/

























































































































































































































































Автор: Лакедемонский А.В. Хряпин В.Е.
Теги: общее машиностроение технология машиностроения сварка справочник металлургия сварные конструкции
Год: 1967




Текст
• Ой/. /
А \Ъ
СЕРИЯ СПРАВОЧНИКОВ ДЛЯ МАСТЕРОВ И РАБОЧИХ
А. В. ЛАКЕДЕМОНСКИЙ И В. Е. ХРЯПИН
СПРАВОЧНИК
ПАЯЛЬЩИКА
Издание третье, переработанное и дополненное
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Мос к в а 196 7
УДК 621. 791.3(063)
Справочник паяльщика. Лакедемонский А. В.р
Хряпин В. Е., М., «Машиностроение», 19(37 г.
Книга содержит общую классификацию, подроб¬
ный перечень, характеристики, назначение и спо¬
собы применения всех основных легкоплавких,
тугоплавких и специальных припоев, а также
флюсов, используемых в отечественной и зарубеж¬
ной промышленности. В ней изложены технологи¬
ческие приемы ручной, механизированной и авто¬
матической пайки с различными способами нагрева.
В третьем издании справочника приведены до¬
полнительные данные о специальных припоях и
способах пайки жаростойких и жаропрочных спла¬
вов, полупроводниковых материалов, стекла, пласт¬
масс и керамики*
Справочник предназначен для мастеров, техно¬
логов и квалифицированных рабочих-паяльщиков
машиностроительных, приборостроительных и ра¬
диотехнических предприятий, работников ремонт¬
ных мастерских, кружков моделистов и радиолю¬
бителей. Таблиц 323, иллюсграций 170, библиогра¬
фий 91.
Редактор инж. Д, В. Баженов
3—12—J6
~5б—67
ПРЕДИСЛОВИЕ К ТРЕТЬЕМУ ИЗДАНИЮ
Со времени выхода второго издания справочника разработано боль¬
шое количество новых припоев, прогрессивных методов изготовления
паяных конструкций и современных механизированных паяльных уста¬
новок. Применение в технике новых сплавов с особыми свойствами на
основе редких металлов послужило причиной развития новых методов
пайки. В связи с этим возникла необходимость выпуска нового издания
справочника.
В третье издание включены новые разделы: «Жаростойкие и жаро¬
прочные припои», «Специальные способы пайки», «Технология пайки
легкоплавких металлов и изделий с металлическими покрытиями»,
«Соединение металла с неметаллическими материалами», «Примеры тех¬
нологии пайки».
Остальные разделы заново переработаны и расширены. В них вклю¬
чены новые неопубликованные материалы.
Для того чтобы включение новых материалов не вызвало увеличе¬
ния объема, из справочника изъяты некоторые главы, известные чита¬
телям из первого и второго изданий, например, «Основы теории пайки»,
«Технология производства припоев».
Все замечания и пожелания по справочнику просим направлять по
адресу: .Москва, Б-66, 1-й Басманный пер., 3, изд-во «Машиностроение».
#
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
ов — предел прочности при растяжении в к Г/мм2;
ст — предел текучести в кГ1мм2;
теср — предел прочности при срезе в кГ!мм
Ь — относительное удлинение в %;
ф — относительное сужение после разрыва в %;
Ок — ударная вязкость в кГ •м!см2;
НВ — твердость по Бринелю;
HR Af HRBi HR С — твердость по Роквеллу со шкалой А, В и С,
HV — твердость по Виккерсу;
вес. % — весовой процент;
об. в — объемный вес;
об. % — объемный процент;
а -10* —. коэффициент линейного расширения;
X — удельная теплопроводность в кал!см • сек • град;
Р — удельное электрическое сопротивление в
ом ■мм2!м;
Е — модуль нормальной упругости в кПмм
У — удельный вес в /7а«3.
ВВЕДЕНИЕ
При выборе технологии изготовления изделий из металлов и сплавов
стремятся найти наименее трудоемкий способ обработки, требующий
меньшего расхода металла. Изделия, сравнительно простые по конфи¬
гурации, можно изготовить почти любым из известных способов; более
трудно получить изделие, если оно имеет сложную форму с большим
количеством внутренних полостей. Наиболее просто и дешево удается
изготовить сложные изделия, если их предварительно расчленить на
простейшие элементы, легко изготовляемые одним из известных спосо*
бов, а затем соединить в единый узел. Отдельные элементы можно
соединить в деталь различными способами, но более легко выполнить
это методом пайки.
Пайкой называют процесс создания неразъемного соединения раз¬
личных материалов без их расплавления, заполнением зазора между
ними промежуточным металлом или сплавом в жидком состоянии.
Этот промежуточный металл или сплав, способный смачивать детали
и образовывать после кристаллизации паяное соединение, называют
припоем.
Процесс образования паяного шва состоит из нескольких стадий:
прогрев металла паяемого шва до температуры, близкой к темпера¬
туре плавления припоя; расплавление припоя; растекание жидкого
припоя по поверхности твердого металла и заполнение паяемого шва;
растворение паяемого металла в жидком припое и взаимная диффузия
металлов; охлаждение и кристаллизация припоя в паяном шве. Прак¬
тически различные стадии паяния перекрывают одна другую и сопро¬
вождаются побочными процессами.
Для того чтобы возникло сцепление между частями паяного изделия,
необходимо прежде всего, чтобы атомы припоя вступили в непосред¬
ственный контакт с поверхностными атомами твердого металла, т. е.
чтобы произошло смачивание. Показателем качества смачивания служит
величина краевого угла смачивания (табл. 1).
Смачивание является обоюдным свойством паяемого материала
и припоя. Следовательно, один и тот же жидкий металл (припой) может
при прочих равных условиях по-разному смачивать и растекаться по
поверхности двух разных твердых металлов.
Смачивание твердого металла припоем сопровождается растворением
паяемого металла в припое (диффузией атомов твердого металла в рас¬
плав), атомной диффузией составляющих припоя в твердый металл
и реакцией (реактивной диффузией) между припоем и твердым метал¬
лом с образованием на границе между ними ингерметаллических со¬
единений.
Кинетика перечисленных выше процессов определяется природой
твердого металла и припоя, температурой пайки, длительностью взаи¬
модействия припоя с твердым металлом и характером диаграмм состоя¬
ния систем элементов, входящих в состав твердого сплава и припоя.
6
Введение
1. Оценка качества смачивания по величине краевого угла
Контур капли прлпоя
Краевой
угол смачи¬
вания в град
Оценка качества смачивания
//. VV. V //Г
0
Полное смачивание
/
*7777^^^/// /у
1—45
Хорошее смачивание
46—90
Удовлетворительное смачи-
нание
91 — 179
Плохое смачивание
т
Ss/S/s ✓ у ss/S У
180
Смачивание отсутствует
Наличие смачивания свидетельствует о том, что между атомами твердой
металлической поверхности и соприкасающимися с ними атомами
жидкого сплава возникло энергетическое взаимодействие. Для полу¬
чения качественной пайки необходимо, чтобы возникшие при смачива¬
нии межатомные связи сохранились после полного затвердевания
припоя.
Для возникновения связи в паяном шве необходимо и достаточно
сближения поверхностных атомов припоя и твердого металла па рас¬
стояния, при которых между ними возникает энергетическое взаимо¬
действие, т. е. на расстояния порядка нескольких ангстремов, харак¬
терные для расположения атомов в кристаллических решетках.
Связь в паянш шве обеспечивается межатомным взаимодействием
и имеет ту же природу, что и связи на границах между соприкасаю¬
щимися кристаллитами поликристаллического металла. Связующие
атомы не лежат в геометрических узлах кристаллической решетки,
и совокупность их образует переходную зону.
Диффузия в некоторых случаях может привести к повышению проч¬
ности соединения за счет увеличения площади контакта между двумя
сплавами. Однако образующиеся при диффузии интерметаллические
соединения очень хрупки и приложение нагрузки вызывает разруше¬
ние образовавшейся связи по диффузионному слою. В связи с этим
образование диффузионного слоя иптерметаллических соединений при
пайке, как правило, не улучшает, а ухудшает прочность сцепления..
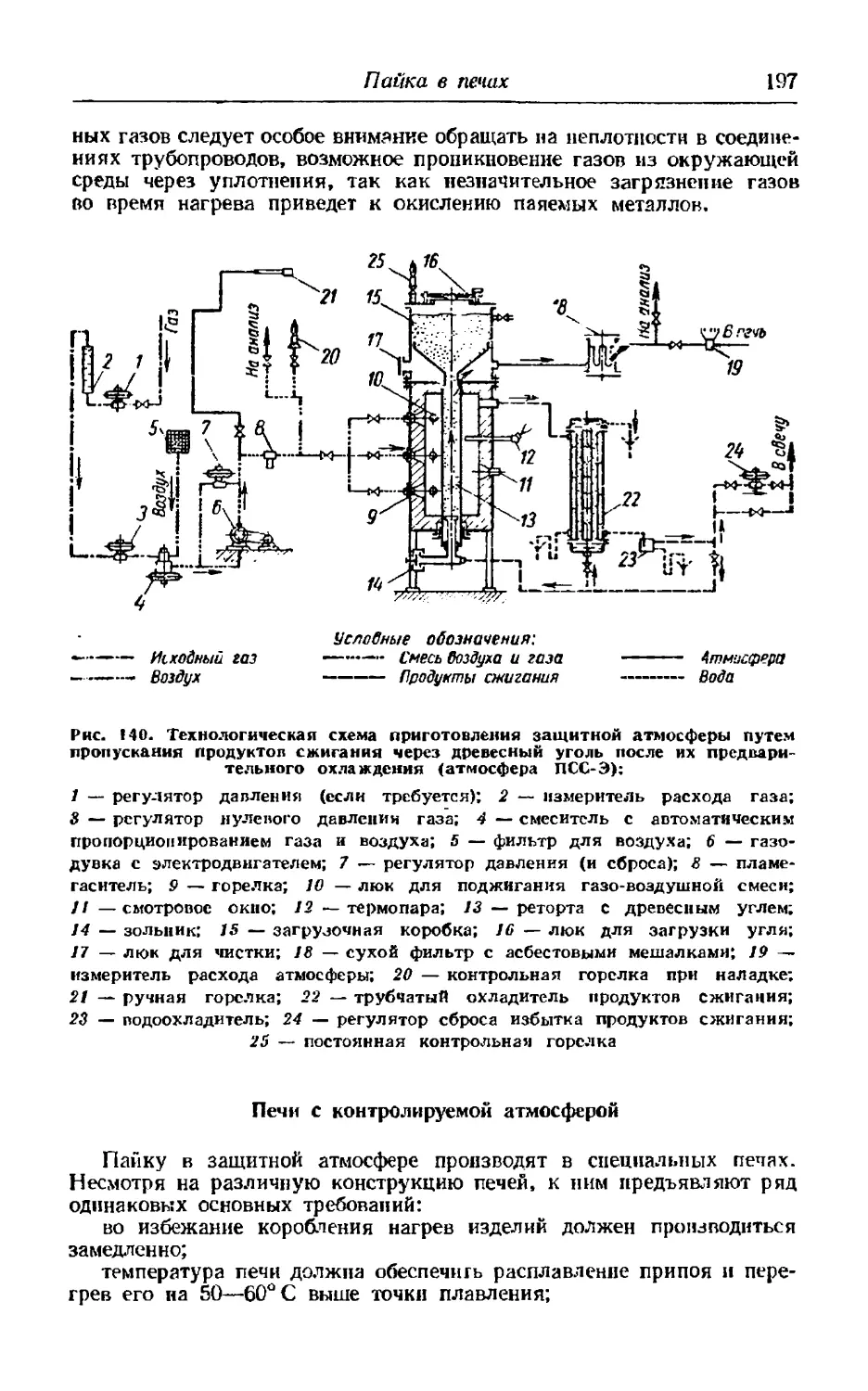
Рис. 1. Классификация методов пайки
L
дпиэдэод
Источник нагрева
& Введение
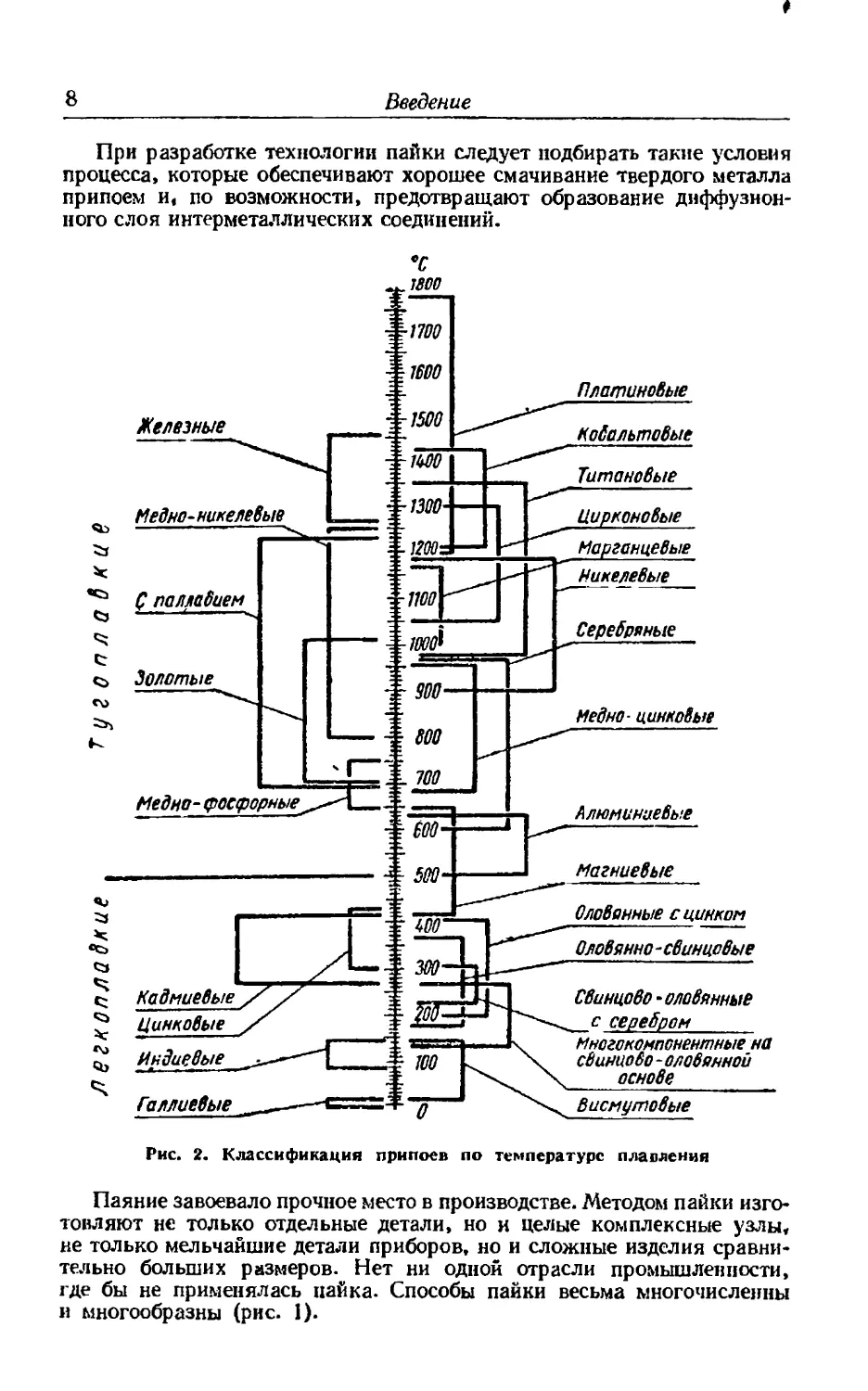
При разработке технологии пайки следует подбирать такие условия
процесса, которые обеспечивают хорошее смачивание твердого металла
припоем и, по возможности, предотвращают образование диффузион¬
ного слоя интерметаллических соединений.
Ч
Паяние завоевало прочное место в производстве. Методом пайки изго¬
товляют не только отдельные детали, но и целые комплексные узлы,
не только мельчайшие детали приборов, но и сложные изделия сравни¬
тельно больших размеров. Нет ни одной отрасли промышленности,
где бы не применялась пайка. Способы пайки весьма многочисленны
и многообразны (рис. 1).
Введение
9
Качество, прочность и эксплуатационная надежность паяного соеди¬
нения в первую очередь зависят от правильного выбора припоя. Не все
металлы и сплавы могут выполнять роль припоев. Припои должны
обладать рядом свойств, без которых невозможно получить надежного
паяного соединения:
температура плавления припоя обязательно должна быть ниже тем¬
пературы плавления паяемых материалов;
расплавленный припой (в присутствии защитной среды, флюса или
в вакууме) должен хорошо смачивать паяемый материал и легко расте¬
каться по его поверхности;
прочность, пластичность и герметичность припоя должны быть
достаточно высокими;
в паре с паяемыми материалами припой не должен образовывать
коррозионно-нестойкие пары;
коэффициенты термического расширения припоя и паяемого мате¬
риала не должны резко отличаться;
припои, применяемые для паяния радиоэлектронных и токопрово¬
дящих изделий, должны иметь высокую электропроводность;
металлы, входящие в состав припоя, не должны быть дефицитными
и чрезмерно дорогими.
В результате длительного практического отбора и многочисленных
научных исследований были подобраны группы припоев, обладающих
оптимальным сочетанием свойств.
В литературе и на практике припои часто делят на два типа: мягкие
(с температурой плавления до 500° С) и твердые (с температурой плав¬
ления выше 500° С). Такое деление припоев нельзя считать правиль¬
ным. Цинково-оловянные и некоторые многокомпонентные припои
имеют сравнительно высокую твердость и относить их к мягким при¬
поям нет оснований: ни по своему назначению, ни по способу примене¬
ния эти припои не могут быть причислены к твердым припоям на мед¬
ной или никелевой основах.
Одной из главнейших характеристик припоя, определяющей его
назначение и применение, является температура плавления, и поэтому
более рационально делить все припои по этому признаку на легкоплав¬
кие, имеющие температуру плавления ниже 500° С, и тугоплавкие,
имеющие температуру плавления выше 500° С (рис. 2).
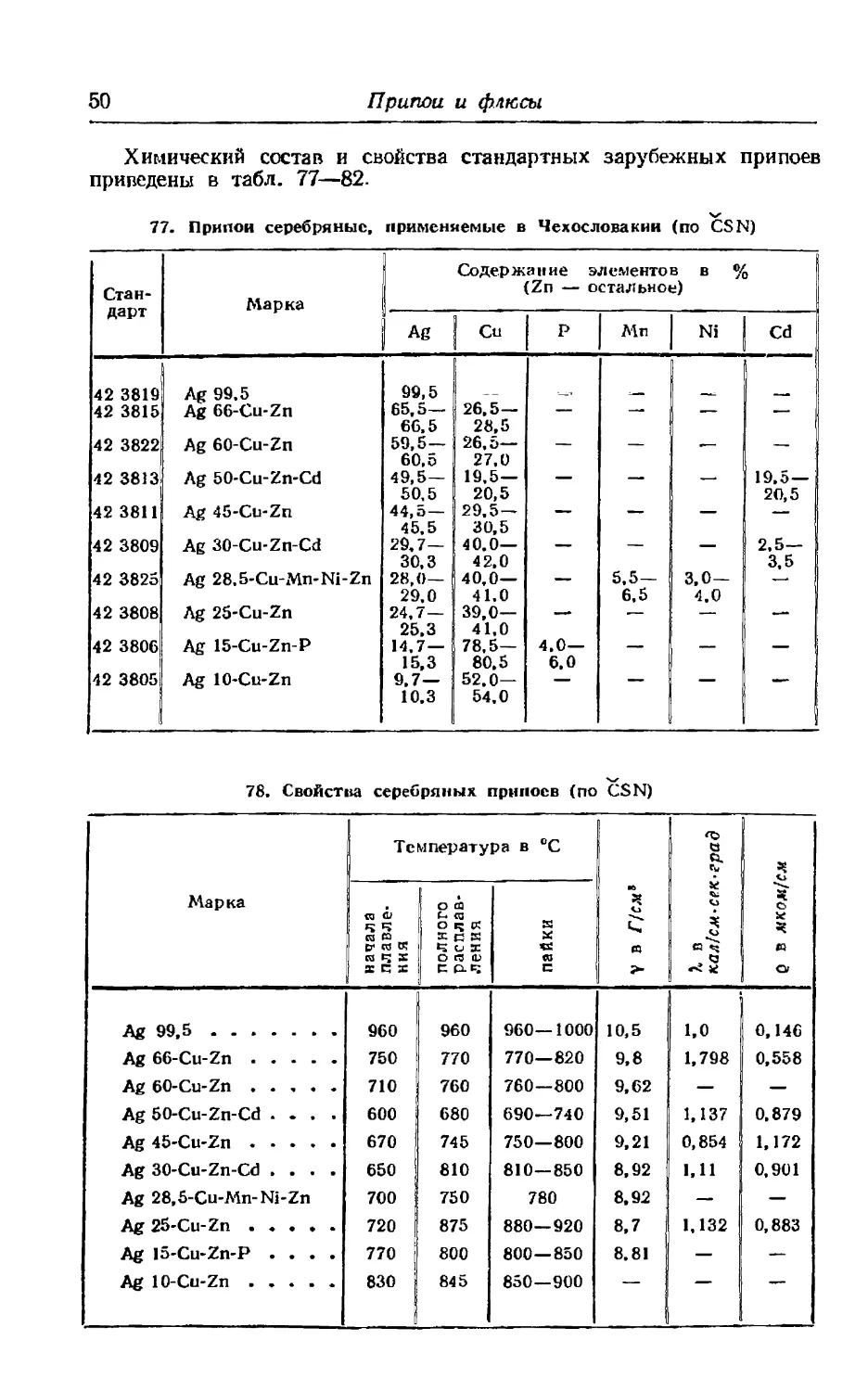
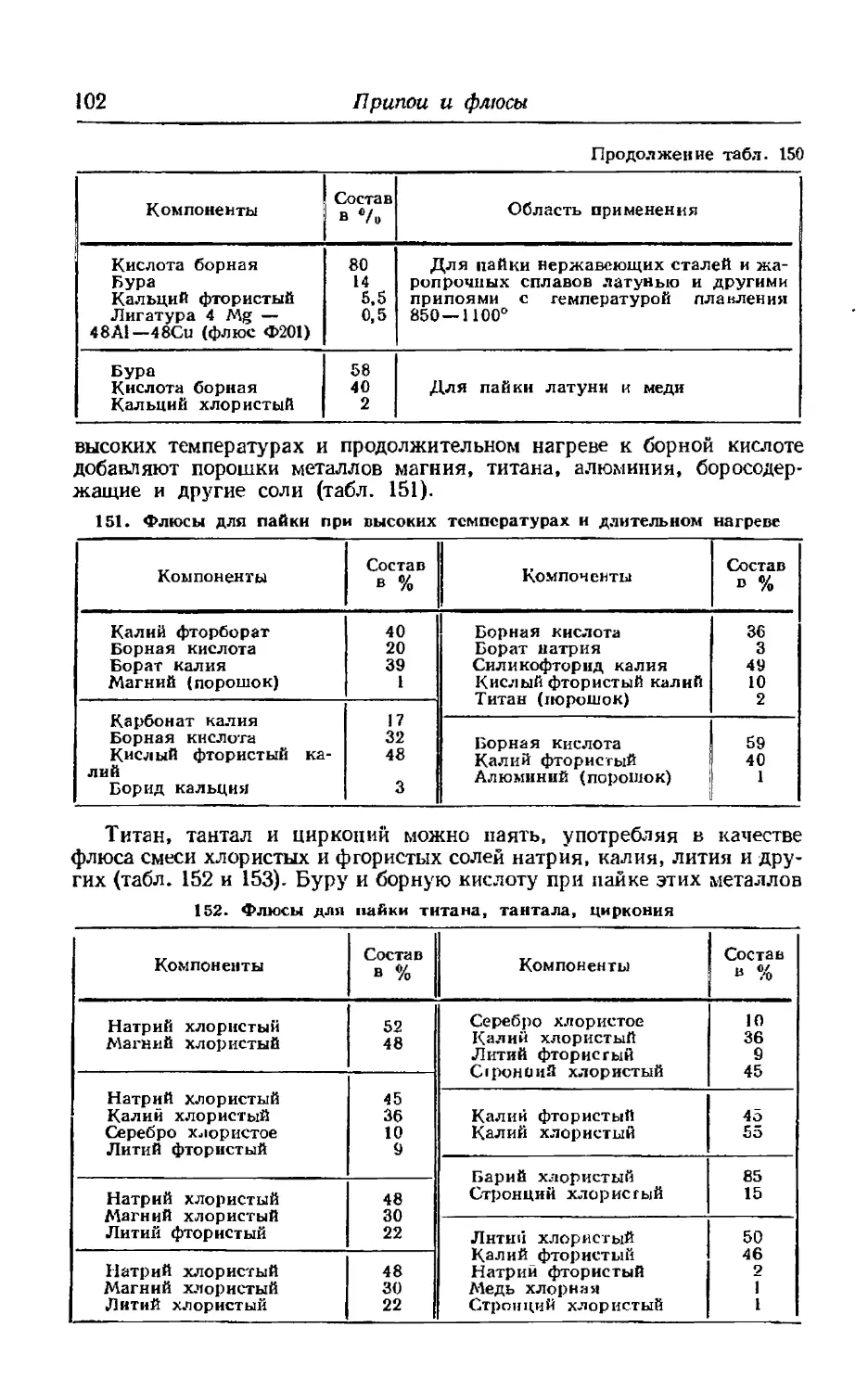
ПРИПОИ И ФЛЮСЫ
ПРИПОИ НА ОСНОВЕ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ
Оловянно-свинцовые припои
Наиболее широкое применение во всех отраслях промышленности
и в быту имеют оловянно-свинцовые припои. В качестве припоев можно
применять все сплавы системы свинец—олово (рис. 3). По государствен¬
ному стандарту выпускают припои семи различных по химическому
составу марок с содержанием олова 6 — 90% (табл. 2).
2. Химический состав оловянно-свинцовых припоев
(по ГОСТу 1499—54)
Марка
Содержание элемен¬
тов в %
(РЬ — остальное)
Температура в ®С
Sn
Sb
начала
плавле¬
ния
полного
расплав¬
ления
ПОС-90
89—90
<0,15
183
220
ПОС-61
59—61
<0,8
183
185
ПОС-50
49—50
<0,8
183
210
ПОС-40
39—40
1,5—2,0
183
235
ПОС-ЗО
29—30
1,5—2,0
183
256
ПОС-18
17—18
2,0—2,5
183
277
ПОСС-4-6
3—4
5,0—6,0
245
265
Примечание. По требованию потребителя припои марок
IIOC-30 к ПОС-40 поставляют с содержанием сурьмы до 0,25 %.
В высокооловянистых припоях при низких температурах может
произойти аллотропическое превращение олова с образованием хрупкой
модификации, снижающей прочность соединения. Для предотвращения
этого явления и увеличения прочности в припои добавляют до 2,5% Sb
(рис. 4). Однако присутствие сурьмы ухудшает способность припоя
смачивать поверхность паяемого металла, а при пайке цинка, латуни
или оцинкованного изделия сурьма, соединяясь с цинком, ухудшает
прочность соединения. Во избежание образования горячих трещин
в припоях ограничиваются содержанием примесей алюминия, цинка
и кадмия не более 0,002%.
Припои ни основе легкоплавких металлов
11
СС
300
250
200
150
юо
Атомн. % Sn
102030 90 50 вО 70 80 90
Г7<М -
' [
■ Т"
—Г.
—пт
—1—
\
V Ns
Яцдкоа
т
т
Шъ
ость *о(
1 1
%
“Т?шс
а
/
}Р,5
183,3°
619
9W
/
Г м
/
О 10-20 30 90 50 60 70 80 90 100
РЬ Вес. % Sn Sn
Рис. 3. Диаграмма состояния системы
свинец—оюво
Рис. 4. Свинцовый угол системы сви¬
нец—сурьма — олово; изотермы ликви¬
дуса
В зависимости от состава меняются и свойства припоев (табл. 3).
Значительное влияние на свойства оказывает температура, при кото¬
рой работает припой (рис. 5).
3. Физические и механические свойства
оловянно-свинцовых припоев
м
с<
з?
Ч
Л
Д
**
to
Марка
У
С'
*
v*
Сг
и;
ч.О
o'4
чО
a?
Д
Д
о
И
cq
РР
CQ
к
а
^ а
ИЗ v:
>•
'
Q
%
О
о
«ь
Ь> (S
SC
О
с
П0090
7.57
4,3
25,0
2,70
1,85
13,0
ПОС-61
8.54
0,145
4,7
34.0
55,7
4.20
3.80
12.6
I ЮС-50
8,83
0.156
3,6
32.0
—
3,54
4,59
15.6
ПОС-40
9.31
0,170
3,2
63,0
86,7
3,67
4,7о
12.6
ПОС-30
9,68
0.182
3.3
58,0
78,8
2,90
4.67
10.1
ПОС-18
10,23
0,220
2,8
67,0
52,2
2.52
3,86
10.5
ПОСС-4-6
F '
10,7
.
5,9
23,7
3,58
0.8
14.2
I
12
Припои и флюсы
Температура
Рис. 5. Характер изменения прочности припоя в зависч<
мости от температуры
Составы и свойства зарубежных оловянно-свинцовых припоев даны
в табл. 4—9.
4. Оловянно-свинцовые припои, применяемые
■ч^
в Чехословакии (но CSN)
Марка
Содер
элем
в %
остал
Sn
жанне
ентов
(Pb —
1ьное)
Sb
Темпе¬
ратура
паяния
в °С
•)
*
*
*
о
и
о.
сз
а
CL
si
as
4j
10 ч
<3
*
т
*
ю
>-
Sn 99-РЬ
99,6
240
Sn 90-РЬ
89—91
222—270
0.14
0.95
7.6
Sn 60-Pb
59—61
<0,5
190—240
0.14
0.92
8.5
Sn 50-Pb
49—51
<0.5
220—270
0,15
0.91
8.7
Sn 40-РЬ . . * .
39—41
<2,0
230—280
0,16
0.90
9.3
Sn 30-Pb
29—31
<2,0
250—300
0.18
0.90
9.7
Sn 25-Pb
24—26
<2.0
270—320
0,19
0.75
9.8
Sn 18-Pb . ...
17 — 19
< 2, о
270—320
0.20
0,70
10.3
Sn 8-Pb
7—9
<2.5
310—360
—
—
—
Sn 4-Pb
3—4
2—4
320—370
0,21
0.50
10.7
>. Прочность соединений из стали, меди и латуни,
паянных оловянио-свинцовыми припоями (по CSN)
Марка
Прочность спая
на разрыв в кГ(ммг
Прочность спая
на срез в кГ/мм*
Паяемый металл
Сталь Медь |Латунь| Сталь Медь [Латунь
Sn 90-РЬ ........ I
4
5
5
3
3
3
Sn 60-РЬ
6
8
7
3
4
4
Sn 50-РЬ
5
7
7
3
4
4
Sn 40-РЬ
5
6
6
3
4
4
Sn 30-Pb
4.5
5,5
5.5
3
4
4
Sn 25-Pb
4
5
5
3
4
4
Sn 18-Pb
4
4.5
4.5
3
3
3
Sn 4-Pb . . .
i
3
3.5
3,5
2
2.5
2.5
Припои на основе легкоплавких металлов
13
6. Оловянно-свинцовые припои (по D1N 1730)
Марка
Содержание элементов в %
(Pb — остальное)
Температура
паяния в сС
Sn
Sb
L Sn 98 .
97.5—98.5
230
1 Sn 60 .
9 9
59,5—60,5
<3,2
200
L Sn 50 .
9 9
49,5—50,5
<3,3
230
L Sn 40 -
9 •
39,5—40.5
<2.7
230
L Sn 35 .
9 9
34,5 — 35.5
<2,3
250
L Sn 33 .
9 9
32,5—33,5
<2.2
250
L Sn 30 -
9 9
29,5—30.5
<2,0
250
L Sn 25 .
L Sn 8 - .
• m
24,5— 25,5
7,5—8,5
<1,7
<0,6
270
300
7. Оловянно-свинцовые припои, применяемые в Англии
(по B S 219; 1959)
Марка
Содержание элементов
в % (РЬ — остальное)
Т емпе-
ратура
полного
Y
св
расплав¬
ления
в °с
в Г/см3
в кГ/ммя
Sn
Sb
А
К
F
В
R
М
G
С
Н
J
D
V
N
64—65
59—60
49—50
49—50
44—45
44—45
39—40
39—40
34—35
29—30
29—30
19—20
18—18,5
<0.6
<0,5
<0, о
2,5—3,0
<0,4
2,3—2,7
<0.4
2.0—2,4
<0,3
<0,3
1.0-1,7
<0,2
0,75 — 1,0
185
188
212
204
224
215
234
227
255
255
248
277
275
8,35
8.50
8.70
8,87
8,97
9,10
9,30
9,23
9.50
9,73
9.70
10.20
10,20
6.10
5,85
4.70
5,90
4,40
5,60
4.70
5,15
3,8
8. Оловянно-свинцовые припои, применяемые в США
(по ASTM)
Марка
Содержание эле¬
ментов в %
(РЬ — остальное)
Температура
полного
расплавле¬
ния в ®С
Марка
Содержание эле¬
ментов в %
(РЬ — остальное)
Температура
полного
расплавле¬
ния в *С
Sn
Sb
Sn
Sb
70А
70 В
70
70
<0,12
<0.50
192
50А
50 В
50
50
<0.12
<0,50
216
60 А
60 В
60
60
<0.12
<0.50
190
45А
45 В
45
45
<0.12
<0,50
227
14
Припои и факсы
Продолжение табл. 8
Марка
Содержание эле¬
менте» в 0/о
(РЬ — ос сальное)
Температура
полного
расплавле¬
ния в °С
Марка
Содержание эле¬
ментов в о/о
(РЬ — остальное)
Температура
полного
расплавле¬
ния в °С
Sn
Sb
Sn
Sb
40 А
40В
40
40
<0,12
<0.50
235
20В
20
<0,5
280
20С
20
0.8—1,2
270
4 ОС
40
1,8—2.4
230
15В
15
<0.5
290
35 А
35 В
35
35
<0,25
■£0.50
247
10А
10
<0,12
300
35С
35
1,6—2,0
243
10В
1
10
<0,50
300
ЗОА
ЗОВ
30
30
<0,25
<0.50
255
5А
5
<0.12
313
зос
30
1.4 —1,8
250
5В
5
<0,50
320
25 А
25В
25
25
<0.25
<0,50
266
2А
2
<0.12
325
25С
25
1,1-1,5
262
2В
2
<0.50
325
9. Оловянно-свинцовые припои, применяемые в США (по $АП)
Марка
Одержание элементов
в % (РЬ — остальное)
Температура
полного рас¬
плавления в €С
Марка
Содержание элементов
в % (РЬ — остальное)
Температура
полного рас¬
плавления в °С
Sn
Sb
Sn
Sb
1Л
44.0—45,0
<0.4
227
5А
19.0—20,0
<0,4
280
1В
43,0—43,5
1,5—2,0
224
5 В
19,0—20,0
1,25—1,75
265
2А
39,0—40.0
<0,4
235
6А
14.0—15,0
<0,4
290
28
38,0—38,5
1,5—2,0
232
6В
14.0—15,0
2,75 *
283
ЗА
29,0—30,0
<0,5
255
7 А
49,0—51,0
<0.4
216
ЗВ
29,0—30.0
0.75—1.25
252
8А
34,0—35.0
<0,4
247
4Л
24,0—25,0
<0,4
266
9В
2,50—2,75
4.90—
290
4В
24,0—25.0
1,25—1,75
260
5.40 ••
* Мышьяк (As).
** Содержит также 0,40—0,60% As; этот припой применяют только
с предварительно луженым основным металлом.
' Многокомпонентные припои на свинцово-олопянной основе
Для улучшения технологических и прочностных свойств в свин¬
цово-оловянные припои добавляют висмут (рис. 6), кадмий (рис. 7)
и другие компоненты.
Sn
РФ E) so
Вес, % $t
Рис. 6. Температура ликнидус диаграммы состояния системы
свинец—олоио — висмут
Pb * Мвс 20
40 60
бес. % Cd
Рис. 1. Температура ликвидус диаграммы состояния системы
свинец—олове —кадмий
I ел
Припои на основе легкоплавких металлов
16
Припои и флюсы
Как видно из диаграмм состояния, кадмий (рис. 8) и висмут (рис. 9)
понижают температуру плавления сплавов со свинцом. Присадка кад¬
мия и индия способствует получению более твердых и коррозионно¬
стойких припоев. Пайка этими припоями может производиться паяль-
Атомн. % РЬ
*С
3001
250
200
150
1001
О
Cd
10
20
30
40
50
60
70 80 90
\з2г
I
\ ■
1
, •
j --¬
id кос
■■ j
} 1
-
327'
А-
Е Жид
nULrit
ь+и
Тчв*
Жк
ть м
ид к? )
У'
/
-1-
у.
^0,25
а
4
л
82,5
сн
Л
I
1
1
\<°'1
1
1
1
70 20 30 40 50 60 10 80 90 100
Вес. % РЬ
PD
Рис. В. Диаграмма состояния системы свинец—кадмий
ником. Обычно свинцово-оловянные припои с индием и кадмием при¬
меняют для пайки радиоэлектронной аппаратуры и изделий, покрытых
тонкой пленкой благородных металлов. Для пайки алюминия приме-
°с
300
200
т
°в. Ю 20 Ю iO 50 60 70 80 90 100
Bi Вес % Pb Pb
Рис. 9. Диаграмма состояния системы свинец—висмут
/и
Атомн %РЬ
•
• < * J г
т°
Жидк
ость
У
к-
Жидк
ость-
1
F
-<Я(ис
Щ'
\ \
d
а+р
УгЗ,5~
V
—\
>№
х
'i
2
нягот припои с добавкой цинка и кадмия. Соединения, полученные при
пайке этими припоями, стойки против коррозии, имеют хорошую пла¬
стичность и легко обрабатываются резанием.
Составы наиболее употребительных многокомпонентных припоев
на свинцово-оловянной основе приведены в табл. 10—15*
Припои на основе легкоплавких металлов
17
10. Припои на оловя нно-сви нцовой 11, Припои на оловянно-
основе с кадмием свинцовой основе с висмутом
Содержа¬
ние эле¬
ментов
в %
Температура
полного рас¬
плавления в °С
Содержа¬
ние эле¬
ментов
в %
Температура
полного рас¬
плавления в ®С
РЬ
Sn
Cd
РЬ
Sn
Cd
88
10
2
275
65
9
26
225
85
10
5
260
32
50
16
145
80
10
10
253
28
66
6
172
75
3
22
237
25
50
25
160
68
9
23
235
14
65
21
160
Содержание элемен¬
тов в %
сз
?• »
>* <L>
f- K'yJ
Я fl до
СХ
Ф о - д
П I к
StoR
<L> О <0 51
н С о. а:
РЬ
Sn
Bi
66
23
11
230
60
25
15
210
51
22
27
150
43
43
14
163
42
37
21
152
12. Припои на оловянно- 13. Припои на оловянно¬
свинцовой основе с индием свинцовой основе с цинком
Содержание элементов
в %
Температура
полного
расплавле¬
ния в ®С
РЬ
Sn
In
Sb
74.5
64.5
37.5
20,0
30,0
37,5
5.0
5.0
25.0
0,5
0.5
262
240
180
Содержание элементов
в %
Темпе¬
ратура
лаяния
в °С
РЬ
Sn
Zn
Си
59.0
37,3
28,5
10.0
31,7
40,6
50.0
80.0
9
21.4
21.5
10,0
0.3
0,7
250
360
340
190
11. Припои на оловянно-свинцовой 15. Припои на оловянно-свинцовой
основе с кадмием и цинком основе с таллием
Содержание элементов
о 0/
И /0
Температура
полного
расплавле¬
ния в °С
РЬ
Sn
Cd
Zn
28,2
13
52.45
70
1G.7
5
2.25
12
138
220
Содержание элементов
Н %
Температура
полного
расплавле¬
ния в °С
РЬ
Sn
11
Bi
30
60
10
184
16,4
55,7
27,9
182
11,5
36.3
17,6
24,6
162
6,1
38.5
29.2
26,2
167
Припои на свинцово-оловянной основе с серебром
В связи с тем, что чистый свинец без применения специальных
флюсов плохо смачивает поверхность твердых металлов и в расплав¬
ленном состоянии легко окисляется, пользоваться им в качестве при¬
поя затруднительно. Для улучшения технологических свойств и повы¬
шения прочности в свинцовые припои иногда вводят серебро.
Как видно из диаграммы состояния системы свинец—серебро (рис. 10),
добавка до 2,5% Л ** снижает температуру плавления сплава, поэтому
18
Припои и флксы
10
Атомн. % РЬ
20 30 40 50 60 10 ВО 90
dec °/о Pb
Pb
Рис. 10. Диаграмма состояния системы свинец—серебро
In
60
20,
267е
60 40
Вес. %Cd
418°
±318°
РЬ
Рис. 11. Температура ликвидус диаграммы состояния системы
свинец— ка дми й—цинк
Припои на основе легкоплавких металлов
19
чаще всего применяют свинцово-серебряные припои эвтектического
состава, имеющие температуру плавления 304° С, Увеличение содер¬
жания серебра выше 2,5% приводит к росту температуры плавления
припоя, поэтому припои, содержащие около 5,0% Ag, применяют
только в случае необходимости пайки изделий, работающих при повы¬
шенных темпер ату р ах.
Двойные свинцово-серебряные припои из-за повышенной темпера¬
туры плавления мало пригодны для пайки паяльником; более часто
их применяют для пайки горелкой или методом погружения п рас¬
плавленный припой при температуре 350—370° С. При пайке этими
припоями требуются флюсы, способные выдерживать более высокие
температуры нагрева. Для снижения температуры плавления, повыше¬
ния коррозионной стойкости и улучшения технологических свойств
свинцово-серебряных припоев в них дополнительно вводят олово,
сурьму, висмут и другие металлы.
Химический состав и свойства отечественных и зарубежных припоев
на свинцово-оловянной основе с серебром приведены в табл. 16—20.
Иногда вместо серебра в припои на свинцовой основе вводят кадмий
и цинк (табл. 21 и рис. 11).
16. Припои на свинцовой основе с серебром
(по ГОСТу 8190—56 •)
Марка
Содержание элементов в %
Темпера¬
тура в иС
п
а
?-
as
о
т
Cl
РЬ
Ag
Sn
Примеси
в %, не
более
начала
плавле¬
ния
полного
расплав¬
ления
ЛСр 3
97,0± 1,0
3.0±0,3
0,5
300
305
11.3
20
ПСр 2,5
92,0+: 1,0
2,5+0,3
5,5+ 0,5
0,5
295
305
11,0
22
ПСр 2 *
63.0+1,5
2,0±0,3
30,0+1,0
0,5
223
235
9,6
17
ПСр 1,5
83,5+1,5
1,5+0,8
15.0+1.0
0,5
265
270
10.4
20
* Содержание Cd 5,0±0,3%.
17. Припои на свинцовой основе с серебром,
применяемые в Чехословакии (по CSN)
Но¬
мер
стан¬
дарта
Марка
припоя
Содержание элементов в %
(РЬ — остальное)
Температура
в °С
Ag
Си
Sn
Й OJ
* 5
Л И
J Я! К
СВ X? В
х а ас
полного
расплав¬
ления
пайки
423630
423632
Pb —Ag 2,5—Си
Sn 15 — Pb — Ag
2.0—3,0
1.0—1,5
0,2—0.3
14.0—
16.0
295
200
305
280
310—
350
290—
330
20
Припои и флюсы
18. Механические свойства
паяных соединений (по CSN)
| Соединяемый металл
Марка
припоя
Fe
Си
с*
*
3
сГ
ц
46
О «
С4
*
з?
схС
а*
н л
О*
*
at
С
*
«5
О ю
м
*
*
Ь»* го
Pb—Ag2,5—
4
3,5
4,5
3,5
Си
Sn 15—
4,5
3,5
5,0
3,5
Pb —Ag
10. Припои на свинцовой основе
с серебром, применяемые в США
1
Содержание эле¬
ментов в %
Температура
пайки в °С
п
*
*
сГ
и
«
06
О
РЬ
Ag
Sn
97,5
2,5
310
3,5
95,0
5,0
350
3,4
89,0
1.0
10,0
350
3,4
87,75
2,25
10,0
400
3,5
78,0
2,0
20,0
300
4,0
69,0
1.0
30,0
300
6.1
20. Многокомпонентные припои на свинцово-олопянной основе
с серебром и другими металлами
Содержание элементов в
(РЬ — остальное)
%
Содержание элементов в
(РЬ — остальное)
%
Sn
! Sb
Ag
Cd
BI
Sn
i
Sb
Ag
Cd
Bi
1.0
1.0
5,0
10,0
15,0
0,4
0,5
0,5
ПО
1.5
1.5
2.5
1.5
1.5
1.5
—
5,0
20,0
30.0
35.0
44.0
50.0
60.0
0.5
2.0
2,0
1.5
1,25
1.0
0,04
6,0
18.0
3.0
Припои на оловянной основе с цинком
Олово широко применяют не только
в оловянно-свинцовых припоях, но и в виде
сплавов с другими металлами, например,
с цинком и кадмием. Двойные оловянно¬
цинковые припои (рис. 12, табл. 22) нашли
широкое применение для низкотемпера¬
турной пайки изделий из алюминиевых и
магниевых сплавов.
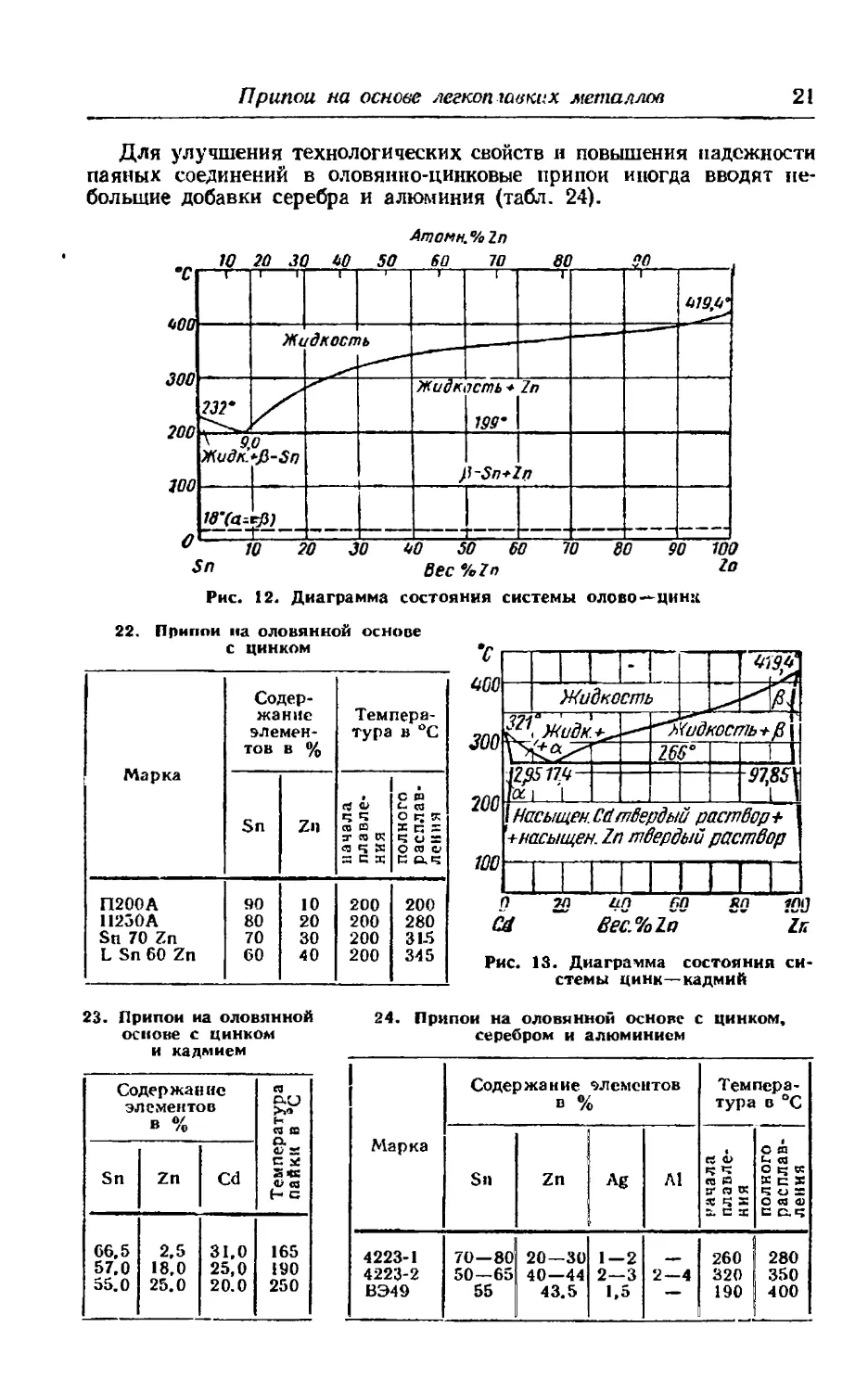
Небольшие присадки цинка в олово
снижают температуру плавления до 199°С
при 7% Zn. Дальнейшее повышение со¬
держания цинка приводит к росту темпе¬
ратуры плавления сплава. В качестве двойных припоев обычно при¬
меняют сравнительно легкоплавкие сплавы, содержащие 10—25% Zn.
Более высокое содержание цинка применяют только при наличии
в сплавах добавок других элементов. Наиболее распространенными
добавками в оловянно-цинковые припои являются кадмий, серебро
и алюминий.
Добавки кадмия понижают температуру плавления цинка (рис. 13).
В связи с этим в оловянно-цинковые припои вводят до 30—33% Cd
(табл. 23).
21. Припои на свинцовой
основе с цинком и кадмием
Содержание эле¬
ментов в %
1
Темпера¬
тура
пайки
в °C
Pb
Zn
Cd
90,5
1,5
8,0
330
87.5
5,0
7,5
430
82,0
1,0
17,0
280
Припои на основе легкоп ювкнх металлов
21
Для улучшения технологических свойств и повышения надежности
паяных соединений в оловянно-цинковые припои иногда вводят не¬
большие добавки серебра и алюминия (табл. 24).
Атомн. % 2п
Рис. 12. Диаграмма состояния системы олово—цинк
22. Припои ка оловянной основе
с цинком
Марка
Содер¬
жание
элемен¬
тов в %
Темпера¬
тура в °C
Sn
Zn
начала
плавле¬
ния
полного
расплав¬
лен ИЯ
П200А
90
10
200
200
11230А
80
20
200
280
Sn 70 Zn
70
30
200
31-5
L Sn 60 Zn
GO
40
200
345
*С
т
ж
200
юо
. 1
Жидкость
321
ь
а 1 )
. Жидк
*"3
Жидкость+р |
26,
Г
1 1
\ipsm-
hi .'i
47,Ш
+насыщен. In твердый раствор |
Т
П 7Л Ilf) Г,П
Сй вес.%1а
ЯП
тп
• w *J
In
Рис. 13. Диаграмма состояния си¬
стемы цинк—кадмий
23. Припои иа оловянной
основе с цинком
и кадмием
Содержание
элементов
п 0/
в /0
Температура
лайки в *С
Sn
Zn
Cd
66,5
2,5
31,0
165
57,0
18,0
25,0
190
55.0
25.0
20.0
250
24. Припои на оловянной основе с цинком,
серебром и алюминием
Марка
Содер жа к не элементов
в %
Темпера¬
тура в °С
Sn
Zn
Ag
А1
fv V
к ^
П В
В- га к
га S
ь. с а:
КИНЭН*
-HBLfLIOBCi
OJOHIfOU
4223-1
4223-2
ВЭ49
70—80
50—65
55
20—30
40—44
43.5
1—2
2—3
1.5
2—4
260
320
190
280
350
400
22
Припои и флюсы
Припои на цинковой основе
Для пайки и заделки дефектов изделий из алюминиевых и цинковых
сплавов применяют припои на цинковой основе, наиболее простыми из
которых являются сплавы цинка с оловом.
Исследование механических свойств сплавов системы цинк—олово
показывает, что наиболее высокую прочность и пластичность имеют
Рис. 14. Механические свойства цинково-оловянных припоев
сплавы, содержащие более 30% Sn. Сплавы с более низким содержа¬
нием олова отличаются повышенной хрупкостью. Зависимость механи¬
ческих свойств от состава цинково-оловянных припоев показана на
рис. 14.
При пайке алюминия мягкими припоями большое значение имеет
коррозионная стойкость пары алюминиевый сплав — припой. Наибо¬
лее надежными в этом отношении являются двойные и многокомпонент¬
ные сплавы цинка с алюминием, кадмием и другими металлами. Хими¬
ческий состав отечественных и зарубежных цинковых припоев приве¬
ден в табл. 25—27.
25. Припои на цинковой основе, применяемые в СССР
Содержание элементов в %
(Zn — остальное)
Температура
в °С
Марка
А1
Си
Cd
Sn
начала
плавле¬
ния
полного
расплав¬
ления
В-63
7
4
«—г
—_
377
377
ПЦАМ-65
20
15
—
—
330
420
ПЗООА
—
—
40
—
266
330
Мосэнерго- Б *
—
—
25
25
250
300
ПЦАМКд-45
13.5
10
31,5
—
320
340
ПЦАМКд-40
11,5
8.5
40
—
290
310
Припои на основе легкоплавких металлов
23
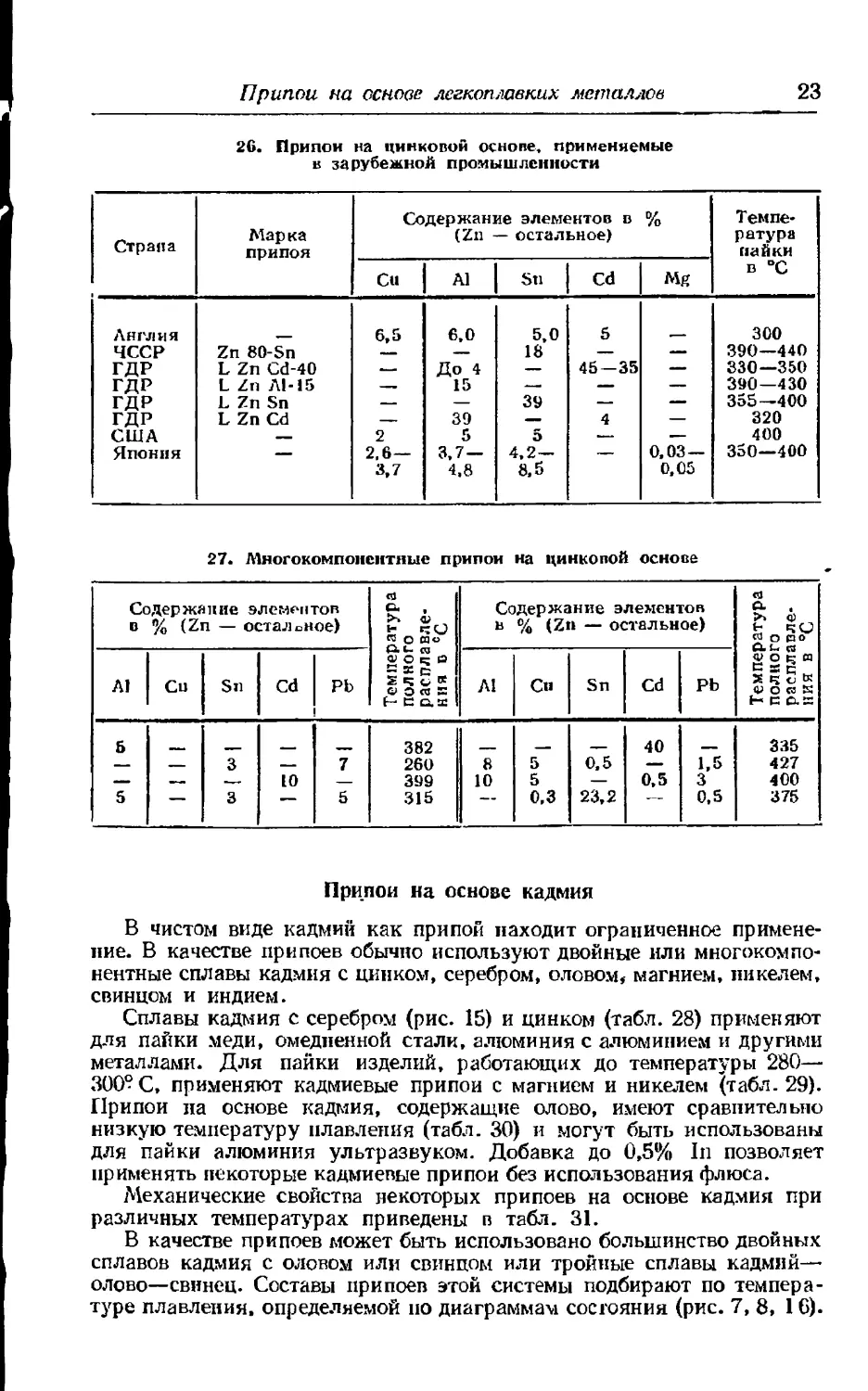
26. Припои на цинковой основе, применяемые
в зарубежной промышленности
Страна
Марка
припоя
Содержание элементов в
(Zn — остальное)
%
Темпе*
ратура
пайки
Си
А1
Sti
Cd
Mg
D °С
Англия
6,5
6,0
5,0
5
300
ЧССР
Zn 80-Sn
18
—
—
390—440
ГДР
L Zn Cd-40
-—-
До 4
—
45—35
—
330—350
ГДР
L Zn Л1-15
15
—.
—
—
390—430
ГДР
L Zn Sn
—
39
—
—
355—400
ГДР
L Zn Cd
39
—
4
—
320
США
2
5
5
■—
-—
400
Япония
2.6—
3,7
3,7¬
4,8
4,2 —
8,5
0,03 —
0,05
350—400
27. Многокомпонентные припои на цинкопой основе
Содержание элементов
в % (Zn — остальное)
Температура
полного
расплавле¬
ния Б СС
Содержание элементов
в % (Zn — остальное)
Температура
полного
расплавле¬
ния в °С
А1
Си
Sn
Cd
РЬ
Л1
Си
Sn
Cd
Pb
5
382
40
335
_
3
7
260
8
5
0,5
—
1.6
427
—
—
10
399
10
5
—
0,5
3
400
5
3
5
315
— ■“
0,3
23,2
0,5
375
Припои на основе кадмия
В чистом виде кадмий как припой находит ограниченное примене¬
ние. В качестве припоев обычно используют двойные или многокомпо¬
нентные сплавы кадмия с цинком, серебром, оловом# магнием, никелем,
свинцом и индием.
Сплавы кадмия с серебром (рис. 15) и цинком (табл. 28) применяют
для пайки меди, омедненной стали, алюминия с алюминием и другими
металлами. Для пайки изделий, работающих до температуры 280—
300° С, применяют кадмиевые припои с магнием и никелем (табл. 29).
Припои на основе кадмия, содержащие олово, имеют сравнительно
низкую температуру плавления (табл. 30) и могут быть использованы
для пайки алюминия ультразвуком. Добавка до 0,5% In позволяет
применять некоторые кадмиевые припои без использования флюса.
Механические свойства некоторых припоев на основе кадмия при
различных температурах приведены в табл. 31.
В качестве припоев может быть использовано большинство двойных
сплавов кадмия с оловом или свинцом или тройные сплавы кадмий—
олово—свинец. Составы припоев этой системы подбирают по темпера¬
туре плавления, определяемой но диаграммам сосгояния (рис. 7, 8, 16).
Припои и флюсы
Атомн %Cd
"С 10 20 30 U0 50 60 70 60 90
Ад Вес-. % СО Cd
Рис. 15. Диаграмма состояния системы кадмий—серебро
Рис. 16. Диаграмма состояния системы кадмий—олово
Припои на основе легкоплавких металлов 25
28. Химический состав припоев на основе кадмия с цинком и серебром
Марка
Содержание э
(Cd — о
Zn
элементов в %
стальное)
Ag
Температура
полного рас¬
плавления в ГС
К-1
0,8—1.7
2,5—3,5
—
—
5,0
393
—.
16,0
5,0
285
—
15,0
15.0
40»
К-83-17
17.4
266
L Cd Zn 20
17—25
280
40
310
29. Теплостойкие кадмиевые припои
Марка
Содержание элементов в %
(Cd — остальное)
Темпе¬
ратура
полного
расплав- |
ления в °С
|
Zn
Ag
Mg
Ni
к-з
^
2.5—3,5
0,03—0,08
1 1
349
ПСр ЗКд
0,5—1.5
2,5—3.5
0.05—0,10
325
—
—
11 — 13
0,1—0.2
420
—
5—7
7—9
1.5-2.5
—
1,5 — 2,5
4—6
1,5—2,5
30. Припои на основе
кадмия с цинком и оловом
Содержание
элементов в %
(Cd — остальное)
Температура
полного
расплавле¬
ния в °С
Zn
Sn
30
5
294
3.8
38,5
150*
3.5
45
170
20
30
277
• Припой
из вес-
тем под маркой П150А.
31. Механические свойства припоев
на основе кадмия
Марка
Предел прочности
пв в кГ/мм2 при
температуре в °С
б в %
при
20° С
20
200
250
К-83-17
12,3
25.8
К-1
13,5
3.5
0.8
—
к-з
11,5
4,1
3.2
40,0
1
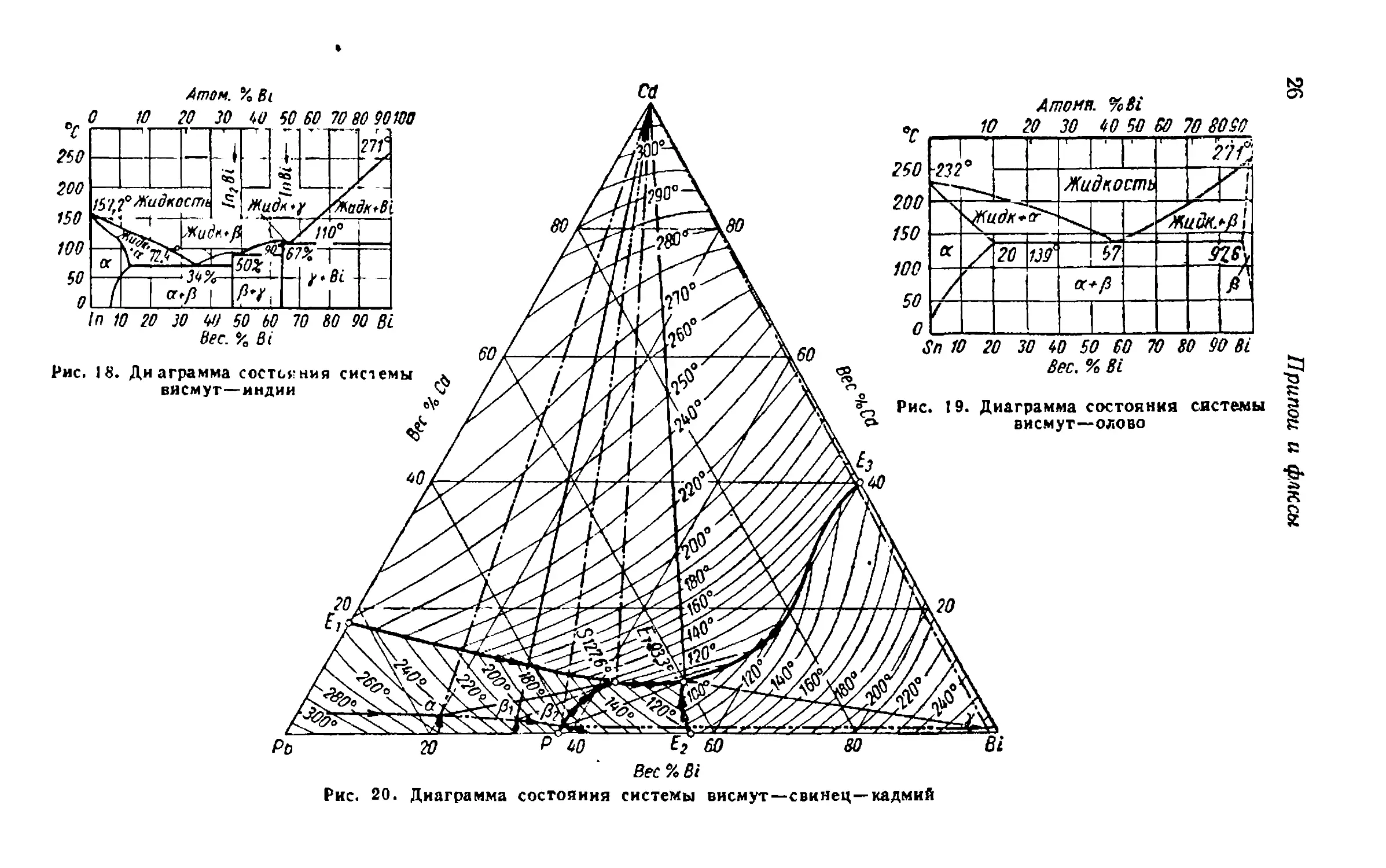
Припои на основе висмута
Висмут очень хрупкий металл, и большинство припоев на его основе
недостаточно пластичны, имеют малую прочность и склонность к тре-
щинообразоваиию. Некоторые сплавы, богатые висмутом, не дают
усадки при затвердевании.
В качестве припоев исполь¬
зуют легкоплавкие сплавы
висмута с кадмием, индием,
оловом (рис. 17—20, табл.
32—35).
Рис. 17. Диаграмма состояния
системы висмут—кадмий
Атонн. %Ctf
010 20 3V 40 50 60 70 80 90 100
V-
250
150
50Bi 10 20 30 40 50 60 70 80 Р0 Cd
Вес. % Cd
О
.
N i
1 I
~р-|—
. ЩЩ
Wifl
146Ч
Жид.к.*А
К
°с
250
200
150
100
50
О
Атом. % Bi
О W 20 30 90 50 ВО 70 80 90100
27f
/5 '{f 2° Жидкость
' L ‘35%
П tO 20 30 VJ 50 ЬО 70 80 90 Bi
Bee. % Bi
*C
250
200
150
100
SO
0
Рис. 18. Диаграмма состояния системы
висмут—индии
Атоип. % Bi
10 20 30 90 50 ВО 70 8050
-232°
1
I
1
1
' 271 j
л
Жидкость
жj
N
\]Кцдх+
ir"-
'idKsfi!
г ■ {*' "> ■
а
/
20
и
.
Г57
т
/
f
ег+/?
/
Sn 10 20 30 90 50 ВО 70 80 90 Bi
Вес. % 81
Рис. 19. Диаграмма состояния системы
висмут—олово
Р~ 40 ?2 60
Вес % Bi
Рис. 20. Диаграмма состояния системы висмут—свинец—кадмий
Припои на основе легкоплавких металлов
27
32 Припои на основе висмута
Содержание элементов
в %
(С
£ *
>> й>
ь ко
я о еэо
■— СМ
г> о е sq
С К п
2 К и К
с я а
НСй!
Bi
Pb
Sn
Cd
67.0
16.0
17,0
150
60,0
—
—
40
144
59.4
14,8
25,8
—
114
56.5
43.5
—
—
125
56,0
22,0
22,0
—
110
56.0
28,0
16.0
—
93
52,0
31,7
15.3
1
92
54.0
—
26,0
20,0
103
50,0
40,0
10,0
—
100
50,0
25,0
12.5
12,5
68
50,0
31,25
18.75
—
96
50,0
34,5
9,3
6.2
77
50.0
—
25,0
25,0
95
50,0
43,0
—
7,0
82
45.3
17,9
24.5
12.3
70
45,3
45,1
9.6
—
79
42,5
32,7
3,5
8,5
95
35,3
35,1
20.1
9.5
80
33. Припои на основе
висмута с ртутью
Содержание элемен¬
тов п %
'а .
>1 о
н к О
га о ю с
Сь L-i СЗ
•У О г; С
■ К ^
е и 'х
<у о га з
НСй!
Bi
РЬ
Sn
Hg
53, а
48,0
44,5
17.0
28,5
30.0
19.0
1*1,5
16,5
10,5
9.0
9.0
60
105
70
34. Припои на основе висмута с индием
Содержание элементов в
0/
/V
Температура
полного рас¬
плавления в вС
»
РЬ
Sn
Cd
■"
58
25.0
_
17
79
57,0
_
17,0
—.
25
79
49.0
18.00
12.00
—
21
58
46,0
25,6
12,8
9.6
4
65
44.7
22,6
8,3
5,3
19,1
47
40,6
22,40
10,80
8.20
18
46
35. Припои на основе висмута с таллием
Содержание
элементов в %
Темпе¬
ратура
ПОЛ НОГО
расплав¬
ления
в “С
Bi
Sn
РЬ
Cd
[л
Т1
61,2
32.6
6.2
128
59,8
—
30
—
10
123
57,2
15,8
23
4,0
15
56.0
36,5
7,5
100
55.3
15,8
—
10.9
—
18
100
55,2
33,3
—
—
11,5
91
52,0
34,0
7,0
—
7.0
85
50,0
35,7
—
—
—
14,3
124
49.0
11,3
18.7
—
19,8
1.2
58
46,7
13.9
27,8
—
—
11.6
93
44,2
35.8
11.1
—
8,9
81
43.7
—
31,3
—
—
25
167
42
—
——
40,8
—
16,3
124
40,4
—
38.5
—
21.1
144
40,2
—
8,3
30.3
—
21,2
149
38,2
36.3
—
25.5
147
36.5
16.2
13.5
33,8
95
28
Припои и флюсы
Висмутовые припои применяют в специальных случаях, когда необ¬
ходимо иметь низкую температуру плавления паяного соединения,
например, при пайке автоматически действующих противопожарных
Bec,%Bi
О т7 3V3 4*Д5 SSJ5 65,0 736 81,27 88,15 100
Cd Атоми %8i Bi
установок н плавких предохранителей. Висмут и припои на его основе
плохо смачивают большинство металлов и сплавов, по этой причине
Рис. 22. Изменение механических Рис. 23. Изменение теплопроводности
свойств сплавов системы висмут— и электропроводности висмут-ка дмие-
свинец вых сплавов при 100° С в зависимости
от состава
при пайке следует применять специальные флюсы или поверхности
перед пайкой предварительно лудить.
Механические и физические свойства сплавов висмута с некоторыми
металлами приведены на рис. 21—23.
Припои на основе легкоплавких металлов
29
Припои на основе индия
Индий является одним из самых мягких и пластичных металлов.
Припои на его основе отличаются высокой коррозионной стойкостью
в щелочных растворах и широко применяются при пайке вакуумных
соединений, стеклянных и кварцевых изделий. Пайка стеклянных изде¬
лий индиевыми припоями может быть осуществлена без флюса методом
натирания для образования на поверхности стекла тонкой металли¬
ческой пленки, плотно сцепленной с изделием.
Рис. 24. Диаграмма состояния системы индий—кадмий
Эвтектический припой индия с висмутом (34% Bi) с температурой
плавления 72° С применяют для пайки полупроводниковых материалов.
Незначительное удельное сопротивление припоя обеспечивает малое
переходное сопротивление спая. Эвтектический сплав индия с кадмием
(рис. 24) употребляют для припайки проводов к германиевым элемен¬
там. Химические составы некоторых припоев на основе индия приве¬
дены в табл. 36.
36. Припои на основе индия
Содержание элементов в %
Темпе¬
ратура
полного
расплав¬
ления
в °С
1л
Cd
1
РЬ
Sn
Т1
Zn
97,2
2.8
143
74
24.25
—
*—
1,75
116
52,2
—
46
—
1,8
108
52
—
48
—
117
44.2
13,6
.—
41.4
—
0.8
90
44,2
—
—
46,8
9,0
117
44
И
42
—
93
42.8
7.8
46,8
2.6
121
Припои на основе галлия
Галлий устойчив в атмосфере сухого воздуха при нормальных
условиях, но во влажном воздухе окисляется. При нагревании он
энергично реагирует с кислородом, серой и йодом. Некоторые сплавы
галлия с индием, оловом и цинком имеют весьма низкую температуру
30
Припои и флюсы
Атомн. % Sn
37. Химический
соста в сп ла вов
на основе галлия
Содержание
элементов
в %
Темпера¬
тура
плавле¬
ния в °С
Ga
In
Sn
Zn
92
8
20
82
12
6
17
76
24
—
—
16
67
29
—
4
13
62
25
13
—
5
61
25
13
1
3
Рис. 25. Диаграмма состояния системы галлий —
олово
Атомн. % In
Рис. 26. Диаграмма состояния системы галлий—индий
Атомн. %2п
*С о 10 20 30 40 50 60 70 80 90 100
500
400
300
200
100
1
I I1
'"Г
4lg4c
ТНидк
ость
/
/ПНт
■
Ы*2п
/
25°
4f,.J
Ca+Zn 1 - Г
плавления и могут быть использованы
в качестве припоев, предназначенных
для специальных целей, например, для
пайки автоматических предохрани¬
тельных устройств (табл. 37). Диа¬
граммы состояния двойных сплавов
галлия с оловом, индием и цинком по¬
казаны на рис. 25—27.
о
Gq
20
40 60
Вес.Уш1п
80
100
Zn
Рис. 27. Диаграмма состояния системы
галлий — цинк
Припои на медной основе
31
ПРИПОИ НА МЕДНОЙ ОСНОВЕ
Чистая медь и сплавы на ее основе являются наиболее распростра¬
ненными тугоплавкими (твердыми) припоями, применяемыми для пайки
большинства металлов и сплавов. В качестве основы медных припоев
применяют обычно системы сплавов Си—Zn, Си—N1 и Си—Р. Для полу¬
чения определенных свойств и температуры плавления в эти системы
добавляют олово, марганец, железо, алюминий и другие металлы.
Добавка небольших количеств бора повышает твердость и прочность
припоя, делает его самофлюсующим, но повышает хрупкость паяных
швов.
Соединения( паянные медью и припоями на ее основе, имеют высо¬
кую коррозионную стойкость, хорошо смачивают основной металл
и большинство из них выдерживают высокие механические нагрузки.
Температура пайки припоями на медной основе лежит в пределах
850—1150° С.
Медь
Чистую медь (табл. 38) широко применяют в качестве припоя для
пайки изделий из стали и никелесодержащих сплавов. Из-за высокой
температуры плавления (1083° С) медь применяют в основном при
пайке с индукционным нагревом и в печах с защитной атмосферой.
38. Химический состав меди (по ГОСТу 859—41 •)
Содер¬
Содержание
примесей d
о/
/в
, не более
Марка
жание
меди ю %,
Fc
Ni
не менее
Bi
Sb
As
МО
99,95
0,002
0,002
0,002
0,005
0,002
Ml
99,90
0,002
0,002
0.002
0.005
0,002
М2
99,7
0,002
0,005
0,01
0,05
0,2
М3
99,5
0,003
0,05
0,05
0,05
0,2
М4
99,0
0.005
0,2
0,2
0,1
Марка
Содержание примесей н
%, не более
Всего
РЬ
Sn
S i
О
Zn
примесей
МО
0.005
0.002
0.005
0,002
0,005
0,05
Ml
0,005
0,002
0,005
0,08
0,005
0,1
М2
0,01
0,05
0.01
0,1
-—
0.3
М3
0,05
0,05
0,01
0,1
0,5
М4
0,3
0,02
0,15
1.0
В восстановительной атмосфере медь хорошо растекается по по¬
верхности углеродистых, конструкционных и быстрорежущих сталей
без флюса. Стали, содержащие хром, алюминий и кремний, можно
паять медью только в водороде, тщательно очищенном от кислорода
и влаги.
Конструкции, изготовлениые из никелесодержащих сплавов с мар¬
ганцем (типа консгантан), хорошо паяются медью в атмосфере чистого
водорода и диссоциированного аммиака без флюса. В защитной среде,
32
Припои и флюсы
содержащей до 10% Нг, медь плохо растекается по поверхности основ¬
ного металла, в этом случае для пайки требуются флюсы (бура). При из¬
готовлении тонкостенных изделий из константана (радиаторы, сотовые
панели) следует иметь в виду, что жидкая медь интенсивно растворяет
основной металл, но этой причине необходимо процесс пайки вести
быстро, не допуская избытка припоя.
Для пайки обычно применяют техническую медь в виде проволоки,
фольги, ленты и порошка. Температура пайки в печах с защитной
атмосферой 1150—1200° С.
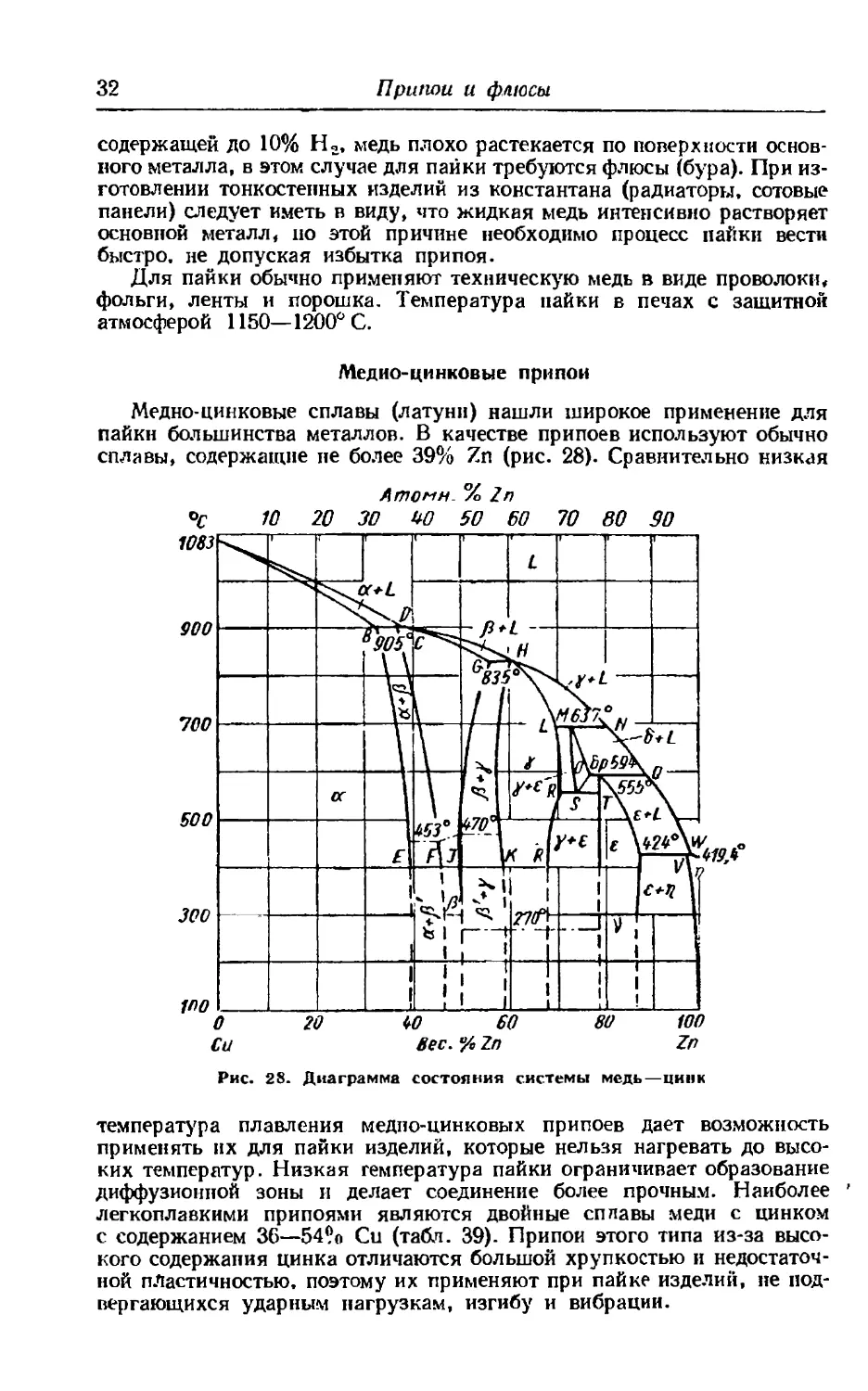
Me дно-цинковые припои
Медно-цинковые сплавы (латуни) нашли широкое применение для
пайки большинства металлов. В качестве припоев используют обычно
сплавы, содержащие не более 39% Zn (рис. 28). Сравнительно низкая
Атомн. % Zn
20 30 U0 50 60 70 80 90
300
то
о
Си
М9А
20 Ь0 60 80
вес. °/с Zn
Рис. 28. Диаграмма состояния системы медь—цинк
100
Zn
температура плавления медно-цинковых припоев дает возможность
применять их для пайки изделий, которые нельзя нагревать до высо¬
ких температур. Низкая температура пайки ограничивает образование
диффузионной зоны и делает соединение более прочным. Наиболее
легкоплавкими припоями являются двойные сппавы меди с цинком
с содержанием 36—54% Си (табл. 39). Припои этого типа из-за высо¬
кого содержания цинка отличаются большой хрупкостью и недостаточ¬
ной пластичностью, поэтому их применяют при пайке изделий, не под¬
вергающихся ударным нагрузкам, изгибу и вибрации.
Припои на медной основе
33
39. Химический состав мсдно-цинковых припоев
(по ГОСТу 1534—42)
Марка
Содержание
меди в %
(Zn — ос¬
тальное)
Примеси
« %.
не более
Температура
в "С
Примерное назначение
Fe
Pb
начала
плавле¬
ния
ПОЛНОГО
расплав¬
ления
ПМЦ 36
ПМЦ 48
ПМЦ 54
36±2
48±2
54±2
0.1
0.1
0.1
0.5
0.5
0.5
800
850
876
825
865
880
Для пайки неответственных
деталей из латуни Л62
Для пайки медных сплавов,
не работающих на удар и зна¬
копеременную нагрузку
Для пайки меди, томпака,
бронзы н стали, не работаю¬
щих на удар и знакоперемен¬
ную нагрузку
Более высокими механическими свойствами обладают некоторые
используемые в качестве припоев двойные и многокомпонентные латуни
(табл. 40—44).
40. Состав латуней, применяемых в качестве припоев
М.фка
Содержание элементов в %
(Zn — остальное)
Температура
полного
расплавле¬
ния в °С
Си
Sn
S1
N1
Л62
60,5—63,5
905
JI68 •»••••
67—70
—.
—
—
938
ЛОК-62-06-04 - .
60—63
0.4—0.6
0.3—0.4
905
ЛОК-59-1-03 . .
58—60
0.7—1.1
0.2—0.4
—
905
МЦН-48-10 . .
46—50
—
—
9—11
985
ЛК-02-05 „ . .
60.5—63.5
•—
0.3—0.7
—
905
ЛКН-56-03-6 . .
55.0—57,5
0.25—0.3
5.5—6.0
905
41. Физико-механические свойства медно-цинковых припоев
Марка
*
со
«►-
о
CJ.
Г*
Ч
О 3
С *
О л
N
at
*
at
с>
со
о
«4
ч
£
х
га
O'4-
CQ
«О
©4
Ч
Ч
Сг
*
о
QQ
а:
Прочность
паяного шла
в кГ/мм*
на
рас¬
тяже¬
ние
на
срез
ПМЦ-36
7.7
22
0.03
ПМЦ-48
8.2
21
0.036
21
3
130
31.3
20.9
ПМЦ-54
8.3
21
0.04
26
4
128
—
—
Л62
8.5
20
0.071
31
38
56
43.0
27,5
Л68
8.6
19
0.071
30
40
56
■
ЛОК-62-06-01 ....
—
—
—
45
—
—
43.8
31.6
1
_ .X . . *
2 Справочник паялыцнка
1343
34
Припои и флюсы
42. Медно-цинковые
припои с оловом
Содержа¬
ние в %
Температура
полного рас¬
плавления в °С
ц
сГ
я
45
С
Си
Zn
Sn
51
48
44
42
5
10
860
810
10,1
3.2
43. Медно-цин¬
ковые припои
с никелем
44. Медно-цинковые
припои с марганцем
Содержа¬
ние эле¬
ментов
в %
«4
3s
сГ.
*
CQ
Си
Zn
N1
65
30
5
.
64
11
25
—
53
33
14
40
44
38
lfi
37
38
50
12
14
35
57
8
0,5
Содержание
элементов
в %
Температура
полного рас¬
плавления в °С
«ч
а*
£
к
га
Си
Zn
Мп
67
12
21
685
40
64
20
16
870
34
62
32
6
900
34
58
29
13
845
46
58
13
32
898
43
Латуни Л62 и Л68 применяют для пайки меди и стали; хМцН-48-10,
ЛК-62-05 и ЛКН-56-03-6 — для пайки чугуна. Наличие в латунных
припоях никеля обеспечивает отсутствие хрупкой диффузионной про¬
слойки на границе чугун—припой и делает паяйое соединение прочным.
Латуни марок ЛОК-62-06-04 и ЛОК-59-1-03 обладают наиболее хоро¬
шими технологическими свойствами.
Когда от паяного соединения требуются высокие прочность и отно¬
сительное удлинение, в медно-цинковые припои вводят повышенное
количество олова, кремния, никеля и марганца. Небольшие добавки
олова понижают температуру плавления латуни, повышают корро¬
зионную стойкость в морской воде и увеличивают жидкотекучесть
и растекасмоеть припоя. Применение латуней с оловом в качестве при¬
поев ограничивается их недостаточной пластичностью.
Добавки кремния уменьшают выгорание цинка, так как при рас¬
плавлении латуни кремний прежде всего окисляется сам и, соединяясь
с флюсом, образует плотную пленку боросиликатов, защищающую цинк
от испарения. В результате этого припои на медной основе, содержащие,
кроме цинка, небольшие количества олова и кремния, обладают луч¬
шими технологическими свойствами и обеспечивают более высокую
плотность и герметичность шва.
Добавки никеля и марганца в медно-цинковые припои улучшают
технологические свойства, повышают прочность и надежность паяных
соединений. Для пайки сильно нагруженных резцов, изготовленных
из быстрорежущей стали, применяют многокомпонентные медно-цин¬
ковые припои, имеющие в своем составе никель, железо, марганец
и кремний. Для увеличения жаростойкости в припои подобного типа
иногда добавляют небольшое количество алюминия (табл. 45).
45. Многокомпонентные медно-цинковые припои
Марка
Содержание элементов
в %
Темпе¬
ратура
пайки
в еС
Си
Ni
Fe
Мп
Si
Zn
А!
86
9
3
2
1150
ГФК
74
5
6
5
3
7
—
1180
ЛНМц-68-4-2
68
4
.—
2
—
26 1
—
850
62—68
3—4
1,5—2
0.2
25—30
900
Припои на медной основе
35
Медно-цинковые припои не рекомендуются для пайки соединений,
работающих в вакууме при повышенных температурах, так как при
этом возможно испарение цинка из латуни с образованием окиси цинка.
Прочность соединений, паяных некоторыми медно-цинковыми при¬
поями, приведена в табл. 46, а состав и свойства этих припоев, при¬
меняемых в зарубежной промышленности, — в табл. 47—53.
46. Свойства паяных соединений из стали Ст. 3
Марка припоя
<Jrt 0 КГ/СМ2
W в кПсм*
ПМЦ-48
31,3
20,9
Л 62
43,0
27,3
ЛОК-62-06-04
43,8
31,6
47. Медно-цинковые припои, применяемые в Англии
(по в. S. 1845 : 1952)
Содержание элементов в %
(Zn — остальное)
Примеси
в %.
не более
Температура в °С
Си
Sn
начала
плавления
полного
расплав¬
ления
49—51
0,85
860
870
53—55
.
0.85
870
880
59—61
0,90
885
890
53—55
0,8—1,2
0.80
860
870
59—61
0,8—1,2
0,80
880
890
48. Медяо-цинкопые припои с никелем, применяемые в Англии
(по в. S. 790 : 1938)
Содержание элементов в %
(Zn — остальное)
Примеси в %
, не более
Си
Ni
Fe
Мп
РЬ
Прочие
60—65
9—11
0,25
0,30
0,04
0,30
60—65
11 — 13
0,25
0.30
0,04
0,30
60—65
14—16
0,30
0,50
0,04
0,40
60—65
17—19
0,30
0,50
—
0,20
56—54
17—19
0.30
0,50
0,04
0,20
60—65
19—21
0,30
0,50
0,025
0,20
55—60
24—26
0,30
0,75
0,025
0,20
55—60
29—31
0,30
0,75
0,025
0,20
*
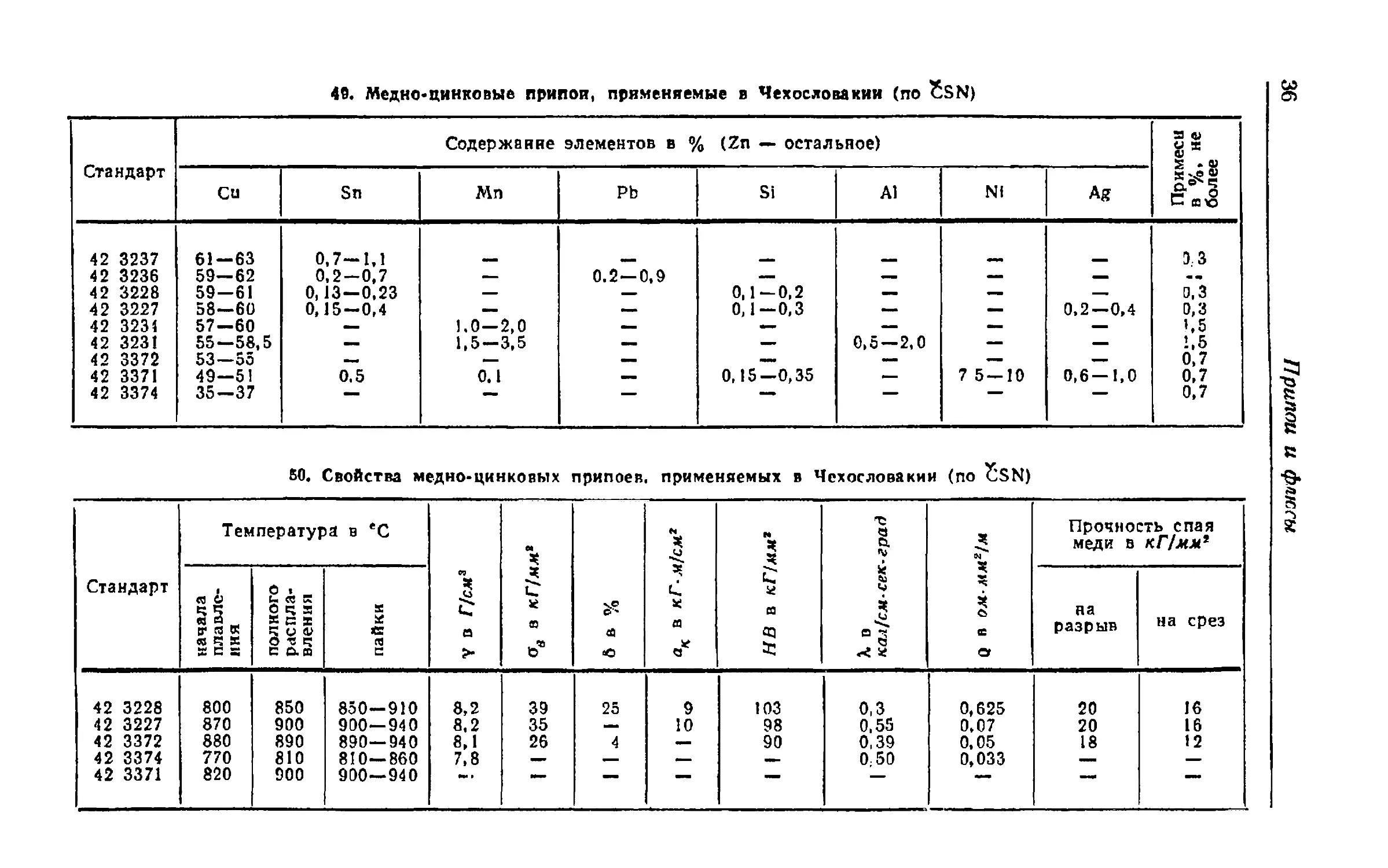
40. Медно-цинковые припои, применяемые в Чехословакии (по ESN)
Стандарт
Содержание элементов в % (Zn — остальное)
Примеси
в %, не
более
Си
Sn
Мп
РЬ
Si
А1
N1
Ag
42 3237
61—63
0.7-1,1
э.з
42 3236
59-62
0,2-0,7
—
0.2 —0.9
—
—
—
—
42 3228
59-61
0,13—0,23
—
—
0,1-0,2
—
__
—
3,3
42 3227
58—60
0,15-0,4
—
—
0,1—0,3
—
—
0,2—0,4
0,3
42 3231
57—60
—
1,0 —2,0
—
—
—
—
—
*.5
42 323!
55—58,5
—
1,5—3,5
—
—
0,5 — 2,0
—
—
1,5
42 3372
53—55
—
—
—
—
—
—
—
0,7
42 3371
49—51
0.5
0.1
—
0,15—0,35
—
7 5-10
0,6 —1,0
0,7
42 3374
35—37
0,7
60. Свойства медно-цинковых припоев, применяемых в Чехословакии (по ^SN)
Стандарт
Температура в *С
09
§
а
>•
М
*
я
а
О*
о-
п
«О
N
*
*
■
я
я
**
N
*
с
ье
а
аз
а:
в.
•V
•
Д
о
с
X *
&J
а?
Cs
е
С/
Прочность спая
меди в кГ/мм*
1
(Q О
к ч
ез о
ЕГ СЗ те
С9ЧХ
£CS
о . _
U (Q ыч
О с; я
х В я
~ и <и
Озе;
с ап
я
я
в
я
с
на
разрыв
на срез
42 3228
800
850
850-910
8,2
39
25
9
103
0,3
0,625
20
16
42 3227
870
900
900—940
8.2
35
—
10
98
0,55
0,07
20
16
42 3372
880
890
890—940
8,1
26
4
—
90
0,39
0,05
18
12
42 3374
770
810
810—860
7,8
—
_
—
0 50
0,033
_
—
42 3371
820
900
900—940
т* »
11
"тт
Припои и флюсы
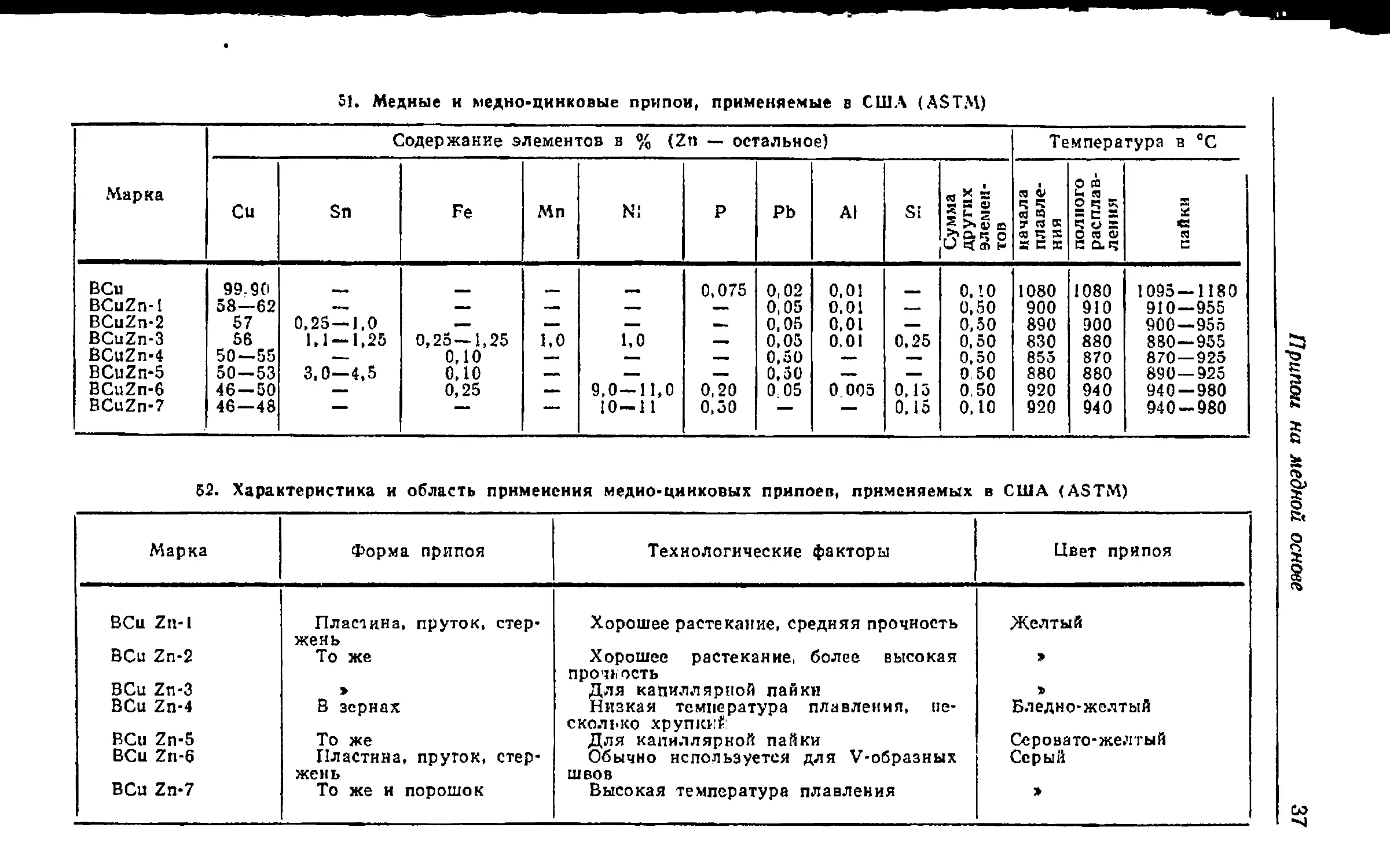
51. Медные и медно-цинковые припои, применяемые в США (ASTM)
Марка
Содержание элементов в % (Zn —• остальное)
Температура в °С
Си
Sn
Fe
Мп
N!
Р
Pb
Al
S1
Сумма
других
элемен¬
тов
начала
плавле¬
ния
полного
расплав¬
ления
пайки
ВСи
99-90
0,075
0,02
0,01
0.10
1080
1080
1095—1180
BCuZn-1
58—62
—
—
—
—-
0,05
0,01
0,50
900
910
910—955
BCuZn-2
57
0,25 — 1,0
—
—
—
—
0.05
0.01
М.
0,50
890
900
900 — 955
BCuZn-3
56
1,1 — 1,25
0,25 —1,25
1,0
1,0
—.
0,05
0,01
0,25
0,50
830
880
880—955
BCuZn-4
50 — 55
—
0,10
—
—
0,50
—.
0,50
855
870
870 — 925
BCuZn*5
50-53
3.0—4,5
0,10
—
—
0,50
—
—
0 50
880
880
890—925
BCuZn-6
46-50
—
0,25
—
9,0—11,0
0,20
0 05
0 005
0,13
0,50
920
940
940 — 980
BCuZn-7
46—48
мм
10-11
0,30
0,15
0,10
920
940
940-980
52. Характеристика и область применения медно-цинковых припоев, применяемых в США (ASTM)
Марка
Форма припоя
Технологические факторы
Цвет припоя
BCu Zn-1
Пластина, пруток, стер¬
Хорошее растекание, средняя прочность
Желтый
жень
ВСи Zn-2
То же
Хорошее растекание, более высокая
»
прочность
ВСи Zn-3
»
Для капиллярной пайки
ВСи Zn-4
В зернах
Низкая температура плавления, не¬
Бледно-желтый
сколько хрупки?
ВСи Zn-5
То же
Для капиллярной пайки
Серовато-желтый
ВСи Zn-6
Пластина, пругок, стер¬
Обычно используется для V-образных
Серый
жень
швов
ВСи Zn-7
То же и порошок
Высокая температура плавления
»
GO
Припои на медной основе
38
Припои и флюсы
53. Медно-цинковые припои (по DIN 1733)
Марка
Содержание элементов в %
Температура
в °С
V в
Г/смг
Си
Zn
Si
СЭ
Ч Ч
03 Щ
з* 03 к
03 Ч X
= Е X
ПОЛНОГО
расплав¬
ления
L Ms 85 .....
84 — 86
13
0,20—0,40
1005
1025
8,7
L Ms 63
64—62
35
0,20—0,40
900
910
8.4
L Ms 60
61—59
38
0,20—0,40
890
900
8.4
L Ms 54
55—53
44
0,20—0,40
880
885
8,3
L Ms 48
49—47
50
855
865
8,2
Медно-никелевые припои
При пайке нержавеющих и жаропрочных сталей, режущего инстру¬
мента и изделий, работающих при высоких температурах, применяют
медно-никелевые припои (рис. 29). Для увеличения жаростойкости,
прочности и температуры плавления в припои этого типа добавляют
хром, марганец, железо, кремний и алюминий (табл. 54).
64. Медно-никелевые припои для лайки изделий,
работающих при высоких температурах
Содержание элементов в % (Си — остальное)
Темпе¬
ратура
пайки
в °С
N1
Сг
Мп
Fe
Si
А1
3
2
5
1200
35—38
2,5—3,5
2,5—3,5
1.5
—
1120
28
10
2
—
1120
20—30
—
—
1250
10—14
4—5
12—14
1,0 1,9
—
1250
35
3
3
3
1.5
—
4
—
2
—
—
0,6
1080
3—4
—
1,5—2
—
0,1—0,2
0,5
1030
10
-—
5
—
—
—
20
—
5
5
—
1000
15
—
—
2
—
—
22
6
—
—
—
1035
35—38
3,0—3,5
3,0—3,5
3,0—3,5
1200
Двойные медно-цинковые припои для пайки нержавеющих сталей
типа Х18Н9Т обычно не применяют из-за образования трещин.в паяном
соединении. Высокое качество паяного соединения (рис. 30) обеспечи¬
вают медно-никелевые припои, состав и свойства которых приведены
в табл. 55 и 56. Изделия из нержавеющей стали можно паять при¬
поями ВПр1 и ВПр2 в среде нейтральных газов или в вакууме без
применения флюса. Наличие в припое ВПр4 небольших количеств
натрия* калия, лития и фосфора позволяет применять его для пайки
65. Медно-никелевые припои для пайки нержавеющих сталей
Марка
Содержание элементов
в % (Си — остальное)
Температура
пайки в '°С
N1
Si
Fe
В
Мп
Li
ВПр 1 ...
27—30
1,5 —2.0
До 1.5
0,1-0,3
MW
1200
ВПр 2 ...
5—6
—
0,8-1,2
—
22 — 26
0,15 — 0,25
1000
ВПр 4 * . .
28—30
0,8-1,2
1,0—1.5
0,15 — 0,25
о
СО
1
со
см
0,15—0,30
1020
* Кроме указанных компонентов припой содержит 0,01—0,2% К; 0,05 — 0,15% Na; 0,1—0,2% Р.
5В. Физические свойства медно-никелевых припоев
Марка
Коэффициент линейного расши¬
рения а-10«
Коэффициент теплопроводности Я
в кал/см-сек-зраЗ
Y в
/7см3
Температура
в °С
с
с
т
с
См
20—200
20—300
20—400
о
о
1Л
1
о
<м
20—600
ю
см
о
о
-н
о
о
см
о
о
со
о
о
Tf
о
о
LO
о
с
ю
ВПр 1
17,1
17,7
18.4
18,8
19,8
20 9
0,077
0,083
0,092
0,1
0,11
0,12
0Г12
8,08
ВПр 2
19,0
19,8
20,5
21,2
21,8
—
0,031
0,037
0,045
0,054
0,064
0,071
—
8,13
ВПр 4
18,8
17.4
17,9
17,6
18,3
19,1
0,026
0,030
0,035
0,041
0,046
0,051
0,0о6
8,03
40
Припои и флюсы
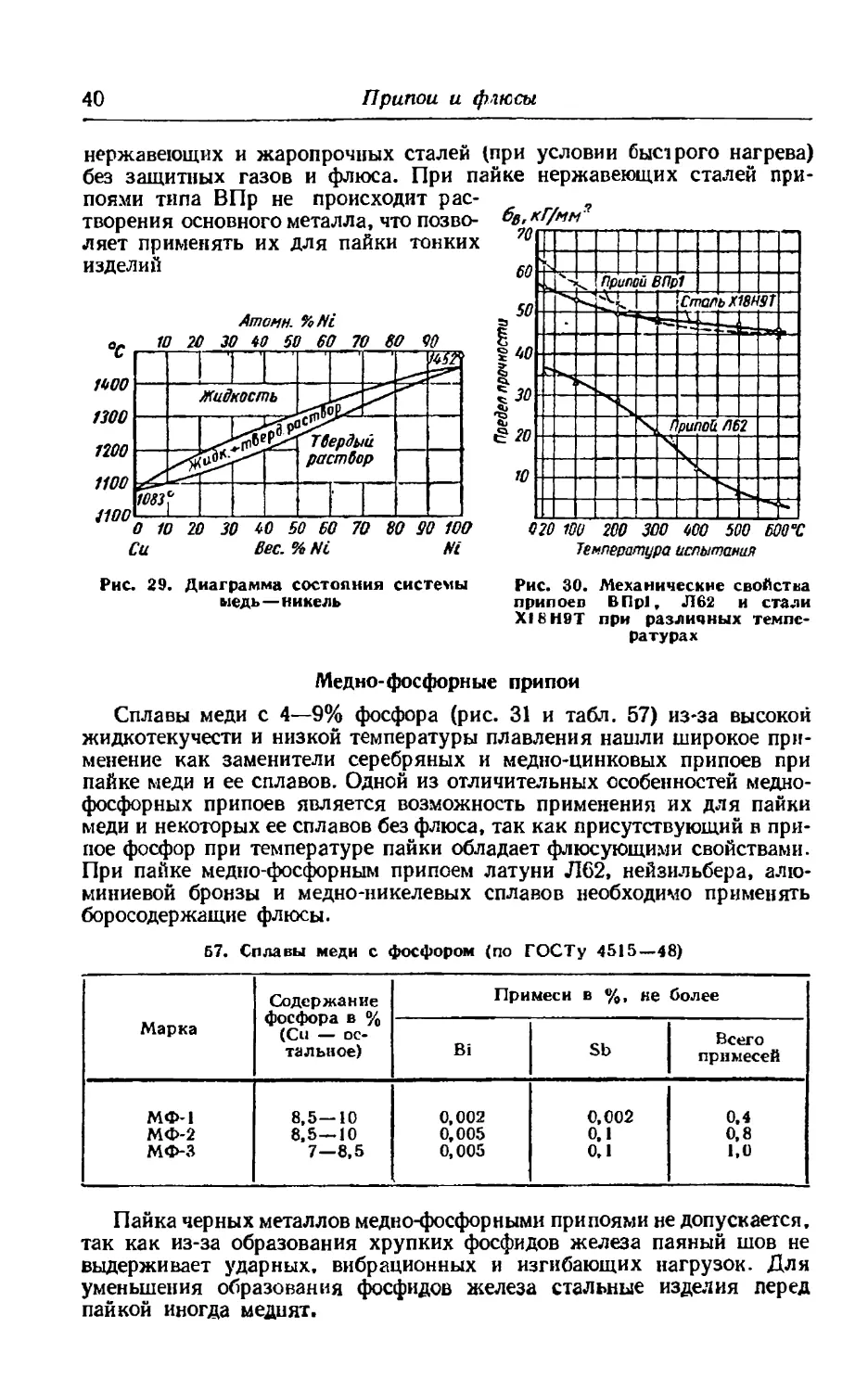
нержавеющих и жаропрочных сталей (при условии быстрого нагрева)
без защитных газов и флюса. При пайке нержавеющих сталей при¬
поями типа ВПр не происходит рас¬
творения основного металла, что позво¬
ляет применять их для пайки тонких
изделий
6g, кГ/мм
70
.?
°с
то
1300
1200
1100
1100
Атомн. %Ni
10 20 30 40 50 60 70 80
00
Жидкость
-С1»
Твердый
У
л
Ж
раствор
1083
О
_1
'
О 10 20 30 40 60 60 70 80 90 100
Си Вес. % NC Ni
Рис. 29. Диаграмма состояния системы
медь—никель
60
50
53
£
$ 40
Э-
I
| 30
£ 20
Ю
V
Т'Ч
'к.
Припой ВПр1
s.\ki
1.
ч
!
т
.
.Iv.
Ч
к
ч
J
рилой Л62
N
N
ч,
С20 100 200 300 т 500 600°с
Температура испытания
Рис. 30. Механические свойства
припоев ВПр1, Л62 и стали
XI8H9T при различных темпе¬
ратурах
Медно-фосфорные припои
Сплавы меди с 4—9% фосфора (рис. 31 и табл. 57) из-за высокой
жидкотекучести и низкой температуры плавления нашли широкое при¬
менение как заменители серебряных и медно-цинковых припоев при
пайке меди и ее сплавов. Одной из отличительных особенностей медно¬
фосфорных припоев является возможность применения их для пайки
меди и некоторых ее сплавов без флюса, так как присутствующий в при¬
пое фосфор при температуре пайки обладает флюсующими свойствами.
При пайке медно-фосфорным припоем латуни Л62, нейзильбера, алю¬
миниевой бронзы и медно-никелевых сплавов необходимо применять
боросодержащие флюсы.
57. Сплавы меди с фосфором (по ГОСТу 4515—48)
Марка
Содержание
фосфора в %
(Со — ос¬
тальное)
Примеси в %, не
более
Bi
Sb
Всего
примесей
МФ-1
8,5—10
0,002
0,002
0.4
МФ-2
8,5—10
0,005
0.1
0,8
МФ-3
7—8,5
0,005
0,1
1,0
Пайка черных металлов медно-фосфорными припоями не допускается,
так как из-за образования хрупких фосфидов железа паяный шов не
выдерживает ударных, вибрационных и изгибающих нагрузок. Для
уменьшения образования фосфидов железа стальные изделия перед
пайкой иногда меднят.
Припои на медной основе
41
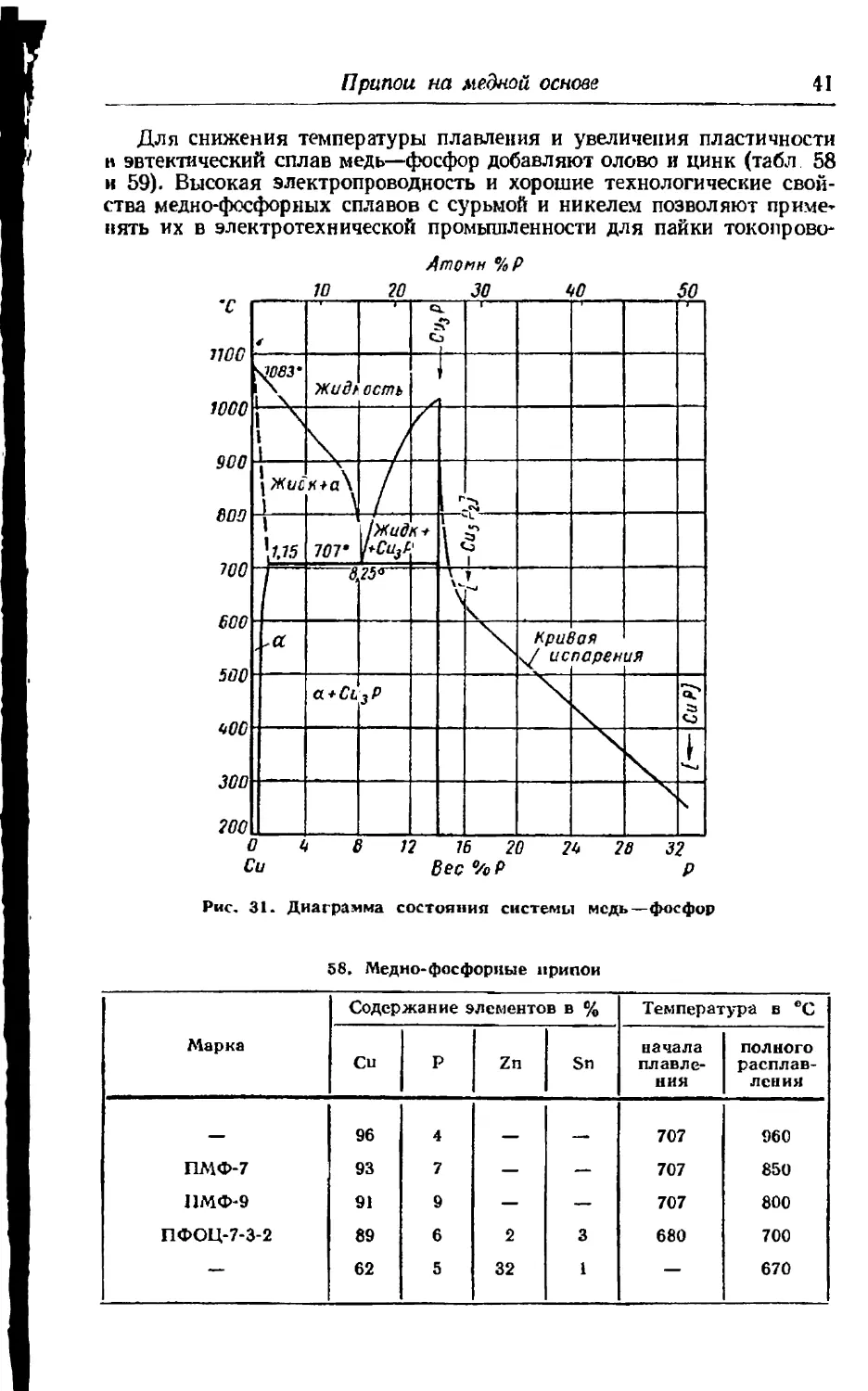
Для снижения температуры плавления и увеличения пластичности
и эвтектический сплав медь—фосфор добавляют олово и цинк (табл 58
и 59). Высокая электропроводность и хорошие технологические свой¬
ства медно-фосфорных сплавов с сурьмой и никелем позволяют приме¬
нять их в электротехнической промышленности для пайки токопрово-
тС
ПОС
1000
900
600
7 00
600
500
ш
300
700
0 6 6 12 16 20 26 28 32
Си Вес %Р Р
Рис, 31. Диаграмма состояния системы медь—фосфор
58. Медно-фосфорные припои
Марка
Содержание элементов в %
Температура в ®С
Си
Р
Zn
Sn
начала
плавле¬
ния
полного
расплав¬
лении
96
4
—
707
960
ПМФ-7
93
7
—
—
707
850
ПМФ-9
91
9
—
—
707
800
ПФОЦ-7-3-2
89
6
2
3
680
700
—
62
5
32
1
—
670
Атомн %Р
40
Припои и флюсы
нержавеющих и жаропрочных сталей (при условии быстрого нагрева)
без защитных газов и флюса. При пайке нержавеющих сталей при¬
поями типа ВПр не происходит рас-
ляет применять их для пайки тонких
изделий
°с
то
1300
1200
1100
1100
Атомн. %Ni
10 20 30 40 50 60 70 80
00
Жидкость
Твердый
У
Ж
раствор
1083
О
_|
'
О 10 20 30 40 60 60 70 80 90 100
Си Вес. % N6 Ni
Рис. 29. Диаграмма состояния системы
медь—никель
70
60
50
53
£
$ ио
э-
I
| 30
^ 20
Ю
V
Т'Ч
'к.
Припой ВПр1
i.
ч
!
m
.
N
J
pu 'noh Л62
N
4.
N
4,
020 100 200 300 т 500 600°с
Температура испытания
Рис. 30. Механические свойства
припоев ВПр1, Л62 и стали
XI8H9T при различных темпе¬
ратурах
Медно-фосфорные припои
Сплавы меди с 4—9% фосфора (рис. 31 и табл. 57) из-за высокой
жидкотекучести и низкой температуры плавления нашли широкое при¬
менение как заменители серебряных и медно-цинковых припоев при
пайке меди и ее сплавов. Одной из отличительных особенностей медно¬
фосфорных припоев является возможность применения их для пайки
меди и некоторых ее сплавов без флюса, так как присутствующий в при¬
пое фосфор при температуре пайки обладает флюсующими свойствами.
При пайке медно-фосфорным припоем латуни Л62, нейзильбера, алю¬
миниевой бронзы и медно-никелевых сплавов необходимо применять
боросодержащие флюсы.
57. Сплавы меди с фосфором (по ГОСТу 4515—48)
Марка
Содержание
фосфора в %
(Со — ос¬
тальное)
Примеси в %, не
более
Bi
Sb
Всего
примесей
МФ-1
8,5—10
0,002
0,002
0.4
МФ-2
8,5—10
0,005
0.1
0,8
МФ-3
7—8,5
0,005
0,1
1,0
Пайка черных металлов медно-фосфорными припоями не допускается,
так как из-за образования хрупких фосфидов железа паяный шов не
выдерживает ударных, вибрационных и изгибающих нагрузок. Для
уменьшения образования фосфидов железа стальные изделия перед
пайкой иногда меднят.
Припои на медной основе
41
Для снижения температуры плавления и увеличения пластичности
и эвтектический сплав медь—фосфор добавляют олово и цинк (табл 58
и 59). Высокая электропроводность и хорошие технологические свой¬
ства медно-фосфорных сплавов с сурьмой и никелем позволяют приме¬
нять их в электротехнической промышленности для пайки токопрово-
тС
ПОС
woo
900
600
7 00
600
500
ш
300
700
0 6 6 12 16 20 26 28 32
Си Sec %Р Р
Рис. 31. Диаграмма состояния системы медь—фосфор
58. Медно-фосфорные припои
Марка
Содержание элементов в %
Температура в ®С
Си
Р
Zn
Sn
начала
плавле¬
ния
полного
расплав¬
лении
96
4
—
707
960
ПМФ-7
93
7
—
—
707
850
ПМФ-9
91
9
—
—
707
800
ПФОЦ-7-3-2
89
6
2
3
680
700
—
62
5
32
1
—
670
Атомн %Р
44
Припои и флюсы
Атомн• % Си
10 20 30 W 50 60 70 SO 90
WOO
900
800
700
600
500
</ DO
300
200
Г"
• т
1 Г
—г
Т
1Ш
взи
г/
9605
к;
■
Жидк
кость
(
\
X.
дн.+ъ
|
779я
Жид
ноет
ь+Р
1 р
4
а /
/
А б
1
0,5
91
г\
\
(¬
1
а
Р
Рис. 33. Диаграмма со¬
стояния системы медь —
серебро
О 10 20 30 7*0 50 60 70 80 90 W0
Ад Вес. °/с Си Си
Zn
Рис. 34. Изотермы ликвидуса серебро—медь—цинк
Марка
Содержание элементов в %
Ag
Си
Zn
Sn
Р
Cd
Мп
Ni
ПСр 72
72,0±0,5
2B,o±g;f
—
—
_
_
__
ПСр 50
50,0±0,5
5o.o+g;?
—
—
—
—
—
—
ПСр 70
70,0±0,5
26,0±0,5
4,0± 1,0
—
—
—
—
—
ПСр 65
65,0±0,5
20,0±0,5
15.0+1'J
—
—
—
—
—
ПСр 45
45,0±0,5
30,0±0,5
25.о+1;2
—
—
—
—
_
ПСр 25
25,0±0,3
40г0±1,0
35,0+2:2
—
—
—
•—
_
ПСр 12М
12,0±0,3
52,0±1,0
ОС П4“1,5
36,0_2f0
—
—
—
—
—
ПСр 10
10,0±0,3
53.0±1.0
07 П-Н»5
37'°—2,0
—
—
—
—
ПСр 62
62.0±0,5
28,0±1,0
—
10,0±1,5
—
—
—
—
ПСр 71
71,0±0,5
9Я п+0’7
—
—
1. 0±0,2
—
—
—
ПСр 50 Кд
50,0±0,5
16,0±1,0
16,0±2,0
—
—
18.0zfcl,0
—
—
ПСр 44
44,0±1,0
27,0±1,0
16,0±2,0
—
—
8.0± 1,0
3,0±0,5
2,0±0,5
ПСр 40
40,0±1,0
1А 7-f-0,7
16>7-0,3
17;0_о.4
—
—
0+°’ 5
26’°—1,0
—
0,3±0,2
ПСр 37,5
37,5±0,5
48.8=2=1.0
5,5±0,5
—
—
8,2±0,3
—
Припои на основе благородных металлов
46
Припои и флюсы
припои хорошо смачивают металлические поверхности, прекрасно
заполняют зазоры швов, дают прочные и коррозионно-стойкие паяные
соединения, которые хорошо сопротивляются ударным и вибрацион¬
ным нагрузкам и выдерживают значительные деформации.
Серебряные припои применяют для пайки всех металлов, кроме
алюминиевых и магниевых сплавов.
Основой серебряных припоев обычно является система серебро—
медь (рис. 33). Эвтектический сплав (28% Си) широко применяют при
вакуумной пайке многих металлов и сплавов. Для снижения темпе¬
ратуры плавления в двойные сплавы серебра с медью добавляют цинк
(рис. 34). Чтобы изменить в нужную сторону физико-механические
и технологические свойства тройных серебряных припоев, например,
увеличить жаростойкость или прочность припоя, повысить или пони¬
зить температуру плавления его, а иногда сократить расход серебра,
в них добавляют другие металлы: никель, марганец, кадмий, олово
(табл. 65—67).
66. Свойства серебряных припое л 67. Серебряные припои
с цинком
Марка
Темпе
в
« о>
Ч Ч
у ев К
6RS
хек
ратура
еС
о м
i- со
о е к
з: п s
Чох
О со О
с ач
о
я
?-
JLi
V
о
£0
а
ПСр 72
779
779
9,9
2.2
ПСр 50
779
850
9.3
2,о
ПСр 70
730
755
9,8
4.2
ПСр 62
660
700
8,7
22
ПСр 45
660
725
9.1
9,7
ПСр 25
745
775
8.7
6.9
IlCp I2M
780
825
8,5
7.6
ПСр 10
815
850
8,45
6,5
ПСр 71
750
795
9.8
4
ПСр 50 кд
635
650
9.3
7.2
ПСр 44
650
800
8,9
19
ПСр 40
595
605
8.4
ПСр 37,5
725
810
8,9
3.1
Содержание элемен¬
тов в %
Температура
полного
расплавле¬
ния в °С
Ag
Си
2ч
74
14
12
760
54
40
о
720
43
37
20
775
40
36
24
785
30
38
32
760
25
52
23
870
20
48
32
820
15
80
5
790
15
52
33
835
5
58
37
870
Для повышения механической прочности паяемого соединения эф¬
фективна добавка никеля в серебряные припои, содержащие медь
и цинк (табл. 68). Припои этого типа обладают хорошей прочностью
при температуре до 540° С и могут применяться для пайки сверхпроч¬
ных сплавов типа стеллит. Наличие марганца в серебряных припоях
делает их кислотостойкими (табл. 69).
Незначительная добавка лития к серебряным припоям резко улуч¬
шает текучесть и смачивающую способность припоя в вакууме# в водо¬
роде, в среде инертных газов и делает возможным пайку в обычной
атмосфере без применения флюса. Самофлюсующие свойства припоев
с литием объясняются тем, что при нагреве на его поверхности обра¬
зуется гидроокись лития (LiOH) в количествах# зависящих от влаж¬
ности атмосферы. При температурах 450—920° С гидроокись не разла¬
гается и находится в жидком состоянии, защищая припой от дальней¬
шего окисления* а все образующиеся при нагреве окислы металлов
Припои на основе благородных металлов
47
68. Высокопрочные серебряные
припои с никелем
Содер жа н ие эл смея тов
в %
Температура
полного
расплавле¬
ния в °С
Ag
Си
Zn
Ni
55
31
12
2
730
54
40
5
2
800
62
33
5
775
69. Кислотостойкие серебряны е
припои с никелем и марганцем
Содержание элементов
в %
сз
Р; *
>> о
сэ с сс
Сэ— гз
Ш О С «
“ — с
3 ч О «
О/ О РЗ х
Е— С d =
Ag
Си
Ni
Мп
85
15
960
65
28
2
5
755
45
38
2
15
680
растворяются в LiOH. В абсолютно сухой атмосфере припои, содержа¬
щие литий, не будут обладать самофлюсующими свойствами. Серебряные
припои с литием (табл. 70) применяют при пайке титана, сотовых
Вес. %, Cd
Рис. 35. Изотермы ликвидуса системы серебро—цинк—
кадмий
и других изделий из нержавеющей стали. Соединения, паянные серебря¬
ными припоями с литием, сохраняют высокую прочность при высоких
температурах.
Добавка в серебряные припои кадмия (рис. 35, габл. 71—73) сни¬
жает температуру плавления, увеличивает пластичность и жидк отеку -
честь припоя. Кадмий при содержании в припое менее 40% Ag сильно
ликвирует. Для уменьшения ликвации пайку следует производить
быстро.
При пайке чугуна и спеченного карбида вольфрама серебряные
припои с медью, цинком и кадмием плохо смачивают их поверхность
48
Припои и флюсы
70. Серебряные припои с литием
Содержание элементов в %
Температура
полного
расплавле¬
ния в °С
Ag
и
Си
Cd
Дру¬
гие
ме¬
таллы
99,5
0,5
940
97,0
3.0
—-
—
—
650
92.8
0,2
7
—
—
900
84.8
0.2
—
Мп 15
955
79,0
2,0
—
19
—
760
78.0
0,5
21,5
—
—
830
71.8
0.2
28
—
—
820
50
0,5
17,5
15
Zn 17.0
850
72 Серебряные припои
с кадмием и медью
Содержание элемен¬
тов в %
Темпе¬
ратура
полного
расплав¬
ления
в “С
Ag
Си
Cd
80
16
4
810
75
20
5
775
65
20
15
750
71. Серебряные припои
с кадмием и цинком
Содержа¬
ние эле¬
ментов
в %
Температура
в -С
Ag
Cd
Zn
полного
расплав¬
ления
>
«в о
*; ч
СП Я
3* Я R
Я к
м !н
70
30
820
780
70
20
10
820
730
70
10
20
720
710
60
40
760
720
60
30
10
680
680
. 60
20
20
680
680
60
10
30
680
680
50
50
_
710
680
50
40
10
670
640
50
30
20
660
630
50
20
30
700
670
50
10
40
760
670
40
60
—
G70
620
40
50
10
640
580
40
40
20
600
580
40
30
30
600
580
40
20
40
620
600
40
10
50
640
630
20
80
475
580
20
60
20
500
470
20
40
40
500
470
20
20
60
580
460
10
20
70
510
480
73. Серебряные припои с кадмием, цинком и медью
Содержание элементов в %
Температура
полного
расплавле¬
ния в ®С
Содержание элементов в %
Температура
полного
расплавле¬
ния в °С
Ag
Си
Cd
Zn
Ag
Си
Cd
Zn
75
15
5
5
750
35
26
18
21
700
65
20
10
5
745
32
34
19
15
760
65
20
2
13
720
25
35
15
25
725
61
20
10
7
720
20
30
20
30
710
58
25
14
3
690
10
40
10
40
765
50
15
10
25
640
40
20
20
20
590
50
16
16
18
620
45
15
24
16
607
40
18
27
15
650
1
и полученные соединения обладают незначительной прочностью. До¬
бавка в эти припои небольших количеств никеля и марганца (табл. 74)
значительно увеличивает прочность соединения на срез.
Серебряные припои, содержащие медь и олово, применяют для
пайки вакуумных изделий из углеродистых сталей (табл. 75, рис, 36). •
Припои на основе благородных металлов
49
Для пайки титана с титаном и с нержавеющей сталью могут быть
использованы тройные серебряные припои* содержащие цинк и кадмий*
а также специальные припои с титаном (табл. 76).
Sn
ft
250-
1Н
40
Яес-%
Рис. 36. Изотермы ликвидуса
74. Серебряные припои
с никелем и марганцем
системы серебро—медь—олово
75. Серебряные припои с оловом
Содержание элементов в %
Ag
Си ! Zn
1
Cd
Ni
Мп
60
13
13
9
5
60
15
10
7
3
5
50
17
15
15
2
I
47
15
13
13
2
10
35
25
25
10
5
25
50
10
8
3
4
76.
Прип<
С Др]
?и для пайки титана
^гими металлами
Содержание элементов в %
Ag
См
N1
Мп
Т1
15
20
15
10
5
50
50
50
5
5
25
25
25
Содержание элементов
в %
Температура
полного
расплавле¬
ния в °С
Ag
Си
Sn
Другие
ме!аллы
72
28
5
779
68
27
5
—
760
63
29
6
Ni 2
820
60
30
10
—
720
53
32
15
—
G90
46
32
22
—
640
42
33
7
Zn 18
650
40
30
2
Zn 28
770
50
Припои и флюсы
Химический состав и свойства стандартных зарубежных припоев
приведены в табл. 77—82.
v
77. Припои серебряные, применяемые в Чехословакии (по CSN)
Стан¬
дарт
Марка
Содержание элементов в %
(Zn — остальное)
и
Ag
Си
Р
Мп
Ni
Cd
42 3819
Ag 99.5
99,5
42 3815
Ag 66-Cu-Zn
65,5—
26,5—
—
—
—-
—
66,5
28,5
42 3822
Ag 60-Cu-Zn
59,5 —
26,5—
—
—
■—
—
60,5
27,0
42 3813
Ag 50-Cu-Zn-Cd
49,5—
19.5—
—
—
—
19.5 —
50,5
20,5
20,5
42 3811
Ag 45-Cu-Zn
44,5 —
29.5 —
—
—
-
-
45.5
30,5
42 3809
Ag 30-Cu-Zn-Cd
29,7—
40.0—
—
—
—
2.5—
30.3
42.0
3,5
42 3825
Ag 28.5-Cu-Mn-Ni-Zn
28,0—
40,0—
—
5,5—
3,0—
29.0
41.0
6,5
4.0
42 3808
Ag 25-Cu-Zn
24,7—
39,0—
—
■—
..
25,3
41,0
42 3806
Ag 15-Cu-Zn-P
14.7 —
78,5—
4.0—
—
—
—
15,3
80,5
6.0
42 3805
Ag 10-Cu-Zn
9.7-
52.0—
—
—
—
—
10.3
54.0
у
78. Свойства серебряных припоев (по CSN)
Марка
Tc
C3 <U
* 5
га в
p rt W
га Ч x
X Г X
мперату
о a
(-> Л
О ц Й
X С X
CJ X
о rj a>
С Р.
ра в °С
X
X
<5
т
С
■6
г*
О
£
0
?-
о
Й.
Ги
*
•
1 *
О
са***
о
о
*
55
ю
о>
Ag 99,5
960
960
960—1000
10,5
1.0
0,146
Ag 66-Cu-Zn
750
770
770—820
9,8
1,798
0,558
Ag 60-Cu-Zn .....
710
760
760—800
9,62
—
—
Ag 50-Cu-Zn-Cd ....
600
680
690—740
9,51
1,137
0,879
Ag 45-Cu-Zn
670
745
750—800
9,21
0,854
1,172
Ag 30-Cu-Zn-Cd ....
650
810
810—850
8,92
1.11
0,901
Ag 28,5-Cu-Mn-Ni-Zn
700
750
780
8.92
—
—
Ag 25-Cu-Zn
720
875
880—920
8,7
1,132
0,883
Ag 15-Cu-Zn-P ....
770
800
800—850
8.81
—
—
Ag 10-Cu-Zn .....
830
845
850—900
п ■■
-- ~~
Припои на основе благородных металлов
51
79. Серебряные припои, применяемые в США (по ASTM)
Содержание элементов * в
%
Температура в °С
Марка
Ag
Си
Zn
Cd
N1
Sn
>
CS О
*
та 3Q
вг <0 К
та Ч =
see:
полного
расплав-
леи И Л |
пайки
В Afi-I
44_
46
14 — 16
14 — 18
23 —
25
—
—
605
620
620—760
В Ag-1 а
49 —
51
15—16
16—17
17—
19
-—
630
640
640
В Ag-2
34 —
36
25—27
19—33
17 —
19
605
704
704 —845
В Ag-3
49—
51
14,5 —
16,5
13,5 —
17,5
15 —
17
2.5 —
3,5
—
645
690
690—815
В Ag-4
ЗУ-
41
29—31
26—30
—-
1.5—
3,5
670
780
780—900
В Ag-5
44 —
46
29—31
23—27
676
745
745—845
В Ag-6
49 —
51
55 —
57
33—35
14—18
690
780
780—870
В Ag-7
21—23
15—19
4.5—
5,5
620
649
649—760
В Ag-8
71 —
73
27—29
—
-—■
780
780
.
780—900
В Ag-9
64 —
66
19—21
13—17
“
695
715
715—845
В Ag-IO
69—
71
19—21
8—12
“
720
755
755—870
В Ag-11
74 —
76
21 —23
2,5¬
3.5
740
790
790—900
* Сумма прочих элементов 0,15%.
80. Характеристика серебряных припоев, применяемых п США
.. I Технологические
Марка свойства
Цвет припоя
Область
применения
BAg-l,
BAg-la
Температура
плавлении низкая,
узкий интервал
кристалл и за дни
Бледно- желтый
Для пайки обще¬
го назначения
В Ag-2
Большой интер¬
вал кристаллиза¬
ции. подвержен
ликвации
Желтый
Там, где зазор не¬
возможно тщатель¬
но контролировать
В Ag-3
BAg-4
Расте кае мо сть
хуже, чем DAg-I
и В Ag-2, большой
интервал кристал¬
лизации, к ликва¬
ции ие склонен,
высокие антикор¬
розионные свойства
Беловато¬
желтый
Светло-желтый
Для пайки твер¬
досплавного инст¬
румента и соедине¬
ний с большим за¬
зором
52
Припои и флюсы
Продолжение табл. 80
Марка
Тех пологичес кие
свойства
Цвет припоя
Область
применения
BAg-5,
BAg-6
Растекаемость
хорошая, ковкий,
вязкий
В Ag-7
Температура
плавления низкая,
обладает незначи¬
тельной склонно¬
стью вызывать при
пайке коррозион¬
ное растрескивание
Белый
Для пайки пище¬
вой посуды, элек¬
трооборудования
В Ag-8
Черные металлы
смачивает плохо
Для пайки ва¬
куумных изделий
В Ag-9,
BAg-10.
BAg-l 1
Припои имеют
разную температу¬
ру плавлення с
большим интерва¬
лом кристаллиза¬
ции
Для пайки сере¬
бряных изделий,
для ступенчатой
пайки
81. Серебряные припои (по D1N)
Марка
Содержание элементов в %
(Zn — остальное)
■ •
и С
Паяемый
Ag
Си
Cd
Другие
металлы
В к и
? О-
ь >>Х
Н *
металл
L
Ag 8
7—9
55
—
—
860
Чугун, сталь,
медь и медные
сплавы
L
Ag 12
11 — 13
52
—
—
830
То же
L
Ag 12 Cd
11 — 13
52
5—9
—
800
Мель и ее сплавы
L
Ag 15
14—16
49
8—12
—-
770
Чугун, сталь,
медь и се сплавы
L
Ag 15 P
14-16
82
—
P — ос¬
тальное
710
Медь и ее спла¬
вы
L
Ag 20
19—21
43
13—17
—
750
То же
L
Ag 25
24—26
43
—
—
780
L
Ag 25 Cd
24—26
42
12—1G
—
730
»
L
Ag 27
26—28
40
—
Мп до 10
840
»
L
Ag 30 Cd 5
29—31
44
3—7
—
770
L
Ag 30 Cd 12
29—31
36
10—14
—
700
»
L
Ag 38
37—39
42
—
Sn до 4
800
L
Ag 44
43—45
32
—
—
730
»
L
Ag 45
44—46
19
18—22
620
Медь и се спла¬
вы, серебро, зо¬
лото, платина
L
Ag 49
48—50
13
-~
Мп до 8
Ni » 5
690
Хромистые стали
L
Ag 50
49—51
32
3—7
—
700
Меди и ее сплавы
L
Ag 50 Cd
49—51
22
18
650
Для серебра и
его сплавов
L
Ag 60
59—61
28
—
710
То же
L
Ag 60 Cd
59—61
25
3
Sn до 3
680
»
L
Ag 67
66—68
26
—
—
730
»
L
Ag 67 Cd
66—68
13
11
—
710
»
L
Ag 75
74—76
25
—
—
770
»
L
Ag 83
82—84
17
830
»
Припои на основе благородных металлов
53
82. Прочность при растяжении
соединений из меди, паянных
серебряными припоями
Марка
припоя
Пайка
внахлестку
Пай¬
ка
встык
Прочность в кГ1мм*
при температуре
в °С
+ 20 J-f-20o\—195) +20
В Ag-I
В Ag-6
В Ag-8
13.3
12.3
12.3
6.8
21,0
19.6
17.7
19,0
21,2
17.7
83. Серебряные припои с алюминием
Марка
Содержание
элементов
R о t
R /0
Темперет ура
полного
расплавле¬
ния в °С
Ag
А1
Dynabraz- В
95.0
5.0
800
Dyrtabraz-A
87,5
12.5
727
Двойные серебряно-медные припои ПСр 72 и ПСр 50 обладают низ¬
ким удельным электросопротивлением и поэтому особенно пригодны
для пайки токопроводящих соединений, от которых требуется высокая
электропроводность. Для этих же целей рекомендуют припои с высоким
содержанием серебра ПСр 70 и ПСр 71. Для пайки капиллярных швов
хорошо применять припои, обладающие высокой жидкотеку1честью,
например, эвтектический припой ПСр 72 или кристаллизующиеся в уз¬
ком интервале температур припои ПСр 50 КД и ПСр 40. Для пайки
изделий, не допускающих перегрева, следует рекомендовать наиболее
легкоплавкие припои, например, ПСр 40, ПСр 62, ПСр 45 и т. п. В ма¬
шиностроительной промышленности наиболее широко применяют более
дешевые припои с содержанием 10—45% Ag. Эти припои обеспечивают
достаточно высокое качество паяных соединений.
В США для пайки титана и его сплавов применяют двойные сплавы
серебра с алюминием (габл. 83).
Золотые припои
Чистое золото, его сплавы с серебром (рис. 37) и с медью (рис. 38)
используют в качестве припоев в ювелирном и зубопротезном деле,
ЬС
поо
1050
то
950
900
0 го 20 30 90 50 60 70 60 90 100
Ад вес. % А и Аи
Атомн % Аи
10 20 30 90 50 60 70 80 90
Рис. 37, Диаграмма состояния системы золото—серебро
54
Припои и фпюсы
в производстве электронных трубок и вакуумной аппаратуры, при
пайке изделий из молибдена и соединений графита с металлом. Медно¬
золотые припои (табл. 84) отличаются высокой коррозионной стой¬
костью. Из-за отсутствия летучих компонентов этими припоями паяют
Т
WOO
900
800
Атомн %Си
102030W 50 80 70 80
90
Гюдз
Г ■
\
—1 1
1 •
W3
Жидк
+а
Жидкость
Жидк* ос
i
ОС
О 10 20 30 ЬО SO 60 70 80 90 100
Аи Вес % Си Си
Рис. 36. Диаграмма состояния системы зото-
то—медь
детали, работающие в высоком вакууме. Для снижения температуры
плавления и придания определенных технологических и других свойств
в медно-золотые припои добавляют серебро, цинк, кадмий (габл. 85—89).
64. Медно-золотые припои
Марка
Содержание
элементов
в %
Температура в °С
Аи
Си
начала
плавле¬
ния
•
С CD
Сн СО
О С R
К С К
ч о к
о и о
С CLE?
пайки
30
70
980
1010
1010—1100
В Си Аи-1
37,5
62,5
950
990
990—1090
В Си Аи-2
80
20
890
890
890—1010
Аи
100
—
—
—
66. Золотые припои с серебром
Содержание элементов
о
sfl
в4»
Температура в ®С
Аи
Ag
Си
начала
плавления
полного
расплавлс-
. ния
75
7.5
17,5
880
895
58,5
20
21,5
827
845
41.7
2.8
55,5
—
963
33,3
40
26,7
780
780
Припои на основе благородных, металлов
55
86. Золотые припои с цинком
Содержание
элементов в %
Темпера -
тура в °С
Ли
Ag
Си
Zn
го 0J
со й
э- я К
со f; я
X Z. я
о аа
1- СЗ
О г; Я
я с я
*5 О X
о со а»
Я CL CJ
75
9
6
10
730
783
68,5
11,9
25.7
4
81G
854
58,5
10.3
24.2
7
804
83 С
58.5
2о,7
11.8
4
786
818
58,5
24.2
10,8
7
765
808
33,7
35,0
21.7
ю.
725
759
33.7
30
16.7
20
695
704
8S. Золотые припои
с серебром и кадмием
87. Золотые припои
с цинком и кадмием
Содержание
элементов в %
Темпера¬
тура в °С
Аи
Си
Cd
Zn
начала
планле-
НИЯ
ПОЛНОГО
расплав¬
ления
75
58.5
15
29.5
8,2
9.8
1.8
2.2
793
748
822
793
Содержание
элементов в %
Темпера- |
тура в DC |
Аи
Ag
Си
Cd
начала
плавле¬
ния
о еа
с- сс
О р; Я
кся
р; х
С' си о
Я Cl с;
i
75
12
8
5
826
887
75
9
6
10
776
843
75
10
5
10
—
900
58.5
10.3
24,2
7
792
831
58,5
8.8
22.7
10
751
780
58,5
24.2
10.3
7
789
822
58.5
22.7
8,8
10
752
813
58,5
25
12.5
4
788
840
58,5
23, о
12,0
6
771
829
33.3
30,0
16.7
20
635
709
33,7
35.0
21.7
10
710
741
89. Золотые припои с серебром, цинком и кадмием
Содержание элементов в %
Температура в °С
начала
ПОЛНОГО
Аи
Ag
Си
Cd
Zn
плавле¬
расплав¬
ния
ления
75
2,8
11.2
9
2
738
760
75
2,8
11,2
2
9
747
788
75
7,5
7.5
7
3
—
800
58.5
4.9
25,6
9.0
2.0
738
760
58,5
4.9
25,6
2.0
9,0
790
837
58.5
8.0
22,0
9.4
2,1
744
776
Сплав золота с 18% Ni (рис. 39) получил широкое распространение
в ракетостроении при изготовлении жаростойких деталей с высокими
физическими и механическими и жаропрочными свойствами. Для пайки
сотовых конструкций, работающих при температуре до 600—700° С.
разработан серебряный припой с температурой плавления 975—1000° С
и содержащий 6% Сг и 22% Ni. Изделия, покрытые тонкой пленкой
золота, паяют золотым припоем, в состав которого входит 18% Zn,
1% Ni, 3% Si и 32% Sb. Этот припой отличается тем, что он не рас-
56
Припои и флюсы
творяет основной металл (что очень важно при лайке тонких пленок)<
имеет низкую температуру пайки (590° С) и сохраняет высокую проч¬
ность и стойкость при нагреве.
Атомн. °/о N1
Рис. 39. Диаграмма состояния системы золото—никель
Сплавы золота с индием (рис. 40) благодаря хорошей смачивающей
способности используют для соединения стекла со стеклом или метал¬
лом. В качестве припоя для декоративной пайки может быть нсполь-
W00
900
800
700
600
500
т
300
200
100
о
&
**
.С:
•
9
С
Г
1
3
с
V
W
(
1
\А
c/.i
Г
1
56
г
>
11
11
I
1
1
ih
—
1
1
1
1
!
1
1С(.
[в
1
1
1
I
IJ4
1
1
L.
90. Составы и область применения
некоторых золотых припоев
0 10 20 30 40 50 60 70 80 90100
Аи Вес. % Iff In
Рис. 40. Диаграмма состояния
системы золото—индий
Состав припоя
Область
применения
82% Au+I8% Ni
77.5% А и-f-22.5% in
46% Аи+3% Si +
+ 1% Ni-f 17,5% Zn+
4-32,5% Sb
72% Au4-6% Cr +
4-22% Ni
Для лайки сото¬
вых панелей в атмо¬
сфере водорода
Для пайки стекла
со стеклом и стекла
с металлом
Для паи ки изде¬
лий, покрытых тон¬
кой пленкой золота
Для пай кн тон¬
ки х изделий из не¬
ржавеющей стали,
работающих при
температуре 650е С
зован сплав золота с 5% In и 20% Ag. Этот сплав известен под назва¬
нием «Зеленое золото». CociaBbi и области применения некоторых золо¬
тых припоев с никелем, сурьмой и индием приведены в аабл. 90.
Припои на основе благородных металлов 57
Платиновые припои
Хорошая смачивающая способность, высокие температура плавле¬
ния и сопротивляемость окислению позволяют применять платину и ее
сплавы с драгоценными металлами в качестве высокотемпературных
°С
Т700
то
1500
то
1300
то
1100
Рис. 41. Диаграмма
состояния системы jqqq
платина—золото 0 10 20 30 40 SO 60 70 60 90 100
Аи Вес %Pt Pt
Атомн. %Pi
°С
1700
1600
1500
1400
1300
1200
1100
woo
900
О Ю 20 30 40 50 60 70 80 90 ЮО
Ад Вес %Pt Pt
Рис. 42. Диаграмма состояния системы платина—серебро
Атомн. % Pt
58
Припои и флюсы
припоев для изготовления изделий, работающих при высоких тем¬
пер атурах.
Платина и ее сплавы с золотом и серебром (рис. 41, 42 и табл. 91)
применяют при пайке молибдена и для соединения труднопаяемых
изделий, например, торриевовольфрамовой проволоки с молибденом
в производстве электронных трубок. Применение платины для пайки
ограничивается ее высокой стоимостью.
91. Платиновые припои
Марка
Содержание элементов в %
Температура в °С
Pt
Ап
Ag
начала
плавле¬
нии
полного
расплав¬
лен ия
Pi
100
1773
1773
Pt-AR
70
30
1185
1560
Pt-Au
30
70
1200
1440
ПРИПОИ НА ОСНОВЕ ЛЕГКИХ МЕТАЛЛОВ
Алюминиевые припои
Для пайки изделий из алюминия и его сплавов наиболее надежными
с точки зрения механической прочности являются припои на алюминие¬
вой основе с кремнием, медью, оловом и другими металлами.
В качестве припоев применяют сплавы, содержащие 4—13% Si.
Наиболее часто применяют припои эвтектического состава, содержа¬
щие около 12% Si, плавящиеся при температуре 577° С. Для даль¬
нейшего снижения температуры в алюминиево-кремниевые припои вво¬
дят медь. Тройные алюминиево-кремниево-медистые припои эвтекти¬
ческого состава широко применяют в отечественной и зарубежной про¬
мышленности. Для улучшения технологических и прочностных свойств
алюминиевых припоев в них дополнительно вводят цинк и марганец.
Составы алюминиевых припоев, применяемых в промышленности, при¬
ведены в табл. 92—95.
92. Алюминиевые припои
Марка
Содержание элементов в %
Температура
ПОЛНОГО
расплавле¬
ния в. °С
А1
Си
Si
Cd
Zn
Дру¬
гие
ме¬
таллы
95
5
630
П 590А
89
10
1
—
—
590
88
12
—■
—
585
86
4
10
—
—.
610
Л 575А
80
—
Мп 20
—
575
П 550А
65,5
27
6
—
550
34 А
66
28
6
—
—
-—
525
ПА-124
63
10
7
15
550
В-62
51
20
4
М 1
Sn 5
500
93. Алюминиевые припои применяемые в Чехословакии (по CSN)
Стандарт
Марка
Содержание элементов в % (А! — остальное)
Si
Мп
Fe
Примеси,
не более
42 4232
42 4230
Al-Si 5
AI-Si 12
4.5 —6,0
11,5—13,5
0,2
0,3 —0,5
0,5
0,5
0,9
0,7
Стандарт
Марка
Температура в °С
з;
о
с
0
?-
Ь.
•4
*
0
и
о
с.
м
■
*
•
3
0 "ч-
3
*
•
5
0
О
ПрОЧНОгть
пайчи
алюминия
начала
плавле¬
ния
ПОЛНОГО
расплав¬
ления
пайки
м
3
3
с
О е
•1
а?
«>
и *
42 4232
42 4230
Al-Si 5
Al-Si 12
577
577
625
600
625-640
600 — 630
2,67
2,65
0,23
| 0,22
0,35
0,37
0,47
0. 044
7
7
6
6
94. Алюминиевые припои, применяемые » США (по ASTM)
Марка
Содержание элементов в % (Л1
— остальное)
Температура в
SI
Си
Fe
Zn
Mg
Мп
Сг
н а чала
плавле¬
нии
полного
расплав¬
ления
пайки
BAlSi-l
4,0-6,0
0,30
0,8
0,10
0,05
0,05
577
625
625-640
BAlSi-2
6,8—8,2
0 25
0,8
0.20
—
—
—
577
600
600-615
BA!Si-3
9,3-10,7
со
СО
1
ДЬь
V*
0,8
0,20
0,15
0,15
0,15
540
580
570—640
В Л! Si-4
11-13
0,30
0,8
0,20
0,10
0,15
wm~
577
600
600—640
сл
CD
Припои на основе легких металлов
60
Припои и флюсы
95. Прочность соединений, паяемых алюминиевыми припоями
с применением флюса 34А
Паяемый
материал
Припой
Рабочая
темпера¬
тура в вС
Способ
нагрева
Термическая
обработка
после пайки
Средняя проч¬
ность паяемого
соединения
в к Г/мм*
АМц
Al-f I2%Si
590—610
В печи
шш. -
9.3
9.2
1
34 А
535—550
Паяльная
лампа
Естественное
старение
(5 суток)
20
Д16Т
В-62
500—510
25.1
Электропечь
27
34 А
535—510
Паяльная
20.4
Д20
В-62
500—510
лампа
Искусственное
23.8
Электропечь
старение
(8—10 ч при
160—170° С)
28.8
АМг-бТ
В-63
490—510
[
Паяльная
лампа
17.1
Магниевые припои
Для пайки магния и его сплавов применяют припои на основе
магния с добавками алюминия, меди, магния и цинка (рис. 43). При
пайке в печах в целях предотвращения воспламенения припоя в его
состав вводят небольшое количество бериллия.
Составы и свойства наиболее известных отечественных припоев иа
магниевой основе приведены в табл. 96 и 97. Некоторые магниевые при-
90. Магниевые припои, применяемые в отечественной
промышленности
Марка
Содержание элементов в %
Темпе¬
ратура
пайки
в °С
Mg
А1
Zn
Мп
Ml А
П430МГ
П380Мг
99
86.25—84.0
75.0—72.0
0,75—1,0
2.0—2.5
13—15
23—25
1
650
600
610
Припои на основе легких металлов
61
пои, применяемые за рубежом, и припои с пониженной температурой
плавления приведены в табл. 98 и 99.
Вес%2п
Рис. 43. Поверхность ликвидуса системы алюминий—магний — цинк
97. Прочность соединений, выполненных магниевыми припоями
с флюсом Ф380Мг (пайка встык)
Паяемый металл
Марка припоя
Прочность
паяемого шва в кГ/мм2
МА1
П430Мг
10.8
МА1
П380Мг
8,5
МА2
П380Мг
8,0
МА8
П380Мг
9,5
98. Магниевые припои, применяемые в зарубежной промышленности
Марка
Содержание элементов в %
Темпе¬
ратура
пайки
1 в *С
1
Mg
А1
Zn
Мп
Be
AZ 92
AZ 125
90—88
83
8,3—9,7
12
1.7—2,3
5
0,1
0,002
600
62
Припои и флюсы
99. Магниевые припои с пониженной температурой плавления
Содержание элементов в %
Температура
полного
расплавле¬
Mg
А1
Zn
Cd
Мп
ния в °С
72,5
26,0
1.25
0.25
435
52,5
21.5
0,30
25.50
0.20
415
ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ ПРИПОИ
Для лайки изделий, работающих при температурах выше 500° С,
применяют припои на основе железа, марганца, никеля, кобальта,
титана, циркония и припои с палладием. Припои этой группы обладают
следующими свойствами:
хорошо смачивают большинство металлов и сплавов;
не сильно растворяют основной металл;
хорошо заполняют зазоры;
имеют высокие механические свойства при низкой и повышенной
температурах;
хорошо сопротивляются окислению при высокой температуре;
имеют достаточную пластичность, что позволяет применять их
в виде прутка, проволоки и полос.
Большинство жаростойких и жаропрочных припоев применимы для
пайки в атмосфере водорода или в вакууме.
Припои на основе железа
Для пайки изделий, от которых требуется высокая стойкость при
высоких температурах, применяют припои на основе железа с хромом,
вольфрамом, никелем и другими металлами (табл. 100). Добавка бора
увеличивает устойчивость припоя против окисления при высоких тем¬
пературах и делает его самофлюсующим (табл. 101).
100. Припои на основе железа
Содержание элементов
в %
О
О
(0^,0
1-4 я
7»Cl*
« о =
Г П * У11
Fe
Сг
Ni
AI
Та
с S 4
с Я CQ
S ц я
OCR
t-EC
74
70
60
55
18
25
60
25
8
20
5
40
1425
1480
1400
1455
101. Припои на основе железа с бором
Содержание элементов в %
Температура
начала рас¬
плавления в °С
Fe
Сг
W
S
В
90—83
67—55
7—11
13—19
17—22
2—4
1—2
3—4
1315
1260
Жаростойкие и жаропрочные припои
63
Припои на основе марганца
Высокое сопротивление окислению, удовлетворительная пластич¬
ность и хорошее смачивание паяемого металла сплавами марганца
с никелем (рис. 44) привело к созданию высокотемпературных припоев
на основе марганца (табл. 102). Припои на основе марганца применяют
для пайки изделий из нержавеющей стали, инконеля и других жаро-
°С
коо
1300
1200
fJ3=r)
1100
1000
900
О 10 20 30 40 50 60 70 80 90 100
Мп Вес % Nl Nl
Рис. 44. Диаграмма состояния системы никель—марганец
Атомн. %Ni
прочных сплавов. Паяные швы, полученные при пайке этими при¬
поями, имеют удовлетворительную прочность, которая составляет
60—80% от прочности основного металла, но отличаются пониженным
сопротивлением ударным нагрузкам из-за образования хрупкого соеди¬
нения на границе раздела основного металла с припоем. Пайка при¬
поями на основе марганца осуществляется обычно в среде сухого водо¬
рода или в вакууме.
102. Припои на основе марганца
Содержание элементов
п О/
в /о
СО
е* •
>* о
£ Ч'О
Я О ВДЭ
(X с* со
ф о с а
с К с
Z R CJ К
й> О 1в к
Неля
Содержание элементов
я %
я
/ч
£
О—О
СХ<- К
си с — в
п ж 2
г ч о к
о О я з:
Н п йх
Мп
Ni
Си
Сг
Р
Mil
Ni
Си
Сг
Р
70
30
—
—
1135
55
36
—
9
1120
68
32
—
—
—
1010
54
36
—
—
10
1170
60
40
—
—
—
1005
54
36
—
10
—
—
60
30
10
—
—
—
50
40
10
—
—
—
64
Припои и флюсы
Припои на основе никеля
Высокая прочность и хорошая коррозионная стойкость обеспечили
многим никелевым сплавам широкое применение в качестве жаростой¬
ких и жаропрочных припоев для пайки изделий, работающих при вы¬
соких температурах. Основным компонентом, входящим в состав при¬
поев на никелевой основе, является хром. Добавка хрома (рис 45)
увеличивает прочность и жаростойкость припоев. Однако двойные
°С
1500
1400
1300
1200
1100
О
Сг
Атомн: %Nl
10
20
30
40
50
60
70
80
90
\
1
\
1
1 “
N
У
/
/
1Ь
145?°
(идх+а
~ JKuOk
а
a+J3
Р
90 ЮО
N1
10 20 30 40 50 60 70 ВО
Bec.%Nl
Рис. 45. Диаграмма состояния системы никель—хром
сплавы никеля с хромом имеют высокую температуру плавления и
поэтому редко применяются для пайки. Для снижения температуры
плавления и повышения пластичности паяных соединений в нихромо-
вые припои вводят железо и кремний (табл. 103). Кремний, кроме того,
улучшает самофлюсующие свойства припоев.
Для дальнейшего снижения температуры пайки и улучшения тех¬
нологических свойств никелевых припоев в состав их дополнительно
вводят марганец (табл. 104)-
103. Никелевые лрипои
с кремнием и жетеэом
104. Никелевые припои,
содержащие марганец
Марка
Содержание элемен¬
тов в %
Темпе¬
ратура
пайки
в °С
Содержание элементов
(Ni — остальное)
чО
©^
ffi
Ni
Сг
Fe
SI
Сг
SI
Fe
С
Мп
90
10
1400
20
10
10
N 20
86
2
12
1150
16
1
1
0,10
24
N 30
71
18
И
1150
15
4
8
—
21
С 81
70
20
10
1140
19
10
0,06
10
Измельчение зерна, повышение прочности и коррозионной стой¬
кости при высоких температурах достигаются введением в состав при¬
поев молибдена (табл. 105).
Жаростойкие и жаропрочные припои
G5
103. Никелевые припои, содержащие молибден
Содержание элементов в %
(N1 — остальное)
Температура в °С
начала
полного
Мо
Si
Мп
Ре
Сг
плавле¬
расплав¬
ния
ления
24
14
0.2
2
1115
П60
17
10
0.07
0.6
—
1115
1160
17
8
4
1090
1150
16
10
5
1140
1190
15
7
8
1020
1105
15
8
13
1040
1190
15
5
17
980
1010
15
5
22
—
965
1000
9
5
20
1040
1090
9
5
13
10
1150
1190
8
4
18
6
1090
1135
Для: придания ни хромовым припоям самофлюсующих свойств в со¬
став их вводят бор (габл. 106). Присутствие бора увеличивает склон¬
ность припоя к растворению паяемого металла и диффузии по границам
зерен, поэтому припои с бором для пайки тонкостенных изделий не
пригодны. Пайку припоями, содержащими бор, для уменьшения диф¬
фузии следует вести с минимальным перегревом выше точки плавления.
106. Жаростойкие припои с бором
Марка
Содержание элементов
(Ni — остальное)
в %
Темпе¬
ратура
пайки
в °С
Сг
Si
С
Fe
В
№ 150
15
3.5
1150
140
—
—
4
16
1040
130
17
4.5
—
3.5
1020
С52
4.5
3
1000
С50
3,5
2
1040
J-8104
11,5
7
0,3
—
J-8103
П.5
9
0,3
—
—
6
5
0,1
2,5
3
1180
—
18
—
4
1065
—
—
4
——
—
2,5
1150
—
■—
4
1
4
4
1150
—
—
4
0.5
—
2.3
1050
—
7
4
0,5
3
3
1050
—
18
—
—
11
1180
—
6
5
2,5
3
1040
—
13,5
4.5
8
4.5
3.5
1150
—■
14
4
3
105»
—
0.5
3.5
0,5
2.2
1150
Для пайки тонкостенных изделий из высоколегированных нержа¬
веющих сталей и хромоникелевых сплавов применяют припои, хорошо
смачивающие поверхность паяемых металлов, но не вызывающие
растворение их. В состав таких припоев обычно входят кобальт, титан
и алюминий (табл. 107). Широко известны никелевые припои, содер¬
жащие фосфор (табл. 108). Эти припои имеют пониженную температуру
3 Справочник паяльщика 1343
66
Припои и флюсы
107. Никелевые припои, содержащие кобальт, титан и алюминий
Содержание элементов в % (Ni — остальное)
Сг
Fe
с
Sn
Мо
Со
Т1
А1
15
15
20
15
4
0.35
7.0
0,6
1.0
0,02
0,04
0.10
0,10
29
30
29
35
4.15
3,0
13,7
29,0
4
6
8
6
0,5
2,5
2.93
2,0
3.0
0.6
2,87
3.0
108. Припои на основе никеля с фосфором
Марка
Содержание элементов в %
Темпе¬
ратура
пайки
в °С
Ni
Si
Р
Fe
Сг
Си
ПНФ 11
90
10
915
N 45
89,5
4,5
6
—
900
N 10
89
11
—
- „
900
N 40
80
9
9
2
_
1150
N 50
77
10
13
—
900
N 45
76
4.5
6.5
3
—-
1038
72
10
1
12
5
1090
62
20
1
12
0
1090
ПНЖ 33 Ф 11
56
11
33
- -
•
1030
плавления и хорошо смачивают поверхность паяемого металла. Высо¬
кой прочностью и хорошим сопротивлением коррозии обладают при¬
пои, содержащие бериллий (табл. 109 и ПО).
109. Область применения никелевых припоев с бериллием
Марка
Краткая характеристика н область применения
СМ-50
СМ-52
СМ-53
СМ-56
Вязок, рекомендуется для открытых соединений
Ж ид коте ку честь хорошая, рекомендуется для соеди¬
нений, требующих максимальной глубины проникно¬
вения припоя; удовлетворительно противостоит дей¬
ствию жидкого натрия и ртути
Хорошая сопротивляемость коррозии
Имеет наивысшее сопротивление коррозии из группы
припоев СМ, но жид козе ку честь низкая
Жаростойкие и жаропрочные припои
67
Эти припои применяют для пайки нержавеющих сталей и сплавов
на основе кобальта.
Хорошей коррозионной стойкостью и прочностью обладают припои
с индием (табл. 111). Однако индий интенсивно испаряется в вакууме,
поэтому пайка этими припоями возможна только в атмосфере сухого
водорода. Некоторые припои на никелевой основе, применяемые за
рубежом, приведены в табл. 112—115.
110. Припои на основе никеля 111. Никелевые припои
с бериллием с индием и германием
I Содержание элемен¬
тов в %
Температура
начала
плавления
в сС
N1
Сг
In
Si
61
39
—-
910
64.6
17
9,2
9,2
1030
33.3
33,3
16,7
16.7
—
Марка
Содержание элементов
в %
i
Температура
полного рас¬
плавления в °С
N1
S1
Be
Сг
СМ-50
93.25
3,5
2,25
1055
СМ-52
91,25
4.5
2.90
992
СМ-53
82
4.5
2,9
7.1
996
СМ-56
71
4.5
3.5
15
112. Припои на основе никеля, применяемые в США
Содержание
(Ni —
элементов
остальное)
в %
Температура
D аС
Марка
Cr
Fe
В
С
Si
Прочие
полного
расплав¬
ления
пайки
AMS-4775
(Stand Nierobraz)
13,5
4.5
3,5
0,8
4.5
—
1038
1177
AMS-4776
13,5
4,5
3,5
0,15
4,5
1077
1177
(Nierobraz)
AMS- 4 777
6.5
2,5
3,0
0.15
4.5
—
999
1038
(Nierobraz- LM)
AMS-4778
3.0
0.15
4.5
—
1038
1038
(Edne\vrance-52)
Nierobraz- wG
11.5
3,5
3,0
0.15
3,5
1098
1149
A (Nierobraz-10)
—
—
—
0,15
-—
Р 11,0
877
982
В
19.0
—
—
0.15
10.0
—
1135
1190
С
13.0
—
—
0.15
—
Р 10,0
888
892
D
—
—
—
0.15
8.0
Мп 17,0
1032
1121
E
15,0
—
3,5
0,15
—
—
1054
1177
F
10,0
2,5
2.0
0,45
2,5
—
1160
1190
G
11,5
3,75
2,5
0,55
3.25
w 16,0
1104
1177
*
68
Припои и флюсы
113. Свойства и рекомендации по применению стандартных
припоев на основе никеля (по Л MS)
Марка
припоя
Наименование
AMS-4775
to
N
Г"
ч*’
■
(Л
•—*
%
AMS-4777
AMS-4778
WG
Е
F
G
в
D
А
С
Свойства
Прочность соединения
1
1
1
2
3
1
3
1
1
3
4
2
Диффузия в основной
металл
1
1
2
2
1
2
3
3
4
4
4
5
Стойкость против
окисления ......
1
2
3
3
3
3
4
1
2
4
6
5
Жидкотекучесть - . .
3
4
2
2
5
2
4
4
2
1
]
1
П рименение
Высокотемператур¬
ные, высокопрочные ди¬
намические конструкции
1
1
2
2
3
1
3
1
1
3
3
3
Тяжелые динамичес¬
кие конструкции . . .
1
1
1
2
1
1
1
1
2
3
3
3
Элементы двигателей,
работающие при высо¬
ких температурах . . .
1
1
2
2
3
1
3
J
1
3
3
3
Сотовые и другие тон¬
кие конструкции . • .
3
3
2
2
3
2
3
3
1
1
1
1
Условия работы в
жидких металлах . . .
1
1
1
1
2
1
1
I
1
2
3
1
Плотные, глубокие со¬
единения
3
3
2
2
3
2
3
3
2
1
1
1
Газовая пайка (под
флюсом) .......
1
1
1
1
1
1
1
1
2
2
2
2
Примечание.
Цифрами оценивается соответствие
требова
_
ниям выбранного припоя:
высшая
оценка
1,
низшая
6.
114. Припои на основе никеля для пайки в вакууме
Марка
Содержание элементов в %
(Ni — остальное)
j
*. я
^ г
1
та cd
, Н а п и
Сг
Fe
В
Si
Со
1 Р
Endewrance-57
5
34
___
7
11
1150
Endewrance-56
16
4
3.5
4.5
—
—
1150
Endewrance-50
—
—
1.9
3,5
—
—
1100
Endcwrance-53
7.0
3,0
2,9
4.5
—
—
1050
Kanlgen Plate
—
—
—
—
—
10
980
Жаростойкие и жаропрочные припои
69
116. Составы и область применения некоторых припоев на основе никеля
Состав припоя или марка
Область применения
100 N1
80% N1 + 14% Сг -1- 6% Fe
85,4% N1 + 7,5% Со 4- 2,4% Сг +
4~ 4,7 % Si
55,2% N1 -Ь 0.5% Fe -f 0,1% Мп -Ъ
4~ 0,1% С + 0,1% SI + 44% Сг
71% N1 Ч- Ю% S1 + 19% Сг
65.5% Ni -h 25% Mn + 8% Сг +
+ 0,5% Mo + 1% Si
67% Ni + 25% Mn -f 8% Cr
70% N1 4- 17% Cr 4- 4% В -т-
+ 4% Si + 4% Fe 4- 1% С
AMS-4777. 4778, С и D
AMS- WG -
Для пайки молибдена, вольфрама,
хрома, керамики
Для пайки молибдена
Для пайки изделий из нержавею¬
щей стали малого сечения
Для пайки электронных ламп
Для пайки никеля с титаном и
ал юмннием
Кислотостойкий припой, пригодный
к длительной работе в агрессивной
среде при температуре В00—850° С
Жаропрочный припой с повышенной
пластичностью для изделий, работаю¬
щих в агрессивных средах при высо¬
ких темпертгурах
Для пайки тонкостенных изделий
из сплавов типа ннконель
Для пайки изделий, от которых
требуется высокая прочность при вы¬
соких температурах
Для пайки тонкостенных конструк¬
ций. Для пайки с большим зазором
Припои на основе титана
Титан, как было показано ранее, входит в состав многих высоко¬
температурных припоев. Применяется он также в качестве основы
в припоях, используемых при пайке ниобия, титана и их сплавов
(табл. 116).
116. Титановые припои для пайки ниобия
Содержание элементов в %
Ti
Ni
Zr
Си
Be
Fe
V
Другие металлы
72
28
72
—
—
—
—-
—
Со 28
68
—.
4
—-
28
63
—
—
—
27
10
63
—
—
—.
27
—
Мо Ю
60
28
12
—
—
60
—
—
40
—
—
—
—■
48
—
48
—
4
—
—
—
45
40
-
15
Припои на основе циркония
Сплавы циркония с ванадием, железом, бериллием и ниобием могут
быть использованы для пайки ниобия и его сплавов. В табл. 117 при¬
ведены химические составы сплавов, которые могут быть использованы
в качестве припоев. Для соединения циркония с тугоплавкими стек¬
лами применяют его сплавы с вольфрамом и титаном.
70
Припои и флюсы
117. Припои на основе циркония
Содержание элементов в
%
Температура пайки
в еС
Zr
V
VV
Fe
Be
Ti
Nb
92
7
1
80
■—
17
3
—
-—.
1050
75
—
—
—
6
—
19
1050
67
29
—
Л
—
—
1300
60
25
15
1300
Припои на основе кобальта
Для пайки изделий из жаропрочных сплавов и молибдена, работаю¬
щих без значительных механических нагрузок, мог>т быть использо-
°С
1700
1600
1500
то
1300
1200 1 ■ у I—> ч ^ --Д
О 10 20 30 40 50 60 70 80 90 100
Со Вес. %Сг Сг
Рис. 46. Диаграмма состояния системы кобальт—хром
ваиы припои на основе кобальта, состав которых приведен в табл. 118.
В качестве припоев применяют эвтектический сплав кобальта с хромом
(~42% Сг), плавящийся при температуре ~1400°С (рис. 46), и эвтек-
118. Припои на основе кобальта
Содержание элементов в %
Температура
полного
расплавле¬
ния в ®С
Со
Сг
W
N1
S1
87
13
1205
60
30
—
5
5
1400
55
20
15
10
1425
58
42
--
'
^ ■-
1408
{170:
-<+10°)
ЖиОш
Ъ>-
'то
S
У
/
/
/
/
V
№0°
£
1
ё
«/Ml
г
+
4
/
/
ч/
S -
р
^ «
f
Г
з+г
М
А
*1
1УП
1292
О
J
1 |
/ (1200е)
г
127
"\ £\ .
Жаростойкие и жаропрочные припои
71
тический сплав кобальта с кремнием (12,5% Si) с температурой плав¬
ления около 1200а С (рис. 47). u
Атомн %Si
Рис. 47. Диаграмма состояния системы кобальт—кремний
Припои с германием
Нержавеющие стали иногда паяют сплавами германия с никелем
и хромом (табл. 119). Для улучшения технологических свойств припоев
в их состав вводят индий и литий.
119. Никелевые припои с германием и литием
Содержание элементов в %
Содержание элементов в %
Ni Сг
In
Ge
LI
Ni
Сг
In
Ge
l
Li
38.1
35
33,3
30.8
28.6
24
33,5
30.8
26
16,6
23
28.6
15
16,6
15.4
4.7
30
28.6
19,1
40
19.1
19.1
—
30
47,6
57,1
4.7
4.7
Припои с палладием
При изготовлении припоев для высокотемпературной пайки при¬
меняют палладий. Припои, содержащие палладий, обладают хорошей
смачивающей способностью и высокой устойчивостью против коррозии.
Эти припои применяют для пайки никелевых сплавов, бериллия, зо¬
лота, молибдена, циркония, вольфрама и жаропрочных сплавов, рабо¬
тающих при особо высоких температурах. Палладиевые припои обла¬
дают способностью снимать окисную пленку с поверхности, не разру¬
шая самого паяемого металла, это дает возможность паять тонкие
изделия. Высокая температура пайки позволяет одновременно с пайкой
72
Припои и флюсы
производить термообработку паяных изделий. В этом случае припой
выбирают в зависимости от требуемой температуры термообработки.
Палладиевые припои применяют при изготовлении судов, емкостей
высокого давления, паровых и газовых турбин, вакуумных и электрон-
°С
1500
то
1300
1200
1100
юоо
900
AmoMH.%Pd
10 20 30 40 50 60 70 80 90
О
Ад
(1SW)
ЖиОк
ОСть
* *
*
s
s'
IS
г
<т
Г
Г
>
Щ
фу*
JBepdi
ый рас
тбор
/1
№
✓
ЗД5в
10 20 30
ЬО 50 60
вес. %Pd
70 ВО 90
100
Ра
Рис. 48. Диаграмма
состояния системы
серебро—палладий
Вес % Рй
Рис. 49. Влияние содержания пал¬
ладия на краевой угол смачивания
припоя Pd—Ag no Inconel-750 при
температуре 1200° С в среде сухого
аргона
Вес. % Ра
Рис. 50. Влияние содержания пал¬
ладия на краевой угол смачивания
припоя Pd—-Ag по lnconel-600 при
температуре 1200° С в среде водо¬
рода:
1 — сухой водород; 2 — водород из
баллона
Ных приборов. В качестве припоев применяют двойные сплавы палла¬
дия с серебром, с которым он образует непрерывный ряд твердых рас¬
творов (рис. 48). Добавка палладия к серебру резко улучшает смачи¬
вающую способность припоя (рис. 49—50). В зависимости от состава
Жаростойкие и жаропрочные припои
73
сп л ana температуру плавления серебро-палладиевых припоев можно
регулировать в пределах 1000—1500° С.
С медью палладий также образует непрерывный ряд твердых рас¬
творов (рис. 51), плавящихся при температуре 1083—1554° С. Составы
120. Двойные пал¬
ладиевые припои
с медыо и серебром
Содержа¬
ние эле¬
ментом
» %
Температура
, пайки в °С
1
Pd
Си
I
Ag
70
30
1310
65
35
—
1260
18
82
—
1100
5
—
95
1020
°С
1500
то
1300
1200
1100
700
Атомн. % Pd
10 20 30 40 50
60 70 80 S0
1
Г
I
■J “?
\
1554е
А
5
У
А'
/
г
(идкос
Ч7Ь
С
*
А
/У
0
1
■ J
'/ \
л
А
ид/с+
ntiepdi
—
ыи рас
тОор
•
ТОердый ра
.. 1.
1
■
0
Си
10 20 30
40 50 60
Вес, % Pd
70 80
90 100
Pd
Рис. 51. Диаграмма состоянии системы медь — палладий
двойных серсбро-палладиевых и медпо-палладневых припоев приве¬
дены в табл. 120. Для снижения температуры пайки применяют трой¬
ные сплавы палладия с серебром и медью (рис. 52). Эти припои (табл. 121)
Pd
Си 90 80 70 60 50 40 30 w ** Ад
Вес: % Си
Рис. 52. Изотермы ликиидуса системы палладий—серебро—медь
74
Припои и флюсы
121. Серебряные и медные припои с палладием (ФРГ)
Марка
Содержание элементов в
%
Температура
п °С
Ag
Си
Мп
N1
Pd
начала
ллавле-
НИЯ
полного
расплав¬
ления
пайки
SCP-1
68,4
26,6
5
807
810
815
SCP-2
58,5
31,5
•_
.—_
10
824
852
860
SCP-3
65
20
15
850
900
905
SCP-4
54
21
25
901
950
955
SCP-7
52
28
_
20
879
898
905
SPM-1
75
5
20
1000
1120
1120
SPM-2
64
3
-
33
1180
1200
1220
NMP-1
—
.—.
31
48
21
1120
1120
1125
СПМ-1
-'
50
т
15
35
1163
1171
1175
обладают самофлюсуюшими свойствами, их используют для пайки без
флюса (например, в аргоне или вакууме) нержавеющих сталей, хромо¬
никелевых сплавов титана, циркония, бериллия, молибдена и воль¬
фрама. Незначительная добавка в эти припои лития (0,2—0,5%) допол¬
нительно улучшает растекание припоя (табл. 122); припои с литием
применяют при пайке без флюса и защитной атмосферы.
122. Палладиевые припои с литием
Содержание элементов в %
Pd
Ag
Си
Ni
В
In
Li
77,5
20
1
1,5
66,5
—
28,8
1,2
3,5
2,2
84,6
7,5
—
5,5
0,2
В производстве электронных трубок применяют палладиевые при¬
пои с никелем (рис. 53). Никеле-палладиевые припои можно применять
Атсмнъ %Рй
20 30 1*0 50 60 70 S0 90
°С
1600
1500
10
1300
I
1
! 1
г г
' ' 5$Sj
1Ь52°
Жидкс
о
5
VJ
/
^ 1237
Твердый раствор
1.
0
NL
20
80
1*0 60
Вес. % Ра
Рис. 53. Диаграмма состояния системы никель—палладий
100
Pd
Жаростойкие и жаропрочные припои
75
Pd
Вес Vo Си
Рис. 54. Изотермы ликвидуса системы палладий—никель—медь
Ра
1Ш °с
10
№ 90 60 70 60 50 40 30 20 10 Мп
Вес. % Nl
Рис. 55. Изотермы ликвидуса системы палладий—никель—марганец
76
Припои и флюсы
при пайке в вакууме, но образование хрупких интерметаллических
соединений затрудняет их использование. Для пайки никеля и хромо¬
никелевых сплавов рекомендуются тройные сплавы палладия с никелем
и серебром, с никелем и медью (рис.
54), с марганцем и никелем (рис. 55).
Эти припои предназначены для ра¬
боты при высоких температурах.
Пайка углеродистой и нержавею¬
щей сталей, сплавов на основе ни¬
келя, молибдена и вольфрама может
быть осуществлена серебряно-мар¬
ганцовистыми припоями с палла¬
дием (рис. 56). Из-за высокой испа¬
ряемости компонентов припоя во
время нагрева для пайки в вакууме
они не пригодны; этими припоями
паяют большинство металлов в атмо¬
сфере водорода и диссоциированно¬
го аммиака без применения флюса.
Припои этой системы очень жидко¬
текучи, хорошо смачивают основной
металл и заполняют большие за¬
зоры-
Высокой жаростойкостью и ус¬
тойчивостью против окисления об¬
ладают золотые припои с добавкой до 15% Pd (рис. 57). Для снижения
температуры плавления в эти припои добавляют другие компоненты
*С
1500
то
1300
1200
1100
1000
О 10 20 30 ио 50 60 70 80 90 100
Аи вес %Pd Pd
Рис. 57. Диаграмма состояния системы золото—палладий
(рис. 58 и 59). Золотые припои с палладием (табл. 123) применяют при
изготовлении изделий, работающих в вакууме.
Составы никелевых припоев с палладием, предназначенные для
пайки высоколегированных, нержавеющих сталей и хромо-никелевых
сплавов, приведены в табл. 124. Приведенные припои не растворяют
Атомн. %Рй
Вес. % Мп
Рис. 56. Изотермы ликвидуса си¬
стемы палладий—серебро—марганец
Жаростойкие и жаропрочные припои
77
основной металл, не образуют диффузионную зону, обеспечивают
стойкость паяных соединений против окисления при температурах
до 760° С. Эти припои могут быть использованы для пайки тонких
изделий в атмосфере водорода или в вакууме.
Pd
Pd
$70.
40 ср
СЪ
70 60 50 40 30 20 Ю
980 ВвС°/оАи
N1 Ац
9Q 80 ' 70 60 50 40 30 20 Ю
930 вес % Аа
Рис. Б8. Изотермы ликвидуса системы
золото—никель—палладий
Рис. 39. Изотермы ликвидуса си¬
стемы золото —медь —палладий
123. Золотые припои с палладием
Содержание элементов в %
Температура в ПС
Ли
М
Си
Pd
Cd
In
начала
плавлении
полного
расплавления
70
6
10
5
8
1
780
885
70
10
5
5
9
1
790
925
70
—
25
5
-—
-—
940
967
65
2
13
5
14
1
720
795
55
12
15
8
10
795
875
5о
12
15
10
6
2
825
910
55
11
15
10
8
1
830
900
55
10
12
8
14
1
750
835
51
34
15
—
1000
1030
48
16
40
5
10
1
700
800
38
20
20
3
18
I
630
695
124. Никелевые припои с палладием и оловом
Содержание элементов в
%
Температура в °С
Ni
Sn
Si
Pd
начала
плавления
полного
расплавления
58
27
5
10
1045
1082
51
24
5
20
1005
1025
49
24
7
20
1010
1032
45
20
5
30
1077
1182
45
30
7
20
1038
1088
40
—
60
1237
1237
30
45
5
20
1000
1015
78
Припои и флюсы
Для пайки никелевых суперсплавов, содержащих титан и алюминий,
предложены палладиевые припои с хромом, кремнием и германием,
состав которых приведен в табл. 125. Эти припои в сочетании с хорошей
растекаемооью исключают растворение основного металла. Введение
в основу припоев германия обеспечивает пластичность паяного шва
при комнатной температуре, улучшает смачивание металла в присут¬
ствии окислов титана и алюминия. Пайка с припоями этой группы
может производиться в вакууме или в атмосфере водорода.
125. Палладиевые припои с хромом и германием
Содержание элементов в % (Ni
— остальное)
Сг
Ge
Si
Си
Pd
Прочие
34 — 36
2—4
3 — 10
Nb 6 — 10
22 — 28
—
_
21—30
Ti 2—4
33—38
—
3—5
—-
22—25
—
32 — 34
3.8—4,3
—
23 — 25
6 — 8
19—21
4—6
3—8
—
6—8
19 — 21
—
11 — 13
3—8
6 — 8
19 — 21
16—18
3—8
Некоторые палладиевые припои, содержащие алюминий, бор, кад¬
мий и другие элементы, приведены в табл. 126.
126. Палладиевые припои, содержа щие алюминий, бори другие элементы
Содержание элементов
в %
Pd
В
А1
N1
Be
Si
Си
Мп
Со
97
93
55
8
2
3
7
44,2
0,3
0,5
50
84
42
10
4
ПОРОШКООБРАЗНЫЕ И ПАСТООБРАЗНЫЕ ПРИПОИ
т I «» I» г* 4J
При индукционной и печной пайке сложных изделии со птвями на
вертикальных стенках применять обычный припой в виде прутков
или лент затруднительно. Кроме того, некоторые тугоплавкие припои
обладают повышенной хрупкостью и получить их в виде прутков и лент
невозможно. Чтобы преодолеть эти трудности, в практике часто ис¬
пользуют порошкообразные припои. В состав порошкообразных при¬
поев обычно вводят необходимые при пайке флюсы и, для облегчения
нанесения припоя, жидкость, которая переводит порошкообразный
припой в кашицеобразное состояние. Для предотвращения расслаива¬
ния пасты и стекания ее с вертикальных стенок в состав их добавляют
различные загустители.
В качестве основы для пастообразных припоев может быть взято
большинство известных легкоплавких и тугоплавких припоев.
Порошкообразные и пастообразные припои
79
Легкоплавкие пастообразные припои
Основой для легкоплавких паяльных паст обычно служат смеси
порошков свинца и олова или переведенный в порошкообразное состоя¬
ние готовый припой ПОС-ЗО или ПОС-40. Флюсом в пастообразном
припое служит насыщенный водный раствор хлористого цинка с добав¬
кой хлористого аммония. Паяльные пасты с хлористым цинком имеют
кислотные свойства и при недостаточно тщательной промывке изделия
после пайки могут образовать коррозию паяльных швов.
В паяльные пасты, применяемые для пайки изделий, не допускаю¬
щих коррозии, вместо хлористого цинка вводят канифоль и хлористый
аммоний. Нужную консистенцию такой пгсте придают добавкой спирта
и глицерина. Составы некоторых пастообразных легкоплавких при¬
поев приведены в табл. 127 и 128.
127. Легкоплавкие паяльные пасты с хлористым цинком
Компоненты
Содержание в Г
\
2
3
4
Припой ПОС-ЗО или ПОС-40
в порошке *
800
875
880
790
Хлористый цинк . .
70
100
97
176
Хлористый аммоний « . ♦
26
5
13
18
Смачивающая добавка
(ОП-7)
—
10
10
—
Спирт
30
■—
—
4
Глицерин
74
—.
■—
—
Карбо ксил мстил целлюлоза
—
■—
—
4
Ва га
—-
.—
—
а
Соляная кислога
-—
—
—
1
Кедровое масло
—
—
—■
1
Едкий натр
—
—
—
1
Вода
1
о требуемой консистенции
* Порошкообразный припой может быть заменен соответствующей
смесью порошков свинца и олова.
128. Бескислотные паяльные пасты
Компоненты
Содержание
в Г
I
2
3
4
5
Припой ПОС-ЗО или Л ОС-40
в порошке
770
770
770
770
770
Мстил цел л юлоза (2—3 % -и ый
раствор)
185
185
185
160
183
Цинк хлористый
9
8
8
9
9
Метиламин солянокислый . . .
12
—
—
23
23
Аммоний хлористый
—
2
2
2
2
Этилен гликоль или глицерин . .
12
23
23
23
—
Эмульгатор Е-30 (10%-ный спир¬
товой раствор) или сульфаиол . .
12
10
10
9
9
Маниит
—
2
—
—
2
Пентаэритрит
—
—
2
—
2
Полиакриламид (10%-ный вод¬
ный раствор)
—
—
—
4
—
80
Припои и флюсы
Известны пасты, не вызывающие коррозии, флюсующий состав кото¬
рых состоит из 30% спирта, 45% глицерина, 18% насыщенного вод¬
ного раствора хлористого аммония, 5% солянокислого анилина и 2%
триэтаноламина- Такая паста готовится смешением флюсующего состава
с порошкообразным припоем в соотношении 1 : 6. Перед употребле¬
нием пасту разбавляют водой до консистенции, удобной для нанесения
ее на место пайки.
Для пайки мелких деталей применяют так называемый «тиноль»,
например, следующего состава: 6% канифоли, 6% нашатыря, 3% дву¬
хлористого олова, 20% хлористого цинка, 13% глицерина, 27% цинка
в порошке, 9% олова в порошке и 6% свинца в порошке. '
Тугоплавкие пастообразные и порошкообразные припои
Припайку твердосплавных пластин в производстве режущего инстру¬
мента часто производят с применением порошкообразных припоев,
состоящих из размолотых ферросплава, медной стружки (или порошка)
и флюсов (табл. 129}-
129. Состав порошкообразных припоев на основе ферросплавов
Состав порошков в
%
Температура
плавления
в °С
Ферро¬
марга¬
нец
Ферро¬
силиций
Сталь¬
ная
сгружка
Окись
железа
Чугун¬
ная
стружка
Медная
стружка
Толче¬
ное
стекло
Бура
Сода
75—80
_
20—25
70—75
——
_
—
5—10
20—25
—
60—65
—
—
15—20
—
20—25
-—
60—65
.—
5—10
10—15
20—25
_
—
60
_
—
30
И)
1300
60
—
—
—.
10
30
1200—1220
—
35
10
_
10
_
32
10
—
40
10
—
20
ф»
о
15
10
*—-
1190—1300
25
5
60
—
10
1290—1330
-—
32
10
—
16
—
32
10
1250—1280
—
12
72
.
—
—
15
1
1300—1330
35
3
17
45
■ “■
1250
Для пайки изделий из нержавеющих и жароупорных сталей, кера¬
мики и графита применяют измельченные в порошок тугоплавкие
припои* разведенные в масле или в других жидкостях (табл. 130)*
130. Порошкообразные припои из тугоплавких цветных металлов
Содержание элементов в
о/
/о
о» Ss
Дру¬
N1
Сг
Si
Мо
Fe
Си
Р
А1
гие ме¬
талл 1 (
•S t-. =СЙ о
v я я
Н С.С CQ
70
20
10
„
• -
1180
35
—
30
—
—
км 35
1200
—
—
100
■
—
1150
20
10
—
63
—
2
5
1200
—
1—
93
7
_
750
—
—
—
88
6
—
Ag 6
750
20
10
—
со
—
5
о
1150
Паяльные флюсы
81
Порошкообразные припои* применяемые для пайки легких (алюми¬
ния и магния) сплавов, приведены в табл. 131. В качестве флюсов при
пайке этими припоями применяют смеси хлористых и фтористых солен.
131. Порошкообразные припои на основе легких металлов
Содержание элементов в %
Температура
плавления в ’С
А1
Mg
S!
Zn
88
10
Го
12 —
- J 80
580
500
ПАЯЛЬНЫЕ ФЛЮСЫ
Механизм флюсования
Смачивание поверхности паяемых металлов припоем зависит от
соотношения величин поверхностных натяжений твердого металла
и расплава (рис. 60)
j б кг
COS 6= '
&жг £r q
где о,„г, отжг сжг — поверхностное натя- 777777777^^7777777,
жепке на границе соответственно твердого § ът/н
металла с газовой средой, твердого метал¬
ла с расплавом и расплава с газовой сре- Рис 60 Усдовия РавН011есия
дои. Величина поверхностного натяжения жидкой капли на поверхно-
как твердых, так и жидких металлов сти твердого тела
сильно зависит от характера и свойств
той среды, на границе с которой определяется поверхностное натяже¬
ние. Поэтому смачивание каждой конкретной пары металлов можно
улучшить, взяв в качестве третьей среды, участвующей в процессе
смачивания, не обычную атмосферу, а» например, расплав солен.
В производственной практике хорошо известно, что без применения
расплава солей (флюсов) пайку осуществить трудно. В качестве флюсов
чаще всего берут смеси галогенных солей различных металлов.
Изучению механизма влияния флюса на процесс смачивания и под¬
бору оптимального состава флюсов посвящено значительное количество
исследований, однако единой теории флюсования до сего времени еще
не разработано. Одни сводят роль флюсов к очистке поверхности твер¬
дого металла от окислов и загрязнений, другие считают, что флюс
прежде всего уменьшает поверхностное натяжение расплавленного
металла, третьи основную функцию флюса сводят к высаживанию на
поверхности стали тончайшего слоя металла, одноименного металлу
расплава. Сторонники последнего взгляда считают, что активность
флюса определяется концентрацией в нем металла, одноименного ме¬
таллу припоя, поэтому для активизации действия флюсов они реко¬
мендуют вводить в его состав хлористые соли металлов, входящих
в состав припоя. Однако это не подтверждается практикой.
82
Припои и флюсы
Исследования показывают, что введение во флюс SnCl2 не вызывает
улучшения смачивания стали оловом. Если же к хлористому цинку
добавить небольшое количество Си02> то растекание олова улучшается
в несколько раз. Таким образом, введение во флюс солей металла-рас¬
плава не только не улучшает смачивания, но в некоторых случаях
даже ухудшает его; следовательно, представление об активности флю¬
са как о функции концентрации в нем солей металла покрытия не¬
правильно.
Наиболее полно механизм воздействия флюсов на процесс смачи¬
вания и растекания расплава по поверхности твердого металла может
быть объяснен с позиции влияния флюса на соотношение величин
поверхностных натяжений. Флюс может улучшить растекание жидкого
металла по поверхности твердого только в том случае, если он умень¬
шает поверхностное натяжение расплава и увеличивает (или снижает
на меньшую величину) поверхностное натяжение твердого металла.
Это и следует прежде всего учитывать при подборе состава смеси солей
для флюса.
Поверхностное натяжение окислов на целый порядок ниже, чем
у металлов, поэтому поверхностное натяжение твердого металла, по¬
крытого окисной пленкой, значительно ниже, чем у чистого металла.
Следовательно, удаление окисных пленок с поверхности твердого
металла будет улучшать растекание расплава по нему. Механическая
очистка металлической поверхности недостаточна для возникновения
смачивания, так как при этом одновременно с удалением имеющейся
на поверхности окисной пленки происходит образование ее вновь.
Кроме пленки окислов, на поверхности металлов неизбежно присут¬
ствуют адсорбированные слои газовых молекул, следы жировых за¬
грязнений и т. п., что также может снижать поверхностное натяжение
твердого металла. В связи с этим, если в состав флюса входят компо¬
ненты, обладающие травящими или сильными восстанавливающими
свойствами, то такой флюс, очищая поверхность твердого металла от
окислов, повышает поверхностное натяжение и тем самым улучшает
смачивание его припоем.
Второе условие, необходимое для улучшения смачивания, — сни¬
жение поверхностного натяжения припоя — достигается в результате
адсорбции иа нем металлических ионов и целых молекул солей. Адсорб¬
ция солевых молекул происходит на поверхностях расплава и твердого
металла, соприкасающихся с флюсом, поэтому такой вид адсорбции
влияет, прежде всего, па отг и о^. Адсорбция находящихся во флюсе
металлических ионов, естественно, имеет место по всей поверхности
капли расплава, включая часть ее, соприкасающуюся с твердым ме¬
таллом. А если это так, то характер адсорбирующихся ионов вызовет
также изменение межфазного поверхностного натяжения на границе
раздела твердый металл — расплав (оГПж).
Следовательно, наиболее удовлетворительное объяснение всех про¬
цессов, происходящих при флюсовании, дает теория, рассматривающая
процесс флюсования как способ воздействия на условия равновесия
путем изменения величин поверхностных натяжений сг, ож и Отж-
Смачивание следует рассматривать не как индивидуальное свойство
данного металла и даже не как коллективное свойство пары металлов,
а как обобщенное свойство каждой конкретной тройной системы твер¬
дый металл—расплав—флюс. Такое понимание механизма смачивания
открывает широкую возможность разработки технологических процес-
132. Свойства соединений, применяемых для изготовления флюсов
>
o.
Тсмлерат
ура в °С
Растворимость
Название
Формула
к
* S
о
*3
«■*
A
5
4
плавле¬
ния
кипения
в воде
(в Г ка 100 Г воды)
в органических
растворителях
R sH
c 7
5s
ef «
рз a
20° С
100° С
Аммоний хлори¬
стый
NH4C1
53,50 '
' 1,54
разл.
грн 58
возг,
37,5
77,3
СП
Аммоний фтори¬
nh4f
37,04
1,32
разл.
возг.
50 (0°)
разл.
СП
стый
Алюминий хлори¬
стый
A1CI#
133,33
2,47
190
(2,5 <;/71Л)
возг.
180,7
46
49, разл.
9, ХЛ
Алюминий фтори-
AlFa
83,97
3,07
1040
1260
раствор.
раствор.
—
с гый
Барий фтористый
Вг F2
175,36
4,83
1280
2260
0,16
тр. р
Барий хлористый
BaCl 2
288,27
3,86
958
1560
35,7
58-8
__
Бура
Na2B40: • l0H2O
381,42
1,73
741
о
201
гл
Борный ангидрид
13,0,
69,64
1,84
600
1860
1.1 (0°)
15,7
р а *л
СП
Борная кислота
Ha BO,
61.84
1,43
185
разл.
— 1,5
2,66
40.2
ГЛ, СП
Глицзрин
CsHf> (OH),
92,06
1,26
19
—
со
со
—
Дибутилфталат
C*H4 (СОгС4Нд)в
278,36
—
ж ид к.
340
0,041259
—
сп, э, ац, бз
Железо хлористое
FcCl,
126,76
2,98
672
возг.
64.4 (10=;
105,7
сп, ац
Железо хлористое
FcCb* 4 1I20
198,83
1,93
672
возг
64,4 (10°)
1 05
сп, ац
гидрат
FeCl3
2,80
Железо опорное
162,2 2
304
—
91,9
537
сп, з. ац
Железо хлоп пол ги¬
FeCl3 6H20
270,32
—
—
—
160,1 (10°)
415,5
СП
драт
CaCla
Кальций хлори¬
110,99
2,15
774
1600
74,5
159
сп. ац, укс. к.
стый
Калий хлористый
KC1
74,56
1,99
768
1417
34,0
56,7
гл
Калий фтористый
KF
58,10
2,48
856
1505
95
150 (80°)
—
Кадмий хлористый
GiCU
183,3
4,1
568
900
135
150
СП
Карналлит
KClMgCl2-6H20
277,88
1,6
256
—
64,5
разл.
—
Криолит
JNaF-A1F,
209,96
3
1000
сл. рас¬
твор.
сл. рас¬
твор
1
Температура в °С
Название
Формула
4)
К «
о з
£ i
«г
•чг
m
А
5
со
плавле¬
ния
кипения
Ксилол
Литий фтористый
Литий хлористый
Магний хлористый
Марганец хлори¬
стый
Маннит
Медь хлористая
Медь хлорная
Медь хлорная ги*
драт
ПатрнЙ углекислый
Натрий фтористый
Натрий хлористый
Нафталин
Олово двуххлори*
стое
Олово двуххлори¬
стое гидрат
Ортофосфорная ки¬
слота
Плавиковый шпат
Плавиковая кис¬
лота
Серебро хлористое
Свиисц хлористый
Салициловая кис¬
лота
Соляная кислота
СвН4 (СН,Ь
LiF
LiCI
MgCl,
MnCli
CHaOH(CHOH)4CH,OH
CuCl
CuCla
CuCl2-2H20
Na2C03
NaF
NaCl
Ct0H8
SnCl*
SnCl2- H20
H3P04
CaFs
HF
AgCl
PbC!2
HOC|H*CO*H
HC1
106.17
25,94
42,40
95,24
125,85
182.18
99,03
134.49
170.49
106.0
42,0
58,46
128,06
189,61
225,64
98,06
78,08
20,01
143.34
278.1
138,13
36.47
2,30
2.07
2,33
2,98
3,5
3,1
2,4
2, o3
2.79
2,16
1,15
3,39
2,71
1,88
5,56
5,85
1,44
1,19
(-
■25,175
842
606
718
650
166
422
500
2НгО)
5 CO
851
995
800
80
247
37
42,35
1403
— 83
455
501
159
-15,35
144,41
1676
1382
1412
1190
295
1366
разл. 500
разл.
разл.
1700
1440
218
652
(-1/гН,0)
213
2500
19,5
1550
930
возг.
I
Q.
7 О
с
<u ~
4 я
О *
£
Температура в *С
Название
Формула
Удельный
; вес
плавле¬
ния
кипения
Солянокислый ани¬
C9H6NHSHC1
129,59
1,2 (4°)
198
245
лин
Солянокислый гид¬
N2H4 MCI
68,51
от»
89
разин
Стеарин
СИ, <CH2)l9-C02H
284,49
0,94
70
291
риликофторид ка¬
K*SiF,
220,29
_
разл.
(100 мм)
лия
Стронций хлори¬
SrCU
158,54
868
10
стый
Триэтаноламин
Ykcv я я КИГЛ 'ГЯ
N (CH2CHsOH)s
r.w. ппы
149,20
cn m
1,12
1 ЛС1
(60 атм)
ч «ч «ч
100
1 7
% 1 Л t
86
Припои и флюсы
138. Температура плавления смеси двух солей
Состав
в К
D /0
Температура
в °C
Состав в %
re
P.
P*.
f-
rc
r\
QJ
po
r. 0
QJ
f-1 eo
Соль I
Соль II
Соль I
Соль II
71 ZnCl2
29 NIl^Cl
180
27,5 КС1
72,5 Na2B40,
660
12,3 NaCl
87,7 SnCl2
183
52 KC1
48 BaCI*
665
2,5 СоС1и
97,5 SnCl*
240
35,8 Li Fa
64.2 MgF*
669
1,2 FeCI*
98,8 SnCI2
240
36 NaF
64 AIF3
685
17,6 NaCl
82,4 CuCl
314
14 NaCl
86 Na2B407
708
15,2 NaCl
84,8 CuCl
325
35,4 LiF
64,6 A1F3
710
20 MnCl,
80 PbCI2
408
63,7 LiF
36,3 A1F*
715
7 NaCl
93 PbCl2
411
75 NaCl
25 CaCU
740
61,4 KC1
38.6 MgCl*
426
21 KF
79 BaFs
750
44 NaCl
56 MgCl,
430
40 KC1
60 CaCl2
754
47 BaCI*
53 CdCl2
450
20 NaCl
10 Си F3
790
4 LiF
96 Li Br
453
48 LIF
52 AIF3
790
12 LiF
88 LiCl
485
75 NaCl
25 CaF2
800
43.8 KC1
56,2 MgCl2
490
52,8 NaF
47.2 Си F2
810
38,4 LiCl
61.6 CaCl*
496
53 NaCl
4 7 CaF2
810
32.8 NaCl
67,2 CaCl2
500
61 NaF
39 MgF*
815
9.5 CaCU
90,5 CdCl2
537
39 Cal’2
61 AlFg
820
45,8 KF
54,2 A1FB
565
93,5 BaF2
6,5 NaF
825
51 KF
49 A1F3
570
37 NasAlFfl
63 BaF'*
835
32 CaCl2
68 MnCl3
590
90,4 KF
9,6 A1F2
835
60 KC1
40 CaCls
590
88 ВаСЦ
12 BaF,
845
41,2 CaCl2
58,8 FcCU
592
87,8 BaF2
12,2 MgF2
890
49.8 CaClo
50.2 BaCl2
600
35,2 NaF
64,8 FeFj,
892
73,5 KC1
26,5 CaCI*
600
17 MgFB
83 BaF2
912
G3 KC1
37 KF
605
78,8 BaF*
21,2 MffF*
930
19 KC1
81 CsCl
616
53,5 Си F*
46,5 Mg I7*
970
26 KC1
74 OiCla
640
21,5 NaF
78,5 MgF*
985
85 CaCl2
15 CaF2
644
67,5 KF
32,5 AIF3
1030
85 CaCl2
15 CaF
655
31 CaF3
69 BaF*
1277
51 CaCl2
49 BaCI2
658
134. Температура плавления смесей трех солей
Coci ав в %
Темпе¬
ратура
ила вле¬
пим
смеси
и °С
Соль 1
Соль 11
Соль III
25 NaCl
5 KC1
70 CaCL
495
20 NaCl
50 KC1
30 CaCl2
530
16,4 NaCl
24,6 KC1
59,0 BaCJa
540
76,4 BaCl2
14,0 KC1
9,6 Na2COa
540
20 BaCl2
29 KC1
51 Na2CO«
560
24 NaCl
37 KC1
39 Na2COs
580
33 NaCl
33 CaCl2
34 BaCl2
585
5 NaCl
9 KC1
86 NaaB407
640
60,2 A1FB
6,2 CaF2
33,6 NaF
575
62 AIF3
2,5 CaF2
35,5 NaF
680
53,3 AIF3
13,2 Cal-s
33,5 NaF
705
60 NaCl
30 CaF2
10 NaF
750
10,1 AIF3
34,4 CaF2
55,5 NaF
780
5,9 AIF3
39,1 CaF*
55 NhF
790
15,9 AIF3
26,7 CaF2
57,4 NaF
825
20,5 AIF3
51,7 CaF*
27,8 NaF
1095
Паяльные флюсы
87
сов соединения любых металлов, смачивание которых в обычных усло¬
виях кажется невозможным.
Паяльные флюсы должны: улучшать условия смачивания поверх¬
ности паяемого металла расплавленным припоем, предохранять поверх¬
ность паяемого металла и расплавленного припоя от окисления при
нагреве в процессе пайки, растворять окисные пленки, имевшиеся на
поверхности паяемого металла и припоя. Технологичный и экономи¬
чески целесообразный флюс должен: сохранять свойства и не менять
своего состава от нагрева при пайке, не вызывать сильной коррозии
паяного соединения, иметь температуру плавления обязательно ниже
температуры плавления припоя, не выделять при нагреве ядовитых
газов, иметь возможно низкую стоимость, химически не взаимодей¬
ствовать с припоем и образовывать с ним два иесмеишвающихся слоя.
Среди известных в настоящее время паяльных флюсов имеются твер¬
дые, пастообразные, жидкие и газообразные. Свойства соединений,
применяемых для изготовления флюсов, приведены в табл. 132.
В табл. 133 и 134 можно подобрать флюсы для заданной температуры
пайки.
Основы классификации паяльных флюсов
По степени эффективности действия твердых остатков флюсы можно
разделить на три основные группы (рис. 61).
Некоррозионные \
Слабокоррозионные
Коррозионные
(защитные) |
(промежуточные)
(активные)
.1
£ ^
Ci fe
fe fe.
'!
fe Ъ
S Ci
§ ^
tl
? й
fe Q>
eg to
fe
<5
55
^ *
!•§
51 ?
ISJ
§5 <r>
* a:
Я ^
QJ 3
* fe
p
I5
о58
-о ^
fe 5:
5I
s*
§
fe о
fe a
&
*
<1 &
11
й с
о *
% fe
* s
5? Й
§§
Il
p fe
Oi P
*
Is
I5
1
i
s
fe
fe
ас
■fe
-Q
§
I
fe
fe
s
s
fe
fe
!
I
f
t
*Q
I
fe fe
fe fe
II
•§5
I51
|%
■«g
13 £
I
Рис. 61. Классификация паяльных флюсов
Некоррозионные флюсы оказывают только защитное действие.
Ввиду слабой активности они не способны растворять окисную пленку
большинства металлов, их применяют обычно при пайке меди и ее
сплавов, а также стальных изделий, покрытых серебром, медью, оло¬
вом или кадмием.
88
Припои и флюсы
Типичным представителем таких флюсов является чистая канифоль
и ее растворы в спирте или в органических растворителях. Остатки
канифольных флюсов негигроскопичны, неэлектропроводные и не
вызывают коррозии. По этим причинам их широко применяют для
пайки телефонной, электрической и радиоэлектронной аппаратуры.
Для увеличения активности канифольных флюсов в них добавляют
сложные органические соединения, не изменяющие его коррозионного
воздействия. К группе некоррозионных флюсов относятся также дре¬
весные смолы, воск, стеарин, вазелин. Пайка с защитными флюсами
может производиться только легкоплавкими припоями.
Слабокоррозионные флюсы более активны, чем первая группа. Они
состоят из животных жиров, минеральных масел, органических кислот
(молочной, лимонной, олеиновой, стеариновой, бензойной, щаиелевой
и др.), их растворов в воде или в спирте, или производных органиче¬
ских кислот и оснований (гидрогалоиды, хлориды и фториды аминов).
Для ослабления коррозионного действия этой группы флюсов к ним
добавляют канифоль или другие компоненты, не вызывающие коррозии.
Слабокоррозионные флюсы легко испаряются, сгорают или разлагаются
при нагреве. Остатки неразложившегося флюса или его пары (в случае
пайки закрытых систем) могу г вызвать коррозию паяного соединения*
поэтому после пайки необходимо удалять остатки флюса. Пайку с при¬
менением промежуточных флюсов выполняют легкоплавкими при¬
поями.
Коррозионные флюсы состоят из неорганических кислот, хлоридов
и фгорндов металла. Они применяются в виде водных растворов в твер¬
дом и пастообразном состоянии. Эти флюсы очень эффективны для
лайки большинства металлов любым известным способом пайки. Кор¬
розионные флюсы способны разрушать стойкие окисные пленки чер¬
ных и цветных металлов. Флюсы этой группы в зависимости от темпе¬
ратуры пайки подразделяют на флюсы для пайки легкоплавкими при¬
поями и для пайки тугоплавкими припоями.
Главной составляющей первой подгруппы коррозионных флюсов
является хлористый цинк. Для повышения его активности и снижения
температуры в него добавляют хлориды и фториды аммония, меди,
олова, натрия, калия, лития и неорганические кислоты. С флюсами на
основе хлористого цинка можно паять припоями с температурой плав- -
ления до 450—500° С. Для пайки припоями с температурой плавления
выше 500° С применяют буру, борную кислоту, фториды, фторбораты
и их смеси.
Особую группу коррозионных флюсов представляют реактивные
флюсы, предназначенные для пайки алюминия и его сплавов. Эти
флюсы применяют без припоя, так как при разложении флюса во время
панки на поверхности основного металла образуется тонкая металли¬
ческая пленка, которая выполняет роль припоя.
Флюсы для панки припоями на основе легкоплавких металлов
Простейшим флюсом при пайке легкоплавкими припоями медных
сплавов и черных металлов, покрытых оловом, кадмием и т. п., служит
канифоль. Канифоль имеет температуру плавления 70—100° С, хорошо
растворяется в спирте и во многих других органических раствори¬
телях, не вызывает коррозии металлов и сплавов, в нормальных атмо¬
сферных условиях стабильна и негигроскопична. Флюсовые свойства
Паяльные флюсы
89
канифоли изменяются в зависимости ог температуры: при нормальной
температуре она обладает защитными свойствами; в расплавленном
состоянии до температуры 200—300° С она растворяет тонкий слой
окиси меди, при температуре 310° С начинает обугливаться и затруд¬
нять процесс пайки. Оставшийся после пайки слой канифоли предохра¬
няет паяный шов от коррозии, при погружении в воду или в атмосфере
с повышенной влажностью канифоль превращается в белый порошок
с пониженными изоляцинными свойствами. По этой причине паяные
соединения, предназначенные для эксплуатации в странах с повышен¬
ной влажностью, необходимо очищать от остатков канифоли. Канифоль
в качестве флюса применяют в твердом состоянии или в виде раствора
в бензине, керосине или в спирте (табл. 135).
135. Флюсы для лайки электро- и радиотехнических приборок
Компоненты
Состав
в %
Компоненты
Соетаи
В %
Канифоль
100
Канифоль
Стеарин
Спирт ЭТИЛОВЫЙ
24
Канифоль
Полиамидная смола
50
50
1
75
Канифоль
Бензин
Керосин
40
50
10
Канифоль
Скипидар
Олеин
Спирт этиловый
5
23
22
50
Канифоль
Спирт этиловый
30
70
Для повышения активности канифольных флюсов в них добавляют
гидразин, анилин, триэтаноламии и другие компоненты (табл. 136).
136. Активированные флюсы, содержащие канифоль
Компоненты
Состав
В %
Компоненты
Состав
в %
Канифоль
Спирт ЭТИЛОВЫЙ
Кислота уксусная
30
60
10
Канифоль
Анилин солянокислый'
Глицерин
Спирт этиловый
55
2
2
41
' Канифоль
Спирт этиловый
Анилин солянокислый
22
76
2
Канифоль
Спирт этиловый
Гидразин солянокислый
25
70
5
Канифоль
Анилин СОЛЯНОКИСЛЫЙ
Глицерин
97
2
1
Канифоль
Спирт этиловый
Молочная кислота
20
76
5
90
Припои и флюяя
Продолжение табл. 136
Компоненты
Состав |
в °/0
Компоненты
Состав |
в 7в
Канифоль
Спирт этиловый
Анилин солянокислый
Молочная кислота
44
И
9
36
Канифоль
Спирт ЭТИЛОВЫЙ
Глицерин
Цинк хлористый
18 '
56
25
1
Канифоль
Спирт этиловый
Кислота ортофосфорная
38
30
12
Канифоль
Спирт этиловый
Кислота салициловая
Триэтаноламнн
40
55
3
2
! Канифоль
Спирт этиловый
Анилин солянокислый
20
79
1
Канифоль
Цинк хлористый
Аммоний хлористый
Спирт этиловый
28
5
2
65
Канифоль
Муравьиная кислота
Щавелевая кислота
50
40
10
Канифоль
Спирт этиловый
Ацетон
Гидразин солянокислый
Воск пчелиный
Д иб утилфтол ат
Поливинилбутирол
Ксилол
Толуол
5
5
4
0.25
0,25
0,25
1,25
42
42
Канифоль
Спирт этиловый
Цинк хлористый
24
75
1
По своей активности эти флюсы близки к водным растворам хлори¬
стого цинка, по по антикоррозионным свойствам они приближаются
к спиртовым канифольным флюсам; остатки флюса на паяном изделии
вызывают незначительную коррозию. Канифольными флюсами, содер¬
жащими хлориды, можно паять при температурах 300—350° С.
Для пайки меди и ее сплавов, стальных и оцинкованных изделий
оловянно-свинцовыми припоями отечественная промышленность выпу¬
скает паяльные канифольные лаки ЛТИ (табл. 137). Лак на месго
пайки наносится тонким слоем кистью или деревянной лопаточкой.
Остатки флюса после пайки можно не удалять, но если изделие пред¬
назначено для анодирования или окраски, место пайки следует про¬
мыть ацетоном или спиртом и протереть до полного удаления следов
лака. Пайку с помощью паяльных лаков следует производить при тем¬
пературе не выше 300—350° С в хорошо вентилируемом помещении
или под тягой.
Высокими антикоррозионными свойствами обладают флюсы на основе
древесных смол (табл. 138). Эти флюсы применяют для панки радио¬
электронной аппаратуры, особенно когда требуются высокие изоля¬
ционные свойства. Среди слабокоррозиопных флюсов хорошо известны
флюсы на основе глицерина с небольшими добавками хлористого цинка,
хлористого аммония, гидразина и т. п. (табл. 139).
Высокой активностью с сильными восстановительными свойствами
обладают флюсы, в состав которых входят водные или спиртовые рас-
Паяльные флюсы
91
137, Паяльные лаки
Марка
Компоненты
Состав
В %
Каннфоль
22
Спирт этиловый
70
ЛТИ-1
Анилин соляно¬
кислый
6
Триэта нол а мин
2
Канифоль
24
ЛТИ-115
Спирт этиловый
70
Me тафен н лд намин
4
Триэтаноламин
2
Канифоль
24
Спир г этиловый
70
ЛТИ-120
Днэтиламин со¬
лянокислый
4
Тр нэта иол а ми н
2|
136. Антикоррозионные флюсы
на основе древесной смолы
Компоненты
2
гг
О ш
Древесная смола
20
11олиш1Нилбутирол
0,5
Трихлорэтилен
75
Бензол
4,4
Спиртовой раствор
0.1
дву хлор истого олова
Древесная смола
40
Четыреххлор истый
-15
углерод
Поли вин илб ути рол
1
Бензол
14
Древесная смола
50
1 рнхлорэтилен
20
Парафин
10
Глицерин
20
139. Флюсы без канифо1И на спирте и глицерине
Компоненты
Состав в %
Область применения
Глицерин
49
Анилин солянокислый
2
Спирт ЭТИЛОВЫЙ
36,5
Бензол чистый
9
Нафталин
2,4
Кислота соляная
0.1
Для пайки медных спла¬
Цинк хлористый
I
вов и оцинкованного же¬
леза
Глицерин
22
Аммоний хлористый
4
Натрий хлористый
0,12
Цинк хлористый (раствор)
Остальное
Глицерин
26
Для пайки меди и ее
Аммоний хлористый (рас¬
3
сплавов, стали и оцинко¬
твор)
ванного железа
Цинк хлористый (раствор)
72 ,
Глицерин
22
Для пайки оцинкован¬
Аммоний хлористый
4
ного железа
Натрий хлористый
0,12
Цинк хлористый (раствор)
Остальное
92
Припои и флюсы
Продолжение табл. 139
Компоненты
Состав в •/«
Область применения
Глицерин
35
Гидразин солянокислый
5
Вода
60
Спирт этиловый
46
Кислота ортофосфориая
9
Вода
45
Для пайки меди и ее
сплавов, никсли. серебра.
Спирт этиловый
73
Бензин чистый
18
Нафталин
4.8
Цинк хлористый
2
Глицерин
2
Кислота соляная
0.2
Глицерин
95
Для пайки меди и ее
Диэтиламин солянокислый
5
сплавов, металлов, покры¬
тых никелем, цинком и се¬
ребром
творы хлористых или бромистых солей гидразина (табл. 140). Растворы
солей гидразина имеют кислую реакцию и хорошо очищают паяемую
поверхность. В процессе пайки при температуре 200—250° С эти соли
разлагаются с образованием хлоридов и бромидов аммония, что при¬
водит к повышению активности флюса. Остатки солей на металле после
пайки отсутствуют, в связи с чем отпадает необходимость промывки
паяного соединения. Гидразин и его соли гигроскопичны и взрыво¬
опасны. Флюсами с солями гидразина можно паять медь и се сплавы,
стали, драгоценные металлы, никель, кадмий и свинец.
140. Флюсы с солянокислым гидразином
Компоненты
Состав
в %
Компоненты
Состав
в %
Г «дразни солянокисл ый
Вода
5
95
Гидразин солянокислый
Этнленглнколь
Спирт этиловый
4
46
50
Дигидро хлорид гидра¬
3
Гндразнн солянокксл ый
Глицерин
Вода
5
35
60
зина
Дигндробромид гидра¬
зина
Нейлон
Спирт этиловый
3
12
82
В табл. 141 приведены составы некоррозионных флюсов, содержащих
трнэтаноламин и фторбораты солей кадмия, цинка или аммония. Тем¬
пература активного действия этих флюсов 150—320° С, при более
Паяльные флюсы
141. Флюсы с три эта полам и ном для пайки алюминия и его смлавол
Компоненты
Состав
в %
Компоненты
)
Состав
D «/
в /0
Триэтаноламии
Кадмий борфтористый
Цинк борфтористый
Аммоний борфтористый
(флюс Ф59А)
«2,5
10
2,5
5
Триэтаноламии
Цинк фтористый
Аммонии борфтористый
14
16
40
Триэтаноламии
Анилин солянокислый
Аммоний хлористый
Спирт этиловый
Глицерин
2
л
18
30
45
Триэтаноламии
Ци н к борфтористый
Аммоний борфтористый
(флюс Ф61А)
82
10
8
Триэтаноламии
Кадмий борфтористый
Аммоний борфтористый
(флюс Ф54А)
82
10
8
Тр и эта иол а мин
Салициловая киспота
Спирт этиловый
1.5
4
94.5
Триэтаноламии
Аммоний хлористый
Дву хлор истое олово
82
10
8
Гриэтанотамин
Бензойная кислота
Эмульгатор 011-7
Бода
1.5
4
1
93.5
Триэтаноламии
Плавиковая кислота
60
40
высокой температуре происходит обугливание флюса и образование
пор в паяном шве. Флюсами с триэтаноламином можно паять оцинко¬
ванное железо, алюминий, бериллиевую бронзу, медь и другие ме¬
таллы. Флюсы могут применяться в жидком виде или в виде пасты
на вазелине или стеарине.
Основной составляющей наиболее широко применяемых активных
коррозионных флюсов является хлористый цинк (табл. 142 и 143).
Для снижения температуры плавления твердой составляющей и повы¬
шения активности флюса в водный раствор хлористого цинка добав¬
ляют хлористый аммоний и другие хлориды металлов (табл. 144).
142. Технические услопия на технический хлористый цинк
(по ГОСТу 7345—55)
Показатели
Твердый
сплав
хлори¬
стого
ци и ка
(марка А)
Раствор хлористого цинка
(марка Б)
1-й сорт
2-й сорт
3-й сорт
Внешний вид и цвет
Твердый
сплав
серого
цвета
Прозрачный, бес¬
цветный или свет¬
ло-желтый рас¬
твор
Мутн ый
раствор
бурого
цвета
Содержание хлористого цин¬
ка в %, не менее
96
48
42
40
94
Припои и флюсы
Продолжение табл. 142
Показатели
Т вердый
сплав
хлорис¬
того
цинка
(марка А)
Раствор хлористого цинка
(марка Б)
1-й сорт
2-й сорт
3-Й сорт
Содержание железа в %,
не более
0,6
0,035
0.6
2.0
Содержание сульфатов в %,
не более
0,35
Нет
0.45
Не опре¬
деляется
Содержание металлических
окисей, осаждаемых содой
(в %, не более)
5
0.5
2,8
То же
Содержание окислителей
Не опре¬
деляется
См. при¬
меча¬
ние 1
Не опре-
дел яетея
1
То же
Концентрация водородных
ионов (pH), не менее
То же
3,7
То же
То же
Содержание свободной кис¬
лоты
См. при¬
меча¬
ние 2
Не опре¬
деляется
См. примечание 2
Содержание нерастворимого
осадка в %, не более
0.25
Нет
Нет
КО
Примечания: 1. 1—2 мл раствора дифениламина помещают
в пробирку и осторожно прибавляют по стенкам пробирки 2—3 мл
испытуемого раствора. Раствор считают выдержавшим испытание, если
на границе раздела жидкостей не получится синего окрашивания.
2. 1 мл раствора хлористого цинка или 0,7—0,8 Г твердого хло¬
ристого цинка разбавляют дистиллированной водой до 10 мл и прибав¬
ляют несколько капель индикатора метилового оранжевого. Продукт
считают соотне1сгвующим стандарту, если не появится розовое окра¬
шивание раствора.
143, Технические условия на реактивный хлористый цинк
(но ГОСТу 4529—48)
Примеси
Наибольшее количество
допустимых примесей ь %
Чистый
для анализа
Ч истый
Нерастворимые вещества
0,005
0,01
Сульфаты (SO*)
0,01
0,03
Железо (Fe)
0,001
0,002
Тяжелые металлы сероводородной группы
Щелочные и щелочно-земельные металлы
0,001
0,002
(в виде сульфатов)
0,05
0,2
Примечание. Содержание ZnCU не менсс 98%.
Паяльные флюсы
95
144. Флюсы на основе хлористых солей
Марка
Компоненты
Со¬
став
1 в %
Область применения
—
Цннк хлористый
Вода
| 40
1 60
—
Цннк хлористый
Аммоний хлорис ГЬ1Й
Вода
110-50
5 — 10
85—40
—
Цинк хлористый
Кислота соляная
Вода
10—50
25 — 35
65 — 15
Для пайки и лужения
железа, чугуна, стали, ме¬
ди, латуни, бронзы, свин¬
ца, никеля, серебра
—
Цинк хлористый
Аммоний хлористый
Кислота соляная
Вода
10—50
5-10
5—30
80—10
—
Цинк хлористый
Натрий хлористый
Аммоний хлористый
70
15
15
Кадмий хлористый
Натрий хлористый
Цинк хлористый
Аммоний хлористый
115 —50
10—25
20—65
2—10
ЗИЛ-1
Цинк хлористый
Олово дву хлористое
Медь хлорная
Кислота соляная
Вода
.1
40
5
0.5
3.5
51
Для пайки стали, же¬
леза, чугунов припоями
с большим содержанием
свинца. Применим для по¬
лучения высококачествен¬
ного покрытия без предва¬
рительного лужения сталь¬
ной поверхности чистым
оловом
ЗИЛ-2
Цн Н К X л ор истый
Олово двухлористое
Калий хлористый
Аммоний хлористый
Кислота соляная
Вода
40
2
1
1
2
54
Для пайки стали, чу¬
гуна, меди и ее сплавов
малооловянными припоя¬
ми, а также припоями на
основе висмута, кадмия
и цинка
ЗИЛ-З
Цннк хлористый
Натрий хлористый
Медь хлорная
Калий хлористый
Кислота соляная
Вода
40
5
1
1
1
52
Для пайки стали, мед¬
ных сплавов, оцинкован¬
ного железа малооловянн-
стыми и цинковыми при¬
поями
—
Цинк хлористый
Аммоний хлористый
Плавиковая кислота
Вода
50
5
2 -
43
Для пайки чугунов
ЗИЛ-4
Цинк хлористый
Натрий хлористый
Калий хлористый
Вода
40 |
5
1
54
,
Для пайки стали, оцин¬
кованного железа и мед¬
ных сплавов малооловяни-
стыми припоями
96
Припои и флн^сы
Продолжение табл. 144
Марка
Компоненты
Со¬
став
в %
Область применения
ЗИЛ-5
Цинк хлористый
Натрий хлористый
Медь хлоритя
Кислота соляная
Вода
40
20
2
1
37
Для пайки меди и се
сплавов цинковыми при¬
поями
ЗИЛ-6
Цинк хлористый
Олово двухлористое
Натрий хлористый
Кислота соляная
Вода
40
2.5
10
2
45,5
ЗИЛ-7
Цинк хлористый
Олово двухлористое
Медь хлорная
Натрий хлористый
Кислота соляная
Вода
40
4
0.5
10
2,5
43
Для лайки стали висму¬
товыми припоями
ФК-зо
1
Натрий хлористый
Кадмий хлористый
Цинк хлористый
Аммоний хлористый
50
30
15
5
Для пайки меди и ее
сплавов припоями на ос¬
нове кадмия, имеющих тем¬
пературу плавлении выше
400° С
Цинк хлористый
Аммоний хлористый
Кислота соляная
Спирт денатурат
Кислота ортофосфориая
Железо хлорное
Вода
15
1.5
36
12,8
2,2
0,6
31.9
Для пайки углеродисЕЫХ
сталей
■
Цинк хлористый
Аммонии хлористый
Олово дву хлор истое
Барий хлористый
Медь хлорная
45
40
5
5
5
Для пайки чугуна, ста¬
ли, меди и ее сплавов
ф
Цинк хлористый
Аммоний хлористый
Глицерин
Вода
25
25
25
25
Для пайки монелн
Паяльные флюсы
97
В качестве растворителя иногда применяют полиэтилен гликоль,
имеющий температуру кипения 260° С и растворяющий большинство
хлористых солей и канифоль. Для удобства пользования флюсы иногда
применяют в пастообразном состоянии (табл. 145).
145. Пастообразные флюсы
Компоненты
Со-
стап
п 0/
в /0
Рекомендуе¬
мая область
применения
Компоненты
Со¬
став
в %
Рекомендуе¬
мая область
применения
Каи ифоль
Стеарин
Цинк хлори-
С1 ый
Анилин соля¬
нокислый
Вазелин
Вода
20
20
15
3
35
7
Для пайки
медных
сплавов
и оцинко¬
ванного
железа
Спирт
Глицерин тех¬
нический
Аммоний хло¬
ристый (насы¬
щенный рас¬
твор)
Анилин соля¬
нокислый
Трнэтанола-
j мин
1
30
45
18
5
о
Для лужения
и пайки;
указанный
состав сме¬
шивают с
порошкооб¬
разным при¬
поем в соот¬
ношении I : 6 1
и разбавляют
ВОДОЙ
Вазелин
Цинк хлори¬
стый
83
15
Для пайки
меди, латуни
и стали
(
1
I Канифоль
; Касторовое
1 масло
Стеарин
Аммоний хло¬
ристый
Цинк хлори¬
стый
Вода
34
26
14
6
7
11
Для
лужения
л а гуни
Вазелин
Цинк хлори¬
стый
Аммоний хло¬
ристый
Вода
63
20
3.5
11.5
Вазелин
Канифоль
Цинк хлори¬
стый
80
16
4
Канифоль
Стеарин
Цинк хлори¬
стый
Алюминий
хлористый
Вазелин
Вода
21
21
15
3
34
6
Для пайки
меди, ла¬
туни, оцин¬
кованного
и кадмиро-
панного |
железа
Масло инду¬
стриальное
Воск
Канифоль
Глицерин
Цинк хлори¬
стый
48
12
15
15
10
Стеарин
100
Для пайки
цинка,
свинца,
меди и ее
сплавов
Вазелин
Парафин
Цинк хлори¬
стый
Аммонии хло¬
ристый
70
6.5
23
0.5
Вос.к
100
Для пайки
меди и ее
сплавов
Цинк хлори¬
стый
Аммоний хло¬
ристый
Вазелин
Вода
20
5
74
I
Для панки
меди и ее
сплавов
Вазелин
Олло
100
100
Для пайки
стали, меди
и ее сплавов
I
4 Справочник паяльщика ШЗ
98
Припои и флюсы
Введение в раствор хлористого цинка, хлористых солей, меди, олова,
калия, натрия и кадмия значительно улучшает смачивание твердых
металлов припоем. Для улучшения травящего действия флюса в пего
добавляют различные кислоты (габл. 146).
146. Активные коррозионные флюсы для пайки
нержавеющей стали
Компоненты
Состав
в %
Компоненты
Состав
ь %
Хлористый цинк *
100
Фосфорная кислота
Соляная кислота
Цинк хлористый
Ли гий хлористый
Вода
50
10
9
1
30
Хлористый цинк *
Соляная кислота
75
25
Хлористый цинк *
Уксусная кислота
90
10
Хлористый цинк
А м мон и ii хлор истый
Медь х-юрная
Соляная кислота
30
10
10
50
Хлористый цинк *
Соляная кислота
Плавиковая кислота
70
25
5
Хлористый цинк
Аммоний хлористый
Олово хлористое
Соляная кислота
Вода
36
3
3
1
57
Фосфорная кислота
100
Хлористый цинк
Хлористый аммоний
Соляная кислота
Вода
•
50
5
1
44
Фосфорная кислота
Сернокислая медь
* Насыщенный раств<
99
1
эр-
В табл. 147 и 148 приведены смсси хлористых и фтористых солей,
которые в тонкоразмолотом виде применяют для пайки алюминия
и его сплавов легкоплавкими припоями с температурой плавления
250—400° С. При необходимости порошкообразные соли можно исполь¬
зовать для приготовления паяльных паст, для чего сухие компоненты
147. Порошкообразные флюсы для пайки алюминия и его сплавол
легкоплавкими припоями
Компоненты
Состав
В %
Компоненты
Состав
В %
Цинк хлористый
Аммоний хлористый
Натрий фтористый
90
в
2
Цинк хлористый
Литий хлористый
Медь хлористая
Калий хлористый
Кадмий хлористый
Натрий хлористый
Свинец хлористый
83.5
5,4
4.8
3.6
1,45
1.0
0,25
Цинк хлористый
Литий хлористый
Натрий хлористый
Калин хлористый
85
5
5
5
Паяльные флюсы
99
Продолжение табл. 147
Компоненты
Сое тав
в %
Компоненты
Состав
в V®
Олово хлористое
88
Цинк хлористый
90
Аммоний хлористый
10
Аммоний хлористый
10
Натрий фтористый
2
Цинк хлористый
88
Кадмий хлорис гый
25
Аммоний хлористый
10
Калий хлористый
20
Натрий фтористый
2
Натрий хлористый
20
Литий хлористый
15
Литий фтористый
10
Калий хлористый
47
Цинк фтористый
10
Лигий хлористый
38
Натрий фтористый
5
Цинк хлористый
5
Цинк бромистый
40
Кадмий хлористый
5
Л ити й фто р исты й
5
Калии хлористый
24
Калий хлористый
50
Литий хлористый
15
Литий хлористый
40
Натрий хлористый
15
Криолит
10
Свинец хлористый
1
148. Флюсы для пайки алюминия и его сплавов
Марка
Компоненты
Состав в %
Температура
плавления
в °С
Марка
Компоненты
Состав в %
1 ■■ ■
Температура
плавления
в °С
Ф380А
Калий
хлористый
Литий
хлористый
Натрий
фтористый
Циик
хлористый
47
38
5
10
380
Ф220А
Цинк
хлористый
Аммоний
хлористый
Калий
фтористый
Литий
фтористый
Натрий
фтористый
90
8
1,2
0,6
0,2
220
ФА
Калий
хлористый
Литий
хлористый
Натрий
хлористый
Цинк
хлористый
Литий
хлористый
37
20
25
9
9
320
Ф17
Калий
хлористый
Лший
хлористый
Калий
фтористый
Алюминий
фтористый
52
40
4
4
380
Калий
47
•
Калий
28
хлористый
хлористый
Литий
38
Литий
42
хлористый
хлористый
Ф370А
Натрий
5
370
Ф320А
Натрий
6
320
фтористый
фтористый
Кадмий
10
Цинк
24
хлористый
хлористый
*
100
Припои и флюсы
замешивают на воде до кашицеобразного состояния. Пайку небольших
изделий с помощью порошкообразных припоев и паст производят обычно
нагревом газопламенными горелками или токами высокой частоты,
крупногабаритные изделия
°С
700
600
500
400
300
200
100
А
Жидкость* Г
Жт
22?
hot
у*1
338'
П)Ь
83
Ж1
Г°
Г?
Жи
дко
сть
п
2/
168°
Ж'
>
17
паяют в печи с воздушной
средой. После остывания
остатки флюса удаляют про¬
мывкой изделия в воде.
149. Флюсы на основе
фтористых солей для пайки
меди и ее сплавов
0 10 20 30 40 50 60 70 80 90 100
2пС1 ? Мол. % NH^ Cl NHU Cl
Рис. 62. Диаграмма состояния системы
ZnCl2 — NHaC)
Состав
в
%
Компоненты
1
2
Фторборат ка¬
70
_
лия
Бура
30
Фторборат ка¬
23
40
лия
Борный ангид¬
35
25
рид
Калий фтори¬
42
35
стый
Для пайки меди и ее сплавов при температурах 350—450° С при¬
меняют высокотемпературные флюсы, основными составляющими кото¬
рых являются фторборат калия, фтористый калий, борный ангидрид
и бура (табл. 149). Для более низких температур пайки в качестве
«О
в, Jr
К- ^
сэ
£
200
150
\ Х\ ?
\
Си Cl
■ ■ Л ij~ -
\ \
У
ZnO
NHM-
7
FeClj
^^SnCl2
.. ..... i
10
20 30
Содержание
40
50%
Рис. 63. Изменение температуры плавления хлористого цинка
в зависимости от различных добавок
флюсов могут быть применены хлористый цинк с добавками до 10%
трибромадилина Br3CeH2NH2, феноксидной уксусной кислоты
СвН5ОСН2СООН, пентахлорфенола QCIOH, триметхламингидрохло-
рида С3Н3NHC1, трибромфенола Br2QH2OH, безводной бензойной кис¬
лоты (СвН6С0)2О и дихлорбензойной кислоты С12СвН3СООН.
Паяльные флюсы
101
Диаграммы состояния солевых систем, входящих в состав легко¬
плавких флюсов, показаны на рис. 62 и 63. В зависимости от состава
смеси можно подобрать флюс с требуемой температурой плавления.
Флюсы для лайки тугоплавкими припоями
При пайке медными, серебряными и жаростойкими припоями в ка¬
честве флюсов обычно применяют прокаленную буру и ее смесь с бор¬
ной кислотой. Для повышения активности флюса в эти смеси добавляют
фтористые и хлористые соли металлов (табл. 150). Для пайки при особо
150. Флюсы для пайки медью, медно-цинковыми
и медно-никелевыми припоями
Компоненты
Со¬
став
к Л'
в /Л
J Область применения
Кислота борная
70
Для панкн конструкционных, нержа¬
Сура
21
веющих и жаропрочных сталей латунью
Кальций фтористый
(флюс Ф200)
9
и жаропрочными припоями
Бура
100
: Для пайки углеродистых сталей, чу¬
гуна, меди, твердых сплавов медно-цин¬
ковыми припоями
Г» ура
во
Для пайки малоуглеродистых сталей
Кисло!а Сорная
20
и медных сплавов
Бура
50
Флюс разродится на растворе хлори¬
К пело1а Сорная
50
стого цинка. Применяют для панки не¬
ржавеющих сталей, твердых н жаро¬
упорных сплавов медно-цинковыми и
медно-никелевыми припоями
Кислота борная
78
Для пайки медными припоями нержа¬
Бура
12
веющих углеродистых сталей, жаростой¬
Кальций фтористый
10
ких, твердых и медных сплавов
Бура
50
Для пайки твердых сплавов медью.
Кислота борная
10
медно-цинковыми н медно-никелеиымн
Кальций фтористый
40
припоями
Бура
95
Флюс разводят на концентрированном
Калий марганцово¬
5
растворе хлористого цинка. Применяют
кислый
при пайке чугуна медью и медно-цинко¬
выми припоями
Бура
75
Для пайки припоями на медной основе
Кальцин фтористый
10
Натрий фтористый
15
102
Припои и флюсы
Продолжение табл. 150
Компоненты
Состав
в 7„
Область применения
Кислота борная
Бура
Кальций фтористый
Лигатура 4 Mg —
48А1—48Cu (флюс Ф201)
80
14
5.5
0,5
Для пайки нержавеющих сталей и жа¬
ропрочных сплавов латунью и другими
припоями с температурой плавления
850 — 1100°
Бура
Кислота борная
Кальций хлористый
58
40
2
Для пайки латуни и меди
высоких температурах и продолжительном нагреве к борной кислоте
добавляют порошки металлов магния, титана, алюминия, боросодер¬
жащие и другие соли (табл. 151).
151. Флюсы для пайки при высоких температурах и длительном нагреве
Компоненты
Состав
В %
Компоненты
Состав
В %
Калий фторборат
40
Борная кислота
36
Борная кислота
20
Борат натрия
3
Борат калия
39
Силикофторид калия
49
Магний (порошок)
1
Кислый фтористый калий
Титан (порошок)
10
2
Карбонат калия
17
Борная кислота
32
Борная кислота
59
Кислый фтористый ка-
48
Калий фтористый
40
ЛИЙ
Борид кальция
3
Алюминий (порошок)
1
Титан, тантал и цирконий можно паять, употребляя в качестве
флюса смеси хлористых и фтористых солей натрия, калия, лития и дру¬
гих (табл. 152 и 153). Буру и борную кислоту при пайке этих металлов
152. Флюсы дли пайки титана, тантала, циркония
Компоненты
Состав
В %
Компоненты
Состав
Н о/
В /о
Натрий хлористый
52
Серебро хлористое
10
Магний хлористый
48
Калий хлористый
Литий фтористый
36
9
СфОНВИЙ хлористый
45
Натрий хлористый
45
Калий хлористый
36
Калий фтористый
45
Серебро хлористое
10
Калий хлористый
55
Литий фтористый
9
Барий хлористый
85
Натрий хлористый
48
Стронций хлористый
15
Магний хлористый
30
Литий фтористый
22
Литый хлористый
50
Калий фтористый
46
Натрий хлористый
48
Натрий фтористый
2
Магний хлористый
30
Медь хлорная
1
Литий хлористый
22
Стронций хлористый
1
Паяльные флюсы
103
153. Флюсы для пайки титана со сталью серебряными припоями
(температура плавления 705—815° С)
Компоненты
Состав в %
. 1
2
3
Фтористо кислый калий . .
50
35
35
Калий хлористый ....
45
50
50
Барий хлористый ....
5
10
10
» фтористый ....
—■
5
—
Литий фтористый ....
5
не применяют. В состав флюсов для пайки серебряными припоями,
наряду с хлористыми и фтористыми солями, дополнительно вводят
сложные соединения, например, кремнефгорид калия, метаборат на¬
трия, фторборат калия и т. д. (табл. 154).
154. Флюсы для пайки серебряными припоями
Компоненты
Состн в
В %
Компоненты
Состав
в %
Метаборат натрия
Бура
Кислота борная
Кремнефгорид калия
45
25
5
25
Ангидрид борный
Калий фтористый обез.
Фторборат калия
(флюс Ф209)
35
42
23
Бура
Кислота борная
Кальций фтористый
50
35
15
Тетраборат кл.пия
Калий фтористый
Кислота борная
Бура
Бор
25
О
10
58,5
0,5
Ангидрид борный
Калий фтористый обез.
Фторборат калия
(флюс Ф281)
25
35
40
Фтороборат калия
Ф тор ис г ый кали и
Кислота борная
40—25
35—42
25—35
Тстрафторборат калия
Бура
70
30
Кальций хлористый
Натрий хлористый
72
28
Тстрафторборат калия
Ангидрид борный
Калий фтористый
23
35
42
Кальций хлористый
Барий хлористый
Натрий хлористый
48
31
21
Тетрафторборат калия
Ангидрид борный
Калий фтористый
40
25
35
Калий хлористый
Натрий хлористый
Кальций хлористым
40
35
25
Тетрафторборат калия
Кислота ортофосфорная
Калий фтористый
34
33
33
Кальций хлористый
Барий хлористый
50
50
Кислота борная
Бура
20
80
Тетрафторборат калия
100
104
Припои и флюсы
Продолжение табл. 154
Компоненты
Состав
в °/0
Компоненты
Состав
в %
Бура
Ангидрид борный
Калий фтористый
50
35
15
Калий борнофюрмстый
Калий фтористый
Бор *
40
59
!
Натрий хлористый
Калии хлористый
Кремний *
40—70
30—60
2—4
Бура
Калий хлористый
Натрий фтористый
Литий хлористый
Кремний *
Цирконий *
70—80
10—15
5—8
3—5
3—6
2—5
Натрий хлористый
Калий хлористый
Барий хлористый
Кремний •
* Порошок.
25—30
25—30
40—50
2—3
Для удобства выбора состава флюса с заданной температурой плав¬
ления на рис. 64—70 показаны диаграммы состояния некоторых соле¬
вых систем.
NO^Oj М0Л%в203 Щ
1*ис. 64. Диаграмма состоя¬
ния системы NasB407 — В204
в)
б)
Рис. 65. Диаграммы состояния солевых систем:
а — KBr —KF; б — UF— KF; е — KF—NaF
Паяльные флюсы
NqCL Мол % NaF NqF
а) Ь)
Рис. 66. Диаграммы состояния соленых систем:
а KCI —NaF: б — NaCl — NaF
NaCl
Мол. % AgCl AgCl KCi Мол%АдО AgCl
Ь)
KCI —NaCl
J06
Припои и флюсы
NaCl Мол % ВаС1г ВаС1г KCL Мол. % ВоС1г ВаОг
о) б)
Рис. 68. Диаграммы состоянии соленых систем:
а — NaCl — ВаС1£; 6 — КС1 —ВаС12
LiCt
735 а ьОО
$50
**00 Л8
BoCL
V
СаСи
г)
Рис. 69. Диаграммы состояния солевых систем:
a — LIC1 — КС1 — NaCl; 6 — CaCl*—КС1 — L1C1; в — Bad* — NaCl
е — CaCl 2—NaCl— КС1
— KC1;
Мол. % К 2 В ^ 0 2
б)
Na2(BF4)2—К*В407; в — K2(BF,)2—
Na2B407; г —KoB^Oj— Ka2B407
Флюсы для пайки припоями на основе легких металлов
Флюсы, предназначенные для пайки алюминиевых и магниевых
сплавов, должны обладать повышенной активностью и хорошей спо¬
собностью разрушать плотные и прочные окисные пленки. С этой целью
во флюсы, состоящие из смеси хлористых солей, добавляют фторисше
соли калия, натрия, лития, кадмия, алюминия и т. п. (табл. 155 и 156).
155. Флюсы для пайки алюминия и его сплавов силумином
Калий
хлори¬
стый
Натрий
хлори¬
стый
Литий
хлори¬
стый
Углекислый
цинк
Криолит
*
Плавиковый
шпат
4—9
0—10
15—50
0—20
20—50
10—20
4—9
2—10
20—50
—
30—50
10—20
4
4
40
—
36
16
4—9,5
15—46
0 — 20
20—50
10—16
8
—
39
13
26
15
4—8
4—0
46
30
16
108
Припои и флюсы
156. Флюсы для пайки алюминия и его сплавов
тугоплавкими припоями
Компоненты
Состан в %
Температура
плавления
в ’С
Компоненты
Состав в %
Температура
плавления
в «С
Калий хлористый
Литий хпористый
Серебро хлористое
Натрий фтористый
56
36
0,1
7.9
500
Калий хлористый
На грин хлористый
» фтористый
Литий хлористый
47
45
4
4
500
Натрий хлористый
Калий хлористый
ЛигиА хлористый
К*эДмий фтористый
Литий фтористый
*
О
48
37
3
7
500
Натрий хлористый
Калий хлористый
Барин хлористый
Криолит
18
22
45
10
580
Натрий хлористый
Калий хлористый
Цинк хлористый
Литий фтористый
26
54
12
8
550
Алюминий фтори¬
стый
5
Натрий хлористый
Кальций хлористый
Барий хлористый
Калий фтористый
Алюминий фтори¬
стый
19
43
28
5
5
Натрий хлористый
Калий хлористый
Барий хлористый
Криолиг
17
27
48
8
570
435
Цинк хлористый
Барий хлористый
Криолит
36
56
8
4 70
Калий хлористый
Литий хлористый
Натрий фтористый
Цинк хлористый
(флюс 34 А)
50
32
10
8
420
Калий хлористый
Литий хлористый
Криолит
60
32
8
500
Калий хлористый
Натрий хлористый
Барий хлористый
37
34
20
550
Цинк хлористый
Кадмий хлористый
Литий хлористый
Натрий фтористый
» хлор исты if
Калий хлористый
15
15
20
500
• Калий фтористый
Алюминий фтори¬
стый
4
5
10
20
20
Калий хлористый
Натрий хлористый
Литий хлористый
30
33
26
520
Калий хлористый
Натрий хлористый
» фтористый
55
44
1
500
Ка->1ий фтористый
Алюминий фтори¬
стый
5
6
Флюсы* применяемые при пайке магния, представляют собой мно¬
гокомпонентные смеси хлористых и фтористых солей, щелочных и ще¬
лочноземельных металлов (табл. 157). Для предотвращения коррозии
магниевые сплавы после пайки промывают в 0,5%-ном растворе дву¬
хромовокислых солей калия или натрия.
Паяльные флюсы
109
157. Флюсы для пайки магниевых сплавов
те
£
Cl
те
Компоненты
Состав в %
Температура
плавления
в °С
Марка
Компоненты
Состав в %
Температура
плавления
в °С
—
Калий хлористый
Натрий хлористый
Литий фтористый
Литий хлористый
Цинк хлористый
Свинец хлористый
36
30
8
18
7.9
0.1
590
—
Калий хлористый
Барин хлористый
Алюминий фтористый
Натрии фтористый
43,5
50
3,5
3
500
—
Натрий хлористый
Калий хлористый
Литий хлористый
Цинк хлористый
Калий фтористый
16
32
32
12
8
590
о
*2
в
>>
<
Калий хлористый
Натрий хлористый
Литий хлористый
Натрий фтористый
46
24
26
4
540
—
Кадмий хлористый
Натрий хлористый
Калий хлористый
Литий фтористый
12
26
34
8
590
3
1
>>
<
Калий хлористый
Натрий хлористый
Литий хлористый
Натрий фтористый
Литий фтористый
42
21
23
4
10
540
—
Калий хлористый
Литий хлористый
Натрий фтористый
Сурьма хлористая
57,7
36
8
0,3
560
ДАУ-452
Калий хлористый
Натрий хлористый
Литий хлористый
Натрий фтористый
Криолит
42,5
10
37
10
0,5
400
—
Кариалит плавленый
Криолит
Окись цинка
80
15
5
450
Газообразные флюсы
В случаях, когда применение обычных флюсов (порошкообразных,
жидких, пастообразных) затруднено из-за невозможности удаления их
остатков после пайки, применяют газообразные флюсы, являющиеся
продуктами распада фтористых или хлористых солей при нагреве.
Наиболее эффективными для этой цели являются фтористый аммоний
(NH4F), фторборат аммония (NH4BF4) и фторборат калия (KBF4).
При нагреве эти соли распадаются на азот, водород и фтористые соеди¬
нения водорода, калия и бора по реакции;
2NH4F N, + Н„ + 2HF (при 600—800° С);
2NH4BF-> N2+ ЗНо+ 2HF + 2BF3 (при 850—950е С);
KBF4-* KF + BF3 - ' (при 800—900°С).
Продукты реакции разложения этих солей при нагреве используют
в качестве флюса при пайке нержавеющих сталей и жаропрочных
сплавов припоями, имеющих температуру плавления ниже 1200° С.
Флюсообразующие соли помещают вместе с деталями в контейнер для
пайки или подвергают нагреву (разложению) в специальной установке,
откуда продукты реакции вместе с инертным газом по газопроводу
направляют к паяемым деталям.
В случае получения газа в специальной установке при недостаточной
температуре нагрева может произойти неполный распад соли с образо¬
по
Припои и флюсы
ванием аммиака. В результате реакции аммиака с фтористым водородом
образуются продукты реакции, конденсирующиеся на трубопроводах
и засоряющие их. По этой причине образование аммиака допускать не
следует. Количество солей, необходимое для получения газового флюса,
подбирают обычно опытным путем.
При пайке нержавеющих сталей и жаропрочных сплавов в качестве
исходного материала для получения газового флюса применяют также
фтористый водород с аргоном или трехфтористый бор. Последний можно
применять при пайке сплавов, содержащих магний, хром, алюминий,
титан и кремний.
Для увеличения смачивания нержавеющей стали жаропрочными
припоями при пайке в вакууме используют атмосферу с небольшим
содержанием газообразного щелочного металла (лития, натрия, калия,
рубидия или цезия). Испарение этих металлов при нагреве в вакуум¬
ной печи происходит при разряжении 0,2—0,8 мм рт. ст.
При пайке газопламенными горелками медно-цинковыми припоями
в качестве флюса используют пары борметилового или борэтилового
эфира, которые под действием высоких температур разлагаются с обра¬
зованием борного ангидрида, выполняющего роль флюса. Пары флюса
подаются в пламя горелки из специальной установки. Для предупрежде¬
ния засорения газовой линии и горелок продуктами конденсации в флю¬
сообразующий состав добавляют спирт, ацетон и другие компоненты.
Поверхность основного металла и припоя при работе с газообраз¬
ными флюсами получается чистая и светлая. Применение такого флюса
увеличивает производительность процесса и дает возможность получать
детали, пригодные для покраски и нанесения покрытия. Недостатком
способа газового флюсования является затруднительное проникновение
флюса внутрь паяемых швов, поэтому закрытые швы все же приходится
предварительно обрабатывать жидким флюсом.
Качество готового флюса определяется не только его составом, но
и последовательностью введения составляющих веществ при его изго¬
товлении. Методика приготовления некоторых-типовых флюсов приве¬
дена в табл. 158-
Приготовление паяльных флюсов
158. Способы приготовления флюсов
Составляющие флюса
Методика приготовления
Канифоль
Уксусная кислота
Спирт этиловый
Из мельчен и у го канифоль растворить
в спирте и добавить необходимое коли¬
чество уксусной кислоты
Канифоль
Спирт этиловый
Солянокислый аналин
Глицерин
Канифоль растворить в спирте, доба¬
вить солянокислый аналин и размеши¬
вать раствор до растворения аналина,
после чего добавить необходимое коли¬
чество глицерина
Паяльные флюсы
111
Продолжение табл. 158
Составляющие флюса
Методика приготовления
Канифоль
Стеарин
Хлористый цинк
Хлористый аммоний
Вазелин
Вода
Растереть канифоль и стеарин. От¬
дельно растереть хлористый цинк и хло¬
ристый аммоний в указанном количестве
воды. Влить раствор и расплавленный
стеарин с канифолью. Размешать до по¬
лучения однородной смеси и в теплую
смесь добавить вазелин
Канифоль
Хлористый цинк
Хлористый аммоний
Спирт этиловый
Все компоненты растворить в спирте.
Через сутки осторожно слить жидкую
часть флюса и применить ее для пайки
Канифоль
Скипидар
Олеин
Спирт этиловый
Измельченную канифоль растворяют
в нагретом до 110—120° С скипидаре,
после остывания добавляют олеин. Полу¬
ченную смесь нагревают до кипения
(150—170° С) и после остывания добав¬
ляют спирт
Древесная смола
Чегыреххлорисгый углерод
Поливии илб утирол
Бензол
Древесную смолу и четыреххлористый
углерод растворяют в растворе, состоя¬
щем из поливинилбутирола и бензола
Древесная смола
Трихлорэгилен
Т риэтанол ами н
Парафин
Глицерин
Нагревают древесную смолу и добав¬
ляют туда трихлорэтнлен и триэтанола-
мин. 13 полученном сосгане распланляют
парафин и до нужной вязкости добавляют
глицерин
Ортофосфор на я кислота
Спирт этиловый
Вода
Этиловый спирт и воду смешивают
между собой с последующим добавлением
ортофосфор ной кислоты
Хлористый цинк
Спирт этиловый
Бензол
Нафталин
Глицерин
Соляная кислота
В раствор из этилового спирта и бен¬
зола последовательно добавляют нафта¬
лин, хлористый цинк, глицерин и соля¬
ную кислоту
Хлористый цинк
Вода
В бодс растворить хлористый цинк
Хлористый цинк
Хлористый аммоний
Вода
В теплой воде растворить хлористый
аммоний, после охлаждения раствора
добавить необходимое количество хлори¬
стого цинка
Хлористый цинк
Хлористый аммоний
Соляная кислота
Вода
В воде растворяют хлористые соли
с последующим добавлением соляной
кис чоты
112
Припои и флюсы
Продолжение табл. 158
Составляющие флюса
Методика приготовления
Хлористый цинк
1Г •»
Хлористый аммонии
Хлористый натрий
Бода
В теплой воде растворить хлористый
аммоний и хлористый натрий. После ох¬
лаждения раствора в нем растворить хло¬
ристый цинк
Хлористый цин к
Двухлористое олоао
Хлорная медь
Хлористый калий
Соляная кислота
Вода
В небольшое количество горячей воды
влить соляную кислоту и растворить там
дву хлористое олово и хлорную медь.
Отдельно приготовить водный раствор
хлористого цинка и калия. Раствор солей
олова и меди влить в раствор солей цинка
и калия. Флюс приготовляют и хранят
только в стеклянной, фарфоровой или
пластмассовой посуде
Хлористый калий
Хлористый литии
Фтористый натрий
Хлористый цинк
Необходимое количество указанных ве¬
ществ тщательно перемешать и распла¬
вить. После охлаждения смесь солей
размолоть до порошкообразного состоя¬
ния и поместить в плотно закрываемую
стекчянную банку
Бура
Буру расплавляют в графитовом тигле
(740 — 800° С) и выливают ее на противни.
После остывания растирают в. стунке
или размалывают
Бура
Борная кислота
Прокаленную буру размолоть до по¬
рошкообразного состояния и тщательно
перемешать с борной кислотой
Борная кислота
Фтористый калии
Фторборат калия
Борная кислота
Приготовляют путем смешивания обез¬
воженных компонентов и тщательного
размалывания смеси в тонкий порошок.
Флюс следует хранить в закрытой стек¬
лянной банке. Перед употреблением флюс
замешивают на воде или спирте
Трнэтанола мин
Фторборат кадмия
Фторборат цинка
Фторборат аммония
Триэтаноламии разлить в три фарфоро¬
вые ступки одинаковыми порциями.
В каждую порцию трн^таиоламина всы¬
пать отвешенное количество одной из со¬
ставляющих флюса и тщательно разме¬
шать. Затем все три порции слить вместе
н перемешать. Готовый флюс слить в стек¬
лянную посуду
Карналит
Криолит
Окись цинка
Расплавляют плавленный ка риал нт
в фарфоровом тигле и вводят в него
криолит и окись цинка. Полученную
смесь нагревают до 500—550° С, а затем
разливают на противни. Флюс перед упо¬
треблением растирают в ступке или раз¬
малывают
Паяльные флюсы
113
В автомобильной промышленности широкое распространение имеют
комплексные флюсы (ЗИЛ-1 и ЗИЛ-2), обладающие высокой актив¬
ностью, применяемые для пайки стальных и латунных изделий мало-
оловянистыми припоями. С целью предупреждения контактного выса¬
живания металлических катионов из раствора, эти флюсы приготов¬
ляют и хранят в стеклянной, фарфоровой, эмалированной или пласт¬
массовой посуде. Порядок приготовления флюса ЗИЛ-2 следующий:
1) в бак емкостью 1800 кГ заливают водный раствор хлористого
цинка плотностью 1,40—1,45 в количестве 1300 кГ;
2) в эмалированном котле растворяют хлористый калий (техниче¬
ский) в количестве 20 кГ на 100 л воды; после растворения хлористого
калия с зеркала ванны снимают грязь;
3) раствор очищенного от грязи хлористого калия впивают и рас¬
твор хлористого цинка;
4) в другом эмалированном котле растворяют хлористый аммоний
в количестве 8—10 кГ на 100 л горячей воды;
5) раствор хлористого аммония вливают в бак с хлористым цинком
и хлористым калием;
6) в эмалированный бак помещают 20 кГ двухлористого олова и
вливают туда 20 л (24 кГ) соляной кислоты плотностью 1,17—1,19;
в случае применения кислоты меньшей плотности количество ее увели¬
чивают до получения раствора без осадка;
о *•
/) помешивая деревянной мешалкой, полностью растворяют дву¬
хлористое олово в кислоте;
8) в раствор дпухлористого олова влипают 70 кГ горячей воды;
9) раствор дву хлор истого олова переливают в бак с хлористым цин¬
ком и весь раствор перемешивают;
10) из бака готового флюса отбирают пробу на химический анализ
(0,5—1,0 л).
Широко применяемые порошкообразные флюсы № 200, 201 при¬
готовляют из размолотого в шаровой мельнице до состояния пудры
борного ангидрида и других компоненюв флюса при тщательном их
перемешивании. Для приготовления лигатуры (4% Mg -|- 48% А1 +
+ 48% Си) сначала расплавляют алюминий и медь, а затем при тем¬
пературе около 700° С вводят магний при интенсивном перемешивании
сплава. После окончания плавки с поверхности сплава снимают шлак,
окислы и выливают его на стальную плиту. Остывшую лигатуру раз¬
малывают и в виде пудры вводят во флюс. Размолотый п тщательно
перемешенный флюс хранят в стеклянной банке с плотнозакрываемой
пробкой.
Для пайки конструкционных и нержавеющих сталей, а также
жаропрочных и медных сплавов серебряными припоями широко при¬
меняют флюс N° 209. Его изготовляют в следующей последовательноеги:
1) фтористый калий на противне из нержавеющей стали выдержи¬
вают при температуре 250—300° С в течение 5—G ч\
2) после обезвоживания еще горячий фтористый калий разбивают
в металлической ступке иа куски размером не более 10 мм, а затем
после остыпания мелют до состояния пудры;
3) борный ангидрид и фторборат калия также мелют до состояния
пудры; ‘
4) подготовленные компоненты взвешивают согласно рецептуре,
перемешивают и упаковывают в стеклянные банки с притертой проб¬
кой.
114
Припои и флюсы
В массовом производстве флюсы обычно изготовляют из технически
чистых компонентов. При разработке новых флюсов, чтобы устранить
влияние различных примесей, всегда присутствующих в определенных
количествах в технически чистых веществах, необходимо пользоваться
только реактивно чистыми компонентами. И только после уточнения
состава и пробной пайки применять технические вещества.
Приготовленные флюсы (жидкие, порошкообразные пасты) следует
хранить в чистой посуде с плотно закрываемой пробкой. При открытом
хранении, вследствие испарения компонентов и поглощения влаги из
атмосферы, может произойти нарушение состава флюса, изменение его
вязкости, цвета, товарного вида и флюсующей активности.
Удаление остатков флюса
После пайки флюсы всегда частично остаются на изделии. Остатки
фхчюса портят внешний вид, изменяют электропроводность и некоторые
из них вызывают коррозию паяного шва. По этим причинам после
панки остатки флюса должны быть удалены с паяного изделия.
Остатки канифоли и флюсы на основе этиленгликоля, триэтанол-
амина не вызывают коррозию паяного соединения и поэтому их можно
после пайки не удалять. Если остатки флюса портят внешний вид или
мешают нанесению на изделие покрытия, их можно удалить промывкой
спиртом или ацетоном. Канифольные и другие некоррозионные пасто¬
образные флюсы удаляют органическим растворителем или спиртом.
Оргофосфорная и органические кислоты, вызывающие незначительную
коррозию, после пайки удаляют промывкой водой или спиртом.
Агрессивные кислотные флюсы, содержащие соляную кислоту,
хлористый цинк и другие хлориды металлов должны быть полностью
удалены с паяного соединения. Самая тщательная промывка изделия
в воде обычно не обеспечивает полного удаления хлористых солей
и ионов хлора. Ответственные изделия, особенно в массовом производ¬
стве, проходят комплексную обработку, состоящую из нескольких
операций: промывки последовательно в холодной и горячей воде,
в слабом растворе каустической соды и снова в холодной воде, пасси¬
вирования в растворе хромового ангидрида и сушки.
Флюсы, содержащие буру и борную кислоту, образуют на паяном
шве нерастворимую в воде плотную стекловидную корку, плотно сцеп¬
ленную с металлической поверхностью. Эту корку удаляют следующими
способами:
1. Изделие сразу же после пайки быстро охлаждают. Вследствие
различия коэффициентов линейного расширения флюса и металла,
стеклообразная корка трескается и отходит от поверхности металла.
Этот способ не всегда применим, так как может вызвать трещины
в металле.
2. Длительное кипячение (5—6 ч) изделия с последующей промыв¬
кой в 20%-ном растворе хромового ангидрида.
3. Длительное кипячение в водном растворе хромового ангидрида
(0,3—0,5 Г/л). ы
4. Двухчасовое кипячение в горячей ванне (140° С), содержащей
500—600 Г/л NaOH и 200—250 Пл NaNOs.
5. Замачивание в 10—12%-ном водном растворе кислого сернокис¬
лого калия (KHSOj) при комнатной температуре в течение 2 ч или
в подогретом до 40—50° С растворе в течение 15—30 мин.
Паяльные флюсы
115
Алюминий и его сплавы особенно сильно подвержены коррозии
при наличии флюса. Остатки флюса после пайки удаляют с поверх¬
ности алюминиевых сплавов по следующей технологии:
травление п концентрированной азотной кислоте при 18—20° С
в течение 5—15 мин\
промывка в холодной воде в течение 5—10 мин;
травление и пассивирование в 10%-ной азотной кислоте и 5—
10%-ном растворе двухромовокислого натрия в течение 5—10 мин;
промывка в горячей воде с температурой 50—80° С;
сушка струей горячего воздуха.
Выбор флюса для пайки
Качество пайки и возможность получения паяного соединения во
многом зависят от правильного выбора флюса. При выборе флюса
учитывают следующие основные факторы: паяемый материал; тин при¬
поя; необходимость очистки изделия от остатков флюса после пайки;
способ нагрева; температура и скорость пайки.
Алюминий, магний, нержавеющая сталь и некоторые другие
металлы невозможно паять, применяя канифольные флюсы. Для
пайки таких металлов следует брать активные флюсы, обеспечи¬
вающие во время пайки удаление окисиой пленки и смачивание основ¬
ного металла. Трудно поддаются пайке с канифолью сталь и чугун.
Пайка этих металлов легко может быть осуществлена с хлористым
цинком или другими флюсами. Совершенно недопусгимо применять
кислотные флюсы при пайке электрической, радиоэлектронной или
другой аппаратуры, промывка которой после пайки невозможна.
В этом случае могут быть выбраны только некоррозионные флюсы,
_ АР К> И АР
имеющие после паики твердый, нелипкии и негигроскопичиыи остаток
с хорошими изоляционными свойствами. Органические флюсы при дей¬
ствии на них открытого пламени быстро разлагаются и теряют свою
активность. По этой причине их не следует применять при пайке газо¬
пламенными горелками. Пастообразные флюсы удобно применять при
пайке в печах или с нагревом. Если пайка осуществляется быстро,
необходим активный флюс, при длительной пайке флюс может быть
менее активным, но должен обладать достаточной стойкостью против
разложения.
СПОСОБЫ ПАЙКИ
■L 11 I
КОНСТРУИРОВАНИЕ ПАЯНЫХ СОЕДИНЕНИЙ
Типы паяных соединений
Качество паяных соединений, их прочность, герметичность, электро¬
проводность и другие свойства зависят не только от правильного вы¬
бора основного металла, припоя, флюса, способа нагрева и выбранного
зазора, но и в значительной степени от рационального типа паяного
соединения, способа скрепления элементов перед пайкой и способа
введения припоя в шов.
Тип соединения выбирают в зависимости от условий эксплуатации,
способов пайки и способа введения припоя. Все встречающиеся типы
паяных соединений можно разбить на две основные группы: соедине¬
ние встык и соединения внахлестку; все остальные виды соединений
являются разнообразными комбинациями двух указанных выше
(табл. 159). Соединения встык применяют обычно в том случае, если
] 59. Основные типы паяных соединений
Схема соединения
Характеристика
Соединение встык; плоскость ni па пер¬
пендикулярна направлению действия
сил; шов работает на растяжение
Соединение внахлестку; плоскость шва
параллепьна направлению действия сил;
шов работает на срез
А
tZZС,
У\Ч чччччччХ-L^
Косой срез; плоскость шва наклонна
к направлению действия сил; шов рабо¬
тает на растяжение и срез
Ступенчатый шов, различные участки
шва расположены перпендикулярно и па¬
раллельно направлению действия сил;
шов работает на растяжение и срез
Комбинация стыкового и нахлесточ-
ного соединения; различные зоны шва
расположены перпендикулярно и парал¬
лельно направлению действия сил; шов
работает на растяжение и срез
Конструирование паяных изделий
117
изделие работает не r жесткие условиях и от него не требуется герме¬
тичности; в противном случае применяют соединение внахлестку, при
этом чем больше площадь перекрытия, тем выше будет прочность
паяного шва.
При работе паяного изделия на изгиб в паяном шве могут возникать
растягивающие усилия. Так как на растяжение паяные швы работают
i
1
с=С
1 .
с
а)
т~<
6)
Рис. 71. Виды паяных соединений
н худшем («) и в лучшем (б) испол¬
нении
Рис. 72. Впаивание деталей в глухие
отверстия:
о — выточка; б — сквозное отверстие;
о — неправильно
неудов зетвори тел ыю, целесообразно изделия конструировать так,
чтобы максимальное изгибающее напряжение возникало на некотором
удалении от паяного шва (рис. 71). При пайке пустотелых закрытых
изделий и при впаивании деталей п глухие отверстия скопипшийся
в закрытом пространстве
воздух под влиянием на¬
грева расширяется и пре¬
пятствует проникновению
припоя п паяемый шов.
Для того чтобы обеспе¬
чить качественную пайку
закрытых швов, необхо¬
димо предусматривать
специальные технологиче¬
ские отверстия, которые
после окончания пайки
должны быть закрыты
(рис. 72 и 73). Примеры
рациональной пайки емкости из листового материала и фланцев
с трубами или со стержнями приведены в табл. 160 и 161.
При пайке вручную припой обычно подают к паяемому шву с внеш¬
ней стороны, при автоматической пайке в печах, с нагревом т. в. ч.,
в соляных ваннах и т. п. припой предварительно укладывают около
зоны соединения. В некоторых случаях удобно перед пайкой нанести
припой на соединяемые детали заранее, например, окунанием в рас¬
плавленный припой, гальваническим и химическим покрытием. Тол¬
щина покрытия при этом должна быть такой, чтобы после сборки узла
\
\
\
\
ФУ чь
а)
б)
Рис. 73. Пайка пустотелых закрытых изделий:
а — неправильно; 6 — правильно
118
Способы пайки
160. Пайка емкостей из
листового материала
Схема соединения
и характеристика
I
вн
Тростос
ахлест*
? i
Li
сос
'У
Hi
;динеи ие
С
пр
й
5
Еоедине
и поем
•
-н
ние со
U
'крытым
г-
I
ты
1
\
Ем КОСТ*
м дном
—'(
1
с пр
(
1
L=,
иподия-
и
1
1
Чг ~j
161. Пайка фланцеп с трубами или
стержнями
Схема соединения и
характеристика
Соединения с припоем» закладываемым
сверху
Соединения с припоем, закладываемым
в выгочку
Соединения с упрочняющим выступом
и нагрева его до температуры плавления припой мог полностью запол¬
нить шов.
Для получения надежной пайки припой желательно располагать
над паяемым швом, в этом случае после расплавления он втягивается
в зазор капиллярными силами и силой тяжести.
Припой, уложенный в специальные вы точки, следует размещать
так, чтобы при расплавлении он мог вытеснять кз зазора флюс и воздух.
Припой в виде фольги перед пайкой закладывают непосредственно
внутрь шва. Шов при этом должен бьпь обязательно открытым.
Скрепление изделий перед пайкой
Части сборных изделий перед пайкой должны быть прочно скреп¬
лены одна с другой, чтобы предотвратить перекосы и относительное
смещение.
Способ скрепления зависит от конструкции изделий и подбирается
экспериментальным путем. Для скрепления применяют различные
Конструирование паяных изделий
119
вспомогательные жссгкие приспособления, поддерживающие устрой¬
ства, используют точечную сварку, развальцовку, обжимку, клепку,
насечку, свинчивание, плотную посадку и т. н.
При выборе способа крепления деталей перед пайкой следует исхо¬
дить из требований, которые будут предъявлены к паяному шву. Если,
например, требуется точное соединение двух деталей, то скрепление их
собственным весом невозможно, так как при пайке в этом случае воз¬
можно смещение детален. Если паяный шов должен быть абсолютно
герметичным, то нельзя скреплять детали методом точечной сварки,
так как при сварке образуется окалина, удалить которую из шва не
удается. Типичные способы скрепления изделий перед пайкой пока¬
заны в табл. 162 и 163.
162. Скрепление деталей перед пайкой
Схема соединения
к
3 X
О
О Ч
л С
О GJ
С С,
CJ *
Схема соединения
JQ X
■о <У
о ч
SS
и S'
ШИП
Т.
гг
ч
ИЗ
г//\
сж
т*р
Фиксация
по гнезду
Точечная
сварка
Фиксация
на выса¬
женном или
точеном
буртике
Плотная
посадка
с насечкой
За валь¬
цовка
Крепление
гофрами
г
Штифтовое
соединение
Точечное
обжатие
Кернсние
Расклепы¬
вание
Развал ь-
цовка
Замковые
швы
120
Способы пайки
163. Скрепление проволочных соединений перед пайкой
Схема соединения
н характеристика
Схема соединения
и характеристика
Скрепление двух проволок
Скрепление проволоки со стерж¬
нем
С
с
за
Скрепление двух стержней
Скрепление пластины со стерж¬
нем
шах
Влияние величины зазора на прочность паяного шва
Механическая прочность паяных соединений зависит от собственной
прочности припоя во шве, прочности связи его с металлом основы,
прочности металла основы в зоне шва после воздействия на него рас¬
плавленного припоя и повышенной температуры, типа паяного шва
и величины зазора.
Прочность припоя определяется главным образом его химическим
составом. Механическая прочность припоя непосредственно во шве
несколько отличается от его истинных механических свойств, полу¬
ченных при испытаниях на образцах. Это объясняется отчасти тем. что
в процессе пайки основной металл может частично раствориться в при¬
пое и тем самым изменить его состав, а следовательно, и механические
свойства.
Прочность сцепления припоя с металлом зависит от характера
интерметаллических соединений, образующихся на границе между
ними в результате их взаимодействия. Эти соединения отличаются
повышенной хрупкостью, которая приводит к значительному ослабле¬
нию паяного шва.
Чтобы избежать чрезмерного образования зоны хрупких соединений
между припоем и металлом основы, следует процесс паяния вести
быстро и без лишнего перегрева шва. Для получения качественной
пайки достаточно нагреть шов на 20—50° С выше температуры пол¬
ного расплавления припоя (точки ликвидуса). В некоторых случаях,
при использовании припоев с широким интервалом кристаллизации,
процесс паяния можно вести даже при температуре на 20—30е С
ниже температуры полного расплавления припоя.
При пайке, особенно если для этой цели применяют тугоплавкие
припои, основной металл в зоне паяного шва претерпевает значитель¬
ный нагрев, при этом свойства его могут значительно измениться. Осо¬
бенно значительно тепловое воздействие процесса пайки сказывается
Конструирование паяных изделий
121
на свойствах термообрабатываемых или нагар говаиных сплавов, так
как в зоне нагрева происходит отжиг иагартованных сплавов или отпуск
и старение термообрабатываемых сплавов. Прочность паяных соедине¬
ний может снижаться также в результате физико-химического воздей¬
ствия жидкого припоя на паяемый металл. При нанесении припоев,
содержащих достаточно большее количество олова, на образцы из
меди, а также из медных и некоторых алюминиевых сплавов, находя¬
щихся в напряженном состоянии, часто наблюдаегся образование тре¬
щин, распространяющихся с
поверхности в глубь основного
металла. Эти трещины возни¬
кают в результате проникнове¬
ния жидкого припоя по гра¬
ницам зерен паяемого сплава.
Ввиду того, что в образцах, на¬
ходящихся в ненапряженном со¬
стоянии, такого явления обычно
не наблюдается, часто штампо¬
ванные детали перед пайкой
предварительно отжигают. Па¬
дение прочности металла основы
при взаимодействии его с рас¬
плавленным припоем может быть
вызвано проникновением припоя
по границам зерен основы не
только под влиянием обычной
диффузии, но и в результате воз¬
можного возникновения эвтек¬
тической или перитектической
реакции.
Прочность паяных соединений может снизиться также при возник¬
новении в паяном шве больших напряжений в результате разницы коэф¬
фициентов термического сжатия припоя и паяемых металлов. Это
наблюдается, например, при напайке пластин твердого сплава на сталь¬
ные державки.
Во избежание возможных разрушений припои должен быть доста¬
точно пластичным.
В значительной мере прочность паяного соединения, его плотность
и герметичность зависят от величины зазора. Величина зазора зависит
от материала паяемого изделия, их массы, температуры пайки, состава
припоя, расположения паяного шва, конструкции, чистоты обработки
соединяемых материалов и обычно подбирается опытным путем в каждом
конкретном случае.
Выбирая величину зазора при пайке изделий необходимо учитывать
термическое расширение сплавов при нагреве, в результате чего зазоры
при температуре пайки будут значительно отличаться от первоначаль¬
ной величины при комнатной температуре.
Примерные величины зазоров, рекомендуемых при пайке некоторых
сплавов, приведены в табл. 164.
Влияние величины зазора на прочность паяного соединения пока¬
зана рис. 74—76.
к Г/мм2
Рис. 74. Влияние величины зазора иа
прочность паяного соединения при срезе
(температура пайки 223°, припой
56% Sn и 44% РЬ, флюс ZnCIzh:
/—медь; 2—латунь; 3 — мягкая сталь
122
Способы пайки
кГ/мм2
Рис. 75. Влияние состава припоя и зазора на прочность пая
ных соединений (сталь ЗОХГСА):
/ — припой ПСр25; 2 — припой Л62; 3 — медь
Зазор
Рис. 76. Влияние состава флюса и зазора на прочность паяных
соединений (сталь ЗОХГСЛ — припой латунь):
/—60% 11*В08 + 40% KF; 2 —25% Na*B407 + 75% Н3ВО,;
6—15% Na2B407 -h 79% НЛВ08 + 6% CaF; 4 — 100% Na*B407;
5 —диссоциированный аммиак; 75% Н* + 25% N*
IG4. Рекомендуемые зазоры при пайке разных материалов
Припой
Зазоры в мм для основного металла
Медь
Медные
сплавы
Углероди¬
стые стали
Нержаве¬
ющая
сталь
Алюминий
и его
сплавы
Ннмоиик
Титан
Медь
—
—
0* 00±0,05
0,025—0,075
—
—
МСДНО-ЦИНКОВЫЙ
0,075 — 0,37
0,075-0,37
0,05-0,25
0,075-0,375
■—
0>075—0,375
—
Медно-фосфорный
0,02 — 0,10
0,025 —0.12
—
—
—
—
—
Серебряный
0,05-0,37
0,050-0,37
0,025 — 0,15
0,075—0,375
—
0,075-0,375
%
Алюминиевый
—
-
—
—
0, 125-0,25
—
0,05-0,25
Никель хромовый
—
а вм
0,050-0,125
0,075-0,25
—
0,075-0,25
—
Серебряно-марганцевый
—
—
0,075-0,125
0,075-0,125
—
0, 075-0,125
0,05 — 0,075
Серебряно марганцевый-
палладиевый
—
—
0,025-0,125
0,025 — 0,125
—
0,013 — 0,05
—
Конструирование паяных изделий
Ограничения растекания припоя
Для предупреждения растекания
припоя по поверхности изделия вне
зоны пайки иногда делаюг выточки,
в которых скапливается припой.
В некоторых случаях поверхность
паяемого изделия вокруг шва сле¬
дует покрывать каким-либо несма-
чивающимся покрытием: жидким
стеклом, графитовой смазкой или
одним из составов, приведенных
в табл. 165.
165. Составы для ограничения
растекаемости припоев
Компо¬
ненты
Со¬
став
в %
Компо¬
ненты
Со¬
став
в %
Маршалнт
Каолин
Жидкое
стекло
Вода
20
15
10
55
Коалин
Жидкое
стекло
Вода
10
5
85
Мелкий
кварцевый
песок
Каолин
Жидкое
стекло
60
30
10
Графит
Каолин
Вода
20
10
70
166. Расчет количества припоя для простейших типов соединения
Тип соединения
ZL
£
Ч'
Количество или размер припоя
Площадь шва
в с,и2
Объем
припоя
в см*
Вес при¬
поя в Г
Диаметр про¬
волоки в .нм
И
Не
Псу
1.13 Vtc
€
=£=
-Л-
Ж
0.78.D2
0,78DJc
0,78D5cv
0,5-1,13 VDc
tl
sin a
прн a = 45'
1.43И
flc
si и a
при ii = 45е
1 ,$Шс
ttcy
sin a
при a = 45°
\,Шку
1,13 ]/"
* sin a
при a = 45°
0,25-1.13 V7c
TO
Способы пайки
Конструирование паяных изделий
125
Для предотвращения растекания тугоплавких припоев применяют
пасту, состоящую из мелких порошков алюминия, гидроокиси магния,
хромовой кислоты, окислов титана или магния, замешанных на спирте,
лаке, акриловой смоле или просто на воде. При пайке алюминия при¬
меняют смесь, состоящую из равных частей машииного масла, мелкого
порошка графита и бензина.
Расчет необходимого количества припоя
Чтобы избежать излишнего расхода припоя при пайке, необходимо
обеспечить точную его дозировку. Если количество припоя будет ве¬
лико, то вследствие диффузии припоя в металл может произойти пол-
Диаметр*
Рис. 77. Номограмма дли определения диаметра проволоки припоя
ное растворение паяемого металла. Расчет количества и размер припоя
для некоторых типов соединения приведены в табл. 166. Удельный вес
припоя определяют опытным путем или подсчитывают по формуле
v 100
V
Уа ' УЬ ' Ус
где а, Ь, с —* процентное соотношение металлов в сплаве;
Уа> Уь* Ус — соответствующие удельные веса металлов.
126
Способы пайки
Подсчет диаметра проволоки припоя значительно упрощается,
если формулу d = 1,13 \гtc (табл. 166) представить в виде номограммы
(рис. 77). При определении диаметра проволочного припоя поступают
следующим образом: от величины зазора с (ось ординат) проводим пря¬
мую линию до точки пересечения с кривой, обозначающей ширину
зазора, затем от точки пересечения проводим вертикальную линию
к абсциссе и определяем по ней нужный диаметр проволоки припоя.
Если необходимо, чтобы паяное соединение имело галтели, следует
брать следующий диаметр.
ПОДГОТОВКА ИЗДЕЛИЙ К ПАЙКЕ
Прочное паяное соединение может быть получено только в том
случае, если место пайки предварительно очищено от грязи, жиров,
продуктов коррозии и окисных пленок, которые сильно мешают расте-
каиию припоя и его проникновению в шов. Подготовка изделий к пайке
состоит обычно из механической зачистки поверхности изделия, обез¬
жиривания, травления, промывки, сушки и сборки.
Механическая очистка поверхности металлов
Механическую очистку поверхности изделий от окислов, ржавчины
и окалины производят наждачной бумагой, напильниками, металли¬
ческими щетками, шлифовальными кругами, стальной или чугунной
дробью.
Химическое обезжиривание в щелочных растворах
Простейшим и весьма эффективным способом обезжиривания в штуч¬
ном и мелкосерийном производстве паяных изделий является обработка
этих изделий венской известью, представляющей собой смесь СаО
167. Материалы, применяемые при обезжиривании
Наименование материала
Хими¬
ческая
формула
Молекуляр¬
ный вес
Удельный
вес
Растворимость
в 100 Г воды в Г
при температуре
в °С
химическое
торговое
20
100
Натр едкий
Каустиче¬
ская сода
NaOII
40.0
2.16
Раство¬
рим
3470
Натрий
кремне¬
кислый
Жидкое
сгекло
NfljSiOj
122.0
2,4
Раство¬
рим
Разла¬
гается
Натрий
углекислый
Сода
кальцини¬
рованная
NaKCOjj
106.0
2.53
215
455
Натрий
фосфорно¬
кислый
Трннатрнй-
фосфат
Na3PO«
163,97
1.62
258
1570
Подготовка изделий, к пайке
127
и MgO, получаемую в результате обжига доломита (CaC03-MgC03).
Тонко размолотую венскую известь разводят водой до кашицеобразного
состояния, а затем кистью наносят ее на изделие, тщательно протирают
и смывают водой.
В условиях серийного и массового производства чаще применяют
щелочные растворы различного состава (табл. 167—176). В зависимости
от загрязнения температуру растворов поддерживают в пределах 60—
90е С с продолжительностью обезжиривания 5—30 мин.
168. Состав ванн для хнмичсского обезжиривания стали и чугуна
Компоненты
Содержание в Г/л
1
2
3
4
5
1 0
7
Едкий натр
30—'10
15—30
100—150
30—40
100—150
50—100
Углекислый
натрий
40-50
10 — 25
30—50
Тринатрий-
фосфат
3—5
10—35
50—65
30-40
70 — 80
30—40
Эмульгатор
ОП-7
0.5
0.5
20—30
Жидкое
стекло
—
10—25
30—50
5 — 8
3—5
Копта кт
Петрова
20—25
40—50
169. Состав ванн для химического обезжиривания меди
и се сплавов
Компоненты
Содержание
в Г/л
1
2
3
4
5
6
Едкий натр . . .
Углекислый газ
Тринатрийфосфат
Эмульгатор ОП-7
Жидкое стекло
Контакт Пстрона
5—10
15—30
30—60
0.5
40—50
40—50
30—40
15 — 20
20—25
30 — 35
5—10
5—10
30—50
20—25
3—5
5—10
80—100
10—15
8—10
8—10
15—20
2-3
5—10
170. Состав ванн для химического обезжиривания алюминия
и его сплавов
Компоненты
Содержанке в Г/а
1
2
3
4
5
Углекислый натрий
Тринатрийфосфат * .
Эмульгатор ОП-7
Жидкое стекло
Контакт Петрова
Едкий натр
40—70
10—20
20—30
25 — 30
25—30
10—12
20—25
20 — 25
5—10
40—50
3 — 5
20—30
10—15
50—60
30
10
128
Способы пайки
171. Режим обезжиривания деталей из алюминия и его сплавов
Наименование
операции
Среда
Темпе¬
ратура
в °С
Время
выдерж¬
ки ь сск
Обезжиривание хи¬
Щелочной раствор
60—70
3—5
мическое
Промывка (двух¬
Проточная горячая вода
80—90
10—16
кратная)
Промывка
Проточная холодная
18—20
10
Сушка
вода
Горячий воздух
80—00
180—240
172. Состав ванн для обезжиривания магния и его сплавов
Компоненты
Содержание в Г/1
1
2
3 ' 4 1 5
* 1
Три натри йфосфат
Едки й натр
Жидкое стекло
Эмульгатор OI1-7
Углекислый натрий
40 — 60
10—25
20 — 30
40—60
10—25
20—30
5—7
80 —
100
5— 1о
20 — 30
20—30
1—2
10—15
1—2
20—25
173. Режим обезжиривания деталей из магния и его сила поп
Наименование
операции
Среда
Температура
в wc
Время
выдержки
в сек
Обезжиривание
Щелочной раствор
о0—60
240—300
химическое
Промывка
Проточная горячая
80 —90
10—15
*
во
Проточная холодная
18—20
10—15
Сушка
вода
Горячий воздух
80 — 90
180—240
174. Состав ванны для обезжиривания никеля и его сплавов
Режим работы
Компоненты
Содержание
в Г/а
Температура
в аС
Время
выдержки
D мич
Едкий натр
Углекислый натрий ....
Жидкое стекло
10—20
25—30
3—5
60—70
*.i 1
3— Э
Подготовка изделий к пайке
J29
175. Состав ванны для обезжи¬
ривания свинца и его сплавов
Компоненты
V
са
*
сх *.
о
О а
Режим
работы
Темпе¬
ратура
в °С
Время
выдерж¬
ки в мин
Едкий натр
Тринатрий-
фосфат
Жидкое
стекло
5 — 10
100
2—3
60—70
3-5
176. Состав ванны и режим
обезжиривания керамических
деталей
Компоненты
Содержание
в Г/л
Режим
работы
Темпе¬
ратура
в °С
Время
выдерж¬
ки в мин
Углекислый
натрий
Грниатрий-
фосфат
Эмульгатор
011-7
20
10
3
50—60
5 — 10
Обезжиривание в органических растворителях
Толстые слои смазочных масел с изделия со сложными поверхно¬
стями, с внутренними полостями и глубокими отверстиями удаляют при
помощи органических растворителей (табл. 177).
177. Органические растворители
Название
Химическая
формула
Моле¬
кул яр-
ный вес
Удель¬
ный
вес
Темпе¬
ра гура
кипе¬
ния в °С
Раствори¬
мость
(в 100 /' воды)
в г
Ацетон
(СПОяСО
58,08
0,79
56
СО
Бензол
Свня
78,12
0,87
80,2
0,08
Четыре хлори¬
стый углерод
ссц
153,84
1,59
>150
Возгон.
95
Толуол
сАн4он,
92.14
0,86
110
0,05
Скипидар
—
—
0.86
160
Не раство¬
рим
Бензин
—
—
0,70
70—120
То жо
УаЙт-спнрит
—
—
0,78
140-200
»
Дихлорэтан
CH.CI^CIIoCl
98,97
1,25
83,7
»
Трнхлорэтан
СНС1 = СС1*
131.40
1,46
87
0.1
Метиловый
спирт
сн,он
32,04
0,79
64
о©
Этиловый спирт
едцон
46,07
0,78
78
оо
& Справочник паяльщика 1343
130
Способы пайки
Органические растворители не могут быть применены для обезжи¬
ривания деталей, поверхность которых покрыта влагой, шлифоваль¬
ной пастой, пылью и неорганичес¬
кими веществами.
В штучном и мелкосерийном
производстве применяют обезжири¬
вание в бензине, керосине и ацетоне.
5 Б
Рис. 78. Схема установки для обез¬
жиривания в горючем растворителе:
/ — выпуск; 2 — камера для за¬
грязненного растворителя; 3 —
фильтр; 4—бак для обезжиривания]
5—крышка; 6—решетка; 7— насос;
8 — камера для чистого раствори¬
теля
Рис. 79. Схема автоматической уста¬
новки для обезжиривания погруже¬
нием:
/—камеры обезжиривания; 2—вы¬
тяжное отверстие; 3 — загрузочное
отверстие; 4—привод; 5—корзина;
€—цепь; 7—ролик (блок)’. Б—охлаж¬
дающий змеевик; 9— подогреватель
А А к к к
чЧЧЧЧЧЧ'Сч
Чччччччччччччч-ччччччччч
ч^чгегчччл
Рис. 80. Схема установки для обезжиривания
в парах растворителя;
/—подогреватель; 2—клапан; 3—'охлаждаю¬
щий змеевик; 4 — бак; 5 — двухстворчатая
крышка; 6 — корзина; 7 — решетка; 8—вен¬
тиль
Рис. 81. Схема автоматиче¬
ской установки для обезжи¬
ривания в парах растворите¬
ля и потруженисм:
J —вытяжное отверстие; 2 —
решетка; 3 — операционное
отверстие; 4 —‘.бак для обез¬
жиривания; 5—перегородка;
6 — цепь; 7 — корзина; 8—
охлаждающий змеевик; 9 —
испаритель; 10—змеевик для
нагрева
Подготовка изделий к пайке
131
Чаще всего изделия очищают щеткой или тряпкой, смоченной рас¬
творителем. Схема установки для обезжиривания в горючих раство¬
рителях приведена на рис. 78.
В крупносерийном производстве детали очищают от жира дихлор¬
этаном или трнхлорэтаном. Они хорошо растворяют жиры и легко под-
L
Рис. 82. Схема установки для комбинированного обезжи¬
ривания в ларах, погружением и обрызгиванием:
/ — клапан; 2 — бак для обезжиривания; 3 — камера
для обрызгивания; 4—охлаждающий змеевик; 5 — цепь;
6 — корзина
даются регенерации, что значительно удешевляет процесс, но из-за
своей ядовитости требуют применения специальной аппаратуры. Де¬
тали обезжиривают несколькими
способами: погружением изделия
в растворитель, парами раствори¬
теля и комбинированным способом.
Методом погружения (рис. 79)
обрабатывают обычно детали тон¬
кого сечения и сильно загрязнен¬
ные маслом и полированными нас¬
тами. В нарах растворителя (рис. 80)
обрабатывают крупногабаритные и
ма лоза грязненные изделия. Комби¬
нированный метод обезжиривания
погружением в парах растворителя
(рис. 81) дает наиболее качествен¬
ные результаты.
Более совершенным является
способ комбинированного обезжи¬
ривания в парах, погружением и
обрызгиванием (рис. 82).
Иногда для обезжиривания при¬
меняют эмульсии на органических
растворителях (табл. 178).
Электрохимическое обезжиривание
Окончательное, чистовое удале¬
ние масел производят методом элек-
178. Эмульсии для обезжиривания
Компоненты
Со¬
став
в %
Дистиллированная жир¬
ная коксовая кислота
ш • •
12
Масляная кислота
• •
22
Триэтаноламии .
• • •
17
Д и -гг и лен гл и кол ьмон о-
бутилеи
15
Углеводород (темп.
кип.
> 180° С)
20
Вода ......
14
Мыл ьи ый раствор
три-
этаноламинолста .
* 9 9
25
Три хлорат илен .
75
Керосин ....
2
Эмульгатор ОП-7
• • •
1
Вода
97
Трихлорэтилен .
9 9 9
80
Мыльный раствор
9 9 9
20
132
Способы пайки
трохимического обезжиривания в холодных или горячих щелочных
растворах с подключением изделия к источнику постоянного электри¬
ческого тока. В качестве исходных материалов для изготовления щелоч¬
ных растворов, применяемых при электрохимическом обезжиривании,
используют вещества, приведенные в табл. 179. Составы растворов
и режимы работы ванны приведены в табл. 180—185.
170. Материалы, применяемые при обезжиривании
Наименование
материала
Химическая
формула
Молеку¬
лярный
вес
Удель¬
ный
вес
Раствори¬
мость в 100 Г
воды в Г при
температуре
в *С
20 f 100
Натрий цианистый
NaCN
49,02
1.59
Не растворим
Натрий пирофосфорно-
КИСЛЫЙ
Na4P204
265,93
■
2,5
6,2 40,26
180. Состав электролитов для электрохимического
обезжиривания стали
Компоненты
Содержание в Г/л
1 ! 2
к
3
4
Едкий натр .......
Тринатрийфосфат
Углекислый натрий • . .
Жидкое стекло
Цианистый натрий ....
Эмульгаторы ОП-7 ....
80—90
60—80
40
30—40
10—15
20—30
8—10
70—80
15 — 20
20—25
3-5
30—40
50—75
3—5
181. Состав электролитов для электрохимического
обезжиривания меди и ее сплавов
Компоненты
Содержание в Г/л
1
2
3
А
5
G
Едкий натр . - .
* «
13 — 16
35—40
10
Углекислый натрий
• •
8—10
20—25
30
5—10
30
Тринатрийфосфат
• •
3-5
20—25
15
30—40
10—20
60
Цианистый натрий
■ *
1—2
—
10
—
—
—
Жидкое стекло . ,
9 •
—
3—5
—
3—5
10—20
—
Подготовка изделий к пайке
133
182. Состав электролитов для
электрохимического обезжиривания
алюминия и его сплавов
184. Состав электролитов для элек¬
трохимического обезжиривания
деталей из цинкового сплава
Содер¬
жание
Компоненты
в Г/а
1
2
Углекислый нат¬
рий
20
6
Тринатрнйфосфат
20
6
183. Состав электролитов для
электрохимического обезжиривания
магния и его сплавов
Компоненты
Содержание
и Г/л
. 1 ,
а
j Тринатрий-
фосфат
Углекислый
натрий
Едкий натр
15—30
20—30
10—15
15—20
Компоненты
Содержание
в Г/л
1
2
3
Тринатрий-
фосфат
45—50
—
10 — 15
Цианистый
натрий
10 — 15
—
—
Жидкое
стекло
16—20
—
15—20
Пирофосфор-
нокисл ый
натрий
50—55
—
Едкий натр
—
10 — 15
Углекислый
натрий
"
10 — 15
185. Режимы электрохимического обезжиривания деталей *
Наименование
операции
Среда
Темпе¬
ратура
ванны
в °С
Плот¬
ность
тока
в а/дм*
Напря¬
жение
в в
Время
вы¬
держки
в мин
Обоз ж ир и ва н ие
электрохимическое
Щелочной
раствор
60—90
2—10
6 — 12
2 — 10
Двухкратная про¬
мывка
Проточная
горячая вода
80—90
—
1
Сушка
Горячий
воздух
о
эо
1
8
—
—
5—10
• Параметры технологического процесса уточняют в зависимости от
обрабатываемого сплава и степени загрязнения.
Химическое травление
Имеющиеся на поверхности изделий пленки окислов и других со¬
единений при обезжиривании не удаляются. Наличие этих пленок пре¬
пятствует образованию прочного соединения припоя с паяемым метал¬
лом. Поэтому изделия перед пайкой после обезжиривания подвергают
травлению. Окалину и окислы с поверхности стали снимают погруже¬
нием в растворы серной, соляной, фосфорной и других кислот (табл. 186).
134
Способы пайки
18G. Кислоты, применяемые при травлении металлов
Кислота
гост
Химическая
формула
Молекуляр¬
ный вес
Плотность
Максималь¬
ная концен¬
трация в %
Азотная ....
701—58 *
iino8
63.02
1,53
1
100
Серная
2 184—65
H,SO*
08.07
1.84
100
Соляная ....
857—57
НС1
36.47
1.19
40
Ортофосфор н а я
10 678—G3
H„PO*
98,06
1,88
100
Плавиковая . . .
2 567—54 *
HF
20.01
1.15
50
Во избежание псретравлипания в травильный раствор добавляют
ингибиторы (КС, «Уникол», МН, ПБ-5, «Антра»), которые замедляют
растворение металла в кислотах, способствуют получению светлой
поверхности деталей и предохраняют металл от вредного действия выде¬
ляющегося при травлении водорода. В упрощенном виде реакция дей¬
ствия серной и соляной кислот с окислами железа имеет следующий вид:
FeO + I12S04 -ж FeS04 + Н.гО;
FeO + 2НС1 FeClo + НоО.
* м U
Во взаимодействие с кислотами вступают не только имеющиеся на
поверхности окислы, но и металлическое железо. Поэтому процесс
187. Состав растворов для химического травления меди и ее сплавов
(температура растворов комнатная)
Компоненты
Содержание
1
2
3
4
5
6
Азотная кислота в сла
Серная кислота в см* . .
Соляная кислота в см*
Хлористый натрий в Г
Сажа ламповая в Г • .
Вода в см*
Хромовый ангидрид в Г
1000
1000
10
10
J000
1000
10
10
1000
5000
15
1450
3000
26
1000
1000
20
54
54
185
1
Компоненты
Содер жание
7
8
9
10 1 11
12
13
Азотная кислота в см*
Серная кислота в см* . •
Соляная кислота в см*
Хлористый натрий в Г
Сажа ламповая в Г . .
Вода в см*
Хромовый аигидрид в Г
4500
4500
2
185
1136
72
435
1
491
20
80
200
СО
543
543
10
543
271
20
20
80
100—200
20 — 100
35
65
1
100 — 150
10—2
Подготовка изделий к пайке
135
1S8. Состав и режим работы ванн для химического травления
углеродистых сталей
Компоненты
Содер¬
жание
в Г/л
Темпе¬
ратура
» °С
Назначение
Серная кислота
Соляная кислота
Присадка КС
75
125
3
30—40
Для снятия толстого
слоя окалины
Серная кислота
Соляная кислота
Присадка МН
27
10
0.2
30—40
Для сталей с ока¬
линой
Серная кислота
Соляная кислота
Присадка КС
1
10
15
3
30—40
Соляная кислота
Азотная кислота
Фосфорная кислота
190
S0
50
ел
0
1
СП
о
Для сталей с мяг¬
ким налетом ржавчины
Соляная кислота 90
Присадка КС 1
18—25
Для сталей без ока¬
лины
Серная кислота
Присадка КС
90
1
18—40
Серная кислота
Присадка КС
Натрий хлористый
150
2
4
18—60
Серная кислота
Соляная кислота
Присадка КС
18
J0
0,5
40—60
травления следует вести так, чтобы как можно меньше растворять
основной металл. Скорость травления зависит от типа окислов, от кон¬
центрации кислот и их температуры.
Изделия из черных металлов, травленные в плавиковой и фосфор¬
ной кислотах, имеют более чистую поверхность, чем после травления
в серной или соляной кислотах. Для сокращения времени травления
и получения чистой поверхности применяют смеси кислот. Тр авление
производят при температурах 20—90° С. При выборе раствора для
травления принимается во внимание не только состав металлов, но
и характер окалины и окислов. Составы растворов и режимы работы
ванн для химического травления различных металлов и сплавов при¬
ведены в табл. 187—204. При составлении растворов берут соляную
кислоту плотностью 1,198 (40% НС1), плавиковую кислоту плот¬
ностью 1,154 (50% HF), все остальные кислоты и другие вещества —
100%-ной концентрации.
136
Способы пайки
189. Режим травления для удаления с поверхности стали
незначительного слоя окислов
Наименование
операции
Среда
Темпе¬
ратура
в °С
Время
обра¬
ботки
в мин
Травление
Кислотный раствор
18—25
18—25
1—2
1—3
Промывка
Проточная холодная вода
18—25
1
Обработка в антикорро-
зконном растворе
Нитрит натрия
18—25
0,5
Промывка
Проточная горячая вода
70—90
0,5
Сушка
Горячий воздух
70—80
5—10
190. Состав и режим работы ванн для травления
хромистых сталей
Компоненты
Содержание
в Г/л
Режим работы
Температура
в °С
Время |
обработки
в мин
Соляная кислота
Плавиковая кислота
100—200
4 — 5
40—50
3 — 10
Соляная кислота
Азотная кислота
Присадка КС
150—155
7—8
0.12—0,15
40—60
3—5
Соляная кислота
100—150
40 — 50
30—40
191. Состав и режим работы ванн для травления
хромоникслсвых сталей
Компоненты
Содержание
в Г/л
Режим работы
Температура
в °С
Время
обработки
в мин
Серная кислота
Соляная кислота
250—300
400—450
40—50
40—80
Соляная кислота
Азотная кислота
Присадка КС
500—550
70—80
1.8—2,2
40—50
3—5
Подготовка изделий к пайке
137
192. Технология процесса травления изделий из нержавеющих сталей
Наименование
операции
Среда
Со¬
дер¬
жание
В Г/А
Режим работы
Тем¬
пера¬
тура
в °С
Время
обра¬
ботки
в мин
Предварительное
травление
Едкий натр
Марганцовокислый калий
240
2
90
60 — 120
Промывка
Проточная холодная вода
—
18—20
1—2
Травление
Азотная кислота
Перекись водорода
900
45
18—20
10—20
Промывка
Проточная холодная вода
—
18—2й| 1—2
Травление
Соляная кислота
Хлористая медь
450
2
18—20
20—30
Промывка
Проточная холодная вода
— | 18—20
1—2
Травление
Азотная кислота
900
18—20
5
Промывка
Проточная холодная вода
—
18—20
1—3
Сушка
Горячий воздух
—
70—80
10 — 15
193. Технология процесса травления изделий из чугуна
Наименование
операции
Среда
Содер¬
жание
в Г/ А
Режим работы
Тем¬
пера¬
тура
в ЬС
Время
выдержки
1
Травление ®
1. Серная кислота
Соляная кислота
Присадка «Уникол»
180—200
120 — 140
3-5
25—30 j 1 Mim
I
2. Серная кислота
Присадка «Уникол»
210—220
3—5
70—80
1 мин
Промывка
Проточная холодная
вода
18—25
—
10 — 15 сек
Снятие тра¬
вильного шлама
Серная кислота
Азотная кислота
75—80 | 18—25S
100 — 110 1
2—3 сек
Промывка
Проточная холодная 1 — | 18—25
вода 1 J
10 —15 сек
Обработка в
антикоррозий¬
ном растворе
Нитрит натрия
50—80
18—25
2—3 сек
Сушка | Горячий воздух I — | 70—801 3—5 мин
* Травить в растворе 1 или 2.
138
Способы пайки
194. Технологический процесс травления деталей
из меди и се сплавов
Наименование
операции
Компоненты
Содер¬
жание
» Г/л
Режим работы
Темпе¬
ратура
в СС
Время
обра¬
ботки
и сек
Травление пред¬
варительное
Азотная кислота
Соляная кислота
100,0
10
18—25
2—3
Травление окон¬
чательное
Серная кислота
Азотная кислота
Соляная кислота
100,0
100,0
10—20
Промывка
Холодная про¬
точная вода
—
18—25
10 — 15
11е йтра л нза ци я
Углекислый нат¬
рий
150
18-25
10 — 15
Промывка
Проточная горя¬
чая вода
—
70—90
10 — 15
Сушка
Горячий воздух | —
80—90
60#—120
195. Состав растворов для травления алюминия н его сплавов
Компоненты
Содержа нмс
в Г/л
'
Температура
ванны в °С
Едкий натр
50 —1о0
60—90
Едкий натр
Углекислый натрий
20—35
20—30
40—60*
Едкий натр
Натрий хлористый
100
20
40—50
Едкий натр
Натрий хлористый
150—200
200—250
50—60
Едкий натр
Натрий фтористый
50—100
30—50
40
Серная кислота
Хромовый ангидрид
360
60
60 — 70
Подготовка изделий к пайке
139
196. Состав растворов для осветления алюминии л его сплавов
Компоненты
Содер жание
в Г/л
Назначение
X ро мовы и а игидрид
Серная кислота
100
Для чистого алюминии
15
Азот н а и ки сл ота
900
Для сплавов алюминий —
Плавиковая кислота
30
кремний
Азотная кислота
160—280
Для чистого алюминия
X ро мовый а н гидр ид
100
и его сплавов
Серная кислота
15
197. Технологический процесс травления деталей из алюминия и его сплавов
Наименование
операции
Среда
Режим работы
Температура
в сС
Время
обработки
в сек
Травление
1
Цдкнй натр 1 70—80
10 — 15
Промывка
Проточная холодная вода
18—25
10 — 15
Осветление
Азотная кислота
Серная кислота
18—25
5—10
Промывка
Проточная холодная вода
18—25
10 — 15
Промывка
Проточная горячая нода
70 — 80
10 — 15
Сушка
Горячий воздух
80—90
5—10
198. Состав и режим работы ванн для травления магнии и его сплавов
Режим травления
Компоненты
Содер¬
жание
в Г/л
Темпе¬
ратура
в СС
Продол¬
жи ■ель-
ll ость
травле¬
ния в мин
Уксусная кислота ледяная
Азотнокислый натрий
175
50
20—25
0,5-1
Ортофосфорная кислота
Азотная кислота
48
60
20—25
0,5—о
Азотная кислота
Серная кислота
60
110
18—20
0,5—1
Окись хрома
Азотнокислый натрий
Фтористый магний
180
30
0,25
75—85
0.5—2
Окись хрома
Азотная кислота
Плавиковая кислота
280
25
8
15—20
0.5—3
Окись хрома
Азоти о к ис л I jit натрий
180
280
15—20
0.5—2
Окись хрома
200
15—30
8 — 12
То же
25
60 — 70
8—12
140
Способы пайки
16Э. Состав растворов для травления никеля и его сплавов
1 Компоненты
Содержание
в Г/л
Назначение
Серная кислота
230
Для никеля
Азотная кислота
Серная кислота
Азотнокислый натрий
Натрий хлористый
8
МО
60
90
Для никеля и монель
металла
Серная кнслота
Сернокислое железо
100—230
40 — 120
Для мельхиора
Серная кислота
Двухромовокислый ка¬
лий
100
15
200. Состав ванн для травления олова, свинца, цинка и кадмия
Компоненты
Состав в %
Назначение
Соляная кислота
Азотная кислота
50—100
25—50
Для олова
Азотная кислота
50 — 100
Для олова, свинца, цин¬
ка, кадмия
Едкий натр
Соляная кислота
Серная кислота
50—60
40 — 100
30 — 100
Для цинка
Едкий натр
100—600
Для цинковых сплавов
Соляная кислота
Присадка ПБУ
400—450
25
Для снятия ржавчины
с оцинкованных изделий'
201. Состав и режим работы ванн для травления титана и его сплавов
Режим травления
Компоненты
Состав в %
1 емпература
в °С
Время
обработки
в мин
Азотн а и кислота
Плавиковая кислота
80
20
20—25
0.5
Азотная кислота
Плавиковая кислота
Вода
20
2
78
18—20
3—5
Соляная кислота
Плавиковая кислота
1 Водя
15
5
80
18—20
3—5
Подготовка изделий пайке
141
202. Техноло! ический процесс травления титана и его сплавов
Наименование
процесса
Компоненты
Со-
Дер¬
жа-
нис
в Vo
Режим работы
Тем¬
пера-
ту^а
в С
Время
обработки
в мин
Шлифование
—
—
—
До удаления есте-
стненной окисной
пленки
Травление
Азотная кислота
Плавиковая кис¬
лота
80
20
18—30
До выделения
красного дыма
Промывка
Дистмлл ирован-
ная вода
—
18—20
—
Травление
Двухромовокис¬
лый натрий
Плавиковая кис¬
лота
50
50
70 — 80
20
Промывка
Проточная вода
—
18 — 20
203. Технологический процесс очистки
поверхности бериллия
Наиме¬
нование
операции
Компоненты
Режим
работы
Темпе- "
ратура
в вС
Время
обработ¬
ки в мин
Промывка
Дистнллиро-
ванная вода
18—20
5 — 10
Травление
Азотная
кислота
(70%-ная)
18—20
1
Промывка
Проточная
вода
18—20
Б—10
Травление
Сернокислый
аммоний
(10%-ный)
18—20
0,5
.
Промывка
Проточная
вода
18—20
5—10
204. Состав
травильных паст
‘
Компоненты
•
п
•JC*
Бисульфат нат¬
30
рия
Кремнефтористый
5
магний
Инфузорная зем¬
65
ля
Соляная кислота
8
Глинозем
2
Хлорид медн
90
Соляная кислота
40
Инфузорная зем¬
20
ля
Фосфорная кис¬
20
лота
Инфузорная зем¬
20
ля
Фосфорная кис¬
80
лота
Крахмал
10
Глицерин
10
* Вода добавляет¬
ся до получения тре¬
буемой консистенции.
142
Способы пайки
Электрохимическое травление
Для ускорения процесса очистки применяют электрохимический
способ травчения, при котором изделие помещают в качестве анода
(анодное травление) или катода (катодное травление) в электролити¬
ческую ванну.
Анодное травление основано на растворении металла и механическом
отрыве окислов выделяющимся кислородом. Во избежание чрезмерного
растворения металла и появления водородной хрупкости при этом про¬
цессе требуется тщательное наблюдение за процессом. Катодом при
травлении служит обычно свинец или железо, анодом — изделие.
При катодном травлении в качестве анодов применяют свинцовые
листы, графит, уголь и олово.
Составы электролитов для травления чугунных и стальных изделий
приведены в табл. 205—207.
205. Составы электролитов и режим анодного травления углеродистой стали
Компоненты
Содер¬
жание
В Г/ А
Режим работы
Назначение
Темпе¬
ратура
в °С
Плот¬
ность
тока
в aj дм2
н и
ГС ° 3
Г, Й и
CQ о Ы
Серная кислота
200—250
40—60
5—10
10—20
Детали,
имеющие
большую
окалину
Серная кислота
Сернокислое же¬
лезо
Натрий хлористый
10—20
200—300
30—50
18—20
5 — 10
L5—30
Хлористое железо
Соляная кислота
30—50
30—50
40—50
5—10
0,5
Детали с
опескост-
руенными
поверхно¬
стями
■
Серная кислота
Сернокислое же¬
лезо
150
50
60—80
100—200
0.1
Хлористый натрий
Хлористое железо
Соляная кислота
50
150
10
20—50
5—10
10—15
Детали,
имеющие
небольшую
окалину
Серная кислота
100
30
100
0.5
Соляная кислота
Плавиковая кис¬
лота
350
0,5
30—40
5—10
1—8
Железные
сплавы с
кремнием
206. Состав электролитов и режим анодного травления легированной стали
Компоненты
Содер¬
жание
В Г!л
Режим работы
Темпе¬
ратура
в °С
Плотность
тока
в а/дм2
Время
обработ¬
ки в мин
Серная кислота
Едкий натр
Серная кислота
50
500
80 — 100
60—70
150
40—50
20—30
10
20—30
10—15
10
5 — 10
Подготовка изделий к пайке
143
207. Составы электролитов и режим катодного травления углеродистой стали
<D
К
Режим работы
Компоненты
Я
СО
*
ft
и д
Темпе¬
ратура
в °С
Плот¬
ность
тока
в а!дм2
Время
обработ¬
ки в мин
Назначение
Серная
100 —
40—
3—10
10 —
Анодом служит свинец
кислота
150
50
15
или его сплавы с сурьмой
Серная
кислота
Соляная
50
30
60 —
8—10
10 —
Анодом служит кремни¬
стый чугун с 20 — 24%
кремния или сплавы свинца
кислота
Хлористый
нагрий
20
70
15
с 10 —15% сурьмы
Комбинированное обезжиривание и травление
Для предварительной очистки деталей от продуктов коррозии,
окислов и жировых загрязнений применяют комбинированное обезжи¬
ривание и травление. С целью антикоррозионной защиты при хранении
изделий после химической обработки применяют пассивирование
и сушку.
Составы и режимы работ ванн для комбинированной обработки
стали и чугуна приведены в табл. 208—210.
208. Состав и режимы работ ванн для одновременного
обезжиривания и травления стальных изделий
Компоненты
Содер¬
жание
В Г! А
** -
г-
В >>яо
* Н 35 L>
ь а а
h сна а
Компоненты
Содержа¬
ние В Г/А
»
сз
ft
с 3
В ъ а
Я
Н \г а ю
Ортофосфорная
кислота
Эмулы атор
ОП-7 или ОП-Ю
Тномочевина
100 —
300
3—5
3—5
60 — 70
Серная кислога
Эмульгатор
ОП-7 или ОП-Ю
Тиомочсвина
30
3—5
3—5
50—60
Ортофосфо р н а я
100
кислота
Снятие шлама:
Фосфорнокислый
50
хромовый
200
натрий
70—75
ангидрид
80—90
Эмульгатор
30
ортофосфор на я
50
ОП-7 или О П-10
кислота
Тиомочсвина
5
144
Способы пайки
209. Состав и режим работы ванн 210. Состав и режим работы ванны
для комбинированной обработки для пассивирования чугунных
детален из чугуна деталей после травления
Компо¬
ненты
Содержание
в Г/л
Режим
работы |
1 я
с °*
* Не
Ф я
Has
Время
обработ¬
ки в мин
Нитрит
натрия
Углекис¬
лый
натрий
15—
20
2—3
18—
25
3—5
Компоненты
Содержание
в Г/л
Режим
работы
Темпе¬
ратура
в °С
Время
обработ¬
ки в мин
Серная
100
кислота
Соляная
50
50
5—15
кислота
Эмульгатор
5
ОП-7
Очистка с помощью ультразвука
Ультразвуковая обработка резко сокращает процесс очистки дета¬
лей от жировых загрязнений. Она применяется в тех случаях, когда
другие способы не обеспечивают нужную чистоту поверхности. В ка¬
честве очищающей среды используют органические растворители, ще¬
лочные раствори, горячую воду, мыльный раствор и др. Краткая
характерно!ика ультразвуковых ванн приведена в табл. 211.
2Н. Характеристика ультразвуковых ванн типа УЗВ
Технические данные
Типы установок
УЗ В-15
УЗ В-16
УЗВ-17
УЗВ-18
Количество встроенных пре¬
образователей
Рабочая емкость ванн в л
Полезная площадь зеркала
ванны в мм2
Максимальная потребляе¬
мая мощность о кет ....
1
35
310X390
2.5
2
80
370X670
5,0
3
120
370X960
7.5
4
150
370X1250
10,0
После обработки ультразвуком изделия необходимо промывать
в чистой воде, а раствор очищать от примесей.
ПАЙКА С НАГРЕВОМ ПАЯЛЬНИКАМИ
Конструкции паяльников
Наиболее простой метод пайки с помощью паяльников широко при¬
меняют во многих областях науки и техники при пайке изделий с боль¬
шим количеством паяных швов, при монтаже сложных радиоэлектри-
ческнх установок и в быту.
Пайка с нагревом паяльниками
145
Простейший паяльник состоит из медного заостренного наконечника,
закрепленного на стальном стержне с ручкой. Независимо от способа
нагрева и конструкции основное назначение паяльника состоит в на¬
греве припоя до расплавления, накапливании расплавленного припоя
и нанесении его на паяемое изделие, прогреве металла по месту пайки
и удалении излишков расплавленного припоя.
Для пайки крупных деталей, для которых требуется большое коли¬
чество тепла, применяют паяльники весом до 5 кГ. Такие паяльники
неудобны в работе, в связи с этим крупные изделия перед пайкой пред¬
варительно подогревают и паяют паяльником малого веса. Для пайки
Л I
м/
в
Ь)
Рис. 83. Паяльники, нагреваемые в горне:
а — молотковый; 6 — торцовый; в — фасонные
радиоэлектронной и телефонной аппаратуры и небольших по весу дета¬
лей применяют паяльники весом до 100—200 Г.
Рабочую часть паяльника обычно заостряют под углом 30—40°.
Температура нагрева медных паяльников не должна превышать 400° С.
При более высокой температуре происходит растворение рабочей части
паяльника оловом.
В зависимости от расположения паяемого шва. от конфигурации
изделия и от назначения паяльники имеют самую разнообразную форму.
По способу нагрева паяльники делятся на три группы; без постоянного
подогрева, с непрерывным подогревом газом или жидким топливом
и с электрическим подогревом. Особую группу составляют паяльники
специального назначения. Нагрев паяльников первой группы (рис. 83)
осуществляют в пламени паяльной лампы или в специальных горнах,
работающих на жидком, твердом и газообразном топливе; подогрев
производят периодически по мере остывания паяльника.
Паяльники с непрерывным подогревом отличаются тем, что медный
стержень непрерывно подогревают открытым пламенем. В качестве
топлива применяют спирт, бензин, городской газ, ацетилен, водород.
Паяльники, обогреваемые жидким топливом (рис. 84), обычно состоят
из сосуда для Топлива, горелки, запорных краников и стержня.
Такие паяльники очень удобны в работе и не требуют дополнительного
оборудования. Там, где имеется газообразное топливо, применяют
паяльники более простой конструкции, состоящие из горелки, смеси¬
тельной камеры и сменного наконечника (рис. 85).
Паяльники с электрическим обогревом широко применяют в быту
и в промышленности. В зависимости от рода выполняемых работ их
выпускают различных типоразмеров и мощностей (табл. 212) с внутрен¬
ним (рис. 86) или наружным (рис. 87) обогревом.
Нагревательные элементы изготовляют из жаростойкой проволоки,
намотанной на слюдяное или керамическое основание. Для сокращения
времени ремонта паяльника нагревательные элементы делают сменными.
146 Способы паши
Рис. 84. Бензиновые паяльники
||
а —
аирш 6)
Рис. 85. Газовые паяльники:
подогрев открытым газовым пламенем? б — подогрев газом в закрытой
камере
Рис. 86. Электрический паяльник с нагревательным элементом, распо¬
ложенным внутри стержня
Пайка с нагревом паяльниками
147
\_ЛР
г)
9)
Рис. 87. Электрические паяльники с наружным обогревом:
а — универсальный со сменным нагревательным элементом; б — молотковый
большой мощности; е — угловой со сменным стержнем; г — малоинерционный
мнкроианльиик; д — электрический паяльник, приспособленный для пайки
тонких деталей
148
Способы пайки
212. Технические данные электрических паяльников сопротивления
Техническая
характеристика
I
2
3
4
5
6
Напряжение питаю¬
щей сети в в
220
127
36
24
12
6
Потребляемая мощ¬
ность в вт
Сила тока в а ...
80
0.36
80
0.73
150
6,45
80
3,30
80
6.70
80
13.30
Диаметр провода об¬
мотки в мм .....
0.80
0,15
0,70
0.5
0.85
1.40
Сечение провода об¬
мотки в мм*
0,00509
0,0177
0,385
0.196
0,567
1,54
Сопротивление нагре¬
вательной обмотки в ом
610
150
5.75
7.3
1.8
0,45
Длина провода об¬
мотки в мм
2.7
2,3
2,0
1.25
0.9
0.60
Диаметр рабочего мед¬
ного стержня в мм . .
5
5
8
5
5
5
Примечания:
1. Материал нагревательной обмотки — нихро-
мовая проволока.
2. Температура нагрева нихромовой
проволоки 700
0 С.
3. Температура на конце рабочего стержня
паяльника 280 С.
4. Срок службы нагревательной обмотки паяльника
200 рабочих
часов.
Отечественная промышленность выпускает бытовые электрические
паяльники но ГОСТу 7219—54 различной конструкции, рассчитанные
на напряжение 127 и 220 в с номинальной мощностью 35—200 вт.
Для удобства пайки, сокращения расхода припоя и электроэнергии
делают электрические паяльники с термостатическим микроирерывате-
Рис. 88. Электрические паяльники с автоматической подачей
припоя в виде проволоки
лем тока. Прерыватель выключает паяльник по достижении нужной
температуры и снова включает, когда он немного остынет.
При пайке в затемненных и тесных местах паяльник снабжают
вспомогательной лампочкой, включенной последовательно с нагрева¬
тельным элементом. Лампочка хорошо освещает место пайки.
Для ускорения пайки применяют паяльники с автоматической пода¬
чей припоя в виде проволоки (рис. 88). Известны паяльники с перемен¬
Пайка с нагревом паяльниками
149
ной мощностью, имеющие два нагревательных элемента (рис. 89),
переключаемых выключателем, вмонтированным в ручку.
Для нагрева паяльника можно использовать вольтову дугу (рис. 90).
Дуговые паяльники могут быть использованы для пайки припоями
с температурой плавления до 600° С. Паяльник для нагрева на стыко¬
вом сварочном аппарате показан на рис. 91.
аппарате
Для пайки алюминия без применения флюса используют паяльники
с вибрирующей металлической щеткой (рис. 92). Металлическая щетка,
установленная в конической головке, присоединена к вибратору, кото¬
рый, колеблясь с частотой 100 гц, вызывает колебание щетки. Вибри-
150
Способы пайки
Рис. 92. Паяльник с вибрирующей металлической щеткой
(г
□
Рис. 93. Форма наконсч-
hhkod для электрических
паяльников
Рис. 95. Электропаяль¬
ник с устройством для от¬
сасывания:
1—трубчатый наконеч¬
ник; 2— нагревательный
элемент; 3—удерживаю¬
щая пружина; 4 — пор¬
шень; б—пневматический
цилиндр; 6 — электро¬
магнит; 7 и 8 — провода;
9 — пружина; 10—кноп¬
ка включения; 11—рычаг
Рис. 94. Наконечник для
отпайки
Пайка с нагревом паяльниками
151
рующая щетка очищает поверхность алюминия от окислов и обеспечи¬
вает его лужение. После лужения пайку осуществляют любым извест¬
ным способом.
В зависимости от конфигурации паяемого шва наконечники к паяль¬
никам могут иметь самую различную форму (рис. 93). Для одновре¬
менного отсоединения нескольких проводов в печатных схемах приме¬
няют наконечник (рис. 94), представляющий собой цельную головку
с каналами и прорезями для отвода расплавленного припоя.
Для демонтажа (распайки) соединений применяют паяльники, в ко¬
торых стержень выполнен с каналом, соединенным через улавливаю¬
щую камеру с вакуумом (рис. 95). Нагретый паяльник расплавляет
припой, который затем всасывается в камеру.
Материалы паяльников
Материалы наконечников должны обладать высокой теплопровод¬
ностью, хорошо лудиться, обладать пониженным окалинообразованием
при температурах пайки, хорошо
сопротивляться действию расплав¬
ленного олова и не корродировать
под действием флюсов. Самым рас¬
пространенным материалом для из¬
готовления наконечников является
чистая медь. Применение наконечни¬
ков из меди связано с быстрым из¬
носом и окислением рабочей части.
Чтобы уменьшить износ рабо¬
чей части, в припой добавляют
0,5—I % Сг или изготовляют нако¬
нечники из сплава меди с хромом,
никелем, серебром или цинком
(табл. 213). Иногда изготовляют биметаллические паяльники, состоя¬
щие из стального корпуса, во внутреннюю часть которого заливают
медь. Медные паяльники, покрытые тонким слоем железа или никеля
толщиной 0,12—0,2 мм у имеют более длительный срок службы, чем
без покрытия.
Приемы пайки паяльником
Перед пайкой в первую очередь необходимо подготовить паяльник.
Для этого рабочий конец паяльника затачивают под углом 30—40°
и очищают от следов окалины (рис. 96, а); зачищенный паяльник нагре¬
вают до 250—300° С (рис. 96, б), затем рабочий конец его погружают
во флюс (рис. 96, в) и тщательно залуживают припоем (рис. 96, г);
после этого паяльник готов к работе. Подготовленное к пайке соеди¬
нение очищают от ныли, жира, грязи и окислов, покрывают флюсом
(рис. 96, д) и разогревают паяльником до нужной температуры. Когда
шов прогреется до температуры плавления припоя, луженым концом
паяльника захватывают припой и переносят его в шов. Если припоя
требуется много, то он расплавляется паяльником непосредственно на
поверхности паяемого изделия. Пайку производят, передвигая паяль¬
ник по шву, благодаря чему расплавленный припой затекает в зазор.
Некоторые приемы пайки паяльником приведены на рис. 97.
213. Сплавы, применяемые для
изготовления паяльников
Компо¬
ненты
Состав в
%
1
2
3
4
5
Медь
100
99
85
94
88
Хром
—
1
—
1
2
Никель
—
5
5
—
Серебро
—
—
10
—
—
Цинк
10
152
Способы пайки
Рис. 96. Приемы подготовки паяльника к работе:
а — зачистка рабочей части паяльника; б — нагревание паяльника;
в — очистка рабочей поверхности паяльника от окалины в хлористом
цинке; г — захват паяльником припоя; д — нанесение флюса на спаи¬
ваемые детали
6)
Рис. 97. Приемы пайки паяльником:
а — пайка пластин встык; б — то же внахлестку;* в — пайка тонкой
пластины с толстой внахлестку; г—пайка толстых проводов на куске
канифоли
Пайка с нагревом газопламенными горелками
153
Во время пайки следует внимательно следить за температурой
паяльника, не допуская его перегрева. Перегрев паяльника выше 400° С
повышает окалинообразование и затрудняет лужение наконечника.
Если паяльник перегрет, то полуда на его наконечнике становится
жидкой и не держится, сильно окисляется и выгорает. Во время дли¬
тельной пайки необходимо периодически очищать рабочую часть паяль¬
ника от окалины. Очистку следует производить стальной щеткой и на¬
пильником. Наконечники с гальваническим покрытием очищают только
щеткой. Очищенный паяльник перед работой подвергают лужению.
Для предохранения от порчи паяльники следует хранить на подстав¬
ках (вис. 98).
В качестве флюса при пайке паяльником применяют канифоль
и флюсы на ее основе, водные растворы хлористого цинка с добавками
различных хлористых солей.
В качестве припоя обычно используют легкоплавкие припои с тем¬
пературой плавления до 400° С. припои с более высокой температурой
плавления можно применять только при панке дуговым электропаяль¬
ником.
ПАЙКА С НАГРЕВОМ ГАЗОПЛАМЕННЫМИ ГОРЕЛКАМИ
В** и
серийном и индивидуальном производстве для нагрева изделии
при пайке применяют газопламенные горелки. Нагрев газовым пламе¬
нем отличается большой универсальностью, позволяет осуществить
местный нагрев в ограниченной зоне изделия, применим при пайке
изделий любых размеров и форм, не требует сложного оборудования,
допускает механизацию и автоматизацию процесса. При автоматиче¬
ском нагреве этот способ применим в массовом производстве.
Пайка с нагревом в пламени паяльных ламп
В мелких мастерских и в быту для нагрева изделий при пайке поль¬
зуются пламенем паяльных ламп. Паяльными лампами производят
пайку чаще всего легкоплавкими припоями, но иногда применяют их
и при пайке тугоплавкими припоями со сравнительно невысокой тем¬
пературой плавления (например, серебряными). Паяльными лампами
можно паять с менее тщательной подготовкой места спая, так как
пламя лампы обеспечивает выгорание различных загрязнений, находя¬
щихся на поверхности изделия. При пайке место спая покрывают флю¬
сом и начинают его греть до тех пор, пока пруток припоя при сопри¬
косновении с деталью не начнет плавиться. Во время пайки необходимо
непрерывно добавлять как припой, так и флюс. В случае недостаточ¬
154
Способы пайки
ного количества флюса поверхность спая в результате нагрева окис*
ляется и затекание припоя в шов может прекратиться.
Для пайки применяют паяль¬
ные лампы, работающие на бен¬
зине (рис. 99), керосине и спир¬
те. Температура пламени паяль¬
ной лампы достигает 1000—
1100°С.
1орючие смеси, применяемые
в горелках
При панке газопламенными
горелками в качестве топлива
применяют городской или при¬
родный газы, водород или аце¬
тилен, бензин или керосин. Для
поддержания горения горючие
вещества смешиваются в горелке
с воздухом или кислородом.
Физические свойства некото¬
рых горючих веществ приведены
в табл. 214. Газовую смесь вы¬
бирают в зависимости от воз¬
можностей производства, паяе¬
мого металла, применяемого при¬
поя и требуемой температуры.
В результате сгорания газообразного горючего образуется пламя,
которое в зависимости от типа горючего и от соотношения его е ко¬
личеством кислорода или воздуха
имеет различную температуру.
Для того чтобы получить быст¬
рый и равномерный нагрев шва, не¬
обходимо следить за правильным
строением факела пламени. Разли¬
чают три вида пламени: нормальное
(ил и восстановител ьное), окисл и -
телыюе и науглероживающее.
Рис. 09. Бензиновые паяльные лампы
Рис. 100. Схема нормального ацетиле-
но-кислородного пламени:
1 — ядро: х— косстановитсльная зона;
И — факел
Рис. 101. Распределение темпера¬
туры к ацетилено-кислородном пла¬
мени
Нормальное пламя (рис. 100) не вызывает окисления металла. Оно
состоит из ядра, восстановительной (рабочей) зоны и факела. Наиболее
высокую температуру (рис. 101) имеет пламя около конца ядра. Так
214. Физические свойства некоторых горючих веществ
Наименование
газа
Е
f w Я
^ S j
н * =
2 2
PJ im
к « ^
«5 ь- 5
I -
*1 СО '
у а о
= >•£
Са§.
Низшая
теплотворная
способность
в ккал/мЛ
при 700 мм
вод. ст. и
20° С
Пределы взрываемостн
(% содержания горючего
газа в смеси)
Наибольшая ско¬
рость распростране¬
ния пламени
тз м/сек
Количество кисло¬
рода на 1 ла
горючего в см*
с воздухом
с кислородом
в воз¬
духе
в кис¬
лороде
необхо¬
димое
ДЛЯ ПОЛ¬
НОГО сго¬
рания
переда¬
ваемое
DГОрСЛКу
Ацетилен . .
3150
12 600
2,2-81,0
2,8-93,0
2,9
13.0
2.5
1-1,15
Водород
2100
2 400
3,3—81,5
2,6 — 93,9
2,7
8.9
0,5
0,3-0,4
Метан
2000
8 000
4,8-16,7
5,4-59.2
0,7
3:3
2,0
1,5
Пропан
2050
20 600
2,2 —9,5
—
0,8
3 7
5,0
3,3
Бутан
2050
27 500
1,5-8.4
—
0.8
—
6,5
4,0
Городской газ . . .
2000
4100—5000
3,8-24,8
10,0-73,6
1,3-1,4
—
1.5
1.3
Природные газы . .
2000
7500-7900
4,8—14,0
—
0.7
—
2,0
1,5
Коксовые газы . . .
2000
3500-4200
7—21
—
м ш
0,9
0,8
Нефтяные газы . . .
2300
9800 — 13 500
3,5—16,3
—
1,15
—
2,5
2,0
Сланцевый газ . . .
2000
3000-3400
—
—
—
—
0,8
0,7
I
I
Пайка с нагревом газопламенными горелками
156
Способы пайки
как для пайки обычно требуется температура не выше 1000—1100°С,
то при работе с высокотемпературным пламенем (например, ацети-
лено-кислородным) разогрев шва производят более холодной наружной
частью факела.
При избытке кислорода или
воздуха в смеси образуется окис¬
лительное пламя (рис. 102).
Науглероживающее пламя
образуется при избытке горючего
в смеси. При нагреве стали та¬
ким пламенем происходит насы-
Рис. 102. Схема окислительного а дети- щение ее поверхности углеро-
лено-кислородного пламени: ДОМ, ЧТО ПрИВОДИТ К повышению
1 — ядро; 2—средняя зона; з — факел твердости и хрупкости металла-
Типы горелок
В зависимости от применяемого горючего разработаны различные
тины горелок.
Для работы на природном или городском газе в смеси с воздухом
применяют горелки, работающие по принципу внешнего или внутри-
соплового смешения (рис. 103). Пламя этих горелок регулирует коли¬
чество подаваемого газа и воздуха.
Для получения ацешлено-кислородного пламени широкое приме¬
нение нашли горелки инжекторного типа (рис. 104 и 105).
Для работы на ацетилено-кислородной смеси при пайке могут быть
использованы горелки типа ГС-53, ГАР-2-56, ГСМ-53 (табл. 215—216;
рис. 106), «Москва», «Малютка» с набором сменных наконечников.
При работе на заменителях ацетилена может быть использован
ствол горелки ГС-53 с наконечником типа НЗП (табл. 217). Инжектор¬
ные нронано-бутано-кислородные горелки типа ГЗМ-62 и ГЗУ-1-62
Пайка с нагревом газопламенными горелками
157
■ШПИИ
\
Кислород
а
Горючая смесь
Рис. 104. Схема инжекторной горелки:
f —- корпус горелки; 2 — кислородный вентиль; 3 — инжектор; 4 — отвер¬
стия для ацетилена; 5 — накидная гайка; 6 — смесительная камера; 7 —
трубка; 8 — мундштук; 9 — ацетиленовый вентиль
Рис. 105. Инжекторные горелки:
а — горелка Ленэнерго; б—горелка СУ-48
fшттт
Рис. 106. Горелки типа ГСМ-53 для работы на ацетилено-кисло-
родной смеси
158
Способы пайки
(табл. 218—219) используют как заменители ацетиленовых горелок. Они
могут работать также на метане, природном и городском газах среднего
и низкого давления. По конструк¬
ции они отличаются от широко
известных ацетилено-кислород-
ных горелок «Малютка^ «Москва»
только размерами отверстий
в инжекторах и мундштуках.
Горелки, работающие на ке-
росино-кислородной смеси, вы¬
пускают двух типов: ГКУ-55 и
ГКР-1-57 (рис. 107). Они снаб¬
жены однопламенными и сетча¬
тыми сменными мундштуками
(табл. 220—222) и комплектуют¬
ся бачком для питания горелки
керосином.
На рис. 108 и 109 показаны
бензо-воздушная горелка конст¬
рукции ВНИИАвтоген и схема
ее питания. Эта горелка может
работать как обогреваемый га¬
зом паяльник.
В ювелирном и зубопротезном деле применяют бензо-воз душную
паяльную установку с ножным мехом, горелкой и резервуаром для
бензина (рис. 110), позволяющую нагревать до 800—1000° С. Тонкое,
215. Техническая характеристика
наконечников горелок
ГС-68 и ГСМ-58
Номер на¬
конечников
Рабочее
давление
кислорода
в кГ/см*
Расход в л/ч
кислорода
ацетилена
0
0,5—4
22—70
20—65
1
1—4
55—135
50 — 125
2
1,5—4
130—260
120—240
3
260—440
230—400
4
430 — 750
400—700
5
2—4
740 — 1200
670—1100
6
1150 — 1950
1050—1750
7
1900—3100
1700—2800
Пайка с нагревом газопламенными горелками
159
216. Техническая характеристика горелки ГАР-2-56
Номер
нако¬
неч¬
ника
Рабочее
давление
кислорода
и ацетилена
в кГ1см2
Расход
ацетилена
(мощность
пламени) в л/ч
Расход кислорода в а}ч
для 3 = 1,3-s- 1.35
(при полностью
открытых
вентилях)
для Р = 1,1
(нормальное
пламя)
1
0.45—1,2
50 — 120
65 — 160
55—130
2
0,5—1,2
120—240
160—320
130—265
3
0,55—1.2
240—400
320—530
265—440
4
400 — 700
530—900
440—750
5
0,6—1.2
680 — 1100
900—1450
750—1200
6
1050 — 1750
1400—2300
1150—1960
7
1700—2800
2300—3600
1900—3100
217. Техническая характеристика наконечников НЗП
■
о
Расход в а/ч
Йч 1
«а ге
X 2
Метан
Коксовый
Городской газ
Пропано-бута-
^ 2 X
(природный
газ)
газ
(типа
Московского)
новая смесь
0
40 — 120
75—230
50 — 150
20—50
1
120—280
230—520
150 — 340
50—120
2
210—530
500—990
340—630
115—230
3
500-810
930 — 1550
600—980
215—350
4
800'—1300
1540—2450
980—1560
350—550
5
1100—1870
2080—3460
1350 — 2220
474—800
6
170—2900
3200—5380
2120—3520
730—1200
П р и м е ч а и
50 мм вод. ст.
и е. Давление горючего газа должно быть не менее
218. Техническая характеристика горелок ГЗЛ1
Параметры
Номер наконечника
0
* 1
2
3
Давление кислорода в кГ/см*
0,5—4
1—4
1,5—4
2—4
Расход кислорода в л/ч
50 — 140
105 — 260
2G0 — 540
520 — 840
Давление пропана в кГ/см2,
Не ниже 0,01
Расход пропана в л!ч
К
15—40
30 — 70
70 — 140
140—240
219. Техническая характеристика горелок ГЗУ
Номер наконечника
Параметры
Одкосопловье мундштуки
Сетчатые мундштуки
1
2
3
4
5
6
7
Давление кислорода в
к Г/см*
1-4
1,5-4
2 — 4
2-4
2 — 4
2 — 4
2 — 4
Расход кислорода в л/ч
105-260
260—540
520-840
840—1400
1350 — 2200
2200-3600
3500-5800
Давление пропана вкГ/см2
т
Не ниже
0,01
Расход пропана в л/ч
30-70
70—140
140 — 240
240—400
400 — 650
650—1000
1050-1700
220. Основные данные керосино-кислородной горелки
ГКУ-55
Номер
мунд-
ил у ка
Диаметр
дозы
в мм
Керосин
Кислород
Расход
в кГ/ч
Давление
в кГ/см2
Расход
в м*/ч
Однопламенные
2
0,16—0,46
0,30-0,80
3
2,5
0,3—0,8
3
0,5-1,4
4
0,4 —1,0
0,7-1,8
5
0,6—1,5
4
1,0-2,7
Сетчатые
4-5
3
0,67 — 1,9
4
1.2-3,2
6-7
3,7
1,5-4,0
3,2-7,2
Пр
имечан
и е. Давление керосина в бачке
1,5—3 кГ/см2.
221. Техническая характеристика горелки ГКР-1-57
>ъ
h*
2 п
Керосин
Кислород
Расход
в к Г> ч
.
Давление
в к/'/СМ2
Расход
в м5/ч
Однопламенные
1
0,3-0,7
0.6—1,4
2
0,6—1,1
2-3
1.2-2.2
3
0,9-2,1
1 8-4,2
Сетчатые
4
1,2-2,5
2-3
2,4-5
5
2,6-3,4
3
8.2 —6,8
Примечан
и е. Давление керосина в
бачке 1,5—3 кГ/см-
■
Способы пайки
Пайка с нагревом, газопламенными горелками
161
222. Техническая характеристика Сензо-воздушной горелки
Размеры мундштука
или паяльника
Давление
воздуха
в к Г/см*
Расход
воздуха от
компрессора
в л/ч
Расход
бензнна
в Г/ч
Газовая горелка с наконеч¬
никами диаметром сопла в мм:
20
30
Тазовый паяльник с весом
паяльной призмы в Г\
240
Э0
40
30
0.1 —1.0
0,1 —1.5
0,1 —0,5
0.1—0,5
0,1— 0.2
0,1—0,2
130 — 1800
140—2700
130 — 1260
130—1260
130—270
130—270
20—400
20—520
20—220
20—220
20—40
20—40
игольчатого типа пламя горелки регулируют краном, установленным
над рукояткой.
Для транспортировки и хранения сжатых, сжиженных и растворен¬
ных газов применяют баллоны (рис. 111), которые по ГОСТу 949—57
Рис. 109. Схема газопитателя бензо¬
воз душ ной горелки ВНИНЛвтоген:
/ — постовой регулятор давления;
2—тройник; 3—бензиновый бачок;
4 — горелка
V
Ч
L . -
Справочник паяльщика 1343
162
Способы пайки
имеют два типа: емкостью до 12 л (малой емкостью) и от 20 до 55 л (сред¬
ней емкостью) с давлением до 200 кГ1см*. Окраска и надписи на балло¬
нах зависят от содержащегося в них газа (табл. 223).
Рис. 110. Беизо-воздушна» паяльная установка
Рис. 111. Баллоны для сжа¬
тых и растворенных газов:
1—предохранительный баш¬
мак; 2—вентиль; 3—кольцо
горловины; 4 — корпус бал¬
лона; 6 — опорный башмак
223. Окраска и надписи на баллонах в зависимости
от наполняемого горючего газа
Г аз
Окраска
баллона
Надпись
Цвет надписи
Ацетилен
Водород
Воздух
Кислород
Нефтегаз
Все другие горю¬
чие газы
Белая
Темно-зеле¬
ная
Черная
Голубая
Серая
Красная
Ацетилен
Водород
Сж. воздух
Кислород
Нефтегаз
Наименова¬
ние газа
Красный
Красный
Белый
Черный
Красный
Белый
Пайка с нагревом газопламенными горелками
Для заполнения баллонов и выпуска из них газа служат вентили
(рис. 112), к которым присоединяют редуктор. Редукторы для сжатых
газов предназначены для понижения и регулирования давления газа
до рабочего и по принципу работы разделены на редукторы прямого
(\
<
, 1
м
v\
у;
к/3
а)
Рис. 112. Вентили для баллонов:
а — кислородный; б — кислородный мембранного типа?
е—кислородный с шариковым уплотнителем; г—ацетиле-
новый; / — сальниковое уплотнение; 2 — шпиндель;
3 — пружина; 4 — клапан вентиля; 5 — соединительная
муфта; 6—маховичок
и обратного действия (рис. 113). В зависимости от рода редуцируемого
газа они отличаются между собой окраской и способом присоединения
к баллону. На редукторах имеются запорный винт, которым поль¬
зуются при прекращении подачи газа к горелке, и предохранительный
клапан, рассчитанный на давление 25—30 атм. Редукторы снабжены
1G4
Способы пайки
двумя манометрами: один показывает давление газа в баллоне, дру¬
гой — рабочее давление газа. При эксплуатации редуктора необходимо
соблюдать правила его установки на вентиль баллона, оберегать от
ударов и содержать его в чистоте.
В горелку Мэ^аллона
Рис. 113. Схемы редукторов:
а — обратного действия; 6 — прямого действия; 1 — штуцер; 2 — манометр
высокого давления; 8 — камера низкого давления; 4 — камеры высокого
давления; б — редуцирующий клапан; 6 — предохранительный клапан;
7 — манометр низкого давления; 8 — камера низкого давления; 9 — пружина;
10 — винт; 11 — мембрана; 12 — штифт
\Газ
й
р
-о.
i
рр>
^77777777777 777777777777: y?S////////s *77/у//77,77/7.
X
О)
6)
В)
г)
Рис. 114. Схемы основных систем ацетиленовых генераторов;
а — «карбид в воду»; 6—«вода на карбид»; в—«контактная с погру¬
жением карбида»; г — «контактная с вытеснением воды»
Ацетилен получается в результате реакции взаимодействия карбида
кальция с водой
СаС2 + 2Н20 = Са (ОН)а + С2Н2 + 30,4 кал.
Из 1 кг чистого карбида теоретический выход ацетилена состав¬
ляет 344,5 л. Аппарат для получения ацетилена называют ацетилено-
Пайка с нагревом газопламенными горелками
165
выми генераторами (ГОСТ 5190—60). В зависимости от взаимодействия
карбида кальция с водой промышленность выпускает несколько систем
генераторов (рис. 114).
Технология лайки с применением горелок
Прежде чем приступить к пайке, необходимо выбрать тип горелки
и номер наконечника. Их выбирают с учетом материала соединяемых
деталей, припоя и горючей смеси.
Перед пайкой изделие очищаюг от окалины и ржавчины, собирают
с заданным зазором в приспособлениях и располагают на верстаке так,
чтобы во время пайки обе руки паяльщика оставались свободными,
так как в одной руке рабочий держит горелку, а в другой припой.
При пайке необходимо тщательно следить за правильным строением
факела пламени, не допуская образования копоти, которая осаждается
на изделии и препятствует растеканию припоя.
Пайка медно-цинковыми припоями наиболее качественно получается
при нагреве окислительным пламенем, так как в этом случае окислен¬
ный поверхностью слой расплавленного припоя препятствует испаре¬
нию цинка из припоя, тогда как в восстановительном пламени этого не
происходит.
При пайке нержавеющих сталей и жаропрочных сплапов рекомен¬
дуется применять нормальное пламя: избыток ацетилена при пайке
хромосодержащих сплавов приводит к образованию карбидов хрома,
которые при эксплуатации изделия вызывают межкристаллитную
коррозию.
Пламя горелки следует держать впереди растекающегося припоя,
чтобы избежать его окисления и расплавления раньше, чем прогреется
основной металл. Прц этом припой хорошо затекает в более горячие
места. Место спая необходимо прогревать возможно быстрее, чтобы
избежать выгорания припоя и увеличить эффективное действие флюса.
При пайке важно, чтобы все участки паяемых поверхностей были
покрыты флюсом, в противном случае незащищенные места окислятся
и прочность спая значительно снизится. Отрицательное действие на
расплавленный флюс оказывает перегрев. Это, как правило, приводит
к выгоранию компонентов флюса и к потере его флюсующих свойств.
Перегрев боросодержащих флюсов при пайке никелевых сплавов при¬
водит, кроме того, к насыщению припоя и основного металла бором
с образованием хрупких соединении, снижающих качество шва.
Большое значение имеет способ подвода флюса к месту пайки. В слу¬
чае применения порошкообразного сухого флюса перенос его осуще¬
ствляют нагретым прутком припоя. Припой слегка нагревают и опу¬
скают в баночку с флюсом; небольшое количество флюса при этом
остается на конце нагретого прутка припоя. Флюс в виде насты наносят
или щеткой или деревянной лонагкой. Жидкий флюс наносят на изде¬
лие погружением в него изделия или с помощью кисточки. Для лучшего
смачивания поверхности изделия рекомендуется применять подогретый
флюс. Остатки флюса и образовавшиеся, при пайке окислы удаляются
механически и промывкой изделия в Горячей воде.
Припой к месту спая подводят, когда полностью расплавится флюс
и паяемый металл нагреется до температуры растекания припоя. В мо¬
мент подвода припоя горелку переносят для прогрева другого, близ-
-— /0М
Щ? -j
■* 1260 *
1
'У О/ъ,
/
\у/Ъ/\
/о/у
/Ъ/^/'^/уо/Ь/Ъ/а/Ъ.
ъ^/УЪ/Уъ/УуУб.
а/Уо/о/о/о/о/Ъ//
У У о/у
Уо/уо.
о/О/ с/с
/в/о/о;
/ ^0/'°/°/°/<>/
/е/Ь/v/ %/о
уухУ/.А
ус/уо/о/ /
0Уо/о/~‘/<Уг/®У®/й/е/
ъ/С/о/Ь/О/оу/О/п/о/
У
ji
<к
ууу о/о// &/$ /о/о/а/
Уо/о/^/о/°/е> 'уЪ/О/о.
УУ1^Уг<У//о/о/^/^/°Л
/О/о/о/а/о /о /О/у /о/•>/
1 р
^■5 Ж5 ш
1
0
|0 *Гр
Е^дЩМ*=|
тз
т. ■■ ■«■
'Щ'ЩЩ
50 1 350 i 350 13i
50 \ 31
1
50 >
-3t
* ^ i j.
W
50 \ 350 1 350 \г%
t J
Рис. 115. Схема распределительного устройства для питания
/ — распределительные магистрали; 2 — штуцеры; 3 — запорные вентили; 4 —
5 — медные трубки; 6 — накидные гайки; 7 —■ стелла
8
2 ft
доо
3
и
к
/
С
Г
а)
6
L
IM
L
/Г"Ж
г)
Л
/Я
У
llfL
f
168
Способы пайки
лежащею участка. Припой при газопламенной пайке обычно приме¬
няют в виде прутков или тонко нарезанных кусочков.
В цехах, где имеется много паяльных участков, устраивают центра¬
лизованную подачу газов по трубопроводам. Ацетилен подают от аце¬
тиленовых станций, кислород — от рамповых распределительных стан¬
ций или газификаторов.
Устройство кислородной рампы показано на схеме рис. 115.
В воде допускается совместная прокладка ацетиленопроводов и кис-
лородопроводов, во всех других случаях прокладка трубопроводов
должна вестись раздельно, расстояние между проводами должно быть
не менее 250 мм, если канал или траншея засыпаны песком или грун¬
том и трубы покрыты Двумя слоями битума для защиты от коррозии.
Кислородные трубопроводы окрашивают в ran убой, а ацетиленовые
в белый цвет.
Рамповая станция размешается в несгораемом помещении с легкой
сгораемой кровлей или может примыкать к зданию цеха при условии
изоляции брандмауером. В таком помещении допускается хранение
только одной смены баллонов. Для предохранения баллонов от паде¬
ния. их крепят к стеллажу рампы цепочками или хомутами.
Пост для пайки оборудуют в зависимости от состава газовой смеси.
Схема постов показана на рис. 116.
От правильной эксплуатации и исправности горелок зависит не
только качество пайки, но и безопасность работы; поэтому перед на¬
чалом работы следует тщательно проверить работоспособность горелки.
Подготовка ацетиленовой горелки к работе состоит из следующих
операций:
1) надеть резиновый шланг от кислородного баллона на соответ¬
ствующий ниппель горелки;
2) в ствол горелки вставить наконечник;
3) отрегулировать давление кислорода на редукторе;
4) открыть кислородный вентиль на горелке, при этом в ацетиле¬
новом канале должно создаваться разряжение;
5) если разряжение в ацетиленовом ниппеле есть, то к горелке под¬
соединяют ацетиленовый шланг; если нет разряжения, то нужно снягь
наконечник, произвести осмотр и устранить неисправносгь (прочистить
мундштук, инжектор, смесительную камеру и притереть инжектор
и седло конуса).
После проверки можно приступать к работе. Первым открывают
кислородный вентиль, а затем ацетиленовый. Смесь газа необходимо
зажигать как можно быстрее, в противном случае скопление горючего
газа при воспламенении может привести к взрыву. Пламя регулируют
постепенным закрыванием ацетиленового вентиля. Пламя гасят в обрат¬
ном порядке: сначала закрывают ацетиленовый вентиль, затем кисло¬
родный. Некоторые неисправности в работе горелки и способы их
устранения приведены в табл. 224.
При эксплуатации горелок на жидком топливе следует соблюдать
следующие основные правила:
1) регулярно, один раз в неделю, очистить испарители и асбестовую
оплетку; если оплетка уплотнилась и пригорела, ее необходимо за¬
менить;
2) мундштук чистить латунной или медной иглой;
3) сальники уплотняют асбестовым шнуром, пропитанным жидким
зеленым мылом;
Пайка с электронагревом
169
224. Неисправность в работе горелок и способы их устранения
Неисправность
Способы устранения
Хлопки при зажигании горел¬
ки, и при полном открытии аце¬
тиленового вентиля нет избытка
ацетилена
Подтянуть накидную гайку или по-
выешь давление кислорода
; Обратные удары или частые
хлопки
Загасить пламя горелки, погрузить
наконечник в воду н прочистить мунд¬
штук латунной или медной иглой
Пропуск газа в сальниках, вен¬
тилях и в других соединениях
Загасить пламя горелки, подтянуть
сальниковые ганки и сменить сальни-
новые набивки
Отрыв пламени
Поставить мундштук большего раз¬
мера
4) не допускать перегрева горелки, для чего при длительной работе
головку следует охлаждать водой при приоткрытом кислородном
вентиле;
5) при засорении выходных отверстий мундштука следует отвернуть
его, прочистить или продуть; "
6) периодически проверять затяжку всех узлов горелки;
7) при обратном ударе следует погасить горелку, для чего закрыть
сначала краник для горючего, затем кислородный вентиль и вентиль
дли горючего на бачке;
8) давление в бачке с горючим должно быть всегда ниже давления
в кислородной линии.
ПАЙКА С ЭЛЕКТРОНАГРЕВОМ
Пайка с электроконтактным нагревом
При электроконтактной пайке (панке сопротивлением) соединяемые
изделия нагреваются теплом, выделяемым при прохождении через них
электрического тока. Для быстрого нагрева изделия необходимо иметь
плотный электрический контакт. Неровности на контактирующих
плоскостях или недостаточное сжимающее усилие приводят к перегреву
в местах плохого контакта и даже местному оплавчению изделия.
Электроконтактный метод нагрева применяют при пайке небольших
деталей электроприборов, твердосплавного инструмента, теплообмен¬
ников, часовых пружин и ленточных пил. Силу тока регулируют так,
чтобы нагрев изделия был быстрый и равномерный. При слишком
большой силе тока возможно оплавление изделия; при слабом токе
значительно удлиняется время пайки. Некоторые примеры электрокон-
1актного нагрева изделий под пайку показаны на рис. 117.
170
Способы пайки
При пайке с контакпшм нагревом на изготовленные изделия нано¬
сят припой и флюс, после чего их устанавливают между электродами,
сжимают и пропускают ток. По истечении определенного времени ток
отключают. Давление поддерживают до тех пор, пока припой пол¬
ностью не затвердеет.
Ш/////777Л
*)
в)
} -I
!Я '////У/У/УЛ
)
]
<
f
Рис. 117. Примеры пайки с элсктроконтактным
нагревом:
а—между электродами сварочной машины; 6—ро¬
ликовым электродом: о — двумя электродами; г—
одним электродом; д — в ручных клещах
Пайка с нагревом токами высокой частоты
Металлическое изделие, расположенное в индукторе, питаемом от
высокочастотного генератора, подвергают воздействию переменного
магнитного поля. Магнитное поле в металле индуктирует электродви¬
жущую силу, под действием которой в нем возникают электрические
токи, разогревающие изделие до необходимой температуры.
В зависимости ог конструкции паяемых изделий их нагревают непо¬
средственно от индуктора (прямой нагрев) или за счет теплоотдачи от
графитового или стального вкладыша, нагреваемого т. в. ч. (косвенный
нагрев). Применение т. в. ч. позволяет очень быстро нагреть деталь
до температуры плавления припоя при наименьшем его окислении
и короблении изделия и дает возможность непосредственно вести наблю¬
дение за ходом всего процесса пайки.
Пайка с индукционным нагревом, по сравнению с другими спосо¬
бами, имеет следующие преимущества:
большая производительность процесса;
возможность автоматизация;
кратковременный нагрев, благодаря чему металл меньше окис¬
ляется, ограничивается протекание диффузионного процесса;
легко устанавливается и выдерживается постоянная температура
нагрева;
Пайка с электронагревом
171
хорошие условии труда;
с помощью индукционного нагрева можно паять в вакууме или
а защитных средах, применяя для этих целей специальные контейнеры.
К недостаткам эгого процесса следует отнесги большие первона¬
чальные затраты и трудность пайки деталей сложной конфигурации.
Рис. 118. Схема машинного 1енератора:
Л1 — трехфяэовый электродвигатель; Г — генератор повышенной частоты?
Ар — амперметр обмогки возбуждения; К — контактор; V f — вольтметр
генератора; Af — амперметр тока генератора; С j — конденсаторная батарея;
С* — регулирующая часть конденсатерной батареи; Bq —выключатель кон¬
денсатора; Тр — трансформатор повышенной частоты; И — индуктор; Д —
деталь; А — амперметр тока конденсаторной батареи; Aj — амперметр кон¬
турного тока; В — регулятор тока обмотки возбуждении
Индукционной пайкой можно соединять все токопроводящие мате¬
риалы (сталь, медь, алюминий, твердые сплавы) и керамику, если она
предварительно покрыта металлическим слоем. Нагрев т. в. ч. широко
Тр — трансформатор высокого напряжения; BJ1 — ламповый выпрямитель;
Др — дроссель; С — конденсатор; ОС — обратная связь; Д — сопротивление;
В — выключатель нагрева; О — генераторная лампа; — конденсаторная
батарея контура; Съ — отключаемая часть конденсаторной батареи; Трл —
высокочастотный трансформатор; И — индуктор; А — амперметр; Д — деталь
применяют при напайке .пластинок твердого сплава, в радиотехнике
и электронике и во многих других областях промышленности.
Источником энергии при пайке с нагревом т. в. ч. служат машинные
(рис. 118), ламповые (рис. 119) и искровые (рис. 120) генераторы. Мощ¬
ность. необходимая для пайки, зависит от теплопроводности нагревае¬
мого металла; чем она лучше, тем больше потребная мощность. Для
172
Способы пайки
пайки небольших деталей, электро- и радиоизделий, деталей счетных
и пишущих машин применяют установки мощностью 1—15 кат. Для
нагрева более массивных деталей и имеющих большую толщину сте¬
нок (до 15 мм) применяют установки мощностью 5—50 кет. Для полной
загрузки мощных генераторов допускается использование их для по¬
очередного питания двух или нескольких установок.
тр
Рис. 120. Схема высокочастотного искрового генератора:
Тр — трансформатор; Р — искровые разрядники; С — кон¬
денсаторы контура; Ии — индукционная катушка контура;
И — индуктор
Технические характеристики отечественных ламповых генераторов,
используемых для нагрева, приведены в табл. 225-
225. Технические характеристики высокочастотных установок
Параметры
Л Г-60 А Л Г-30 А
Л Г-60 Б JI Г-30 Б
Номинальная мощность, потребляемая в
сети, в кеи
80
50
Номинальная мощность силового транс¬
форматора в ква .
75
50
•
Номинальная колебательная мощность ге-
НбрЗТОрд В H.Q ttt
60
30
Полезная колебательная мощность гене¬
ратора в кет
40
20
Максимально допустимый анодный ток ге¬
нераторной лампы в о
4
4
Номинальный анодный ток генераторной
лампы в а
3,5
3.5
Максимально допустимый сеточный ток
генераторной лампы в а
0,6
0,6
Номинальный сеточный ток генераторной
лампы в а
0,5
0,5
Пайка с электронагревом
173
Продолжение табл. 225
Параметры
ЛГ-СОА
ЛГ-60Б
Л Г-30 А
ЛГ-ЗОБ
Номинально допустимое значение сеточного
тока генераторной лампы в а . -
0.1
0,1
Рабочая частота генератора в кгц ....
150—250
150—250
Напряжение силовой питающей сети в в
220 или 380
220 или 380
Напряжение для цепей управления в в
220
220
Переменное напряжение на газотронах в в
7650
7650
Выпрямленное анодное напряжение в в
10 300
10 300
Тип генераторных ламп
Г-431
Г-431
Количество генераторных ламп в шт. . .
Тип газотрона
2
ВГ-237
I
ВГ-237
Охлаждение генераторных иамп . . . . .
Водяное
Расход воды в л/мин
50
30
Непосредственный разогрев паяемых изделий происходит в индук¬
торе, изготовленном из медной трубки овального, круглого или прямо¬
угольного сечения, охлаждаемой водой. Форму индуктора выбирают
в зависимости от формы паяемого изделия (табл. 226).
226. Типы индукторов
174
Способы пайки
Продолжение табл. 226
Одновитков ый круглый из трубки
квадратного сечения
Одновпгковмй прямоугольный
на трубки квадратного сечения
С двумя витками, соединенными
последовательно (а) и параллельно (б)
Прямоугольный с параллельным (с)
и последовательно включенными
(6) витками
МноговнтковыЙ прямоугольной
формы
Много вп тко в ы ft цил и идр и ческо й
формы
Переносный одновитковый
круглого типа
Трехвиткопый фасонный
из круглой трубки
Двухпозиционный для пайки
цил индр и чески х деталей
Для нагрева деталей изнутри
Пайка с электронагревом
175
Большое значение при пайке имеет расстояние между индуктором
и изделием. Его выбирают в зависимости от размера и конфигурации
детали, толщины стенок; обычно это расстояние составляет 2—20 мм.
Для пайки тонкостенных деталей берут меньший зазор, для толсто¬
стенных и массивных — расстояние от индуктора увеличивают. Из-за
опасности перегрева изделия расстояние между индуктором и деталью
около углов берут больше, а в местах с большим теплоотводом его,
наоборот, сокращают. Некоторые примеры правильного конструиро¬
вания и расположения индукторов приведены в табл. 227.
227. Расположение индуктора п месте пайки
Для равномерного нагрева в зоне
пайки необходимо, чтобы расстояние
между индуктором и трубой было
больше, чем между индуктором
и плитой
С2
:з>
\
N
!
У N
V
N
*
' ч,
Если нагревать внешним индуктором,
то наружная часть расширится
и в контакте возникнег большой
зазор, который ухудшает теплоотдачу.
Этого можно избежать, если нагревать!
изнутри [
При пайке небольшой детали
с массивной необходимо нагревать
последнюю
П
"Щ|| W
в:1й£Г
Si*
7»УУ/А
IуУ/АУ/Ж
Индуктор располагают так, чтобы
паяемые части находились в области
действия индуктора
г б
In'* \ Ч\4
Нагрев под пайку.
Соединение вала со нтулкой
г
Расположение индуктора
при пайке труб
%W
Расположение индуктора
при пайке инструмента
J. “к
чвг 'ёШ
Соединение пересекающихся
и скрещивающихся труб
176
Способы пайки
Продолжение табл. 227
■э
ООООо пОООО
L'J. > Г? Hi E|jiV
СЕ
Соединение
5>
1 с коробкой
крыш к»
Г А
Соединение штампованных деталей
из разнородных металлов
Чистота паяемых поверхностей при индукционной пайке, так же
как при всех других методах, является основным условием получения
прочного, доброкачественного шва. Поэтому перед сборкой детали под¬
вергают обезжириванию и механической очистке от окислов, плен
и окалины. Сборку деталей производят на подставке или в приспособле¬
ниях, изготовленных из тепло- и токоизолирующего материала.
Простейшим видом пайки методом высокочастотного нагрева яв¬
ляется метод, при котором подготовленные под пайку детали вручную
по одной штуке подают в индуктор с включением и выключением тока
ручным или ножным выключателем. Такой вид пайки малопроизводи¬
телен, и качество пайки во многом зависит от квалификации рабочего.
При этом качество пайки будет лучше, если включение индуктора вы¬
полняют вручную, а отключение автоматически.
Время нагрева при этом способе обычно для каждой детали
подбирают опытным путем.
Для лучшего использования генератора и увеличения производи¬
тельности применяют непрерывную подачу паяемых деталей в много¬
местный индуктор — без выключения индуктора. Этот вид пайки ши¬
роко применяют при изготовлении режущего инструмента.
Для выравнивания температур и устранения перегрева или оплав¬
ления выступающих кромок при пайке т. в. ч. толстостенных деталей
рекомендуется процесс пайки вести с прерывистым подогревом. В слу¬
чае, если требуется предохранить от нагрева какую-либо часть детали
от нагрева, между деталью и индуктором располагают экран из мед¬
ного листа.
При большом числе одинаковых деталей целесообразно применять
автоматическую подачу их в индуктор. Подача может быть непрерывной
и периодической. В первом случае детали устанавливают на конвейер¬
и и
ную ленту, которая с постоянной скоростью подает их в проходной
индуктор, где происходит разогрев и пайка. Периодическая подача
деталей в индуктор требует специальных автоматов, обеспечивающих
подачу в индуктор, включение и выключение его через определенное
время, вывод детали из индуктора и подачу новой детали для пайки.
Наиболее широко применяют непрерывный вид автоматической пайки.
Примеры автоматической пайки инструмента приведены в табл. 228.
Для предотвращения окисления металла при пайке тугоплавкими
припоями с помощью индукционного нагрева возможно паять в ва¬
кууме и в защитной атмосфере. При пайке в вакууме (рис. 121) изде¬
лие помещают иод стеклянный колпак (или в специальную камеру),
из-под которого затем откачивают воздух до разряжения около 10~3 мм
рт. ст. Деталь нагревают кольцевым индуктором. После окончания
Пайка с электронагревом
177
228. Механизации процесса пайки твердосплавного инструмента
Последовательное введение
головки резца в индуктор
при возвратно-поступательн ом
движении механизма
11оследовательное введение
нескольких головок резцов
в индуктор
Резцы проходят через индуктор
по конвейеру
Пайка резцов на вращающемся
столе
нагрева и пайки индуктор отводят, выдерживают деталь под вакуумом
до температуры 150—200° С, после чего пространство под колпачком
соединяют с воздухом и вынимают
деталь. Несмотря на высокое каче¬
ство паяных изделий, этот вид пайки
К вакуум-насосу
Рис. 121,
Пайка под колпаком
кууме:
и ва-
I — индуктор; 2—стеклянный колпак*
3 — паяемые детали; 4 — подставка*
5—уплотнение; 6—охлаждаемый фланец
Рис. 122. Пайка в контейнере с за¬
щитной атмосферой:
1 — индуктор; 2 — паяемые детали;
3 — подставка; 4 — контейнер;
5 — песчаное уплотнение
из-за очень низкой производительности и высокой стоимости вакуум¬
ного оборудования находит ограниченное применение.
Индукционная пайка в защитной атмосфере может быть произве¬
дена в контейнере, изготовленном из листовой жаропрочной стали
(рис. 122). Вокруг контейнера располагают многовитковый индуктор.
178
Способы пайки
Установив подготовленные к пайке детали на специальные подставки,
контейнер закрывают и производят продувку его защитным газом до
полного удаления воздуха и только после этого включают генератор*
продолжая непрерывно подавать газ до полного окончания процесса
пайки. Крупногабаритные контейнеры разогревают периодическим
включением и выключением индуктора. Температуру п контейнере
контролируют термопарой, установленной внутри контейнера. Этот
способ пайки производительный и легко поддается автоматизации.
Пайка с нагревом вольтовой дугой
Вольтова дуга горит между двумя угольными электродами (рис. 123)
или между угольным электродом и паяемым изделием. Ток к электро¬
дам подается от машины для дуговой сварки, аккумуляторных батарей
или от понижающего
трансформатора.
Высокая температура
дуги позволяет вести пай¬
ку очень быстро и этим
самым предотвратить окис¬
ление припоя. Процесс
пайки состоит в обычной
очистке изделия от окис¬
лов и жира, покрытия мест
спая флюсом и ввода при¬
поя. После подготовки
место спая нагревают
вольговой дугой. Количе-
Рис. 123. Ручное приспособление дли пайки СТВО тепла, необходимое
вольтовой дугой для пайки, регулируют
расстоянием между элек¬
тродами или расстоянием дуги от места нагрева.
Нагрев вольтовой дугой применяют при пайке проводов, ленточ¬
ных пил, деталей приборов и двигателей.
Пайка в керамических блоках и в электронагревательных плитах
Для пайки мелких однотипных изделий применяют нагрев их в гра¬
фитовом блоке (рис. 124), зажатом в губках сварочной машины, или
в керамическом блоке, нагреваемом нихромовой спиралью*
Рис. 124. Приспособ¬
ление для нагрева
в графи то пом блоке:
1 — паяемая деталь}
2 — припой; 3 — гра¬
фитовый блок; 4 —губ¬
ки сварочной машин ы;
5 и 6 — трубки для
подвода воды; Тр —
трансформатор
Пайка в жидких средах
179
Графитовый блок, конструкция которого зависит от формы соеди¬
няемых деталей, нагревается электрическим током большой силы.
Для быстрого нагрева при пайке однотипных деталей применяют
специальные нагревательные плиты, обогреваемые при помощи встроен¬
ных в них элементов сопротивления. Электронагревательные плиты
могут быть применены при пайке в вакууме и в контролируемой атмо¬
сфере.
ПАЙКА В ЖИДКИХ СРЕДАХ
Метод пайки, осуществляемый нагревом деталей расплавленным
флюсом или припоем, отличается высокой производительностью, боль¬
шой скоростью нагрева и высокой точностью регулирования тем¬
пературы.
Пайка в ванне с расплавленным припоем
Метод погружения изделия в расплавленный припой применяют при
пайке изделий с большим количеством или большой протяженностью
паяных швов. В случае пайки этим методом массивных изделий их
необходимо предварительно подогревать.
Для пайки погружением собранного узла в распл а пленный припой
изделия очищают от окислов и грязи, обезжиривают, травят, скреп¬
ляют между собой и окунают во флюс (обычно находящийся в жидком
состоянии) так, чтобы этот флюс проник внутрь паяемых швов; после
этого изделие погружают в ванну с расплавченным припоем.
Процесс паяния погружением в расплавленные свинцово-оловяни-
стые припои очень часто совмещают с процессом лужения всего изде¬
лия. Если необходимо запаять только один шов, то всю остальную
часть изделия покрывают каким-либо защитным слоем для предотвра¬
щения лужения. Хорошей защитой от лужения свинцово-оловянным
припоем служит покрытие раствором жидкого стекла или смесью его
с каким-либо наполнителем (мел, сурик и г. д.). При пользовании
этими защитными растворами следует тщательно оберегать место пайки
от попадания на него брызг жидкого стекла, так как это вызовет резкое
ухудшение качества пайки; особую осторожность следует соблюдать
при пайке герметичных швов.
Для предохранения ванны от окисления поверхность ее посыпают
перед погружением детали в ванну хлористым аммонием, окислы сни¬
мают деревянной лопаткой.
Метод погружения в расплавленный припой имеет большое рас¬
пространение в автомобилестроении при изготовлении радиаторов,
приборов, электронного оборудования (рис. 125) и пайке печатных
схем. Разновидностью этого метода является капиллярная пайка,
основанная на способности расплавленного припоя втягиваться под
действием капиллярных сил в узкие зазоры. Методом капиллярной
пайки осуществляют, например, припайку опорных пластин к сотам
автомобильных радиаторов.
Недостатком пайки погружением в расплавленный припой является
постепенное загрязнение припоя медью, цинком, железом и другими
металлами, чго приводит не только к повышению температуры плав-
180
Способы пайки
.пения припоя, но и к заметному ухудшению качества паяемых деталей,
особенно со швами, от которых требуется герметичность.
а) Ь)
Рис. 125. Процесс пайки погружением:
а — пайка печатной схемы; 6 — одновременное лужение
нескольких лепестков
Пайка в расплавленных соляных ваннах
При пайке в расплавленных соляных ваннах собранное под пайку
изделие с уложенным припоем погружают в расплавленную соль,
которая служит источником тепла для нагре¬
ва изделия и одновременно предохраняет де¬
таль от окисления.
При пайке в соляных ваннах достигается
высокое качество и значительно сокращается
расход припоя. Этот метод обеспечивает боль¬
шую скорость пайки и равномерный нагрев
изделий, возможность одновременно паять
несколько узлов, совмещать пайку с термо¬
обработкой, легко поддерживать заданную
температуру.
В расплавленных солях часто паяют жа¬
ропрочные сплавы, углеродистые и конструк¬
ционные стали, медь, никель и алюминий.
Печи-ванны, которые могут быть исполь¬
зованы для пайки погружением в расплав¬
ленные соли, различают по способу их на¬
грева. Простейшая соляная ванна представ¬
ляет собой тигель, обогреваемый пламенем
или электрическим током (рис. 126).
Основные техниче¬
ские характеристики
соляных печей (ванн)
приведены в табл. 229,
а общий вид показан
на рис. 127—131.
Изделия в ванну
загружают на специ¬
альных приспособле¬
ниях из нержавеющей
стали, никеля или инконеля. Применяя простейшие приспособления,
в ванне можно паять одновременно несколько деталей (рис. 132).
Рис. 126. Схемы печи-ванны
для пайки деталей в расплав¬
ленной соли
229. Технические характеристики соляных печей и ванн
, К СО
ЛЯС.
Рабочие
размеры в мм
1
Напря¬
жение
питающей
сети в в
Число фаз
Габаритные размеры
в мм
1 ип
яч2 н
га
S га Сх
Б е. о
2 н. с<-2
в JJ
<: ha
Ширина
(по {фон¬
ту) и пи
диаметр
Дли¬
на
Вы¬
сота
м
ef £
о fr-
с «
п С а*
о
С.ЧК
и в
А
Н
и
2й
о*
'ё. в
Ширина
(по фрон¬
ту) ИЛИ
диаметр
Дли¬
на
Вы¬
сота
Вес
Б /71
СП 2-35
220
220
4^0
30
35
Л
О
0 1000
1820
0,85
СП 3-73
340
340
585
55
75
0 1 100
—
2180
1.55
С-20
0 220
—
460
90
20
1
0 905
—
1820
1.0
С-45
0 34 0
—
600
200
45
1100
—
2350
1.3
СП 35/10
240
130
240
155
35
1096
1116
1904
1,42
СП 35/15
1300
300
200
240
135
35
1096
1116
1904
1.68
СП 60/20
300
210
240
210
60
380'220
1096
1116
1904
1,59
СП 100/40
390
250
320
330
100
3
1186
1196
2044
2,285
СП 200/100
1190
290
420
610
200
2308
1558
1400
4.83
СКБ-5152
950
250
475
140
120
1912
1794
2070
3,65
СКБ-5147
ООО
3150
300
300
34 0
100
4200
1775
1415
6.74
В-10
0 200
—
350
30
10
220
1
1200
1100
1800
1.0
В-20
0 300
•—
535
80
20
1400
1300
2000
1,4
В-30
0 400
—
550
130
30
1/3
1500
1400
2250
1.8
СПТ-100/45
850
540
250
200
210
100
1255
1590
1410
2,1
СПТ-120/85
Ь40
310
300
330
120
380/220
1455
1700
5510
2,6
С-100
900
600
430
160
100
2255
1870
1485
3,0
С-50
600
900
600
450
100
50
1750
2016
1310
2.6
СКБ-5149
400
1500
300
500
34 0
30
380
3
1975
1965
1 120
2,055
СКБ-5150
400
2200
300
500
340
36
2690
14 00
1210
2.46
СКБ-5161
750
600
200
700
80
72
380'220
1930
1550
24 95
1,75
Пайка в жидких средах
182
Способы пайки
При пайке в соляных ваннах важна тщательная сборка деталей.
Для предотвращения смещения соединяемые детали закрепляют про¬
волокой, точечной сваркой, сверловкой или кернением. Припой распо¬
лагают так, чтобы он не был смыт соляной средой.
ares ,:аавг»з«>«?здар!*‘
Рис. 127. Соляные ванны В-10,
В-20, В-30:
1—теплоизоляция; 2—огнеупорная
кладка; 3 — отверстие для гермо¬
пары; 4—вывод нагревателя; 5—на¬
греватель; 6—тигель; 7 — крышка;;
8 — крепление коленчатой термо¬
пары; 9 — вытяжной зон г
Рис. 126. Соляная лечь С-45:
/ — огнеупорная кладка; 2 — проме¬
жуточный кожух; 3 — теплоизоляция;
4 — кожух; 5—уровень соли; €—элек-
трододержатель с водяным охлажде¬
нием; 7 — сменная часть электрода;
8 — вытяжной колпак; 9 — шибер
Массивные изделия предварительно подогревают в печи до 300—
350° С и после этого погружают в ванну. В качестве соляной ванны
может быть использован расплав флюса, обычно применяемого для
пайки соответствующего металла, или специальные солевые системы
(табл. 230). Пайка в соляных ваннах производится обычно без флюса;
иногда для улучшения качества пайки применяют предварительное
флюсование изделия фгоросодержащнмн солями.
Пайка в жидких средах
183
Рис. 129. Соляная печь С-100:
2 — кожух; 2 — вентиляционный короб; 8 — кнопка управления крышкой/
4 — уровень соли; 5—крышка; 6 — электродная группа;7—ванна; 8—огне¬
упорная кладка; 9 — теплоизоляция; IV — электродвигатель
WO
Рис. 130. Соляная печь СП-3-75:
I —огнеупорная клад* а; 2 —набив¬
ка; 3 — промежуточный кожух;
4 — теплоизоляция; 5 — кожух;
6—электрод; '/—щиток (заслонка);
Ь — вытяжной колпак; 9 — шибер
Уровень
соли.
Рис. 131. Соляная печь СКБ-5152:
/ — кожух; 2 — футеровка; 3 — электроднзя группа; 4 — зонт; 5 — оптический
пирометр; 6 — тигель; 7 -- заслонка; 8 — цепной экран; 9 — перегородка
I
I
]
I
184 Способы пайки
Пайка в жидких средах
185
После пайки и охлаждения до 200—250° С изделия промывают
в горячей воде до полного удаления остатков соли и сушат в потоке
воздуха или в печи при 100—
120° С
Для устранения вредного
влияния растворенных окислов
и кислорода, которые способст¬
вуют обезуглероживанию сталь¬
ных деталей при нагреве, в со¬
ляные ванны вводят небольшое
количество цианистых солей или
карбида кальция- При пайке
никеля или его сплавов недо¬
пустимо присутствие в ваннах
серы, которая вызывает обра¬
зование трещин. Серу удаляют
стружками никеля, которые вво¬
дят в панну перед пайкой.
В процессе пайки происходит
испарение соли и унос ее с паяе¬
мыми деталями, поэтому вовремя
работы по мере расхода следует наполнять ванну свежим составом. Для
уменьшения испарения солевую ванну следует закрывать крышкой.
Рис. 132. Пайка на штыре
230. Составы соляных панн для пайки металлов
Материал
паяемой
детали
Припой
Соляная ванна
Р*}боча я
темпе¬
ратура
D "С
Способ
очистки
Ал ю ми ний
Алюминий-
кремний; 34 А
Хлористые и фто¬
ристые соли; флюсы
№ 34 А, Ф380, 17
560—620
Хими¬
ческий
Медь
Медно-фосфор¬
ные, медно¬
цинковые,
серебрян ыс
NaCl;
50% Na2COs +
+ 50% KfiCOg
810—870
Кипяче¬
ние в
воде
Латунь
Серебряные
NaCl; 50% KC1 4
-1- 50% Na2COM;
50% KC1 4- 44% NaCl
670—850
G70—1000
Сталь угле¬
родиста я
Латунь
50% NasCOg 4
4 50% K2COs;
50% BaCIo 4
4 40% NaCl 4¬
4 10% Na2B407
930 — 950
Промыв¬
ка в воде
Нержавею¬
щая сталь
Медь
85% BnCls 4
1130
Инконель-Х
Никелевые
4 15% SrCl2
186
Способы пайки
Пайка в ванне с маслом
Пайка легкоплавкими припоями небольших изделий, применяемых
обычно при изготовлении приборов, может быть произведена в нагре¬
том глицерине или касторовом масле.
Перед погружением в нагретое масло изделие для лучшего расте¬
кания припоя покрывают флюсом. Изделия после панки протирают
чистой тряпкой или промывают в бензине, спирте или ацетоне.
Пайка потоком (волной) расплавленного припоя
При изготовлении радиосхем и других мелких изделий применяют
пайку в движущемся потоке припоя.
Для получения волны или гребня припоя в ванну помещают насос,
который гонит припой через трубу и создает над поверхностью ванны
непрерывный поток
жидкого припоя.
Паяемое изделие
движется над по¬
верхностью полны
припоя, касаясь ее
точками, подлежа¬
щими опайке (рис.
133).
Волна расплав¬
ленного припоядол¬
жна иметь спокой-*
пую, без завихре¬
ния поверхность,
свободную от пленки окислов. Пайка в потоке жидкого припоя обес¬
печивает высокое качество паяного соединения. Движущийся припой
омывает наносимый на зону пайки флюс и освобождает от необходимо¬
сти удаления его после пайки.
Пайка пугем заливки изделия расплавленным припоем
Пайку кабельных жил, исправление дефектов отливок, изготовле¬
ние противопожарных и других предохранительных устройств осущс*
поя:
/ — паяльная ложка; 2 — алюминиевая жила; 3 — подмотка
асбестом; 4—лоток; 5—тигель; 6—стальная разъемная форма
а) &)
Рис. 133. Схема пайки волной припоя:
а — с одним направлением потока; б—с двумя на¬
правлениями потока
Пайка в печах
187
ствляют путем заливки расплавленного легкоплавкого припоя в соеди¬
нение. При пайке кабельных жил (рис. 134) концы их обрезают иод
углом 55°, промывают бензином и зажимают в круглую стальную разъ¬
емную форму, обе половины которой скрепляют бандажом. Щели между
жилами и формой с целью предупреждения вытекания припоя заделы¬
вают замазкой и уплотняют шнуровым асбестом. Затем в щель сталь¬
ной формы ложкой заливают припой до тех пор, пока место соединения
не прогреется и не произойдет соединение концов жил. Излишки при¬
поя стекают по лотку обратно в тигель.
ПАЙКА В ПЕЧАХ
Наиболее производительным и экономичным методом пайки изде¬
лий в массовом производстве является пайка в печах. Этот метод пайки
даст возможность применить широкую механизацию процесса и обес¬
печивает высокое и постоянное качество паяных соединений.
Атмосферы для пайки в печах
Для предохранения паяемого металла и припоя от окисления в про¬
цессе нагрева рабочее пространство печи заполняют защитной газовой
атмосферой, которая не только предохраняет металл от окисления, но
и удаляет с поверхности его имеющиеся окислы. В качестве защитной
атмосферы могу г быть использованы восстановительные и нейтраль¬
ные газы или их смеси.
Сильным восстановителем для многих окислов металла при высоких
температурах является водород, поэтому он находит применение для
пайки сталей всех марок и жаропрочных сплавов. Применение чистого
водорода при пайке вызывает трудности в работе в связи с его взрыво¬
опасностью. Температура воспламенения смеси водорода с воздухом
и с кислородом соответственно равна 530—590 и 450—590° С; предел
взрываемости при смешении с воздухом 4—75% водорода, а при сме¬
шении с кислородом—4—95% водорода. Несмотря на высокую взрыво¬
опасность, при правильном обращении водородную атмосферу можно
с успехом применять, не вызывая взрыва.
Для снижения взрывоопасности и стоимости атмосферы вместо
чистого водорода применяют его смесь с техническим азотом. Смесь
должна пройти осушку.
Энергичным восстановителем многих окислов черных и цветных
металлов является диссоциированный аммиак и его смеси с азотом.
Жидкий аммиак (ГОСТ 6221—62) поставляют в стальных баллонах
емкостью 40 кГ под давлением 15 am. Для получения газовой смеси,
необходимой для пайки, аммиак нагревают до 750—950° С, в резуль¬
тате чего он разлагается на азотноводородную газовую смесь, содер¬
жащую 75% Н2 и 25% Ny. При испарении 1 кГ жидкого аммиака
образуется 2,64 м3 газа указанного состава.
Широкое применение при пайке металлов получили защитные атмо¬
сферы, приготовляемые в специальных газовых установках путем
неполного сжигания природных газов, пропана, бутана, древесного
угля. В зависимости от исходного продукта и способа получения гене¬
раторные газы в различных количествах содержат окись и двуокись
углерода, водорода, азот и другие компоненты (табл. 231). Схемы уста¬
новок для получения контролируемых атмосфер показаны на рис. 135—=»
140, а их краткие характеристики приведены в табл. 232—237.
231. Характеристика контролируемых атмосфер, применяемых
Тип
атмосфе¬
ры
Условное
обозна¬
чение
атмосфе¬
ры
Исходный
продукт
Метод приготовле¬
ния атмосферы
Состав сухой атмосферы
в объемных процентах
СО
со8
Hs
СН4
N,
О
н*
н.
В одород
Из баллонов
—
—
100
—
—
е*
О
*
DC
1
*
X
>
ДА
Аммиак
Диссоциация ам¬
миака с осушкой
алюмогелем или си¬
ликагелем
тлт
/о
25
ПСА-08
»
>
Без осушки (без¬
водный N11*).
Частичное сжига¬
ние при а — 0,7-г
-т-0,9 диссоцииро¬
ванного аммиака
с глубокой осушкой
_
75
7—20
—
25
93—80
т
Ъ
1
м
С
и
1
о
и
гг-с
Древес¬
ный
уголь
Получение сухого
генераторного газа
30
2
6
1
G1
гг-во
То же
Получение гене-
раторногэ газа в ре¬
торте с внешним
обогревом при тем¬
пературе > №00° С
1
33
0,2¬
0,7
6
1
39.5
Тип
атмосфе¬
ры
Условное
обозначе-
ZJVfO
Исходный
Метод приготовле¬
Состав сухой атмосферы
в объемных процентах
атмосфе¬
ры
продукт
ния атмосферы
.... ..
СО
со2
н2
сн*
N*
О
ПСС-06
Углево¬
дородный
газ
Частичное сжига¬
ние при а — 0,6; ох¬
лаждение до 4-4° С
10
6
15
0,5
68,5
—
а
ПСО-06
То же
Частичное сжига¬
ние при а = 0,6; ох¬
лаждение, ОЧНСТК1
10
0,1
16
1,5
72,5
—
Продолжение табл. 231
ТИП
атмосфе¬
ры
Условное
обозна¬
чение
атмосфе¬
ры
Исходный
продукт
Метод приготовле¬
ния атмосферы
Состав сухой атмосферы
в объемных процентах
Влажность
атмос $зеры
Оборудование
СО
со8
н2
СН4
н-
о*
Точка
росы
в °С
% н2о
в сухой
атмос¬
фере
*
1
О
е*
X
1
£
1
N
О
и
1
О
О
>
гг-с
Генера¬
торный
газ
(содержит
HsS)
Очистка от H2S
болотной РУДОЙ
в рефрижераторе,
охлаждение до
ф*4° С
23
5
12
1
57
0,3
4
0,8
Башни для очист¬
ки от H,S, рефри¬
жератор *
гг-о
Антрацит,
древес¬
ные
чурки
и т. д.
Получение гене¬
раторного газа,
очистка от СОг,
осушка до —40° С
25
0,2
12
1-2
62
0.3
—40
0 01
Газогенератор,
охладитель, колон¬
ка поглощения СО*
и Н„3, колонка вос¬
становления рас¬
твора, теплообмен¬
ники, адсорбер
псс-э
То же
и древес
ный
уголь
Пропускание про¬
дуктов сжигания,
охлажденных и осу¬
шенных через рас¬
каленный древес¬
ный уголь при тем¬
пературе > 1000° с:
20
0,2
5
2
74.8
—25
0.0S
Газогенератор с
ретортой, фильтр,
охладитель,' возду¬
ходувка, регуля¬
торы
Примечание: Q — коэффициент избытка воздуха.
Способы пайки
Пайка в печах
л
191
232. Характеристика установок для приготовления атмосО’сры типа ДА
Выход атмосферы к м3 на 1 кГ аммиака
2.64
Температура н испарителе в °С *
2 — 5
Давление в испарителе в кГ/см2
4.5 — 5.0
Расход тепла на испарителе в ккад/кГ
273
Температура диссоциации в °С
700—1000
Расход геп-та на диссоциацию в ккал/кГ
650
Давление в диссоциаторс в мм вод. cm
До 1000
Влажность атмосферы в %
< 0.001
Точка росы атмосферы в °С
< —60
Температура в колонке адсорбера при поглощении
плаги в °С .
<30
233. Характеристика установок для приготовления атмосферы типа ПСА-08
Параметры
Сжигание
газообразно¬
го аммиака
Сжигание
диссоциирован¬
ного аммиака
Коэффициент избытка воздуха при
сжигании .
0.78
0,78
Выход атмосферы нм* на 1 кГ аммиака
4.2
4,2
Выход атмосферы в .и8 на 1 ма газо¬
образного аммиака ..........
3,18
—
Выход атмосферы и м8 на 1 мя диссо¬
циированного аммиака
—
1,52
Выход диссоциированного газа и м*
на 1 к Г аммиака
—
2.64
Выход газообразного аммиака в м*
иа 1 кГ жидкого
1,32
1,32
Вес выделяющейся влаги в /' при сжи¬
гании 1 кГ аммиака
1250
1250
То же на 1 м3 атмосферы в Г ...
310
310
Точка росы продуктов сжигания после
камеры сжигания в °С
68
68
Температура в испарителе в °С - . .
2—5
2—5
» » диссоциагоре в °С . .
600—700
600—700
Теоретическая температура сгорания
аммиака » °С -
1450
2450
Температура н камере сжигания н °С
1070
1270
Давление н испарителе в кГ/см£ . . -
4,5—5
4,5—5
» атмосферы на выходе из ус¬
тановки в мм вод. cm
50—100
50—100
234- Характеристика установки 236- Характеристика установки для
для приготовления атмосферы ГГ-С получения атмосферы ГГ-ВО
Температура про¬
Температура процес¬
цесса н °С ....
1400
са в зоне горения в °С
1400
Температура ге¬
Температура процес¬
нераторного газа
са в зоне восстановле¬
в °С
700
ния и °С
1000
Выход газа в jh3
3,6—4,0
Температура генера¬
из 1 кГ угля . .
торного газа на выходе
Расход воздуха в
из газогенератора в “С
500—700
м* на 1 л3 ... .
0,7—0,8
Выход газа н мя на
Объемный вес га¬
1 кГ угля
3.6—4.0
за в кГ/м3 ....
1.1-1.2
Расход воздуха в м*
Тсплотнорность
на 1 м
0,7—0,8
генераторного газа
Дополнительный рас¬
в ккал/м3
1250—1300
ход тепла на обогрев
в ккал/м8
Теплотиорность ге-
нера горного газа в
ккаъ/м8 .......
30—35
1250—1300
192
Способы пайки
236 Характеристика установок
для получения атмосферы
ПСО-06 и ПСО-09
Параметры
Тип
атмосферы
о
О СО
о°
О |
Са
*
о>
О О)
00
у в
С а
Соотн ошенне воз¬
духа и газа при сжи¬
гании газа:
природного . . .
коксовал ьного
пропана ...»
бутана ....
6 : 1
2.7 :1
И : 1
18 : I
9 : 1
4 : 1
21 : 1
27 : 1
Выход атмосферы
в к® на 1 м3 исход¬
ного газа:
природного • . .
ко ксооал ьного
пропана ....
бутана ....
6.5
2.5
14,6
19,2
7.5
3.5
17
22
Теплотворность
атмосферы в ккал/м*
Температура ка*
меры сжигания (по¬
тери 30%) в X . .
850
1000
1300 •
237. Характеристика установки
для получения атмосферы ЛСС-9
Топливо ....
Коксовый
газ
Теплотворность
топлива в ккал/м3
4080
Коэффициент из¬
бытка воздуха при
сжигании газа
1.0
Температура про¬
цесса в °С ....
1000
Температуря за¬
щитной атмосферы
вХ
300
Расход на 1 мн
защитной атмосфе¬
ры:
угля в кГ . .
0.105
газа в м3 . . .
0,15—С. 26
воздуха в м*
1,05—1.07
Сброс излишка
в % ... . .
15
Объемный вес ат¬
мосферы в кГ/см3
1.2
Теплотворность
атмосферы в ккал/м3
770—830
В качестве защитной среды при пайке в небольших печах или в кон¬
тейнере применяют чистые инертные газы аргон, гелий или азот, постав¬
ляемые потребителю в баллонах (табл. 238). При пайке в среде инерт-
238. Окраска и надписи на баллонах в зависимости
от наполняемого газа *
Газ
Окраска
баллонов
Текст надписи
Цвет надписи
Азот
Аммиак
Аргон сырой
Аргон техниче¬
ский
Аргон чистый
Гелий
Все другие горю¬
чие газы
* Резьба выпускного штуцера во всех приведенных баллонах
правая.
Черная
Азот
Желтый
Желтая
Аммиак
Черный
Черная
Аргон сырой
Белый
»
Аргон техни¬
Синий
ческий
Серая
Аргон чистый
Зеленый
Коричневая
Гелий
»
Красная
Наименова¬
Белый
ние газа
Справочник паяльщика 1313
Рис. 135. Технологическая схема приготовления атмосферы из аммиака путем его диссоциации (атмосфера ДА):
/ — баллон с жидким аммиаком; 2 — выпускной клапан. •» — испаритель высокого давления; 4 — клапан для отклю¬
чения. 5 — редуктор; V — предохранительный клапан; 7 —диссоцгатор; 8 — ретэрта с катализатором, 9 «-электронагре¬
ватель; 10 — выводы электронагревателей; 11 — термопара; 12 — вывод к 'врморегулятору; 13 — колонки адсорбера;
14 — четырэхходовые краны; 15 — воздуходувка; 16 — воздухонагреватель; 17 — измеритель расхода газа; 18 — регуля¬
тор давления; 19 — манометр; 20 — выпускной клапат; 21 — кран для продувки адсорбента газом после регенерации
Улодмые обозначениям
• ■ Жидкий аммиак
Газообразный и
—диссоциированный
аммиак
—•—Воздух
Смесь Ьоьдуха и
——■■ диссоцицоошмго
аммиака
Продукты
сжигания
Атмосфера
| ;;г !|
о! V К \
U
I ipq i« • .ч
1 и*
„ Вода
-м-
£ печь
Рис. 136. Технологическая схема приготовления атмосферы частичным сжиганием диссоциированного аммиака (атмосфера
ПСА-08):
1 — баллон с аммиаком; 2 — выпускной клапан; 3 — испаритель высокого давления; 4 — предохранительный клапан;
5 — клапан для отключения; :7— редуктор; / — соленоидный предохранительный клапан; 8 — диссоциатор; 9 — ретэрта
с катализа юром; 10 — регулятор нулевого давления; 11 —фильтр для воздуха; /2—смеситель с автоматическим пролор-
циокиропакисм газа воздуха; J3 — газодупка с электродвигателем; 14 — регулятор давления (и сброса.'; /5--гламегаситсль;
76 — контрольная горелка; 17 — горелка 18 — камера сжигания, 19 — трубчатый охладитель продуктов сжигании;
20 — ре!улягор температуры продуктов сжигания; 21 — рефрижератор, 22 — холодильная машина; 23 — адсорбер для
осушки газа; 24 — электрический воздухонагреватель; 25 — воздуходувка; 26 — четмрехходогюй крин; 27 — измеритель
расхода газа: 28 — регуляюр давления; 29 - манометры; 30 — водоотделитель; 31 — кран для продувки адсорбента
газом после регенераций
>
Пайка о печах
195
Рис. 137. Технологическая схема приготовления контролируемой атмосферы
из древесного угля (атмосфера ГГ-С):
1 — воздуходувка с электродвигателем; 2 — измеритель расхода воздуха;
3 — газогенератор с огнеупорной футеровкой; 4 — загрузочная коробка газо¬
генератора; 5 — люк для загрузки угля; 6 — контрольная свеча; 7 — скре¬
бок колосниковой решетки; 6 — дверца зольника; 9 — сухой фильтр
Условные обозначения¬
Воздух
Атмосфера (газ)
Веда
^ ^ g печь (горячий)
—I
\!/
t
I
*-
<3
в печь
( холодный)
_J > —С (ХиЛОоИЫи
г Ь4гУ-~
fi W/
18 19
Рис. 138. Технологическая схема приготовления контролируемой атмосферы
из древесного угля п газогенераторе с внешним обогревом (атмосфера ГГ-ВО):
/ — фильтр для воздуха; 2 — воздуходувка с электродвигателем; 3 — регуля¬
тор давления (и сброса); 4 — измеритель расхода воздуха; 5 — реторта с дре¬
весным углем; 6 — электронагреватели; 7 — термопара; 8 — выводы к тер¬
морегулятору; 9 — водоохлаждаемая рубашка; 10 — скребок колосниковой
решетки; 11 — дроссель для отсечки газа при чистке зольника; 12 — крышка
зольника; 13 — загрузочная коробка; 14 — люк для загрузки угля; 15 — по¬
стоянная контрольная свеча; 16 — сухой фильтр; 17 — трубчатый охладитель
атмосферы; 18 — водоотделитель; 19 — измеритель расхода атмосферы
Условные обозначения:
—-—•Газ
—Воздух
Смесь воздуха
и газа
1,1 п
^5 «7~|г
I
•Атносфера
.Раствор,
насыщенный 00^
Раствор,
свободный от CD^
7
Р
J ^—_
“ С^ГгГ ^i'uK
Л1
Воздух V ?
^ > i-
S
Конденсат
Рис. 139. Технологическая схема приготовления атмосферы частичным сжиганием углеводородных газов с очисткой СО*
и глубокой осушкой (атмосфера ПСО-06, ПСО-09):
/ — фильтр для воздуха; 2 —измеритель расхода воздуха; 3 —измеритель расхода газа; 4 — регулятор нулевого давления
газа; 5—смеситель с устройством для пропорционирования газа и воздуха; 6 —газодувка с электродвигателем; 7 — предо¬
хранительный клапан на газодувке; 8 — регулирующий кран; 9 — пламегаситель; 10 —горелка; // — камера сжигания;
12 — кессон с водой; 13 — выхлопное отверстие при разжигании; 14 — смотровое окно; 15—трубчатый охладитель продук¬
тов сжигания; 16 — водяной затвор для выпуска конденсата; 17—адсорбер для поглощения СО, (с насадкой); 18—влаго-
отделитсль; 19 — адсорбер для поглощения Н30; 20 — четырехходовой кр»м; 21 — воздуходувка с электродвигателем;
22 — воздухонагреватель (электрический); 23 — колонка для регенерации раствора, насыщенного СОг (с насадкой);
24 — кипятильник раствора с обогревом паром; 25 — конденсационный горшок; 26 — конденсатор для паров; 27 — предо*
храяитсльный клапан; 28 — насос для раствора, насыщенного СОа; 29 — паеос для регенерированного раствора; 30 — тепло¬
обменник для раствора; 31 — холодильник для раствора; 32 — измеритель расхода раствора; 33 — поплавковый клапан;
34 — кран для продувки тазом
Способы пайки
Пайка в печах
197
ных газов следует особое внимание обращать на неплотности в соедине¬
ниях трубопроводов, возможное проникновение газов из окружающей
среды через уплотнения, так как незначительное загрязнение газов
во время нагрева приведет к окислению паяемых металлов.
——— Исходный газ
— Воздух
Условные обозначения:
Смесь воздуха и газа
Продукты сжигания
Атмосфера
Вода
Рис. 140. Технологическая схема приготовления защитной атмосферы путем
пропускания продуктов сжигания через древесный уголь после их предвари¬
тельного охлаждения (атмосфера ПСС-Э):
/ — регулятор давления (если требуется); 2 — измеритель расхода газа;
S — регулятор нулевого давления газа; 4 — смеситель с автоматическим
про пор цио пиров а и нем газа и воздуха; 5 — фильтр для воздуха; 6 — газо-
дувка с электродвигателем; 7 — регулятор давления (и сброса); 8 — пламе¬
гаситель; 9 — горелка; 10 — люк для поджигания газо-воздушной смеси;
11 —смотровое окно; 12 —термопара; 13 — реторта с древесным углем;
14 — зольник; 15 — загрузочная коробка; 16 — люк для загрузки угля;
17 — люк для чистки; 18 — сухой фильтр с асбестовыми мешалками; 19 —
измеритель расхода атмосферы; 20 — контрольная горелка при наладке;
21 — ручная горелка; 22 — трубчатый охладитель продуктов сжигания;
23 — водоохладитель; 24 — регулятор сброса избытка продуктов сжигания;
25 — постоянная контрольная горелка
Печи с контролируемой атмосферой
Пайку в защитной атмосфере производят в специальных печах.
Несмотря на различную конструкцию печей, к ним предъявляют ряд
одинаковых основных требований;
во избежание коробления нагрев изделий должен производиться
замедленно;
температура печи должна обеспечить расплавление припоя и пере¬
грев его иа 50—60° С выше точки плавления;
198
Способы пайка
для предотвращения окисления деталей при выемке из печи их
охлаждают в самой печи в защитной атмосфере;
печи должны быть газонепроницаемы.
Для получения качественной пайки важно, чтобы восстановитель*
ная атмосфера полностью заполняла всю печь; это обеспечивают под¬
держанием небольшого избыточного давления. Избыток газа снижают
по мере того, как он выходит из печи.
В зависимости от веса деталей и требуемой производительности при¬
меняют печи с ручным перемещением изделий, с сетчатым конвейером
или с роликовым подом.
Технология пайки
Качественная пайка в печах с контролируемой атмосферой может
быть получена при соблюдении следующих условий:
защитная атмосфера должна быть чистой и сухой;
температура в печи должна точно соответствовать заданной темпе¬
ратуре пайки;
время выдержки изделия в печи должно быть строго определенным;
изделия должны быть собраны с правильными зазорами.
Перед пайкой детали очищают от грязи, масла и соединяют между
собой с требуемым зазором, затем на шов накладывают припой в виде
проволоки, кусочков или специально штампованных фасонных колец,
собранное изделие помещают в печь. При размещении припоя жела¬
тельно предусмотреть возможность затекания его в швы иод действием
собственного веса. При нагреве припой расплавляется и под действием
капиллярных сил заполняет узкие зазоры шва. Длительность нагрева
изделия в печах устанавливают опытным путем в зависимости от
массы изделия и приспособления. Для деталей толщиной до 3 мм про¬
должительность пайки 10—15 мин, при толщине 3—10 мм. время уве¬
личивают до 25—30 мин. Если узел собран из деталей, сделанных из
материала различной толщины, продолжительность пайки устанавли¬
вают по детали из наиболее толстого материала.
В печах с защитной атмосферой можно паять все черные и боль¬
шинство тугоплавких цветных металлов и сплавов. Низколегированные
стали хорошо паять медью в среде городского газа; стали, содержащие
значительное количество марганца, ванадия или алюминия, окислы
которых трудно восстанавливаются, паяют с применением флюсов.
Нержавеющие и высоколегированные стали паяют в атмосфере сухого
водорода или диссоциированного аммиака.
При выборе защитной атмосферы следует учитывать следующее:
металлы, склонные к азотированию, не следует паять в азотноводо¬
родной среде;
если обезуглероживание или науглероживание не допускается, сле¬
дует применять атмосферу из прореагированных топливных газов;
сухой и чистый водород восстанавливает железо, никель и хром из
окислов и не восстанавливает окиси бериллия, магния, алюминия,
циркония.
Защитную атмосферу в зависимости от паяемого металла и припоя
выбирают по табл. 239. .
При пайке в газовых средах следует учитывать не только восста¬
новительные свойства данной защитной атмосферы, но и ее ядовитость
и взрывоопасность. Присутствие в атмосфере цеха выше допустимых
норм окиси углерода, аммиака, сернистого газа и сероводорода ириво-
239, Составы защитных атмосфер, применяемых при пайке в печах различными припоями
Защитная атмосфера
Химический состав в %
Припой
Паяемый металл
Н
СО
со2 | сн4
1
N*
Генераторный 'as
антрацитовый
15
23
G
1
5 о
Медь. серебряные, мед-
ю-цинковые
Медь, латунь, малоуглероди¬
стые стали, никель, монелъ-металл
древесноугольный
1-3
25 —
30
1 —5
Следы
•• »т
и —
66
Медь
Легированные стали
Продукты полного сго¬
рания природного газа
о,г>
0,5
10
89
Серебрпнь1е: медно-цик-
новыс, мед но- фосфорные
Медь, латунь
Продукты сжигания
природного газа с малым
количеством воздуха
33-
40
17 —
19
—
—
41 —
45
Медь, серебряные, мед¬
но-фосфорные
Медь, сплавы меди с кремнием,
латунь, легированные стали, ни¬
кель, мо и ель- металл
Продукты неполного
сгорания аммиака
20
—
—
80
Мель
Легированные стали
Диссоциированный ам»
миак
75
—
25
Медь, серебряные, мод¬
но-п. пиковые, медно-фос-
форные, хромо-никелевые
Медь, сплавы меди с кремнием
или с бериллием, латунь, угле¬
родистые и нержавеющие '•тали,
никель, монель металл, жаро¬
прочные сплавы чугун
Баллонный водород
97-
100
Медь, серебряные, мед¬
но-цинковые, медно-фос¬
форные
Медь, латунь, углеродистые и
нержавеющие стали, никель, мо-
нсль-металл, жаропрочные спла¬
вы, чугун
Нагретые летучие ма¬
териалы
Пары цинка, кадмия, ли¬
тия, летучие фтористые сое¬
динения
Серебряные
Латуни
Очищенный инертный
газ
Гелий, аргон и др.
Медь, серебряные, мед-
но-цинковыс, медно-фос¬
форные
Медь, латунь, углерод ист ыс
стали, никель, монель-металл,
титан, цирконий
200
Способы пайки
днт к отравлению обслуживающего персонала, а неправильная эксплуа¬
тация газового оборудования может вызвать взрыв.
Эксплуатация печей с восстановительной атмосферой слагается из
ряда основных правил, от соблюдения которых зависит качество пайки
и безопасность работы.
1. Во вновь выложенной печи необходимо хорошо осушить кладку,
для чего медленно нагревать печь до температуры 800—850° С, после
окончания сушки температуру снижают, производят продувку печи,
пускают защитный газ и поднимают температуру до рабочей.
2. Продувку печи восстановительным газом производят до полного
удаления воздуха из камеры печи. Расход газа на продувку равен
5—6'кратному объему печи. Когда через печь пройдет газ в количестве
не менее четырех объемов камеры, проверяют состав газа. После про¬
дувки печи поджигают газовые завесы у входных и выходных дверок
печи и у контрольной свечи.
3. После включения электрического тока пускают воду в водяную
рубашку камеры охлаждения на все время работы печи. Объем воды
для поддержания камеры охлаждения при необходимой температуре
зависит от количества деталей, проходящих через печь, и определяется
во время работы печи. Лучшие резулыаты получаются при темпера¬
туре выпускаемой воды 85—90° С.
4. При температуре печи 700° С необходимо включить конвейер.
5. По достижении рабочей температуры печь должна оставаться
в течение 2—3 ч при этой температуре до поступления деталей. Если
пайка начинается без указанного прогрева, детали могут быть слегка
окисленными вследствие того, что в кирпичной кладке и изоляции
печи имеется небольшое количество воздуха, которое медленно вытес¬
няется.
6. Для остановки печи необходимо прекратить ее нагрев, при этом
газ подается до тех пор, пока температура печи не снизится
до 200—250° С. '
7. При температуре печи ниже 700° С останавливают конвейер¬
ную ленту.
Для остановки печи в случае, если поступление восстановительного
газа в печь внезапно прекратилось, необходимо произвести ее про¬
дувку азотом или инертным газом. Вместо продувки инертным газом
применяют так называемый способ выжигания. Для остановки печи
по этому способу открывают свободный доступ наружного воздуха
в горячую зону, где восстановительный газ полностью выгорает.
При пуске новых установок или во время эксплуатации работающего
оборудования не всегда удается получить чистую поверхность паяемых
детален. Основная причина этого — окисление поверхности паяемого
изделия кислородом, водяным паром, двуокисью углерода, которые
в незначительных количествах могут находиться в азотноводородной
атмосфере печи.
Кислород может попасть в атмосферу печи с воздухом, входящим
через неплотности в печи или вносимым в печь с изделиями, а также
в виде свободного кислорода, находящегося в защитной атмосфере.
Водяной пар проникает в атмосферу печи с поверхности загружаемых
в печь изделий, с защитной атмосферой, вводимой в печь, или в резуль¬
тате утечки воды в системе охлаждения. Двуокись углерода попадает
в атмосферу из воздуха, проникающего в печь через неплотности или
при разложении атмосферы по реакции водяного газа.
Пайка в пенах 201
Окисление стальной поверхности может происходить в камере охла¬
ждения при температуре ниже 500° С из-за наличия там кислорода или
водяного пара. Окисленная поверхность при этом имеет цвета побе¬
жалости.
В случае окисления в камере нагрева при температуре выше 500° С
на изделии проявляется окалина от светло-серого до-черного цвета,
которая отслаивается во время охлаждения.
Если стальная деталь при загрузке имела блестящую зеркальную
поверхность, а вышла из печи со светлой, но разъеденной поверх¬
ностью, то это означает, что окисление произошло в период нагрева,
далее же имело место восстановление окисла. Наличие на поверхности
паяемых деталей масел или других загрязнений, которые при высоких
температурах печи запекаются, может вызывать появление черных нале¬
тов. Такие налеты удаляют травлением в разбавленных кислотах.
Для проверки печи с целыо обнаруживания подсоса воздуха следует
при рабочей температуре закрыть все дверцы и окна печи, чтобы создать
в рабочем пространстве небольшое избыточное давление. Места воз-
люжнон утечки газа проверяют горячим факелом. В местах неплот¬
ности выходящий из печи газ загорается. Подсос воздуха может
происходить при неправильном распределении вводимой в печь атмо¬
сферы или при плохой работе газовой завесы.
При наличии в цехе воздушных потоков (сквозняков) необходимо
устранить их источники — закрыть окна и двери; увеличить подачу
в печь защитной атмосферы или сооруди 1ь колпаки над дверками печи.
При повышенной влажности защитной атмосферы на водоохлаждае¬
мых стенках камеры охлаждения появляется конденсат, который нагре¬
вается теплом горячей детали и превращается в водяной пар, окисляю¬
щий поверхность изделий. Для уменьшения возможности образования
конденсата на стенках входной части охладительной камеры следует
уменьшить расход охлаждающей воды, установить автоматический
контроль расхода воды в охлаждающей зоне или уменьшить содержа¬
ние влаги в защитной атмосфере. В случае утечки воды из охлаждае¬
мых рубашек необходимо проверить сварные швы, места, покрытые
ржавчиной, пористость в литых деталях.
Влага может содержаться в печной кладке, поэтому новую или
нерефутерованную печь после проверки на герметичность необходимо
просушить. После временной остановки печи ее желательно прогреть
в течение 24—48 ч.
При пайке изделий немаловажное значение имеет предварительная
установка деталей. Для этой цели изготовляют специальные приспо¬
собления, которые позволяют закреплять детали в нужном положении
в течение всего процесса пайки. Приспособления могут быть изготов¬
лены из металла или керамики (табл. 240). Независимо от того, из
какого материала изготовляют приспособления, они должны выдержи¬
вать высокие температуры, обладать высокой сопротивляемостью окис¬
лению и коррозии, не деформироваться при нагреве, поглощать мини¬
мум тепла, обладать высокой сопротивляемостью термическому и меха¬
ническому удару.
Чтобы уменьшить поглощение тепла и ограничить его отвод от
изделия, приспособления изготовляют небольших размеров и с мини¬
мальной площадью соприкосновения с изделием. Правильно изготов¬
ленное приспособление должно обеспечить свободное расширение паяе¬
мых изделий (рис. 141).
202
Способы пайки
240. Преимущества и недостатки материалов, применяемых
при изготовлении зажимных и поддерживающих
приспособлений для пайки
Материал
Преимущества
Недостатки
Металл
(нержавею¬
щая сгаль.
жаростой¬
кие сплавы)
Способность поддаваться механиче¬
ской обработке; приспособления для
сложных деталей могут быть изготов¬
лены сваркой; хорошее сопротивление
удару и износу! взаимозаменяемость
частей; умеренная стоимость приспо¬
собления
Окисление и кор¬
розия во время на¬
грева; изменение
твердости при по¬
вышенных темпера¬
турах; высокое тер¬
мическое расшире¬
ние; способность по¬
глощать тепло и
смачиваться при¬
поем
Керамика
Высокое сопротивление окислению
и коррозии; высокая прочность при
сжатии; стабильные размеры во время
пайки; низкое поглощение тепла; не¬
магнитны и нсэлектро про водны; хо¬
рошо сопротивляются термическому
удару и износу; высокая твердость;
плохое смачивание припоем; широ¬
кий диапазон форм и видов
Плохая механи¬
ческая обрабатыва¬
емость; плохое со¬
противление удару;
высо ка я стоимость
по сравнению с ме¬
таллами
-Hi
fe
%
'ЙУ
MW М (ft ik-Чл <vJW<y»CrtW)rA(V?tyttt7<Jr? CvJ| A
ircv^Tra^ ftcp
,г^т^рр-~пг1~;~'15.
pi’.rW vV~r г1'
IXjjA-QrVn, I-,-' •*
ф I*. .trJl'E t tr:L. il i: j _
6)
250
Ш n n n fi n i*i rt.
4
jO=h=
S)
Рис. 141. Поддерживающие приспособления для пайки п иечи:
а — поддон гладкий; 6 — поддон с вертикальными штырями;
с — поддон с наклонными штырями; г—конусные приспособле¬
ния дли пайки двух втулок; д—устройство для ручного укла¬
дывании мелких деталей в печь
Специальные способы пайки
203
Пайка в контейнерах в защитной среде
Т1
/
с А
у
•
/
/
. /
/
' .
г
/
/
/
’ /
/
/
/
/
/
/
а
Пайку в защитной среде небольших изделий можно выполнять не
в специальных, а в обычной печи с применением контейнеров, изготов¬
ленных из нержавеющей стали. Простейший контейнер для пайки
представляет собой сварной ящик, имеющий крышку и две трубы,
предназначенные для ввода и вы¬
вода защитного газа (рис. 142).
Последовательность пайки
в контейнерах:
1) загрузить паяемые детали
и закрыть контейнер крышкой;
2) засыпать место разъема
(затвор) песком и уплотнить его;
3) продуть контейнер защит¬
ным газом до полного удаления
воздуха;
4) после продувки на выходе
из контейнера поджечь газ, не
прекращая его подачу;
5) установить контейнер
в разогретую до температуры
пайки печь;
6) время пребывания контей¬
нера в печи (время пайки) уста¬
навливают для каждого типа
деталей опытным путем;
7) после соответствующей выдержки контейнер извлечь из печи,
продолжая подачу газа;
8) охлаждение деталей, находящихся в контейнере, производить
в потоке защитного газа до температуры не выше 200—250е С;
9) перед вскрытием продуть контейнер инертным газом.
Легкоплавкими припоями с применением флюсов можно паять
в печах без защитной атмосферы. Примером такой пайки может слу¬
жить панка («спекание») сот автомобильных радиаторов.
Рис. 142. Контейнер для пайки в атмо¬
сфере защитного газа:
/—корпус; 2—борт корпуса; Д—трубка
для выхода газа; 4 — крышка; 5 — песоч¬
ный затор; 6—трубка для подвода газа
СПЕЦИАЛЬНЫЕ СПОСОБЫ ПАЙКИ
Пайка в вакууме
Процесс пайки в вакууме сложен, его применяют только для спе¬
циальных целей, когда другие методы не дают положительных резуль¬
татов. В вакууме можно паять металлы и сплавы с керамикой, стеклом
и графитом, жаропрочные и нержавеющие стали с алюминием, титаном,
вольфрамом и молибденом без предварительного покрытия этих метал¬
лов хромом или никелем. В вакууме не рекомендуется паять сплавы
и применять припои, содержащие металлы с высокой упругостью паров:
цинк, магний, бериллий, марганец, кадмий, фосфор, литий. При нагреве
в вакууме эти металлы испаряются раньше, чем произойдет процесс
пайки.
204
Способы пайки
Достоинства этого метода пайки:
во время нагрева не образуются окислы некоторых металлов, вхо¬
дящих в состав припоев и основного металла;
простота управиения и безопасность процесса;
высокая прочность и пластичность паяных соединений вследствие
интенсивной дегазации припоя во время плавления;
возможность пайки без флюса.
Недостатки:
требуется высококвалифицированная
рабочая сила;
высокая стоимость оборудования;
могут быть использованы припои
только определенного состава.
Пайка в вакууме может выполняться
двумя способами:
в вакууме при независимом действии
вакуумной камеры и нагревателя:
в печах, вакуумированное простран¬
ство в которых создается внутри камеры
нагрева.
Паяльная установка по первому спо¬
собу состоит из вакуумной камеры (кон¬
тейнера) и нагревательной печи с омиче¬
ским или индукционным нагревом. Чтобы
ускорить процесс охлаждения изделий
после лайки, изготовляют контейнеры
с камерой охлаждения и съемной крыш¬
кой с резиновыми уплотнителями. Пайку
в таких контейнерах производят припоя¬
ми с температурой плавления не выше
900° С. Для высокотемпературных при¬
поев применяют печи, в рабочей части
которых создается вакуум (рис. 143 и 144).
Вакуумные паяльные установки, рабо¬
тающие по второму способу, из-за высокой
стоимости оборудования и медленного охлаждения паяемых изделий
применяют редко. Вакуумно-водородная печь И059.007 колпачкового
типа с стержневыми молибденовыми нагревателями показана па рис. 145.
Печь снабжена вакуумным агрегатом ВА-5-4, двумя форвакуумными
насосами ВН-1 и системой автоматического управления температурой
с поддержанием разрежения в заданных пределах. Печь предназна¬
чена для пайки в вакууме и может быть использована для панки
в защитной атмосфере. Она имеет следующую характеристику:
Объем колпака в печи bjk* 0.3
Габаритные размеры рабочей зоны в мм:
диаметр 475
высота 800
Максимальная температура рабочей зоны в °С 1200
Предельное разрежение в горячей печи л мм pm. cm 5-НИ*
Охлаждение печи Водяное
Потребляемая мощность в кет 100
Напряжение в в 380/220
Рис. 143- Схема вакуумной
печи:
/—корпус печн; 2 — нагре¬
вательные элементы: 3—кон¬
тейнер; 4 — патрубки для
присоединения вакуумных
агрегатов; 5 — крышка; 6 —
водяное охлаждение
•■Its
ТЕ
Рис, 1 44.
Вакуумная
j. печь с кон*
тейнером
206
Способы пайки
При пайке в вакууме детали должны быть тщательно очищены от
грязи, масла и следов коррозии, сборку под пайку производят п при¬
способлениях с предварительным укладыванием припоя. Если приспо¬
собление не требуется, то для избежания припайки к контейнеру изде¬
лия устанавливают на специальные прокладки из слюды или графита.
После установки деталей в печь ее нагревают и одновременно откачи¬
вают воздух. До температуры пайки нагревать следует возможно быстро,
чтобы исключить возможность взаимной диффузии припоя и основного
металла и плохого заполнения зазоров паяных соединений.
Время выдержки при температуре пайки определяется опытным
путем или, если имеется смотровое окно в печи, по окончанию рас¬
плавления припоя.
Детали из печи вынимают при температуре 200—250° С. При пайке
в контейнере собранные иод пайку детали укладывают в камеру на
прокладки или в приспособления, после чего ее заваривают и прове¬
ряют на герметичность. При комнатной температуре из камеры начи¬
нают откачивать воздух и по достижении высокого вакуума контейнер
загружают в нагретую печь, продолжая откачку. Через определенное
время камеру вынимают из нагревательной печи, охлаждают н выгру¬
жают из нее готовые изделия.
При выборе припоя следует учитывать растворимость компонентов
основного металла в расплавленном припое, так как в процессе пайки
его состав и температура плавления могут значительно измениться,
в результате чего припой или не заполнит зазор или будет растворять
основной металл.
Для предотвращения этого явления применяют более широкие за¬
зоры паяных соединений, высокую температуру пайки (если темпера¬
тура плавления припоя понизится) или сокращают время пайки (если
температура плавления припоя повысится).
Пайка с применением ультразвука
С помощью ультразвука паяют и лудят изделия из алюминия и
большинства его сплавов, ферриты, керамику и другие труднопаясмые
материалы. Ультразвуковая пайка магния, титана и их сплавов пока
не дает положительных результатов.
Этот метод пайки применяют в радиоэлектронной промышленности
и там, где нежелательно использование коррозионных флюсов. Малая
производительность и дорогостоящее оборудование ограничивают при¬
менение этого метода пайки в массовом производстве.
Основным оборудованием для ультразвуковой пайки и лужения
служат электронные генераторы, паяльники и ванны. Генераторы
дают импульсы с частотой 15—50 кгц, которые преобразуются в меха¬
ническое движение с помощью магнитострикционного вибратора, пред¬
ставляющего собой сердечник из ферромагнитного металла с намотан¬
ной на него катушкой, подключенной к генератору.
Пайку (лужение) с помощью ультразвука осуществляют двумя спо¬
собами: паяльником и погружением в ванну с припоем, через которую
проходит ультразвук (рис. 146). Применяемые ультразвуковые паяль¬
ники выполняются как с нагревом рабочего стержня (рис. 147), так
и без него (рис. 148). В последнем случае припой расплавляется на
поверхности изделия теплом от отдельного источника (например, пла¬
менем горелки) и функция паяльника сводится только к удалению
Специальные способы пайки
207
окисной пленки. Ввиду того что рабочий стержень паяльника подвер¬
жен кавитационному разрушение, его выполняют из стойкого сереб¬
ряно-никелевого сплава.Для удобства работы паяльники изготовляют
Рис. 146. Схема лужения с применением
ультразвука:
а—при работе паяльником; б—при работе
в ванне: /—алюминиевая деталь; 2—окис-
нан пленка; — жидкий припой; 4—оскол¬
ки окисной пленки; 5—электронагреватель¬
ная обмотка; 6’ — вибратор; 7 — обмотка
возбуждения вибратора; 8 — генератор
ультразвука; 9 — ванна
Рис. 147. Схема ультразвукового
паяльника с нагревателем
в виде пистолета, а стержни
делают сменными и различ¬
ной формы.
По принципу действия
ванна ничем не отличается
от паяльника. Разница лишь
в том, что вместо паяльника
к вибратору прикреплена
ванна с расплавленным при¬
поем. Под действием ультразвуковых колебаний вибратора, жестко
соединенного с ванной металлическим стержнем, в расплавленном при¬
пое происходит разрушение окисной пленки, и погруженная в ванну
деталь лудится. Технические характеристики ультразвуковых паяль¬
ников и установок приведены в табл. 241.
208
Способы пайки
241. Ультразвуковые паяльники и установки
Тип
Характеристика
УЗ П-1
Паяльник предназначен для пайки и лужения изде¬
лий из алюминия, ферритов, керамики и других трудно-
паяемых материалов. Возбуждение, подмагнхчипанне
и нагрев паяльника осуществляют от любого лампо¬
вого ультразвукового генератора с обратной акусти¬
ческой связью мощностью не менее 250 вт и частотой
колебаний 18—25 кгц. Пайку высокотемпературными
припоями выполняют специальными сменными нако¬
нечниками с подогревом изделия, припоя и волновода
в специальных печах. Низкотемпературными припоями .
паяют обычным способом с использованием нагрева гель-
ного элемента паяльника. Съемный инструмент имеет
различные модификации.
Номинальная мощность в вт . . 250
Частота в кгц . . 22
Номинальное напряжение в е . . 75
Ток подмагиичивания в а . . • 22
Диаметр выходного конца транс¬
форматора в мм 23
Резьба для крепления инстру¬
мента . МИ X 1,5
Габаритные размеры в мм . . . 370X 170X50
Вес в к/ t..*i
УЗУП-2
Установка отличается повышенной акустической мощ¬
ностью и может быть использована для металлизации
керамики, лужения и пайки нержавеющей стали, ман¬
ганина, ковара и других металлов и сплавов, пайка
которых обычными методами затруднена. Установка
состоит из генератора и паяльника.
Потребляемая мощность в вт . • 300
Род тока питания Переменный,
220 а, 50 гц
Выходная мощность в вт ... 40
Рабочая частота в кгц 23—28
Мощность нагревателя в от • . 70 или 120
Габаритные размеры в мм:
генератор 260x 105x230
паяльник 280X40X 150
Вес в к!':
генератор ••••...• 10
паяльник 0,75
УП-21
Установка состоит из паяльника, ультразвуковой
ванночки и генератора.
Рабочая частота генератора в кгц 18—22
Мощность генератора в кгц • . 50
> нагревательного эле¬
мента в вт . 100
Род тока ни1ания Переменный,
50 гц; 110, 127,
220 в
Вес в нГ:
геиератор 14
паяльник 1
ванночка ......... I
Специальные способы пайки
209
Продолжение табл. 241
Тип
Характеристика
У11-31
Устаноока предназначена для лужения труднопаяе-
мых деталей. Ванна установки состоит из металлической
чаши н магннтострикциониого вибратора, жестко сое¬
диненного с на иной с помощью стержня. Этот стержень
служит для удаления горячей ванны от вибратора.
Детали ванны н понижающий трансформатор укреп¬
лены на горизонтальном шасси и помещены в кожух.
Нагревательный элемент расположен под дном ванны.
Рабочая частота в кгц 22—24
Мощность генератора в вт . . . 300
Мощность нагревателя в вт . . 500
Род юка питания Переменный,
220 в, 50 гц
Габаритные размеры в мм:
генератор 4 50 X ЗОГ» X 280
ванна 212X105X138
Рабочее пространство ванны в мм 100Х 100X25
Вес в кГ:
генератор 20
ванна 14
УЗУ1М2
Ультразвукоиой паяльник
Потребляемая мощность и «т . . 300
Мощность генератора в вт . * - 50
Мощность нагревателя в вт . . 75 —120
Скорость пайки в см2/мин ... 2.5
Габаритные размеры в мм . . . 280X40X 150
Напряжение сети питания в в 220
ВМЛ-1
ь
Ультразвуковая ванна предназначена для бесфлю-
сового лужения деталей из алюминия, меди, латуни и
бронзы. Ванна может быть использована для металли¬
зации керамики и ферритов. Припой плавится электро¬
нагревательным элементом. Температуру припоя в ванне
регулируют переключателем в пределах 240—350° С.
Для питания обмотки вибратора током ультразвуковой
частоты используют генератор УГ-0.3 или любой дру¬
гой генератор мощностью 300 вт с плавным изменением
частоты в диапазоне 22±2 кгц. Питающий генератор
должен иметь источник иодмагничивання обмотки ви¬
братора постоянным током.
Рабочая частота в кгц 22
Электрическая мощность ультра¬
звуковой частоты, потребная
для вибратора, в вт 300
Постоянный ток подмагннчиваиия
обмогкк вибратора в а ... . 5
Сопротивление обмотки постоян¬
ному току в ом 0,35
Эквивалентное сопротивление ви¬
братора при резонансе в ом . . 150
Источник питания нагреватель¬
ной обмотки Сеть переменного
тока, 220 в, 50 гц
Электрическая мощность, потреб¬
ляемая для нагревательной об¬
мотки. в вт 250
Внутренние размеры ванны в мм:
диаметр 47
глубина • 47
Габаритные размеры в мм . . . 220X260X350
Вес в к Г 13
210
Способы пайки
Продолжение табл. 241
УП-49
Установка представляет собой металлическую чашу,
жестко соединенную с вибратором. На чаше ванны ук¬
реплены нагревательный элемент, предназначенный
для расплавления припоя. Банна припаяна к торцу
вибратора (единая колебательная система с собственной
частотой колебаний). Вибратор, трансформатор для
питания нагревательного элемента и конденсатор пере¬
менной емкости заключены н металлический кожух.
Мощность ульгразнукового гене¬
ратора для ванны в от . • • 500
Рабочая частота ванны в кгц . . 22
Род тока питания нагренагель-
ного элемента . . . Переменный,
220 е, 50 гц
Мощность, потребная на на¬
грев ванн от сети, в от . . . 1000
Постоянный ток подмагннчнна-
ння в а * 7
Внутренние размеры ванны в мм:
диаметр 100
глубина 60
Габаритные размеры в мм . . . 430X360X220
Вес в кГ 26
УЗУП-31
Установка для лужения.
Потребляемая мощность и от . . 600
Мощность генератора в от . . . 200
» нагревателя в вт • • 300
Габаритные размеры в .члс
ванна 250X250X250
генератор 250X250X450
Напряжение сети в в 220
УЗУЛ-1
Установка для лужения.
Выходная мощность генератора
в вт 200 _
Мощность нагревателя в вт . . 250—350
Рабочая частота в кгц 23—25
Внутренние размеры ванны в мм:
диаметр 80
глубина 30
Габаритные размеры и мм:
генератор 450X250X280
ванна . 200x300x250
Вес в кГ:
генератор 25
нанна 15
Напряжение сети в в 220
Специальные способы пайки
211
Продолжение табл. 241
Тин
X арактер иоти ка
УЗУП-2
Установка для лужения; отличается повышенной
акустической мощностью и может быть использована
для металлизации керамики, лужения и пайки нержа¬
веющей стали, манганина, ковара и других металлов
и сплавои, пайка которых обычными методами затруд¬
нена.
Потребляемая мощность в вт . . 300
Мощность нагревателя в вт . . 70—120
Выходная мощность в вт - • ■ 40
Рабочая частота в кгц 23 — 28
Напряжение сети в в 220
Габарншыс размеры в мм:
генератор 260X 103X230
паяльник ........ 280X40X 150
Вес « к Г:
генератор 10
паяльник 0,75
УЗВЛ-1
Ванна предназначена для лужения изделий нз алю¬
миния. ферритов, керамики и других 1руднопаисмых
материалов.
Номинальная мощность в cm . . 500
Мощность нагрева геля в вт - . ~300
Рабочая частота в кгц 18—25
Диаметр зеркала ванны в mjч 100
Глубина ванны в мм 65
Габаритные размеры в мм . - - 360X360X 180
Вес н кГ 17
—
Установка для лужения алюминиевых проводов. Пред¬
назначена для бссфлюсного лужения выводов обмоток
из алюминиевого провода оловянными припоями. Кон¬
струкция установки позволяет применять ванны ем¬
костью 6—100 CJH3.
Среди я я п ро нз вод ител ы i ость
в tumfH ... 1000
Количество одновременно облу-
живаемых выводов 10
Размеры проводов, подлежащих
лужению, в мм:
диаметр 0,1—2,5
длина 50
Тип генератора У.М1
Потребная мощность в вт:
генератор 000
подогреватель * 200
Выходная мощность в кет ... 0,4
Частота колебании в кгц .... 20
—
Настольная установка для пайки и лужения может
быть использована для очистки и обезжиривания тон¬
ких материалов.
Мощность н кет: '
потребная ..... 0,7
выгодная 0,4
Рабочая частота в кгц 22 (44)
Пределы регулирования тока под-
магии чи ван и я в а 0—20
Напряжения питания вв.... 220
Габаритные размеры в мм . . . 350X320X320
Вес в кГ 20
212
Способы пайки
Продолжение табл. 24 1
Тип
Характеристика
Установка для лужения и пайкп керамики, ферри¬
тов, кварца, стекла, тантала, вольфрама, титана и дру¬
гих материалов.
Мощность и вт:
потребная 600
выходная 200 _
Рабочая частота в кгц 15—25
Йзл учатель Составной со смен¬
ными наконечни¬
ками
Электроплитка Закрытого типа с
двойным сопроти¬
влением
Напряжение сети в в 220
Подлежащие лужению детали очищают от масла, грязи и нагревают.
На подогретую поверхность затем наносят припой и доводят его до
расплавления. После включения ультразвукового контура производят
лужение поверхности плавным движением паяльника (концом вибра-
Рис. 149. Схема процесса лужения с помощью
ультразвука:
/—вибратор; 2—расплавленный припой; 3 — пу¬
зырьки; 4 — окисная пленка основного металла;
6 — оснопной металл; 6 — полуда; 7 — окисная
пленка припоя
тора) в жидком припое (рис. 149). Если паяльник не снабжен электро¬
нагревателем, припой поддерживают в расплавленном состоянии го¬
релкой или другим способом. При лужении необходимо стремиться
к полному удалению окиспой пленки. В местах, где она не удалена,
лужения не будет. Участки, не покрытые припоем, подвергают вторич¬
ному лужению. Скорость лужения обычно в пределах 0,15—0,25 мУсек.
Специальные способы пайки
213
Мелкие детали, фольгу и проволоку лудят погружением их в ультра¬
звуковую ванну с расплавленным припоем. Для более быстрого про¬
грева изделия перед погружением в ванну нагревают. После лужения
дальнейшую пайку можно вести обычным паяльником, горелкой или
другим способом.
Реактивно-флюсовая пайка
Существует несколько способов пайки, при которых паяное соеди¬
нение получают без применения припоев. Одним из таких способов
является реактивно-флюсовая пайка алюминия, при которой припой
образуется в результате восстановления металлов из смеси со чей
(флюсов) при реакции этих со¬
лей с паяемым металлом.
В качестве флюсов при реак¬
тивно-флюсовой пайке приме¬
няют хлористые соли цинка и
олова иногда с добавками лету¬
чих соединений (хлористого ам¬
мония) и высокоактивных (на¬
пример, фтористых) солей (табл.
242).
При достаточно высоком на¬
греве (выше 400е С) входящие
в состав флюса соли вступают
в обменную реакцию с алюми¬
нием, в результате которой вы¬
деляются свободные атомы ме¬
талла, например
3ZnCl2 + 2А1 — 2А1С13 + 3Zn.
В результате растворения
алюминия во флюсе ослабляется
связь имеющихся на поверхно¬
сти окислов с металлом паяе¬
мого изделия, -а входящие во флюс летучие составляющие (например,
NH4C1) и пары образовавшегося при реакции соединения А1С13 под¬
рывают окисную пленку и тем самым очищают поверхность алюминия.
Одновременно с этим металлические атомы, выделяющиеся из флюса,
пысаживаются на чистой поверхности алюминия, покрывают ее сплош¬
ным слоем и соединяют паяемые поверхности. Подбирая состав флюса,
можно получить в паяном шве сплав (припой) с желательными свой¬
ствами. Добавка во флюс фтористых соединений облегчает очистку
поверхности алюминия от пленки А120^
Флюс при реактивно-флюсовой панке наносят на паяемое соедине¬
ние обычно в виде пасты. Иногда применение реактивных флюсов сов¬
мещают с дополнительным использованием обычных припоев. Такую
комбинированную пайку особенно удобно выполнять методом по¬
гружения.
Контактно-реактивная пайка
Соединение металлов, способных образовывать между собой эвтек¬
тики или непрерывный ряд твердых растворов с минимумом на линии
температур плавления (табл. 243), возможно, как и при реактивно-
242. Химический состав реактивных
флюсов для пайки алюминия
Состав флюсов в %
Температура
восстановления
металла а сС
Хлористый
цинк
Двухлори¬
стое олово
Бромистый
аммоний
Хлористый
аммоний
Фтористый
натрий
90
8
2
420
90
8
2
380
90
—
8
2
330
90
10
—
410
90
10
—
36»
45
45
10
—
330
76,5
13,5
8
—
2
380
76,5
13.5
8
2
370
72
18.0
8
2
350
72
18
8
2
340
46.5
43.5
8
—
2
330
46,5
43.5
8
2
320
214
Способы пайки
243. Некоторые металлы, обра¬
зующие сплавы с минимумом
температур плавления, способные
соединяться методом контактно¬
реактивной пайки
Соединяемые
металлы
1
И
Мини¬
мальная
темпе¬
ратура
(4
СО
плав¬
Температур
плавления
в °C
PL
ления
р-.к
н я
сплава
Симпол
Символ
Го Я
а. <и
ai г;
Е «о
~ ОТ J
OJ с;
Н С с
в °С
(эвтек¬
тика)
Ag
960
Вс
1282
881
Ag
960
Си
1083
779
Ag
960
Gc
949
650
An
1063
Со
1490
997
An
1063
Си
1086
890
Bi
271
Cd
321
144
Bi
271
Pb
327
125
Bi
271
Sn
232
139
Cd
321
Pb
327
248
Mn
1260
Ni
1452
1005
флюсовой пайке, без применения припоя. В этом случае очищенные
поверхности двух металлов приводят в плотное соприкосновение и на¬
гревают немного выше температуры эвтектики. В результате диффу¬
зионных процессов на границе соприкосновения образуется жидкий
сплав, заполняющий зазор между
соеди няемыми деталями.
Контактно-реакти вным методом
можно соединять металлы даже если
они не образуют легкоплавких
сплавов. В этом случае между
двумя соединяемыми металлами не¬
обходимо поместить прокладку из
третьего металла, способного обра¬
зовывать легкоплавкие сплавы
с каждым из первых двух.
По этому методу можно паять
нержавеющую сталь. На притертые
и очищенные под пайку поверхно¬
сти наносят сначала гальваническое
никелевое покрытие, а затем мед¬
ное толщиной 0,025 мм, После этого
поверхность снова притирают и иа
нее наносят родиевое покрытие тол¬
щиной 0,0013—0,013 мм. Покрытые
родием поверхности подирессовы-
вают, выдерживают в течение 1 ч
при температуре 350—500° С и мед¬
ленно охлаждают. Родий, диффун¬
дируя в медь на обоих поверхно¬
стях, обеспечивает прочное, герме¬
тичное соединение. Никель замедляет коррозию и предотвращает
диффузию родия в нержавеющую сталь или другую металлическую
основу. Преимущество метода — малый рост зерна основного металла
и малое коробление детали.
Пайка с механическим удалением окисной пленки
Способ применяют для пайки (лужения) легкоплавкими припоями
магния, алюминия, молибдена, вольфрама, титана, тантала, нержа¬
веющей стали, стекла, керамики, графита, карбидов, нитридов и других
труднопаиемых материалов.
Для этой цели паяемое изделие нагревают до температуры плавле¬
ния припоя, на зону шва наносят слой расплавленного припоя и под
ним шабером, паяльником или стальной щеткой удаляют поверхност¬
ную пленку.
Окисную пленку иногда удаляют палочкой припоя, в который вво¬
дят абразив, или при помощи паяльника с вибрирующей металлической
щеткой. По мере удаления окисной пленки припой смачивает поверх¬
ность изделия. Широкое распространение получило лужение керамики,
стекла, фарфора и труднопаяемых металлов с помощью ручного абра¬
зивного круга, на который натирают припой с низкой температурой
плавления (50—180й С), например, ПОС-60, сплав Вуда или сплавы
с высоким содержанием индия. Абразивным кругом зачищают поверх¬
Специальные способы пайки
215
ность детали в местах пайки до покрытия припоем. Паяемые детали
перед лужением подогревают до температуры плавления припоя. Лу¬
женые детали затем паяют обычными методами.
Пайка с нагревом кварцевыми лампами
Этот метод применяют в зарубежной промышленности при изготов¬
лении конструкций из нержавеющей стали, титана, Колумбия и молиб¬
дена.
Установка состоит из двух тепловых излучателей, расположенных
один против другого, блоков охлаждения и электронной аппаратуры,
автоматически регулирующей и контролирующей технологический про¬
цесс. Пайка производится в металлическом конверте, установленном
между излучающими экранами. Камера пайки может быть заполнена
защитным газом или вакуумирована. Весь процесс длится 5—15 мин.
Экзотермическая лайка
Изделие при этом методе пайки нагревают теплом, выделяемым
в результате экзотермической реакции, протекающей в специальной
термической смеси, проложенной в зоне соединения. В зависимости от
состава термические смеси могут служить для расплавления припоя
и нагрева изделия или использоваться как припой.
В первом случае применяют обычные фасонные припои (предвари¬
тельно уложенные в зазор или в специальную выточку) и экзотермичес¬
кую смесь (табл. 244), состоящую из окисла и металла. При достижении
определенной температуры нагрева смесь воспламеняется, и выделен¬
ное при этом тепло нагревает изделие и расплавляет припой.
244. Экзотермические смеси
Окисел
Температуры воспламенения в °С в
от металла
зависимости
мя
А1
Ti
Si
В
Zn
Fe
С» О
563
893
521
951
499
590
460
8icOs 1 . »
504
682
—
599
266
AVjOj . •
660
660
_ >
-
—
Мп О ......
549
899
—
1027
582
560
pGjOj ... > < 1
616
927
804
899
577
754
SnC)2
928
—
588
^sOa
843
473
513
460
МпнО* . .
593
954
-
732
'
Во втором случае, когда смесь используют как припой, она имеет
сложный состав, приведенный в табл. 245. Эту смесь наносят на паяе¬
мые поверхности как краску или закладывают в зазор в виде таблеток
или пластинок.
При нагреве термореактивная смесь воспламеняется. Продуктом
этой реакции являются металлы, которые при сплавлении образуют
припой, затекающий в зазор между паяемыми поверхностями.
216
Способы пайки
245. Реактивные смеси, вступающие в экзотермические реакции
Температура воспла¬
менения 480° С
Температура воспламенения 540°
С
Состав
Состав
Состав
Компоненты
в %
Компоненты
в %
Компоненты
i
в %
Mg
7.2
Mg
9.4
Mg
7.7
В
3.0
В
2.9
В
3.4
Си20
34.0
Ag20
36,6
Ag20
30.2
СиО
32.3
СиО
32.2
CuO
37.1
SnOs
4.1
Ag
2.0
Ag
2.3
Си
2.0
Na2B407
3.3
Na2B407
3.7
Nsj В4О7
3.3
Si О*
3.6
SiOa
8.7
SiO£
7.5
KHFa
3.3
KHF2
3.8
КНР,
3.3
USF
2.0
li2f
2.3
KCI
0.6
kci
0.7
Li£F
2,1
MgO
11.9
MgO
12.4
SiO£
7.8
Si02
8.1
ко
0,6
NaaO
i.o
Na20
l.l
b2o,
11.7
n2o3
13.0
ТЕХНОЛОГИЯ ПАИКИ
ТЕХНОЛОГИЯ ПАЙКИ ИЗДЕЛИЙ
ИЗ СТАЛИ И ЧУГУНА
Пайка изделий из углеродистых и низколегированных сталей
Изделия из углеродистых сталей паяют без особых затруднений
любым из известных способов. При этом следует избегать перегрева,
так как сталь очень склонна к короблению и изменению структуры.
Для пайки обычно применяют оловянно-свинцовые, медно-цинковые
и серебряные припои, а также медь; соединения, паяные этими при¬
поями, имеют прочные и герметичные швы. Припои, содержащие фос¬
фор, применять для пайки стали не рекомендуется из-за возникающей
при этом хрупкости паяного шва. Легированные стали обычно паяют
так же, как углеродистые, но если сталь содержит компоненты, которые
могут образовывать на поверхности пленки труднорастворимых окис¬
лов, то пайку выполняют с применением активных флюсов. Магншные
стали, содержащие алюминий, перед пайкой предварительно обраба¬
тывают в растворе NaOH для удаления плотной пленки алюминиевых
окисчов.
Рекомендуемые методы пайки углеродистых и легированных сталей,
а также применяемые при этом припои и флюсы приведены в табл. 246.
246. Рекомендации по пайке изделий
из низкоуглеродистых и низколегированных сталей
f
Способы пайки
Наиболее употреби¬
тельные припои
>
Типы флюсов
Паяльником
Газопламенными го¬
; релками
Контактным нагрс-
DOM
Нагревом т. в. ч-
Вольговой дугой
Погружением в рас¬
плавленный припой
В соляных ваннах
В печах с контроли¬
руемой атмосферой
В вакууме
На оловянной и
свинцовой основах
На основе кадмия
и висмута
Медь, медн о-цинко¬
вые
Серебряные
Хлористый цинк
(табл. 142), комплекс¬
ные флюсы на основе
хлористого цинка (табл. :
144), пастообразные
(табл. 145)
Бура, борная кислота
и их смеси (табл. 150)
№ 209. 284 и другие
(габл. 154)
Пайка нержавеющих, жаростойких и жаропрочных сталей и сплавов
Трудности пайки нержавеющих сталей и жаропрочных сплавов
обусловлены наличием на их поверхности прочных и плотных пленок,
состоящих из окислов хрома, титана, алюминия и других элементов.
218
Технология пайки
Эти окисные пленки обладают высокой термической и химической стой¬
костью. низкой упругостью паров и незначительной упругостью дис¬
социации; они препятствуют хорошему смачиванию соединяемых по¬
верхностей детален и растеканию по ним припоев. Для снятия окисной
пленки применяют высокоактивные флюсы и производят более тща¬
тельную подготовку поверхности.
Подготовка к пайке обычно состоит из обработки мест соединения
шкуркой или напильником и обезжиривания в парах органических
растворителей, в горячих щелочных растворах или в электролитиче¬
ских ваннах.
Полированные и нагартованные изделия плохо смачиваются при¬
поями, поэтому такие детали следует зачистить шкуркой до получения
шероховатой поверхности, это способствует лучшему сцеплению припоя.
Травление нержавеющих сталей и жаропрочных сплавов перед
пайкой производят редко. Этот вид подготовки применяют в основном
для тонкостенных штампованных и прессованных изделий.
Легкоплавкими припоями нержавеющие стали паяют редко. В ка¬
честве припоев применяют олово или оловянно-свинцовые припои.
Пайку осуществляют газопламенным нагревом, паяльником или мето¬
дом погружения в припои; в качестве флюса применяют насыщенный
раствор хлористого цинка в концентрированной соляной кислоте, рас¬
твор ортофосфорной кислоты или комплексные флюсы.
Канифольные флюсы недостаточно активны для пайки нержавею¬
щих сталей легкоплавкими припоями, но ими можно пользоваться,
если место пайки предварительно лужено припоем с применением
кислотного флюса.
Для высокотемпературной пайки применяют обычно серебряные при¬
пои с содержанием серебра более 90%. Припои с содержанием серебра
менее 90% используют при пайке т. в. ч. или с помощью газопламен¬
ного нагрева.
Медь в качестве припоя для нержавеющих сталей применяют редко
из-за сильной ее диффузии в сталь и плохой растскасмости.
Для малойагруженных соединений применяют латуни марок JI62
и Л68, ЛОК-06-04, из которых изготовляют проволоку, фольгу или
прутки.
Широко применяют припои на основе систем марганец—хром—
никель и медь—никель—кремний—бор, серебряные припои, содержа¬
щие цинк, медь, никель, фосфор, кадмий и палладий.
Флюсы, содержащие бориды и фтористые соли, плохо растворяют
окислы хрома, поэтому они малопригодны для пайки нержавеющих
сталей и жаропрочных сплавов. Более приемлемы флюсы, в состав
которых входят тетраборат и фториды.
При печной пайке и газопламенном нагреве применяют газовые
флюсы, исходными продуктами для которых являются фтористый аммо¬
ний, фторборат аммония, фтористый бор.
В качестве защитной атмосферы применяют сухие и очень чистые
нейтральные газы (аргон, гелий, водород, водород в сочетании с парами
галлоидных солей хрома или марганца, фторированную атмосферу).
В последнем случае паяемые детали помещают в специальную камеру,
в нижней части ее располагают массу, состоящую из хлористых или
фтористых солей хрома, марганца или других металлов; в верхней
части камеры располагают слой гранулированного или порошкообраз¬
ного хрома, никеля, марганца или железа, которые служат для регене¬
Технология пайки изделий из стали и чугуна
219
рации паров металла в атмосфере. При нагреве соли выделяют соответ¬
ствующие пары, которые препятствуют окислению металла и способ¬
ствуют лучшему заполнению припоем.
Пайку в вакууме и в среде нейтральных газов следует выполнять
припоями, содержащими литий, фосфор, бор и кремний.
В процессе пайки изделий из аустенитных сталей иногда наблю¬
дается самопроизвольное разрушение основного металла под действием
жидкого припоя, проникающего по границам зерен. Особенно часто
это явление наблюдается при изготовлении изделий из сильно накле¬
панных сталей и в сильно напряженных соединениях. Равномерный
нагрев изделия при пайке в печах и в соляных ваннах полностью пред¬
отвращает растекание паяных соединении.
Пайку жаропрочных сплавов, содержащих металлы с большим
сродством к кислороду, например, алюминий, титан, бор, рекомен¬
дуется производить в водородной среде с добавкой фторированной атмо¬
сферы. В этом случае паяемое изделие помещают в герметичный контей¬
нер, на дно которого предварительно помещают фтористый аммоний
в количестве 1 г на 1000 смЛ объема контейнера. При нагреве фтористый
аммоний разлагается на водород, азот и фтористый водород, при этом
на деталях образуются в виде тонкой пленки фториды, препятствую¬
щие окислению.
Иногда для устранения вредного влияния окисной пленки, с целью
предупреждения обезуглероживания и для улучшения смачиваемости
изделия из нержавеющих сталей предварительно покрывают никелем
и медыо. Перед покрытием детали обезжиривают и травят в кипящей
концентрированной соляной кислоте.
>
Панка чугуна
_ Изделия из серого и ковкого чугуна можно паять как легкоплав¬
кими, так и тугоплавкими припоями. Основное затруднение при пайке —
наличие графита, который препятствует смачиванию металла припоем
и мешает образованию хорошей металлической связи. Графит можно
удалить выжиганием окислительным кислородно-а дети леновым пла¬
менем, содержащим избыток кислорода.
Для облегчения пайки легкоплавкими припоями применяют галь¬
ваническое лужение (табл. 247—249) или контактное меднение в рас¬
творе медного купороса. Наиболее просто пайку чугуна осуществляют
247. Состав и режим работы ванн предпаритслыюго лужения
изделий из чугуна
Компоненты
Содер¬
жа н ие
в Г/А
Режим работы
Кислот¬
ность
рн
Время
обрабо г-
КИ D MUH
Плот¬
ность
тока
в а/дм*
Цианистая медь
Цианистый натрий ....
Свободный цианид ....
Едкий натр
22
33
10 — 11
2
И —12.6
1 — 1.5
0.4—0.7
220
Технология пайки
248. Состав и режим работы ванны окончательного
меднения изделия из чугуна
Режим работы
Компоненты
Содер¬
жание
в Г/л
Темпе¬
ратура
п °С
Плот¬
ность
тока
в а/дмя
Напря¬
жение на
зажимах
в в
Цианистая медь .....
Цианистый натрий ....
Углекислый » ....
25
37
12
20—25
0.5 —0.8
2.0—2,8
240. Состав ванн и режим электрохимической подготовки
изделий из чугуна к пайке и лужению
Компоненты
Со¬
став
в %
Темпе¬
ратура
п °С
Напря¬
жен ие
в 6
Плот¬
ность
тока в
а/дм*
Время
выдержки
в мин
на
аноде
на
катоде
Едкий натр
100
500—520
5.6—6.0
12 — 14
5
10
I
Едкий натр
93
460—480
4,0—4.5
10-12
Хлористый натрий
7
при использовании специальных комплексных флюсов, в состав кото¬
рых входят хлористые соли олова и меди.
При пайке тугоплавкими припоями изделие из чугуна прогревают
до красного каления, при этом графит сгорает с образованием окиси
углерода. После этого пайка не представляет больших затруднений.
Из тугоплавких припоев для пайки чугунов успешно применяют
серебряные припои и латуни; для увеличения прочности соединения
к латуням часто добавляют небольшое количество (1,0—1,5%) крем¬
ния, олова, никеля, марганца или железа.
Медь для пайки чугунов следует применять осторожно, ввиду высо¬
кой температуры ее плавления, а припои, содержащие фосфор, не
применяют вообще из-за образования в паяном шве хрупких железо¬
фосфорных соединений. Для пайки чугунов применимы все процессы,
конкретный выбор метода пайки зависит от припоя и относительной
массы соединяемых деталей.
Пламя газовой горелки или паяльной лампы должно быть только
нейтральным с температурой не выше 900° С. Ввиду плохой смачивае¬
мости поверхности чугунов припоем пайку в печах с контролируемой
атмосферой производят с флюсом, который улучшает затекание при¬
поя в шов.
Чугун с высоким содержанием углерода имеет низкую температуру
плавления, поэтому при пайке тонкостенных изделий необходимо тем¬
Технология пайки инструментальных сталей
221
пературу печи держать более низкой из-за возможного оплавления
поверхности основного металла.
Чтобы шов получился прочным, чугунные изделия сразу же после
пайки подвергают отжигу при температуре 700—750° С в течение 20 чин;
при отжиге происходит дальнейшая диффузия припоя в основной ме¬
талл, что значительно укрепляет шов и, кроме того, при этом снимаются
внутренние напряжения. Ковкий чугун паяют так же, как и серый;
температура пайки его должна быть не выше 900° С.
Общие рекомендации по пайке изделий из чугуна приведены
в табл. 250.
250. Рекомендации по пайке изделий из чугуна
Способы пайки
Наиболее употреби¬
тельные припои
•
Типы флюс03
Паяльником
Газопламенными горел¬
ками
Контактным нагревом
Нагревом г. в. ч.
Вольтовой дугой
Погружением в рас¬
плавленный припой
Заливкой расплавлен¬
ным припоем
В соляных ваннах
В печах с контролируе¬
мой атмосферой
В печах без контроли¬
руемой атмосферы
На оловянной и
свинцовой основах
Медь, медно-цин¬
ковые
Медно-цинковые
с никелем, крем¬
нием. оловом и
марганцем
Серебряные
Активные флюсы на
основе хлористых солей
(табл. 144)
Бура, борная кислота
и их смеси (табл. 150);
№ 209, 284 и другие
(табл. 154)
ТЕХНОЛОГИЯ ПАЙКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
И ТВЕРДЫХ СПЛАВОВ
Пайка инструментальных сталей
При ремонте поломанного инструмента из высокоуглеродистых ин¬
струментальных сталей и при изготовлении биметаллического состав¬
ного инструмента (например, резцов, сверл, фрез и долбяков и т.п.)
II и rs
часто пользуются пайкой тугоплавкими припоями. В этом случае
соединяют пайкой рабочую часть инструмента из быстрорежущих ста¬
лей с державкой из среднеуглеродистых легированных сталей типа 40X
или инструментальных сталей типа У7.
Пайку высокоуглеродистых и инструментальных сталей как между
собой, так и с другими металлами, кроме алюминиевых, магниевых
и жаропрочных сплавов, осуществляют чаще всего медью, медно-
цщжовыми и серебряными припоями.
Перед пайкой соединяемые поверхности очищают от грязи, масла
и собирают с соответствующим зазором, который определяют для ка¬
ждого случая отдельно в зависимости от метода нагрева и коэффициента
222
Технология пайки
расширения паяемых металлов. Инструментальные стали паяют в соля¬
ных ваннах, пламенной печи, нагревом т. в. ч. и газопламенными
горелками.
В соляной панне паяют при температуре 1150—1200° С. После пайки
инструмент до 900—1000° С охлаждают на воздухе; дальнейшее охла¬
ждение до 500—560° С производят в ванне одного из следующих со¬
ставов (в %):
I п
Хлористый барий . . 30 Хлористый натрий 24
» натрий . 22 » кальций 76
» кальций 48
До комнатной температуры охлаждают па воз¬
духе, после чего изделие промывают водой до пол¬
ного удаления солей с поверхности инструмента.
Для печной пайки применяют обычно пламен¬
ные двухкамерные печи, имеющие камеру предва¬
рительного подогрева и камеру пайки. Пайку про¬
изводят в следующей поелсдовааслыюсти:
1) пластинку из быстрорежущей стали устанав¬
ливают в соответствующий паз державки или кор¬
пуса и посыпают порошком флюса;
2) помещают заготовку инструмента в камеру
предварительного нагрева (температура камеры
750—800° С);
Л
1
,т-*
с.
N
-1~
IV. »
э
-н
/' /
t-
V
к
<1
Рис. 2 50. Пайка сверл нагревом т. в. ч. с помощью со¬
единительной втулки:
/—индуктор; 2—соединительная втулка
Рис. 151. Пайка
сверла с конус¬
ным соединением
нагревом т. в. ч.:
1 — припой и
флюс; 2 —индук¬
тор
3) после выдержки (время зависит от размеров
инструмента) заготовку вынимают из камеры, укла¬
дывают на зону пайки припой, посыпают припой и
зону соединения флюсом, устанавливают на кера¬
мическую подставку и помещают в камеру пайки;
4) после заполнения шва припоем заготовку вынимают из печи и
охлаждают до комнатной температуры;
5) отпуск осуществляют при температуре 560° С, после чего инстру¬
мент очищают и проверяют качество пайки.
С нагревом т. в. ч. можно паять многие типы инструмента, но чаще
всего этот метод применяют для пайки (с целью удлинения инструмента
или его ремонта) сверл, зенкеров, разверток, метчиков.
Для инструмента диаметром до 7 мм применяют соединение вна¬
хлестку с косым срезом; пайку осуществляют с помощью соединитель¬
ной втулки (рис. 150). Изделие в этом случае располагают горизонтально
и припой с флюсом помещают в специальное гнездо втулки. После пайки
Технология пайки инструментальных сталей
223
инструмент помещают в печь для снятия напряжений и дополнитель¬
ного отпуска. Температура печи 560° С.
Пайку инструмента с конусным соединением (рис. 151) осуществляют
в следующем порядке:
1) в специальное гнездо удлинителя помещают припой и флюс,
после чего собирают под пайку;
2) инструмент устанавливают в индукторе вертикально; чтобы место
соединения находилось в зоне нагрева индуктора, установку произво¬
дят на центрах;
3) во время нагрева инструмент необходимо равномерно вращать;
4) после охлаждения инструмент снимают с центров и помещают
в печь для снятия напряжений и дополнительного отпуска.
Пайка с помощью газопламенного нагрева рекомендуется только для
термически обработанных стержневых инструментов диаметром не бо¬
лее 10 мм. Рихтовку инструмента производят в горячем состоянии на
участке соединения.
Наиболее употребительные способы пайки, рекомендуемые припои
и флюсы, применяемые при пайке инструментальных сталей, приве¬
дены в табл. 251.
251. Рекомендации по панке инструмента из быстрорежущей стали
Способ пайки
Наиболее употребитель¬
ные припои
Типы флюсов
Газопламенными го¬
релками
В соляной ванне
Нагревом т. в. ч.
Марки ГФ. ГФ1<,
ГПФ (табл. 45), по¬
рошкообразные и па¬
стообразные (табл. 129
и 130)
Бура, бура с добав¬
ками ферромарганца,
фтористого калия или
борной кислоты
(табл. 150)
Пайка металлокерамических твердых сплавов
Мсталлокерамические твердые сплавы состоят из карбидов воль¬
фрама, титана, тантала и кобальта. Твердые сплавы изготовляют мето¬
дом прессования из смеси тонкоразмолотых порошков карбида и ме¬
талла с последующим спеканием в защитной атмосфере при темпера¬
туре 1400—1600° С. По ГОСТу 3882—61 отечественная промышлен¬
ность выпускает три типа мета л ло керамических твердых сплавов:
вольфрамовые, титано-вольфрамовые и титано-таитало-вольфрамовые.
Приготовленные методом спекания пластинки твердого сплава при¬
паивают к корпусу инструмента, который обычно изготовляют из угле¬
родистых сталей. Коэффициент линейного расширения применяемых
сталей в 2—3 раза больше коэффициента линейного расширения твер¬
дого сплава. Это обстоятельство требует, чтобы нагрев и охлаждение
твердосплавного инструмента при пайке происходил равномерно, в про¬
тивном случае па пластинках твердого сплава образуются трещины.
Влияние разности коэффициентов линейного расширения стали и твер¬
дого сплава снижают применением компенсационных прокладок, изго¬
товленных из сплава железа с никелем (45% Ni) и устанавливаемых при
пайке между двумя соединяемыми материалами.
221
Технология пайки
Перед пайкой пластинки твердого сплава очищают песком и шли¬
фуют по опорным плоскостям абразивными кругами. Подготовленные
для пайки пластинки не должны иметь трещин, расслоений и посторон¬
них включений. В корпусе инструмента фрезеруют паз по конфигура¬
ции пластинки (рис. 152), куда устанавливают для припайки предвари¬
тельно обезжиренную и очищенную пластинку. Паз под пластинку
должен быть ровным, не иметь завалов, ступенек и заусенцев. Пла-
Рис. 152. Форма пазов в инструменте под пластинки
твердого сплава:
а — пазы открытые; б — пазы закрытые; в — пазы полу¬
закрытые
стннка должна быть хорошо пригнана к основной грани паза и не
качаться при нажатии (рис. 153).
Во избежание выпадения пластины из паза во время пайки, их пред¬
варительно закрепляют. Существует несколько способов крепления
(габл. 252). Крепление проволокой неудобно тем. чго она всегда при¬
паивается к корпусу и требует для своего удаления дополнительной
механической обработки шлифованием. Кроме того, проволока нагре¬
вается быстрее твердого сплава, что приводит к образованию трещин
в местах касания пластины с проволокой; поэтому такой метод креп¬
ления применяют очень редко. Закрепление пластинок чеканкой и
кпиньями иногда приводит к поломке хрупких пластин твердого сплава.
Наиболее приемлемым способом считают закрепление пластинок
при помощи компенсационных прокладок различной толщины и техно¬
up СР
логическом стенки. При контактной пайке или при панке нагревом
т. в. ч. применяют различные приспособления для крепления и при¬
жима пластины твердого сплава к державке (рис. 154).
Металлокерамические твердые сплавы можно паять методами элек¬
тросопротивления, нагревом т. в. ч., в печах с восстановительной средой
и погружением в расплавленный припой.
Технология пайки инструментальных сталей
225
Пайка инструмента электросопротивлением состоит в том, что под¬
готовленную под панку пластину вставляют в корпус инструмента*
г it
WZ/л
Правильная
памп
Рис. 153. Примеры неправильной подготовки пазов и пласти¬
нок твердого сплава, вызывающие непропай
который зажимают между контактами сварочной машины. Перед вклю¬
чением тока пластину посыпают порошком флюса, сверху кладут при¬
пой, который также покрывают
флюсом. Для того чтобы не про¬
исходил перегрев, ток в процессе
нагрева включают периодически.
Во время расплавления флюса
следят за тем, чтобы он в доста¬
точном количестве смачивал сое¬
диняемые поверхности, в про¬
тивном случае флюс добавляют.
В момент начала расплавления
припоя ток выключают и дают
возможность припою растекать¬
ся по пластине и заполнить шов.
Пластину прижимают до темпе¬
ратуры около 800° С, затем дав¬
ление снимают до момента пре¬
кращения растекания припоя и
продолжают прижимать до пол¬
ной кристаллизации припоя.
При пайке с нагревом т. в. ч. большое значение имеет правильный
выбор формы и размера индуктора. Последовательность пайки: в паз
державки насыпаю г небольшое количество флюса, укладывают
& Справочник паяльщика 1343
Рис. 154. Схема приспособления для
крепления и прижима пластины из
твердого сплава к резцедержавке в про¬
цессе пайки при высокочастотном ин¬
дукционном нагреве
226
Технология пайки
252. Способы крепления пластин твердого сплава
к державкам при пайке
Пластину крепят проволо¬
кой. Возможно образование
трещин на твердом сплаве и
припайка к нему проволоки.
Поэтому метод находит огра¬
ниченное применение
✓SMS'
Пластинку вставляют в паз
корпуса и перед пайкой за¬
крепляют чеканкой или клинь¬
ями. Метод требует большой
осторожности, так как воз¬
можна поломка пластин
Крепление с помощью про¬
кладок (сплав железа с 40—
50% NJ) в открытых пазах.
В массовом производстве этот
способ требует применения спе¬
циальных штампов
Крепление с помощью про¬
кладок в закрытых пазах
ImiCAQiti кГСяДЯ
tmenbo
Крепление с помощью
н ол оги чсс кой стен к и
iex-
Твердосплавную пластинку
фиксируют при помощи вре¬
менно наваренной на державку,
стальной пластинки, которая
поддерживает твердосплавную
в нужном положении но время
пайки
Технология пайки инструментальных сталей
227
компенсационную прокладку, посыпают ее тем же флюсом, после чего
укладывают пластину. Па пластину в зоне соединения с державкой
помещают припой, который также посыпают флюсом. Собранный так
инструмент помещают в индуктор. Ток включают периодически. Ско¬
рость нагрева для лучшего смачивания припоем и уменьшения окисле¬
ния пластины и перегрева стали державки должна быть строго опре¬
деленна и составляет 30° в секунду для инструмента с поперечным
сечением до 150 мм2 и 60° для инструмента с поперечным сечением
до 1000 мм2.
При пайке твердосплавного инструмента важным условием полу¬
чения качественного соединения является обеспечение равномерного
нагрева. Для этой цели инструмент помещают в индуктор так, чтобы
в первую очередь нагреть корпус инструмента и за счет теплопровод¬
ности прогреть пластину твердого сплава. После прогрева для вырав¬
нивания температуры инструмент передвигают и производят нагрев
места пайки. Во время пайки положение керамической пластинки в пазу
поправляют (если нет зажимного приспособления) фарфоровой или
асбестовой палочкой. Керамические инструменты охлаждают в печи или
на спокойном воздухе, для чего их укладывают на кирпичные, асбесто¬
вые, керамические и другие подставки. При охлаждении в печи инстру¬
менту дают отпуск при температуре 200—250° С в течение 6 ч.
В результате нагрева изделия при пайке твердость корпусов и дер¬
жавок инструмента снижается, в связи с этим он нуждается в допол¬
нительной термической обработке. Если требуется закалка, то ее произ¬
водят сразу же после пайки. В целях предотвращения появления тре¬
щин на пластинах их закаливают в среде с температурой 260—320° С.
Пайку металлокерамического инструмента можно осуществить
в печи с восстановительной атмосферой, при этом вольфрамовые пла¬
стины на сталь 45 напаивают без флюса, а титанокарбидные требуют
применения высокоактивных флюсов независимо от того, па какую
гр »» ••
сталь они напаиваются. Трудность печной панки в основном сводится
к креплению пластины к корпусу инструмента. Наиболее рациональ¬
ным способом крепления при этом методе пайки является обвязка
головки инструмента шпуровым асбестом с предварительным размеще¬
нием компенсационной прокладки, припоя и флюса. Пайку .металло¬
керамического инструмента погружением в расплавленный припой
чаще всего осуществляют с целью совмещения пайки с термообработкой
корпуса. Процесс иайки-закалки состоит из трех основных операций:
предварительного нагрева в соляной ванне до температуры 800—850° С,
пайки погружением в расплавленный припой и закалки инструмента.
Предварительный нагрев осуществляют в ванне следующего состава
(в %):
Хлористый барий 70
Закалочной средой для сплавов марок В1<8 и Т15К6 служит смесь
солей состава (в %):
Температура ванн соответственно 260—280 и 380—400° С Для
сплава Т15К6 после основной закалки требуется дополнительная за¬
калка в нагретой до 180—200° С селитре.
натрий
30
Едкое кали
Едкий натр
70
30
228
Технология пайки
При пайке погружением требуется более тщательное крепление
металлокерамической пластины и обработка собранного под пайку
инструмента в кипящем насыщенном водном растворе буры (для воль¬
фрамовых пластинок) или в растворе с 35% фтористого калия (для тита-
нокарбидиых пластин).
Наиболее употребительными припоями для пайки твердосплавного
инструмента являются медь и латунь Л62 с присадками до 5% никеля
или марганца. В качестве флюса обычно употребляют буру или буру
с добавками ферромарганца, фтористого калия или борной кислоты.
Рекомендации по нанайке пластин твердого сплава к корпусу режу¬
щего инструмента приведены в табл. 253-
253. Рекомендации но напайке пластинок твердого сплава
к корпусу режущего инструмента
Способ пайки
Наиболее употреби¬
тельные припои
Типы флюса
или атмосферы
Пайка в печах с вос¬
становительной атмо¬
сферой
Контактным нагре¬
вом
Нагревом т. в. ч.
Погружением в рас¬
плавленный припой
Медь
Латунь Л-62 с при¬
садкой до 5% никеля
н марганца
Восстановительная
атмосфера с содержа¬
нием водорода больше
13%
Бура
Бура с добавками фер¬
ромарганца, фтористого
калия или борной кис¬
лоты (табл. 150)
ТЕХНОЛОГИЯ ПАЙКИ ИЗДЕЛИЙ
ИЗ МЕДНЫХ И НИКЕЛЕВЫХ СПЛАВОВ
Пайка меди и ее сплавов
Медные сплавы можно паять всеми легкоплавкими припоями. Теп¬
лостойкие соединения из меди и латуни получают при пайке их кад¬
миевыми припоями с серебром. Пайку медных и латунных изделий
легкоплавкими припоями с большим содержанием свинца (до 18% Sn)
можно осуществить, применяя комплексные флюсы, в состав которых
входят хлориды цинка, олова, меди и калия. Применение малоолопя-
нистых припоев и комплексных флюсоп особенно рационально при
пайке изделий из медных сплавов методом погружения в расплавлен¬
ный припой. При пайке меди медно-фосфорными припоями в печах
с защитной атмосферой флюс не нужен, так как фосфор, входящий
в припои, окисляясь в фосфорный ангидрид, сам становится флюсом.
Латуни паяют всеми известными способами, однако панку в печах
с восстановительной атмосферой обычно не применяют из-за возможно] о
испарения цинка; если все же этим методом пользуются, то латунь
предварительно покрывают медью.
Латуни, содержащие до 3% РЬ, удовлетворительно паяюг медно¬
фосфорными н серебряными припоями с обязательным применением
Технология пайки изделий из медных и никелевых сплавов 229
флюса; содержание свинца более 3% отрицательно сказывается на за¬
полнении шва при поем, даже если пайку ведут с флюсом, при этом чем
больше свинца, тем труднее пайка.
Оловянистые бронзы паяют свинцово-оловянными, медно-фосфор¬
ными, серебряными и медно-цинковыми припоями: при высоком содер¬
жании олова в бронзе, пайка последним припоем становится нежела¬
тельной из-за его высокой температуры плавления.
При пайке оловянистых бронз изделие следует нагревать постепенно,
так как при быстром нагреве основной металл склонен к красноломкости.
Свинцовые бронзы можно паять припоями и флюсами, применяе¬
мыми для оловянных бронз. Для предотвращения окисления свинца
в бронзе необходимо следить за тем, чтобы место пайки было обильно
покрыто флюсом, в противном случае образующиеся окислы будут
препятствовать затеканию припоя в зазор.
При пайке алюминиевых, кремниевых и марганцовистых бронз
нагревать следует возможно быстро, чтобы избежать образования хруп¬
кого соединения. Добавка в припой никеля значительно снижает хруп¬
кость шва и делает его более пластичным и прочным. Алюминий и крем¬
ний вызывают на поверхности бронзы плотные пленки окислов. Поэтому
изделия из таких бронз перед пайкой желательно обрабатывать в пла¬
виковой кислоте или в царской водке. При пайке алюминиевых и крем¬
ниевых бронз следует применять особоактивные флюсы с повышенным
содержанием соляной кислоты. Марганцовые бронзы рекомендуется
паять с применением ортофосфорной кислоты. Тугоплавкими припоями
эти бронзы паяют с флюсами, в состав которых входят фторбораты
и фториды щелочных металлов.
Бериллиевые бронзы паять значительно труднее, чем другие мед¬
ные сплавы, их следует паять немедленно после механической зачистки
серебряными припоями с флюсом, в состав которого должны входить
фтористые соли.
Медно-никелевые сплавы паяют любым способом и припоем, в том
числе и чистой медью. Пайку медью в печи с контролируемой атмо¬
сферой необходимо выполнять быстро, так как при длительной пайке
основной металл растворяется в припое, и прочность его в зоне пайки
значительно падает.
Рекомендации по пайке меди и ее сплавов приведены в табл. 254
и 255.
254. Рекомендации по пайке меди и ее сплавов
Способ пайки
Наиболее употреби¬
тельные припои
'1ппы флюсов
Паяльником. газопламен¬
ными горелками
Контактным нагревом
Нагревом т. в. ч.
Вольтовой дугой
Погружением в расплавлен¬
ный припой
В соляных ваннах
В печах с контролируемой
атмосферой
В печах без контролируе¬
мой атмосферы
В вакууме
На оловянной и
свинцовой основах
На основе цин¬
ка. кадмия, вис¬
мута, ИНДИЯ
Мед и о- ц и н ко в ые
(42—53% Си)
Медно-фосфорн ыс
Серебряные
Хлористый цинк
и комплексные флю¬
сы на его основе
(табл. 142 и 144)
Каиифопь и флю¬
сы на сс основе
(габл. 135 и 137)
Антикоррозион¬
ные флюсы (табл. i
13В)
Бура, борная кис¬
лота и их смеси
(табл. 150) ;
1
230
Технология пайки
255. Рекомендации но пайке изделий из алюминиевых,
кремниевых и марганцовистых бронз
Способы пайки
Наиболее
употреби -
тельн ые
припои
Тилы флюсов
Паяльником, газопламен¬
ными горелками
Контактным нагрсиом
Нагревом т. в. ч.
Вольтовой дугой
В соляных ваннах
В печах с контролируемой
а гмосферой
На оло¬
вянной и
свинцовой
основах
Медно¬
цинковые
Серебряные
Хлористый цинк с нз-
б Ы ГКОМ CO.'l ЯНОЙ кислоты,
ортофосфорная кислота J
(табл. 114 и 146)
Смесь борной кислоты
с борным ангидридом, хло¬
ристыми и фтористыми со¬
ля ми металлов (табл. 150)
Пайка никеля и его сплавов
Никелевые сплавы характеризуются высокой прочностью и пластич¬
ностью, высоким электрическим сопротивлением и коррозионной стой¬
костью, а также повышенной жаропрочностью и жаростойкостью.
Сплавы на основе никеля широко применяют для изготовления паяных
изделий в электротехнической промышленности и в химическом апла-
ратостроеиии.
Выбор флюса, припоя и метода пайки никелевых сплавов во многом
зависит от состава окислов на поверхности изделия. На чистом никеле
при нагреве образуется только один окисел NiO, при легировании
никеля хромом, алюминием, титаном и другими металлами образуется
комплекс окислов соответствующих металлов. Поэтому чистый никель
и слаболегированные его сплавы паяют без особых затруднений, как
железо и его сплавы.
Для пайки легированных сплавов требуется применение специ¬
альных флюсов, состоящих из фторидов щелочных н щелочнозе¬
мельных металлов. Нихромы и сплавы никеля с большим содержа¬
нием хрома для облегчения процесса пайки покрывают медью.
Для паяния высоконикелевых сплавов не следует применять при¬
пои, содержащие в своем составе фосфор, алюминий и магний,
256. Рекомендации по пайке изделий из никеля и его сплавов
* ^ „ Наиболее употреби-
Способы пайки гельные припои
Типы фзюеов
Паяльником
Газопламенными горелками
Контактным нагревом
Нагревом т. в, ч.
Вольтовой дугой
Погружением в расплавлен¬
ный припой
В соляных ваннах
В печах с контролируемой
атмосферой
На оловянной и
свинцовой основах
Медь, медно¬
цинковые
Серебряные, се¬
ребряные с палла¬
дием и марганцем
Никелевые
Палладиевые
Л кти он ые фл юсы
на основе хлористых
солен (табл. 144)
Содержащие буру
и борную кислоту
(табл. 150)
Защитная среда
без содержания сер¬
нистых газов
Технология пайки легких металлов
231
которые образуют на границе раздела припоя и основного металла
хрупкие сплавы. Для пайки жаропрочных никелевых сплавов приме¬
няют серебряные и никелевые припои. Сложиолегированные никелевые
сплавы паяют припоями на основе сплавов никель-хром, никель-
мавганец и никель-хром-марганец. Для облегчения пайки этих сплавов
рекомендуется их покрывать тонким слоем никеля. Общие рекоменда¬
ции по выбору флюса, припоя и метода пайки никеля и его сплавов
приведены в табл. 256-
ТЕХНОЛОГИЯ ПАЙКИ ЛЕГКИХ МЕТАЛЛОВ
ПаГгка алюминия и его сплавов
Алюминий и его сплавы широко применяют для изготовления раз¬
личных паяных изделий в авиационной, автомобильной, электротех¬
нической и других областях промышленности.
Методами пайки можно исправлять механические повреждения
и различные дефекты в отливках из литейных сплавов. Па поверхности
алюминия и его сплавов всегда имеется химически стойкая окисная
пленка, поэтому изделия из алюминия паять сложнее, чем изделия из
других металлов. Обычно применяют закие методы, при которых проис¬
ходит разрушение окислов в момент пайки: бесфлюсовую пайку с меха¬
ническим разрушением окисной пленки (абразивная, натиранием),
пайку ультразвуком, папку с разрушением окисной пленки активными
флюсами и др. Первые два способа применимы только для пайки легко¬
плавкими припоями, по третьему способу можно паять легкоплавкими
и тугоплавкими припоями. Легкоплавкими припоями алюминий и его
сплавы можно паягь со многими металлами, основная задача при этом
заключается в предварительном покрытии поверхности алюминия при¬
поем, дальнейшая пайка деталей, луженых припоем, ничем не отли¬
чается от пайки других металлов с помощью обычных, применяемых
припоев и флюсов.
При пайке алюминия с механическим удалением окисной пленки,
изделие нагревают, на зону шва наносят слой расплавленного припоя
и под ним шабером, паяльником или стальной щеткой удаляют поверх¬
ностную пленку. Иногда окисную пленку соскабливают непосред¬
ственно палочкой припоя, в которую вводят абразив. По мере удаления
окисной пленки припой смачивает оголенную поверхность алюминия
и после охлаждения дает прочную связь. Абразивная пайка не требусг
применения флюса. Разновидностью абразивной пайки является луже¬
ние поверхности алюминия с помощью ручного шлифовального станка.
Окисную пленку с поверхности алюминия можно удалять при по¬
мощи паяльника с вибрирующей металлической щеткой или ультра¬
звуковым паяльником. Флюс при этом способе пайки не применяют.
Пайку алюминия ультразвуковыми паяльниками выполняют легко¬
плавкими припоями па цинковой или оловянной основе с цинком, кад¬
мием и алюминием. При пайке конец рабочего стержня необходимо
держать как можно ближе к поверхности алюминия, но по возможности
не касаться ее.
232
Технология пайки
Соединения из алюминия, паяные легкоплавкими припоями на основе
свинца* олова, кадмия и висмута, плохо сопротивляются коррозион¬
ному разрушению.
Легкоплавкими припоями алюминий можно паять также с помощью
реактивных и органических флюсов. Реактивные флюсы состоят обычно
из хлористых солеи цинка, олова, аммония и фтористых солей натрия,
калия или лития. Органические флюсы изготовляют на основе триэта-
ноламина с добавками фторборатов кадмия, цинка или аммония. С при¬
менением реактивных флюсов можно наять газопламенным нагревом,
в печи или в ваннах с флюсом.
В первых двух случаях флюс применяют в жидком виде, а также
в виде порошка или пасты, в последнем — собранное под пайку изделие
погружают в расплавленную соль. При пайке в ванне с флюсом припой
при сборке предварительно закладывают в специальную выточку или
применяют фасонные припои, которые укладывают в зоне панки.
Пайка с одновременным покрытием всего изделия припоем может
быть осуществлена в ванне, состоящей из расплавленного припоя
и флюса. Для этой цели в тигель загружают припой с температурой
плавления 150—200° С и смесь солей, состоящую из окиси цинка,
едкого натра и воды, например, состава (в весовых %):
Едкий натр . < . ВО
Окись цинка . ... 3
Вода . ... 17
Если в расплавленную ванну погрузить изделие, то избыточный
едкий натр удаляет с поверхности металла окисную пленку, а из обра¬
зующегося в результате реакции между двумя солями цннканата натрия
высадится на поверхность изделия тонкая пленка цинка. При дальней¬
шем погружении расплавленный припой заполняет зазор и покрывает
оцинкованные места. Вместо едкого натра можно использовать едкий
калий (КОН) или гидроокись лития (LiOH). Этим способом можно
наять алюминиевые сплавы как между собой, так и с другими метал¬
лами и сплавами, например, с медью, никелем или сталью. Недостат¬
ком найки с применением реактивных флюсов является низкая корро¬
зионная стойкость паяных соединений. Поэтому после пайки не только
следует производить тщательную промывку изделия, но и наносить
лакокрасочное покрытие. Вследствие того, что органические флюсы при
перегреве обугливаются, не рекомендуется применять нагрев открытым
пламенем. В этом случае лучше всего вести пайку паяльником с термо¬
регулятором или в печи, не допуская нагрева выше 275° С.
Нанесение покрытия для пайки легкоплавкими припоями с темпе¬
ратурой плавления 280—320° С может быть осуществлено следующими
способами. Подготовденное под пайку алюминиевое изделие опускают
в ванну, состоящую из растворов едкого натра (верхний слой) и ртути
(нижний слой). При этом едкий натр растворяет окисную пленку на
изделии, а при дальнейшем погружении очищенная поверхность покры¬
вается слоем амальгамы, которая защищает основной металл от окис¬
ления. При пайке расплавленный припой способствует испарению
амальгамы и дает прочное паяное соединение.
Удаление остатков едкого награ производят обработкой изделия
в 10%-ной азотной кислоте с последующей промывкой в горячей и
холодной воде.
Технология пайки легких металлов
233
Другой способ нанесения покрытия основан на контактном выса¬
живании серебра из специальных растворов. По этому способу на под¬
готовленную под пайку алюминиевую поверхность (присутствие кремния
нежелательно) наносят слой жидкости следующего состава:
После нескольких секунд жидкость вытирают насухо мягкой тряп¬
кой. На обработанное таким способом место наносят раствор канифоли
в спирте и паяют как обычно.
Тугоплавкими припоями можно паять изделия толщиной бо¬
лее 1,5 ми. Наиболее распространенными методами нагрева следует
считать газопламенный, в печи и погружением в ванну с расплавлен¬
ным флюсом.
Вследствие того, что упругость испарения и диссоциации окислов
алюминия низкие, пайку в вакууме не производят. При газопламенном
нагреве применяют бензо-кислородные и воздушно-пропановые горелки.
Лцетилено-кислородное пламя обычно не применяют для пайки сплавов
алюминия по той причине, что ацетилен вступает в реакцию с флюсом
и снижает его активность.
Воздушно-пр опаловое пламя дает медленный и равномерный нагрев
и защищает окружающий металл от действия воздуха. Это пламя реко¬
мендуется применять при пайке конструкций из тонкого металла и
сплавов, содержащих более 2% магния. Для уменьшения коробления
при пайке крупногабаритных деталей их следует предварительно
нагревать в печи до температуры 400—450° С. Процесс пайки состоит
из следующих операций: место соединения нагревают горелкой или
паяльной лампой до температуры пайки. Пруток припоя также нагре¬
вают, вносят его в порошок флюса, а затем переносят к месту пайки.
Когда зона пайки будет полностью покрыта расплавленным флюсом,
вводят припой.
Пайку в печи производят по обычной для этого метода технологии:
приготовленные под пайку изделия собирают в приспособлениях или
в зажимах, в зазор или в специальное гнездо помещают припой и место
пайки покрывают флюсом. Вместо фасонного припоя на соединяемые
поверхности наносят слой припоя толщиной 0,10—0,20 мм. Собранные
детали помещают затем в печь, температура которой выше температуры
плавления припоя и ниже температуры плавления основного металла.
Во избежание оплавления основного металла температура печи должна
строго контролироваться и иметь отклонение от заданной ±5°. Пайку
следует вести быстро. Это вызвано тем обстоятельством, что приме¬
няемые флюсы при длительном нагреве не только теряют свои свойства,
но и сильно растворяют основной металл, что в конечном итоге приво¬
дит к снижению прочности паяного соединения. Кроме того, длитель¬
ное пребывание изделия в печи увеличивает диффузию припоя в основ¬
ной металл, что также снижает прочность соединения. Время выдержки
в печи обычно подбирэк т опытным путем, так как оно зависит не только
ог температуры пайки, но и от веса детали и типа печи.
Компоненты
Содержание
в Г/л
1. Азотнокислое серебро
Фтористый аммоний .
‘2. Фтористое серебро
Азотнокислый аммоний
100
100
100
100
234
Технология пайки
Пайку в печи производят в обычной воздушной атмосфере. Восста¬
новительная среда не дает положительного результата потому, что
окислы алюминия не восстанавливаются водородом или диссоцииро¬
ванным аммиаком, инертные газы не всегда дают положительные
результаты. При пайке в печи следует избегать соединения встык и
применения избыточного количества флюса. Паяемые детали должны
быть просушены, так как во время пайки между алюминием и влагой
образуется водород, который может вызвать вздутие паяемого изделия.
Просушивание изделий перед пайкой рекомендуется вести при 200° С
в течение 20 мин. Чтобы зажимные приспособления не припаивались
к деталям, применяют различные пасты. Одна из таких наст состоит
из смеси равных частей машинного масла, мелкозернистого графитового
порошка и спирта. Перед употреблением смесь тщательно размешивают,
наносят щеткой на контактирующие места и запекают при темпера¬
туре 200—250° С.
Зажимные приспособления усложняют процесс и увеличивают
время процесса пайки, поэтому применять их следует только по мере
необходимости, они должны бьпь легкими и простыми. Материалом
для изготовления зажимных приспособлений может служить никель,
сталь или чугун. После пайки детали осторожно вынимают из печи
и охлаждают до полного затвердевания припоя.
Сплавы, подвергающиеся термообработке, после пайки нагревают
вновь и закаливают при соответствующих температурах.
В массовом производстве удобно паять в ванне с расплавленным
флюсом. Перед пайкой детали обезжиривают, травят и собирают в при¬
способлениях или зажимах. Холодные детали, погруженные в ванну,
покрываются твердым флюсом, от которого они освобождаются при
длительном погружении. Кроме того, детали бывают часто влажными
и при их погружении может произойти взрыв или выброс соли. Поэтому
перед погружением в расплавленную соль, собранные детали предва¬
рительно нагревают в печи до 500—550° С. Объем ванны должен быть
достаточно большим, чтобы при погружении изделия температура
ванны не понижалась более чем на 5—10° С. Время пайки во многом
зависит от габаритов и конфигурации изделия. После пайки детали
охлаждают до полного затвердевания припоя.
При пайке алюминия с применением флюсов следует учитывать, что
остатки флюсов вызывают сильную коррозию алюминия, поэтому после
пайки изделие должно быть тщательно промыто в горячей (70—80° Q
затем в проточной холодной воде, после этого в течение 10—15 мин его
выдерживают в 2%-ном водном растворе фосфорного ангидрида или
в одной из следующих ванн:
Компоненты Состав в %
1. Азотная кислота концентрированная .......... 100
2. Азотная кислота . . . . ; 10
Бихромат натрия ... 2
Вода Остальное
3. Азотная кислота 10 *
Плавиковая кислота 0,23
Вода Остальное
После выдержки изделие снова промывают в воде и тщательно про¬
сушивают.
Соединение алюминия с алюминием без применения флюса может
быть осуществлено диффузионным способом, при котором соединяемые
Технология пайки легких металлов
235
детали нагревают между угольными блоками с образованием эвтекти¬
ческой фазы Al-r-Cu в зоне соединения- Оборудование для диффузион¬
ной пайки этим способом состоит из угольного нагревателя, источ¬
ника питания и пневматического привода сжатия, обеспечивающего
постоянство давления в процессе нагрева и обжатия. Для пайки соеди¬
нения собирают внахлестку длиной 9—12 мм, прокладывают между
деталями медную фольгу, устанавливают между угольными вставками
и сжимают с удельным давлением 0,85—1,4 кГ/мм2 (рис. 155, а). Плот¬
ность тока при нагреве берут 3,9—
6,25 а!мм* при напряжении 9—13 в. Тол¬
щину медной фольги принимают в зависи¬
мости от толщины соединяемых полос.
Толщина алюминиевой
полосы в мм .... 6,35 3,25 1,60
Толщина медной фольги
ъ мк 75—125 25—75 <25
Собранное соединение при умеренном
давлении нагревают, при этом в процессе
нагрева в контакте А1—Си образуется
жидкая фаза, которая выдавливается из
контакта прилагаемым усилием обжатия
(рис. 155, б). Оптимальная температура
в зоне пайки 550° С (температура эвтекти¬
ческого сплава AI—Си). Она достигается за время 3—20 сек в зависи¬
мости от размера полос.
Пайку алюминия и его сплавов с другими металлами затрудняет
не только наличие окисной пленки А1203, но и невозможность подо¬
брать припой и флюс, которые в одинаковой степени хорошо смачи¬
вали соединяемые металлы. Для упрощения пайки сопрягаемые поверх¬
ности покрывают легкоплавкими припоями, цинком, серебром, медью
или никелем. Покрытые изделия паяют обычными методами и соответ¬
ствующими припоями и флюсами. Перед покрытием изделие тщательно
обезжиривают, травят и промывают по технологии, принятой при
подготовке изделия к пайке.
Серебрение алюминия производят в трех электролитах, последова¬
тельно перенося детали из одного электролита в другой. Детали в ванну
загружают под током. Состав электролитов и режим работы ванн
приведен в табл. 257.
Меднение алюминиевых сплавов осуществляют на цинковый под¬
слой. При контактном осаждении цинка изделие после обычной подго¬
товки подвергают дополнительной обработке по схеме, приведенной
в табл. 258. Контактное осаждение цинка осуществляют при комнатной
температуре в одной из следующих ванн:
Кочпонен гы Содержа н не
в Г/г
1. Окись цинка 90 —100
Едкий натр . . 450—500
2. Окись цинка 90—100
Едкий натр 450—500
Хлорное железо 1 —2
Сегнетова соль 10—20
3. Едкий Haip 400
Сернокислый цинк 120
Соль Рошеля 8
I
г > 1
б)1
Рис. 155- Схема соединения
алюминия диффузионным
способом в графитовом блоке
7l Т
236
Технология пайки
257. Состав и режим работы ванн для серебрения алюминия
Компоненты и параметры
режима
Показатели для электролитов
(содержание компонентов в Г/а)
I
11
III
Ион серебра (Agy) в пересчете
НЗ МбТйЛЛ •»»••#»■•••
0,7 — 0,8
4—4,5
24—25
Цианистый натрии:
общий
90—95
65—70
_ ^
свободный
85—90
60—65
—
Цианистый калий:
общий
_
65—70
свободный
—
—
10—15
Поташ
—
—
40—50
Рабочая температура в °С - .
25-
-30
25—30
Плотность тока в а/дм* . . .
1.5-
-2,5
0,5
Выдержка в сек .
10
До получения
заданной тол¬
щины
258. Схемы подготовки поверхности алюминиевых сплавов
к контактному осаждению цинка
Чистый
алюминий
и его сплавы
с мар1анцсм
(1.25%)
Все сплавы алюминия, кроме
высококремнистых
Высококремнистые
сплавы алюминия
1-Й вариант
2-Й вариант
Осветление в
50%-ной азот¬
ной кислоте
Обработка и
15%-ном рас-
тноре серной
кислоты
Контактное
цинкование
Обработка в смссн
азотной и плавико¬
вой кислот (3 : 1)
и течение 3—5 сек
Промывка
Промывка
Промывка
Промывка
Контактное
цинкование
Осветление в
50%-ной азот¬
ной кислоте
Осветление в
50%-ной азог¬
ной кислоте
Контактное цин¬
кование
Промывка
Промывка
Промывка
Промывка
ж
Контактное
цинкование
Контактное
цннкование
Промывка
Промывка
Для меднения можно использовать обычные цианистые медные
электролиты (табл. 259), в которых изделия обрабатывают после окси¬
дирования (табл. 260).
Технология пайки легких металлов
237
259. Состав н режим работы ванн для меднения алюминия и его сплавов
Компоненты
Содержание
в Г/л
Режи
Тем¬
пера¬
тура
в °С
м работы
Плот¬
ность
тока
в а/дм*
Медь <в виде Nt^CuCN*)
Натрий цианистый
Углекислый натрий
Едкий натр
25—30
6—8
20—30
10—15
18—
35
0,8—1
Медь цианистая
Натрий цианистый (свободный)
Калий роданистый
Едкий натр
110—120
6—8
15—17
30—35
75
6—10
Медь цианистая
Натрий цианистый (свободный)
» углекислый
Ссгнстова соль
Едкий натр
23—30
5—7
20—30
50—70
рН<12,6
45¬
55
2—4
Сернокислая медь
ПирофосфорнокислыЙ натрий
Кислый фосфорнокислый натрий (одно-
заыещеннын)
30—35
120—145
60—100
50—
60
1,2 —1,7
260. Состав и режим работы ванн оксидирования алюминия
и его сплавов перед меднением
Компоненты
Содержание
в Г/л
Режим работы
Тем¬
пера¬
тура
в “С
Плот¬
ность
тока
в а/ дм*
Медь металлическая
Натрий пирофосфорнокислыЙ п пере¬
счете на Р207
Аммоний сернокислый
28—30
200—210
3—6
45 —
60
2—4
Медь сернокислая
Натрий пирофосфорнокислыЙ
» фосфорнокислый
30—35
130—140
85—95
18—
40
0,3—0,75
Алюминий можно никелировать по следующему технологическому
режиму:
1) обезжиривание в растворе едкого натра при комнатной темпе¬
ратуре;
2) промывка;
3) обработка в течение 10—20 сек при комнатной температуре в рас¬
творе плавиковой кислоты концентрации 20 см3 на 1 л воды;
238
Технология пайки
4) анодное оксидирование в 5%-ном растворе щавелевой кислоты
при плотности переменного тока 2,7 а!дм1 и графитовых катодах;
5) промывка;
6) обработка в течение 3—4 мин в растворе следующего состава
в Г1л:
Едкий натр 60
Силикат натри» 45
7) гальваническое покрытие в электролитах (табл. 261).
261, Состап и режим работы ванн для никелирования алюминия
Компоненты
Содержание
о Г/л
Режим работы
Темпе¬
ратура
электро¬
лита в °С
Катод- |
пая плот-!
ность
в а/дм5
pH
*
Борная кислота
Сернокислый никель
Фторсиликат никеля
40
150
50
18—
20
1,8
2,7
Сернокислый никель
Расгвор фторбората никеля (уд. в. 1.49)
Хлористый никель кристаллический
Борная кислота
200
225
1
20
50 —
70
3,0
0,9—1,5
Сталь перед пайкой с алюминием покрывают легкоплавким припоем,
цинком или алюминием. Перед покрытием изделие обрабатывают жид¬
ким флюсом на основе хлористого цинка, подсушивают и на несколько
секунд опускают в расплавленный металл. Излишки металла удаляют
встр51хиванием или протирают чистой тряпкой.
Покрытие стальной поверхности алюминием производят погруже¬
нием предварительно очищенной и подогретой стальной детали в рас¬
плавленный алюминий. Процесс может происходить как с предвари¬
тельным подогревом изделия в расплавленной солевой ванне, так и без
него. Для подогрева пригодны большинство смесей, содержащих фто¬
ристые и хлористые соли калия, натрия и цинка.
Для подогрева стальных изделий можно рекомендовать ванны сле¬
дующих составов в %:
8
90
4
4
51
41
В расплавленную соль следует загружать хорошо высушенные изде¬
лия. Время пребывания зависит не только от температуры плавления
солевой ванны, но и от объема ванны и веса изделия. В расплавленный
алюминий загружают изделие, на поверхности которого не будет
остатков нерасплавленной соли. Загружать следует быстро. Если по
каким-либо причинам процесс прерывается, вынутое из солевой ванны
изделие необходимо подвергнуть сушке (фтористые соли гигроскопичны
и при непродолжительном пребывании на воздухе впитывают в себя
1. Хлористый никель • . ,
. 1
Хлористый
аммоний . .
Хлористый литий • . .
. 1
цинк . . .
» калий , . .
. 5
3. Фтористый натрий . - .
» натрий , .
. 4
Фтористый
алюминий .
х цинк . . . .
. 89
Хлористый
калий . . .
2. Фтористый натрий . , .
. 1
»
литий . . -
Фтористый алюминий .
. 1
Технология пайки легких металлов
239
влагу) или отмыть от соли и высушить, после чего процесс подогрева
повторяют. Загрузка в расплавленную соль изделия, покрытого вла¬
гой, приводит к взрыву и выбросу соли.
При покрытии стальных изделий алюминием применяют также водо¬
растворимые флюсы следующих составов в Пл:
1. Кислый фтористый аммоний 370
После обработки в одном из этих флюсов в течение нескольких
секунд изделие просушивают и погружают в расплавленный алюминий.
Время выдержки стального изделия в расплавленном цинке и алю¬
минии и температуру расплава следует строго контролировать, так как
при взаимодействии стали с расплавленным цинком или алюминием
на границе раздела происходит образование хрупкой диффузионной
зоны, которая изменяется в зависимости от температуры жидкого
металла и времени выдержки. Характер этой зоны и ее толщина зави¬
сят также и от марки стали: диффузионный слой, образующийся при
взаимодействии алюминия с легированными сталями, имеет меньшую
толщину, чем в случае применения простых углеродистых сталей.
Во всех случаях следует стремиться к получению наименьшей зоны,
так как пластичность покрытого изделия повышается с уменьшением
толщины диффузнойного слоя.
Сталь, покрытую алюминием, припаивают к алюминию методом
погружения в расплавленную солевую ванну или в печи. При пайке
следует учитывать образование диффузионного слоя во время нагрева.
По этой причине паять следует быстро с минимальной температурой
нагрева.
Алюминий припаивают к меди и се сплавам после покрытия поверх¬
ности меди слоем серебра или припоя.
Алюминий и никель соединяют с помощью припоев и флюсов,
пригодных для пайки алюминия.
При соединении оцинкованного железа или мельхиора с алюми¬
нием последний предварительно лудят.
Твердая пайка алюминиевой бронзы с инконелем даже с применением
высокоактивных флюсов удастся с большим трудом. Перед пайкой
и сборкой детали из алюминиевой бронзы тщательно обезжиривают
и травят по обычной технологии с последующим кратковременным
погружением в разбавленную соляную кислоту, детали из инконеля
травя г в смеси фтористой и азотной кислот, промывают и сушат. Пайку
производят в печи или газопламенным нагревом припоем на основе
никеля.
Чтобы избежать образования хрупкой диффузионной зоны во время
прямого контакта расплавленного алюминия и урана, пайку этих
металлов выполняют после нанесения на них металлического покрытия.
Уран покрывают хромом, железом или никелем; алюминий — цинком,
оловом, медью или плакируют А1—Si-сплавом. После покрытия пайку
ведут обычным способом- Во время пайки может происходить раство¬
рение покрытия и образование хрупких прослоек, поэтому темпера¬
туру пайки и время следует подбирать опытным путем, с тем расче¬
том, чтобы диффузионная зона была наименьшей. Припой (например,
Sn—Zn—Pb) помещают в месте соединения в виде фольги.
Хлористый калий . .
Фтористый калий .
2. Кремнефтористый литий
450
300
200
240
Технология пайки
Типы и характеристики припоев, а также рекомендации по пайке
изделий из алюминия и его сплавов приведены в табл. 262—263.
262. Тилы и характеристики припоев, применяемых
при пайке алюминия и его сплавов
Тины припоев
Область применения или харак-
теристина
Zn
Плохо смачивает поверхность алюми¬
ния и его сплавов
Zn с добавкой А1 и Си
Смачивающая способность припоя уве¬
личивается
£
На основе Sn, Pb, Cd
Паяемые соединения обладают низкой
коррозионной стойкостью, после панки
необходимо наносить лакокрасочное по¬
крытие
1
На основе Sn. Pb. Cd. Bi
с добавками Al. Си. N1, Ag
с температурой плавления до
260° С
Для пайки изделий, работающих в кор¬
розионных средах, применять не реко¬
мендуется
На основе Pb, Cd. В» с до¬
бавкой Zn
Увеличение содержания Zn увеличивает
коррозионную стойкость припоя
Содержание Zn 30—90% с
добавкой AI и Си с темпера¬
турой плавления 260—385° С
Высококоррозионностойкие припои
Содержание Zn более 90%
с добавками Ag. А1, Си. Ni,
с темпера1урой плавленнн
385—430°
Дают возможность получить парные
соединения, стойкие против коррозии
в обычной и морской атмосфере
На основе Zn с о —10% А1,
0.5% Mg или 0.5% Si, с тем¬
пературой плавления 150—
250° и 450—500° С
Хорошо растекаются по алюминиевым
сплавам; паяные соединения обладают
повышенной коррозионной стойкостью
Для пайки стареющих сплавов типа
Д16 или Д20
На основе AI с добавкой Си
Не применяются при изготовлении пи¬
щевой посуды
Al—Si
Паяные соединения сохраняют высокую
прочность на воздухе и в слабом растворе
поваренной соли
AI—Si, 34А
Не пригодны для пайки сплавов типа
Al—Си—Mg. Al—Си—Mg—Zn
На основе А1 с добавками
до 10% Си, 1% Si и до
20% Zn
Для пайки декоративных деталей; после
пайки следует произвести анодную обра¬
ботку. в результате чего паяные швы и
припой будут иметь одинаковый цвет
Технология пайки легких металлов
241
263. Рекомендации по лайке изделий из алюминия и его сплавов
Способы пайки
Наиболее употреби¬
тельные припои
Тлпы флюсов
Абразивная
Натиранием
С применением уль¬
тразвука
Диффузионная
Газопламенными го¬
релками
В соляных ваннах
В печах
Цкнк, на цннковой
н алюминиевой осно¬
вах с оловом, кад¬
мием. медью (табл. 27,
30, 92, 91)
Смесь хлористых и
фтористых солей калия,
натрия, лития (табл. 147
и 155, 156) на основе
трнэтаноламнна
(табл. 141)
Пайка магния и его сплавов
Пайка магниевых сплавов затруднена не только наличием на по¬
верхности металла стойкого окисла MgO, но и большим интервалом
кристаллизации и низкой температурой солидуса магниевых сплавов,
что затрудняет подбор припоев с более низкой температурой пла¬
вления.
Пайку изделий из магниевых сплавов осуществляют паяльником,
газопламенными горелками, нагревом т. в. ч., погружением в ванну
расплавленного флюса, в печи и нагревом в электрическом блоке.
Высокая теплопроводность магния требует применения паяльников
большой мощности. При пайке газопламенными горелками используют
нейтральное ацетилено-кислородное или газо-кислородное пламя и ак¬
тивные флюсы, состоящие из хлористых и фтористых солей натрия,
калия и лития.
Широкое распространение получил метод пайки магниевых спла¬
вов погружением в расплавленный флюс. Для этой цели детали
обезжиривают, промывают в содовом растворе и в горячей воде, сушат
сжатым воздухом и собирают в приспособлениях вместе с припоем.
Приспособления изготовляют из нержавеющей стали. Собранные
в приспособления узлы нагревают в печи до 400—450° С, а затем на
1—3 чин погружают в ванну расплавленного флюса.
Спаянный узел охлаждают до 200°С, промывают в 2—3%-ном
кипящем растворе углекислой соды в течение 30—60 мин, п затем в хо¬
лодной воде, после чего дополнительно обрабатывают при 20—30° С
з хромовокислой ванне (табл. 264), промывают в холодной и горячей
воде и высушивают в сушильном шкафу при температуре 60—70е С.
После окончательной обработки паяные детали подвергают оксидиро¬
ванию для повышения коррозионной стойкости. Окись магния не
восстанавливается в среде водорода и диссоциированного аммиака
и поэтому в защитных средах магний и его сплавы паять не рекомен¬
дуется- Инертные газы так же не дают положительного эффекта.
Пайку в печи выполняют с флюсом в виде сухого порошка, при этом
следует применять электрический или газовый обогрев с автомати¬
ческим регулированием температуры.
Эффективен нагрев электрическими нагревательными плитами. В них
легко поддерживать необходимую температуру, что очень важно при
пайке магниевых спланов.
242
Технология пайки
264. Состав ванны для обработки
изделий из магниевого сплава
после пайки
Компо¬
ненты
Содержание
в Г/л
Способ
применения
Хромо¬
150
Погружение в
вый ан¬
ванну на 1 —
гидрид
3 мин; после об¬
работки про¬
мывка в холод¬
Азотная
240
ной и горячей
кислота
воде, сушка на
воздухе
265. Состав и режим декапировании
изделий из магниевого сплава
перед покрытием
Oj л «фос¬
форная
кислота
Фтори¬
стый
калий
400—-120
90—110
Режим
работы
л
О
о
н
У V
о 5
Компо¬
Содер¬
ю
~ й
3 ^
ненты
жание
гз
в Г/А
Cl
0> №
Н
>1
Г -
X S
Г—
га
я Г
CL
Ч 2
О
с
С ^
£
О)
1-
С ™
Cl,*C
еЪ
18 —
25
Для облегчения процесса пайки изделия из магниевого сплава по¬
крывают оловом, никелем или медью. Электроосаждение олова и никеля
осуществляют обычными методами из стандартных электролитов. Галь¬
ванические покрытия следует наносить после тщательной подготовки
поверхности и декапирования (табл. 265).
Покрытие медью осуществляют после контактного осаждения цинка
(габл. 266) в электролите, состав которого и режим осаждения приве¬
дены в табл. 267.
266. Состав и режим работы панн для контактного осаждения
цинка на магний и его сплавы
Компоненты
Содер¬
жание
В Г/А
Режим работы
Темпе¬
ратура -
в °С
Продол¬
житель¬
ность
в мин
Кислотность
раствора
pH
Цинковый купорос . .
П и рофосфор Н О кисл ый
натрий
Углекислый натрий . *
Калий фтористый - - -
40—50
200—220
4—6
6—8
40—90
5—7
10.2—10,4
Примечание. Температура и продолжительность обработки
зависят от толщины цинкового покрытия.
Технология пайки легких металлов
243
267. Состав и режим работы ванны для осаждения меди
Режим работы
Компоненты
Содержание
в Г/л
Темпе¬
ратура
и °С
11родол-
житсль-
ность
обработ¬
ки в мин
Плот¬
ность
тока
в а/ дм*
Медь цианистая ....
Натрий цианистый (об¬
щий)
Углекислый натрий . .
Сегнегова соль ....
Едкий натр
Натрий цианистый (сво¬
бодный)
40 — 42
50—52
29 — 31
44— 46
7—8
5—6
65 — 70
0,5 — 1
1.3
3,5—4
1.2
Гальванически покрытые детали паяют методами и припоями, при¬
меняемыми для пайки металла покрытия.
Для предотвращения и уменьшения коррозии после пайки детали
анодируют под окраску в электролите, состав которого приведен
в табл. 268.
268. Состап и режим работы ванны для анодирования
магниевых сплапов
Компоненты
Содер ж а и ие
в Г/л
Режим анодирования
Темпе¬
ратура
в ЬС
Продол¬
житель¬
ность
обработ¬
ки в мин
Плот¬
ность
тока
в а!дм*
Кислый фтористый ам¬
моний
ДвухромовокислыЙ нат¬
рий
Ортофосфорная кислота
250—300
60—80
60 — 70
70 — 80
о
1
о
5—6
Равномерную, устойчивую к истиранию и поддающуюся полирова¬
нию поверхностную пленку, которая (после дополнительного поскова-
ния) обладает высокой коррозионной стойкостью в средах с большой
относительной влажностью, дает обработка магниевых изделий (после
пайки) в ванне следующего состава (в %):
Азотная кислота 0,5—3,0
Плавиковая кислота 0,2—3,0
Трсхокись хрома 2—20
Ортофосфорная кислота 0.5—5.0
Ванна работает при низких температурах, время обработки
2—10 мин.
Рекомендации по пайке изделий из магния и его сплавов приведены
в табл. 269.
244
Технология пайки
269. Рекомендации по панке изделий из магния и его сплавов
Способы пайки
Наиболее употреби¬
тельный припой
Типы флюсов
Г азопламенными
горелками
На основе маг- Хлористые и фтористые соли
ния (табл. 96—99) лития, калия и натрия {табл.
157). Смесь борной кислоты и
Нагревом т. в. ч.
В соляных ван-
фтористые соли металлов
пах
ТЕХНОЛОГИЯ ПАЙКИ
ТРУДНОПАЯЕМЫХ МЕТАЛЛОВ
Пайка молибдена
Молибден применяют в электровакуумной промышленности, в реак¬
тивной и атомной технике, в авиации и в других областях, где тре¬
буется от изделий стойкость при температурах 650—1800° С.
Его пайка легкоплавкими припоями на основе олова, свинца и кад¬
мия не представляет трудностей. Молибден устойчив на воздухе до
температуры 350—370* С, но при более высокой температуре окисляется
с образованием летучей трехокиси молибдена (МоОа). При темпера¬
туре выше 700е С скорость окисления и испарения молибдена знечи-
тельно повышается, а при температуре выше 980° С нагрев, кроме того,
вызывает рекристаллизацию металла, что приводит к его хрупкости.
Рекристаллизация молибдена происходит и в процессе пайки вблизи
спая вследствие диффузии припоя с образованием хрупкой зоны.
Образование этой зоны можно уменьшить, если пайку вести быстро.
При температуре твердой пайки молибден не реагирует с азотом
и водородом, с сероводородом вступает в реакцию с образованием ди¬
сульфида MoS2, сернистый газ при температуре 700—800° С окисляет
молибден.
Пайка молибдена (и его применение) при высоких температурах
возможна только в вакууме, в нейтральной или в восстановительной
атмосфере или с защитными покрытиями (плакирование платиной, нике¬
лем; гальваническое покрытие хромом, никелем, медью; нанлавленне
или горячее покрытие алюминием).
Никелирование и меднение молибдена производят после тщатель¬
ной механической, электролитической и химической обработки, целью
которой является удаление с поверхности окислов, окалины и жира!
Никелем его покрывают в электролите 1, а медью в электролите 2
(табл. 270). Для улучшения сцепления покрытий с основным металлом
рекомендуется отжиг изделия в среде водорода или в вакууме. По слою
полученного покрытия возможна пайка или осаждение других металлов.
Молибден можно паять всеми известными методами, но предпочте¬
ние следует отдать индукционной пайке в атмосфере аргона в вакууме,
в водороде или азотно-водородной среде. При этом методе панка проис¬
ходит быстро, без образования заметной хрупкой зоны. Пайка молиб¬
дена на воздухе с относительно медленным нагревом сопровождается
Технология пайки трудкопаяемых металлов
245
270. Состав и режим работы ваины для никелирования
и меднения молибдена
Режим
работы
Компоненты
Содержа ние
в Г/я
Температура
в °С
11ЛО'1 II ость
тока в а! дм2
I. Сернокислый никель
Никельхлористый гидрат
Борная кислота
250—300
40—50
30—35
50—60
3—5
2. Сернокислая медь
Серная кислота
200
20
25—30
2—1
образованием окислов» которые выделяются по границам зерен и де¬
лают основной металл хрупким.
При пайке припоями с относительно низкой температурой плавле¬
ния можно применять нагрев слегка окислительным кислородно¬
ацетиленовым пламенем с применением флюсов, рекомендованных для
пайки серебра или меди.
Молибден паяют благородными металлами, палладием, никелем, ти¬
таном, медью, кобальтом и их сплавами.
Молибденовые детали, от которых требуется высокая прочность при
температуре до 1800° С, паяют боридами хрома или молибдена (Мо.>В),
содержащими 3—7% В. Борнды получают нагреванием до 2000° С
порошкообразной смеси молибдена или хрома с бором. Полученную
спеканием смесь затем измельчают в порошок и смешивают со спиртом.
Температура пайки боридами должна быть в пределах 2000—2060° С.
Рекомендации по пайке изделий из молибдена приведены в табл. 271.
271. Рекомендации по пайке изделий из молибдена и его сплавов
Услопия работы
паяного соединения
Тип флюса или
защитной атмосферы
1 ни припоя
При низких тем¬
пературах
Содержащие канифоль,
насыщенный раствор хло¬
ристого аммония с хло¬
ристым цинком
На оснопе олова,
свинца или кадмия
До 650° С
Слегка восстановитель¬
ное кислородно-аце-| клено¬
вое пламя с флюсом, при¬
меняемым для пайки се¬
ребра или меди
Ag+-0,25% Р
Погружение о расплав¬
ленный припой, покрытый
флюсом
Ag—Си;
Ag--Cu —Ni— Li
246
Технология пайки
Продолжение табл. 271
Условия работы
паяного соединения
Тип флюса или
защитной атмосферы
Тип припоя
От 650 до 1500° С
Водород. азотн о-водо¬
родная смесь, инертные
газы. вакуум. Нагрей
т. в. ч. или в печи
Pt. Ли, Ая. Pd. Ni.
Ti, Со, Си и их сплавы
между собой; хМо—Ru;
Мо — В; Nb— N1 '
От 1500 до 1800° С
То же
Борид хрома или
молибдена (3 — 7% В)
Когда прочность
не имеет решающего
значения
В печн с защитной
средой
Cu-[-7% Р. припои
на основе N1. Со, Fe
Когда требуется
высокая прочность
Индукционная пайка в
атмосфере аргона
Инконсль, Хейнс-25
Пайка бериллия
Легкоплавкими припоями бериллий паяют с применением спе¬
циальных флюсов, содержащих фториды и хлориды цинка, аммония
или щелочноземельных металлов. При пайке горелкой изделие сле¬
дует нагревать быстро, чтобы предотвратить окисление мест пайки,
так как применяемые флюсы быстро теряют свои свойства. Для улуч¬
шения качества паяемые поверхности желательно предварительно лу¬
дить. Пайку луженых деталей ведут свинцовыми припоями с индием,
цинком или серебром.
Пайка бериллия тугоплавкими припоями затруднительна из-за об¬
разования на его поверхности пленки окиси бериллия (ВеО).
Один из способов пайки состоит п том, что на поверхность, подле¬
жащую пайке, помещают пластинку магния, после чего изделие загру¬
жают в нагретую до 750° С печь, заполненную инертным газом. При
этом на поверхности бериллия образуется пленка, состоящая из хими¬
ческих соединений Mg—Вс. Между подготовленными таким способом
деталями прокладывают пластинку алюминия. Собранный узел нагре¬
вают в течение 10 мин в среде аргона при температуре 750° С.
Положительные результаты можно получить при диффузионной
пайке бериллия с другими металлами. Для этой цели между бериллием
и металлом прокладывают серебряный припой, содержащий до 15—
20% Pd. Полученное соединение нагревают в вакууме (10'6 мм pm. cm:)
до температуры несколько ниже температуры начала плавления при¬
поя. При этой температуре деталь выдерживают в течение 5—10 мин;
затем температуру повышают выше температуры полного расплавле¬
ния припоя и дают выдержку около 1 мин для получения паяного
соединения. Паяную деталь быстро охлаждают до температуры начала
плавления припоя.
Другой способ пайки состоит в предварительном покрытии берил¬
лия другим металлом, например, медью или серебром в цианистых
или кислотных растворах, металлизацией распылением или погруже¬
Технология пайки труднопаяемых металлов
247
нием в металлический расплав. Перед покрытием поверхность берил¬
лия обрабатывают в 5—10%-ном растворе HF и без промывки деталь
переноси!Ся в ванну для покрытия.
На медные покрытия иногда наносят слой гидридов бериллия» пред¬
став ЧЯЮ1ДИЙ собой суспензию тонкого порошка гидридов бериллия
в спирте. Подготовленные соединения собирают и паяют серебряным
припоем в вакууме или в печи с инертной атмосферой.
Стойкие паяные соединения получают тогда» когда па очищенную
наждаком поверхность наносят слой расплавленного золота, на кото¬
рое электролитически осаждают медь, затем пайку можно вести обыч¬
ными методами.
Горячее покрытие бериллия может быть осуществлено методом по¬
гружения детали в ванну с припоем, закрытым с поверхности жидким
флюсом. Покрьпыс детали затем собирают и паяют в печи с инертной
атмосферой в течение 10—15 мин при температуре 700° С.
При пайке бериллия с бериллием применяют в качестве припоя
алюминий и его сплавы. Серебряные припои применяют при пайке
соединений, работающих при нормальных температурах, для лучшего
смачивания в них вводят 0,2—0,5% Li.
Для работы при высоких температурах припоями служат сплавы
бериллия с серебром, титаном или цирконием.
Цинковые и кадмиевые припои хорошо растекаются по бериллию
и обладают способностью проникать в узкий зазор. Пайка этими при¬
поями идет без образования диффузионной зоны. Большинство же
припоев плохо растекается по бериллию, поэтому для получения плот¬
ных швов припои следует закладывать непосредственно в зазор. Реко¬
мендации по пайке изделий из бериллия приведены в табл. 272.
272. Рекомендации по пайке изделий из бериалия
Способы пайки
Наиболее употребительные
припои
Типы флюсов [
или защитной
атмосферы
Па ильм и ко м.
Пламенными
горел ками
На осноне свинца с индием, кад¬
мием, цинком или серебром (после
предварительного покрыт»)
Фтористые
и хлористые
соли цинка
Нагрев т. в. ч.
В печи
Серебро и его сплавы
Серебряные с литием
Алюминий
Ал ю л» и н и й-серебро
Серебро-медь (28%)
Сплавы бериллия с серебром, тита¬
ном или цирконием
Инертная
среда» водород
1 Вакуум
То же
—
Пайка вольфрама
Вольфрам широко применяют в ракетостроении, в радиотехнике и
в производстве различных жаропрочных сплавов и сталей, способных
работать при температуре выше 2700° С.
248
Технология пайки
При обычной температуре вольфрам обладает высокой химической
стойкостью, но при нагревании выше 400—500° С окисляется с обра¬
зованием трехокиси вольфрама (W03).
Вольфрам после тщательной очистки можно паять всеми известными
методами, но наиболее надежные результаты получают при индукцион¬
ной пайке в атмосфере инертных газов или в водороде. Никелирова¬
ние или меднение вольфрама значительно облегчает его пайку с дру¬
гими металлами.
Вольфрам, как и молибден, склонен к рекристаллизации при тем¬
пературах пайки. Для уменьшения образования хрупкой зоны перспек¬
тивным является метод диффуз ион ной пайки, что позволяет значительно
сократить время пайки и повысить надежность конструкции. В табл. 273
приведены припои и режим диффузионной пайки вольфрама. При пайке
этими припоями происходит диффузия и взаимное растворение припоя1
и основного металла — вольфрама. Рекомендации по пайке изделий
из вольфрама и его сплавов приведены в табл. 274.
273. Припои для диффузионной пайки вольфрама
Компо¬
ненты
Состав
ь %
Темпе¬
ратура
пайки
в °С
Время
пайки
в мин
Компо¬
ненты
Состав
о %
Темпе¬
ратура
пайки
в °С
^
ЭР
И с т
Мп
68
N1
16
N1
83,5
Со
16
1066
5
Сг
6,5
В
0,5
Fe
2,5
1066
5
4
В
3,0
Si
5 0
N1
70
с
0,15
Сг
20
Si
10
1185
О
1
1-е
1
П р и м с ч а н и е. Паяют в атмосфере водорода. Припои приме- .
няюг в виде порошка.
274. Рекомендации по пайке изделий нз вольфрама и его сплавов
Условия работы
паяного соединения
1нп флюса или
защитной атмосферы
Тип припои
При низких тем¬
пературах
Содержащие хлор истый J На основе олова или
цинк | свинца
Изделия, покры¬
тые никелем или
хромом
Содержащие канифоль
или хлористый цинк,
флюсы для пайки никеля
и меди серебряными при¬
поями
Оловянно-свинцовые,
серебряные припои
При высоких тем¬
пературах
'
Аргон, гелий, водород,
азотноводородная смесь
Та, Ti, N1, Au, Си,
Си—Ni, Аи—Си, сере¬
бряные, марганцовые,
палладиевые
Технология пайки трудьопаяемых металлов
249
Ланка титана
275. Состав и режим работы ванн
дли подготовки изделий и.* титана
к гальваническому покрытию
В обычных условиях поверхность титана покрыта окисной пленкой,
которая с трудом удаляется с помощью флюсов и при нагреве диффун¬
дирует в металл с образованием хрупкой зоны. При температурах
выше 500° С титан поглощает азот, водород и кислород. По этой при¬
чине газовые среды и флюсы, содержащие азот, водород и кислород, не
применяют при пайке титана. Образование окисной пленки при нагреве
предотвращается применением флюсов, состоящих из хлоридов олова,
меди или серебра, быстрым нагревом под пайку, проведением пайки
в среде инертных газов высокой чи¬
стоты или в вакууме, предваритель¬
ным покрытием титана оловом, се¬
ребром, медью и другими металлами.
Титан и его сплавы легкоплав¬
кими припоями паяют после пред¬
варительного покрытия деталей оло¬
вом, серебром или медью. Для по¬
крытия оловом подготовленное под
пайку изделие быстро опускают
на 10—20 мин в нагретое до 700° С
олово. Покрыть титан оловом можно
и при помощи флюса, в состав ко¬
торого входит хлористое олово.
Компоненты фиоса просушивают и
применяют в мелкоразмолотом ви¬
де. Деталь покрывают флюсом тол¬
щиной до 3 мм и нагревают в печи
с нейтральной средой до 350—
400° С.
Медное покрытие может быть
получено погружением изделия на
несколько секунд в расплавленную
хлористую медь или ее смесь с дру¬
гими хлоридами меди при темпера¬
туре 650—700° С.
Серебром гитан покрывают ме¬
тодом окунания изделия в расплав¬
ленное серебро. После охлаждения деталь очищают от остатков флюса
и шлака паром или кипячением в воде с последующей зачисткой мел¬
кой наждачной бумагой или щеткой. Луженое изделие паяют легко¬
плавкими припоями с температурой плавления не более 200° С с при¬
менением канифольных флюсов.
Перед нанесением покрытия гальваническим способом детали обез¬
жиривают в органических растворителях или в растворах, применяе¬
мых для обработки нержавеющих сталей, и травят в течение несколь¬
ких мину! в одном из растворов, приведенных в табл. 275. После пред¬
варительной подготовки титан покрывают сначала хромом и на оса¬
жденный хром наносят медь. Состав и режим работы ванн для хроми¬
рования и меднения титана приведены в табл. 276—277.
Меднение титана может быть осуществлено в пирофосфатнон ванне
с доращиванием слоя меди до необходимой толщины из сернокислого
электролита (габл. 278).
Компоненты
Состав
в %
Темпе¬
ратура
ванны
в вС
Углекислый
натрий
Азотнокис-
лыЛ натрий
96
4
500
Плавикосаи
кислота
Соляная
кислота
Вода
3—5
15
Осталь¬
ное
20—25
Азотная
кислота
Плавиковая
кислота
Вола
20
! 1—з
Осталь¬
ное
250
Технология пайки
276. Состав и режим работы пани для хромирования
титана и его сплапоп
Компоненты и режим работы
Электролиты
1 | 2
3
Состав
Трехокнсь хрома
Серная кислота
V
Температура в °С ....
Катодная плотность в а/дм*
эдектролиток
350—400
3.5—4
словия работы
44—55
10—20
3 в Г/ Л
I 230—260
1 2.3—2.6
50—55
30—45
150—180
1.5—1,8
55—60
35—100
277. Состапы электролитов и режим работы ванн
меднения титана и его сплавов
Компоненты и режим работы
Электролиты
1
2 1 3
i
Состав
Медь (в виде Na£CuCN3) . .
Натрий цианистый ....
» » ....
Едкий натр
Углекислый натрий . . .
Ссгиегова соль
Ус.
Температура в °С ....
Катодная плотность в а/дм*
Материал анодов
эдек троли mot
25—30
8—12
10—15
20—30
ловия ох лаж да
18—35 I
0.8-1 |
в Г/ А
40
10
55
шя
18—25
0,3—0,5 |
Медь
30
8—10
8—10
50—80
30
18—25
1,0—1,5
278. Состав и режим работы канн для меднения титана
Компоненты
Содержание
в Г/л
Режим работы
1. Натрий пирофосфорно-
КИСЛЫЙ
Сернокислая медь
120—145
30—35
Температура электролита
20—30е С, плотность тока
0,3 — 0,4 а/дм*, pH = 7,5-^-8,9
2. Сернокислая медь
Серная кислота
200—220
50—70
Температура 15—20°, плот¬
ность тока 1 —2 а/дм1 •
Серебрение титана и его сплавов осуществляют последовательной
обработкой изделия в растворах, состав которых приведен в табл. 279.
Применяют также способ гальванического покрытия титана и его
сплавов перед пайкой железом или кобальтом.
Технология пайки труднопаяемых металлов
251
279. Состав и режим работы ванн для покрытия титана
и его сплавов серебром
Компоненты
Содержание
в Г/а
Режим обработки
Примечания i
Время
обработ¬
ки в мин
м
ь л
ч Я * е
1—< о о
U £ h с
Азотная кислота
Плавиковая кислота
200—
250
10-25
1
—
1. Температура
всех ванн 15 — 25° С.
2. После обработ¬
ки в ванне следует
промывка.
3. В ванне из хло¬
ристого никеля и
соляной кислоты де¬
таль обрабатывают
сначала без тока,
а затем под током.
Хлористый никель
Соляная кислота
210 —
250
130 —
120
3—4
4—5
4—6
Ион серебри (Ag')
в пересчете на металл
Цианистый калий
Углекислый калии
0.5—
1,5
45—80
12—30
0,5
4—6
Ион серебра (Ag')
в пересчете на металл
Цианистый калин
Углекислый калий
20—
30
45¬
80
20—
50
Зависит
от толщины
покрытия
0,4 —
0.6
Перед нанесением покрытия детали обезжиривают, промывают хо¬
лодной водой и для удаления остатков окислов погружают в ванну:
при нанесении железного покрытия на 10 мин в кипящую концентри¬
рованную соляную кислоту, при нанесении покрытия из кобальта —
на 15 мин в раствор состава (в об. %): НС1 — 0,1; H2S04 — 9—10;
Н20 — 90, температура ванны комнатная. Применение ванн указан¬
ного состава позволяет переносить детали без их промывки в гальвани¬
ческую ванну (табл. 280).
280. Состав и режим работы панн для гальнанического покрытия
титана и его сплавов железом и кобальтом
Покрытие
Содержание компо¬
нентой п Г/а
Темпе¬
ра rvpa
в ЪС
Примечание
Железо
Хлористое же¬
лезо 300
Хлористый каль¬
ций 150
80—100
pH ванны доводят до
0.6—1,0 добавлением со¬
ляной кислоты
Кобальт
Сернокислый ко¬
бальт 500
Борная кислота
45
Фтористый нат¬
рий 14
60—70
pH ванны доводят до
1,0—3,0 добс301еинсм со¬
ляной кислоты
252
Технология пайки
До погружения в гальваническую ванну детали подключают в цепь
так, чтобы катодом служила деталь, а анодом — железо или кобальт
в зависимости от типа покрытия. Толщина покрытия железом 0,01 —
0,015 мм, кобальтом 0,005—0,0125 мм. После покрытия паяют обычным
способом. Чтобы обеспечить диффузионный процесс, в качестве припоя
применяют серебро.
При пайке покрытых деталей необходимо обеспечить контакт паяе¬
мых поверхностей. Особое внимание следует обратить на количество
припоя, так как избыточное содержание его приводит к растворению
покрытия. Оптимальная толщина медного покрытия, защищающего
гнган от окисления и взаимодействия припоя, находится в пределах
15—20 мк для интервала температур 750—830° С. При температурах
выше 830° С медное покрытие следует применять с большой осторож¬
ностью, так как происходит значительная диффузия титана в медное
покрытие с образованием хрупкой зоны, по которой паяное соединение
разрушается.
Тугоплавкими припоями титан и его сплавы можно паять с нагре¬
вом газовым пламенем, угольной дугой, в индукторе, сопротивлением,
в вакууме и в печах с нейтральной средой. Но время пайки титан реаги¬
рует с компонентами припоя с образованием соответствующих интер-
металличсских соединений, которые снижают прочность и пластичность
паяных швов. Поэтому время пайки строго контролируют, так как
чем это время меньше, тем меньше зона иитерметаллидов и тем прочнее
паяное соединение. Газовой горелкой паяют после того, как припой
уложен в зазор и поверхность, подлежащая пайке, покрыта флюсом.
Пайку в вакууме производят без флюса или в среде чистого и сухого
инертного газа. Печь следует нагревать после достижения вакуума
К)"*3 мм рт. ст. Для качественной пайки требуется вакуум порядка
10”5—10-в мм рт. ст. Вакуумирование печи прекращается после охла¬
ждения спаянных деталей до температуры 200—250° С. Дальнейшее
охлаждение производят на воздухе. Наиболее эффективным способом
нагрева следует считать индукционный в среде аргона или гелия.
При этом способе процесс пайки происходит очень быстро и не обра¬
зуется значительной диффузионной зоны.
Печная пайка не всегда дает положительные результаты из-за
сравнительно высокой длительности процесса, что приводит к образо¬
ванию широкой диффузионной зоны и к потере прочности паяного со¬
единения. Хорошие результаты можно получить, применяя контейнер,
который после загрузки в него изделий, опускают в расплавленную
соль или помещают в печь. В контейнер подают аргон под небольшим
давлением.
Для пайки титана с титаном и титана с другими металлами лучше
применять чистое серебро, серебряные и серебряно-марганцовистые
припои. Добавка к чистому серебру 1—2% Li значительно увеличивает
растекасмость припоя по поверхности титана d нейтральной среде и
в вакууме, что позволяет паять титан с титаном и титан с другими ме¬
таллами без нанесения на паяемые детали промежуточных покрытий.
Серебряные припои, содержащие медь, олово, кадмий и цинк,
дают твердую и хрупкую зону соединения при температурах пайки
выше 400° С и применять их следует при большой скорости пайки.
Рекомендации по пайке изделий из титана и его сплавов приве¬
дены в табл. 281.
Технология пайки труднопаяемых металлов
253
281. Рекомендации по пайке изделий из титана и его сплавов
1
| Способы пайки
•
Наиболее употреби¬
тельные припои
Типы флюсов и
защитной атмосферы
Паяльником
1 Газопламенными го¬
релками
Олоиинно-свипцовые
(после предварительно¬
го покрытия оловом,
медью или серебром)
Цинковые с олоном
Хлористые соли се¬
ребра. олова и меди,
содержащие канифоль
Индукционный на¬
грев
В печах с контроли¬
руемой атмосферой
Серебро и ею спла¬
вы, серебро с литием и
марганцем
В атмосфере аргона
и1елии с применением
флюса
В вакууме (10-5—
л
10 v мм. рт. ст.-)
ПСр ЛМН-72
Серебро
.—
Панка циркония
В нормальных условиях цирконий устойчив на воздухе, но при
нагреве бысфо сгорает с выделением большого количества тепла.
По своим технологическим свойствам он близок к меди. Цирконий обла¬
дает высокой коррозийной стойкостью в агрессивных средах и поэтому
находит применение в химическом машиностроении и в ядерной технике.
Цирконий трудно поддается пайке, полученные паяные соединения
хрупкие и отличаются низкой коррозионной стойкостью.
Для облегчения пайки рекомендуется на поверхность циркония
наносить покрытие обработкой (длительность обработки при комнатной
температуре 2—5 мин) в одном из следующих растворов:
Компоненты Содержание
в м I; я
1. Ортофосфорная кислота 85%-наи 60
Борофтористоводородная кислота 50%-пая 30
2. Ортофосфорная кислота 85%-пая 20
Борофтористоводородная кислота 50%-ная 5
3. Ортофосфорная кислота 85%-ная 30
Борофтористоводородная кислота 50%-пая 50
Окись олова | Г/л
Для увеличения твердости покрытия проводят дополнительную
обработку (после промывки) в одном из следующих растворов (pH =
-= 11-г-12) при 35—40° С в течение 1—5 мин.
Компоненты Содержание
в Г/л
1. Углекислый натрий 30
2. Кремнекислый натрий * 20
3. * * 12
Углекислый Hdipnii . 10
254
Технология пайки
Покрытие значительно улучшает качество и упрощает пайку.
Применение самофлюсующих серебряных припоев с литием позво¬
ляет паять цирконий в среде чистого аргона без предварительного по¬
крытия циркония промежуточными металлами. Пайку легкоплавкими
припоями иа основе олова и свинца осуществляют после предваритель¬
ного лужения циркония. Пайка луженого циркония с другими метал¬
лами не представляет трудности и может быть выполнена с примене¬
нием канифольных флюсов. Высокотемпературную пайку циркония
даже в атмосфере инертных газов и водорода следует производить с при¬
менением флюсов. Только при наличии очень чистого аргона или гелия
флюс можно не применять.
В качестве припоев можно рекомендовать серебро и его сплавы,
палладиевые и никелевые припои. Рекомендации по пайке циркония
приведены в табл. 282.
282. Рекомендации по пайке изделий из цирконии
| Способы пайки
Наиболее часто
употребляемые припои
Типы флюсов или
атмосферы
Паяльником
Газопламенными
горелками
На оловянной или снии-
цовой основе после предва¬
рительного лужения
Содержащие кани¬
фоль (табл. 135—137)
В печах с кон¬
трол ируемой атмо¬
сферой
Нагревом т. в. ч.
В вакууме
Серебро и его сплавы,
палладиевые, никелевые
Аргон, гелий или
водород при наличии
флюса ■
Серебро с литием (0,2 —
1% Li), никель с фосфо¬
ром (в случае отсутствия
покрытия)
Чистый аргон
Панка тантала
Тантал очень коррозионно-устойчивый металл. В большом количестве
тантал поглощает азот, водород растворяется в тантале с образованием
твердых растворов. Благодаря высокой химической стойкости тантал
находит применение в химическом машиностроении, электро- и радио¬
технике, при изготовлении вакуумной аппаратуры.
Тантал трудно поддается пайке. По этой причине перед пайкой его
поверхность рекомендуется покрывать никелем или платиной. Пайку
покрытых изделий можно вести известными способами с применением
флюсов в среде инертных газов или в вакууме.
Рекомендации по пайке тантала приведены в табл. 283.
283. Рекомендации по пайке изделий из тантала
Способ пайки
I
Наиболее употреби¬
тельные припои
Типы флюсов
В вакууме
Контактным нагре¬
вом
Мс д н о- зол от ые
Me дно- ссребр я н ые
Для пайки 1 и га на
(табл. 152, 153)
Технология пайки труднопаяемых металлов
255
Пайка ниобия
Ниобий обладает высокой химической стойкостью и поэтому
находит применение при изготовлении химического, электровакуум¬
ного, радиотехнического оборудования, ядерных реакторов, теплооб¬
менников, сотовых панелей и других деталей, работающих при темпе¬
ратурах до 800° С.
При нормальной температуре ниобий не окисляется на воздухе, но
при нагревании выше 200° С на его поверхности образуется прочная
окисная пленка, которая при болсс высоких температурах нагрева
диффундирует в металл, делая его хрупким.
Пайку ниобия следует производить только в вакууме или в среде
сухого и чистого инертного газа, так как он ири нагреве поглощает
азот, водород, водяные пары, двуокись и окись углерода. В качестве
припоев могут быть использованы сплавы на основе титана и циркония,
обладающие работоспособностью при температуре до 800° С и корро¬
зионной стойкостью в среде жидких щелочных металлов.
Пайка ковара
Паяют обычно золоченый ковар. Золочение состоит из очистки
поверхности щелочным и кислым растворами, электролитической обра¬
ботки ковара в горячем растворе KCN и обычного золочения из кис¬
лого раствора повышенной чистоты (не допускается содержание в элек¬
тролите железа, кобальта и никеля) или способом контактного осажде¬
ния золота в растворах, состав которых приведен в габл. 284. Толщина
покрытия под пайку должна быть 1,25—2,5 мк. После золочения произ¬
водят старение изделия при 200—300° С в течение нескольких часов.
Соединение позолоченного ковара с полупроводниковыми материалами
осуществляют золотыми припоями.
284. Электролиты для контактного осаждения золота на ковар
Компоненты
Содер¬
жание
в Г/л
Темпе¬
ратура
процесса
в °С
Компоненты
Содер¬
жание
в Г/а
та
о
? та о
^ Q. <L>
? С ? и
О с.
Н с, С 3
Дицианоараат ка¬
ЛИЯ
Лимонная кис¬
лота •
Вольфрамовая еш-
СЛОТс! «••<>■*
Едкий натр . . .
Диэтилгл ицин-
иатрневая соль . ,
Од незамещенный
ф галс воки ел ый ка¬
лин
28
60
45
16
4
25
80 —
90
Дицианоараат ка-
JJ11W - - - * 4 4 • *
Цитрат аммония
Мочевина ....
Аммоний хлори¬
стый
5
20
25
75
95
Дицианоараат ка¬
лия
Д н у угле кислый
натрий
8
160
10 —
75
Пайка германия и кремния
При панке токопроводящего проводника с полупроводниковым эле¬
ментом важным условием является создание плотного электрического
контакта между ними. Наиболее распространенные полупроводники
256
Технология пайки
германий и кремний смачиваются припоями только при наличии на их
поверхности металлической пленки. Конечным поверхностным слоем
является обычно золото или никель.
Для осаждения золота и никеля тщательно очищенное изделие по¬
гружают в один из растворов состава, приведенного в табл. 285.
После промывки и сушки, пайку с токопроводящим проводником
осуществляют легкоплавкими припоями по обычной технологии с при¬
менением некислотных флюсов. Для быстрой и более качественной
пайки металлические части следует предварительно облудить. Лужение
может быть осуществлено с применением кислотных флюсов, нос обя¬
зательной тщательной промывкой, нейтрализацией и сушкой изделия.
285. Состав растворов для химического покрытия кремния
и германия никелем и золотом
Компоненты и
режим работы
Покрытие
Компоненты
и режим работы
Покрытие
* Я
QJ
X ч
золо¬
том
1
нике¬
: л ем
золо¬
том
Состав растворов в Г/л
Л еловая покры гпи я
Хлористый ни-
КОЛЬ •••*•■
30
—
Днцнаноараал
Температура
калия
—
2
н °С
90
00—95
Цитрат аммо¬
Скорость оса¬
ния
65
50
ждения в мк/ч
5.0
2,5—5.0
Хлористый ам-
мон ий
50
75
Фосфорнокис¬
лый натрий . .
10
10
ТЕХНОЛОГИЯ ПАЙКИ
ЛЕГКОПЛАВКИХ МЕТАЛЛОВ И ИЗДЕЛИЙ
С МЕТАЛЛИЧЕСКИМИ ПОКРЫТИЯМИ
Пайка олова
Место пайки тщательно очищают от грязи, следоп масла и жира.
Механическая очистка при этом необязательна. В качестве припоев
применяют оловянно-свинцовые сплавы, а также легкоплавкие припои,
содержащие висмут, кадмий и индий с температурой плавления не
более 230° С. Олово с другими металлами легче паять после предвари¬
те 1ыюго лужения металла, при этом можно применять кислотные или
канифольные флюсы.
Пайка свинца и его сплавов
Свинец и его сплавы паяются хорошо. При панке следует внима¬
тельно следить за температурой, чтобы не расплавить основной металл.
Технология пайки легкоплавких металлов и изделий 257
Место пайки тщательно зачищают железной щеткой, шкуркой, напиль¬
ником или скребком и покрывают флюсом на основе стеариновой кис¬
лоты, канифоли или жиров. В качестве припоев используют сплавы
с температурой плавления 183—235° С. При пайке следует избегать
стыковых соединений, при толщине листов до 3 мм величину нахлестки
следует брать 10 мм. При пайке свинца с другими металлами сначала
их лудят оловом или припоем. Затем зачищают свинец, покрывают место
пайки флюсом и паяют обычным способом.
Пайка кадмия
Поверхность кадмия покрыта тонкой пленкой, которую перед пай¬
кой необходимо удалить механическим способом. Паять кадмий можно
эвтектическими сплавами кадмия с оловом или оловянно-свинцовыми
припоями с температурой плавления не более 280—300° С. При пайке
рекомендуется применять флюсы на основе хлористого цинка и ка¬
нифоли .
Пайка циыка и его сплавов
Цинк паяют оловянно-свинцовыми припоями или припоями на
основе свинца с добавкой 8% Cd и 2% Zn. Флюсом обычно служит
хлористый цинк с избытком соляной кислоты.
Пайкой обычно заделывают различные дефекты. Дефектные места
перед пайкой зачищают напильником или рассверливают, затем металл
нагревают до температуры плавления припоя и лудят им паяемую
поверхность. После лужения процесс пайки идет обычным путем.
Пайка сталей и чугунов, имеющих горячее
покрытие
Для пайки стали и изделий из чугуна, луженных оловом, можно
применять некоррозионные флюсы и свинцово-оловянные припои
(до 30% Sn). Подготовка поверхности под пайку состоит в удалении
загрязнений и жира. Соединения обычно нагревают паяльником,
г. в. ч. или газовым пламенем.
Сталь, покрытую оловянно-свинцовыми сплавами, паяют оловянно¬
свинцовыми припоями. В качестве флюса применяют канифоль или
хлористый цинк. Поверхность покрытой стали не требует дополни¬
тельной механической обработки перед пайкой, кроме удаления масла,
жира и других загрязнений. Длительно хранившиеся изделия перед
пайкой слегка зачищают. Во время пайки следует избегать сильного
нагрева покрытия.
Оцинкованное железо паяют оловянно-свинцовыми припоями с со¬
держанием олова 30—60% с подкисленным раствором хлористого
цинка. При пайке не рекомендуется пользоваться открытым пламенем,
следует применять большой паяльник, которым слегка натирают место
пайки. После пайки необходима тщательная промывка изделия от остат¬
ков флюса. Если оцинкованное железо предварительно лужено, пайку
можно вести с канифольным флюсом, в этом случае промывки не тре¬
буется. При пайке оцинкованного железа не следует пользоваться при¬
поями, содержащими сурьму. Соединения, выполненные такими при¬
поями, хрупки. -
9 Справочник паяльщика 1343
258
Технология пайки
т
Пайка сталей, имеющих гальваническое покрытие
Стали, гальванически покрытые цинком или кадмием, паяют оло¬
вянно-свинцовыми припоями паяльником, в качестве флюса применяют
хлористый цинк;.пайка с канифольными флюсами не дает качествен¬
ного соединения.
Для получения надежного соединения с канифольным флюсом
места пайки до нанесения цинка или кадмия покрывают оловом или
оловянно-свиниовым припоем. После гальванического покрытия де¬
тали пассивируют, промывают, суша г и паяют.
Электролитически луженые детали сохраняют удовлетворительную
способность к пайке лишь несколько дней, после чего эта способность
ухудшается. Для сохранения способности к пайке на более длитель¬
ный срок свежелужеиые сухие детали смачивают раствором стеарата
цинка в этиловом спирте.
Пайка медных сплавов с покрытием
Медные сплавы чаще всего покрывают оловом, свинцом и их спла¬
вами, никелем, кадмием, серебром и хромом. Пайку с покрытием произ¬
водят так же, как металлов покрытия, исключение составляет хромовое
покрытие. В этом случае хром перед пайкой удаляют.
Пайка плакированных сталей
Пайка плакированных сталей определяется свойствами плакирую¬
щего металла. Сталь, покрытую медью или никелем, можно паять лю¬
бым методом с канифольным или коррозионным флюсом и припоями,
пригодными для пайки меди и никеля.
Сталь, покрытую алюминием, следует паять с применением спе¬
циальных флюсов, оловянно-цинковыми припоями или ультразвуко¬
вым методом без флюса.
ПАЙКА БЛАГОРОДНЫХ МЕТАЛЛОВ
Пайка серебра, золота, платины
Золото, серебро, платина и их сплавы с другими металлами отли¬
чаются высокой пластичностью, стойкостью к окислению при повы¬
шенной и обычной температуре. Сплавы благородных металлов приме¬
няю! в основном в ювелирном деле, в медицине, в слаботочной технике
и в радиоэлектронике. Техника пайки благородных металлов и их
сплавов с другими металлами не представляет трудностей. Важное
значение при этом имеет подбор цвета припоя, обеспечивающего цвет
соединения, имеющего декоративное значение. Рекомендации по пайке
серебра, золота и платины приведены в табч. 286.
Соединение металла с неметаллическими материалами 259
286. Рекомендации по пайке изделий из благородных
металлов и их сплавов
Способы пайки
Наиболее употребительные
припои
Типы флюсов
Паяльником
Г азопла мен п ыми
горелками
Контактным на¬
гревом
Г азопла менн ыми
горелками
Контактным на¬
гревом
Нагревом т. в. ч.
Паяльником
Г азопл аысн н ыми
горелками
Серебро и его сплавы
ПОС-50, ПОС-61
Серебряные припои с не¬
большим содержанием ме¬
ди, цинка, кадмия
Золото и его сплавы
Медно-фосфорные
Золотые с медыо
Серебряные
Хлорид золота
Платина
и свинцо-
На оловянной
вой основах
Золотые, серебряные, зо¬
лотые. содержащие палла¬
дий и серебро
На основе хлори¬
стого цинка (табл. 144)
Бура с борной кис¬
лотой (табл. 150)
Бура
Содержащие ортофос-
форную кислоту и эти¬
ловый спирт (табл. 139)
Бура
Пайка изделий, покрытых пленкой благородных металлов
Гальваническое покрытие труднопаяемых металлов или полупровод¬
ников применяют чаще всего при изготовлении деталей радиоэлектрон¬
ной аппаратуры. Например, в случае, когда к кристаллу кварца тре¬
буется припаять провод или пластинку. Для этой цели изделие или
часть его гальванически покрывают гонкой пленкой золота или серебра.
Толщина пленки в 10 мк гарантирует нормальную проводимость в об¬
ласти высоких частот. Перед пайкой детали обезжиривают в парах
трихлорэтилена, дихлорэтана, в спирте или в ацетоне. Трудность
пайки заключается в том, что во время нагрева нельзя нарушить слой
покрытия растворением его в расплавленном припое. Во избежание
этого паяют специальными припоями (см. табл. 90) или слой благо¬
родного металла покрывают оловом или медью. Покрытие изделия
целесообразнее паять паяльником.
р -
СОЕДИНЕНИЕ МЕТАЛЛА
С НЕМЕТАЛЛИЧЕСКИМИ МАТЕРИАЛАМИ
- Пайка графита
Изделия из графита' чаще всего паяют с титаном, цирконием иЛи их
сплавами, или с окислами некоторых металлов. Графит с этими мате¬
риалами паяют в инертной атмосфере или в вакууме при температуре
до 1300° С.
При пайке графита с медыо или нержавеющей сталью, чтобы пред¬
отвратить образование трещин, возникающих из-за разницы коэффи¬
17*
260
Технология пайки
циентов линейного расширения, между паяемыми деталями помещают
тонкую пластинку из сплавов титана или циркония* а припой помещают
с обеих сторон пластинки. В собранном виде деталь устанавливают
в зажимное приспособление и помещают в печь с защитной средой для
нагрева.
Графит с графитом можно паять следующим способом: на паяемые
поверхности, очищенные от грязи, масла и жира, наносят методом напы¬
ления суспензию, состоящую из тонкоизмельченпого порошка цирко¬
ния, титана, молибдена или их сплавов и раствора полистирола в бен¬
золе (например, металлический порошок 10 Г+10%-ный раствор
полистирола в бензоле 100 cjks). Собранный узел помещают в вакуумную
индукционную печь и медленно нагревают, одновременно откачивая
испаряющиеся при нагревании компоненты. Пайка происходит при
температуре 1200—1300° С и разрежении 10“4—10-Б мм рт. ст.
Нагревать под панку можно также в электропечи с защитной средой.
Для изготовления графитовых изделий, работающих при низких
и средних температурах, применяют титановые и медно-серебряные
припои. Эти припои хорошо смачивают графит, их можно применять
для пайки графита с графитом и графита с металлом. *
Для пайки графита с графитом применяют также припои с крем¬
нием. Эти припои хорошо растекаются по поверхности графита и об¬
ладают способностью быстро диффундировать в графит. Поэтому при
их употреблении следует тщательно выдерживать температурный режим
и соблюдать установленное время пайки. Припои этой группы пригодны
для пайки изделий, работающих при высоких температурах. Высоко¬
качественное соединение графита с молибденом, цирконием, титаном
и ниобием получают при использовании золотых припоев с никелем,
танталом или молибденом.
Пайка пластмассы
Пластмассы паяют с металлами легкоплавкими припоями после
нанесения на ее поверхность тонкой металлической пленки. При соблю¬
дении технологии покрытия получают прочное сцепление металла
с пластмассой. Металлизированную поверхность после предваритель¬
ного лужения паяют с любым металлом. Источником нагрева обычно
служит паяльник. При пайке тепло следует подводить через металл,
не допуская перегрева во избежание размягчения изделия из пласт¬
массы.
Металлическую пленку на паяемую поверхность пластмассы наносят
обычно тремя методами: гальваническим осаждением металлов, метал¬
лизацией в вакууме или методом напыления.
При гальваническом осаждении металла электропроводящий (гра¬
фитовый) слой наносят втиранием чистого измельченного графита на
поверхность пластмассы, предварительно покрытую лаком, или вти¬
ранием тонко измельченной смеси следующего состава (в весовых
частях):
Льняное масло . , 5
Скипидар ... . . ... 5
Черная краска . . . . . . . . 250
Смола . ... .... 180
Графят .......... . . .... 420
Соединение металла с неметаллическими материалами
26!
Пластмассу, покрытую графитом или смесью, высушивают при тем¬
пературе 70—80° С, протирают щеткой до появления глянца и обраба¬
тывают в кислой гальванической ванне, в которой происходит осажде¬
ние никеля. Для гальванизации пригодны электролиты, рекомендован¬
ные для покрытия графита металлом. Токопроводящие пластмассы
графитизировать не следует. Фенолформальдегидные пластики с та¬
кими наполнителями, как сажа, графит или их смеси, полиэфирные,
эпоксидные пластмассы с армирующим наполнителем, обладают хорошей
способностью к гальванической металлизации. Менее надежной спо¬
собностью обладают полиамиды, полиэтилен, акрилаты, поликарбо¬
наты и др.
Металлизацию в вакууме производят при разрежении 0,02—
0,3 зш pm. cm. Этим методом можно металлизировать пластики с низ¬
ким давлением собственных паров: полистирол, стеклопластики на
полиэфирных смолах, эпоксидные смолы, нейлон, металлокрнлаты
и др. Трудно металлизировать ацетат и ацетатбугират. Такие пла¬
стики. как полиолефины (полиэтилен, полипропилен), фенольные, мо¬
чевинные и меламиновые, перед металлизацией следует обрабатывать
специальным лаком, который предотвращает выделение паров и газов,
содержащихся в пластмассах, с высоким давлением собственных паров.
Лаковое покрытие должно обладать гладкостью, блеском, хорошей
адгезией и низким содержанием летучих. На поверхноегь пластмассы
металлический слой можно нанести методом напыления. При изготов¬
лении пластмассовых изделий, подлежащих металлизации, литники
или приливы следует располагать так, чтобы их можно было исполь¬
зовать для крепления в металлизационной камере на подвесках. После
нанесения металлического слоя (чаще всего серебра) и тщательной
очистки гальванически осаждают медь или никель.
Меднение осуществляют при комнатной температуре и плотности
тока 0,3—0,5 а/дм2 в электролите состава (в /7л):
Сернокислая медь 250
Серная кислота 50
Химическое никелирование производят после двухминутной обра¬
ботки поверхности в горячем растворе четыреххлористого палладия
(0Л Г!л). Ванна для никелирования имеет состав (в Г/л):
Хлористый никель 30
Гипофосфит натрия 10
Лимоннокислый натрий 10
Обработка изделия ведется при температуре 70—80° С.
Пайка стекла
Важным условием получения качественных и вакуумных спаев
стекла (и другой керамики) с металлом является согласование их
коэффициентов линейного расширения. В случае нарушения этого
правила, в результате нагрева соединяемых узлов под пайку и охла¬
ждения после пайки, керамическое изделие в зоне соединения дает
трещину. В табл. 287—288 и на рис. 156—158 приведены составы,
свойства и коэффициенты линейного расширения металлов, обычно при¬
меняемых для пайки со стеклом. Коэффициент линейного расширения
стекла в основном зависит от состава входящих в него окислов и от
температуры (рис. 159, табл. 288—289).
Металлизированную пленку на стекло наносят обычно из благород¬
ных металлов, либо их сплавов с висмутом или медью методом сжигания.
9 1343
262
Технология пайки
Для этой цели на предварительно обработанную поверхность наносят
суспензию, состоящую из смеси хлоридов платины, висмута и лавандо¬
вого масла или окислов серебра, меди и лавандового масла. После
«■ю3
п
Температура
Рис. 156. Тепловое расширение тех¬
нических железо-никелевых сплавов,
содержащих 40, 42, 44, 48 н 50 %
никеля
ё
§
§
§.
а
1
I
Е
:с
§
а
10
в
6
4
✓
\
У/
//'
ya
А
/
у /
/
/
X
0.
1
д
32 36 40 44 48 52 %
Содержание никеля
Рис. 157. Тепловое расширение железо-
никелепых сила нов:
о — сила» из армко н электролитичес¬
кого никеля; X —сплав с 0,03%-иым
содержанием углерода
м. W3
i
0 Ю0 200 300 400 500 °С
Температура
Рис. 158. Кривые теплового расши¬
рения некоторых металлов, спаи¬
вающихся со стеклом:
/ — медь; 2 — железо; 3 — хромис¬
тая сталь (26% Сг); 4 — платина;
6— молибден; 6—вольфрам; 7—ко-
вар; 8 — инвар
нанесения суспензии изделие помещают в печь и нагревают. Темпера¬
туру нагрева подбирают в зависимости от состава стекла: для стекол
с коэффициентом линейного расширения до 5 *10‘6 — около 900° С
и для стекол с коэффициентом линейного расширения выше 8,8*10-с —
0 т 200 300 400 500 X
Температура
Рис. 159. Кривые теплового расши¬
рения некоторых электровакуумных
стекол:
1—кварцевое; 2 — № 17; 3—ЗС-9;
4 — ЗС-5; 5 — № 46; 6 — ЗС-8;
7 — Кс 401; 8 — ЗС-4
Соединение металлов с неметаллическими материалами 263
от 550 до 700° С. Суспензию можно приготовить из порошков платины,
золота, серебра или их сплавов и органического растворителя с содер¬
жанием металлической составляющей 10—70%.
Во избежание растворения жидким припоем тонкой металлизиро¬
ванной пленки на стекле после процесса обжига и охлаждения произ¬
водят гальваническое покрытие полученной пленки медью. Для этого
применяют следующий электролит:
Компоненты
Содержание
в Г/ л
Сульфат меди . .
- - .
150
Серная кислота
- # #
40
Гуммиарабик . .
• • - •
1
Сульфат меди . . .
• «41
30
Гри'-зтаноламин
12
Режим работы ванны-
температура
электролитов
25—
плотность тока 10 ма/см*, напряжение
6 в, расстояние между анодами и катодом
2—4 см. анодом служит медь.
2S7. Свойства металлов, применяемых дли спаивания со стеклами
Металл
Темпе¬
ратура
Максимальная тем¬
пература работы в °С
плав¬
ления
в ва¬
на воз¬
в "С
кууме
духе
•
а- 10е
(при
20 —
350° С)
С малый коэффициентом линейного расширения
Вольфрам ... ....
3350
3000
300
4.4
Молибден
2450
2000
200
5.5
Сплав из 98% W и 2% Xi
—
900
300
4,9
* » 80% W и 50% Мо
-2800
2000
200
5.0
» » 84% W. 12% Ni,
4 % Со •». •»•**•••
.—
—
—
6,8
Сил а в Фе р н и ко (54% Fe.
28% Ni. 18% Со)
-1450
— 1000
-600
4.5
Сплав Ковар (54% Ре» 29%
Ni. 17% Со)
—1450
— 1000
-600
4,7
Тантал
2800
2500
6.5
Сплав Фернмко 11 (54% Ре,
31% Ni. 15% Со)
— 14 50
-1000
-600
5.0
Ферроникель с 43% Ni . .
— 1450
-1000
-600
5.2
С высоким коэффициентом линейного расширения
Платина .... .
. 1750
1600
1400
9,25
Медь
1 1083
400
150
17,8
Никель
1452
900
400
14.5
Железо .... ......
1530
500
200
13,2
Платини г(проволока из ни¬
келевой стали е 43% Ni, по¬
крытая медью)
400
150
-7,1
Сплав 50% N1 и 50% Fe . .
1000
-9.0
9,5
Феррохром е 26% Сг . . -
—
1000
1000
10.2
Сплав 42% Ni. 52% Fe и
6% Сг
700
8.9
Сплав фернихром (37% Fe,
30% Ni. 25% Со и 8% Сг)
—
—
—
10
264
Технология пайки
288. Коэффициенты линейного расширения некоторых стекол
при температурном интервале 20—400° С
Листовые н
специальные
стекла
Электр отех ииче-
ские стекла
X и м и ко-л а бора-
торные стекла
Оптические
стекла
Тип, марка
стекла
а* 107
Тип, марка
стекла
с-107
Тип, марка
стекла
а-10*
Тил, марка
стекла
«Ю7
Листовое:
ЛЬ 17
39,5
№ 23
89
ЛФ6
81
вес
89
Л* 2
89
№ 846
79
КФЗ
106
прокат¬
88
БД-1
90
N? 29
78
Ф1
77
ное
Боросн-
90
До 35
54
УС
74
Ф 2
81
лнкатное
(молиб¬
деновое)
Цирко¬
33
цл
77
ФЗ
75
новое
Водо¬
86
Л" 4G
47
ЦЛ-32
90
ТФЗ
93
мерное
(молиб¬
деновое)
Малоще¬
50
№ 40
37,5
152/34
73
ТК2
83
лочное
(мазда)
13-в
Свинцовое
80
№ 16
81,5
152/30
78
ТК5
83
Кварцевое
5.8
№ 55
89
59
48
ткз
84
(у виолевое)
ЗС-4
88
Дюробакс,
36
Пирс кс
ЗС-5 (ка¬
49
Сверх-
30
лиевое)
пирекс
ЗС-5 (на¬
49
тр иеное)
ЗС-8
48
ЗС-9
35.5
Хв 401
82,5
С-88-13
89
289. Удельные константы линейного расширения окислов л стекле
(но Аппену) в интервале температур 20—400° С
1
Удельные
Удельные
коэффициенты
коэффициенты
Окислы
линейного
Окислы
линейного
расширения
окислов в стекле
СХГ 10*
расширения
окислов о стекле
at-- 1Q7
SiOa
Ог 5 до 38
CdO
115
ТЮ2
» —о » 30
РЬО
130—190
ZrO*
—60
МпО <Мп203)
105 (105-2)
Sn02
—45
1-еО (Ре2Оа)
55 (55- 2)
AljOj
—30
Си О
50
B»Oj
От —50 до 0
NIO
50
Sb*0*
75
СиО
30
Li20
270
BeO
45
NaE0
395
MgO
60
к2о
465
CaO
130
CtiF2
180
SrO
160
Na<»SiFe
340
BaO
200
Na3AlFe
480
ZnO
50
1
140
Соединение металла с неметаллическими материалами 265
I I»
процессе нанесения пленки вакуумной металлизацией следует вни¬
мательно следить за давлением (не выше 10"2 мм рт. ст.)- Поверхность
стекла перед нанесением слоя должна быть чистой и сухой.
Вакуумной металлизацией на поверхность стекла можно наносить
медь* серебро, золото, цинк, никель, кадмий и другие металлы, теп¬
лота испарения которых 20—130 ккал!моль.
Методом катодного распыления на стекло наносят обычно пленку
из серебра и золота. Режим нанесения на стекло пленки из благород¬
ных металлов приведен в табл. 290.
290. Режимы золочения и серебрения стекла путем катодного распыления
Удаление газов
Нанесение
металла
Металл
& -1
Ml
х ft.
Ф
Ч *
е 5£ .
ей £
Напря¬
жение
в в
Сила
тока
в ма
к *
л а
Ф 3:
Cl '
В)
Напря¬
жение
в в
Сила
тока
в ма
к зз
■Os у
Н-сз'
О °
£ ^ *5 S
© g м
со Ф 'о
О х > Ч
Лоло го ■ • • • • •
Ссрсб ро
ол
0.1
1100
1100
15
15
2
2
1200
1600
10
7
0.2
0.1G
После нанесения металлизированной пленки паяют по обычной
технологии. Во время пайки необходимо избегать перегрева металла,
для этого при пайке горелкой следует применять очень острое пламя,
не допуская прямого воздействия пламени на стекло и перегрев спая.
Пайку ведут свинцово-оловянистыми припоями, с небольшой (1—2%)
добавкой серебра. В процессе пайки но мере надобности добавляют
припой и флюс.
Вследствие большой разницы коэффициентов линейного расшире¬
ния кварца и металла (молибдена или вольфрама), их паяют через
несколько переходных стекол, состав которых приведен в табл. 291.
291. Переходные стекла от кварца к вольфраму и молибдену
Марка с Гекла
Химический состав в
вес. %
а-10?
s«o£
В*Оэ
Л12Оз
СаО
к2о
1
Na.O
Кварц
Г1о .......
117 ......
112
113
U15
Д* 123
99,8
89.0
89.5
88.0
83.0
78.5
77.5
8.5
9,75
10,0
11,5
15.0
14.0
0,1
2.0
0,25
2,0
2,0
1,5
МММ®
1.5
1.5
1.5
0,5
0,5
2.0
2.5
3.0
5.5
1 5,8
15.1
18,7
24.3
29.1
33.4
42,0
При пайке стекол с коэффициентом линейного расширения 8-10~8—
9* 10~в применяют легкоплавкие припаечные стекла (табл. 292).
Выполнение герметичного спая медь—стекло можно осуществить
по следующей технологии: между медью и стеклом последовательно
впаивают несколько промежуточных колец из металлов и сплавов,
коэффициент линейного расширения которых занимает промежуточное
положение между коэффициентом линейного расширения меди и стекла.
266
Технология пайки
Абсолютная величина каждого следующего кольца приближается
к абсолютной величине коэффициента линейного расширения соответ¬
ствующего материала (меди или стекла, смогря ио тому, откуда начи¬
нается счет колец). В качестве материала для промежуточных колец
21)2. Припаечные стекла
Химический состав в вес. %
а- Ю7
Темпе¬
ратура
размяг¬
чения
в *С
Si()2
Л12Ов
в2о*
1 РЬО
1
г
ZnO
5
5
10
80
03,4
399
4.5
4,5
11
80
—
94,5
394
4
4
12
80
—
91.5
394
3,5
3,5
13
80
—
94,8
393
—
—
20
80
—
99.0
403
3
11
11
75
—
83,0
440
2,5
2,5
18
72
5
83,0
428
2,5
2,5
14
67.5
15
81,3
414
1.8
—
12.4
68,4
17,5
81,3
402
293. Коэффициент линейного расширении железо-никелевых сплавов
Содержание элементов в %
(Fe — остальное)
Среднее
значение
(!■ 10е
Содержание элементов в %
(Fc — остальное)
о>
~ *
£ со —
сх,х .
С СП 3
N»
Мп
Si
Ni
Мп
Si
33.83
0.89
1,1
41,88
0.24
0,03
4,85
35.89
0,87
0,01
1,2
42,76
0,92
0,01
5,5
Зл, 6л
0,15
0,33
1,54
43,01
—
—
5,71
38.17
1,00
0,05
1,6
44,77
1,08
0,07
6,2
40.17
0,80
0.004
2.4
45,16
■—
—
7.25
38.70
0,12
0,07
2,50
47,09
0,82
—
7,3
42.12
1,54
0.004
3,9
46,00
0,24
0.11
7,61
48.10
0,09
0,03
8,79
50,00
—
—
9.18
50.19
0.64
0,02
9,6
52,10
0,03
0,1C
10.09
294. Режимы отжига стекла
а-10*
Тол¬
щина
В ММ
Время
выдерж¬
ки в мин
сз
| та о
ЙС-ш
В
*• ?-• 1— а
41 га и
Г- С, Д СО
Скорость охла ждев н я
3,2 — 5,0
<3
20
550
I естествен и ос охлаждение печн от
550° С со скоростью 15 град/мин
3 — 12
20
300
До 300° С скорость 3 град/мин, 341-
тем естественное охлаждение с печью
Св. 8,8
<2
20
550
Неrec 1 вениое охлаждение печн. с
550° С скорость охлаждения
15 град/мин
S3
1
о ,
20
250
До 250° С скорость 3 град/мин,
затем еС1еС1иенное охлаждение печи
Соединение металла с неметаллическими матеоиа тми
267
можно брать (последовательно) железо, железо-никелевые сплавы
(габл. 293). ковар и т. д.
После высокотемпературной пайки стекла с металлом необходимо
производить отжиг (табл. 294).
Отжиг паяных соединений должен преследовать следующие основ¬
ные цели:
1) конечные напряжения должны быть возможно меньшими и должны
способствовать сцеплению стекла с металлом, а не ослаблять его;
2) во время отжига не должно возникать временных напряжений,
которые могут разрушить стекло.
Пайка фарфора и радиотехнической керамики
Для соединения методом панки тугоплавкими припоями деталей,
изготовленных из фарфора или радиотехнической керамики, их по¬
верхность необходимо предварительно покрыть металлической пленкой,
которую можно наносить, например, методом нжигания металлических
порошков. Для этого подлежащую пайке поверхность изделия тщательно
очищают наждачной бумагой, делают очищенную поверхность шеро¬
ховатой, травят в ваннах следующего состава:
Содер жямне
в Г/л
Компоненты для травления керамики:
Серная кислота * 230
Пл а ни копа и кислота 125
Трехокнеь хрома ' 02
Компоненты для травления стекла и кварца:
Плапиковая кислота 38
Фтористый аммоний 12
Компоненты для обработки поело травления керамики, стекла
и кварца:
1. Дкухлористое олово 25 (25)
Соляная кислота 20 (130)
2. Сернокислое олово 25—40
Серная к немота 5 — 20
После обработки в ваннах детали тщательно промывают и сушат.
Затем на очищенную поверхность наносят пасту, содержащую в ка¬
честве наполнителя порошкообразные металлы или окислы.
При изготовлении насты предварительно приготовляют 5%-ный рас¬
твор коллодия в смеси амилацетата с эфиром (1:1). В этот раствор
вводят порошкообразные металлы (Mo, Mo—Mn, Si—F’c) или окислы
(Fc203, SnOz) из расчета 1 кГ порошка на I л раствора.
Изделия с нанесенной на них настой помещают в печь с сухой и
чистой азотно-водородной (20% Н2) атмосферой и обжигают при тем¬
пературе 1100—1200° С. Затем изделие охлаждают и па подлежащие
пайке поверхности вторично наносят слой насты и подвергают повтор¬
ному обжигу при температуре 1000—1150° С в течение 10 мин. После
такого двойного обжига на поверхности образуется прочно соединенная
с ним пленка толщинок 0,012—0,05 мм. Такую металлическую пленку
на поверхность фарфора и керамики можно нанести также в вакууме
или в водородной атмосфере.
Изделия, с нанесенным на них покрытием, можно паять как между
собой, так и с другими металлическими изделиями: титаном, цирко¬
нием, серебром, медью и серебряно-медными припоями в печах с кон¬
трол ир уемон атмосферой.
Для пайки фарфоровых и керамических изделий легкоплавкими при¬
поями > подлежащие пайке поверхности, предварительно покрывают
Технология пайки
295. Состав и режим работы ванн для получения пленки
никеля на фарфоре и радиотехнической керамике
/ Компоненты
Содер¬
жание
в Г/а
Время
обработ¬
ки в мин
Темпе¬
ратура
ванны
в «С
pH
Хлористый никель
45
1 » аммоний
50
Лимоннокислый натрий
45
190
80—90
8—8,5
Гипофосфит натрия
12
| Аммиак 25%-ный
До pH
j
8—8,5
| Хлористый никель
22
Гипофосфит калия
Тб
5
60—80
4,0—4,5
Ацетат натрия
10
i
1 Никель сернокислый
20
Гнлофосфит натрия
10
60
60—80
4,0—4,5
Ацетат натрия
10
слоем никеля, наносимого методом контактного осаждения из электро¬
литов, состав которого приведен в табл. 295.
В некоторых случаях поверхность керамических изделий перед
пайкой предварительно лудят при помощи вращающегося круга, на
поверхность которого наносят легкоплавкий (не выше 100° С) припой-
296. Состав и режим работы ванн
для подготовки кварца
к химическому никелированию
опе¬
рации
Компоненты
Содер-
жанне
в Г/а
Время
выдерж¬
ки в мим
'
* 1
К
Плавиковая
кислота
Фтористый
аммоний
38
12
1 —2
2
Хлористое
олово
Соляная
кислота
10
45
1—2
Л
Хлористый
палладии
0,1—0,5
До 3
4
Гнпофосфит
натрия
30
2—3
Перед лужением детали предвари¬
тельно подогреваю г до темпера¬
туры 50—80° С.
Изделия, покрытые никелем или
легкоплавким припоем, можно паять
обычным] I методам и.
Пайка кварца
Кварц можно паять только после
нанесения на его поверхность ме¬
таллической пленки. Эту пленку
можно нанести трем я способами:
гальваническим, металлизацией и
вжиганием благородных металлов.
Перед нанесением гальванического
покрытия кварц последовательно
обрабатывают при комнатной тем¬
пературе в ваннах, состав которых
приведен в табл. 296, при этом после
каждой операции следует тщательно
промывать изделие водой и сушить.
Осаждение металла (никеля) про¬
изводят при температуре электро¬
литов 80—85° С и pH — 4,5-^5,8,
в одной из следующих ванн:
Соединение металла с неметал гичеисим и материалами 269
Компоненты Содержание
» Г/ л
1. Хлористый никель ....... Ь
Уксуснокислый натрий 5
Гнпофосфнт кальции , 8
2. Сернокислый никель ... . 35
Цитрат натрия 10
Ацетат натрия 7
Однозамещенный фосфорнокислый натрий . 10
После никелирования кварц можно дополнительно покрыть медью
илн серебром. Такое покрытие дает возможность вести пайку малооло-
вяннстыми припоями с применением канифольных флюсов. Очень топ¬
кую металлическую пленку можно получить методом металлизации
кварца с последующим нагревом до температуры 1000—1200° С. Полу¬
ченный таким способом металлизированный слой способен к пайке
с различными металлами. Покрытие кварца пленкой благородных ме¬
таллов можно осущесюить по следующей технологии: на паяемую по¬
верхность кварца кистью наносят илатино-золотую краску. После
сушки покрытое изделие в вакууме нагревают до температуры 550-—
580е С до получения металлического блеска покрытой поверхности
и в обычных условиях при температуре 200—250е С вибрирующей
щеткой на пленку наносят чистый расплавленный индий. Кварц с дру¬
гими металлами паяют оловянно-индиевыми припоями с применением
флюса.
Пайка изделий из тугоплавких окислов
Пайку изделия из глинозема (99% Al.2Os) с титаном можно произ¬
водить по следующей технологии: паяемые изделия тщательно очи¬
щают, собирают в приспособлениях и между ними помещают про¬
кладку — кольцо или стержень (в зависимости от конфигурации паяе¬
мых поверхностей) из эвтектического медно-серебряного припоя (Ag +
+ 30% Си). Собранный узел помещают в вакуумную печь, температуру
которой доводят до 850е С. При этой температуре припой плавится
и сплавляется с титаном. Расплавленный сплав хорошо смачивает
поверхность А1203, обеспечивая получение прочного спая.
Изделия из А1203 с другими металлами паяют после нанесения на
поверхность А1303 металлической пленки методом вжигания порошков
марганец—молибден—гидрид титана, окись марганца—окись гитана
илн окись марганца—окись титана—молибден (например, состава
4% Ti + 19% Мп + 77% Мо) и последующего гальванического мед¬
нения. Порошки смешивают в шаровой мельнице в среде ацетона или
амилацетата с нитроклетчаткой. Полученную пасту наносят на пред¬
варительно очищенную паяемую поверхность, после чего изделие на¬
гревают в подородной среде в течение 30 мин при температуре 1400—
1425° С. Полученную металлическую пленку затем гальванически мед-
нят и паяют тугоплавкими или легкоплавкими припоями.
Изделия из плавленной двуокиси кремния (SiOa) паяют с металлами
после нанесения на ее поверхность платиновой краски и обжига в ва¬
кууме при температуре 600—650° С.
На полученную металлическую пленку затем наносят вибрирующей
щеткой расплавленный индий. После покрытия индием изделие паяют
обычными способами оловянно-индиевыми припоями.
270
Т 1?д н'ул^гия пайки
ПРИМЕРЬ! ТЕХНОЛОГИИ ПАЙКИ
Изготовление автомобильных радиаторов
Основными частями автомобильного радиатора (рис. 160) являются:
сота, опорные пластины, верхний и нижний бачки и различная арматура.
Соту радиатора автомобиля собирают из луженых трубок, обычно
свертываемых из латунной ленты на специальной машине. Лужение
трубок преследует две цели: обеспечение герметичности трубки (про-
наика замкового шва) и получение на трубке запаса припоя, который
будет необходим для припайки
к трубкам охлаждающих плас¬
тин.
К концам охлаждающих тру¬
бок припаивают опорные плас¬
тины. Припайку осуществляют
капиллярным методом, основан¬
ным па способности расплавлен¬
ного припоя втягиваться под
действием капиллярных сил
в узкие зазоры.
Пайка радиаторных трубок.
Процесс изготовления трубок
заключается в следующем: в тру¬
бочной машине латунная лента
свертывается в эллиптическую
трубку, при этом края ленты
соединяются в замок. Изготов¬
ленную трубку подвергают лу¬
жению. Процесс лужения состоит
в следующем: готовую трубку
смачивают флюсом по всей на¬
ружной поверхности, затем она
поступает в ванну с расплавлен¬
ным припоем (рис. 161), где
происходит лужение и одновременно запайка шва (рис.. 162). Для
равномерного распределения флюса по всей наружной поверхности
и снятия его излишков трубка проходит через войлочные прижимы,
излишек расплавленного припоя сдувается с трубки сжатым воздухом.
Давление подаваемого воздуха регулируют краном. Для лужения
применяют припой ПОС-ЗО. В этом случае флюсом служит раствор
хлористого цинка. Трубки без ухудшения качества пайки можно
лудить и малоолопянистыми припоями с содержанием 18% Sn, но
с обязательным применением специального флюса ЗИЛ-2. При этом
малооловянисгые припои хорошо пропаивают замковые швы, обеспе¬
чивая герметичность трубки. После лужения трубку охлаждают водой
и разрезают автоматической фрезой на заданную длину. Для получения
оптимального слоя припоя на трубке скорость движения ее (время пре¬
бывания в припое) и давление подаваемого на трубку воздуха устанав¬
ливают опытным путем. Для предохранения припоя от окисления по¬
верхность ванны покрывают хлористым цинком. Температуру расплав¬
ленного припоя в ванне поддерживают постоянной при помощи регули¬
рующего пирометра.
Рис. 160. Радиатор автомобиля
Примеры технологии пайки
271
Пайка (спекание) соты радиатора. После сборки соты для улучшения
передачи тепла охлаждающие звенья («змейка») припаивают к трубкам.
Припайку осуществляют в автоматических печах припоем, которым
были облужены трубки. Для этого соту облипают раствором хлори-
Рис. 161. Схема ванны для лужения трубок в arpeiaTe ЗИЛ:
/ — движущаяся трубка; 2—обдувочное кольцо; 3 — основ¬
ная ванна с припоем; 4—вторая ванна с припоем; 6 — насос
для перекачки припоя; б — вакрытая камера лужения
етого цинка и направляют в печь спекания. При температуре 380—
420° С припой на трубке расплавляется и припаивает трубки к охла¬
ждающим звеньям. Время спекания подбирают опытным путем. При этом
следует иметь в виду, что длитель¬
ное пребывание соты в камере спе¬
кания может привести к окислению
припоя и пережогу соты.
Пайка опорных пластин. Уста¬
новка для пайки (рис. 163) состоит
из общей ванны, в которой плавит¬
ся припой ПОС-ЗО или ПОС-40,
промежуточной ванны, куда пере¬
качивается припой из общей ванны
насосом, и рабочей ванны, в кото¬
рой концы трубок припаиваются
к пластинам.
При панке соту радиатора с за¬
прессованными опорными пласти¬
нами после флюсования устанав¬
ливают на ванночку до упора опор¬
ных пластин в борт; трубки при
этом на 3—5 мм погружаются в рас¬
плавленный припой (температура
припоя 380—400° С), который иод
влиянием капиллярных сил втяги¬
вается в зазор между отбортовкой
опорной пластины и стенкой трубки,
образуя паяный шов. В таком поло¬
жении соту радиатора выдерживают
Рис. 162. Микроструктура замка
радиаторной трубки:
/—радиаторная трубка; 2—припой
272
Технология пайки
15—20 сек для прогрева до температуры припоя. Соту в ванночке сле¬
дует держать строго определенное время и при температуре не выше
указанной, так как большая выдержка и более высокая температура
приводят к загрязнению припоя вредными для него примесями меди
и цинка. Слишком низкая температура и малая выдержка утолщают
спой полуды, что ведет к перерасходу припоя. Для уменьшения
окисления припоя поверхность его в общей ванне покрывают слоем
Рис. 163. Электрованна для припайки опорных пластин капил¬
лярным способом:
1 — футеровка ванны; 2 — расплавленный припой; 3 — специ¬
альная ванночка; 4 — остов радиатора; 5 — электродвигатель;
6 — центробежный насос; 7 — основная ванна для припоя;
8 — электронагреватели
хлористого цинка. Температура припоя поддерживается постоянной
при помощи терморегулирующего пирометра.
Припайка бачков и обоймы. Дальнейшие операции изготовления
радиатора пайкой производят обычно паяльниками или газовой горел¬
кой с применением припоя ПОС-ЗО и флюса, состоящего из раствора
хлористого цинка и хлористого аммония. Бачки, изготовленные из
латуни Л62, подают под пайку после химической обработки, поэтому
они не нуждаются в дополнительной подготовке. После установки их на
опорные пластины швы развальцовывают и обрабатывают флюсом.
Припайку к опорным пластинам производят паяльником большой мощ¬
ности или нагревом т. в. ч., для чего прутковый припой предварительно
укладывают в шов после его подготовки.
Примеры технологии пайки
273
Стальную обойму и другие стальные и чугунные детали радиатора
для лучшего смачивания припоем покрывают медью контактным спо¬
собом в растворе состава (в Г/л):
Сернокислая медь 100
Серная кислота . * 25
Время обработки 3—5 сек. Припайку их осуществляют газовой го¬
релкой (февкой) илн паяльником.
Пайка пластинчатых сот радиаторов. Пластинчатые соты охлаждаю¬
щих радиаторов собирают из гофрированных охлаждающих пластин
Рис. 164. Пластинчатая сота радиатора в приспособлении
для пайки
и штампованных обойм. Чтобы образовались каналы для прохода
охлаждающей воды, такие обоймы собирают в пачки и пропаивают по
боковым поверхностям (рис. 164). Пайку осуществляют методом погру¬
жения соты в расплавленный припой. Предварительно соту погружают
боковой плоскостью в ванну с раствором хлористого цинка для флюсо¬
вания мест пайки, а затем погружают в ванну с расплавленным оло¬
вянно-свинцовым припоем до упора в решетку, установленную в ванне
на 6—8 мм ниже уровня расплавленного припоя. Через несколько
секунд готовую соту вынимают из ванны и охлаждают. Таким же спо¬
собом пропаивают вторую боковую сторону соты, а также торцовые
замки обойм.
274
Технология пайки
Одновременно с пропайкой боковых поверхностей соты при погру¬
жении се в ванну расплавленный припой под влиянием капиллярных
сил проникает в зазор между гофрированными охлаждающими пласти¬
нами и обоймами, прочно соединяя их между собой. Готовую соту
подают па дальнейшую сборку радиатора.
Пайка алюминиевых радиаторов. Основными препятствиями для
внедрения радиаторов из алюминия являются трудность пайки его
в существующих автоматических процессах, возможная коррозия пая¬
ного шва и большие трудности, связанные с ремонтом радиатора, как
в процессе изготовления, так и в экс¬
плуатации.
Сердцевину алюминиевого радиато¬
ра изготовляют обычно из плоских
алюминиевых трубок, расположенных
в коридорном порядке; пространство
между трубками заполняют гофриро¬
ванными ленгами, выполняющими роль
охлаждающих пластин. В некоторых
случаях изготовляют трубчато-плас¬
тинчатую сердцевину. Охлаждающие
пластины припаивают к трубкам при¬
поем.
Толщину алюминиевых трубок и
пластин удваивают по сравнению с мед¬
ными и латунными, т. е. охлаждаю¬
щие пластины изготовляют толщиной
0,15 м ч (вмесго0,08 мм) и трубки тол¬
щиной 0,25 мм (вместо 0,15 дш). Такой
выбор объясняется тем, что при пайке
(особенно тугоплавкими припоями) тон¬
кие алюминиевые листы теряют свою
нагартовку и прочность, необходимую
в условиях эксплуатации и изготовле¬
ния радиатора.
Алюминий может быть применен в трубчатом или пластинчатом ра¬
диаторе в двух вариантах: из него изготовляют только пластины,
а трубки, бачки и патрубки — из латуни; все детали радиатора делают
из алюминия.
В большинстве случаев применяют комбинированные радиаторы
с латунными трубками и биметаллическими алюминиевыми охлаждаю¬
щими пластинами (алюминиевая лента, покрытая легкопаяемым ме¬
таллом, например, медью, никелем и др.). Покровный металл наносят
гальваническим способом или методом прокатки. Основным преиму¬
ществом применения биметаллической алюминиевой ленты является
возможность сохранения существующего технологического процесса.
Производство латунно-алюминиевых радиаторов не влечет за собой
значительных изменений как в оборудовании, так п в технологии
производства, но требует применения специальных флюсов и припоев,
основой которых являются системы Zn—Sn или Zn—Crf с содержанием
не менее 70% Zn. Оловянно-свинцовые припои не рекомендуется при¬
менять для изготовления латунно-алюминиевых радиаторов. Процесс
спекания латуино-алюминиевых сот радиатора при соблюдении этих
условий мало отличается от спекания медно-латунных сот радиатора.
Рис. 165. Схема припайки мед¬
ной трубки к алюминиевой плас¬
тине, плакированной медыо:
1 — трубка; 2 — алюминиевая
пластина; 3 — медь; 4—припой
Примеры технологии пайки
275
Радиаторы с охлаждающими алюминиевыми пластинами с односто¬
ронним покрытием медью (рис. 165) при изготовлении не вызывают
затруднений. Радиатор изготовляют по обычной технологии. Соту пе¬
ред спеканием погружаюг п ванну с флюсом на основе хлористого
цинка. Спекают в печи при тех\зпературе 400—420° С и выдержке
50—70 сек, '
Пайка проходит хороню и не требует изменения технологического
процесса, теплоотдача радиаторов равноценна медно-латунным, но
в коррозионном отношении они значительно хуже радиаторов с латун¬
ными охлаждающими пластинами.
Последнее обстоятельство не дает основания рекомендовать изго¬
товление радиаторов с применением алюминия, плакированного медью.
Пластины с никелевым покрытием обладают высокой коррозионной
стойкостью, по применение их связано с дефицитностью никеля. Пла¬
стины с цинковым покрытием обладают также коррозионной стой¬
костью, но плохая паяемость цинка ограничивает их применение.
Алюминиевые радиаторы изготовляют обычно пайкой тугоплавкими
алюминиевыми припоями с содержанием 7—12% Si.
Трубки со швом внахлестку изготовляют из тонколистового плаки¬
рованного с двух сторон материала Ллкоа-100. Основа его состой г из
сплава типа АМц. Внутреннее покрытие предназначено для предотвра¬
щения коррозии и состоит из алюминиевого сплава с 2—396 Zn, внеш¬
нее покрытие выполняет роль припоя и состоит из силумина с содер¬
жанием до 7% Si. Пластины изготовляют из алюминиевого сплава
тина АМц толщиной ~0,127 мм без покрытия, бачки делают из этого же
материала. После сборки сердцевину подвергают очистке, подогревают
до температуры 400° С и опускают па 1—2 мин в ванну с расплавлен¬
ными солями. Температура ванны в пределах 590—600° С.
При пайке следует очень точно выдерживать время и температуру,
так как повышение температуры выше 600° С может привести к оплав¬
лению основного металла.
После пайки сердцевину выдерживают около 20 мин при темпера¬
туре плавления смеси солей для того, чтобы часть флюса стекла с соты.
Охлажденную соту тщательно очищают от остатков солей и промывают.
Бачки и другую арматуру радиатора соединяют с сердцевиной аргон-
иой сваркой или пайкой твердым припоем. Такая технология обеспечи¬
вает высокое качество радиаторов, но связана с большим расходом
солей, высокой стоимостью плакированных материалов и вредноегью
производства.
Опайка кузова легкового автомобиля
Дефекты сварки и сборки кузова автомобиля исправляют наложе¬
нием расплавленного оловянно-свинцового припоя на поверхность
кузова и механической обработкой мест пайки до получения гладкой
поверхности нужного профиля. Для прочного сцепления припоя с по¬
верхностью кузова последний в местах нанесения припоя предвари¬
тельно лудят. Поверхность, подлежащую лужению, зачищают наждач¬
ной бумагой или дрелью с наждачным кругом до металлического блеска;
если поверхность чистая, то ее только протирают чистой тряпкой.
После механической подготовки на чистую поверхность кистью тонким
слоем наносят насту (габл. 127), которую предварительно перемешивают.
Покрытую настой поверхность разогревают газовой горелкой до
276
Технология пайки
расплавления порошкообразного припоя, при этом чистыми тряпками
протирают от остатков флюса и избытка припоя, добиваясь равномер¬
ного покрытия. Нелуженые участки, отдельные точки или их скопле¬
ния подвергают вторичному лужению, их наличие не допускается.
Для нанесения припоя на дефектные участки прутковый припои марки
ПОС-30 помещают в металлический поддон, газовой горелкой разогре¬
вают его до жидкого состояния, посыпают сухим порошком хлористого
аммония и снимают сверху окислы. После очистки припой охлаждают
до кашицеобразного состояния и деревянной лопаткой, слегка смочен¬
ной индустриальным маслом НС-20, накладывают на луженую, пред¬
варительно нагретую поверхность слоем не более 1—2 лш, при этом
в момент кристаллизации припоя его уплотняюг лопаточкой. На пер¬
вый слой, после его полной кристаллизации, наносят второй и т. д.
Наносить припой слоем больше 2 мм не рекомендуется из-за возможного
образования пор па поверхности кузова. По этой же причине не сле¬
дует пользоваться лопаткой, обильно смоченной маслом. Индустриаль¬
ное масло наносят на деревянную лопатку войлоком, пропитанным
маслом.
После опайки кузова обрабатывают места пайки и сопряженные
участки ручными пилами, шлифовальными машинами и наждачной бу¬
магой: поверхность при этом должна быть гладкой без нор и надиров.
Пайка дефектов чугунных отливок
В большинстве случаев пайку чугуна применяют для устранения
пороков литья (усадочных раковин, трещин и пор). Припоем чаще всего
служит ПОС-ЗО, а флюсом — раствор хлористого цинка с добавками
хлористых солей, меди и олова.
Простейший способ пайки состоит в механической обработке мест
пайки, обезжиривании и лужении очищенной поверхности припоем.
Последовательность лужения:
1) зачистной машинкой очищают от литейной корки место пайки;
2) очищенную (без следов коррозии) поверхность тщательно обез¬
жиривают бензином, ацетоном или раствором едкой щелочи;
3) обрабатывают подготовленную для лужения поверхность кисточ¬
кой, смоченной во флюсе;
4) газовой горелкой равномерно прогревают место пайки до темпе¬
ратуры, при которой припой, поднесенный к очищенной поверхности,
будет расплавляться;
5) держа горелку в левой руке, а в правой смоченную во флюсе
кисть, растирают припой кисточкой.
По окончании лужения заделывают дефекты литья припоем, приме¬
няя для этой цели паяльник или газовую горелку.
После пайки изделие тщательно промывают горячей и холодной
водой и слегка протирают машинным маслом.
Пайка медных кабелей
Медные жилы кабелей паяют заливкой расплавленным припоем.
Для этой цели с концов двух кабелей снимают изоляцию, оголенные
провбда обезжиривают в бензине, ацетоне или дихлорэтане и опускают
в спиртовой раствор канифоли. После этого на жилы надевают соеди¬
нительную гильзу заливочным отверстием вверх.
Примеры технологии пайки
277
Концы гильзы обматывают шнуровым асбестом, чтобы не вытекал
припой и не нарушалась изоляция. Припоем заливают до тех пор, пока
соединяемые элементы не прогреются до температуры плавления при¬
поя. Для ускорения процесса перед заливкой гильзу с вложенными
в нее концами жил прогревают наялыюй лампой или газовой горелкой.
В качестве припоя применяют обычно оловянно-свинцовые припои
с содержанием б—30% Sn или чистый свинец.
Пайка медных труб
Медные трубы, испытывающие продолжительные нагрузки и высо¬
кие температуры, паяют медно-цинковыми или серебряными придоями
с применением в качестве флюса буры с борной кислотой (для лагун¬
ных припоев) или флюса Лг? 209 (для серебряных припоев).
ZZZL
<5223
CTSSS3
JZZZZZZ
щ
t
f/M
У///1
УТГЛ
Рис. 166. Типы соединений для пайки медных труб
Соединение медных трубопроводов, работающих при температуре
до 120° С и небольшом давлении, осуществляют оловянно-свинцовыми
припоями с содержанием 5—95% Sn с применением в качестве флюса
раствора хлористого цинка.
Типы соединений медных труб показаны на рис. 166. Оптимальные
величины зазоров для тугоплавких припоев 0,1—0.3 мм, легкоплавких
0.02—0,10 мм.
Перед пайкой места соединения очищают от грязи, жира и покры¬
вают флюсом. Припой предварительно закладывают в места пайки
в виде кольца или подают в момент, когда концы труб будут нагреты
до температуры пайки. Место пайки нигревают многосопловой ацети-
лено-кислородной горелкой с нейтральным пламенем.
278
Технология пайки
Автоматическая пайка печатных схем
Автоматическая линия пайки печатных схем методом погружения
или волной припоя показана на рис. 167.
Линия состоит из конвейерного транспорта и девяти постов, или
камер. На посту 1 оператор устанавливает и закрепляет печатную
схему на конвейерной ленте.
Проходя через камеру 2 и 3, изделие флюсуется с помощью ролика
и высушивается потоком горячего воздуха.
т
(ft
. JT
2
3
4
5
6
7
8
►
V/7/Л
YS/УЛ VJJJA
*
♦
—CZ3
1
I
U7I7X. _
ff
li
1) п
О
*00
О О
В
ц
9 9
11Ш11
О
О
о О
\
Рис. 167. Автоматическая линия для пайки печатных схем
Пайка производи гея в камере 4 и может быть осуществлена погру¬
жением в расплавленный припой или волной припоя. По первому спо¬
собу пайка происходит в плоской ванне. Пластины и поверхность
панны припоя расположены параллельно, глубину погружения изде¬
лия и высоту зеркала ванны при этом способе точно фиксируют. По вто¬
рому способу в паяльной ванне с помощью насоса щелевого типа, вы¬
ступающего над поверхностью жидкого припоя, создают поток припоя
высотой до 30мм над уровнем зеркала ванны. Пайку осуществляют пере¬
мещением изделия над гребнем со скоростью 60—120 см!мин.
После пайки печатная схема поступает в камеру 5, где охлаждается,
а затем в камеру б и 7. В этих камерах очищаются верхняя и нижняя
части панели от остатков флюса и наплывов припоя. Очистка осуще¬
ствляется вращающимися щетками, скребками и горячей водой.
После окончания воздушной сушки в камере S готовое изделие по¬
ступает па разгрузочный желоб 9.
Пайка цилиндрических сверл
Установка для пайки состоит из трех ванн, обогреваемых электри¬
ческим током или газом (рис. 168), В ванне / происходит предваритель¬
ный подогрев инструмента, в ванне //, на дне которой в специальном
тигле находится расплавленный припой, осуществляется панка,
в ванне /// инструмент закаливается. Составы солевых смесей в ван¬
нах приведены в табл. 297.
Для пайки пластин твердого сплава ВК8 или Т15К6 с зазором не
более 0,1 мм их плотно сажают в паз корпуса, выполненного из стали
9ХС, и сверху прижимают заусенцем, идущим от вершины сверла.
Примеры технологии пайки
279
В собранном виде сверла в течение 5 мин кипятят в насыщен пом вод¬
ном растворе буры, после чего просушивают и подогревают до темпера¬
туры 500—600° С. Затем сверла в вертикальном положении загружают
на несколько минут для прогрева в смесь солей /, температура этой
смеси 820—850л С. Затем сверла переносят в тигель 4, па дне этого
тигля находится расплавленная латунь J162, а сверху расплавленная
соль. При температуре 980—1000° С в соляной ваине производят окон¬
чательный нагрев и, погружая инструмент в припой, производят его
пайку. Уровень латуни поддерживают несколько выше пластинки
сверла (по мере надобности добавляют).
/ " III
Рис. 168. Установка для пайки погружением:
I — электроды; 2Т 3—смесь солей; 4 — тигель с припоем; 5 — тигель
для закалки; 6 — спираль подогрева; 7 — смесь солей
297. Составы солевых смесей для пайки инструмента с одновременной закалкой
Ко
панны
Назначение ванны
Состав в %
NaCl
BaClg
Na NOa
К NOa
1
Нагрев инструмента
22
78
.
2
Подогрев припоя
10
90
—■
3
Закалка инструмента
—■
50
50
После пайки сперла вынимают из тигля 4 и переносят в тигель 5.
Для сверл с пластинками из сплава ВК8 температура солей в этом
тигле должна быть 200—220° С и выдержка до 30 мин, для сплава
Т15К8 — 300—330° С и выдержка 15 мин.
В тигле 5 сверла выдерживают заданное время, после чего их вы¬
нимают, охлаждают на воздухе, промывают в проточной воде и загру¬
жают в электропечи на 1 ч, где при температуре 180—200° С проис¬
ходит отпуск. После пескоструйной очистки сверла поступают па кон¬
троль; в твердом сплаве, корпусе и в припое не должно быть трещин,
в противном случае сверла бракуют.
Приведенным методом можно паять сверла диаметром 5—12 мм.
ЗАЩИТА И КОНТРОЛЬ ПАЯНЫХ
СОЕДИНЕНИЙ. ТЕХНИКА БЕЗОПАСНОСТИ
ЗАЩИТА ПАЯНЫХ СОЕДИНЕНИЙ
ОТ КОРРОЗИИ
Общие понятия о коррозионных процессах
Коррозией называют разрушение металлов и сплавов под влиянием
химического или электрохимического воздействия внешней среды.
В зависимости от характера происходящих при этом процессов разли¬
чают химическую и электрохимическую коррозию.
К химической коррозии относят процессы химического взаимодей-
v о
стпия металла с внешней средой, не сопровождающиеся возникновением
электрического тока. Такой вид коррозионного разрушения наблю¬
дается при действии на металлы сухих газов и жидких неэлектролитов.
Электрохимической коррозией называют процессы, в которых раз¬
рушение металла сопровождается прогеканием электрического тока.
Этот вид коррозии имеет место при действии на металлы жидких элек¬
тролитов. Скорость коррозионного разрушения зависит от природы
металла и характера внешней среды. Коррозионную стойкость метал¬
лов и сплавов чаще всего оценивают по потере веса или по уменьшению
толщины изделия. Наиболее распространенная в практике шкала оценки
коррозионной стойкости металлов приведена в табл. 298.
Электрохимический потенциал металлов
Относительная электрохимическая активность металла характери¬
зуется значением стандартного равновесного электродного потенциала,
определяемого по отношению к водородному электроду в растворе
собственных ионов с концентрацией 1 грамм-иои па 1000 Г раствора.
Нормальные электродные потенциалы для некоторых металлов приве¬
дены в табл. 299.
Электродные потенциалы, определенные в растворе электролита,
содержащего ионы других металлов, называют неравновесными. Вели¬
чина их зависит от природы электролита, его температуры, состояния
поверхности металла и многих других факторов. Неравновесные потен¬
циалы определяют опытным путем для каждого отдельного случая.
Электродные потенциалы некоторых металлов в растворах 3% NaCl
и 3% NaCl + 0,1% Н202 приведены в табл. 300.
Контактная коррозия паяных соединений
Паяные соединения работают в различных газовых средах и атмо¬
сферах, в растворах кислот и щелочей. Электродные потенциалы ме¬
талла* из которого изготовлено паяное соединение, и припоя, при
помощи которого выполнена пайка, в общем случае различны. Поэтому
паяное соединение можно рассматривать как коррозионный элемент,
электродами которого являются металл основы и припой. Исследова-
298. Шкала коррозионной стойкости
/
Группа
стойкости
Балл кор¬
розионной
стойкости
Скорость
коррозии
в мм/год
Потери веса в Г/м%'К
Железо
и железные
сплавы
Медь
и медные
сплавы
Никель
и никелевые
сплавы
Свинец
и свинцовые
сплавы
Алюминий и
алюминиевые
сплавы
Магний и
магниевые
сплавы
Совершенно
сто й к и е
1
<0,001
<0,0009
<0,001
<0,001
<0,0012
<0,0003
<0,0002
Весьма
стойкие
2
0,001 —0,005
0,0009-0,0045
0,001-0 0051
■
0,001 —0,005
0,0012—0,0065
0 0003-0.0015
0,0002-0.001
Стойкие
3
4
5
0,005 — 0,01
0,01 —0,05
0.05-0,1
0,0045-0,009
0,009—0,045
0,045—0.09
0,0051—0,01
0.01-0.031
0.051—0,1
0,005 — 0.01
0,01—0,05
0.05 — 0,1
0.0065-0.012
0,012—0,065
0,065—0,12
0,0015-0,003
0,003—0,015
0,015 — 0,031
0,001—0,002
0,002 — 0,01
0,01-0,02
Пониженной
стойкости
6
7
0,1-0,5
0,5-1,0
0,09—0,45
0,45-0,9
0,1 — 0,51
0,51-1,02
0,1-0,5
0,5-1.0
0,12-0,65
0,65-1,2
0,031-0,154
0,154-0,31
0,02 — 0,1
0,1-0,2
Малостойкие
8
9
1.0-5,0
5.0—10,0
0.9 — 4,5
4,5 —9,1
1,02 — 5,1
5,1-10,2
1,0 — 5,0
5,0-10.0
1,2 — 6,5
6,5-12,0
0,31-1,51
1.5-1—3,1
0,2 —1,0
1.0-2,0
Нестойкие
10
>10
>9,1
>10,2
>10,0
>12.0
>3.1
>2,0
ND
00
282 Защита и контроль паяных соединений. Техника безопасн.
299. Нормальные электродные
потенциалы некоторых
металлов при 25° С
300. Неравнолесные электродные
потенциалы металлов (в в) в элек¬
тролитах (по водородной шкале)
Металл
Нор¬
мальный
потен¬
циал в в
Металл
« 40
3 д
S X
• jq к
Г\ £ й' rj
СГ i_ ГЗ
J? rt С =
-SCS
Золото
+1 • 5
Кадмий
— 0.40
Серебро
-рО, 80
Железо
—0,44
Медь
4-0,51
Хром
—0,56
Медь
+ 0,34
+ 0.23
Цинк
— 0,76
Висмут
Марга¬
— 1,10
Сурьма
-Г 0,20
нец
— 1,34
Во город
0,00
Алюми¬
Свинец
—0.13
ний
Олово
— 0,14
Магний
— 1,55
Никель
—0,22
Ни гр ий
— 2,71
Кобальт
—0,29
Калин
Ли гий
— 2,92
-2,96
нин показывают, что олопяпио-
свинцовыс припои имеют более
отрицательный потенциал по
сравнению с медью, поэтому при
коррозии паяного соединения из
меди сильнее разрушается при¬
пой. Сталь же, наоборот, имеет
более отрицательный потенциал
по сравнению с припоем, по¬
этому в стальных паяных соеди¬
нениях происходит разъедание
стали вблизи паяного шва. При
Ме¬
Раствор
3% NaCl
Раствор
3% NaCl f
+ 0.1% И*Оя
таллы
На¬
чаль¬
ный
Ко¬
неч¬
ный
На¬
чаль¬
ный
Ко¬
неч¬
ный
Сере¬
бро
-1-0,24
-|- 0,20
+ 0,23
+ 0,23
Медь
+ 0,02
+ 0,05
+ 0,20
+ 0,05
Вис¬
мут
— 0,1о
— 0.18
Сурь¬
ма
— 0,12
-0,09
—
Оленю
— 0,25
— 0,25
—0,08
+ 0.1
Сви¬
нец
— 0,39
— 0,26
— 0,35
—0,24
Ни¬
кель
— 0,13
— 0,02
+ 0,2
+ 0.05
Ко¬
бальт
— 0,17
-0,45
Кад¬
мий
— 0,58
—0,52
+ 0,50
—0,30
Же¬
лезо
—0,34
—0,50
—0,25
— 0,50
Хром
—0,02
0,23
+ 0,40
+ 0,06
Ции к
—0,83
—0,83
—0.77
— 0,77
Мар¬
ганец,
— 1,05
—0,91
Алю-'
ми и ий
—0,63
—0,63
—0,52
— 0,52
Маг¬
ний
— 1,45
-1.4
этом следует учитывать, что в процессе
работы коррозионной пары происходит поляризация обоих электродов,
в результате чего сила коррозионного тока, а следовательно, и интен¬
сивность коррозии сильно уменьшаются.
301. Коррозия контактирующих металлов п морской воде в Г/м£
(среда неподвижная, отношение площадей 1:1)
Кон тактирующий метал
л
Основной металл
Сталь
Ст. 3
СО
со
•
эк JJJ 00
3 >/-
сх и —
CJ >
и fO
Цинк
Бронза
Бр.ОЦ-Ю-2
1
Сз
сг —*
§«
СХо.
— Щ
2
*
~ "*• СО
о - ^
СХ СХ 5
Сталь Сг.З . . .
0,045
0,032
0
0.080
0,081
Серый чугун
СЧ 18-36
0,073
0,062
—
0,225
—
—
Цинк
Сильная
—
0,017
0,1
0,126
0,997
Бронза Бр.ОЦ-Ю-2
коррозия
0.003
0.003
0
1,029
» Бр. АН-9-6
—
—
0.002
—
0,006
—
» Бр- ЛЖМ
(литая)
0,001
—
0
—
•—“
0,009
302. Зависимость коррозионной стойкости некоторых металлов и сплавов от контактирующего металла
$
Ко {тактирующий металл
Основной
металл
г
я
н
СЗ -
5*
- с
с 0.
Fh ^
О V
ч .
^ _
п я
■ 'ё
W ИИ
* л 5
•г Я С
н га Я
р с* ti
”. ня «*
С! - Ч »S
д Л О с-
0=1
«-< CI Я О
"£ Я Я п
V
а
►н
5S
*1
£
ч
0
QJ •
а 5
£Р *
0 ^ .о
я у i
я Я л
я *
? - R *
^ д 0,3
£ га О и
SS ап
я С С.Ч
а 4i е:
И О У У
5
IV*
>4
(_
п*
Ч
a
Л
tt
о
<.
А
Ч
*
**
X
и
у ~
х S
X Э
05 Я
У I-
. С
0 У
«ч
13
С г
1
Сталь, чугун
«
Е
Е
к
\W
X
Ич
м
Я
т
Магний п его
сплавы
о
я
3"
2
о
я
Я!
Я —
*5* в
А м
X й
я
га
f*
—N
М4
Н
0
U.
<У
Я
-Я
Я
= 3
Я я
С га
* ч
<3
Золото, платина,
серебро
Мон ель идконель.
сплавы никеля с мо¬
либденом
У
н
н
Н
Н
н
Н
н
Н
II
У
Оловянные н алю¬
миниевые бронзы,
меди о-серебряные
сплавы
н
Н
У
н
Мед», латуни .
Никель
РУ
У
У
1!
Н
У
У
н
Олово, свинец
и их сппавы ...
V
У
У
У
У
РУ
Сталь, чугун
РУ
—
II
У
Кадмий
РУ
РУ
У
—
РУ
Цинк .
РУ
РУ
РУ
—
РУ
Магний и его спла¬
вы
Р
Р
Р
РУ
У
У
_
У
Нержавеющая
сталь
Титан .......
РУ
и
У
н
У
н
У
п
н
н
н
н
н
н
н
V
н
н
Алюминий и его
сплавы ....
р
РУ
р
У
РУ
У
У
У
РУ
—
Условные о<
5 о з н а
ч е >1 и
я
и —
j влияет: У -
- усиливает: РУ — резко ускоряет: I
э — разрушает.
Со
а
3
а
§
г
*
о
ъ
qj
а
ж
гъ
Ж
I
§
'О
43
8
а
а
N0
00
со
284 Защита и конлгроль паяных соединений. Техника безопасн.
При конструировании паяных изделий следует учитывать влияние
коррозии при контактировании двух разнородных металлов и сплавов.
Из табл. 301 следует, чго скорость коррозии двух различных металлов
обычно выше, чем каждого из этих металлов порознь.
Коррозионная стойкость некоторых металлов и сплавов в зависи¬
мости от контактирующего металла приведена в табл. 302.
Влияние коррозии на прочность паяных соединении
Коррозия паяного соединения приводит к уменьшению прочности
шва и к потере герметичности.
В табл. 303 приведены результаты изменения прочности паяных
соединений, находящихся в контакте с влажной шлаковой ватой
303. Изменение прочности паяных соединений при
кратковременных испытаниях на растяжение под влиянием
коррозии в условиях контакта с вчажной шлаковой ватой
я
Марки припоя и металла
л •
1- о
£{Х
2 сх
^ ° -К
Д v
К ~ Г(
О ГС ^
н о.
в
к
га
ех
о
Предел
прочности
образцов
в к Г /мм2
паяных образцов
Продолжи
воздейств!
зиошюй с
в сутках
л
«
п
555
2 ас
■г *
J в
не под¬
вергав¬
шихся
коррозии
о. So.
<и т о я
ю a sc е:
С[ Д Pi
о И) с, О
С ~ ы С.
vO
Я 6°'
=■ з: е
Osг
с; s t;
Медь МЗ+ ПОС-40 + медь М3 . .
435
10
2,45
2.40
2
Латунь Л62+ЛОС-40+латунь
Л 6 2
435
10
1.80
1.65
9
Сталь МСт.2 кн, МСт.3-1-
+ 1ЮС-40+сгя..чь МСт.2 кп, МСг.З
435
10
2,90
2.60
10
Сгаль Х18Н9Т+1 ЮС-40 -Деталь
Х18Н9Т
435
10
2.80
2.60
7
Медь М3 — ГЮС-40—сталь Ст.2
435
10
2.80
2,50
11
Медь М3 -1 - ПОС- ЗО-f- медь М3 . .
281
19
2.20
2.00
9
Латунь Л62 +ПОС-30+латунь
Л62
281
19
2,20
1,90
14
Сталь МСт.2кп, Ст. 3+ПОС-39+
сталь МСт.2кп. МСт.З
180
13
2.65
2,50
6
Сталь Х18Н9Т + ПОС-30+сталь
Х18Н9Т
274
18
2.90
2, «io
12
Медь МЗ+ПОС-ЗО+сталь С г. 2
259
17
2,40
2,20
8
Латунь Лб2+ПОС-30+сталь
МСт.2кп, МСт.З
180
13
2.60
2,40
8
Медь МЗ+ПОС-18+медь м3 . .
343
27
2,10
2,10
0
Латунь Лб2+ПОС-18+латунь
Л62 .
343
27
1,80
1,80
0
Сталь МСт.2 кн. МСт.З+
+ ПОС-18+сталь МСг.2кп, МСт.З
240
21
2,90
2,50
14
Медь М3 — ПОС-18 |- сталь
МСт. 2 кп. МСт. 3
240
21
2.50
2.15
14
Защита паяных соединений от коррозии
283
(pH = 6-т-8), в условиях периодического замораживания паяных об¬
разцов жидким кислородом с последующим нагревом их вместе с шла¬
ковой ватой до 60—70° С и постепенным охлаждением до комнатной
температуры. При низкой температуре основной металл и припой не
корродируют.
Из приведенного примера видно, что коррозия паяных швов зависит
от среды, в которой они находятся. Особенно вредное влияние на проч¬
ность паяного соединения оказывают остатки флюса (табл. 304).
304. Изменение прочности паяных соединений при кратковременных
испытаниях на растяжение образцов, паянных припоем ПОС-40,
под влиянием коррозии в растворах паяльных флюсов
Коррозионная среда
Марка металла
паяных образцов
1
U
^ X X
X 1- Г*
Г4 Л
||&
«Ой
Предел прочно¬
сти образцов
в к Г/мм2
не под¬
вергав¬
шихся
коррозии
подвер¬
гавших¬
ся кор¬
розии
потеря
прочно-
С1И в %
25%-ныЙ раствор хло¬
ристого цинка, получен¬
ный растворением чи¬
стой соли
Латунь Л62 -|-
-f-медь М3
Медь МЗН-
+сталь Ст.З
280
280
2,50
2.60
1,80
2,50
28
4
25%-ный раствор хло¬
ристого цинка, полу¬
ченный растворением
технического цинка в
технической соляной
кислоте
Латунь Л62-|-
+ медь М3
280
2,50
1,80
28
Раствор, содержащий
15% хлористого цинка
н 5 % хлор и с того ам-
МОШ1Н
Латунь Л62 |-
Ч-медь М3
280
2,50
2.00
20
Сильному коррозионному разрушению подвержены паяные соеди¬
нения из алюминия и его сплавов. Швы из алюминия, паянные оловом,
свинцом и их сплавами, интенсивно корродируют по поверхности раз¬
дела между металлом основы и припоем. Кадмий и припой на его основе
также вызывают коррозию паяного соединения, но скорость коррозии
ниже, чем у соединений, паянных оловянными припоями. Низкой корро¬
зионной стойкостью обладают соединения, выполненные припоями на
основе висмута. Поэтому не рекомендуется применять в качестве припоев
для пайки алюминия и его сцлаиов олово, свинец, кадмий, висмут и их
сплавы между собой. Значительной коррозионной стойкостью обладают
соединения, выполненные цинком или его сплавами с серебром, алюми¬
нием, медью и магнием. При введении в цинк легкоплавких металлов
(олово, кадмий, свинец и висмут) коррозионная стойкость паяного
соединения ухудшается, но вполне может быть достаточной для ра¬
боты в слабо агрессивных средах.
286 Защита и контроль паяных соединений. Техника безопасн.
Способы защиты от коррозии
Для предотвращения коррозии паяных соединений при хранении,
транспортировке и в эксплуатации применяют лакокрасочные покры¬
тия или химическую обработку п специальных растворах. Окраску
алюминиевых и магниевых сплавов рекомендуется производить хро¬
матсодержащими лакокрасочными материалами или пастами. Битумные
краски рекомендуются для изоляции алюминия, магния, свинца,
цинка, кадмия и олова от действия щелочьсодержащих материалов.
Надежной защитой магниевых сплавов от коррозии может служить
окраска после оксидирования, т. е. после травления в смеси двухро¬
мовокислого калия с азотной кислотой, с соответствующей промыв к ж
и сушкой.
Некоторые краски, рекомендуемые для защиты паяных соединений,
работающих в коррозионных средах, приведены в табл. 305.
305. Некоторые краски для защиты паяных соединений
Лс) кокраеочпые
материалы
Краткая характеристика
и применение
■ г*
(С
к К и
? 3
^ о к
CQ л =
* ^
- о —
г— ч-* !
£ >»~и
■=• <- -о
« л >.
Н Cl и и
ГОСТ
или ТУ
Нитроглифта-
левые эмали
марки НКО
Быстросохнущие эмали
на основе нитроцеллюлозы
и алкидпой смолы для ок¬
раски изделий, не требую¬
щих высокой декоративной
отделки
3
18—22
ГОСТ
6631-53
Нитроэмали
марки НП:
1111-33-01
НП-33-20
1111-35-99
Быстросохнущие эмали
на основе нитроцеллюлозы
для окраски алюминиевых
и латунных авиационных
приборов
1
18 — 22
ТУ МХИ
420-41
ТУ МХП
419-41
ТУ МХП
421-41
Эмали ЭП-51
полуматовые
Эмали на основе нитро¬
целлюлозы и алкидно-эпок-
сидыой смолы для покры¬
тия металлических поверх¬
ностей (предварительно за¬
грунтованных грунтом
ФЛ-03), работающих в ус- 1
ловиях тропического Кли¬
ма га
1 5
3
70—80
18 — 22
БТУ КУ
484-57
Эмаль
ИХ В-715
Быстросохнущая эмаль
на основе перхлорвинило¬
вой смолы для окраски из¬
делий, работающих в усло¬
виях влажного климата
2
18—20
ВТУ МХП
4526-56
Эмаль УЭ-12
зеленая
Эмаль горячей сушки на
ос нове мел а м и иофор мал ь-
дегидной и алкидной смол
для окраски изделий из ма¬
гниевых сплавов по пред¬
варительно загрунтован¬
ной поверхности
1
100
ТУ МХП
КУ 255-55
Защита паяных соединений от коррозии
287
Продолжение табл. 305
Л а кокрасочн ые
материалы
к
Краткая характеристика
и применение
■ 3*
СЗ
к к й
Е д
п. 2 =
К и I
^ eg
<U л
Е >> ^ о
f-
г- С. U зс
ГОСТ
или ТУ
Лак ЛО
; Лак горячей сушки на
! основе мсламнноформаль-
дегмдной смолы и иоливи-
ннлбутираля для окраски
магниевых, алюминиевых
и стальных деталей, рабо¬
тающих в среде бензина,
керосина и смазочных ма¬
сел
1
18—30
ГУ МХП
2562-51
Эмали марки
ПФ
Масляные пентафталс-
вые эмали воздушной суш¬
ки для окраски деталей,
подвергаемых атмосферно¬
му воздействию
48
18—22
ГОСТ
6465-53
Лаковый
грунт АЛГ-1 и
АЛ Г-5
Масля но-канифольная
грунтовочная эмаль с тун¬
говым маслом для грунто¬
вания алюминиевых де¬
талей
40
18 — 22
ТУ мхп
777-41
Грунт АЛГ-7
Мае л я но-г лифта лева я
грунтовочная эмаль горя¬
чей сушки для грунтова¬
ния деталей из магниевых
и алюминиевых сплавов
3
100
ТУ МАП
2550-52
Эмали Муар
, Масляно-алкидныс эма¬
ли для декоративной от¬
делки изделий, подвергаю¬
щихся колебаниям темпе¬
ратуры
3
150
ТУ МХП
4234-54
Эмаль ЛЛ-70
Маслнно-пентафталевая
эмаль горячей сушки для
окраски изделий, работаю¬
щих при высоких темпера¬
турах
1
150
ТУ КУ
312-53
Эмаль № 1433
Маслямо-глифталевая
эмаль горячей сушки для
окраски изделий, работаю¬
щих в коррозионных ус¬
ловиях
24
18 — 20
ТУ МХП
4384-55
Грунт ФЛ-03 j
желтый i
Антикоррозионный
грунт на основе модифици¬
рованных фенолформаль-
дегидных смол для покры¬
тия изделий из алюминие¬
вых сплавов
24
18 — 20
ВТ У мхи
4505-5G
Лак .V 17-а
Лак на основе расти¬
тельных масел на канифо¬
ли для покрытия стальных
изделий при складском
хранении
48
18 — 20,
гост
3862-47
288 Защита и контроль паяных соединений. Техника безопссн.
Для удаления лакокрасочных покрытий применяют составы, кото¬
рые размягчают краску или растворяют ее. Для масляных красок
эффективны щелочные составы.
КОНТРОЛЬ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ
Дефекты
Высокую механическую прочность паяного соединения можно полу¬
чить только при тщательном соблюдении технологии пайки. Недоста¬
точно тщательная очнегка изделия перед пайкой, неправильная кон¬
струкция паяного шва, несоблюдение температурного режима пайки
и другие нарушения технологического процесса неизбежно приводят
к появлению различного рода дефектов в паяном шве и ослаблению
паяного соединения.
Наиболее часто встречающиеся дефекты паяных швов и основные
причины, их вызывающие, приведены на рис. 169 и табл. 306.
30G. Дефекты, возникающие при пайке деталей в печи
с восстановительной средой, и меры предотвращении их
Вид дефекта
Причины
возникновения
Меры предотвращения
Низкая восста¬
новительная спо¬
собность газа
Повысить скорость подачи газа
в печь; повысить содержание во¬
дорода ь атмосфере печн
Недостаточно ак¬
тивный флюс или
сю мало
Добавить н состав флюса фто¬
ристые соли или увеличить его ко¬
личество
Наличие окисной
пленки. жира и
других загрязне¬
ний
Проверить состав травильных
и обезжиривающих ванн, увели¬
чить время обработки деталей;
следы коррозии, жира должны
быть удалены перед пайкой
Припой не
смачивает по¬
I ^достаточный
нагрев изделия
Уменьшить скорость движения
конвейерной ленты или увеличить
температуру лайки
верхность паяе¬
мого металла
Большая разни¬
ца температур пла¬
вления приноя и
флюса
Флюс должен плавиться до рас¬
плавлении припоя. Применить
флюс с более низкой температурой
плавления
Недостаточ н а я
шероховатость по¬
верхности
Травлением или механическим
способом (наждачной бумагой, на¬
пильником) сделать поверхность
более шероховатой
Неблагоприятное
расположение де¬
тали на ленте кон¬
вейера
Установить детали в другом по¬
ложении
Контроль качества паяных, соединений
289
Продолжение табл. 306
Вид дефекта
Причины
возникновения
Меры предотвращения j
Наплавы или
натеки припоя
Деталь недоста¬
точно прогрета в
процессе пайки,
припой не распла-
!1 вляется
Уменьшить скорость движения
конвейерной ленты; уменьшить
количество деталей на ленте или
увеличить температуру пайки
Припой не
затекает в за¬
зор (при хоро¬
шем смачива¬
НИИ)
Малый или боль¬
шой зазор
Опытным путем подобрать он-
тимальный зазор
Завернутые
вверх заусенцы,
через которые не
проникает припой
Установить деталь в положе¬
нии, удобном для затекания при¬
поя; поместить припой над швом
или против заплечика
!
Припой пла-
В11ТСИ, НО НС
образует гал¬
тель с обратной
стороны шва
1
Нарушение ка¬
пиллярности в за¬
зоре
Менее плотная посадка, испро¬
бовать ббльшнй зазор
Недостаточная
выдержка при
пайке
Дать более продолжительную
выдержку в печи (уменьшить ско¬
рость движения конвейерной лен¬
ты)
Затвердевай не
припоя вследствие
растворения в нем
основного металла
Уменьшить температуру или
время пайки
Недостаточно чи¬
стая паяемая по¬
верхность
Тщательная зачистка деталей ]
перед сборкой; введение флюса
в шов как для припоя, так и для
основного металла
1 ^достаточное
количество припоя
Увеличить количество припоя
Шероховатая
поверхность
паяного шва
Высокая темпе¬
ратура нагрева или
слишком длитель¬
ный нагрев
Уменьшить температуру или
время пайки
i
290 Защита и контроль паяных соединений. Техника безопасн.
Продолжение табл. 306
Вид дефекта
Причины
возникновения
Меры предотвращения
Пористость
шва
Высокая темпе¬
ратура нагрева
и л и сл и ш ко м дл и -
тельный нагрев
Уменьшить температуру или
время пайки
Испарение ком¬
понентов припоя и
флюса
Проверить химический состав
припоя (меди) на содержание цин¬
ка кадмия. При их наличии пайку
вести не рекомендуется; подобрать
флюс, компоненты которого не ис¬
паряются
В ыдел е й и с газов
из паяемого ме¬
талла
1 Детали, от которых требуется
герметичность, должны изготов¬
ляться из материалов, не содер¬
жащих газовых включений
Попадание в па¬
яемый шов пленок
окислов паяемого
металла
Более тщательно производить
травление изделия перед пайкой
Трещины в
паяном шве
Выстрое охлаж¬
дение после пайки
Не применять интенсивной тер¬
мической обработки после пайки;
уменьшить скорость продвижения
изделий через печь
Значительная
ризница в коэффи¬
циентах теплового
расширения при¬
поя и металла
Для изготовления паяного из¬
делия подобрать материал, кото¬
рый бы по коэффициенту тепло¬
вого расширения был близок к при¬
пою (меди)
Образование
хрупкой диффузи¬
онной зоны
Снизить температуру и время
пайки
Трещины в
паяемом ме¬
талле
Интенсивная
диффузия припоя
в основной металл
Снизить температуру и время
пайки
Смещение и
перекосы в па¬
яных соедине¬
ниях
Плохое скрепле¬
ние деталей перед
пайкой
Исключить смещение соединяе¬
мых деталей при затвердевании
припоя
Контроль качества паяных, соединений
291
Продолжение табл. 306
Вид дефекта
Причины
возникновения
Меры предотвращения
Подсос воздуха
в печь
Осмотреть и исправить соедине¬
ния трубопроводов, прокладок, за¬
творов дверок; достаточное ли ко¬
личество атмосферы подается в печь
Воздушные по¬
токи (сквозняки)
в цехе
Закрыть окна и двери, увеличить
подачу в печь защитной атмосферы,
соорудить колпаки над тамбурами
печи, проверить регулировку и эф¬
фективность газовых завес
Стальные детали
выходят из печи
Наличие воды в
камере охлажде¬
ния:
от конденсации
Уменьшить расход охлаждающей
воды, установить автоматический
контроль расхода воды в первой
охлаждающей зоне, уменьшить со¬
держание влаги в защитной атмо¬
сфере
с испорченной
поверхностью
от утечки из во¬
доохлаждае¬
мых рубашек
Проверить сварные швы, места,
покрытые ржавчиной, пористость
в литых деталях
Чрезмерная
влажность защит¬
ной атмосферы
Проверить состояние осушитель¬
ного агрегата, произвести допол¬
нительную сушку печн
Вместе с изде¬
лиями в печь при
загрузке попадает
воздух
При загрузке деталей в печь
продуть их защитной атмосферой
Наличие углеро¬
да на поверхности
детали *
Проверить, имеется ли смазка
на изделиях, загружаемых^ печь,
смазка должна быть удалена с Де¬
талей
Стальные де¬
тали выходят
из камеры ох¬
лаждения со
светлой поверх¬
ностью, но тем¬
неют при со¬
прикосновении
с наружным воз¬
духом вследст¬
вие окисления
Слишком высо¬
кая тем п ер атура
выходящих из печи
изделий
Увеличить расход воды в водя¬
ных рубашках камеры охлажде¬
ния; уменьшить скорость продви¬
жения изделий через печь; очис¬
тить водяные рубашки камеры
охлаждения от накипи, ржавчины
и грязи
292 Защита и контроль паяных соединений. Техника безопасн.
Дефекты
Припой не смачивает поверх¬
ность металла б зоне пайма
| Наплывы или нагл ем и припоя
Припой не зато мает б зазор
(при хорошем смачивании)
Неполное заполнение шва при
поем (при хорошем смачивании)
Отсутствие галтели припоя 6
соединенияхпаяннш внахлестму
Шероховатая поверхность
паяного шва
Прожог основного металла
| Пористость шва
| Вмлючение {плюса дпаяном шк
Трещины б паяном шве
Трещины в паяемом металле
Смещения и переносы в паяных
соединениях
Рис. 109. Дефекты пан-
V/Л ных швов и причины их
,п возникновения:
/ — недостаточно глубо¬
кий вакуум; 2 — низкая
16) восстановительная спо¬
собность газа; 3 — недо¬
/7) статочно активный флюс
или мало его количество;
4 — наличие окисной
пленки, жира и других
загрязнений; 5 — недо¬
статочный нагрев поверх¬
ности изделия; 6—боль¬
шая разница температур
плавления припоя и флю¬
са; 7 — малый зазор;
8 — большой зазор; 9 —
перекос шва; 10 — недо¬
статочное количество при-
23) поя; 11 — высокая темпе-
^ ратура нагрева; 12 —
слишком длительный нэ-
* грев; 13—испарение ком¬
понентов припоя и флю¬
са; 14—выделение газов
из паяемого металла;
15 — попадание в паяный шов пленок окислов паяемого металла; 16 — тем¬
пература плавления припоя ниже температуры плавления флюса; 17 —запол¬
нение шва припоем с двух сторон; 18—удельный вес флюса больше удельного
веса припоя; 19 — смещение деталей при затвердевании припоя; 20—быстрое
охлаждение после пайки; 21 — значительная разница в коэффициентах теп
лового расширения припоя и металла; 22—образование хрупкой диффузионной
зоны; 23 — интенсивная диффузия припоя в основной металл; 24 — неравно¬
мерный местный нагрев паяемого металла с малой теплопроводностью; 25 —
плохое скрепление деталей перед пайкой
Контроль качества паяных соединений
293
Для того чтобы предотвратить образование дефектов в паяных соеди¬
нениях, необходим тщательный контроль на всех операциях пайки;
особенно необходим технологический контроль в условиях крупносерий¬
ного и массового производства. в
Качество сборки и скрепления изделий перед пайкой проверяют
визуальным осмотром. Тщательность очистки и обезжиривания поверх¬
ности изделия определяют по растеканию на ней капли чистой воды.
Составы обезжиривающих и травильных ванн, флюса и припоя кон¬
тролируют периодически.
Особенно большое значение имеет проверка активности флюса.
Для этой проверки тщательно подготовленную пластинку из металла,
аналогичного металлу паяемого изделия, покрывают флюсом, кладут
на нее кусочек припоя и разогревают снизу на электроплитке или газо¬
вым пламенем. Флюс (и качество подготовки поверхности) можно счи¬
тать хорошим, если капля расплавленного припоя образует с пласти¬
ной краевой угол не более 45° или полностью растекается по поверх¬
ности пластины, образуя угол смачивания, практически равный нулю.
Методы контроля
Качество готовых паяных соединений обычно проверяют одним из
физических методов без разрушения изделий. В условиях крунносерий-
Рис. 170. Классификация методов контроля паяных
соединений
ного производства однотипных паяных изделий рекомендуется выбо¬
рочная проверка качества пайки путем разрушения готового изделия.
Общая классификация методов контроля качества паяных соеди¬
нений показана на рис, 170, а краткое описание приведено в табл. 307.
294 Защита и контроль паяных соединений. Техника безотсн.
307. Контроль качества паяных соединений
Вид контроля
Методика
Внешний осмотр
Проверяют состояние подготовки по¬
верхности под пайку, правильность скре¬
пления деталей и их положение, а также
величину зазора и расположение припоя.
Во время пайкн контролируют равно¬
мерность нагрева изделия, температуру
пайки, затекание припоя в шоп. После
пайки проверяют годность изделия со¬
гласно требованиям технических условий
на изготовление паяного соединения
Испытание на герметичность
4 2
Контролю на герметичность подвергают
изделия, предназначенные для хранения
жидкостей, газов или работающие под
давлением.
Испытание керосином. Пая-
п ый шоп 1 окрашивают меловой крас¬
кой 2 с одной стороны. После высыхания
краски другую сторону обильно смачи¬
вают керосином 3 и выдерживают шов
несколько минут под действием керосина;
время выдержки зависит от толщины
шва, его конструкции и т. п. Неплот¬
ность шва определяют по появлению
ржавых пятен 4 керосина на меловой
окраске.
Испытание давлением воз¬
духа. Паяное изделие наполняют
воздухом через патрубок / под неболь¬
шим давлением. Паяный шов 2 с другой
стороны смачивают мыльной водой 3.
По появлению пузырей 4 на шве опре¬
деляют неплотность шва.
Испытание погружением
в воду. Паяное соединение 1 опускают
в сосуд с водой 2. один конец изделия
закрывают пробкой 3, а в другой подают
сжатый воздух под давлением 1,5—2 am.
По появлению пузырей 4 в воде опре¬
деляют неплотность шва 5.
Испытание аммиаком. Пая¬
ный шов покрывают бумажной или мар¬
левой лентой, смоченной в 5%-ном рас¬
творе азотнокислой ртути или фенолфта¬
леина. Внутрь изделия нагнетают сжа¬
тый воздух с небольшой добапкой ам¬
миака. Неплотность шва определяют по
появлению черных или фиолетовых пятен
на ленте.
Испытание вакуумирова-
н и Ъ~м." ИЗ паяный шов / накладывают
ка меру-коробку 2 с резиновой проклад¬
кой 3 и с прозрачным верхом. Шов очи¬
щают от грязи и жира и покрывают рас¬
твором состава: 50 Г мыла хозяйствен¬
ного, 5 Г глицерина, 10 Г сухого лакрич¬
ного экстракта, поды I л. Вакуумную
камеру откачивают до разрежения 500 —
000 мм рт. ст. При наличии пор. тре¬
щин и других дефектов на мыльной
эмульсии образуются пузырьки, по ко¬
торым определяют неплотность шва _
Контроль качества паяных соединений
295
Продолжение табл. 307
Вид контроля
Методика
Контроль рентгеновскими
лучами
Проверяют изделия, работающие под
давлением или особо ответственные. Чаще
всего применяют способ рассмотрения
паяного шва на экране. Дефекты выяв¬
ляются на экране в виде светлых полос
и пятен
Магнитный метод
Выявление дефектов магнитным порош¬
ком основано на том. что мелкие частицы
магнитного порошка скапливаются над
дефектом. Детали для контроля намаг¬
ничивают с помощью постоянного и пере¬
менного тока. Материалом магнитного
порошка служат: железо, ферромаг¬
нитные окислы' железа. Пама! нпчннать
детали можно от* сварочных аппаратов
Индукционный метод
*Я»ЭОООс
та
П
С
Контролируемый шов подмагничивают
переменным током. Переменный машит-
ный поток создаст в металле вихревые
токи, которые создают переменные по¬
токи рассеяния над дефектами у поверх¬
ности изделия. Потоки рассеяния улав¬
ливаются искателем, усиливаются и по¬
даются на телефонные трубки, гальвано¬
метр или осциллограф и т. п. В случае
попадания искателя на дефектный уча¬
сток в наушниках усиливается звук или
отклоняется стрелка в гальванометре.
Этим методом можно пользоваться при
обнаружении дефектов » стыковых швах
малой толщины
Люминесцентный метод
При меняют для выявления поверхност¬
ных дефектов (трещин) на немагнитных
материалах. Метод основан на свойстве
некоторых жидкостей светиться под дей¬
ствием ультрафиолетовых лучей. Обычно
в качестве такой жидкости применяют:
25% автола и 75% керосина; 50% керо¬
сина. 25% бензина и 25% -трансформа¬
торного масла.
Жидкость наносят на шов при темпе¬
ратуре СО — 70е С, выдерживают на шве
15—20 мин, затем шов обтирают, просу¬
шивают и облучают ультрафиолетовыми
лучами в заае.м Иен пом помещении, при
=>том происходит свечение жидкости, н
трещины становятся хорошо видимы
296 Защита и контроль паяных соединений. Техника безопасн.
Продолжение табл. 307
Вид контроля
Методика
Метод окрашивания
Применяют для выявления поверхност¬
ных дефектов на немагнитных материа¬
лах при дневном свете невооруженным
глазом. На испытуемую поверхность на¬
носят слой жидкости состава: 16% транс¬
форматорного масла, 5% скипидара,
10 Г красной краски на 1 л жидкости.
После 15 мин выдержки поверхность про¬
мывают 5%-ным водным раствором каль¬
цинированной соды. На сухую поверх¬
ность пульверизатором наносят тонкий
слой каолина (1 л воды, 600 — 700 Г
каолина). После просушки выделившаяся
из дефектов жидкость окрашивает каолин
в красный цвет
Определение структуры пая¬
ного шва
Проводят с целью выявления струк¬
туры паяемого металла, шва и припоя.
Ми кро исследован не позволяет выявить
строение шва, непропай, трещины, шла¬
ковые включения, поры и т. п. Для ис¬
следования паяного соединения вырезают
образцы, из которых изготовляют шлиф.
Поверхность шлифа должна включать
полное сечение шва. Сначала поверхность
шлифа обрабатывают на станке или на¬
пильником. затем шлифовальными бу¬
магами, начиная с крупных номеров и
кончая мелкими. Для выявления микро¬
структуры шлифы травят реактивами,
приведенными п табл. 308
Исследование паяного соеди¬
нения способом разъема
(Й
<3Sfe
km?
Качество паяного соединения опреде¬
ляют распаиванием соединения. Разъем
соединения производят расклиниванием
соединяемых деталей в нагретом состоя¬
нии. Определяют степень заполнения за¬
зора припоем
Метод химического анализа
Проверяют химический состав основ¬
ного металла, припоя, флюса, травиль¬
ных и обезжиривающих ванн
Испытания на коррозион¬
ную стойкость
Коррозионную стойкость паяного соеди¬
нения определяют визуально или по по¬
тере прочности. Этим методом определяют
правильность выбора пары основной ме¬
талл — припой, качество промывки из¬
делия после пайки, возможность работы
паяного соединения в определенной среде
Контроль качества паяных соединений
297
Продолжение табл. 307
Вид контроля
Методика
Ультразвуковой метод
1
1
1
Этим методом в паяном шве можно
выявить дефекты в виде трещин, непро-
пая, шлаковые включения, газовые поры
и др. При наличии дефекта в контроли¬
руемом металле ультразвуковая волна
отражается от дефекта и улавливается
осциллографом. На осциллографе дефект
изобразится в виде пика.
Контроль ультразвуком возможен
только при наличии чистой поверхности,
для улучшения контакта между щупом
и изделием применяют различные жид¬
кости (минеральные масла, глицерин
и др.>
308. Основные реактивы для выяв1ения микроструктуры
припоев и паяных швов
Материал, подвер¬
гаемый травлению
Состав реактива
Условия травления
Чистое олово
Олодо, свинец и их сплавы
Азотная кислота 1 в. ч.
Уксусная кисло¬
та 3 »
Глицерин ... 5 »
Погружение на
0.5—10 мин при
38—42° С
Сплавы олова с
кадмием
Азотная кислота 2—5 см3
Этиловый спирт 95—98 *
Втирать или по¬
грузить в реактив
на несколько минут
Сплавы олова со
свинцом
Азотная кислота 1 в. ч.
Уксусная кислота 1 »
Глицерин ... 8 »
Погружением на
0,5—10 мин при
38—42° С
Хлорное железо . 10 в. ч.
Соляная кислота 2 см*
Вода , . 95 »
Погружение на
0,5—5 мин при ком¬
натной температуре
Для сплавов
свинца с сурьмой
Ледяная уксус¬
ная кислота ... 3 в. ч.
Перекись водо¬
рода (30%-ная) . . 1 *
Время травления
6—15 сек
Чистый свинец
Азотная кислота
Многократное по¬
следовательное по¬
гружение в реактив
и проточную воду
Сплавы олова с
сурьмой и свинцом
Азотная кислота 3—5 слЭ
Спирт 97—93 »
Смочить реакти¬
вом и выдержать в
течение нескольких
секунд; затем про¬
мыть в проточной
воде
Ю 1313
298 Защита и контроль паяных соединений. Техника безопасн.
Продолжение табл. 308
Материал, подвер¬
гаемый травлению
Состав реактива
Условия травления
Кадмиевые припаи
Сплавы кадмия
с цинком и оловом
Реактив Пальмер-
тона
Трехокись хрома
(99.95%-ная) ... 200 Г
Меднокнслый на¬
трий 15 »
Вода • . . . . 1000 см*
Погружение, а за¬
тем промывка в го¬
рячей воде
Азотная кислота 4 см3
Спирт 100 »
Висмутовые припои
Все висмутовые
сплавы
Хлорное железо 5 Г
Соляная кислота 50 смя
Вода 100 »
Погружение, за¬
тем промывка в го¬
рячей воде
Азотная кислота 4 см3
Спирт 100 »
Припои на основе индия
Все сплавы на
основе индия
Реактив Паль-
мертона
Трехокись хрома
(99.95%-ная) ... 200 Г
Меднокислый на¬
трий 15 »
Вода 1000 см*
Погружение с по¬
следующей промыв¬
кой в горячей воде
Сплавы индия с
оловом
Хлорное железо 5 Г
Соляная кислота 50 см3
Вода 100 »
Цинковые припои
Все цинковые
Трехокись хрома
(99,95%-ная) . . . 200 Г
Меднокислый на¬
трий 15 *
Вода 1000 см3
Погружение с лег¬
ким помешивай нем
с последующей про¬
мывкой в растворе
состава: трехокись
хрома 200 Г, вода
1000 см9
сплавы
Соляная кислота 5 мл
Этиловый спирт • . 95 »
Погружение на
2—3 сек
Азотная кислота 3 см*
Вода 97 »
Протирка трапи-
телем и промывка
в проточной воде
Контроль качества паяных соединений
299
Продолжение табл. 308
Материал, подвер¬
гаемый травлению
Состав реактива
•
Условия травления
Сплавы с боль¬
шим содержанием
цинка
Азотная кислота
Протирка трав и-
телем и промывка в
проточной воде
Аммиак 85 л я
Перекись водорода 15 см*
Погружение
Цинковые спла¬
вы
Реактив Паль-
черто на
Трехокись хрома
(99.95%-ная) ... 200 Г
Меднокислый на¬
трий 15 7>
Вода 1000 мл
Погружение с лег¬
ким помешиванием.
Последующая про¬
мывка в растворе
200 Г, вода 1000 см*
Л1 едь и латуни
Медь и все ла¬
туни
Аммиак 50 см9
Перекись водорода 50 »
Шлиф натирается
ва гкоЙ, смочен ной
раствором. Раствор
применяется только
свежим. Дли пред¬
отвращения окисле¬
ния шлифа медыо
н е медленно следует
промыть водой
Аммиак (насыщен¬
ный раствор) .... 40 мл
Перекись водорода
(3%-ный раствор) . . 10 см*
Реактив втирается
до получения зер¬
кальной поверхно¬
сти шлифа. После
травления латуни
погружать в раствор
хлорного железа
(хлорное железо 5 /\
соляная кислота
10 смЛ, вода 100 см9)
Медь я латуни
Персульфат аммо¬
ния 10 Г
Бода 90 см*
Перед употребле¬
нием прибавляют
несколько см3 кон¬
центрированного
раствора аммиака
Хлорное железо 5 Г
Соляная кислота 50 >
Вода 100 см*
Травление погру¬
жением или легким
протиранием ват¬
кой» смоченной ре¬
активом
Хромовая кис¬
лота 10 Г
Вода 90 Г
Соляная кислота 5—6
капель
Сол яную кислоту
прибавляют непос¬
редственно перед
применением
300 Защита и контроль паяных соединений. Техника безепасн.
Продолжение табл. 303
Материал подвер¬
гаемый травлению
Состав реактива
Условия травления
Медь и латуни
Хлористоаммиач¬
ная медь ..... 5 Г
Вода 120 смя
Аммиак (до раст¬
ворения осадка)
Травить 30—
60 сек
Латуни
Насыщенный раствор
хромовой кислоты
Травить в течение
10—30 сек
Азотная кислота различной
концентрации
Погружение или
протирание
Никель и медно¬
никелевые сплавы
Никелевые припои
Азотная кислота 50 см*
Ледяная уксус¬
ная кислота ... 50 »
Применяют толь¬
ко свежий реактив,
травить погружени¬
ем при комнатной
температуре в тече¬
ние 5—20 сак
Сплавы с низким
содержанием никеля
Цианистый калий 5 Г
Вода 95 сюя
Перекись водо¬
рода Несколь¬
ко ка¬
пель
Погружение
Никель и его
сплавы
Хлорное железо 10 Г
Соляная кисло¬
та . . 30 см3
Вода 120 »
Шлиф погрузить
в травитель и вы¬
держивать до выяв¬
ления структуры,
после чего промыть
в горячей воде и
просушить
Все алюминие¬
вые сплавы
Алюминиевые припои
Плавиковая кис¬
лота 0,5 смя
Вода 99,5 »
Втирать мягкой
материей в течение
15 сек
Сплавы системы
Al—Си—Mg—Si
Едкий натр ... 1 Г
Вода ...... 99 смя
В1ирать в течение
15 «тс с последую¬
щей промывкой хо¬
лодной водой
11озвол яет отл н -
чать сплавы А1 —
Си—Мп— от Al—Fe—
Мп или А1—Си—Fe
Серная кислота 20 см3
Вода 80 »
Погрузить на
30 сек в реактив,
нагретый до 70е С;
охладить в холод¬
ной воде
Корт роль качества паяных соединений
301
Продолжение табл. 308
Материал, подвер¬
гаемый травлению
Состав реактива
Условия травлении
Позволяет отли¬
чать а — А1 — Fe —
Si от 1-'еА13
Азотная кислота 25 см9
Вода ...... 75 »
Погружение на
40 сек в реактив» на¬
гретый до 70° С; по¬
сле травления охла¬
дить н холодной
иоде
Ai агниевые припои
Все припои 0 Щавелевая кислота (2%-ный
I раствор)
Втирать в течение
2—5 сек
Магниевые спла¬
вы
.
Азотная кис¬
лота 0.5—2 см*
Спирт - * . 99.5—98 »
Поверхность шли¬
фа смачивают тра-
вмтслем, выдержи¬
вают 3—5 сек и шлиф
промывают спиртом
Сплавы системы
Mg— Al—Zn и
Mg— Al
Пл а ви нова я кис¬
лота 10 см*
Вода . .' 90 »
* W
Шлиф промывают
ваткой, пропитан¬
ной травителем, за¬
тем промывают в го¬
рячей воде и высу¬
шивают; время тра¬
вления 20—30 сек
Серебро
Серебро, зодо то и их сплавь,
Персульфат аммония 10 Г
Вода 90 сл3
Применяют холод¬
ным; травят hoi ру¬
жей нем
Серебро и сереб¬
ряные припои
Бихромат калия
(насыщенный рас¬
твор) 100 см*
Поваренная соль
(насыщенный рас- 2 »
твор)
Серная кислота 10 »
Вода До
1000 мл
Раствор наносится
тампоном
Водный раствор, содержа¬
щий по 0,2% хромовой и сер¬
ной кислоты
Время травлении
1 мин
Хромоный ангид¬
рид 2 Г
Серная кислота 2 см*
Вода До
1000 мл
Травление в тече¬
ние 60 сек
Серебро и сереб¬
ряные припои
Аммиак .... 5 о. ч.
Перекись водо¬
рода .1 —3 в. ч.
Погружение
Золотые припои
Азотная кислота 25 cjm3
Соляная кислота 125 »
Вода 150 »
Применяют при
комнатной темпера¬
туре и подогретым
до 60 — 70* С
302 Защита и контроль паяных соединений. Техника безопасн.
Определение механических свойств
Механические испытания дают возможность определить поведение
паяных соединений под действием нагрузок. Обычно их испытывают на
растяжение и на срез.
Стандартной методики определения механических свойств паяных
соединений не существует. Это объясняется тем, что результаты испы¬
таний зависят от многих причин, которые трудно привести к единым
условиям. Полученные при испытании данные служат исходными при
расчете прочности соединений. Форму образцов обычно выбирают в за¬
висимости от назначения испытаний, чаще всего испытания проводят
на образцах, паянных встык или внахлестку.
Эскизы образцов для испытания паяных соединений приведены
в табл. 309. Методика расчета прочности паяных швов дана в табл. 310.
309. Форма образцов для испытания паяных соединении
на механическую прочность
Эскиз
Вид испытания
На статический разрыв труб раз
ных диаметров
Место соединения
На отрыв паяного соединения
&
I
*35-
10
•н
250
На вибрацию. Соединение встык
100
JEI
wpy
Г-ГЛ\Ч', ~
120
i
60—\ f
I
CVJ
St
На срез. Соединение трубы со
стержнем
Контроль качества паяных соединений
303
Продолжение табл. ЗОЭ
3>скиз
Вид испытания
-30 —30
«от
+1
I
60
торб
р
На ударную вязкость
1~~]
'-*0-4*$- 7ии
210
* На разрыв. Плоские образцы
ВСТЫК
%
*
-wo
— 2S
TT/'S/LL’ZL
100
На срез. Плоские образцы вна¬
хлестку
310. Расчет прочности паяных шлов
Виды паяного шва
Формула расчета
Условные обозначения
—/? Г-
Хдв. ср ** ih
Р
4ZZLZZ0-'
пдв ^
\ j
Р — расчетное усилие
в кГ:
о^в — допускаемое на¬
пряжение при ра¬
стяжении в пая¬
ном шве в кГ/мм*;
хдв ср ~~ Допускаемое на¬
пряжение при
срезе в паяном
шве в кГ/мм2;
I — ширина накроя
в мм;
h — длина накроя
в лом;
а — толщина описы¬
ваемых деталей в
стыкуемом участ¬
ке в MM'W
а — угол среза в град;
d — диаметр образца
в мм;
D—диаметр цилин¬
дрического соеди¬
нения в мм
304 Защита и контроль паяных соединений. Техника безопасн.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ
ПАЯЛЬНЫХ РАБОТ
Подготовка металлов и процесс паяния связаны с выделением пыли,
вредных паров цветных металлов и солей, которые, попадая в организм
человека через дыхательные органы, пищевод или кожу, вызывают
отравление организма, раздражение слизистой оболочки глаз, пора¬
жение кожи и т. п. Характеристика некоторых веществ с точки зрения
безопасности обращения с ними приведена в табл. 311.
311. Характеристика и свойства некоторых элементов и их соединений
Элементы
и их
соединения
Характеристика
Y в
Г/см3
Темпе¬
ратура
плавле¬
ния (за¬
мерзания)
в °С
Темпе¬
ратура
кипени»
н °С
Алюминий
В порошкообразном состоя¬
нии взрывоопасен, тонкие ли¬
сты и проволока горят . . .
2.7
660
2600
Барий
хлористый
Кристаллическое ядовитое
вещество
3.87
958
1560
Бура
Крупные бесцветные кри¬
сталлы, легко выветриваются
с поверхности в сухом воздухе
с образованием вредной пыли
2,37
741
Дихлорэтан
Огнеопасная ядовитая жид¬
кость, пределы взрывообразо¬
ван ия 9,7—12,8% (по объему)
1.26
(-50)
49
Едкое кали
Белое вещество, хорошо рас¬
творимое в воде; вызывает
ожоги
2,05
260
1320
Едкий натр
Твердое белое гигроскопи¬
ческое вещество, хороню рас¬
творимое в воде; нызывает
ожоги
2,13
310—318
1390
Корунд
(окись алю¬
Белый порошок; пыль вред¬
на
4.0
2050
2210
минии)
Кобальт
Пыль вызывает дерматит
кожи, оказывает острое и хро¬
ническое действие на желу¬
дочно-кишечный тракт, почки
и верхние дыхательные пути
8,8
1490
2375
Кремний
Б аморфном состоянии лег¬
ко загорается; металличе¬
ский — мало активен; пыль
вредна
2,49
1430
2630
Калий
Серебристо-белый мягкий
металл, легко окисляющийся и
загорающийся на воздухе;
энергично реагирует с водой;
хранится пол слоем минераль¬
ного масла и керосина . . .
0.86
65,3
Кальций
Серебристый мягкий металл;
разлагает воду; загорается при
температуре плавления . . .
1,55
850
1170
Кадмий
Металл, пары и окислы ко¬
торого ядовиты; пары вызы¬
вают острое отравление, пора¬
жая дыхательные пути и нерв¬
ную систему; отлагается в пе¬
чени
8,63
321
767
Техника безопасности при производстве паяльных работ 305
Продолжение табл. 311
Темпе¬
Элементы
Характеристика
у в
ратура
плавле¬
Темпе¬
ратура
и их
Г/см3
1
ния (за¬
кипеиня
соединения
мерзания)
в °С
в еС
Кислота
Жидкость желтого цветя С-
азотная
острым запахом; растворяет
большинство металлов, вызы¬
вает ожоги, воспламеняет ор¬
ганические вещества; нары
1,39
ядовиты ....
—
—
Кислота
Едкая жидкость коричне¬
серная
вого цвета; обугливает орга¬
нические вещества, вызывает
1,55—
170—260
ожоги; пары ядовиты . . ?
(-25)
1,84
Кислота
Едкая жидкость желтого
соляная
цвета с острым запахом (рас¬
твор газообразного С1 в воде);
1,19
(-111)
(-85)
пары ядовиты
Литий
Легкозагорающнйся металл
0,53
180
1336
Медь
Пыль и пары соединений
8. 9G
2560
меди и ее окислы вредны . •
1083
Молибден
Молибденовые кислоты и.
молибденовый ангидрид ядо-
10,20
4800
ВИТЫ
2625
Мышьяк
Твердое желтое вещество
814
1400
с чесночным запахом; ядовит
5.7
Магний
При температуре 400—
430е С в порошкообразном со¬
стоянии в виде проволоки и
тонких листов легко загорает¬
1,74
ся; пыль взрывоопасна ...
650
1120
Марганец
Металл, пары и пыль ядо¬
7,43
2150
виты
1235
Натрий
Огнеопасный, серебристый
металл; разлагает воду с вы¬
делением тепла; хранится в ке¬
росине или минеральном мас¬
ле; загорается при темпера¬
0.97
£78
туре ~500е С
97
Нашатырь
Соль без цвета и запаха;
(хлористый
при температуре 100е С начи¬
1,53
аммоний)
нает улетучиваться; ядовит . .
Нафталин
Огнеопасное загорающееся
при температуре 85е С кри¬
сталлическое вещество с силь¬
ным запахом; при горении
плавится; пары тяжелее воз¬
духа в 4,5 раза и взрывоопас¬
ны; нижний предел взрыво-
1,4В
219
Окись цинка
образования 9%
79
Ядовитый белый порошок
5,6
—
1800
Свинец
Мягкий металл; пыль и па¬
11,34
Сурьма
ры ядовиты ...
327
1740
Сурьма и все ее соединения
ядовиты; пыль сурьмы вызы¬
вает гнойничковые поражения
6,62
1440
кожи
630
Трихлор-
Негорючая прозрачная ядо¬
этилен
витая жидкость с неприятным
88,0
запахом
1,477
(-86.4)
306 Защита и контроль паяных соединений. Техника безопасн.
Продолжение табл. 311
Элементы
и их
соединения
Характеристика
У u
Г/см3
1 Темпе¬
ратура
плавле¬
нии (за¬
мерзании)
в "С
Темпе¬
ратура
кипения
в °С
Тстрахлор-
этап
Негорючая ядовитая жид¬
КОСТЬ
1,600
(—43,8)
146.3
1 Трнхлорэтан
11егорючая ядовитая жид¬
кость
1.443
(-3G.7)
113,4
Фосфор
белый
Ядовитое огнеопасное ве¬
щество с запахом чеснока,
самовозгорающееся на возду¬
хе: хранится под водой; пары
тяжелее воздуха в 4.3 раза;
загорается при температуре
30—45° С
1,83
44,3
287
Фосфор
крнсн ый
Огнеопасный красно-бурый
порошок без запаха; не ядо¬
вит; загорается при темпера¬
туре 240° С
2,14
Не пла¬
Цинк
Металл, загорающийся при
температуре 900° С, горит, об¬
разуя ядовитую окись цинка;
цинковая пыль может самоза-
гори гься
7,14
вясь пе¬
рс ходит
н пар
419
907
I
Неумелое обращение с паяльными лампами, сварочными горелками,
с контактными сварочными машинами, а также с вольтовой дугой
и с солевыми ваннами может привести к тяжелым несчастным случаям.
Поэтому, приступая к подготовительным и паяльным работам, необ¬
ходимо хорошо знать и точно соблюдать основные правила техники
безопасности.
Общие условия безопасности при папке
При производстве паяльных работ припоями с большим содержа¬
нием свинца, цинка, бериллия, кадмия выделяются ядовитые нары
хлористого водорода и окиси углерода. Для предупреждения отравле¬
ния вредными парами рабочие места паяльщиков должны быть обору¬
дованы местной вентиляцией.
При пайке алюминия, магния и других трудно паяемых металлов
и сплавов применяют флюсы, в состав которых входят фтористые и хло¬
ристые солil щелочных металлов. Эти флюсы при пайке загрязняют
воздух парами фтористых соединений, которые при вдыхании вызывают
поражение слизистых оболочек глаз и верхних дыхательных путей.
Поэтому место, где происходит пайка с флюсами, содержащими фтори¬
стые соли, необходимо вентилировать. Работа в загазованных помеще¬
ниях не допускается. Предельно допустимое содержание газов, паров
и ныли в воздухе приведено в табл. 312.
Техника безопасности при производстве паяльных работ 307
312. Предельно допустимые концентрации ядовитых газов,
паров и пыли в воздухе рабочей зоны производственных помещений
Вещество
Допустимая
концентра¬
ция в мГ/л
Вещество
СК ч;
05 \
-г "Э С
£ 0.7*
Г г<
Г х
Ь OJ £
гт
/ч ^
О 25
-л. * ~
Аммиак .
0,02
Никель, окись никеля
0,5
Лцстон
Алюминий, окись алюми¬
Окислы азо1а (н пере¬
счете на N2Ob)
0,000
ния, сплавы алюминия ■ ■
2,0
Окись углерода ....
Бензин-растнори ie-ль . .
0,3
Ртуть металлическая , .
0,00001
Бензин топливный . . .
Бензол
0,1
Серная кислота, серный
ангидрид
Сернистый ангидрид (сер¬
0,001
Бериллий и его соеди¬
нения
0,001
нист ый газ)
Спирт амиловый ....
0.01
0,1
Ванадий и его соедине¬
ния:
* бутиловый . . .
0,2
дым ня 1 нокисн вана-
ди и .......
0,1
» метиловый .
» этиловый ....
0,05
1.0
пыль пятиокиси ва¬
надия
феррованадий ....
0,5
1,0
Свинец и его неорганиче¬
ские соединения
Телл ур
0.01
Гндразин-гидрат, гидра¬
10,0
зин и его производные . .
0,0001
Титан (окислы) ....
Дихлорэтан
0,01
Уайт-спирит
Дизтилаыни
0.03
Уксусная кислота . . .
0» С03
Кадмий (окись)
0,1
Фосфорный ангидрид
0,001
Кобальт (окись кобальта)
0,5
Фосфор желтый
0,00003
Керосин (в пересчете на-
углерод)
0,3
Фюристын водород . , , .
Хлор
0,0005
0,001
Марганец (в пересчете
на Мп06)
0,3
Хлористый водород и со¬
ляная кислота (в пересчете
Мышьяковый и мышья¬
ковистый ангидриды . . .
0,3
на хлористый водород) . .
Окцсь цинка
0,01
5,0
Припои и флюсы содержат вещества, которые, попадая в желудок,
могут вызвать отравление. Поэтому после окончания работы и перед
принятием пищи необходимо тщательно вымыть руки.
При пайке бочки и цистерны, в которых ранее находились огне¬
опасные жидкости, для предотвращения взрыва необходимо заполнять
водой или инертным газом.
308 Защита и контроль паяных соединений. Техника безопосн.
Меры предосторожности при работе с травильными
и обезжиривающими растворами
При подготовке металлов под пайку применяют различные кислоты
и едкие щелочи, требующие особой осторожности и знания безопасных
приемов работы. При несоблюдении правил безопасности возможны
несчастные случаи, связанные с ожогами тела, рук, глаз и отравле¬
нием парами.
При обезжиривании и травлении необходимо соблюдать следующие
основные правила:
1. Травильное помещение должно быть снабжено вентиляционным
устройством и хорошо проветриваться.
2. На рабочее место не допускать лиц, не имеющих непосредствен¬
ного отношения к травильному участку.
3. Ванны для работы с кислотами и щелочами покрывать материа¬
лами, которые не разрушаются от их воздействия.
4. Химикаты следует засыпать осторожно, малыми порциями, не
допуская появления брызг.
5. Случайно пролитую концентрированную или разведенную ще¬
лочь необходимо немедленно смыть большим количеством воды.
6. Избегать соприкосновения с растворами кислот, щелочей и со¬
лей, так как попадая на кожу или слизистую оболочку глаз, они могут
причинить серьезные ожоги, а при вдыхании паров этих веществ воз¬
никает раздражение слизистых оболочек носа и верхних дыхательных
путей; так, щелочи (NaOH, КОН) вызывают растрескивание и ожоги
кожи; вдыхание паров соляной кислоты вызывает насморк, катар
гортани и бронхов; действие паров усиливается с повышением тем¬
пературы.
7. Загрузку деталей в корзину производят равномерно, не допу¬
ская выпадения деталей при транспортировании и погружении в ванну.
8. Поправлять уложенные изделия в корзине или таре можно только
на загрузочной площадке.
9. Не следует допускать резких рывков электротельфера при
подъеме и перемещении корзины с деталями к травильной ванне; кор¬
зину с изделиями необходимо опускать в травильную ванну медленно,
чтобы не вызвать разбрызгивания и выплескивания раствора из ванны.
10. Работать со щелочами и кислотами следует в резиновых пер¬
чатках, в спецодежде из кислотостойкой материи и в очках; хорошо
предохранять лицо защитным экраном из органического стекла или
целлулоида. При попадании кислоты на кожу или в глаза необходимо
промыть пораженное место водой или раствором питьевой соды.
11. Категорически запрещается заливать воду в концентрированную
кислоту, во избежание разбрызгивания и выплескивания последней.
Концентрированную кислоту заливают в ванну лишь после того, как
ванна будет заполнена водой до нужной отметки в соответствии с пра¬
вилами приготовления травильного раствора по технологической
инструкции. Емкость и тара, в которых хранят серную кислоту и ее
соединения, должны быть снабжены четкой надписью «ЯД».
12. При отборе проб травильного раствора для лабораторного ана¬
лиза необходимо пользоваться только специальным деревянным чер¬
паком с длинной ручкой.
13. Бутыли с кислотами и щелочами необходимо устанавливать
в корзинах с опилками или стружками. Едкие жидкости из бутылей
313. Санитарно-гигиеническая характеристика травильного и гальванического участка
£р
о°
® е
V Я
Я (->
O.S
Выделяющиеся вредные
вещества
HopN'3 oTi:oca воз¬
духа : 1 м2 зеркала
жидкости в м*/мин
при ширине ванн
в мм
■4
f-
^ а
О *5
О, д
О w
« Ы
Наименование ванн
_ к
я о
О- Си
>» ь
h *
а а
Ле?
S в>
с
л К
О ч
Н к
Состав
Допу-
сг 1мое
содер¬
жание
в вездухе
в мГ/л
до 500
300 —
700
800-
1000
к а
1°
s Я
с: о
о «
v <и
о Si
И аз
Обезжиривание в органических
растворителях
18-25
Пары бензина и других раство¬
рителей
0,3
—
—
—
—
Обезжиривание химическое
80—00
Брызги щелочи
—
35-40
45 — 50
55-60
7-9
Обезжиривание электрохимнче*
ское
60—70
Водород, кислород, брызги ще¬
лочи
—
40 — 45
50—55
60 — 6о
8 — 11
Травление в серной кислоте
40-60
Мышьяковистый водород
0,0003
Травление в соляной кислоте
18-25
Сернистый газ
Хлористый водород
0.020-
0.040
0,010
40
55
60-70
9—10
Травление цветных металлов
18—25
Окислы азота, брызги азотной
кислоты
0,002
Цианистые
<40
Цианистый водород
0.0003
25 — 30
35-40
40—55
—
Никелирование, меднение, вин-
кование в кислых электролитах
18-25
Брызги сернокислого электро¬
лита
Техника безопасности при производстве паяльных работ 309
310 Защита и контроль паяных соединений. Техника безопасн.
большой емкости следует сливать при помощи усгройства со сжатым
воздухом небольшого давления или пользуясь сифоном. Если необхо¬
димо слить небольшое количество кислоты или какой-либо другой
едкой жидкости из бутыли, последнюю устанавливают в контейнер
и наклоняют. Кислоты и щелочи следует сливать только после того,
как будет установлена исправность шлангов и соединений кислото-
провода.
14. Так как при повышенной температуре травильных панн увели¬
чивается опасность отравления парами кислот и щелочей, кроме вы¬
тяжного зонта над ванной устраивают бортовой отсос газов. Санитарно¬
гигиеническая характеристика травильного и гальванического участ¬
ков приведена в табл. 313.
15. Все операции с дихлорэтаном и другими ядовитыми жидкостями
должны быть механизированы.
16. Не допускаются ручные операции, при которых возможно непо¬
средственное соприкосновение кожи работающих (промывка, протирка
изделий, разлив и др.) с дихлорэтаном или содержащими его смесями.
17. Все производственные процессы, при которых возможно выделе¬
ние паров дихлорэтана (составление лаков, обезжиривание и т. п.)*
должны вестись в полностью герметизированной аппаратуре, в изоли¬
рованном помещении.
18. Аппараты и приборы, в которых производят работы с дихлор¬
этаном или содержащими его смесями, располагают так, чтобы обес¬
печить возможность безопасного обслуживания и контроль за их
исправностью.
19. Применение дихлорэтана для обезжиривания и промывки дета¬
лей и установок допускается только при обеспечении условий, устра¬
няющих возможность разлива дихлорэтана и выделения паров его
в рабочее помещение.
20. Полы в помещениях, где производят работы с дихлорэтаном,
должны быть цементные, бетонные или выложены метлахской плиткой.
21. Все рабочие помещения, в которых ведут работу с дихлорэтаном
или содержащими его смесями, должны быть оборудованы приточно¬
вытяжной вентиляцией.
22. Помещения, где возможны внезапные выделения значительного
количества паров дихлорэтана, должны быть оборудованы приспособле¬
ниями для быстрого проветривания.
23. Аппаратура и оборудование, применяемые для работы с дихлор¬
этаном, должны иметь паспорта; в установленные в каждом произ¬
водстве сроки их подвергают осмотру и планово-предупрсдителыюму
ремонту.
Меры предосторожности при механической очистке металлов
1. Очистка металла перед пайкой в пескоструйных аппаратах и ба¬
рабанах связана с выделением песчаной пыли, которая содержит окись
кремния. Проникая в организм человека через дыхательные органы,
она отлагается в легких, в лимфатических железах и сосудах. Периоди¬
ческая и длительная работа в плохо пентилируемом помещении приво¬
дит к заболеванию легких, сердца и других органов. Поэтому при работе
на пескоструйных установках в первую очередь необходимо оборудовать
камеру с вытяжной вентиляцией и очистным устройством. Очиститель¬
ные камеры должны плотно закрываться, исключая возможность попа¬
Техника безопасности при производстве паяльных работ 311
дания пыли в помещение. В практике следует избегать пескоструйной
очистки металлов, заменяя ее гидроочисткой или очисткой с дробе-
метных камерах.
2. Очисгку дробью и металлическим песком производят в специаль¬
ном изолированном помещении.
3. Не допускается применение сухого песка.
4. Дробеструйные и дробеметные установки должны быгь такими,
чтобы рабочий мог вести очистку деталей, находясь вне камеры.
5. Загрузка и выгрузка деталей в камеры и барабаны, а также
очистка их от пыли и дроби должны быть механизированы.
6. Установки для гидроочистки и гидропескоочистки деталей должны
быть оборудованы вытяжным устройством и приспособлениями для
механического поворота деталей во время очистки и не должны выде¬
лять паров и пыли в рабочее помещение цеха.
7. При применении гидропескоструйной очистки содержание песка
в воде (но весу) не должно быть более 50%.
8. Открывание ворот гидроочистных камер должно быть сблокиро¬
вано с работой насосов высокого давления.
Меры предосторожности при пайке паяльником
1. Помещение, в котором производят пайку, должно быть снабжено
общей вентиляцией или усилительной местной вытяжкой, защищающей
рабочих от вредного действия паров и газов, выделяющихся при панке.
2. При нагреве паяльника следует соблюдать общие правила без¬
опасного обращения с источниками нагрева.
3. При работе с электрическими паяльниками следует соблюдать
меры защиты от поражения электрическим током. Ручка паяльника
должна быть сухой и непроводящей ток. В производственных усло¬
виях напряжение тока, питающего паяльник, не должно быть выше 36 в.
Меры предосторожности при работе с паяльными лампами
1. До разжигания лампы необходимо проверить ее исправность
и убедиться в том, что нет подтекания горючего; нельзя зажигать паяль¬
ную лампу, облитую горючим.
2. Горючее в паяльную лампу следует наливать не более чем на
75% емкости.
3. Во избежание взрыва давление воздуха в лампе должно быть
не свыше 1,5—2,0 am.
4. Недопустимо доливать горючее в горящую или неостывшую
лампу.
5. Запрещается разжигать паяльную лампу путем подачи горючего
через горелку.
6. Керосиновую паяльную лампу можно заправлять только керо¬
сином, заправлять ее другими горючими жидкостями (бензином, аце¬
тоном и пр.) запрещается; не применять этилированный бензин —
он ядовит.
7. Запрещается снимать горелку до спуска давления.
8. Лампы можно выдавать только рабочим, проинструктированным
в отношении обращения с ними и имеющим опыт работы.
314. Характеристика баллонов для газов
Допускаемое
наполнение
баллона га¬
зами при
20е С
Давление
в кГ/см*
Газ
Материал
баллона
Вес газа в кГ
на ! л емкости
баллона, не бо¬
лее
1 1*
^ — х
я - ь
^ S 5
^ flj
(- л S
о л
О м
* X 5
2 л п
Окраска баллона
Вид резьбы
вентиля
|
пробное гид¬
равлическое |
.... . |
рабочее при 1
20* С
Азот (сжатый)
Стильной,
нутый
цельнотя-
—
—
Черная с коричневой
полосой на верхней цилин¬
дрической части и над¬
писью желтыми буквами
«АЗОТ»
Правая
225
150
Аммиак (сжижен¬
ный или сжатый!
Стальной, цельнотя¬
нутый или сварной
0,57
I.
Желтая с надписью чер¬
ными буквами «АММИАК»
»
30
20
Арюн (сжатый)
Стальной.
нутый
цельнотя-
Черная с желтой над¬
писью «АРГОН»
»
225
150
Ацетилен (раство¬
ренный в ацетоне]
Стальной
—
—
Белая с красной над¬
писью «АЦЕТИЛЕН»
Внутренняя
60
30
Водород (сжатый)
Стальной,
иутый
цельнотя-
0,521>
1. vO
Темно-зелснаи с крас¬
ной надписью «ВОДО¬
РОД»
Левая
25
150
Воздух (сжатый)
То же
"
Черная с белой над¬
писью «СЖАТЫЙ ВОЗ¬
ДУХ»
Голубая с черной над-
пнемо «КИСЛОРОД»
Правая
225
150
Кислород (сжа¬
тый)
»
»
225
150
Защита и контроль паяных соединений. Техника безопасн.
Техника безопасности при производстве паяльных работ 313
Меры предосторожности при пайке газовой горелкой
1. Основным условием безопасной работы с газовыми горелками
является герметичность всей аппаратуры и шлангов; утечка газа может
привести не только к отравлению, но и к образованию взрывоопас¬
ной смеси.
2. Горючий газ и кислород должны хорошо смешиваться, при этом
скорость выхода смеси из горелки должна быть больше скорости заго¬
рания ее. При несоблюдении этого условия загоревшаяся смесь устрем¬
ляется внутрь горелки (так называемый обратный удар) и может вы¬
звать взрыв.
3. Запрещается производить пайку на изделиях, находящихся под
давлением и вблизи легковоспламеняющихся или огнеопасных мате¬
риалов.
4. Не допускать попадания масла на кислородные баллоны: не при¬
касаться к ним загрязненными маслом руками, так как даже незна¬
чительная доля масла в соединении с кислородом может вызвать взрыв
большой разрушительной силы.
5. Баллоны, заполненные кислородом, водородом и другими га¬
зами, прибывшие с завода-наполнителя со следами масла, с просрочен¬
ным сроком очередного испытания, с пропуском газа в вентиле, необ¬
ходимо возвращать обратно с надписью «Полный с газом».
6. На каждом рабочем баллоне должен быть установлен редуктор.
7. Запрещается паять медно-цинковы?ли припоями или припоями,
содержащими кадмий, в помещениях, не имеющих принудительной
приточно-вытяжной вентиляции.
8. Небрежное обращение с баллонами со сжатыми газами (сильный
удар, толчки, возможное падение, эксплуатация и хранение при повы¬
шенной температуре) может привести к взрыву большой разрушитель¬
ной силы. В пределах завода или цеха баллоны перевозить только на
специальных тележках.
9. Баллоны с газами хранить в специальном помещении в вертикаль¬
ном положении на стеллажах или в гнездах; баллоны, не имеющие
башмаков, можно хранить в горизонтальном положении на деревянных
рамках или стеллажах, причем высота штабелей не должна превы¬
шать 1,5 м. Не допускается хранение баллонов с горючим газом и бал¬
лонов с кислородом в одном помещении.
Баллоны окрашивают в определенные для каждого газа цвета
(табл. 314).
10. Баллоны со сжатым газом не должны нагреваться солнечными
лучами, теплом печей и т. п.
11. Баллоны хранить в сухих вентилируемых помещениях, удален¬
ных от складов горючих материалов.
12. При туго завинченном вентиле на баллоне ни в коем случае
нельзя стучать по баллону или подогревать вентиль на горелке. Подо¬
гревать вентиль на баллоне можно только горячей водой.
Меры предосторожности при пайке в печах с защитной атмосферой
Аммиак является наиболее опасным из существующих контроли¬
руемых атмосфер, резкий запах его говорит о неполадках в установке
или трубопроводах.
314 Защита и контроль паяных соединений. Техника безтасн.
Для предотвращения возможности отравления газами, установки
для получения защитных атмосфер размещаются в отдельном помеще¬
нии с сильной вытяжной вентиляцией. При работе с горючими газами
следует иметь в виду также возможность взрыва газа. Этой опасности
можно избежать, если оборудование будет находиться в исправном
состоянии и правильно эксплуатироваться.
Опасность отравления может возникнуть вблизи газоприготовитель-
иых установок или печей. Поэтому необходимо пе допускать утечку
газа из аппаратуры и соединительных трубопроводов.
При ремонте печи полностью удаляют из нее защитную атмосферу
и обеспечивают постоянный приток свежего воздуха на все время ре¬
монта. Кроме этого, для гарантии разъединяют газоиодводящую линию.
При работе на печах с контролируемой атмосферой, обслуживаю¬
щий персонал должен соблюдать следующие основные правила:
хорошо знать назначение и расположение всех узлов оборудования,
контрольной аппаратуры и газопроводов;
следить за исправным состоянием и правильно эксплуатировать
оборудование во время работы, пуска и остановки;
при обнаружении неисправностей или запаха газа немедленно при¬
нять меры по их ликвидации;
не допускать к газовой аппаратуре и к запуску или остановке печи
и газоприготовителыюй установки посторонних лиц;
к обслуживанию печей допускают только лиц, прошедших спе¬
циальное обучение и имеющих документ на право обслуживания газо¬
опасного оборудования;
перед остановкой и пуском печи необходимо удалять всех людей
от загрузочного и разгрузочного окна печи;
для получения оптимального качесгва продукции и обеспечения без¬
опасных условий работы рекомендуется производить периодические
анализы состава защитных атмосфер на выходе из газоприготовитель¬
ной установки и в печи, а также проверять исправность предохрани¬
тельных механизмов.
Меры предосторожности при работе с солевыми ваннами
Для предупреждения выброса расплавленных солей из ванны, при
загрузке деталей необходимо следить за тем, чтобы паяемые изделия
и приспособления были хорошо высушены и очищены от масла.
В конструкции печей должна быть предусмотрена возможность
стока солей в аварийный сборник на случай прожога стенок ванны.
Около ванны обязательно должна быть местная вентиляция для
удаления образующихся газов.
Общие условия при обслуживании электрооборудования
1. Не допускать попадания на электроинструмент или провода
кислот, щелочей, нефтепродуктов и т. п.
2. Штепсельные соединения на напряжение 12 и 36 в должны отли¬
чаться по окраске и устройству от штепсельных соединений напряже¬
нием 127/220 в.
3. Не прокладывать провода или электрокабели через проходы,
проезды, подъездные пути, ацетиленовые и кислородные установки.
Техника безопасности при производстве паяльных работ 315
4. При включении трансформаторов обращать внимание на над¬
писи у клемм (220 в, 36 с, 12 в).
5. При ремонте на электросети или ври ремонте (осмотре) электро¬
оборудования обесточить электросеть, снять предохранители (вставки),
закрыть на замок рубильник и вывесиib на пусковых приборах пре¬
дупредительный плакат «НЕ ВКЛЮЧАТЬ — РАБОТАЮТ ЛЮДИ».
Убеди!ься в том, что в сети отсутствует напряжение, используя для
этого переносный вольтметр или указатель напряжения.
№
Меры предосторожности при контактной пайке
1. Для предупреждения поражения рабочего электрическим током
при контактной пайке необходимо обязательно заземлить корпус
машины.
2. При длительных перерывах в работе и при ремонте машина
отключается от питающей сети.
3. Для защиты от ожогов кожи и повреждения глаз рабочий дол¬
жен работать в спецодежде, рукавицах и очках, а место пайки должно
быть оюрожено металлическими щитами.
4. К работе на электрической контактной машине допускаюг только
лиц, прошедших специальный инструктаж но технике безопасности.
Меры предосторожности при эксплуатации высокочастотных установок
1. Оборудование высокочастотных установок должно быть разме¬
щено в отдельном помещении и снабжено ограждениями и механиче¬
ской или электрической блокировкой, обеспечивающими невозмож¬
ность прикосновения к находящимся под напряжением частям установок.
2. В установках с машинными и ламповыми генераторами все метал¬
лические части установки и вторичный виток нагревательного контура
должны быть заземлены.
3. Установка, питающая несколько рабочих мест, должна быть
снабжена общим пультом управления, при этом аварийные кнопки
должны быть на каждом рабочем месте.
4. Помещение с высокочастотными установками должно иметь
искусственную вентиляцию, необходимую для охлаждения агрегатов
и для обеспечения нормальной работы обслуживающего персонала.
5. Настройка генераторов и работа установок при снятом огражде¬
нии, открытой двери помещения и зашунтированпой или неисправной
блокировке запрещается.
6. Запрещается проведение ремонтных работ в установке, находя¬
щейся под напряжением.
7. Перед заменой предохранителей конденсаторов, последние долж¬
ны быть разряжены на землю.
8. По окончании работы генератор высокой частоты должен быть
отключен со стороны питающего фидера.
9. Обслуживающий персонал высокочастотной установки обязан
немедленно отключить ее в случае обнаружения неисправности, по¬
жара и стихийных бедствий.
10. Наладку высокочастотных установок и все необходимые пере¬
ключения для настройки режима имеют право производить только ква¬
лифицированные электромонтеры, имеющие на это соответствующее
разрешение.
316 Защита и контроль паяных соединений. Техника безопосн.
Меры предосторожности при работе с вольтовой дугой
Ультрафиолетовые и инфракрасные лучи, которые образуются при
вольтовой дуге, оказывают вредное влияние на зрение и кожу. Поэтому
не допускается пайка вольтовой дугой без маски со вставленными в нее
специальными защитными стеклами.
При появлении боли в глазах у работающих или у присутствующих
при работе с вольтовой дугой необходимо немедленно обратиться
к врачу для оказания помощи.
ПРИЛОЖЕНИЯ
I. Сортамент проволоки оловянно¬
свинцовых припоев
(по ГОСТу 1499-54)
2. Размеры ленты оловянно¬
свинцовых припоев
(по ГОСТу 1499-54)
Диаметр
в мм
Допускае¬
мое откло¬
нение в %
Диаметр
в мм
Допускае¬
мое откло¬
нение в %
2,0
0.5
2.5
0.8
±4
3.0
±3
1.0
4.0
1.5
5.0
1
6.0
Толщина !
1
Ширина
Номиналь¬
ная в мм
Допускае¬
мое откло¬
нение в %
А ^
£ ч
5;
х ~
~
Допускае¬
мое откло¬
нение в %
\
1.5 ±5
2.0
8, 9. 10
±10
2.5
3.0
4.0
5.0
4
5. 6. 7, 8,
9. 10
3. Диаметры трубчатых припоев в мм
(по ГОСТу 1199-54)
Наружный
1.0
1.5
2.0
2.5
3.0
4.0
5.0
Внутренний
0.5
0.75
1.0
1,75
1,5
2.0
2.5
4. Диаметр трубок с канифолью 5. Размеры прутков
олопянно-свинцовых припоев оловянно-свинцовых припоев
(по ГОСТу 1499-54) (по ГОСТу 1499-34)
Диаметры в мм
Допускаемое
отклонение по
наружному
диаметру в %
наруж¬
ный
вну¬
тренний
1.0
0.5
1.5
0.75
2.0
1.0
2.5
1.25
±3
3.0
1.5
4.0
2,0
0.0
2.5
Прутки
круглые
Прутки
трех-
гран ные
Прутки
круглые
и трех¬
гранные
о.
Г*
0>
ж aj
С? з;
К ^
Ча
Допускае¬
мое откло¬
нение в %
Размер
стороны I
В ММ 1
Допускае¬
мое откло¬
нение в %
3?
Ч
со
rj
«м
•f*
Ч
Допускае¬
мое откло¬
нение в %
8
10
10
12
300
12
±3
14
±3
и
±10
15
16
400
6. Теоретический вес 1 мг припои в виде листов и ленты в кГ
'V «1
7. Теоретический вес I м припоя в виде прутков и проволоки круглого сечения в кГ
Диаметр
в мм
ПОС-90
ПОС-61
ПОС-40
ПОС-ЗО
ПОС-18
ПОСС-4-6
JI62
ПСр 3
ПСр 72
пор 3 к
0,3
0,000540
0,000570
0.000660
0,000670
0,000720
0,000765
0,00059
0,000800
0.000760
0.000615
0,0
0,00150
0,00258
0,00182
0,00187
0,00200
0,00212
0,00163
0,00222
0,00194
0,00170
0,8
0,0038
0,00406
0,00470
0,00480
0,00510
0,00545
0,00420
0,00570
0,00500
0,00440
1,0
0,0060
0,00635
0.00730
0.00750
0,00800
0,00850
0,00665
0,00890
0,00775
0,00681
1,2
0,0086
0,00910
0,0105
0,0108
0,0115
0.0122
0.00960
0,0128
0,0112
0,0983
1.5
0,0135
0,0143
0,0165
0,0169
0,0180
0,0190
0,0149
0,0200
0.0175
0,0154
2,0
0,0240
0,0254
0,0290
0,0300
0,0320
0,0340
0,0266
0.0125
0,0310
0,0272
2,5
0.0370
0,03970
0,0440
0,0470
0,0500
П.0530
0,0415
0,0535
0.0485
0,0426
3,0
0,0540
0,0570
0.0G55
0,0675
0,0720
0,0765
0,0600
0,0800
0,0700
0,0615
3.5
0,0730
0,0780
0,0890
0,091
0,0980
0,104
0.0815
0,110
0,0950
0,0835
4,0
0,095
0,102
0,117
0,120
0, 128
0,136
0,106
0,142
0,121
0, 109
5,0
0,150
0,159
0,182
0,188
0,200
0,210
0,166
0,222
0,194
0,170
8.0
0,380
0,406
0,470
0,480
0,510
0,545
0,425
—
-
—
10,0
0,600
0.635
0,730
0,750
0,800
0,850
0,665
—
—
—
12,0
0,860
0,915
1,085
1,085
1.150
1,220
0.935
—
—
—
15,0
1,340
1,460
1.650
1.690
1,800
1.910
1.500
—
S
И
С Ч
Н л
ОД
0,2
0,3
0,5
0.В
1.0
1,2
1.5
2,0
2.5
3.0
4.0
5.0
У
О
С
0,760
I.52
2,28
3,80
6,00
7,60
9,10
II.4
15,20
19.00
22,8
30,40
38.00
8
с
0,81
1,62
2.44
4,05
6.40
8,10
9,70
12,20
16,20
20,20
24.40
32.40
40,50
8
0.ОЭ0
I,870
2,80
4,65
7,45
9,30
II,20
11,00
18,70
23,20
28,00
37,00
46,50
У
О
С
0,970
I,950
2,90
4,85
7,75
9,70
II,G0
14.60
19.50
24,20
29.00
36.00
48.50
1,01»
2,04
3,06
6,19
8,16
10.18
12.40
15,30
20.40
25.40
3U.60
40,60
51.00
1.070
2.11
3,20
£.25
8,55
10.70
12,80
16.00
21,40
.6,80
32.00
43.90
53.50
0,843
0,168
0,751
0.423
0,578
8,43
10,10
12,70
16,94)
21.20
25,10
•>=.80
42,30
&
С
I,13
2.20
5.40
5.03
8.05
II.43
13.60
17,00
:: оо
25 Ч‘
.>4,50
45.60
56,50
У
С
0,990
I,980
2,970
4.285
7,955
9.90
II.80
14.80
19.80
24.80
29.70
29.70
19,85
У
с
0,870
1,740
2,600
4.300
Р.9О0
8,70
10.40
13,00
17.40
21,80
26,ПО
>1,4)
43.50
"О
Р
S
S
г
5
flpUAW ния 310
320
П риложения
8. Диаметр проволоки серебряных припоев
Диа¬
метр
в мм
Допу¬
скаемое
откло¬
нение
D ММ
Диа¬
метр
о мм
Допу¬
скаемое
откло¬
нение
в мм
Примечание
0,3
—0.05
2,0
—0,12
1. Припои марки ПСр 44 выпускают
0.5
—0,07
2,5
—0,15
в виде цилиндрических слиткоп.
0.G
—0,07
3,0
—0,15
2. Припои марок ПСр I2M и ПСр 10
0.8
— 0,08
3,6
— 0,20
в виде проволоки не выпускают.
1.0
—0.09
4.0
—0,20
3. Припои марок ПСр 25, ПСр 25Ф,
1.2
—0,10
5.0
—0,20
ПСр 15 выпускают с допусками иа диа¬
1.6
—0.12
метры, увеличенными на 50% против
указанных в таблице.
9. Размер полос серебряных припоев и допускаемые отклонения
Толщина в мм
Номиналь¬
ный размер
Допу¬
скаемое
откло¬
нение
Номиналь¬
ный
размер
Долу-
скаемое
откло-
ненке ;
Примечание
0,15
0.10
0,20
0,30
0,5
0,8
—0,02
—0,02
—0,03
—0,05
—0.08
—0.08
1,0
1.2
1.6
2,0
2.5
3,0
—0.10
—0,10
—0.10
—0.15
—0,15
—0.20
1. ПркпоЙ марки ПСр 44
выпускают не в полосах, а
в виде слитков, размер кото¬
рых согласовывают между по¬
требителем и поставщиком.
3. Припои марок ПСр 25Ф и
ПСр 15 выпускают с допусками
на толщину, увеличенную на
50% против указанных в таб¬
лице.
Длина в мм 100 1(1
150 1Б 200 20
ЗОО”30
400“ 40
Ширина в мм 50’
100—5
150-7.5
200—10
ЛИТЕРАТУРА
1. Абрамович В. Р. Сварка и пайка латуни. Судпромгиз, 1956.
2. А д а м Н. К. Физика и химия поверхностей. ОНТИ. 1947.
3. Акимов Г. В. Основы учения о коррозии и защите металлов. Мстал-
лур! нздат, 1946.
I. Апухтин Г. И. Технология пайки монтажных соединений в при¬
боростроении. Г ocs не pro нздат, 1957.
5. А п у х " и н Г. И. Пайка алюминия и его сплавов с применением
ультразвука. ИГЭИН, 1956.
6. А р х а р о d В. И. Журнал технической физики, т. 22. Вып. 2, 1952.
7. А р к у ш Н. Универсальный электропаяльник. «Изобретатель и ра¬
ционализатор», 1962, № 9.
8. Асиновская Г. А. Газопламенная пайка металлов. ВНИИАпто-
ген. Вып. 9, Машгиз, 1963.
9. Асиновская Г. А. Газопламенная пайка металлов. ВНИИАвто-
ген. Вып. 6, 1957
10. Асиновская Г. А. Газопламенная пайка металлов. Машгиз,
19э:>.
II. А л о в А. А. Основы теории процессов сварки и пайки. Изд-во «Ма¬
шиностроение», 1964.
12. Б а х в а л о в Г. Т., Б и р к г а н Л. Н., Л а б у т и и В. П. Спра¬
вочник гальваностега. Металлургиздат, 19о4.
13. Бахвалов Г. Т. иТурковская А. В. Коррозия и защита
металлов. Металлургиздат. 1947.
14. Батраков В. П. Коррозия конструкционных материалов в агрес¬
сивных средах. Оборонгиз, 1952.
15. Б е р е з н и к о и Ю. И. и Р о щ и н а Л. В. Припой для пайки
молибдена со сталью марки 1XI8H9T. МДНТ, сб. III, 1962.
16. Б а р к о в с к и й И. Я- и Колоколова А. Г. Никелевые
сплавы. Металлургиздат, 1941.
17. Блащу к Е. Ф. иЛаворко П. К- Гальванотехника. Маш-
гиэ, 1961.
18. Борин А. В. Высокотемпературная пайка деталей в печах с защит¬
ной атмосферой. ВИНИТИ, 7, 1956.
19. Будников Н. Е. Применение брикетированного припоя для
пайки твердосплавных резцов. «Станки и инструмент», 1965, № 1
20. Бурков В. В. Алюминиевые радиаторы автотракторных двига¬
телей. Изд-во «Машиностроение». 1964.
21. Веден кии С. Г. Коррозионные свойства металлов и сплавов.
Металлургиздат, 1952.
22. Виткин А. И. «Известия АН СССР», № 5, 1956.
23. Вологдин В. В. Высокочастотная пайка. Машгиз, 1954.
24. Вологдин В. В. Пайка и наплавка при индукционном нагреве.
Изд-во «Машиностроение», 1966.
25. Г о п и у с А. И. и С е р г е е в Л. Н. Коррозия н методы защиты
от нес цветных и мягких металлов н сплавов. Металлургиздат, 1943.
26. Г о р ч к и с с А. Д. и В с б б е р X. М. Защитные атмосферы. Маш¬
гиз, 1959.
27. Горелик М. Б. Пайка титана в вакууме. МДНТП, сб. III, 1962.
28. Г у р е в и ч Г. И. Как паять? Изд-во «Энергия», 1964.
29. Губин А. И. Пайка нержавеющих сталей и жаропрочных сплавов.
Изд-во «Машиностроение», 1964.
30. Е с е и б е р л и u Р. Е. Пайка металлов в печах с газовой средой.
Машгиз, 1962.
31. Ж е л н н н А. П. н О п а р н н И. £. Пособие по паяльным работам.
Металлургиздат, 1943.
32. И в а и и ц к и й В. Ю. Советы радиолюбителю. Изд-во ДОСААФ,
1964.
322
Литература
33. Инструкция -Vs» 45 по технике безопасности для травильщиков, рабо¬
тающих на травилньых кислотных ваннах, и обслуживающего персонала
по сливу и хранению кислоты л ее соединений. ЦБТИ, 1962.
34. Каковский И. А. и С м и р и о в Н. С. «Известия АН СССР.
ОТН*. .V* 12, 1955.
35. К с л ь м а н Е. Я- и Темкина Б. Я- Химическое никелиро¬
вание. ЦБТИ Мосгорсовнархоз, I960.
36. К л н н о в И. Я- Коррозия химической аппаратуры и коррозионно¬
стойкие материалы. Госхимиэдит, 1950.
37. Клячко Ю. А. и К У н и н Л. Л. Доклады АН СССР. 64, I, 85.
1949.
38. К о л ч и н Б. А. Черная металлургия и металлообработка в Древней
Руси. Изд-uo АН СССР, 1953.
39. Копытов В. Ф. Г>езокисл«пелъный нагрев стали. Машгиз, 1959.
40. К о е и и г В. О. Коррозия металлов. ГОНТИ, 1938.
41. К У н и н Л. Л. Поверхностные явления в металлах. Металл ург-
издат, 1955.
42. Лакедемонский А. В. н X р я п и н В. Е. Паяние и при¬
пои. Металл ургиздат, 1958.
43. Лакедемонский А. В. и Хряпни В. Е. Справочник
паяльщика, изд. 1-е. Машгиз, 1959.
44. Лакедемонский А. В. н X р я п и н В. Е. Справочник
паяльщика, изд. 2-е. Машгиз, 1963.
45. Л а ш к о Н. Ф. и Л а ш к о - А в а к я н С. В. Металловедение
сварки. Машгиз, 1954.
46. Л я_ш ко Н. Ф. и Л и ш к о - А в а к я н С. В. Пайка металлов.
Машгиз, 1959.
47. Лоцманов С. Н. Пайка алюминия и его сплавов. Оборонгнз, 1949.
48. Машины и аппаратура для газопламенной обработки металлов. Ката¬
лог. Госхимиздат, 1951.
49. Назаров С. Т. Методы контроля качества сварных соединений.
Иэд-во «Машиностроение», 1964.
50. II е р ш е к В. К. и Клином И. Я- Химическое сопротивление
материалов. Госхимиздат, 1940¬
51. Подготовка поверхностей под металлические защитные, декоративные
и химические покрытия. Вып. 1, НИИТАпгопром, 1959.
52. Покровский Н. Л. и Г а л а н и н и И. Д. Журнал физической
химии. 23, 3, 321, 1949.
53. Р а н и ш А. М.. Шляпников В. В., Д о л г о в Б. К- Мало¬
габаритный двухпозиционный полупроводниковый регулятор температуры
для паяльников. ГОСИНТИ, 1965.
54. Родин А. И. Пайка серебряными припоями в пламени газовой
горелки. Оборонгнз, 1954.
55. Руководство по пайке металлов. Пер. с англ. под ред. С. Н. Лоцма-
нова. Оборонгнз, 1960.
56. Руководство по пайке металлов мягкими припоями. Пер. с англ. под
ред. В. Р. Верченко. Оборонгнз, 1963.
57. СамохопкиЙ А. И. Безоловянистые припои. Госплан СССР,
1941.
58. Семенов А. И. Исследование схватывания металлов при сов¬
местном пластическом деформировании. Изд-во АН СССР, 1953.
59. С л а н с к и Й А. и В о л л м а н Я- Капиллярная пайка. Маш¬
гиз, 1963.
60. Смирнов П. В. Малоинерционный микропля.пьник типа МП-2.
ГОСИНТИ, 1964.
61. С г ы ч и н с к и й R. В. и Б е ш е л с в С. Д. Предупреждение
образования окалины м методы очистки деталей. Изд-во «Машиностроение»,
196'.
62. Темкина Б. Я- Прогрессивная технология нанесения гальвани¬
ческих и химических покрытий. Машгиз, 1962.
63. Токарев Н. М. Дуговой паяльник для пайки припоем ПСр40.
ГОСИНТИ. 1963.
64. Т у р к и н В. Д. и Румянцев М. В, Структура и свойства
цветных металлов. Металлургиздат, 1947.
65. Филянд М. А. и Семенова Е. И. Свойства редких элемен¬
тов. Металлургиздат, 1964.
66. Хренов К. К. Сварка, резка и пайка металлов. Машгиз. 1952.
67. Ч е к у н о в И. П. Изготовление припоев методом порошковой ме¬
таллургии. МДИТП, 1962.
Литература
323
68. Ш п а г и н А. И. О-ювянистые бронзы, баббиты, припои и их заме¬
нители. Металлургиздат, 1949.
69. Яковлев Н. Пайка в машиностроении. Минск, Госиздат БССР,
1956.
70. Angermaler Н., Eder Н. Feinwerktechnik. J. 68, Н. 4. 1964.
71. В а г t 1 е Р. М., Young J. G. Brit. Weld, J.p 7, 10. 1960.
72. Barker I. E., Mobley P. R., Redden Т. K. Weld. J. 41,
9. 1962.
73. Brazing manual. Prep, by Committee on brazing and soldering Ameri¬
can welding Society. 1955.
74. В г о о к е г Н. R. and Beaten Е. V. lndastrial brazing. 1953.
75. В u b b a L. F., I о h n s о n H. H., S t о n t R. D. Weld. J. 40,
8. 1961.
76. D a g g e t W. F. Peinturcs pigments, Vernls, 34, 22 1958.
77. Donnelly R. («., Slaughter G. M. Weld. J., 41, 5. 1962.
78. F I i с k K. Schweipcn urid Schneiden. 12, 10. I960.
79. Freed men A. In., M i k u $ И. B., weld. J. 43, 9. S. 385—392.
1964.
80. D о 1 d m a n n H. L.. S с h e 1 e г w. Schweifitcchnlk (DDR). 13,
I. 1963.
81. II о с n Anton vant. Blcch, 10, 8. 1963.
82. Howard H., M a It k o. Product Engineering. June, 13, 24. 1960.
83. Kusserow Herbert. Schweptechnik (DDR), 11, 2. 1961.
84. L a d г e t L. Schweiptcchnik (DDR). IS, 5. 1965.
85. Lewis w. R. Tin and Uses, 51. 1961.
86. Peter 1 Ians-Joachim. Feitlgungstcchn und Bctrleb. 13, 8 ctp. 520—
522. 1963.
87. Rhys D. W., Berry R. D. Metallurgja, vol. 66, 398. December,
1962.
88. S с h a t г J., Z i m m e г m a n n K- F. Schweiflcn und Schneiden,
15, 9. 1963.
89. Terrill James R. weld. J., 41, 9. 1962.
90. Wagner E. Schweipen und Schneiden, Jahrgang, 16. Heft 3. 1964.
91. Welgert JC M. Metall, 17. Februar, Heft 12. 1963.
ОГЛАВЛЕНИЕ
Предисловие к третьему изданию 3
Основные обозначения • 4
Введение °
припои и флюсы
Припои на основе легкоплавких металлов 10
Оловяно-свинцовые припои 10
Многокомпонентные припои на свинцово-оловянной ос¬
нове ... 14
Припои на свинцово-оловянной основе с серебром . . 17
Припой на оловянной основе с цинком ... 20
Припои на цинковой основе 22
Припои на основе кадмия • 23
Припои на основе висмута ....
Припои на основе индия - • ■ 29
Припои на основе галлия . . 29
Припои на медной основе 31
Медь .... 31
Медно цинковые припои . . . - 32
Медно-никелевые припои , - . • 38
Медно-фосфорные припои ....... 40
Припои па основе благородных металлов ... 43
Серебряные припои - . . , 43
Золотые припои . . : , 53
Платиновые припои . • • 57
Припои на основе легких металлов .... 58
Алюминиевые припои . . 58
Магниевые припои 60
Жаростойкие и жаропрочные припои . . .... 62
Припои на основе железа . .... 62
Припои на основе марганца .... 63
Припои на основе никеля ..... 64
Припои на основе титана 69
Припои на основе циркония , . . . 69
Припои на основе кобальта 70
Припои с германием - • • 71
Припои с палладием 71
Порошкообразные и пастообразные припои 78
Легкоплавкие пастообразные припои 79
Тугоплавкие пастообразные и порошкообразные припои 80
Паяльные флюсы 81
Механизм флюсования 81
Основы классификации паяльных флюсов 87
325
Флюсы для пайки припоями на основе легкоплавких ме¬
таллов . . 88
Флюсы для пайки тугоплавкими припоями 101
Флюсы для пайки припоями на основе легких металлов 107
Газообразные флюсы 109
Приготовление паяльных флюсов . . - ... 110
Удаление остатков флюса 114
Выбор флюса для пайки 115
СПОСОБЫ пайки
Конструирование паяных соединений 116
Типы паяных соединении ....... 116
Скрепление изделий перед пайкой 118
Влияние величины зазора на прочность паяного шва 120
Ограничения растекания припоя . . .... 122
Расчет необходимого количества припоя .125
Подготовка изделий к пайке . 126
Механическая очистка поверхности металлов .... 126
Химическое обезжиривание в щелочных растворах ... 126
Обезжиривание в органических растворителях . 129
Электрохимическое обезжиривание . . . . . 131
Химическое травление .... 133
Электрохимическое травление . 142
Комбинированное обезжиривание и травление 143
Очистка с помощью ультразвука ..... 144
Пайка с нагревом паяльниками .... . 144
Конструкции паяльников 144
Материалы паяльников ..... .... 151
Приемы пайки паяльником . ... 151
Панка с нагревом газопламенными горелками . ... 153
Пайка с нагревом в пламени паяльных ламп 153
Горючие смеси, применяемые в горелках 154
Типы горелок . 156
Технология пайки с применением горелок 165
Пайка с электронагревом 169
Пайка с электроконтактным нагревом . 169
Пайка с нагревом токами высокой частоты ...... 170
Пайка с нагревом вольтовой дугой 178
Пайка в керамических блоках и в электронагреватель¬
ных плитах 178
Пайка в жидких средах 179
Пайка в ванне с расплавленным припоем 179
Пайка в расплавленных соляных ваннах 180
Пайка в ванне с маслом 186
Пайка потоком (волной) расплавленного припоя .... 186
Пайка путем заливки изделия расплавленным припоем 186
Пайка в печах 187
Атмосферы для пайки в печах 187
Печи с контролируемой атмосферой 197
Технология пайки .... 198
Пайка в контейнерах в защитной среде . . ... 203
Специальные способы панки .... 203
326
Пайка в вакууме
Панка с применением ультразвука
Реактивно-флюсовая пайка
Контактно-реактивная пайка
Панка с механическим удалением окисной пленки . .
Пайка с нагревом кварцевыми лампами
Экзотермическая пайка
ТЕХНОЛОГИЯ ПАЙКИ
Технология пайки изделий из стали и чугуна 217
Пайка изделий из углеродистых и низколегированных
сталей 217
Пайка нержавеющих, жаростойких и жаропрочных ста¬
лей и сплавов 217
Пайка чугуна .... 219
Технология пайки инструментальных сталей и твердых
сплавов 221
Пайка инструментальных сталей . 221
Пайка металлокерамических твердых сплавов 223
Технология пайки изделий из медных и никелевых сплавов 228
Пайка меди и ее сплавов 228
Пайка никеля и его сплавов . . 230
Технология пайки легких металлов 231
Пайка алюминия и его сплавов 231
Пайка магния и его сплавов 241
Технология пайки труднопаяемых металлов ■ . . 244
Пайка молибдена 244
Пайка бериллия 246
Пайка вольфрама 247
Пайка титана 249
Пайка циркония 253
Пайка тантала ... 254
Пайка ниобия ... 255
Пайка ковара 255
Пайка германия и кремния 255
Технология пайки легкоплавких металлов и изделий с ме¬
таллическими покрытиями 257
Пайка олова . . . . 257
Пайка свинца и его сплавов . 257
Пайка кадмия 257
Пайка цинка и его сплавов 257
Пайка сталей и чугунов, имеющих горячее покрытие 258
Пайка сталей, имеющих гальваническое покрытие . . . 258
Пайка медных сплавов с покрытием 258
Пайка плакированных сталей . . 258
Пайка благородных металлов . . . 258
Пайка серебра, золота, платины 258
Пайка изделий, покрытых пленкой благородных металлов 259
Соединение металла с неметаллическими материалами . . . 259
Пайка графита 259
Пайка пластмассы 260
Пайка стекла 261
203
206
213
,213
214
215
215
327
Пайка фарфора и радиотехнической керамики . . 267
Пайка кварца . . . 268
Пайка изделий из тугоплавких окислов . . 269
Примеры технологии пайки . . . 270
Изготовление автомобильных радиаторов . 270
Опайка кузова легкового автомобили 275
Пайка дефектов чугунных отливок . . . 276
Пайка медных кабелей - - 276
Пайка медных груб . 277
Автоматическая пайка печатных схем . . . 278
Пайка цилиндрических сверл . 278
ЗАЩИТА И КОНТРОЛЬ ПАЯНЫХ СОЕДИНЕНИЙ.
техника безопасности
Защита паяных соединений от коррозии . . 280
Общие понятия о коррозионных процессах . . . 280
Электрохимический потенциал металлов .... 280
Контактная коррозия паяных соединений ... , 280
Влияние коррозии на прочность паяных соединений 284
Способы защиты от коррозии 286
Контроль качества паяных соединений . ..... 288
Дефекты 288
Методы контроля . 293
Определение механических свойств 302
Техника безопасности при производстве паяльных работ 304
Общие условия безопасности при пайке .... 306
Меры предосторожности при работе с травильными и обез¬
жиривающими растворами 308
Меры предосторожности при механической очистке ме¬
таллов 310
Меры предосторожности при пайке паяльником ... 311
Меры предосторожности при работе с паяльными лам¬
пами 311
Меры предосторожности при пайке газовой горелкой . . 313
Меры предосторожности при пайке в печах с защитной
атмосферой 313
Меры предосторожности при работе с солевыми ваннами 314
Общие условия при обслуживании электрооборудования 314
Меры предосторожности при контактной пайке .... 315
Меры предосторожности при эксплуатации высокочастот- 315
ных установок
Меры предосторожности при работе с вольтовой дугой 316
Приложения 317
Литература 321