суль¬
фитные щелока, битум, глина, каменноугольный лак и др. Пасты
наносят на поверхность кистями, вальцами, гидропультами. Пастами
обычно обрабатывают опорные части конструкции.Для пропитки древесины под давлением используются установ¬
ки, основными частями которых являются пропиточный цилиндр
(автоклав), запасной или маневренный цилиндр, мерники, жидкост¬
ные и воздушный насосы, баки для приготовления раствора, нагре¬
вательные устройства, трубопроводы (рис. 155). Длина пропиточ¬
ных цилиндров может быть до 50 м, диаметр — до 2,85 м. Внутри
цилиндра расположен рельсовый путь для подачи и выгрузки ваго¬
неток с изделием. Цилиндры устанавливаются с уклоном 2,5 % в
сторону стока пропиточных жидкостей. Загруженные цилиндры
герметически закрываются крышками на болтах с прокладка¬
ми с помощью ручных ключей или механических гайко¬
вертов.Для нагревания пропиточных растворов по днищу цилиндра
между путями для вагонеток монтируют паровые змеевики. Наилуч¬
шим является змеевик с двойными трубами — одна внутри другой.
Пар разводится от центра цилиндра по внутренним трубам и воз¬
вращается к центру по наружным. Рабочие растворы приготовляют
в смесителях, снабженных приспособлениями для размешивания ан¬
тисептиков. Это могут быть перфорированные трубы, расположенные
в днище бака. Через трубы подается воздух, который перемешивает
антисептик с водой. В смесителях небольших и средних размеров
применяют лопастные мешалки. Для растворения используют также
циркуляционные насосы.Мерники представляют собой высокие узкие цилиндры с поплав¬
ками или водомерными стеклами и предназначены для контроля
расхода пропиточного раствора. Насосы для перекачки растворов
служат также и для повышения давления в цилиндрах. Вакуум-на¬
сосы предназначаются для понижения давления.В установках для пропитывания по способу горяче-холодных
ванн (рис. 156) используются две теплоизолированные ванны из
листовой стали, снабженные крышками. На дне ванн расположены
паровые трубы для подогрева раствора. Ванны соединяются лотком
для переливания раствора. Для приготовления растворов использу*
ют бак-мерник и ‘ лопастную мешалку. Кроме того, имеются баки
для хранения готовых растворов — горячего и холодного, центро¬
бежные насосы для подачи готового раствора в баки и насосы для
перекачки раствора из баков в ванны и обратно. Загрузка изделий
в ванны производится в контейнере. Помещенный в ванну контей¬
нер заливают горячим раствором и после определенного времена
выдержки вытесняют горячий раствор холодным (снизу). Вытесняе-239
Рис. 155. Схема установки для пропитки древесины под давлением/ — мерннк; 2 — жидкостный насос; 3 — воздушный насос; 4 — маневровый
цилиндр; 5 — пропиточный цилиндр или автоклавЛ'ЕЭ—ЕЕЗ-ЕЭ-ЕЭ-ЕЭРис. 156. Схема установки для про¬
питки клееных изделий по методу
горяче-холодных ванн
1, 11, 12 — электродвигатель; 2 — ло¬
пастная мешалка; 3 — центробеж¬
ный насос для подачи раствора в
баки; 4 — бак-мерник; 5 — бак для
охлаждения теплого раствора;
6,7 — баки для хранения раство¬
ра — горячего и холодного соответ¬
ственно; 8 — контейнер; 9 — насос
для откачки теплого раствора из
первой ванны; 10 — центробежный
насос для подачи растворов (горя¬
чего и холодного) в первую ваннуРис. 157. Схема установки для ан-
тисептирования деревянных карка¬
сов трехслойных панелей
1 — цепной конвейер; 2 — пропиточ¬
ная камера; 3 — сушильная каме¬
ра; 4 — ванна для стенания рас¬
твора; 5 — подъемная ванна для
пропитки; 6 — подъемный механизм240
Рис. 158. Линия антисептирования фа¬
нерных обшивок для трехслойных па¬
нелей7 вентилятор с гидрофильтром; 2 —
камера распыления антисептика; 3 —
вентилятор; 4 — сушильная камера;5 — узел автоматической регулировки;
6 — термометрРис. 159. Приспособление для антисеп¬
тической обработки болтовых отверстий/ — глухая коническая пробка; 2 — по¬
лая коническая пробка; 3 — рукав;
4 — манометрмый раствор переливают через лотки в соседнюю ванну, куда зара¬
нее помещен другой контейнер.Антисептическая обработка деревянных каркасов производится
на установках, включающих цепной конвейер с подвесками, застек¬
ленную камеру с приямком, ванну для пропитки, ванну для стека-
ния раствора и сушильную камеру (рис. 157). Когда подвешенные
каркасы оказываются над приямком, конвейер автоматически оста¬
навливается, выдвигается пропиточная ванна и каркасы погружа¬
ются в нее на полную глубину на 20 мин. Далее ванна опускается,
конвейер делает еще одно перемещение и каркасы оказываются над
ванной стекания (20 мин). На следующем этапе каркасы-поступают
в сушильную камеру, где они находятся в течение 70 мин при 80 °С.
Антисептирование обшивок из фанеры или древесно-водокйистых
плит осуществляется методом распыления. Установка состоит из
распылительной кабины, сушильной камеры и системы транспорте¬
ров (рис. 158). В распылительной кабине расположен поршневой
насос, устройство для забора антисептика, распылительное устрой¬
ство, гидрофильтр для очистки воздуха от частиц антисептика и
узел управления распылителем. Места приклейки каркаса закрыва¬
ются шаблоном, чтобы раствор на них не попадал. Антисептические
растворы на листовые детали могут быть также нанесены клеевыми16—371241
вальцами.Для антисептической обработки труднодоступных мест конст¬
рукций (отверстия, пазы, врезки и т. п.) используют ручные шпри¬
цы. В комплект входит бачок объемом 3...4 л, напорный рукав, не*
сколько насадок различной конфигурации. В бачке смонтирован
ручной насос для подачи раствора под давлением.Для обработки болтовых отверстий маслянистыми антисептика¬
ми (водорастворимые недопустимы из-за коррозионного действия)
применяют приспособление, позволяющее осуществить пропитку под
давлением (рис. 159). В комплект входит глухая пробка, полая ко¬
ническая пробка с манометром и патрубком для шланга, бачок с
раствором, ручной насос. Приспособление позволяет обрабатывать
как сквозные, так и глухие отверстия. По другому способу в отвер¬
стия деревянных элементов вставляют капсулы, заполненные жид¬
ким антисептиком. Затем с помощью деревянных пробок капсулы
раздавливают и вытекающий антисептик пропитывает зону отвер¬
стия.Некоторые особенности имеет защита деревянных элементов от
вредителей-насекомых и моллюсков. Насекомые могут повреждать
как растущее дерево, так и срубленную древесину, оставляя в ней
многочисленные ходы или полностью разрушая древесную ткань.
К числу вредителей, поражающих растущее дерево, относятся жу¬
ки-усачи, златки, рогохвосты. Личинки этих насекомых остаются в
лесоматериалах и продолжают свою деятельность в конструкциях
вплоть до вылета взрослых жуков. Однако нового заражения не
происходит, так как для питания личинок нужна свежая сырая
древесина. Главнейшими техническими вредителями древесины
наземных деревянных конструкций являются жуки-точильщики (ме¬
бельный и домовой), жуки-корабельщики, усачи, термиты, а под¬
водных морских сооружений — корабельные черви. Разрушают дре¬
весину, в основном, личинки жуков. Как и грибы личинки древо¬
точцев требуют для своего развития определенных условий — доступ
воздуха, положительную температуру, ограниченное содержание
смолистых веществ. Для предохранения от заражения лесоматериа¬
лов территория склада должна быть очищена от коры, травы, му¬
сора, а поверхность земли полита 10 %-ным раствором железного
купороса. Сушку желательно проводить при температуре выше
80 °С. В случае заражения рекомендуется окуривать пиломатериалы
газами (сероуглерод, хлорпикрин) в специальных камерах, нано¬
сить водный раствор фтористого или кремнефтористого натрия.
Сильное действие оказывают каменноугольное (креозотовое) и антра¬
ценовое масло, керосин, скипидар, фенол, деготь, нафталин. Эти ве¬
щества в различных комбинациях наносят на поверхность деревян¬
ных конструкций малярными кистями или при помощи распылителя242
с расходом 300...500 г/м2. Борьба с термитами ведется пропиткой
древесины нефтепродуктами, антраценовым маслом, пентахлорфе-
нолом. Основной метод борьбы с морскими древоточцами — глубо¬
кая пропитка древесины антраценовым или сланцевым маслом в
смеси с пентахлорфенолом, смесью пентахлорфенола и оксидифени-
ла в органических растворителях. Хорошие результаты дает также
обработка древесины нафтенатом меди в органических растворите¬
лях при содержании меди в растворе не менее 3 %.10.3. Защита от возгорания. Защита деревянных конструкций
от огня, как и от гниения, проводится двумя методами: конструк¬
тивным и химическим. Конструктивные меры заключаются в рацио'
н&льной планировке помещений и выборе оптимальных параметров
сооружения. Ограничивается, например, число этажей и площадь
зданий с конструкциями из древесины. Специальные противопожар¬
ные стены (брандмауэры) должны делить здания на отдельные объ¬
емы. Воздушные прослойки в конструкциях покрытий рекомендуется
разделять на отсеки диафрагмами из асбестоцементных листов и
других негорючих материалов для снижения подсоса воздуха в
условиях пожара. В случаях печного отопления (например, в сбор¬
ных деревянных зданиях) необходимо предусматривать разделки
между дымоходом и деревянными конструкциями.Конструктивные меры дополняют оштукатуриванием или при¬
биванием тонких листов асбестоцемента. Практикуется также на¬
клейка на конструкции алюминиевой свето- и теплоотражающей
фольги или негорючих полимерных пленок.Оштукатуривание поверхности и облицовка древесины асбесто¬
цементными листами являются одним из надежных способов полу¬
чения трудносгораемых конструкций. В частности, покрытие листа¬
ми по своему огнезащитному эффекту не уступает цементной шту¬
катурке.К химическим средствам защиты древесины от огня относятся
различного рода обмазки, огнестойкие краски и пропиточные соста¬
вы на основе низкомолекулярных и высокомолекулярных соединений.
Обмазки предназначаются для деревянных конструкций, защищен¬
ных от непосредственного атмосферного воздействия. Их приготов¬
ляют на рабочем месте и наносят кистью в два приема с интерва¬
лом 12 ч. На 1 м2 обрабатываемой поверхности расходуется1,2... 1,5 кг антипирена. Обмазками покрывают деревянные конструк¬
ции, не требующие окраски (стропила, прогоны и т.п.).Недефицитна и экономична обмазка ИГС на основе известково¬
глинистого теста, поваренной соли и воды. Соль добавляется для
улучшения адгезии к древесине, но в то же время она вызывает
коррозию металлических частей конструкции. Суперфосфатная об¬
мазка состоит (в % по массе) из суперфосфата — 70 и воды —30.16*243
64. СОСТАВЫ СИЛИКАТНЫХ ОГНЕЗАЩИТНЫХ КРАСОК (% ПО МАССЕ)Компонентск-гск-хэмск-лгрунткраскаЖидкое натриевое стекло (плот¬
ность 1,3; модуль ниже 2,7)37,137,137,164Мел37,1’ 37,136,5—Глицерин1,91.91,9—1Цинковые белила1,91,91,9—Сурик железный——0,6—Литопон———39Асбестовая пыль———7Вода221212Примечание. Краску СК-ХЭМ приготовляют в хлорпарафиновой эмуль¬
сии, имеющей состав (мае. ч.); хлорпарафин — 4; каолин — 2; вода — 4.После замешивания годность ее к употреблению — 7 ч. После нане¬
сения этой обмазки поверхность конструкций приобретает белый
цвет.Еще одна — сульфитно-глиняная обмазка, имеет состав (в % по
массе): сульфитный щелок — 25, глина жирная — 47, фтористый
натрий — 3, вода — 25. Щелок является отходом лесохимических
производств. Его измельчают и растворяют в воде, подогретой до
70 °С. Далее в раствор вводят фтористый натрий, а затем тщатель¬
но перемешивают его с глиной. Обработанная такой обмазкой по¬
верхность имеет светло-коричневый цвет.Для защиты деревянных конструкций от огня применяют сили¬
катные, хлоридные, фосфатные, кремнийорганические краски. По
эксплуатационным признакам они разделяются на атмосферостой¬
кие, применяемые для наружных конструкций, и водостойкие, при¬
меняемые для конструкций внутри помещений. При нанесении кра¬
сок на конструкции влажность древесины должна быть не более
20%, а температура воздуха не менее 10 °С. Краски наносятся
кистью или краскопультом.Основой силикатных защитных красок СК-Г, СК-ХЭМ, СК-Л
(табл. 64) служит жидкое стекло. Краски приготовляются за не¬
сколько часов до нанесения. Древесина окрашивается двумя слоя¬
ми с сушкой первого слоя 12 ч. Краску СК-ХЭМ наносят в три
приема: сначала поверхность грунтуют, а затем окрашивают в два
слоя с интервалом 12 ч. Расход красок на 1 м2 поверхности состав¬
ляет 500...600 г.В состав хлоридной краски марки XJ1-K входят (в % по мас¬
се): хлористый магний —42,5; хлористый кальций — 5; окись маг¬
ния—-25; сухой литопон —20; вода —7,5. Краска пригодна для
использования в течение 8 ч. Ее наносят двумя слоями с интерва¬
лом 12 ч с общим расходом 500 г на 1м2 поверхности. Краска
окрашивает древесину в белый цвет. Применяется только в помещен
ниях.244
'; Для деревянных конструкций, эксплуатируемых на открытом
воздухе, применяют краски на основе хлорорганических соединений
ПХВО, ПХВО-А, МХС, ППЛ и др.Краска ПВХО на основе перхлорвинила выпускается в готовом
виде, наносится в четыре слоя с перерывами по 3 ч. Расход ее со¬
ставляет 0,6 кг/м2. Модифицированная асбестом краска ПВХО-А
имеет лучшие огнезащитные свойства. Ее наносят в три слоя с
промежутком 3 ч при норме расхода 0,5 кг/м2. В состав краски
МХС, кроме перхлорвинила, входят мел, хлорпарафин, олифа. Крас¬
ка наносится двумя слоями с общим расходом 0,3 кг/м2.Краска ППЛ включает два состава: пропиточный и отделочный.
В первый входят (в % по массе): углекислый калий (поташ) —25,
керосиновый контакт — 3, вода — 72; во второй — перхлорвинило-
вый ХСЛ или винилиденхлоридный ХС-76 лаки — 90...95 и пласти¬
фикатор— совол 5...10. Лаки представляют собой растворы соот¬
ветствующих полимеров в растворителе Р-4 (смесь бутилацетата,
ацетона и толуола).Пропиточный состав наносится кистью или краскопультом два
раза, затем древесина подсушивается. Далее наносится отделочный
состав тремя слоями. Перерыв между нанесением каждого слоя не
менее 3 ч. Покрытая составом ППЛ древесина становится трудно-
воспламенимой. Сочетание поверхностной пропитки с полимерным
покрытием позволяет дольше сохранить огнезащитный эффект. Для
наружных конструкций этот способ не рекомендуется из-за недоста¬
точной атмосфероустойчивости покрытия.Находит применение огнезащитная краска МФК на основе кар-
бамидных смол. Ее антипирирующее действие обусловлено при¬
сутствием моноаммонийфосфата. Краска состоит из двух частей —
жидкой и сухой (порошка). Для приготовления жидкой части в
нержавеющую емкость загружают по рецептуре формалин, нейтра¬
лизованный 10 %-ным едким натром до pH=7, затем добавляют
необходимое количество мочевины и дициандиамида до полного
растворения. В состав порошка входит антипирен и наполнители.Краска МФК приготовляется из 200 г порошка, 80 г жидкой
части и 65—70 г воды. Жидкая часть сначала разбавляется водой,
а затем вливается при перемешивании в порошок. Краска пред¬
назначается для огнезащиты деревянных конструкций, эксплуатиру¬
емых внутри помещений. Наносится кистью двумя слоями на очи¬
щенную поверхность с общим расходом 600 г/м2. Перерыв между
нанесением слоев не менее 72 ч. Краску наносят при положительной
(не ниже 10 °С) температуре и относительной влажности воздуха
не более 90 %. Краска образует покрытие белого цвета. Хорошими
огнезащитными свойствами обладают вспучивающиеся краски на
основе карбамидных полимеров. Это, например, порошкообразная245
смесь, включающая в себя следующие компоненты (в % по массе):
мочевиноформальдегидная смола (связующее) — 50,5, моноаммоний-
фосфат (газообразователь)—15; дициандиамид (газообразователь)—
15; |=аминокапроновая кислота (наполнитель)—7,5; некаль (сма¬
чиватель) — 2.Для применения эту смесь разводят водой до требуемой кон¬
систенции. На массивные конструкции, не требующие увеличения
предела огнестойкости, покрытие наносят толщиной 0,5... 1 мм крас¬
копультом или валиком. Тонкостенные конструкции, требующие за¬
щиты от сквозного прогорания, покрывают слоем 4...5 мм. В этом
случае краска имеет консистенцию шпатлевок, которые наносят спо¬
собом напыления. При пожаре такие покрытия вспучиваются с об¬
разованием мелкоячеистого угольного слоя, выполняющего роль
эффективной теплоизоляции. Вспучивающиеся краски применяют в
помещениях с относительной влажностью воздуха не более 80 %.Для антипирирования древесины применяются также комбини¬
рованные неорганические составы. Известен ряд рецептов на основе
мочевиноформальдегидных смол: например, смесь жидкого стекла —40...45 % по массе, мочевиноформальдегидной смолы — 40...45 %,
хлористого натрия—10...20 %. Антипирен наносится кистью или
краскопультом в два слоя, с перерывом 1 ч. Расход его составляет350...500 г/м2. Другой антипирирующий состав, имеющий, кроме то¬
го, и декоративное назначение, включает в себя (в % по массе):
негидратированную слюду—12...38,4; мочевиноформальдегидную
смолу — 25...35,6; воду — 40...52; хлористый аммоний — 0,2...0,4. Слю¬
да должна иметь толщину 0,01 мм с условным диаметром чешуек0,15...2 мм. Эти составы рекомендуются, кроме того, для огнезащи¬
ты тканевых элементов конструкций древесностружечных и древес¬
новолокнистых плит.Одним из перспективных методов огнезащиты древесины и кле¬
еных изделий из нее является применение фосфатных покрытий,
пропиток и связующих. Это композиции, твердеющие в результате
реакций различных неорганических соединений с фосфорной кисло¬
той или ее производными. Они обладают адгезией ко многим мате¬
риалам и весьма стойки к действию огня и высоких температур.
Огнезащитное фосфатное покрытие ОФП-9 содержит в своем соста¬
ве связующее — гексаметафосфат натрия, наполнитель и комплекс¬
ный антипирен, состоящий из мочевины и гидроокиси алюминия.
Выделяющиеся при нагревании газообразные вещества вспучивают
пленку покрытия, создавая теплоизолирующий экран. Покрытие
ОФП-9 рекомендуется для защиты конструкций в помещениях с
влажностью воздуха не более 80 %. Покрытие наносят слоем тол¬
щиной 0,5... 1 мм с расходом сухого состава на 1 м2 0,4...0,5 г. Со¬
став отверждается при нормальных условиях в течение 3...6 ч.246
65. Составы антипарирующих растворов (в мае. ч.)Диаммонийфосфат . ....ДинатрийфосфатБура Борная кислота
Фтористый натрий
Вода « , . . .№1№№3(э 1417,5——2,510__10 1.5—1,578,58078,5Древесина, обработанная антипиренами методом глубокой про¬
питки, в отличие от окрашенной более устойчива против действия
огня. При пропитке деревянных деталей под давлением на поверх¬
ности древесины не образуется корок, наслоений, которые могут
исключить дальнейшее склеивание и отделку антипирированных
элементов. Составы антипирирующих водных растворов для .про¬
питки под давлением, рекомендуемых трестом Союзантисептик, при¬
ведены в табл. 65.Рекомендуемые растворы обладают одновременно антисептиче¬
ским действием. Диаммонийфосфат хорошо растворим в воде
(68,9% при 20 °С), мало корродирует металл, быстро вводится в
древесину. Хорошими антипирирующими свойствами обладает суль¬
фат аммония. Недостатком аммонийных составов является их вы-
мываемость. Борные составы несколько больше водоустойчивы, так
как растворимость их при 20 °С незначительна (бура — 2,3 %, бор¬
ная кислота — 4,9%). При подготовке растворов концентрация их
контролируется ареометром и сравнивается по плотности с эталон¬
ными растворами (при 20 °С). Распределение солей по объему про¬
питываемых элементов контролируется индикатором. Для аммоний¬
ных солей индикатором служит 4 %-ный раствор основного бензи-
дина в 15 %-ной уксусной кислоте, вызывающей потемнение
хорошо пропитанных мест. Для борных составов индикатором слу¬
жит раствор куркумина.Количество вводимого раствора определяется контрольной про¬
питкой древесины по увеличению массы элемента. Обычно масса
заготовок увеличивается на 50...70 %, что соответствует поглоще¬
нию сухих солей до 75 кг/м3. Пропитанные раствором детали су¬
шат при температуре, не превышающей 70 °С (для предотвращения
разложения солей). При этом заготовки располагают так, чтобы ис¬
ключить соприкосновение древесины с сильно нагретым металлом
в сушильной камере. Сушка заканчивается при достижении влаж¬
ности древесины 10...12 %.Древесина, антипирированная солями, во многих случаях при-
годна для изготовления клееных изделий, однако на прочность
склеивания отрицательно влияют концентраты соли, содержащиеся
на поверхности элемента. Для улучшения условий склеивания этот247
концентрат смывают теплой водой, затем просушивают поверхность.
Количество боли на поверхности определяется методом смывания
ее дистиллированной водой, нагретой до 70 °С. Определенной связи
между количеством соли, концентрирующейся на поверхности, и со¬
держанием ее в объеме древесины (степень пропитки, поглощение
антипирена) не наблюдается. В последнее время получили распро¬
странение способы огнезащиты древесины, основанные на пропитке
ее полимерами. Применяются фенольные, карбамидные, фурановые,
кремнийорганические низковязкие олигомеры и растворы, обладаю¬
щие стабилизирующим и защитным эффектом.10.4. Модификация древесины. Один из перспективных способов
значительного улучшения свойств древесины — модификация ее син¬
тетическими полимерами. Сущность модификации состоит в том,
что натуральная древесина пропитывается мономером или низко¬
вязким олигомером, которые затем переводятся в твердое состояние
(отверждаются) под действием тепла, химических реагентов или
ионизирующих излучений. Соответственно различают термохимиче¬
ский и радиационно-химический методы модификации древесины.
Для модификации древесины используют фенольные, карбамидные,
фурановые, полиэфирные, полиакриловые и другие полимеры (оли¬
гомеры), а также некоторые мономеры — стирол, метилметакрилат,
акрилонитрил.Наиболее важная особенность модификации заключается в том,
что синтетический полимер не просто заполняет свободные прост¬
ранства в древесине, а взаимодействует с ее компонентами. В ре¬
зультате ограничиваются или совсем устраняются такие недостат¬
ки древесины, как набухание и усушка, коробление и растрескива¬
ние, загнивание и возгорание. При всем этом древесина сохраняет
свои положительные качества — малую массу, высокую проч¬
ность, тепло- и звукоизолирующую способность, химическую
стойкость.В первую очередь, свойства модифицированной древесины зави¬
сят от свойств исходной натуральной древесины, определяемых ее
породой, строением, плотностью, влажностью и т. п. Не всег¬
да свойства натуральной и модифицированной древесины прямо
связаны между собой: если, например, исходная древесина плот¬
ная и прочная или пористая и непрочная, то необязательно такое
соотношение свойств сохраняется в древесине модифицированной.
Отсюда следует, что наибольший эффект от модификации можно
ожидать и в том случае, когда в качестве исходного материала бе¬
рется древесина с низкими показателями, физико-механических
свойств, т. е. древесина малоценных пород, не имею!цая пока до¬
статочно широкого технического применения. Этим определяется и
экономическая эффективность модификации.248
.Свойства модифицированной древесины зависят, еще и от..осо:
беннрстей модификатора, например, от химического строения (моног
мер.;или олигомер), реакции отверждения (полимеризация или по¬
ликонденсация), строения отвержденного продукта (линейное или
сетчатое). Низковязкие мономеры ценны тем, что сравнительно лег¬
ко проникают не только в полости клеток, но и в межклеточные
пространства и субмикроскопические промежутки клеточных стенок,
а иногда и в межмолекулярные пространства и могут химически
соединяться с веществами древесины. В отличие от мономеров син¬
тетические олигомеры имеют большую относительную молекулярную
массу и повышенную вязкость, в связи с чем проникают в древеси¬
ну на меньшую глубину, а для повышения эффективности пропитки
требуют вакуумирования древесины и последующего давления иа
нмпрегнант. Но при этом они отверждаются быстрее, чем моно¬
меры, с меньшей затратой энергии и образуют более стойкие и проч¬
ные продукты отверждения, что немаловажно для свойств моди¬
фицированной древесины.От реакции отверждения в значительной степени зависит строе¬
ние отвержденного продукта: линейное или сетчатое, а это в свою
очередь определяет столь важные свойства модифицированной дре¬
весины, как теплостойкость, упругость, отношение к органическим
растворителям. Мономеры обычно отверждаются по реакции поли¬
меризации (чаще при введении соответствующих инициаторов), а
олигомеры — по реакции поликонденсации при нагревании или под
действием катализаторов.Весьма важное значение для свойства модифицированной дре¬
весины имеет технология модифицирования, в частности, важны
степень пропитки древесины монометром или олигомером, способ
и режим отверждения, концентрация олигомера и многие другие
технологические параметры. При глубокой пропитке модифициро¬
ванная древесина приобретает значительную плотность и прочность,
непроницаемость, становится химически и биологически стойкой,
обладает весьма малым водопоглощением. Строение исходной дре¬
весины остается по существу без изменений. При неглубокой про¬
питке основная масса древесины в достаточной степени сохраняет
свои натуральные свойства, а в наружных слоях элементов приоб¬
ретает новые: малую формоизменяемость, слабую водопроницае¬
мость, ограниченную возгораемость.Один из важнейших показателей — сопротивление истиранию —
у модифицированной древесины в 2...2,5 раза выше, чем у нату¬
ральной. Это предполагает успешное использование модифицирован¬
ной древесины для паркетных покрытий пола, в том числе в местах
интенсивного движения. Фанера, имеющая шпон, модифицированный
полиэфирной смолой, значительно более биостойка, малоистираема249
Рис. 160. Схема планировки отделения модификации древесины/ — вагонетка; 2 — вытяжной зонт; 3—автоклав; 4 — компрессор; 5—кран-
балка; 6 — бак для мономера; 7 — пропеллерный смеситель; 8 — ванна для
разогревания бензосульфокислоты; 9 — насосы; 10 — бак для слива раствора?11 — вакуум-насоси вчетверо прочнее, чем необработанная фанера. Такую фанеру
целесообразно использовать для опалубки при бетонировании. По
сравнению с натуральной древесиной разбухание модифицирован¬
ной древесины в 10... 15 раз меньше. Модифицирование древесины
предохраняет ее от растрескивания при длительном нахождении на
открытом воздухе. Это одно из ценных свойств, необходимых для
ограждающих конструкций, обшивок панелей, кровельных покры¬
тий и т. п.Для модификации древесины при деревообрабатывающих це¬
хах организуют специальные отделения (рис. 160). Технологический
процесс модификации включает заготовку деревянных элементов,
приготовление рабочего раствора, пропитку под давлением, тепло¬
вую обработку для отверждения модификатора. Заготовка дере¬
вянных элементов состоит в механической обработке высушенной
древесины и в изготовлении элементов заданных Размеров. Рабочий
раствор приготовляется в смесителе, рассчитанном на 2...3 цикла
пропитки. При этом принимается в расчет поглощение древесиной
пропиточных растворов, составляющее 150...250 кг/м3. Загрузка
смесителя осуществляется центробежными насосами из расходных
баков, один из которых предназначен для олигомера (фенолоспир-
ты, фурфуролоацетоновый мономер ФА), другой бак служит для
отвердителя. В смесителе происходит разбавление фенолоспиртов
водой или смешение мономера ФА с отвердителем —«■ бензолсульфо-
кислотой.Пропитка древесины под давлением происходит в пропиточном
цилиндре: это может быть стандартный автоклав с внутренним
диаметром 2 м, длиной 7,3 м, с полезным объемом 22,9 м3. Заготов¬250
ки помещают в автоклав на вагонетках, затем создают в нем ва¬
куум 85...9& кПа на 20...30 мин. Далее заполняют автоклав рас¬
твором и создают компрессором давление 800 кПа на 2,5 ч. Остав¬
шийся после пропитки раствор перекачивают в сливной бак (спуск
раствора длится 10 мин).Тепловая обработка пропитанных заготовок происходит в каме¬
ре по следующему режиму: подъем температуры до 75 °С 2,5 ч, до
100 °С — 20 г, выдержка при 120 °С 2...5 ч, охлаждение до 40 °С —
24 ч. В процессе подъема температуры и выдержки влажность про*
питанной древесины снижается до 6...8 %. Общая продолжитель¬
ность тепловой обработки 2,5 сут. Полнота отверждения модифика¬
тора контролируется по уровню влажности заготовок или методом
экстрагирования проб. В заготовках, предназначенных для склеива¬
ния, модификатор не доводится до полного отверждения, что обес¬
печивает лучшие условия склеивания.11. ПРАВИЛА ХРАНЕНИЯ, ТРАНСПОРТИРОВАНИЯ
И МОНТАЖА ДЕРЕВЯННЫХ КОНСТРУКЦИЙ,
ИЗДЕЛИЙ И МАТЕРИАЛОВ11.1. Хранение. Деревянные конструкции и изделия, подлежащие
перевозке и хранению, должны быть защищены от влажностных
воздействий. Рекомендуется покрывать изделия олифой, водостой¬
кими красками и эмалями, пропитывать гидрофобными антисепти¬
ками и антипиренами, упаковывать в синтетические пленки или вла¬
гонепроницаемую бумагу, обертывать толем, пергамином и т. п.
Необходимо следить за сохранностью защитных покрытий, не до¬
пускать сколов, вмятин, борозд, царапин и разрывов.При хранении детали и конструкции рекомендуется устанавли¬
вать в таком положении, в каком они будут воспринимать рабочую
нагрузку, например, панели стен устанавливают вертикально, пане¬
ли покрытий — горизонтально. Исключение составляют столбы, сваи,
шпунт, колонны, элементы опалубки и детали временных ограж¬
дений. Детали и конструкции необходимо размещать так, чтобы
заводская маркировка легко читалась со стороны прохода или про¬
езда, а монтажные петли и крепежные устройства были доступны
для осмотра и присоединения к подъемным механизмам. Между
штабелями необходимо оставлять проезды, определяемые габарита¬
ми подъемно-транспортных средств, и проходы шириной не менее
2 м. У штабелей должны быть указатели (таблички) с обозначе¬
нием типа и количества деталей. Изделия в штабеле должны опи¬
раться на деревянные сквозные подкладки и прокладки.При хранении изделий в горизонтальном положении нижний
ряд следует укладывать на подкладки сечением не менее 10ХЮ см251
либо на бревна, опиленные с двух сторон. Основание должно быть
предварительно выравнено и уплотнено. Последующие ряды изделий
укладывают на деревянные сквозные прокладки сечением не менее
6X4 см. Размеры подкладок устанавливают, исходя из массы шта¬
беля и допускаемого давления на основание.Древесные листовые материалы (древесностружечные и древес¬
новолокнистые плиты, фанера, древесные слоистые пластики) пе¬
нопласты, а также листовая сталь должны храниться в закрытых
помещениях, предохраняющих от сырости, атмосферных осадков и
механических повреждений. Указанные материалы рассортировыва¬
ются и укладываются плашмя без прокладок. Следует предусмат¬
ривать пространство высотой 15...20 см между полом склада и
листами штабеля. Асбестоцементные плиты можно хранить под наве¬
сом в стопах горизонтально, а листы усиленного профиля — в верти¬
кальном положении.Для хранения столярных изделий должны быть подготовлены
закрытые помещения. При приемке и складировании изделий сле¬
дует учитывать, что дверные и оконные блоки поставляются подго¬
товленными под окраску, с навешенными на петли створками и по¬
лотнами и с врезанными замками. Выступающие приборы (ручки,
задвижки) упаковываются отдельно. Хранить оконные и дверные
блоки рекомендуется в вертикальном положении, на подкладках.
Оконные переплеты, дверные полотна и коробки можно укладывать
в штабели на дощатый пол или настил из досок с прокладками
между рядами.Строганые погонажные детали (наличники, плинтусы, галтели,
поручни и др.) поставляют покрытыми олифой. Детали короче 3 м
должны быть упакованы в пачки массой до 50 кг. В пачке собирают
детали одного сечения и одной породы древесины. Пачки следует
хранить в закрытых складах, в плотных штабелях на прокладках.
Паркетные планки упаковывают в пачки по 50... 100 шт. и уклады¬
вают в штабеля высотой до 1,5 м. Хранить их необходимо в закры¬
тых сухих отапливаемых и вентилируемых складах с постоянной
температурой. Примерные нормативы для определения площади
хранения важнейших материалов для деревянных конструкций и
изделий приведены в табл. 66—69.К выбору и подготовке территории склада пиломатериалов
предъявляются следующие требования. Склад должен быть распо¬
ложен на хорошо проветриваемом и дренированном участке, очи¬
щенном от растительности. Территория склада разбивается на сек¬
ции и кварталы с учетом размерно-качественной группы пиломате¬
риалов, и требований пожарной безопасности. При хранении
пиломатериалов наибольшее распространение получил пакетный ме¬
тод, позволяющий механизировать трудоемкие процессы укладки252
66. СПОСОБЫ ХРАНЕНИЯ И УКЛАДКИ ИЗДЕЛИЙ И МАТЕРИАЛОВ ДЛЯ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ
НА ПРИОБЪЕКТНЫХ И БАЗИСНЫХ СКЛАДАХ СТРОИТЕЛЬСТВА- §I ISISIIIЧ н
* ** 5
«оUD С « Я<N £ ZSm *
о 2
С-J' С» i-ч (N <М (ю(N(N Wо о о ”н№ g
К ч Jas*Shд 3as§cacao55ЮЮ
га m
н на s
(0(04> я (U (О*а*всэ о
HPQHPQ§
о
со
н
А 35ЧЭОaс2о(В чо
£ £
3 окк 2
S >»
Я *
8 к
Й «вкa<ин«з58а>ИX►.««ккяО
& g
с к
s g
g§
с о
2 SЁеяч«о«Ц «3 Н {_ н22 л з зН Н Др, р.S S m ^ 2 ^а а 2 « £ « ^ £« «О"и « 9 пI5 аSS S S84>Кв 3w о.к" у а> з: а; 5т* S3 s * ч * «5 ё я PPs"”о” S" о g п о I О яО >> С ООЧЙИНИ Cffi н PQ о PQ Н С н CQ2 <цS-& .К . 2в з&S «и
§2 3
4“я 2ИГ' *Я Ч • *яг й « х «
вв g“w‘ Isв 5* . »WHчЦяв-gas K 5nаИ 2§2ScMi|5Ss|a8§сскЗгчсЯ«ОчЮсчл «с
» к к <и
sgp*
-gSСм2Ч2 g о и *3 3 3 £я и я в £
go&olО И И М JЧЧЧОс2aS<и(О •я 5
*22
ю £
о »е>5О <0<и«*sSgSm«и 3 .
35 ю ь0 иS 1SgС чЧо, Я ос« е <Р8б.I5 2Я 5!
Н 2
Оч>253
67 КОЭФФИЦИЕНТ ПЛОТНОСТИ ДЛЯ ПЕРЕВОДА СКЛАДОЧНОГО
ОБЪЕМА НЕОБРЕЗНЫХ ДОСОК В ОБЪЕМ ПЛОТНОЙ ДРЕВЕСИНЫДлина досок,
мТолщина досок, мм1619222532 |405060Для сырых досок влажностью более 15 %6.56.54.5
31 . . .20,550,550,650,540,550,540,630,560,560,560,550,560,550,630,570,570,570,560,570,560,630,580,580,580,660,680,660,630,60,60,60,570,60,570,630,620,620,620,590,620,590,630,660,660,660,610,660,610,630,680,680,680,630,680,630,63Для сухих досок влажностью 15 % и менее6.56.54.5
31 . . .20,60,60,60,60.70,610,610,610,610.70,620,620,620,610,620,610,70,630,630,630,620,630,620.70,650.650,650,630,650,630.70,670,670,670,650,670,650.70,720,720,720,660,720,660,70,740,740,740,690,740,690,7Примвенных.штабелей и их разборки, используя для этих целей автопогрузчики,
башенные и козловые краны. Для лучшего проветривания пилома¬
териалов в штабелях необходимо устраивать вертикальные колод¬
цы шириной 40...60 см на всю высоту, а по высоте через каждые
0,75...! м применять более толстые прокладки. Наиболее ходовые
сорта пиломатериалов укладываются в штабеля с прокладками из
того же материала. Чем более влажны пиломатериалы, тем шире
должны быть промежутки между досками.При длительном хранении пиломатериалов ряды укладываются
на прокладки с промежутками через 1,2...1,5 м. Так же укладыва¬
ются пиломатериалы ценных пород, которые следует хранить под
навесами. Для защиты пиломатериалов от атмосферных осадков
штабель накрывают крышей из необрезных досок и горбыля. Круг¬
лые лесоматериалы можно хранить в воде, во влажном и сухом254
68. ЧИСЛО ЛИСТОВ КЛЕЕНОЙ ФАНЕРЫ В 1 м8Толщина, ммРазмеры листов, мм1830X12201626X16251625X12201525X 7251220X7251,529928735860276222242152694525652.617917221536245231491431793013774112108134266283590861081812266767290151188866646711314196048601011261046436490113123736457594состоянии и с химической защитой. При хранении в воде бревна
затопляют или оставляют на плаву в многорядной и пучковой
сплотке. Это гарантирует полное сохранение от повреждений и пор*
чи затопленной древесины. При влажном хранении в заболони
бревен поддерживается высокая влажность, не допускающая раз¬
витие грибов и жизнедеятельность насекомых. Для влажного хра¬
нения свежесрубленную или сплавную необсохшую древесину остав¬
ляют в коре, а торцы бревен покрывают влагозащитными замаз¬
ками.69. ПЛОЩАДЬ, ЗАНИМАЕМАЯ 100 шт. ПАРКЕТНЫХ ПЛАНОКДлинапланок,ммШирина планок, мм35| 4045 |5055601500,5250,6. 0,6750,750,8250,92000,70.80,911»11.22600,87511,1251,251,3751.53001,061.21,351,51,651,83501,2251.41,5751.751,9252,1400—1.822,22,4450——2,0262,252,4752,7600—2,753Продолжение табл.Длинапланок,ммШирина планок, мм6670768085901500,9761,051,1262001.31.41,51.6——2601,6261,751,87522,1252,263001,952,12*252.42,662,73502,2762,452,6252,82,9763,154002,62,833,23,42,64502,9263,183,3763.63,8254,056003,263,53,7544,254.5255
Сухой способ хранения заключается в доведении влажности
бревен до 25 % и ниже путем соответствующей укладки штабелей.
Наиболее быстро просыхают окоренные лесоматериалы в рядовых
штабелях. Хранение в сухом состоянии чаще всего применяется для
круглых лесоматериалов, в которых допускаются трещины и пора¬
жения синевой. К таким лесоматериалам относятся строительные
бревна, столбы для воздушных линий связи и электропередач, ба¬
лансы, рудничная стойка и др., не предназначенные для продольной
распиловки. Лесоматериалы лиственных пород допускается; хранить
сухим способом только при диаметре не более 20...25 см.Химическая защита круглых лесоматериалов применяется в ус¬
ловиях складов, не позволяющих хранить древесину водным и
влажным способами. Для защитной обработки неокореиных лесо¬
материалов рекомендуется применять гексахлоран в виде 2 % ми¬
нерально-масляной эмульсии или железный купорос. Лесоматериа¬
лы, подлежащие химической обработке, укладываются в штабеля
высотой не менее 1,5 м. Чтобы дожди не смывали, а солнечные лучи
не разлагали/препараты, сортименты верхнего ряда рекомендуется
сплачивать или покрывать жердями, горбылем и т. п. Для луч¬
шего хранения древесины склады лесоматериалов нужно содержать
в чистоте, систематически очищать их от коры, щепы и мусора.
Складские помещения должны иметь противопожарный инвентарь:
огнетущители, баки с водой, мешки или ящики с песком, а также
ломы, топоры, лопаты, багры, ведра. Комплект первичных средств
тушения собирают на специальных щитах, которые висят на видных
и доступных местах на стройплощадке. Эти щиты целесообразно
Ьборудовать звуковыми сигналами.Ответственность за пожарную безопасность на строительных
площадках несет начальник строительства. На каждой стройке дол¬
жен быть установлен телефон, около которого должна быть выве¬
дена табличка с указанием номеров телефонов пожарной охраны и
ближайшей пожарной команды. Дежурство пожарной охраны, на
каждой стройке должно быть круглосуточным. Курить можно
только в особо отведенных местах, оборудованных бочками или
урнами с водой для окурков.Хранить сгораемые строительные материалы в пределах проти¬
вопожарных разрывов между зданиями и сооружениями запреща¬
ется. Расстояние от постоянных или временных зданий и сооруже¬
ний до штабелей расходных складов пиломатериалов должно быть
не менее 30 м, а до штабелей круглого леса 15 м. Площадь, заня¬
тая под склады лесоматериалов, должна быть освобождена от дер¬
на и периодически очищаться от сухой травы, бурьяна и т. п.11.2. Транспортирование. При транспортировании деревянные
конструкции и изделия должны быть защищены от увлажнения,256
Рис. 161. Схема укладка гнутокле-
еыых рам в железнодорожный ва-
гон-платформуРис. 162. Перевозка асбестоцемент¬
ных плит и листов в контейнереа также нагревания солнечными лучами — во избежание растрески-
вания древесины или расслоения клеевых швов. При перевозке не¬
сущих клееных деревянных конструкций в зависимости от их га¬
баритов используются бортовые автомобили, автопоезда с прице¬
пами, колонновозы, балковозы и фермовозы. Конструкции
укладывают на транспортные средства, обеспечивая устойчивое их
положение и опирание, по возможности близкое к проектному.
Погружаемые изделия должны прочно закрепляться и увязываться
пеньковым канатом, сжимами и т. д. Гнутоклееные деревянные ра¬
мы перевозятся по 4...5 комплектов одновременно.При перевозке в железнодорожных вагонах рамы ставят вер¬
тикально стойками вверх (рис. 161) в два ряда по высоте, отсту¬
пив от продольной стены вагона на 650 мм. Рамы ставят на дере¬
вянные подкладки, расставленные примерно через 3 м. Второй по
высоте ряд рам отделяется прокладками 5X15 см, которые распо¬
ложены строго над подкладками. Центр тяжести пакета гнуто¬
клееных рам должен находиться в вертикальной плоскости симмет¬
рии платформы. Рамы прикручиваются к прокладкам и крюкам
платформы мягкой проволокой для крепления грузов, изготовляемой
из круглой горячекатаной стали диаметром 6 мм. На наружной по¬
верхности проволоки не должно быть трещин, перекручин, расслое¬
ний и других дефектов. Толщина проволочных скруток определяет¬
ся с учетом продольных, поперечных и вертикальных инерционных
сил, ветровой нагрузки, сил трения и собственного веса рам (общая17-371257
масса 10 т, масса одной рамы 500 кг). Сбрасывание конструкций
с платформ вагонов и кузовов автомобилей не допускается.Панели могут транспортироваться в вертикальном и горизон¬
тальном положениях в специально оборудованных автомобилях или
в прицепах. Между панелями укладываются деревянные прокладки.
Панели и прокладки должны надежно закрепляться во избежание
продавливания обшивки панели. Наиболее осторожно следует пере¬
возить панели с асбестоцементными обшивками.Металлические части (закладные детали, болты, гайки и др.)
должны быть скомплектованы и упакованы в ящики. При подъеме,
погрузке и разгрузке конструкций следует применять кран с захва¬
том для монтажных петель и специальные траверсы. При перевозке
конструкций под проводами действующих линий электропередач
расстояние по вертикали между самой верхней точкой перемещае¬
мых конструкций и низшей точкой провисания провода должно быть
не менее указанного в табл. 70.Панели с применением арболита и фибролита следует транс¬
портировать в пакетах, скрепленных деревянными рамками, или в
контейнерах по 14...20 шт. Асбестоцементные плиты и листы при пе¬
ревозке также укладываются в специальные контейнеры (рис. 162).
Волнистые листы укладываются в стопы и надежно закрепляются
во избежание повреждений. Для доставки плитных и листовых ма¬
териалов и изделий можно также применять специальные контей¬
неры, рекомендуемые трестом Мосоргстрой (табл. 71). Фанера,
подлежащая транспортированию, упаковывается в отдельные пачки
по маркам, размерам, сортам.Каждую пачку фанеры покрывают сверху и снизу обложками
из низкосортной фанеры, шпона или плетенками из шпона с приме¬
нением деревянных планок. Масса пачки не более 80 кг. Древесные
слоистые пластики также упаковывают в фанерные подкладки и пе¬
ревязывают веревкой. Толстолистовые пластики транспортируют без
упаковки.Тонколистовую сталь размером до 750X1500 мм включительно
упаковывают в пачки массой не более 80 кг. Транспортируют и хра¬
нят ее в условиях, исключающих воздействие атмосферных осадков
и влаги. Не допускается перевозить оцинкованную сталь в вагонах,70. Минимальное расстояние между верхом груза и
электропроводамиЭлектрическое напряжение в линии, кВ Расстояние, м1 IК..20 235...100 ^164...220 . * * . * 4350 5600 . . . • . 6258
лsжыж<аX5СООРЭшРцщслt=t£[КОaноиаО _
и S0 S^ W
5? *=*< тояSSл*FS
з£
s яSg3DW1ЫafflОawК6
w
н
В
ОмяноКаы&2(В §о £Р,СОа» со
a s X
«К*£ 9 5
ssg
§|§
О я5§S соsr 8.со<UЯсоSСОag8&u g - ■о нjm *вс1энуэ1
-ном BDDBWJ* х а
2J а>
5s®2 «3 нSss§3 >, *
янЛ. О. СчSsgЛ О 5 -£ я3Bodiojdooow
Xwogqirs
on BdaH^jw
-нон dawoHH Я
о W
я о
as ч
w>o
о4 2>
2 2
« я
2 a
5S
8*
a> .ЙЯ
Ч н3•&2 w
£ H
5 °
а иS 3
a «so
г; оо s
« «
ч ол 4
ю 'OX■§8a14 <u
S
- л
n d
gai
ЧНОIsggxoC®sчsfЯ О
н £•
я G
a»S о
а» u
s* о
о Я
н я
и а>
а> ч
\о д
и 5
< >.2 яава» с <ц1 I*1*2 я "? д 2§“ S3-о « ?Е§?SiSsчэ Зо
Очэ о
< О «117*259Размер кузова 3540X22500 мм.
Размер кузова 3070X2070 мм.
загрязненных такими веществами, как поваренная соль, селитра,
нашатырь, а также в вагонах, в которых перевозили скот.Алюминиевые листы укладывают в сплошные или решетчатые
деревянные ящики или в специальные контейнеры с металлическими
или деревянными брусками (влажность брусков должна быть не
более 18%). Упаковка должна полностью исключать непосредствен¬
ный контакт металла с деревом и проникновение влаги к металлу.
Масса упакованного ящика не более 500 кг, а контейнера — не бо¬
лее 1000 кг. На ящиках или бирках должна быть надпись: «Боится
сырости». Алюминиевые листы перевозят в крытых вагонах. Пр*г
перевозке автотранспортом ящики должны быть накрыты брезен¬
том. Грузоподъемность транспортных средств рассчитывают исходя
из средних норм массы материалов.11.3. Монтаж. Наиболее совершенный — монтаж укрупненными
блоками, при котором к месту работ доставляют либо готовые кон¬
струкции (фермы, рамы, арки, панели и т. д.), либо узлы высокой
заводской готовности. Такие конструкции и узлы при помощи раз¬
личных монтажных механизмов (автокранов, подъемников, лебедок)
грузоподъемностью до 3...5 т поднимают и устанавливают в про¬
ектное положение за один прием.Если конструкции имеют большие размеры, затрудняющие их
перевозку от места изготовления к месту установки, применяют
укрупнительную сборку непосредственно на строительной площадке.
Сборку выполняют с применением шаблонов или на подкладках,
установленных по уровню. Такой метод возведения строительных
конструкций позволяет снизить построечные трудозатраты на40...50 %.Монтаж клееных деревянных конструкций слагается из подго¬
товительного этапа и непосредственно монтажа, т. е. установки кон¬
струкций в проектное положение. В состав монтажных работ вхо¬
дят строповка, подъем и установка конструкций на опоры, времен¬
ное закрепление, выверка положения конструкций и окончательное
закрепление. Способы монтажа, применяемое оборудование, инвен¬
тарь и приспособления определяются проектом производства работ
или технологическими картами. До начала монтажных работ про¬
водится инструктаж рабочих по технологии производства и прави¬
лам техники безопасности. Бригадиры и руководители звеньев дол¬
жны проверить наличие и исправность ручных электрических машин
и инструмента, инвентаря, приспособлений для монтажа, включая
средства, обеспечивающие безопасность работ (предохранительные
пояса, привязные веревки, ограждения, подмости и т. д.).Подготовительный период включает подготовку фундаментов,
выверку колонн, проверку положения в плане и по высоте всех то¬
чек, на которые будут укладываться или крепиться деревянные260
конструкции. Необходимо также выполнить земляные работы для
планировки территории, окружающей место монтажа, сделать по¬
стоянные и временные подъезды; подготовить склад деревянных
конструкций в соответствии с требованиями пожарной безопасности;
доставить, смонтировать и испытать крановое и такелажное обо¬
рудование.На строительную площадку конструкции должны быть достав-
лёны до начала монтажа в полном комплекте. Конструкции укла¬
дывают в непосредственной близости от места установки и в зоне
действия монтажного механизма. Площадка для складирования кон¬
струкций должна быть ровной с небольшим уклоном для отвода
дождевых и талых вод. Все поступающие на строительную площад¬
ку готовые конструкции должны быть приняты по акту, в котором
указывается качество принятых изделий, правильность геометриче¬
ских форм и размеров конструкций и отдельных узлов, качество
их изготовления.Техническими условиями на изготовление и монтаж деревянных
конструкций допускаются некоторые отклонения размеров готовых
несущих конструкций от проектных:Пролет, м « . • • До 15 Более 15Отклонения по длине, мм , . . , 20 30Отклонения по высоте , мм , . . 10 20До начала монтажа следует устранить все дефекты, возникшие
в процессе транспортирования и разгрузки: подтянуть болты, тяжи
и т. д. Если отсутствуют монтажные петли, следует наметить мес¬
та захвата и защитить их от повреждения стальными канатами.
Особое внимание обращается на подготовку опор деревянных кон¬
струкций. Для доведения опорной поверхности фундамента до про¬
ектной отметки при бетонировании устанавливают закладные элемен¬
ты (анкеры), служащие также для закрепления нижней части дере¬
вянных конструкций. От точности расположения анкеров в плане и
по высоте зависит продолжительность и качество монтажных работ.
Если клееные конструкции имеют шарнирные опоры или устанав¬
ливаются на опорные кольца, или непосредственно на верхние обре¬
зы стен, то место опоры следует тщательно выверить по высоте,
по горизонтали, установить и прочно заделать все предусмотренные
проектом анкеры, проверить оси установки конструкций и нанести
их краской на опоры.Строповку клееных деревянных балок выполняют при помощи
универсальных строп и траверс (рис. 163,а). Для предохранения
углов и ребер балки от смятия стальным канатом в местах сгиба
стропа следует ставить деревянные прокладки. Фанерные балки ре¬
комендуется обхватывать стропом в местах ребер жесткости. При261
использовании траверс балки захватывают за ребра верхнего пояса.
Независимо от способа строповки балка должна принять при подъ¬
еме проектное положение. Для строповки дощатых клееных балок,
арок и рам рационально применять строп с замками, что позволяет
расстроповывать конструкции посередине (рис. 163,6).При подъеме балок, арок и ферм следует применять направля¬
ющие расчалки. Балки устанавливаются на подготовленные и выве¬
ренные основания и временно закрепляются с помощью инвентар¬
ных приспособлений. После установки второй балки ставят прого¬
ны и монтируют панели перекрытий и другие связи, предусмотренные
проектом. Строповка ферм ведется с помощью строп и траверс
с захватом элементов не менее чем в двух точках (рис. 163, в).
Точки захвата должны быть указаны в проекте и отмечены на фер¬
ме. Ферму пролетом 12... 18 м можно поднимать одним автомобиль¬
ным или гусеничным краном.Рамы при монтаже располагают таким образом, чтобы башма¬
ки размещались непосредственно на фундаментах. Рамы стропуют
в двух точках, равноудаленных от конька, и поднимают методом по¬
ворота, не отрывая башмаки от опор. После подъема первой рамы
проверяют правильность установки ее в вертикальное положение и
временно закрепляют растяжками. Затем затягивают гайки анкер¬
ных болтов. После установки и выверки второй рамы устанавлива¬
ют и крепят болтами горизонтальные связи. На концах связей при¬
креплены хомуты из полосовой стали, в передней выступающей ча¬
сти которых имеются прорези для болтов крепления к раме.Для монтажа легких ограждающих конструкций (панели стен
и покрытий) применяют механизмы малой мощности. Перед монта¬
жом панели должны быть осмотрены и подготовлены к строповке.
Для этого устанавливают и закрепляют закладные детали, затем
ввинчивают монтажные петли в гайки до упора. Панели и плиты
поднимают с применением обычных траверс. Устанавливают панели
по месту без толчков и ударов, выверяют их по рискам, нанесен¬
ным на закладных деталях. После выверки панели крепят к несу¬
щим конструкциям различными способами (рис. 164).При монтаже особое внимание должно быть обращено на за¬
делку швов между панелями. Необходимо следить за тем, чтобы в
швах, идущих поперек ската, утеплитель полностью заполнял весь
стыковой колодец, а в швах, идущих вдоль ската (над фермами),
оставлено пространство для вентиляции. Швы между несущими
арболитовыми панелями герметизируют пороизолом диаметром
50 мм с последующей заделкой просмоленной паклей и затиркой це¬
ментным раствором.При устройстве покрытий и вертикальных ограждений с приме¬
нением стеклопластиков соблюдают следующие правила. Обрешетку»262
Рис. 163. Схемы строповки деревянных конструкцийа — балок с волнистой стенкой; 6 — арок; в — фермЛ к'Рис. 164. Крепления наружных и внутренних стеновых панелей
из арболита с плитами покрытий и перекрытий из арболитая —крепление наружных стен с панелью пола первого этажа;б — крепление плит покрытия с внутренней несущей стеной;
в — крепление плит покрытия с наружной стеновой панелью;
/ — арболитовая стеновая панель; 2 — плита пола; 3 —-ерш?
4 —плита покрытияРис. 165. Узлы и петли канатов (к табл. 73)263
устанавливают с шагом не менее 700 мм. В больших покрытиях
укладку листов начинают с нижнего крайнего ряда. При этом обра¬
щается внимание на получение ровного края и одинаковой ширины
свеса. Стыки между листами делают внахлестку. Наклонные стыки
располагают вдоль волн — с перекрытием на ширину одной вол¬
ны, а горизонтально — в зависимости от угла кровли. При уклонах
до 5° рекомендуется применять целые длинные листы, чтобы обой¬
тись без горизонтальных стыков. В покрытиях с уклоном 5... 15°
ширину нахлестки делают 200 мм с применением прокладок или
клеящих мастик. При более крутых уклонах уплотнители обычно не
применяют, а ширину нахлестки постепенно уменьшают.К деревянным элементам стеклопластики крепят шурупами, а к
металлическим — болтами. Длина шурупов зависит от высоты вол¬
ны, а размеры и форма болтов — от материала, формы и размеров
сечения обрешетки. Шурупы и болты должны устанавливаться в
верхних гребнях волн пластика. Установка их в желобках в местах
прикасания волн к несущему элементу допустима лишь в вертикаль¬
ных ограждениях. Под головки шурупов и болтов укладываются
металлические шайбы, а под ними — упругие уплотнительные про¬
кладки, предотвращающие проникание воды. Частота установки
креплений зависит от вида сооружений и определяется числом
волн между двумя креплениями (обычно 2...3 волны). В продол№
ных стыках крепление осуществляется на всех промежуточных брус¬
ках обрешетки.Для производства монтажных работ имеет важное значение ис¬
правность и правильное использование такелажного оборудования
канатов, строп, траверс, блоков, полиспастов, талей, домкратов, ле¬
бедок. Стальные канаты применяют для подъема и перемещения
грузов, оснастки грузоподъемных механизмов, запасовки полиспас¬
тов, устройство стропов, оттяжек, вант и т. п. Стальные канаты де¬
лают из светлой или оцинкованной проволоки диаметром 0,22...3 мм
с пределом прочности 12...22 МПа. Для монтажных работ приме¬
няются в основном шестипрядные канаты с пеньковым или искусст¬
венно-волокнистым сердечником, обеспечивающим смазку каната
маслами.Различают канаты с точечным (ТК), линейным (ЛК) и точеч¬
но-линейным (ТЛК) касанием проволок в прядях, а по направле¬
нию свивки прядей — нераскручивающиеся (индекс Н), правой
свивки (без индекса) и левой свивки (индекс Л). По направлению
свивки проволоки в прядях различают канаты крестовой свивки
(проволоки в каждой пряди свиты в одну сторону, а пряди — в дру¬
гую), односторонней свивки (проволоки в прядях и пряди в канате
свиты в одном направлении) и комбинированной свивки (часть пря¬
дей расположена по односторонней, а часть — по крестовой свивке).264
Чем больше проволок в каждой пряди каната при одном и том же
диаметре, тем большую гибкость имеет канат. Для монтажных ра¬
бот рекомендуется применять канаты типа Л К и ТЛК (табл. 72).Наряду со стальными находят применение пеньковые канаты
как для монтажных, так и для вспомогательных работ (оттяжки,
расчалки). Техническая характеристика пеньковых канатов приве¬
дена в табл. 73. При выполнении монтажных работ нередко прихо¬
дится вязать узлы канатов. На рис. 165 показаны наиболее рас¬
пространенные и надежные узлы и петли канатов, а в табл. 74 по¬
ясняется их назначение.Наиболее, ответственной операцией при монтаже является стро¬
повка. От нее зависит безопасность работы и продолжительность
установки элемента. Простейший строп — это кусок стального ка¬
ната, охватывающий поднимаемый конструктивный элемент одним
или несколькими витками. Концы каната накидывают на крюк кра¬
на. Универсальный строп имеет форму петли, концы которой сра¬
щены сплеткой на длину 40 диаметров каната. Диаметр и длину
стропа выбирают в зависимости от массы и геометрических раз¬
меров поднимаемой конструкции. Сечение стропа подбирают по до¬
пускаемому усилию с учетом нормативного запаса прочности кана¬
та, количества ветвей и угла их наклона к направлению действия
нагрузки.Траверсы, применяемые для строповки и подъема, представляют
собой горизонтальную балку из уголковой стали, швеллера или
стальной трубы с подвесками из строп. Применение траверс облег¬
чает строповку и подъем конструкции, обеспечивает распределение
веса элемента между ветвями подвесок.При строповке и подъеме конструкций соблюдаются следующие
правила. Вид стропа должен соответствовать весу и форме конст¬
рукции. Строп следует вязать за самые надежные части груза. Рав¬
нодействующая от натяжения стропов должна проходить через центр
тяжести груза, натяжение стропов и их ветвей должно быть равно¬
мерным. Стропы должны быть надежно предохранены от соскаль¬
зывания вдоль груза в случае нарушения его равновесия. Между
стропами и острыми кромками груза должны быть подложены де¬
ревянные или другие мягкие подкладки. Строп не должен иметь
переломов (крутых изгибов), перекручиваний и петель (жучков).
Строповка сборных конструкций должна производиться по заранее
разработанным схемам. Тросы и захватные приспособления должны
быть испытаны в соответствии с действующими правилами.Конструкции массой, близкой к грузоподъемности крана, нуж¬
но поднимать в два приема; сначала на высоту 20...30 см для про¬
верки надежности подвески и устойчивости крана, а затем — на пол¬
ную высоту. Конструкции можно поднимать только при вертикаль-265
72. ХАРАКТЕРИСТИКА СТАЛЬНЫХ КАНАТОВ С ОРГАНИЧЕСКИМИ
СЕРДЕЧНИКАМИ266Диаметр,ммСуммарная
площадь се¬
чения прово¬
лок, мм2Расчетная
масса 100 м
смазапного
каната, кгРазрывное усилие каната, кН, при
прочности проволоки при растяже¬
нии, МПа1500 |160017001800 |1900ЛК-Р 6X1911,551,6848,2265,8570,274,679,083,412,658,6954,7574,879,884,789,694,713,564,0559,7681,658792,597,910,41586,2780,5109*5117124,5131,5138,516,5104,5697,5133141,5150,5159,5168,517,6114,46106,8145,9155,6165,3175,1184,819,5143,63134182,5195207219,5231.521174,78163,1222,8237,7252,5267,4282,222184,5172,1235250,5266282297,524220,46205,7281*1299,8318,5337,235626239,16223,1304,5325345,5365,5385,527,6 '286,68267,4365,5389,5413,5-438,5462,530,6349,68326,2445,5475504,5534,556432385,8359,9491,9524,6557,4590,262333418,08390532,5568603,5639,5674,536498,78465,3635,5678720762,5804,5ЛК-06X1911,549,6346,2763,267,471,675,980,11254,0649,2168,973,578,182,787,312,560,9456,8177,682,887,99398,11473,3668,3993,599,4105,51121181586,9161,02110,5118125132,514016,5101,6994,8129,5138146,5155,516417,5117,99НО149,6159169,5179,5189,619134,26125,2170,5182193,5205216,520152,78142 А194,5207220,5233,5246,621,5172,16160,5219233,5248,526327722,5193,39184,9252269286,530332026243,67227,2310,5331351,5372,539327,5293,34273,5374398,5423,5448,547330347,6324,1442,5472,5501,5531,556132,6406,8379,2518,5552,6587,462265635469,56437,7598638678,5718758ТЛК -0.6X371585,6180108,5116123,5130,513817106,6399,9136145154163172,519135,53126,6172,5184195,5206,521820,5167,65156,6213227,5242256270,522,5196,91183,9250,5267,5284300,5317,524,5228,91213,8291,5311330,535036926269,97252,1343,5366,5389,5412,5435,528302,34282,4385410,5436462487,530341,82319,2435,5464,5493,5522,5551,532391,98366,1499532,5566599,5632,533.5444,99415,6566,5604,5642,568071837,6541,92506,1690,5763782,5828,5871
73. ХАРАКТЕРИСТИКА ПЕНЬКОВЫХ КАНАТОВ (БЕЛЬНОГО/СМОЛЬНОГО)Диаметр,ммУсловная
площадь се¬
чения. мм2Предельно
допускае¬
мая нагруз¬
ка. на канат,
кНРазрывное усилие
каната, кНМасса 1 м
каната, кг11,1970,85/0,816,8/6,460,08/0,112,71271,13/1,089,07/8,620,113/0,11315,91991,66/1,5613,29/12,570,172/0,20319,12872,3/2,1818,42/17,50,253/0,29823,94493,5/3,3528,22/26,810,402/0,47428,76474,85/4,638,8/36,860,59/0,781,87945,9/5,647,25/44,890,728/0,86ном положении каната; подтягивание и подтаскивание конструкций
драном запрещается. Подъем должен быть плавным, без толчков и
ударов монтируемых элементов о конструкции зданий. Во время
подъема нельзя находиться под поднимаемым грузом. Поднятые
элементы запрещается оставлять на весу во время перерывов в ра¬
боте. При подъеме элементов следует пользоваться условными сиг¬
налами. При перемещении в горизонтальном направлении конструк¬
ция должна быть приподнята на 1...1,5 м над встречающимися на
пути предметами и частями зданий.При работе на высоте монтажники должны привязываться пре¬
дохранительными поясами к прочно закрепленным конструкциям и
хранить инструмент в ящиках или сумках. Для перехода по бал-74. ВЯЗКА УЗЛОВ КАНАТОВ (СМ. РИС. 165)Номер по¬
зиции на
рис. 165УзелНазначение1234б6789101112131416ПрямойРифовыйШтыковойВязка в коуш или
петлюБрамшкотовыйБеседочныйДвойной беседочный
Удавка (плотничный
узел)Удавка с нахлесткой
Мертвая петляВыбленочный
Двойной выбленоч-
ныйЗадвижной шток
По способу ГаланаАнкерныйВязка наглухо концов пеньковых канатов
То же, когда узел надо быстро развязать
Вязка концов толстых пеньковых канатов
Вязка при строповке грузов пеньковым
или стальным канатом
Вязка конца пенькового или стального ка¬
натаОбразование петли на конце пенькового
или стального каната
То жеВязка копцов пеньковых стропов при
подъеме бревен, балок и т. п.То же, грузов большой длины в верти¬
кальном положенииВязка концов пеньковых или стальных
стропов при зачалнвании их на одном или
на двух концах
Крепление оттяжек к мачтам
То жеэВязка стальных канатов при подъеме гро¬
моздких и тяжелых грузов
Крепление стальных оттяжек267
кам и прогонам нужно устанавливать предохранительный канат, а
для производства работ по окончательному укреплению монтируе¬
мых балок, арок, ферм, одноэтажных промышленных зданий необ¬
ходимо применять передвижные подмости башенного типа.12. ЭКСПЛУАТАЦИЯ И РЕМОНТ
ДЕРЕВЯННЫХ КОНСТРУКЦИЙДеревянные конструкции могут надежно служить в течение
весьма длительного времени. Надежность конструкций зависит от
точности их проектирования и изготовления, качества применяемых
материалов, соблюдения правил эксплуатации. Современные спосо¬
бы защиты древесины повышают срок эксплуатации конструкций;
Для обеспечения долговечности конструкций необходимо:опорные части несущих конструкций должны быть защищены от
увлажнения, для чего деревянные стойки и колонны, нижние узлы
арочных и рамных конструкций следует опирать на фундаменты,
выше отметки пола на 15...20 см;верхний пояс несущих конструкций должен хорошо проветри¬
ваться, для чего кровлю следует устраивать по прогонам;
панели стен желательно относить от стоек (колонн);
сорт и категории древесины должны соответствовать назначе¬
нию элементов конструкций;в процессе изготовления и монтажа деревянных конструкций не¬
обходим технический надзор, а в эксплуатации — контроль за на¬
грузками на конструкцию.Технический надзор за состоянием деревянных конструкций
включает в себя ежегодные (лучше весной) осмотры их состояния,
при которых следует обращать внимание на появление таких де¬
фектов, как трещины в древесине и клеевых швах, искривление на¬
пряженных элементов конструкции, значительные деформации. При
осмотре фанерных конструкций необходимо проверять состояние ру¬
башек и клеевых швов фанеры. В период технологической пере¬
стройки производства, реконструкции помещений, текущих ремон¬
тов и т. п. следует оберегать конструкции от механических повреж¬
дений. В процессе эксплуатации нельзя допускать скопления снега
на крышах, подвеску подъемных механизмов (тельферов и т. п.),
провоз негабаритных грузов под несущими конструкциями.В результате профилактических осмотров устанавливаются мел¬
кие и крупные (аварийное состояние) дефекты конструкций. Первые
устраняются в процессе текущего ремонта. Во втором случае долж¬
ны быть приняты экстренные меры для предотвращения обрушения
конструкции. Восстановительные меры могут быть временного. или
постоянного характера и в зависимости от этого осуществляются268
разными способами (усиление поясов накладками, тяжами, подклей¬
ка дополнительных элементов, установка подпорок и т. п.). При
установке элементов усиления требуется минимальное число опера¬
ций. Варианты временного и постоянного усиления конструкций за¬
висят также от технологических процессов производства в здании.
Так, усиление балочных конструкций различного рода подпорками
и стойками неприемлемо, если их установка преграждает пути внут¬
ризаводского транспорта или загромождает проходы между стан¬
ками.Установка подпорок, выбор материала для них зависят от от¬
метки нижнего пояса и вида конструкции. Стойки-подпорки могут
быть выполнены из бревен, брусьев или фанерных труб большого
диаметра, имеющих заглушки. Такого вида стойки могут с успехом
применяться при отметке конструкции до 5 м. При больших отмет¬
ках целесообразно применять временные опоры башенного типа
(рис. 166). Если такие опоры подводятся под нижний пояс конст¬
рукции, то их устанавливают в месте нахождения ребра жесткости
или узла решетки с обязательным раскреплением конструкции из
плоскости путем постановки временных поперечных связей. Подпи-
рание клееных металлодеревянных ферм по нижнему поясу катего*
рически запрещается даже в месте нахождения стоек решетки. При
усилении ферм опоры обычно подводят под верхние узлы, для чего
делают спаренные стойки. Для включения в общую работу всей уси¬
ливаемой конструкции стойки необходимо подклинивать. Такой
прием рекомендуется не только для передачи нагрузки на времен¬
ную опору, но и для устранения прогибов всей конструкции или се
отдельных элементов.При значительных прогибах конструкций, например ферм, их
вывешивают винтовыми или гидравлическими домкратами, которые
могут опираться на стоечные леса, подвижные подмости или на мо¬
стовой кран. Усилия от домкратов к верхнему поясу ферм переда¬
ются через вспомогательные стойки. Все временные крепления уси¬
ливаемых конструкций рассчитывают на возможные динамические
воздействия. Если при обследовании установлено, что на каком-
либо участке механические свойства древесины в результате не¬
правильной эксплуатации конструкции значительно ухудшились, то
ослабленные элементы необходимо заменить на новые.Для усиления цельнодеревянных и клееных балок рекомендует¬
ся их превращать в шпренгельные системы путем введения допол¬
нительных стоек и металлических элементов (рис. 167). Усиление
проводится так, чтобы дополнительные элементы включились пол¬
ностью в работу всей конструкции. Для этого конструкции вывеши¬
вают домкратом и после установки необходимых элементов вновь
нагружают.
Ряс. 166. Временные опоры ба¬
шенного типаа — подпиранне верхнего пояса феи*
мы; б — подпиранне нижнего поясаэ
/ — верхний пояс; 2 — клинья; 3 —
усиление элементов решетки: 4 —
дополнительные связи; 5 — нижний
поясРис. 167. Усиление простой
балки превращением ее в
шпреигельиуюа — шпренгель с дополнительной
стойкой; б — шпренгель с допол*
нательной накладкой на балку;
/ — усиляемая балка; 2 — стой*
ка; 3—■ накладка; 4 — металли¬
ческие тяжи270
Рис. 168. Схемы усиления ферма. б устройство дополнительных
поясов с перекрестной стенкой; в—•
устройство шпренгеляРис. 169. Усиление растянутого по-
аса ферма — прн помощи тяжей из круглой
стали о постановкой дополнитель¬
ных досок на болтах; б — при по«
мощи деревянных накладок на
болтах; 1 — разрыв доски■ И Ii ц 1-й 1J- V-Я■ I I II Н4Г1ЫД ' , _»# ai>atРешетчатые фермы, верхний пояс которых паходится в аварий*
ном состоянии, усиливают путем устройства дополнительных поясов
с перекрестной стенкой (рис. 168, а, б). Это превращает сквозную
решетчатую конструкцию в условно сплошную трехшарнирную арку.
Фермы могут быть также усилены подпружинной цепью (шпренге-
лем) с дополнительными стойками (рис. 168, в).Для усиления балок деревянных перекрытий, вышедших из
строя вследствие загнивания концов, используют металлические или
деревянные протезы. Балку вывешивают, поврежденный конец уда¬
ляют на необходимую длину, подводят протез и прикрепляют его
к балке гвоздями или болтами. Аналогичным способом можно вос¬
становить балку и в середине пролета.Для ремонта растянутых деревянных элементов конструкций,
например нижних поясов ферм, используют металлические тяжи и
накладки. На дефектном участке приболчивают доски требуемой
длины с установкой болтов не ближе 15...20 см от места дефекта,
а затем ставят металлические тяжи с уголковыми шайбами, опираю¬
щимися в торцы досок (рис. 169, а). В ряде случаев можно ограни¬
читься постановкой дополнительных накладок на болтах (рис.
169, б).Дефекты в клеевых швах появляются в результате нарушения
технологических требований, неправильного подбора клеев, отсутст¬271
вия контроля влажности склеи¬
ваемых материалов, а также в ус¬
ловиях перегрузки конструкций.
Поскольку требуемое качество
клеевых соединений можно обес¬
печить только в заводских усло¬
виях, ремонт таких конструкций
с применением клеев на месте не
рекомендуется. В случае местного
отслоения досок в массивных эле¬
ментах либо отслоения поясных
досок от стенки в фанерных кон¬
струкциях рекомендуется приме¬
нение металлических хомутов, ко¬
торыми охватывают расслоенный
участок. Хомуты натягивают с
помощью болтов. При значитель¬
ном по длине разрушении клеевого
шва можно применять подтяжку
поясных досок с помощью гвоз¬
дей при условии соблюдения пра¬
вил их расстановки. Восстановление сильно поврежденных фанерных
и дощатых конструкций осуществляется путем набивки (на гвоз¬
дях) дополнительных поясных досок или фанеры, а также путем
устройства перекрестной стенки.В настоящее время для восстановления загнивших элементов
конструкций используется метод модифицирования древесины син¬
тетическими полимерами. Загнившие балки, стойки, арки пропитыва¬
ют в поврежденных местах растворами полимера способом инъек-
тирования. Например, пропитка деревянных деталей фенолоспнрта-
ми до 60...70 %-ного поглощения с последующим их отверждением
значительно повышает прочность и твердость ослабленных участков
древесины и одновременно, снижает их водопоглощение до 8...20%.Восстановление влажных участков деревянных элементов осно?
вано на замещении влаги деэмульгатором с последующей пропит¬
кой древесины полимером. Сначала древесину обрабатывают рас¬
твором смеси карбоновых кислот в скипидаре (деэмульгатор). Та¬
кая обработка производится после предварительного вакуумирования
до 107...80 КПа при температуре 50...80°С в течение 2...4 ч. Далее
древесину пропитывают при разрежении 66...80 КПа в течение2...4 ч водным раствором феноло- или мочевиноформальдегидной смо¬
лы при температуре 50...60°С. Для ускоренного отверждения поли¬
мера обработанную древесину нагревают до Ю0...130°С в течение2. .4 ч.Рис. 170. Схемы восстановления
(усиления) разрушенных участков
деревянных конструкций наклонны¬
ми стеклопластиковыми стержнями
и заливным компаундома — сверление наклонных отверстий
и удаление разрушенной древеси*
ны; 6 — установка стержней и за¬
ливка лобовой врубки; в — то же,
опорной части балки; г —то же, с
заливкой трещины272
При норме поглощения деэмульгатора 8 % (для сосны) и срав¬
нительно небольшой продолжительности обработки этот метод весь¬
ма эффективен. Прочность на сжатие и растяжение обработанной
древесины повышается в 1,8 раза, а на статический изгиба—в 1,6ра-«
за* Гигроскопичность за 60 сут при относительной влажности воз¬
духа 90 % снижается с 15,4...16,4 до 0,5...0,7 %.Рекомендуется способ восстановления загнивших и механиче¬
ски поврежденных частей деревянных конструкций с помощью стек¬
лопластиковых штырей и заливочных компаундов (жидких компо-»
зиций на основе эпоксидных полимеров). В конструкции просверли*
вают наклонные отверстия (рис. 170, а), удаляют разрушенную
часть древесины, вставляют в отверстия стеклопластиковые стерж¬
ни и заливают свободные промежутки компаундом (рис. 170, б, в).
Полимер проникает в поры древесины и свободные промежутки,
обеспечивая прочное сцепление стержней с древесиной, и запол¬
няет дефектные участки конструкций (рис. 170,г). При температу¬
ре 10 °С заливочный состав приобретает 90% нормируемой проч¬
ности через 48 ч, а максимальную — через 2 мес. Так как в процессе
заливки и отверждения состав саморазогревается, его можно при¬
менять и в зимнее время.13. ЭКОНОМИКА И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
ДЕРЕВЯННЫХ КОНСТРУКЦИЙ И ДЕТАЛЕЙ13.1. Определение производственной мощности предприятия и
расчет производительности оборудования. Производственную мощ¬
ность определяют в натуральных единицах продукции (метрах
квадратных панелей, метрах кубических конструкций и т. п.), кото¬
рую должно выпускать предприятие по государственному плану.
Производственная мощность зависит от производительности веду¬
щей группы оборудования (клеильно-сборочные установки, прессы,
деревообрабатывающие станки, заливочные формы и др.). Общая
формула расчета производственной мощности имеет вид:М = ФэК7МЧугде М — производственная мощность (м2, м9); Ф э— эффективный фонд рабо¬
чего времени, ч; /Су—количество установленного оборудования равной про¬
изводительности, шт.; Мч— часовая производительность единицы оборудова¬
ния, м2/ч, м9/ч.Под эффективным фондом рабочего времени Фэ понимается
время производительной работы оборудования в заданном режимеФэ = (Фк — ^реж) — Прем ^тех»где Фк — календарный фонд времени (365 дней); П реж — режимные простои,
дни; t с— количество часов работы оборудования в сутки; /7рем — простои обо¬
рудования в ремонте, ч; Птех— технически необходимые простои, ч.18—371273
Часовую производительность единицы оборудования рассчиты¬
вают исходя из ее конкретных параметров (просвет в прессе, ско¬
рость хода плунжера и т. д.). Например, производительность уста¬
новок периодического действия (гидро- и пневмопрессы, заливоч¬
ные формы и др.) определяют по формулеМч =ОКп!Т,где О — объем одного изделия, м3; К — количество изделий в одной запрес¬
совке; п — коэффициент использования машинного времени (л>«0,85...0,95); Т —
время полного цикла работы установки, ч.Производительность установок конвейерного типа Мч (для из¬
готовления панелей по заливочной технологии, листового полимер-
бетона, балок с волнистой стенкой и др.) определяют по формулеМч = Fvn,где F — площадь поперечного сечения изделий, м2; v — скорость движения
конвейера, м/ч; п — коэффициент использования машинного времени.Потребное количество станков, установок определяют исходя
из производственной программы цеха, режима его работы, фонда
рабочего времени, количества операций и производительности обо¬
рудования. Фонд рабочего времени за смену ГСм.р (мин) опреде¬
ляют по формулеТсм.р = (Тем — Тпер) /Си»
где Т см продолжительность смены, мин; Т пер — продолжительность
перерывов, мин; К и— коэффициент использования линии (в зависимости от
сложности линии /Си=0,6...0,75).Сменную программу выпуска деталей (м3 )рассчитывают по
формулеJVBbIn= 100ЛГГ/[Л(100-Р)],где N р — годовая производительность цеха, м9; А — количество рабочих смен
в году; Р — производственные потери, % (принимаются равными 3%).Производительность деревообрабатывающих станков определя¬
ют с учетом их конструктивных особенностей и способов обработки
деталей. Производительность торцовочных станков (резов/смену):П = тсм р /Сд /См (тс — тд)»где К д — коэффициент использования рабочего времени (/Сд=0,9); Км — ко¬
эффициент использования машинного времени (Км“0,9); шс—число резов в
1 мин; m д— число дополнительных резов для удаления дефектных участков
и торцования (m д=2...3 при m с=8...12).Производительность станков для продольного раскроя пилома*
териалов (м/смену):Я = Т см.р */Сд Км! я^р»где v — скорость подачи, м/мин; m среднее число резов на одной заготов-ке; КД ~км =0-9-274
Скорость подачи (м/мин) на станках для продольной распи¬
ловки:v = v2 дог/1000,где о г — подача на один зуб пилы, мм (для хвойных пород древесины &г=*—0,4...0,6); ю—число оборотов пильного вала, миь “"*(»-3500 мин""1)? г —
число зубьев у пилы.Производительность рейсмусовых станков (заготовок/смену):
П = Гсм.р Ктп Щ! I*где а—скорость подачи, м/мин; (о-10); Кд-0,88...0,99? Km — 0,8...0,92
коэффициент скольжения (К ск —0,88...0,9); / — длина заготовок, mj *я3*—
число заготовок, обрабатываемых одновременно:ms = Bplb,где В — ширина стола, мм; р — коэффициент заполнения ширины стола (р—
—0,35); 6 — ширина заготовки, мм.Производительность шипорезных станков (шипов/смену);П = ТСм.р vm3 Кд Кщ!(тк /х) ,где К д—0,9...0,95; /См-0,5...0,6; и—6 м/мин; тк—число обрабатываемых кон¬
цов? /х — длина рабочего хода каретки, м.Производительность фрезеровальных станков (м/смену) iП — Т см.р «/СсК /Сд Км,
где Яск —0,88...0,92; Яд-/См=. 0.8...0.9.Потребное число станков каждой группы (я) определяется по
общей формулеп = /7ц//7,где Я ц— требуемая сменная выработка на технологической операции; Я —
производительность станка.13.2. Определение стоимости и трудоемкости изготовления кон¬
струкций. Важным экономическим показателем производства явля¬
ется себестоимость С изготовления конструкций:С = См + ДГ0(1+/Сц)+Св,где С м— стоимость основных материалов и полуфабрикатов; Д — средняя ча¬
совая заработная плата рабочих, занятых изготовлением данного вида конст¬
рукций; Т 0 — трудоемкость основных технологических операций; /Сц= коэф¬
фициент, учитывающий цеховые и общезаводские расходы (Кц —1,4); Св =
внезаводские расходы (2 % себестоимости).Для получения стоимости основных материалов необходимо оп¬
ределить их расход. Применительно к клееным деревянным конст¬
рукциям расход материалов определяют следующим образом:а) расход пиломатериалов:
Рк>кг/м*216192025 МП W 50$ММРис. 172. График для определения
общего расхода клея на изготовле¬
ние дощатых блоков12168О ^ 8 12 16 20 пРис. 171. График для определения
потерь древесины при фрезеровании
досок шириной: 1—100, 2—150,
3—200 ммV — объем отходов; 6 — толщина
досок7, 3 — при удельном расходе
0,3 кг/м3 на доски толщиной 34 я
44 мм соответственно (клей, резор-
циноформальдегидный); 2, 4—при
удельном расходе 0,6 кг/м2 на дос¬
ки той же толщины (клей фенол-
форм альдегидный с наполнителем);
Рк — расход клея; п — число слоев.досокгде V п—объем пиломатериалов, м8; ап, Ь п— толщина и ширина досок до
фрезерования; ай, 60 —то же, после фрезерования; /3, /0— длина заготовок
и дбсок в конструкции; К р— коэффициент, учитывающий отходы при рас¬
крое и продольном стыковании досок (для элементов со стыками на зубчатый
шип /С р = 1,07, со стыками «на ус» /Ср = 1,09), V объем древесины в конст¬
рукции (толщину снимаемого слоя при строгании по пласти принимают рав'
ной 3 мм, по кромке 5 мм).Потери древесины при фрезеровании определяют по графику на
рис. 171;б) расход фанеры:где PKJI — расход клея на 1 м8 объема заготовочного блока; объемваготовочного блока, м3.Расход клея для деревянных конструкций определяют по
графику на рис. 172. Расход алюминия определяют с учетом отхо¬
дов в размере 3 %, стали— 5 %.Определив расход материалов, находят их стоимость по лрей-
скурантным ценам. Трудоемкость основных технологических опера¬
ций То слагается из затрат труда на сушку пиломатериалов, транс¬
портные операции, первичную и вторичную торцовку, фрезерование
досок, зарезку шипов, склейку блоков, обработку их после склейки276
(выравнивание боковых граней, обрезка торцов), антисептйрование.
Трудоемкость определяют по единым нормам и расценкам (ЕНиР)
путем составления калькуляции. При изготовлении новых . видов
конструкции, для которых нет норм и расценок, трудоемкость мо¬
жет быть определена по заводским калькуляциям (табл. 75).Трудоемкость изготовления клееных конструкций определяют по
формуле^кл = (71 тор “Н Т’ст Т’скл) ^суш + Г«р,
где Т’тор, Т ст, Г скл — соответственно трудоемкость торцовки, стыкования
и склеивания' досок, чел.-ч; К т — коэффициент трудЬемкости: 1,05 — для кри¬
волинейных арок, 1,1— для конструкций со стыками «на ус», 1,2 — дли кон¬
струкций без стыков; Т суш , Т тр — трудоемкость сушки и транспортных опе¬
раций.тсуш = ^суш ^п»где /Су(ц — затраты времени на сушку 1 м3 пиломатериалов (ориентировочно
3,5 чел.-ч/м3); Vn—объем пиломатериалов, м8.^тр ^ (^1 4* + /3^к»где <Ги —затраты времени на транспортирование пиломатериалов до цеха
и в цехе (ориентировочно tt=t2=0,b чел.-ч/м3); *3 —затраты времени на
транспортирование готового изделия со склада готовой продукции (ориенти¬
ровочно 1 чел.-ч/м3); VK — объем готовой конструкции, м3.Коэффициент Кц (см. формулу на с. 275) учитывает затраты
на содержание общецехового персонала, на контроль качества про¬
дукции и рационализацию производства, расходы на содержание
зданий, инвентаря, обеспечение безопасности труда. В общезавод¬
ские расходы, учитываемые этим же коэффициентом, включают рас¬
ходы по управлению предприятием, хозяйственные расходы, отчис¬
ления и непроизводительные расходы.К внезаводским расходам (Св) относятся отчисления на науч¬
ные исследования, освоение новой техники, подготовку кадров, рас¬
ходы по стандартизации, сбыту продукции.С определением трудоемкости тесно связан расчет потребности
в кадрах. Численность рабочих на конвейерных производствах опре¬
деляют по формулеАг = мс/Фэп,где N — списочный состав- рабочих; t — плановая норма машинного времени на
изделие (конструкцию); К — количество одноименных изделий; С —числен»
ность рабочих, одновременно работающих на установке; Ф э — эффективное
время работы установки; п — коэффициент использования машинного времени.Численность рабочих вспомогательных цехов и служб определя¬
ют по нормам времени на соответствующие работы (транспортные,
погрузочно-разгрузочные), по нормам обслуживания (слесари, элек¬
тромонтеры, наладчики станков) или по рабочим местам (кранов¬
щики, клееприготовители).277
75. Примервая калькуляция себестоимости асбестоцементных
панелей с деревянным каркасом (руб. на 1 м2 панели)Йоски хвойные 2-го сорта толщиной 40 мм (цена 41 руб/м3) , . . • 0,9олужесткне мкнераловатные плиты ПП (цена 19,8 руб/м9)', . . « 2,49Асбестоцементные плоские листы (цена 1,38 руб/м2) . 2,9Шурупы (цена 0,61 руб/кг) * 0,1Гвозди (цена 0,15 руб/кг) 0,01Полиэтиленовая пленка (цена 1,2 руб/ м2) 0,54Транспортно-заготовительные расходы 0t2Итого за материалы 7,1Топливо для технологических целей 0,09Энергия для технологических целей . 0,08Основная зарплата 0*74Дополнительная зарплата . 0,05Отчисления на соцстрах 0i05Расходы на содержание и эксплуатацию оборудования 0,54Цеховые расходы , * 0#2ТПотери от брака 0,2Итого заводская себестоимость 9*]ЮНепроизводственные расходы , 0,22Полная себестоимость « «... 9*34В себестоимость некоторых клееных конструкций включают за¬
траты на защитную обработку. Эти затраты выражаются в процен¬
тах от стоимости всей конструкции. Например, окраска пентафтале-
вым лаком ПФ-170 составляет 4...5 % стоимости клееных рам для
сельскохозяйственного строительства. Повышенная долговечность
клееных изделий с защитной обработкой обусловливает рентабель¬
ность этой обработки. Чем выше Долговечность защищенных конст¬
рукций, тем ниже удельный вес дополнительных затрат на защит¬
ную обработку в общем объеме годовой амортизации.13.3. Организация контроля качества в производстве клееных
конструкций и изделий. В системе экономических показателей, харак¬
теризующих эффективность производства, важное значение имеет
качество изделий, т. е. их технические свойства, долговечность,
надежность, эстетичность. Обеспечение требуемого стандартами и
техническими условиями уровня качества изделий является задачей
технического контроля. Он может быть визуальный (осмотр), гео¬
метрический (обмер), физический (дефектоскопия), химический
(анализ материалов) и механический (проверка прочности и жест¬
кости), Контроль может быть сплошной, распространяемый на все
выпускаемые изделия, и выборочный, распространяемый на часть
продукции. Различают также контроль пооперационный и при¬
емочный.При выборочном контроле объем проверяемой продукции (объ¬
ем выборки) определяется по формулеп= (tvIpY,где п — число изделий или образцов, отбираемых для контроля; /—показа¬
тель д<?стоверности, зависящий от допустимого процента бракуемых изделий:278
о — вариационный коэффициент или показатель изменчивости контролируемо*
го признака; р—показатель точности или относительная ошибка результатов
измерений.Показатель достоверности берется из ГОСТ 16483.0—78 «Дре¬
весина. Метод испытаний. Общие требования» (таблица значений
квантилей распределений Стьюдента). Если, например, допускается,
что из 100 испытываемых изделий или образцов 5 могут не удовлет¬
ворять требуемому минимуму (экономически допустимый процент
брака) или, иными словами, если вероятность результата контроля
составляет 0,95, то показатель достоверности /=1,96. Если допусти¬
мо только одно отклонение от нормы из 100 измерений (вероят¬
ность 0,99), то /=2,58. Если допустимо одно отклонение из 10 000
наблюдений (вероятность 0,9999), то t=4. Контролирование качест¬
ва с такой вероятностью результата допустимо только для весьма
ответственных изделий. Вариационный коэффициент определяют по
данным испытаний специально взятой выборки или берут из ре¬
зультатов текущих испытаний схожей продукции. Вариационный
коэффициент v (%) служит характеристикой однородности данного
свойства материала (прочности, жесткости), стабильности работы
технологического оборудования (точности обработки, постоянства
состава) и т. п.:v =± (100/jW) V 2 (М — х^/п ,где М — средняя величина контролируемого признака по результатам изме¬
рений всей выборки; х j — каждое отдельное измерение; п — выборка.При отсутствии точных данных можно воспользоваться средни¬
ми значениями вариационного коэффициента, находящимися в пре¬
делах 15—22 %. Показатель точности также определяется при ис¬
пытании специально взятой выборки или может быть задан, ру«
ководствуясь технологическими соображениями. При контролиро¬
вании свойств древесины и оценке качества клеевых соединений
обычно удовлетворяются показателем точности, не превышаю¬
щим 5 %.Технический контроль в производстве деревянных конструкций
осуществляют заводские и цеховые лаборатории, а также отдел
технического контроля. Главные объекты контроля — качество пи¬
ломатериалов и заготовок, качество клеев и защитных средств, тех¬
нологические параметры склеивания, прочность клеевых соединений,
размеры, прочность и внешний вид готовых конструкций. Своевре¬
менное получение результатов контроля необходимо для коррек¬
тировки технологического процесса. Существует технологический
контроль, при котором проверяют исходные материалы, промежу¬
точные полуфабрикаты, процессы их переработки, и контроль го¬
товой продукции, при котором проверяют эксплуатационные свой¬
ства изделий и конструкций, соответствие их стандартам и техни¬279
ческим условиям. При контроле
готовых клееных деревянных кон¬
струкций все их элементы осмат¬
ривают, обращая в первую оче¬
редь внимание на качество склей¬
ки. При этом бракуют изделия,
имеющие непроклеенные участки
длиной более 150 мм, толстые
клеевые швы (более 1 мм), высту¬
пы досок (свесы) более чем на
7 % ширины в сторону от верти¬
кали пакета и другие дефекты.Для проверки качества склеи¬
вания элементы несущих конст¬
рукций (отдельные балки, блоки и т. п.) испытывают на изгиб до
разрушения. Для испытания из каждой партии отбирают несколько
изделий объемом не более 2 м3. Изделие устанавливают на испы¬
тательном стенде. Перед испытанием обмеряют поперечное сечение
элемента в середине и по концам, затем нагружают его сосредото¬
ченными грузами, расположенными в четвертях пролета. Для нагру¬
жения используют пневматические или гидравлические домкраты.
Нагрузку повышают ступенями до разрушения, отмечая моменты
образования сколов, трещин, складок, разрывов досок и т. п. Из¬
меряют также деформации элемента при нагружении. Части конст¬
рукции, оставшиеся после разрушения, используют для определения
прочности и водостойкости клеевых швов. Сначала вырезают заго¬
товки, выбирая участки без пороков древесины или видимых тех¬
нологических дефектов, затем разделывают заготовки на образцы
(рис. 173,а). При этом волокна древесины должны быть парал¬
лельны кромками образца.В щитовых изделиях, а также в клееных фанерных балках оп¬
ределяют прочность склеивания фанеры с деревянным каркасом.
Образцы для определения прочности склеивания фанеры с древе¬
синой, изготовляют согласно рис. 173, б. Для контроля прочности об¬
лицовок (приклеивание шпона, бумажных пластиков и т. п.) поль¬
зуются образцами (рис. 173, в), рекомендуемыми ГОСТ 9624—72*
«Древесина слоистая клееная. Метод определения предела проч¬
ности при скалывании». Направление волокон рубашек фанеры или
шпона, прилегающих к клеевому слою, может быть параллельным
или перпендикулярным направлению волокон древесины реек или
ребер щитового изделия. Указанные образцы используют и для
контроля водостойкости клеевых соединений. Кроме того, для конт¬
роля качества склеивания строительной фанеры используют образ¬
цы упрощенного типа (рис. 173, г), имеющие направление волоконРис 173. Образцы для определения
прочности клеевых швовд —дощатых конструкций; б — до-
щато-фанернЫх конструкций; в —
фанеры, древесных пластиков' и
плит; г — строительной фанеры;
1 — клеевой шов; 2 — фанера; 3 —
прорезь; 4 — поверхность захвата280
под углом 45° к действующему усилию. Число образцов каждого
вида, вырезанных из одного изделия, должно быть не менее 10 шт.Часть образцов испытывают на прочность склейки в сухом со*
стоянии. Прочность остальных образцов определяют после термог
влагообработки, режим которой зависит от условий эксплуатаций
конструкций. Так, прочность образцов, вырезанных из несущих до-
щатых и фанерных конструкций, склеенных фенолформальдегидны-
ми клеями и подверженных в эксплуатации хотя бы временному
действию атмосферных факторов, конденсационного увлажнения
или переменного увлажнения — высушивания, определяют после 4 ч
кипячения в воде, замораживания при —20 °С в течение 15 ч и по¬
вторного кипячения в течение 4 ч.Прочность клеевых швов водостойкой фанеры определяют пос¬
ле 1 ч кипячения в воде, а бакелизированной фанеры — после кипя¬
чения— высушивания (3 ч кипячения образцов в воде, высушива¬
ние при 80...100°С в течение 18 ч и повторное кипячение в во¬
де 3 ч).Образцы изделий, склеенных карбамидными клеями, испытыва¬
ют на прочность склеивания после вымачивания в воде при 60 °С
в течение 3 ч. Для термовлагообработки используют простейшее
оборудование — кипятильные бачки и сушильные лабораторные
шкафы с терморегуляторами. Полученные после механических ис¬
пытаний показатели прочности клеевых швов сравнивают с норма¬
тивными данными, приведенными в соответствующих стандартах,
технических условиях и инструктивно-нормативных документах,ЛИТЕРАТУРА1. Асбестоцементные плиты покрытий, подвесного поголка и
панелей стен для сельскохозяйственных производственных зданий
(ТУ69-17-74). М., Минсельстрой СССР, 1974, 18 с.2. Берковская Д. А. и др. Клееные деревянные конструкции в
зарубежном и отечественном строительстве. Обзор. М., ЦИНИСГосстроя СССР, 1977, 108 с.3. Бокщанин Ю. Р. Обработка и применение древесины листвен¬
ницы. М., Лесная пром-сть, 1982, 200 с.4. Ващев Н. В. Применение древесностружечных плит в произ¬
водстве изделий из древесины. М.. Лесная пром-сть, 1974, 140 с.5 Горшин С. Н. Консервирование древесины. М., Лесная
пром-сть, 1977, 273 с.6. Гринь И. М. Строительные конструкции из дерева и синтети*
ческих материалов. Киев, Вища школа, 1979, 270 с.7. Деревянные конструкции в современном строительстве. Мате¬
риалы Всесоюзного совещания в г. Иркутске. М., Стройиздат, 1972,
220 с.281
. 8. Деревянные клееные балки с волнистой стенкой. Альбом, Ап-
релевка, ЦНИИЭПсельстрой, 1970, 38 с.9. Дмитриев П. А., Осипов Ю. К. — В кн.: Индустриальные
деревянные конструкции в сельском строительстве Сибири, Новоси¬
бирск, 1972, с. 6—21.10. Дмитриев П. А. Актуальные вопросы совершенствования де¬
ревянных конструкций.^- Изв. вузов. Разд. «Стр-во и архит.», 1980,
№ 7, с. 15—22.11. Доронин Ю. Г., Кондратьев В. П. Клеи холодного отвержде¬
ния для склеивания древесных материалов. М., ВНИПИЭИЛеспром,
1981, 44 с.12. Доронин Ю. Г. и др. Синтетические смолы в деревообработ¬
ке. М., Лесная пром-сть, 1979, 208 с.13. Заполь М. Ю. Клееные деревянные конструкции в покрытиях
гражданских зданий. Обзор, М., ЦНТИ по гражданскому стр-ву и
архит., 1975, 40 с.14. Зубарев Г. Н., Лялин И. М. Конструкции из дерева и пласт¬
масс, М., Высшая школа, 1980, 310 с.15. Изготовление и применение клееных деревянных и асбесто¬
цементных конструкций для сельского строительства. Обзор/Корча¬
го И. Г., Прилепский Е. А., Муравьев 10. А. и др.), М., ЦНИИЭП
сельстрой, 1974, 56 с.16. Исследование вопросов технологии изготовления деревянных
клееных конструкций.—Тр. ЦНИИСК. М., 1977, 134 с.17. Исследования в области обеспечения долговечности деревян¬
ных конструкций. Тр. ЦНИИСК им. Кучеренко/Под ред. Л. О. Ле-
парского. М., ЦНИИСК, 1976, 140 с.18. Исследование конструкций из клееной древесины и пласт¬
масс. Сб. тр. ЛИСИ. Л., 1977, 150 с.19. Использование древесных отходов для производства арбо-
лита/Бухаркин В. И., Свиридов С. Г., Умняков П. Н. и др. М., Лес¬
ная пром-сть, 1975, 192 с.20. Исследование прочности и деформативности элементов кон¬
струкций из древесины, строительной фанеры и стеклопластика
АГ-4С.— Сб. тр, МИСИ/Под ред. В. В. Большакова. М., 1978, JsTs 169,
110 с.21. Конструкция из дерева и пластмасс/Г Г. Карлсен, В. В. Боль¬
шаков, М. Е. Каган и др. М., Стройиздат, 1975, 681 с.22. Конструкции из клееной древесины и пластмасс./Сб. тр.
ЛИСИ, Л., 1979, 150 с.23. Конструкции с применением фанеры и профилей.— Тр,
ЦНИИСК, вып. 50. М., Стройиздат, 1975, 80 с.24. Ковальчук Л. М. Производство деревянных клееных конст¬
рукций. М., Лесная пром-сть, 1979, 212 с.25. Ковальчук Л, М. Технология склеивания. М., Лесная пром-сть.1973, 206 с.26. Коротаев Э. И., Клименко М. И. Производство строительных
материалов из древесных отходов. М., Лесная пром-сть, 1977, 165 с.27. Крейндлин Л. Н., Антонова Р. П. Проектные решения дере¬
вянных домов заводского изготовления. Обзор. М., ВНИПИЭИЛес*
пром, 1975, 37 с.28. Крейндлин Л. Н. Столярные работы. М., Высш. школа.1974, 255 с.
29. Крейидлин JI. Н. Производство деревянных домов. М., Лес¬
ная пром-сть, 1979, 310 с.30. Кречетов И. В. Сушка и защита древесины. М., Лесная
пром-сть, 1975, 400 с.31. Линде Е. М, Устройство паркетных полов. М., Высш. школа,
1973, 160 с.32. Мартинец Д. В. Индустриальные конструкции из дерева и
пластмасс для сельскохозяйственного строительства. М., Стройиздат,
1973, 123 с.33. Методические рекомендации по применению прозрачных ла¬
ковых покрытий при комплексной защите клееных деревянных конст¬
рукций для сельскохозяйственного строительства/Лепарский Л. О.,
Мышелова Г. Н., Абрамушкина Е. А. М., ЦНИИСК, 1976, 56 с.34. Новые защитные покрытия. М., Наука, 1978, 88 с.35. Научные исследования и экспериментальное проектирование
клееных деревянных конструкций для промышленного строительст¬
ва.— Тр. ЦНИИПромзданий, № 52. М., 1976, 124 с.36. Правила техники безопасности и производственной санита¬
рии в деревообрабатывающей промышленности. М., Лесная пром-сть,
1976, 208 с.37. Проблемы модификации древесины, перспективы развития
ее производства и применения в народном хозяйстве. Материалы
Всесоюзной научно-технической конференции в г.'Гродно. Минск,
Полымя, 1979, 280 с.38. Производство и повышение качества деревянных клееных
конструкций. Материалы Всесоюзного совещания в г. Москве. М.,
Стройиздат, 1978, 215 с.39. Рекомендации по рациональным областям применения плит
покрытий и панелей стен, на деревянном каркасе и с обшивками из
фанеры, древесноволокнистых плит, асбестоцемента. М., Стройиздат,
1978, 53 с.40. Рекомендации по проектированию и расчету конструкций с
применением пластмасс. М., Стройиздат, 1969, 182 с.41. Руководство по изготовлению слоистых панелей с примене¬
нием заливочных пенопластов. М., Стройиздат, 1977, 63 с.42. Руководство по проектированию клееных деревянных кон¬
струкций. М., Стройиздат, 1977, 188 с.43. Руководство по индустриальному изготовлению деревянных
клееных конструкций для строительства/Ковальчук Л. М., Преобра¬
женская И. П./ Иванов Ю. М. и др. М., Стройиздат, 1975, 60 с.44. Савойский В. М., Хахулин В Г. Технология индустриального
домостроения. М., ЦНТИ Госгражданстроя, 1980, 40 с.45. Сапожников М. Я., Гиберов 3. Г. Механическое оборудова¬
ние заводов по производству изделий с применением пластмасс и
древесины. М., Высш. школа, 1976, 384 с.46. Сарычев В. С. Экономика деревянных конструкций/Под ред.В. В. Большакова. М., 1977, 128 с.47. Светозарова Е. И. и др. Клееные рамы и своды для сельско¬
хозяйственных производственных зданий.— В кн.: Новое в производ¬
стве деревянных конструкций. Л., Знание, 1973, с. 22—27.48. Соколов А. М. Состояние производства паркетных покрытий
в СССР и за рубежом. Обзор. М., ВНИИПИЭИЛеспром, 1975, 60 с.49. Соколовский Б. С. Деревянные конструкции в строительстве,
М., Стройиздат, 1973, 120 с.283
49. Соколовский Б. С. Деревяные конструкции в строительстве.
В. В. Большакова. Минск, 1977, 128 с.50. Стоянов В. В. Клеефанерная оболочка типа гиперболического
параболоида.— Реф. сб. «Общие вопросы строительства», № 10. М.,
ЦИНИС Госстроя СССР, 1974, с. 41—44.51. Топчий В. Д. Технология изготовления фанерной опалубки
с защитным синтетическим покрытием и ее применение. М., Строй-
издат, 1976, 41 с.52. Тюкина Ю. П., Макарова Н. С. Общая технология лесопиль¬
нодеревообрабатывающего производства. М., Высш. школа, 1974,
278 с.53. Хрулев В. М. и др. Применение опалубки из модифицирован*
ной древесины и пластмасс. Минск, 1973, 51 с.54. Хрулев В. М. и др. Облегченные клееные конструкции для
сельских зданий. Свердловск, Средне-Уральское ки. изд-во, 1975, 82 с.155. Хрулев В. М. и др. Применение полимеров для защиты дре¬
весины от возгорания. Улан-Удэ, Бурятское кн. изд-во, 1977, 55 с.56. Хрулев В. Мм Забурунов В. А. Свойства и применение ал-
килрезорциновых клеев с наполнителями. М., ВНИПИЭИЛеспром,
1979, 26 с.57. Хрулев В. М., Дудник В. Т. Склеивание древесины листвен¬
ницы. М., ВНИПИЭИЛеспром, 1980, 22 с.58. Шабалин А. Ф. Оборотное водоснабжение промышленных
предприятий. М., Стройиздат, 1972, 296 с.59. Шевырев В. Т. Средства и способы огнезащиты сгораемых
материалов. М., Стройиздат, 1973, 46 с.ПРЕДМЕТНЫЙ УКАЗАТЕЛЬАдгезия клея к древесине 178
Алюминий листовой 145
хранение 260
Антисептики водорастворимые 235
*— маслянистые 234
Антисептирование болтовых отвер¬
стий 242— каркасов 241— фанеры 241Арболит конструкционный 125— теплоизоляционный 124
Арки брусчатые, фанерные 17
«— дощатые клееные 15. 17
Арктилит 113
Асбестоцемент 127
Ацетилирование древесины 232Балки:
армированные 73, 83
дощатогвоздевые 86
дощатые клееные 4, 5
мостовые 82
составные брусчатые 4
фанерные клееные 8, 9
Балинит 113
Блоки дверные 46—48
изготовление 222
оконные 35—40
изготовление 220
Болты монтажные 264— стяжные 150Бревна:
размеры 99
хранение 256Вальцы клеевые 198
Ванны горяче-холодные 235
Влажность древесины:
при склеивании 178— сушке 174
Водостойкость клеевых соединений
154Ворота распашные 50—51
Вязкость клеев 153Гвозди 146, 149. 152
Гниение древесины 233
Градирни деревянные 97. 98
Грибы дереворазрушающие 233Детали сборных домов, изготовле*
ние 226— строганые погонажные 52
Двери филенчатые 45— щитовые 45, 46
изготовление 223Дефекты конструкций 268
Дома:
каркасные 62
изготовление 228
объемно-блочные 67
изготовление 229284
панельные 64
изготовление 228
сборные брусчатые 62
складывающиеся 67
Допуски 169
Доски паркетные 52— подоконные деревянные 39— чистого пола 68Древоточцы (насекомые и моллюс¬
ки) 268Запрессовка 211
Защита конструкций:
от возгорания 243
-* загнивания 233
г- увлажнения 212
Здания временные:
каркасно-панельные 93
изготовление 226
контейнерные 93
изготовление 228
передвижные 95Камеры сушильные 172
Канаты пеньковые 265— стальные 264
Клеенаноснтели щеточные 199— занавесные 201— экструзионные 201
Клеесмесители 194
Клен:полиэфирные 155
резорциноформальдегидные 154
фенолформальдегидные 153
эпоксидные 154
Конструкции деревянные:
изготовление 208
монтаж 261транспортирование 256
хранение 252
Конструкции фанерные, изготовле¬
ние 212Контроль качества продукции 278— склеивания 280
Коробление пиломатериалов 175
Краски влагозащитные 232— огнезащитные 244
Купола ребристые 26— сетчатые 27Ленты паркетные 56
Лесоматериалы круглые 98
защита 256
хранение 254
Линии изготовления блоков:
дверных 222
оконных 220 .— отделки сборных домов 229
сборки панелей 228Машины ручные:
пневматические 193
электрические 192
Мерники 239Меры защиты древесины:
конструктивные 233, 243
химические 234, 244
Мипора 138Модификаторы древесины 249
Модифицированная древесина 248
свойства 249
технология 250
Мономеры 249Мосты деревянные 82Напряжения внутренние:
в древесине 174— клеевых соединениях 178
Нагели пластинчатые 147— цилиндрические 146—152
Нафтенат меди 235Обмазки огнезащитные 243
Оболочки 25, 27
Обшивки панелей 216, 219
Окна 34
Опалубка:
инвентарная 71
с защитным покрытием 73
криволинейная 77
пластмассовая 74
скользящая 71
фанерная 72
Опоры линий электропередач 90— башенные 269— мостовые 87Осмотры конструкций профилакти¬
ческие 268
Остекление окон 37Панели:
арболитовые 12$
армированные 29
изготовление 219
асбестоцементные 32
каркасные 31
изготовление 214
транспортирование 258
светопроницаемые 32
трехслойные 31
Пароизоляция панелей 219
Пасты антисептические 238— диффузионные 239
Пасынки 100
Пенопласты:карбамидный 138
поливинилхлоридный 133
полистирольный 131
полиуретановый 136
фенолформальдегидный 135
Пентахлорфенол 234
Перегородки:
каркасные 61сборных домов, изготовление 228
щитовые 60
Переплеты оконные 37
Пилы дисковые 164— ленточные 166, 185
Пиломатериалы 100сортамент 103
хранение 252
Планки паркетные 57
Пластики древесные слоистые 112
Плиты:
арболитовые 127
асбестоцементные 129
древесностружечные 114
отделочные 120
столярные 111
фанерные 110
экструзионные 114
Подмости деревянные 269
Покрытия по древесине 232, 233
Полимеры для модификации 249
Полотна дверцые 46
Посадки 171285
Прессы]
ваймовый 200
валковый 201
винтовой 201
гидравлический 203
пневматический 204
Пресс-камера 208
Прессование вакуумное 207
Производительность оборудования
274Производство конструкций 208
Прокладки уплотняющие 36, 262
Пропитка древесины 236
при ремонте 272Рамы>
гнутоклееные 13
дощато-гвоздевые 10
клееные дощатые 11
складывающиеся 12
фанерные 14
Распылители клея 199
Растворы антипиренов 247
Режимы сушки древесины 174
Резание древесины 163— пластмасс 165
Ригели 10, 11Сборка укрупнительная 260
Сваи клееные деревянные 89
Сверление древесины 165
<— пластмасс 166
Своды крестовые 25— кружально-сетчатые 22, 24
Себестоимость конструкций 275
Склады деревянных изделий 252
Склеивание древесины 176— — антнсептированной 179— — с металлами 179 пластмассами 179Скобы 152Соединения древесины:
внахлестку 156
гвоздевые 149, 158
зубчато-шиповые 157, 210
клееболтовые 159
клеевые, прочность 156
клеезаклепочные 158
клеерезьбовые 159
клеесварные 160
нагельные 151
Станки:
долбежные 187
ленточнопильный 182
продольного пиления 181
рейсмусовые 186
сверлильные 188
торцовочные 180
орматные 183
резеровальные 183
фуговальные 185
шероховочный 189
шипорезный 187
шлифовальный 189
Сталь листовая 144
хранение 253
Створки оконные 34
Стеклопластики 140
Стеклотекстолиты 14!Стропила, изготовление 228
Строповка деревянных конструкций
262Структуры деревометаллические 28Стыкование досок по длине 219— фанеры «на ус» 213
Сучки 100Сушка древесины камерная 172— высокотемпературная 173Теплоизоляция панелей 31, 216
Технический надзор 268
Толщина клеевого шва 178
Торцовка досок 208
Точение древесины 165— пластмасс 167
Траверса подъемная 265
Трещины торцовые 175
Трубы фанерные 111
Трудоемкость изготовления конст¬
рукций 277Узлы канатов 263Усиление конструкций 269, 270Установки высокочастотные 208Фанера:
армированная 108
бакелизированная 107
гофрированная 110
декоративная 107
клееная 105
изготовление 106
транспортирование 258
хранение 252
Фермы с клееным верхним- поясом
21— металлодеревянные 19— сегментные гвоздевые 20— из фанерных труб 21
Фибролит конструкционный 122— теплоизоляционный 123
Фонд рабочего времени 273
Формы групповые 79— опалубочные 73
Форточки 34
Фрамуга 35Фрезерование древесины 164, 210— пластмасс 167Фрезы для зубчатых шипов 209Цехи:асбестоцементных конструкций
216. 217деталей сборных домов 226
клееных конструкций 209, 215
панельных конструкций 215
столярных изделий 220
фанерных конструкций 212, 214
Цилиндры пропиточные 239Численность рабочих 277Чураки 99Шайбы клееметаллические 161— клеепластмассовые 161— стальные 152
Шашки торцовые 58
Шероховатость поверхности 168
Шкафы встроенные 59Шпон лущеный 105
Шпренгельные системы 19, 270
Шпунт клееный 90
Шурупы 147, 264Щитовой пол, изготовление 225
Щиты паркетные 53— опалубочные 72, 73286
СОДЕРЖАНИЕПредисловие 31. Основные виды индустриальных деревянных конструкций 41.1. Балки 41.2. Рамы 101.3. Арки 151.4. Фермы 181.5. Пространственные конструкции 211.6. Панели покрытий и стен 292. Столярные изделия, перегородки и детали сборных домов 342.1. Окна 342.2. Двери и ворота 452.3. Детали индустриального пола 522.4. Детали строганые погонажные 582.5. Встроенная мебель и перегородки 592.6. Детали домов индустриального изготовления . . 623. Инвентарная деревянная и комбинированная опалубка , 703.1. Общая характеристика различных видов опалубки , 703.2. Изготовление опалубки из древесно-пластмассовых ма¬
териалов 744. Специальные сооружения 824.1. Пролетные строения малых мостов 824.2. Сваи и шпунт 874.3. Опоры линий электропередач 904.4. Временные сооружения ........ 934.5. Конструкции градирен 965. Материалы деревянных и комбинированных конструкций 985.1. Круглые лесоматериалы 985.2. Пиломатериалы * 1015.3. Фанера и фанерные изделия 1055.4. Древесные слоистые пластики 1125.5. Древесностружечные плиты 1145.6. Древесноволокнистые плиты 1195.7. Фибролит 1215.8. Арболит 1235.9. Асбестоцемент . 1275.10. Пенопласты • 1315.11. Стеклопластики * 1405.12. Листовые металлы 1446. Соединения элементов деревянных конструкций . . • 1456.1. Нагели 1456.2. Клеи и клеевые соединения 1536.3. Комбинированные соединения 1587. Основные процессы обработки древесины, пластмасс и
сборки деталей J627.1. Механическая обработка древесины 1627.2. Механическая обработка пластмасс 1057.3. Чистота обработки поверхности. Допуски и посадки 1677.4. Высушивание древесины 1717.5. Склеивание древесины 176287
8. Оборудование для изготовления деревянных конструкцийи изделий 1808.1. Средства . механизации для обработки древесиныи пластмасс 1808.2. Оборудование для склеивания конструкций . . . 1949. Технология изготовления деревянных конструкций и из¬
делий . . 2089.1. Изготовление клееных дощатых и фанерных конст¬
рукций 2089.2. Изготовление панельных конструкций 2149.3. Изготовление столярных изделий ...... 2209.4. Изготовление деталей сбррных домов .... 22610. Защита конструкций и изделий от увлажнения, биологиче¬
ских повреждений и возгорания 23010.1. Защита от увлажнения * 23010.2. Защита от биологических повреждений ♦ 23310.3. Защита от возгорания . 24310.4. Модификация древесины 24811. Правила хранения, транспортирования и монтажа деревян¬
ных конструкций, изделий и материалов 25111.1. Хранение 25111.2. Транспортирование ' 25611.3. Монтаж 26012. Эксплуатация и ремонт деревянных конструкций . . . 26813. Экономика и организация производства деревянных кон¬
струкций и деталей 27313.1. Определение производственной мощности предприя¬
тия и расчет производительности оборудования . . . 27313.2. Определение стоимости и трудоемкости изготовле¬
ния конструкций 27513.3. Организация контроля качества в производстве клее¬
ных конструкций и изделий 278Литература 281Предметный указатель 284
Авторы: В. М. Хрулев, К. Я. Мартынов, С. В. Лукачев, Г. М. Шу¬
товРедакционная коллегия: П. Ф. Бакума (гл. редактор),B. П. Белов, А. Т. Бруков, Г. Н. Доможиров (зам. гл. редактора),C. П. Епифанов, В. В. Иванов, Б. П. Калинин, И. А. Онуфриев,С. М. Терехов, Е. А. Торгоненко, Н. М. Трегубенков, Б. С. Федо¬
ров.Деревянные конструкции и детали/В. М. Хру-
Д 36лев, К. Я. Мартынов, С. В. Лукачев, С. М. Шутов;
Под ред. В. М. Хрулева* — 2-е изд., доп. и пере-
раб. — М.: Стройиздат, 1983. — 288 с., ил.— (Спра¬
вочник строителя). ,Приведены сведения об индустриальных деревянных и комбиниро¬
ванных конструкциях и деталях; охарактеризованы свойства матери¬
алов для деревянных и комбинированных конструкций — пиломатери¬
алов, фанеры, древесных плит, клеев, пластмасс, асбестоцемента. Рас¬
смотрены технология изготовления деревянных конструкций, методы
защиты древесины от гниения и возгорания, правила транспортирова¬
ния и монтажа конструкций. Изд. 1-е вышло в 1975 г. под загл.: Спра¬
вочник по общестроительным работам. Деревянные конструкции и де¬
тали.Для инженерно-технических работников строительно-монтажных
организаций и специалистов деревообрабатывающих предприятий.3204000000—468 ББК 38.35
Д 84—83^ 047(01)—83 6СЗВАЛЕНТИН МИХАЙЛОВИЧ ХРУЛЕВ. КОНСТАНТИН ЯКОВЛЕВИЧ
МАРТЫНОВ, СТАНИСЛАВ ВАСИЛЬЕВИЧ ЛУКАЧЕВ, ГЕННАДИЙ
МОИСЕЕВИЧ ШУТОВДЕРЕВЯННЫЕ КОНСТРУКЦИИ И ДЕТАЛИРедакция литературы по технологии строительных работ
Зав. редакцией Е. А. Ларина
Редактор О. И. Федосеева
Мл. редактор И. Н. СмирноваВнешнее оформление художника Д. И. Бочарова
Художественный редактор Т. В. Бусарова
Технический редактор Н. Г. Алеева
Корректор Н. П. ЧугуноваИ Б № 3005Сдано в набор 06.01.83. Подписано в печать 03.05.83. Т-07470. Формат
84Х1087з2. Бумага тип. № 2. Гарнитура «Литературная». Печать высокая.
Уел. печ. л. 15,12. Уел. кр.-отт. 15,33. Уч.-изд. л. 18,71. Тираж 80 000 экз.:
Изд. № АХ9443. Заказ 371. Цена в переплете 1 р. 10 к., в обложке 95 к.Стройиздат, 101442, Москва, Каляевская, 23аВладимирская типография «Союзполиграфпрома» при Государственномкомитете СССР по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7© Стройиздат, 1975
© Стройиздат, 1983, с изменениямиББК 38.35
Д 36УДК 691.11 : 674.2Ц035.5)Скан - Ахат. jJWG‘ru
Обработка — Armin.