/






















































































































































































































































Автор: Яковлев Г.Ф.
Теги: тяга поездов на железных дорогах подвижной состав транспорт ремонт тепловозы гидравлика
Год: 1975
Текст
РЕМОНТ
ГИДРАВЛИЧЕСКИХ
ПЕРЕДАЧ
ТЕПЛОВОЗОВ
Под редакцией
канд. техн, наук Г. Ф. ЯКОВЛЕВА
МОСКВА «ТРАНСПОРТ» 1975
УДК 629.424.3 — 82.004.67
Ремонт гидравлических передач тепловозов.
Под ред. Г. Ф. Яковлева, М., «Транспорт»,
1975, 264 с.
Рис. 131, табл. 11, список лит. 26 назв.
В книге описаны современные технологические
процессы ремонта узлов и деталей гидравлических
передач, их проверки, регулировки и испытания,
рассмотрены вопросы содержания гидропередач в про-
цессе эксплуатации, приведены основные сведения
о диагностике неповышении надежности важнейших
узлов.
Предназначена для работников тепловозных депо,
тепловозоремонтных заводов и транспортных цехов
промышленных предприятий, а также может быть по-
лезна учащимся технических школ, техникумов и сту-
дентам вузов железнодорожного транспорта.
Книгу написали: Г. Ф. Яковлев —гл.III;
А. И. Иунихин—гл. IV § 2; И. Ф. Пушкарев—гл. I,
гл. II. § 2, гл. XIV; Л. А. Собенин — гл. IV § 1, 3 —
6, гл. VII — IX, XVI; А. Л. Каплан—гл. II § 1 и 3;
В. А. Чупраков — гл. V, VI, XII, XIII; О. И. Кома-
рова — гл. X, XI, XV.
ГЕОРГИИ ФЕДОРОВИЧ ЯКОВЛЕВ, АНАТОЛИИ ИВАНОВИЧ
ИУНИХИН, ИВАН ФИЛИППОВИЧ ПУШКАРЕВ,
ЛЕВ АЛЕКСАНДРОВИЧ СОБЕНИН, АРОН ЛЬВОВИЧ
КАПЛАН, ВЛАДИМИР АЛЕКСЕЕВИЧ ЧУПРАКОВ,
ОКТЯБРИНА ИВАНОВНА КОМАРОВА
РЕМОНТ ГИДРАВЛИЧЕСКИХ ПЕРЕДАЧ ТЕПЛОВОЗОВ
Редактор А. Г. Сазонов
Обложка художника Г. П. Казаковцева
Технический редактор Н. И. Первова
Корректор Г. А. Попова
Сдано в набор 28/1 1975 г. Подписано к печати 29/IX 1975 г.
Бумага бОХЭО’Ле, типографская № 2. Печатных листов 16,5.
Учетно-изд. листов 19,2 Тираж 10000 Т-15537 Изд. № 1-3-3/1М6002
Зак. тип. 88. Цена 78 коп.
Изд-во «ТРАНСПОРТ», Москва, Басманный туп., 6а
Московская типография № 4 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии н книжной торговли,
г. Москва, И-41, Б. Переяславская ул., дом 46.
31802-127
049 (01)-75
127-75
(С) Издательство «Транспорт», 1975
ОТ АВТОРОВ
В локомотивном парке железных дорог и транспортных цехов
промышленных предприятий значительную долю составляют тепловозы
с гидравлической передачей. Их количество постоянно растет за счет
серийно выпускаемых тепловозов ТГ16, ТГМЗБ, ТГМ6, ТГМ23 и
дизель-поездов ДР1.
В локомотивных депо, эксплуатирующих эти локомотивы и дизель-
поезда, создана материальная база и накоплен опыт их содержания и
выполнения всех видов деповского ремонта. На тепловозоремонтных
заводах организованы специализированные цехи по заводскому ре-
монту гидравлических передач. В депо и на заводах разрабатываются
и внедряются новые технологические процессы и организационные
формы ремонта тепловозов с гидравлической передачей.
Для эффективного использования тепловозов с гидравлической
передачей необходимо хорошо знать как конструкцию и правила
обслуживания, так и технологию ремонта узлов и деталей гидравли-
ческой передачи — важнейшей и специфичной части тепловозов этого
вида.
В настоящей книге на основе обобщения опыта передовых локомо-
тивных депо и тепловозоремонтных заводов освещены вопросы техно-
логии ремонта узлов и деталей гидравлических передач, их регулиров-
ки и испытания, а также организации ремонта и содержания в эксп-
луатации, условия работы и взаимодействия. Приведены также основ-
ные сведения по диагностике и повышению надежности отдельных уз-
лов передач. Ввиду большой разнотипности гидравлических передач
на эксплуатируемых в СССР тепловозах изложение всех материалов
в книге ведется применительно к основному типу — унифицированной
гидравлической передаче Калужского завода (УГП). Оно дополняет-
ся особенностями, относящимися к устройству, эксплуатации и ре-
монту передач других типов.
На чертежах узлов приведены установленные правилами ремонта
тепловозов нормы допускаемых натягов и зазоров в сопряжениях.
Для удобства пользования допуски даны в виде таблицы:
Натяг
0,10—0,50 0,10—0,50 0,05—0,60
В первой графе приведены минимальный и максимальный натяги или
зазоры при монтаже узла на заводе-изготовителе, во второй — пре-
дельные величины натяга (или зазора) при выпуске тепловоза из те-
кущих ремонтов ТР2 и ТРЗ и в третьей — браковочные величины
натяга (или зазора) при выпуске тепловоза из текущего ремонта ТР1
и внепланового ремонта.
Авторы просят все замечания и предложения направлять по адресу:
Москва, 107174, Басманный туп., 6а, издательство «Транспорт».
з
Глава I
УСТРОЙСТВО И ПРИНЦИП ДЕЙСТВИЯ
ГИДРАВЛИЧЕСКИХ ПЕРЕДАЧ ТЕПЛОВОЗОВ
§ 1. Принцип действия гидравлической
передачи и ее основные элементы
Назначение и принцип действия. Гидравлической передачей назы-
вается механизм, в котором передаточным звеном служит жидкость.
Гидравлическая передача, так же как и любая другая, например
электрическая или механическая, необходима на тепловозе, во-пер-
вых, для того, чтобы разрывать связь между коленчатым валом дизе-
ля и движущими колесными парами при пуске дизеля, обеспечивая
в необходимых случаях его холостой ход при движении или остановке
тепловоза; во-вторых, чтобы соединять вал дизеля с движущими ося-
ми тепловоза и преобразовывать передаваемый вращающий момент
так, чтобы независимо от внешней нагрузки на тепловоз нагрузка
дизеля, а значит, и его заданный режим работы сохранялись постоян-
ными.
При электрической передаче автоматическое изменение силы тяги
тепловоза в зависимости от скорости его движения обеспечивается
действием системы автоматического регулирования главного генера-
тора. Изменения тока и напряжения в электрической передаче согла-
сованы таким образом, что их произведение, определяющее мощность-
главного генератора, остается постоянным. Значит, несмотря на изме-
нение условий движения тепловоза, нагрузка на дизель не изменяется.
У гидравлических передач мощность дизеля передается к колесам
тепловоза при помощи жидкости. Механическая энергия ведущего
элемента, жестко соединенного с валом дизеля, превращается в потен-
циальную и кинетическую энергию жидкости. В ведомом элементе
передачи запасенная энергия жидкости снова переходит в механичес-
кую энергию.
Типы гидравлических передач. В зависимости от преобладания
в жидкости потенциальной или кинетической энергии различают два
типа гидравлических передач: гидростатические (гидрообъемные) и
гидродинамические.
Гид ростатические передачи работают на исполь-
зовании принципа вытеснения или замещения небольших объемов
жидкости при больших (300 — 350 кгс/см2) рабочих давлениях. В этих
передачах скорость движения жидкости сравнительно невелика (не пре-
вышает 10 м/с), поэтому в них величина потенциальной энергии (энер-
гии статического давления) значительно больше, чем величина кине-
тической энергии (энергии скоростного напора).
4
В тепловозах и особенно в промышленном оборудовании наиболь-
шее распространение получили аксиально-поршневые гидростатиче-
ские передачи.
Аксиально-поршневая передача, схема которой показана на рис. 1,
по принципу действия похожа на электрическую. Дизель с помощью
ведущего вала 1 вращает гидрогенератор 2, представляющий собой
обычно многоплунжерный насос, который по трубопроводам подает
жидкость к гидромоторам 5, связанным посредством ведомого вала 6
с движущими колесами тепловоза. От гидромоторов жидкость воз-
вращается к гидрогенератору. Если требуется увеличение силы тяги,
гидрогенератор развивает большее давление при уменьшающемся рас-
ходе (количество жидкости в единицу времени) подаваемой в гидромо-
торы жидкости. Наоборот, когда требуется меньшая сила тяги, рас-
ход подаваемой гидрогенератором жидкости увеличивается и гидромо-
торы вращаются быстрее, отчего скорость движения тепловоза возрас-
тает. Взаимное изменение давления и расхода жидкости в гидрогене-
раторе происходит таким образом, что произведение этих величин,
определяющее мощность гидронасоса, остается неизменным. Поэтому
мощность гидрогенератора, а следовательно, и нагрузка на дизель
будут сохраняться постоянными при различных внешних нагрузках
на тепловоз.
Гидростатические передачи обладают высоким коэффициентом по-
лезного действия (общий к. п. д. достигает 85 — 87%), обеспечивают
плавное регулирование силы тяги в широком диапазоне изменения
скорости движения. Такие передачи реверсивны; реверсирование
можно осуществлять при движении тепловоза. .
Гидростатические передачи применяют на ряде отечественных теп-
ловозов в качестве привода вспомогательных механизмов, в частности
привода вентилятора холодильника. Использование их в качестве
звена энергетической цепи тепловозов ограничивается лишь малой и
средней мощностью (до 500 л. с.). Создать передачи большой мощности
в настоящее время невозможно из-за технологических и конструктив-
ных трудностей в обеспечении больших давлений при длительной
эксплуатации, а также в изготовлении надежных гибких соединений
трубопроводов, рассчитанных на высокие давления.
Рис. 1. Схема аксиально-поршневой передачи:
1 — ведущий вал; 2 — гидронасос; 3 — вспомогательный насос; 4 — клапан ограничения дав-
ления; 5 — гидромотор; 6 — ведомый вал
5
Рис. 2. Гидравлическая муфта:
а — схема; б — внешняя характеристика; в —тяговая характеристика
Гидродинамические передачи основаны на прин-
ципе использования кинетической энергии потока жидкости, циркули-
рующей по замкнутому контуру. Эти передачи получили преимущест-
венное распространение в качестве звена энергетической цепи теплово-
зов различной мощности и их принято называть просто гидравличе-
скими.
Конструктивно гидравлические передачи состоят из ряда узлов,
в числе которых основными являются гидравлическая муфта и гидрав-
лический трансформатор. Технические характеристики этих гидрав-
лических элементов определяют все показатели и свойства гидравли-
ческой передачи.
Гидравлическая муфта. Гидравлической муфтой называется уст-
ройство, обеспечивающее гибкое соединение ведущего и ведомого ва-
лов и передачу вращающего момента без изменения его по величине.
По конструкции она представляет собой двухлопастную гидравличе-
скую машину, состоящую из двух основных частей (рис. 2, а): насос-
ного колеса 4, жестко связанного посредством ведущего вала 5 с валом
двигателя, и турбинного колеса 1, соединяемого с помощью ведомого
вала 3 и механических звеньев с движущими осями. Одно из рабочих
колес, чаще всего турбинное, обхватывается кожухом 2, предназна-
ченным для компоновки приборов питания (трубопроводов, клапанов)
и уплотнения. Отличительной конструктивной особенностью обоих
рабочих колес является наличие плоских радиальных лопаток. Ло-
патки сложного профиля применяются редко, только в муфтах спе-
циального назначения.
Кромки лопаток рабочих колес насоса и турбины располагаются
в непосредственной близости друг от друга с зазором, необходимым
для обеспечения их свободного вращения и теплового расширения.
Лопатки с примыкающими к ним частями корпуса колес образуют в со-
вокупности пространство, называемое кругом циркуляции. В рабочем
режиме круг циркуляции заполняется рабочей жидкостью.
6
При вращении насосного колеса жидкость, находящаяся в круге
циркуляции, перемещается под действием центробежной силы от цент-
ра колеса к периферии в направлении, указанном на рис. 2 стрелкой,
благодаря чему в потоке накапливается кинетическая энергия. Пройдя
по каналам между лопатками, жидкость выбрасывается из насосного ко-
леса и, перемещаясь в осевом направлении, попадает на лопатки тур-
бинного колеса, давит на них, заставляя колесо вращаться в сторону
вращения насосного колеса. По мере перемещения по лопаткам тур-
бины кинетическая энергия потока жидкости убывает, превращаясь
в механическую энергию ведомого вала и частично в потери.
Круговое движение жидкости по лопаткам рабочих колес гидро-
муфты, или, как говорят, циркуляция, становится возможным из-за
разности давлений. Действительно, давление жидкости на выходе
из насосного колеса больше, чем на входе в турбинное колесо, так как
скорость вращения турбинного колеса всегда меньше скорости враще-
ния насосного колеса.
Каждая частица рабочей жидкости в круге циркуляции (рис. 3)
совершает сложное движение, которое складывается из двух простых
движений: вращения П вместе с колесом относительно круговой оси
симметрии О2 гидромуфты (это движение в механике называется пе-
реносным) и вращения О в плоскости, проходящей через ось гидромуф-
ты Ох со скоростью циркуляции жидкости (это движение называется от-
носительным) .
Величина переносной скорости движения частиц жидкости, зави-
сящая от удаления их от оси вращения и скорости вращения рабочих
колес, характеризует меру кинетической энергии потока. Вход в на-
сосное колесо и выход из турбинного колеса находятся на меньшем
радиусе от оси вращения; выход из насосного колеса и вход в турбин-
ное дальше удалены от оси вращения. Следовательно, прохождение
частиц жидкости через насосное колесо сопровождается увеличением
ее кинетической энергии и, наоборот, прохождение ее через турбинное
колесо связано с уменьшением кинетической энергии.
Скорость циркуляции, т. е. скорость относительного движения
потока жидкости по лопаткам, зависит от соотношения угловых ско-
ростей вращения насосного и турбинного
колес. Разность чисел оборотов насосного
и турбинного колес называется скольже-
нием.
Скольжение рабочих колес S находится
в обратной зависимости от их передаточ-
ного отношения, т. е. от отношения часто-
ты вращения турбины пт к частоте враще-
ния насоса пн. Если скольжение колес
отсутствует, т. е. пт = пк, то исчезнет пе-
репад давлений, циркуляция жидкости пре-
кратится, а значит, прекратится передача
кинетической энергии с насосного колеса
на турбинное: вращающий момент будет
равен нулю. Иная картина будет в случае,
Рис. 3. Схема циркуляции
потока жидкости в рабочей
полости гидромуфты
7
если турбинное колесо неподвижно, а насосное колесо вращается
с нормальной скоростью (скольжение 100%). Перепад давлений будет
наибольший, также наибольшими будут скорость циркуляции жидко-
сти и ее воздействие на лопатки турбинного колеса. Передаваемый
вращающий момент будет иметь максимальное значение. При про-
межуточных значениях передаточного отношения гидромуфты ско-
рость циркуляции жидкости, а значит, и момент приобретают соот-
ветствующие промежуточные значения.
Зависимость передаваемого момента от числа оборотов турбинного
колеса при постоянной частоте вращения насосного колеса, представ-
ленная в виде графика, называется внешней характеристикой гидро-
муфты (рис. 2, б). Уменьшение частоты вращения насосного колеса
приводит к снижению передаваемого момента и кривые момента
при этом располагаются ниже, чем при нормальной частоте вращения.
В гидромуфте имеются только два рабочих элемента, связанных
рабочей жидкостью: насосное и турбинное колеса, а так как согласно
законам механики всякому действию механического характера соот-
ветствует равное ему противодействие, то в гидромуфтах всегда имеет-
ся равенство моментов на насосном и турбинном колесах. Это значит,
что гидромуфта не меняет величину передаваемого вращающего мо-
мента. В таком случае говорят, что коэффициент трансформации мо-
мента гидромуфты равен единице. Под коэффициентом трансформации
(преобразования момента) понимают отношен е момента на турбинном
колесе Л4Т к моменту на насосном колесе Л1Н, т.е. Л = ^ = 1.
Условие равенства моментов на рабочих колесах гидромуфты
объясняется тормозящим воздействием на насосное колесо потока
жидкости, выходящего из турбинного колеса. Это воздействие увели-
чивается с ростом скольжения колес.
Увеличение нагрузки Мт на турбинное колесо, вызывающее от-
ставание его от насосного колеса, приводит к росту потерь энергии
потока на преодоление сопротивлений. Коэффициент полезного дей-
ствия т]м при этом уменьшается в линейной зависимости от частоты
вращения турбинного колеса. На графике эта зависимость представ-
лена прямой линией, практически во всем диапазоне изменения пере-
даточного отношения — от 0 до 1. При — = 1 наступает идеальный
пн пн
холостой ход гидромуфты и ее к. п. д. равен нулю.
Если момент на рабочих колесах поддерживается неизменным,
то гидромуфта работает по так называемой тяговой характеристике
(рис. 2, в).
Из характеристик гидромуфты видно, что по своим энергетиче-
ским свойствам гидромуфта, отдельно взятая, не отвечает целям
тяги. Это объясняется перегружающим воздействием на дизель и
низким к. п. д. ее в диапазоне невысоких частот вращения турбинного
колеса. Гидромуфта рассчитывается на передачу нормального момента
Л1нор и работу при высоких передаточных отношениях с к. п. д.
0,95—0,98. В этот режим она включается в качестве ступени скорости
гидравлической передачи.
8
Гидравлические преобразователи (гидротрансформаторы). Гидро-
трансформатором называется устройство, обеспечивающее гибкое сое-
динение валов и передачу мощности с ведущего вала на ведомый с пре-
образованием вращающего момента и изменением частоты вращения
ведомого-вала по сравнению с частотой вращения ведущего вала.
Гидротрансформатор (рис. 4, а) отличается от гидромуфты наличи-
ем третьего неподвижного лопастного колеса, называемого направ-
ляющим аппаратом 4. Насосное колесо 1, закрепленное на валу 5, при-
водится во вращение от дизеля. Частота вращения насосного колеса и
вращающий момент на нем равны или, в случае наличия входного ре-
дуктора между дизелем и гидротрансформатором, пропорциональны
частоте вращения коленчатого вала дизеля и вращающему моменту
на нем. Турбинное колесо 2 соединяется с движущими колесами теп-
ловоза посредством механических элементов: системы зубчатых колес
и карданных валов. Следовательно, скорость движения и сила тяги
тепловоза пропорциональны частоте вращения турбинного колеса и
вращающему моменту на нем.
Все три рабочих колеса имеют профилированные лопатки, т. е.
лопатки, сечение которых имеет сложную аэродинамическую форму.
Лопатки рабочих колес размещаются так, что выходные кромки
одних лопастей располагаются в непосредственной близости от входных
других лопаток. Между кромками лопаток смежных колес преду-
сматриваются зазоры, необходимые для обеспечения свободного вра-
щения и теплового расширения. С этой же целью предусматриваются
зазоры между дисками колес и корпусом гидротрансформатора.
Принцип действия гидротрансформатора аналогичен принципу
действия гидромуфты. Насосное колесо закручивает жидкость, созда-
вая в ней запас кинетической энергии вращательного движения.
Турбинное колесо благодаря соответствующему профилю его лопаток
раскручивает жидкость. Запас кинетической энергии потока жидкости
Рис. 4. Гидротрансформатор:
а — схема; 1 — насосное колесо; 2 — турбинное колесо; 3 — кожух; 4— направ-
ляющий аппарат; 5 — ведущий вал; 6 •— ведомый вал; б — внешняя характе-
ристика
9
Рис. 5. Схема изображения потока, про-
текающего через турбинное колесо при
различной частоте его вращения:
а — колесо неподвижно; б — вращение с нор-
мальной частотой (расчетный режим); е—вра-
щение с повышенной частотой: uti, ита — аб-
солютная скорость жидкости соответственно на
входе и выходе из колеса; сотз — относительная
скорость жидкости на выходе нз колеса; итз —
переносная скорость жидкости на выходе нз
колеса
используется для преодоления
внешних сил сопротивления,
приложенных к ведомому валу,
а значит, и к движущим осям
тепловоза.
На выходе из турбинного
колеса направление потока жид-
кости зависит от частоты его
вращения. Эту зависимость
можно наглядно представить на
трех схемах изменения направ-
ления потока на турбинном ко-
лесе (рис. 5). Когда колесо не-
подвижно (рис. 5, а), поток
имеет направление, совпадаю-
щее с выходными кромками тур-
бинных лопаток, и претерпевает
наибольшее изменение. При этом
давление потока на лопатки
турбинного колеса будет наи-
большим. На характеристике
гидротрансформатора (рис. 4, б)
этот режим отвечает наибольше-
му вращающему моменту Л4Т.
С разгоном турбинного колеса
появляется переносная состав-
ляющая скорости движения
частиц жидкости и поток на вы-
ходе по направлению прибли-
жается к потоку на входе.
В момент, когда абсолютная скорость потока на выходе из турбин-
ного колеса ит2 почти совпадет по направлению с абсолютной ско-
ростью потока на входе цт1 (рис. 5, б), поток будет претерпевать наи-
меньшие изменения; вращающий момент на валу колеса будет умень-
шаться. Этому режиму соответствует наибольший к. п. д. гидротранс-
форматора (в современных гидротрансформаторах до 0,88). При даль-
нейшем увеличении частоты вращения турбинного колеса (рис. 5, в)
поток на выходе его будет отклоняться вправо, момент будет снижаться.
Очевидно, что во всех случаях, когда поток на выходе отклоняется
по направлению от потока на входе, на лопатках турбинного колеса
будут иметь место потери энергии. Эти потери тем больше, чем больше
отклонение претерпевает поток. Этим объясняется выпуклая форма
кривой к. п. д. т]тр (см. рис. 4, б), известная в математике под назва-
нием квадратичной параболы.
После турбинного колеса поток жидкости попадает на неподвижные
лопатки направляющего аппарата, на выходе которого он приобре-
тает всегда одно и то же направление, соответствующее безударному
входу в насосное колесо. На неподвижных лопатках направляющего
аппарата не происходит преобразования энергии, однако они воспри-
ю
нимают реактивный момент потока, величина которого характеризует
преобразование вращающего момента. Из направляющего аппарата
рабочая жидкость вновь поступает на входные кромки лопаток насос-
ного колеса и тем самым завершает свой путь в круге циркуляции гид-
ротрансформатора (на рис. 4, а показано стрелками).
Наличие в круге циркуляции неподвижных лопаток направляюще-
го аппарата придает гидротрансформатору свойство автоматически
изменять вращающий момент на турбинном колесе в зависимости
от частоты вращения последнего, т. е. от скорости движения тепло-
воза. Преобразующее свойство гидротрансформатора оценивается
коэффициентом трансформации момента К — Для тепловозных
трансформаторов значение К. составляет 3 и более.
По конструктивным особенностям различают гидротрансформаторы:
одноступенчатые и многоступенчатые, если в круге циркуляции
имеется соответственно один или несколько рядов (ступеней) лопаток
турбинного колеса;
одноциркуляционные и многоциркуляционные, если в его состав
входит соответственно один или несколько кругов циркуляции;
простые и комплексные, если он не обладает или, наоборот, обла-
дает свойством гидромуфты.
В отечественном тепловозостроении имеются примеры выполне-
ния и применения всех названных выше конструктивных видов гид-
ротрансформаторов.
Наряду с разделением гидротрансформаторов по конструктивным
особенностям существует разделение их по так называемому свойству
прозрачности: непрозрачные и прозрачные.
Под прозрачностью гидротрансформатора понимается
его свойство оказывать влияние на режим нагрузки дизеля при из-
менении внешнего сопротивления движению поезда.
На рис. 4, б видно, что в непрозрачном гидротрансформаторе мо-
мент насосного колеса Л4Н (сплошная линия) при постоянной частоте
вращения не изменяется при всех значениях момента турбинного коле-
са и его частоте вращения. Это свидетельствует о том, что изменение
внешней нагрузки не оказывает влияния на момент Л1Н, а значит, и
на нагрузку дизеля. Если же момент насосного колеса изменяется
с изменением момента турбинного колеса, то характеристика гидро-
трансформатора называется прозрачной (штриховые линии). Разли-
чают прямую прозрачность гидротрансформатора, если с уменьшением
Л4Т уменьшается также и Л4НПР, и обратную прозрачность, если с умень-
шением Л4Т растет Л4ноб.
В тепловозных гидропередачах применяют непрозрачные или близ-
кие к ним гидротрансформаторы, так как они обеспечивают постоян-
ный режим работы дизеля при изменении сопротивления движению
поезда.
Из характеристики гидротрансформатора (см. рис. 4, б) видно,
что отдельно взятый гидротрансформатор не отвечает требованиям,
предъявляемым к тепловозной передаче. Если при трогании и разгоне
турбинного колеса к. п. д. гидротрансформатора низкий, то этот
и
Рис. 6. Комплексный гидротрансфор-
матор:
а — схема гидротрансформатора; 1 — на-
сосное колесо; 2, 3 — ступени направля-
ющего аппарата; 4 — неподвижный вал;
5 — турбинное колесо; 6 — автологи; б —
схема автолога; 1 — внутренняя обойма;
2 — наружная обойма; 3 — лопатки на-
правляющего аппарата; 4 — пружина; 5 —
ролик
недостаток окупается реализацией необходимых тяговых свойств.
Такой режим составляет относительно небольшой период времени
работы гидротрансформатора.
Режим высокой частоты вращения турбинного колеса, характери-
зуемый также низким к. п. д., неприемлем для длительной работы
тепловоза. Поэтому гидротрансформаторы применяются в качестве
ступеней скорости гидропередачи.
Скоростной диапазон работы каждой ступени определяется по пе-
редаточным отношениям гидротрансформатора, при которых его к. п. д.
не ниже 80%.
Комплексные гидротрансформаторы. Стремление реализовать по-
ложительные свойства гидротрансформатора и гидромуфты в одном
гидроаппарате привело к созданию комплексных гидротрансформа-
торов.
Комплексный гидротрансформатор представляет собой устрой-
ство, обеспечивающее автоматический переход с режима гидротранс-
форматора на режим гидромуфты и наоборот в зависимости от усло-
вий работы.
Особенностью конструкции комплексного гидротрансформатора
(рис. 6, а) является то, что его направляющий аппарат, выполненный
в виде одного или двух рядом стоящих лопастных колес, укрепляется
на неподвижном валу с помощью муфт свободного хода, называемых
автологами. Муфты свободного хода представляют собой различного
рода храповой механизм. В тепловозных гидротрансформаторах при-
меняют роликовые муфты свободного хода (рис. 6, б). Неподвижная,
жестко закрепленная внутренняя обойма 1 охватывается наружной
обоймой 2, которая связана жестко с направляющим аппаратом 3.
Наружная обойма имеет пазы с наклонными плоскостями; между
внутренней обоймой 1 и наклонными плоскостями обоймы 2 установ-
лены ролики 5, которые поджимаются пружинами 4. В зависимости
12
от изменения направления потока масла, прошедшего через турбинное
колесо, и, следовательно, от того, с какой стороны лопатки направляю-
щего аппарата давит поток масла, направляющий аппарат либо вра-
щается, либо стоит на месте.
Полное заклинивание обеих ступеней направляющего аппара-
та происходит при работе гидротрансформатора с малыми передаточ-
ными отношениями —, когда направление абсолютной скорости выхо-
rtH
да жидкости из турбинного колеса таково, что обе ступени направляю-
щего аппарата отжимаются потоком в сторону, противоположную
направлению вращения турбинного колеса. Колеса направляющего
аппарата заклиниваются роликами муфты свободного хода, и тем са-
мым обеспечивается режим работы гидротрансформатора. На харак-
теристике гидротрансформатора (рис. 7) этому режиму соответствует
участок / кривых изменения моментов и к. п. д.
По мере увеличения передаточного отношения, что соответствует
разгону тепловоза, изменяется направление абсолютной скорости
выхода жидкости из турбинного колеса. При определенном переда-
точном отношении воздействие потока на лопатки направляющего
аппарата совпадет с направлением его возможного вращения на муф-
тах свободного хода.
При дальнейшем увеличении передаточного отношения колесо
направляющего аппарата первой ступени начинает вращаться в одну
сторону вместе с турбиной, а гидротрансформатор переходит на ра-
боту с одной неподвижной ступенью направляющего аппарата. Этому
режиму соответствует участок II его характеристики, на котором
к. п. д. возрастает, а момент Мт изменяется более плавно, чем на пер-
вом режиме.
tz (
Когда передаточное отношение становится равным ,направ-
ление скорости выхода жидкости из турбинного колеса совпадает с на-
правлением выходных кромок
лопаток второй ступени направ-
ляющего аппарата и давлением
потока муфта свободного хода
расклинивается, колесо нап-
равляющего аппарата начинает
вращаться вместе с турбинным
колесом. Гидротрансформатор
переходит на режим гидромуфты.
На участке III его характери-
стики видно дальнейшее увели-
чение к. п. д. и снижение мо-
ментов А1Т = 2ИН с ростом пере-
даточного отношения.
Таким образом, последова-
тельное автоматическое раскли-
нивание двух ступеней направ-
ляющего аппарата, установлен-
Рис. 7. Характеристика комплексного
гидротрансформатора:
1 — при двух неподвижных ступенях направ-
ляющего аппарата; 2 — тгрн одной неподвиж-
ной ступени; 3—»в режиме гидромуфты
13
ных на муфтах свободного хода, позволяет реализовать в одном
гидроаппарате три режима: два режима гидротрансформатора и режим
гидромуфты. Каждому режиму соответствует определенный участок
характеристики. Как видно на характеристике, диапазон работы гид-
ротрансформатора с высоким к. п. д. за счет этого расширяется.
Комплексные гидротрансформаторы по сравнению с простыми
имеют более сложную конструкцию. Надежность их в длительной
эксплуатации снижается за счет трущихся элементов муфты свободного
хода. В тепловозных гидропередачах комплексные гидротрансформато-
ры находят ограниченное применение.
§ 2. Конструктивные схемы
гидравлических передач. Рабочие жидкости
При рассмотрении принципа работы гидротрансформатора и гид-
ромуфты было установлено, что характеристика каждого из них в от-
дельности не может обеспечить необходимой тяговой характеристики
тепловоза по диапазону скоростей и к. п. д. Поэтому гидропередачи
тепловозов выполняются многоступенчатыми, состоящими из различ-
ных комбинаций гидроаппаратов между собой или одного гидроаппа-
рата и механической коробки скоростей.
По конструкции и способу действия гидравлические передачи
тепловозов очень разнообразны. В зависимости от способа передачи
энергии их можно разделить на однопоточные, двухпоточные и сме-
шанные.
Однопоточные гидропередачи — это такие передачи, в которых весь
поток мощности дизеля проходит через гидроаппарат. Им свойственна
бесступенчатость изменения передаточного отношения, автоматич-
ность действия, относительная дешевизна и пр. Входящие в их схему
зубчатые передачи от дизеля или от выходного вала до ведущих осей
тепловоза не определяют качественно тяговые свойства и поэтому
не могут служить классификационным признаком.
В схемах однопоточных тепловозных гидропередач поток мощно-
сти может проходить через различное количество последовательно ра-
ботающих гидравлических аппаратов. В зависимости от этого можно
составить следующие схемы гидропередач:
1) один гидротрансформатор. В тепловозах применения не полу-
чила;
2) гидротрансформатор плюс гидротрансформатор. По такой схе-
ме выполнены гидропередачи Ворошиловградского тепловозострои-
тельного завода (тип Л60 на тепловозах ТГ102), Калужского машино-
строительного завода (типы УГП 750/2Т на тепловозах ТГМЗБ, ТГ16
и ГДП1000 на дизель-поездах ДР1), фирмы Фойт (типы L24, L26, L28)
и др.;
3) гидротрансформатор плюс гидротрансформатор плюс гидро-
трансформатор. По такой схеме выполнены гидропередачи Коломен-
ского тепловозостроительного завода (тепловоз ТГП50), фирмы Фойт
(типы L36, L306, L308);
14
4) гидротрансформатор плюс гидромуфта. Схема практически воз-
можна, но применения не получила;
5) гидротрансформатор плюс гидромуфта плюс гидромуфта. Такую
схему имеют гидропередачи Муромского завода (тепловозы ТГМ1,
ТГМ23) и фирмы Фойт (тип L37);
6) гидротрансформатор плюс гидротрансформатор плюс гидро-
муфта. Эта схема широко распространена в тепловозных гидропереда-
чах. К ним относятся гидропередачи Калужского машиностроительного
завода (тип УГП 750-1200 на тепловозах ТГМЗА, ТГ102), фирмы
Фойт (тип L217 на тепловозе ТГ102);
7) гидротрансформатор плюс механическая коробка передач. По та-
кой схеме выполнены гидропередачи тепловозов ТГ100 и ТГМ2 Во-
рошиловградского тепловозостроительного завода, тепловоза ТГМЗ
Людиновского тепловозостроительного завода, фирмы Майбах (тип
К104 и КЮ84), фирмы Круппа;
8) гидромуфта плюс механическая коробка передач. Такая схема
применена в гидропередачах венгерских дизель-поездов ДП1 и авто-
мотрис.
Однопоточные гидропередачи, состоящие из нескольких последо-
вательно работающих гидроаппаратов, называются многоциркуля-
ционными. В таких гидропередачах переключение с одного круга
циркуляции на другой или переключение ступеней скорости движения
тепловоза производится путем опоражнивания одного и заполнения
рабочей жидкостью другого круга циркуляции. При оптимальном сов-
мещении процессов опорожнения и наполнения смежных гидроаппа-
ратов с помощью системы автоматики достигается сравнительно быст-
рое (3 — 6 с) и надежное переключение ступеней скорости без значи-
тельного снижения силы тяги.
В одноциркуляционных гидропередачах, состоящих из одного гид-
ротрансформатора и механической коробки передач, ступени скорости
переключаются вследствие изменения сочетания зубчатых колес
в коробке передач. Причем ступени скорости в коробке передач пере-
ключаются с помощью многодисковых фрикционных муфт или кулач-
ковых муфт различной конструкции. Кулачковые и фрикционные
муфты приводятся в действие гидравлическими или пневматическими
силовыми цилиндрами.
Таким образом, в одноциркуляционных гидропередачах, состоя-
щих из одного гидротрансформатора и механической коробки передач,
ступени скорости переключаются без слива рабочей жидкости из гид-
ротрансформатора. Рабочая жидкость, находясь в замкнутом объеме,
не соприкасается с воздухом, а поэтому меньше склонна к вспениванию
и старению. Температура ее может быть повышена по сравнению с тем-
пературой жидкости, используемой для многоциркуляционных гидро-
передач. В таких передачах меньше вентиляционные потери, так как
в них нет гидроаппаратов, вращающихся вхолостую. Время пере-
ключения ступеней скорости меньше, чем в многоциркуляционных, и
составляет 0,2 — 1,8 с. По к. п. д. и весовым показателям одноцир-
куляционные гидропередачи также превосходят многоциркуляци-
онные.
15
Выбор той или иной схемы гидропередачи зависит от ряда факто-
ров, определяющих экономичность и надежность тепловоза (назна-
чение тепловоза, характеристика двигателя, производственные мощ-
ности завода-изготовителя и т. п.). В тепловозостроении наибольшее
распространение получили многоциркуляционные гидропередачи.
Объясняется это их большей надежностью (отсутствие фрикционных и
кулачковых муфт) и относительной простотой изготовления (меньше
зубчатых колес, чем у одноциркуляционных).
Двухпоточные (гидромеханические) передачи — передачи, в ко-
торых часть мощности ведущего вала передается на ведомый вал гид-
равлическим путем, а другая — механическим. Они могут быть с сум-
мированием или с разделением мощности. Суммирование или разделе-
ние мощности производится с помощью дифференциальных зубчатых
механизмов планетарного типа, поставленных до гидротрансформатора
(разделение мощности) или после гидротрансформатора (суммирова-
ние мощности).
В гидромеханических передачах объединяются главные положи-
тельные качества гидравлической (бесступенчатость) и механической
(высокий к. п. д.) передач.
Гидромеханические передачи, как правило, являются одноцирку-
ляционными, а значит, им свойственны положительные качества пос-
ледних, отмеченные выше.
Гидромеханические передачи применены на отечественных тепло-
возах ТГ100, ТГМ2 и ТГМЗ (первого выпуска). Опытная эксплуатация
этих тепловозов дала возможность установить, что в таких передачах
наряду с некоторым снижением коэффициента трансформации момента
и усложнением конструкции ухудшены также демпфирующие (за-
щитные) свойства, поскольку связь между ведущими и ведомыми ва-
лами осуществляется не только через рабочую жидкость гидротранс-
форматора, но и через жесткую механическую передачу. Этими недо-
статками можно объяснить то, что такие передачи не получили широ-
кого распространения в тепловозах.
Смешанные передачи — это такие передачи, в которых при разгоне
и небольших скоростях движения передача энергии производится гид-
равлическим путем (через гидроаппараты), а при больших скоростях —
через механическую коробку передач. Выключение гидроаппаратов
из кинетической цепи дает возможность повысить к. п. д. передачи
в зоне высоких скоростей движения.
Смешанные передачи применяются на небольшие мощности 150 —
600 л. с. в дизель-поездах и автомотрисах.
Рабочие жидкости. Надежность и экономичность работы гидропе-
редачи зависят от сорта и качества рабочей жидкости. Объемная масса
жидкости влияет на размеры гидропередачи. Жидкости большей объем-
ной массы позволяют создавать гидропередачи меньшего размера и
массы.
В гидравлических передачах в качестве рабочей может служить
любая жидкость. Практически применяется минеральное масло (или
смесь масел), которое одновременно является смазкой для трущихся
частей.
16
Минеральное масло, применяемое в качестве рабочей жидкости
для тепловозных гидропередач, должно удовлетворять следующим
требованиям.
1. Масло должно иметь определенную вязкость, при которой до-
стигаются наименьшие потери и необходимые смазочные свойства.
В градусах по шкале условной вязкости при температуре 50° С масло
должно иметь ВУ° ==2-4-3. Вязкость масла характеризуется также
кинематическим коэффициентом вязкости, измеряемым в стоксах
(1 см2/с). В качестве основной характеристики в ГОСТах обычно ука-
зывают сантистоксы сСт (сотая доля стокса или 10~2 см2/с). Вязкость
зависит от температуры. Существуют формулы и таблицы для пересче-
та градусов условной вязкости в ВУ<° в единицы кинематической вяз-
кости при различной температуре.
2. Температура замерзания масла должна быть возможно более
низкой, а температура вспышки ее паров — возможно более высокой.
Для тепловозных гидропередач рекомендуется масло с температурой
вспышки не ниже +160° С. Вязкость масла в интервалах крайних
состояний не должна резко изменяться.
3. Масло должно быть химически чистым и однородным. Не до-
пускается наличие в масле кислот и щелочей, так как они способст-
вуют разложению его и вызывают коррозию деталей. В масле не долж-
но содержаться мылообразующих жиров, которые служат причиной
устойчивого ценообразования, а значит, и снижения передаваемой мощ-
ности. Для борьбы с пенообразованием в масло вводят специальные
жидкости, точно так же для предотвращения кислотности к маслу до-
бавляют антиокислители.
4. Масло должно быть механически чистым и однородным. Содер-
жание асфальтовых и смолистых веществ в масле нежелательно, так
как они при высоких температурах выделяются и оседают на стенках
трубопроводов и нарушают нормальную работу гидравлических эле-
ментов автоматики. Механические примеси в масле вызывают засоре-
ние отверстий в органах управления и интенсивный износ подшип-
ников. Поэтому в гидропередачу подают масло, прошедшее через
фильтры.
Для тепловозных гидропередач ранее применялись следующие
сорта масла (табл. 1): турбинное 22 (ГОСТ 32—53); индустриальное
Таблица 1
Физико-технические свойства масел, применяемых
в гидропередачах
Показатели Марка масла
ГТ50 Турбинное 22 Смесь МС20 и А У с при- садками
Плотность, г/см3 0,876—0,891 0,901 0,880
Вязкость кинематическая при 50° С, сст 11—14 20—23 35—45
Температура вспышки, °C, не ниже 170 180 180
Температура застывания, °C, не выше —28 — 15 — 15
17
-МС20 и веретенное АУ (ГОСТ 1707—51). Для снижения пенообразо-
вания в смесь масел МС20 и АУ добавляют антипенную присадку
ПМС—200А (0,005% в массовом соотношении). Промышленность вы-
пускает для гидроредукторов и гидропередач специальное масло
ГТ50 по МРТУ 38-1-256—67.
В реверс-редуктор ах гидропередач типа Z.217 применяется смесь
масел в составе 95% масла МС20 по ГОСТ 1013—49 и веретенного
масла АУ по ГОСТ 1642—50 в равных количествах повесу и 5% при-
садки ЛЗ 6/9 по ГОСТ 9973—62. (Эта же смесь применяется и для осе-
вых редукторов.)
§ 3. Устройство гидравлических передач
отечественных тепловозов
Гидропередача является составным звеном энергетической цепи
тепловоза. Свойства и характеристики гидропередачи в значительной
мере определяют тягово-экономические характеристики тепловоза,
а ее конструктивная сложность и уровень технологической реализа-
ции — эксплуатационные показатели: надежность, стоимость ремонта
и эксплуатации и т. д.
Основные технико-экономические характеристики гидропередач,
применяемых на отечественных тепловозах, приведены в табл. 2.
Конструкция отдельных узлов гидропередач приводится в гла-
вах, содержащих описания их ремонта, здесь отмечены лишь прин-
ципиальные особенности отдельных типов гидропередач.
Унифицированная гидропередача УГП 750-1200. В этой передаче,
выпускаемой серийно Калужским машиностроительным заводом и яв-
ляющейся основным типом гидропередачи отечественных тепловозов,
предусмотрена унификация в следующих направлениях:
1) в обеспечении передачи мощности от 750 до 1200 л. с. при оди-
наковых ее габаритах;
2) в возможности отбора мощности для вспомогательных нужд
на разных тепловозах;
3) во взаимозаменяемости основных узлов и деталей.
В этот же ряд унификации следует отнести и гидропередачу
УГП 750/2Т, являющуюся усовершенствованной модификацией гидро-
передачи УГП 750-1200.
Техническая характеристика гидропередачи УГП 750-1200
Тип гидротрансформатора.................. ТП 1000М
Тип гидромуфты....................С радиальными лопатками
Переключение ступеней скорости . . Автоматическое, гидравличе-
ским способом
Система автоматического управления
(САУГ)......................... Электрогидравлическая,
двухкоординатная
Система переключения реверс-режима Электропневматическая с воз-
душным доворотом на
УГП750-1200 и гидравлическим
доворотом на УГП750/2Т
18
Система питания гидроаппаратов и
охлаждения рабочей жидкости . . Параллельная
Рабочая жидкость..................Масло ГТ50 МРТУ 38-1-256—67,
трубинное 22 ГОСТ 32—53
с антипенной присадкой
ПМС-200А
Емкость масляной ванны, л . . . . 280
Система блокировок безаварийной
работы.............................Блокировки муфт реверса и
режимов; контроль предельной
допустимой скорости движения
Направление вращения входного вала По часовой стрелке, если
смотреть со стороны входного
вала
Продолжительность переключения ре-
верса или режима при заторможен-
ном тепловозе.....................Не более 4 с (при совмещении
опорожнения ГТР — не более
8 с)
Подача насосов, л/мин, не менее:
питательного при пи=3050 об/мин
и противодавлении 4,5 кгс/см2 . 1250
откачивающего при ns =
= 3140 об/мин............. 215
системы смазки при пн =
= 4200 об/мин............. 80
Расход масла на холодильник (л/мин,
не менее) при номинальном режиме
дизеля с суммарным сопротивлени-
ем трубопровода, холодильника и
фильтра, равном 2,4 кгс/см,
и работе:
на ГТР................................... 400
» ГМ..................................... 280
Температура масла на выходе из пита-
тельного насоса, °C:
рабочая....................... 40—90
максимально допустимая . . . 100
минимально допустимая при пуске —5
Давление воздуха для питания серво-
цилиндров и блокировок, кгс/см2. 5,5—8
Падение момента на выходном валу
(силы тяги) при переключении сту-
пеней скорости от его значения
в расчетной точке, %, не более . . 30
Продолжительность восстановления
момента, с, не более........................... 5
Отклонение точек переключения сту-
пеней от заданных по скорости теп-
ловоза, %.................................... ±3%
Коэффициент возврата САУГ...........................0,91—0,96
Диапазон рабочих скоростей, не менее................ 6
Коэффициент передачи мощности в диапазоне рабочих
скоростей, не менее.................................... 0,7
Моторесурс, ч........................................ 20000
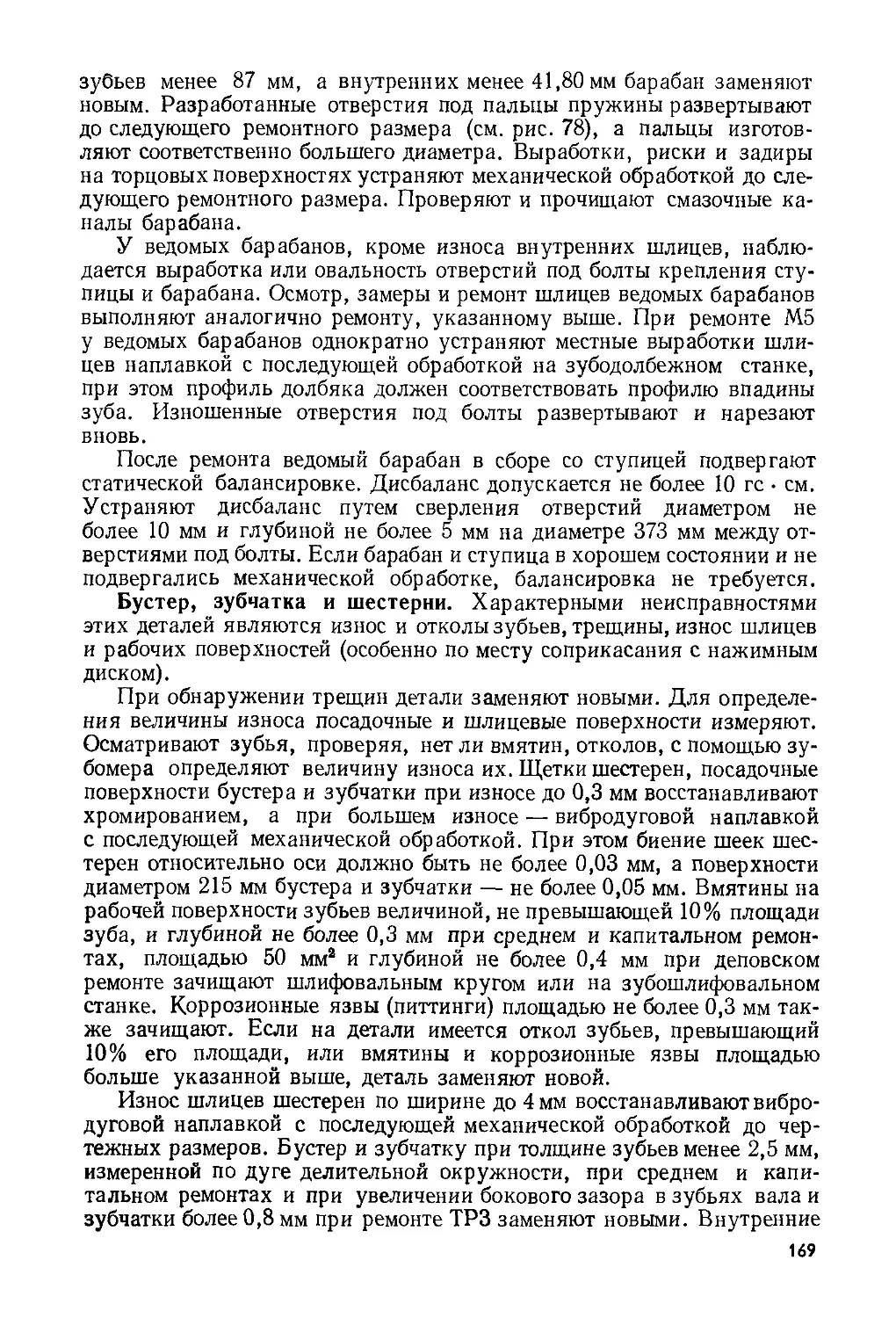
В конструкции гидропередачи (рис. 8) можно выделить три части:
гидравлическую, механическую, системы автоматики, питания и
смазки. Гидравлическая и механическая части гидропередачи конст-
руктивно объединены в общем корпусе.
19
Таблица 2
Основные технико-экономические характеристики гидропередач отечественных тепловозов
Параметры Тип передачи
УГП750-1200 УГП750/2Т ГДП1000 тгмз Л60 УГП-350-500 L26 L217
Схема ГТР+ГТР+ ГТР+ ГТР+ ГТР+ ГТР+ ГТР+ГМ+ ГТР+ ГТР+ГТР+
+ГМ 4-ГТР 4-ГТР 4-КПП +ГТР + ГМ +ГТР +ГМ
Число ступеней скорости 3 2 2 2 2 3 2 3
Мощность, л. с. 750—1200 750—840 1000 750 1000 350—500 360 1000
Система автоматики1 Максимальный к. п. д., %, при ра- ЭГ ЭГ ЭГ ЭПГ ЭПГ ПГМ ЭПГ ПГМ
боте на:
ГТР I 85,0 85,0 85,0 85,0 85,0 84,0 85,0 84,0
ГТР II 85,0 85,0 87,0 .— 85,0 —. 85,0 85,0
ГМ I 90,0 — — — 91,0 — 92,0
ГМ II — — — — 89,0 —
Средний к. п. д., % 82,5 82,5 83,0 83,0 81,5 83 83 82,5
Диапазон рабочих скоростей при Пп>78% Передаточное отношение пары шесте- 6,0 5,2 4,5 5 5,5 4,8 4,2 5
рен:
первой ступени 1,66 1,66 1,73 3,76 1,98 2,43 3,9 1,63
второй ступени 0,789 0,789 0,911 2,0 0,872 1,49 1,86 1,27
входного редуктора 0,879 0,879 0,833 0,66 0,645 0,75 0,637 0,495
Частота вращения входного вала, об/мин Серия тепловоза 1400 1400 1500 1400 1500 1600—1500 1600 1500
ТГМЗА ТГМЗБ ДР1 ТГМЗ ТГ102 ТГМ1 ТГМ1 ТГ102
ТГ102К ТГМ6 ТГМ10 ТГ16 ДРШ ТГМ23
Масса передачи в сборе, кг 5670 5500 3080 4007 5170 7600 6400 4450
1 ЭГ— электрогидравлическая, ЭПГ— электропневмогидравлическая, ПГМ—пневмогидромеханическая.
Гидравлическая часть передач УГП750-1200 состоит из двух гидро-
трансформаторов и одной гидромуфты, передачи УГП 750/2Т —
из двух гидротрансформаторов типа ТП1000. Насосные колеса всех
гидр о ап парато в получают вращение через повышающую зубчатую
пару входного редуктора.
Повышающий входной редуктор предназначен не только для умень-
шения размеров гидропередачи, но и главным образом для согласо-
вания характеристик гидроаппаратов и дизеля. Это согласование сво-
дится к выбору такого передаточного отношения входного редуктора,
при котором момент нагружения со стороны гидротрансформатора
соответствует вращающему моменту дизеля. В этом случае обеспечи-
вается полное использование мощности дизеля. Так как такая операция
практически выполняется только при постройке или заводском ре-
монте тепловоза, то отсюда очевидна важность выбора и осуществле-
ние требуемого передаточного отношения входного редуктора для
реализации расчетной силы тяги тепловоза.
При работе дизеля его связь с движущими колесами происходит
через жидкость гидроаппаратов, работающих последовательно при раз-
личных скоростях движения. Включение гидроаппаратов произво-
дится посредством поочередного наполнения их рабочей жидкостью,
а выключение — опорожнением. Управление переключением гидро-
аппаратов автоматическое, осуществляемое в зависимости от пози-
ции контроллера машиниста (частоты вращения вала дизеля) и ско-
рости движения тепловоза. Электрогидравлическая система автомати-
ческого управления гидропередачи (САУГ) рассматривается в гл. XIV.
Питание гидроаппаратов рабочей жидкостью и смазка подшип-
ников и шестерен гидропередачи обеспечиваются центробежным пи-
тательным насосом. Подача масла для смазки вращающихся частей
при движении тепловоза с неработающим дизелем производится шесте-
ренчатым насосом, расположенным в нижней части корпуса гидро-
передачи.
В механическую часть гидропередачи входит реверс-режимный
редуктор и механизм включения реверса и режимов. Механизм вклю-
чения реверса и режимов состоит из двух цилиндров двойного дейст-
вия, системы рычагов и блокировок.
На кинематической схеме гидропередачи УГП 750-1200 (рис. 9)
можно выделить две кинематические цепи:
силовую, через которую осуществляются связь и передача вра-
щающего момента от вала дизеля к осям колесных пар;
вспомогательную, предназначенную для отбора мощности на вспо-
могательные нужды гидропередачи и тепловоза.
Силовая кинематическая цепь включает в себя:
а) приводной вал 1 с шестерней 2 повышающего входного редук-
тора и шестерней отбора мощности 37;
б) главный вал гидропередачи 13, состоящий из насосного вала 36
и турбинных валов первой 10 и второй 9 ступеней. На насосном валу
36 расположены ведомая шестерня 35 повышающего входного редук-
тора, насосные колеса двух гидротрансформаторов и насосное колесо
гидромуфты. На турбинном валу первой ступени находится шестерня
21
12 и турбинное колесо первого гидротрансформатора, на турбинном
валу второй ступени — шестерня 4 и турбинное колесо второго гид-
ротрансформатора и гидромуфты;
в) вторичный вал 19, который составлен из ступиц, ведомых шесте-
рен 14 и 18 первой и второй ступеней, соединенных между собой непод-
22
вижной шлицевой муфтой, и шестерен 34 маневрового и 32 поездного
режимов, находящихся в постоянном зацеплении с шестернями 27
и 29 раздаточного вала 22. Шестерни 34 или 32 с помощью подвиж-
ной шлицевой муфты 33, постоянно соединенной с шестерней 18,
связывают гидравлическую часть передачи с реверс-режимным ре-
дуктором;
г) вал реверса 23, состоящий из паразитной шестерни 24, сцеплен-
ной постоянно с шестерней 18 вторичного вала, и шестерен 25 манев-
рового и 28 поездного режимов, находящихся в постоянном зацепле-
нии с шестернями 27 и 29 раздаточного вала. С помощью подвижной
шлицевой муфты 26 шестерни 25 или 28 могут быть соединены с шес-
23
Основные данные зубчатых
Серия тепловоза Передаточное отношение
Входной редуктор Маневровый режим Поездной режим Входной редуктор Передача
I сте- пень II сте- пень I сте- пень II сте- пень Z2 Zas Z1, Z14 z, z„
ТГМЗА ТГМ10 ТГ102 ТГМЗБ 0,879 0,367 0,822 0,879 5,05 5,05 5,05 2,4 2,4 2,4 2,46 2,46 1,763 2,46 1,17 1,17 0,836 1,17 58 60 45 58 51 22 37 51 35 35 35 35 58 58 58 58 52 52 52 52 41 41 41 41
Примечание. Номера шестерен в таблице соответствуют номерам шестерен на рис. 9
терней 24, что обеспечивает изменение направления вращения разда-
точного вала;
д) раздаточный (выходной) вал 22 с шестернями 27 и 29 маневро-
вого и поездного режимов.
Вспомогательная кинематическая цепь состоит из вала отбора мощ-
ности И с шестерней 3, сцепленной постоянно с шестерней 37, и двух
пар конических шестерен 5 и 6, 8 и 7, через которые передается вра-
Рис 9 Кинематическая схема гидропередачи УГП 750-1200
1 — приводной вал, 2—8, 12, 14, 15, 17, 18, 24, 25, 27—30, 32—35, 37 — шестерни гидропередачи;
9 — турбинный вал II ступени, 10 — турбинный вал I ступени; 11 — вал отбора мощности;
13 — главный вал 16 — датчик скорости, 19 — вторичный вал, 20 — питательный насос;
21 — откачиваюшии насос, 22 — раздаточный вал, 23 — вал реверса, 26 и 33 — подвижные
шлицевые муфты, 31 — насос системы смазки, 36 — насосный вал
24
Таблица 3
пар гидропередачи УГП 750-1200
Число зубьев шестерен
Реверс-режимиый редуктор Вал отбора МОЩНОСТИ Насос смазки Датчик скорости
Z34 Z28 Z27 Z, 2 ^28 Z29 Z37 Z« zs Z. z, z, Z(o z„ Zi,
41 24 24 73 39 39 58 55 57 34 15 15 34 21 18 40
41 24 24 73 39 39 58 72 40 34 15 15 34 21 18 40
41 47 — 50 — 47 50 54 58 34 15 15 34 25 18 40
41 24 24 73 39 39 58 55 57 34 15 15 34 21 18 40
щение на валы привода откачивающего 21 и питательного 20 насосов.
От шестерни 29 раздаточного вала через шестерню 30 приводится в дей-
ствие насос 31 системы смазки гидропередачи при движении тепловоза
с неработающим дизелем, а от главного вала — через пару шестерен
17 и 15 датчик 16 скорости движения.
Передача вращающего момента в силовой цепи осуществляется
следующим образом: от вала дизеля через упругую муфту на привод-
ной вал и затем через повышающую зубчатую пару 2 и 35 входного
редуктора на главный вал гидропередачи; с главного вала на разда-
точную шестерню 18 вторичного вала через шестерни 12 и 14 первой
ступени и неподвижную шлицевую муфту, если заполнен первый
гидротрансформатор, или шестерню 4, если заполнен второй.
Далее, в зависимости от направления движения тепловоза переда-
ча момента производится через подвижную шлицевую муфту 33 вто-
ричного вала или через паразитную шестерню 24 и такую же муфту
26 вала реверса на раздаточный вал. Подвижные шлицевые муфты
могут поочередно передавать вращающий момент на раздаточный вал
через шестерни 34 или 25 и 27 маневрового режима, а также шестерни
32 или 28 и 29 поездного режима.
Гидропередача УГП 750-1200 применяется на тепловозах разной
мощности и различного назначения, при этом изменяется лишь пере-
даточное отношение входного редуктора (табл. 3).
В передачах для магистральных тепловозов ТГ102К и ТГ16 ре-
жимные шестерни 28 и 34 не ставятся. Шестерни 27 и 29 раздаточного
вала, а также шестерни 28 и 32 реверсивного и вторичного валов вы-
полняются с одинаковым числом зубьев.
В гидропередаче УГП 750/2Т гидромуфта отсутствует, но от этого
передача конструктивно изменяется незначительно по сравнению с трех-
циркуляционной передачей. В ней на месте насосного колеса гидро-
муфты поставлена втулка, а турбинный вал укорочен на длину поса-
дочного места турбинного колеса.
25
Тяговая экономическая характеристика тепловозов с гидропере-
дачей УГП 750-1200 имеет ступенчатую форму, соответствующую числу
ступеней скорости (рис. 10).
Унифицированная гидропередача УГП 350-500. Кинематическая
цепь силовой передачи (рис. И) включает в себя звенья, конструктив-
но объединенные в следующие узлы: гидропередачу, состоящую из од-
ного гидротрансформатора и двух гидромуфт, и реверс-режимного
редуктора, включающего режимную коробку, реверс и отбойный вал.
Вращающий момент от вала дизеля через карданный вал с упругой
муфтой и шестерни Зи4 повышающего входного редуктора передается
на насосный (главный) вал 5, на котором размещены насосные колеса
гидротрансформатора и двух гидромуфт. Турбинные колеса гидро-
трансформатора и первой гидромуфты соединены с промежуточным
валом 6 с помощью шестерен 2 и 7, образующих первую механиче-
скую ступень с передаточным отношением 2,43. Турбинное колесо
второй гидромуфты передает вращение промежуточному валу 6 через
пару шестерен 1 и 8 второй механической ступени с передаточным отно-
шением 1,49. Вращающий момент от промежуточного вала передается
отбойному валу через шестерни 18, 9, 10, 17 режимной коробки и 15,
14, 13, 11 реверса. Режимная коробка работает так. Шестерня 18,
насаженная на выходной конец промежуточного вала, находится в по-
стоянном зацеплении с шестерней 9. Если шестерню 17, имеющую под-
вижное шлицевое соединение с валом режимной коробки 16, соединить
внутренним ее венцом с шестерней 18, то тепловоз будет работать
на поездном режиме, развивая скорость до 60 км/ч. При соедине-
нии наружным венцом шестерни 17 с шестерней 10 обеспечивается
Рис. 10. Тягово-экономические характеристики тепловоза ТГМЗА:
а — на маневровом режиме; б — на поездном режиме
26
Рис. 11. Кинематическая схема гидропередачи УГП 350-500:
1—4, 7—11, 13—15, 17—18 — шестерни передачи и реверс-режимного редуктора; 5 — главный вал; 6 — промежуточный вал; 12 — подвижной вал
реверса; 16 — режимный вал
Рис. 12. Тягово-экономическая характе-
ристика тепловоза ТГМ1 с гидропереда-
чей УГП 350-500:
1 — длительная сила тяги; 2 — длительная
скорость. Цифры в числителе и штриховые ли-
нии относятся к маневровому режиму; цифры
в знаменателе и сплошные линии — к поезд-
ному
маневровый режим и скорость
тепловоза уменьшается вдвое.
Реверсирование тепловоза
производится с помощью шестер-
ни 13, насаженной на подвиж-
ной вал 12. При перемещении
последнего в ту или другую сто-
рону шестеря 13 входит в за-
цепление с внутренним венцом
одной из конических шестерен
14, приводимых во вращение
шестерней 15. При этом дости-
гается требуемое направление
движения тепловоза. Переклю-
чения режима и реверсирование
тепловоза производятся посред-
ством пневмопривода при пол-
ной остановке тепловоза.
Переключение ступеней ско-
рости осуществляется путем од-
новременного опорожнения и
наполнения переключаемых гид-
роаппаратов. Управление про-
цессом переключения автомати-
ческое, определяемое скоростью
движения тепловоза. Длитель-
ность процесса переключения
ступеней скорости составляет
8—10 с при переходе с гидро-
трансформатора на первую гидромуфту и 4 — 6 с при переходе
с первой гидромуфты на вторую.
Совмещение процессов опорожнения и наполнения переключае-
мых гидроаппаратов исключает глубокое падение силы тяги теплово-
за. Однако прямые переключения гидроаппаратов при возрастании
скорости движения и обратные — при ее уменьшении сопровождаются
скачкообразным изменением силы тяги до 70% ее номинального зна-
чения (рис. 12). Такое явление объясняется прямой прозрачностью
гидромуфт и вследствие этого изменением режима работы дизеля.
Переключения с гидротрансформатора на первую гидромуфту и
последующий переход на вторую гидромуфту при возрастании скорости
движения тепловоза сопровождаются увеличением сопротивления вра-
щению турбинных колес включаемых гидромуфт, что в свою очередь
вызывает снижение частоты вращения вала дизеля до синхронизации
с частотой вращения ведомых валов передачи. Падение частоты вра-
щения вала дизеля достигает при этом 70% номинального ее значе-
ния, т. е. 1100 об/мин. Такое же скачкообразное изменение силы тяги
и частоты вращения вала дизеля наблюдается при обратных перехо-
дах с низшей ступени на высшую.
Наибольший к. п. д. гидропередачи на режиме гидротрансформа-
28
тора при полной нагрузке (при частоте вращения вала дизеля
1600 об/мин) дотирается при оптимальном значении передаточного от-
ношения ггтр = 0,4 и составляет г|гтр = 78%.
к. п. д. гидромуфт изменяется в пределах т]гм = 90 — 96% при ко-
лебании частоты вращения вала дизеля в диапазоне 1080—1600 об/мин.
Гидропередача типа Л60. Спроектирована Ворошиловградским
тепловозостроительным заводом и установлена на партии тепловозов
ТГ102 для работы совместно с дизелем М756. Гидропередача Л60
(рис. 13) конструктивно объединяет в себе силовую кинематическую
цепь для привода движущих колес, вспомогательную кинематическую
цепь для привода агрегатов собственных нужд тепловоза и системы
автоматики, питания и смазки.
В гидропередаче применены комплексные гидротрансформаторы
типа ГТКПТ, имеющие широкий скоростной диапазон. Это позволило
реализовать скорость до 120 км/ч посредством двух ступеней.
Мощность от дизеля через карданный вал 2, шестерни 3 и 4 повы-
шающего входного редуктора передается на вал насосных колес 5
обоих гидротрансформаторов. Каждое турбинное колесо гидротранс-
форматоров соединено со вторичным валом с помощью самостоятель-
ной пары шестерен 7 и 18, 8 и 15. Передаточные отношения зубчатых
пар каждой ступени подобраны так, что первый гидротрансформатор
работает с полной нагрузкой при трогании и разгоне до скорости
45 км/ч, а второй — при движении со скоростью от 45 до 120 км/ч.
Прямое и обратное вращение выходной шестерни 20 и раздаточного
вала осуществляются с помощью шестерни 21 или шестерен 16 и 19,
Рис. 13. Кинематическая схема гидропередачи Л60:
1 — носок дизеля; 2 — карданный входной вал; 3 и 4 — шестерни входного редуктора, 5 — на-
сосный вал; 6 — гидротрансформатор II; 7 и J8, 8 и 15 — шестерни второй и первой ступе-
ней скорости; 9 —- гидротрансформатор I; 10—13 — шестерни осевого редуктора; 14 — меха-
низм переключения реверса; 16, 19, 20 и 21 — шестерни реверса; 17 —выходной карданный вал;
22 — шестерня привода питательного насоса
29
насаженных на реверсивные валы. Включение реверсивных шестерен
и валов дост ггается посредством двух шлицевых муфт, перемещаемых
усилием пневмоцилиндров. Переход с одной ступени скорости на
другую осуществляется опорожнением одного и одновременным за-
полнением маслом другого гидротрансформатора. Опорожнение гид-
ротрансформатора происходит через специальный быстродействующий
мембранный сливной клапан.
Для переключения ступеней скорости применяется электропневмо-
гидравлическая система автоматического управления, работающая
по сигналам скорости движения тепловоза и вращения вала дизеля.
Гидропередача ГДП 1000. Разработана Калужским машинострои-
тельным заводом для дизель-поезда ДР 1, выпускаемого Рижским ва-
гоностроительным заводом. Гидропередача (рис. 14) состоит из глав-
ной (силовой) кинематической цепи, осуществляющей передачу вра-
щающего момента от дизеля к осевым редукторам колесных пар, вспо-
могательной кинематической цепи, обеспечивающей отбор мощности
на вспомогательные нужды самой передачи и дизель-поезда, и системы
автоматики и питания.
Силовая кинематическая цепь включает в себя:
входной вал 10 с шестерней И входного редуктора;
главный вал 8, на котором смонтированы шестерня 9 входного ре-
дуктора, шестерни 15 и 21, два гидротрансформатора 18 и 17 типа
ТП1000М соответственно первой и второй ступени;
промежуточный вал 24 с шестернями 22 и 26 первой и второй ступе-
ней, находящихся в постоянном зацеплении с шестернями 21 и 15
главного вала, и шестерня 5 реверсивного редуктора, которая соеди-
няется посредством внутреннего шлицевого соединения с шестерней 26;
реверсивный вал 27, на котором смонтированы шестерни 28
и 29, имеющие шлицы для соединения их с помощью шлицевой муфты;
раздаточный выходной вал 3 с шестерней 4, находящейся в постоян-
ном зацеплении с шестернями”5 и 29.
Вспомогательная кинематическая цепь состоит из вала отбора
мощности 14 с шестерней 13, постоянно сцепленной с шестерней 11,
и двух пар конических шестерен 16 и 19, через которые осуществля-
ется привод маслооткачки насоса 25 и питательного насоса 23. Отбор
мощности от элементов гидропередачи осуществляется также: для
привода генератора 7 постоянного тока типа КГ-12,5 от главного вала
через клиноременную передачу, для привода компрессора 12 типа
ВВ 1,5/9 от вала отбора мощности 14 через клиноременную передачу,
для привода гидронасоса 20 типа ПМ10 (МП20) от вала 14.
По ряду узлов гидропередача ГДП1000 унифицирована с гид-
ропередачей УГП 750-1200. Кроме гидротрансформаторов типа
ТП1000М, к таким узлам относится электрическая часть электрогид-
равлической системы автоматики, насосы и т. д. За счет более рацио-
нальной компоновки в ней уменьшены масса и габариты по сравнению
с гидропередачей УГП 750/2Т, имеющей схожую схему.
Гидромеханическая передача тепловоза ТГМЗ. На тепловозах
ТГМЗ первого выпуска установлена гидромеханическая передача
(рис. 15), в которую входят следующие узлы: гидротрансформатор
30
с повышающим входным редуктором и суммирующим планетарным
механизмом; коробка перемены передач (КПП); система автоматики,
питания и смазки.
Дизель Д через карданный вал 1 и шестерни 2 и 27 входного повы-
шающего редуктора приводит во вращение трансформаторный вал 26,
на который насажены насосное колесо 5 гидротрансформатора и сол-
Рис. 14. Кинематическая схема гидропередачи ГДП 1000:
1— насос системы смазки; 2— привод насоса системы смазки; 3— выходной вал; 4, 5, 9,
11, 13, 15, 16, 19, 21, 22, 26, 23, 29 — шестерни передачи; 6 — механизм переключения реверса;
7 — вспомогательный генератор; 8 — главный вал; 10 — приводной вал; 12 — компрессор;
14 — вал отбора мощности; 17 — гидротрансформатор II ступени; 18 — гидротрансформатор
I ступени; 20 — гидронасос; 23 — питательный насос; 24 — промежуточный вал; 25 — откачи-
вающий насос; 27 — реверсивный вал
31
Рис. 15. Кинематическая схема гидромеханической передачи тепловоза ТГМЗ:
1 — карданный входной вал; 2 н 27— шестерни входного редуктора; 3 — турбинное колесо;
4— направляющий аппарат; 5 — насосное колесо; 6—5 — шестерни планетарного суммиру-
ющего механизма; 9 — вал передачи; 10 и 13 — фрикционные муфты I и II ступеней;
11, 12, 14, 15, 18, 19, 22—25 — шестерни коробки перемены передач и реверс-режимного меха-
низма; 16 и 17 — подвижные муфты маневрового и поездного режимов; 20 и 21 — подвижные
муфты переднего н заднего хода; 26 — трансформаторный вал; 28—3/ — шестерни осевого
редуктора
нечная шестерня 8 суммирующего планетарного редуктора. Турбин-
ное колесо 3 гидротрансформатора связано жестко с венечной шестер-
ней 6 суммирующего редуктора. Три шестерни-саттелита 7 водилом
соединены с валом 9 передачи.
Гидротрансформатор комплексный, типа ГТК-П, с двумя направ-
ляющими аппаратами 4, установленными на механизмах свободного
хода. Автоматически поочередно отключаясь, направляющие аппараты
позволяют гидротрансформатору работать на режиме гидромуфты.
Коробка перемены передач имеет две механические ступени,
включаемые посредством дисковых фрикционных муфт 10 и 13.
Передача имеет также реверс-режимный механизм, обеспечивающий
реверсирование и изменение режима работы тепловоза. Маневровый
режим (до 30 км/ч) осуществляется при включении подвижной муфты
16 с шестерней 25, поездной (до 62 км/ч) — при включении подвижной
муфты 17 с шестерней 19. Реверсирование тепловоза производится пе-
реключением подвижных муфт переднего хода 20 и заднего хода 21,
соединяющих шестерни соответственно 24 и 25, 19 и 22.
32
Муфты реверса и режима переключаются пневмоцилиндрами,
управление которыми производится с поста машиниста. В схеме уп-
равления предусмотрены блокировки, исключающие переключение ре-
верса и режима во время движения тепловоза.
Рассмотрим кратко работу гидропередачи. При работающем дизеле
и неподвижном тепловозе гидротрансформатор заполнен маслом,
а фрикционные муфты выключены. Как уже было сказано, при этом
вращается вал 26 с насаженными на нем насосным колесом 5 и сол-
нечной шестерней 8. При заполнении гидротрансформатора маслом
турбинное колесо <3 будет передавать вращающий момент на венечную
шестерню 6, от которой получают вращение саттелиты 7. Солнечная
шестерня 8 также находится в зацеплении с саттелитами сумми-
рующего редуктора, которые через водило приводят во вращение вал
передачи 9. Таким образом, часть мощности дизеля передается к коле-
сам тепловоза механическим путем через вал 26 и солнечную шестерню
8, а остальная мощность—гидравлическим через турбинное колесо 3
и венечную шестерню 6.
Трогание тепловоза происходит при включении фрикционной
муфты 13, которая соединяет шестерню 12 с валом 9. При переходе
на вторую ступень включается фрикционная муфта 10, соединяющая
шестерню 11 с валом 9. При маневровом режиме и переднем ходе теп-
ловоза движение на первой ступени скорости передается от шестерен
14, 25, 24 к шестерне 23, на второй ступени—-через шестерни 15, 25,
24 и 23. На поездном режиме при переднем ходе передача движения
происходит на первой ступени скорости через шестерни 14, 15, 18,
19, 25, 24 и 23, а на второй — через шестерни 15, 18, 19, 25 и 23.
От выходного вала движение передается через карданные валы
к осевым редукторам передней и задней тележек.
Управление переключением механических ступеней скорости авто-
матизированное.
Гидропередача L217 фирмы Фойт. Гидропередача L217 установлена
на партии тепловозов ТГ102. В конструкции передачи имеются осо-
бенности, которые можно показать на кинематической схеме (рис. 16).
Непосредственно гидропередачу составляют так называемый гидро-
редуктор 6, реверс-редуктор 8, системы автоматики, питания и смазки.
Отбор мощности от дизеля для привода вспомогательных механизмов
производится от раздаточно-проходного редуктора 2, размещенного
между дизелем и гидроредуктором. С помощью клиноременной пере-
дачи от него получают вращение вспомогательный генератор 5 и комп-
рессор, а через редуктор «3 — вентилятор холодильника. На послед-
них по выпуску тепловозах отбор мощности предусмотрен от первич-
ного вала через гидромуфту.
Гидроредуктор образован двумя гидротрансформаторами и одной
гидромуфтой, работающими на две механические ступени. Каждый
гидроаппарат действует в определенной части всего скоростного диа-
пазона тепловоза, обеспечивая передачу мощности с наибольшим
к. п. д. Гидроаппараты включаются и выключаются с помощью пнев-
могидромеханической системы автоматики в зависимости от скорости
движения тепловоза и режима работы дизеля.
2 Зак 88 33
27 26 25 24
Рис. 16. Кинематическая схема гидропередачи L217 тепловоза ТГ102:
/__упругая муфта; 2 — раздаточно-проходной редуктор; 3 — привод вентилятора холодильника; 4 привод вспо-
могательного генератора и компрессора; 5 — вспомогательный генератор; 6 — гидроредуктор; 7 осевые редукторы;
8 —реверс-режимный редуктор; 9 — входной вал; 10, 11, 13, 15, 18, 19 — шестерни гидроредуктора; 12 — насос
управления- 14 — главный вал; 16 — выходной вал редуктора; 17 — вторичный насос смазки; 20 — насос
питательный- 21—23 25, 26, 31, 32 —34 — шестерни реверс-режимного редуктора; 24 — муфта режима; 2! — вал раз-
даточный; 28 — насос вторичный смазки; 30 — вал промежуточный; 33 — вал реверса; 35 — муфта реверса;
35 — насос первичный смазки
I идр op еду к гор работает так. Входной вад 9, вращающийся от ди-
зеля, через пару шестерен 10 входного редуктора приводит в движе-
ние первичный вал 14, на котором напрессованы насосные колеса НК
гидроаппаратов. При заполнении маслом первого гидротрансформатора
вращающий момент с турбинного колеса ТК передается через пару
шестерен 13 на выходной вал 16 и далее на реверс-редуктор 8. Второй
гидротрансформатор и гидромуфта в это время не заполнены, а поэтому
их насосные колеса вращаются вхолостую.
В дальнейшем, включаясь последовательно, они передают вращаю-
щий момент на одну и ту же пару шестерен 15 второй ступени и далее
также через выходной вал 16 на реверс-редуктор 8.
Реверс-редуктор представляет собой отдельный конструктивный
узел, соединяемый фланцем с гидроредуктором. Кроме реверсирова-
ния, он обеспечивает также работу тепловоза на грузовом или пасса-
жирском режимах. При грузовом режиме максимальная скорость теп-
ловоза составляет 90 км/ч, при пассажирском — 122 км/ч.
Реверс-редуктор состоит из семи шестерен и четырех валов, распо-
ложенных в стальном литом корпусе, который имеет разъем в про-
дольном направлении. Шестерни 21—23, а также 26, 31, 32 и 34 на-
ходятся между собой в постоянном зацеплении, паразитная шестерня
32 служит для изменения направления движения. На валу реверса 33
на скользящей насадке расположена муфта реверса 35, которая по-
средством пневмопривода входит в зацепление либо с шестерней 21,
либо с шестерней 34, изменяя тем самым направление вращения про-
межуточного вала 30, а значит, выходного вала 27. Муфта режимного
переключателя 24 расположена на выходном валу 27 и, перемещаясь
по нему, может входить в зацепление с шестерней 23 или 26. При сое-
динении муфты с шестерней 26 включается грузовой режим, при за-
цеплении с шестерней 23 — пассажирский. Переключение режимов,
как и реверса, производится с помощью пневмопривода при неподвиж-
ном тепловозе. Для смазки шестерен и подшипниковых узлов преду-
смотрены следующие устройства:
первичный смазочный насос 36, приводимый во вращение непо-
средственно от первичного вала гидроредуктора, подает смазку к шес-
терням реверс-редуктор а еще при неподвижном тепловозе;
вторичный смазочный насос 28, приводимый во вращение от вала
30 реверс-редуктора через шестерни 29, обеспечивает смазку реверс-ре-
дуктора при движении тепловоза с отключенной гидропередачей;
вторичный реверсивный насос смазки 17, получающий привод
через шестерни 18 от выходного вала 16 гидроредуктора, обеспечивает
смазку всей передачи при движении с остановленным дизелем;
маслоразбрызгивающее колесо 25, вращаемое через зубчатое за-
цепление на муфте переключателя режимов, подающее масло к под-
шипникам реверс-редуктора.
Как и во всех гидропередачах других типов, питание гидроаппа-
ратов маслом осуществляется от питательного центробежного насоса
20, а масло в систему автоматического управления подается шестерен-
чатым насосом управления 12. Оба эти насоса приводятся через соот-
ветствующие шестерни 19 и И от входного редуктора 10.
2* 35
Глава II
СОДЕРЖАНИЕ ГИДРАВЛИЧЕСКИХ ПЕРЕДАЧ
ТЕПЛОВОЗОВ В ЭКСПЛУАТАЦИИ
§ 1. Особенности эксплуатации
Условия работы узлов и деталей. Гидропередачи тепловозов, хотя
и не подвергаются ударным нагрузкам и обильно смазываются маслом,
работают в сложных температурных условиях, вызываемых, с одной
стороны, выделением большого количества тепла и, с другой — воз-
можным чрезмерным охлаждением масла в зимнее время.
Недостаточный отвод тепла от гидропередачи приводит к пере-
греву масла, снижению смазывающей способности, отложениям
смолистых остатков и нагару в каналах и трубопроводах. Перегретое
масло склонно к повышенному пенообразованию, вызывающему резкое
снижение силы тяги тепловоза. Создаются неблагоприятные условия
для работы подшипников, что вызывает их преждевременный износ.
Поэтому важным условием нормальной эксплуатации тепловоза с гид-
ропередачами является содержание холодильников в исправном сос-
тоянии. Температура масла гидропередачи, замеренная на выходе
из передачи, не должна превышать 100° С.
Чрезмерное охлаждение масла также неблагоприятно сказывается
на работе гидропередачи. Применяемые в передачах масла ГТ50 и тур-
бинное 22 (Л) имеют температуру застывания около—28° С. При дли-
тельном простое тепловоза на морозе не исключено загустение масла,
поэтому гидропередачи типа УГП 750-1200, Фойт и другие оборудова-
ны электрическими нагревателями с питанием от постороннего источ-
ника напряжением 220 или 75 В. Однако применение нагревателей
в условиях массовой эксплуатации тепловозов затруднительно.
Наибольшее распространение получил способ прогрева гидропе-
редач на первой позиции контроллера. При длительном простое
тепловоза на морозе машинист или прогревалыцик периодически на
5 — 10 мин включает передачу на первой позиции контроллера при
заторможенном тепловозе.
Важным условием надежной работы гидропередачи является ее
герметичность. Утечки масла через разъемы картеров или по сальни-
ковым и лабиринтовым уплотнениям входных и выходных валов могут
привести к нагреву гидропередачи в пути или полному выходу ее
из строя. К нагреву гидропередачи может привести и чрезмерное коли-
чество масла, залитое в нее. Излишнее количество масла в картере осе-
вого редуктора или утечки его также могут привести к последствиям,
указанным выше. Допускается рабочий нагрев корпуса осевого редук-
тора, а также цапф крестовин карданных валов не свыше 70° С (на-
36
грев корпусов считается выше нормального, если руку, положенную
на нагретую часть, невозможно удержать).
Осевые карданные валы, соединяющие гидропередачи с осевыми
редукторами колесных пар, в случаях каких-либо повреждений и па-
дения на путь могут явиться причиной серьезных аварий. Во избежа-
ние этого перед каждой выдачей тепловоза в эксплуатацию он должен
быть поставлен на смотровую канаву для проверки надежности креп-
ления фланцев карданных валов к осевым редукторам и раздаточным
валам гидропередач.
Ослабшие болты или болты с вытянутой резьбой должны быть
заменены. Проверяется также состояние цапф крестовин. При на-
личии признаков нагрева, что определяется по состоянию и цвету
вилки карданного вала, последний подлежит замене. Смена кардан-
ного вала производится с помощью пневмоподъемника.
Работа карданных валов во многом зависит от качества смазки
игольчатых подшипников цапф крестовин и шлицевой части. Хорошо
опрессованный карданный вал при профилактическом осмотре тепло-
воза может работать до следующего профилактического осмотра (8 —
10 тыс. км или 20 — 25 суток) без добавления смазки.
Для смазывания игольчатых подшипников карданных валов при-
меняется масло трансмиссионное автотракторное ГОСТ 542—50; шли-
цевые соединения вилок смазывают консистентной смазкой 1-13 (жи-
ровой) или заменителями УСс-2,1-ЛЗ. Хорошо зарекомендовала
себя смазка для игольчатых подшипников ЦИАТИМ-203.
Опрессовка смазкой карданных валов непосредственно на тепловозе
или после ремонта в цехе производится с помощью заправочного агре-
гата с электрическим приводом. Подача смазки через шланг и фитинг
заканчивается, как только часть смазки выдавливается через резино-
вые уплотнения цапф крестовин. При этом вполне достаточным
является момент появления смазки хотя бы в одной из цапф. После
добавления смазки в шлицевое соединение вилок карданного вала сле-
дует проверить и при необходимости закрепить гайку сальника.
Подготовка гидропередач к работе. После любого ремонта, когда
масло было слито, необходимо произвести подготовку гидропередачи
к работе.
Масло в гидропередачу следует заливать через сетчатый фильтр
заливной горловины. При заправке гидропередачи УГП 750-1200
первоначально наполняют маслом верхний картер корпуса, объем ко-
торого равен 225 л. Заполнив верхний картер, масло через сливную
трубу попадает в нижний картер, который заполняется до уровня конт-
рольной трубки. Объем его 55 л. Таким образом, в картер заливается
примерно 280 л рабочей жидкости. Затем заполняют маслом холо-
дильники и масляные трубопроводы. Для этого режимный переключа-
тель на тепловозе следует установить из нейтрального положения
в одно из рабочих поездного режима, затормозить тепловоз прямо-
действующим тормозом; переключателем гидроаппаратов включить
гидротрансформатор первой ступени, нажать кнопку «Управление
гидропередачей», набрать первую позицию контроллера и проработать
2 — 3 мин. Затем дизель заглушить. По истечении 10 — 15 мин про-
37
верить уровень масла в гидропередаче по щупу и контрольной пробке
и добавить до отметки щупа.
Заправка гидропередач типа L217 и Л60 производится аналогично.
Объем масла турборедуктора гидропередачи L217 составляет 270 л.
В коробку перемены передачи Л60 заливается 350 л масла. Реверс-
редуктор гидропередачи L217 заполняют смесью масел МС20 и вере-
тенного в равных долях.
Во время эксплуатации за гидропередачей должен осуществляться
постоянный контроль. При техническом обслуживании ТО2, кото-
рое производится через 24 — 36 ч работы (маневровые при каждой
экипировке), следует проверить давление масла питательного насоса,
которое должно быть не менее 1 кгс/см2 при холостых оборотах дизеля
и 4 кгс/см2 при номинальных.
Давление масла, поступающего на смазку УГП, должно быть не ме-
нее 0,7 кгс/см2 на холостых оборотах и 1,5 — 2 кгс/см2 при номиналь-
ных оборотах дизеля. При этом давление масла должно быть устойчи-
вым, без резких скачков или колебаний стрелки манометра. На гид-
ропередачах L217 следует также проверить насосы системы смазки
реверс-редукторов. Установленный на передаче манометр контролирует
давление в масляной системе, получающей масло от двух насосов одно-
временно: первичного, работающего от привода турборедуктора, и
вторичного — от вторичного вала.
Исправность первичного насоса можно определить при неподвиж-
ном тепловозе и работающем дизеле. Давление по манометру должно
быть 0,5 — 2 кгс/см2. При отсутствии давления следует отнять мано-
метр и проверить подачу масла в трубку (поступление масла свиде-
тельствует о неисправности манометра). Если же масло в трубку
не будет поступать, то необходимо снять первичный насос и прове-
рить состояние привода к нему или заменить сам насос.
Чтобы убедиться в исправном состоянии вторичного смазочного
насоса, необходимо при снятой крышке щелевого фильтра реверс-
редуктора буксировать тепловоз в обоих направлениях до появления
масла в корпусе фильтра. Проверку вторичного смазывающего насоса
рекомендуется производить при текущем ремонте ТР1 тепловозов.
Лучше всего это делать до постановки тепловоза на ремонтное
стойло.
На работающей гидропередаче не должны прослушиваться посто-
ронние шумы, картеры по разъемам должны быть надежно закреплены.
Следует также проверить целостность и состояние электропроводки.
Необходимо следить за исправным действием фильтров гидропередач.
Перед началом работы на тепловозе и 2 — 3 раза в течение поездки
рекомендуется прокрутить на 1 — 2 оборота щелевые фильтры грубой
очистки масла.
При техническом обслуживании ТОЗ фильтры системы управления
и откачивающего насоса гидропередачи необходимо снять, разобрать и
промыть в керосине. Особенностью фильтра откачивающего насоса
является то, что он состоит из двух различных по принципу действия
частей: магнитной и сетчатой. Магнитная часть очищает масло
от стальной стружки и пыли, а сетчатая — от металлических и неме-
38
таллических (немагнитных)
включений (рис. 17).
Наличие на сетке фильтра
алюминиевой пыли указывает на
повреждение тора или уплотне-
ния гидротрансформатора.
В этих случаях устранение неис-
правности связано с демонтажем
гидропередачи с тепловоза и
полной переборкой главного ва-
ла с заменой поврежденных час-
Рис. 17. Фильтр откачивающего насоса:
1 — всасывающий патрубок; 2 — пружина
клапана; 3 — клапан; 4 — стержень; 5 — втул-
ка; 6 — гайка; 7 — шайба; 8 — магнит; 9—
сетка; 10 — корпус фильтра; 11, /3 — проклад-
ки; 12 — крышка
тей. Обильная стружка или
стальная пыль на магнитной
части фильтра свидетельствует
о разрушении подшипника
или повреждении шестерен и рабочих колес гидроаппаратов.
Однако, прежде чем принять решение о снятии гидропередачи с теп-
ловоза, необходимо попытаться выяснить поврежденный узел путем
пробуксовки главного вала, осмотра передачи через люки, проверки
работы питательного и откачивающего насосов и приводов к ним.
Наблюдение за количеством и качеством рабочей жидкости. Коли-
чество масла в гидропередаче и осевых редукторах должно системати-
чески контролироваться с тем, чтобы не допускать в эксплуатации
снижения мощности тепловоза, а также повреждения узлов и де-
талей .
На магистральных и маневровых тепловозах анализ масла гидро-
передач, реверс-редукторов и осевых редукторов производится при
каждом текущем ремонте ТР1. При текущих ремонтах ТР2 и ТРВ.
масло из гидропередачи сливают до удаления остатков нефтепродук-
тов. Корпус гидропередачи промывают свежим или фильтрованным
маслом. Если по результатам лабораторного анализа масло не бра-
куется, то его можно повторно использовать, предварительно про-
пустив через тонкую фильтрующую сетку. Лабораторный анализ ма-
сел производится по следующим параметрам: на температуру вспышки,
вязкость, наличие воды и механических примесей.
Определение температуры вспышки. Температурой вспышки на-
зывается температура, до которой необходимо нагреть масло, чтобы
его пары вспыхнули при приближении пламени. Определение темпе-
ратуры вспышки производится на приборе Бренкена (рис. 18). Испы-
туемое масло наливается в чашечку 1 до уровня 10 — 12 мм от края
(контролируется шаблоном). Масло с помощью газовой горелки 2
нагревается до 100 — 200° С. С этого момента можно начинать контро-
лировать температуру вспышки. Зажженной лучинкой 3 проводят
по краю чашечки; появление синего пламени, которое при этом быст-
ро гаснет, указывает на температуру вспышки масла. Если же пламя
не гаснет, а продолжает гореть, то это уже соответствует температуре
воспламенения. Для определения температуры вспышки в этом слу-
чае следует испытание повторить. Масла бракуются, если температура
вспышки будет ниже значений, указанных в табл. 1.
39
A
Pik. 18. Прибор Бренкена
для определения темпе-
ратуры вспышки масла:
1 *— чашечка с испытуемым
маслом; 2 — газовая горел-
ка; 3 — лучинка; 4 — термо-
метр
Рис. 19. Вискозиметр
Пинкевича для опреде-
ления вязкости масла:
1 —- вискозиметр; 2 — рези-
новая груша; 3, 4 — расши-
ренна; 5 — мешалка; 6 —
колба (баня); 7 — электро-
нагреватель; 8 — электро-
термометр
Рис. 20. Прибор Дина и
Старка для определения
количества воды в масле:
1 — холодильник; 2 — ло-
вушка для конденсата; 3 —
колба; 4 — электронагрева-
тель
Определение вязкости. Вязкость масла определяют при 50° С
на капиллярном вискозиметре Пинкевича с временем истечения не
менее 200 с (рис. 19). Снятый с прибора вискозиметр погружают
в сосуд с отобранным для испытания маслом и засасывают его с по-
мощью резиновой груши до метки В, следя за тем, чтобы в капилляре
и расширениях не образовалось пузырьков воздуха, разрывов и пле-
нок. Заполненный вискозиметр устанавливают в штатив, включают
электронагреватель и с помощью мешалки добиваются равномерного
нагрева воды в колбе до температуры 50° С. При достижении указан-
ной температуры (при снятой резиновой трубке) секундомером заме-
ряют время истечения масла от риски А до риски Б. Определяется сред-
нее время истечения из пяти замеров.
Пример. Постоянная вискозиметра — 0,06429 сст/е при диаметре трубки 1 мм.
Среднеарифметическое время истечения из пяти замеров составило 3 мин 40 с.
Тогда вязкость испытуемого масла при 50° С составит (3 • 60+40) 0,06429 —
= 13,5 сст. Масло бракуется, если вязкость будет: для масла ГТ50 ниже 10 сст;
смеси МС20 + АУ с присадками для реверс-редукторов ниже 30 сст.
Определение содержания воды в масле производится прибором
Дина и Старка (рис. 20).
40
. 125,4 г
94,9 »
30,5 »
33,2218 »
33,2209 »
0,0009 »
Испытуемое масло предварительно тщательно перемешивают,
В колбу отбирают навеску масла и добавляют 100 мл бензина «Гало-
ша». После установки колбы включают электронагреватель 4\ масло
доводится до кипения, при этом бензин с имеющейся в масле водой
испаряется. Пары бензина и воды за счет охлаждения в холодильнике
конденсируются. Полученные капли воды стекают в градуированную
на 10 см3 ловушку.
Пример. Масса колбы 168 г. Масса масла с колбой 228 г. Тогда масса масла
равна 228—168 = 60 г. Наличие воды в ловушке 2,2 г. Содержание воды в масле
2,2-100
составит ---—---- =3,66%. Наличие воды в масле гидропередачи недопустимо.
60
В реверс-редукторах и осевых редукторах допускается содержание воды не более
0,05%.
Механические примеси. Содержание механических примесей опре-
деляют фильтрацией отвешенного количества масла через фильтр.
Все механические примеси задерживают фильтром, и масса их опре-
деляется как разность массы фильтра с механическими примесями и
первоначальной его массой.
Пример. Масса стакана с маслом........
Масса стакана............................
Навеска масла............................
Масса бюкса с загрязненным фильтром ....
Масса бюкса с чистым фильтром............
Масса механических примесей..............
Содержание механических примесей составит
=0,031
30,5
В масле гидропередач допускается содержание не более 0,08% ме-
ханических примесей, в смеси масел для реверс-редукторов и осевых
редукторов — не более 0,1%.
Транспортировка тепловоза в холодном состоянии. Перед транс-
портировкой недействующего тепловоза, кроме общепринятых работ
по подготовке букс, осевых редукторов и тормозного оборудования,
необходимо обеспечить наличие в гидропередачах масла до верхней
отметки на щупе.
Если тепловоз отправляется на расстояние более 200 км, рекомен-
дуется снять осевые карданные валы. На маневровом тепловозе ТГМЗ
достаточно снять задний карданный вал и закрепить его на площадке,
а передний отсоединить от осевого редуктора и подвесить его на спе-
циальной скобе. При транспортировке с навешенными карданными
валами гидропередачи должны быть установлены в нейтральное по-
ложение, чтобы избежать вращения турбинных колес. Следует особо
подчеркнуть, что из-за несоблюдения этого требования имели место
случаи аварий с гидротрансформаторами.
На поездных тепловозах ТГ102 и ТГ16 при неисправности одной
из силовых установок рекомендуется перед отправлением с поездом
41
Вывести гидропередачу в нейтральное положение На тепловозах
с гидропередачами «Фойт» после установки режимного переключате-
ля в нейтральное положение нужно надежно закрепить фиксирующий
болт, который одновременно блокирует цепи реверсов и создает усло-
вия реверсирования для оставшихся исправных гидропередач в обход
неисправной.
При выполнении всех работ по подготовке тепловоза для транспор-
тировки в недействующем состоянии нет необходимости в ограничении
конструктивной скорости его движения (кроме тепловозов ТГМ1
и ТГМ23, для которых скорость движения при транспортировке ог-
раничена 50 км/ч).
§ 2. Эксплуатация системы управления
гидравлической передачи
Система управления гидропередачи тепловозов включает в себя
ряд переключателей, систему управления и блокировки реверс-
режимного механизма, а "Также систему автоматического управления
гидропередачи (САУГ). Подробное описание системы управления гид-
ропередачи, основные ее неисправности и их устранение, а также
настройка САУГ изложены в гл. XIV. Здесь же рассмотрен порядок
обслуживания системы управления и взаимосвязи ее органов, от ко-
торых зависит обеспечение нормальных условий эксплуатации гидро-
передачи.
Положение переключателей, связанных с системой управления гид-
ропередачей, должно быть следующее.
Переключатель постов управления П КУ
при работе с управлением по системе двух единиц на посту управле-
ния ведущего тепловоза должен находиться в положении «Включено»,
а на ведомом — «Выключено». При работе одним тепловозом переклю-
чатель ПКУ включен.
Переключатель работы секций (теплово-
зов) П К С при работе двумя тепловозами (секциями) по системе
двух единиц должен на обоих тепловозах находиться в положении
«Работа двумя тепловозами». При работе одним тепловозом (раздель-
ными секциями) переключатель устанавливается в положение «Ра-
бота одним тепловозом». Запрещается производить переключение ре-
верса или режимов на соединенных для работы по системе двух еди-
ниц тепловозах, если переключатели ПКС на обоих тепловозах не ус-
тановлены в положение «Работа двумя тепловозами».
Спаренные тепловозы могут работать и одной секцией. При этом
управление должно осуществляться с работающего тепловоза (сек-
ции), переключатели ПКС на обоих тепловозах должны быть установ-
лены в положение «Работа одним тепловозом», а реверс-режим гид-
ропередачи неработающего тепловоза должен быть вручную выведен
в нейтраль.
В случае остановки дизеля одного из тепловозов во время движения
разрешается при работе по системе двух единиц движение тепловозов
42
до первой остановки, после чего производится переключение на работу
одним тепловозом, при этом переключатели ПКС на обоих тепловозах
устанавливаются в положение «Работа одним тепловозом» и гидропе-
редача тепловоза с остановленным дизелем выводится в нейтраль.
Переключатель работы гидропередач П КГ
(тепловоз ТГ102К) служит для выключения из работы одной из гидро-
передач секции тепловоза в аварийных случаях. Положения переклю-
чателя ПКГ обеспечивают соответствующее включение I гидропереда-
чи, I и II передачи и только II передачи.
Выключатель наполнения гидропередачи
В К Г (тепловоз ТГ102К) предназначен для снятия нагрузки с гидро-
передачи при необходимости перевода отдельных дизелей на холостой
ход во время движения без остановки соответствующего дизеля и вы-
ключения реверса. Нормальное положение выключателя — «Напол-
нение включено».
Переключатель работы датчиков П К Д (теп-
ловоз ТТ102К) обеспечивает переключение блоков САУГ на работу
от одного из двух датчиков скорости. При эксплуатации тепловоза
по системе двух единиц на ведомой секции переключатель ПКД должен
находиться в выключенном положении.
Выключатель гидродоворота ВКД предусмотрен
на тепловозах с гидропередачами УГП 750/2Т. Нормальное его поло-
жение «Гидродоворот включен». В выключенное положение выключа-
тель ВКД устанавливается при повреждении блока гидродоворота,
а также перед выводом реверс-режима и гидропередачи в нейтраль;
при переводе гидропередачи из нейтрального положения в рабочее
включение выключателя ВКД производится после выключения реверс-
режима.
Тумблер блока реле гидродоворота РВД
предназначен для отключения блока реле гидродоворота при провер-
ке сопротивления изоляции цепей тепловоза мегомметром. При такой
проверке установка тумблера РВД в положение «Выключено» обяза-
тельна. Невыполнение этого условия приведет к повреждению полу-
проводниковых приборов в блоке.
Кнопка блокировки фиксатора рукоятки
реверс-режима КБФ предусмотрена в схемах тепловоза
ТГМЗА и ТГМЗБ, управляемых по системе двух единиц. Кнопкой
пользуются при переводе управления с одного тепловоза (секции)
на другой и в том случае, если при работе тепловозов по системе двух
единиц перед пуском дизелей не будет гореть лампа включения реверс-
режима. Нажав кнопку КБФ, рукоятку реверс-режима (контакты кноп-
ки КБР при этом замыкаются) переводят в положение, при котором за-
горается сигнальная лампа включенного положения реверс-режима,
после чего кнопку отпускают.
При переключении реверс-режима кнопкой КБФ не пользуются.
Аварийный переключатель гидроаппара-
тов П К А предназначен для переключения гидроаппаратов вруч-
ную при’выходе из строя СЛУГ. Нормальное положение переключа-
теля ПКЛ — «Автоматическое управление».
43
При эксплуатации тепловозов по системе двух единиц (ТГМЗА,
ТГМЗБ и ТГ102К) нормальное положение переключателя ПКА на ве-
домой секции — «Выключено», на ведущей секции —«Автоматическое
управление».
Положения «I ГТР» и «II ГТР» используются для включения соответ-
ствующих гидроаппаратов вручную при нарушении работы САУГ.
При этом на тепловозах, работающих по системе двух единиц, переклю-
чатель ПКА на ведомом тепловозе (секция) остается в положении
«Выключено».
Для обеспечения надежной работы гидропередачи должен строго
соблюдаться порядок действий при ее управлении. Отметим особен-
ности порядка выполнения отдельных операций управления.
Включение реверс-режим а из нейтрали. Предварительно до вклю-
чения реверс-режима из нейтрали необходимо проверить, чтобы ру-
коятки переключателя реверс-режима и контроллера находились
в нулевом положении. На двухсекционных тепловозах ТГМЗА и ТГМЗБ
рукоятка переключателя реверс-режима остается во включенном по-
ложении, а выключенными должны быть кнопка «Управление общее»—
КУ или переключатель ПКУ. На тепловозах с гидропередачей
УГП 750/2Т в выключенном положении должен находиться также вы-
ключатель гидродоворота ВКД.
При управлении реверс-режимом во всех случаях необходимо,
чтобы давление воздуха в магистрали было не ниже 6 кгс/см.
Для включения реверс-режима нажимают кнопку КБР и рукоят-
ку реверс-режима устанавливают в одно из выбранных положений,
после чего кнопку КБР отпускают. На тепловозах ТГМЗА и ТГМЗБ,
работающих по системе двух единиц, включают кнопку КУ и пере-
ключатель пку.
Включение реверс-режима контролируется по сигнальной лампе.
На тепловозах с гидропередачей УГП 750/2Т после загорания сиг-
нальной лампы включают выключатель гидродоворота ВКД. На теп-
ловозах ТГ102К сначала переводят рукоятку реверса, а затем нажи-
мают на 4 — 5 с педаль (кнопку) КБР. При гидропередаче L217
на тепловозах ТГ102 пассажирский или грузовой режим устанавли-
вается вручную с помощью ключа 41 мм и фиксируется болтом.
Если через 4 — 5 с для тепловозов ТГМЗА и ТГМЗБ и через
6 — 8 с для тепловозов ТГ102К включение реверс-режима не произош-
ло (подвижная муфта попадает в положение «зуб в зуб»), то необходимо
перевести рукоятку реверс-режима в другое положение, при котором
происходит включение подвижной муфты, с последующим переводов
ее в требуемое положение.
Переключение реверса и режимов работы. Процесс переключения
реверса и режима работы гидропередачи УГП 750-1200 протекает в та-
кой последовательности:
1) освобождается шток поршня включенного сервоцилиндра от
фиксатора путем подачи воздуха в последний;
2) выключается электропневматический вентиль и под действием
пружины сервоцилиндра подвижная муфта выводится в нейтральное
положение;
44
Фиксатор рукоятки пррок/т.тпеляШР
Рис. 21. Схема управления реверсом и режимом гидропередачи УГП 750-1200:
ВБР — электропиевматический вентиль блокировки реверса; ВФР — электропневматический
вентиль блокировки рукоятки ЛКР; ВЛВ, ВМВ — электропневматические вентили сервоцилин-
дров; КБР — кнопка (контакт) блокировки реверс-режима; КНН, КН В—контакты нейтраль-
ного положения поршней сервоцилиндров для положения соответственно «Назад» и «Вперед»;
КФВ, КФН — концевые выключатели положений фиксаторов сервоцилиндров для положения
«Вперед» и «Назад»; КЛВ, КЛН, КМВ, КМН — контакты полного включения реверса и ре-
жимов для положений соответственно «Поездной вперед», «Поездной назад», «Маневровый
вперед» н «Маневровый назад»; Л1—Л4 — сигнальные лампы включения реверс-режима;
ПК.Р — переключатель реверс-режима; РУ — реле управления
* —контакт замкнут только при верхнем положении поршня фиксатора сервоцилиндра;
**—контакт замкнут только при положении штока поршня фиксатора в пазу штока сер-
воцилиндра, 0 клемма расположена на клеммнике гидропередачи
3) производится выдержка подвижных муфт в нейтрали для обе-
спечения проворачивания турбинного вала;
4) включается муфта другого направления движения или другого
режима работы под действием давления воздуха в рабочей полости
сервоцилиндра, связанного с этой муфтой;
5) происходит фиксация штока поршня включенного сервоцилинд-
ра (фиксатор под действием пружины опускается в паз штока, для
чего подвод воздуха к фиксатору прекращается).
Управление процессом переключения реверс-режимом гидропе-
редачи УГП750-1200 рассмотрим применительно к тепловозу ТГМЗА
с одиночным управлением (рис. 21).
Для переключения подвижных муфт реверс-режима необходимо,
нажав кнопку КБР блокировки реверс-режима, перевести рукоятку
реверс-режима ПКР в выбранное положение, например в положение
«Маневровый назад».
При этом происходят следующие операции. Замыканием кнопки
КБР образуется цепь питания катушки вентиля блокировки реверса
45
ВБР, который, включившись, откроет доступ воздуха из воздушной
магистрали через блокировочный клапан, пропускающий воздух
только при неподвижном состоянии тепловоза, к фиксаторам положе-
ния сервоцилиндров. Фиксаторы поднимаются и подготавливают воз-
можность выхода сервоцилиндров в нейтраль, а их конечные выключа-
тели производят следующие переключения в схеме. Размыкающие кон-
такты КФН** и КФВ** концевых выключателей фиксаторов серво-
цилиндров «Назад» и «Вперед» разрывают цепь питания электрогид-
равлических вентилей САУГ и сигнальных ламп. Замыкающие контак-
ты КФН* и КФВ* включают вентиль фиксации рукоятки ВФР и реле
управления РУ от кнопки КБР через контроллер машиниста КМ,
замыкающие контакты КФН* и КФВ* и катушки ВФР и РУ.
Вентиль ВФР открывает доступ воздуха к цилиндру блокировки
вала реверс-режима механизма управления. Вал разблокируется и
его переводят в выбранное положение. Реле РУ своим размыкающим
контактом разрывает цепь питания вентилей реверс-режима. Под-
вижные муфты выходят в нейтральное положение, замыкая контакты
КНН и КНВ на барабане, подготавливая тем самым цепь включения
вентилей вновь выбранного режима.
После выхода муфт реверс-режима в нейтраль вторичный вал рас-
кручивается воздухом гидромуфты, блокировочный клапан прекраща-
ет доступ воздуха к фиксаторам сервоцилиндров, фиксаторы опуска-
ются и контактами КФН* и КФВ* концевых выключателей размыкают
цепь питания катушек вентиля ВФР и реле РУ. Размыкающий кон-
такт реле РУ замыкает цепь питания вентиля ВМН режима «Манев-
ровый назад»: от кнопки КУ, через предохранитель И 15А, размыкаю-
щий контакт реле РУ, контакт реверс-режимного механизма, замкну-
тый в положение «Маневровый назад», катушку вентиля ВМН,
контакт на барабане гидропередачи КНВ и на минусовую клем-
му 811.
Вентиль ВМН открывает доступ воздуха к сервоцилиндру и пере-
дача переключается в режим «Маневровый назад». Фиксатор блокирует
шток сервоцилиндра, а размыкающий контакт связанного с ним кон-
цевого выключателя КФН** подготавливает цепь включения гидропе-
редачи и создает цепь питания сигнальных ламп «Маневровый назад»
на пульте управления.
Предусмотренные на контактных барабанах контакты КНВ и КНН
электрической блокировки нейтрального положения сервоцилиндров
обеспечивают возможность включения электропневматического вен-
тиля включаемого сервоцилиндра только при нейтральном положе-
нии другого сервоцилиндра.
После загорания лампы, сигнализирующей о включении реверс-
режима, кнопка КБР отпускается и тепловоз может быть приведен
в движение.
В схеме тепловозов, управляемых по системе двух единиц, преду-
смотрены кнопки и переключатели, обеспечивающие перевод управ-
ления на пост ведущей секции.
Конструктивная особенность гидропередачи УГП 750/2Т (отсут-
ствие гидромуфты) обусловила необходимость применения специаль-
46
кого блока реле гидродоворота, работа и настройка которого описаны
в § 4 гл. XIV.
При переключении реверс-режима гидропередач возможен случай,
когда при переводе рукоятки в новое положение переключение реверс-
режима не происходит, а сама рукоятка оказывается постоянно забло-
кированной в переведенном положении и не разблокируется при на-
жатии кнопки КБР. Это возможно при резком переводе рукоятки
переключения реверс-режима, когда подвижные муфты не успевают
переключаться. В таком случае необходимо заглушить дизель и,
выключив кнопку КУ, вручную вывести реверс-режим гидропереда-
чи в нейтраль; затем, включив кнопку, проконтролировать по сигналь-
ной лампе включение реверс-режима в положение, соответствующее
положению рукоятки.
Трогание тепловоза с места и переключение гидроаппаратов.
Если сигнальная лампа показывает включение выбранного направле-
ния движения и режима работы гидропередачи, то для трогания теп-
ловоза необходимо включить кнопку «Управление гидропередачей»
и перевести рукоятку контроллера машиниста на первую позицию.
Включение в работу гидропередачи и последующее управление ею
в процессе движения посредством САУГ описаны в § 2 — 3 гл. XIV.
Следует помнить, что в случае езды на гидромуфте и необходимости
сбросить нагрузку (езда с «выбегом») для исключения торможения теп-
ловоза следует гидропередачу включать кнопкой «Управление гидро-
передачей» с последующим (по истечении 3 — 5 с) переводом рукоятки
контроллера машиниста в нулевое положение.
В процессе эксплуатации системы автоматического управления гид-
ропередачей на тепловозе машинист должен контролировать правиль-
ность ее работы, проверяя моменты переключения гидроаппаратов
по сигнальным лампам и локомотивному скоростемеру. С учетом
погрешности скоростемера отклонения точек переключения не долж-
ны быть более ±3% заданных значений.
При нарушении нормальной работы системы автоматики во время
поездки необходимо выяснить и устранить причину неисправности,
а при невозможности — перейти на ручное управление переключением
гидроаппаратов, ориентируясь при этом на скорости, указанные в § 6
гл. XIV. В необходимых случаях проверка и настройка системы ав-
томатики гидропередачи в эксплуатации производятся в порядке и
средствами, описание которых также дано в § 6 гл. XIV.
Значительные отклонения точек переключения гидроаппаратов
от заданных значений скорости недопустимы, так как это приводит
к резкому повышению температуры масла гидропередачи и снижению
тягово-экономических свойств тепловоза.
§ 3. Возможные неисправности
гидравлической передачи и методы их устранения
Неисправность Возможная причина неисправности Методы устранения неисправности
Питательный насос не
создает давления (при
включенных гидроап-
паратах с повышением
частоты вращения вала
дизеля давление пита-
тельного насоса не под-
нимается или подни-
мается незначительно)
Давление питательного
насоса вначале нор-
мальное, а затем резко
падает, особенно после
включения гидротранс-
форматора
Отсутствует или мало
давление на смазку
гидропередачи (давле-
ние на входе в гидро-
передачу), давление пи-
тательного насоса при
этом нормальное
Давление питательного
насоса падает до 0, а
по раздаточному валу
течет масло
Спустя некоторое время
после остановки дизеля
по выходному валу
гидропередачи течет
масло
Гидропередачи УГП750-1200
Недостаточно масла в
гидропередаче
Забита сетка питатель-
ного насоса
Проворачивается па ва-
лу насосное колесо пи-
тательного насоса
Повышенное пенообразо-
вание в гидропередаче:
а) утечка масла че-
рез неплотности в
соединениях масло-
провода внутри
гидропередачи
б) работа без анти-
вспенивателя
ПМС-200А
в) наличие воды в
масле
Недостаточно мас-
ла в гидропередаче
Забит тепловозный
фильтр системы охлаж-
дения масла УГП
Неисправен подпорный
клапан системы смазки
(села или сломалась
пружина клапана, за-
клинило клапан в от-
крытом положении)
Неисправен откачиваю-
щий насос; срезало ва-
лик привода откачи-
вающего насоса
Перетечка масла внутри
гидропередачи
Проверить уровень в
верхнем и нижнем кар-
терах и долить до
верхнего уровня
Снять картер питательно-
го насоса и прочистить
сетку
Осмотреть крепление на-
сосного колеса, в слу-
чае необходимости за-
менить насосное колесо
а) осмотреть через
люк гидропереда-
чу, найти источник
пенообразования и
устранить дефект
б) добавить 15 г
антивспенивателя
ПМС-200А
в) заменить масло
Долить масло до
верхнего уровня
Провернуть элементы
фильтра, промыть
фильтр
Осмотреть подпорный
клапан, исправить и
отрегулировать затяж-
ку пружины
Лишнее масло в гидропе-
редаче
Осмотреть откачивающий
насос и валик его при-
вода; устранить дефек-
ты
В случае незначительной
перетечкц периодически
запускать дизель для
откачки масла из ниж-
него картера. Для
устранения значитель-
ной перетечки требует-
ся разборка УГП для
выявления и устране-
ния неисправности
Слить излишки масла из
УГП
48
Продолжение
Неисправность Возможная причина неисправности Методы устр анения неисправности
После перестановки ру-
коятки реверс-режима
в новое положение и
нажатой кнопке КБР
переключения под-
муфт не происходит —
сигнальные лампы не
загораются:
подвижная муфта ре-
верс-режима предыду-
щего направления не
выходит в нейтраль
обе подвижные муфты
реверса-режима нахо-
дятся в нейтрали,
включения муфты нового
направления не проис-
ходит
включение подвижной
муфты происходит, ио
нет сигнализации
При реверсировании ча-
стое попадание «зуб
в зуб»
Заедание в сервоцилинд-
ре или подвижной муф-
ты
Заклинивание стержня
блокировки
Завис электропневмати-
ческий вентиль серво-
цилиндра, соответству-
ющего положению ру-
коятки реверс-режима
Нарушена цепь питания
электропневматических
вентилей
Неисправен вентиль сер-
воцилиндра (пробой
обмотки, ослабление
крепления катушки, из-
гиб золотника и пр.)
Заедание в сервоцилинд-
ре или подвижной муф-
те
Заклинивание стержня
блокировки
Неисправен блокировоч-
ный клапан — после
раскрутки подвижной
муфты в нейтрали воз-
дух продолжает посту-
пать в фиксаторы
Нарушена цепь питания
сигнальных ламг'
Перегорела сигнальная
лампа
Заедание сервоцилиндра,
отсутствие гарантиро-
ванной раскрутки тур-
бинного вала
Найти п устранить заеда-
ние
Освободить стержень и
отрегулировать блоки-
ровку
Устранить зависание вен-
тиля. При невозможно-
сти вентиль заменить
Последовательно прове-
рить контакты электро-
аппаратуры в цепи со-
ответствующего венти-
ля
Найти и устранить не-
исправность. При невоз-
можности заменить не-
исправный вентиль
Найти и устранить за-
едание
Освободить стержень,
отрегулировать блоки-
ровку
Найти и устранить неис-
правность. При невоз-
можности клапан заме-
нить
Последовательно прове-
рить контакты электро-
аппаратуры в цепи пи-
тания ламп
Лампу заменить
Устранить заедание сер-
воцилиндра, проверить
стабильность раскрутки
турбинного вала в
нейтральном положе-
нии реверс-режимных
муфт
49
Продолжение
Неисправность
Возможная причина
неисправности
Методы устранения
неисправности
Тепловоз не реверсирует-
ся или реверсирование
затянутое, в фильтрах
УГП имеется стальная
или латунная стружка,
температура масла
УГП в пути следования
выше обычной на 20—
30° С
Тепловоз не трогается с
места (давление пита-
тельного насоса нор-
мальное)
Тепловоз трогается при
пуске дизеля
Разрушен шарикопод-
шипник на валу вторич-
ном или реверса
Вынуть подвижные муф-
ты для определения
места разрушения под-
шипника. Разобрать
гидропередачу для за-
мены подшипника
Нарушена цепь питания
электрогидравлического
вентиля ВГ1
Неисправен электрогид-
равлический вентиль
ВГ1 (заедание золотни-
ка, обрыв катушки вен-
тиля)
Заедание или излом
поршня золотниковой
коробки
Проверить исправность
контактов аппаратуры,
входящей в цепь венти-
ля ВГ1
Устранить неисправность
или заменить вентиль
Утечка масла из трубо-
провода на пути от
вихревого насоса
управления к золотни-
ковой коробке
Масло от вихревого насо-
са управления не по-
ступает к золотниковой
коробке, забит грязью
масляный фильтр си-
стемы управления, за-
бился трубопровод. На
ремонте под ВГ1 или
масляный фильтр си-
стемы управления по-
ставили прокладку без
отверстий для прохода
масла
Подвижная муфта оста-
лась в нейтральном по-
ложении
Заедание золотника пер-
вого электрогидравли-
ческого вентиля во
включенном положении
Заедание поршня или
правого золотника зо-
лотниковой коробки
Несколько раз резко на-
брать обороты дизеля;
если это не помогает,
осмотреть золотнико-
вую коробку и устра-
нить причину заедания
Через люк осмотреть
тракт подвода масла от
вихревого насоса к зо-
лотниковой коробке
Рекомендуется вначале
провернуть 3—4 раза
масляный фильтр систе-
мы управления или его
прочистить. Устранить
препятствие на пути
масла
Осмотреть рычаги приво-
да подвижной муфты.
Вынуть и осмотреть
подвижную муфту
Разобрать и расходить
электрогидравлический
вентиль
Расходить поршень или
правый золотник зо-
лотниковой коробки
50
Продолжение
Неисправность
Вочможная причина
неисправности
Методы устранения
неисправности
Затянутый переход с 1 на
II гидротрансформатор,
повышенная просадка
оборотов дизеля при
переходе, дизель ды-
мит, быстро поднимает-
ся температура масла
гидропередачи
Нет переходов с I на II
гидротрансформатор
или со II на гидромуф-
ту
Нет обратного перехода
с гидромуфты на вто-
рой гидротрансформа-
тор или со второго
трансформатора на
первый
Ранние или поздние пере-
ходы с I на II гидро-
трансформатор и со II
на гидромуфту
На тепловозах, работаю-
щих по системе двух
единиц, в начале дви-
жения быстро нагре-
вается масло гидропе-
редачи выше 120° С,
при движении теплово-
за в противоположную
сторону гидропередача
работает нормально
в положении включе-
ния первого или второ-
го гидротрансформато-
ра
Забились дроссельные от-
верстия под вторым
электрогидравлическим
вентилем, из-за чего
медленно перемещается
правый золотник
Нарушена цепь питания
вентиля ВГ2 или ВГЗ
Завис вентиль ВГ2, ВГЗ
Залипание контактов ре-
ле РБС
Нарушена регулировка
контактов реле РП2
или РП1
Заедание правого или ле-
вого золотника золот-
никовой коробки
Нарушено соответствие
угла поворота контрол-
лера и корректирующе-
ю реостата
Изменение характеристи-
ки стабилитрона в ра-
бочей зоне
Нарушена первоначаль-
ная установка регули-
ровочных сопротивле-
ний
Рассоединилась реверсив-
ная муфта с приводом,
при этом сервоцилиндр
переключается, а под-
вижная муфта остается
в «нейтральном» поло-
жении В этом случае
вся мощность дизеля
расходуется на нагрев
масла гидропередачи
Неисправно реле блока
переключения скоро-
стей РБС1, РБС2, РП1,
РП2. Для тепловоза
ТГ102К возможна не-
исправность реле
ПРП1, ПРП2
Снять второй электро-
гидравлический вен-
тиль, прочистить прово-
лочкой и продуть дрос-
сельные отверстия в
плите привалочного
места
Проверить контакты
электроаппаратуры,
входящие в эти цепи
Проверить работу венти-
лей
Проверить состояние кон-
тактов реле
Контакты отрегулиро-
вать
Осмотреть золотники и
устранить причину за-
едания
Отрегулировать положе-
ние корректирующего
реостата в соответствии
с углом поворота конт-
роллера
Произвести настройку
автоматики с помощью
прибора для наладки
То же
Вынуть подвижную муф-
ту реверса и режима,
устранить неисправ-
ность
Выявить и устранить не-
исправность реле. Под-
горевшие контакты ре-
ле зачистить
51
Продолжение
Неисправность
Возможная причина
неисправности
Методы устранения
неисправности
При переключении на
гидромуфту мала сила
тяги тепловоза, дизель
работает с малой на-
грузкой
При выключении гидро-
передачи с гидромуф-
ты продолжительное вре-
мя сохраняется сила
тяги тепловоза
Нарушена цепь от датчи-
ка скорости Д
Механическое поврежде-
ние датчика или его
привода
Неисправен электрогид-
равлический вентиль
ВГ2 или ВГЗ (заедание
золотника, обрыв ка-
тушки вентиля, излом
пружины)
Заедание правого нли ле-
вого золотника золот-
никовой коробки
Масло от вихревого насо-
са не поступает к зо-
лотниковой коробке
(забит грязью масля-
ный фильтр системы
управления, забился
трубопровод или при
ремонте под электро-
гидравлический вен-
тиль ВГЗ или ВГ2
поставили прокладку
без отверстий для
прохода масла)
Не работают сливные
клапаны гидромуфты
Гидромуфта не опораж-
нивается, так как не ра-
ботают сливные клапа-
ны гидромуфты
Проверить наличие на-
пряжения от датчика
на клеммах блока пере-
ключения скоростей
При невозможности уст-
ранить неисправность
датчик заменить
Устранить неисправность
или заменить вентиль
Осмотреть золотник и
устранить причину за-
едания
Провернуть 3—4 раза
или прочистить масля-
ный фильтр системы
управления. Устранить
препятствие на пути
масла
Осмотреть клапаны, про-
мыть, в случае неис-
правности мембраны
заменить
Осмотреть и промыть
клапаны
Дизель работает ненор-
мально с низким чис-
лом оборотов. Тепло-
воз при переключении
на обратный ход за-
метно заторможен
Гидропередача L217 (Фойт)
Одновременно наполнены
два круга циркуляции.
Опорожнение муфты не
происходит
Снять малую крышку над
муфтой и проверить, не
засорены ли централь-
ные отверстия быстро-
действующих клапанов
опорожнения, и в слу-
чае надобности про-
чистить
52
Продолжение
Неисправность
Возможная причина
неисправности
Методы устранения
неисправности
Недостаточная сила тяги,
несмотря на полное
число оборотов дизеля
при поездной скорости
трансформатора
Недостаточно масла в
редукторе
Слишком низкая темпе-
ратура масла
Несоответствующее или
испорченное масло
Наличие воды в масле
Недостаточная мощность
и недопустимое повы-
шение частоты враще-
ния дизеля при режиме
работы с муфтой
Недостаточное давление
масла в трансформато-
ре вследствие износа
лабиринтовых уплот-
нений или негерметич-
ности соединительных
трубопроводов
Быстродействующие кла-
паны опорожнения не
закрываются
Проверить уровень масла
и долить
Дросселировать поток
охлаждающего масла
Промыть и залить масло
надлежащего сорта
Подвергнуть теплообмен-
ник гидравлическому
испытанию на герме-
тичность. Заменить
масло
Демонтировать турборе-
дуктор. Заменить лаби-
ринты, проверить тру-
бопроводы
Тепловоз не достигает
больших скоростей, так
как редуктор не пере-
ключается
Причины, возникающие
из-за масла, см. преды-
дущую неисправность
Механическое заедание в
регуляторе переключе-
ния
Заедает золотники
главного управления
Трубопроводы управле-
ния не наполняются
Проверить быстродейст-
вующие клапаны опо-
рожнения и в случае
надобности заменить
мембрану
См. устранение предыду-
щей неисправности
Разобрать регулятор пе-
реключения, проверить
ход поршня управления
и центробежных грузов
Толчком опустить глав-
ный поршень управле-
ния, в случае надобно-
сти разобрать и зачи-
стить задиры и за-
боины
Проверить трубопроводы
между регулятором пе-
реключения и механиз-
мом главного управле-
ния, сняв регулятор пе-
реключения и наполнив
отдельные трубопрово-
ды управления сжатым
воздухом
53
Глава III
ОРГАНИЗАЦИЯ РЕМОНТА
ГИДРАВЛИЧЕСКИХ ПЕРЕДАЧ
§ 1. Система периодических
осмотров и ремонта
Осмотр и ремонт гидравлических передач производятся одновре-
менно с осмотром и ремонтом тепловозов, в соответствии с системой
планово-предупредительных ремонтов, установленной приказом Мини-
стерства путей сообщения № 22/Ц от 31 июля 1975 г. Этим приказом
предусмотрено проведение технических обслуживаний тепловозов:
Т01, Т02 (технический осмотр)* и ТОЗ (профилактический осмотр),
текущих ремонтов: ТР1° (малый периодический ремонт), ТР2 (большой
периодический ремонт) и ТРЗ (подъемочный ремонт), а также среднего
и капитального (заводского) ремонта.
Техническое обслуживание и текущий ремонт тепловозов выпол-
няются в депо, а средний и капитальный ремонт — на тепловозоре-
монтных заводах.
Периодичность технического обслуживания и ремонта тепловозов
указана в табл. 4.
Правилами ремонта тепловозов установлен обязательный объем
работ по осмотру и ремонту гидравлической передачи для каждого
вида ремонта.
Техническое обслуживание ТО2. При работающем дизеле прове-
ряют:
По унифицированной передаче:
давление масла, подаваемого питательным насосом, и в системе
смазки — температуру масла;
* Здесь и далее в скобках приведены прежние наименования идентичных
по объему работ осмотров и ремонтов.
Таблица 4
Периодичность технического обслуживания и ремонта, тыс. км
Вид и тип тепловозов Техниче- ское об- служива- ние ТОЗ TP1 ТР2 ТРЗ Средний ремонт Капиталь- ный ремонт
Поездные (типа ТГ102, ТГ16) Маневровые и вывоз- ные (типа ТГМЗ) 7,1 10 суток 57,5 2 месяца 115 8 меся- цев 230 16 меся- цев 460 5 лет 920 10 лет
54
нет ли течи масла в разъемах корпуса, по фланцам, крышкам и
в других местах;
нет ли постороннего шума и стуков внутри гидропередачи;
четкость и продолжительность реверсирования на поездном и
маневровом режимах;
плавность трогания тепловоза при поездном и маневровом режи-
мах в двух направлениях, а также при ручном и автоматическом вклю-
чении гидроаппаратов.
По гидромеханической передаче:
давление масла питательного насоса, на фрикционных муфтах и
в системе смазки;
включение фрикционных муфт и переключение режима и реверса;
нет ли течи масла в соединениях трубопроводов и уплотнениях
КПП и ГТР, а также пропуска воздуха по манжетам механизма ре-
верс-режима.
При неработающем дизеле проверяют:
крепление картеров и крышек;
нет ли трещин в сварных швах, корпусах, картерах и крышках;
фильтры системы управления, системы охлаждения масла и ГТР,
при необходимости промывают.
Все дефекты, обнаруженные при этом осмотре тепловоза, равно
как и при последующих видах осмотров и ремонта, должны быть
устранены.
Техническое обслуживание ТОЗ. При этом виде обслуживания
необходимо выполнить весь объем работ, предусмотренный для 102
и дополнительно:
проверить крепление гидропередачи к раме тепловоза;
промыть и осмотреть все фильтры и, кроме того, проверить:
По унифицированной передаче:
работу стержня механической блокировки сервоцилиндра реверса,
а также фиксаторов сервоцилиндров;
крепление блокировочного клапана и датчика скорости.
По гидромеханической передаче:
крепление масляных насосов и их приводов, шкивов для привода
компрессора и двухмашинного агрегата, тахогенератора;
затяжку клиновых упоров КПП.
Текущий ремонт ТР1. Выполняют все работы, предусмотренные
для ТОЗ и дополнительно:
По унифицированной передаче:
произвести контрольный анализ масла и при необходимости его
профильтровать или заменить;
проверить состояние клапанов опорожнения гидромуфты;
разобрать и осмотреть блокировочный клапан, проверить четкость
его работы;
разобрать и осмотреть магнитный фильтр откачивающего насоса;
проверить крепление шкива вала отбора мощности.
По гидромеханической передаче:
снять крышки воздушных цилиндров приводов механизма реверса
и режимов и осмотреть манжеты поршней;
55
снять крышку вала гидротрансформатора и проверить затяжку
гайки;
снять крышку люка редуктора привода насосов и проверить сос-
тояние конических шестерен;
отъединить и очистить трубки подвода масла к редуктору привода
насоса питания ГТР и к грузу уплотнения вала фрикционов;
при каждом втором ремонте М3 проверить плавность движения
и величину хода нажимных дисков I и II муфт и утечки масла в них.
Текущий ремонт ТР2. При этом виде ремонта необходимо выпол-
нить все работы в объеме ТР1 и, кроме того:
По унифицированной передаче:
заменить масло в гидропередаче;
вынуть и промыть форсунки системы смазки;
произвести ревизию сервоцилиндров реверс-режимного механиз-
ма и их фиксаторов, а также механизма реверса с выемкой подвиж-
ных муфт, вторичного вала и реверса;
произвести ревизию откачивающего насоса и его фильтра;
вынуть и проверить золотники электрогидравлических вентилей;
вскрыть картер, промыть сетку и проверить крепление насосного
колеса питательного насоса;
проверить состояние воздухопроводов системы управления ре-
верс-режимным механизмом.
По гидромеханической передаче:
разобрать и произвести ревизию фрикционных муфт и их деталей;
произвести ревизию привода к насосу питания ГТР;
снять насос питания ГТР и проверить его производительность;
снять распределительную коробку и осмотреть воздушные ци-
линдры, клапаны и пружины.
Текущий ремонт ТРЗ. При этом ремонте необходимо выполнить
все работы в объеме ТР2 и дополнительно по унифицированной гид-
ропередаче:
разобрать золотниковую коробку и произвести ее ревизию;
снять и разобрать насосы системы смазки, питательный и вихре-
вой и произвести их ревизию, осмотреть приводы насосов;
вскрыть люки и торцовые крышки и осмотреть зубчатые колеса и
подшипниковые узлы валов гидропередачи. При обнаружении в них
дефектов, недопустимых правилами ремонта, гидропередачу снять
с тепловоза, разобрать, освидетельствовать и заменить детали;
проверить состояние трубопроводов, идущих от гидравлических
вентилей к золотниковой коробке;
промыть внутреннюю полость верхнего и нижнего картеров.
Гидромеханическую передачу снимают с тепловоза, разбирают, ос-
видетельствуют и устраняют все обнаруженные неисправности.
Средний и капитальный ремонт. При этих видах ремонта гидро-
передачу снимают с тепловоза и полностью разбирают. Все части и
детали моют, подвергают техническому освидетельствованию и в
соответствии с техническими требованиями, предъявляемыми к ним,
подвергают ремонту или замене.
В собранном виде гидропередача и ее отдельные агрегаты под-
лежат стендовым испытаниям.
§ 2. Основные принципы
организации ремонта
Основные принципы организации производства по ремонту гид-
равлических передач тепловозов учитывают специфику ремонтного
процесса и направлены на достижение более высокой его эффектив-
ности. Они являются общими принципами организации любого теп-
ловозоремонтного производства и состоят в специализации и кон-
центрации производства; отделении монтажных работ от ремонтных
и применении агрегатного метода ремонта.
При планировании производства руководящие органы стремятся
к повышению уровня специализации предприятий путем ограничения
типов машин, изготовляемых на каждом из них, концентрации про-
изводства и производственного кооперирования.
Постоянная работа в этом направлении ведется и Министерством
путей сообщения при организации ремонта подвижного состава, и
в том числе тепловозов. Она выражается в концентрации ремонта
тепловозов на крупных тепловозоремонтных предприятиях (заводах
и депо), специализации последних по видам выполняемого ремонта
и по сериям тепловозов, предусматривает сосредоточение ремонта
тепловозов с гидропередачей в определенных депо и заводах. Даль-
нейшее углубление специализации в ремонте тепловозов возможно
на основе производственного кооперирования тепловозоремонтных
предприятий и, в частности, создания на заводах, ремонтирующих
тепловозы с гидропередачей, крупных специализированных цехов
по ремонту гидропередач, обслуживающих дороги и промышленные
предприятия, эксплуатирующие тепловозы такого типа.
В результате этих мероприятий на тепловозоремонтных предприя-
тиях достигается уровень специализации, соответствующий серийному
типу производства; от мелко- и среднесерийного (в депо) до крупно-
серийного (на заводах).
Отделение монтажных работ от ремонтных. Процесс ремонта гид-
равлической передачи тепловоза, как и всякой другой машины, сос-
тоит из трех выполняемых последовательно технологических стадий:
разборочной, ремонтной и сборочной. Работы, выполняемые в разбо-
рочной и сборочной стадиях при ремонте гидропередач одного типа,
постоянно повторяются по всем операциям в установленной пос-
ледовательности и в полном объеме. Эта особенность является
большим достоинством данных стадий’процесса, позволяющим при
ремонте однотипных гидропередач организовать их выполнение на
более высоком уровне, соответствующем серийному типу производства.
Работы, выполняемые в ремонтной стадии процесса, наоборот,
вследствие различных характера и размеров износа одних и тех'же де-
талей не имеют постоянной повторяемости.'В зависимости от факти-
ческого состояния одноименных деталей’для их восстановления или
ремонта часто необходимо применять различные технологические про-
цессы и операции. Это является большим недостатком ремонтной ста-
дии процесса, усложняющим его организацию и приближающим ее
к уровню, свойственному единичному типу производства.
57
Разделение монтажных и ремонтных работ преследуют цель
обеспечить более высокий уровень организации производства при ре-
монте гидропередачи для стадий процесса, имеющих постоянную
повторяемость составных элементов. Практически это осуществляет-
ся путем создания специализированных разборочных и монтажных
производственных участков или бригад и отдельных участков или
бригад для ремонта узлов и деталей гидропередачи.
Агрегатный метод ремонта. Этот метод ремонта основан на сущест-
вующей взаимозаменяемости основных агрегатов тепловозов и имеет
целью устранить отрицательное влияние непостоянства повторяемости
и объема работ в ремонтной стадии процесса на организацию процесса
ремонта тепловоза в целом и сократить продолжительность его вы-
полнения.
Суть агрегатного метода ремонта тепловозов состоит в замене сня-
тых с тепловоза агрегатов, узлов и деталей, ремонт которых не может
быть закончен к началу монтажа, другими, заранее отремонтирован-
ными. Для осуществления агрегатного метода необходим так называе-
мый оборотный запас идущих на замену агрегатов, узлов и деталей,
размеры которого рассчитываются по формуле
„ - (тр~т^р
06 Д
где Гр — продолжительность ремонта данного агрегата или узла,
считая от постановки тепловоза в ремонт;
Гм — время от постановки тепловоза в ремонт до начала монтажа
данного узла или агрегата;
Р — программа ремонта тепловозов на годовой период;
Д — годовой фонд рабочего времени цеха.
Применение агрегатного метода ремонта тепловозов является весь-
ма эффективным и обеспечивает значительное сокращение продолжи-
тельности нахождения тепловозов в ремонте. Использование' агрегат-
ного метода при ремонте гидропередач является также целесообраз-
ным с распространением его как на отдельные трудоемкие узлы и де-
тали гидропередачи, так и на весь агрегат гидропередачи.
§ 3. Организация
производственного процесса
Производственный процесс ремонта гидропередачи тепловоза
довольно сложен и состоит из большого числа различных технологи-
ческих, контрольных и транспортных операций, находящихся между
собой в тесной взаимозависимости.
Задачей организации производственного процесса является уста-
новление определенного порядка, атакже времени и места выполнения
всех его элементов с учетом их взаимосвязей таким образом, чтобы
обеспечить при этом:
своевременную готовность к монтажу всех деталей, составляющих
отдельные узлы, и всех узлов, составляющих машину;
58
наименьшую продолжительность ремонта (производственный
цикл);
полную загрузку рабочих, занятых в этом процессе.
При разработке планов организации производственного процесса
в современном производстве основными являются следующие прин-
ципы.
1. Специализация рабочих мест, т. е. закрепление за каждым
из них для постоянного исполнения строго определенного набора
работ.
2. Пропорциональность производительности, т. е. соответствие
производительной возможности каждого рабочего места закрепляемо-
му за ним объему работ и соответствие производственной мощности
всего участка или цеха установленной программе производства.
3. Максимальная параллельность и непрерывность выполнения
различных элементов процесса и процесса в целом.
4. Ритмичная повторяемость основных элементов процесса и про-
цесса в целом в соответствии с установленной программой и расчет-
ным ритмом выпуска продукции.
5. Прямоточное направление движения основных деталей и узлов
по рабочим местам в процессе производства.
Основным документом, в котором отражается проектируемая ор-
ганизация производственного процесса, является график организации
процесса. Наиболее полно решаются все вопросы организации
процесса в графиках, разрабатываемых на ритмичной основе. В них
учитывается заданный объем производства и устанавливаются не
только последовательность выполнения технологических операций, но
также состав рабочих бригад, их специализация и загрузка, число
рабочих мест или сборочных позиций и их специализация.
По формам и методу построения такие графики различаются на се-
тевые и линейные.
Сетевые графики разрабатываются, как правило, на более сложные
процессы; они облегчают поиск оптимального варианта организации
процесса путем перераспределения ресурсов. Методика разработки
сетевых графиков излагается в специальной литературе.
Линейные графики применяются при проектировании организации
сравнительно несложных процессов и являются более простыми для
пользования. Методика построения линейного графика организации
производственного процесса на ритмичной основе в общих чертах сво-
дится к следующему.
Исходными материалами для проектирования графика служат
карты технологического процесса, нормативы трудоемкости операций
и данные о размерах планового задания на выпуск продукции.
По величине планового задания определяется основной ритм про-
изводства в ч/ед.
,
Р
где Д — годовой фонд рабочего времени цеха, ч;
Р — годовая программа производства изделий, ед.
59
№ П/П Наименование операций №№ бригад Трудоем- кость в чел.-ч Число рабочих
Разборка
1 Отсоединить реверс от гидропередачи 1 J 3
7 ' 3 Разобрать реверс на узлы _ ” >’ гидропередачу на ~узлы 1 1 9_ 17 .3— ~ 3
4 >• " главный, вал с гидротрансформатором и гидромуфтами 7 8 2
5 „ " первичный Вал гидропередачи 2 2 2
6 " •• промежуточный Вал гивропереОачи 2 4 2
1 8 •> режимный вал реверса " " ведущий вал реверса 2 2 2 4 _2 _ 2
9 » * вал реверса 2 4 2
10 " >• привоО скоростемера ,7 2 2
11 ” » золотниковые коробки гидромуфты 3 2 2
12 >» » золотниковые коробки гидротрансформатора 3 2 2
13 » » масляный насос 3 2 7
19 ” ; центробежный регулятор 4 2 2
15 ” „ щелевой, фильтр 4 2 2
16 блокирующее устройство 4 4 2
17 Обмыть корпуса и детали реверса и гидропередачи 5 8 2
18 Освидетельствовать встали гидропередачи и реверса 6 8 2
19 Произвести дефектоскопию деталей 6 8 2
Ремонт
20 Отремонтировать средний корпус гидропередачи 7 8 2
21 „ •’ нижний 7 4 2
22 ” ” Верхний •• ” ' 7 4 2
23 „ ” корпуса реверса 7 8 2
24 " „ маслопровод гиОропередачи 7 4 1
75 •• „ главный вал гидропередачи 8 16 7.
26 •’ первичный вал гидропередачи 8 4 7
21 ” « промежуточный вал гидропередачи 8 4 2
28 " •> Вал реверса 9 8 2
29 " ” ведущий дал реверса 9 4 2
30 ” „ режимный вал реверса 9 2 2
31 •• привод скоростемера 9 2 _2_
32 " ” центробежный регулятор и обкатать на стенде 10 8 2
33 " " золотниковую коробку гидромуфт 10 8
,74 ” ч золотниковую коробку гидротрансформатора 10 8 2
35 Золотниковые коробки обкатать на стенде и сдать ОТК 11) 8 2
36 Отремонтировать масляный насос 11 8 2
37 Масляный насос обкатать на стенде и сдать отк 11 4 /
38 Отремонтировать щелевой фильтр 11 4 ^~~2~
39 ’< » блокирующее устройство 11 4 2
90 Собрать Верхний корпус 12 4 \~Г~
4/ >’ •• нижний корпус 17 4 2
42 Уложить главный вал на постели 12 В 2
4,7 Собрать гидропередачу 12 8 2
44 " >< реверс гидропередачи. 13 8 2
45 Проверить и отрегулировать зазоры шестерен реверса 13 4 1
Испытание
44 Реверс обкатать на стенде и сдать ОТК /4 16 2
47 Гидропередачу обкатать на стенде и сдать ОТК /5 16 2
68 Клапаны слива масла снять, промыть и поставить 16 2 2
89 Щелевой срильтр снять, промыть и поставить 16 2 1
50\Привалить реверс к гидропередаче 16 4 2
Рис. 22. График организации процесса
60
61
При получении дробной величины Л? с целью облегчения условий
планирования, организации и контроля хода производственного про-
цесса ее рекомендуется округлить до целых значений часа.
В этом случае образуется некоторый резерв мощности производ-
ства
где Рпр — принятая программа;
Р3 — заданная программа;
7?пр — принятый ритм;
Р3 — заданный, или расчетный, ритм.
Резерв мощности может быть использован для увеличения выпуска
продукции и как страховой фонд.
На основании карт технологического процесса составляется после-
довательный перечень операций, в котором указывается их трудоем-
кость, намечается число рабочих, необходимое для выполнения каждой
операции, и в результате определяется продолжительность их выпол-
нения.
Затем, руководствуясь перечнем операций, составляют набор ра-
бот для каждой бригады, стремясь при этом обеспечить возможно бо-
лее четкую специализацию и полную загрузку рабочих при заданном
объеме производства.
Полная загрузка рабочих достигается в условиях ритмичной ор-
ганизации процесса на основе равенства
ФР = KR,
где ^бр — продолжительность периода, необходимого для выпол-
нения бригадой закрепленных за ней работ, ч;
К — коэффициент кратности в целых числах; указывает на чис-
ло параллельных бригад и рабочих мест, необходимых для
выполнения принятого набора работ на чередующихся ма-
шинах.
Продолжительность периода выполнения бригадой закрепленных
за нею работ
Zcp’T
где — трудоемкость набора работ, закрепленных за бригадой,
в чел-ч;
d — число рабочих бригады, одновременно занятых в про-
цессе.
Следует иметь в виду, что численный состав рабочих в бригаде за-
висит от сменности работ и при односменном режиме будет равен ве-
личине d, при двухсменном режиме 2 d и т. д.
62
Из указанных равенств получаем
— =Л7? или -^-=7?,
d Kd
где R — для заданной программы величина постоянная.
Отсюда следует, что полная загрузка рабочих бригад при заданной
программе производства в условиях ритмичной организации процесса
может быть достигнута посредством регулирования набора закрепля-
емых за бригадой работ 2g; числа рабочих, одновременно занятых
в процессе d; числа параллельных бригад одинаковой специализации Л.
Установив таким образом загрузку бригад, их численный состав
и специализацию, приступают к составлению графика организации
производственного процесса. Сперва заготовляют форму графика, на
сетке времени которого в принятом масштабе наносят жирными лини-
ями интервалы времени R. Затем последовательно ходу процесса пла-
нируют на графике порядок выполнения работ, закрепленных за каж-
дой бригадой, укладывая их в пределах одного интервала R при К — 1
или двух интервалов R при К — 2 и т. п.
При этом работа каждого рабочего на графике обозначается одной
линией.
Следовательно, параллельная работа двух и более рабочих фик-
сируется на графике соответствующим числом параллельных линий.
В качестве примера на рис. 22 представлен график организации
производственного процесса ремонта унифицированной гидропередачи
тепловоза ТГМ1, построенный на ритмичной основе при R = 4 ч,
что при двухсменном режиме работы обеспечивает выпуск 1040 гид-
ропередач в год.
Графиком установлены: порядок выполнения работ, их продол-
жительность и число занятых рабочих; число рабочих бригад, их со-
став и специализация; количество необходимых параллельных бригад;
плотность работ, или фронт рабочих, занятых на ремонте гидропере-
дачи в каждом ритме; число ремонтных и сборочных позиций при поточ-
ной организации (по числу ритмов процесса) и их специализация;
продолжительность всего ремонтного цикла. При этом обеспечена пол-
ная загрузка каждой бригады по условию /бр = KR.
§ 4. Основы поточной
организации производства
Основу поточной организации представляет поточная линия, со-
стоящая из ряда специализированных рабочих мест, расположенных
цепочкой последовательно ходу технологического процесса. Процесс
производства на поточной линии осуществляется непрерывно с рит-
мичным повторением всех операций и перемещением изделий по рабо-
чим местам.
Возможность применения поточных форм и методов организации
производства обусловливается двумя факторами:
63
1) наличием постоянства повторяемости всех основных элементов
производственного процесса. Этот фактор, как указывалось ранее,
в ремонтном производстве создается посредством его специализации,
отделения монтажных работ от ремонтных и применения агрегат-
ного метода ремонта;
2) наличием объема работ (определяемого трудоемкостью процесса
и размерами производственной программы), достаточного для обра-
зования как минимум трех-четырех специализированных рабочих мест
или позиций на поточной линии.
Необходимое число рабочих мест и их специализация устанавли-
ваются в каждом отдельном случае по графику организации производ-
ственного процесса.
Экономическую эффективность поточного производства определяют
следующие основные принципы:
1) дифференциация процесса. Выражается в расчленении процесса
на отдельные составные части с выполнением каждой из них на спе-
циализированном рабочем месте. Она создает условия для применения
на каждом рабочем месте высокопроизводительного специального тех-
нологического оборудования и оснащения.
Полная дифференциация процесса и наибольший эффект дости-
гаются при выполнении на каждом рабочем месте лишь одной операции;
2) механизация и автоматизация. Предполагает широкое исполь-
зование на специализированных рабочих местах различных средств
автоматизации и механизации процесса с полным или максимально
возможным высвобождением рабочих и облегчением их труда. Яв-
ляется важнейшим средством достижения высокой эффективности
поточных линий;
3) ритмичность процесса. Предполагает постоянное повторение
элементов процесса на всех рабочих местах через установленный ин-
тервал времени. Обеспечивает постоянство загрузки оборудования
и рабочих, непрерывность процесса и ритмичный выпуск изделий. Спо-
собствует укреплению трудовой дисциплины и повышению произво-
дительности труда. Наибольший эффект достигается при полной син-
хронизации процесса, т. е. при согласовании времени выполнения ра-
бот на каждом рабочем месте с продолжительностью производственного
ритма,
4) рациональная организация рабочих мест. Предусматривает раз-
мещение рабочих мест непосредственно у объекта ремонта и на удоб-
ном для его выполнения уровне; обеспечение каждого рабочего места
необходимым технологическим оснащением, подъемными и поддержи-
вающими устройствами; вывод к рабочим местам силовой, осветительной
и сварочной электроэнергии, подвод сжатого воздуха и газа; правиль-
ную планировку рабочих мест с удобным расположением средств и
предметов груда, инвентаря и т. и ; обеспечение нормальных условий
внешней среды и освещенности;
5) организация обслуживания рабочих мест. Имеет целью освобож-
дение рабочих, занятых на поточной линии, от выполнения всех вспо-
могательных функций путем организации специальной системы обслу-
живания поточных линий. Она должна предусматривать организацию
64
своевременной подачи комплектующих изделии непосредственно на
рабочие места и контроля обеспеченности поточной линии; создание
страхового запаса изделий; создание специальной тары для беспере-
грузочной транспортировки и хранения изделий на рабочих местах;
организацию профилактического осмотра и ремонта оборудования и
технологического оснащения, используемых на поточной линии.
В практике локомотиворемонтного производства применяются раз-
личные поточные линии, начиная от бесконвейерных прямоточных
линий для ремонта отдельных агрегатов и локомотивов в целом, ра-
ботающих со свободным ритмом, и кончая наиболее совершенными по-
точно-конвейерными линиями, работающими с регламентированным
ритмом. При этом в локомотивных депо преобладают прямоточные,
а на заводах — поточные линии.
Производство по ремонту гидравлических передач тепловозов,
в условиях его специализации и концентрации так же допускает при-
менение поточных методов организации главным образом в виде прямо-
точных линий, специализированных на разборке и сборке гидропере-
дачи, а также на ремонте ее отдельных узлов.
§ 5. Организация
производственных участков
В основу организации производственных участков цехов, произво-
дящих ремонт тепловозных гидропередач, как и других цехов локомо-
тиворемонтных предприятий, следует принимать их специализацию по
технологическому или предметному направлению.
Технологическое направление предполагает специализацию участ-
ков по стадиям процесса, или по однородным работам. При этой специа-
лизации участки, выполняя однородные по своему характеру работы,
не выдают завершенной продукции в виде готовых узлов или агрегатов.
В этом случае усложняется оперативное планирование производства,
но обеспечивается лучшее использование оборудования.
Предметное направление более прогрессивное и выражается в спе-
циализации участков по определенным узлам изделия. На каждом та-
ком участке выполняется весь комплекс работ, необходимый для пол-
ного ремонта, сборки и испытания соответствующего узла и выдачи его
в окончательно готовом виде.
Предметная специализация участков, обеспечивая комплектность
и завершенность продукции, повышает ответственность руководителей
за ее своевременную выдачу и качество и облегчает оперативное пла-
нирование производства. Однако необходимость наличия на предмет-
ном участке полного комплекта оборудования для выполнения всего
комплекса разнообразных работ независимо от недостаточной загрузки
отдельных его типов понижает коэффициент использования оборудо-
вания.
Технологическое направление специализации производственных
участков свойственно в большей мере единичному и мелкосерийному
производству, а предметное — крупносерийному и массовому.
5 Зак. 88 65
В цехах локомотиворемонтного производства с учетом его специ-
фики обычно существуют параллельно как технологические, так и
предметные участки с преобладанием тех или других в зависимости
от масштабов производства и уровня его специализации.
Примерная структура цеха ремонта гидропередач средней мощности
представлена на рис. 23.
Согласно схеме цех имеет следующие производственные участки.
А. С технологической специализацией
1. Разборочный, выполняющий общую разборку гидропередачи,
а также мойку ее составных частей и узлов.
2. Сварочный, выполняющий сварочные и наплавочные работы для
всех участков цеха.
3. Механический, на котором сосредоточено основное станочное
оборудование цеха для обработки всех ремонтируемых и восстанав-
ливаемых деталей гидропередачи.
4. Сборочный, выполняющий общую сборку гидропередачи.
5. Испытательная станция, производящая испытания гидропереда-
чи в сборе, а также ее отдельных узлов: реверса, осевых редукторов
и т. д.
Б. С предметной специализацией
1. Корпусной участок, выполняющий работы по ремонту корпусов
и верхней крышки гидропередачи.
2. Участок главных валов, производящий разборку гидравлической
части передачи, освидетельствование и ремонт всех ее деталей и сборку
гидротрансформаторов на главном валу.
3. Участок передаточных валов, выполняющий работы по разборке,
освидетельствованию, ремонту и узловой сборке входного, вторичного,
реверсивного и раздаточного валов.
4. Участок масляных насосов и автоматики, на котором выполняется
весь комплекс работ по разборке, ремонту и сборке масляных насосов,
золотниковой коробки, вентилей, клапанов и т. д.
5. Редукторный, выполняющий разборку, освидетельствование,
ремонт и сборку осевых редукторов.
Во главе перечисленных производственных участков находятся в за-
висимости от объема выполняемых работ мастера или бригадиры. Под
руководством одного мастера
должно находиться не менее
25 рабочих. Исключение до-
пускается для участков, вы-
полняющих особо сложные и
точные работы.
При значительном объеме
работ на производственном
участке создается несколько
специализированных рабочих
бригад.
В случае одновременного
ремонта на предприятии теп-
ловозов с гидравлической и
Рис. 23. Организационная структура цеха
гидропередач
66
электрической передачей в цехе гидропередач целесообразно сосредо-
точить также и ремонт всех гидравлических и механических редук-
торов и гидронасосов, устанавливаемых на тепловозах с электриче-
ской передачей.
Объем производства цеха гидропередач и его каждого производ-
ственного участка измеряется трудоемкостью программы в человеко-
часах
где q — нормативная трудоемкость ремонта единицы продукции,
чел-ч;
Р — программа выпуска данного вида продукции, единиц
в год;
ап — коэффициент переработки действующих норм времени в
цехе или на участке.
Примерная трудоемкость ремонта гидропередачи УГП750-1200
и ее отдельных узлов в объеме заводского ремонта следующая.
Трудоемкость ремонта гидропередачи УГП 750-1200
в объеме заводского ремонта, чел-ч
Общая разборка гидропередачи . .................. 60,0
Вал отбора мощности ................................. 17,9
» вторичный........................................ 16,0
Главный вал с гидротрансформатором.................. 61,5
Вал приводной................... ................ 8,8
» реверса.......................................... 13,0
» раздаточный ...................................... 14,0
Корпуса гидропередачи ............................... 12,4
Золотниковые коробки .............. 13,5
Сервоцилиндры....................................... 14,8
Тахогенератор с приводом . . ....................... 7,5
Фиксаторы.......................................... 3,5
Насос системы смазки ............................... 3,8
Откачивающий насос ................................. 3,7
Питательный насос............... .................. 11,0
Приводы насосов................................... 4,5
Масляная система, клапаны и фильтры . ............... 8,8
Привод реверса и режимов.............. .... 7,6
Общая сборка гидропередачи ........... 86,0
Обкатка гидропередачи...................... ... 11,0
Ревизия гидропередачи после обкатки.................. 12,5
Сварочные работы..................................... 15,7
Станочные работы................................. 36,6
Прочие и неучтенные работы........................... 17.9
Итого.................. 462,0
3*
67
Потребность в станочном оборудовании определяют по формуле
Л?ст = . _gcT_ ,
Лоб Доб
где QCT — загрузка станочного оборудования, станко-ч;
Доб —• годовой фонд времени оборудования, ч;
Лоб — коэффициент загрузки оборудования, принимаемый 0,85.
В состав станочного оборудования входят горизонтально-расточ-
ные, фрезерные, токарные, шлифовальные и сверлильные станки.
Нестандартное технологическое оборудование подбирается на каж-
дый производственный участок по соображениям комплектности.
В приложении 2 приведен примерный перечень основного оборудо-
вания цеха гидропередач.
Для обеспечения подъемно-транспортных операций цех должен
располагать мостовыми кранами грузоподъемностью 10 т, монорель-
сами с тельферами грузоподъемностью до 0,5 т для обслуживания пря-
моточных линий и консольно-поворотными кранами для обслуживания
отдельных рабочих мест.
Необходимое число производственных рабочих цеха рассчитывается
по объему производства
где Qo — трудоемкость программы цеха, чел-ч;
Др — годовой фонд времени одного рабочего.
Рис. 24. Общий вид цеха ремонта гидропередач
68
Вспомогательные рабочие составляют 15—18% производственных
рабочих, а административно-технический персонал—7—8% общего
числа рабочих.
Планировку цеха и производственных участков необходимо произ-
водить, руководствуясь следующими положениями:
1) производственные участки в цехе, оборудование и рабочие места
на участках необходимо расставлять последовательно ходу техноло-
гического процесса, не допуская встречных и возвратных движений
изделий;
2) размеры транспортных поездов, проходов и разрывы между рабо-
чими местами и оборудованием должны соответствовать нормам охраны
труда;
3) участки со специфическими условиями производства, такие, как
разборочный участок или испытательная станция, следует полностью
или частично изолировать от других участков цеха.
На рис. 24 представлен общий вид цеха ремонта гидропередач.
Глава IV
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ
РЕМОНТА ГИДРАВЛИЧЕСКИХ ПЕРЕДАЧ
§ 1. Износ и освидетельствование деталей
Виды износа деталей. На деталях гидропередач можно наблюдать
следующие виды износа: абразивный, коррозионный, осповидный,
тепловой и контактное схватывание.
Абразивный износ явтяется результатом попадания абразивных
частиц вместе с маслом и воздухом на трущиеся поверхности. Кроме
того, в процессе трения металла происходит упругое и пластическое
деформирование микроперовностей поверхности детали, в результате
чего происходит изменение размеров трущихся деталей.
Коррозионный износ появтяется в результате диффузии кислорода
из воздуха, воды и кислот в металл. При этом на поверхности деталей
появляются шероховатость и отслоения. Такой износ появляется как
у трущихся, так и у неподвижных деталей.
Осповидный износ появляется в результате действия на металл боль-
ших удельных контактных напряжений. Он характеризуется образо-
ванием микротрещин с последующим выкрашиванием металла на
контактной поверхности.
Тепловой износ явтяется следствием воздействия на металл высокой
температуры и выражается образованием трещин и подплавлением ме-
талла.
Контактное схватывание происходит вследствие непосредственного
соприкосновения трущихся деталей при разрыве масляной пленки. Он
характеризуется появлением на поверхности детали задиров и сколов
металла.
Очистка деталей и частей гидропередач. Большая часть деталей
гидропередач покрыта отложениями, содержащими минеральные мас-
ла. Мойка, очистка и обезжиривание их производятся в моечных ма-
шинах и ваннах.
Гидропередачу перед разборкой подвергают наружной мойке для
удаления слоя масла и старой краски в моечной машине конвейер-
ного типа трехпроцентным раствором каустической соды, нагретым до
80—95э С, который подается под давлением 5 кгс/см2 в душевой отсек
машины, а затем чистой горячей водой для удаления с поверхностей
щелочного раствора.
Таким же способом очищают все детали гидропередачи, исключая
выполненные из алюминия и его сплавов.
Очистку деталей гидропередачи наиболее эффективно производить
в моечной машине высокого давления (рис. 25). В такой машине соче-
70
тается механическое воздействие напорных струй (давление струй вы-
соконапорного контура 50—60 кгс/см2, температуры 80—90° С) души-
рующей системы на загрязненные поверхности деталей с химическим
воздействием на них раствора каустической соды.
Удаление масляной и жирсвой пленок, оставшихся на поверхно-
стях деталей после обмывки горячей водой высокого давления, преду-
смотрено во втором контуре путем обмывки поверхностей однопроцент-
ным раствором каустической соды при температуре 80—60° С и дав-
лении 5 кгс/см2.
Окончательная очистка поверхности производится снова струями
горячей воды высоконапорного контура душирующей системы.
Очищаемые детали в машине перемещаются на тележке со скоростью
0,5 и 8 м/мин. Вода и раствор подогреваются паром давлением 7,5 кгс/см2.
Мойка и очистка деталей из алюминия и его сплавов производятся
в моечной машине (рис. 26) раствором кальцинированной соды и фос-
Рис. 25. Машина высокого давления для мойки узлов и деталей гидропередач:
1— душирующая система; 2 — вентиляционная система; 3 — камера машины с баками; 4 —
транспортирующее устройство; 5 — пульт управления; 6 — насос высокого давления; 7 —
грязевой насос; 8 — центробежный насос; 9— гидроциклон
71
форнокислого натрия при температуре 80—90° С под давлением 8 —
9 кгс/см2, окончательная очистка —струями горячей воды под дав-
лением 17 — 19 кгс/см2.
Подшипники качения промывают отдельно от других деталей.
Отдельные подшипники можно промывать 2—4-процентной смесью
легкого минерального масла с бензином с помощью жесткой волося-
ной щетки. Крупные партии подшипников целесообразно очищать
в специальных моечных машинах типа 235-1Б ПКБ ЦТ горячим водным
раствором, содержащим 4—5% смазки УС (жирового солидола) любой
марки и 2% осветительного керосина. Промывка подшипников в раст-
воре такого состава предохраняет его от коррозии благодаря наличию
в моечном растворе натриевого мыла, содержащегося в смазке УС.
Подшипники качения также можно промывать холодной водой под
высоким давлением (40 кгс/см2) с последующим их промасливанием
маслом, подогретым до 80—90° С.
Способы определения состояния деталей и их маркировка. Состоя-
ние деталей гидропередачи определяется наружным осмотром, измере-
нием размеров деталей и зазоров между ними, дефектоскопией, а также
испытанием.
Наружный осмотр деталей позволяет определить состояние их ра-
бочих поверхностей (наличие трещин, задиров, вмятин, сколов, цветов
побежалости и т. д.). Осмотр производится невооруженным глазом
или с помощью лупы 5-и 10-кратного увеличения.
Измерение деталей осуществляется универсальным (штанген-
циркули, штангенрейсмусы, штангенглубиномеры, микрометры, мик-
Рис. 26. Машина для мойки алюминиевых деталей:
1 — камера; 2 — отстойник; 3 — душнрующая система; 4 — привод каретки; 5 — вентн-
ляционная система; 6 — привод ленты конвейера; 7 —лента конвейера; о — теплообменник
72
Рис. 27. Штангензубомер
Рис. 28. Зубомерные скобы:
а — микрометрическая; б — индикаторная
рометрические глубиномеры и нутромеры) и рычажно-механическим
(индикаторы, индикаторные нутромеры, рычажные и индикаторные
скобы, а также рычажные микрометры и миниметры) измерительным
инструментом.
Корпусные, базовые детали гидропередачи измеряют специальными
измерительными приспособлениями и инструментом, которые описаны
в соответствующих главах.
Износ зубьев цилиндрических зубчатых колес определяют штан-
гензубомерами (рис. 27), эвольвентомерами и зубомерными скобами
(рис. 28). Износ зубьев конических зубчатых колес непосредственным
измерением установить нельзя. Поэтому о величине износа зубьев ко-
нических зубчатых колес судят
по характеру работы передачи.
Работа передачи считается нор-
мальной, когда зубчатые колеса
вращаются бесшумно и плавно,
причем при нормальном боковом
зазоре радиальный зазор между
зубьями шестерен должен быть
не менее 0,1 мм (рис. 29).
Измерение бокового зазора
между зубьями парных зубчатых
колес можно производить инди-
каторным приспособлением и по
свинцовой выжимке. В первом
случае на валу одного из зубча-
тых колес укрепляют поводок,
Рис. 29. Схема индикаторного приспособ-
ления для измерения зазоров в зацепле-
нии зубчатых колес:
1 — поводок; 2 — индикатор часового типа;
3 — стойка
73
конец которого упирается в стержень индикатора, расположенного
на стойке. Если одну из шестерен удерживать от вращения, а дру-
гую поворачивать в одну и другую сторону, то этот поворот будет
возможен на величину бокового зазора между зубьями. Этот зазор
определяют непосредственно, если расстояние от оси шестерни до
точки упора измерительного стержня индикатора равно радиусу де-
лительной или начальной окружности зубчатого колеса, на котором
укреплен поводок.
Если конструкция узла не позволяет измерить зазор в зацеплении
зубчатых колес индикаторным приспособлением, то его можно опреде-
лить по свинцовой выжимке. Для этого между зубьями зубчатых колес
пропускают свинцовую проволоку и проворачивают зубчатые колеса.
Обжатые части проволоки измеряют микрометром. Измерения произ-
водят в четырех точках по окружности зубчатого колеса.
Дефектоскопия деталей. Поверхностные трещины выявляются маг-
нитным, а скрытые дефекты—ультразвуковым дефектоскопами.
При намагничивании детали магнитные силовые линии концент-
рируются на заостренных краях трещины, образуя в этих местах маг-
нитные полюсы. Для обнаружения трещины намагниченную дефекто-
скопом деталь обливают смесью, состоящей из органического масла,
керосина и мелкого ферромагнитного порошка (мягкая сталь, кузнеч-
ная окалина и крокус). Ферромагнитный порошок при наличии трещи-
ны скопляется'по ее краям в виде тонкой полоски.
Детали перед дефектоскопией тщательно очищают, а после дефек-
тоскопии размагничивают. Размагничиванию подвергают детали под-
шипниковых узлов и других вращающихся узлов, обладающих боль-
шим остаточным магнетизмом. Если эти детали не размагнитить, то они
длительное время будут притягивать к себе частицы металлов. При оп-
ределенных условиях это может вызвать интенсивный износ деталей
и выход из строя узла или гидропередачи.
Размагничивание производится в постепенно убывающем перемен-
ном магнитном поле. Дтя этого включенный дефектоскоп постепенно
удаляют от детали (или деталь от него) на расстояние 1—1,5 м и
только после этого выключают. Размагниченная деталь не должна при-
тягивать металлические опилки.
Ультразвуковая дефектоскопия основана на свойстве ультра-
звуковых колебаний проникать в толщину деталей и отражаться от
трещин, пустот, расслоений и т. п. Для обнаружения трещин и пустот
в деталях служат ультразвуковые дефектоскопы типа УЗД-56М или
УЗД-64, которые снабжаются специальными щупами.
Перечень деталей гидропередач, подлежащих магнитной и ультра-
звуковой дефектоскопии, приведен в Правилах ремонта тепловозов.
Другие методы дефектоскопии (методы просвечивания деталей рент-
геновскими и гамма-лучами, а также люминесцентный способ) в прак-
тике ремонта деталей гидропередач не) нашли широкого применения.
Проверка и испытание отдельных деталей и узлов производятся на
контрольной плите, непосредственно на рабочем месте и на испытатель-
ных стендах. На контрольной плите определяются изгиб, скручивание,
биение и другие дефекты валов, штанг и т. д. На рабочем месте прове-
74
ряют крупные части гидропередачи и их взаимное расположение, на
испытательных стендах — работоспособность отдельных узлов гидро-
передачи (масляные насосы, приборы системы автоматики и т. д.).
Маркировка деталей. Многие детали гидропередачи являются не-
взаимозаменяемыми (корпуса, крышки, валы, комплекты зубчатых
колес и подшипниковых узлов и др.), поэтому перед началом и в период
разборки производится их клеймение. Для маркировки используют циф-
ровые клейма, которые ставят на детали набором номера поступившей
в ремонт гидравлической передачи. Комплекты приработанных (при-
катанных) зубчатых колес также клеймят одним порядковым номером.
Обезличивать перечисленные детали и узлы не рекомендуется, так
как новая приработка деталей сопровождается интенсивным износом
и представляет собой весьма длительный нежелательный процесс.
Сортировка деталей. В условиях завода детали, снятые с гидро-
передачи, сортируют, определяя пригодность их к дальнейшей работе
или восстановлению. Детали, которые могут быть использованы без
ремонта, комплектно укладывают в специализированную тару. Де-
тали, требующие ремонта, отправляют на соответствующие участки.
Выбракованные детали помечают красней краской в месте дефекта и
сдают в металлолом или частично используют для изготовления других
деталей.
§ 2. Способы восстановления
изношенных деталей
Величина износа деталей цилиндрической формы по условиям вос-
становления может быть разбита на три группы: 1) до 0,1 мм, 2) до
0,3 мм и 3) свыше 0,3 мм. Детали первой группы могут быть восстанов-
лены электроискровым наращиванием и хромированием. Детали с изно-
сом до 0,3 мм восстанавливают осталиванием, хромированием и наплав-
кой, а при износе более 0,3 мм — заменой изношенной части, газо-
прессовой сваркой, осталиванием и наплавкой. Некоторые способы
восстановления дают возможность не только использовать изношенную
деталь, но и сделать ее более износостойкой.
Первоначальные формы и размеры деталей разнообразных конфи-
гураций, имеющих износ, механические или термические повреждения,
можно восстанавливать слесарно-механической обработкой, механи-
ческой обработкой, сваркой или наплавкой, электролитическим нара-
щиванием, наращиванием полимерными пленками, металлизацией и
электроискровой обработкой, а также с помощью эпоксидных смол.
При восстановлении деталей сваркой может потребоваться обработ-
ка их на станке как подготовительная операция. После сварки, как
правило, требуются обработка деталей на металлорежущих станках
и термическая или химико-термическая обработка.
При восстановлении деталей могут применяться различные виды
сварки — электродугсвая, газовая, контактная. Сварка может быть
ручной, полуавтоматической, автоматической и выполняться в различ-
ных защитных средах (под флюсом, в жидкости, в среде защитного газа).
75
Наиболее прогрессивным методом электродуговой сварки, приме-
няемым при ремонте деталей, является метод вибродуговой наплавки
деталей. Из различных видов контактной сварки при ремонте деталей
гидропередач применяют газопрессовую сварку, позволяющую надеж-
но сваривать углеродистые, легированные и разнородные стали.
При ремонте алюминиевых деталей используется сварка и наплавка
в среде аргона (сварка в среде защитного газа). Из гальванических
методов наращивания наиболее новым методом является гальваниче-
ское осталивание.
Наиболее характерными методами восстановления деталей гидрав-
лических передач являются вибродуговая наплавка, газопрессовая
сварка, сварка алюминиевых деталей, хромирование и осталивание.
Вибродуговая наплавка. Метод вибродуговой наплавки сравни-
тельно прост, не требует сложного оборудования, дефицитных мате-
риалов, позволяет наплавлять слой металла толщиной 0,5 — 4,0 мм
на изделиях диаметром 8 мм и выше, что очень важно при ремонте мел-
ких деталей, имеющих незначительный износ. Наиболее эффективно
применение вибродуговой наплавки для деталей с износом 0,3 —
2,5 мм на сторону. При этом вследствие небольших тепловых воздей-
ствий дуги и больших скоростей охлаждения деталь не испытывает де-
формации, а твердость может быть доведена до HRC 50—58 без после-
дующей термической обработки. Опыт работы многих ремонтных за-
водов показал, что износостойкость восстановленных деталей не мень-
ше износостойкости новых.
За счет автоматизации процесса, снижения толщины наплавленного
слоя, выборочной наплавки (наплавляются только те участки, где
имеется износ) трудоемкость вибродуговой наплавки в 2,5—3 раза
ниже, чем ручной дуговой.
Сущность процесса вибродуговой наплавки заключается в том, что
в результате возникновения периодически повторяющихся электри-
ческих разрядов выделяется тепло, нагревающее основной и электрод-
ный металл до расплавления. Происходит перенос металла электрода
на деталь и последующая кристаллизация расплавленного основного
и электродного металла.
Принципиальная схема установки для вибродуговой наплавки при-
ведена на рис. 30. В патроне или центре станка закрепляют деталь 3,
а на суппорте станка устанавливают вибродуговую головку. К детали
и головке подводят ток низкого напряжения. С помощью роликов 1
электродную проволоку 2 подают к детали. Конец проволоки вибрирует
в результате действия вибратора.
При вибрации электрода вследствие его прикосновения к наплав-
ляемой детали наблюдается короткое замыкание, сила тока возра-
стает, а напряжение падает. При отходе электрода от детали за счет
энергии магнитного поля образуются экстротоки, резко повышается
напряжение и загорается электрическая дуга. Длительность горения
дуги 0,002 — 0,003 с. В течение каждого цикла наблюдаются периоды:
короткое замыкание, электрический разряд.
При вибродуговой наплавке необходимо обеспечить четкую вибра-
цию электрода, что позволяет систематически замыкать и размыкать
76
Рис. 30. Принципиальная схема ус-
тановки для вибродуговой на-
плавки:
1 — ролики; 2 — проволока; 3 — де-
таль; 4 •— источник тока; 5 — дроссель
10—30-:
электрод с деталью и дает возмож-
ность наплавлять металл при низком
напряжении источника тока, стаби-
лизирует процесс наплавки при ма-
лом напряжении.
С целью защиты расплавленного
металла от взаимодействия с окру-
жающей средой вибродуговую наплав-
ку можно выполнять под флюсом,
в среде защитных газов. Большое
распространение получила наплавка
с применением жидкости. Жидкость,
подаваемая в зону контакта, обеспе-
чивает защиту жидкого металла и за-
калку наплавленного слоя, охлаждает
наплавляемую деталь и уменьшает
зону термического влияния. Обычно
в качестве охлаждающей жидкости
используют 4—5-процентный раствор
кальцинированной соды в воде. При
наплавке проволокой с высоким со-
держанием углерода для предотвра-
щения образования трещин можно
раствор технического глицерина в проточной воде.
При восстановлении ответственных деталей используют вибро-
дуговую наплавку с применением ультразвука. Ультразвук, воздей-
ствуя на металл в жидкой фазе, обеспечивает равномерность струк-
туры, повышает твердость и износостойкость, увеличивает прочность
детали.
Перед вибродуговой наплавкой детали очищают от ржавчины,
грязи, масла, нагара металлической щеткой, наждачной шкуркой или
подвергают пескоструйной обработке. Детали, имеющие большой одно-
сторонний износ, рекомендуется протачивать или шлифовать. Отвер-
стия, шпоночные пазы заделывают медными или графитовыми заглуш-
ками, химическими твердеющими смесями. При установке деталей
в патрон или центры биение их должно быть минимальным. Проверяет-
ся биение визуально по изменению расстояния между концом элект-
рода и поверхностью вращающейся детали.
Расчет режима наплавки выполняется в зависимости от толщины
наплавляемого слоя:
Толщина наплавляемого слоя, мм 0,3—0,9 1,0—1,5 1,6—2,5
Диаметр электродной проволоки, мм 1,6 2,0 2,5
Сила сварочного тока
®АЭЛ,
где а — плотность тока, которая берется 50—75 А/мм2 (для мень-
шего диаметра проволоки выбирается большая плотность);
Аэл — площадь поперечного сечения электродной проволоки,
мм2.
77
Наплавку ведут при обратной полярности тока («плюс» — на элек-
трод), что обеспечивает лучшее качество наплавленного слоя. Напря-
жение на дуге должно быть 14—30 В. При напряжении ниже 14 В
уменьшается тепловое воздействие дуги на металл, наблюдается не-
провар. Если же напряжение выше 30 В, то происходит разбрызги-
вание и выгорание электродного металла, значительно увеличивается
зона термического влияния и деформация деталей. Для наплавки тон-
костенных деталей небольшого диаметра, где нежелателен значитель-
ный нагрев детали, применяют напряжение 14—16 В. Крупногабарит-
ные детали с износом 1,5—3 мм наплавляют при напряжении 24—28 В.
При наплавке на переменном токе напряжение берут на 10—15% боль-
ше, чем на постоянном.
Оптимальные значения индуктивности зависят от частоты вибрации
электрода, напряжения на дуге, силы тока в цепи и других факторов.
При малой индуктивности появляется холостой ход в каждый период
вибрации электрода, снижается устойчивость процесса наплавки, а
при слишком большой нарушается стабильность процесса наплавки
и увеличивается разбрызгивание металла. Поэтому величину допол-
нительной индуктивности в каждом отдельном случае приходится оп-
ределять экспериментально или рассчитывать по формуле
51пс(2л уэл у
где
---Эл-- • .. г
I2f
у — плотность материала проволоки, г/см3;
f — частота размыкания цепи электродом в секунду;
I — максимальная сила тока в сварочной цепи, А, ее берут
в два раза больше значения силы тока по амперметру;
цэл — скорость подачи электродной проволоки, мм;
с/эл — диаметр электродной проволоки, мм.
При применении сварочных преобразователей тока необходимость
в дополнительной индуктивности отпадает, так как сам источник пи-
тания имеет достаточную индуктивность.
Скорость подачи проволоки зависит от мощности источника пита-
ния и диаметра электродной проволоки
V чл =-----м/мин,
эл 60(М|л
где I — сила тока сварочной цепи, А;
U — напряжение сварочной цепи, В;
йэл — диаметр электродной проволоки, мм.
С увеличением скорости подачи проволоки растет производитель-
ность наплавки, но одновременно повышаются потери электродного
металла, ухудшается чистота слоя. Поэтому с уменьшением толщины
наплавляемого слоя скорость подачи уменьшают.
Линейная скорость (скорость вращения) наплавляемой детали свя-
зана со скоростью подачи электрода. Отношение -^2-, как видно из
V дет
графика на рис. 31, можно применять в пределах 1,5—2,5, т. е. идет =
78
— (0,3 4- 0,7) рэл. С увеличением
диаметра проволоки область допу-
^эл
стимого отношения скоростей -—
“дет
увеличивается.
По линейной скорости и диамет-
ру детали можно определить часто-
ту вращения детали
ЮООРдет
п —------об/мин
nD
где D — диаметр детали, мм.
Амплитуду колебаний электро-
да выбирают равной (0,7-? 1,0) <1ЭЯ.
Меньшим значениям напряже-
ния на дуге соответствует меньшее
значение амплитуды колебания
'&эл/7?дегп
5,0
0,0
3,0
2,0
1,0
1,0 1,5 2,0 2,5
Рис. 31. Допустимые пределы изме-
нения отношения скоростей для
с'дет
различных диаметров электродной
проволоки
проволоки. Вылет электрода устанавливается 10—12 мм. Для высо-
коуглеродистой проволоки вылет электрода должен быть больше, чем
для низкоуглеродистой.
Шаг наплавки определяется шириной наплавленного валика и
принимается равным 1,6 — 2,2 d3n мм/об. С увеличением шага улуч-
шается сплавление наплавленного металла с основным, уменьшается
тепловое воздействие на деталь, повышается твердость наплавленного
слоя. Однако при чрезмерно большом шаге появляются впадины между
валиками и, как следствие ухудшается чистота слоя. С уменьшением
шага наплавки валики плотно наслаиваются один на другой, а сплав-
ление с основным металлом ухудшается, снижается твердость слоя,
увеличивается нагрев детали.
В зависимости от конструкции вибродуговых головок применяется
боковой или верхний подвод проволоки к детали, но в обоих случаях
направление вибрации электрода должно быть перпендикулярным к ка-
сательной в точке подхода электрода к детали (рис. 32). Благоприятно
Рис. 32. Схема подвода проволоки к детали:
а — бокового; б — верхнего; 1 — деталь; 2 — электрод
79
влияет на перенос металла, чистоту наплавляемого слоя уменьшение
угла у (между осью проволоки и направлением вибрации). При вибро-
дуговой наплавке под слоем флюса целесообразно сместить электрод
от зенита детали на 2—7 мм в сторону, противоположную направле-
нию вращения детали.
Марку проволоки выбирают в зависимости от требуемых свойств
наплавленного слоя. Для получения поверхности с твердостью
НВ 180—300 используют сварочную проволоку СВ-08. Более высокая
твердость и износостойкость наплавленного слоя достигается приме-
нением высокоуглеродистой и легированной проволоки марок ПК,
НП-40, НП-60, НП-80, ЗОХГСА, 12Х, 65Г и др. Однако следует иметь
в виду, что при наплавке легированной и высокоуглеродистой прово-
локой увеличивается склонность к образованию трещин при закалке.
Для восстановления ответственных деталей вибродуговой наплавкой
под слоем флюса или в среде углекислого газа применяют порошковую
проволоку марок ПП-ЗХ2В8, ПП-Х12ВФ, ПП-4Х2В8Т, ПП-АН-1,
ПП-АН-3 и др.
Детали после вибродуговой наплавки подвергают механической
обработке на токарных или шлифовальных станках. Детали, наплав-
ленные высокоуглеродистой или легированной проволокой, обычно
шлифуют. Вместо шлифования можно применять электромеханический
способ обработки.
Для повышения чистоты обработки, твердости, усталостной проч-
ности после вибродуговой наплавки и предварительной механической
обработки наплавляемые детали можно подвергать упрочнению на-
каткой. После упрочнения накаткой усталостная прочность деталей
повышается на 15—35%.
К основным дефектам вибродуговой наплавки относятся низкая
твердость и чистота наплавленного слоя, несплавление между основ-
ным и наплавленным металлом, трещины, газовые поры, шлаковые
включения, деформация наплавленных деталей. Контроль качества
наплавленного слоя проводится в соответствии с требованиями тех-
нических условий на восстановление соответствующих деталей.
Внешним осмотром устанавливается чистота наплавленного слоя,
наличие крупных трещин, открытых пор. Внешний осмотр сопровож-
дается измерением и определением степени деформации восстановлен-
ной детали.
На приборах-твердомерах после чистовой обработки наплавлен-
ного слоя определяют твердость.
Наличие в слое трещин, газовых пор, шлаковых включений можно
выявить методом травления шлифованной поверхности наплавленного
слоя 10—20-процентным водным раствором азотной кислоты, а также
методом магнитной дефектоскопии, используя магнитоэлектрические
дефектоскопы МЭП, М-217 и др.
Для более полной оценки качества наплавки применяется металло-
графический анализ, позволяющий не только обнаружить внутренние
дефекты в наплавленном слое и зоне термического влияния (непрова-
ры, трещины, газовые раковины, шлаковые включения), но и опреде-
лить их размеры, установить место расположения. Металлографиче-
80
ский анализ позволяет установить характер макро- и микроструктуры
наплавленного слоя и зоны термического влияния.
Для выявления внутренних дефектов широкое распространение
получил метод ультразвуковой дефектоскопии.
Газопрессовая сварка. В практике машиностроения и ремонтного
производства газопрессовая сварка углеродистых сталей стала при-
меняться в СССР с 1946 г. Однако газопрессовая сварка легированных
сталей до последнего времени не была изучена и потому не произво-
дилась.
Ввиду все большего применения конструкционных легированных
сталей на железнодорожном транспорте встал вопрос об исследовании
сварки легированных сталей, отработке оптимальных режимов сварки
и термообработки и внедрении ее в производство. Положительный опыт
газопрессовой сварки деталей из углеродистой легированных и разно-
родных сталей накоплен на Даугавпилсском, Воронежском, Смелян-
ском ремонтных заводах МПС.
При постройке гидропередач в основном применяются хромонике-
левые, хромистые, хромокремнистые и хромомарганцовистые стали.
Детали гидропередач, имеющие местный износ или повреждения
в пределах, допускаемых правилами ремонта, ремонтируются по-
средством восстановления изношенных мест наплавкой или гальва-
ническим наращиванием с последующей механической обработкой.
Если местный износ или повреждение детали выходит за допускаемые
размеры, то она должна быть заменена новой или же отремонтирована
путем замены изношенной части. В последнем случае изношенная часть
детали отрезается и взамен ее приваривается новая с последующей
обработкой по чертежу и техническим условиям.
При ремонте деталей гидропередачи как в заводских, так и в депов-
ских условиях наиболее рационально применять газопрессовую сварку
в пластическом состоянии металла.
Сварка в пластическом состоянии обеспечивает высокое качество,
так как в этом случае по месту сварки не возникает дефектов, связанных
с переходом металла из твердой фазы в жидкую и обратно: усадочных,
раковин, газовых пор, рыхлости и трещин.
При газопрессовой сварке все параметры (величина осадки, усилие
прессования, амплитуда колебания горелки, давление горючего газа
и кислорода) легко управляемы и постоянно контролируются; длина
свариваемой детали может быть легко выдержана, так как ее осадка
может быть точно отрегулирована ввиду того, что производится без-
ударно, на строго заданную величину. Положительным при газопрессо-
вой сварке является и то, что процесс ведется под защитой газового пла-
мени регулируемого состава.
Газопрессовая стыковая сварка в пластическом состоянии металла
является наиболее приемлемой для сварки валов и других деталей гид-
ропередачи, изготовленных из легированных сталей, так как дает сое-
динение высокого качества, не требует сложного дорогостоящего обо-
рудования и материалов.
Метод газопрессовой сварки в пластическом состоянии металла
заключается в соединении свариваемых частей, нагретых в месте их
81
стыкования до 1150—1200° С (для стали) и подвергаемых постоянному
сдавливанию.
Подготовленные к сварке два стержня (рис. 33, а) зажимают в за-
хватах станка, центрируют и усилием Р, передаваемым подвижным
захватом, сжимают друг с другом ( рис. 33, б). После этого место стыка
нагревают пламенем газокислородной многопламенной горелки, в
патрубки которой К и А подают кислород и горючий газ. Для равно-
мерного нагрева свариваемых частей и предотвращения оплавления
поверхности металла горелку приводят в колебательное движение
(рис. 33, в, г). Чтобы не допускать перегрева горелки, через патрубки В
подводят и отводят охлаждающую воду.
При нагреве металла до пластического состояния концы сваривае-
мых частей под действием сил Р осаживаются, в месте сварного стыка
появляется утолщение ( рис. 33, д). Процесс продолжается до тех пор,
пока осадка под действием силы Р не достигнет заданной величины.
В гидравлических передачах тепловозов наиболее металлоемкими
деталями, изготовляемыми из легированных сталей, являются валы.
Вместе с тем они, имея круглое сечение, являются наиболее техноло-
гичными для восстановления или изготовления вновь с помощью газо-
прессовой сварки.
Для экономии дорогостоящих легированных сталей большое зна-
чение может иметь применение газопрессовой сварки не только для
восстановления изношенных деталей, но и для изготовления новых
деталей из разнородных сталей. Например, шлицевые валы гидро-
передачи изготовляют из сталей 38ХС и 45ХН для того, чтобы обеспе-
чить более высокую долговечность быстроизнашиваемой шлицевой
части вала. В то же время остальная часть вала, как правило, работает
в менее напряженных условиях и может быть выполнена из простой
углеродистой стали.
Для обеспечения высококачественного соединения свариваемых
частей при газопрессовой сварке необходимо строгое соблюдение ре-
о)
жима сварки, который характери-
зуется мощностью пламени и ам-
плитудой колебания горелки, уси-
лием прессования, величиной осад-
ки. Температура при газопрессовой
сварке является одним из важней-
ших факторов, влияющих на меха-
нические свойства металла и его
пластичность. В зависимости от
температуры нагрева свариваемо-
го металла идут процессы диффу-
зии, аллотропические превраще-
ния, изменения величин зерна,
окислительно-восстановительные и
другие процессы и явления, влияю-
щие на качество сварки. Темпе-
ратура нагрева зависит от мощно-
сти пламени горелки, которая под-
Рис. 33. Схема газопрессовой сварки
82
бирается таким образом, чтобы процесс сварки шел быстро, но без
перегрева поверхностных слоев металла, с обеспечением равномер-
ного нагрева металла по всему сечению свариваемого изделия.
Важную роль в обеспечении качества сварного соединения играет
давление прессования. Давление обеспечивает плотное прилегание
стыкуемых поверхностей, разрушает пленки окислов и загрязнений,
вызывает пластическую деформацию, в процессе которой происходит
рекристаллизация в зоне сварки. Рекристаллизация ведет к образо-
ванию новых кристаллов, что является основой механизма сваривае-
мых частей.
Давление прессования существенно влияет на процессы адгезии
(схватывания) и диффузии, имеющие место при газопрессовой сварке
в пластическом состоянии. Обеспечивая плотное прилегание стыку-
емых поверхностей, оно препятствует образованию и росту микропор,
создает лучшие условия для роста зерна и улучшает процесс схваты-
вания.
Однако повышение давления прессования вызывает увеличение
деформации кристаллической решетки стыкуемых участков металла
и тем самым препятствует процессам диффузии, замедляет их. Чрез-
мерное повышение давления вызывает ускоренную деформацию, при
этом сварка завершается в момент, когда металл еще не нагрет до нуж-
ной температуры, что ведет к низкому качеству сварного соединения.
Повышение температуры и увеличение давления прессования соз-
дают предпосылки для усиления деформации металла, а величина ам-
плитуды колебания горелки влияет на величину объема разогреваемого
до пластического состояния металла и степень равномерности прогрева
металла по всему свариваемому сечению. Объем нагретого металла
определяет объем деформируемого при осадке металла и должен быть
выбран таким, чтобы при сварке не получилось продольного изгиба
свариваемых деталей, что может быть при больших амплитудах. При
малой амплитуде колебания горелки внутренние слои металла не нагре-
ются до нужной температуры и сварка не произойдет. Нагрев металла
не должен быть слишком сосредоточенным, что зависит от мощности
горелки и амплитуды колебания.
Нагрев и деформация в малом объеме могут вызвать непровар ввиду
того, что нагретый до пластического состояния металл будет как бы
выдавлен усилием прессования до соприкосновения с непрогретым до
нужной температуры металлом. При высокой температуре и малом
объеме нагретого металла деформация происходит так, что вызывает
резкий поворот волокон. В таком случае механические свойства ме-
талла в месте стыка снижаются. На степень поворота волокон прокатки
также влияет деформация металла, зависящая от величины осадки,
которая является одним из основных параметров в технологии газо-
прессовой сварки и наряду с температурой и удельным давлением прес-
сования определяет качество сварного соединения.
Механические свойства прокатанных и кованых сталей поперек во-
локон значительно ниже, нежели вдоль волокон. Поэтому деформация
металла свариваемых изделий в зоне осадки должна быть такой, чтобы
не допустить резкого поворота (искривления) волокон прокатки по
83
отношению к продольной оси изделия. Это обстоятельство должно
учитываться при выборе величины осадки свариваемого изделия, ам-
плитуды колебания горелки.
Однако чрезмерное увеличение объема нагретого до пластического
состояния металла также нежелательно, так как при этом увеличи-
вается зона термического влияния, продолжительность сварки, сни-
жается производительность, растет расход газов.
Качество сварки в значительной степени зависит от качества под-
готовки стыкуемых поверхностей. Степень перпендикулярности по-
верхности к продольной оси свариваемого изделия, класс шерохова-
тости обработки, наличие окисных пленок и загрязнений существенно
влияют на процесс диффузии, адгезии, на весь механизм получения
неразъемного соединения.
Установлено, что с повышением класса шероховатости и умень-
шением загрязнений и окисных пленок качество сварки улучшается.
Однако имеются сведения, что излишне высокая чистота стыкуемых
поверхностей приводит к снижению пластичности и вязкости металла
сварного соединения. Необходимый класс шероховатости стыкуемых
поверхностей, как правило, обеспечивается обработкой на металло-
режущих станках, окисные пленки и загрязнения удаляются механи-
ческим путем и промывкой растворителями.
В процессе газопрессовой сварки металл нагревается до высоких
температур, близких к линии ликвидуса, следовательно, претерпевает
структурные изменения, которые происходят не только в месте сварки,
но и во всем нагреваемом объеме и выражаются в росте зерна металла.
Для измельчения зерна, снятия внутренних напряжений, вырав-
нивания структуры применяют термическую обработку, в результате
которой улучшаются структура и механические свойства металла в ме-
сте стыка и в зоне термического влияния.
Проведенными исследованиями свойств металла сварных соединений
деталей, изготовленных из сталей 20ХНЗА, 12ХНЗА, 45ХН и 38ХС,
установлено, что оптимальным режимом газопрессовой сварки, обес-
печивающим требуемое качество сварного соединения, является сле-
дующий:
Давление горючего газа на входе в горелку 0,35 кгс/см2
Давление кислорода...................... 5,0 »
Удельное давление усилия прессования . . 1,5—1,75 кгс/мм2
Величина осадки............................... 0,4-г0,5 d
Размах колебания горелки................ 0,5 d
Здесь d — диаметр свариваемого вала.
На этих же режимах сваривают разнородные конструкционные стали —
углеродистые с хромоникелевыми.
При газопрессовой сварке однородных углеродистых и легирован-
ных сталей горелка перед зажиганием и включением колебательных
движений устанавливается по стыку. При таком расположении горел-
ки при сварке разнородных сталей (углеродистая плюс хромоникеле-
вая) шов как бы смещается от наибольшего диаметра сварочного утол-
щения в сторону части из легированной стали, что является неже-
84
Рис. 34. Машины для газопрессовой свар-
ки МГП-11
лательным. Для того чтобы
обеспечить расположение шва
в месте максимального диа-
метра утолщения, горелку
нужно выставлять с некото-
рым смещением в сторону из
легированной стали. Величи-
на смещения должна быть рав-
ной 0,05 — 0,07 d сваривае-
мого вала.
При сварке углеродистых
сталей давление газов прини-
мается таким же, как и при
сварке легированных сталей.
Не отличаются и удельное
давление осадки и размах ко-
лебания горелки. Величина
осадки принимается 0,ЗД
Сварка деталей произво-
дится на станках СГП-8У и
МГП-11 (рис. 34) с помощью
горелок МГ-10ПГ, МГ-18ПГ
и МГ-25ПГ. В качестве горючего газа в последнее время, кроме ацети-
лена, применяется природный газ или пропанбутановая смесь. Пламя
горелки регулируется таким образом, чтобы в нем не было избытка
кислорода. Контроль качества сварки осуществляется проверкой ка-
чества подготовки деталей под сварку и соблюдения режима
сварки.
При сварке углеродистых сталей сварную деталь охлаждают в
станке до 400—450° С, затем снова зажигают горелку, включают ме-
ханизм колебания ее и нагревают место сварки до 880—900°. После
этого деталь охлаждается на воздухе.
Термообработка металла сварного соединения деталей из легиро-
ванных сталей (20ХНЗА, 40Х, 45Х, 45ХН, 38ХС) заключается в мест-
ной нормализации нагревом горелкой, а также может проводиться
улучшение, т. е. закалка с последующим отпуском. Нагрев под закал-
ку и отпуск можно осуществлять пламенем горелки или в электриче-
ских печах. Температура нагрева и среда охлаждения выбираются по
типовым режимам термообработки той или иной легированной стали.
После термообработки сварных деталей производится механиче-
ская обработка с соблюдением чертежных размеров и технических ус-
ловий.
Сварка и наплавка деталей из алюминиевых сплавов. Ряд деталей
гидропередач тепловозов изготовляется из алюминиевых сплавов.
К ним относятся, например, торы и уплотнительные диски унифици-
рованной гидропередачи, турбинные и насосные колеса гидропередачи
Л-60, колеса направляющего аппарата и др. Торы и уплотнительные
диски изнашиваются по уплотняющим поверхностям, а турбинные
и насосные колеса — по торцовым поверхностям за счет сближения
85
колес в процессе эксплуатации. Указанные детали изготовляют из алю-
миниевого сплава марки АЛ-4 (ГОСТ 2685—63).
Алюминиевые сплавы обладают специфическими свойствами, ко-
торые обусловливают сравнительную сложность осуществления про-
цессов их сварки и наплавки. Существенные затруднения возникают
в связи с наличием на сплавах окисной пленки. Обладая высокой тем-
пературой плавления, окисная пленка не расплавляется в процессе
сварки и покрывает металл, затрудняя образование общей сварочной
ванны и сплавление ее с основным металлом, и попадая в шов, стано-
вится неметаллическим включением. Будучи малопластичной, окисная
пленка внутри шва может способствовать образованию трещины.
Окисную пленку удаляют перед началом производства сварочных
или наплавочных работ механическим или химическим способами. Но
ограничиться лишь этими способами невозможно из-за высокой хими-
ческой активности алюминиевых сплавов—на воздухе пленка мгновен-
но образуется вновь. Необходимо разрушить и удалить окисную плен-
ку в процессе самой сварки или наплавки деталей. Это достигается при-
менением дуговой сварки с неплавящимся вольфрамовым электродом
в среде защитных газов.
Разрушение и удаление из сварочной ванны окисной пленки под
действием дуги происходят в те полупериоды, когда деталь является
катодом. Движущиеся с большой скоростью положительные ионы бом-
бардируют поверхность сварочной ванны, разрушают пленку, оттес-
няя ее к краям сварочной ванны, путем так называемого катодного
распыления. Для того чтобы предупредить дополнительное окисление
металла сварочной ванны, а при высоких температурах окисление про-
исходит весьма интенсивно, применяется защитная среда в виде по-
тока в сварочную ванну инертного газа аргона.
При сварке алюминия наблюдается также образование пористости
в наплавленном металле. Основной причиной появления пор является
присутствие водорода. В отличие от других газов водород обладает
способностью растворяться в алюминии, т. е. поглощаться и удержи-
ваться в объеме металла. Главным источником проникновения водо-
рода в металл является влага, которая может быть в атмосфере, в за-
щитном газе, в поверхностной окисной пленке. Образованию пор спо-
собствует также водород, уже растворенный в металле детали и свароч-
ной проволоке.
По мере остывания наплавленного слоя растворимость водорода
в металле резко падает, поэтому он стремится выделиться в виде га-
зовых пузырей. Пока позволяет вязкость металла, эти пузыри всплы-
вают. После кристаллизации не успевшие всплыть газовые пузыри
остаются в металле в виде неплотностей — газовой пористости.
Для уменьшения пористости следует прежде всего строго соблю-
дать тепловой режим наплавки и сварки. Детали большой толщины
и крупногабаритные перед наплавкой и сваркой следует подогревать,
с тем чтобы увеличить продолжительность существования жидкой ван-
ны и этим самым создать условия для наиболее полного выделения водо-
рода из металла. Детали малой толщины следует, наоборот, охлаждать
в процессе наплавки или сварки, с тем чтобы увеличить скорость кри-
86
сталлизации металла шва. Это достигается, например, путем наплавки
детали, уложенной на массивную медную подкладку.
Следующей особенностью алюминиевых сплавов является склон-
ность наплавленного металла к образованию трещин. Основной при-
чиной появления трещин следует считать деформации в металле шва
в период его кристаллизации в результате неравномерного распре-
деления температур. К трещинообразованию склонны детали крупно-
габаритные и сложной конфигурации. Для предупреждения появле-
ния трещин могут быть приняты как технологические, так и металлур-
гические меры.
К технологическим мерам прежде всего следует отнести правиль-
ный выбор температурных режимов. Для более равномерного рас-
пределения температуры во время сварки и наплавки деталь вначале
подогревают до 200—300° С. После окончания сварки или наплавки
такие детали устанавливают в термостаты, где происходит их медлен-
ное охлаждение. Термостат может представлять собой металлический
ящик с плотно закрывающейся крышкой, в котором исключается лю-
бое движение воздушной массы и обеспечивается равномерное охлаж-
дение детали по всей поверхности. Появление трещин можно предот-
вратить также правильным выбором порядка нанесения валиков при
наплавке или же выбором определенной схемы заполнения раз-
делки шва.
Наиболее эффективной металлургической мерой предотвращения
трещин является правильный выбор присадочного металла. Лучшей
в этом отношении присадочной проволокой является проволока типа
Св-АК5.
Для производства наплавочных и сварочных работ на деталях из
алюминиевого сплава широко применяются специализированные
электросварочные установки типа УДАР, с помощью которых произ-
водится сварка или наплавка неплавящимся электродом в среде защит-
ного газа переменным током (рис. 35).
Существуют установки УДАР-300 и УДАР-500, у которых соот-
ветственно номинальный сварочный ток 300 и 500 А. В настоящее вре-
мя промышленность выпускает более совершенные установки типов
УДГ-300 и УДГ-500. Установка УДАР-300 состоит из источника пи-
тания (трансформатора с дросселем), шкафа управления, головок и га-
зового баллона с редуктором. Однофазный понижающий трансфор-
матор служит для получения напряжения 60—65 В, необходимого для
возникновения и поддержания электрической дуги. В момент горения
дуги при сварочном токе 300 А напряжение дуги 17—18 В, при токе
100 А — 25 В.
Дроссель насыщения служит для регулирования сварочного тока.
Он имеет две ступени регулирования, переключение которых произ-
водится путем перестановки перемычек на доске зажимов дросселя.
В пределах каждой ступени регулирование тока плавное.
В шкафу управления размещены основные узлы электрической
схемы установки, важнейшими из которых являются:
стабилизатор горения дуги—устройство, обеспечивающее устой-
чивое горение дуги;
87
сварочный контактор для подключения первичной обмотки сва-
рочного трансформатора к сети;
феррорезонансный стабилизатор напряжения, обеспечивающий
надежную работу стабилизаторов горения дуги при понижении напря-
жения сети;
осциллятор предназначен для возбуждения дуги без замыкания
электрода на деталь;
батарея конденсаторов, включенная последовательно в сварочную
цепь, для компенсации постоянной составляющей сварочного тока;
газовый клапан, который обеспечивает подачу аргона в зону дуги
за 0,15 — 3,8 с до начала сварки и прекращение подачи аргона после
окончания сварки через 2—5,5 с.
Установка УДАР-300 имеет сварочные головки двух размеров,
УДАР-500 — трех размеров, рассчитанные на сварку различным то-
ком. На практике указанных типоразмеров головок недостаточно для
наплавки и сварки деталей сложной конфигурации. Появляется не-
обходимость в изготовлении горелок специальных типов и размеров.
Головки (рис. 36) представляют собой металлический корпус, в ко-
тором укрепляется цанга для зажима вольфрамового электрода. Цан-
ги делаются съемными для установки электродов различного диаметра
(от 2,1 до 6,1 мм). На корпус надевают керамическое кристаллокорун-
довое сопло. Сопла также съемные с различным внутренним диаметром
для прохода вольфрамового электрода и аргона. К корпусу прикреп-
лена полая рукоятка, изолированная от токоведущих частей и от кор-
пуса. Внутри рукоятки проходят резиновые шланги для подвода и от-
вода охлаждающей воды, а также токопровод.
Подготовка к сварке деталей и сварочной проволоки сводится к уда-
лению с их поверхности окисной пленки, влаги, загрязнений.
Присадочная проволока разматывается из бухты и разрезается на
стержни необходимой длины. После этого очищается от консервацион-
Рис. 35. Схема установки УДАР:
1 — сварочная горелка; 2 — баллон с аргоном; 3 — редуктор; 4 — шкаф управле-
ния; 5 — дроссель насыщения; 6 — трансформатор; 7 — токопровод
88
Рис. 36. Схема горелки:
1 — вольфрамовый электрод; 2 — цанга;
3 — корпус; 4 — колпачок; 5 — рукоятка;
6 — сопло
ной смазки в горячей воде (темпе-
ратура 80—90° С), затем произво-
дится ее химическая обработка по
следующей технологии:
а) травление в 5-процентном
растворе каустической соды NaOH
при 60° С в течение 2 мин:
б) промывка в холодной воде в
течение 20 мин;
в) осветление в 15-процентном
растворе азотной кислоты при 60—
65° С в течение 2 мин;
г) промывка в теплой воде, за-
тем в холодной проточной воде;
д) сушка при температуре не
ниже 60° С до полного удаления
влаги.
Очищенную проволоку можно
брать только в чистых рукавицах,
чтобы не загрязнить и не нанести на поверхность проволоки жировых
пятен.
Химически обработанная и высушенная сварочная проволока не
всегда может быть сразу же использована для наплавки и сварки. Со
временем она покрывается все более толстым слоем окисной пленки,
что недопустимо, поэтому хранить ее необходимо в специальном плот-
но закрывающемся шкафу или ящике. Срок хранения обработанной
проволоки диаметром 4—5 мм обычно устанавливается до трех суток.
Поверхность алюминиевых деталей под наплавку желательно об-
рабатывать химическим путем подобно обработке сварочной проволо-
ки. Если же это не выполнимо, то можно применить и механический
способ. Поверхность деталей при этом предварительно протирают аце-
тоном или уайт-спиритом до полного удаления жировых остатков, а
затем очищают в зависимости от габаритов и конфигурации деталей
обработкой на станке или вручную с помощью металлических щеток
и шаберов.
Технология разделка трещин при сварке деталей из алюминиевых
сплавов аналогична технологии при разделке трещин в стальных де-
талях. Форма разделки должна быть со скругленными кромками.
Предпочтение следует отдавать двусторонней разделке трещин. Тре-
щины в стенках деталей толщиной до 6 мм заваривают без разделки.
Приступая к наплавке или сварке, необходимо прежде всего уста-
новить режим сварочного тока и подготовить сварочную головку. При
наплавке толстостенных деталей сварочный ток устанавливают 250 —
300 А, тонкостенных 130 — 180 А и менее. В процессе наплавки ток
корректируется.
Диаметр вольфрамового электрода выбирают в зависимости от при-
меняемой силы сварочного тока. При силе тока 50 — 150 А применяют
электрод диаметром 2—3 мм; при 150 — 210 А — 4 мм и при 210 —
300 А — 5—6 мм. Вольфрамовый электрод зажимают в цанге головки
89
таким образом, чтобы вылет его от кромки сопла составлял 3—6 мм
в зависимости от диаметра электрода.
При наплавке ось головки должна быть наклонена в сторону, про-
тивоположную направлению наплавки на угол 15 — 20°. Угол между
осью вольфрамового электрода и присадочным прутком должен со-
ставлять примерно 90° (рис. 37).
Наплавку производят таким образом, чтобы каждый предыдущий
валик находился в зоне действия защитного газа.
При заварке глубоких трещин возникает необходимость многослой-
ного наложения швов. В этом случае для предотвращения возникно-
вения несплошностей в сварочном шве следует каждый предыдущий
валик тщательно очищать металлической щеткой от окисной пленки и
шлаковых отложений.
При восстановлении алюминиевых деталей наплавкой валики на-
плавляемого слоя нужно располагать таким образом, чтобы умень-
шить деформацию восстанавливаемой детали.
Контроль качества сварки осуществляется внешним осмотром,
лабораторными испытаниями образцов, гидравлическим испытанием.
Хромирование. Хромирование занимает преимущественное место
из числа известных методов восстановления деталей, так как дает воз-
можность одновременно с восстановлением размеров повысить надеж-
ность работы и срок службы деталей.
Хромовые покрытия обладают высокой твердостью, износостой-
костью, низким коэффициентом трения, свойством прочно сцепляться
с основным металлом, химической и термической стойкостью.
Для восстановления изношенных деталей применяется износостой-
кое хромирование, при котором толщина слоя хрома не должна превы-
шать 0,13—0,15 мм, она должна быть одинаковой по всей поверхности
покрытия. Твердость электроосажденного хрома в зависимости от ус-
ловий электролиза может изменяться от НВ 400 до 1200.
Износостойкость хромового покрытия характеризуется сроком
службы его при работе на трение. Высокая твердость, низкий коэффи-
циент трения, жаростойкость и коррозионная стойкость способствуют
Рис 37 Схема дуговой наплавки
в среде аргона
1 — сварочная ванна, 2 — присадочный
пруток, 3 — горелка, 4 — наплавленный ме
талл
получению высокой износостойко-
сти покрытия.
При ремонте гидропередач теп-
ловозов методом хромирования вос-
станавливают шейки валов, сту-
пицы шестерен, втулки и другие
детали.
Перед хромированием все дета-
ли подвергают механической и хи-
мической обработке. При износо-
стойком хромировании поверхность
детали шлифуют. Шероховатость
поверхности должна соответство-
вать 9—10-му классу.
Участки деталей, не подлежа-
щие хромированию, а также под-
90
вески, за исключением мест контакта, изолируют. В качестве изолиру-
ющих материалов применяют цапон-лак, нанося его в 2—3 слоя,
пластикат, целлулоид, плексиглас, винипласт, хлорвиниловые трубки,
перхлорвиниловый лак.
Для получения хорошего сцепления хромового покрытия с основ-
ным металлом необходимо, чтобы деталь была тщательно очищена от
жировых загрязнений. Для предварительной очистки деталей, загряз-
ненных минеральными маслами, применяют органические раствори-
тели: бензин, керосин, уайт-спирит, хлорированные улеводороды и др.
Затем детали подвергают электролитическому обезжириванию в ван-
не со следующим составом электролита (г/л): каустическая сода — 20 —
30, кальцинированная сода — 30 — 40, тринатрийфосфат — 5—10.
Процесс ведется при 60—70° С и плотности тока 5—10 А/дм2.
Время обработки деталей 5—6 мин, из них 4—5 мин на катоде и 1—
2 мин на аноде.
После обезжиривания детали тщательно промывают в горячей и
холодной воде во избежание загрязнения ванны хромирования ще-
лочью.
Хромирование производится в ванне, имеющей двойные стенки,
промежуток между которыми заполнен паро-водяной смесью для под-
держивания требуемой температуры электролита. Для удаления га-
зов и паров предусмотрена бортовая вентиляция. Внутренние стенки
ванны футеруются свинцом или винипластом. Ввиду низкой тепло-
проводности винипласта обогрев и охлаждение электролита осуществ-
ляются с помощью змеевика из свинцовых или титановых труб.
Для восстановления размеров изношенных деталей и для получе-
ния твердых осадков хрома значительных толщин применяются раз-
бавленные (150 г/л СгО3 и 1,5 г/л H2SO4) и универсальные (250 г/л
СгО3 и 2,5 г/л H2SO4) электролиты. Плотность тока 35—100 А/дм2,
температура 55—60° С.
Рассчитанное количество хромового ангидрида (ГОСТ 2548—62)
загружают в ванну и растворяют водой, подогретой до 60—80° С. За-
тем раствор перемешивают и определяют в нем содержание СгО3 по
плотности.
После установления концентрации хромового ангидрида добав-
ляют рассчитанное количество серной кислоты, разливая ее тонкой
струей по поверхности электролита и перемешивая.
Для осаждения на катоде доброкачественных осадков процесс
осуществляют в электролите, содержащем небольшое количество трех-
валентных ионов хрома (2—4 г/л). Для этого прорабатывают ванну
током при температуре 45—60° С со свинцовыми анодами, площадь
которых в 2—3 раза меньше площади катода.
При хромировании применяют также аноды из сплава свинца с
сурьмой (7—8% Sb).
Перед хромированием детали подвергают анодному декапирова-
нию в хромовом электролите. Для того чтобы предупредить возмож-
ность образования участков, не покрытых хромом, процесс хромиро-
вания начинают с «толчка» тока продолжительностью 2—3 мин, за-
тем плотность тока постепенно снижают до заданной величины.
91
Одним из эффективных способов увеличения износостойкости и уд-
линения срока службы деталей является пористое хромирование.
Пористость на хромированной поверхности получается в резуль-
тате ее обработки на аноде в хромовой кислоте. В процессе хромиро-
вания возникают внутренние напряжения в слое хрома, что приводит
к образованию микроскопических трещин. При анодной обработке
хромированной поверхности трещины становятся шире, углубляются
и разветвляются; образуется сетка каналов (канальчатая пористость).
При анодном травлении осадков, склонных к образованию очень мел-
кой сетки трещин, получается пористость точечного типа.
Для пористого хромирования применяется электролит следующего
состава: хромовый ангидрид — 230—280 г/л, серная кислота — 2,3—
2,7 г/л. Процесс ведут при 60 + 2° С и плотности тока 40—60 А/дм2.
Температура электролита оказывает сильное влияние на степень
пористости. С ее увеличением ширина каналов пористого хрома воз-
растает, сетка каналов становится более резкой. Структура пористого
осадка хрома зависит как от режима хромирования, так и от анодного
травления. Продолжительность анодного травления составляет 6—
10 мин и является одним из наиболее существенных факторов, влия-
ющих на пористость.
В гальванических цехах все более широкое применение находит
система автоматического управления хромированием «САУ-хром»
(рис. 38).
Качество хромового покрытия независимо от его назначения преж-
де всего оценивается по внешнему виду. Покрытие должно быть глад-
ким, без дендритов, пригара и вздутий. Качество пористого хрома
Рис. 38. Система автоматического управления хромированием «САУ-хром»
92
определяют оптическим способом с увеличением в 30—100 раз, позво-
ляющим различить вид пор или каналов. Оценка пористости в произ-
водственных условиях осуществляется макроисследованием поверх-
ности контролируемой детали и сравнением с эталонными образцами.
Толщина слоя хрома определяется в основном магнитными (ЭТУ,
ЭТУ-3) и электромагнитными толщиномерами. При толщине от 0,01
до 0,30 мм используются обычные измерительные инструменты (инди-
каторные нутромеры, рычажные скобы, микрометры).
Осталивание. Этот метод применяется для восстановления поверх-
ностей неподвижных соединений, трущихся поверхностей деталей из
малоуглеродистых сталей и др. Осталиванием восстанавливают, в ча-
стности, валы, ступицы, втулки, шестерни, обоймы подшипников и др.
По сравнению с хромированием осталивание имеет ряд преимуществ:
достигается более высокая скорость осаждения металла; выход железа
по току в 3—6 раз больше, чем при хромировании; металл более рав-
номерно распределяется по поверхности; можно получать осадки боль-
шей толщины без промежуточной обработки; стоимость материалов для
приготовления и корректирования электролита более низкая. Однако
износостойкость таких покрытий значительно уступает хромовым.
Подготовка изделий к осталиванию включает механическую и элек-
трохимическую обработку поверхности. Основной целью механиче-
ской обработки является получение однородной структуры поверх-
ности, так как наклепанная и деформированная структура может вы-
звать отслаивание покрытия. Режимы резания при механической об-
работке должны исключать появление внутренних напряжений в по-
верхностном слое детали, так как следствием этого может быть как от-
слаивание осадка, так и снижение усталостной прочности изделий.
При наращивании толстых слоев железа обработки деталей производят
по 6—7-му классу шероховатости.
Обезжиривание изделий производится в органических раствори-
телях с последующей обработкой в щелочных растворах, химическим
и электрохимическим способами.
После обезжиривания детали тщательно промывают горячей и хо-
лодной водой и производят травление. Сначала поверхность деталей
растравливают в ванне осталивания в течение 1—2 мин при плотности
тока 40 А/дм2; затем промывают холодной водой и удаляют с нее шлам
в 30-процентной серной кислоте при плотности тока 50 А/дм2.
После травления и промывки производят декапирование химиче-
ским способом в ванне для осталивания. Время декапирования подби-
рают опытным путем для конкретных деталей и условий электролиза.
Обычно оно составляет 0,5 — 1 мин.
Для осталивания применяют сернокислые, хлористые и смешанные
электролиты. Сернокислые холодные электролиты дают осадки железа
повышенной твердости и хрупкости в противоположность горячим,
в особенности хлористым, где осаждается более пластичное и мягкое
железо.
Для восстановления изношенных деталей гидропередач более целе-
сообразно применять хлористый электролит, так как он прост по со-
ставу, стабилен в работе, полученные из этого электролита осадки по
93
своим механическим свойствам не уступают осадкам, полученным из
других электролитов. Контроль и корректирование электролита не
сложны.
Для предупреждения гидролиза солей железа в электролит вво-
дится соляная кислота. В низко- и среднеконцентрированных электро-
литах ее содержание доводят до 0,8 — 1,5 г/л, в высококонцентриро-
ванных—до 1,5—3 г/л.
Для восстановления деталей гидропередачи можно рекомендовать
электролит следующего состава (в г/л): хлористое железо 200, соляная
кислота 1—1,5 г/л. Процесс электролиза ведется при 60 ± 1° С.
Сила тока после декапирования устанавливается из расчета, чтобы
плотность тока составляла 5—10 А/дм2, затем ее в течение 10—20 мин
доводят до величины, соответствующей расчетной плотности тока. При
осаждении железа применяют растворимые аноды из малоуглероди-
стой нелегированной стали. Площадь анодов должна быть приблизи-
тельно в 2 раза больше площади катодов. В процессе электролиза не
допускаются колебания температуры более чем на +2° С расчетной.
Поэтому ванна осталивания должна быть оснащена установкой авто-
матического регулирования температуры. После осаждения железа
детали промывают и нейтрализуют 10-процентным раствором каусти-
ческой соды в течение 1,5 мин.
При внешнем осмотре осталенных деталей необходимо обращать
внимание на блеск, цвет, плотность и гладкость осадков, характер не-
ровностей, отслоения и дендриты. Качество сцепления проверяется уда-
рами молотка. При хорошем сцеплении даже после сильных ударов от-
слаивания осадков железа не должно быть. Толщину покрытия опре-
деляют с помощью стандартного измерительного инструмента.
На рис. 39 показан вал отбора мощности унифицированной гидро-
передачи с указанием характера износа поверхностей. Вал изготовлен
из стали 40Х. Перед осталиванием вал шлифуют для устранения дефек-
тов и обезжиривают уайт-спиритом. Места, не подлежащие осталива-
нию, изолируют хлорвиниловой лентой и цапон-лаком. Затем вал за-
крепляют на подвеске и обезжиривают электрохимическим способом
в растворе следующего состава (в г/л): сода каустическая—20—30,
тринатрийфосфат— 10—15, жидкое стекло—8—10. Процесс ведется
при температуре 60—70° С и плотности тока 8 А/дм2.
После промывки в холодной воде вал подвергают травлению в 30-про-
центном растворе соляной кислоты в течение 2—3 мин, промывают
в холодной и горячей воде и по-
мещают в ванну осталивания с
составом (в г/л): хлористого же-
леза—200, соляной кислоты —
1—1,5.
Обработка ведется при плотно-
сти тока 40 А/дм2 в течение 2 мин.
После промывки в холодной
воде производится снятие шлама
с поверхности в 30-процентном
растворе серной кислоты при плот-
Рис 39 Места повреждений вала от-
бора мощности гидропередачи
УГП 750-1200
а и б — места возникновения задиров,
рисок, вмятин при распрессовке шестерни
и подшипников, в — место износа вала по
94
ности тока 50 А/дм2 в течение 5—8 мин. Затем вал промывают в хо-
лодной и горячей воде и завешивают в ванну осталивания, где про-
изводится сначала декапирование без тока в течение 1 мин, а затем
осталивание.
Осталивание начинается при плотности тока 10 А/дм2, которая в те-
чение 20 мин доводится до 30 А/дм2. При этой плотности тока процесс
ведется в течение 2,5—3 ч при износе 0,6 — 0,8 мм.
После осталивания вал промывают в горячей воде, нейтрализуют
в 10-процентном растворе каустической соды, вновь промывают в хо-
лодной и горячей воде и подвергают обезводораживанию при 30—90° С
в сушильном шкафу. Контроль качества производится способами,
описанными выше.
Поверхности, восстановленные осталиванием, шлифуют до альбом-
ных размеров.
§ 3. Методы повышения
надежности деталей
Для повышения усталостной прочности деталей гидропередач при-
меняется метод накатки поверхности. В случае прессовой посадки на-
катка повышает предел выносливости запрессованной части детали
примерно в 2 раза. Накатка галтелей валов повышает усталостную
прочность деталей в зоне галтели на 30—50%. Увеличение уста-
лостной прочности накатанных деталей объясняется возрастанием
твердости поверхности и благоприятной ориентировкой зерен металла
(зерна вытягиваются вдоль поверхности). В процессе накатки в по-
верхностном слое создаются значительные остаточные напряжения
сжатия, противодействующие напряжениям растяжения от внешней
нагрузки, наиболее опасным для возникновения усталостных трещин.
Для накатки цилиндрических деталей используют трехроликовые
приспособления, разгружающие центры станка от радиальных усилий.
В рычажной передаче трехроликового приспособления усилие, созда-
ваемое гидравлическим цилиндром, передается на ролики, уравнове-
шенные в силовом отношении.
Надежная работа подшипников качения обеспечивается соблюде-
нием чистоты и строго выдержанными натягами и зазорами. Чрез-
мерный натяг приводит к разрыву внутреннего кольца или заклини-
ванию деталей вследствие уменьшения радиального зазора в подшип-
нике, а при малом натяге происходит ослабление и проворачивание
внутреннего кольца и выработка вала. Нельзя монтировать подшип-
ник, когда наружное его кольцо вставляется в гнездо узла с натягом.
При работе такой подшипник быстро выйдет из строя из-за защемле-
ния шариков или роликов.
Следует учитывать также, что беговая дорожка вращающегося коль-
ца изнашивается равномерно по окружности, а неподвижного — в ос-
новном на небольшом участке. Для устранения этого недостатка не-
обходимо посадку неподвижного кольца в корпус делать такой, чтобы
во время работы оно могло немного проворачиваться.
95
Износоустойчивость и долговечность деталей в значительной сте-
пени зависят от качества обработки их поверхностей. Отклонение ге-
ометрической формы поверхности детали от номинальной, изображен-
ной на чертеже детали, характеризуется тремя параметрами: макро-
неровностью, волнистостью и микронеровностью.
В понятие макронеровность входят: конусность, эллипсность,
неплосткостность, выпуклость, бочкообразность, корсетность и т. д.
Под волнистостью понимаются повторяющиеся и близкие по раз-
мерам неровности.
Под микронеровностью (шероховатостью) поверхности подразу-
мевается размерная характеристика чистоты поверхности деталей.
Для определения качества поверхности применяются: профило-
графпрофилометр завода «Калибр», микроинтерферометры, двойные
микроскопы, профилографы, профилометры и образцы шероховатости
поверхности для чугуна и стали, изготовляемые для классов 4—13
по ГОСТ 9378—60. При оценке шероховатости поверхности до 10-го
класса рекомендуется применять микроскопы сравнения типов МС-48,
МС-49 и МС-57.
§ 4. Контроль за качеством ремонта
Контроль за качеством ремонта осуществляют на следующих эта-
пах:
1) после разборки гидропередачи и ее узлов. При этом производит-
ся наружный осмотр, обмер деталей, магнитный и ультразвуковой кон-
троль, проверка на контрольной плите или стендах;
2) после ремонта и восстановления деталей. При этом производится
наружный осмотр, обмер деталей, магнитный и ультразвуковой кон-
троль, испытание на твердость и т. д.;
Рис. 40. Паспорт сборки откачивающего
насоса:
1 — корпус; 2 — полумуфта; 3 — шестерня ве-
дущая; 4 — втулка; 5 — шестерня ведомая;
6 — заглушка; 7 — крышка
Размеры, мм di dz
Но минальный Натяг 0,038—0,115 Зазор 0,08—0,19
Предельно -допус- каемый Натяг 0,04 Зазор 0,1
Размеры, мм 1 2Ь
Номинальный Зазор 0,09—0,115 Зазор 0,08—0,18
Предельно-до пус- каемый Зазор 0,1 Зазор 0,09
96
3) после сборки ответственных узлов гидропередачи. При этом
проверяются монтажные размеры, проводятся стендовые испытания
и регулировка;
4) при монтаже крупных частей и узлов гидропередачи (укладка
главного вала, реверс-режимного механизма и т. д.);
5) при обкатке и испытании окончательно собранной гидропередачи.
Качество ремонта и монтажа гидропередачи проверяется на стенде
или непосредственно на тепловозе без нагрузки и под нагрузкой.
На наиболее ответственные детали гидропередачи ставит личное
клеймо контролер, а на наиболее ответственные узлы заполняют пас-
порт сборки (рис. 40), в которые записывают результаты осмотра и из-
мерений с личной подписью контролера. В дальнейшем все карточки
и паспорта на детали и узлы подшивают во внутризаводской паспорт
ремонта гидропередачи.
§ 5. Статическая и динамическая
балансировка деталей
При больших скоростях вращения даже незначительная неурав-
новешенная масса детали относительно оси вращения может явиться
причиной появления значительной неуравновешенной центробежной
силы, вызывающей дополнительную динамическую нагрузку на под-
шипники, что приводит к преждевременному износу деталей. Неурав-
новешенные центробежные силы являются одной из главных причин
вибрации гидропередачи, которая представляет собой весьма вредное
Рис. 41. Схема статической ба-
лансировки детали
явление.
Статическая балансировка. Показателем статической уравновешен-
ности детали является способность ее сохранять состояние покоя в лю-
бом положении на горизонтальных направляющих. Балансируемую
деталь устанавливают таким образом, чтобы неуравновешенная мас-
са Н (рис. 41) располагалась в горизонтальной плоскости, проходящей
через ось балансируемой детали. На противоположной стороне детали
прикрепляют груз п, при котором неуравновешенная масса Н могла
бы сообщить балансируемой детали поворот на небольшой угол. За-
тем поворачивают балансируемую деталь
в том же направлении на 180°, т. е. в та-
кое положение, чтобы груз п и масса Н
оказались бы снова в горизонтальной
плоскости. В этом случае масса Н пере-
весит и изделие будет стремиться повер-
нуться в обратном направлении. Далее
подбирают добавочный груз Р к грузу
п так, чтобы балансируемое изделие
оставалось в том положении, в какое его
ставят.
Если статическая балансировка вы-
полняется на призмах качения, то воз-
никающие силы трения в точках опоры
4 Зак 88
97
препятствуют перекатыванию детали. Точность балансировки зависит
от соотношения вращающего момента, создаваемого неуравновешен-
ной массой, и момента сил трения в точках опоры.
Динамическая балансировка. Вращающиеся части гидропередачи,
имеющие форму роторов, хотя и уравновешенные статически, могут
иметь дисбаланс, который способствует износу шеек валов и подшип-
ников, а также появлению вибраций, могущих привести к разрушению
деталей. Неуравновешенные массы создают центробежные силы. Не-
зависимо от места расположения в роторе (например, вал в сборе с на-
сосными колесами) неуравновешенных масс, их величины и количест-
ва суммарное действие сводится к двум силам, действующим на опоры,
разным по величине и направлению. Эти силы вызывают колебания под-
шипников, а через них и корпусов гидропередачи.
Для динамической балансировки используют станки Минского
станкостроительного завода. Устранение неуравновешенности осу-
ществляется высверливанием или снятием металла в технологически
предусмотренных местах (плоскостях исправления).
Задачами динамического уравновешивания являются выбор пло-
скости корректирования неуравновешенных масс и определение ве-
личины и положения приведенных неуравновешенных масс в этих пло-
скостях .
Простейшее устройство для динамического уравновешивания пред-
ставляет собой две упругие подшипниковые опоры (рис. 42, а). Одну
из опор с помощью соответствующих приспособлений при уравнове-
шивании запирают, а другой дают возможность свободно колебаться
в вертикальной плоскости, и при прохождении резонанса измеряют
размах колебаний этой опоры. Разделив окружность одного из колес
на восемь равных частей и пронумеровав их (рис. 42, б), устанавли-
вают поочередно в каждом из пронумерованных мест (на одинаковом
радиусе) пробный груз и измеряют размах резонансных колебаний при
каждой установке пробного груза.
Результаты измерений записывают и наносят в системе прямоуголь-
ных координат кривую (рис. 42, в), по которой судят о положении и ве-
личине уравновешивающего груза. Наиболее низкая точка получен-
ной кривой (точка К) определяет собой место расположения уравно-
1 г 3 4 5 6 7 3(/ел
Рис. 42. Схема динамического уравновешивания
98
вешивающего груза. Путем нескольких попыток изменения груза в дан-
ной точке определяется масса уравновешивающего груза.
Уравновесив деталь в одной плоскости, аналогичным образом по-
ступают при ее балансировке в другой плоскости. Установка уравно-
вешивающего груза на другой стороне вызывает нарушение уравнове-
шенности первой стороны. Поэтому производится повторная проверка
с установкой необходимого дополнительного корректировочного гру-
за, который бы компенсировал нарушение уравновешенности.
§ 6. Монтаж и демонтаж соединений
с прессовыми посадками
Наиболее распространенным способом соединения валов гидро-
передачи с фланцами, колесами гидроаппаратов, шестернями и дру-
гими элементами являются прессовые соединения по конусной поверх-
ности. Такие соединения собирают и разбирают с помощью гидрав-
лических прессов, индукционных нагревателей и маслом высокого
давления, подаваемым в зону сопряжения деталей.
При использовании гидравлических прессов необходимо создание
больших осевых усилий, которые в конечном итоге приводят к разру-
шению посадочных поверхностей сопрягаемых деталей. Применение
индукционных нагревателей в ряде случаев невозможно из-за слож-
ности формы деталей и возможности их перегрева.
Прессовые соединения деталей по конусной поверхности легко со-
бираются и разбираются с помощью масла высокого давления. Конус-
ные масло-прессовые соединения получили широкое распространение
благодаря простоте технологии сборки и разборки.
Минеральное масло под высоким давлением (до 2500 кгс/см2) впрес-
совывается между сопрягаемыми поверхностями вала и втулки. В ре-
зультате втулка в пределах упругих деформаций расширяется и мо-
жет быть насажена или снята незначительным осевым усилием. Масля-
ная пленка одновременно служит для смазки сопрягаемых поверх-
ностей и предотвращает их ржавление.
Надежность монтажа и демонтажа масло-прессовых конусных по-
садок обеспечивается контролем шероховатости сопрягаемых шлифо-
ванных поверхностей, формы конусной части вала и втулки, формы
канавки притока масла на валу или во втулке и величины осевого
натяга.
Глубина шероховатости одной сопрягаемой поверхности должна
составлять не более 0,003 мм, т. е. шероховатость поверхности должна
быть не менее 8-го класса по ГОСТ 2789—73. Форма конусной части
вала и втулки проверяется специальными конусными калибрами. Не-
посредственно перед монтажом посадочные поверхности проверяют
по краске на прилегание. Площадь соприкосновения должна быть не
менее 80% площади сопрягаемой поверхности при равномерном рас-
положении пятен краски.
Особенно тщательно проверяется кольцевая канавка и сверление
подвода масла. Канавка притока масла на валу или во втулке должна
4;
99
быть закруглена после шлифовки, чтобы масло могло растекаться от
канавки. Для этой же цели на валу наносятся чертилкой риски в ак-
сиальном направлении. Они должны заканчиваться за 20 мм до обоих
торцов втулки. В противном случае масло под давлением может выте-
кать наружу.
Величина натяга в сопряжении зависит от конусности сопрягаемых
поверхностей вала и втулки и величины осевого перемещения, т. е.
осевого натяга. Конусность посадочных поверхностей деталей гидро-
передач, как правило, составляет 1 : 50.
Высокое давление масла может быть создано винтовыми масляными
инжекторами, специальными насосами высокого давления и мульти-
пликаторами. Рабочей жидкостью для этих устройств является тур-
бинное масло 22 ГОСТ 35—53 или авиационное масло МС 20
ГОСТ 1013—49. Масло с большей вязкостью применять не разрешается.
Винтовой масляный инжектор (рис. 43) состоит
из поршня, перемещаемого кожухом с резьбой, и цилиндра с резьбой
для соединения с валом гидропередачи. Наполнение цилиндра рабочей
жидкостью (маслом) производится при полностью вывернутом кожухе
и вынутом поршне. При поворачивании кожуха по резьбе поршень пе-
ремещается в цилиндре и нагнетает масло между сопрягаемыми поверх-
ностями деталей. Обратный шариковый клапан в соединительной ча-
сти цилиндра обеспечивает поддержание давления при необходимости
Рис. 43. Винтовой масляный ин-
жектор:
1 — стержень; 2 — кожух; 3 — пор-
шень; 4 — цилиндр; 5 —гнльза; 6 —
обратный клапан
100
Рис. 44. Насос высокого давления:
/ —корпус насоса; 2 — резервуар масла; 3 —
плунжер; 4 — рукоятка
Рис. 45. Монтаж соединения конусной посадкой:
/ — упорная шайба; 2 —шпиндель; 3 — гидропресс; 4 — нажимная гайка; 5 — штуцер; 6 —
корпус мультипликатора; 7 — ступенчатый поршень
дополнительной заливки масла в цилиндр. Такая заливка создает оп-
ределенные трудности при работе с винтовым масляным инжектором.
Насос высокого давления (рис. 44) обеспечивает разъ-
единение деталей с конусным соединением без дополнительной заливки
масла. Корпус резервуара с маслом ввертывается в штуцер насоса. За-
тем корпус насоса резьбовой частью ввертывается в торец хвостовика
вала гидропередачи. При перемещении плунжера вверх с помощью
рукоятки масло из резервуара под действием пружины поступает в
подплунжерное пространство. При перемещении плунжера вниз масло
подается в зону сопряжения деталей. Давление масла, создаваемое
насосом, зависит от усилия на рукоятку.
Мультипликатор (рис. 45) состоит из цилиндра и ступен-
чатого поршня. Давление масла в нем увеличивается пропорционально
отношению площадей ступенчатого поршня. Подавая ручным масля-
ным насосом масло под давлением до 350 кгс/см2 при отношении пло-
щадей поршня 1 : 8, мультипликатор развивает давление около
2500 кгс/см2.
Масло от мультипликатора к осевому сверлению вала гидропередачи
передается через шпиндель или удлинитель. Шпиндель на одном конце
имеет резьбу для соединения с мультипликатором, а на другом —• для
соединения с центровым отверстием вала. На шпинделе имеется также
наружная резьба для установки приспособлений для насаживания
и съема деталей. Уплотнение мест соединения деталей и мульти-
пликатора осуществляется медными уплотняющими шайбами или
кольцами.
Сборка деталей. Перед сборкой необходимо тщательно проверить
шероховатость и форму конусной поверхности, а также наличие свер-
ни
Ленин и канавки подвода масла в зону сопряжения. Если детали удов-
летворяют всем требованиям, то втулка (фланец, рабочее колесо гидро-
аппарата, шестерня и др.) плотно насаживается на конусную часть
вала от руки.
Затем монтируют шпиндель с установкой уплотнительной шайбы.
На шпиндель надевают упорную шайбу, гидропресс с центральным
отверстием и нажимную гайку (см. рис. 45). К свободному торцу шпин-
деля присоединяют мультипликатор.
Ручным насосом масло подается в зону малого поршня мультипли-
катора. При этом оно заполняет осевое сверление шпинделя, вала
и канавку подвода масла в зону сопряжения. Давление масла состав-
ляет 350—400 кгс/см2. Затем тем же ручным масляным насосом через
переключатель масло подается в зону большого поршня мультипли-
катора. Ступенчатый поршень, перемещаясь в сторону малого поршня,
увеличивает давление в зоне сопряжения. Масло растекается между
сопрягаемыми поверхностями деталей и расширяет отверстие ступицы
втулки. Давление масла контролируется по манометру. Оно ни в коем
случае не должно превышать допустимых значений, указанных на
чертеже. В противном случае может произойти пластическая дефор-
мация деталей.
Одновременно вторым ручным насосом масло подается в гидро-
пресс, и втулка напрессовывается на конусную часть вала. Процесс
напрессовки производится постепенно. При этом втулка насаживается
на вал по масляной пленке высокого давления, создавая необходимый
осевой натяг.
После напрессовки масло из мультипликатора сливается в сливную
камеру ручного насоса и мультипликатор снимается. Втулка под дей-
ствием упругих сил сжимается и вытесняет масло из зоны сопряжения.
Давление масла в зоне сопряжения уменьшается медленно. До пол-
ного снижения давления может пройти до трех часов. Поэтому в те-
чение этого времени нельзя нагружать масло-прессовое конусное сое-
динение.
Гидропресс можно снимать не ранее чем через 15—20 мин после
снятия мультипликатора.
Восстановление геометрических размеров сопрягаемой поверхно-
сти деталей хромированием нежелательно, так как коэффициент тре-
ния пары хром — сталь составляет 2/3 коэффициента трения пары
сталь—сталь. Если деталь все же покрыта хромом, то величина осе-
вого натяга должна быть максимально допустимой.
Масло в зону сопряжения может подводиться и через канал в сту-
пице втулки.
Разборка деталей. Перед разборкой деталей с прессовой посадкой
монтируют шпиндель таким же образом, что и при сборке. На шпин-
дель надевают упорную шайбу и закрепляют гайкой на расстоянии
от торца ступицы втулки, несколько большем величины ее осевого на-
тяга. К свободному торцу шпинделя присоединяется мультипликатор.
Впрессовывание масла в зону сопряжения деталей должно произ-
водиться медленно в течение 8—10 мин, с тем чтобы оно могло равно-
мерно просочиться между сопрягаемыми поверхностями деталей и
102
расширить втулку (фланец, колесо гидроаппарата и др.). Давление
масла должно обязательно контролироваться по манометру. Оно ни
в коем случае не должно превышать допустимых значений, указанных
в чертеже.
При быстрой распрессовке деталей маслом высокого давления по-
является опасность местного увеличения давления и местной пласти-
ческой деформации деталей.
При нормальном исполнении масло-прессовой посадки на конусной
поверхности при распрессовке втулка расширяется и соскакивает с ко-
нусной части вала. Для защиты мультипликатора от удара на шпин-
деле должна обязательно ставиться упорная шайба с гайкой.
Если посадка не разбирается, то необходимо, поддерживая давле-
ние масла в зоне сопряжения, слегка ударить по втулке в направле-
нии съема. Если масло вытекает наружу, а соединение не разбирается,
то следует применить более вязкое масло. В качестве такого масла ис-
пользуют авиационное масло МС20 или МК20 ГОСТ 1013—49. Масло
с большей вязкостью применять не разрешается. Если и последнее ме-
роприятие не помогает, то необходимо применить съемник и одновре-
менно впрессовывать масло в зону сопряжения.
При правильной подготовке и выполнении масло-прессовой конус-
ной посадки сопрягаемые детали можно собирать и разбирать много-
кратно без ухудшения передаточной способности соединения. При не-
однократном снятии и насаживании втулки на поверхностях сопря-
жения может наблюдаться сглаживание «гребешков» неровностей,
поэтому допускается уменьшение длины насаживания до 15%. Необ-
ходимо при этом учитывать, что величина передаваемого вращающего
момента зависит от величины осевого натяга. Если она меньше вели-
чины, указанной на чертеже, необходимо заменить или восстановить
детали соединения.
Монтаж и демонтаж масло-прессовой конусной посадки можно про-
изводить как в стационарных условиях, так и на тепловозе.
Правила выполнения работ. В процессе подготовки насоса высокого
давления, мультипликатора и гидропресса к работе необходимо убе-
диться в наличии клейм, удостоверяющих, что они выдержали конт-
рольные испытания давлением. Особое внимание следует обращать на
состояние резьбы и уплотнительных шайб, которые изготовляют из
отожженной меди.
При работе с мультипликатором проверяют состояние шлангов
высокого давления и надежность крепления их в наконечниках. Резь-
ба наконечника на расстоянии 10—12 мм от торца должна быть зака-
лена до твердости HRC 30—35.
После заполнения насоса маслом хвостовик его или наконечник
шланга мультипликатора вворачивается в резьбовое отверстие масло-
проводящего канала. Медленно увеличивая давление масла в системе,
убеждаются в отсутствии течи. Течь можно устранять только при от-
сутствии давления в системе.
Для разборки узла вал желательно устанавливать вертикально,
чтобы вес снимаемой детали в какой-то мере гасил кинетическую энер-
гию соскока детали с конусной части вала. Кроме того, снимаемая де-
103
таль укрепляется в амортизирующих захватах или устанавливаются
упорные шайбы.
В процессе разборки соединения обязательно контролировать по
манометру величину давления масла в зоне сопряжения деталей. При
этом нужно находиться только со стороны защитного стекла манометра
высокого давления.
Величина давления масла в момент разборки масло-прессовой ко-
нусной посадки в значительной мере зависит от скорости его нараста-
ния. Поэтому давление рекомендуется увеличивать медленно, а при до-
стижении 1000 кгс/см2 необходимо через каждые 100 кгс/см2 делать
выдержку 1—2 мин, что обеспечивает равномерное распределение мас-
ла по сопрягаемой поверхности деталей и предотвращает появление
местных пластических деформаций металла.
Давление масла в зоне сопряжения деталей узла при нормальном
исполнении масло-прессовой конусной посадки составляет 1200—
1800 кгс/см2. При всех условиях не следует повышать его более
2500 кгс/см2.
В процессе монтажа и демонтажа масло-прессовой конусной посад-
ки не допускается стоять по траектории движения снимаемой детали,
а также напротив насоса высокого давления масла и мультипликатора.
Руки рабочего не должны находиться в зоне снимаемой детали.
После разборки соединения втулку (фланец, колесо гидроаппарата
и др.) снимают с конусной части вала и защищают посадочную поверх-
ность деталей чехлами или другими защитными устройствами от пов-
реждений.
К выполнению работ допускаются только лица, знакомые с пра-
вилами монтажа и демонтажа маслопрессовых конусных соединений и
прошедшие инструктаж по технике безопасности.
Глава V
ДЕМОНТАЖ И РАЗБОРКА
ГИДРОПЕРЕДАЧ
§ 1. Демонтаж с тепловоза
Демонтаж унифицированной гидропередачи с тепловоза произво-
дится при среднем и капитальном ремонтах, а гидромеханической
передачи—также и при ТРЗ и, кроме того, в тех случаях, когда тре-
буется разборка гидропередачи для замены отдельных деталей или
ремонта узлов. При демонтаже гидропередачи УГП750-1200 с тепло-
воза проводят следующие работы:
1) спускают масло из верхнего и нижнего картеров. В случаях де-
монтажа для частичной разборки масло может быть оставлено;
2) отсоединяют карданные валы от фланцев раздаточного вала. Эта
работа производится на смотровых канавах. Для удобства и безопас-
ности работающих валы поддерживаются передвижными домкратами,
которые оборудованы специальными головками. Домкраты могут быть
винтовыми или гидравлическими;
3) снимают ограждение упруго-компенсационной муфты, а муфту
отсоединяют от фланца приводного вала и фланца дизеля, а затем сни-
мают с тепловоза;
4) снимают всю электропроводку на гидропередаче, датчик ско-
рости, концевые выключатели механизма привода реверса и режимов,
электропневматические вентили и контактные барабаны, так как
гидропередачи после снятия с тепловоза поступают в моечную ма-
шину;
5) освобождают откидные болты и снимают три задних люка крышки
кузова машинного отделения и две съемные балки крыши. При ремон-
те Мб краном снимают все люки крыши кузова;
6) отсоединяют и снимают трубки воздухопровода пневматических
вентилей гидропередачи, блокировочного клапана, цилиндров привода
реверса и режима;
7) снимают со шкивов гидропередачи клиновые ремни привода
вспомогательного генератора и компрессора;
8) отвертывают гайки шпилек, крепящих фундамент вспомогатель-
ного генератора к верхнему корпусу гидропередачи, отсоединяют элек-
тропроводку от вспомогательного генератора и последний вместе с фун-
даментом снимают с гидропередачи мостовым краном или кран-балкой
через отверстие люков в крыше тепловоза;
9) отсоединяют от корпуса гидропередачи обе трубы масляной си-
стемы;
105
Рис. 46. Схема зачаливания гидроме-
ханической передачи при выемке из
тепловоза и транспортировке
10) отгибают лепестки стопор-
ных шайб, отвертывают гайки шпи-
лек Ml6 х 45 и снимают прижим-
ные планки клиньев. Извлекают
боковые и торцовые текстолитовые
клинья;
11) отвертывают гайки шпилек
М20 X 70, крепящих гидропереда-
чу к опорам рамы тепловоза.
Гидропередача готова к снятию
с тепловоза. Специальным приспо-
соблением ее зацепляют за грузо-
вые крюки, расположенные на
верхнем корпусе и мостовым кра-
ном грузоподъемностью 10 т уста-
навливаются на подставку. Для
наружной обмывки гидропередачу
направляют в моечную машину.
Демонтаж гидромеханической
передачи с тепловоза производит-
ся аналогично. Для подъема и
транспортировки гидромеханиче-
ской передачи применяется спе-
циальная чалка, которая охватывает гидропередачу с одной стороны
за гидротрансформатор, с другой—за заднюю крышу. Схема зача-
ливания гидромеханической передачи представлена на рис. 46.
§ 2. Общая разборка
Гидропередачи наиболее удобно разбирать на кантователях, ко-
торые позволяют производить механизированный подъем, опускание
и поворот гидропередачи вокруг оси на 180°. Однако учитывая, что
кантователи для общей разборки гидропередач довольно громоздки,
при незначительной программе ремонта или при ремонте на ограничен-
ных площадях для разборки используют специальные подставки
(рис. 47). На этих подставках гидропередачи находятся в ожидании
ремонта и транспортируются на разборочную позицию.
При разборке гидропередач используют пневматические или элек-
трические переносные гайковерты и гаечные ключи, в том числе торцо-
вые и накидные. Ключи применяют для того, чтобы сдвинуть болт
или гайку с места, а также для отворачивания болтов и гаек в местах,
недоступных работе с гайковертом. Из остального слесарного инстру-
мента используются зубило, молоток, набор клейм, отвертки, пасса-
тижи и специальные ломики. Участок разборки должен быть оборудо-
ван мостовым краном грузоподъемностью не менее 6 т. Для снятия от-
дельных узлов могут использоваться настенные или консольные кра-
ны с тельфером грузоподъемностью 300—500 кг. Подъем и транспор-
тировка узлов гидропередачи производятся специальными палочными
приспособлениями, которые должны быть проверены на грузоподъ-
106
емкость и находиться в исправном состоянии. Помимо специальных,
необходимо иметь и чалочные приспособления общего назначения,
такие, как тросы с петлей, цепи с крюками.
Разборка унифицированной гидропередачи. Унифицированную
гидропередачу подвергают полной разборке при среднем и капиталь-
ном ремонтах. В деповских условиях ее разбирают при необходи-
мости устранения неисправностей главного вала, при замене уплот-
нений по вторичному валу и валу реверса в случаях значительной
перетечки масла из верхнего картера корпуса в нижний, а также
при возникновении потребности в замене подшипников или шестерен
других валов гидропередачи.
Унифицированную гидропередачу УГП750-1200 разбирают в сле-
дующей последовательности.
1. Гидропередачу устанавливают на кантователе или подставке.
2. Выворачивают болты и снимают крышку верхнего люка. Через
это отверстие отсоединяют трубы маслопровода от крышки бокового
люка (блока электрогидравлических вентилей). Затем отворачивают два
болта и вынимают масломер вместе с направляющей трубкой.
3. Снимают блокировочный клапан. Освобождают от шплинтовоч-
ной проволоки и вывертывают болты крепления передней и задней
крышек главного вала. Крышки вместе с прокладками, а заднюю —
с приводом датчика скорости отделяют от корпуса гидропередачи. При
выполнении этих работ могут применяться гайковерты. Затем снимают
нижние валы привода реверса и режимов, для чего раскернивают и
выворачивают стопорные винты на
верхних полумуфтах этих валов,
а полумуфты опускают по шлицам
вниз до упора, после чего валы вы-
водят из зацепления с полумуфта-
ми. Вывертывают болты, соединяю-
щие верхний и средний корпуса.
4. С помощью специального
чалочного приспособления верхний
корпус со всеми его деталями выве-
шивают так, чтобы плоскость разъ-
ема была горизонтальной, осторож-
но поднимают и передают на от-
дельную подставку. При этом не-
обходимо следить за тем, чтобы не
повредить свисающие из него валы
привода насосов. Затем снимают
валы привода питательного и отка-
чивающего насосов вместе с полу-
муфтами, для чего отгибают ле-
пестки стопорных шайб и выверты-
вают по шесть болтов у соедини
тельных муфт каждого вала. Для
дальнейшей разборки верхний кор-
пус устанавливают на кантователь.
Рис. 47. Подставка для унифициро-
ванной передачи:
1 — тумба; 2 — винт, 3 - гайка, 4 — ог
чование: 5 — стойка
107
5. Раскернивают и отворачивают гайки трех бугелей, крепящих
стаканы подшипников главного вала к постели среднего корпуса, и
бугеля снимают, убедившись предварительно в наличии на них марки-
ровки, свидетельствующей о принадлежности к данной передаче. При
отсутствии маркировки на торцовой поверхности бугелей наносится
шрифтом № 5 номер гидропередачи и метка, позволяющая при сборке
установить бугели на прежнее место. Обычно для меток используют
римские цифры I, II, III. То же самое проверяют и на всех частях кор-
пуса гидропередачи. Затем из среднего корпуса выворачивают реактив-
ный болт, удерживающий корпуса гидротрансформаторов от проворота,
и вынимают две втулки, соединяющие корпус золотниковой коробки
с каналами масляной системы корпуса гидропередачи.
6. Устанавливают специальное чалочное приспособление на глав-
ный вал, с помощью которого он поднимается и транспортируется
(рис. 48). Один конец приспособления присоединяют к корпусу пер-
вого гидротрансформатора, для чего предварительно выворачивают
четыре болта, крепящих крышку гидротрансформатора, а на их место
ввертывают болты приспособления. Второй конец захватным устройст-
вом зачаливают за венец шестерни второй ступени. Чалочное приспо-
собление подцепляется на крюк мостового крана и главный вал осто-
рожно извлекается из корпуса гидропередачи. Для дальнейшей раз-
борки главный вал передается на отдельный кантователь.
7. Вывертывают болты крепления передних крышек вала реверса
и вторичного вала. Эта работа, как правило, выполняется гайковер-
тами. Передние крышки обоих валов с подвижными муфтами поочеред-
но извлекают из гидропередачи. Крышку ломиком осторожно выводят
из стакана. Если шлицы подвижных муфт попадают «зуб в зуб» со шли-
цами шестерен поездного или маневрового режима, последние осто-
рожно проворачивают путем проворота выходного вала за его фланцы
до тех пор, пока подвижная муфта не
Рис. 48. Чалочные приспособле-
ния для главного вала
УГП 750-1200
войдет в шлицы шестерен. Затем отде-
ляют от корпуса гидропередачи заднюю
крышку вторичного вала вместе с фор-
сункой, служащей для смазки подвиж-
ной муфты вторичного вала, а также
снимают крышку-заглушку отверстия
диаметром 230 мм. Выворачивают все
болты, соединяющие детали корпуса гид-
ропередачи по разъему валов вторич-
ного и реверса. Снимают обратный кла-
пан системы смазки, для чего выворачи-
вают четыре болта. Извлекают подпор-
ный клапан. По проведению вышепере-
численных работ средний корпус гидро-
передачи снимают и передают для об-
мывки и ремонта.
8. Специальными захватными при-
способлениями снимают вторичный вал
и вал реверса. Для дальнейшей разборки
108
эти валы устанавливают на под-
ставки.
9. Вывертывают три болта
М12 X 25, крепящие улиту пита-
тельного насоса к верхнему картеру
гидропередачи, и питательный на-
сос извлекают из корпуса. Снимают
ограждение привода откачивающе-
го насоса и сливную трубу, а за-
тем — откачивающий насос и кар-
тер питательного насоса. Если Рис- 49. Чалочные приспособления для
разборка ведется на кантователе, раздаточного вала УГП 750-1200
то для снятия откачивающего на-
соса и картера питательного насоса верхний картер в сборе с ниж-
ним переворачивают на 180°. После этого отвертывают десять
гаек М8 и откачивающий насос снимают со шпилек, ввернутых
в верхний картер гидропередачи. Вывертывают восемнадцать бол-
тов М12 X 30 и отделяют картер питательного насоса. В случаях,
когда гидропередача оборудована маслоподогревателем, последний
снимают вместе с картером питательного насоса, а затем вынимают из
него, для чего отвертывают две гайки. Если же разборка гидропередачи
ведется на подставке, то картер питательного насоса и откачивающий
насос снимают позднее, когда верхний картер уже отсоединен от ниж-
него. Когда верхний картер освобожден от всех узлов, вывертывают
болты, крепящие переднюю и заднюю крышки раздаточного вала, пред-
варительно отогнув лепестки стопорных шайб. Затем выворачивают
болты по разъему верхнего и нижнего картеров, верхний картер сни-
мают и передают для обмывки в моечную машину, а затем на ремонтные
позиции.
10. Специальным чалочным приспособлением (рис. 49) снимают
раздаточный вал и устанавливают на подстановку для дальнейшей
разборки. В нижнем картере остается насос системы смазки с приводом
и фильтр откачивающего насоса. Выворачивают болты М10 X 30,
крепящие насос системы смазки, и последний технологическими бол-
тами выжимают из посадочного места в картере. Извлекают торсион-
ный валик и разбирают привод насоса. Прежде чем приступить к раз-
борке привода насоса системы смазки, в нижнем картере снимают ко-
жуха шестерни привода насоса и шестерни маневрового режима раз-
даточного вала.
Привод насоса системы смазки разбирают в следующей последова-
тельности. Разгибают лепестки стопорной шайбы СТ2-26 и с вала при-
вода свертывают круглую гайку МЗЗ X 1,5. Вал вместе с внутренними
обоймами подшипников № 2207 и шестерней привода извлекают из
нижнего картера. Для этого используют винтовой пресс, корпус кото-
рого крепяг болтами в резьбовых отверстиях крепления насоса, а вин-
том выжимают вал привода. Однако вал можно выпрессовать и не силь-
ными ударами молотка через медную оправку. Оставшиеся подшипник
№ 207 и наружные обоймы подшипников № 2207 также выжимают
109
винтовым прессом. Перед выпрессовкой подшипника и обойм нужно
снять пружинное стопорное кольцо, которое удерживает от перемеще-
ния обойму подшипника № 2207. Фильтр откачивающего насоса (маг-
нитный фильтр) извлекают из нижнего картера в сборе, для чего отво-
рачивают шесть гаек М12 со шпилек, крепящих его в нижнем картере.
Фильтр в сборе подают на обмывку, дальнейшую разборку и ремонт.
На этом общую разборку гидропередачи УГП 750-1200 можно счи-
тать законченной.
Разборка гидромеханической передачи. Специальной чалкой
(см. рис. 46) гидромеханическую передачу устанавливают на подставку.
Для предупреждения опрокидывания передачи под опорную пяту
трансформатора устанавливают винтовую распорную стойку. Теперь
можно приступать к разборке передачи. Порядок разборки сле-
дующий.
1. С коробки перемены передач (КПП) снимают распределительную
коробку и клапан давления совместно со стойкой, на которой они
смонтированы.
2. С задней крышки корпуса КПП удаляют узел уплотнения и элек-
тродвигатель с блокирующим устройством.
3. Снимают установку насоса питания гидромеханического транс-
форматора (ГТР) и коробки перемены передач с приводом. Для этого
ослабляют хомуты дюритового рукава, соединяющие между собой тру-
бы ограждения шарнирного вала установки, отсоединяют верхнюю тру-
бу от редуктора и верхний фланец шарнирного вала от фланца вала
редуктора. Затем редуктор отсоединяют от корпуса гидротрансформа-
тора. Легким ударом медной оправки редуктор вместе с торсионным
валом выводят из зацепления с ГТР. Снимают насос питания ГТР и
КПП, предварительно удалив шарнирный вал и нижнюю трубу ограж-
дения этого вала.
4. С верхнего картера коробки перемены передач снимают крышку
люка в сборе с фильтром и сапуном и через отверстие люка зубчатку
отсоединяют от фланца вала ГТР, для чего освобождают от шплинто-
вочной проволоки и вывертывают восемь болтов М16 X 60.
5. Гидромеханический трансформатор за три грузовых винта типа
рым-болтов подвешивают специальной чалкой, после чего отворачивают
все 32 болта М16 х 55, крепящих ГТР к коробке перемены передач,
и гидромеханический трансформатор с помощью крана отнимается от
КПП.
6. Затем таким же порядком отсоединяют заднюю крышку КПП,
следя за тем, чтобы не погнуть хвостовик уплотнительного узла фрик-
циона.
7. Отсоединяют и снимают верхний картер корпуса КПП.
8. Извлекают из корпуса КПП фрикцион в сборе.
9. Извлекают подвижные муфты реверса и режима, для чего вывер-
тывают болты крепления кронштейнов и тянут муфты на себя. В слу-
чаях когда шлицы муфт попадают «зуб в зуб» со шлицами шестерен,
необходимо шестерни немного провернуть. Для этого проворачивают
за фланец выходной вал гидропередачи до тех пор, пока муфты не
войдут в шлицы шестерен.
110
10. Отсоединяют и снимают средний верхний корпус коробки пере-
мены передач.
11. Из нижнего среднего корпуса извлекают вторичные валы ма-
неврового и поездного режимов в сборе.
12. Оставшуюся часть корпуса КПП снимают с подставки и устанав-
ливают на отдельный настил на плоскость разъема нижнего среднего
картера.
13. Отсоединяют и снимают масляный бак гидропередачи.
14. Вывертывают болты М16 X 35 и М16 X 50 крепления крышек
выходного вала. Отсоединяют и снимают нижний картер корпуса КПП
и выходной вал вынимается из постелей корпуса.
§ 3. Разборка узлов
Разборка верхнего картера унифицированной гидропередачи.
Верхний картер унифицированной гидропередачи, поступивший с об-
щей разборки, устанавливают на кантователь (рис. 50) и крепят его на
раме четырьмя болтами М20. Кантователь состоит из двух стоек, по-
воротной рамы, червячного редуктора и электродвигателя.
Вначале, как правило, снимают боковой люк с блоком электрогид-
равлических вентилей и фильтром системы управления. Затем разби-
рают привод реверса и режимов, т. е. снимают стержень блокировки и
отсоединяют оба механизма привода, для чего освобождают от шплин-
товочной проволоки и вывертывают по шесть болтов М16 X 35, крепя-
щих механизм привода к верхнему корпусу гидропередачи. Подробно
разборка и ремонт привода реверса и режимов описаны в гл. X. Вы-
вертывают болты, стягивающие крышку повышающего редуктора
с верхним корпусом гидропередачи, а также болты М16 X 50 крепления
крышки приводного вала, после чего крышка повышающего редуктора
может быть свободно снята. Затем извлекают приводной вал гидропе-
редачи мостовым краном или кран-балкой грузоподъемностью не менее
350 кг после застропки его специальной чалкой. Для дальнейшей раз-
борки вал устанавливают на подставку. Теперь в верхнем корпусе ос-
тался только вал отбора мощ-
ности .
Разборка вала отбора мощ-
ности. По конструктивному ис-
полнению вал отбора мощности
имеет несколько вариантов.
Ниже описывается разборка ва-
ла более поздних выпусков, т. е.
с конической шестерней привода
питательного насоса, установ-
ленной на конусно-прессовой
посадке. Разборку вала отбора
мощности начинают с выемки
короткого шлицевого вала. Сни-
мают стопорное кольцо и вал
Рис. 50. Кантователь для верхнего корпу-
са УГП 750-1200.
1—рама, 2 — стойка, 3 — редуктор, 4- двч
гатель
111
извлекают из корпуса шестерен. Отворачивают гайку М36 X 2 и сни-
мают шкив привода двухмашинного агрегата. Вывертывают 6 болтов
MIO X 35 и из корпуса извлекают длинный вал в сборе. Верхний кор-
пус поворачивают на 90° и из него удаляют стакан шестерни привода
откачивающего насоса в сборе с шестерней, подшипниками и полумуф-
тами, а также стакан шестерни привода питательного насоса. Выпрес-
совка стаканов из корпуса производится легкими ударами медной
выколотки.
После этого отвертывают круглую гайку Ml40 X 2 и извлекают
приводную шестерню z = 40 в сборе с роликовыми подшипниками и
стаканом. В последнюю очередь выпрессовывают коническую шлице-
вую шестерню в сборе с подшипниками. Для этого верхний корпус
ставят в горизонтальное положение, отгибают лепестки стопорных
шайб и отворачивают две круглые гайки М140 X 2, удерживающие
стакан от перемещения в корпусе. Все стаканы в корпусе гидропередачи
установлены на посадках движения и довольно легко выпрессовывают-
ся из корпуса.
Данный вал разбирают в такой последовательности:
1) с помощью мультипликатора спрессовывают коническую шестер-
ню z = 34, установленную на конусно-прессовой посадке;
2) снимают крышку стакана вместе с поджимной крышкой и саль-
никовой набивкой;
3) отгибают лепестки стопорной шайбы, отвертывают круглую
гайку М52 X 2 и снимают отражательное кольцо;
4) извлекают стопорное кольцо;
5) спрессовывают стакан с наружной обоймой роликового подшип-
ника № 32311. Для этого вал ставят торцом стакана на полую оправку
и легкими ударами медного молотка по валу выводят шариковый под-
шипник вместе с валом из стакана. Шариковый подшипник № 214 и
внутреннюю обойму роликового подшипника снимают с вала съем-
ником.
Разборка приводной шестерни z = 40 производится так.
Шестерню устанавливают на верстаке и закрепляют прижимами.
Отворачивают торцовым ключом круглую гайку М68 X 2. Шестерню
хвостовиком устанавливают на оправку и легкими ударами молотка
по медной выколотке, которая наставляется в торец стакана через от-
верстия в венце шестерни, стакан вместе с одним из подшипников № 214
отделяют от шестерни. Другой подшипник № 214 с хвостовика шестер-
ни z= 40 снимают винтовым съемником. Из стакана извлекают стопор-
ное кольцо, удерживающее от перемещения наружную обойму под-
шипника, и вынимают подшипник№214. Так как шариковые подшип-
ники наружными обоймами устанавливаются в стаканы на скользя-
щих посадках, то извлечение их не составляет труда.
Разборка стакана в сборе с конической шлицевой шестерней и под-
шипниками производится так же, как шестерни z = 40 с использова-
нием той же оправки.
Для разборки стаканов шестерен привода насосов необходим муль-
типликатор для снятия полумуфт с хвостовиков шестерни. Технология
разборки деталей, установленных на конусно-прессовой посадке, и
112
необходимые для этого при-
способления описаны в § 3
гл. IV. После снятия полу-
муфт шестерни выпрессовы-
вают из стаканов. Для этого
используют полые подставки
и пресс или же медные выко-
лотки.
Разборка приводного вала
унифицированной гидропере-
дачи. Приводной вал унифи-
цированной гидропередачи
разбирают в следующем по-
рядке:
1) со стороны шестерен
снимают стакан вместе с на-
ружной обоймой роликового
подшипника № 32228. Для
извлечения обоймы удаляют
пружинное кольцо, стакан
перевертывают и обойма вы-
Рис. 51. Кантователь для главного вала
УГП 750-1200:
/ — стойки; 2 —винты подъема и опуска; 3 — стол
кантователя; 4 — червячный редуктор поворота;
5 — двигатель поворота; 6 — редуктор подъема и
опуска; 7 — двигатель подъема и опуска
скальзывает из него;
2) из проточки вала уда-
ляют стопорное кольцо, фик-
сирующее от перемещения
внутреннюю обойму подшип-
ника № 32228, и последнюю
снимают с вала. Внутренние обоймы спрессовывают винтовым или гид-
равлическим съемником или используют индукционный нагреватель,
с помощью которого обоймы нагревают в течение 20—30 с до 100—
120° С, и они свободно снимаются с вала;
3) спрессовывают с вала приводную шестерню в блоке с шестерней
привода вала отбора мощности и фланец-шкив. Обе эти детали установ-
лены на конусно-прессовой посадке. С фланца снимают крышку вала
в сборе с нажимной шайбой и сальниковой набивкой, крышку разби-
рают, а набивку выбрасывают;
4) снимают второй стакан, а также наружную обойму подшипника
№ 32228 вместе с сепаратором и роликами. Подшипник № 70228П и
внутреннюю обойму подшипника № 32228 снимают с вала съемником
или спрессовывают на прессе.
После разборки детали приводного вала поступают на обмывку и
дефектировку, а подшипники качения передаются в роликовое отделе-
ние, где после осмотра и обмеров определяют их пригодность к даль-
нейшему использованию.
Разборка главного вала. Главный вал унифицированной гидропе-
редачи устанавливают для разборки на отдельный кантователь
(рис. 51), который представляет собой довольно сложную конструк-
цию. На кантователе вал может перемещаться «вверх-вниз», а также
поворачиваться на 360°. Крепят главный вал на кантователе за шестер-
113
ню второй ступени тремя Винтовыми захватами. Разбирают главный
вал в следующей последовательности:
1) вал устанавливают на кантователь и закрепляют на нем;
2) снимают золотниковую коробку;
3) устанавливают вал так, чтобы вверху находилась шестерня пер-
вой ступени, а стол кантователя опускают вниз на высоту, удобную
для работы;
4) вывертывают четыре болта и снимают фланец датчика скорости;
5) с помощью масляного пресса (мультипликатора) снимают шес-
терню первой ступени z = 38 вместе со стаканами и подшипниками —
роликовым № 7032134Л2 и шариковым № 70134Л;
6) отгибают углы пластинчатых замков и вывертывают 30 болтов
М12 X 35, крепящих крышку первого гидротрансформатора к его
корпусу. С помощью технологических болтов крышку выжимают из
корпуса и вместе с подшипником № 7032134Л2 укладывают на верстак.
Затем из нее извлекают стопорное кольцо ВЭ260, выжимают техноло-
гическими болтами, ввертываемыми в резьбовые отверстия, предусмот-
ренные в крышке, наружную обойму подшипника № 7032134Л2 с се-
паратором и роликами и отбойное кольцо;
7) вывертывают болты крепления турбинного колеса первого гид-
ротрансформатора к диску турбинного вала и снимают турбинный вал;
8) главный вал устанавливают в горизонтальное положение;
9) спрессовывают с вала насосное колесо первого гидротрансформа-
тора и снимают турбинное колесо I в сборе с уплотнительным диском,
снимают последний с турбинного колеса, для чего вывертывают 14 вин-
тов, застопоренных специальными шайбами;
10) расконтривают от пластинчатых замков и вывертывают болты
М12 X 35, крепящие крышку второго гидротрансформатора к его
корпусу;
11) главный вал вновь устанавливают вертикально и с помощью
специального чалочного приспособления краном снимают оба корпуса
гидротрансформаторов в сборе;
12) корпуса устанавливают на настил или невысокую подставку,
вывертывают болты и отсоединяют друг от друга, в результате осво-
бождается роликовый подшипник № 7Н32317 и его стакан. С каждого
корпуса снимают для осмотра и ремонта торы и направляющие аппара-
ты, для чего предварительно освобождают от шплинтовочной прово-
локи и вывертывают болты М10 X 20 по двадцать две штуки в каждом
корпусе;
13) расконтривают и вывертывают болты крепления уплотнитель-
ного диска к турбинному колесу второго гидротрансформатора и уплот-
нительный диск снимают;
14) главный вал устанавливают горизонтально и отвертывают
гайку, крепящую внутреннюю обойму подшипника № 176228Д;
15) методом, изложенным в § 6 гл. IV, спрессовывают приводную
шестерню главного вала в сборе со стаканом и подшипниками № 176228
и № 7032228;
16) снимают стакан с наружной обоймой, роликами и сепаратором
подшипника № 7032228, а со ступицы насосного колеса гидромуфты —
114
внутреннюю обойму подшипника № 7Н32228 и пружинное кольцо
НЭ-140;
17) отгибают кромки пластинчатых замков и вывертывают болты
Ml2 X 30, крепящие корпус гидромуфты к ее турбинному колесу.
Снимают корпус гидромуфты и устанавливают его на стеллаж для пол-
ной разборки и осмотра. Снимают сливные клапаны гидромуфты;
18) спрессовывают с насосного вала насос гидромуфты;
19) главный вал устанавливают вертикально и из полости турбин-
ного вала второго гидротрансформатора вынимают насосный вал в сбо-
ре с насосным колесом второго ГТР. При ремонте Мб насосное колесо
снимают с вала обязательно для полного магнитного контроля вала,
в других случаях — только при повреждении колеса;
20) вал устанавливают в горизонтальное положение и с него спрес-
совывают турбинное колесо гидромуфты;
21) с шестерни вала снимают стакан и смазочное кольцо с уплотне-
нием, а затем спрессовывают подшипник № 70134Л;
22) турбинный вал в сборе снимают с кантователя и устанавлива-
ют на стеллаж;
23) с помощью масла, подаваемого насосом на посадочную поверх-
ность под высоким давлением, шестерню спрессовывают с вала;
24) снимают с вала крышку второго гидротрансформатора в сборе
с подшипником № 70134Л и отбойным кольцом. При дальнейшей раз-
борке крышки удаляют нажимное кольцо и извлекают подшипник
№ 70134Л;
25) от диска турбинного вала отделяют второе турбинное колесо.
При ремонте в деповских условиях необходимо иметь в виду, что
сборочные комплекты главного вала, такие, как насосный вал с привод-
ной шестерней и всеми тремя насосными колесами; турбинный вал пер-
вого гидротрансформатора в сборе с шестерней первой ступени, турбин-
ным колесом и уплотнительным диском; турбинный вал второго гидро-
трансформатора в сборе с турбинным колесом, уплотнительным диском,
шестерней второй ступени, турбинной и корпусом гидромуфты в за-
водских условиях, подвергаются балансировке. Взаимное их положе-
ние помечается специальными рисками. Наличие этих рисок и их чет-
кость должны при разборке проверяться. При отсутствии таких ри-
сок последние должны быть нанесены на все перечисленные выше дета-
ли до разборки главного вала. При разборке главного вала обращается
внимание на наличие маркировки на стаканах подшипников. На каж-
дом стакане шрифтом № 5 наносится номер гидропередачи. При от-
сутствии или нечеткости такой маркировки ее нужно восстановить.
В большиншве случаев, если стаканы подшипников собираются не
в «свой» корпус, сборка затрудняется, а иногда и становится невозмож-
ной, так как стаканы подшипников или садятся в постели корпуса с не-
допустимыми зазорами, или их невозможно вставить в постели.
Разборка вала реверса. Вал реверса унифицированной гидропере-
дачи разбирают на стеллаже или деревянном настиле в следующей по-
следовательности :
1) освобождают от шплинтовочной проволоки и вывертывают бол-
ты М12 X 25, заднюю крышку отделяют в сборе с форсункой;
115
2) вал ставят вертикально на стакан шестерни поездного режима;
3) захватным приспособлением паразитную шестерню в сборе
с гнездом и подшипниками № 70134Л и № 7032134Л на одной цапфе и
с внутренней обоймой подшипника № 7032134Л, укрепленной кольцом
на другой цапфе, снимают с вала. Дальнейшую разборку паразитной
шестерни производят на верстаке. Вначале снимают стопорное кольцо
и внутреннюю обойму подшипника № 7032134Л винтовым или гидрав-
лическим съемником с тремя захватами. Затем шестерню переворачи-
вают. Отгибают лепестки предохранительных шайб и отворачивают
кольцевую гайку М170. Шестерню передают на пресс, где ее устанав-
ливают венцом на подставку, и специальным приспособлением через
три сверления спрессовываются оба подшипника вместе с гнездом. Из
гнезда подшипники извлекают свободно руками;
4) расшплинтовывают и вывертывают 10 болтов М12 X 25 крепле-
ния крышки гнезда. Крышку снимают. Здесь же извлекают из гнезда
наружную обойму роликового подшипника вместе с сепаратором и
роликами и дистанционное кольцо. Отгибают лепестки предохрани-
тельной шайбы и отвертывают кольцевую гайку М170;
5) шестерню маневрового режима в сборе с гнездом и подшипни-
ками — роликовым № 17032134Л и шариковым № 70134Л — на одной
из цапф и внутренней обоймой роликового подшипника на другой сни-
мают и устанавливают на верстак. Здесь съемником удаляют внутрен-
нюю обойму и спрессовывают гнездо с подшипниками;
6) разбирают шестерню поездного режима, снимают гнездо с на-
ружными обоймами роликовых подшипников, а затем пружинное коль-
цо и из гнезда подшипника извлекают руками обе обоймы и дистанцион-
ное кольцо. Шестерню переворачивают на 180° и ставят стаканом с под-
шипниками вверх, отгибают лепестки предохранительной шайбы и от-
вертывают кольцевую гайку М170. После этого шестерню передают
на пресс и устанавливают венцом на подставку. Через отверстия в дис-
ке шестерни специальным приспособлением с ее цапфы спрессовывают
стакан с подшипниками, затем стакан переворачивают и подшипники
выходят из него под силой собственного веса.
Разборка вторичного вала унифицированной гидропередачи. Вал
подлежит разборке при ремонтах Мб и в случаях замены подшипников
или шестерен. Перед разборкой вала проверяют наличие маркировки
на всех стаканах и гнездах подшипников. При отсутствии или нечетко-
сти маркировку восстанавливают. Разборку вала производят на невы-
соких стеллажах с деревянным настилом.
При разборке вторичного вала рекомендуется следующий порядок.
Снимают шплинтовочную проволоку и вывертывают болты
М12 X 25, соединяющие крышки трубы вала с гнездами подшипников
шестерен первой и второй ступеней. Заднюю крышку сдвигают по трубе
в сторону шестерни второй ступени и шестерня первой ступени в сборе
освобождается.
Дальнейшая разборка шестерни первой ступени производится на
верстаке. С короткой цапфы снимают гнездо с наружной обоймой и ро-
ликами подшипника № 7032134Л2, а из проточки цапфы выбирают пру-
жинное кольцо и спрессовывают внутреннюю обойму подшипника.
116
Как указывалось выше, эта операция производится винтовыми или
гидравлическими съемниками или с помощью индукционных нагрева-
телей. Шестерню устанавливают на подставке под пресс и через три
специальных отверстия в диске шестерни спрессовывают оба подшип-
ника — шариковый № 70134Л и роликовый № 7032134 Л2. Перед
установкой шестерни на пресс отвертывают и снимают кольцевую гайку
с предохранительной шайбой, которые фиксируют от перемещения внут-
ренние обоймы вышеупомянутых подшипников. Переднюю крышку тру-
бы вала выводят из сочленения с гнездом шестерни второй ступени и
трубу вместе с крышками передают для осмотра и ремонта. Дальней-
шую разборку вторичного вала производят так же, как разборку вала
реверса.
Разборка раздаточного вала. Вал устанавливают на подставку и
разборку ведут в такой последовательности:
1) выводят из соединения и сдвигают по фланцу крышки в сборе
с уплотнением,
2) спрессовывают с вала поочередно оба фланца, установленные
на конусно-прессовой посадке. С фланцев снимают крышки вала;
3) со стороны шестерни поездного режима снимают стакан вместе
с наружной обоймой и роликами подшипника № 32234;
4) снимают внутреннюю обойму подшипника;
5) со стороны шестерни маневрового режима с вала спрессовывают
стакан в сборе с подшипниками № 70140Г и № 32234;
6) при необходимости снимают с вала зубчатые колеса поездного
и маневрового режимов. Для этого расшплинтовывают и отвертывают
гайки М24 X 2 кл 2 и выбивают медной выколоткой призонные болты,
крепящие зубчатые колеса к фланцам вала.
Разборка фильтра откачивающего насоса. Фильтр снимает с гидро-
передачи при всех видах ремонта, однако при деповских ремонтах сни-
мают и разбирают только его фильтрующий элемент. При ремонтах Мб
фильтр подвергают полной разборке:
1) отвинчивают гайки крепления крышки фильтрующего элемента
и последний извлекают из корпуса. При разборке фильтрующего эле-
мента свинчивают с крышки сетку и отвертывают с латунного стержня
гайку, которая удерживает магнитные элементы на стержне Элементы
снимают и отправляют на промывку;
2) с корпуса фильтра удаляют всасывающий патрубок;
3) снимают запорный клапан и пружину;
4) если имеется необходимость, из корпуса фильтра выпрессовывают
втулку, являющуюся одновременно и гнездом клапана.
Разборка остальных узлов унифицированной гидропередачи опи-
сана в других главах книги.
§ 4. Ремонт корпусов
Корпус предназначен для размещения и крепления узлов гидропе-
редачи. На торцовых его стенках и внутренних перегородках выполне-
ны места для опор подшипников валов и крепления других узлов.
117
В стенки корпуса гидропередач УГП750 и L-217 вмонтированы сталь
ные трубы для подачи рабочей жидкости к гидроаппаратам, а также
масла для смазки шестерен и подшипников. Внутренние плоскости сте-
нок образуют полости для размещения зубчатых колес, шестерен и гид-
роаппаратов, а также для запаса рабочей и смазывающей жидкости.
Корпус гидропередачи УГП 750-1200 (рис. 52) состоит из пяти час-
тей: крышки, верхнего и среднего корпусов, верхнего и нижнего кар-
теров, соединенных между собой болтами. Плоскости разъема частей
корпуса совпадают с плоскостями расположения осей валов. Все части
корпуса выполнены сварными из листа стали марки Ст Зкп толщиной
10—12 мм. В крышке 1 имеется люк с фланцем для установки дополни-
тельного редуктора отбора мощности. Верхний корпус 2 служит опорой
для приводного вала и вала отбора мощности, а также крышкой для
главного вала. Средний корпус 3 является опорой для главного вала и
крышкой для вторичного вала и вала реверса. На наружных боковых
поверхностях стенок корпуса 3 имеются места для крепления кронштей-
нов опор гидропередачи. Верхний картер 4 служит основной емкостью
для рабочей жидкости и является основанием для валов реверса и вто-
ричного. Там же устанавливается питательный насос. Нижний картер 5
служит дополнительной емкостью для рабочей и смазывающей жидко-
сти, а также основанием для выходного вала, здесь же устанавливается
насос системы смазки.
Корпуса гидропередач других типов различаются по числу состав-
ных частей или способу изготовления. Так, корпус гидропередачи Л-60
состоит из пяти картеров, два из которых представляют собой сталь-
ную отливку, а остальные сварной конструкции; все части корпуса
гидропередачи L-217 — турборедуктора и реверс-редуктора — отлиты
из стали 25ЛП; корпус гидромеханической передачи как коробки пере-
мены передач, так и гидротрансформатора представляет собой сборную
конструкцию, все части которой отлиты из стали 35Л.
В процессе эксплуатации корпус гидропередачи воспринимает
нагрузку от рабочих колес гидроаппаратов и динамическое воздействие
от ходовых частей тепловоза.
Основными неисправностями корпусов являются трещины по свар-
ным швам, на посадочных поверхностях под стаканы и гнезда подшип-
ников, овальность и конусность отверстий постелей корпуса, вмятины
и забоины на поверхностях разъема корпусов, сорванная и забитая
резьба отверстий под шпильки и болты, течь по разъему корпусов.
При авариях, связанных с заклиниванием подшипников и разрушени-
ем гидроаппаратов, могут быть также нарушены соосность отверстий
корпуса и межцентровые расстояния между ними.
При деповском ремонте корпус гидропередачи не разбирается, но
подвергается тщательному наружному осмотру. При этом основное вни-
мание обращается на целостность корпуса и отсутствие течей. Течь
корпуса в соединениях устраняется подтяжкой гаек.
При среднем и капитальном ремонтах, а у гидромеханической
передачи и при ТРЗ корпус разбирается, тщательно очищается в
моечной машине или ванне. После очистки производится дефек-
тировка корпуса, при которой внимательно осматривают все сварные
118
Рис. 52. Корпус гидропередачи УГП 750-1200:
1 — крышка; 2 — верхний корпус; 3 — средний корпус; 4 — верхний картер; 5 — нижний картер; б — картер питательного насоса
W,32±0,5 47/,?±2,5_ ~ 261,32±0,5
швы, посадочные места валов, поверхности разъема и места установ-
ки насосов.
Трещины на посадочных местах под стаканы подшипников, повтор-
ные трещины в корпусах и картерах заваривать не разрешается.
В этих случаях в корпусе сварной конструкции поврежденное место
вырезается газовой горелкой и вваривается вставка, если трещина на
боковине или дне корпуса, или заменяется опора подшипникового узла,
если трещина возникла на посадочном месте опоры. Корпуса литой кон-
струкции при наличии вышеупомянутых трещин подлежат замене.
Остальные трещины заваривают электродуговой сваркой электродами
Э42 или Э50 по ГОСТ 9467—60. Перед заваркой трещину необходимо
засверлить по концам и разделать под V-образный шов.
При замене поврежденной опоры последнюю вырезают газовой рез-
кой, места старой сварки тщательно зачищают пневмозубилом или шли-
фовальной машинкой. Новую опору тщательно подгоняют по перимет-
ру, при этом местный зазор между корпусом и опорой не должен пре-
вышать 2 мм. Для уменьшения смещения оси новой опоры относитель-
но продольной оси корпуса ее выставляют по фальшвалу (рис. 53) с по-
следующей обработкой до чертежного размера. При установке на рас-
точном станке за базу принимают крайние отверстия корпуса. По окон-
чании сварочных работ внутренние полости корпуса проверяют на гер-
метичность наливом керосина. Течь и потение не допускаются.
Забоины и вмятины на поверхностях разъема корпуса глубиной
до 2 мм, а также не выходящие на кромки можно оставлять без
исправления. Наплывы металла при этом необходимо зачистить за-
подлицо с основной поверхностью. Забоины, выходящие на кромки
поверхностей разъема, или глубиной свыше 2 мм устраняются на-
плавкой в среде защитных газов с последующей зачисткой и шаб-
ровкой.
Поверхности разъема всех частей корпуса необходимо проверить
на плите по краске, площадь прилегания должна быть не менее 50%
с равномерным расположением пятен контакта. Плотность прилега-
ния частей корпуса друг к другу проверяется с помощью щупа —
допускается прохождение щупа 0,05 мм на глубину не более 10 мм.
Неравномерное расположение пятен контакта, недостаточная плот-
ность прилегания частей корпуса Друг к другу устраняются шабров-
этом высота частей корпуса не
должна быть менее указанной на
рис. 52.
После проведения необходимых
сварочных работ, осмотра и провер-
ки плоскостей разъема части кор-
пуса соединяют между собой, при
этом обязательно по плоскостям
разъема должен быть проложен
шелковый шнур. На собранном
корпусе измеряют отверстия под
стаканы подшипниковых узлов
(рис. 54). Овальность и конусность
120
кой поверхностей разъема, при
Рис. 53. Установка опоры для при-
варки в среднем корпусе:
/ — фальшвал; 2 — корпус; 3 — вварива-
емая опора
не должны превышать 0,05 мм.
Овальность до 0,08 мм устраняют
шабровкой, при большей оваль-
ности отверстия в собранном кор-
пусе подвергают расточке на рас-
точном станке; за базовые при этом
принимают крайние отверстия рас-
точек. При расточке разрешается
увеличивать диаметр отверстий на
0,3 мм.
Для обеспечения необходимого
зазора между постелью корпуса и
стаканами подшипников, который
не должен быть более 0,12 мм по
диаметру, посадочные поверхности
стаканов наращивают гальвани-
ческим способом согласно техноло-
гии, приведенной в гл. IV. Если же
расточкой отверстий в допускаемых
пределах овальность и конусность
Рис. 54. Измерение диаметра отвер-
стий постели главного вала индика-
торным нутромером
вывести не удается, посадочные поверхности в корпусе следует восста-
новить наплавкой в среде защитных газов с последующей механической
обработкой по чертежным размерам. При обработке отверстий корпуса
необходимо выдержать требования чертежа на соблюдение параллель-
ности осей отверстий гидропередач по межцентровому расстоянию,
которое для каждого типа гидропередач свое. Это требование обеспечи-
вается точностью станка и расточкой всех отверстий с одной установки
корпуса. В случае если наплавляются не все постели корпуса, за базу
принимают крайние не наплавленные отверстия, а при наплавке всех
постелей производится разметка крайних отверстий корпуса, которые
принимаются за базовые.
Все резьбовые отверстия корпусов должны быть тщательно осмотре-
ны и резьба проверена калибром. При наличии сорванной или изношен-
ной резьбы разрешается перерезать ее на ближайший размер по ГОСТу
с постановкой при сборке соответствующих болтов или ступенчатых
шпилек. Если же резьба была уже перерезана, то при дальнейшем из-
носе отверстия его следует заварить и нарезать резьбу вновь согласно
чертежу. Разработанные отверстия под штифты разрешается увеличи-
вать по диаметру на 1 мм с постановкой при сборке новых штифтов уве-
личенного диаметра, обеспечивающих установленный чертежом натяг.
После ремонта корпуса должны быть очищены и пролиты, все свер-
ления в корпусе для подвода смазки тщательно прочищены и продуты
воздухом.
Части корпуса гидропередачи перед сборкой должны быть прове-
рены по клеймам и разукомплектованию не подлежат.
Глава VI
РЕМОНТ ГЛАВНОГО ВАЛА
ГИДРАВЛИЧЕСКОЙ ПЕРЕДАЧИ
§ 1. Основные неисправности
Главный вал предназначен для передачи вращающего момента от
двигателя на вторичный вал. Основными элементами главного вала уни-
фицированной гидропередачи являются гидротрансформаторы пер-
вой и второй ступеней, гидромуфта, валы, шестерни и подшипники.
Опорожненные гидроаппараты при попадании в них масла в виде
масло-воздушной эмульсии участвуют в передаче значительной доли
энергии с низким коэффициентом полезного действия, что приводит
к их нагреву до температуры 140° С и более.
Насосные колеса гидроаппаратов работают в условиях высоких ди-
намических нагрузок в системе валопровода дизель — гидропередача.
Турбинные колеса гидроаппаратов связаны с колесными парами теп-
ловоза и работают также в условиях высоких динамических нагрузок,
особенно в период боксования тепловоза.
Характерными неисправностями элементов главного вала унифи-
цированной гидропередачи являются: трещины и износ посадочных
поверхностей насосного вала, гнезд подшипников, стаканов и ступицы;
трещины и отколы в корпусах гидроаппаратов, рабочих колесах и на-
правляющих аппаратах; износ, трещины и выкрашивание зубьев ше-
стерен; износ посадочных поверхностей шестерен, лабиринтных уплот-
нений и дефекты подшипников качения.
Как уже указывалось, главный вал унифицированной гидропереда-
чи (рис. 55) полностью разбирают для осмотра, ремонта и замены дета-
лей при среднем и капитальном ремонтах тепловозов.
При текущем ремонте (ТРЗ) тепловозов вскрывают торцовые крыш-
ки и производится визуальное освидетельствование состояния под-
шипников, сепараторов, гаек, упорных буртов крышек и других
элементов подшипниковых узлов валов гидропередачи. Путем осевого
и радиального перемещения валов определяют зазоры в подшипниках
качения с помощью индикатора.
При обнаружении повреждений гидропередачу снимают с тепловоза
для полной разборки и освидетельствования обнаруженных дефектных
узлов с заменой шестерен, подшипников и других деталей.
Гидромеханическую передачу маневровых тепловозов при теку-
щем ремонте ТРЗ снимают с тепловоза и разбирают для ревизии и
ремонта.
Не допускаются к дальнейшей эксплуатации подшипники, имеющие
следующие неисправности:
122
1) сколы металла, трещины на кольцах, шариках или роликах;
2) цвет побежалости и следы заклинивания на шариках или роли-
ках и дорожках качения, появляющиеся вследствие перегрева под-
шипника;
3) ползуны и продольные задиры на поверхности роликов;
4) выкрашивание и шелушение металла, раковины, большое
количество черных точек на дорожках качения колец, шариках или
роликах;
5) коррозия на рабочих поверхностях деталей подшипников с про-
никновением в глубь металла;
6) сплошной след ожога электротоком поверхностей качения колец
и роликов;
7) рифленость на дорожках качения;
8) выработка дорожки качения наружного или внутреннего
кольца;
9) обрыв, срез и ослабление заклепок сепаратора;
10) надломы, трещины и выработка гнезд сепаратора до выпадания
роликов;
Рис. 55. Главный вал унифицированной гидропередачи:
1— крышка-. 2, 30 — регулировочные прокладки; 3, 3/— стаканы подшипников;
4, 19, 32, 33 — роликоподшипники; 5, 11, 29 — шестерни; 6 — корпус гидромуфты;
7— насосное колесо гидромуфты; 8 — клапан гидромуфты; 9 — турбинное колесо
гидромуфты; 10 — вал насосных колес; 12, 26 — насосные колеса гидротрансформа-
торов; 13, 28 — крышки гидротрансформаторов; 14, 27 — турбинные валы; 15, 25 —
турбинные колеса гидротрансформаторов; 16, 35 — уплотнения; 17, 23 — торы; 18,
22 — направляющие аппараты; 20, 2/—корпуса гидротрансформаторов; 24 — ша-
риковый воздушный клапан; 34 — шарикоподшипник
123
И) глубокие выбоины и риски на поверхности качения колеи и
шариках или роликах;
12) износ рабочих поверхностей стальных штампованных радиаль-
ных однорядных сепараторов шарикоподшипников, приводящий к осе-
данию его на борт внутреннего кольца. При этом для подшипников
с диаметром отверстия до 30 мм зазор, измеренный щупом, между
сепаратором и бортом внутреннего кольца должен быть не менее
0,2 мм, а для подшипников с диаметром отверстия более 30 мм — не
менее 0,3 мм.
Допускаются к дальнейшей эксплуатации подшипники, имеющие
следующие дефекты:
1) задиры на торцах, блестящие круговые полосы, рябины на по-
верхностях качения роликов;
2) матовая поверхность дорожек качения колец и шариков или ро-
ликов вследствие нормального износа.
§ 2. Дефектоскопия и сортировка деталей
Все снятые детали промывают в осветительном керосине, продувают
сухим сжатым воздухом, осматривают и измеряют. Валы и шестерни
дефектоскопируют (см. § 1 гл. IV).
После осмотра, измерения и дефектоскопии все детали сорти-
руют на годные к дальнейшей работе, негодные и подлежащие
ремонту.
Прокладки, уплотнения и резинотехнические изделия заменяют
независимо от их состояния. Шариковые подшипники при заводском
ремонте заменяют новыми, роликовые — новыми или отремонтиро-
ванными. Подбор подшипников качения по радиальному зазору про-
изводится согласно инструкции завода — изготовителя гидро-
передачи.
Допускается торцовка шлифованием проставочных колец с умень-
шением их ширины до 5% номинального значения.
Заклепки сепараторов при ослаблении в количестве не более 50%
при ремонте в депо и до 25% при ремонте на заводе подтягивают, а при
ослаблении большего числа заклепок, все их заменяют. Подтяжка
заклепок должна производиться на специальном приспособлении.
Мелкие вмятины и риски на поверхности качения, коррозию
на посадочных и нерабочих поверхностях деталей подшипников, сла-
бую коррозию на рабочих поверхностях устраняют зачисткой шлифо-
вальной шкуркой № 5 или № 6 с маслом с последующей промывкой
подшипника в моечной машине или в бензине, уайт-спирите с добавле-
нием 6—8% индустриального масла марки 12, 20, 30.
§ 3. Ремонт деталей
Электродуговая и газовая наплавка стальных деталей выполняется
согласно инструктивным указаниям по сварочным работам при ремонте
тепловозов и электроподвижного состава. Сварочные работы на деталях
124
главного вала гидропередачи выполняются сварщиком, имеющим пра-
во на производство ответственных работ.
При восстановлении деталей главного вала вибродуговой наплавкой
под слоем флюса необходимо руководствоваться типовым технологи-
ческим процессом по восстановлению шеек валов. При восстановлении
поверхностей хромированием или цинкованием толщина слоя хрома или
цинка в обработанной детали должна быть для подвижных соединений
не более 0,15 мм, а для неподвижных — не более 0,20 мм.
Ремонт валов. Характер неисправностей отдельных деталей и ^злов
валопровода гидропередачи определяется специфическими особен-
ностями его работы — значительными вращающими моментами, боль-
шим количеством пар трения, а также несоосностью валов или рас-
центровкой валопровода, способствующих появлению дополнительных
напряжений в материале валов и дополнительных усилий, восприни-
маемых подшипниковыми опорами.
При визуальном осмотре валов обнаруживаются механические пов-
реждения, трещины, коррозионный износ. В процессе дефектации
обязательно осматриваются участки валов в местах концентрации на-
пряжений.
Износ рабочих поверхностей валов устраняют механической обра-
боткой, наплавкой, металлизацией и гальваническим наращиванием.
Механическая обработка валов заключается в удалении дефектного
слоя металла, содержащего поверхностные трещины и коррозионные
разрушения, или в восстановлении правильной геометрической формы.
Восстановление деталей описано в гл. IV.
Валы при наличии трещин и плен любого размера и расположения,
а также при обрыве дисков турбинных валов заменяют. Допускается
заварка трещин длиной до 50 мм в сварных швах турбинных валов
электродами Э42А ГОСТ 9467—60.
Поврежденную или изношенную наружную резьбу М72 X 2 вала
насосных колес разрешается восстанавливать вибродуговой наплавкой
под слоем флюса с последующей нарезкой резьбы до чертежных
размеров.
Поверхности шестерен главного вала под внутренние кольца под-
шипников при износе до 0,15 мм на сторону разрешается восстанавли-
вать хромированием, при большем износе — методом осталивания или
вибродуговой наплавкой под слоем флюса с последующей обработкой
до чертежных размеров.
При увеличении бокового зазора в шлицевом соединении между
валом и рабочими колесами, шестернями, шкивами и т. д. более допу-
стимых значений разрешается производить восстановление шлицев ва-
ла вибродуговой наплавкой под слоем флюса с последующей механи-
ческой обработкой. При незначительном местном повреждении шлицев
производится частичная подварка их с последующей зачисткой по
профилю.
Ремонт рабочих колес гидроаппаратов. Рабочие колеса гидроаппа-
ратов в условиях нормальной эксплуатации практически не изнашива-
ются. При наличии трещин в теле и отколов любого размера и располо-
125
жейия рабочие колеса гидроаппаратов подлежат замене. Наплавка их
посадочных поверхностей не разрешается.
Турбинные колеса гидротрансформаторов и гидромуфты унифици-
рованной гидропередачи подлежат статической балансировке. Насос-
ные колеса гидротрансформаторов и гидромуфты подлежат динамичес-
кой балансировке вместе с валом насосных колес.
Ремонт корпусов и крышек гидротрансформаторов. При ремонте
корпусов и крышек гидротрансформаторов разрешается устранять ос-
лабление лопастей сваркой. Сварка должна производиться электродом
марки ЦЧ-4 диаметром 3—4 мм. Шов сварки должен лежать заподлицо
с телом корпуса.
Допускается превышение сварочного шва над корпусом не бо-
лее 1,5 мм.
Овальность и конусность посадочной поверхности в крышке под
наружное кольцо роликоподшипника до 0,04 мм устраняются шабров-
кой, при большей овальности или конусности отверстия восстанав-
ливают до чертежного размера наплавкой.
Корпус и крышку гидротрансформатора после сварочных и напла-
вочных работ подвергают обязательному гидравлическому испытанию
индустриальным маслом 12 (ГОСТ 1707—51) при температуре 50—70° С
давлением 6 кгс/см2 в течение 5 мин. Течь и потение корпуса гидротран-
сформатора не допускаются.
Ремонт корпуса гидромуфты. Корпус гидромуфты подлежит замене
при наличии сквозных трещин, несквозных трещин на наружных по-
верхностях глубиной более х/3 толщины тела, длиной более 20 мм в ко-
личестве более двух, а также несквозных трещин, расположенных на
посадочных поверхностях.
Корпус гидромуфты заменяют при короблении, не подлежащем
восстановлению до чертежных размеров.
Остальные трещины разрешается заваривать электродами типа Э50
(ГОСТ 9467—60) или в среде углекислого газа электродами типа
СвО8Г2С с последующей зачисткой швов до основного металла.
После ремонта корпус гидромуфты проверяют на плотность опрес-
совкой индустриальным маслом 12 (ГОСТ 1707—51) при температуре
50—70° С и давлении 10 кгс/см2 в течение 5 мин. Течь и потение швов
при этом не допускаются.
Изношенные посадочные поверхности корпуса гидромуфты разре-
шается восстанавливать хромированием, осталиванием или наплавкой
в среде углекислого газа с последующей обработкой до чертежных
размеров.
Вмятины, забоины глубиной до 0,5 мм на торцовых поверхностях
корпуса разрешается устранять наплавкой в среде углекислого газа или
электродуговой наплавкой с последующей механической обработкой.
Вмятины и забоины на внутренней поверхности корпуса, образовав-
шиеся в результате разрушения насосного или турбинного колеса,
разрешается устранять проточкой до 0,5 мм заподлицо с основным
металлом.
После ремонта корпус подвергают статической балансировке. До-
пускается дисбаланс не более 50 г • см. Дисбаланс устраняют за счет
126
снятия металла с торцовой поверхности сверлением отверстий диамет-
ром 10—12 мм на глубину не более 40 мм.
Ремонт направляющих аппаратов. Направляющие аппараты гидро-
трансформаторов унифицированной гидропередачи подлежат замене
при наличии трещин и отколов любого расположения и размера.
Посадочные поверхности при износе до 0,15 мм на сторону восста-
навливают хромированием, а при больших величинах износа — оста-
ливанием с последующей механической обработкой до чертежных
размеров.
Ремонт стаканов и гнезд подшипников Стаканы и гнезда под-
шипников заменяют при наличии трещин любого размера и располо-
жения.
При износе более 0,15 мм на сторону или наличии задиров посадоч-
ные поверхности восстанавливают осталиванием, вибродуговой наплав-
кой в среде углекислого газа с последующей механической обработкой
посадочных поверхностей по внутреннему диаметру до чертежных раз-
меров, а по наружному диаметру — до размеров, обеспечивающих не-
обходимую посадку в корпус.
Изношенные поверхности лабиринтных канавок восстанавливают
наплавкой в среде углекислого газа с последующей механической об-
работкой до чертежных размеров.
Изношенные отверстия под болты гнезд подшипников допускается
заваривать в среде углекислого газа или вибродуговой сваркой с по-
следующей обработкой отверстий до чертежных размеров.
§ 4. Сборка рабочих
колес гидроаппаратов
Сборка насосных колес под динамическую балансировку. Вал
насосных колес устанавливают на кантователе в горизонтальное поло-
жение и закрепляют хомутом.
Каналы подвода масла вала продуваются сухим сжатым возду-
хом, а конусные посадочные поверхности обезжиривают и протирают
технической салфеткой (рис. 56).
На посадочную поверхность насосного колеса второго гидротранс-
форматора наносят тонкий слой синьки, колесо надевают на вал, пово-
рачивают несколько раз на угол 15—20°, снимают с вала и укладывают
на стол. Проверяется пятно контакта сопрягаемых поверхностей, кото-
рое должно располагаться равномерно по всей поверхности с обяза-
тельным сплошным кольцевым поясом с обеих сторон маслорас-
пределительной канавки и занимать не менее 75% поверхности со-
пряжения.
Сопрягаемые поверхности насосного колеса и вала протирают тех-
нической салфеткой и обезжиривают растворителем. Насосное колесо
надевают на вал и измеряют осевой натяг с помощью концевых мер
длины (плиток Иогансона) ГОСТ 9038—59, который в холодном состоя-
нии должен быть 5—8 мм. Колесо снимают с вала и нагревают в электро-
печи до 200 4т Ю° С с выдержкой 1,5—2 ч, насаживают на вал до упора
127
в бурт и по мере остывания допрессовывают. Взаимное расположение
деталей фиксируется рисками глубиной 0,5 мм, длиной 5 мм, шири-
ной 0,5 мм, которые наносят крейцмейселем; фаски зачищают
надфилем.
Подбирают роликоподшипник № 32317 на вал. Натяг внутренней
обоймы должен быть 0,010—0,055 мм. Внутреннюю обойму нагревают
в масляной ванне до 60—90° С, насаживают на вал до упора в насосное
колесо и по мере остывания допрессовывают с помощью оправки и мо-
лотка.
После остывания деталей проверяют зазор между обоймой ролико-
подшипника и насосным колесом, а также между буртом вала и ступи-
цей насосного колеса, который должен быть не более 0,25 мм.
Насосное колесо гидротрансформатора первой ступени насаживают
на вал аналогично до упора во внутреннюю обойму роликоподшипни-
ка № 32317.
Взаимное расположение насосного колеса и вала фиксируют так-
же рисками.
Насадку с гарантированным натягом насосного колеса гидротранс-
форматора первой ступени допускается производить на вал без на-
грева с применением масло-прессовой посадки с помощью мультипли-
катора и гидропресса осевого давления.
После насадки насосных колес гидротрансформаторов проверяют
размеры между ними, которые должны быть в пределах 410,4—411,0
и 192,5—193,5 мм, а также размер Г (см. рис. 56).
Затем вал с насосными колесами поворачивают в кантователе на
180°. Проверяют пятно контакта сопрягаемых поверхностей вала насос-
ных колес и насосного колеса гидромуфты в холодном состоянии.
Пятно контакта должно располагаться равномерно по всей поверх-
ности с обязательным сплошным кольцевым поясом с обеих сторон
маслораспределительной канавки и занимать не менее 75% поверх-
ности сопряжения.
Осевой натяг насосного колеса гидромуфты в холодном состоя-
Рис. 56. Вал насосных колес в сборе под ди-
намическую балансировку-'
1 — шестерня; 2 — насосное колесо гидромуфты;
3 — насосное колесо второго гидротрансформато-
ра; 4 — внутренняя обойма роликоподшипника;
5 — насосное колесо первого гидротрансформатора
нии на валу должен быть
5—8 мм.
Насадку насосного колеса
гидромуфты на вал произво-
дят аналогично насадке на-
сосных колес гидротрансфор-
маторов, взаимное располо-
жение деталей фиксируется
также рисками. После осты-
вания колес измеряют рас-
стояние между насосным ко-
лесом второго гидротранс-
форматора и лопатками на-
сосного колеса гидромуфты.
Этот размер должен быть
в пределах 376 — 376,6 мм
(см. рис. 56).
128
Проверяют также зазор между буртом насосного вала и ступицей
насосного колеса гидромуфты, который должен быть не более 0,25 мм.
Насадка шестерни на вал выполняется так же, как и насадка насос-
ных колес гидроаппаратов.
Пятно контакта сопрягаемых поверхностей должно удовлетво-
рять тем же требованиям. Осевой натяг шестерни в холодном со-
стоянии на валу должен быть 5—8 мм.
Шестерню насаживают на вал насосных колес до упора в техно-
логическое кольцо толщиной 3 мм. После остывания деталей их взаим-
ное расположение фиксируют рисками и технологическое кольцо сни-
мают.
Собранные на валу насосные колеса гидроаппаратов и шестерню
передают на механическую обработку поверхностей деталей под под-
шипники.
После механической обработки проверяют смещение осей поверх-
ностей А, Б, В, которое допускается не более 0,01 мм.
Обработанный вал в сборе с насосными колесами гидроаппаратов и
шестерней подвергается динамической балансировке согласно инструк-
ции. Допускается дисбаланс не более 40 г • см. Устранение дисбалан-
са производится снятием металла с наружной поверхности насосного
колеса гидромуфты и насосного колеса первого гидротрансформатора
на глубину не более 2 мм.
Разборка вала насосных колес после динамической балансировки.
Отбалансированный вал в сборе с насосными колесами гидроаппара-
тов устанавливают в кантователь и закрепляют в горизонтальном по-
ложении.
Проверяют наличие рисок на'Гдеталях, указывающих взаимное
положение их в комплекте.
Спрессовывают с насосного вала с помощью мультипликатора или
пресса высокого давления шестерню, насосное колесо гидромуфты и
насосное колесо первого гидротрансформатора.
Сборка турбинного вала второй ступени под динамическую баланси-
ровку. На стеллаж укладывают турбинное колесо второго гидротранс-
форматора, на него ставят турбинный вал и привертывают болтами.
Выступание торцов болтов в круг циркуляции допускается не более
0,5 мм, а утопание — не более 1 мм. Болты должны быть пронумерова-
ны относительно их посадочных мест.
Разверткой проверяют 12 отверстий в турбинном вале в сборе с тур-
бинным колесом и фиксируют взаимное расположение их нанесением
рисок глубиной 0,5 мм, длиной 5 мм, шириной 0,5 мм с помощью крейц-
мейселя, после чего риски запиливают надфилем. Вывертывают болты,
турбинный вал снимают с турбинного колеса и укладывают на стеллаж.
В развернутые отверстия турбинного вала ставят специальные штифты
медной выколоткой и нумеруют относительно их посадочных мест
(рис. 57).
Турбинный вал снова ставят на турбинное колесо второго гидро-
трансформатора, совмещают отверстия под штифты и привертывают
колесо к валу болтами с постановкой специальных шайб. В турбинное
колесо устанавливают 6 штифтов и все болты затягивают. Шайбы рас-
5 Зак 88 129
кренивают против выемки болта с двух сторон шлица. На штифты тур-
бинного колеса насаживают уплотнительный диск согласно клеймам,
согласно нумерации ставят болты и затягивают их.
Технической салфеткой протирают посадочные поверхности турбин-
ного вала и шестерни, а затем обезжиривают растворителем. На поса-
дочную поверхность шестерни наносится тонкий слой синьки. Шестер-
ню насаживают на турбинный вал, повертывают несколько раз на угол
15—20°, снимают с вала и проверяют пятно контакта сопрягаемых по-
верхностей.
Пятно контакта должно располагаться равномерно сплошными
кольцевыми поясами с обеих сторон маслораспределительной ка-
навки и занимать не менее 75% поверхности сопряжения.
Посадочные поверхности вала и шестерни протирают технической
салфеткой и на вал устанавливают разрезное технологическое кольцо
толщиной 4 мм (см. рис. 57).
Шестерню насаживают на вал в холодном состоянии и с помощью
концевых мер длины определяют величину осевого натяга между шес-
терней и технологическим кольцом, который должен быть 8—11 мм.
Уступомером измеряют размер от поверхности турбинного вала до по-
верхности концевых мер длины (см. рис. 57), который должен быть
71,8—72 мм.
После этого шестерню снимают с вала, нагревают в электропечи до
200° С с выдержкой 1,5—2 ч и насаживают на вал до упора в технологи-
ческое кольцо. После остывания шестерни технологическое кольцо
снимают и фиксируют взаимное расположение деталей нанесением ри-
сок глубиной 0,4 мм, шириной 0,5 мм, длиной 5 мм, которые затем запи-
ливают надфилем. Вал в сборе с помощью оправки устанавливают
в центры токарного станка и проверяют биение поверхности А от-
носительно оси центров, которое должно быть не более 0,01 мм.
Рис. 57. Второй турбинный вал в сборе под
динамическую балансировку:
/ — вал; 2 — турбинное колесо гидромуфты; 3 —
шестерня; 4 — турбинное колесо второго гидро-
трансформатора: 5 — уплотнительный диск; 6, 7 —
уплотнения; 8, 10 — концевые меры длины; 9, 11 —
технологические кольца
Протачивают на шестерне
шейку (поверхность Б) диа-
метром 170 мм с обеспечением
необходимой посадки подшип-
ника. Вал снимают со стан-
ка, протирают технической
салфеткой посадочные поверх-
ности вала и турбинного ко-
леса, обезжиривают раство-
рителем и проверяют пятно
контакта, которое должно
удовлетворять тем же требо-
ваниям, что и для шестерни.
Посадочные поверхности
вновь протирают технической
салфеткой, на вал устанав-
ливают технологическое раз-
резное кольцо толщиной
15 мм (см. рис. 57) и измеряют
расстояние от его торца до
130
торца шестерни, которое должно быть 54,8 — 55 мм. На вал наса-
живают турбинное колесо и определяют осевой натяг с помощью
концевых мер длины. Он должен быть 6—9 мм. Затем колесо сни-
мают, на вал устанавливают уплотнения и проверяют биение по ла-
биринтным проточкам. Радиальное биение допускается не более
0,15 мм. На уплотнение надевают стакан и проверяют зазор по
лабиринтам, который должен быть в пределах 0,3—0,09 мм.
Турбинное колесо нагревается в электропечи до 200° С с выдерж-
кой в течение 1,5—2 ч и насаживают на вал до упора в технологическое
кольцо. После остывания колеса технологическое кольцо снимают и
фиксируют взаимное расположение деталей нанесением рисок таких
же, как для шестерни.
Корпус гидромуфты устанавливают на турбинное колесо и привер-
тывают болтами. Развертывают три отверстия и в них медной выколот-
кой ставят штифты. Болты нумеруют относительно посадочных мест.
Собранный турбинный вал устанавливают на станок и протачивают
внутреннюю и наружную поверхности корпуса под подшипник. После
этого фиксируют взаимное расположение корпуса и турбинного колеса
нанесением рисок. На турбинное колесо по рискам, поставленным при
сборке под статическую балансировку, устанавливают уплотнительный
диск и привертывают пронумерованными болтами с шайбами. Торцы
болтов должны совпадать с поверхностью круга циркуляции. Допус-
кается утопание болтов не более 1 мм и выступание не более 0,5 мм.
Собранный турбинный вал балансируют на балансировочном стан-
ке согласно инструкции. Допускается дисбаланс не более 40 г • см.
Дисбаланс устраняют снятием металла с наружной поверхности турбин-
ного колеса второго гидротрансформатора и турбинного колеса гидро-
муфты на глубину не более 2 мм. Отбалансированный вал клеймят
в местах снятого металла или рядом и разбирают. Соединения с гаранти-
рованным натягом по конусной поверхности разбирают с помощью масла
высокого давления.
Окончательная сборка турбинного вала второй ступени. Перед
окончательной сборкой турбинного вала подбирают детали и подшип-
ники, обеспечивающие получение необходимых зазоров и натягов в со-
пряжениях (см. рис. 55).
Вал в сборе с турбинным колесом второго гидротрансформатора
кладут на стол, ставят на место крышку гидротрансформатора и наса-
живают на вал отбойное кольцо до упора в диск турбинного вала
(рис. 58). В крышку устанавливают проставочное кольцо, совмещая паз
его со сливным отверстием крышки, и фиксируют штифтом.
На турбинный вал на место шарикоподшипника ставят такой же
ширины технологическое кольцо, а на крышку до упора в него — на-
жимное кольцо, которое привертывают к крышке болтами. Вал уста-
навливают в горизонтальное положение и проверяют совпадение пло-
скостей Б иВ колеса и крышки (см. рис. 58). Смещение смежных по-
верхностей Б и В от их номинального положения допускается не более
0,5 мм в любую сторону. Регулировка взаимного положения этих
поверхностей производится подбором или подшлифовкой горцов отбой-
ного и нажимного колец.
5*
131
После проверки и регулировки нажимное и технологическое коль-
ца снимают. Шарикоподшипник нагревают в масляной ванне до 90° С
и насаживают на турбинный вал и в крышку гидротрансформатора
до упора. По мере остывания шарикоподшипник допрессовывают с по-
мощью оправки и молотка. На крышку ставят нажимное кольцо, при-
вертывают болтами и проверяют совпадение плоскостей Б и В с помо-
щью лекальной линейки и щупа № 3 (ГОСТ 882—64). Допускается
смещение смежных поверхностей от номинального положения не более
0,5 мм. После проверки болты законтривают проволокой. Затем прове-
ряют пятно контакта и осевой натяг между шестерней и валом; значение
этих параметров должно быть таким же, как и при сборке под балан-
сировку. Шестерню нагревают в электропечи до 200 ± 10° С с выдерж-
кой 1,5 + 2 ч, насаживают на вал согласно рискам, нанесенным при
сборке для динамической балансировки. После остывания шестерни
проверяют торцовое и радиальное биение крышки второго гидро-
трансформатора по замку. В горизонтальном положении вала допус-
кается радиальное биение не более 0,12 мм и торцовое — не более
0,4 мм. Определяют натяг под посадку шарикоподшипника на шейку
шестерни, который должен быть в пределах 0,02—0,065 мм. Шарико-
подшипник нагревают в масляной ванне до 90° С, насаживают на шейку
шестерни до упора и по мере остывания допрессовывают с помощью
оправки и молотка.
Проверяют пятно контакта посадочных поверхностей турбинного
колеса гидромуфты и турбинного вала, которое должно располагаться
сплошными кольцевыми поясами с обеих сторон маслораспределитель-
ной канавки и занимать не менее 75% поверхности сопряжения. Тур-
бинный вал устанавливают на кантователь, закрепляют за шестерню
и поворачивают в положение, удобное для сборки. На вал надевают
технологическое кольцо толщиной 13 мм до упора во внутреннюю обой-
Рис. 58. Второй турбинный вал в сборе:
1 — турбинное колесо гидромуфты; 2, 3 — уп-
лотнения; 4 — стакан подшипника; 5, 11 —
кольца; 6 — отбойный диск; 7, 10 — шарико-
подшипники; 8 — шестерня; 9 — нажимное
кольцо; 12 — отбойное кольцо; /3 — крышка
гидротрансформатора; 14 — турбинный вал
му шарикоподшипника. Поса-
дочные поверхности турбинного
вала и колеса гидромуфты обез-
жиривают растворителем и про-
тирают технической салфеткой.
Колесо насаживают на вал и
определяют осевой натяг между
технологическим кольцом и тур-
бинным колесом с помощью кон-
цевых мер длины. Он должен
быть в пределах 6—9 мм.
Турбинное колесо гидромуф-
ты и технологическое кольцо
снимают с вала. Проверяют диа-
метральный зазор уплотнения
турбинного колеса (зазор дол-
жен быть 0,2—0,35 мм) и диамет-
ральный зазор между лабирин-
тами уплотнения и стакана (до-
пускается зазор 0,3—0,38 мм),
132
Рис. 59. Первый турбинный вал в сборе под
динамическую балансировку:
1 — уплотнительный диск; 2 — турбинное колесо
первого гидротрансформатора; 3 — турбинный
вал; 4 — технологическое кольцо; 5 — шестерня
а также зазор под посадку
шарикоподшипника в стакан,
который должен быть равен
0,00—0,08 мм.
Сопрягаемые поверхности
турбинного колеса гидромуф-
ты и вала обезжиривают
растворителем и протирают
технической салфеткой. Тур-
бинное колесо нагревают в
электропечи до 200 ± 10° С
с выдержкой 1,5—2 ч.
За 30 мин до окончания на-
грева колеса в электропечь
помещают стакан в сборе.
Нагретый стакан насажи-
вают на шарикоподшипник
до упора так, чтобы цилин-
дрический штифт, запрессо-
ванный в отбойный диск,
вошел в отверстие шестерни,
а отбойный диск занял положение до упора во внутреннюю обойму
шарикоподшипника. Нагретое турбинное колесо насаживают на вал
до упора в отбойный диск, совмещая риски, поставленные при динами-
ческой балансировке вала. После остывания собранный узел передают
на сборку главного вала.
Сборка турбинного вала первой ступени под динамическую балан-
сировку выполняется аналогично сборке турбинного вала второй
ступени.
Вал в сборе с помощью оправки устанавливают в центры токарного
станка и проверяют биение поверхностей В и Г (см. рис. 59) относитель-
но оси центров, которое должно быть не более 0,01 мм.
Динамическую балансировку турбинного вала первой ступени
в сборе производят на балансировочном станке согласно инструкции.
Допускается дисбаланс не более 75 г • см. Устранение дисбаланса про-
изводят снятием металла с наружной поверхности турбинного колеса
первого гидротрансформатора и обода шестерни на глубину не более
2 мм.
Отбалансированный турбинный вал клеймят в местах снятого метал-
ла или рядом. Затем вал разбирают и передают на участок сборки глав-
ного вала. Посадки с гарантированным натягом по конусной поверх-
ности разбирают с помощью масла высокого давления.
§ 5. Сборка корпусов
гидротрансформаторов
Перед сборкой все каналы и отверстия в деталях очищают от заусен-
цев, стружки и тщательно продувают сухим сжатым воздухом. Под-
шипник промывают в чистом бензине или обезвоженном керосине, вы-
133
сушивают и проверяют на свободное проворачивание. Посадочные по-
верхности корпусов гидротрансформаторов, лабиринтовые уплотнения
и подшипник смазывают индустриальным маслом 12 (ГОСТ 1707—51).
Корпуса гидротрансформаторов обдувают сжатым сухим воздухом и
протирают техническими салфетками.
В корпус второго гидротрансформатора устанавливают направляю-
щий аппарат, проверяют совпадение смежных поверхностей в круге
циркуляции и направляющий аппарат вынимают. Допускается несов-
падение смежных поверхностей не более 0,5 мм.
Собирают тор и направляющий аппарат второго гидротрансформа-
тора и все болты надежно затягивают. Выступание болтов из круга
циркуляции не допускается, а утопание допускается не более 1 мм.
Болты связывают проволокой, концы ее скручивают жгутом.
Направляющий аппарат с тором привертывают к корпусу второго
гидротрансформатора болтами с постановкой пружинных шайб. Вы-
ступление болтов в круг циркуляции допускается не более 0,5 мм,
а утопание— не более 1 мм. Затем устанавливают тор и направляющий
аппарат в корпус первого гидротрансформатора (рис. 60).
Рис. 60. Корпуса гидротрансформаторов в сборе:
1— корпус первого гидротрансформатора, 2— тор первого гидротрансформатора; 3 — направ-
ляющий аппарат первого гидротрансформатора; 4 — кольцо; 5 — роликоподшипник; 6 — стакан
роликоподшипника; 7 — уплотнение; 8 — корпус второго гидротрансформатора; 9 — тор вю-
рого гидротрансформатора; 10 — направляющий аппарат второго гидротрансформатора
134
В выточку корпуса второго гидротрансформатора устанавливают
технологическое центрирующее кольцо с помощью медной выколотки
и насаживают корпус первого гидротрансформатора так, чтобы плос-
кости под золотниковую коробку были параллельны.
Корпуса гидротрансформаторов стягивают болтами и проверяют
прилегание их по плоскости разъема. Щуп 0,05 мм не должен проходить
на глубину более 5 мм. Затем корпуса в сборе отправляют на механи-
ческую обработку, после которой их разбирают, продувают сжатым
сухим воздухом и вынимают технологическое центрирующее кольцо.
В корпус второго гидротрансформатора устанавливают стакан ро-
ликоподшипника до упора так, чтобы совпали отверстия масляного
канала. Это положение стакана относительно корпуса фиксируется
штифтом.
Подбирают роликоподшипник с таким условием, чтобы зазор между
стаканом и наружной обоймой роликоподшипника был в пределах 0—
0,065 мм. Наружную обойму роликоподшипника устанавливают в ста-
кан до упора, ставят нажимное кольцо, на плоскость разъема корпусов
наносят кисточкой тонкий ровный слой герметика ТУ МХП 1112-44
и устанавливают корпус первого гидротрансформатора так, чтобы пло-
скости под золотниковую коробку были параллельны.
Корпуса гидротрансформаторов стягивают болтами, вновь прове-
ряют прилегание по плоскости разъема щупом 0,05 мм и произ-
водят их гидравлическое испытание маслом индустриальным 12
(ГОСТ 1707—51) при температуре 50—60° С и давлении 6 кг/см2 в тече-
ние 5 мин с технологическими крышками.
После гидравлического испытания корпусов ставят на место шари-
ковый клапан и корпуса передают на участок сборки главного вала.
§ 6. Сборка главного вала
унифицированной гидропередачи
Собранный турбинный вал второй ступени устанавливают в канто-
ватель и закрепляют прихватами за шестерню. Проверяют зазор меж-
ду уплотнительным диском и насосным колесом второго гидротрансфор-
матора путем измерения внутреннего диаметра диска и наружного диа-
метра колеса. Зазор должен быть 0,25—0,35 мм. Уплотнения вала сма-
зывают турбинным маслом 22 ГОСТ 32—53.
Вал насосных колес в сборе с насосным колесом второго гидротранс-
форматора устанавливают в отверстия турбинного вала второй ступени.
На турбинное колесо второго гидротрансформатора устанавливают
уплотнительный диск, совмещая штифты, поставленные при сборке
под статическую балансировку, и закрепляют болтами с шайбами.
Болты затягивают динамометрическим ключом моментом 6—7 кгс • м.
Торцы болтов должны совпадать с плоскостью уплотнения. Допуска-
ется утопание не более 0,5 мм.
Вал насосных колес перемещают до упора в уплотнительный диск
второго гидротрансформатора и измеряют разбег вала насосных колес,
который должен быть 4,5—7 мм. После проверки болты законтривают
135
шайбами, раскернивая каждую из них против выемки болта с двух
сторон шлица, и развальцовывают по пазам уплотнительного диска.
Поворачивают собранный узел на 90° вокруг горизонтальной оси
кантователя в положение насосным колесом вниз. Постепенным под-
домкрачиванием насосного вала снизу совмещают поверхности круга
циркуляции насосного и турбинного колес второго гидротрансформа-
тора.
Насосное колесо гидромуфты нагревают в электрической печи до
200 ± Ю° С с выдержкой 1,5—2 ч, насаживают на вал насосных ко-
лес и совмещают риски взаимного расположения деталей. После осты-
вания проверяют совмещение плоскостей круга циркуляции насосного
и турбинного колес второго гидротрансформатора. Смещение поверх-
ностей от номинального положения допускается не более 0, 5 мм.
Совмещают отверстие в крышке второго гидротрансформатора
с отверстием в диске турбинного вала и проверяют торцовый зазор
между насосным и турбинным колесами второго гидротрансформатора
путем измерения расстояния от плоскости крышки гидротрансформа-
тора до плоскости насосного колеса с помощью специального штан-
генглубиномера и расстояние от плоскости крышки гидротрансформа-
тора до плоскости диска турбинного вала. (Толщина диска турбинного
колеса известна.) Этот зазор должен быть в пределах 3—4 мм.
Опускают узел с помощью кантователя вниз примерно на 500 мм
и измеряют зазор между уплотнением корпуса гвдромуфты и ступицей
насосного колеса гидромуфты. Зазор должен быть 0,3—0,38 мм на сто-
рону. Проверяют разбег вала насосных колес после выставления по-
верхностей круга циркуляции второго гидротрансформатора постепен-
ным поддомкрачиванием. Разбег должен быть в пределах 4,5—7 мм.
Устанавливают корпус гидромуфты на турбинное колесо, совместив
три штифта с отверстиями в сопрягаемых деталях; штифты запрессовы-
вают и корпус привертывают к турбинному колесу болтами с поста-
новкой пластинчатых замков.
Радиальное биение посадочной шейки корпуса гидромуфты под под-
шипник проверяют при горизонтальном расположении вала в постели
корпуса гидропередачи или в постели специальной подставки. Поэтому
на насосный вал устанавливают в холодном состоянии технологичес-
кую шестерню в сборе со стаканом и закрепляют гайкой.
Поворачивают узел на 180° вокруг горизонтальной оси кантователя
и опускают примерно на 500 мм. Проверяют зазор между уплотнениями
насосного колеса второго гидротрансформатора и тора с помощью
штангенциркуля. Зазор должен быть в пределах 0,35—0,45 мм на сто-
рону.
Проверяют зазор между уплотнением в корпусе и насосным колесом
второго, а затем первого гидротрансформатора. Зазор должен быть
0,15-ь0,22 мм на сторону.
Затем проверяют зазор между уплотнением насосного колеса пер-
вого гидротрансформатора и тора с помощью штангенциркуля (дол-
жен быть 0,35—0,45 мм на сторону), а также между уплотнительным
диском и насосным колесом первого гидротрансформатора (зазор дол-
жен быть 0,25—0,35 мм на сторону).
136
Привалочные поверхности корпусов гидротрансформаторов и крыш-
ки второго гидротрансформатора протирают технической салфеткой.
Проверяют размер от привалочной поверхности корпуса первого гид-
ротрансформатора до проточной части круга циркуляции (см. рис. 60).
Уплотнения корпусов гидротрансформаторов смазывают турбинным
маслом 22 (ГОСТ 32—53). На привалочную поверхность крышки вто-
рого гидротрансформатора кисточкой наносят лак «Герметик», корпуса
гидротрансформаторов в сборе устанавливают на крышку, ставят на
место болты и затягивают.
Проверяют осевой разбег вала насосных колес, который должен
быть 4,5—7,0 мм, а затем болты крепления корпусов к крышке второго
гидротрансформатора законтривают попарно пластинчатыми замками.
Вал насосных колес выжимают вверх домкратом на величину осе-
вого разбега. Сопрягаемые поверхности насосного колеса первого гид-
ротрансформатора и вала насосных колес обезжиривают растворителем
и протирают технической салфеткой.
Насосное колесо первого гидротрансформатора нагревают в элект-
ропечи до 200 ± 10° С с выдержкой в течение 1,5—2,0 ч, а турбинное
колесо в сборе с уплотнительным диском — до 90—100° С и устанавли-
вают последнее в корпус первого гидротрансформатора. Нагретое на-
сосное колесо первого гидротрансформатора насаживают на вал на-
сосных колес до упора во внутреннюю обойму роликоподшипника и
совмещают риски на валу и колесе, поставленные при динамической
балансировке. После остывания деталей проверяется осевой разбег
вала насосных колес, который должен быть в пределах 4,5—7,0 мм.
Измеряют расстояние от торца вала насосных колес до торца
насосного колеса первого гидротрансформатора и сравнивают с ранее
измеренным при сборке насосных колес на валу под динамическую
балансировку. Сопоставлением размеров убеждаются, что насосное ко-
лесо первого гидротрансформатора село на свое место (см. рис. 56).
В турбинный вал первого гидротрансформатора ввертывают заглуш-
ку и устанавливают его на штифты турбинного колеса трансформатора,
совмещая риски, поставленные при сборке вала под динамическую
балансировку. Ставят на место болты, шайбы и затягивают болты ди-
намометрическим ключом моментом 6—7 кгс • м. Проверяют осевой
разбег вала насосных колес, который должен быть в пределах 4,5—
7 мм. Болты законтривают, каждую шайбу раскернивают против выем-
ки болта с двух сторон шлица и шайбы развальцовываются по пазам
турбинного вала.
Измеряют наружный диаметр посадочной поверхности турбинного
вала и внутренний диаметр обоймы роликоподшипника для определения
величины натяга. Натяг должен быть в пределах 0,03—0,065 мм. Про-
веряют зазор между лабиринтовым кольцом и крышкой первого гидро-
трансформатора. Зазор должен быть в пределах 0,25—0,35 мм на
сторону.
На турбинный вал первой ступени устанавливают крышку первого
гидротрансформатора и крепят болтами к корпусу гидротрансформа-
тора с постановкой пластинчатых замков. Болты законтривают, отги-
бая усы пластин на грани болтов. На турбинный вал и в крышку пер-
137
вого гидротрансформатора устанавливают кольца, которые фиксируют
в крышке цилиндрическим штифтом.
Измеряют натяг под посадку роликоподшипника на турбинный вал
первой ступени, который должен быть в пределах 0,03—0,065 мм.
Внутреннюю обойму роликоподшипника нагревают в масляной ванне
до 90—100° С и насаживают на турбинный вал до упора в кольцо. На-
ружную обойму устанавливают в крышку также до упора в кольцо,
а в выточку крышки ставят пружинное кольцо.
Посадочные поверхности шестерни первой ступени скорости и тур-
бинного вала обезжиривают растворителем и протирают технической
салфеткой. Шестерню нагревают в электропечи до 200 ± 10° С с вы-
держкой 1,5—2 ч, насаживают на турбинный вал до упора во внутрен-
нюю обойму роликоподшипника и совмещают риски, поставленные при
динамической балансировке.
После остывания шестерни проверяют зазор между торцами шестер-
ни и внутренней обоймы роликоподшипника. Допускается зазор не
более 0,25 мм. Определяют натяг под посадку внутренней обоймы ша-
рикоподшипника и роликоподшипника на ступицу шестерни. Он дол-
жен быть в пределах 0,02—0,065 мм.
Шарикоподшипник устанавливают в стакан и фиксируют его поло-
жение штифтом. Промывают их в бензине или обезвоженном керосине,
нагревают в масляной ванне до 90—100° С и насаживают на шестерню
до упора, по мере остывания допрессовывают с помощью оправки и
молотка.
В стакан подшипников ставят проставку, а на ступицу шестерни —
кольцо до упора в обойму подшипника. Внутреннюю обойму ролико-
подшипника нагревают в масляной ванне до 90—100° С и насаживают
на ступицу шестерни до упора. На турбинный вал ставят специальную
шайбу, привертывают к валу болтами, связывают их проволокой, кон-
цы которой завивают жгутом длиной 5—7 мм.
Главный вал снимают с кантователя и устанавливают в постели
корпуса гидропередачи или в постели специальной подставки. Совме-
щают поверхности насосных, турбинных колес и корпусов гидротранс-
форматоров в кругах циркуляции. При этом при вращении турбинных
валов не должно создаваться повышенного сопротивления вращению.
«Ведение» турбинных колес не допускается.
Проверяют биение шейки корпуса гидромуфты с помощью индика-
торной стойки и индикатора. Допускается биение не более 0,1 мм. При
повышенном биении вал устанавливают в кантователь, корпус гидро-
муфты снимают с турбинного колеса гидромуфты, вновь выставляют их
взаимное положение и крепят предварительно болтами с постановкой
стопорных шайб. При этом болты устанавливают согласно номерам,
поставленным при сборке под динамическую балансировку.
Главный вал в сборе вновь устанавливают в постели корпуса гидро-
передачи или в постели специальной подставки и выставляют так,
чтобы биение шейки под подшипник было не более 0,1 мм, после чего
болты надежно затягивают, законтривают и вновь проверяют биение
шейки под подшипник.
138
Главный вал гидропередачи устанавливают в кантователь, ставят
новые штифты в новые отверстия и раскернивают. Вал поворачивают
в кантователе на 180° вокруг горизонтальной оси и с вала насосных
колес снимают технологическую шестерню в сборе со стаканом.
Измеряют натяг под посадку шарикоподшипника на шейку корпуса
гидромуфты, который должен быть 0,03—0,065 мм. В стакан устанавли-
вают наружную обойму роликоподшипника, диск и пружинное кольцо.
Шарикоподшипник нагревают в масляной ванне до 60—80° С и насажи-
вают на шейку корпуса гидромуфты до упора.
На шейку насосного колеса гидромуфты устанавливают пружинное
кольцо и определяют натяг под посадку внутренней обоймы роликопод-
шипника на шейку насосного колеса гидромуфты, который должен быть
в пределах 0,02—0,065 мм. Внутреннюю обойму роликоподшипника
нагревают в ванне до 90—100° С и насаживают на ступицу насосного
колеса гидромуфты до упора и по мере остывания допрессовывают
с помощью оправки и молотка.
На ступицы насосного колеса и корпуса гидромуфты устанавливают
стакан подшипников. Шестерню привода вала насосных колес нагре-
вают в электропечи до 200 10° С с выдержкой в течение 1,5—2 ч,
насаживают на вал насосных колес до упора во внутреннюю обойму
роликоподшипника и совмещают риски спаренности, поставленные при
динамической балансировке.
После остывания шестерни проверяют зазор между торцом ступицы
шестерни и торцом внутренней обоймы роликоподшипника, который
должен быть не более 0,25 мм. Измеряют наружный диаметр ступицы
шестерни и внутренний диаметр внутренней обоймы роликоподшипни-
ка для определения величины натяга, который должен быть в пределах
0,020—0,065 мм.
Внутренняя обойма роликоподшипника и дистанционное кольцо
нагревают в масляной ванне до 90—100° С и насаживают на ступицу
шестерни до упора. В гнездо подшипника устанавливают наружную
обойму роликоподшипника и проставку до упора и стакан устанавли-
вают на ступицу шестерни.
Внутреннюю обойму шарикоподшипника нагревают в масляной
ванне до 60—90° С и насаживают на ступицу шестерни до упора. В ста-
кан устанавливают наружную обойму шарикоподшипника и на ступицу
шестерни — внутреннюю обойму с помощью оправки и молотка.
На вал насосных колес навертывают гайку и затягивают специаль-
ным ключом. Гайку стопорят винтом, который раскернивают в двух
местах против шлиц.
Собранный главный вал гидропередачи снимают с кантователя и
устанавливают в постели корпуса гидропередачи. Вновь совмещают
поверхности насосных, турбинных колес и корпусов гидротрансформа-
торов в кругах циркуляции. При этом при вращении турбинных
валов не должно создаваться повышенного сопротивления вращению.
«Ведение» турбинных колес при вращении вала насосных колес не
допускается.
Регулировка зазоров главного вала гидропередачи рассматривается
в гл. XV.
139
Глава VII
РЕМОНТ ПРИВОДНОГО И РАЗДАТОЧНОГО ВАЛОВ
§ 1. Основные неисправности
Приводной вал (рис. 61) предназначен для передачи энергии с колен-
чатого вала дизеля на главный вал гидропередачи и вал отбора мощ-
ности.
Рис. 61. Приводной вал;
1 — фланец-шкив; 2 — шайба нажимная; 3 — на-
бивка; 4 — крышка; 5, 10 — стаканы; ь — шари-
коподшипник; 7, 8 — шестерни; 9 ~~ роликопод-
шипник; 11 — вал
Раздаточный вал (рис. 62) передает энергию от реверс-режимных
валов к карданным валам экипажа тепловоза и является последним зве-
ном кинематической цепи гидропередачи. Приводной вал гидропере-
дачи работает в условиях высоких динамических нагрузок в систе-
ме валопровода дизель — гидропередача. Раздаточный вал также ра-
ботает в условиях высоких
динамических нагрузок, осо-
бенно в период боксования
тепловоза.
Приводной и раздаточный
валы унифицированной гидро-
передачи полностью разби-
рают для осмотра, ремонта и
замены деталей при среднем
и капитальном ремонтах те-
пловозов. Внеплановые ре-
монты их вызываются разру-
шениями зубьев зубчатых ко-
лес и дефектами подшипни-
ковых узлов.
Характерными неисправ-
ностями элементов валов уни-
фицированной гидропередачи
являются: трещины и износ
посадочных поверхностей ва-
лов, гнезд подшипников,
крышек; износ, трещины и
выкрашивание зубьев шесте-
рен; износ посадочных по-
верхностей шестерен, лаби-
ринтовых уплотнений и де-
фекты подшипников качения.
При текущем ремонте ТРЗ
тепловозов на унифицирован-
но
ной гидропередаче вскрывают
торцовые крышки и произво-
дится визуальное освидетель-
ствование состояния шесте-
рен, подшипников, сепарато-
ров, упорных буртов крышек
и других элементов подшип-
никовых узлов валов гидропе-
редачи. Путем осевого и ра-
диального перемещения валов
определяют зазоры в подшип-
никах качения с помощью
индикатора.
В случае обнаружения по-
вреждений гидропередачу сни-
мают с тепловоза для полной
разборки и освидетельствова-
ния обнаруженных дефектных
узлов с заменой шестерен,
подшипников и других дета-
лей.
Гидромеханическую пере-
дачу маневровых тепловозов
при текущем ремонтеТРЗ сни-
мают с тепловоза и разбирают
для ревизии и ремонта.
§ 2. Разборка
Рис. 62. Раздаточный вал:
1 — фланец; 2 — шайба нажимная; 3 — крышка;
4, 7 — стаканы подшипника; 5, 8 — колеса, зубча-
тые; 6 — вал; 9 — шарикоподшипник; 10 — коль-
цо; 11 — роликоподшипник; 12 — кольцо отража-
тельное
распрессовывают турбинным маслом 22
Перед ремонтом привод-
ной и раздаточный валы пол-
ностью разбирают. Все соеди-
нения с гарантированным на-
тягом по конусной поверхности
(ГОСТ 32—53) под давлением до 2,5 тыс. кгс/см2 (см. гл. IV).
Демонтаж шарико- и роликоподшипников производится с помощью
винтовых и -гидравлических прессов, съемников и других приспособле-
ний, исключающих возможность повреждения подшипников. При этом
запрещается применять ударный инструмент, а также стягивать ша-
риковый подшипник с вала за наружное кольцо, когда усилие пере-
дается через тела качения. В отдельных случаях, когда конструкция
узла не позволяет снять шариковый подшипник за внутреннее кольцо,
необходимо осторожно стягивать его за наружное кольцо, медленно
поворачивая вокруг оси.
Запрещается демонтаж подшипников с помощью нагрева их деталей
открытым пламенем (подробнее см. гл. V).
Осмотр и дефектоскопия деталей. Все снятые детали промывают
в осветительном керосине, продувают сухим сжатым воздухом, осмат-
ривают и измеряют. Валы и шестерни дефектоскопируют.
141
Для выявления поперечных трещин и трещин, расположенных
с большим наклоном, дефектоскоп на контролируемой детали распола-
гают таким образом, чтобы обеспечить продольное намагничивание
детали и особенно мест, наиболее подверженных образованию трещин
(галтелей, отверстий и т. п.).
После дефектоскопии детали размагничивают в постепенно убы-
вающем переменном магнитном поле.
Сортировка деталей. После осмотра, измерения и дефектоскопии де-
тали приводного и раздаточного валов сортируют.
Все прокладки, уплотнения и резинотехнические изделия заменяют
независимо от их состояния. Шариковые подшипники при заводском
ремонте гидропередачи заменяют новыми или отремонтированными.
Подбор подшипников качения по радиальному зазору производят сог-
ласно инструкции завода-изготовителя гидропередачи.
§ 3. Ремонт деталей
Валы подлежат замене при наличии трещин и плен любого размера
и расположения.
Отверстия диаметром 25 мм раздаточного вала и шестерен под болты
крепления при износе разрешается развертывать до диаметра 26 мм
с последующей постановкой при сборке болтов соответствующего диа-
метра.
Допускается заварка отверстий электродуговой сваркой электро-
дами типа Э42 (ГОСТ 9467—60) или в среде углекислого газа с по-
следующей обработкой до чертежных размеров.
После ремонта валы и шестерни балансируют статически. Дисба-
ланс вала более 70 гс-см устраняют сверлением отверстий диаметром
16 мм, глубиной не более 10 мм в торце валов по окружности радиусом
150 или 205 мм. Допускаемый дисбаланс для шестерен приводного
вала 50 гс-см, раздаточного вала 100 гс-см.
Корпуса, крышки, стаканы подшипников при наличии трещин
заменяют. При износе этих деталей более 0,15 мм на сторону или нали-
чии задиров допускается восстановление поверхности осталиванием,
вибродуговой наплавкой под слоем флюса или наплавкой в среде угле-
кислого газа с последующей механической обработкой до чертежных
размеров.
Дефектные отверстия диаметром 17 мм в корпусах, крышках, ста-
канах и сопрягаемых деталях разрешается увеличивать до диаметра
18 мм с постановкой при сборке болтов соответствующего диа-
метра.
Выработку зубьев фланца-шкива по ширине разрешается устра-
нять обработкой с сохранением профиля за счет изменения наружного
диаметра с 305 до 300 мм и внутреннего диаметра с 263 до 258 мм.
После ремонта фланцы балансируют статически. Допускаемый дис-
баланс фланцев приводного вала унифицированной гидропередачи на
мощность 750—1000 л. с. составляет 50 ic-cm, для УГП 1200 л. с.—•
100 гс • см.
142
§ 4. Сборка
Сборка приводного вала. Измеряют посадочные места вала под ша-
риковые и роликовые подшипники для определения величины натяга,
который должен быть не менее 0,02 мм. Внутреннюю обойму роликопод-
шипника нагревают в масляной ванне до 60—90° С, насаживают на
вал и стопорят кольцом НЭ-140 (ГОСТ 9301—59). После остывания
проверяют зазор между внутренней обоймой подшипника и кольцом,
который должен быть не более 0,25 мм.
Определяют натяг в сопряжении большой шестерни с валом перед
напрессовкой (должен быть 0,12 — 0,20 мм). Шестерню нагревают
в электропечи до 140° С с выдержкой 1,5—2 ч и напрессовывают на
вал до упора во внутреннюю обойму роликоподшипника. После полного
остывания ее проверяют натяг в сопряжении шестерен, который дол-
жен быть 0,07—0,015 м.
Малую шестерню нагревают в электропечи до 100°С с выдержкой
1,5—2 ч и насаживают на ступицу большой шестерни до упора так,
чтобы ее бурт находился с наружной стороны.
В стакан устанавливают шарикоподшипник и нагревают в масляной
ванне до 60—90° С, надевают на него прокладку и насаживают на вал
до упора шарикоподшипника в ступицу шестерни. В стакан вставляют
проставку, а на вал устанавливают дистанционное кольцо.
Внутреннюю обойму роликоподшипника нагревают в масляной ван-
не до 60 — 90° С и насаживают на вал до упора в дистанционное кольцо.
После остывания внутренней обоймы в стакан вставляют наружную
обойму до упора в проставку.
На вал надевают отражательное кольцо. Сопрягаемые поверхности
фланца и вала обезжиривают растворителем и протирают технической
салфеткой. Наносят тонкий равномерный слой синьки на посадочную
поверхность фланца, насаживают последний на вал и поворачивают
несколько раз на угол 15—20°.
Проверяют прилегание конусных поверхностей покраске. Пятна
должны быть равномерно распределены по конусным поверхностям
с образованием сплошных кольцевых поясов с обеих сторон маслорас-
пределительной канавки и занимать не менее 75?о поверхности сопря-
жения.
Посадочную поверхность фланца и вала обезжиривают раствори-
телем и протирают технической салфеткой. Фланец насаживают на вал
и, измерив расстояние между торцом фланца и отражательным коль-
цом, определяют осевой натяг, который должен быть в пределах
7—10 мм. Затем фланец снимают с вала.
Устанавливают крышку в стакан, привертывают тремя технологи-
ческими болтами и определяют толщину прокладок. При этом натяг
между крышкой и наружной обоймой роликоподшипника должен
быть не менее 0,05 мм.
Крышку отсоединяют от стакана и снова устанавливают в стакан
вместе с подобранной прокладкой.
Сопрягаемые поверхности вала и фланца обезжиривают раствори-
телем и протирают технической салфеткой. Фланец нагревают в
143
электропечи до 200 + 10°С с выдержкой в течение 1,5—2 ч. На крышку
устанавливают нажимную шайбу. Нагретый фланец насаживают на
вал до упора в отражательное кольцо и поджимают по мере остывания.
После остывания фланца от крышки отводят нажимную шайбу и за-
правляют сальниковую набивку.
Предварительно ее пропитывают в смеси масла с графитом при
80—90° С в течение 30 мин. Окончательно затягивают и шплинтуют
болты нажимной шайбы при общей сборке гидропередачи после про-
верки бокового зазора шестерен.
Наружную обойму роликоподшипника устанавливают в стакан,
законтривают пружинным кольцом и стакан надевают на вал.
На торцы вала и фланца наносят крейцмейселем риски спаренности
глубиной 0,5 мм и собранный приводной вал передают на общую сборку
гидропередачи.
Сборка раздаточного вала. Проверяют по краске прилегание конус-
ных поверхностей вала и фланцев, так же как это было описано для
приводного вала, но вместо синьки наносят слой глазури. Допускается
также применять и синьку, но она не должна содержать крупинок.
После проверки сопрягаемые поверхности вала и фланца обезжири-
вают, протирают технической салфеткой, фланец насаживают на вал и
определяют осевой натяг измерением с помощью штангенглубиномера
расстояния между торцом фланца и торцом внутренней обоймы подшип-
ника за минусом толщины отражательного кольца. Осевой натяг дол-
жен быть в пределах 15,5—18,5 мм.
Вал поворачивают на 180° и аналогично проверяют прилегание ко-
нусных сопрягаемых поверхностей и осевой натяг второго фланца,
которые должны удовлетворять тем же требованиям. После проверки
фланцы клеймят относительно посадочных мест.
Вал устанавливают на подставке так, чтобы посадочное место для
большой шестерни располагалось вверху (см. рис. 62). Зубчатое колесо
насаживают на вал, совмещают отверстия под болты, в которые встав-
ляют диаметрально противоположно два технологических болта и за-
тягивают.
Проверяют зазор по привалочным плоскостям между шестерней
и ступицей вала с помощью щупа. Зазор не допускается. Вал в сборе
с зубчатым колесом передают для сверления, зенкерования и разверты-
вания отверстий под болты. Болты подбирают так, чтобы обеспечить
натяг 0,02—0,25 мм, и с помощью молотка с медной вставкой устанавли-
вают в развернутые отверстия. Прилегание головок болтов должно быть
плотным.
Допускается зазор не более 0,1 мм. Затем на болты наверты-
вают гайки, которые затягивают и законтривают шплинтами, концы
шплинтов разводят.
Вал поворачивают на 180°, т. е. устанавливают посадочным местом
под малое зубчатое колесо вверх, и насаживают малое зубчатое колесо
в том же порядке с выполнением тех же требований, как и при насадке
большого колеса.
Раздаточный вал в сборе с зубчатыми колесами устанавливают в кан-
тователь и закрепляют. Подбирают два роликоподшипника и шарико-
144
подшипник с обеспечением натяга по внутреннему диаметру обоймы не
менее 0,02 мм.
Шарикоподшипник устанавливают в стакан, нагревают вместе в мас-
ляной ванне до 90° С и насаживают на вал до упора в бурт вала. Перед
насадкой на стакан подшипника надевают уплотнительную прокладку.
По мере остывания подшипник допрессовывают с помощью оправки и
молотка. После остывания в стакан устанавливают смазочное и дистан-
ционное кольца.
Внутреннюю обойму роликоподшипника нагревают в масляной ван-
не до 90° С, насаживают на вал до упора в дистанционное кольцо и по
мере остывания допрессовывают с помощью оправки и молотка. В ста-
кан подшипника устанавливают наружную обойму до плотного упо-
ра в смазочное кольцо. На вал надевают отражательное кольцо.
На стакан подшипника устанавливают крышку и крепят к нему тре-
мя технологическими болтами с гайками. После поджатия крышки бол-
ты отпускают и снова поджимают, но с меньшим усилием. После этого
измеряют натяг между стаканом подшипника и крышкой. Натяг дол-
жен быть в пределах 0,1—0,5 мм. При необходимости разрешается
подрезать торец крышки для обеспечения этого натяга.
Вал поворачивают на 180°. В малый стакан подшипника устанавли-
вают наружную обойму роликоподшипника с помощью оправки и мо-
лотка. Внутреннюю обойму роликоподшипника нагревают в масляной
ванне до 90° С и насаживают на вал до упора в бурт. По мере остывания
обойму допрессовывают с помощью оправки и молотка.
На стакан подшипника надевают уплотнительную прокладку,
стакан с наружной обоймой роликоподшипника устанавливают на вал и
совмещают обоймы роликоподшипника. В стакан подшипника устанав-
ливают нажимное кольцо, а на вал согласно чертежу (рис. 62) —
упорное и отражательное кольца.
На стакан подшипника устанавливают крышку и определяют натяг,
как это было описано выше для большого стакана. Технологические
болты удаляют, на крышку помещают уплотнительное кольцо, ставят
ее на место, на крышку устанавливают нажимную шайбу. Сопрягаемые
поверхности фланца и вала обезжиривают растворителем и протирают
технической салфеткой.
Фланец устанавливают на вал и совмещают установочные риски.
Затем напрессовывают его на конусную часть вала методом масло-
прессовой посадки до упора с помощью мультипликатора и цилиндра
осевого давления. Крайнее положение на упоре фиксируется осевой
нагрузкой в течение 20 мин после снятия давления масла в мульти-
пликаторе.
После напрессовки фланца на вал в крышку заправляют сальнико-
вую набивку и поджимают ее нажимной шайбой. Проверяют зазор
между крышкой и торцом нажимной шайбы (должен быть в пределах
2,5—3,5 мм), а также расстояние от тыльной стороны фланца до наруж-
ного торца нажимной шайбы (должен быть не более 34 мм).
Напрессовка второго фланца раздаточного вала и постановка уплот-
нений выполняются аналогично. После напрессовки фланцев в центро-
вое отверстие вала ввертывают заглушки и раскернивают в двух точках.
145
Глава VIII
РЕМОНТ ЗУБЧАТЫХ КОЛЕС
§ 1. Виды износа и поломок
По форме все зубчатые колеса гидропередач можно разделить на зуб"
чатые колеса — втулки и зубчатые колеса — валы. Каждая из выделен-
ных групп имеет свою особенность обработки, вместе с тем технологи-
ческие процессы для одной и той же группы могут отличаться друг от
друга. Обычно технологический процесс изготовления зубчатых колес
разбивается на два этапа: первый включает комплекс операций, обес-
печивающих образование геометрической формы заготовки зубчатого
колеса до нарезания зубьев, а второй — операции зубонарезания и все
последующие процессы, связанные с упрочнением зубьев, их чистовой
обработкой и отделкой. Характер и последовательность операций об-
работки колес на первом этапе определяется их конструктивной формой.
На втором этапе процесс обработки в значительной степени зави-
сит от назначения зубчатых колес и требований, предъявляемых к ним
условиями эксплуатации.
Применительно к зубчатым колесам гидравлических передач тепло-
возов можно наблюдать следующие виды износа зубьев: смятие, исти-
рание, срезание, скалывание, задирание и заедание.
При достаточно высоких напряжениях и значительном числе их
повторений в зубе колеса возникает усталостная трещина, постепенно
увеличивающаяся и приводящая к его разрушению. Причиной поломки
зуба у основания обычно служит наличие в зоне впадины остаточных
растягивающих напряжений, возникающих при термической или хими-
ко-термической обработке.
Одним из наиболее часто встречающихся видов разрушения зуб-
чатых колес является выкрашивание рабочих поверхностей зуба.
Различают два вида выкрашивания: начальное, соответствующее пе-
риоду приработки зубчатой пары и ограничивающееся этим периодом,
и прогрессирующее, постепенно нарастающее и приводящее к разру-
шению рабочей поверхности зубьев. Интенсивность разрушения уве-
личивается с ростом величины напряжений в месте соприкосновения
зубьев.
Выкрашивание металла начинается в местах наибольших контакт-
ных напряжений и является следствием усталости поверхностного слоя
зуба. Поверхностный слой, подвергаясь непрерывному наклепыванию,
растрескивается и отслаивается. Затем такому же воздействию под-
вергается нижележащий слой. Разрушение распространяется в глубину
металла и охватывает все большую площадь рабочей поверхности зуба.
146
При этом нарушается точность зацепления, зубчатая передача начинает
работать с ударом, что в свою очередь способствует ускоренному вы-
крашиванию поверхности зуба. Появление и развитие усталостного
выкрашивания рабочей поверхности зуба зависят как от качества по-
верхностного слоя, так и от условий эксплуатации и правильности за-
цепления зубчатой пары.
Неправильное зацепление зубчатой пары вследствие искажения про-
филя зубьев или дефектов монтажа может привести к ускоренному из-
носу даже при вполне доброкачественном материале зубчатых колес.
В случае соприкосновения зубьев не по всей длине на отдельных уча-
стках рабочей поверхности возникает концентрация контактных давле-
ний и как следствие этого — усталостное выкрашивание.
Преждевременный выход из строя зубчатых колес в результате уста-
лостного выкрашивания зубьев может быть предотвращен путем тща-
тельного проведения технологического процесса формообразования,
термической обработки или другого способа упрочнения и высокока-
чественного монтажа зубчатого зацепления.
Причиной поломок и разрушения зубчатых колес может служить
грубая обработка даже нерабочих поверхностей. В результате грубой
обработки торцов зубьев зубчатых колес гидравлической передачи по-
являются трещины на торцах зубьев в месте впадины от резца. Грубая
обработка в данном случае приводит к разрушению зуба от технологи-
ческого концентратора напряжений.
§ 2. Методы устранения неисправностей
Зубчатые колеса заменяются при наличии:
а) изломов и трещин в зубьях и теле;
б) откола зубьев, если дефектное место расположено от торца зуба
на расстоянии более 10% его длины;
в) коррозионных язв площадью более 10% поверхности зуба;
г) вмятин на поверхности зуба площадью более 30 мм2 и глубиной
более 0,3 мм.
Поверхности шестерен главного вала под внутренние кольца под-
шипников при износе до 0,15 мм на сторону разрешается восстанавли-
вать хромированием. При большем износе производится осталивание
или вибродуговая наплавка под слоем флюса с последующей обработ-
кой до чертежных размеров.
Шестерни вторичного вала и вала реверса, отремонтированные на"
плавкой, после механической обработки подлежат дефектоскопии и ди-
намической балансировке. Зубчатые колеса, отремонтированные дру-
гими способами, подлежат статической балансировке.
Шестерни приводного и раздаточного валов балансируют статиче-
ски. Допускается дисбаланс для шестерен приводного вала 50 гс-см,
для шестерен раздаточного вала— 100 гс-см.
Отремонтированные зубчатые колеса вторичного вала и вала ревер-
са должны удовлетворять следующим техническим требованиям:
147
а) взаимное биение поверхностей диаметра 170 мм должно быть не
более 0,04 мм;
б) овальность и конусность поверхностей диаметром 170 мм допус-
каются не более 0,02 мм.
Зазоры между торцами зубчатых колес, зубчатыми колесами и кор-
пусом гидропередачи, зубчатыми колесами и гнездами подшипников
должны быть не менее 3 мм.
При сборке вала отбора мощности должны быть выполнены следую-
щие требования:
а) несовпадение торцов зубьев шестерен должно быть не более 1 мм;
б) боковой зазор в зацеплении шестерен должен быть в пределах
0,15—0,3 мм, зазор регулируется прокладками и смещением стакана
с последующей затяжкой гайки и стопорением винтом;
в) пятно контакта в зацеплении должно быть для конических шес-
терен не менее 50% высоты и длины зуба, для цилиндрических — не
менее 50% высоты и 70% длины зуба.
Зазор между зубьями шестерен откачивающего насоса и насоса си-
стемы смазки должен быть в пределах 0,1—0,25 мм.
§ 3. Упрочнение
Наиболее широкое применение для упрочнения зубчатых колес по-
лучили закалка поверхности, цементация, цианирование и азотирова-
ние. В последние годы все шире начинает применяться упрочнение зуб-
чатых колес наклепом посредством обдувки поверхности дробью, об-
катки роликами и чеканкой, а также нанесение на рабочие поверх-
ности хрома гальваническим способом. Наибольший результат упроч-
нения достигается комплексным применением отдельных видов поверх-
ностной обработки.
Дробеструйная обработка используется для зубчатых колес, из-
готовленных из различных сталей. Упрочнению подвергаются
окончательно обработанные зубчатые колеса, прошедшие механичес-
кую и термическую обработку. Дробеструйная обработка производит-
ся на механических или пневматических дробеметных машинах сталь-
ной или чугунной дробью диаметром 0,4—2 мм. В результате большой
скорости ударов дроби поверхностный слой обрабатываемой детали по-
лучает пластическую деформацию (наклеп), сопровождающуюся воз-
никновением значительных сжимающих напряжений. Глубина накле-
панного дробью слоя может достигать 0,8—1,0 мм, а сжимающие ос-
таточные напряжения у поверхности — 40—45 кгс/мм2.
Продолжительность наклепа дробью должна быть достаточной для
максимального упрочнения поверхности. Излишняя продолжитель-
ность обработки не влияет на качество поверхностного слоя, в то время
как недостаточная степень наклепа резко снижает эффект упрочнения.
Оптимальное время обдувки поверхности дробью составляет 2—3 мин
и зависит от режима обдувки, свойств материала и формы поверхности.
При наклепе зубчатых колес необходимо поворачивать их в струе дро-
би, что увеличивает продолжительность обработки в 4—5 раз.
148
§ 4. Проверка при монтаже гидропередачи
При сборке унифицированной гидропередачи необходимо проверить
зацепление сопрягаемых шестерен по краске, при этом пятно контакта
должно быть:
а) для цилиндрических зубчатых колес — не менее 50% высоты и
длины зуба;
б) для конических зубчатых колес •— не менее 40 % высоты и длины
зуба.
Для контроля пятна контакта боковые поверхности зубьев одного
зубчатого колеса покрывают тонким слоем краски. При взаимной об-
катке колес, производимой при легком притормаживании, на боковых
поверхностях проверяемого колеса, в местах сопряжения профилей
остаются следы краски. По этим отпечаткам судят о качестве контакт-
ной линии и направлении зубьев.
В качестве краски применяют свинцовый сурик, турнбулевую синь
(смесь раствора двухвалентного железа с раствором красной кровяной
соли), берлинскую лазурь (смесь раствора хлорного железа и раствора
желтой кровяной соли). Краску на поверхность контролируемых зубьев
наносят тампоном из плотной ткани, наносить ее кистью нельзя. Перед
нанесением краски поверхность зубьев должна быть обезжирена.
О качестве контакта зубьев судят по отпечатку, полученному на
рабочей стороне зубьев контролируемого колеса и характерному для
большинства зубьев. Контроль пятна контакта конических зубчатых
колес является основным методом контроля за качеством монтажа этой
зубчатой передачи.
Для обеспечения нормальной работы зубчатого зацепления необ-
ходимо обеспечить величины боковых и радиальных зазоров в допу-
стимых пределах. Качество монтажа конической зубчатой передачи счи-
тается нормальным, если зубчатые колеса вращаются бесшумно и плав-
но, причем при нормальном боковом зазоре радиальный зазор между
зубьями зубчатых колес должен быть не менее 0,1 мм, а ступенчатость
шестерен, измеренная по затылкам, не должна превышать 1 мм.
149
Глава IX
РЕМОНТ МЕХАНИЗМОВ РЕВЕРСА И РЕЖИМА
§ 1. Ревизия
Механизм реверса и режимов унифицированной гидропередачи
УГП 750-1200 состоит из двух частей: привода, в который входят два
сервоцилиндра с системой блокировки и вертикальными валами (один
сервоцилиндр включает передний ход, другой — задний), и исполни-
тельной части — двух подвижных муфт, передвигающихся по шлицам
пустотелых валов реверса и вторичного.
Сервоцилиндр включает в себя: пневматический цилиндр 10 и кор-
пус сервоцилиндра (рис. 63). В пневматическом цилиндре передвигает-
ся поршень 4 с уплотнительными кольцами 9, возврат которого осу-
Рис. 63. Механизм реверса и режима:
/ — зубчатая рейка; 2, 5, 14 — крышки; 3 — ось; 4 — поршень; 6 — регулировочная проклад-
ка; 7, 9, 23, 26 — манжеты; 8 — болт; 10 — цилиндр; 11 — стакан; 12, 29 — пружины; 13 —
втулка; /5 — стержень блокировки; 16 — ганка; 17 — кронштейн; 18 — упор; 19 — сектор;
20 — верхний вал; 21, 31, 33 — полумуфты; 22 — зубчатый сектор; 24 — цилиндр; 25 — пор-
шень; 27 —рычаг; 28 — корпус упора; 30 — корпус привода; 32 — нижний вал; 34 — винт
150
ществляется пружиной 12 Опорой и направляющей штока поршня слу-
жит крышка корпуса сервоцилиндра Шток поршня с помощью оси 3
соединен с зубчатой рейкой 1, которая передвигается в бронзовой
втулке, запрессованной в корпус сервоцилиндра. С зубчатой рейкой
находится в зацеплении сектор 22, насаженный на верхний вал. На
этот же вал насажен сектор 19 механической блокировки, в паз кото-
рого входит конец стержня блокировки. Верхний вал посредством
полумуфты 31 связан с нижним валом 32. На нижний вал насажена по-
лумуфта 33, передающая движение к подвижным муфтам. Опыт экс-
плуатации показывает, что механизм привода реверса и режима рабо-
тает устойчиво. Большинство случаев выхода из строя деталей наблю-
дается вследствие некачественного монтажа привода или нарушения
правил эксплуатации. Наибольшему износу подвергается подвижная
и шлицевые муфты верхнего и нижнего валов.
Демонтаж с тепловоза и полную разборку механизма производят
только при среднем и капитальном ремонтах. При других видах
ремонта механизм разбирают по необходимости при выходе из строя
какой-либо детали. На ТОЗ проверяют работу механической блоки-
ровки сервоцилиндров, зазор между барабаном и торцом стержня
блокировки, который должен быть в пределах 0,05—0,8 мм. Рабо-
ту фиксатора сервоцилиндра проверяют путем перемещения его
штока вручную, поршень должен двигаться свободно. При ремонте
ТРЗ, кроме описанных работ, снимают блокировочный клапан и под-
вергают его испытанию на стенде. При ремонтах ТР2 и ТРЗ меха-
низм реверса и режима подвергают ревизии Вскрывают все основ-
ные люки и осматривают детали и подшипники. Уплотнения, имеющие
износ более 30% или потерявшие эластичность, заменяют новыми.
При осмотре деталей сервоцилиндра обращают внимание на со-
стояние пружин, соединительных пальцев, прорезей под фиксаторы
и деталей фиксирующего механизма. Фиксаторы сервоцилиндров
снимают, разбирают и осматривают все детали. Металлические детали
промывают в керосине, а у резиновых уплотнений, очищенных от грязи,
проверяют эластичность При сборке фиксатора все трущиеся детали
смазывают консистентной смазкой ЦИАТИМ 201 (ГОСТ 6267—59).
Собранные фиксаторы испытывают на стенде совместно с блокировоч-
ным клапаном. При ревизии также производят разборку соединения
нижнего вала с подвижной муфтой. Подвижные муфты валов реверса
и вторичного вынимают и проверяют состояние подшипников, стопо-
рение гаек и болтов, крепящих подшипники. Проверяют рычаги при-
вода подвижных муфт. После ревизии и сборки узлов механизма ре-
верса и режима сервоцилиндры опрессовывают воздухом давлением
6,5 кгс/см2 и проверяют ход поршня.
§ 2. Разборка
Полная разборка механизма реверса и режима с выемкой валов
реверса и вторичного производится только при снятии гидропередачи
с тепловоза. Без демонтажа гидропередачи с тепловоза возможна лишь
разборка привода (сервоцилиндров) и выемка подвижных муфт.
151
При деповском ремонте, если гидропередача разбирается не
полностью, перед разъединением нижнего вала с подвижной муфтой
наносят риски на валу и полумуфте 33 положения подвижной муфты
в нейтрали для сохранения регулировки привода. Отвертывают болты
крепления кронштейнов для установки стержня механической блоки-
ровки, разъединяют механическую блокировку, а затем снимают с гид-
ропередачи сервоцилиндры.
В процессе разборки на детали правого и левого сервоцилиндров
наносят клейма. Разбирают сервоцилиндры в такой последователь-
ности. Снимают фиксатор сервоцилиндра, открывают крышку 2
(см. рис. 63) и разъединяют рейку со штоком поршня. Зубчатую рейку
выводят из зацепления с сектором и вынимают из корпуса. С верхнего
вала снимают полумуфту, вынимают его из корпуса, удаляют блоки-
ровочный сектор. Из корпуса сервоцилиндра вынимают зубчатый
сектор. Затем разбирают воздушный цилиндр. Вскрывают его крышку,
отвертывают гайку штока поршня, вынимают из цилиндра поршень
в сборе с пружиной, втулкой, стаканом, а затем снимают их со штока
поршня. В таком же порядке разбирают второй сервоцилиндр.
При ремонтах ТР2 и ТРЗ подвижную муфту разбирают при разру-
шении подшипников или выходе из строя самой муфты, а при сред-
нем и капитальном — независимо от состояния. Для снятия подвиж-
ной муфты отвертывают болты крепления крышки 1 вала реверса,
снимают ее и выводят из шлицев полого вала подвижную муфту.
Сняв стопорное кольцо 5, отвертывают гайку и контргайку креп-
ления шарикоподшипника 3, снимают муфту 2 с вала 6. С помощью
винтового съемника опрессовывают с вала шарикоподшипники.
Все детали механизма, кроме подшипников, после разборки про-
мывают в моечной машине.
§ 3. Ремонт деталей
Корпуса сервоцилиндра, пневматического цилиндра и фиксатора.
При нормальной эксплуатации и высококачественном монтаже корпуса
повреждений не имеют, могут появиться лишь усталостные трещины
и естественный износ посадочных поверхностей. Повреждения корпуса
сервоцилиндра, выбоины, вмятины, задиры, трещины могут появиться
при изломе верхнего вала, сектора или зубчатой рейки. Задиры на
внутренней поверхности пневмоцилиндра возникают при заклинивании
поршня или попадании грязи, посторонних предметов под поршень.
Излом пружины или ее просадка могут вызвать разрушение фиксатора
и всего механизма реверса.
Характерными неисправностями корпусов являются износ поса-
дочных поверхностей: у пневмоцилиндра — внутренней рабочей по-
верхности 0100 и 0 ПО (рис. 64), у сервоцилиндра — посадочных по-
верхностей под втулку, у корпуса фиксатора — внутренней рабочей
поверхности. Наблюдаются отдельные вмятины, забоины на поверх-
ностях разъема корпусов, износ посадочной поверхности под шток
поршня в крышке сервоцилиндра.
152
После промывки корпуса
осматривают на наличие трещин,
отколов, забоин, проверяют на
прилегание по притирочной пли-
те плоскости разъема корпусов.
Измеряют посадочные и рабо-
чие поверхности для определе-
ния износа, овальности и конус-
ности. Осматривают резьбовые
отверстия, проверяют их выра-
ботку. При обнаружении в кор-
пусах сквозных трещин или не-
сквозных длиной более 50 мм
в количестве более двух, а при
среднем и капитальном ремон-
тах — ранее заваренной трещи-
ны длиной более 30 мм, а так-
же трещин, выходящих на
крепежные и резьбовые отвер-
стия, корпуса заменяют новыми.
Если размеры трещин не выхо-
дят за пределы указанных, их
заваривают методом холодной
сварки электродами марки 034-1
или Ц4-4. Можно заваривать
трещины газовой пайкой с при-
менением латунных прутков ЛО60-1, ЛО60-2. Швы после сварки
зачищают заподлицо с основным металлом и проверяют их плотность
керосином с выдержкой в течение 10 мин.
Пневматические цилиндры после сварки проверяют на герметич-
ность гидравлическим давлением 12 кгс/см2 в течение 3 мин, течь и по-
тение не допускаются. Для испытания используется масло индустриаль-
ное 12 (ГОСТ 1707—51). Вмятины или забоины на поверхностях разъе-
ма и торцовых поверхностях корпусов глубиной не более 1 мм зачищают
и при большей величине наплавляют или устраняют газовой пайкой
с последующей обработкой заподлицо с основным металлом. Задиры
и забоины на торцовых поверхностях устраняют механической обра-
боткой в пределах размеров, указанных на эскизе (см. рис. 64). После
наплавки и зачистки поверхности разъема проверяют на плите по
краске, площадь прилегания должна быть не менее 50% с равномерным
расположением пятен контакта.
Внутренние и наружные посадочные поверхности корпусов при
наличии износа, задиров или рисок, овальности или конусности более
0,06 мм растачивают до ремонтных размеров (см. рис. 63 и 64). При
сборке устанавливают сопрягаемые детали соответственно большего
диаметра. При величине износа, задиров и других повреждений, вы-
ходящих за пределы допускаемых размеров, посадочные поверхности
восстанавливают наплавкой указанным выше способом с последующей
механической обработкой до альбомного размера.Рабочие поверхности
153
цилиндров диаметром 100, 110 мм и корпуса фиксатора диаметром 50 мм
при наличии задиров, рисок, овальности и конусности более 0,07 мм
растачивают до диаметров 102, 112 и 51 мм соответственно.
При сборке поршень и фиксатор устанавливают увеличенного
диаметра. Сорванную или забитую резьбу в корпусах перерезают на
резьбу, следующую по размеру. Разработанные отверстия разворачи-
вают с увеличением диаметров до 2 мм и устанавливают болты соот-
ветственно большего диаметра.
После наплавочных работ и механической обработки у корпусов
сервоцилиндров проверяют параллельность осей 065 и 0100. Непа-
раллельность допускается не более 0,1 мм на длине 160 мм. Проверяют
также соосность посадочных поверхностей корпуса под верхний вал,
несоосность допускается не более 0,03 мм. У корпусов пневмоцилиндра
и фиксатора биение, овальность и конусность внутренних рабочих по-
верхностей допускаются не более 0,06 мм. После ремонта корпуса со-
бирают и с помощью щупа проверяют плотность прилегания поверх-
ностей разъема. Щуп толщиной 0,05 мм не должен проходить на глуби-
ну более 10 мм.
Поршень. Наибольшему износу у поршня подвергнуты рабочая
поверхность по диаметру 100 мм и отверстие диаметром 20 мм под ось
(рис. 65). Наблюдается износ ручьев поршня. На наличие трещин
поршень проверяют дефектоскопом. Замеряют диаметр рабочей поверх-
ности и размеры ручьев. Износ рабочей поверхности,задиры или риски
глубиной не более 0,1 мм устраняют шлифовкой в пределах ремонтных
размеров (см. рис. 65).
Износ поршня до 0,3 мм восстанавливают хромированием, а более
0,3 мм — осталиванием с последующей механической обработкой до
чертежных размеров. Выработку отверстий диаметром 20 мм под ось,
его овальность или конусность более 0,06 мм устраняют расточкой до
диаметра 22 мм с постановкой новой оси соответственно большего диа-
Рис. 65. Поршень
154
Рис. 66. Зубчатый сектор
метра. Забоины, риски на
торцовых поверхностях порш-
ня устраняют механической
обработкой.
Зубчатая рейка и сектор.
Для этих деталей характерны
износ зубьев, шлицев сектора
и отверстия под ось. Такие
дефекты, как изломы, трещи-
ны, вмятины, отколы зубьев,
встречаются реже и вызы-
ваются некачественным мон-
тажом самого привода (непра-
вильная установка сектора
или рейки или подвижной
муфты в нейтрали). После
проверки дефектоскопом с
помощью зубомера опреде-
ляют износ зубьев. Замеряют
диаметры шлицев и ширину их для определения величины износа.
Проверяют наличие трещин в сварочном шве сектора. Зубчатую
рейку и сектор заменяют при обнаружении трещин на поверхности де-
талей или в зубьях, за исключением сварочного шва. Трещины в сва-
рочном шве сектора разделывают и заваривают электродуговой свар-
кой электродами типа Э42А (ГОСТ 9467—60), или в среде углекислого
газа. При выходе из строя одной из деталей сектора (сектора или втул-
ки) ее заменяют новой, сваривают детали указанным выше способом.
Износ шлицев сектора и зубчатой рейки по ширине, не превышающей
допускаемый размер (рис. 66), оставляют без исправления. При боль-
шем износе хвостовик рейки и рейку по ширине восстанавливают на-
плавкой с последующей обработкой до чертежных размеров. При ре-
монте ТРЗ изношенные шлицы секторов однократно восстанавливают
наплавкой. Вмятины на поверхности зубьев глубиной не более 0,5 мм
и площадью не более 50 мм2 устраняют механической обработкой, при
наличии вмятин большей величины деталь заменяют новой. Отремон-
тированные рейки и сектор проверяют по зацеплению, пятно контакта
должно быть по высоте зуба не менее 30 %, по длине зуба—не менее 40 %.
Полумуфты, как правило, имеют износ шлицевых и посадочных
поверхностей (см. рис. 63). Шлицы полумуфты 31 проверяют по ка-
либру или по новому валу, а у полумуфты 33 замеряют диаметр поса-
дочной поверхности. Наличие трещин полумуфты проверяют де-
фектоскопом. При обнаружении трещин любого размера и расположе-
ния полумуфты заменяют. Износ посадочной поверхности до 0,3 мм
восстанавливают хромированием, а больший износ — осталиванием
с последующей механической обработкой. Шлицевые пазы полумуфты
и посадочных диаметров 42 мм шлиц оставляют без исправления, если
износ не превышает по ширине шлица 0,15 мм, по посадочному Диа-
метру 0,3 мм. При большем износе их однократно восстанавливают
наплавкой с последующей механической обработкой.
155
Валы. Характерными неисправностями валов являются износ
посадочных поверхностей под подшипники, шлицевых поверхностей
и искривление валов.
Для обнаружения трещин валы подвергают дефектоскопии. Биение
валов проверяют на токарном или специальном станке. Шлицевые
концы верхнего и нижнего валов проверяют по калибру. При обнаруже-
нии трещин валы заменяют новыми.
Погнутость нижнего вала и вала подвижной муфты до 1 мм (на дли-
не 645 мм нижнего вала и на длине 715 мм верхнего вала) устраняют
правкой в холодном состоянии, при этом биение средней части валов
должно быть не более 0,1 мм. Посадочную поверхность при износе до
0,3 мм восстанавливают хромированием, а при большем — осталива-
нием с последующей обработкой. Шлицы при износе по ширине до
0,2 мм оставляют без исправления, при большем износе при ремонте
ТРЗ их восстанавливают вибродуговой наплавкой под слоем флюса с по-
следующей механической обработкой, а при среднем и капитальном
ремонтах вал заменяют. Разработанные отверстия вала подвижной
муфты растачивают с увеличением диаметра на 1 мм. При сборке оси
устанавливают увеличенного диаметра.
Подвижная муфта. При нормальной эксплуатации подвижные
муфты, как правило, имеют только износ зубьев шлицев, особенно
муфты реверса.
Нарушение правил эксплуатации: переключение реверса или режи-
ма при вращающихся валах гидропередачи и недостаточная смазка
подшипников, что может произойти при засорении форсунки, приво-
дит к появлению на торце шлицев муфты забоин, отколов или к разру-
шению подшипников. Муфты проверяют дефектоскопом для обнару-
жения трещин в теле и зубьях.
Зубья осматривают на наличие коррозионных язв, задиров, вмятин.
Наличие коррозионных язв (питтингов) допускается площадью не бо-
лее 15% поверхности зуба.
Вмятины допускаются площадью не более 30% и глубиной не более
0,3 мм. Замеряют величину износа посадочных поверхностей под под-
шипники. Износ до 0,06 мм по диаметру 90 мм допускается оставлять
без исправления. При наличии на зубьях муфты питтингов, вмятин
размерами больше указанных или отколов с торца зуба более чем
на 10% заменяют новой.
Зубья муфты при износе, соответствующем уменьшению длины
общей нормали более чем 42, 30 мм, при ремонте ТРЗ восстанавливают
вибродуговой наплавкой с последующим нарезанием новых зубьев,
а при среднем и капитальном ремонтах муфту заменяют новой.
При износе посадочных поверхностей до 0,3 мм их растачивают до
диаметра 90,3 мм, устанавливая подшипники с нацинкованными на-
ружными обоймами. При износе более 0,3 мм посадочные поверхности
восстанавливают осталиванием с последующей механической обработ-
кой до номинального размера.
Задиры и забоины на торцовых поверхностях устраняют механи-
ческой обработкой, при этом уменьшение общей длины муфты допу-
156
скается не более 2 мм. После механической обработки проверяют
биение поверхностей диаметром 90 мм, которое должно быть не более
0,05 мм. Овальность и конусность поверхности допускаются не более
0,03 мм.
§ 4. Сборка
Перед сборкой все детали тщательно промывают, протирают без-
ворсовыми салфетками и продувают сжатым воздухом. Процесс сбор-
ки привода реверса и режима описывается для одного сервоцилиндра,
сборка второго сервоцилиндра производится аналогично.
Собирают сервоцилиндр по узлам.
Сборка пневмоцилиндра. На поршень устанавливают уплотнение,
на поверхность наносят тонкий слой смазки ЦИАТИМ-201 (ГОСТ
6267—59) и поршень вставляют в цилиндр, при этом требуется соблю-
дать осторожность, чтобы не порвать манжеты. В крышку сервоци-
линдра устанавливают манжету и, поставив прокладку, закрепляют ее
двумя технологическими болтами. Затем в цилиндр вставляют стакан
11, пружину, втулку 13, заворачивают гайку до упора и ставят штиф-
ты. Для определения толщины прокладки между цилиндром и крышкой
последнюю вначале устанавливают на цилиндр до упора во втулку, не
сжимая пружину. Замеряют зазор между крышкой и цилиндром и уста-
навливают прокладку соответствующей толщины. Зазор под крышкой
должен оставаться не более 0,2 мм. Крышку затягивают болтами. При
сборке пневмоцилиндра необходимо выдержать монтажные зазоры,
указанные на рис. 63.
Сборка корпуса сервоцилиндра. В корпус вставляют втулку, сов-
мещая при этом отверстия для болтов и для масленки, и закрепляют ее
болтами. Вставляют в корпус посадочные втулки для верхнего вала.
Сборка верхнего вала. На вал до упора в бурт насаживают сектор
блокировки таким образом, чтобы ромбический указатель совпал с
выемкой сектора блокировки (см. рис. 63). Вал вставляют в корпус,
поставив предварительно в корпус зубчатый сектор так, чтобы шлицы
его совпали со шлицами вала. При этом необходимо проверить, чтобы
сектор блокировки был установлен диаметрально противоположно зуб-
чатому сектору. На шлицы верхнего вала насаживают полумуфту, за-
крепляют ее с помощью болта с пружинной шайбой, зазор между тор-
цом полумуфты и втулкой должен быть 0,05—0,5 мм. В отверстие втул-
ки устанавливают зубчатую рейку и вводят в зацепление с сектором.
Рейка должна перемещаться легко без заклинивания. Подводя пневмо-
цилиндр к корпусу сервоцилиндра, соединяют зубчатую рейку со што-
ком поршня. Дальше цилиндр устанавливают на корпус, проверяют
перемещение рейки и легкость хода поршня, соединяют болтами ци-
линдр и корпус, поставив предварительно прокладку между крышкой
и корпусом.
Сборка механической блокировки. В торец стержня механической
блокировки ввертывают упоры и с помощью кронштейнов устанавли-
вают ее на корпуса сервоцилиндров. Кронштейны на корпусах окон-
чательно фиксируют после регулировки блокировки.
157
Сборка фиксатора штока. На поршень фиксатора насаживают ман-
жеты, корпус и поршень смазывают смазкой ЦИАТИМ-201, а затем
поршень вставляют в корпус. На поршень устанавливают пружину и
закрывают крышкой. Собранный цилиндр фиксатора испытывают на
плотность воздухом давлением 5 кгс/см2. При обмыливании цилиндра
допускается образование мыльных пузырей, удерживающихся не менее
Зс. До установки фиксатора на корпус сервоцилиндра производят про-
верку фиксации рейки с помощью технологического фиксатора, кото-
рый устанавливают на корпус сервоцилиндра, опустив стержень фик-
сатора до соприкосновения с поверхностью зубчатой рейки. При пере-
мещении поршня в крайние положения паз рейки должен устанавли-
ваться напротив стержня фиксатора. Регулировку производят за счет
изменения толщины регулировочной прокладки 6. После регулировки
фиксатор устанавливают па корпусе сервоцилиндра и закрепляют бол-
тами. К фиксатору присоединяют рычаг, закрепляют валиком на при-
ливе крышки, валик стопорят гайкой. Устанавливают конечные вы-
ключатели ВК.-411 и производят регулировку.
Сборка подвижной муфты. На вал подвижной муфты напрессовы-
вают шарикоподшипники, нагретые в масле до 90—100° С, до упора
внутренних обойм в распорную втулку. На подшипники вала насажи-
вают муфту до упора наружной обоймы подшипника в бурт муфты.
Вал в муфте закрепляют гайкой, стопорной шайбой, контргайкой и
стопорным кольцом. С другого конца в отверстие вала вставляют втул-
ку и с помощью оси соединяют с серьгой.
Сборка нижних валов и соединение подвижных муфт с приводом
реверса и режима производятся при общей сборке гидропередачи.
При сборке привода реверса производят следующие проверки
и регулировки.
При установке верхнего вала и рейки проверяют легкость враще-
ния вала. Проверяют по краске на пятно контакта зацепление зубча-
той рейки с сектором. Пятно контакта должно быть по высоте зуба
не менее 30%, по длине — не менее 40%. После проверки сектор и
рейку смазывают смазкой УН (ГОСТ 782—59).
Систему механической блокировки регулируют для положения
стержня при нейтральном включенном положении поршня. При ней-
тральном положении конусные поверхности блокировочных стерж-
ней должны касаться боковых поверхностей выемок секторов, зазор
при этом допускается не более 0,3 мм. Регулировку производят' за
счет подбора толщины регулировочной прокладки 6. Стержень блоки-
ровки должен легко перемещаться на своих опорах. Во включенном
положении длина блокировочного стержня должна быть такой, чтобы
при нахождении упора в пазу сектора левого цилиндра между торцом
стержня блокировки и выступом правого сектора был зазор 0,05 —
0,8 мм. Регулирование длины стержня производится за счет изменения
длины упоров (см. рис. 63).
Собранные сервоцилиндры подвергают испытаниям на плотность
воздухом давлением 6,5 кгс/сма из резервуара емкостью 10 л. Падение
давления в резервуаре допускается не более 0,2 кгс/см2 в течение 1 мин.
158
Регулирование конечных выключателей производится таким об-
разом, чтобы при положении фиксатора на рейке (не в пазу) контакт
выключателя находился посередине между неподвижными контактами.
В крайних включенных положениях фиксатора подвижной контакт
выключателя должен замыкать соответствующие неподвижные. Регу-
лирование производится винтом 34 (см. рис.63). При регулировке не-
обходимо обеспечить зазор между винтом и штоком 0,5—1,5 мм.
Регулирование и установка подвижной муфты в нейтрали произ-
водятся при общей сборке гидропередачи.
§ 5. Ремонт механизма реверса
и режима гидромеханической передачи
Конструкция механизма реверса и режима гидромеханической пе-
редачи отличается от конструкции этого же узла унифицированной
передачи только механизмом привода реверса и режима, а исполни-
тельная часть принципиально выполнена так же: два полых вала —
вал реверса, вал режима и две подвижные муфты.
Ремонт валов реверса и режима и подвижных муфт производится
таким же образом, что и ремонт соответствующих узлов унифици-
рованной гидропередачи.
При ТОЗ проверяют плотность воздушных цилиндров, осматри-
вают манжеты и проверяют четкость переключения реверса и режима.
При ремонте ТР1 открывают крышки воздушных цилиндров, осматри-
вают состояние рабочей поверхности цилиндра и поршня, прочища-
ют калиброванные отверстия. При ТР2 воздушные цилиндры’ раз-
бирают полностью, детали подвергают ремонту или заменяют новыми.
После сборки цилиндры опрессовывают сжатым воздухом, проверяют
легкость хода поршней.
На ремонте ТРЗ, кроме работ, выполняемых при ТР2, снимают
крышку со стороны режимов и вынимают подвижные муфты. Проверяют
состояние крепления муфты и состояния шлицев. Привод механизма
переключения реверса и режима гидромеханической передачи имеет
жесткую связь с исполнительной частью — подвижными муфтами. По-
этому динамические нагрузки, действующие на муфты при переключе-
нии, сказываются и на деталях механизма привода.
Характерными неисправностями механизма привода являются:
излом оси, соединяющей тягу с коромыслом рычага, изгиб рычага и
трещины в нем, разработка пазов вилок и их излом, износ и изломы
валика рычага. У подвижной муфты наблюдаются износ шлицев, за-
боины и отколы торцовой части шлицев, особенно у муфты реверса,
обрывы крепления муфты, отворачивание гайки, разрушение подшип-
ников.
Ремонт деталей привода переключения реверса и режима. Р ы -
ч а г (рис. 67). Характерными неисправностями рычага являются:
искривление плеч его коромысла, что приводит к нарушению симмет-
рии осей отверстий; увеличение размера пазов вилки вследствие износа
или изгиба; разработка отверстий под оси и валик. При заклинивании
159
подвижных муфт в рычаге
могут образоваться трещины.
Рычаг проверяют на ис-
кривление специальным шаб-
лоном, валик которого встав-
ляют в отверстие рычага
(рис. 68), ось симметрии шаб-
лона совмещают с осью вилки
рычага, а затем измеряют,
какое отклонение имеют пазы
в коромыслах рычага с осями шаблона. Проверяют размеры пазов
вилок, при отклонениях размеров больше допускаемых рычаг ре-
монтируют.
При несовпадении оси симметрии пазов коромысел рычага более
чем на 0,5 мм искривленное коромысло подогревают и осторожно вы-
гибают его по шаблону. Местную выработку пазов, трещины в рычаге
устраняют наплавкой электродами Э42 (ГОСТ 9467—60) с последую-
щей механической обработкой. Разработанные отверстия под оси и под
палец развертывают до следующей ремонтной градации совместно с
кронштейном.
Шток поршня. Рабочие поверхности при износе до 0,3 мм
восстанавливают хромированием, при большем износе — наплавкой
с последующей механической обработкой. При обнаружении трещин
в штоке его заменяют.
Ремонт таких деталей, как вилки, опоры, кронштейны, толкатели,
не представляет особых затруднений. Износы устраняют наплавкой
с последующей механической обработкой, задиры и риски — механи-
ческой обработкой, при наличии трещин детали заменяют новыми.
Корпус пневмоцилиндра и корпус сигнали-
затора. Характерной неисправностью корпусов является износ
посадочных поверхностей и пазов. При обнаружении трещин и отколов
корпуса заменяют новыми. Замеряют диаметры рабочих поверхностей,
ширину пазов цилиндра, величину износа торцовых поверхностей.
Износ посадочных поверхностей устраняют осталиванием с после-
дующей обработкой. Задиры на торцовых поверхностях удаляют меха-
нической обработкой в пределах
Рис. 68. Проверка рычага по шаблону:
1 — рычаг; 2 — шаблон
допускаемых ремонтных размеров.
Сборка механизма реверса и
режима. Отремонтированные дета-
ли подбирают в комплект, промы-
вают и продувают сжатым возду-
хом. У деталей проверяют наличие
клейм и номеров, поставленных
при разборке. Общая сборка меха-
низма реверса и режима произво-
дится при сборке гидромеханиче-
ской передачи. До этого собирают
отдельные узлы. Подвижные муф-
ты собирают так же, как и муфты
унифицированной гидропередачи.
160
Рис. 69. Реверс гидропередачи тепловоза ТГМ1:
/—верхний корпус; 2 —коническая шестерня; 3 — вал режима; 4 — скользящая шестерня;
5 — выходная шестерня промежуточного вала; 6 — поперечный вал реверса; 7 — большая ко-
ническая шестерня с подшипниками; 8 — вилка переключения реверса; 9 — корпус отводки;
10, /2 — режимные шестерни; // — вал режима; /3 —отбойный вал; 14 — нижний корпус; 15 —
средний корпус
Пневмоцилиндры собирают в такой последовательности. На пор-
шень пневмоцилиндра надевают манжеты и, нанеся тонкий слой масла
на поверхности поршня и цилиндра, вставляют его в полость цилиндра.
Закрывают крышку пневмоцилиндра и проверяют свободное переме-
щение поршня.
Рычаг соединяют с кронштейном. При этом проверяют зазоры между
торцовыми поверхностями корпуса рычага и кронштейна. Зазоры долж-
ны быть одинаковые с обеих сторон и не более 0,5 мм. Разность зазоров
допускается не более 0,3 мм. Собранный рычаг проверяют на свободное
проворачивание, заеданий не допускается.
Механизм реверса и режима гидропередачи тепловоза ТГМ1. У гид-
ропередачи тепловозов ТГМ1 механизм реверса и режима представляет
собой отдельный конструктивный узел со своими корпусами и системой
смазки (рис. 69). Ремонт механизма реверса и режима этой гидропере-
дачи сводится к ремонту валов и шестерен, процесс ремонта которых
описан в гл. IV, VIII, IX.
5 Зак. 88
161
Глава X
РЕМОНТ ФРИКЦИОННОГО МЕХАНИЗМА
§ 1. Устройство и основные неисправности
Фрикционный механизм служит для переключения ступеней ско-
рости и отсоединения вала дизеля от колес локомотива, что дает воз-
можность переключать режим и реверс, не заглушая дизеля. Конструк-
тивно механизм выполнен следующим образом (рис. 70). Ведущий вал
фрикциона 1 соединяется с выходным валом ГТР посредством зубчатой
муфты, опорой для вала служат шарикоподшипники 2 и 3, установлен-
ные в ведомых ступицах 5 и 4. Изготовляют вал из стали 18Х2Н4ВА
(ГОСТ 4543—71). На шлицах его насажены ведущие барабаны 6 и 7.
Ведущий вал полый, внутри него закрепляют трубку 9 для подвода
масла ко второй муфте. К первой муфте масло подводится по осевым и
радиальным каналам в кольцах и валу.
В картере механизм фрикционов опирается на три опоры — под-
шипниковые узлы, объединенные гнездами в три группы. Подшипники
насажены на ведомые ступицы муфт. На левую ведомую ступицу 4
насажен шариковый подшипник 10 для восприятия осевых нагрузок.
Радиальные нагрузки воспринимает роликоподшипник 11, насаженный
Рис. 70. Фрикционы передач'-
/ — ведущий вал; 2, 11, 15 — роликоподшипники; 3, 10, 12 — шарикоподшипники; 4, 5 — ве-
домая ступица; 6, 7 — ведущие барабаны; 8 — проставочное кольцо; 9 — трубка^ 10 — ше-
стерня z=17; 13, 14 — шестерни; 16, 17 — ведомые барабаны; 18 — бустер; 19 — зубчатка;
20 — палец пружины; 21 — нажимной диск; 22 — ведущий диск; 23 — ведомвй JLKCK: 24 —
пружина; 25— плунжер; 26 — диск с внутренними зубьями; 27 — уплотнительяьниввкльца
162
на шестерню 13, соединенную со ступицей с помощью шлицев. На сту-
пичную часть шестерни напрессованы роликоподшипники. С правой
ведомой ступицей также с помощью шлицев соединяется шестерня 14
(z = 27), на ступичную часть которой напрессованы подшипники 13
и 12. Шестерни на ступицах закреплены гайками и отгибными лепест-
ковыми шайбами.
К ведомым ступицам болтами прикреплены барабаны 16 v. 17 с внут-
ренними зубьями; в них вставляются фрикционные ведомые диски
с наружными зубьями. Ведомые диски стальные с металлокерамиче-
скими накладками. Во впадинах зубьев барабанов просверлены от-
верстия для сброса смазки. Ведущие барабаны 6 и 7 насажены на
шлицы вала 1 до упора в бурт, с другой стороны барабаны закрепляют
гайками через бустер первой муфты и через зубчатку второй муфты.
Такая конструкция позволяет осевым усилиям, действующим на фрик-
цион, замыкаться на ведущем валу, не передаваясь на ведомые бара-
баны.
В ведущие барабаны вставлены двенадцать пальцев 20, служащих
для направления отжимных пружин 24 и для предотвращения выпучи-
вания их под действием центробежных сил. Другим концом пружины
установлены в двенадцать цилиндрических гнезд нажимного диска,
предназначенного для сжатия фрикционных дисков и передачи вра-
щающего момента. К нажимному диску с внутренней стороны прик-
лепан диск с внутренними зубьями, которыми он скользит по наруж-
ным зубьям ведущих барабанов. Этот диск предотвращает проворачи-
вание нажимного диска относительно ведущего барабана. Центри-
руются нажимные диски: первой муфты —• по цилиндрической поверх-
ности бустера, второй — по цилиндрической поверхности зубчатки.
Вследствие того что ведущий вал имеет довольно высокую скорость
вращения (до 2130 об/мин) и срав-
нительно большой диаметр «мас-
ляного цилиндра» нажимного
диска (215 мм), при выключении
муфты возникает осевая состав-
ляющая от центробежных сил
оставшегося масла. Эта сила
(Р = 300 кгс) препятствует раз-
жатию пружин и выключению
муфты. Поэтому для сброса
оставшегося масла на каждом
нажимном диске предусмотрены
два плунжера 25, которые при
понижении давления и обратном
перемещении нажимного диска
открывают сбрасывающие от-
верстия.
Поверхность фрикционных
Рис. 71. Уплотнение:
1 — корпус; 2 — втулка; 3 — уплотнительные
кольца; 4 — гайка; 5 — регулировочное коль-
цо; 6 — уплотнение
дисков смазывается и охлаж-
дается маслом, которое посту-
пает по осевому каналу в вал от
6*
163
узла уплотнения фрикционов. Узел уплотнения фрикционов (рис. 71)
состоит из корпуса 1, стакана 2 и трех пар чугунных уплотнительных
колец 3. С помощью уплотнительных колец разделяются управляю-
щий и смазывающий потоки.
Наибольшему износу в процессе эксплуатации подвергаются дета-
ли с сопрягаемыми поверхностями: уплотнительные кольца, плунжера
и плунжерные отверстия, посадочные поверхности барабанов, ступиц,
шестерен. Наблюдается износ зубьев барабанов, муфт, зубьев шестерен,
а также ведущих и ведомых дисков фрикциона. Неисправности других
деталей вызываются обычно или нарушением требований монтажа, или
несоблюдением правил эксплуатации гидропередачи. Например, по-
вреждение зубьев барабанов и коробление дисков фрикциона наблю-
даются при работе фрикционных муфт на давлении ниже 10—12 кгс/см2.
При несоблюдении монтажных зазоров в уплотнении появляется утеч-
ка смазочного масла, что может вызвать также нагрев фрикционных
дисков, засорение смазочных отверстий ведомых барабанов.
§ 2. Разборка
Выемку фрикционного механизма из гидропередачи и полную раз-
борку производят только при текущем ТРЗ, среднем и капитальном ре-
монтах. При ремонте ТР2 механизм фрикциона не вынимают, а при
необходимости разборку и проверку муфт производят на тепловозе,
сняв верхнюю крышку гидропередачи. При ТОЗ проверяют давление
масла на муфтах при минимальной скорости вращения вала дизеля
и плавность включения муфт. Давление должно быть не менее
10 кгс/см2. При ремонтах ТР1 и ТР2, кроме работ, вйшолняемых при
ТОЗ, осматривают трубки подвода масла к узлу уплотнения и состояние
самого узла уплотнения. Кроме того, на каждом втором ТР1 проверяют
плавность и величину хода нажимных дисков, утечки масла первой
и второй муфт. Ход нажимного диска должен быть 13—22 мм, утечка
Рис. 72. Подставка для сборки фрик-
ционов
масла муфт не более 300 г/мин при
давлении на муфтах не ниже
8 кгс/см2.
Механизм фрикциона разбирают
на специальной подставке (рис. 72)
в такой последовательности. С хво-
стовика вала снимают корпус
уплотнения в сборе с уплотнитель-
ными кольцами. Удаляют прово-
локу стопорения болтов крепления
планки плунжеров нажимного
диска, вывертывают болты и вы-
нимают плунжеры. Затем отгибают
лепестки стопорных шайб и отвер-
тывают гайки крепления бустера
и зубчатки. При снятии бустера и
нажимного диска необходимо поль-
164
зоваться приспособлением для сжа-
тия пружин (рис. 73). Лапы 2 при-
способления обхватывают ведомый
барабан муфты, а диск 1 упирается
в торец бустера или зубчатки.
Постепенное отвертывание гаек 4
на хвостовиках лап позволяет удер-
жать пружины от резкого разжа-
тия.
После удаления бустера и на-
жимного диска снимают пружины
и связывают их в комплект. С вала
фрикциона снимают ведущий бара-
бан вместе с комплектом дисков.
Осматривают внутренние зубья и
смазочные отверстия ведомого ба-
Рис. 73. Приспособление для сжатия
пружин фрикционов:
1 — диск; 2 —болт; 3 — ось; 4 — гайка; 5 —
штифт; 6 — сухарь; 7 — фрикционы пере-
дач
рабана и, если он в хорошем со-
стоянии, снимают с вала в сборе со ступицей. Затем со шлицев сту-
пицы удаляют шестерню и подшипники. Вторую муфту разбирают
в такой же последовательности. Подшипники с шестерен снимают с по-
мощью винтового приспособления. Вал фрикциона в сборе с трубкой
опрессовывают давлением 22 кгс/см2 в течение 3 мин и, если течь не об-
наружена, его не разбирают. Перед разборкой и в процессе разборки
фрикциона производят клеймение деталей первой и второй муфт.
Все детали фрикционного механизма промывают в ванне с обезво-
женным керосином. Вал фрикциона, шестерни, ступицы и барабаны
подвергают магнитной дефектоскопии, после чего производят обмеры.
§ 3. Ремонт деталей
Вал фрикциона. Основными дефектами вала являются изгиб, бие-
ние хвостовика, износ шеек и шлицев, разработка отверстий и повреж-
дение масляной трубки. Наиболее часто наблюдается изгиб хвостови
ка и износ посадочных поверхностей. После проверки дефектоскопом
вал устанавливают в центрах и проверяют биение посадочных поверх-
ностей и хвостовика. Биение посадочных поверхностей не более 0,05 мм
и хвостовика не более 0,25 мм допускается оставлять без исправления.
Шлицы не восстанавливают при толщине их не менее 2,5 мм. При
проверке шлицев по краске пятно контакта должно располагаться
равномерно по площади и занимать не менее 40% высоты и длины зуба.
Биение хвостовика вала устраняют шлифовкой в пределах допускае-
мых размеров. Шейки вала восстанавливают хромированием или
наплавкой под слоем флюса с обязательным предварительным подогре-
вом до 250—350° С и с последующей механической обработкой. После
механической обработки вал снова подвергают проверке на биение,
овальность и конусность. Биение торцовых поверхностей должно быть
не более 0,03 мм, овальность и конусность цилиндрических поверх-
ностей не более 0,02 мм.
16S
28 ' ">5
Рис. 74. Ступица ведомых барабанов
в сборе
В проверенный вал вставляют
масляную трубку с заглушкой и
подвергают его опрессовке давле-
нием 22 кгс/см2. Течь не допу-
скается.
Ступицы ведомых барабанов.
У стуциц наблюдается износ поса-
дочных поверхностей под шестерни
и подшипники, шлицев и разра-
ботка отверстий. В случае обнару-
жения трещин при дефектоскопии
или при износе, превышающем до-
пускаемые пределы (рис. 74), сту-
пицы заменяют новыми. После про-
верки дефектоскопом измеряют
диаметры посадочных поверхно-
стей, толщину шлицев, диаметры
отверстий под болты крепления
барабана.
При износе шлицев по ширине
менее 4 мм против чертежного раз-
мера их восстанавливают анало-
гично шлицам вала. Посадочные
поверхности восстанавливают хро-
мированием или наплавкой под
слоем флюса с последующей меха-
нической обработкой. При разра-
ботке отверстий под болты менее
0,2 мм отверстия развертывают до
следующего размера (см. рис. 74)
совместно с барабаном. При боль-
шем износе просверливают новые
отверстия в промежутках между
старыми по кондуктору в сборе с
барабаном.
Нажимной диск. У нажимного
диска наиболее часто встречаются
износ посадочных поверхностей по
диаметрам 215 и 238 мм (рис. 75),
ослабление заклепок и разработка
отверстий под плунжер. Диск осмат-
Рис. 75. Нажимной диск в сборе:
1 — нажимной диск; 2 — диск с внутренним зу-
бом; 3 — заклепка
166
Рис. 76. Приспособление для клепки нажимного диска:
/ — основание; 2 — штифт; 3 — прижим; 4 — гайка; 5 — шпилька; 6 — кольцо,
7 — болт; 8 — заклепка; 9 — оправка
ривают на наличие трещин, а затем измеряют посадочные поверхности
для определения износа. Проверяют каждую заклепку путем отстуки-
вания, а с помощью эталонного плунжера — износ отверстия под
плунжер. При обнаружении трещин любого расположения и при износе
сверх допусков, указанных нарис.75, диск заменяют новым. При износе
посадочных поверхностей по диаметрам 215 и 238 до 0,3 мм их восста-
навливают хромированием, при большем износе — наплавкой с по-
следующей механической обработкой. Наплавку производят электро-
дами Э42 по ГОСТ 9467—60. Выработку в гнездах под пружины глуби-
ной более 0,5 мм устраняют также наплавкой. При обнаружении зади-
ров, рисок или разработке отверстий под плунжеры отверстия разво-
рачивают до следующего ремонтного размера (см. рис. 75). Плунжер
изготовляют соответственно большего диаметра и притирают по от-
верстию. При этом смещение оси отверстия от оси диска должно быть
не более 0,3 мм.
Ослабшие заклепки в заклепочном соединении выбивают и диск
переклепывают на специальном приспособлении (рис. 76). После ре-
монта диск устанавливают на токарном станке и проверяют биение
посадочных поверхностей относительно поверхности диаметром 215,
биение допускается не более 0,2 мм, биение торцовой поверхности а
не более 0,1 мм.
Фрикционные диски (см. рис. 75). Основными неисправностями веду-
щих стальных дисков и ведомых дисков с металлокерамическими на-
кладками являются их износ по плоскостям «а», коробление и засоре-
ние смазочных канавок металлокерамического диска. Для проверки
на коробление чистый диск укладывают на проверочную плиту и щупом
определяют зазор между плитой и диском. Диски с короблением не
более 0,15 мм оставляют без исправления. При большем короблении
или тарельчатости диски восстанавливают способом термофикации,
который заключается в следующем.
167
Рис. 77. Приспособление для тер-
мофикации дисков:
1 — иижияя плита; 2 — верхняя плига;
3— нажимная шайба; 4 — клин; 5 — вал
Рис. 78. Ведущий барабан
168
Пакет дисков зажимают в спе-
циальном приспособлении (рис. 77)
и нагревают до 500—550° С, выдер-
живают 3—4 ч в нагретом состоянии,
периодически поджимая их, затем
оставляют в собранном виде до пол-
ного охлаждения. После термофика-
ции диски снова проверяют и при необ-
ходимости шлифуют по плоскости.
Минимальная толщина дисков до-
пускается: металлических — 3,5 мм,
с металлокерамикой — 5,5 мм. У ме-
таллокерамических дисков изношен-
ные или загрязненные спиральные
масляные канавки восстанавливают
профильным резцом на токарном
станке.
Ведущие и ведомые барабаны.
У ведущих барабанов наблюдаются
износ посадочной поверхности по диа-
метрам 100 и 75 мм, износ внутрен-
них и наружных шлицев, разработка
отверстий под пальцы пружины, вы-
работка на торцовой поверхности Е
(рис. 78). После проверки дефектоско-
пом барабан осматривают, проверяя,
нет ли рисок и задиров. При обнару-
жении трещин или износа поверхно-
стей, превышающих допускаемые раз-
меры, барабан заменяют новым. На-
ружные шлицы проверяют с помощью
эталонного или нового ведущего
диска, который вводят в зацепление
с барабаном и перемещают вдоль
шлицев по всей их длине. Переме-
щаться он должен свободно, без зае-
даний. Определяют износы посадоч-
ных и торцовых поверхностей, а так-
же внутренних шлицев.
Посадочные поверхности по диа-
метрам 100, 75 и 240 мм при износе
до 0,3 мм восстанавливают хромиро-
ванием, а при большем износе — на-
плавкой под слоем флюса с последую-
щей механической обработкой до чер-
тежных размеров. Износ наружных и
внутренних шлицев определяют по
уменьшению длины общей нормали.
При длине общей нормали наружных
зубьев менее 87 мм, а внутренних менее 41,80 мм барабан заменяют
новым. Разработанные отверстия под пальцы пружины развертывают
до следующего ремонтного размера (см. рис. 78), а пальцы изготов-
ляют соответственно большего диаметра. Выработки, риски и задиры
на торцовых поверхностях устраняют механической обработкой до сле-
дующего ремонтного размера. Проверяют и прочищают смазочные ка-
налы барабана.
У ведомых барабанов, кроме износа внутренних шлицев, наблю-
дается выработка или овальность отверстий под болты крепления сту-
пицы и барабана. Осмотр, замеры и ремонт шлицев ведомых барабанов
выполняют аналогично ремонту, указанному выше. При ремонте М5
у ведомых барабанов однократно устраняют местные выработки шли-
цев наплавкой с последующей обработкой на зубодолбежном станке,
при этом профиль долбяка должен соответствовать профилю впадины
зуба. Изношенные отверстия под болты развертывают и нарезают
вновь.
После ремонта ведомый барабан в сборе со ступицей подвергают
статической балансировке. Дисбаланс допускается не более 10 гс • см.
Устраняют дисбаланс путем сверления отверстий диаметром не
более 10 мм и глубиной не более 5 мм на диаметре 373 мм между от-
верстиями под болты. Если барабан и ступица в хорошем состоянии и не
подвергались механической обработке, балансировка не требуется.
Бустер, зубчатка и шестерни. Характерными неисправностями
этих деталей являются износ и отколы зубьев, трещины, износ шлицев
и рабочих поверхностей (особенно по месту соприкасания с нажимным
диском).
При обнаружении трещин детали заменяют новыми. Для определе-
ния величины износа посадочные и шлицевые поверхности измеряют.
Осматривают зубья, проверяя, нет ли вмятин, отколов, с помощью зу-
бомера определяют величину износа их. Щетки шестерен, посадочные
поверхности бустера и зубчатки при износе до 0,3 мм восстанавливают
хромированием, а при большем износе — вибродуговой наплавкой
с последующей механической обработкой. При этом биение шеек шес-
терен относительно оси должно быть не более 0,03 мм, а поверхности
диаметром 215 мм бустера и зубчатки — не более 0,05 мм. Вмятины на
рабочей поверхности зубьев величиной, не превышающей 10% площади
зуба, и глубиной не более 0,3 мм при среднем и капитальном ремон-
тах, площадью 50 мм2 и глубиной не более 0,4 мм при деповском
ремонте зачищают шлифовальным кругом или на зубошлифовальном
станке. Коррозионные язвы (питтинги) площадью не более 0,3 мм так-
же зачищают. Если на детали имеется откол зубьев, превышающий
10% его площади, или вмятины и коррозионные язвы площадью
больше указанной выше, деталь заменяют новой.
Износ шлицев шестерен по ширине до 4 мм восстанавливают вибро-
дуговой наплавкой с последующей механической обработкой до чер-
тежных размеров. Бустер и зубчатку при толщине зубьев менее 2,5 мм,
измеренной по дуге делительной окружности, при среднем и капи-
тальном ремонтах и при увеличении бокового зазора в зубьях вала и
зубчатки более 0,8 мм при ремонте ТРЗ заменяют новыми. Внутренние
169
шлицы бустера, зубчатки и шестерен проверяют на прилегание с соот-
ветствующими шлицами вала по краске. Забоины и риски на торцовых
поверхностях устраняют шлифованием в пределах ремонтных размеров.
Уплотнение фрикционов. В деталях уплотнения наиболее характер-
ным является износ втулки и уплотнительных колец (см. рис. 71).
Корпус уплотнения осматривают, проверяя, нет ли трещин во фланце
по отверстиям под болты, задиров на посадочной поверхности, а также
овальность и конусность внутренней посадочной поверхности. Изме-
ряют внутренний диаметр втулки для определения износа. При обнару-
жении трещин в корпусе уплотнения его заменяют. Задиры, риски и из-
нос посадочной поверхности корпуса устраняют расточкой, а втулку
изготовляют новую соответственно большего диаметра. Выработку по
диаметру во втулке устраняют хромированием с последующей механи-
ческой обработкой. Толщина слоя хрома не должна превышать 0,15 мм.
Уплотнительные кольца проверяют на остаточную деформацию и из-
нос. Остаточную деформацию определяют путем пятикратного сжатия
кольца до упора в замке, после чего зазор в замке должен остаться без
изменений (рис. 79). Для определения износа кольца устанавливают
во втулку и измеряют зазор по окружности. Допускаются зазоры до
0,05 мм при их общей длине не более 12% длины окружности. В против-
ном случае кольца заменяют новыми.
Выключающие пружины. Пружины чаще всего имеют просадку по
высоте и реже изломы витков. При ремонте пружины осматривают,
замеряют высоту их в свободном состоянии, проверяют неперпенди-
кулярность к основанию, а также испытывают на остаточную дефор-
мацию. Неперпендикулярность пружин допускается не более 1 мм по
всей длине пружины. Испытание на остаточную деформацию произво-
дится посредством трехкратного сжатия пружины до соприкоснове-
ния витков, при этом изменение свободной высоты пружины не допу-
скается.
В сжатом состоянии высота пружины должна быть не более 40 мм.
Комплект из 12 пружин подбирают с высотой в свободном состоянии
81+1 мм; затем проверяют прогиб под нагрузкой 41 кгс, который не
должен превышать 1,5 мм. Пружины, не удовлетворяющие этим тре-
бованиям, заменяют.
Стаканы и гнезда подшипников. Характерной неисправностью ста-
канов и гнезд подшипников является износ посадочных поверхностей
•7 -0,7.
Пик ры тис О opij Boil
U,005~ D,DDB '
?,Zr/| Зазор В рабочем
---1 состоянии
i |ц,5-т7| Зазор В сВибоб-\
-------- нам состоянии '
+ 0,0fi-I
В рабочем состоянии.
Рис. 79. Уплотнительное кольцо
170
под подшипники и постели корпуса. Другие неисправности возникают
при низком качестве монтажа фрикциона или при разрушении подшип-
ников вследствие отсутствия смазки; при проворачивании гнезда под-
шипника в постели корпуса могут образоваться задиры на посадочной
поверхности и произойти отколы на торцовых поверхностях. При об-
наружении трещин любого размера и расположения детали заменяют
новыми. Посадочные поверхности под подшипники и под постели кор-
пуса, а также торцовые поверхности при износе до 0,3 мм восстанавли-
вают хромированием, а при большем износе — вибродуговой наплав-
кой под слоем флюса с последующей механической обработкой. Поса-
дочные поверхности под постели и торцовые поверхности обрабаты-
вают по размеру соответствующей постели корпуса. Задиры и риски на
остальных торцовых поверхностях устраняют механической обработкой
до линейных ремонтных размеров. Масляные каналы прочищают и про-
дувают сжатым воздухом.
§ 4. Сборка
Из отремонтированных и новых деталей подбирают комплект для
сборки фрикциона. Детали промывают в бензине марки Б70 (ГОСТ
1012—72), продувают сжатым воздухом и проверяют наличие клейм
ОТК, дефектоскописта и маркировки деталей первой и второй муфты.
Замеряют посадочный диаметр гнезд подшипников и подбирают их по
диаметру постели корпуса гидропередачи. Зазор между гнездом и по-
стелью корпуса не допускается. Подбирают подшипники по радиаль-
ному зазору и натягу. Таблица подбора подшипников приведена в при-
ложении 3.
Подобрав все детали, собирают узлы ступицы первой и второй
муфт с шестернями и подшипниками в порядке, обратном разборке.
Подшипники для напрессовки нагревают в масляной ванне до 90—
100° С. Зазоры и натяги, которые необходимо выдержать при сборке,
указаны на рис. 70.
Собранные узлы ступиц укладывают в постели подставки (см.
рис. 72) и в шлицы вводят вал фрикциона в сборе с трубкой и с наса-
женным шарикоподшипником 18, затем напрессовывают подшипник 22
и приступают к сборке первой муфты. Комплектуют пакет фрикционных
дисков из девяти металлических и девяти металлокерамических дисков.
Из девяти дисков пять могут быть с короблением не более 0,15 мм,
остальные — с короблением не более 0,1 мм. В пакете диски с коробле-
нием до 0,15 мм следует чередовать с дисками, имеющими коробление
0,1 мм и менее. Собранный пакет дисков при сжатии его усилием 30—
35 кгс должен иметь высоту 89—99 мм. При установке пакета в муфте
контролируют, чтобы спирали металлокерамических дисков были на-
правлены по часовой стрелке, если смотреть со стороны зубчатки. На-
правление спирали указано клеймами ПР на двух зубьях у центра
диска.
На шлицы вала насаживают ведущий барабан в сборе с пальцами
пружин, а затем устанавливают на него скомплектованный пакет
171
Рис. 80. Установка для опрессовки фрикционов:
/—рама; 2 — предохранительный клапан; 3 — бак; 4, 5 — сливные трубки; 6 — дюритовый
шланг; 7 — двигатель с насосом; 8 — термометр; 9 — манометр; 10— пробка; 11 — фильтр
дисков. Диски должны входить в шлицы барабанов свободно, без зае-
даний. На пальцы надевают отжимные пружины, второй конец которых
вставляют в гнезда нажимного диска, который насаживают на посадоч-
ную поверхность ведущего барабана, предварительно вставив уплотни-
тельные кольца в канавки диска. Устанавливают бустер и на ведомом
барабане закрепляют приспособление для предварительного сжатия
пружин (см. рис. 73). Постепенно навертывая гайки на лапы приспособ-
ления, сжимают пружины, бустер закрепляют гайкой с лепестковой
шайбой. Затяжку гайки производят усилием 60 кгс на плече 1 м. Лепест-
ки шайбы отгибают на две противоположные грани гайки. В отверстия
нажимного диска вставляют плунжеры, стопорят их с помощью стопор-
ных планок и проволоки. На хвостовик вала фрикциона насаживают
комплект уплотнительных колец, следят за совпадением масляных ка-
налов и затягивают их гайкой.
В процессе сборки фрикционного механизма производят следую-
щие проверки и регулировки.
При установке ступицы на вал фрикциона контролируют наличие
зазора между ступицей и буртом вала, который должен быть не менее
2 мм. При сборке первой муфты выдерживают монтажный зазор а
(см. рис. 70), регулируют который изменением толщины проставочного
кольца. У собранных муфт проверяют зазор между выступом стопор-
ной планки и выемкой в плунжере, который допускается не более 0,5
мм. Регулировку этого зазора производят подпиловкой выступа план.
172
ки. У собранного фрикционного механизма подвергают гидравлическо-
му испытанию масляные цилиндры первой и второй муфт. Для испыта-
ния используют масло индустриальное 12 или 20 (ГОСТ 1707—51).
Испытание производят с помощью специальной установки (рис. 80).
В масляные цилиндры первой и второй муфт поочередно подается
масло под давлением 12 кгс/см2 при температуре 15—20° С. Утечки че-
рез уплотнения допускаются не более 10 г в минуту. Одновременно при
испытании проверяют ход нажимных дисков, который должен быть
в пределах 13—17 мм. Перемещение нажимного диска должно быть
плавным, без рывков и заеданий.
Проверяют также четкость работы плунжеров. При снятии давления
с муфты плунжер должен открыть отверстие в нажимном диске для
сброса масла, а при включенной муфте перекрыть это отверстие.
Окончательно уплотнение фрикциона собирают при общей сборке
гидромеханической передачи. До этого в корпус уплотнения запрессо-
вывают втулку, внутренний диаметр которой подгоняется по диаметрам
уплотнительных колец для обеспечения необходимых зазоров (см.
рис. 71).
Глава XI
РЕМОНТ НАСОСОВ МАСЛЯНОЙ СИСТЕМЫ
§ 1. Основные неисправности насосов
Питательный насос гидропередач УГП 750-1200 (рис. 81) пред-
ставляет собой блок центробежного и вихревого насосов вертикального
расположения. Центробежный насос предназначен для питания гидро-
трансформаторов и гидромуфты, а также обеспечивает маслом систему
смазки гидропередачи при работающем двигателе. Вихревой насос
создает давление в системе управления гидропередачи. Вал насоса
10 установлен в верхнем корпусе 7 на двух шариковых подшипниках
№ 46308, между которыми имеется распорная втулка 15. На нижнем
конце вала с помощью шпонки и гайки укреплены звездочка 8 вихре-
вого насоса и рабочее колесо 4 центробежного насоса. Между звездоч-
кой и рабочим колесом находится диск 5. Для уменьшения сопротивле-
ния движению масла гайка, крепящая рабочее колесо, закрыта обтека-
телем 3. К корпусу 7 прикреплен нижний корпус 2, нижняя часть кото-
рого образует всасывающий раструб, закрываемый предохранительной
сеткой 1. Уплотнение между верхним корпусом 7 и улитой 6, а также
между каналами вихревого и центробежного насосов достигается поста-
новкой уплотнительных резиновых колец. Регулировка зазоров а,
б, в и г производится с помощью регулировочных шайб 16, 17 и про-
кладки 18.
Откачивающий насос гидропередачи УГП750-1200 служит для от-
качки масла из нижнего картера гидропередачи в верхний. Насос
(рис. 82) состоит из двух находящихся в зацеплении шестерен: ведомой
1 и ведущей 5, вращающихся в подшипниках скольжения — бронзо-
вых втулках, запрессованных в корпус 4 и крышку 3. С целью умень-
шения износа втулок и предотвращения заклинивания от усилий, воз-
никающих от несоосности вала привода с ведущей шестерней, полу-
муфта 11 установлена в корпусе насоса на двух шарикоподшипниках.
С ведущей шестерней она соединена валиком 6, зафиксированным от
осевых перемещений стопорным кольцом 7.
Насос системы смазки гидропередачи УГП 750-1200 (рис. 83) слу-
жит для подачи масла к трущимся поверхностям гидропередачи при
движении тепловоза с неработающим двигателем. Он состоит из двух
шестерен: ведущей 7 и ведомой 5, вращающихся в бронзовых втулках,
запрессованных в корпус 2 и крышку 1. Ведущая шестерня получает
вращение от раздаточного вала через шестерню привода насоса и тор-
сионный валик 8. Шарик-клапан 6 исключает перепуск масла из полости
в полость, что обеспечивает подачу смазки независимо от направления
вращения приводной шестерни.
174
123
128
128
~j Зазорв
\0,РВН),09\0,0^0,09\0,Ов^
| Зазор fj
\0,06-10,09\0,0670,09\o,Q8^oJ
16 п
12Р__
119,5
119,5
чггв-^т
175,8
175,8
н-я
о, и?-о,к
Зазор WFW
Натяг
\ооз-орз'Л,р,прз-р,азг
0,003-0,037
зазор
\0,0-0,05\0,0~0,05\0,0-0,0^
________Зчзор____________
&0-0,180\0,0-0,38\ - |
________Зазор
\0,0-0,02\0,0-0,03^ - |
Я_______Зазор
\0,0-0,ОВА0,0-0,21 \- ~|
-18
________Зазор а, ________
\0,5-0,55\0,5-0,в\0,5-0,?\
Зазорг\ \о,1-1,3 \о7б-1,з \0,е-!^]
Рис. 81. Питательный насос гидропередачи УГП 750-1200:
1 — сетка; 2 — нижний корпус; 3 — обтекатель; 4 — рабочее колесо; 5 — диск; 6 — улита; 7 — верхний корпус; 8 — звездочка; 9 — шарико-
подшипник; 10 — вал; И — полумуфта; 12 — ограждение; 13 — крышка; И — гайка; 15 — втулка; 16—18 — регулировочные шайбы
В качестве насоса питания фрикционов гидромеханической пере-
дачи тепловоза ТГМЗ применен шестеренчатый насос типа НШ-39
левого вращения, которое он получает через шлицевую втулку от ва-
ла редуктора привода.
Насос питания ГТР гидромеханической передачи состоит из чугун-
ного корпуса, верхней и нижней крышек и пары цилиндрических шес-
терен (ведущей и ведомой, каждая с числом зубьев 14 и модулем 6),
установленных в корпусе на роликовых подшипниках. Привод насоса
осуществляется от повышающего редуктора через конический редуктор
привода и шарнирный вал.
Питательный насос гидропередач тепловозов ТГМ1 и ТГМ23 слу-
жит для питания гидроаппаратов и смазки трущихся поверхностей
деталей. По конструкции и принципу действия он подобен пита-
тельному насосу гидропередачи УГП 750-1200. Для смазки зубчатых
колес и подшипников реверс-режимного редуктора тепловозов ТГМ1
гидропередачей «Фойт» и ТГМ23 установлены два насоса — шестерен-
чатый и поршневой. Шестеренчатый насос обеспечивает смазкой дета-
ли реверс-режимного редуктора при движении тепловоза с работаю-
щим двигателем. По конструкции он подобен описанным выше насосам
гидропередачи УГП 750-1200. Поршневой насос (рис. 84) служит для
принудительной смазки деталей реверс-режимного редуктора при дви-
жении тепловозов ТГМ23 с неработающим двигателем. Насос приво-
дится в действие от вращения эксцентрика. При движении тепловоза
плунжер 2 под действием эксцентрика и пружины 5 совершает возврат-
но-поступательное движение. Вместе с плунжером перемещается и
поршень 3, в результате чего через клапаны и сверления в насосе масло
рЗшд-ап I 0,06 о,п
:1; \ooo-on \
, Натяг
\о,038-0,119
оМ-о.об
$61, 630
аав-о.зр
ОМ-0J и
Торцобый
зазор^
0,08-016
003-011
009 ОН
0,09-006
Рис. 82. Откачивающий насос:
/ — шестерня ведомая; 2 — втулка; 3 —
крышка; 4 — корпус; 5 — шестерня веду-
щая; 6 — валик; 7, 8, 10 — кольца; 9 —
шарикоподшипник; 11 — полумуфта
Радиаль-
ный зозио
П- / и, и
И ^ииметг
\ pllflohblfl
‘7?Л'Л’
Зазор Зазор
Рис. 83. Насос системы смазки:
1 — крышка; 2 — корпус; 3 — штифт; 4 —
втулка; 5 — ведомая шестерня; 6 — шари-
коподшипник; 7 — ведущая шестерня; 8 —
валик; 9 — кольцо; 10 — заглушка; И —
прокладка
176
поступает в систему смазки реверс-
режимного редуктора.
Насосы гидропередач Л60 и
L217 по принципу действия анало-
гичны насосам гидропередачи
УГП 750-1200.
В процессе эксплуатации гидро-
передач на лопатки рабочих колец
центробежных насосов, зубья ше-
стерен шестеренчатых насосов и
корпуса действует усилие от гид-
равлического давления масла, уси-
лие от крутящего момента, вызван-
ного гидравлическим давлением, и
динамические усилия приводов на-
сосов.
Характерными неисправностями
насосов в процессе эксплуатации
является пониженное давление
масла и малая их производитель-
ность. Основными причинами, вы-
зывающими эти неисправности,
являются следующие: разрушение
привода, что особенно характерно
для питательного и откачивающих
насосов передачи УГП 750-1200;
заклинивание рабочих частей, вы-
званное чрезмерным износом под-
Рис. 84. Поршневой насос:
1 — корпус 2 — плунжер; 3 — поршень;
4 — нагнетательный клапан; 5 — пружина;
6 — всасывающий клапан; 7 — пробка
шипников скольжения у шестеренчатых насосов и разрушением под-
шипников качения у центробежных насосов; повышенный зазор между
шестернями и корпусами у шестеренчатых насосов вследствие износа
корпуса; нарушение установленных зазоров у центробежных насосов,
вызываемое износом рабочих колес и корпуса.
При ремонте ТР2 в депо производится осмотр насосов без снятия их
с гидропередачи. Осматривают привод, крепление насосного колеса
у центробежных насосов, промывают сетку.
Откачивающий насос гидропередачи УГП 750-1200 при ремонте ТР2
с гидропередачи снимают и производят его ревизию. Измеряют торцо-
вые и радиальные зазоры между шестернями и корпусом, проверяют
состояние втулок, плотность посадки их в корпусе и крышке насоса.
Собранный насос испытывают на стенде.
При ремонте ТРЗ все насосы с гидропередач снимают и подвергают
ревизии с полной разборкой. У шестеренчатых насосов заменяют тор-
цовые и радиальные зазоры между шестернями и корпусом, между
шейками шестерен и втулками, проверяют, не ослабли ли втулки в кор-
пусе и крышках насоса.
У центробежных насосов особое внимание обращают на состояние
подшипников качения, износ звездочек и крепление на валу рабочего
колеса. Проверяют износ уплотнительного пояска рабочего колеса
177
и состояние сетки. Собранные насосы перед установкой на гидропере-
дачу проверяют на стенде. При среднем и капитальном ремонтах
насосы с гидропередач снимают и полностью разбирают для осмотра,
замены негодных деталей и восстановления изношенных.
§ 2. Ремонт питательного насоса
Питательный насос (см. рис. 81) разбирают в такой последователь-
ности. Вначале удаляют предохранительную сетку 1. Затем выверты-
вают шесть болтов М10, снимают нижний корпус 2 и улиту 6. Отделяют
обтекатель 3, снимают рабочее колесо 4, диск 5, закрепленный шестью
болтами Мб, и звездочку 8. Сняв ограждение 12 и крышку 13, извлекают
вал 10 с подшипниками 9. Так как наружные обоймы подшипников уста-
навливаются в корпусе насоса с зазором до 0,065 мм, вал извлекается из
корпуса свободно. Затем снимают с вала полумуфту И и подшипники
9. Подшипники снимают типовым винтовым съемником. Все детали
насоса укладывают на верстак и подвергают тщательному осмотру.
Верхний корпус отлит из чугуна СЧ18-36, улита — из чугуна СЧ21-40,
а нижний корпус — из сплава АЛ4. При обнаружении трещин и отколов
на фланцах, трещин в промежутках крепежных отверстий под болты
и шпильки или трещин, выходящих на посадочную поверхность под
подшипники, а также длиной более 40 мм на наружных поверхностях
корпуса и улиту заменяют. Иные трещины, встречающиеся на корпусах
и улите, могут быть устранены газовой сваркой и сваркой в среде инерт-
ного газа аргона по технологии, описанной в гл. IV. После осмотра де-
тали корпуса измеряют. Основные размеры корпуса приведены на
рис. 85.
Посадочную поверхность верхнего корпуса, имеющую оваль-
ность и конусность до 0,05 мм, оставляют без исправления. При боль-
шом износе ее растачивают до размера не более 90,3 мм. Наружные
О,
Рис. 85. Корпус питательного насоса:
1 — верхний корпус; 2 — улита; 3 — нижний корпус
178
0, 280'°'w 280.215
Ог 215 '°‘ая 215,185
Оз 122 * 122,16
О'з 122-0,08 121,80
Ik 30 90,051
Ds 100 ’ea" 100,055
De 278'°'°s 278,125
От ПВ-мз 277,915
в, 129 128
Bz 120 119,5
Вз 15 '°-0!3 15,027
обоймы подшипников 146308 при этом
цинкуют до размеров, обеспечивающих
зазоры, указанные на рис. 81. При де-
повском ремонте подшипники разрешает-
ся устанавливать на эластомер
ГЭН-150/В, если увеличение диаметра
(см. рис. 85) не более 0,1 мм. Эласто-
мер наносят согласно Руководству по
применению эластомера ГЭН-150/В при
ремонте локомотивов № 312ЦТтеп.
Вмятины и забоины на торцовых по-
верхностях корпуса К, Р, У, П устра-
няют зачисткой и подторцовкой, при
этом обязательно должны быть выдер-
жаны предельно допустимые размеры,
указанные на рис. 85. Забоины на по-
верхностях Д2,Дв корпусов 1, 3 и
улиты 2 зачищают напильником или
наждачной бумагой до удаления заусен-
цев. Расточку отверстия Д4 и проточку торцовых поверхностей кор-
пуса 1 производят на токарно-винторезных станках. При механической
обработке верхнего корпуса необходимо обеспечить биение торцовых
поверхностей относительно посадочной поверхности под подшипники
не более 0,04 мм. Проверку осуществляют индикатором часового
типа с ценой деления не более 0,01 мм.
Вал 10 (см. рис. 81) изготовлен из стали 40Х. Его внимательно
Рис 86 Рабочее колесо
осматривают и подвергают магнитному контролю, используя седло-
образный дефектоскоп конструкции инженера Геккера. При наличии
трещин, волосовин, плен любого размера и расположения вал заме-
няют.
Путем измерения посадочных поверхностей вала и шлицев оп-
ределяют их износ. При износе или овальности поверхностей диамет-
ром 40Н и ЗОС до 0,3 мм их восстанавливают хромированием, при
большем износе—осталиванием или наплавкой с последующей механи-
ческой обработкой до чертежных размеров. Шлицы, имеющие износ
по ширине до размера 6,85 мм, оставляют без исправления, при большем
износе их восстанавливают наплавкой. Наплавленные поверхности
обрабатывают на токарном и шлицефрезерном станках до чертежных
размеров. Если же износ шлицев достиг 25% или шлицы и посадочные
поверхности были уже ранее восстановлены наплавкой, то вал подле-
жит замене на новый. Для определения истинных размеров поверх-
ностей диаметром 40Н и 30 С используются микрометры с пределом
измерения 25—50 мм, для замера ширины шлицев — микрометр с пре-
делом измерения 0—25 мм.
Рабочее колесо (рис. 86) состоит из собственно колеса,
отлитого из алюминиевого сплава АЛ4, и стальной втулки. По оконча-
нии разборки насоса рабочее колесо, как и все детали насоса, подвер-
гают осмотру и дефектировке с целью определения возможности даль-
нейшего использования или необходимого объема ремонта. Наличие
179
трещин, надрывов, отколов любого размера и расположения, ослаб-
ление втулки вызывают выбраковку колеса.
Поверхность диаметром 99_0170 мм при износе до размера 98,86 мм
оставляют без исправления. Однако при сборке насоса должен быть
выдержан необходимый радиальный зазор между данной поверхностью
и поверхностью Дъ нижнего корпуса (см. рис. 85), который при выпуске
из деповского ремонта должен быть не более 0,7 мм. Поверхность диа-
метром 99_0Л)7 мм, изношенную более чем на 0,14 мм по диаметру,
восстанавливают наплавкой в среде аргона алюминиевой проволокой
АЛ4 с последующей обработкой до чертежных размеров на токарном
станке модели IK62 или подобном ему. Колесо устанавливают в че-
тырехкулачковый патрон и выставляют по поверхности диаметром
З0+0’°23 мм, биение которой не должно превышать 0,02 мм.
После проточки поверхности диаметром 99_0 07 мм проверяют рез-
цом поверхность Г, при этом размеры 70 и 18 мм должны быть выдер-
жаны в пределах допусков, указанных на рис. 86. Затем колесо вы-
ставляют по поверхностям диаметром 99_0107 и 30+0 023 мм, биение кото-
рых не должно быть более 0,05 мм, и проверяют биение поверхностей
Б и В. Биение поверхности Б должно быть не более 0,15 мм, а поверх-
ности В — не более 0,06 мм. При большем биении эти поверхности про-
тачивают. Однако при этом расстояние между поверхностями В и Г
не должно быть менее 69 мм. Посадочную поверхность диаметром
30+о,о2з мм При ИЗНОСе до размера 30,035 мм оставляют без исправле-
ния, при большем износе ее восстанавливают хромированием или оста-
ливанием. Шпоночный паз может быть обработан до 9 мм по ширине
или же изготовлен вновь со смещением на 180°.
Рабочее колесо после механической обработки подвергают стати-
ческой балансировке. Допускается дисбаланс не более 12 гс-см. Дис-
баланс устраняют снятием металла с поверхности Б путем зачистки
пневматической шлифовальной машинкой. После балансировки рабо-
чее колесо испытывают на разнос при 4500 об/мин в течение 5 мин, оста-
точная деформация при этом не допускается.
Подшипники качения при среднем и капитальном
ремонтах подлежат замене новыми или отремонтированными, удо-
влетворяющими требованиям ГОСТ 6275—57. При деповском ремонте
подшипники могут оставаться и старые, но годные к эксплуатации.
Снятые подшипники промывают в выварочной ванне или моечной ма-
шине и осматривают. При обнаружении сколов, трещин на кольцах и
шариках, цветов побежалости на шариках или дорожках качения,
коррозии на рабочих поверхностях деталей с проникновением внутрь
металла, обрыва, среза и ослабления заклепок сепаратора подшипни-
ки заменяют. Подшипники, не имеющие указанных выше дефектов,
проверяют на легкость вращения. Годным для повторного использова-
ния считается подшипник, имеющий ровный, без заедания ход и нор-
мальный шум. Неровность хода определяется отдачей на руку.
Звездочка 8 (см. рис. 81) изготовлена из стали 45. Трещины и
надрывы любого размера и расположения, отколы зубьев заваривать не
разрешается. В этом случае звездочка подлежит замене. Поверхность
зубьев при износе до диаметра 125,8 мм оставляют без исправления,
180
при большем износе восстанавливают хромированием, осталиванием
или наплавкой с последующей механической обработкой до чертежных
размеров. Посадочную поверхность звездочки диаметром ЗОА восста-
навливают так же, как и посадочную поверхность рабочего колеса.
Торцовые поверхности при суммарном износе до 0,3 мм оставляют без
исправления, больший износ устраняют хромированием или остали-
ванием с последующей механической обработкой. Толщина звездочки
при этом должна быть в пределах 14,88 — 14,7 мм.
Задиры и вмятины на торцовых поверхностях глубиной до 0,1 мм
и общей площадью не более 20 мм2 с каждой стороны устраняют зачист-
кой наждачной бумагой до удаления заусенцев. Повреждения поверх-
ностей в большем объеме устраняют проточкой на станке и восстанов-
лением номинального размера методами, указанными выше. У отремон-
тированной звездочки биение поверхности 126z_o’,i55 мм относительно
посадочной поверхности ЗОА и биение торцовых поверхностей относи-
тельно оси детали не должно превышать 0,025 мм. Это биение прове-
ряют индикатором часового типа с ценой деления 0,01 при установке
звездочки на оправке в центрах. При обработке звездочки на токарных
станках проверку производят в центрах. Звездочка, подвергнутая
механической обработке, подлежит статической балансировке. Дис-
баланс не должен превышать 10 гс • см. Дисбаланс устраняют удале-
нием металла с поверхности А (см. рис. 81).
Сборка питательного насоса производится в по-
рядке, обратном разборке. При этом все смежные детали собирают до
упора. Подшипники перед посадкой на вал нагревают до 90—100° С
в масляной ванне или нагревательном шкафу, которые должны быть
оборудованы автоматическим контролем температуры. Зазоры 0,06,
0,7 мм и размер 6,8 — 7,2 мм регулируют за счет подбора толщины
регулировочных шайб 16, 17 и прокладки 18 (см. рис. 81). Величину
зазоров определяют щупом № 3. Затяжку подшипников регулируют
гайкой 14 так, чтобы вал 10 легко вращался от руки, без заеданий и осе-
вого люфта.
Собранный насос подвергают испытаниям на стенде. Конструкция
одного из вариантов стенда показана на рис. 87. Стенд оборудуют
устройством для определения производительности насоса. Это или
расходомер, или мерный бак. Привод насоса осуществляется через
редуктор от двигателя постоянного тока. Особенностью конструкции
приведенного на рисунке стенда является установка насоса вне бака
с маслом, что создает определенные удобства. Для заполнения насоса
маслом в начальный момент служит дополнительный бачок, который
наполняется маслом во время испытания. На пульте установлены два
манометра, показывающие давление масла от центробежного и вихре-
вого насосов, и термометр для контроля за температурой масла.
Стендовые испытания состоят из обкатки без нагрузки, обкатки
под нагрузкой и испытания на производительность. Режимы испытаний
приведены в табл. 5. Испытания питательного насоса проводятся на
масле ГТ50 МРТУ 38-1-256-67 или турбинном масле 22. Температура
масла при испытании поддерживается 70—80° С. Цель проведения ис-
пытаний — проверить правильность сборки насосов, отсутствие течей
181
Рис. 87. Схема стенда для испытания пи-
тательного насоса гидропередачи УГП
750-1200:
1 — масляный бак (основной); 2 — испытуемый
насос; 3 — трубопровод для заливки насоса
маслом перед пуском; 4 — верхний масляный
бак; 5 — расходомер; 6 — труба перелива; 7 —
электродвигатель постоянного тока; 8 — кор-
пус подшипникового узла приводного вала; 9 —
напорный трубопровод вихревого (испытуемо-
го) насоса; 10 — напорный трубопровод цент-
робежного (испытуемого) насоса; 11 — щиток
с приборами (манометры и термометр); 12 —
фильтр очистки масла; 13 — всасывающий тру-
бопровод; 14 — обратный клапан всасывающе-
го трубопровода; 15 — трубопровод слива ма-
сла при снятии насоса со стенда
по соединениям, герметичность кор-
пуса, производительность насоса и
создаваемый им напор. Герметич-
ность корпуса и соединений опре-
деляется визуально. Низкая про-
изводительность насоса говорит о
том, что в процессе ремонта допу-
щены нарушения установленной
технологии. В этом случае насос
разбирают, проверяют все зазоры, а также нет ли заеданий вала.
Обнаруженные неисправности устраняют и насос подвергают повтор-
ным испытаниям. В процессе испытаний проверяют также нагрев саль-
ников и уплотнений. Показания манометра, контролирующего на-
пор насоса, должны быть устойчивы, без срывов и резких колебаний.
Режимы испытаний питательного насоса
Таблица 5
Насос Режим обкатки Давление масла, кгс/см2 Время обкатки, мин Производительность, л/мин, при выпуске из ремонта
деповского заводского
Питательный Вихревой Без нагрузки Под нагрузкой » » Без нагрузки Под нагрузкой 0 5 5 0 6,5 10 25 10 25 Не замерять » 1120 1 1250 Не замерять »
§ 3. Ремонт насоса системы смазки
После снятия с гидропередачи насос разбирают. Вначале удаляют
торсионный валик 8 (см. рис. 83) и с помощью выжимных болтов М8х35
отделяют крышку 1. Затем вынимают шестерни 5 и 7, удаляют крышку
клапана (на рисунке не показана) и извлекают шарик 6.
182
Корпус насоса (рис. 88) осматривают. При наличии трещин любого
размера и расположения корпус 2 и крышку 1 бракуют. Вмятины и за-
боины на торцовых поверхностяхГ а Дкорпуса 2 и крышки 1 глубиной
до 0,5 мм устраняют механической обработкой с последующей шабров-
кой и проверкой прилегания торцовых поверхностей по краске на пли-
те. Прилегание должно быть не менее 80%. При обработке торцовых
поверхностей Д и Г необходимо выдерживать размеры С и В, значение
которых приведено на рис. 88. При осмотре корпуса и крышки прове-
ряют состояние втулок 3. При их ослаблении или разработке отверстий
до диаметра более 24,04 мм втулки заменяют. При овальности и конус-
ности отверстий под втулки в корпусе 2 и крышке 1 более 0,03 мм или
задирах отверстия а растачивают до размера не более 34 мм с установкой
втулок увеличенного диаметра. При установке втулок необходимо обес-
печить чертежный натяг 0,038—0,115 мм. После запрессовки втулки
растачивают, как правило, до размера 24+0-023 мм, что соответствует
чертежному значению. Однако, когда шейки шестерен изношены и
имеют размер меньше чертежного, втулки растачивают до меньшего
диаметра. В этом случае диаметр расточки определяется диаметром
шейки шестерен с учетом необходимых зазоров, значение которых при-
ведено на рис. 83.
Расточку втулок, а также мест под втулки в корпусе и крышке
производят на вертикально-расточном станке. Корпус и крышку вы-
ставляют относительно шпинделя станка по поверхностям Ж и (см.
рис. 83) с точностью 0,02 мм. При износе поверхностей Ж и Жъ когда
радиальный зазор между зубьями шестерен и корпуса превышает до-
пустимый, т. е. 0,15 мм при ремонте М5 и 0,12 мм при ремонте Мб,
корпус бракуют. Однако в ряде депо и на Даугавпилсском ЛРЗ поверх-
ности Ж и Ж1 восстанавливались наплавкой латунной проволоки с по-
мощью газовой горелки с последующей расточкой на координатно-
расточном или алмазно-расточном станках. В процессе эксплуатации
отклонений от нормы в работе насосов с восстановленными корпусами
не имелось.
В связи с тем, что шестерни шестеренчатых насосов имеют общий
характер износа и ремонт их производится по одинаковой технологии,
последняя будет описана ни-
же для всех шестерен.
Сборка насоса системы
смазки производится в поряд-
ке, обратном разборке. При
этом необходимо выдержать
все зазоры и натяги, огово-
ренные на рис. 83. Собран-
ный насос подлежит обкатке
на стенде (рис. 89). В депо и
на заводе, где ремонтируется
несколько видов гидропере-
дач, обычно используют сов-
мещенный стенд, на котором
испытывают все шестеренча-
Рис. 88. Корпус в сборе:
/ — крышка; 2 —корпус; 3 —втулка
Насос системы смазки
а 30,0 30,0
а 2^* о,огз 20,00 20,00
ь 0,035 10,98 10,98
к 0510,00 0519,08 0510,08
С 33,5 —
D 2ОО-о,оз 199,90 —
Отка чивающий насос
а о?7 30,0 30,0
а 2^*0,023 20,00 20,00
ь 5Oto'as 09,98 09,98
к 55 i 0,05 55’0,08 55*-0,08
С 12 11,0 ,—.
183
2
Рис. 89. Стенд для испытания шестеренчатых насосов:
/ — испытуемый насос; 2— мерный бак; 3 —нижний бак; 4 — сменные кронштейны испыту-
емых иасосов; 5 — двухскоростной редуктор; 6 — электродвигатель; 7 — муфта; 8 — стол
стенда; 9— привод датчика тахометра; 10 — резинотканевые шланги на давление 25 кг/см2;
// — змеевик подогревателя; 12 — манометр; 13 — термометр; 14 — вентиль; /5 — рукоятка
реостата регулировки числа оборотов электродвигателя; 16 — регулировочный реостат; /7 —-
тахометр; 18 — трубопровод; 19 — масломерное стекло
тые насосы. Стенд оборудован мерным баком, с помощью которого по
секундомеру определяется производительность насоса. В качестве
привода используется электродвигатель постоянного тока, что позво-
ляет регулировать частоту вращения насоса в довольно широком диа-
пазоне. Последняя контролируется тахометром. Для увеличения диа-
пазона скоростей, что очень важно при испытании различных насосов
на одном стенде, стенд имеет двухскоростной редуктор. Температуру
масла и напор, создаваемый насосом, измеряют термометром и мано-
метром дистанционного типа, которые смонтированы на стенде.
При испытании насоса системы смазки проверяют его производи-
тельность, а также нет ли течей и грения насоса. Испытания проводят
на масле ГТ-50 МРТУ 38-1-256—67 или турбинном масле 22 ГОСТ
32—53. Температура масла 70—80° С. Режимы обкатки насоса (и =
= 4200 об/мин) системы смазки приведены в табл. 6.
Таблица 6
Режимы обкатки насоса системы смазки
Режим обкатки Время обкатки, мин Давление, кгс/см2 Производительность, л/мии, при ремонте
заводском деповском
Без нагрузки Под нагрузкой при враще- нии: 5 0 Не замеряется
вправо 15 1
влево 15 1 »
вправо и влево — 1 Не менее 75 Не менее 80
184
§ 4. Ремонт откачивающего насоса
Насос при текущем ТРЗ, среднем и капитальном ремонтах пол-
ностью разбирают. Сняв стопорное кольцо 10 (см. рис. 82), извлекают
полумуфту 11 с шарикоподшипниками 9 и вынимают валик 6. Затем
вывертывают восемь шпилек М8, с помощью выжимных болтов М8Х 35
отжимают крышку 3 и извлекают шестерни 1 и 5.
Ремонт корпуса 4 и крышки 3 производится аналогично ремонту
корпуса насоса системы смазки. При износе или срыве резьбы М8 под
шпильки последнюю перерезают на следующий размер (наМЮ).
Шестерни шестеренчатых насосов подвергают магнитному контролю
и тщательному осмотру. При дефектировке проверяют, нет ли трещин
в зубьях и теле шестерен, отколов и изломов зуба, вмятин, раковин
и выкрашиваний металла в области делительной окружности зуба.
При обнаружении трещин и изломов в зубьях, шлицах или теле шес-
терни заменяют. Коррозионные язвы площадью до 10% при среднем и
капитальном ремонтах и до 15% при ремонте ТРЗ браковочным призна-
ком не являются. При большем повреждении поверхности зуба шестер-
ни заменяют. Износ шлицев шестерен более 25% или наличие шлицев,
ранее восстановленных наплавкой, считается браковочным признаком
и шестерни заменяют. Поверхности шеек при износе по диаметру до
0,3 мм восстанавливают хромированием. При большем износе шестерни
бракуют. Задиры и износ на торцовых поверхностях зуба устраняют
проточкой с сохранением линейных размеров, указанных на рис. 90.
Торцовые поверхности могут быть восстановлены хромированием
с последующим шлифованием. Однако этот способ- применяется не
часто из-за трудности механической обработки торцов. Хромировани-
ем устраняют и износ по диаметру выступов шестерни. При этом все
остальные поверхности тщательно защищают слоем лака или другим
способом, указанным в гл. IV.
Сборку откачивающего насоса производят в порядке, обратном
разборке. На собранном насосе проверяют плотность прилегания кры-
шек к корпусу; щуп толщиной 0,05 мм не должен проходить между
сопряженными поверхностями крышки и корпуса. У правильно со-
бранного насоса при проворачивании ведущего вала от руки шестер-
ни должны вращаться плавно, без рывков и заклиниваний. При сбор-
ке насоса необходимо выдержать следующие основные размеры, кото-
рые влияют на работу насоса:
Рис. 90. Ведущая шестерня
Раз- мер Насос системы смазки О скачивающий насос
d 23.85 Zj, 8 5 2385 23,85
Ь °~Q,Q82 >3,85 /ь.вь СП' Эи-цозз 53,8 59,8
0 UJ-ozQ cc~ № ^-0,20 — гс^'18 Ьэ. д .^ сс-О.’в 65-о,1с —
L — 2ч. 7 —
185
Таблица 7
Режимы испытаний откачивающего насоса
Режим обкатки Время обкат- ки, мин капитального/ среднего Давление, кгс/см2 Производительность, л/мин, при выпуске из ремонта
капитального ТР2 и ТРЗ
Без нагрузки Под нагрузкой при враще- нии: 50/20 0 Не замерять
вправо 10/10 2 »
влево Без нагрузки при вращении вправо 0 200, не менее 215, не менее
радиальный зазор между корпусом насоса и головками зубьев
шестерен 0,09 — 0,12 мм при среднем и капитальном ремонтах и
0,09—0,15 мм при ремонтах ТР2 и ТРЗ;
суммарный торцовый зазор между корпусом (крышкой) и торцами
шестерен 0,08—0,17 мм;
зазор между шейкой шестерни насоса и бронзовыми втулками
0,08—0,13 мм.
Несоблюдение вышеприведенных размеров приводит, как правило,
к грению и заклиниванию насосов при уменьшенных зазорах и падению
производительности насоса и создаваемого им напора при увеличенных
зазорах.
Откачивающий насос после ремонта и сборки подвергают испыта-
нию на стенде. Основные требования и порядок испытаний такой же,
как и для насоса системы смазки. Стенд используется тот же, что и для
остальных шестеренчатых насосов (см. рис. 89), только заменяется
съемный кронштейн, на котором устанавливают насос.
Режимы испытания откачивающего насоса (и = 3140 об/мин) при-
ведены в табл. 7.
Если при испытаниях насос не дает нужной производительности,
его перебирают, замеряют зазоры и в необходимых случаях заменяют
отдельные детали (корпус, шестерни, крышки, втулки). После пере-
борки насос подвергают новой обкатке на режимах, указанных в табл.7.
§ 5. Ремонт поршневого насоса
Поршневой насос (см. рис. 84) при текущем ТРЗ, среднем и капи-
тальном ремонтах подлежит разборке и ревизии. Разборку произво-
дят в такой последовательности. Вывертывают пробку 7, извлекают
всасывающий клапан 6 с мембраной и пружину 5. Втаскивают пор-
шень 3 с нагнетательным клапаном 4 и вынимают плунжер 2.
186
Корпус проверяют на отсутствие трещин и отколов, одновременно
прочищают и продувают все сверления в нем. Пружину проверяют на
стенде. Мембраны при заводском ремонте, как правило, заменяют.
Проверяют плотность посадки штока и поршня в корпусе. Испытание
насоса производят на стенде на масле МС-14 или МС-20 при 10—30° С.
При 25 двойных ходах поршня в минуту и высоте подъема масла 1 м
подача насоса должна быть не менее 100см3/мин. При меньшей подаче,
показанной при испытаниях, насос подвергают переборке для выявле-
ния причин. Причинами недостаточной производительности могут
быть:
1) неисправность мембран всасывающего или нагнетательного кла-
пана, в результате чего происходит перетечка масла при рабочем ходе
поршня или плохое всасывание масла при ходе поршня вверх;
2) слабая пружина, в результате чего ход поршня вверх замедлен
и неполный. В этом случае всасывание масла недостаточно;
3) недостаточная плотность плунжера в корпусе насоса.
Для восстановления нужной подачи мембраны заменяют новыми,
у пружин восстанавливают нужную характеристику, плунжер прити-
рают.
Глава XII
РЕМОНТ КАРДАННЫХ ВАЛОВ
§ 1. Условия работы и неисправности
На тепловозах ТГМЗ момент передается от двух фланцев раздаточ-
ного вала гидропередачи через карданные валы на осевые редукторы
второй и третьей колесных пар и от них через удлиненные карданные
валы на осевые редукторы первой и четвертой колесных пар. На тепло-
возах ТГ102 схема передачи крутящего момента несколько иная. Здесь
нет удлиненных карданных валов. Момент передается от каждой гидро-
передачи на два осевых редуктора. Отличие карданных валов тепловоза
ТГМЗ от валов тепловоза ТГ102 заключается лишь в длине валов, раз-
мерах отдельных деталей и их конструктивных решениях. Карданный
вал тепловоза состоит из двух фланцев 1 (рис. 91), двух вилок: сколь-
зящей 2, имеющей внутренние шлицы, и шлицевой 4, имеющей наруж-
ные шлицы, двух крестовин 6. В гнездах вилок и фланцев размещены
игольчатые подшипники 7, в которых вращаются на цапфах крестови-
ны. За счет шлицевой посадки вилки могут свободно перемещаться
в продольном направлении относительно друг друга в пределах 40—
60 мм, от разъединения их предохраняет гайка 3. При изготовлении
и ремонте карданные валы балансируют. В теле вилок в виде ласточки-
ного хвоста сделаны специальные проточки, в которых расположены
балансировочные грузы 5. Грузы состоят из двух половинок и стопо-
рятся винтом.
Рис. 91. Карданный вал тепловоза ТГМЗ:
а — с двухрядными подшипниками; б — с однорядными подшипниками; 1 — фланец; 2—
скользящая вилка; 3 — гайка; 4 — шлицевая вилка; 5 — балансировочный груз; 6— крес-
товина; 7, 8 — подшипники
188
В настоящее время применяют карданные валы как с двухрядными
подшипниками № 814712, так и с однорядными № 824912. Наиболее
работоспособными являются карданные валы с двухрядными под-
шипниками. Удлиненные карданные валы тепловозов ТГМЗ, как пра-
вило, выполнены с однорядными подшипниками. В отличие от малых
карданных валов их шлицевая вилка имеет вставку из трубы, т. е.
между головкой вилки и шлицевым хвостовиком вварена труба, в ре-
зультате чего карданный вал имеет увеличенную длину.
Карданные валы тепловозов работают в довольно тяжелых усло-
виях, при переменных нагрузках и с постоянно изменяющимся углом
изгиба. В процессе эксплуатации тепловоза на карданный привод
действуют следующие основные динамические нагрузки:
1) от передачи крутящего момента с раздаточного вала гидропере-
дачи на ведущие валы осевых редукторов;
2) возникающие на неустановившихся режимах работы тепловоза,
таких, как разгон, торможение, боксование;
3) связанные с неуравновешенностью самого карданного привода.
Наиболее часто встречаются следующие неисправности карданных
валов;
1) ослабление подшипников в гнездах вилок и фланцев вала;
2) повышенный осевой зазор между торцами крестовин и упорами
игольчатых подшипников;
3) повышенный зазор в шлицевом соединении вилок вала;
4) обрыв цапфы крестовины;
5) заклинивание игольчатого подшипника;
6) выбивание донышек двухрядного игольчатого подшипника.
При всех видах ремонта на карданные валы обращают особое вни-
мание. При техническом обслуживании ТО2, ТОЗ и ремонте ТР1
проверяют крепление фланцев и производят наружный осмотр валов,
особо тщательно проверяют, нет ли скручивания их. При ремонтеТР2
большие или удлиненные карданные валы тепловозов ТГМЗ отсоеди-
няют от фланцев раздаточного вала гидропередачи, фланцев осевых
редукторов и разбирают их шарнирные головки. При этом прове-
ряют рабочие поверхности цапф крестовин, качество уплотнительных
резиновых колец на крестовинах. Малые осевые карданные валы
при ремонтах ТР2 осматривают без снятия с тепловоза. При текущем
ТРЗ, среднем и капитальном ремонтах карданные валы с тепловоза
снимают, тщательно очищают и подвергают полной разборке и де-
фектировке. При дефектировке проверяют состояние всех деталей,
проводят магнитный контроль крестовин и сгяжных болтов, опреде-
ляют боковой зазор в шлицах, убеждаются в отсутствии трещин в вил-
ках и фланцах, а также скручивания вала.
§ 2. Разборка
Карданные валы с тепловоза необходимо снимать только на смотро-
вых канавах, при этом они должны поддерживаться специальными пе-
редвижными домкратами, которые исключали бы любую возможность
189
Падения вала. Снятые карданные валы промывают в моечной машине
или очищают другим способом и подают на разборку. Разборка их
ведется на отдельном верстаке. Перед разборкой необходимо произ-
вести клеймение основных деталей,чтобы при сборке все детали можно
было поставить на свое место. Клеймя вилки и фланцы, обычно нано-
сят порядковый номер вала, хотя в процессе ремонта в отдельных слу-
чаях возможна перекомплектовка деталей. Обязательно клеймят крыш-
ки фланцев и вилок; на торцовых поверхностях крышки и фланца на-
носят одну и ту же метку, обычно это римские цифры от I до VIII. По-
рядок разборки карданных валов может быть рекомендован следующий:
1) вал (см. рис. 91) устанавливают на верстак;
2) расшплинтовывают и отвертывают гайки стяжных болтов, кре-
пящих крышки фланцев одной из головок, и снимают их;
3) отсоединяют фланец от вала и ставят на стеллаж. Болты и крыш-
ки укладывают в тару. Учитывая, что болты крепления крышек при-
зонные, желательно их тоже пометить, чтобы при сборке установить
на «свое» место, если они не будут забракованы при ремонте;
4) отвертывают гайки и снимают крышки вилки;
5) снимают крестовину в сборе с игольчатыми подшипниками
№ 814712;
6) снимают подшипники с крестовины, а с подшипников — уплот-
нение. Те же самые операции, кроме первой, выполняют на другой
головке карданного вала;
7) отвертывают гайку <3 (см. рис. 91) и вилки 2 и 4 разъединяют.
При разборке карданного вала (см. рис. 91, б) с однорядными под-
шипниками вначале отвертывают болты и снимают крышки, крепящие
упоры подшипников.
Последующую разборку этих валов производят в последователь-
ности, описанной выше.
Дальнейшую разборку узлов карданного вала выполняют на вер-
стаках. Здесь из крестовин и из скользящей вилки вывертывают мас-
ленки. Из пазов вилок извлекают балансировочные грузы. С подшип-
ников снимают уплотнения. Все детали очищают от грязи и промывают.
Подшипники промывают в осветительном керосине, а затем в бензине.
Промытые и очищенные детали подают на дефектировку и ремонт.
§ 3. Ремонт
Ремонт фланцев. Фланцы (рис. 92) тщательно осматривают и измеря-
ют. При наличии трещин их заменяют. Отверстия диаметром 851“’,о?2мм
под подшипники измеряют индикаторным нутромером. Овальность
и конусность их до 0,05 мм разрешается оставлять без исправления, при
большей овальности ее устраняют расточкой этих отверстий до диамет-
ра 86 мм с последующим изготовлением новых обойм игольчатых под-
шипников, вибродуговой наплавкой или хромированием с последую-
щей их расточкой до чертежного размера на алмазно-расточном стан-
ке. При обработке необходимо выдержать также и размер 148+0> 08 мм,
замер которого производится приспособлением, показанным на рис. 93.
190
_______
П п п
Рис. 92. Фланец карданного вала Рис. 93. Прибор для определения раз-
мера 148 мм в вилках и фланцах кар-
данных валов
Большое значение для работы карданных валов имеет соблюдение
допустимой разности между размерами а (см. рис. 92), которая не
должна превышать 0,2 мм.
Контроль осуществляется с помощью специальной оправки (рис.
94). При разности размеров а более допустимой производят наплавку
поверхностей с последующей механической обработкой или торцовку
на расточном станке.
Посадочную поверхность диаметром 315_010 мм при наличии за-
боин, задиров и износа восстанавливают наплавкой и протачивают. От-
верстия диаметром 17 мм во фланцах можно развертывать до 19 мм,
однако при этом одновременно развертывают и отверстия во фланцах
выходного вала гидропередачи и фланцах осевых редукторов. Отвер-
стия диаметром 18А3 под болты крепления крышек при наличии зади-
ров или других дефектов можно развертывать до диаметра 19 мм с ус-
тановкой болтов увеличенного диаметра, обеспечивающего зазор
0,017—0,029 мм.
После ремонта фланец в сборе с крышками подвергают статиче-
ской балансировке. Небаланс допускается не более 75 гс-см. Устра-
няют небаланс сверлением на поверхности А отверстий диаметром
16 мм на глубину до 10 мм.
Ремонт вилок. Вилки при наличии в них трещин, шлиц, ранее вос-
становленных наплавкой или имеющих износ свыше 25%, заменяют.
Обязательно проверяют размер 148+0’08 мм и диаметр 851o,’oi22 мм,
определяют разность размеров а (рис. 95). Размер 148+0,08 мм измеряют
прибором (см. рис. 93), если он больше на 0,1 мм, поверхность восста-
навливают наплавкой с последующей механической обработкой на
расточном станке. Методы восстановления поверхностей диаметром
85±o;oi22 мм такие же, как и для фланцев карданных валов. Разности
размеров а у вилок проверяют с помощью прибора и специальной оправ-
ки (рис. 96). Она не должна превышать 0,20мм. При большей разности
производится наплавка и механическая обработка вилки до чертежных
191
Рис. 94. Оправка для контроля разности раз-
мера а у фланцев карданных валов:
1 — плита; 2 — втулка; 3 — индикаторная стойка;
4 — индикатор часового типа
Рис. 95. Шлицевая вилка в сборе:
1 — шлицевая вилка; 2 — крышка; 3 — болт
192
размеров или торцовкой по-
верхностей Б на расточном
станке. При этом нужно выдер-
жать размер 148°’08 мм, кото-
рый должен быть не более
148,2 мм. Шлицы вилок,
имеющие износ по ширине не
более 0,2 мм при среднем и ка-
питальном ремонтах и 0,5 мм
при ТРЗ, оставляют без ис-
правления, при большем изно-
се их восстанавливают вибро-
дуговой наплавкой подслоем
флюса (см. гл. IV).Сорванную
резьбу скользящей вилки вос-
станавливают наплавкой с по-
следующей механической об-
работкой до чертежных разме-
ров. Вилки в сборе с крышка-
ми, подвергшиеся наплавке и
механической обработке, обя-
зательно подвергают статиче-
ской балансировке. Небаланс
допускается не более75гс-см.
Устраняют небаланс за
счет снятия металла на голов-
ке вилки в местах, указанных
на рис. 95.
Ремонт крестовин. Кре-
стовины (рис. 97) подвергают
магнитному контролю и тща-
тельно осматривают. При об-
наружении трещин, плен, во-
лосовин, цветов побежалости
и вмятин от иголок подшип-
ника на цапфах, а также по-
вреждений поверхностей цапф
коррозионными язвами кре-
стовины заменяют. При ре-
монтах ТР2 и ТРЗ допускает-
ся оставлять без исправления
крестовины, имеющие вмяти-
ны от иголок подшипника
глубиной менее 0,05 мм. Кре-
стовины, имеющие износ цапф
по диаметру 60_01,(15 мм, как
правило, бракуют. Однако в
ряде депо при ремонтах ТРЗ
цапфы восстанавливают на-
плавкой. Для этого их шли-
фуют до выведения дефектов,
а затем наплавляют специаль-
ной сварочной проволокой,
обеспечивающей твердость по-
верхности цапфы НРС 58Н-62.
После наплавки крестовину
подвергают механической об-
работке и магнитному конт-
ролю.
Поступающие на сборку
крестовины должны удовлет-
ворять следующим требова-
ниям:
1) оси цапф крестовин
должны быть перпендикуляр-
ны. Неперпендикулярность
допускается не более 0,2 мм
на длине 100 мм;
2) оси цапф должны ле-
жать в одной плоскости. Не-
нлоскостность допускается не
более 0,15 мм;
3) торцы цапф Г (см.
рис. 97) должны быть перпен-
дикулярны к их осям. Непер-
пендикулярность допускается
не более 0,1 мм на 100 мм
длины;
4) разность размеров а
должна быть не более 0,2 мм.
Для проверки этих требо-
ваний служит приспособле-
ние, показанное на рис. 98.
Оно состоит из основания 1,
грех призм 2 и 3 и устано-
ви 4. Неперпендикулярность
осей приспособления допу-
скается не более 0,02 мм на
100 мм длины, несоосность
осей призм не более 0,02 мм
на 100 мм длины.
Перпендикулярность осей
крестовин проверяют так.
Устанавливают крестовину на
призмы приспособления. Щу-
пом определяют зазор между
поверхностью цапф и поверх-
ностью А установа. Кресто-
7 Зак. 88
Рис. 96. Прибор для контроля разности раз-
меров а вилок карданных валов:
1— гайка; 2 — индикатор часового типа; 3 — втул-
ка; 4 — корпус; 5 — оправка
Рис. 97. Крестовина карданного вала
Рис. 98. Приспособление для контроля кре-
стовин:
/ — основание; 2, 3 — призмы; 4 — установ
193
вину на призмах разворачивают на 90° и вновь замеряют зазор между
поверхностью цапфы и поверхностью А установа. Разность зазоров
дает неперпендикулярность осей цапф (в мм) на длине 100 мм, так как
уставов расположен на расстоянии 100 мм от центра крестовины.
Неплоскостность осей цапф проверяют аналогично, только зазор
измеряют между поверхностью цапфы и поверхностью Б установа.
Для определения разности размеров а крестовину устанавливают
на призмы приспособления и с помощью индикаторной стойки заме-
ряют расстояние от поверхностей Д и Дх до торцов противоположных
цапф крестовины. Разница в этих замерах и дает разность размеров а
для крестовины.
Отклонение от перпендикулярности торцов цапф находят путем
замера расстояния от поверхности Д до различных точек торца цапфы
путем перемещения индикаторной стойки вдоль поверхностей Д.
Разность показаний индикатора в различных точках торца цапфы
(например, 1 и 2 на рис. 98) дает неперпендикулярность торца к оси
цапф на расстоянии, равном расстоянию между точками.
§ 4. Сборка
Детали карданного вала, поступающие на сборку, должны быть
чистыми и без заусенцев. Смазочные отверстия крестовин продувают
сжатым воздухом. Перед сборкой вала подбирают подшипники с кре-
стовинами, фланцами и вилками. Подшипники подбирают так. Инди-
каторным нутромером измеряют диаметр в вилках и фланцах в четы-
рех противоположных точках. Минимальное значение размера за-
писывают в журнал.
Рис. 99. Схема замера размера
148Со’2О прм подборе подшипни-
ков с крестовинами:
1 — игольчатый подшипник; 2 — упор;
3 — крестовина
7
Зазор отсут-
ствует -- _ J
Суммарный [
боковой за-. С
сам ППБ П QR t’
Рис. 100. Приспособление для проверки
осевых зазоров:
1 — съемная тяга; 2— захватные винты; 3 —
плита; 4 — рычаг; 5 — тяга; 6 — индикатор;
7 — цапфа крестовины; 8 — упор подшипника
194
Рис. 101. Схема балансировочного станка:
/ — задняя стойка; 2 — передняя стойка; 3 — приводная муфта; 4— измерительный
пульт; 5 — шпиндельная бабка; 6 — станина; 7—оправка
За счет упоров подбирают подшипники к крестовине по размеру
148До;°о мм, замеряя его специальной скобой или микрометром с пре-
делом измерения 100—150 мм в четырех диаметрально противополож-
ных точках (рис. 99). Разница в толщине упоров на противоположных
цапфах крестовин не должна превышать 0,1 мм. Минимальное значе-
ние этого размера записывают в журнал. Подобранные подшипники
и крестовины помечают чертилкой или кислотой.
По выше перечисленным замерам подбирают подшипники к кресто-
винам, вилкам и фланцам. Вилки, фланцы, крестовины и подшипни-
ки собирают без установки уплотнения. При этом следят, чтобы бурты
подшипников плотно прижимались к выточкам в вилках и фланцах.
Специальным приспособлением (рис. 100) измеряют суммарный зазор
между торцами крестовин и упором подшипника. Для этого приспо-
собление захватными винтами 2 укрепляют на вилке (фланце) кардан-
ного вала, а тяги 1 и 5 устанавливают на цапфу крестовины.Настраи-
вают индикатор, ножка которого должна упираться в поверхность
цапф. Завертывая попеременно верхнюю и нижнюю гайки съемной тя-
ги 1, перемещают крестовину в продольном направлении. Величина
этого перемещения, определяемая с помощью индикатора 6, и есть сум-
марный боковой зазор между торцами крестовины и упорами подшип-
ника. Он должен находиться в пределах 0,05—0,25 мм. Полученный за-
зор также записывают в журнал.
Подобранные таким образом вилки, фланцы, крестовины, подшип-
ники маркируют и разбирают. На подшипники устанавливают уплот-
нения и завальцовывают. После этого вилки и фланцы собирают с кре-
стовиной и подшипниками окончательно согласно имеющейся на них
маркировке. Перед сборкой подшипники набивают смазкой ЦИАТИМ-
203. Для предупреждения случаев заклинивания роликовых подшип-
7* 195
ников затяжку болтов крепления крышек к фланцам и вилкам произво-
дят моментом 19—20кгс-мс помощью тарированного ключа. В против-
ном случае при перетяжке гаек может уменьшиться радиальный зазор
между иглами и цапфой крестовины, что приведет к заклиниванию
подшипника и выходу карданного вала из строя. По окончании сбор-
ки вилок последние сочленяют между собой. При этом шлицы смазы-
вают смазкой УТВ1-13.
При сборке карданных валов обращают особое внимание на взаим-
ное положение вилок. Они должны лежать в одной плоскости. После
сборки карданные валы динамически балансируют. Для этой операции
может быть использован балансировочный станок модели МС-902
(рис. 101) или подобный ему. Устранение дисбаланса, который должен
быть не более 150 гс-см, производят путем перемещения балансиро-
вочных грузов по пазам. После балансировки винты грузов заверты-
вают до упора, а пазы вилок возле торцов балансировочных грузов
раскернивают.
При монтаже на тепловозе необходимо следить, чтобы карданные
валы, подсоединенные к одной гидропередаче, были бы развернуты на
90° относительно друг друга, что значительно уменьшает динамические
усилия на подшипниковые узлы выходного вала гидропередачи и осе-
вых редукторов.
Глава XIII
РЕМОНТ И НАСТРОЙКА СИСТЕМЫ УПРАВЛЕНИЯ
ГИДРОПЕРЕДАЧЕЙ
§ 1. Условия работы. Типы САУГ
Система управления гидропередачей включает в себя ряд блоков
и элементов,которые размещены в кабине машиниста и в машинном
отсеке тепловоза. Условия работы этих блоков и элементов системы,
характерные для подвижной транспортной единицы, влияют не только
на возникновение в них отказов и повреждений, но и в значительной
мере на показатели качества управления гидропередачей и тепловозом
в целом.
Работа блоков и элементов системы управления гидропередачей
совершается преимущественно в условиях вибрации и ударных нагру-
зок. В электрических элементах и их соединениях наиболее частыми
возможными отказами являются нарушения целостности соединений
в местах крепления проводов к катушкам аппаратов, клеммникам и в
местах припоя. Возможно ослабление креплений аппаратов, а также
перетирание изоляции проводов. В результате этого возникают замы-
кания электрических цепей на корпус, ложные срабатывания и несра-
батывание аппаратов.
В условиях эксплуатации на тепловозах электрические аппараты
и их соединения в системе управления подвержены также действию
окружающей среды: колебания температуры, пары и брызги масла,
загрязнение и т. д. Сюда же можно отнести также колебание напряже-
ния источников питания. Действие этих факторов проявляется в нару-
шении нормальной работы контактных систем аппаратов, снижении
сопротивления и пробое изоляции соединительных проводов и катушек
аппаратов, изменении сопротивления резисторов и обмоток машин
и аппаратов, изменении параметров настройки узлов и аппаратов. Сле-
дует отметить, что эти факторы воздействуют на элементы системы уп-
равления постоянно в течение определенного периода времени, вызы-
вая постепенное изменение их параметров и выход из строя. Изменения
параметров могут быть обнаружены путем периодического их контроля.
Отмеченные выше условия работы должны учитываться при экс-
плуатации и ремонте гидравлической части системы управления. Виб-
рации и тряска способствуют появлению течи в соединениях трубопро-
водов и уплотнениях, ослаблению креплений гидравлических элемен-
тов и в отдельных случаях вызывают обрыв в креплениях, изломы
пружин и т. п.
Для нормальной работы гидравлических элементов системы управ-
ления (золотников, клапанов и т. д.) необходимо поддержание чистоты
7В Зак. 88 197
масла. Попадание механических частиц в масляную систему автомати-
ки может служить причиной заклинивания золотников, зависания кла-
панов, задиров трущихся поверхностей. Систематический контроль за
состоянием и ремонт масляных фильтров системы управления гидро-
передачи должны выполняться в соответствии с инструкцией по обслу-
живанию в эксплуатации [17, 18] и правилами деповского ремонта теп-
ловозов [10].
Условия работы и требования, предъявляемые к системе управления
гидропередачей, определили выбор схем и техническое исполнение от-
дельных ее узлов: системы управления и блокировки реверса и режима
и системы автоматического управления гидропередачей (САУГ).
В настоящее время система управления и блокировки реверса и ре-
жима на большинстве типов отечественных и зарубежных тепловозов
выполняется на комбинации электропневматических и механических
элементов. Особенности устройства и обслуживания эксплуатации
системы управления и блокировки реверса и режима унифицированной
гидропередачи УГП 750-1200 описаны в § 2 гл. II, а основные неисправ-
ности, ремонт и проверка ее элементов рассматриваются ниже в §4.
Для осуществления автоматического переключения ступеней скоро-
сти гидропередачи в расчетных точках тяговой характеристики на теп-
ловозах применяются разнообразные системы автоматического управ-
ления гидропередачей (САУГ). В зависимости от физической природы
применяемых в них элементов, принципа работы и технической реали-
зации все многообразие существующих САУГ группируется по двум
направлениям: механогидравлические и электрогидравлические.
В механогидравлических САУГ в качестве датчика скорости движе-
ния тепловоза используется центробежный измеритель, а исполнитель-
ными элементами являются гидравлические элементы (золотники, сер-
вомоторы и пр.). Такие САУГ применены на тепловозах ТГМ1 и ТГМ23
[16, 20], в гидропередаче Фойт типа L217 — на тепловозах ТГ102 [19].
В отличие от механогидравлических электрогидравлические САУГ
имеют в управляющей части электрические элементы: таходатчик ско-
рости движения, реле и др. Такие системы применены в унифицирован-
ной передаче УГП 750-1200. Они изготовляются и поставляются заво-
дам и железным дорогам в комплекте с гидропередачей Калужским
машиностроительным заводом. Особенности устройства и работы элект-
рогидравлической САУГ передачи УГП 750-1200, а также ее ремонт
и настройка изложены в последующих параграфах этой главы.
Как разновидность по техническому исполнению к этой группе мо-
жет быть отнесена электропневмогидравлическая САУ, получившая
ограниченное применение в гидропередачах тепловоза ТГМЗ [17],
в гидропередаче типа Л60 тепловоза ТГ102 [19] и Фойт типа L26 теп-
ловоза ТГМ1 [16].
Показатели качества работы САУГ зависят не только от эксплуата-
ционных условий и технической реализации системы. Такие показатели,
как экономичность работы гидропередачи в зоне перехода с одной сту-
пени на другую и стабильность точек переключения, определяются
формой и принципом реализации характеристики переключения сту-
пеней скорости [4, И]. Под характеристикой переключения ступеней
198
Гидропередачи принято называть линии в координатах тяговой харак-
теристики, соединяющие точки переключения ступеней скорости при
работе дизеля на разных режимах.
В зависимости от формы и принципа реализации характеристики пе-
реключения САУГ разделяют на две группы:
1) двухкоординатные, осуществляющие переключение ступеней
скорости в зависимости от двух координат: скорости движения тепло-
воза и частоты вращения вала дизеля;
2) однокоординатные, осуществляющие переключения ступеней
скорости в зависимости от одной координаты — скорости движе-
ния тепловоза, принимаемой постоянной при всех режимах работы
дизеля.
Как известно из гл. I, однокоординатные САУГ применяют на теп-
ловозах ТГМ1 и ТГМ23. На всех же остальных отечественных и боль-
шинстве зарубежных тепловозов использованы двухкоординатные
САУГ.
Для реализации в условиях эксплуатации требований плавности
протекания тяговых характеристик и экономичности тепловоза важно
не только правильно выбрать форму характеристики переключения, но
и путем настройки и систематического контроля обеспечивать точное
и устойчивое ее выполнение. Нарушение этого требования при работе
тепловоза, проявляющееся в значительных отклонениях (более 3%)
точек переключения от расчетных, практически является отказом в
работе всей САУГ и вынуждает машиниста переходить на ручное уп-
равление.
При всех видах деповского ремонта тепловозов с гидропередачей
производят осмотр и проверку технического состояния элементов
САУГ с устранением обнаруженных неисправностей, а при текущем
ТРЗ, среднем и капитальном ремонтах—полную ревизию всех блоков
САУГ с последующей проверкой их работы и настройкой САУГ на
специальном стенде.
Ремонт и настройку системы управления гидропередачей рассмот-
рим применительно к унифицированной гидропередаче УГП 750-1200
с учетом особенностей устройства и работы отдельных ее узлов. По
выполняемым функциям и техническому осуществлению в электро-
гидравлической САУ этой гидропередачи можно выделить две части:
электрическую и гидравлическую. Отдельно рассматривается система
управления реверсом и режимом гидропередачи.
§ 2. Ремонт электрической части СЛУ
гидропередачи УГП 750-1200
Электрическая часть САУГ является управляющей (командной),
она получает сигналы от датчиков скорости движения тепловоза и
частоты вращения вала дизеля и формирует управляющий сигнал на
переключение ступеней скорости. Она выполнена по схеме безопорно-
го напряжения с датчиком скорости переменного тока.
7В* 199
При этом исключается влияние изменения напряжения питания
цепей управления тепловоза на стабильность характеристики переклю-
чения ступеней скорости, а также влияние на нее изменения сопротив-
ления изоляции этих цепей.
Электрическая часть САУГ включает в себя следующие узлы: дат-
чик скорости движения тепловоза; корректирующий реостат; блок уп-
равления. Рассмотрим кратко взаимодействие этих узлов при работе
электрической части САУГ.
Действие электрической части САУГ. Электрогидравлическая САУ
унифицированной гидропередачи УГП 750-1200, УГП 750/2Т, а также
ГДП1000 выполнена принципиально одинаково на всех тепловозах
и дизель-поездах ДР1. Некоторые особенности в их схемах обусловлены
либо конструктивными особенностями самой гидропередачи (например,
в УГП 750-1200 система автоматики имеет два перехода, а в УГП
750/2Т и ГДП1000 — один переход), либо особенностями эксплуатации
самих тепловозов (например, тепловозы ТГМЗА и ТГМЗБ выполняются
для управления работой одной секцией или по системе двух единиц).
В схемах САУ унифицированной гидропередачи тепловозов разных
серий предусмотрен ряд переключателей,предназначенных для обеспе-
чения работоспособности тепловозов с учетом их особенностей
(см. § 2 гл. II).
Для примера рассмотрим работу электрической части САУГ теп-
ловоза ТГМЗА с одиночным управлением (рис. 102).
Датчик переменного тока Д, кинематически связанный с турбин-
ным валом гидропередачи, создает на выходе напряжение, пропорцио-
нальное скорости движения тепловоза. Это напряжение выпрямляется
выпрямителем В Г и после сглаживающего фильтра КЭ подается на
корректирующий реостат РР. Корректирующий реостат включается
потенциометром и рассчитан таким образом, что напряжение датчика
скорости, снимаемое с его подвижного контакта и подаваемое на катуш-
ку измерительных реле скорости РБС, корректируется пропорциональ-
но частоте вращения вала дизеля. В цепь катушек реле РБС последо-
вательно с ними включены кремниевые стабилитроны СК, обеспечи-
вающие четкое срабатывание и отключение реле скорости в заданных
расчетных точках.
Работа системы электроавтоматики происходит следующим обра-
зом. При определенной скорости движения, соответствующей мо-
менту переключения гидроаппаратов, напряжение датчика скорости
с учетом коррекции его на корректирующем реостате Р.Рдостигает зна-
чения, при котором стабилитрон СК1 переходит в состояние проводи-
мости (пробоя ). Переход этот совершается скачкообразно, и поэтому
достигается четкое срабатывание реле скорости первого перехода
РБС1, контакт которого замкнет цепь питания катушки реле РП1.
Замыкающий контакт реле РП1 замкнет цепь питания катушки элект-
рогидравлического вентиля ВС2: +75В, кнопка КУ, конечные выклю-
чатели фиксаторов сервоцилиндров реверса КФН** и КФВ**, контрол-
лер машиниста КМ, кнопка КГ, размыкающий контакт реле РПРВ,
контакт I переключателя ПкА, замыкающий контакт реле РП1, кон-
такт IV переключателя ПкА на катушку вентиля ВС2.
200
Фиксатор переключателя ПНР-
КФ8О
От Воздушной магис-
трали тепловоза
блокировочный,
on / клапан
Фиксаторы полгтения сербоцилиндрбв От ведомых частей гидропередачи
1. Клеммьвобозначенные в,расположе-
ны в блоке управления, я-В коррек-
тирующем реостате, я-на клеммни-
ке гидропередачи
2 ^Контакт замкнут только при Верх-
нем положении поршня фиксатора
сервоцилиндра,**при положении
Фиксатора В пазу штока поршня
серВоцилиндра
Рис. 102. Схема электрической части САУ гидропередачи УГП 750 тепловоза ТГМЗА с одиночным управлением:
ВБР — вентиль блокировки реверса; ВФР — вентиль блокировки фиксатора рукоятки ПКР; ВС1—ВСЗ — электрогидравлические вентили;
ВПВ, ВПН, ВМН, ВМВ — вентили сервоцилиндров реверс-режимного механизма; Д — датчик скорости; ВГ — полупроводниковый выпрями!
тель; КБР — кнопка блокировки переключения реверс-режима; КИН, КИВ — контакты нейтрального положения сервоцилиндров; КПП, КПВ,
КМН, К.МВ — контакты включения сервоцилиндров; КФН, КФВ —конечные выключатели фиксаторов сервоцилиндров; КЗ — электролитический
конденсатор; Л1—Л6 — сигнальные лампы; ПкА, ПкР — переключатели; РЛрС; РПрВ — промежуточные реле; РБС1, РБС2 — реле скорости;
РВТ — реле времени; РР — корректирующий реостат; РД — реле движения; PC — реле ограничения скорости; РПЗ, РП2 — реле переходов;
РУ — реле управления; С1—С7 — резисторы регулируемые; ЗС — звуковой сигнал; СК1—СКЗ — стабилитроны
Включение вентиля ВС2 приводит совместно с ранее включенным
вентилем ВС1 к перемещениям золотников распределительной золотни-
ковой коробки в положение на заполнение второго гидротрансформа-
тора и опорожнение первого — гидропередача работает на режиме
второго ГТР.
При достижении скорости второго перехода в цепи стабилитрона
СК2 срабатывает реле скорости РБС2, контактом которого замкнется
цепь питания катушки реле РП2. Замыкающий контакт реле РП2
включит вентили ВСЗ по следующей цепи: кнопка КГ, размыкающий
контакт реле РПрВ, контакт / переключателя ПкА, замыкающий кон-
такт РП2, контакт VI переключателя ПкА на катушку вентиля ВСЗ.
Включение вентиля ВСЗ приводит к заполнению гидромуфты и в даль-
нейшем — к работе гидропередачи на режиме гидромуфты.
При снижении скорости движения тепловоза автоматически будет
происходить обратное переключение гидр о ап паратов передачи.
Для обеспечения безотказной работы тепловозов в схемах САУГ
УГП 750-1200 предусмотрен узел ограничения скорости, работа кото-
рого происходит следующим образом.
При превышении тепловозом максимальной конструкционной ско-
рости напряжение датчика Д достигает величины, при которой стаби-
литрон СКЗ, включенный в цепь катушки реле PC, переходит в состоя-
ние пробоя, и реле PC срабатывает. Замыкающий контакт реле PC
посредством промежуточного реле РПС включает реле времени тормо-
жения РВТ и звуковой сигнал ЗС. Сигнал предупреждает машиниста
о необходимости снизить скорость. Если машинист не принимает необ-
ходимых мер для снижения скорости, то настроенное на выдержку 12—
18 с реле РВТ включит промежуточное реле РПрВ, которое своими
контактами размыкает цепь питания электрогидравлических вентилей
и замыкает цепь питания вентиля торможения ВТ. Последний приведет
в действие тормозную систему.
Включить снова гидропередачу после снижения скорости можно
только после того, как рукоятка контроллера будет приведена в нуле-
вое положение, так как замыкающий контакт РПрВ шунтирует кон-
такт реле PC и реле РПрС будет включено даже при снижении скорости.
Узел ограничения скорости в САУГ гидропередачи УГП 750/2Т в от-
личие от рассмотренного выше осуществляет только отключение гидро-
передачи и включение звукового сигнала; торможение тепловоза при
превышении максимальной скорости не производится.
Ремонт элементов электрической части САУГ. В электрической
части САУГ наиболее часто встречаются неисправности контактных
электромеханических реле, корректирующего реостата, снижение со-
противления и пробои изоляции электропроводки, отказы полупровод-
никовых приборов, конденсаторов, электрогидравлических и электро-
пневматических вентилей, обрывы в соединениях проводов и крепле-
ния элементов.
Датчик скорости. Предназначен для измерения скорости
движения тепловоза и преобразования ее в электрический сигнал —
напряжение переменного тока. В качестве датчиков в системе автома-
тики гидропередачи УГП 750-1200 используются таходатчики типа
202
о-
-0,063
0,008-
-0,027
0-
-0,065
о-
-0,063
0,008-
-0,037
0-
-0,27
Рис. 103 Установка датчика скорости:
1 — корпус редуктора; 2 — пружинное кольцо;
3 — шарикоподшипник; 4 — вал-шестерня; 5 —
шестерня; 6 — валик; 7 — шпонка; S — крыш-
ка; 9 — прокладка; 10 — фланец; 11 — датчик
Зазор наруж-
ных конец
Потяг внут-
ренних колец
осевая
игра
о-
-0,60
0,008-
-0,037
0-
-0,26
ДТЭ2илиД2-Зи ДТЭЗ. По кон-
струкции они аналогичны и пред-
ставляют собой трехфазный ге-
нератор переменного тока с
постоянным четырехполюсным
магнитом в качестве ротора.
Вал датчика через цилиндриче-
ский редуктор связан с турбин-
ным колесом первого гидро-
трансформатора.
Характеристики напряжения
датчиков представляют собой
прямые, но наклон их в зави-
симости от оборотов для датчи-
ков ДТЭ2, Д2-3 и ДТЭЗ разли-
чен (см. рис. 118). Поэтому для
получения на выходе одинако-
вого напряжения, необходимого
для работы САУГ, цилиндриче-
ские редукторы привода датчи-
ков' ДТЭ2 и Д2-3 выполняются
с разным передаточным отноше-
нием.
Установка датчика скорости
(рис. 103) производится посред-
ством цилиндрического редук-
тора, корпус 1 которого яв-
ляется торцовой крышкой глав-
ного вала гидропередачи. В рас-
точках корпуса 1 на шарико-
подшипниках 3 установлены вал-шестерня 4 и валик 6 с шестер-
ней 5. От осевого перемещения вал-шестерня 4 фиксируется упорным
буртом корпуса 1 и пружинным кольцом 2; фланец 10 одновременно
служит для центрирования датчика И относительно валика 6. Вал-
шестерня 4 с главным валом соединяется с помощью пальцев,
а датчик 11 с валиком 6 — посредством четырехгранного хвостовика,
входящего в отверстие валика 6.
Точность и стабильность характеристик переключения ступеней
скорости зависят от стабильности параметров элементов САУГ, и в том
числе тахогенератора. Постоянные магниты, используемые в качестве
ротора тахогенератора, могут изменять свои свойства под воздействи-
ем вибрации и тряски, а также естественного старения. Вследствие
этого изменяется и характеристика тахогенератора. Поэтому при всех
видах деповского ремонта тахогенератор снимают, очищают, проверяют
на плавность вращения его ротора и определяют характеристику хо-
лостого хода (см. § 6).
Одной из довольно частых неисправностей в установке тахогенера-
тора является обрыв его хвостовика. Поэтому снятие тахогенератора
с тепловоза имеет целью не только контроль его характеристик, но
203
также и проверку состояния его соединения с приводным редуктором.
При ремонте ТРЗ гидропередачи осматривают шарикоподшипники
приводного редуктора датчика (шарикоподшипники радиальные, одно-
рядные ГОСТ 8338 — 5, усл. № 205К или 205). Порядок браков-
ки и замены подшипников по наличию дефектов общий для всех под-
шипников гидропередачи.
Если при внешнем осмотре дефекты не обнаружены, то посредством
индикатора определяют зазоры в подшипниках. При несоответствии
радиального зазора и осевой игры нормам, приведенным в таблице
на рис. 103, подшипники должны быть заменены. При установке под-
шипников, признанных годными, проверяют величину натяга посад-
ки их.
Фактический натяг определяют как разность измеренных диа-
метров вала и отверстия внутреннего кольца. Норма натяга указана
в таблице на рис. 103.
Корректирующий реостат предназначен для функ-
циональной связи контроллера машиниста с САУГ, посредством ко-
торой устанавливаются моменты переключения ступеней скорости,
определяемые соотношением скоростей движения тепловоза и вращения
вала дизеля.
Корректор представляет собой ползунковый переключатель с на-
паянным на его контакты сопротивлением. Вал корректирующего
реостата механически соединен с контроллером машиниста.
Электрические схемы корректора системы автоматики УГП теп-
ловозов ТГМЗБ и ТГ102К приведены на рис. 104. На схемах видно,
что корректоры САУ УГП отличаются количеством параллельных
цепей (одна или две — в зависимости от числа переходов) и разбивкой
сопротивлений. Как правило, принята неравномерная разбивка ве-
личин сопротивлений по углу поворота вала контроллера машиниста,
что обеспечивает необходимое изменение скорости переключения сту-
пеней скорости гидропередачи в зависимости от изменения частоты
вращения вала дизеля по позициям контроллера машиниста.
Ш 220 360 150 150 68 100 62 2
0----------г—Г—I—т—I—I—<—Г~I—г—CZ]—г-1 1—.—I 1—f—I I—» 0
I
7
5
Позиции контроллера
220 220 220 100 100 100 100 100 100 51 51
I I I | ill UC.'tUU /ICUblllUJIlU. nuf/uucu /Н-рилиии I
6 Позиции контроллера ВгтИь 'реосп'юта Второго 'переходи j
я__ L 1 „ ! 1 , Г I Г Т I о п 1П и , z? 10
13
51
Рис. 104. Принципиальная схема корректирующего реостата САУ гидропередачи:
;/—УГП 750/2Т тепловоза ТПЧЗБ; 6--УГП1000 тепловоза 'ГГ100К
204
Рис. 105. Размещение деталей в блоке переключения скоростей
УГП 750-1200
Техническое состояние корректирующего реостата проверяют при
всех видах деповского ремонта тепловоза. Особое внимание обращают
на места пайки проводов и сопротивлений. Ламели переключателя очи-
щают от металлической пыли и грязи. Проверяют плавность вращения
вала переключателя, нет ли перекоса подвижного контакта, а также
плотность прилегания подвижного контакта к неподвижным во всех
положениях при вращении вала переключателя. Трущиеся поверх-
ности вала смазывают.
Проверяют соответствие позиций реостата позициям контроллера
машиниста (см. §6).
Блок управления. В блоке управления по входным сиг-
налам от датчика скорости и корректирующего реостата формируется
управляющий сигнал на переключение электрогидравлических венти-
лей, переключающих через золотниковую коробку гидроаппараты
передачи.
Блок управления выполнен в виде отдельного прибора в метал-
лическом кожухе, в котором размещены все электрические элементы
системы (рис. 105). Он является наиболее сложным узлом САУГ.
Неисправности в работе САУГ вызываются, главным образом, контак-
тами электромеханических реле блока управления.
Причинами отказов контактных электромеханических реле яв-
ляются сваривание или подгорание контактов, окисление их, образо-
вание изолирующих пленок, загрязнение, механические повреждения
пружин, поломки подвижных частей, повреждение катушек и т. п.
Интенсивность отказов реле, т. е. количество отказов в единицу вре-
мени работы, зависит от их конструкции, числа срабатываний в единицу
времени, предельного числа срабатываний, плотности тока контактов
и числа контактов.
Для повышения надежности реле рекомендуется применять парные
(параллельные) контакты. В случае запыления или обгорания одного
из контактов второй обеспечивает надежное срабатывание. Между-
205
контактные промежутки следует шунтировать искрогасящими
цепями.
В электрической части САУ унифицированной гидропередачи при-
меняют в качестве реле скорости PC (по схеме рис. 102) герметизиро-
ванные, вибростойкие поляризованные реле типа РПС 11/7, а в качест-
ве промежуточных реле РП и РПрС — электромеханические реле типа
РЭН17.
Техническое состояние реле проверяют при всех видах текущего
ремонта тепловоза. При этом блок переключения скоростей расплом-
бируют. Подгоревшие и загрязненные контакты реле РЭН17 зачи-
щают мелкой стеклянной шкуркой и протирают техническими салфет-
ками, смоченными в бензине. Необходимо следить за тем, чтобы не
нарушить величину зазора контактов реле. Зазор между замыкаю-
щими контактами должен быть в пределах 0,9—1,0 мм. Проверяют так-
же и контакты реле типа РПС 11/7.
В случае замены вышедших из строя отдельных реле перед поста-
новкой новых последние для гарантии надежной работы рекомендуется
проверять:
реле РЭН 17 — на равномерность нажатия контактов и вели-
чину зазора между ними (0,9—1,0 мм), а также на отсутствие дре-
безжания контактов;
реле типа РПС 11/7 — на четкость работы и стабильность
токов срабатывания (0,3—0,7 мА) и отпадания (более 0,1 мА).
Срок службы резисторов, конденсаторов и полупроводниковых
приборов, применяемых в САУГ, а следовательно, и их надежность
зависят от температуры окружающей среды и коэффициента нагрузки.
При замене вышедших из строя некоторых из этих элементов перед по-
становкой новых последние для гарантии надежной работы рекомен-
дуется проверить:
стабилитроны на: а) величину напряжения стабилиза-
ции при токах 1 и 5 мА. Оно должно быть для стабилитронов Д808
(Д814А) — 7,5—8,5 В, для стабилитронов Д813 (Д814Д) — 11,5—
14,0 В; б) динамическое сопротивление при токе 1 мА, которое должно
быть для стабилитронов Д808 (Д814А) не более 12 Ом, для стабилитро-
нов Д813 (Д814Д) — не более 35 Ом;
диоды — на сопротивление обратному току (не менее 500 кОм);
конденсаторы — на отсутствие пробоя;
резисторы — на соответствие номинальным данным.
Условия эксплуатации электропроводки на тепловозах (влажность,
температура, пары масел и т. д.) вызывают снижение сопротивления
изоляционных материалов, что может привести к коротким замыкани-
ям. Проверке сопротивления изоляции подвергают цепи электроав-
томатики при текущих ремонтах ТР2 и ТРЗ. При проверке мегом-
метром 500 В сопротивление цепей автоматики должно быть не ниже
0,3 МОм, а сопротивление электропроводки гидропередачи в холод-
ном состоянии — не менее 10 МОм. При этом для предупреждения
пробоев диодов и стабилитронов их необходимо зашунтировать
перемычками, тумблер блока гидродоворота на тепловозе ТГМЗБ
должен быть в положении «Выключено».
206
§ 3. Ремонт гидравлической части САУ
гидропередачи УГП 750-1200
Гидравлическая часть САУГ является исполнительной; она преоб-
разует поступающий электрический управляющий сигнал в гидравли-
ческий и организует управляющее воздействие, прикладываемое к пе-
реключаемым гидроаппаратам.
Гидравлическая часть САУГ состоит из следующих основных уз-
лов: блока насосов, включающего в себя центробежный питательный
насос и вихревой насос управления, электрогидравлических вентилей,
распределительной золотниковой коробки, клапана быстрого включе-
ния, масляного фильтра и соединительных трубопроводов с рядом ре-
жимных клапанов. Взаимодействие всех элементов гидравлической ча-
сти САУГ можно понять, рассмотрев ее работу.
Действие гидравлической части САУГ. Принципиальная схема
гидравлической части САУГ приведена на рис. 106. Работа ее на от-
дельных режимах состоит в следующем.
Рис. 106. Принципиальная схема гидравлической части САУ гидропередачи
УГП 750-1200 (положение нейтральное):
1 — привод вала отбора мощности; 2 — вал отбора мощности; 3 — гидромуфта; 4 — шестер-
ни второй ступени скорости; 5 — привод питательного насоса; 6 — второй ГТР; 7—первый
ГТР; 8 — шестерни первой ступени скорости; 9 — ЭГВ\ 10—12 — жиклеры; 13 — золотник
быстрого включения; 14 — щелевой фильтр; 15 — переливной клапан; 16— подпорный кла-
пан; 17—19—каналы; 20, 23, 25 — золотники; 21 — шток поршня; 22 — поршень; 24 — кор-
пус золотниковой коробки; 26—28, 31 — каналы; 29 — теплообменник; 30— фильтр; 32 — пи-
тательный насос; 33 — вихревой насос; 34— маслооткачивающий насос; 35— обратный кла-
пан; 36 —- подвод масла на смазку; 31 — фильтр; 38 — насос системы смазки
207
Холостой ход. При работе дизеля на холостом режиме
питательный насос 32 подает масло из масляной ванны к золотнико-
вой коробке 24 и через фильтр 30 — на теплообменник 29. Из теплооб-
менника охлажденное масло поступает к подпорному клапану /б и че-
рез него сливается обратно в картер гидропередачи. Часть масла перед
подпорным клапаном отводится на смазку шестерен и подшипников
гидропередачи.
Из рабочей полости питательного насоса масло попадает также во
всасывающую полость вихревого насоса 33, из которого выходит с по-
вышенным давлением на 1—1,5 кгс/см2 по сравнению сдавлением пи-
тательного насоса при частоте вращения вала дизеля, равной 0,5 от
номинальной.От вихревого насоса через переливной клапан 15, щелевой
фильтр управления 14 масло подается к электрогидравлическим вен-
тилям (ЭГВ} I, II и III. Золотники ЭГВ, так же как и золотники 23
и 25 золотниковой коробки, находятся в нейтральном положении, на-
полнительные каналы гидротрансформаторов 18 и 28 и гидромуфты 17
перекрыты, а сливные каналы гидротрансформаторов 26 и 19 открыты.
Все гидроаппараты опорожнены, и таким образом гидропередача от-
ключена.
В нижний картер гидропередачи встроен шестеренчатый насос 38
системы смазки, обеспечивающий смазку узлов гидропередачи при
движении тепловоза с отключенной гидропередачей или в холодном
состоянии. Обратный клапан 35 обеспечивает поступление масла к ме-
стам смазки 36, исключая его движение через теплообменник 29, фильтр
30 и насос 32 в верхний картер.
Масло, поступающее на смазку шестерен и подшипников, сливается
в нижний картер, а оттуда излишки его откачиваются в верхний кар-
тер шестеренчатым откачивающим насосом 34. Засасывание масла в на-
сосы системы смазки и откачивающий производится из нижнего картера
через общий фильтр 37. При движущемся тепловозе и работающем ди-
зеле эти насосы работают параллельно, на всех режимах работы гидро-
передачи одинаково.
Работа на первом гидротрансформаторе.
При включении ЭГВ I масло от вихревого насоса поступает в полость а
золотниковой коробки и перемещает золотники последней в положение
наполнения первого гидротрансформатора, тем самым обеспечивается
его включение и трогание тепловоза на первой ступени скорости.
При работе на гидротрансформаторах часть масла от питатель-
ного насоса идет через золотниковую коробку на подпитку гидротранс-
форматора, из которого оно сливается в картер гидропередачи через
специальные каналы. Этим достигается отвод от гидротрансформато-
ров тепла, выделяемого в результате потерь энергии в круге цирку-
ляции. Расход масла через организованный слив установлен доста-
точным для отвода тепла при самых неблагоприятных условиях работы
гидротрансформаторов по к. п. д. и температуре окружающего возду-
ха; температура масла в кругах циркуляции не превышает 115° С.
Другая часть масла от питательного насоса поступает через фильтр
30 в теплообменник 29, далее на смазку и через подпорный клапан на
слив в картер гидропередачи.
208
Таким образом, масло от питательного насоса проходит по ряду
параллельных трактов: на питание гидроаппаратов, на теплообменник
и в систему смазки, через вихревой насос в систему управления с по-
следующим сливом из каждого тракта в картер гидропередачи.
Работа на втором гидротрансформаторе.
При достижении скорости движения, соответствующей скорости пря-
мого перехода с первого ГТР на второй ГТР, включается ЭГВ II
(ЭГВ I включен). Масло от вихревого насоса через проточку золотника
ЭГВ II поступает в полость б золотниковой коробки и перемещает зо-
лотник 23 в положение наполнения второго и опорожнения первого
гидр отр ан сфор матор ов.
Заполненный второй ГТР передает мощность дизеля на пару ше-
стерен 4 второй ступени и далее через реверс-режимный редуктор —
на раздаточный вал. Масло от питательного насоса распределяется так
же, как и при работе на первом ГТР.
Работа на гидромуфте. Переход на гидромуфту осу-
ществляется при соответствующей скорости движения посредством
включения ЭГВ III (вентили / и II включены). При этом масло через
проточку золотника ЭГВ III поступает в полость золотниковой короб-
ки и перемещает золотник 25 в положение наполнения гидромуфты
и опорожнения второго ГТР.
Обратные переключения. При уменьшении скорости движения теп-
ловоза до величины обратного перехода с гидромуфты на второй ГТР
происходит выключение ЭГВ III. Вентиль III сообщает полость в
золотниковой коробки со сливом, пружина возвращает золотник 25
в исходное нейтральное положение. При этом золотник разобщает
питательный насос и гидромуфту и сообщает его со вторым ГТР. Гид-
ромуфта опорожняется через свои клапаны быстрого опорожнения,
наполняется второй ГТР.
При скорости движения тепловоза, соответствующей обратному
переходу со второго ГТР на первый, выключается ЭГВ II, который
сообщает полость б золотниковой коробки со сливом Пружина возвра-
щает золотник 23 до упора в поршень 22. Второй ГТР сообщается со
сливом и отключается от питательного насоса, а первый ГТР сообща-
ется с питательным насосом и включается в работу.
При выключении гидропередачи снимается напряжение с катушек
всех ЭГВ, золотники золотниковой коробки устанавливаются пружи-
нами в нейтральное положение, все гидроаппараты опорожнены.
Включение гидропередачи при движущем-
ся тепловозе. Конструкцией элементов гидравлической части
САУГ предусмотрена возможность совмещения процессов наполнения
и опорожнения переключаемых гидроаппаратов и включения и выклю-
чения гидропередачи при движении тепловоза на любой скорости.
В каналах управления золотниковой коробкой введены жиклеры
10, 11, 12, что обеспечивает медленное движение золотников при пере-
ключении гидроаппаратов. Сверления в гильзах золотниковой коробки
и проточки золотников выполнены таким образом, что наполнение
включаемого гидроаппарата начинается раньше, чем опорожнение
выключаемого. Такая совместная работа переключаемых гидроаппа-
209
ратов в переходном процессе исключает значительный «провал» пере-
даваемого вращающего момента и изменение режима работы дизеля.
Для включения гидропередачи при движении тепловоза выбегом
с высокой скоростью предусмотрен клапан быстрого включения, ра-
бота которого рассмотрена ниже. Этот же клапан обеспечивает быстрое
выключение гидропередачи при работе на первом или втором гидро-
трансформаторе без торможения тепловоза со стороны гидропередачи.
Если же выключение гидропередачи производится с гидромуфты с по-
мощью контроллера машиниста, то возможно значительное торможение
тепловоза, возникающее вследствие медленного опорожнения гидро-
муфты, по сравнению с длительностью опорожнения ГТР, и передачи
момента от турбины к насосу при снижении частоты вращения вала
дизеля. Поэтому рекомендуется выключать гидропередачу кнопкой
«Управление гидропередачей» с последующим, через 3—5 с, перево-
дом рукоятки контроллера машиниста в нулевое положение.
Ремонт элементов гидравлической части САУГ. В гидравлической
части САУГ основными видами неисправностей являются заедание,
обрыв и предельный износ золотников, изломы пружин, нарушение
герметичности сопряженных поверхностей клапанов и золотников
и плотности соединений, засорение фильтров и маслопроводов.
Правилами деповского и заводского ремонта тепловозов с гидро-
передачей предусмотрено выполнение ревизии отдельных элементов
гидравлической части САУГ и установлены допускаемые размеры при
выпуске тепловоза из ремонта.
Рассмотрим ревизии и в необходимых случаях ремонт основных
элементов гидравлической части САУ унифицированной гидропередачи
УГП 750-1200.
Электрогидравлические вентили. Электрогид-
равлические вентили (ЭГВ) являются связующим звеном между гид-
равлической и электрической частями САУГ.
ЭГВ выполнен и работает следующим образом. В корпусе вентиля
1 (рис. 107) помещен золотник 2. В закрытом снизу диском 4 корпусе 5
размещена катушка 6, в которой расположен сердечник 7. Трущаяся
поверхность сердечника покрыта графитовой смазкой.
При включении вентиля сердечник 7, перемещаясь вниз до упора,
посредством пальца 3 опускает вниз золотник 2, преодолевая сопро-
тивление сначала пружины 10, а затем и пружины 12. Масло от вихре-
вого насоса, подведенное к полости а, проходит через проточку золот-
ника в полость б и через нее к золотниковой коробке. При этом полость
в, сообщенная со сливом, разобщается от полости б пояском золот-
ника. Через полости г и д утечки масла сливаются в картер гидро-
передачи.
Ручное включение гидроаппарата при отсутствии тока в катушке
можно осуществить затяжкой гайки 15.
Электрогидравлические вентили разбирают для ревизии при ТР2
и если необходимо устранить заедание золотника или сменить пружи-
ну, а также при промывке и осмотре золотника.
Разбирают ЭГВ в такой последовательности.
210
8
Э
Рис. 107. Электрогидравлический вентиль:
1 — корпус; 2 — зологник; 3— палец; 4— диск;
5 — корпус катушки; 6 — катушка; 7 — сердеч-
ник; 8 — клеммник,• 9 — кожух; 10 и 12— пружи-
ны; 11 — втулки; 13 — крышка; 14 и 15 — гайки
Отвернув гайки 15 и 14,
снимают крышку 14 вместе с
втулкой 11 и пружинами 10
и 12 и вынимают золотник 2.
Дальнейшая разборка не ре-
комендуется, и только в слу-
чае необходимости (смена ка-
тушки или других деталей)
следует отвернуть винт и
снять кожух 9. Отсоединив
от клемм выводы катушки 6,
снимают клеммник. После
того как отвернуты гайки 14
крепления корпуса катуш-
ки 5, снимают сам корпус ка-
тушки 5 вместе с диском 4 и
пальцем 3. Отделив от корпу-
са катушки диск 4, палец 3 и
сердечник 7, вынимают из
корпуса катушку.
Собирают ЭГВ в обратной
последовательности. Все де-
тали, кроме катушки 6, про-
мывают в керосине и обду-
вают сжатым воздухом. Тру-
щиеся части золотника 2 и
пальца 3 должны быть сма-
заны турбинным маслом 22
(ГОСТ 32—53), трущиеся ча-
сти сердечника — графито-
вой смазкой УСсА (ГОСТ
3333—55).
Чертежные и допустимые размеры деталей ЭГВ при ремонтах при-
ведены в таблице на рис. 107.
Золотниковая коробка. Золотниковая коробка яв-
ляется исполнительным элементом гидравлической части САУГ. Она
состоит (рис. 108) из корпуса 7, отлитого из алюминиевого сплава, с за-
прессованными в него чугунными гильзами 6 и 17, в которых располо-
жены золотники 8 и 16 и поршень 13. Выключенное положение золот-
ников обеспечивается пружинами 9 и 21. Золотники и пружины удер-
живаются в корпусе крышками 4, 10, 14 и 22, которые присоединены
к корпусу шпильками и гайками. Ход золотников регулируют про-
кладками 5 и 15.
Золотниковая коробка управляется электрогидравлическими вен-
тилями, от которых масло поступает по штуцерам 1 в полости а, б и в.
В зависимости от порядка срабатывания ЭГВ золотники коробки
устанавливаются в положения, соответствующие наполнению одного
из гидроаппаратов. При этом остальные аппараты соединяются со
сливом через отверстия в крышках 10 и 22.
211
При включении первого ЭГВ масло от вихревого насоса управле-
ния через каналы ЭГВ поступает в полость а над поршнем 13, заставляя
последний перемещаться до упора втулки И в крышку 14. Золотник
16 также смещается и своей проточкой соединяет питательный насос
с кругом циркуляции первого гидротрансформатора через каналы
И и К- Пояском золотника сливной канал Ж закрыт. Гидропередача
включается на первую ступень скорости.
Переход на вторую ступень происходит при срабатывании второго
ЭГВ при включенном состоянии первого ЭГВ. При этом масло посту-
пает в полости а и б. После того как поршень 13 переместился до упора
втулки И в крышку 14, золотник 16 плавно перемещается до упора
в крышку 22, сначала закрывая сливной канал Ж из второго гидро-
трансформатора, а затем соединяя питательный насос через каналы
И, Н и Л со вторым гидротрансформатором. Одновременно происходит
подпитка первого гидротрансформатора. Через 2—4 с полностью от-
крывается сливной канал Ж первого гидротрансформатора.
Полость первого гидротрансформатора через канал К, проточку
золотника и отверстие Г сообщается с атмосферой.
При включении третьего ЭГВ масло поступает в полость в, зо-
лотник 8 перемещается до упора в крышку 10, образуя тракт маслу
на наполнение гидромуфты: от канала И, через проточку золотника 16,
канал Л, проточку золотника 8 в канал М.
А
б
От Л го
ЭГВ
От Г го
ЭГВ
От 3-го
ЭГВ
13 12 11
23 2221
16 1514
Г
Рис. 108. Золотниковая коробка:
/ — штуцер; 2, 5, 15, 18 — прокладка; 3 — шпилька; 4, 10, 14, 19, 22 — крышки; 6, 17 — гильзы;
7 — корпус; 8, 16 — золотники; 9, 21 — пружины; 11 — втулка; 12 — штифт; 13 — поршень;
20— болт; 23 — гайка
212
Вид А повернуто
От питатель- К гидромуфте
нога насоса
19 18
Натяг гильз 0,025... 0,085 0,025... 0,085 0... 0,025 5олееО,О85
Зазор между гиль- зой и золотником 0,1.„0,12 0,1.„0,13 Более 0,16
Длина пружины!} 168,5... 171,5 163,5... 171,5 0...155
Длина пружины 21 231,5...- 236 126,5... 236 0...215
Клапаны опорожнения гидромуфты под действием поступающего
в нее масла закрываются и гидромуфта вступает в работу.
Первый гидротрансформатор сообщается со сливом через канал Ж,
проточку золотника и отверстия в крышке 22 и с атмосферой через
канал К, проточку золотника и отверстие Г. Второй гидротрансформа-
тор сообщается со сливом через канал е, проточку золотника 8 и отвер-
стие в корпусе и с атмосферой через канал Н, проточку золотника
и отверстие д.
Золотниковую коробку в эксплуатационных условиях полностью
разбирают при необходимости ее промывки или устранения неисправ-
ности. Для этого отсоединяют трубку от штуцера, отворачивают гайки
23 крепления крышек 10 и 14, снимают крышки и вынимают золотни-
ки 8 и 16 с пружинами. Все детали промывают в керосине, осматривают
их поверхности, проверяют состояние пружин.
Золотники, имеющие износ рабочих поверхностей, разрешается
восстанавливать хромированием с последующей шлифовкой и притир-
кой их по месту. Притертые золотники должны плавно под действием
собственного веса перемещаться в рабочих отверстиях. К постановке
допускаются золотники, имеющие полированную поверхность, без
рисок и царапин.
При сборке необходимо следить, чтобы не произошло перекосов
золотников, и равномерно затягивать шпильки.
Чертежные и допустимые размеры золотниковой коробки при вы-
пуске тепловоза из ремонта приведены в таблице на рис. 108.
При ремонте САУГ для замены золотников с невосстанавливаемыми
дефектами (трещины, выкрашивания и т. д. в золотниках и гильзах)
могут быть изготовлены новые золотники и их гильзы.
Для изготовления золотников обычно используют сталь 20Х (с це-
ментацией и поверхностной закалкой ее до твердости HRC 55 4- 62)
или сталь 40Х с объемной закалкой. Корпусные детали при размеще-
нии в них золотников без гильз изготовляют из чугуна или алюминия
специальных марок. При размещении золотника в гильзе корпусные
детали отливают из чугуна СЧ 15-32, СЧ 18-36 или алюминиевых
сплавов. Гильзы обычно изготовляют из чугуна специальных марок
или оловянистых бронз. Если корпус изготовлен из цветного метал-
ла, гильза ставится в него с зазором и уплотняется резиновыми
кольцами.
При изготовлении золотников и их гильз должен быть выдержан
ряд требований: необходимая герметичность (диаметральный зазор
устанавливается около 0,001 диаметра золотника); овальность, ко-
нусность, бочкообразность золотников и гильз не должна превышать
половины допуска на диаметр, шероховатость рабочих поверхностей
V9, V10.
Клапан быстрого включения (рис. 109). В гид-
равлической части САУГ клапан быстрого включения выполняет вспо-
могательную функцию, обеспечивая быстрое перемещение золотников
в положение включения второго гидротрансформатора при движении
тепловоза со скоростью, соответствующей работе гидропередачи на
второй ступени. Этим предотвращается заполнение маслом первого гид-
213
ротрансформатора и торможение тепловоза. В корпусе 4 размещены
золотник 5 и пружина 2, которые удерживаются в выключенном поло-
жении пробками 1 и 8.
При одновременном включении обоих ЭГВ масло к золотниковой
коробке поступает двумя путями: от первого ЭГВ по трубке Г, проточ-
кам в пробке 8 и золотнике 5 в полость Д и от второго ЭГВ через полость
В, жиклер в корпусе в полость Д и далее на золотник распределитель-
ной коробки. Последний быстро перемещается в положение, соответст-
вующее наполнению второго гидротрансформатора.
Клапан быстрого включения разбирается в случае его неисправной
работы (заедание золотника, загрязнение жиклеров).
Для выемки золотника 5 отсоединяют трубопровод, подводящий
масло от первого ЭГВ к золотниковой коробке, и отвертывают пробку
8. Перед сборкой все детали промывают в керосине (ГОСТ 1842—52)
и обдувают сжатым воздухом. Золотник смазывают турбинным маслом
22 (ГОСТ 32 — 53).
Клапан опорожнения гидромуфты (рис. 110).
В корпусе гидромуфты укреплены клапаны опорожнения. Клапан со-
стоит из корпуса 1, крышки 2 и расположенных в них седла 4, пружин-
ного кольца 3 и мембраны 5.
При наполнении гидромуфты масло поступает по каналам бив
в полость е над мембраной и прижимает ее к седлу. Полость а сооб-
щена с атмосферой и вследствие разности площадей е и ж усилием,
создаваемым маслом сверху, клапан надежно закрыт.
При прекращении подпитки гидромуфты полости бив, сообщенные
с атмосферой через отверстие б, опорожняются, мембрана под дейст-
вием центробежных сил вращающейся жидкости отбрасывается к торцу
крышки 3 и сообщает внутреннюю полость гидромуфты через канал а
Рис. 109. Клапан быстрого включения:
1, 8 — пробки; 2 — пружина; 3, 6, 9 — прокладки; 4 — корпус; 5 — золотник; 7 — штуцер;
10 — гайка
214
Рис. НО. Клапан опорожнения гидромуфты:
/ — корпус; 2 — крышка; 3 — пружинное кольцо; 4 — седло; 5 —мембрана
и полости г и и с атмосферой. При этом происходит быстрое опорож-
нение гидромуфты.
Клапаны опорожнения гидромуфты разбирают при необходимости
их промывки и очистки, а также для устранения неплотности прилега-
ния мембраны к седлу клапана.
Разбирают клапаны опорожнения в такой последовательности.
Специальным ключом вывертывают крышку 2 клапана. Вынув запорное
пружинное кольцо 3 и сняв седло 4, отделяют мембрану 5.
Все детали клапана промывают в керосине. Проверяют плотность
прилегания мембраны к седлу; покоробленную мембрану заменяют но-
вой. Центральное отверстие д в крышке 2 прочищают.
Сборку клапана следует производить в порядке, обратном разборке.
§ 4. Ремонт системы управления
реверсом и режимами работы
гидропередачи УГП 750-1200
Для переключения реверса-режима унифицированная гидропере-
дача оборудована системой управления, состоящей из электропневма-
тических вентилей, блокировочного клапана и концевых выключателей
фиксаторов сервоцилиндров. Нормальная работа реверс-режимного
устройства гидропередачи зависит в значительной мере от исправного
состояния этих элементов.
Переключение реверса и режима затрудняется иногда из-за воз-
никающего положения подвижной муфты «зуб в зуб». Для устранения
такого положения в гидропередаче создается медленное вращение
включаемых ее частей.
В гидропередаче УГП 750-1200 проворачивание (доворот) вторич-
ного вала передачи происходит под действием воздуха, находящегося
в гидромуфте (см. §2 гл. II).
215
Конструктивная особенность гидропередачи УГП 750/2Т (отсутст-
вие гидромуфты) определила переключение реверс-режима без задерж-
ки подвижных муфт в нейтрали и без проворачивания вторичного ва-
ла действием воздуха в гидроаппаратах.
Процесс переключения реверса или режима гидропередачи
УГП 750/2Т протекает следующим образом:
1) освобождается шток поршня включенного сервоцилиндра от
фиксатора путем подачи воздуха в последний;
2) производится переключение электропневматических вентилей,
в результате чего включается муфта другого направления движения
или другого режима работы под действием давления воздуха в рабочей
полости сервоцилиндра, связанного с этой муфтой;
3) фиксируется шток поршня включенного сервоцилиндра.
В схему управления переключением реверс-режима гидропереда-
чи УГП 750/2Т в отличие от рассмотренной в § 2 гл. II схемы управле-
ния реверс-режимом гидропередачи УГП 750-1200 введен блок реле
гидродоворота. Назначение его — обеспечить автоматическое импульс-
ное включение электрогидравлического вентиля первого гидротранс-
форматора для доворота подвижных муфт до включаемого положения
при их возможном попадании «зуб в зуб» во время переключения ре-
верс-режима.
В схеме управления двухтрансформаторной гидропередачи дизель-
поездов ДР1 и ДРШ блок реле гидродоворота образован двумя реле
времени.
В гидропередаче УГП 750/2Т блок реле гидродоворота выполнен
на полупроводниковых приборах по схеме мультивибратора. Электри-
ческая схема блока реле гидродоворота (рис. 111) обеспечивает два
временно устойчивых состояния, в одном из которых открыт транзистор
Т1, а в другом—транзистор Т2. В каждом из состояний схема может
находиться лишь время, определяемое постоянными времени цепей
(С8 и КЭ1, С9 и КЭ2).
Блок реле доворота работает следующим образом. При включении
питания (75 В, постоянный ток) на клеммы плюс и минус заряжается
конденсатор КЭ2. Включение блока производится подачей +75 В
на клемму 21, при этом транзистор Т1 открыт, транзистор Т2 закрыт
и катушка реле Р обесточена.
Конденсатор К.Э1 заряжается через
открытый транзистор Т1, а конден-
сатор КЭ2 разряжается через рези-
сторы С9 и RkI.
По мере разряда
КЭ2 положительный
базе транзистора Т2
нуля и транзистор Т2 открывается.
При этом транзистор Т1 закрывает-
ся, включается реле Р и своими
замыкающими контактами замы-
кает цепь питания электрогидрав-
лического вентиля гидротрансфор-
JB1 к
Рис 111. Электрическая схема блока
реле 1идродоворота УГП 750/2Г
конденсатора
потенциал на
снижается до
216
матора первой ступени ВС1. Продолжительность этого состояния
определяется временем разряда конденсатора КЭ1 через резисторы
С8 и Rk2. Одновременно с этим заряжается конденсатор КЭ2.
В момент завершения разряда конденсатора КЭ1 открывается
транзистор Tl, а Т2 закрывается Реле Р отключается, в результате
чего первый гидротрансформатор опорожняется в течение разряда
конденсатора КЭ2. Импульсный режим работы блока продолжается
до прекращения подачи питания на клемму 21 посредством контактов
реле движения.
Импульсное включение реле Р на 1,5 с через каждые 3 с обеспечи-
вается выбором элементов схемы и настройки посредством переменных
резисторов С8 и С9. При этом поворот оси резистора С8 по часовой стрел-
ке приводит к увеличению времени включения вентиля ВС1, а С9—
к увеличению паузы. Поворот против часовой стрелки уменьшает
установленные выдержки.
Тумблер ТВ1 используется для отключения блока при проверке
мегомметром сопротивления изоляции электрических цепей тепловоза
во избежание пробоя транзисторов.
Техническое состояние и выдержки времени срабатывания реле
блока гидродоворота проверяют при всех видах деповского ремон-
та. Контакты реле при загрязнении зачищают. Установленные вы-
держки времени срабатывания реле в случае необходимости регу-
лируют.
Осуществление процесса переключения, сигнализация и электроме-
ханическая блокировка положения реверс-режимного механизма обес-
печиваются концевыми выключателями фиксаторов и блокировочны-
ми контактами барабанов сервоцилиндров.
Техническое состояние концевых выключателей и контактов у кон-
тактных барабанов сервоцилиндров проверяют при техническом об-
служивании и при всех видах деповского ремонта гидропередачи.
Контакты очищают от грязи, оплавленные или подгоревшие контакты
зачищают личным напильником или стеклянной шкуркой.
При необходимости в концевом выключателе регулируют поло-
жение подвижного контакта относительно неподвижных при нейтраль-
ном положении сервоцилиндра: он должен занимать примерно сред-
нее положение.
Проверяют и регулируют также зазор (0,5—1,5 мм) между кор-
пусом и буртом упора конечного выключателя при поднятом вверх
до упора фиксаторе сервоцилиндра.
Контакты у контактных барабанов сервоцилиндров должны иметь
нажатие 1—1,4 кгс. Отклонение контактирующих поверхностей
скользящих контактов от оси контактных пластин во включенном
положении должно быть не более 0,7 мм. Неполное прилегание кон-
тактов к барабану не допускается. При необходимости давление кон-
тактов и их положение относительно контактного барабана регули-
руют путем смещения контактной стойки по пазам кронштейна или
смещения контактов по пазам панели.
В систему блокировок переключения реверс-режима гидропереда-
чи УГП 750-1200, УГП 350-500, Фойт и др. входит также блокировоч-
217
ный клапан (рис. 112), исключающий возможность переключения ре-
верса или режима при движении тепловоза.
Клапан блокировки включается в пневматическую систему управ-
ления тепловозом (см. рис. 102). При этом его полость Л (см. рис. 112)
сообщается с главной воздушной магистралью при включении элек-
тропневматического вентиля ВБР, полость Б сообщена с фиксатора-
ми сервоцилиндров, а полость В — с атмосферой. При отсутствии
сжатого воздуха в полости А полости Б и В сообщаются между собой
через сверление в золотнике 2.
Клапан установлен на корпусе привода датчика скорости так,что
между наконечником 23 и шайбой 24, закрепленной на турбинном
валу первого гидротрансформатора, выдержан зазор 1—1,2 мм.
При поступлении в полость А сжатого воздуха втулка 7 движется
вниз вместе с клапаном 10 и золотником 2, при этом клапан 10 прижат
пружиной 11 к своему седлу во втулке 7, а золотник пружиной 8 —
к упору во втулке. Это движение происходит до тех пор, пока
не выберется зазор 1—1,2 мм между наконечником 23 и шайбой 24.
Дальнейшая работа клапана зависит от того, вращается шайба
или нет.
При вращающейся шайбе 24 наконечник 23 увлекается силой тре-
ния в месте соприкосновения с шайбой и отклоняется на валике 19.
Золотник 2 перемещается со втулкой 7 до упора втулки в стакан 15.
Так как клапан 10 по-прежнему прижат пружиной 11 к седлу, то воз-
/2 13
Рис. 112. Блокировочный клапан:
1 — корпус; 2—золотник; 3, 8, 11, 18 -- пру/кшты; 4, 20, 21 — штифчы; 5 — пробка; 6, 9,
16 — манжеты; 7, 22 — втулки; 10 — клапан; 12 — крышка; 13, 17 — пружинные упорные
кольца; 14 — болт; 15 — стакан; 19 — валик; 23 — наконечник; 24 — шайба
218
дух в полость Б не поступает и она остается сообщенной через полость
В с атмосферой. Таким образом, при движении тепловоза доступ воз-
духа к фиксаторам сервоцилиндров перекрыт.
Если тепловоз неподвижен, т. е. шайба 24 не вращается, то нако-
нечник 23 упирается в шайбу, золотник 2 останавливается, а втулка
7 и прижатый к ней клапан 10 продолжают двигаться, сжимая пружи-
ны 3 и 8 до тех пор, пока втулка не дойдет до упора в стакан 15. При
этом хвостовик золотника поднимает клапан 10 и сжатый воздух из
полости А попадет в полость Б и далее в цилиндры фиксаторов, так
как сверление в золотнике закроется клапаном. Как только шайба 24
начинает вращаться, подача воздуха к цилиндрам прекратится, по-
тому что под действием пружины 8 золотник опустится вниз, клапан
10 сядет на седло, и через сверление в золотнике и полость В воздух
из цилиндров фиксаторов выйдет в атмосферу.
При прекращении подачи воздуха в полость А и сообщении
ее с атмосферой все элементы клапана займут первоначальное по-
ложение.
Разборка блокировочного клапана производится в случаях не-
обходимости устранения неисправностей, а также для осмотра его
состояния. При этом выдерживается определенная последователь-
ность. Расшплинтовав и выбив валик 19, снимают наконечник 23 и
пружину 18. Затем, вывернув болт 14 и сняв пружинное кольцо 17,
вынимают из корпуса внутренние детали: стакан 15 с манжетой 16,
пружину 3 и золотник 2 с втулкой 7. После этого, выбив штифт 4
и вынув золотник 2 и пружину 8, снимают пружинное кольцо 13, крыш-
ку 12, пружину 11 и клапан 10.
Все детали, кроме клапана 10, должны быть промыты в керосине
(ГОСТ 1842—52) и обдуты сухим сжатым воздухом. После осмотра
состояния всех деталей необходимо трущиеся части смазать, полости
манжет наполнить смазкой ЦИАТИМ-201 (ГОСТ 6267—59) и собрать
клапан.
При всех видах деповского ремонта тепловоза, а также после раз-
борки четкость работы блокировочного клапана вместе с фиксаторами
реверса проверяют на специальном приспособлении, которое должно
имитировать работу блокировочного клапана на тепловозе. Для этого
оно должно включать в себя: воздушную магистраль с манометрами
и электропневматическими вентилями, подключаемую к блокировоч-
ному клапану и фиксаторам, а также шайбу, приводимую во вращение
вручную.
Давление воздуха в системе при испытаниях должно быть
5—5,5 кгс/см2.
Содержанием испытания блокировочных клапанов и фиксаторов
реверса являются: а) проверка их работы при неподвижной шайбе;
при каждом из 10 включений клапан должен сработать, а поршни
фиксаторов резко подняться; б) проверка их работы при вращающей-
ся шайбе; при каждом из 10 включений клапан должен быть «сломлен»,
а поршни фиксаторов находиться в нижнем положении; в) проверка
их работы при повороте шайбы, когда при каждом включении клапан
и фиксаторы должны занимать рабочее положение блокировки.
219
§ 5. Диагностика системы управления
гидропередачей
Воздействие внешних условий и внутренних факторов вызывает
изменение состояния аппаратов системы управления гидропередачи
и вследствие этого возникновение неисправности.
Неисправности в системе управления гидропередачи приводят
к потере или значительному снижению степени работоспособности.
Такие неисправности можно обнаружить при контроле функциониро-
вания и работоспособности системы.
Система управления гидропередачей относится к сложным систе-
мам, в которых часть каналов управления для сохранения определен-
ной степени работоспособности зарезервирована, например автома-
тическое управление переключением ступеней скорости резервирует-
ся ручным управлением. Вполне очевидно, что переход на ручное
управление значительно снижает степень работоспособности системы,
так как неизбежные при этом отклонения от расчетных точек пере-
ключения обусловливают перегрев масла гидропередачи и снижение
тягово-экономических свойств тепловоза. К аналогичному снижению
степени работоспособности, возможно в меньшей мере, приводит из-
менение состояния элементов настройки САУГ.
Неисправности, возникающие в нерезервируемых элементах, а это,
как правило, исполнительные органы, приводят к полной потере ра-
ботоспособности и часто являются причиной «порчи» тепловоза. При-
мером таких неисправностей в системе управления гидропередачей
являются неисправности электрогидравлических вентилей и гидрав-
лических элементов САУГ и электропневматических вентилей и меха-
нических элементов системы управления и блокировки реверс-
режимного устройства.
Определение причин и места неисправности в системе является
задачей технической диагностики. По результатам технического ди-
агноза системы может быть принято обоснованное решение в регули-
ровке системы, замене и отправке в ремонт отдельных ее элементов
и блоков.
Задачи диагностики системы управления гидропередачей прихо-
дится решать в процессе эксплуатации тепловозов, а также при до-
ремонтной и послеремонтной проверке. Практика показывает, что
время, затрачиваемое на обнаружение возникшей неисправности
в сложных системах, в 6—8 раз превышает время на ее устранение.
Часто в эксплуатации мелкая неисправность в электрических цепях
и аппаратах является причиной остановки и даже «порчи» тепловоза
только потому, что локомотивная бригада не в состоянии быстро об-
наружить эту неисправность.
Для успешного обнаружения неисправностей локомотивным брига-
дам и ремонтникам необходимо хорошее знание электрической схемы
тепловоза, умение ее читать и пользоваться простейшими контрольны-
ми приборами, а также знание методов и наличие средств контроля
систем, с помощью которых неисправности могут быть обнаружены
с наименьшей затратой времени.
220
В настоящее время в инструкциях по обслуживанию тепловозов
[17, 18] для поиска неисправностей в системах управления гидропере-
дачей и тепловоза в целом рекомендуется обычно ряд способов, не
содержащих в большинстве случаев конкретной последовательности
проверочных операций. Перебор всех этих способов, очевидно, по-
требует значительной затраты времени. Например, если тепловоз не
трогается с места (см. § 3 гл. II), то указываются шесть возможных
неисправностей и столько же способов рекомендуется для их устра-
нения. Такие рекомендуемые способы, как «проверить цепь вентилей»
или «осмотреть тракт подвода масла», вряд ли ориентируют персо-
нал на восстановление состояния тепловоза с наименьшей затратой
времени.
Для обнаружения неисправностей в отказавших элементах си-
стемы управления гидропередачей целесообразно использовать ло-
гические методы последовательного анализа. Эти методы различаются
между собой лишь некоторыми приемами или схемой выполнения
контрольных проб.
При последовательном поиске отказавший элемент обнаруживает-
ся путем последовательной проверки всех элементов, причем каждая
последующая проверка определяется результатами предыдущей.
Результаты проверки анализируются сразу же после ее осуществления.
При комбинационном поиске все элементы цепи разделяются на без-
отказно работающие и на отказавшие после некоторого числа предва-
рительных проверок с дальнейшим последовательным поиском места
неисправности среди отказавших элементов. И наконец, поиск от
«средней точки» ведется с разделением элементов в цепи пополам, на
четыре, восемь и т. д. частей. В САУ унифицированной гидропередачи
УГП 750-1200 такое разделение можно выполнить по признаку ее
деления на электрическую и гидравлическую части.
Из этих методов поиска неисправностей наиболее эффективным
является метод последовательного поиска. Последовательность про-
верок элементов цепи отказавшего аппарата для наглядности может
быть представлена в виде карты поиска неисправности, составляемой
таким образом, чтобы исключить повторение проверочных операций
и обеспечить обнаружение любой неисправности при минимальном
числе контрольных проб Карта поиска составляется для цепи каж-
дого аппарата. Она служит вместе с контрольной лампой инструмен-
том для визуального поиска неисправности в цепи отказавшего аппа-
рата. Такие карты могут составить основу программы поиска неис-
правностей с помощью автоматизированных систем контроля.
Рассмотрим порядок составления карты поиска неисправностей
и пользования ею для проверки отдельных цепей системы управления
гидропередачей УГП 750-1200 тепловоза ТГМЗА в одиночном испол-
нении (см. схему рис 122 в книге [24]).
Цепь трогания тепловоза с места (1-я позиция контроллера). Если
при включенной муфте реверс-режимного механизма (контролируется
по сигнальным лампам) и замкнутой кнопке «Управление гидропере-
дачей» перевести рукоятку контроллера на первую позицию и после
этого тепловоз не трогается с места, то необходимо, остановив дизель,
221
установить место и причину неисправности. Поиск неисправности ве-
дется комбинационным методом. Прежде всего проверяется электро-
гидравлический вентиль ВС1. Если он не включен, то неисправность
следует искать в его цепи.
На рис. 113, а приведена карта поиска отказавших элементов
в цепи вентиля ВС1. Порядок пользования контрольной лампой и кар-
той поиска неисправностей следующий. Один провод лампы подклю-
чают к одной из минусовых клемм на клеммной рейке вспомогатель-
ного щита (2/17—2/19), а другим проверяют цепь. На карте контроль-
ные точки, в которых следует проверить наличие потенциала, записаны
в прямоугольниках. Если же провод выведен не на клемму, а соеди-
няется непосредственно с элементом цепи, то в прямоугольнике запи-
сана дробь, числитель которой обозначает номер провода, а знамена-
тель указывает элемент цепи, к которому провод подходит. Кроме того,
на рисунках приняты обозначения замыкающих (З.К) и размыкающих
(Р.К) контактов реле.
От каждого прямоугольника отходят две стрелки, каждая из ко-
торых указывает на очередную проверку в зависимости от получен-
ного результата. Проверку начинают с первой точки на карте, соот-
ветствующей началу проверяемой цепи. Если в этой точке потенциал
имеется, то лампа загорится; на следующую проверку указывает стрел-
ка с надписью «Есть». Если же лампа не загорится, что свидетельст-
вует об отсутствии в этой точке потенциала, то следующую проверку
будет указывать стрелка с надписью «Нет».
Если при осмотре установлено, что вентиль ВС1 включен, но на-
полнение первого гидротрансформатора не происходит, то приступают
к поиску неисправности в гидравлической части САУГ (см. рис. 106)
или в механических звеньях реверс-режимного устройства. В сущест-
вующем исполнении гидравлическая часть САУГ практически не-
контролепригодна и возможная неисправность может быть обнаруже-
на только методом последовательного перебора и исключения всех
элементов масляного тракта (см. § 3 гл. II).
Можно лишь рекомендовать очередность этого перебора начинать
от вихревого насоса автоматики.
а)
Оклщ
чен
Рис. 113. Карты поиска неисправностей в цепях электрогидравлических вентилей’
а — BCI; б — ВС2, в — ВСЗ
222
В гидравлической части САУГ может быть удовлетворено требо-
вание контролепригодности за счет несложного ее дополнения конт-
рольно-измерительными приборами. Например, установка электро-
манометров на масляных каналах до и после золотниковой коробки
даст возможность контролировать по наличию давления или его от-
сутствию работу золотников самой коробки и электрогидравлических
вентилей, а значит, и быстро обнаружить отказавший элемент.
В этом случае применим метод последовательного поиска неисправ-
ности, описанный выше.
Повреждения в механических звеньях реверс-режимного устрой-
ства (подвижная муфта и рычаги ее привода) могут быть обнаружены
только путем их осмотра.
Цепи переключения ступеней скорости. Если при движении тепло-
воза не происходит прямой переход с первого гидротрансформатора
на второй и затем с второго гидротрансформатора на гидромуфту, то
после визуальной проверки соответствующего электрогидравлического
вентиля устанавливается состояние электрической и гидравлической
частей САУГ. При невключенных вентилях ВС2 и ВСЗ проверяют
цепи их катушек по картам поиска неисправностей, приведенных на
рис. 113, в.
В обоих случаях возможен выход на контакты реле РП1 и РП2. При
этом необходимо вскрыть блок управления и проверить состояние про-
межуточных реле РП1 и РП2. Если эти реле включены, то требуется
осмотреть их контакты и при необходимости зачистить. Если же они
не включены, то производится поиск неисправности в цепях катушек
реле, а затем реле скорости блока управления.
Контроль состояния элементов и цепей блока управления гидро-
передачи и их технический диагноз могут быть выполнены на стенде
настройки (см. ниже § 6) или при движении тепловоза. Однако послед-
ний способ нежелателен, так как поиск неисправностей в блоке управ-
ления при движении тепловоза сопряжен с определенными трудно-
стями.
Диагностика блока управления гидропередачи должна осущест-
вляться в комплекте с корректирующим реостатом и датчиком скоро-
сти. Предварительно проверяется наличие и величина междуфазового
напряжения таходатчика (см. ниже § 6).
Цепи блока управления разделяются на две части: цепи промежу-
точных реле и цепи поляризованных реле скорости. Каждая из этих
частей подсоединена к разным источникам питания и поэтому может
быть проверена обособленно от другой.
На первом этапе проверяют цепи промежуточных реле. Для этого
можно использовать карты поиска неисправностей (рис. 114, а, б, в)
и обычную контрольную лампу. Методом, описанным выше, находят
неисправности в каждой из этих цепей в положении, соответствующем
включенному состоянию этих реле.
Если установлено, что промежуточные реле не сработали из-за
отсутствия управляющего сигнала (замыкающий контакт реле скоро-
сти разомкнут), то выполняется второй этап проверки блока управле-
ния: контроль состояния цепей реле скорости. Эти цепи могут быть
223
Рис. 114. Карты поиска неисправно-
стей в цепях промежуточных реле
блока управления:
а — РШ; б — РП2, в — РПрС
проверены с помощью тестера или
низковольтной контрольной лампы.
Для того чтобы обнаружить не-
исправность в цепи реле скорости,
необходимо подать на вход ее на-
пряжение датчика скорости, при
котором эти реле должны включить-
ся (см. табл. 8). Отказавший эле-
мент может быть обнаружен при по-
следовательном поиске с помощью
карт поиска неисправностей, при-
веденных на рис. 115, а, б, в.
Пробой стабилитронов в цепях
реле скорости может быть обнару-
жен при напряжении на входе блока
управления, соответствующем вы-
ключенному состоянию реле скоро-
сти. Наличие потенциала на ка-
тушке реле скорости свидетельст-
вует о пробое стабилитронов.
Блок управления САУГ выполнен без учета требования контроле-
пригодности. Из объема контроля выпадают размыкающие контакты
реле РШ и PIJ2 в цепях реле скорости. Полный объем контроля мо-
жет быть обеспечен, если эти контакты вместе с сопротивлениями С6
и С7 включить между стабилитронами и катушками реле скорости.
а)
РП1
Не
Вклю-
чено
РБС1
S)
РП2
Не
Вклю-
чено
РБС2
БУ/2
не
чено
контакт Я
вход СУ
Н'Выпря
СЗ
PC
Выпря-
митель
Стабилит-
рон Cm2
попоим- ""
\ датчик,
выпря-
митель
Вклю- мотеля [\
чено
в)
!' „| Не
i ^хОкпю*
чено
PC
Не
ч“0ыпря
Вклю-\мителя
чено
СБ
прямитель
трон
Ст1
СУ
< Одрыв ка-
чу тушки PC
3>\СтаВилаго-
рой Ст 3
аРГвхоИ
ОбрыВ
катуш-
ки
РБС1
ОБрыВ катит
ки Р6С2
Рис. 115. Карты поиска неисправностей в цепях реле скорости блока управления:
а — РБС1-, б — РБС2; в —PC
224
§ 6. Проверка и настройка САУГ
Настройка САУГ производится во всех случаях, когда ее блоки
снимаются с тепловоза при плановых видах ремонта или при замене
вышедших из строя элементов новыми непосредственно на тепловозе.
Настройка САУГ должна также производиться без снятия ее блоков
с тепловоза при отклонениях точек переключения от заданных более
±3%. При настройке САУГ на заданную характеристику переключе-
ний ступеней скорости необходимо учитывать погрешность применяе-
мых контрольно-измерительных приборов.
Настройка САУГ на стационарном стенде. Для проверки после ре-
монта и настройки САУГ в локомотивных депо необходим специальный
стенд. Такой стенд имеет несложную схему и может быть собран без
особых затруднений в любом депо.
Схема стенда настройки САУГ, рекомендуемая Калужским маши-
ностроительным заводом, приведена на рис. 116. Основным элементом
стенда является электродвигатель постоянного тока ЭД с плавным ре-
гулированием частоты вращения в диапазоне от 200 до 2600 об/мин.
В схеме описываемого стенда использована в качестве привода тахоме-
-200 75
1+
___________
Рис. 116. Схема стенда для настройки электрической части САУ гидропередачи
УГП 750-1200:
КТУ-1М. — контрольная тахометрическая установка; ТВ, ТВ1, ТВ2 — тумблер типа ТВ1-2
на 5А; П1—ПЗ — предохранитель с плавкими вставками до 6А; АТ1—АТ2 — автотранс-
форматор типа ЛАТР-2а; ВС1~ВС2 — селеновый выпрямитель типа АВС-100-95 и 317;
ТСФУ-1— стндо'вый измеритель числа оборотов; ИТЭ-1 — измеритель авиационный;
ДТЭ2 — датчик; ЭД—электродвигатель типа СЛ563, НО В, НО Вт, 3800 об/мин; Д — дат-
чик скорости (из комплекта САУГ); Л1—ЛЗ — сигнальные лампы ЛС-53; С1—СЗ — рези-
сторы типа ПЭ15, 500 Ом; V! — вольтметр типа 0300,0—250 В; V2 — вольтметр типа
М.538,0—30 В; V3 — вольтметр типа М538,0—150 В; ПВ1—ПВ2 — трехполюсный выключатель
типа ПВЗ-Ю; ВКД — выключатель на 1А; 1—8 — клеммы
225
трическая установка типа КТУ-1М. С электродвигателем этой установ-
ки ЭД с помощью простейшей муфты соединен таходатчик скорости Д
из комплекта САУГ. Частота вращения электродвигателя, а значит,
и таходатчика Д регулируется изменением подводимого к нему напря-
жения посредством автотрансформатора ATI.
Стенд оборудуется тахометрическим устройством, позволяющим ви-
зуально контролировать число оборотов датчика в указанном диапазо-
не. Погрешность отсчета частоты вращения должна быть не ниже
15 об/мин в диапазоне до 500 об/мин и 5 об/мин в диапазоне до
2600 об/мин.
Для питания тахометрической установки подается напряжение
27 ± 1,5 В постоянного тока, устанавливаемое с помощью автотранс-
форматора АТ2 и контролируемое вольтметром V2. В качестве стендо-
вой тахометрической установки используется комплект авиационного
измерителя частоты вращения типа ТСФУ-1. Может быть также при-
менен и другой тахометр, приемлемый по точности показаний.
Напряжение 75 В постоянного тока, необходимое для настройки
системы автоматики, подается на стенд от источника постоянного тока
(аккумулятор или мотор-генераторный преобразователь) или от сети
переменного тока через выпрямитель типа ВСА-111А или другой с по-
добной характеристикой.
Соединение узлов САУГ производится через клеммы стенда настрой-
ки 1—8 по схеме, приведенной на рис. 117, проводом сечением не ме-
нее 0,75 мм, БП — блок переключений скоростей; 7?к — корректиру-
ющий реостат; D — датчик скорости.
Проверка характеристики датчика. Перед настройкой блока пере-
ключения скоростей проверяют междуфазное напряжение таходатчика.
Для этого снимают его характеристику холостого хода в диапазоне от
250 до 2000 об/мин. Измерение напряжения производится прибором
класса точности не ниже 2,5 с ценой деления, не превышающей 0,5 В.
Рис. 117. Схема соединения узлов
САУ гидропередачи УГП 750-1200 на
стенде настройки:
БП — блок переключения скоростей; —
корректирующий реостат; Д — датчик ско
рости; 1—8 — клеммы стенда настройки
В качестве такого прибора может
быть использован ампервольтметр
типа Ц56 или тестер другого типа,
обеспечивающий измерения с ука-
занной выше точностью.
Полученные значения между-
фазного напряжения должны соот-
ветствовать характеристике каж-
дого типа таходатчика (рис. 118).
В комплект САУ УГП1000 для
тепловозов ТГ102К входят два дат-
чика, которые должны быть подоб-
раны по характеристике междуфа-
зового напряжения холостого хода.
Разница напряжений датчиков в
этом случае не должна превышать
величины 0,3 В при 1000 об/мин.
Настройка САУГ. При настрой-
ке САУГ пользуются таблицей с
226
данными переходов для каждого
типа тепловозов. Характеристики
переходов могут быть выражены
любой из трех величин: частотой
вращения вала датчика, его напря-
жением и скоростью движения
(табл. 8).
В табл. 8 указана частота вра-
щения вала «д для датчиков ТДЭ2
(при установке датчика Д2-3 эти
значения должны быть увеличены
в 1,57 раза).
Напряжение датчика скорости
ия выпрямленное, после сглажи-
вающего фильтра; скорость дви-
Рис. 118. Характеристики междуфазо-
вого напряжения таходатчиков скоро-
сти движения
жения vn — расчетная скорость прямого переключения гидроаппара-
тов (с учетом передаточного отношения между валом датчика скоро-
сти и колесными парами и поправочного коэффициента на расчетный
диаметр по кругу катания колесной пары DKP = 1010 мм).
При необходимости определения скорости переключения ступеней
гидропередачи на поездном режиме необходимо скорость, указанную
для маневрового режима, увеличить в 2,05 раза.
Обратный переход может быть определен по рекомендуемому ко-
эффициенту возврата, значение которого для УГП 750-1200:
при работе на гидротрансформаторах
/Св1 = Д£б^ = 0,91 -4-0,93;
ипр
Таблица 8
Характеристики переходов САУ УГП 750-1200
тепловоза ТГМЗА
Пере- ходы Параметры Позиции контроллера
0 1 2 з 4 5 6 7 8
I Пд, об/мин — 390 430 505 540 585 610 650 670
ед, в — 11,2 12,3 14,5 15,4 16,7 17,5 18,6 19,2
Vn, км/ч — 7,2 8,8 10,0 10,6 11,5 12,0 12,8 13,2
II пя, об/мин 1360
ед, в 39,1
Vn, км/ч 26,8
227
при работе на гидромуфте
Квц = ^2- = 0,95 4- 0,96.
ипр
С целью сокращения длительности процесса настройки САУГ в прак-
тике производится настройка лишь на крайних позициях (низшей и выс-
шей) контроллера машиниста. В этом случае характеристика пере-
ходов упрощается (табл. 9).
Настройку электрической части САУГ производят так. Предва-
рительно отпускают контргайки регулируемых резисторов С1—С7
блока управления (см. рис. 102) и вращением оси устанавливают при-
мерно в среднее положение. Корректирующий реостат должен быть
установлен в положение, соответствующее первой позиции контролле-
ра машиниста.
При настройке первого перехода, установив частоту вращения дат-
чика в соответствии с данными таблицы и вращая ось резистора С1
в ту или иную сторону, добиваются срабатывания реле перехода РП1.
Для уточнения правильности срабатывания реле РП1 необходимо сни-
зить частоту вращения датчика до отпадания реле, а затем при повыше-
нии частоты вращения датчика определить ее значение, при котором
происходит срабатывание реле РП1.
Далее, установив корректирующий реостат в положение, соответст-
вующее высшей (16-й или 8-й) позиции контроллера, а частоту враще-
ния датчика в соответствии с данными табл. 9, вращением оси резистора
С2 в ту или иную сторону снова добиваются срабатывания реле пере-
хода РП1.
Для проверки стабильности настройки срабатывания реле РП1 не-
обходимо снова поставить корректирующий реостат на первую позицию
Таблица 9
Характеристика переходов при настройке на крайних позициях
Переходы Позиция контрол- лера Частота вращения* датчика, об/мин, для передач
УГП 750 (1 ГИЗА) УГП 750/2Т (ТГМЗБ) УГП 1000 (ТГ102К) УГП 1200 (ТГМ10)
С I ГТР па II ГТР и об- 1 390/355^ 390/,355 375/340 415/380
ратно (реле РБС1) 8 670/610 670/610 — 760/690
16 — — 760/695 —
Со II ГТР на ГМ и об- 1 935/890 915/870
ратно (реле РБС2) 8 1360/1290 — ,— 1475/1400
16 — — 1440/1370 —
Реле предельной скоро- 1650/1400 1610/1370 — 2000/1700
сти
* Указана для датчика типа ДТЭ2, при установке датчика Д2-3 приведенные значения
должны быть увеличены в 1,57 раза.
** Здесь и далее числителе—при прямом переходе, в знаменателе — при обратном.
228
и произвести срабатывание реле РП1 путем изменения частоты враще-
ния датчика. Если наблюдается отклонение от данных табл. 9, то пово-
ротом оси резистора С1 производится подрегулировка срабатывания
реле РП1 на первой позиции. После этого вновь проверяют срабатыва-
ние реле РП1 на 8-й (16-й) позиции.
Затем на 8-й (16-й) позиции корректирующего реостата проверяют
частоту вращения датчика при отпадании реле РП1 В случае если об-
ратный переход не обеспечивает рекомендуемого коэффициента возвра-
та (значения его см. выше), то резистором С6 регулируют обратный
переход.
Настройка второго перехода производится аналогичным образом
по моментам срабатывания реле РП2, причем для регулировки сраба-
тывания реле на низших позициях используется резистор СЗ, на выс-
ших — С4, а для регулировки отпадания РП2 — резистор С7. Моменты
срабатывания и отпадания реле РП2 должны соответствовать табл. 9.
Для визуального контроля переключений служат лампы Л1 и Л2.
В САУ гидропередачи УГП 750/2Т (тепловозов ТГМЗБ, ТГ16) и
ГДП 1000 (дизель-поезд ДР1) производится^наладка только первого-
перехода.
В тепловозах ТГМЗА переход со второго гидротрансформатора на
гидромуфту происходит всегда при одной’и той же скорости движения
независимо от позиции корректирующего реостата (контроллера ма-
шиниста). Для повышения точности настройки срабатывания реле РП?
необходимо производить на 8-й позиции корректирующего реостата,,
при этом регулировка производится резистором С4 при установке движ-
ка резистора СЗ примерно в среднем положении Погрешность на-
стройки САУГ по частоте вращения датчика должна быть ±15 об/мин
в диапазоне до 500 об/мин и ±8 об/мин свыше 500 об/мин.
Настройка реле ограничения скорости PC (РпРС) производится
на 8-й (16-й) позиции контроллера в соответствии с данными табл. 9.
Для этой цели служит резистор С5, а для контроля — лампа ЛЗ.
Коэффициент возврата реле PC не регулируется, поэтому, если значе-
ния частоты вращения при срабатывании и отпадании PC ниже указан-
ных в табл. 9, реле PC необходимо заменить новым, имеющим требуе-
мую характеристику.
Характеристики переключения электроавтоматики должны обла-
дать необходимой стабильностью. Разброс показаний переключений
более ±3% от параметров, при которых производилась настройка, не
допускается. При превышении допустимого разброса показаний необ-
ходимо проверить качество и состояние электрических элементов, вхо-
дящих в схему блока, и неисправные элементы заменить.
После настройки САУГ оси регулируемых резисторов необходимо
законтрить накидными гайками и зафиксировать краской.
Полученные при настройке данные прямых и обратных переходов,
для указанных позиций и данные настройки реле ограничения скорости
заносятся в «Паспорт настройки узлов электроавтоматики». Сюда же
заносятся заводской номер датчика скорости, с которым производилась
настройка узлов электроавтоматики, и данные его характеристики
холостого хода.
229
Проверка и настройка САУГ
на тепловозе. Для проверки, а
при необходимости и настройки
САУГ на тепловозе и дизель-поез-
де (при заглушенном дизеле) ис-
пользуется прибор,схема которого
приведена на рис. 119. В него вхо-
дит переменный резистор ПР
(100—200 Ом на ток 1,0—0,75 А),
Рис. 119. Схема переносного прибора
для проверки блока переключения
САУГ па тепловозе
Рис. 120. Схема переносного прибора
для проверки и настройки электриче-
ской части САУГ на тепловозе:
ЭД — электродвигатель типа А40; ДТп —
таходатчик прибора типа ДТЗЗ; ДТ — та-
ходатчик скорости (из комплекта САУГ);
В — полупроводниковый выпрямитель, дио-
ды типа Д26Б; У — указатель скорости; 81
и В? — резисторы
включенный по схеме потенцио-
метра, и вольтметр, с помощью ко-
торого контролируется напряже-
ние, снимаемое с движка реостата.
Прибор включается на напряже-
ние аккумуляторной батареи по-
средством тумблера П1. Выходные
клеммы прибора соединяются в со-
ответствии с полярностью с клем-
мами «+» и «—» блока переключе-
ния скоростей.
Недостатком проверки и на-
стройки САУГ с помощью такого
прибора является то, что при этом
не учитывается реальная характе-
ристика датчика скорости. Провер-
ка характеристики датчика скоро-
сти и настройки САУГ с учетом
этой характеристики могут быть
произведены на тепловозе с по-
мощью переносного прибора, при-
меняемого в Ленинград-Витебском локомотивном депо. Схема нала-
дочного прибора приведена на рис. 120.
Проверка и настройка САУГ с помощью этого прибора производят-
ся так. Прибор подключают к клеммам аккумуляторной батареи
через резистор R2, снижающий напряжение на зажимах прибора до
24 В. Датчик скорости снимают с гидропередачи и, не разъединяя его
от блока переключения ступеней скорости, соединяют легкой муфтой
с электродвигателем прибора. С валом электродвигателя соединен также
таходатчик ДТп, напряжение которого выпрямляется выпрямителем
В и подается на указатель скорости У, предназначенный для контроля
параметров проверки и настройки САУГ.
Изменение частоты вращения электродвигателя и установление
необходимой для настройки САУГ частоты вращения вала датчика
достигаются с помощью резистора RJ, включенного по схеме потенцио-
метра. Переносный прибор дает возможность проверить работу САУГ
на точность и стабильность переключений электроавтоматики и в
случае необходимости произвести ее настройку. Порядок настройки
САУГ на тепловозе такой же, как описан выше для проверки и
настройки на стационарном стенде.
230
Глава XIV
СБОРКА ГИДРАВЛИЧЕСКИХ ПЕРЕДАЧ
§ 1. Общие положения
Перед началом сборки гидропередачи проверяют комплектность
подаваемых узлов, наличие и соответствие клейм, промывают детали
в обезвоженном керосине, продувают сжатым воздухом. В процессе
сборки узлов и общей сборки все трущиеся поверхности деталей перед
постановкой смазывают маслом.
При установке прокладок, уплотнительных колец, манжет обра-
щают внимание на их состояние; не допускается использование прокла-
док и уплотнений, имеющих повреждения. Шпильки, ввертыши уста-
навливают на густотертом сурике (ГОСТ 8866—58) или на густотертых
цинковых белилах марки М-00 (ГОСТ 842—52). Этим достигается их
плотная посадка.
Для получения лучшей герметичности при соединении корпусов
поверхности разъема покрывают лаком «Герметик».
Если детали, узлы или корпуса крепятся несколькими болтами,
то их следует затягивать равномерно и в последовательности, указан-
ной для сборки данного узла. Недопустимо растяжение болта или
шпильки.
Шплинты должны устанавливаться без качки так, чтобы головки
их не выступали над прорезью гайки.
При комплектовке узлов производят подбор подшипников валов
по радиальному зазору в зависимости от их натяга в соответствии с таб-
лицей, приведенной в приложении. При сборке нагрев подшипников
производят в масле индустриальном 12 (ГОСТ 1707—51) до 90—100° С,
а шестерен — на индукционных
нагревателях до 180—200° С с по-
следующим размагничиванием.
В процессе сборки гидропере-
дачи проверяют монтажные зазо-
ры, разбеги и другие величины,
которые влияют на правильную
взаимосвязь между деталями.
Боковые зазоры в зацеплениях
шестерен проверяют с помощью
индикаторной стойки с магнитным
основанием (рис. 121). Стойку
укрепляют основанием на плоско-
сти корпуса, ножку индикатора
Рис. 121. Проверка бокового зазора
в зубчатом зацеплении
231
подводят до соприкосновения с боковой поверхностью з}ба и, покачи-
вая от руки зубчатое колесо, определяют по индикатору зазор между
зубьями. Качество зацепления сопрягаемых зубчатых колес и зубча-
тых муфт проверяют пятном контакта. Пятно контакта должно рас-
полагаться равномерно по плоскости зуба не менее 75% длины и 50%
высоты зуба для цилиндрических шестерен, для конических шестерен
не менее 50% высоты и длины зуба.
В процессе сборки гидропередачи при укладке валов обязательно
проверяют легкость вращения их.
После сборки гидропередачи производят регулировку отдельных
узлов и стендовые испытания гидравлической передачи.
§ 2. Сборка узлов
Процесс сборки основных узлов гидропередачи был описан в преды-
дущих главах: главный вал (гл. VII), привод реверса и режима
(гл. X), приводные и раздаточные узлы (гл. VIII), фрикционы (гл. XI),
насосы (гл. XII).
Ниже рассматриваются процессы сборки остальных узлов.
Сборка вторичного вала унифицированной гидропередачи мощно-
стью 750 л. с. Вторичный вал собирают в два этапа: вначале собирают
узлы шестерен, а затем производят общую сборку.
На ступицу шестерни 18 (рис. 122) насаживают внутреннюю обой-
му роликоподшипника и с помощью кольцесъемника вставляют в про-
точку ступицы стопорное кольцо. В гнезде 17 устанавливают наружную
обойму роликоподшипника и насаживают его на ступицу шестерни.
В стакан 19 вставляют шарикоподшипник до упора в бурт стакана,
дистанционное кольцо, распорное кольцо и наружную обойму ролико-
подшипника. При установке дистанционного кольца необходимо сле-
дить за совпадением масляных каналов. Торцы наружных обойм под-
шипников и кольца должны плотно прилегать друг к другу. Стакан
в сборе с подшипниками нагревают в масле до 90—100° С и насаживают
на ступицу шестерни 18. После этого насаживают нагретую внутреннюю
обойму роликоподшипника, на конец ступицы надевают лепестковую
шайбу и затягивают гайку крепления внутренних обойм подшипников.
В такой же последовательности и с такими же требованиями соби-
рают узлы шестерен 10 и 4. Монтажные зазоры и натяги, которые не-
обходимо соблюдать при сборке узлов шестерен, указаны на рис. 122.
Подготовив таким образом узлы шестерен, приступают к общей сбор-
ке вторичного вала.
В шлицевой конец ступицы шестерни вставляют неподвижную муф-
ту, на полый вал надевают крышку 16 с прокладкой, затягивают болты
крепления крышек и стаканов. Зазор между торцом крышки 16 и на-
ружной обоймой роликоподшипника не допускается.
При установке крышек 16 в проточки помещают уплотнительные
кольца 14 и поджимают гайками. Стакан 9 в сборе с двумя подшип-
никами и наружной обоймой роликоподшипника насаживают на сту-
пицу шестерни 10. Крышку 24 болтами соединяют со стаканом 9.
232
№
Зак. 88
Рис. 122. Вторичный вал:
1. 16, 20 -- крышки; 2 — валик; 3, 6, 9, 11, 17, 19 — стаканы; 4, 7, 10, 18 — шестерни' 5
23 —шарикоподшипники; 8 — подвижная муфта; 12 — неподвижная муфта- 13 — кожух-
14 — уплотнительное кольцо; 15 — гайка; 21 — форсунка; 22 — роликоподшипник
Затем таким же образом соединяют шестерни 14 в сборе с подшипника-
ми и ступицей шестерни 7. В проточку стакана вставляют стопорное
кольцо. Зазор между торцом обоймы и стопорным кольцом допускает-
ся не более 0,3 мм.
Проверив легкость вращения шестерен, определяют боковые за-
зоры в зацеплении. Окончательную сборку вторичного вала производят
при общей сборке гидропередачи. Сборка вторичного вала унифициро-
ванной гидропередачи мощностью 1000 л. с. производится в такомже
порядке. Разница состоит лишь в том, что у вторичного вала отсутст-
вует шестерня 7 (см. рис. 122, узел А).
Сборка вала реверса. Подобрав комплект деталей для сборки вала,
проверяют размеры посадочных диаметров ступиц, шестерен и стаканов
для обеспечения зазоров и натягов подшипников, указанных
на рис. 123. Сборку вала реверса производят также в два этапа.
Па ступицы шестерен 6, 12 и 14 насаживают в нагретом состоянии
внутренние обоймы роликоподшипников 7 до упора в бурты шестерен
и устанавливают стопорные кольца в проточке ступиц. В стакан 15
до упора в торец вставляют шарикоподшипник, затем распорную втул-
ку, роликоподшипник, нагревают его вместе с подшипниками и наса-
живают на ступицу шестерни 14. Закрепляют подшипники гайкой со
стопорной шайбой. В гнездо 13 вставляют наружную обойму роли-
коподшипника и вместе с обоймой устанавливают на ступице ше-
стерни 14, закрепляют ее болтами. В стакан 2 вставляют шарикопод-
шипник, распорное кольцо, дистанционное кольцо, роликоподшипник,
нагревают стакан с подшипниками в масляной ванне и насаживают
на ступицу шестерни 6.
Подшипники на ступице закрепляют гайкой со стопорной шайбой.
На ступицу шестерни 12 насаживают роликоподшипник и шарико-
подшипник до упора в бурт и также закрепляют гайкой и стопорной
шайбой. Общую сборку вала реверса удобно вести на приспособлении,
которое позволяет установить узлы в вертикальное положение. Оно
может быть изготовлено из старой подвижной муфты, которая прива-
ривается в вертикальном положении к основанию.
Установив шестерню 14 в положение стаканом 13 вверх, заводят
в него конец ступицы шестерни 12 с двумя подшипниками. Затем на
второй конец этой шестерни опускают шестерню в сборке со стаканом
10. Предварительно в стакан 10 необходимо установить наружные обой-
мы роликоподшипников и дистанционное кольцо между ними. Наруж-
ные обоймы в стакане закрепляют пружинным кольцом, вставленным
в проточку стакана. В таком виде вал реверса подается на общую сбор-
ку гидропередачи.
Сборка вала отбора мощности. Вначале собирают узлы вала, а за-
тем осуществляют монтаж его в верхнем корпусе гидропередачи
(рис. 124).
Сборка вертикального вала привода от-
качивающего насоса. На вал-шестерню напрессовывают
до упора в бурт вала шарикоподшипник, нагретый в масле, ставят рас-
порную втулку, затем напрессовывают второй шарикоподшипник. Вал-
шестерню в сборе с шарикоподшипниками вставляют в стакан, в про-
234
точку стакана устанавливают стопорное кольцо. Конусное соединение
вала и полумуфты проверяют на прилегание по краске, пятно контакта
должно располагаться равномерно по всей поверхности и занимать не
менее 75% поверхности. Проверяют величину натяга полумуфты в хо-
лодном состоянии, натяг должен быть не менее 2,5+°’2 мм. Устанавли-
вают полумуфты методом масляной запрессовки. В таком же порядке
собирают вертикальный вал-шестерню привода центробежного насоса.
Сборка узла приводной цилиндрической
шестерни. На ступицу шестерни напрессовывают шарикопод-
шипник до упора в торец шестерни, устанавливают распорную втулку,
а затем на ступицу в сборе насаживают стакан. После установки ста-
кана напрессовывают второй шарикоподшипник, на ступице его за-
крепляют с помощью гайки с отгибной шайбой, а в проточку стакана
вставляют пружинное кольцо.
Сборка стакана и шлицевой конической шестерни про-
изводится аналогично сборке цилиндрической шестерни.
Сборка длинного вала. Перед сборкой у вала и ше-
стерни проверяют прилегание конусной поверхности по краске. Пятно
контакта должно располагаться равномерно и составлять не менее
80% всей поверхности. Проверяют величину осевого натяга, который
должен быть 2,5+°’2 мм. На вал напрессовывают шарикоподшипник
до упора в бурт вала, затем на наружную его обойму насаживают ста-
кан до упора в торец подшипника, с другой стороны подшипника в про-
точку стакана вставляют стопорное кольцо. На конусную поверхность
вала напрессовывают коническую шестерню с нагревом до 180° С или
методом масляной напрессовки. После того напрессовывают ролико-
подшипник 7 до упора в бурт стакана, устанавливают маслоотбойную
шайбу и закрепляют их на валу гайкой со стопорной шайбой.
Монтаж вала отбора мощности в верхнем корпусе производится на
специальном кантователе, позволяющем устанавливать корпус под
любым углом, что облегчает процесс сборки (см. рис. 124). В постели
Рис. 124. Вал отбора мощности:
1 — цилиндрическая шестерня; 2, 5, 6, 10, 17 — стаканы; 3, 15, 11 — шарикоподшипники;
4, 8 — валы; 7, 9, 16, 18 — конические шестерни; 12 -— крышка; /3 —шкив; 14, 19 — ре-
гулировочные прокладки; 20 — гайка; 21 — пружинное кольцо; 22 — роликовый под-
шипник; 23—уплотнительное кольцо
236
корпуса устанавливают узел цилиндрической шестерни 1 в сборе, за-
крепляют его стопорной шайбой и гайкой. В следующую постель уста-
навливают коническую шестерню 7 в сборе, стакан 5 в постели с обеих
сторон закрепляют гайками с отгибными стопорными шайбами. Затяж-
ка гаек производится таким образом, чтобы не было осевого перемеще-
ния стакана в постели. В шлицы ступиц цилиндрической и конической
шестерен вставляют вал 4 до упора в пружинное кольцо, вставленное
в проточку ступицы цилиндрической шестерни. Корпус перекантовы-
вают на 90° и в постель устанавливают коническую шестерню 18 вала
привода в сборе.
При установке шестерни производят регулировку бокового зазора
между зубьями конических шестерен. Боковой зазор должен быть
в пределах 0,15—0,3 мм. Регулирование производят прокладками и
смещением стакана 6 с последующей затяжкой гайками и стопорением
винтом.
Отрегулировав зазор у первой пары, устанавливают в постель кор-
пуса коническую шестерню 16 второго приводного вала. Операции при
ее установке выполняются те же, что и при установке первой шестерни.
Затем корпус перекантовывают обратно и приступают к монтажу длин-
ного вала в сборе. Длинный вал в сборе со стаканом устанавливают
в постели корпуса, при этом шлицевой конец его должен войти в шли-
цы ступицы конической шестерни 9. Стакан 10 сажают до упора в торец
постели корпуса. Предварительно на стакан надевают резиновое уплот-
нительное кольцо. При установке стакана необходимо следить за сов-
падением масляных каналов.
Установив вал, регулируют боковой зазор в зацеплении второй
пары конических шестерен за счет прокладок шестерни приводного ва-
ла и прокладок между стаканом и постелью корпуса. Затем на стакан
длинного вала 8 устанавливают крышку 12, торец которой при этом
должен упираться в торец наружной обоймы шарикоподшипника 11.
Между ними должен быть натяг 0,1—0,2 мм. Регулировку производят
за счет подрезки торца крышки или подбора толщины прокладки меж-
ду крышкой и стаканом. В крышку устанавливают сальниковое уплот-
нение и поджимают его крышкой. Крышку стакана крепят болтами
к постели корпуса. После монтажа вала отбора мощности на конический
хвостовик длинного вала напрессовывают шкив, который стопорят гай-
кой с отгибной шайбой. У собранного вала проверяют легкость враще-
ния шестерен, отсутствие осевого перемещения валов и проверяют за-
цепление шестерен по краске. Пятно контакта должно располагаться
равномерно по длине и высоте зуба и иметь площадь не менее 50 %.
§ 3. Общая сборка
Сборка унифицированной гидропередачи является сложным техно-
логическим процессом, при выполнении которого необходимо строго
соблюдать последовательность монтажа узлов (рис. 125).
Процесс общей сборки гидропередачи разделяется на ряд этапов:
1) монтаж верхнего картера и укладка раздаточного вала;
237
Рис. 125. Схема общей сборки унифицированной гидропередачи УГП 750-1200
Рис. 126. Сборка гидропередачи на кантователе
238
2) соединение верхнего и нижнего
картеров;
3) укладка вала реверса и вторич-
ного вала;
4) соединение среднего корпуса с
картерами;
5) монтаж среднего корпуса и
укладка главного вала;
6) монтаж верхнего корпуса и сое-
динение его со средним корпусом;
7) монтаж и регулировка механиз-
ма реверса и режима на гидропере-
даче;
8) установка приборов автоматики.
Сборка унифицированной гидро-
передачи ведется на кантователе
(рис. 126), а при его отсутствии — на
специальной подставке (рис. 127).
К верхнему картеру приворачивают технологические лапы и закреп-
ляют его на кантователе так, чтобы плоскость разъема была внизу,
продувают сжатым воздухом все каналы и отверстия. В верхний кар-
тер устанавливают улиту питательного насоса, между корпусом улиты
и привалочной плоскостью помещают регулировочные шайбы. При этом
контролируют, чтобы сдвиг поверхности корпуса улиты по отношению
к привалочной плоскости был не более 0,1 мм, а непараллельность
плоскостей — не более 0,07 мм на длине 50 мм.
Укладка раздаточного вала. Плоскость разъема нижнего картера
протирают безворсовыми салфетками и продувают сжатым воздухом.
После этого раздаточный вал опускают в постели нижнего картера
и делают прикидку для определения зазоров между вращающимися
частями и корпусом. Зазор между вращающимися частями и стенками
корпуса должен быть не менее 3 мм, регулируется он с помощью регу-
лировочных шайб, устанавливаемых между стаканом подшипников и
корпусом. Верхний картер перекантовывают на 180°.
На плоскости разъема картеров и на стаканы подшипников разда-
точного вала укладывают шелковый шнур № 1 (ГОСТ 1768—54)
и закрепляют его герметиком. Раздаточный вал укладывают в постели
верхнего картера. Затем устанавливают нижний картер на плоскость
разъема верхнего картера. В отверстия картеров вставляют два штифта
диаметром 13 мм и скрепляют картеры болтами с гайками и пружинны-
ми шайбами. Гайки болтов по плоскостям разъема затягивают усили-
ем 35 кгс с помощью динамометрического ключа в шахматном поряд-
ке. Крышки раздаточного вала привертывают к верхнему и нижнему
картерам болтами с постановкой стопорных планок.
Установка насоса системы смазки. Перед установкой насоса поса-
дочное место нижнего картера продувают сжатым воздухом. В нижний
картер устанавливают стопорное кольцо, затем последовательно ста-
вят до упора наружную обойму роликоподшипника, распорную втул-
ку, вторую наружную обойму. В корпус вставляют вал в сборе с ше-
239
стерней, внутренними обоймами роликоподшипников и распорной втул-
кой. На конец вала насаживают шарикоподшипник и закрепляют его
гайкой со стопорной шайбой. После затяжки гайки вал должен свобод-
но вращаться. При установке насоса необходимо выдержать зазор
0,5—0,8 мм между шарикоподшипниками и корпусом насоса. Зазор
этот устанавливается следующим образом: замеряют величину высту-
пания подшипника по отношению торца картера и к ней прибавляют
0,5—0,8 мм; это и будет толщина прокладки между картером и корпу-
сом насоса. Совместив шлицы приводного валика насоса с валом при-
вода, насос устанавливают на картер с постановкой прокладки и за-
крепляют болтами с пружинными шайбами. После сборки вал должен
вращаться свободно. Зацепление шестерен проверяют по краске. Пятно
контакта должно быть по высоте зуба не менее 55%, по длине зуба не
менее 80%.
Установка фильтра откачивающего насоса. В нижний картер ввер-
тывают шпильки на густотертом сурике и устанавливают фильтр от-
качивающего насоса с постановкой прокладки. Закрепляют его бол-
тами с пружинными шайбами. В нижний картер ввертывают сливной
клапан.
Установка питательного насоса. В улиту питательного насоса
ввертывают шесть шпилек и на них устанавливают питательный насос
вместе с прокладками. При установке необходимо совместить отверстие
корпуса насоса с каналом улиты. Насос закрепляют гайками со сто-
порными шайбами. Лепестки стопорной шайбы загибают на грани гаек
и на корпус насоса. Устанавливают картер питательного насоса с про-
кладками на верхний картер гидропередачи и закрепляют его болтами.
Установка откачивающего насоса. В верхний картер ввертывают
десять шпилек на густотертом сурике, отклонение оси шпилек должно
быть не более 0,2 мм. На шпильки устанавливают откачивающий на-
сос с прокладками и закрепляют его гайками с пружинными шайбами.
Укладка вала реверса и вторичного вала. Верхний картер пере-
кантовывают плоскостью разъема вверх.
Укладка вала реверса. В гнездо вала реверса уста-
навливают штифты и опускают вал в постели верхнего картера, совме-
стив штифты гнезда с посадочным местом в плоскости верхнего картера.
Определяют толщину прокладки между крышкой и картером, затем,
приподняв вал, устанавливают прокладку и окончательно опускают
его в постели картера. В крышки ввертывают болты, предварительно
надев на них шайбы.
Укладка вторичного вала (рис. 128). Установив
штифты в стаканы вторичного вала, опускают вал в постели верхнего
картера, следя за тем, чтобы концы штифтов вошли в гнезда постелей
картера. Между гнездами 11 и 17 (см. рис. 122) устанавливают трубу
и прикрепляют ее к гнездам болтами для определения толщины прокла-
док между торцами гнезд и крышками трубы. Подбирают толщину
прокладок с учетом зазора между торцом крышки и обоймой подшип-
ника. Зазор должен быть не более 0,1 мм. Трубу отсоединяют, ставят
прокладку и снова закрепляют. На крышки трубы навертывают саль-
никовые гайки.
240
Рис. 128. Укладка вторичного вала
Во вторичный вал через полость шестерни и трубы до упора в пру-
жинное кольцо вставляют неподвижную муфту, а в выточку шестер-
ни — пружинное кольцо. Легкими ударами медной выколотки уста-
навливают стаканы подшипников на место и проверяют легкость вра-
щения вала. Затем проверяют зацепление шестерен по краске, боковой
зазор в зацеплении шестерен с помощью индикатора. Зазор должен
быть в пределах 0,15—0,65 мм. Несовпадение торцов зубьев должно
быть не более 2 мм.
В гнездо верхнего картера устанавливают форсунку с прокладкой,
вставляют пружину в пробку и пробку ввертывают в гнездо. После за-
крепления форсунки проверяют направление струи масла, которая
должна быть направлена в место зацепления шестерен.
Устанавливают маслоотводящую трубу к откачивающему насосу
и закрепляют ее болтами со стопорными шайбами.
Установка масломера. В нижний картер ввертывают направляющую
трубку с прокладкой, а в нее—щуп. При установке щупа проверяют
положение рисок В (верхний уровень) и Н (нижний уровень) относи-
тельно днища нижнего картера. Риска В должна быть на уровне 190 мм,
а нижняя на уровне 70 мм.
Монтаж среднего корпуса, соединение его с верхним картером.
В верхний картер ввертывают шпильки на густотертом сурике или
белилах с помощью специального ключа (рис. 129). В канавки улиты
вставляют уплотнительные кольца. По плоскости разъема укладывают
шелковый шнур, закрепив его лаком «Герметик», таким же образом
укладывают нить на гнезда подшипников вала реверса и вторичного
вала. Устанавливают на шпильки бугеля трансформатора, бугель муф-
ты с кожухом в сборе и закрепляют их. Средний корпус приподнимают
краном и в таком положении продувают сжатым воздухом все каналы,
трубопроводы системы смазки, и только после этого его устанавливают
на шпильки верхнего картера.
241
В отверстия среднего корпуса и верхнего картера вставляют два
штифта, а затем оба корпуса стягивают болтами п гайками с пружин-
ными шайбами. Гайки болтов и шпилек затягивают с усилием 23+2 кгс,
а по плоскости разъема 35 кгс вначале половинным усилием, а затем
полным, с двух сторон через один болт в шахматном порядке и стопо-
рят шплинтами. После затяжки болтов проверяют шестерни на лег-
кость вращения.
Установка подвижных муфт реверса и режима. В полости шестерен
вала реверса вставляют подвижную муфту, проверяя легкость вращения
ее и шестерен. В средний корпус ввертывают две шпильки и устанав-
ливают на них крышку привода реверса для определения толщины про-
кладки. Закрепив крышку, замеряют зазор между крышкой и стаканом
и по его величине подбирают прокладку с учетом зазора между наруж-
ной обоймой подшипника и крышкой привода, равного 0,1 мм. Крышку
привода отсоединяют, устанавливают прокладку и с прокладкой бол-
тами крепят крышку к корпусу передачи. Вал подвижной муфты с по-
мощью вилки и валиков соединяют с рычагом (см. рис. 123).
Валики зашплинтовывают. В таком же порядке вставляют подвиж-
ную муфту в полость шестерни вторичного вала, устанавливают крышку
привода и соединяют вал подвижной муфты с рычагом. К среднему
корпусу болтами крепят сливную трубу. Затем устанавливают крыш-
ку, в нее ввертывают пробку с про-
кладкой.
Установка клапанов. В средний
корпус ввертывают две шпильки на
густотертом сурике, на шпильки уста-
навливают подпорный клапан с про-
кладками и закрепляют его гайками
с пружинными шайбами. Клапан
вихревого насоса крепят к среднему
корпусу гидропередачи болтами
Ml6 X 40 с установкой прокладки.
Обратный клапан с прокладкой на
среднем корпусе закрепляют болтами
М12 с пружинными шайбами.
У становка форсунок. На форсунки
надевают прокладки и вставляют их
в гнезда среднего корпуса, совмещая
при этом штифты с отверстиями в
гнездах. В пробки вставляют пружи-
ны и ввертывают их в гнезда кор-
пуса. Установив форсунки, проверяют
направление струи масла, которая
должна поступать в места зацепле-
ния шестерен. Собранные части гид-
ропередачи проверяют на перетечку
в стаканах, гнездах подшипников и
по корпусам наливом керосина до
уровня постелей вала реверса. Пере-
Рис. 129. Ключ для завертывания
шпилек:
1 — корпус; 2 — резьбовой ролик; 3 —
рукоятка; 4 — резиновый амортизатор;
5 — винт
242
течка допускается не более 1 л за 6 ч. После проверки корпуса готовят
к укладке главного вала, протирают салфетками и продувают сжа-
тым воздухом.
Установка золотниковой коробки. Перед установкой золотниковой
коробки и клапана все их каналы и трубки промывают дизельным топ-
ливом или индустриальным маслом 12 (ГОСТ 1707—51) и продувают
сжатым воздухом. В полостях труб не должно оставаться окалины
и грязи. Поверхность золотниковой коробки и сопрягаемую с ней по-
верхность корпусов гидротрансформаторов пришабривают по плите,
при проверке щуп более 0,03 мм не должен проходить по всей плоско-
сти корпусов. В корпуса гидротрансформаторов в сборе ввертывают
шпильки на сурике, поверхности сопряжений тщательно протирают
безворсовыми салфетками и наносят на них тонкий слой герметика.
Золотниковую коробку устанавливают до упора в корпус гидро-
трансформаторов и привертывают гайками с постановкой пружинных
шайб. Гайки затягивают равномерно. После затяжки проверяют плот-
ность установки коробки. Щуп толщиной 0,03 мм не должен проходить
между золотниковой коробкой и корпусом на глубину более 5 мм.
Гайки на шпильках законтривают попарно проволокой.
К клапану быстрого включения присоединяют кронштейн и вместе
с кронштейном клапан устанавливают на шпильки корпуса гидротранс-
форматора. Закрепляют его гайками с пружинными шайбами. Между
золотниковой коробкой и клапаном быстрого включения устанавливают
трубку и закрепляют ее.
Укладка главного вала. Главный вал в сборе с золотниковой короб-
кой с помощью специального палочного приспособления зачаливают
мостовым краном, приподнимают его и продувают сжатым воздухом.
Затем производят предварительную укладку главного вала для регу-
лировки зазоров и подбора регулировочных колец. При укладке вала
в постели корпуса необходимо, чтобы стопорные штифты стаканов под-
шипников вошли в отверстия постелей корпуса, а дренажные отверстия
диаметром 8 мм занимали нижнее положение. Для регулировки зазо-
ров при укладке вала нужно иметь карту сборки главного вала, где
записываются все монтажные зазоры и линейные размеры основных
деталей его. Правильное установление зазоров между рабочими коле-
сами гидроаппаратов и соблюдение других монтажных зазоров имеют
большое значение для четкой и устойчивой работы гидропередачи. При
эксплуатации главный вал испытывает довольно значительные осевые
усилия, которые способствуют сближению насосного и турбинного
колес, поэтому при регулировании необходимо установить максимально
допустимый зазор. Увеличение зазора между рабочими колесами при-
водит к утечке рабочей жидкости, проскальзыванию колеса и потере
мощности гидропередачи.
Регулирование зазора между насосным и турбинным колесами про-
изводится подбором толщины регулировочных колец. Уложив вал в по-
стели корпуса, определяют полный разбег насосного вала без установ-
ленного кольца. Для этого вал сдвигают в одну и другую сторону.
Затем с помощью набора плиток Иогансона устанавливают его в сред-
нее положение. Необходимой толщины плитки вставляют между ста-
243
каном подшипников и торцом постели корпуса. Устанавливают крышку
главного вала и закрепляют ее несколькими болтами. Затем с помощью
ломика полностью выбирают люфт насосного вала и замеряют зазоры
между насосным и турбинным колесами второго гидротрансформатора.
Замер производят следующим образом. Турбинное колесо вращением
через шестерню устанавливают в положение, чтобы совпали отверстия
а в крышке и ступице турбины. Через эти отверстия специальным штан-
генциркулем с нутромером находят размер от торца крышки до тор-
ца насосного колеса. Затем из этого размера вычитают толщину крышки,
толщину ступицы турбинного колеса и величину зазора между крыш-
кой и ступицей (эти величины записаны в карте сборки главного
вала). Полученная величина — это зазор между насосным и турбин-
ным колесом, который должен быть в пределах 3 + 0,5 мм. Для уста-
новления этого размера используют набор плиток Иогансона, добав-
ляя к поставленным ранее или уменьшая их число.
Установив зазор между насосным и турбинным колесами,проверяют
наличие зазора между крышкой и ступицей турбинного колеса. Для
этого, вращая турбинное колесо, совмещают отверстия в крышке и сту-
пице турбинного колеса, замеряют расстояние от торца крышки до
торца ступицы турбины. Из полученного размера L2 вычитают толщи-
ну крышки. Величина этого зазора должна быть не менее 2 мм.
Регулирование зазора между насосным и турбинным колесами пер-
вого гидротрансформатора производят подбором толщины регулиро-
вочных колец между стаканом подшипников и торцом постели корпуса,
которые позволяют сдвигать турбинную часть в ту или другую сторону.
Вращая через шестерню турбинное колесо, устанавливают его в поло-
жение, при котором совместились бы отверстия в крышке гидротранс-
форматора и ступице турбинного колеса, и описанным выше способом
определяют величину зазора между насосным и турбинным колесами.
Толщину регулировочного кольца подбирают при полностью выбран-
ном осевом люфте турбинного вала также с помощью плиток Иоган-
сона.
Установив зазор между насосным и турбинным колесами, прове-
ряют зазор между крышкой и ступицей турбинного колеса таким же
способом, как и у второго гидротрансформатора. Главный вал в сборе
вынимают из постелей корпуса, замеряют толщину установленных пли-
ток и по этому размеру подбирают регулировочные кольца.
После окончательной регулировки зазоров вал укладывают на под-
ставку, на стакан устанавливают кольца, в постели укладывают шел-
ковый шнур № 1 (одну нить) и закрепляют герметиком; укладывают
главный вал окончательно, соблюдая чтобы дренажные отверстия за-
нимали нижнее положение.
На шпильки устанавливают два бугеля гидротрансформатора и
бугель муфты с кожухом. Гайки крепления бугелей связывают по-
парно проволокой.
В раструбы золотниковой коробки заводят патрубки, а вторые их
концы вставляют в отверстия среднего корпуса. При этом перекоса
патрубка не должно быть. Затем подбирают толщину прокладок та-
кой, чтобы зазор между патрубком и крышкой был 2—3 мм.
244
Устанавливают крышки главного вала на средний корпус, закреп-
ляют их болтами с пружинными шайбами. В крышку ввертывают шту-
цер датчика с прокладкой. После окончания монтажа главного вала
проверяют крепление всех болтов и гаек, наличие пробок на крышках
трансформаторов, совпадение масляных каналов верхнего и среднего
корпусов.
Проверяют по краске зацепление шестерен главного и вторичного
валов. Пятно контакта должно быть по высоте зуба не менее 55%
и по длине не менее 80%. Несовпадение зубьев по торцам шестерен
должно быть не более 2 мм.
Монтаж верхнего корпуса. На плоскость разъема среднего корпу-
са и на гнезда подшипников укладывают шелковый шнур с герметиком,
перекрещивание нитей не допускается. В выточку среднего корпуса
устанавливают уплотнительное кольцо.
На шлицы полумуфты валов откачивающего и питательного насосов
устанавливают вертикальные валы приводов (без полумуфты и флан-
ца). При этом необходимо следить за совпадением установочных рисок
на полумуфтах, нанесенных при разборке или при регулировании при-
вода.
Верхний корпус зачаливают и мостовым краном поднимают его,
продувают воздухом все каналы, отверстия, смазочные трубки и де-
тали.
После этого устанавливают верхний корпус на плоскости разъема
среднего корпуса. При этом валы привода насосов заправляют в полу-
муфты на валу отбора мощности, совмещая установочные риски. Валы
привода устанавливают таким образом, чтобы торец полумуфты при
нижнем положении (до упора) вала без установленных болтов М10
был ниже плоскости верхнего торца зубчатого венца полумуфты,
с которым он входит в зацепление, не менее чем на 2 мм. Регулируют
зазор шайбами. Установив валы, закрепляют фланцы на полумуфтах
болтами и проверяют осевое перемещение валов на шлицах, валы долж-
ны перемещаться без заеданий. Болты стопорят проволокой с длиной
жгута 5—6 мм.
Проверяют совпадение масляных каналов верхнего и среднего
корпусов, а затем соединяют корпусы болтами с гайками и
шайбами.
Затяжка болтов и шпилек корпусов производится в таком же по-
рядке, что и предыдущих и тем же моментом.
Установка приводного вала. На стаканы подшипников верхнего
корпуса и на плоскости его разъема наносят тонкий слой герметика
и укладывают шелковый шнур, а затем устанавливают приводной вал
в сборе с постановкой прокладок и цилиндрического штифта. На пло-
скости разъема корпуса опускают верхнюю крышку, в отверстия крыш-
ки и корпуса устанавливают фиксирующий штифт.
Крышку закрепляют на корпусе болтами и гайками с постановкой
пружинных шайб.
Приводной вал проверяют на легкость вращения, проверяют за-
цепление шестерен по краске и величину бокового зазора в зацеплении
шестерен.
245
§ 4. Монтаж и регулирование механизма
реверса и режима на гидравлической передаче
На верхний корпус гидропередачи устанавливают привод реверса
и режимов (сервоцилиндры). Ставят фиксирующие цилиндрические
штифты , сервоцилиндры закрепляют па корпусе болтами, которые сто-
порят проволокой. Установив привод реверса и режима на гидропере-
даче, производят: 1) регулирование выхода подвижной муфты; 2) ре-
гулирование механической блокировки; 3) проверку работы фиксато-
ров; 4) испытание сервоцилиндров сжатым воздухом.
Регулирование выхода муфты включает в себя две основные опера-
ции: 1) проверку биения шейки вала при включенных режимах; 2) на-
несение контрольных рисок положения муфты в нейтрали и во вклю-
ченном положении.
Биение шейки вала проверяют так. Окружность муфты и вала раз-
бивают на четыре равные части и наносят карандашом риски (рис. 130).
Устанавливают магнитную стойку с индикаторной головкой в положе-
ние 0 и подводят ножку индикатора к поверхности шейки вала. Повора-
чивая муфту через шестерню, проверяют биение в четырех положениях
вала через каждые 90°, а затем поворачивают на такой же угол вал.
При каждом повороте на 90° риски вала и муфты должны совпадать.
Биение шейки вала допускается не более 0,4 мм без учета зазора
в зубьях.
Для нанесения рисок положений подвижной муфты для гидропере-
дач мощностью 750 л. с. ее устанавливают в положение «Включено»;
при этом торцы зубьев шестерни и муфты должны совместиться, что
проверяют визуально. Затем замеряют расстояние от торца поверх-
ности диаметром 48 мм вала до торца стакана (размер аг на рис. 130),
замеряют фактическую толщину
гания ее к стакану до плоскости
кладкой (размер а3), примерная
Рис. 130. Регулирование выхода под-
вижной муфты вторичного вала и ва-
ла реверса
крышки привода от плоскости приле-
привертывания крышки вместе с про-
величииа этого размера должна быть
121 мм. Разность размеров а2 —
— сц -- а?, соответствует включен-
ному положению муфты. В этом
положении строго через центр вала
на зубчатом торце вала наносят
риску, а затем эту риску переносят
на крышку привода. К размеру а3
прибавляют 72 мм; полученное
расстояние а4 соответствует поло-
жению муфты в нейтральном со-
стоянии.
Прибавив к размеру а4 еще
72 мм, получают размер щ, соот-
ветствующий второму включенно-
му положению муфты. Определив
все эти размеры, крышку привода
с прокладкой закрепляют оконча-
тельно. Соединяют вал подвижной
246
муфты с рычагом и последний заштифтовывают. При установлении
подвижной муфты в нейтральное н во второе включенное положе-
ние также наносят на торец вала и крышку привода соответствую-
щие контрольные риски.
Регулировка механической блокировки реверса. Подвижную муф-
ту устанавливают в нейтральное положение и проверяют нейтральное
положение сервоцилиндров. При этом конусные поверхности блокиро-
вочных стержней должны касаться боковых поверхностей выемок сек-
торов, зазор между ними допускается не более 0,3 мм. Регулирование
производят за счет изменения толщины прокладок. После установки
нейтрали регулируют длину стержня блокировки. При включении
муфты в одно из рабочих положений один конец стержня должен уста-
новиться в паз сектора, а другой — против выступа сектора второго
сервоцилиндра. Между концом стержня и выступом сектора должен
быть зазор 0,05—0,8 мм.
Длину стержня регулируют за счет ввертывания или вывертыва-
ния упора стержня. После регулировки вывертывают технологиче-
ские болты, поставленные во время сборки привода реверса, ставят
сборочные болты и стопорят их проволокой.
Проверка системы фиксаторов — штоков сервоцилиндров. Муфту
реверса или режима устанавливают в одно крайнее положение «Вклю-
чено», затем в другое включенное положение. При каждом включении
стержень фиксатора должен западать в паз зубчатой рейки. Входить
в паз рейки и выходить из него фиксатор должен свободно, без заеда-
ний. Если эти требования не выполняются, регулирование производят
способом, описанным в гл. X.
Испытание сервоцилиндров. К штуцерам подвода воздуха подсое-
диняют наконечники с воздушным шлангом и с помощью вентиля по-
дают сжатый воздух давлением 5—5,5 кгс/см2 поочередно в рабочие
полости одного и другого сервоцилиндров. При подаче воздуха в сер-
воцилиндр должна включаться соответствующая муфта и срабатывать
система блокировки.
Проверку работы сигнализатора и конечных выключателей произ-
водят во время обкаточных испытаний.
После испытания на корпус сервоцилиндров устанавливают таблич-
ки, соответствующие положениям муфты. При нейтральном положении
подвижных муфт отмечают положение полумуфт нижних валов нане-
сением рисок на валу и полумуфтах. Одновременно с проверкой работы
сервоцилиндра определяется суммарный люфт от поршня до рычага,
который допускается не более 2,5 мм.
§ 5. Монтаж приборов автоматики
Установка привода тахогенератора. Корпус привода тахогенера-
тора крепят к корпусу передачи болтами М16 X 50 для передачи
750 л. с. и болтами М16 X 60 для передачи 1000 л. с. При установке
необходимо обеспечить натяг между торцовыми поверхностями под-
шипника и корпуса, который должен быть в пределах 0,05—0,4 мм.
247
Установка крышки в сборе и электрогидравлических вентилей.
Перед установкой крышки зачищают все мелкие заусенцы, запиливают
острые кромки, проверяют резьбовые отверстия и продувают сжатым
воздухом.
То же самое проделывают с плитой. Плоскости разъема плиты
и крышки проверяют на проверочной плите и при необходимости при-
шабривают. При проверке в рамке 25x25 мм2 должно быть 10—12 рав-
номерно расположенных пятен. Плиту устанавливают на крышку на
прокладке и привертывают болтами. В отверстия крышки ввертывают
до упора заглушки на герметике и раскернивают их, устанавливают
форсунки, пружины и заворачивают пробки с прокладками. После сбор-
ки крышку испытывают на плотность давлением 10 кгс/см2 в течение
10 мин. Течь не допускается. Жидкость для испытания — масло инду-
стриальное, нагретое до 70° С.
После испытания крышку крепят к корпусу гидропередачи с по-
становкой прокладки. На крышку по местам устанавливают электро-
гидравлические вентили с прокладками, перед установкой каналы про-
дувают сжатым воздухом.
Установка блокировочного клапана. На корпус клапана надевают
прокладку и закрепляют его на крышке привода тахогенератора.
При установке проверяют зазор между наконечником и диском, который
должен быть в пределах 1—1,2 мм. Регулирование зазора производят
прокладкой, как это описано в гл. XIV.
До постановки крышек и люков гидропередачи проверяют боко-
вой зазор в зацеплении шестерен повышающего редуктора. Он должен
быть не более 0,16—0,55 мм. Через открытые люки осматривают вну-
треннюю полость гидропередачи и только после осмотра устанавливают
на место люки и крышки. Гидропередачу снимают с кантователя и от-
правляют на испытательный стенд.
Глава XVI
ИСПЫТАНИЕ И РЕГУЛИРОВАНИЕ
ГИДРАВЛИЧЕСКОЙ передачи
После ремонта гидравлическую передачу испытывают на стенде
или непосредственно на тепловозе. Испытание производится после ее
окончательной сборки. Качество сборки предварительно проверяют
вращением поочередно приводного и раздаточного валов от руки. Вра-
щение должно быть свободным, без заеданий и посторонних шумов.
§ 1. Подготовка к испытаниям на стенде
После ремонта передачу устанавливают на стенде и центрируют
с приводным двигателем. Карданные валы, соединяющие раздаточный
и приводной валы, крепят на все болты.
Затем собирают электрическую и пневматическую схемы передачи
и подсоединяют их к электрической и пневматической схемам стенда.
Соединяют масляные системы гидропередачи и стенда. Устанавливают
необходимую контрольно-измерительную аппаратуру.
В качестве рабочей жидкости при испытании гидравлической пере-
дачи рекомендуется применять масло турбинное 22 (ГОСТ 32—53)
с добавлением антипенной присадки ПМС 200А в массовом соотноше-
нии 0,005% или масло для гидропередач ГТ50 МРТУ 38-1-256—67.
Нельзя допускать смешивания различных сортов масел и попадание
воды, так как это вызывает повышенное пенообразование масла. Вспе-
нивание масла приводит к уменьшению давления его в питательном
насосе, к перегреву передачи и снижению тягово-экономических пока-
зателей ее работы.
Для заправки унифицированной гидропередачи необходимо 280 л
масла. Масло заливают через сетчатый фильтр заливной горловины.
Первоначально заполняют верхний картер, после чего оно через окно
во внутренней перегородке корпуса сливается в нижний картер,
который заполняется до уровня контрольной пробки.
Температура масла в картере гидропередачи должна быть не ниже
5° С. При необходимости масло подогревают маслоподогревателем.
С пульта управления стендом включается один из режимов и про-
веряется положение рукоятки переключения реверс-режима. При этом
подвижные муфты должны находиться в одном из рабочих положений.
Проверяются также надежность и четкость включения сервоцилинд-
ров и правильность срабатывания электрогидравлических вентилей.
249
§ 2. Обкатка и регулирование без нагрузки
Унифицированную гидропередачу испытывают на стенде (рис. 131)
с приводом от электродвигателя постоянного тока мощностью не менее
250 кВт без нагрузки в течение 30 мин с кратковременным включением
гидроаппаратов продолжительностью 0,5—1,0 мин через каждые 5 мин
работы.
В процессе обкатки проверяют:
1) нет ли ненормальных стуков и прерывистых шумов;
2) герметичность корпуса, штуцерных соединений и уплотнений
по выходным фланцам. Проверка выполняется визуально. При этом
течь и подтекание масла не допускаются;
3) температурный режим. Проверка осуществляется в процессе
всего периода испытаний. Температура масла на выходе из питатель-
ного насоса должна быть не более 95° С;
4) нагрев корпуса гидропередачи в зонах подшипниковых узлов
сверх общего уровня температуры основной части корпуса, который
должен быть не более 20° С. Повышенный нагрев свидетельствует о не-
нормальной работе подшипников;
5) давление масла в системе питания гидроаппаратов в процессе
всего периода испытания. Давление масла на выходе из питательного
насоса должно быть при частоте вращения вала двигателя 750 об/мин
не менее 1,2 кгс/см2. При этом давление масла на форсунках системы
смазки проверяют по контрольному манометру с ценой деления не бо-
лее 0,1 кгс/см2. Давление масла у подпорного клапана (дроссельного
отверстия) должно быть не менее 0,7 кгс/см2, а на форсунках — не
менее 0,1 кгс/см2;
6) раскрутку турбинного вала при выведенных муфтах реверса
и режима в нейтральное положение. Стабильность раскрутки опреде-
ляют при частоте вращения вала двигателя, соответствующей мини-
мальным оборотам холостого хода тепловозных дизелей. Проверка
выполняется дважды: при температуре рабочей жидкости 20—30 и
80—90° С.
При этом раскрутка турбинного вала должна наступать не позже 2с
после выхода муфт реверса и режима в нейтраль. Контроль ведется
визуально с помощью секундомера;
7) срабатывание блокирующих устройств. Проверку выполняют
путем имитации аварийного состояния гидропередачи по принадлеж-
ности защиты;
8) время наполнения гидроаппаратов, которое не должно превышать
8 с для гидротрансформаторов и 14 с для гидромуфты. Контролируется
по секундомеру с момента включения электрогидравлических вентилей
до момента восстановления давления масла на включаемом гидро-
аппарате;
9) время переходных процессов переключения гидроаппаратов.
Контроль ведется секундомером с момента включения электрогидрав-
лического вентиля до момента восстановления давления масла во вклю-
чаемом гидроаппарате. Время перехода с гидротрансформатора второй
ступени на гидромуфту должно быть не более 14 с и при переходе с гид-
250
23 22 21 29 19
Рис. 131. Стенд для обкатки и испытания гидропередачи тепловоза ТГМЗ:
/ — нижняя рама; 2, 16 — датчики тахометра; 3 — генератор; 4— колодочный тормоз; 5, 12 — карданные валы; 6 — задняя опора; 7 —
верхняя рама; 8 — ограждение; 9 •— кнопка аварийной остановки; 10 — кронштейн; 11 — труба подвода масла; 13 — ремень; 14, 22 — шки-
вы; 15 — приводной двигатель; 17 — площадка обслуживания; 18 — Tpaii; 19 — передняя опора; 20 — опора двигателя; 21 — вспомогательный
двигатель; 23 — ограждение ремней
ротрансформатора первой ступени на гидротрансформатор второй сту-
пени — не более 8 с;
10) включение муфт реверса и режимов. Проверка выполняется
путем десятикратного включения в положение «Вперед» и «Назад»
на «Поездном» и «Маневровом» режимах. При этом вал приводного
электродвигателя должен вращаться с частотой, соответствующей ми-
нимальной частоте вращения тепловозных дизелей. Все переключения
осуществляются с пульта управления стендом;
11) общий уровень шума. Проверяют шумомером, микрофон ко-
торого устанавливают на расстоянии 1 м от корпуса гидропередачи.
Уровень шума не должен превышать 100 дБ;
12) величину вибрации корпуса гидропередачи. Проверяют в местах
переднего подшипникового узла входного вала и заднего подшипнико-
вого узла главного вала гидропередачи. Величина двойной амплитуды
вибрации не должна превышать 0,1 мм;
13) надежность и четкость работы системы автоматического управ-
ления гидропередачей. Проверка и регулировка системы выполняются
в процессе всего периода испытаний.
После обкатки гидропередачи без нагрузки проверяют состояние
загрязненности фильтров питательного, откачивающего, вихревого
насосов, насоса системы смазки и фильтров системы управления гид-
ропередачей.
§ 3. Испытание под нагрузкой
Унифицированную гидропередачу испытывают на стенде с приво-
дом от электродвигателя постоянного тока мощностью не менее 250 кВт.
Режимы испытания представлены в табл. 10.
В процессе контрольных испытаний проверяется: качество сборки;
герметичность корпуса, штуцерных соединений и уплотнений по вы-
ходным фланцам валов; давление масла в системах питания гидроап-
паратов и смазки; включение и выключение муфт реверса и режимов;
работа блокирующих устройств; характер шума и вибрации гидропере-
дачи; состояние загрязненности фильтров питательного, откачивающе-
го и вихревого насосов, насоса системы смазки и фильтров системы
управления гидропередачей.
Температурный режим работы гидропередачи проверяется в про-
цессе всего периода испытаний, при этом показания термометров не
должны превышать величин, указанных в табл. 11.
После испытаний гидропередачу осматривают с частичной разбор-
кой, достаточной для выявления состояния рабочих поверхностей
зубьев шестерен, шлицевых соединений привода питательного и отка-
чивающего насосов, шлицев муфт реверса и режимов. При этом прове-
ряется стабильность зазоров по рабочим колесам гидротрансформато-
ров, производится полная разборка насосов с осмотром золотников
золотниковой коробки, проверяется крепление узлов и деталей и осе-
вые разбеги валов.
252
Таблица 10
Режимы испытания под нагрузкой
Номинальная мощность УГП, л с Режим работы Положение муфт реверса Ступень скорости Передаточное отношение гидроаппарата Время работы, мин
750 Поездной Вперед I III 0,87 0,97 30 30
Назад I III 0,87 0,97 30 30
Маневровый Вперед II 0,80 60
Назад II 0,80 60
1000 Поездной Вперед I 0,70 40
II 0,87 40
III 0,97 40
Назад I 0,70 40
II 0,87 40
III 0,97 40
Таблица 11
Место контроля температуры Температура масла в °C при выходной мощности
250 кВт 500 кВт номинальной
На выходе из питательного насоса 95 95 95
В круге циркуляции заполненного гидротрансформатора 110 115 115
В круге циркуляции опорожненного гидротрансформатора 115 130 140
Превышение нагрева корпуса в зоне наружных подшипниковых узлов по сравнению с основной частью кор- пуса 15 20 25
253
После разборки и осмотра гидропередачу снова собирают и прове-
ряют ее работу в течение 0,5 ч без нагрузки.
В случае вынужденных остановок из-за неполадок в работе, связан-
ных с необходимостью замены каких-либо узлов или деталей, счет вре-
мени начинается сначала после внесения необходимых исправлений.
После окончания обкатки и испытания гидропередачи масло сли-
вают, фильтры очищают и промывают.
§ 4. Проверка работы на тепловозе
Гидравлическую передачу устанавливают на тепловозе и центри-
руют с дизелем. При этом допускается смещение осей не более 0,15 мм
и перекос не более 0,3 мм на длине 1000 мм. Для тепловоза ТГМЗ мощ-
ностью 750 л. с. с удлиненной соединительной муфтой допускается сме-
щение осей не более 0,5 мм и перекос осей не более 0,3 мм на диаметре
225 мм.
Карданные валы, соединяющие раздаточный вал гидропередачи,
в нормальных условиях на прямом горизонтальном участке пути долж-
ны располагаться в одной вертикальной плоскости и иметь равные углы
наклона к ведущему и ведомому валам.
При установке на тепловоз корпус гидропередачи не должен вос-
принимать нагрузок от деформации рамы, на которую он опирается.
Заливка гидропередачи рабочей жидкостью (маслом) производится
через сетчатый фильтр заливной горловины. Температура масла в кар-
тере должна быть не ниже 5° С. При необходимости масло подогревают
масло подогр евателем.
При работающем дизеле проверяют:
по унифицированной гидропередаче:
1) давление питательного насоса, которое должно быть не менее
1 кгс/см2 при частоте вращения коленчатого вала дизеля 800 об/мин
и не менее 4 кгс/см2 при 1400 об/мин;
2) давление в системе смазки гидропередачи, которое должно быть
не менее 0,7 кгс/см2 при частоте вращения коленчатого вала дизеля
800 об/мин и 1,5—2 кгс/см2 при 1400 об/мин. При проверке давления
масла температура его должна быть 60—98° С;
3) четкость реверсирования на «Поездном» и «Маневровом» режимах;
4) плавность трогания «Вперед» и «Назад» на «Поездном» и «Ма-
невровом» режимах при ручном включении гидроаппаратов на первом
и втором гидротрансформаторах и при автоматическом управлении гид-
ропередачей;
на тепловозах ТГМЗ с гидромеханической передачей:
1) давление масла насоса питания гидротрансформатора, которое
должно быть 1,5—2,5 кгс/см2 при минимальной частоте вращения ко-
ленчатого вала дизеля и 1,5—3 кгс/см2 при 800—1400 об/мин. Регу-
лирование давления в системе смазки гидротрансформатора и гидро-
передачи производится за счет изменения толщины регулировочных
прокладок, устанавливаемых под пружину перепускного клапана;
254
2) давление питания фрикционных муфт, которое должно быть в
пределах 11,5—12,5 кгс/см2. Регулирование давления производится за
счет изменения толщины регулировочных шайб, подкладываемых под
пружины клапана давления;
3) давление масла на первой и второй муфтах, которое должно быть
в пределах 11,5—12,5 кгс/см2. Давление ниже указанной величины при
нормальном давлении масла в системе насоса питания муфт указывает
на некачественную сборку резиновых уплотнений или на то, что плун-
жер не полностью перекрывает сбрасывающее отверстие в нажимном
диске.
Плавное трогание тепловоза с места регулируется путем вверты-
вания или вывертывания регулировочных болтов распределительной
коробки. При этом необходимо обеспечить время полного нарастания
давления на первой фрикционной муфте в течение 4—5 с и время пол-
ного нарастания давления на второй муфте в течение 3—4 с.
Приложене 1
Перечень деталей гидропередач, подлежащих магнитному
контролю
Наименование деталей
Сроки производства
магнитного контроля
Унифицированная гидропередача
Валы: приводной, главный, реверса вторичный,
раздаточный, отбора мощности, их шестерни,
входные и выходные фланцы
Муфты реверса и режима, их штоки, рычаги и вер-
тикальные валики, штоки сорвоцилиндров, ре-
верса и режима
Шестерни и валики насоса системы смазки, валики
питательного и откачивающего насосов
Шестерни откачивающего насоса
Гидромеханическая передача
Вал гидротрансформатора; солнечная шестерня;
фланец; ведущий вал фрикционов; зубчатая по-
лумуфта; рычаги; кронштейны и зубчатые муф-
ты режима и реверса; тяги реверса; штоки меха-
низма режима; валик механизма реверса и режи-
ма; валик привода насоса НШ-39
При каждой разборке пере-
дачи
При ТР2, ТРЗ, среднем и ка-
питальном ремонтах и при
каждой разборке
При ТРЗ, среднем и капи-
тальном ремонтах и при
каждой разборке
При ТР2, ТРЗ, среднем и ка-
питальном ремонтах и при
каждой разборке
При ТРЗ, среднем и капи-
тальном ремонтах и при
каждой разборке
Приложение 2
Перечень основного оборудования цеха гидропередач
Наименование и тип оборудования Модель Техническая характеристика
Разборочный участок
Машина моечная ММД-125 Конвейерная
Пресс гидравлический ГАРО-2135 40 т
Кантователь г/п ТГМЗ ПР. 1974 00.67 Р= 1,7 кВт
Подставка г/п УГП 750-1200 ПР.2550 00.68 Металло- конструкция
Приспособление для карданных валов ТГМЗ ПР.2689 00.68 »
Верстак слесарный ТЗП 81231А »
Стол-стеллаж ТЗП 80345А »
Стеллаж для деталей ТЗП 80640А »
Ванна керосиновая ТЗП 319299 С отсосом
Стол решетчатый » дефектоскописта Шкаф инструментальный Кран консольный ТЗП 80346А Высота 0,85 Металло- конструкция То же Q= 1 т, L = 5 м
256
Продолжение
Наименование и тип оборудования Модель Техническая характеристика
Участок ремонта осевых редукторов
Кантователь осевого редуктора ТГМЗ 222 918 Р= 1 5 кВт
Подставка для сборки осевого редук- ПР 1540 00 66 Металле-
тора конструкция
Плита поверочная —. —
Нагреватель индукционный ПР 1547 00 66 Р= 1,5 кВт
Верстак слесарный ТЗП 81231А Металле-
Стол-стеллаж ТЗП 80345А конструкция То же
Стеллаж для деталей ТЗП 80640А »
Ванна керосиновая ТЗП 319299 С отсосом
Стол решетчатый ТЗП 80346А h = 0,85 м
Ванна для подогрева подшипников ТЗП 163 130 Масляная
Подвесная кран-балка Q = 0,5 т
Сварочш яй участок,
Станок для импульсной наплавки КУМА-5 ВЦ-325 А
Установка для полуавтоматической ПР 2373 00 68 —
наплавки порошковой проволокой Трансформатор сварочный ПО-500 До 500 А
Стол вращающийся ТЗП-85483А Металле-
Стол ТЗП Р-116 113 конструкция »
Однопостовой сварочный преобразо ВСС-300 2 —
ватель Универсальный манипулятор УСМ 1200 С механическим
приводом
Механический участок
Токарно-винторезный станок 1К62 ВЦ = 200 мм
РМЦ=300 »
Токарне винторезный станок 1Д63А ВЦ=300 » РМЦ=1500 »
Круглошлифовальный станок 3160 А ВЦ=600 » РМЦ=1000 »
Внутришлифовальный сганок ЗА250 —
Горизонтально-фрезерный сганок 6Н82 Стол 1250X350
Вертикально фрезерный станок Участок ремо 6Г80 нта автоматики Стол 1000X380
Стенд для испытания пружин ПР 2995 00 69 Р— 100 кгс/см2
Стенд для испытания распределитель ных коробок ТГМЗ ПР 2831 00 67 Р = 5 »
Стенд для притирки золотниковой коробки ПР 3231 00 69 Металло- конструкция
Верстак слесарный ТЗП 81231А »
Стол стеллаж ТЗП 80345А »
Ванна керосиновая ТЗП 319299 »
Стол решетчатый ТЗП 80346А »
Камера обдувочная — »
Шкаф инструментальный —
257
Продолжение
Наименование и тип оборудования Модель Техническая характеристика
Участок ремонта корпусов
Кантователь верхней крышки
УГП 750-1200
Подставка для корпусов
Шкаф нагревательный
Верстак слесарный
Стол стеллаж
Шкаф инструментальный
Кран консольный
ЛНС 154-72
ТЗП 81231А
ТЗП 80345А
Р = 1,0 кВт
Металло-
конструкция
Р —1,5 кВт
Металло-
конструкция
»
»
Q = 0,5 т, А = 5,0 м
Участок гидротрансформаторов
Кантователь главного вала ПИС15 487.400 Р — 3; 5 кВт
УГП 750-1200 Ножи для статической балансировки ПКБ ЦТВР Металло-
Пресс гидравлический передвижной № И-116 ПИС-18659 конструкция Р = 500 кгс/см2
Нагреватель индукционный ЛМ 9710 Р —1,5 кВт
Камера обдувочная — С отсосом
Ванна керосиновая ТЗП 319299 Металло-
Стол решетчатый ТЗП 80346А конструкция »
Верстак слесарный ТЗП 81231А »
Стол-стеллаж ТЗП 80345А »
Стеллаж для деталей ТЗП 80640А »
Шкаф инструментальный — »
Кран консольный — Q = 0,5 т, Д = 5,0 м
Участок ремонта валов
Ножи для статической балансировки ПКБ ЦТВР —
№ И-116
Пресс гидравлический ПР.193Б Р~ 10 тс
Станок сверлильный 2А59 0 25 мм
Нагреватель индукционный ПР. 1547.00 06 Р~ 1,5 кВт
Станок для вырубки прокладок ПР 3263.00 69 Р = 4 кгс/см2
Верстак слесарный ТЗП 812Х1А Металло- конструкция
Стол-стеллаж ТЗП 80345А »
Стеллаж для деталей ТЗП 80640А »
Ванна керосиновая ТЗП 319299 »
Стол решетчатый ТЗП 80346А »
Шкаф инструментальный — »
258
Продолжение
Наименование и тип оборудования Модель Техническая характеристика
Участок общей сборки
Кантователь гидропередачи ТГМЗ ПР. 1974.00.67 1,7 кВт
Подставка г/п УГП 750-1200 ПР.2550.00 68 Металло- конструкция
Передвижная установка для прокачки ПКБ ЦТВР Р = 0,5 т
масляной системы ОЛ-9955-05
Верстак слесарный ТЗП 81231А Металло- конструкция
Стол-стеллаж ТЗП 80345А »
Стеллаж для деталей ТЗП 80640А »
Ванна керосиновая ТЗП 319299 »
Стол решетчатый ТЗП 80346А »
Шкаф инструментальный —- »
Кран консольный Q — 0,5 т, L — Ь м
Испытательная станция
Стенд обкатки гидропередачи ПР. 1786.00.67 С электрическим
УГП 750-1200 приводом
Стенд обкатки гидромеханической передачи ТГМЗ Т7805.00.63 »
Стенд обкатки ц/б насоса УГП 750-1200 ПР.1621.00.69 »
Стенд обкатки шестеренчатых насосов ПР.2459.00.68 »
Стенд обкатки осевых редукторов ПР.2649.00.68 »
Приложение 3
Таблица подбора подшипников по натягу и радиальному зазору
для унифицированной гидропередачи
Условный № под- шипника Тип подшипника Г абаритные размеры Место установки подшип- ника Радиаль- ный зазор, мкм Посадочный иатяг внут- реннего коль- ца на вал, мкм
МИН Макс МИН | макс
70228Л Шариковый радиаль- ный нормального класса точности 140X250X42 Вал привод- ной 46 86 30 55
70134Л Шариковый радиаль- ный повышенного класса точности 170X260X42 Вал главный 57 106 30 65
176228Д Шариковый радиаль- но-упорный 140X250X42 То же 140 180 35 65
7032134Л2 Роликовый радиаль- ный с короткими цилиндрическими роликами 170X260X42 » 125 165 30 65
7032228 Роликовый радиаль- ный 140X250X42 Валы привод- ной и главный 105 135 35 65
7032317 То же 85Х 180X41 Вал глав- ный 85 105 30 55
70140Л Шариковый радиаль- ный нормального класса 200x310x51 Вал раздаточ- ный 67 121 35 65
7032134Л2 Роликовый радиаль- ный с короткими цилиндрическими роликами 170 x 260 x 42 Вал вто- ричный и реверса 125 165 30 65
7032234 Роликоподшипник ра- диальный с корот- кими цилиндричес- кими роликами 170X310X52 Вал раздаточ- ный 125 165 35 65
Прочие подшипники
205 Шарикоподшипник 25Х52Х 15 — 24 24 10 32
радиальный
207 То же 35X72X17 — 12 26 10 39
210 » 50x90x20 — 12 29 10 39
214 » 70X125X24 — 16 36 10 38
308 » 40X90X23 — 12 26 10 32
220 Роликоподшипник ра- диальный с корот- кими цилиндричес- кими роликами 35X72X17 30 45 10 39
2308Л То же 35X80X21 Вал отбо- ра мощ- ности 30 45 10 32
46308Л Шарикоподшипник радиально - упорный 40x90x23 — 80 125 10 35
260
СПИСОК ЛИТЕРАТУРЫ
1. Арутюнов А. А., Дорохин Л. М. Восстановление деталей тепло-
возов хромированием. М., Трансжелдориздат, 1962, 57 с.
2. Асташкевич Б. М., Ларин Т. В. Восстановление трущихся
деталей транспортных двигателей износостойким хромированием. М.,
«Транспорт», 1967, 147 с.
3. Гончаренко К- С. Пористое хромирование деталей машин. М., «Ма-
шиностроение», 1968, 192 с.
4. Григорьев П. В., Захаров Ю. Е., Р я ж п о в Ю. Г. Автома-
тическое управление гидропередач тепловозов. М., «Машиностроение»,
1967, 223 с.
5. Технология ремонта тепловозов. М., «Транспорт», 1972, 264 с.
6. МалоземовН. А., Преображенский А. П.,Тетерев Б. К.
Организация и планирование тепловозоремонтного производства. М.,
«Транспорт», 1973, 293 с.
7. М а р к о в А. А. Измерение зубчатых колес. Л., «Машиностроение», 1968,
308 с.
8. П а ц к е в и ч И. Р. Вибродуговая наплавка. М., «Машгиз», 1958, 123 с.
9. Попов Г. В., Еремеев А. С. Гидравлические передачи тепловозов.
М., Трансжелдориздат, 1960, 75 с.
10. Правила деповского ремонта тепловозов ТГМЗ, ТГМЗА и ТГМЗБ. М.,
«Транспорт», 1972, 176 с.
11. Пушкарев И. Ф. Электроавтоматическое управление гидропереда-
чей тепловоза. Сб. трудов ЛИИЖТа. Вып. 175. Л., 1961, 74 — 91 с.
12. Р а х м а т у л и н М. Д. Ремонт тепловозов. М , «Транспорт», 1965,
495 с.
13. Ремонт тепловозов. М., «Транспорт», 1967, 360 с.
14. Ремонт тепловозов ТГМЗ в депо. М., «Транспорт», 1964, 108 с.
15. С е м и ч а с т н о в И. Ф. Гидравлические передачи тепловозов. М.,
Машгиз, 1961, 331 с.
16. Тепловоз ТГМ1. М., «Транспорт», 1965, 207 с.
17. Тепловоз ТГМЗ. Руководство по эксплуатации и обслуживанию. М., Транс-
желдориздат, 1962, 206 с.
18. Тепловозы ТГМЗА, ТГМЗБ. Руководство по эксплуатации и обслуживанию.
М., «Транспорт», 1970, 206 с.
19. Тепловоз ТГ102. М., Трансжелдориздат, 1962, 150 с.
20. Тепловоз ТГМ23. М., «Транспорт», 1973, 197 с.
21. Ф еди н А. П. Сварка, наплавка и рубка материалов Минск, Вышей -
шая школа, 1972, 147 с.
22. Черкез М. Б. Хромирование. Л , «Машиностроение», 1971, 183 с.
23. Щербачевич Г. С. Техника безопасности при ремонте тепловозов. М.,
«Транспорт», 1971, 120 с.
24. Устройство тепловозов ТГМЗА, ТГМЗБ. Под ред А. М. Хрычикова. М.,
«Транспорт», 1971, 216 с.
25. Унифицированная гидропередача УГП 750 -1200. Описание и руководство
по обслуживанию. Калужский машиностроительный завод, 1969, 120 с.
26. Ямпольский А. М., Ильин В. А. Краткий справочник гальва-
нотехника. Л., «Машиностроение», 1972, 223 с.
261
ОГЛАВЛЕНИЕ
От авторов........................................................ 3
Глава I
Устройство и принцип действия гидравлических передач
тепловозов
§ 1. Принцип действия гидравлической передачи и ее основные элементы 4
§ 2. Конструктивные схемы гидравлических передач. Рабочие жидко-
сти ............................................................ 14
§ 3. Устройство гидравлических передач отечественных тепловозов . . 18
Глава II
Содержание гидравлических передач тепловозов в эксп-
луатации
§ 1, Особенности эксплуатации.....................................36
§ 2. Эксплуатация системы управления гидравлической передачи ... 42
§ 3. Возможные неисправности гидравлической перадачи и методы их
устранения.....................................................48
Глава III
Организация ремонта гидравлических передач
§ 1. Система периодических осмотров и ремонта.....................54
§ 2. Основные принципы организации ремонта........................57
§ 3. Организация производственного процесса.......................58
§ 4. Основы поточной организации производства.....................63
§ 5. Организация производственных участков........................65
Глава IV
Общие вопросы технологии ремонта гидравлических
передач
§ 1. Износ и освидетельствование деталей..........................70
§ 2. Способы восстановления изношенных деталей....................75
§ 3. Методы повышения надежности деталей..........................95
§ 4. Контроль за качеством ремонта ...............................96
§ 5. Статическая и динамическая балансировка деталей..............97
§ 6. Монтаж и демонтаж соединений с прессовыми посадками..........99
262
Глава V
Демонтаж и разборка гидропередач
§ 1. Демонтаж с тепловоза.......................................105
§ 2. Общая разборка.............................................106
§ 3. Разборка узлов.............................................111
§ 4. Ремонт корпусов............................................117
Глава VI
Ремонт главного вала гидравлической передачи
§ 1. Основные неисправности......................................122
§ 2. Дефектоскопия и сортировка деталей..........................124
§ 3. Ремонт деталей..............................................124
§ 4. Сборка рабочих колес гидроаппаратов.........................127
§ 5. Сборка корпусов гидротрансформаторов....................... 133
§ 6. Сборка главного вала унифицированной гидропередачи..........135
Глава VII
Ремонт приводного и раздаточного валов
§ 1. Основные неисправности.....................................140
§ 2. Разборка...................................................141
§ 3. Ремонт деталей.............................................142
§ 4. Сборка.....................................................143
Глава VIII
Ремонт зубчатых колес
§ 1. Виды износа и поломок.....................................146
§ 2. Методы устранения неисправностей..........................147
§ 3. Упрочнение................................................148
§ 4. Проверка при монтаже гидропередачи........................149
Глава IX
Ремонт механизмов реверса и режима
§ 1. Ревизия...................................................150
§ 2. Разборка..................................................151
§ 3. Ремонт деталей............................................152
§ 4. Сборка....................................................157
§ 5. Ремонт механизма реверса и режима гидромеханической передачи 159
Глава X
Ремонт фрикционного механизма
§ 1. Устройство и основные неисправности.......................162
§ 2. Разборка..................................................164
§ 3. Ремонт деталей............................................165
§ 4. Сборка.................................................. 171
263
Глава XI
Ремонт насосов масляной системы
§ 1. Основные неисправности насосов.............................174
§ 2. Ремонт питательного насоса.................................178
§ 3. Ремонт насоса системы смазки...............................182
§ 4. Ремонт откачивающего насоса ...............................185
§ 5. Ремонт поршневого насоса...................................186
Глава XII
Ремонт карданных валов
§ 1. Условия работы и неисправности.............................188
§ 2. Разборка................................................. 189
§ 3. Ремонт.................................................... . 190
§ 4. Сборка................................................... . 194
Глава XIII
Ремонт и настройка системы управления гидропередачей
§ 1. Условия работы. Типы САУГ..................................197
§ 2. Ремонт электрической части САУ гидропередачи УГП 750-1200 199
§ 3. Ремонт гидравлической части САУ гидропередачи УГП 750-1200 207
§ 4. Ремонт системы управления реверсом и режимами работы гидропе-
редачи УГП 750-1200 ............................................ 215
§ 5. Диагностика системы управления гидропередачей..............220
§ 6. Проверка и настройка САУГ..................................220
Глава XIV
Сборка гидравлических передач
§ 1. Общие положения...........................................231
§ 2. Сборка узлов...............................................232
§ 3. Общая сборка..............................................237
§’4. Монтаж и регулирование механизма реверса и режима на гидравли-
ческой передаче.........................................246
§ 5. Монтаж приборов автоматики.................................247
Глава XV
Испытание и регулирование гидравлической передачи
S 1. Подготовка к испытаниям на стенде.........................249
§ 2. Обкатка и регулирование без ншрузки.......................250
§ 3. Испытание под нагрузкой....................................252
§ 4. Проверка работы на тепловозе...............................254
Приложение I. Перечень деталей гидропередач, подлежащих маг-
нитному контролю............................................256
Приложение 2. Перечень основного оборудования цеха гидропе-
редач ......................................................256
Приложение 3. Таблица подбора подшипников по натягу и ра-
диальному зазору для унифицированной гидропередачи .......260
Список литературы......................................... 261
264