/






















































































































































































































































































































































































































































































































Автор: Бернштейн М.Л.
Теги: обработка металлов термическая обработка термическая обработка металлов металлы и сплавы
Год: 1968




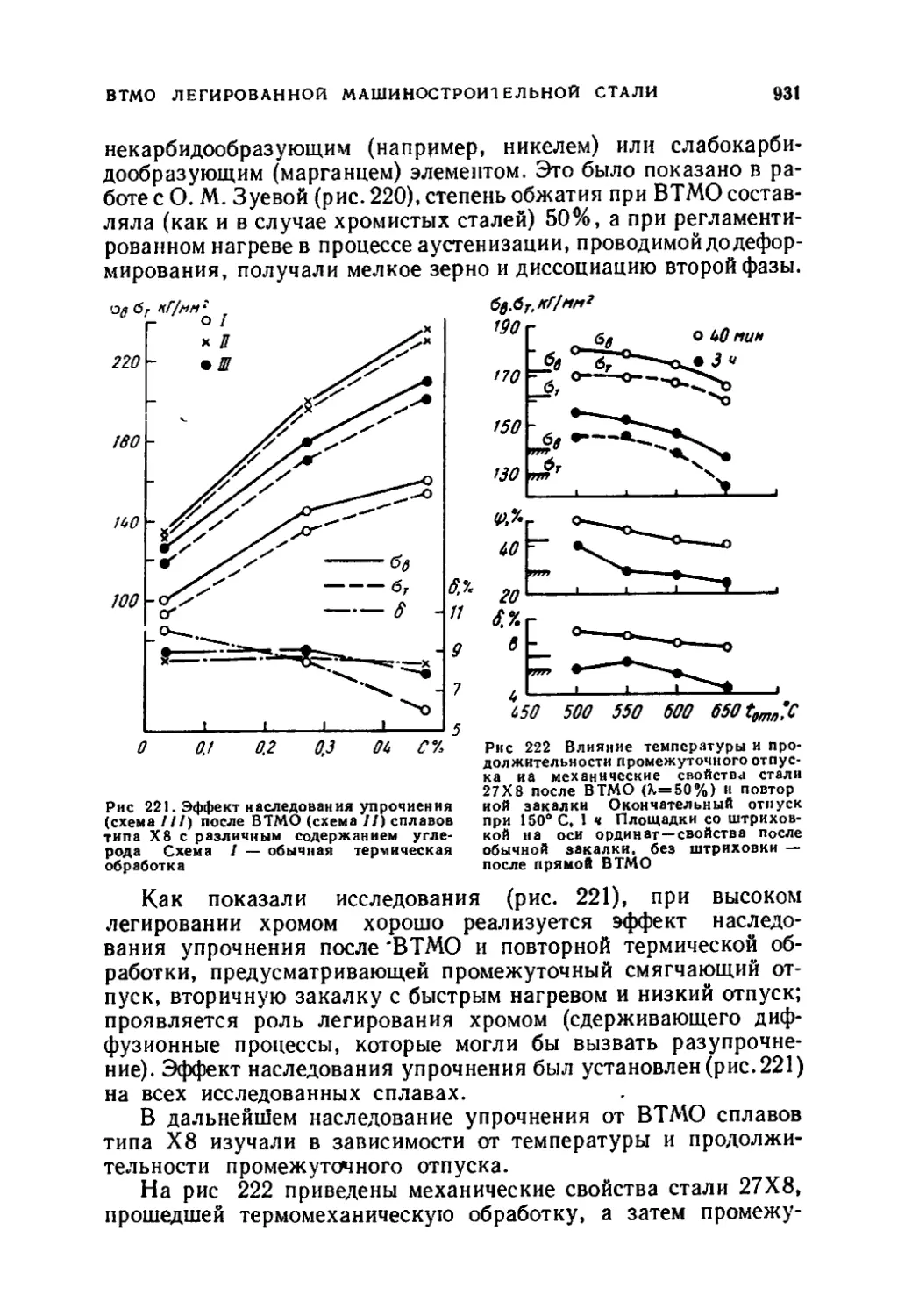
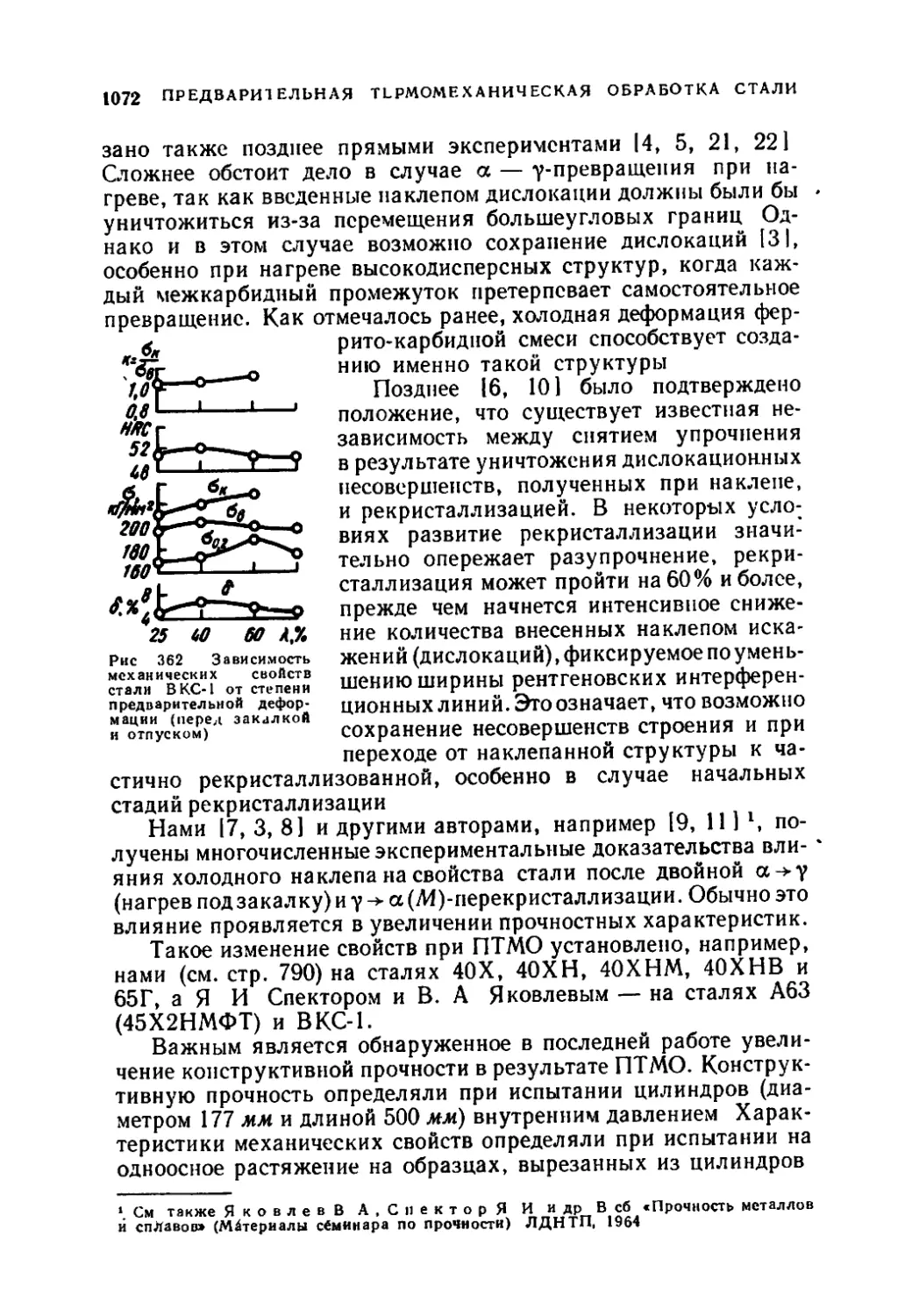
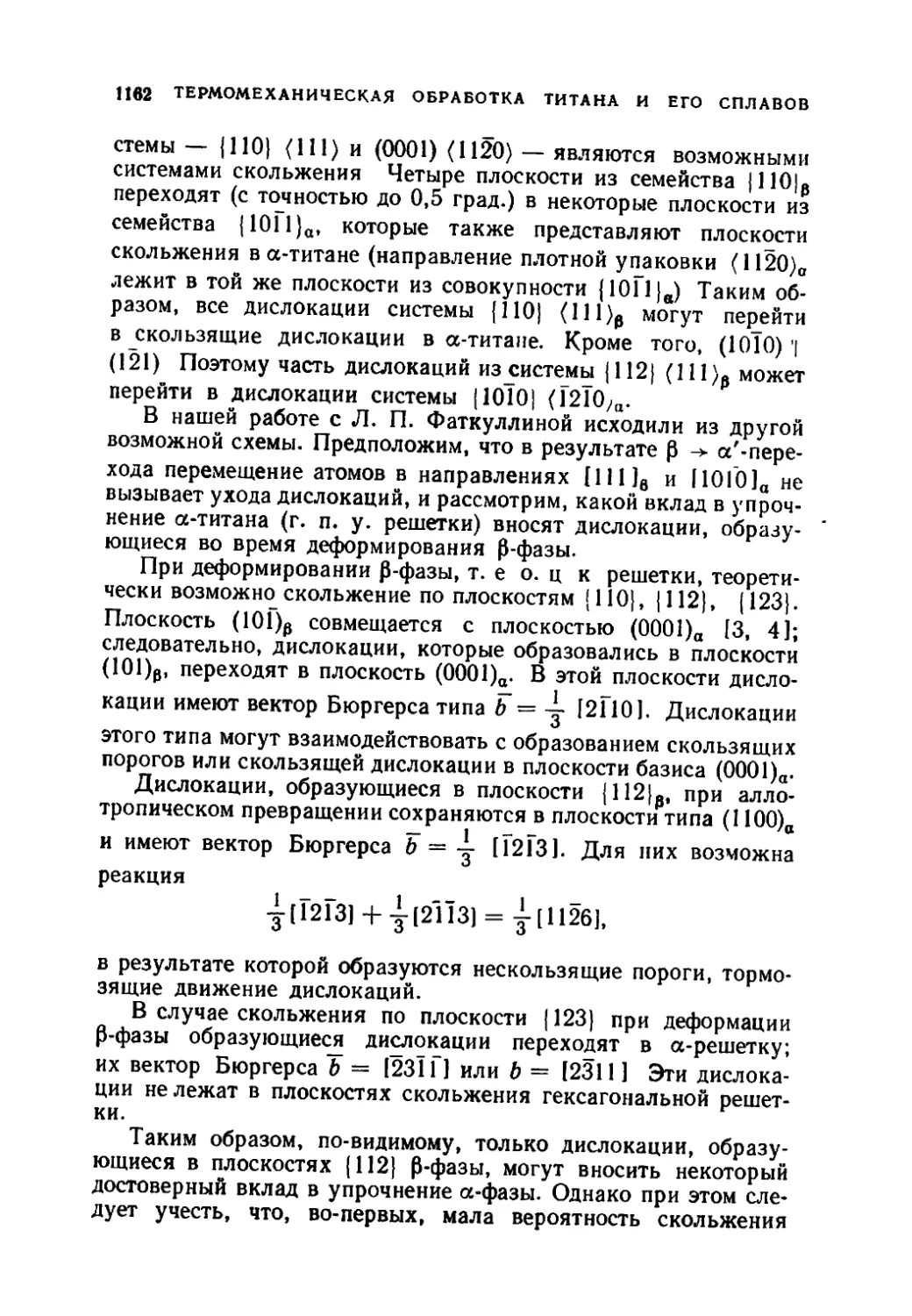
Текст
М. Л. БЕРНШТЕЙН
ТЕРМОМЕХЙНИЧЕСКАЯ
ОБРАБОТКА
МЕТАЛЛОВ
И СПЛАВОВ
2
М. Л. БЕРНШТЕЙН
ТЕРМОМЕХАНИЧЕСКАЯ
ОБРАБОТКА
МЕТАЛЛОВ
И СПЛАВОВ
В двих ТОМАХ
Издательство „Металлургия"
К*! МОСКВА 1968
М. Л. БЕРНШТЕЙН
ТЕРМОМЕХАНИЧЕСКАЯ
ОБРАБОТКА
СТАЛИ
ТОМ ВТОРОЙ
Издательство „Металлургия"
МОСКВА 1968
Г& 665
СОДЕРЖАНИЕ
1 ТЕРМОМЕХАНКЧЕОКАЯ ОБРАБОТКА СТАЛИ С ДЕФОРШИРОВАНИЕМ МАРТЕНСИТА 602
Изменение формы кривой растяжения 603
Упрочнение машиностроительной стали 608
Упрочнение нержавеющей и быстрорежущей стали 620
Упрочнение при деформировании мартенсита, полученного
в результате ВТМО 621
Упрочнение рессорной стали при деформировании мартен-
сита штамповкой 627
2 НИЗКОТЕМПЕРАТУРНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ 644
Общие положения 645 -
Параметры низкотемпературной термомеханической обра-
ботки 646 ’
Влияние НТМО на Структур^ и тонкое^Фравнад-ш^али 676 '
3 ВЫСОКОТЕМПЕРАТУРНАЯ ТЕРМ0МЕХАИи1сЙм?ЫИ|А cWffll' " ? | 694
I 11СЩ » I
Общие положения ' 695
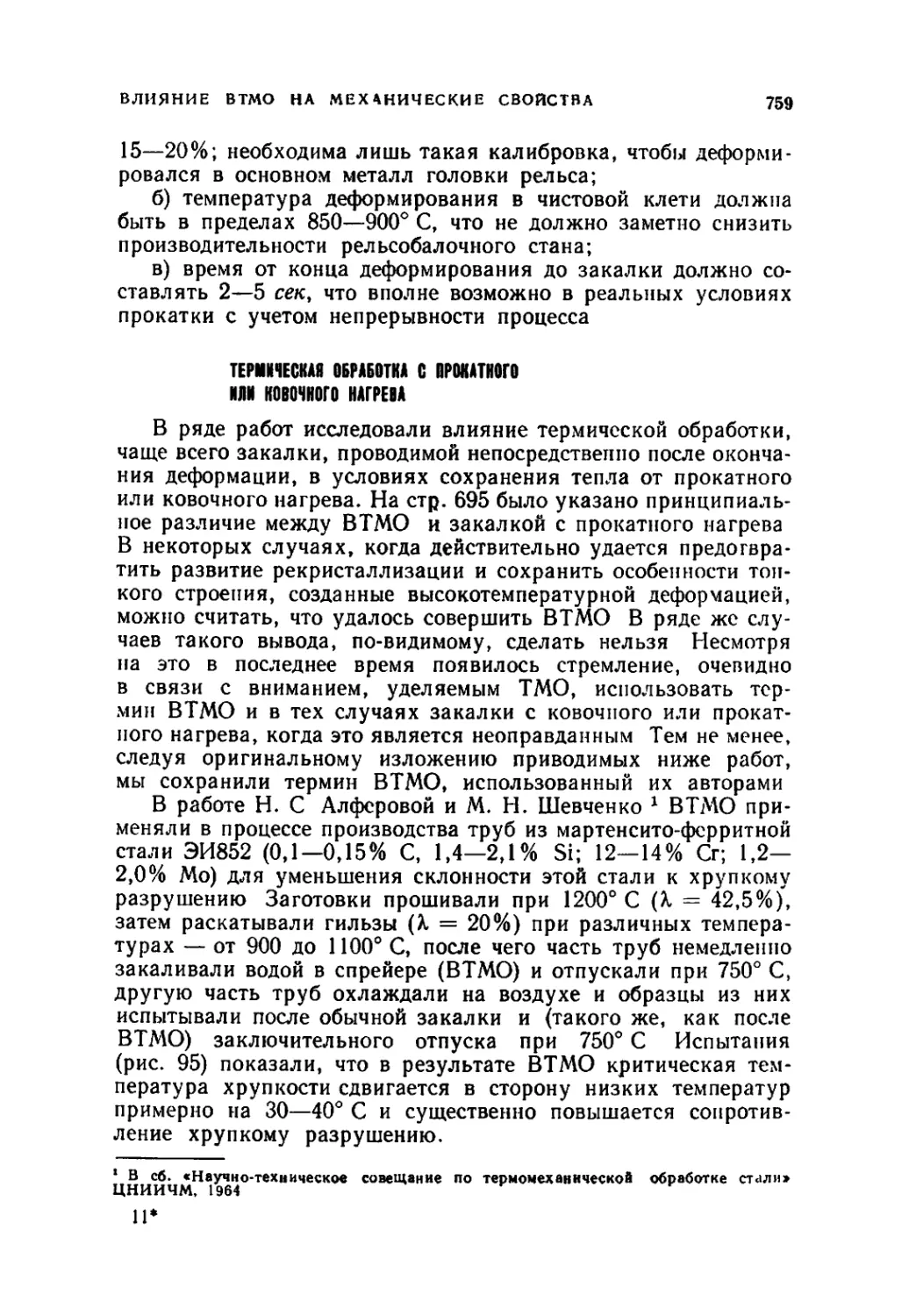
Влияние параметров ВТМО па механические свойства не-
которых сталей 705
Структурные изменения стали, обусловленные ВТМО 773
Наследование устойчивого эффекта упрочнения, создавае-
мого наклепом и ВТМО 789
Высокотемпературная термомсханическая обработка угле-
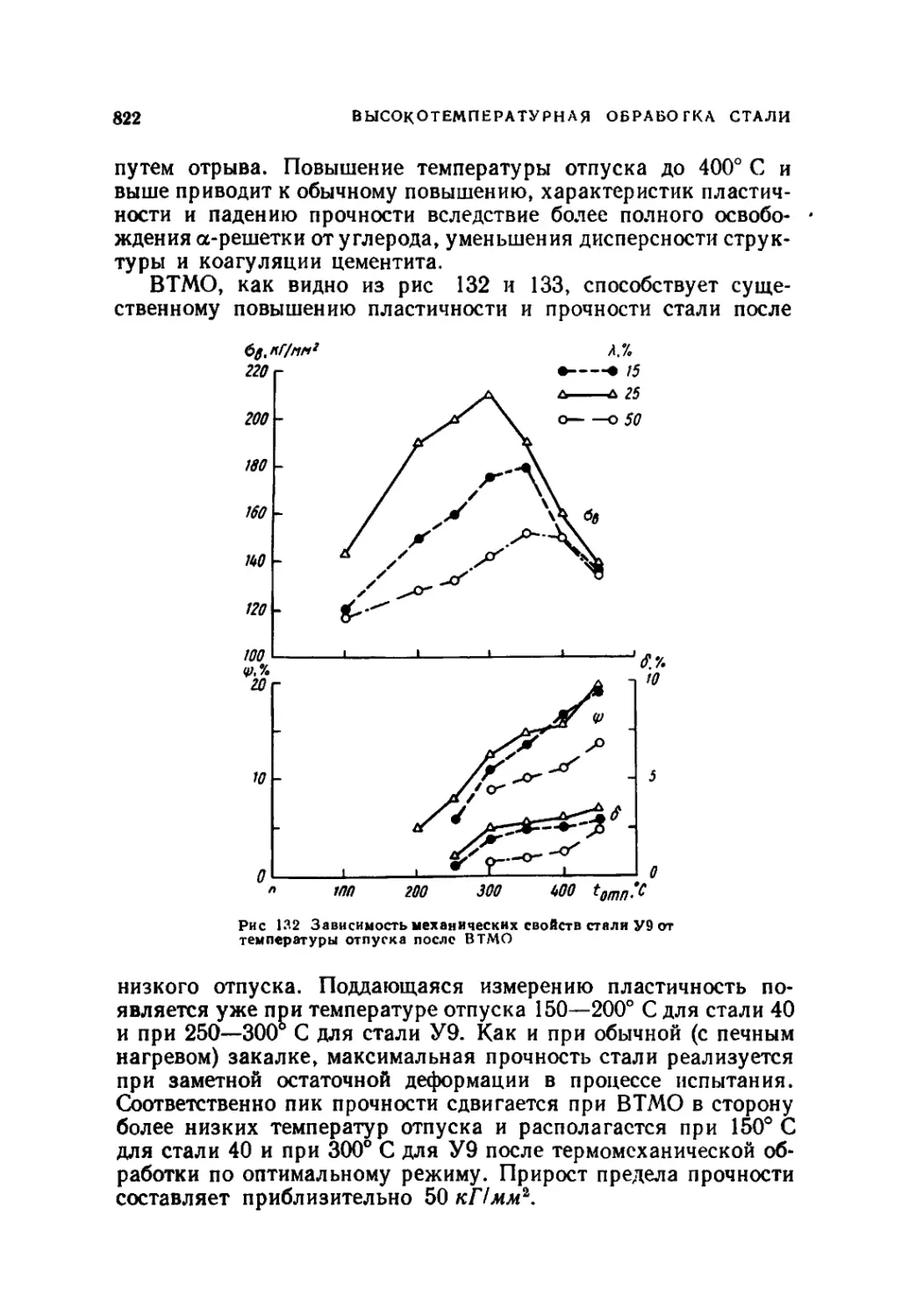
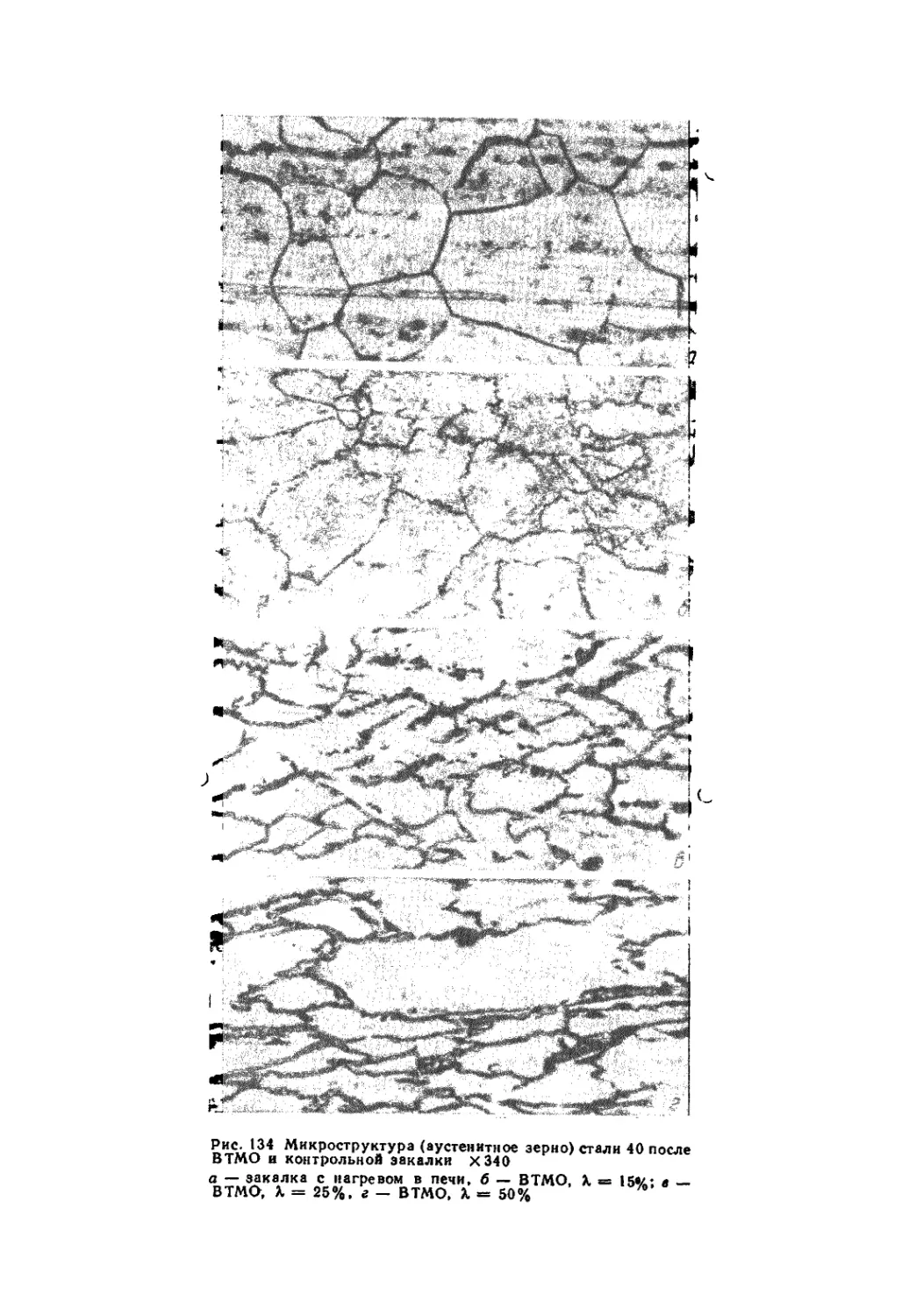
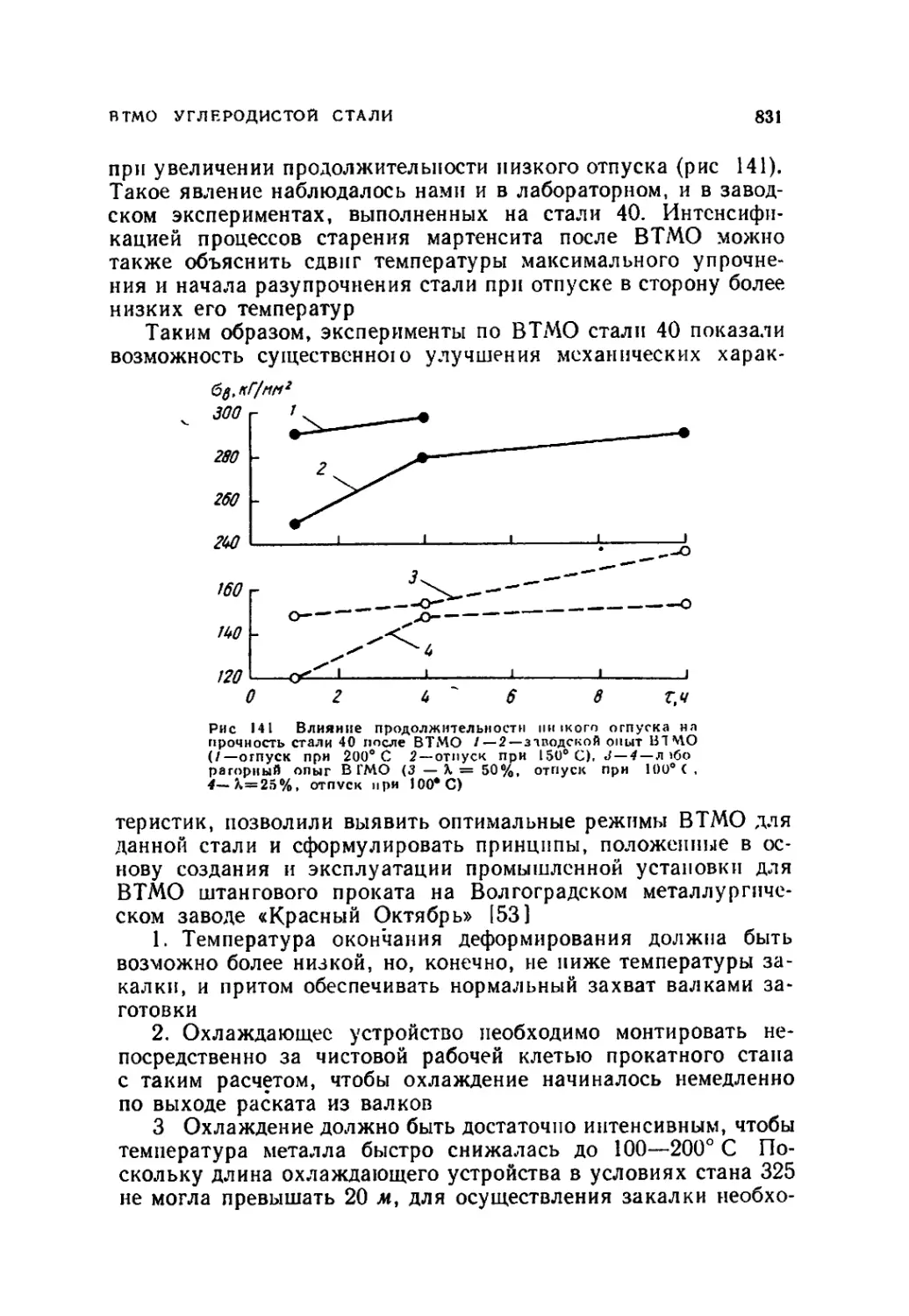
родистой стали 820
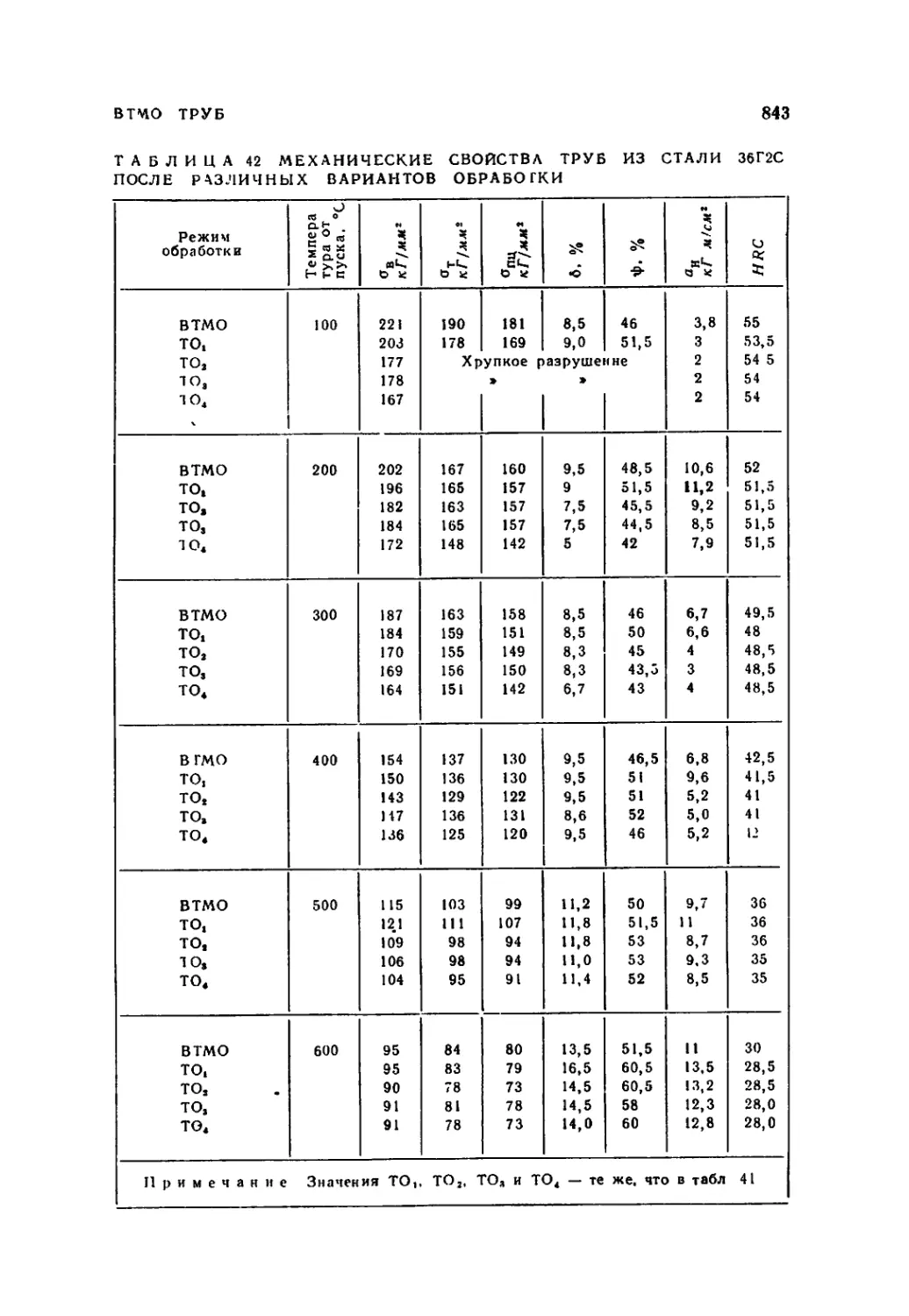
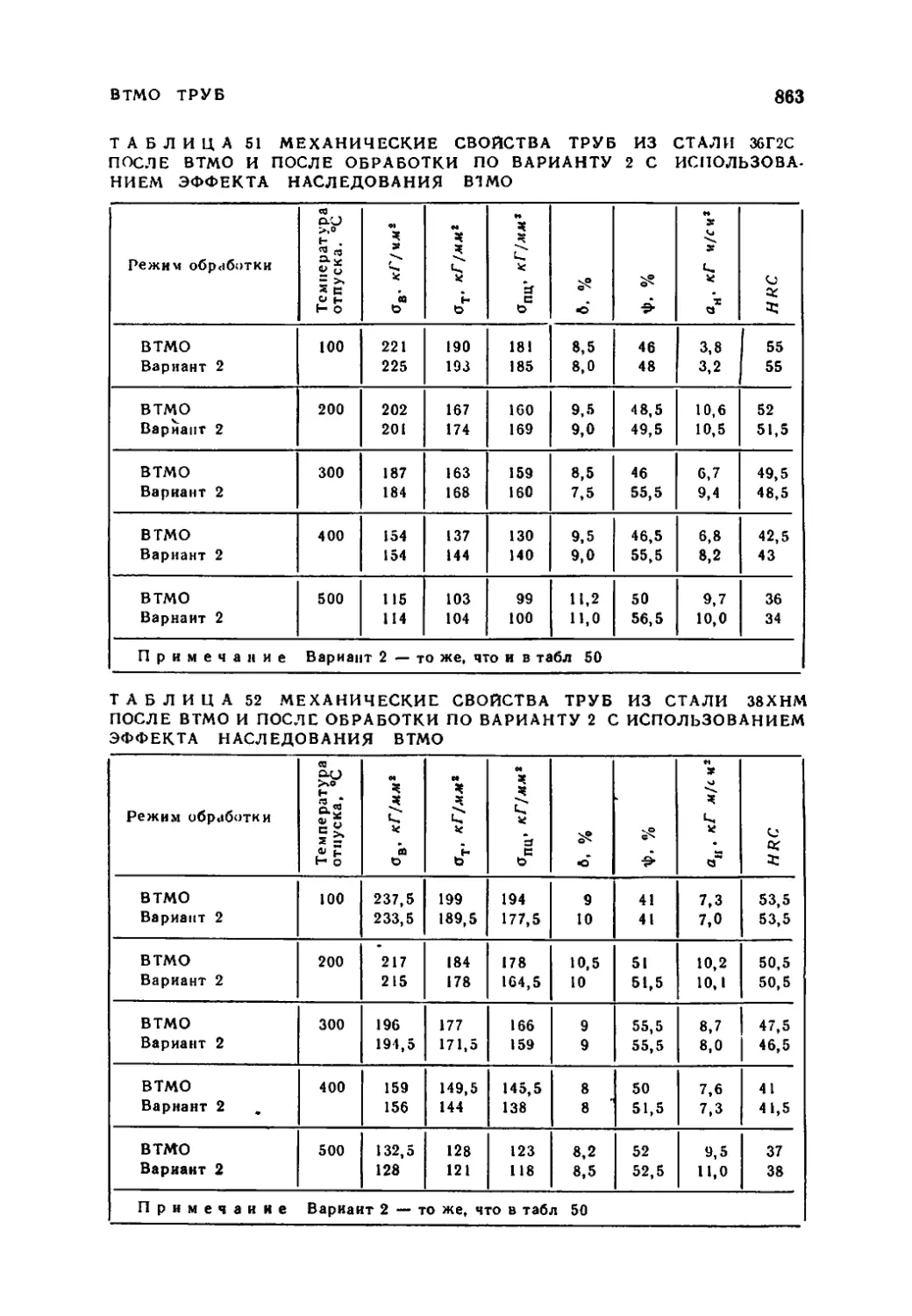
Высокотемпературная термомеханическая обработка труб 837
Высокотемпературная термомехапическая обработка рес-
сорной стали 866
Высокотемпературная термомеханическая обработка
легированной машиностроительной стали 914
Высокотемпературная термомехапическая обработка ша-
рикоподшипниковой стали 992
СОДЕРЖАНИЕ
eoi
Термомеханическая обработка теплостойкой высокохро-
мистой стали 1024
Высокотемпературная термомехаиическая поверхностная
обработка 1034
4 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАИИЧЕСКАЯ ОБРАБОТКА СТАЛИ 1068
Общие положения 1069
Предварительная термомеханическая обработка холодно-
катаных труб 1073
Предварительная термомеханическая обработка при про-
катке листовой стали 1090
5 ТЕРМОМЕХАИИЧЕСКАЯ ОБРАБОТИА ТИТАНА И ЕГО СПЯАВОВ 1110
Общие положения 1111
Термомеханическая обработка титановых сплавов 1116
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ 1166
3-12-5
98-67
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
С ДЕФОРМИРОВАНИЕМ
МАРТЕНСИТА
ИЗМЕНЕНИЕ ФОРМЫ
КРИВОЙ РАСТЯЖЕНИЯ
Среди методов упрочнения стали, основанных на совмещении
в той или иной последовательности деформирования и термиче-
ской обработки, получает распространение метод деформирова-
ния мартенсита. Сущность этого метода состоит в том, что опе-
рацию наклепа проводят не до мартенситного превращения,
а по окончании его. Чаще всего, особенно в случае сталей со
средним и повышенным содержанием углерода, наклеп произ-
водят после закалки и низкого отпуска Вслед за наклепом дают
дополнительный отпуск. Этот метод также относится к термоме-
ханической обработке стали, что следует из приводимой ниже
классификации Кула и Радклиффа (11
Класс /. Деформирование до превращения аустенита
1а Обычный процесс горячего деформирования.
16. Деформирование перед превращением в мартенсит.
1в. Деформирование перед превращением в феррито-кар-
бидную смесь.
Класс II. Деформирование во время превращения аустенита
Па. Деформирование в процессе превращения в мартенсит.
IIб. Деформирование в процессе превращения в феррито-
карбидную смесь.
Класс III. Деформирование после превращения аустенита
Ша Деформирование мартенсита, сопровождаемое затем
отпуском.
II16. Деформирование отпущенного мартенсита с последую-
щим старением.
IIIв. Деформирование продуктов изотермического превра-
щения.
Обработку 1а проводят главным образом для изменения
размеров и формы изделий и выполняют в температурной обла-
сти стабильности аустенита в условиях, когда рекристаллиза-
ция происходит либо во время деформирования, либо немедленно
за ним. Однако если вести контролируемый процесс горячего
деформирования, то можно добиться определенного равномер-
ного измельчения величины зерна и тем самым улучшения меха-
нических свойств.
604
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
Основная цель обработки 16 — повышение механических
свойств Такая обработка по существу является термомехани-
ческой При ее проведении стремятся свести к минимуму развитие
рекристаллизации аустенита до его превращения в мартенсит
Обработка Па предусматривает и деформирование аусте-
нита для инициирования мартенситного превращения, и дефор-
мирование получаемого мартенсита; на практике обработке
этого вида подвергают нестареющие, а также дисперсионно
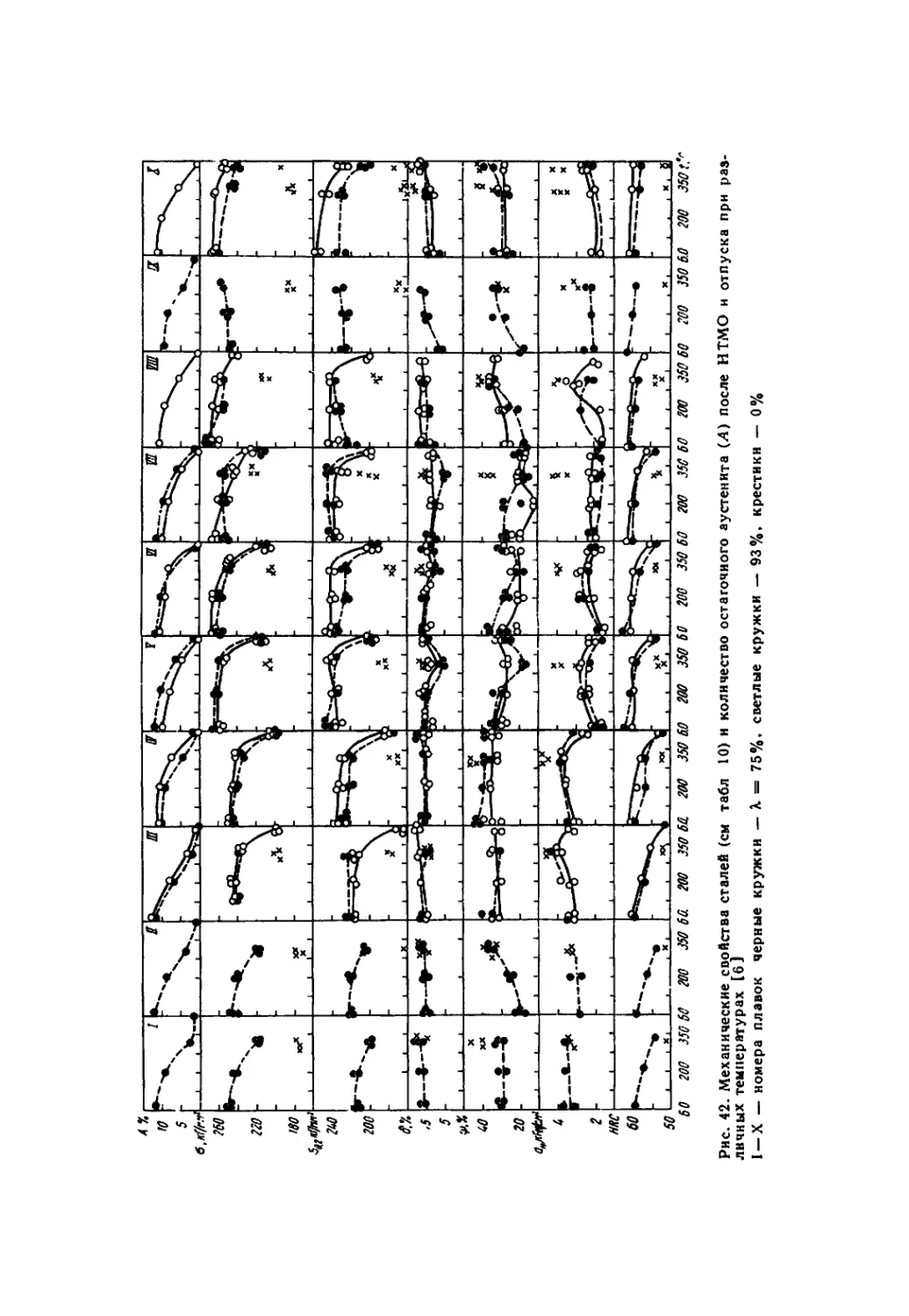
Рис 1. Кривые растяжения сталей, подвергнутых рачлич-
ным обработкам [1]
I — III — классы обработки; сплошная линия — обычная
термическая обработка, пунктирная — ТМО
Обработка типа III наиболее проста и ее можно применять
для разных сталей, включая высокоуглеродистые и малолеги-
рованныс, а также высоколегированные, в том числе и сплавы
«марэджинг».
Предложенная классификация имеет, кроме того, интерес-
ную особенность: вид кривой растяжения напряжение—дефор-
мация и скорость возрастания предела текучести с ростом де-
формации оказываются одинаковыми для различных сталей при
проведении обработки одинакового типа. Кривые растяжения,
отвечающие разным классам термомеханической обработки,
приведены на рис. 1. При деформировании до превращения
(рис. 1, I) форма кривой такая же, как и в случае обычно тер-
мически обработанной стали, только вся диаграмма смещена
в район более высоких значений напряжений. В результате
этой термомеханической обработки пределы текучести и проч-
ности повышаются примерно с одинаковой интенсивностью, а
деформация при максимальной нагрузке и при разрушении такая
же (или немного меньше), как и после обычной термообработки.
В случае термомеханической обработки с деформированием
вовремя превращений (рис. 1, II) вид кривой растяжения суще-
ственно изменяется и пластичность заметно падает; и в этом
случае наблюдается повышение пределов текучести и прочности.
ИЗМЕНЕНИЕ ФОРМЫ КРИВОЙ РАСТЯЖЕНИЯ
605
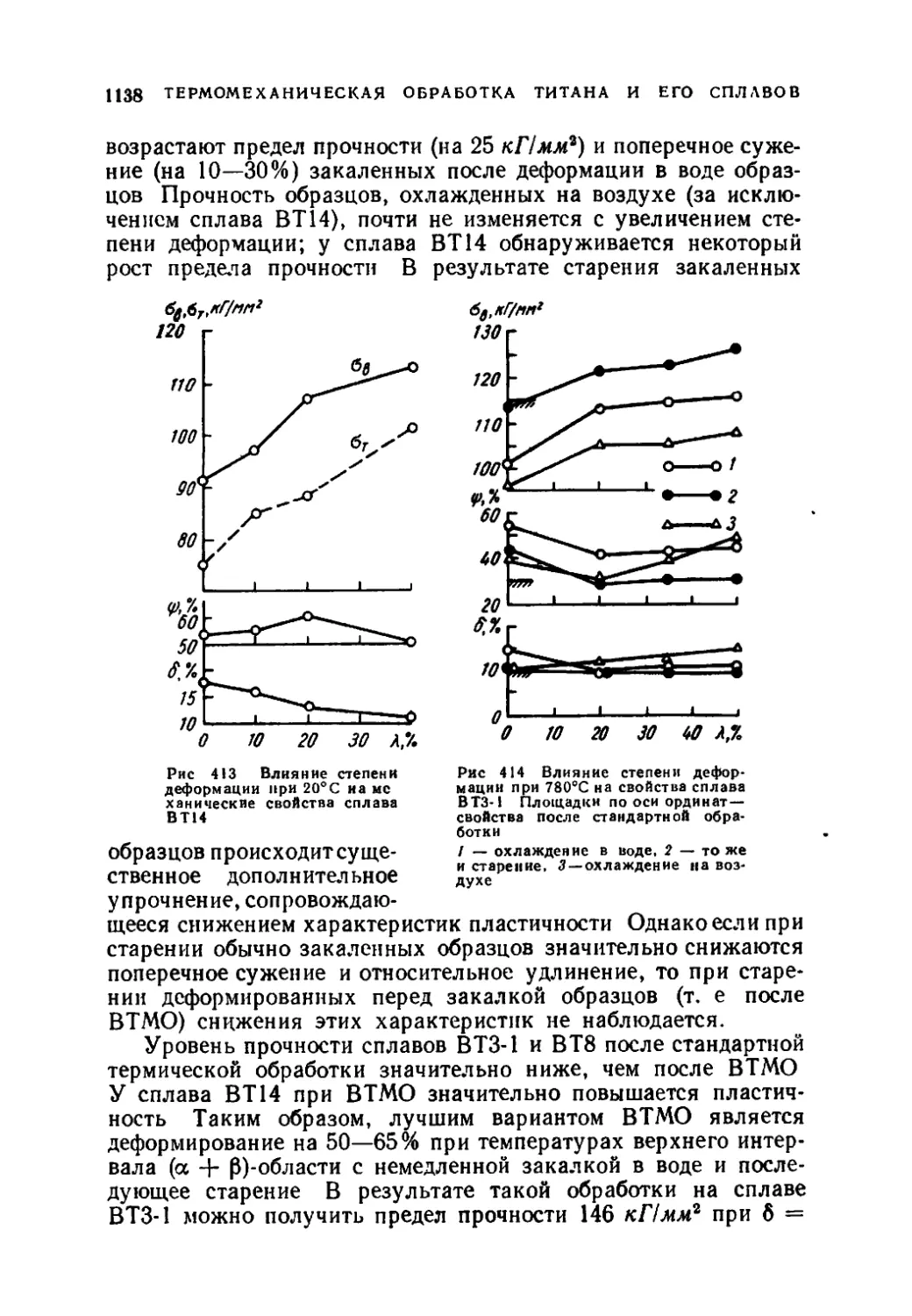
Наибольшие изменения форма кривой растяжения претерпе-
вает в случае деформирования стали после превращения аусте-
нита (рис. 1, III). Если при обработках I и II для достижения
высоких значений прочности требуется существенная деформа-
ция, то при обработке III уже небольшая деформация (несколько
процентов), .сопровождаемая обычно отпуском (старением),
приводит к'сильному возрастанию пределов текучести и проч-
ности Кроме того,_с увеличением^степени деформации в узких
Рнс 2 Увеличение предела текучести^Дот) в случае четы
рех различных схем ТМО [1J
пределах предел прочности увеличивается вначале резко,
а затем более медленно, т. е. особенно сильно влияют небольшие
деформации (примерно 0,5—1,0%). Предел текучести при такой
обработке почти совпадает с пределом прочности, а пластичность
резко падает Иногда наблюдается верхний предел (зуб) текуче-
сти.
Представляет интерес сопоставление влияния различных
видов обработки на предел текучести. Такое сравнение прове-
дено на рис. 2 для обработки 16, представляющей как бы тради-
ционную термомеханическую обработку, и обработки класса III
(а, б, в) на примере трех сталей: Н-11, 410 и 4340. Видно, что
интенсивность возрастания предела текучести с ростом дефор-
мации в случае обработки 16 составляет всего 5—10% от ин-
тенсивности возрастания, определяемой обработкой III (а, б).
Более тщательный анализ диаграмм растяжения различных
сталей, подвергнутых обработке Ш, показал, что «стабильное
удлинение» (остаточное удлинение до максимальной нагрузки)
606
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
резко падает (иногда до нуля) Применение специального тер-
мина «стабильное удлинение» связано с тем, что равномерное
удлинение в ряде случаев как бы продолжается и по достижении
максимальной нагрузки (если образование шейки «запаздывает»),
но такое удлинение уже не будет стабильным, так как на образце
одновременно начинает образовываться шейка при уменьшаю-
щейся нагрузке.
В отличие от образцов стали после обычной обработки, в ко-
торых образование шейки начинается при максимальной на-
грузке, на образцах после обработки III (деформации мартен-
сита) шейка образуется не при максимальной нагрузке (которая
в данном случае совпадает с верхним пределом текучести), а не-
сколько позже, непосредственно после небольшого удлинения
в связи с проявляющейся текучестью.
Исследование диаграмм растяжения с применением анализа
по Опински 12] было проведено в работе [3]. Поскольку
Р = ао,
где Р — нагрузка;
а — мгновенное поперечное сечение;
о — истинное напряжение,
предположив постоянство объема, получим
d In Р _ d In о_о
d In d ~~ d in d ’
где 6 — деформация.
Если д постоянно (о = kbn) или представляет линей-
ную функцию от 6, то и будет линейной функцией от 6.
„ dlnP
Далее при условии однородного удлинения |п д- можно под-
считать из
d In Р dP de d
d In d — de * dt> ’ P ’
где e — удлинение.
Если удлинение однородно, то
6 = ln(e + 1) и -^- = 8 + 1.
Действительное значение д по уравнению =
dP de 6 л
~ ~de ' ~М’ ~Р~ °Удет получено лишь в случае равномерного
.. , „ d In Р
удлинения. Когда образуется шейка, значения )п д > подсчи-
танные из этого уравнения, нанесенные против истинного 6
ИЗМЕНЕНИЕ ФОРМЫ КРИВОЙ РАСТЯЖЕНИЯ
607
(подсчитанного по е), будут отклоняться вниз от прямой линии.
Положительные значения на графике функции от 6 указы-
dP
вают на положительный наклон для кривой нагрузка—удли-
нение, отрицательные значения—на отрицательный наклон, а ну-
левые — на максимум или минимум (нулевой наклон). Следова-
тельно, если начало образования шейки совпадает с максимумом
нагрузки, точка начала отклонения от линейной зависимости
ТпН = f (6) появляется при = 0.
Стефенсон и Коэн 13] на примере стали 4340 показали с по-
мощью этого анализа, что образование шейки при максимуме
нагрузки наблюдается только у закаленных и отпущенных об-
разцов, не подвергнутых промежуточному (между закалкой и
отпуском) деформированию. У образцов, подвергнутых растя-
жению в состоянии с мартенситной структурой и последую-
щему низкому отпуску, образование шейки не начинается при
максимуме нагрузки. Для образцов, прошедших после закалки
отпуск при 260° С (1 ч) и деформацию растяжением на 1%,
максимум нагрузки соответствовал остаточному удлинению
0,2%, в то время как шейка появлялась при удлинении 1,4%.
В случае закалки с отпуском при 315° С (1 ч), деформирования
растяжением на 3% и повторного отпуска при 260° С (1 ч)
максимум нагрузки отвечал отсутствию остаточного удлинения
(0%), а образование шейки — остаточному удлинению >0,5%
Тот факт, что в образцах, подвергнутых обработке III, шейка
образуется не при максимальной нагрузке, а после ее достиже-
ния, позволяет предположить наличие как бы верхнего предела
текучести.
Отличие обработки III от обработки 16 состоит также в сле-
дующем:
а) упрочнение в результате обработки III в более сильной
степени зависит от содержания углерода по сравнению с обра-
боткой 16;
6) при изменении (повышении) температуры отпуска после
деформирования мартенсита (обработка III) наблюдаются кри-
вые с максимумом для изменения прочности (ее падение в слу-
чае перестаривания), тогда как в случае термомеханической
обработки (16) повышенная прочность сохраняется в широком
интервале температур отпуска.
Представляется, что термическая устойчивость упрочнения
после обработки 16 является результатом образования сравни-
тельно более устойчивой дислокационной структуры, стабили-
зированной уже небольшими количествами углерода и переда-
608
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
ваемой от аустенита к мартенситу при у -> а-превращении.
В результате деформирования мартенсита (обработка III)
прочность повышается за счет механического упрочнения (на-
клепа) мартенсита, а дальней-
ший рост предела текучести
при низком отпуске происходит
вследствие старения.
Влияние содержания угле-
рода на упрочнение в результате
обработки III можно иллюстри-
ровать следующими данными,
деформация на 5% закаленной
стали с 0,4% С приводит к уве-
личению ее предела текучести
на 77 кПм.м*, стали с 0,1%
С — на 21 кПммг, а техни-
чески чистого железа — всего
на 10 кПмм*. Изменение пре-
дела текучести в зависимости
от содержания углерода и сте-
пени деформации показано на
рис. 3.
Как видно из рисунка, в слу-
чае стали с 0,1 % С при неболь-
шой деформации после закалки
не отмечается существенного
влияния вторичного отпуска,
Рис 3 Влияние содержания углерода С УВеЛИЧвНИвМ Содержания УГЛв-
и степени деформации на предел теку- рОДЗ Значение ЭТОГО Отпуска
чести сплавов железа, подвергнутых *. „
ТМО по схеме Ша [1] рЭСТеТ.
УПРОЧНЕНИЕ МАШИНОСТРОИТЕЛЬНОЙ ОШИ
В общем случае применительно к деформированию мар-
тенсита справедливы основные положения относительно влия-
ния деформации на строение пересыщенных твердых растворов:
происходит их частичный распад уже непосредственно при де-
формировании, существенно интенсифицируется распад при
последующем нагреве, изменяется характер распределения
и дисперсность частиц второй фазы.
Еще в 1943 г. С. Т. Кишкин 14] в результате карбидного
анализа электролитически выделенных осадков установил,
что холодная пластическая деформация закаленных образцов
приводит к распаду мартенсита.
УПРОЧНЕНИЕ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
609
В работе Г. В. Курдюмова, Б. Д. Грозина, Л И. Лысака
1см. 5] закаленные образцы стали 40 и У12 подвергали всесто-
роннему неравномерному холодному сжатию (в обоймах по
методике Б. Д. Грозина) на 18 и 28%, а затем рентгенографи-
ческому исследованию О распаде мартенсита свидетельствовали
данные рентгеноанализа, а также повышение предела прочности
на сжатие закаленной стали при незначительной деформации
(0,5—2%), когда наиболее интенсивно образуются весьма
дисперсные карбиды.
О существенном дисперсионном твердении мартенсита за-
каленных сталей с 0,47 и 0,74% С под влиянием холодной пла-
стической деформации сообщается в работе Вильсона 16].
При низком отпуске (100—200° С) закаленной и деформирован-
ной стали, а также после деформации низкоотпущенного
мартенсита количество карбидов уменьшилось; автор пришел
к выводу о растворении карбидов в связи с переходом углерода
в места образовавшихся скоплений дислокации.
Закаленная низкоуглеродистая сталь AISI 1340 имела
предел прочности 135 кПмм\ a -Jp = 0,73; растяжение на
4% после закалки с последующим 2-ч отпуском при 150° С при-
вело к увеличению предела прочности до 160 кПмм\ но, глав-
ное, предел текучести оказался почти равным пределу проч-
ности: — « 1 [7].
<Тв
Пакстон и Басби производили холодную пластическую де-
формацию стали 4340 после закалки и отпуска при 300° С (1 ч)
растяжением с остаточным удлинением до 3%. Предел прочно-
сти возрос при этом с 175 до 195 кПммг-, сужение поперечного
сечения не снизилось ниже 30%. В этих экспериментах допол-
нительный отпуск применен не был [8].
В работах Стефенсона и Коэна [3] также изучалось влияние
деформации мартенсита стали 4340, но в этом случае приме-
нялся дополнительный отпуск, температуру которого, как и
температуру предварительного отпуска, варьировали в широких
пределах Было показано, что такая обработка дает наибольший
эффект в случае проведения дополнительного отпуска при
более низких температурах, чем предварительный.
Разрывные образцы (диаметром 6,25 мм), изготовленные из
нормализованных и высокоотпущенных прутков серийной
плавки стали 4340, подвергали нагреву под закалку на 830° С,
выдержке в течение 40 мин и охлаждению в масле. Закаленные
образцы отпускали при различных температурах в интервале
от 200 до 650° С (выдержка 1 ч), деформировали растяжением
(до 3% остаточного удлинения, а если позволяла пластичность—
ею
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
то и до 7%) и вновь отпускали при различных температурах до
650° С в течение 1 ч Таким образом, исследованию подвергали
большое число образцов после многих вариантов первичного
(после закалки) и вторичного (после деформации) отпуска
Вторичный отпуск недеформированпых образцов ниже темпе-
ратуры первичного отпуска практически не влияет на значения
прочности. После 3%-ной деформации вторичный отпуск оказы-
вает существенное влияние на
6,л7
280
210
1Ь0
70
увеличение предела прочности
(рис. 4). Наибольшее упроч-
нение наблюдалось при тем-
пературе первичного отпуска
200° С Вторичный отпуск
вторичный отпуск при
205°С 75(7*0
20*С
0 Ь 8 12 16 20 £о6щ,%
Рис 4 Кривые растяжения стали 4340 после обычной терми-
ческой обработки, а также после деформирования закаленной
стали н различного вторичного отпуска [3J
давал наибольший эффект в том случае, когда его температура
была ниже температуры первичного отпуска. При оптимальном
режиме (первичный отпуск при 200° С, промежуточная деформа-
ция растяжением на 3%, вторичный отпуск при 150° С) предел
текучести увеличивается от 160 до 240 кПммг, предел проч-
ности — от 200 до 240 кГ/мм2 (у* 1); в то же время общее
удлинение уменьшается с 7,8 до 6%, а «стабильное» (см. стр 606)
(которое можно с некоторым приближением считать равномер-
ным) падает от 4,5% до 0 Относительное сужение снижается
от 45 до 35%, т. е. все же остается на достаточном уровне Твер-
дость после деформации мартенсита и вторичного низкого от-
пуска, несмотря на существенное повышение прочности, прак-
тически не меняется, ударная вязкость после этой обработки
уменьшается
Обычные микроструктурные исследования под световым
микроскопом не выявили особенностей строения, которые
могли бы объяснить описанное изменение свойств Исследо-
УПРОЧНЕНИЕ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
611
ваниями под электронным микроскопом удалось обнаружить
«растворение» части мелкодисперсных карбидов после 3%-ной
деформации и вторичного отпуска при 200° С — явление,
аналогичное установленному Вильсоном [6L По-видимому,
и причина этого явления та же, что предполагал Вильсон, —
переход углерода из карбидных частиц в скопления дислока-
ций, которые, будучи «зафиксированными» сегрегациями угле-
рода, одновременно становятся более «неподвижными» [3].
Это обстоятельство, наряду с одновременным изменением со-
держания углерода в твердом растворе, очевидно, объясняет
происходящее при обработке, предусматривающей деформацию
мартенсита, резкое возрастание предела текучести и понижение
пластичности. Возможно также, что найденное изменение
механических свойств связано с образованием весьма тонких
карбидных частиц в местах скопления дислокаций, а также с пе-
рераспределением углерода и (или) карбидов относительно
дислокационных построений (как это обычно имеет место при
деформационном старении).
Исчезновение и измельчение карбидов в результате деформи-
рования мартенсита и последеформационного отпуска можно
объяснить, скорее всего, их обратным растворением и после-
дующим выделением при возникновении большей плотности
участков их зарождения. Если после первичного отпуска кар-
биды располагались в виде характерной сетки, то после деформи-
рования и вторичного отпуска они равномерно распределились
по всему объему и, главное, расстояние между ними уменьши-
лось почти вдвое и достигло величины 300—400 А, при которой
начинает действовать упрочнение, обусловленное уменьшением
межкарбидного расстояния.
При повышении температуры вторичного отпуска выше тем-
пературы первичного отпуска никакой разницы в количестве
и величине карбидных частиц не обнаружено (по данным элек-
тронномикроскопического анализа), что согласуется и с от-
сутствием изменения механических свойств.
Ионт [9] приводит данные о влиянии обработки с деформи-
рованием мартенсита на свойства высокопрочной стали 300М.
После закалки, предварительного отпуска при 300° С, наклепа
1 % и окончательного отпуска при 200° С (2 ч) было получено
приращение предела текучести от 172 до 225 кГ!мм2. Общее
удлинение при этом не падало ниже ~3%, а сужение в шейке —
не ниже 35% Однако в связи с падением стабильного удлинения
до'нуля после такой обработки наблюдалась резко выраженная
механическая неустойчивость стали Эту механическую неустой-
чивость можно снизить уменьшением степени предварительной
деформации мартенсита Как следует из рис. 5, предел текучести
612
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
очень быстро возрастает при весьма малых деформациях и ста-
новится равным пределу прочности уже при 0,4% предваритель-
ного удлинения Если применять такие малые деформации,
Рис 5 Влияние степени дефор-
мации мартенсита на механике
ские свойства стали 300 М Ре-
жим обработки закалка, отпуск
при 315®С (1 *). деформирование
(степень деформации указана на
оси абсцисс), отпуск при 200° С
(2 ч) [9]
275 кПмм2, при сравнительно низкой пластичности (6 = 2,8%,
ф == 34-4,5%), но волокнистом изломе. Авторы пришли к за-
ключению, что в результате ТМО с деформацией мартенсита
то резкое упрочнение достигается при практически полном со-
хранении пластичности.
Брейер и Поляковский [10] деформировали закаленные
прутки стали 4340, протягивая их в калибре с обжатием до
10%, был получен предел прочности
около 280 кГ/мм? при сужении попе-
речного сечения 30% Дальнейшее
изучение упрочнения 'стали 4340
протягиванием закаленных прутков
в калибрах было проведено Чезаре
[И]. После закалки, предваритель-
ного отпуска при 200° С, деформации
с обжатием 10% и повторного отпуска
при 200° С предел текучести возрос
со 155 до 260 кПмм\ а предел проч-
ности — с 225 до 265 кГ/мм*
В. С. Меськин и Л. А. Кирмалов
[121 подвергали растяжению на 1 —
1,5% закаленную сталь состава 0,4%
С, 2,5% Si, 1% Сг, 2,5% Ni; 0,3%
Мо, 0,3% V; был достигнут предел
пропорциональности 245—250к/7лш2
при удовлетворительной пластичности
(6 = 2,5—4,7%, ф = 12,54-23,5%) и
волокнистом изломе На стали такого
же типа, но легированной вольфра-
мом, вместо молибдена удалось по-
лучить предел пропорциональности
значения предела прочности мало изменяются, но резко повы-
шаются пределы пропорциональности и текучести, которые
достигают величины предела прочности. Дополнительный после
наклепа отпуск, по мнению авторов, повышает предел проч-
ности, при этом предел пропорциональности возрастает до но-
вого значения предела прочности, однако несколько ухуд-
шается удлинение по сравнению с наклепом без отпуска.
Г. И. Креймерман и И. В. Паисов [13] изучали влияние
температуры окончательного отпуска в интервале от 200 до
400° С (2 ч) на механические свойства некоторых сталей (табл 1)
после закалки, предварительного отпуска при 200° С в течение
УПРОЧНЕНИЕ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
613
ТАБЛИЦА 1 ХИМИЧЕСКИЙ СОСТАВ И IЕМГ1ЕРАТУРА ЗАКАЛКИ
ИССЛЕДОВАННЫХ СТАЛЕЙ
Ста ть Содержание % 1 Темпера- тура за- калки, °C
С Сг Мп N1 Si Мо V
45Х 0,43 1 21 0,34 0,15 840
45ХМ 0,44 1 10 0,36 — 0,22 0,34 — 860
45ХГС2НЗМ 0,42 1,13 1,20 3 08 2 07 0.37 —- 860
45ХГС2МФ 0,41 1,15 1,19 — 2,02 0 38 0,32 920
1 ч и наклепа растяжением (1—1,5% остаточной деформации).
Для расчета характеристик прочности и пластичности размеры
образцов после наклепа принимали за исходные
Рис 6 Влияние температуры повторного отпуска продолжительностью 2 ч на механи-
ческие свойства сталей (пунктиром нанесены свойства после обычной обработки) [13]
а — 45X, б — 45ХМ, в - 45ХГС2НЗМ, г — 45ХГС2МФ
Из рис. 6 видно, что после обвишещ закалки и низкого от-
пуска при 200° С все исследуете cTa^if, несмотря на большую
разницу в степени легированиж имекхг^лйзкйе злач&ния пре-
дела прочности (210—230 пб^гИ одинаковой (низ-
кой) пластичности Это согласуется со^схЙДетво^Гст^^ктурного
2 Бернштейн
614
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
состояния машиностроительных сталей с одинаковым содержа-
нием углерода после низкого отпуска несмотря на различное
по характеру и степени легирование [13].
После наклепа растяжением (X — 1 — 1,5%) и окончатель-
ного отпуска при 200° С в течение 2 ч резко увеличивается пре-
дел текучести и в меньшей степени — предел прочности (в скоб-
ках — соответствующие величины до этой обработки) различ-
ных сталей:
45 X 45ХМ 45ХГС2МФ
пт, кГ/мм*
ств, кГ/мм?
220 (167) 225 (173) 246 (185)
227 (218) 229 (219) 254 (228)
Иными словами, и в условиях исследования И. В Паисова
и Г. И Креймермана установлено очень сильное возрастание
отношения которое в отдельных случаях приближается
к единице Сужение поперечного сечения, как правило, сни-
жается незначительно (в среднем от 28—35 до 25—30%), удли-
нение падает гораздо сильнее (с 7—9 до 4—5%), т. е. значи-
тельно увеличивается склонность к неожиданному хрупкому
разрушению, заключающаяся в том, что переход к сосредото-
ченной деформации наступает вскоре за достижением предела
текучести
Упрочнение в результате наклепа отпущенного мартенсита
сохраняется в сложнолегированных сталях и при повышении
температуры окончательного отпуска. Если у сталей 45Х
и 45ХМ эффект наклепа почти полностью снимается после
отпуска при 400° С, то у сталей 45ХГС2НЗМ и 45ХГС2МФ
сохраняется прирост предела прочности до 20 кПмм2, а предела
текучести до 40 кПмм* по сравнению с обычной обработкой
При повышении температуры окончательного отпуска проис-
ходит также увеличение пластичности, удлинение достигает
6—7%. В результате сложнолегированные стали приобретают
высокий комплекс механических свойств: например у стали
45ХГС2МФ после 2 ч повторного отпуска при 400° С сохраняется
сгв — 230 кПмм,г и о0,2 = 220 кГ!мм? при б = 6%иф = 30%.
Свойства указанных сталей после разной обработки и отпуска
при 300° С приведены в табл. 2.
Обращает на себя внимание значительное расхождение
в прочности малолегированных и сложнолегированных сталей
после деформации мартенсита и низкого повторного отпуска,
достигающее в отдельных случаях 25 кПммг, тогда как после
обычной закалки и низкого отпуска такого расхождения не
отмечается Исследование свойств сталей 45ХМ и 45ХГС2НЗМ,
прошедших наклеп без дополнительного отпуска, а также
с дополнительным отпуском различной продолжительности
УПРОЧНЕНИЕ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
615
ТАБЛИЦА2 СВОЙСТВА НЕКОТОРЫ X ЛЕГИРОВАННЫХ МАШИНОСТРОИ
ТЕЛЬНЫХ СТАЛЕЙ ПОСЛЕ РАЗНОЙ ОБРАБОТКИ И ОТПУСКА ПРИ 300° С
Марка стали ь? о и °в кГ/ммг । Марка стали 1 а? о « °в к! /мм"
45Х 157 180 8.5 36 45 X ГСН 174 203 9,0 40
190 200 6,0 33 214 229 4,5 26
45ХМ 162 200 188 210 11,0 6,0 37 32 45ХГС2НЗМ 172 240 215 246 11,0 6,0 35 27
45ХМФ 163 200 10,0 31 27 45ХГС2МФ 193 220 7,5 36
203 208 5.5 242 248 4 0 18
П р и м е ч анис В числителе — свойства после закалки с отпуском п |ри
300’С в течение 1 ч, в знаменателе — i после ТМО с деформированием мартен
сита (закалка + отпуск при 200 С 1 ч • +- наклеп 1 % + отпуск при 300° С. 2 ч)
(от 0,5 до 4 ч) при 200" С показало, что наклеп, не сопрово-
ждаемый дополнительным отпуском, сам по себе приводит к су-
щественному повышению предела текучести У стали 45ХМ
прирост о0>2 составляет 35 кПмм2, у стали 45ХГС2НЗМ —
50 кПмм2 В последнем случае, вероятно, сказывается частич-
ный распад остаточного аустенита при наклепе и значительный
наклеп оставшегося аустенита Предел прочности во всех слу-
чаях повышается незначительно (на 8—10 кПмм2) и находится
у обеих сталей примерно на одном уровне Пластичность
падает, однако сохраняется некоторый разрыв между преде-
лом текучести и пределом прочности
После дополнительного отпуска при 200° С в течение 0,5 ч
у всех образцов наблюдалось только хрупкое преждевременное
разрушение головок, но уже отпуск в течение 1 ч приводил к по-
явлению шейки. Прочностные свойства дополнительно увели-
чивались1 у стали 45ХМ предел текучести только при оконча-
тельном отпуске после наклепа возрастал на 25 кПмм\ у стали
45ХГС2НЗМ — на 40 кПммг При этом максимально сокраща-
лась разница между пределом прочности и пределом текучести
В сложнолегированной стали проявляется высокая устой-
чивость упрочнения не только при повышении температуры,
но и при увеличении продолжительности повторного отпуска,
тогда как в низколегированной стали проявляется тенденция
к разупрочнению. В результате наблюдается значительное
расхождение в прочности после продолжительного повторного
отпуска в зависимости от степени легирования.
Г. И. Креймерман и И В. Паисов считают, что основной
причиной повышения прочности при обработке, предусматри-
2*
616
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
вающей деформирование мартенсита, является увеличение
плотности дислокаций в результате промежуточного наклепа.
В низкоотпущенной стали, состоящей из пересыщенного
раствора углерода (0,25—0,3%) в равновесии с частицами
е-карбида, рост плотности дислокаций вызывает дополнитель-
ные эффекты, которые вносят свой вклад в увеличение прочно-
сти. Происходит блокировка вновь образованных дислокаций,
причем не только атомами углерода, находившимися в мартен-
Рис 7 Зависимость прироста удельного электросопротивления
Др = Р — Ро и твердости HV от продолжительности повторного
отпуска t при 200° С
1 — сталь 45ХМ. 2 — 45ХГС2НЗМ
сите до наклепа, но и атомами углерода, переходящими к дисло-
кациям матрицы из карбидов. Неустойчивый е-карбид частично
при этом распадается [61; для протекания этого процесса не-
обходима определенная активация- при дополнительном от-
пуске «растворение» карбидов облегчается, образуется избыток
атомов углерода в матрице, усиливающий блокировку дислока-
ций и дислокационных источников. Это приводит к росту
предела текучести при повторном отпуске, соизмеримому
с ростом этой характеристики при наклепе. Вероятно, немало-
важную роль играет создание при повторном отпуске устойчи-
вых дислокационных конфигураций, причем сегрегация ато-
мов углерода на малоугловых границах вносит, очевидно, свой
вклад в высокие показатели сопротивления стали начальным
пластическим деформациям.
На рис. 7 показано изменение удельного электросопротивле-
ния и твердости HV при наклепе и дополнительном отпуске
плоских (0,3 х5х 100 мм) образцов сталей 45ХМ и 45ХГС2НЗМ,
УПРОЧНЕНИЕ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
617
вырезанных из холоднокатаной ленты. Образцы закаливали
в пакетах, используя для нагрева откачанные кварцевые ам-
пулы После отпуска при 200° С в течение 1 ч образцы подвер-
гали наклепу холодной прокаткой с остаточной деформацией
около 1 % и дополнительному отпуску при 200° С в течение
10 мин, 1, 2 и 4 ч. Был принят ряд специальных мер для повы-
шения точности измерения электросопротивления
У обеих сталей отмечался обычный рост удельного электро-
сопротивления при наклепе, что связано главным образом с уве-
личением количества несовершенств. Прирост удельного элек-
тросопротивления при повторном отпуске (рис. 7) свидетель-
ствует об обогащении матрицы атомами углерода за счет раство-
рения карбидов Пониженная диффузионная подвижность угле-
рода в отпущенном мартенсите комплекснолегированной стали
45ХГС2НЗМ проявляется в замедленном растворении карбидов
и в меньшем приросте удельного электросопротивления после
кратковременного отпуска. Эта же причина вызывает менее
интенсивное падение электросопротивления (которое обуслов-
лено, по-видимому, повторным выделением дисперсных карби-
дов) в этой стали с ростом выдержки по сравнению с 45ХМ.
Характер изменения твердости в зависимости от продолжи-
тельности повторного отпуска свидетельствует о том, что ее
прирост при последеформациопном отпуске является наиболее
интенсивным на ранних стадиях процесса. При вторичном от-
пуске у стали 45ХГС2НЗМ позже достигается максимум твер-
дости, однако дальнейшее снижение твердости в результате
перестаривания оказывается замедленным.
Таким образом, структурные изменения, вызывающие уве-
личение прочности при обработке, предусматривающей дефор-
мацию мартенсита, происходят как при наклепе, так и в про-
цессе повторного отпуска, особенно на его ранних стадиях.
В работе Р. И. Энтина, В. И. Саррака, Л. М. Клейнера,
С. О Суворовой 1 исследовалось влияние деформации (до 3,5%)
и старения на механические свойства стали с 0,34% С, легиро-
ванной 3% Сг, а также кремнием, никелем, молибденом и вольф-
рамом. После охлаждения с 1000° С на воздухе и обработки
холодом при —75° С образцы перед деформацией подвергали
отпуску при 150, 300 или 650° С. Деформацию производили
растяжением
Процессы взаимодействия дислокаций с атомами внедрения
в мартенсите изучали методом измерения амплитудной зависи-
мости внутреннего трения на проволочных образцах стали 20ХГ
после закалки, отпуска при 200° С и деформации волочением.
1 В сб «Повышение прочности конструкционной стали н сплавов» (Материалы конфе-
ренции), МДНТП нм Дзержинского, 1966
618
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
В результате деформации на 2,0—3,5% отпущенных при
150° С образцов высоколегированной стали с 0,34% С и старе-
ния при 100° С предел прочности повысился со 180—190 до
220—230 кПмм2, предел пропорциональности со 140—145
до 210—220 кПмм2. Значения относительного сужения соста-
вили соответственно 40—44 и 37—40%, относительного удлине-
ния 7—8 и 4—5%, ударной вязкости 8—9 и 7—8 кГм!см2.
В результате пластической деформации прирост предела про-
порциональности составил 40—50 кПмм2, а при последующем
старении 15—20 кПмм*. В интервале деформаций 0,2—3,5%
не было обнаружено зависимости прироста прочности в резуль-
тате старения деформированного мартенсита от степени предва-
рительной деформации.
В результате естественного старения, а также старения при
повышенных температурах на кривой деформации образуется
зуб текучести. Высота зуба увеличивалась с ростом степени
деформации до 3,5%. С повышением температуры старения
выше температуры предварительного отпуска высота зуба
уменьшалась.
Старение деформированного мартенсита стали 20ХГ при
50 и 100° С приводило к уменьшению величины амплитудной
зависимости внутреннего трения, обусловленному уменьшением
подвижности дислокаций, т. е. закреплением дислокаций ато-
мами углерода. Таким образом, при старении деформированного
мартенсита прежде всего происходят процессы блокировки
дислокаций Возможно, что по аналогии с деформационным
старением железа при старении деформированного мартенсита
после закрепления дислокаций развиваются процессы выде-
ления
Пластическая деформация вызывала уменьшение ширины
рентгеновских интерференций низкоотпущенного мартенсита.
В работе Л. М. Певзнер, Н. Г. Орехова, А С. Тарантовой 1
исследовались стали типа ВКС-1, 300М, ВЛ1Д (листовые),
ЗОХГСНА и ЭИ643, имеющие структуру низкоотпущенного
мартенсита и прочность от 160 до 220 кГ1мм2\ содержание угле-
рода менялось от 0,30 до 0,47%. Для сравнения изучали также
сталь, обладающую замедленным разупрочнением при отпуске
до высоких температур.
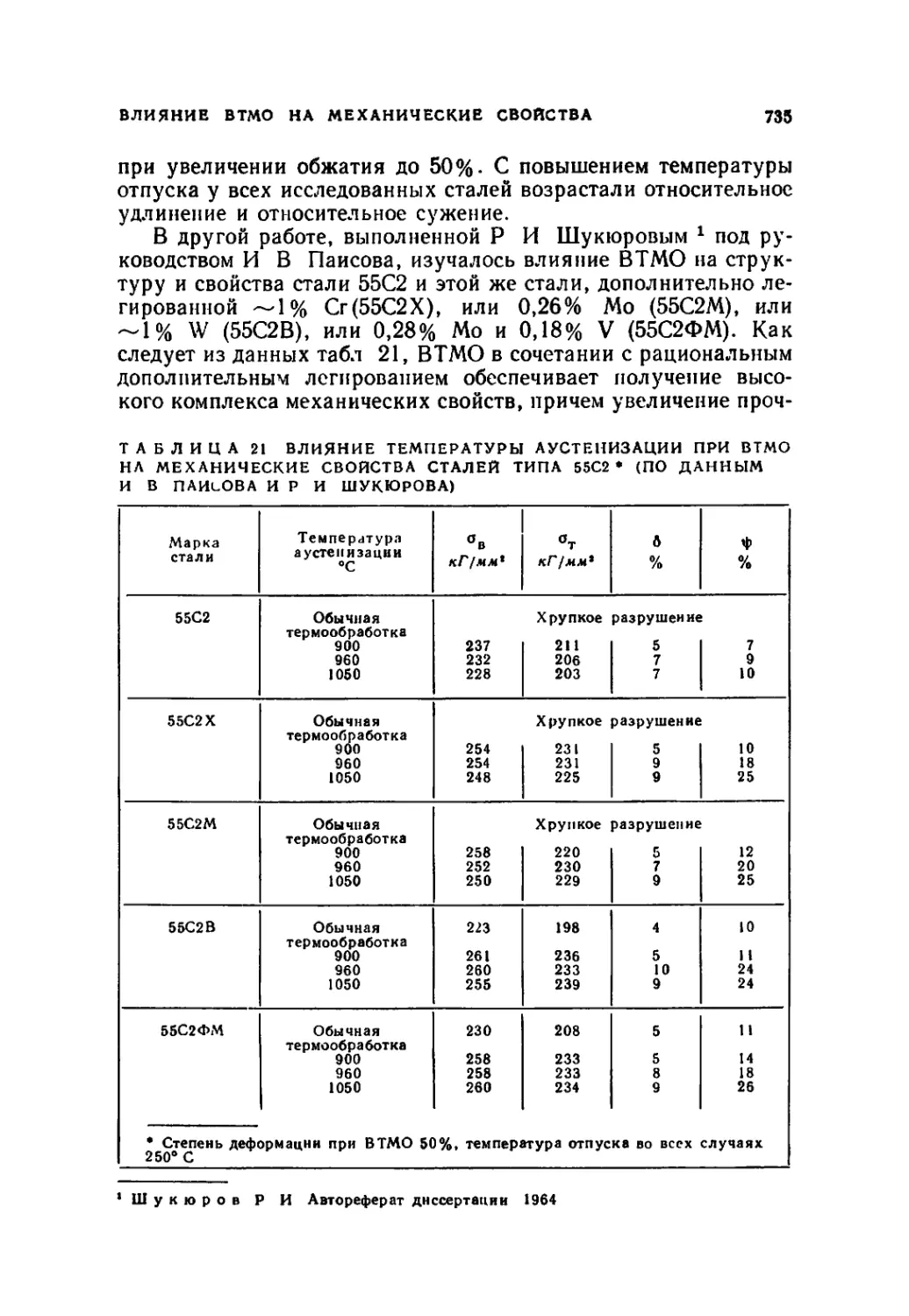
Предварительную деформацию проводили путем растяжения.
Определяли влияние степени деформации (до 2%), температуры
предварительного отпуска, продолжительности вылеживания
при комнатной температуре, продолжительности и температуры
старения (до 250° С)
1 См сноску на стр 617
УПРОЧНЕНИЕ МХШИНОСТРОИТЕЛЬНОЙ СТАЛИ
619
Все исследованные стали, подвергнутые наклепу растяже-
нием на 0,5—2%, претерпевали деформационное старение,
в результате которого существенно изменялись механические
свойства: возросли пределы текучести и прочности, заметно
уменьшилась пластичность
При всех исследованных вариантах термической обработки
и деформации предел текучести приближался к пределу проч-
ности, в случае деформации на 1—2% становился при-
мерно равным ов.
При деформации 2% с последующим старением в интервале
100—250° С на диаграмме появлялся характерный «зуб», соот-
ветствующий максимальному значению а0,а - ов, и далее на-
блюдалось резкое падение нагрузки (состояние механической
нестабильности). Удлинение при этом сильно уменьшалось,
равномерное удлинение приближалось к нулю
Повышение предела текучести при повторном растяжении
выше максимального напряжения oD, которое достигалось при
предварительной деформации, указывает на наложение особых
процессов (деформационного старения), отличных от наклепа
стабильных структур; Д2а0>2 = <*о,2 — характеризует в пер-
вом приближении интенсивность этих процессов. Показано,
что после 2%-ной деформации, даже в случае немедленного
повторного нагружения, Д2о0,2 отлично от нуля (для стали
с содержанием углерода 0, 47%, Д2о0,2 12 кПммг), т е
деформационное старение проходит с очень большой скоростью,
возможно в процессе деформации. После такой деформации
старение идет интенсивно также и при комнатной температуре.
Зависимость величины Д2о0,2 от температуры старения выра-
жается кривой с максимумом, который при увеличении степени
деформации сдвигается в сторону низких температур.
Л М. Певзнер с сотр. показали, что в процессе деформации
на I—2% остаточный аустенит распадается; дополнительного
распада при последующем старении не обнаружено. Это под-
тверждает, что изменение свойств при старении вызвано про-
цессами в мартенсите, а не превращение*м аустенита в мартенсит.
Для всех исследованных листовых материалов со структу-
рой низкоотпущенного мартенсита после деформации на 1—
2% наблюдалось существенное упрочнение уже в процессе выле-
живания при комнатной температуре. Для стали типа В КС
(0,47% С) aOj2 за неделю повышался на 60—80 кПммг, ов воз-
растал в меньшей степени (на 15—20 кПм,мг). Удлинение при
этом падало незначительно. В этом случае по стандартным
характеристикам пластичности существенного охрупчивания
в случае деформационного старения при комнатной температуре
не наблюдалось.
620
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
В случае старения при 100—150° С наблюдалось максималь-
ное упрочнение (ов 260 кПмм* для стали с 0,47%). Однако
удлинение при этом резко падало (до 2—3%); равномерное удли-
нение было равно нулю Удовлетворительная пластичность сох-
ранялась при деформации не выше 0,5%. При понижении содер-
жания углерода в стали до 0,40% охрупчивание при деформа-
ционном старении выражено менее резко: удовлетворительная
пластичность (6 *=« 6%) сохранялась и после деформации до
1 % и лишь после деформации на 2% удлинение резко падало.
В работе Л. М. Певзнер с сотр. было показано, что чув-
ствительность к надрезу после деформационного старения при
100—150° С увеличивается: для стали ЭИ643 в случае надреза
г = 0,75 (предварительное нагружение 0,9ов) прочность не
изменялась, но пластичность в надрезе упала в два раза. При
надрезе г = 0,1 мм при осевом растяжении прочность падала
незначительно, но при перекосе 4 и 8° — в два раза.
Сталь с повышенным содержанием углерода обнаружила су-
щественное повышение чувствительности к образованию трещин.
Были получены предварительные данные о влиянии дефор-
мационного старения на живучесть при повторностатическом
нагружении и на прочность при двухосном растяжении. Ока-
залось, что процесс деформационного старения может проходить
в условиях эксплуатации. Его влияние на конструктивную
прочность и надежность стали различно для разных условий
эксплуатации (температура, схема нагружения и т. д.). В неко-
торых случаях это влияние может быть вредным, но, как ука-
зывают авторы, необходимо дальнейшее детальное изучение этого
вопроса.
УПРОЧНЕНИЕ НЕРЖАВЕЮЩЕЙ И БЫСТРОРЕЖУЩЕЙ СТАЛИ
В работе В. В. Иорданского, В. С. Фридмана и др. изучался
процесс упрочнения нержавеющей стали ЭП65 (12%-ная хро-
мистая сталь мартенситного класса, дополнительно легиро-
ванная Ni, W, Mo, V) в результате пластической деформации
мартенсита. После термической обработки по оптимальному
режиму сталь имела следующие свойства: ов = 155-г-
165,0 кПммг, а0,2 = 125—145 кПммг\ 6Г) = 8-г- 12% и струк-
туру, состоящую из мартенсита и до 15% остаточного аустенита.
Предварительная термическая обработка состояла в закалке
с температуры 1050° С с охлаждением на воздухе и отпуске
при 300° С с выдержкой 2 ч.
При проведении ^деформации в интервале 450—500° С
пределы прочности и текучести (а0>2) увеличиваются, однако
при этом сталь приобретает пониженную пластичность в ре-
ДЕФОРМИРОВАНИЕ МгРТЕНСИТА, ПОЛУЧЕННОГО ВТМО
621
зультате наложения процесса вторичного твердения Поэтому
оптимальными интервалами температуры деформации следует
считать 20—300° С и 525—575° С, причем температура 525—
575°Сболее предпочтительна, так как при этом наблюдается более
высокая пластичность, требуются меньшие удельные давления
и в металле накапливаются меньшие остаточные напряжения.
С увеличением степени деформации значительно увеличи-
ваются ав и особенно ат и несколько падает удлинение Это
наблюдается при температурах деформации и 20 и 550° С.
Изучено влияние температуры старения после деформации
при 20 и 550° С на изменение механических свойств. Подъем
предела прочности и предела текучести (от) для образцов,
деформированных при 20° С, уже при температуре старения
300° С объясняется процессом деформационного старения. Даль-
нейший рост при температуре старения 500° С связан также
с эффектом вторичного твердения.
Пределы прочности и текучести не меняются до температуры
старения 500° С после деформации при 550° С Это объясняется
тем, что карбидные превращения уже прошли во время дефор-
мации. Упрочнение в результате поперечной прокатки труб из
стали ЭП65 с мартенситной структурой приводит к получению
конструктивной прочности ок >: 200 кГ!мл* при вязком харак-
тере разрушения
В нашей работе совместно с Л Б Житницкой, М. М. Кан-
тором и В А. Ланда была исследована возможность упрочне-
ния быстрорежущей стали деформированием в закаленном
состоянии. Установлено, что деформирование закаленной и
однократно отпущенной быстрорежущей стали Р18 на 1—1,5%
с однократным стандартным отпуском после деформирования
значительно повышает (на 20—50%) ее прочность и пластич-
ность. Отмечается резкое снижение количества остаточного
аустенита и коэрцитивной силы под влиянием деформирования.
Найденное изменение свойств, в частности повышение механи-
ческих характеристик, обусловлено интенсифицирующим влия-
нием деформации на дисперсионное твердение и созданием
стабильной структуры.
УПРОЧНЕНИЕ ПРИ ДЕФОРМИРОВАНИИ МАРТЕНСИТА,
ПОЛУЧЕННОГО В РЕЗУЛЬТАТЕ ВТМО
Представляло значительный интерес изучение влияния
термомеханической обработки по схеме ВТМО + деформация
мартенсита на свойства машиностроительной стали. При этом
предполагалось, что повышенная пластичность стали, дости-
622
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
гаемая в результате ВТМО, облегчит проведение деформации
мартенсита и что, кроме того, совмещение операций ВТМО,
наклепа и старения определит получение новых эффектов.
В нашей работе с Р. Голдером, проведенной на применяемой
в чехословацкой промышленности машиностроительной стали
ЧСН 16440 (0,44% С, 3,7% Ni, 0,84% Сг), предусматривалось
использовать повышенную пластичность, создаваемую ВТМО
с низким отпуском, для осуществления деформации стали с мар-
Рис 8 Образец для разрыва [1бЪ
а — размерный эскиз; б — внешний вид с сеткой па поверхности
тенситной структурой. Из кованых штанг были изготовлены
образцы размером 25x35x200 мм, которые подвергали ВТМО
по различным режимам, определявшим получение трех раз-
личных партий: с перекристаллизованным аустенитным зер-
ном, с частично рекристаллизованным зерном, с почти пол-
ностью прошедшей первичной рекристаллизацией. Затем изго-
товляли плоские образцы (рис. 8, а), на одной из сторон которых
была напечатана сетка для определения деформации (рис. 8, б).
Механические свойства после ВТМО и обычной'закалки
в зависимости от температуры низкого отпуска приведены на
рис. 9. В согласии с ранее полученными нами результатами
114; 18], даже в тех случаях, когда первичная рекристаллиза-
ция при ВТМО охватывает почти весь объем сплава, после низ-
кого отпуска сохраняются повышенные значения прочности
(по сравнению с обычной закалкой). Это можно объяснить
Рис 9 Механические свойства стали типа 40ХН4 (ЧСН 16440) после ВТМО и обычной
закалки в зависимости от температуры низкого отпуска
/ — ВТМО, X = 70%, без рекристаллизации, 2 — ВТМО, X = 53%. частичная ре-
кристаллизация. 3 — ВТМО, л =29%, частичная рекристаллизация; 4 — ВТМО,
X. = 84%, первичная рекристаллизация большей части объема, 5 — обычная закалка
624
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
большей пластичностью стали, подвергнутой термомеханиче-
скому упрочнению, что определяет некоторое предотвращение
преждевременного хрупкого разрушения. Естественно, что чем
больший объем стали охватывается рекристаллизацией в про-
цессе ВТМО, тем меньше эффект повышения прочности.
Холодную прокатку стали после ВТМО с отпуском при
100° С (2 ч) проводили на образцах размером 2x10x100 мм
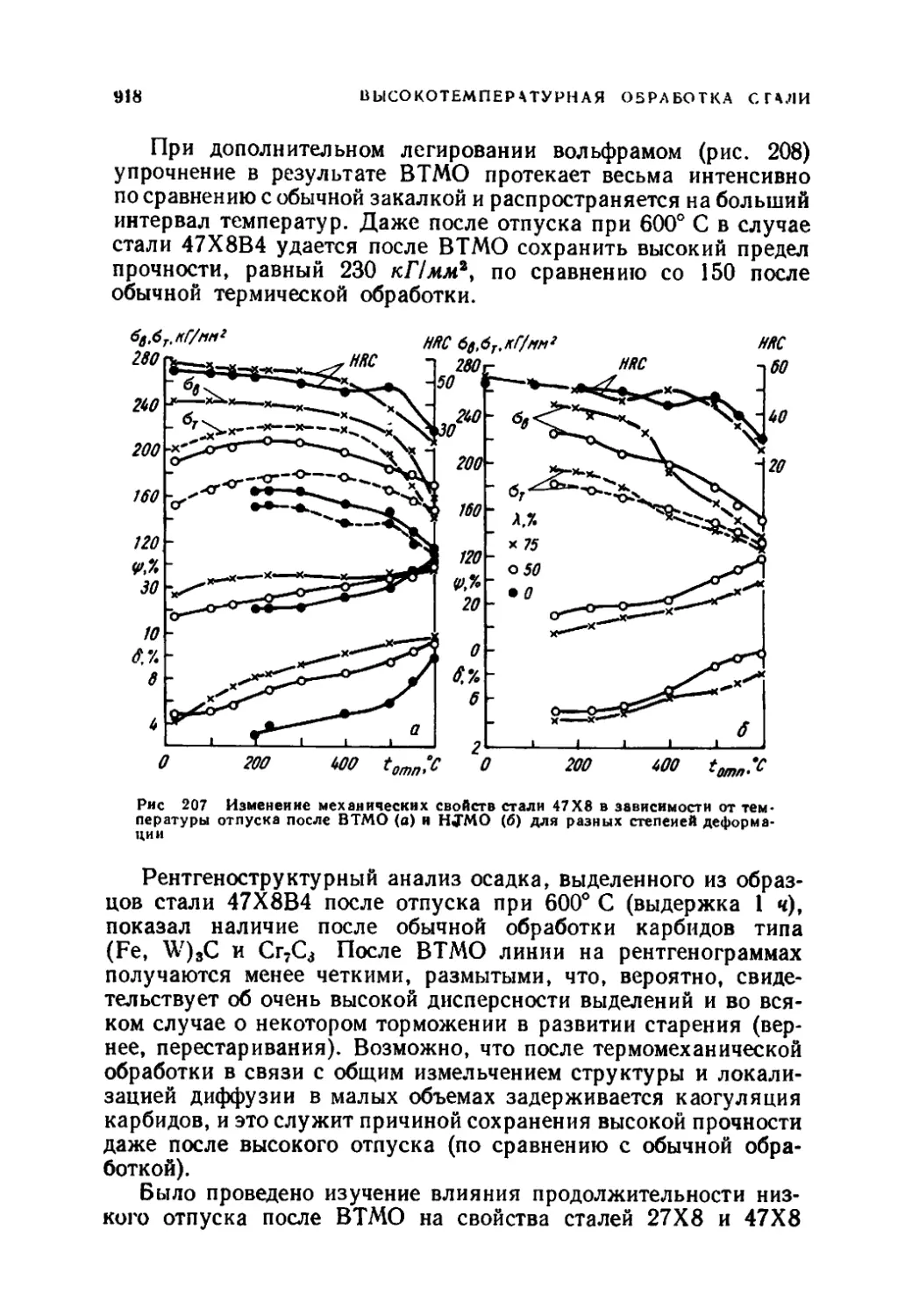
на стане с твердосплавными
валками диаметром 85 мм
при скорости деформации
0,2 м!сек. За один проход
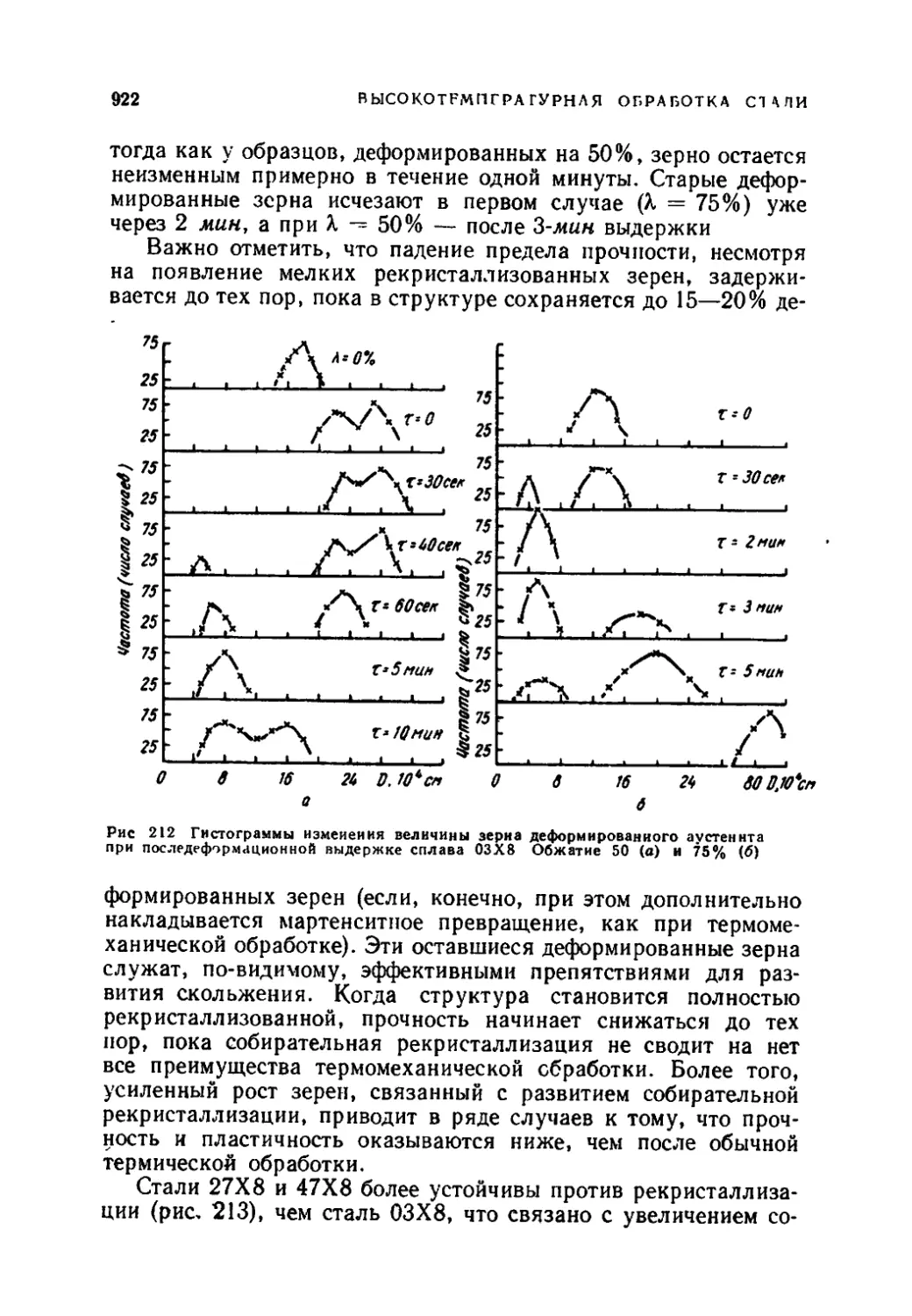
уменьшение толщины образ-
2
100 150 200 tgmu^C
на механические свойства стали типа
I — ВТМО (отпуск при 100° С. 2 «) с последующей холодной деформацией мар-
тенсита на 29%. 2— ВТМО без рекристаллизации, 3 —обычная закалка
цов составляло 0,05 мм; максимальная деформация, которую
удалось достигнуть (до появления трещин на кромках образ-
цов), составляла 29% [15).
Полученные после такой обработки и различного низкого
отпуска (продолжительностью при каждой температуре 2 ч)
механические свойства приведены в виде области значений на
рис. 10, там же для сравнения приведены механические свой-
ства после ВТМО без рекристаллизации и после обычной за-
калки. Разброс значений по прочности (в заштрихованной
области) составляет 10%, что при данном уровне этой характе-
ристики является нормальным (как, собственно, и сам факт
разброса свойств, если учесть природную неравномерность
процесса деформации).
ДЕФОРМИРОВАНИЕ МАРТЕНСИТА, ПОЛУЧЕННОГО ВТМО
625
После отпуска при 150—250° С можно получить более высо-
кие, чем после ВТМО, значения прочности при сохранении
достаточного уровня пластичности; при отпуске на 100° С влия-
ние холодной деформации после ВТМО на свойства почти
не проявляется.
I — с холодной деформацией,
2 — без рекристаллизации, 3 —
с частичной рекристаллизацией,
4—с первичной рекристаллиза
цней
Если сравнить влияние низкого отпуска на относительное
(по сравнению с обычной закалкой) повышение прочности
после ВТМО | холодная деформация
мартенсита и ВТМО по различным
режимам (с разным развитием рекри-
сталлизации), то и в этом случае
отчетливо проявляется (рис. 11) по-
ложительное упрочняющее влияние
последующей (после ВТМО) дефор-
мации мартенсита после отпуска при
150—200° С. Характер изменения
свойств (кривая /) в согласии с пря-
мыми экспериментальными данными
(см. далее стр. 640) свидетельствует
о том, что в основе изменения свойств
в результате ВТМО с холодной дефор-
мацией мартенсита лежат процессы
дисперсионного твердения. Вероятно,
и после ВТМО при низком отпуске
происходит некоторое развитие про-
цесса дисперсионного твердения, при-
чем тем меньшее, чем больше объем
рекристаллизованных зерен. Однако
наиболее эффективная интенсифика-
ция процесса старения достигается при низком отпуске пред-
варительно деформированного мартенсита.
Была также исследована кинетика процесса карбидообразо-
вания при низком отпуске в хромоникелевой стали ЧСН 16440
после обычной закалки, ВТМО (без рекристаллизации и с ча-
стичным развитием рекристаллизации) и ВТМО с последующей
деформацией мартенсита. Установлено, что после ВТМО с де-
формацией мартенсита размер карбидных частиц после низкого
отпуска при 200° С (выдержка 2 ч) на один порядок меньше,
чем после такого же отпуска обычно закаленной стали (100
и 1000 А соответственно).
Интересно отметить, что рост карбидных частиц при повы-
шении температуры отпуска от 200 до 350° С в стали, подвергну-
той ВТМО с последующей деформацией мартенсита, оказался
замедленным, тогда как после ВТМО — быстрым Влияние
626
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
деформации на торможение процесса выделения карбидной
фазы при отпуске мартенсита можно объяснить уменьшением
общего пересыщения твердого раствора в связи с сегрегацией
углерода
кГ/нмг
275
250
225
200
/75'-
0
а 75
а 15
П ь25
а50
° 50
onvi'C
Рис 12 Прочность сталей типа 40ХН4 после
различных режимов термомеханической обра-
ботки Заштрихованное поле и одиночные точки
показывают голученныезначения предела проч
иости по данным других авторов, цифры у
точек — степень деформации (обычно при
НТМО)
/ — обычная закалка // — ВТМО без рекри
сталлизацни. III — ВТМО с холодной дефор-
мацией мартенсита, I — 0,40% С, 1,55% Si,
1,45% Сг, 4,75% Ni [201, 2-0,41 % С. l,4%Si.
1,65% Сг. 4,55% Ni [21 J. 3-0,40% С, 1.3% Сг.
3.9% Ni [22]. 4 — 0.40% С, 1.3% Сг. 3.9% Ni
[23J. 5 - 0,50% С, 1,55% Сг, 4,0% Ni, 0,31%
Мо [24]
на дислокациях (начальные стадии процессов типа
деформационного старе-
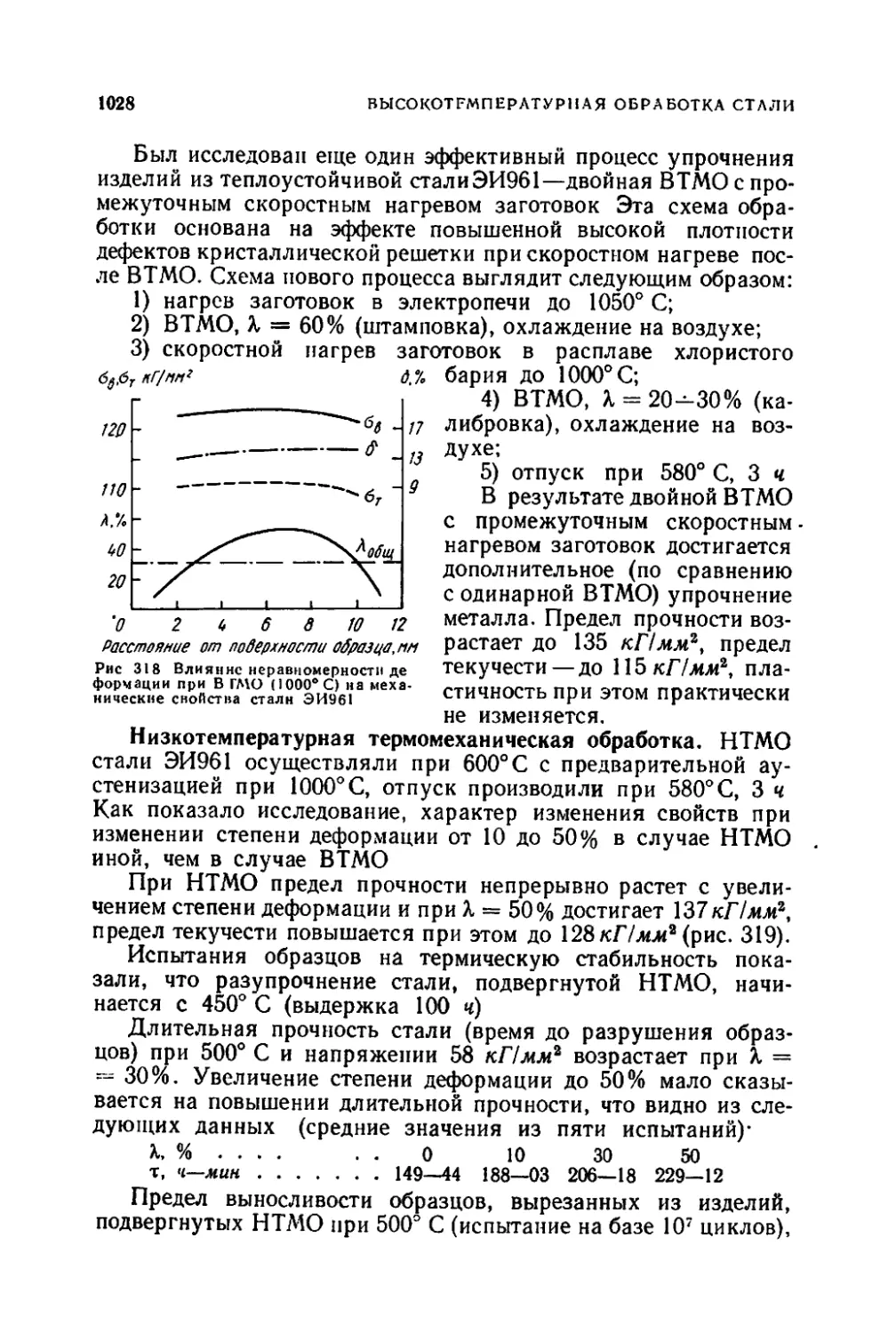
ния). Следовательно, при-
чиной повышения меха-
нических свойств после
ВТМО с деформацией мар-
тенсита является не только
повышенная плотность ди-
слокаций, но и замедление
карбидообразования, при-
водящее к получению после
низкого отпуска более тон-
ких и более равномерно
распределенных, когерент-
ных с матрицей карбидных
частиц, а также сегрега-
ций углерода на дефектах
строения, характерных для
начальных стадий дефор-
мационного старения.
На рис. 12 сопостав-
лены значения прочности
сталей типа 40ХН4 после
различных режимов термо-
механической обработки.
Можно видеть, что приме-
нение обработки по схеме
ВТМО -| холодная дефор-
мация приводит к получе-
нию более высоких (или
близких) значений прочно-
сти по сравнению с НТМО,
являющейся технологи-
чески более сложной обработкой По-видимому, использова-
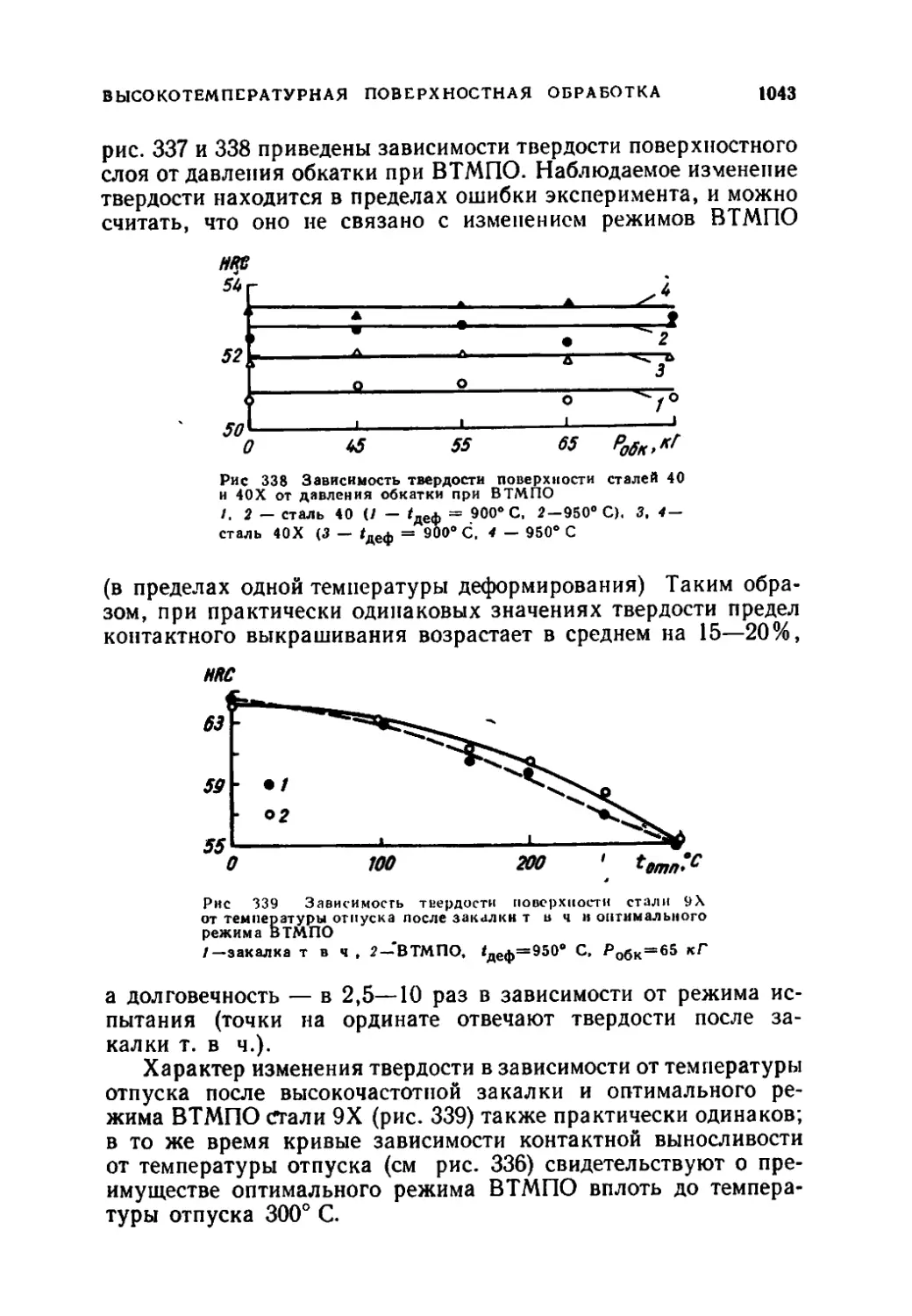
ние высокой пластичности мартенсита после ВТМО для осу-
ществления последующей деформации и старения, обеспечиваю-
щих получение прочности порядка 300 кПмм*, может ока-
заться полезным при производстве высокопрочной проволоки
или полос, где эта обработка может заменить трудно налажи-
ваемый процесс НТМО.
УПРОЧНЕНИЕ РЕССОРНОЙ СТАЛИ
627
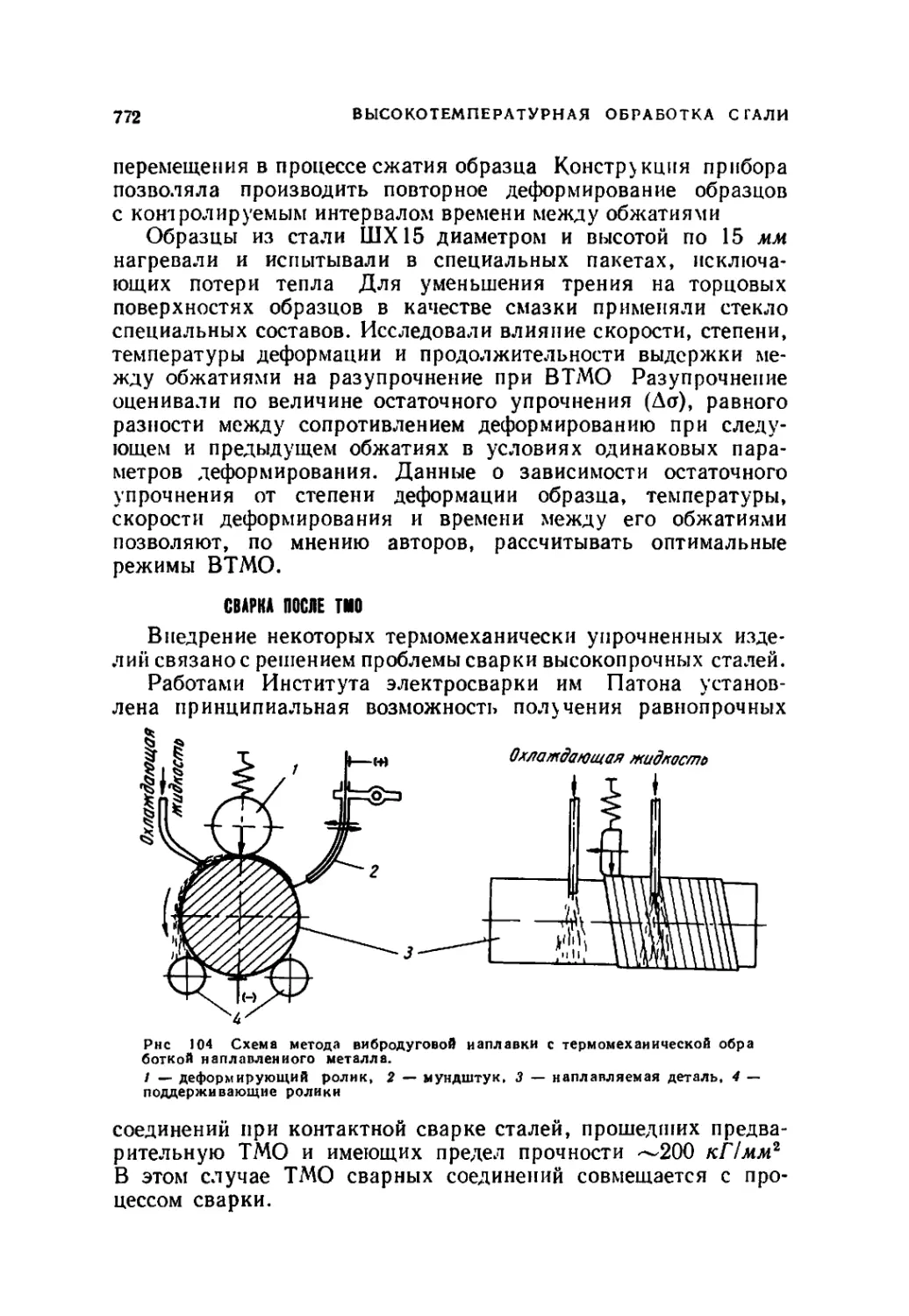
УПРОЧНЕНИЕ РЕССОРНОЙ СТАЛИ ПРИ ДЕФОРМИРОВАНИИ
МАРТЕНСИТА ШТАМПОВКОЙ
Для развития технологических схем комбинированных
способов упрочнения, в частности таких схем, как обычная
закалка с деформированием мартенсита, а также ВТМО с де-
формированием мартенсита, была предпринята совместно
с Марко работа на стали 50ХФА, причем ВТМО осуществлялась
с применением такого широко используемого в промышленности
метода деформации, как штамповка 116].
Обычной закалке (с 870° С в масле) подвергали круглые
образцы диаметром 5 мм, после низкого отпуска (200° С, 2 ч)
образцы шлифовали до диаметра 4 мм.
Рис 13 Поковка разрывного образца, полученная в результате ВТМО
ВТМО производили по следующему режиму: аустенизация
при 900° С в электропечи, штамповка поковок для разрывных
образцов диаметром 5,4 мм (рис. 13) в два удара на кривошип-
ном ковочном прессе, немедленное охлаждение в масле После
отпуска при 200° С (2 ч) изготовляли разрывные образцы диа-
метром 4 мм шлифовкой.
Вначале исследовали влияние деформации мартенсита на 1 %
Испытанию на разрыв подвергали две серии образцов: одну —
без последующего отпуска и другую — после отпуска при 200° С
с выдержкой 2 ч
Результаты исследований (табл 3) показывают, что дефор-
мирование обычно закаленных и предварительно отпущенных
образцов без последующего отпуска привело к увеличению
предела прочности на 6—7 кПммг, а с отпуском — на 15—
16 кПмм*. Предел пропорциональности о0>02 без повторного
отпуска увеличивается на 35—40 кПмм1, с повторным отпу-
ском — на 65—70 кГ!ммг. Относительное сужение в обоих
случаях остается на достаточно высоком уровне и составляет
—40%.
После предварительной ВТМО 1%-ное деформирование
мартенсита без последующего отпуска повышает предел проч-
ности на 6—7 кПмм\ а условный предел пропорционально-
628
1МО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
ТАБЛИЦА 3 МЕХАНИЧЕСКИЕ СВОЙСТВА ОБРАЗЦОВ СТАЛИ 50ХФА
ПОДВЕРГНУТЫХ ДЕФОРМИРОВАНИЮ В СОСТОЯНИИ С МАРТЕНСИТНОЙ
СТРУКТУРОЙ
Режим прсдиаритель иой обработки Степень де- формации мартенсита % Режим от- пуска после деформации ь" Ж е>° и 5?
Закалка с 870° C-г от- 0 Нет 216,2 152,7 41,7
пуск при 200° С, 2 ч 1 > 221,3 189 1 40,2
1 200° С, 2 ч 232,7 220,0 39,5
В ГМО+отпуск при 0 Нет 231,3 167,0 33,7
200° С, 2 ч 1 » 236,2 187,7 31,4
1 200° С, 2 ч 245,6 225,0 29,3
сти — на 18—20 кПмм2, относительное сужение при этом
снижается незначительно. Такая же деформация мартенсита
(после ВТМО), но с последующим отпуском повышает пре-
дел прочности на 15—16 кПмм2, а условный предел про-
порциональности — на 50—60 кПмм2. Относительное сужение
при этом также остается на достаточно высоком уровне (—30%).
Получение более низких свойств пластичности после ВТМО
и деформации мартенсита но сравнению с закалкой и деформа-
цией мартенсита связано с тем, что при штамповке (ВТМО)
неизбежно создавалась большая неоднородность горячего на-
клепа.
При деформировании без повторного отпуска наблюдался
повышенный разброс данных по образцам, который связан,
по-видимому, с тем, что часть их испытывалась не непосред-
ственно после разгружения, а спустя некоторое время, в тече-
ние которого, очевидно, в определенной степени успевало
пройти естественное старение.
Было исследовано влияние разных степеней деформации
мартенсита на механические свойства стали Проводили дефор-
мацию растяжением от 0,6 до 3% — предельного значения рав-
номерного удлинения (без образования шейки) После дефор-
мирования мартенсита проводили отпуск при 200° С продол-
жительностью 2 ч.
Результаты испытаний механических свойств1 (рис 14)
показывают, что с увеличением степени деформации монотонно
увеличивается предел прочности. При максимальной 3%-ной
* В этой серин опытов при изготовлении образцов с ВТМО была изменена конструк
ция штампа и размеры заютовки с целью создания большей однородности деформации
УПРОЧНЕНИИ РЕССОРНОЙ СТАЛИ
629
деформации предел прочности возрастает на 30—35 кПм,мг
и после обычной закалки (/) и после ВТМО (2). Условный
предел пропорциональности о0,02 при такой же обработке
Рис 14 Изменение механических свойств закаленной и низ-
коотпущенной стали 50ХФА в зависимости от степени деформации
мартенсита (во всех случаях заключительный отпуск прн 200° С,
2 ч)
1 — обычная закалка, 2 — ВТМО, 3 — ВТМО, обработка холо
Дом
пс 1ко увеличивается (на 55—65 кПммг) до 1 %-пой деформации
При дальнейшем деформировании мартенсита (до 3%) ог0 02
дополнительно увеличивается на 10—15 кГ!ммг и достигает
высоких значений 230—235 кПммг (для этой низколегирован-
ной стали). Относительное сужение снижается на 6—8%
и составляет 32% после обычной термической обработки;
* Бернштейн
630
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
после ВТМО с деформацией мартенсита оно остается на доста-
точно высоком уровне (25—30%) только до 2%-ной деформации.
При степени деформации 3% обнаружена повышенная склон-
ность к хрупкому разрушению, которая, по-видимому, связана
с исходной неравномерностью деформации поковки разрывного
образца при ВТМО и деформационным старением.
Часть образцов после ВТМО подвергали обработке холодом
при —76° С. В результате были получены следующие механи-
ческие свойства. ов = 238 кГ!мм\ о0,02 = 213,6 кПмм\ ф =
— 31,7%. Равномерное удлинение снизилось до 2%. После-
дующее деформирование мартенсита на 1,5% и отпуск при
200° С в течение 2 ч (кривая 3 на рис. 14) привело к значитель-
ному повышению прочности (особенно предела пропорциональ-
ности а0>02) при сохранении достаточного уровня пластичности.
Применение этого способа обработки позволяет достичь высо-
кого комплекса механических свойств при меньшей степени
деформации мартенсита (1,5 вместо 3%). Это, несомненно,
важное преимущество промежуточной обработки холодом,
если учесть трудности деформирования закаленной стали.
Изучали влияние двух различных режимов отпуска после
2%-ной деформации мартенсита на механические свойства
(табл. 4).
ТАБЛИЦА 4 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 50ХФА ПОСЛЕ КОМ-
БИНИРОВАННОГО ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ И ЗАКЛЮЧИ-
ТЕЛЬНОГО НИЗКОГО ОТПУСКА ПО РАЗЛИЧНЫМ РЕЖИМАМ
Режим предварительной обработки Режим отпуска после 2% ной деформации мартенсита % кГ/мм* <*0,02 кГ/мм* 54
Закалка с 870° С+отпуск 200° С, 2 ч 245.3 225 36,4
при 200° С, 2 ч 100° С, 24 ч 253,2 236 33,6
ВТМО+отпуск при 200° С, 200° С, 2 ч 260,5 244 23,7
2 ч 100“ С, 24 ч 261,6 239 25,5
В случае обычной термической обработки повторный отпуск
при 100° С в течение 24 ч дает более высокую прочность (на 8—
10 кГ/мм2), чем 2-ч отпуск при 200° С. После ВТМО прочность
практически не меняется при разных режимах повторного
отпуска. Предел пропорциональности о0,о2 в результате де-
формации мартенсита (после ВТМО и после обычной термиче-
ской обработки) и заключительного отпуска повышается очень
сильно и практически достигает значений предела прочности.
Данные рентгеноструктурного анализа [съемка на установке
УРС-50И на кобальтовом излучении, физическое уширение
УПРОЧНЕНИЕ РЕССОРНОЙ СТАЛИ
631
линий (НО) и (211)] приведены в табл. 5. Можно предполагать,
что одной из решающих причин увеличения прочности яв-
ляется рост плотности несовершенств кристаллической решетки.
При повторном отпуске и при степени деформации >1% упроч-
нение связано также с изменением количества и распределения
образовавшихся при деформировании и старении карбидов.
О протекании этих процессов свидетельствует уменьшение
физического уширения после деформации на 2 и 3% по сравне-
нию с деформацией на 1%.
ТАБЛИЦА 5 ФИЗИЧЕСКОЕ УШИРЕНИЕ ЛИНИЙ (110) И (211) СТАЛИ
50ХФА ПОСЛЕ РАЗНЫХ РЕЖИМОВ ОБРАБОТКИ
Режим предварительной обработки Степень деформа- ции мар- тенсита % Режим повторного отпуска 0,10 16* рад ₽«1. 10* рад
Закалка+отпуск при 0 Нет 7,57 15,21
200° С, 2 ч 1 > 8,75 17,35
1 200° С, 2 w 8,42 17,30
ВTMO+отпуск 200° С, 0 Нет 9,13 17,05
2 ч 0.6 200° С, 2 ч 10,99 19,23
1 Нет 11,20 19,0->
1 200° С, 2 ч 11,21 19,16
2 200° С, 2 » 11,16 18,35
3 200’ С, 2 » 10,36 17,83
Увеличение прочности после ВТМО с последующей дефор-
мацией мартенсита является как бы дополнительным к тому,
что было достигнуто только в результате ВТМО. В конечном
итоге повышение предела прочности в результате ВТМО и
последующего деформирования мартенсита составляет 45—
50 кПмм\ а увеличение предела пропорциональности о0 02 =
= 85-н90 кПммг.
После того как усовершенствовали режим штамповки
образцов (с целью создания более однородного структурного
состояния), была выполнена следующая серия экспериментов,
в ходе которых предусматривалось подробнее изучить влияние
последеформационного отпуска на свойства и вид диаграммы
растяжения стали 50ХФА, упрочненной деформированием
мартенсита [19].
Образцы диаметром 4 мм испытывали на машине жесткого
типа со скоростью растяжения 1,2 мм!мин. После обычной
термической обработки (закалка + низкий отпуск при 200° С,
3*
632
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
Рис 15 Зависимость механических свойств
Стали 50ХФА от степени деформации мар-
тенсита, деформирование после закалки и
отпуска при 200° С. 2 ч и последующее
старение при 100° С, 40 ч (сплошные линии)
и при 20° С, 2400 ч (пунктирные линии)
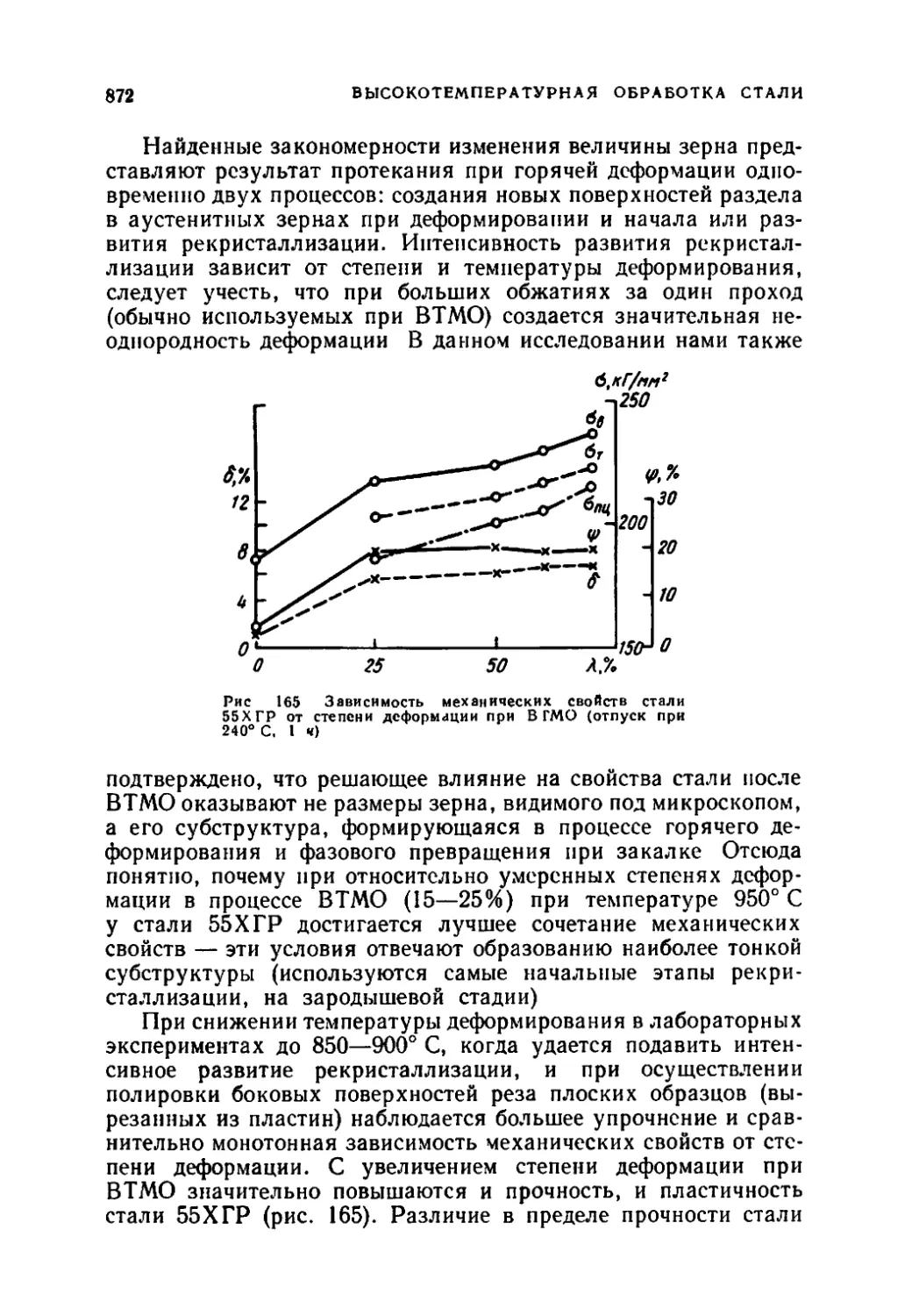
2 ч) были получены следующие механические свойства: ав
215 кГ/мм2-', от т 180 кПмм\ опц 150 кПмм?, 6 6,5%
(Z = 50 мм)‘ ф = 40%
С увеличением степени деформации предел прочности (совпа-
дающий с верхним пределом текучести) при всех вариантах
старения эффективно увеличивался (рис. 15). Так, в резуль-
тате 2400-4 естественного старения после 1%-ной деформации
предел прочности увеличился
на 7 кПмм2, а после 3%-
ной — на 38 кПмм2 (по срав-
нению с обычной обработ-
кой).
С увеличением продолжи-
тельности старения предел
прочности (верхний предел
текучести) увеличивался сна-
чала интенсивно, а затем бо-
лее умеренно (рис. 16—18).
При небольших степенях де-
формации с увеличением вы-
держки в процессе естествен-
ного старения предел прочно-
сти возрастал до максимума,
после чего незначительно сни-
жался (рис. 16). Уже после
выдержки в течение несколь-
ких минут при комнатной тем-
пературе наблюдалось увели-
чение предела прочности на
2—5 кГ!м.м? (в зависимости
от степени деформации) При
этом предел текучести почти
достигал значений предела прочности. С увеличением продол-
жительности старения отношение — все более приближалось
к единице, а все пластическое течение проявлялось на спаде
кривой напряжение—деформация. Особенно значительным был
рост предела пропорциональности, который оказался всего на
10—20 кПмм* меньше предела прочности.
Соответственно резко снижалось остаточное удлинение.
Однако несмотря на его низкое значение сужение поперечного
сечения оставалось на хорошем уровне и даже несколько уве-
личивалось по сравнению с обычной обработкой. Так, после
2 %-ной деформации и 880-ч естественного старения были полу-
чены следующие механические свойства: опц = 220 кГ!мм*\
УПРОЧНЕНИЕ РЕССОРНОЙ СТАЛИ
633
6=2—3%; ф«^50%. Только в результате 3%-ной деформации
наблюдалось небольшое снижение ф при длительных выдерж-
ках (рис. 16).
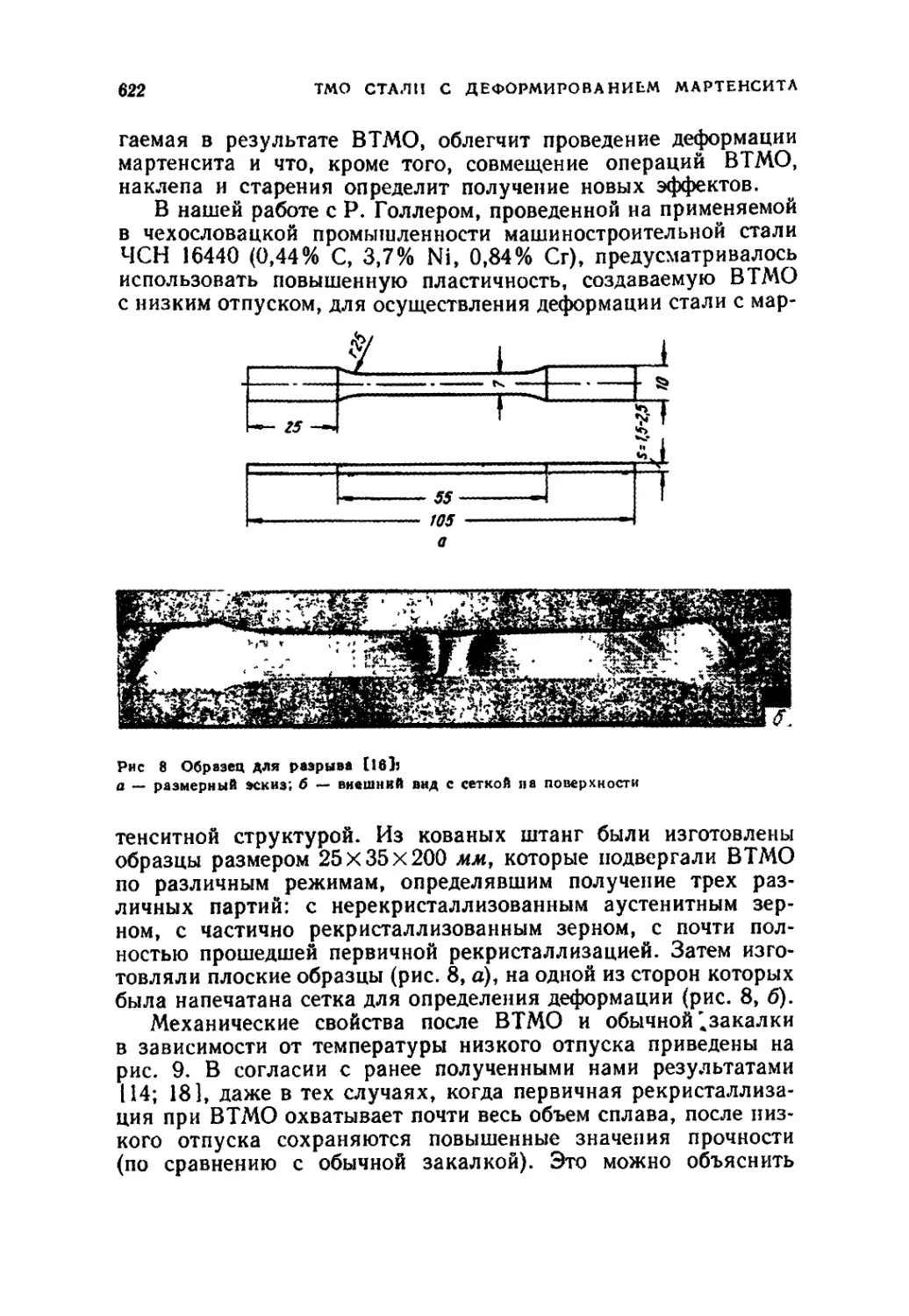
После искусственного старения (100° С, 40 ч) было получено
большее упрочнение, чем после естественного (см. рис. 15).
Особенно значительной оказалась разница в свойствах при сте-
пенях деформации мартенсита до 2%, когда искусственное старе-
ние дает дополнительное уве-
личение предела прочности
на 16—17 кПмм2 по сравне-
нию с естественным старе-
нием. Предел пропорциональ-
ности еще более приближался
к пределу прочности и был
ниже его всего на 3—8 кПммг.
При этом относительное удли-
нение еще более снижалось;
относительное сужение имело
такие же высокие значения,
как и после естественного
старения.
Таким образом, уже после
деформирования на 1 % и
старения при 100° С можно
получить предел прочности,
равный 240 кПмм1, при этом
опц=237 кГ/мм\ 6 = 2-3%;
ф = 50%.
После 3%-ной деформа-
ции старение при 100° С в те-
Рис 16. Зависимость механических свойств
стали 50ХФА от продолжительности ста-
рения при 20° С. деформирование после
закалки н отпуска при 200° С, 2 ч, степень
деформации 1,2 и 3%
чение 40 ч приводит к увеличению предела прочности всего
на 4—5 кПмм* по сравнению с естественным старением.
При искусственном старении увеличение упрочнения при
небольших степенях деформации (~до 1,5%) идет более ин-
тенсивно, а при больших степенях деформации — менее ин-
тенсивно, чем при естественном старении (см. рис. 15). Старение
проводили также при 150° С в течение 4 и z0 ч и при 200° С
в течение 2 ч. Эти режимы дают несколько меньший рост проч-
ности (на 3—8 кГ/мм2), чем оптимальный режим: 100° С, 40 ч.
Влияние продолжительности выдержки при искусственном
старении оказалось примерно таким же, как и при естественном
старении. После достаточно большой выдержки дальнейшее
увеличение продолжительности старения уже не дает суще-
ственного упрочнения (рис. 17). Однако и перестаривания при
исследованных выдержках не наблюдалось.
634
ГМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
Ударная вязкое.ь после деформирования на 1% и старения
при 200е С в течение 2 ч снизилась на 1,5 кГ‘м/см2 и составила
6,0 кГ-м/см2 (образцы 2,5x8x50 с надрезом Менаже по узкой
стороне).
Несколько образцов деформировали после закалки и 2-ч
отпуска при 300° С. В результате последеформационного есте-
ственного старения, а также
Рис 17. Зависимость механических свойств
стали 50ХФА от продолжительности ста-
рения при 100° С деформирование со сте-
пенью деформации 1% после закалки и
отпуска при 200“ С, 2 ч (сплошные линии)
и после ВТМО с отпуском при 200“ С, 2 ч
искусственного старения при
200° С в течение 2 ч было
получено такое же упрочне-
ние (по сравнению с обычной
обработкой), как и в случае
деформирования после закал-
ки и 2-ч отпуска при 200° С.
В том случае, когда дефор-
мации на 1 и 2% подвергали
образцы, предварительно про-
шедшие ВТМО (рис. 17, 18),
упрочнение в результате де-
формационного старения, как
указывалось выше, как бы
добавлялось к упрочнению
в результате ВТМО. Влияние
степени деформации мартен-
сита, температуры и продол-
жительности старения на ме-
ханические свойства в случае
ВТМО и низкого отпуска
качественно такое же, как и
в случае обычной закалки и
низкого отпуска. Количест-
венное же влияние степени деформации мартенсита после ВТМО
более сильное (рис. 17), и это позволяет использовать меньшие
степени деформации после ВТМО с тем, чтобы получить такое
же упрочнение, какое достигается при большей степени дефор-
мации после обычной закалки и низкого отпуска.
В результате применения комбинированной схемы термо-
механического упрочнения — ВТМО с деформированием мар-
тенсита на 1% и заключительным отпуском при 100° С в тече-
ние 40 ч на низколегированной стали 50ХФА удалось получить
следующие механические свойства: ов = 260 кПмм2, от =
= 255 кПмм2, 6 = 1,7%; ф = 39,0. Следовательно, предел
прочности увеличился на 45 кПмм2, а предел текучести на
100 кПмм2 по сравнению с обычной обработкой.
Естественно, что при таком необычном сочетании механиче-
ских свойств были получены и своеобразные диаграммы растя-
УПРОЧНЕНИЕ РЕССОРНОЙ СТАЛИ
635
6,кПс1Н*
Рис. 18 Зависимость механических
свойств стали 50ХФА от продолжитель-
ности старения при 20° С. деформиро-
вание после ВТМО и отпуска при 200®С,
2 ч со степенью деформации 1 и 2%
жения. Вообще, анализ особенностей диаграммы растяжения
высокопрочной стали после применения различных (в том числе
и термомеханической с деформацией мартенсита) обработок
позволяет понять сложные процессы, происходящие в ходе
испытания. Особенно важен начальный участок диаграммы,
что связано, во-первых, с малым запасом пластичности стали
в высокопрочном состоянии, и, во-вторых, с приближением
значений предела текучести к
значениям предела прочности.
Была предпринята попытка
117] получить диаграмму рас-
тяжения стали в высокопрочном
состоянии с наибольшей точно-
стью, для чего был использован
метод регистрации деформации
и усилий скоростной киносъем-
кой. Растяжению подвергали
образцы диаметром 4 мм на 5~т
разрывной машине. Перемеще-
ние фиксировали с помощью
индикаторов часового типа. Пре-
делы перемещения 0—10 мм,
цена деления шкалы 0,01 мм.
Следовательно, точность опре-
деления перемещений составля-
ла 0,005 мм.
Один из индикаторов L жест-
ко крепили к верхнему захвату
таким образом, чтобы датчик
перемещения упирался в ниж-
ний захват (рис. 19). В таком
положении индикатор L позво-
лял определять удлинение образца на любом этапе нагружения,
избегая дополнительных ошибок измерения, кроме люфта
в захватах. Для определения нагружающих усилий применяли
индикатор Р (использовалось пропорциональное показаниям
силоизмерителя перемещение верхнего захвата, рычажно свя-
занного с противодействующим грузом). Тарировка индика-
тора Р заключалась в определении переводного коэффициента
от величины перемещения верхнего захвата к растягивающему
усилию. Для этой цели использовали прямолинейный участок
диаграммы растяжения в области точных показаний силоизме-
рителя. Величина переводного коэффициента k зависит от
степени соосности индикатора нагрузки и направления растя-
жения. При испытаниях образцов различной длины приходи-
636
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
лось переставлять индикатор Р, что вело к разбросу значе-
ний k от 19,3 до 21,2 кГ на одно деление шкалы индикатора.
Понятно, что такая неточность установки индикаторов приво-
дила к погрешностям в измерении удлинения по индикатору L,
составлявшим ±2,5%.
Процесс растяжения образца и показания индикаторов реги-
стрировали кинокамерой АК-16 со скоростью съемки 32 кадра
в секунду. Для измерения локальных удлинений на образец
через равные промежутки нано-
сили риски путем нарушения
сажевого слоя. В результате
образец имел матово черную
поверхность с блестящими коль-
цевыми метками, что обеспечи-
] вало хороший контраст при
J= киносъемке; результаты обраба-
Д тывали на инструментальном
микроскопе.
Показания индикатора Р,
помноженные на k, давали зна-
'тгд чения действующей нагрузки
для каждого показания индика-
1 тора L. Таким путем удалось
’ с большой точностью построить
диаграммы растяжения.
При скорости съемки 32 кад-
ра в секунду не всегда можно
было зарегистрировать процесс
проследить тем самым за изменением
локальной пластической деформации во времени. Эту задачу
удалось решить при помощи кинокамеры СКС-1М, позволяв-
шей вести регистрацию процесса со скоростью от 200 до
1600 кадр/сек. Скорость фотографирования и момент включе-
ния камеры выбирали по виду диаграммы растяжения и вели-
чине предела пропорциональности.
На основании результатов скоростной киносъемки были
построены зависимости удлинения и сужения в районе образо-
вания шейки от нагрузки, взаимозависимость локальных удли-
нения и сужения, а также кинетические кривые образования
шейки. На рис. 20, например, представлены кривые изменения
диаметра шейки во времени при растяжении образцов стали
50ХФА, подвергнутых закалке с 850° С, деформации мартен-
сита (2%) и отпуску 200° С, 1 ч (обработка /) и ВТМО с таким же
отпуском (обработка 2). Кривые иллюстрируют неравномерный
и скачкообразный характер местной пластической деформации.
Рис 19 Схема
установки индика*
торов на разрыв-
ной машине при
построении ди а
граммы растяже-
ния с использова-
нием скоростной
киносъемки
1ния шейки
7Г
Р
и
УПРОЧНЕНИЕ РЕССОРНОЙ СТАЛИ
637
По-видимому, такой ступенчатый характер образования шейки
в образцах, подвергнутых упрочнению деформацией мартен-
сита, связан с участием в этом процессе нестабильной части
удлинения, что определяет запаздывание в возникновении
шейки (не при максимальной нагрузке, а на ниспадающей
ветви диаграммы)
Кроме того, видно, что с увеличением предела текучести
(а он после обработки ] выше, чем после обработки 2) продол-
жительность пластической де-
формации существенно сокра-
щается. Так, при одинаковой
скорости нагружения время от
начала образования шейки до
разрушения для образца, под-
вергнутого обработке 1, состав-
ляет 0,7 сек, а для образца, под-
вергнутого обработке 2,—около
2 сек (т. е. почти в 3 раза боль-
й,мм
з.ь
UQ
2 ше). Это явление находится
время, сек
Рис 20 Изменение диаметра шейки по времени при растяжении
образцов стали 50ХФА, подвергнутых закалке, деформированию
мартенсита на 2%, отпуску при 200° С 1 « (/) п ВТМО с отпуском
при 200° С I * (?)
в согласии с фактом большей пластичности стали, подвергнутой
ВТАЮ, о том же свидетельствует более плавный характер кри-
вой образования шейки для обработки 2, отсутствие на этой
кривой таких резких остановок и скачков, как в случае обра-
ботки 1
Анализ вида диаграмм растяжения упрочненной деформа-
цией мартенсита стали 50ХФА после различных режимов после-
деформационной обработки показал, что с увеличением про-
должительности естественного старения существенно изменяется
характер процесса растяжения Так, если после обычной за-
калки и отпуска при 200° С (2 ч) образец деформируется без
явно выраженного предела текучести (рис. 21, кривая /), то
после деформации мартенсита на 1% и 5-мин выдержки при
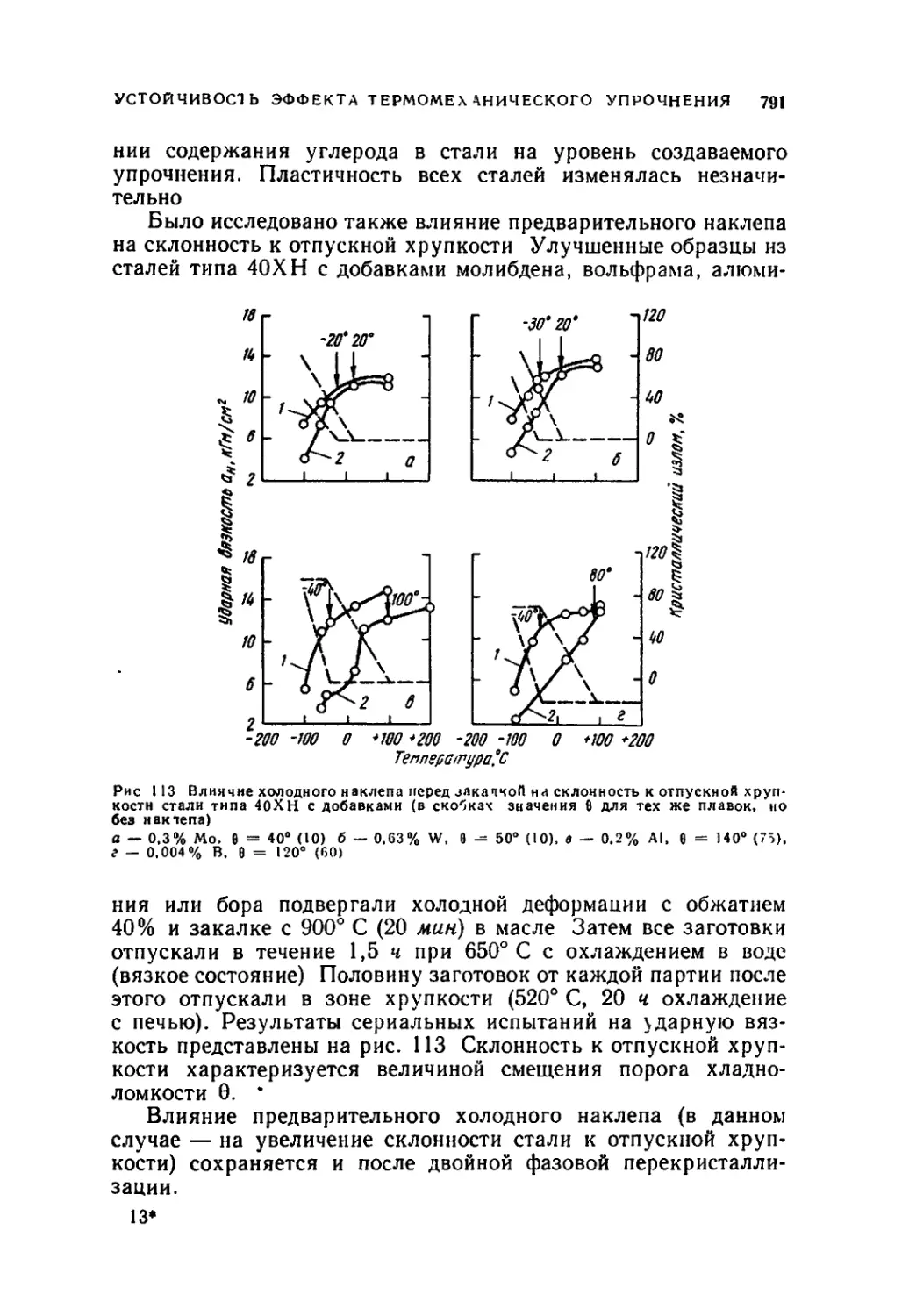
638
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
естественном старении (при комнатной температуре) на диа-
грамме растяжения появляется площадка текучести (рис. 21,
кривая 2). С увеличением продолжительности старения предел
текучести увеличивается, площадка текучести уменьшается,
а упрочнение после площадки очень маленькое (рис. 21, кри-
вая 3). При дальнейшем увеличении продолжительности старе-
ния напряжение практически прямолинейно повышается до
предела прочности (остаточное удлинение составляет всего
Рис 21 Влияние обработки на изменение вида диаграммы растяжения при статических
испытаниях стали 50ХФА с деформированным мартенситом [7]
/ — закалка отпуск при 200° С 2 ч. 2—5 — закалка, отпуск при 200’ С. 2 ч, деформа-
ция 1 % (старение. 2 — при 20’ С, 5 мин. 3 — при 20° С, 880 ч, 4 — при 20’ С, 2400 ч,
5 - при 100° С, 4 ч)
0,1—0,2%), после чего оно резко падает; небольшая площадка
текучести переходит в нисходящую ветвь диаграммы (рис. 21,
кривая 4).
При больших степенях предварительной деформации мар-
тенсита (2—3%) длительное старение приводит к образованию
при максимальном напряжении характерногозуба на диаграмме,
аналогичного зубу текучести, после чего наблюдается неболь-
шое упрочнение и образуется второй максимум на диаграмме
растяжения.
Это явление также обусловлено, по-видимому, наличием
нестабильного удлинения за максимумом нагрузки [3, 2]
После деформации на 1 % такую диаграмму получили при ис-
кусственном старении (рис. 21, кривая 5). В этом случае оста-
точное удлинение до максимального напряжения еще более
снижалось и составляло всего 0,05—0,15% Установить точный
вид диаграммы в области перехода от стадии резкого течения
УПРОЧНЕНИЕ РЕССОРНОЕ СТАЛИ
639
(от зуба диаграммы) к стадии упрочнения не удалось, так как
после резкого снижения напряжения в системе нагружения
возникали колебания (была выбрана «жесткая» машина),
которые искажали диаграмму.
JS С увеличением степени предварительной деформации мартен-
сита указанные изменения вида диаграммы усиливаются.
Например при 3%-ной деформации уже после 5-мин выдержки
при комнатной температуре была получена диаграмма с неболь-
Рис 22 Влияние степени предварительной деформации мартенсита иа вид диа
граммы растяжения стали 50ХФА после рааличной обработки
/ — закалка, отпуск при 200° С, 2 ч, 2—4 — закалка, отпуск при 200° С, 2 ч, дефор-
мирование, старение при 100“ С, 40 ч (степень деформации 2—1%, 3—2%.
<-3%)
шим зубом, подобная кривой 4 на рис 21, а при увеличении
выдержки при естественном старении до 880 ч — подобная
кривой 5 на рис 21 (т. е. кривой, получаемой при 1%-ной
деформации лишь после искусственного старения).
После искусственного старения при всех исследованных
вариантах обработки была получена диаграмма с явно выражен-
ным зубом (рис. 22). В момент резкого снижения нагрузки (т е.
в момент образования этого зуба) при испытании образцов
раздавался характерный звук (щелчок)
Анализ диаграмм растяжения после разных видов обработки
показал, что чем больше создаваемое при обработке упроч-
нение, тем больше зуб на диаграмме Следовательно, упрочне-
ние приводит к повышению верхней точки зуба (верхнего пре-
дела текучести), которая в данном случае совпадает с макси-
мальным напряжением а„; нижняя точка зуба (нижний предел
646
ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
текучести) о* остается при этом на одном уровне или, при боль-
шом упрочнении, даже снижается (см. рис. 15, 17, 18).
Влияние степени предварительной деформации мартенсита
на вид диаграммы растяжения показано на рис 22, а влияние
ВТМО и продолжительности старения иллюстрируется рис. 23
[19|.
С ростом степени предварительной деформации при большом
упрочнении был получен необычно большой зуб диаграммы,
Рис 23 Влияние продолжительности старения на вид диаграмм растяжения стали
50ХФА после различной обработки
1—3 — ВТМО, отпуск при 200е С, 2 ч. деформирование на 1% старение при 100“ С
(продолжительность старения /— 4 ч, 2 — 24 ч, 3 — 40 ч), 4 — ВТМО, отпуск при
200° С, 2 ч. 5 — закалка, отпуск при 200“ С, 2 ч
например после 3%-ной деформации мартенсита и старения
при температуре 100° С в течение 40 ч высота зуба (т. е раз-
ность между верхним и нижним напряжениями) составляла
55 кПмм2.
При развитии процессов старения у второго максимума
диаграммы образуется второй зуб (см рис. 22, кривая 3\ рис. 23,
кривая 2), а при еще более сильном развитии старения на
нисходящей ветви диаграммы после второго максимума воз-
никают ступеньки (см рис. 22, кривая 4).
В случае старения мартенсита после большой его предвари-
тельной деформации (3—3,5%) некоторые образцы разрывались
без образования шейки. При этом разрушение происходило
непосредственно по достижении предела прочности на участке
«резкого течения» при напряжении на 15—45 кПмм2 ниже пре-
дела прочности.
УПРОЧНЕНИЕ РЕССОРНОЙ СТАЛИ
641
При большом упрочнении (когда предел прочности увели-
чивался больше, чем на 30 кГ/мм*) разрушение при испытании
на растяжение происходило в большинстве случаев не по наи-
меньшему диаметру в шейке, а на расстоянии 2—3 мм от этого
сечения, где сужение на 10—20% меньше (рис. 24)
Установленные зависимости механических свойств и вида
диаграмм растяжения от режимов термомеханической обработки
позволили предположить, что существенным фактором упроч-
нения в результате обработки, предусматривающей деформа-
цию мартенсита, является протекание процесса старения
в дополнительно искаженной деформацией матрице (мартен-
рис 24 Разрушение образцов после обычной обработки (а) н обра-
ботки, предусматривающей деформирование мартенсита (б)
сите) в процессе заключительного низкого отпуска Особенно-
сти этого старения определяются своеобразным состоянием
наклепанного мартенсита. Старение заканчивается, по-види-
мому, либо на стадии образования сегрсчаций углерода на
созданных в процессе предварительного деформирования мар-
тенсита дислокационных конфигурациях, либо на стадии обра-
зования когерентно связанных карбидных комплексов, что
и определяет, как известно, образование зуба на диаграмме
Его большая величина свидетельствует о сильном развитии
процесса блокировки дислокаций углеродом в конкретных
условиях выбранной обработки
Образование второго максимума на кривой напряжение-
деформация происходит при интенсивном сужении образца
и обусловлено (как и ступенчатость кривых растяжения после
второго максимума) протекающим уже в ходе самого испытания
на растяжение деформационным старением Это объясняет
и тот факт, что образцы, обнаружившие большое упрочнение,
рвутся не в самом тонком сечении в шейке (где создаются
условия для наиболее интенсивного протекания деформацион-
ного старения), а в смежных, более толстых сечениях, где
упрочнение в результате деформационного старения при испы-
тании меньше.
642 ТМО СТАЛИ С ДЕФОРМИРОВАНИЕМ МАРТЕНСИТА
* *
*
В последнее время предложено деформацию мартенсита
стали после закалки и низкого отпуска проводить не при
обычной (комнатной) температуре, а при температуре, не пре-
вышающей температуру последеформационного отпуска (ста-
рения). Обычно температура такой «теплой» деформации мар-
тенсита составляет 100—150°С. После теплой деформации и
заключительного старения (при температурах, близких к тем-
пературе деформирования, и ниже температуры первоначаль-
ного— после закалки — отпуска) получают более высокие зна-
чения пластичности, чем в случае деформирования мартенсита
при комнатной температуре. Так как в основе механизма
упрочнения при этом виде ТМО лежат процессы старения
мартенсита, то теплая деформация, по-видимому, сообщает
образующимся карбидным фазам оптимальный с точки повы-
шения и прочности, и пластичности размер. После дефор-
мации при комнатной температуре создается, скорее всего,
состояние «переупрочнения», приводящее к резкому падению
пластичности.
ЛИТЕРАТУРА
643
ЛИТЕРАТУРА
1 к u 1 а Е B.RadcliffeSVJ Metals. 1963. v 5, № 10. р 755
2 Opinsky A J Trans ASM, 1955. v 47. p 40
3 Stephenson E T, Cohen M, Metal Progr , 1961. v 79. № 4, p 39,
Trans ASM. 1961. v 54, p 3
4 Кишкин С T Техника воздушного флота, 1943, № 10—11, с 7
5 Грозни Б Д Механические свойства закаленной стали Машгнз, Киев, 1951
6 Wilson D V Acia Metallurgies. 1957, v 5, № 6. p 41
7 R ipl I ng E J Trans ASM, 1954, v 46, p 189
8 Paxton H W.BusbyC C Trans A1MM and Petroleum Eng. 1956. v 206
p 74
9 lount R E Mater in Designs Eng ng, 1963, v 58, № 1, p 64
10 Breyer N N , Pol a k owsk у N H Trans ASM. 1962, v 55, p 181
11 . Cesare E D Proc ASTM, 1963, v 63. p 17
12 Меськин В С.. Кирмалов Л А Металловедение и термическая обра-
ботка металлов, 1963. N« 4. с 20
13 К рей мер ма н Г И . Па и с о а И В Изв вузов Черная металлургия.
1965, № 1, с 120
14 Бернштейн М. Л.Дрэгаи Н Металловедение и термическая обра-
ботка металлов. 1965. № 6, с 5
15 Бернштейн М Л, Г о л л ер Р Физика металлов и металловедение.
1967, т 23, вып 1, с 176
16 Марко И. Бернштейн М Л Вестиик машиностроения, 1965. № 3. с 65
17 Зрайченко В А, Займовский В. А. Сапожкова И,
Марко И Заводская лаборатория, 1966. Nt 10, с 1264
18 Бернштейн М Л, Займовский В А, К any тки на Л М Ме-
талловедение и термическая обработка металлов, 1967, № 5, с 18
19 Бернштейн М Л Марко Й Заводская лаборатория, 1966, № 11,
с 1405
20 Schmatz D I Zac к а у V F Trans. ASM, 1959, v 51, р. 137
21 Коган Л И.. Энтин Р И Металловедение и термическая обработка ме-
таллов, 1962. № 1, с 3
22 Садовский В Д, Смирнов Л В, Филоячнк Г. М Исследова-
ния по высокопрочным кристаллами нитевидным кристаллам Изд-во АН СССР,
1963, с 130
23 Астафьева Е В, Бернштейн М. Л и др Металловедение и терми-
ческая обработка металлов, 1961, Nt 8. с 54
24 Гуляев А П, Ш и г а рев А С Металловедение н термическая обра-
ботка металлов. 1961, № 5, с 9
2
НИЗКОТЕМПЕРАТУРНАЯ
ТЕРМОМЕХАНИЧЕСКАЯ
ОБРАБОТКА СТАЛИ
ОБЩИЕ ПОЛОЖЕНИЯ
Рис 25 Схема НТМО
/—температура aycie
низации, 2 и 4—нача
ло превращения J —
область деформирова-
ния, 5 — отпуск, б—
температурный интер-
вал отпуска
Низкотемпературная термомеханическая обработка (НТМО),
как и другие схемы термомеханического упрочнения, развилась
на основе давно известного и широко применяемого в практике
процесса термической обрабогки—в данном случае ступен-
чатой закалки Этот метод термической обработки стали был
предложен Д К Черновым еще в 1885 г [1] и заключается
в нагреве выше температуры Ас3, охлажде-
нии со скоростью выше верхней критической
до температурного района высокой устойчи-
вости переохлажденного аустенита, выдерж-
ке при этой температуре и закалке. Исполь-
зование этого способа закалки позволяет
почти полностью устранить коробление
изделий и обеспечивает получение высоких
механических свойств, превышающих в ряде
случаев свойства стали после улучшения
Так, сталь ЗОХГС после ступенчатой закалки
имеет <ги—180- 190кГ/мм2, 6= 12%,ф=40%,
ан — 8-10 кГ-м/см2 [2].
Первое сообщение о применении НТМО
относится, по-видимому, к 1954 г Американ-
ские ученые Липе и Ван Цайлен 131 обна-
ружили, что если при ступенчатой закалке
продеформировать переохлажденный аусте-
нит в процессе изотермической выдержки, то
ного охлаждения прочность стали оказывается на 33% выше,
чем после обычных режимов термической обработки. Так, на
стали с 0,35% С, 1,5% Сг и 4,5% Ni предел прочности увели-
чился с 209 до 280 кПмм2. Замечательным является то обстоя-
тельство, что характеристики пластичности при этом также
возросли
Таким образом, схема НТМО, впервые сформулированная
авторами 13], заключается в деформировании переохлажденного
аустенита в области его высокой устойчивости и последующей
закалке (рис 25). Смысл переохлаждения аустенита заклю-
4 Бернштейн
после окончатель-
646
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛР|
чается в том, чтобы вести деформацию ниже температуры его
рекристаллизации (в отличие от разработанной несколько позд-
нее высокотемпературной термомеханической обработки). По-
следнее уточнение важно в том смысле, что в случае высоколеги-
рованной стали аустенит может быть достаточно устойчив
против распада (или выделения избыточной фазы) и при тем-
пературах выше порога рекристаллизации
За прошедшие 10—12 лет в отечественной и зарубежной лите-
ратуре опубликовано много работ, касающихся НТМО Ч
Столь высокий интерес исследователей к новому способу упроч-
нения объясняется исключительно высоким комплексом меха-
нических свойств, приобретаемым сталями при применении
этой обработки.
ПАРАМЕТРЫ НИЗКОТЕМПЕРАТУРНОЙ
ТЕРМОМЕХАНИЧЕСНОЙ ОБРАБОТКИ
Из приведенной на рис 25 схемы НТМО видно, что процесс
этот довольно сложный (многостадийный). Предусматривается
нагрев до аустенитного состояния, выдержка при этой темпе-
ратуре, охлаждение до изотермы, соответствующей максималь-
ной устойчивости аустенита, выдержка на этой изотерме,
деформация, охлаждение и заключительный отпуск. Соответ-
ственно велико и число факторов, которые могут оказывать
влияние на окончательные свойства стали, подвергнутой НТМО.
Дакворс с сотр. [4, 5] указывают, что на результаты, получае-
мые при НТМО, могут влиять по крайней мере десять факторов:
1) химический состав стали;
2) температура аустенизации;
3) продолжительность выдержки при температуре аусте-
низации;
4) скорость охлаждения до температуры деформирования;
5) температура деформирования,
6) продолжительность выдержки при температуре дефор-
мации;
7) степень деформации;
8) скорость деформирования,
9) скорость охлаждения до комнатной температуры;
10) режим заключительного отпуска
Добавим, что, кроме того, существенное значение при НТМО
могут иметь способ (схема и дробность) деформирования, вид
следующего за деформированием превращения аустенита (мар-
1 В зарубежной (английской и американской) литературе процесс НТМО получил
название «аусформннга» (ausforming process)
ПАРАМЕТРЫ НТМО
647
тенситное, бейнитное, перлитное) и некоторые другие факторы,
которые будут рассмотрены ниже.
Ясно, что значение перечисленных факторов различно
Наименее важным из них является, например, скорость охла-
ждения до температуры деформирования. Очевидно, что охла-
ждение должно быть достаточно интенсивным, чтобы предот-
вратить распад аустенита в перлитной области, и (при соблю-
дении этого условия) варьировать скорость охлаждения не
имеет смысла; эти соображения 14, 5] бесспорны
Другие факторы, например температура и степень деформа-
ции, режим окончательного отпуска, оказывают определяющее
влияние на свойства стали, подвергнутой НТМО. Соответственно
изучению влияния этих параметров процесса на окончательные
свойства стали уделяется повышенное внимание.
В табл 6 сведены некоторые результаты испытаний механи-
ческих свойств различных сталей, подвергаемых НТМО (по
данным зарубежных и советских исследователей). В таблице
указаны только перечисленные выше основные параметры про-
цесса (к их числу относится, конечно, и химический состав
стали).
Сравнительный анализ результатов, полученных различ-
ными исследователями, затруднен, так как в различных работах
применялись разные схемы, скорости и температуры деформи-
рования, в широких пределах изменялись другие параметры
процесса НТМО. В ряде исследований не проводился контроль
за температурой стали в аустенитном состоянии в процессе
деформирования; в то же время, по мнению других исследова-
телей, изменения температуры при деформировании аустенита
значительны и заметно влияют на уровень получаемых при
НТМО свойств
Однако накопленный обширный экспериментальный мате-
риал по НТМО (в табл. 6, естественно, приведены не все име-
ющиеся в литературе данные) позволяет все же сделать неко-
торые обобщения относительно влияния различных факторов
(большинство из которых перечислено выше) на механические
свойства стали после НТМО.
ХИМИЧЕСКИЙ СОСТАВ СТАЛИ
Говоря о химическом составе стали, подвергаемой НТМО,
необходимо, по-видимому, разделять влияние углерода и влия-
ние остальных легирующих элементов. По единодушному мне-
нию исследователей, работающих в области НТМО, деформи-
рование переохлажденного аустенита следует заканчивать
4*
648
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 6 МЕХАНИЧЕСКИЕ СВОЙСТВА РАЗЛИЧНЫХ СТАЛЕЙ ПОСЛЕ
Сталь Химический состав, % (вес )
с Мп Si Ст N1 Мо V
0,48 0,75 1,53 2,94 1,65 0,42 —
V63 0,63 0,75 1 54 2,91 1,57 0,43 —
Potomac А 0,38 0,34 0,?0 5,15 0,12 1, 6 0,47
Laclish D 0,46 0,75 0,22 1 00 0,55 1,00 0,08
Halocomb 0,40 0,40 1,05 5,00 1,35 0,50
La Belle НТ 0,45 1,35 2,30 1,40 0,40 0,30
Super Tricent 0,55 0,80 2,10 0,90 3,60 0,50
Vascojet 1000 0,40 - 5,00 - 1,30 0,50
0,3% C 3% Ci 0,3 0,75 1,50 3,00 1 00 0,50
0,6% C, 3% Cr ЕнЗОВ 0,6 0,75 1,50 3,00 1,00 0,50 —
0,27 0,51 0,22 1,28 4,02 0,23 —
4340 0,38 0,62 0,28 0,81 1,75 0,23 —
842 0,35 1,78 1,46 4,60
B-12 0,40 —— 1,55 1,45 4,75 — —
A 26 0,49 —— 1,48 1,44 4,50 —
C 56 0,40 0,55 1,0 3,25 2,50 0, 35
A-31 0,31 1,15 1 59 2,21 1,03 0,31 0,31
A 4 1 0,41 0,17 1,64 2,23 1,С7 0,34 0,32
A-47 0,47 1,10 1,46 2,27 1,05 0,34 0,32
Конструкционная сталь Конструкционная сталь А Быстрорежущая Васко МА Тип ВЛ 1 0,28 1,43 1,42 4,5 —
0 48 1,05 1,03 1,86 2,33 0.47 1,03
37XH3A 0,55 1,20 1,12 1,82 2,22 0,48 0,96
45Х55С 0,41 0,08 1,39 1,65 1,54
42ХН5СМФ 0,42 0.25 1,85 1,86 1,86 4,15 0,48
30 X ГС НА 0,45
ЭИ 142 4ОХН7С • 0,66 0,5 1,67 0,33 0,10 — —
42ХН5С 0,42 0,25 1,85 1,86 4,15 0,48 —
50ХНЧМ 0 50 0,27 0,25 1,55 4,0 0,31 —
1Х12НЗМФА 0,12 0,34 0,24 11,3 1,77 0,43 1,60
ВИС—6 35ХНЗМФА 40Х5МФ 0,25 0,33 0,39 12,3 1,64 1,96 1,74
Хрома нс иль 0,49 0,90 1,58 1,91 — —
40ХЗНВ 0,40 3,0 1,0 1,0
40ХН5СМ 0,44 0,18 1,30 1,60 0,76 __
40ХНМА 40ХН5С 40ХН5С * 31ХН5С ♦ 30 X НМ А 40ХЗМЗСФ Хромоникелевая У48 65ХГНМ 35ХН5С2 40ХН2М 0,34 0,69 0,17 0,72 1’41 0,25
Примечания 1. В числителе приводятся значения свойств после НТМО,
полученные вакуумной плавкой
ПриданцевМ В Веб «Научно-техническое совещание по термомехани-
ПАРАМЕТРЫ НТМО
649
НТМО И ОБЫЧНОЙ ЗАКАЛКИ
t, °C К. % 'отп °в кГ/ммг °т кГ /ммг «, % Ф. % Литера- тура
90 315 276/206 258/178 4/8 — г I481 ,
427—565 93 100 309/242 210/154 9/5 — [20, 631
90 315 283/231 273/210 4/4 —— г [481 п
427—565 93 100 327/— 280/— Г20, 631
540 62 540 223/192 189/151 3/8,5 — 148
590 71 540 315/210 227/165 6/10 [48
480 50 —— 269/199 210/157 9/4,5 — [481
480 65 262/189 246/168 5/6 — [48]
480 65 240/220 210/178 10/6 — [48]
1 480 86 500 276/217 249 168 8/7 37/27 \
480 50 510 258/217 220/168 7/7 23/27
480 94 510 286/217 258/168 9/7 42/27 1 [481
650 86 510 263/217 232/168 8/7 38/27 (
I 650 94 510 250/217 210/168 8/7 4/27
510 91 510 274/218 253/169 7,7/- 37/— J
[ 480 50 330 260/217 222/169 7/7 23/27 Ю]
94 330 234/192 217/157 7/8 40/48 48]
94 330 321/270 300/248 4/3 18,9 [48]
450 46 250 184/154 134/109 16/8 —— 48]
( 642 35 204 213/213 197/165 —— — 48]
540 72 220 218/193 197/165 — г ИЗ] ,
( 316—588 93 200 230/215 182/168 75/90 30/48 [20, 29]
537 75 260 202/202 206/17 7,4/8,0 —— [48
537 75 260 238/216 219/181 6,5/7,6 [48
537 75 260 230/208 211/197 5,2/7,5 — [48
593 52 237 237/216 211/178 4/5 [48]
454 93 315 260/246 257/162 — 48
454 93 315 274/ — 225/205 — 48]
454 93 315 274/— 271/191 —— 48]
535 60 95 280/— 280/— 8—9/5 50/10 }ю
538 50 — 192/188 155/122 10/9 >29]
593 91 538 272/— 238/— J29
530 90 100 300/208 6/3,6 —— Г 18
550 90 100 266/133 200/128 5,8/0,5 — Г25]
470—480 70 100 245— — 4—7/3—4 52—54/50 [42
218/180
525 70 220 280/190 260/130 5/6 30—35/— [37]
525 70 200 230/203 205/157 1,5/3 43/45 [37]
550 70 275 243/210 228/180 72.н [49]
330 32 350 306/255 — [44]
450 75 150 270/238 186/154 6,5/8 —— 30
525 70 300 231/185 205/144 1,5/2 53/47 [64
500 35 150 260/240 175/175 8/6 18/9 [34, 351
550 90 500 173/142 167/131 14/13 —— 1261
550 90 500 220/183 171/150 13/11 [6]
600 93 200 270/190 260/150 11/10 38/41 [6]
600 93 350 268/196 250/161 10/14 32/42 |6]
500 83 200 206/— 241/— 7,3/— —
550 80 350 265/205 250/175 5 10 — 1
530 65—73 200 252/206 231/164 8/9,5 23/35 1
550 80 100 238/200 185/100 10,8/9 42/30 [65|
525 70 200 212/НЗ 171/23 5/8 33/35 [37]
70 220 300/190— 260/120— 30—35/— [37[
170 130
525 70 200 230/203 205/157 1,5/3 43/45 [37]
500 50 200 210/180 180/150 6/10 20/38 [49]
505 52 537 237/216 210/180 4/5 —
425—565 93 100 310/240 210/154 9/5 ——
425—565 93 100 327/— 280/— «—
535 60 95 280/— __ 8/5 50/10
540 72 230 218/193 197/165 10/10 25/43
а в знаменателе — после обычной закалки 2 Звездочкой отмечены стали,
ческой обработке стали> ЦНИИЧМ, 1964 8 Тетерин П К и др Там же
650
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
прежде, чем начнется бейнитное превращение. Появление при
деформировании аустенита продуктов этого превращения при-
водит, по мнению большинства авторов, к резкому ухудшению
свойств стали (исключение составляют работы С. М. Баранова,
которые будут рассмотрены). Таким образом, роль легирующих
элементов в сталях, подвергаемых НТМО, сводится к увели-
чению устойчивости переохлажденного аустенита. Выяснить
влияние легирования на механические свойства стали при
НТМО, проведенной без образования немартенситных про-
дуктов распада, не пред-
ставляется возможным из-
за отсутствия исследова-
ний, направленных непо-
средственно на изучение
этого вопроса
Кроме того, заключи-
тельной операцией при
НТМО обычно является
низкий отпуск, а, как из-
вестно, на первую стадию
отпуска легирующие эле-
менты практически не ока-
зывают влияния. Только
Рис 26 Влияние напряжений на кинетику
превращения аустенита стали 40ХН5С при
300° С Цифры у кривых — напряжения,
в некоторых конкретных
случаях можно более или
менее определенно обсуж-
дать влияние легирования
на изменение механических свойств стали при НТМО с высо-
ким заключительным отпуском, например при НТМО сталей со
вторичным твердением при отпуске Ч
При выборе системы легирования с целью обеспечения доста-
точной устойчивости аустенита необходимо учитывать влияние
деформирования на положение линий на диаграммах изотер-
мического распада.
На изменение кинетики превращений аустенита при дефор-
мировании указывают результаты ряда работ 16—12] Р. И. Эн-
тин с сотр. [11, 12], подробно исследовавшие этот вопрос,
установили, что наиболее сильное ускорение распада аустенита
под влиянием напряжений происходит при температурах нижней
части промежуточной области Влияние напряжений (и дефор-
мации) на кинетику изотермического распада аустенита пока-
зано на рис. 26—28. Видно, что распад аустенита резко интенси-
1 Ващенко А П Автореферат диссертации М , 1965, Р о щи я а И Н Авто-
реферат диссертации. М. 1965
ПАРАМЕТРЫ НТМО
651
превосходящих предела
525° С и 25—30 кПмм*
ускорению превращения
---2
350
300
250
5 10 20 304060 120180Т,ни»
Рис 27 Влияние напряжений иа диаграмму
изотермического превращения аустенита
стали 8X4 [12 ]•
! — при воздействии напряжений, 2 —без
воздействия напряжений Цифры у кри-
вых — степень превращения, %
ТАБЛИЦА 7 ВЛИЯНИЕ
ПРИЛОЖЕННЫХ НАПРЯЖЕ-
НИЙ НА СКОРОСТЬ ПРЕВРА-
ЩЕНИЯ АУСТЕНИТА СТАЛИ
40ХН5С ПРИ 300° С [12]
Напри жение кГ/мм* Время, мин, необхо- димое для достиже- ния степени пре- вращения, %
15 50
0 31 58
4 25 42
16 25 43
26 9 15
29 6 12
60 5 9
фицируется под действием напряжений (или деформации) Ч
Даже приложение напряжений, не
текучести (ат = 15 — 20 кПмм* при
при 300° С), приводит к некоторому
при 300° С Однако превра-
щение особенно сильно уско-
рялось при напряжениях,
превосходящих предел теку-
чести при этой температуре.
В некоторых опытах напря-
жения снимали через 3—
5 мин после нагружения. При
этом в течение некоторого
времени после снятия напря-
жений превращение аусте-
нита происходило ускоренно,
а затем замедлялось (пунк-
тирные кривые на рис 26).
Время, необходимое для до-
стижения определенной степени превращения при 300° С,
в зависимости от приложенного напряжения указано в табл. 7.
При 525° С инкубационный период превращения аустенита при
приложении напряжения30к/7.мл2
также сильно сокращается (с 3 ч
до 30 мин).
В работе, выполненной Е. Д.
Гидоном с сотр. 191, обнаружено
также заметное повышение мартен-
ситной точки в результате НТМО.
Уменьшение под влиянием де-
формации инкубационного перио-
да, предшествующего распаду
аустенита (зависящее к тому же от
степени деформации, см. рис. 26—
28), следует учитывать при выборе
марки стали, подвергаемой НТМО,
и режима этой обработки Вопрос
же о влиянии так называемого
«мартенсита деформации», кото-
рый может образовываться при деформировании аустенита
в надмартенситной области 114, 151, на свойства стали при
НТМО нуждается в подробном исследовании.
Явление ускорения изотермического распада аустенита (в перлитной области) ис
пользуется в практике термической обработки — при отжиге поковок из быстрорежу-
щей стали [13].
652
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Таким образом, упрочнению путем НТМО обычно подвер-
гают высоколегированные стали, содержащие 1—7% Сг;
1—5% Ni, СО,5% V, <2,5% Мо; <2% Si, а также иногда и дру-
гие легирующие добавки.
Имеются, правда, сведения о НТМО углеродистой стали
(У7А, У10А), в результате которой был получен очень высокий
комплекс механических свойств проволоки (ов до 300 кПмм2)
[16] Однако результаты этой работы не доказывают возмож-
Рис 28 Кривые напала изотермиче-
ского и мартенситного превращения
аустенита (сталь с 0,43% С. 3,08% Сг
1,10% Ni, 0.90% W. 1,16% Si, 0,64%
Мп, 0 38% Мо, 0 13% V) Цифры у кри
вых — степень деформации, % [э]
Рис 29. Зависимость прочности и
пластичности стали с 3% Сг, 1.5%
Ni, 1,5% Si, 1.0% Мп, 0 5% Мо.
Подвергнутой НТМО (X — 90%) от
содержания углерода Температура
отпуска 100“ С [17]
ности проведения НТМО без распада аустенита в сталях с недо-
статочной его устойчивостью, а скорее в какой-то мере ставят
под сомнение распространенное мнение об отрицательном влия-
нии образования продуктов распада на свойства после НТМО
Более определенное представление можно составить о влия-
нии содержания углерода на свойства стали, подвергнутой
НТМО, хотя мнения различных исследователей в этом вопросе
в ряде случаев не совпадают
При анализе влияния содержания углерода необходимо
отчетливо различать два момента — его влияние на абсолютный
уровень свойств стали после НТМО и влияние на упрочняющий
эффект НТМО В последнем случае исследуется изменение
механических свойств стали по сравнению с обычной термиче-
ской обработкой, причем рассмотрение вопроса именно в этом,
втором, аспекте способствует выяснению причин упрочнения
при НТМО.
ПАРАМЕТРЫ НТМО
653
Качественно механические свойства стали, подвергнутой
НТМО, зависят от содержания углерода так же, как при обыч-
ной закалке (рис. 29): характеристики прочности меняются
прямо пропорционально содер-
жанию углерода в стали, харак-
теристики пластичности — об-
ратно пропорционально. Резкое
падение пластичности при уве-
личении содержания углерода
сверх определенного предела
(0,5—0,6%) вызывает перегиб
кривой прочности (рис. 30), свя-
занный с возникновением полу-
хрупкого и хрупкого разруше-
ния [18] Подобная закономер-
ность характерна и для низко-
отпущенной стали после обычной
закалки. В обоих случаях для
сталей более высокого металлур-
гического качества перегиб на
кривой прочности будет отве-
чать большему содержанию угле-
рода. Эти соображения, касаю-
щиеся абсолютных значений
бб,кг/г>г>2
320 г
220 - 3 2
200 - * ,
0.33 039 0.43 0,46 0.57 С.7.
Рис. 30 Зависимость механических
свойств стали с 1% Мп 1% Si. 1,8%
Сг, 2.2% Ni. <1% V подвергнутой
НТМО (Х=90%), от содержания угле-
рода
/ и 3 — отпуск при 100° С (/ — стали
с 0,5% Мо), 2—отпуск при 200° С [18]
механических свойств, по-видимому, не вызывают разногласий.
Сложнее обстоит дело при переходе к анализу изменений
механических свойств стали при НТМО по сравнению с обыч-
4бЛ кГ/нн2
56 -
-о— 80%
28
.0----о— 50%
0 0J 0.3 05 0.7
ной закалкой Так, Кула и др
[191 считают, что интенсивность
упрочнения стали при НТМО
не зависит от содержания угле-
рода (рис. 31).
Аналогичные результаты
получены Шайном и др [20]
(рис. 32).
Из этих рисунков следует,
что упрочнение, достигаемое при
НТМО, одинаково для сталей
с различным содержанием угле-
рода. Значительное увеличение
Рис 31 Влияние содержания углерода
иа прирост предела текучести (A«T)
сталей в результате НТМО [19]
1,2 — сталь 410, 3 — сталь с 3% Сг,
4 — сталь H-II, 5 — сталь 4340
предела текучести в результате
НТМО (такое же, как и в случае среднеуглеродистой стали)
может быть достигнуто и на стали, содержащей около 0,1% С.
Угол наклона линий, отображающий изменение прочностных
характеристик с ростом степени деформации аустенита при
654
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
НТМО на рис. 32, к оси прочности (также характеризующий
интенсивность упрочнения) одинаков для сталей с различным
содержанием углерода.
0,317.С 0.Ы7.С ОМ 7. с
15М—ь—I—।—i—i—1—1—।—1—1—।—।—I----1—
О 20 W 60 80 0 20 10 60 80 О 20 ЬО 60 80 А,7,
Рис. 32. Изменение'прочиостных характеристик стали (1% Мп.
1.5% Si. 2,2% Ст. 1% Ni. 0.3% V. 0.3% Мо) с различным содер-
жанием углерода в зависимости от степени деформации при
НТМО 120]
Зэкки, Джастассон и Шмэтц [21] также указывают, что
углерод, находящийся в твердом растворе, влияет на механи-
ческие свойства стали, подвергнутой «аусформингу», так же
350 г
Рис 33 Сравнение механических свойств сталей с различным содержанием
углерода, подвергнутых НТМО с деформацией 90% (/) и обычной (2) обра-
ботке Температура отпуска 330® С [21 ]
как и на свойства стали, термически обработанной обычным
образом (рис. 33). Однако более внимательный анализ их дан-
ных показывает, что с увеличением содержания углерода
прочность нарастает более резко, а пластичность падает менее
интенсивно в случае НТМО. Результаты, полученные Тамура
и др. [22], показали, что твердость мартенсита низкоуглероди-
ПАРАМЕТРЫ НТМО
655
стого (0,006% С) сплава Fe — 30% Ni не изменяется при
применении НТМО, но при переходе к аналогичному сплаву
с 0,42% С наблюдается резкое упрочнение с повышением сте-
пени деформации.
Авторы работы [23], подтвердившие результаты Тимура
и др. [22], отмечают, что упрочнение мартенсита в малоугле-
родистом сплаве остается все же пропорциональным наклепу
аустенита, однако вновь оставляют без внимания вопрос о вели-
чине коэффициента пропорциональности этого упрочнения,
зависящей, по-видимому, от содержания углерода.
Р И. Энтин с сотр.1 на основании анализа многочисленных
экспериментальных данных пришел к выводу о том, что упроч-
нение, достигаемое при НТМО, сталей с разным содержанием
углерода различно Коэффициент пропорциональности между
упрочнением аустенита при НТМО и прочностью мартенсита
возрастает с увеличением содержания углерода в стали. Таким
образом, упрочняющее влияние углерода в случае НТМО
выражено более ярко, чем в случае обычной закалки.
Весьма существенную роль при НТМО может играть метал-
лургическое качество стали. Не исключено, что наличие в струк-
туре металла газовых пузырей, неметаллических включений
и других загрязнений уже в процессе деформации аустенита
приводит к образованию в нем внутренних надрывов (трещин).
Влияние чистоты химического состава по примесям на механи-
ческие свойства после НТМО исследовалось в работе Р. И. Эн-
тина, А. П. Ващенко и Я. Б. Гуревича на стали 44Х2Н5С.
Были выплавлены две плавки этой стали — одна на воздухе
из обычных материалов, а другая в вакууме (остаточное давле-
ние 10'3 мм рт. ст.) из чистой шихты (плавки практически
не различались по основному химическому составу). Из табл. 8
видно, что в стали вакуумной плавки количество неметалличе-
ских включений и газов намного меньше.
Механические свойства стали обеих плавок после обычной
закалки и НТМО (температура отпуска 200° С) приведены
в табл 9. Эти данные показывают, что сталь вакуумной плавки
как после закалки, так и после опробованных двух вариантов
НТМО сохраняет ббльшую пластичность, чем сталь, выплавлен-
ная на воздухе. Значения прочностных характеристик после
НТМО с большой степенью деформации также оказались более
высокими для более чистой стали.
Очевидно, что в тех случаях, когда НТМО, повышая проч-
ность стали, приводит одновременно к снижению пластических
В сб «Повышение прочности конструкционной стали и сплавов» (Материалы конфе-
ренции), МДНТП нм Дзержинского. 1966.
656
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 8 СОДЕРЖАНИЕ ГАЗОВ И НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕ-
НИЙ В СТАЛИ ОТКРЫТОЙ (О) И ВАКУУМНОЙ (В) ВЫПЛАВКИ В ЗАВИСИМО-
СТИ ОТ РЕЖИМА ОБРАБОТКИ *
Сталь а <о я о Я о а О «в С Ч О Я Газы, % (вес ) Неметаллические включения % (вес )
общее ко- личество cjh*/100 г О ас £ 2S £2 'g? О in О О 4> О.
44X2H5C О В 11,7 6,8 0,005 0,001 0,0002 0,0002 0,002 0,002 0,0075 0,0006 0,0013 Следы 0,0045 Следы Следы »
38Х2Н5С О В 18,4 18,5 0,006 0,004 0,0007 0,0009 0,004 0,002 0,0177 0,0073 0,0089 0,0024 0,0015 0,0004 0,0002 0,0901
* По данным Я Б Гуревича и А П Бащенко
Т А Б Л И Ц А 9 МЕХАНИЧЕСКИЕ СВОЙСТВА » СТАЛИ 44Х2Н5С ОТКРЫ ГОЙ
(О) н ВАКУУМНОЙ (В) ВЫПЛАВКИ В ЗАВИСИМОСТИ ОТ РЕЖИМА ОБРА-
БОТКИ «
X. % Число проходов V •! °0,2 кГ/мм* °в кГ /мм* к! /мм*
0 45 70 2 4/5 4/5 5/6 44/58 49/54 49/49 158/151 188/184 192/208 188/185 211/205 224/236 332/425 352/420 380/433
1 В числителе — свойства при открытой выплавке, в знаменателе — при
вакуумной мирования г По данным 525° С. Я Б Гуревича и А П Бащенко, температура дефор-
свойств, улучшение металлургического качества стали может
компенсировать падение пластичности. Таким образом, исполь-
зуя возможность повышения содержания углерода без сниже-
ния пластичности в случае вакуумной выплавки и более резкое,
чем при обычной закалке, влияние углерода на прочность
стали после НТМО, удастся добиться дополнительного увели-
чения прочностных характеристик.
ПАРАМЕТРЫ НТМО
657
ТЕМПЕРАТУРА И СТЕПЕНЬ ДЕФОРМАЦИИ
бт.бо.кГ/пм2
250 г
225 -
200 -
125 бт,кГ/пнг
Вопросы о влиянии температуры и степени деформации
аустенита при НТМО на механические свойства стали нельзя,
по-видимому, рассматривать раздельно в связи с четкой взаимо-
зависимостью этих двух факторов Как установили В И. Сар-
рак и Р И. Энтин [24], меж-
ду упрочнением аустенита и
прочностью образованного из
него мартенсита при НТМО
существует прямая связь
(рис. 34). Таким образом,
влияние степени и темпера-
туры деформирования при
НТМО на свойства стали сво-
дится, по-существу, к их
175 L-
25
влиянию на упрочнение аусте-
Рис 34 Зависимость прочностных свойств
НИТа закаленной стали 45ХЗН8С от степени
Способность аустенита упрочнения (Ог на абсциссе) аустенита при
упрочняться при деформиро- б25’с 24
вании в сильной мере зависит
от температуры. Коэффициент упрочнения, как видно из рис 35,
резко падает с повышением температуры деформирования.
Предположение о том, что после деформирования при разных
6,кГ/ннг
Рис 35 Кривысупрочиснияметаста-
билыюго аусюнита стали 45ХЗН8С
при различных температурах (в
истинных координатах) при испы-
тании на сжатие [24]
температурах получаются различ-
ные структурные состояния аусте-
нита, авторы [24] проверяли
следующим образом. Образцы де-
формировали при 650° С, а затем
деформирование продолжали при
525° С (штриховая линия на рис.
35). При понижении температуры
сопротивление деформации (упроч-
нение) увеличивалось, однако не
достигало значения, получаемого
в результате такой же степени
деформации при 525° С. Очевидно,
одинаковая степень деформации
при разных температурах приво-
дит к образованию разного структурного состояния аустенита,
причем упрочнение его тем выше, чем ниже температура дефор-
мирования. Для достижения одинаковой прочности аустенита
степень деформации при более высокой температуре должна
быть большей.
Данные большинства исследователей [6, 8, 17, 23, 25—30]
свидетельствуют о том, что для достижения максимального
658
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
упрочнения стали при НТМО требуется применение больших
(>50%) степеней деформации аустенита, причем температуру
деформирования следует выбирать возможно более низкой.
Рис 36 Влияние темпера-
туры деформирования и Сте-
пени деформации на проч-
ность стали после НТМО
[17]
Влияние степени и температуры деформации на прочностные
свойства стали с 0,4% С, 5% Сг, 1,3% Мо и 0,5% V показано
на рис. 36 (171. Коэн [31] приводит результаты механических
испытаний многих марок легированной стали с 0,3—0,4% С,
6.кГ/ннг
2!О
600 500 000 700
Рис 37 Зависимость механических свойств
стали с 0,45% С. 3% Сг. 1,5% N1. 1,5% Si,
1%Мп н 0.5% Мо от температуры деформи-
рования при НТМО, температура отпуска
из которых следует, что
при увеличении степени
деформации происходит
непрерывный рост предела
текучести; им определена
даже величина возраста-
ния предела текучести ста-
ли на 1% уменьшения тол-
щины заготовки (НТМО
прокаткой), которая со-
ставляет 0,7±0,2 кПмм\
В некотором противоречии
с большинством резуль-
татов находятся данные
Джеллотти [7], Хопкинса
и Рэйя [32 ], а также Дак-
ворса и др 15], которые
не получили упрочнения при деформациях до 30% (на сталях
4340 и ЕпЗО); лишь с увеличением степени деформации свыше
30—40% происходило значительное возрастание прочности.
Как отмечалось выше, по мнению большинства авторов, пони-
жение температуры деформации приводит к более интенсивному
упрочнению стали при НТМО. На рис. 37 показано влияние
температуры деформации на механические свойства стали [17].
ПАРАМЕТРЫ НТМО
659
По данным рис. 38 [33] можно проследить влияние обоих
параметров на прочность стали после НТМО. Видно, что с по-
нижением температуры деформирования пределы прочности
и текучести увеличиваются. Прочностные характеристики стали
после небольшой деформации (30%) находятся на более низком
уровне и менее чувствительны к изменению температуры де-
формирования, чем при больших степенях обжатия.
Однако в работах Дакворса и др. [4, 5] деформирование
при 600° С привело к получению более высокой прочности, чем
Рис 36 Влияние обжатия я температуры деформирования
н а^пррчи^стные свойства стали Н-11 (vasKOjet). отпуск при
при 450° С. Аналогичное изменение прочностных свойств отме-
чает Мейл [30] при понижении температуры деформирования
от 760 до 540° С.
Установленные в работе М. Е. Блантера 1 подобные эффекты
при НТМО стали 40ХНМА с деформированием экструзией
связаны с тем, что не был учтен сильный разогрев стали при
деформировании. Поэтому при понижении температуры дефор-
мирования от 850 до 550° С и не было обнаружено изменение
характеристик прочности; при дальнейшем снижении темпе-
ратуры деформирования до 400° С прочность стали уменьшалась.
Таким образом, результаты некоторых работ не подтвер-
ждают наиболее распространенного мнения о том, что повыше-
ние степени и снижение температуры деформирования дей-
ствуют в направлении повышения прочности стали, подвергну-
той НТМО. Однако большинство исследователей, которые от-
1 В сб «Прогрессивные методы термической обработки деталей машин и инструментовэ
(Материалы конференции) Волгоград, 1964
660
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
мечали аномальное поведение механических характеристик
стали при изменении степени и температуры деформирования,
наблюдали (или не была исключена такая возможность) образо-
вание продуктов распада аустенита или разогрев металла
при деформировании. Этот факт дает наиболее вероятное объяс-
нение замеченных отклонений, на что указывают в ряде случаев
сами авторы.
Изменение пластических характеристик стали при варьиро-
вании двух рассматриваемых параметров процесса НТМО
Рис 39 Зависимость пластичности стали типа Н-11 (0,40%
( , 5% Ст, 1,30% Мо, 0,5% V) от степени деформации и
температуры деформирования при НТМО, отпуск при
510° С [33]
носит менее определенный характер, чем прочностных. Имеются
сведения, что свойства пластичности снижаются с увеличением
степени деформации. Другие работы, например [281, доказы-
вают экстремальный характер изменения пластичности со сте-
пенью деформации при НТМО. М. Е Блантер, А П Гуляев
[34, 35], Шметц и др. [23] приходят к выводу, что при степени
деформации <20—30% пластичность при НТМО резко падает;
при повышении степени обжатия выше этой величины она на-
чинает возрастать. Существует (особенно для низких темпе-
ратур деформирования) критическая степень деформации при
НТМО, только выше которой пластичность стали находится на
достаточном уровне (равна или несколько выше, чем при
обычной термической обработке) Как видно из рис 39, с по-
вышением температуры деформирования пластичность стали
увеличивается Факт роста пластичности при повышении тем-
пературы деформирования является, по-видимому, одним из
наиболее твердо установленных.
ПАРАМЕТРЫ НТМО 661
Таким образом, характер изменения пластичности стали при
НТМО довольно сложен При практическом выборе режимов
НТМО, когда характеристикам пластичности следует уделять
большое внимание, необходимо учитывать изложенные сообра-
жения. Четкую закономерность между изменением прочности
и пластичности при НТМО установить не удается из-за различ-
ного характера их зависимости от технологических параметров
процесса (в частности, от степени деформации), поэтому при
определении оптимальных режимов обработки необходимо из-
учение всего комплекса механических свойств
РЕЖИМ ОТПУСКА
По мнению многих исследователей, сталь после НТМО
следует подвергать отпуску так же, как и после обычной за-
калки. Оптимальной температурой отпуска в некоторых работах
считают 100—200° С, в других — 300—350° С. Одни авторы
полагают, что влияние процесса отпуска на свойства стали,
подвергнутой НТМО, аналогично его влиянию при обычной
термической обработке, другие находят существенные отличия.
Влияние легирующих элементов на процесс отпуска при
НТМО проявляется более отчетливо в случае повышенных его
температур. По-видимому, именно различия в легировании
сталей, исследуемых разными авторами, и служат основной
причиной отмеченных разногласий, особенно при различиях
в температурах отпуска.
Р И. Энтин х, например, считает, что процессы отпуска
после НТМО протекают несколько медленнее, чем после обычной
закалки, но упрочняющий эффект НТМО в основном сохра-
няется все же лишь до 350—400е С.
Зекки и др. 1171, изучавшие сталь с 3% Сг, установили,
что равномерное удлинение и предел текучести после НТМО
остаются неизменными в широком диапазоне температур от-
пуска (до 400° С) Однако анализ их данных (рис 40) показы-
вает, что предел прочности все же заметно снижается (а отно-
сительное сужение возрастает) уже при 200° С
В работах других исследователей 118, 20, 36, 37] отмечается,
что прочностные характеристики хромоникелькремнистых ста-
лей после НТМО с повышением температуры отпуска изме-
няются качественно таким же образом, как и после обычной
закалки, однако эффект упрочнения в некоторой мере может
сохраниться при отпуске до 500° С (37 и др.]. При высоких
температурах отпуска разупрочнение после НТМО иногда про-
1 В сб «Научно техническое совещание по термомеханической обработке сталиэ
ЦНИИЧМ, 1964
5 Бернштейн
662
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
текает быстрее, чем после обычной закалки [27]. Авторы [24]
считают, что температура полного снятия эффекта НТМО при
отпуске связана с температурой деформации аустенита и пре-
вышает ее на 100—150° С Упрочняющий эффект НТМО может
быть в значительной мере сохранен до температур отпуска
500° С и выше, если сталь легирована ванадием, вольфрамом,
молибденом, т. е. элементами, задерживающими распад мартен-
сита и вызывающими явления «вторичного твердения» при
отпуске (за счет выделения дисперсных специальных карбидов)
Ъ,кГ/ммг
100 200 300 400 100 200 300 tomn°C
Рис 40 Влияние температуры отпуска после НТМО
на механические свойства сталей с 0,30 (слева) и
0,45% С (справа) Остальные элементы 3% Сг. 1,5%
Ni, 1,5% Si, 1% Мп, 0,5% Мо [17J
[6, 26, 37, 38] Кремний в количествах до 1,2—1,5%, также
сильно задерживающий распад мартенсита, позволяет повы-
сить температуру отпуска до 350° С без значительного разупроч-
нения. Зекки и Джастассон [33] при переходе от стали с 1,5% Si
к стали с 3% Si обнаружили неожиданный эффект — резкое
повышение пределов прочности и текучести в интервале 320—
450° С, причину возникновения которого не объясняют Ав-
торы [33] утверждают, что механические свойства высоколе-
гированных сталей практически не изменяются при низких и
средних температурах отпуска, температура начала резкого
разупрочнения при отпуске, например для сталей Н-11 и
Vasko МА, подвергнутых НТМО, на ~65° С выше, чем после
обычной закалки Изменение механических свойств стали Н-11
при отпуске после обычной закалки и после НТМО показано
на рис 41.
ПАРАМЕТРЫ НТМО
663
Е. Д Гидон с сотр. [6] исследовали влияние отпуска после
НТМО и обычной закалки на механические свойства стали де-
сяти марок, содержащих различные легирующие добавки.
Химический состав исследованных плавок приведен
в табл. 10, а на рис 42 показано изменение количества остаточ-
ного аустенита, твердости, прочности, пластичности и вязкости
сталей при отпуске Видно, что
увеличение содержания ванадия
с 0,14 до 0,37% (плавки I и II) не
оказало существенного влияния на
свойства стали при повышении
температуры отпуска до 350° С
Рис 41 Влияние отпуска на меха-
нические снойства стали Н-II после
обычной закалки (/) н НТМО (2),
температура деформирования 450°С,
ТАБЛИЦА 10 ХИМИЧЕСКИЙ
СОСТАВ (%) СТАЛЕЙ,
ИССЛЕДОВАННЫХ В РАБОТЕ [6]
(К РИС 42)
Номер плавки С Si Мп Сг Ni Мо V
I 0,42 0.38 0,46 ..5 3.17 0,45 0,14
II 0,45 0,42 0,55 1,54 3.47 0,45 0,37
111 0,44 1,24 0.44 1,55 4,15 0,37
IV 0,44 1,22 0.51 1,49 3.5 0,41 0,23
0,41 1,37 0.54 3,02 1,26 0,44 0,13
VI 0 43 1.17 1,02 3,14 1,33 0,45 0,11
VII 0,44 1,25 1.18 3.1 1.32 0,45 0,36
\ III 0,42 1,13 0,68 3,01 1,28 0,39 0,14
IX 0,43 0,38 0,46 5,26 1.30 0,45 0,(8
X 0,39 0,14 0.56 4,95 0,32 1,23 0,53
Добавка кремния (плавка III) даже при отсутствии ванадия
позволяет повысить устойчивость стали против отпуска при тем-
пературах до 350° С
Дополнительное легирование ванадием (плавка IV) позво-
лило немного увеличить устойчивость против разупрочнения
при отпуске до 500° С Стали с повышенным содержанием хрома
(плавки V—VII) имеют более высокий уровень прочности по
сравнению с упомянутыми плавками, но начинают интенсивно
разупрочняться приблизительно при тех же температурах
отпуска
Сталь плавки VIII, дополнительно легированная вольфра-
мом, после отпуска при 350° С сохраняет предел прочности
260 кПммг, а при 500° С — °45 кПмм2. Увеличение содержания
хрома (плавка IX) и молибдена (плавка X) также повышает
стойкость стали против отпуска Стали последних трех пла-
5’
Рис. 42. Механические свойства сталей (см табл 10) и количество остагочиого аустенита (Л) после НТМО и отпуска при раз-
личных температурах [6 ]
I —X — номера плавок черные кружки — 1 = 75%. светлые кружки — 93%. крестики — 0%
ПАРАМЕТРЫ НТМО
665
вок после НТМО и отпуска при температуре 500° С сохраняют
в значительной мере эффект упрочнения и имеют предел проч-
ности 240—255 кПмм* при относительном удлинении 10—13%
и относительном сужении 30—35% Испытания механических
свойств при повышенных температурах также выявляют су-
щественные преимущества НТМО. Последнее положение под-
тверждено, например, в работе [33]: при температуре испыта-
ния 480° С прочностные свойства стали 45Х5МЗФ, подвергну-
той НТМО, оказались на 30—35 кПммг выше, чем после обыч-
ной закалки.
ПРОЧИЕ ПАРАМЕТРЫ ПРОЦЕССА НТМО
Влияние остальных факторов (см. стр 646) па свойства стали
после НТМО исследовано в меньшей степени, так как оно выра-
жено значительно слабее, чем влияние рассмотренных выше
основных параметров процесса.
Продолжительность выдержки переохла-
жденного аустенита на изотерме после деформации (продолжи-
тельность выдержки до деформации должна определяться лишь
выравниванием температуры по сечению заготовки) практиче-
ски не влияет на свойства стали, если при этом не происходит
распада аустенита По данным Шметца и др. [23], на свойства
стали Н-11 не влияет даже 20-ч выдержка (и до, и после дефор-
мации). Иногда отмечается слабое положительное влияние
(главным образом на пластичность) увеличения длительности
последеформационной выдержки, связанное, по-видимому,
с протеканием полигонизационных процессов в деформирован-
ном аустените
Температура аустенизации также слабо
влияет на свойства стали, подвергаемой НТМО. При повышении
температуры аустенизации от 1050 до 1300° С свойства прочности
и пластичности практически не изменяются [23]. Зекки и др.
[17] подтвердили этот вывод на стали с 0,3% С (рис. 43) для ин-
тервала температур от 900 до 1150° С (соответствующее изме-
нение величины зерна аустенита — от 0 до 6 по шкале ASTM)
Правда, на рис 43 можно заметить слабую тенденцию к увели-
чению механических свойств при понижении температуры
аустенизации Авторы [4, 5] считают, что сильное снижение
этой температуры до значений, близких к критической точке,
может несколько увеличить прочность стали (Еп24) при НТМО.
Получены противоречивые данные о зависимости прочности
стали от скорости деформирования при НТМО. В ряде работ
было обнаружено увеличение прочности (без снижения пластич-
ности) при возрастании скорости деформирования [4, 5, 30, 32].
Другие исследователи рекомендуют для получения более bmcq-
666
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
кого комплекса свойств применять небольшие скорости дефор-
мации [33, 39, 65 J, в частности это относится к прессованию
(экструзии) По-видимому,
уменьшение прочности при
увеличении скорости де-
формации, наблюдавшееся
в последних работах, свя-
зано с интенсивным повы-
шением температуры ме-
талла в процессе дефор-
мирования. Вместе с тем
увеличение скорости де-
формирования имеет чисто
технологический смысл,
так как может позволить,
по-видимому, применять
НТМО для сталей с не-
большой устойчивостью
аустенита. Это относится
по крайней мере к взрыв-
ной (или импульсной) деформации, обеспечивающей, несмотря
на интенсивный разогрев металла, получение достаточно высо-
6б.6г,кГ1нмг
250 г
6 б—
225 -бг__
200
<р,У.
50
ЬО
30
f0\
900 950 ’000 Ю50 ПО0 f!50 t’C
Разнер зерна по ASTM
Рис 43 Механические свойства стали после
НТМО в зависимости от температуры аусте-
низации [17]
кого комплекса механических
свойств.
Дробность дефор-
мации при НТМО, по мнению
многих авторов, благоприятно
сказывается на свойствах стали,
определяя высокую стабиль-
ность получаемых результатов.
Большинство исследователей
считает, что применение дроб-
ной деформации не вызывает
изменения в упрочнении аусте-
нита по сравнению с деформа-
цией за один проход (при оди-
наковой суммарной степени
обжатия). В работе Н. И Кор-
неева и др.1, однако, установ-
лено, что, помимо очевидных
технологических преимуществ,
деформация (позволяющая
Рис 44 Зависимость твердости пере-
охлажденного аустенита хромоникель-
кремнемолибденовой стали от числа
проходов при различной степени обжа-
тия (цифры у кривых)
которые привносит дробная
уменьшить давление при прокатке
1 Корнеев Н И и др Веб «Научно-техническое совещание по термомехани-
ческой обработке стали», ЦНИИЧМ. 1964.
ПАРАМЕТРЫ НТМО
667
в каждом проходе и в значительной мере предохранить металл
от разогрева), такой способ дает возможность обеспечить более
интенсивное упрочнение аустенита ’. Как видно из рис. 44,
твердость аустенита после дробной деформации значительно
выше, чем при прокатке за один проход (при одинаковом сум-
марном обжатии).
Влияние скорости охлаждения после
деформации на свойства стали при НТМО может про-
явиться, очевидно, лишь в том случае, если при недостаточно
интенсивном охлаждении
образуются пемартенситные
продукты распада аустенита,
как это наблюдали Дакворс
и др 14] на стали Еп24
Необходимо отметить, что
стремление избегать распада
аустенита при деформации,
а также разогрева металла
при НТМО обосновано, по-
видимому, лишь тогда, когда
отсутствует строгий контроль
за этими процессами С М
Баранов [40], например, при-
шел к выводу, что образова-
ние продуктов распада пере-
охлажденного аустенита в
процессе пластического деформирования при строгом соблюде-
нии изотермических условий (схема 2 на рис 45) не приводит
к отрицательным результатам. Он установил, что при такой
обработке возникает своеобразная микронеоднородная струк-
тура, состоящая из смеси троостосорбита или троостита и
тонкодисперсного мартенсита, обогащенного углеродом Такая
структура при сравнительно невысокой твердости обладает
большой прочностью и упругостью. На стали 40ХС, например,
получено значение предела прочности 240 кПмм*, тогда как
обычная термическая обработка на такую же твердость дает
лишь 155 кПммг. При обработке по схеме 1 возникновение
структурно свободного феррита приводит к ухудшению механи-
ческих свойств.
В работе М. X. Шоршорова и др. показано, что разогрев
аустенита (вернее, полигонизационный нагрев, который авторы
специально проводили после деформации) может привести
к некоторому повышению прочности при одновременном
1 Подзежит изучению вопрос о влиянии дробности на неравномерность деформации
по сечен ню
668
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
увеличении пластичности по сравнению с НТМО без такого
нагрева.
Установленное некоторыми исследователями положитель-
ное влияние повышения температуры деформирования, а также
увеличения последеформационной выдержки при НТМО на меха-
нические свойства стали свидетельствует о необходимости под-
робного изучения вопросов, связанных с процессами возвра-
та, полигонизации и, возможно, частичной рекристаллизации
в ее самой начальной стадии после деформирования при НТМО.
Изучение возврата (полигонизации) в процессе НТМО тем
более важно, что при подходе к температурным интервалам
протекания этих процессов со стороны низких температур
их можно лучше регулировать, чем, например, при ВТМО.
Не исключено, что наблюдаемое в большинстве случаев
некоторое снижение пластичности стали при НТМО по сравне-
нию с обычной закалкой объясняется исключительно высокой
напряженностью структуры, возникающей при сильной дефор-
мации аустенита. Процессы же, протекающие при возврате и
на начальных стадиях рекристаллизации аустенита, не вызы-
вая заметного снижения упрочняющего эффекта, могут при-
вести к существенному улучшению пластических свойств стали
благодаря снижению уровня напряжений и благоприятному
их перераспределению При одинаковой степени упрочнения
аустенита, достигаемой при деформировании с различным
обжатием при разных температурах, пластичность (при равной
прочности) будет выше у структуры, которая получена дефор-
мированием аустенита при более высокой температуре. Такое
предположение, высказанное Р. И. Энтиным, основано, по-
видимому, именно на приведенных выше соображениях
Для решения вопроса о практическом применении НТМО
при производстве определенных изделий (или полуфабрикатов)
необходимо изучение и других (помимо прочностных и пластиче-
ских характеристик при статическом растяжении) свойств ста-
лей, определяющих в каждом конкретном случае эксплуата-
ционную стойкость деталей. Так, для изделий, работающих при
динамических и переменных (знакопеременных) нагрузках,
решающее значение имеют усталостные и ударные характери-
стики материала, для инструментальных сталей — твердость,
износостойкость и красностойкость. Исследованию влияния
НТМО на эти и другие не менее важные для практики харак-
теристики сталей (например, сопротивление хрупкому разру-
шению, температура перехода от вязкого разрушения к хруп-
кому, склонность к отпускной хрупкости, анизотропия механи-
ческих свойств и т. п.) посвящено еще недостаточное количество
работ.
ПАРАМЕТРЫ НТМО
66»
Борик и др [41] отмечают, что повышение статической
прочности конструкционных сталей обычно приводит к ухуд-
шению сопротивления усталости. Отношение предела выносли-
вости к пределу прочности зависит от уровня последнего и для
сталей с пределом прочности выше 125 кПмм2 снижается с 0,5
до 0,3 *. Это объясняется тем, что при обычной термической
обработке повышение прочности стали чаще всего связано
с уменьшением пластичности НТМО, которая по мнению авто-
ров работы [41] (и многих других исследователей, как отме-
8k Lxd.............I---. . . . L^l........
10s tO6 IO7 Ю9
Число циклов N
Рис 46 Кривые усталости сталиН II после закалки и отпуска
(/) и после Н ГМО с деформацией 75% при 650° С (//) 146]
1 — испытание прекращено, 2 — разрушение
чалось выше) обеспечивает существенное упрочнение без за-
метного изменения пластичности, приводит к увеличению
усталостных характеристик стали (рис 46). Как видно из
рис. 46, предел выносливости в результате применения НТМО
увеличивается на 20—25%; в области ограниченной выносли-
вости срок службы образцов увеличивается по меньшей мере
на порядок (приблизительно такое же изменение усталостных
характеристик стали в результате изменения НТМО отмечается
и в других работах [29, 33, 42 и др ]) Отношение предела вы-
носливости к пределу прочности сохраняется на необычно вы-
соком для такой прочности (250—260 кГ!мм?) уровне: 0,41 —
0,45
На рис 47 показано соотношение между пределом выносли-
вости и пределом прочности в зависимости от уровня прочности
стали. В заштрихованную область попали значения указанного
* Некоторые авторы утверждают, что коэффициент пропорциональности между пре-
делом выносливости и пределом прочности близок по величине к относительному су
жению, о = ф о
670
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
отношения для обычных сталей, подвергнутых закалке и от-
пуску Видно, что самый высокий коэффициент пропорциональ-
ности (—0,6) соответствует низкой прочности (80—100 кПммг).
Существенного повышения усталостной прочности не удается
добиться при повышении статической прочности, так как при
этом резко падает коэффициент о^/Оц Таким образом, предел
выносливости всех этих сталей составляет 40—75 кПмм2.
Разработанная позднее сталь Н-11 выпадает из общей
группы сталей, сведения о которых собраны авторами [411, и
70 1Ь0 210 6Й, кГ/тг
Рис 47 Зависимость отношения предела
выносливости к пределу прочности при
растяжении (0_j/oB) Для различных конст-
рукционных сталей (треугольники и квад-
раты) от предела прочности [41]
/ — сталь Н-11 после закалки н отпуска,
2 — та же сталь после НТМО
отличается высоким сопроти-
влением усталости. Но самым
интересным и очень важным
для практики является тот
факт, что применение НТМО
позволило дополнительно уве-
личить статическую проч-
ность приблизительно на
60 кПмм2 без заметного изме-
нения отношения O-j/Qb. По
мнению авторов, высокая
усталостная прочность стали
Н-11 после НТМО обуслов-
лена в основном большой ве-
личиной критического раз-
мера трещины, что приводит
к увеличению энергии, необ-
ходимой для распространения
трещины разрушения. Надо
отметить, что достигнутое в этой работе в результате приме-
нения НТМО значение предела выносливости на базе испыта-
ния 10’ циклов—117 кПмм2 — рекордное в мировой практике
Данные о влиянии НТМО на ударную вязкость весьма
противоречивы. Одни исследователи" отмечают небольшое уве-
личение ударной вязкости 125, 26, 43], другие не обнаружили
изменения этой характеристики 1301, третьи после НТМО
получили снижение ударной вязкости по сравнению с обычной
закалкой 1441 В некоторых работах найдено, что ударная вяз-
кость после НТМО находится на очень высоком уровне и со-
ставляет 8 кГ -м!см2 на образцах Менаже и более 9 кГ-м!см.2
на образцах Шарли [33 ] Установлено, что НТМО не снижает
склонности стали к отпускной хрупкости [30] и не влияет на
температуру перехода от вязкого к хрупкому разрушению.
Однако некоторые исследователи [291, обнаружившие мак-
симальное повышение прочности по сравнению с обычной за-
калкой при одновременном повышении удлинения и ударной
ПАРАМЕТРЫ НТМО
671
вязкости при комнатной и пониженных температурах после
НТМО без отпуска и с отпуском при 100° С, объясняют такие
изменения свойств не только
стической деформации, но и
переходом от преждевремен-
ных хрупких разрушений,
наблюдаемых после обычной
закалки, к более вязким раз-
рушениям после НТМО По-
вышение при НТМО сопро-
тивления хрупкому разруше-
нию (рис. 48) установлено
в работе [18].
На рис 49 [29] показа-
но изменение механических
свойств стали в зависимости
от температуры отпуска после
НТМО и обычной термической
ударной вязкости в температурном интервале 400—500°С наблю-
дается при обеих обработках. Абсолютные значения ударной
^02-66 М'/НН2
0 W0 200 300 Ш 500 600 ГС
Рис. 49. Изменение механических
свойств стали типа ВЛ1 при отпуске
после НТМО и обычной закалки [27]
I — сталь с 0,58% С, 2—сталь с 0.47%
С Сплошные кривые — после НТМО,
пунктирные — после обычной закалкн
повышением сопротивления пла-
Рис 48 Хрупкая прочность стали (0,63%
С) после 1ПМО (/), ступенчатой (2) и обыч-
ной (3) закалок [18]. Сталь ВЛ1, содержа
щая 1% Si, 1% Мп, 1,8% С, 2,2% Ni,
0,5% Мо. <1% V
обработки Видно, что минимум
вязкости выше после обычной
закалки при температурах от-
пуска 150—600° С. При более
низком отпуске кривые меня-
ются местами
, Влияние деформирования
аустенита на анизотропию меха-
нических свойств после НТМО
изучалось в ряде работ совет-
ских [25, 45]1 и зарубежных [31]
авторов
Установлено, что свойства
стали существенно различаются
в продольном и поперечном на-
правлениях. Как видно из табл.
11 [25], независимо от направ-
ления прокатки (вдоль или попе-
рек волокна) прочностные свой-
ства поперечных образцов зна-
чительно выше, чем продольных,
а пластичность в 1,5—2 раза
ниже При испытании образцов, вырезанных в направлении
толщины листа, наблюдалось характерное расслоение металла;
1 См также Гидон Е Д и др В сб «Научно-техническое совещание по термоме
хэпической обработке стали», ЦНИИЧМ, 1964
672
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 1) ВЛИЯНИЕ НТМО НА АНИЗОТРОПИЮ
МЕХАНИЧЕСКИХ СВОЙСТВ СТАЛИ 1ИПА ВЛ I С 0,47% С [25]
Температура отпуска РС % 2 кГ/мм1 °в кГ/кмг б % Температура отпчека, °C %,2 к Г/мм1 °в к! /м ч‘ б %
IIродолъная прокатка Поперечна я прокатка
100 197,5 278 5,3 100 196 273,5 4,8
221,5 280 2 9 240 290 1,8
229 283,5 8,2 200 229 _266_ 7,7
271 304 3,3 278 5 306 3,6
300 240 246 7,1 300 235,5 245, 6,4
273,5 274,5 4;г 293,7 298 4,4
218 237,3 м 1 _210_ 231 7,1
251 7 262,3 3,9 | 246 5 253 5,4
При м с ч а н и е В числителе — свойства. полученные на продольных
образцах, в знаменателе — на поперечных
это расслоение, вероятно, является следствием пониженной
прочности. При повышении степени деформации аустенита при
НТМО анизотропия механических свойств усиливается.
При применении НТМО к быстрорежущим сталям устано-
влено повышение их твердости по сравнению со стандартными
режимами обработки Харви 146] обнаружил, что твердость
стали М-2 после НТМО составляет 66,5 HRC против 64 HRC
после обычной закалки. При повышении температуры отпуска
до 560° С твердость стали, подвергнутой НТМО, остается на
уровне 66 HRC, что выше твердости после обычной обработки
на 1—2,5 HRC Отпуск при 600° С увеличивает разницу до
3 HRC
М. М Штейнберг и др. [47] также отмечают повышение
твердости и красностойкости быстрорежущих сталей при при-
менении НТМО. Они установили, что стойкость, определяемая
при испытании режущей способности сталей Р9 и Р18, увели-
чивается наиболее интенсивно при деформации 15% При даль-
нейшем росте обжатия стойкость понижается и при деформации
30% приближается к стойкости эталонных резцов (рис 50).
Наблюдается также повышение сопротивления истиранию (хо-
лодному и с разогревом трущихся поверхностей до 300—400° С).
Износостойкость при оптимальном режиме НТМО (1 = 15%)
увеличивается более чем в два раза. Одновременно с увеличе-
ПАРАМЕТРЫ НТМО
673
нием режущей стойкости и износоустойчивости наблюдается
рост на 15—40% вязкости исследованных сталей и повышение
разрушающей нагрузки при испытании на статический изгиб.
Следовательно, для улучшения режущих свойств и износо-
стойкости быстрорежущей стали требуются небольшие обжа-
тия, тогда как при обработке на высокую прочность — дефор-
мации 70—90%.
Наблюдаемое изменение свойств М. М. Штейнберг и Л. Б. Са-
бун связывают с наклепом аустенита, определяющим повыше-
Стойкость, пил
Рис 50 Стойкость стали Р9, подвергнутой НТМО при темпе
ратуре деформиронания 400° С (данные получены методом про
дольного точения)
/ — ступенчатая закалка. 2 — обжатие 5% 3 — 15%, 4 —
30% [47]
ние износостойкости и красностойкости сталей. При обжатии
свыше 15% заметно ускоряется процесс карбидообразования и
коагуляции карбидной фазы при отпуске стали, что перекры-
вает благотворное влияние упрочнения матрицы.
При НТМО с небольшими степенями деформации (—5%)
уменьшается количество остаточного аустенита, а с большими
(—30%) оно значительно увеличивается (42% в стали Р9).
Такое влияние степени деформации согласуется с установлен-
ными в работе О. П Максимовой и А. И. Никаноровой законо-
мерностями: деформирование с малыми степенями оказывает
инициирующее действие и облегчает А -+ Л4-прев ращение,
а при более высоких степенях деформации, приводящих к су-
щественному измельчению субструктуры, это превращение
тормозится в связи с разрывом когерентности на субграницах.
В согласии с этими представлениями находится и понижение
мартенситной точки при НТМО стали Р9 с обжатием 15—30%.
Найдено текстурованное выделение пластинок мартенсита,
заметное их измельчение и улучшение шлифуемости стали Р9.
674
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
В работе Л Б Сабу на и М М. Штейнберга 1 исследовано
влияние термической обработки, соответствующей по темпера-
турному режиму ВТМО, но без пластической деформации,
на режущую стойкость и вязкость быстрорежущих сталей
Авторы сообщают, что скоростное подстуживание образцов
стали Р9 от температуры закалки в ванне с температурой
830° С при выдержке 30 сек приводит к повышению режущей
стойкости в 3—4 раза, а также к улучшению вязкости и шли-
фу емости этой стали.
Однако такое же подстуживание не оказывает влияния на
свойства стали Р18, для сталей Р9Ф5 и Р10К5Ф5 отмечено
значительное повышение вязкости, но снижение режущей стой-
кости
Такое влияние скоростного подстуживания от высоких тем-
ператур на режущую стойкость и вязкость стали Р9 предполо-
жительно объясняется термическим наклепом аустенита и созда-
нием полигонизованной структуры, определяющей благоприят-
ное развитие карбидных превращений, а отсюда и повышение
красностойкости (режущей стойкости).
Л. Б Сабун и М. М. Штейнберг рекомендуют при изготовле-
нии плоского режущего инструмента проводить НТМО по
следующему режиму, нагрев до температуры закалки, переох-
лаждение в селитровой ванне до 450—400° С (для сталей Р9 и
Р18) или до 600—550° С (для быстрорежущих сталей повышен-
ной производительности), деформация свободной ковкой с об-
жатием 15%, закалка в масле с последующим двукратным
отпуском при 550° С
Что касается режима скоростного подстуживания, то ав-
торы считают целесообразным его применение для повышения
режущей стойкости и вязкости инструмента любой конфигура-
ции из стали Р9, после переноса от температуры аустенизации
в ванну с температурой 830° С дается кратковременная вы-
держка (величина которой зависит от сечения инструмента),
затем следуют закалка в масле и двукратный отпуск при 550° С.
Авторы указывают на внедрение этого режима обработки ин-
струмента в производство на Уральском заводе тяжелого ма-
шиностроения.
Возникающая при НТМО анизотропия механических свойств
вызывает необходимость согласования направлений деформиро-
вания с видом напряженного состояния изделия в процессе
его службы.
В тех случаях, когда НТМО приводит к снижению пластич-
ности или ударной вязкости, большую роль может сыграть
Сабун Л Б Автореферат кандидатской диссертации Свердловск, 1966.
ПАРАМЕТРЫ li ГМО
675
улучшение металлургического качества стали (применение
исходных материалов высокой чистоты и вакуумной выплавки).
Необходимо учитывать и некоторые технологические осо-
бенности процесса НТЛЮ, наиболее трудным этапом которого
является деформирование переохлажденного аустенита
Сильное упрочнение аустенита при деформировании с боль-
шими степенями (необходимое условие получения высокой проч-
ности при НТЛЮ) связано с возникновением больших удельных
давлений течения (что может прпгести к образованию трещин)
и требует увеличения мощности оборудования. Зависимость
Рис 51 Зависимость удельного давления течения метастабильного аустенита стали
Р18 от степени деформации
удельного давления течения переохлажденного аустенита при
осадке на прессе от степени деформации при различных темпе-
ратурах деформирования представлена на рис 51 Ч Из рисунка
видно, что поведение металла при деформировании в сильной
степени зависит также от соотношения геометрических разме-
ров образца, т. е , где D — диаметр образца, И — высота.
При = 3,5 образцы при исследованных температурах де-
формировались без образования трещин до степени деформации
1 — 50-60%, а при = 1,5 первые трещины появлялись
при X 25-30% Первые трещины образуются обычно на бо-
ковой поверхности, где касательные напряжения имеют макси-
мальные значения В дальнейшем с повышением степени де-
формации трещины распространяются в глубь образца.
1 Локшин Л Ф В сб «Прогрессивные методы термической обработки деталей
машин и инструментов» (Материалы конференции) Вочгоград, 19Ь4
676
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
При температурах деформации 500 и 700° С и значениях
отношения ~, равных 2,5 и 3,5, а также при температуре
600° С и у, равных 1,5; 2,5 и 3,5, удельные давления непре-
рывно повышаются при увеличении степени деформации вплоть
до 75%, несмотря на то что трещины на боковых поверхностях
образца появляются при более низких степенях деформации.
Другой характер хода кривых при температурах 500 и 700° С
для -у = 1,5 автор объясняет тем, что в этих случаях зна-
чительные объемы стали поражены трещинами.
Неравномерность деформации по сечению заготовки, за-
висящая от выбранной схемы деформирования, может привести
к неравнопрочности материала после НТМО. Эта неравномер-
ность деформации, связанная с геометрическими параметрами
процесса, может усиливаться неоднородностью температурного
поля в обрабатываемом изделии, возникающей при соприкосно-
вении с деформирующим инструментом. Для устранения влия-
ния последнего фактора требуется подогрев деформирующего
инструмента до температуры деформации. Целесообразно также
применение стеклянной смазки и пластических оболочек
Несмотря на перечисленные технологические сложности
процесса, целесообразность внедрения НТМО в промышлен-
ность не вызывает сомнений. Вопросы практического примене-
ния НТМО разрабатываются и в СССР, и за рубежом. Уже
имеются сведения о получении в объеме полупромышленных
партий высокопрочной стальной ленты, подвергнутой НТМО \
и об испытаниях рессор, состоящих из восьми пластин, подверг-
нутых НТМО (вес комплекта 62 кг). Такими рессорами пред-
полагается заменить обычные, состоящие из 17 пластин общим
весом 89 кг [481.
ВЛИЯНИЕ НТМО НА СТРУКТУРУ
И ТОНКОЕ СТРОЕНИЕ СТАЛИ
Изменения механических свойств сталей, подвергнутых
НТМО, определяются изменениями в структуре и тонком строе-
нии мартенсита, возникшего из деформированного аустенита,
по сравнению с мартенситом, полученным при обычной за-
калке Анализ структурных изменений, вызванных примене-
нием НТМО — путь к решению вопросов о причинах и меха-
низме влияния этой обработки на свойства стали.
1 Сб «Научно техническое совещание по термомеханической обработке стали».
ЦНИИЧМ, 19Ь4
ВЛИЯНИЕ НТМО НА СТРУКТУРУ СТАЛИ
677
Прежде всего возникает вопрос, нет ли различий в фазовом
составе сталей, закаленной после деформирования аустенита
и подвергнутой обычной закалке. Очевидно, в тех случаях,
когда при деформировании происходит в той или иной мере
(контролируемый или неконтролируемый) распад аустенита,
этот процесс приводит к существенным изменениям фазового
состава Очевидно также, что это частный случай Обычно же
после НТМО легированной стали (как и при обычной закалке)
в структуре ее, помимо мартенсита, содержится то или иное
количество остаточного аустенита \ Вопрос о фазовом составе
сводится, таким образом, к вопросу об изменении количества
остаточного аустенита в результате НТМО
Увеличение количества остаточного аустенита при НТМО
отмечают многие авторы [17, 41, 47, 48, 49], причем большин-
ство исследователей объясняют это явление кинетическими
факторами- превращение деформированного аустенита в мар-
тенсит затруднено, так как для роста мартенситных кристаллов
имеется повышенное количество препятствий, соответственно
возрастает часть непревращенного аустенита.
В некоторых работах для объяснения изменения количества
остаточного аустенита привлекаются и термодинамические
соображения Так, Г В. Курдюмов с сотр. [14] показал, что
под действием пластической деформации аустенита мартенсит-
ная точка понижается, причем тем больше, чем выше степень
деформации В работе [9] обнаружено повышение мартенсит-
ной точки при увеличении степени деформации аустенита, что
должно было бы привести к уменьшению количества остаточного
аустенита (однако данных об этом в указанной работе нет).
Распространено мнение, что деформация переохлажденного
аустенита вызывает концентрационное расслоение твердого
раствора; существуют объемы, обогащенные углеродом и име-
ющие более низкую мартенситную точку, чем средняя, опреде-
ляемая составом сплава. Этим также можно объяснить увеличе-
ние количества остаточного аустенита при НТМО. Зекки и др.
[17] отмечают, что сохранившийся после закалки (при НТМО)
аустенит нестабилен по отношению к деформации и температуре.
Таким образом, его влияние на механические свойства стали
может проявиться в процессе самого испытания, когда при де-
формировании (например, при растяжении образца) образуются
новые порции твердого и хрупкого неотпущенного мартенсита
В Я Зубов и др. [441, наоборот, отмечают повышенную устой-
* В структуре стали, подвергнутой НТМО, сразу после закалки не исключено при
сутствие карбидов, выделившихся из аустенита при деформировании или из мартен-
сита в процессе охлаждения Вопрос о роли карбидов будет рассмотрен ниже
6 Бернштейн
678
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
чивость остаточного аустенита после НТМО против распада
при отпуске.
Б А. Апаев и Ю А Сысуев исследовали влияние НТМО на
количество остаточного аустенита в углеродистой стали (где
оно невелико) и в сталях 10X80, 10Н90, 10Г50 (где оно меняется
от 75 до 90%). Авторы обнаружили, что у всех исследованных
сталей фазовый состав в результате применения НТМО не
меняется; не изменяется и характер кривых зависимости коли-
чества остаточного аустенита от температуры отпуска. Вместе с
тем изменение механических свойств сталей было значительным.
(А),7.
0 10 20 30 ЬО 50 60 70 80 СО A 7.
Рис 52 Влияние степени деформации при НТМО иа
количество остаточного аустенита (А) в сталях с раз-
личных содержанием углерода Содержание других
элементов 3,0% Сг. 1,5% Ni, 1,5% Si, 0,7% Мп,
0,5% Мо [17]
Таким образом, несмотря на отсутствие однозначных данных
об изменении количества остаточного аустенита при НТМО,
можно утверждать, что этот фактор слабо влияет на механиче-
ские свойства Количество остаточного аустенита меняется
незначительно или не меняется совсем (рис 52) 117], а тем не
менее упрочнение стали в результате НТМО весьма велико
Поэтому в тех случаях, когда это изменение оказывается суще-
ственным при НТМО, его все же нельзя считать причиной по-
вышения эксплуатационных характеристик стали.
Первые попытки объяснить повышение прочности, дости-
гаемое в результате НТМО, были связаны с обсуждением факта
измельчения кристаллов мартенсита, образованного из дефор-
мированного аустенита, по сравнению с мартенситом обычной
закалки (20]. При обычной термической обработке величина
аустенитного зерна, влияющая на размер мартенситных игл
(или пластин), заметно сказывается на механических свойствах
стали, что объясняет их зависимость от температуры аустениза-
ции Поэтому естественно было предположить, что при НТМО
это влияние будет аналогичным, тем более что измельчение
мартенсита (по крайней мере в направлении толщины мартен-
ВЛИЯНИЕ НГМО НА СТРУКТУРУ СТАЛИ
679
ситного кристалла) — твердо установленный эксперименталь-
ный факт. Авторы [20] отмечали, что границы мартенситных
кристаллов представляют эффективные препятствия для дви-
жения дислокаций, и измельчение мартенсита, приводящее
к увеличению суммарной поверхности границ, вызывает по-
вышение прочности, уменьшая длину свободного пробега дисло-
каций 1. Ими была даже установлена корреляция между вели-
чиной кристалла мартенсита и прочностью стали после НТМО.
Рис 53 Пластины мартенсита в стачи, подвергнутой НТМО с деформацией
90% Х 375 [17]
На рис. 53 приведена микрофотография продольного шлифа
стали с 0,48% С, подвергнутой НТМО с деформацией 90%
Предполагается, что длинные волокна, параллельные направ-
лению прокатки, представляют мартенситные пластины, обра-
зовавшиеся вдоль границ аустенитных зерен при закалке
Расстояние между этими волокнами примерно соответствует
среднему размеру аустенитного зерна после деформации [171
Мартенситные кристаллы, не параллельные направлению про-
катки, заключены между такими вытянутыми пластинами и
имеют во многих случаях характерный искаженный вид.
1 Грейндж и др [50, 511 считают, что нельзя говорить о действительном измельчении
кристаллов мартенсита, образованного из деформированного аустенита, однако их
выводы вызывают обоснованные возражения исследователей, наблюдавших при НТМО
не только изменение формы, но и дробление аустенитных зерен
6*
682
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
рост (мартенситного кристалла) не останавливают не только
полосы скольжения, но и пачки деформации.
Предполагается, что полосы скольжения и субграницы
служат полупроницаемыми барьерами для прохождения пла-
стин мартенсита. Взаимодействие последних с такими полупро-
ницаемыми барьерами должно сказываться на внутренней
структуре кристаллов мартенсита
Рис.^55 Взаимодействие мартенситных пластин с границами двойника
а — остановка пластины у границы двойника и зарождение новой пластины
по другую сторону границы, б—продолжение роста пластины по другую
сторону двойника, но с изменением направления роста
На рис. 55 показаны два случая взаимодействия мартенсит-
ной пластины с границами двойника [17] остановка мартен-
ситного кристалла у поверхности двойника и зарождение новой
пластины по другую его сторону (рис 55, а); продолжение
роста пластины по другую сторону двойника, направление
роста при этом изменяется (рис. 55, б).
Разногласия по поводу «проницаемости» для роста мартен-
ситного кристалла полос скольжения связаны со способом их
выявления. Когда полосы скольжения декорированы продук-
тами распада аустенита до мартенситного превращения, они
тормозят рост пластины. В этом случае предварительный ча-
стичный изотермический распад аустенита влияет на последу-
ющее мартенситное превращение. При постановке более «чи-
ВЛИЯНИЕ НТМО НА СТРУКТУРЬ СТАЛИ
683
стого» эксперимента (например, при наблюдении за взаимодей-
ствием мартенситных кристаллов и полос скольжения на предва-
рительно полированной поверхности шлифа [17]) обнаружи-
вается, что пластины мартенсита проходят через полосы сколь-
жения, но изменяют при этом свое направление и теряю!
гладкую линзообразную форму, образуя разветвления (рис 56),
число которых увеличивается с ростом степени деформации
аустенита При декорировании полос скольжения продуктами
Рис 56 Взаимодействие растущих мартенситных кристал
.юв и полос скольжения в деформированном аустените
распада (остаточного) аустенита после завершения мартенсит-
ного превращения пластины мартенсита также могут пересекать
полосы скольжения, при этом они резко меняют морфологию
и искажаются.
Таким образом, установлено [17], что: а) границы зерен
аустенита и декорированные (до мартенситного превращения)
полосы скольжения служат непроницаемыми барьерами для
роста мартенситных кристаллов (этим объясняется измельчение
мартенсита при НТМО); б) возникшие в результате пластиче-
ской деформации аустенита препятствия (границы деформаци-
онных двойников, недекорированные полосы скольжения) яв-
ляются полупроницаемыми для мартенситных пластин; они
определяют изменение морфологии мартенситных пластин и
сильно искажают их (в этом одна из причин упрочнения мартен-
сита при НТМО).
684
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Для анализа изменений в тонком строении мартенсита, вы-
званных указанными выше причинами, используют методы
рентгеноструктурного исследования и просвечивающей (ди-
фракционной) электронной микроскопии Рентгеноструктур-
ный анализ позволяет получить сведения о величине областей
когерентного рассеяния рентгеновских лучей и упругих иска-
жений кристаллической решетки (напряжений II рода). Влия-
ние НТЛЮ на эти характеристики исследовалось в ряде работ
[18, 27, 31, 37, 44 и др 1 Данные об изменении величины обла-
стей когерентного рассеяния весьма противоречивы. Одни
исследователи установили существенное измельчение блоков
в результате НТМО [18, 44], другие [37] — лишь незначитель-
ное изменение их величины. Не установлена достаточно четко
и закономерность влияния НТМО на величину микроискажений
II рода: наблюдалось и увеличение [31 ], и уменьшение, и незна-
чительное их изменение [27, 37]. В одной из работ Л М Певзнер
с сотр , например, найдена хорошая корреляция между изме-
нением механических свойств при отпуске стали после НТМО
и соответствующим изменением размеров областей когерент-
ного рассеяния. Температура начала разупрочнения при от-
пуске во всех случаях совпадала с температурой начала укруп-
нения этих областей. Размер их после НТЛЮ без отпуска был
в три раза меньше, чем после обычной закалки; соответственно
на много выше была и прочность При высокой температуре
отпуска, когда прочность после НТМО стала меньше, чем после
обычной закалки, оказалось, что и области когерентного
рассеяния после НТМО в этом случае крупнее. Упругие иска-
жения решетки после НТМО близки по величине к наблюдае-
мым после обычной закалки. Характер их изменения при от-
пуске такой же, как и при закалке, и не соответствует измене-
нию свойств прочности.
М. Е. Блантер с сотр., наоборот, обнаружил очень незна-
чительное изменение величины областей когерентного рассея-
ния в результате НТМО и установил корреляцию между вели-
чиной напряжений II рода и прочностными характеристиками
стали
По-видимому, противоречивость данных об изменении ве-
личины областей когерентного рассеяния и напряжений II рода
при НТМО вызвана несовершенством применяемой методики
разделения эффекта физического уширения рентгеновских
интерференционных линий. Правильность разделения этого
эффекта зависит от целого ряда факторов (геометрических
условий съемки, эталона и др.). Трудно учесть при этом дей-
ствительные упругие искажения решетки, связанные с возмож-
ным выделением углерода из мартенсита в виде когерентно
ВЛИЯНИЕ НТМО НА СТРУКТУРУ СТАЛИ
685
связанных с матрицей субдисперсных карбидных образований.
Методика определения величины областей когерентного рас-
сеяния в отсутствие микроискажений II рода 1 также вызывает
возражения, так как нет доказательств того, что при снятии
упругих искажений области когерентного рассеяния не изме-
няют свою величину.
Поэтому во многих последних работах при рентгенострук-
турном исследовании высокопрочных сталей не прибегают
к разделению эффекта уширения линий, а ограничиваются
лишь качественной оценкой субструктуры по ширине интер-
ференций. При таком подходе удается довольно однозначно
установить влияние НТМО на интегральную плотность дефек-
тов кристаллического строения, увеличение количества которых
в результате применения НТМО вызывает размытие линий.
Болеедостоверное представление о структурных изменениях
в аустените, вызванных влиянием деформации, а также о тон-
кой структуре мартенсита, образованного из деформированного
аустенита, можно получить при электронномикроскопическом
исследовании на просвет. При этом выясняются вопросы о связи
между субструктурой деформированного аустенита и субструк-
турой мартенсита, полученного при последующей закалке.
В работах Л М. Утевского с сотр. [52 и др. ] показано, что де-
формация переохлажденного аустенита приводит к образова-
нию ячеистой структуры с высокой и неоднородной плотностью
дефектов Места скопления дислокаций в зернах аустенита
остаются местами скопления дислокаций в кристаллах мартен-
сита после превращения. Поэтому фрагментация кристаллов
аустенита при НТМО приводит к фрагментации кристаллов мар-
тенсита Отдельные фрагменты величиной в доли микрона
взаимно разориентированы на углы до 10—15° и сочленяются
друг с другом густыми скоплениями дислокаций. Фрагменты,
в свою очередь, состоят из областей (блоков) размером 100—
200 А, также разориентированных друг относительно друга
на углы более Г. Авторы 2 предполагают, что при встрече
фронта растущего мартенситного кристалла с локальным скопле-
нием дислокаций на границе ячейки направление последующего
роста меняется соответственно ориентировке аустенитной ре-
шетки в соседней ячейке. При таком характере преодоления
границ ячеек кристалл мартенсита оказывается расчлененным
‘Коваль Ю Х.Хандрос Л Г. Веб «Научно-техническое совещание по
термомеханической обработке стали» ЦНИИЧМ, 1964
Применяя эту методику, сталь необходимо отпускать при такой температуре, при
которой на ширину линий уже не влияют тетрагональность и неоднородность мартен-
сита Эта температура должна быть 300° С или выше
’ В сб «Повышение прочности конструкционной стали и сплавов» (Материалы кон-
ференции). МДНТП им Дзержинского, 1966
686
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
на фрагменты. Наследование мартенситом структурных особен-
ностей деформированного аустенита было показано также
Л. М. Певзнер и И Н. Рощиной, проводившими рентгенострук-
турное исследование мартенсита и остаточного аустенита после
НТМО и установившими соответствие мозаичной структуры
этих двух фаз.
Таким образом, один из возможных механизмов упрочнения
при НТМО связан с созданием высокой плотности несовершенств
строения в аустените в результате деформации и наследствен-
ной передачей мартенситу дислокационной структуры накле-
панного аустенита. Взаимодействие дислокаций с атомами угле-
рода в мартенсите определяет один из механизмов упрочнения
стали в результате НТМО.
Эти соображения удовлетворительно объясняют экспери-
ментальные факты, накопленные при исследовании механи-
ческих свойств стали, подвергнутой НТМО Например повыше-
ние прочности с ростом степени деформации связано с увели-
чением плотности дислокаций в аустените и, следовательно,
в мартенсите после закалки. Увеличение коэффициента упроч-
нения переохлажденного аустенита при деформировании с ро-
стом содержания углерода объясняется, по-видимому, также
повышением плотности дислокаций Увеличение коэффици-
ента «передачи» упрочнения от аустенита к мартенситу с ростом
содержания углерода обусловлено усилением взаимодействия
дислокаций и внедренных атомов углерода.
Келли и Наттинг несколько по-иному объясняют упрочнение
стали, подвергнутой НТМО 156, 57]. Они показали, что мартен-
ситные кристаллы в стали и сплавах на железной основе могут
иметь игольчатую и пластинчатую форму. Увеличение содержа-
ния углерода в исходном аустените и снижение температуры
начала мартенситного превращения способствуют образованию
пластинчатого мартенсита. Для такого мартенсита характерны
повышенная плотность и густая сетка дислокаций, что опреде-
ляет его более четко выраженное двойникованпое строение
Двойники препятствуют свободному развитию скольжения
в мартенсите и повышают его сопротивление пластической де-
формации. Авторы полагают, что при мартенситном превраще-
нии деформированного аустенита увеличивается вероятность
образования мартенсита пластинчатой формы в связи с увели-
чением количества дислокаций в аустените, локальным повы-
шением концентрации углерода и снижением мартенситной
точки Таким образом, повышенная прочность стали после
НТМО отчасти объясняется увеличением в структуре доли пла-
стинчатого двойникованного мартенсита.
* См сноску ва стр. 676.
ВЛИЯНИЕ НТМО НА СТРУКТУРУ СТАЛИ
687
Некоторые авторы склонны считать, что увеличение проч-
ности мартенсита в результате НТМО связано с созданием опре-
деленной ориентации мартенситных кристаллов. Детерт и др.
18] установили, что плоскость пластинок мартенсита, как пра-
вило, соответствует кристаллографической плоскости (225) и
параллельна плоскости прокатки. Влияние преимущественной
ориентации пластин мартенсита на прочность стали объясняют
следующим образом НО и др. ].
Считают, что прочность мартенсита зависит от распределе-
ния внутренних напряжений первого и второго рода, действие
которых распространяется на значительные области [58].
Преимущественная ориентация пластинок может способство-
вать более равномерному распределению, а возможно, и сни-
жению этих внутренних напряжений Это должно привести
к повышению и прочности, и пластичности, так как при
деформации кристаллы мартенсита нагружаются равномернее
и локальное перенапряжение отдельных кристаллов, приводя-
щее к разрушению, возможно только при повышенных на-
грузках.
Многие исследователи наблюдали возникновение кристал-
лографической текстуры в мартенсите после НТМО [8, 32,
59, 601 Эта текстура связана с текстурой деформации аустенита
и характеризуется ориентационным соответствием, соблюда-
ющимся при мартенситном превращении.
Однако без дополнительных допущений с помощью гипотезы
о повышении прочности стали благодаря преимущественной
ориентировке или текстурованности мартенсита нельзя объяс-
нить многих наблюдающихся при НТМО фактов Так, при
соответствии между направлением приложения нагрузки при
испытании механических свойств и направлением деформа-
ции при НТМО пластичность должна была бы всегда уве-
личиваться В действительности же это наблюдается далеко
не всегда.
По-видимому, предположения о роли направленности струк-
туры можно с успехом привлекать лишь для объяснения анизо-
тропии механических свойств, часто наблюдаемой при НТМО.
Так, в работе Л М. Певзнер с сотр. установлена связь между
анизотропией размеров областей когерентного рассеяния и
анизотропией механических свойств Существенное упрочнение
стали при НТМО по сравнению с обычной закалкой может быть
достигнуто и при исключении анизотропии структурных изме-
нений. Джастассон и др. [61 ] добились этого путем последова-
тельной деформации кубика в трех взаимно перпендикуляр-
ных направлениях, так что после каждого цикла деформации
восстанавливалась его первоначальная форма.
688
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
При полученной таким способом суммарной деформации
аустенита 88% предел прочности после закалки оказался
более чем на 50 к.Г!мм? выше, чем после закалки нелефор-
мированного образца
Существенные различия в поведении стали, подвергнутой
и не подвергнутой НТМО, при отпуске навели исследователей
на мысль о влиянии карбидов, образующихся при распаде
мартенсита, на свойства стали после НТМО. Кроме того, по
мнению Мак Эвили и Баша (см. [23]), дефекты, возникающие
при наклепе метастабильного аустенита, вызывают зарождение
мельчайших легированных карбидов уже при температуре де-
формирования Эти карбиды наследуются мартенситом. Авторы
считают, что повышение прочности является результатом ди-
сперсионного твердения, вызываемого карбидами, распределе-
ние которых зависит от конфигурации и плотности дислока-
ций в аустените. Наличие стабильных легированных карбидов
в только что образованном мартенсите объясняет повышенное
сопротивление отпуску (и отсутствие вторичного твердения,
сложнолегированных сталей при отпуске после НТМО).
Эванс и О'Нейль 158] также пришли к выводу, что мартен-
сит после НТМО получается дисперсионно упрочненным, но не
за счет карбидов, выделившихся при деформации аустенита,
а за счет когерентно связанных с мартенситом выделений е-кар-
бида, образующегося при быстром охлаждении деформирован-
ного аустенита.
Обе гипотезы вызывают и серьезные возражения. Так,
авторы [8], критикуя последнюю, отмечают, что образцы после
НТМО должны были бы иметь большую коэрцитивную силу,
чем после обычной закалки, чего они не наблюдали в своей
работе Кроме того, при повышении температуры отпуска проч-
ность должна резко падать вследствие потери когерентности
образовавшихся при охлаждении карбидов с матрицей. Однако
экспериментально доказано, что разупрочнение начинается
при более высоких температурах.
Факт выделения карбидов из аустенита при деформации
также не подтверждается измерениями параметра решетки оста-
точного аустенита, который должен был бы уменьшаться вслед-
ствие обеднения аустенита углеродом. Методами химического
и рентгенографического анализа карбидов, выделенных из
структуры стали электролитическим способом, также не удалось
обнаружить карбидных образований в неотпущенном мартен-
сите. Правда, и при анализе карбидов, выделенных электролити-
ческим растворением, и при электронномикроскопическом из-
ВЛИЯНИЕ НТМО НА СТРУКТУРУ СТАЛИ
689
учении карбидов, извлеченных методом экстракции, могут быть
упущены из виду наиболее мелкие карбидные образования
(это тем более относится к выделениям, не потерявшим когерент-
ной связи с матрицей) Следует к тому же отметить, что, как по-
казал С С Горелик с сотр , обеднение аустенита (и мартенсита)
углеродом происходит не при любой деформации и зависит от
условий проведения НТМО [60]. В общем случае приложение
неоднородных деформирующих сил может изменить характер
диаграммы изотермического превращения переохлажденного
аустенита, на которой может появиться предшествующая
образованию феррито-карбидных структур область выделения
карбидов Если знак возникающих при деформации напряже-
ний совпадает со знаком изменения удельного объема сплава
при выделении карбида из аустенита, то такое выделение уско-
рится при деформировании
Таким образом, выделение карбидов при деформировании
метастабильного аустенита в сильной степени зависит от спо-
соба деформирования, уровня и знака возникающих при этом
зональных напряжений.
Исследования, выполненные в работе Н И. Рощиной на
электронном микроскопе методом экстракции, показали, что
при отпуске после НТМО в интервале 200—480° С не наблю-
дается высокой плотности карбидов, характерной для отпуска
в этом температурном районе обычно закаленной стали Авторы
отмечают, что если карбиды и присутствовали в структуре стали,
подвергнутой НТМО, то размеры их были очень небольшими
(менее 50 А) В работе [611 также обнаружено, что при отпуске
в температурном интервале 200—400° С карбиды после НТЛЮ
выделяются в меньшем количестве и в более дисперсной форме
После отпуска при температурах выше 540° С и при НТМО,
и после обычной закалки выделяются небольшие сферические
карбиды примерно в одинаковом количестве. Механические
свойства стали при НТМО и обычной обработке также сущест-
венно не различались после такого отпуска.
Отсутствие высокой плотности карбидов после НТМО и от-
пуска в среднем районе температур свидетельствует о повышен-
ной растворимости углерода в мартенсите, образованном из
деформированного аустенита. Вильсон [62] обнаружил ис-
чезновение 8-карбида в отпущенном мартенсите при деформи-
ровании; как и в случае мартенсита, образованного из накле-
панного аустенита, плотность карбидов в деформированном
и отпущенном мартенсите была низкая.
Шметц и др [23] также обнаружили сходство в поведении
в процессе отпуска деформированного мартенсита мартенсита,
690
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
полученного при НТМО Они пришли к выводу, что взаимо-
действие дефектов и внедренных атомов на стадии предвыделе-
ния играет важную роль в наблюдаемом при НТМО повышении
прочности
Большой интерес представляют работы по изучению особен-
ностей карбидообразования после НТМО в сталях с вторичным
твердением, выполненные Л. И. Коган и Р. И Энтиным, а также
Л. М Певзнер и И Н Рощиной. Измельчение субструктуры
мартенсита в результате предварительной пластической де-
формации аустенита накладывает отпечаток на процессы кар-
бидообразования при отпуске Как отмечалось выше, сочлене-
ния фрагментов представляют собой зоны с повышенной плот-
ностью дефектов кристаллического строения, и удельный объем
таких зон в мартенсите после НТМО больше, чем после обыч-
ной закалки Поэтому диффузионные процессы в такой струк-
туре должны протекать с большей скоростью Этот вывод под-
тверждается работами, в которых методом просвечивающей элек-
тронной микроскопии обнаружено, что регулируемые диффу-
зией процессы карбидообразования развиваются значительно
быстрее в стали, прошедшей НТМО, по сравнению с обычно
закаленной сталью Вследствие этого высокая прочность стали
после НТМО и отпуска в интервале температур 250—450° С
определяется более ранним, чем после обычной закалки, выде-
лением дисперсных частиц специальных карбидов Малая ве-
личина этих частиц (десятки ангстремов), по-видимому, объяс-
няет тот факт, что они не обнаруживаются другими методами
исследования. Повышенная плотность несовершенств строения
в мартенсите, полученном при НТМО, определяет большее,
чем при обычной закалке, число мест зарождения и, в резуль-
тате, более равномерное распределение и повышенную дисперс-
ность образующихся при отпуске карбидов
В свою очередь карбидные образования, располагаясь пре-
имущественно по границам фрагментов, определяют повышен-
ную устойчивость более развитой субструктуры мартенсита при
дальнейшем повышении температуры отпуска, что объясняет
характерное изменение прочностных характеристик при отпуске
вторично твердеющих сталей При дальнейшем повышении
температуры отпуска карбиды начинают коагулировать, их ко-
личество уменьшается, дислокации разблокируются, и в объеме
матрицы развивается рекристаллизация, причем после НТМО
она выражена более четко, чем после обычной закалки. Соот-
ветственно падение прочности стали, подвергнутой НТМО,
при отпуске в этом интервале температур происходит более
резко, чем после обычной термической обработки. Данные
электронномикроскопических исследований указывают, таким
ВЛИЯНИЕ НТМО НА СТРУКТУРУ СТАЛИ
691
образом, не на задержку процессов карбидообразования при
отпуске, а на особенности этого процесса, вызванные НТМО.
Однако эти результаты не опровергают полностью гипотезы
о выделении карбидов при НТМО уже до отпуска, так как при
большой плотности дефектов, характерной для неотпущенного
мартенсита (особенно после НТМО), мельчайшие частицы кар-
бидов могут оставаться незамеченными даже при электронно-
микроскопических наблюдениях О выделении дисперсных
карбидов при отпуске часто судят по косвенным признакам,
например по более резкому выявлению границ фрагментов
после отпуска по сравнению с пеотпущенным состоянием
По-видимому, предшествующее отпуску образование карби-
дов в аустените или в мартенсите в связи с уменьшением сте-
пени пересыщения раствора углеродом также может привести
к уменьшению размеров карбидов, образующихся при последу-
ющем отпуске
В результате представления о присутствии в неотпущенной
мартенситной структуре стали, подвергнутой НТМО, мель-
чайших карбидных образований также не противоречат харак-
теру изменения механических свойств при отпуске и привле-
каются, например Дакворсом [5], для объяснения влияния
скорости и степени деформации аустенита и других параметров
процесса на упрочняющий эффект НТМО
* *
*
Анализ изменения отдельных элементов строения не дает
и не может дать однозначного ответа на вопрос о причинах
изменения механических свойств стали в результате НТМО
Учитывая комплексный механизм упрочнения, достигаемого
при использовании этой обработки, следует рассматривать из-
менения различных элементов структуры также в комплексе.
Наиболее универсальным в объяснении природы упрочне-
ния при НТМО является, очевидно, механизм, рассматриваю-
щий изменения дислокационной структуры аустенита при его
деформации и последующую «передачу» этих изменений мартен-
ситу. Однако и этот механизм не является всеобъемлющим,
так как с его помощью нельзя объяснить изменения механиче-
ских свойств стали, например при отпуске после НТМО без
привлечения представлений об особенностях карбидных реак-
ций в некоторых сталях. По-видимому, каждый из предложен-
ных механизмов вносит определенный вклад в наблюдаемые
при НТМО изменения свойств стали Только комплексный под-
ход к проблеме позволяет наиболее полно объяснить высокую
прочность мартенсита, полученного в результате НТМО.
692
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ЛИТЕРАТУРА
2
3
4
5
6
7
8
9
10
I 1
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
3?
34
35
Чернов Д К Журнал русского металлургического общества, 1868 и 1885
Прокошкин Д. А Металловедение и термическая обработка сб XIII
Оборонгиз, 1939, с 256
Lips Е М Н, Van Zuilen Н Metal Progr , 1954. v 66. N« 2, p 103
Duckworth w E, Taylor P R.Leak D A J Iron and Steel I nst ,
1964. v 202. Febr . p 3
Duckworth W E.Leak D A, Phillips R Spec Rep Iron and
Steel Inst , 1962. Vs 76 p 22
Гидон E Д и др Металловедение и термическая обработка металлов 1963,
Ns 4, с 36
J u 1 1 о t t i D . WADC-TR-56-555. AD 130755. 1957, May
Schmatz D J.Zackey V F Trans ASM, 1959, v 51, p 299, 476
Дроздов Б Я Коган Л И, Энтин Р И ФММ. 1962, т 13. вып 5.
Коган Л И.Саррак В И. Энтин Р И Веб «Проблемы металлове
дения н физики металлов* (ЦНИИЧМ), вып 8 Металлургнздат, 1964, с 44
Бусалаева Е Н , Липчин II II. Научные труды Пермского политех
нического института, сб. № 26 1966, с 45
Курдюмов Г В и др Веб «Проблемы металловедения и физики металлов*
(ЦНИИЧМ), вып 2 Металлургиздат. 1951, с 135
МИСП н У П Термическая обработка легированной стали, В сб трудов
Зубов В Я, Грачев С В Сталь, 1961, Ns 9, с 849
ZackeyV F а о Веб «Strengthening Mechanisms in Solids*. ASM, 1962,
p 179
Потак Я M и др Металловедение и термическая обработка металлов, 1961
Kula Е В. Radcliffe S V J Metals. 1963, v
Shyne J C.Zackey V. F, Schmatz D J
p 346
5, Ns 10, p 755
Trans ASM, 1960, v 52
Zackey V F. Justusson W M, Schmatz D J Metal Progr
1960, v 80, № 3 p 68
Tamura J a о Memoirs Inst Sci Ind Rec , Osaka University, 1962, v 19, p 67
Schmatz D J Conference on Relation between Structural and Strength in Me-
tals and Alloy, 1963, Jan , p 78
Саррак В И, Энтин Р И Металловедение и термическая обработка ме-
таллов. 196’, № 4, с 2
Ермаков В. Н
1963. № 4. с 25
Кубышки н а Т
1963, № 4, с 32
Певзиер Л М
1963, N« 4, с 13
и др Металловедение и термическая обработка металлов
Д и др Металловедение и термическая обработка металлов.
и др Металловедение н термическая обработка металлов.
Гуляев А П., Ill и га рев А С Металловедение и термическая обработка
металлов, 1961, Ns 5, с 9
Мейл Р Ф Металловедение и термическая обработка металлов, 1963, Л« 4,
Садовский В Д и др Веб «Исследование по высокопрочным сплавам и ни-
тевидным кристаллам» Изд-во АН СССР, 1963, с 98
Cohen М J Iron and Steel Inst , 1963. № 10. p 201
Hopkins A D, Ray M J Metal Treatm and Drop Forging. 1963, v 30,
Ns 208 p 29
Zackey V F,Justusson W M. Special Rep Iron and Steel Inst , 1962,
Ns 76. p 14
Гуляев А П.Шигарев А С Веб. «Исследование по высокопрочным
сплавам и нитевидным кристаллам», Изд-во АН СССР, 1963, с 75
Гуляев А. П.Шигарев А С Металловедение и термическая обработка
металлов. 1963. № 4, с 9
ЛИТЕРАТУРА
693
36
37
38
39
40
42
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62.
63
64
65
Астафьева Е В и др Металловедение и термическая обработка металлов,
1961, № 8. с 54
К 01 <i н Л И , Э н т и н Р И Металловедение и термическая обработка ме*
таллов. 1962, X» 1, с 3
Irwine К J J Iron and Steel Inst , 1960 v 196. p 66
Блан тер M E. Сурин А И Металловедение и термическая обработка
металлов, 1964, № 8. с 21
Баранов С М Металловедение и термическая обработка металлов, 1963,
V» 4, с 50
Bori k F а о Trans ASM, 1963, v 56, р 327
Tetsutolcsseihin, Iron and Steel Prod , 1963, v 15 № 6. p 16
Kula E B.Dhosi J M Trans ASM. I960, v 52, p 321
Зубов В Я , Г p а чс в С. В. Сурков Ю П Металловедение и термиче-
ская обработка металлов, 1962, .V» 1, с 20
И Метал поведение и термическая обработка металлов, 1965,
Harvey R F
Штейнберг
1963, № 4, с 41
The Metalworking weekly, 1960 v 149. № 18, p 18
M M Метапловедение и термическая обработка металлов.
БрикС Д Бюллетень ЦНИИ ЧМ 1965. № 16 (516), с 14
Сахин С. И, Соколов О Г Метал поведение и термическая обработка
металлов, 1962, № 1, с 20
Grange R A, Mitchell J В Frans ASM, 1961, v 53, р 157
Grange R A Trans ASM, 1966. v 59. p 26
Антонова В А, У тевский Л М ДАН СССР, 1963, т 148, № 2, с 325
Schell Е. Z anorg u alIgetn Chem , 1932, 207, S 21 —40
Максимова О П, Никанорова А И Веб «Проблемы металловеде-
ния н физики металлов» (ЦНИИЧМ) Металлургнздат, выл 4. 1955, с 123
Barrett С S Progr in Metal Physics, 1952, v 3. p 58
Kelly R M, Nutting J J Iron and Steel Inst , 1961, v 197, p 149
Kelly R M, Nutting J Proc Roy Soc , 1960, ser A259, p 45
Evans P R . O'N e 1 I 1 H I Iron and Steel Inst , 1959, v 191, p 34
К и 1 a E В , L a p a t a L Metal Soc AIME, 1959, v 215, p 1 15
Горелик С С и др Металловедение и термическая обработка металлов,
1964. № 8. с 29
Justusson W М а о Trans Quart ASM. 1962, v 55. he 3, p 34
Wilson D V Acta Metallurgies, 1957, v 5, p 293
Schmatz t> J, Shyne J C. Zackey V F Metal Progr, 1959,
v 76. № 3. p 66
Коган Л И и др Веб «Исследование по высокопрочным сплавам и нитевид-
ным кристаллам» Изд-во АН СССР, 1963. с 98
Блантер М Е и др Металловедение н термическая обработка металло •,
1964 №8, с 16
7 Бернштейн
3
ВЫСОКОТЕМПЕРАТУРНАЯ
ТЕРМОМЕХАИИЧЕСКАЯ
ОБРАБОТКА СТАЛИ
ОБЩИЕ ПОЛОЖЕНИЯ
Высокотемпературная термомехаиическая обработка (ВТМО)
стали представляет сочетание нагрева на температуры, отве-
чающие области стабильного аустенита, деформации (после
определенной выдержки в аустенитной области) и немедленной
закалки на мартенсит (рис 57) Обычная заключительная опе-
t
Рис 57 Техноло! ическая схема ВТМО
/, 2—начало изотермического распада
недеформнроваиного и деформирован-
ного аустенита соответственно
рация — низкий отпуск Такая
обработка приобрела в послед-
ние годы сравнительно широкое
распространение (особенно в
СССР) в связи с необходимо-
стью повышения механических
свойств массовых сортов стали,
применяемых в современном ма-
шиностроении
Температура проведения де-
формации при ВТМО лежит
обычно выше верхней критиче-
ской точки Ас3, поэтому неиз-
бежны попытки проведения ана-
логии между ВТМО и термиче-
ской обработкой с прокатного
(ковочного) нагрева. Совмеще-
ние горячей обработки металлов
давлением с термической обра-
боткой изучали уже сравнитель-
но давно, однако рассматривали его главным образом, как сред-
ство уменьшения затрат на повторный нагрев под закалку или
нормализацию. Принципиальное отличие ВТМО от термической
обработки с прокатного (ковочного) нагрева заключается в соз-
дании таких условий высокотемпературной пластической дефор-
мации и последующей закалки, при которых подавляется разви-
тие рекристаллизационных процессов и создается особое струк-
турное состояние, характеризующееся повышенной плотностью
1 Сб. «Научно техническое совещание по термомехаиическоЛ обработке стали»
ЦНИИЧМ, 1964
7*
696
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
несовершенств и особым их расположением с образованием
разветвленных субграниц Отсюда и большая мозаичность
строения стали после ВТМО
В связи с возможным влиянием ориентированности элементов
субструктуры на конечное строение стали после закалки важ-
ным является выбор оптимального вида деформации при термо-
механической обработке конкретных деталей — вопрос, ко-
торому до сих пор уделяется недостаточное внимание.
ИСПОЛЬЗОВАНИЕ ТМО ДЛЯ ПОВЫШЕНИЯ СВОЙСТВ РАЗЛИЧНЫХ СТАЛЕЙ
В табл. 12 приведены свойства машиностроительных ста-
лей после ВТМО и низкого отпуска, а также после НТМО
ТАБЛИЦА 12 СВОЙСТВА МАШИНОСТРОИТЕЛЬНЫХ СТАЛЕЙ ПОСЛЕ
ВТМО И НТМО
Обработка Образцы для испытаний °в кГ/м и’ °0.2 кГ/мм* 6 % %
ВТМО + низкий отпуск НТМО + низкий отпуск Плоские (черные) Круглые шлифо- ванные 220—270 240—290 190—220 200—240 5—7 20—40 15—30
Из этих данных следует несомненное преимущество НТМО
в смысле достижения более высоких прочностных свойств и
преимущество ВТМО — в смысле достижения более высокой
пластичности. Однако достаточно объективно сравнить полу-
ченные после ВТМО и НТМО свойства невозможно, так как
различна методика испытаний и велик разброс получаемых
значений, а главное исследования проводились на различных
(несопоставимых) марках стали и при сильно различающихся
степенях обжатия. Объектом НТМО являются в основном сред-
не- и высоколегированные стали, подвергающиеся обжатию
на 70—90%, а объектом ВТМО — углеродистые и низколегиро-
ванные1 (в некоторых случаях — среднелегированные), дефор-
мация которых в большинстве случаев составляла 25—60%.
* Уменьшение относительного эффекта повышения механических свойств в резуль
тате ВТМО (по сравнению с обычной термической обработкой) с увеличением сте-
пени легирования, возможно, проливает некоторый свет на природу упрочнения
при ВТМО при меньшем легировании увеличивается степень самоотпуска, а также
возможно наложение превращения по промежуточному механизму Во всех этих
случаях создается сильная субмикроскопическая неоднородность строения, что и
определяет конечный результат — повышение механических свойств в связи с повы-
шением хрупкой прочности стали в закаленном и низкоотпущениом состоянии Это
особенно важно для стали с высоким содержанием углерода
ОБЩИЕ ПОЛОЖЕНИЯ
697
Термомеханическая обработка приводит к повышению ме-
ханических свойств не только при статическом, но и при знако-
переменном нагружении: существенно возрастают усталостные
характеристики, особенно циклическая прочность в зоне пере-
грузок (при ограниченной выносливости). В результате ВТМО
значительно (в 1,5—3 раза) повышается ударная выносливость
стали (чего не наблюдается после НТМО). Что касается ударной
вязкости, то, как впервые было показано в известных работах
В. Д. Садовского с сотр., в результате ВТМО (в отличие от
НТМО) практически устраняется развитие обратимой отпуск-
ной хрупкости в опасном интервале температур отпуска, ос-
лабляется необратимая отпускная хрупкость и резко повы-
шается ударная вязкость при комнатной и низких темпера-
турах х. После ВТМО сильно снижается температурный порог
хладноломкости, причем переход к хрупкому разрушению
в случае стали, подвергнутой ВТМО, сопровождается не между-
зеренным разрушением, а разрушением по телу зерна с сохра-
нением такого характера излома до температур глубокого
охлаждения (до —196° С).
ВТМО обусловливает повышение хрупкой прочности стали,
а также уменьшение чувствительности к образованию трещин
при термической обработке
НТМО не приводит к заметному подавлению отпускной
хрупкости стали, а ВТМО позволяет резко ослабить проявле-
ние хрупкости в опасном интервале температур отпуска. По-
этому значительный интерес представляет предложенная в на-
шей стране следующая комбинированная схема: ВТМО (для
подавления охрупчивания стали) и НТМО (для резкого повы-
шения прочности). Осуществление этой комбинированной обра-
ботки на стали 37XH3A привело к существенному увеличе-
нию ударной вязкости в интервале развития обратимой хруп-
кости по сравнению с ее значениями после НТМО (более чем
в три раза). Что касается свойств прочности и пластичности,
то они по крайней мере равны свойствам, полученным после
НТМО с той же степенью обжатия.
Сопоставляя НТМО и ВТМО (используя обычно в качестве
критерия получаемые механические свойства), отмечают ряд
их преимуществ и недостатков.
Низкотемпературная термомеханическая обработка, во-пер-
вых, обеспечивает получение более высоких свойств прочности
* Даже при определенном развитии рекристаллизационных процессов при ВТМО
(ио приводящих к получению весьма мелкого зерна) положительный эффект этой обра.
бот к и хотя и уменьшается, однако чувствительность стали к отпускной хрупкости
остается пониженной по сравнению с поведением ее после обычной термической обра-
ботки Вряд ли это связано лишь с сохранением весьма мелкого зерна, скорее всего
проявляется влияние устойчивого тонкого субзеренного строения, созданного ВТМО,
698
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
и предела выносливости, чем ВТМО и, во-вторых, в связи с от-
сутствием опасности рекристаллизации создает возможность
применения разнообразных методов пластического деформиро-
вания, в том числе с малой скоростью (обычно наиболее жела-
тельной для создания оптимальной структуры), но в пределах
устойчивости переохлажденного аустенита.
Однако эта обработка-
а) не снижает склонности стали к отпускной хрупкости,
б) связана с необходимостью подстуживания, что усложняет
технологическую схему и требует использования дополнитель-
ного термического оборудования,
в) требует применения более высоких (по сравнению с ВТМО
степеней обжатия (75—95%), причем в условиях повышенного
сопротивления аустенита пластической деформации при темпе-
ратурах промежуточной области; это обусловливает необхо-
димость создания и применения новых мощных деформирующих
устройств;
г) пригодна лишь для средне- и высоколегированных сталей
с высокой устойчивостью аустенита, причем, как указывалось
на стр. 650, необходимо учитывать, что деформирование аусте-
нита резко уменьшает его устойчивость в бейнитной области.
Недостатки ВТМО следующие:
а) процессы типа рекристаллизационных, неизбежно про-
исходящие при ВТМО, снижают эффект упрочнения;
б) в связи с возможной интенсивной рекристаллизацией
за счет внутреннего тепла ВТМО применима лишь для изделий
определенной толщины.
В то же время ВТМО имеет и ряд преимуществ:
а) устраняет отпускную хрупкость;
б) одновременно с упрочнением определяет существенное
(и большее, чем после НТМО) повышение свойств пластичности;
вернее, в связи с увеличением пластичности удается реализовать
высокую прочность закаленной стали после низкого отпуска,
в) не требует специального термического и, главное, де-
формирующего оборудования, так как обработка может быть
осуществлена в процессе нормального технологического цикла
горячего деформирования (прокатка, штамповка и т. п.), тем
более чго применяемые обжатия невелики, а сопротивление
деформации аустенита при температурах выше критической
точки невысокое; это, однако, не означает, что можно исполь-
зовать обычные существующие в цехах режимы деформации,
например горячей прокатки; необходимо корректирование тем-
пературы нагрева и темпов прокатки (последнее — для возмож-
ности осуществления последующего немедленного закалочного
охлаждения);
ОБЩИЕ ПОЛОЖЕНИЯ
699
г) определяет повышение механических свойств^ углеро-
дистых, низко- и среднелегированных сталей.
ВТМО — более технологичная схема обработки, чем НТМО,
и ее можно без больших трудностей использовать для получе-
ния лучшего сочетания высоких значений прочности и пластич-
ности широко применяемых машиностроительных сталей
Однако следует подчеркнуть неправомерность такого, име-
ющего характер противопоставления сравнения этих двух об-
работок, в основе которых лежат, вероятно, несколько различ-
ные механизмы упрочнения. Так, после НТМО получают более
высокую плотность дислокаций и более напряженные их кон-
фигурации, чем после ВТМО. Последняя обусловливает мень-
шую, чем после НТМО, плотность дислокаций (но большую,
чем после обычной закалки), причем в результате рекомбина-
ции при высокой температуре образуются и иные, более устой-
чивые дислокационные построения. Поэтому ту или иную схему
термомеханической обработки (а число их вариантов опреде-
ляется, в частности, многообразием возможных превращений)
следует выбирать в зависимости от природы и назначения сплава.
Естественно, эффективность упрочняющей обработки следует
оценивать по комплексу механических свойств. Когда
в современной технике говорят о повышении прочности,
то под этим понимают в широком смысле повышение сопротив-
ления деформации и разрушению в различных напряженных
состояниях, в том числе и таком, которое может вызвать обра-
зование хрупкой трещины, преждевременного разрушения и др.
Само собой разумеется, что необходимым условием обеспече-
ния прочности является определенный запас пластичности и
вязкости, характеристики пластичности и вязкости представ-
ляют как бы составные элементы прочности при действительно
физической трактовке этого термина. Очевидно, что понятие
прочности никогда не может исчерпываться только такими ха-
рактеристиками, как предел прочности или предел текучести.
Поэтому представляется необходимым проводить сравнение
эффективности различных упрочняющих обработок не по при-
росту предела прочности (текучести), а по комплексу механи-
ческих свойств, в том числе по порогу хладноломкости, хруп-
кой прочности, работе разрушения и др.
РЕКРИСТАЛЛИЗАЦИЯ В ПРОЦЕССЕ ВТИО
При сравнении ВТМО и НТМО часто подчеркивают, что при
использовании первой схемы трудно предотвратить развитие
рекристаллизации при высоких температурах, в связи с чем
необходимо принятие ряда специальных технологических мер.
700
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Несомненно, развитие рекристаллизационных явлений, осо-
бенно на стадиях собирательной или вторичной рекристаллиза-
ции, в процессе упрочняющих обработок недопустимо. Однако
когда говорят о создании высокопрочного состояния металли-
ческих сплавов, пригодных для технического использования,
имеют в виду, что эти сплавы должны обладать одновременно
высокой прочностью и пластичностью (см. выше).
Такие стадии перестройки дислокационной структуры под
влиянием нагрева, как «рекристаллизация на месте», или самые
начальные этапы рекристаллизации обработки связаны с соз-
данием тонкого субзеренного строения. При этом пластичность
возрастает в связи со снятием в определенной степени напря-
женного состояния, характерного для наклепанной структуры
и одновременно сохраняется высокий уровень прочности в связи
с общим измельчением структуры.
Следовательно, для получения оптимального сочетания ме-
ханических свойств после ТМО следует проводить наклеп ау-
стенита до закалки в условиях, когда одновременно с увеличе-
нием плотности дислокаций происходит их перестройка, лучше
всего по типу полигонизации. Тогда мартенситное превраще-
ние идет не только в измельченной исходной структуре с вы-
сокой плотностью дислокаций (что определяет повышение
прочности), но и в структуре, характеризующейся более равно-
мерным распределением дислокаций (меньшей концентрацией
напряжений), благодаря чему закаленный высокопрочный ме-
талл отличается также и повышенной пластичностью. Иными
словами, для получения высокого комплекса механических
свойств важна не только определенная высокая плотность дисло-
каций, но и оптимальная их конфигурация (распределение).
В связи со всем сказанным закономерен вопрос, можно ли
вообще считать способным к длительной и надежной службе
металл, в структуре которого зафиксировано то расположение
несовершенств строения, которое создано наклепом? Известно,
что уже при деформации в несколько процентов возникает
крайне неравномерное распределение несовершенств, харак-
терное для так называемой ячеистой структуры. Такая нерав-
номерность обусловливает высокую напряженность металла,
весьма малый запас пластичности и большую склонность к хруп-
кому разрушению. Отсюда очевидно, что наклепанный металл,
в котором не прошла хотя бы частичная перестройка дисло-
кационной структуры, мало пригоден для использования в кон-
струкциях, работающих в условиях разнообразного и длитель-
ного нагружения. По-видимому, и в случае НТМО происходят
явления, близкие к полигонизации (возврату), о чем свидетель-
ствует наличие некоторого запаса пластичности после этой
ОБЩИЕ ПОЛОЖЕНИЯ
701
обработки. Это подтверждается также повышением механи-
ческих свойств в результате НТМО, проводимой с медленной
деформацией или в случае дробной деформации, или при неко-
торой выдержке при изотерме (но не до распада) перед закалкой,
или (как в опытах С. И. Сахина
и О. Г Соколова) в случае крат-
ковременного высокотемпера-
турного нагрева при дробной
деформации.
В 2, т. I указывалось, что
существенное влияние на про-
цессы разупрочнения оказывает
температура, при которой осу-
ществлялось упрочнение Чем
выше температура деформации
(естественно, без рекристалли-
зации), тем меньше доля упроч-
нения, снимаемая при возврате.
В работе Грейнджа и Мюльхау-
сера (см. [351) установлено, что
Рис 58 Влияние размера первоначаль-
ного зерна (температуры нагрева) на
рекристаллизацию стали 51В60 при
/ — после нагрева прн 927“ С зерно
балла 7. 2—после нагрева при 1200° С
зерно баллов 4 — 5
Рис 59 Время, необходимое для полной
рекристаллизации при разных степенях де-
формации стали 51В60. нагрев при 1205“ С.
прокатка прн 927“ С, рекристаллизация
760-1000“ С 135]
чем выше температура аустенизации, тем медленнее протекает
рекристаллизация после пластической деформации (рис. 58); это
обстоятельство в случае ВТМО имеет особое значение. Вообще
время полной рекристаллиза-
ции в аустенитной области
для большинства легирован-
ных сталей оказалось значи-
тельным (рис. 59), причем
в тех случаях, когда проте-
кала частичная рекристалли-
зация (на ранних стадиях),
свойства после ВТМО изме-
нялись мало.
По-видимому, более высо-
кую устойчивость против разу-
прочнения при последующем
нагреве в случае ВТМО (по
сравнению с НТЛЮ), кроме
других прочих факторов, можно объяснить влиянием более
высокой температуры аустенизации и деформации.
При ВТМО не всегда удается полностью подавить рекри-
сталлизационные процессы либо потому, что технологические
условия не позволяют сразу же после деформации проводить
закалку, либо из-за повышенных температур, при которых
осуществляется пластическая деформация. В какой же мере
702
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
протекание частичной рекристаллизации обработки приводит
к снижению эффекта упрочнения в результате ВТМО?
В ряде работ [1, 3, 4] указывается на необходимость полного
подавления рекристаллизации, так как, по мнению авторов,
она должна приводить к снижению прочности. В наших иссле-
дованиях, а также в работе М. Е Блантера [5] отмечается, что
частичная рекристаллизация на ранних стадиях приводит
лишь к незначительному изменению прочности. Нами уста-
новлено, что протекание начальных стадий рекристаллизации
оказывает положительное влияние не только на пластичность,
но и на усталостную прочность. Лишь существенное развитие
рекристаллизации приводит к снижению предела выносливости.
Как было показано в т. I (глава 5), в случае ВТМО жаропроч-
ных сплавов частичная рекристаллизация не исключает исполь-
зования, причем в эксплуатационных условиях, созданного
эффекта упрочнения. В работах В. Д. Садовского, Е. Н Сокол-
кова, Ю. А. Суркова указывается, что в случае рекристалли-
зации до 50% объема зерен при ВТМО эффект упрочнения
сохраняется в связи с созданием устойчивой фрагментирован-
ной структуры и отсутствием сегрегаций примесей на «свежих»,
вновь образованных границах возникших рекристаллизован-
ных зерен Конфигурации несовершенств и субструктура зерен
становятся весьма устойчивыми при ВТМО с малыми скоро-
стями деформации, когда одновременно протекают начальные
стадии перестройки. В т. I (глава 5) сообщается также,
что для технически чистого никеля устойчивость созданного
упрочнения при последующем нагреве в случае ВТМО примерно
в 10 раз больше по сравнению с холодным наклепом с той же
степенью обжатия.
Следовательно, протекание в определенной ограниченной
степени начальных стадий рекристаллизации обработки не ис-
ключает использования ВТМО для получения высокопрочного
состояния, отличающегося повышенной пластичностью
Что касается скорости рекристаллизационных процессов при
ВТМО, приводящих к разупрочнению, то об этом имеется пока
очень мало прямых и косвенных данных Скорость рекристалли-
зации в аустенитной области, несмотря на значительно более
высокие температуры нагрева, оказалась намного меньше, чем
хорошо изученная скорость рекристаллизации наклепанной
стали при сравнительно умеренном нагреве в ферритной области.
Из теории жаропрочных сталей известна значительно большая
устойчивость аустенитных сталей против рекристаллизации
по сравнению с ферритными.
Приведем некоторые примеры Так, в работе с Г. И. Черепа-
новой (подробнее см. стр. 922) установлено, что падение предела
ОБЩИ С ПОЛОЖЕНИЯ
70J
прочности стали 47X8 вакуумной выплавки в условиях ВТМО
обнаруживается только после выдержки 10 мин при 840° С
после деформирования на 75% или после выдержки 15лш«
при деформировании на 50%. При ВТМО сложнолегированной
стали 43ХЗСНМВФ с увеличением продолжительности вы-
держки при 900° С до 10 мин предел прочности понижается
немного — с 246 до 232кГ/ммг— и сохраняется на гораздо
более высоком уровне, чем после обычной термообработки \
Наоборот, в работе [5] указывается, что скорость разупроч-
нения в условиях ВТМО весьма значительна при высокотемпе-
ратурной изотермической выдержке после деформации Судя
по точкам на кривых, а не по данным, приведенным в тексте
(в статье они не совпадают), разупрочнение при ВТМО (900° С,
А = 60%) начинается уже через 6 сек, а полностью заканчи-
вается через 300 сек (критерием разупрочнения служило изме-
нение твердости, которая, как известно, в высокопрочном со-
стоянии не коррелирует с прочностью). Правда, авторы отме-
чают, что растворение карбидов, выделяющихся (по их мнению)
из аустенита при ВТМО, идет в процессе паузы после деформа-
ции быстрее, чем рекристаллизация.
Данные о протекании рекристаллизационных процессов
в условиях ВТМО, полученные в различных работах, очень
трудно сопоставлять, так как на скорость рекристаллизации
решающее влияние оказывают многие факторы, в частности
состав стали, ее чистота, температура аустенизации, темпера-
тура изотермической выдержки после деформации.
В ряде случаев эффект упрочнения в результате ТМО со-
храняется и после длительных высокотемпературных (последе-
формационных) изотермических выдержек 16] или даже после
повторного (после термомеханической обработки) нагрева на
высокие температуры. В этих условиях рекристаллизационные
процессы должны приобретать столь сильное развитие, что не
исключено завершение первичной рекристаллизации Так,
С И. Сахин и О Г. Соколов 17] проводили промежуточные
нагревы при НТМО стали ЗОХГСНА по схеме: нагрев при
900° С — горячая деформация при 550° С (Л-25%) — нагрев
30 мин при 900° С — вторая горячая деформация при 550° С
(Л = 25%) — нагрев 30 мин при 900° С — последняя горячая
деформация при 550э С (Л — 13%) — закалка в масле — низкий
отпуск при 275° С. В результате были получены значения пре-
дела прочности лишь на 3—5 кПмм2 меньше, чем после НТМО
с той же степенью обжатия (63%), но без промежуточных
1 Ниже (стр 930) будут приведены данные нашей работы с О М. Зуевой по изучению
развития различных стадий рекристаллизации в условиях ВТМО для ряда сталей
систем Fe-Mn-C. Fe-Ni-C, Fe-Сг-С
704
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
нагревов Поскольку степень обжатия при НТМО оказывает
решающее влияние на достигаемые в результате обработки
свойства прочности (см. 2, т. II), данные, полученные в ра-
боте 17], можно объяснить только тем, что протекавшая при
промежуточных нагревах рекристаллизация незначительно
снимала долю упрочнения, достигнутого в результате предыду-
щей пластической деформации.
Таким образом, нет сомнения в том, что упрочнение, создан-
ное при некоторых режимах термомеханической обработки,
предусматривающих перераспределение дислокаций при вы-
соких температурах, отличается значительной устойчивостью.
В дальнейшем этот важный экспериментальный результат
будет рассматриваться в связи с обсуждением явления насле-
дования упрочнения, достигаемого при ВТМО, после повтор-
ной термической обработки по специальным режимам
Представляют интерес результаты, полученные С. 3. Бок-
штейном и др [8, 91 при изучении рекристаллизационных про-
цессов методом авторадиографии. Показано, что несовершен-
*ства строения, созданные при наклепе, оказываются устойчи-
выми и сохраняются в значительной мере и после рекристалли-
зации; обнаружен интересный эффект «памяти» рекристалли-
зованного кристалла по отношению к предварительно создан-
ным при наклепе дефектам.
В работе [101 при изучении рекристаллизации железа вы-
сокой чистоты было обнаружено наличие «стабильных» дефор-
мированных зерен, окруженных новыми рекристаллизованными.
Эти «стабильные» зерна не рекристаллизуются даже после зна-
чительных выдержек при данной температуре, лежащей выше
порога рекристаллизации. С повышением температуры нагрева
число «стабильных» деформированных зерен уменьшается.
При изучении влияния скоростного нагрева на процесс ре-
кристаллизации предполагают [111, что процессы снятия упроч-
нения за счет уничтожения дислокационных несовершенств
созданных при наклепе, и диффузионные перемещения атомов,
определяющие развитие рекристаллизации, являются как бы
независимыми друг от друга. По мнению [11}, зарождение и
рост равноосных рекристаллизованных зерен происходят в ус-
ловиях известного сохранения несовершенств, определявших
упрочнение сплава при наклепе в результате пластической
деформации. Иными словами, показана возможность наследо-
вания несовершенств, переходящих из наклепанной структуры
в рекристаллизованную.
Следует особо подчеркнуть, что все эти результаты, указы-
вающие на устойчивость дислокационной субструктуры, соз-
данной при пластической деформации, были получены в уело-
ВЛИЯНИЕ ВГМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
705
виях нагрева после холодного наклепа. Если вспомнить, что
после ВТМО получают более устойчивое структурное состояние,
чем после холодного наклепа (при равной степени обжатия), то
становится понятным факт сохранения в определенных усло-
виях значительной доли упрочнения, созданного ВТМО, даже
при условии определенного развития рекристаллизации.
ВЛИЯНИЕ ПАРАМЕТРОВ ВТМО
НА МЕХАНИЧЕСКИЕ СВОЙСТВА НЕКОТОРЫХ СТАЛЕЙ
В лабораторных опытах и при промышленном опробовании
ВТМО были использованы различные способы деформирования:
прокатка прутков, полос, ленты, ковка, штамповка открытая
и закрытая; экструзия; выдавливание на токарно-давильном
станке; волочение, кручение; высокоскоростная деформация
(взрывом). Наиболее широкое применение получили прокатка,
а также штамповка и ковка. Объектами ВТМО были различные
марки машиностроительной и инструментальной стали (40, 45,
У9, 40Х, 40ХН, 40ХНМ, 37XH3A, 45ХНМФ, 47X8, 42ХН5С,
50ХН4М, ЗОХГСА, 50ХГ, 60С2, 55ХГР, 65Г, ШХ15, 9Х,
Р18 и многие другие)
Снижение температуры деформирования (и приближение ее
к точке А3), по-видимому, всегда благоприятно сказывается
на увеличении прочности в результате ВТМО Однако надо
учитывать и отмеченное ранее уменьшение интенсивности ре-
кристаллизационных процессов при повышении температуры
аустенизации Поэтому наиболее целесообразны аустенизация
при высокой температуре и деформирование (после подстужи-
вания) при температурах, близких к А3
При проведении ВТМО можно считать перспективным ско-
ростной нагрев (предотвращающий интенсивный рост зерна) до
высоких температур аустенизации (определяющих необходи-
мую для торможения рекристаллизации гомогенность аусте-
нита) с подстуживанием до температуры деформирования,
близкой к точке А з (ноне настолько, чтобы деформация была
много ниже А3). Как показано в работе [12] (рис 60), с повы-
шением температуры деформирования при ВТМО хрупкая проч-
ность и пластичность стали ЗОХГСА снижаются В то же время
после обычной закалки этой стали с температур, лежащих в том
же интервале перегрева, эти свойства остаются практически
без изменения. Характерно, что, несмотря на существенное
снижение хрупкой прочности и пластичности стали при увели-
чении температуры деформирования при ВТМО, абсолютные
значения этих характеристик выше, чем после обычной закалки
706
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
и соответствующего отпуска (рис 60). Это обусловлено сохра-
нением внутризеренного характера разрушения стали после
ВТМО и в условиях глубокого охлаждения, что, по мнению
авторов связано с упрочнением границ аустенитных зерен тон-
кими частицами 112].
При изучении влияния степени деформации на уровень по-
лучаемых в результате ВТМО свойств вначале указывалось,
что при ВТМО, как и при НТМО, имеется прямая зависимость
Рис 60 Влияние ТМО на прочность
и пластичность стали 30X1СА в
условиях растяжения при —195еС
[12]
/—обычная закалка, 2— ТМО
между упрочнением и степенью
обжатия. Особенностью процесса
в случае ВТМО была также уста-
новленная прямая зависимость и
для увеличения пластичности
Однако найденная в этих ранних
работах 113] линейная зависи-
мость между прочностью и сте-
пенью деформации, измеренной по
уменьшению сечения, не отражает
действительного положения, по-
скольку каждая следующая доля
уменьшения сечения отвечает боль-
шему истинному напряжению. Для
упрочнения стали в случае ВТМО
первые приращения деформации
более эффективны, чем последую-
щие Так как при ВТМО дефор-
мирование проводят обычно за
один прием (исключение составляет
скоростная прокатка на непрерывных станах), при большой
степени деформации происходит значительное выделение тепла,
что может привести к интенсивному развитию рекристаллизации
В случае высокоуглеродистых сталей, для которых особенно
целесообразно применение ВТМО, большая деформация за один
прием может привести к образованию микротрещин и надрывов
Наиболее значительное увеличение механических свойств
достигается в результате ВТМО с относительно невысокими сте-
пенями обжатия (25—40%) Дальнейшее увеличение степени
деформации уже не дает интенсивного роста прочности, а изме-
нение пластических характеристик достигает стадии «насыще-
ния» уже при 40—50% По-видимому, эти последние значения
степени деформации и являются предельно целесообразными
в случае ВТМО (рис 61)
Предлагаемая в работе 114] дробность деформирования при
ВТМО может в ряде случаев оказаться целесообразной для
получения высоких, а главное стабильных механических
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
707
свойств, однако в основном это применимо для средне- и высоко-
легированных сталей. Учитывая, что большим преимуществом
ВТМО является возможность получения высоких механических
свойств на низколегированных сталях, следует иметь в виду
трудности практического осуществления дробного деформиро-
вания в связи с возможным интенсивным протеканием рекри-
сталлизации между проходами.
При проведении ВТМО в
условиях прокатки на непре-
рывных станах деформирование
всегда является дробным
Что касается влияния ско-
рости деформирования, то, учи-
тывая высказанные ранее сооб-
ражения о незначительном вли-
янии частично протекающих
начальных стадий рекристалли-
зационных процессов на полу-
чаемые свойства, следует при-
знать, что не только при НТМО,
но и при ВТМО целесообразно
снижение скорости деформиро-
вания Как показано в работах
В Д Садовского и др (см
5, т. Г), в случае аустенитных
сталей определенное снижение
скорости деформирования при-
водит к уменьшению развития
Рис 61 Зависимость прочности (при
постоянной пластичности) и пластич-
ности (при постоянной прочности) рес-
сорной стали 55ЧГР от степени дефор-
мации при ВТМО
рекристаллизации и позволяет
обеспечить упрочнение изделий большого сечения При замед-
лении процесса высокотемпературного деформирования (или
при его дробности) имеются лучшие условия для переползания
дислокаций (>же в ходе деформации) и создания фрагментиро-
ванной структуры. Но эти соображения приводят к выводу,
что в зависимости от температуры деформирования должна
существовать оптимальная его скорость, дающая наиболее раз-
витую субструктуру и лучшие свойства. Это и было пока-
зано Ф. Н Тавадзе и В П. Копалейшвили. Возможность
отпуска среднеуглеродистой стали при такой низкой темпера-
туре, как 100° С (без опасности хрупкого разрушения), опре-
деляется повышенным запасом пластичности, создаваемым в
результате ВТМО1. Как будет показано далее, целесообразным
является хвеличение продолжительности низкого отпуска при
При НТМО нижний предел целесообразных температур отпуска 200° С
708
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
100° С, например до нескольких десятков часов, благодаря чему
создаются благоприятные условия для эффективного старения
мартенсита. Этот процесс сопровождается, по-видимому, пере-
распределением дислокаций в a-твердом растворе по типу
полигонизационных процессов.
В общем случае после ВТМО достигается большая устой-
чивость сталей против разупрочнения при отпуске, чем после
обычной закалки, что связано с устойчивостью дислокацион-
0 100 200 300 400 tomn, С
Рис 62 Влияние температуры от
пуска на механические свойства
стали 50ХН4М после ВТМО [20]
/ — закалка без деформации, 2 —
деформация 90% при 900° С. 3—де
формация 75% при 750“ С
ных конфигураций и, в частности,
фрагментированной структуры
Устойчивость против разупрочне-
ния при отпуске после ВТМО
связана и с меньшей тетрагональ-
ностью мартенсита из-за «конден-
сации» углерода на устойчивых
дислокационных границах и боль-
шей дисперсностью карбидов, бло-
кирующих субструктуру.
На рис 62 приведены резуль-
таты исследования влияния темпе-
ратуры отпуска на свойства стали
типа 50ХН4М после обычной за-
калки и после ВТМО [15] Можно
отметить более высокие значения
предела прочности (и даже неко-
торое увеличение предела теку-
чести при 200°-ном отпуске) после
ВТМО по сравнению с обычной
закалкой вплоть до температур
отпуска 500° С. Особенно сущест-
венна разница в значениях предела
текучести, так как у стали, под-
вергнутой ВТМО, эта характеристика особенно устойчива
против падения при отпуске
Характерно, что при меньшей деформации (75% вместо 90)
при более низкой температуре (750 вместо 900° С) можно по-
лучить лучшее сочетание механических свойств, это согласуется
с изложенными выше положениями о влиянии температуры
и степени деформации.
После отпуска при исследованных низких температурах
у стали, подвергнутой ВТМО, сохраняется более высокая пла-
стичность, чем у стали, прошедшей обычную закалку
Данные о том, что после отпуска при 500—550° С ударная
вязкость, ударная выносливость, а также хрупкая прочность
и пластичность при глубоком охлаждении значительно больше
ВЛИЯНИЕ ВТМО нл МЕХАНИЧЕСКИЕ СВОЙСТВА
709
в стали, подвергнутой ВТМО, по сравнению с обычно закален-
ной, свидетельствуют о сохранении структурных особенностей,
вносимых ВТМО, до высоких температур отпуска (500—550° С).
Влияние углерода на прочность при ВТМО подобно его влия-
нию при обычной термической обработке: значения прочности
тем больше, чем выше содержание этого элемента. Что касается
пластичности, то хотя и наблюдается известная тенденция ее
к падению с ростом содержания углерода, однако в случае ВТМО
эта тенденция проявляется в
меньшей степени В связи с опас-
ностью преждевременного хруп-
кого разрушения при высоком
содержании углерода зависи-
мость прочности от его содержа-
ния в стали имеет, как известно,
экстремальный характер Опти-
мальное содержание углерода
для стали, подвергаемой обыч-
ной термической обработке,
отвечает обычно —0,4%, а для
стали, подвергаемой НТМО, оно
составляет примерно 0,5%. При
выплавке стали в вакууме и из
особо чистых шихтовых мате-
риалов это предельное содержа-
ние повышается, так как увели-
чивается запас пластичности.
Преимуществом ВТМО, обе-
спечивающей получение высо-
ких значений пластичности,
является смещение этого макси-
Рис 63. Влияние содержания углерода
иа свойства стали типа ХГР после
ВТМО и обычной закалки (закчючи-
тельный отпуск при 200° С. I ч)
/ — ВТМО, 2 — обычная закалка
мального значения содержания
углерода к —0,6%, когда в условиях возросшего сопротивле-
ния отрыву удается с большей полнотой реализовать высокую
прочность мартенсита с повышенным содержанием углерода
(рис 63) [16].
Как указывает Р И Энтин, влияние углерода, кроме того,
проявляется, по-видимому, в закреплении дислокационной
структуры упрочненного аустенита, а также в изменении
дислокационной структуры аустенита в процессе самого пла-
стического деформирования при термомеханической обработке
(увеличение плотности дислокаций и изменение характера
их распределения). Л. М. Утевский и Ф Р. Хашимов пря-
мыми методами показали, что введение углерода резко
повышает плотность дислокаций в стали, подвергнутой ТМО.
8 Бернштейн
710
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
МЕХАНИЧЕСКИЕ СВОЙСТВА РАЗЛИЧНЫХ СТАЛЕЙ ПОСЛЕ ВТМО
Как уже указывалось, ВТМО получила наиболее широкое
распространение в нашей стране. За рубежом, в частности
в США, доминирующее положение занимала НТМО (или, по
американской терминологии, «аусформинг»), и работ по ВТМО
О 20 63 60 80 0 20 tfO 60 Л,7.
д е
О 20 4/7 60 80 0 20 ЬО 60 Л,7.
О е
Рис 64 Свойства стали типа 4340
в зависимости от степени деформа-
ции при 845° С и различных темпе-
ратур отпуска [17 ] Продолжитель-
ность отпуска 1 ч
а — после закалки, б — отпуск при 95° С, в — отпуск при 150° С. г — отпуск при
205° С, д — отпуск при 260® С, е — отпуск при 315® С
Рис 65 Ударная вяз-
кость стали типа 4340
а — после закалки, б —
после отпуска при 230° С,
1 ч [17], / — обычная
термическая обработка,
2 — 6 — после деформиро-
вания при 845° С со сте
пенью обжатия 10 (2),
25 (3), 40 (4), 46 (5).
54% (б)
до недавнего времени было мало Однако в последнее время
в США также начали заниматься ВТМО массовых сортов
стали
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
711
Машиностроительные стали
В лабораториях United States Steel Грейндж с сотр ис-
следовали эффективность применения ВТМО [35] на сталях
следующего состава:
А. 0,26% С; 0,52% Ni; 1,32% Ст, 1,0% Мо, 0,35% V.
Б 0,57% С; 1,16% Ni, 1,07% Сг; 0,26% Мо
В. 0,87% С; 4,95% Ni; 2,07% Мп
Ац.кГм
0,828 L—о*----1----1--1----1----1---1----'
18 93 - 204 316 427
38 149 260 * 371 t^C
Рнс 66 Зависимость ударной вязкости
стали типа 1340 от температуры отпус
ка [17] Деформирование при 845° С,
закалка в масле отпуск 1 ч
/—без деформирования, 2 — 4 — дефор
мированне при 845° С со степенью
обжатия 10 (2), 40 (.7) и 54% (7)
Г 0,41% С; 1,90% Ni, 0,82% Сг, 0,28% Мп.
Д 0,25%С,0,59% Ni;0,73%
Сг; 0,27% V.
За исключением стали марки
В, все изученные плавки пред-
ставляют собой промышленные
низколегированные стали массо-
вого производства, но несколь-
ко видоизмененные, с ясно выра-
женной тенденцией к повыше-
нию в них углерода (ВТМО поз-
воляет повысить запас пластич-
ности и, отсюда, хрупкую проч-
ность сталей с повышенным
содержанием углерода).
Даже на малоу!леродистой
(0,25% С) и малолегированной
стали Д удалось в результате
ВТМО при 960° С с обжатием 50% (прокатка в гладких валках)
получить после низкого отпуска на 15—20 кГ/мм2 более высо-
кие значения предела прочности (210 кГ/мм2) и предела теку-
чести (170 к/7лш2), чем после обычной термической обработки,
при равной пластичности (удлинение 10%)
Работы Кула с сотр [17, 130], выполненные на стали 4340
(0,39% С; 1,75% Ni, 0,8% Сг; 0,23% Мо) открытой выплавки,
показали, что в результате ВТМО может быть достигнуто
заметное упрочнение (увеличение предела текучести на 25%),
а главное, существенно повышены пластичность и вязкость
в высокопрочном состоянии (рис 64) Наряду с этим дости-
гается снижение температуры хладноломкости (рис. 65) и умень-
шение склонности к отпускной хрупкости (рис 66). Соотноше-
ние значений прочности, пластичности и вязкости на продоль-
ных и поперечных образцах после ВТМО такое же, как и после
обычной термической обработки (рис 67 и 68), ударная вязкость
после ВТМО оссбенно значительно возрастает при низкотем-
пературных испытаниях, в зоне порога хрупкости
8*
712
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Авторы подчеркивают существенное повышение свойств
стали 4340 после ВТМО при 845° С с обжатием 75% даже в за-
каленном состоянии (без отпуска): если предел текучести (после
обычной закалки) составляет
140кПмм\ то после ВТМО он
увеличивается до 180 кПмм*.
Это связано, по-видимому,
с повышением запаса пластич-
ности в результате ВТМО
Делается вывод 117, 130],
что ВТМО можно успешно
л#,л/>г
а б
Рис 67 Ударная вязкость стали типа 4340
в продольном и поперечном направлениях
[17] Прокатка при 845“ С, отпуск при
230’С, 1 ч
а—без деформирования. б—деформирование
с обжатием 50%. / — продольные образцы.
2 — поперечные
использовать при изготовле-
нии полос, листов и прово-
локи
Интересные исследования
проведены в ЧССР Хиспец-
кой, Балушеком и Мазанцом
118]. На машиностроительной хромоникельмолибденовой стали
с повышенным содержанием углерода (0,54%) они получили
Рис 68 Механические свойства стали типа 4340 в продольном
и поперечном направлениях(17] Прокатка при 845’С, отпуск
при 230° С, 1 ч (черные значки — поперечные образцы, свет-
лые — продольные)
а — без деформирования, б — деформирование с обжатием 50%
в результате ВТМО (900° С, обжатие 85% в три прохода,
закалка в масле) <тв 280 кПмм\ что на 90 кПмм2, выше,
чем после обычной термической обработки (рис. 69). Такие
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
713
свойства обычно достигаются после НТМО. Пластичность после
ВТМО оказалась в три раза более высокой, чем после обыч-
ной обработки
Мазанец с сотр. исследовал на хромоникельмолибденовой
стали (1,9—2,2% Ni; 2,3—2,4% Сг; ~0,4% Мо) с повышенным
содержанием марганца (1,0—
1,5%) и кремния (1,0—1,1%)
влияние ВТМО и НТМО на ме-
ханические свойства двух серий
плавок: с 0,27 и 0,4% С НТМО
проводили при 550° С с дефор-
мированием прокаткой или ков-
кой на 75%; ВТМО осуществ-
ляли прокаткой при 900° С с
обжатиями 30, 50 (за один про-
ход) и 85% (за три прохода);
в последнем случае общая про-
должительность прокатки не
превышала 20 сек. Охлаждение
после деформирования прово-
дили в масле, а в случае стали
типа 30ХН2М—также и в воде.
Заключительной операцией при
180*------1-------'------'------1
О 100 200 300 t^C
Рнс 69 Влияние отпуска на предел
прочн ости хром он и кел ьм ол ибдеи о вой
стали с 0.54% С [16]
/ — обычная закалка, 2 — ВТМО прн
900° С, деформирование прокаткой на
85%. закалка в масле, отпуск в интер
вале от 100 до 400° С, выдержка 4 w при
каждой температуре
обработке был низкий отпуск различной продолжительности
Данные, приведенные в табл. 13—15, показывают, что ВТМО
позволяет получить высокие механические свойства, причем
преимущество НТМО (которая была связана со значительными
технологическими трудностями) перед ВТМО в получении вы-
бд.лГ/нп*
300 г
ТАБЛИЦА 13 ИЗМЕНЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ СТАЛИ 30ХН2МА
ПОСЛЕ ОБЫЧНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ТМО С ДЕФОРМАЦИЕЙ
В ОБЛАСТИ СТАБИЛЬНОГО ИЛИ МЕТАСТАБИЛЬИОГО АУСТЕНИТА [18]
Обработка 1 °в кГ/мм1 % 4.» I % Обработка ав к! /мм1 5/. V
ТМО при 900° С, X —85%, закалка в воде 204,6 9,8 5,7 ТМО при 900“ С, Х = 85%, закалка в масле 195,6 9,9 6,3
Обычная закалка с 900° С в воде 190,0 9,3 5,3 Обычная закалка с 900° С в масле 181,1 10,0 7,0
ТМО при 550“ С, Х=70%, закалка в воде 210,0 9,2 5,7 ТМО при 550“ С, Х=70%, закалка в масле 174,9 10,4 7,4
Ступенчатая за- калка с 550° С в воде 196,0 11,6 8,0 Ступенчатая за калка с 550° С в мас- ле 182,2 9,6 7,9
1 Во всех случаях (после ТМО и отпуск при 100“ С в течение 4 ч после закалкн) заключительная операция
714
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 14 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 40ХНМ ПОСЛЕ
ТЕРМИЧЕСКОЙ И ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТОК [181
Плавка Обработка * °в кГ/мн1 % 6» %
I ТМО при 900° С, Х= 85%, закалка в масле 246,3 9,8 5,8
Обычная закалка с 800° С в масле 228,6 9,7 6,3
11 ТМО при 550° С (в соли), А = 81%, закалка в масле 268,0 9,6 7,3
ТМО при 550“ С (в воздушной печи), А = 81 %, закалка в масле 263,6 9,9 7,4
Ступенчатая закалка в масле, с 550“ С 230,5 4,3 3,9
1 Во всех случаях (после ТМО и после закалки) заключительная операция — отпуск при 100° С в течение 4 ч
ТАБЛИЦА 15 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 30ХН2МА ПОСЛЕ
ВТМО ПРИ 900° С
Температура отпуска 1 Степень де- формации % Закалка в масле Закалка в воде
°в к! /мм1 % V % кГ/нм* 0s % %
100 0 181,1 10,0 7,0 190,0 9,3 5,3
30 184,1 9,9 6,1 188,5 9,5 6 1
50 188,6 9,8 6,4 197,8 10,2 6,4
85 195,9 9,9 6,3 204,6 9,8 5,7
150 0 175,4 11 6 6,5 183 10,0 6,6
30 177,5 11,2 6,3 183,4 10,0 6,6
50 185,3 10,0 6,1 182,2 10,3 6,8
85 190,6 9,9 6,3 190,6 10,2 6,7
200 0 165,7 10,3 6,2 168,1 10,1 6,2
30 168,3 9,9 6,4 168,4 9,9 6,3
50 174,9 8,9 5,8 169,5 9,4 6,5
85 179,3 10,1 5,8 178,5 10,0 6,3
250 0 158,7 9,8 6,1 158,7 9,7 5,1
30 160,5 9,2 5,5 159,6 9,5 5,4
50 162,1 8,3 5,6 160,9 8,8 5,3
85 169,4 9,1 6,1 174,4 9,0 5,0
300 0 158,3 9,7 6,7 157,5 9,8 6,5
30 158,1 9,9 5,0 160,1 8,0 5,3
50 161,2 9,9 5,7 157,6 8,2 5,1
85 169,5 9,0 5,0 170,0 8,7 5,5
1 Выдержка е । течение 4 ч при каждой температуре
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
715
соких значений прочности проявляется только в случае хромо-
никелевой стали с 0,4% С. Для стали с более низким содержа-
нием углерода — типа 30ХН2М — повышение прочности после
ВТМО и НТМО было практически одинаковым. Рассматривае-
мые эксперименты также показали преимущество ТАЮ по
сравнению с обычной термической обработкой в обеспечении
достаточного запаса пластичности в высокопрочном состоянии.
* *
*
Основополагающие работы В Д. Садовского с сотр по
ВТМО, связанные с опробованием этой обработки для подав-
ления склонности стали к отпускной хрупкости, будут изло-
жены далее. В последних работах этой школы изучали влия-
ние ТМО на комплекс разнообразных механических свойств
[4] В результате НТМО сталей 37XH3A (промышленная плав-
ка), 40ХН7С и 40ХН7СМ (опытные плавки) удалось повысить
предел прочности до 270—300 кПмм\ предел текучести до
180—235 кПмм1, однако сохранилась склонность к отпускной
хрупкости. В связи с этим была опробована комбинированная
обработка ВТМО и НТМО, когда деформацию аустенита про-
водят частично выше А3, а частично при температурах проме-
жуточной области, эта обработка привела к повышению запаса
вязкости по сравнению с НТМО.
В работе [191 ВТМО проводили (после нагрева на 1200° С
и подстуживания до 900° С) при прокатке и сжатии, заключи-
тельной термической операцией был 4-ч отпуск при 550° С,
который в случае обычной закалки приводит к развитию от-
пускной хрупкости.
Образцы испытывали на растяжение при температуре жидко-
го азота. Результаты испытаний приведены на рис. 70 и 71
Они показали, что независимо от вида деформирования при
ВТМО (прокатка, при которой создается вытянутость структур-
ных составляющих, или сжатие, когда такой вытянутости нет)
хрупкая прочность и пластичность существенно возрастают
с увеличением степени пластической деформации, причем суже-
ние и удлинение в обоих случаях практически одинаковы
Авторы [191, которые раньше основной причиной подавления
межзеренного хрупкого разрушения считали изменение состоя-
ния приграничных объемов (создание характерной зубчатости,
которая наблюдалась и при ВТМО прокаткой, и при ВТМО
сжатием) в цитируемой работе справедливо отмечают, что воз-
растание хрупкой прочности связано также и с изменением
тонкой субструктуры самого зерна аустенита.
Положительное влияние ВТМО (прокатка при 900° С после
подстуживания с 1200° С со скоростью i,5 м/мин и обжатием
716
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
20—30%) с последующим отпуском при 200, 375, 550 и 650° С
на ударную выносливость стали ЗОХГСА показано (рис. 72)
в работе Е Н Соколкова и В. Д. Садовского После отпуска
при 200 и 375° С число уда-
Рис 70 Влияние степени пластической деформации в условиях деформи
рования прокаткой (/) и сжатием (2) на поперечное сужение (а) и относитель
ное удлинение (б) при испытании в жидком азоте [191
вается в 3 раза, в то время как после отпуска при 550 и 650°С—
лишь в 1,5 В результате ВТМО подавлялось хрупкое меж-
зеренное разрушение в зоне
Рис 71 Влияние степени пластической
деформации в условиях деформирова-
ния прокаткой (!) и сжатием (2) на
разрушающее напряжение при испыта-
нии в жидком азоте [191
ускоренного развития трещины.
После ВТМО эта трещина про-
ходит по телу зерна (в том числе
и после отпуска в зоне хруп-
кости), тогда как после обычной
термической обработки—по гра-
ницам аустенитных зерен.
В. Г. Гроссвальд и П. Ф. Ве-
дерников (ЦНИИЧМ) подвер-
гали ВТМО арматурную сталь
35ГС
На разрывной машине испы-
тывали непосредственно прут-
ки. Оптимальные механические
свойства после ВТМО были по-
лучены при температуре конца
прокатки этих прутков около
850° С. Часть прутков для сравнения после прокатки подвер-
гали закалке со специального (повторного) нагрева С этой
целью прутки медленно охлаждали после прокатки, затем нагре-
вали до 900° С, выдерживали при этой температуре 30 мин
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
717
Температура отпуска, ‘С
Рис 72 Зависимость числа ударов до
разрушения образцов стали ЗОХГСХ от
температуры отпуска после обычной
закалки (/) и ТМО (2) Прокатка при
900» С после подстуживания с 1200° С
со скоростью 1,5 м/мин и обжатие
25-30% [3]
термического упрочнения на
и закаливали. Охлаждение в этом случае, как и при ВТМО,
производили в подогретой до 50° С воде, после чего давали
отпуск при 450, 350 и 200° С
Установлено, что в случае отпуска при 350° С пластические
свойства и ударная вязкость прутков, подвергнутых ВТМО,
в 1,5—2 раза выше, чем прутков, закаленных со специального
нагрева. В случае отпуска при 450° С эта разница в значениях
пластических свойств и ударной вязкости уменьшается, но
преимущество остается за ВТМО
с температурой конца прокат-
ки 800—850° С.
Прочностные свойства после
ВТМО с отпуском при 350° С
повышаются на 20% на прут-
ках диаметром 16 мм и на 40%
на прутках диаметром 12 мм
по сравнению со свойствами
прутков после обычной закал-
ки с более высоким отпуском
(450°С) (сравнение производится
при близких уровнях пласти-
ческих свойств, получаемых при
этих двух режимах).
Сталь 35ГС, подвергнутая
ВТМО с отпуском при 350° С,
удовлетворяет требованиям VI
(прутки диаметром 16 мм) и
VII класса (прутки диаметром
12 мм) арматурной стали, в то
время как обычными способами
этой стадии достигается прочность на уровне V класса.
При прокатке круга диам. 12 мм на стане трио 170 измеряли
давление металла на валки Снижение температуры конца
прокатки с 960 до 850° С в последнем проходе вызывало повы-
шение среднего удельного давления на 46%.
Проведенные работы показали, что использование ВТМО
арматурной стали в промышленных условиях дает значительно
больший эффект, чем обычная термическая обработка
Как указывают В. Г. Гроссвальд и Г Ф. Ведерников, арма-
турная углеродистая сталь, подвергнутая термомеханическому
упрочнению, может быть использована взамен легированной
горячекатаной арматурной стали (потребность в которой, по
данным НИИЖБ, составит в 1970 г. около 0,5 млн. т). Низко-
легированная арматурная сталь 35ГС в состоянии термомехани-
ческого упрочнения может применяться по классам At-V,
718
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Ат-VI и At-VII (потребность в такой стали составит в 1970 г.
325 тыс. tn).
Для выяснения наиболее благоприятных температурных
условий пластической деформации при ТМО с точки зрения
энергосиловых параметров процесса прокатки в работе
Я. Б. Гуревича и др.1 были определены удельные базисные дав-
ления, т. е. удельные давления, измеренные при прокатке об-
разцов исследуемых сталей с отношением длины дуги захвата
к средней высоте, примерно равным единице. Были установлены
следующие величины этих давлений:
Температура, °C • 500 600—700 800 900 1050
Удельное давление, кПмм2- 25 21 19,5 19 15
Способ ВТМО с деформацией при температурах вблизи
нижней критической точки был опробован в работе Д. А. Про-
кошкина, А. Г. Васильевой, В. В. Акимова, Ю. П. Шинкаре-
вича (МВТУ) на стали 40Х5НСМФ. Авторы проводили ТМО
с деформацией вблизи температуры рекристаллизации (600—
700° С), считая, что эффект упрочнения при этих условиях
в значительной мере будет складываться под влиянием про-
цессов полигонизации.
Получена высокая прочность (ав = 250 - 260 кПммг) на
стали 40Х5НСМФ после ТМО с деформацией —50% при 600—
700° С и заключительного отпуска при 200° С, что на 40—
50 кГЛиж2 больше, чем после обычной термической обработки.
Сериальные испытания на ударный изгиб образцов после ТМО
с прокаткой при различных температурах показали, что абсо-
лютные значения ударной вязкости при нормальной температуре
мало зависят от температуры деформации, в то же время порог
хладноломкости стали понижается с повышением темпера-
туры деформации. После НТМО он лежит при —20° С, после
ВТМО — около —60° С, после ТМО с прокаткой при 600
и 700° С — вблизи — 50° С.
А. П Гуляев и А С. Шигарев 120] изучали влияние ВТМО
на строение и свойства стали 50ХН4М. Образцы размером
20 X 20 X 65 мм деформировали на 100-т прессе при 900° С,
а затем часть образцов немедленно закаливали в масле, а часть
подвергали изотермической обработке в течение 2 ч при темпера-
туре ванны 320° С. После ВТМО и НТМО сталь отпускали
при 100° С. Как следует из приведенных в табл. 16 данных,
ВТМО обеспечивает получение высоких значений прочности и
пластичности, причем при небольших сравнимых степенях де-
формации (35%) свойства после НТМО и ВТМО практически
* В сб «Научно-техническое совещание по термомеханической обработке стали»
ЦНИИЧМ, 1961.
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
719
ТАБЛИЦА 16 РЕЗУЛЬТАТЫ ИСПЫТАНИЙ ХРОМОНИКЕЛЬМОЛИБДЕ-
НОВОЙ СТАЛИ 50ХН4М ПОСЛЕ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПО
РАЗЛИЧНЫМ РЕЖИМАМ* [201
Температура деформации Степень деформации % Последующая обработка с о” =5 it tT д % Ф %
240 175 6 9 2
900 90 270 190 9 22 2
900 35 Охлаждение в масле 255 170 7,5 17 3,5
500 35 260 175 8 18 3
900 35 Изотермическая обработ 210 150 5 8 1,5
500 35 ка 140 100 5 14 2
1 После аустенизации при 900° С
одинаковые. Некоторое снижение значений предела текучести
после ВТМО с деформацией 10—30% (а также изменение пла-
стичности при этих режимах) авторы связывают с немонотон-
ным изменением количества остаточного аустенита (рис 73),
достигающего максимума при
этих небольших степенях об-
жатия при ВТМО. Эти сооб-
ражения авторов нельзя счи-
тать очевидными по следую-
щим причинам:
а) повышение содержания
остаточного аустенита в ста-
ли, как известно, ведет не к по-
вышению, а к снижению вяз-
кости (в связи с разнострук-
турностью),
б) установленный эффект
снижения предела текучести
не согласуется с измеренной
Рнс 73 Влияние степени деформации на
количество остаточного аустенита (А) в ста-
ли 50ХН4М Охлаждение после деформи
рования при 900® С в масле [15, 20]
авторами разницей в количестве остаточного аустенита.
Изотермическое превращение после высокотемпературного
деформирования аустенита приводит, по данным авторов, к по-
лучению более низких механических свойств, чем даже обычная
термическая обработка. Упрочнение, созданное в результате
ВТМО, оказывается устойчивым при повышении температуры
отпуска (см. рис. 62); результаты этих экспериментов обсужда-
лись выше (стр. 708).
720
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Высокий комплекс механических свойств после ВТМО (на-
грев на 1000° С, прокатка на 40—70%, немедленная закалка
в масле и отпуск при 200° С, 1 ч) получен в работе М. В Придан-
цева, Э. И. Иванцовой и О. А. Банных 1 на стали типа
50ХГСФ (В), содержащей 0,5% С, —2% Сг, — 1 % Мп, -1,5% Si
и дополнительно легированной или 0,1% V, или 1,5% W
(о. = 235-и 255кПмм\ от = 205^-210кПмм2, 6 - 5,5н-7,5%).
По-видимому, такие высокие свойства обусловлены правильно
выбранными составом стали (повышенное содержание углерода
и кремния, а также дополнительное легирование ванадием или
вольфрамом) и температурным режимом аустенизации (дефор-
мации), который позволил сохранить большую долю упрочне-
ния от деформации, а также оптимально выбранными степе-
нями деформации (подробнее см. ниже). Созданное после
ВТМО упрочнение оказалось насте лько устойчивым, что сохра-
нялось при последующей термической обработке с перекристал-
лизацией (было подтверждено явление «наследования», см да-
лее стр. 789). Термическая обработка с перекристаллизацией
после НТМО не обеспечивает сохранения созданного упроч-
нения.
Сталь типа 50ХГСФ подвергали при ВТМО различным обжа-
тиям.
Как видно из данных, приведенных в табл. 17, в результате
ВТМО можно добиться значительного повышения комплекса
ТАБЛИЦА 17 СВОЙСТВА СТА-
ЛИ ТИПА 50ХГСФ ПОСЛЕ ВТМО
С РАЗЛИЧНЫМИ ОБЖАТИЯМИ
% «в кГ /мм* °т кГ/мм* %
30 247 210 9,0
60 234 204 5,5
83 253 220 8,7
механических свойств рацио-
нально легированной стали и
при этом не обязательно сущест-
венное повышение степени обжа-
тия (сравните 30и 83%). В этой
серии опытов также подтвержде-
но явление наследования упроч-
нения, создаваемого ВТМО: по-
следующий отпуск при 600° С,
1 ч, 3-мин нагрев на 850° С, за-
калка в масле и заключитель-
ный отпуск при 200 С, 1 ч, при-
вели к незначительному изменению значений прочности (па-
дение на —15 кПмм?), тогда как пластичность оставалась вы-
сокой и иногда даже несколько возрастала.
Важно отметить, что в опытах М. В. Приданцева и
Э. И. Иванцовой было установлено существенное повышение
сопротивления хрупкому разрушению в результате не только
ВТМО, но и ВТМО в сочетании с термической обработкой с пере-
1 См сноску иа стр 718
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
721
кристаллизацией, т е. при использовании эффекта наследова-
ния созданного упрочнения.
В другой работе М В Приданцева, В С. Ивановой, В. Г Ку-
дряшова, Э. М Котик подчеркивается, что высокие показатели
прочности и пластичности еще не всегда характеризуют работо-
способность металла в изделии, его конструкционную прочность,
особенно с точки зрения возможности развития хрупкого раз-
рушения при наличии концентраторов напряжения и слож-
ного напряженного состояния. Важной характеристикой яв-
ляется сопротивление распространению трещины Поэтому при
выборе того или иного режима термомеханического упрочнения
необходимо учитывать также критерии, характеризующие это
сопротивление.
В работе в качестве такого критерия принят энергетический
критерий Ирвина GlC, характеризующий энергию распростра-
нения трещины на единицу длины в момент ее самопроизволь-
ного роста в условиях плоской деформации:
Сю = —£— Kic»
где р. — коэффициент Пуассона;
£ — модуль Юнга;
К1С — параметр, характеризующий интенсивность повы-
шения напряжения у вершины трещины
При испытании цилиндрических образцов с острым надрезом
трещина распространяется в условиях плоской деформации,
и величину Kic подсчитывают по формуле
К1С = K,,vnVD ,
где aN — номинальное напряжение разрушения;
D — наружный диаметр образца;
Ко — коэффициент, зависящий от формы и геометрии над-
реза
Для образцов, у которых = 0,707 {d — диаметр в над-
резе) и радиус закругления надреза <0,025 мм, коэффициент
Ко = 0,414. Чем больше GiC или К1С Для данного материала,
тем выше его сопротивление распространению трещины.
Авторы исследовали влияние ВТМО на механические свой-
ства и критерий К1С низколегированных строительных сталей
марок Ст.З. 14Г2 и 35ГС с целью выбора оптимального режима
этой обработки. Все стали прокатывали с обжатиями (пример-
ными) 15, 25, 35 и 45%. Температуры деформирования для
Ст 3 составляли 950, 900, 830 и 790° С, для стали 35ГС 900 и
780° С, для стали 14Г2 900, 830 и 790° С. Температура пластин во
время прокатки изменялась незначительно—примерно на 10°С.
722
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Однозначное определение оптимальных режимов ВТМО ока-
залось возможным лишь при совместном анализе механических
свойств и сопротивления распространению трещины, оценивае-
мого по К1С У всех сталей наиболее высокие свойства были по-
лучены при степени деформации ~ 35%, оптимальная темпера-
тура деформирования для стали марки Ст 3 950° С, для ста-
лей 14Г2 и 35ГС 900° С
Рис 74 Влияние температуры пластического деформирования на механические свой-
ства стали 40ХНМА после ТМО, X. = 70%, температура отпуска 200° С 121]
Следует отметить, что максимумы на кривых изменения ме-
ханических свойств и К1С в зависимости от степени деформации
не всегда совпадают. Так, в случае стали 14Г2 предел прочности
непрерывно повышается \ а критерий К)С уже при деформа-
ции —45% резко снижается (по-видимому, в условиях данного
исследования деформация 40—45% будет оптимальной по ком-
плексу свойств).
В работах М Е Блантера с сотр. 121,5] была опробована
термомехапическая обработка промышленной плавки стали
40ХНМА ври деформировании методом экструзии Предпола-
галось исследовать влияние температуры деформирования в ин-
’ Несколько неожиданный результат Зависимость предела прочности от степени де-
формации при ВТМО обычно имеет затухающий (примерно параболический), ио не
монотонно увеличивающийся характер Кроме того, склонность к распространению
трещины надо было бы сравнивать не с пределом прочности, а с пределом текучести
(пропорциональности)
ВЧИЯНИГ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙС1ВЛ
723
тервале от 300 до 850 С, т. е влияние НТМО и ВТМО на меха-
нические свойства при одной степени деформации (70%) в про-
цессе выдавливания через матрицу Однако, как утверждалось,
понижение температуры деформирования от 850 до 550° С
(рис. 74) не приводит к изменению прочности, которая к тому же
остается на невысоком (для этой стали) уровне (—210 —
— 215 кГ/мм2) Полученные
результаты свидетельствуют ско-
рее всего о том, что в данных
условиях эксперимента (1 —
70%) сильный разогрев во
время деформирования вызывает
частичное снятие эффекта упроч-
нения. По-видимому, правильно
считать, что во всех случаях
Рис 75 Влияние степени пластической деформации (а) и температуры ТМО (б)
на величину зерна аустенита [15]
HP — перекристаллизованное зерно, СР — зерно среднего размера, Р — ре-
кристаллизованное зерно
была проведена ВТМО с разной степенью рекристаллизации;
последняя зависела главным образом от степени деформации
(рис. 75). Справедливость этого предположения подтверждается
данными рис. 75, согласно которым величина зерна аустенита
мало зависит от температуры деформирования, и данными
рис 76, характеризующими изменение прочности в зависимости
от степени деформации при НТМО и ВТМО. Пределы проч-
ности (текучести) неожиданно оказались одинаковыми (чего не
должно быть, если правильно осуществлена НТМО).
Падение механических свойств при понижении температуры
деформирования ниже 550° С авторы [5,21 ] связывают с про-
межуточным превращением, протекающим при пластическом
деформировании.
724
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Наши соображения о роли рекристаллизации подтверж-
даются в 15,211: «частичное протекание процесса рекристал-
лизации обработки полезно для получения после термической
Рис 76 Влияние степени деформации на прочность и пластичность стали
[51 Температура отпуска 200°С
а - НТМО, б — ВТМО
обработки высокого комплекса механических свойств. Проте-
кание рекристаллизации обработки способствует повышению
пластичности при сохранении уровня прочности».
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
725
Общее повышение хрупкой прочности в результате ТМО поз-
воляет достичь паилучшсго сочетания механических свойств
после низкого отпуска при 100е С. Твердость, естественно, не
была показателем упрочнения, достигаемого в результате термо-
механической обработки
Рессорно-пружинные стали
Внимание многих исследователей привлек вопрос термоме-
ханичсской обработки рессорно-пружинных сталей, так как
изготовление из них изделий (рессор, пружин) и термомехани-
ческое упрочнение сравнительно легко могут быть совмещены
в единой технологической схеме
Работы по НТМО рессорно-пружинных сталей, выполнен-
ные В Л Зубовым, освещены в т II, 2
Первой работой по ВТМО рессорных сталей (50ХГ и 55ХГР)
было исследование [221, проведенное нами совместно
с Л Г Рахштадтом
Большие плоские образцы нагревали до 900—920е С, а затем
за один проход прокатывали с обжатием 15, 25, 50 и 75%.
После прокатки образцы приобретали одинаковую толщину
(3 мл1) и их быстро переносили под пресс для правки, после чего
охлаждали либо в масле (50ХГ), либо на воздухе, что в случае
стали 55ХГР должно было бы соответствовать закалке. Пос-
ле закалки образцы отпускали при 100, 200,250, 300 и 400° С
в течение 40 мин Форма образцов после ВТМО получалась
такой, что петребовалось последующей механической обработки,
испытанию подвергали образцы с «черной» поверхностью.
Из данных табл. 18 и рис. 77 следует, что с повышением сте-
пени деформации до 50% при ВТМО существенно возрастают
одновременно прочность и пластичность исследованных сталей
После деформирования с обжатием 75% в большинстве случаев
или прочность, или пластичность снижаются, что, возможно,
связано с развитием рекристаллизации или появлением тре-
щин при столь сильном обжатии за один проход.
Стабильные характеристики прочности и пластичности до-
стигаются уже после обжатия на 25%. При этом повышенному
значению прочности отвечают и более высокие значения пластич-
ности, особенно поперечного сужения, которое почти вдвое
выше, чем после обычной закалки. После отпуска при 250° С
при о(1 215 кПмм\ характеристики пластичности почти соот-
ветствуют нормам, указанным Н А. Минкевичем [23] для пру-
жин ответственного назначения (6^5% и ф 20%). Эти
нормы пластичности при повышенной прочности достигаются
и после отпуска при 300° С
9 Бернштейн
726
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
В процессе исследования стали 55ХГР установлен факт
большой устойчивости упрочняющего эффекта ВТМО Так,
если после ВТМО провести высокий, но кратковременный от-
пуск при 600° С в течение 30 мин на твердость 32—34 HRC,
Рис 77 Механические свойства стали 60ХГ после ВТМО
(плоские образцы) Температура отпуска
/ — 250° С: 2 — 300° С, 3 — 400° С
а затем вновь закалку с кратковременным нагревом (4 мин
при 880° С в соляной ванне, охлаждение в масле) и отпуск при
250° С в течение 30 мин, то получаемые свойства не будут усту-
пать достигаемым непосредственно после ВТМО и отпуска при
этой же температуре (см. табл. 18).
В дальнейших исследованиях, выполненных А. Г. Рахштад-
том [24] на стали 55ХГР, изучалось влияние продолжитель-
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
727
Таблица 18 ЗАВИСИМОСТЬ МЕХАНИЧЕСКИХ СВОЙСТВ СТАЛИ 55ХГР
О Г УСЛОВИЙ ТМО И ПОСЛЕДУЮЩЕГО ОТПУСКА
Температура отпуска °C Степень дефор- мации % °в кГ/мм* кГ/мм* б % Ф % HRC
100 0 179,5 — 0 4,5 59,5
15 170 — 0,9 8,5 51
25 184 — — — 63
50 244 — 2,25 13,8 62
75 211 — — 62
200 0 178,5 0 5,9 59
15 234 181,5 — 8,9 58,5
25 240 178 — 14 59
50 240 176 5,6 18 58,5
75 230 174 2,5 9 59
250 15 215 184.5 2,57 13 53
25 215 187,2 4,6 20,0 53,0
50 214 186,2 3,2 19 53 5
75 211 183,4 4,0 21 55
300 0 187 2,0 9,5 43,8
15 206 177 3,7 14,0 50
25 207 184 5,0 25 51
50 200 176 4,12 24 52
75 203 — 3 20 22 53,7
250 15 218 181,5 3 4 16
после пов- 25 210 185,0 4,86 18,5
торной за- калки * 50 215 181,5 5,1 21 —
1 Предварительная обрабо! ка. ВТМО с отпуском при 600° С (32 HRC)
ности отпуска при ВТМО — важного параметра обработки
обусловливающего работоспособность упругих элементов Уста-
новлено (рис 78), что первый подъем прочностных характери-
стик связан с перераспределением дислокаций (или снятием на-
пряжений), второй — с распадом остаточного аустенита После
отпуска при 300° С, естественно, все эти «пики» нивелируются.
Такой же характер изменения свойств в зависимости от измене-
ния параметров отпуска был обнаружен в работе Р И Шукю-
рова и И. В Паисова (см. ниже стр 739) В работе А Г Рах-
штадта после ВТМО стали 55ХГР были получены следующие
механические свойства- опц = 185—195 кГ/мм^, 6=8%
ф = 35% После обычной термической обработки указанным
значениям пластичности отвечает аПцАа!120 кГ/мм\
9*
728
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Интересные данные получены А. Г. Рахштадтом о влиянии
на свойства стали 55ХГР холодного пластического деформиро-
вания (прокатка с обжатием 5% в несколько проходов), выпол-
ненного после ВТМО по режиму нагрев до 900—920° С, X -
= 75%, отпуск при 250° С, 40 мин (табл 19) После холодного
деформирования образцы испытывали на растяжение без от-
пуска и после отпуска в интервале от 100 до 350° С. Установлено,
что предел прочности несколько увеличивается, по особенно
сильно возрастает предел текучести, который становится равным
ТАБЛИЦА 19 ВЛИЯНИЕ ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
НА СВОЙСТВА СТАЛИ 55ХГР, ПОДВЕРГНУТОЙ ВТМО И ОТПУСКУ 124]
Температура отпуска HR С % кГ/ммг ат кГ/чм* апц кГ!ччг 6 % Ф % апц
ВТМО BTMO-f-холодная дефор- мация без отпуска 55 56.6 216 234 194,5 232,5 190 228,5 6,5 3,0 36 21,6 0,975
100 56,3 233,5 231,0 226,5 3,7 28,1 0,972
250 55 222,5 218,0 213,0 3,6 27,6 0,957
300 83 202,0 196,0 191,0 4,5 28,9 0,945
350 45,2 156,0 149,0 144,5 6,7 31,1 0 ,425
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
729
пределу прочности Снижается соответственно пластичность,
хотя при испытании образцов и возникала небольшая шейка
В дальнейших исследованиях А Г. Рахштадт, Д А Про-
кошкин и А В. Супов изучали влияние малых добавок циркония
и редкоземельных элементов на устойчивость упрочненного со-
стояния некоторых рессорно-пружинных и машиностроитель-
ных сталей Вводимые добавки (цирконий, церий и мишметалл
в количестве от 0,1 до 0,3%) являются поверхностно активными
и поэтому определяют торможение процессов, связанных с ми-
грацией границ. По-видимому, в связи с концентрацией по-
верхностно активных элементов па дефектах также стабилизи-
руется созданное в результате ВТМО тонкое строение стали.
На примере стали 55ХГР подтверждено, что начальные ста-
дии рекристаллизации не снижают уровня свойств, обычно по-
лучаемых после ВТМО С точки зрения падения прочности и
пластичности опасно развитие собирательной рекристаллиза-
ции С добавкой редкоземельных элементов и циркония (0,12%)
продолжительность последеформационной высокотемператур-
ной выдержки, необходимой для развития собирательной ре-
кристаллизации, увеличивается в 6—7 раз в стали 55ХГР без
добавок крупные рекристаллизованные зерна в структуре появ-
лялись после 5-мин выдержки при температуре деформирова-
ния, а в стали 55ХГР с добавками — через 30—35 мин. Развитие
собирательной рекристаллизации сопровождалось падением
прочности и пластичности Влияние добавок редкоземельных
элементов и циркония на замедление процессов рекристаллиза-
ции отмечено не только в аустенитном состоянии, но и в фер-
ритном
Обычно с повышением температуры деформирования при
ВТМО снижаются такие структурно чувствительные характери-
стики, как пределы текучести и пропорциональности, а также
в значительной степени пластичность
Введение в сталь добавок циркония или редкоземельных
элементов обеспечило получение более стабильного эффекта
улучшения свойств при ВТМО после деформирования аустенита
при более высоких температурах Например у сталей 55ХГР и
55СГ2Р с указанными добавками высокие механические свой-
ства, полученные в результате ВТМО, сохранялись в случае
горячего деформирования при температурах на 50—100° С более
высоких, чем у этих же сталей, но без добавок
В сталях с добавками циркония или редкоземельных эле-
ментов, подвергнутых ВТМО при повышенных температурах,
фиксируются меньшие размеры бывших аустенитных зерен и
более мелкокристаллический мартенсит по сравнению со ста-
лями без добавок, обработанными по тому же режиму Отсюда
730
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ВТМО сталей 55ХГР, 55СГ2Р и 40Х5НСВФ, дополнительно ле-
гированных редкоземельными элементами и цирконием, с опти-
мальной степенью обжатия 50% обеспечивает более высокую
пластичность при том же уровне упрочнения, какой отмечается
для этих сталей без дополнительного легирования. Устойчи-
вость субструктуры при повышенной температуре деформиро-
вания зависит от степени обжатия У стали, подвергнутой
ВТМО с высокой степенью деформации (за один проход), на-
блюдается заметное снижение пределов текучести и пропорцио-
нальности при увеличении температуры деформирования
Вопрос об устойчивости структуры, получаемой в резуль-
тате ВТМО, имеет важное значение в связи с явлением «наслед-
ственности». В работах Д. А Прокошкина, А. Г. Рахштадта
и А В Супова показано, что в случае среднелегированной
стали (55ХГР) скорость повторного нагрева под закалку в рай-
оне фазовых превращений должна быть не меньше 20 град!сек
(нагрев ТВЧ или в соли). При меньшей скорости нагрева
(в печи) высокий уровень свойств не восстанавливается. В то же
время у сложнолегированной стали 40Х5НСВФ сохраняются
высокие свойства, полученные при ВТМО, даже после повтор-
ного нагрева в печи (до температуры закалки).
В этой же работе на стали 55СГ2Р установлено, что чем
выше температура деформирования при ВТМО, тем более устой-
чив эффект «наследования» и тем выше комплекс свойств, полу-
чаемых в результате промежуточного отпуска и повторной за-
калки. Этот эффект согласуется с явлением меньшей склонности
к последующему разупрочнению при повышении температуры
горячего деформирования. Сталь 55СГ2Р с добавкой циркония
мало чувствительна к температуре деформирования при ВТМО
в интервале 900—1050° С и эффект «наследования» проявляется
одинаково после деформирования в этом интервале температур.
За счет повышенной термической устойчивости структурного
состояния промежуточный отпуск (в схеме обработки на насле-
дование) для сталей с цирконием (или с цирконием и мишметал-
лом совместно) может проводиться при более высоких темпера-
турах, что обеспечивает улучшение их обрабатываемости реза-
нием Кроме того, микролегирование стали позволяет проводить
повторную закалку в широком интервале температур.
Использование эффекта «наследования» при ВТМО преду-
сматривает проведение необходимых технологических опера-
ций, связанных с обработкой резанием или другими методами
формообразования изделий, в частности с применением больших
или меньших пластических деформаций. А. Г. Рахштадт,
Д А Прокошкин и А. В Супов показали, что стабилизирован-
ные в процессе ВТМО системы несовершенств кристаллического
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
731
строения, обусловливающие «наследование» высокого уровня
свойств, при последующем холодном деформировании претер-
певают значительные изменения, и это не дает возможности
получить высокие прочность и пластичность после повторной
закалки. Исследование влияния холодной пластической дефор-
мации на свойства стали, предварительно подвергнутой ВТМО,
показало, что даже при малых степенях обжатия (до 1—5%) су-
щественно изменяются как прочность, так и пластичность.
Особенно сильно влияет холодная деформация после про-
межуточного отпуска при обработке с использованием эффекта
наследования. Даже небольшая пластическая деформация, про-
веденная после ВТМО и промежуточного отпуска, частично
или полностью устраняет эффект наследования Однако был
установлен интересный факт, что дополнительный отпуск после
холодной пластической деформации при 300—400° С позволяет
получать при повторной закалке свойства, не только не усту-
пающие получаемым непосредственно после ВТМО, но даже
несколько превосходящие их.
Частный вопрос — применение ВТМО при восстановлении
рессор — был исследован в работе А. И Таратута 1 на рессор-
ной стали марок 55С2 и 50ХГА В этой работе был подтвержден
ряд фактов, установленных нами и А. Г. Рахштадтом, а также
в наших работах, выполненных совместно с В Д Кальнером
и Д И. Броном на сталях 55ХГР и 60С2 Эффект изменения
структуры и свойств в результате ВТМО наблюдался уже при
обжатиях 15—25%, причем при умеренной степени деформа-
ции (—15%) увеличение времени от конца деформации до за-
калки с 1—2 до 6—8 и даже до 15 сек не привело к изменению
свойств
После ВТМО с обжатием 15—20% и отпуска при 300J С
были получены более высокие свойства прочности и особенно
пластичности, чем после обычной закалки и такого же отпуска:
ВТМО Обычная закалка
ат, кПмм-
55С2 . 200 170
50ХГА . 175 155
й, % ... 4—5 0,5—2,0
ф, % . . 17—22 5
При повышении температуры отпуска до 400 и 460° С упроч-
нение несколько снижалось, но все же ав и о0 2 были более вы-
сокими после ВТМО, чем после обычной термической обработки.
При повышении степени обжатия при ВТМО до 40% меха-
нические свойства стали 50ХГА практически сохраняются га-
* Таратута А И Автореферат диссертации Минск, 1964
732
ВЫСОКО 1 LMflbPA I УРН АЯ ОЬРАЬОГКА С1 АЛИ
кими же, как и после ВТМО с обжатием 15—25%, а у стали
55С2 они даже несколько снижаются, что, вероятно, связано
с более интенсивным разупрочнением при отпуске. После ВТМО
образцы обоих исследованных сталей разрушались с образова-
нием вязкого излома, а после обычной закалки и сходственного
низкого отпуска (300 С) разрушение было хрупким
Ударная вязкость после ВТМО (с обжатием 15—25%) по-
вышалась почти вдвое и составляла для сталей 55С2 и 50ХГА
после отпуска при 300° С 6—7 кГм!мм2 против 3—4 после обыч-
ной закалки и такого же отпуска.
Оптимальной температурой нагрева при ВТМО для стали
55СГ оказалось 960й С, для стали 50ХГА 910° С, при повышении
или понижении температуры механические свойства, естест-
венно, понижались Увеличение продолжительности выдержки
после деформирования (прокатки) до закалки до 15 сек при-
водит, по мнению А И. Таратута, к развитию процессов воз-
врата, способствующих сохранению прочности и увеличению
пластичности
В ГМО бывших в эксплуатации рессорных листов из сталей
55С2 и 50ХГА дает возможность не только восстанавливать их
механические свойства до уровня, получаемого на новых листах,
обработанных по стандартным режимам, но даже несколько
повысить эти свойства Так, па рессорных листах из стали
55G2 были получены следующие значения прочностных свойств.
а ц, к,Г/мм2
о0 2, кГ/мм2
Новые листы
135
Г20
Листы, бывшие
в эксплуатации
по< пе ВТМО
150
145
Ударная вязкость и пластичность были одинаковыми в обоих
случаях
В результате ВТМО, проведенной с малыми обжатиями
(15%), значительно возросло сопротивление усталости сталей
55С2 и 50ХГА (до 20%), а также пределы ограниченной вынос-
ливости по сравнению с полученными после термической обра-
ботки по стандартным режимам Так, предел ограниченной вы-
носливости стали 55С2 при напряжении 64 кГ/мм1 после обыч-
ной термической обработки составляет 60 тыс циклов, а после
ВТМО и отпуска при 300 С (1 ч) 300 тыс циклов
Увеличение продолжительности выдержки перед закалкой
при ВТМО с 1,5 до 6—8 сек практически не приводило к пони-
жению усталостной прочности
Дорожные испытания проводили на грузовых автомашинах
ГАЗ-51, устанавливая на них по две рессоры- одну новую, про-
изводства Горьковского автозавода, другую, восстановленную
ВЛИЯНИ1 BIMO НЛ МЕХАНИЧ1СКИЕ СВОЙСТВА
733
после эксплуатации методом ВТМО Долговечность рессор,
восстановленных BIMO, оказалась в 1,5—2 раза больше, чем
рессор прошедших обычный ремонт
Рис 79 Влияние термической (а) и термомеханичсской (б, в) обработок на
изменение механических свойств стали с содержанием 0,6% С и различным
содержанием кремния
Влияние ВТМО на структуру и свойства сталей, легирован-
ных кремнием (табл 20) и применяющихся как рессорно-пру-
жинные, изучали В С. Томсинский и И. В Паисов
1 А БЛИЦ 4 20 ХИМИЧЕСКИЙ СОСТАВ РЕССОРНО-ПРУЖИННЫХ
СТАЛЕЙ
Марка стали Содержание, % Ас, Ас, Марка стали Содержание, % Ас, /1с,
С Si Мп С Si Мп
60 0,60 0,21 0,24 740 800 60С1.5 0,61 1,34 0,33 770 845
60 С 0,6 0,58 0 65 0,24 750 820 60С2 0,62 2,08 0,25 780 890
Примечание Содержание Сг н Ni ; 0,30%, S и Р ; 0,03% каждого
элемента в каждой стали
Характер изменения механических свойств после ВТМО
[прокатка при Ас3 + (40 — 50° С) ] в зависимости от температуры
отпуска такой же, как и после термической обработки (рис 79).
При одинаковой температуре отпуска твердость возрастает i о
•Томсинский В С Автореферат диссертации 1964
734
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
мере увеличения содержания кремния в стали Независимо от
обработки падение твердости при
кремнием (2,2%), задерживается
М некоторому снижению пла-
20г а стичнссти и после ВТМО, и
/pl после обычной термической
Г Хрупкое разрушение ? г
#1—---ч—г—-------------обработки
02 06 !-5 22 Sl-7‘ Твердость после ВТМО
Рис 80 Влияние содержания кремния на СуЩвСТВвННО Не ПОВЫШавТСЯ,
механические свойства стали после термо- _ _________________
механической (/) и термической (2) обра- ОДНЭКО Предел ПРОЧНОСТИ
Йн^кий^Т^^Паис^)0’ * W(B С Т0М’ <0ТПУСК ПРИ 300° С, 1 «) ЗИЗ-
чительно возрастает (пример-
но на 40 кПмм.2) при любом содержании кремния Повышение'
температуры отпуска приводит к снижению прочности, однако
стали, подвергнутые ВТМО, при всех температурах отпуска
имеют более высокий предел прочности по сравнению с его
значениями, получаемыми после
обычной термической обработки.
Эффект повышения предела
прочности в результате ВТМО
наблюдается уже после дефор-
мации на 25% (рис. 81). При
таких степенях обжатия уже
реализуется значительная доля
упрочнения Увеличение степе-
ни деформации с 25 до 50% прак-
тически оказывает малое влия-
ние на повышение прочности.
Таким образом, и в этой
работе установлена оптималь-
ная степень деформации 25—
50%
В результате ВТМО увеличивалась пластичность стали, что
особенно важно применительно к кремнистым сталям Если
при закалке плоских образцов из этих сталей часто возникали
трещины, то при ВТМО подобного явления не наблюдалось
Удовлетворительные значения пластичности также дости-
гались уже при степени деформации 25% и мало изменялись
отпуске стали, легированной
примерно на 100° С по срав-
нению с углеродистой сталью
И В Паисов и В С
Томсинский показали, что
увеличение содержания крем-
ния в стали приводит к рез-
кому (на 50 кГ1мм2} повыше-
нию прочности (рис 80), но
Рис 81 Впияние степени деформации
на изменение механических свойств
кремнистых сталей Отпуск при 300° С,
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
735
при увеличении обжатия до 50%. С повышением температуры
отпуска у всех исследованных сталей возрастали относительное
удлинение и относительное сужение.
В другой работе, выполненной Р И Шукюровым 1 под ру-
ководством И В Паисова, изучалось влияние ВТМО на струк-
туру и свойства стали 55С2 и этой же стали, дополнительно ле-
гированной ~1% Сг(55С2Х), или 0,26% Мо (55С2М), или
~ 1% W (55С2В), или 0,28% Мо и 0,18% V (55С2ФМ). Как
следует из данных табл 21, ВТМО в сочетании с рациональным
дополнительным легированием обеспечивает получение высо-
кого комплекса механических свойств, причем увеличение проч-
ТАБЛИЦА 21 ВЛИЯНИЕ ТЕМПЕРАТУРЫ АУСТЕНИЗАЦИИ ПРИ ВТМО
НА МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛЕЙ ТИПА 55С2 • (ПО ДАННЫМ
И В ПАИСОВА И Р И ШУКЮРОВА)
Марка стали Температура аустенизации °C °в кГ/мм* °т кГ/мм* 6 % %
55С2 Обычная Хрупкое разрушение
термообработка
900 237 I 211 1 5 I 7
960 232 206 7 9
1050 228 203 1 7 1 10
55С2Х Обычная Хрупкое разрушение
термообработка 254 I 231 1 5 1 10
960 254 231 9 18
1050 248 225 1 ’ 1 25
55С2М Обычная Хрупкое разрушение
термообработка
900 258 220 п 12
960 252 230 7 20
1050 250 229 9 25
55С2В Обычная 223 198 4 10
термообработка
900 261 236 5 11
960 260 233 10 24
1050 255 239 9 24
55С2ФМ Обычная 230 208 5 11
термообработка
900 258 233 5 14
960 258 233 8 18
1050 260 234 9 26
• Степень деформации при ВТМО 50%, температура отпуска во всех случаях
250 С
* Шу к ю р о в Р И Автореферат диссертации 1964
736
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ности сопровождается резким ростом пластичности. Хрупкое
разрушение, наблюдающееся после обычной термической об-
работки, после ВТМО отсутствует
Влияние степени деформации при ВТМО иллюстрируется
данными табл 22. Существенное повышение механических
свойств достигается уже при ВТМОс деформацией (осуществлен-
ной в условиях горячей прокатки) на 25%.
ТАБЛИЦА 22 ВЛИЯНИЕ СТЕПЕНИ ДЕФОРМАЦИИ ПРИ BIMO НА МЕ-
ХАНИЧЕСКИЕ СВОЙСТВА СТАЛЕЙ ТИПА 55С2 • (ПО ДАННЫМ И В ПАИ-
COBA И Р И ШУКЮРОВА)
Марка стал и А. % кГ, чмг ат кГ/ммг д 0/ %
55С2 Обычная термообработка Хрупкое разрушена
25 230 | 205 1 5 1 10
50 232 206 7 9
75 220 202 1 6 1 10
55С2Х Обычная термообработка 248 Хрупкое I 225 разрушеии 1 9 е 1 18
50 254 231 9 18
75 250 229 1 ” 1 19
55С2М Обычная термообработка Хрупкое разрушение
244 222 8 25
50 252 230 7 20
75 247 225 8 27
55С2В 0 220 198 4 10
25 250 229 13 26
50 260 233 10 24
75 252 230 12 1 25
55С2ФМ Обычная 230 208 5 12
термообработка 252 230 9 18
50 258 233 8 18
75 254 231 9 20
• Отпуск при 250° С, температур; а аустенизации 960° С
ВТМО сталей 55С2, 55С2Х и 55С2М дала возможность устра-
нить хрупкое разрушение и в связи с этим резко повысить ме-
ханические свойства С увеличением степени деформации до
50% предел прочности повышается незначительно, а дальней-
шее увеличение обжатия до 75% приводит даже к некоторому
его уменьшению (возможно, в связи с более интенсивным раз-
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
737
витием рекристаллизационных процессов в сильно наклепан-
ном металле)
Дополнительно легированную молибденом сталь 55С2М ока-
залось возможным подвергнуть дробному деформированию При
этом удалось сохранить высокий уровень свойств, так, если
после ВТМО стали 55С2М с деформацией 50% за один проход
ов 250 к,Пммг при ф 20%, то после ВТМО, выполненной
за два прохода (254-25%), ств 265 к.Пммг при ф «= 18%.
Как показано Р. И Шукюровым, после ВТМО обнаружи-
вается большая устойчивость против падения прочности с уве-
личением температуры отпуска, что связывается с повышенной
устойчивостью, получаемой топкой структуры В табл 23 для
ТАБЛИЦА 23 ВЛИЯНИЕ ТЕМПЕРАТУРЫ ОТПУСКА НА МЕХАНИ-
ЧЕСКИЕ СВОЙСТВА СТАЛИ 55С2М ПОСЛЕ ВТМО И ОБЫЧНОЙ ТЕРМИЧЕ-
СКОЙ ОБРАБОТКИ » (ПО ДАНHЫМ И В ПАИСОВА И Р И ШУКЮРОВА)
кГ/мч2 кГ/,чч2 %
250
300
350
252
X Р
252
220
240
215
230
X р
230
200
226
196
400
450
500
ав ат 6
кГ/мн1 кГ/чм2 %
222 208 7,5
200 186 8
187 176 8
170 161 Т
Г75 164 9
155 145 10
33
27
34
28
34
28
• В числителе — свойства после ВТМО (X, = 50%), в знаменателе — после
обычной термической обработки (плоские образцы) * X р — хрупкое раз-
рушение
стали 55С2М, а на рис 82 и 83 для сталей 55С2 и 55С2В приве-
дены данные, свидетельствующие о том, что при всех изученных
температурах отпуска (250—500° С) прочность и пластичность
после ВТМО выше, чем после обычной термической обработки.
При этом твердость в обоих случаях практически одинаковая.
Сохранение устойчивости тонкой структуры после ВТМО
до высоких температур отпуска объясняет, по мнению Р. И Шу-
кюрова и И В. Паисова, получение высоких значений предела
УПРУГОСТИ О0.005-
В табл. 24 приведены значения о0>008 Для стали 55С2М после
отпуска при 300—500° С
После ВТМО с низким отпуском (150—250° С) эффекта по-
вышения предела упругости не наблюдалось, и это позволило
авторам сделать вывод, что только более полное снятие напря-
Рис 82 Зависимость меха
иических свойств стали 55С2
от температуры отпуска пос
ле ВТМО Степень деформа-
ции 50%, темпера!ура аусте
иизации 960°С (Р И Шукю-
ро» и И В Паисов)
1 — ВТМО, 2 — обычная
обработка
Рис 83 Зависимость ме-
ханических свойств ста-
ли 55С2В от температуры
отпуска после ВТМО
Степень деформация
50%, температура аусте
низацни 960° С (Р И
Шукюров и И В Паи-
сов)
/ — ВТМО, 2 — обычная
обработка
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
739
ТАБЛИЦА 24 ПРЕДЕЛ УПРУГОСТИ СТАЛИ 55С2М ПОСЛЕ ОТПУСКА
Обработка %,оог>' кГ/мм*, после отпуска при температуре, °C
300 350 400 450 500
ВТМО 140 153 154 158 148
Обычная закалка 133 136 139 138 120
жений и равномерное распределение дефектов, которое проис-
ходит при относительно высоких температурах отпуска, дает
возможность использовать преимущество ВТМО для повышения
сопротивления малым пластическим деформациям.
Кинетику рекристаллизации деформированного аустенита
в процессе ВТМО исследовали по следующей схеме: аустениза-
Рис 84 Изменение ширины линии, электросопротивления и меха-
нических свойств стали 55С2 после рекристаллизации аустенита
при ВТМО (Р И Шукюров и И В Паисов)
ция под прокатку при 1050° С, деформация 50%, изотермическая
выдержка при температуре конца прокатки 900° С продолжи-
тельностью от 5 сек. до 15 мин, немедленная закалка, отпуск
Характер изменения структуры и свойств, по мнению авторов,
имеет сложную зависимость от времени выдержки после окон-
чания горячего деформирования, определяемую к тому же и
степенью легированности стали.
В случае стали 55С2 (рис. 84) вначале при выдержке от 2 до
17 сек происходит быстрое снижение прочности и повышение
пластичности, что, очевидно, соответствует процессам возврата
Это подтверждается данными рентгеноструктурного анализа
(табл 25) и результатами измерения электросопротивления
740
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 25 ИЗМЕНЕНИЕ ШИРИНЫ ЛИНИИ В РЕЗУЛЬТАТЕ РЕКРИ-
СТАЛЛИЗАЦИИ АУСТЕНИТА СТАЛИ 55С2 И 55С2ФМ В ПРОЦЕССЕ ВТМО
(ПО ДАННЫМ И В ПАИСОВА И Р И ШУКЮРОВА)
Марка стали Ширина линии В110, 10* рад, при продолжительности выдержки перед закалкой при 900° С, сек
2 7 17 30 60 180 300 420 690 900
55С2 20,0 17,6 16,1 18,8 16,5 16,2 16,0 15,9 15,9
55С2ФМ 21,0 21,0 21,0 20,6 20,8 20,2 20,1 19,1 18,9 18,8
При дальнейшей выдержке — от 17 до 30 сек — прочность
повышается, а пластичность снижается, что авторы связывают
с процессами типа «рекристаллизации на месте», приводящими
к образованию фрагментированой структуры Возможно, этим
объясняется и увеличение ширины линии на рентгенограмме.
Рис 85 Влияние рекристаллизации стали 55С2В на меха-
нические свойства после ВТМО. Температура аустенизации
1050° С, степень деформации 50%, температура изотермы
900° С. отпуск при 250° С (Р И Шукюров и И В Паисов)
Выдержка от 30 до 900 сек приводит к снижению прочности
и сначала к повышению, а затем к понижению пластичности,
что связано с дальнейшим развитием рекристаллизации обра-
ботки и даже началом собирательной рекристаллизации Эта
третья стадия сопровождается уменьшением ширины линии
При легировании вольфрамом (рис 85) или ванадием и мо-
либденом совместно (рис 86) стадии возврата и «рекристалли-
зации на месте» (полигонизации) задерживаются, и начало воз-
врата перемещается к более длительным выдержкам, при этом
падение прочности становится практически незначительным
Это особенно хорошо видно на примере стали 55С2ФМ (рис 86)
Прочность начинает заметно снижаться лишь при переходе
структуры к полностью рекристаллизованной.
ВЛИЯНИЕ ВГМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
741
Легирующие элементы сильно тормозят процесс рекристал-
лизации обработки деформированного аустенита в условиях
ВТМО Если структура стали 55С2 оказывается состоящей из
рекристаллизованных зерен через 60 сек, то при дополнитель-
ном легировании этой стали вольфрамом или одновременно ва-
надием и молибденом такие зерна появляются через 180 и
300 сек соответственно Если при выдержке перед закалкой
180 сек предел прочности стали 55С2 понижается на 10%, то
в случае сталей 55C2MJh 55СФМ это понижение составляет
всего 3—5%.
Рис 86 Влияние рекристаллизации стали 55С2ФМ на ее механиче-
ские свойства после ВТМО Температура аустенизации 1050° С.
степень деформации 50%. температура изотермы 900° С, отпуск
при 250° С (Р И Шукюров и И В Паисов)
Термомеханическая обработка кремнистой рессорно-пру-
жинной стали исследовалась в работе Д. А. Прокошкина и
Н. Сассу [25]. Материалом для исследования служили опытные
плавки с 0,45—0,65% С и 1—2,5% Si (при постоянном содержа-
нии марганца 0,8—0,9%). При оптимальных условиях прове-
дения ВТМО (температура нагрева 950°С, А — 85%, прокатка
в два прохода) па стали, содержащей 0,62% С и 2,16% Si, при
испытаниях 2-мм образцов был получен о„ - 275 — 280 кПмм2.
Однако авторы отмечают, что нет необходимости применять
такие большие обжатия (85%), так как более стабильные по-
вышенные значения прочности и пластичности достигаются при
А — 50% По нашему мнению, деформирование малолегиро-
ванной стали с обжатием 85% за два прохода сопровождалось
частичной рекристаллизацией и «истинная» степень деформации
и в этом случае, вероятно, была близка к 50%
В работе Д А. Прокошкина и Н Сассу также установлено,
что в результате ВТМО уменьшается разупрочняющее влияние
отпуска. Так, у стали, прошедшей ВТМО, после отпуска в ин-
10 Бернштейн
742
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
тервале 200—400° С предел прочности на 35—40, а предел
текучести о0,2 на 40—50 кПмм2 больше, чем у стали, под-
вергнутой обычной термической обработке Сохранение высо-
ких механических свойств после ВТМО с увеличением тем-
пературы отпуска авторы связывают с устойчивостью соз-
данного тонкого строения
Рис 87 Мехаиичс
ские свойства образ-
цов стали с 0,5Э% С
и 2,62% Si после об-
работки по различ-
ным режимам [251
/ — без деформ нро
вання, закалка с
950° С. отпуск при
200° С, I ч, 2 — дефор
мирование на 70% за
один проход, закалка
с 950° С, отпуск при
200° С, 1ч, 3 — де
формирование на 70%
за дна прохода, за-
калка с 850° С, от-
пуск при 200° С 1 ч
Д А Прокошкин и Н. Сассу предлагают проводить деформи-
рование при ВТМО в несколько приемов, т. е. дробное деформи-
рование, позволяющее использовать менее мощное деформирую-
щее оборудование Кроме того, при такой обработке умень-
шаются напряжения в металле и соответственно снижается опас-
ность возникновения макро- и микротрещин и, наконец, дости-
гается более равномерное распределение деформации в объеме'
и более однородное изменение тонкой структуры
Как видно из данных, приведенных на рис. 87 для стали
с 0,59% С и 2,62% Si, в результате ВТМО с деформацией 70%
при 950е С за один проход предел прочности этой стали повы-
шается до 240—250 кПмм2, а в результате ВТМО с такой же
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
743
деформацией, но выполненной за два прохода, он составляет
270—275 кПмм*
Данные испытаний усталостной прочности стали с 0,62% С
и 2,16% Si приведены на рис. 88, кроме увеличения после ВТМО
ограниченной выносливости, авторы обнаружили резкое повы-
шение предела выносливости (па 30 кПмм2) Правда, после
обычной термической обработки был дан, хотя и сравнимый
с ВТМО, но не применяющийся в случае кремнистой стали от-
Рнс 88 Усталостная прочность образцов стали с 0,62% С и
2,16% Ы после обработки по различным режимам [25]
I — без деформирования, закалка с 950° С, отпуск при 300° С,
1 ч. 2 — деформирование на 88% за дна прохода, закалка
с 950° С, отпуск при 300° С, 1 ч [25]
пуск на 300° С, поэтому предел выносливости исследуемой стали
после обычной термической обработки (43,5 кГ/мм2) неоправ-
данно низкий
Аналогичные результаты были получены и при усталостных
испытаниях стали с 0,58% С и 1,62% Si. Во всяком случае
достижение после ВТМО с деформацией 85% в два прохода
предела выносливости на базе 5-Ю6 циклов, равного 71 —
73 кПмм2 (отпуск при 300° С, 1 ч), несомненно, хороший ре-
зультат, после такого режима ВТМО предел прочности указан-
ных сталей равен 255—260 кПмм2.
Влияние содержания кремния характеризуется данными
рис 89, из которого видно, что с увеличением концентрации
кремния значительно повышается прочность стали после ВТМО.
Эти результаты соответствуют полученным в работе И. В. Паи-
сова и В. С Томсинского. Однако в отличие от них Д. А. Про-
кошкин и Н. Сассу не наблюдали понижения пластичности тер-
момеханически упрочненной стали с ростом содержания кремния
10*
744
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Авторы [25] указывают, что при содержании в пружинно-
рессорной стали ~0,6% С оптимальное содержание кремния
составляет 2,2—2,65%, а при содержании 0,5% С оно равно
1,4—1,7%, этот вывод нельзя считать достаточно аргументиро-
ванным, так как в работе не исследовались стали с 0,5% С
и более высоким, чем 1,7%, содержанием кремния
Рис 89 Механические свойства образцов стали с 0,6% С
и различным содержанием кремния (от 1,6 до 2,6%)
после обработки по различным режимам [25]
1 — без деформирования, закалка с 950° С, отпуск при
200°С, 1 ч, 2 — деформирование на 50%, закалка с 950°С.
отпуск при 200® С. I ч
Влияние различного содержания углерода (от 0,48% до
0,66%) в кремнистой стали с 2,1—2,2% Si на механические
свойства после обычной термической обработки и после ВТМО
характеризуется данными рис 90 [25]. Установлено, что опти-
мальное содержание углерода в этой стали, обеспечивающее
получение высокой прочности при достаточной пластичности,
0,57—0,62%; дальнейшее увеличение содержания углерода при-
водит к преждевременному хрупкому разрушению и, отсюда,
снижению прочности. Приводимые результаты 125] механи-
ческих испытаний сталей после ВТМО примерно соответствуют
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
745
данным других работ, однако результаты испытаний после обыч-
ной термической обработки можно считать завышенными Мак-
симум на кривых, приводимых в других работах, после обычной
термической обработки всегда смещен к более низкому содер-
жанию углерода по сравнению с ВТМО, что находится в соот-
ветствии с фактом повышения пластичности в результате ВТМО
и уменьшения склонности к
хрупкому разрушению после
этой обработки.
Повышение механических
свойств пружинной стали
55ХГСФА после ВТМО уста-
новлено в работе М П Мат-
веевой и А Т Чуян 1
В условиях широкого варьи-
рования степени деформации
(10—80%), а также скорости
(от 0,3 до 40 сек~1) и темпера-
туры деформирования (1100—
750е С) при благоприятном
выборе, параметров обработ-
ки (когда удается частично
или полностью подавить рек-
ристаллизацию) наблюдается
повышение предела упру-
гости без снижения пластич-
ности стали Оптимальные
свойства получены при X =
- 30 — 40%, существенного
влияния скорости деформи-
рования не отмечено Микро-
структурный анализ показал,
что нет связи между увеличением прочности стали и умень-
шением размеров мартенситных кристаллов.
В работе О И Шаврина (Ижевский механический институт)
исследовалась электротермомеханическая обработка рессорно-
пружинной стали 60С2 с использованием поперечно-винтовой
прокатки Нагрев производили на установке ЛГЗ-37 (60 кгц)
по методу непрерывно-последовательной закалки Образцы диа-
метром 9,6—10,4 мм (для получения конечного размера
9 мм при обжатии 10, 20 и 25% по логарифмической формуле
In ~"а-- ) попадали в приспособление для поперечно-винтовой
^конечн /
Рис 90 Механические свойства образцов
стали с ~ 2,2% Si н различным содержа-
нием углерода (от 0,48 до 0,66% С) поспе
обработки по различным режимам [251
/—без деформирования, закалка с 950° С.
отпуск при 200°, 1 ч, 2—деформирование
на 85% за два прохода, закалка с 950° С,
отпуск прн 200° С, I ч
1 В сб «Повышение прочности конструкционной стали и сплавов» (Материалы конфе-
ренции) МДНТП им Дзержинского, 1966
746
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
прокатки, а затем в спрейере проводилось резкое охлаждение
(закалка) водой. При оптимальной температуре нагрева
(1020° С), степени деформации 20% и окончательном отпуске
при 220° С были получены при испытании на изгиб 2-лсч об-
разцов значения Мпред «=; 30 кГ-м и предел текучести ст0>2 при
изгибе ~500 кПмм2.
Рис 91 Зависимость механических
свойс1В стали 4ОХ2Н4СМФ, под-
вергнутой ТМО с деформированием
ковкой (сплошные линии) или про-
каткой (пунктирные линии), от тем-
пературы отпуска Штрих пунк-
тирной линией обозначена обычная
термическая обработка
Результаты испытаний механических свойств при статиче-
ском растяжении после отпуска в интервале 220—470° С пока-
зали, что ВТМО при элсктронаг-
реве и поперечно-винтовой прокат-
ке приводит к получению высоких
механических свойств Так, при
20—25%-ном обжатии и отпуске
при 220° С, 1 ч, предел прочности
составил 260—265 кПмм1, предел
текучести 230—235 кИмм2, при
сужении 30—35% и удлинении
5—5,5% Важно что эти свойства
получены на образцах диаметром
10 мм Обращают на себя внима-
ние резко повышенные значения
пластичности в результате ВТМО
с поперечно-винтовой прокаткой;
такая пластичность для образцов
после обычной термической обра-
ботки достигается лишь при отпус-
ке 400—480° С, когда предел
прочности составляет всего 150—
180 кПмм* Исследованная схема
деформации поперечно-винтовой
прокаткой при ВТМО и способ индукционного нагрева (кото-
рый, по данным автора, обеспечил более высокий уровень
свойств, чем обычный печной нагрев) являются перспективными
для упрочнения длиномерных деталей (в частности, валов).
В работе Д А. Прокошкина, А Г Васильевой и В А Аки-
мова 1 исследовалось влияние способа пластического деформи-
рования при ВТМО — прокатки и ковки — на механические,
свойства стали 40Х2Н4СМ, было установлено, что ковка дает
возможность получить несколько более высокие свойства, чем
прокатка Известно, однако, что деформация при ковке более
неравномерная, чем при прокатке, и в связи с условиями сво-
бодного течения создается меньшая степень наклепа (при оди-
наковых степенях деформации). Ковка, как показано в нашей
1 В сб «Научно-техническое совещание по термомеханической обработке стали»
ЦНИИЧМ, 1964
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
747
работе с И. Марко (см стр 965), — менее благоприятный способ
деформирования при ВТМО, чем прокатка. Таким образом,
данные, полученные авторами (рис. 91 и 92), по нашему мнению,
трудно объяснить. Между прочим, нельзя проводить сравнение
и по данным рис. 92, так как деформация на 85% при прокатке
проводилась за два прохода, а при ковке — за один удар, кроме
того, простая форма и малое сечение образцов, подвергавшихся
деформированию ковкой, не позволяют делать далеко идущие
6 6 кг/ммг выводы Наблюдаемое раз-
ог' ' личие в свойствах может
быть связано с тем, что при
, , , 5 3 170 । 220 , 260 .3QQ
О 20 60 60 Л % 200 250 tomn'C
Рис. 92 Зависимость механических
свойств стали 4ОХ2Н4СМФ подвергну- Рис 93 Зависимость ударной
той термомеханической обработке еде вязкости стали 40Х2Н4СМФ от
формированием ковкой (сплошные ли- температуры отпуска после
нии) или прокаткой (пунктирные ли- ВТМО с деформированием ков
нии). от степени обжатия, температура кой (цифры у кривых —степень
отпуска 170° С обжатия, %)
деформирования больше в 1,5—2 раза, чем при прокатке
Известно, что уменьшение скорости деформирования при ВТМО
иногда оказывает благоприятное влияние на получаемые меха-
нические свойства в связи с одновременной (в ходе деформации)
перестройкой субструктуры Это и было установлено авторами
(рис 93) после обычной закалки наблюдалась необратимая
отпускная хрупкость, ВТМО ковкой со степенями обжатия 20
и 40% способствовало ее уменьшению, при обжатии 85% отпу-
скная хрупкость полностью исчезала и повышалась ударная
вязкость При этом был получен высокий комплекс механиче-
ских свойств при статическом растяжении1 ов=250 — 270 кГ!мм\
о0,2 = 180-215 кГ/мм2, 6 - 114-18%.
Ряд данных о влиянии термомеханической обработки на
свойства пружинно-рессорной стали 60С2 приводится в работе
О. Н Романива с сотр. [26 J.
748
ВЫСОКО! СМП1 РЛТУРНАЯ ОЬРЛБОТКА СТАЛИ
Высокотемпературная термомеханическая обработка
с деформированием кручением
В физико-механическом институте АН УССР Г В Карпенко
и В И Похмурский изучали механические и коррозионные
свойства некоторых сталей после термомеханической обработки
кручением 1 [27], позволяющей получить большую пластичес-
кую деформацию без существенного изменения поперечного
сечения деталей, имеющих форму тел вращения Заготовки
образцов из сталей 45, 60С2 и ШХ15 диаметром 6 мм подвер-
гали электронагреву с различной скоростью (до 200° (Усек.) до
температуры аустенизации (850—1050° С), деформировали
в специальной установке на различные удельные углы скручива-
ния (до 0,97 рад/мм) и немедленно закаливали (в воде и масло)
Заключительный отпуск давали в интервале 110—460° С в те-
чение 1 ч. Сравнение свойств проводили с образцами, подверг-
нутыми обычной электротермообработке
Пружины (предварительно растянутые на заданную вели-
чину) после аустенизации (830—850° С) подвергали ВТМО сжа-
тием до конечной длины (т е. скручивали проволоку), немед-
ленно закаливали и затем отпускали при различных темпера-
турах.
Предел прочности образцов из стали 45 возрастал с увели-
чением удельного угла скручивания при ВТМО примерно до
0,079 рад!мм, после этого прочность снижалась и при больших
удельных углах скручивания (0,264—0,485 рад!мм) предел проч-
ности приближался к значениям, получаемым после обычной
термической обработки. После ВТМО по оптимальному режиму
предел прочности стали 45 составил 235—240 кПмм2, что на
20—30 кПмм2 выше, чем после обычной термической обработки
Изменения пластичности в зависимости от величины удель-
ного угла скручивания при ВТМО практически обнаружено не
было (возможно, потому, что сердцевина, где начинается вязкое
разрушение, не наклепывалась)
Заготовки стали 45, подвергнутые обычной непрерывной
закалке, имели примерно одинаковую по всему сечению микро-
твердость (—825 кГ/мм2), резко пониженную в поверхностных
обезуглероженных слоях При ВТМО с удельным углом скру-
чивания 0,079 рад!мм микротвердость в периферийных слоях
возрастала до 900 кПмм2. С дальнейшим увеличением удель-
ного угла скручивания при ВТМО наибольшее значение микро-
твердости по величине почти не меняется, однако этот максимум
перемещается от периферийных слоев к центру заготовки
’Похмурский В И Автореферат диссертации Киев. 1964.
ВЛИЯНИ1 BIMO 11A ML ХАНИЧЕСКИГ СВОЙСТВА
749
У периферийных слоев микротвердость уменьшается до значе-
ний, полученных после контрольной закалки, и даже более
низких.
Таким образом, применение при ВТМО больших удельных
углов скручивания приводит к уменьшению объема упрочнен-
ного металла и неблагоприятному его расположению (переме-
щается ближе к оси) с точки зрения повышения механических
свойств наиболее напряженных поверхностных зон
Увеличение скорости нагрева при аустенизации до
200 град/сек приводит к повышению предела прочности стали 45
в результате ВТМО до 250—255 кПмм2. При скоростном на-
греве для ВТМО с повышенными удельными углами скручива-
ния прочность снижается менее резко, чем при более низких
скоростях (5—30 град!сек)
Характер изменения предела выносливости стали 45 в за-
висимости от величины удельного угла скручивания при ВТМО
такой же, как и предела прочности При удельном угле скручи-
вания 0,079 рад!мм и низком отпуске предел выносливости
стали 45 составил 84 кГ!мм\ что более чем на 20% превышает
предел выносливости этой стали после обычной термической
обработки. Такое высокое сопротивление усталостному разру-
шению определяется благоприятной схемой деформирования
при ВТМО — кручением, создающим полезные напряжения
в поверхностных слоях С увеличением удельного угла скручи-
вания до 0,485 рад!мм предел выносливости хотя и несколько
снижается, но все же находится на достаточно высоком уровне
(превышает эту характеристику после обычной обработки). Про-
ведение ВТМО кручением определяет также уменьшение раз-
броса экспериментальных данных при испытаниях на усталость.
Благоприятное влияние ВТМО при деформировании кручением
на повышение усталостной прочности было установлено и при
испытаниях стали 60С2
Повышение скорости нагрева при аустенизации в процессе
ВТМО способствует еще большему повышению предела вынос-
ливости стали 45, который достигает 91 кГ/мм?
С увеличением удельного угла скручивания увеличивалась
область ограниченной выносливости 127].
Если в случае сталей 45 и 60С2 преимущества ВТМО кру-
чением особенно сильно проявлялись при низком отпуске (до
300й С), то в случае стали ШХ15 эта обработка эффективна и
при повышенных температурах отпуска (440° С).
Интересны данные, касающиеся изменения общей коррозион-
ной стойкости стали 45 в растворе серной кислоты 1 после ВТМО.
Определялась весовым и объемным методом
750
ВЫСОКОТЕМПГ РАТУРНАЯ ОБРАБОТКА СТАЛИ
При ВТМО незначительной деформацией кручением кор-
розионная стойкость этой стали была выше, чем после обычной
термической обработки, а с увеличением степени деформации
(е* 1,0) понижалась по сравнению с ней Отпуск после ВТМО
в интервале ПО—220° С способствует повышению коррозион-
ной стойкости стали 45 в кислоте по сравнению с ВТМО
без отпуска, что можно объяснить снятием напряжений. При
повышении температуры отпуска до 300° С эффективность влия-
ния ВТМО на коррозионную стойкость сильно снижается, а при
480° С полностью исчезает (отпуск при 450° С всегда сильно
снижает коррозионную стойкость стали и после ВТМО, и после
обычной закалки).
Аналогичное изменение коррозионной стойкости стали 45
в зависимости от величины пластической деформации кручением
наблюдалось при испытании и в 3%-ном водном растворе хло-
ристого натрия, и в растворе соляной кислоты, в последнем слу-
чае коррозионная стойкость после ВТМО возрастала на 50%
по сравнению с обычной термообработкой. Максимум по-
вышения коррозионной стойкости смещался в этих случаях
в сторону более высоких степеней пластической деформации.
Так, в случае испытания в солянокислом растворе этот макси-
мум лежит при Cj == 2,4, а при повышении скорости нагрева
при аустенизации до 200 град!сек — при gj — 3,9
В. И Похмурский объясняет повышение коррозионной стой-
кости тем, что в стали, подвергнутой ВТМО кручением с опре-
деленными степенями деформации, замедляется распад мартен-
сита и выделение из него карбидов при низком отпуске, в резуль-
тате чего увеличивается структурная и химическая однород-
ность отпущенной стали Возможно, что в этом объяснении
имеется определенный смысл, но оно не подкреплено автором
надежными экспериментальными данными Результаты рентге-
ноструктурного анализа закаленной и низкоотпущенной стали
не позволяют проводить однозначного их толкования, а умень-
шение количества карбидной фазы после ВТМО (данные элек-
тронномикроскопического анализа) вообще кажется маловероят-
ным, если исходить из термодинамики процессов Карбидная
фаза при отпуске стали после ВТМО более дисперсна и может
быть потеряна при карбидном анализе, что создает впечатление
уменьшения ее количества. По-видимому, повышение коррозион-
ной стойкости в определенных условиях ВТМО и испытаний
связано с более равномерным характером распада после ВТМО
и низкого отпуска, что показано нами в работе с Р Голлером
(см стр. 956)
• Величина е, характеризует удлинение волокон по линии главных растягивающих
напряжений
ВЛИЯНИЕ ВТМО ИА МЕХАНИЧЕСКИЕ СВОЙСТВА
751
Условный предел коррозионно-усталостной прочности стали
45 после ВТМО с кручением на удельный угол 0,485 рад/мм
повышается до 9,5 кПмм2 против 4 кПмм2 после обычной тер-
мической обработки. С увеличением угла скручивания до
0,97 рад!мм эта характеристика снижается, но значительно
(в 7—8 раз) возрастает область ограниченной выносливости
Кроме того, при увеличении удельного угла скручивания в про-
цессе ВТМО наблюдается меньший разброс экспериментальных
данных при коррозионно-усталостных испытаниях.
Влияние ВТМО на коррозионно-усталостную прочность от-
четливо проявляется после низкого отпуска на сталях с мартен-
ситной и троосто-мартенситной структурой.
Эффективность влияния ВТМО кручением на повышение
коррозионно-усталостной прочности увеличивается с ростом
базы испытания образцов
В работе 1271 ВТМО пружин из стали 65 и 55Г (диаметр
проволоки 6 мм) проводили по описанной методике (стр 748),
при удельном угле скручивания пружинной проволоки около
0,0079 рад!мм, грузоподъемность пружин увеличилась на 20—
30% по сравнению с обычной обработкой.
Влияние ВТМО на сопротивление отрыву высокоуглероди-
стых сталей 60С2, У8А, 9ХС и У10А изучали О Н. Романив
и Г И. Черепанова 1 Деформирование при ВТМО осуществля-
лось кручением Механические свойства после ВТМО опреде-
ляли при испытаниях на кручение в условиях обычных и низ-
ких (—195° С температур) Авторы указывают, что испытания
кручением позволяют достаточно точно оценить пластичность
сталей после обработки, а также характер разрушения (отрыв
или срез). Кроме того, испытания и обработка такого вида пред-
ставляют для указанных сталей самостоятельный интерес, так
как их широко используют при изготовлении торсионных эле-
ментов, пружин и инструмента
Для всех исследованных сталей эффективность обработки
изменяется с увеличением степени деформации при ВТМО (ко-
торая оценивалась по удельной сдвиговой деформации на по-
верхности образцов у) по обычной затухающей зависимости
Рост механических свойств с ростом деформации происходит
вначале интенсивно, а затем ослабляется, достигая насыщения
при у> 1,0. Несущая способность (определяемая как крутя-
щий момент, соответствующий разрушению образца) зависит
от направления деформирования после ВТМО (прямое или об-
ратное нагружение). Максимум несущей способности образцов
при прямом нагружении зависит от содержания углерода в стали
* В сб «Повышение прочности конструкционной стали и сплавов» (Материалы конфе
ренции) МДНТП им Дзержинского. 1966.
752
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
и температуры отпуска и отвечает температуре отпуска /0, при
которой равновероятно вязкое или хрупкое разрушение Тем-
пература t0 после ВТМО сдвигается вниз по температурной
шкале, но повышается с увеличением содержания углерода.
Исследования О. Н Романива и Г И Черепановой пока-
зали, что свойства прочности после ТМО являются анизотроп-
ными характеристиками Они существенно повышаются при
прямом нагружении, при обратном нагружении прочность по-
вышается незначительно или сохраняется на уровне, отвечаю-
щем обычной термической обработке
О. Н Романив, Н Л. Кукляк и И П. Вываль [131 ] изучали
влияние ВТМО с деформированием кручением па циклическую
прочность высокоуглеродистых сталей 9ХС и ШХ15 Испыта-
ния на усталость вели при кручении в условиях асимметрич-
ного цикла нагружения. Была установлена анизотропия цикли-
ческой прочности, проявляющаяся в том, что ВТМО определяет
существенное ориентированное упрочнение высокоуглеродистых
сталей при деформировании, имитирующем деформацию в про-
цессе обработки (прямое нагружение) Одновременно было за-
мечено значительное снижение прочности и пластичности при
механических испытаниях кручением в направлении, обратном
крутильной деформации обработки (инверсное нагружение).
Циклическая прочность оказалась существенно зависимой
от величины и направления среднего напряжения при асим-
метричном цикле Прямое статическое подгружение во всем ис-
следованном интервале т0 повышает циклическую прочность,
которая после ВТМО может быть увеличена в 2 раза, а инверс-
ное снижает циклическую прочность стали
Авторы считают, что повышение циклической прочности вы-
сокоуглеродистых сталей после ВТМО кручением достигается
ориентационным соответствием в расположении «слабых» мест
и внешних напряжений Особо это проявляется при статическом
подгружении в условиях асимметричного цикла испытаний
О. Н. Романив и 3 А Синица [1321 изучали остаточные
напряжения (первого рода) после термо.механической обра-
ботки, сопровождающейся неоднородной пластической де-
формацией. Объектом исследования были стали 37XH3A и
60С2, образцы которых подвергались ВТМО, НТМО обработке
с деформацией продуктов распада в бейнитной области (только
сталь 37XH3A) и высокотемпературному деформированию после
нормализации. Термомеханическую обработку проводили с де-
формированием кручением иа установке с контактным нагревом
образца. После закалки в масле производили 2-ч отпуск
при 100° С. Остаточные напряжения оценивали по раскрутке
образца при анодном стравливании поверхностных слоев.
ВЛИЯНИЕ ВТМО Н4 МЕХАНИЧЕСКИЕ СВОЙСТВА
753
Установлено, что при равных градиентах деформации и сте-
пенях обжатия величина остаточных напряжений определяется
в первую очередь механическими характеристиками деформи-
руемой фазы (модулем и пределом текучести). Это и обусловли-
вает зависимость остаточных напряжений от температуры де-
формирования: значительные остаточные напряжения, имею-
щиеся после НТМО, соизмеримы с остаточными напряжениями
после холодного наклепа После ВТМО остаточные напряжения
практически отсутствуют.
И П Вываль 1 изучал термовибромеханическую обработку
сталей Р18, 45, 35Х, 37XH3A
Горизонтально расположенные цилиндрические образцы
(в захватах) нагревали до аустенитного состояния, пропуская
через них ток, а затем, при помощи эксцентрикового механизма
нагружения, связанного с подвижным захватом, подвергали
циклическому крутильному деформированию В процессе обра-
ботки варьировали величину амплитуды закрутки (при дискрет-
ном изменении угла закручивания на 2, 4, би 8°) и вели отсчет
числа циклов деформации п Были изучены две схемы термо-
механической обработки высокотемпературная (стали 45, 35Х
и 37XH3A) и низкотемпературная (сталь Р18). Охлаждение
при закалке вели с помощью спрейера. Стали 45 и 35Х подвер-
гали заключительному отпуску при 150° С в течение 2 ч, а сталь
Р18 — двукратному отпуску при 560° С в течение 1 ч.
В качестве параметра деформирования было принято отно-
сительное удлинение наружных волокон по линии главных
растягивающих напряжений, которое определяли по формуле
где ср — угол закрутки, рад,
Ind — длина и диаметр рабочей части образца
Как показали испытания, прочность сталей 45, 35Х и
37XH3A после термовибромеханической обработки по опти-
мальным режимам увеличивается всего на 10—20%, причем
одновременно снижается пластичность (по сравнению с обычной
термической обработкой), т. е. механические свойства при ста-
тическом растяжении ниже, чем после обработки по обычной
схеме ВТМО, особенно удивляет падение пластичности Зависи-
мость механических свойств указанных сталей от числа циклов
тренировки при постоянной амплитуде закрутки носит экстре-
мальный характер С уменьшением амплитуды деформирования
максимум упрочнения смещается в сторону увеличения числа
Вываль И П Автореферат диссертации Львов, 1967
754
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТ*ЛИ
циклов. Однако во всех исследованных случаях наибольший
прирост прочности наблюдался при числе циклов, не превышав-
шем 1000. При п > 2500 прочность даже ниже, чем после обыч-
ной термической обработки. По-видимому, это связано с раз-
витием рекристаллизации при длительных высокотемператур-
ных «тренировках» О развитии рекристаллизации свидетель-
ствует найденное И П. Вываль измельчение аустенитного зерна,
а также повышение чувствительности к перетренировкам с уве-
личением жесткости схемы напряженного состояния при меха-
нических испытаниях. Так, при испытаниях образцов из стали
37XH3A на кручение максимальное упрочнение наблюдалось
после термовибромеханической обработки с п — 1000, а при
испытании их на растяжение — при п = 250—300
Таким образом, применение термовибромеханической обра-
ботки для упрочнения среднеуглеродистых машиностроитель-
ных сталей не дало большого эффекта. На некоторых сталях
упрочнения вообще не получено. Возможно, это связано с тем,
что, как справедливо отмечает И. П Вываль, при термовибро-
механической обработке увеличивается число параметров по
сравнению с обычной ТМО, и не все эти параметры достаточно
изучены; таким образом, нет уверенности в том, что исполь-
зованные режимы оптимальны.
Быстрорежущая сталь
Термовибромеханическую обработку стали Р18 проводили
для повышения механических свойств и, главное, эксплуата-
ционной стойкости сверл и лопастей гидронасосов
Сверла диаметром 9 мм подвергали термовибромеханической
обработке по следующей схеме: нагрев до 1260° С, охлаждение
на воздухе до температуры устойчивости переохлажденного
аустенита (450—600° С), циклическое крутильное деформиро-
вание и охлаждение в масле. Для контроля была изготовлена
партия сверл, которые подвергали обычной стандартной терми-
ческой обработке. Заключительной операцией был двукратный
отпуск при 560° С по 1 ч. Режущую способность проверяли
на вертикально-сверлильном станке с постоянной подачей, рав-
ной 0,11 мм!об В качестве обрабатываемого материала исполь-
зовали закаленную и отпущенную до 35 HRC сталь 45.
В результате термовибромеханической обработки по опти-
мальным режимам (п -= 500, а — 2° и /деф — 450° С) режущая
способность увеличилась примерно на 30%
Анализируя приведенные в работе И. П. Вываля абсолют-
ные цифры стойкости сверл и учитывая большой разброс зна-
чений, характерный для этого вида испытания стойкости, сле-
дует признать, что для утверждения о положительном влиянии
влиянии ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
755
термовибромеханической обработки на работоспособность ин-
струмента необходимы дополнительные данные. Кроме того,
как указывает И. П Вываль, положительный эффект термови-
бромеханической обработки проявляется при невысоких скоро-
стях резания при сравнительно низкой температуре в зоне ре-
зания. Такое понижение красностойкости связано с тем, что
при указанной обработке интенсифицируются процессы карбидо-
образования.
В работе В. С. Томеин-
ского и др. [281 установ-
лено, что в результате
ВТМО быстрорежущей ста-
ли с деформированием сво-
бодной ковкой можно суще-
ственно повысить предел
прочности на изгиб при
соответствующих темпера-
туре (1100° С) и степени
деформации (25%)*. После
ВТМО при этих парамет-
рах и стандартного трех-
6им,*г/™г
120'---------1---------1--------1---------1
900 1000 BOO 1200 t,‘C
Рис 94 Влияние температуры деформнрова
ния при ВТМО (X — 25%) на предел проч-
ности при изгибе быстрорежущей слали Р18
Заключительная операция — стандартный
трехкратный отпуск [29]
кратного отпуска получен
оизг = 440 кПмм2 против —250 кГ1ммг после стандартной обра-
ботки. Этой повышенной прочности отвечает такое же значение
стрелы прогиба, как и после обычной обработки, что подтвер-
ждает положительное влияние ВТМО на повышение пластич-
ности При ковке с большими, чем 25%, степенями деформации
(50 и 75%) появлялись трещины. Авторы правильно отмечают,
что снижение температуры деформирования ниже 1100° С при-
водит к интенсивному выделению и коагуляции карбидной
фазы, что определяет понижение механических свойств Однако
экстремальный характер влияния температуры деформации на
получаемые значения предела прочности (рис 94) показывает,
что при повышенных температурах (1200, 1275° С) и малом ко-
личестве образующейся карбидной фазы интенсивно идут ре-
кристаллизационные процессы и прочность также падает Для
получения оптимальных и устойчивых изменений в субструк-
туре, по-видимому, необходимо присутствие в ней некоторого
количества карбидной фазы определенной степени дисперсности
В этих условиях, вероятно, и происходит необходимое тормо-
жение рекристаллизационных процессов. Справедливость на-
ших предположений подтверждается существенным повы-
1 Так как быстрорежущую сталь иногда применяют как конструкционный
материал изучалось влияние ВТМО на механические свойства, а не на режущуо
способность, которая после ВТМО падает
756
ВЫСОКОТ1 МПЕРЛ ГУРН V! ОБРАБ01КА СТАЛИ
шением предела прочности на изгиб (примерно на 80%) только
при ВТМО, проводимой по следующей схеме нагрев 1275° С,
подсгуживание до 1100° С, деформация 25%, закалка, трехкрат-
ный отпуск; после ВТМО без нагрева на 1275° С, но только
с деформацией (25%) при 1100' С, закалкой и трехкратным от-
пуском повышение прочности составляет всего 40%.
Созданные в результате ВТМО изменения в субструктуре
стали Р18, обусловившие повышение сопротивления отрыву и
получение высокого предела прочности при испытаниях па
изгиб, по-видимому, исчезают при нагреве на 600—660' С (ин-
тервал рекристаллизации в наклепанном феррите), с чем и свя-
зано отсутствие влияния ВТМО на красностойкость стали Р18
Рельсовая сталь
Ряд работ по упрочнению рельсовой стали посредством
ВТМО проведен Л И Тушинским, К И Тушинской с сотруд-
никами Образцы из рельсовой стали М75 вырезали из головки
рельсов и подвергали ВТМО прокаткой с обжатием 35% (после
аустенизации при 1000° С), охлаждение в масле, заключитель-
ный отпуск при 350° С (сечение образцов было меньше сечения
натурных рельсов, т е вопрос о прокаливаемое™ реальных
изделий остается открытым) Были получены следующие свой-
ства, указывающие на большие перспективы применения ВТМО
к такой металлоемкой продукции, как рельсы
Обычная
термообработка в1ти
ав, к,Пмм* 130 175
ат, кПммг 80 150
д. % 4 6,5
гр. % 15 27
В другой работе Л И. Тушинского с сотр проводилась
совмещенная термомеханическая обработка (ВТМО+НТМО)
износостойкой высокомарганцовистой стали Г13. После нагрева
на 1050° С и обжатия 45—50% (ВТМО) сталь охлаждали,
в свинце до 350—380° С и подвергали дополнительному
10%-ному обжатию (НТМО) В результате были получены свой-’
ства, приведенные в табл 26
Как видно из данных табл 26, предел прочности в резуль-
тате комбинированной обработки возрос на 25%, а предел те-
кучести на 65%, характеристики пластичности снизились, но
ее уровень вполне достаточен для использования стали в усло-
виях активного износа и ударных нагрузок
Л. И Тушинский и др. изучали также еще одну разновид-
ность ВТМО (названную авторами ВТМИЗО), предусматриваю-
ВЛИЯНИЕ ВГМО нл МЕХАНИЧЕСКИЕ СВОЙСТВА
757
ТАБЛИЦА 26 СВОЙСТВА СТАЛИ Г13 ПОСЛЕ СОВМЕЩЕННОЙ ТЕРМО
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
| 1ермнчсск.1Я обработка кГ/мм^ б % 2 HRC
Обычная 104 44,7 53,3 37,5 10
в гмо 115,5 43 53,3 36,5 17
В 1МО+Н1МО 129,5 74,5 33,5 30,5 35
щую образование конечной структуры стали непосредственно
из упрочненного горячим деформированием аустенита при изо-
термическом превращении в промежуточной области. В этом
случае сталь используется без дополнительного отпуска.
Образцы, вырезанные из головок рельсов (обычного состава
и рельсовой стали, модифицированной 0,1% Ti), обрабатывали
по четырем режимам.
1) обычная объемная закалка в масле с отпуском при
300° С (ТО),
2) ВТМО с деформацией 35%, закалкой в масле и отпуском
при 300° С (ВТМО),
3) изотермическая закалка в соли при 300° С (ИЗ),
4) ВТМО с деформацией 35% с последующим изотермиче-
ским превращением аустенита при 300° С (ВТМИЗО)
Было установлено преимущество ВТМИЗО, которая обес-
печивала повышение прочности при сохранении пластичности,
после ВТМИЗО предел прочности повышается на 32 кПмм* по
сравнению с ТО и ИЗ, предел текучести — на 44 кПмм*. Если
при ВТМИЗО несколько повышать температуру изотермиче-
ского превращения, то при равной прочности можно значи-
тельно повысить показатели пластичности, что позволит на-
дежно избежать хрупкого разрушения
Правда, учитывая сечение реальных рельсов и малую устой-
чивость аустенита рельсовой стали, трудно представить себе
пути реализации предложенной обработки
Модифицирование рельсовой стали титаном (0,1%) приводит
к повышению се прочности при сохранении пластичности Осо-
бая мелкозернистость модифицированной титаном стали поз-
воляет повышать температуру аустенизации при ТМО
Получение высоких прочностных характеристик рельсовой
стали (о02 138 кГ!мм\ ов — 164 кГ!мм\ 6 — 10%, ф —
— 34%) в результате ВТМИЗО обусловлено особенностями тон-
кой структуры значительно измельчаются структурные состав-
ляющие, в том числе нижний бейнит, возрастает фрагмента-
ция.
11 Бернштейн
758
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Возможность применения ВТМО для повышения механиче-
ских свойств рельсовой стали стандартного состава 1 была по-
казана Ю В. Грдина и др [29] В дальнейших своих исследо-
ваниях авторы пришли к логичному выводу о необходимости
некоторого корректирования стандартного состава, чтобы про-
ведение ВТМО было более технологичным. Исследование двух
опытных плавок (в плавке I с 0,5% С было повышено содержа-
нием марганца до 1,5% и кремния до 0,5%, а в плавку II
с 0,73% С было введено % Сг, обе плавки были, кроме того,
модифицированы 0,002% В и 0,07% Ti) показало, что после
ВТМО, проведенной по оптимальным режимам, можно получить
высокие механические свойства
Плавка I Плавка II
Режим ВТМО:
температура нагрева, °C . . 1000 1000
температура деформирования, °C 900 750
степень обжатия (за один про-
ход), % 15-30 35
закалочная среда . . Вода Масло
температура отпуска, °C 350 200
Свойства
предел прочности, кГ/мм* 205—215 250
предел текучести, кГ)ммг ~190 220
удлинение, % . . -х-7 4—5
сужение, % ~30 25
ударная вязкость, кГ-м!смг 2,5—3 2—2,5
твердость, HRC . 52 58
В случае плавки I предел прочности по сравнению с получен-
ным после стандартной термической обработки по сходственным
режимам повысился на 35%, предел текучести на 40%, ударная
вязкость более чем в 1,5 раза. Была обнаружена высокая устой-
чивость против трещинообразования при закалке в воде Тре-
щин не наблюдалось при всех степенях обжатия, в то же время
у стандартной рельсовой стали при закалке в воде наблюдались
трещины
В случае плавки II максимальное повышение предела проч-
ности после ВТМО с закалкой в масле и низкого отпуска соста-
вило 85%, предела текучести 80—85%; ударная вязкость вы-
росла более чем в 2 раза.
Авторы считают целесообразным проведение ВТМО полно-
профильных рельсов и высказывают следующие рекомендации-
а) так как эффект упрочнения в результате ВТМО отчет-
ливо проявляется уже при небольших степенях обжатия (10—
15%), то это обстоятельство облегчает проведение ВТМО с де-
формацией в чистовой клети, где обжатие как раз составляет
1 Но пока не рельсов, учитывая, что сечение образцов было меньше сечения реаль-
ных рельсов.
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
759
15—20%; необходима лишь такая калибровка, чтобы деформи-
ровался в основном металл головки рельса;
б) температура деформирования в чистовой клети должна
быть в пределах 850—900° С, что не должно заметно снизить
производительности рельсобалочного стана;
в) время от конца деформирования до закалки должно со-
ставлять 2—5 сек, что вполне возможно в реальных условиях
прокатки с учетом непрерывности процесса
ТЕРМИЧЕСКАЯ ОБРАБОТКА С ПРОКАТНОГО
ИЛИ КОВОЧНОГО НАГРЕВА
В ряде работ исследовали влияние термической обработки,
чаще всего закалки, проводимой непосредственно после оконча-
ния деформации, в условиях сохранения тепла от прокатного
или ковочного нагрева. На стр. 695 было указано принципиаль-
ное различие между ВТМО и закалкой с прокатного нагрева
В некоторых случаях, когда действительно удается предотвра-
тить развитие рекристаллизации и сохранить особенности топ-
кого строения, созданные высокотемпературной деформацией,
можно считать, что удалось совершить ВТМО В ряде же слу-
чаев такого вывода, по-видимому, сделать нельзя Несмотря
на это в последнее время появилось стремление, очевидно
в связи с вниманием, уделяемым ТМО, использовать тер-
мин ВТМО и в тех случаях закалки с ковочного или прокат-
ного нагрева, когда это является неоправданным Тем не менее,
следуя оригинальному изложению приводимых ниже работ,
мы сохранили термин ВТМО, использованный их авторами
В работе Н. С Алферовой и М. Н. Шевченко 1 ВТМО при-
меняли в процессе производства труб из мартенсито-ферритной
стали ЭИ852 (0,1-0,15% С, 1,4—2,1% Si; 12—14% Сг; 1,2-
2,0% Мо) для уменьшения склонности этой стали к хрупкому
разрушению Заготовки прошивали при 1200° С (X = 42,5%),
затем раскатывали гильзы (X = 20%) при различных темпера-
турах — от 900 до 1100° С, после чего часть труб немедленно
закаливали водой в спрейере (ВТМО) и отпускали при 750° С,
другую часть труб охлаждали на воздухе и образцы из них
испытывали после обычной закалки и (такого же, как после
ВТМО) заключительного отпуска при 750° С Испытания
(рис. 95) показали, что в результате ВТМО критическая тем-
пература хрупкости сдвигается в сторону низких температур
примерно на 30—40° С и существенно повышается сопротив-
ление хрупкому разрушению.
1 В сб. «Научно-техническое совещание по термомеханнческой обработке стали»
ЦНИИЧМ, 1964
11*
760
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
А Р. Сериков 1 применил ВТМО при изготовлении неко-
торых конкретных мелких поковок из сталей 45 и 40Х (весом
до 20 кг). Поковки сразу после окончания ковки подвергали
а», кРн/сп*
-100-80 -60 -40 -20 о *20 *40 *60 -100 -80 -60 ~40 -20 0 *20 *40 ЦС
Рис 95 Зависимость критической температуры хрупкости образцов труб из
стали ЭИ852 от температуры испытания после закалки и отпуска при
750° С Цифры у кривых — температуры (°C) конца прокатки:
а — охлаждение на воздухе, б — охлаждение водой
закалке, а затем высокому отпуску. Механические свойства
поковок после ВТМО с ковочного нагрева не только отвечают
требованиям технических условий, но оказываются более вы-
80 ® ® ®
60 ® ® <?)
kO - мнихи*
20 и и м и и и и
а б 6 г
. на образцах из деталей А (®- на образцах из деталей
Рис 96 Свойства образцов стали 40Х и 45, вырезанных из некоторых деталей,
подвергнутых ВТМО с высоким отпуском
а — фланец, сталь 40Х, б — болт призониый, сталь 40Х, в — болт кони
ческнй, сталь 40Х, г — головка баллона, сталь 45
сокими, чем после обычной термической обработки (рис 96).
ВТМО и в данном случае обеспечивает большую равномерность
свойств по сечению деталей Процесс внедрен в заводских ус-
ловиях.
1 В сб «Пятая научно-техническая конференция по теории и практике термической
обработки металлов и сплавов (Тезисы докладов) Свердловск, 1963
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
761
Рис 97 Влияние температуры отпуска иа
механические свойства стали 37ХС
/ — ВТМО при 950° С. 2—без ВТМО [30]
Ф. Л Бадалов (301 опробовал ВТМО при штамповке заго-
товок из стали 37ХС в процессе производства клиньев для авто-
сцепки. Полученные им данные (рис. 97) свидетельствуют о воз-
можности повышения механических свойств малолегированной
хромокремнистой стали после ВТМО, выполняемой на штампо-
вочном молоте (после нагрева
на 950° С).
П. А. Захаровой на Ка-
лужском турбинном заводе
опробована закалка поковок
штоков диаметром 40—50 мм
из стали 38ХНМЮ, с 950-
980° С в воде (при этом не
было обнаружено трещин)
с последующим отпуском при
различных температурах.
После такой обработки у этой
стали отмечено сохранение
более высоких механических
свойств при высоких темпе-
ратурах отпуска, чем после
обычной термической обра-
ботки.
Ниже приведены механи-
ческие свойства штоков, зака-
ленных с ковочного нагрева (I), после отпуска при 620—640° С
(результаты статистической обработки данных) и для сравне-
ния— штоков, подвергнутых закалке с отдельного нагрева
и такому же отпуску (II) (средние данные)
ств, кПмм2 105—115 95
от> кПмм* 95—105 75
б, % 12—13 13
ф, % 40—50 42
аи, кГ-м/см2 -10 6,5
Важные работы по термической обработке с прокатного на-
грева проводятся К Ф Стародубовым с сотр Упрочнению под-
вергается массовый прокат (уголки, арматура, балки и т. п.)
из сталей марок Ст 3, Ст 5, 35ГС, т е. решается задача повы-
шения свойств металлоемкой продукции, составляющей зна-
чительную долю в общем балансе металла Обычные темпера-
туры конца прокатки 1000—1050° С, в тех случаях, когда они
более низкие — около 850° С в чистовых клетях, авторы спра-
ведливо считают, что проводимая ими упрочняющая обработка
762
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
близка к ВТМО Для охлаждения проката, выходящего из
последних клетей со скоростью до 15 м/сек, Институтом черной
металлургии АН УССР предложены специальные гидротранс-
портирующие устройства, представляющие собой трубы (ка-
меры), в которые водо-воздушными форсунками подается вода
под высоким давлением, одновременно водой осуществляется
транспорт заготовки
Установлено, что в случае немедленного охлаждения с про-
катного нагрева, во-первых, упрочнение больше, чем после
термической обработки со специального нагрева в печах, и,
во-вторых, эффект этого упрочнения очень устойчив при после-
дующей термической обработке, т е проявляется наследо-
вание.
Как указывает К Ф Стародубов, при термической обра-
ботке проката всегда стремятся использовать (в той мерс, в ка-
кой это удается) эффект ВТМО По-видимому, с этим связано
получение на сталях КСт. 5сп с 0,37% С и КСт. Зсп (стержни
диаметром 10 мм) следующих свойств после термического упроч-
нения с прокатного нагрева
ов, кГ/мм-
ат, кГ/мм*
б8, %
КСт 5сп
185
155
9
КСт. Зсп
140
125
10
Охлаждающие устройства, разработанные и созданные Ин-
ститутом металлургии АН УССР, обеспечивают интенсивное
охлаждение, прутки диаметром 10 мм охлаждаются в них со
скоростью 500 ерад/сек. Температуру, при которой заканчи-
вается интенсивное охлаждение, выбирают такой, чтобы про-
исходил стабильный самоотпуск стали (в ряде случаев преду-
смотрены специальные агрегаты для отпуска)
Поданным К Ф Стародубова, имеются установки для упроч-
нения мелких круглых профилей, мелких угловых профилей,
крупных строительных профилей, железнодорожных цельно-
катаных колес с упрочненным ободом, диском и ступицей,
труб диаметром 1020 мм
Установки для термического упрочнения мелких круглых
профилей имеются на Криворожском металлургическом заводе
(при производстве стержневой арматуры на непрерывном стане
250-1) и Макеевском металлургическом заводе (в потоке непре-
рывного прокатного стана 350-2) Если обычно выпускаемая
арматура из сталей Ст. 5 и Ст. 5кп (без термической обработки)
диаметром 10—28 мм относится к классу А-П (ов 50 кГ/ммг,
ат 30 кГ!мм\ 6 > 19%), то после термического упрочнения
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
763
(по регламентированному режиму, с прерванным охлаждением)
арматура тех же профилей уже может быть отнесена к клас-
сам Ат-IV и At-V, так как металл имеет оп 105 кИмм2,
от 80 кПмм2 при 6 5г 7%. Из стали 35ГС без термического
упрочнения изготовляют арматуру класса АШ (ов 5* 60 кГ!мм\
от 5г 40 кПмм2, 65г 14%), после термического упрочнения
эти же стержни диаметром 10—28 мм уже относятся к клас-
сам AT-V, Ат-VI (ов 5г 120кПммг, а, 5г 100 кПмм2, 65-6%),
а при определенных условиях упрочнения и к классу At-VII
(ов 55 140 кГ!ммг, от 5г 120 кПмм\ 6 5г 5%)
Упрочнение мелких угловых профилей осуществлялось на
опытно-промышленных установках Криворожского металлур-
гического завода (стан 250-2) и Днепровского металлургиче-
ского завода им. Дзержинского (стан 280) Для термического
упрочнения крупных строительных профилей длиной до 12 м
построена большая опытно-промышленная установка на за-
воде «Азовсталь», намечается проведение подобных работ на
Нижне-Тагильском металлургическом комбинате (НТМК)
Цельнокатаные железнодорожные колеса намечено упроч-
нять на специально созданных опытно-промышленных агре-
гатах, построенных на заводе им Либкнехта и НТМК-
На Новомосковском металлургическом заводе построен опыт-
ный агрегат для упрочнения труб диаметром 1020 мм На этом
агрегате осуществлено термическое упрочнение нескольких
партии труб большого диаметра, получено повышение проч-
ности в 1,2—1,5 раза, относительного удлинения в 1,2—1,5 раза,
ударной вязкости при —40° С в 2—3 раза по сравнению со
свойствами труб из нормализованной стали.
К Ф Стародубов и В. М. Иващенко указывают, что механи-
ческие свойства стержневой арматуры, достигаемые при тер-
мической обработке в процессе прокатки промышленных партий
на установке Макеевского завода, получаются более высокими,
чем при термической обработке с повторного нагрева, это свя-
зано, по их мнению, с некоторым сохранением эффекта ВТМО.
Авторы пришли к следующему важному выводу: «даже после
частичной рекристаллизации при термической обработке с про-
катного нагрева все же удается зафиксировать структурные
изменения, возникающие в прокате при деформации аусте-
нита . ». Это позволяет . повысить комплекс механических
свойств, что особенно заметно в отношении пластичности стали
и свидетельствует о некотором сохранении эффекта высокотем-
пературной термомехапической обработки»
В работе В А Емельянова и И Е Конторовича упрочнению
подвергали проволоку (диаметр катанки 5,5 мм) из сталей 20,
30, 40 и 50 С этой целью бунты проволоки сразу после про-
764
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
кагки (скорость прокатки в последнем чистовом калибре
8,5 м/сек, А — 24%) резко охлаждали (замачивали) в проточ-
ной воде Время от момента конца прокатки до замочки перед-
нею конца бунта составляло 30 сек, заднего 2—3 сек, темпера-
ло г
тура металла по выходе из последнего калибра была 900—
920° С Из-за выделения внутреннего тепла в большом бунте
мартенситного превращения не произошло, и в результате был
получен предел прочности от 65 (0,2% С) до 90—100 кГ/мм2
ВЛИЯНИЕ ВТМО нл МЕХАНИЧГСКИЕ СВОЙСТВА
765
(0,5% С) Поэтому в данном случае следует говорить не о ВТМО
в обычном ее понимании, а об эффекте устойчивого упрочняю-
щего влияния горячей деформации
Действительно, по данным В А Емельянова и И Е Кон-
торовича, этот эффект оказался весьма существенным, о чем
свидетельствуют данные рентгеноструктурпых исследований;
была найдена большая ширина рентгеновских линий после за-
мочки в воде (по сравнению с обычной технологией — охлажде-
нием на воздухе). Авторы работы считают, что в исследованном
ими случае, даже при отсутствии сдвигового (мартенситного)
превращения, произошло наследование дефектов, созданных вы-
сокотемпературным деформированием. Именно поэтому после
замочки бунта с прокатного нагрева предел прочности стали 50
оказался на — 30 кИмм* выше, чем после обычного охлаждения
на воздухе, а поперечное сужение на — 10% выше. Упрочнение
было устойчивым и проявлялось даже после отпуска при 600° С
(рис 98)
Предел прочности низкоуглеродистой стали (0,2% С) после
охлаждения бунта в воде и отпуска при 300—400° С оказался
примерно равным пределу прочности среднеуглеродистой стали
(0,5% С) Поэтому авторы считают, что в некоторых случаях
возможна замена среднеуглеродистой стали низкоуглеродистой,
если необходима повышенная пластичность.
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ПРОВОЛОКИ
Электротермомеханичсская обработка стальной проволоки
(стали 40 и 60) с проведением патентирования в валках исследо-
вана И. Н. Кидипым и др. [31, 321 Схема обработки предусма-
тривала электронагрев проволоки до аустенитного состояния,
деформирование прокаткой с обжатием 35—40% и охлаждение
на воздухе после выхода проволоки.
В процессе прокатки благодаря контакту с валками прово-
лока быстро охлаждается (иохл > 2000 град!сек) и по выходе
из валков ее поверхность имеет температуру 1 приблизительно
400° С. Затем, как указывают авторы [311, происходит некото-
рое повышение температуры и ее стабилизация при 550° С,
что связано с перераспределением тепла по сечению проволоки.
Таким образом, лимитирующим условием является сечение об-
рабатываемой проволоки В работе 1311 упрочнению подвер-
гали проволоку диаметром 2,54 мм Общее время от начала де-
1 Естественно, что для каждого данного диаметра проволоки должна быть определен-
ная скорость прокатки, которая обеспсчивата бы определенную температуру по вы-
ходе из валков Помимо характеристик привода, скорость прокатки может определяться
диаметром валков, который в свою очередь связан с диаметром прокатываемой прово-
локи Все это следует учитывать на наладочном этапе обработки
766
ВЫСОКОТЕхЧПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
формирования нагретой проволоки до момента выхода па изо-
терму составляло 0,2— 0,3 сек. Распад аустенита завершался
за 3—4 сек Как показал анализ магнитометрических кривых
распада и термических кривых, температура изотермы колеба-
лась в допустимых пределах в течение времени, необходимого
для завершения распада аустенита В общем случае темпера-
туру патентирования можно регулировать, изменяя скорость
перемещения проволоки, степень обжатия, диаметр и темпера-
туру валков
Горячее деформирование аустенита перед его изотермическим
распадом (I) позволило получить более высокие значения в ос-
новном пластичности по сравнению с обычным (II) патентиро-
ванием
Сталь 60
ов, кГ/ммг
ip. %
Сталь 40
стп, кПмм-
ф. %
120—135 110—115
60 35-40
105—115 90
70 55
Тогда при последующем волочении проволока, подвер-
гнутая патентированию прокаткой, обнаруживает большее уп-
рочнение, чем проволока, патентированная обычным способом —
реализуется состояние скрытого упрочнения, т. е. описанного
нами наследования Если после обычного патентирования при-
рост предела прочности в результате последующего холодного
волочения проволоки из стали 60 составляет 80 кПмм\ то во-
лочение после патентирования прокаткой дает прирост 100—
ПО кПмм2. В конечном счете на проволоке диаметром 1,03 мм
из стали 60 после патентирования прокаткой и заключитель-
ного холодного волочения удалось получить следующие свой-
ства:
Сталь 60 Сталь 40
Предел прочности, кПмм2 ... . 240 210
Число гибов (г=5 мм) . 42 46
Число скручиваний
32 36
Указанные свойства были достигнуты при скорости
нагрева под аустенизацию перед патентированием прокаткой
30 град!сек
Увеличение скорости нагрева, не влияя на предел прочности
в состоянии после патентирования прокаткой, дает возмож-
ность получить более высокие его значения при дальнейшем
холодном волочении. Так, после электронагрева со скоростью
400 град! сек, патентирования прокаткой и холодного волочения
ВЛИЯНИЕ ВГМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
767
с суммарным обжатием 83% на проволоке диаметром 1,03 мм
из стали 60 были достигнуты следующие свойства:
Предел, прочности,
кПмм2 . 280
Относительное суже-
ние, % 55
Число гибов (г—5 мм) 32
Число скручиваний 30
Прирост ов по сравнению
с обычным патентиро-
ванием, кГ/ммг . 140—150
Полученное в результате такого патентирования в валках
упрочненное состояние стали обладает небольшой устойчи-
востью при температуре сорбитизации В процессе изотерми-
ческой выдержки происходит интенсивное разупрочнение, свя-
занное с рекристаллизацией a-фазы и коагуляцией цементита.
Проволока из разупрочненной заготовки обладает низкими
прочностью и пластичностью. Поэтому для сохранения упроч-
няющего эффекта патентирования прокаткой необходимо
сразу же после окончания распада производить закалку
Исследования показали [31], что полученный упрочняющий
эффект определяется мелкодисперсным строением образующегося
сорбита, направленными (по отношению к оси проволоки)
выделениями цементита, отсутствием в структуре избыточного
феррита и повышенной плотностью дефектов в а-фазе
В дальнейших исследованиях И. Н Кидин с сотр. изучал
термомеханическую обработку проволоки из стали 40 диаме-
тром 1,2 мм по схеме: электронагрев со скоростью 30 град!сек,
до температуры аустенизации 850° С, горячее волочение с об-
жатием 35%, закалка, низкий отпуск при 100° С Были полу-
чены ав — 260 кПмм2-, ф = 30% Повышение температуры от-
пуска от 300 до 600е С привело к почти полному снятию упроч-
няющего эффекта ВТМО по выбранной схеме ВТМО с электро-
отпуском (со скоростью нагрева 2000 град!сек) позволяет полу-
чить более высокие значения предела прочности по сравнению
с печным отпуском — на 40 и ~80 кПмм2 для отпуска при
300 и 600° С соответственно, а также по сравнению с обычной
закалкой и электроотпуском — на 20—50 кПмм2 при тех же
температурах отпуска
При холодном волочении проволоки, подвергнутой ВТМО
с электроотпуском, достигается лучшее сочетание свойств проч-
ности и пластичности, чем при волочении обычной патентиро-
ванной проволоки. Так, у проволоки диаметром 1,28 мм из
стали 40 после ВТМО, электроотпуска при 600° С и холодного
волочения с обжатием 70% получен предел прочности 240 кПмм2
при числе гибов 20—22 и числе скручиваний 29 После обычного
патентирования в ваннах суммарное обжатие при холодном
волочении для получения близких свойств должно быть 90%.
768
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ОПРЕДЕЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВТМО
Возможность наиболее рационального применения ВТМО
при изготовлении конкретных изделий определяется силовыми
и температурными параметрами этого процесса Изучению
этих процессов посвящены работы, выполненные в ЦНИИЧМ
Я. Б. Гуревичем и др (33].
Для температурного и фазового контроля стали при термо-
механической обработке А П Бащенко и Я. Б Гуревич пред-
ложили аппаратуру, монтируемую на прокатном стане (рис. 99).
Рис 99 Схема расположения контрольно-измерительной
аппаратуры на экспериментальном двухвалковом прокатном
стане 120 [33]
Прокатываемая заготовка /, выходя из валков 2, попадает
в катушку магнитометра 3 для контроля появления феррома-
гнитной фазы, вторая катушка магнитометра 5 укреплена на
переднем столе стана Для измерения температуры на поверх-
ности образца служит термощуп 4, представляющий собой
вмонтированную в блок 6 и в керамический наконечник хро-
мель-алюмелевую термопару с термоэлектродами диаметром
0,3 мм Стан оснащен задающим механизмом 7 со сменными
проводками 8 Рабочие валки стана подогреваются электро-
печами сопротивления 9, подшипники снабжены водяным
охлаждением 10 Закалка после прокатки осуществляется
в баке 13
Для измерения давления металла на валки стан снабжен
месдозами 11 и для определения крутящего момента — устрой-
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
769
ством 12. Показания магнитометра, термощупа, месдоз и кру-
тящий момент регистрируются с помощью шлейфового осцил-
лографа.
Из-за окалины или других поверхностных загрязнений
измерения температуры поверхности металла могут быть не-
точными Для повышения их точности А П Бащенко и
Я Б Гуревич предлагают монтировать термопары внутри про-
катываемого образца (рис. 100).
При ВТМО со степенью обжатия 50% при 835° С (сталь
40Х5ВФ) разогрев составлял всего 15—20° С, при НТМО
Рис 100 Схема расположения термопар в прокатывае-
мых образцах
/ — изоляция, 2 — спаи термопары. 3 — прокатный
валок
разогрев значительно больше, что следует учитывать для пред-
отвращения перлитного превращения или разупрочнения на-
клепанного аустенита.
Зависимость среднего удельного давления
от обжатия для сталей 40Х2Н2ФВ и 30Х2Н2МВ, выплавленных
обычным способом и методом электрошлакового переплава
при НТМО (550° С) и ВТМО (950' С), приведена по данным
А. П. Бащенко и др. (рис. 101) При ВТМО значения удельного
давления намного меньше, чем при НТМО, причем по мере
увеличения общего обжатия это различие возрастает. Незна-
чительное увеличение удельного давления при BTiMO обуслов-
лено главным образом изменением геометрии образца в каждом
последующем проходе; по-видимому, между проходами про-
исходило разупрочнение аустенита.
Удельные давления при деформировании металла, получае-
мого при электрошлаковом переплаве, меньше, чем при де-
формировании металла обычной выплавки
На рис 102 показана зависимость расхода энергии от тол-
щины деформируемой при термомеханической обработке полосы.
770
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Кривые получены при прокатке образцов стали 30Х2Н2МВ
исходной высотой 15 и шириной 7 мм в условиях НТМО (530° С)
и ВТМО (950° С), а также образцов стали 45Х5МФ исходной
высотой 4 и шириной 14 мм в условиях НТМО. При ВТМО
расход энергии гораздо меньше, чем при НТМО, например
при обжатии образцов толщиной 15 мм до 2 мм он в четыре
раза меньше.
Рис 101 Зависимость удельного давле-
ния (дср) от обжатия при НТМО (сплош-
ные линии) и ВТМО (пунктирные линии)
сталей 40Х2Н2ФВ (/) и 30Х2Н2МВ. полу-
ченных обычным способом (2, 4) и мето-
дом электрошлакового переплава (3, 5)
Рис 102 Зависимость расхода энергии
при прокатке от толщины полосы в
условиях НТМО (сплошные линии) и
ВТМО (пунктирные линии) сталей
30X2H2MB (1, 2) и 45Х5МФ (3)
П. К- Тетерин и др. изучали основные технологические
параметры ВТАЮ сталей 45Г2, 45Г2Ф, 40ХН5СМ, 45Х5МЗФ,
45Х5СМВФ при горячем прессовании Благоприятная схема
напряженного состояния (неравномерное всестороннее сжатие)
при прессовании позволяет получить высокую степень обжатия
за цикл при непрерывном охлаждении готового изделия
Прутки и трубы подвергали прессованию на горизонталь-
ном гидравлическом 1500-т прессе со скоростью 20—300 мм/сек
Технологический инструмент (втулки, контейнеры, пресс-
штемпели и прессшайбы) изготовляли из сталей ЗХ2В8 и 5ХНВ,
матрицы — из жаропрочного сплава ЖС6 и стали ЗХ2В8 При-
меняли рабочие втулки контейнера диаметрами 75 и 80 мм,
матрицы с диаметром очка 42—45 мм и иглы диаметром 26 мм;
деформируемые заготовки подвергали механической обработке
(V6) до диаметра 72—77 мм и длины 120—180 мм Проводили
как ВТМО (при 850° С), так и НТМО (при 530° С); исследовали
ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
771
также промежуточные температуры нагрева заготовок перед
прессованием—650 и 700°, с учетом сильного разогрева во время
прессования эти опыты относятся
С повышением температуры при
прочих равных условиях значи-
тельно уменьшается усилие и уве-
личивается скорость прессования
(рис. 103).
Механические свойства образ-
цов, вырезанных из отпрессованных
прутков и труб стали 40ХН5СМ
с обжатием 73% при разных ско-
ростях прессования (табл. 27), сви-
детельствуют о перспективности
деформирования прессованием при
термомеханическом упрочнении в
условиях и ВТМО, и НТМО.
Регистрация условий деформи-
рования в процессе ВТМО может
по существу к ВТМО.
Рнс 103 Зависимость усилия и ско-
рости прессования стали 40ХН5СМ
от температуры
осуществляться, например, с по-
мощью кулачкового пластометра,
как это было сделано в работе
Д. И. Суярова и др.1 Пластометр
обеспечивал поддержание
постоянной скорости деформирования и был оснащен измери-
тельной аппаратурой для автоматической записи усилия и
ТАБЛИЦА 27 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ПРИ РАЗЛИЧНЫХ
РЕЖИМАХ ОБРАБОТКИ’
Изделие S X « S.S с stf- я Ь О Скорость прессо- вания мм/сек 3 * , жж/J Я хо о? Ф. %
Прутки 810 700 530 530 45 30 55 42 215—221 222—236 249 252 169—170 175—182 223 231 8 0 7,8 7,0 5,8 35 37—4 7 30,5 23
Трубы 820 680 120 120 205—214 218—222 181 — 186 184—192 7 0 30 40
Сталь после обычной тер- мической обработки - 206 164 9,0 35
1 По данным П К Тетерина и др
1 В сб «Повышение прочности конструкционной стали и сплавов» (Материалы конфе-
ренции) МДНТП им Дзержинского, 1966
772
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
перемещения в процессе сжатия образца Конструкция прибора
позволяла производить повторное деформирование образцов
с контролируемым интервалом времени между обжатиями
Образцы из стали ШХ15 диаметром и высотой по 15 мм
нагревали и испытывали в специальных пакетах, исключа-
ющих потери тепла Для уменьшения трения на торцовых
поверхностях образцов в качестве смазки применяли стекло
специальных составов. Исследовали влияние скорости, степени,
температуры деформации и продолжительности выдержки ме-
жду обжатиями на разупрочнение при ВТМО Разупрочнение
оценивали по величине остаточного упрочнения (Да), равного
разности между сопротивлением деформированию при следу-
ющем и предыдущем обжатиях в условиях одинаковых пара-
метров деформирования. Данные о зависимости остаточного
упрочнения от степени деформации образца, температуры,
скорости деформирования и времени между его обжатиями
позволяют, по мнению авторов, рассчитывать оптимальные
режимы ВТМО.
СВАРКА ПОСЛЕ ТМО
Внедрение некоторых термомеханически упрочненных изде-
лий связано с решением проблемы сварки высокопрочных сталей.
Работами Института электросварки им Патона установ-
лена принципиальная возможность получения равнопрочных
Рнс 104 Схема метода вибродуговой наплавки с термомехаиической обра
боткой наплавленного металла.
/ — деформирующий ролик, 2 — мундштук, 3 — наплавляемая деталь, 4 —
поддерживающие ролики
соединений при контактной сварке сталей, прошедших предва-
рительную ТМО и имеющих предел прочности ~200 кГ1мм2
В этом случае ТМО сварных соединений совмещается с про-
цессом сварки.
СТРУКТУРНЫЕ ИЗМЕНЕНИЯ СТАЛИ ПОСЛЕ ВТМО
773
Однако на практике в реальных конструкциях получение
равнопрочных соединений сопряжено с большими трудностями,
резко возрастающими с увеличением толщины металла и
жесткости закрепления соединяемых элементов В настоящее
время успешно изготовляются сварные сосуды из высокопроч-
ной тонколистовой стали (6 < 4 мм)
Представляет интерес метод вибродуговой наплавки с ТМО
наплавляемого металла, разрабатываемый Э. Л Левиным и
В С Ибрагимовым в Башкирском сельскохозяйственном
институте Из схемы, приведенной на рис. 104, можно видеть,
что после наплавки производится немедленная обкатка на-
плавленного металла и закалка Получены хорошие результаты
при опробовании метода на ряде сталей (45, 40Х).
СТРУКТУРНЫЕ ИЗМЕНЕНИЯ СТАЛИ,
ОБУСЛОВЛЕННЫЕ ВТМО
Как было показано ранее, в результате ВТМО значительно
повышаются механические свойства стали Естественно стрем-
ление понять природу структурных изменений, определяющих
такое изменение свойств Сложность этой проблемы опреде-
ляется трудностями изучения тонкого строения металлов и
сплавов, находящихся в упрочненном состоянии, связан-
ными с сильным фазовым наклепом, наличием углерода в ре-
шетке пересыщенного твердого раствора (мартенсит) и неравно-
мерным распределением дислокаций при большой их плотно-
сти в результате предварительного наклепа аустенита Все это
приводит к ограниченной достоверности обычно применяемого
для изучения тонкого строения рентгеноструктурного анализа
По-видимому, необходима разработка специальных методов
исследования, в частности широкое применение должны полу-
чить методы непосредственного наблюдения в трансмиссионном
электронном микроскопе
Вследствие комплексного характера упрочнения при ТМО
(наклеп, образование твердого раствора, мартенситное пре-
вращение, дисперсионное твердение) наблюдаемые изменения
свойств нельзя связывать с каким-либо одним преобладающим
изменением в структуре или в тонком строении Многие исследо-
ватели считают, что упрочнение сталей при ТМО — процесс
сложный и обусловлен он упрочнением аустенита, от которого
мартенситом наследуется дислокационная структура, значи-
тельным измельчением аустенитных зерен и, соответственно,
образующихся мартенситных кристаллов; изменением морфо-
логии самого мартенсита и предпочтительной ориентировкой
12 Бернштейн
т
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТ^ЛИ
структурных составляющих, в частности карбидных частиц,
имеющих специфический характер распределения
В ранних работах увеличение прочности в результате ТМО
связывали с измельчением пластин мартенсита.
Коэн [34, 891 отмечает связь величины мартенситных пла-
стин с размером зерна аустенита, не отрицая при этом наличия
в структуре различных по величине мартенситных кристаллов,
что обусловлено временем их образования
Сочетание высоких значений вязкости и прочности, полу-
чаемое в результате ВТМО, также объясняют измельчением
зерна, обусловленным перераспределением дополнительных,
созданных наклепом, дислокаций в аустените
Известна эмпирическая зависимость предела текучести от
величины зерна’
ат ~ ао + 1/2,
где а0 — сопротивление движению свободной дислокации,
ат — напряжение течения,
ky — константа (мера блокирования),
а — диаметр зерна.
Предполагается, что границы зерен служат эффективными
барьерами для движения дислокаций. Величина ky пропорцио-
нальна напряжению, необходимому для движения заблокиро-
ванной дислокации (od) и, кроме того, зависит от дислокацион-
ной структуры металла’
к, = ч/'г.
где I — среднее расстояние от границы зерна до ближайшего
источника дислокаций.
Утверждают, что эта зависимость находится в хорошем
соответствии с опытом, как будет показано ниже, в ряде работ
обоснованно отрицается определяющее влияние величины зерна
на механические свойства термомеханически упрочненной стали
Грейндж и Митчелл [351 впадают в другую крайность, считая,
что при ТМО вообще нельзя говорить о действительном из-
мельчении кристаллов мартенсита, так как деформирование из-
меняет форму зерна аустенита, но вряд ли влияет на его ве-
личину
Еще большей противоречивостью отличается толкование
(во многом спорное) данных рентгеноструктурных исследований
тонкого строения стали после ТМО
Кула и Дози [171, рассматриваяпричины упрочнения в ре-
зультате ВТМО, считают, что, кроме измельчения мартенсит-
ных кристаллов, образовавшихся из деформированного аусте-
нита, следует учитывать такие факторы, как полигонизация
СТРУК1УРНЫЕ ИЗМЕНЕНИЯ СТАЛИ ПОСЛЕ ВТМО
775
и образование более мелкой субструктуры, а также упрочнение
самого аустенита при его деформировании. Это упрочнение
свойственно и мартенситу вследствие наследования им суб-
структуры и искажений кристаллической решетки от аусте-
нита Основной причиной повышения ударной вязкости и сни-
жения склонности к отпускной хрупкости стали после
ВТМО Кула и Дози считают повышенную внутреннюю энер-
гию деформированного аустенита, благодаря чему создаются
условия для более благоприятного распределения карбидных
частиц 1
В работе Хиспецки, Балушека, Мазанца 118] указывается,
что в результате ТМО мартенситные кристаллы не просто
измельчаются, а изменяется их геометрия. Возникая в деформи-
рованном аустенитном зерне, мартенситный кристалл встречает
на пути своего роста многочисленные дефекты кристалличе-
ского строения В результате изменяется направление роста
кристалла и замедляется его распространение по зерну 1Чаза-
нец развивает ту идею, что в обычно закаленной стали проис-
ходит некоторое «ослабление» границ зерен, так как быстро
растущие мартенситные кристаллы, достигая приграничных
объемов и затормаживаясь в них, как бы наносят по ним удары
Концентрация дефектов строения в приграничных объемах
после таких ударов и обусловливает ослабление этих объемов,
высокую хрупкость и соответственно низкую прочность обычно
закаленной, а также низкоотпущенной стали. Замедление
роста мартенситных кристаллов при ТМО приводит к умень-
шению деформации приграничных объемов мартенситными
кристаллами и, следовательно, к меньшему ослаблению этих
участков, что в свою очередь позволяет получить более высокие
механические свойства
А П. Гуляев и А С Шигарев 115, 20], проводя рентгено-
структурное исследование образцов стали У12 и 50ХН4М не-
посредственно после ТМО (рис. 105), нашли, что увеличение
степени деформации ведет к уменьшению ширины рентгеновской
линии (НО). После ВТМО технически чистого железа ширина
линии нормально увеличивалась На этом основании пришли
к выводу, что «уменьшение ширины линии при ТМО сталей
может быть объяснено только выделением углерода из твердого
раствора (аустенита) во время деформирования» Это выделение
углерода из аустенита авторы считают одной из причин повы-
шения’прочности сталей при ТМО Между тем, по их данным,
в случае отпуска при 150—200° С. когда прочность термомеха-
нически упрочненной стали сохраняется, наблюдается обратная
1 По-видимому, для более равномерного распада прн отпуске
12*
776
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
зависимость ширина линий мартенсита после обычной закалки
меньше, чем после ВТМО (рис 106)
В этих же работах указывается, что при сравнительно не-
больших степенях деформации углерод выделяется из аустенита
еще незначительно, но происходит упрочнение аустенита и по-
нижается его способность к мартенситному превращению (по
нашему мнению, проще это связать с дроблением субструктуры)
В результате понижается мартенситная точка (рис 107) и
увеличивается количество остаточного аустенита (см рис 105,
Рис 105 Зависимость ширины ли
иин (110) и количества остаточного
аустенита (А) (пунктирная кривая)
от степени деформации Охлажде-
ние после деформирования в 10%-
ном растворе NaCl (без отпуска)
[20]
G.5 О.
«0 •>0 i> 4 Я и
о t" С <0 2 Я
S вс 2 О.О.Я
о >» о <яи
О f- ь-е-во
1 1100
2 1 900 »
$ 900
। У12 900
& 900
6 7 J50XH4M 750 550
8 Армко- 900
железо
* Охлаждение после закатки
в жидком азоте
73). При больших степенях деформации решающую роль при-
обретает фактор обеднения аустенита углеродом, вследствие
чего мартенситная точка должна повышаться, а количество
остаточного аустенита уменьшаться (Между прочим, Грейндж
и Митчелл [351 связывают упрочнение в результате ВТМО
также и с уменьшением количества остаточного аустенита.
Вопрос о влиянии ТМО на положение мартенситной точки
требует тщательного изучения. Понижение этой температуры
в результате деформации аустенита (что логично связать с фраг-
ментацией структуры и затруднением превращения А -> М
из-за частого нарушения когерентности при росте мартенсит-
ного кристалла в сильно измельченной матрице) должно опре-
делять увеличение числа двойникованных пластин мартен-
сита [36, 651 в стали, подвергнутой ТМО, по сравнению с обыч-
ной обработкой, что может быть одной из причин повышенной
прочности термомеханически обработанной стали
СТРУКТУРНЫЕ ИЗМЕНЕНИЯ СТАЛИ ПОСЛЕ ВТМО
777
Данные о количестве остаточного аустенита, полученные
различными авторами, очень противоречивы отмечается либо
незначительное (практически пренебрежимое) изменение этой
величины, либо (что чаще) тенденция к некоторому ее увели-
чению (в связи с большей мозаичностью деформированного
аустепита)
В работе Б. А Апаева и Ю А Сысуева [37] установлено,
что в близкой к исследованной А. П. Гуляевым и А Г. Шигаре-
Рис 106 Зависимость ширины
рентгеновской линии (110) от
температуры отпуска после
обычной закалки (/) и деформи
рования на 90% при 900° С
с последующей закалкой (2) 115]
Рис 107 Термокинетическая диаграмма превра
щения аустенита хромоникельмолибдеиовой стали
50ХН4М [20] Нагрев до 900° С
/ — без деформирования, 2 — X = 30%
вым стали У10, как и в сталях 10X8, 10Н9, 10Г5, количество
остаточного аустенита после ВТМО такое же, как и после
обычной закалки. Оно не изменяется и при изменении режимов
ВТЛЮ Интервал температур распада остаточного аустенита
при нагреве после ВТМО тот же, что и в случае обычной за-
калки Интересно, что А П Гуляев и А С Шигарев после
ВТМО с деформацией 25—30% при 900° С получили в стали У12
~50% остаточного аустенита, к сожалению, авторы не при-
водят величины получаемых после такой обработки механиче-
ских свойств
В этих же работах [15, 20] показано, что непосредственно
после ВТМО ширина рентгеновских линий меньше, чем после
обычной закалки (без отпуска). Этот важный для понимания
природы упрочнения факт подтвержден нами с помощью более
точной техники рентгеновского анализа (см. стр 1050). Образо-
вание карбидов при высокотемпературном деформировании
778
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
в области устойчивости гомогенного аустенита, по нашему мне-
нию, мало вероятно. Причинами уменьшения содержания угле-
рода в мартенсите стали после ВТМО могут быть либо кон-
центрационное расслоение в деформированном аустените и пе-
редача этого расслоения в мартенсит при закалке, либо само-
отпуск в процессе закалки неоднородного по концентрации
углерода аустенита, либо частичное превращение аустенита при
закалке в процессе ВТМО по
Рис 108 Влияние температуры де*
формирования па характеристики
тонкой структуры стали 40ХНМА
после ТМО [5]
бейнитному механизму (учитывая
найденное Р. И Энтиным с сотр
уменьшение устойчивости аусте-
нита в результате деформиро-
вания). Для окончательиогосуж-
дения требуются специальные
исследования
М. Е. Блантер с сотр [21,5]
проводили исследования по уста-
новлению природы упрочнения
при ТМО на образцах стали
40ХНМА, используя как метод
деформирования экструзию Не-
избежный при этом способе ра-
зогрев металла не позволил авто-
рам добиться максимального
эффекта ВТМО. Об этом свиде-
тельствуют и сравнительно низ-
кие механические свойства, и
необычное изменение некоторых
характеристик (например, пластичности) в зависимости от пара-
метров процесса, и сравнительно небольшое повышение удель-
ного давления прессования 1 (с 11 до 24 Т1смг) при изменении
кажущейся температуры деформирования от 850 до 350° С Эти
факты несомненно следует учитывать при обсуждении данных
структурных исследований.
При микроскопическом исследовании было обнаружено из-
мельчение зерна аустенита с повышением степени деформации
при ВТМО (с 31—35 до 9—12 мк при деформации 70%) и соот-
ветственно измельчение мартенситных кристаллов Это согла-
суется с данными многих других работ.
Исследования тонкого строения подтвердили, что в выбран-
ных условиях эксперимента не удалось обеспечить заданную
температуру деформирования или даже избежать распада аусте-
нита на немартенситные продукты Только этим можно объ-
яснить тот факт, что понижение температуры от 850 до 600° С
1 Как показано на стр 770, если бы истинные температуры деформирования изменя-
лись действительно от 850 до 350° С то удельное давление возросло бы в 4 — 5 раз
СТРУК1УРНЫЕ ИЗМЕНЕНИЯ СТ^ЛИ ПОСЛЕ ВТМО
779
не оказало влияния на тонкую структуру, а плотность дислока-
ций после ТМО с деформированием при 500—550° С оказалась
даже ниже (>), чем после ТМО с деформированием при 800—
850° С (рис 108) М Е Блантер (21,5] приводит данные
рентгеноструктурного анализа — значения рентгеновского
уширения линий, полученные после ТМО с деформирова-
нием при различных температурах (в скобках — с поправкой
на тетрагональность)ф
Й' еф/ С
ио), 103 рад
500 550 600
14,7 16,6 19,7
(14,0) (15,9) (19,1)
700 800 850
20,4 20,2 19,4
(19,8) (19,6) (18,8)
Однако эти значения нельзя считать истинными, обработка
которых могла бы привести к достоверным выводам Неясен
также физический смысл следующего высказывания авторов
«использование части энергии деформации на промежуточное
превращение приводит к уменьшению доли энергии, расходуе-
мой на дробление блоков»
Обсуждая влияние степени пластической деформации при
ВТМО, авторы (21, 5] отмечают, что хотя плотность дислока-
ций возрастает в 1,5—2 раза с ростом обжатия, величина блоков
и неоднородных микроискажений меняется незначительно
По-видимому, полученный результат является следствием не-
совершенства существующей методики разделения рентгенов-
ских эффектов, обнаруживаемых при изучении стали, закален-
ной на мартенсит
М Е Блантер с сотр установили интересную зависимость
между механическими свойствами после ТМО и изменениями
тонкого строения. Они справедливо отмечают, что размер зерна
аустенита не влияет на пределы прочности и текучести. Поиски
связи механических свойств, например, с размером областей
когерентного рассеяния не увенчались успехом в основном,
по-видимому, из-за некоторой условности этой характеристики
для стали с мартенситной структурой. По мнению авторов,
достоверной можно считать зависимость между увеличением
уширения рентгеновской линии (после различных режимов
ТМО) и ростом показателей прочности (рис. 109) Неудиви-
тельно, что М. Е Блантер не нашел корреляции между пластич-
ностью и вязкостью, с одной стороны, и характеристиками тон-
кой структуры в исходном состоянии стали после ТМО, с дру-
гой, так как эти показатели механических свойств определяются
не столько плотностью, сколько характером распределения
дислокаций. Кроме того, следует учитывать влияние пластиче-
ского течения в ходе самих механических испытаний, т е
механические свойства определяются изменяющимся под влия-
780
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
нием деформирования при испытаниях тонким строением
стали Несомненно, что эти изменения зависят от исходного
тонкого строения, но какова эта связь — пока неизвестно
Д А. Прокошкин и Н Сассу 125], проводившие ВТМО крем-
нистой рессорно-пружинной стали, нашли (методом рентгено-
структурного анализа), что плотность дефектов кристалличе-
ской решетки после ВТМО с деформацией 70% в несколько
раз больше, чем после обычной термической обработки Они
66,кГ/мм2 60Л,кГ/г1н*
120 L—1—।—।—1—।—1—i'—» 80 —1—1—1—1—1—1—1—1—1
б в 10 12 74 16 18 20 fi,1O3pad 6 8 18 12 74 16 18 J3J03рад
Рис 109 Связь между физическим уширением линии (НО) и прочностными характери-
стиками стали 40Х11МА поспе ТМО 121 ]
/ - 550° С, 2 — 850° С. 3 — X = 70%, 4 — X = 70%, 850° С, 5 — X = 70%, 550° С.
6 — X = 80%, 850° С, 7 — X — 80%, 550° С, 8 — различные темпера1уры отпуска
после обычной закалки
установили также, что с увеличением числа проходов плотность
дефектов кристаллической решетки возрастает, а размер блоков
уменьшается (табл. 24). При этом достигается также более
равномерное распределение дефектов. Повышение механиче-
ских свойств после ВТМО в несколько проходов связывают
также и с тем, что за время между проходами часть дислокаций
приобретает более стабильное положение.
ТАБЛИЦА 28 РАЗМЕР БЛОКОВ (О), МИКРОНАПРЯЖЕНИЙ И
ПЛОТНОСТЬ ДИСЛОКАЦИЙ р У ОБРАЗЦОВ СТАЛИ С 0,59% С И 2,62% Si
ПОСЛЕ ВТМО И ОТПУСКА ПРИ 200° С [25]
Степень деформации % Ч пело проходов D, 10« см 10’ рад р, 1ГП еле'1
0 - 2,96 3,12 37,8
1 1.52 1,36 49,4
70 2 1,35 0,975 54,8
3 1,09 0,21 73,6
СТРУКТУРНЫЕ ИЗМЕНЕНИЯ СТАЛИ ПОСЛЕ ВТМО
781
При повышении температуры отпуска от 200 до 400° С
плотность дислокаций в стали, подвергнутой ВТМО, умень-
шается незначительно и находится на уровне, в 3—4 раза
более высоком, чем после обычной термической обрабогки
Установлено [25], что с увеличением содержания кремния
в стали (при постоянной концентрации углерода) значительно
повышается плотность дислокаций и уменьшаются размеры
областей когерентного рассеяния Например, для стали
с —0,5% С получены следующие данные
Содержание кремния, % ........ . 0,99 2,2
Размер областей когерентного рассеяния, 10е см,
посте
ВТМО (л=85%) в 2 прохода . 3,0 1,35
обычной термической обработки . 9,8 ^3,4
Плотность дислокаций после ВТМО по сравнению с обычной
термической обработкой увеличивается в два раза при любом
содержании кремния в пределах 0,99—2,2%
При изучении влияния различного содержания углерода
в пределах 0,48—0,66% в рессорно-пружинной стали с 2,1-
2,2% Si Д. А. Прокошкин и Н Сассу установили, что он
оказывает большое влияние на изменение топкой структуры
при ВТМО, причем это влияние углерода тем сильнее, чем
выше его содержание в стали.
При исследовании стали 45Х2Н4СМФ после ВТМО с де-
формацией ковкой или прокаткой Д. А Прокошкин, А Г Ва-
сильева, В А. Акимов получили еще одно доказательство су-
щественного повышения плотности дислокаций (увеличение
рентгеновской ширины) в этом случае по сравнению с обычной
термической обработкой (табл 29), способ деформирования при
ВТМО мало влияет на величину физического уширения при
сравнимых значениях обжатия
В С. Томсинский и И. В. Паисов в своей работе методи-
чески правильно учитывали, что ширина линий закален-
ной и низкоотпущенной стали в сильной степени зависит от
содержания углерода в твердом растворе. Поэтому для того,
чтобы по возможности устранить влияние на уширение линии
ct-фазы мартенситного дублета, рентгенограммы с образцов
исследованных сталей снимали после отпуска при 400е С
в течение 1 ч ТМО приводит к заметному увеличению ширины
линии (НО) a-фазы (табл. 30, рис. НО)
При поввппении температуры отпуска ширина линии (НО)
a-фазы уменьшается.
Из рис НО видно, что при всех температурах отпуска ли-
нии для стали, легированной кремнием, шире, чем для угле-
родистой стали, независимо от способа обработки
782
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 29 РЕЗУЛЬТАТЫ
ИЗМЕРЕНИЯ УШИРЕНИЯ РЕНТГЕ
НОВСКИХ ЛИНИЙ СТАЛИ 40Х2Н4СМФ
ПОСЛЕ ОТПУСКА ‘
ТАБЛИЦА 30 ШИРИНА ЛИ
НИИ (110) а ФАЗЫ КРЕМНИСТЫХ
СТАЛЕЙ ПОСЛЕ ОБЫЧНОЙ ТЕР-
МИЧЕСКОЙ ОБРАБОТКИ И ВТМО
Способ р, 10« рад
обработки Н 0.0 о (110) (211)
Закалка 260 300 9,98 9,62 24,9 24,45
ВТМО (А — -85%) прокаткой ковкой 1 По данным г А Г Васильеве 260 300 260 300 I А. П >й, В . 13,41 12,76 14,75 12,89 [рокошк А Аки; 29,15 27,81 31,20 28,23 :ииа, мова
Марка стали В,ю*. см, после отпуска при температурах, °C
400 500 600
60 60С0.6 60С1.5 60С2 4,02 5,28 4,12 5,36 4,50 5,95 5,39 6,03 3,49 4,92 3,66 5,12 4,12 5,20 4,23 5,80 3,25 4,34 3,38 4,50 3,62 4,62 3,73 4,89
* В числителе — после обыч- ной термической обработки, в знаменателе — после ВТМО с обжатием 50%
Ширина линии (ПО) а-фазы у образцов, подвергнутых ВТМО
с деформацией 50%, оказалась при всех температурах отпуска
выше, чем у образцов, не подвергнутых деформированию Так,
после обычной печной за-
калки и отпуска при 400 С
ширина линии (110) а-фазы
для стали с содержанием
0,6% С и 0,2% Si составляла
8,8-10"3 рад, а после ВТМО
и отпуска по этому же ре-
жиму 11,5х 10 3 рад, т е
была выше на—30%. Эта
разница остается примерно
постоянной во всем исследо-
ванном интервале температур
отпуска Отмеченный факт
Рис ПО Влияние температуры отпуска
иа изменение ширины линии (110) а-фазы
после термомеханнческой (а)и с термиче-
ской (б) обработок стали с 0,6 % и различ-
ным содержанием кремния (И В Паисов
и В С томсннский)
подтверждает предположение
о большой устойчивости де-
фектов кристаллического
строения, созданных при
ВТМО
В работе И В Паисова и В С. Томсинского показано, что
в результате ВТМО увеличивается устойчивость стали против
отпуска, выделение углерода из твердого раствора при отпуске
после ВТМО несколько замедляется, что также может сказаться
СТРУКТУРНЬИ- ИЗМЕНЕНИЯ СТАЛИ ПОСЛЕ ВТМО
783
на увеличении ширины линии (особенно при температуре отпуска
400° С) и повышении прочности
В Московском институте стали и сплавов изучали карби-
дообразование в стали 45ХН2С2В2 после обычной и термоме-
ханической обработок, используя для этой цели дифферен-
циальный карбидный анализ, рентгеноструктурный анализ
и методы электронной микроскопии
Как было установлено, распад твердого раствора стали
45ХН2С2В2 лишь близок к завершению при 400—500° С.
В зависимости от условий обработки в стали присутствуют
только карбиды цементитного типа или карбиды цементитного
типа и сложные тригональные карбиды хрома. При низких
температурах отпуска или на начальных стадиях высокого
отпуска образуется карбид цементитного типа, на более позд-
них стадиях отпуска — сложный тригональный карбид хрома.
ВТМО качественно не изменяет этих закономерностей кар-
бидообразования при отпуске В этом смысле результаты рассма-
триваемой работы совпадают с данными исследования Б А Апа-
ева и Ю А Сысуева [37], которые установили, что изменение
фазового состава сталей У10, 10X8, 10Н9, 10Г5 при термомеха-
нической обработке и последующем отпуске аналогично его
изменению при обычной термической обработке
Однако в результате ВТМО существенно изменяется коли-
чественное соотношение образующихся карбидов Так, после
ВТМО сложные тригональные карбиды хрома возникали при
соответственно более низких температурах отпуска, чем после
обычной закалки, а количество карбидов цементитного типа
было соответственно меньше (рис 111). Чем больше была сте-
пень деформации при ВТМО, тем при более низких температурах
отпуска отмечалось начало образования сложного тригональ-
ного карбида хрома, тем больше было его количество и меньше
было количество карбидов цементитного типа после низкого
отпуска
После высокого отпуска в карбидной фазе стали, подвер-
гнутой ВТМО, было обнаружено существенно большее коли-
чество легирующих элементов, чем в обычно закаленной стали
(рис 112) При этом в стали, подвергнутой ВТМО, карбиды,
по данным электронномикроскопического анализа, были дис-
перснее и имели правильную округлую форму, тогда как после
такого же высокого отпуска в обычно закаленной стали они
были гораздо крупнее и имели неправильную форму, прибли-
жающуюся к пластинчатой (дендритной).
Различие в характере карбидных частиц, возникающих
в процессе отпуска после ВТМО, по сравнению с обычной
обработкой было нами обнаружено и при исследовании рессор-
Рис 111 Изменение количества карбидной фазы в стали 45X1I2C2B2 в зави
симости от температуры отпуска после обычной закалки и ВТМО при 900° С
с обжатием 25 и 50%, продолжительность выдержки при отпуске
а — 2 ч, б — 25 Ч
Температура отпуска'С ,
а о
Рис 112 Изменение содержания элементов, связанных в карбидной фа-
зе, в зависимости от температуры отпуска стали 45ХН2С2В2 после
обычной закалки и ВТМО при 900° С с различными обжатиями
а — выдержка при отпуске 2 ч, б — 25 ч
СТРУКТУРНЫЕ ИЗМЕНЕНИЯ СТАЛИ ПОСЛЕ ВТМО
785
но-пружинной стали 50ХГ. А И Таратута, который обнаружил,
по-видимому, то же явление, говорит о наличии «включений»,
которые он почему-то относит к силицидам (возможно, имеется
в виду сталь 55С2, но и в ней обычно отсутствуют структурно
свободные силициды). В этой же работе показано, что с увели-
чением степени обжатия размер областей когерентного рассея-
ния уменьшается (плотность дислокаций возрастает).
Размер областей когерентного рассея- 50С2 50ХГА
ния, 10® см, после обычной закалки . . . . 2,19 1,9
ВТМО (Х=15% и закалка че- рез 6—8 сек} ... 1,29 1,44
Плотность дислокаций, 10~и см'1, после обычной закалки 0,58 0,71
ВТМО 1,41 0,99
С увеличением степени деформации при ВТМО до 40% размер
областей когерентного рассеяния (блоков) еще уменьшается,
а плотность дислокаций повышается Во всем интервале иссле-
дуемых степеней обжатия и температур отпуска в образцах
после ВТМО размер областей когерентного рассеяния был
меньше, а плотность дефектов кристаллической решетки больше,
чем в образцах, подвергнутых обычной термической обработке
по принятым режимам.
Следует отметить, что рост областей когерентного рассеяния
и уменьшение плотности дислокаций в процессе отпуска проис-
ходят более интенсивно у образцов, деформированных на 40%,
чем образцов, деформированных на 15—25%. Это, видимо,
связано с тем, что структура стали после 40%-ной деформации
и закалки менее устойчива, чем структура, полученная в резуль-
тате 15—25%-ного обжатия и закалки.
Рентгеноструктурные исследования образцов из подвергну-
тых ВТМО рессорных листов, бывших в эксплуатации, пока-
зали, что их тонкое строение незначительно отличается от
тонкой структуры новых листов, обработанных этим же методом.
Г В. Карпенко и В. И. Похмурский 127], как уже указы-
валось (стр. 748), исследовали ВТМО с деформированием
кручением, причем оптимальные свойства были получены при
небольших значениях удельного угла скручивания. Дисперс-
ность же мартенсита после ВТМО находилась jb прямой зави-
симости от степени деформации Тогда, естественно, не было
найдено связи между прочностью исследованной стали 45 после
ВТМО и дисперсностью мартенсита: прочность стали достигала
максимального значения после ВТМО со сравнительно малой
деформацией, при которой еще не наблюдается увеличения
786
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
дисперсности мартенсита Таким образом, результаты ра-
боты 127] подтверждают выводы других исследователей, отри-
цающих определяющую роль величины мартенситных кристал-
лов в упрочнении стали в результате ТМО
Интересным фактом, установленным в рассмотренной ра-
боте Г В Карпенко и В. И. Похмурского, является наличие
продуктов немартенситного превращения при ВТМО стали 45
кручением с сильным деформированием. Авторы объясняют это
интенсификацией процесса последующего немартенситпого пре-
вращения аустенита после значительной деформации в зоне его
стабильности (выше Л3), что не позволяет получить при охла-
ждении в процессе ВТМО полной закалки Таким образом, по
их мнению, нежелательно применение при ВТМО больших
степеней обжатия
После ВТМО кручением замедляется распад мартенсита
при отпуске по сравнению с обычной закалкой.
Как уже указывалось, методика рентгеноструктурного ана-
лиза, обычно применяемая для исследования тонкого строения
металлов и сплавов, находит много обоснованных возражений
при ее использовании для стали с мартенситной структурой,
находящейся в высокопрочном состоянии. Приводимые в лите-
ратуре данные противоречивы и к оценке их следует подходить
с большой осторожностью
В большинстве работ установлено уменьшение областей ко-
герентного рассеяния после ТМО по сравнению с обычной терми-
ческой обработкой. Согласно некоторым данным, размеры их
уменьшаются в 3—4 раза, по другим — в 1,5—2 раза, по тре-
тьим — весьма незначительно. Предполагается, что уменьше-
ние областей когерентного рассеяния важный фактор упрочне-
ния- границы этих областей служат эффективными препятстви-
ями движению дислокаций и требуется большое количество
дислокационных источников, чтобы стало возможным генери-
рование скольжения через границу блока В ряде работ уста-
новлена анизотропия субструктуры, когда области когерент-
ного рассеяния имеют форму тонких пластинок,расположенных
по направлению деформирования.
Еще более противоречивы данные определения величины
неоднородных микроискажений (напряжений II рода) По-ви-
димому, прав М. А. Кривоглаз, указывающий на весьма за-
труднительное получение достоверных данных для этой харак-
теристики тонкого строения при применении обычной методики
рентгеновского исследования. В большинстве исследований об-
наружено небольшое изменение неоднородных микроискажений,
которое должно мало влиять на свойства, если даже принять
экспериментальную достоверность подобного различия. Во
СТРУКТУРНЫЕ ПЗМЕНЬНИЯ СТАЛИ ПОСЛЕ ВТМО 787
многих работах отмечается сложный характер изменения на-
пряжений II рода после ТМО и отпуска, что вообще не позво-
ляет установить какой-либо закономерности для разных сталей
и для разных вариантов ТМО. Обычным фактом является сни-
жение неоднородных микроискажений после низкого отпуска,
когда прочность практически не изменяется, это свидетель-
ствует о неопределенном влиянии этой характеристики строения.
Если исходить из того, что с ростом степени деформации
при ТМО измельчаются элементы субструктуры, то интеграль-
ное значение угла разориентировки в объеме кристаллита
должно уменьшаться и величина неоднородных микроискажений
должна падать.
В работе Е. Н. Соколкова и Ю. П. Суркова [38] с помощью
микроскопического (в том числе электронномикроскопического)
метода установлено измельчение субструктуры при ВТМО.
При увеличении скоростей деформирования эффект измельчения
субструктуры возрастает, а при повышении температуры дефор-
мирования, естественно, уменьшается (повышение температуры
деформирования с 1000 до 1200° С привело к двукратному
увеличению субзерен) Авторы обсуждают эффективность воз-
никающих при ВТМО границ субзерен с точки зрения их про-
тиводействия движению дислокаций.
* *
*
В процессе термомеханической обработки усиливаются все
известные способы упрочнения, а) повышается плотность и
соответственно взаимодействие дислокаций — как в результате
деформации аустенита, так и в результате фазового наклепа
при мартенситном превращении; б) образуется пересыщенный
легированный твердый раствор — мартенсит, в) создается свое-
образное кристаллографическое упорядочение — образование
двойникованных пластин мартенсита; г) возникают дисперсные
и равномерно распределенные частицы упрочняющих фаз (глав-
ным образом карбидные) при низком отпуске. В связи с таким
всеобъемлющим и сложным механизмом упрочнения в резуль-
тате термомеханической обработки вряд ли вообще изменение
какого-то одного элемента тонкого строения может характери-
зовать природу упрочнения. По-видимому, достигаемый в ре-
зультате термомеханической обработки комплекс высоких меха-
нических свойств определяется и комплексом изменения многих
элементов структуры и субструктуры, а поиски какого-то «им-
перативного» решения лишены смысла и поэтому обречены на
неудачу.
Определяющим для понимания природы упрочнения в ре-
зультате ТМО является факт наследственной передачи дислока-
788
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ционной структуры деформированного аустенита образующе-
муся при закалке мартенситу \ При этом необходимо исходить
из сложного характера возникающей при пластическом деформи-
ровании аустенита тонкой структуры, связанной не только с по-
вышением плотности дислокаций и других дефектов кристалли-
ческой структуры, но и с их распределением и взаимодействием,
обусловленным конкретными условиями проведения ТМО —
температурой, скоростью и степенью деформации, а также
составом стали. Так же как нельзя объяснить упрочнение при
наклепе одним лишь измельчением структуры, в той же степени
неравномерно упрочнение при ТМО свести только к созданию
более мелких зерен или к общему диспергированию структуры
Явление упрочнения при ТМО более сложное Следует учиты-
вать не только влияние дислокационной структуры деформиро-
ванного аустенита (характеризуемой повышенной плотностью
дислокаций и дефектов укладки, созданием ячеистой структуры,
движением дислокаций, возникновением дислокационных пере-
плетений, являющихся препятствием скольжению, и других
особенностей этой структуры) на фазовые превращения при
закалке и низком отпуске, но и обратное воздействие превра-
щений на распределение, движение, взаимодействие дефектов,
определяющее формирование окончательной структуры стали
и соответственно уровень получаемых свойств. Повышенная
плотность несовершенств, о которой часто говорят, обсуждая
результаты структурных исследований термомеханически упроч-
ненных сталей, далеко не характеризуется возведением в ква-
драт величины физического уширения, так как в данном слу-
чае имеют дело не просто с повышенным количеством единичных
свободных дислокаций Та плотность несовершенства, которая
наблюдается после ТМО, должна определяться особенностями
образования структурных составляющих, «насыщенных» этими
несовершенствами, изменением степени двойникования мартен-
ситных пластин, их большей фрагментацией, увеличением утла
разориентировки между фрагментами, новыми условиями дис-
персионного твердения, при которых упрочняющие фазы обра-
зуются в матрице, пронизанной линиями скольжения и двой-
никования, а также другими следами деформации
При этом исходят из того положения, что большая часть де-
фектов кристаллической решетки, главным образом дислока-
ций, передается при ТМО от аустенита к мартенситу Дефекты,
возникшие в процессе деформирования аустенита, могут исчез-
нуть при диффузионном характере фазовых превращений, а
1 В Д Садовский и Ю М Калстнн обнаружили, что в сталях 20Х2Н4А, 18Х2Н4ВА
и 25Х2ГН 1 Л, подвергнутых ВТМО. при последующем высоком отпуске происходит
с}бкритичсская рекрис1аллизацпя Это указывает на передачу наклепа от аустенита
к мартенситу (ферриту) при у -» М-превращении
УСГОЙЧЦВОС1 Ь ЭФФЕКТА ТЕРМОЧЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 789
также в ходе процессов, связанных с миграцией большеугло-
вых границ на значительные расстояния (рекристаллизация).
При мартенситном же превращении изменяется геометрия ре-
шетки в целом, но сохраняется взаимное расположение близ-
лежащих атомов (например, упорядочение). Поэтому после
такого превращения должно сохраняться большинство дефек-
тов, созданных в аустените в процессе его деформирования
Дислокационная структура деформированного аустенита на-
следуется образовавшимся мартенситом.
НАСЛЕДОВАНИЕ УСТОЙЧИВОГО ЭФФЕКТА УПРОЧНЕНИЯ,
СОЗДАВАЕМОГО НАКЛЕПОМ И ВТМО
Влияние холодной пластической деформации на свойства
стали в ряде случаев очень устойчиво и сохраняется даже после
обработки, предусматривающей фазовую перекристаллизацию
Такое «наследственное» влияние наклепа может иногда ока-
заться решающим при формировании свойств стали. Об этом
свидетельствуют, например, приведенные в табл. 31 данные
испытаний на растяжение образцов сталей 40ХН и 40Х, под-
вергнутых холодному наклепу перед закалкой Предварительно
наклепанный металл и после двойной фазовой перекристалли-
зации имеет пределы прочности и текучести на 10—20 кПмм*
более высокие, чем ненаклепанный
Этот факт указывает на устойчивость наследственного влия-
ния предшествующих обработок. Необходимо учитывать «преды-
сторию» металла, определяющую, по-видимому, тот значитель-
ный разброс свойств, который обычно наблюдается при испыта-
нии промышленных партий металла
У сталей типа 40ХН с добавками молибдена и вольфрама
наследственное влияние наклепа на механические свойства при
статическом растяжении проявилось еще более отчетливо (см
табл 31) По-видимому, дополнительное легирование стали
этими элементами способствует (в связи с торможением диффу-
зии) большему сохранению неоднородностей и искажений,
созданных наклепом; об этом свидетельствуют и рентгеногра-
фические данные (табл. 32).
Наследственное влияние наклепа на тонкое строение и меха-
нические свойства при статическом растяжении стали 65Г
(0,59% С, 0,92% Мп, 0,24% Si, 0,032% S; 0,01% Р) иллюстри-
руются данными табл. 33. В отличие от легированных сталей
с 0,4% С (см. табл. 31 и 32), в случае стали 65Г наклеп «на-
следственно» влияет на предел текучести значительно сильнее,
чем на предел прочности. Это свидетельствует о решающем влия-
13 Бернштейн
790
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 31 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛЕЙ 40Х И 40ХН
ПОСЛЕ РАЗЛИЧНОЙ ОБРАБОТКИ
Сталь Режим обработки °в кГ/мм* °т кГ/мм* % Ф %
40ХН 40ХН+ + 0,3% Мо 40ХНЧ- 1 0,63% W 40Х 40Х 40Х П р и м е ч а не менее трех лах 2 — 3% 2 10 чин 3 В з Улучшение, холодный наклеп (Л—40%), закалка е 900° С в масле, отпуск при 650° С, 1,5 ч Го же Улучшение, холодный наклеп (Л=35%), закалка с 850° С в масле, отпуск 1 ч при 400° С То же, отпуск при 500° С То же, отпуск при 600° С и и я 1 Данные табл 31 пр пяти образцов Разброс значе Во всех случаях выдержка пр наменателе — свойства после т 94,5 80 109 88,5 101,5 85 146 123 _П4_ 103 93,5 84,5' >едст являют !ний прочие и температ) акой же обр 81 62,5 97,5 73 88 64,5 144,5 118 103,5 89 82 76 средние и. >сти находи ,'ре нагрева >аботки, но 16 23 16 22 16 21 17 10 11,5 14 16,5 17' 3 испыт лея В П| под зак без и ак/ 65 55 58 63 63 63,5 47 44 51,5 45 68 60 аний >еде- алку tena
1 Л Б Л И Ц А 32 УШИРЕНИЕ ЛИНИИ (НО) ОБРАЗЦОВ С1АЛИ ТИПА 40Х Н
ПОСЛЕ ТЕРМИЧЕСКОЙ И ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТОК
Обработка 0(110)' см’ для стали 40ХН с добавкой
0,3% Мо 0,63% W
Закалка и отпуск при 650° С 0,66 0,54
Нагрев на 1200° С, подстуживание 900° С, прокат- ка с Z=40%, закалка, отпуск при 650° С 0,79 0,81
Холодная прокатка с А. = 40%, закалка, отпуск при 650° С 0,77 0,81
ТАБЛИЦА 33 СВОЙСТВА СТАЛИ 65Г ПОСЛЕ РАЗЛИЧНОЙ ОБРАБОТКИ
Режим обработки 1 02JO 10’ рад °т кГ, имг 6 % %
Улучшение, закалка с 870° С в масле 4,6 78 47 18,5 55,5
Улучшение, холодная прокатка (А.= = 12,5%). улучшение, холодная прокатка (Л = 12,5%). закалка с 870“ С в масле 81,5 58 14 52
Улучшение, холодная прокатка (>,= — 25%), закалка с 870° С в масле 7,0 85 66 13 50
Нагрев на 1000° С, горячая прокатка (7.-25%), немедленная закалка в масле 1 После указанной обработки — отпуск при 650° 87 С, 1,5 ч 73 13 49
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 791
нии содержания углерода в стали на уровень создаваемого
упрочнения. Пластичность всех сталей изменялась незначи-
тельно
Было исследовано также влияние предварительного наклепа
на склонность к отпускной хрупкости Улучшенные образцы из
сталей типа 40ХН с добавками молибдена, вольфрама, алюми-
Тенпера/гура'С
Рис 113 Влияние холодного наклепа перед закачкой на склонность к отпускной хруп-
кости стали типа 40ХН с добавками (в скобках значения 0 для тех же плавок, но
без нактепа)
а — 0.3% Мо. 0 = 40° (10) б — 0,63% W, О -= 50° (10), в — 0.2% AI, 0 = 140° (75),
г - 0,004% В. 0 = 120° (60)
ния или бора подвергали холодной деформации с обжатием
40% и закалке с 900° С (20 мин) в масле Затем все заготовки
отпускали в течение 1,5 ч при 650° С с охлаждением в воде
(вязкое состояние) Половину заготовок от каждой партии после
этого отпускали в зоне хрупкости (520° С, 20 ч охлаждение
с печью). Результаты сериальных испытаний на ударную вяз-
кость представлены на рис. 113 Склонность к отпускной хруп-
кости характеризуется величиной смещения порога хладно-
ломкости 0. •
Влияние предварительного холодного наклепа (в данном
случае — на увеличение склонности стали к отпускной хруп-
кости) сохраняется и после двойной фазовой перекристалли-
зации.
13*
792
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Влияние степени горячего и холодного наклепа на склон-
ность стали к отпускной хрупкости изучали на стали 40ХН
промышленной плавки. Исходное состояние — после ковки и
в. отжига (870° С, 1,5 ч, охлаждение с печью).
55 Термомеханическую обработку проводили по
двум схемам
1 Холодная прокатка
с обжатием 1 на 5, 10, 15,
20, 25 и 35%, закалка
с 900°С в масле, отпуск при
650°С, 1,5 ч, охлаждение
в воде (вязкое состояние)
и (для половины каждой
партии образцов) дополни-
тельный отпуск при 520J С,
20 ч, охлаждение с печью
Рис 114 Влияниехо
лодного нактепа иерет
закалкой иа склон-
ность стали 40ХН
к отпускной хруп
кости
Рис 115 Влияние
термомехэпической
обработки стали 40\Н
иасклонность ее к от-
пускной хрупкости
(хрупкое состояние),
2. Нагрев на 1000° С
(20 мин), прокатка за один
проход с обжатием1 5, 10,
15, 20, 25 и 35%, немед-
ленная закалка в масле примерно с 900° С и такой же
«вязкий» и «хрупкий» отпуск. Контрольная обработка преду-
сматривала такую же (в каждом случае) последователь-
висимости
д — от степени холодного наклепа перед закалкой, б—от сте-
пени обжатия при ТМО
ность термических операций, но без наклепа. Результаты
испытаний приведены на рис. 114 и 115.
Влияние степени наклепа на склонность к отпускной хруп-
кости связано, по-видимому, с различиями в тонком строении
По логарифмической формуле.
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 793
стали, на что указывают изменения физического уширения ли-
нии (НО) исследованных образцов (рис 116)
Из приведенных фактов следует:
а) некоторые изменения строения стали, вызываемые на-
клепом, очень устойчивы и сохраняются и после двойной фазо-
вой перекристаллизации (а -> у -> а);
б) наклеп, независимо от того, когда он проводится —
до нагрева под закалку или в аустенитном состоянии, каче-
ственно одинаково влияег на прочность, тонкую структуру и
склонность к отпускной хрупкости после закалки,
в) это влияние наклепа сильнее, если он проводится в ау-
стенитном состоянии.
При обычной термомеханической обработке мы имели дело
с сохранением наклепа при однократной фазовой перекристал-
лизации (у -* а). Описанные эксперименты с холодным накле-
пом говорят о сохранении наклепа при двойной (а -> у -> а)
перекристаллизации.
Наследственное влияние горячего наклепа после трехкрат-
ной перекристаллизации (у -> а у > а) было установлено
в совместной работе с А. Г. Рахштадтом при ТМО стали 55ХГР
(табл. 34).
ТАБЛИЦА 34 ВЛИЯНИЕ ТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ
55ХГР
Режим обработки « i Iso О Е Со5 1 ьвх °т кГ/мм* ан кГм/см*
15 215 184,5 2,6 13 53
А Нагрев на 900° С, прокат- 25 216 187 4,6 20 53
ка, закалка, отпуск при 250° С, 40 мин 50 214 186 3,2 17 53,5
75 211 183,5 4,0 19 55
Б Нагрев на 900° С, прокатка, закалка, отпуск при 600° С, 15 218 181,5 3,4 17 52
30 мин. закалка с 870° С 25 210 185,0 4,9 18,5 53
(3 мин), отпуск при 250° С, 40 нин 50 215 181,5 5,1 21 52
Закалка и отпуск при 250° С - 175—185 2 4 - 7
Как следует изданных табл. 34, после обработки по режиму Б
было достигнуто почти полное восстановление, как бы «обра-
щение», свойств, полученных ранее после ВТМО (режим А),
поэтому иногда эту обработку называли «обработкой на обрати-
мость эффекта упрочнения после ВТМО»,
794
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Результаты исследования наследственного влияния упроч-
нения на механические свойства термомеханически обработан-
ных цилиндрических образцов из стали 37XH3A и 40Х1НВА,
выполненного совместно с Е В Астафьевой, приведены
в табл 35. Прокатке и немедленной закалке подвергали пря-
моугольные заготовки размером 15,5x12x170 мм для степени
обжатия 25% и 20x12x170 мм для Л — 50%, высота загото-
ТА БЛИЦА 35 СВОЙСТВА СТАЛЕЙ 37XH3A и 40Х1НВА ПОСЛЕ ВТМО
И ВТМО С ДОПОЛНИТЕЛЬНОЙ (д о) ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ*
Сталь Режим обработки 5к кГ/мм* к Г, мм* от к/ /мм’ апц кГ/мм2 М> % б %
37XH3A ВТМО 950° С, А =25% 311 246 174 1 и 29 9
То же 4- д о — 247 171 130 — 5
ВТМО 950° С, А=50% 287 245 175 132 20 8
То же + д о 294 245 160 133 24 8
НТМО 950— 470° С. А = 25% 281 255 167 127 10 6
То же + д о 260 245 170 128 6 4
40Х1НВА ВТМО 950° С, А =25% 300 233 174 132 32 6
То же + Д о 252 236 174 140 9 7
ВТМО 950° С, А=50% 291 240 179 140 26 9
Тоже + д о 260 238 265 116 9 5
НТМО 950— 470е С, А=25% 270 245 173 135 10 6
То же 4 до 295 237 165 131 26 8
* Режим дополнительной термической обработки 5 сказан ► <нже (стр 794)
вок после прокатки составляла 12 мм Часть заготовок отпу-
скали при 100° С в течение 2 ч и затем из них изготовляли
шлифовкой разрывные цилиндрические образцы Другую часть
заготовок подвергали дополнительной обработке (д о)' от-
пускали 30 мин при 500° С Из отпущенных заготовок, име-
ющих твердость 40 HRC, изготовляли разрывные образцы с при-
пуском под термическую обработку. Эти образцы нагревали
в соляной ванне в течение 2 мин (при 860° С (сталь 40X1 НВ А)
и 900° С (сталь 37XH3A), закаливали в масле и отпускали при
100° С в течение 2 ч.
Наблюдается воспроизводимость прочности термомеханиче-
ски обработанных сталей после смягчающего высокого отпуска
УСТОПЧИВОСТЬ ЭФФЕКТА TEPMOMLX АНИЧ1-СКОГО УПРОЧНЕНИЯ 795
и последующей закалки, т е. упрочнение от термомеханической
обработки сохраняется и после повторного цикла термической
обработки с кратковременными нагревами. Благодаря этому
целесообразно подвергать термомеханической обработке полу-
фабрикаты на металлургических заводах; кратковременный от-
пуск позволит обрабатывать резанием металл, в котором «за-
ложенная» термомеханической обработкой высокая прочность
может быть реализована последующей термической обработ-
кой по специальным режимам
Большой интерес представляет так называемое состояние
скрытого упрочнения (например, в стали 55ХГР после ТМО
и высокого отпуска). В таком состоянии металл не имеет ка-
ких-либо особенностей в механических свойствах Тем не менее
он приобретает аномально высокое у прочнение при последующей
термической обработке
Другой вариант термомеханической обработки, при котором
используется устойчивость сложной дислокационной струк-
туры, создаваемой в процессе предварительной пластической
деформации, — это так называемая предварительная термоме-
ханическая обработка (ПТМО) Ее проводят по следующей
схеме холодная пластическая деформация — промежуточный
дорекристаллизационный нагрев — закалка со скоростным на-
гревом — отпуск.
В результате ПТМО получают несколько более низкий пре-
дел текучести, чем после применения варианта «обратимости»,
что связано с повышенной склонностью к протеканию рекри-
сталлизационных процессов в более неустойчивой холодноде-
формированной структуре. Однако пределы прочности и теку-
чести, получаемые в этом случае, существенно выше, чем после
обычной закалки. Результаты наших исследований по ПТМО
изложены далее (см. 4, т. П).
Факт наследования упрочняющего эффекта ВТМО после
повторной термической обработки с кратковременными нагре1
вами подтвержден в ряде работ других исследователей
Д. А Прокошкин и Н Сассу [25 ] изучали кремнистые рес-
сорно-пружинные стали трех составов: 1) 0,57% С; 2,1% Si;
2) 0,62% С; 2,16% Si, 3) 0,59% С; 2,62% Si (содержание мар-
ганца во всех сталях 0,8—0,9%) На рис. 117 приведены данные
для Стали с 0,59% С, 2,62% Si 1251, из которых видно, что
эффект наследования оказался весьма устойчивым’ ав —
— 270 кГ!ммг, т. е всего на 5—7 кПмм* меньше предела проч-
ности, полученного непосредственно после ВТМО.
796
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Предел прочности сохранился на достаточно высоком уровне
(245—250 кГ1ммг) даже после обработки, в процессе которой
было получено сильное снижение твердости после промежуточ-
ного отпуска при 680° С, 45 мин, на 30—35 HRC, а затем
нагрева на 900° С, 5 мин, закалки и отпуска при 200° С, 1 ч.
Рис 117 Механические свойства образцов стали с 0.59% С и 2 62% Si [25] после обра-
ботки по режимам
/ — без деформирования, закалка с 950° С, отпуск при 200°. 1 ч, 2 — к = 50%,
закалка с 950° С, отпуск при 200° С. 1 ч, 3 — X = 50%, закалка с 950° С. отпуск при
550° С, I ч, повторный нагрев на 900° С, закалка, отпуск при 200° С, 1 ч
В работе Д. А. Прокошкина, А Г. Васильевой и В, А. Аки-
мова 1 получено подтверждение эффекта наследования упроч-
нения, созданного ВТМО, на стали 40Х2Н4СМ (табл. 36).
Как видно из данных табл. 36, предел прочности после ВТМО
с повторным отпуском и закалкой значительно выше, чем
после обычной термической обработки, но немного ниже, чем
непосредственно после ВТМО Такое соотношение характерно
для всех исследованных температур низкого отпуска, однако
с повышением температуры отпуска разница в значениях пре-
дела прочности уменьшается.
1 В сб. «Научно-техническое совещание по термомеханической обработке стали»»
ЦНИИЧМ, 1964
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 797
В рассматриваемой работе установлено, что повторная—после
ВТМО — термическая обработка стали 40Х2Н4СМ по выбранным
режимам приводит к повышению ее пластичности и вяз-
кости.
В дальнейших работах Д. А. Прокошкин и А. Г. Васильева
решили выявить зависимость устойчивости эффекта упрочнения
после ТМО от температуры деформирования и температуры
промежуточного отпуска Оказалось, что чем выше темпера-
тура деформирования аустенита при ТМО, тем устойчивее
эффект наследования. Наследственное сохранение свойств
у стали 40Х5НСМФ в случае ТМО с деформированием при 500—
700° С 'наблюдается лишь в том случае, если промежуточный
(перед повторной закалкой) отпуск проводится при низких
температурах, а в случае ТМО с деформированием при 800—
1000° С — при промежуточном отпуске до 600° С.
М В. Приданцев и Э. И Иванцова1 при исследовании
стали типа 50Х2ГС2 также обнаружили сохранение упрочне-
ТАБЛИЦА Зв МЕХАНИЧЕСКИЕ
СВОЙСТВА СТАЛИ 40X2H4CM ПОСЛЕ
РАЗЛИЧНЫХ ВИДОВ ОБРАБО1КИ*
’ По данным Д А Прокошкина,
А Г Васильевой, В А Акимова
ТАБЛИЦА 37 МЕХАНИЧЕ-
СКИЕ СВОЙСТВА СТАЛИ 50Х2ГС2
И 50Х2ГС2Ф ПОСЛЕ РАЗЛИЧНОЙ
ОБРАБОТКИ*
Ре-
жим
обра
ботки
°в ат
кГ/ммг кГ/ммг
Сталь 50Х2ГС2
I А I 251,5 I 207,0 I 7,5
| Б I 237,0 I 200,0 I 7,0
Сталь 50Х2ГС2Ф
30 д 237,0 210,0 9,0
Б 2)5,5 181,0 11,7
60 А 234,0 204,0 5,5
Б 221,0 189,0 7,5
83 А 253,0 220,0 8,7
Б 227,0 192,0 9,0
Примечание А — ВТМО,
Б — ВТМО + термическая обра-
ботка с перекристаллизацией
• По данным М В Придан-
цева и Э А Иванцовой
1 См сноску на стр 796
798
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ния, созданного ВТМО, после последующей перекристаллиза-
ции (табл. 37). Дополнительная обработка предусматривала
проведение после ВТМО с обжатием 60% промежуточного от-
пуска при 600° С, 1 ч (до —40 HRC) и закалки после 5-мин
нагрева на 850е С, заключительный отпуск в обоих случаях
проводили при 200° С, 1 ч Свойства после такой обработки
были гораздо выше, чем после обычной термической обработки.
Полученные на стали 50Х2ГС2Ф результаты (табл 37)
свидетельствуют о сохранении достаточной доли упрочнения и,
что особенно важно, даже повышении запаса пластичности.
Образцы при испытании на растяжение разрушались с обра-
зованием шейки. После обычной закалки с 850° С и такого
же отпуска при 200° С исследуемая сталь характеризовалась
низким сопротивлением отрыву; образцы при испытаниях на
растяжение разрушались хрупко, без пластической деформации.
В дальнейшем М В Приданное и Э. И Иванцова нашли,
что в результате повторной (после ВТМО) термической обра-
ботки наследуются даже и значения электросопротивления, и
ширина рентгеновских линий, и количество остаточного аусте-
нита, причем это наследование обнаружено ими после повторной
(за ВТМО) закалки не только с 850° С, но и с 1000° С.
В работе А Г. Рахштадта, Д. А Прокошкина, А. В Супова
было показано, что малые добавки редкоземельных элементов
или циркония к стали 55ХГР усиливают эффект наследования
свойств Такое микролегирование, обусловливающее торможе-
ние рекристаллизационных процессов, позволяет добиться на-
следования созданных в результате ВТМО свойств даже после
повторной закалки с 1000 и 1050° С (обычная температура за-
калки —900° С) В этой же работе показано (на стали 55СГ2Р),
что с повышением температуры деформирования при ВТМО
увеличивается устойчивость эффекта наследования. Добавки
редкоземельных элементов, и особенно циркония, позволяют
проводить деформирование при ВТМО при более высоких тем-
пературах ( — 1050° С), не опасаясь развития рекристаллизации.
В работе Ю. В. Шахназарова (Ленинградский механический
институт)сталь, содержащую0,4% С, — 1% Si, 1,20% Сг, 1,6% Ni,
0,2% Мо, 0,07% V, подвергали обычной закалке, ВТМО при
900° С с обжатием прокаткой на —75%, НТМО при 560° С
с обжатием прокаткой —65% и ВНТМО, т е ВТМО с обжа-
тием 65% и последующей НТМО с обжатием 25% Заключи-
тельный отпуск проводили при 190° С, 1 ч. Для испытаний ис-
пользовали гладкие и надрезанные образцы (наружный диа-
метр 6,5 мм, диаметр надреза 4,5 мм, радиус дна надреза 0,25 мм,
у юл раскрытия надреза 60°). Было установлено, что прочность
надрезанных образцов после термической обработки. ВТМО
УСТОЙЧИВОСТЬ ЭФФЕКТА TFPMOxMEX АНИЧЕСКОГО УПРОЧНЕНИЯ 799
и ВНТМО связана с прочностью ненадрезанных образцов ли-
нейной зависимостью. Для НТМО такой связи не обнаружено
прочность надрезанных образцов после НТМО оказалось по-
ниженной. Эффект повышения прочности надрезанных об-
разцов оказался выше после ВТМО и ВНТМО. В этой работе
был подтвержден также эффект наследования после кратковре-
менного отпуска при 550° С, механической обработки и повтор-
ной закалки (870° С, 2,5 мин, в соляной ванне) с низким отпу-
ском (190° С, 1 ч) Предел прочности гладких образцов, прошед-
ших НТМО и ВНТМО, после такой обработки снизился па 12—
14 кГ!мм\ а прошедших ВТМО — всего на 3 кПмм2, предел
прочности же надрезанных образцов даже несколько повысился.
Обсуждая эффект наследования, М Е Блантер считает 139],
что при скоростном нагреве после ТМО до высоких температур
диффузионные процессы успевают завершиться при сохранении
большой доли упрочняющих несовершенств, т е рекристалли-
зация как бы опережает возврат.
Устойчивое наследственное влияние наклепа наблюдается
не только в случае стали, подвергаемой перекристаллизации
в твердом состоянии, но и в случае других металлов и сплавов
после их соответствующей обработки
В работе Н. М Наумова (Московский институт стали и спла-
вов) было исследовано изменение свойств горячепрессованных
(при 420° С) полосы (X = 8%) и трубы (X = 46%), а также
катаного листа из сплава AMrll (А1 + 11% Mg). Указанные
изделия закаливали с 420° С (выдержка 2 ч) в холодной воде
Из них вырезали образцы, которые, естественно, имели рекри-
сталлизованную структуру. При этом изменения тонкого строе-
ния в результате рекристаллизации были, по-видимому, тем
большими, чем выше была степень предварительной деформа-
ции (лист), и тем меньшими, чем ниже была величина обжатия
при производстве полуфабриката (полоса). После последующей
закалки и старения различной продолжительности при 300° С
было получено устойчивое различие в значениях электропро-
водности, твердости, пределов прочности и текучести, а также
удлинения образцов, вырезанных соответственно из листа,
трубы или полосы (рис. 118—121).
Устойчивое влияние предшествовавшего холодного наклепа
на свойства аустенитных жаропрочных сплавов после их терми-
ческой обработки иллюстрируется данными О С. Вильямс
(см 3, т. I).
В. Д. Садовский 1 отмечает, что в формировании структуры
аустенита существенную роль может играть предварительная
’ В сб «Пятая научно-техническая конференция по теории и практике термической
обработки металлов и сплавов» (Тезисы докладов) Свердловск, 1903
800
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
пластическая деформация в сс-состоянии По его мнению, ме-
ханизм действия такой деформации связан, по-видимому, с ча-
стичным сохранением наклепа при фазовых превращениях.
Б. К. Соколов, А. И. Стрегулин, Л. А. Мельников 1 исследо-
вали влияние пластической деформации различных сплавов
(сплавы железо—никель, углеродистые и легированные стали)
Рис 118 Зависимость относительного увеличения удель
ной электропроводности (До) от продолжительности зак-
лючительного старения при ЗАО0 С (после закалки с 420° С
в воде) изделий из сплава АМгИ
I — лист, К = 67%, 2 — труба, X = 46%, 3 — полоса.
П8
120
НО
Ю0
90
во
кГ/пп!
632 6в 0,7.
26 г 45 г 35
Рис 119 Зависимость изменения твер Рис- 120 Изменение механических
дости сплава AMrll от продолжительности свойств катаного листа сплава AMrl I
старения при 300°С после закалки с 420° С после закалки с 420° С и старения раз-
(обозначения см рис 118) личной продолжительности при 300° С
в закаленном состоянии на закономерности образования ау-
стенита при нагреве.
Холодная пластическая деформация (при 20° С) сплава
Fe 4- 27,6% Ni с мартенситной структурой повышает темпе-
ратуру начала образования аустенита (точку Д„) при нагреве,
не оказывая, однако, заметного влияния на температуру окон-
чания превращения. Деформирование этого же сплава при
1 См сноску на стр 799
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 801
температурах несколько ниже Ан способствует развитию об-
ратного превращения
Таким образом, в зависимости от температуры деформирова-
ния обратное превращение может или активизироваться, или
тормозиться. Авторы находят аналогию с воздействием условий
деформирования на мартенситное превращение и считают, что
эти явления вызываются,
по-видимому, одними и те-
ми же причинами.
Холодная пластическая
деформация углеродистых
и легированных сталей при-
водит к понижению темпе-
ратуры начала образова-
ния аустенита при нагреве
с различными скоростями
(1—200 град!сек), что авто-
ры объясняют интенсифи-
цирующим влиянием несо-
вершенств строения, соз-
данных при деформирова-
нии, на диффузионные про-
цессы.
Б К Соколов, А. И.
Стрегулин, Л А. Мельни-
ков считают, что по харак-
теру влияния холодной
пластической деформации
на температуру начала
образования аустенита
можно идентифицировать
механизм этого процесса.
При бездиффузионном ме-
ханизме температура начала превращения в деформированном
сплаве повышается (по сравнению с недеформированным), а при
диффузионном — снижается. В этой работе показан сложный
характер влияния наклепа на фазовые превращения при тер-
мической обработке стали.
В. И. Зайцев и В. Г. Горбач [40] исследовали влияние де-
формирования с обжатием на 40% при температуре жидкого
азота на фазовые превращения в сплаве железа (0,04% С)
с 28% Ni, когда его структура состояла из 90% мартенсита
и 10% аустенита В результате такой обработки предел теку-
чести повысился на 20—25% и при рентгеноструктурном иссле-
довании небыли обнаружены те 10% аустенита, которые должны
802
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
были присутствовать в сплаве. В процессе последующего на-
грева для обратного М > A-перехода было установлено, что
а у-превращение в деформированном сплаве начинается при
более высокой температуре (совпадает с результатами работы
Б. К. Соколова и др ) и идет интенсивнее.
В работе В. И. Зайцева и В. Г. Горбача установлен тот важ-
ный факт, что аустенит, образующийся из упрочненного де-
формированием мартенсита, более прочен, чем аустенит, обра-
зующийся из недеформированного мартенсита.
Таким образом, наклеп, сообщенный сплаву деформирова-
нием в мартенситном состоянии, может быть сохранен и после
превращения мартенсита в аустенит (по мнению Б. К. Соко-
лова и др , М -> A-переход в сплавах Fe |- 28% Ni идет по
бездиффузионному механизму).
Рассматривая эффект сохранения упрочняющего влияния
ВТМО при последующей термической обработке, необходимо
отметить еще и следующее 116].
Температурные условия проведения ВТМО определяют не-
избежное развитие процессов возврата, а иногда и начальных
стадий рекристаллизации Тонкая структура металлических
сплавов после ВТМО характеризуется сильным развитием фраг-
ментации в результате воздействия высокотемпературного де-
формирования и сопровождающих его процессов полигониза-
ции или «рекристаллизации на месте».
Такая структура обусловливает повышенную пластичность
стали в состоянии после закалки и низкого отпуска, позво-
ляющую реализовать высокую прочность, присущую мартен-
ситу.
Фрагментированная структура, образующаяся в результате
правильно проведенной ВТМО, как и всякая субструктура со
среднеугловыми границами, очень устойчива и сохраняется
после повторной термической обработки по определенным ре-
жимам. При этом сохраняется и повышение механических
свойств, обусловленное ВТМО
Такое наследование структуры и свойств достигается при
повторной термической обработке, состоящей из отпуска, при
котором снижается твердость (для возможности проведения ме-
ханической обработки), но не происходит рекристаллизации,
скоростного нагрева под закалку с короткой выдержкой и низ-
кого отпуска.
Перекристаллизация может в ряде случаев привести к еще
большей фрагментации структуры, в этом случае не только со-
храняются высокие механические свойства, полученные в ре-
зультате ВТМО, но и достигается еще большая пластичность
(табл 38).
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 803
ТАБЛИЦА 38 СВОЙСТВА ТРУБ ИЗ СТАЛЕЙ ДБ И 36Г2С ПОСЛЕ ВТМО (А)
И ВТМО С ПОСЛЕДУЮЩ! Й ТЕРМИЧЕСКОЙ ОБРЧБОТКОЙ (Б)
Режим обра- ботки Температура заключи- тельного отпуска, °C S' к е>° 3 5 к ч * Е О дн, к Г м/смг\ 1 Режим обра-| ботки Температура заключи- тельного отпуска. °C ов. кГ/мм2 I s' 5 к *3= X =г с’ 1 %'*| | ан, к Г и/см1|
Ст аль ДБ Ста л ь 36Г2С
А 100 240 182 173 7 27 3,3 д 100 221 190 181 8 46 3,8
Б 100 237 179 174 6.5 35 4.9 Б 100 225 193 185 8 48 3.2
А 900 214 176 171 8 31 5,0 А 200 202 167 160 9 48 10.5
Б 200 208 180 170 8 36 5,7 200 201 174 169 9 49 10,5
А 300 184 162 153 8 36 5.5 А 300 187 161 159 8 46 6,7
Б 300 182 160 156 8 40 5,7 Б 300 184 168 160 8 55 9,4
Примечай точный отпуск калка, отпуск и е при ‘ Режим последующей термической обработки 100° С. I ч, скоростной нагрев иа 840—850° С, 1 промежу- 3 мин, за-
Следовательно, если при термической обработке после ВТМО
заметно не уменьшается созданная этой обработкой повышен-
ная плотность несовершенств, то сохранятся и высокие механи-
ческие свойства. Краткий смягчающий отпуск, при котором
исключено развитие рекристаллизации, приводит к распаду
мартенсита (и делает возможной механическую обработку,
например резанием), но не вызывает существенного снижения
плотности несовершенств, так как не происходит миграции
поверхностей раздела (границ) Последующий скоростной на-
грев под закалку с кратковременными выдержками обусловли-
вает переход a-фазы с повышенной плотностью несовершенств
в у-фазу, которая также отличается их высокой плотностью
и устойчивым распределением (фрагментированием). После
закалки образуется мартенсит, насыщенный несовершенствами,
как и после обычной (или прямой, по нашей терминологии)
ВТМО, а заключительный низкий отпуск приводит к почти
полному восстановлению высоких механических свойств, ко-
торые были получены в результате прямой ВТМО.
По-видимому, сохранение высоких механических свойств
после ВТМО и повторной термической обработки зависит от
того, насколько устойчивы дислокационные построения Оче-
видно, при малой их стабильности, обусловленной неоднород-
ным распределением напряжений в субструктуре, упрочнение
после повторной обработки не может сохраниться. Поэтому
эффект наследования отчетливо проявляется после ВТМО
и наиболее полно — в условиях умеренных обжатий (20—40%),
и не всегда после HTiMO, особенно при больших обжатиях.
804
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
приводит к получению такого же
ю
900г
Сз Оплавление
300\--->--1---1---1---1---1---1---•----
38 34 30 26 22 18 14 10 6 2
Расстояние вдоль образца, мм 10~^
Однако в работе С. И. Сахина и О Г. Соколова показано, что
дробное (трехкратное) деформирование при НТМО с обжатиями
за проход по 15—25% и промежуточными нагревами выше А3
эффекта упрочнения, как
и НТМО с однократным
обжатием той же суммар-
ной величины
Таким образом, подт-
вержден эффект наследо-
вания и после НТМО, но
совершенной с небольши-
ми степенями обжатия
Исходя из этих положе-
ний, можно ожидать появ-
ления эффектов наследова-
ния и в случае фазового
наклепа, например в ре-
зультате повторных зака-
лок с большой скоростью
нагрева, исключающей ан-
нигиляцию дефектов. Дак-
Рис 122 Распределение твердости по длине
образца стали 40, реаустенизированиого с
очень быстрым нагревом Исходная структу-
ра — неотпущенный мартенсит Нагрев до
максимальной (42 Jтемпературы менее чем за
I сек Горизонтальной стрелкой указана обыч-
ная твердость неотпущенного мартенсита
ворс, Лик и Филипс [421 подвергали скоростному электро-
нагреву (пропусканием тока) углеродистые стали с 0,17; 0,41
и 0,8% С после их предварительной обычной закалки с печным
600
800
600
0,2 Об 0.6 аос.%
Рис 123 Изменение твердости ста-
лей с различным содержанием угле-
рода после обычной закалки (/) и
после реаустенизации (2) с очень
быстрым иагреном [42]
нагревом. Проволочные образцы с надрезом (утонением) и токо-
подводы помещали в ванну с боль-
шим количеством воды. При элек-
тронагреве под водой, который
вели до расплавления перемычки
в надрезе, обеспечивались и очень
быстрое повышение температуры,
и немедленное обильное охлажде-
ние при закалке. В процессе такой
скоростной реаустенизации образ-
цов, имевших мартенситную струк-
туру, металл у надреза нагре-
вался на порядок быстрее, чем
остальная часть образца (весь
эксперимент завершался за 1 сек)
Из металла, расположен-
ного вблизи надреза, изготовляли образцы для испытаний
Типичное распределение твердости на образце стали с 0,4% С
показано на рис. 122; температура возрастает слева направо
по абсциссе. Падение твердости объясняется отпуском исход-
ного мартенсита при нагреве до Acv После повторной реаусте-
низации и закалки твердость вновь образовавшегося при бы-
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 805
стром нагреве мартенсита выше, чем исходного Для других
исследованье сталей данные приведены на сводном графике
рис. 123 Увеличение твердости мартенсита после скоростной
реаустенизации и закалки по сравнению с исходным мартен-
ситом обычной закалки составляет для мало- и среднеуглеро-
дистых сталей 40—45 HV-, для стали с 0,8% С такого повыше-
ния твердости не обнаружено
В другой серии экспериментов скоростному нагреву на более
тонкой аппаратуре подвергали проволочные образцы из стали
с 0,4% С диаметром 1,5 мм без надреза Данные их испытаний
на растяжение после скоростной реаустенизации п исходной
закалкй- в воде после печного нагрева (850° С, 15 мин) приве-
дены в табл 39 Для объяснения полученных результатов,
ТАБЛИЦА 39 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ С 0,4% С ПОСЛЕ
ОБЫЧНОЙ ЗАКАЛКИ И ОТПУСКА И ДОПОЛНИТЕЛЬНОЙ СКОРОСТНОЙ
РЕАУСТЕНИЗАЦИИ И ОТПУСКА
Обработка Темпера- тура отпуска1 “С °в кГ /мм3 •! HV
Обычная закалка с 850“ С, 15 мин >180 0 715
вода 100 195 0 710
200 170 25 524
300 140 30 460
То же + скоростная реаустсниза- -280 0 760
ция при контактном электронагреве 100 235 11 740
и закалка в воде 200 180 50 553
300 180 50 510
1 Продолжительность отпуска 15 мин
свидетельствующих о несомненном повышении прочности после
скоростной реаустенизации и закалки предварительно зака-
ленных на мартенсит образцов, были проведены электронноми-
кроскопические исследования, в том числе и на «просвет».
Установлено сильное «измельчение» областей (фрагментов)
внутри мартенситного кристалла после скоростной реаустени-
зации и закалки по сравнению с обычной Дакворс с сотр [421
отмечает, что скоростной нагрев предварительно закаленной
стали может привести к передаче дефектов, созданных при
фазовом наклепе и мартенситном превращении, вновь создан-
ному аустениту Закалка после такой реаустенпзации фикси-
рует, таким образом, повышенную плотность дефектов в мартен-
сите, что и приводит к повышению прочности х.
1 Как указывают сами авторы, этот способ обработки пока целесообразен лишь для
изделий очень небольших сечений
J4 Бернштейн
806
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Однако, хотя при использовании наследования дефектов
от фазового наклепа и удается получить значения прочности,
соизмеримые с достигаемыми после термомеханической обра-
ботки, при этом сохраняется хрупкий характер разрушения и
не достигается уровень пластичности, обеспечиваемый ТМО.
Это еще раз свидетельствует о том, что для получения ком-
плекса высоких механических свойств важна не только повышен-
ная плотность несовершенств (дислокаций), но и равномерное
их распределение
* *
*
Можно указать некоторые особенности структуры и ме-
ханизма превращений при термомеханической обработке,
обусловливающие сохранение упрочнения, созданного пласти-
ческой деформацией, даже если сталь претерпевает a у-пре-
вращение.
Прежде всего, наклеп изменяет геометрию зерна и измель-
чает его Мелкое зерно сохраняется как при а -> у, так и при
у a-превращении, если температура и выдержка исключают
последующую собирательную рекристаллизацию г.
^Вообще в понимании явления наследования, по-видимому,
немалая роль принадлежит явлениям структурной наслед-
ственности, изучаемым в работах В. Д. Садовского, когда в ряде
случаев после нагрева стали выше точки А3 наследуется вели-
чина и форма исходного зерна и воспроизводится его структур-
ная ориентировка Степень проявления такой наследственности
структуры в значительной мере определяется составом стали,
ее исходным состоянием и скоростью повторного нагрева. Край-
нее выражение структурной наследственности — восстановле-
ние исходного зерна, т. е. сохранение первоначального излома
и после перекристаллизации при нагреве выше А3 Наиболее
полное восстановление исходного зерна наблюдается при на-
греве закаленной стали или стали со структурой нижнего
бейнита
Принципиальные работы В. Д. Садовского, показавшего
различие между точками А3 Осмонда и точкой b Чернова, по-
служили основой для ряда других работ по изучению влияния
исходной структуры. К ним, в частности, относятся работы
Н. Н Липчина с сотр , в которых изучалось влияние карбидной
фазы на сохранение исходной структуры при перекристалли-
зации в процессе нагрева
Наиболее важные результаты этих исследований следую-
щие
* Не исключено и сохранение нытянутых зерен
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХ МТИЧЬСКО! О УПРОЧНЕНИЯ 807
1. Перегретая и закаленная сталь, а также сталь, прошед-
шая бейнитное превращение (иными словами, сталь, структура
которой возникла в результате сдвиговых процессов, обусловив-
ших определенную кристаллогеометрическую направленность
отдельных составляющих), обнаруживает, во-первых, менее
интенсивное растворение карбидной фазы при последующих
нагреве и перекристаллизации, во-вторых, высокую устой-
чивость в наследовании исходной структуры.
2. Перегретая и отожженная сталь (с перлито-ферритной
структурой) характеризуется более интенсивным (по сравнению
со случаем 1) растворением карбидной фазы при последующем
нагреве и перекристаллизации (хотя карбидные частицы в ото-
жженной стали и крупнее) и слабой устойчивостью в наследо-
вании исходной структуры при перекристаллизации в процессе
повторной термической обработки Благодаря этому можно
сравнительно легко исправлять структуру перегрева при не-
большом превышении точки А3
3. Высокая устойчивость наследования закаленной струк-
туры при последующей термической обработке наблюдается при
нагреве с очень малой или очень большой скоростью; нагрев
с умеренными скоростями приводит к меньшему наследованию
исходной структуры.
4. Когда карбиды располагаются в исходной перегретой
структуре по-разному — частью в кристаллогеометрической
неупорядоченной структуре (в перлито-ферритной), а частью
в кристаллогеометрически упорядоченной (мартенсите отпуска
или бейните) — при повторном нагреве и перекристаллизации
возникает, естественно, разнозернистость, так как в первом слу-
чае структура исправляется, а во втором, в связи с устойчи-
вым сохранением (наследованием) исходной структуры, такого
ее исправления не происходит.
По нашему мнению, полученные результаты можно объяс-
нить следующим образом
Фазовый наклеп дает деформацию, в среднем 1 %, и она рав-
номерно распределена в каждом элементарном объеме. Если
такие условия деформации считать аналогичными внешнему
наклепу, как иногда поступают некоторые авторы, то рекри-
сталлизация идти не должна Между тем она идет, но механизм
ее несколько иной, решающее влияние оказывает перестройка
субзеренной структуры матрицы (твердого раствора) В соответ-
ствии с этим в'данном случае и роль карбидов в сдерживании
рекристаллизации иная, чем в случае обычной рекристалли-
зации от внешнего наклепа- те карбидные образования, которые
стабилизируют исходное тонкое субзеренное строение, сдержи-
вают и рекристаллизацию, что и наблюдается в случае закален-
14*
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
808
ной стали, когда равномерно распределенные тонкие карбидные
частицы окружены дислокационными скоплениями. Если же
карбиды существуют как бы независимо от дислокационных по-
строений (как в случае стали с отожженной перлито-ферритной
структурой), они не препятствуют рекристаллизации от фазо-
вого наклепа, и в результате исходная (перегретая) структура
не наследуется.
Следовательно, роль карбидов необходимо рассматривать
лишь в совокупности с окружающими их дислокационными
построениями С этих позиций легко объяснить и влияние раз-
личных скоростей нагрева. При малых скоростях карбиды успе-
вают образоваться при низкой температуре в мартенсите, по
границам двойников, в матрице, насыщенной дислокациями
Оги карбиды «сплетаются» с дислокационными сетками, стаби-
лизируют их и стабилизируются сами ( о затрудненном раство-
рении карбидов, окруженных дислокациями, свидетельствуют
опыт Кэ и опыты, проведенные Т. Н Липчиным и Л. Г. Черну-
хой совместно с нами). При больших скоростях нагрева отпуск
мартенсита смещается к температурам, близким к температуре
превращения, и в аустенитную область переходят карбиды,
связанные с дислокационными построениями, созданными пре-
дыдущей закалкой При средних скоростях нагрева процессы
аннигиляции дислокаций и процессы карбидообразования раз-
делены, а образующиеся карбиды свободны от дислокационных
построений и не препятствуют рекристаллизации от фазового
наклепа, приводящей к ликвидации наследования исходной
структуры
Тогда, «текстуру выделений» надо связывать не только
(и не столько) с кристаллогеометрической структурой, но и с ди-
слокационной структурой матрицы.
По-видимому, с этих позиций можно связать наследование
при ВТМО с тем наследованием первичной структуры, которое
изучают В. Д Садовский и другие исследователи. ВТМО про-
водится с некоторым перегревом (что облегчает наследование
исходной структуры); в результате ВТМО увеличивается доля
двойникованного мартенсита (карбиды выделяются по плоско-
стям двойникования) и возрастает плотность дислокаций за
счет внешнего наклепа Отсюда наследование при ВТМО
должно быть и более полным. Показателен и тот факт, что
наследование при ВТМО реализуется в случае, когда до по-
вторной закалки проводится промежуточный отпуск (карбиды,
окружаются дислокациями).
Далее. Изотропный поликристалл имеет беспорядочную,
т. е. статистически равномерную ориентировку всех элементов
структуры и, как следствие, сферическую симметрию всех
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 809
свойств Создаваемая наклепом упорядоченность ориентировок
(текстура) понижает эту симметрию: некоторые свойства стано-
вятся анизотропными х.
Упорядоченную ориентировку кристаллитов называют кри-
сталлографической текстурой Целесообразно ввести также
понятия текстуры дислокаций и текстуры
в ы д ел е н и й, которые лишь частично и неоднозначно за-
висят от кристаллографической текстуры.
Элемент длины дислокации определяется двумя векторами
вектором Бюргерса b и единичным вектором направления оси
дислокации I Группа возможных ориентировок векторов b
и / в кристаллите обусловлена его решеткой, а в поликристалле,
кроме того, кристаллографической текстурой Распределение
дислокационных линий по элементам этой группы не является
равномерным (изотропным) В частности, среди дислокаций
с заданным Ь, лежащих в данном семействе параллельных пло-
скостей скольжения и пересекающих единичную площадку,
перпендикулярную этому семейству, число краевых, винтовых
и смешанных дислокаций различных ориентировок неодинаково
Оно зависит от изменения энергии дислокаций с ориентацией
и от условий деформирования.
Текстурой дислокаций1 2 мы называем неравно-
мерное распределение дислокаций между кристаллографически
возможными системами скольжения в каждом кристаллите,
а также относительно поликристалла как целого 3. Текстура
дислокаций имеется, например, при упорядоченной ориенти-
ровке полос скольжения относительно направления деформа-
ции Этой текстурой определяется зависимость упрочнения от
схемы предварительного наклепа и схемы (направления) дефор-
мирования при испытании Такая текстура не связана прямо
с кристаллографической текстурой при малом наклепе разви-
тие кристаллографической текстуры мало, в то же время в каж-
дом зерне работают всегр одна-две системы скольжения, наи-
более близкие к плоскости максимальных касательных напря-
жений, поэтому текстура дислокаций получается близкой
к идеальной. Различие состоит в том, что кристаллографиче-
ская текстура означает понижение симметрии распределения
1 Текстура, созданная в результате деформирования, как показано в работе С С Го-
релика с сотр [43], сохраняется при повторном нагреве не только в случае ВТМО,
но и в случае НТМ©, когда эта текстура менее устойчива
* Более общим было бы понятие текстура дефектов решетки (включая
двухмерные дефекты) Однако ориентировка дефектов укладки однозначно опреде-
ляется текстурой окаймляющих их полуднелокаций, а текстура микротрещнн пред-
ставляет меньший интерес
3 В холоднодеформнрованном материале анизотропия свойств определяется еще и
ориентировкой и распределением напряжений I рода Вряд ли имеет смысл рассматри-
вать отдельно распределение микроиапряжений, так как оно однозначно задано, если
известно распределение дислокаций
810
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ориентировок, в то время как симметрия свойств отдельного
кристалла не меняется. Текстура дислокаций 1 — это появле-
ние преимущественных направлений среди кристаллографи-
чески равноправных элементов структуры кристаллита, т. е.
понижение симметрии свойств отдельного кристаллита
Между матрицей и возникающими в ней выделениями почти
всегда имеется ориентационное соответствие — взаимосвязь
ориентировок кристаллографических осей, а в случае несфе-
рических частиц — и поверхностей габитуса. Кристаллографи-
ческая текстура матрицы определяет кристаллографическую
текстуру выделений и преимущественную ориентировку их гра-
ней Однако если симметрия формы или решетки выделений ниже
симметрии решетки матрицы 2, возможны и другие особенности
упорядоченного расположения выделений, не связанные с кри-
сталлографической текстурой:
а) совпадение одной из осей (или плоскостей) решетки вы-
делений преимущественно с одним из группы равноправных на-
правлений в исходной структуре (например, установление
тетрагональной оси мартенсита вдоль одного определенного на-
правления в материале),
б) упорядоченная ориентировка поверхности даже в слу-
чае выделений с высокой симметрией решетки (например, иглы,
вытянутые вдоль определенной оси образца), а также анизо-
тропия взаимного расположения выделений. Среднее расстоя-
ние даже между сферическими частицами вдоль одной оси или
в одной плоскости может сильно отличаться от расстояний
в других кристаллографически эквивалентных плоскостях,
например при выделении фаз по плоскостям скольжения при
отпуске наклепанных аустенитных сталей, сплавов типа нимо-
ник [44] и закаленной стали 04ХГЗ. Перечисленные упоря-
доченные ориентировки не могут полностью определяться
кристаллографической текстурой или текстурой дислокаций.
Поэтому для них целесообразно ввести самостоятельное по-
нятие «текстура выделений» 3.
Сохранение текстуры дислокаций возможно в том случае,
если возможно сохранение самих дислокаций при а^у-пре-
вращении. В процессе мартенситного превращения меняется
геометрия решетки в целом, но полностью сохраняется взаим-
ное расположение близлежащих атомов (что доказывается,
в частности, сохранением дальнего порядка при превращении
[46]) Поэтому при данном превращении должны сохраняться
1 А также магнитная текстура и текстура выделений
* 1о и другое характерно для сталей
* Сюда, по-видимому, следует отнести и анизотропию неметаллических включений,
в значительной степени обусловливающую анизотропию механических свойств стали
и изменяющуюся при пластической деформации.
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 811
и дислокации, имевшиеся в исходной структуре. При этом
если одна из плотноупакованных плоскостей (H1)Y преобра-
зуется в (110)а, а направление [110]у в ней — в [111 ]а, дисло-
кации, принадлежавшие в аустените к семейству (111) [110]Y,
преобразуются в (ПО) [1Т1 ]а, т. е. обычные для о ц к. решетки
дислокации скольжения Вектор Бюргерса этих дислокаций
уменьшается всего на 1,7—1,9% [47] Хотя модули упругости
железа сильно анизотропны, ориентационное соответствие та-
ково, что направления максимума модуля (направления плотной
упаковки) в обеих решетках совпадают Поэтому упругая энер-
гия (и взаимодействие дислокаций) не меняется, а поверхность
раздела у/М не оказывает давления на такие дислокации
и не должна оттеснять их при своем движении.
Однако преобразование { 111 }Y (110\ { ПО )e < 111>а
возможно не для всех двенадцати семейств этого типа. Если
в плоскости скольжения (111)Y было три семейства дислокаций
типа (110)Y, то после преобразования ее в (110)а в ней остаются
только два направления плотной упаковки (111)а; вектор Бюр-
герса третьего семейства уже не может принадлежать к (111)в
Не рассматривая всех возможных при мартенситном превра-
щении преобразований, укажем, что, например, в данном слу-
чае возможно преобразование (110)Y -> (Н0)а. Наряду с про-
стым преобразованием дислокаций скольжения при мартенсит-
ном превращении возможно превращение части их в более слож-
ные, в частности в «сидячие» {100)а.
^Перемещение границы a/у с большим углом должно бы унич-
тожать дислокации в ходе «обычного» превращения, как это
происходит при рекристаллизации *. Однако имеются некоторые
возможности их частичного сохранения. Образующийся заро-
дыш первоначально находится в ориентационном соответствии
с матрицей и отделен от нее малоугловой границей. В процессе
роста разориентировка увеличивается (главным образом из-за
фазового наклепа). Если зародышей много и пути миграции
границ малы, то эти границы могут остаться малоугловыми
(сохранится строение дислокационной сетки). Те из дислокаций,
которые не могут вступать в реакции и связываться с дислока-
циями сетки, «пройдут» сквозь движущуюся сетку, не прим-
кнув к ней. Такой механизм фазовой перекристаллизации по-
добен рекристаллизации in situ, не дающей полного разупроч-
нения Он возможен, например, при нагреве высокодисперсных
структур стали, когда превращение каждого межкарбидного
промежутка происходит самостоятельно Для границ с боль-
* Вопрос о механизме уничтожения дислокаций при рекристаллизации (поглощения
их границами зерна) также нуждается в дальнейшей разработке
812
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
шим углом представляет интерес случай, отмеченный Мак
Лином винтовая дислокация, перпендикулярная к движущейся
границе с большим углом, переходит из одного зерна в другое,
если перемещение границы подобно спиральному росту [48].
Следовательно, «наследование» анизотропии механических
свойств и упрочнения от наклепа можно при фазовых превра-
щениях в стали связывать с сохранением мелкого зерна, а также
созданных наклепом дислокаций и текстур. Кристаллографи-
ческая текстура наклепа сохраняется почти всегда, так как ори-
ентационное соответствие при у-превращении имеется не-
зависимо от механизма превращения [49] Дислокации и их
текстура также до известной степени сохраняются при прев-
ращениях обоих типов. Наиболее трудно, по-видимому, обес-
печить сохранение дислокаций в a-фазе при нагреве вплоть
до А! Счедует, однако, заменить, что рекристаллизация двух-
фазных структур изучена еще очень слабо. Так, в стали 40ХГ
после закалки и отпуска в течение 72 ч при 718° С каждая кар-
бидная частица опутана довольно густой сеткой дислокаций,
несколько отстоящих от ее поверхности, сетки соединяются
одна с другой «нитями» [63]. Очевидно, при наличии второй
фазы полная рекристаллизация сильно затруднена.
Можно указать и некоторые другие причины наследования
свойств, связанные с текстурой выделений Мартенсит, по край-
ней мере малоуглеродистый, зарождается па дефектах укладки
[36] Поэтому текстура дислокаций в аустените может создать
текстуру выделений мартенсита. Далее, преимущественное вы-
деление карбидов на поверхности мартенситной иглы дает
текстуру выделений при отпуске —сорбит, ориентированный по
мартенситу [51 ]. Наконец, в легированной стали после обра-
зования аустенита еще долго сохраняется неоднородное распре-
деление углерода и легирующих элементов, и это способствует
восстановлению текстуры выделений после закалки
Относительная важность перечисленных факторов должна
быть установлена дальнейшими экспериментами.
* *
*
Одно из наиболее важных структурных исследований
стали, подвергнутой ТМО, выполнено J1 М Утевским и
Ф. Р Хашимовым [50,52]. Изменения строения при горячем
(ВТМО) или полу горячем (НТМО) деформировании и после-
дующей закалке изучались методом электронной микроскопии
па просвет. Объектами исследования были модельные сплавы
(Н30Ф2) и стали (40Н27), а также используемая в промышлен-
ности сталь 40Х2Н5СМ. Установив различие в дислокацион-
ной структуре сплава Н30Ф2 после НТМО и ВТМО, авторы
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 813
нашли, что и в условиях высокотемпературной деформации при
степенях обжатия 25% и больше образуется ячеистая структура
и плотность дислокаций повышается до (2—3)-10 9см~2. Правда,
эта плотность много меньше, чем после низкотемпературной
деформации, а границы ячеек приобретают более или менее
Рис. 124 Стоукгура сплава Н30Ф2 после аустенизации при 1100° С, деформирования
на 25% при 900° С, закалки в воде 152 J
а - X 30000, б — X 34000
четкую кристаллографическую направленность, выстраиваясь
именно по тем плоскостям {110}, (111}, {100} решетки аусте-
нита (рис. 124), по которым образуются дислокационные суб-
зеренные границы при полигонизации. Полигонизация в про-
цессе ВТМО проявляется в том, что границы субзерен более
тонкие и четкие по сравнению с границами ячеек. Этими осо-
бенностями строения справедливо объясняют повышение пла-
стичности мартенсита, образованного из горячедеформирован-
ного аустенита.
814
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
При ВТМО сплава Н30Ф2 со степенью обжатия 25% авторы
обнаружили 5—10% рекристаллизованных участков в поле
зрения, и, что очень важно, внутри этих участков на микрофо-
тографиях видны дислокации (рис. 124, а) Одновременное
Рис 125 Структура сплава Н30Ф2 после аустенизации при 1100° С, деформирования
на25% при 900° С и выдержки перед закалкой при 900® С в течение 2 (а) и пи I мин (б),
заключительная операция — закалка в воде [521
а — X 38000, дислокационная сетка с размером ячеек ~200 А (см. стречку), б —
X 24000 — четкая полигонизация
протекание полигонизации и рекристаллизации в процессе
ВТМО особенно четко проявляется в случае 1— 2-мин выдержки
при высокой температуре после деформирования (перед закал-
кой), количество рекристаллизованных участков достигает при
этом 25% (рис. 125). Для завершения рекристаллизации при
ВТМО сплава Н30Ф2 требуется 5—6-мин пауза при 900° С.
В стали 40Н27 полигонизация при ВТМО выявляется очень
отчетливо, а кристаллографическая направленность субзерен-
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИИ
М5
ных границ, как указывают Л. М. Утевский и Ф Р. Хашимов
150, 52], не вызывает сомнения. И в этом сплаве направленность
границ ячеек совпадает со следом полигональных плоскостей
(пне. 126) Процессы разупрочнения в этой стали в ходе паузы
Рис 126 Структура стали 40Н27 после аустенизации при 1100° С, деформирования
на 25% при 900° С, закалки з воде (521
а — X 78000, б — X 35000
после высокотемпературной деформации протекают быстрее,
чем в безуглеродистом сплаве Н30Ф2. Эти результаты, свиде-
тельствующие об ускоряющем влиянии углерода на рекристал-
лизацию в условиях ВТМО, совпадают с данными, полученными
в нашей работе с О М. Зуевой. Правда, при сравнении стали
40Н27 и сплава Н30Ф2 не учитывается роль ванадия
Полигональные границы в стали 40Н27 формируются уже
в процессе высокотемпературной деформации, а незначитель-
ная выдержка (10—15 сек) по окончании деформирования при-
816
ВЫСОКОТГМПГРА ГУРНЛЯ ОБРАБОТКА СТАЛИ
водит к развитию полигонизации практически во всех зернах
Рекристаллизация этой стали в условиях ВТМО завершается
после 2—3-мин паузы между горячим деформированием и за-
калкой.
В работе Л. М Утевского и Ф. Р. Хашимова 150, 52] иссле-
дован характер топкого строения мартенсита закаленных сплава
и стали Внутри мартенситных кристаллов сплава Н30Ф2 на-
I
I
I
I
L
Рнс 127 Структура сплава Н30Ф2 после аустенизации прн 1100* С, закалки в воде и
последующего охлаждения до —100* С [521:
а — вертикальные двойники X 35000, б — горизонтальные двойники в месте сред-
ней линии мартенситного кристалла X 55000
блюдаются тонкие двойники (толщиной 70—150 А), распола-
гающиеся на расстоянии 1000—3000 А один от другого
(рис 127, а). Наклонные двойники в виде широких полос
толщиной 1000—2000 А в свою очередь состоит из двойниковых
ленточек (рис 127, б). Для каждой мартенситной пластины
характерно более или менее единое для данного кристалла рас-
положение двойниковых пластин и дислокаций У стали 40Н27
формы мартенситных кристаллов разнообразны, и в отдельных
сечениях наблюдаются либо иглы, либо пластины (рис 128)
Можно утверждать, что по сравнению с безуглеродистым спла-
вом в стали сильно повышается плотность дислокаций во всех
мартенситных кристаллах; при столь высокой плотности от-
УСТОЙЧИВОСТЬ ЭФФЕКТ А ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 817
дельные дислокации нельзя различить. Толщина двойниковых
пластин составляет в этом случае 300—400 А при среднем рас-
стоянии между ними 150 А (рис 129).
Влияние углерода на изменение строения мартенситных кри-
сталлов (по сравнению с безуглеродистым сплавом) состоит
в образовании «характерной блочной структуры». Об этой
структуре авторы судят по пятнистому контрасту, который
связывается с образованием весьма плотной пространственной
решетки дислокаций, размеры таких «блоков» 100—200 А
Рис 128 Структура стали 40Н27 после аустенизации при 1100е С закалки в воде и по-
следующего охлаждения до —100° С X 20000 [52]
Особый интерес представляет исследование строения мартен-
сита после ТМО Сплав Н30Ф2 подвергали обработке по режиму
деформирование при 950° С, последеформационная пауза (1 —
2 мин) для образования правильных субграниц полигонизации,
закалка на мартенсит. Прямо показано, что дислокационные
границы в аустените не обрываются на межфазных границах,
а продолжаются в мартенсите, изменяя при переходе через
границу свое направление (рис. 130). В структуру мартенсит-
ных кристаллов включаются дислокационные границы, соот-
ветствующие дислокационным субграницам в аустените Таким
образом, однозначно показано наследование дефектов мартен-
ситом от аустенита при ВТМО сплава. Авторы считают, что при
НТМО также можно говорить о наследовании дефектов, которое
проявляется в том, что размеры ячеек дислокационной струк-
туры аустенита примерно те же, что и размеры фрагментов
мартенситных кристаллов, правда, это наследование прослежи-
вается не столь наглядно.
818
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Следует отметить, что количество двойников превращения
при термомеханической обработке (с ростом степени деформа-
ции) не меняется по сравнению с обычной термической обра-
боткой.
В случае стали 40Н27 установить достаточно определенно
детали изменения тонкой структуры в результате термомеха-
Рис 129 Структура двойникованной мартенситной пластины в стали 40Н27 после
аустенизации при 1100° С, закалки в воде и последующего охлаждения до —100° Cl52]
а — X 44000, б — X 75000, темнопольное изображение
нической обработки оказалось затруднительным главным об-
разом из-за высокой плотности дислокаций Однако авторы все
же сумели зафиксировать сохранение линзовидной формы части
кристаллов мартенсита после ТМО и отметили, что в результате
этой обработки происходит фрагментация мартенситных кри-
сталлов, причем тем большая, чем выше степень деформации.
Существенного измельчения мартенситных кристаллов и уве-
личения количества двойников в результате термомеханической
УСТОЙЧИВОСТЬ ЭФФЕКТА ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ 819
обработки по сравнению с обычной термической обработкой не
обнаружено.
Тот факт, что термомеханическая обработка приводит к из-
менениям тонкой структуры мартенсита, к его большей фрагмен-
тации, подтвержден при исследовании используемой в промы-
шленности стали 40Х2Н5СМ. Сильную фрагментацию и разо-
риентировку внутри мартенситных кристаллов после ТМО
Рис 130 Структура сплава Н30Ф2 после аустенизации при 1100° С, деформирования
на 25% при 900° С, выдержки при 900° С в течение 15 сек (а) и I инн (6) закалки в воде
и последующею охлаждения до —80° С
авторы рассматривают как следствие перехода дефектов из
деформированного аустенита в мартенсит.
Таким образом, в работе Л М Утевского и Ф Р Хашимова
[50, 52] показано, что прочность закаленной стали обусловлена
характерной субмикроструктурой мартенсита* наличием двой-
ников превращения и дислокаций, имеющих винтовую ориен-
тацию. Влияние углерода при закалке проявляется в резком
увеличении плотности 1 дефектов (двойников и дислокаций),
а в процессе последующего низкого отпуска — в закреплении
дефектов карбидными выделениями.
1 Возможно, это связано с тем что yi лерод, концентрируясь на дислокациях, умень-
шает вероятность их аннигиляции в ходе высокотемпературного деформирования
820
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
При изучении тонкого строения сплава и сталей после ТМО
установлено два типа дислокационных структур в зависимости
от температуры деформации, полигонизованная (ВТМО) и ячеи-
стая (НТМО). Показано наследование дефектов, переходящих
из деформированного аустенита в мартенсит. Следовательно,
повышение прочности безуглеродистых сплавов в результате
ТМО связано с повышением плотности дефектов и созданием их
оптимального (полигонизационного) распределения, а в случае
углеродистых сплавов (в частности, стали 40Х2Н5СМ) — с уве-
личением угла разориентировки фрагментов и некоторым умень-
шением размеров блоков (ячеек) Такое уменьшение ячеек и вы-
сокая плотность дислокаций на их границах достигается в ре-
зультате НТМО с большими степенями деформации. В мартен-
сите, образующемся из деформированного аустенита, наблю-
даются унаследованные малые ячейки (блоки) и увеличенная
разориентировка фрагментов, обусловленная исходной повы-
шенной плотностью дислокаций на границах ячеек
При ВТМО । лавное значение имеет не повышение плотности
дефектов (которое невелико), а их оптимальное распределение
в полигонизоваиныс субграницы.
ВЫСОКОТЕМПЕРАТУРНАЯ
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
УГЛЕРОДИСТОЙ СТАЛИ
Одним из важных преимуществ высокотемпературной термо-
механической обработки перед другими схемами термомеханп-
ческого упрочнения является применимость ее к наиболее широ-
кому кругу материалов. ВТМО по сравнению, например,
с НТМО не накладывает ограничений на выбор .марки стали
в связи с недостаточной устойчивостью переохлажденного ау-
стенита. Необходимость повышения механических свойств угле-
родистых сталей, например в результате ВТМО, — важная
практическая задача, так как эти стали широко применяются
в промышленности; кроме того, изучение влияния термомеха-
нической обработки на структуру и свойства углеродистой
стали, когда исключено влияние легирующих элементов, пред-
ставляет самостоятельный интерес.
В работе, проведенной нами совместно с В А Займовским,
изучалось влияние ВТМО на структуру и свойства углероди-
стых сталей двух марок — 40 и У9.
ВГМО УГЛЕРОДИСТОЙ СТАЛИ
821
ЛАБОРАТОРНЫЕ ЭКСПЕРИМЕНТЫ
Пластины из этих сталей толщиной 2 и 3 мм прокатывали
со скоростью 2,3 м!сек и степенями обжатия 15, 25 и 50%
Режим нагрева под прокатку подбирали таким образом, чтобы
температура конца деформации соответствовала температуре
закалки стали, т. е. 790—800° для стали У9 и 830—840° С для
стали 40. После прокатки пластины немедленно закаливали
в воде при помощи специального устройства, позволяющего
Рис 131 Зависимость механических свойств сталей 40
и У9 от температуры отпуска после закалкн с иагре
ном в печи
сократить промежуток времени между концом деформации
и закалкой до 0,5—1 сек. Образцы для механических испытаний
вырезали из пластин на электроэрозионном станке Поверх-
ность образцов не подвергали никакой дополнительной обра-
ботке. Вследствие «черной» поверхности образцов были полу-
чены несколько заниженные механические свойства (в част-
ности, пластичность), однако при этом удалось более отчетливо
установить влияние ВТМО на конструктивную прочность де-
талей, эксплуатирующихся также с черной поверхностью.
После обычной термической обработки (закалки и низкого
отпуска) обе стали обнаруживают склонность к хрупкому раз-
рушению (рис 131). Максимальная прочность стали 40 дости-
гается после отпуска при 300° С, а стали У9 — при 350° С.
При более низких температурах отпуска пластичность практи-
чески отсутствует, происходит преждевременное разрушение
15 Бернштейн
822
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
путем отрыва. Повышение температуры отпуска до 400° С и
выше приводит к обычному повышению, характеристик пластич-
ности и падению прочности вследствие более полного освобо-
ждения а-решетки от углерода, уменьшения дисперсности струк-
туры и коагуляции цементита.
ВТМО, как видно из рис 132 и 133, способствует суще-
ственному повышению пластичности и прочности стали после
Рис 132 Зависимость механических свойств стали У9 от
температуры отпуска после ВТМО
низкого отпуска. Поддающаяся измерению пластичность по-
является уже при температуре отпуска 150—200° С для стали 40
и при 250—300s С для стали У9. Как и при обычной (с печным
нагревом) закалке, максимальная прочность стали реализуется
при заметной остаточной деформации в процессе испытания.
Соответственно пик прочности сдвигается при ВТМО в сторону
более низких температур отпуска и располагается при 150° С
для стали 40 и при 300° С для У9 после термомсханической об-
работки по оптимальному режиму. Прирост предела прочности
составляет приблизительно 50 кПмм*.
В ГМО УГЛЕРОДИСТОЙ СТАЛИ
823
Смещение максимума прочности к более низким температу-
рам отпуска имеет особое практическое значение для инстру-
ментальной стали У9, так как в результате ВТМО сталь при-
обретает повышенную (по сравнению с обычной закалкой) проч-
ность при более высокой твердости, обусловливающей лучшую
режущую способность и износостойкость деталей.
Повышение, механических свойств стали в результате ВТМО,
естественно, связано с изменениями в структуре и тонком
Рис 133 Зависимость механических свойств стали 40 <м
температуры отпуска после ВТМО
строении мартенсита, «унаследованными» им от деформирован-
ного аустенита Деформация измельчает аустенитное зерно
(рис 134) и приводит к созданию высокой плотности дефектов
Такая структура создает повышенное количество препятствий
для роста мартенситной иглы (пластины). По этой причине
образованный из деформированного аустенита мартенсит —
более мелкий по сравнению с мартенситом после обычной за-
калки (рис. 135). Из этого же рисунка видно, что ВТМО приво-
дит к сильному измельчению карбидов (в стали У9).
Сокращение времени между концом деформации и закалкой
позволило избежать развития рекристаллизационных процессов
в аустените, о чем свидетельствует вытянутая форма аустенит-
ных зерен (см рис. 134). В результате повышенная плотность
дефектов, созданная деформацией аустенита, фиксируется в мар-
тенсите при закалке, это подтверждается рентгеноструктур-
ным анализом (рис. 136 и 137). Уширение рентгеновской
15*
Рис. 134 Микроструктура (аустенитное зерно) стали 40 после
ВТМО н контрольной закалки Х340
а — закалка с нагревом в печи, б — ВТМО, А, = 15%; а —
ВТМО, X = 25%. г — ВТМО, X - 50%
Рис 135 Микроструктура сталей 40 и У9 после BIMO и контрольной закалки
а — сталь 40 (контрольная закалка) X 1750, б - сталь 40 (ВТМО, 25%) X 1750.
в - сталь У9 (контрольная закалка) X 1750, г — сталь У9 (ВТМО, 25 Л) X 1750,
д ___ сталь У9 (контрольная закалка) X 16 000 е — сталь У9 (ВТМО, 25 Л) X 1600Q
826
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАВО1КА (ТАЛИ
Д ю3рад
О (печная
закалка)
~Ю0 200 300 tom,!C
Рис 136 Изменение рентгеновского
уширения липни (110)а для стали
У9 в зависимости от температуры
отпуска после закалки с нагревом
в печи и ВТМО
линии (110)а после ВТМО и низкого отпуска больше, чем после
обычной закалки и такого же низкого отпуска. При повышении
температуры отпуска ширина рентгеновской линии резко па-
дает вследствие выделения углерода из мартенсита и умень-
шения тетр а тональности a-решет-
ки; однако одновременно идут
сложные процессы гетерогенизации
структуры в связи с образованием
когерентно связанных с матрицей
частиц низкотемпературного кар-
бида Все это приводит к увеличе-
нию ошибки в определении уши-
рения Так, для стали У9 уже по-
сле отпуска при 200°С рентгенов-
ское уширение линии (110)а после
ВТМО и после обычной закалки
практически одинаково. Однако
созданная при ВТМО субструктура
стали сохраняется, по-видимому,
и при повышенных температу-
рах отпуска, о чем свидетельст-
вует обнаруженная большая раз-
ница в механических свойствах
По мере освобождения а-рсшетки
от углерода сталь приобретает
повышенную пластичность, но и
при этом реализуется преимуще-
ство В ТЛЮ.
Зависимость предела прочности
сталей от степени деформации
аустенита при ВТМО показана на
рис 138. Предел прочности стали
40 увеличивается с ростом обжатия,
а стали У9 имеет ярко выражен-
ный максимум при а=25%. Суще-
ствование оптимального, причем
невысокого (—25%), значения сте-
пени деформации, при котором достигается наилучшее сочета-
ние свойств (максимум прочности), отмечалось нами 116]
и для других высокоуглеродистых сталей (например, для
сталей 55ХГР, 80ХГР и 100ХГР). По-видимому, это обуслов-
лено сложным взаимодействием между скоплениями дислока-
ций и углеродом, отмечаемым при исследовании деформацион-
ного старения. Известно, что процесс сегрегации углерода
на дислокациях будет интенсифицирован и при увеличении
ВТМО УГЛЕРОДИСТОЙ СТАЛИ
827
содержания углерода в стали, и при увеличении плотности ди-
слокаций. Известно также, что этот процесс, имеющий подоб-
ную старению кинетику, будет оказывать максимальное упроч-
няющее влияние при оптимальной концентрации углерода (и)
или карбидов на дефектах. При перестаривании, которое в дан-
ном случае будет характеризоваться главным образом чрез-
мерным обеднением твердого раствора углеродом и, возможно,
образованием карбидных выделений в местах дислокационных
Рис 137 Изменение рентгеновского Рис 133 Зависимость прочности сталей
уширения линии (110)„ для стали 40 У9 (/) и 40 (2) от степени дефоруации
в зависимости от температуры отпуска аустенита при ВТМО Температуры отпуска
после закалки с нагревом в печи и ВТМО указаны иа кривых
скоплений, еще более повышающим поле напряжений в этих
объемах, свойства прочности (и пластичности) будут ухуд-
шаться.
Очевидно, что чем выше содержание углерода в стали, тем
ниже должна быть степень обжатия при ВТМО для получения
оптимального сочетания механических свойств. Это предполо-
жение подтверждено и в условиях настоящей работы
В лабораторных условиях ВТМО углеродистой стали трудно
осуществить иначе, чем с деформацией за один проход. Как
показали исследования, проведенные В. А. Займовским, вы-
держка деформированного аустенита нелегированной стали при
высокой температуре уже в течение 5 сек приводит к интен-
сивному протеканию рекристаллизации и росту зерна. Деформа-
828
высокотемпературная обработка стали
ция же, достигаемая за один проход, недостаточно однородна
и обусловливает существенную разнозернистость металла, хо-
рошо заметную, например, на рис. 134.
ВТМО УГЛЕРОДИСТОЙ СТАЛИ
В ЗАВОДСКИХ УСЛОВИЯХ
С точки зрения осуществления дробной деформации при
ВТМО углеродистой стали наилучшими (если не единственно
возможными) являются условия скоростной непрерывной го-
рячей прокатки на промышленных станах. Кроме того, в за-
Рис 139 Механические свойства стали 40 после контрольной
закалки (/) и ВТМО (2) в заводских условиях
водских условиях обеспечивается большая равномерность де-
формации по сечению заготовки за счет многократного обжатия
и кантовки перед каждым проходом в разных клетях стана.
Правильность этих соображений подтверждена ВТМО
стали 40, которая была осуществлена на стане 250 московского
завода «Серп и молот». Перед последним проходом конец за-
готовки овального сечения (с осями 4 и 10 мм) отрезали автома-
тическими ножницами и закаливали в воде. Температура конца
ВТМО УГЛЕРОДИСТОЙ СТАЛИ
829
прокатки составляла — 900° С, время перерыва между концом
деформирования и закалкой —3 сек. Степень деформации в по-
следнем проходе была равной 22%. Полученные таким образом
прутки шлифовали с двух сторон при обильном охлаждении
до получения толщины 1 мм, затем из пластин электроэрозион-
ным методом вырезали^разрывные образцы.
Рис 140 Микроструктура (аустенитное зерно) стали 40 после ВТМО в заводских
условиях (б) и контрольной закалки (а) х340
Результаты механических испытаний приведены на рис. 139,
а фотографии характеризующие размер аустенитного зерна, —
на рис. 140 Видно, что при указанном промежутке времени
(—3 сек) не удается избежать начальной стадии первичной
рекристаллизации: зерна аустенита очень мелкие и не имеют
вытянутой формы (в отличие от лабораторного эксперимента,
см. рис. 134). Однако, как было нами показано, протекание
в известной мере начальных стадий рекристаллизации аусте-
нита, а вернее полигонизационных процессов, не приводит
к падению прочности в результате ВТМО В то же время хо-
рошая проработка сечения заготовки при деформировании в за-
водских условиях обеспечила получение исключительно вы-
соких значений прочности (ов до —290 кг/мм2) По-видимому,
непрерывная прокатка в нескольких клетях со скоростью
830
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
6,3 м!сек приводит к накоплению деформации вследствие не-
полного разупрочнения аустенита между проходами.
Конечно, суммарное обжатие в данном случае нельзя рас-
считывать по уменьшению сечения от исходной заготовки до
окончательного профиля, но, по-видимому, при большой ско-
рости прокатки деформации в каждой клети подвергаются
и зерна, наклепанные в предыдущем проходе, и зерна, претер-
певшие возврат, полигонизацию, первичную рекристаллизацию
после предшествовавшего деформирования Такой сложный
процесс многократного деформирования приводит, вероятно,
к получению очень сложных дислокационных конфигураций
в аустените перед закалкой, мартенсит, образованный из та-
кого насыщенного разного вида дефектами аустенита, обладает
прочностью, приближающейся к 300 кПмм?.
Вероятно, можно говорить о некоторой аналогии между
рассмотренным процессом деформирования аустенита и дефор-
мированием его ниже температуры рекристаллизации (при
НТМО) при высокой температуре может быть достигнуто су-
щественное упрочнение аустенита в результате большого сум-
марного обжатия при малых (<2 сек) промежутках времени
между проходами. Известно, что между упрочнением аустенита
и прочностью полученного при его закалке мартенсита имеется
прямая связь (работы Р. И. Энтина и В. И. Саррака 1129])
При проведении ВТМО в лабораторных условиях обычно
не наблюдают существенного упрочнения аустенита Избыточ-
ные (по сравнению с псдсформированным состоянием) дислока-
ции в наклепанном при высокой температуре аустените обра-
зуют связанные устойчивые конфигурации типа полигональных
субзеренных границ, что определяет повышенную пластичность
мартенсита
При ВТМО, проведенной в заводских условиях, заметных
изменений пластичности по сравнению с обычной закалкой не
наблюдалось, прирост же прочности оказался очень значитель-
ным; аналогичные изменения механических свойств стали на-
блюдаются обычно при НТМО. Вместе с тем и в данном случае
максимум прочности смещается в сторону более низких тем-
ператур отпуска.
Как уже отмечалось выше, повышение механических свойств
стали в результате ВТМО обусловлено, по-видимому, образо-
ванием более развитой субструктуры a-твердого раствора, из-
мельчением пластин мартенсита и карбидных частиц При этом
существенное значение, вероятно, имеет интенсификация про-
цесса старения при отпуске мартенсита, содержащего повышен-
ное количество дефектов по сравнению с обычно закаленным,
о чем свидетельствует повышение прочности стали после ВТМО
ВТМО УГЛЕРОДИСТОЙ СТАЛИ
831
при увеличении продолжительности низкого отпуска (рис 141).
Такое явление наблюдалось нами и в лабораторном, и в завод-
ском экспериментах, выполненных на стали 40. Интенсифи-
кацией процессов старения мартенсита после ВТМО можно
также объяснить сдвиг температуры максимального упрочне-
ния и начала разупрочнения стали при отпуске в сторону более
низких его температур
Таким образом, эксперименты по ВТМО стали 40 показали
возможность существенною улучшения механических харак-
Рис 141 Влияние продолжительности ни того отпуска на
прочность стали 40 после ВТМО 1 —2—заводской опыт ВТМО
(/—отпуск при 200° С 2 — отпуск при 150° С), 3 — 4 — л >бо
рагорный опыт В ГМО (3 — X = 50%, отпуск при 100° (,
4— Х=25%, отпуск при 100* С)
теристик, позволили выявить оптимальные режимы ВТМО для
данной стали и сформулировать принципы, положенные в ос-
нову создания и эксплуатации промышленной установки для
ВТМО штангового проката на Волгоградском металлургиче-
ском заводе «Красный Октябрь» [53]
1. Температура окончания деформирования должна быть
возможно более низкой, но, конечно, не ниже температуры за-
калки, и притом обеспечивать нормальный захват валками за-
готовки
2. Охлаждающее устройство необходимо монтировать не-
посредственно за чистовой рабочей клетью прокатного стана
с таким расчетом, чтобы охлаждение начиналось немедленно
по выходе раската из валков
3 Охлаждение должно быть достаточно интенсивным, чтобы
температура металла быстро снижалась до 100—200° С По-
скольку длина охлаждающего устройства в условиях стана 325
не могла превышать 20 м, для осуществления закалки необхо-
832
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
димо было направить воду под давлением навстречу раскату.
Этот способ подачи воды обеспечивает срыв паровой рубашки
и наиболее интенсивное охлаждение. Кроме того, пришлось
пойти на некоторое снижение скорости прокатки с тем, чтобы
каждая точка металла находилась в воде 5—6 сек, т. е время,
необходимое для закалки штанговой заготовки диаметром 19 мм.
Н 2 2 S3 N 4 б 5 7
Рис 112 Общая схема промышленной установки для ВТМО штангового проката
диаметром от 16 до 22 им
Установка для термомеханического упрочнения сорто-
вого металла была разработана и построена на заводе
«Красный Октябрь» [531 применительно к условиям стана 325
(рис. 142—146).
Изготовлена установка из 4-дюймовой бесшовной горяче-
катаной трубы со специальными устройствами для подачи и
подпора воды. Эти устройства являются одновременно местами
разъема при сборке и разборке установки.
Два устройства для подачи воды в установку (2 на рис. 142
и рис. 143, а) представляют собой емкости диаметром 300 мм.
Одно из них, расположенное в средней части установки, плавно
переходит в обе стороны в 4-дюймовую трубу и подходит к вал-
кам 1 стана; второе находится в хвостовой части установки и
плавно переходит в 4-дюймовую трубу в сторону первого устрой-
ства для подачи воды и в 2-дюймовую — перед запорным устрой-
ством. Под углом 40° к горизонтальной оси установки на диа-
метре 300 мм врезаны три равнорасположенных (по окружности)
ВТМО УГЛЕРОДИСТОЙ СТАЛИ
833
полуторадюймовых штуцера, к которым через шланги под-
водится вода под давлением 2—2,5 ати (в оба устройства для
подачи воды) и воздух под давлением 0,5—1 ати (в запорное
устройство).
Устройство 3 для запора воды представляет собой такую же
емкость диаметром 300 мм, плавно переходящую в 2-дюймовую
трубу в сторону устройства для подачи воды и в выходное сопло
диаметром 28 мм на выходе из
установки (рис. 142 и рис 143).------------.^—.«•=«1
На 2-дюймовой трубе, идущей
от устройства для подачи воды,
расположен клапан К- Под дей-
ствием собственного веса и дав-
ления воздуха он находится
в закрытом положении, предот-
вращая проникновение воды в
запорное устройство. Клапан
открывается под воздействием
на него прокатываемого метал-
ла Подводимый к запорному
устройству воздух служит также
для сдувания воды, увлекаемой
раскатом при прокатке. Вода,
проникающая взапорное устрой-
ство при прокатке, собирается
в нижней его части и по 2-дюй-
мовому шлангу (8 на рис 142)
отводится под стан. Вода, вы- Рис 144 Входная часгь промышлен.
брасываемая раскатом из сопла ной установки для втмо прутков
запорного устройства, собирает-
ся в ванне 6 и отводится также под стан по 2-дюймовому
шлангу 7 (рис. 142) Внутренний конус в устройстве для подачи
воды обеспечивает нужное направление противотока.
Выход закаленного раската из установки обеспечивается
с помощью роликов трайб-аппарата (4 на рис. 142), работаю-
щего синхронно с приводным двигателем стана и подающего
термомеханически упрочненный пруток на рольганг 5 холодиль-
ника.
Скорость движения раската в установке 3,5 м!сек., что соот-
ветствует 206. об/лшн двигателя. Эта скорость оптимальна, так
как при этом обеспечивается нормальный захват и охлаждение
раската при условии полного заполнения установки водой под
давлением.
Длина раската (25 м) установлена в соответствии с длиной
холодильника из расчета получения штанг трехкратной длины.
Рис 145 Средний ччастов промышленной установки дпя ВТМО
прчткон (первое } тройство для подачи воды)
Рис 146 Выходная часть промышленной установки дпя ВТМО
прутков, видны устройство для запора воды и трайб аппарат
Рис 147 Микроструктура стали 40 после ВТМО на промыш
ленной установке при прокатке на стане 325 Х340
ВТМО УГЛЕРОДИСТОЙ СТАЛИ
835
Оптимальная температура начала прокатки стали марки 40,
подвергаемой ВТМО, 1000—1050° С
Механические свойства металла, прошедшего ВТМО на про-
мышленной установке, превосходят его свойства после обычной
обработки (табл. 40). Для получения металла с термомехани-
ТАБЛИЦА 40 МЕХАНИЧЕСКИЕ СВОЙСТВА ШТАНГОВОГО ПРОКАТА
ДИАМЕТРОМ 19 ил< ИЗ СТАЛИ 40 ПОСЛЕ ВТМО И ОБЫЧНОЙ ТЕРМИЧЕСКОЙ
ОБРАБОТКИ
Темпера- тура отпуска °в к. Г/мм* а0.2 кГ/ммг «/ % ан к Г м/см1
201 160 7,0 40,0 3,5
145' 127 2.0 16,0 з.о
180 150 7,5 39,0 3,0
166" 154 7.0 35,0 4,0
140 125 8,5 53,0 8,0
120 112 8,5 50,0 8,5
135 120 11,0 55,0 10,5
102 <0 12,0 60,0 12,0
101 90 17,0 60,0 13,0
80 68 16,0 60 0 20,0
Примечание В числителе — । после обычной обработки свойства после ВТМО, в знаменателе —
ческим упрочнением в объеме промышленных партий были про-
ведены некоторые дополнительные конструктивные мероприя-
тия по усовершенствованию установки, позволившие довести
кривизну металла, подвергаемого ВТМО, до нормы.
При применяемой па установке скорости охлаждения не
удается избежать частичного распада аустенита в нижнем рай-
оне промежуточной области (рис. 147). На фоне мартенситной
структуры видны небольшие трооститные участки (что подтвер-
ждается измерениями микротвердости). По-видимому, этим объ-
ясняется тот факт, что механические свойства в этом случае
ниже, чем при ВТМО изделий более тонкого сечения. Кроме
того, промежутки времени между проходами на стане 325 были
больше, чем в эксперименте рис. 139, что привело, по-види-
мому, к меньшему суммарному наклепу аустенита.
При ВТМО сортового металла отмечена некоторая потеря
производительности прокатного стана, обусловленная:
а) некоторым снижением скорости прокатки;
б) потерей времени на монтаж и демонтаж установки (а в бу-
дущем — и при смене сортамента).
836
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
При достаточно четкой организации работы, надежной
уборке воды из-под холодильника и бесперебойной ее подаче,
а также при применении автоматизации для обеспечения син-
хронной работы трайб-аппарата и двигателя стана снижение про-
изводительности определяется только этими двумя факторами.
Перед отправкой потребителю промышленную партию ме-
талла диаметром 19 леи, прошедшую ВТМО, подвергали от-
пуску при 300° С с последующей правкой в 2—3 прохода на
косовалковой правильной машине. Хотя правка металла
после ВТМО несколько затруднена по сравнению с обычным
металлом, она проходила вполне удовлетворительно
Учитывая то обстоятельство, что горячекатаный металл во
многих случаях является полуфабрикатом, из которого затем
изготавливают детали с применением механической и оконча-
тельной термической обработки, нами была исследована воз-
можность сохранения эффекта ВТМО, проведенной на промыш-
ленной установке, после промежуточной смягчающей обработки
и повторной закалки. Промежуточную обработку проводили
по шести различным режимам, предусматривающим высокий
отпуск (600° С) и нормализацию при 840 и 1050° С (40 мин)
с разными скоростями нагрева на указанные температуры. Эф-
фект ВТМО оказался исключительно устойчивым и сохранился
и при высокой (1050° С) температуре и при малой (5 град!мин)
скорости нагрева па температуру отпуска или нормализации
(т е. при длительном пребывании при высокой температуре
в сс-области) После всех режимов промежуточной обработки
(обеспечивших достаточное для проведения механической обра-
ботки снижение твердости), повторной закалки (также с обыч-
ным нагревом) и отпуска в течение 1 ч при 250° С комплекс
механических свойств стали 40 оказался необычайно высоким*
<ув = 1824-187 кГ/мм2; от = 160-7-167 кГ/мм2, 6 = 11-12%,
ф = 51 — 54%. Такое благоприятное сочетание прочности и пла-
стичности не наблюдается даже при прямой ВТМО.
Очевидно, промежуточная термическая обработка стали
после ВТМО не только не приводит к существенному разру-
шению созданной субструктуры, но даже определяет более
благоприятное ее видоизменение и, следовательно, резкое по-
вышение пластичности Кроме того, при повторной закалке
после ВТМО, проведенной в описанных выше промышленных
условиях, не происходит образования немартенситных про-
дуктов распада аустенита, неизбежно возникающих при пря-
мой ВТМО из-за недостаточной интенсивности охлаждения.
Однако,возможно,что наличие «промежуточных» структур опре-
делило повышенную устойчивость субструктуры в связи с на-
ложением сильного концентрационного расслоения ио углероду.
ВТМО ТРУБ
837
ВЫСОКОТЕМПЕРАТУРНАЯ
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТРУБ
Высокотемпературная термомеханическая обработка в усло-
виях горячей прокатки была проведена на применяемых в не-
фтяной промышленности трубах из сталей ДБ (0,44% С;
1,10% Мп; 0,32% Si), 36Г2С (0,38% С; 1,65% Мп, 0,58% Si)
и 38ХНМ (0,37% С, 0,83% Мп; 0,25% Si, 0,48% Сг; 0,55% Ni
и 0,30% Мо). Горячая прокатка осуществлялась на трубопро-
катной установке па Никопольском Южнотрубном заводе. Эта
работа проводилась совместно с Н. Дрэганом.
Прй ВТМО были приняты следующие условия прокатки:
ДБ 36Г2С 38ХНМ
Диаметр заготовки, мм 130 90 130
Размер труб, мм . . 114X9 76X6 133X9
Степень обжатия, % 77,6 78 73,5
Температура, °C
начала прокатки 1250 1200 1200
конца прокатки 800—840 800—840 760—800
Примечание Степень обжатия рассчитана по формуле
1=11-------------------------— I 100,
\ М 1
где ц — общий коэффициент вытяжки
Продолжительность прокатки составляла 100—120 сек,,
а прохождения трубы от раскатного до калибровочного
стана 15—36 сек Так как температура металла после раскатпого
стана была 900—950° С, очевидно, частично протекали про-
цессы рекристаллизации, поэтому степень обжатия (с точки
зрения эффекта упрочнения) была меньше рассчитанной. Сразу
после прокатки конец трубы отрезали и закаливали в воде (тер-
момеханическое упрочнение — обработка I). Остальную часть
горячекатаной трубы охлаждали на столе (рольганге), а затем
патрубки, отрезанные от "нее, подвергали (для сравнения меха-
нических свойств) обработке по следующим режимам:
II — нагрев на 840—850° С, 30 мин + закалка Ч- отпуск,
II 1а — отжиг при 880° С Ч- нагрев на 840—850° С, 30 мин +
закалка + отпуск;
Шб — нормализация с 880° С Ч- нагрев на 840—850° С,
30 мин Ч- закалка Ч- отпуск
IV — нормализация с 1100° С Ч- нагрев на 840—850° С,
30 мин Ч- закалка Ч~ отпуск.
Отпуск проводили в температурном интервале от 100 до
600° С через каждые 100° С, выдержка при температуре отпуска
составляла I ч
16 Бернштейн
838
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Вариант обработки с использованием наследственного влия-
ния ВТМО осуществляли по режиму, немедленная закалка после
прокатки — промежуточный отпуск при 400 или 500° С — ско-
ростной нагрев в соляной ванне (Змин при 850° С) — закалка —
отпуск.
Был изучен также вариант ВТМО с использованием в каче-
стве среды охлаждения после прокатки сжатого воздуха под
высоким давлением. После такой разновидности ВТМО отпуск
проводили только при 400—600° С, так как предварительный
микроструктурный анализ показал, что структура, образовав-
шаяся при таком ускоренном охлаждении, соответствует той,
которая получается в результате распада аустенита при 400—
450° С (стали 35Г2С и 38ХНМ) или 500—550° С (сталь ДБ).
ВЛИЯНИЕ ВТМО НА СТРУКТУРУ
(ВЕЛИЧИНУ ЗЕРНА) ТРУБНОЙ СТАЛИ
В случае ВТМО труб процессы пластической деформации
осуществляются при высоких температурах и со сравнительно
большими перерывами между разными этапами прокатки Это,
естественно, приводит к протеканию рекристаллизационных
процессов на разных этапах обработки. Кроме того, в условиях
наших опытов по технологическим причинам закалку не могли
проводить сразу же после последнего этапа деформации на ка-
либровочном стане (% =- 12%), а проводили лишь через 20—
30 сек в случае труб из сталей ДБ и 36Г2С или 40—45 сек —
из стали 38ХНМ. В связи с этим имело смысл изучение развития
процессов рекристаллизации при ВТМО и остальных вариантах
термической обработки, изменения величины аустенитного зерна
при термомеханической и термической обработках и зависи-
мости между величиной зерна и механическими свойствами
Результаты анализа изменения величины аустенитного зерна
приведены на рис. 148—150 Видно, что в случае ВТМО труб
зерна не получаются вытянутыми, хотя рекристаллизация об-
работки была лишь незначительной Число мелких рекристал-
лизованных зерен, появившихся за время между окончанием
прокатки и закалкой, достаточно мало. Изучение величины
зерна по сечению стенки трубы в торцовой плоскости, парал-
лельной направлению прокатки, позволило установить, что
число мелких рекристаллизованных зерен больше во внешней
половине стенки, чем в ее внутренней половине, т. е процессы
рекристаллизации обработки протекают быстрее там, где силь-
нее наклеп В случае стали 36Г2С средний размер зерна во
внешней половине стенки составлял 9,2 мк против 13,4 во вну-
тренней ее половине (средний размер по всему сечению был
250
Рис 148 Кривые распределения зерен по размерам после разных вариантов термине
свой обработки труб из стали ДБ
/ — ВТМО, 2 — закалка труб, охлажденных на ролы анге (после прокатки), 3 — за
калка предварительно отожженных (при 880° С) труб, 4 — вариант термической обра-
ботки с использованием эффекта н (следственно!о влияния В 1МО
Рнс 149. Кривые распределения зерен по размерам после различных вариантов термн
ческой обработки труб из стали 36Г2С
/ — ВТМО, 2 — закалка труб, охлажденных на рольганге после прокатки, 3 — за-
калка предварительно отожженных (прн 880° С) труб, 4 — закалка предварительно
нормализованных (с 1100” С) труб. 5 — вариант термической обработки на наследо-
вание
16*
840
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
равен 11,2 мк). Такая закономерность наблюдалась и в случае
труб из стали ДБ, хотя и в меньшей степени. Результаты изме-
рения зерна в торцовой плоскости, перпендикулярной к на-
правлению прокатки, подтвердили тот же факт. Надо отметить,
что в условиях наших опытов с Н. Дрэганом средний размер
зерна оказался примерно одинаковым во всех трех взаимно-
перпендикулярных плоскостях шлифа
в случае стали 36Г2С— в пределах
10,7—11,2 мк, стали ДБ — 13,15—
13,8 мк.
300
250
s
I
150
Изучение размера аустенитных зерен
и структуры охлажденных после про-
катки на рольганге труб, показало, что
даже и в этом случае рекристаллизация
обработки не протекала полностью
Этот, в некоторой мере неожиданный
100
20 СО 60 80 100
Разнер зерна, пл
Рис 150 Кривые распределения зерен по размерам после разных вариантов термиче-
ской обработки труб из стали 38ХНМ
/ — ВТМО, 2 — закалка труб, охлажденных на рольганге после прокатки. 3 — за-
калка предварительно отожженных (прн 880“ С) труб, 4 — вариант термической обра-
ботки на наследование
факт можно объяснить, во-впервых, замедляющим влиянием
высокой температуры аустенизации на скорость рекристалли-
зации [35]; в данном случае температура нагрева составляла
1200—1250° С, а температура металла на последнем этапе пла-
стической деформации 800—850° С; во-вторых, небольшой ско-
ростью процессов рекристаллизации при этой последней тем-
пературе [35, 54] и, наконец, относительно большой скоростью
охлаждения труб до температур, лежащих ниже температуры
рекристаллизации (за 2—3 мин трубы охлаждаются на охла-
дительном столе до 550—600° С).
Процесс собирательной рекристаллизации развивается и
зерно сильно растет только во время повторного нагрева горя-
чекатаных труб для закалки (кривые 2 на рис 148—150); после
ВТМО ТРУБ
841
нагрева при 840—850° С с выдержкой при этой температуре
30 мин зерно увеличивается в стали ЗОХНМ в 3,6 раза (Dcp -=
= 39,7 мк), а в случае сталей ДБ и 36Г2С примерно в 4,6 раза
(Dcp равен 62,9 и 52,4 мк соответственно)
В случае вариантов термической обработки труб, охлажден-
ных на рольганге после прокатки, с промежуточными (перед
закалкой) операциями нормализации и отжига, когда собира-
тельная рекристаллизация, очевидно, проходила во время пред-
варительного нагрева, действительное зерно, размер которого
определяется параметрами повторного нагрева под закалку,
довольно мелкое (кривые 3 на рис. 148 и 150, кривые 3 и 4 на
рис. 149). Средний размер зерна для случаев предварительного
отжига при 880° С и предварительной нормализации с 1100° С
составлял 16,3 и 20,5 мк соответственно в стали ДБ, 17 и 23,8 мк
соответственно в стали 36Г2С, 36 мк — в стали 38ХНМ (после
промежуточного отжига при 880° С, 3 ч)
На основе полученных данных можно сделать вывод, что
в условиях проведенных опытов скорость рекристаллизацион-
ных процессов невелика, и потому рекристаллизация обработки
при ВТМО труб протекает в незначительной степени, рекристал-
лизация обработки не осуществляется полностью даже в случае
охлаждения труб на рольганге после горячей прокатки Силь-
ное развитие собирательной рекристаллизации наблюдалось
только в случае повторного нагрева горячекатаных труб для
закалки
ВЛИЯНИЕ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ
НА МЕХАНИЧЕСКИЕ СВОЙСТВА ТРУБ
Механические свойства труб, полученные после ВТМО, срав-
нивали со свойствами труб, охлажденных на рольганге и под-
вергнутых термической обработке, предусматривающей про-
межуточный отжиг в течение 1 ч* при 880° С для снятия эф-
фекта горячего наклепа,’ повторный нагрев под закалку на
840—850° С, 30 мин, закалку и отпуск по сходственным режи-
мам. Результаты механических испытаний приведены
в табл. 41—43.
При всех температурах отпуска после ВТМО получаются
более высокие свойства, чем после обычной термической обра-
ботки. Максимальная разница в значениях предела прочности
наблюдалась после отпуска при 100° С; составляла она
—45 кПмм2 в случае труб из сталей ДБ и 36Г2С и 20 кПмм* —
из стали 38ХНМ С повышением температуры отпуска до 400° С
• В случае труб из стали 38XHM продолжительность выдержки при отжиге состав-
ляла 3 ч
842
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 41 МЕХАНИЧЕСКИЕ СВОЙСТВА ТРУБ ИЗ СТАЛИ ДБ ПОСЛЕ
РАЗЛИЧНЫХ ВАРИАНТОВ ОБРАБОТКИ
Режим обработки Темпера- тура от- пуска, "С ©= < 1 а? сГ * «6 5;
ВТМО 100 240 182 173 7 27,5 3,3 56,5
ТО, 213 178 173 4 7 0 2,7 56
ТО, ТО, ТО, 195 197 127 Хрупкое р )азрушение 1,5 1,3 1,5 55,5 55,5 55,5
ВТМО 200 214 176 171 8 31,5 5 53,5
ТО, 208 175 169 7,5 29 7,1 52
ТО, 197 168 162 6,5 28 5,5 52,5
то, 197 170 162 4,5 19 } 52
то. 131 Хрупкое разрушение О 53
ВТМО 300 184 162 153 8 36 5,5 49
ТО, 174 155 147 7 34 4,8 47
ТО, 170 154 147 6,5 35 4,2 47
то, 172 155 149 6,0 25 3,2 48,5
то. 148 126 122 5 27 4,0 48,5
ВТМО 400 149 134 128 8,5 41 7,2 42,5
то, 127 119 115 11,5 44,5 10,6 40,5
то, 132 121 117 9 42 5 41
ГО, 131 120 115 6 44,5 5 4)
1О, 127 112 108 8 36 4,6 41
ВТМО 500 108 95 90 11,5 50 9,4 34,5
то, 109 101 97 12,5 54,5 11 34
ю, 105 92 87 12 54,5 8,4 34
то, 102 93 89 12 55,5 9,5 34
то. 101 89 85 11 48 7,3 34
ВТМО 600 91 79 76 14,5 59 и.з 28
то, 84 74 71 17 61 13,6 26
то, 84 72 68 15,5 61 13,1 26,5
ТО, 84 73 70 15,7 60 12,0 27
IO, 82 70 67 14,5 60 12,8 26,5
Примечание ГО, — закалка прокатанных и охлажденных на роль-
ганге труб, ТО, — закалка предварительно нормализованных с 830° С труб,
Ю, — закалка предварительно отожженных при 880° С труб, ТО, — закалка
предварительно нормализованных с 1100° С труб
ВТМО ТРУБ
843
ТАБЛИЦА 42 МЕХАНИЧЕСКИЕ СВОЙСТВА ТРУБ ИЗ СТАЛИ 36Г2С
ПОСЛЕ РАЗЛИЧНЫХ ВАРИАНТОВ ОБРАБОТКИ
Режим обработки Темпера тура от пуска, °C «5 я£? © к ат кГ/мм! 3 gc? О к -О 1 5? еТ* и я» а:
ВТМО 100 221 190 181 6,5 46 3,8 55
ТО. 203 178 169 9,0 51,5 3 53,5
ТО, то, то. 177 178 167 Хр -упное р » laapyuiei и не 2 2 2 54 5 54 54
втмо 200 202 167 160 9,5 48,5 10,6 52
то. 196 165 157 9 51,5 11,2 51,5
то, 182 163 157 7,5 45,5 9,2 51,5
то, 184 165 157 7,5 44,5 8,5 51,5
то. 172 148 142 5 42 7,9 51,5
втмо 300 187 163 158 8,5 46 6,7 49,5
то. 184 159 151 8,5 50 6,6 48
то, 170 155 149 8,3 45 4 48,5
то, 169 156 150 8,3 43,5 3 48,5
то. 164 151 142 6,7 43 4 48,5
втмо 400 154 137 130 9,5 46,5 6,8 42,5
то. 150 136 130 9,5 51 9,6 41,5
то, 143 129 122 9,5 51 5,2 41
то» 147 136 131 8,6 52 5,0 41
то. 136 125 120 9,5 46 5,2 1-
втмо 500 115 103 99 И,2 50 9," 36
то. 12.1 111 107 11,8 51,5 И 36
то, 109 98 94 11,8 53 8,7 36
ТО, 106 98 94 и,о 53 9,3 35
то. 104 95 91 11,4 52 8,5 35
втмо 600 95 84 80 13,5 51,5 11 30
то. 95 83 79 16,5 60,5 13,5 28,5
то, 90 78 73 14,5 60,5 13,2 28,5
то, 91 81 78 14,5 58 12,3 28,0
то. 91 78 73 14,0 60 12,8 28,0
Примечание Значен ия ТО. , ТО„ 1 ГО, и ТО. - те же. чтс > в табл 41
844
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 43 МЕХАНИЧЕСКИЕ СВОЙСТВА ТРУБ ИЗ СТАЛИ 38ХНМ
ПОСЛЕ РАЗЛИЧНЫХ ВАРИАНТОВ ОБРАБОТКИ
Режим обработки Темпера- тура от- пуска, °C ©°* * o'1* tvtw/jx Puo 3? •о Ф. % 3 и а:
ВТМО 100 237 199 194 9 41 7,3 53,5
ТО, 227 178 162 8 36 6,9 52,5
ТО, 215 175 157 7,5 31 6,7 51
ВТМО 209 217 184 178 10,5 51 10,2 50,5
ТО, 204 166 156 9,5 46 9,3 50,5
ТО, 198 163 150 9 44,5 7,5 50,0
ВТМО 300 196 177 166 9 55,5 8,7 47,5
то, 182 161 152 8,5 51 7,4 46
ТО, 177 154 143 8 49,5 6,8 46,5
ВТМО 400 159 149 145 8 50 7,6 41
то, 149 137 132 8,5 54,5 6,8 40,5
го, 145 130 125 8 52,5 6,7 40
ВТМО 500 132 128 123 8,2 52 9,5 37
то, 128 121 116 8,7 53,7 11,0 36,5
то, 127 118 ИЗ 8,4 52 8,8 36,5
ВТМО 600 125 118 114 9,0 55 11,6 34,5
то, 119 109 104 10,5 56,5 15,2 34,5
то, 113 107 102 10 56 14,6 34,5
Примечание ТО, - закалка охлажденных на рольганге после прокатки
труб, TOt — закалка предварительно отожженных (3 ч при 880° С) труб
разница между пределом прочности после ВТМО и после обыч-
ной закалки снижается, но сохраняется в пределах 10—
20 кПммг. При более высоких температурах отпуска (500—
600° С) разница продолжает сохраняться, хотя предел проч-
ности и незначительно (5—10 кГ1ммг) выше после ВТМО, чем
после обычной закалки. Это свидетельствует о большой устой-
чивости созданного ВТМО упрочненного состояния труб и со-
гласуется с данными, полученными другими исследователями
[24, 25, 56]. Что же касается уменьшения разницы в значениях
предела прочности после ВТМО и обычной закалки с повыше-
нием температуры отпуска от 100 до 200° С, то это связано с по-
ниженным значением предела прочности обычно закаленных и
отпущенных при 100° С сталей ДБ и 36Г2С вследствие прежде-
временного хрупкого разрушения. В случае стали 38ХНМ,
когда и после обычной закалки с отпуском при 100° С разру-
шение было относительно более вязким, разница в значениях
ВТМО ТРУБ
845
предела прочности после ВТМО и после обычной закалки
с отпуском при 100° С была меньше и уменьшалась не резко,
а монотонно (и незначительно) с повышением температуры от-
пуска.
Разница в значениях пределов текучести и пропорциональ-
ности после ВТМО и обычной термической обработки в данных
условиях эксперимента оказалась невысокой в случае сталей ДБ
и 36Г2С Это объясняется частичным протеканием при ВТМО
рекристаллизации обработки, что хотя и приводит к повышению
пластичности и незначительно влияет на предел прочности,
обусловливает падение предела текучести [57].
В случае труб из стали 38ХНМ благодаря повышенному со-
держанию легирующих элементов и более низкой температуре
конца прокатки (750° против 820—850 для сталей ДБ и 36Г2С)
рекристаллизация обработки при ВТМО протекала в меньшей
степени. Предел текучести для труб из стали 38ХНМ после
ВТМО был получен на 10—25 кПммг более высокий, чем после
обычной закалки, а предел пропорциональности — на 10—
35 кГ!мм?.
Повышение свойств пластичности (6 и ф), обычно наблюдае-
мое после ВТМО, отчетливо проявляется и в случае ВТМО труб,
особенно для стали ДБ. Однако этот эффект (преимущество по
сравнению с обычной обработкой) сохраняется лишь до темпе-
ратуры отпуска 400° С После отпуска при низких температурах
(100—200°С) в результате ВТМО достигаются повышенные свой-
ства пластичности по сравнению с обычной закалкой.
Общий характер изменения ударной вязкости при отпусках
от 100 до 600° С в обоих случаях примерно одинаков, однако
после ВТМО несколько ослабляется необратимая отпускная
хрупкость, а в случае стали ДБ ударная вязкость незначительно
увеличивается.
Как правило, в интервале обратимой хрупкости значения
ударной вязкости для труб из всех трех исследованных сталей
после ВТМО выше (за исключением температуры отпуска
600° С), чем после обычной закалки предварительно отожженных
труб Твердость после ВТМО па 1—2 HRC больше для всех
температур отпуска.
Получение высокого комплекса механических свойств после
ВТМО труб в данных условиях промышленного опыта пока-
зало, что хотя частичное протекание рекристаллизации обра-
ботки и привело к некоторому снижению пределов текучести
и пропорциональности, созданное упрочненное состояние вполне
устойчиво.
Благодаря сравнительно высоким свойствам пластичности,
получаемым в результате ВТМО, значения так называемого
846
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
качественного коэффициента овф [61 в случае отпуска при
низких температурах получаются намного большими, чем после
обычной закалки (табл 44).
ТАБЛИЦА 44 ЗНАЧЕНИЯ КАЧЕСТВЕННОГО КОЭФФИЦИЕНТА ПОСЛЕ
ВТМО И ОБЫЧНОЙ ЗАКАЛКИ ПРЕДВАРИТЕЛЬНО ОТОЖЖЕННЫХ ТРУБ
Темпера тура от пуска, °C (Оц'Ф) Д-чя труб из сталей Темпера- тура от пуска, °C для труб из сталей
ДБ 36Г2С 38ХНМ ДБ 36Г2С 38X1IM
100 6590 10 200 9750 400 6100 7160 7950
7320 500 5850 7650 7650
200 6740 9820 11 100 5400 5750 6800
3760 8200 8850 5650 5950 6630
300 6650 8640 10 870 600 5360 4900 6850
4300 7350 8800 5050 5280 6~35<j
Примечание В числителе указаны значения (08Ф) после В IMO, в зна
менателе — после обычной закалки
Судя по этому коэффициенту (хотя он в некоторой мере ус-
ловен, так как не учитываются такие важные свойства, как
предел текучести и ударная вязкость), оптимальное сочетание
свойств достигается после ВТМО труб из стали 38ХНМ с от-
пуском при 200° С. Однако изготовлять трубы для глубокого
бурения по этой схеме нельзя, так как в процессе эксплуатации
их температуры могут доходить до 400° С, а при таких темпера-
турах отпущенная при 200° С структура нестабильна. Кроме
того, поскольку в настоящее время выбор той или ипой схемы
обработки определяется, помимо других прочих факторов, и
возможностью механической обработки, необходимо иметь
в виду получение сравнительно невысокой твердости металла.
Очевидно, более целесообразно для труб глубокого бурения
(до 10 000 и даже 15 000 м) использовать ВТМО с отпуском при
повышенных температурах.
После ВТМО с отпуском при 500—600° С трубы из стали
38ХНМ имеют следующие свойства: ов = 1184-128 к,Пммг,
б = 8—9%, ф = 52 — 55%, а„ 9,5-11,5 кГ-м/см2, т. е. пол-
ностью удовлетворяют требованиям, предъявляемым к высоко-
прочным трубам [59, 60].
Благоприятный эффект горячего наклепа весьма устойчив.
Термическая обработка охлажденных па рольганге труб по
схеме ТО) (нагрев до 840—850° С, 30 мин, закалка в воде, от-
пуск при 100—600° С), хотя и привела к получению более низ-
ких механических свойств, чем после ВТМО, но они оказались
все же значительно выше, чем после обычной термической
обработки по сходственным режимам. В результате промежуточ-
ВТМО ТРУБ
847
лого отжига при 880° С (ТО3) или промежуточной нормализа-
ции (ТО2) для снятия наклепа свойства снизились по сравне-
нию с полученными после ТОХ (табл 31—33), но остались еще
на достаточно высоком уровне. Так, сравнивая получаемые ме-
ханические свойства труб из сталей ДБ, 36Г2С и 38ХНМ, с од-
ной стороны, и прутков из сталей 45, 40Г, 40Х (ДБ), 35ГС,
35ХГ2 (сталь 36Г2С), 38ХГН или 40ХНМ. 161 ] (сталь 38ХНМ),
с другой, можно видеть, что после термической обработки по
вариантам ТО4 и даже ТО2 и ТО3 свойства прочности значи-
тельно больше, чем свойства прочности аналогичных сталей,
указанные в справочной литературе, после обычной термиче-
ской обработки; одновременно наблюдается и повышение свойств
пластичности. Уместно напомнить известный факт, что при оди-
наковой термической обработке свойства образцов, вырезанных
из труб, всегда выше, чем образцов из той же стали, но выре-
занных из прутков. Это возможно лишь в случае устойчивого
влияния предыдущего способа своеобразного сложнонапряжен-
ного нагружения при горячем деформировании на строение
металла труб.
Следует отметить, что разрушение образцов из труб ста-
лей ДБ и 36Г2С после ВТМО, а также после TOi с отпуском при
100° С было, в основном, вязким, тогда как после ТО2 и ТО3,
а также в случае образцов из прутков сталей 35ГС и 35ХГ2
(аналогичны стали 36Г2С) полностью хрупким после отпуска
при 100° С Образцы из стали ДБ, подвергнутые обработке ТО4,
а также образцы аналогичных (ДБ) сталей разрушались
хрупко даже после отпуска при 200° С. Все это свидетельствует
о том, что влияние горячего деформирования при производстве
труб на свойства металла в известной мере сохраняется после
повторного нагрева для закалки.
Вариант обработки ТО4 предусматривал промежуточный на-
грев при 1100° С, когда влияние наклепа должно полностью
сниматься Действительно, после такого режима промежуточ-
ного нагрева и последующей закалки (вновь полностью измель-
чающей зерно) с отпуском были получены механические свой-
ства, сравнимые со свойствами аналогичных сталей приводи-
мыми в справочниках.
Сопоставляя механические свойства после различных ва-
риантов обработки, можно видеть, что после варианта ТО4 они
ниже, чем после варианта ТО2 с промежуточном нагревом па
880° С (хотя влияние высокого нагрева ТО4 снято последующей
перекристаллизацией), а эти последние получаются ниже, чем
механические свойства, полученные после варианта обработки
без промежуточного нагрева — ТОХ, После обработки по ва-
риантам ТО2 (с промежуточной нормализацией) или ТО8 (с про-
848
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
межуточным отжигом), свойства прочности получаются при-
мерно одинаковыми, свойства пластичности более высокие после
нормализации (табл. 41 и 42).
При обработке по варианту ТО2 образцы подвергались до-
полнительной промежуточной обработке — нормализации, ко-
торая определяла измельчение зерна и, несомненно, должна
была бы несколько улучшить механические свойства. Однако
Рис 151 Микроструктура образцов труб После их охлаждения на рольганге (холо-
дильнике) и повторной закалки Травление в пересыщенном растворе пикриновой
кислоты X 500
а — сталь ДБ, б — сталь 36Г2С, в — сталь 38ХНМ
свойства оказались выше после TOj (без дополнительной норма-
лизации) Это свидетельствует о том, что в случае варианта ТОЪ
несмотря на то, что собирательная рекристаллизация при на-
греве под закалку деформированных и охлажденных на роль-
ганге труб развивалась в значительной мере (рис 151), поло-
жительный эффект горячего наклепа полностью не устра-
нялся
Свойства, полученные после ТОП хотя и ниже, чем после
ВТМО, но сохранение благоприятного влияния горячего на-
клепа несомненно. На первый взгляд этот эффект неожидан,
так как большинство исследователей считают, что собиратель-
ная рекристаллизация приводит к полному разупрочнению.
Однако ни в одной из работ нет количественной оценки степени
такого разупрочнения. В то же время имеются данные, свиде-
тельствующие о высокой термической устойчивости упрочнен-
ВТМО ТРУБ
849
ного после горячего наклепа состояния даже в случае опреде-
ленного развития рекристаллизации Так, уже были отмечены
(стр. 804) результаты, полученные Дакворсом [421; кроме того,
о возможности сохранения доли упрочнения даже в случае
прошедшей рекристаллизации прямо или косвенно свидетель-
ствуют результаты, полученные в работах [64, 11). Сохра-
нение эффекта горячего наклепа после медленного охлаждения
катаных труб подтверждается данными, полученными Б П Ко-
лесником [621 также на трубах из стали 36Г2С После нагрева
под закалку со скоростями 1,8; 4 и 8 град!сек, но без выдержки
(т е. в условиях, когда эффект предварительного наклепа мог
быть сохранен) предел текучести получается больше на 20—
25 кПмм1, чем после обычной термической обработки с выдерж-
кой 30 мин при такой же температуре нагрева для аустенизации.
Этот прирост предела текучести нельзя объяснить увеличением
скорости нагрева, так как в работе [271 было определено, что
изменение скорости нагрева в пределах 5—30 град!сек не изме-
няет значения механических свойств. Такая большая устой-
чивость упрочненного после горячего наклепа состояния может
быть обусловлена следующими причинами
1) наличием «стабильных» деформированных зерен, пере-
кристаллизующихся даже после значительных выдержек при
данной температуре [10];
2) сохранением несовершенств строения, созданных накле-
пом и после рекристаллизации [8, 91 (так называемый эффект
«памяти» рекристаллизованного кристалла по отношению к пред-
варительно созданным при наклепе дефектам).
С. С. Горелик [64] приводит интересные соображения о соот-
ношении интенсивности процессов миграции большеугловых
границ и аннигиляции созданных деформацией дефектов Слож-
ная схема деформирования при весьма высоких температурах
(условия производства труб) определяет получение конфигу-
раций дефектов повышенной устойчивости.
В пашем случае тщательное изучение структуры, получен-
ной после TOj, и измерение микротвердости зерен разных раз-
меров не показало наличия в структуре таких «стабильных» пе-
рекристаллизованных зерен.
Микроструктурный анализ под электронным микроскопом
позволил получить некоторые дополнительные результаты. Во-
первых, структура стали после ВТМО характеризуется сильным
развитием фрагментации (рис. 152, а). Такая фрагментация
бывших аустенитных зерен в значительной мере сохраняется
и после обработки по варианту ТОХ (рис 152, б), что свидетель-
ствует о возможности сохранения структурных несовершенств
и после рекристаллизации После обработки с промежуточным
850
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
нагревом ТО2 (рис 152, в) фрагментация структуры значительно
меньше, а после ТО4 (рис 152, г) нс обнаруживается вовсе.
Другая особенность микроструктуры, получаемой после
ВТМО и ТО1(—«пластинчатый» вид мартенсита, характерный
I
I
Рис 152 Микроструктура образцов из труб стали ДБ после различной обработки
(во всех случаях заключительная операция — отпуск при 100° С, I ч X 8500)
а — ВТМО, 6 — закалка охлажденных на рочьгаиге труб, в — закалка предвари-
тельно нормализованных с 880° С труб, г — закалка предварительно нормализован-
ных с Н 00° С труб
вообще для стали, закаленной в процессе ТМО 165]. Мартен-
сит, полученный после обработки по варианту ТО2 и особенно
по ТО4, имеет более «игольчатый» вид. Обнаруживается по-
степенный переход структуры от варианта ВТМО к вариап-
ВТМО ТРУБ
851
ту ТО4, а также сохранение после ТО, некоторых особенностей
структуры, полученной после ВТМО. По-видимому, этим, и
в первую очередь сохранением внутризеренной фрагментации,
объясняется устойчивость упрочненного состояния даже в ус-
ловиях собирательной рекристаллизации — процесса, касаю-
щегося в данном случае лишь изменения внешних размеров
зерен.
В связи с этим интересно отметить, что хотя уровень меха-
нических свойств после обработки без промежуточного нагрева
(ТО,) оказался выше, чем после обработок с промежуточным
нагревом (ТО2, ТО3, ТО4), размер аустенитного зерна был в пер-
вом случае в 3—3,8 (сталь ДБ) или в 2,2—3 раза больше
(сталь 36Г2С). Следовательно, между уровнем механических
свойств и величиной аустенитного зерна не существует зависи-
мости в упрочненном состоянии Отсутствие ее в случае термо-
механической обработки было показано в работах [66, 5, 67]
Наоборот, в работах [68—69] была обнаружена чуть ли не
прямая связь между пределом текучести и величиной зерна.
В действительности, на прочностные свойства сплавов в упроч-
ненном состоянии, по-видимому, более значительное влияние
оказывает степень развитости внутренних субграниц, внутри-
зеренной фрагментированной структуры [70—72], чем сами
границы зерен (характер которых не может быть установлен
при принятой методике металлографического анализа) При
этом, возможно, сохраняется повышенная плотность несовер-
шенств строения, а главное — концентрационная неоднород-
ность на местах бывших границ зерен и проявляется (обнару-
жено методом авторадиографии) двойная сетка границ после
рекристаллизации, т е границ зерен, бывших до рекристалли-
зации, и зерен, вновь образовавшихся [8, 9]. В данном случае
это означает, что число границ, служащих барьерами и оказы-
вающих сопротивление пластическому деформированию, как бы
удваивается.
В случае упрочненного состояния, по-видимому, изменяется
и характер разрушения при механических испытаниях. Так,
в нашей работе с Г И. Черепановой на основании электронно-
микроскопического исследования показано, что размер фасеток
в изломе термомеханически упрочненного образца после испы-
тания на растяжение значительно меньше, чем обычно зака-
ленного, а в работах 173, 74] обнаружено также изменение
характера набл’юдаемого разрушения образцов, отпущенных
в интервале температур развития обратимой отпускной хруп-
кости. При испытании на удар образцов, прошедших ВТМО,
* См также БлаитерМ Е и др В сб. «Прогрессивные методы термической обра-
ботки деталей машин и инструментов» (Материалы конференции) Волгоград, 1964
852
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
разрушение проходи! по телу зерна, тогда как после обычной
закалки — разрушение по границам действительного зерна
Все это свидетельствует о значительном влиянии фрагментации
структуры и субграниц на уровень получаемых после ВТМО
механических свойств.
Степень сохранения несовершенств тонкого строения в за-
висимости от режимов термомехапической и термической обра-
ботки характеризуется данными рентгеноструктурного анализа
(табл. 45)
ТАБЛИЦА 45 УШИРЕНИЕ ЛИНИЙ (ПО) И (211) ПОСЛЕ ВТМО И ПОСЛЕ
РАЗНЫХ ВАРИАНТОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Темпера тура от пуска, °C Интер фереи- ционпая линия ₽(И0) 1 , 10’ рад
ВТМО ТО, ТО, ТО4
100 (110) (211) 19,2110,43 35,1310,85 14,54+0,87 32,8_0,66 14,28+0,29 30,76 -0,83 14,1510,45 28,77 +0,73
200 (НО) (211) 16,33+0,64 32,5610,89 13,55-40,40 29,19±0,91 13,1910,51 27,76 *-0,95 13,44 +0,61 26,86 l0,62
300 (110) (211) 12,11-г 0,94 22,0710,31 10,3710,56 20,5810,76 10,2410,34 18,75+0,28 9,84 L0,58 18,3710,56
400 (НО) (211) 9,56 г 0,94 15,40 i 0,30 7,2410,34 13,3510,77 6,88 0,49 12,3610,72 6,13 0,47 11,93-0,81
500 (НО) (211) 7,19_0,51 9,85-^0,64 4,5610,7 7,2510,33 4,38т0,48 7,0110,46 4,21_0,31 6,46х0,54
600 (НО) (211) 3,2510,56 5,7110,51 2,45-0,44 3,5910,7 2,17_0,49 3,1810,53 1,62^0,55 2,5510,54
Примечание Кроме значений физического уширения линий, в таблице
приводятся н значения средней квадратичной ошибки
После ВТМО значения физического уширения для ли-
нии (ПО) получаются на 12—16% больше по сравнению с ва-
риантом ТОр а для линии (211) — на 10—16%. Разница между
значениями физического уширения линий после ВТМО и после
TOi мало изменяется в зависимости от температуры отпуска
Поэтому можно считать, что структурные несовершенства, опре-
деляющие разницу в значениях физического уширения линий,
мало чувствительны к температуре отпуска и сохраняются
после высоких температур нагрева. Это соответствует резуль-
татам механических испытаний, полученным и нами, и дру-
гими исследователями, которые показали, что повышенные зна-
чения характеристик прочности после ВТМО сохраняются
вплоть до самых высоких температур
Что касается значений физического уширения линий (ПО)
и (211) после обработки по вариантам ТО2 и ТО4, то они полу-
чаются немного меньше, чем после обработки TOV Однако раз-
ница между значениями, полученными послеTOi и ТО2 или ТО2
ВТМО ТРУБ
853
и ТО4 соответственно, очень невелика и находится в пределах
погрешности измерения, а в случае лилии (110) разница в зна-
чениях, полученных после ТО! и ТО4, даже меньше, чем сред-
няя квадратичная ошибка. Этот факт, а также то обстоятель-
ство, что по сравнению с обычной закалкой значения физиче-
ского уширения линий после ВТМО не на много больше, пока-
зывают, что плотность дислокаций после ВТМО хотя и выше,
чем после обычной закалки, но по сравнению с НТМО невысока.
Сравнивая результаты рентгепоструктурного анализа и
электронномикроскопического исследования, можно сказать,
что основная причина получения повышенных свойств в резуль-
тате ВТМО состоит не столько в повышении плотности дисло-
каций,'сколько в их благоприятном распределении, создающем
фрагментацию структуры Такая структура обусловливает по-
вышенную пластичность стали, благодаря чему становится воз-
можным реализовать высокую прочность. Фрагментированная
структура, образовавшаяся в результате перераспределения
дислокаций при высокотемпературной пластической деформа-
ции, обладает повышенной термической устойчивостью 11, 75,
761. Именно поэтому упрочненное состояние, полученное в ре-
зультате ВТМО, более устойчиво, чем после НТМО
Можно также предположить наличие связи между устойчи-
востью эффекта горячего наклепа и устойчивостью внутризерен-
ной текстуры. В. Д Садовский с сотр. 1491 показал, что после
обработки стали 50 по схеме: горячая деформация (ковка) —
выдержка в течение нескольких часов при 600—650° С — нагрев
от этой температуры до 860—870"“ С — охлаждение на воздухе
в изломе и макроструктуре обнаруживалось сохранение впу-
тризерснной текстуры, хотя в микроструктуре была мелкозер-
нистая феррито-перлитная смесь Повторный нагрев до 860—
870° С с выдержкой 4 ч оказался недостаточным для устра-
нения текстуры лишь после повторного нагрева до 1100° она
исчезла.
В. И Архаров и Ю -Д Козманов 147], использовавшие
метод рентгеноструктурного анализа, показали, что в стали
18X1Н4МА внутризерепная текстура не устраняется даже после
повторного нагрева до 1000° С независимо от продолжитель-
ности выдержки (до 9 ч), а исчезает лишь после нагрева до более
высоких температур.
В работе 1771 показано, что даже двойная термическая обра-
ботка с медленным нагревом в некоторых случаях не устраняет
полностью виутризеренную текстуру и ее влияние (на этот раз
отрицательное) на ударные свойства стали.
Нами было проведено испытание на удар при температуре
жидкого азота образцов стали ДБ, подвергнутых ВТМО и обра-
17 Бернштейн
Рис 153 Развитие трещин в образце из стали ДБ при испытании
и а удар после ВТМО с отпуском при 550° С, 2 ч
а — до испытания, б — распространение трещины, в — то же
место после испытания
ВТМО ТРУБ
855
ботке по вариантам ТОХ и ТО3; отпуск проводили в условиях
развития обратимой отпускной хрупкости (2 ч при 550° С, мед-
ленное охлаждение с печью) Как и следовало ожидать, в слу-
чае образцов, подвергнутых ВТМО, разрушение происходило
по телу зерен (рис 153). При обработке ТО3 трещина развилась
в основном по границам зерен (рис 154), а после обработки по
варианту ТО1 разрушение явно происходило по телу зерен
(рис. 155), что служит прямым доказательством сохранения
благоприятного эффекта горячего наклепа и после повторного
Рис 154 Развитие трещины при испытании на удар в образце из стали
ДБ после обработки по варианту ТО, с отпуском при 550* С, 2 ч X 450
нагрева под закалку. Это находится в хорошем соответствии
с результатами электронномикроскопического исследования и
показывает, что, с одной стороны, после обработки ТОг в струк-
туре сохраняются особенности, характерные для структуры
термомеханически упрочненных образцов, а с другой стороны,
возможно, существует что-то общее между структурами, полу-
ченными после обработки TOj и после закалки предварительно
перегретой стали В последнем случае устойчивость внутризе-
ренной текстуры объясняется небольшим внутренним наклепом,
обусловленным фазовыми превращениями
Вероятно, большая устойчивость структуры в результате
горячего наклепа труб определяется, во-первых, малым обжа-
тием на последнем этапе прокатки на калибровочном стане
(X = 12%) и, во-вторых, высокой температурой нагрева при
пластической деформации на промежуточных этапах, придаю-
щей повышенную термическую устойчивость фрагментирован-
ной структуре.
17*
Рис 155 Развитие трещин при испытании на удар в образце иа
стали ДБ после обработки по варианту TOt с отпуском при 550° С,
2 ч
л — до испытания, б—распространение трещины, в — то же место
после испытания
ВТМО ТРУБ
857
РАЗНОВИДНОСТЬ ВТМО ТРУБ С ОХЛАЖДЕНИЕМ СЖАТЫМ ВОЗДУХОМ
Изучение механических свойств, полученных после раз-
ных вариантов термической обработки, показало, что в случае
прокатки труб упрочняющий эффект наклепа оказывается
весьма устойчивым. Микроструктурным анализом показано,
что в случае охлаждения на рольганге труб после прокатки ре-
кристаллизация обработки не протекает полностью, а собира-
тельная рекристаллизация даже пе начинается Обнаружено
также, что фрагментированная структура, полученная в ре-
зультате высокотемпературной пластической деформации, со-
храняется в значительной мере и после повторного нагрева
труб. Поэтому казалось целесообразным опробование разновид-
ности обработки, предусматривающей ускоренное охлаждение
труб немедленно после прокатки сжатым воздухом Предпола-
галось, что благодаря сохранению упрочняющего влияния пред-
шествующего наклепа будут получены более высокие свойства,
чем после обычной нормализации.
Опыты были проведены на других серийных плавках труб
из сталей ДБ и 36Г2С размером 133 X 9 (прокатанных из за-
готовок диаметром 130 мм). В случае труб из стали 38ХНМ была
использована та же серийная плавка, что и для варианта ВТМО.
Для сравнения были подвергнуты отпуску по тому же режиму
и охлажденные на рольганге после прокатки трубы, а также
трубы, нормализованные по режиму, обычно применяемому на
заводах.
Микроскопическое исследование и измерение твердости по-
казали, что структура, образующаяся при ускоренном охла-
ждении труб из стали ДБ (троостит закалки), соответствует
той, которая получается в результате распада аустенита при
500—550° С. Структура труб из сталей 36Г2С и 38ХНМ вслед-
ствие их повышенной прокаливаемости (устойчивости аусте-
нита) после ускоренного охлаждения состоит из смеси троостит4-
бейнит, образующейся Ири 400—450° С.
Данные механических испытаний приведены в табл 46—48,
они представляют средние значения, полученные в результате
испытания 12 образцов от четырех труб (по три образца от каж-
дой трубы) для каждого варианта обработки.
На основании полученных результатов можно сделать сле-
дующие выводы-
1 В случае обычной нормализации сталей ДБ и 36Г2С по-
следующий отпуск не оказывает влияния на механические
свойства.
2 При ускоренном охлаждении труб после прокатки сжа-
тым воздухом и последующем отпуске значительно повышаются
858
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 46 МЕХАНИЧЕСКИЕ СВОЙСТВА ТРУБ ИЗ СТАЛИ ДБ ПОСЛЕ
В ГМО С ОХЛАЖДЕНИЕМ СЖАТЫМ ВОЗДУХОМ И ПОСЛЕ ОБЫЧНОЙ НОР-
МАЛИЗАЦИИ
Темпера- тура от пуска, °C <7Т к//ил! 6 %♦ ан Ki V III’ HRC
ВТМО с о х л а ж д с и нем ежа тым воздухом
400 93 (91,3/97) 69 (62/71,5) 18,8 (16,3/21) 53,5 (50,5/59,5) 7,5 (7,0/9,0) 25,5
500 93 (90/95,2) 69 (65/72) 18,7 (16/21) 51 (47/54,5) 7,2 (6,0/7,8) 23
600 86,5 (82/93) 64 (61/71) 20,3 (20/21) 55,5 (53/57,5) 7,4 (6,5/8,0) 19,5
Н о р । и а л из а ци я
400 81 (80/81,5) 48 (45,5/50) 22,2 (17/23) 59,5 (57/62) 7,8 (7,3/8,8) 16
500 81,5 (80/82) 49,5 (48/51) 21,5 (18/24) 57 5 (54/60) 7,8 (6,9/8,4) 16
600 80 (79/81,5) 47 (45/50,5) 22,7 (19/25,5) 60,5 (56/64,5) 8,1 (7,478,5) 16
Без от- пуска 81,5 (81/82,5) 49 (47,5/52) 20,5 (19/21,5) 58,5 (52/63) 8,2 (7,2/8,8) 16
Прим нижний е ч а и и е. В скобках в числителе и и верхний пределы значений знаменателе — соответственно
ТАБЛИЦА 47 МЕХАНИЧЕСКИЕ СВОЙСТВА ТРУБ ИЗ СТАЛИ 36Г2С
ПОСЛЕ ВТМО С ОХЛАЖДЕНИЕМ СЖАТЫМ ВОЗДУХОМ И ПОСЛЕ ОБЫЧНОЙ
НОРМАЛИЗАЦИИ
Темпера- тура от пуска, °C °в кГ/ммг ат кГ/чмг б % % °н к Г м/см1 HRC
ВТМО с о : илаждени ем сжата >1 м В О 3 д ухом
400 143 (124,5/163,5) 104,5 (98,5/114,5) (7,2/13) 24 (15,6/31,5) 2,0 (1,3/1,6) 37,5
500 110 (104/120) 84 (76'89,5) 13,7 (9,5/17,8) 40 (37/43) 6,4 (6,0/7,2) 29,5
600 85,5 (83/87,5) 68 (66,5/70,5) Норма 20 (18,5/22,5) 1 Л и з а ц И : 57,5 (51,5/60,5) я 9,8 (8,8/11) 23,5
400 86 (85,5/89) 52,5 (51,5/54) 20 (16,5/21) 58 (57,59,5) 9,7 (7,4/10,4) 19,5
500 85 (83,5/лб) 52,5 (51/53,5) 22 (17,5/24) 58,5 (56/61,5) 9,4 (8,6/Ю) 19
Без от- 86 53,5 22 56,5 9,2 19,5
пуска (85/87) (52,5/55) (21/23) (55/57,5) (8,2/9,7)
Прим нижний е ч а и и е. В скобках в числителе и знаменателе и верхний пределы значений — соответственно
BIMO ТРУБ
859
ТАБЛИЦА 48 МЕХАНИЧЕСКИЕ СВОЙСТВА ТРУБ ИЗ СТАЛИ 38ХНМ
ПОСЛЕ ВТМО С ОХЛАЖДЕНИЕМ СЖАТЫМ ВОЗДУХОМ
Темпера- тура от- пуска, “С °в кГ/мм* °т кГ /мм1 б % % ан кГ м/счг HRC
400 128,Б (113/144,5) 98 (92/103) 11,6 (10,3/13,5) 44,5 (41/47) 6,3 (5,7/6,8) 36
500 112,5 (107/11b) 86,5 (84,5/88) 12,4 (10,8/14) 55 (53,5/57) 9,7 (9,0/10,2) 29,5
600 100 (98,5/103) 82 (80,5/83) 13,6 (12,4/14,5) 58 (56,5/62) 10,4 (9,9/11,2) 28,5
Прим нижний е ч а и и е В скобках в числителе и и верхний пределы значений знаменателе — соответственно
свойства прочности, особенно такая важная характеристика,
как предел текучести, но в то же время снижается пластич-
ность — в большей степени в случае стали 36Г2С и незначи-
тельно в случае стали ДБ. Несмотря на это снижение пластич-
ности комплекс механических свойств, полученных после не-
медленного ускоренного охлаждения после прокатки и высокого
отпуска, намного превышает требования ГОСТ не только для
труб из этих сталей, но даже для труб из более легированных
сталей (например, из стали 38ХНМ)
3. В случае стали ДБ с повышением температуры отпуска
от 400 до 500° С не изменяются значения механических свойств,
тогда как повышение температуры до 600° С приводит к сниже-
нию свойств прочности и к повышению свойств пластичности.
Эти данные, а также данные микроскопического исследования,
показывают, что структура, образующаяся при ускоренном ох-
лаждении (троостит закалки), соответствует той, которая по-
лучается в результате распада аустенита при 500—550° С.
В случае стали 36Г2С и 38ХНМ повышение температуры
отпуска от 400 до 500 или 600° С приводит к значительному
изменению механических-свойств Структура труб из этой стали
после ускоренного охлаждения состоит из смеси троостита и
бейнита.
4 Опыты, проведенные в обычных заводских условиях, по-
казали реальные возможности получить трубы, обладающие
высокими механическими свойствами, путем применения ва-
рианта ВТМО с ускоренным охлаждением сжатым воздухом и
заменить при-этом легированные стали углеродистыми (ДБ)
или малолегированными (36Г2С)
Согласно ГОСТ 632—57, трубы нефтяного сортамента в за-
висимости от категории должны обладать механическими свой-
ствами, приведенными в табл. 49.
860
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
После разновидности ВТМО с охлаждением сжатым возду-
хом и отпуска при 400—500° С трубы из стали ДБ имеют ав =
= 93 кГ1ммг\ от = 69 кГ1мм*\ 6 - 18,5%, ф — 51—53%, ап =
7 кГ‘м!см2, 1 е. удовлетворяют требованиям, предъявляе-
мым для труб категории Л Сталь 36Г2С после отпуска при
600° С также удовлетворяет этим требованиям по свойствам
прочности, а свойства пластичности и ударная вязкость у нее
еще выше. Наконец, механические свойства, полученные на
трубах из стали 38ХНМ после
ТАБЛИЦА 49 МЕХАНИЧЕ-
СКИЕ СВОЙСТВА ТРУБ НЕФТЯ-
НОГО СОРТАМЕНТА В ЗАВИСИ-
МОСТИ ОТ КАТЕГОРИИ ПРОЧНО
СТИ 1
Кате- J ори я тр>б °в кГ/мм* от кГ/им* 6»
Д 65 38 16
Е 70 50 12
Ем 75 55 12
Л 80 65 12
м 90 75 12
1 ДЛ1 а труб веек категорий
Ф = 40% . -4 кГ-м/см*
такой же обработки с отпуском
при 600° С (оа = 100 кПмм2,
от = 82 кГ/мм2, 65 - 13,6%;
4 — 58% и ан^10,4 кГ-м/см2),
удовлетворяют требованиям,
предъявляемым ГОСТом к тру-
бам категории М
Следует отметить, что техни-
ческими условиями на поставку
опытно-промышленной партии
наиболее прочных бурильных
и обсадных труб из сталей
35ХГ2СМ и 35ХГ2СВ (ЧМТУ/
ЦНИИЧМ 260-60) предусмот-
рен ов 76 кПмм2, а также
что в США для скважин глу-
биной до 8000 м используют
трубы с пределом текучести
60—80 кПмм2 [7?].
Таким образом, результаты, полученные нами в заводских
условиях, показывают, что применение разновидности ВТМО
с охлаждением сжатым воздухом весьма перспективно, так как
не только позволяет получить повышенные механические
свойства, но и не требует существенного переоборудования
в цехах и не снижает темпа прокатки. При этом способе обра-
ботки резко облегчается и решение всех вопросов, связанных
с сохранением геометрии и отделкой высокопрочных труб.
ТЕРМИЧЕСКАЯ ОБРАБОТКА ТРУБ С ИСПОЛЬЗОВАНИЕМ НАСЛЕДОВАНИЯ ВТМО
Возможность применения ВТМО с использованием эффекта
наследования получаемого упрочнения имеет особое практиче-
ское значение при производстве высокопрочных труб в том
случае, когда требуется высокий комплекс механических
свойств и в то же время необходима механическая обработка.
Промежуточный отпуск обеспечивает снижение твердости для
выполнения механической обработки, а последующая термине-
ВШО ТРУБ
861
ская обработка, проведенная по вполне определенным режимам,
позволяет восстановить высокий комплекс механических свойств,
присущий стали, подвергнутой термомеханической обработке.
Трубы были подвергнуты термомеханической и термической
обработке по следующей схеме- немедленная закалка после про-
катки — промежуточный отпуск 1 ч при 400 или 500° С — ско-
ростной нагрев в соляной ванне с выдержкой 3 мин при 840—
850° С — закалка в воде — окончательный отпуск при темпера-
турах от 100 до 600° С. Исследование величины аустенитного
зерна показало, что за время повторного скоростного нагрева
под закалку рекристаллизация обработки развивается в зна-
читель'ной степени. По сравнению с термомехапически упроч-
ненным состоянием число мелких рекристаллизованных зерен
значительно больше (кривые 4 на рис 148 и 150 и кривая 5
на рис. 149), вследствие чего средний размер аустенитного
зерна меньше на 30% в случае труб из стали ДБ (11,3 мк про-
тив 13,8) и на 10—12% — в случае труб из сталей 36Г2С и
38ХНМ (10,1 мк против 11,2 и 9,8 мк против 11 соответственно),
чем после ВТМО
Изменение температуры промежуточного отпуска от 400 до
500° С (сталь ДБ) естественно, не повлияло па скорость рекри-
сталлизации обработки при повторном скоростном нагреве под
закалку В обоих случаях средний размер зерна получился
(в пределах точности измерения) одинаковым
Из-за весьма малого размера аустенитного зерна (даже от-
дельные «крупные» зерна в структуре меньше зерен, отвечаю-
щих баллу 8 по ГОСТу) не было возможности установить, на-
чалась ли собирательная рекристаллизация. Однако даже если
она начиналась, то не могла получить сильного развития, так
как температура нагрева была относительно низкой, а выдержка
при этой температуре была слишком короткой
Механические свойства, полученные в результате термиче-
ской обработки, использующей эффект наследования ВТМО,
приведены в табл 50—52 Там же для сравнения приведены
механические свойства после ВТМО.
Как следует из приведенных данных, повторная, после
ВТМО, термическая обработка, предусматривающая проме-
жуточный отпуск при 400 или 500° С и последующую закалку
со скоростным нагревом, приводит к почти полному восстанов-
лению свойстр прочности, а иногда даже к повышению свойств
пластичности по сравнению с ВТМО Таким образом, и в данном
случае можно использовать наследственное влияние упрочне-
ния, достигаемого в результате ВТМО.
Исследования показали, что в случае труб из стали ДБ при
температуре промежуточного отпуска 500° С после указанной
862
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Таблица 50 МЕХАНИЧЕСКИЕ СВОЙСТВА ТРУБ ИЗ СТАЛИ ДБ ПОСЛЕ
РАЗЛИЧНЫХ ВАРИАНТОВ ОБРАБОТКИ
Режим обработки Температура отпуска. °C м оа ат, кГ/мн* twvrf •'’“р * * сГ и а:
ВГМО 100 240 182 173 6,8 27,5 3,3 56,5
Вариант 1 237 179 174 6,5 35 2,0 57,5
> 2 236 180 172 6 25,5 2,0 57,5
» 3 199 Хрупкое разрушение 2,0 57,5
ВТМО 200 214 176 171 8 31,5 5 53,5
Вариант 1 208 179 170 8 36 5,7 53
> 2 209 176 169 7,5 36 6,5 53,5
> 3 194 163 155 5,5 24,7 6.2 53
В1МО 300 184 162 153 8 36 5,5 49
Вариант 1 182 160 156 8 40,5 5,7 49
> 2 181 164 158 7,5 39 6,1 49
> 3 175 152 147 8 34 4,0 W 48,4
ВТМО 400 149 134 128 8.5 41 7,2 42,5
Вариант 1 144 134 127 9 55 8,4 44,0
> 2 143 135 131 9 55,5 9,0 42,5
> 3 141 132 127 7,5 54,5 9,2 42,5
ВТМО 500 108 95 90 11,5 50 9,4 34,5
Вариант 1 108 101 98 12 56,5 11,6 35,5
> 2 109 103 98 13 55,5 11,0 32,5
> 3 102 95 91 9,5 55 12,2 33,5
Примечание Вариант 1 ВТМО — отпуск 1 ч при 400° С — нагрев
в соляной ванне 3 мин при 840° С — закалка в воде — окончательный отпуск,
вариант 2 то же, что вариант 1. но отпуск прн 500° С; вариант 3 — нормали
зация охлажденных на рольганге после прокатки труб (с 880е С, 1 ч) — дальше
скоростная закалка с нагревом в соляной ванне 3 мин при 840° С с охлаждением
в воде — окончательный отпуск
ВТМО ТРУБ
863
ТАБЛИЦА 51 МЕХАНИЧЕСКИЕ СВОЙСТВА ТРУБ ИЗ СТАЛИ 36Г2С
ПОСЛЕ ВТМО И ПОСЛЕ ОБРАБОТКИ ПО ВАРИАНТУ 2 С ИСПОЛЬЗОВА-
НИЕМ ЭФФЕКТА НАСЛЕДОВАНИЯ ВТМО
Режим обработки Температура , отпуска. °C CQ =5 5 to Опц, кГ/мм’ о* ан, кГ ч/сч* ас а:
ВТМО 100 221 190 181 8,5 46 3,8 55
Вариант 2 225 193 185 8,0 48 3,2 55
ВТМО 200 202 167 160 9,5 48,5 10,6 52
Вариант 2 201 174 169 9,0 49,5 10,5 51,5
ВТМО 300 187 163 159 8,5 46 6,7 49,5
Вариант 2 184 168 160 7,5 55,5 9,4 48,5
ВТМО 400 154 137 130 9,5 46,5 6,8 42,5
Вариант 2 154 144 140 9,0 55,5 8,2 43
ВТМО 500 115 103 99 11,2 50 9,7 36
Вариант 2 114 104 100 11,0 56,5 10,0 34
Примечание Вариант 2 — то же, что и в табл 50
ТАБЛИЦА 52 МЕХАНИЧЕСКИЕ СВОЙСТВА ТРУБ ИЗ СТАЛИ 38ХНМ
ПОСЛЕ ВТМО И ПОСЛЕ ОБРАБОТКИ ПО ВАРИАНТУ 2 С ИСПОЛЬЗОВАНИЕМ
ЭФФЕКТА НАСЛЕДОВАНИЯ ВТМО
Режим обработки Температура отпуска, °C 3 ей to Ст, кГ/ммг СГПц. кГ/ммг аи . кГ м/с и2 ОС а:
ВТМО 100 237,5 199 194 9 41 7,3 53,5
Вариант 2 233,5 189,5 177,5 10 41 7,0 53,5
ВТМО 200 217 184 178 10,5 51 10,2 50,5
Вариант 2 215 178 164,5 10 51,5 10,1 50,5
ВТМО 300 196 177 166 9 55,5 8,7 47,5
Вариант 2 194,5 171,5 159 9 55,5 8,0 46,5
ВТМО 400 159 149,5 145,5 8 50 7,6 41
Вариант 2 156 144 138 8 51,5 7,3 41,5
ВТМО 500 132,5 128 123 8,2 52 9,5 37
Вариант 2 128 121 118 8,5 52,5 11,0 38
Примечание Вариант 2 — то же, что в табл 50
864
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
термической обработки с окончательным отпуском при 100° С
свойства пластичности немного меньше, чем после ВТМО, и
значительно меньше (особенно поперечное сужение), чем после
промежуточного отпуска при 400° С. По-видимому, это обуслов-
лено малым содержанием легирующих элементов в этой стали
и, следовательно, пониженной ее устойчивостью против разу-
прочнения при повышенных температурах отпуска Однако
даже после промежуточного отпуска при 500° С падение свойств
пластичности и прочности по сравнению со свойствами, полу-
ченными после ВТМО и после
промежуточного отпуска при
400° С, несущественно (с учетом
существующих норм) и не ис-
ключает возможности использо-
вания этого варианта термиче-
ской обработки
Что касается варианта тер-
мической обработки с использо-
ванием эффекта наследования
ВТМО в случае промежуточного
отпуска при 400° С, то при незна-
чительном падении свойств проч-
ности (по сравнению с ВТМО)
получаются повышенные свой-
ства пластичности и ударной вяз-
кости Если сравнивать* значе-
ТАБЛИЦА 53 ЗНАЧЕНИЯ
КАЧЕСТВЕННОГО коэффициен-
та. ПОЛУЧЕННЫЕ ПОСЛЕ РАЗ-
ЛИЧНЫХ ВАРИАНТОВ ОБРАБОТ-
КИ ТРУБ ИЗ СТАЛИ ДБ
100
200
300
400
500
6590
6740
6650
6100
5400
8265
7510
7350
7950
6140
5970
7550
7100
7980
6030
5000
5970
7650
5650
Примечание Варианты 1—3
то же, что в табл 50
ния качественного коэффициента1 после различных вариантов
обработки, в том числе и после ВТМО, то видно, что наилуч-
шее сочетание механических свойств достигается после исполь-
зования эффекта наследственного влияния наклепа (табл 53).
Вариант 3 предусматривал снятие эффекта ВТМО предва-
рительной нормализацией, а затем ту же термическую обра-
ботку, что вариант 1 Естественно, что в этих условиях заклю-
чительная закалка со скоростным нагревом и соответствующий
отпуск не привели к получению характерных для ВТМО вы-
соких механических свойств (см. табл 50)
Таким образом, несомненно, что высокий уровень механи-
ческих свойств после ВТМО и соответствующей термической
обработки представляет результат сохранения упрочняющего
эффекта наклепа, а не результат двойной закалки В случае
сталей 36Г2С и 38ХНМ термическая обработка с промежуточ-
1 Надо отмегнть, что искать физический смысл в этом коэффициенте не следует Однако,
учитывая, что установлена связь (качественная) между коэффициентом авф и преде-
лом выносливости O j, а также что колонна труб работает на усталость, приведенные
данные имеют определенную ценность
ВТМО ТРУв
865
ним отпуском при 500° С привела к получению результатов,
аналогичных тем, которые были получены на стали ДБ По
сравнению с ВТМО лучшие результаты при использовании
варианта наследования достигаются на трубах из стали 36Г2С
При примерно одинаковых значениях предела прочности и от-
носительного удлинения предел текучести и поперечное суже-
ние оказываются даже не-
сколько выше, чем после
ВТМО.
Что касается изменения
ударной вязкости, то приме-
нение. варианта обработки с
использованием эффекта на-
следования приводит в слу-
чае труб из сталей ДБ и
36Г2С к получению (за исклю-
чением температуры оконча-
тельного отпуска 100° С) бо-
лее высоких значений, чем
после ВТМО В случае стали
38ХНМ после отпуска при
100—400°С ударная вязкость
Рис '56 Изменение уширения линии (110)
при съемке с различных плоскостей образ-
цов из стали ДБ в зависимости от обра
боткн
7—плоскость прокатки после ВТМО, 2 —
примерно одинакова после
обработки по обоим вариан-
там, а после отпуска при 500—
600° С больше, чем после
ВТМО. В то же время в ре-
зультате обработки с исполь-
зованием эффекта наследова-
торцовая плоскость, перпендикулярная к
направлению прикажи, после ВТМО, 3 —
плоскость прокатки после варианта обра
богки с использованием эффекта наследо-
вании
ния необратимая отпускная
хрупкость (сталь 36Г2С) ослабляется в большей степени, чем
после ВТМО, кроме того, уменьшается интервал температур,
в котором обнаруживается это явление (сталь 38ХНМ).
О сохранении структурных несовершенств, образовавшихся
при ВТМО после термической обработки на наследование, сви-
детельствуют и результаты рептгеноструктурного анализа
(рис 156) Значения уширения линий (НО) и (211) после такой
обработки меньше, чем после ВТМО, но больше, чем после за-
калки охлажденных на рольганге после прокатки труб Разница
в величинах физического уширения после ВТМО и после обра-
ботки на наследование меньше, чем разница в этих величинах
после обработки на наследование и закалки охлажденных на
рольганге труб
Необходимо отметить и следующий факт. В работе [791 было
установлено, что после ТМО значения физического уширения
866
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
линий различны для разных плоскостей образцов, что связано
с анизотропией элементов тонкой структуры Как показали
полученные нами с Н Дрэганом данные, анизотропия элементов
тонкой структуры сохраняется и после обработки на наследо-
вание. Так, физическое уширение линии (НО) в случае съемки
на плоскости прокатки хотя и меньше, чем уширение линии (110)
па соответствующей плоскости после ВТМО, но больше, чем
эти значения для торцовой (перпендикулярной) плоскости Эти
данные подтверждают высказанное в нашей работе с М А Штре-
мелем 1411 предположение о сохранении текстуры дислокаций
после варианта обработки с использованием эффекта наследо-
вания горячей деформации.
ВЫСОКОТЕМПЕРАТУРНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
РЕССОРНОЙ СТАЛИ
ЛАБОРАТОРНЫЕ ЭКСПЕРИМЕНТЫ
Влияние ВТМО на строение и свойства рессорной стали
представлялось целесообразным исследовать на широко при-
меняемых в отечественном машиностроении сталях 50ХГА и
55С2 В работе, выполненной совместно с В И Пустоваловым,
ВТМО с деформированием прокаткой подвергали плоские об-
разцы промышленных плавок сталей 50ХГА (0,5% С, 0,25% Si;
0,9% Мп; 1,0% Сг) и 55С2 (0,51% С, 1,8% Si, 0,78% Мп), ко-
торые испытывали с черной поверхностью (с легкой зачисткой
наждачной бумагой) Это приближало испытания к условиям
работы реальных рессорных полос.
Влияние температуры деформирования при ВТМО с обжа-
тием 25%, закалкой в масле и заключительным отпуском при
250° С в течение 1 ч иллюстрируется рис. 157 В соответствии
с ранее (см. 1, т. I,) изложенными соображениями о том, что
величина зерна оказывает большее влияние на пластичность,
чем на прочность, металлического сплава, можно установить
оптимальные температуры нагрева при ВТМО. 900° С — для
стали 50ХГ и 950° С — для стали 55С2 Эти температуры яв-
ляются пороговыми для указанных сталей и определяют начало
интенсивного роста зерна. ВТМО при этих температурах при-
водит к получению оптимального сочетания прочности и пла-
стичности Следует отметить, что в результате ВТМО стали 55С2
при 900° С достигается весьма высокая прочность при достаточ-
ной для многих условий службы пластичности
Как указывалось, использование больших степеней дефор-
мации при ВТМО нерационально Это подтверждается и резуль-
татами, полученными на сталях 50ХГА и 55С2 (рис 158), для
Рис 157 Влияние температуры
деформирования на мехамиче
ские cBoftciBa сталей 50ХГА
(пунктирные кривые) и 55С2
(сплошные кривые) Режимы
ВТМО аустенизация при 900.
950 и 1000° С. 15 — 20 мин, про
катка с обжатием 25%, охлажде-
ние в масле Отпуск прн 250°С, 1 ч
Рис .............
нические свойства
кривые) и 55С2
В ГМО аустенизация при 900 (50ХГА) и 950е С
(55С2), 15 — 20 мин, прокатка с обжатиями 15, 25
и 50%, охлаждение в масле Отпуск при 250° С.
158 Влияние
деформации на меха
50ХГА (пунктирные
---------г Режимы
степени
сталей .......
(сплошные кривые)
и 50%, охлаждение в масле
Рис 159. Влияние темпера,уоы отпуска на механические свойства сталей 50ХГА (а)
и 55С2 (б), подвергнутых ВТМО и обычной закалке Режимы В ГМО аустенизация
при 900 (50ХГА) и 950° С (55С2), прокатка с обжатием 25%, охлаждение в масле
Отпуск при 200 —600* С. 1 ч
— ВТМО, 2 — обычна» закалка
868
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
которых оптимальное сочетание механических свойств наблю-
дается при обжатии 25%'
55ХГА 55С2
ав, кПмм> 220 250
По о. к.Г(мм? . 200 210
1р,'% . . 25 25
д, % . . 6 5
При степени деформации 15% получаются более низкие значе-
ния прочности и значительный разброс характеристик пластич-
ности (нестабильность эффекта упрочнения). Увеличение обжа-
тия до 50% неэффективно
Рис 161 Изменение механиче-
ских свойств стали типа 50СХФ
(состав см в тексте) после ВТМО
с деформированием прокаткой
на 25 и 50% и закалки в масле
в зависимости от температуры
отпуска
Рис 160 Влияние температуры отпуска на меха-
нические свойства сталей 55С2 (/) и 50ХГА (2),
подвергнутых ВТМО с обжатием 25% Темпера-
тура аустенизации 950 (55С2) и 900д С (50ХГА)
Исследование влияния температу-
ры отпуска (рис. 159) показывает, что
а) преимущество ВТМО перед обычной закалкой сохраняется
во всем интервале температур (до 600° С), причем оно особенно
значительно при температурах 300 (сталь 50ХГА) и 400° С
(сталь 55С2), когда после обычной закалки пластичность не-
высока,
б) в результате ВТМО на стали 55С2 (рис 160) можно по-
лучить более высокий комплекс свойств, чем на стали 50ХГА.
Так как содержание углерода в исследованных промышленных
ВТМО РЕССОРНОЙ СТАЛИ
869
плавках было практически одинаковым, то столь значительный
эффект повышения механических свойств у стали с 0,5% С
обусловлен специфическим влиянием кремния Оно может быть
связано не только с торможением превращения при отпуске,
развитием полигонизации и созданием сегрегаций углерода
в твердом растворе, способствующих его концентрации на дисло-
кациях, но и с усилением двойникования мартенсита, отмечае-
мым некоторыми исследователями в кремнистых сталях.
Представляется целесообразным создание специальной марки
рессорной стали для ВТМО, в состав которой при —0,5% С
и повышенном количестве кремния входили бы и другие эле-
менты, йчастности, сильные карбидообразователи, уменьшающие
склонность к росту зерна при аустенизации в процессе ВТМО
Так, в работе с В С. Томсинским была опробована ВТМО стали
55СХФ (0,48% С, 0,48% Мп; 1,2% Si, 0,96% Сг, 0,2% V),
в результате чего получили устойчиво высокий комплекс ме-
ханических свойств (рис. 161) на длинных плоских образцах
толщиной 3 мм (с черной поверхностью).
В работах, выполненных совместно с А Г Рахштадтом,
Д И Броном, В Д Кальнером, изучалось влияние ВТМО на
строение и свойства рессорных сталей 55ХГР и 60С2 (табл. 54).
ТАБЛИЦА 54 ХИМИЧЕСКИЙ СОСТАВ. %. ПРОМЫШЛЕННЫХ ПЛАВОК
РЕССОРНОЙ‘СТАЛИ, ПОДВЕРГНУТЫХ ТЕРМОМЕХАНИЧЕСКОМУ УПРОЧ-
НЕНИЮ
Завод С Мп Si Сг N1 в Т1 Си S Р
С т а л । ь 55ХГР
Челябинский 0,58 0,57 0,57 1,06 1,06 1,14 0,27 0,25 0,36 1,13 1,03 1,0 0,16 0,30 0,01 0,0023 0,0030 0,0032 0,057 0,06 0,05 0,15 0,14 0,13 0.014 0,014 0,021 0,021 0,016 0,025
Чусовской 0,57 0,53 1,03 1,09 0,36 0,37 1,14 1,08 0,15 0,25 0,0035 0,0030 0,043 0,08 — 0,018 0,018 0,018 0,018
Стал ь 60С2
Чусовской Челябинский I 0,58 0,57 | 0,70 0,80 I 1,85 1,75 I 0,25 0,04 | 0,30 1 = 1=1 1 0,031 0,012 I 0,026 0,012
ВТМО промышленного металла проводили в производственных
условиях на Челябинском и Чусовском металлургических за-
водах при горячей прокатке рессорных полос из 50-/П пла-
вок Целью исследования была отработка режима ВТМО
и ее разновидностей на различных профилях рессорных полос,
18 Бернштейн
870
ВЫСОКОТЬМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
опробование полученных результатов в процессе дорожных
испытаний с тем, чтобы можно было дать технологические ре-
комендации для промышленного внедрения ВТМО рессорной
стали на одном из специализированных заводов Предполага-
лось, что лучшая эксплуатационная стойкость будет достигнута
при изготовлении рессор из стали 55ХГР, поэтому основной
объем исследований и был выполнен на этой стали
Рекристаллизацию аустенита стали 55ХГР изучали после
аустенизации при 850, 900, 950, 1000 и 1100° С и деформиро-
Рис 162 Технологическая диаграмма рекристаллизации
промышленной стали 55ХГР в условиях ВТМО
вапия при этих температурах на 5, 15, 25 и 50% с последующей
закалкой в масле. Д. И Брон построил технологическую диа-
грамму рекристаллизации аустенита — зависимость размеров
зерна от режимов обработки — и показал, что интенсивный
рост аустенитных зерен начинается при нагреве выше 950° С —
температурный порог роста аустенитного зерна (рис 162).
После деформирования с обжатием 15, 25 и особенно 50%
при 850° С в структуре наблюдались вытянутые зерна В ре-
зультате деформирования при 900° С выявляются преимуще-
ственно равноосные зерна, а при 950° С и выше четко обна-
руживается область опасных степеней деформации в районе
5- и 50%-ного обжатия
В ряде случаев накладывается рекристаллизация обработки
и возникает очень мелкозернистая структура- новые зерна
(12—17 мк) становятся по существу соизмеримыми с фрагмен-
тами исходных аустенитных зерен, средний размер которых
ВТМО РЕССОРНОЙ СТАЛИ
871
составляет 80—85 мк. Повторная закалка стали, подвергнутой
ВТМО по режимам, в результате которых в структуре было
зафиксировано крупное зерно,
приводит к его резкому измель-
чению (в связи с перекристал-
лизацией при втором нагреве)
Влияние температуры аусте-
низации при ВТМОстали 55ХГР
на механические свойства иллю-
стрируется рис 163. Испытания
вели на плоских 4-л*.и образцах
с «черной» поверхностью, не под-
вергавшихся никакой дополни-
тельной обработке после про-
катки Повышение температуры
бд,бг,л//™гг у, 5,%
?30v------1-----1-----1-----1----'о
800 850 900 950 ЮОО t.'C
Рис 163 Влияние температуры аусте-
низации на свойства стали 55ХГР про-
мышленной плавки после ВТМО (л=
= 50% отпуск при 2.^0° С, 1 <0
от 850 до 1000° С (обжатие 50%, отпуск при 250° С, 1 ч) вызы-
вало некоторое снижение предела прочности с 230 (аустениза-
ция при 850°) до 210 кПмм2 (аустенизация при 1000° С), при
Рис 164 Влияние температуры
аустенизации при термической
(закалка с отпуском при 500°С)
и термомеханической (с после-
дующим отпуском при 250° С,
этом поперечное сужение составляло
16—18%. Удельная работа разруше-
ния при ударе, определенная на образ-
цах 5 X 10 X 55 мм без надреза,
увеличивалась от 12 до 17 кГ -м!см?
при ВТМО с обжатием 15—25%
(рис 164) При обжатиях, близких
к «критическим» (5 и 50%), вызывав-
ших интенсивный рост зерна при
ВТМО, повышение удельной работы
разрушения наблюдалось только в
случае аустенизации при температу-
рах, не вызывающих развития рекри-
сталлизации (до 950° С), нагрев выше
этой температуры вызывал резкое
Падение удельной работы разруше-
ния.
при обычной закалке повышение
температуры аустенизации в указан-
ном интервале температур практи-
чески не оказывает влияния на ста-
1 ч) обработках стали 55ХГР на ТИЧеСКуЮ ПрОЧНОСТЬ,- НО Определяет
удельную работу разрушения существенное СИИЖеНИе ПЛЭСТИЧНОСТИ
при ударе и уДельп0й работы разрушения при
испытании на удар (рис 164). При сравнимых температурах
низкого отпуска после обычной закалки разрушение полностью
хрупкое.
872
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Найденные закономерности изменения величины зерна пред-
ставляют результат протекания при горячей деформации одно-
временно двух процессов: создания новых поверхностей раздела
в аустенитных зернах при деформировании и начала или раз-
вития рекристаллизации. Интенсивность развития рекристал-
лизации зависит от степени и температуры деформирования,
следует учесть, что при больших обжатиях за один проход
(обычно используемых при ВТМО) создается значительная не-
однородность деформации В данном исследовании нами также
55ХГР от степени деформации при В ГМО (отпуск при
240° С, 1 «О
подтверждено, что решающее влияние на свойства стали после
ВТМО оказывают не размеры зерна, видимого под микроскопом,
а его субструктура, формирующаяся в процессе горячего де-
формирования и фазового превращения при закалке Отсюда
понятно, почему при относительно умеренных степенях дефор-
мации в процессе ВТМО (15—25%) при температуре 950° С
у стали 55ХГР достигается лучшее сочетание механических
свойств — эти условия отвечают образованию наиболее тонкой
субструктуры (используются самые начальные этапы рекри-
сталлизации, на зародышевой стадии)
При снижении температуры деформирования в лабораторных
экспериментах до 850—900° С, когда удается подавить интен-
сивное развитие рекристаллизации, и при осуществлении
полировки боковых поверхностей реза плоских образцов (вы-
резанных из пластин) наблюдается большее упрочнение и срав-
нительно монотонная зависимость механических свойств от сте-
пени деформации. С увеличением степени деформации при
ВТМО значительно повышаются и прочность, и пластичность
стали 55ХГР (рис. 165). Различие в пределе прочности стали
ВТМО РЕССОРНОЙ СТАЛИ
873
после обычной термической обработки и ВТМО с обжатием 70%
составляет —50 kDmm? Кроме того, если после обычной тер-
мической обработки (низкий отпуск при 250° С, выдержка 1 ч)
происходит хрупкое разрушение, то после ВТМО с таким же
отпуском сталь 55ХГР имеет 6 ~ 5—7% и \|> = 15 — 20%
(рис 165) Этот запас пластичности считается достаточным (по
Н А Минкевичу) для эксплуатационной стойкости рессор и
пружин На плоских образцах после обычной термической обра-
ботки подобный уровень пластичности получается лишь после
отпуска при 400—450° С, но при этом предел прочности не пре-
вышает 140—150 кПмм2, что почти на 100 кПмм2 меньше, чем
при оптимальных режимах ВТМО.
Аналогичные результаты были получены и на стали 60С2
(табл. 55) после закалки в воде и отпуска при 240° С в течение
1, 4 и 10 ч1
ТАБЛИЦА 55 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 60С2 ПОСЛЕ ВТМО
С ОТПУСКОМ ПРИ 240° С
% тотп ffB к Г/ нм* %,4 к! /и и2 $ 6.0 %
0 170 Хрупкое разрушение
4 174 » »
10 148 » »
25 1 210 200 18 4,5
200 198 16 5,0
10 210 196 17 5,0
50 ] 220 205 17 5,5
4 225 210 18 5,0
10 235 216 20 6,0
I 280 264 10 4,8
’ 203' 195 11 4,5
1 235 218 18 5,0
’ 208 196 12 4,5
| 245 222 15 5,0
1 215 204 14 4,4
♦ При X - = 75% в некоторых опытах удавалось избежать рекристаллизации
или образования трещин (верхняя с :Tpo«a), в большинстве же опытов были
получены свойства» приведенные в нижней строке
1 Температура отпуска 240°С для высокоуглеродистой стали предста-
вляется заниженной, в последующих опытах она была нами несколько уве
личена и комплекс механических свойств оказался еще выше
874
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Результаты испытаний после ВТМО с деформацией 75% за
один проход для стали 60С2 были нестабильны Эта нестабиль-
ность результатов связана с развитием рекристаллизации, ко-
торая при больших степенях обжатия достаточно интенсивна
при температуре деформирования (подтверждено при микроско-
пическом исследовании)
Из рис. 165 также следует, что значительная доля упрочне-
ния достигается уже при деформации 25% Дальнейшее увели-
чение степени деформации (до 75%) приводит к такому же аб-
солютному росту предела прочности (на 20 кГ/мм2), как и де-
формация всего на 25%. Таким же образом изменяются и предел
текучести (о0 2) и предел пропорциональности (о0.о>)- Характе-
ристики пластичности достигают оптимальных значений также
при 1 = 25% и при дальнейшем увеличении обжатия практи-
чески не меняются Эта закономерность подтвердилась еще рази-
тельнее в случае стали 60С2 упрочнение в результате ВТМО со
степенью деформации 25% составило 60—80% общего упроч-
нения (табл. 55), пластические свойства при этом достигли опти-
мального уровня, а при дальнейшем увеличении обжатия даже
несколько снизились Эти данные согласуются с результатами
других наших работ, свидетельствующими о нецелесообраз-
ности применения больших степеней обжатия при ВТМО
Кроме того, при изучении эффекта наследования упрочнения
от ВТМО в результате повторной термической обработки было
обнаружено, что хотя общий уровень механических свойств,
полученных на образцах, снижается незначительно, это сни-
жение тем больше, чем больше степень обжатия при ВТМО
После ВТМО с обжатиями —25% и повторной термической
обработки прочность оказалась практически такой же, как и
после ВТМО
Все эти факты послужили основанием для постановки экспе-
риментов по определению влияния малых деформаций на свой-
ства стали 55ХГР после ВТМО
Результаты механических испытаний (см. рис 164) показы-
вают, что образцы, деформированные на 1,4 и 7%, разрушаются
хрупко и при этом обнаруживается большой разброс по пределу
прочности (от 160 до 185 кГ/мм2), так же как это наблюдается
после обычной закалки и низкого отпуска (речь идет о черных
плоских образцах). Дальнейшее увеличение степени деформа-
ции приводит к росту ав до 220 кПмм2 и, что особенно важно,
к увеличению пластичности удлинения до 6—7% и сужения
до 20%. При X - 15 и 18% можно уже говорить о значитель-
ном увеличении прочности, так как при данном уровне пластич-
ности предел прочности после обычной термической обработки
не превышает 140—150 кПмм2.
ВТМО РЕССОРНОЙ СТАЛИ
875
По-видимому, хрупкое разрушение после ВТМО с малыми
степенями деформации можно объяснить большой неравно-
мерностью деформации, которая особенно сильна в поликристал-
лических образцах Например, в малоуглеродистой стали при
X = 5ч-10% можно обнаружить зерна, деформированные на
80%, и зерна, вовсе не деформированные [80—82].
Сильная неоднородность строения, обусловленная неравно-
мерным распределением деформации в поликристаллическом
образце при малых степенях обжатия, может стать причиной по-
вышения критической температуры хрупкого разрушения, как
это наблюдается, например, при предварительном холодном
наклепе (на 2—5%) малоуглеродистых сталей [82] \ когда
порог хладноломкости повышается на 25—30° С. Однако вы-
полненные нами совместно с В. Д Кальнером испытания па
растяжение при 20, 100 и 200° С после всех выбранных режи-
мов ВТМО (табл 56) показали, что хрупкое разрушение при
ТАБЛИЦА 56 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 55ХГР В ЗАВИСИ-
МОСТИ ОТ СТЕПЕНИ ДЕФОРМАЦИИ И ТЕМПЕРАТУРЫ ИСПЫТАНИЯ *
ъ н«! | б.о. % | %
А % температура испытания, °C
20 100 2С0 20 100 200 20 100 200
0 180 184 198 — — — —
1 160 175 180 — — 1 — — 2,5
4 180 182 195 — 1 1,5 — 5 6
7 180 195 200 2 2 3 2 7 8
10 190 210 205 4 5,5 4,5 8 10 1 1
13 198 215 208 5,0 6,0 5,5 11,5 12,5 14
15 222 220 215 5,5 5,6 6,0 15 16 16
18 220 222 218 6,0 7,0 6,5 18 19 21
25 »• 234 226 226 6,5 7,0 7,5 25 23 24
• После ВТМО все > образцы подвергались отпуску при 240° С в течение 10 «
•* Образцы 300-2 прошл) я BTMC ) при опытной промышленной прокатке на стане
ВТМО с деформацией 1 и 4% не связано со смещением порога
хладноломкости Некоторый рост пластических свойств (суже-
ния) с повышением температуры испытаний для ВТМО X —
= 7ч-13% скорее всего вызван более равномерным проте-
канием деформации во время испытаний при повышенных тем-
пературах (общая продолжительность прогрева при испыта-
ниях 25—30 мин)
См также Сахаров П С Автореферат диссертации 1961
876
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Наличие некоторого запаса пластичности, появившейся
в результате более благоприятных условий испытаний, позво-
лило выявить присущее стали после данной обработки зна-
чение прочности (табл 56) В тех случаях, когда имеется более
однородная деформация при ВТМО, создающая сравнительно
равномерно распределенные в объеме металла конфигурации
дислокаций, высокие свойства после испытаний при 20° С
(рис. 166) не изменяются при повышении температуры испытаний
до 100 и 200° С (?. - 15, 18 и 25%).
Рис. 166 Влияние малых степеней деформации при
ВТМО на механические свойства стали 55лГР (отпуск
при 240° С)
Рентгеноструктурный анализ, проведенный В. Д. Кальне-
ром, показал, что уже при ВТМО с деформацией 1% (рис 167)
физическое уширение больше, чем после обычной закалки и
отпуска, причем это различие увеличивается с ростом степени
деформации до 4 и 7% Однако увеличение физического ушире-
ния, а следовательно, повышение плотности дислокаций (можно
об этом говорить, так как углерод вышел из раствора темпе-
ратура отпуска 600° С) не приводит, как видно из рис. 166,
к увеличению прочности стали Это связано с тем, что физиче-
ское уширение дает интегральную плотность дислокаций, а при
малых степенях деформации решающее значение имеет неодно-
родность их распределения, которая и приводит к преждевре-
менному хрупкому разрушению. Только тогда, когда деформа-
ция сравнительно более равномерно охватывает все объемы
металла, увеличение физического уширения можно связывать
с увеличением прочности металла. Такое явление наблюдалось
ВТМО РЕССОРНОЙ СТАЛИ
877
уже при степенях деформации 15—18%, рост физического
уширения (рис. 167) хорошо коррелирует с увеличением
прочности и пластичности стали. Однако и при этих степенях
деформации при ВТМО, по-видимому, еще сохраняется замет-
ная неоднородность распределения дислокаций, поэтому уве-
личение продолжительности окончательного отпуска от одного
до десяти часов, уменьшающее эту неоднородность, приводит
к дальнейшему повышению свойств прочности и пластичности
(см рис 166). По-видимому, происходит перераспределение
дислокаций по типу полигонизации, о чем свидетельствует зна-
flrfpad
Рис 167 Изменение уширения линий стали 55ХГР в зависн
мости от степени обжатия (при малых деформациях) после ВТМО
и отпуска при 600° С, I ч Площадка на оси ординат—значение
уширения после обычной закалки и такого же отпуска
чительное увеличение пластичности, а также всего комплекса
свойств, наблюдающееся и при повышении температуры испы-
таний образцов, прошедших Ю-ч отпуск (см. табл 56)
Аномальное изменение физического уширения (рис 167),
по-видимому, связано с критической степенью деформации, при
которой происходит интенсивная (и идущая по своеобразному
механизму) рекристаллизация уже в процессе ВТМО; это под-
тверждается гистограммами (рис 168), на которых два макси-
мума наблюдаются после деформации 4; 7 и 10% Об интенсив-
ном протекании процесса рекристаллизации в этих условиях
свидетельствует также и то, что число рекристаллизованных
зерен значительно больше, чем деформированных (сравнить
площади обоих максимумов на гистограммах).
Для исследуемой стали 55ХГР критическая степень дефор-
мации лежит, по-видимому, в районе 7—10%, ибо именно после
таких обжатий-наблюдается аномальное изменение уширений,
максимальное число рекристаллизованных зерен и большая
скорость их роста при выдержке. Проведение ВТМО со степе-
нями деформаций, близкими к критической или меньшими ее
(1—5%), нежелательно
Так как для ряда реальных деталей (в нашем случае —
плиц вездехода) использование высокотемпературной термо-
механической обработки с малыми обжатиями предусматри-
вало осуществление схемы наследования термомеханического
упрочнения, при которой происходит вторичная перекри-
сталлизация, то было целесообразно проверить влияние про-
должительности выдержки при
нагреве для второй закалки
в соляной ванне. Следовало
выяснить, не захватывает
ли критическая рекристал-
лизация более широкий
интервал степеней дефор-
мации и не снимает ли она
эффект упрочнения, полу-
ченный при прямой ВТМО.
Средние значения диа-
метров зерен для различ-
ных степеней деформации
в зависимости от длитель-
ности выдержки при по-
вторной закалке приведены
на рис 169. Видна боль-
шая устойчивость струк-
турного состояния и малая
скорость роста зерен после
ВТМО со степенями обжа-
тий меньшими и большими,
чем критическая степень де-
формации Так, при l-jwurt
выдержке средний диаметр
зерна при А = 15% соста-
вляет 1,32«10“3 см, а при 0,5-ч 1,85-10“3 см.
Следует отметить, что точно такой же характер изменения
величины зерна при выдержке под вторичную закалку наблю-
дается у образцов, прошедших ВТМО со степенью обжатия
18%, отсюда и различия в свойствах после ВТМО с А = 15%
и ВТМО с А = 18% и обработкой на наследование практически
не наблюдается (рис. 170). Эти данные хорошо согласуются
с результатами нашей работы с Д. И. Броном, И. И Левитес
и А. Г. Рахштадтом [831, в которой было показано, что в схеме,
использующей эффект наследования, наивысшие значения
усталостных свойств получаются в результате ВТМО с дефор-
мацией 15% и повторной скоростной термической обработки
В случае критической степени деформации происходит
значительное увеличение среднего диаметра зерна (см. рис. 169);
Рис 169 Зависимость величины зерна аустенита (среднего диаметра)
от продолжительности выдержки в соляной вание (880°С) при вторич
ной закалке посче ВТМО с малыми степенями деформации
Рис 170 Механические свойства стали 55ХГР после ВТМО
с малыми степенями обжатия и обработки на наследование
(нагрев в соляной ванне 1,5—2,0 мин, закалка в масле, отпуск
при 240° С)
880
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
в результате 0,5-ч выдержки он увеличивается до 2,56-10~3 см
(против 1,28-10"3 см). Однако и эта величина не отражает
действительной картины, поскольку значительный вклад в сред-
ний диаметр дают еще остающиеся мелкие зерна
Характер изменения уширения сохраняется неизменным во
всем исследованном интервале температур отпуска (рис. 171).
Естественно, что хрупкое разрушение как результат прояв-
ления неравномерного распределения несовершенств при малых
/3,103рад
Рис. 171 Влияние малых степеней деформации при
ВТМО на уширение линий стали 55ХГР после повторной
закалки и отпуска при 400е С в течение 1 ч Площадки
на оси ординат—значения Р после обычной закалки,
повторной закалки и соответствующего отпуска
значениях обжатий воспроизводится и после вторичной пере-
кристаллизации Следует, однако, заметить, что, хотя, по-ви-
димому, общая неравномерность распределения дефектов кри-
сталлической решетки сохраняется, но какое-то их перерас-
пределение в процессе вторичной термической обработки все же
происходит. В пользу этого предположения говорит большая
стабильность результатов после ВТМО и повторной тер-
мической обработки при хрупком разрушении разброс 10—
15кГ/л4м2) и появление некоторого удлинения (около 1 —1,5%).
Кроме того, увеличение продолжительности окончательного
низкого отпуска не приводит к улучшению свойств (как это было
после прямой ВТМО с малыми обжатиями), а вместе с тем они
находятся на более высоком уровне, чем после 10-ч отпуска
после прямой ВТМО (см рис. 170) К этому необходимо доба-
вить, что сам факт более высоких значений механических свойств
по сравнению с прямым эффектом (см. рис. 166) возможно
ВТМО РЕССОРНОЙ СТАЛИ
881
связан с созданием более устойчивых конфигураций дислока-
ций при вторичной перекристаллизации.
Положительные результаты, полученные при ВТМО рес-
сорной стали 55ХГР с деформацией 15—25%, позволили опро-
бовать и применить эту схему при штамповке плиц везде-
хода СБХ. Закалку после деформации на прессе при 9503 С
проводили воздухом (5—7 ати) в специальном приспособле-
нии (рис 172), окончательный отпуск — при 400° С в течение
1 ч Стендовые испытания на статический изгиб показали зна-
Рис 172 Приспособление для закалки плиц на
воздухе1
/ — плица
чительное преимущество ВТМО с малыми степенями обжатия
перед обычной термической обработкой (табл 57). Динамиче-
ские стендовые испытания подтвердили возможность повышения
механических свойств стали 55ХГР в результате ВТМО с ма-
лыми степенями обжатия
ТАБЛИЦА 57 РЕЗУЛЬТАТЫ СТЕНДОВЫХ ИСПЫТАНИЙ ОПЫТНЫХ
ПЛИЦ ВЕЗДЕХОДА СБХ, ПОДВЕРГНУТЫХ РАЗЛИЧНОЙ ОБРАБОТКЕ
Обработка Нагрузка кГ Остаточный прогиб, мм
1/47* 1/2/ 3/4/
Закалка + отпуск 700 10,8 19,5 10,6
при 400° С, 1 ч 814 12,6 22,3 12,4
ВТМО (20%) 4- от- пуск при 400° С, 1-* 848 0,7
1054 0,2 1 8 0,1
• 1 — длина плицы 1206 1400 0,9 2,8 з’б 9,4 0,7 2,9
882
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Следовательно, характер изменения средней величины
зерна в зависимости от продолжительности нагрева под вторич-
ную закалку показывает, что если рекристаллизация не раз-
вивается в процессе прямой ВТМО, она не развивается и при
вторичном нагреве под закалку и кратковременных выдержках
Предположение о сохранении упрочнения при вторичной
перекристаллизации было подтверждено на конкретных деталях
при осуществлении наследования упрочнения от ВТМО с ма-
лыми деформациями (вторичный нагрев на 880° С — в соля-
ной ванне с выдержкой 3 мин) Характер изменения свойств
оказался точно таким же, как и при прямой ВТМО (см рис. 166)
Образцы, подвергнутые ВТМО с обжатием до 10% и повтор-
ной термической обработке, обнаружили хрупкое разрушение,
а при деформациях 15—18% наблюдалось ожидаемое повыше-
ние свойств до значений ов = 230 кПмм2\ ст0.2 — 205 кПмм?,
ф -= 22%, 610 — 6% После такой комбинированной обработки
(ВТМО + повторная скоростная термическая обработка) на-
блюдалось существенное повышение свойств не только по сравне-
нию с обычной термической обработкой, но даже и по сравне-
нию с прямой ВТМО (ов — на 15—20 кПмм2, ат— на 20—
25 кПммг, характеристик пластичности — на 20—25%)
ВТМО РЕССОРНОЙ СТАЛИ В ПРОМЫШЛЕННЫХ УСЛОВИНХ
Применительно к условиям производства автомобильных
рессор изучали совместное влияние степени деформации и раз-
личных температур отпуска стали 55ХГР. Термомеханическую
обработку осуществляли при 950° С на плоских образцах с чер-
ной поверхностью и необработанными боковыми плоскостями
Образцы прокатывали со степенями деформации 15, 25 и 50%
и перед охлаждением подвергали правке в течение 15—12 сек
Отпуск образцов производили при 200, 250, 300, 400 и 500° С
в течение одного часа.
У образцов, подвергнутых обычной закалке и ВТМО со
степенью деформации 50%, после низкотемпературного от-
пуска (200° С) наблюдалось пониженное значение предела
прочности, что можно объяснить чрезвычайно низкой пластич-
ностью ф < 2%, не позволившей реализовать высокую проч-
ность из-за хрупкого разрушения
Это подтверждается результатами испытаний образцов,
подвергнутых ВТМО со степенями деформации 15 и 25%•
после отпуска при 200° С показатели пластичности уже стали
достаточно высоки (ф = 10% при X = 15% и ф = 16% при
X = 25%) В этом случае значения ов и от составили 228
и 190, 240 и 206 кПмм1 соответственно, в то время как после
ВТМО РГ( СОРНОЙ СТАЛИ
883
обычной закалки и ВТМО (% = 50%) они не превышали 190—
188 и 210—182 кПмм1. Повышение температуры отпуска до
250° С привело к заметному повышению пластичности, позволив-
шему реализовать высокую прочность, определяемую примене-
нием ВТМО Поэтому различные режимы ВТМО рационально
сравнивать, начиная именно с этого режима отпуска.
200 300 400 tgmn°C
Рис 173 Изменение по
перечного сужения стали
55Х ГР в зависимости от тем
пературы отпуска после
обычной закалки (0%) и
ВТМО с обжатиями 16, 25
и 50%
Рис 174 Изменение качествен-
ного коэффициента свФ стали
55ХГР в зависимости от темпе-
ратуры отпуска после обычной
закалки (0%) и ВТМО с обжа-
тиями 15, 25 и 50%
Максимальное значение предела прочности после отпуска
при 250° С достигается на образцах, подвергнутых ВТМО со
степенью деформации 50% . (226 кПмм2) Уменьшение степени
деформации приводит к уменьшению предела прочности, кото-
рый принимает значения 223, 217 и 206 кПмм^соответственно
после деформации на 25 и 15 и 0%
Изменение поперечного сужения в зависимости от темпера-
туры отпуска стали, обработанной по различным режимам,
представлено на рис 173 Особенно"сильное влияние создан-
ного ВТМО упрочнения проявляется после отпуска при низких
и средних температурах. Максимальные показатели пластич-
ности в Температурном интервале отпуска 200—400° С дости-
гаются после ВТМО с обжатием 25% Несколько ниже эта харак-
теристика после ВТМО с обжатиями 15 и 50% Однако во всех
884
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
случаях ВТМО стали 55ХГР обеспечивает повышение пластич-
ности по сравнению с обычной закалкой и отпуском по сравни-
мым технологическим режимам
На рис 174 показано изменение качественного коэффи-
циента <гвф в зависимости от температуры отпуска стали, обра-
ботанной по рассмотренным выше режимам. Высокое значение
показателя авф, достигаемое при
А,к/я/снг
24 г
4 Г/5%
507»
—।------1-----1----1----1
о zoo koo
Рис 175 Влияние температуры отпуска
после термической (0%) н термомеханиче
ской обработок на удельную работу раз
рушения при ударе стали 55ХГР (темпе-
ратура аустенизации 950°С)
обычной закалке после отпуска
при 500° С, при термомехани-
ческой обработке можно полу-
чить уже после отпуска при
300° С. Максимальное значе-
ние этой характеристики до-
стигается в результате ВТМО
при деформации с обжатием
25%.
Испытаниями на ударную
вязкость установлено, что
отпуск при 100е С практи-
чески не изменяет значений
удельной работы разрушения
при ударе, получаемых непо-
средственно после закалки
(рис 175) По-видимому, уже
в процессе закалки мал о ле-
гированной стали55ХГР про-
исходит самоотпуск После
ВТМО со степенями дефор-
мации 15 и 25% удельная
работа разрушения неотпу-
щенных образцов увеличи-
вается по сравнению с ее значениями, полученными после обыч-
ной закалки, от 0,8 до 3 и 6 кГ 'м!смг. Увеличение степени
обжатия при BTiMO до 50% приводит к снижению этой харак-
теристики до 0,5 кГ-м1см2 Возможно, что в условиях проведе-
ния данных экспериментов, при ВТМО с обжатием 50% возни-
кали большие напряжения и даже маленькие надрывы или
создавалась сильная разнозернистость из-за неодновременного
(по объему) развития рекристаллизации
Таким образом, сильное влияние термомеханической обра-
ботки на структуру и свойства стали проявляется уже непо-
средственно после закалки, это подтверждает, что тонкая струк-
тура стали при ВТМО в основном формируется при горячем
деформировании и в процессе мартенситного превращения де-
формированного аустенита. Наиболее отчетливо влияние ВТМО
обнаруживается после отпуска в районе 200—250° С, когда
ВТМО РЕССОРНОЙ СТАЛИ
885
происходит закрепление дислокационной структуры в связи
с выделением углерода из a-твердого раствора (возможно, также
и некоторая ее ncpcci ройка по механизму полигонизационных
процессов) В результате значения удельной работы разруше-
ния при ударе возрастают с 8,5 кГ-м/см2 после обычной обра-
ботки до 10,5, 21 и 22 кГ-м/см2 после ВТМО с обжатиями 15,
25 и 50% соответственно
При увеличении температуры отпуска образцов, подвергну-
тых обычной закалке, до 350’ С обнаруживается отпускная
хрупкость первого рода, которая, однако, полностью устра-
няется при ВТМО с деформацией 15%
Увеличение степени деформации при ВТМО повышает зна-
чения удельной работы разрушения при ударе после отпуска
в температурной области необратимой отпускной хрупкости
(350° С). Повышение температуры отпуска до 600° С приводит
к монотонному увеличению этой характеристики, абсолютная
величина которой для образцов, подвергнутых ВТМО с 15
и 25% деформации, несколько выше, чем для образцов после
обычной термической обработки
Как уже указывалось, при проведении ВТМО в промышлен-
ных условиях резко усиливается влияние горячего деформи-
рования на строение и свойства стали в связи с дробным и не-
прерывным характером этого процесса на прокатных станах,
проводимого к тому же с большими степенями обжатия Про-
мышленное опробование ВТМО рессорной стали 55ХГР было
осуществлено в условиях прокатки на непрерывных (Челябин-
ский металлургический завод) и линейных (Чусовской завод)
станах. В обоих случаях проработка металла была всесторон-
ней, развитие рекристаллизации (скорости прокатки 5—7 м!сек)
было незначительным, а принятые технические меры позволили
осуществить быстрое охлаждение для закалки непосредственно
за последней клетью После ВТМО рессорные полосы подвер-
гали отпуску и из них электроэрозионной резкой или шлифов-
кой вырезали плоские образцы, сохраняя черную поверхность
(по плоскости прокатки) Боковые поверхности после электро-
эрозионного реза зачищали (вследствие этого могли быть полу-
чены несколько более высокие механические свойства, чем
в предыдущем случае — стр 872, т е при прокатке образцов
в лабораторных условиях и без последующей обработки).
Результаты механических испытаний стали 55ХГР после
ВТМО в промышленных условиях на Челябинском металлурги-
ческом заводе приведены в табл 58
Суммарная степень обжатия в последних четырех клетях,
где температура была ~950° С и ниже, составляла ~70%
(по изменению сечения) Хотя скорость прокатки была высокой
19 Бернштейн
886
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 58 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 55ХГР ПОСЛЕ
BIMO НА ЧЕЛЯБИНСКОМ ЗАВОДЕ В ЗАВИСИМОСТИ ОТ РЕЖИМА ПОСЛЕ-
ДУЮЩЕГО ОТПУСКА
Режим заключительного отпуска Охлаждение в воде Охлаждение на воздухе
ав кГ/мм1 ао.з кГ/мм* 6 % % ав кГ[ммг °о,з кГ/чм* 6 % %
Беа отпуска 274 1 260 1 тм о 4,5 13,0 240 218 6,5 18
240° С, 1 ч 258 235 7,0 18,5 237 223 6,0 19
240° С, 4 » 263 244 6,5 18,0 253 228 6,0 19
400° С, 40 мин 192 172 7.0 34 180 167 6,5 33
650° С, 30 » 156 140 11,5 39 156 130 и,о 48
^Отпуск 240° С, Обычная закале 1 Растрескиваются после < а I 190— 1 1-2 I 0,8—
650е С, 1 ч - закалки 1 - 1 - 180 102 1 8,5
650° С, 30 мин 1 - — 1 ~ | 126 | 89 1 8,0 1 42
,7 м/сек), частично все же могла проходить рекристаллизация,
и эт} величину обжатия следует считать условной.
Полученные данные свидетельствуют о возможности повы-
шения прочности рессорной стали после термомеханической
обработки в условиях резкого возрастания ее пластичности,
что, как будет показано далее, гарантирует повышение предела
усталости — важной характеристики стойкости рессор. Тот
факт, что сталь 55ХГР можно закаливать в воде только после
ВТМО, также свидетельствует о повышенном запасе пластич-
ности, получающемся в результате этой обработки. После ВТМО
как следует из данных табл. 58, получается такое благоприят-
ное сочетание свойств, какого нельзя достигнуть в результате
обычной термической обработки по любому режиму. Сравнение
результатов испытаний после ВТМО с прокаткой в лаборатор-
ных и в производственных условиях, показывает, что в послед-
нем случае свойства прочности более высокие (на 20—25 кПмм2)
при практически равной пластичности. Это связано с большей
скоростью прокатки, а также с более стабильными условиями
деформирования в производственных условиях.
В результате ВТМО нескольких промышленных 100-тп пла-
вок стали 55ХГР, а также плавки стали 60С2 на Чусовском
и Челябинском заводах было получено устойчивое повышение
свойств, средние результаты механических испытаний приве-
дены в табл 59
Сопоставление данных табл. 59 и 58 показывает, что при
увеличении сечения обрабатываемой полосы значения пре-
дела прочности несколько снижаются: данные, приведенные
ВТМО РЕССОРНОЙ СТАЛИ
887
ТАБЛИЦА 59 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛЕЙ 55ХГР И 60С2
ПОСЛЕ ВТМО В ПРОМЫШЛЕННЫХ УСЛОВИЯХ И ОТПУСКА ПРИ 240'С, 4 ч
Сталь Завод Охлаждаю щая среда °в кГ/мм* кГ/ммг %.О5 кГ/мм* д10 % Ч» %
55ХГР Чусовской Вода 235 218 205 7,0 21,5
55ХГР Челябин- ский Масло 238 221 206 6,5 22,0
60С2 То же » 230 212 198 5,5 18,0
в таблл58, относятся к полосе 7,5x63x1400 мм, а данные
табл. 59 к полосе 9,5x76x5500 мм, предназначенной для
изготовления задних рессор грузового автомобиля ЗИЛ-130.
Реальные условия низкого отпуска (-—250° С) больших
партий металла на металлургическом заводе предусматривают
длительные выдержки для равномерного прогрева всей садки.
Поэтому вначале в лабораторных условиях, а затем на опытных
партиях в промышленных условиях проводилась проверка влия-
ния продолжительности отпуска при 250° С на механические
свойства сталей 55ХГР и 60С2
При увеличении продолжительности низкого отпуска при
ВТМО до 10 ч не только не происходит падения прочности, что
в ряде случаев наблюдается после обычной термической обра-
ботки, но, наоборот, свойства даже несколько повышаются.
Это увеличение различно для разных вариантов ВТМО и больше,
например, после воздушной закалки по сравнению с закалкой
в воде
СТРУКТУРНЫЕ ОСОБЕННОСТИ РЕССОРНОЙ СТАЛИ ПОСЛЕ ВТМО
Величина зерна. Эксперименты по определению величины
зерна, выполненные на большом числе образцов стали 55ХГР
и 60С2, не позволяют судить об изменении или о неизменности
объемной величины зерна аустенита после ВТМО, поскольку
те границы, которые обычно определяют при микроструктурном
исследовании таких образцов, по-видимому, в известной мере
не связаны с границами исходных аустенитных зерен; они пред-
ставляют собой границы между возникшими разориентирован-
ными областями — фрагментами внутри зерен Эта разориен-
тировка обусловлена развитием процессов скольжения, зави-
сящих (при данных температуре и скорости деформирования)
от схемы напряженного состояния В трех взаимно перпендику-
лярных направлениях прокатываемой заготовки соотношение
главных напряжений, определяющих развитие деформации,
различно. Поэтому возможна и различная интенсивность про-
19*
888
ВЫСОКО ТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
цесса фрагментирования исходного зерна в трех измерениях,
причем это различие усиливается в ходе развития деформации
Метод металлографического обнаружения границ зерен, осно-
ванный на избирательном травлении, в данном случае может
и не выявить сходственных (по всем трем направлениям)
границ: наряду с границами зерен могут выявляться и границы
фрагментов, на которые раздробилось исходное зерно, причеут
так как величина и разориентировка фрагментов различны по
трем взаимно перпендикулярным направлениям (в связи с раз-
ным напряженным состоянием), между выявляемыми сетками
границ, на которые разбились зерна, может и не быть соответ-
ствия в различных плоско-
стях деформируемой заго-
товки
Таким образом, объек-
тивная оценка влияния ве-
личины зерна на упрочне-
ние при термомеханиче-
ской обработке возможна
лишь тогда, когда извест-
6,кГ/нм2
0.1 0,8 0,9 1,0 1,1 1,2 Iffiiofa
Рис 176 Зависимость пределов прочности (/)
и текучести (2) стали 55ХГР от диаметра зерна
аустенита после ВТМО с разными степенями
обжатня
но, какие границы выявля-
ются при металлографиче-
ском анализе и как они
связаны с бывшими (до
деформации) границами аустенитных зерен Однако в некоторых
работах, принимая за величину зерна после термомеханической
обработки малую ось на шлифах, перпендикулярных направле-
нию прокатки (т е. самый минимальный размер), пытаются
найти линейную зависимость деформирующего напряжения от
1/j/d , где d — средний диаметр зерна
Нами в работе с В Д Кальнером была предпринята попытка
проверить наличие такой связи для случая ВТМО стали 55ХГР,
полученные результаты приведены на рис 176 Линейная
связь между прочностными свойствами и размером зерна
[(l/]zd )• 10-3 см] не подтвердилась, о ней можно приблизи-
тельно говорить лишь после достижения определенного уровня
повышенной прочности (т е после степени обжатия 25—30%)
Однако на этом участке кривой, отвечающем Х>25%, когда
имеется эта линейная зависимость, наблюдается уже незначитель-
ный прирост свойств (ол увеличивается на 25 кПмм\ а о0,2 —
всего на 15 кГ/мм1) Основной же эффект упрочнения дости-
гается при X — 20 — 25% ав возрастает более чем на 50 кГ'мм2,
а предел текучести — на 40 кПмм* Однако это сильное упроч-
нение сопровождается весьма малым изменением величины
зерна при таких обжатиях (рис 176). Следует добавить, что
ВТМО РЕССОРНОЙ СТАЛИ
889
Рис 177 Влияние температуры
отпуска на уширение линии
(НО) стали 55ХГР
/ — BIMO, 2 — обычная за
калка
при этих же степенях деформации (25—30%) достигается ма-
ксимальный уровень пластичности, который практически не
меняется при дальнейшем увеличении обжатия или даже не-
сколько падает при обжатии более 70%, что также не вяжется
с наблюдаемым значительным измель-
чением зерна при больших степенях
деформации.
Анализ влияния малых степеней
деформации при ВТМО показал, что
после обычной закалки средняя ве-
личина зерна составляет 1,83* 10" Зсм,
а после обжатия 18% она равна
1,52\10"3 см, т е измельчение не
превышает 1596 (см рис 168) Есте-
ственно, что не это столь незначи-
тельное измельчение величины зерна
аустенита служит причиной сущест-
венного повышения прочности и пла-
стичности при ВТМО с обжатием
на 18% (ов - 210кГ/лш3, ф = 15-20%
разрушением после обычной термообработки и ов — 170 кПмм2)
Изменения тонкого строения. На рис 177 и 178 приведены
по сравнению с хрупким
данные по определению
физического уширения ли-
ний (110)а и (211)а для
сталей 55ХГР и 60С2
после различных вариан-
тов ВТМО Поскольку
были выбраны температуры
отпуска, при которых ра-
спад твердого раствора
практически закончился
(рис 179) и доля, вносимая
упругими искажениями от
внедренного углерода мо-
жет быть исключена, то
все различие в уширении
следует относить к разли-
Рис. 178 Зависимость уширения линий стали
60С2 от степени деформации при ВТМО и про
должительности отпуска при 650е С (указана
на кривых)
чию в плотности дефектов Для всех исследованных температур
отпуска от 400. до 650° С (выдержка 1 ч) физическое уширение
после ВТМО в 1,8—2,2 раза больше, чем после обычной закалки
и соответствующего отпуска. Следовательно, повышенная плот-
ность дислокаций сохраняется и после ВТМО с высоким отпу-
ском; причем это различие в физическом уширении остается
приблизительно постоянным во всем исследованном интервале
890
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
температур отпуска Это подтверждает предположение о боль-
шой устойчивости дефектов, унаследованных от наклепанного
при высокой температуре аустенита.
Известно, что деформация на 10—15% приводит к наиболее
значительному росту плотности дислокаций, при дальнейшем
увеличении степени деформации плотность дислокаций повы-
шается незначительно, но при этом возникают сложные дисло-
кационные системы в субструктуре.
а*
250 >00 200 300 tomn.‘C
Рис 179 Изменение электросопротивления стали
55ХГР в зависимости от температуры отпуска после
термической н термомеханической обработок
/ — закалка и отпуск, 2—ВТМО и отпуск, 3— ВТМО
и отпуск+закалка и отпуск Площадка на оси орди
и ат — значения после отжига
Изменение величины 0 образцов стали 60С2, подвернутой
ВТМО, по сравнению с обычно закаленной (эталон — отпуск
при 650° С, выдержка 1 ч *) находится в соответствии с изло-
женным. Рост физического уширения при ВТМО с обжатием
25% для линии (110)асоставил 80% от физического уширения
при ВТМО с 75%-ной деформацией Для линии (211)а при ВТМО
с деформацией на 25% достигнут максимум физического ушире-
ния, которое при дальнейшем увеличении степени обжатия даже
несколько падает (рис. 178) Эти изменения физического ушире-
ния согласуются с изменением механических свойств упрочне-
ние при 25%-ном обжатии составляло 80% общего упрочнения
Аналогичные изменения свойств наблюдались и на стали 55ХГР,
когда основная доля упрочнения достигалась при ВТМО с де-
формацией 20—30%.
После ВТМО мартенсит становится намного дисперснее,
при оптическом увеличении в 1000 раз оценка толщины пластин
* Различие эталонов после обычной закалки и отпуска при 650* С с выдержками 0.5,
I и 1,3 ч н« превышало 0,2 0
ВТМО РЕССОРНОЙ СТАЛИ
891
мартенсита дает различие между ВТМО и обычной термообра-
боткой более чем в три раза. Это подтверждается данными элек-
тронномикроскопического исследования Хотя электропномик-
роскопическое исследование реплик не позволяет точно оцени-
вать характер образующейся структуры, сопоставление релье-
фов, полученных после обычной термической обработки и после
ВТМО в случае стали 60С2, также подтверждает, что после
ВТМО образуется более тонкая структура. В результате ВТМО,
выполненной в промышленных условиях, также возникал
Рис 180 Электронная микрофотография образца стали 55ХГР
после ВТМО с обжатием 25% Угольная реплика в плоскости
прокатки X 10 000
очень дисперсный мартенсит с вполне определенной направлен-
ностью кристаллов.
На рис. 180 для стали 55ХГР показано, что после ВТМО
(отпуск при 240° С, 1 ч) размеры рельефа — ширина —1 мк
и длина около 5 мк — совпадают со средними размерами мар-
тенситной иглы на оптической микрофотографии; в обоих
случаях исследование проводилось на одних и тех же образцах
Характер препятствия, вызвавшего излом мартенситной пла-
стины (рис 180), трудно установить по реплике, однако нали-
чие его очевидно.
Измененное строение мартенсита, полученное в результате
ВТМО, естественно, сказывается на характере выделения и
распределения карбидов (для данных сталей это цементит) при
последующем отпуске. О распаде мартенсита при низком от-
пуске на 250° С свидетельствуют данные измерения удельного
электросопротивления (см. рис. 179). Карбиды выделяются не
только по границам мартенситных игл, но и внутри них, на
двойниках и полосах скольжения. Поэтому после ВТМО эти
892
ВЫСОКО ТЕМПЕРА ГУРНАД ОБРАБОТКА СТАЛИ
выделения оказываются значительно дисперснее и более равно-
мерно распределенными в обьемс (рис 181) Наличие весьма
дисперсных и равномерно распределенных карбидов служит
дополнительным источником упрочнения Возможно, что сегре-
гации или карбидные образования начинают возникать уже
в ходе самого мартенситного превращения, т. е одновременно
с процессом роста мартенситной пластины происходит своеобраз-
Рис )81 Электронные микрофотографии образцов стали 60С2 Угольная реп
лика X 10 000
а — закалка с 950° С в масле и отпуск при 240° С в течение 1 ч б — ВТМО
с обжатием 60% при 950° С (закалка в масле) и отпуск при 2 10° С, 1 ч
ный самоотпуск при ВТМО Об этом свидетельствует понижен-
ное значение удельного электросопротивления после ВТМО
по сравнению с обычной закалкой (см рис. 179).
НАСЛЕДОВАНИЕ ЭФФЕКТА УПРОЧНЕНИЯ ОТ ВТМО РЕССОРНОЙ СТАЛИ
Влияние повторной термической обработки на свойства
стали 55ХГР после ВТМО изучали в двух сериях опытов
В первой из них ВТМО подвергали непосредственно плоские
образцы для испытаний на растяжение, которые и испытывали
в «черном виде» Термомеханическую обработку вели при 950е С
со степенями обжатия 15, 25, 50% После отпуска при 250° С
(1 ч) производили дополнительный отпуск при 650° С в тече-
ние 30 мин В результате такого промежуточного высокого
отпуска твердость образцов снизилась до 35 HRC. Повторную
закалку производили с нагревом в соляной ванне при 870° С
в течение 2 мин. Механические свойства образцов определяли
ВГМО РЕССОРНОЙ СТАЛИ
893
Рис 182 Свойства стати 55ХГР
после ВТМО по различным тех-
нологическим схемам и обычной
закалки (во всех случаях зак-
лючительный отпуск при 250°С
1 «) .
/ — ВТМО 2— ВТМО, промежу
точный отпуск, повторная за
калка J—обычная закалка
после заключительного отпуска при 250° С, I ч В результате
испытаний (рис 182) установлено, что степень деформации при
ВТМО практически не влияет на прочность стали после проме-
жуточного отпуска и повторной закалки, но обнаруживается
сильное изменение пластичности Полученные значения проч-
ности (огв = 215 — 218 кГ1ммг на,— 203 — 205 кПммг) под-
твердили эффект наследования упрочнения от ВТМО после
фазовой перекристаллизации при повторной термической обра-
ботке по выбранным режимам, что существенно облегчает внед-
рение этой упрочняющей обработки
в конкретных производственных усло-
виях Йз данных рис 182 видно, что
преимуществом ВТМО с повторной
термической обработкой по описан-
ной схеме является также существен-
ное повышение пластичности стали
по сравнению с обычной закалкой и
даже прямой ВТМО
При определении условий обра-
ботки с использованием эффекта на-
следования, обеспечивающих макси-
мальный уровеньсопротивления удар-
ному разрушению, были исследованы
четыре серии образцов*
Серия I Обычная закалка
Серия II ВТМО, 1 = 15%
Серия III. ВТМО, 1 -= 25%.
Серия IV ВТМО,, X = 50%
Образцы каждой серии испытывали без отпуска, а также
после отпуска в течение 1 ч при 200, 250 и 300° С Во всех слу-
чаях (серии I—IV) образцы подвергали второму промежуточ-
ному отпуску при 650° С с выдержкой 30 мин и повторной за-
калке с нагревом в свинцовой ванне на 870° С, 2 мин, оконча-
тельный отпуск проводили при 250° С в течение 1 ч.
Результаты испытаний по определению удельной работы
разрушения при ударе (рис. 183) показывают во всех случаях
своеобразную экстремальную зависимость этой характери-
стики от температуры первого промежуточного отпуска с по-
ложением максимума в районе 200—250° С Интересно отме-
тить, что такая же зависимость обнаружена и для случая
обычной закалки, когда удельная ударная работа разрушения
увеличивается с 12,5 до 17 кГ-м!см2 при проведении первого
промежуточного низкого отпуска при 250° С Для образцов, под-
вергнутых ВТМО, этот эффект значительно больше Такая зако-
номерность связана, по-видимому, с созданием благоприятной
894
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
тонкой структуры, устойчиво влияющей на свойства стали
и после второго промежуточного отпуска и повторной закалки
с низким отпуском.
Увеличение температуры первого промежуточного отпуска
до 300° С при первичной обработке вызывает снижение ударной
вязкости после указанной повторной обработки Особо резкое
снижение наблюдается у образцов,
подвергнутых ВТМО с 50% ной дефор-
мацией. По-видимому, в этом случае
превалирующее значение при первом
промежуточном отпуске имеют диф-
фузионные процессы с интенсивным
выделением карбидной фазы.
*♦*
В другой серии опытов ВТМО
вели на рессорных полосах из стали
55ХГР Из этих полос после различ-
ного промежуточного отпуска (одного)
вырезали образцы, боковую поверх-
ность которых механически обраба-
тывали; повторную закалку и заклю-
чительный низкий отпуск проводили
уже на образцах. Механические свой-
ства стали 55ХГР после вторичной
(после ВТМО с промежуточным отпу-
ском) термической обработки (закалка
с нагревом ТВЧ со скоростью нагре-
ва в области фазовых превращений
20 град!сек и отпуск при 240° С
в течение 1 ч) в зависимости от темпе-
Рис 183 Влияние температуры
первого промежуточного отпус-
ка после обычной закалки (0%)
и ВТМО с различными степе-
нями обжатия на удельную
ударную работу разрушения
стали 55ХГР после второго про-
межуточного отпуска при 650®С,
30 мин, повторной скоростной
закалки с 870° С и заключи-
тельного отпуска при 250® С, 1 ч
ратуры промежуточного высокого от-
пуска приведены на рис. 184. Из рисунка видно, что проис-
ходит почти полное восстановление свойств прочности и пла-
стичности. Пределы текучести и пропорциональности почти
не меняются, что свидетельствует о большой устойчивости
тонкой структуры, созданной в результате ВТМО. Ранее было
отмечено, что именно при температурах отпуска 500, 600 и
650° С (выдержка 1 ч) наблюдалась примерно постоянная
разница в физическом уширении после ВТМО и после обычной
закалки. Данные рентгеноструктурного анализа (см. рис. 177)
находятся в хорошем соответствии с результатами механических
испытаний (рис. 184). И в этой серии опытов было установлено,
что пластические свойства после вторичной термической обра-
ботки даже несколько повышаются по сравнению с прямой
BIMO РЕССОРНОЙ СТАЛИ
895
ВТМО. отмечается увеличение сужения с 20 до 25% (рис. 184, а)
и с 20 до 30% (рис. 184, б) Такое повышение пластичности, воз-
можно, обусловлено более равномерным распределением дисло-
каций (фрагментацией) при вторичной перекристаллизации.
Рис. 184 Влияние температуры промежуточного отпуска после
В1МО на механические свойства стали 55ХГР после ВТМО,
промежуточного отпуска, выдержки в течение I к, закалки ТВЧ
и отпуска при 240® С продолжительностью 1 (а) и 4 ч (6)
Аналогичные результаты были получены для стали 60С2
(вторичный нагрев проводился в свинцовой ванне до 880° С,
выдержка 3 мин). Как видно из табл. 60, при оптимальных ре-
ТАБЛИЦА 60 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 60С2 ПОСЛЕ ВТМО
И ПОВТОРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Обработка 5! е>я£3 б10 % •/ 1 % 1 Обработка J пи? о * %.2 | кГ/мы* б10 % •ф %
50+0,5+ 1 238 185 10 - 20 1 25+1,0+4 240 212 10 25
25+0,5 1 234 212 6 15 1 50+1,5+4 216 193 8 25
50+ 1,0+1 218 188 10 20 25-т 1,5 Ь5 222 208 5 18
25 Ь 1,0+ 1 218 198 6 15 50 + 0,5+ 10 220 194 7 30
50+ 1,5 Ь 1 211 205 10 27 25+0,5+ 10 226 212 6,5 18
25+ 1,5+1 211 190 5 15 50+1,0+10 217 203 7,5 30
503 0,5+4 220 203 5 15 25+1,0+10 230 209 11,5 22
25+0,5+4 220 206 5 10 50+ 1,5+ 10 210 178 5 15
50 h 1,0+4 220 212 5 15 25+1,5+10 235 - 198 10 25
П р и м еч । 3 Н И С Первая цифра в обозначении обработки — степень дефор-
мации (%) при ВТМО, вторая — продолжительность (ч) первичного отпуска
при 650’ С, третья । — продолжительность (ч) отпуска при : 24и С после ско-
ростной закалки
896
ВЫСОКОТЕМШ РАТУРНАЯ ОБРАБОТКА СТАЛИ
жимах обработки прочность полностью восстанавливается и
подобно тому, как это наблюдалось в случае стали 55ХГР,
после вторичной термической обработки существенно повы-
шается пластичность.
Для установления рациональной выдержки при промежу-
точном отпуске после ВТМО при 650’ С для стали 55ХГР
изучалось влияние различной продолжительности отпуска*
0,5, 1 и 1,5 ч Последующая обработка состояла из закалки
с быстрым нагревом и низкого отпуска Указанный эффект
Рис 185. Механические свойства
стали 55ХГР после В ГМО и повтор-
ной термической обработки в за
висимости от продолжительности
промежуточного отпуска при 650°С
Окончательный отпуск после вто-
рой закалки при 240° С, 1 ч
Рис 186 Зависимость физического ушире
ния линий (НО) и (211) стали 60С2 пос ie
ВТМО и отпуска 650° С от продолжитель-
ности выдержки при отпуске
режимов отпуска, однако с увеличением выдержки харак-
терно заметное снижение не столько прочности, сколько пла-
стичности (рис. 185). Рентгеноструктурный анализ показал,
что увеличение продолжительности выдержки при 650° С
от 0,5 до 1,5 ч приводит к уменьшению физического уширения,
но хотя оно и падает почти в два раза (рис 186), все же остается
выше, чем для образцов, подвергнутых обычной термической
обработке. Лучшее сочетание механических свойств обнаружено
после промежуточного отпуска при 650° С в течение 0,5 ч.
Однако и при часовой выдержке при 650° С свойства после вто-
ричной термической обработки остаются на достаточно высоком
уровне. ав = 233к/7.м;ка; а0 2 — 203 кГ/мм2, о0 5 = 190к/7льи2,
610 = 6% и ф — 26%
При проведении обработки на наследование были выбраны
и сопоставлены различные способы быстрого нагрева под за-
калку после промежуточного отпуска. Полученные результаты
ВТМО РЕССОРНОЙ стали
897
(рис 187, табл 61) показывают, что при любом способе нагрева
(в соляной или свинцовой ванне, ТВЧ), если он обеспечивает бы-
стрый и однородный прогрев рессорной полосы, исключающий
развитие рекристаллизации, эффект упрочнения от ВТМО
сохраняется, при этом характер
изменения механических свойств
в зависимости от условий дефор-
мирования и последующей тер-
мической обработки одинаков.
В частности, сохраняется тен-
денция к увеличению характери-
стик прочности и пластичности
при увеличении продолжитель-
ности окончательного отпуска
при 240° С от одного часа до
десяти часов Однако при оди-
наковых значениях удлинения
и сужения (табл. 61) с увели-
чением скорости нагрева суще-
ственно растет предел текучести
и соответственно возрастает
отношение предела текучести к
пределу прочности Еще боль-
шее различие наблюдается для
предела пропорциональности
(рис 187), причем эта разница
растет с увеличением продол-
Рис 187 Влияние продолжительности
окончательного отпуска (240° С) на
условный предел текучести а()>2 и пре-
дел пропорциональности 09,05 стали
55ХГР после ВТМО отпуска при 400°
С. 1 ч скоростной закалки и отпуска
при ‘2 10° С Скорости нагрева при вто
ричной перекристаллизации.
/ — нагрев в соли, 2 — нагрев
ГВЧ, г= 100 град/сек, 3— то же,
v -- 20 град/сек
жительности окончательного низкого отпуска
Существенное повышение характеристик сопротивления ма-
лым пластическим деформациям с увеличением скорости нагрева
ТАБЛИЦА 61 ВЛИЯНИЕ СПОСОБА НАГРЕВА ПОД ВТОРИЧНУЮ
ЗАКАЛКУ НА ПРЕДЕЛ ПРОЧНОСТИ И ПЛАСТИЧНОСТЬ СТАЛИ 55ХГР
5 кГ,ммг * 1 М • “/о | б.о. %
Способ нагрева п род< ) ТЖИТС ГТЫЮСТЬ окончательного отп\ска. ч
1 4 10 1 4 10 1 4 10
В соляной ванне до 8 80° С, 3 мин ТВЧ со скоростью *, гра д/сек 210 220 218 2 1 21 28 8 7 8
20 208 210 214 22 24 25 6 6 7
100 * В области 210 1 фазовы 212 IX превр 222 ащений 21 28 28 6 6 6
898
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
связано, по-видимому, с большим сохранением субструктуры
Для стали 60С2, подвергнутой сильной деформации (75%) при
ВТМО, опасность развития рекристаллизации при вторичной
перекристаллизации оказалась реальной. Однако уменьшение
степени деформации при прямой ВТМО до 25—50% позволило
значительно увеличить прочность и пластичность стали 60С2
после вторичной перекристаллизации (рис. 188). Не менее важ-
ным было и то обстоятельство,
Рис 188 Зависимость предела прочности и
поперечного сужения стали 60С2 от про
должителыюсти выдержки в свинцовой
ванне (880° С) при вторичной перекристал-
лизации для различных степеней деформа
ции при ВТМО
что умеренная деформация при
ВТМО стали 60С2 позволила
увеличить время выдержки
при закалке (вторичной тер-
мической обработке) до значе-
ний, обеспечивающих прогрев
рессорных полос.
В связи с необходимостью
подвергать некоторые рессор-
ные листы двойному нагреву
была предпринята попытка
проверить влияние двойной
перекристаллизации после
термомеханической обработ-
ки. Результаты механических
испытаний после обработки
по различным режимам при-
ведены на рис 189.
После ВТМО, промежу-
точного отпуска при 650 С
в течение 1 ч и вторичной
перекристаллизации значе-
восстанавливаются (как и во
рис. 184, 185). Повышение
20 до 30%) также отмечалось
: более равномерным распре-
ния прочности ПОЧТИ полностью
всех предыдущих случаях, см.
пластичности (сужение растет с
ранее (стр. 894) и связывалось <
делением дислокаций.
Третью перекристаллизацию проводили с нагревом в соля-
ной ванне до той же температуры, т. е. 880° С, но при двух вы-
держках 1,5 и 7 мин. Резкое падение прочности и особенно
пластичности при 1-мин выдержке еще раз показывает, что со-
хранение эффекта упрочнения возможно только при сохранении
созданной при ВТМО субструктуры. Если же пройдет процесс
собирательной рекристаллизации, то упрочнение снимается:
происходит падение прочности и особенно пластичности. Од-
нако после 1,5-jwuh выдержки свойства сохраняются еще на
достаточно высоком уровне, что указывает на технологическую
возможность тройной перекристаллизации. Эксперименты также
ВТМО РЕССОРНОЙ СТАЛИ
899
наглядно показали, что уровень свойств, получаемых после
ВТМО и повторной термической обработки, не связан с влия-
нием собственно многократной перекристаллизации.;
Рис 189 Механические свойства стали 55ХГР после двойной и тройной перскрнстал
лизации
/ — ВТМО и отпуск при 240° С, 1 ч, 2 — ВТМО. отпуск при 650’ С. I ч, закалка ТВЧ
и отпуск при 240е С, 1 ч, 3 — ВТМО, отпуск при 650° С, 1 ч, закалка ТВЧ. отпуск
при 240’ С 1 ч -I- закалка в соляной ванне, 1,5 мин. отпуск при 240° С. 1 ч J - ВТМО
отпуск при 650° С, I ч закалка ТВЧ н отпуск при 240° С, 1 ч, закачка в соляной
ванне, 7 мин, отпуск при 240° С, 1 ч
ЭЛЕКТРОТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА РЕССОРНОЙ СТАЛИ
В работе с И. Н Кидиным и В Д. Кальнером [84] изуча-
лась возможность использования скоростного электронагрева
для аустенизации при прямой ВТМО рессорной стали 55ХГР.
Нагрев под деформирование вели контактным методом со ско-
ростями 15; 30; 45 и 120 град!сек до 950° С. Одним из контактов
служил опорный валок прокатного стана (рис. 190), так что
деформация проводилась практически при температуре нагрева.
Обжатию подвергали заготовки сечением 120x15 мм и толщи-
ной от 3 до 5 мм в зависимости от степени деформации (15—
38%). Непосредственно после прокатки заготовки попадали
в закалочный бак с маслом или на холодную металлическую
плиту (при закалке на воздухе), а затем их подвергали отпуску
при 250° С с выдержкой 1 ч Механические свойства изучали
на плоских разрывных образцах с размерами рабочей части
30x2x4 мм и сравнивали с аналогичными данными после
ВТМО с нагревом в обычной электропечи (температура нагрева
950° С, выдержка 5 мин). Увеличение скорости нагрева при-
водило к дополнительному повышению механических свойств
900
ВЫСОКОТЕМПГР АТУРНАЯ ОБРАБОТКА СТАЛИ
Рис 190 Внешний вид устанонки для высо-
котемпер ату pit ой элект ро герм и ческой обра-
ботки
при обжатиях 15—30% (рис. 191). В случае деформации в не-
сколько процентов или без нее при скоростном электронагреве
обнаружилось лишь некоторое увеличение предела прочности,
однако, как и после обычной закалки с низким отпуском, про-
исходило хрупкое разрушение с удлинением менее 2%
При деформации >25% дальнейшего увеличения предела
прочности не наблюдалось, а при скорости Haipcea 120 град!сек.
происходило даже некоторое
снижение его, в то время как
при ВТМО с печным нагревом
наблюдалось непрерывное
возрастание прочности и при
деформации 37—40%. Ха-
рактеристики прочности при
этих обжатиях практически
выравниваются (рис 191, а)
Наиболее существенным при
ВТМО с быстрым электро-
нагревом под аустенизацию
является не столько дости-
жение предела прочности,
равного 250/<ГЛил12 (его можно
получить па этой стали и при
ВТМО с нагревом в печи),
сколько значительное увели-
чение пластичности, б - 9%
(против 6,5%) и ф ;35-40%
(против 18—20% при нагреве
в печи) (рис 191, б и в).
При изучении ВТМО стали
55ХГР с нагревом в печи
было установлено (стр. 872), что максимальный прирост свойств
происходит при обжатии 25—30%, дальнейшее увеличение
деформации до 50—70% дает незначительное увеличение харак-
теристик прочности и пластичности, а иногда даже некоторое
их снижение. В случае ВТМО с быстрым электропагревом эта
пороговая деформация выделяется еще резче и смещается
к меньшим степеням обжатия, примерно к 15—20% Именно
при таких обжатиях наблюдается максимальное различие
в свойствах прочности и пластичности, получаемых после вы-
сокотемпературной электротермомеханической обработки и
ВТМО с нагревом в печи. Различие в пределе прочности до-
стигает 40 кПмм\ а относительное сужение увеличивается
с 15 до 35% (скорость нагрева в области фазовых превраще-
ний = 120 град!сек).
Рис 191 Изменение предела прочности (а), поперечного сужения (б) и относи
кого удлинения (в) стали 55ХГР в зависимости от степени обжатия при В
проведенной с нагревом под деформирование с разными скоростями
/ — с печью, 2 — 45 zpadjcen, 3 — 120 град/сек
902
ВЫСОКОТЕМПГРАТУРНАЯ ОБРАБОТКА СТАЛИ
Результаты, полученные после закалки с охлаждением на
воздухе и отпуска при 240° С с выдержкой 1 ч, приведены
в габл. 62.
ТАБЛИЦА 62 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ 55Х ГР ПОСЛЕ В Г МО
(НАГРЕВ С РАЗЛИЧНЫМИ СКОРОСТЯМИ) И ЗАКАЛКИ НА ВОЗДУХЕ
гФ . град сек k й *10 % Ф % °ф град/сек 3 О к % Ь°к "$ .п * <5° "5 *10 % Ф %
С печью 50 240 223 6,0 20 45 23 247 220 2J5 8.8 29
0 1Я8 180 17b 1,8 <3 45 39 2 10 213 197 8.0 25
45 10 218 194 180 5 0 22 120 39 200 176 163 4 0 14
45 15 243 216 2(0 7 5 25 120 18 258 230 214 10,5 35
45 13 248 220 206 9.0 120 15 246 228 207 8.5 28
Скоростной элсктропагрев создает более тонкую структуру
в первую очередь благодаря значительному увеличению общей
протяженности границ по сравнению с нагревом в печи. На
Рис 192 Величина зерна аустенита «'тали 55ХГР после электронагрева со скоро
стями 45 (а) и 120 град!сек (б) до 950’ С и последующей закалки х 700
рис 192 показана величина зерна аустенита стали 55ХГР после
закалки с 950° С для двух скоростей нагрева' 45 и 120 град'сек \
равная соответственно 8 и 11 баллам. Большая дисперсность
исходной структуры обусловливает, по-видимому, и повышенные
* 1равление насыщенным расюором пикриновой кислоты с 3% синтола, температура
травления 70’С
BIMO РГССОРНОЙ СТАЛИ
903
значения пластических свойств стали (рис 191, б и в) Исходя
из сказанного, можно объяснить также факт увеличения отно-
шения предела текучести к пределу прочности при увеличении
скорости нагрева (рис 193) с 0,78 до 0,94. В изученном диапа-
зоне скоростей от 15 до 120 град!сек и степеней обжатия от 15
до 40% нами не было обнаружено изменения отношения пре-
дела текучести к пределу прочности с увели-
^о.г. °о.о5 чей нем степени деформации.
бд ' бв
7.0 Г
х 37
07\-------1-----1------1-----L------1-----1------1------1-----1
' 0 30 60 90 vM,epad/ce*
Рис 193 Изменение отношения величины сопротивления малым пласти-
ческим деформациям к пределу прочности для стати 55ХГР после ВТМО
с различными скоростями нагрева при аустенизации Начальные точки
кривых — нагрев в печи на 950° С, 5 мин
Создаваемая ускоренным нагревом измельченная структура
значительно быстрее приходит к стадии собирательной рекри-
сталлизации. Поэтому при электротермомеханической обра-
ботке со скоростью нагрева 120 град/се к и деформацией —40%,
когда в значительной степени развивается собирательная
рекристаллизация, заметно падают свойства (см. рис 191, а
и табл 62). Это явление особенно отчетливо наблюдалось в слу-
чае охлаждения образцов на воздухе, когда продолжительность
пребывания в аустенитном состоянии была значительно больше,
чем при закалке в масле.
Таким образом, при электротермомеханической обработке
для каждой скорости нагрева имеется, по-видимому, макси-
20*
904
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТА -ТТЛ
мальная допустимая степень деформации (для скорости нагреве а
до 120 град!сек это 25%), превышение которой приводит к раз-
упрочнению. Эта степень деформации тем ниже, чем выше с« се-
рость нагрева до данной температуры аустенизации.
ВЛИЯНИЕ ВТМО НА УСТАЛОСТНУЮ ПРОЧНОСТЬ РЕССОРНОЙ СТАЛИ
Рис 194 Влияние температуры
отпуска на изменение остаточ-
ных напряжений в поверхност-
ном слое образцов стали 55ХГР
толщиной 5 ни
/—обычная закалка, 2 —BIMO,
X = 25%
Существенное влияние на циклическую прочность ока»ж=ж-
вают остаточные напряжения, возникающие на поверхносог и.
Поэтому при изучении влияния В ТАЮ рессорной стали 55ХА '₽
на усталостную прочность Д И. Брон и А Г Рахштадт п и
участии Д. М. Нахимова вначале определяли величину остга-
точных напряжений методом после^=с.о-
вательного стравливания слоев постыл е
обычной закалки и ВТМО с обжатрс емм
25% Оказалось, что ВТМО привел .жж а
не только к уменьшению вел ичиги ы
опасных растягивающих напряженье й,
но даже к перемене их знака на сж м-
мающие. Благоприятный характг-ej)
напряжений после ВТМО сох ран яетг-сгл
и после низкого отпуска (рис. 19-41^.
Усталостную прочность изуча -гжи
на образцах после ВТМО при 950 <=*‘ С
со степенью обжатия 15, 25 и 50 ”*>-6 .
Образцы, деформированные на 15» щ
50%, испытывали без надреза Обр^_з-
цы, деформированные на 25’S2-6 ,
испытывали также и с надрезожл.
Результаты испытаний приведены ъ-ж а
рис. 195—197.
Усталостная прочность стали, под-
вергнутой ВТМО с деформацией в ди гл-
пазоне 15—50% и отпуску при 200-----
500° С, изменяется так же, как и после обычной термически oil
обработки, однако максимум предела выносливости наблг ео-
дается после отпуска при более низкой температуре (250°
При этом абсолютная величина предела выносливости пос л е
такого отпуска значительно выше, чем после обычной закал кш
и оптимального отпуска, и равна 63 кПмм\ эта величина прак-
тически мало зависит от степени деформации при ВТМО (в ngp- е-
делах обжатий 15—50%).
Заметное влияние степени деформации на величину предел .жж а
выносливости проявляется после отпуска при 300° С и болх^е
высоких температурах По-видимому, пониженные остаточн е
Рис. 195. Циклическая прочность стали 55ХГР после ВТМО
при 950° С со степенью обжатия 50 (а). 15 (б) и 25% (в)
Образцы шлифованные и без надреза Цифры на кривых —
температуры отпуска
Рис 197 Влияние температуры
отпуска на предел выносливости
стали 55ХГР после ВТМО с раз-
личными степенями обжатия
I — В ГМО, к = 15%, образцы без
надреза, 2 —BIMO, А.= 25%, образ-
цы без надреза. 3 — ВТМО, Л=25%,
образцы с надрезом, 4 — ВТМО, К—
= 50%, образцы шлифованные
Рис 198 Влияние температуры отпуска
на предел выносливости стали 55ХГР
после обычной закалки с 950° С и после
ВТМО при 950’С
/ — обычная закалка образцы без над-
реза, 2 — обычная закалка, образцы
с надрезом. 3 — ВТМО, А. = 50%.
образцы без надреза, 4 — В ГМО, А. =
=25%, образцы с надрезом
В IMO РЕССОРНОЙ СТАЛИ
907
напряжения и повышенная пластичность низкоотпущепной
стали, предварительно подвергнутой ВТМО, позволяют реали-
зовать при усталостных испытаниях более высокую прочность,
чем после обычной закалки и отпуска. Усталостная прочность
образцов (с надрезом и без него), подвергнутых ВТМО, во всех
случаях выше, чем после обычной термической обработки
(рис. 198).
Известно, что важной характеристикой усталостной проч-
ности стали является ограниченная выносливость, которая
определяет срок службы таких изделий, как рессоры или плицы
в условиях работы при нагрузках, превышающих предел вынос-
ливости Результаты испытаний на ограниченную выносливость
при о = 65 кГ!ммг гладких и надрезанных шлифованных образ-
цов приведены в табл 63 Во всех случаях ограниченная вы-
ТАБЛИЦА 63 ВЛИЯНИЕ СПОСОБА ОБРАБОТКИ И СОСТОЯНИЯ
ОБРАЗЦОВ ИЗ СТАЛИ 55ХГР НА ОГРАНИЧЕННУЮ
носливость образцов, упрочненных ВТМО, выше, чем после
обычной закалки и отпуска в равных условиях. Максимальный
эффект достигается после низкого отпуска и небольших степе-
ней деформации. Очевидно, что максимальный эффект, дости-
гаемый при ВТМО с 25%-ной деформацией, определенным обра-
зом связан с максимальной пластичностью, достигаемой после
ВТМО по этому режиму.
908
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ВЛИЯНИЕ УГЛЕРОДА НА УПРОЧНЕНИЕ РЕССОРНОЙ СТАЛИ В РЕЗУЛЬТАТЕ ВТМО
Влияние содержания углерода на свойства сталей типа ХГ Р
после различных режимов обработки изучали на лабораторных
плавках сталей 20ХГР, 40ХГР, 55ХГР, 80ХГР и 100ХГР.
Температура аустенизации для сталей 20ХГР, 40ХГР, 55XTZP
в случае обычной закалки и при ВТМО составляла 900° С, а
для сталей 80ХГР и 100ХГР — 850° С, степень обжатия при
ВТМО составляла 50%. Свойства стали определяли после от-
пуска при 200, 250, 300, 400 и 500° С с выдержкой 1 ч.
Как показали исследования, достигается эффективное упроч-
нение в результате ВТМО1 для всех сталей и при всех иссле-
дованных температурах отпуска (рис 199). Однако особеш-
ности упрочнения в результате ВТМО в значительной мерс за-
висят от содержания углерода в стали. В случае сталей 20ХГР
и 40ХГР эффект увеличения прочности в результате ВТМО,
по-видимому, непосредственно связан с влиянием на диаграмму
растяжения, но не на характер разрушения Это обусловлено
тем, что остаточная пластичность этих сталей достаточно высока
и после обычной закалки и низкого отпуска, что позволяет
реализовать присущие данным сталям прочностные свойства .
Эффект ВТМО определяется повышением прочности вследствие
увеличения плотности дефектов кристаллической структуры
в результате горячего наклепа.
После обычной закалки и низкого отпуска образцы сталей
с повышенным содержанием углерода (0,56 и 0,78%) прежде-
временно хрупко разрушаются, и, как показано в работе
с Д. И. Броном, преимущество ВТМО состоит в существенном
повышении пластичности за счет создания оптимальной тонкой
структуры.
Нижняя граница температуры отпуска после обычной за-
калки, обеспечивающая возможность реализации максимальной
прочности, смещается с увеличением содержания углерода
вверх, и для стали 55ХГР составляет 250° С, а для стали 80ХГР
уже 300—350° С. При таком отпуске у этих сталей относитель-
ное поперечное сужение достигает 4—5% Более высокий от-
пуск этих сталей вызывает снижение прочности.
В результате термомеханической обработки этих сталеш
наряду с прочностью резко увеличивается пластичность По-
этому максимум предела прочности смещается в сторону более
низких температур отпуска. Так, предел прочности стали мар-
ки 55ХГР, отпущенной после ВТМО при 200° С, составляет-
235 кПмм1, тогда как после обычной закалки и такого же
1 Из-за высокой хрупкости достаточно надежные характернаики стами 100\ГР полу-
чить не удалось
Рис 199 Влияние температуры отпуска на механические свойства ста-
лей 20ХГР (а), 40ХГР (6), 55ХГР (в) и 80ХГР (г)
I — ВТМО, Х=50% (для стали 80ХГР—25%), 2 —обычная закалка
910
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
отпуска он не превышает 190 кПмм*. Относительное сужение
этой стали возросло в------------- —..........- г>'гмгл ------
чески от нуля до 16%
6д,пГ/Мм2
2Ь0г
200
>60
120
- Ч>,Ъ
Азо
о
80
о 0,2 о,и о,б с;/.
рис 200. Влияние содержания
углерода иа свойства стали типа
ХГР в зависимости от режимов
обработки (продолжительность от-
пуска 1 «).
Кри- вая Обработка ‘отп’ ’С
/ 2 ВТМО, X- 50% 200 250
8 300
200
Закалка с
отпуском
6 300
результате применения ВТМО практн-
(отпуск при 200° С)1.
ВТМО стали 80ХГР приводит
к заметному увеличению пластич-
ности только после отпуска при
300° С (рис. 199), что сопровож-
дается и относительным увеличе-
нием прочности. Однако макси-
мальную прочность при таком
отпуске получить невозможно, так
как при 300° С уже происходит
распад мартенсита. В связи с этим
использовать стали с весьма высо-
ким содержанием углерода в каче-
стве конструкционного материала
даже при условии применения
ВТМО затруднительно.
Наиболее эффективное упроч-
нение достигается при ВТМО ста-
лей с содержанием углерода 0,5—
0,6%, подвергаемых отпуску при
200—250° С, при этом повышение
механических свойств достигается
в связи с возможностью получения
повышенной пластичности приври*
менении низкотемпературного от-
пуска стали, подвергнутой ВТМО,
Таким образом, уровень проч-
ности и пластичности, достигаемый
после ВТМО, как и после обычной
термической обработки, в значи-
тельной степени зависит от содер-
жания углерода (рис. 200). При-
веденная зависимость справедлива
лишь в том случае, если темпера-
тура отпуска обеспечивает доста-
точную пластичность стали. Так,
стали, содержащие до 0,6% С,
после ВТМО целесообразно подвергать отпуску в районе 200°С;
в случае обычной термической обработки после такого отпуска
(200° С) максимальные свойства прочности достигаются только
у сталей, содержание углерода в которых не превышает 0,4%.
» На лабораторной плавке стали 55ХГР были получены несколько более высокие меха-
нические свойства, чем иа промышленной (см. стр 870)
ВТМО РЕССОРНОЙ СТАЛИ
911
8000 р 2
Рис 201 Влияние температуры
отпуска и содержания углерода
в стали на значение качествен-
ного коэффициента (О^ф)
/—20ХГР, 2— 40X ГР, 3—55ХГР.
4 ~ РОХ ГР Пунктирные кри
вые— ВТМО, сплошные—закал
ка с отпуском
Хрупкое разрушение в сталях, содержащих >0,4% С, после
обычной термической обработки предотвращается лишь после
отпуска выше 250° С, однако при таком нагреве получают раз-
витие процессы распада твердого раствора и коагуляции кар-
бидной фазы, в результате чего падает прочность.
Значительное повышение конструктивной прочности стали
в результате ВТМО иллюстрируется данными рис. 201. Макси-
мальные значения качественного коэф-
фициента (овф) достигаются в случае
сталей 20ХГР, 40ХГР и 55ХГР. Для
сталей с более высоким содержанием
углерода значение о./ф оказывается
несколько ниже Характерен экстре
мальный характер ряда кривых на
рис. 201, можно отметить тенденцию
к смещению максимума к более низ-
ким температурам отпуска под влия-
нием ВТМО; с понижением содержа-
ния углерода (при сравнимых режи-
мах обработки) его абсолютная вели-
чина увеличивается.
Влияние степени деформации при
ВТМО и отпуска при температурах
до 600° С на физическое уширение
интерференционных линий (110)о ста-
лей 20ХГР, 55ХГР и 80ХГР пред-
ставлено на рис 202. Увеличение сте-
пени деформации при ВТМО (без
отпуска) в общем случае вызывает
уменьшение физического уширения
линии (110)о. Интенсивность этого
уменьшения возрастает при увеличении содержания углерода
в стали Так, абсолютное.уменьшение физического уширения
интерференционных линий после ВТМО (К — 75%) по сравне-
нию с обычной закалкой составляет для стали 20ХГР—
1-10-3 рад (от 9-Ю"3 до 8-Ю"3 рад), для стали 55ХГР —
2,5-Ю"3 рад (от 17-10”3 до 14,5-Ю"3 рад) и для стали
80ХГР — 4,5-10~3 рад (от 17 до 12,5-10"3 рад)
Величина физического уширения интерференционных линий,
будучи интегральной характеристикой состояния кристалли-
ческой решетки не может однозначно характеризовать измене-
ние какого-то одного параметра Однако сопоставление физи-
ческого уширения линии (110)а закаленных сталей 20ХГР,
55ХГР и 80ХГР позволяет предположить, что одним из реша-
ющих факторов, определяющим его величину, является содер-
912
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
жание углерода в твердом растворе (мартенсите). Уменьшение
уширения интерференционной линии с увеличением степени
обжатия при ВТМО обусловлено, по-видимому, тем, что в ре-
зультате деформации в аустените происходит концентрацион-
ное расслоение ио углероду, связанное со скоплением его вокру г
дефектов. Следовательно, мартенситное превращение в таком
неоднородном деформированном аустените протекает таким обра-
зом, что одновременно происходит концентрационное расслое-
ние и образующегося «-твердого раствора. Иными словами,
Рис 202 Изменение физического уширения линии (110)ц сталей 20ХГР (а), 55ХГР (б).
80ХГР (в) в зависимости от степени деформации при В ГМО и температуры последу-
ющего отпуска Пунктирные кривые — без отпуска, цифры на кривых — темпера-
туры отпуска
сразу после ВТМО без отпуска состояние образующегося a-твер-
дого раствора (мартенсита) соответствует как бы стадии двух-
фазного распада при отпуске мартенсита, характеризующегося
уменьшением ширины линий Эти процессы идут тем интенсив-
нее, чем больше степень деформации и чем выше содержание
углерода в стали (рис 202)
После заключительного отпуска стали 55ХГР при 150° С
и стали 80ХГР при 250° С величина уширения интерферен-
ционных линий мартенсита практически одинакова в образцах,
подвергнутых как обычной закалке, так и ВТМО. При более
высоких температурах отпуска (вплоть до 500° С) физическое
уширение интерференционных линий образцов стали, про-
шедшей ВТМО, несколько больше, чем обычно закаленной, что
связано с большей плотностью дефектов, создаваемых в резуль-
тате деформирования аустенита и} наследованных при закалке.
После отпуска выше 500° С величины физического уширения
ВТМО РЕССОРНОЙ СТАЛИ
913
интерференционных линий a-фазы после обычной закалки и
ВТМО вновь сближаются *. В то же время после ВТМО, от-
пуска выше 500° С и повторной закалки проявляется эффект
наследования упрочнения. Это свидетельствует о том, что ве-
личина физического уширения не отражает всех особенностей
тонкой структуры.
1 В данной серии опытов величина физического уширения и ее устойчивость при по-
следующих нагревах после ВТМО были меньше, чем в предыдущей серии Это объ-
ясняется |см, что в данном случае осуществлялась одноразовая (и более неравномер-
ная) деформация на лабораторном станс, а в первой серии опытов деформацию прово-
дили в производственных условиях на 10-клетевом непрерывном стане
914
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА CTA-WTTW
После отпуска стали (подвергнутой ВТМО) выше 250° С
выявляется преимущественное влияние предшествующей дефор-
мации, и поэтому величина физического уширения интерфсре=и-
ционной линии (Н0)а тем больше, ч«етм
б.,,кг/ммг выше степень предварительной дефор-
мации.
Сложная взаимосвязь между усталост-
ной и статической прочностью, пластидчг-
ностью, структурным и напряженным со-
стояниями образцов из сталей с различньыш
содержанием углерода (рис 203) не поз-
воляет установить превалирующее влия-
ние одного или нескольких из указанные
факторов на усталостные свойства стал«еш
20ХГР, 40ХГР, 80ХГР и 100ХГР. Уч ш-
Рнс 204 Влияние содер-
жания углерода в стали
типа ХГР на предел вы-
носливости после обыч
ной закалки (/) и BIMO
с обжатием 25% (2)
Отпуск при 400° С Об-
разцы с надрезом
тывая, что рессорную сталь чаще все го
подвергают отпуску при 400° С, а такучс е
то обстоятельство, что в результате да ir-
ного отпуска влияние такого фактора, каж
остаточные напряжения, минимально, бь«ил
построен график рис. 204. После BTJVSO
у всех исследованных сталей повышается
усталостная прочность; эффективность ВТМО возрастает слов к>к-
шением содержания углерода в стали. Такая же закономе j>-
ность была обнаружена (стр 910) и при исследовании влияния
ВТМО на статическую прочность после отпуска при темпер ас-
турах, близких к 400° С
ВЫСОКОТЕМПЕРАТУРНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
ВЫСОКОТЕМПЕРАТУРНАЯ ТЕРМОМЕХАИИЧЕСКАЯ ОБРАБОТКА ХРОМИСТЫХ СТАЛ Е Й
На сталях типа Х8 были изучены в работе с Г. И Черепан о-
вой не только возможности термомеханического упрочнени»
при использовании различных технологических схем ВТМО.
но и наследование созданного упрочнения и возможности испол ь--
зования ВТМО для повышения теплоустойчивости. Исследовали
стали типа Х8 с 0,03, 0,27 и 0,47% С, а также сталь 47Х8ВЛ .
На рис 205 и 206 приведены результаты испытаний на ра с -
тяжение образцов, прошедших ТМО по различным вариантагзг.
С увеличением степени обжатия независимо от варианта обр-а -
ботки наблюдается повышение прочности При этом для пол^г -
чения равных значений прочности при НТМО требуются мен т> -
шие обжатия.
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
915
В случае безуглсродистого сплава 03X8 ВТМО приводит
к незначительному приросту прочности, предел прочности уве-
личивается всего на 15—20 кПмм2 по сравнению с обычной
закалкой даже после деформации на 75%. Преимущество ВТМО
для этого сплава проявляется в заметном росте пластичности.
НТМО позволяет получить несколько больший выигрыш в проч-
ности при степенях деформации более 25%: при обжагии 75%
Рис 205 Зависимость механических свойств сталей с 8% Сг после ВТМО
(в) и НТМО (б) от содержания углерода для разных степеней деформа-
ции Температура отпуска 100, 150 и 200° С для сталей с 0,03 0 27 и
0,47% С соогве1ственно, выдержка 1 ч
прочность возрастает до 130 кПмм* по сравнению со 100 кПммг
для обычной закалки. Пластичность при этом не снижается,
практически ее можно считать неизменной по сравнению
с обычной закалкой и отпуском.
Сталь 27X8 упрочняется при ВТМО интенсивнее, чем 03X8,
обжатие на 25, 50 и 75% дает прирост прочности на 15, 27 и
32% соответственно по сравнению с обычной термической обра-
боткой Пластичность при этом возрастает монотонно, и удли-
нение составляет 8% при деформации 75%, что на 30% больше,
чем в случае обычной термической обработки. После НТМО
предел прочности стали 27X8 увеличивается почти на 40%
при степени обжатия 75% Рост предела текучести при больших
степенях деформации отстает от роста предела прочности, а
пластичность проходит через максимум при обжатии около
916
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
50%, а затем падает до значений, более низких, чем после обыч-
ной термической обработки.
Увеличение содержания углерода до 0,47% усиливает тен-
денцию к упрочнению в результате ТМО (см. рис 205) Прирост
прочности при 75%-ном обжатии составляет и для НТМО, и дл я
ВТМО примерно одинаковую величину (50%), однако сильное
отставание предела текучести с ростом степени деформации, а
и даже падение пластичности
при НТМО свидетельствуют о
преимуществе ВТМО для стал и
этого типа (с повышенным содер-
жанием углерода)
В случае дополнительно л е-
гированной вольфрамом стал и
47Х8В4 обнаруживается опт м-
мум на кривой зависимости пл а-
стичности от степени деформ а-
ции при ВТМО (рис. 206, кри-
вая /), отвечающий обжатгсю
50%. Прирост пластичности гто
сравнению с обычной обработ-
кой в этом случае очень вел кк
(ф 25% против 10% послже
обычной обработки, 6=7% про-
тив 3%). При деформации 75 5%
наблюдается падение пласти ч-
главное, отсутствие прироста
Рис 206 Влияние степени деформации
при В1М0(/) и НТМО (2) на механи-
ческие свойства стали 47Х8В4 (отпуск
при 250° С, 1 «)
ности, а рост прочности при этом
замедляется. Поэтому применение больших степеней обжаться
в условиях ВТМО нежелательно и для данной стали.
В условиях НТМО стали 47Х8В4 (рис. 206, кривая _2)
относительное сужение монотонно падает с увеличением степеьси
деформации, а относительное удлинение не превышает 5%.
В результате НТМО при деформации 75% на этой стали удалось
получить максимальное значение прочности 280 кПмм* (при-
рост—30%). Особенность этой стали состоит в интенсивном сбл м-
жении пределов прочности и текучести с ростом степени деформ а-
ции (так, после НТМО при обжатии 75% отношение ат/ств
равно 0,98), что свидетельствует о высоком сопротивленки
малым пластическим деформациям после термомеханической
обработки.
Необходимое условие существенного повышения прочностей
исследуемых сталей в результате термомеханической обр а-
ботки—это достаточное содержание углерода, определяющее
требуемое упрочнение при мартенситном превращении. Однако
упрочнение в результате такой обработки больше, чем сумма f>-
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
917
ное упрочнение под влиянием наклепа и мартенситного превра-
щения. Об этом свидетельствует расхождение кривых прочности
с увеличением содержания углерода (см рис. 205) Наклеп
аустенита оказывает влияние на механизм и кинетику мартен-
ситного превращения, а также, возможно, на морфологию
мартенсита, способствуя увеличению плотности дефектов и
иному их распределению В то же время мартенсит после ВТМО
не отличается хрупкостью, свойственной мартенситу, что обу-
словлено, вероятно, протеканием процессов типа полигонизации
при горячем деформировании. В случае НТМО отмечается
параллельный ход кривых изменения прочности для степеней
обжатия 50 и 75% (рис. 205, б).
Повышение содержания углерода, как обычно, отрица-
тельно сказывается на пластичности, хотя деформация аустенита
перед закал кой изменяет характер падения пластичности с ростом
содержания углерода. При ВТМО падение пластичности явно
замедляется с увеличением степени деформации, тогда как при
НТМО ускоряется.
Изучение механических свойств исследованных сталей,
подвергнутых отпуску в интервале 100—600° С (выдержка 1 ч),
показало, что в случае стали 03X8 разупрочнение после ВТМО
с обжатием 50% начинается при отпуске на 200° С выше, чем
после обычной закалки. Только при отпуске на 600° С предел
прочности после ВТМО становится равным пределу прочности
после обычной закалки Однако при большем обжатии (75%)
стабильность структуры уменьшается, и разупрочнение насту-
пает раньше, чем в случае ВТМО с обжатием 50%. В случае
стали 27X8 ВТМО еще больше повышает устойчивость против
снижения прочности при отпуске.
Для стали 47X8 (рис. 207) отмечается аномалия в ходе раз-
упрочнения после обычной закалки — некоторое упрочнение
(рост твердости и замедление падения предела прочности)
в интервале температур отпуска 400—450° С. Этого эффекта
не наблюдается после термомеханической обработки. В слу-
чае НТМО этой стали (рис. 207, б) разупрочнение начинается
уже при 250—300° С и происходит очень интенсивно, особенно
при степени обжатия 75%. С повышением температуры отпуска
до 600° С эффект НТМО почти полностью снимается, хотя пла-
стичность все же не достигает значений, характерных для
обычной термической обработки.
Очевидно, что ВТМО приводит к получению структуры,
более устойчивой против влияния последующего нагрева, чем
НТМО. Высокий отпуск после НТМО с большим обжатием
не обеспечивает того комплекса свойств, который достигается
после ВТМО
21 Бернштейн
918
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
При дополнительном легировании вольфрамом (рис. 208)
упрочнение в результате ВТМО протекает весьма интенсивно
по сравнению с обычной закалкой и распространяется на больший
интервал температур. Даже после отпуска при 600° С в случае
стали 47Х8В4 удается после ВТМО сохранить высокий предел
прочности, равный 230 к,Пмм\ по сравнению со 150 после
обычной термической обработки.
Рис 207 Изменение механических свойств стали 47X8 в зависимости от тем-
пературы отпуска после ВТМО (а) и HJMO (б) для разных степеней деформа-
ции
Рентгеноструктурный анализ осадка, выделенного из образ-
цов стали 47Х8В4 после отпуска при 600° С (выдержка 1 ч),
показал наличие после обычной обработки карбидов типа
(Fe, W)3C и Сг7С3 После ВТМО линии на рентгенограммах
получаются менее четкими, размытыми, что, вероятно, свиде-
тельствует об очень высокой дисперсности выделений и во вся-
ком случае о некотором торможении в развитии старения (вер-
нее, перестаривания). Возможно, что после термомеханической
обработки в связи с общим измельчением структуры и локали-
зацией диффузии в малых объемах задерживается каогуляция
карбидов, и это служит причиной сохранения высокой прочности
даже после высокого отпуска (по сравнению с обычной обра-
боткой).
Было проведено изучение влияния продолжительности низ-
кого отпуска после ВТМО на свойства сталей 27X8 и 47X8
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
919
(рис. 209 и 210). После ВТМО с обжатием 75% прочность с уве-
личением выдержки при отпуске падает, а пластичность растет,
как и после обычной термической обработки. Однако после
ВТМО с обжатием 50% в случае сталей 27X8 и 47X8 наблю-
дается возрастание прочности с увеличением продолжительности
выдержки при отпуске 150° С, при этом эффект упрочнения не
сопровождается замедлением в
либо аномалиями в измене-
нии твердости Это обстоя-
тельство, а также отсутствие
изменения электросопротив-
ления позволяет полагать, что
при данной температуре от-
пуска после длительных вы-
держек преобладает развитие
полигонизации. В случае дли-
тельного отпуска при 200°С
влияние полигонизации ска-
зывается в замедлении паде-
ния прочности после ВТМО
Кинетику рекристаллиза-
ции при ВТМО изучали путем
сопоставления механических
свойств исследуемых сталей
с характером и величиной
аустенитного зерна в зависи-
мости от продолжительности
изотермической выдержки
после высокотемпературного
деформирования и до закал-
ки.
росте пластичности или какими-
Рис 208 Влияние температуры отпуска
на механические свойства стали 47X8B4
после ВТМО с обжатием 75% (/) и обыч
нов закалки (2)
Процесс рекристаллизации горячедеформированного аусте-
нита протекает сравнительно медленно уже в без угле род истом
сплаве 03X8 (рис. 211). Прочность после ВТМО практически не
снижается, даже если начинается развитие рекристаллизации
обработки при выдержке до 1 мин. У образцов, деформирован-
ных на 50%, спад прочности начинается после 2—3-мин выдерж-
ки, когда происходит полное завершение рекристаллизации
сплава 03X8. Деформация на 75% приводит к еще более уско-
ренному разупрочнению.
Предел текучести падает раньше, уже после 40-сел выдержки
перед закалкой, тогда как значения предела прочности оказы-
ваются более устойчивыми. Пластические свойства растут с раз-
витием рекристаллизации, что особенно заметно в случае об-
разцов, деформированных на 75% (рис. 211) Это, очевидно, обус-
21*
Рис. 209. Влияние продолжительности отпуска при 150 (а) и 200° С (б) на
свойства стали 27X8 после ВТМО с различными степенями обжатия и обыч
ной закалки
Рис. 210 Влияние продолжительности отпуска при 150 (о) и 200е С (б) на
свойства стали 47X8 после ВТМО с деформацией 50 и 75% и после обычной
такалки
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
921
ловлено ускоренным образованием в сильно деформированной
матрице ненапряженных областей, в которых происходит ре-
лаксация напряжений в процессе испытаний на растяжение за
пределом текучести. С появлением этих областей, вероятно, свя-
зан и относительно низкий предел текучести, отвечающий началу
процесса рекристаллизации обработки О корреляции между
изменением механических свойств после ВТМО, с одной стороны,
и изменением характера и величипызерна в ходе развития рекри-
Рис 211 Зависимость механических свойств и средней величины
зерна от продолжительности рекристаллизации деформированного
(К = 50 и 75%) аустенита сплава 03X8 Отпуск при 100* С, 1 ч
Площадки и а оси ординат — свойства после обычной термической
обработки
сталлизации деформированного аустенита, с другой, свиде-
тельствуют гистограммы частотного распределения величины
зерна по размерам на разных стадиях процесса (рис 212),
а также соответствующие микроструктуры.
Горячая деформация на 75% (сопровождаемая, очевидно,
самыми начальными стадиями рекристаллизации) приводит
к сильному измельчению зерна. Максимальная частота вели-
чины зерна при 75%-ной деформации отвечает размеру его
в 12 мк (рис 212, б). В случае 50%-ного обжатия неравномер-
ность деформации характеризуется двумя частотными макси-
мумами (28 и 22 мк), т. е. средний размер зерна примерно вдвое
больше, чем после обжатия на 75%. В случае обжатия 75%
максимум, соответствующий мелким равновесным рекристал-
лизованным зернам (4—6 мк), появляется уже через 30 сек,
922
ВЫСОКОТРМПГРАГУРНЛЯ ОБРАБОТКА СТАЛИ
тогда как у образцов, деформированных на 50%, зерно остается
неизменным примерно в течение одной минуты. Старые дефор-
мированные зерна исчезают в первом случае (1 = 75%) уже
через 2 мин, а при Л — 50% — после 3-мин выдержки
Важно отметить, что падение предела прочности, несмотря
на появление мелких рекристаллизованных зерен, задержи-
вается до тех пор, пока в структуре сохраняется до 15—20% де-
Рис 212 Гистограммы изменения величины зерна деформированного аустенита
при последеформационной выдержке сплава 03X8 Обжатие 50 (а) и 75% (б)
формированных зерен (если, конечно, при этом дополнительно
накладывается мартенситное превращение, как при термоме-
ханической обработке). Эти оставшиеся деформированные зерна
служат, по-видимому, эффективными препятствиями для раз-
вития скольжения. Когда структура становится полностью
рекристаллизованной, прочность начинает снижаться до тех
пор, пока собирательная рекристаллизация не сводит на нет
все преимущества термомеханической обработки. Более того,
усиленный рост зерен, связанный с развитием собирательной
рекристаллизации, приводит в ряде случаев к тому, что проч-
ность и пластичность оказываются ниже, чем после обычной
термической обработки.
Стали 27X8 и 47X8 более устойчивы против рекристаллиза-
ции (рис, 213), чем сталь 03X8, что связано с увеличением со-
Рис 213 Влияние продолжительности выдержки деформированного аустенита (перед
закалкой) на механические свойства и среднюю величину зерна стали 27лВ (а)
и 47X8 (б)
к — степень обжатия Dcp — средний диаметр зерна Температура отпуска (I ч)
150е С — для стали 27X8 и 200° С — для стали 47X8 Площадки на оси ординат —
свойства после обычной термической обработки
924
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
держания углерода, который в сочетании с хромом обусловли-
вает уменьшение подвижности границ зерен из-за образования
второй фазы Разупрочнение сталей начинается позже, рекри-
сталлизованные зерна появляются после более длительной вы-
держки и, кроме того, расширяется температурный интервал
рекристаллизации обработки. Необходимым условием сохра-
нения высокой прочности
после различной изотермиче-
30 пин
Ь 8 12 16 20 Л 28 D, 10*сн . 2 10 18 26 0,10*сн
Рис. 214. Гистограммы изменения величины зерна в процессе рекристаллизации
деформированного аустенита стали 47X8
а - А = 50%, б - 75%
ской выдержки и в случае сталей 27X8 и 47X8 является нали-
чие в их структуре деформированных зерен. У стали 27X8
падение предела прочности обнаруживается после выдержки 5
и 10 мин при деформации соответственно на 75 и 50%, а у стали
47X8 — через 10 и 15 мин соответственно. Во всех случаях
с началом рекристаллизации обработки отмечается рост пла-
стичности.
Следовательно, для получения в результате ВТМО опти-
мального сочетания свойств высокой прочности и пластичности
у высоколегированной стали типа Х8 можно осуществлять
наклеп аустенита и выдержку до закалки с таким расчетом,
чтобы в определенной степени проходили начальные стадии про-
цесса рекристаллизации обработки. Тогда последующее мар-
тенситное превращение будет происходить не только в исходной
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
925
измельченной и фрагментированной структуре с повышен-
ной плотностью дислокаций (что определяет повышение
прочности), но и в структуре, характеризующейся более рав-
номерным распределением дислокаций и отсюда меньшей кон-
центрацией напряжений (что сообщает высокопрочному сплаву
также и высокую пластичность) Кроме того, сохранение вы-
сокой прочности при выдержке деформированного аустенита
в течение довольно длительного времени даже при начав-
шемся процессе рекристаллизации обработки (рис. 214) расши-
ряет технологические возможности применения ВТМО для де-
талей большего сечения.
Дальнейшее исследование термомеханического упрочнения
сплавов типа Х8, проведенное совместно с Г. И. Черепановой
и С. С. Рыжак, предусматривало:
1) измерение величины скрытой энергии, накапливаемой при
термомеханической обработке;
2) определение температурного интервала рекристаллиза-
ции при нагреве после термомеханической обработки или хо-
лодного наклепа;
3) сравнение величины скрытой энергии, накапливаемой при
термомеханической обработке, с энергией холодной деформации;
4) сравнение величины тепловых эффектов отпуска после
термомеханической и обычной обработок.
Для исследования были взяты три партии плоских образцов
из сплавов 03X8, 27X8, 47X8, которые подвергали обработке
по различным режимам:
I (обычная термическая обработка). Нагрев на 900 (сплав
03X8) или 1050° С (27X8 и 47X8), охлаждение в воде или масле
соответственно
II (термомеханическая обработка). Нагрев на 950—970
или 1100° С, прокатка с однократным обжатием на 50 или 75%,
немедленная закалка в воде или масле.
III (обработка на наследование). То же, что II, затем от-
пуск при 500° С в течение 40 мин, нагрев под закалку на 900° С
в соляной ванне, выдержка 2 мин, охлаждение в воде или
в масле
Заключительная операция во всех случаях — низкий от-
пуск при 150 или 200° С, выдержка 1 ч
Образцы размером 4X8X8 мм нагревали в специальном
блоке дифференциального пирометра со скоростью 5,5 град!мин.
Запись проводили по схеме: деформированный — недеформи-
рованный образец, простая — в координатах t—x, дифферен-
циальная — в координатах Д/—т.
На дифференциальной кривой для сплава 03X8 при 750—
770° С наблюдается «пик» (рис. 215), обусловленный тепловым
926
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
эффектом рекристаллизации При низких температурах каких-
либо отклонений на этой кривой, указывающих на явление воз-
врата, не обнаружено Для образцов, прошедших одинаковую
обработку, было выполнено не менее трех записей в одном ре-
жиме; во всех случаях «пики» появлялись при одной и той же
температуре и имели одинаковую
форму и величину
На дебаеграммах образцов, на-
гретых после ТМО на 700, 730,
760 и 790° С, точки появились
только после нагрева на 760° С.
Микроструктурные исследования
подтвердили, что рекристаллиза-
ция проходит выше 730° С.
Образцы сплава 03X8 после
ТМО отпускали в течение 40 мин
при 500 и 600° С, величина «пика»
при этом не изменялась. Однако
Рис 215 Часть термограммы, сня-
той с пары деформированный обра
зец 03X8 (X = 75%. ВТМО) - эта-
лон 03X8 после обычной закалки
03X8 после отжига
после длительного отпуска в тече-
ние 3 ч при 600° С рекристаллизационный «пик» значительно
уменьшился После отпуска при 700° С в течение 20 ч на кри-
вой нагрева не обнаружено отклонений, указывающих на про-
цессы выделения тепла в образце в районе температур рекри-
сталлизации. Следовательно, де-
фекты, создаваемые в высокохро-
мистом сплаве в результате ТМО,
очень устойчивы и аннигилируют
только при длительных нагревах
Сравнение площадей тепловых sgo
эффектов фазового превращения
для деформированных и недефор- 6S0
мированных образцов сплава 47X8,
записанных в паре с никелевым Рис
эталоном, показывает, что в сплаве той
с повышенным содержанием угле- лрн
рода температурный интервал рек-
ристаллизации маскируется тепловым эффектом фазового пре-
вращения, равным для деформированных образцов Q(J) д =
= 22 к.ал!г, а для недеформированных и д=23,3 кал!г.
Величину теплового эффекта рекристаллизации оценивали
путем расчета по разным термограммам, для чего была сделана
запись тепловых эффектов армко-железа в паре с никелевым
эталоном. Были выбраны следующие табличные значения теп-
ловых эффектов магнитного и фазового превращений армко-
железа: QM — 0,27 ккал/г-атом; <?ф = 0,35 ккал/г-атом В ре-
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
927
зультате расчетов определена величина рекристаллизационного
эффекта выделения тепла термомеханически обработанных об-
разцов; она оказалась равной 1,2 кал!г, что намного больше
скрытой энергии наклепа холоднодеформированного армко-
Рис 217 Часть термограммы, снятой
с пары образец 47X8 после обы“ной
закалки с 1100° С 4- эталон никель,
So = 2.8. 5ф = 3,0
железа (0,62 кал/г).
Записи нагрева образцов
сплава 03X8 после холодной де-
формации со степенью обжатия
75% (рис. 216) показывают, что
величина этих рекристаллиза-
ционных тепловых эффектов по
крайней-мере в два раза мень-
ше, чем тепловых эффектов ре-
кристаллизации после термоме-
ханической обработки Расчет
теплового эффекта рекристал-
лизации после термомеханиче-
ской обработки образцов стали
47X8 дает величину 1,3 кад!г.
При исследовании были получены также данные о тепловых
эффектах при отпуске образцов сплава 47X8 после термомеха-
ническои обработки и закалки с одинаковыми температурами
нагрева (рис 217 и 218). Вели-
чина теплового эффекта отпуска
после ТМО с закалкой от 1100°С
(24,1 кал/г) значительно больше,
чем после обычной закалки с
1100° С: Qo = 4 кал!г, тепловые
эффекты отпуска углеродистых
сталей не превышают 1 кал/г.
Данные рентгеноструктурно-
го анализа [съемка на кобальто-
вом излучении, физическое уши-
рение линий (110) и (211) ] пока-
зывают (табл 64), что упрочняю-
щий эффект термомеханической
обработки снимается только дли-
Рис 218 Часть термограммы, снятой
с пары образец 47X8 после B1MO,
X, = 75%. с Н00°С+ эталон никель.
So= 3.3. Зф = 4,3
тельными выдержками при высо-
ких температурах Таким образом, рекристаллизация на началь-
ных стадиях не снимает полностью упрочняющего эффекта
термомеханической обработки, очевидно, в связи с высокой
устойчивостью созданных при высокотемпературном деформи-
ровании субструктурных изменений.
Изучение кинетики рекристаллизации деформированного
аустенита на сталях типа Х8 показало, что, во-первых, даже
928
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 64 ФИЗИЧЕСКОЕ УШИРЕНИЕ ЛИНИЙ (110) И (2U) В ЗАВИ-
СИМОСТИ ОТ РЕЖИМА ОБРАБОТКИ СТАЛИ 03X8
Режим обработки * Линия (211) Линия (110)
В, см 3 10» рад В. см 3 10* рад
11 + 700° С 1,81 0 0877 3,95 1,247 0,0752 2,63
1 + 700° С 1,60 0,060 3,48 1,265 0,0455 2,80
11 + 800° С 3,87 0,16 8,43 1,99 0,03 4,33
1 + 800° С 3,29 0,065 7,16 1,92 0,05 4,18
11 + 820° С 4,04 0,11 8,78 2,01 0,03 4,36
1 + 820° С 3,40 0,09 7,43 1,95 0,06 4,26
11 + 450° С 3,74 8,15 1,92 4,18
1 + 450° С 3,53 — 7,77 2,00 4,36
III + 450 °C 3,69 — 8,05 1,97 — 4,25
* 1-Ш — см стр 425
при развитии начальных стадий рекристаллизации обработки
сохраняется высокий уровень механических свойств, а, во-вто-
рых, наличие некоторого количества избыточных карбидов (кото-
рые наблюдались в структуре) оказывает тормозящее влияние
на развитие рекристаллизации (в согласии с работами [64]).
В связи с этим целесообразно при ВТМО сталей с карбидооб-
разующими элементами вести нагрев и деформацию таким обра-
зом, чтобы использовалось сдерживающее влияние карбидов.
Как будет показано дальше (стр 992) для стали ШХ15, при этом
действительно наблюдается сильное торможение рекристалли-
зации. Этому способствует и более крупное зерно исходного
аустенита. Между тем обычно указывают, что в процессе аусте-
низации при ВТМО необходимо обеспечить наиболее полное
растворение карбидной фазы и получить наиболее мелкое ис-
ходное зерно. Однако такие особенности структуры должны,
по-видимому, способствовать более интенсивному развитию
рекристаллизации (что следует несомненно учитывать при
ВТМО). Подтверждение этому получено нами в работе
с О. М Зуевой по изучению влияния хрома (—3,5, 9 и 12%)
в практически безуглеродистых (—0,01—0,03% С) и углеро-
дистых (—0,2, 0,4 и 0,8% С) сплавах. Обработка этих сплавов
предусматривала и получение мелкого зерна, и почти полное
растворение карбидов.
Температуру аустенизации (начала деформации) при ВТМО
с обжатием 50% для каждой стали подбирали по изотермиче-
ским и политермическим разрезам диаграммы системы Fe—С—-
Сг, предусматривая при этом получение микроскопически го-
могенного аустенита.
В ГМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
929
По диаграмме рис. 219 можно судить о режимах, определя-
ющих сохранение деформированного аустенитного зерна,
а также о развитии первичной и собирательной рекристалли-
Рис 219 Влияние содержания углерода и хрома на развитие процесса
рекристаллизации исследованных сталей в условиях ВТМО
I — область сохранения деформированного состояния, 2 — область
рекристаллизации обработки, 3 — область собирательной рекристал-
лизации
зации при каждой последеформационной выдержке. Действи-
тельно, в этих условиях (почти полное растворение карбидов
и более мелкое зерно) рекристаллизация проходит несколько
быстрее, чем в сравнимых сталях типа Х8, исследованных в ра-
930
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
боте, выполненной совместно с Г. И. Черепановой. Как было
установлено в этом последнем исследовании, наблюдается со-
хранение высокого уровня механических свойств и при некото-
Осек
О-? з
6
и в пм;/.
Рис 220. Влияние содержания углерода н марганца (а) и углерода и
никеля (б) иа развитие процесса рекристаллизации в условиях ВТМО
/—область сохранения деформированного состояния; 2 — область рек-
ристаллизации обработки, 3—область собирательной рекристаллизации
ром развитии рекристаллизации, если имеется 20—30% объемов,
в которых рекристаллизация еще не произошла.
По-видимому, большее развитие рекристаллизации в усло-
виях ВТМО будет наблюдаться в случае стали, легированной
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
931
некарбидообразующим (например, никелем) или слабокарби-
дообразующим (марганцем) элементом. Это было показано в ра-
боте с О. М. Зуевой (рис. 220), степень обжатия при ВТМО состав-
ляла (как и в случае хромистых сталей) 50%, а при регламенти-
рованном нагреве в процессе аустенизации, проводимой до дефор-
мирования, получали мелкое зерно и диссоциацию второй фазы.
Рис 221. Эффект наследования упрочнения
(схема III) после ВТМО (схема II) сплавов
типа Х8 с различным содержанием угле-
рода Схема I — обычная термическая
обработка
Рис 222 Влияние температуры и про-
должительности промежуточного отпус-
ка иа механические свойства стали
27X8 после ВТМО (Х=50%) и повтор
иой закалки Окончательный отпуск
при 150° С, ! « Площадки со штрихов-
кой на оси ординат —свойства после
обычной закалки, без штриховки —
после прямой ВТМО
Как показали исследования (рис. 221), при высоком
легировании хромом хорошо реализуется эффект наследо-
вания упрочнения после 'ВТМО и повторной термической об-
работки, предусматривающей промежуточный смягчающий от-
пуск, вторичную закалку с быстрым нагревом и низкий отпуск;
проявляется роль легирования хромом (сдерживающего диф-
фузионные процессы, которые могли бы вызвать разупрочне-
ние). Эффект наследования упрочнения был установлен (рис. 221)
на всех исследованных сплавах.
В дальнейшем наследование упрочнения от ВТМО сплавов
типа Х8 изучали в зависимости от температуры и продолжи-
тельности промежуточного отпуска.
На рис 222 приведены механические свойства стали 27X8,
прошедшей термомеханическую обработку, а затем промежу-
932
ВЫСОКО! РМПЬ'РАТУРНАЯ ОБРАБОТКА СТАЛИ
Рис 223. Зависимость механических свойств
стали 47X8 после ВТМО (Х=75%) и повтор
ной термической обработки от температуры и
продолжительности промежуточного отпуска
Окончательный отпуск при 200° С, 1 ч Пло
щадки на оси ординат—то же, что иа рнс 222
точный отпуск по различным режимам, повторную закалку
с нагревом в соляной ванне (1,5-/-2 мин) и низкий отпуск при
150° С в течение 1 ч После промежуточного отпуска при 500° С
в течение 40 мин, который достаточно смягчает металл (35—
40 HRC), почти полностью восстанавливаются свойства, ха-
рактерные для прямой ВТМО. Особо следует отметить рост пла-
стичности по сравнению с получаемой после прямой термомеха-
нической обработки и тем
более после обычной за-
калки Даже после кратко-
временного отпуска при
650° С можно в результате
повторной перекристалли-
зации получить свойства
значительно более высокие,
чем после обычной закал-
ки, что свидетельствует о
высокой устойчивости ди-
слокационной структуры,
создаваемой при ВТМО
Упрочняющий эффект тер-
момеханической обработки
сохраняется, хотя и в мень-
шей степени, даже после
З-ч отпуска при 500—600°
С, но не восстанавливается
после З-ч промежуточного
отпуска при 650° С
Для стали 47X8 (рис
223) наблюдаются пример-
но те же закономерности,
что и для стали 27X8
Эффект термомеханической
обработки в какой-то сте-
пени сохраняется даже после отпуска при 650—700° С в тече-
ние 3 ч. В данном случае только 20-ч смягчающий отпуск пол-
ностью снимает эффект ВТМО, и «скрытое упрочнение» уже не
обнаруживается после повторной термической обработки
Для снижения твердости (40—43 HRC) стали 47Х8В4 ока-
зался необходимым отпуск при 600° С с выдержкой 40 мин.
После обработки на наследование была получена прочность
значительно более высокая, чем после обычной закалки, а пла-
стичность более высокая, чем после прямой ВТМО (рис 224).
На рис. 225 показано изменение свойств прочности и пластич-
ности после обработки на наследование в зависимости от сте-
Рис 224 Механические свойства стали 47Х8В4 после ВТМО
и обычной закалки Отпуск при 250° С I ч
1 — обычная обработка, 2 — ВТМО. К = 50%. 3 — то же и
обработка иа наследование, 4 — ВТМО >, = 75%; 5 — то же
и обработка на наследование упрочнения
Рнс 225 Влияние степени рекристаллизации обработки на свойства после
обработки на наследование стали 27X8 (а) и 47X8 (б)
сплошные кривые — ВТМО, пунктирные—ВТМО и обработка иа наследо
22 Бернштейн
934 ВЫСОКО I ЕМПцРАТУРНЛЯ ОБРАБОТКА СТАЛИ
/
/
пени рекристаллизации при прямой ВТМО. Следует отметить,
что обработка на наследование, выполненная после ВТМО в ус-
ловиях протекания рекристаллизации обработки деформиро-
ванного аустенита (вплоть до -780% объема), сохраняет превы-
шение свойств прочности по сравнению с обычной закалкой,
хотя определяет меньшую прочность, чем при наследовании
после ВТМО без существенной рекристаллизации. Наследо-
вание упрочнения после ВТМО при 80% рекристаллизации
Рис 226 Сравнение механических свойств стали 47Х8В4
после НТМО, обработки иа наследование и обычной закалки
Отпуск при 250° С, 1 ч
I — обычная закалка, 2 — НТМО, А. = 50%, 3 — то же и
обработка иа наследование, 4 — НТМО, А. = 75%, 5—то же
и обработка на наследование
приводит к очень незначительному выигрышу в прочности,
тогда как после прямой термомеханической обработки с такой
же степенью рекристаллизации прочность почти не снижается.
Это свидетельствует о том, что для наследования упрочнения
необходимы: 1) устойчивая дислокационная структура, 2) из-
быточная плотность дефектов.
Кроме того, нужно отметить, что падение свойств при об-
работке на наследование после ВТМО с деформацией 75% идет
гораздо интенсивнее, чем после такой же обработки, но с об-
жатием 50%.
После низкотемпературной термомеханической обработки
эффекта наследования упрочнения в результате повторной тер-
мической обработки на сталях с 8% Сг не наблюдалось, что,
очевидно, связано с большой неустойчивостью и неравно-
мерностью дислокационной структуры (большая степень на-
BIMO ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
935
клепа при данных степенях обжатия, определяемая этим ва-
риантом упрочнения) Лишь в стали, дополнительно легиро-
ванной вольфрамом, эффект наследования упрочнения наблю-
дается и после НТМО (рис 226), что, по-видимому, связано
с большей стабилизацией дислокационной структуры в сплаве,
содержащем вольфрам.
В случае стали 03X8 эффект наследования проверяли не
столько по механическим свойствам, так как из-за малого
т
упрочнения при термомеханической обработке трудно было вы-
делить наличие «скрытого упрочнения», сколько по сохранению
величины «пика», соответствующего тепловому эффекту рекри-
сталлизации. Этот «пик» остался без изменения после ВТМО
и отпуска при 500 и 600° С в течение 40 мин, даже при более
длительном нагреве (в течение 3 ч) «пик» хотя и уменьшился,
но все же остался высоким (рис. 227).
Кроме того, практически при отсутствии углерода в стали
03X8 оказалось возможным провести изучение эффекта наследо-
вания метолом рентгеноструктурного анализа (рис 228). Уши-
рение линий деформированного образца относительно неде-
формированного’ сохраняется даже после отпуска при 700° С
в течение 1 ч при прямой ВТМО, эта же разница сохраняется
и после обработки на наследование Полученные результаты
указывают, во-первых, на увеличение плотности дислокаций
после термомеханической обработки, во-вторых, на сохранение
22*
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
этой повышенной плотности несовершенств даже после повтор-
ной у а-перекристаллизации, что свидетельствует о большой
устойчивости «высокотемпературных дефектов».
Данные, полученные нами/в работе с Г. И. Черепановой,
свидетельствуют о том, что дл/ эффективного повышения меха-
нических свойств оптимальнее распределение дефектов играет
не меньшую, а в ряде случаев даже более важную роль, чем их
плотность Это подтверждается повышением прочности и одно-
fi,rt3pad
12 Гх
временным ростом пластич-
ности в результате обработ-
ки на наследование после
ВТМО с деформацией 50%
по сравнению с прямой
ВТМО (см рис 225 и 224)
Это явление, обнару-
женное для сталей 27X8 и
47X8, оказывается устой-
чивым даже при начавшей-
ся после деформации на 50 %
рекристаллизации аусте-
нита, за которой следует
О 200 ьоо 600 tgm„°c закалка (прямая ВТМО с
Рис 228 Изменение физического уширения ЧЗСТИЧН0Й рекрИСТЗЛЛ H33j
в зависимости от температуры отпуска сплава
03X8 после В ГМО, обычной закалки и обра-
ботки на наследование
/ - ВТМО, А. = 75%, 2 — ВТМО. А, = 75%
н обработка на наследование; 3 — обычная
закалка
цией обрэботки), высокий
промежуточный отпуск,
вторэя ззкзлкз с кратков-
ременным нэгревом и низ-
кий отпуск Однако в слу-
чае безуглеродистого сплава 03X8 и стали 47Х8В4, дополни-
тельно легированной вольфрамом, прироста прочности при
обработке на наследование не обнаруживается (по сравнению
с прямой термомеханической обработкой). На всех сталях, про-
шедших ВТМО с обжатием 75%, дополнительного прироста
прочности при обработке на наследование также не наблюдается.
Вероятно, в случае исследованных сталей при обжатии 50%
в ходе всего цикла обработки на наследование происходит опти-
мальное перераспределение дефектов с образованием структуры
типа полигональной (или рекристаллизации на месте) Процесс
этот, как показано электронномикроскопическими исследова-
ниями Л. М. Утевского, начинается в ходе деформирования
при ВТМО и развивается при смягчающем отпуске, последую-
щая -у ^«-перекристаллизация может оставить эту полиго-
нальную структуру почти неизменной.
Известно, что при фазовой перекристаллизации могут
сохраняться малоугловые границы, какими являются стенки
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
937
Рис 229 Изменение предела упругости
(°0.02> ff0,005) сплава 03X8 в зависи-
мости от степени деформации при ВТМО
(а) и температуры отпуска (6)
в полигонизованной структуре, и что само фазовое превра-
щение может быть подобно процессу рекристаллизации на
месте, когда в результате создания равномерной плотности
дислокаций не выполняется условие возникновения больше-
угловых границ, т е тензорная плотность дислокаций равна
нулю, а следовательно, полного разупрочнения не наступает
Прямое обнаружение процесса полигонизации, особенно
его ранних стадий, представляло в случае исследованных
нами сталей известные методи-
ческие трудности Поэтому в ра-
боте с Г. И. Черепановой был
выбран-косвенный метод изуче-
ние изменения предела упру-
гости при изгибе после различ-
ных вариантов термомеханиче-
ской обработки Известно, что
создание полигональной струк-
туры определяет существенный
рост сопротивления малым пла-
стическим деформациям в связи
с созданием устойчивой системы
дислокаций Кроме того, уста-
новление абсолютных значений
предела упругости выбранных
нами сталей представляет само-
стоятельный интерес, поскольку
они используются в промышлен-
ности.
Для сплава 03X8, подверг-
нутого термомеханической обра-
ботке с деформированием аустенита в области его стабильной
устойчивости, зависимость предела упругости от степени де-
формации иная, чем пределов прочности и текучести (рис 229)
При определенной степени деформации (в нашем случае 50%)
сравнительный прирост предела упругости гораздо больше, чем
повышение (также сравнительное) предела прочности Поэтому,
например, для достижения максимального предела упругости не
требуется высоких обжатий при ТМО Важно отметить, что пре-
дел упругости при изменении степени деформации обнаружи-
вает максимум (1 — 50%), а затем падает до значений, хотя и пре-
вышающих его значения для обычной закалки, но близких к ним.
Пределы прочности и текучести, как было показано выше (см.
стр. 916), монотонно растут с увеличением степени деформации.
Увеличение предела упругости после ВТМО с определенной
степенью деформации (1 < 50%) без отпуска может служить
938
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
рис 230 Влияние температуры отпуска
на изменение предела упругости при раз
личных вариантах обработки стали 27X8
/ — обычная обработка, 2 — ВТМО, Х=
= 50%. 3—ВТМО, >.= 50% и обработка на
наследование
подтверждением справедливости высказанного предположения
о возможном протекании начальных стадий полигонизационных
процессов уже в ходе деформирования.
Изменение предела упругости при отпуске на различные
т'”'”л отличается по характеру от
изменения предела упругости
после обычной закалки
Измерение электросопро-
тивления сплава 03X8 на лен-
точных образцах после ВТМО
и отпуска в интервале 100—
600° С не обнаружило ано-
мальных эффектов, отвечаю-
щих старению Разница в мак-
ронапряжениях при обжатии
50 и 75%, очевидно, не столь
велика, а предположение о
снятии макронапряжений,
как о возможной причине уве-
личения предела упругости
при отпуске, также не оправ-
дано, поскольку известно, что
эти напряжения снимаются
в основном при высоких тем-
пературах отпуска (550—
600°С), когда уже наблюдает-
ся спад и предела упругости.
Таким образом, можно счи-
тать, что появление макси-
мума предела упругости на
кривых зависимости предела
упругости от степени дефор-
мации и от температуры от-
пуска обусловлено только процессами типа полигонизации
Исходя из этого была проведена проверка эффекта наследо-
вания на стали 27X8, ленточные образцы которой, прошедшие
ВТМО с обжатием 50% и подвергнутые высокому отпуску
при 500° С в течение 40 мин, были вновь закалены (нагрев
в свинцовой ванне при 920° С в течение 1,5 мин, охлаждение
в масле) и отпущены в интервале 100—600° С Предел упругости
этой стали даже в неотпущенном состоянии после обработки
на наследование оказался на 20% выше, чем после прямой тер-
момеханической обработки (рис. 230) Последующий отпуск
практически не внес изменений в значения предела упругости,
т. к. в самом ходе обработки на наследование была создана ста-
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
939
бильная полигональная структура. В то же время значения элек-
тросопротивления образцов после прямой ВТМО и обработки
на наследование практически одинаковы, что свидетельствует
об идентичности состояния твердого раствора и карбидной фазы
в обоих случаях.
Таким образом, эффект сохранения упрочнения от ВТМО при
обработке на наследование четко проявляется при изучении
Рис 231 Релаксация напряжение в сталях 03X8 (в), 27X8 (б) и 47Х8В4 (в) при 300° С
после различных режимов обработки Отпуск при 350° С, 1 «
1 — ВТМО, X = 50% и обработка на наследование. 2 — ВТМО, X — 50%, 3 —
обычная термическая обработка
изменения предела упругости Это в известной мере можно рас-
сматривать как доказательство наших предположений о важной
роли процессов типа полигонизации при ВТМО.
Совместно с Г. И Черепановой была исследована релакса-
ция напряжений при постоянной температуре (300° С) в сплавах
03X8, 27X8, 47Х8В4, подвергнутых ВТМО и обработке на
наследование (27X8) На рис 231 приведены кривые релакса-
ции напряжений при 300° С и продолжительности испытания
1, 10 и 100 ч. В табл 65 показано падение напряжений в край-
нем волокне изогнутой лепты после 100-4 выдержки для различ-
ных сталей и вариантов обработки при разных исходных на-
пряжениях
Релаксационная стойкость без углеродистого сплава 03X8
в результате ВТМО увеличивается почти в два раза. Относи-
940
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
I АБЛ ИЦ А 65 ПАДЕНИЕ НАПРЯЖЕНИЙ В КРАЙНЕМ ВОЛОКНЕ ИЗО-
ГНУТОЙ ЛЕНТЫ ИЗ СТАЛЕЙ 03X8, 27X8 и 47Х8В4 ПОСЛЕ 100 ч ВЫДЕРЖКИ
ПРИ 300° С
Обработка 1 0(1,005 кГ/мм' °-7Г’°О,ОО5 кГ мм* °0 (расч) кГ/мм* Оюо кГ,мм2 ДО кГ, мм* X 100, %
Сталь 03X8
Обычная закалка 70 53 1 50 1 | 45 1 । 5 1 10
В1МО 105 78 80 75 5 6
(л-50%) | 1 1 1 50 1 1 47 | 1 3 1 6
С таль 27X8
Обычная закалка 87 65 50 43 7 15
ВТМО 120 90 80 64 16 20
О- 50%) 50 45 5 10
ВТМО 135 100 100 78 22 22
а=5о%) F 4-обработка 50 46 4 8
и а наследо-
вание
Сталь 47X8B4
Обычная I закалка 1 106 I 80 1 80 68 1 1 12 1 1 15
ВТМО 131 98 88 12 >2
U-50%) 1 80 1 1 74 I 6 7
1 Заключительной операцией во всех случаях был отпуск при 350° С, 1 ч
тельное падение напряжений составляет 10% для обычной тер-
мической обработки (после 100-ч выдержки) и 6% для ВТМО
с обжатием 50%. Такая же величина относительной релакса-
ции отмечена и при гораздо более высоких начальных напря-
жениях, которые, как оказалось, можно приложить к сплаву
после термомеханической обработки.
При приложении разных начальных напряжений (а0 со-
ставляет 50 кПмм2 для обычной закалки и 80 кГ1мм* для
ВТМО при условии, что а0 «=? О,75ст0 005) у стали 27X8 отмечается
некоторое падение релаксационной стойкости после термоме-
ханической обработки (20% против 15) Однако в случае оди-
наковых исходных напряжений сталь 27X8 после термомеха-
нической обработки имеет повышенную релаксационную стой-
кость = 10%).
В случае обработки на наследование относительная релак-
сационная стойкость при разных начальных напряжениях па-
дает, но через 100 ч сохраняется нерелаксированное напряже-
ние, вдвое превышающее напряжение, остающееся в образце
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
941
после обычной закалки При равных начальных напряжениях а0
релаксационная стойкость стали 27X8. подвергнутой ВТМО
и обработке на наследование, примерно в два раза выше, чем
при обычной термической обработке
Электроннофрактографическое изучение поверхности хруп-
ких и вязких изломов показало, что при термомеханической
обработке и обработке на наследование образуются сильно
расчлененные изломы с большим количеством ручейков с ма-
рке 232 Электронные фрактографии хрупких ичломов стали 27X8
а — обычная закалка, 6 — ВТМО, X = 50%, в — BIMO, X = 50% и обработка па
наследование
лым шагом (рис. 232 и 233), что свидетельствует о повышенной
плотности дефектов по сравнению с обычной закалкой. Вслед-
ствие этого замедляется распространение трещин и уменьшается
склонность к хрупкому разрушению.
Сопротивление изнашиванию сталей 03X8 и 47X8, а также
рессорной стали 55ХГР после ВТМО со степенями деформации
50—75% изучали в работе В. В. Бабука [85] Сравнение про-
водили с обычной термической обработкой на высокую твер-
дость.
Схема испытания образцов в условиях трения со смазкой
приведена на рис. 234. Пальчиковый образец / сечением 3X5 мм
под действием нагрузки Р, приложенной к нему посредством
рычага 3 и пиноли 4, прижимается к периферии вращающегося
кольца (контртела) 2 таким образом, что большая сторона его
942
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАМИ
сечения совпадает с образующей кольца Пиноль находится
в отверстии корпуса 5 по посадке движения и может свободно
перемещаться в вертикальном направлении Угловое положе-
ние ее определяется фиксатором рычага. Образец крепится при
помощи цангового зажима, помещенного внутри пиноли
Контртело 2 (серый чугун СЧ 18-36, 175—18ШВ), закреп-
ленное на оправке 6, приводится во вращение от электродви-
Рис 233 Электронная фрактография вязких изломов стали 27X8
а — обычная закалка, б — ВТМО, к = 50% и отпуск при 150° С, 1 ч. в — ВТМО,
X, = 75% и отпуск при 150° С, 1 ч
гателя .через ременную передачу Размеры кольца: диаметр 45,
толщина 10 мм. В машине имеется десять одинаковых цанго-
вых узлов, что позволяет испытывать до десяти образцов од-
новременно.
В начале испытаний образцы прирабатывались в течение
80—100 ч до тех пор, пока площадь контакта трущейся пары не
становилась равной площади поперечного сечения. В дальней-
шем эта площадь оставалась постоянной в течение всего испы-
тания
В качестве критерия износа было принято отношение линей-
ного износа эталона Д/э к линейному износу исследуемого ма-
териала Д/м:
ВТМО ЛЕ1 ИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
943
Средний износ эталонного образца из закаленной стали
03X8 при удельной нагрузке р = 0,5 кГ/ммг и скорости отно-
сительного движения v — 1 м/сек за 200 ч работы (п\ть тре-
ния 72-Ю4 м) составил Д/э=10 мк. Оценка
изменения размеров в результате износа про-
изводилась на горизонтальном оптиметре пу-
тем измерения отклонений от первоначаль-
ных размеров й
Исследования проводили при скорости
относительного движения v = 2,1 м/сек
Удельные давления изменялись от 0,5 до 7
2,5 кПммг. В качестве смазки применяли
автол 10 Для получения каждой точки на \
графиках выполняли 8—12 опытов па трех-
четырех образцах. В каждом случае опреде- Рис
ЛЯЛИ относительную ИЗНОСОСТОЙКОСТЬ, а за- с^разцои’'1ГаСП“з7осоЯ
тем по результатам всех опытов — средне- стойкость
арифметическое ее значение.
Результаты опытов приведены в табл. 66 и на рис 235
Износостойкость стали 47X8, начиная с нагрузки приблизи-
тельно 1,4 кГ/mm? и выше, после ВТМО со степенью деформации
Рис 235 Износостойкость стали
47X8 при трении в условиях
смазки в зависимости от удель-
ного давления при испытании
/ — закалка, 2 — ВТМО, X =
= 50%, 3 - ВТМО, X = 75%
75% увеличивается в 1,8—1,9 раза
При степени деформации 50% эффект
меньше: увеличение износостойкости
составляет от 10 до 30%. Износо-
стойкость стали 03X8 при больших
удельных нагрузках практически
одинаковая независимо от обработки
ТАБЛИЦА 66 ВЛИЯНИЕ ВТМО СТАЛИ
03X8 НА ИЗНОСОСТОЙКОСТЬ В УСЛОВИЯХ
ТРЕНИЯ СО СМАЗКОЙ
Нагрузка при испытании Р кГ/мм' Средняя относительная износостойкость гср после
закалки ВТМО (Л = 75%)
0,5 3,12 1,84
1,0 2,50 1,50
1.5 2,08 3,97
2,0 1,66 . 1,50
2,5 1,25 1,25
Таким образом, наблюдается тенденция к росту износостой-
кости с увеличением удельного давления при трении Объяс-
няется это, по-видимому, тем, что термомеханическц обрабо-
944
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
тайная сталь более устойчива против разупрочнения при на-
греве (отпуске), который происходит при трении, особенно
при больших удельных давлениях.
Износостойкость стали 55ХГР в условиях сухого трения
изучали по обычной методике, для получения различных на-
грузок была применена измененная схема нагружения. Испы-
тания проводили при скорости относительного перемещения
0,54 м/сек при усилиях, прикладываемых к образцу, от 6 до
23 кГ. Удельное давление в процессе испытания изменялось
вследствие изменения величины площадки и контакта. После
каждого режима обработки испытывали 6—8 образцов одного
вида. Продолжительность одного испытания составляла
1000 оборотов контртела За это время образец проходил путь
трения, равный 163 м.
Результаты оценивали по ширине площадки износа путем
измерения ее под микроскопом, затем определяли относитель-
ную износостойкость
где Ь3 и — ширина площадки износа эталонного образца
и исследуемого материала соответственно
За эталонный износ был принят приблизительный износ
закаленного образца исследуемой стали при нагрузке 19,5 кГ,
Ьэ — 2,0 мм.
Полученные результаты сведены в табл. 67.
ТАБЛИЦА 67 ВЛИЯНИЕ ВТМО СТАЛИ 55ХГР НА ЕЕ ИЗНОСОСТОЙ
КОСТЬ В УСЛОВИЯХ СУХОГО ТРЕНИЯ
Обработка образцов 1 св ₽* 4> хЦ «г • «л О ° Га Средняя ширина площадки износа V ** , Средняя относи- 1 тельная износо- стойкость, г Средний момент трения А4тр. кГ см | Обработка образцов Нормальное давле- ние Р, кГ Средняя ширина площадки износа мм I Средняя относи 1 тельная износо- стойкость, е Средний момент 1 трения Мтр, кГ см
Закалка 6,2 1,60 1,25 7,4 ВТМО 6,2 0,67 2,99 5,7
12,0 1,71 1,17 10,2 а~75%> 12,0 0,75 2,67 7,2
19,5 1,92 1,04 16,7 19,5 0,94 2,13 8,9
23,3 2,43 0,82 26,7 23,3 0,97 2,06 И>4
Таким образом, в результате ВТМО износостойкость стали
55ХГР увеличивается в условиях сухого трения стали по чу-
гуну в 2—2,5 раза. Момент трения при испытании образцов,
BIMO ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
945
подвергнутых ВТМО, значительно ниже, чем при испытании
образцов, прошедших обычную термическую обработку.
Повышение износостойкости в условиях сухого трения
в результате ВТМО, по-видимому, обусловлено общим диспер-
гированием структуры и увеличением пластичности, что позво-
ляет реализовать высокую прочность мартенсита. В условиях
более высокой пластичности начальное очаговое выкрашивание
наступает позже, а начавшись, не вызывает в дальнейшем
прогрессирующего разрушения поверхности (рис. 236).
Рис 236 Внешний вид поверхности образцов из стали 55ХГР, испытанных
на износ X 2,5
а — закалка, б — ВТМО
В работе М. М. Кантора и В. Я. Жаркова 1 исследовалась
абразивная износостойкость сталей 45, 45Х, 45X3 и 45X5
после ВТМО (при 900—950° С) со степенями деформации 15, 30
и 45% и различного (100, 200, 400, 600° С) отпуска (выдержка
4 ч при каждой температуре). Износостойкость е (отношение
износа эталона, изготовленного из отожженной стали 45, к из-
носу образца в граммах) определяли на машине Х4-Б при удель-
ном давлении 9,5 кПсм* Оказалось (рис 237), что абразивная
стойкость исследованных сталей после ВТМО на 10—20% выше,
чем после обычной термической обработки при сходственных
температурах отпуска. Поскольку после ВТМО повышается
также и ударная вязкость (рис. 238), эту обработку с низким
отпуском целесообразно применять вместо обычной закалки
Частично проведенной совместно с автором и Л М Капуткиной
Рис 237 Относительная износо-
стойкость стали с 0,45% С в зависи-
мости от содержания хрома после
В ГМО (сплошные кривые) и обыч-
ной закалки (пунктирные криные)
и температур последующего отпус-
ка Цифры у точек—степень дефор-
мации %
Рис 239 Ширина линии (По)
стали с 0,45% С в зависимости
от содержания хрома после
ВТМО и обычной закалки, по-
следующий отпуск при 100° С
Рис 238. Ударная вязкость ста
ли с 0,45% С в зависимости от
содержания хрома после ВТМО
(сплошные линии), обычной за
калки (пунктирные линии) и
температур последующего от
пуска Цифры у точек — X, %
Рис 240 Износостойкость стали
45X3 после различных вариаи
тов ВТМО в зависимости от сте-
пени пластической деформации
/ — обычная термическая обра-
ботка—закалка с 870°С в масле,
отпуск при 200° С, 2 - ВТМО
(прокатка при 930—950° С, за-
калка в масле, отпуск при 200°),
3 — ВТМО (см 2), высокий от-
пуск при 700°С, 0,5 «, охлаж-
дение в воде, нагрев в ванне на
870°С, 3 чин, закалка в масле,
отпуск при 200* С
BIMO ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
447
с высоким отпуском (дающим сходственные значения ударной
вязкости). В этих условиях повышение абразивной износостой-
кости составляет 35—60%.
Твердость стали после термической и термомеханической
обработок при одинаковых температурах отпуска практически
одинакова. Это еще раз подтверждает, что твердость не может
служить однозначным критерием износостойкости (подробнее
об этом см далее, стр. 1042, где обсуждается влияние ВТМПО
на контактную стойкость).
Гораздо большее влияние на износостойкость должно ока-
зывать изменение тонкого строения (субструктуры) стали в ре-
зультате^ например, ВТМО Действительно, изменение ширины
рентгеновской интерференционной линии мартенсита (110)
коррелирует с изменением износостойкости (рис. 239). Инте-
ресно, что повышение износостойкости в результате ВТМО
очень устойчиво и сохраняется в стали 45X3 после повторной
термической обработки, т. е. это означает, что наследуются
субструктурные изменения, созданные ВТМО (рис. 240). Вы-
сокое содержание хрома позволяет при этом поднять темпера-
туру промежуточного отпуска до 700° С и добиться даже еще
большей износостойкости (после повторной закалки и низкого
отпуска), чем после ВТМО Важно отметить эквидестантный
ход кривых после вариантов 2 и 3 (в зависимости от степени де-
формации), что еще раз доказывает наследование субструктур-
ных изменений, созданных ВТМО. Несколько более высокое
положение кривой 3 на поле диаграммы связано с еще большим
измельчением субструктуры при повторной термической об-
работке.
ВЫСОКОТЕМПЕРАТУРНАЯ ТЕРМОМЕХАНИЧЕСКАЯ
ОБРАБОТКА ХРОМОНИКЕЛЕВОЙ СТАЛИ
В работе, выполненной нами совместно с Р. Голлером и
И. Выборжилом 186], изучалось влияние термомеханической
обработки (по различным -схемам) на распад мартенсита при
низком отпуске. Исследование проводили на используемой
в чехословацкой промышленности хромоникелевой стали
ЧСН 16440 (0,44% С; 0,8% Сг; 3,7% Ni), образцы которой под-
вергали обычной термической обработке; ВТМО по различным
режимам (определяющим отсутствие рекристаллизации или
развитие ее до а/3 объема; рис. 241), ВТМО и последующей де-
формации мартенсита прокаткой с обжатием ~30%. Свой-
ства стали после указанных видов обработки приведены
в табл. 68.
Высокий комплекс механических свойств после термомеха-
нической обработки легированной машиностроительной стали
948
ВЫСОКОТЬМПЕРАГУРНАЯ ОБРАБОТКА СТАЛИ
объясняют следующими особенностями структурных изменений:
1) повышением плотности дефектов кристаллического строения
(дислокаций); 2) иной, чем после обычной обработки, морфоло-
Рис 241 Микроструктура (зерно аустенита) стали 40XH4 после ВТМО без рекристал
лизации (а) и после ВТМО с частичной рекристаллизацией (б), заключительный от-
пуск при 300е С. 2 ч
гией мартенсита [871; 3) иным характером процесса карбидо-
образования при заключительном низком отпуске 188—92]
Для изучения карбидообразования при низком отпуске
полученного при ВТМО мартенсита были использованы методы
фазового и электронномикроскопического анализов. Площадь
карбидов f определяли по способу сетки [93]. Из выражения
Фулмана [94] для межкарбидного расстояния
Р~
1-/
Nl
В ГМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
949
(где NL — число карбидов, которые пересекаются отрезком
единичной длины, случайно ориентированным в структуре)
устанавливали средний диаметр карбидной частицы:
Количество «пересеченных» карбидов определяли по пяти
отрезкам на снимке, от каждого образца брали по четыре
снимка; NL представляет среднюю величину из всех данных,
пересчитанных на 1 мм
1 Л Ь л 11 Ц А 68 ЗАВИ( ИМОСТЬ МЕХАНИЧЕСКИХ СВОЙСТВ С1АЛИ
40ХН4 ОТ 1ЕМПЕРА1УРЫ ОТПУСКА ПОСЛЕ ОБРАБОТКИ ПО РАЗЛИЧНЫМ
РЕЖИМАМ
Температу- ра отпуска °C (выдерж- ка 2 ч) обр iOotkh ав. кГ/мм2 6. % ф. %
100 1 189 2,7 9,7
2 246 11,0 24,5
3 262 10,6 22,7
4 267 м 24,2
150 1 2)2 9,0 27,8
2 238 11,9 26,8
3 242 11,6 30,3
4 276 9,2 25,0
200 1 193 8,9 29,5
2 217 10,0 28,7
220 11,6 31,9
4 278 8,2 25,0
250 1 191 9,8 28,9
2 * 200 9,9 31,7
3 206 9,5 33,1
4 252 9,0 26,2
300 1 185 8,3 30,4
2 187 8,6 27 5
3 193 7,3 35,1
П р и м е ч ап не Режимы обработки. 1 — обычная закалка, 2 — ВТМО
с частичной рекристаллизацией, 3 — ВТМО без рекристаллизации, 4 — ВТМО
(отпуск npi 1 100° С, 2 ч) с последующей холодной деформацией мартенсита
прокаткой на 29% Продолжительность заключительного отпуска во всех
случаях 2 i
23 Бернштейн
950
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
После обычной закалки и отпуска при 200° С видно неболь-
шое количество карбидов, главным образом глобулярной
формы; при повышении температуры отпуска до 250° С возра-
стает доля карбидов пластинчатой формы; после отпуска при
350° С карбиды несколько увеличиваются, но их форма не из-
меняется (рис. 242)
После ВТМО с частичной первичной рекристаллизацией и
отпуска при 200° С образуется большое количество тонких кар-
бидов глобулярной формы (рис. 243, а). Повышение темпера-
туры отпуска до 250° С приводит к тому, что вместо тонких
появляются несколько более грубые карбиды уже пластинчатой
формы (рис. 243, б), однако их размеры все же меньше, чем
размеры карбидов после обычной закалки и такого же отпуска
(рис 242, б) В случае ВТМО с частичной рекристаллизацией
отпуск при 350° С, как и после обычной закалки, определяет
некоторое увеличение размеров карбидов, но не изменяет их
формы
Такой же характер изменения количества, размеров и формы
карбидов наблюдается и при отпуске после ВТМО без рекри-
сталлизации: при 200° С — большое количество тонких карби-
дов глобулярной формы (рис 244, а); при 250° С — исчезнове-
ние тонких частиц и появление более грубых карбидов пластин-
чатой формы (рис 244, б); дальнейшее повышение температуры
отпуска до 350° С увеличивает количество карбидов, которые
в некоторых местах имеют характер дендритов (рис. 244, в)
После ВТМО, отпуска при 100° С, 2 ч, деформации мартен-
сита на 29% и отпуска при 200° С также образуются тонкие
карбиды глобулярной формы (рис. 245, а), но характерно, что
они сохраняются и после отпуска при 250° С (рис 245, б),
даже после отпуска при 350° С среди преобладающего коли-
чества более грубых карбидов можно видеть немного мелких
глобулярных частиц (отмечены кружком на рис 245, в).
Результаты количественного анализа полученных данных
приведены на рис. 246 Чем выше прочность мартенсита, тем
меньше количество карбидной фазы, и это различие сохраняется
практически одинаковым во всем исследованном интервале тем-
ператур отпуска. Число карбидных частиц N на 1 мм2 опреде-
ляется в общем случае числом потенциальных центров зарожде-
ния, которое увеличивается с ростом плотности дислокаций.
Действительно, удельное число карбидных частиц после ВТМО
выше, чем после обычной закалки, это различие особенно зна-
чительно до температуры отпуска 200° С, выше которой начи-
нается рост частиц Рекристаллизация в процессе ВТМО
влияет на кинетику выделения карбидной фазы при отпуске,
по-видимому, через уменьшение числа возможных центров.
Рис 242 Электронные микрофотографии стали 40ХН4 (ЧСН 16440) после обычной
закалки и отпуска при 200 (а). 250 (б) и 350° С (в) Экстрагирующая (извлекающая)
коллодиевая реплика х 20 000
23’
Рис 243 Электронные микрофотографии стали 40X114 (ЧСН 16440) после В1МО с ча-
стичной первичной рекристаллизацией Обозначения — см рис 242
Рис 244 Электронные микрофотографии стали 40ХН4 (ЧСН 16440) после ВТМО без
рекристаллизации. Обозначения — см рис. 242
Рис 245 Электронные микрофотографии стали 40ХН4 (ЧСН 16440) после BIMO,
01 пуска при 100® С, 2 ч и холодной прокатки с обжатием 29%. ©обозначения — см.'
рис 212
В ГМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
955
После ВТМО и деформации мартенсита, т. е. в условиях,
когда рост карбидных частиц затруднен, повышенное их число
сохраняется до более высоких температур. Следует отметить
более пологий ход кривой, характеризующий равномерное
убывание числа частиц, что, вероятно, связано с количеством
выделений (см. ниже)
Таким образом, пластиче-
ская деформация, совершен-
Рис 246 Изменение количества карбидной фазы (а), числа карбидных частиц (б)
и среднего их размера (в) в зависимости от температуры отпуска после
1 — обычной закалки, 2 — ВТМО с частичной рекристаллизацией, 3 — ВТМО без
рекристаллизации, 4 — ВТМО с последующим холодным деформированием мартенсита
ная до или после закалки, замедляет выделение карбидной фазы
при отпуске мартенсита? Причиной такого замедления может
быть сегрегация углерода на дислокациях, приводящая к умень-
шению общего пересыщения твердого раствора Это расслоение
мартенсита (самоотпуск), по-видимому, обусловливает умень-
шение такой интегральной характеристики, как ширина интер-
ференционных линий непосредственно после закалки при ТЛЮ.
В соответствии с общими закономерностями такое расслоение
типа самоотпуска подобно процессу деформационного старе-
ния мартенсита и протекает в субмикрообъемах с сохранением
когерентной связи между обогащенными объемами и матрицей.
Последующий нагрев при отпуске может приводить к перерас-
пределению этих объемов и служить как бы подготовительным
956
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
процессом для образования кристаллографически более четко
оформленных частиц, важно отметить, что этот процесс проис-
ходит во времени и в диапазоне температур.
Образование и рост частиц контролируются помимо пере-
сыщения твердого раствора числом потенциальных центров
кристаллизации и диффузией, которые увеличиваются с повы-
шением плотности дислокаций (последние рассматриваются
и как диффузионные каналы) Чем сильнее деформационное
старение (ВТМО и деформирование мартенсита), тем большее
влияние на процесс распада при отпуске оказывает уменьше-
ние пересыщения. В случае, когда процесс контролируется
увеличением диффузионной подвижности в связи с повышенной
плотностью дефектов (ВТМО или ВТМО с частичной рекристал-
лизацией), при отпуске > 250° С происходит уже отмеченное
рассасывание сегрегаций, и процесс образования устойчивых
карбидных частиц идет по такой же кинетике, как и в случае
обычно закаленной стали При низких температурах отпуска
(до 250° С) ВТМО без рекристаллизации и ВТЛЮ с рекристал-
лизацией оказывают одинаковое влияние на процессы карбидо-
образования, которые проходят иначе, чем при обычной за-
калке Это еще раз подтверждает, что протекание начальных
стадий первичной рекристаллизации не снимает полностью
влияния высокотемпературной деформации на структуру стали
(и на упрочнение, см. табл. 68)
Общность кинетики карбидообразования после ВТМО и
ВТМО с деформированием мартенсита свидетельствует о том,
что при у -* a-превращении (при закалке) сохраняется повы-
шенная плотность дислокаций, созданная деформированием
исходного аустенита. Так, в стали после ВТМО и ВТМО с де-
формированием мартенсита размер карбидных частиц после
отпуска при 200° С с выдержкой 2 ч составляет примерно
100 А, тогда как после такого же отпуска обычно закаленной
стали около 1000 А
Число карбидных частиц, выделенных после отпуска обычно
закаленной стали, составляет 6-105 на 1 мм2, а после отпуска
термомеханнчески упрочненной стали 2-I07.
Повышение механических свойств стали после термомехани-
ческой обработки обусловлено не только повышенной плот-
ностью дислокаций, но и изменениями карбидообразования,
приводящими к получению после низкого отпуска более тонких
и более равномерно распределенных, когерентных с матрицей
карбидных частиц, а также сегрегаций углерода на дефектах
строения, характерных для начальных стадий деформационного
старения. Уменьшение пересыщения твердого раствора в связи
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
957
с сегрегацией углерода на дислокациях приводит не только
к торможению процесса укрупнения карбидов при отпуске,
но, возможно, и к повышению пластичности, характерному для
термомеханически упрочненной стали.
Рис 247 Механические свойства стали
37XH3A после термомеханической обра-
ботки, проведенной по различным режи-
мам
/ — нагрев на 930° С. деформирование, за-
калка, отпуск при 100°, 2—то же, что /,
но отпуск при 200е С, 3 — нагрев на 930° С,
подстуживание до 470° С, деформирова-
ние, закалка, отпуск при 100е С; 4—то же,
что 3, но отпуск при 200® С Площадки
на оси ординат —свойства после обычной
термической обработки
Рис 248 Механические свойства стали
40XIHBA после тсрмомеханнческой
обработки по различным режимам
/ — нагрев на 930° С, деформирование,
закалка, отпуск при 100е С, 2—то же,
что I, ио отпуск при 200е С. 3— нагрев
на 930® С. подстуживание до 550® С,
деформирование, закалка, отпуск при
100® С 4 — то же, что 3, отпуск при
200е С, 5—то же, что 3, но охлаждение
после закалки и а воздухе, б — то же,
что 5, но отпуск при 200® С Площадки
иа оси ординат—см рис 247
В работе, выполненной нами совместно с Е В. Астафьевой,
ВТМО с деформированием прокаткой за один проход со степе-
нями обжатия от 10 до 85% подвергали образцы сталей
40Х1НВА и 37XH3A (рис. 247 и 248). После такой обработки
и низкого отпуска (на 100° С) наблюдалось существенное повы-
шение прочности стали и одновременно достаточно высокая
пластичность (ф и 6). Твердость после ТМО была всего на
2—3 HRC выше, че.м после обычной термической.
Рис 249 Структура стали 37XH3A после
а—обычной закалки и отпуска при 200° С. б—ТМО с обжатием 30%,
в — ТМО с обжатием 70%, at— в, — Х6000, аг—вг — X 2000
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
959
В результате термомеханической обработки по оптималоным
режимам на исследуемых сталях удалось получить ав=245-
255 кГ]мм\ ф=30—25%; 6=7-5%, после обычной термиче-
ской обработки ав = 180-190 кПмм2; ф--13-7%, 6 —4-2%.
В этой работе (1961 г.) было установлено, что после термо-
механической обработки целесообразно снизить температуру
отпуска по сравнению с режимами, принятыми для машино-
Рис 250, Структура стали 37Х ИЗ \ после обычной закалки с отпуском при 600° С (в)
и термомеханической обработки с обжатием 70% и отпуска при 600° С (б) ХЬООО
строительной стали, подвергаемой обычной термической обра-
ботке на высокую прочность, это связано с особенностями струк-
туры, образующейся после термомеханической обработки
С увеличением степени деформации при ТЛЮ происходит
существенное измельчение мартенситных кристаллов и меняется
сам их характер: вместо игл, образующихся после обычной
обработки, видны как бы распавшиеся пластинки (рис 249)
Термомеханическая обработка способствует сохранению
определенной ориентировки карбидов внутри бывших мартен-
ситных кристаллов (рис 250, б) даже после высокого отпуска
В высокоотпущенном образце после обычной обработки
(рис 250, а) карбиды не только не имеют такой четкой ориенти-
ровки, но они .и гораздо крупнее, чем после термомеханической
обработки
Сохранение после ВТЛЮ и высокого отпуска мелких кар-
бидов, определенно ориентированных внутри мартенситного
кристалла, может служить одним из объяснений эффекта на-
следования
960
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЖИ
+ 4=
*
В большинстве исследований влияния термомеханическсэй
обработки на свойства машиностроительной стали эффект пго-
вышения механических характеристик оценивают по данным
испытаний гладких образцов. Чаще всего выполняют статиче-
ские испытания на растяжение, реже — динамические, в том
числе и усталостные В работе М Е Блантера и В. И. Кум а-
нина 195] было проведено систематическое изучение влияния
термомеханической обработки на механические свойства стали
35XH3M при испытании образцов с надрезом, т. е на сопроти в-
ление деформации и разрушению в условиях концентрации
напряжений
Установлено, что с увеличением скорости охлаждения стали
после деформации ее на 70% при 850° С предел прочности глад-
ких образцов повышается с 230 (охлаждение в масле) до
240 кПммг (охлаждение в воде), этот прирост соответствует
эффекту, который возможен при подавлении самоотпуск-а,
закономерно отмечается некоторое падение пластичности. Между
тем на такой очевидный факт подавления самоотпуска, выт-е-
кающий из их собственных данных, авторы исследования по-
чему-то не обращают внимания. В связи с понижением пластич-
ности в случае закалки в воде отмечается падение пределла
прочности надрезанных образцов (с 280 кГ!мм2 при охлаждению
в масле до 225 при охлаждении в воде).
На основании результатов, полученных в работе В И. Ка-
манина и М Е. Блантера 195], можно сделать вывод о нецеле-
сообразности использования излишне резкого охлаждения прэи
ВТМО. Хотя при этом и не возникает трещин, но увеличивается
склонность к хрупкому разрушению (получается низкое зна-
чение коэффициента, характеризующего отношение пределов
прочности надрезанного и гладкого образцов) Это следует учи-
тывать при выборе охлаждающих средств в процессе промыш-
ленного опробования ТМО.
Обсуждая результаты влияния степени деформации пр»и
ВТМО на прочность гладких, надрезанных и надрезанных с пе-
рекосом образцов, М. Е. Блантер и В И. Куманин указывают
на монотонное ее возрастание с ростом обжатия. Это гае
вполне обычный результат, так как в подавляющем большин-
стве работ отмечается как бы «насыщение» по значениям проч-
ности гладких образцов при степенях обжатия 40—50%, и пр-и
дальнейшем увеличении деформации при ВТМО прочность прак-
тически не изменяется. Возможно, что отмеченная закономер-
ность связана со своеобразием примененного способа деформи-
рования при ВТМО — экструзии (прессование через матрицуЭ.
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
961
280
270
66,кГ/нн2
290г
аз
-\ол
Важным экспериментальным фактом является повышение
хрупкой прочности надрезанных образцов с ростом обжатия
при ВТМО (рис. 251), в том числе и при испытании надрезанных
образцов с перекосом (рис. 252).
Увеличение степени деформа-
ции при ВТМО, как и повышение
скорости охлаждения после обжа-
тия на 70%, приводит к увеличе-
нию вероятности зарождения тре-
щины, что связано с понижением
работы зарождения трещины с
6,69 kF • м!см2 (после обычной обра-
ботки) до 3,78 кГ-м!см2. Авторы,
по-видимому, правильно объяс-
няют это явление ростом напряже-
ний первого рода. Увеличение
вероятности зарождения трещины
еще не означает, что обязательно
произойдет катастрофическое раз-
рушение сколом, так как на харак-
тер разрушения оказывают влия-
ние еще два фактора: схема (жесткость) напряженного состоя-
ния и сопротивление распространению трещины.
В случае надрезанных образцов максимальные нормальные
напряжения в четыре и более раз превышают средние напряже-
ния. В этих жестких условиях
испытания уменьшение работы за-
рождения трещины вероятнее всего
должно вызвать хрупкое разруше-
ние Только при резком увеличе-
нии сопротивления распростране-
нию трещины в этом случае такое
разрушение может быть предот-
вращено и сохранится высокая
прочность С ростом степени обжа-
тия до 70% работа распростране
ния трещины непрерывно увели-
чивается, достигая 1,62 кГ-м/см2
(без деформации —- 0,71 кГ-м/см2). Этим и объясняется рост
прочности надрезанных образцов (в том числе и с перекосом)
после их упрочнения в результате ВТМО Авторы связывают
увеличение работы распространения трещины с увеличением
удельной поверхности зерен со 100 (без деформации) до
380 мм2/мм3 (ВТМО, А = 70%), в последнем случае 35% объема
занимают рекристаллизованные (в процессе ВТМО) очень мел-
•О
25 UO 55 70М,
Рис 251 Влияние степени пласти-
ческой деформации при ВТМО стали
35XH3M па предел прочности н
относительную величину вязкой зо-
ны при растяжении надре-
занных образцов Глубина надреза
1 мм, радиус 0,5 мм
г. — радиус окружности, отвечаю-
щий вязкому излому, гн — радиус
сечения образца до дна надреза
6й,кГ/пмг
230 г
6в, кГ/мн‘
~~~-чио
270
79О^~~~
в*>}20
1 г--------1----'700
25 U0 55 70\%
Рис 252 Влияние степени пласти
ческой деформации при ВТМО ста
ли 35XH3M и а предел прочности
надрезанных образцов при растя-
жении с перекосом 4 и 8°
962
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА CI АЛИ
кие (3—5 мк) зерна. Это указывает на допустимость начальных
стадий рекристаллизации при ВТМО, особенно если учесть
влияние на сопротивление распространению трещин и субгра-
Рис °53 Влияние температуры
отпуска после ВТМО на мехациче
ские свойства при растяжении глад
ких образцов стали 35X1I3M
ниц, разветвленная сетка которых
имеется в стали в связи с разви-
тием фрагментированной струк-
туры, образующейся при ВТМО
Немонотонный характер измене-
ния прочности различно отпущен-
ных надрезанных образцов, испы-
танных с перекосом (рис 253—
255), авторы [95} объясняют изме-
нением вероятности зарождения
трещины и работы ее распростра-
нения в зависимости от темпера-
туры отпуска после ВТМО с обжа-
тием 70%. Работа зарождения
трещины вначале возрастает с по-
вышением температуры отпуска от
3,3 (без отпуска) до 6,3 кГ'м!см2
(отпуск при 200° С), а затем при дальнейшем увеличении этой
температуры до 300е С уменьшается до 4 кГ • м!смг в связи с боль-
шой гетерогенизацией структуры. Что касается работы распро-
Рис 254 Влияние температуры
отпуска послеВ 1МО иа предел проч
пости надрезанных образцов стали
35XH3M
Рис 255 Влияние температуры
отпуска после ВТМО на предел
прочности надрезанных образцов
стали 35XH3M при растяжении их
с перекосом 4 и 8°
странения трещины, то она непрерывно растет с повышением
температуры отпуска после ВТМО с обжатием 70% от 1,26 (без
отпуска) до 2,42 кГ'м!см* (отпуск при 300° С) Это связано
с уменьшением искаженности структуры
М Е. Блантер и В И Куманин подтвердили наши данные
о том, что в условиях, когда при ВТМО развиваются начальные
стадии многообразных рекристаллизационных процессов, ком-
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
963
плекс механических свойств остается достаточно высоким.
После деформирования стали 35ХНЗЛ1 прессованием при 850
и 800° С и изотермической выдержки перед закалкой в течение
1 мин рекристаллизация обработки совершалась полностью,
падало рентгеновское уширение и снижалась прочность. Если
такая 1-лшя выдержка была после прессования при 750° С, то
рекристаллизация развивалась на 90%, но такая интегральная
характеристика, как ширина рентгеновской линии, обнаружи-
вала устойчивость (не падала) и практически без изменения
оставалась прочность
Развитие рекристаллизационных процессов при изотерми-
ческих выдержках в процессе ВТМО (до закалки) оказывает
благоприятное влияние на прочность образцов с концентрато-
рами напряжений. После выдержки в течение 1 мин при 850° С
(полная рекристаллизация) прочность надрезанных образцов
при осевом растяжении не увеличивается, но возрастает проч-
ность при испытании с перекосом. Это связано, по-видимому,
с общим сильным измельчением зерна (рекристаллизация об-
работки). В случае полной рекристаллизации обработки, но
при более низкой температуре (800° С), когда рекристаллизо-
ванное зерно еще мельче, прочность надрезанных.образцов уве-
личивается при всех способах испытания. Появление мелкого
рекристаллизованного зерна при рекристаллизации на 90%
(\-мин выдержка при 750° С) также способствует повышению
прочности надрезанных образцов, что закономерно связано
с увеличением работы распространения трещины (с 0,63—0,89
до 1,5—2,5 кГ'м!см?)
В работе Ю В Шахназарова изучалось влияние комбини-
рованных схем ТМО на чувствительность к надрезу стали
30Х2Н4ВА При осуществлении этих схем исходили из того,
что в результате деформирования стали в процессе бейнитного
превращения резко повышается пластичность и одновременно
несколько возрастает прочность (работы С. М. Баранова).
Предварительно выполнены опыты, предусматривавшие хо-
лодное деформирование бейнита после изотермической закалки
с заключительным отпуском при 250° С в течение 1 ч (пунктир-
ные кривые на рис. 256) и теплую деформацию при 310° С (после
13-лшн выдержки на этой изотерме, обеспечивающей 50% рас-
пада аустенита), последеформационную выдержку (10 мин),
охлаждение в воде и отпуск при 250° С в течение 1 ч (сплошные
кривые на рис.’256) Как видно из рисунков, при малых деформа-
циях в результате наклепа бейнита достигаются высокая проч-
ность и удовлетворительная пластичность При повышении
степени деформации наклеп бейнита приводит к резкому паде-
нию пластичности либо вследствие сильного развития деформа-
964
ВЫСОКО71 МП( ГАТУРНАЯ ОБРАБОТКА СТАЛИ
Рис 256 Влияние степени обжатия
при холодном деформировании бейнита
(пунктирные кривые) и теплом дефор
мироваиии в процессе бейнитного пре-
вращения (сплошные кривые) иа меха
ннческие свойства стали 30Х2Н4ВА
(Ю В Шахназаров)
ционного старения (особенно при последующем отпуске), либо
в связи с образованием микротрещин при холодном деформиро-
вании. После деформирования в процессе бейнитного превраще-
ния на 12% достигаются такие же высокие значения прочности
(сплошные кривые) при сохранении удовлетворительной пла-
стичности.
Далее был исследован эффект упрочнения, получаемый
в результате сочетания деформирования в аустенитном состоя-
нии с последующим холодным
деформированием бейнита после
изотермической закалки или
с последующим теплым дефор-
мированием в ходе бейнитного
превращения Установлено, что
при предварительном деформи-
ровании аустенита перед изотер-
мическим превращением в бей-
нит сталь упрочняется, т е бей-
нит наследует несовершенства
строения наклепанного аусте-
нита
Чувствительность к надрезу
стали 30Х2Н4ВА исследовалась
после упрочнения по следую-
щим четырем схемам:
I — ВТМО с деформацией
50% при 900° С,
II — НТМО с деформацией
50% при 600° С;
III — теплое деформирова-
ние (12%) в процессе бейнитного превращения;
IV — горячее деформирование (50%) при 900° С и теплое
деформирование (9%) в процессе бейнитного превращения.
Заключительной операцией во всех случаях был низкий
отпуск при 250° С в течение 1 ч. Для определения чувствитель-
ности к концентрации напряжений испытывали на разрыв
с перекосом надрезанные образцы (D = 6,5 мм, d = 4,5 мм,
р — 0,25 мм, а = 60°). Оценивали эту чувствительность по
коэффициенту действия надреза —— (а0 <> — условный
а0,2
предел текучести, — предел прочности надрезанного образца
при испытании с перекосом). В качестве критерия эксплуата-
ционной надежности высокопрочной стали использовали пред-
ложенный Дакворсом коэффициент ст0
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
965
Анализ данных, приведенных в табл 69, показывает, что
после упрочнения деформированием в процессе бейнитного
превращения достигается высокая пластичность и вследствие
этого минимальная чувствительность к надрезу Очевидно, по
этим же причинам низкая чувствительность к надрезу обнару-
живается после ВТМО и ВТМО в сочетании с деформированием
в процессе бейнитного превращения.
ТАБЛИЦА 69 ВЛИЯНИЕ РАЗЛИЧНЫХ СХЕМ IMO НА ЧУВСТВИ
1ЕЛЫЮСТЬ К НАДРЕЗУ СТАЛИ 30Х2Н4ВА
Обрзб >тка f з to о”, кГ/mm* to Обработка 3 to' 3 x a О = CO F о e
1 175 153 7900 °’13 1H 180 162 8900 o, 1
II 189 149 7000 0,22 J1 IV 188 159 8200 0,16
ВТМО С ДЕФОРМАЦИЕЙ
ШТАМПОВКОЙ (СТАЛЬ 50ХФА)
До настоящего времени более или менее систематических
работ по использованию штамповки в качестве способа деформи-
рования аустенита, особенно в случае ВТМО, неизвестно По-
видимому, это связано с особенностями самого процесса штам-
повки (в первую очередь сильной неравномерностью деформации
по различным сечениям поковки и значительными по величине
зонами затрудненной деформации), которые определяют сравни-
тельно меньшее, чем при прокатке или волочении, упрочнение
в результате ВТМО Между тем широкое распространение этого
метода изготовления деталей в промышленности приводит к не-
обходимости исследовать возможности их упрочнения в случае
применения ВТМО с деформацией штамповкой Такая работа
была предпринята нами совместно с Марко на стали 50ХФА
Повышенное содержание углерода в этой стали, а также при-
сутствие в ней хрома и ванадия, задерживающих распад мар-
тенсита при отпуске и рекристаллизацию, обусловливают це-
лесообразность использования этой стали для упрочнения
путем ВТМО.
Для определения оптимальных условий ВТМО с деформиро-
ванием штамповкой исследовали упрочнение при широком
варьировании технологических режимов. Были опробованы
различные штампы и различные по форме и размерам заго-
товки
24 Бернштейн
966
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Поковки для разрывных образцов диаметром 10 и 5 мм штам-
повали при 900° С в фасонном штампе па 1000-т быстроходном
кривошипном прессе, после чего их немедленно (в течение
1,5 сек) передавали в масляный бак для закалки При этом одну
партию образцов деформировали одним ударом, другую —
двумя. При деформировании двумя ударами заготовку сначала
обжимали между плоскими бойками, а затем быстро кантовали
на 90° и штамповали образец в фасонном штампе После закалки
проводили низкий отпуск Заусенец с поковки удаляли шлифо-
ванием или горячей обрезкой
Для получения сравнительных результатов в тех же усло-
виях (на поковках разрывных образцов) проводили обычную
закалку с низким отпуском.
Для определения оптимальных условий процесса ВТМО
первоначально исследовали влияние диаметра поковок на
упрочнение. В первой серии опытов испытанию подвергали
образцы с диаметром рабочей части 10 мм, повышение проч-
ности оказалось небольшим, наблюдался разброс свойств.
Было установлено, что уменьшение диаметра поковки приводит
к получению лучших и более однородных результатов, поэтому
последующие эксперименты вели на образцах диаметром 5 мм.
Как следует из данных табл. 70, после ВТМО предел проч-
ности повышался примерно на 10 кПмм2, а предел текучести —
на 20 кГ/мм* при незначительном снижении относительного
сужения (до допустимых пределов, установленных для высоко-
прочного состояния)
ТАБЛИЦА 70 ВЛИЯНИЕ ВТМО С ДЕФОРМИРОВАНИЕМ ШТАМПОВ-
КОЙ НА СВОЙСТВА СТАЛИ 50ХФА
Режим обработки % л/ мм‘ *0,2 Л/ ,'Л<Л2 °0,02 к / l MMi Ф %
Стандартная термическая обработ- ка
точеные образцы 216,2 177,7 152,7 41,7
штампованные образцы втмо 214,5 175,0 146,2 38,6
круглые заготовки диаметром 7,3 мм (/.==32%) 223,3 194,3 158,0 33,3
прямоугольные заготовки раз мером 4,5Х 10 мм (Л—87%) 223,3 196,0 159,0 27,2
Микроструктурное исследование величины и формы аусте-
нитных зерен подтвердило, что деформация весьма неравномерна
по сечению По характеру деформации поперечное сечение по-
ковки можно разбить па три области (рис 257) Наибольшая
деформация наблюдается в плоскости заусенца 1 Имеется де-
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
967
формация и в боковых областях 2. В верхних и нижних областях
сечения 3 зерна аустенита равноосные, их форма и величина
примерно такие же, как и после обычной термической обработки.
Рис 257 Распределение де
формации по сечению поков-
ки разрывного образца диа-
метром 5 w,w после ВТМО
штамповка за один удар
Рис 253 Распределение де
формации по сечению раз
рывного образца диаметром
5 мм в результате ВТМО,
штамповка в два удара
Для получения большего эффекта упрочнения в результате
термомеханической обработки необходимо было дать более
полную и равномерную деформацию по сечению поковки.
С этой целью производили
ВТМО при штамповке с де-
формированием в два удара
с интервалом между ними
5—6 сек. Через 2—3 сек
после второго удара по-
ковку погружали в масло
Исходные размеры круг-
лых и прямоугольных заго-
товок выбирали с расчетом
получить разные степени
деформации (табл. 71). Де-
формирование проводили’
таким образом, чтобы ме-
талл полностью заполнял
ручей Механические свой-
ства после разных вариан-
тов деформирования при-
ведены в табл. 72.
По характеру деформа-
ТАБЛИЦА 71 РЕЖИМЫ ДЕФОР-
МИРОВАНИЯ ПРИ ВТМО СТАЛИ 50ХФА
В УСЛОВИЯХ ШТАМПОВКИ
Индекс об работки Ра чме р или диаметр и< ходкой ; готовки, мм Одни удар Дпа удара >, %
b X h мм %
д 8 4,2Х 12 40 105
В 7,1 4,2X9,5 20 82
С 10X6 4,2Х 14 87 120
D 10Х 4,5 4,2Х 10 87 96
Е 7X6 4,2Х 10 51 87
] 8X6 6X8 35 64
G 10.5Х 5,3 7Х 8 51 64
н 10,5X6 8Х 8 64 64
I 9,4X6 7X7 51 51
К 9,4Х 6 6Х 7 64 51
1 Конечный диаметр Образца d=5,' t U4t
ции поперечное сечение по-
ковки можно разбить на четыре области (/, 2, 3, 4 на рис 258)
Как показал микроструктурный анализ, при штамповке в два
удара деформация протекает более равномерно и недеформиро-
24*
968
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ванные зоны значительно уменьшаются (по сравнению со штам-
повкой в один удар). В областях 1 и 2 зерна по форме не
отличаются существенно от зерен в аналогичных областях при
штамповке одним ударом. В области 3 зерна деформированы
по высоте образца (влияние первого удара) Эта область зани-
мает значительную часть недеформированной зоны при штам-
повке одним ударом. У поверхности образца имеется неболь-
шая область затрудненной деформации с равноосными неде-
формированными зернами Такую
таблица 72 механи- картину с небольшими отклоне-
ХКГЕпоСсл°еЙСвТтМАо Св А?сло- ниями можно наблюдать под микро-
виях штамповки* скопом на всех поковках, дефор-
1 Индекс 1 обработки 1 55 5- к t>° О о 70‘Од £
А 229,3 195,8 151,1 34,6
В 231,3 199,9 159,7 33,7
С 232,0 203,0 164,3 32,5
D 229,6 200,5 163,0 30,2
E 232,7 200,3 158,8 31,8
F 225,0 196,6 163,5 35,9
G 225,0 199,1 162,4 30,1
Н 220,5 191,0 163,2 36,0
I 226,0 194,8 159,0 31,5
К 224,0 191,0 160,2 28,2
1 Режимы деформирования см
в табл 71
мированных по указанным вариан-
там (см. табл. 71).
Исходя из приведенных дан-
ных, можно сделать вывод, что
эффективность упрочнения при
ВТМО определяется не только сте-
пенью обжатия, но и равномер-
ностью деформации, более высокие
свойства оказались у тех образ-
цов, которые получены из наиме-
нее широких заготовок. Это, оче-
видно, объясняется тем, что при
широких заготовках сильнее ска-
зывается влияние трения и увели-
чивается протяженность зон зат-
рудненной деформации, т. е недс-
формированная область в поковке
становится больше.
Следует отметить, что при штамповке очень трудно поддер-
живать постоянный режим деформирования, так как на него
влияют многие технологические факторы, например точность
установки штампа, равномерность смазки (для уменьшения
трения применяли графит, растворенный в масле), температура
штампа, точность установки заготовки по центру ручья, поло-
жение заготовки при второй установке (при штамповке в два
удара) и др. Избежать больших отклонений от установленных
параметров удалось лишь при накоплении известного опыта.
Неравномерность деформации по сечению образца обнару-
жена также и при исследовании микротвердости Наименьшая
микротвердость наблюдалась у поверхности поковки, где зерна
аустенита равноосны. В плоскости заусенца и в боковых обла-
стях, где зерна интенсивно деформировались, микротвердость
оказалась больше на 40—80 единиц
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
969
После различных режимов ВТМО с деформированием штам-
повкой определяли уширение линий (110)а и (211)а по различ-
ным сечениям поковки. В плоскости заусенца физическое
уширение после всех вариантов ВТМО увеличивается (на
10—20%) по сравнению с обычной обработкой, причем оно тем
бспьше, чем больше степень деформации. При ВТМО со штам-
повкой в два удара физическое уширение больше (на 4—6%),
чем при ВТМО штамповкой в один удар. По длине образца
в плоскости, перпендикулярной заусенцу, увеличение ушире-
ния значительно меньше (на 6—9%), чем в плоскости заусенца
в случае штамповки и в один, и в два удара.
Показано, что основное упрочнение в результате ВТМО
с деформированием штамповкой происходит уже при сравни-
тельно небольших степенях деформации (до 20—30%), дальней-
шее повышение степени деформации (до 90%) влияет слабо
Важным фактором, определяющим степень упрочнения при
ВТМО со штамповкой, является величина зон затрудненной де-
формации, где металл практически не деформируется.
После оптимального режима ВТМО и отпуска при 200° С
в течение 2 ч получены <тв = 230 кПмм* (на 15—20 кПмм2
больше по сравнению с обычной обработкой), от = 200 кПмм1
(на 25—30 кПмм2 больше), опц = 165 кГ1мм\ 6 = 6%, ф =
= 30%, ан = 3,5 кГ-м!смг.
Предел выносливости после ВТМО возрастает незначительно
(на ~10%) по сравнению с обычной термической обработкой
и составляет 98 кПмм2. Однако сильно увеличивается — в 5—
8 раз — стойкость стали в области ограниченной выносливости
(при перегрузках).
С увеличением температуры отпуска до 400° С более высокая
прочность после ВТМО по сравнению с обычной закалкой со-
храняется. Таким образом, упрочняющий эффект, полученный
в результате ВТМО, устойчив до относительно высоких тем-
ператур отпуска
В. П. Абрамова и А. А Астафьев на сталях 45 и 40ХН изу-
чали возможность термической обработки поковок с ковочного
нагрева в условиях сохранения перед закалкой структурных
изменений, созданных горячей деформацией. Показано, что
после деформирования и закалки в оптимальных условиях
повышаются пластичность металла со структурой отпущенных
мартенсита и нижнего бейнита и ударная вязкость металла со
структурой отпущенного нижнего бейнита. Следовательно,
можно задержать снижение этих характеристик в направлении
от поверхности к центру крупной поковки.
Оптимальными следует считать такие условия высокотем-
пературного деформирования, при которых к моменту закалки
970
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
развиваются лишь начальные стадии рекристаллизации аусте-
нита. В этом случае границы зерен аустенита уходят из мест
максимального скопления примесей в новые положения, что
обусловливает меньшую склонность стали к развитию межкри-
сталлитных трещин.
Для обеспечения указанных оптимальных условий необ-
ходимо:
а) применять наиболее высокие (из возможных) температуры
начала деформирования, т. е 1200° С,
б) оканчивать деформирование при наиболее низких до-
пустимых температурах (800—850° С), так как с повышением
температуры конца ковки резко возрастает скорость собиратель-
ной рекристаллизации,
в) проводить деформирование не с максимально возможной,
а с некоторой промежуточной скоростью, обеспечивающей тре-
буемое развитие рекристаллизации;
г) применять малые степени обжатия (—10%), способ-
ствующие образованию наиболее стабильной субструктуры;
д) допускать минимальную выдержку перед закалкой.
Влияние (сравнительное с обычной закалкой) высокотем-
пературного деформирования перед закалкой на пластичность
проявляется тем значительнее, чем ниже температура отпуска
В случае крупных деталей из низколегированных конструк-
ционных сталей высокотемпературное деформирование с по-
следующей закалкой и отпуском при 400° С может привести
к получению достаточно высоких прочностных свойств в соче-
тании с удовлетворительными показателями пластичности,
так, для стали 40ХН <тв = 115 кПммг, от ~ 110 кПмм\ ф ~
= 53%, 6 = 8%.
После закалки, проводимой непосредственно за ковкой,
в поковках из стали 45 диаметром до 500 мм и в поковках из
стали 40ХН диаметром до 300 мм флокены отсутствуют вне
зависимости от того, из какой зоны слитка изготовлены эти
поковки.
ВЛИЯНИЕ ТИО НА СКЛОННОСТЬ
МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
Н ОТПУСКНОЙ ХРУПКОСТИ
Впервые ВТМО была применена в работах В. Д. Садовского
{3, 75, 19, 96, 97] для ослабления склонности машинострои-
тельных сталей к отпускной хрупкости. Эти работы, пред-
ставляющие несомненное достижение отечественного металло-
ведения, были выполнены на легированной машиностроительной
стали многих марок Сталь подвергали горячему деформирова-
В ГМО ЛЕГИРОВ4ННОП МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
971
нию в аустенитной области, а затем закалке в условиях, при
которых предполагалось отсутствие рекристаллизации накле-
панного аустенита. В случае развития рекристаллизации эффект
ВТМО уменьшался, но чувствительность стали к отпускной
хрупкости оказывалась ниже, чем после обычной закалки.
Установлено, что ослабление отпускной хрупкости (рис. 259—
265) связано с понижением критической температуры хладно-
Рис 259 Изменение ударной вяз-
кости и твердости закаленной стали
37XH3A в зависимости от темпера
туры отпуска (В Д Садовский,
Л В Смирнов Е Н Соколков)
/—обычная закалка, 2— IMO
Рис 260 Влияние термомеха-
нической обработки па темпера-
турный запас вязкости стали
40ХН4 после отпуска прн 650°
С, I ч, и медленного охлажде
ния (В Д Садовский, F Н
Соколков, Л В Смирнов)
/ — обычная закалка, 2 — ГМО
ломкости, причем в случае стали, прошедшей ВТМО, хрупкое
разрушение происходит не по границам, а по телу зерен, при-
чем такой характер излома сохраняется до —195° С. В резуль-
тате ВТМО сталей типа 37XH3A и 35ХГСА достигается пониже-
ние температуры перехода к хрупкому разрушению (после обра-
ботки на обратимую отпускную хрупкость) в среднем на 60—
80° С.
Ослабление отпускной хрупкости в результате ВТМО со-
провождается повышением свойств прочности и пластичности,
особенно при низких температурах, а также увеличением со-
противления ударной выносливости. Это выражается (в испы-
таниях стали типа хромаисиль при —195° С) в росте действи-
тельного сопротивления разрушению на 35% и увеличении
удлинения и сжатия в 3—4 раза. Увеличение сопротивления
ударной выносливости наблюдается после отпуска в широком
972
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
температурном интервале (200—650° С), однако наибольший
эффект достигается после низкого отпуска. В результате гакэй
термомеханической обработки снижается и хрупкость, раз-
вивающаяся при отпуске после некоторых режимов изотер-
ан,ком/смг
600 800 1000 i200t‘C
Рис 261 Ударная вязкость стали
40ХЗН4 в зависимости от темпера-
|уры прокатки при термомеханиче
ской обработке (с подсгужнваиием
от 1200°С) после отпуска при 650’С,
1 ч, и медленного охлаждения (В Д
Садовский и др )
ан,пОм/смг
О 0,5 1,0 1,5 2.0 ' Х.Ч
Рис 262 Ударная вязкость стали
35ХГСА в зависимости от продол-
жительности дополнительного от
пуска при 550° С (В Д Садовский
и др )
1 — обычная закалка в масле, 2—
ТМО
мической закалки, уменьшается также падение ударной вяз-
кости в интервале синеломкости.
При исследовании причин благоприятного действия ВТМО
на склонность стали к отпускной хрупкости 1 установлено,
а„,кГм/смг
Ни, кОм/см3
200 -160 -120 -80 -йО О *ЬО -80 tucn *С
Рис 263 Ударная вязкость ста-
лей 30 X ГС А и 37XH3A после
термомехапической обработки
при 900° С (с подстуживанием
от 1150°С) и отпуска при 550° С
в зависимости от степени дефор-
мации Цифры на кривых —
HRC (В Д Садовский и др )
Рис 264 Ударная вязкость стали 40ХНМ в за-
висимости от температуры испытания (отпуск при
550° С, выдержка 1 ч, охлаждение в воде (В Д
Садовский и др )
/ — обычная закалка, 2 — ТМО
что ослабление хрупкости не связано с изменением кинетики
развития этого явления Экспериментально показано, что даже
при очень длительных выдержках (до 500 ч) при отпуске в тем-
пературном интервале возникновения хрупкости пе возникает
охрупчивания и эффект понижения температур хладноломкости
сохраняется Не является решающей и роль вытянутости
* Е Н Соколков Автореферат диссертации Свердловск, 1965.
ВГМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
973
структуры, так как эффект ВТМО наблюдается независимо от
вида деформирования и установлен при прокатке, растяжении,
осадке и ковке, хотя лучшие результаты получены после де-
формирования прокаткой.
Экспериментально установлено, что уменьшение чувстви-
тельности сталей к отпускной хрупкости в результате ВТМО
связано с повышением хрупкой прочности приграничных объе-
мов аустенитных зерен и особым структурным состоянием вну-
тризеренных объемов, возникшим в процессе г
высокотемпературного деформирования. Это *** с~
состояние характеризуется не только искрив- 8 . Г
ленностью границ зерен аустенита — их
зубчатостью, но и возникновением в пределах s .
аустенитного зерна большого количества . Г
дополнительных поверхностей раздела (из-за 4 _
фрагментирования), а также некоторым из- _
мельчением мартенситных кристаллов. 2 _
Существенное значение для ослабления
хрупкости имеет, по мнению Е. Н. Соколко- .III II
ва, уменьшение локализации развития охруп- i в ш
чивающих процессов по границам аустенитных
зерен в связи с наличием дополнительных
поверхностей раздела — границ фрагментов,
а также вследствие увеличения ширины при-
граничных областей с искаженной кристал-
лической решеткой.
Повышение свойств усталости (ударной
выносливости) стали, находящейся в состоя-
нии отпускной хрупкости, сопровождается
Рис 265 Ударная
вязкость поперечных
образцов стали
35ХГСА после от-
пуска при 550° С
(В Д Садовскив и
ДР )
1 — после прокатки и
закалки, // — после
прокатки, подстужи
вания в течение 1 мин
и закалки, /// — пос-
ле контрольной за
калки с 900е С
подавлением хрупкого межзеренного разру-
шения, и в значительной степени связано с изменением усло-
вий развития усталостной трещины, а также повышением одно
родности структуры (по-видимому, определяющее обстоятельство
в эффекте ВТМО после низкого отпуска).
Гораздо меньшее развитие получили работы, касающиеся
влияния холодной пластической деформации па склонность
к отпускной хрупкости. Поданным Г. В. Курдюмова и Р И Эн-
тина 198], а также Ли и Арнольда 199], после холодного де-
формирования стали в состоянии отпускной хрупкости повы-
шается ударная, вязкость. Наклеп образцов, находящихся
в вязком состоянии, приводит к тому, что при последующем
отпуске в зоне хрупкости отпускная хрупкость развивается
в меньшей степени М. М. Штейнберг, В. Д. Садовский и
А В. Демакова [100] показали (рис. 266—268), что наклеп
замедляет развитие отпускной хрупкости; зависимость 0 от
974
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
степени обжатия имеет экстремальный характер Особенно
четко проявляется положительное влияние наклепа в том слу-
чае, koi да он проводится на закален-
ной стали до отпуска [451; однако, как
указывает Л. М. Утевский, практиче-
ское использование этого эффекта весь-
ма ограничено
о к 23 а. г.
Рис 266 Влияние холодной
пластической деформации и а
ударную вязкость и твер-
дость стали ЗОХГСА, обра
бот к а на хрупкое состояние
(М М Штейнберг, В Д Са-
довский, А В Демакова)
/—закалка с 1150° С в мас-
ле, 2 — закалка с 880° С
в масле, отпуск при 650е С,
2 «, охлаждение со скоро-
стью 20 град!ч
Влияние деформирования на склон-
ность стали к отпускной хрупкости не-
обходимо рассматривать в сочетании
с влиянием легирования и режимов тер-
мической обработки.
Существование определенного содер-
жания легирующих элементов, при кото-
ром наблюдается наибольшая воспри-
имчивость к отпускной хрупкости, уста-
новлено в работах ряда исследователей.
Чадек [101 ] показал, что имеется опре-
деленное содержание вольфрама, отве-
чающее минимальной склонности к отпу-
скной хрупкости в хромистой стали
с 0,2% Си. Видаль [102], В. И. Просвирин и Е И Квашнина
[103] сообщают, что молибден в больших количествах перестает
Рис 267 Влияние наклепа на удар-
ную вязкость и твердость стали
ЗОХГСА после закалки с 1250° С
в масле и отпуска при 650° С, 2 ч,
охлаждение со скоростью 20 град/ч
(М М Штейнберг, В Д Садов-
ский, А В Демакова)
деформации на кинетику развития отпускной
хрупкости при 500 (сплошные кривые) и 540°С
(пунктир) в стали ЗОХГСА, обработанной на
вязкое состояние (М М Штейнберг, В Д Са
довский, А В Демакова)
/ — закалка с 1150° С в масле, отпуск при
650° С 2 ч, охлаждение в воде, 2 — то же,
наклеп, X = 23%
оказывать благоприятное воздействие и повышает склонность
к отпускной хрупкости. Такие же результаты получены в ра-
боте Пауерса [104], в которой исследовалось влияние молиб-
дена и вольфрама.
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
975
Как было установлено и в нашей работе [105] на основании
изучения влияния углерода, алюминия, бора и ванадия в хро-
моникелевой композиции ХН1, для каждого конкретного
состава стали при данной термической обработке существует
определенное количество легирующего элемента, оказывающее
наибольшее влияние на склонность стали к отпускной хрупко-
сти. Это позволило нам еще в 1954—1956 гг. предположить
[105], что в основе явлений, вызывающих отпускную хруп-
кость, лежит перераспределение легирующих элементов и скоп-
ление их у границ зерен. Перераспределение приводит к разли-
чию в составах и свойствах приграничных участков и централь-
ной части зерна; оно происходит, очевидно, при высокотемпера-
турном нагреве под закалку и одним из возможных путей такого
перераспределения могут быть адсорбционные явления на гра-
ницах зерен [106].
Отпускная хрупкость связана с преимущественным разви-
тием разрушения в приграничных объемах, поэтому логично
было предположить [105], что в зависимости от характера и ин-
тенсивности перераспределения элементов в зерне возможна
различная склонность стали к отпускной хрупкости Перерас-
пределение зависит от концентрации элементов в твердом рас-
творе; при данной температуре высокотемпературного нагрева
и при оптимальной концентрации элемента процессы перерас-
пределения получают определенную направленность. Установ-
ленное в работах В. Д Садовского с corp, влияние деформиро-
вания на уменьшение склонности стали к хрупкости связывалось
нами с воздействием энергии деформирования на процессы
перераспределения элементов в пределах зерна
В одной из важнейших экспериментальных работ по отпуск-
ной хрупкости, принадлежащей Л. М. Утевскому [45], также
указывается, что основная причина отпускной хрупкости со-
стоит в перераспределении элементов и их скоплении в межкри-
сталлических зонах. Считая, что «явление обратимой отпускной
хрупкости конструкционных легированных сталей — важный
пример исключительного значения концентрационных неодно-
родностей. . и указывая, что « . неоднородность твердого
раствора по основным элементам. . . может оказать многократно
усиленное влияние из-за обогащения приграничных зон при-
месями .», Л. М. Утевский отмечает, что вызывающее отпуск-
ную хрупкость изменение состава твердого раствора вблизи
границ зерна «.*. является следствием неодновременного про-
текания процессов карбидообразования в объеме и у границ
зерен при отпуске легированной стали. . .».
Л. М. Утевский выдвигает и аргументирует концепцию об
определяющей роли фосфора в развитии отпускной хрупкости.
976
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
По нашему мнению, не только фосфор, но возможно и другие
элементы, присутствующие в стали, в условиях концентрацион-
ной неоднородности могут способствовать развитию межкри-
сталлитной трещины
В этой связи отметим, что Л. М Утевский признает необхо-
димость « . учитывать и особенности химического состава
границ аустенитных зерен» и их «физическое состояние, отли-
чающееся большой степенью нарушений закалочного проис-
хождения».
Исследование влияния условий аустенизации на склонность
стали к отпускной хрупкости, выполненное нами совместно
сН Н Кулешовой I 107], проводилось на хромоникелевой стали
типа 40ХН1 с добавками (в разных плавках) 0,14% А1, 0,26%
Мо, 0,57% W или 0,0025% В. При этом содержании легиру-
ющих элементов [105] наблюдается минимальная склонность
к отпускной хрупкости Для сталей исследованных марок
(табл. 73) оказалось возможным проследить следующие законо-
мерности
ТАБЛИЦА 73 ВЛИЯНИЕ УСЛОВИЙ АУСТЕНИЗАЦИИ ПА СКЛОН
НОСТЬ ХРОМОНИКЕЛЕВОЙ СТАЛИ К ОТПУСКНОЙ ХРУПКОСТИ*
Значения 0 после
Сталь й IB ч ss 8 оД I» ч* нагрева на 1200° С и под- стуживания до 900“ С ступенчатого нагрева, вы- держка при 9ои° С, нагрев до 1200° С
40XH1 60 но 90 80 110
40ХН1Ю 75 140 115 120 120
40X1I1M 10 40 20 15 35
40XII1B 10 55 20 20 25
40XHIP 60 — — 75 100
1 8 — абсолютная разность порогов хладноломкости вязких и хрупких образцов
1) повышение температуры закалки с 900 до 1200° С приво-
дит к повышению склонности к отпускной хрупкости;
2) двойная закалка с 1200° С сообщает стали меньшую вос-
приимчивость к отпускной хрупкости, чем одинарная закалка
с 1200° С,
3) при закалке с подстуживанием от 1200 до 900° С обна-
руживается меньшая склонность к отпускной хрупкости, чем
при обычной закалке с 1200° С;
4) ступенчатый нагрев под закалку (900 1200° С) оказы-
вает почти такое же влияние на склонность стали к отпускной
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
977
хрупкости, как и закалка с 1200° С Только в случае легирова-
ния стали элементами, имеющими малую диффузионную по-
движность (вольфрамом), после ступенчатого нагрева под за-
калку отпускная хрупкость меньше, чем после непосредствен-
ной закалки с 1200° С.
Такое влияние условий аустенизации на склонность стали
к отпускной хрупкости может быть связано с процессами пере-
распределения легирующих элементов в пределах аустенитного
зерна при высокотемпературном нагреве
Каждой температуре нагрева соответствует вполне опреде-
ленная концентрация легирующих элементов в переходной
зоне на границах кристаллов, находящаяся в равновесии с кон-
центрацией элемента внутри зерна. При медленном охлаждении
с температуры аустенизации (отжиг) избыток легирующих эле-
ментов с границ зерен диффундирует в толщу кристалла, при
большой скорости охлаждения (закалка) этот избыток фикси-
руется на границах зерен
Незначительная разница в концентрациях растворенных
элементов на границах и внутри зерен отожженной (или после
изотермической обработки) стали объясняет ее небольшую
склонность к отпускной хрупкости по сравнению с закаленной
сталью.
Некоторые исследователи, отмечая увеличение склонности
к отпускной хрупкости при повышении температуры закалки,
объясняют его ростом зерна Если бы дело было только в вели-
чине зерна, то при закалке с 1200° С, при закалке после ступен-
чатого нагрева 900 -* 1200° С и при закалке с подстуживанием
от 1200 до 900° С склонность стали к отпускной хрупкости
должна была бы проявиться в одинаковой степени, поскольку
после всех названных режимов нагрева величина зерна была
одной и той же. Между тем склонность к отпускной хрупкости
оказалась меньше после ступенчатого нагрева и закалки с под-
стуживанием, чем после непосредственной закалки с 1200° С
Это особенно отчетливо проявляется в случае сталей, легирован-
ных молибденом, вольфрамом и бором
При подстуживании на границах устанавливается концен-
трация легирующих элементов, отвечающая равновесию при
900° С, и поэтому после закалки с подстуживанием (1200 -*
-> 900° С) склонность к отпускной хрупкости образцов плавок
40ХН1М, 40ХН1В и 40ХН1Р такая же, как и после непосред-
ственной закалки с 900° С.
Склонность к хрупкости после ступенчатого нагрева 900 ->
-*• 1200° С у хромоникелевой стали проявляется в такой же
степени, как и после закалки с 1200° С, у сталей остальных
четырех марок она несколько ниже, чем после непосредственной
978
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
закалки с 1200° С, а максимальные значения ударной вязкости
выше. По-видимому, 15-лши выдержки при 1200° С недоста-
точно для полного перераспределения легирующих элементов,
установившегося при первом нагреве на 900° С
Как установлено работами Г В Курдюмова и О П. Макси-
мовой 1108], внутрикристаллические нарушения, вносимые
мартенситным превращением исчезают с трудом при новом на-
греве в аустенитной области, даже при температурах около
1000° С. Изучение устойчивости границ блоков в чистом железе
1109] показало, что границы бывших зерен и блоков сохра-
няются в a-области не только после нагрева в a-области, но и
после превращений а — у и у — а. В работе Самюэля и
Кворелла [НО] показано, что повышенная устойчивость сетки
бывших границ блоков в железе связана с сегрегацией примесей
(углерода и, возможно, азота)
Можно, таким образом, считать, что при повторном нагреве
под закалку скопление элементов происходит не только на гра-
ницах зерен аустенита, но и на тех искажениях (нарушениях)
внутри зерен, которые остались от мартенситного превращения
при первой закалке. Поэтому после двойной закалки с 1200° С
склонность к хрупкости исследованных сталей меньше, чем
после одинарной закалки с 1200° С
Нами были проведены эксперименты по исследованию влия-
ния условий отпуска закаленной стали на склонность к отпуск-
ной хрупкости. Изучали воздействие многократного отпуска
на положение порога хладноломкости сталей 40Х и 40ХН. После
отпуска образцов на вязкое состояние (650—670°, 1,5 ч) охруп-
чивающий отпуск при 500° С с охлаждением в воде проводили
с выдержками 5 ч, 5 раз по 1 ч, 50 ч, 50 раз по 1 ч, промежуточ-
ное охлаждение при многократном отпуске — в воде В ре-
зультате такой обработки снизился порог хладноломкости, и
тем самым уменьшилась склонность к отпускной хрупкости
(рис. 269). По-видимому, дробность нагревов и охлаждений при
многократном отпуске способствует наиболее полному и равно-
мерному по всему объему сплава распаду твердого раствора,
возможно, в связи с возникновением макронапряжений или на-
ложением вторичных превращений при чередующихся охла-
ждениях.
Если в соответствии с экспериментальными данными при-
нять, что в основе явления отпускной хрупкости лежат про-
цессы перераспределения элементов в объеме зерна и неоднород-
ного распада твердого раствора в связи с влиянием границ
зерен, то воздействие пластического деформирования на эти
процессы следует рассматривать с учетом его влияния на из-
мельчение субструктуры, а также на создание дополнительных
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
979
искажений в приграничных объемах. Однако если увеличение
степени мозаичности зерен должно приводить к более равномер-
ному распределению элементов, а также к более однородному
(а возможно, и более полному) распаду твердого раствора по
объему сплава, то создание сильных искажений в приграничных
объемах, наоборот, должно способствовать росту влияния гра-
ниц на процессы перераспределения и неоднородность распада.
Таким образом, конечный результат влияния деформирова-
ния на склонность стали к отпускной хрупкости зависит от
Рис 269 Влияние многократного я однократного отпуска по различным режимам на
склонность к отпускной хрупкости
а — сталь 40Х, б — сталь 40XH
Кривая / 2 3 4 6
«отп. °C 650—670 500 500 500 500
Т. ч 1,5 50 1 5 1
(5 раз) (50 раз)
того, какой из процессов — измельчение субструктуры или
создание приграничных искажений — превалирует. Это в свою
очередь обусловлено, по-видимому, степенью пластической де-
формации.
В работе М. М. Штейнберга, В. Д. Садовского и А В. Дема-
ковой [100] установлено, что ударная вязкость образцов из
стали ЗОХГСА в хрупком состоянии повышается лишь до
определенной предварительной (до отпуска) деформации
(рис. 266, 267); начиная с некоторых степеней обжатия она на-
чинает понижаться. Характер зависимости ударной вязкости
от степени холодной пластической деформации экстремальный.
Показано также, что влияние деформирования на ударную
вязкость образцов в хрупком состоянии более значительно
в том случае, когда закалка производится от высоких темпера-
тур. По-видимому, это нельзя связывать с измельчением зерна
при холодном деформировании, так как характер понижения
980
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ударной вязкости при наклепе образцов в вязком состоянии
примерно одинаков в случае закалки с 880 и 1150° С. При по-
вышенной температуре закалки для увеличения ударной вяз-
кости образцов в хрупком состоянии потребовалось более зна-
чительное деформирование — максимум на кривой / рис. 266
сдвигается вправо.
Сравнительное исследование сталей ЗОХГСА и 37XH3A, вы-
полненное В Д. Садовским с сотр. [96, 75], показало, что
иолугорячий наклеп в аустенитной области также обусловли-
вает экстремальный характер влияния деформирования на
склонность к хрупкости (рис. 259 и 263). Имеется узкий опти-
мальный интервал температур (900—1000° С, рис. 261), отве-
чающий максимальному проявлению эффекта термомеханической
обработки. Вряд ли это может быть связано только с рекри-
сталлизацией, так как в условиях и стеснения этого процесса
(750—800° С) и его развития (1100й С) получаются практически
одинаковые значения ударной вязкости. 11о-видимому, ослаб-
ления хрупкости можно ожидать лишь в том случае, если про-
изойдет перераспределение дефектов строения, характерное
для процессов полигонизации или начальных стадий рекри-
сталлизации. Поэтому если говорить о подавлении рекристал-
лизации, то следует иметь в виду собирательную рекристалли-
зацию, связанную с серьезным огрублением структуры Тогда
температурный интервал максимальной эффективности термо-
механической обработки с одной стороны ограничен темпера-
турами, при которых еще не получают развития процессы
полигонизации в наклепанном хрупком металле, а с другой
стороны, температурами, при которых уже происходит огрубле-
ние структуры вследствие сильного развития собирательной
рекристаллизации.
Н. Н. Давиденков и П В. Сахаров также показали сложное
влияние наклепа растяжением, волочением или сжатием па
положение критической температуры хрупкости гладких об-
разцов стали. При наклепе растяжением или волочением кри-
тическая температура хрупкости понижалась, а при наклепе
сжатием — повышалась В последнем случае изменение кри-
тической температуры хрупкости от степени укорочения не было
монотонным (в отличие от влияния степени удлинения при
растяжении и волочении). Возможно, это связано с сильной
неравномерностью деформации при сжатии (например, из-за
наличия зон затрудненного течения)
Своеобразное влияние наклепа на склонность стали к прояв-
лению отпускной хрупкости было отмечено еще в работе
Г В. Курдюмова и Р И. Энтина [98], исследовавших воздей-
ствие на ударную вязкость сталей ХГ2 и ХГС холодного на-
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
981
Рис 270 Влияние пластической
деформации и пр «юлжитсльности
отпуска при 500° С на развитие от-
пускной хрупкости сталей ХГ2 (/)
и ХГС (II) Предварительная обра-
ботка — закалка и отпуск при
650° С, 2 ч, охлаждение в воде
I — после деформирования, 2 — без
деформирования
клепа после вязкого (650° С) и хрупкого (500° С) отпуска
(рис. 270) Установив, что хрупкость после отпуска при 500° С
в значительной мере устраняется последующим наклепом,
а также что наклеп перед нагревом в зоне хрупкости задержи-
вает ее последующее развитие, авторы отмечают некоторую
необычность такого влияния холодного деформирования Они
пишут: «Этот результат кажется неожиданным, так как все
диффузионные процессы, как известно, ускоряются пластиче-
ской деформацией и, следователь-
но, диффузионные процессы, опре-
деляющие развитие отпускной
хрупкости, тоже должны уско-
ряться.
Однако результаты этих экспе-
риментов могут получить несколь-
ко иное освещение, если учесть
данные по кинетике отпускной
хрупкости Характер изменения
ударной вязкости при каждой опре-
деленной температуре зоны хруп-
кости таков, что с увеличением
времени выдержки заметно паде-
ние ударной вязкости, которая
после достижения минимума вновь
растет и может достигнуть началь-
ных значений.
Таким образом, не касаясь во-
проса о сущности процессов, опре-
деляющих развитие отпускной хрупкости, можно предпола-
гать, во-первых, что эти процессы имеют диффузионный
характер, и, во-вторых, что некоторые из этих процессов уско-
ряют развитие хрупкости, а другие, наоборот, ликвидируют ее.
Пластическая деформация ускоряет все диффузионные про-
цессы — и первые, и вторые, поэтому эффект пластической
деформации в этом случае будет определяться соотношением
скорости процессов. Исходя из полученных экспериментальных
результатов можно предполагать, что пластическая деформация
в большей степени ускоряет процессы, ливкидирующие хруп-
кость. Подобное представление позволяет объяснить то, что
отпускная хрупкость в деформированных образцах сказывается
в меньшей степени, чем в недеформированных».
Своеобразное влияние наклепа на течение диффузионных
процессов установлено и при исследовании воздействия пласти-
ческого деформирования на выделение карбидов [91]. Пока-
зано, что пластическое деформирование может помешать выде-
25 Бернштейн
982
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
лению карбидной фазы в стали. Если же в результате пред-
шествующей обработки карбиды выпали, то при последующем
деформировании они частично или полностью могут «раствори-
ться» в матрице. Вызываемое пластическим деформированием
исчезновение или задержка выделения карбидов обусловлены
взаимодействием атомов углерода с дислокациями. Количество
выделившихся и растворенных карбидов определяется соот-
ношением между прочностью связи углерода в карбиде и силами
взаимодействия атомов углерода с дислокациями, а также плот-
ностью дислокаций.
Если при некоторых (температурных) условиях деформиро-
вания с определенной степенью происходит общее и сравни-
тельно равномерное измельчение субструктуры, то примеси
должны распределяться по объему сплава более равномерно,
а распад твердого раствора должен быть более однородным.
При этом, естественно, должна уменьшаться склонность к от-
пускной хрупкости.
Однако при сравнительно больших деформациях образуется
напряженная структура наклепа, для которой характерна
высокая неоднородность в распределении искажений При этом
создаются условия, усиливающие неравномерность перерас-
пределения элементов и распада твердого раствора, вследствие
чего склонность к отпускной хрупкости возрастает.
I Нашими опытами, выполненными на стали типа 40ХН1
и стали 40ХН, дополнительно легированной бором, ванадием,
молибденом или вольфрамом, а также на стали 65Г, подтвер-
ждено, что в случае сохранения влияния наклепа с большими
обжатиями склонность к отпускной хрупкости возрастает
Если же в результате высокотемпературного нагрева влияние
предшествующего наклепа снимается, склонность к отпускной
хрупкости образцов, предварительно наклепанных и не под-
вергнутых наклепу, практически одинакова Однако некоторое
влияние предварительного наклепа, сохраняющееся даже и
после высокотемпературного нагрева, можно проследить по
положению порогов хладноломкости: отчетливо проявляется
тенденция к повышению этих порогов у предварительно накле-
панных образцов Этот факт указывает на стойкость наслед-
ственного влияния предшествующих обработок, а также на не-
обходимость учитывать «предысторию» металла, с которой, по-
видимому, связан значительный разброс свойств, обычно на-
блюдающийся у промышленных партий металла
Дальнейшие исследования предусматривали проведение ТМО
стали 40ХН1 по двум технологическим схемам:
I. Отжиг заготовок холодная прокатка с обжатиями 5,
-10, 15, 20, 25 или 35% закалка с 900° С в масле.
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
983
II. Отжиг заготовок -> нагрев на 1000° С, 20 лик, про-
катка с обжатиями 5, 10, 15, 20, 25 или 35% по режимам,
обеспечивающим температуру конца прокатки (проводимой за
один проход) ~900э С -► немедленная закалка в масле.
В обоих случаях после закалки образцы подвергали отпуску
при 650° С в течение 1,5 ч с охлаждением в воде (вязкое со-
стояние) и половину из них дополнительному отпуску при
520° С в течение 20 ч с охлаждением с печью для получения
хрупкого состояния.
Полученные данные приведены на рис. ИЗ—116. Сопостав-
ляя их, можно сделать следующие выводы
а) влияние наклепа на склонность к отпускной хрупкости
независимо от того, когда он проводится — до закалки (пере-
кристаллизации при нагреве) или в аустенитном состоянии перед
мартенситным превращением, — качественно одинаково;
б) степень этого влияния несколько больше в случае на-
клепа в аустенитном состоянии перед мартенситным превраще-
нием; однако технологически гораздо проще осуществлять на-
клеп до закалки,
в) изменения строения, вызываемые предварительным на-
клепом, весьма устойчивы и сохраняются после перекристалли-
зации при нагреве;
г) устойчивость наследственного влияния наклепа под-
тверждается не только результатами испытаний механических
свойств, но и данными рентгеноструктурного анализа.
Учитывая общий характер явлений отпускной и тепловой
хрупкости [45], представляло интерес изучить закономерности
влияния деформирования на хрупкость стали в более широком
интервале температур отпуска При этом, естественно, исход-
ными должны были быть данные, полученные в экспериментах
без деформирования.
Образцы из стали типа 40ХН подвергали закалке с 870—
880° С в масле и высокому отпуску при 650° С в течение 1,5 ч
для получения вязкого состояния, азатем повторному отпуску
на хрупкое состояние по следующим режимам (для различных
партий образцов):
1) 300° С, выдерка 50, 500, 1500 ч (рис. 271);
2) 400° С, выдержка 20, 200, 400, 600 ч (рис 272);
3) 450° С, выдержка 50, 500, 1500 ч (рис. 273),
4) 520° С, выдержка 20, 200, 400, 600, 1500 ч (рис. 274).
При температурах повторного отпуска 400, 450 и 520° С
наблюдается экстремальная зависимость склонности к охруп-
чиванию от продолжительности выдержки. Вначале (20, 200,
400 и 500 ч) ударная вязкость непрерывно снижается, а пороги
хладноломкости смещаются к более высоким температурам
25*
984
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Затем при увеличении продолжительности выдержки до 1500 ч
пороги хладноломкости смещаются к более низким температу-
рам, возрастают абсолютные значения ударной вязкости, и
хрупкость стали, особенно в случае повышения темпера-
туры повторного отпуска (520° С), существенно уменьшается
(рис. 274).
Одинаковый характер изменения ударной вязкости стали
после повторного отпуска различной продолжительности в ин-
тервале 400—520° С подтверждает вывод об общности природы
отпускной и тепловой хрупкости.
-Ж -/Л7 -120 SO -Ы 0 Ь0 80 120 160 200 tucn’C
Рис 271 Результаты серийных испытаний стали 40ХН после закалки
с 880° С, отпуска при 650” С (/) и дополнительного отпуска при 300° С
с выдержками 50 (2), 500 (3) и 1600 ч (4)
При низких температурах повторного отпуска, например
300° С, и выдержках 50 и 500 ч не было обнаружено изменения
ударной вязкости по сравнению с полученной после отпуска
при 650° С. Однако в случае выдержки в течение 1500 ч наблю-
далось некоторое охрупчивание при повторном отпуске при
300° С.
Термомеханическую обработку стали 40ХН проводили по
двум режимам:
а) улучшение -► холодная прокатка с обжатиями 5, 10, 15,
20 или 25% -> закалка с 880° С в масле;
б) улучшение -> нагрев до 1000° С -* прокатка (за один
проход) с обжатиями 5, 10, 15 или 25% -> немедленная за-
калка в масле.
В обоих случаях после закалки проводили отпуск на вязкое
состояние (650° С, 1,5 ч) и, кроме того, половину образцов
подвергали охрупчиванию при 450 и 520° С с выдержками 50,
200 и 1500 ч.
По такой же технологической схеме, но без обжатия, про-
водились контрольные опыты.
•Рнс 272 Результаты серийных испытаний стали 40ХН после за.
калии с 880° С, отпуска при 650° С (/) и дополнительного отпуска
при 400° С с выдержками 20 (2), 200 (3), 400 (4) и 600 ч (5)
Рис 273. Результаты серийных испытаний стали 40ХН после закал,
ки с 880° С, отпуска при 650° С (7) и дополнительного отпуска при
450® С с выдержками 50 (2). 500 (3) и 1500 ч (4)
ан,к1т1/сг1г
' -200 -150 -120 -50 -Ь0 О ЬО 80 120 160 200 tuc„*C
Рис 274 Результаты серийных испытаний стали 40ХН после за-
калки с 880° С. отпуска при 650®С (/) и дополнительного отпуска
при 520® С с выдержками 20 (2), 200 (3), 400 (4), 600 (5) и 1500 ч (6)
986
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
На основании результатов испытаний, приведенных на
рис. 275—277, можно сделать следующие выводы:
1. Влияние наклепа очень устойчиво, и фазовая перекри-
сталлизация не снимает этого влияния. Об устойчивости влия-
ния наклепа свидетельствует одинаковый характер хода кривых
сериальных испытаний образцов после обоих вариантов термо-
механической обработки.
а„.кГП/сн* а„,кГн/сн’
22г 22Г
-^OO -W -Ho '-SO -iO ' О *60 ° -200 -160 -120 -80 -60 0 *60
tan-c tm-c
1 1 х- 1 - 1 V11 1 1 1 *J Z71 L 1 1 1 L 1 1 1 1 1 1 1 1
-200 -160 -120 -80 -60 0 *60 -200 -!60 -'120 -80 -60 О *60
-сел-1-
Рис 275 Влияние холодного наклепа со степенями обжатия 5 (а), 5 (б), 20 (в) и
25% (г), проведенного перед закалкой с 880—900° С. на результаты серийных испыта-
ний стали 40ХН
/ — закалка и отпуск при 650° С, 2 и 3 — наклеп, закалка, отпуск при 650° С и до-
полнительный отпуск при 450° С (2 — 50 ч, 3 — 1500 ч), 2' и 3' — то же. что 2 и 3,
но без наклепа
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
987
2. Под влиянием деформации уменьшается склонность к
хрупкости после очень длительного отпуска при 450° С (тепло-
вая хрупкость) и при 520° С (отпускная хрупкость), а также
повышается ударная вязкость.
Рис 276 Результаты серийных испытаний стали 40XH после различных вариантов
обработки
/ — закалка и отпуск при 650е С. 2 и 3 — нагрев на 1000е С, прокатка со степенями
обжатия 5 (а). 10 (б), 20 (в) и 25% (г), немедленная закалка, отпуск прн 650е С и допол-
нительный отпуск при 450° С (2 — 50 «, 3 — 1500 ч), 2' и 3' — то же, что 2 и 3, но без
деформирования
988
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Возникновение хрупкости при отпуске закаленной стали
связано с неоднородностью (неодновременностыо) распада твер-
дого раствора по объему сплава, обусловленной влиянием гра-
ниц зерен а) создаются определенные сегрегации элементов
в пределах каждого зерна; б) особое искаженное кристалличе-
Рис 277 Результаты серийных испытаний стали 40ХН после различных вариантов
обработки:
/ — закалка и отпуск при 650° С. 2 и 3 — нагрев на 1000е С, прокатка со степенями
обжатия 5 (а), 10 (б), 20 (в) и 25 % (г), немедленная закалка и отпуск при 520° С
(2 — 200 ч, 3 — 1500 *), 2' и 3' — то же, что 2 и 3, но без деформирования
ское строение в приграничной зоне также оказывает воздейст-
вие на кинетику распада.
Показано, в том числе прямыми экспериментами Р. И. Эн-
тина и В. И Саррака, что в тех случаях, когда из-за неодно-
родности распада величина сопротивления деформированию
собственно зерна и приграничных объемов различна, возни-
кает хрупкость, сопровождающаяся межкристаллитным раз-
рушением.
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
989
Сложность явлений, приводящих к возникновению хруп-
кости при отпуске, определяется, во-первых, тонкостью струк-
турного состояния, характеризующегося когерентным сопря-
жением участков твердого раствора, различающихся по сте-
пени распада, а во-вторых, тем, что сопротивление ударным
нагрузкам резко падает уже при незначительной (обычно не
улавливаемой даже при использовании рентгенографических
и электронноскопических методов) разнице в степени распада
твердого раствора в приграничных зонах и в толще зерна.
Следует подчеркнуть, что хрупкое состояние, обусловленное
весьма тонкой неоднородностью твердого раствора, не связано
с видимым под микроскопом преимущественным распределе-
нием карбидной фазы в приграничных объемах. Такое распре-
деление карбидов сохраняется и в хрупком, и в вязком состоя-
ниях
Своеобразие протекания процесса сегрегации элементов
в таком многокомпонентном сплаве, каким является сталь,
усложняет явление неоднородного (неодновременного) распада
твердого раствора в объеме и в приграничных зонах зерна. Во
всяком случае эти явления должны в большей степени разви-
ваться в легированных сталях, чем в углеродистых, что же
касается легированных сталей, то следует ожидать меньшего
развития хрупкости в тех сталях, в которых заторможен диффу-
зионный обмен атомами
Склонность стали к возникновению хрупкости при отпуске
можно снизить, если путем легирования или обработки умень-
шить влияние приграничных объемов.
Легирующие элементы оказывают преимущественное влия-
ние либо на основу (твердый раствор), либо на процессы карби-
дообразовапия, причем влияние этих элементов проявляется
наиболее отчетливо при их определенном содержании в сплаве.
По-видимому, должно быть также какое-то оптимальное со-
держание элементов, отвечающее наименьшей (или наибольшей)
склонности стали к отпускной хрупкости. В большинстве слу-
чаев получают экстремальную зависимость склонности к отпу-
скной хрупкости от содержания данного элемента в стали
Наибольший эффект дает легирование элементами, затрудняю-
щими сегрегацию в пределах зерна (например, молибден, воль-
фрам), а также тормозящими сам процесс распада раствора
при отпуске (кремний).
Рафинирующие и поверхностно активные элементы в сравни-
тельно небольших количествах оказывают влияние только на
приграничную зону, приближая ее состояние к состоянию ме-
талла внутри зерна, и тем самым уменьшают склонность к от-
пускной хрупкости. При более высоком содержании они, веро-
990
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ятно, входят в твердый раствор, участвуют в процессах пере-
распределения (сегрегации) и могут в ряде случаев увеличивать
склонность к отпускной хрупкости.
Следует отметить, что почти все элементы при малых добав-
ках являются поверхностно активными и располагаются преи-
мущественно по границам зерен Поэтому для уменьшения
склонности к отпускной хрупкости целесообразно проводить
микролегирование определенным количеством легирующих эле-
ментов.
Влияние термической или термомеханической обработки на
склонность к отпускной хрупкости также следует рассматривать
с точки зрения воздействия на состояние приграничных объемов
зерен или в связи с созданием дополнительных поверхностей
раздела, влияющих наряду с границами бывших аустенитных
зерен на кинетику распада твердого раствора. Так, в резуль-
тате повторных закалок, когда создаются многократные нару-
шения строения внутри зерен, склонность к отпускной хруп-
кости уменьшается, так как последующий распад твердого
раствора при отпуске оказывается более однородным (в преде-
лах зерна). Такое же влияние оказывают длительные нагревы
при отпуске, в результате которых уменьшается неоднород-
ность между участками твердого раствора вблизи границ и
в самом зерне
Анализ изменения технологических режимов обработки (тем-
пературы закалки, режимов отпуска — многократность, цик-
личность, способов выплавки и т. д ) показывает, что все они
эффективны только в тех случаях, когда в результате удается
добиться уменьшения неоднородности распада твердого рас-
твора в пределах зерна. Для этого необходимо либо прибли-
зить состояние границ зерен к состоянию металла в зерне;
либо создать дополнительное количество равномерно распре-
деленных в объеме сплава искажений, играющих такую же
роль в кинетике распада твердого раствора, как и границы
бывших аустенитных зерен; либо обеспечить наиболее полный
(при данной температуре) распад твердого раствора при от-
пуске.
Влияние термомеханической обработки на склонность стали
к отпускной хрупкости, как было показано, зависит от степени
пластической деформации До тех пор, пока степень дефор-
мации невелика и в результате оптимальной ТМО увеличи-
вается тонкая субмикроскопическая неоднородность внутри-
зеренного строения (увеличивается мозаичность), склонность
к отпускной хрупкости уменьшается. При высоких степенях
деформации приграничные объемы очень сильно искажаются,
несовершенства распределяются неравномерно, локализуясь
ВТМО ЛЕГИРОВАННОЙ МАШИНОСТРОИТЕЛЬНОЙ СТАЛИ
991
в виде «сгустков» высокой концентрации, чаще всего на грани-
цах старых зерен, в результате склонность к отпускной хруп-
кости возрастает, так как распад твердого раствора становится
сильно неоднородным
Предлагаемое объяснение процесса охрупчивания при от-
пуске справедливо для всех известных разновидностей отпуск-
ной (тепловой) хрупкости. Более того, влияние границ зерен
на неодновременность распада твердого раствора и образова-
ние неоднородной структуры создает неизбежность возникно-
вения хрупкости во всем интервале температур отпуска — от
температуры начала распада твердого раствора до температуры,
близкой к нижней критической точке.
Следовательно, обратимая отпускная хрупкость (или хруп-
кость II рода) представляет частный случай общей хрупкости,
возникающей при отпуске в интервале от начала распада
мартенсита до нижней критической точки в связи с созданием
определенной степени неоднородности структуры из-за влияния
границ зерен.
Действительно, после отпуска в этом интервале температур
при некоторых условиях наблюдается отчетливо выраженная
хрупкость стали.
Кинетика создания определенной степени неоднородности
строения, приводящей к хрупкости, зависит от строения твер-
дого раствора и от температуры нагрева. Так, при отпуске на
температуры, близкие к началу распада мартенсита, хотя на-
грев невысокий и диффузионная подвижность мала, твердый
раствор в связи с большой термодинамической неустойчивостью
распадается сравнительно быстро, и при сравнительно неболь-
ших выдержках возникает определенная его неоднородность,
приводящая к отпускной хрупкости I рода (необратимой хруп-
кости), охватывающей интервал от 250—300 до 350—400° С
В работе В. И. Саррака и Р. И. Энтина [111] прямыми экспе-
риментами показано, что хрупкость стали при низком отпуске
возникает в результатё создания неоднородного состояния
твердого раствора в связи с влиянием границ зерен на распад.
При отпуске на 400—450° С также возникает хрупкость,
получившая название «тепловой». В ряде работ (например,
[112]), в том числе и в наших исследованиях, показано, что
при соответствующем подборе продолжительности выдержки
«тепловую» хрупкость можно получить при любой температуре
в интервале от необратимой до обратимой хрупкости. Эта вы-
держка, как правило, велика, так как для того, чтобы установи-
лась определенная степень неоднородности сравнительно ста-
бильного твердого раствора (троостита или троосто-сорбита),
необходимо достаточное развитие диффузии. Если продолжи-
992
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
тельность выдержки при отпуске превышает ту, которая тре-
буется для установления неоднородного состояния твердого
раствора, склонность к хрупкости уменьшается в связи с умень-
шением неоднородности.
В результате отпуска при 500—550° С возникает обратимая
хрупкость. При этих температурах диффузионная подвижность
намного больше, и сегрегация происходит интенсивнее, поэтому
достаточно выдержки в несколько десятков часов, чтобы хруп-
кость развилась в значительной степени.
Таким образом, наблюдается непрерывный «спектр» хруп-
кости от низкого отпуска до высокого, причем хрупкость воз-
никает всякий раз, когда при данных условиях отпуска обра-
зуется определенная неоднородность строения твердого рас-
твора в приграничных объемах и внутри собственно зерна
ВЫСОКОТЕМПЕРАТУРНАЯ
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
ВЫСОКОТЕМПЕРАТУРНАЯ ТЕРМОМЕХАИИЧЕСКАЯ ОБРАБОТКА СТАКИ ШХ15
С ДЕФОРМАЦИЕЙ ПРОКАТКОЙ
Первые работы по ТМО стали ШХ15 были выполнены
Я. Р. Раузиным в 1953—1955 гг.
В наших исследованиях первоначально ВТМО стали ШХ15
вели при 940° С с обжатием прокаткой на 5, 10, 25, 50 и 80%
и немедленной закалкой в масле [1131.
Испытания на изгиб больших плоских образцов (длиной
180 мм, толщиной 4 мм) показали (рис. 278), что при термоме-
ханической обработке по оптимальным режимам даже при
неблагоприятных условиях испытания (образцы нестандартной
формы и с черной поверхностью, искривления при прокатке)
можно достичь предела прочности на изгиб 400 кПмм2 (после
обычной термической обработки аизг иа этих образцах составляет
всего 140 кПмм2). К таким же выводам можно придти, исходя
из результатов испытаний на изгиб плоских микрообразцов на
машине Шевенара (рис. 279). Предел прочности на изгиб этих
образцов возрос на 100/сГЛи.м2 и достиг 320 кПмм2. Следует
подчеркнуть, что такое значение предела прочности получено
после высокого (для стали ШХ15) отпуска при 450° С, когда
твердость упала до 44—47 HRC.
Пластичность в результате термомеханической обработки
увеличилась почти в четыре раза (рис. 279), что особенно важно,
Рис. 278 Влияние
ТМО па предел проч
иости при изгибе
больших (/ — 180 мм)
плоских образцов из
стали ШХ15 после
отпуска при 240° С,
24 ч
Рис 279 Влияние ТМО на предел
прочности при изгибе и прогиб пло-
ских микрообразцов из стали ШХ15
после отпуска при 450° С, 30 мин
Рис 280 Результаты испытаний
на изгиб образцов сгали П1Х15
I — ТМО и отпуск при 450° С.
20 мин, повторная закалка
с 850° С, 2 — то же и отпуск
при 440° С, 4 ч
Рис 281 Влияние ТМО на предел
прочности при изгибе и стрелу про
гиба цилиндрических образцов из
стали ШХ15 после закалки (/) и
после закалки и отпуска при 140
(2), 240 (3) и 440° С (4), выдержка
при каждой температуре отпуска
994
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
учитывая большую склонность стали ШХ15 к хрупкому раз-
рушению после обычной термической обработки
Было исследовано влияние повышенных температур от-
пуска 500 и 550° С (30 мин) на свойства стали после термиче-
ской и термомеханической обработки, установлено, что эффект
термомеханической обработки сохраняется даже после такого
весьма высокого (для стали ШХ15) отпуска Это обстоятельство
послужило основанием для проверки наследственного влияния
ВТМО.
Цилиндрические образцы нагревали до 930° С (выдержка
20 мин), деформировали прокаткой за один проход со степе-
нями обжатия 8, 25, 55, 65 и 80%, закаливали, затем отпускали
при 450° С (20 мин), вновь нагревали на 850° С (4 мин) и закали-
вали в масле. Часть образцов испытывали в закаленном состоя-
нии, часть подвергали отпуску при 440° С в течение 4 ч. Ре-
зультаты испытаний, приведенные па рис. 280, показывают, что
упрочняющий эффект термомеханической обработки весьма
устойчив (см рис. 281, где приведены свойства после прямой
ВТМО)
ТАБЛИЦА 74 РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ ТОНКОЙ СТРУКТУРЫ
СТАЛИ ШХ15 ПОСЛЕ ТМО И ОТПУСКА
% Pi 10’ рад Зз 10* рад D 10’ см да а 10’ рад р 10-И см-1
Отпуск при 200° С, 2 4 ч
0 10,02 21,2 5,59 3,75 2,00
10 10,2 22,2 7,07 4,08 2,04
35 11,03 23,8 6,2 4,37 2,42
60 11,64 24,9 5,23 4,48 2,72
89 12,93 25,9 3,54 4,31 3,35
Отпуск : при 300° С, 2 I ч
0 8,64 16,9 4,42 2,61 1,49
10 9,15 17,7 3,95 2,65 1,67
35 9,55 19,4 2,94 2,61 2,24
60 11,05 20,5 2,54 2,60 2,42
89 12,72 20,9 1,90 1,89 3,24
О тпуск при 400° С, 2 ч
0 6,3 11 8 5,22 1,65 0,79
10 6,72 12*03 4,24 1,455 0,90
35 7,63 12,03 3,10 0,953 1.13
60 8,19 12,17 2,57 0,58 1,34
89 9,82 13,6 2,02 0,034 1,93
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
995
Несмотря на то, что после отпуска при 200° С сохранялась
некоторая тетрагональность решетки, была предпринята по-
пытка измерить уширение рентгеновских линий, а также вы-
полнить некоторые расчеты (табл 74). В результате отпуска
при 300 и 400° С уже происходит распад мартенсита, линия (110)
имеет примерно такой же угол отражения, как и в случае ото-
жженного образца (эталона). Данные по определению ушире-
ния линий (ПО) и (211), плотности дефектов кристаллической
решетки, размеров областей когерентного рассеяния и величины
неоднородных микронапряжений приведены в табл. 74
< ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ ПРИ РАСКАТКЕ И ШТАМПОВКЕ
В дальнейшем систематическое исследование возможностей
получения повышенных свойств шарикоподшипниковой стали
в результате ВТМО было выполнено нами в работе с Л. Я. Кен-
тером [114] Основное внимание уделялось вопросам, связанным
с возможностью проведения ВТМО стали типа ШХ на заводах
подшипниковой промышленности.
Поскольку упрочнение стали при ВТМО существенно за-
висит от способа и скорости деформирования, для экспериментов
были выбраны схемы обработки давлением, практически приме-
няемые или осуществимые на стандартном или проектируемом
оборудовании; исследуемые образцы или представляли собой
конкретные детали подшипников (кольца, шарики), или ими-
тировали их (кольцевые образцы).
Исследование выполняли на промышленных плавках сталей
ШХ15 и ШХ15СГ (табл. 75) ВТМО шариков проводили в ус-
ловиях штамповки, ВТМО опытных заготовок — при осадке,
ТАБЛИЦА 75 ХИМИЧЕСКИЙ СОСТАВ ИССЛЕДОВАННЫХ ПРОМЫ-
ШЛЕННЫХ ПЛАВОК ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
* i 5е Марка стали Профиль и дна- метр Сил) проката Содержание, %
С Мп Si Сг S Р Ni Си
1 ШХ15Ш Круг 100 0,98 0,33 0,30 1,44 0,001 0,015 0,18 0,20
2 ШХ15 Труба 83/11 1,01 0,32 0,29 1,38 0,012 0,015 0,15 0,12
3 ШХ15СГ Круг 00 0,99 1,09 0,53 1.48 0,006 -0,017 0,17 о.и
4 ШХ15СГ • Круг 70 0,99 0,99 0,49 1,42 0,018 0,022 0,05 0,25
5 ШХ15 Груба 105,2/13,6 1,04 0,35 0,29 1,46 0,009 0,023 0,13 0,12
6 ШХ15 Круг 60 1,04 0,34 0,26 1,44 0,008 0,014 0,17 0,10
7 ШХ15СГШ » 60 1,00 0,98 0,51 1,45 0,005 0,014 0,16 0,12
8 ШХ15 » 52 1,00 0,36 0,28 1,48 0,010 0,014 0,09 0,09
996
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
а ВТМО внутренних колец (или кольцевых образцов) — в ус-
ловиях раскатки (свободной или в закрытой обойме)
На рис. 282 показана область допустимых температур ау-
стенизации для ВТМО стали ШХ15 в условиях свободной ра-
скатки (по результатам исследования кольцевых образцов).
Нижняя границй области отвечает температуре аустенизации,
при которой гарантируется получение твердости не меньше
61 HRC (после отпуска при 150° С) и отсутствие троостита
t;c
woo
О W .0 39 1,0 Л %
Рис 282 Область допустимых тем-
ператур аустенизации в случае
ВТМО стали 111X15 в условиях сво-
бодной раскатки (по результатам
исследования кольцевых образцов)
в микроструктуре, верхняя граница — температуре нагрева,
при которой в микроструктуре не
обнаруживается еще следов пере-
грева (так называемой «игольча-
тости») Разумеется, границы обла-
сти температур аустенизации на
таком графике будут изменяться
в зависимости от конкретных усло-
вий проведения ВТМО Однако
при обработке среднегабаритных
колец подшипников толщиной 5—
10 мм этим графиком можно поль
зоваться для ориентировочного
выбора температуры аустениза-
ции; это было подтверждено экспе-
риментами с внутренними коль-
цами типа В32122Б1Т2
деформации интервал допустимых
температур аустенизации сужается. Минимально допустимая
температура аустенизации заметно повышается с увеличением
степени деформации выше 30%, так как возрастает влияние
деформации на понижение устойчивости переохлажденного
аустенита Некоторое увеличение максимально допустимой
температуры аустенизации с повышением обжатия связано, по-
видимому, с увеличением количества субзеренных границ,
С увеличением степени
которые могут служить дополнительным препятствием для
роста мартенситных пластин.
На рис. 283 показано влияние температуры аустенизации
на свойства термомеханически обработанной стали ШХ15, для
твердости указаны интервалы экспериментальных значений
С увеличением температуры аустенизации сопротивление
изгибу в направлении, поперечном направлению раскатки (про-
дольные образцы), уменьшается. Однако при ВТМО со степенью
деформации 50% указанная зависимость не обнаружена. По-
видимому, значительное увеличение содержания остаточного
аустенита с повышением температуры нагрева сказалось на
микропластичности стали и скомпенсировало влияние роста
Рис 283 Механические свойства стали ШХ15 после BIMO зависимости от темпера-
туры аустенизации (отпуск при 150° С) Плавка 1 Охлаждение после закалки в иоде
(пунктирные кривые) и в масле (сплошные кривые) ств н — сопротивление хрупкому
разрушению при изгибе плоских образцов, аизг — сопротивление изгибу кольцевых
образцов, А — работа ударного разрушения (кольцевые образцы) Значками со
стрелкой отмечены ^шлифованные образцы
26 Бернштейн
998
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
зерна. На сопротивление хрупкому разрушению в поперечном
направлении величина обжатий при ВТМО влияет в меньшей
степени (с увеличением обжатия ов даже несколько снижается),
чем величина зерна и дисперсность мартенситных кристаллов
Изменение температуры аустенизации стали при ВТМО от
940 до 1000° С незначительно влияет на сопротивление изгибу
и удару в направлении течения металла при раскатке Макси-
мальное сопротивление изгибу на кольцевых образцах после
ВТМО со степенью деформации 10 и 30% наблюдается в случае
аустенизации при 940—970° С При перегреве в ряде случаев
сопротивление изгибу немного снижается Увеличение ударной
работы в результате перегрева при ВТМО со степенью деформа-
ции 30 и 50% можно объяснить увеличением количества оста-
точного аустенита Таким образом, сопротивление стали хруп-
кому разрушению в направлении течения металла при ВТМО
определяется в основном степенью деформации Размер ау-
стенитного зерна и дисперсность мартенсита влияют на сопро-
тивление хрупкому разрушению термомеханически обработан-
ной шарикоподшипниковой стали в меньшей мере, чем на свой-
ства стали после обычной закалки
Анизотропия механических свойств термомеханически обра-
ботанной шарикоподшипниковой стали обсуждается ниже
Здесь необходимо отметить, что, по-видимому, с увеличением
температуры аустенизации и степени деформации ускоряется
переход текстуры деформации в текстуру рекристаллизации,
чем и обусловлено указанное влияние параметров ВТМО на
сопротивление стали хрупкому разрушению в поперечном на-
правлении.
С повышением температуры аустенизации при ВТМО (при
постоянной степени деформации), естественно, увеличивается
и содержание остаточного аустенита в закаленной стали Рост
удельного электросопротивления с повышением температуры
аустенизации свидетельствует об увеличении содержания угле-
рода в твердом растворе.
Рассматривая влияние степени деформации, необходимо
отметить, что в случае штамповки шариков нельзя говорить
об определенном обжатии: деформация по сечению весьма не-
равномерна При раскатке кольцевых образцов и цилиндриче-
ских колец можно с некоторым приближением считать, что ме-
талл получает равномерное обжатие во всем объеме заготовки
(без учета неравномерности деформации по толщине сечения).
В случае колец переменного сечения можно говорить об опре-
деленном обжатии по окружности.
Раскатка состоит из большого числа циклов обжатия, т. е
деформация при раскатке имеет дробный характер. Поэтому
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
999
под понятием «степень деформации» подразумевают степень
суммарной деформации заготовки кольца. В практических ус-
ловиях эту величину можно варьировать, выбирая различные
размеры исходной заготовки
Сопротивление изгибу и ударная работа в направлении
течения металла при ВТМО возрастают с увеличением степени
деформации примерно до 30% (рис. 284). Дальнейшее увеличе-
ние обжатия мало влияет на повышение механических свойств
термомеханически обработанной стали. Эта закономерность
проявляется вне зависимости от температуры аустенизации,
особенно в оптимальном интервале.
Рнс 284 Механические свойства стали 111X15 после ВТМО по оптимальным
режимам в зависимости от степени деформации Плавка! Закалка в воде (I)
и в масле (II), отпуск при 150° С
а — продольные плоские образцы, б и в — кольцевые, I — стандартная
обработка, 2 — ВТМО, аустенизация при 940е С, 3 — то же, при 970° С
Сопротивление термомеханически обработанной стали хруп-
кому разрушению в направлении, поперечном направлению ра-
скатки, связано со степенью деформации иной зависимостью
(рис. 284, а). Сопротивление изгибу продольных образцов
после ВТМО со степенью деформации 10% выше, чем образцов,
прошедших стандартную обработку (которую проводили также
на раскатанных кольцах) Дальнейшее увеличение обжатия
при ВТМО вызывает снижение этой характеристики.
Выразить количественно изменение дисперсности мартен-
сита с увеличением степени деформации при ВТМО довольно
сложно, так как мартенсит в нормально закаленной шарико-
подшипниковой стали дисперсен и неоднороден Обычно на од-
ном и том же шлифе в местах, обедненных углеродом, заметна
(при увеличении 400—600) так называемая кристалличность,
а в местах скопления карбидов кристалличность не выявляется
(скрытокристаллический мартенсит). Однако микроскопический
анализ все же показывает, что с увеличением степени деформа-
ции при ВТМО дисперсность мартенсита несколько возрастает
(это заметно при температурах аустенизации 970 и 940° С).
Такая закономерность объясняется не измельчением аустенит-
26*
1000
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ного зерна по мере увеличения обжатия, а образованием боль-
шего числа новых субзеренных границ.
Фактический размер аустенитного зерна мало изменяется
с увеличением обжатия при ВТМО. Например средний диа-
метр зерна при ВТМО (температура аустенизации 970° С) с уве-
личением степени деформации от 30 до 50% уменьшается от 34
до 30 мк вследствие появления большего количества мелких
(равноосных) зерен, т. е. вследствие увеличения скорости ре-
кристаллизации с ростом обжатия.
Содержание остаточного аустенита в термомеханически об-
работанной шарикоподшипниковой стали мало изменяется с уве-
личением степени деформации примерно до 30%. При большем
обжатии количество остаточного аустенита возрастает (до 20%).
Стабилизирующее действие деформации на аустенит стали
ШХ15 проявляется, таким образом, лишь при степени деформа-
ции не менее 40—50%, когда значительно увеличивается микро-
неравномерность деформации, фиксируются пачки скольжения
и усиливается фрагментация зерен. В этом случае на субграни-
цах происходит быстрый разрыв когерентности между аустени-
том и мартенситом в процессе мартенситного превращения и
прекращается рост мартенситной пластины.
Исследование влияния величины обжатия на свойства и
структуру стали показывает, что оптимальная степень дефор-
мации при ВТМО шарикоподшипниковой стали составляет при-
мерно 20—40%; применение более высоких степеней деформации
приводит к некоторым нежелательным явлениям: уменьшению
сопротивления хрупкому разрушению в поперечном направле-
нии, увеличению количества остаточного аустенита, сужению
допустимого интервала температур аустенизации.
Как уже отмечалось, с увеличением температуры аустениза-
ции и степени деформации при ВТМО шарикоподшипниковой
стали увеличивается количество мелких (равноосных) зерен
Однако практически после ВТМО по допустимым режимам
количество рекристаллизованных зерен в объеме не превосхо-
дит нескольких процентов. Даже в результате ВТМОсо степенью
деформации 50% и закалки в масле не развивается собиратель-
ная рекристаллизация
Для более подробного исследования влияния степени рекри-
сталлизации на структуру и свойства шарикоподшипниковой
стали кольцевые образцы после раскатки (температура аустени-
зации 930—940° С, степень деформации 30%) переносили в печь
с температурой 860° С, выдерживали в ней в течение 1—20 мин,
а затем охлаждали в воде и отпускали
Как видно из рис. 285, рекристаллизация стали при 860° С
протекает медленно (приведена доля площади, занимаемой
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1001
рекристаллизованными зернами). Даже после выдержки перед
закалкой в течение 10лш« большинство зерен сохраняет вы-
тянутую форму (количество рекристаллизованных зерен не
превышает 20%) Лишь 20-jwaw выдержка приводит к практи-
чески полному завершению рекристаллизации обработки Сред-
ний размер зерна меняется при этом незначительно: несколько
уменьшается в течение выдержки до 5 мин, а затем незначи-
тельно увеличивается. Уменьшение среднего размера зерна
в первый период выдержки
связано с увеличением коли-
чества мелких зерен, а после-
дующее увеличение размера
зерна — с ростом этих равно-
осных зерен.
Микроструктура стали ма-
ло изменяется с увеличением
продолжительности выдерж-
ки перед закалкой. Лишь
после выдержки в течение
20 мин становится заметной
кристалличность мартенсита.
Электронномикроскопическое
исследование показало, что
в этом случае происходит не-
большое укрупнение карби-
дов по сравнению с карбида-
ми в стали, закаленной сразу
после раскатки.
Твердость (рис. 286, а)
1дт(т,сек)
Рис 285 Свойства стали ШХ15 в зависи-
мости от продолжительности рекристалли-
зации при 860° С перед закалкой (плавка1)
о, б и в — без отпуска, г — отпуск прн
300е С
с увеличением продолжительности выдержки уменьшается не-
значительно (на 1 HRC после 20-лшн выдержки). Замет-
нее снижение сопротивления малым пластическим деформа-
циям (рис. 286, б) Эти данные свидетельствуют об анни-
гиляции дислокаций, созданных наклепом, что косвенно
подтверждается результатами рентгеноструктурного анализа
(см рис 285).
Уширение линии (ПО) после определенного периода вы-
держки уменьшается Можно считать, что этот эффект связан
с уменьшением микроискажений в процессе возврата С увели-
чением выдержки до 5 мин уширение линии (НО) возрастает.
Скорее всего такое изменение обусловлено измельчением суб-
структуры в результате перегруппировки дислокаций (созда-
нием дислокационных сеток). Развитие рекристаллизации (вы-
держка >10 лш«) приводит к уменьшению уширения линии
(ИО) и постепенному снятию эффекта ВТМО.
1002
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Безусловно, субструктурные изменения имеют более слож-
ный характер. Раз упрочняющие процессы сопровождаются
изменением фазового состава, например перераспределением
легирующих элементов в аустените и коагуляцией карбидов.
Поэтому предложенная схема, хотя
? io 1ог ю3 ю4
igz (т,сек)
Рис 286 Механические свойства
оалн ШX15 в зависимости от про-
должительности рекристаллизации
при 860° С перед закалкой
Сплошные кривые—плавка 1, пунк-
тирные — плавка 2 (трубная заго-
товка), отпуск а, в. г, о и е — при
150° С (плавка i) или при 170° С
(плавка 2), б — при 400°, образцы.
б и а — плоские продольные, г, д
и е—кольцевые (значками со стрел-
кой отмечены шлифованные образ
цы), ат и — предел текучести при
изгибе
и является приближенной, но все
же позволяет объяснить изменение
некоторых свойств стали
Сопротивление изгибу аизг и
удару А в направлении течения
металла при ВТМО с увеличением
продолжительности выдержки пе-
ред закалкой уменьшается (рис
286, г, е), причем заметное сниже-
ние свойств наблюдается при раз-
витии рекристаллизации В случае
кольцевых образцов из плавки 2
(трубная заготовка), у которых во-
локно расположено под некоторым
углом к направлению опасных на-
пряжений при изгибе, разрушение
после термомеханической обработ-
ки сопровождается заметной оста-
точной деформацией. После вы-
держки перед закалкой в течение
10 мин и более пластичность стали
снижается практически до нуля
(рис. 286, д). На образцах из плав-
ки 1 остаточный прогиб измерить
не удалось (преждевременное раз-
рушение из-за поперечного рас-
положения волокна). Однако и в
этом случае, если судить по харак-
теру изменения значений аизг и А,
происходит аналогичное снижение
пластичности стали с увеличением
выдержки перед закалкой, т е
с развитием рекристаллизации
Сопротивление изгибу в попе-
речном направлении (рис. 286, в)
уменьшается с увеличением продол-
жительности выдержки, но равно-
мерное развитие рекристаллизации
приводит к повышению хрупкой
прочности и новому увеличению
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1003
ов и. Количество остаточного аустенита в закаленной стали
(рис. 285, а) после выдержки в течение 1—5 мин увеличивается,
а затем снова снижается Перегруппировка дислокаций при-
водит к увеличению протяженности субграниц, а рекристал-
лизация — к уменьшению их протяженности. Причины ста-
билизации аустенита при развитых субграпицах были рассмо-
трены выше
Таким образом, ВТМО в условиях раскатки при соблюдении
оптимальных температурно-деформационных режимов не со-
провождается собирательной рекристаллизацией, а рекристал-
лизация обработки происходит лишь на начальных стадиях; при
этом положительное влияние наклепа на свойства закаленной
стали сохраняется
По-видимому, дробная деформация оказывает тормозящее
воздействие на развитие рекристаллизации. При каждом новом
цикле обжатия течение металла происходит по новым (не упроч-
ненным) плоскостям сдвига, и деформация получается более
однородной, чем при однократном обжатии. Кроме того, в де-
формированных микрообъемах металла успевает произойти
частичное перераспределение несовершенств кристаллического
строения и создание дислокационных сеток. Как известно, такие
процессы тормозят развитие рекристаллизации.
Тормозящее влияние оказывает также присутствие мелко-
дисперсных избыточных карбидов {64]. Сравнительно невы-
сокая скорость рекристаллизации 1 — одна из причин хоро-
шей наследственности термомеханического упрочнения шари-
коподшипниковой стали при последующей фазовой перекри-
сталлизации (см. далее стр. 1014).
После ВТМО с аустенизацией в оптимальном интервале тем-
ператур твердость стали незначительно выше, чем после обыч-
ной закалки (в среднем на 0,5—1 HRC). Такая разница сохра-
няется и после отпуска при 250—400° С (рис. 287 и 288).
Удельное электросопротивление термомеханически обрабо-
танной и обычно закаленной стали ШХ15 после отпуска в ин-
тервале 250—400° С также примерно одинаково. Следовательно,
разница в твердости после такого отпуска обусловлена не сте-
пенью распада а-фазы, а термомеханическим упрочнением
Сопротивление пластической деформации при сжатии ша-
риков (SK) у термомеханически обработанных шариков не-
сколько выше, чем у стандартных (849 и 832 кПммг). Сопро-
тивление малыкГ пластическим деформациям при изгибе плоских
1 Более высокая скорость рекристаллизации стали после деформирования, по-
лученная в работах Я Р Раузина [ 115), связана с тем, что аустенизация прово-
дилась при полном растворении карбидов, а деформирование было однократным
Рис 287 Механические свойства стали ШХ15 в зависимости от температуры отпуска
после ВТМО Температура аустенизации 930° С, X = 30%. Плавка 2 Кольцевые
образцы
/ — ВТМО, закалка в воде, 2 — ВТМО, закалка в масле, 3 — раскатка, отжиг, за-
калка с нагревом в печи с 840е С в масле. 4 — раскатка, подстуживаиие в печи до
500е С, выдержка в течение 15 мин, охлаждение на воздухе, закалка из соляной ванны
с 860е С в масле
Рис 288 Твердость и удельное эле
ктросопротивлеиие стали ШХ15
в зависимости от температуры от-
пуска (плавка J)
/ — ВТМО аустенизация при 940еС.
Х=30%, закалка в воде. 2 — то же
закалка в масле, 3 — стандартная
обработка
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1005
образцов также выше после ВТМО, чем после стандартной об-
работки (рис. 289).
Как известно, закаленная и низкоотпущенная шарикопод-
шипниковая сталь склонна к хрупкому разрушению В резуль-
тате ВТМО ее сопротивление хрупкому разрушению увеличи-
варианты направления волокна
Рис. 289 Механические свойства стали ШХ15 после
В ГМО (аустенизация при 930 —940° С, Х=30%) и обыч-
ной закалки Направление волокна по отношению к оси
образца
/ — продольное (плавка 1), 2 — угловое (плавка 2).
3 — поперечное (плавка 1)
вается. Это выявлено при изгибе плоских (см рис. 289)
и кольцевых (рис. 289) образцов. Сопротивление изгибу коль-
цевых образцов при отпуске до 250° С (см. рис 287 и 290)
после ВТМО значительно выше, чем после стандартной обра-
ботки. У стали, отпущенной при 250° С, эта разница меньше,
чем после отпуска при более низких температурах Сопротив-
ление изгибу в поперечном направлении (рис. 290) у термоме-
ханически обработанной стали при отпуске ниже 250° С также
более высокое, чем после обычной обработки, однако после
1006
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
отпуска при 250° С значения этой характеристики практически
одинаковы после ВТМО и обычной закалки. Эти данные свиде-
тельствуют о более высокой пластичности, сообщаемой ВТМО
закаленной и низкоотпущенной стали.
Прогиб при испытании кольцевых образцов после ВТМО
выше, чем после закалки с таким же отпуском (см рис. 287).
Термомеханически обработанные кольцевые образцы с угловым
Рис 290 Механическиесвойс!ва
стали ШХ15 в зависимости от
температуры отпуска Плавка I
Образцы плоские продольные (а)
и кольцевые (б, а), значками со
стрелкой отмечены шлифован
н ые образцы
1 — ВТМО (аустенизация при
940еС, К=30%, закалка в воде),
2 — то же, закалка в масле,
3— стандартная обработка
расположением волокна разрушались при изгибе с заметной оста-
точной деформацией (см. рис. 287), а такие же образцы после
закалки и отпуска — практически хрупко.
Более высокая пластичность термомеханически обработан-
ной стали проявилась и при испытании шариков на сжатие со
ступенчатым нагружением. Средняя разрушающая нагрузка для
шариков после ВТМО составляла 23 900 кГ против 20 120 для
стандартных шариков (средняя разрушающая нагрузка при
непрерывном нагружении была практически одинаковой —
30 900 и 30 280 кГ, однако этот показатель не характеризует
прочности и пластичности закаленной стали достаточно точно).
Термомеханически обработанная сталь обладает более вы-
сокой ударной вязкостью по сравнению с обычно закаленной
(см. рис. 289). Сопротивление стали удару после ВТМО
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1007
выше, чем после обычной закалки при отпуске до 250° С, но
с увеличением температуры отпуска в этом интервале разница
уменьшается (рис. 290, в).
Более высокая пластичность шарикоподшипниковой стали
после ВТМО иллюстрируется и тем фактом, что на закаленных
в воде после ВТМО кольцах и шариках не образуются трещины,
в то время как после обычной закалки в воде (даже в случае
нагрева в соляной ванне) трещины возникают на большинстве
колец
Сопротивление стали малым пластическим деформациям
после ВТМО одинаково при закалке в воде и в масле (см
рис 289) Сопротивление стали хрупкому разрушению в на-
правлении течения металла при ВТМО несколько выше, а пла-
стичность незначительно ниже в случае закалки в воде (см.
рис. 283, 287, 289 и 290). Сопротивление хрупкому разрушению
в поперечном направлении у термомеханически обработанной
стали больше при закалке в воде, чем при закалке в масле (см.
рис. 289).
При закалке в масле «самоотпуск» происходит в большей
степени, чем при закалке в воде, что отчасти и обусловливает
различие в свойствах стали. Действительно, физическое уши-
рение линий (ПО) и (211) стали (плавки 1) после ВТМО (ау-
стенизация при 940° С, X — 30%, отпуск при 300° С) выше,
если закалка была произведена в воде: 9,95-10"3 и 22,75 X
X 10"3 рад против 9,60 -10"3 и 20,35• 10" 3 при закалке в масле
Шарикоподшипниковая сталь после ВТМО обладает ани-
зотропией механических свойств относительно направления
течения металла
Сопротивление малым пластическим деформациям в пло-
скости деформирования практически одинаково (см рис 289).
Более заметна анизотропия сопротивления хрупкому разруше-
нию и свойств пластичности (см рис. 289). Сопротивление из-
гибу и пластичность в направлении раскатки мало изменяются,
если перед закалкой прошел процесс возврата (см рис 286, г, д)\
сопротивление изгибу в поперечном направлении снижается при
этом значительно (см. рис. 286, в).
Исследовать механические свойства термомеханически об-
работанной стали в направлении, перпендикулярном к пло-
скости раскатки, не представлялось возможным из-за малой
толщины кольцевых образцов. Поэтому анизотропию механи-
ческих свойств йзучали также после ВТМО в условиях осадки.
В этом случае можно различать два направления относительно
направления деформирования’ плоскость деформирования (пло-
скость течения металла) и направление осадки. На рис 291
и 292 показана зависимость сопротивления изгибу стали
1008
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ШХ15СГ от направления деформирования при ВТМО. Видно,
что сопротивление хрупкому разрушению в плоскости дефор-
мирования после ВТМО выше, чем после обычной термиче-
ской обработки, и при продольном, и при поперечном распо-
ложении волокна. Однако увеличение механических свойств
в результате ВТМО при однократном обжатии меньше, чем при
дробном деформировании (см. рис. 289).
Рис 291 Влияние направления обжатия
на сопротивление изгибу стали ШХ15СГ
Плавка 3 Деформация продольная (/) и
поперечная (2) При всех вариантах обра-
ботки—заключительный отпуск при 170® С
а — В ГМО (аустенизация при 900° С, Х=
=30%), б — ВТМО, отжиг, закалка; в —
закалка. А—продольные образцы. Б—по-
перечные
Рис 292. Влияние направления обжа-
тия и а сопротивление изгибу стали
ШХ15СГ Плавка 4 Деформация про-
дольная (/) и поперечная (2) При всех
вариантах обработки—заключительный
отпуск при 170“С
а — ВТМО аустенизация при 930“ С,
Х,=30%, б—ВТМО, отпуск при 500’С,
закалка из печи, А — продольные об-
разцы, Б — поперечные
После ВТМО сопротивление изгибу в направлении, перпен-
дикулярном к плоскости деформирования, даже ниже, чем после
обычной закалки.
Закаленная сталь обладает анизотропией механических
свойств в зависимости от направления волокна (направления
прокатки) После ВТМО эта анизотропия существенно изме-
няется. увеличивается при продольном деформировании и умень-
шается при поперечном (рис. 291). Если после ВТМО проведена
разупрочняющая термическая обработка (рис 291 и 292), то
анизотропия приближается к анизотропии закаленной стали
Характер изменения анизотропии стали в результате ВТМО
не зависит от температуры аустенизации (900 и 930° С) и ис-
ходной анизотропии (различная карбидная неоднородность
у плавок 3 и 4).
На рис. 293 и 294 результаты испытаний приведены отдельно
для образцов с продольным и поперечным расположением
волокна в зависимости от направления деформирования. От-
ношение сопротивления изгибу в направлении осадки и в пло-
скости деформирования (<тВыс/стпл деф) после ВТМО значи-
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1009
тельно ниже, чем после ВТМО и вторичной термической обра-
ботки Анизотропия термомеханически обработанной стали
гем больше, чем больше хрупкость стали Так, у поперечных
образцов анизотропия больше (авыс/0пл деф меньше), чем у про-
дольных С увеличением температуры аустенизации анизотро-
пия также увеличивается.
Таким образом, сопротивление хрупкому разрушению и
пластичность шарикоподшипниковой стали после ВТМО (без
Рис 293 Анизотропия сопротивле
иия хрупкому разрушению стали
ШХ15СГ в зависимости от направ-
ления деформации Плавка 3. За
ключительный отпуск при 170° С
а—продольные образцы, б —попе-
речные образцы. I — ВТМО, 2 —
ВТМО, отжиг, закалка, А — ось
образца параллельна плоскости де-
формирования, Б — ось образца
перпендикулярна к плоскости де-
формирования
Рис 294 Анизотропия сопротивления
хрупкому разрушению стали ШХ15СГ
в зависимости от направления дефор-
мации Плавка 4 Заключительный
отпуск при 170°С
а — продольные образцы, б — попереч
иые образцы, 1 — ВТМО, 2 — ВТМО,
отпуск при 500° С, закалка из печи,
А—ось образца параллельна плоскости
деформирования. Б—ось образца пер-
пендикулярна к плоскости деформиро-
вания
учета анизотропии в зависимости от расположения волокна)
максимальны в направлении течения металла при ВТМО и мини-
мальны в направлении обжатия
На работоспособность деталей подшипников, кроме меха-
нических свойств, оказывают влияние также технологические
и физико-химические свойства: закаливаемость и прокаливае-
мость, шлифуемость, коррозионная стойкость, размерная ста-
бильность и т. д.
Закаливаемость термомеханически обработанной (по опти-
мальным режимам) стали даже несколько выше, чем стали,
не подвергнутой ВТМО (на 0,5—1,0 HRC) Прокаливаемость
зависит от температурно-деформационного режима ВТМО.
Можно считать, что практически прокаливаемость в резуль-
тате ВТМО даже немного увеличивается, так как хотя и сни-
жается устойчивость переохлажденного аустенита, но сказы-
вается благоприятное влияние увеличения температуры ау-
стенизации. Так, кольца В320-02 из стали ШХ15 приобретали
1010
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Рис 295 Коррозионная стой-
кость стали ШХ15 после ВТМО
и обычной закалки
/ — ВТМО (аустенизация при
870°С, закалка в водно-содовом
растворе, отпуск при 150° С),
2 — стандартная обработка (за-
калка в водно содовом растворе,
отпуск при 150° С), шарики 1-го
I П3 Каждая точка — среднее
из семи испытаний
после закалки в масле при ВТМО твердость в сердцевине
64,5—65 HRC, а при стандартной термической обработке
63,5—64 HRC
Шлифуемость термомеханически обработанной стали спе-
циально не изучали Однако при шлифовании нескольких
сотен образцов, колец и шариков из такой стали не было заме-
чено ожогов и трещин.
Как видно из рис. 295, по корро-
зионной стойкости1 термомеханически
обработанная сталь по крайней мере
не уступает стали, прошедшей обыч-
ную термическую обработку.
Стабильность размеров деталей
подшипников зависит от содержания
в стали остаточного аустенита и его
устойчивости. После ВТМО по опти- .
мальным режимам его количество в
стали ШХ15 (плавки 2 и 1) не пре-
вышает 10—15%, т. е. не больше,
чем в закаленной и низкоотпущенной
шарикоподшипниковой стали. Устой-
чивость остаточного аустенита против
отпуска практически одинакова в слу-
чае ВТМО и обычной закалки: после
отпуска при 250° С в стали, подверг-
нутой ВТМО, он распадается практи-
чески полностью.
Таким образом, как показано в
нашей работе с Л. Я. Контером,
ВТМО не приводит к ухудшению важнейших технологических
свойств шарикоподшипниковой стали, но в то же время спо-
собствует существенному повышению ее механических свойств.
После ВТМО по оптимальным режимам в структуре стали
было аустенитное зерно, вытянутое в направлении течения ме-
талла и более крупное, чем после стандартной обработки {для
плавки 1 средней размер зерна составлял 26 мк после стандарт-
ной обработки и 29—34 мк — после ВТМО (X = 30%), что свя-
зано с более высоким исходным нагревом при ВТМО]. Однако
при большем размере зерна мартенситные пластины в термо-
механически обработанной по оптимальным режимам стали
были не крупнее, чем после обычной закалки. По-видимому,
это связано с образованием при ВТМО большого числа субзерен-
ных границ (некоторые из них вытравливались на шлифах
В 3% ном водном растворе NaCl, 7 ч в растворе, 17 ч над раствором
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1011
вместе с границами зерен), которые могут препятствовать росту
мартенситных пластин. Вероятно, увеличение микронеодно-
родности аустенита в процессе деформирования также спо-
собствует созданию при закалке более дисперсного мартенсита,
так как различная температура начала мартенситного превра-
щения в микрообъемах приводит к локализации превращения
и ограничению роста мартенситных пластин.
Рис 296 Микроструктура кольцевого образца из стали ШХ15 (плавка 1) после ВТМО
(в трех взаимно перпендикулярных плоскостях) X 1500 Режим ВТМО аустенизация
при 940® С, А= 30%, закалка в воде
а — продольный шлиф, перпендикулярный к плоскости раскатки, б — поперечный
шлиф, перпендикулярный к плоскости раскатки, а—продольный шлиф, параллель
ный плоскости раскатки
Излом стали после ВТМО по оптимальным режимам был
исключительно мелкозернистым и в то же время вязким, со
следами пластической деформации (что его существенно отли-
чало от излома после стандартной термической обработки)
В результате ВТМО происходило как бы «измельчение» излома,
несмотря на отсутствие измельчения видимого под микроскопом
зерна, ограниченного большеугловыми границами
После ВТМО мартенситные пластины ориентированы пред-
почтительно в направлении течения или в близких направле-
ниях. Сечения Таких пластин наблюдаются на шлифах, перпен-
дикулярных к плоскости деформирования (рис 296, а, б), и не
обнаруживаются на шлифах, параллельных этой плоскости (рис.
296, в). Текстура мартенситных пластин—одна из причин (по-ви-
димому, основная) анизотропии механических свойств стали.
1012
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Рис 297 Макроструктура штампованного
шарика Стрелками показана ориентация
мартенситных пластин после В ТАЮ
Исследование структуры стали подтвердило комплексный
характер упрочнения шарикоподшипниковой стали в результате
ВТМО Возможные механизмы упрочнения следующие.
а) увеличение плотности несовершенств кристаллического
строения; подтверждается увеличением физического уширения
линии (110) a-фазы после отпуска при 300° С с (8,01 ± 0,16) X
X 10"3 рад (после стандартной обработки) до (9,60 ± 0,24) X
х 10"3 рад (после ВТМО);
б) создание устойчивых дислокационных конфигураций
(сеток) и анизотропии субструктуры (эквивалентно «текстуре
дислокаций») 141]’ после
ВТМО при съемке со шли-
фов, параллельных плоскости
деформирования, получено
уширение линии (НО), рав-
ное 11.00X10"3 рад, а при.
съемке со шлифов, перпен-
дикулярных плоскости де-
формации, — (9,60—9,90) х
X 10"3 рад,
в) увеличение микронеод-
нородности твердого раствора
и его локальное обеднение
в ряде объемов;
г) предпочтительная ори- '
ентация мартенситных пла-
стин,
д) создание вдоль пачек
скольжения концентрации
примесей (эквивалентно «тек-
стуре выделений») 141 ]
При ориентации мартенситных кристаллов перпендику-
лярно или под некоторым углом к рабочей поверхности деталей
подшипников их долговечность при контактных нагрузках
должна снижаться подобно тому, как это происходит при
аналогичной ориентации неметаллических включений
При штамповке шариков создается макроструктура, пока-
занная на рис. 297. Металл в области облоя течет перпендику-
лярно к рабочей поверхности шарика Следовательно, по са-
турнову кольцу сопротивление хрупкому разрушению может
даже уменьшиться после ВТМО Поверхностные слои шарика
получают различное обжатие при штамповке Поэтому трудно
ожидать очень высокой эффективности ВТМО шариков.
Сравнительные испытания двух партий шариков на контакт-
ную выносливость показали, что средняя долговечность ша-
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1013
риков в результате ВТМО увеличилась на 23% (рис. 298),
а гарантируемая вероятность существенного увеличения долго-
вечности в результате ВТМО была невелика (63%). Заметим,
что по дисперсности мартенсита, твердости и металлургическому
качеству обе партии имели одинаковые показатели.
У термомеханически обработанных шариков питтинг на
сатурновом кольце возникал чаще, а на полюсах — реже, чем
у шариков, подвергнутых
стандартной термической
обработке
Таким образом, отно-
сительно невысокая долго-
вечность шариков после
ВТМО обусловлена ослаб-
лением зоны сатурнова
кольца и ее нельзя считать
достоверным показателем
при оценке влияния ВТМО
на контактную выносли-
вость шарикоподшипнико-
вой стали.
В результате ВТМО
колец в условиях их рас-
катки мартенситные пла-
стины оказываются ориен-
тированными вдоль рабо-
чей поверхности, т. е.
параллельно направлению
растягивающих напряже-
ний при эксплуатации, а
Рис 298 Функции вероятности долговечности
шариков диаметром ’/.дюйма при испытании
на контактную выносливость
/ — ВТМО, 2 —стандартная обработка (шарики
Ьго ГПЗ); lg T, = 2,4346, lg Tt = 2,3515,
S1 = 0,354, §,= 0,343, /=0.9, Р = 0,63
максимальное сопротивле-
ние малым пластическим
деформациям совпадает с
направлением нормали к'
рабочей поверхности, т. е. с
направлением сжимающих напряжений от контактной нагрузки.
Однако на существующем оборудовании не удается после
ВТМО получить заготовки достаточно точных размеров и при-
ходится удалять большой припуск путем шлифования закален-
ных колец. Это должно ухудшать работоспособность их поверх-
ностных слоев в’ связи с возникновением больших растягиваю-
щих напряжений и увеличением вероятности образования
микротрещин. Поэтому путем прямой ВТМО трудно достичь зна-
чительного повышения работоспособности колец. Для полной
реализации высокой контактной прочности ВТМО необходимо
27 Бернштейн
1014
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
проводить в условиях раскатки с припусками под шлифова-
ние.
При стендовых испытаниях подшипников В320 внутренние '
кольца обеих партий (после ВТМО и стандартной обработки)
отработали по 2000 ч без повреждений. Хотя эти испытания
не выявили преимуществ ВТМО перед обычной закалкой, они
показали, что после ВТМО кольца имеют высокую долговечность
и надежность. Ниже приведены характерные показатели
долговечности внутренних колец подшипников В32122Б1Т2:
втмо
Стойкость, % 100
Минимальная долговечность, % кйр
(к расчетной долговечности) . 500
Количество колец, %, выстояв-
ших 5 lip . . 100
обработка
100
378
89
Видно, что в результате ВТМО увеличились минимальная
долговечность и надежность внутренних колец по сравнению
со стандартной обработкой. Еще большее повышение минималь-
ной долговечности и надежности получено в результате обра-
ботки на наследование (см. далее стр. 1023)
НАСЛЕДСТВЕННОЕ ТЕРМОМЕХАИИЧЕСКОЕ УПРОЧНЕНИЕ
Температура аустенизации при предварительной ВТМО '
незначительно влияет на твердость и механические свойства
стали после обработки на наследование (рис. 299) Наиболее
высокий комплекс механических свойств после вторичной за-
калки с быстрым нагревом наблюдается в случае, когда аусте-
низация при ВТМО проводилась в оптимальном интервале тем-
ператур. Однако даже при температурах аустенизации ниже
оптимального интервала (т. е. при неполной закалке в процессе
ВТМО) в результате обработки на наследование достигается
высокая пластичность. Это означает, что частичный распад
наклепанного аустенита по перлитному механизму при быстром
охлаждении не исключает возможности наследственного термо-
механического упрочнения шарикоподшипниковой стали. В этой
связи правомерным является опробование, кроме обычной
схемы обработки на наследование (ВТМО, промежуточный
отпуск, закалка с быстрым нагревом, низкий отпуск), видоиз-
мененной схемы, предусматривающей раскатку в закрытой
обойме, выдержку в печи при 500° С в течение 15 мин (для за-
вершения распада аустенита и подготовки структуры к закалке),
охлаждение на воздухе, закалку с быстрым нагревом в соляной
ванне и низкий отпуск.
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1015
В случае ВТМО с небольшой степенью деформации (10%),
сопротивление изгибу и работа ударного разрушения после
обработки на наследование даже несколько выше, чем после
прямой ВТМО с таким же обжатием (рис. 300). Например на
кольцевых образцах стали ШХ15 после ВТМО со степенью
деформации 10% получено среднее значение аизг = 275 кПмм*,
а после обработки на наследование 306 к.Пмм2 (отпуск при
900 990 900 990 980 990 980 t,*C
Рнс 299 Влияние температуры аустенизации при ВТМО на механические свойства
стали 111X15 после повторной закалки Плавка 1 Кольцевые образцы (значком со
стрелкой отмечены шлифованные) Термическая обработка ВТМО с обжатием 10 (а),
30 (б) и 50%(в), закалка в масле, отпуск при 500° С, закалка из соляной ванны в масле,
отпуск при 150° С
150° С). После обработки на наследование с предварительной
деформацией 30% механические свойства стали несколько ниже,
чем после прямой ВТМО с таким же обжатием Эта разница воз-
растает с дальнейшим увеличением степени деформации при
ВТМО до 50% Однако во всех случаях свойства стали (и сопро-
тивление изгибу, и сопротивление ударным нагрузкам) после
ВТМО с деформацией 10—50% и последующей закалки с быст-
рым нагревом выше, чем после стандартной термической обра-
ботки и после закалки с медленным нагревом после ВТМО.
Оптимальный комплекс механических свойств после обра-
ботки на наследование достигался в том случае, если степень
деформации при предварительной ВТМО составляла 10—30%.
Аналогичные результаты были получены нами при исследовании
других сталей, например рессорной. Преимущество предвари-
27*
1016
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
тельной ВТМО с небольшим обжатием заключается, по-види-
мому, в создании устойчивых дислокационных конфигураций
(при меньшей плотности дефектов по сравнению с большим обжа-
тием), закрепляемых промежуточным отпуском, что тормозит
рекристаллизацию и разупрочнение стали в процессе после-
дующей термической обработки.
Рис 300 Влияние степени деформации при ВТМО на механические свойства стали
ШХ15 после вторичной закалки Плавка 1 Кольцевые образцы (значками со стрел-
ками отмечены шлифованные) Температура аустенизации при ВТМО 1000 (а), 970 (б)
и 940° С (в), отпуск при всех вариантах обработки при 150° С
/ — стандартная обработка. 2 — ВТМО (закалка в масле). 3 — ВТМО (закалка
в воде), 4 — ВТМО (закалка в масле), отпуск при 500° С. закалка из соляной ванны
в масле, 5 — ВТМО (закалка в масле), отпуск при 500е С, закалка из печи в масле
Для реализации наследственного термомеханического упроч-
нения нагрев под повторную закалку должен быть ускоренным.
При медленном нагреве механические свойства закаленной стали
незначительно превосходят свойства ее после обычной закалки
без предварительного деформирования (рис 301).
Оптимальная температура промежуточного отпуска для
шарикоподшипниковой стали составляет примерно 500° С
(см. рис. 301—303). При более низком отпуске сталь недоста-
точно смягчается, а при более высоком промежуточном отпуске
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1017
уменьшаются сопротивление стали хрупкому разрушению, пла-
стичность и вязкость после обработки на наследование. Отпуск
при 500° С не сопровождается рекристаллизацией. Сталь после
такого промежуточного отпуска находится в скрыто упрочнен-
Рис 301 Влияние вторичной
термической обработки после
ВТМО на сопротивление изгибу
стали 111X15 Плавка 1 Коль-
цевые образцы Варианты обра
ботки (заключительный отпуск
при 150° С)
/ — ВТМО (аустенизация при
940° С, X. = 30%. закалка в мас-
ле), 2—ВТМО, промежуточ-
ный отпуск при 150 (2), 500(3),
600 (4). 700е С (5) или отжиг (б),
закалка в масле, 7 — стандарт-
ная обработка, А — закалка из
соляной ванны, Б — закалка из
печи
варианты обработки
ном состоянии, которое реализуется при последующей повтор-
ной закалке с кратковременным нагревом В случае, когда пов-
торная закалка при обработке на наследование проводится с мед-
ленным нагревом, температура промежуточного отпуска прак-
Рис 302 Влияние темпера-
туры промежуточного отпу-
ска после ВТМО иа сопроти
вление изгибу и прогиб стали
ШХ15 Плавка 2 Кольцевые
образцы Варианты обработ-
ки (заключительный отпуск
при 170° С)
/ — ВТМО (аустенизация при
930® С, А, = 30%, закалка в
воде), 2—5 — ВТМО, проме-
жуточный отпуск при 500
(2), 600 (3), 700° С (4) или
отжиг (5), закалка с иагре
вом в соляной ванне в мас-
ле, 6 — ВТМО, отжиг и за-
калка с нагревом в печи
в масле
тически не влияет на свойства стали. Это еще раз свидетельствует
о том, что применение медленного нагрева при окончательной
закалке не позволяет реализовать в ощутимой мере наследст-
венное термомеханическое упрочнение.
В результате проведения контрольной двойной закалки
(по тем же режимам, но при отсутствии деформирования) сопро-
тивление стали хрупкому разрушению несколько увеличивается
по сравнению со стандартной обработкой, что связано с более
1018
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
мелким зерном и более дисперсными карбидами. В то же время
свойства после контрольной двойной закалки намного ниже, чем
после обработки на наследование.
Уширение линий (ПО) и (211) a-фазы после обработки на
наследование по оптимальному
мерно на 10%), чем после
стандартной обработки и дру-
гих режимов двойной обра-
ботки (ВТМО, отпуск при
600° С, закалка после уско-
ренного нагрева и ВТМО,
отпуск при 500° С, закалка
после медленного нагрева).
С увеличением продолжи-
тельности нагрева под повтор-
режиму несколько выше (при-
/Яг
01__I_I__О—1—£0—I—СП—I
500 600 700 tgmn:C
Рис 303 Влияние температуры
промежуточного отпуска после
ВТМО иа пластичность стали
ШХ15 Плавка 2 Кольцевые
образцы Отпуск цри 170°С
1 — ВТМО 2—ВТМО (аустени-
зация при 930е С, X — 30%),
промежуточный отпуск или от
жиг, закалка из соляной ванны
в масле
60*----L-
6изг, кГ/нпг
<1 I I > » »
0 5 10 75 20 Т,нин
Рис 304 Влияние продолжи
тельности нагрева под закалку
в соляной ванне на механические
свойства стали ШХ15 Плавка!
Кольцевые образцы Обработка
ВТМО (аустенизация при 940еС.
X = 30%, охлаждение в масле),
отпуск при 500е С, закалка
с 860е С в масле, отпуск при
150е С
ную закалку (более 10—15 мин) сопротивление стали изгибу и
работа ударного разрушения снижаются и одновременно увели-
чивается разброс опытных данных (рис. 304). Оптимальная
продолжительность нагрева в соляной ванне при вторичной
закалке после ВТМО составляет примерно 1 мин на 1 мм
сечения Следовательно, обработка на наследование эффективна
при толщине колец не более 10—12 мм, так как продолжи-
тельность нагрева при повторной закалке не должна превы-
шать 10 мин.
Твердость стали после обработки на наследование практи-
чески такая же, как и после обычной закалки; а механические
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1019
свойства (предел текучести и сопротивление изгибу, работа
ударного разрушения) выше, чем после стандартной обработки,
но несколько ниже, чем после прямой ВТМО по оптимальным
режимам (рис. 305). Преимущество обработки на наследование
Рис 305 Механиче-
ские свойства стали
ШХ15 в зависимости
от режима обработки
Образцы плоские (а,
б) и кольцевые (в, г)
Режим ВТМО аусте-
низация при 930—
940° С. >.= 30% Тем
пература отпуска 400
(я)и 150° С для плав
ки 1 или 170°С для
плавки 2 (б, в и г)
Варианты направле-
ния волокна относи-
тельно оси образца
1 — продольное
(плавка 1) 2— угло-
вое (плавка 2), 3 —
поперечное(плавка 1)
Варианта! направления волокна
перед стандартной обработкой в отношении сопротивления хруп-
кому разрушению сохраняется до температуры отпуска 250° С
(рис 306).
После обработки на наследование по схемё, предложенной
Л Я- Контером (раскатка в закрытой обойме, изотермическая
выдержка при 500° С, быстрый нагрев под закалку, низкий от-
пуск), сталь имеет сопротивление изгибу и работу ударного раз-
рушения также более высокие (на 50—60%), чем после кон-
трольной обработки (по результатам испытания колец, рис. 307).
1020
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
На рис. 308 и 309 приведены механические свойства шарико-
подшипниковой стали после ВТМО (в условиях осадки), ВТМО
и вторичной закалки, а также после закалки без предваритель-
ного деформирования. Если оценивать эти свойства в плоскости
деформирования (продольные
образцы при продольной осад-
ке и поперечные образцы при
поперечной осадке), то обра-
ботка на наследование имеет
небольшое преимущество
500
Рис 306 Влияние температуры отпуска
иа механические свойства стали ШХ15
при различных режимах обработки
Плавка 1 Образцы плоские продоль-
ные (а) и кольцевые (б, а)
4 — ВТМО (аустенизация при 940е С,
Х=30%, закалка в масле), 2 — ВТМО
(закалка в воде), 3 — ВТМО (закалка
в масле), отпуск при 500е С, закалка
из соляной ванны с 860е С в масле,
4—стандартная обработка
U1X15 в зависимости от режима обра-
ботки. Кольца 308-01 (а) и шлифованные
308-02 (б) Обработка раскатка н закры
той обойме, выдержка при 500° С в тече-
ние 15 мин, охлаждение на воздухе, за-
калка из соляной ваины с 860° С (/) или
из печи с 840° С (2) в масле, отпуск при
150° С
6в,кГ/пмг
Рис 308 Влияние направления осадки на
сопротивление разрыву стали ШХ15СГ
Плавка 3 Деформация продольная (/) и
поперечная (2) Варианты обработки (за-
ключительный отпуск при 170е С)
а—ВТМО (аустенизация при 900е С, ?.=
= 30%), отпуск при 500е С, закалка из
соляной ванны, б—ВТМО, отжиг, закалка,
в—закалка, А— продольные образцы, Б —
поперечные
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1021
перед закалкой без деформирования (или выше сопротивление
хрупкому разрушению при одинаковой твердости, или выше
твердость при одинаковом сопротивлении хрупкому разруше-
нию) В случае большей хрупкости стали, например на попе-
6ви,кГ/пмг
Рис 309 Влияние направления
обжатия на сопротивление изги-
бу стали ШХ15СГ Плавка 3
Деформация продольная (/) и
поперечная (2) Вариация обра-
ботки (заключительный отпуск
при 170° С)
а — ВТМО (аустенизация при
900е С, Л = 30%), б - ВТМО,
отпуск цри 500е С, закалка
из соляной ванны, в — ВТМО,
отжиг, закалка, г — закалка
А — продольные образцы, Б —
поперечные
речных образцах или при перегреве под закалку (при структуре
мелкоигольчатого мартенсита) получается больший выигрыш
300
в хрупкой прочности Обработка
на наследование дает больший
эффект при ВТМО с дробной де-
формацией в условиях раскатки(по
сравнению с ВТМО с таким же сум-
марным однократным обжатием).
Выше было показано, что в ре-
зультате ВТМО меняется исходная
анизотропия хрупкой прочности
стали Вторичная закалка с быст-
рым нагревом после ВТМО и отпу-
ска при 500° С не устраняет пол-
ностью изменения анизотропии (см.
рис. 308 и 309).
На рис 310 и 311 результаты
испытаний приведены отдельно для
образцов с продольным и попереч-
ным расположением волокна в за-
висимости от направления дефор-
мирования при ВТМО. Как видно
из рис. 311, анизотропия хрупкой
прочности термомеханически обра-
о
100
12 12
варианты affpaffamxu
Рис 310 Анизотропия сопроти влс
ния хрупкому разрушению прн ра-
стяжении стали ШХ15СГ в зависи-
мости от направления деформации.
Плавка 3 Образцы продольные {а)
и поперечные (б) Варианты обра-
ботки (заключительный отпуск при
170е С)
/ — ВТМО, отпуск при 500° С,
закалка из соляной ванны, 2 —
ВТМО, отжиг, закалка: А — ось
образца параллельна плоскости
деформации. Б—ось образца перпен-
дикулярна к плоскости деформации
ботапной стали уменьшается (отношение прочности увеличи-
вается) после вторичной закалки Этот эффект больше, если
после ВТМО был проведен промежуточный отжиг или если
нагрев под закалку производился медленно Однако и в этих
случаях закаленная сталь анизотропна в зависимости от направ-
ления предварительного деформирования. Анизотропия сопро-
1022
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАПИ
0^и,кГ/гтг
600 \-----
ЬОО
200
варианты обработки
Рис 311 Анизотропия сопротивления хруп-
кому разрушению при изгибе стали ШХ15СГ
в зависимости от направления деформации
Плавка 3 Образцы продольные (в) и попереч
ные (б) Варианты обработки (заключительный
отпуск при 170° С)
/ — ВТМО, 2 — ВТМО, отпуск при 500° С,
<акалка иа соляной ванны, 3 — ВТМО, отжиг,
закалка, А — ось образца параллельна плос
кости деформации, Б—ось образца перпенди-
кулярна к плоскости деформации
тивления хрупкому разрушению после обработки на наследо-
вание увеличивается с увеличением хрупкости стали.
Таким образом, анизотропия термомеханически обработан-
ной стали при вторичной термической обработке после ВТМО
уменьшается тем в большей степени, чем в большей степени
снимается эффект термомеханического упрочнения
По технологическим свойствам (закаливаемость, прокали-
ваемость, шлифуемость) шарикоподшипниковая сталь после
обработки на наследование
не отличается от обычно
закаленной стали Содер-
жание в стали остаточного
аустенита после ВТМО и
вторичной закалки такое
же, как и после стандарт-
ной обработки (так, в плав- •
ке 1 количество остаточно-
го аустенита после обра-
ботки на наследование
составляло 10—12%)
Зерно, получаемое в ша-
рикоподшипниковой стали
после повторной закалки
по оптимальным режимам
(на структуру скрытокри-
сталлического и мелкокри-
сталлического мартенси-
та), как правило, мельче,
чем после стандартной обработки (у плавки 1:14 и 26 мк соот-
ветственно). Сталь после ВТМО, промежуточного отпуска и
повторной закалки по оптимальным режимам отличается от
обычно закаленной стали более высокой плотностью несовер-
шенств кристаллической решетки и повышенной неоднород-
ностью мартенсита Этим можно объяснить ее повышенные
механические свойства. Кроме того, вследствие повторной за-
калки такая сталь отличается мелким зерном.
Частичное сохранение после обработки на наследование
анизотропии хрупкой прочности, по-видимому, свидетельствует
об анизотропии структуры. Возможно, что в такой стали час-
тично сохраняются «текстура дислокаций» и «текстура выделе-
ний», а также кристаллографическая текстура 141 ].
о
Стендовые испытания подшипников В32122Б1Т2 показали,
что минимальная долговечность и надежность подшипниковых
ВТМО ШАРИКОПОДШИПНИКОВОЙ СТАЛИ
1023
колец в результате обработки на наследование по обычной
схеме (раскатка в открытой обойме, закалка, промежуточный
отпуск, быстрая закалка, окончательный низкий отпуск) сущест-
венно возрастают по сравнению со стандартной обработкой.
Все кольца партии, подвергнутой обработке на наследование,
выстояли пятикратную расчетную долговечность (минималь-
ная долговечность составила 711 ч), а из партии колец, прошсд-
Рис 312 Долговечность внут-
ренних колец подшипников 308
при стендовых испытаниях
Плавка 8 Режим обработки на
наследование—см текст Нагрев
при закалке / — быстрый, 2 —
медленный
Рис 313 Функции вероятности долговечности
внутренних колец подшипников 308 Плавка 8
Режим обработки и а наследование — см текст
Нагрев при закалке ____
I — быстрый, 2_— медленный, lg Т, = 3,3348.
lg 7\ = 3,0974, S, — 0,475, S,= 0,590, /-=1,18,
Р = 0,77
ших стандартную обработку, 11 % вышли из строя раньше этого
срока (через 431 и 434 ч).
Обработка на наследование по другой схеме (раскатка в за-
крытой обойме, выдержка при 500° С, быстрая закалка, от-
пуск при 150° С) также оказывает благоприятное влияние на
долговечность (рис 312). Основные показатели работоспособ-
ности подшипников и внутренних колец приведены в табл 76
Эти данные свидетельствуют о том, что по всем показателям
работоспособности подшипники с внутренними кольцами, под-
вергнутыми обработке на наследование, лучше подшипников
контрольной партии.
На рис. 313 приведены функции вероятности долговечности
внутренних колец сравниваемых партий. Статистическая обра-
ботка результатов испытаний показала, что вероятность сущест-
венного различия долговечности колец этих партий состав-
1024
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 76. ПОКАЗАТЕЛИ РАБОТОСПОСОБНОСТИ ПОДШИПНИКОВ
И ВНУТРЕННИХ КОЛЕЦ, ПОДВЕРГНУТЫХ ОБРАБОТКЕ НА НАСЛЕДО
ВАНИЕ
Нагрев под вгоричпхю закалку Объект испытания Долговечность, % к рас- четной Стой- % Количество подшипни ков. высто явшнх 10-кратиую дочговеч ность %
мини маль нам факти- ческая сред 11 я я чыкси- маль пая
Быстрый П В к 196,0 196,0 402,0 402,0 1 1523,0 1758,0 5351,0* 5351,0* 100 100 33,3 46,6
Медленный П В к 21,5 21,5 140,0 212,5 715,0 1115,0 2280,0 2537,0 93,5 93,5 20,0 40,0
♦ Подшипник снят в удовлетворительном состоянии Примечание П — подшипники, В к — внутренние кольца
ляет 77%. Эту вероятность нельзя оценить как очень высокую,
несмотря на значительное различие в долговечности, по-види-
мому, количество испытанных подшипников было недостаточным.
* *
*
С развитием методов прецизионной обработки давлением
и обработки резанием стали с повышенной твердостью (40/7/? С)
прямая ВТМО и обработка на наследование должны стать эконо-
мически эффективными способами изготовления подшипниковых
колец. На существующем оборудовании при производстве неко-
торых типов колец специального назначения целесообразно
использовать первую схему обработки на наследование, вто-
рую схему можно рекомендовать для автоматических линий
по изготовлению колец массовых подшипников. Такие линии
следует дополнительно оснащать лишь оборудованием для
скоростной закалки.
ТЕРМОМЕХАНИЧЕСКАЯ
ОБРАБОТКА ТЕПЛОСТОЙКОЙ
ВЫСОКОХРОМИСТОЙ СТАЛИ
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ 1Х12Н1В1ФИ
Изучение различных схем термомеханической обработки про-
водилось на сталях типа 1Х12Н1В1ФМ (ЭИ961) обычной вы-
плавки и ЭИ961Ш электрошлакового переплава Целью иссле-
дования, выполненного совместно с Д. И. Браславским, была
разработка наиболее рациональных методов ТМО теплостойких
ТМО ТЕПЛОСТОЙКОЙ ВЫСОКОХРОМИСТОЙ СТАЛИ
1025
сталей мартенситного класса. При этом, во-первых, исходили
из необходимости применения высокого отпуска (580° С) в соот-
ветствии с температурными условиями работы деталей, а,
во-вторых, учитывали возможность использования относительно
невысоких обжатий — до 30%, которые обычно применяются
на финишных операциях деформирования
Исследовались следующие схемы термомеханической обра-
ботки- ВТМО, НТМО, наклеп отпущенного мартенсита при тем-
пературе отпуска, а также сов-
мещение ВТМО с наклепом отпу-
щенного мартенсита.
Высокотемпературная тер-
момеханическая обработка. Пло-
ские образцы стали ЭИ961 под-
вергали ВТМО при 900, 950,
1000 и 1050° С со степенями
деформации 10, 30 и 50%; после
закалки производили отпуск при
580° С в течение 3 ч. При тем-
пературах 950—1000е С и степе-
нях деформации 30—50% полу-
чены предел прочности 120—
125 кПммг и предел текучести
105—115 кГ!мм* (после терми-
Рис. 314 Зависимость механических
свойств стали ЭИ961 при испытании на
термическую стабильность от темпера-
туры ВТМО (Х= 30%) Термостабили-
зация в течение 100 ч при 500 (/) и
550° С (2)
ческой обработки по стандарт-
ному режиму ов — НО кГ/мм*
и ат «=; 90 кПммг) Понижение
температуры ВТМО до 900° С при всех степенях деформации
привело к снижению прочности. При повышении температуры
до 1050° С прочность стали также снизилась, что связано с более
интенсивным развитием рекристаллизации
Испытания образцов стали ЭИ961 па термическую стабиль-
ность в условиях 100-ч выдержки при 450, 500, 550 и 580° С
показали, что достаточно стойкое упрочнение создается в ре-
зультате ВТМО при 1000° С и степени деформации 30%, приня-
той при изготовлении изделий (рис 314) При этом температур-
ная граница разупрочнения повышается от 450 до 550° С.
Образцы, прошедшие ВТМО при различных температурах,
испытывали на растяжение при 500 и 550° С с предварительной
выдержкой при этих температурах в течение.100 ч (табл. 77).
Максимальныё значения прочности при температурах 500
и 550° С получаются после ВТМО при температуре 1000° С.
Влияние степени деформации на свойства стали после
ВТМО при 1000° С и высокого отпуска (580° С, 3 ч) показано на
рис. 315. Заметное повышение прочности наблюдается уже при
1026
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТ-^ЛПИ
степени деформации 10%; при дальнейшем повышении обжа тт
упрочнение невелико Пластичность изменяется практичен ежи
несущественно. О незначительном влиянии изменения степ ^»и
ТАБЛИЦА 77 РЕЗУЛЬТАТЫ
ИСПЫТАНИЯ * ОБРАЗЦОВ СТАЛИ
ЭИ961 ПРИ 500 И 550°С С ПРЕДВАРИ
ТЕЛЬНОЙ ВЫДЕРЖКОЙ ПРИ ЭТИХ
ТЕМПЕРАТУРАХ В ТЕЧЕНИЕ 100 ч
Режим терми- ческой обработки с3,кГ/ммг 6. %
500° С 550°С 500° С 550° С
Стандартная 79,5 70.3 12,5 11.7
ВТМО, Х=30%, при 900° С 81,7 71,8 11,0 13,7
950° С 84,5 73,0 12,8 13,7
1000° С 87,7 77,0 11,3 13,5
1050° С 80,7 70,7 10,0 12,8
1 Средние значения из трех испытаний
обжатия при ВТМО с 30 _до
50% свидетельствуют тае-о-же
данные испытаний сво«-сьв
после термической стабж и-
зации (рис 316)
Длительная прочно-с-ть
стали (время до разрушеж-1Е<я
образцов) при 500° С и жа-
пряжении 58 кПмм2 в резу=^ лгь-
тате ВТМО при 1000° СЗ и
степени деформации 30% воз-
растает по сравнению со стг— а н-
дартной обработкой С да лг ь-
нейшим увеличением степ -еми
деформации до 50% длит&_т ь-
ная прочность повышаешься
мало, что следует из npiar а. о-
димых ниже данных (время до разрушения):
X, %............. 0 10 30 50
т, ч—мин ... . 149—44 236—36 270—03 279—37
Рис 315 Изменение механических свойств
стали ЭИ961 в зависимости от степени
деформации при ВТМО (1000° С)
Рис 316 Влияние степени деформ.^=жц_. ии
при ВТМО (1000° С) и темперахг--у^зы
термостабилнзации иа прочностные^
рактеристнки стали ЭИ961 Криве=»же с
крестиком — стандартный режим
Испытания на длительную прочность образцов, вырезаньжьлх
из деталей, подвергнутых ВТМО, подтвердили существен кое
ТМО ТЕПЛОСТОЙКОЙ ВЫСОКОХРОМИСТОЙ СТАЛИ
1027
увеличение времени до разрушения \ ч-мин (режим испытаний
1—500° С, <г = 50 кПмм2- II—550° С, о = 44 кПмм*)\
1 п
Стандартная термическая обработка 145—02 158—12
ВТМО, при 1000° С, Х=20- 30%, от-
пуск при 580° С, 3 ч ........... 337—37 270-47
Предел выносливости образцов, вырезанных из стали, под-
вергнутой ВТМО, увеличивается с 33 до 46 кПмм2 при 500° С
(испытание на базе 107 циклов).
Металлографические исследования показали, что термиче-
ская стабилизация (550° С, 100 ч) при всех степенях деформации
приводит к дополнительному
выделению карбидной фазы, но
степень дисперсности структур-
ных составляющих при этом
практически не изменяется.
Изучалось влияние ско-
рости охлаждения при
ВТМО на свойства стали. Уста-
новлено, что максимальные зна-
чения прочности достигаются
при охлаждении деформирован-
ных образцов на воздухе (ов =
= 117 кГ/мм* и от=102,5k/7jw.m2).
С увеличением скорости охлаж-
дения прочностные характери-
стики понижаются (при охлаж-
Рис 317 Зависимость прочностных ха-
рактеристик стали ЭИ961 от скорости
охлаждения при ВТМО Охлаждаю-
щая среда
I — воздух; 2 — масло, 3 — вода
дении в масле и в воде ов =
= 110-111 кПмм* и от=86—89 кПмм*) Пластичность и удар-
ная вязкость при резком охлаждении образцов также снижа-
ются. Длительная выдержка при повышенных температурах
(550° С, 100 ч) способствует выравниванию значений прочности
образцов, охлажденных с различными скоростями (ств
^113 к,Г!мм* и ат <=« 97 кПмм2, рис. 317). Пластичность
и ударная вязкость образцов, охлажденных в воде, после
100-ч выдержки при 550° С практически не изменяются.
Влияние неравномерности деформации
при ВТМО на разброс свойств по высоте заготовки изучали
на образцах стали ЭИ961 размерами 80x60x17 мм, которые
подвергали ВТМО при 1000° С с общей степенью деформации
30% Результаты исследования показывают, что неравномер-
ность деформации при ВТМО (оказавшаяся в пределах 20—50%)
вызывает некоторый разброс значений механических свойств
материала по высоте заготовки (рис 318).
Средние значения из трех испытаний
1028
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Расстояние от поверхности образца, мм
Рис 318 Влияние неравномерности де
формации при В ГМО (1000е С) на меха-
нические свойства стали ЭИ961
Был исследован еще один эффективный процесс упрочнения
изделий из теплоустойчивой сталиЭИ961—двойная ВТМО с про-
межуточным скоростным нагревом заготовок Эта схема обра-
ботки основана на эффекте повышенной высокой плотности
дефектов кристаллической решетки при скоростном нагреве пос-
ле ВТМО. Схема нового процесса выглядит следующим образом:
1) нагрев заготовок в электропечи до 1050° С;
2) ВТМО, X = 60% (штамповка), охлаждение на воздухе;
3) скоростной нагрев заготовок в расплаве хлористого
бл,б,кг/ммг д.% бария до 1000° С;
4) ВТМО, Х = 20-30% (ка-
либровка), охлаждение на воз-
духе;
5) отпуск при 580° С, 3 ч
В результате двойной ВТМО
с промежуточным скоростным -
нагревом заготовок достигается
дополнительное (по сравнению
с одинарной ВТМО) упрочнение
металла. Предел прочности воз-
растает до 135 кПмм\ предел
текучести — до 115 кИмм2, пла-
стичность при этом практически
не изменяется.
Низкотемпературная термомехаиическая обработка. НТМО
стали ЭИ961 осуществляли при 600°С с предварительной ау-
стенизацией при 1000°С, отпуск производили при 580°С, 3 ч
Как показало исследование, характер изменения свойств при
изменении степени деформации от 10 до 50% в случае НТМО
иной, чем в случае ВТМО
При НТМО предел прочности непрерывно растет с увели-
чением степени деформации и при X = 50% достигает 137кПмм\
предел текучести повышается при этом до № кГ/мм* (рис. 319).
Испытания образцов на термическую стабильность пока-
зали, что разупрочнение стали, подвергнутой НТМО, начи-
нается с 450° С (выдержка 100 ч)
Длительная прочность стали (время до разрушения образ-
цов) при 500° С и напряжении 58 кГ!мм* возрастает при X =
== 30%. Увеличение степени деформации до 50% мало сказы-
вается на повышении длительной прочности, что видно из сле-
дующих данных (средние значения из пяти испытаний)-
X % . . . . . . о 10 30 50
т, ч—мин.............. 149—44 188—03 206—18 229—12
Предел выносливости образцов, вырезанных из изделий,
подвергнутых НТМО при 500° С (испытание на базе 107 циклов),
ТМО ТЕПЛОСТОЙКОЙ ВЫСОКОХРОМИСТОЙ СТАЛИ
1029
составил 41 kTImm2, против 33 кПммг после стандартной об-
работки.
Рентгенографическим исследованием тонкой структуры (вы-
полнено И. Н Рощиной) установлено, что в результате НТМО
значительно увеличивается
ширина интерференционных
линий (НО) и (220) по срав-
нению с обычной термической
обработкой, при этом разме-
ры областей когерентного рас-
сеяния уменьшаются более
чем в два раза (от 8,1 • 10-5 до
3,8 • 10~6 мм) НТМО вызывает
значительную анизотропию
тонкой структуры по различ-
ным сечениям заготовки На
поверхности образца, парал-
лельной плоскости разъема
штампов, наблюдается мак-
симальное уменьшение раз-
меров областей когерентного
рассеяния (до 3,8-10"5 мм) В
Рис. 319 Влияние степени деформации при
НТМО (600° С) на механические свойства
стали ЭИ961
сечении, перпендикулярном пло
скости разъема штампов, уменьшение размеров областей коге-
рентного рассеяния менее за-
метно (до 5,8-10-5 мм).
Неравномерность дефор-
мации при НТМО обуслов-
ливает большой разброс свой-
ств по высоте заготовки (рис
320). В поверхностных слоях
(X — 15—20%) предел проч-
ности равен 127 кПмм2, а
предел текучести 111 —
117 кПмм2, в средних слоях
(% == 40%) эти характери-
стики составляют 140 и
125 к,Пммг соответственно
При НТМО, совмещенной
с калибровкой, удельное уси-
лие деформирования повы-
шается в два раза.
Полугорячий наклеп отпущенного мартенсита. Полугоря-
чий наклеп осуществляли при температуре отпуска 580° С.
С увеличением степени деформации до 20% прочностные ха-
рактеристики существенно возрастали (ов — 130 кГ1мм\ от =
28 Бернштейн
Расстояние от поверхности образца, нн
Рис 320 Влияние неравномерности дефор-
мации при НТМО (600°С) на механические
свойства стали ЭИ961
1028
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Расстояние от поверхности образца, мм
Рис 318 Влияние неравномерности де
формации при ВТМО (1000° С) на меха-
нические свойства стали ЭИ961
Был исследован еще один эффективный процесс упрочнения
изделий из теплоустойчивой стали ЭИ961—двойная ВТМО с про-
межуточным скоростным нагревом заготовок Эта схема обра-
ботки основана на эффекте повышенной высокой плотности
дефектов кристаллической решетки при скоростном нагреве пос-
ле ВТМО Схема нового процесса выглядит следующим образом:
1) нагрев заготовок в электропечи до 1050° С,
2) ВТМО, X = 60% (штамповка), охлаждение на воздухе;
3) скоростной нагрев заготовок в расплаве хлористого
блбткг/нмг д\7. бария до 1000°С;
4) ВТМО, Х = 20—30% (ка-
либровка), охлаждение на воз-
духе;
5) отпуск при 580° С, 3 ч.
В результате двойной ВТМО
с промежуточным скоростным -
нагревом заготовок достигается
дополнительное (по сравнению
с одинарной ВТМО) упрочнение
металла. Предел прочности воз-
растает до 135 кПмм\ предел
текучести—до 115 кПмм\ пла-
стичность при этом практически
не изменяется.
Низкотемпературная термомеханическая обработка. НТМО
стали ЭИ961 осуществляли при 600°С с предварительной ау-
стенизацией при 1000°С, отпуск производили при 580°С, 3 ч
Как показало исследование, характер изменения свойств при
изменении степени деформации от 10 до 50% в случае НТМО
иной, чем в случае ВТМО.
При НТМО предел прочности непрерывно растет с увели-
чением степени деформации и при X = 50% достигает 137 &Г!мм\
предел текучести повышается при этом до 128 кПмм? (рис. 319).
Испытания образцов на термическую стабильность пока-
зали, что разупрочнение стали, подвергнутой НТМО, начи-
нается с 450° С (выдержка 100 ч).
Длительная прочность стали (время до разрушения образ-
цов) при 500° С и напряжении 58 кПмм* возрастает при X =
— 30%. Увеличение степени деформации до 50% мало сказы-
вается на повышении длительной прочности, что видно из сле-
дующих данных (средние значения из пяти испытаний):
X, %................... 0 10 30 50
х, ч—мин............... 149—44 188—03 206—18 229—12
Предел выносливости образцов, вырезанных из изделий,
подвергнутых НТМО при 500° С (испытание на базе 107 циклов),
ТМО ТЕПЛОСТОЙКОЙ ВЫСОКО ХРОМИСТОЙ СТАЛИ
1029
составил 41 кПмм* против 33 кПммг после стандартной об-
работки
Рентгенографическим исследованием тонкой структуры (вы-
полнено И. Н. Рощиной) установлено, что в результате НТМО
значительно увеличивается
ширина интерференционных
линий (НО) и (220) по срав-
нению с обычной термической
обработкой, при этом разме-
ры областей когерентного рас-
сеяния уменьшаются более
чем в два раза (от 8,1 -10-5 до
3,8-10-5 мм). НТМО вызывает
значительную анизотропию
тонкой структуры по различ-
ным сечениям заготовки На
поверхности образца, парал-
лельной плоскости разъема
штампов, наблюдается мак-
симальное уменьшение раз-
меров областей когерентного
Рис. 319 Влияние степени деформации при
НТМО (600° С) на механические свойства
стали ЭИ961
рассеяния (доЗ,8’10-5 мм). В сечении, перпендикулярном пло
скости разъема штампов, уменьшение размеров областей коге-
Расстояние от поверхности образца, мн
Рис 320 Влияние неравномерности дефор-
мации при H ГМО (600°С) на механические
свойства стали ЭИ961
рентного рассеяния менее за-
метно (до 5,8-10"6 мм).
Неравномерность дефор-
мации при НТМО обуслов-
ливает большой разброс свой-
ств по высоте заготовки (рис
320) В поверхностных слоях
(X = 15—20%) предел проч-
ности равен 127 кПмм2, а
предел текучести 111 —
117 кПмм2, в средних слоях
(X = 40%) эти характери-
стики составляют 140 и
125 кПммг соответственно
При НТМО, совмещенной
с калибровкой, удельное уси-
лие деформирования повы-
шается в два раза
Полугорячий наклеп отпущенного мартенсита. Полугоря-
чий наклеп осуществляли при температуре отпуска 580° С.
С увеличением степени деформации до 20% прочностные ха-
рактеристики существенно возрастали (ов 130 кПмм\ от =
28 15ернштейн
1030
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ТАБЛИЦА 78 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ЭИ961 ПОСЛЕ
ЗАКАЛКИ И ПОЛУГОРЯЧЕГО НАКЛЕПА ОТПУЩЕННОГО МАРТЕНСИТА
(ИСПЫТАНИЯ ПРИ 20° С)
к, % Режим стабилизации °в кГ /мк‘ °т к! [мм- б % flH кГ м/см.* НВ
10 Без проверки на 119,3 100,8 12,5 15,6 350
20 термическую ста- 131,2 109,5 10,4 15,7 385
30 бильность 132,6 112,0 9,8 13,3 393
0 108,3 92,0 12,4 10,8 337
10 550° С, 100 ч 118,6 96,6 13,2 13,5 347
20 127,0 107,0 11 1 14,0 375
30 126,0 107,8 10*2 И.9 366
0 108,8 86,1 13,0 9,4 335
10 550° С, 100 ч 105,7 87,6 Н.2 9,9 333
20 108,5 96,4 9,7 10,2 341
30 109,0 95,2 8,6 9,0 337
0 104,6 84,8 12,8 8,9 325
= НО кПммг) Дальнейшее увеличение степени деформации
(до 30%) привело к образованию трещин (табл. 78).
Рис 321 Влияние степени деформации при
полугорячем (580° С) наклепе отпущенного
мартенсита после ВТМО (X—50%. ЮОО’С)
иа механические свойства стали ЭИ961
клепа после ВТМО со степенью
Разупрочнение стали, под-
вергнутой полугорячему на-
клепу при температуре отпу-
ска, начиналось с 500° С
(выдержка 100 ч).
Вследствие неравномер-
ности деформации по высоте
конкретной заготовки при на-
клепе отпущенного мартенси-
та наблюдалось некоторое
различие свойств. При общей
степени деформации 10% пре-
дел прочности в поверхност-
ных слоях (Х=5—6%) состав-
лял 124 кПмм2-, а предел
текучести 114 кПмм2, в сред-
них слоях заготовки (Х= 14%)
эти характеристики были рав-
ны 131 и 120 кПмм2 соответ-
ственно Был исследован так-
же процесс полугорячего на-
деформации 50% при 1000° С.
При такой схеме обработки достигаются весьма высокие значе-
ния прочности (рис 321), возрастающие с увеличением степени
ТМО ТЕПЛОСТОЙКОЙ ВЫСОКОХРОМИСТОЙ СТАЛИ
103!
обжатия при наклепе. При деформации 20% = 145 кПмм*
и от = 128 кПмм*. Однако при высоких степенях деформации
на части заготовок появляются трещины и поэтому оптимальной
является степень деформации 10% (а0 -= 131 кПмм* и ат —
= 118 кПммг)
Целесообразность применения полугорячего наклепа мар-
тенсита после ВТМО иллюстрируется данными рис 322.
Испытаниями на термическую стабильность (рис 323) обна-
ружено непрерывное снижение прочности по мере повышения
6в,6т,кГ1нпг
Рис 322 Влияние полугорячего
наклепа мартенсита на механиче-
ские свойства стали ЭИ961
/—наклеп после обычной закалки,
2 — после ВТМО
Рис 323 Влияние температуры термо-
стабилизации (100 ч выдержка) на ме-
ханические свойства стали ЭИ961, под
вергнутой ВТМО и наклепу при 580°С
с различными степенями деформации
температуры стабилизации. Как и следовало ожидать, способ
упрочнения путем полугорячего наклепа отпущенного мартен-
сита не обеспечивает получения температуроустойчивого эф-
фекта и может быть рекомендован лишь для изделий, работаю-
щих при температурах до 500° С
Длительная прочность стали (время до разрушения образ-
цов) при температуре 500е С и напряжении 58 кПмм1 после
полугорячего наклепа мартенсита составляет 220—250 ч (при
термической обработке по стандартному режиму около 150 ч).
Предел выносливости образцов из деталей при 500° С (испыта-
ние на базе 107 циклов) возрастает с 33 кГ1мм* (обычный режим
термической обработки) до 53 кПммг. Усилие деформирования
при наклепе, совмещенном с калибровкой, возрастает в —2,5 ра-
за по сравнению с обычной калибровкой.
28*
1032
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
* *
*
Таким образом, учитывая конкретные условия работы изде-
лий из стали ЭИ961 при повышенной температуре, надежным
способом упрочнения следует считать высокотемпературную тер-
момеханическую обработку (рис. 324 и 325) Действительно, ее
применение позволило увеличить срок службы деталей при-
мерно в два раза
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ ЗХ2В8
Несколько иной характер влияния различных схем термоме-
ханической обработки па строение и свойства дисперсионно
твердеющей теплоустойчивой стали ЗХ2В8 установлен в нашей
работе, выполненной совместно с Д М. Мазо и Г. В. Шахоно-
вой. Были исследованы три схемы обработки
1) закалка с 1100° С;
2) нагрев до 1100° С, подстуживание до 550° С, осадка
ковкой с различными степенями обжатия, немедленная закалка
(НТМО);
3) нагрев до 1100° С, осадка ковкой (% = 5—50%), немед-
ленная закалка (ВТМО).
Заключительной операцией во всех случаях был отпуск при
400 или 600° С (выдержка 40 мин)
Помимо твердости, измеряли физическое уширение Ар
линии (002) а-фазы. В качестве эталона был выбран образец,
отожженный при 900° С в течение 3 ч. Теплоустойчивость соз-
ТМО ТЕПЛОСТОЙКОЙ ВЫСОКОХРОМИСТОЙ СТАЛИ
1033
данного в результате различной обработки упрочнения прове-
ряли длительными нагревами при 400 или 600° С с измерением
твердости через каждые 50 ч выдержки.
Установлено, что упрочнение, получаемое в результате
НТМО, больше, чем после ВТМО (рис. 326) Изменение твер-
дости образцов, подвергнутых НТМО, хорошо коррелирует
с изменением физического уширения в зависимости от степени
деформации. По-видимому, в основе процессов упрочнения
стали ЗХ2В8 при НТМО лежат более четко улавливаемые при
рентгеновском анализе изменения тонкого строения. Следует
отметить, что эти изменения (и, следовательно, повышение твер-
дости) тем интенсивнее, чем ниже температура деформирования.
В данном конкретном случае (высоколегированная сталь ЗХ2В8)
деформирование в условиях ВТМО вообще может привести
к обеднению твердого раствора легирующими элементами еще
до закалки. При степени Деформации 40—50% намечается неко-
торая тенденция к «насыщению»; по-видимому, стремление
к большим обжатиям при ТМО дисперсионно твердеющей стали
не всегда оправдано
Иной характер упрочнения при ВТМО по сравнению с НТМО
проявляется, в частности, в экстремальном характере кривых
твердости (на рис. 326) и в то же время в отсутствии рентгено-
графически наблюдаемых изменений тонкого строения а-фазы
(по-видимому, в связи с протеканием определенных стадий изме-
нения строения при горячем деформировании, связанных с пе-
регруппировкой дислокаций, а также, возможно, с обеднением
углеродом).
1034
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Рис 327 Изменение твердости стали 3X2B8
после ВТМО (/), НТМО (2) и обычной тер-
мической обработки (3) в зависимости от
температуры и продолжительности вы-
держки при нагреве
Особый интерес представляет больший эффект упрочнения
(повышения твердости) стали после ВТМО в случае повтор-
ного нагрева на 600° С по сравнению с нагревом на 400° С Это,
по-видимому, связано с созданием при ВТМО более стабильных
и температуроустойчивых дислокационных конфигураций, ин-
тенсифицирующих обычно затрудненные процессы дисперсион-
ного твердения за счет фаз, содержащих вольфрам.
Соответственно по-разно-
му после ВТМО и НТМО про-
текают процессы разупрочне-
ния при длительных нагревах
на 400 или 600° С (рис. 327).
Пока температура сравни-
тельно невысока (400°С), соз-
данные в высоколегирован-
ной стали в результате НТМО.
изменения топкого строения
а-фазы стабильны и упроч-
нение сохраняется вплоть до
выдержки 150 ч. Естественно,
что НТМО обусловливает
большее упрочнение, чем
ВТМО, однако обе схемы
обеспечивают более высокий
уровень твердости после 150-ч
выдержки, чем стандартная
обработка.
При длительных нагревах
на 600° С (рис. 327) изменения
в тонком строении матрицы происходят достаточно интенсивно,
что приводит к существенному разупрочнению после НТМО
уже через 100 ч. После ВТМО, при которой упрочнение дости-
гается в результате создания более стабильных (температурно-
устойчивых) изменений тонкого строения и интенсификации
высокотемпературного старения, наблюдается более высокий
уровень стабильной твердости по сравнению с НТМО. Найден-
ные эффекты устойчивого сохранения упрочнения при 600° С
после ВТМО согласуются с данными рис. 326.
ВЫСОКОТЕМПЕРАТУРНАЯ ТЕРМОМЕХАНИЧЕСКАЯ
ПОВЕРХНОСТНАЯ ОБРАБОТКА
В работе с Г. П. Калягиной была опробована новая схема
термомеханической обработки — высокотемпературная термо-
механическая поверхностная обработка (ВТМПО), предусмат-
ВЫСОКОТЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1035
ривающая нагрев поверхностного слоя на нужную глубину,
обкатку его роликами, а затем немедленную закалку. Необхо-
димые структура и свойства сердцевины достигаются в резуль-
тате предварительной термической обработки. Наибольший эф-
фект этот метод должен давать в случае изделий, работающих
на усталостную прочность или контактную выносливость,
когда ТМО используется для упрочнения наиболее напряжен-
ного поверхностного слоя, в котором начинается развитие раз-
рушения.
Высокотемпературную термомеханическую поверхностную
обработку образцов из сталей марок 40, 40Х и 9Х производили
с помощью специального приспособления, в котором в одном
узле были смонтированы индуктор, трехроликовое приспособ-
ление для обкатки и спрейер. Этот узел устанавливался в суп-
порте токарного станка промышленной установки для горизон-
тальной непрерывно-последовательной закалки цилиндри-
ческих деталей с нагревом т. в. ч. от машинного генератора
(250 кет, 2500 гц)
Общий вид такого приспособления, предназначенного для
ВТМПО цилиндрических деталей диаметром 35—40 мм, приве-
ден на рис. 328.
Два обкатывающих ролика 1 устанавливаются на шарико-
подшипниках между двумя параллельными листами скобы 2,
а третий ролик — между листами рычага 3, шарнирно соединен-
ного со скобой. В одном листе скобы 2 размещается индуктор 4,
а в другом листе — спрейер 5. Расстояние от индуктора до обка-
тывающих роликов и от обкатывающих роликов до спрейера
в направлении, параллельном движению приспособления при
обкатке, изменяется и его можно регулировать при отработке
технологии ВТМПО. Оси обкатывающих роликов размещены
так, что окружность обкатываемой детали 6 делится на три рав-
ные части Необходимое давление роликов на закаливаемое из-
делие создается тарированной пружиной 7. Усилие пружины
регулируется путем перемещения гайки 8 по тяге 9. Все при-
способление болтами 10 крепится к полому сварному корпусу 11
Этот корпус на четырех шарикоподшипниках/^устанавливается
на направляющих 13 токарного станка, в центрах которого раз-
мещена закаливаемая деталь.
При помощи механизма продольной подачи станка приспо-
собление вместе с понижающим трансформатором, индуктором
и спрейером перемещается вдоль закаливаемой детали, при этом
опорные шарикоподшипники 12 перекатываются по направ-
ляющим станка. Таким образом, закаливаемое изделие лишено
неуравновешенных радиальных усилий, которые могли бы
изгибать деталь в процессе ее обработки Обкатывающие ролики
1036
ВЫСОКОТЕМПЕРАТУРНА ОБРАБОТКА СТАЛИ
приводятся во вращение за счет сил трения, возникающих при
обкатке вращающейся детали.
Обкатывающие ролики изготавливали из стали Р18 и тер-
мически обрабатывали до твердости 62—64 HRC В наших
опытах применялись обкатывающие ролики диаметром 120 мм,
с профильным радиусом 8 мм.
Эксперименты и испытания проводились на Старо-Краматор-
ском машиностроительном заводе совместно с М. Я. Белкиным,
А С. Вепжега, Л. А. Рябовой, В. Н. Слюсаренко.
ВТМПО подвергали ролики-образцы для испытания на кон-
тактно-усталостную прочность. Обкатку при давлениях от 25
до 75 кГ проводили при 900 и 950° С. Температуру определяли
оптическим пирометром и контролировали по параметрам ра-
боты генератора Поступательная скорость перемещения при-
ВЫСОКОТЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1037
способления и скорость вращения образцов составляли соот-
ветственно 180 мм! мин и 720 об!мин. Интервал от конца дефор-
мирования до закалки — около 4 сек.
Все свойства после ВТМПО сравнивали со свойствами,
получаемыми при применении оптимального промышленного
режима высокочастотной закалки, установленного для конкрет-
ной серийно выпускаемой продукции.
Испытания на контактную усталостную прочность проводили
на трехроликовой машине (головка нагружения показана на
рис 329) конструкции Инсти-
тута механики АН УССР [116] ’в-"-
После .каждого режима обра
ботки испытывали 3—5 образ-
цов. За критерий стойкости при-
нимали среднее число циклов до
появления первых очагов раз-
рушения (не более трех выкра-
шиваний на 1 см длины полоски
контакта).
Влияние высокотемператур-
ной ТерМОМеХЭНИЧеСКОИ обра- Рис 329 Головка нагружения машины
ботки на содержание углерода дди испытания на контактную устало
в твердом растворе (мартенсите)
изучали на плоских образцах стали 9Х после объемной закалки
и ВТМО с двумя степенями обжатия (25 и 50%; деформирование
прокаткой).
Количество углерода в мартенсите определяли по методике,
предложенной А. С. Каганом и В. М. Сновидовым [117] Мето-
дика основана на предположении, что при изменении в тонком
строении не изменяется симметрия дифракционной линии, а при
появлении мартенситного дублета такое изменение происходит,
поскольку интенсивности составляющих дублета не равны.
Междублетное расстояние рассчитывали по формуле:
с _ Нз - Нз
° — AtA2 (Aj. — At) ’
где
Нз м0 d Мо ) •
Л4® и М» — моменты n-го порядка экспериментальной и ин-
струментальной функций;
и А 2 — интенсивности составляющих линий (211)а.
Величины моментов определяли численным интегрированием
при разбивке дифракционной кривой на интервалы в 7,5 мин.
1038
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Для анализа была взята линия (211)а, свободная от аустенит-
ных рефлексов и еще достаточно интенсивная. Съемку произ-
водили на установке УРС-50И в излучении FeKa Показания
счетчика записывались на диаграммной ленте. Количество угле-
рода в твердом растворе определяли по известным зависимостям
междублетного расстояния от содержания углерода. Для каж-
дого режима обработки содержание углерода было получено
Рис 330 Зависимость контактной уста-
лостной прочности стали 9Х в области
ограниченной выносливости от давле-
ния обкатки ₽о6к при ВТМПО Темпе
ратура деформирования
/ — 950-970° С. 2 — 900-920° С
Рис 331. Кривые усталостного выкраши-
вания стали 9Х
/—закалка т в ч, 2—ВТМПО, /деф =
= 950° С, давление обкатки 65 кГ, отпуск
при 160—180° С
Влияние ВТМПО на сопротивление поверхностных слоев пла-
стическому течению изучали на образцах диаметром 5 мм и вы-
сотой 8 мм, подвергая их испытанию на объемное неравномерное
сжатие методом обойм, предложенным Б. Д. Грозиным [118].
Приведенное напряжение рассчитывали без учета сил трения
на торцах образцов. Результаты обрабатывали методом наимень-
ших квадратов.
Для исследования влияния ВТМПО на величину и характер
распределения остаточных напряжений в упрочненном слое
строили эпюры напряжений, которые определяли по методике
Закса—Гликмана (одновременная расточка и обточка колец)
[119] Деформации измеряли на оптиметре.
На рис. 330 и 331 приведены результаты испытаний стали
9Х на контактную выносливость. В результате ВТМПО кон-
тактная усталостная прочность существенно повышается по
сравнению с получаемой после высокочастотной закалки. С уве-
личением давления обкатки до определенного значения при
ВЫСОКОТЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1039
обеих температурах деформирования (рис. 330) возрастает и
выносливость, определяемая как среднее число циклов до по-
явления первых очагов разрушения на поверхности.
Ролики, подвергнутые деформированию при 950° С, оказа-
лись наиболее стойкими во всем исследованном интервале дав-
лений обкатки Максимальное упрочнение достигнуто при тем-
пературе деформирования 950° С и давлении обкатки 65 кГ.
При указанном режиме предел контактного выкрашивания
стали 9Х (рис 331) увеличился по сравнению с высокочастотной
Рис 332 Зависимость контактной уста
лостной прочности стали 40Х от давле-
ния обкатки при ВТМПО (температура
деформирования 950° С)
I — закалка т в ч , 2 — 5 — ВТМПО
(2 - Робк = 55 кГ, 3 — 45 кГ. 4 —
65 кГ. 5 — 75 кГ)
0.1 0.2 04 1,0 2,0 40 10
Н,10'6
Рис 333 Зависимость контактной уста-
лостной прочности стали 40 от давления
обкатки при ВТМПО (температура де-
формирования 950° С)
1 — закалка т. в ч., 2—4 — ВТМПО
(2—Робк=55 кГ, 3—45 кГ, 4—65 кГ)
закалкой па 25 кПмм* (с 200 до 225 кПмм.2). Контактная уста-
лостная прочность в области ограниченной выносливости воз-
росла в 2,5—5 раз
Испытания сталей 40 и 40Х показали, что предпочтительной
температурой деформирования является 950° С После ВТМПО
при 900° С оказался такой значительный разброс данных, что
оценить изменение предела усталостного выкрашивания было
трудно
Необходимость деформирования при столь высокой темпера-
туре (особенно в случае эвтектоидной стали 9Х) связана, не-
сомненно, с условиями нагрева до аустенитного состояния (ско-
рость нагрева 'в области фазовых превращений составляла
около 200 град/сек)
Кривые контактной усталостной прочности для сталей 40
и 40Х после различных режимов обработки приведены на
рис. 332 и 333, а кривые предела контактного выкрашивания
1040
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
и контактной прочности в области ограниченной выносливости
в зависимости от давления обкатки при ВТМПО (температура
деформирования 950° С) — на рис. 334 и 335. Наибольшее
упрочнение достигнуто при давлении обкатки 55 кГ' предел
усталостного выкрашивания
увеличился в среднем на 20—
25 кПмм2 (для стали 40 — с 110
* /40 г
^\130
11"*
100
& Робк,к!
Рис 334 Зависимость предела контакт-
ного усталостно! о выкрашивания ста
лей 40 (/) и 40Х (2) от давления обкатки
при ВТМПО
до 135 кПмм.2, для стали 40X —
Рис 335 Зависимость дол!©веч-
ности сталей 40 и 40Х от давления
обкатки при ВТМПО
1, 2 —сталь 40Х (/ —Ро=2ОО кГ/мн*,
2 — 150 кГ/лж»), 3, 4 — сталь 40
(3—₽0= 180 кПмм*. 4—150 кГ/мм*)
с 115 ДО 137 кГ/мм2).
Следует отметить, что предел контактного выкрашивания,
полученный на стали 40Х в результате ВТМПО, намного
больше, чем после других видов упрочнения (в том числе и по-
верхностного) [124]:
HRC рк, кГ/мм*
Объемная закалка с низким отпу-
ском . ............. 46—48 94
То же, с последующей обработкой
дробью ....................... 49—51 106
Закалка т в ч с низким отпуском 51—53 118
То же, с последующей обработкой
дробью ................... .... 54—56 123,3
ВТМПО по оптимальному, режиму
отпуск при 180—200° С . . . 50—52 137
Как видно из рис. 334, 335* и 332, кривые зависимости пре-
дела контактного выкрашивания и контактной усталостной
• На рис 335
Ра — удельное контактное давление (максимальное давление на площади кон-
такта), кГ/мм*, определяемое по формуле Герца —Беляева
я., 0.4,8
где Р — нагрузка на ролики, кГ,
Е — модуль упругости, кГ/мм*,
I — ширина ролика, мм;
Rt — радиус испытуемого ролика,
Ri — радиус контак! ирующих роликов
ВЫСОКОТЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1041
прочности в области ограниченной выносливости имеют экстре-
мальный характер. С увеличением давления обкатки возрастают
и предел контактного выкрашивания, и долговечность. Макси-
мальное повышение свойств отвечает давлениям обкатки при
ВТМПО 65 кГ (сталь 9Х) и 55 кГ (сталь 40 и 40Х). Повышение
давления сверх оптимального приводит к уменьшению эффекта
упрочнения, однако свойства остаются все же более высокими,
чем после закалки т. в. ч.
Это отвечает известным общим закономерностям, установ-
ленным для ТМО При недостаточном давлении исходный аусте-
нит упрочняется мало, а плот-
ность возникающих в нем дефек-
тов недостаточна для того, чтобы
в конечной структуре после за-
калки и низкого отпуска созда-
лись нужные изменения. При
увеличении давления обкатки
свыше оптимального создаются,
очевидно, условия для протека-
ния рекристаллизационных про-
Рис 336 Зависимость контактной уста-
лостной прочности стали ЧХ от темпе-
цессов при горячей деформации рату₽“ j^r"ycKa _
поверхностного СЛОЯ, тем более ^65 кГ' 2 - закалка тв ’ч °бК
что температурные условия про-
ведения ВТМПО способствуют развитию процессов возврата,
а иногда и начальных стадий рекристаллизации. Отсутствие
разупрочнения до уровня свойств, получаемого после закалки
т. в. ч при увеличении давления сверх оптимального, объяс-
няется тем, что рекристаллизация протекает, очевидно, лишь
в некоторых объемах, и наряду с мартенситом, образовавшимся
в рекристаллизованных зернах, в структуре имеется также
мартенсит, возникший в результате превращения деформиро-
ванного перекристаллизованного аустенита.
Более медленное падение свойств у стали 9Х (по сравнению
со сталями 40Х и 40) при давлениях, превышающих оптималь-
ные, обусловлено более слабым развитием в ней рекристалли-
зации, что связано со склонностью к образованию карбидов.
Аналогичное влияние возникающих в стали карбидов на про-
цесс рекристаллизации стали ШХ15 при ВТМО было обнару-
жено в нашей работе, выполненной совместно с Л. Я Контером
(см. стр. 1003)._
Изучение зависимости контактной усталостной прочности
в области ограниченной выносливости от температуры отпуска
после высокочастотной закалки и после оптимального режима
ВТМПО (рис. 336) подтвердило преимущества последней обра-
ботки, свойства после ВТМПО остаются повышенными вплоть
1042
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
до температуры отпуска 300° С. Интересно, что долговечность
образцов после ВТМПО без отпуска равна примерно долговеч-
ности их после высокочастотной закалки и низкого отпуска
(6,3 и 5,8 млн циклов соответственно). Это, очевидно, связано
с тем, что характеристики пластичности поверхностного слоя
после обеих обработок близки по своему уровню, это еще раз
свидетельствует о том, что в результате ВТМО повышается
запас пластичности сталей, благодаря чему можно реализовать
большую прочность даже без отпуска 1.
В процессе работы материал контактирующих поверхностей
нагревается до 240—300° С, вследствие чего поверхностные слои
Ж
Wr
яь S e в»
55?!---1----1-----L.
15 25 35 45
• Ю2
55
робк>кГ
в
Рис 337 Зависимость твердости поверхности стали 9Х от
давления обкатки при ВТМПО
/ - *деф = 900—920° С. 2 - 950-970° С
разупрочняются Это может служить одной из причин прежде-
временного усталостного выкрашивания. Сохранение более вы-
соких свойств при температурах отпуска 200—300° С после
ВТМПО по сравнению с высокочастотной закалкой (рис. 336)
означает, что структура, получаемая в результате ВТМПО,
более устойчива против отпуска.
Исследование различных факторов, определяющих эффек-
тивность ВТМПО, показало, что можно в достаточно широких
пределах варьировать параметры режима ВТМПО и при этом
обеспечивать очень высокое сопротивление деформированию и
разрушению в условиях контактной усталости, что делает сам
процесс ВТМПО весьма технологичным.
Многие исследователи (см обзор в [120]) связывают дости-
жение высоких значений сопротивления усталостному выкра-
шиванию с наиболее высокими значениями твердости. В работе,
проведенной нами совместно с М Я Белкиным и Г. П. Каля-
гиной, была предпринята попытка установить, действительно ли
существует корреляция между твердостью поверхности и ее
сопротивлением разрушению при контактном нагружении. На
1 В работе, выполненной А А Астафьевым и др , исследовалось влияние ВТМПО
на прочностные свойства поверхностных слоев стали 9X2, подвергшихся термомехани-
чсской обработке На изгиб при сжатии испытывали полукольца, вырезанные из вал
ков диаметром 180—250 мм и расточенные на толщину 18 мм При изгибе на наружной
поверхности полуколец появляются максимальные растягивающие напряжения
Такое испытание достаточно полно характеризует состояние упрочненных слоев
Обнаружено, что па валках, не прошедших ВТМПО, разрушающее напряжение равно
75 кГ)ммг, а на валках, подвергнутых ВТМПО по оптимальному режиму, оно состав-
ляет 138—141 кГ/мм*, т е почти в 2 раза выше
ВЫСОКОТЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1043
рис. 337 и 338 приведены зависимости твердости поверхностного
слоя от давления обкатки при ВТМПО. Наблюдаемое изменение
твердости находится в пределах ошибки эксперимента, и можно
считать, что оно не связано с изменением режимов ВТМПО
1.2— сталь 40 (/ — /деф = 900е С, 2—950° С). 3, 4 —
сталь 40Х (3 — /деф = 900° С, 4 — 950е С
(в пределах одной температуры деформирования) Таким обра-
зом, при практически одинаковых значениях твердости предел
контактного выкрашивания возрастает в среднем на 15—20%,
МС
Рис 339 Зависимость твердости поверхности стали 9Х
от температуры отпуска после закалки т в ч и оптимального
режима ВТМПО
/—закалка т в ч , 2—’ВТМПО, <деф=950в С, ₽обк=65 кГ~
а долговечность — в 2,5—10 раз в зависимости от режима ис-
пытания (точки на ординате отвечают твердости после за-
калки т. в ч.).
Характер изменения твердости в зависимости от температуры
отпуска после высокочастотной закалки и оптимального ре-
жима ВТМПО стали 9Х (рис. 339) также практически одинаков;
в то же время кривые зависимости контактной выносливости
от температуры отпуска (см рис. 336) свидетельствуют о пре-
имуществе оптимального режима ВТМПО вплоть до темпера-
туры отпуска 300° С.
1044
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Полученные в работе значения ограниченных пределов кон-
тактного выкрашивания пе согласуются, естественно, с предло-
женными С Ф. Шетининым или Бакингэмом (см. обзор в [121 ])
эмпирическими зависимостями предела контактного выкраши-
вания от твердости поверхности (рк = 0,2, ~ 0,215 НВ) Ве-
личина пределов контактного выкрашивания после ВТМПО зна-
чительно превосходит значения, которые можно получить по
указанным формулам пересчета значений твердости
Все это позволяет утверждать, что в случае ВТМПО, как
и в случае ВТМО, не существует корреляции между твердостью
и сопротивлением деформированию и разрушению в условиях
сложного нагружения. Очевидно, высокое сопротивление (в дан-
ном случае контактному выкрашиванию) обусловлено измене-
ниями в тонком строении, возникшими в результате совмест-
ного влияния деформирования и фазового превращения Твер-
дость же, будучи сравнительно грубым методом оценки, пе отра-
жает этих изменений в тонком строении и поэтому не можег слу -’
жить основным критерием свойств и эксплуатационных харак-
теристик контактирующих поверхностей в высокопрочном
состоянии
Микроструктурным исследованием установлено, что поверх-
ностные слои, упрочненные ВТМПО, отличаются от закаленных
повышенной травимостью
Наличие зон повышенной травимости обнаруживается уже
при малых давлениях обкатки (45 и 55 кГ в случае стали 9Х)
С увеличением давления обкатки глубина этих зон возрастает
и достигает максимума при давлении 65 кГ (рис. 340) Струк-
туры слоев, подвергнутых ВТМПО по режимам, обусловливаю-
щим частичное протекание рекристаллизации, отличаются не-
которой неоднородностью (по травимости).
Повышенную травимость упрочненных слоев можно объяс-
нить значительными искажениями строения металла в этих
зонах.
В результате электронномикроскопического исследования
упрочненных зон установлено, что после ВТМПО увеличивается
дисперсность структуры поверхностных слоев Измельчение
мартенситных пластин также может быть одной из причин по-
вышения усталостных характеристик.
Большой практический интерес представляет определение
такой характеристики, как глубина упрочненного слоя и уста-
новление связи се с другими параметрами процесса обработки
(температурой деформирования, давлением обкатки, геометри-
ческими размерами обкатывающих роликов и т д ).
У всех исследуемых сталей при небольших давлениях об-
катки микротвсрдость незначительно повышается по сравнению
®^fcl £ f" '0? <a:>s^
Рис 340 Микроструктура поверхностных слоев стали 9Х после различных режимов
обработки х 1000
а — закачка т в ч , б—г — ВТМПО Гдеф = 950° С (б — PogK = 45 к/ , в — 55 кГ,
г — 65 к! )
29 Бернштей>
1046
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
0 #4 0.8 1.2 1,6
Глубина слоя, rin
Рис 341 Распределениемикротвер
дости по (Лубине слоя (сталь 9Х)
после закалки т в ч и оптнмаль
иого режима ВТМПО (с областями
среднеквадратичных ошибок)
I — закалка т в ч , 2 — ВТМПО,
Робк = 65 кГ
с высокочастотной закалкой, значительный разброс значений
обусловлен, очевидно, неравномерностью процесса деформиро-
вания. Наиболее существенное повышение микротвсрдости от- ,
мечается при оптимальных (по свойствам) режимах ВТМПО
На рис 341, поданным Г. П. Калягиной, показано распре-
деление микротвердости по глубине слоя после высокочастотной
закалки и ВТМПО по оптимальному режиму с областями сред-
неквадратичных ошибок (сталь 9Х). В результате ВТМПО ми-
кротвердость упрочненного слоя стали 9Х увеличилась на 200—
250 кПмм2 Такое увеличение на-
блюдается на глубине до 1,2—
1,3 мм, далее области среднеквад-
ратичных ошибок перекрываются
У стали 40Х повышение микротвер-
дости составило 130—150 кГ/мм2
и наблюдалось на глубине слоя
около 1,5 мм Оценить глубину
упрочненною слоя методом изме-
рения микротвердости в случае дру-
гих режимов (не оптимальных)
ВТМПО оказалось затруднитель-
ным из-за большого разброса дан-
ных. Падение микротвердости на
образцах стали 9Х, подвергнутых
ВТМПО при давлении обкатки .
75 кГ и стали 40 и 40Х при давле-
нии обкатки 65 кГ, подтвердило
предположение о протекании рекристаллизации в некоторых
объемах, что обусловило частичное снижение контактной уста-
лостной прочности.
В результате ВТМПО па 10—20% по сравнению с высоко-
частотной закалкой увеличилась ширина рентгеновских интер-
ференционных линий мартенсита. Обнаружено, что с увеличе-
нием давления обкатки при ВТМПО увеличивается слой, в пре-
делах которого ширина линий мартенсита, полученного в ре-
зультате ВТМПО, отличается от ширины линий закаленного
мартенсита.
Послойное изучение изменений тонкой структуры позволило
достаточно точно оценить глубину упрочненного слоя после
различных режимов ВТМПО. За величину наклепанного слоя
принимали ту глубину, начиная с которой перекрывались об-
ласти среднеквадратичных ошибок измерения ширины линий
мартенсита после высокочастотной закалки и исследуемого ре-
жима ВТМПО. Пример определения глубины упрочненного слоя
дан на рис. 342.
ВЫСОКОТЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1047
и достигает максимального
На рис. 343 приведены кривые изменения глубины слоя
в зависимости от давления обкатки при ВТМПО. Они, как и
кривые контактной усталостной прочности, имеют экстремаль-
ный характер- с увеличением давления обкатки глубина упроч-
ненной зоны увеличивается
значения (1,2—1,3 мм) при
давлении обкатки 65 кГ в
случае стали 9Х и при давле-
нии обкатки 55 кГ (1,5—
1,6 мм) в случае стали 40Х.
Экспериментальное опре-
деление глубины упрочнен-
ного слоя позволило сделать
вывод о том, что предложен-
ная С Г Хейфецем [121]
зависимость глубины упроч-
ненного слоя от давления для
случая холодной обкатки
(Р-2ат/2), естественно, ока-
залась неприменимойдля слу-
чая ВТМПО Для установле-
ния такой зависимости в случае ВТМПО, что безусловно необ-
ходимо для практического внедрения этого процесса, требуется
о 0,5 1,0 1,5 2,0
Глубина слоя,нн
Рис 342 Изменение ширины линии (110)
мартенсита по глубине слоя (иа примере
стали 9Х) после закалки т в ч. и опти-
мального режима ВТМПО (с областями
среднеквадратичных ошибок)
/ — закалка т в ч , 2— ВТМПО, Pq$k =
= 65 кГ
накопление дополнительного материала.
Определение глубины упрочненного слоя позволило также
приближенно оценить степень деформации его (по изменению
Рис 343 Зависимость глубины упрочнен-
ного слоя от давления обкатки при ВТМПО;
1 — сталь 40Х, 2 — сталь 9Х
геометрических размеров об-
разцов с учетом увеличения
объема от мартенситного пре-
вращения). Для оптимально-
го режима ВТМПО степень
деформации составляет при-
мерно 20—25%.
Количество остаточного
аустенита в упрочненном
ВТМПО слое, как показали
наши исследования, увеличи-
лось с 18 после обычной
т. в. ч до 27%.
Эти данные находятся в
соответствии с' экспериментальными данными, полученными
другими авторами, в частности, А. П. Гуляев [20] обнаружил
увеличение количества остаточного аустенита в результате
ВТМО стали У12 (примерно до 47%), особенно существенное при
деформации до 25—30%. Это можно объяснить сильной фраг-
29*
1048
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА Cl АЛИ
мептацией аустенита при высокотемпературной деформации,
в результате которой тормозится когерешный рост мартенсит-
ных игл
Наибольшее увеличение количества остаточного аустенита
происходит при давлении обкатки 45 кГ При дальнейшем по-
вышении этого давления оно остается практически неизменным
(с учетом ошибки измерения) Эти закономерности сотласуются
с результатами работ Г В Курдюмова с сотр по определению
влияния деформации па развитие аустенитно-мартенситного
превращения возникающие в результате деформирования суб-
границы прерывают рост мартенситного кристалла и тормозят
превраще-
мартенситное
ние
Известно, что вследст-
вие наличия остаточного
аустенита в структуре изде-.
лия в процессе эксплуата-
0 25 35 65 55 65Р^.лГ цИИ и,,и исПЫТЗНИЯ СНИЖЗ-
Рис 344 Влияние ВТМПО (отпуск при 160— 1ОТСЯ прОЧИОСТНЫе СВОЙСТ-
ВО» С) на количество карбидной фазы в ста ва Так> в раб()те (122]
показано, что каждый про-
цент остаточного аустенита свыше 16—18% приводит к сниже-
нию прочности инструментальных сталей на 1 %. Имеются также
указания на отрицательное влияние остаточного аустенита на
усталостную прочность. Однако это не нашло подтверждения
в нашей работе Возможно, что наклепанный, сильно фрагмен-
тированный остаточный аустенит после ВТМПО существенно
отличается по свойствам от аустенита, образующеюся после
обычной закалки, и его влияние на свойства, естественно, так
же иное.
На рис. 344 приведены результаты исследования влияния
ВТМПО с последующим низким отпуском па количество кар-
бидной фазы в стали 9Х
Начиная с давления обкатки 55 к,Г, количество карбидов
несколько увеличивается Рентгепоструктурным анализом кар-
бидного осадка обнаружены лишь карбиды цементитпою типа,
характер которых не изменяется в результате ВТМПО Линии
цементита в состоянии после ВТМПО более размытые, чем после
высокочастотной закалки, что свидетельствует о более высокой
степени дисперсности карбидных частиц Это подтверждается
также данными электронномикроскопических исследований
(рис 345)
Влияние температуры отпуска па количество карбидной
фазы в упрочненном слое стали 9Х после ВТМПО по оптималь-
ному режиму и закалки т в ч иллюстрируется рис 346.
ВЫСОКО 1ЕМПЕРЛТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1049
В пеотпущепном состоянии количество карбидов после
ВТМПО меньше, чем после высокочастотной закалки После-
дующий отпуск, начиная примерно со 180° С, приводит к более
интенсивному выделению карбидов в упрочненном слое, притом
более дисперсных Увеличение количества и повышение дис-
персности карбидов может в какой-то мере обусловить повыше-
ние свойств
Рис 345 Карбиды в стали ЭХ Х5000
а — закалка г в ч , отпуск при 180® С, б — ВТМПО, <деф — 950® С. PogK = 45 кГ>
в - В 1МПО, /деф = 950® С, робк = 65 кГ
Таким образом, ВТМПО приводит к существенному коли-
чественному и качественному изменению структурных состав-
ляющих в поверхностных слоях, что и определяет повышение
ограниченного предела контактного выкрашивания и контакт-
ной выносливости исследованных сталей
На рис 347 приведены графики изменения ширины линий
(110)а и (211)а мартенсита в зависимости от температуры от-
пуска после высокочастотной закалки и ВТМПО по оптималь-
ному режиму
В пеотпущепном состоянии ширина линий (110)а и (211)а
мартенсита после ВТМПО меньше, чем после высокочастотной
закалки Это можно объяснить уменьшением тетрагопалыюсти
решетки мартенсита вследствие уменьшения пересыщения твер-
дого раствора углеродом (см. далее)
1050
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
С увеличением температуры отпуска ширина исследуемых
линий мартенсита после ВТМПО хотя и уменьшается, но
остается все же больше, чем после высокочастотной закалки и
ценном слое после оптимального режима
ВТМПО и закалки т в ч
/-* ВТМПО, Р=65 кГ, 2—закалка т в ч.
ВТМПО, детально (послойно и
соответствующего отпуска
Это превышение сохраняется
в интервале температур 150—
300° С для стали 9Х и 100—
400е С для стали 40Х. Полу-
ченные данные свидетельст-
вуют о том, что изменения,
вносимые ВТМПО в тонкое
строение упрочненных слоев,
устойчивы в достаточно ши-
роком интервале температур
отпуска.
Поскольку основной целью
исследования было повыше-
ние контактной усталост-
ной прочности в результате
для всех режимов) изучалось
изменение ширины линии маренсита (110)а после 1,5-ч отпуска
при 250° С (как указывалось, контактирующие поверхности
Рис 347 Влияние температуры отпуска на ширину линий мартен
сита после закалки т в ч и ВТМПО (<деф = 950° С) а — сталь 9Х
(/ — закалка т в ч , 2 — ВТМПО, Р=65 кГ, 3 —эталон), 6 — сталь
40X (/ — закалка т в ч , 2 — ВТМПО, Робк = 55 кГ)
могут разогреваться при работе до 200—250° С). И в этом слу-
чае установлена высокая устойчивость изменений, вносимых
ВТМПО в тонкую структуру (рис 348). Ширина линии (Н0)а
мартенсита после всех режимов ВТМПО больше, чем после
ВЫСОКОТЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1051
высокочастотной закалки. В случае ВТМПО по оптимальному
режиму это превышение составляет 15%.
Эти данные позволяют объяснить существенное увеличение
контактной выносливости с учетом повышения температуры
в зоне контакта. Вообще результаты, полученные при изучении
ширины рентгеновских интерференционных линий мартенсита,
хорошо коррелируют с результатами испытаний на контактную
усталостную прочность Заметное увеличение ширины линии
наблюдается после ВТМПО, начиная с давления Робк 45 кГ; при
Рис. 348 Изменение ширины линии (ПО) мартенсита стали 9Х по
глубине слоя в зависимости от давления обкатки при ВТМПО
(отпуск при 250° С, 90 мин)
1 — закалка т в ч , 2—4 — ВТМПО (2 —₽обк=65 кГ> 3—55 кГ.
4 — 45 кГ). 5 — эталон
этих же давлениях значительно возрастают пределы контакт-
ного выкрашивания исследуемых сталей и долговечность.
Влияние ВТМО на содержание углерода в твердом растворе
(с доведением до численного значения) изучали на образцах
стали 9Х после обычной закалки и после ВТМО с двумя степе-
нями деформации: 25 и 50%.
Абсолютные значения -содержания углерода в твердом рас-
творе после различных режимов обработки (в результате рас-
чета методом моментов) оказались равными:
с
%
Закалка...................... 0,83
ВТМО, Х=25% 0,76
ВТМО, А, = 50%............... 0,61
Абсолютная
ошибка
%
0,04
0,14
0,07
Можно считать, что содержание углерода в мартенсите в ре-
зультате ВТМО уменьшается по сравнению с обычной закалкой.
При средних степенях деформации (25%), когда изменения
1052
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
в строении крайне неоднородны в связи с локальным характе-
ром самой деформации, наблюдается значительный разброс по
содержанию углерода При 50%-ной деформации, когда изме-
нения строения охватывают большие объемы, содержание угле-
рода в твердом растворе оказывается меньшим, чем после обыч-
ной закалки
По-видимому, уменьшение количества углерода в мартенсите
в результате ВТ1ЧПО определяет увеличение пластичности уп-
рочненных слоев, позволяющее реализовать большую проч-
ность в закаленном состоянии
Несомненно, что вопрос о механизме влияния ВТМО на
содержание углерода в мартенсите является дискуссионным
Предположение А П. Гуляева с сотр 154, 201 о том, что в про-
цессе пластической деформации стабильного аустенита проис-
ходит выделение углерода с образованием карбидов, представ-
ляется маловероятным, тем более что прямых эксперименталь-
ных подтверждений этою предположения пет
Возможны следующие механизмы влияния высокотемпера-
турного деформирования на содержание углерода в мартенсите
1) концентрационное расслоение в деформированном аусте-
ните, когда углерод сегрегирует на созданных дефектах (дисло-
кациях) и передача этого расслоения в мартенсит при превра-
щении,
2) самоотпуск мартенсита в процессе охлаждения, во вся-
ком случае в обедненных углеродом объемах, состояние стали
после ВТМО подобно тому, какое наблюдается после закалки
и низкого отпуска,
3) поскольку устойчивость деформированного аустенита
в промежуточной области резко уменьшается 1123], то не ис-
ключено (в ряде случаев) частичное превращение в процессе
охлаждения после В ГМО по бейнитному механизму, что инте-
грально проявляется в уменьшении содержания углерода; от-
сюда понятно и столь существенное увеличение количества оста-
точного аустенита, и то на первый взгляд странное обстоятель-
ство, что эффект ВТМО особенно ощутим в случае низко- и сред-
нелегированных сталей, и, наконец, повышенная пластичность,
характерная для продуктов промежуточного превращения.
Известно, что в зоне контакта поверхностные слои изделий
находятся в состоянии объемного неравномерного сжатия, ин-
тенсивность которого периодически меняется Исследованиями
Б Д Грозина с сотр 1116, 118] показано, что усталостное
выкрашивание контактирующих поверхностей представляет ре-
зультат накопления пластической деформации, а контактная
усталостная прочность их определяется сопротивлением пла-
стическому течению.
ВЫСОКО 1ЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1053
На рис 349 и 350 приведены результаты испытания образ-
цов, структурное состояние которых аналогично состоянию по-
верхностных слоев после различных режимов обработки, на
объемное неравномерное сжатие Эта схема испытания воспро-
изводит условия работы поверхностных слоев контактирующих
тел
Судя по кривым а'—е (приведенное напряжение — дефор-
мация), после всех режимов обработки образцы отличаются
Рис 349 Связь между усилием сжатия и степенью дефор-
мации образцов из стали 9Х в обоймах из стали 45 в зави-
симости от режима обработки
1 — материал обоймы (нормализованная сталь 45), 2—закал-
кат в ч , 3—5 —ВТМПО, /деф = 950° С (3 — Робк^45 кГ
4 - 55 кГ, 5 — 65 кГ)
высокой сопротивляемостью пластическому деформированию.
Степень сопротивляемости закаленных образцов и образцов,
подвергнутых ВТМПО, почти одинакова. Однако большинство
образцов после высокочастотной закалки разрушалось во время
испытаний при меньшей степени деформации, чем после раз-
личных режимов ВТМПО Термомеханически упрочненные об-
разцы не разрушались до деформации 30—35% Поскольку
поверхностные слои реальных контактов вряд ли испытывают
более высокие деформации, испытания были ограничены ука-
занными степенями.
Следовательно, слои, подвергнутые высокочастотной за-
калке, имеют ограниченный (по сравнению с термомеханически
упрочненными слоями) запас пластичности Таким же ограни-
1054
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ценным запасом пластичности отличаются цементованные слои
с различной структурой (данные Н. М Варфоломеева)
Очевидно, основное преимущество ВТМПО перед другими
способами поверхностного упрочнения (высокочастотная за-
калка, химико-термическая обработка с последующей закалкой)
состоит в создании структуры, отличающейся повышенной пла-
стичностью
Рис 350 Кривые деформации с.— 8 в зависимости от ре
жима обработки поверхностных слоев стали 9X
1 — закалка т в ч , 2 — 4 — ВТМПО, <деф = 950® С (2 —
₽обк = 45 кг, 3-55 кГ. 4 - 65 кГ)
В ряде работ [124] преждевременное разрушение контакти-
рующих поверхностей от усталостного выкрашивания (в том
числе и поверхностей валков холодной прокатки) объясняется
недостаточной вязкостью закаленных «активных» слоев. По-
этому повышение запаса пластичности наиболее напряженных
поверхностных слоев в результате ВТМПО может быть одной
из причин повышения контактной усталостной прочности, осо-
бенно в области ограниченной выносливости.
Остаточные напряжения исследовались в работе, выполнен-
ной нами с Г. К Шрейбером и Г. П. Калягиной, на образцах
стали 40Х (шайбы наружным диаметром 40 мм, внутренним
18 мм, высотой 10 мм).
На рис. 351 приведены эпюры распределения напряжений
в поверхностных слоях после различных режимов обработки.
ВЫСОКОТЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1055
Применение метода одновременной расточки и обточки (на
одних и тех же образцах) позволило получить эпюру напряже-
ний в наиболее интересующей нас области поверхностных слоев,
не прибегая к экстраполяции Поскольку глубина закаленного
слоя находилась в пределах4—5мм,эпюры напряжений строили
только до этой величины
Рис 351 Эпюры оста-
точных напряжений
в упрочненных слоях
стали 40X после раз-
личных режимов об-
работки
а — закалка т в ч .
отпуск при 180е С.
90 мин, б — д —
ВТМПО, <деф=950°,
отпуск при 180° С,
90 мин (6 - Робк=
=45 кГ, в - 5', кГ,
г — 65 кГ, д—75кГ)
При всех исследуемых режимах обработки, в том числе и
при высокочастотной закалке, отмечено некоторое снижение
остаточных напряжений на поверхности, в то же время в боль-
шинстве работ по исследованию остаточных напряжений, воз-
никающих при поверхностной закалке, подобного явления не
наблюдалось.
Это различие в результатах можно объяснить тем, что по
предложению Г. К Шрейбера в работе был применен метод
исследования, позволяющий оценить напряжения в тонком по-
верхностном сдое. Метод Закса, которым пользовалось боль-
шинство исследователей, не дает возможности оценить напря-
жения непосредственно на поверхности. Эти напряжения опре-
деляют экстраполяцией, что приводит к большим погрешностям.
По-видимому, установленный спад остаточных напряжений
на поверхности неизбежен хотя бы потому, что упругие по сво-
1056
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ему характеру остаточные напряжения могут частично релакси-
ровать в тонких, относительно свободных поверхностных слоях
Это может быть также связано с существенным градиентом тем-
ператур из-за некоторого перегрева топких поверхностных слоев
в условиях скоростного нагрева (скорость нагрева в области
фазовых превращений составляла около 200 град!сек) Воз-
можно, что действуют обе указанные причины
Как видно из рис 351, в результате ВГМПО изменяется
величина благоприятных сжимающих
напряжений в упрочненном слое
и не изменяется характер распреде-
ления остаточных напряжений
После всех режимов ВТМПО и
высокочастотной закалки сжимаю-
б,к(7пнг
ПО -
190 -
80 -
60
О <ь5 55 ббР^кГ
Рис 352 Зависимость величины
остаточных напряжений cia-
пи 40Х от давления обкатки
при ВТМПО
/ — максимальные растягиваю-
щие напряжения, 2 — сжимаю
щие напряжения на поверхности
вам) режима ВТМПО для
щие напряжения максимальны на
глубине 0,8— 1,0 мм, глубина слоя,-
в котором действуют сжимающие
остаточные напряжения, также не
зависит от режимов обработки
С увеличением давления обкатки
происходит повышение уровня бла-
гоприятных остаточных сжимающих
напряжений на поверхности, которые
достигают максимального значения
при давлении обкатки 55 кГ (рис. 352)
После оптимального (по свойст-
стали 40Х (/деф — 950° С, Р - 55 кГ)
остаточные сжимающие напряжения на поверхности увеличи-
лись на 20 кПмм2 (с 30 до 50 кПмм1)
Этим в какой-то степени можно объяснить повышение кон-
тактной усталостной прочности, наблюдавшееся нами после
ВТМПО с давлением обкатки 55 кГ. При дальнейшем увели-
чении давления обкатки поверхностные сжимающие напря-
жения снижаются до 10—15 кПмм2 в связи с развитием
рекристаллизационных процессов
Зависимость максимальных растягивающих напряжений на
границе закаленного слоя от давления обкатки при ВТМПО
носит несколько иной характер (рис 352) С увеличением дав-
ления обкатки максимальные сжимающие напряжения оста-
ются практически постоянными и только при давлениях, спо-
собствующих рекристаллизации, они увеличиваются на
(—20 к,Пммг).
Установленный в рассматриваемой работе характер распре-
деления остаточных напряжений в закаленном слое хорошо со-
гласуется с результатами работы 1125]
ВЫСОКОТЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1057
* *
*
ВТМПО полупромышленных партий рабочих валков из
стали 9Х диаметром 38 мм была проведена по найденным опти-
мальным режимам на промышленной установке (рис. 353) Ре-
зультаты эксплуатационных испытаний трех экспериментальных
партий валков приведены в табл 79
Рис 353 Промышленная >сганонка для В1МПО валков (днам
38 льи) хоюдной прокатки (момент обработки валка)
Испытания проводили в течение месяца и прекратили после
2-й перешлифовки валков После ВТМПО по обоим режимам
эксплуатационная стойкость рабочих валков существенно по-
Т АБЛ ИЦ А 79 МАШИННОЕ ВРЕМЯ РАБОТЫ ВАЛКОВ (кин) В ПРО-
ЦЕССЕ ЭКСПЛУАТАЦИОННЫХ ИСПЫТАНИЙ
Обрабэтка До пере шли |>(>ВКИ 1 я шчнфовка 2 я шлифовкн Среднее время
Закалка т в ч 63 56 30 149 I
ВТМПО, 900° С, Р-65 к.1 63 99 102 264
1 ВГМПО, ( ф - 950э С, Р = 65 кГ 118 111 106 335
высилась Анализ показал, что поверхностно закаленные валки
выходят из строя в основном (около 60%) из-за выкрашивания,
валки же, упрочненные ВТМПО (особенно при 950° С), пере-
шлифовывались главным образом из-за налипания прокатывае-
мого металла или в связи с перевалкой вследствие смены прока-
тываемою металла
1058
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
По ориентировочным данным артемовского завода «Цветмет»
им. Квиринга, при внедрении ВТМПО в технологию изготовле-
ния валков производительность стана возрастает па 15%.
* *
*
Термомеханическая поверхностная обработка (ТМПО) была
исследована также в работах М И Чаевского и В. Ф. Шатин-
ского [126—1281, опробованные схемы 1 приведены на рис. 354
Рис 354 Схемы технологических режимов ТМПО 1126—1281
Д — деформация, М — масло. В — воздух, С — свинец
Изучалось влияние ТМПО на усталостную прочность (при кон-
сольном изгибе) образцов из сталей 40ХН и 1Х18Н9Т с V-образ-
ным надрезом (сск = 2). Степень деформации зоны концентра-
* Авторы называют свою обработку ПТМО, так как это обозначение по принятой в ме-
талловедении терминологии закреплено за термомехаиической обработкой, предусма-
тривающей предварительную (до термической обработки) пластическую деформацию,
то мы сочли возможным принять обозначение ТМПО
ВЫСОКОТЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1059
тора напряжения составляла —9%, и только в случае схемы,
приведенной на рис 354, г, 3,8%.
Для стали 1Х18Н9Т лучшие (чем после МТО) результаты
упрочнения получены при применении ВТМО (рис 354, з). Пре-
имущество ВТМО перед МТО (рис. 354, ж)с точки зрения по-
вышения усталостной прочности надрезанных образцов про-
является не только при комнатной, но и при повышенных тем-
пературах, причем это повышение в результате накатки по-
верхности концентратора
образцов стали 1Х18Н9Т
по схеме ВТМО оказалось
весьма значительным (рис
355).
Для стали 40Х наиболь-
ший эффект повышения
усталостной прочности при
комнатной температуре
(рис. 356) достигнут в ре-
зультате обработки по схе-
ме, приведенной на рис.
354, г (Х=3,8%). Устало-
стная прочность образцов,
упрочненных по этой схе-
ме (называемой авторами
бейнитированием) повыси-
лась до 69 кПммг,ъ эф-
фект упрочнения составил
365%. Полученные значе-
б,кГ/нн*
30
25
Рис 355 Кривые усталостной прочности (N—
число циклов) образцов из стали 1X18H9T
с концентраторами напряжений [126—128]
Испытания при комнатной температуре
1 — упрочнение по схеме з (ВТМО) — см
рис 354, 2—упрочнение по схеме ж (МТО),
3—образцы с шлифованным концентратором
ния, по-видимому, не являются предельными, так как с рос-
том степени деформации эффект упрочнения повышается
(рис. 357). При степени деформации 3,8% усилие на ролик со-
ставляло 450 кГ, число проходов 10, как указывает В. Ф. Ша-
тинский, из-за недостаточной износостойкости рабочих роликов
и жесткости установки исследование влияния степени дефор-
мации, превышающей 3,8%, при обработке по схеме рис. 354, г
провести было невозможно.
В результате накатки поверхности концентратора напряже-
ния образца по схеме рис. 354, б также получено существенное
повышение усталостной прочности (на 230%), предел выносли-
вости оказался равным 48 кПмм1.
Поверхностное упрочнение при обработке по схемам НТМО
(см рис. 354, в) и ВТМО (см рис. 354, а) хотя и происходило,
ио это не типично для данных обработок. Увеличение усталост-
ной прочности составило 185—100%, однако оно могло быть и
более значительным, если бы удалось избежать при НТМО
1060
ВЫСОКО1 Е.МПЕРЛТЯ’НЛЯ ОБР^БОГКА СГ\ЛИ
появления продуктов немартенситного распада (что понятно,
если учесть недостаточную устойчивость аустенита стали 40Х),
а при ВТМО — рекристаллизации и также образования про-
дуктов пемартенситного
превращения
Рис 357 Втиянне степени дс
формации при В 1МПО на уста
постную прочность [126—128]
I — бейннт, 2 — <деф = 560 —
- 340°С 3 — сорбит отпуска
Рис 356 Результаты усталостных испыта-
ний образцов из стали 40Х с концептраго
рами напряжений на noiAjxe при комнат
ной температуре [126—128]
1 — упрочнение по схеме г (бейнитирова
нис) — см рис 354 2 — упрочнение по
схеме б (НТМО), 3 — упрочнение по схемам
в, с> и е (деформирование прн иэо1ермичс-
ской обработке иа сорбнг, деформирование
сорбита отпуска, деформирование сорбита
закалки) 4 — упрочнение (накатка) норма
лизованной пруктуры, 5 — упрочнение
по схеме а (ВТМО), 6 — образцы со шли-
фованным концентратором
Интересно отметить
примерно одинаковые зна-
чения усталостной проч-
ности, получаемые после
обработок по схемам д, е
ив — соответственно наклеп сорбита отпуска, сорбита закалки
и сорбита, полученного в процессе деформирования Среднее
значение предела усталости для всех трех случаев обработки
составляет 41,5 кГ!ммг, что по отношению к пределу усталости
образцов со шлифованными концентраторами равно 185% 1126 —
128] Относительно стабильная структура, получаемая в ре-
зультате указанных обработок, обусловливает сохранение уп-
рочнения и при высокотемпературных испытаниях на усталость
(рис 358) На базе испытания 8-107 циклов при 500° С усталост-
6,кГ/мм2
30 г
Рис 358 Кривые усталостной прочности при различных температурах образцов
из стали 40Х с концентраторами напряжения [126—1281
1—111 — температура испытания 500е С [/ — упрочнение по схемам в, д и е рис 354,
II — образцы с шлифованным концентратором. Ill — обработка по схемам г (точки /),
а (точки 2) и б — (точки 3), IV—VI — температура испытания 600е С {IV — упрочне
нне по схемам д и е, V — обработка по схеме а, VI — образцы с шлифованным концен-
тратором)
6,кГ/мнг
Рис 359 Коивыс усталостной прочности образцов из стали 40Х в расплавах легко-
плавких эвтектик при 500° С [126 — 1281
/ — PL—Sn, упрочнение по схемам б и г. II — Pb— Sn, образцы со шлифованным
концентратором, II!*— Pb —Bi, упрочнение по схемам в и д, IV — Pb —Bi, обработка
по схеме < Va — Pb — Bi обработка по схеме a, V6 — Pb —Bi, образцы со шлифован-
ным концентратором, Ve — Bi, образцы со шлифованным концентратором, Va — Pb,
образцы со шлифованным концентратором
30 Бернштейн
1J62
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
Рис 360 Зависимость относительной
износостойкости стали 38XM1OA от
удельного давления при испытании
Отпуск при 200° С
I — закалка т в ч . 2 — ВТМПО,
Робк - 500 К1 , 3 - ВТМПО. Робк =
= 750 кГ
ная прочность повышается на 60%, а при 600° С — на 75%.
В случае нестабильной структуры (наклепанного бейнита или
мартенсита, рис 354, а, б, г) из-за превращений, происходящих
в процессе самих высокотемпературных испытаний на усталость,
долговечность в зоне ограниченной выносливости даже меньше,
чем у образцов с необкатанными (шлифованными) концентра-
торами (рис 358)
Термомеханическая поверх-
ностная обработка, по данным
М И Маевского и В. Ф Шати-
нского 1126—128], повышает
усталостную прочность и в слу-
чае расплавов легкоплавких эв-
тектик Ph—Sn и Pb—Bi при
температурах до 500° С (рис.
359), причем в данном случае
также подтверждается преиму-
щество получения стабильных
структур.
* *
*
В работе В. В Бабука схема
ВТМПО (с продольной подачей
деформирующих роликов, как
и в нашей работе с Г. П. Каля-
гиной) была использована для
повышения износостойкости ста-
ли 40Х (методика— см стр.943)
Испытания проводили при .
удельных давлениях от 0,5 до
2,5 кПмм* Во всем этом интервале зафиксировано повышение
износостойкости, максимальное увеличение этой характери-
стики получено при удельном давлении 2 кПмм2. Относитель-
ная износостойкость в этом случае повысилась с 1,15 до 3,11,
т е в 2,7 раза С увеличением удельного давления при испыта-
нии эффективность термомехапической обработки, как правило,
возрастала Так, если при испытании с удельным давлением
0,5 кПммг износостойкость стали 40Х в результате ВТМПО
с усилием обкатки 300 кГ увеличилась в 1,9 раза, при
1,5 кПмм* — в 2,2 раза, то при испытании с удельным давле-
нием 2 кПммг она возросла в 2,7 раза по сравнению с износо-
стойкостью закаленных в этих же условиях образцов Среднее
повышение износостойкости составило 90—120%.
Несколько иной характер носит зависимость относительной
износостойкости от удельного давления при испытании стали
ВЫСОКОТЕМПЕРАТУРНАЯ ПОВЕРХНОСТНАЯ ОБРАБОТКА
1063
38ХМЮА (рис. 360). Но и в этом случае отмечается несомненно
эффективное влияние ВТМПО на повышение износостойкости,
которое в среднем составило 70—80%
Кривые зависимости относительной износостойкости стали
40Х от давления обкатки при ВТМПО, как и кривые контакт-
ной выносливости, полученные в работе с Г. П. Калягиной,
носят экстремальный характер. Максимальное увеличение из-
носостойкости стали 40Х в работе В В. Бабука отмечено при
давлении обкатки 400 кГ. При дальнейшем увеличении усилия
обкатки эффект повышения износостойкости снижался
Значения относительной износостойкости е стали 40Х при
различных давлениях обкатки для удельной нагрузки во время
испытаний на изнашивание, равной 2 кПмм1, оказались сле-
дующими:
Р кГ ... О* 100 200 300 400 500 650 800
е............. . 1,15 1,05 1,30 3,11 3,48 1,90 1,49 1,54
* Закалка т в ч
Небольшое' уменьшение износостойкости при очень малых
усилиях обкатки по сравнению с закалкой т. в ч объясняется,
по-видимому, некоторым ухудшением условий закалки (под-
стуживанием от роликов), не компенсирующимся изменением
строения стали в связи с недостаточностью деформирующих
усилий.
30*
1064
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
ЛИТЕРАТУРА
1 Соколков Е Н, Гайдуков М Г, Петрова С Н ФММ, 1965,
т 19, вып 1, с 101
2 Гуляев А П Металловедение и термическая обработка металлов, 1965.
А» 11, с 9
3 Садовский В Д., Соколков Е Н Металловедение и термическая
обработка металлов, 1963, № 4. с 61
4 Садовский В Д,Смирнов Л В.Филончик Г М Веб «Иссле
дование по высокопрочным сплавам и нитевидным кристаллам» Изд во АН СССР.
1963, с 54
5 Блаитср М. Е и др Металловедение и термическая обработка металлов
1964, № 8, с 16
6 Бернштейн М Л.Дрэган Н Металловедение и термическая обработка
металлов, 1965, № 6. с 5
7 Сахин С И, Соколов О Г Металловедение и термическая обработка
металлов, 1962, № 1, с 14
8 Б о к ште Й и С 3. Кишкин С Т, Мороз Л М, Чаплы
г и н а В С В сб «Процессы диффузии, структура и свойства металлов» Изд во
«Машиностроение». 1964, с 99
9 Бок штейн С 3 БроифииМ Б Веб «Процессы диффузии, стр) к
тура и свойства металлов» Изд во Машиностроение». 1964 с 110
10 Rosen A, Burton М S, S m 1 1 h G V. Trans AIME, 1961. No 1. p 230-
II Блантер M Г, Гарбузова H Е.Торгашева А Г Металлове
деиие и термическая обработка металлов, 1965, № 4. с 22
12 Соколков Е Н ПетроваС Н, Чупракова Н П Металлове
деиие н термическая обработка металлов, 1961, № 5, с 12
13 Астафьева Е В и др Металловедение и термическая обработка металлов
1961, № 8, с 54
14 Прокошки н Д А, Зудин И Ф, Акимов В В. Веб «Исследо
ванне по высокопрочным сталям и нитевидным кристаллам» Изд во АН СССР.
1963, с 61
15 Гуляев А П.Шигарев А С Металловедение и термическая обработка
металлов. 1961, № 5, с 9
16 Бернштейн М Л Металловедение и термическая обработка металлов
1965, № 7, с 21
17 Kula Е В. Dhosl J М Trans ASM, 1960 v 52. р 114
18 Hyspecka 1. Balusek J, Mazanec К Kovove materialy. 1963
t 1. No 2, c 251, Hutnicke listy. 1963, No 1. v 18
19 Петрова С. H . С а д о в с к и й В Д., Соколков Е 11 Веб «Упрочяе
нне сталей» Металл ургиздат, 1960, с 111
20 Гуляев А. П.Шигарев А С Металловедение н термическая обработка
металлов, 1963, № 4, с. 9, в сб «Исследование по жаропоочным сплавам и ните-
видным кристаллам» Изд-во АН СССР. 1963, с 75
21 Блантер М Е , Сурин А И Металловедение и термичет кая обработка
металлов, 1964, № 8, с 21
22 Бернштейн М Л.Рахштадт А Г, Сталь. 1962, АН, с 346
23 М и н к с в и ч Н А Свойства, тепчоиая обработка стали и чугуна, т 111 ОНТИ,
1933
24 Рахштадт А Г Пружинные стали Изд-во «Металлургия», 1965
25 Прокошкии Д А, Сассу Н Веб «Термомеханическая и термомагииг
иая обработка стали», ГОСИНТИ. 1963. К» 7-63-734/20, с 14
26 Изюмов В А.Ромаиив О Н.Табинский К П Веб «Вопросы
механики реального твердого тела». Изд-во «Наукова думка», Киев 1964, вып 3,
с 188
27 Похмурский В И, Карпенко Г В Металловедение и термическая
обработка металлов. 1965, № 2, с 29
28 Томсинский В С идр Металловедение и термическая обработка метал
лов, 1967, V» 7. с 18
29 Грднна Ю В.ТараскоД И. Дружинин В В Иав вузов Чер-
ная металлургия, 1965, № 12. с 112
30 Бадалов А Ф Веб трудов Московского института инженеров железнодо
рожиого транспорта, 1964. вып 198, с 67
31 КидииИ Ни др Изв вузов. Черная металлургия, 1965, Ng II, с 136
ЛИТЕРАТУРА
10в$
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
К и д и и И Н., Маршалкии А Н Изв вузов. Черная металлургия,
1966. Vs 1. с 141
Багценко А И.Гуревич Я Б Металловедение и термическая обработка
металлов. 1964, К» 8, с 34
Cohen М Trans А1МЕ. 1962. v 224, р 638
Grange R A. Mitchell J В, Trans ASM. 1961, v 53, p 157, Metals
Engineering Quarterly, 1961, No I. p 41
Kelly R M. Nutting J J Iron and Steel Inst , 1961. v 197. No 3, p 199
Алаев Б А. Сысуев Ю А Веб. «Исследование по высокопрочным спла-
вам и нитевидным кристаллам» Изд-во АН СССР. 1963, с 148
Соколков F Н, Сурков Ю И ФММ. 1963. т 16, вып 6, с 918
Блантер М Е Металловедение и термическая обработка металлов, 1965
X» 8. с 8
Зайцев В И. Горбач В Г ФММ 1964, т 17, вып 5, с 714
Бернштейн М Л.Штремель М А ФММ. 1963, т 15. вып I, с 82
Duckworth W E.LeakD A, Phillips R Spec Rep Iron and
Steel Inst . 1962, No 76, p 22
Горелик С С идр Металловедение и термическая сСр.Сэна металлов.
1965. V» 8. с 28
Бернштейн М Л. Ч жу Ж и-чжан Металловедение и термическая
обработка металлов, I960. № 6, с 7
Утевский Л М Отпускная хрупкость стали Металлургиздат 1961
Курдюмов Г В Явление закалки и отпуска стали Металлургнздат.
I960
Архаров В М, Козмаиов Ю Д ДАН СССР. 1949. т 69. № 1. с 33
Мак Лин Д Границы зерен в металлах Мегаллургиздат. I960
Садовский В Д, Малышев К А. Сазонов Б. Г Фазовые и
структурные превращения прн нагреве стали Мсгаллур! издат. 1954
Утевский Л М, Хашимов ф Р. Металловедение и термическая обра
ботка металлов, 1966, № 4, с 5, ФММ, 1965, т 20, вып 4, с 614
Головаиь Н А Металловедение и термическая обработка металлов, 1961
№ 3 с 22
Утевский Л М, Хашимов ф Р Веб «Исследование по термомехани-
ческой обработке стали» ЦИИН ЧМ, ииф 6, сер 12. с 19
Андреева В В и др. Сталь. 1967, № 3. с 256
Гуляев А П Шигарев А С ФММ, т 18, вып 2 с 233
Бернштейн М Л. и др Веб «Термомехаиическая термомагнитная обра-
ботка» ГОСИНТИ, 1963. № 7-63-734/20. с 3. с 9. и 39
Паисов И В.Шукюров Р И Горный журнал, 1963, № II, с 41
Бернштейн М Л. Черепанова Г И Физико-химическая механика
материалов 1965, т I, с 60, т 1, № 4, с 455
S е i п о g a R Hutnicke list у, 1958, No 7, S 13
Kastrop J К Petroleum Engineer. 1961. No 11 p 34
Consiantinescu M Forajul sondelor adiner. Bucuresti Editura Technica,
1964 p 78
Бокштейн С. 3 и Лившиц Л СВ справочнике «Металловедение и
термическая обработка», т II Металлургиздат, 1962, с 1155—1172
Колесник Б П Металловедение и термическая обработка металлов. 1964,
№ 2. с 48
Keh A S J Appl Phys , v 31, No 8, р 1501
Горелик С С Рекристаллизация металлов и сплавов Изд-во «Металлур-
гия», 1967
Kelly Р М, Nutting J Spec Rep Iron and Steel Inst . 1962, No 76, p 7
Коган Л И , Э и т и и Р И Металловедение и термйческая обработка ме-
таллов, 1962 КГ 1, с 3
Z а с X е у V F., Justusson W М Spec Rep Iron and Steel Inst , 1962,
No 76. p 14-21
ПетчН Дж Веб «Успехи физики металлов» Металлургиздат, 1958, вып 2
с 238
Thomas D A, Averbach В L Acta Metallurgies, 1959, v 7, р 69
Ball С J J Iron and Stee Inst , 1959, v 191, No 3. p 232
1066
ВЫСОКОТЕМПЕРАТУРНАЯ ОБРАБОТКА СТАЛИ
д ю м о в Г^В.^Перкас М Д Металловедение и термическая обра-
'оеМ'.И.Л European Regional Conferenze on Electron Micros
олков E H. Садовский В Д. ФММ, 1964. т 18, вып 4. с 584
рнов М В., Садовский В Д. Веб «Проблемы металловедения
иической обработки» Машгиз, 1956. с 20
олков Е Н, Садовский В Д ФММ, 1965, т 19, вып 2. с 226
олков Е. Н, Гайдуков М Г. Петрова С Н ФММ, 1965,
юлин В Г Труды Института физики металлов
йз,ак!
е^н к о В Г Металловедение и термическая обработка
> Металловедение и термическая обработка металлов.
к Н И Механические свойства стали в области малых пластических
й Изд во АН СССР. 1962
рев О. А, Кузьмин Е Я Изв АН СССР ОТН Механика и
>оепие, 196), No 3, с 167
.Richards Т, Bidmead G J Inst Metals. 1954. v 83. No 4
’Л?
о и Д И и др Автомобильная промышленность, 1965, No 1, с 38
льнер В Д и др Изв АН СССР, Металлы. 1966. No 4. с 64
5 у к В В и др Вестник машиностроения, 1966, No 7, с 67
эн штейн М Л и др ФММ, 1967, т 24. вып 3. с 453
i ne Н J а о J Iron and Steel Inst , 1960, No 1. p 61
tusson W M.Schmatz D. J Trans ASM. 1962. v 55, p 640
le n M J Iron and Steel Inst , 1963. v 201, No 10, p 833
tnur a J a o. Trans Jap Inst Metals, 1964, v 5. No 1, p 47
Ison D V Acta Metallurgies, 1957. v 5, No 6, p 293
s yer N N.Polakovski N H Trans ASM, 1962 v 55. p 667
t т ы к о в С А Стереометрическая металлография Металлургиздат. 1958
.Куманин В И, Известия вузов Черная металлургия.
Смирнов Л Ви др. Труды Института физики металлов УФАН СССР, 1956.
вып 18, с 36, ДАН СССР, 19!>5, т 103, No 4, с 609
в Е. Н. Садовский В Д. ФММ. 1957, т 4, вып 1. с 187
эв Г В.Эитин Р И Отпускная хрупкость конструкционных
Id R Н, Proc Inst Meeh Eng. 1935. 131, p 559
^M и др Металловедение и термическая обработка метал-
5ll56,6NCoPl
101 Cadek J Hutnicke listy, 1955, Po'c 10, Cic 5, s 285
102 Vidal G Rev metallurgie, 1945, v 42, No 5, p 149
103 К в^ш нна E И. Просвирин В И Изв АН СССР ОТН, 1955, No 1,
104 Powers А Е J Iron and Steel Inst , 1957. v 136, No 3. p 323
105 KCn штейн^М Л. Металловедение и термическая обработка металлов,
106 Spretnak J W.Speiser R, Trans ASM. 1951. v 43. p 734
107 Бернштейн M Л, Кулешова H. H Труды Московского института
стали Металлургиздат, 1960. вып 39, с 297
108 Курдюмов Г В. Максимова О. П Веб «Проблемы металловедения
и физики металлов» (ЦНИИЧМ). вып 5 Металлургиздат. 1958, с 13
109 Coulomb Р . Compt Rend . 1957, 245, No 7. р 799
110 Samuel P.QuareU A G J Iron and Steel Inst , 1956, v 182, p 1
111 С a p p а к Л’кТоГ т и и Р И Металловедение и термическая обработка
ЛИТЕРАТУРА
1067
112 М и х а й л о в—М и х с е в П Б Тепловая хрупкость стали Машгиз, 1956
113 Бернштейн М Л и Др Металловедение и термическая обработка метал-
лов, 1962, No I. с 23
114 К он тер Л Я- и др , Труды ВНИИПП, 1962, вып 3, с 96; 1963, вып 1,
С 16, 1964, вып 3, с 3, 1964, вып 4 с 12
115. Раузин Я В Термическая обработка хромистой стали Машгиз, 1953
116 Грозин Б Д. и др Повышение эксплуатационной надежности деталей ма-
шин Машгиз, 1960
117 Каган А С, Си ови до в В М ЖТФ. 1964, т 34, вып 4, с. 759, ФММ.
1965, т 19, вып 2, с 191
118 Грозин Б Д Механические свойства закаленной стали Машгиз, 1951
119 Шрейбер Г К В справочнике «Металловедение и термическая обработка»,
т I Мета чл ургиздат 1961, с 49
120 Трубин Г К Контактная усталость материалов для зубчатых колес Маш-
гиз, 1962
121 Хейфец С Г Труды ЦНИИТМАШ, кн 10 Машгиз, 1947. с 27
122 Паварас А Э, Геллер Ю А Метапдоведенне и термическая обработка
металлов, 1965, No 4, с 45
123 Коган Л И и др В сб. «Проблемы металловедения и физики металлов»,
(ЦНИИЧМ), No 8, вып 36 Изд-во «Металлургия», 1964, с 44 ДАН СССР, 1961,
т 138, No 4, с 826
124 Наборнов Н П Стали для валков холодной прокатки Машгиз, 1947
125 Новиков В Н Металловедение и термическая обработка металлов, 1957,
No 1, с 43
126 Маевский М И, Шатииский В Ф, Физико-химическая механика
материалов, 1965, No 6. с 664
127 ЧаевскнйМ. И.Шатииский В Ф, Попович В В, ДАН СССР
1963, т 152, № 5. с 1096
128 Шатииский В Ф, Физико-химическая механика материалов, 1966, No 1,
с 111
129 Саррак В. И.. Энтии Р И Металловедение и термическая обработка
металлов 1963, No 4, с 2
130 Kula Е В. Lapat a S L Trans ASM, 1959, v 215, р 73
131 Ро манив О Н.Кукляк Н Л, Вываль И П Физико-химическая
механика материалов, 1966, т 2, Na 4 с 474
132 Романив О Н , Синица 3 А Физико-химическая механика материа-
лов. 1966. т 2, No 4. с 468
4
ПРЕДВАРИТЕЛЬНАЯ--
ТЕРМОМЕХАИИЧЕСКАЯ
ОБРАБОТКА СТАЛИ
ОБЩИЕ ПОЛОЖЕНИЯ
В последние годы приобретает распространение новая схема
термомеханического упрочнения — так называемая предвари-
тельная термомеханическая обработка (ПТМО).
При этой обработке холодная пластическая деформация пред-
шествует термической обработке и может быть отделена от по-
следней в технологическом цикле ТМО сколь угодно большим
промежутком времени. Последнее обстоятельство определяет
высокую технологичность ПТМО при производстве деталей из
холоднодеформированных металлургических полуфабрикатов.
В отличие от других способов термомсханического упроч-
нения (например, ТМО с деформированием мартенсита, при
которой холодный наклеп также предшествует окончательной
термической обработке, в данном случае, старению) холодной
деформации при ПТМО подвергается сталь со структурой фер-
рите-карбидной смеси той или иной степени дисперсности Ре-
жим последующей термической обработки следует подбирать
таким образом, чтобы изменения, вызванные в структуре стали
холодным наклепом, были возможно полнее сохранены и опти-
мальным образом видоизменены (текстура деформационных не-
совершенств, определяющая конечную субструктуру)
Таким образом, принципиальная схема ПТМО (холодная
деформация плюс закалка и отпуск) может быть в ряде случаев
усложнена введением промежуточной (между деформированием
и закалкой) термической -обработки, облегчающей сохранение
влияния наклепа после двойной а ->у > а-перекристаллизации
Одна из возможных схем ПТМО с использованием в качестве
промежуточной обработки дорекристаллизационного нагрева
и скоростной закалки с заключительным отпуском приведена
на рис. 361.
Структурные изменения, происходящие пр-и пластической
деформации стали с феррито-карбидной структурой, изучены,
по-видимому, еще недостаточно. В одной из наиболее значи-
тельных работ [1 ] исследовали влияние формы и размеров це-
ментитных частиц на механические свойства и тонкую кристал-
лическую структуру стали после пластической деформации.
1070 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Установлено, что при деформировании происходят существен-
ные изменения дислокационной структуры феррита и тонкого
строения цементитных частиц, в сильной степени зависящие от
формы карбидов и расстояния между ними Когда цементит
в исходной структуре имеет глобулярную форму, его присут-
ствие не оказывает какого-либо влияния на дислокационную
структуру феррита при наклепе *. При повышении степени
деформации увеличивается плотность дислокаций в ферритной
матрице, карбидные же частицы в виде глобулей размером
Рис 361 Схема ПТМО.
/ — холодная деформация, 2 — промежуточный отпуск, 3 — закалка с быст
рым нагревом, 4 — окончательный отпуск
1—5 мк не претерпевают изменений; не изменяется и расстоя-
ние между ними.
Упрочнение при деформировании стали со структурой гло-
булярного цементита аналогично деформационному упрочнению
безуглеродистого железа.
Цементит в виде пластин оказывает существенное влияние
на формирование тонкой структуры феррита при деформиро-
вании. Г. В. Курдюмов, В. М. Кардовский, М Д Перкас [1]
предполагают, что цементитные пластины служат источниками
зарождения большого числа новых дислокаций при наклепе.
В результате образуется крайне дисперсная блочная структура
в феррите, при электронномикроскопическом исследовании об-
наружено ячеистое дислокационное строение феррита, анало-
гичное тому, какое наблюдается в деформированном безуглеро-
дистом железе.
Значительные изменения происходят и с самими цементит-
ными пластинами. В тех местах, где пластины неблагоприятно
1 Очень сильное влияние на тонкое строение феррита наклепаииой стали — его фраг-
ментацию и неравномерную плотность дислокаций, оказывает размещение карбидных
частиц в объеме
ОБЩИЕ ПОЛОЖЕНИЯ
1071
ориентированы по отношению к направлению деформирования,
происходит их дробление, так что в этих участках эвтектоид
уже не имеет пластинчатого строения. В тех участках, где пла-
стинчатое строение эвтектоида сохраняется, наблюдается зна-
чительное утонение цементитных пластин (в случае эвтектоида,
полученного патентированием, толщина пластин уменьшается
с 200—400 до 70—100 А, а межпластиночное расстояние —
с 1000—2000 до 500—700 А) и уменьшение совершенства их
кристаллической структуры. Соответственно упрочнение при
деформировании и степень развития субструктуры значительно
больше при наклепе структуры с пластинчатым цементитом,
причем рни увеличиваются с повышением дисперсности исход-
ной феррито-карбидной смеси.
Дэви и Брайере предполагают несколько иной механизм
изменений структуры стали при холодном наклепе, однако и
в их работе [2] подчеркивается значение сильного фрагменти-
рования феррита при деформировании феррито-карбидной
структуры
Следовательно, холодная пластическая деформация ото-
жженной, нормализованной или улучшенной стали вызывает
глубокие изменения в ее структуре и тонком строении. Если
при последующей закалке эти изменения в той или иной мере
сохранятся, то окончательная мартенситная структура будет
отличаться от получаемой при закалке недеформированной
стали, что вызовет соответствующие изменения механических
свойств.
Возможные причины сохранения влияния холодного наклепа
на окончательные свойства стали при последующей закалке
обсуждались нами совместно с М. А. Штремелем в работе [3].
Важнейшей особенностью строения деформированной стали,
определяющей сохранение деформационного упрочнения при
фазовых превращениях, является образование при наклепе
кристаллографической текстуры, а также «текстуры дислока-
ций» и «текстуры выделений». Эти изменения в структуре не
уничтожаются при перекристаллизации вследствие известных
кристаллогеометрических особенностей (а -> у)- и (у -> ^-пе-
реходов Сохранение кристаллографической текстуры обуслов-
лено известным ориентационным соответствием при у-пре-
вращении.
Возможность сохранения дислокаций, а следовательно, и
текстуры дислокаций при у -> a-переходе связана с тем, что
при мартенситном превращении вследствие кооперативного ха-
рактера перестройки решетки в стали полностью сохраняется
взаимное расположение близлежащих атомов. Наследование
мартенситом дислокационной структуры аустенита было дока-
1072 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАИИЧЕСКАЯ ОБРАБОТКА СТАЛИ
зано также позднее прямыми экспериментами 14, 5, 21, 221
Сложнее обстоит дело в случае а — у-превращения при на-
греве, так как введенные наклепом дислокации должны были бы
уничтожиться из-за перемещения большеугловых границ Од-
нако и в этом случае возможно сохранение дислокаций [31,
особенно при нагреве высокодисперсных структур, когда каж-
дый межкарбидный промежуток претерпевает самостоятельное
превращение. Как отмечалось ранее, холодная деформация фер-
рито-карбидной смеси способствует созда-
нию именно такой структуры
Позднее 16, 101 было подтверждено
положение, что существует известная не-
зависимость между снятием упрочнения
в результате уничтожения дислокационных
несовершенств, полученных при наклепе,
и рекристаллизацией. В некоторых усло-
виях развитие рекристаллизации значи-
тельно опережает разупрочнение, рекри-
сталлизация может пройти на 60% и более,
прежде чем начнется интенсивное сниже-
ние количества внесенных наклепом иска-
жений (дислокаций), фиксируемое по умень-
шению ширины рентгеновских интерферен-
ционных линий. Это означает, что возможно
сохранение несовершенств строения и при
переходе от наклепанной структуры к ча-
стично рекристаллизованной, особенно в случае начальных
стадий рекристаллизации
Нами 17, 3, 8] и другими авторами, например 19, 111 1, по-
25 tO 60 А,%
Рис 362 Зависимость
механических свойств
стали BKC-1 от степени
предварительной дефор-
мации (перед закалкой
и отпуском)
лучены многочисленные экспериментальные доказательства вли-
яния холодного наклепа на свойства стали после двойной а->у
(нагрев под закал ку) и у -> а (Л4)-перекристаллизации. Обычно это
влияние проявляется в увеличении прочностных характеристик.
Такое изменение свойств при ПТМО установлено, например,
нами (см. стр. 790) на сталях 40Х, 40ХН, 40ХНМ, 40ХНВ и
65Г, а Я И Спектором и В. А Яковлевым — на сталях А63
(45Х2НМФТ) и ВКС-1.
Важным является обнаруженное в последней работе увели-
чение конструктивной прочности в результате ПТМО. Конструк-
тивную прочность определяли при испытании цилиндров (диа-
метром 177 мм и длиной 500 мм) внутренним давлением Харак-
теристики механических свойств определяли при испытании на
одноосное растяжение на образцах, вырезанных из цилиндров
*. См также Яковлеве А, Спектор Я И и др Веб «Прочность металлов
и спЛавов» (Материалы семинара по прочности) ЛДНТП, 1964
ПТМО ТРУБ
1073
На рис. 362 приведены зависимости механических свойств
стали ВКС-1 от степени предварительной холодной деформации
на последних стадиях формообразования цилиндров (механи-
ческие свойства измерены после закалки с оптимальной темпера-
туры 1050° С и отпуска при 260° в течение 3 ч; нагрев под
закалку индукционный со скоростью в области фазовых превра-
щений 65 град!сек)
Как видно из рисунка, при увеличении степени предвари-
тельной пластической деформации возрастает предел текучести
и конструктивная прочность Последняя при X = 60% дости-
гает 230—232 кПмм2. К сожалению, в работе не приведены зна-
чения механических свойств стали, не подвергнутой предвари-
тельной деформации (т. е. отожженной перед закалкой) и не
обсуждаются причины снижения механических характеристик
при увеличении обжатия до 75%
В работе [11] исследовали влияние ПТМО на свойства ста-
ли 45 с исходной структурой различной степени дисперсности.
Значительный эффект упрочнения (до 40 кПммг) наблюдался
при деформировании перлитной структуры.
ПРЕДВАРИТЕЛЬНАЯ
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
ХОЛОДНОКАТАНЫХ ТРУБ
Еще в 1964—1965 гг. нами совместно с Н. Дрэганом было
проведено изучение ПТМО применительно к холоднокатаным
трубам из сталей ЗОХГСА, 20А, 20Х и 40Х. Схема ПТМО была
следующей, холодная прокатка — нагрев в соляной ванне —
закалка — отпуск Результаты механических испытаний об-
разцов из стали ЗОХГСА приведены в табл. 80 и на рис. 363
Получаемые после ПТМО механические свойства сравни-
тельно ниже, чем после ВТМО или НТМО, а отношение ~
Ов
меньше, это означает, что при нагреве холоднокатаных труб
в соляной ванне под закалку снимается определенная доля
упрочнения Однако благоприятный эффект холодного наклепа
сохраняется в значительной мере и после такой термической
обработки, по сравнению с вариантом закалки предварительно
отожженных труб сталь после ПТМО обладает более высокими
свойствами прочности Так, в случае труб из стали ЗОХГСА
(толщина стенки 1,5 мм) повышение значений прочности
по сравнению с предварительно отожженными образцами (при
сравнимых режимах термической обработки) наблюдается после
отпуска при 100° С и составляет примерно 45 кПмм* для ов и
1074 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
означает, что после отпуска при
6д,бт,кГ/ммг
Рис 363 Изменение механических свойств
холоднокатаных труб из стали ЗОХГСА в зави
си мости от режима термической обработки
после холодной деформации
/—отжиг при 860е С, нагрев в соляной ванне
(2 мин при 880° С), закалка, озпуск, 2—нагрев
в соляной ванне (2 мин при 880° С), закалка,
отпуск, 3 — нагрев т в ч , закалка, отпуск
36 кПммг для ат. Следует отметить, что после отпуска при
100° С прочность предварительно отожженных, а затем зака-
ленных образцов меньше, чем после отпуска при 200° С. Это
’00° С они преждевременно
разрушаются в связи с не-
достаточным запасом пла-
стичности. После отпуска
при 200° С прирост пре-
дела прочности и теку-
чести в результате ПТМО
уменьшается до 20 кГ1ммг.
С повышением температу-
ры отпуска до 300—400° С
разница в свойствах проч-
ности увеличивается:
после ПТМО предел проч-,
ности выше на 30—
34 кПммг, а предел теку-
чести на 28—35 кПмм\
чем после закалки пред-
варительно отожженных
образцов. Это показывает,
что в результате ПТМО,
так же как при НТМО или
ВТМО, достигается боль-
шая устойчивость против
разупрочнения при отпус-
ке, чем после обычной
закалки предварительно
отожженной стали Благо-
даря этому ПТМО можно
использовать и в случае
отпуска при повышенных
температурах.
При температурах отпуска 500—600° С прочностные свой-
ства, полученные после ПТМО, сохраняются на более высоком
уровне, чем после обычной закалки, но разница уменьшается
(20—10 кПмм2 для ов и 20—12 для ат).
Твердость после ПТМО при всех температурах отпуска на
1—2 HRC выше, чем после термической обработки предвари-
тельно отожженных образцов.
Использование ПТМО с нагревом под закалку ТВЧ при
производстве холоднокатаных труб из стали ЗОХГСА дало воз-
можность получить еще более высокие свойства прочности, осо-
бенно предела текучести (табл. 81). Величина его после от-
ПТМО ТРУБ
1075
ТАБЛИЦА 80 МЕХАНИЧЕСКИЕ СВОЙСТВА ХОЛОДНОКАТАНЫХ ТРУБ
ИЗ СТАЛИ ЗОХГСА ПОСЛЕ IliMO (I) И ПОСЛЕ ЗАКАЛКИ ОТОЖЖЕННЫХ
ТРУБ (II—III)
Темпера- тура отпуска °C Обра бот к а Kl /ммг CTT кГ/ммг 6 HRC
100 I 204,5 166,5 8 52
] I 156 5 129 10 49,5
III 158 130 10 50
200 I 189 158,5 10 50,5
II 168,5 140,5 10 48,5
III 168 138 10 48,5
300 I 186,5 164 9 47
11 156 141,5 9 46
111 152,5 135 10 47
400 I 156 149 8,5 44
11 125 117 9,5 42,5
III 123 115 9,5 1 42
500 1 122 1 117 11 33,5
11 103 98 12 32
III 99,5 96 13 32,5
600 I 100,5 96 I 17,5 27,5
11 91,5 84,5 1 19 26
III 88,5 78,5 26,5
Примечание I — нагрев в соляной ванне до 880° С, выдержка при этой температуре 2 мин, закалка в масле, отпуск, 11 — предварительный отжиг при 720—740е С, 2 ч, а дальше то же, что 1, III — предварительный отжиг при 860’ С, 1 ч, а дальше то же, что I
ТАБЛИЦА 81 МЕХАНИЧЕСКИЕ СВОЙСТВА ХОЛОДНОКАТАНЫХ
ТРУБ ИЗ СТАЛИ ЗОХГСА ПОСЛЕ ПТМО С НАГРЕВОМ ПОД ЗАКАЛКУ ТВЧ
Темпера тура отпуска ’С % кГ(ммг ат кГ/мм* б % HRC Темпера- тура отпуска ав кЦмм* от кГ/мм* % HRC
100 197,5 185,5 7,3 53 400 164 161,5 8,5 44,5
200 195 5 183 7,3 50,5 500 125 121,5 10,5 34
300 192 184,5 7,3 ” 1 600 90.5 86 23 28
Ю76 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАИИЧЕСКАЯ ОБРАБОТКА СТАЛИ
пуска до 300° С оказалась на 20—35 кПмм2 больше, чем после
нагрева в соляной ванне. С повышением температуры отпуска
разница в значениях предела текучести, получаемого после
обработки по указанным режимам, уменьшается, а после от-
пуска при 600° С предел текучести, а также и предел прочности
даже на 10 кПммг ниже, чем после нагрева в соляной ванне
В результате сильного увеличения предела текучести после
нагрева ТВЧ значительно вырастает по сравнению с вариантом
Рис 364 Микроструктура труб из стали ЗОХ ГСА после на1 рева под закалку в соляной
ванне с выдержкой продолжительностью 2 мин X 500
а — предварительно отожженные трубы, б — холоднокатаные трубы
нагрева в соляной ванне и отношение от/ов Так, если в случае
нагрева в соляной ванне после отпуска до 300° С отношение
равно 0,81—0,88, то в случае нагрева ТВЧ при соответствующих
температурах отпуска оно составляет 0,93—0,96
Что касается значений предела прочности, то преимущество
применения нагрева ТВЧ по сравнению с нагревом в соляной
ванне не так значительно, разница в значениях предела проч-
ности составляет всего 3—8 кПмм*, за исключением темпера-
туры отпуска 100° С, когда величина ов получается даже
больше после нагрева в соляной ванне
Микроструктурный анализ показал (рис 364), что в резуль-
тате нагрева в соляной ванне рекристаллизация обработки за-
канчивается и структура состоит из мелких зерен (£>ср=5,8 мк)
Значительно большая разница между пределами текучести,
чем между пределами прочности, после нагрева ТВЧ по сравне-
нию с нагревом в соляной ванне свидетельствует о меньшем
развитии рекристаллизации обработки при более быстром на-
греве холоднокатаных труб ТВЧ, чем при нагреве в соляной
ПТМО ТРУБ
1077
ванне. Поэтому, с одной стороны, предел прочности изменяется
незначительно в зависимости от выбранного варианта нагрева,
а с другой стороны, после нагрева ТВЧ относительное удлине-
ние получается меньше, чем после нагрева в соляной ванне. На-
чальная рекристаллизация обработки оказывает меньшее влия-
ние на предел прочности, но в то же время вызывает падение
предела текучести и, кроме того, приводит к получению более
высоких свойств пластичности (12].
После отпуска при 600° С свойства прочности ниже, а отно-
сительное удлинение выше в случае нагрева ТВЧ, чем после
нагрева в соляной ванне, т. е. устойчивость против разупроч-
нения в первом случае меньше Поскольку известно, что при
одинаковой степени обжатия стимул к разупрочнению умень-
шается либо в результате повышения температуры деформиро-
вания, либо в результате снятия доли упрочнения рекристалли-
зационными процессами, то это означает, что большая устой-
чивость против разупрочнения в случае нагрева в соляной
ванне определена рекристаллизацией обработки.
В случае ПТМО холоднокатаных труб из стали ЗОХГСА
с нагревом под закалку в соляной ванне нами было исследовано
влияние продолжительности выдержки в аустенитной области
на механические свойства и на структуру Увеличение выдержки
от 2 до 30 мин не оказало значительного или определенного
влияния на механические свойства (табл. 82) Это означает,
ТАБЛИЦА 82 ИЗМЕНЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ ПОСЛЕ ПТМО
ХОЛОДНОКА1АНЫ X ТРУБ ИЗ СТАЛИ ЗОХГСА В ЗАВИСИМОСТИ ОТ ПРО-
ДОЛЖИТЕЛЬНОСТИ ВЫДЕРЖКИ ПРИ НАГРЕВЕ ПОД ЗАКАЛКУ В СОЛЯНОЙ
ВАННЕ
<3 1 Продол жи гель ность выдержки мин «в кГ/ммг ст кГ/Ммг 6 «as S НС <- ьо? Продол- житель иость выдержки мин °в кГ/мм* ат кГ/мм* 6
Е 2 Ф Н ° а
100 2 204,5 166,5 8 400 2 156 149 8,5
5 205 166,5 - 10 5 160 148 8
10 209,5 163 7 10 159 5 150 8,5
30 194 163,5 10 30 167 156 8
200 2 189 158,5 10 । 500 2 122 117 И
5 189,5 159,5 10 1 5 124 119,5 11
10 195,5 153 8 1 10 120 114 10,5
10 192 163 10 30 ,127 121 10
300 2 186,5 164 9 600 2 100,5 96 17 5
5 181 5 163 8 5 102 94 16
10 190 166 7 10 99 92 16,5
30 188 169 10 101 5 93,5 17
31 Бернштейн
1078 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
что в данном случае после относительно быстрого нагрева уве-
личение в разумных пределах продолжительности выдержки
в у-области1 пе вносит существенных изменений в дислокацион-
ною структуру предварительно холоднокатаной стали. Более
того, после выдержки продолжительностью 30 мин характери-
стики прочности, за исключением температуры отпуска 100° С,
даже немного выше, чем после выдержки 2 мин. Этот факт
имеет особое практическое значение: в случае применения ва-
рианта ПТМО с нагревом в соляной ванне пе требуется очень
строго ограничивать продолжительность выдержки в аустенит-
ной области при нагреве под закалку.
Дальнейшее увеличение выдержки при нагреве до 60 мин
приводит к снижению и предела прочности, и предела теку-
чести. Так, после выдержки в течение 1 ч в аустенитной области
предел прочности (в случае отпуска при 100° С) на 11 кГ!ммг
меньше, а предел текучести на 8 кПмм* меньше, чем после вы-
держки при нагреве продолжительностью 2 мин После вы-
держки 90 мин прочность снижается еще сильнее (предел те-
кучести на 18,5 кПмм^ меньше, чем после выдержки продол-
жительностью 2 мин)
Анализ результатов микроструктурного исследования
(табл 83) показал, что между величиной аустенитного зерна и
свойствами прочности пе существует однозначной связи. На-
ТАБЛИЦА83 ЗНАЧЕНИЯ ВЕЛИЧИНЫ АУСТЕНИТНОГО ЗЕРНА И
КОЭФФИЦИЕНТА НЕРАВНООСНОСТИ е ПОСЛЕ РАЗЛИЧНЫХ ВАРИАНТОВ
ОБРАБОТКИ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ СТАЛИ ЗОХГСА
Режим <>бр <ботки * Средний размер зерна 1 . 1 1 1 Q пт кГ/мм1 после отпуска при 100 °C
ВДОЛЬ напра- вления прокатки перпен дику- лярно напра- влению прокатки средне- взвешен- ное
А+ Б (2 мин) 9,5 7,8 8,7 1,21 4,2 130
Ь (2 » ) — 5,8 — — 3 7 166,5
Ь (5 » ) 8,15 6,6 7,36 1 24 4^5 166 5
Б (10 » ) 8,9 7,5 8,2 1,185 5,5 163
Б (30 » ) 9,6 8,5 9,05 1 13 5,8 163,5
Ь (60 » ) 10,35 9,4 10,25 1,1 5,5 154.5
Б (90 » ) 11,35 10,3 10,85 1,1 4,3 148
• Последующая закалка в масле , А — отжиг при 860 °C. 1 ч Б > — иагрев
в соляной ваиие •• ®мякс ~~ Днаметр наибольших ; зерен, D — диаметр
наиболее часто встречающихся зерен (по С С 1 Горелику)
Прн температурах не выше точки Ь (см работы В. Д Садовского)
ПТМО ТРУВ
1079
пример, после закалки предварительно отожженных труб аусте-
нитное зерно получилось меньше, чем после ПТМО с выдерж-
кой при нагреве под закалку 30, 60 и 90 мин, несмотря па это,
свойства прочности оказались значительно ниже, чем после
ПТМО. После 30-мин выдержки аустенитное зерно было круп-
нее примерно на 15%, чем зерно, полученное в результате 2-мин
выдержки, а свойства прочности примерно одинаковые
В случае ПТЛЮ даже более отчетливо, чем в случае НТМО
или ВТМО, видно, что геометрическая форма (или размер)
аустенитного зерна не коррелирует с упрочнением Если в слу-
чае ПТМО или ВТМО размер аустенитного зерна зависит во
многом от параметров процесса пластической деформации, то
в случае ПТМО, когда после а-»у-перехода еще не происходит
уничтожения внутренней текстуры, размер видимого зерна
определяется главным образом параметрами нагрева и играет
лишь второстепенную роль в формировании значений механи-
ческих свойств
Структура, полученная в результате закалки предварительно
отожженных труб, резко отличается от получаемой после ПТМО-
пластины .мартенсита значительно крупнее при закалке ото-
жженных труб Высокая устойчивость наклепанного состояния
в случае холоднокатаных труб во многом определяется особыми
условиями деформирования, имеющего дробный характер при
сложно-напряженной схеме
Замедление процессов разупрочнения при нагреве под за-
калку связано также с особым механизмом роста рекристалли-
зованных зерен в холоднокатаных трубах. В данном случае
при увеличении выдержки при высокой температуре рост зерен
происходит путем вторичной, а не собирательной рекристалли-
зации Как показано в работе [13], аномальный рост зерен на-
блюдается в условиях затрудненного их нормального роста —
в присутствии второй дисперсной фазы или при наличии возни-
кающей на основе текстуры деформирования текстуры рекри
сталлизации. С. С. Горелик [14] экспериментально показал
что во многих случаях причиной торможения роста зерен при
рекристаллизации являются нерастворенные дисперсные ча-
стицы по границам зерен, а особенности структуры холодно-
деформированного металла играют лишь второстепенную роль
В случае ПТМО с увеличением выдержки при нагреве в со-
ляной ванне средний размер аустенитного зерна увеличивается
довольно медленно, причем не столько за счет равномерного
роста всех зерен, сколько за счет исключительного роста от-
дельных зерен. Так (рис. 365), при увеличении выдержки при
нагреве от 2 до 30 мин изменения в состоянии мелких зерен
незначительны; максимум кривой распределения зерен по раз-
31*
1080 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СПАЛИ
мерам соответствует ~5,5 мк, а величина отдельных зерен
составляет 32 мк, после выдержки продолжительностью 2 мин
максимум кривой распределения отвечает немного более мел-
ким зернам (на 1 мк), но самые крупные зерна не превышают
18 мк В соответствии с этим значение отношения DvaKC/Da,
по которому можно судить об аномальном росте зерен 114],
повышается от 3,7 после выдержки 2 мин до 4,5; 5,5 и 5,8 после
выдержки продолжительностью 5,10 и 30 мин. С увеличением
выдержки до 60 или 90 мин
не изменяется характер роста
аустенитного зерна Максималь-
ная относительная частота зерен
перемещается относительно ма-
ло в сторону больших размеров
зерен, toj да как отдельные зерна
достигают в диаметре 40 мк
240
О 10 '20 30 40
Размер зерна.мк
Рис 365 Кривые распределения зерен по размерам, полученные после разных вариан
гов термической обработки холоднокатаных труб из стачи ЗОХГСА
/ — отжиг прн 860° С, I ч, нагрев в соляной ванне (2 чин при 880° С), закачка. 2 — 5 —
ПТМО с различной выдержкой при нагреве под закалку (2 — 2 мин, 3 — 30 чин,
4 — 60 чин, 5 — 90 мин)
Однако необходимо отметить, что хотя скорость роста отдельных
крупных зерен больше, чем скорость роста остальных мелких
и средних зерен (с увеличением выдержки от 30 до 90 мин DMnKC
увеличился на 7,5 мк, тогда как D„ только на 3,5 мк), значе-
ния отношения DMaKC/DB уменьшаются после 60- и 90-лшн
выдержки по сравнению со значением этого отношения после
выдержки продолжительностью 30 мин В результате такого
роста аустенитных зерен образуется «островная» структура
(рис. 366), состоящая из большого количества мелких зерен и
ограниченного количества крупных.
При изменении размера аустенитных зерен по рассмотрен-
ному механизму дислокации, созданные предыдущей обработкой,
аннигилируют в меньшей степени, чем при обычной собиратель-
ной рекристаллизации, когда подвижность границ зерен больше
и более равномерна по всему объему металла. Однако при «ост-
ровной» структуре снижается прочность, поскольку па гранич-
ПТМО ТРУБ
1081
ных участках между мелкими и крупными зернами при пла-
стическом течении часто образуются трещины
В условиях проведения ПТМО с нагревом в соляной ванне
под закалку не было обнаружено известной зависимости между
изменением размеров аустенитных зерен (до определенной их
величины) и изменением предела текучести после выдержки
разной продолжительности вплоть до 30 мин (рис 367) Сниже-
ние свойств прочности при дальнейшем увеличении выдержки
до 60 или 90 мин связано с появлением «островной» структуры.
Использование предварительной термомеханической обра-
ботки при производстве холоднокатаных труб из сталей 20Х
Рис 366 Микроструктура труб из стали ЗОХГСА после ва-
рианта ПТМО с нагревом под закалку в соляной ванне, вы
держка 90 мин X 500
и 40Х позволяет получить более высокие свойства прочности
при всех температурах отпуска от 100 до 600° С по сравнению
с закалкой предварительно отожженных труб и отпуском при
соответствующих температурах (рис. 368 и 369).
Прирост свойств прочности после ПТМО по сравнению
с закалкой предварительно отожженных труб в случае стали 20Х
оказался более значительным, чем в случае сталей 40Х и
ЗОХГСА (табл. 84).
Исключение составляют свойства после отпуска при 400° С
в случае сталей 20Х и ЗОХГСА, когда в результате большей
устойчивости против разупрочнения при отпуске стали ЗОХГСА
прирост свойств прочности после ПТМО оказался больше для
этой стали.
Более высокий прирост свойств прочности после ПТМО по
сравнению с вариантом закалки предварительно отожженных
t,nun
Рис 367 Влияние продолжительности выдержки при
нагреве в соляной ванне холоднокатаных труб и,
стали ЗОХГСА на изменение величины зерна, изме-
ренного перпендикулярно i
। редела текучести, после
100° С
управлению прокатки, и
закалки и отпуска при
Рис 368 Изменение механических
свойств холоднокатаных труб из стали
20Х в зависимости от режима терми-
ческой обработки посте холодной де-
формации
/—отжиг при 880° С, нагрев в соляной
ванне (2 мин при 880е С), закалка,
отпуск, 2 — 3 — то же. но без предва-
рительного отжига (2 — 2 мин, 3 —
10 мин)
Рис. 369 Изменение механических
свойств холоднокатаных труб из
стали 40Х в зависимости от режима
термической обработки после холод-
ной деформации
/ — отжиг при 880° С, нагрев в соля-
ной ванне (2 мин при 850° С), за-
калка, отпуск, 2—3 — то же, но
без предварительного отжига (2 —
2 мин, 3—10 мин)
ПТМО, ТРУБ
1083
I АБЛ ИЦ А 84 ПРИРОСТ СВОЙСТВ ПРОЧНОСТИ ПОСЛЕ ПТМО ИО
СРАВНЕНИЮ С ВАРИАН ЮМ ЗАКАЛКИ ПРЕДВАРИТЕЛЬНО ОТОЖЖЕННЫ X
ТРУБ (ТОЛЩИНА СТЕНКИ 1.5-2.0 мм) ИЗ СТАЛЕЙ 20Х, ЗОХГСА и 40Х
Температ ура отпуска °C Сталь 20X Сгаль ЗОХГСА Стать О'X 1
к1 /м иг дат хГ/ил* Д<тв ьГ'нм1 д<тт ьГ/чм- дств к! < нг
100 54 19,5 46 5 36,5 35 5 26,5
200 50 38,5 21 20 5 20 22,5
300 45 5 37 34 29 8 5 18
400 21,5 33 34 18 18
500 25 23,5 22,5 21 14 5 В 5
GOQ. 15 15,5 12 17,5 4 4 5
труб в случае стали 20Х и меньший для сталей ЗОХГСА и 40Х
объясняется тем, что эти свойства при ПТМО в меньшей с i спели
зависят от содержания углерода, чем при закалке отожженных
труб. Так, например, разница меж-
ду свойствами прочности стали 40Х
и 20Х примерно в два раза боль-
ше после закалки предварительно
отожженных труб, чем после ПТМО
(рис. 368 и 369) Это означает, что
содержание углерода оказывает
более сильное влияние на уровень
свойств прочности после обычной
термической обработки, чем после
ПТМО.
Применение ПТМО для труб из
стали 20А также привело к получе-
нию повышенной прочности после
отпуска при 100—200°С (рис 370)
Однако абсолютные значения ока-
зались невысокими, хотя предел
прочности после отпуска при 100°С
увеличился на 36 кПмм*, а предел
текучести на 34,5. Разница в свой-
ствах прочности предварительно
холоднокатаных или отожженных
образцов после закалки и отпуска
при 200° С меньше: 15 к.Пмм?. При
Рис. 370 Изменение механических
свойств холоднокатаных труб и<
стали 20А в зависимости от режим i
термической обработки после хо
лодкой деформации
/ — отжиг при 930° С. нагрев в со-
ляной ванне (2 мин при 8н0° С)
закалка, отпуск. 2 — 3 — то же, но
без предварительного отжига (2 —
2 мин. 3—10 мин)
дальнейшем повышении температуры отпуска до 500' С эта
разница хотя сохраняется, но она очень незначительна
Таким образом, применение предварительной термомеханиче
ской обработки для труб из стали 20А, не представляет прак-
тического интереса из-за незначительного эффекта повышения
1084 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
свойств По-видимому, это связано не столько с малым содержа-
нием углерода, сколько с отсутствием в составе стали леги-
рующих элементов в случае стали 20Х, легированной по сравне-
нию со сталью 20А 1 % Сг, эффект упрочнения в результате
ПТМО значительно больше и сохраняется до температур от-
пуска 600° С.
О влиянии легирующих элементов на сохранение эффекта
холодного наклепа после последующего нагрева под закалку
свидетельствуют и результаты, полученные после ПТМО труб
из сталей 20Х и 40Х с 10-мин выдержкой (рис. 368 и 369). Если
в случае ПТМО труб из стали ЗОХГСА, легированной хромом,
кремнием и марганцем, увеличение выдержки до 30 мин практи-
чески не оказывало влияния на свойства, то в случае сталей 20Х
и 40Х, содержащих только хром, уже при увеличении ее от 2
до 10 мин отмечено изменение уровня свойств прочности и ско-
рости рекристаллизации После ПТМО с 10->и«« выдержкой
свойства прочности получаются в среднем на 5—10 кПмм2
ниже, чем после выдержки в течение 2 мин Одновременно,
как показывает микроструктурный анализ, происходят суще-
ственные изменения и в микроструктуре, особенно в случае
стали 20Х увеличение продолжительности выдержки от 2 до
10 мин вызывает рост аустенитного зерна (DCp) от 8,4 до 11,2 мк
и увеличение отношения DMaKC/DB от 2,7 до 6,5. Соответству-
ющие изменения в случае стали 40Х следующие £)ср увеличи-
вается от 6,8 до 9,5 мк, а отношение £>МиКС/£>в от 3,3 до ~ 6.
Таким образом, если в случае среднелегированных сталей
с увеличением в определенных пределах продолжительности
выдержки при пагреве под закалку структура и, следовательно,
механические свойства существенно не изменяются, то в слу-
чае низколегированных сталей при этих условиях усиливается
разупрочнение Полученные нами данные согласуются с резуль-
татами, приводимыми многими другими исследователями (см.
сводку таких данных в работе [14]).
Эффект упрочнения при ПТМО во многом зависит от толщины
стенки трубы Опробование нами ПТМО на толстостенных тру-
бах из сталей 20Х и 40Х (с толщиной стенки 12 и 9 мм соответ-
ственно) не дало положительных результатов. Механические
свойства в этом случае оказались примерно одинаковыми
после ПТМО с выдержкой 3 или 15 мин и после закалки предва-
рительно отожженных труб. Как было показано в работе [15],
при ТМО в сочетании с холодной или полугорячей прокаткой
пластическая деформация по сечению трубы крайне неравно-
мерна
В случае тонкостенных труб (2 мм) из этих же сталей в ре-
зультате ПТМО получены более высокие свойства прочности,
ПТМО ТР> Б
1085
чем после закалки предварительно отожженных труб (см
рис. 368 и 369)
Свойства прочности, полученные после ПТМО холоднока-
таных тонкостенных труб, все же более низкие, чем после ВТМО
и НТМО Это объясняется развитием при нагреве под закалку
процессов рекристаллизации обработки, из-за чего в большей
или меньшей степени снижается плотность субмикроструктур-
ных несовершенств, образовавшихся при холодном наклепе
С целью разработки способа замедления процесса последу-
ющей рекристаллизации было исследовано влияние предвари-
тельного дорекристаллизационного нагрева на получаемые после
ПТМО структуру и механические свойства холоднокатаных
труб
Как следует из приводимых в литературе данных (см. сводку
данных в работе [16]), в результате дорекристаллизационного
нагрева холоднодеформированных металлов и сплавов резко
повышаются сопротивление малым пластическим деформациям,
модуль нормальной упругости и твердость Предполагается,
что в основном это связано с перераспределением дислокаций и
образованием более стабильных конфигураций (по типу полиго-
низации)
В работе [17] показано, что перераспределение дислока-
ций в ходе предварительного нагрева может привести к весьма
существенному снижению интенсивности рекристаллизации,
в работе К А Осипова и В И Иванова наблюдалось умень-
шение скорости рекристаллизации железа в случае предвари-
тельного отдыха
Результаты, полученные при ПТМО с предварительным
дорекристаллизационным нагревом холоднокатаных труб из
стали ЗОХГСА при 500° С, приведены в табл. 85 и 86
ТАБЛИЦА 85 МЕХАНИЧЕСКИЕ
СВОЙСТВА ХОЛОДНОКАТАНЫХ
ТРУБ ИЗ СТАЛИ ЗОХГСА ПОСЛЕ ПТМО
С ПРЕДВАРИТЕЛЬНЫМ ДОРЕКРИ-
СТАЛЛИЗАЦИОННЫМ НАГРЕВОМ
ПРИ 500е С
ТАБЛИЦА 86 СРЕДНИЙ РАЗ
МЕР АУСТЕНИТНОГО ЗЕРНА (Dcp)
ПОСЛЕ ПТМО (I) И ПОСЛЕ ВАРИ АН
ТА ПТМО С ПРЕДВАРИТЕЛЬНЫМ
ДОРЕКРИСТАЛЛИЗАЦИОННЫМ
1086 ПР£ДВАРИТГЛЬНАЯ 1ГРМОМГХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
Свойства прочности, достигаемые после такой обработки,
несколько выше, чем после ПТМО без предварительного пагрева,
Изучение изменения величины аустенитного зерна в зависимости
от продолжительности выдержки при нагреве под закалку
/ — печная закалка. 2 — деформнрова
ние и закалка с нагревом в печи, 3 —
деформирование, отпуск при 500° С.
2 ч закалка с нагревом в печи, 4 —
ГП МО (деформирование, отпуск при
500° С 2 ч, закалка т в ч )
в соляной ванне показало, что
действительно в случае пред-
варительного дорекристаллиза-
ционного нагрева уменьшается
скоростью рекристаллизацион-
ных процессов Так, при 2-мин
выдержке после ПТМО средний
размер зерен, измеренный пер-
пендикулярно к направлению
прокатки, составлял 5,8 мк,, а
после варианта ПТМО с пред-
варительным дорекристаллиза-
ционным нагревом 4,6 мк
При более длительных выдерж-
ках обнаруживается такая же
закономерность (см табл 86).
В работе И Н. Кидина,
Т Н Липчина, Е С. Рябова
[9] исследовалось влияние пред-
варительной холодной деформа-
ции на механические свойства
стали 40ХН (в виде холодно-
тянутой проволоки диаметром
~2 мм, V-75%) после закалки
и отпуска Показано, что в ре-
зультате предварительной дефор-
мации и последующей закалки
(с нагревом в печи) прочность
повышается на 20 кПммг по сравнению с такой же закалкой
(нагрев в печи) стали с исходной отожженной структурой
(рис 371) При быстром нагреве необычно высокий комплекс
механических свойств (ов—240 кПмм?, ф--ЗО%) достигается
непосредственно после закалки (без отпуска) предварительно
деформированной проволоки, тогда как сталь со структурой
неотпущенного мартенсита, полученной при таком же быстром
нагреве ТВЧ и закалке отожженной проволоки, разрушается
хрупко при незначительных нагрузках.
Для изучения устойчивости влияния предварительного
холодного наклепа на механические свойства закаленной стали
между деформированием и окончательной закалкой с отпуском
проводили промежуточную термическую обработку по раз-
ПТМО ТРУв
1087
Личным режимам: нормализацию и отжиг с различными выдерж-
ками при 900 и 850° С соответственно При этом интервал тем-
ператур 500—750° С (где возможно разупрочнение a-фазы) про-
ходили ускоренно, помещая тонкую (2 мм) проволоку в предва-
рительно разогретую печь Установлено, что применение такой
промежуточной термической обработки с выдержками опре-
Рис 372 Влияние продолжительности выдержки при нормализации (а) и отжиге «5)
на механические свойства проволоки из стали 40ХН при обработке но режиму де
формирование —нормализация или отжиг, закалка с нагревом в печи [9]
деленной продолжительности (30 мин при нормализации и 1,5 ч
при отжиге, рис. 372) не только не приводит к снижению меха-
нических свойств по сравнению с закалкой непосредственно
после деформирования, но обусловливает даже более высокие
пластичность и прочность в неотпущенном состоянии Из со-
поставления рис 371 и 372 видно, что при печном нагреве под
закалку деформированной структуры максимальная прочность
получается при температуре отпуска 150° С и составляет
210 кГ/мм2, то1да как при применении указанной промежуточной
обработки максимальное значение прочности 240 кПмм2 (при
хорошей пластичности ф =~ 23%) достигается непосредственно
после закалки.
1088 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
При увеличении продолжительности промежуточной терми-
ческой обработки вплоть до 5 ч эффект упрочнения уменьшается,
однако свойства прочности остаются выше, чем в случае закалки
стали с исходной отожженной структурой (контрольная обра-
ботка)
В результате двойной печной закалки после промежуточной
обработки деформированной стали также достигаются повышен-
Рис 373 Влияние двойной закалки иа механические свойства стали 40ХН после де
формирования и нормализации в течение 30 мин (а) после деформирования и 1,5-«
отжига (б) [9]
/ — однократная закалка, 2 — двойная закалка
ные механические свойства по сравнению с контрольной обра-
боткой (рис. 373). Характер изменения прочности с темпера-
турой окончательного отпуска при этом такой же, как и при
одинарной закалке, однако сами значения oD несколько ниже.
Результаты этой работы подтверждают полученные нами
с Н. Дрэганом данные о слабом влиянии увеличения длитель-
ности выдержки в у-области (в разумных пределах) на вели-
чину деформационного упрочнения от холодного наклепа
Основные «потери» влияния холодной деформации происходят,
по-видимому, при нагреве до аустенитного состояния, о чем
свидетельствует зависимость окончательных механических
свойств от скорости нагрева под закалку, обнаруженная и в на-
шей работе, и в работе [9] (см. рис. 371) Положительное влия-
ние промежуточной термической обработки 19] на сохранение
ПТМО ТРУБ
1089
эффекта ПТМО связано, по-видимому, с оптимальным пере-
распределением дислокаций в процессе нагрева деформирован-
ной структуры и образованием более стабильных дислокацион-
ных конфигураций, чем непосредственно после деформирова-
ния Созданная таким образом дислокационная структура ока-
зывается менее чувствительной к скорости нагрева под за-
калку, что и наблюдалось в работе [91
Стабилизирующее влияние промежуточной термической об-
работки в данном случае перекрывает (и, таким образом,
вуалирует) некоторые отрицательные эффекты, связанные с ее
применением при ПТМО Дело в том, что во время нормализа-
ции или отжига, которые проводятся между деформированием
и закалкой, происходит, во-первых, «лишняя» перекристал-
лизация и, во-вторых, увеличивается продолжительность пре-
бывания деформированной структуры при высокой темпе-
ратуре в «-области (особенно при отжиге). Под влиянием
обоих факторов, как отмечалось выше, снижается общая
плотность дислокаций, достигнутая при холодном деформиро-
вании
Более целесообразно проводить промежуточную термическую
обработку при ПТМО в условиях, исключающих развитие ре-
кристаллизации По данным многих исследователей, существен-
ное снижение энергетического стимула рекристаллизации при
последующем нагреве обеспечивается при умеренном доре-
кристаллизационном нагреве.1
Нами было отмечено уменьшение скорости роста аустенит-
ною зерна во время выдержки в аустенитной области (табл 86)
в случае ПТМОтруб из стали ЗОХГСА при использовании проме-
жуточною — после деформирования — дорекристаллизацион-
ного нагрева на 500° С. Однако изменения механических свойств
при этом были незначительны.
В проведенной позднее совместно с В. А. Займовским ра-
боте [191 нами более подробно изучалось влияние температуры
промежуточного отпуска'на механические свойства стали после
ПТМО При этом установлено, как будет показано ниже, что
выбранные в пашей работе с Н Дрэганом, а также в работе
И Н Кидина, Т. Н. Липчина и Е. С Рябова [91 режимы
промежуточного отпуска не были, по-видимому, оптималь-
ными
1 В работе В В ГаЪранека н др было установлено, что холодная деформация и после-
дующий дорекристаллнзационный нагрев среднеуглеродистой стали повысили эро-
зионную стойкость примерно в 1,5 раза по сравнению с таким же наклепом без нагрева
и в 4 раза по сравнению с закалкой По изменению вида разрушения авторы делают
вывод, что повышение эрозионной стойкости связано с процессом полигонизации
1090 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА
ПРИ ПРОКАТКЕ ЛИСТОВОЙ СТАЛИ
В работе с В. А. Займовским для исследования были взяты
стали 40 и У9 промышленных плавок. Исходная (перед дефор-
мированием) структура — пластинчатый перлит. Плоские пла-
стины подвергали холодной прокатке со степенями обжатия 5,
10, 15, 25 и 50%, а затем отпуску в течение 1 ч при 200, 300,
400, 500 и 600° С. После указанной обработки образцы нагре-
вали ТВЧ со скоростью в области фазовых превращений
200 град/сек и закаливали в воде. Температура нагрева со-
ставляла 900 и 950° С для сталей У9 и 40 соответственно.
Режим окончательного отпуска подбирали для каждой стали
на одной серии образцов таким образом, чтобы при испытании
на растяжение получить достаточную пластичность Этот режим
отпуска составил 270^С, 1,5 ч для стали 40 и ЗОО’С, 1 ч для
стали У 9.
Установлено, что действительно в результате ПТМО стали
40 заметно улучшаются механические свойства по сравнению
с закалкой ТВЧ потому же режиму. Пластичность после высо-
кочастотной закалки и отпуска при 270° С в течение 1,5 ч на-
столько мала, что не поддается точному измерению, тогда как
после ПТМО с таким же режимом окончательного отпуска она
находится на достаточно высоком уровне. Прочность стали
и физическое уширение линии (110)в после всех режимов ПТМО
выше, чем после закалки ТВЧ (рис. 374) Это обусловлено бо-
лее развитой субструктурой мартенсита, унаследованной им
от наклепанного феррита после двойной перекристаллизации.
Влияние степени деформации и температуры промежуточ-
ного отпуска при ПТМО на физическое уширение линии (110)а
и механические свойства стали 40 очень сложное При холод-
ной деформации и последующих нагревах, как отмечалось ра-
нее, может происходить деформационное старение наклепан-
ной матрицы, снятие напряжений от холодного наклепа, пе-
рестройка дефектов и закрепление их примесями При высокой
температуре промежуточного нагрева возможна рекристалли-
зация. Деформация с малыми степенями (5—15%) может ока-
заться критической, и тогда последующий нагрев приведет к за-
метному росту зерна, вместе с тем именно небольшая деформа-
ция может привести к созданию оптимальной внутризеренной
структуры
Из данных рис 374 и 375 видно, что деформация на 10 и 15%
действительно обусловливает сильный рост аустенитного зерна
при нагреве под закалку, однако прочность и физическое уши-
рение при этих режимах ПТМО выше, чем при 25%-ной дефор-
П1МО ЛИСТОВОЙ СТАЛИ
1091
мации, приводящей к получению более мелкой и равномерной
зеренной структуры Одновременное протекание указанных
выше многочисленных и часто противоположно влияющих про-
цессов и определяет отсутствие закономерности в изменении
свойств Кроме того, по нашему мнению, влияние деформиро-
вания при ПТМО стали 40 на уровень получаемых свойств
значительно осложняется из-за присутствия в отожженной
стали структурно свободного феррита
Рис 374 Зависимость предела прочности (а) и физического
уширения линии (ПО) (б) стали 40 от температуры промежуточ-
ного отпуска при ПТМО Площадки иа ординатах — контроль-
ная обработка Во всех случаях заключительный отпуск при
270° С, 1.5 ч
Вообще характер исходной структуры во многом определяет
эффективность деформационного упрочнения. С точки зрения
создания оптимальной структуры для получения, в частности,
высокопрочной проволоки представляет интерес работа
В. Н Гриднева и др 1 Авторы предлагают подвергать сталь
скоростной электротермической обработке: электрозакалке и по-
следующему электроотпуску до оптимальной температуры
Показано, что повышение скорости нагрева для отпуска бла-
гоприятно сказывается на прочностных и пластических свой-
ствах готовой проволоки (после деформирования волочением),
при этом оптимальным следует считать электронагрев со ско-
1 В сб «Повышение прочности конструкционной стали и сплавов (Ма1вриалы конфе
ренцнн) МДН 1И им Дзержинского. 1966.
1092 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАТИ
ростыо 102—103 град!сек, В отличие от патентирования метод
электроотпуска позволяет успешно обрабатывать малоуглеро-
дистые и некоторые легированные стали и получать из них про-
волоку, удовлетворяющую требованиям стандартов Такая про-
волока отличается повышенной прочностью и имеет удовлетво-
рительный запас пластичности. В частности, из стали 70 после
Рис 375 Микроструктура ста пн 40 после П ГМО с деформацией 5 (а), 10 (6), 15 (в) и
25% (г) X 340
электротермической обработки и волочения с обжатием 86%
получена проволока диаметром 1,5 мм, имеющая следующие
свойства: ств«=<300 кПмм2, число перегибов 13,ф = 55% В слу-
чае малоуглеродистой стали 30 в таких же условиях удалось
достигнуть предела прочности 210 кПмм2 и числа перегибов 22
Разработаны режимы электротермической обработки (от-
пуска) для получения высокопрочной проволоки из легирован-
ных сталей, обладающей повышенной стойкостью к разупроч-
нению Для заготовки канатной проволоки предложена электро-
нормализация, структура и свойства после такой обработки
и волочения сходны с теми, которые получают после волочения
патентированной проволоки
В работе В Н Гриднева и В. Г. Гаврилюка показано (по
данным волюмометрического исследования), что при волочении
сталыюй проволоки в заметном количестве возникают микро-
ПТМО ЛИСТОВОЙ СТАЛИ
1093
трещины Интенсивность их образования зависит от исходной
структуры стали, а от их количества в свою очередь в значи-
тельной степени зависит пластичность проволоки Электро-
отпуск и волочение обусловливают, по данным рентгеновских
исследований авторов, получение меньших областей когерент-
ного рассеяния и более высоких искажений 2-го рода, чем па-
тентирование и волочение, структура цементита после этих
двух сравниваемых методов обработки также различна По-ви-
димому, вследствие более развитой субструктуры сталь после
электротермообработки и волочения отличается большей стой-
костью к образованию трещин и отсюда повышенными механи-
ческими свойствами
При ПТМО стали У9, когда в исходной (отожженной) струк-
туре отсутствовал структурно свободный феррит, нами обнару-
жена хорошая корреляция между изменением прочности после
холодной деформации и отпуска и после такой же обработки
и последующей закалки с быстрым нагревом На рис 376 и 377
приведены зависимости механических свойств стали У9 от сте-
пени холодной Деформации и температуры отпуска Видно, что
при повышении температуры отпуска после холодного наклепа
до 400° С прочность стали несколько увеличивается, а пластич-
ность падает. При дальнейшем повышении температуры от-
пуска начинаются процессы снятия наклепа, которые идут тем
интенсивнее, чем выше степень деформации. После отпуска
32 Бернштейн
Ю94 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
при 600° С свойства стали практически не отличаются от ис-
ходных (в отожженном состоянии), что вызвано интенсивным
развитием рекристаллизации при этой температуре Соответ-
ствующий вид имеют кривые изменения механических свойств
в зависимости от степени деформации: без отпуска и при уме-
ренном отпуске прочность увеличивается с ростом обжатия,
Рис 378 Зависимость механических свойств
стали У9 от температуры промежуточного
отпуска при ПТМО Площадки на ордина-
тах — свойства после закалки т в ч Во
всех < пучаях закчючнтельный отпуск при
300° С, 1 ч
а при отпуске па 600° С
проходит через максимум
и падает (при больших сте-
пенях обжатия идет ре-
кристаллизация)
Рис 379 Зависимость прочности стали
У9 от степени деформации при ПТМО
С промежуточным отпуском при 400
(/), 300 (2), 600° С (3) и без проме-
жуточного отпуска (4)
Кривые изменения механических свойств стали У9 после
ПТМО (рис, 378 и 379) построены в тех же координатах (отпуск
после холодной деформации в этом случае является промежуточ-
ным) Видно, что пластичность стали после всех режимов ПТМО
выше, чем после обычной термической обработки, принятой
в условиях данного исследования в качестве контрольной (за-
калка ТВЧ отожженной стали) Прочность растет с повыше-
нием температуры промежуточного отпуска до 400° С, а при бо-
лее высокой температуре этого отпуска падает, приближаясь
к значению, соответствующему контрольной термической обра-
ботке. Разупрочнение в случае ПТМО также происходит тем
интенсивнее, чем выше степень деформации При малой степени
деформации (5%) процессы, происходящие при последующем
ПТМО ЛИСТОВОЙ кСТАЛИ
1095
нагреве, очевидно, развиваются недостаточно, механические
свойства стали после такой деформации (которая к тому же очень
неоднородна) мало чувствительны к изменению температуры
отпуска и после холодного наклепа, и после ПТМО. Прирост
предела прочности после ПТМО по оптимальному режиму
(степень деформации 50%, температура промежуточного от-
пуска 400° С) составляет 40 кПмм2 при двойном увеличении
пластичности.
Изменение прочности стали У9 при ПТМО в зависимости от
степени деформации коррелирует с соответствующей зависи-
мостью для той же стали, но в состоянии после холодного на-
клепа иютлуска Кроме того, графики на рис 377 и 379 хорошо
иллюстрируют влияние промежуточного отпуска на сохранение
наклепа после двойной перекристаллизации Увеличение сте-
пени деформации до 50% приводит к повышению предела проч-
ности отожженного металла более чем на 40 кГ/мм2 (кривая 2
на рис. 377), тогда как соответствующее увеличение прочности
с ростом обжатия при ПТМО (без промежуточного отпуска)
составляет лишь 10 кГ/мм2. По-видимому, тонкая структура
феррита, созданная холодным наклепом, но незакрепленная про-
межуточным отпуском, неустойчива при последующем, даже
быстром нагреве
Отмеченное соответствие между изменением механических
свойств стали У9 после холодной деформации с последующим
отпуском и в высокопрочном состоянии после ПТМО еще раз
доказывает, что развитая субструктура феррита, созданная хо-
лодным наклепом, сохраняется после двойной а -> у -> a-пе-
рекристаллизации. Об этом же свидетельствуют данные рентге-
ноструктурного анализа (рис. 380). Физическое уширение ли-
нии (110)а после ПТМО с обжатием 50% больше, чем при ПТМО
с 5%-ной деформацией Это различие возрастает с увеличением
температуры промежуточного отпуска до 400° С. При дальней-
шем повышении его температуры физическое уширение, соот-
ветствующее 50%-ному обжатию, резко падает. По-видимому,
при ПТМО с обжатием 50% и промежуточным отпуском на 500
и 600° С закалке подвергается сталь со структурой, уже в зна-
чительной степени свободной от влияния холодного наклепа
Хорошая корреляция между изменением физического уширения
линии (110)а и изменением механических свойств при соответ-
ствующих режимах ПТМО свидетельствует об определяющей
роли тонкой структуры в повышении механических характе-
ристик при применении этой схемы термомеханической обра-
ботки
А П Гуляев [20] также обнаружил изменение физического
уширения рентгеновской интерференционной линии в зависи-
32*
1096
ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
мости от степени деформации при ПТМО и нашел хорошую кор-
реляцию между характером этого изменения в высокопрочном
состоянии (после перекристаллизации) и непосредственно после
холодного наклепа (рис 381)
fi,103pad
О 100 200 000 W0 500 tg/nn°C
Рис 380 Зависимость физического уширения линии (НО) от
температуры промежуточного отпуска при НТМО стали У9 Во
всех случаях заключительный отпуск при 300° С 1 ч
Рис 381. Зависимость ширины
линии (100) от степени холод-
ного наклепа
1 — холодиодеформированное со-
стояние, 2 — П1МО
На рис 382 приведена зависимость механических свойств
стали У9 после контрольной закалки и ПТМО по оптимальному
режиму от температуры окончательного отпуска. В случае низ-
кой температуры отпуска ПТМО при-
водит к заметному увеличению пре-
делов прочности и текучести (до
50 кГ/мм2) при резком повышении
пластичности Эффект ПТМО прак-
тически снимается при повышении
температуры отпуска до 400° С. Оче-
видно, одновременно с коагуляцией
структурных составляющих при высо-
ком отпуске происходит аннигиля-
ция дефектов и разрушение созданной
ПТМО субструктуры a-твердого рас-
твора.
Для более детального исследова-
ния процессов закрепления дислока-
ционной структуры, происходящих
при умеренном нагреве после дефор-
мации, в работе В. А Займовского
был применен метод измерения амплитуднозависимого внутрен-
него трения, которое, согласно современным представлениям,
связано с рассеянием энергии движущимися дислокациями.
ПТМО ЛИСТОВОЙ СТАЛИ
1097
Исследование было проведено также на углеродистых сталях
с 0,33 и 0,8% С. В качестве исходной (перед деформированием)
термической обработки использовали отжиг или улучшение.
Деформирование со степенями обжатия 5,25, 50 и 75% осуще-
ствляли волочением Окончательный диаметр проволочных
образцов для измерения внутреннего трения составлял 0,8 мм
Измерения проводили на релакса-
торе типа «обратный крутильный
маятник» при комнатной темпера-
туре и частоте свободных крутиль-
ных колебаний 1 гц в продольном
магнитном поле напряженностью
200 э.
На рис 383 в качестве примера
показано изменение внутреннею
трения стали У8 с ростом ампли-
туды деформации Четко выявля-
ются два участка первый, на кото-
ром внутреннее трение практи-
чески не меняется с увеличением
амплитуды, и второй, па котором
оно линейно увеличивается с ро-
стом амплитуды. Амплитуду, соот-
ветствующую границе этих двух
участков—еКр, понимают как мини-
мальную амплитуду деформации,
необходимую для отрыва дислока-
ций от точек закрепления примес-
ными атомами. Наклон амплитуд-
нозависимого участка к оси амплитуд — tg а пропорционален
энергии, рассеиваемой при движении дислокаций
Таким образом, эти характеристики амплитуднозависимого
Рис 382 Зависимость механичс
ских свойств стали У9 от темпера
туры окончательного отпуска после
П1МО (/) и контрольной термине
ской обработки (2)
внутреннего трения прямо_ связаны с подвижностью дислока-
ционной структуры и должны изменяться при протекании про-
цессов, приводящих к ее закреплению Действительно, из
рис 383 видно, что при повышении температуры нагрева после
деформации до 300—400° С еКр возрастает, a tga уменьшается,
при дальнейшем повышении температуры наблюдается обратная
закономерность в изменении этих параметров. Это указывает
на протекание при нагреве холоднодеформирбванной стали
процессов, приводящих к закреплению дислокаций, и на суще-
ствование оптимальной температуры нагрева, при которой такое
закрепление наиболее эффективно.
Интересно отметить, что наклон амплитуднозависимого
участка к оси амплитуд tg а имеет необычно большую величину
1098 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
по сравнению, например, с приводимым в литературе для тех-
нически чистого железа Из рис. 384, на котором сведены дан-
ные по изменению tg а с увеличением температуры нагрева
после холодной деформации с различными степенями, видно,
Рис 383 Амплитуднозависимое внутреннее трение стали У8 после
деформации на 25% (/) и нагрева при 200 (2). 300 (3), 400 (4), 500 (5)
и 600° С (6) в течение 1 ч
что значения этой характеристики амплитудной зависимости
внутреннего трения могут достигать 7, тогда как в случае
деформированного железа tga I
Рис 384 Зависимость екр и (a) tg а (б) от температуры нагрева после дсфор
мировання Сталь У8, исходная обработка — отжиг
Отмеченная разница в амплитудной зависимости для стали
и железа объясняется, по-видимому, двумя причинами во-пер-
вых, плотность дислокаций в деформированном железе меньше,
чем в деформированной на такую же степень стали, что связано
ПТМО ЛИСТОВОЙ СТАЛИ
1099
iff а
Ю 100 ЮОО T.ffwt
Рис 385 Кинетика изменения амплитудной
зависимости внутреннего трения стали У8
(/) и армко-железа (2) прн комнатной темпе
ратуре
с влиянием второй фазы (в данном случае — пластинчатого це-
ментита) на деформацию ферритной матрицы; во-вторых, коли-
чество примесей внедрения (углерода) в твердом растворе меньше
в случае стали, что также определяется присутствием второй
фазы, способствующей выходу углерода из раствора в карбиды
и, возможно, различным химическим составом стали и железа
(например, различным содержанием марганца)
Оба эти обстоятельства приводят к тому, что деформацион-
ное старение в железе протекает значительно интенсивнее, чем
в стали (при одинаковой
температуре), так как в по-
следнем случае меньшее
количество примесных ато-
мов должно обеспечить за-
крепление большего коли-
чества дислокаций
Для проверки этих пред-
положений были проведены
специальные эксперимен-
ты. Предположение о пони-
женном количестве примес-
ных атомов в феррите стали
подтверждается отсутст-
вием 40-градусиого макси-
мума внутреннего трения
(в отожженном состоянии), величина которого пропорциональна
концентрации внедренных атомов в твердом растворе Для отож-
женного армко-железа высота 40-градусного максимума соста-
вила 30-10-4.
Кроме того, была изучена кинетика изменения амплитудной
зависимости внутреннего трения стали и армко-железа в про-
цессе вылеживания при комнатной температуре после деформи-
рования растяжением на 5% Результаты приведены на рис. 385
В армко-железе деформационное старение идет интенсивно
при комнатной температуре, и амплитудная зависимость tg а
менее чем .за сутки возвращается к исходной величине (стано-
вится равной амплитудной зависимости отожженного образца).
В случае стали вылеживание при комнатной температуре
также вызывает уменьшение угла наклона, однако амплитуд-
ная зависимость не возвращается к исходному уровню, и tg а
остается втрое больше, чем в случае армко-железа Следова-
тельно, при комнатной температуре дислокации в холодноде-
формированной стали закрепляются недостаточно интенсивно,
и для реализации деформационного старения требуется повы-
шенная температура. При повышении температуры увеличи-
1100 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАИИЧЕСКАЯ ОБРАБОТКА СТАЛИ
вается количество углерода в феррите и происходит более пол-
ное закрепление дислокационной структуры уменьшается
tga— см заштрихованные участки на рис 385 Аналогич-
ные представления относительно того, что для протекания де-
формационного старения в стали требуется обратное раство-
рение карбидов, высказываются в работе Вильсона
На основании построенных для всех режимов обработки
кривых изменения амплитуднозависимого внутреннего трения
были выведены зависимости екр
и tg а от температуры нагрева
после холодного наклепа. Ре-
€кр 10$
>8 г
tga
2 Ц|—।-1-. J_I- ।
«4^^ w*
0 41—<-'--1---1--•
4^ t^C
б
Рис 386 Зависимость екр (а) и tg а (б) от температуры нагрева после дефор
мнрования Сталь У8. исходная обработка — улучшение
зультаты приведены на рис 384, 386—388 Отчетливо видно,
что имеется оптимальная температура нагрева, при которой
наиболее интенсивно происходит закрепление созданной холод-
ным наклепом дислокационной структуры (максимальная еКр
и минимальный tga).
Пластическая деформация приводит к образованию большого
количества «свежих» дислокаций, которые принимают участие
в рассеянии энергии при измерении внутреннего трения, уве-
личивая амплитудную зависимость При повышении темпера-
туры нагрева после наклепа получают известное развитие про-
цессы деформационного старения, дислокации закрепляются
оседающими на них примесными атомами или их сегрегациями
Это приводит к увеличению екр и уменьшению tg а Одновре-
менно (в температурном районе 300—400° С) может происходить
перестройка дислокационной структуры по типу полигонизации
с образованием стабильных дислокационных конфигураций
Дислокации, таким образом, оказываются закрепленными еще
и своими соседями (узлами дислокационной сетки)
1102 ПРЕДВАРИ IЕЛЬНАЯ TEPMOMLX АНИ Ч ССКАЯ ОБРАБОТКА СТАЛИ
При дальнейшем повышении температуры нагрева умень-
шается количество мест закрепления, наступает состояние пе-
рестаривания. В результате увеличивается длина дислокацион-
ных сегментов, облегчается отрыв дислокаций (уменьшается екр)
и увеличивается их подвижность (возрастает tg а)
Необходимо отметить, что происходящие при повышении
температуры нагрева выше 400° С процессы разупрочнения де-
формированной стали (см. рис. 376), которые связывают обычно
с уменьшением плотности дислокаций, должны приводить не
к увеличению, а к ослаблению амплитудной зависимости, так
как снижение количества дислокаций должно сопровождаться
уменьшением рассеиваемой ими энергии. Действительно, зна-
чения tg а для отожженной стали (при минимальной плотности
дислокаций) не превышают единицы.
^Вместе с тем после нагрева при 500—600° С tg а увеличи-
вается, а екр уменьшается. Очевидно, процессы освобождения
дислокаций от сегрегаций примесных атомов, связанные с умень-
шением количества сегрегаций и понижением их концентра-
ции 1, опережают рекристаллизацию. Более того, повышенные
по сравнению с отожженным состоянием значения tg а после
деформирования и нагрева при 600° С свидетельствуют о нали-
чии в структуре после рекристаллизации определенного коли-
чества лишних дислокаций. По-видимому, рекристаллизация
не приводит к полному уничтожению созданных наклепом де-
фектов, но вследствие ослабления их взаимодействия с примес-
ными атомами отсутствует разница в механических свойствах
стали после такой обработки и отжига (см рис 376).
Интенсивность деформационного старения увеличивается
с повышением степени деформации В результате температура
нагрева, приводящего к максимальному торможению дислока-
ций, смещается в сторону более низких температур, причем это
наиболее отчетливо выявляется в случае исходного состояния,
полученного улучшением (см. рис. 386 и 387).
Сравнительный анализ хода кривых изменения екр и tg а
для различных исходных состояний позволяет сделать важные
выводы (согласующиеся с результатами работы Г. В. Кур-
дюмова, М. Д. Перкаса и В. М. Кордонского) о влиянии дис-
персности второй фазы на структуру деформированной стали.
При одинаковой степени деформации сталь с более дисперсной
’ Равновесная концентрация сс1регаций примесных атомов на дислокациях подчи-
няется коттрелловской зависимости
|де Св — средняя концентрация примеси п решетке, a Q — энергия взаимодействия
атома примеси с дислокацией
ПТМО ЛИСТОВОЙ СТАЛИ
ноз
структурой (после улучшения) имеет более высокие значения 8кр
и меньшие tg а, чем сталь, деформированная в отожженном
состоянии Это объясняется тем, что в результате деформирова-
ния стали с более дисперсным распределением цементита соз-
дается более высокая плотность дислокаций в феррите, что оп-
ределяет большую степень взаимодействия дислокаций и, сле-
довательно, меньшую их подвижность. Возможно, что усиление
взаимодействия дислокаций со-
провождается и более полным их
Рнс 389 Зависимостьекр от сте-
пени деформации Исходная об
работка — отжиг </) и улучше
пне (2) а--без нагрева, б—после
нагрева на оптимальную темпе
ратуру
О 25 Г 50 Л,7.
о
Рис 390 Зависимость tg а от сте-
пени деформации Исходная обра-
ботка-отжиг (/) и улучшение (2)
а — без naipeea, б—после иагрева
на оптимальную температуру
закреплением атомами примесей, протекающим при комнатной
температуре (при выдержке между деформированием и измере-
нием) тем быстрее, чем выше плотность дислокаций Таким об-
разом, дислокационная структура стали, деформированной после
отжига, более подвижна, чем в случае исходной обработки улуч-
шения. Соответственно, повышение температуры нагрева в пер-
вом случае вызывает более интенсивное снижение амплитудной
зависимости (рис 386, б и 384, б, 387, б и 388, б).
Изменение екр и tg а с увеличением степени деформации для
стали У8 имеет экстремальный характер (рис. 389 и 390).
Значения tg а увеличиваются, а вкр уменьшаются с ростом
обжатия до 50%. При дальнейшем увеличении степени дефор-
мации происходит обратное изменение этих параметров Обна-
руженная закономерность подтверждает предположение о том,
что изменение при деформировании собственно дислокационной
структуры феррита во многом определяет ее подвижность Взаи-
модействие дислокаций друг с другом (изменение размеров
1104 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
областей субструктуры) наряду с их взаимодействием с примес-
ными атомами оказывает существенное влияние на изменение
исследуемых параметров амплитуднозависимого внутреннего
трения.
При увеличении степени деформации, с одной стороны, воз-
растает количество дислокаций (могущих принимать участие
в рассеянии энергии колебаний), с другой стороны, усиливается
их взаимодействие друг с другом. Ячеистая структура может
возникать и при небольших степенях деформации. Таким обра-
зом, при увеличении обжатия действуют два противоположно
влияющих фактора При небольших деформациях превалирует
действие первого фактора: увеличивается общее количество
дислокаций, в том числе и свободных, незаблокированных, рас-
сеивающих энергию деформации Непрерывно усиливающееся
с ростом обжатия взаимодействие дислокаций приводит к умень-
шению их подвижности, при этом снижается амплитудная за-
висимость и увеличивается еКр Действие этого фактора стано-
вится преобладающим при увеличении степени деформации
сверх 50% Более ярко выраженная зависимость гкр и tg а от
степени деформации для отожженного исходного состояния еще
раз подтверждает тот факт, что при деформировании структуры,
полученной улучшением, взаимодействие дислокаций между
собой более интенсивно.
На рис 389, б и 390, б приведены зависимости от степени
деформации екр и tg а, измеренных после нагрева при оптималь-
ных температурах (т е взяты максимальные значения еКр и ми-
нимальные tg а) Характерно, что вид зависимостей не изме-
нился после нагрева, вызывающего дополнительное закрепле-
ние дислокаций примесными атомами. Это свидетельствует
о том, что влияние дислокационной структуры, полученной
при деформировании, на характеристики амплитуднозависимого
внутреннего трения сохраняется и после деформационного старе-
ния Следовательно, схема пластической деформации и вид исход-
ной структуры могут иметь существенное значение при ПТМО
Следует отметить, что при исследовании изменений пара-
метров амплитуднозависимого внутреннего трения стали 30
с увеличением степени деформации наблюдались отклонения от
приведенных на рис. 389 и 390 закономерностей Причины этого
явления (возможно, что обнаруженное нами отсутствие зако-
номерности в изменении механических свойств стали близкого
состава при различных режимах ПТМО имеет те же или подоб-
ные причины) должны стать предметом дальнейшего исследо-
вания
На рис 391 показано изменение удельного электросопро-
тивления сталей с повышением температуры нагрева после де-
ПТМО ЛИСТОВОЙ СТАЛИ
1105
формирования. Уменьшение электросопротивления, связанное,
очевидно, с обеднением твердого раствора примесями внедрения,
начинается при температурах нагрева 400—500° С в случае
степеней деформации 5 и 25% и при 300° С — в случае больших
деформаций Это подтверждает сделанный ранее вывод о более
легком протекании деформационного старения в образцах,
подвергнутых большей деформации
Сопоставление результатов измерения электросопротивления
и характеристик амплитуднозависимого внутреннего трения
позволяет сделать вывод о сравнительной чувствительности
р,пком Ни р.пкон сп
Рис 391 Зависимость удельного электросопротивления от температуры
нагрева после деформирования Стали У8 (а) и 30 (б)
этих методов к процессам, протекающим при нагреве деформи-
рованной стали, а также высказать предположения о характере
этих процессов. Действительно, электросопротивление начи-
нает изменяться лишь при нагреве на 300—400° С, в то время
как заметное увеличение екр и снижение tg а наблюдается уже
при температуре нагрева 200° С. Следовательно, метод изме-
рения амплитуднозависимого внутреннего трения является в дан-
ном случае более тонким, так как позволяет раньше (по темпе-
ратуре) фиксировать процессы, приводящие к закреплению
дислокаций, и определять оптимальную температуру нагрева,
при которой эти процессы получают наиболее сильное развитие
Кроме того, поскольку изменение электросопротивления
характеризует процессы выделения из твердого раствора, а по-
вышение температуры нагрева до 300—400° С не вызывает па-
дения электросопротивления, можно предполагать, что в за-
креплении дислокаций при таком нагреве принимают участие
либо отдельные атомы, либо их сегрегации, не потерявшие связи
с матрицей и вносящие вклад в общее электросопротивление
твердого раствора. При дальнейшем повышении температуры
нагрева частицы выделений, очевидно, обособляются, что сопро-
вождается уменьшение.м концентрации твердого раствора и па-
дением электросопротивления. Одновременно начинается уве-
1106 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
личение значений tg а и уменьшение еКр, что указывает на умень-
шение количества закрепляющих дислокации образований при-
месных атомов
Нами была исследована также амплитудная зависимость
внутреннего трения стали У8, подвергнутой ПТМО с деформа-
цией 50% и промежуточным нагревом при различных темпера-
турах (рис 392). Видно, что после закалки стали, не подвергну-
той предварительному деформированию, на кривой внутреннего
трения отсутствует амплитуднонезависимый участок (или зна-
чения еКр очень малы). Такое же явление наблюдается и при
ПТЛЮ без промежуточного нагрева, а также с промежуточным
нагревом при 500 и 600° С. После ПТМО с промежуточным
нагревом при 200 и особенно 300 и 400° С появляется, как и вслу-'
чае деформированного состояния, не зависящий от амплитуды
участок на кривой изменения внутреннего трения
По-видимому, этот факт показывает, что топкая структура
феррита, созданная холодным наклепом и закрепленная про-
межуточным нагревом, проведенным при оптимальных темпе-
ратурах, не разрушается при последующем нагреве и фазовых
превращениях и наследуется мартенситом при окончательной
закалке Образование фрагментированной мартенситной струк-
туры при таких оптимальных режимах ПТМО может привести
и к наблюдаемому (см рис 378) росту пластичности и проч-
ности стали и к увеличению амплитуднонезависимого участка на
кривой внутреннего трения
В случае ПТМО, проведенной без промежуточного нагрева
или с высокотемпературным промежуточным нагревом (500,
600° С), устойчивость дислокационной структуры при последую-
ПГМЭ ЛИСТОВОЙ СТАЛИ
1107
щей термической обработке, очевидно, недостаточна. Отсюда
очевидно значение нагрева после холодной деформации на оп-
тимальные температуры, соответствующие получению при из-
мерении амплитудпозависимою внутреннего трения максималь-
ной вкр и минимального tga Такой нагрев способствует созда-
нию наименее подвижной (механически) дислокационной струк-
туры и определяет одновременно наибольшую термическую
устойчивость созданных наклепом структурных изменений.
При таких оптимальных режимах обработки влияние предва-
рительного деформирования сохраняется и после двойной пе-
рекристаллизации (рис 392), что подтверждается соотвс/киву-
ющими изменениями механических свойств (см. рис. 378)
Таким образом, несмотря на то что изучение ПТМО начато
сравнительно недавно и экспериментальный материал, накоп-
ленный в этой области, значительно менее обширен, чем для
ВТМО или НТМО, уже сейчас можно сделать некоторые обоб-
щения
В случае ПТМО, по-видимому, большое значение имеет ха-
рактер исходной (до деформирования) структуры Необходимо
стремиться получить такую феррито-карбидную структуру,
которая могла бы претерпевать существенные изменения
(имеются в виду в основном изменения дислокационною строе-
ния) при холодном наклепе и воспринимать значительную
пластическую деформацию без образования микротрещии Ве-
роятно, оптимальной исходной структурой при ПТМО является
тонкодисперсная феррито-карбидная смесь, получаемая, на-
пример, при патентировании. Такая структура удовлетворяет
обоим требованиям Весьма эффективным может оказаться и ме-
тод, предложенный В Н Гридневым с сотр. для подготовки
структуры стальной проволоки (оптимальный электро-
отпуск)
Однако вопросы специальной подготовки исходной струк-
туры, естественно, следует увязывать с получаемыми при ПТМО
эффектами В ряде случаев простой отжиг на пластинчатый пер-
лит даст достаточный эффект, хотя, по-видимому, присутствие
в исходной структуре избыточного феррита нежелательно,
зернистый перлит также вряд ли определит нужный
эффект.
Большое значение имеет способ пластического деформи-
рования при ПТМО и промежуточная термическая обработка
Эти два момента тесно связаны в смысле их влияния на терми-
ческую устойчивость созданной при наклепе дислокационной
структуры. Волочение, например, — удачная схема, так как
деформация при этом весьма однородна, а степень наклепа мо-
жет быть очень большая (> 90%). Хорошие результаты полу-
1108 ПРЕДВАРИТЕЛЬНАЯ ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА СТАЛИ
чаются и при сложной схеме деформирования, используемой при
прокатке труб Элементарный объем металла стенки трубы
претерпевает при холодной прокатке одновременно и сжатие,
и кручение, и растяжение, причем в условиях дробного дефор-
мирования В результате образуются, вероятно, своеобразные
дислокационные конфигурации с очень сложной геометрией
При применении обеих этих схем образующаяся дислока-
ционная структура очень устойчива при нагреве Существенный
эффект ПТМО может быть достигнут при этом и без промежуточ-
ной термической обработки, и при малой скорости нагрева под
закалку. По-видимому, чем однороднее и сложнее (в геометри-
ческом смысле) созданная наклепом дислокационная структура,
тем она устойчивее и в меньшей степени чувствительна (с точки
зрения стабильности) к изменению режимов промежуточной
термической обработки и к уменьшению скорости нагрева под
закалку. Однако и в этих случаях увеличение скорости нагрева
и использование промежуточной обработки приводят к усиле-
нию эффекта ПТМО При использовании другой схемы дефор-
мирования — прокатки, определяющей меньшую однородность
созданной дислокационной структуры, соблюдение этих двух
условий является в ряде случаев необходимым При значи-
тельной толщине изделий будет сказываться неоднородность
деформации и снижаться эффект ПТМО.
ЛИТЕРАТУРА
1109
ЛИТЕРАТУРА
1 Кардовский В. М< Курдюмов Г. В , П е р к а с МД Металло-
Беден ие и термическая обработка металлов. 1964, No 2, с 2
2 . Dewey М А. Р. Briers G W J Iron and Steel Inst , 1966, v. 204, No 2,
p 2.
3 . Бернштейн M Л.Штремель M А, ФММ, 1963. т 15, выл. 1, с 82
4 Tamura J ao Trans Jap Inst Metals, 1964. v 5, No 1, p 47
5 У те вс ки й Л. М, Хашимов Ф Р Металловедение и термическая обра-
ботка металлов, 1966. No 4, с 5
6 Блаитер М Е и др Металловедение и термическая обработка металлов.
1965. No 4. с 22
7 Бернштейн М Л.Рахштадт А Г Сталь, 1962, No 4. с 346.
8 Сб «Термомеханическая и термомагнитная обработка», ГОСИНТИ, 1963, No 7
9 . Кидин И Н и др Известия вузов Черная металлургия, 1966. No 11, с 118
10 Блаитер М. Е,Куманин В И Известия вузов Черная металлургия,
1966, No 3, с 127
11 Блаитер М Е.Шкляров М И. Металловедение и термическая обра-
ботка металлов, 1966. No 10. с 62
12 Бернштейн М Л., Черепанова Г И. Физико-химическая механика
материалов, 1965, т 1. No 1, с 60, 1965. т I. No 4, < 455
13 Лариков Л Н Вс5 «Физические основы прочности и пластичности» Метал-
лургиздат, 1963, с 255
14 Горелик С С Рекристаллизация металлов и сплавов Изд во «Металлургия»,
15 . Г о р е л и к С- С и др Металловедение и термическая обработка металлов,
1964, No 8, с 29.
16 . Рахштадт А Г Пружинные сплавы Изд-во «Металлургия», 1965
17 Коттрелл А X Дислокации и пластическое течение в кристаллах Метал-
лургиздат, 1958
18 Rosen A. Burton М S. Smith G V Trans AIME, 1964, No 1, p 230
19 Займовский В А, Бернштейн M Л Иза АН СССР Металлы,
1966, No 3. с 118
20 Гуляев А П Металловедение и термическая обработка металлов, 1965,
21 . Утевский Л М, Хашимов Ф Р ФММ. 1965, т 20. вып 4. с 614.
22 . Уте вс ки й Л М. Хашимов Ф Р Веб «Исследование по термомеха-
ннческой обработке стали» ЦИИН ЧМ. ииф 6, сер 12 с 19
33 Бернштейн
5
ТЕРМОМЕХАНИЧЕСКАЯ
ОБРАБОТКА
ТИТАНА И ЕГО СПЛАВОВ
ОБЩИЕ ПОЛОЖЕНИЯ
Интерес, который проявляется в настоящее время к титановым
сплавам во многих отраслях науки и техники, связан с тем,
что ни юдин из других известных конструкционных материалов
гАдт не облаДает одновременно такими, как ти-
------- -J тан, высокими свойствами и малым удель-
| ным весом наряду с высокой коррозион-
ной стойкостью (рис. 393). Кроме того,
1 сплавы титана отличаются высокой жаро-
Ста» МША | ПРОЧНОСТЬЮ (рИС. 394).
Рис 393 Сравнение удельной прочности раз-
личных конструкционных материалов
Основным методом создания
упрочненного состояния в титане
Рис 394 Изменение удельной проч-
ности конструкционных материалов
при повышении температуры
I — сплав ВТ8, 2 — сплав ВД17,
3—сталь ЗОХГСА, 4— сплав BM6S-1,
5 - сталь 1Х18Н8Т
и его сплавах до последнего вре-
мени считали легирование Это привело к созданию многочис-
ленных композиций на основе титана. В настоящее время для
упрочнения начали использовать термическую обработку
и ТМО.
Целесообразность использования ТМО применительно к ти-
тану и его сплавам определяется наличием полиморфных пре-
вращений и изменением свойств в результате термической об-
работки, а также способностью к деформационному упрочнению.
33*
1112 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
* *
*
При охлаждении полиморфное превращение 0-фазы с о. ц. к.
решеткой в a-фазу с г. п. у. (с/а = 1,587) решеткой, происхо-
дящее в чистом титане при 882,5° С ведет к образованию харак-
терной пластинчатой структуры. Исходный кристаллит 0-фазы
разбивается на фрагменты. Ориентация образующейся фазы
связана с исходной 0-фазой следующими соотношениями [3]:
(0001)а||(10Г)₽ [1120]а11|П1]р
(Н00)а || (121Э) fOOOlja ||[ 101 )р
(1120)а II (lllp) [HOOJa || [121]Э
Сопоставление межатомных расстояний в а- и 0-фазах, про-
веденное В. Д. Садовским с сотр. [4], показывает, что в со-
впадающих направлениях [ 1120]о || [ 111]э и [0001 ]а || [101 )р
в процессе 0 > а-превращения расстояния увеличиваются
на 4% (с 2,867 до 2,978 А) и на 1 % (с 4,682 до 4,736 А). Такое
незначительное изменение межатомного расстояния приводит
к тому, что в процессе превращения происходит только двух-
мерная перестройка решетки в плоскости (101)р, а плоскости
(0001)а и (ЮГ)р как бы совмещаются Перестройка заключается
в относительном сдвиге решетки на 0,22 в направлении [111]р,
который сопровождается изменением межатомного расстояния
в этом направлении (^ар ~ 2,867 А, так как ар = 3,311 А^до
величины параметра а-решетки (аа = 2,978 А). Кроме того,
каждая вторая базисная плоскость эффективно смещается в на-
правлении [10Т0]а на величину, равную межатомного рас-
стояния в этом направлении, относительно системы неподвиж-
ных базисных плоскостей. Это можно рассматривать как взаим-
ный сдвиг четных и нечетных базисных плоскостей в противо-
положные стороны на межатомного расстояния в указан-
ном направлении.
Таким образом, при полиморфном превращении титана на-
блюдается близкое ориентационно-размерное соответствие.
О величине фазового наклепа в титане имеются различные
данные. В Д. Садовский с сотр. [41 рассчитал изменение удель-
ного объема при превращении о ц к решетки в г. п. у. Были
использованы следующие данные: л20°с = 2,950 А; с20»с =
= 4,682 А. Средние коэффициенты расширения при нагреве до
700° С: ос ц - 13,4 •10~ь град'1 вдоль оси с и а± = 11,0 х
X 10~б град'1 перпендикулярно этой оси
ОБЩИЕ ПОЛОЖЕНИЯ
1113
Приняв, что эти коэффициенты неизменны вплоть до темпе-
ратуры превращения, авторы получили параметры а-решетки,
отнесенные к этой температуре: аа = 2,978 А, са 4,736 А;
а6 при 20° С = 3,282 А.
Коэффициент линейного расширения р-фазы 10,1
отсюда ар при 900° С равен 3,312 А, при 882° С 3,311 А.
Подставив эти данные в формулы
у _ °2с и у____________________ q8
Va~ 4ЛТ1 и - 2ЛТ1 ’
где ЛТк —вес атома титана, получили Уа = 0,2300 см3/г
и Va = 0,2296 см3/г.
Из этих данных следует, что объемный эффект превращения
составляет 0,17—0,10%.
Перестройка гексагональной a-фазы в кубическую 0-фазу
при нагреве сопровождается некоторым (довольно малым) сжа-
тием. Это объясняется тем, что уменьшение межатомного рас-
стояния, связанное с уменьшением координационного числа
с 12 до 8, сильнее, чем снижение плотности упаковки.
Для оценки величины внутренних напряжений,возникающих
вследствие изменения удельного объема при превращении, ис-
пользовалась формула
1 г. ДУ
а - з~ E~v~’
где Е — модуль упругости при температуре превращения.
При комнатной температуре Е — 10 850 кПмм2, средний
температурный коэффициент в интервале (—180° С)-(+600° С)
у = —6,4 кГ/мм*'град, следовательно, iWc - 5300 кГ/мм*
Полагая, что модуль 0-фазы имеет близкое значение к модулю
a-фазы при температуре превращения и что -^- = 0,17%, по-
лучили
0 = 1.5300-0,17-0,01 =3 кГ/мм*
Аналогичный расчет, выполненный Лером [5], показал, что
при фазовом превращении в железе величина внутренних напря-
жений составляет 38 кГ/мм*. Поэтому степень пластической
деформации в процессе фазового превращения -в железе значи-
тельно больше'
В. А. Ливанов, А А Буханова и Б. А Калачев [6] выпол-
нили расчет объемного эффекта при полиморфном превращении
исходя из данных о плотности фаз. Плотность 0-титана при тем-
пературе около 900° С составляет 4,32—4,35 г/см3\ плотность
1114 Т1'РМОМЕХ АНИЧI2CK АЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
а-титана при комнатной температуре 4,505—4,507 г!см\ а при
882° С—4,402 г! см? с учетом теплового расширения
Таким образом, объем изменяется при превращении примерно
на 2%, а напряжения, рассчитанные по приведенной формуле
(стр. 1113), равны 35 k/7jwjw2. Авторы этой работы считают, что
фазовый наклеп в титане может быть использован даже для
структурных изменений Однако расчет по значениям плотности
фаз нельзя считать достоверным, учитывая многие неоправ-
данные допущения
Природа 0 7^- а-превращен и я еще не совсем ясна. При тем-
пературах, близких к температуре превращения, скорость
перехода из одной кристаллографической модификации в дру-
гую чрезвычайно мала. Несмотря на большое число возможных
ориентаций, которые теоретически могут быть реализованы при
таком переходе (41 для 0 + а 0 цикла и 57 для а > 0 -> а
цикла [8 ], обычно получают только одну единственную перво-
начальную ориентацию [9].
При быстром охлаждении из P-области на поверхности всегда
образуется рельеф, указывающий на бездиффузионный характер
процесса
При наблюдении с помощью высокотемпературного микро-
скопа [8] обнаружено, чтоа-фаза образуется при переохлажде-
нии на 15—20° С ниже температуры превращения Еще большие
величины переохлаждения отмечены в работе [10], где скорость
охлаждения составляла 2 град!мин. В этой же работе показано,
что при обратном процессе, т е при нагреве, новые зародыши
0-фазы появляются при 870 + 5° С.
Природа 0 -+ a-превращения может быть выяснена при
кристаллографическом исследовании.
В работе Бюргерса [3] изучалась кристаллография превра-
щения 0 -+ а-решеток и было показано, что грань (0001) а-фазы
параллельна грани (ПО) 0-фазы и что направление [1120]
в a-фазе параллельно [111] в 0-фазе (рис 395), эти кристалло-
графические соотношения подтверждены в работах [11, 12].
Однако при более детальном исследовании показано, что
для йодидного титана существуют некоторые отличия от пред-
полагаемой a-ориентации по Бюргерсу В работе [13] рас-
считаны габитусные плоскости, ориентационные взаимоотно-
шения, напряжения, возникающие при превращении. Авторы
пришли к выводу, что большинство экспериментов можно
объяснить с точки зрения теории мартенситных превращений
Во многих работах подтверждается, что a-фаза, образу-
ющаяся из 0-фазы в результате медленного охлаждения или изо-
термической выдержки, имеет такие же габитусные плоскости
ОБЩИЕ ПОЛОЖЕНИЯ
1115
и ориентационные соотношения, как иа-фаза, возникающая при
закалке, т. е. при бездиффузионном превращении.
Чартенситная природа роста a-кристаллов из 0-фазы в ус-
ловиях изотермического превращения (1200° С, насыщение
кислородом) подтверждена в работе 17], в которой использо-
валась кинематографическая техника в сочетании с электрон-
ной микроскопией.
Развивая примененную в работе [8] методику высокотемпе-
ратурного микроскопического анализа, авторы исследования [9 ]
показали, что 0 -► a-превращение можно объяснить атермическим
зарождением и последующим ростом новой фазы, но обычным
диффузионным путем.
Кристаллографию перехода 0 а изучали также приме-
нительно к сплавам титана. Бюргеровское ориентационное
соотношение наблюдалось в сплавах титан — никель, титан —
молибден ЦО] Однако детальные исследования показали, что
габитусные плоскости, наблюдаемые в мартенсите, не всегда
могут быть достаточно строго обоснованы.
В работе [14] показано, что в сплавах титан — марганец
могут одновременно существовать два различных положения
габитусных плоскостей: [334}р и [344}р. Мартенситные кри-
сталлы могут различаться даже параметрами решетки В более
поздней работе Н5 ] указывалось, что в сплавах титана с 11 % Мо
габитусные плоскости отклоняются в пределах 4 град, от |334)р.
Исследование 116} показало, что в титановых сплавах
с 10% Мо наблюдаются габитусные мартенситные плоскости,
когерентные [334}р и [344р}, хотя от нормального положения
1116 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
они отклоняются на 1 и 1,5 град, соответственно. В закаленных
образцах сплавов Ti—Сг и Ti—Fe обнаружен мартенсит только
типа {334}р При закалке образцов сплава Ti—Мо в жидком
аргоне и при образовании мартенсита в результате деформи-
рования также обнаружен только мартенсит {344 }р. Установ-
лено также, что соотношение Бюргерса приемлемо для мартен-
сита {334|р,_за исключением отклонения в 0,5 град между
[111]р и [1120]а. Мартенсит {344}р может иметь или бюрге-
ровскую ориентацию или ориентационное соотношение, в ко-
тором (110)р : (0001)а — 14 град, и (110]р : [10Г0]а — 1 град.
Показано [16], что мартенсит {334|р и {344}р могут иметь
различные температуры начала мартенситного превращения Мн,
и поэтому преобладание того или иного мартенсита зависит от
температурных условий превращения.
Подобные же результаты были получены в работе [17], но
в этом исследовании на сплавах с 11 и 12,5% Мо был обнаружен’
мартенсит обоих типов, в то время как в работе [ 18] был обна-
ружен при деформировании лишь мартенсит типа [344}р.
Как и в случае чистого титана, число возможных ориентаций,
действительно образующихся при 0 a-превращении в тита-
новых сплавах, меньше по сравнению с теоретически возмож-
ным. При использовании методики высокотемпературного рент-
геновского исследования было показано [18], что двенадцать
a-ориентаций, которые получаются из 0-зерна, при нагреве
вновь переходят в исходный 0-кристалл.
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
Изучение влияния наклепа на механические свойства титана
показывает (рис. 396 и 397), что в результате деформирования
сильно увеличивается прочность йодидного титана и относи-
тельно в меньшей степени — прочность магниетермического.
При статическом растяжении и динамическом сжатии упрочне-
ние титана, оцениваемое по приросту твердости, близко к упроч-
нению железа, но ниже, чем в случае аустенитных сталей Уп-
рочнение титана заметно зависит от характера деформирования:
в наибольшей степени титан упрочняется при ударном сжатии,
меньше — при статическом растяжении и еще меньше — при
статическом сжатии В общем случае холодиодеформированные
образцы при нагреве разупрочняются; нами обнаружено,
что при нагреве холоднодеформированного сплава ВТ1-1 до
150—200° С происходит аномальное повышение прочности,
что, возможно, связано с полигонизацией.
ТЕРМОМЕХАНИЧГСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1117
Холодная деформация вызывает быстрый распад пересы-
щенных твердых растворов при таких температурах, при кото-
рых недеформированные сплавы
обнаружен, например, в сплаве
АТЗ, который построен на базе
a-твердого раствора при на-
греве в интервале 500—650° С
после предварительной дефор-
мации на 10—20% 119],
При холодной деформации
двухфазных титановых сплавов
также происходит упрочнение.
Предел прочности сплава ВТ 14
при обжатии на 30—60% повы-
шается с 90—95 до 105—
115 кПмм* 120]. Последующее
не распадаются. Такой распад
Рис 396 Влияние холодной деформа-
ции иа свойства магниетермического
титана
старение этого сплава приводит
к еще большему упрочнению за
счет образования частиц а-фазы
на дислокациях, плотность которых значительно возрастала
в результате холодной деформации В работе [21 ] указывается,
предварительно закаленного сплава
ВТ 14-1 (этот сплав содержит боль-
ше молибдена и ванадия по сравне-
нию со сплавом ВТ 14) вызывает
полиморфное бездиффузионное пре-
вращение а" р, которое, по-ви-
димому, обусловливает изменение
механических свойств.
Холодная пластическая дефор-
мация Р-сплава B-120VCA после
отжига в однофазной высокотем-
пературной области влияет на по-
следующие процессы старения
В результате сжатия на 16 и 8%
ускоряется распад p-фазы и повы-
шается максимальная твердость,
что холодная деформация
Рис 397 Влияние холодной дефор-
мации на свойства йодидного титана
которую можно получить в резуль-
тате старения при данной температуре [221.
Данных о влиянии деформирования перед закалкой на меха-
нические свойства титановых сплавов немного. В работе
А. П. Гуляева и А. С. Шигарева, выполненной на сплавах
ВТЗ-1, ОТ4, ОТ4-1 [23], деформирование осуществляли на
прессе при 850 и 900° С для сплава ВТЗ-1 и при 1000° С — для
сплавов ОТ4 и ОТ4-1. После деформирования все образцы за-
П18 ТЕРМОМСХАНИЧ ЕСКАЯ ОБРАБОТКА ТИТАНА И ГГО СПЛАВОВ
каливали в воде, а часть из них (только для сплава ВТЗ-1) под-
вергали 2-ч старению при 500° С
В результате проведенного исследования установлено
(рис. 398), что прочность сплава ВТЗ-1 с увеличением степени
деформации (от 0 до 90%) при 850° С возрастает со 120 до
150 кПмм*, а при 900° С — со 105 до 130 кПмм*, максимум
пластичности в случае осадки при 850 и 900° С достигается со-
ответственно при степенях деформации 60 и 35%. Последующий
отпуск приводит к повышению прочности, снижению пластич-
ности и изменению характера зависимости свойств от степени
деформации* так, после осадки при 850° С максимальный пре-
дел прочности (165 кПмм2) наблюдается уже при 40%; после
осадки при 900° С предел прочности с повышением степени де-
формации не возрастает, а несколько снижается, достигая ми-
нимума при 35% Найденный уровень пластичности отпущенных
образцов, предварительно деформированных при обеих темпе-*
ратурах, резко возрастает с повышением степени деформации
(рис. 398).
В отличие от сплава ВТЗ-1, у сплавов ОТ4 и ОТ4-1 системы
Ti—Al—Мп (рис. 399) значительный рост пластичности с увели-
чением степени деформации при ВТМО сопровождается не повы-
шением, а снижением предела прочности (на 5—10 кГ/мм2).
У образцов сплава ОТ4 при обжатии до 55% удлинение повы-
шается с 5 до 15%, сужение с 16 до 40%, ударная вязкость
с 6 до 9,5 кГ'м1см?\ при больших обжатиях свойства падают.
У образцов сплава ОТ4-1 характеристики пластичности с повы-
шением степени деформации (от 0 до 80%) монотонно возра-
стают: удлинение — от 10 до 17%, сужение — от 22 до 46%,
ударная вязкость—до 12 кГ-м!см\
Для выяснения причин улучшения механических свойств
сплава при ВТМО авторы [23] провели определение количества
p-фазы в нем, параметра ее решетки и ширины линии а-фазы
На основании полученных данных пришли к выводу, что более
высокие механические свойства после ВТМО обусловлены
дроблением зерен исходной p-фазы, изменением^формы обра-
зующихся мартенситных пластин и изменением соотношения
фазовых составляющих (по мнению авторов, наблюдаемый при
некоторых’средних значениях степени деформации максимум
пластичности’отвечает сохранению в сплаве наибольшего коли-
чества p-фазы, см рис 400).
О. П. Солонина также показала, что и для сплава ВТЗ-1
совмещение деформирования с закалкой в воду из Р-области
при 950—980° С или из двухфазной области при 920° С с после-
дующим старением при 550° С приводит к значительному повы-
шению механических свойств. Предел прочности в результате
50
в
75 О 25 50 75 Л,%
Рис 398 Влияние степени деформации на механические свойства сплава ВТЗ 1 при
термомеханической обработке [23]. а - деформирование при 850’С, охлаждение
в воде б — деформирование при 850’С, охлаждение в воде, отпуск прн 500’С, 2 «,
— деформирование при 900’ С, охлаждение в воде г — деформирование при 900° С,
охлаждение в воде, отпуск при 500° С, 2
Рис 399. Механические свойства титановых сплавов ОТ4 и ОТ4 1
после ТМО Температура деформирования 1000° С, охлаждение
после деформирования в воде [23]
Рис 400 Изменение коли-
чества 0-фазы и ширины ли-
нии (011) а-фазы в зависи-
мости от степени деформа-
ции
а — сплав ВТЗ 1 (/—закал
ка. 2—закалка, отпуск при
500° С, 2 ч). б — сплавы
ОТ4-1 (/) и ОТ4 (2)
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1121
такой обработки увеличился на 30—50%, время до разрушения
при 450° С — в 1,5 раза, предел выносливости — на 25—30%.
Однако сравнение в данном случае проводилось с образцами,
охлажденными на воздухе, что нельзя считать правомерным.
Данные, полученные при ТМО сплава ВТЗ-1, приведены
в табл. 87.
ТАБЛИЦА 87 ВЛИЯНИЕ РАЗЛИЧНЫХ РЕЖИМОВ ВТМО НА УПРОЧ-
НЕНИЕ ТИТАНОВОГО СПЛАВА ВТЗ-1 (ДАННЫЕ О П СОЛОНИНОЙ)
Температу- ра деформи- рования * °C - Термическая обработка * о® ан, кГ м/см2 НВ (диаметр отпечатка, деде)
Закалка в воде 116 16 53 2,5 3,2
920 То же и старение 145 9 45 1.6 3,1
Закалка иа воздухе 115 15 47 3,0 3,4
Закалка в воде 150 5,5 12 1,5 3,0
950 То же и старение 143 8.0 45 2,0 3,1
Закалка на воздухе 116 14 48 — 3,4
Закалка в воде 147 4,4 21 1.5 1 3,2
980 То же и старение 141 6,0 22 1,6 3,25
Закалка на воздухе 112 15 43 3,5 3,4
* Степень деформации при всех температурах 70%
Эти данные обсуждались в статье С 3. Бокштейна и др. [24].
Авторы ее связывают эффект упрочнения под влиянием ТМО
с резким измельчением структуры при быстром охлаждении
от температуры деформирования (по сравнению с охлаждением
на воздухе после него) и с более полным распадом 0-фазы в про-
цессе последующего старения. Указывается, что термомехани-
ческая обработка вызывает ускорение диффузии элементов
в сплавах, и поэтому применение этого способа упрочнения ог-
раничено. Однако, по мнению авторов [24 ],следует иметь в виду,
что повышение диффузионной подвижности может играть по-
лезную роль,ж так как способствует увеличению количества
упрочняющей фазы [25].
Для определения эффекта термомеханического упрочнения
титановых сплавов в зависимости от их фазового состава нами
совместно с М. Я. Бруном были изучены бинарные сплавы
титана с 3 и 7% Мо (рис. 401). Сплавы подвергали обработке
1122 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
по различным режимам: ВТМО при 750 и 780° С с обжатием 50%
и холодной прокатке с обжатием 20% после закалки с 780° С.
При закалке с этих температур в обоих сплавах фиксируется
максимальное количество 0-фазы, которое у сплава с 7% Мо
больше, чем у сплава с 3% Мо.
Это видно из результатов измерения относительной интен-
сивности линий (012)а и (200)р в зависимости от температуры
закалки:
^зак> С
/(012)а//(200)н сплавов
Ti-f-7% Мо
Ti+3% Мо
750 780 810 840 870 920
0,8 0,7 1,0 2,3 4,0 5,6
1,2 1,2 1,4 9,0 оо оо
Соответственно больше и эффект термомеханического упроч-
нения первого сплава, в данном случае оцениваемый по при-
росту предела прочности, %:
Ti + 3%Mo Ti + 7%Mo
ВТМО при 750° С, Х=50% 6 11
То же и старение 5 ч при
300° С ................... 13 30
400° С 6 18
ВТМО при 780° С, X = 50% . 4 10
То же и старение 5 ч при:
300° С . . . 17 28
400° С ......................... 4 8
Закалка с 780° С и деформирование
при 20° С, Х=20% ... 20 24
То же и старение 5 ч при.
300° С ............................. 6 9
400°С ... 2 0
Содержание молибдена в 0-фазе обоих сплавов после закалки
с идентичных температур одинаково, что видно из следующих
данных, характеризующих
изменение параметра решет-
ки а (кХ):
3% Мо 7% Мо
Закалка с780°С 3,2915 3.2910
ВТМО при 780°С 3,2928 3,2923
Таким образом, большее
упрочнение при ТМО сплава
с 7% Мо может быть обуслов-
лено только большим количе-
ством 0-фазы.
В работе с М. Я. Бруном
проведено также сопоставле-
Рис 401 Часть диаграммы состояния
системы титан-молибден (по Джеффи)
ние эффективности упрочнения после старения катаных образ-
цов сплава ВТЗ-1, подвергнутых ВТМО с деформацией 20% при
860° С и деформированию при 20, 450 и 600° С после закалки
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1123
с 860° С. Продолжительность нагрева под прокатку при 450 и
6О0°С составляла 20—30 мин. В процессе такого нагрева 0-фаза
частично распадалась, благодаря чему достигалось упрочне-
ние (табл. 88).
Эффект упрочнения в случае лсивоия*тв“ спллвл "втзи
деформирования при повышен- после закалки с вбо’с и на-
ных температурах (рис. 402) грева при 450 и боо°с
оказался больше, чем при ком-
натной: Дов =12^13 кГ1мм*
вместо 7 кП мм*. Это может быть
связано с интенсификацией рас-
пада 0-фазы (рис. 403), более
равномерным распределением
частиц выделяющейся фазы
(рис. 404) и ее наклепом.
В результате последующего
5-4 старения при 300—450° С
существенно (на 11—30 кПмм*)
мированные и недеформированные образцы и незначительно
(на 5 кПмм*} — образцы, прокатанные при 450 и 600° С. С по-
Темпе- ратура нагрева под де- формиро ваиие °C к/ в % Ч> %
20 112 13 29
450 140 5 17
600 135 6 19
упрочняются холоднодефор-
Рнс 402 Механические свойства сплава ВТЗ 1 после ТМО по схеме закал-
ка + деформация + старение
/ — закалка 860° С, 2 — закалка + деформация при 20° С, 3 — то же, при
450е С, 4 — то же, при 600’ С
П24 ГЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
^0
Рис 403 Изменение отношеиения интег-
ральной интенсивности линии (200)о и
(012)а в зависимости от температуры де-
формирования
применять термомеханическую
вышением температуры старения до 550° С предел прочности
холоднодеформированных образцов снижается и становится та-
ким же, как у недеформированных, в то же время образцы,
прокатанные при 450 и 600° С, сохраняют более высокую проч-
ность. Таким образом, упрочнение, достигаемое при теплой
прокатке закаленного сплава ВТЗ-1, термически более устой-
чиво, чем при холодной. Технологически теплая прокатка
в ряде случаев также более приемлема, чем холодная.
Высокотемпературная термомеханическая обработка сплава
ВТЗ-1 с обжатием 20% обеспечила получение после старения
при 550° С более высоких ме-
ханических свойств (ов =
= 149 кПмм\ 6 = 7%, ф =
= 22%), чем даже теплая
прокатка закаленных образ-
цов (ав= 141 6=5%, .
ф=21 %). Тем не менее, если
ВТМО не вписывается в тех-
нологический процесс (при
прокатке тонких листов и
труб, волочении проволоки и
др ) для повышения прочно-
стных свойств целесообразно
обработку с деформированием
закаленного материала. В работе показана также возможность
проведения предварительной термомеханической обработки
сплава ВТЗ-1 (табл. 89).
ТАБЛИЦА 89 МЕХАНИЧЕСКИЕ СВОЙСТВА ДЕФОРМИРОВАННЫХ
И НЕДЕФОРМИРОВАННЫХ ОБРАЗЦОВ СПЛАВА ВТЗ-1 ПОСЛЕ ЗАКАЛКИ
(860° С) И СТАРЕНИЯ ПРИ 550° С
Режим предварительной обработки Продолжи- тельность нагрева под закалку мин °в кГ/мм1 б %
Отжиг 1 5 | 132 (112) • 8 (10) 19 (30)
Отжиг + прокатка при 1 5 141(114) 5 (10) 18 (30)
20е С (А = 20%)+600° С, 10 138 5 17
5 ч 30 132 8 18
•В скобках — значения механических свойств после соответствующей обра- ботки, но без старения.
Из приведенных данных видно, что наклеп проявляется только
после старения и при условии ускоренного нагрева под закалку.
Для повышения жаропрочности а- и (а + 0)-титановых
сплавов была также успешно применена механико-термиче-
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1125
ская обработка. По данным [30], механико-термическая об-
работка сплава АТЗ (4-кратное деформирование в условиях
ползучести при 500° С и о — 12 кПмм2 в течение 24 ч с про-
Рис 404 Микроструктура сплава ВТЗ-1 после ТМО по различным режимам и старе-
ния при 550® С, 5 ч
а — закалка с 860® С. б — ВТМО при 860® С, X = 20%; в — закалка с 860® С. дефор-
мирование при 20® С, X = 20%, г — закалка с 860* С, деформирование при 600® С,
X = 20%
межуточной 24-ч выдержкой при этой температуре без напряже-
ния) привела к удлинению стадии установившейся ползучести
при 500° С почти в пять раз, к увеличению срока службы более
чем в два раза и к повышению ресурса пластичности (рис. 405).
34 Бернштейн
1126 ТЕРМОМЕ X АНИЧЕСКЛЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
М. я. Брун и 3. Г. Фридман показали возможность сущест-
венного увеличения жаропрочности двухфазного титанового
сплава ВТ9 методом МТО (рис. 406)
л.%
Рис 405 Кривые ползучести сплава AT3 прн 500* С
/ - до М ГО, а=|5 кГ/мм*, 2—4 — после МТО 2 — О =
= 20 кГ!ммг, 3—17 кГ/ммг, 4—12 кГ/мм1
Опробование некоторых режимов термомеханической об-
работки двухфазных сплавов в производственных условиях на
конкретных деталях показало целесообразность применения
Рнс 406 Кривые ползучести сплава BT9 (температура испытания 500° С, 0=20 кГ/мм*
Обработка
Скорость
устано
вившейся
ползучести
10‘%/ч
исп‘ ’’
до 8ост =
= 0,2%/ч
8
5
5
250
1500
1300
4000
ТМО Установлено явное преимущество этой обработки, повы-
шающей и прочность, и пластичность, а также продолжитель-
ность службы при повышенных температурах.
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1127
В работе В Я. Клейменова и др.1 исследовали термомехани-
ческое упрочнение (а + 0)-титановых сплавов в условиях
штамповки лопаток с температур, соответствующих двухфазной
области ВТМО в данном случае состояла из горячей штамповки
лотаток с закалкой в воду с температуры конца деформирования
и последующего старения при 530—600° С При этом удавалось
полностью или частично фиксировать структуру, получаемую
во время штамповки, и подавить развитие рекристаллизацион-
ных процессов. Микроскопический анализ показал, что в ре-
зультате применения ВТМО образуется резко измельченная
гетерофазная структура, несколько ориентированная в направ-
лении деформирования. Подтверждено также, что ВТМО спо-
собствует интенсивному и равномерному распаду 0-твердого
раствора в процессе старения.
В результате высокотемпературного термомеханического
упрочнения двухфазных титановых сплавов ВТЗ-1, ВТ8 и ВТ9 на
штамповках лопаток получен значительный прирост прочно-
сти — на 15—25%, т. е на 20—35 кПмм2. Эффект ВТМО при
длительной работе лопаток сохранялся при 400° С у всех спла-
вов, а при 450° С в меньшей степени — у сплавов ВТ8 и
ВТ9.
При еще более высоких рабочих температурах происходит
разупрочнение и потеря термической стабильности.
Однако, как указывают авторы, для объектов одноразового
или кратковременного действия упрочненные ВТАЮ изделия
могут быть успешно применены при более высоких рабочих тем-
пературах.
Упрочнение, созданное ВТМО, проявляется и при испыта-
нии на длительную прочность. Например лопатки из сплава
ВТЗ-1, штампованные с применением ВТМО, отличаются более
высокой (на 12—15 кПмм2) длительной прочностью при 400° С
за 500—3000 ч, чем после обработки по существующей техно-
логии. Еще более высокое увеличение длительной прочности
после ВТМО (30—35 кПмм2) наблюдается в первые 100 ч ра-
боты. В такой же степени повышается жаропрочность при 400° С
лопаток из сплава ВТ8; значительно меньшее повышение (3—
5 кГ/мм2) отмечается при 450° С.
В результате закалки (с последующим старением) с темпе-
ратур, близких к температуре нагрева под штамповку, дости-
гается при комнатной температуре примерно такая же проч-
ность, как после ВТМО, однако значения поперечного сужения
(сплав ВТ8) в этом случае в два раза более низкие
’ В сб «Повышение прочности конструкционной стали и сплавов» (Материалы конфе
ренций) МДНТП ям Дзержинского, 1966
34*
1128 термомехаиическая обработка титана и его сплавов
Используя ВТМО при штамповке лопаток из сплава ВТ8,
удалось повысить их усталостную прочность примерно на 20%
при натурных испытаниях на базе 2-Ю7 циклов при 20° С.
В случае сплава ВТЗ-1 усталостная прочность лопаток после
ВТМО повысилась при 20° С на 12% и при 400° С на 15% по
сравнению с другими видами упрочняющих обработок. Как
указывают В. Я Клейменов и др , ВТМО приводит к повыше-
нию усталостной прочности также и при асимметричном нагру-
Рис 407. Микроструктура сплава ВТ15 после ВТЧО (Х^60%) [26] с 850 (а) и 1000“С
(б) X 300
жении образцов, вырезанных из лопаток. Авторы считают пер-
спективным использовать ВТМО при штамповке лопаток из
титановых сплавов.
Термомеханическая обработка ^-сплавов рассматривается
в нескольких работах. С. Г. Глазунов и И. С Полькин пока-
зали, что непосредственной закалкой образцов сплава ВТ15
после ковки с обжатием 85% при 800° С и последующим старе-
нием при 450° С в течение 25 ч можно получить сгв =
= 185 кПмм2 при 6 = 5,5% вместо 155 кПмм2 при той же пла-
стичности в случае обычной термической обработки.
По данным, полученным в работе И И Новикова и др.
126], при ВТМО сплава ВТ15 с 1000° С не происходит значи-
тельного повышения прочности (как после закалки, так и после
старения), однако с увеличением степени деформации повы-
шается пластичность, что особенно заметно после старения.
При ВТМО сплава ВТ15 с 850° С после закалки ни прочность,
ни пластичность с увеличением степени деформации не увели-
ТЕПЛОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1129
чизаются, однако после старения предел прочности значительно
возрастает уже в случае 5—8%-ной предварительной деформа-
ции, а далее не изменяется; значения пластичности растут при
50—60%-ной деформации (удлинение с 4 до 8%, поперечное
сужение с 10 до 20—22%)
Исследования микро-
структуры показали, что в
случае 50—60 % -ной дефор-
мации при ТМО с 1000° С
происходит рекристалли-
зация, а при ТМО с 850° С
этот процесс не идет (рис
407)
В дальнейших иссле-
дованиях, выполненных
И. И. Новиковым и И. С.
Полькиным1 на сплаве
ВТ15, показано, что с уве-
личением степей и холодной
деформации после закалки
распад p-фазы сильно уско-
ряется. Выделение высо-
кодисперсной а-фазы при
обычном одноступенчатом
бд, кГ/пмг
О 5 10 15 20 Т, ч
Рис 408 Механические свойства проволоч
иых образцов сплава BT15, подвергнутых пос
ле закалки холодной деформации и а 6 (/), 20
(2), 40 (3), 70 (4) и 80% (5) и старению по ре-
жиму 450° С. х ч +560° С, 15 мин, в зависи
мости от продолжительности старения при
450° С
старении холоднотянутой
проволоки из сплава ВТ 15
приводит к ее охрупчива-
нию и сильному разбро-
су механических свойств
Используя двухступенча-
тое старение, можно устранить хрупкость и получить стабиль-
ные механические свойства холоднотянутой проволоки (рис 408).
В результате такого старения по режиму, например, 450° С,
25ч-|- 560сС, 15 мин, определяющего коагуляцию частиц
а-фазы, резко повышается пластичность при незначительном
снижении прочности Высокотемпературное одноступенчатое
старение (при 560° С) нельзя использовать вместо двухступен-
чатого, так как получается более низкая прочность
Исследования высокотемпературной схемы ТМО показали,
что механические свойства p-фазы при горячем деформировании
изменяются мало, но вследствие накопления в ней дефектов
эти свойства могут изменяться при последующем старении.
Поэтому для получения необходимых свойств следует учиты-
И С Полькин Автореферат диссертации, М 1966
Рис 409 Влияние степе-
иидеформации при В ГМО
с осадкой на молоте при
850° С иа механические
свойства сплава ВТ 15
1 — охлаждение в воде,
старение при 450°С, 25ч,
2 — охлаждение па воз-
духе, старение при 450°С,
25 ч, 3 — охлаждение
и воде, 4 — охлаждение
на воздухе
Рис 410 Влияние степени
деформации при В ГМО с
осадкой под прессом при
850°С на механические свой
ства сплава ВТ!5 (обозначе-
ния см рис 409, по ордина-
те — переменная шкала)
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1131
вать все условия предыдущего деформирования (температуру
деформирования, степень деформации и скорость охлаждения).
Показано, что ВТМО сплава ВТ15 можно рекомендовать во всех
случаях горячего деформирования полуфабрикатов из этого
сплава
В результате ВТМО при 850° С с осадкой на молоте или
прессе (рис. 409 и 410) прочность сплава ВТ15 повышается на
бд,кг/пмг
сплава ВТ!5 (обозначения см рис 409, по ординате —
переменная шкала)
20—40 кПмм\ а показатели пластичности не снижаются;
в случае ВТМО при 1000° С предел прочности увеличивается
мало (на 5—10 кГ1мм*), но резко повышается относительное
удлинение — в 2—2,5 раза (рис. 411).
После ВТМО при 850° С с деформированием прессованием
через матрицу предел прочности сплава ВТ 15 возрастает на
15 кГ!мм?, а показатели пластичности не изменяются. По-види-
мому, в данном.случае проявляется влияние сильного разогрева
металла, присущее этому способу деформирования, что повы-
шает истинную температуру при ВТМО и снижает ее упроч-
няющий эффект.
Учитывая, что нерекристаллизованная структура часто
сохраняется и при охлаждении на воздухе, И. И. Новиков и
1132 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
И. С. Полькин считают, что выводы о режимах обработки, к ко-
торым пришли на основе исследования ВТМО с закалкой в воде,
можно принципиально распространить и на многие случаи при-
меняемой на практике горячей обработки давлением. По мне-
нию авторов, эту обработку следует проводить при 1000° С
с максимальными степенями деформации, а при 850° С — с ко-
нечной деформацией 40—50%.
В работе [27] ВТМО сплава ВТ15 проводили при более низ-
ких температурах: 760 и 350° С. В результате деформирования
перед закалкой с 760° С и последующего старения при 450° С
прочностные свойства повышались, но при этом падала пластич-
ность Такое же изменение свойств наблюдалось и при ТМО
с 350° С Изучение микроструктуры показало, что с увеличе-
нием степени деформации происходит измельчение зерна Следы
рекристаллизации не обнаружены.
С. Г Глазунов и А. И Хорев также исследовали влияние
ВТМО на прочность при двухосном растяжении сплава ВТ15
[28] Трубы из этого сплава подвергали прессованию при
1050° С с деформацией 85%, после чего некоторые из них зака-
ливали в воде, а другие охлаждали на воздухе. Трубы, охла-
жденные на воздухе, закаливали с 800° С. Из труб изготавли-
вали «бачки», которые испытывали внутренним гидравлическим
давлением до разрушения
Результаты испытаний показали, что бачки, подвергнутые
ВТМО, разрушались при пределе прочности 153—160 кПммг,
а бачки, термически упрочненные по стандартному режиму, —
при 125—128 кПмм2. С повышением температуры старения
до 560° С пластичность бачков, подвергнутых ВТМО, увеличи-
лась, причем заметного снижения прочности не произошло.
Структура металла, прошедшего ВТМО, состояла из зерен
0-фазы с тонкими границами, внутри зерен наблюдалось равно-
мерное потемнение, указывающее па повсеместный (по объему
зерен) распад при старении Структура металла, не подвергну-
того ВТМО, имела грубые, широкие границы, по которым шел
интенсивный распад 0-фазы Следовательно, ВТМО обусловли-
вает более полный и равномерный распад 0-фазы при старении
и, следовательно, повышение и прочности, и пластичности.
В другой работе С Г. Глазунов с сотр. исследовали образцы,
вырезанные из прессованных (при 950—1150° С) труб из сплава
ВТ15, охлажденных сразу после деформирования в воде или
на воздухе. Из каждой трубы вырезали по 50—70 образцов
и после испытания на растяжение строили частотные кривые.
Прочность оказалась всего на 4—6 кПммг выше, чем после
обычной для этого сплава термической обработки, но пластич-
ность возросла на 10—15%. В результате последующего двои-
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1133
ного старения (480° С, 25 ч + 560° С, 15 мин) предел прочности
увеличился на 12—15 кПмм\ а пластичность в 3—4 раза
Повышение пластичности в результате ВТМО, как пола-
гают авторы, вероятно, связано с тем, что примеси не успевают
сконцентрироваться на границах вновь образующихся (оче-
видно, в процессе рекристаллизации) зерен. Кроме того, ча-
стицы второй (а) фазы в процессе старения деформированной
матрицы образуются из большего числа центров, что обуслов-
ливает их меньший размер и равномерное расположение. Важ-
ным результатом рассматриваемой работы является установле-
ние факта устойчивого сохранения упрочняющего влияния го-
рячего деформирования сплава ВТ15 при последующем (после
деформирования) охлаждении на воздухе. Поэтому металл,
охлажденный на воздухе после проведенной по определенным
режимам горячей деформации, целесообразно непосредственно
подвергать старению, в результате которого получают сочета-
ние высоких механических свойств.
Применительно к высокопрочным титановым сплавам, в част-
ности сплаву ВТ 15, термомеханическая обработка имеет тот
смысл, что в результате совмещения пластической деформации
с фазовыми превращениями достигается повышенная пластич-
ность при сохранении высокой прочности [29]. После обычной
термической обработки таких сплавов пластичность их сни-
жается
Данные, полученные в работе [29], приведены в табл. 90.
Действительно, в результате ТМО с охлаждением на воздухе
после горячего деформирования получается высокий комплекс
механических свойств Следует отметить некоторую не вполне
ясную особенность, при 6 36% и ф = 50 — 60% авторы полу-
чили совпадение пределов прочности и текучести. По-видимому,
диаграммы растяжения, получаемые при испытании титановых
сплавов, требуют иной, чем обычно, обработки.
М. А. Никаноров, К-И Хвостынцев, И С Антипов1 изу-
чали возможности повышения свойств основного материала и
сварных соединений Р-титанового сплава ТС6, выплавленного
с применением шихтовых материалов различной степени чи-
стоты Установлено, что свойства сплава в результате примене-
ния термомеханической обработки получаются более стабиль-
ными, а общий комплекс их — более высоким.
Термомехаыичсскую обработку сплава вели по различным
технологическим схемам. Одна схема — НТМО основного мате-
риала и сварных соединений из листа толщиной 3—5 мм —
предусматривала закалку из p-области, холодное деформиро-
1 См сноску на стр 1127
1134 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
ТАБЛИЦА 90 ВЛИЯНИЕ ВТМО НА МЕХАНИЧЕСКИЕ СВОЙСТВА
СПЛАВА ВТ15 (29)
Режим обработки ав кГ/мм* от кГ/мм* б % •1
ВТМО (85% при 1050° С, иода, двой- ное старение при 480 и 560° С) 83,5 83,5 33 61
Горячее прессование с охлажде- нием на воздухе 79 79 31 52
ВТМО и закалка с 800° С (30 мин) в воде 84,0 84,0 32,6 62
Горячее прессование и закалка 800° С (30 иин) в воде 81,5 81,5 29,6 49,9
ВТМО, старение при 480° С, 25 ч и при 560° С, 15 мин 131,3 129,0 4,0 18
Горячее прессование, старение прн 480е С, 24 « и при 560° С, 13 мин 118,5 113,5 4,6 20,5
ВТМО, закалка с 800° С (30 мин) в воде и старение при 480° С, 25 ч и при 560° С, 15 мин 124,5 117,7 10,0 13,5
Горячее прессование, закалка с 800° С (30 мин) в воде и старение при 480° С, 25 ч и при 560е С, 15 мин 120 114 7,2 17
ВТМО, старение при 480° С, 50 ч и при 560° С, 15 мин 140,0 135,0 9,4 18
Горячее прессование, старение при 480е С, 50 ч и прн 560е С, 15 мин 128,8 125,8 7,8 16,7
ВТМО, закалка с 800° С (30 мин) в воде, старение при 480* С, 50 ч и при 560° С, 15 мин 130,0 128,8 3,2 7,0
Горячее прессование, закалка с 800° С (30 мин) в воде, старение при 480е С, 50 ч и при 560* С, 15 мин 126,8 125 2,0 6,7
ванне прокаткой с различными степенями обжатия, старение.
ВТМО кованого материала осуществляли путем осадки на прессе
нагретых заготовок (температура нагрева в 0-области) с раз-
личными степенями деформации, закалки в воде и старения.
Оптимальные свойства основного материала (ов = 150ч-
4-160 кПмм\ 6 = 4-?-6%) и сварных соединений (ств =
= 150 кПмм\ а = 154-20°) были получены после следую-
щего режима НТМО: закалка с 800—850° С, холодное деформи-
рование со степенью обжатия 40%, старение при 425—450° С
в течение 10—15 ч. После такой обработки обнаруживается
равномерный распад 0-твердого раствора с выделением а-фазы
преимущественно по плоскостям скольжения.
Исследование влияния температуры закалки после холод-
ного деформирования на процессы упрочнения при старении
листового материала из сплава ТС6 показало, что в случае
не полностью рекристаллизованной структуры происходит
более равномерный распад 0-фазы, чем при полной рекристал-
лизации.
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ Ц35
В результате ВТМО удалось также улучшить прочностные
характеристики при сохранении удовлетворительной пластич-
ности.
М. X Шоршоров, Г. Е. Кайнова 1 изучали влияние режимов
термомеханической обработки на условия получения стабиль-
ной дислокационной структуры и свойства 0-сплавов титана-
ВТ15 (ЗА1 -7Мо -11 Сг) и опытного сплава 1Т (3 А1-7 Мо-5,5 Сг-
3Fe) Термомеханическая (или, как ее называют авторы, меха-
60,кГ/ммг
500 000 700 t. С
Рис 412 Влияние температуры после деформационного нагрева
сплава BT15(для развития полигонизации) на его механические
свойства Закалка с 800 (/) и 1200° С (2)
нико-термическая) обработка состояла из следующих операций,
а) закалки на 0-фазу, б) деформирования при комнатной темпера-
туре с последующим нагревом до температур полигонизации или
непосредственно при температурах полигонизации, в) старения.
В результате деформирования на 40—50% после закалки
с 800 и 1200° С на сплаве ВТ 15 были получены следующие сред-
ние показатели прочности. ов = 152 к.Пмм2 и ф — 17%.
Однако в случае закалки е 1200° С несколько меньше разброс
данных механических испытаний Дополнительный кратковре-
менный нагрев деформированного материала до 600—650° С
с целью полигонизации 0-фазы приводит к повышению предела
прочности до 167 кПмм2 при сохранении пластичности на отно-
сительно высоком (ф = 14%) уровне (рис 412) С дальнейшим
повышением температуры нагрева эффект упрочнения сни-
жается.
Наиболее высокая прочность (ов < 178 кГ/мм2) была до-
стигнута при ТМО по схеме закалка, деформирование на 25%
при 400° С, старение. При этом поперечное сужение умснь-
1 См сноску на стр 1127
1136 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
шается до 7%, т. е. практически до уровня, соответствующего
обычной термической обработке
Полигонизация под напряжением протекает при более низ-
ких температурах, чем при последовательном воздействии пла-
стической деформации и нагрева металла. Оптимальная темпе-
ратура деформирования сплава ВТ 15 400—500° С, после де-
формирования при температурах 500° С и выше эффект упрочне-
ния снижался из-за огрубления субструктуры.
Предварительные исследования термомеханического упроч-
нения сплава 1Т показали, что при добавках железа полиго-
низация деформированной p-фазы, по-видимому, затрудняется.
Для получения высокой прочности и пластичности требуются
более высокие степени деформации, чем в случае сплава ВТ15.
Основные закономерности связи тонкой структуры и свойств
титанового сплава ВТ 15 при термомеханическом упрочнении,
полученные на образцах, были подтверждены при испытании
емкостей диаметром НО мм с толщиной стенки 1,2 мм. Схема
термомеханической (механикотермической) обработки была сле-
дующей закалка, деформирование, кратковременный нагрев
до 650—680° С, старение. При такой схеме была получена кон-
структивная прочность ак — 155-Г-160 кПмм* при вязком
характере разрушения. С повышением температуры нагрева
до 750° С снижалась конструктивная прочность до ок =
— 147 кПммг, а с увеличением выдержки при 680° С до 2 ч
емкость хрупко разрушилась при <гк = 130-4-134 кПмм*.
В работе С 3 Бокштейна, Ф Н. Тавадзе и 3. Ш. Хероди-
нашвили с помощью радиоактивных изотопов изучалось влия-
ние термомеханической обработки на диффузию в сплавах
ВТЗ-1 и ВТ 15. Показано, что коэффициент диффузии углерода
при 450° С в случае сплава ВТЗ-1 после ТМО меньше, чем после
обычной термической обработки При 700° С (эта температура
выше температуры разупрочнения) наблюдается обратная кар-
тина — после ТМО коэффициент диффузии углерода в два раза
больше, чем после обычной термической обработки.
Эти данные вполне согласуются с полученными авторами
результатами испытаний при повышенных температурах ””
Я Д Вишняков и А. Н. Иванов изучали влияние ВТМО
на особенности строения, текстуры и фазового состава спла-
вов ВТ 15 и ВТЗ-1 Показано, что снижение температуры де-
формации при ТМО сопровождается измельчением областей
когерентного рассеяния При ВТМО образуется термически
более стабильная конфигурация дефектов, чем после холодной
деформации С увеличением степени деформации при ВТМО
сплава ВТЗ-1 иглы мартенсита и их субструктура измельчаются.
Обнаружено, что поспе ВТМО увеличивается количество
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1137
0-фазы. Предполагается, что это может быть вызвано ускоряю-
щим влиянием деформации как на процессы гомогенизации
0-фазы, так и на диффузионный распад ее во время охлаждения
с температур ВТМО.
*
3 работе с Л. П Фаткуллиной нами изучалось изменение
структуры и свойств промышленных двухфазных титановых
сплавов ВТЗ-1, ВТ8, ВТ14 в результате термомеханической
обработки. Исследование влияния деформирования на тонкое
строение титановых сплавов позволило в некоторой степени
выяснить природу создаваемого упрочнения.
Двухфазные титановые сплавы подвергали термомеханиче-
ской обработке при 20° С, в нижнем интервале (а -Т 0)-области
(при температурах, близких к порогу рекристаллизации),
в верхнем интервале (а + 0)-области (при температурах, близ-
ких к температурам закалки по стандартным режимам) и
в 0-области. Температуры деформирования различных сплавов
составляли, °C:
ВТЗ-1 780, 850, 1000
ВТ8 800, 92Q, 1020
ВТ14 ... 20, 700, 850, 910, 970
В результате холодной деформации сплава ВТ 14 предел
прочности увеличивается на 22 кПммг, а предел текучести —
на 25 кПмм2 (рис 413). Такое упрочнение достигается практи-
чески без изменения величины поперечного сужения, но при
снижении (с 17 до 11%) относительного удлинения.
При проведении ТМО в нижнем интервале (а + 0)-области
с повышением степени деформации предел прочности всех спла-
вов умеренно возрастает и после охлаждения в воде, и после
охлаждения на воздухе (рис 414—416). Прирост прочности
у сглавов ВТЗ-1 и ВТ 14 примерно одинаков и составляет 15—
20 кПмм2 при степени деформации 50—60%. После старения
по стандартному режиму предел прочности сплавов ВТЗ-1 и
ВТ8 дополнительно увеличивается примерно на 10 кПмм\
а сплава ВТ14 — на 5 кПмм1. В общем эффект упрочнения от
старения незначительный Пластичность при этом несколько
падает. Сопоставление свойств после ТМО со старением и после
стандартной (упрочняющей) термической обработки показы-
вает, что ТМО с’температур нижнего интервала (а -Т 0)-области
не дает значительного преимущества в свойствах.
При деформировании в верхнем интервале (а + 0)-области
достигается более высокий уровень свойств (рис. 417 и 418).
При увеличении степени деформации до 50—65% значительно
1138 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
возрастают предел прочности (на 25 к,Пммъ) и поперечное суже-
ние (на 10—30%) закаленных после деформации в воде образ-
цов Прочность образцов, охлажденных на воздухе (за исклю-
чением сплава ВТ14), почти не изменяется с увеличением сте-
пени деформации; у сплава ВТ14 обнаруживается некоторый
рост предела прочности В результате старения закаленных
Рис 413 Влияние степени
деформации при 20°С иа мс
ханические свойства сплава
ВТ14
образцов происходит суще-
ственное дополнительное
Рис 414 Влияние степени дефор-
мации при 780°С на свойства сплава
ВТЗ-1 Площадки по оси ординат—
свойства после стандартной обра-
ботки
/ — охлаждение в воде, 2 — то же
и старение, 3 — охлаждение на воз-
духе
упрочнение, сопровождаю-
щееся снижением характеристик пластичности Однако если при
старении обычно закаленных образцов значительно снижаются
поперечное сужение и относительное удлинение, то при старе-
нии деформированных перед закалкой образцов (т. е после
ВТМО) снижения этих характеристик не наблюдается.
Уровень прочности сплавов ВТЗ-1 и ВТ8 после стандартной
термической обработки значительно ниже, чем после ВТМО
У сплава ВТ14 при ВТМО значительно повышается пластич-
ность Таким образом, лучшим вариантом ВТМО является
деформирование на 50—65% при температурах верхнего интер-
вала (а + р)-области с немедленной закалкой в воде и после-
дующее старение В результате такой обработки на сплаве
ВТЗ-1 можно получить предел прочности 146 кПмм? при 6 =
6в.к1/МП‘
130 v
О W 20 30 ЬО 50 А,7,
Рис 415 Влияние степени деформации
при 800° С на механические свойства
сплава ВТ8(обозначения см рис 414)
Рис 416. Влияние степени деформации
при 700 С на механические свойства сплава
ВТ14 (обозначения см рис 414)
Рис 417. Влияние степени деформации
при 920° С на свойства сплава ВТ8
/ — охлаждение в воде, 2 — то же и
старение, 3 — охлаждение иа воздухе,
4 — то же и стандартная обработка
Рис 418 Влияние степени деформации
при 850°С на свойства сплава ВТ 14
(обозначения см рис 417)
П40 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
— 9-4-10% и ф — 45% После стандартной термической обра-
ботки свойства были следующими: а = 115 к,Пммг, б =
= 114-12%, ф = 48%.
Сплав ВТ8 после ВТМО при 920° С со степенью деформации
40—60% имеет предел прочности 140 кПмм* при б = 12%
и ф = 50%; после стандартной обработки ов = 116 кПмм*,
б = 15% и ф = 42%.
Рис 419 Влияние продолжительности
перерыва т между деформированием
при 850° С (X — 70%) н закалкой
I — без старения, 2 — после старения
Рис 420 Влияние продолжитель-
ности перерывах между деформиро-
ванием при 920°С(Х=60%) и закал-
кой на свойства сплава ВТ8
1 — без старения; 2 — после ста-
рения
В результате ВТМО сплава ВТ 14 при 850° С со степенью
обжатия 50—60% предел прочности возрастает до 127 кПммъ\
при стандартной термической обработке получили предел проч-
ности 116 кПмм* при тех же значениях характеристик пластич-
ности, что и после ВТМО
Закалка с температуры деформации 910° С и последующе®
старение сплава ВТ14, независимо от степени обжатия, обеспе-
чивают наряду с несколько повышенной прочностью значи-
тельно более высокие поперечное сужение и относительное
удлинение (ф = 29-4-38% вместо 11—20% и 6=9% вместо
5-6%).
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1141
Рис 421 Влияние продолжительности
перерыва т между деформированием
при 850° С (?- = 50%) и закалкой иа
свойства сплава ВТ14
/ — без старения, 2 — после старения
0 10 30 00 I960
Указанные свойства получаются при условии, что время
между деформированием и закалкой при ВТМО не превышает
2—3 сек. Однако это не всегда возможно при производстве поко-
вок из титановых сплавов.
Изучение влияния времени перерыва между деформирова-
нием и закалкой при ВТМО на механические свойства показало,
что в случае сплавов ВТЗ-1 и
ВТ8 10-сек перерыв не приво-
дит к существенному изменению
свойств (рис 419 и 420) При
большем перерыве прочность
падает. У сплава ВТ 14 уже
10-сек перерыв вызывает паде-
ние прочности, отчетливое влия-
ние перерыва на предел проч-
ности обнаруживается и после
старения (рис. 421)
При деформации в (а 4- 0)-
области происходит измельчение
структуры (рис. 422—424), при-
чем при исследовании под оп-
тическим микроскопом разницы
в микроструктуре образцов,
охлажденных после деформиро-
вания в воде и на воздухе, обна-
ружено не было. Рентгеновским
анализом установлено увеличе-
ние текстурованности с повы-
шением степени деформации при
охлаждении в воде При охлаж-
дении на воздухе после деформации на 60% в сплаве ВТЗ-1
протекает начальная стадия рекристаллизации.
Термомеханическую обработку с нагревом в 0-области про-
водили при 1000 (ВТЗ-1), 960 (ВТ14) и 1020° С (сплав ВТ8).
Эти температуры на 30—60° С выше температур фазового
превращения (а + 0) 0.
С увеличением степени деформации прочность сплавов, за-
каленных в воде сразу после осадки, изменяется незначительно,
однако пластичность возрастает, истинный предел прочности
также непрерывно возрастает (рис. 425—427) Уровень проч-
ности образцов, охлажденных на воздухе, на 20—30 кГ/мм*
ниже, чем после закалки в воде, и практически одинаков при
всех степенях деформации. Проведение стандартной упроч-
няющей обработки повышает уровень прочности, однако он
остается ниже, чем после ВТМО. Поперечное сужение с повыше-
35 Бернштейн
Рис 422 Микроструктура сплава ВТЗ-1 после охлаждения с 850s С на воздухе X 100
а — без деформирования, б — деформация 40%, в — деформация 60%
Рис 423 Микроструктура сплава ВТ8 после охлаждения с 920s С на воздухе X 500
а — без деформирования, б — деформация 50%
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1143
нием степени деформации при ВТМО растет и при X -= 60 — 70%
приближается к значениям, полученным после стандартной
обработки.
Рис 424 Микроструктура сплава ВТ14 после нагрева при 850° С и охлаждения
на воздухе X 250
а — без деформирования, б — после деформирования на 50%
ТАБЛИЦА 91 МЕХАНИЧЕ-
СКИЕ СВОЙСТВА СПЛАВОВ ВТ8
И ВТЗ-1 ПОСЛЕ ВТМО (I) И СТАН
ДАРТНОЙ ТЕРМИЧЕСКОЙ ОБРА
БОТКИ (II)
Сплав i Обработ- ка * 5
ВТ8 I II 135 110 27 30 6—7 12
ВТЗ 1 11 140 112 28 32 5—7 10—12
Таким образом, после ВТМО сплавов ВТЗ-1 и ВТ8 с нагре-
вом в 0-области можно получить более выгодное сочетание проч-
ности и пластичности, чем после стандартной термической обра-
ботки (табл. 91).
У сплава ВТ14 после ВТМО
с 960° С получено меньшее по-
вышение прочности (всего 6—
7 кГ/мм2), чем у сплавов ВТЗ-1
и ВТ8, но зато несколько более
высокая пластичность.
Исследование влияния вре-
мени перерыва между деформи-
рованием и закалкой показало,
что при перерыве более 30 сек
у сплавов ВТЗ-1 и ВТ8 эффект
термомеханической обработки
снимается, а у сплава ВТ14
прочность снижается после вы-
держки более 10-сек перед закалкой (рис 428—430).
При нагреве до температур деформирования в 0-области
происходит и рост зерен, в результате образуется очень грубо-
35*
6л,кГ/ннг
6д,кГ/г1Пг
74^ Г о—О /
Рис 425. Влияние степени деформации
при 1000°С на свойства сплава ВТЗ-1
/ — охлаждение в воде, 2 — то же н
старение, 3 — охлаждение на воздухе,
4 — то же и стандартная обработка
Рис 426 Влияние степени деформации
при 960° С на свойства сплава Т14 (обо
значения см рис 425)
Рис 427 Изменение истинного предела прочности
и твердости сплава ВТ8 от степени деформации
при 1020* С (обозначения см рис 425)
Рис 428 Влияние перерыва т между деформированием
при 1000° С и закалкой на свойства сплава ВТЗ-1.
Л — охлаждение на воздухе
Рис. 429 Влияние перерыла т между деформированием прн
1020’С и закалкой на свойства сплава ВТ8
В — охлаждение на воздухе
1146 ТРРМОМЬХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
зернистая структура. При деформировании в 0-области зерна
Т между де-
закалкой на
Рис 430 Влияние перерыва
формированием при 960® С и
свойства сплава BT14
В — охлаждение на воздухе
вытягиваются в направлении течения металла, и одновременно
на границах отдельных деформированных зерен начинается
рекристаллизация (рис. 431—433). Степень рекристаллизации
увеличивается с повышением степени деформации, однако в слу-
чае закалки в воде с температуры деформирования заметное
развитие рекристаллизации p-фазы происходит лишь при сте-
пени деформации 66%. В слу-
чае охлаждения на воздухе
процессы рекристаллизации
проходят полнее.
На основании сопоставле-
ния свойств и структуры спла-
вов, получаемых после тер-
момеханической обработки по
различным режимам, можно
сделать вывод, что наилуч-
шее сочетание прочности и
пластичности при комнатной
температуре получается после
ВТМО в верхнем интервале
температур (а + 0)-области
при степенях деформации
40—70% (рис. 434—436).
Разница в свойствах пред-
варительно деформированных
и недеформированных образ-
цов, подвергавшихся одной и
той же термической обработ-
наклепа. Различие же в свой-
о влиянии
ке, позволяет судить
ствах недеформированных образцов, состаренных после закалки
в воде (кривая /) и охлажденных на воздухе (кривая 3), пока-
зывает эффект влияния термической обработки.
Анализ полученных данных позволяет сделать вывод, что
эффект термической обработки с увеличением температуры за-
калки (деформирования) растет. Упрочнение в результате тер-
мической обработки после оптимального режима составляет
15 кГ/ммг для сплава ВТЗ-1, 17 кПмм* — для ВТ8 и 20 кПмм2,
для ВТ 14.
Упрочнение, достигаемое в результате деформирования при
оптимальных режимах — ВТМО в верхнем интервале (а 4-
+ Р)-области — наибольшее у сплава ВТЗ-1 (~25 кПмм2)
и наименьшее у сплава ВТ8. При повышении температуры
ф-область) деформирование мало влияет на прочность. Однако
наблюдается существенное увеличение пластичности. Следует
Рис 431 Макроструктура сплава ВТЗ-1 после закалки с 1000® С,
охлаждение в воде Деформация 0 (а), 40 (б) и 60% (а) X 250
Рис 432 Микроструктура сплава ВТ8 после нагрева при 1020е С и охпаждения
в воде Деформация 0 (а) и 37% (б) X 230
Рис 433 Микро-
структура сплава
ВТ14 после на-
грева при 960е С
и охлаждения в
воде Деформация
0 (а) и 70% (б)
Х250
T LPMOMEXАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1149
отметить, что при всех температурах ТМО пластичность зна-
чительно более высокая, чем после закалки с тех же темпера-
тур, но без деформирования. Учитывая обычно присущую тита-
новым сплавам склонность к хрупкому разрушению, такое по-
вышение пластичности в результате ВТМО следует считать
важным преимуществом этой обработки
6в,кГ/ппг
Рис 434 Влияние температуры де
формирования на свойства си пава
ВТЗ-1 (плавка А)
920 1020
(деф • ’с
Рис 435 Влияние температуры де-
формирования на свойства сплава
В 1 8(обозначения см рис 434)
i — закалка в воде и старение, 2 —
деформация 60%, закалка в воде и
ниеме,н‘ае’во7з7ухаеКаЛКа С °ХлаЖДе ДЛЯ более ТОЧНОЙ СрЗВНИ-
тельной оценки эффекта упроч-
нения после ВТМО и после термической обработки произво-
дили закалку не только по стандартному режиму, но и с темпе-
ратур, при которых осуществлялось деформирование
На основании сопоставления кривых, приведенных на
рис. 437, можно сделать вывод о том, что ВТМО при темпера-
турах ниже 900° С обеспечивает получение более высоких
прочности и пластичности, чем обычная термическая обра-
ботка
Максимальное различие в значениях предела прочности
после ВТМО и обычной термической обработки наблюдается
при оптимальной температуре обработки 850° С С повышением
температуры деформирования до 900° С (и выше) преимущества
ВТМО проявляются главным образом в увеличении пластич-
ности.
1150 термомеханическая обработка титана и его сплавов
Таким образом, очевидно преимущество термомеханической
обработки по сравнению и со стандартной термической обра-
боткой и с закалкой с различных температур, соответствующих
температурам деформирования. Максимальный эффект ВТМО
в отношении механических свойств наблюдается при темпера-
Рис 436 Влияние температуры де
формирования на свойства сплава
BT14 (обозначения см рис 434)
Рис 437 Влияние температуры дефор-
мирования на свойства сплава ВТЗ-1
(плавка Б)
/—деформация 60%. вода и старение.
2 — деформация 60%, воздух+закал
ка + старение, 3 — деформация 0%,
воздух
турах, которые немного ниже
температуры границы пере-
хода (а + 0) 7. 0.
В табл. 92 приведены оптимальные режимы ВТМО для раз-
личных сплавов.
В результате высокотемпературной термомеханической об-
работки, проведенной по оптимальным режимам, повышается
кратковременная и длительная прочность исследуемых спла-
вов в определенном интервале рабочих температур. Так, у
сплава ВТЗ-1 после ВТМО (рис. 438) предел прочности при тем-
пературах до 550° С выше, чем после стандартной обработки,
при 600° С пределы прочности после обеих обработок равны,
а при 650° С разупрочнение образцов, подвергнутых ВТМО,
идет интенсивнее. Аналогично изменяется предел прочности
образцов из сплавов ВТ8 (рис. 439) и ВТ 14 (рис. 440); в послед-
нем случае образцы плавки с ванадием имеют более высокую
прочность, чем образцы плавки с цирконием. Испытания на
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1151
усталость показали, что после ВТМО повышается предел вы-
носливости при комнатной температуре (рис. 441) и значительно
увеличивается число циклов до разрушения при повышенных
температурах
Так, если после ТМО образцы из сплава ВТ8 при 500° С и
напряжении 56 кПмм* до разрушения выдерживали 244650 цик-
лов, то после стандарт-
ной обработки — всего
52700 циклов При на-
пряжении 48 кПмм*
образцы, подвергнутые
ВТМО, не разрушались
ТАБЛИЦА 92 ОПТИ
МАЛЬНЫЕ РЕЖИМЫ BIMO
ТИТАНОВЫХ СПЛАВОВ 1
Сплав
Режим
старения
ВТЗ-1
ВТ8
ВТ14
1 Для всех сплавов продол-
жительность выдержки после
нагрева 40 мин, К^-50-70%,
закалка в воде
I — термомехаиическая обработка, 2 — стандарт-
ная обработка
при испытаниях на базе 107 циклов, в то время как образцы,
прошедшие стандартную обработку, выдерживали лишь
145650 циклов.
Образцы сплава ВТЗ-1, испытанные при 350° С, после ВТМО
показали значительное сопротивление усталостному разру-
шению. При испытаниях на усталость образцов сплава ВТ 14
при 450° С обнаружился большой разброс данных, поэтому
сделать выводы о влиянии ВТМО не удалось. В табл 93 при-
ведены некоторые сравнительные результаты испытаний об-
разцов, подвергнутых обычной упрочняющей обработке и ВТМО
по оптимальным режимам.
Термическая стабильность после ВТМО несколько сни-
жается у сплава ВТ8, а у сплавов ВТЗ-1 и ВТ 14 не изменяется
по сравнению со стандартной обработкой (табл. 94).
6g, К Г/НН*
Рис 439 Влияние температуры испытания иа
свойства сплава ВТ8
/—термомехаиическая обработка и старение.
2 — стандартная обработка
Рис 440 Влияние температуры
испытания насвойсгва сплава ВТ14
/, 2 — плавка с цирконием (/—тер-
момеханическая обработка, 2 —стан
дартная обработка). 3, 4 — плавка
с ванадием (3—термомеханическая
обработка, 4 — стандартная обра-
ботка)
Рис 441 Результаты испытания
на усталость (Af—число циклов
до разрушения) образцов спла
вов после стандартной (/) и тер
момеханической (2) обработки
Сплав <деф> °C X %
д ВГЗ 1 850 50
б ВТ8 920 60
в ВТ14 850 50
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1153
ТАБЛИЦА 93 СРАВНИТЕЛЬНЫЕ ДАННЫЕ ИСПЫТАНИЙ ОБРАЗЦОВ
СПЛАВОВ ВТЗ 1, ВТ8 И ВТ14, ПОДВЕРГНУТЫХ ОБЫЧНОЙ УПРОЧНЯЮЩЕЙ
ТЕРМИЧЕСКОЙ ОБРАБОТКЕ И ВТМО ПО ОПТИМАЛЬНЫМ РЕЖИМАМ
Испытания при 20° С Испытания при 450° С Длитель- ная проч- ность при 450° С
Режим обработки * Ой о" ан. кГ л/лж’ О—1 на базе 10’ циклов 1 5? * <> напряжение кГ/мм2 ч к >> s а а О. аг
с । 1 л а в 1 ВТЗ-1
Закалка с 850° С и отпуск при 550° С, 5 ч 115 10 48 3,8 56 77,0 15,0 46,0 69 73
ВТМО с 850° С и отпуск при 500° С, 5 ч 146 10 45 3,2 61 92,0 13,0 67,0 69 163
с п л а в ВТ! J
Закалка с 880° С н отпуск при 590° С, 2 ч 116 15 43 - 50 74,3 18,5 63,5 75 ПО
ВТМО с 920° С и отпуск при 590° С, 2 ч 140 12 50 3,6 59 98,5 15,0 63,0 75 120
С п л а 1 » ВТ14
Закалка с 880° С и отпуск при 480° С, 12 ч 116,5 10 37 4,5 59 84,5 15,0 67,0 60 24
В ГМО с 850° С и отпуск при 480° С, 12 ч 127 10 39 4,5 62 90,0 17,0 65,0 60 86
Г А Б Л И Ц А 94 РЕЗУЛЬТАТЫ ИСПЫТАНИЙ ТИТАНОВЫХ СПЛАВОВ
НА ТЕРМИЧЕСКУЮ СТАБИЛЬНОСТЬ
Сплав Обработка °в к Г 1мм1 °т кГ 1мм1 б . % %
ВТЗ 1 Обычная ТМО 115,0 126,0 * 146,0 133,3 ПвГо 138,0 132,0 10,0 4,6 10,0 6,5 48,0 14,0 45,0 18,5
1154 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
Продолжение табл 94
Сплав Обработка стт кГ/мъ* % %
ВТ8 Обычная ТМО 116,0 110,0 140,0 134,5 Т02?0 132,0 126,0 15,0 14,0 12,0 11,5 43,0 43,0 50,0 36,6
ВТ14 (с V) Обычная ТМО 116,5 124,0 127,0 121,5 102,0 103,5 121,5 10,0 10,0 10,0 13,0 37,0 20,0 39,0 56,0
ВТ14 (с Zr) * В знамен термической Обычная ТМО ателе — значения после 1 стабилизации при 450*( 104,5 100,0 116,5 116,0 указанной 3 в течение 94,5 95,5 109,0 103,0 обработки 100 ч 10,0 13,5 11,5 10,0 и дополни 38,0 53,0 60,5 58,0 тельной
ТАБЛИЦА 95 РЕЗУЛЬТАТЫ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ ОБРАЗ
ЦОВ СПЛАВОВ ВТЗ 1, ВТ8 И BTI4, ПОДВЕРГНУТЫХ ВТМО С ДЕФОРМИРО-
ВАНИЕМ РАЗЛИЧНЫМИ СПОСОБАМИ
Сплав Способ деформирования ат кГ!ммг б % %
Осадка на молоте 146 138 10,0 45
ВТЗ-1 Прессование (ковочный пресс) 140 133 8,0 38
Экструдированне 141 — 8,0 31
Осадка на молоте 140 132 И,5 50
ВТ8 Прессование (ковочный пресс) 138 134 11,5 40
Экструдированне 148 — 6 31
Прокатка 135 — 11 45
Осадка иа молоте 116 109 11,5 60
ВТ14 Прессование (ковочный пресс) 114 115 105 12,0 12,0 52 30
Экструдирова н ие
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1155
При ВТМО с деформированием экструдированием и прокат-
кой получен примерно такой же эффект, как при деформирова-
нии на молоте (табл 95) Поэтому для промышленного исполь-
зования можно рекомендовать разные способы деформирования
при ВТМО
Изучение влияния температуры предварительного отжига
показало, что после ВТМО по оптимальному режиму значи-
тельно повышаются свойства и улучшается структура, испор-
ченная высоким отжигом.
ВЛИЯНИЕ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ НА ПРОЦЕССЫ СТАРЕНИЯ
При старении двухфазных титановых сплавов происходит
распад пересыщенного а = (а' -> а + 0) или 0-твердого раствора
(Рзак -* Рравн + а)- Упрочнение при этом достигается благо-
даря образованию мелкодисперсной a-фазы. В случае сплава
ВТ14 температура максимального упрочнения в результате
старения понижается с увеличением степени деформации с 500
(без деформирования) до 400° С — при к = 20% и до 200° С —
при к — 40% (рис. 442). В результате деформирования увели-
чивается и максимальное значение прочности после старения.
Так, если при старении недеформированных образцов можно
получить предел прочности 111 кПмм*,то после20% -ной деформа-
ции и старения предел прочности увеличивается до 126 кГ/мм2.
В случае обжатия на 40% и старения получается более низкий
предел прочности. Это, вероятно, связано с различием в про-
цессах, проходящих при нагреве образцов, подвергнутых де-
формированию с малыми и большими степенями.
При нагреве выше 500° С происходит разупрочнение холод-
нодеформированных образцов. Этот процесс, вероятно, связан
с коагуляцией выделившихся частиц a-фазы, а при 700° С —
с началом рекристаллизации и обратного растворения частиц.
Рекристаллизация образцов, подвергнутых большим обжа-
тиям, протекает, как и следовало ожидать, раньше и быстрее,
чем образцов, деформированных с малыми обжатиями.
Процесс последующего старения также существенно изме-
няется в случае деформирования при повышенных температу-
рах перед закалкой. Эго выражается прежде всего в повышении
максимального упрочнения: прирост предела прочности обычно
закаленного с 850° С сплава ВТЗ-1 после старения достигает
—10 кПмм\ при этом поперечное сужение снижается на 8%, а
относительное удлинение на 5%. После же ВТМО с деформацией
70% предел прочности при старении возрастает примерно на
20«Г/л<л<2, при этом поперечное сужение снижается лишь на 5%,
а относительное удлинение вообще не падает. Аналогичные
изменения наблюдаются и в сплавах ВТ8 и ВТ 14 (рис. 443—445)
Рис 442 Влияние
температуры старе
ния на свойства хо-
лоди ©деформирован
кого сплава ВТ14
Рис 443 Влияние
температуры старе-
ния (т=5 «) на свой
ства сплава ВТЗ 1,
подвергнутого ВТМО
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1157
Оптимальная температура старения после ВТМО с 850° С
для сплава ВТЗ-1 составляет 500° С, а без ВТМО 550° С В слу-
чае сплавов ВТ8 и ВТ 14 с повышением степени деформации
при ВТМО в (а 4- 0)-области относительный эффект старения
снижается
Как уже отмечалось, в результате ВТМО с малым обжатием
пластичность незначительно снижается после старения, а с уве-
личением степени деформации повышается. Такое изменение
пластичности свидетельствует об изменении тонкой структуры
при старении деформированных образцов.
Старение образцов, закаленных после деформирования из
0-области, не приводит к значительному упрочнению С увели-
чением степени деформации у сплава ВТ8 наблюдается сниже-
ние эффекта старения, а у сплава ВТ14 — перестаривание.
Вероятно, выбранные температуры старения (550° С для ВТЗ-1,
590° С — для ВТ8 и 480° С — для ВТ 14) не являются оптималь-
ными. Пластичность с увеличением степени деформации повы-
шается.
Изучение изменения электросопротивления показало, что
с повышением температуры закалки оно понижается. Это, ве-
роятно, связано с увеличением размера зерна и с уменьшением
количества 0-фазы.
36 Беришгейн
1158 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
При ВТМО с температур нижнего интервала (а 4- 0)-области
наблюдается повышение электросопротивления с увеличением
степени обжатия, а при ВТМО с температур верхнего интер-
вала (а + 0)-области и из 0-области — понижение (рис. 446)
р.оп ннг/м
2,00г
/,л?1
р.он ннг/н
ДОТ
20 ЬО Я. %
f<76Yl020’C
1,66
о
Рис 446 Зависимость электросопротивления сплавов ВТ8 (а) и BT14 (б) от
температуры и степени деформации при ВТМО
Вероятно, в первом случае происходит измельчение зерна,
а во втором — развитие рекристаллизационных процессов.
Падение электросопротивления при старении образцов после
ВТМО с температур верхнего интервала (а 4- 0)-области свя-
зано с распадом твердого раствора. Старение образцов, подвер-
р,ОН'ННг/н
1,72 г
-----------1----1------1-----1—
5# , <>50 500 960 OOOt'C
термообработки
Рис 447. Влияние температуры старения после ВТМО
при 850е С на электросопротивление сплава ВТЗ-1
гнутых ВТМО, идет интенсивнее, чем образцов, закаленных
с той же температуры. С увеличением температуры старения
уменьшается разница в значении электросопротивления дефор-
мированных и недеформированных образцов (рис. 447)
Исследование микроструктуры сплава ВТЗ-1 под электрон-
ным микроскопом показало, что после закалки с 850° С и старе-
ния при 500° С 0-фаза распадается на смесь а- и 0-фаз. При де-
формировании в 0-фазе возникают многочисленные линии
скольжения, на которых уже в процессе закалки выделяется
вторая фаза (рис. 448). Процесс образования фаз при старении
Рис 448 Микроструктура сплава ВТЗ-1 после ТМО с 850° С X 5000
а—закалка с 850° С, б—старение при 500° С, 5 ч, после закалки с 850’С.
кп7о^еф?рМ,,роВан!^«Ла -пр,н 850°С> закалка г - старение при
500е С, 5 ч, после ТМО с 850ь С (X — 70%)
36*
1160 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
развивается гораздо интенсивнее в образцах, подвергнутых
термомеханической обработке Интенсификация процесса ста-
рения сопровождается более быстрым разупрочнением при изме-
нении температуры последующего нагрева, вызванным коагу-
ляцией а-частиц.
При старении образцов, подвергнутых термомеханической
обработке из P-области, образуются более крупные (по сравне-
нию с обычной закалкой) частицы a-фазы. Вероятно, укрупнение
частиц этой фазы и служит причиной повышения пластичности,
наблюдаемого при увеличении степени деформации в процессе
ВТМО (испытания после старения).
ИЗМЕНЕНИЕ ТОНКОЙ СТРУКТУРЫ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ ПРИ ВТМО
Структура сплава ВТЗ-1 после закалки при ВТМО из двух-
фазной области состоит из смеси а (а')- и ₽-фаз, причем коли-
чество p-фазы невелико. После закалки из p-области в сплаве
ВТЗ-1 также имеется р-фаза.
Рис 449 Изменение ширины
линии (100)а и (002)^ фаз сплава
ВТЗ-1 в зависимости от степе-
ни обжатия при ВТМО с 850®С
I — закалка. 2—закалка и ста-
рение
Рис 450 Изменение ширины
линии a-фазы в зависимости
от степени обжатия сплава
ВТ8 при ВТМО с 920 (а) и
сплава ВТ14 при ВТМО с
850° С (б)
В сплавах ВТ8 и ВТ 14 p-фаза не обнаружена ни после за-
калки из верхней части (а + Р)-области, ни после закалки из
P-области С повышением степени деформации при 850° С коли-
чество P-фазы в сплаве ВТЗ-1 уменьшается Вероятно, деформи-
рование способствует более полному превращению Р-фазы
в а'-фазу.
TVPMOMI* X Allll'l I СКАЯ обработка титановых сплавов
1161
При ВТМО из (а + 0)-области в случае сплава ВТЗ-1 на-
блюдается увеличение ширины линий а- и 0-фаз (рис 449)
В случае сплавов ВТ8 и ВТ 14 с повышением степени деформа-
ции ширина линии a-фазы увеличивается (рис. 450) Характер
изменения ширины линий — обычный для влияния наклепа,
резкое увеличение при начальных степенях деформации и даль-
нейшее затухание (насыщение), в данном случае, по-видимому,
в связи с образованием сильно искаженной структуры
После деформирования в 0-области ширина линии 0-фазы
в случае сплава ВТЗ-1 увеличивается с повышением степени
Рис 451 Изменение ширины
линии (Ю0)и и (002)р в сплаве
ВТЗ 1 в зависимости от степени
обжатия при ВТМО с 1000®С
Рис 452 Изменение ширины линийа-фазы
в зависимости от степени деформации
1 — сплав ВТ8, ВТМО с 920® С. 2 —сплав
ВТН, ВТМО. с 960® С
деформации, тогда как ширина линии a-фазы не изменяется
(рис. 451). В случае сплавов ВТ8 и ВТ 14 после деформирования
в 0-области ширина линии a-фазы также не изменяется с повы-
шением степени обжатия (рис 452) Этот факт связан, вероятно,
с тем, что дефекты, возникающие при деформировании 0-фазы,
уничтожаются при кристаллографическом переходе решеток
(о. ц. к. -> гекс.) в процессе превращения 0 -> а' вследствие
перемещения атомов в направлении [111 и [1010]а [31.
Я. Д- Вишняков и А. Н Иванов считают, что при мартен-
ситном превращении в титане должны сохраняться дислокации,
которые имелись в 0-фазе Они исходят из того, что направле-
ние плотной упаковки совпадает в решетках а- и 0-фаз, поэтому
упругая энергия не меняется, а поверхность раздела 0 /а не ока-
зывает давления на такие дислокации и не оттесняет их при
своем движении’ Плоскость из совокупности (110}э переходит
при 0 -> a-превращении в (0001)а, а одно из направлений
(111 ,)р — в (1120)а Второе направление из семейства (111)р,
лежащее в той же плоскости типа (110)&, трансформируется
сдвигом во второе направление из семейства {1120). Обе си-
1162 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
стемы — {110} (111) и (0001) (1120) — являются возможными
системами скольжения Четыре плоскости из семейства {110|р
переходят (с точностью до 0,5 град.) в некоторые плоскости из
семейства {1011}а, которые также представляют плоскости
скольжения в а-титане (направление плотной упаковки (1120)о
лежит в той же плоскости из совокупности {10Й }в) Таким об-
разом, все дислокации системы {110} (111)р могут перейти
в скользящие дислокации в а-титапе. Кроме того, (10Т0) |
(121) Поэтому часть дислокаций из системы {112} (1Н)3 может
перейти в дислокации системы {1010} (Г2Т0/а.
В нашей работе с Л. П. Фаткуллиной исходили из другой
возможной схемы. Предположим, что в результате 0 -+ «'-пере-
хода перемещение атомов в направлениях (111 ]в и [1010]о не
вызывает ухода дислокаций, и рассмотрим, какой вклад в упроч-
нение «-титана (г. п. у. решетки) вносят дислокации, образу-
ющиеся во время деформирования 0-фазы.
При деформировании 0-фазы, т. е о. ц к решетки, теорети-
чески возможно скольжение по плоскостям {110}, {112}, (123).
Плоскость (101)р совмещается с плоскостью (0001)а [3, 41;
следовательно, дислокации, которые образовались в плоскости
(101)р, переходят в плоскость (0001)а. В этой плоскости дисло-
кации имеют вектор Бюргерса типа b = ~ [2Г10]. Дислокации
этого типа могут взаимодействовать с образованием скользящих
порогов или скользящей дислокации в плоскости базиса (0001)а.
Дислокации, образующиеся в плоскости {112}р, при алло-
тропическом превращении сохраняются в плоскости типа (1100)о
и имеют вектор Бюргерса b — 1 П2ГЗ ]. Для них возможна
реакция
1[Т2ГЗ] + 1[2ПЗ] = |[11261,
в результате которой образуются нескользящие пороги, тормо-
зящие движение дислокаций.
В случае скольжения по плоскости {123} при деформации
0-фазы образующиеся дислокации переходят в а-решетку;
их вектор Бюргерса b = 123111 или b = [23111 Эти дислока-
ции не лежат в плоскостях скольжения гексагональной решет-
ки.
Таким образом, по-видимому, только дислокации, образу-
ющиеся в плоскостях {112} 0-фазы, могут вносить некоторый
достоверный вклад в упрочнение a-фазы. Однако при этом сле-
дует учесть, что, во-первых, мала вероятность скольжения
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНОВЫХ СПЛАВОВ
1163
в 0-фазе по {112} и, во-вторых, упрочнение а-фазы за счет
скольжения по плоскости (1100)в не является основным
Приведенные кристаллогра-
фические соотношения согласу-
ются с полученными нами дан-
ными об отсутствии заметного
упрочнения а-фазы за счет де-
формации ее высокотемператур-
ной модификации
Дилатометрическое исследо-
вание образцов сплава ВТЗ-1,
подвергнутых ВТМО, показы-
вает, что с повышением степени
деформации перед закалкой из
(а-{-р)-области понижается тем-
пература превращения (а 4- 0)
-> 0 (рис 453) Если в обычно
закаленных образцах превра-
щение заметно лишь при 90(гС,
то при 30%-ной деформации оно
происходит при 840° С, а при
70 %-ной — при 760° С. Тот же
Рис 453 Влияние степени деформации
при ВТМО иа температуру начала
и конца а->0 превращения в сплаве
ВТЗ-1
/ — начало а-* 0-превращеиия после
деформации в а-|-0-области, 2—начало
а -+ 0-превращения после деформации
в 0-области
характер зависимости наблюдается и в случае сплава ВТ 14
(рис. 454). Деформирование перед закалкой из 0-области почти
не оказывает влияния на
Рис 454 Влияние степени дефор-
мации при ВТМО на температуру
начала и конца 0-превращения
в сплаве ВТ14
/—начало <х->0-превращения после
деформации в а + 0-области, 2—
начало а -> 0-превращення после
деформации в 0-области
температуру начала превращения.
Таким образом, деформирование
перед закалкой в (а + 0)-области
способствует измельчению струк-
туры и образованию текстуры,
ведет к уменьшению количества
0-фазы и увеличению плотности
дефектов и в а-, и в остаточной
0-фазах.
Повышенную прочность можно
объяснить высокой плотностью де-
фектов, причем их равномерное
распределение способствует и по-
вышению пластичности. Имеется
несомненная корреляция между
изменением ширины линии и ме-
ханическими свойствами, когда
наблюдается наибольшее изменение ширины линий (ВТМО
с деформированием в двухфазной области), отмечается и
максимальное упрочнение. Когда изменение ширины линий
невелико или вовсе отсутствует (при ВТМО с деформирова-
1164 ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ТИТАНА И ЕГО СПЛАВОВ
нием в p-области), не происходит и существенного изменения
свойств
Увеличение плотности дефектов при деформировании перед
закалкой оказывает влияние на процесс старения, что прояв-
ляется в значительном росте упрочнения Это, по-видимому,
связано с тем, что дисперсные частицы a-фазы возникают
на дефектах, число которых увеличивается с повышением сте-
пени деформации. Об этом свидетельствуют и результаты элек-
тронномикроскопического исследования
Оптимальный режим ВТМО для сплавов ВТЗ-!, ВТ8 и
ВТ 14 — закалка после деформации на 40—70% в верхнем ин-
тервале (а -Т 0)-области. После такой обработки прочность
повышается на 20—25% при сохранении высокой пластичности
при комнатной температуре,, заметно увеличиваются предел
выносливости и кратковременная жаропрочность при повышен-
ных температурах, а также возрастает срок службы до разру-
шения в условиях длительной эксплуатации при высоких тем-
пературах.
ЛИТЕРАТУРА
1165
ЛИТЕРАТУРА
1 losenthil А С Modern Metals, 1964. v XX, No 4, р 27-34
2 Steel. 1964, v 154. No 10, p 26—27
3 Burgers W G m Pbysica, 1934, v 1, p 561
4 Садовский В Д и др ФММ. 1960, т 10 вып 3, с 397
5 Lehr Р Compl rend, 1957, v 244. No 1, p 77
6 Ливанов В А.Буханова А А, Калачев Б А Труды МАТИ,
962, вып 55, с 78
7 SorclSternbergM Compt rend , 1957, v 244, No 6, p 765
8 Glenn I W , S ugh S F Acta metallurgies, 1954, v 2, p. 520.
9 tkut a g a w a T.Bada T Nippon Kinzoku Cakkai-Si, 1957, v 21, p 614,
958. v 22, p 24 0
10 Jaunt P. Christian J W Acta metallurgica, 1959, v 7, p 534
11 Newkirk J B, Geisler A H Acta metallurgica, 1953, v 1, p 370
12 Me Hargue C J Acta Crystall, 1953, v 6, p 529
13 Mackenzie J K, Bowles J S Acta metallurgica, 1957, v 5 p 137
14 Hatt В A, Kent P I C. Will Ians J Sci J Instruments, 1960, x 37,
p 237.
15 eveinig S.Machl in К S Trans AIME. 1954, v 200, p 1280
16 L i у G C Trans AIME, 1956, v 226, p 1036
17 Gaunt P, Christian J W Acta metallurgica, 1959, v 7. p 539
18 Liy G C, Margolin II Trans AIME. 1953, v 197, p 667
19 Шелест A E., Фалалаева 3. С, Павлов И M Сб «Титан и его
сплавы» Изд-во АН СССР, 1963, вып X. с 245
20 Моисеев В Н.Глазунов С Г, Хорев А И «Термически упроч-
няемый сплав ВТ-14». ЦИТЭИ, 1961, вып 3
21 Виноградова Г. А, Лашко Н Ф., Моисеев В. Н Веб «Гитан
нею сплавы» Изд во АН СССР. 1963, вып X. с 293
22 Rowe R. A.Dupony I М, Dever М В Trans AIME. 1960, v 218.
No 5, p 821.
23 Гуляев А П.Шнгарев А С Веб «Исследование по высокопрочным
сплавам и нитевидным кристаллам» Изд-во АН СССР. 1963, С 142, ФММ, 1964,
т 18, вып 2. с 233
24 Бокштейи С 3 и др Металловедение и термическая обработка металлов,
1963, № 5, с 40
25 Бокштейн С 3, Кишкин С Т, Мороз Л М Веб «Процессы диф-
фузии, структура и свойства металлов» Изд во «Машиностроение», 1964, с 183
26 Новиков И И, Полькин И С, Барсуков А А Веб «Металло-
ведение легких сплавов Изд-во «Наука», 1965, с 145
27 Бокштейн С 3 ндр Веб «Процессы диффузии, структура н свойства ме-
таплов» Изд во «Машиностроение», 1964, с 177
28 Глазунов С Г., Хорев А И Металловедение и термическая обработка
металлов, 1964, № 8, с 37
29 Глазунове Г, Хорев А И., Поляк Э В Металловедение и терми-
ческая обработка металлов, 1965, К» 5, с 45
30 Корнилов И И., Иванова В. С и др Веб «Новые исследования
тигановых сплавов» Изд во «Наука», 1965, с 221—228
31 Бернштейн М. Л, Полянская Л В Труды секции металловедения
и термической обработки НТО Машпром Машгнз, 1960
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Анизотропия свойств 113
-----после ВТМО кручением 748
--------НТМО 671, 687
-----шарикоподшипниковой стали
при ВТМО 998, 1007
Возврат 176
— деформационного упрочнения 177
-------- кинетика 178
— динамический («смягчение при
наклепе») 53, 86
— накопленной энергии холодной
деформации 180
— термический (статический) 53
— уширения рентгеновских линий
— электрического сопротивления
184
Высокотемпературная термомеха-
ническая обработка (ВТМО) —
см Термомеханическая обработ-
ка высокотемпературная
----- изотермическая обработка
(ВТМИЗО) — см Термомехани-
ческая обработка высокотемпера
турная изотермическая
----- поверхностная обработка
(ВТМПО) — см Термомеханиче
ская обработка высокотемпера-
турная поверхностная
Границы блоков 28
— влияние на механические свой-
ства (предел текучести) 63
— «зубчатые» 269, 385, 512
— когерентные 19
----- двойника 108
— наклона 193
— слоистые 198
— субзеренные 43, 190, 813
----- скручивания 199, 205
Двойная термомеханическая обра-
ботка — см Термомеханическая
обработка двойная
Двойники в мартенсите 686, 816
----- титане 154
Двойникование 105
Деформация двойникованием 105
— скольжением 98
Дислокации, взаимодействие с ато-
мами растворенных элементов гео-
метрическое 74
----------------динамическое 78
---------------- по механизму
Мотта — Набарро 76
---------------- статическое 78
----------------упругое (по ме-
ханизму Коттрелла) 69
----------------химическое (по
механизму Сузуки) 72
—---------------электрическое
-------- стенкой 197
—препятствия для движения 37
—скопления объемные 42
------ плоские 42
«Зуб» (площадка текучести) на кри-
вой упрочнения 66
--------влияние примесей 66
--------изменения при ТМО с де-
формированием мартенсита 638
Людерса—Чернова линии 104
Механико-термическая обработка
(МТО) 295
-----классификация 313
-----многократная (ММТО) 313
----- с дробной деформацией 303
-----сплава ЭИ395 296
-----ЭИ454 296
-----сплавов титановых 1124
-----ХН77ТЮР
и ХН70МВТЮР 305, 416
-----стали 1Х18Н9Т 296
-----технически чистого железа
296
1168
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Наклеп, влияние на жаропрочные
свойства 426
--------магнитные свойства 120
--------механическое демпфиро-
вание 121
-------- плотность 121
-------- склонность стали к от-
пускной хрупкости 791, 980
-------- сопротивление коррозии
121
--------старение сплавов 323, 325
--------структуру и свойства же-
леза и легированного феррита 128
---------------- технически чи-
стого титана 160
-------- теплопроводность 120
--------фазовые и структурные
превращения 122
-------- электросопротивление 115
Напряжение критическое сдвига 61,
66
--------влияние легирующих эле-
ментов 67
----------примесей 61, 63
---------- температуры 61
Напряжения деформирующие 51,56
-----влияние плотности дислока-
ций 56
--------примесей 97
--------температуры 79
--------точечных дефектов 55
----- изменения необратимые 81
--------обратимые 81
— I рода 103
— II рода (искажения) 27, 131
--------после ВТМО 786
----------НТМО 684
— течения 58
«Наследование» мартенситом дисло-
кационной структуры аустенита
787
— упрочнения при ВТМО 730, 789,
860, 892, 932, 1014
----------сталей типа Х8 925
---------- стали 40 836
----------------ШХ15 1014
--------НТМО 934
--------производстве труб 860
Низкотемпературная термомехани-
ческая обработка (НТМО) — см
Термомеханическая обработка
низкотемпературная
Области когерентного рассеяния 27
--------влияние ВТМО 774, 786
----------НТМО 684
Области когерентного рассеяния
влияние полигонизации 278
Отпускная хрупкость, влияние
ВТМО 715, 970
--------легирования и режимов
термической обработки 989
-------- холодной пластической
деформации 791, 980
Полигонизация 176, 187
— влияние на процессы старения
328
--------свойства молибдена 262
— в молибдене 258
-----сплаве XH77TIOP 546
----- титановых сплавах 1135
— дислокационный механизм 192
— несовершенная 204
— при ползучести 207
Предел текучести, влияние границ
63
--------примесей 63
--------скорости деформирования
63
-------- температуры 64
«Природнопрочные кристаллы» 9
Прочность идеальных кристаллов 8
Разориентировка блоков 34
— зерен (средняя) молибдена при
полигонизации 276
— субзерен 193, 206
Рекристаллизация 176, 206, 212
— вторичная 213, 228
----- кинетика 222
— кинетика 216
----- влияние легирования 228
— механизм 224
----- влияние легирования 228
— на месте 189
-------- влияние примесей 205
— первичная 212
----- кинетика 221
— порог 229
-----влияние малых добавок 229
-------- частиц второй фазы 229
— при ВТМО 227, 399, 403, 699,
739 , 829 , 838 , 919 , 961
— собирательная 214
«Сверхпластичность» 95
Связь межатомная, влияние типа
связи (ионной, ковалентной и
металлической) на возможности
скольжения 98
1169
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Скольжение 98
— легкое 100
— множественное 12, 40, 100
— пачки 103
— полоса 102, ПО, 681
Старение, влияние наклепа — см.
Наклеп
— в условиях полигонизованной
структуры 328
— механизм 357
Структура мозаичная 188
— ячеистая 42, 226
----в железе 128
------- молибдене 258
-------результате деформации пе-
реохлажденного аустенита 685
Теьстура 111
— влияние на магнитные свойства
141
----— механические свойства
141
------- электросопротивление 140
— «выделений» 808, 1071
—- деформации ПО, 451
— «дислокаций» 809, 1071
— кристаллографическая в мартен-
сите после НТМО 687, 1071
— металлографическая 103
— соответствие с напряженным со-
стоянием 160
Термомеханическая обработка
(ТМО) бронз алюминиевых и ла-
туней 344
— — бронзы бериллиевой 343
---- влияние на фазовые превра-
щения 473
----------жаропрочность 483
----классификация 21, 603
— — определение 7
----сплава Н36ХТЮ (ЭП702У430
-------ХН35ВТ 584
-------ХН77ТЮР 392, 492, 530
-------ХН80Т 437
-------1Х12Н2ВМ 420*
-------ЭИ69 442
-------ЭИ395 438, 460
-------ЭИ481 384
-------ЭИ696 392
-------ЭИ787 (ХН35ВТЮ) 392,
434
----сплавов Х12Н20ТЗР,
ХН70МВТЮБ 404
-------элинварных (Н41ХТА),
Н35ХМВА) 566
Термомеханическая обработка спла-
вов ЭП51, ЭП52, 433
-------Al—Си, Al—Си—Mg, А1—
Mg-Si 332
-------Си—Ni—Al 346
-------Mg—Nd 329
----сталей 50Г20, 50Г20Ф 421
----с деформированием мартенси-
та 608
-------------влияние углерода
на упрочнение 618
- ----------- сталей 1340 и 4340
609
-------------стали 45, легиро-
ванной Сг, Мо, Мп, Ni, Si, V 612
----------------40ХН4 (ЧСН
16440) 622
----------------50ХФА 627
----- высокотемпературная
(ВТМО) 695
-------- двухступенчатая 419
--------сплавов ВТЗ 1, ОТ-4,
ОТ4-1 1117
----------ВТ15 (В-сплав) 1128
-Ti + 3% Мо, Ti +
+ 7% Мо 1121
-------------ВТЗ-1, ВТ-8, ВТ-9
(двухфазные сплавы) 1127, 1137
-------стали быстрорежущей Р18
------------машиностроительной
хромомолибденовой 711
------------ 4340 711
------------ЗОХГСА 715
------------50ХН4М 708, 718
------------50ХГСФ 720
------------40ХНМА 722, 778
------------ЭИ852 759
------------ 45, 40Х 760
------------37ХС 761
------------45Г2, 45Г2Ф 770
------------40ХН5СМ,
45Х5МЗФ, 45Х5СМВФ 770
------------10X8, 10Н9, 10Г5,
777, 783
------------45Х2Н4СМФ,
45ХН2С2В2 781
------------ 40 820
------------ДБ.36Г2С, 38ХНМ
837
------------40Х5НСМФ 718
------------типа Х8 914
—д—---------40ХН4 (ЧСН 16440)
1170
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Термомеханическая обработка вы-
сокотемпературная стали машино-
строительной 40X1HBA.37XH3A
957
-------------50ХФА 965
-------------40ХН1 982
----------рельсовой М75 756
----------рессорно-пружинной
725, 866
------------- влияние углерода
на упрочнение 908
---------------------- усталост-
ную прочность 904
------------- особенности струк-
туры 887
-------------50ХГ, 50ХГА 725,
866
-------------50Х ГР 725,869,941
----------------в промышлен-
ных условиях 882
-------------55С2 и 55С2, леги-
рованной Сг, Мо, W, V 735,
866
-------------60С2 747, 748, 869
------------- 65, 55Г 751
---------- строительной Ст 3,
14Г2, 35ГС, 36ГС 717, 721
----------теплостойкой ЗХ2В8
1032
-------------типа 1Х12Н1В1ФМ
(ЭИ961) 1025
----------шарикоподшипнико-
вой ШХ15 748, 992
---------------- с деформирова-
нием прокаткой 992
---------------- при раскатке и
штамповке 995
-------с деформированием кру-
чением 748
------- изотермическая
(ВТМИЗО) 756
---------- рельсовой стали 756
-------поверхностная (ВТМПО)
1034
----------влияние на содержа-
ние углерода в твердом растворе
1037
----------стали 38ХМЮА 1062
------------- 40, 40Х, 9Х 1035,
1062
------- технологические параме-
тры 768
Термомеханическая обработка
двойная 345, 431, 578
-----комбинированная, ВТМО 4-
+ НТМО 715
---------- стали Г13 756
-----ВТМО 4- МТО 417
-----низкотемпературная (НТМО)
645
--------влияние дробности дефор-
мации 666
----------режима отпуска 661
----------скорости охлаждения
после деформирования 667
----------температуры аустени-
зации и продолжительности вы-
держки при ней 665
----------— и степени деформа-
ции 657
----------------химического со-
става 647
--------изменения в тонком строе-
нии мартенсита 684
----------фазового состава 677
--------процессы карбидообразо-
вания 688, 782
--------стали 40ХНМА 659
----------теплостойкой ЗХ2В8
1032
-------------типа
1Х12Н1В1ФМ (ЭИ961) 1028
----------типа Х8 914
----- поверхностная (по схеме
ВТМО) сталей 40ХН, 1Х18Н9Т
1058
--------(по схеме НТМО) сталей
40ХН, 1Х18Н9Т 1058
-----предварительная (ПТМО)
стали 40ХН 1086
----------40, У9
--------холоднокатаных труб из
сталей 20Х, 40Х, ЗОХГСА 1073
------------- дорекристаллиза-
ционный нагрев 1085
Термовибромеханическая обработ-
ка сталей Р18, 45, 35Х, 37XH3A
735
Термическая обработка с прокат-
ного или ковочного нагрева 761,
969
Удлинение «стабильное» 605
Упрочнение деформационное гекса-
гональных металлов 151
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Упрочнение 'деформационное спла-
вав с г ц к решеткой 94
-----твердых растворов, влияние
легирования 58
— металлов и сплавов 131
— при наклепе 43
-------влияние точечных дефке-
тов 54
-----программном нагружении 314
-----старении 357, 371
-----ТМО 773
— коэффициент 44, 79
-----влияние примесей 89
— кривая влияние примесей 49, 79
-------температуры 49, 79
-----для металлов с кубической
решеткой 44
1171
Упрочнение кривая для металлов
гексагональных 44
Фрагментация кристаллов 27, 188
-----при ВТМО 399, 403, 562, 802,
849
-------НТМО 684
Электротермомехаиическая обра-
ботка стали 60С2 745
-------55ХГР 899
----- стальной проволоки с патен-
тированием в валках (стали 40 и
60) 765
Энергия деформирования накоплен-
ная 25, 176
-------при ТМО 925
------- возврат 180
БЕРНШТЕЙН МАРК ЛЬВОВИЧ
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
И СПЛАВОВ, т. II
Редактор издательства Л М Гордон
Технический редактор Е. Б. Вайнштейн
Художник В. В Тирдатов
График А. И. Плотников
Сдано в производствоЗО/VIII 1967 г
Подписано в печать 12/V 1968 г
Бумага типографская № 1, 60 x90’/,, 18,0 б
36,0 печ л Уч -изд. л 35,97, Изд № 4774. Т-070
Тираж 7500 экз Заказ 1748 Цена 2 р 88 к
Издательство «Металлургия»
Москва Г-34, 2-й Обыденский пер , 14
Ленинградская типография № 6
I лавполиграфпрома Комитета по печати
при Совете Министров СССР
Ленинград, ул Моисеенко, 10