/











































Теги: машиностроение
Год: 1980




Текст
0 7 5 6
19 8 0
14 7 7
ЛЕНИНГРАДСКИЙ
ОПЫТНЫЙ
ЭЛЕКТРОТЕХНИЧЕСКИЙ
ЗАВОД
Виды заготовок
Кованая поковка
Поковка-штамповка
Штампо-сварная ааготовка
Виды изделий
Из металлокерамических твердых сплавов,
полученных методом порошковой металлургии
Из пластмассы
ПОЛУЧЕНИЕ ЗАГОТОВОК ЛИТЬЕМ
Ручная формовка
Машинная формовка
Формовочная машина
Формовка с помощью вращающейся головки пескомета
Литье в металлическую форму (кокильное)
Неподвижная половина ф<фмы
На машине с горизонтальной осью вращения формы
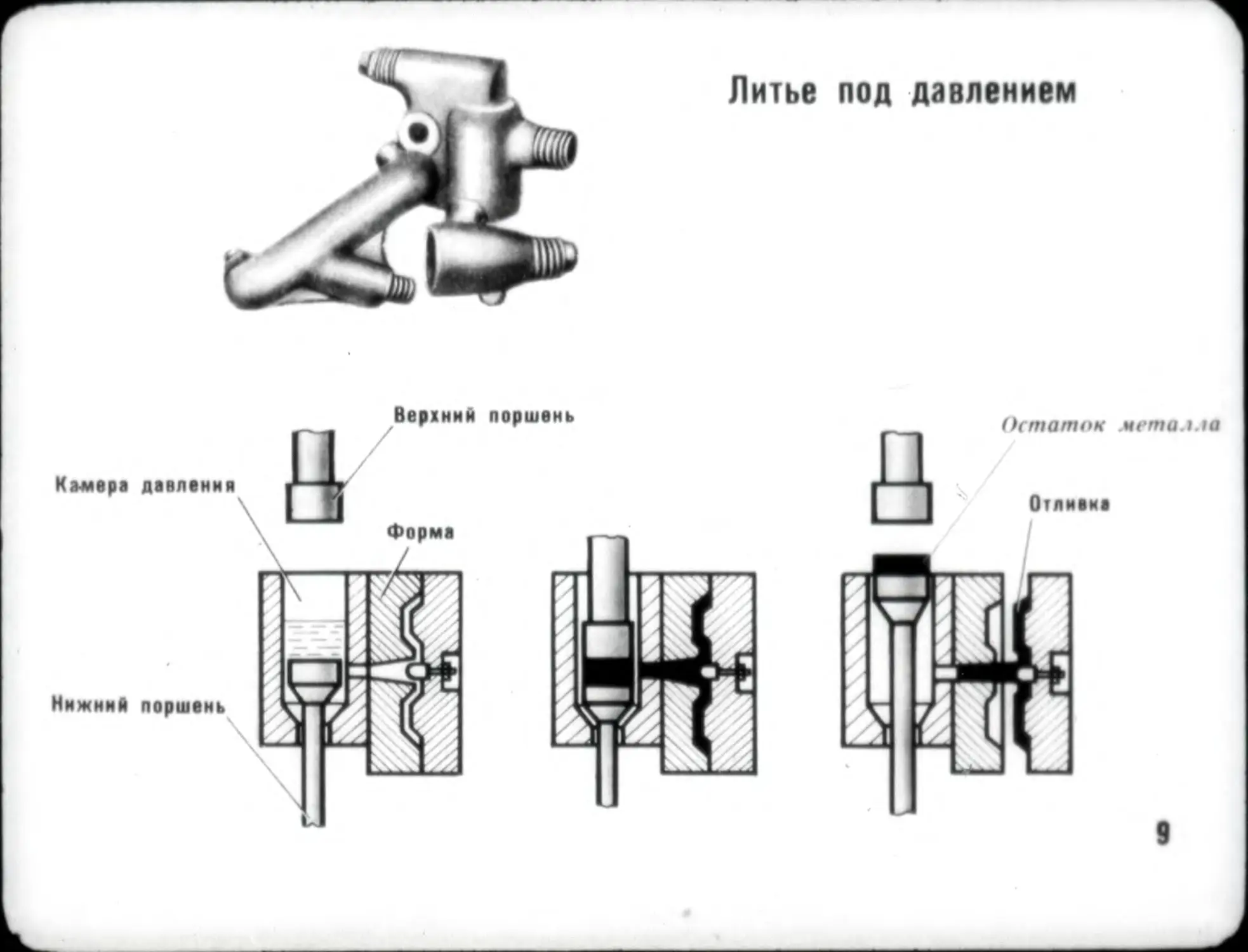
Литье под давлением
Литье по выплавляемым
моделям (точное)
Заливка формы для точного литья
центробежным способом
Облицовка формы
Литье в оболочковые (корковые) формы
Оболочковые полуформы перед сборкой Оболочковая форма перед заливкой
Отливка с литниковой системой
Основные дефекты отливок
Трещины
Газовые раковины
Земляные раковины
rs а е
Раковины, обнаруженные в процессе механической обработки
12
Пределы допусков и классы точности
для различных видов литья
В земляные формы В оболочковые формы По выплавляемым
и в кокиль моделям Под давлением
13
ПОЛУЧЕНИЕ ЗАГОТОВОК ДАВЛЕНИЕМ
Прокатка
Прокатный стан
Схема прокатки
Валки для листового проката
Основной сортамент проката
Квадратный
Полосовой Круглый Овальный Сегментный
•И .( I 7 <
Угловой Зетовый Тавровый Двутавровый Швеллер Рельсовый
16
Получение периодического проката
Периодический прокат
для последующей штамповки деталей автомобиля:
коленчатого вала
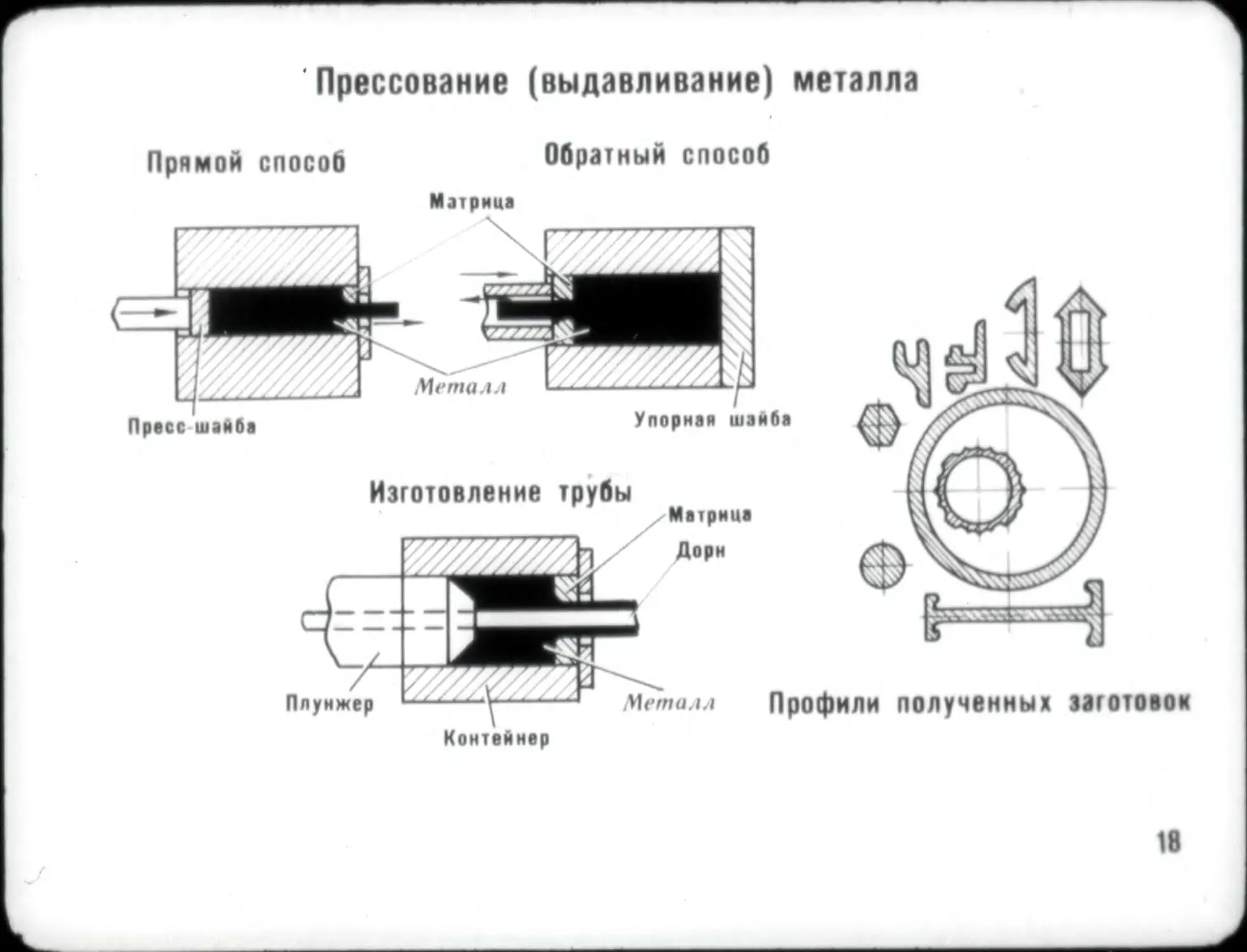
Прессование (выдавливание) металла
Прямой способ Обратный способ
Матрица
Волочение
Ковка
Пневматический молот
Поковки
Горячая штамповка
Паровоздушный штамповочный молот
Получение объемной поковки в многоручьевом шгампе
Многоручьевой штамп Исходная заготовка
Штамповка на горизонтально-ковочных машинах (ГКМ)
Листовая штамповка
Операции листовой штамповки:
формовка
пп
отбортовка
24
Беспрессовые способы листовой штамповки
Взрывом (порохом)
Дефекты стального проката
Дефекты горячей штамповки
Пористость Усадочная рыхлость
Сдвиг
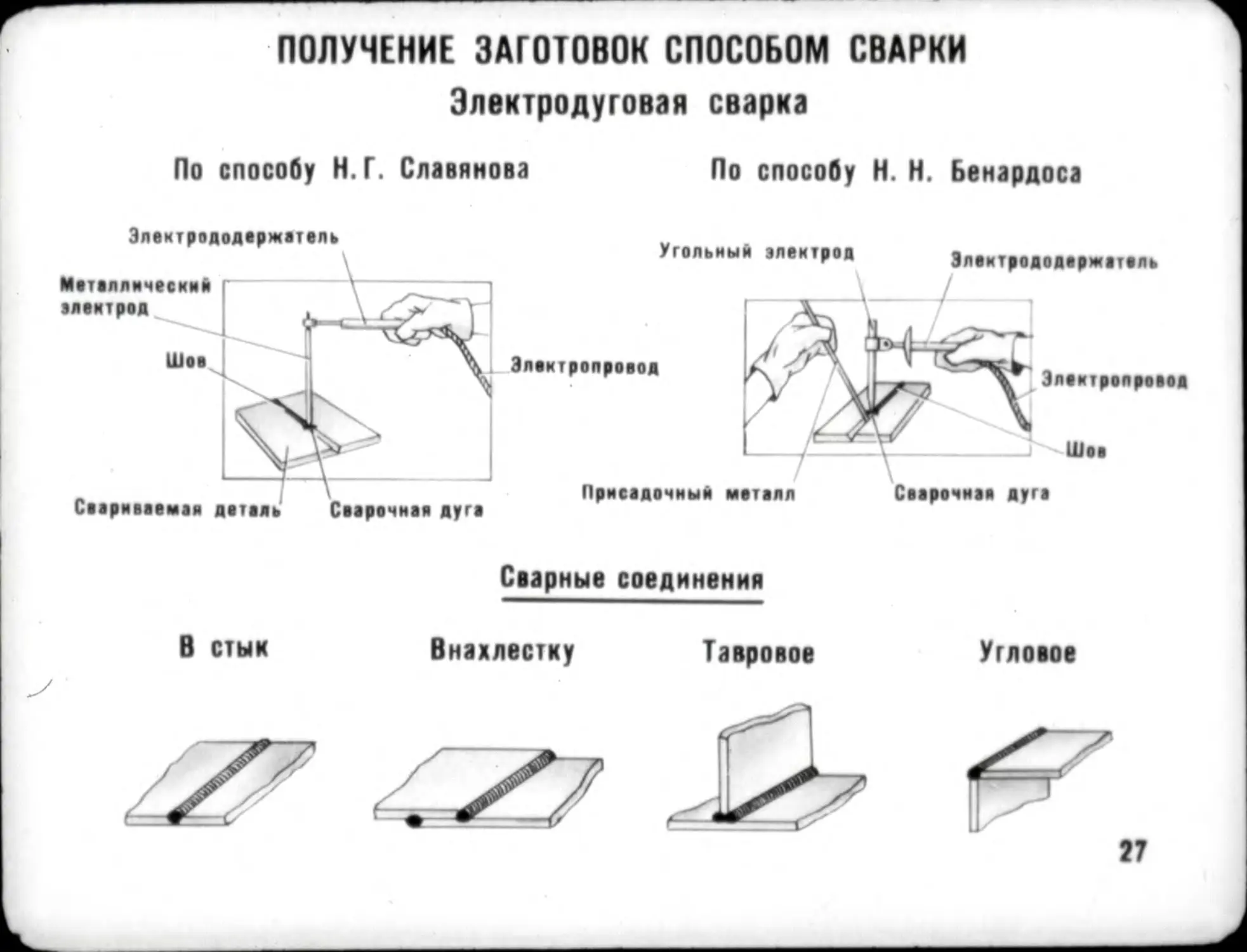
ПОЛУЧЕНИЕ ЗАГОТОВОК СПОСОБОМ СВАРКИ
Злектродуговая сварка
По способу Н.Г. Славянова
По способу Н. Н. Бенардоса
Сварные соединения
В стык
Внахлестку
Тавровое
Угловое
Автоматическая дуговая сварка под слоем флюса
Контактная электросварка
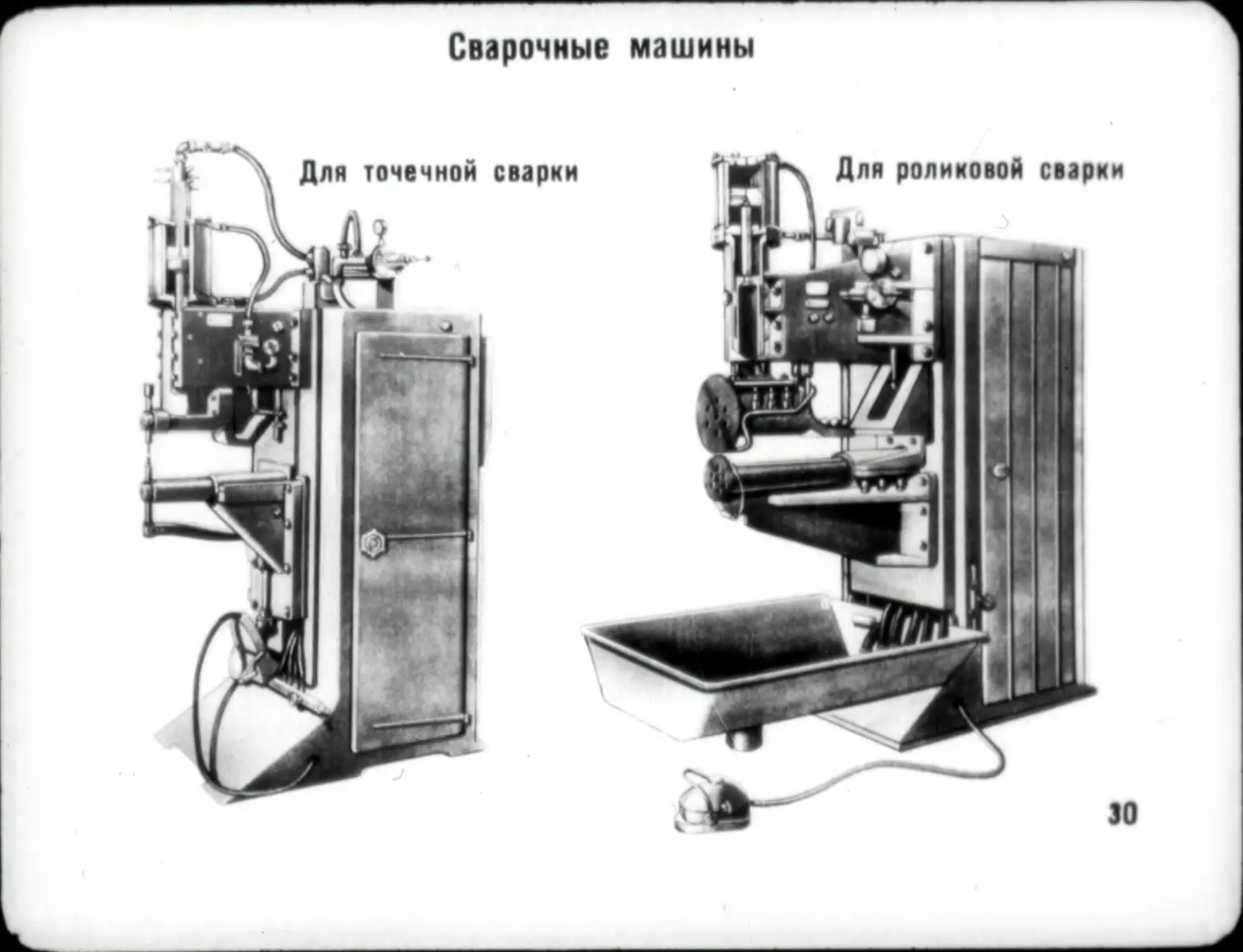
Сварочные машины
Газовая сварка
ПОЛУЧЕНИЕ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
Прессованием
Получение изделий из пластмасс
Литьем под давлением
Шприцеванием
Пар и ох.шжйающан
ПОДГОТОВКА ЗАГОТОВОК К МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Зачистка отливок Пескоструйная очистка
абразивным кругом отливок
Очистка мелких отливок в барабане
Правка проката
на правильно-калибровочном станке
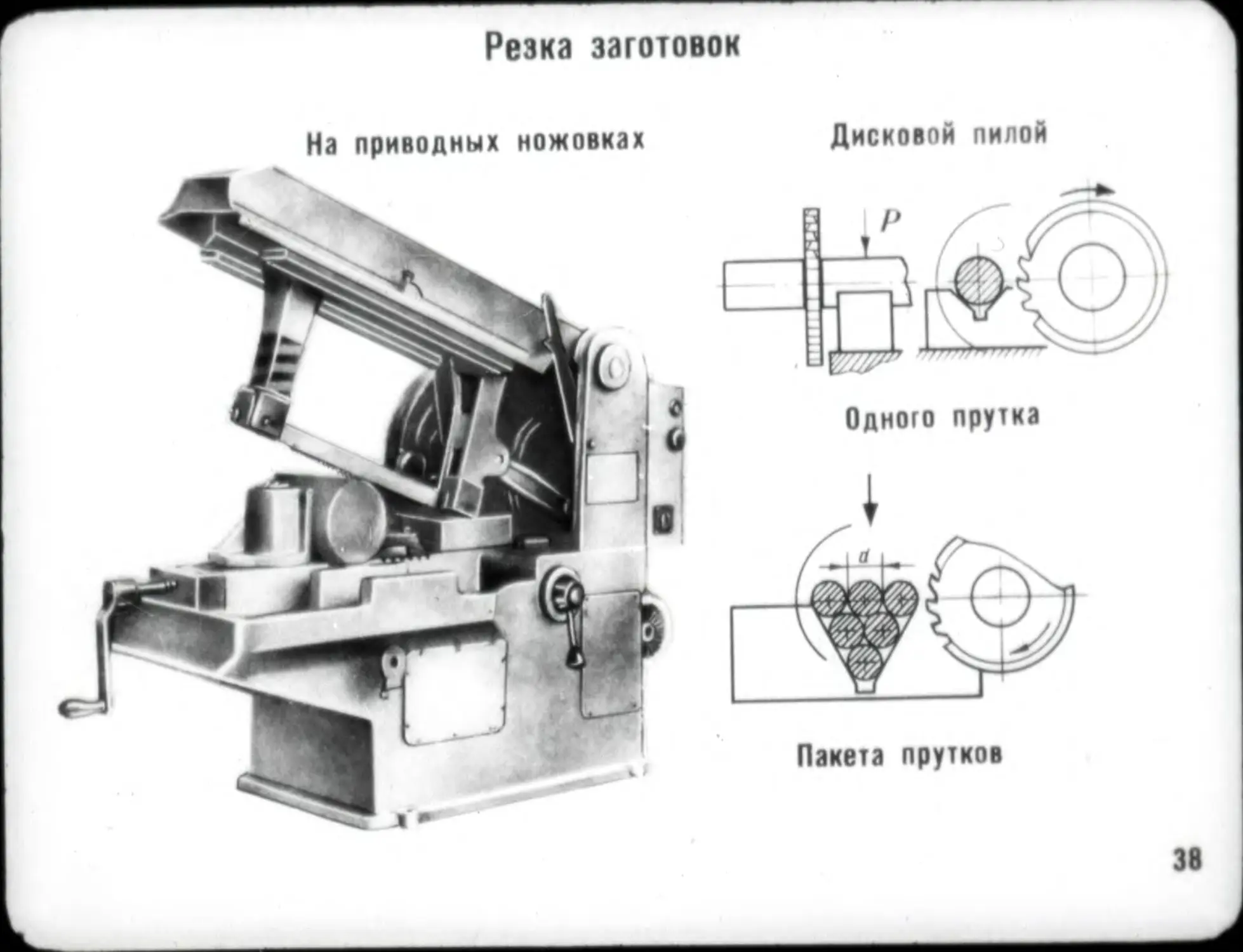
Резка заготовок
На приводных ножовках о* Дисковой пилой Одного прутка Лакота прутков 38
Припуски на механическую обработку
бд—масса детали, кг;
О,—масса заготовки, кг.
^» = £\-T2Zo»m D
Li-Ln+Zrtu, Tl-rZtim ,2
D, и Z.,—диаметр и длина за
готовки;
Од и Лд—наружный диаметр
и длина детали;
2ZO#UI „—общий припуск на
диаметр при меха
нической обработке;
и ^овщ. т2 —общие припуски на
сторону при обработ
ке торцов.
2,ы д
</,—диаметр отверстия заготов-
ки;
</д—диаметр отверстия детали;
2Z _ общий припуск на диаметр
овщ 4 при механической обработ-
ке отверстия. |Q
Расчет припуска
Поверхностный слой заготовки
Значение и р„ мм
Значение Е, при закре-
плении в трехкулачковом
патроне от 0,1 до 0,3 мм.
। высота микронеровностей;
Г,—глубина дефектного поверх но
стного слоя.
1-1 Минимальный припуск при
t"| обработке тел вращения (на диаметр)
| гг...-г|(я,.+г.)+ул?7:| |
Минимальный припуск на стороиу
при обработке плоскостей
| г,я,-(Я*.+Г.ЫЛ+€»)|
р,—пространственные отхлонеиия;
£,-величина погрешности установ-
ки.
41
Схема расположения операционных припусков
при обработке валов
II. Шлифование
Конец диафильма
Автор О. М. Богород
Консультант Н. Я. Сорокин
Художник В. С. Митрофанов
Редактор Б. С. Горохова
Всесоюзного треста проиаеодстеенныз предприятий
Государственного комитета Совета Министров СССР по профтехобразование
ЛЕНИНГРАД, 198095
ул. Зои Космодемьянской, 28
- 1978 -
44