/


































































Текст
Е А ИВАНОВ
МУФТЫ ДЛЯ ПРИВОДОВ
Е. А. ИВАНОВ
Канд. техн. наук
АТЛАС КОНСТРУКЦИЙ
Под редакцией канд. техн. наук Н. А. ДРОЗДОВА
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ» Москва 1964
621.825 (084.4)
Атлас содержит материалы по расчету и конструированию сцепных муфт для приводов специального назначения и является дополнением к ранее выпущенному атласу того же автора «Муфты для приводов» (Машгиз, 1957 г.).
В атласе рассматриваются главным образом фрикционные муфты с дистанционным управлением и гиравлические муфты.
В атласе помещены чертежи общих видов конструкций муфт и чертежи наиболее характерных деталей.
Атлас предназначен для инженерно-технических работников, занимающихся конструированием машин, а также для студентов втузов и машиностроительных техникумов.
Рецензент канд. техн. наук Г. Б. Столбин Редактор издательства Н. С. Касперовия
Сцепные управляемые муфты предназначены для соединения или разъединения валов. По принципу передачи момента, определяющему основу конструкции муфты, в настоящее время могут быть выделены следующие типы сцепных управляемых муфт.
Муфты с профильным замыканием, которые передают усилие давлением кулачков или зубьев одной полумуфты на кулачки или зубья другой полумуфты. Муфты этого тина осуществляют жесткую кинематическую связь и характеризуются отсутствием проскальзывания и весьма малыми габаритами. Включение их возможно только в покое или при малых числах оборотов.
Фрикционные муфты, основанные на создании сил трения между элементами муфты. Муфты этого типа допускают плав- йое сцепление при йюбой относительной скорости вращения валов с регулировкой времени включения. В период включения в фрикционной муфте имеет место скольжение, прекращающееся при установившемся движении. Однако при пиковых нагрузках возможно эпизодическое проскальзывание.
Электромагнитные порошковые муфты, осуществляющие сцепление посредством ферромагнитного порошка, который под действием магнитного поля оказывает сопротивление сдвигу тем больше, чем больше он намагничен. Муфты этого типа также, как и фрикционные, допускают включение при любой относительной скорости вращения валов. Регулируя ток, при включении можно получать различную степень плавности включения.
ВВЕДЕНИЕ
Электромагнитные муфты скольжения состоят из двух механически не связанных полумуфт, одна из которых несущая магнитные полюса наводит вихревые токи в другой полумуфте. Эти токи, взаимодействуя с магнитным потоком полюсов, создают момент, который стремится сохранить относительное положение полумуфт и заставляет ведомую полумуфту вращаться со скоростью, несколько меньшей (со скольжением) скорости ведущей полумуфты.
Гидродинамические муфты также не имеют механического контакта между полумуфтами и осуществляют связь посредством гидродинамического взаимодействия потока жидкости циркулирующего в муфте и лопастных системах рабочих колес муфты. Гидродинамические муфты характеризуются наличием скольжения, которое может использоваться для регулирования чисел оборотов рабочей машины при постоянном числе оборотов двигателя.
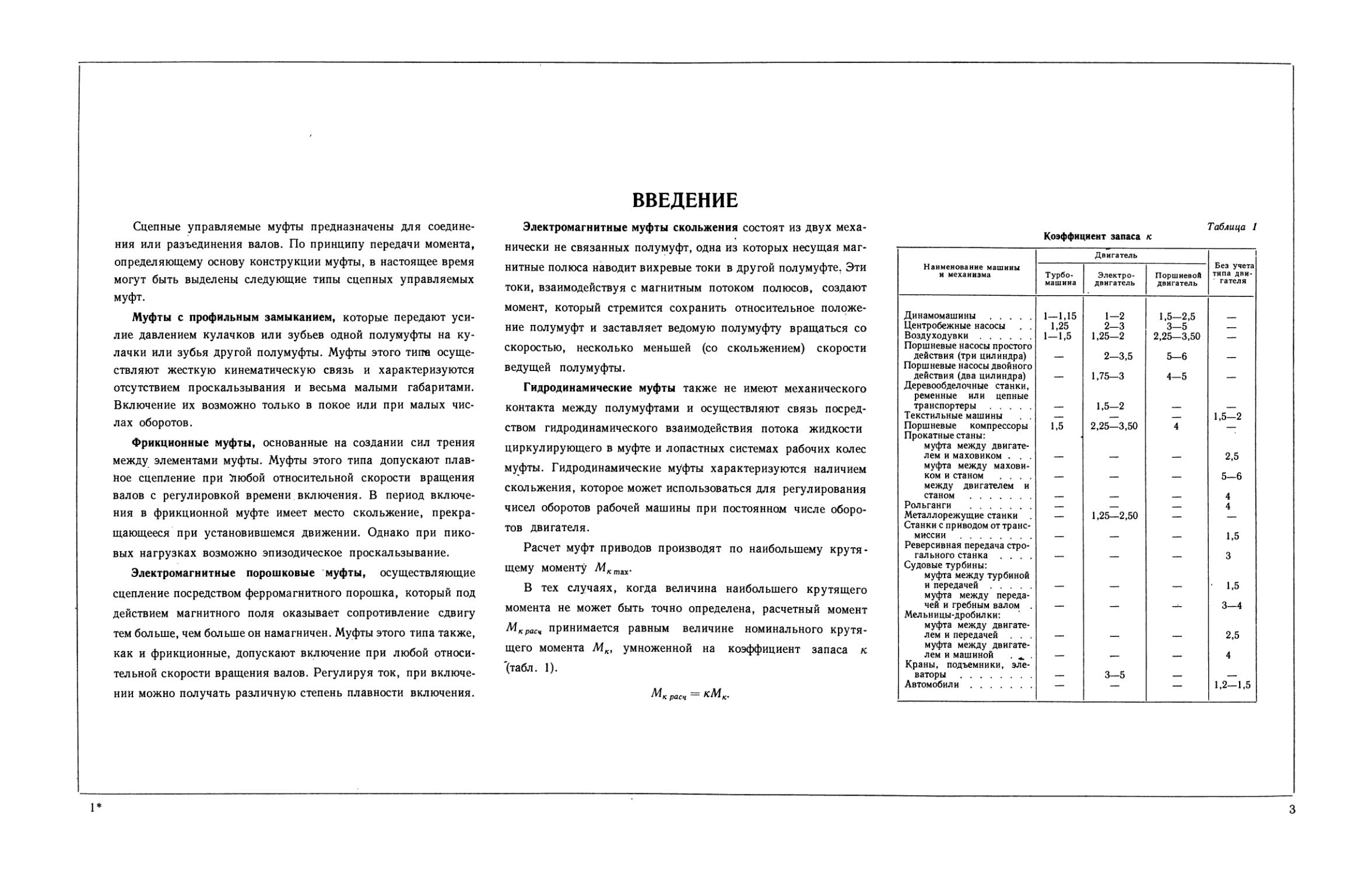
Расчет муфт приводов производят по наибольшему крутящему моменту Мктах.
В тех случаях, когда величина наибольшего крутящего момента не может быть точно определена, расчетный момент Мкрасч принимается равным величине номинального крутящего момента Мк, умноженной на коэффициент запаса к "(табл. 1).
Мк расч кМк.
Таблица 1
Коэффициент запаса к
Двигатель
Без учета типа двигателя
Наименование машины и механизма
Турбо¬
машина
Электро¬
двигатель
Поршневой
двигатель
Динамомашины
1—1,15
1—2
1,5-2,5
Центробежные насосы . .
1,25
2—3
3—5
—
Воздуходувки
Поршневые насосы простого
1—1,5
1,25—2
2,25—3,50
—
действия (три цилиндра) Поршневые насосы двойного
—
2—3,5
5—6
—
действия (два цилиндра) Деревообделочные станки, ременные или цепные
1,75—3
4—5
транспортеры
—
1,5—2
—
—
Текстильные машины . .
1,5—2
Поршневые компрессоры Прокатные станы:
муфта между двигате¬
1,5
2,25—3,50
4
лем и маховиком . . . муфта между махови¬
—
—
2,5
ком и станом .... между двигателем и
—
—
—
5—6
станом
—
4
Рольганги
4
Металлорежущие станки Станки с приводом от транс¬
—
1,25—2,50
—
—
миссии
Реверсивная передача стро¬
—
—
—
1,5
гального станка .... Судовые турбины:
муфта между турбиной
3
и передачей
муфта между переда¬
—
—
—
• 1,5
чей и гребным валом Мельницы-дробилки:
муфта между двигате¬
3-4
лем и передачей . . . муфта между двигате¬
—
—
—
2,5
лем и машиной . ^ . Краны, подъемники, эле¬
—
—
—
4
ваторы
—
3—5
—
—
Автомобили
—
—
—
1,2—1,5
1*
3
ПОЯСНЕНИЯ К ЧЕРТЕЖАМ
МУФТЫ ФРИКЦИОННЫЕ сцепления;
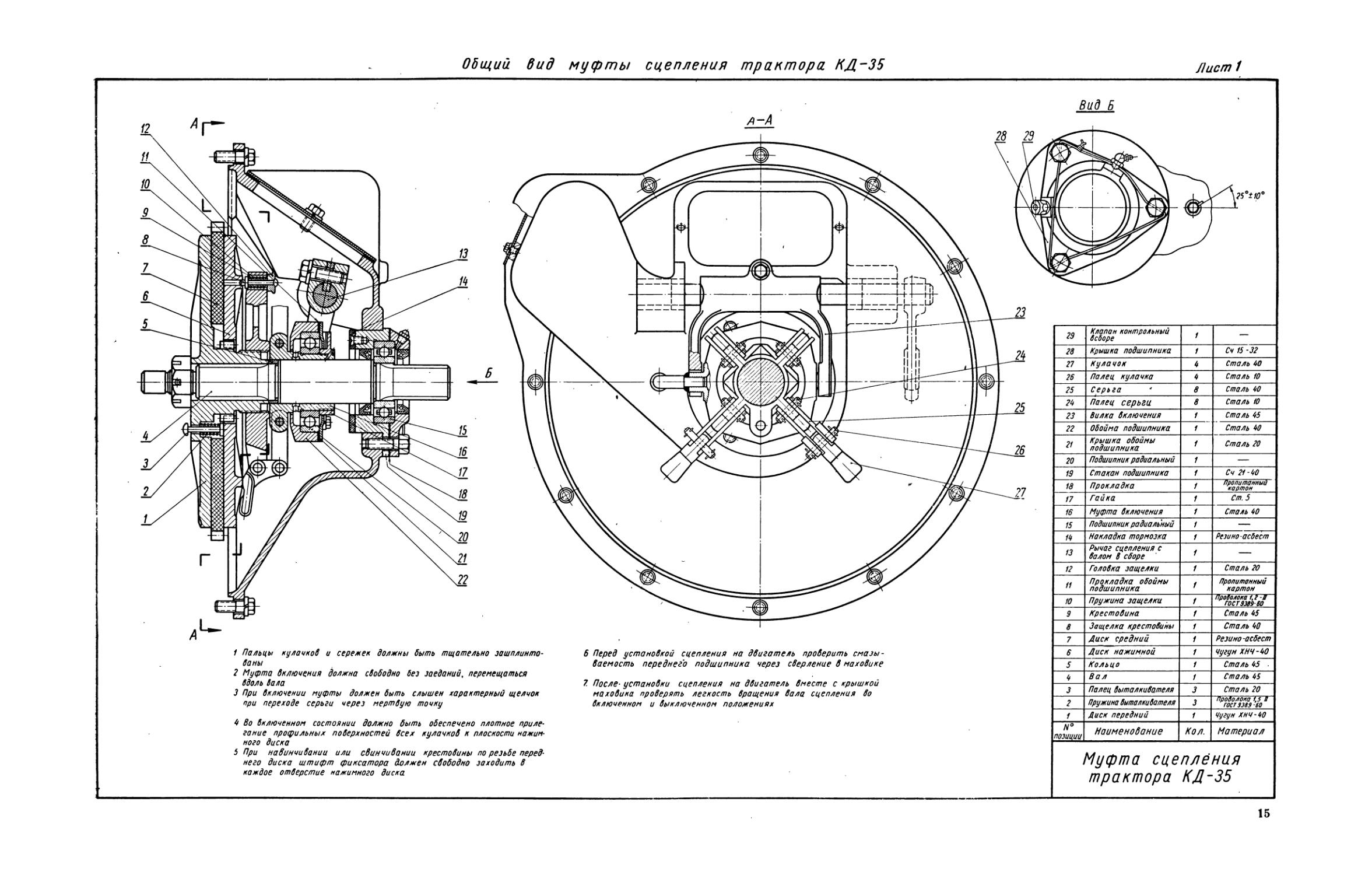
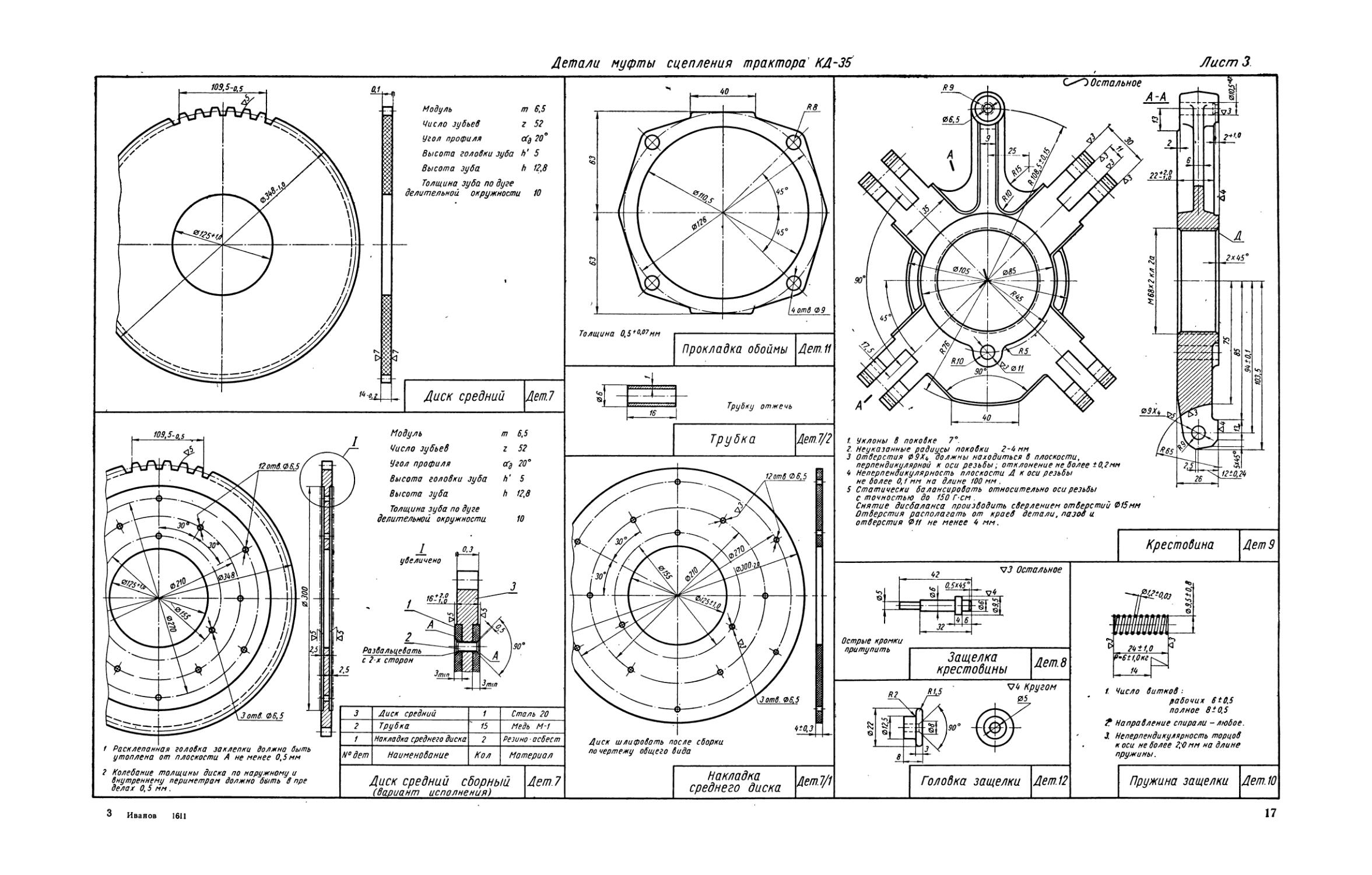
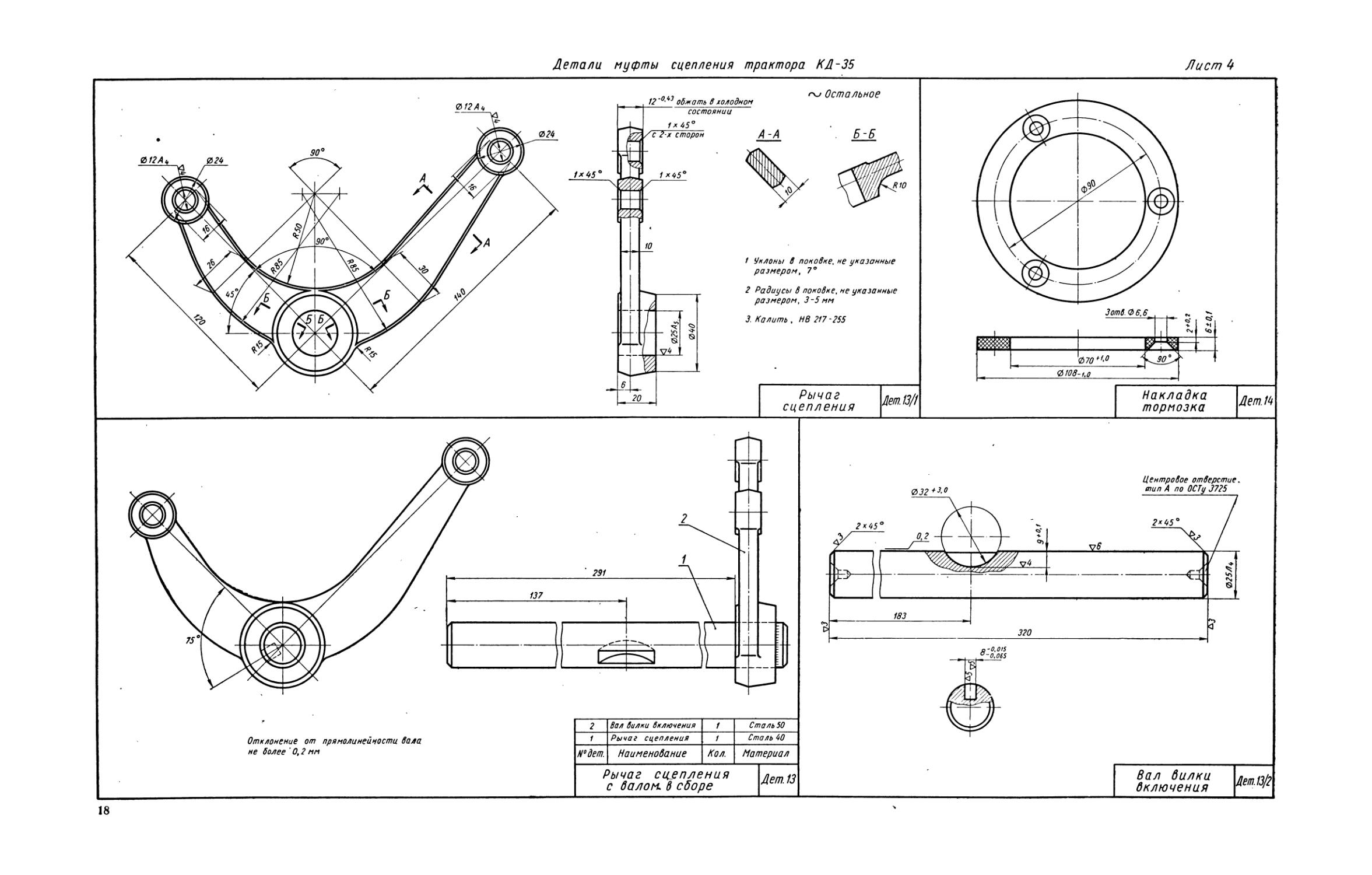
Муфта сцепления трактора КД-35. Муфта сцепления трактора КД-35 (листы 1—6) фрикционная однодисковая непостоянно замкнутого типа расположена в картере маховика и защищена картером муфты.
На левом конце вала 4 между зашплинтованной гайкой и распорным кольцом 5 жестко закреплен передний ведомый диск 1. На ступице переднего диска сделан поясок с наружными шлицами; конец ступицы снабжен резьбой для установки на нем крестовины 9 включающего и выключающего приспособления.
На шлицах пояска ступицы переднего диска посажен нажимной диск 6. Нажимной диск может свободно перемещаться по шлицам переднего диска, но вращаться только вместе с ним.
Между шлифованными поверхностями переднего и нажимного дисков размещен ведущий средний диск 7. По наружному краю ведущего диска нарезаны зубцы, входящие во впадины между зубцами внутреннего венца маховика двигателя.
На крестовине 9 на осях расположены кулачки 27, связанные через серьги 25 с муфтой включения 16. Муфта 16 перемещается по валу 1 посредством вилки 23 через обойму 22 и радиальный шарикоподшипник 20.
При включении сцепления муфта 16 перемещается влево и кулачки, упираясь в нажимной диск 6, будут перемещать его влево, зажимая ведущий средний диск между шлифованными поверхностями переднего и зажимного дисков.
При выключении сцепления муфта 16 перемещается вправо— кулачки отойдут от нажимного диска и под действием выталкивателя, состоящего из расположенных по окружности пальцев 3 с пружинами 2, передний и нажимной диски разойдутся, освобождая ведущий средний диск.
Степень зажатия среднего ведущего диска нажимными кулачками регулируется перемещением крестовины 9 по резьбе на ступице переднего диска.
Тормозок вала муфты состоит из накладки 14, прикрепленной к стакану 19 подшипника и фланца корпуса отводки.
При выключении сцепления муфта 16 перемещается вправо и, упираясь фланцем в неподвижную накладку тормозка, замедляет вращение, одновременно останавливая вращающиеся по инерции валы муфты сцепления и коробки передач.
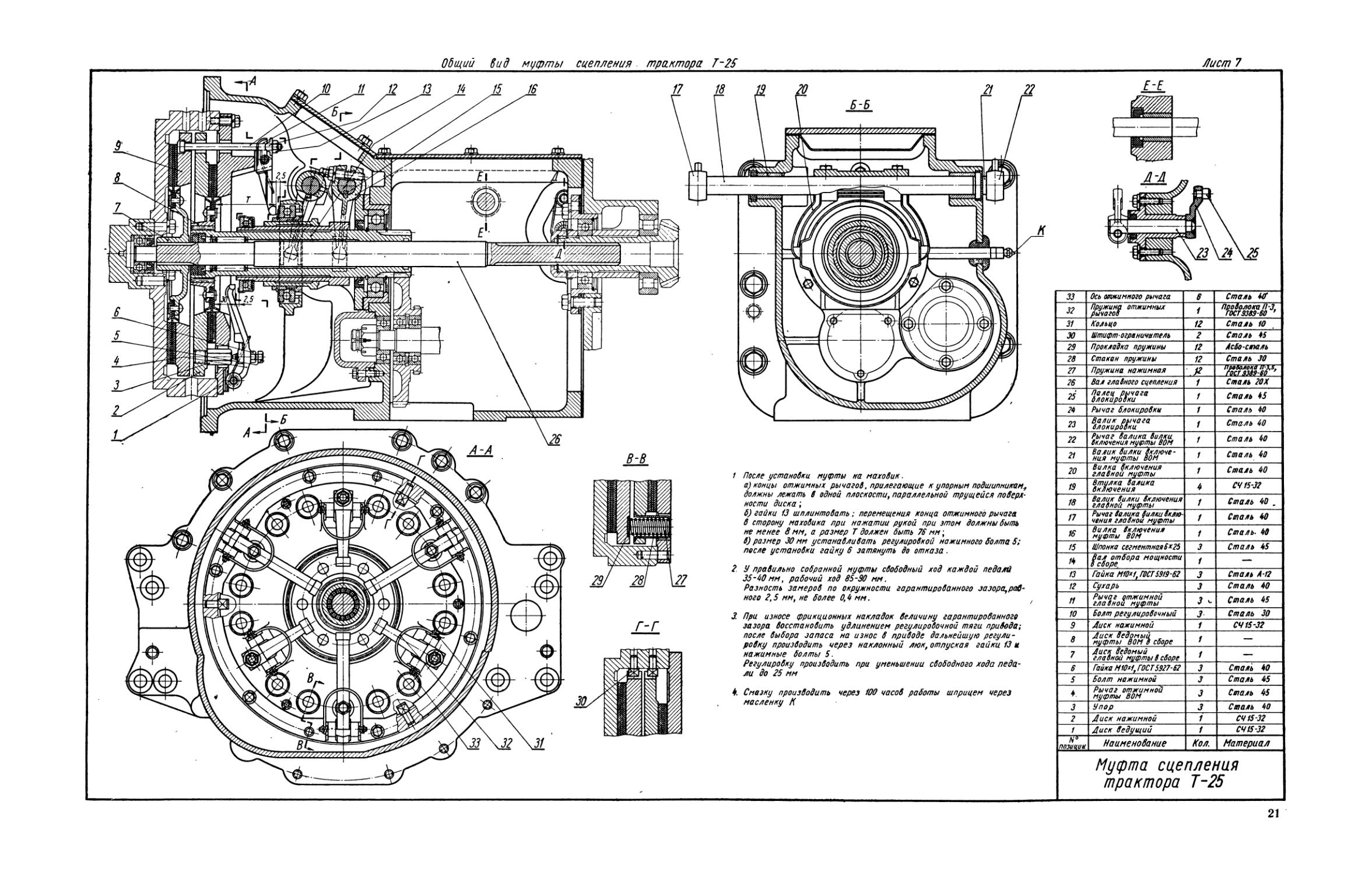
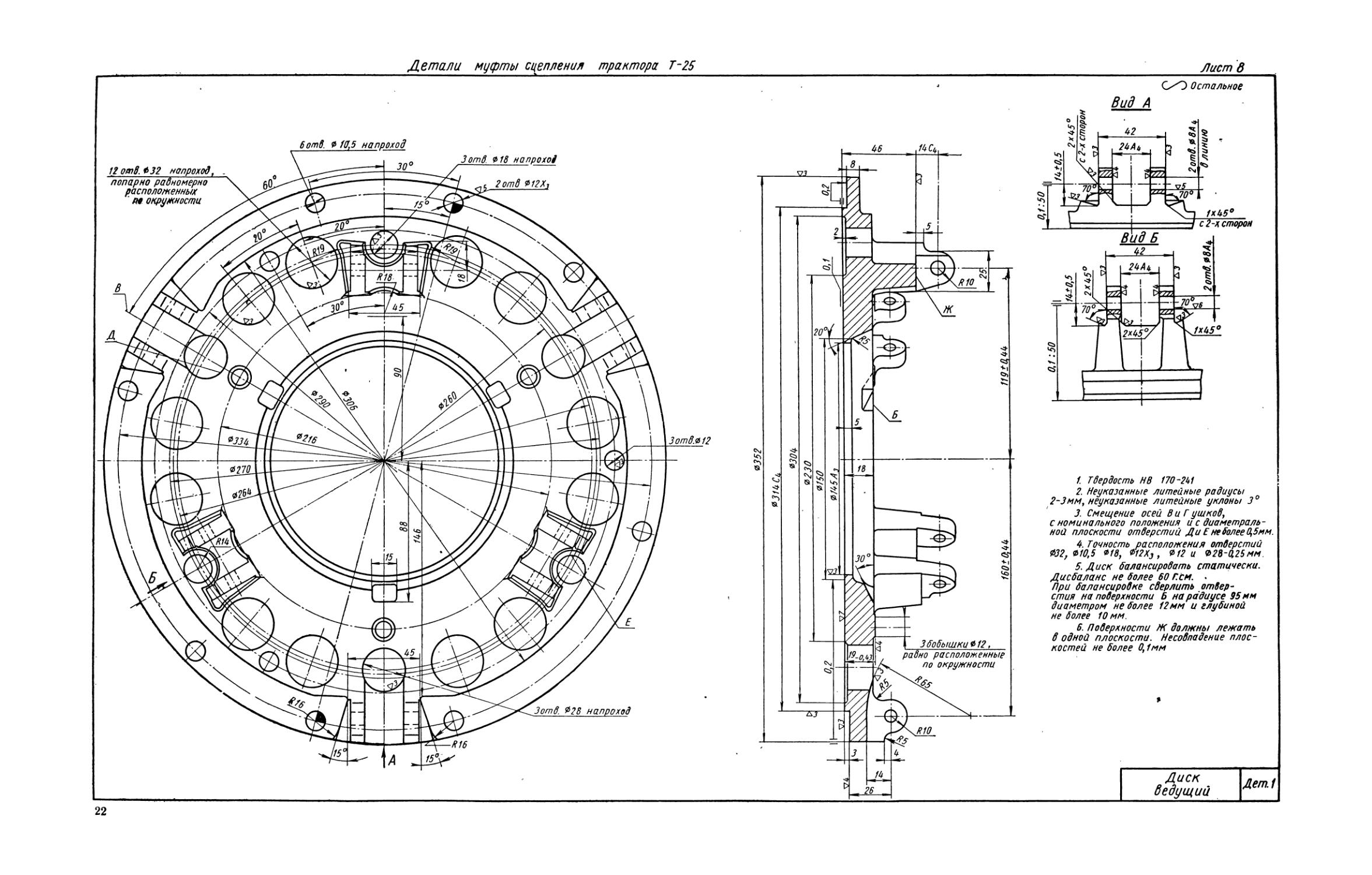
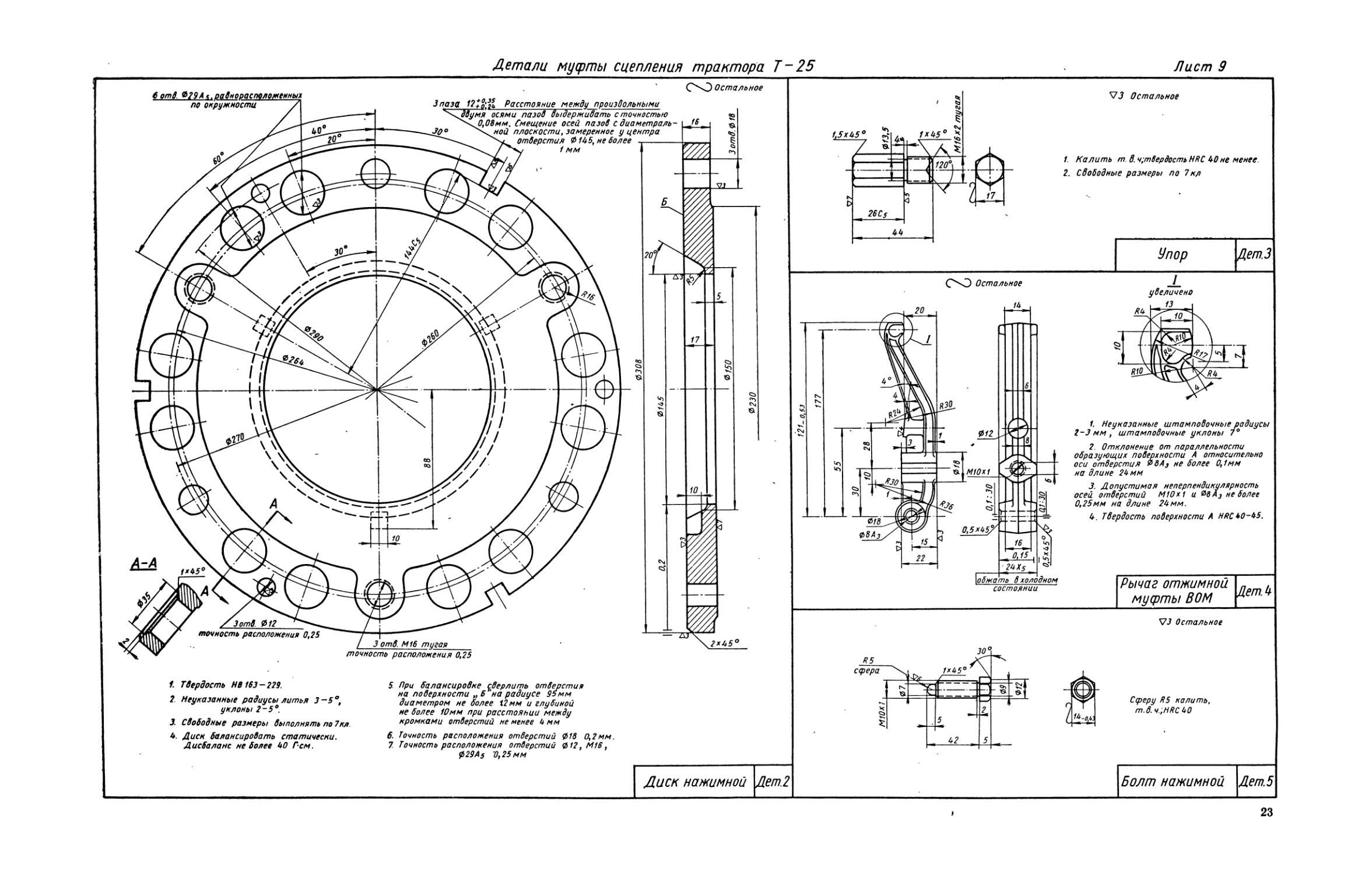
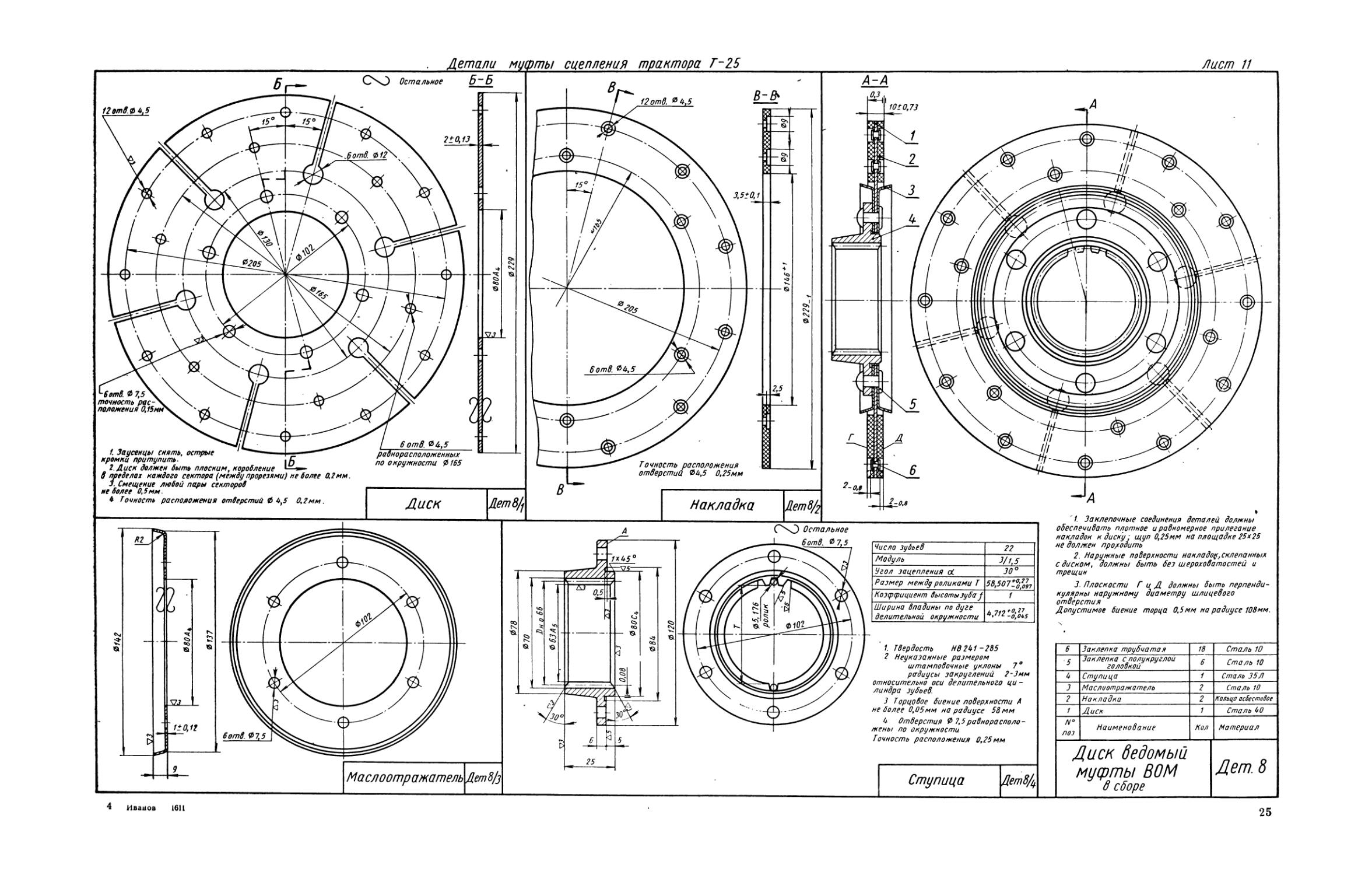
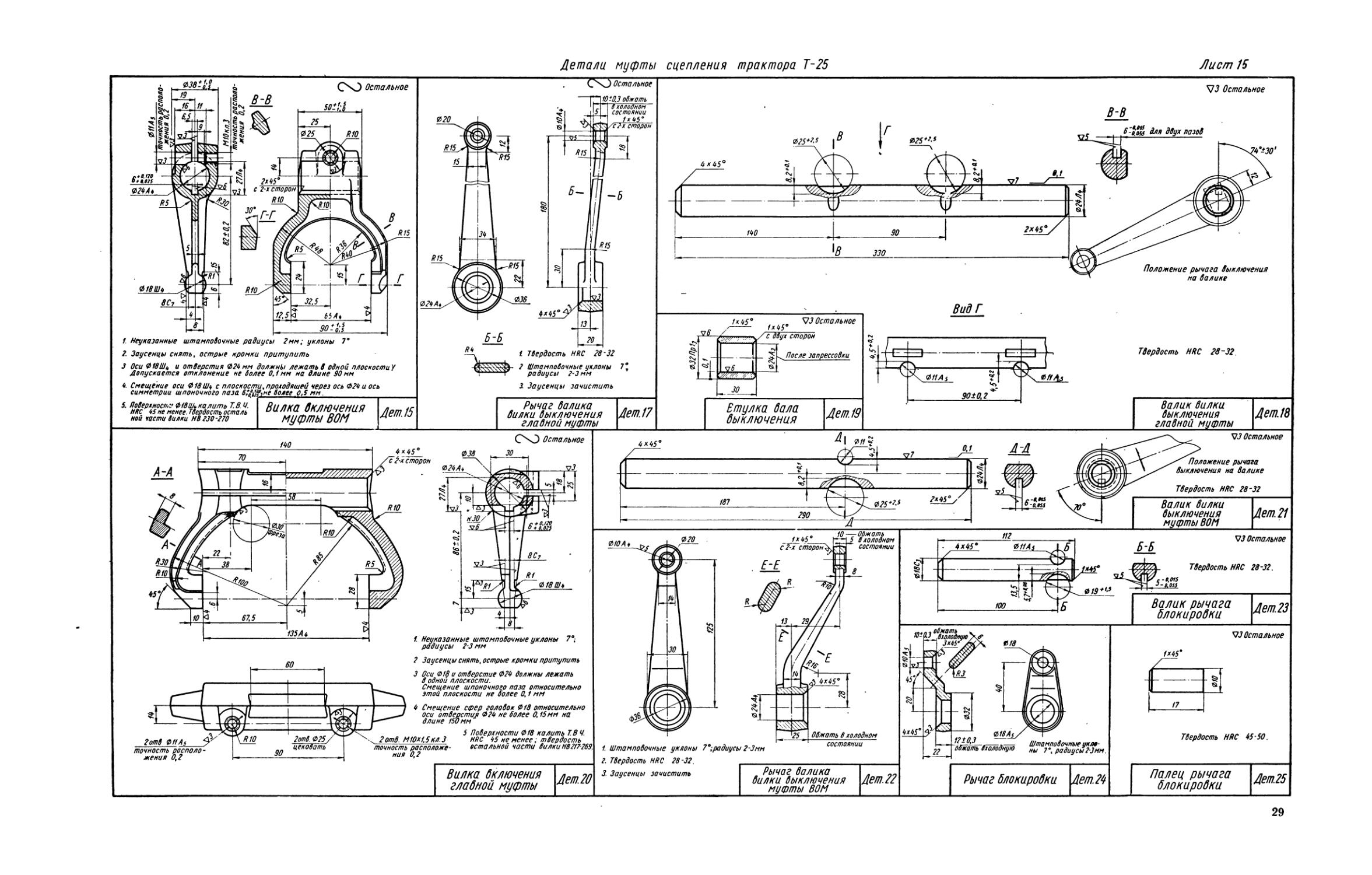
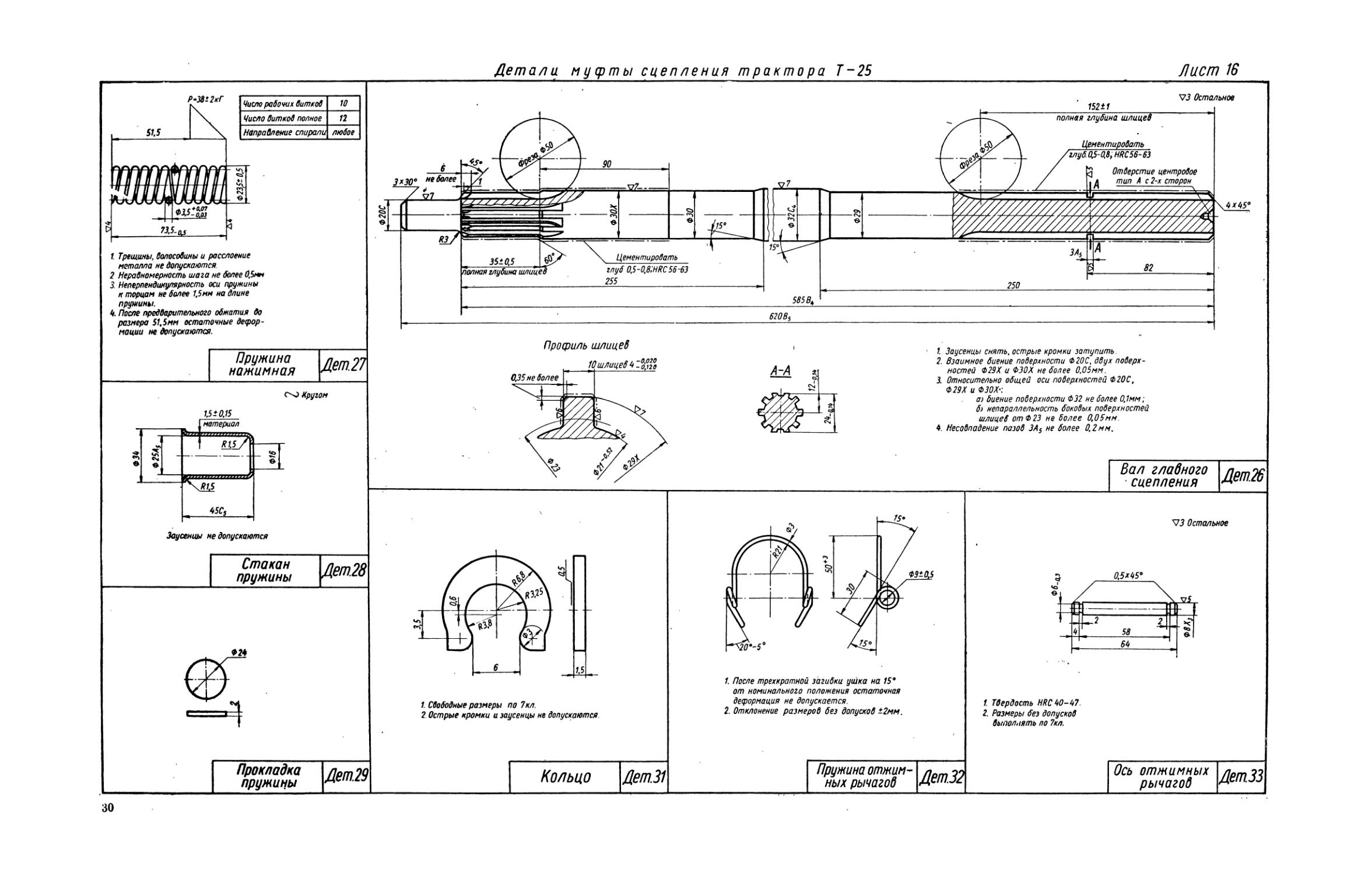
Муфта сцепления трактора Т-25. Муфта сцепления трактора Т-25 (листы 7—16) Липецкого тракторного завода пред¬
ставляет собой узел в*котором смонтированы две однодисковые муфты с одним ведущим элементом: муфта сцепления главная и муфта сцепления вала отбора, мощности (ВОМ). Каждая муфта снабжена отдельно рычажным механизмом управления и педалями управления.
Главный вал получает вращение от левой (главной) муфты. Вал отбора мощности (пустотелый) опирается одним концом на радиальный шариковый подшипник, установленный в корпусе, а другим на радиальный роликовый подшипник с длинными роликами. Роликоподшипник установлен на главном валу.
Для каждого механизма выключения (лист 13) упорные подшипники 11 и 15 установлены на отдельных втулках 4 и 13, которые при их перемещении направляются соответственно внутренней и наружной цилиндрическими поверхностями кронштейна 3, закрепленного на корпусе.
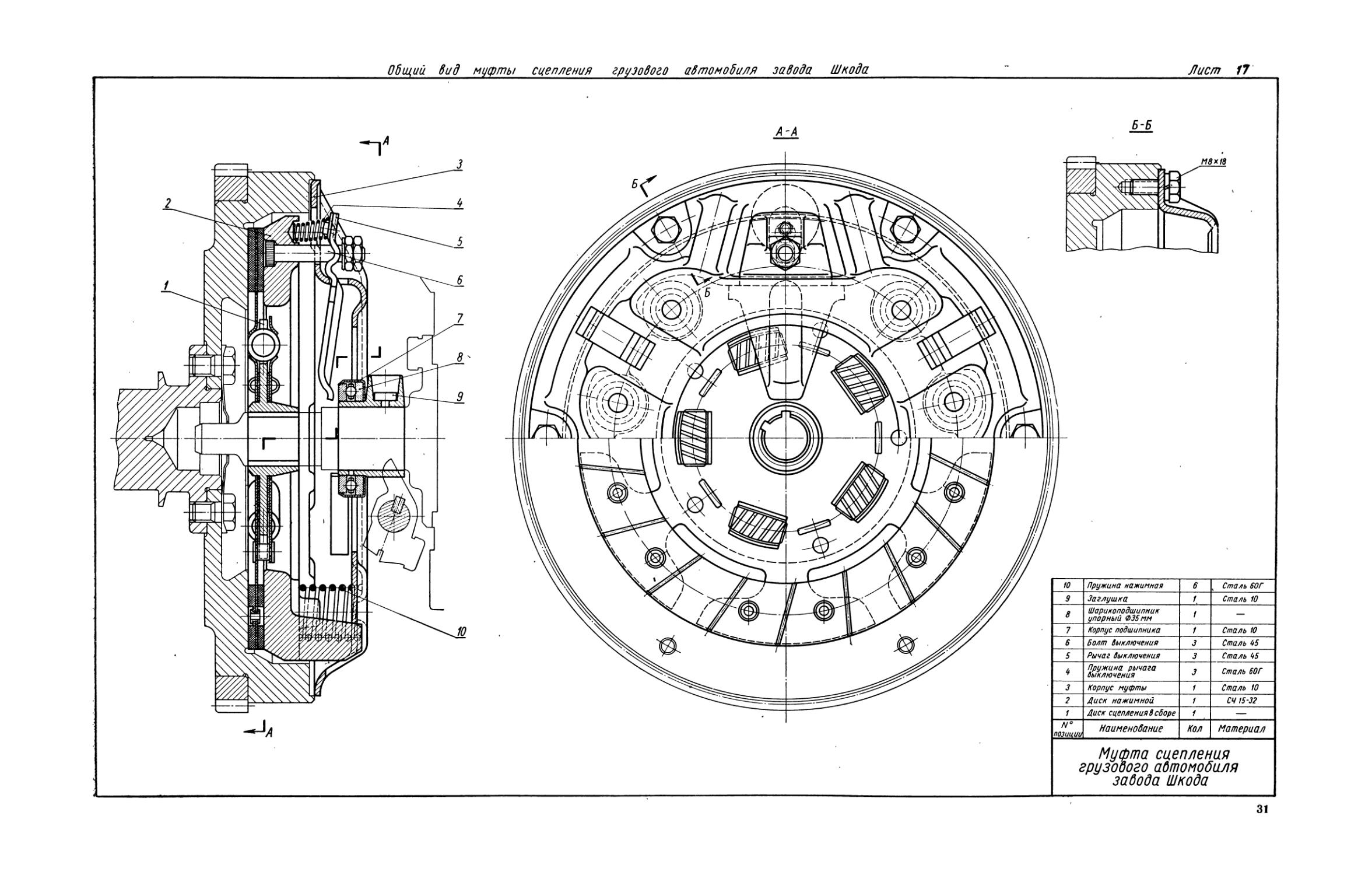
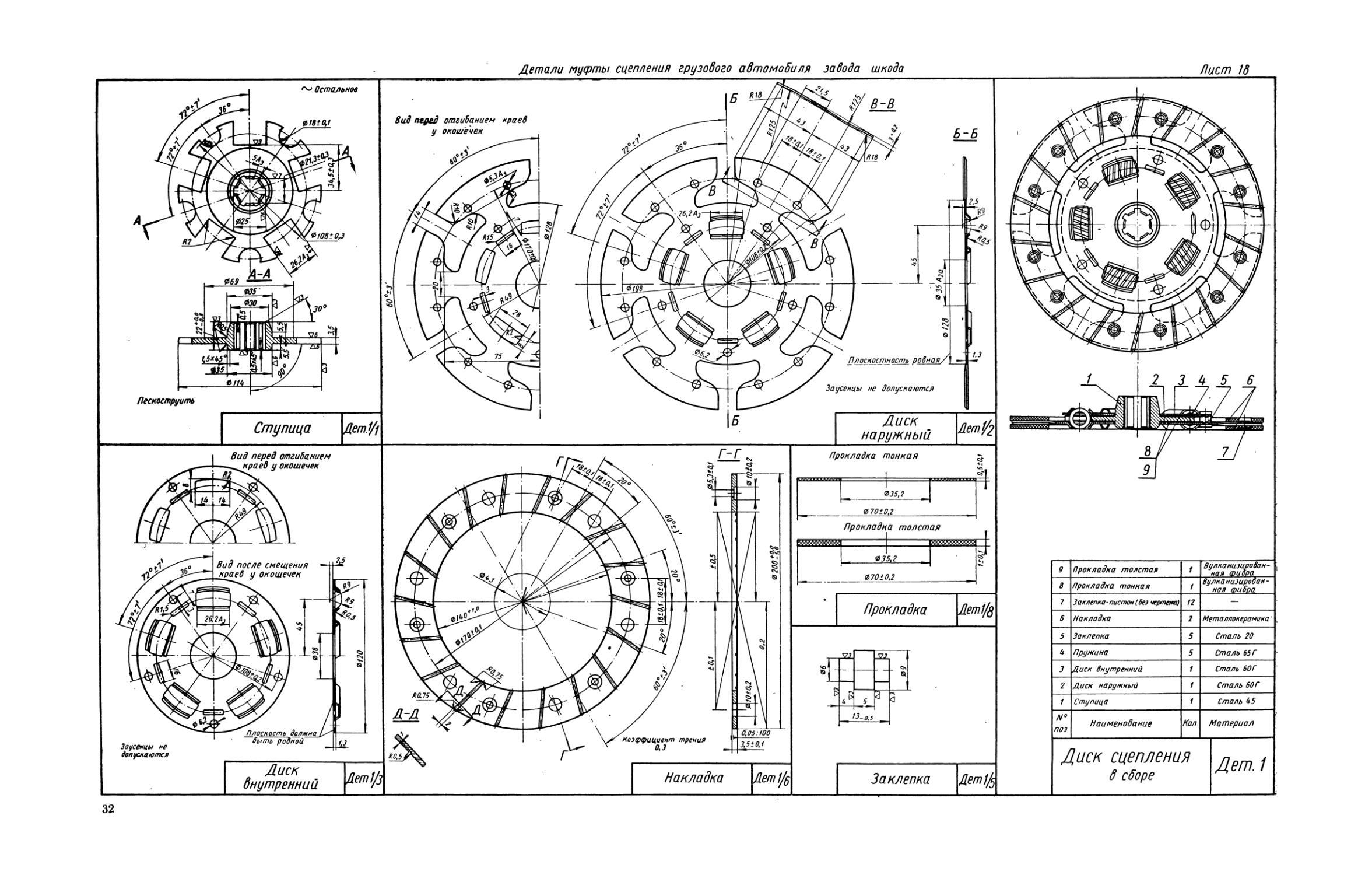
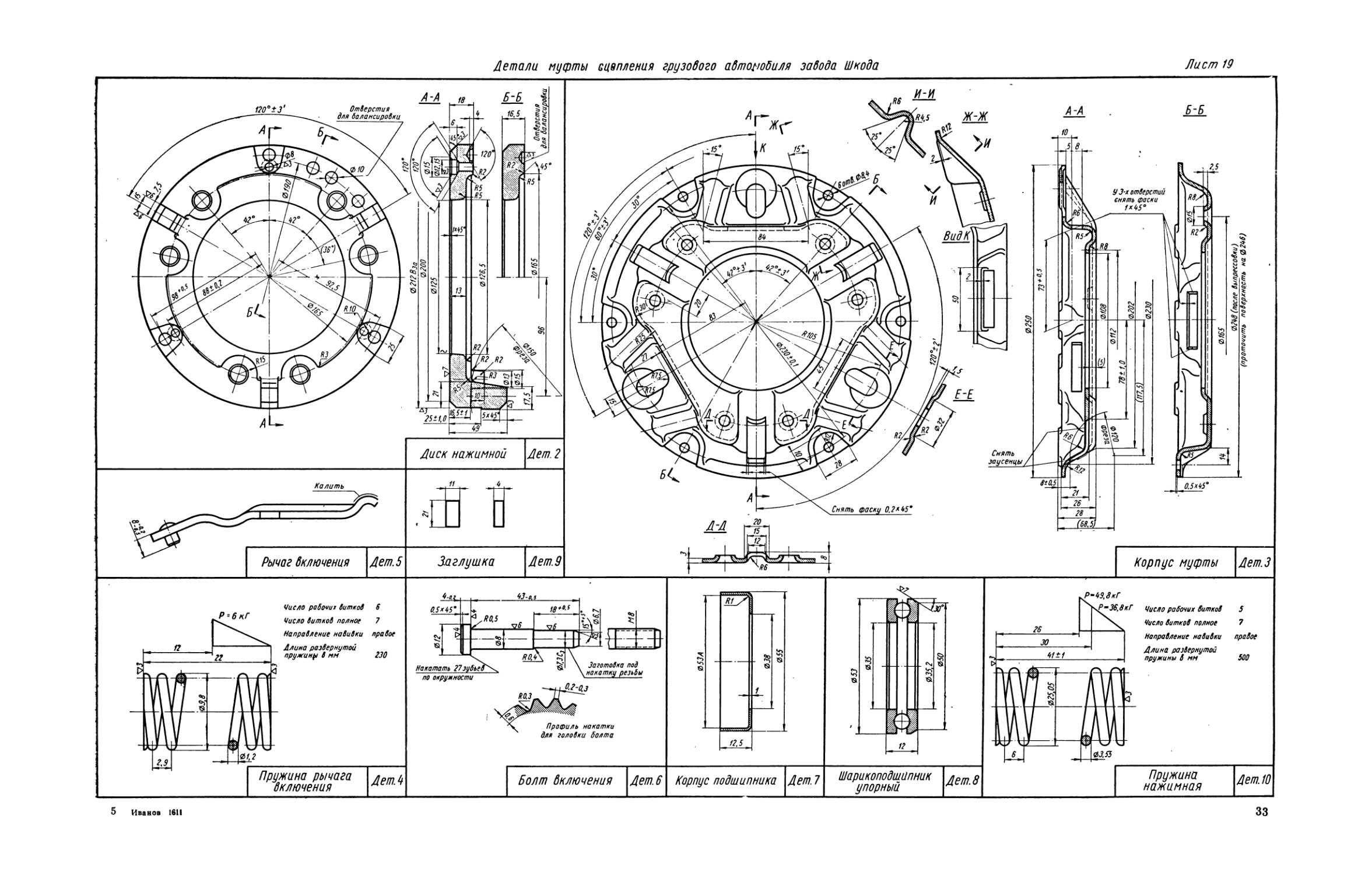
Муфта сцепления грузового автомобиля завода Шкода. Особенностью муфты (листы 17—19) является ведомый фрикционный диск сцепления с гасителем крутильных колебаний, пять пружин которого установлены в несколько сжатом состоянии в прямоугольные вырезы фланца ступицы и дисков внутреннего и наружного. Края вырезов дисков отогнуты и удерживают пружины от выпадения.
Наружный и внутренний диски соединены штифтами. Штифты свободно проходят через соответствующие вырезы фланца ступицы.
Для увеличения трения между фланцем ступицы и дисками установлены прокладки из маслостойкой ^вулканизированной фибры (дет. 8 и 9).
При включении муфты усилие от диска на ступицу передается через пружины. Под действием этого усилия пружины сжимаются и диски несколько смещаются относительно фланца ступицы.
Крутильные колебания, возникающие на валах, вызывают угловое смещение ведомого диска относительно ступицы вследствие деформации пружин. Это смещение сопровождается трением между дисками, прокладками и фланцем ступицы, что и приводит к гашению колебаний.
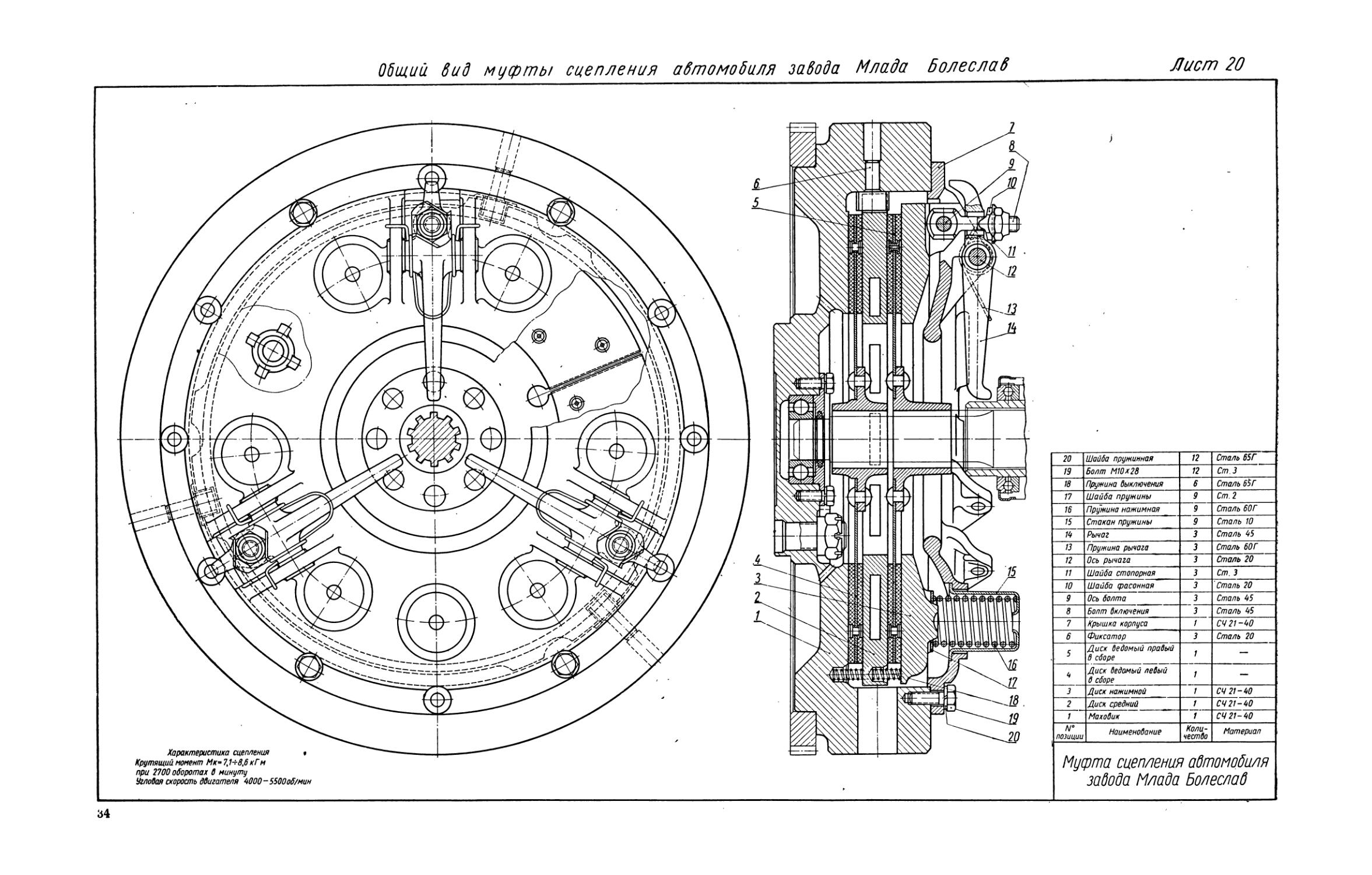
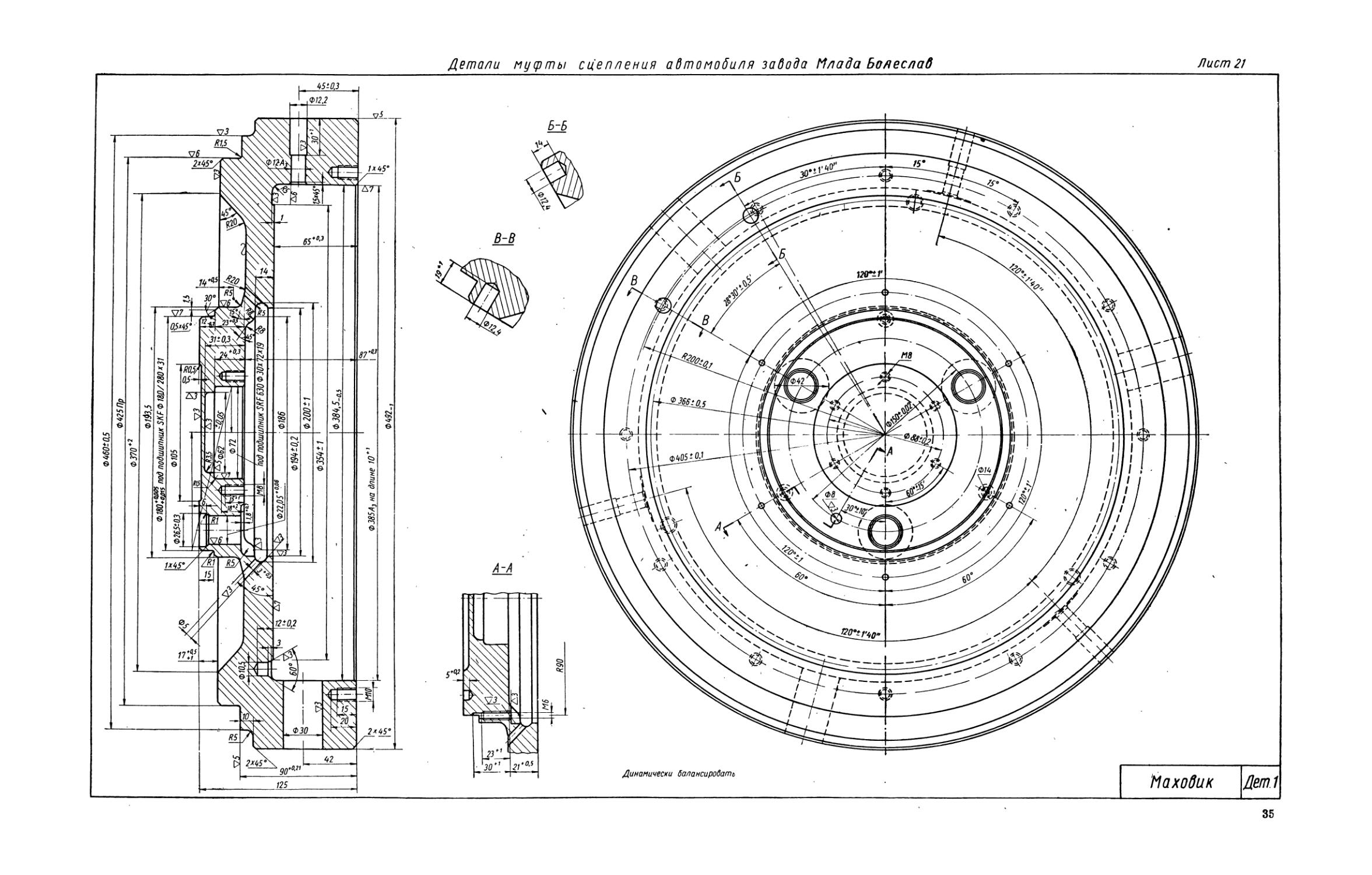
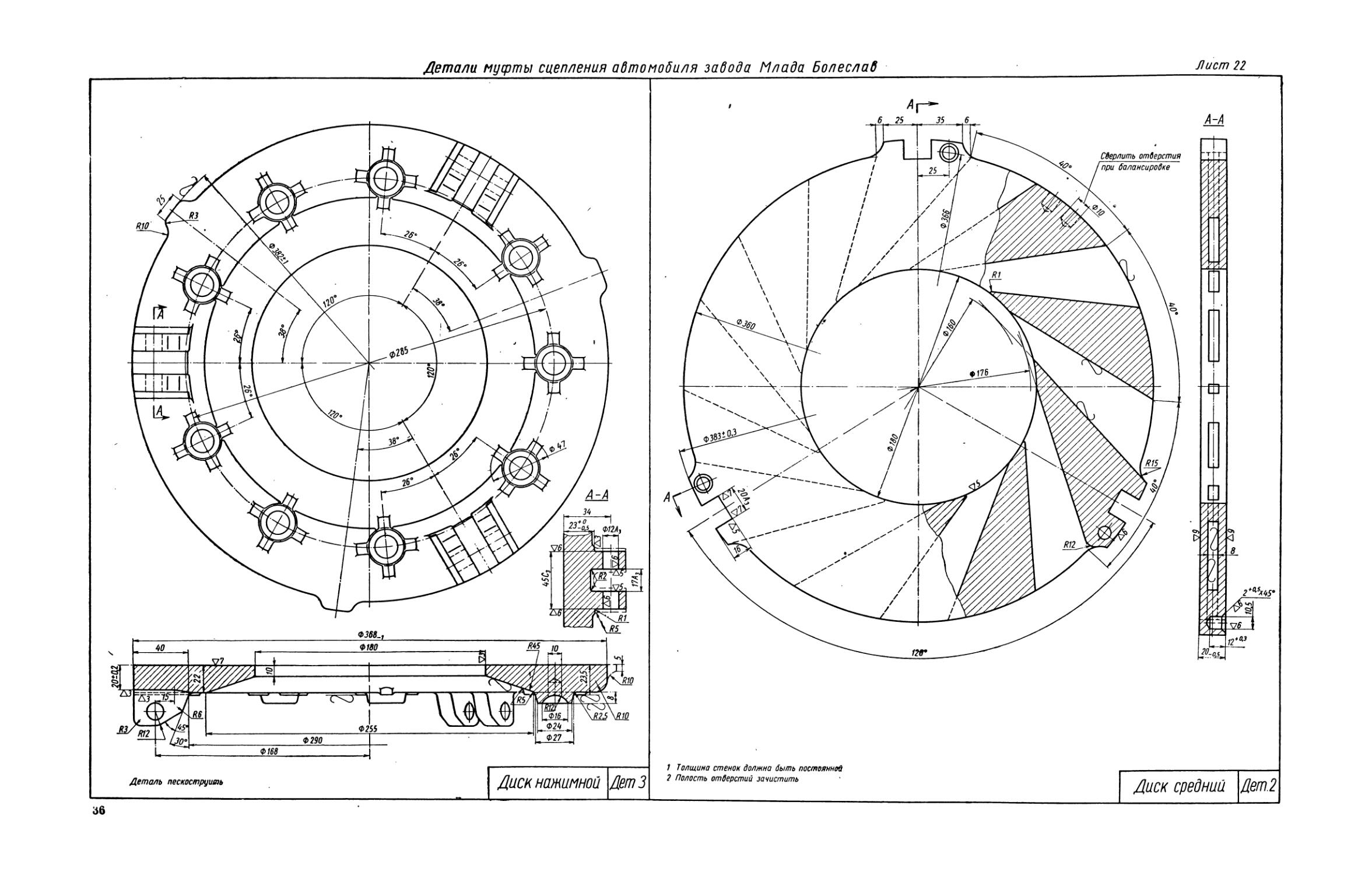
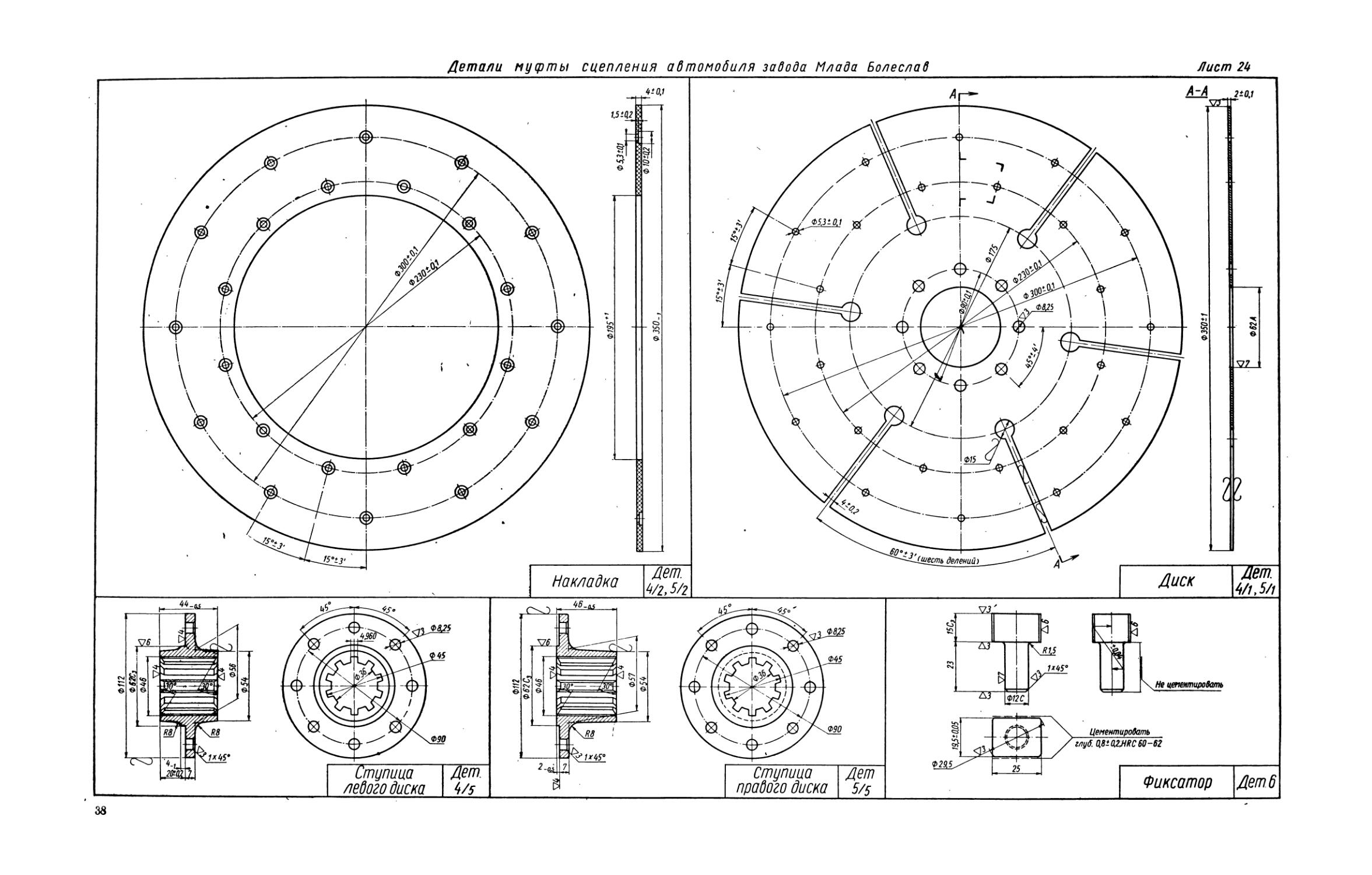
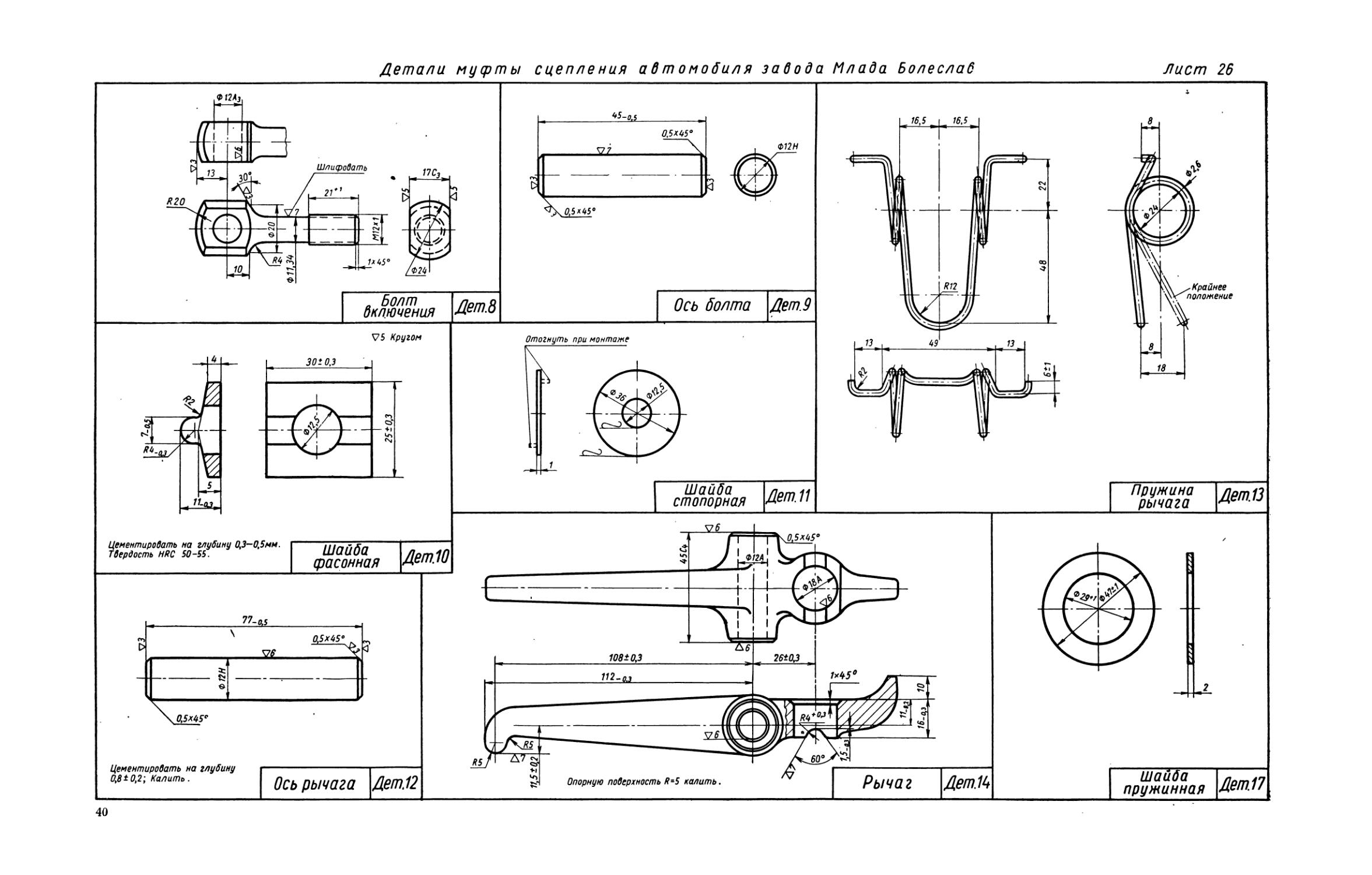
Муфта сцепления автомобиля Млада Болеслав. Муфта сцепления сухого трения (листы 20—26) имеет два ведомых диска, вследствие чего число поверхностей трения увеличено до четырех. Передаваемый крутящий момент муфты сцепления составляет 7,1—8,6 кГм.
Ведомые диски 4 и 5 с асбестовыми накладками расположены между маховиком 1 и нажимным диском 3 и разделены средним диском 2. Снаружи сцепление закрыто крышкой корпуса 7, на которой расположены на осях 12 рычаги 14 выключения муфты. Включение осуществляется нажимными пружинами 16. Крутящий момент от маховика передается среднему диску 2 посредством трех фиксаторов 6 и нажимному диску 3 посредством выступающих на нажимном диске проушин для болтов включения 3, входящих в соответствующие окна на крышке корпуса 7. Для разъединения дисков при выключении муфты служат пружины 18.
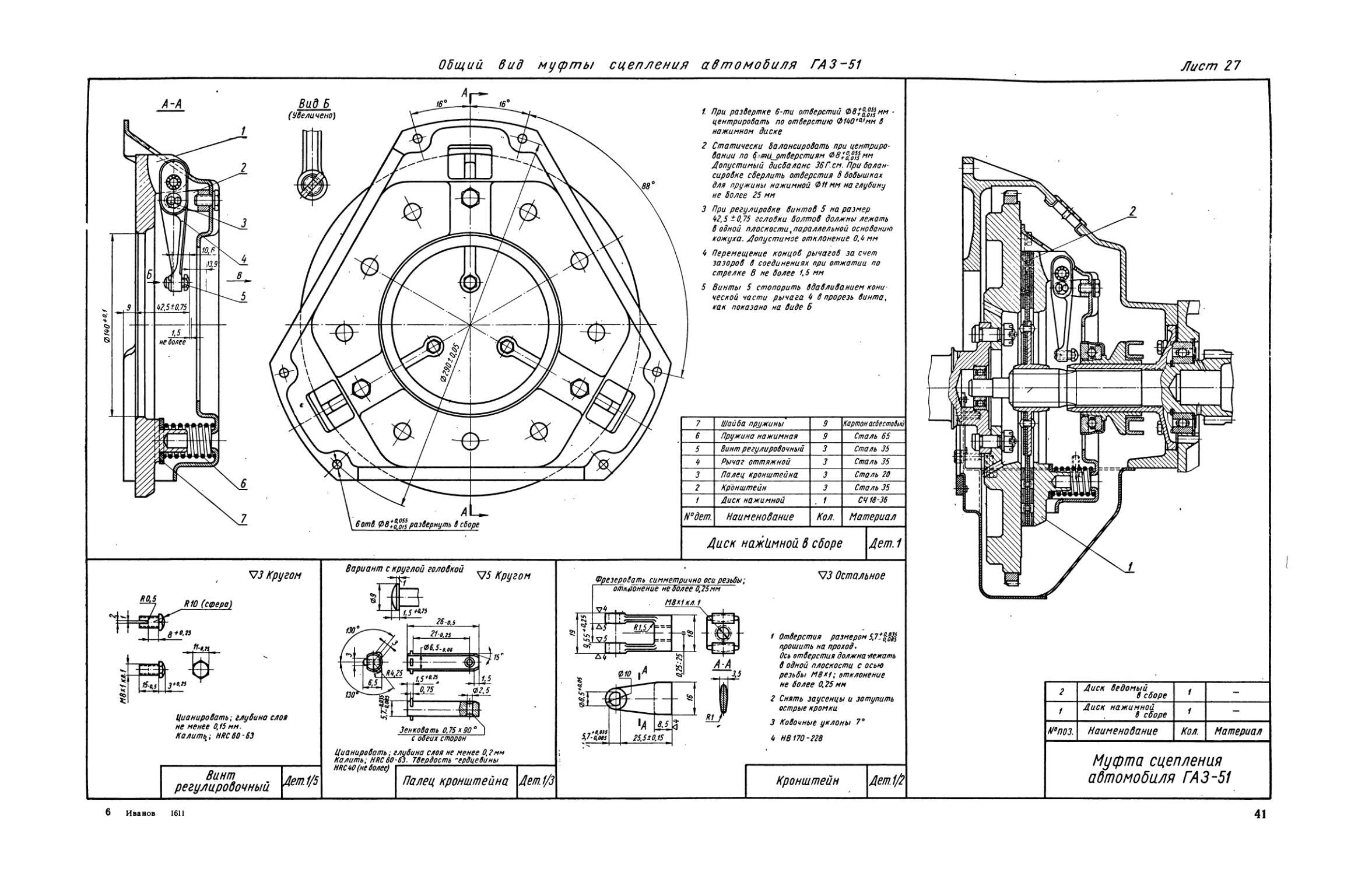
Муфта сцепления автомобиля ГАЗ-51. Муфта сцепления автомобиля ГАЗ-51 (листы 27—29), сухая, однодисковая, состоит из двух основных частей: нажимного диска в сборе с кожухом и рычагами выключения сцепления и ведомого диска в сборе.
Жесткий штампованный кожух сцепления крепится к маховику шестью болтами. В три просеченных окна кожуха плотно входяуГ точно обработанные выступы нажимного диска (дет. 1/1)у которыми вращение передается нажимному диску от маховика.
К кожуху болтами прикреплены три опорных кронштейна (дет. 1/2) оттяжных рычагов (дет. 1/4). На свободном конце каждого рычага имеется регулировочный винт (дет. 1/5). Рычаги шарнирно соединены с нажимным диском посредством игольчатых подшипников и с опорными кронштейнами при помощи пальца (дет. 1/3) ,и ролика, свободно расположенного в отверстии рычага.
Такое крепление рычага обеспечивает возможность компенсировать изменение расстояния между осями пальца (дет. 1/5) и игольчатого подшипника при включении и выключении сцепления.
Девять нажимных пружин (дет. 1/6) зажимают ведомый диск между торцом маховика и нажимным диском и поддерживают сцепление постоянно во включенном состоянии. Сцепление выключается при нажатии через упорный подшипник на головки винтов (дет. 1/5). Регулировкой этих винтов, производимой на заводе, достигается одновременное соприкосновение всех трех рычагов с упорным подшипником.
При включенном сцеплении между головками винтов (дет. 1/5) и торцом упорного подшипника должен быть зазор 4 мм. Регулируется этот зазор гайкой, расположенной на тяге педального механизма.
4
Усилие пружины в рабочем состоянии составляет 72—86 кГ. Пружины сортируются на две партии: партия А — усилия пружин составляют от 76 до 79 кГ, партия Б — усилия пружин составляют от 79 до 82 кГ. При сборке устанавливаются, пружины одной какой-нибудь партии.
Для предотвращения сильного нагрева пружин при пробуксовке сцепления во время его включения и выключения между пружинами и нажимным диском ставятся теплоизоляционные шайбы (дет. 7/7).
Ведомый диск сцепления состоит из тонкого разрезного стального диска (дет. 212), закрепленного заклепками между фланцем ступицы (дет. 2/1) и пластиной крепления диска (дет. 213), Фрикционная накладка (дет. 2/4), обращенная к маховику, приклёпана к стальному диску, а между другой накладкой и стальным диском установлено шесть пружинных волнистых пластин (лист 29, поз. 6), При включении сцепления пружинные пластины выпрямляются й накладка постепенно подходит к диску (дет. 2/2), обеспечивая таким образом плавное включение.
Для отведения тепла от сцепления в картере сцепления имеются вентиляционные окна, защищенные сетками.
Материалы трущихся элементов фрикционных муфт. К материалам трущихся поверхностей фрикционных муфт предъявляются следующие требования: высокая износостойкость; достаточный по величине коэффициент трения и его постоянная величина при различных температурах; высокое сопротивление заеданию (способность нести значительные нагрузки без повреждения рабочих поверхностей), при котором частицы одной трущейся поверхности налипают на другую трущуюся поверхность; достаточная прочность, чтобы выдержать центробежные срезывающие и другие усилия, которые развиваются в работающей фрикционной муфте; высокая температурная и коррозионная стойкость, малые тепловые деформации; достаточно высокая теплопроводность для быстрого отвода тепла от трущихся поверхностей; способность хорошо прирабатываться и плавно сцепляться.
Все качества материалов на практике трудно совместимы. Оптимальное сочетание их и определяет выбор материалов для трущейся пары.
Наиболее принятые комбинации металлических материалов для фрикционных поверхностей:
а) чугун по чугуну или по стали;
б) бронза или латунь по стали;
в) сталь по стали;
г) металлокерамические материалы по стали.
Поверхности трения при этом обеспечиваются смазкой.
Для трущихся поверхностей чугун по чугуну и металлокерамических материалов возможна работа всухую.
Из неметаллических материалов применяют чаще текстолит, фибру и материалы на основе асбеста, реже — дерево, пробку, кожу. Неметаллические материалы работают в паре со сталью или чугуном.
Асбестовые материалы наиболее широко применяются в виде накладок для муфт, работающих главным образом всухую (без смазки).
На многие материалы установлены соответствующие ГОСТы или нормали, например*
кольца фрикционные асбестовые, ГОСТ 1786-57; фрикционные тканые кольца для диска сцепления, ТУ № 6463/1573-49;
фрикционные картонно-бакелитовые кольца для диска сцепления, ТУ № 6465;
лента тормозная асбестовая, ГОСТ 1198-55 и ТУ № 6491; прессматериал КФ-3, ТУ Главхимплдста 37; асторпрок ВИАМ-12, ТУ НКХП 623-41; асботекстолит ЭТ, ТУ НКХП 425-41; ретинакс.
Кольца фрикционные асбестовые по ГОСТу 1786-57 используются в муфтах сцепления автомашин, тракторов и других агрегатов. Кольца изготовляются из асбофрикционных материалов марок КФ-1, КФ-2- КФ-3 и КФ-4 и должны соответствовать нормам, указанным в табл. 2, и размерам, приведенным в табл. 3. Рабочие поверхности колец должны быть шлифованными.
Таблица 2
Физико-механические показатели асбофрикционных колец по ГОСТу 1786-57
Наименование физико-мехаических показателей
Нормы
КФ-1
КФ-2
КФ-3
КФ-4
Твердость по Бринелю в кГ/мм2 в пределах . . Коэффициент трения при постоянном трении не менее:
21—32
17—27
30—44
15—24
по чугуну
0,35
0,34
0,35
0,36
по стали
Износ по толщине при постоянном трении за 2 ч в мм не более:
0,38
0,42
0,40
0,50
по чугуну
0,22
0,08
0,20
0,20
по стали
Твердость образцов, выдержанных при температуре 275—280° в течение 3 ч, по Бринелю
0,45
0,11
0,20
0,23
в кГ/мм2 в пределах
25—40
17—32
38—54
15—28
Примечание. Коэффициент трения и износ определяются при удель¬
ном давлении 2,7 кГ/см2 и окружной скорости по средней линии образца 7,0—7,5 м/сек.
Фрикционные тканые кольца для диска сцепления по ТУ 6463/1573-49 изготовляют из многослойной ленты, которая соткана из бумажно-асбестовой пряжи с бакелитовой пропиткой. Каждая нить пряжи содержит две латунные проволочки диаметром 0,18—0,02 мм.
Твердость кольца должна быть в пределах 20—45 единиц по Бринелю. При испытании на твердость кольца не должны расслаиваться, трескаться и вспучиваться.
После выдержки колец в минеральном масле А К-10 (автол 10) при температуре 15—20° в течение 4 ч увеличение в весе не должно быть более 4%.
Фрикционные картонно-бакелитовые кольца для диска сцепления по ТУ № 6465 изготовляются из картона, который выполнен из коротковолокнистого асбеста, тщательно очищенного
Таблица 3
Размеры фрикционных колец по ГОСТу 1786-57
Наружный диаметр D
Внутренний диаметр d
Толщина
b
60
20; 30
70
30; 40
3,0; 3,5; 4,0
80
30; 40
90
40; 50
100
40; 50; 60
110
40; 60
125
60
• 140
60; 80; 100
160
80; 100
3,0; 3,5; 4,0; 4,5
• 180
100; 120
200
120; 140
225.
140; 160
250
160; 180
275
160; 180; 200
300
160; 180; 200
325
180; 200; 220
350
200; 220; 240
3,5; 4,0; 4,5; 5,0; 6,0;
375
220; 240; 260
7,0
400
240; 260; 280
425
260; 280; 300
450
280; 300; 320
от включений твердых пород. Кольца из асбестового картона пропитаны бакелитовой пропиткой, спрессованы и термически обработаны.
Кольца по толщине должны быть выполнены с допуском 0,1 мм, причем в одном кольце колебание толщины Допускается в пределах 0,1 мм. Волнистость кольца должна быть в пределах 0,3 мм.
Коэффициент трения фрикционного кольца при испытании на специальном станке должен быть не менее 0,325 по чугуну при температуре 120°. Износ фрикционного кольца по толщине при испытании на специальном станке в течение 1 ч не должен быть более 0,09 мм. Твердость кольца должна быть в пределах 17—45 единиц по Бринелю.
После выдержки в воде в течение 4 ч набухание образцов по весу не должно превышать 4%. После выдержки колец в минеральном масле АК-10 (автол 10) при температуре 15— 20° в течение 4 ч увеличение в весе не должно быть более 4%.
Фрикционные кольца, наклепанные на диск сцепления, должны выдержать испытание на пробуксовку.
Лента тормозная асбестовая по ТУ № 6491, изготовлена из пропитанной в масле и прокаленной многослойной ткани. Ткань изготовлена из асбестовой нити с включением латунной проволоки диаметром 0,18—0,20 мм. Края ленты затканы.
Лента должна быть эластичной; при огибании на 180° стержня наружная поверхность ленты не должна иметь трещин и разрывов нитей. Диаметр стержня для ленты толщиной до 6 мм—80 мм, свыше 6 мм—150 мм.
Износ лент по толщине при испытании на станке в течение 2 ч не должен быть более 0,20 мм, а после набухания в воде не более 0,25 мм.
2 Иванов 1611
5
При погружении ленты на 18 ч в воду или минеральное масло АК-10 (автол 10) увеличение веса ленты не должно быть более (в процентах): при погружении в воду — 10 и при погружении в минеральное масло — 12.
Проверку стойкости ленты против действия высокой температуры производят в течение 3 н в муфельной печи или в термостате.
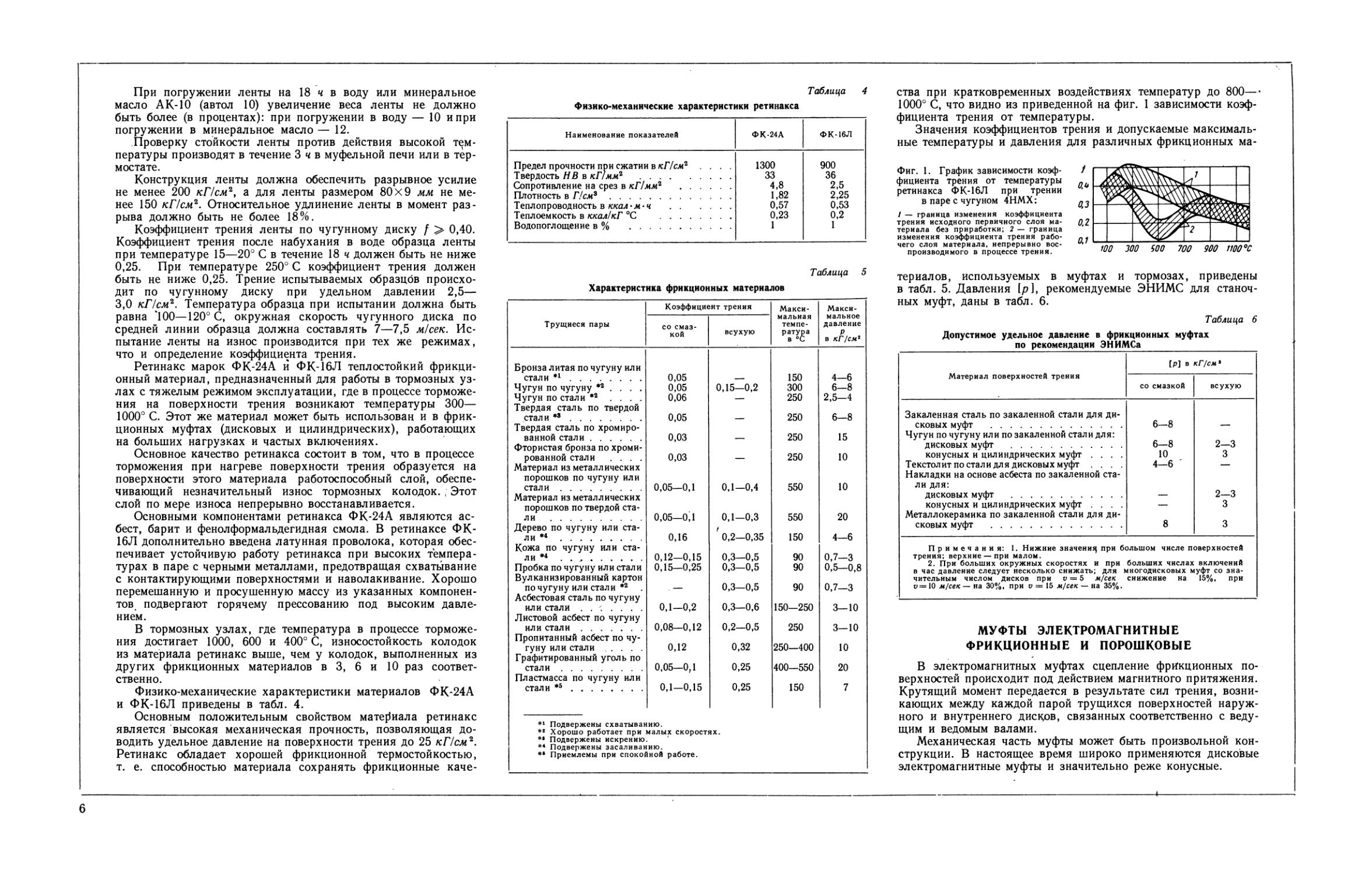
Конструкция ленты должна обеспечить разрывное усилие не менее 200 кГ/см2, а для ленты размером 80x9 мм не менее 150 кГ/см2. Относительное удлинение ленты в момент разрыва должно быть не более 18%.
Коэффициент трения ленты по чугунному диску / > 0,40. Коэффициент трения после набухания в воде образца ленты при температуре 15—20° С в течение 18 ч должен быть не ниже 0,25. При температуре 250° С коэффициент трения должен быть не ниже 0,25. Трение испытываемых образцов происходит по чугунному диску при удельном давлении 2,5— 3,0 кГ/см*. Температура образца при испытании должна быть равна ‘100—120° С, окружная скорость чугунного диска по средней линии образца должна составлять 7—7,5 м/сек. Испытание ленты на износ производится при тех же режимах, что и определение коэффициента трения.
Ретинакс марок ФК-24А и ФК-16Л теплостойкий фрикционный материал, предназначенный для работы в тормозных узлах с тяжелым режимом эксплуатации, где в процессе торможения на поверхности трения возникают температуры 300— 1000° С. Этот же материал может быть использован и в фрикционных муфтах (дисковых и цилиндрических), работающих на больших нагрузках и частых включениях.
Основное качество ретинакса состоит в том, что в процессе торможения при нагреве поверхности трения образуется на поверхности этого материала работоспособный слой, обеспечивающий незначительный износ тормозных колодок. ; Этот слой по мере износа непрерывно восстанавливается.
Основными компонентами ретинакса ФК-24А являются асбест, барит и фенолформальдегидная смола. В ретинаксе ФК- 16Л дополнительно введена латунная проволока, которая обеспечивает устойчивую работу ретинакса при высоких температурах в паре с черными металлами, предотвращая схватывание с контактирующими поверхностями и наволакивание. Хорошо перемешанную и просушенную массу из указанных компонентов подвергают горячему прессованию под высоким давлением.
В тормозных узлах, где температура в процессе торможения достигает 1000, 600 и 400° С, износостойкость колодок из материала ретинакс выше, чем у колодок, выполненных из других фрикционных материалов в 3, 6 и 10 раз соответственно.
Физико-механические характеристики материалов ФК-24А и ФК-16Л приведены в табл. 4.
Основным положительным свойством материала ретинакс является высокая механическая прочность, позволяющая доводить удельное давление на поверхности трения до 25 кГ/см2. Ретинакс обладает хорошей фрикционной термостойкостью, т. е. способностью материала сохранять фрикционные каче-
Таблица 4
Физико-механические характеристики ретинакса
Наименование показателей
ФК-24А
ФК-16Л
Предел прочности при сжатии в кГ/см2 ....
Твердость НВ в кГ/мм2
Сопротивление на срез в кГ/мм2
Плотность в Г/см9
Теплопроводность в ккал*м-ч
Теплоемкость в ккал/кГ °С
Водопоглощение в %
1300
33
4,8
1,82
0,57
0,23
1
900
36
2,5
2,25
0,53
0,2
1
ства при кратковременных воздействиях температур до 800— 1000° С, что видно из приведенной на фиг. 1 зависимости коэффициента трения от температуры.
Значения коэффициентов трения и допускаемые максимальные температуры и давления для различных фрикционных ма-
Фиг. 1. График зависимости коэффициента трения от температуры ретинакса ФК-16Л при трении в паре с чугуном 4НМХ:
/ — граница изменения коэффициента трения исходного первичного слоя материала без приработки; 2 — граница изменения коэффициента трения рабочего слоя материала, непрерывно воспроизводимого в процессе трения.
Таблица 5
Характеристика фрикционных материалов
Коэффициент трения
Макси¬
Макси¬
Трущиеся пары
со смазкой
всухую
мальная
темпе¬
ратура
мальное
давление
Р
в кГ/см2
Бронза литая по чугуну или стали *1
0,05
150
4—6
Чугун по чугуну *2 ... .
0,05
0,15—0,2
300
6—8
Чугун по стали *2 ....
0,06
—
250
2,5—4
Твердая сталь по твердой стали *8
0,05
250
6—8
Твердая сталь по хромированной стали
0,03
250
15
Фтористая бронза по хромированной стали ....
0,03
_
250
10
Материал из металлических порошков по чугуну или стали
0,05—0,1
0,1—0,4
550
10
Материал из металлических порошков по твердой стали
0,05—ОД
0,1—0,3
550
20
Дерево по чугуну или стали *4
0,16
* 0,2—0,35
150
4—6
Кожа по чугуну или стали *4
0,12—0,15
0,3—0,5
90
0,7—3
Пробка по чугуну или стали
0,15—0,25
0,3—0,5
90
0,5—0,8
Вулканизированный картон по чугуну или стали *2
0,3—0,5
90
0,7—3
Асбестовая сталь по чугуну или стали .......
0,1—0,2
0,3—0,6
150—250
3—10
Листовой асбест по чугуну или стали
0,08—0,12
0,2—0,5
250
3—10
Пропитанный асбест по чугуну или стали
0,12
0,32
250—400
10
Графитированный уголь по стали
0,05—0,1
0,25
400—550
20
Пластмасса по чугуну или стали *5
0,1—0,15
0,25
150
7
** Подвержены схватыванию.
*2 Хорошо работает при малых скоростях. ** Подвержены искрению.
*4 Подвержены засаливанию.
*• Приемлемы при спокойной работе.
териалов, используемых в муфтах и тормозах, приведены в табл. 5. Давления [р], рекомендуемые ЭНИМС для станочных муфт, даны в табл. 6.
Таблица 6
Допустимое удельное давление в фрикционных муфтах по рекомендации ЭНИМСа
Материал поверхностей трения
[р] в со смазкой
кГ/см2
всухую
Закаленная сталь по закаленной стали для ди¬
сковых муфт
6—8
—
Чугун по чугуну или по закаленной стали для:
дисковых муфт
6—8
2—3
конусных и цилиндрических муфт ....
10
3
Текстолит по стал и для дисковых муфт . . . .
4—6
—
Накладки на основе асбеста по закаленной ста¬
ли для:
дисковых муфт
—
2—3
конусных и цилиндрических муфт ....
—
3
Металлокерамика по закаленной стали для ди¬
сковых муфт
8
3
Примечания: 1. Нижние значение при большом числе поверхностей трения; верхние — при малом.
2. При больших окружных скоростях и при больших числах включений в час давление следует несколько снижать; для многодисковых муфт со значительным числом дисков при о = 5 м/сек снижение на 15%, при о=10 м/сек — на 30%, при о = 15 м/сек — на 35%.
МУФТЫ ЭЛЕКТРОМАГНИТНЫЕ ФРИКЦИОННЫЕ И ПОРОШКОВЫЕ
В электромагнитных муфтах сцепление фракционных поверхностей происходит под действием магнитного притяжения. Крутящий момент передается в результате сил трения, возникающих между каждой парой трущихся поверхностей наружного и внутреннего дисков, связанных соответственно с ведущим и ведомым валами.
Механическая часть муфты может быть произвольной конструкции. В настоящее время широко применяются дисковые электромагнитные муфты и значительно реже конусные.
6
4-
В электромагнитных муфтах допускается реверсирование с очень короткими промежутками времени (до 0,2 сек), что удобно при управлении процессами в различных автоматах и в тех случаях, когда при непрерывно работающем двигателе требуются частые пуски и остановки машины.
При включении электромагнитных муфт не возникает осевых усилий, как у большинства муфт с механическим включением.
Конструкция механической части электромагнитной муфты сравнительно проста.
К недостаткам этих муфт относятся: сложность изготовления дисков вследствие малой толщины (0,8 мм) и вырезов, что вызывает коробление при термической обработке и шлифовании; увеличение времени отключения муфт из-за остаточного магнетизма и наличия масляной пленки, что вызывает необходимость устанавливать пружины для создания зазора между дисками; использование масла определенной вязкости. Для этих муфт применяется чистое без механических примесей масло индустриальное 12. Подавать масло в корпус муфты рекомендуется через фильтр.
В основе расчета электромагнитных дисковых муфт лежат те же зависимости, что и для механических дисковых фрикционных муфт.
где Мкрасч—расчетный крутящий момент в кГ-см\
к — коэффициент запаса, применяемый для электромагнитных муфт и равный 2—2,5;
/ — коэффициент трения;
1р] —допускаемое удельное давление в кГ!см2\
F — площадь поверхности одного фрикционного диска в см2\
z — число поверхностей трения;
Q — усилие нажатия на диск в кГ.
Величина удельного давления р связана постоянной зависимостью с индукцией Вр, создаваемой рабочим магнитным потоком
Вр = 5000 Yp>
где Вр в гс.
Если выразить удельное давление р через рабочую индукцию, то формула расчетного крутящего момента примет вид
(В \2
5000 ) *
Из этой формулы видна связь между механическими и магнитными параметрами электромагнитных многодисковых фрикционных муфт. В таких муфтах передаваемый крутящий момент с увеличением числа включений не уменьшается, как у дисковых муфт с механическим включением.
На фиг. 2, а, б, в, г схематично изображены разработанные ЭНИМСом конструктивные модификации электромагнитных муфт серии ЭТМ, унифицированные между собой. При такой
компоновке муфт этой серии можно на основе четырех базовых узлов получить четыре основные модификации многодисковых муфт:
1) муфта с вынесенными дисками и контактным токоподво- дом (фиг. 2, а) унифицирована по корпусу (включая катушку) с муфтой, показанной на фиг. 2, б, а по фрикционной части— с муфтой на фиг. 2, в\
Фиг. 2. Устройство (схемы) многодисковых фрикционных электромагнитных муфт серии ЭТМ.
2) муфта с магнитоподводящими дисками и контактным токоподводом (фиг. 2, б) унифицирована по корпусу (включая катушку) с муфтой, показанной на фиг. 2, а, а по фрикционной части — с муфтой на фиг. 2, г;
3) муфта с вынесенными дисками и бесконтактным токоподводом (фиг. 2, в) унифицирована по корпусу (с катушкой) с муфтой, показанной на фиг. 2, г, а по фрикционной части с муфтой — на фиг. 2, а\
4) муфта с магнитопроводящими дисками и бесконтактным токоподводом (фиг. 2, г) унифицирована по корпусу (с катушкой) с муфтой, показанной на фиг. 2, в, а по фрикцибнной части — с муфтой на фиг. 2, б.
Все четыре основные модификации муфт имеют одинаковые диаметральные и присоединительные размеры и различаются лишь осевым габаритным размером.
Устройство и принцип работы муфт с вынесенными дисками заключается в следующем: корпус муфты 1 с закрепленной в ней катушкой 2 и контактными кольцами 4, отделенными от него изоляционными кольцами 5, якорь б, пакет фрикционных дисков 11 и нажимной диск 9 с запорной шайбой 10 объединяются общей втулкой 13, 14, изготовленной из немагнитного материала.
При включении муфты якорь 6 притягивается к корпусу. Тяги S, выполненные заодно целое с якорем, и нажимной диск 9 передают усилие притяжения якоря на пакет фрикционных дисков, которые прижимаются к регулировочной гайке 15. Через зажатые таким образом фрикционные диски муфта передает момент или от внутренних дисков, сцепленных с общей втулкой, на внешние диски, сцепленные с поводком, или наоборот.
Разрезная регулировочная гайка 15 предназначена для компенсации износа дисков, в процессе которого уменьшается зазор между корпусом и якорем у включенной муфты. Восстановление первоначальной величины зазора производится поворотом регулировочной гайки и перемещением ее в сторону нажимного диска. Гайку фиксируют тангенциальным стопорным винтом, который стягивает гайку в направлении, перпендикулярном разрезу. При отключении катушки нажимной диск, а вместе с ним и якорь возвращается в исходное положение пружинами 17.
У муфты с бесконтактным токоподводом (фиг. 2, в) катушка 3 с частью магнитопровода — катушкодержателем 21 — выделена из магнитной системы. Внешнее 18 и внутреннее 19 полюсные кольца соединены между собой диском 20 из немагнитного материала и образуют корпус муфты. Катушкодержа- тель центрируется и закрепляется отдельно от муфты.
Таким образом, в магнитной цепи муфт с неподвижной катушкой в дополнение к рабочим зазорам 60 появляются два воздушных зазора дд между внешним и внутренним полюсными кольцами и выделенными из корпуса катушкодержателем.
Увеличение намагничивающей силы (ампервитков) катушки невелико (около 25—30% по сравнению с катушкой муфты, снабженной контактными кольцами) вследствие того, что магнитное сопротивление дополнительных воздушных зазоров незначительно.
Муфты с магнитопроводящими дисками так же, как и муфты с вынесенными дисками, выполняются на общей втулке из немагнитного материала. Якорь имеет шлицевое отверстие, аналогичное отверстию во внутренних дисках. Вследствие того что магнитный поток проводится через фрикционный диск, каждый из них замыкает через себя его часть. Поэтому замыкающийся через якорь поток является более или менее ослабленным.
Чтобы уменьшить рассеяние магнитного потока через диски, их поверхность на уровне катушки перерезается окнами. Оставшиеся узкие перемычки представляют значительное магнитное сопротивление потокам рассеяния, поэтому общее рассеяние магнитного потока через пакет фрикционных дисков сравнительно невелико. Муфты с вынесенными дисками предусмотрены для работы со смазкой и всухую.
2*
7
Муфты для работы всухую выполняются быстродействующими. Для магнитопровода применяются материалы с повышенным удельным магнитным сопротивлением по сравнению с обычно применяемой низкоуглеродистой электротехнической сталью. Обмоточные данные катушки выбираются из расчета работы этих муфт с высокой степенью форсировки по напряжению. Токоподвод может быть как контактным (фиг. 2, а), так и бесконтактным (фиг. 2, в). '
Муфты в быстродействующем исполнении с контактным токо- подводом снабжаются двумя контактными кольцами. При использовании в качестве тормоза или с отделенными от муфты контактными кольцами катушки снабжаются клеммами для токоподвода.
В муфтах обычного исполнения контактный токопровод осуществляется обычно через одно контактное кольцо. Второй вывод катушки замыкается на корпус.
Технические характеристики муфт серии ЭТМ поданным ЭНИМСа см. табл. 7.
Таблица 7
Техническая характеристика быстродействующих муфт серии ЭТМ
Тип
Параметры
ЭТМ031
ЭТМ041
ЭТМ051
ЭТМ061
ЭТМ071
ЭТМ081
Момент М к в кГ • м
2,5
5
10
16
25
40
Номинальная сила тока в а
2
2
2
2,5
2,5
2,5
Число витков
225
260
300
280
320
400
Диаметр провода d в мм ...
0,62
0,62
0,62
0,69
0,69
0,77
Сопротивление катушек RM при
5,10
t = 20° С в ом
2,20
2,90
4,15
3,75
5,85
Форсированная емкость Сф в
мкф
15
25
40
50
80
120
Предельно допустимая темпе¬
по
ПО
ПО
110
ратура катушки в °С ....
ПО
ПО
Т * в сек
0,045
0,055
0,065
0,075
0,090
0,120
♦ Т — расчетное время, в течение которого момент возрастает от 0 до 66%
своего установившегося значения,
отсчитываемого по естественной характе-
ристике от перескока якоря.
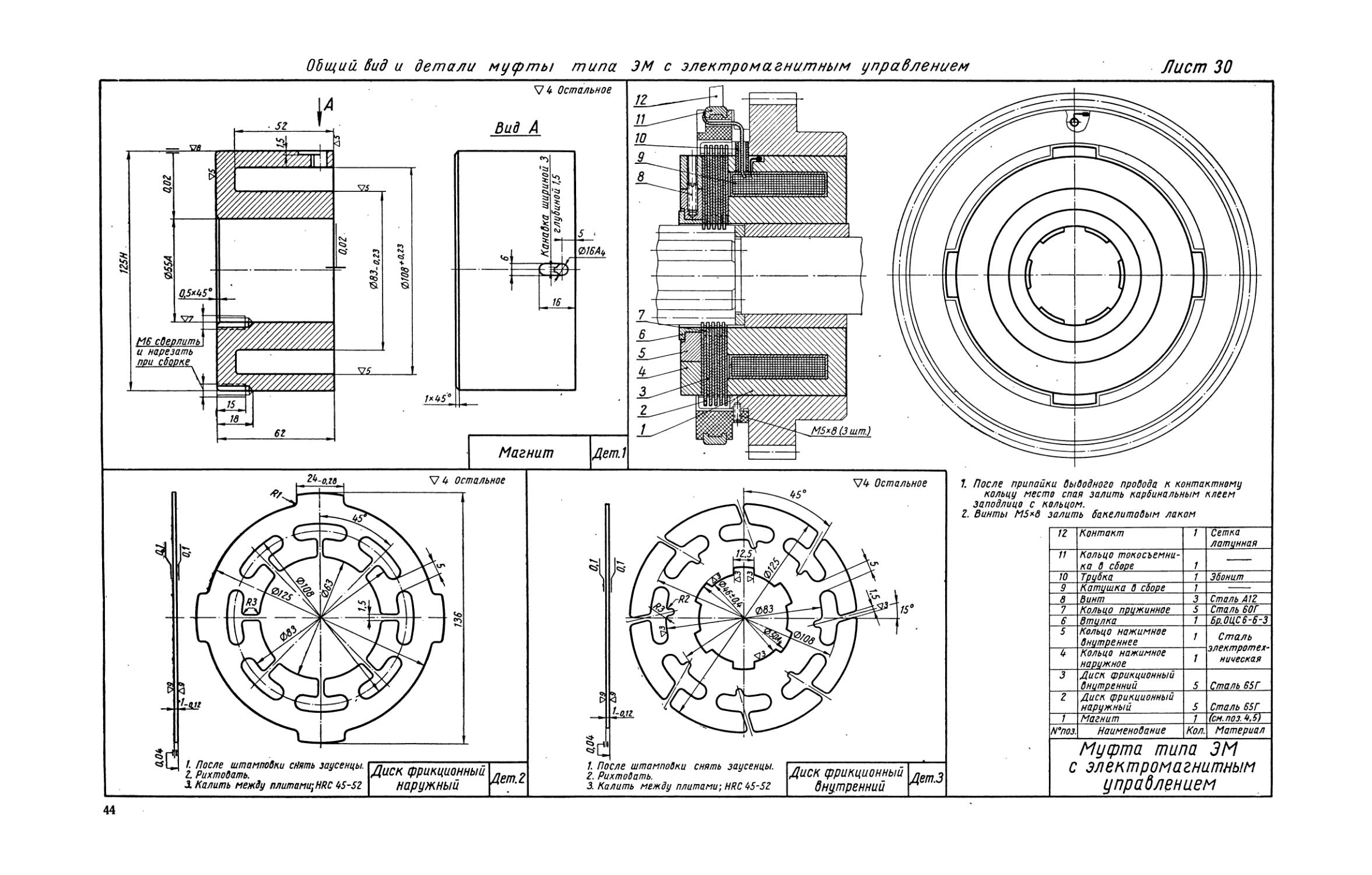
Муфта типа ЭМ. Электромагнитные муфты серии ЭМ (листы 30, 31) с магнитопроводящими дисками выпускаются шести габаритов в соответствии с табл. 8.
Муфта серии ЭМ (фиг. 3) состоит из корпуса 7, пакета фрикционных дисков (ведущих 5 и ведомых 14) и якоря 13. В паз корпуса заложена катушка 4, укрепленная в нем при помощи заливочной массы на основе эпоксидной смолы. На корпус муфты насажено пластмассовое изоляционное кольцо 3, в которое запрессовано контактное кольцо 2. Прочность крепления изоляционного кольца на корпусе обеспечивается накаткой посадочной поверхности, использованием эпоксидного клея и цилиндрических штифтов.
Контактное кольцо изготовлено из стали ШХ-15, твердость HRC 60—62. Кольцо надежно связано с изоляционным коль¬
Таблица 8
Основные конструктивные размеры и характеристики электромагнитных муфт
типа ЭМ (фиг. 3)
Тип
муфты
Номинальный передаваемый момент М в кГм
Наибольший диаметр муфты Dt в мм
Длина L в мм
Шлицевое отверстие zXdXD
Вес в кГ
Номинальное напряжение в в
Номинальная сила тока при 20° С в а
Количество витков катушки
Диаметр провода катушки в мм
Количество дирков
ЭМ-12
1,6
78
48
6Х 22А4Х 25А
1,1
24
0,25
1800
0,25
6
ЭМ-22
4
94
48
8Х 26А4Х ЗОА
1,6
24
0,37
1400
0,29
6
ЭМ-32
10
116
48
10Х35А4Х40А
2,2
24
0,60
1080
0,35
8
ЭМ-42
16
142
51
12Х 45А4Х 50А
3,5
24
0,86
900
0,44
10
ЭМ-52
30
176
64
16Х 58А4Х 65А
6,7
24
1,1
850
0,55
14
ЭМ-62
100
220
86
20X 70А4Х 80А
16,2
24
2,15
700
0,8
20
Примечание.
Диски наружных муфт типа ЭМ-12, ЭМ-22,
ЭМ-32
и
ЭМ-42 имеют по три шлица шириной о. расположенных под углом 120°; ЭМ-52 и ЭМ-62 имеют по шесть шлицев, расположенных под углом 60°.
цом, которое выполняется из волокнита или стеклопластика АГ-4. Один вывод катушки припаян к торцу контактного кольца, а другой к корпусу муфты. Отверстие в корпусе сделано шлицевым, но может быть и гладким.
Вид А
Фрикционные диски изготовлены из стали 65Г и закалены до твердости HRC 40—45. Между внутренними дисками ставятся волнообразные пружины 12 (см. сечение Б—Б, фиг. 3), расслабляющие пакет фрикционных дисков при отключении муфты.
Якорь муфты состоит из трех частей. Внутренняя бронзовая втулка изолирует в магнитном отношении якорь от вала, вследствие чего уменьшается рассеяние магнитного потока через вал и обеспечивается свободное перемещение якоря при включении и отключении муфты. Бронзовая втулка запрессована во внутреннее кольцо якоря. На якорь со свободной посадкой насажено внешнее кольцо, ограниченное от осевого смещения тремя штифтами. Такая конструкция якоря обеспечивает лучшее его прилегание к пакету фрикционных дисков и компенсирует возможное неравенство толщины пакета фрикционных дисков на уровне внешнего и внутреннего диаметров.
Ведомые (наружные) диски 14 при помощи внешних шлицев соединены с ведомой частью муфты /5, закрепленной на ведомом валу 11 шпонкой 3, шайбой 9 и болтом 10.
Нажатие дисков (включение) осуществляется якорем 13. Ток к муфте подается через щеткодержатель 1.
Значение передаваемого момента (см. табл. 8) соответствует номинальной величине при напряжении 24 б, смазке индустриальным маслом 20 и средней температуре катушки 110° С.
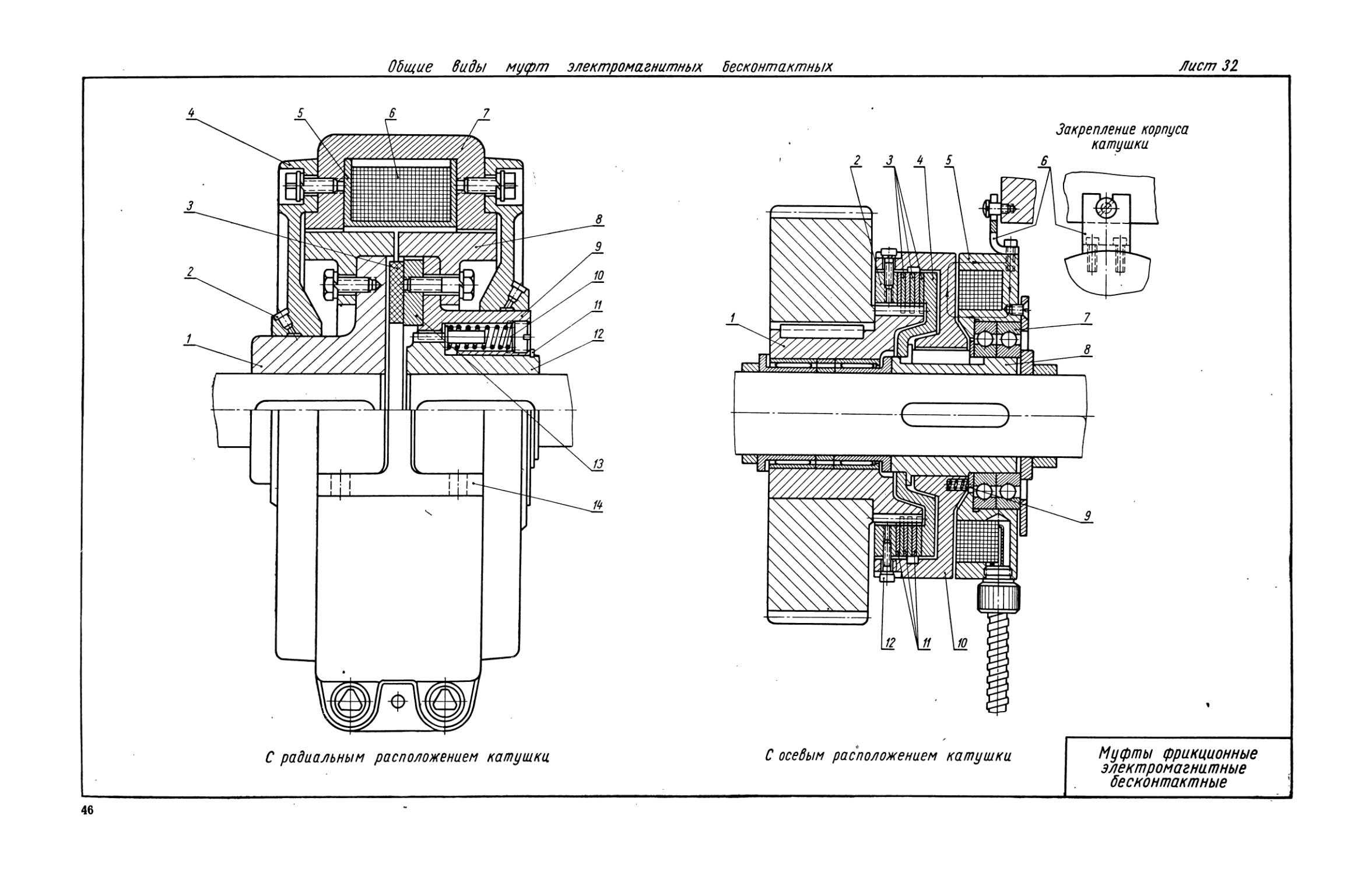
Муфты фрикционные электромагнитные бесконтактные. Бесконтактные электромагнитные муфты (лист 32) фирмы Pintsch Barnag А—G (Берлин) представлены в двух исполнениях: с радиальным расположением неподвижной катушки и с осевым.
Электромагнитная муфта с радиально расположенной неподвижной электромагнитной катушкой имеет одну поверхность трения и предназначена для работы всухую.
Неподвижный корпус муфты 7, где расположена электромагнитная катушка б, сделан из двух частей с разъемом в вертикальной диаметральной плоскости. В каждой половине корпуса имеется прилив 14, посредством которого корпус крепится к фундаменту (фиг. 4).
Обмотка возбуждения катушки намотана на каркас 5, изготовленный из немагнитного материала.
Втулка 12 на ведущем валу связана с поводковым фланцем 9 шлицевым соединением эвольвентного профиля. Фланец 9 несет диск 13 с фрикционной накладкой 3 и якорное кольцо 8. Якорное кольцо на ведомой втулке 1 выполняет роль фрикционного диска, но без накладки на плоскости трения.
Поводковый фланец 9 может перемещаться в осевом направлении по зубьям шлицевого соединения ведущей втулки 12. Между полюсными кольцами всегда сохраняется воздушный зазор. При включении тока образуется магнитный поток, который и осуществляет притяжение ведущего (подвижного в осевом направлении) якорного кольца к ведомому (неподвижному) якорному кольцу и тем самым создается необходимое для передачи крутящего момента давление в плоскости контакта этих колец.
После отключения тока пружины 10 отводят поводковый фланец 9 в исходное положение, прижимая к стопорному кольцу 11.
Муфта взрывобезопасна. Боковыми крышками 4 внутренний объем хорошо изолирован от окружающей среды. Через пресс-масленки 2 консистентная смазка подается на поверх¬
ности трения втулок поводковых фланцев и боковых крышек. Место присоединения проводов тщательно изолировано и заключено в кожух. Муфты рекомендуются фирмой для приводов с высоким числом оборотов, работающих во взрывоопасных помещениях, например, в оборудовании химических заводов, в горнорудных машинах и т. п.
Электромагнитная фрикционная муфта с осевым расположением неподвижной катушки представляет многодисковую муфту для работы всухую или со смазкой и предназначена для соединения вала с расположенным на нем зубчатым колесом.
Фиг. 4. Общий вид электромагнитной муфты с неподвижной катушкой.
Муфта состоит из неподвижного корпуса 5 с магнитной ка- . тушкой, выполненной в виде кольцевого магнита, поводковой втулки 5, якоря 10 с нажимным кольцом 2, внешних 11 и внутренних 3 фрикционных дисков.
Якорь связан с внешними фрикционными дисками выступами, расположенными на цилиндрической поверхности его внутренней полости.
Внешние диски могут перемещаться по выртупам якоря 10, а внутренние — по выступам втулки 1 в осевом направлении. Поверхности трения внутренних дисков покрыты износостойкой металлокерамикой на бронзовой основе, допускающей большие удельные давления р до 6—10 кГ/см2 и высокие значения удельной мощности трения.
Корпус 5 шарикоподшипниками 7 центрируется на поводковой втулке 8 и закреплен на них от перемещения в осевом направлении, а от вращения вместе с муфтой он удерживается кронштейном 6. При возникновении в корпусе 5 магнитного потока (контур магнитного потока показан на чертеже муфты штрихпунктиром) якорь 10 притягивается к кольцевому магниту, пакеты фрикционных дисков зажимаются между нажим¬
ным кольцом 2 и упорным кольцом 4 и тем самым муфта включается.
После выключения тока действие магнитного потока прекращается, пружины 9 отводят якорь в исходное положение и муфта выключается.
Небольшое число пар дисков (3—5) позволяет быстро и точно включать и выключать муфту и в выключенном состоянии иметь малый воздушный зазор между якорем и корпусом катушки.
Для периодического регулирования муфты, вследствие износа поверхностей трения дисков, необходимо освободить винты 12 и повернуть нажимное кольцо 2 на одно деление (на схеме не показано) вправо, вследствие чего расстояние между ним и упорным кольцом 4 уменьшится приблизительно на 0,2 мм. Воздушный зазор между якорем 10 и корпусом 5 надо постоянно контролировать, так как при достижении предельного установочного размера муфта будет пробуксовывать.
В приведенных на листе 32 конструкциях электромагнитных фрикционных муфт изменением напряжения тока питания можно передавать различные по величине предельные крутящие моменты.
Муфты электромагнитные порошковые. Порошковые электромагнитные муфты работают как с сухими порошками, так и с масляной суспензией, состоящей из магнитного порошка (обычно карбонильное железо) и минерального масла. Существуют смеси с другими компонентами.
Электромагнитная порошковая муфта, представленная на листе 33, разработана в ГДР. Размерный ряд состоит из восьми муфт для номинальных значений крутящих моментов от 10 до 1250 кГм. Установка порошковых электромагнитных муфт в приводе с большими маховыми массами позволяет применять короткозамкнутые двигатели с номинальной мощностью, соответствующей установившемуся движению.
Одной из полумуфт является якорь У, выполненный в виде кольца, установленный посредством крышек 2 и 10 на шарикоподшипниках 3 на второй полумуфте. Вторая полумуфта является электромагнитом и состоит из корпуса 5, выполненного за одно целое со ступицей, отъемного кольца б, катушки 7 и защитного кольца 8. Ток к катушке подводится через контактные кольца 4. Якорь 1 и корпус 5 с отъемным кольцом 6 выполнены из стали с большой магнитной проницаемостью и образуют магнитопровод с зазором. Зазор может быть цилиндрическим постоянной величины s, или коническим переменной величины, изменяющейся от smin до smax. Крышки 2 и 10 изготовляются из немагнитного материала. Контур магнитного потока показан на чертеже муфты штрихпунктирной линией.
Магнитный порошок (суспензия или сухая смесь) помещается в зазоре и под действием магнитного поля выполняет роль связующего звена между деталями 5 и 6 внутренней части муфты и деталью 1 корпуса муфты. В порошковой смеси магнитное поле создает сопротивление сдвигающей силе, которое обеспечивает возможность передавать крутящий момент.
Подшипники качения 3 установлены между уплотнительными устройствами 11. Для предохранения подшипников качения от металлического порошка, помимо уплотнительных
устройств, предусмотрены щитки 9, устанавливаемые между внутренней частью (детали 5 и 6) и крышками корпуса муфты 2 и 10. Для смены магнитного порошка без демонтажа муфты предусмотрены пробки 12.
В электромагнитной порошковой муфте с бесконтактным индукционным * подводом тока к обмотке возбуждения конструкция муфты остается без изменения, но контактные кольца заменяются трансформатором с воздушным зазором, состоящим из индукционных катушек, неподвижной 13 и подвижной 14, вращающейся одновременно с муфтой. Муфты с индукционным подводом тока используются при крутящем моменте до 200 кГм. Обмотки возбуждения муфт рассчитаны на постоянный ток с напряжением на клеммах 24 в.
Размеры, вес и другие характеристики электромагнитных порошковых муфт приведены в табл. 9, в которой размеры
^max» dl* Су Су /тах ЯВЛЯЮТСЯ обЩИМИ И ДЛЯ Муфт С ИНДУКЦИОННЫМ
подводом тока.
Таблица 9
Размерный ряд электромагнитных порошковых муфт
Номинальный крутящий момент в кГм
Диаметры в мм
Длина в
мм
Вес
: в кГ
Объем порошка в см*
Маховой момент в кГ-м*
^тах
dt
d%
d
а
Ь
с
е
*тах
муфты
порошка
№
38
239
160
74
140
30
102
8
80
25
0,2
51
М
20
55
295
220
95
165
35
120
10
ПО
40
0,45
115
1,9
40
65
360
250
135
196
41
140
15
140
72
0,85
220
5,13
80
75
450
330
170
226
51
155
20
140
136
1,6
415
16,5
160
95
550
360
190
261
46
190
25
170
252
3,1
810
40
315
ПО
690
500
230
298
53
215
30
210
467
6,5
1690
125
630
140
860
650
280
364
59
267
38
250
810
13,0
3300
363
1250
180
1100
790
370
465
85
330
50
300
1783
24,0
6100
1147
Электромагнитная порошковая муфта при использовании ее как пусковой включается после разгона двигателя; при муфте, включаемой одновременно с двигателем, размер муфты выбирается по величине пускового момента на двигателе.
В муфтах с индукционным подводом тока первичную неподвижную катушку присоединяют к сети переменного тока напряжением 220/380 в. Ток вторичной вращающейся катушки с напряжением, пониженным до 25 в, питает катушку муфты через селеновый выпрямитель, расположенный на корпусе вращающейся катушки трансформатора.
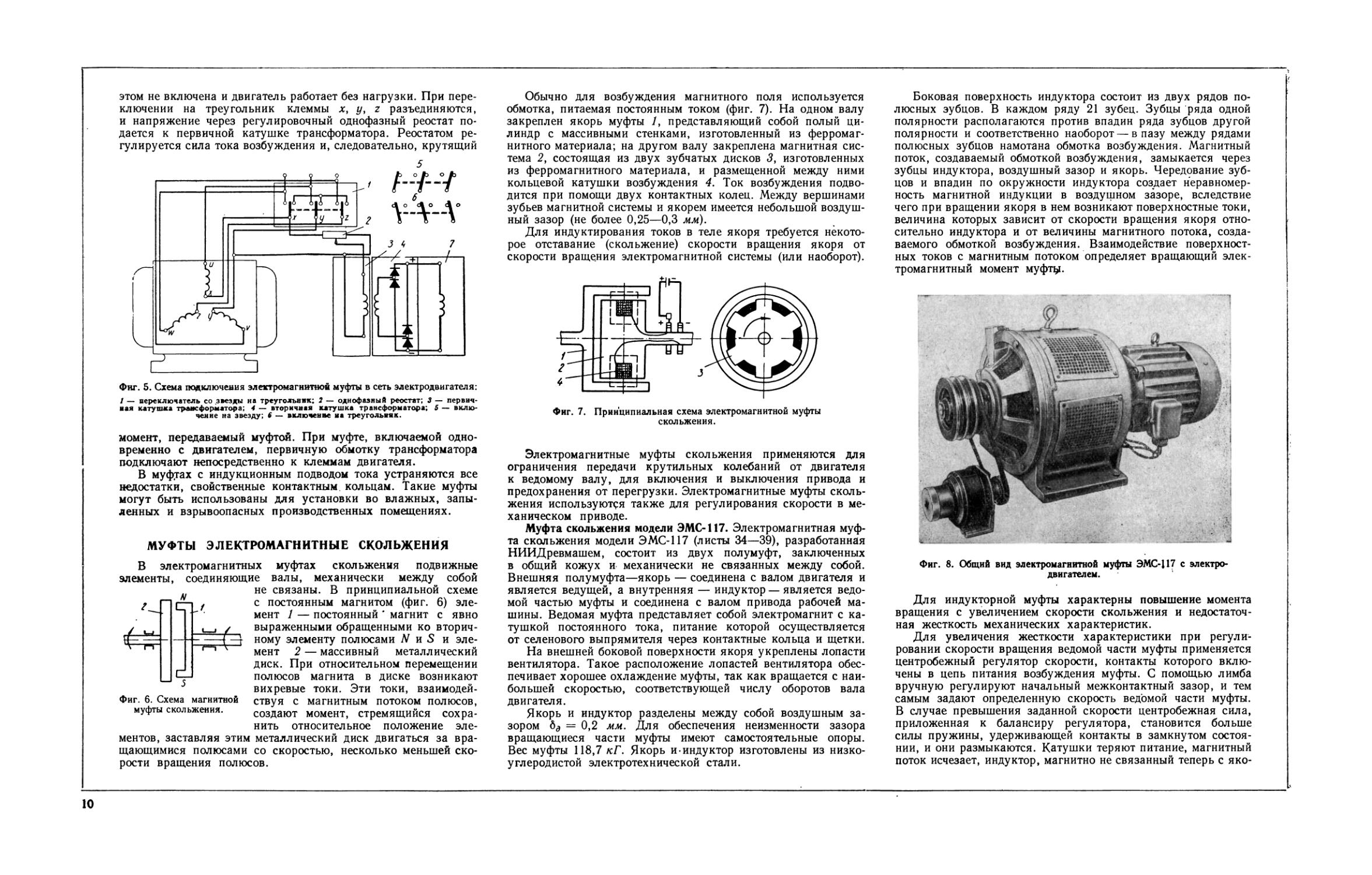
На фиг. 5 показана электрическая схема включения электродвигателя с короткозамкнутым ротором, переключаемого при пуске с треугольника на звезду, для которого с помощью электромагнитной порошковой муфты (с индукционным подводом тока) пусковой период этого двигателя получается ненагружен- ным. При включении на звезду клеммы х, уу z замыкаются накоротко и первичная катушка, присоединенная к клеммам х и у через однофазный реостат, остается без тока: муфта при
2
Иванов 1611
9
этом не включена и двигатель работает без нагрузки. При переключении на треугольник клеммы х, у, г разъединяются, и напряжение через регулировочный однофазный реостат подается к первичной катушке трансформатора. Реостатом регулируется сила тока возбуждения и, следовательно, крутящий
5
Фиг. 5. Схема подключения электромагнитной муфты в сеть электродвигателя:
1 — переключатель со звезды на треугольник; 2 — однофазный реостат; 3 — первичная катушка трансформатора; 4 — вторичная катушка трансформатора; 5 — включение на звезду; 6 — включение на треугольник.
момент, передаваемый муфтой. При муфте, включаемой одновременно с двигателем, первичную обмотку трансформатора подключают непосредственно к клеммам двигателя.
В муфтах с индукционным подводом тока устраняются все недостатки, свойственные контактным кольцам. Такие муфты могут быть использованы для установки во влажных, запыленных и взрывоопасных производственных помещениях.
МУФТЫ ЭЛЕКТРОМАГНИТНЫЕ СКОЛЬЖЕНИЯ
В электромагнитных муфтах скольжения подвижные элементы, соединяющие валы, механически между собой
не связаны. В принципиальной схеме с постоянным магнитом (фиг. 6) элемент 1 — постоянный ' магнит с явно выраженными обращенными ко вторичному элементу полюсами N и S и элемент 2 — массивный металлический диск. При относительном перемещении полюсов магнита в диске возникают вихревые токи. Эти токи, взаимодействуя с магнитным потоком полюсов, создают момент, стремящийся сохранить относительное положение элементов, заставляя этим металлический диск двигаться за вращающимися полюсами со скоростью, несколько меньшей скорости вращения полюсов.
Обычно для возбуждения магнитного поля используется обмотка, питаемая постоянным током (фиг. 7). На одном валу закреплен якорь муфты 7, представляющий собой полый цилиндр с массивными стенками, изготовленный из ферромагнитного материала; на другом валу закреплена магнитная система 2, состоящая из двух зубчатых дисков 3, изготовленных из ферромагнитного материала, и размещенной между ними кольцевой катушки возбуждения 4. Ток возбуждения подводится при помощи двух контактных колец. Между вершинами зубьев магнитной системы и якорем имеется небольшой воздушный зазор (не более 0,25—0,3 мм).
Для индуктирования токов в теле якоря требуется некоторое отставание (скольжение) скорости вращения якоря от скорости вращения электромагнитной системы (или наоборот).
Фиг. 7. Принципиальная схема электромагнитной муфты скольжения.
Электромагнитные муфты скольжения применяются для ограничения передачи крутильных колебаний от двигателя к ведомому валу, для включения и выключения привода и предохранения от перегрузки. Электромагнитные муфты скольжения используются также для регулирования скорости в механическом приводе.
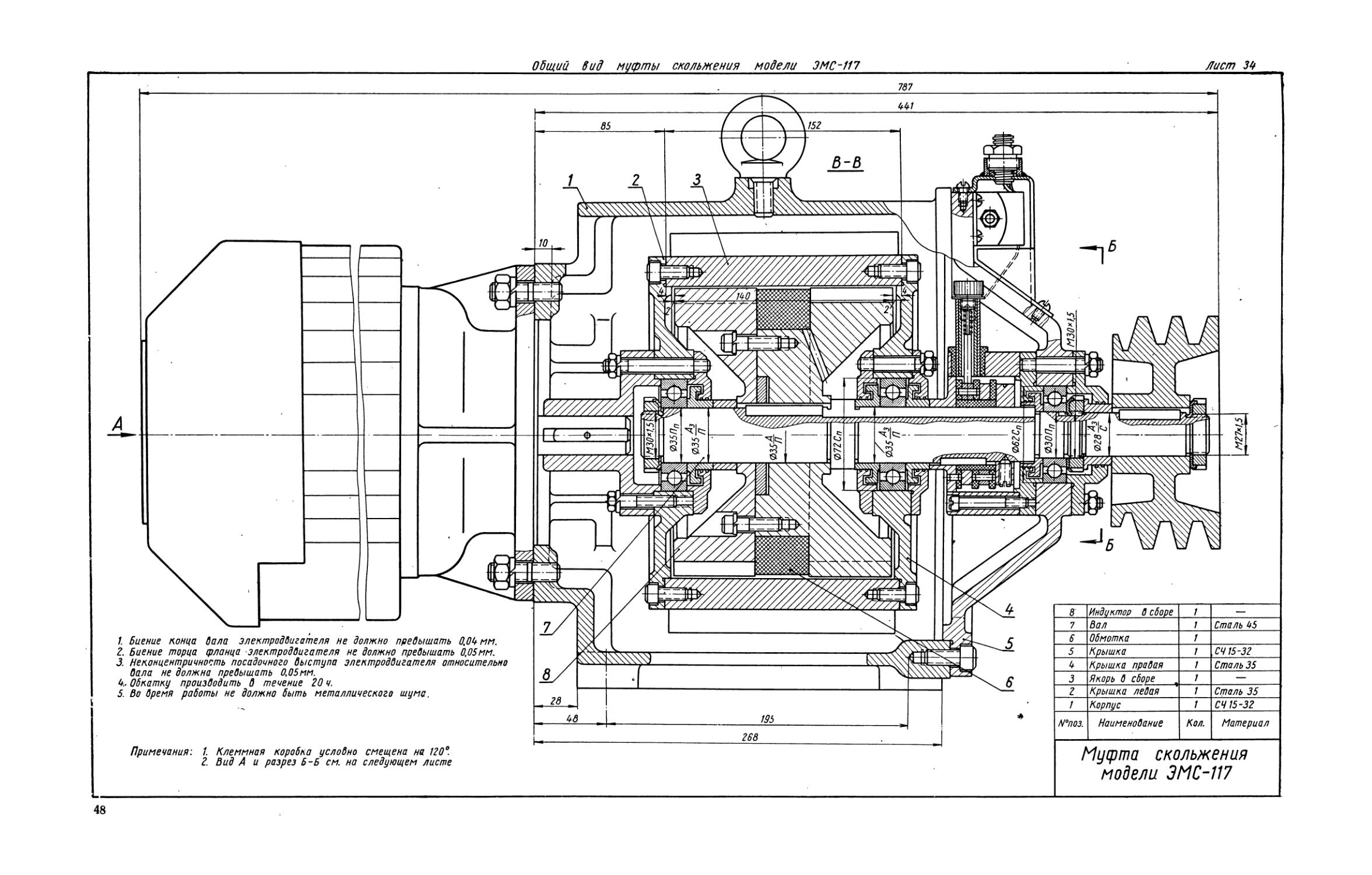
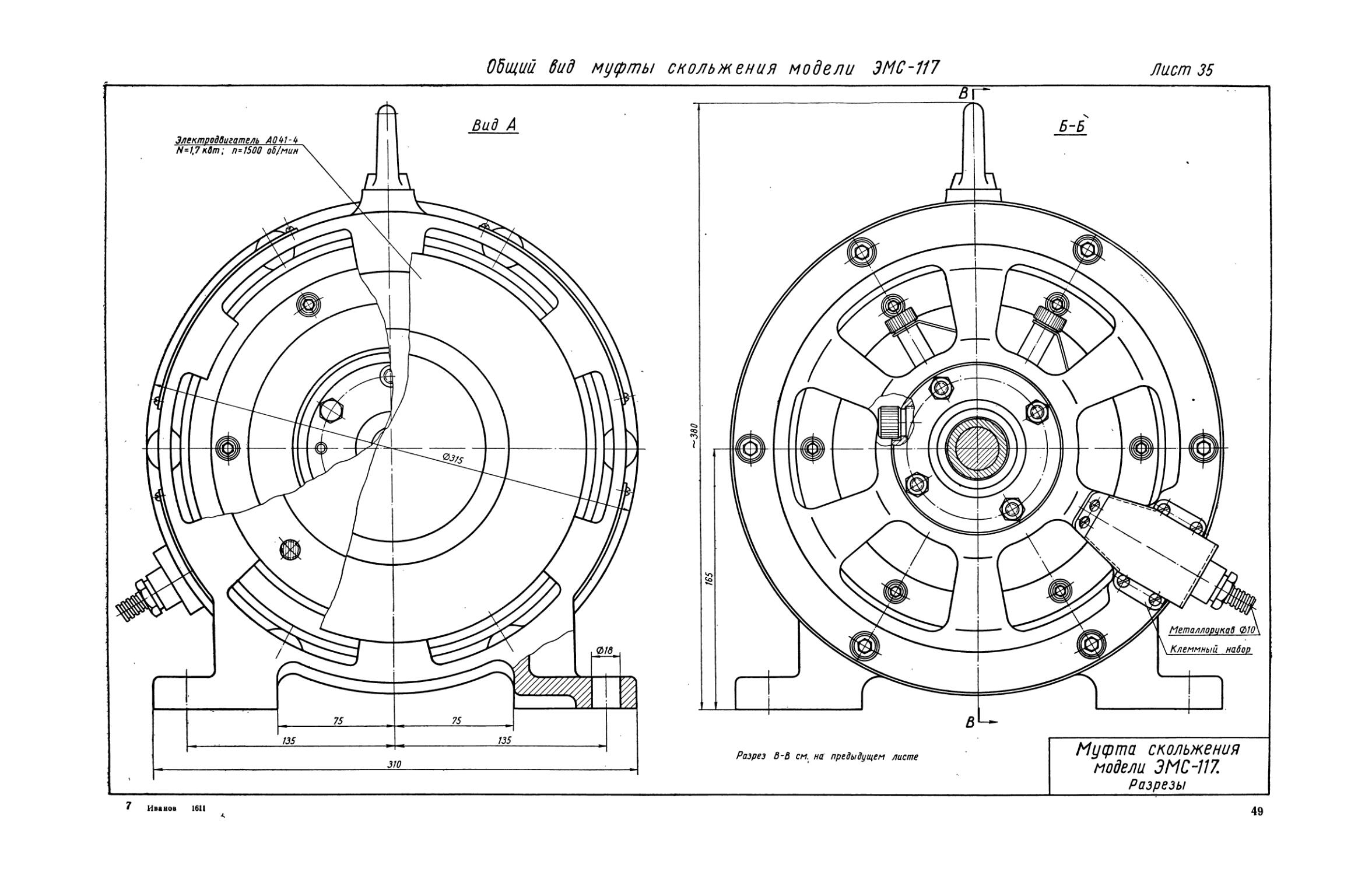
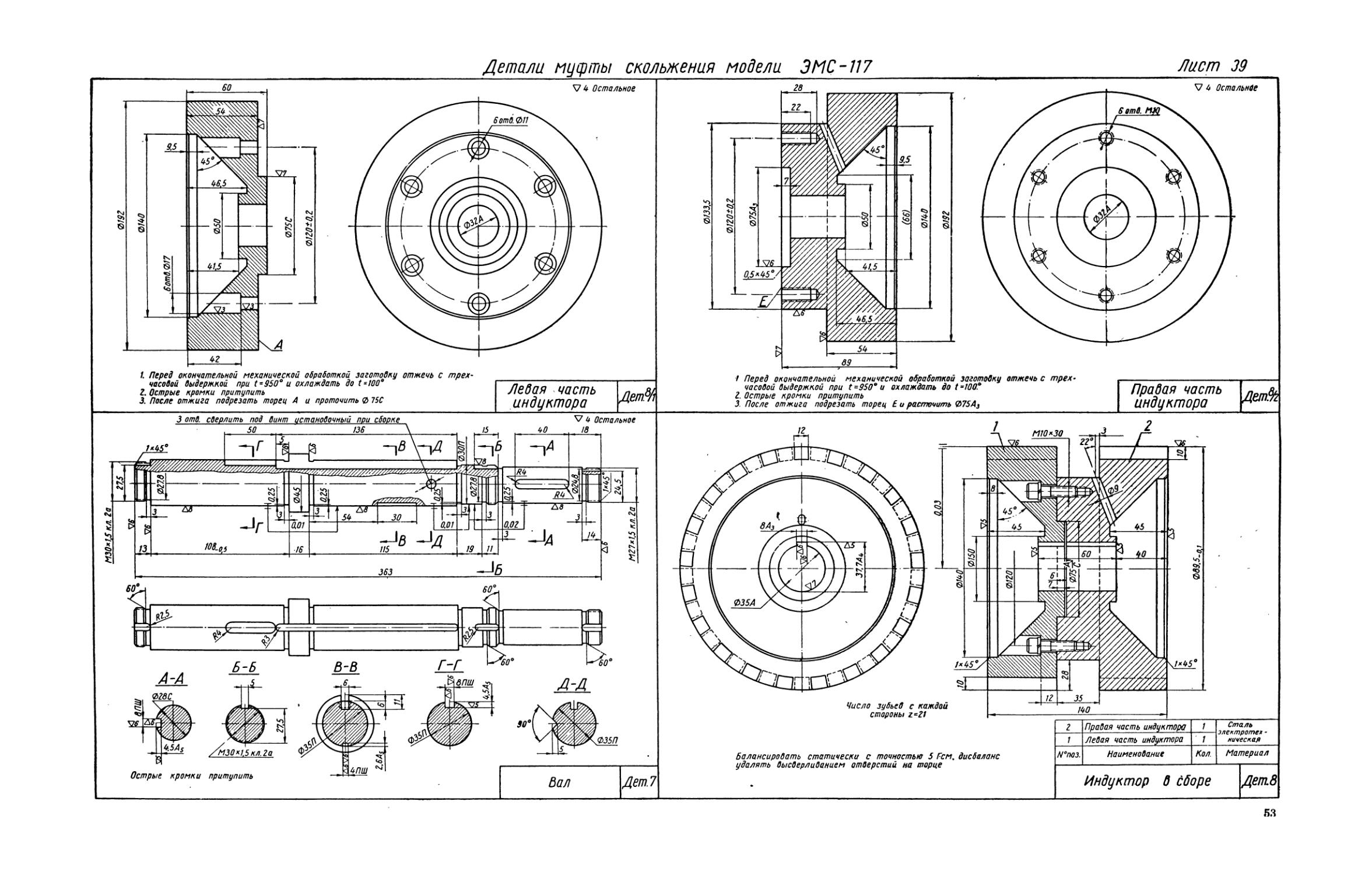
Муфта скольжения модели ЭМС-117. Электромагнитная муфта скольжения модели ЭМС-117 (листы 34—39), разработанная НИИДревмашем, состоит из двух полумуфт, заключенных в общий кожух и механически не связанных между собой. Внешняя полумуфта—якорь — соединена с валом двигателя и является ведущей, а внутренняя — индуктор — является ведомой частью муфты и соединена с валом привода рабочей машины. Ведомая муфта представляет собой электромагнит с катушкой постоянного тока, питание которой осуществляется от селенового выпрямителя через контактные кольца и щетки.
На внешней боковой поверхности якоря укреплены лопасти вентилятора. Такое расположение лопастей вентилятора обеспечивает хорошее охлаждение муфты, так как вращается с наибольшей скоростью, соответствующей числу оборотов вала двигателя.
Якорь и индуктор разделены между собой воздушным зазором дд = 0,2 мм. Для обеспечения неизменности зазора вращающиеся части муфты имеют самостоятельные опоры. Вес муфты 118,7 кГ. Якорь и-индуктор изготовлены из низкоуглеродистой электротехнической стали.
Боковая поверхность индуктора состоит из двух рядов полюсных зубцов. В каждом ряду 21 зубец. Зубцы ряда одной полярности располагаются против впадин ряда зубцов другой полярности и соответственно наоборот — в пазу между рядами полюсных зубцов намотана обмотка возбуждения. Магнитный поток, создаваемый обмоткой возбуждения, замыкается через зубцы индуктора, воздушный зазор и якорь. Чередование зубцов и впадин по окружности индуктора создает неравномерность магнитной индукции в воздушном зазоре, вследствие чего при вращении якоря в нем возникают поверхностные токи, величина которых зависит от скорости вращения якоря относительно индуктора и от величины магнитного потока, создаваемого обмоткой возбуждения. Взаимодействие поверхностных токов с магнитным потоком определяет вращающий электромагнитный момент муфту.
Фиг. 8. Общий вид электромагнитной муфты ЭМС-П7 с электродвигателем.
Для индукторной муфты характерны повышение момента вращения с увеличением скорости скольжения и недостаточная жесткость механических характеристик.
Для увеличения жесткости характеристики при регулировании скорости вращения ведомой части муфты применяется центробежный регулятор скорости, контакты которого включены в цепь питания возбуждения муфты. С помощью лимба вручную регулируют начальный межконтактный зазор, и тем самым задают определенную скорость ведомой части муфты. В случае превышения заданной скорости центробежная сила, приложенная к балансиру регулятора, становится больше силы пружины, удерживающей контакты в замкнутом состоянии, и они размыкаются. Катушки теряют питание, магнитный поток исчезает, индуктор, магнитно не связанный теперь с яко-
Фиг. 6. Схема магнитной муфты скольжения.
10
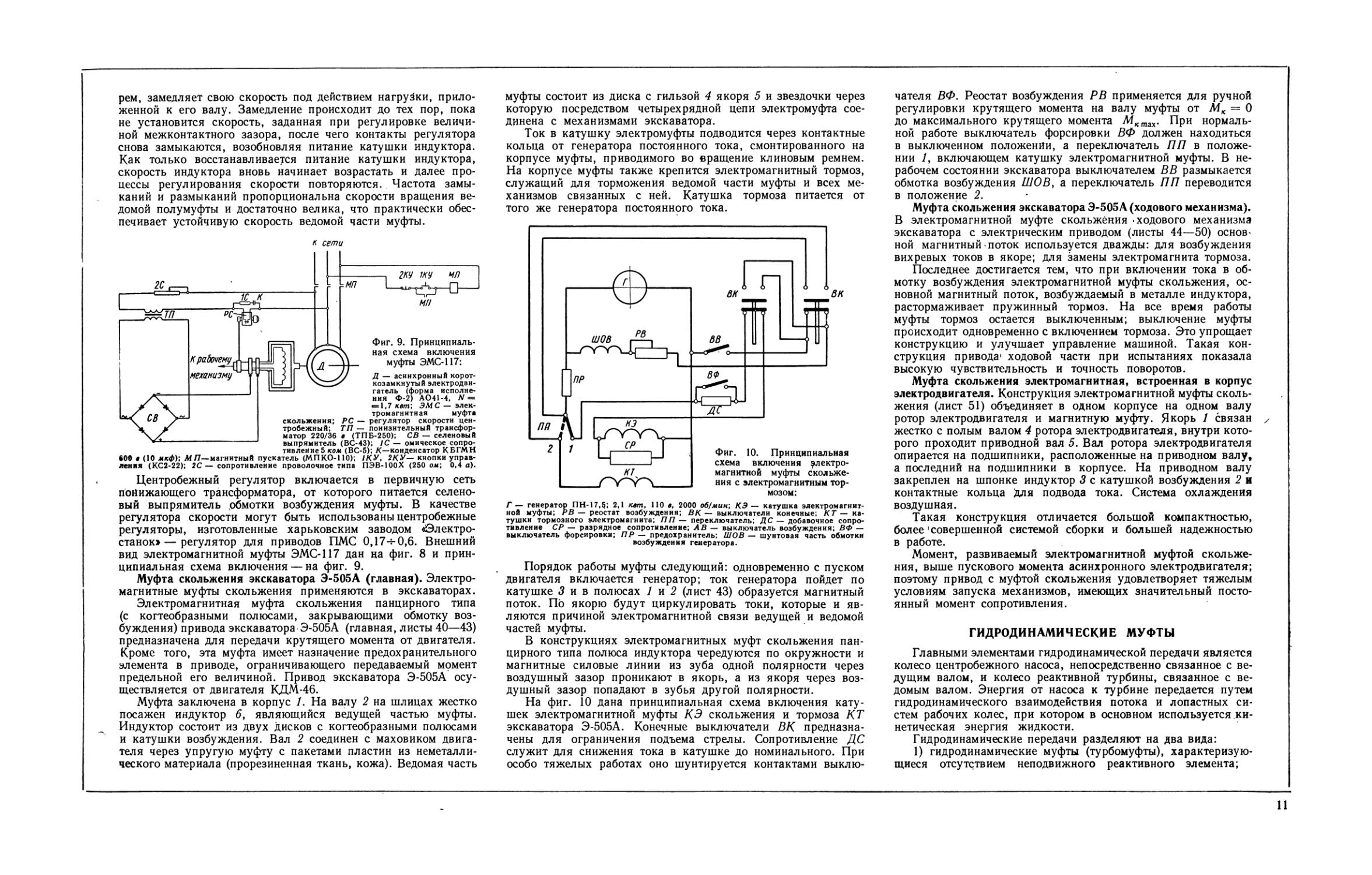
рем, замедляет свою скорость под действием нагрузки, приложенной к его валу. Замедление происходит до тех пор, пока не установится скорость, заданная при регулировке величиной межконтактного зазора, после чего контакты регулятора снова замыкаются, возобновляя питание катушки индуктора. Как только восстанавливается питание катушки индуктора, скорость индуктора вновь начинает возрастать и далее процессы регулирования скорости повторяются. Частота замыканий и размыканий пропорциональна скорости вращения ведомой полумуфты и достаточно велика, что практически обеспечивает устойчивую скорость ведомой части муфты.
к сети
2КУ ту мп
—Q-Lp—у-о~Ч>-у - | |—
МП
Фиг. 9. Принципиальная схема включения муфты ЭМС-117:
д — асинхронный короткозамкнутый электродвигатель (форма исполнения Ф-2) А041-4, N — = 1.7 кет; ЭМ С — электромагнитная муфта регулятор скорости центробежный; ТП — понизительный трансформатор 220/36 в (ТПБ-250); СВ — селеновый выпрямитель (ВС-43); /С — омическое сопротивление 5 кол* (ВС-5); К—конденсатор КБГМН 600 е (10 мкф); МП— магнитный пускатель (МПКО-110); 1КУ, 2КУ— кнопки управления (КС2-22); 2С — сопротивление проволочное типа ПЭВ-100Х (250 ом\ 0,4 а).
скольжения; PC ■
Центробежный регулятор включается в первичную сеть понижающего трансформатора, от которого питается селеновый выпрямитель рбмотки возбуждения муфты. В качестве регулятора скорости могут быть использованы центробежные регуляторы, изготовленные харьковским заводом (Электростанок»— регулятор для приводов ПМС 0,17-^0,6. Внешний вид электромагнитной муфты ЭМС-117 дан на фиг. 8 и принципиальная схема включения — на фиг. 9.
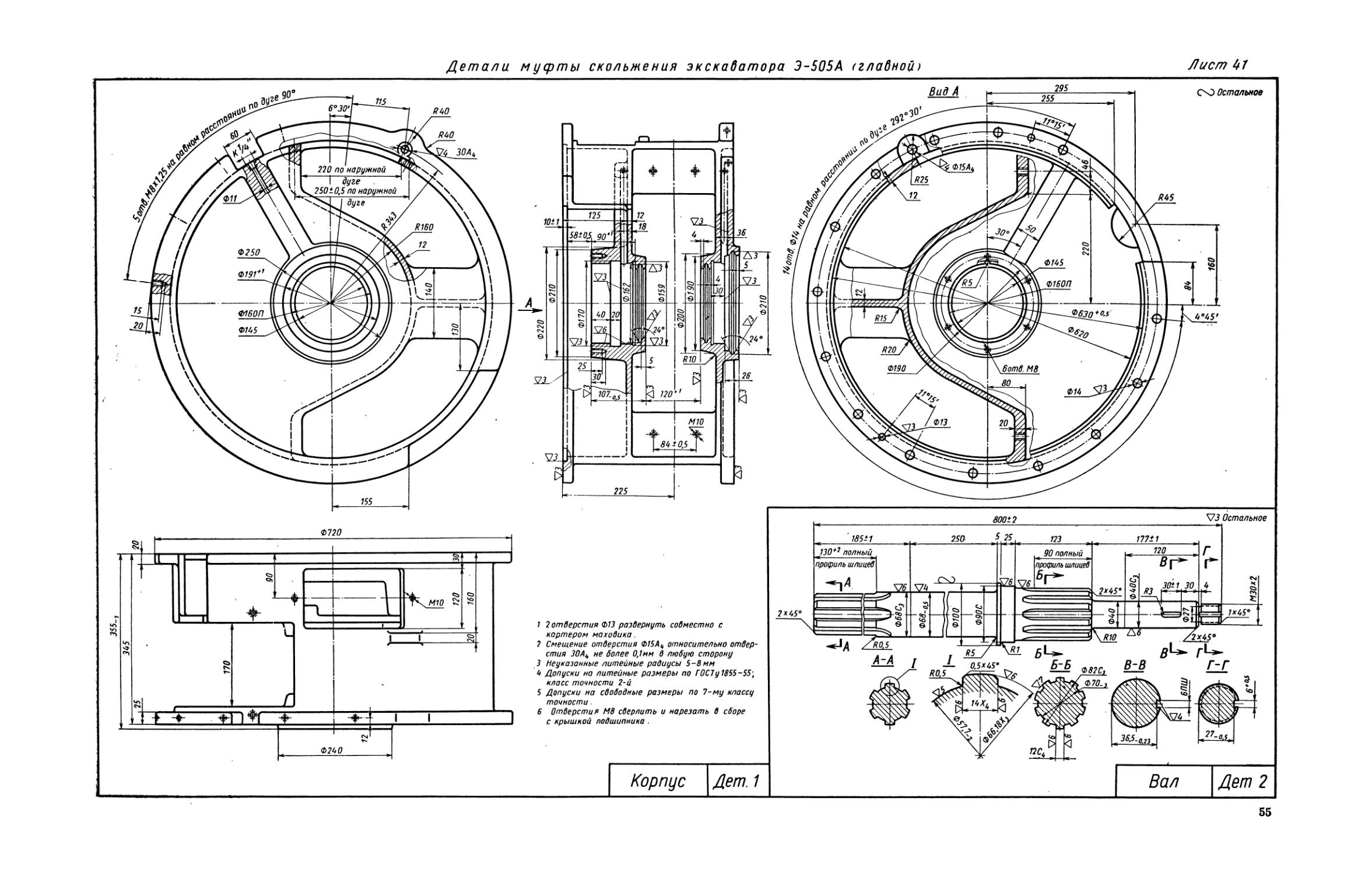
Муфта скольжения экскаватора Э-505А (главная). Электромагнитные муфты скольжения применяются в экскаваторах.
Электромагнитная муфта скольжения панцирного типа (с когтеобразными полюсами, закрывающими обмотку возбуждения) привода экскаватора Э-505А (главная, листы 40—43) предназначена для передачи крутящего момента от двигателя. Кроме того, эта муфта имеет назначение предохранительного элемента в приводе, ограничивающего передаваемый момент предельной его величиной. Привод экскаватора Э-505А осуществляется от двигателя КДМ-46.
Муфта заключена в корпус 1. На валу 2 на шлицах жестко посажен индуктор б, являющийся ведущей частью муфты. Индуктор состоит из двух дисков с когтеобразными полюсами и катушки возбуждения. Вал 2 соединен с маховиком двигателя через упругую муфту с пакетами пластин из неметаллического материала (прорезиненная ткань, кожа). Ведомая часть
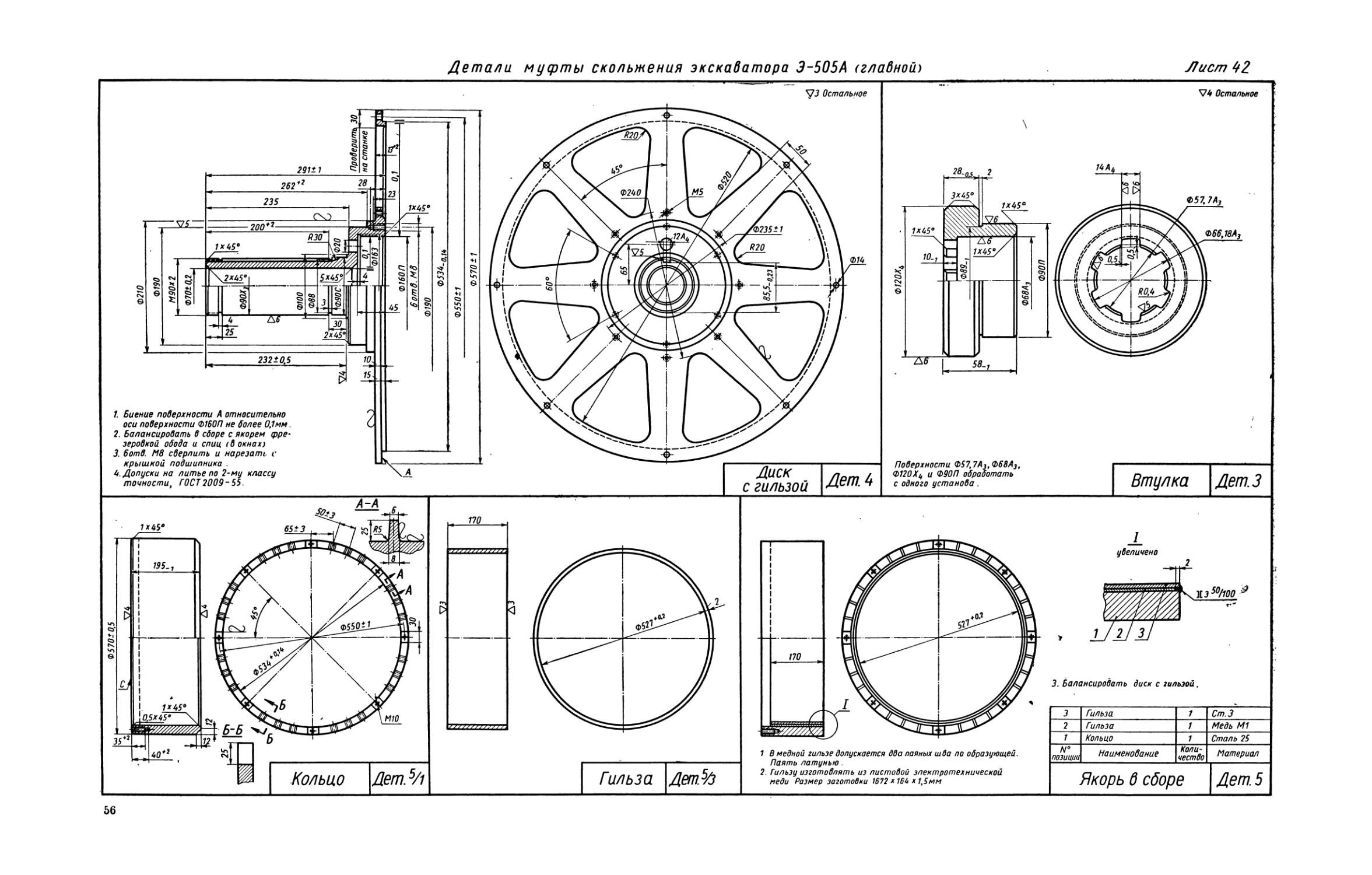
муфты состоит из диска с гильзой 4 якоря 5 и звездочки через которую посредством четырехрядной цепи электромуфта соединена с механизмами экскаватора.
Ток в катушку электромуфты подводится через контактные кольца от генератора постоянного тока, смонтированного на корпусе муфты, приводимого во вращение клиновым ремнем. На корпусе муфты также крепится электромагнитный тормоз, служащий для торможения ведомой части муфты и всех механизмов связанных с ней. Катушка тормоза питается от того же генератора постоянного тока.
тушки тормозного электромагнита; /7/7 — переключатель; ДС — добавочное сопротивление СР — разрядное сопротивление; AB — выключатель возбуждения; ВФ — выключатель форсировки; ПР — предохранитель; ШОВ — шунтовая часть обмотки
возбуждения генератора.
Порядок работы муфты следующий: одновременно с пуском двигателя включается генератор; ток генератора пойдет по катушке 3 и в полюсах 1 и 2 (лист 43) образуется магнитный поток. По якорю будут циркулировать токи, которые и являются причиной электромагнитной связи ведущей и ведомой частей муфты.
В конструкциях электромагнитных муфт скольжения панцирного типа полюса индуктора чередуются по окружности и магнитные силовые линии из зуба одной полярности через воздушный зазор проникают в якорь, а из якоря через воздушный зазор попадают в зубья другой полярности.
На фиг. 10 дана принципиальная схема включения катушек электромагнитной муфты КЭ скольжения и тормоза КТ экскаватора Э-505А. Конечные выключатели ВК предназначены для ограничения подъема стрелы. Сопротивление ДС служит для снижения тока в катушке до номинального. При особо тяжелых работах оно шунтируется контактами выклю¬
чателя ВФ. Реостат возбуждения РВ применяется для ручной регулировки крутящего момента на валу муфты от Мк = 0 до максимального крутящего момента Л4ктах. При нормальной работе выключатель форсировки ВФ должен находиться в выключенном положении, а переключатель ПП в положении У, включающем катушку электромагнитной муфты. В нерабочем состоянии экскаватора выключателем ВВ размыкается обмотка возбуждения ШОВ, а переключатель ПП переводится в положение 2.
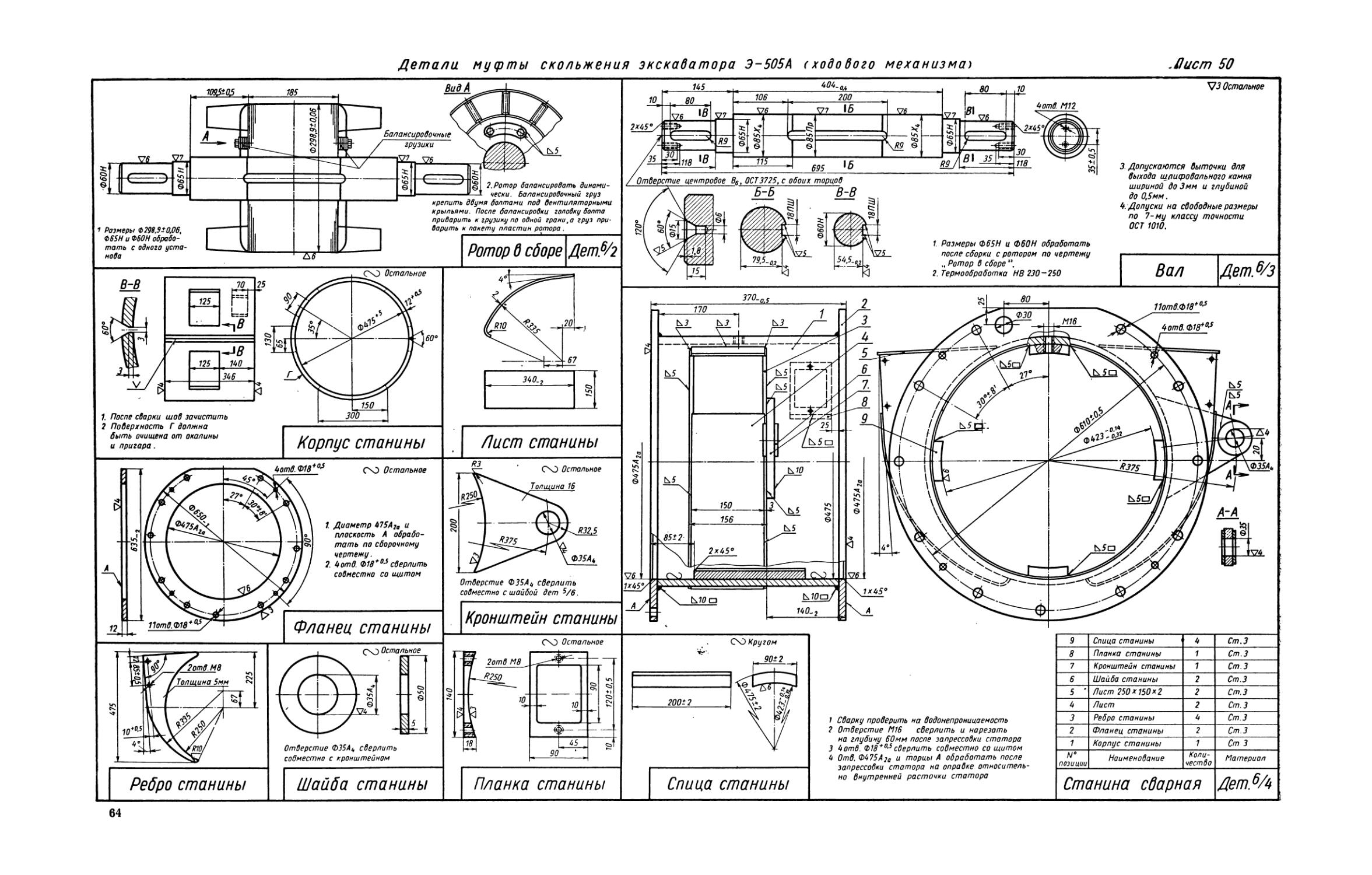
Муфта скольжения экскаватора Э-505А (ходового механизма).
В электромагнитной муфте скольжения -ходового механизма экскаватора с электрическим приводом (листы 44—50) основ* ной магнитный поток используется дважды: для возбуждения вихревых токов в якоре; для замены электромагнита тормоза.
Последнее достигается тем, что при включении тока в обмотку возбуждения электромагнитной муфты скольжения, основной магнитный поток, возбуждаемый в металле индуктора, растормаживает пружинный тормоз. На все время работы муфты тормоз остается выключенным; выключение муфты происходит одновременно с включением тормоза. Это упрощает конструкцию и улучшает управление машиной. Такая конструкция привода» ходовой части при испытаниях показала высокую чувствительность и точность поворотов.
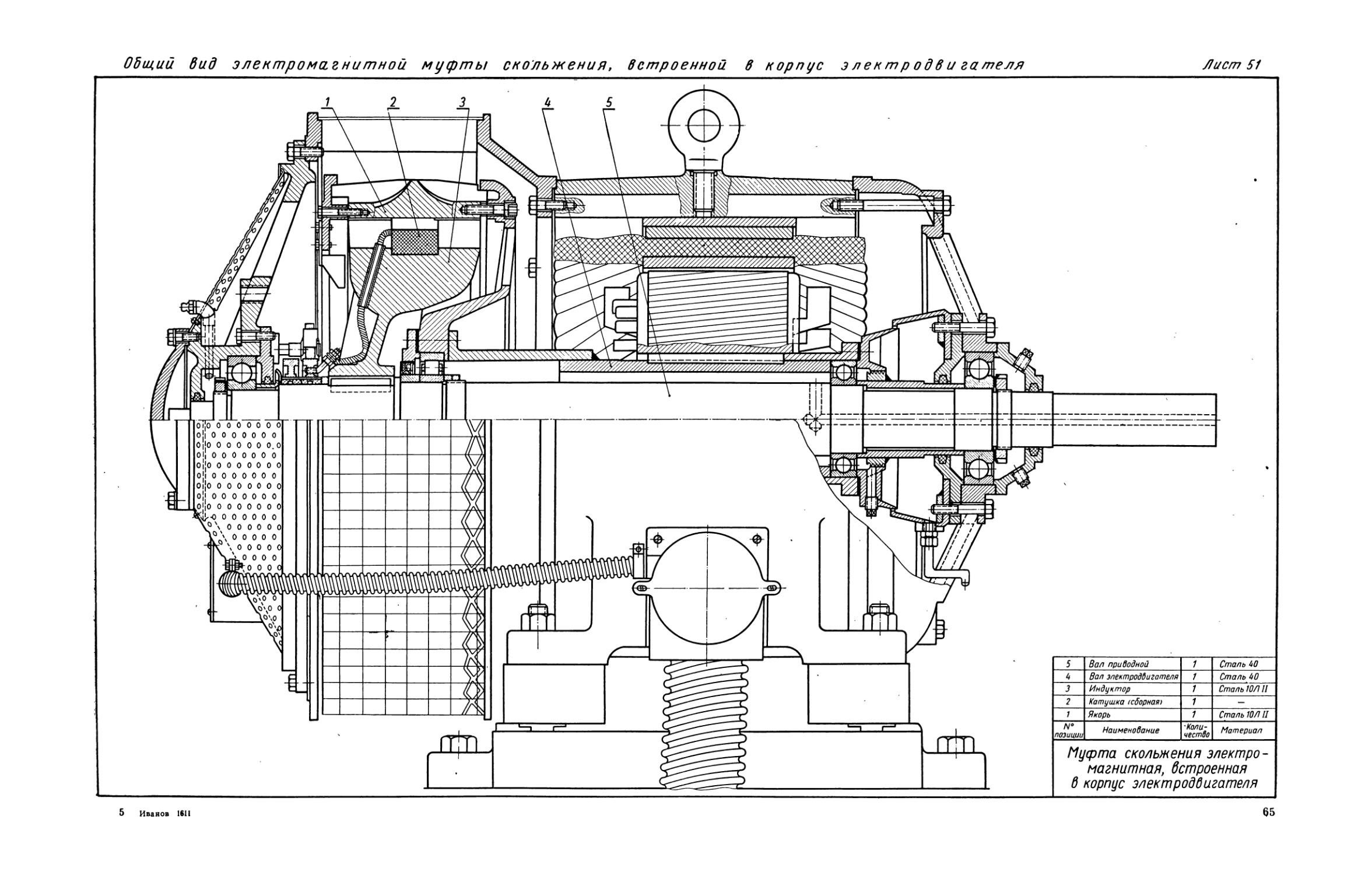
Муфта скольжения электромагнитная, встроенная в корпус электродвигателя. Конструкция электромагнитной муфты скольжения (лист 51) объединяет в одном корпусе на одном валу ротор электродвигателя и магнитную муфту. Якорь 1 связан у жестко с полым валом 4 ротора электродвигателя, внутри которого проходит приводной вал 5. Вал ротора электродвигателя опирается на подшипники, расположенные на приводном валу, а последний на подшипники в корпусе. На приводном валу закреплен на шпонке индуктор 3 с катушкой возбуждения 2 и контактные кольца йля подвода тока. Система охлаждения воздушная.
Такая конструкция отличается большой компактностью, более'совершенной системой сборки и большей надежностью в работе.
Момент, развиваемый электромагнитной муфтой скольжения, выше пускового момента асинхронного электродвигателя; поэтому привод с муфтой скольжения удовлетворяет тяжелым условиям запуска механизмов, имеющих значительный постоянный момент сопротивления.
ГИДРОДИНАМИЧЕСКИЕ МУФТЫ
Главными элементами гидродинамической передачи является колесо центробежного насоса, непосредственно связанное с ведущим валом, и колесо реактивной турбины, связанное с ведомым валом. Энергия от насоса к турбине передается путем гидродинамического взаимодействия потока и лопастных систем рабочих колес, при котором в основном используется кинетическая энергия жидкости.
Гидродинамические передачи разделяют на два вида:
1) гидродинамические муфты (турбомуфты), характеризующиеся отсутствием неподвижного реактивного элемента;
11
2) гидродинамические преобразователи момента (гидротрансформаторы) с реактивным элементом в виде неподвижного направляющего аппарата. Гидротрансформаторы, помимо создания разницы в числе оборотов ведомого и ведущего валов, могут также трансформировать и передаваемый крутящий момент.
В гидродинамических муфтах при отсутствии реактивного элемента моменты на обоих валах равны. Такая система способна при равенстве моментов широко изменять отношение
числа оборотов.
Для турбомуфты уравнение моментов с учетом их знаков имеет вид
Мг + М 2 = О,
где Мх — момент на ведущем валу и М2 — на ведомом.
Проточная часть турбомуфты состоит (фиг. 11) из центробежного насоса и гидравлической турбины. Рабочим колесам турбомуфты придается такая форма, что гидравлический поток, выходящий из насоса, сразу попадает в турбину и оттуда опять в насосное колесо. Таким образом, создается круг циркуляции потока, обеспечивающий передачу энергии без каких-либо промежуточных • механических связей между колесами при к.'п. д., доходящим до т] = 0,95-^0,98.
Отсутствие между колесами механических контактов и связь между валами, осуществляемой только потоком жидкости, циркулирующей по каналам рабочих колес турбомуфты, производит гашение крутильных и нагрузочных колебаний и сглаживает неравномерность скорости вращения вала рабочей машины.
При определенном количестве жидкости, находящейся непосредственно в межлопаточном пространстве рабочих колес турбомуфты, и неизменных числах оборотов вала двигателя турбомуфта однозначно устанавливает скорость вращения ведомого вала с определенным моментом. На фиг. 12 приведена внешняя характеристика турбомуфты, работающей в заполненном состоянии при постоянном числе оборотов ведущего вала. По оси абсцисс отложено отношение чисел оборотов, т. е. относительное число оборотов турбины, а по оси ординат — величина крутящего момента и к. п. д. За нормальную расчетную, точку принимается величина крутящего момента при скольжении турбомуфты S = 4-^-2%, т. е. при отношении i =-jp =
= 0,96^-0,98. При большом снижении вторичной скорости и частичном наполнении рабочей полости в результате поочередного образования в рабочем пространстве колес большого и
Фиг. 11. Схема турбомуфты:
/ — ведущий вал; 2 — ведомый вал; 3 — турбина; 4 — насос; 5 — кожух; 6 — круг циркуляции; 7 — тор.
малого круга циркуляции происходит резкое и периодическое изменение скорости и момента. Диапазон изменения скорости и момента при этом достигает в некоторых случаях 3—6 раз.
Турбомуфты подразделяются на регулируемые наполнением и предохранительные. Турбомуфты, регулируемые наполнением, работают с принудительным изменением наполнения рабочей полости, предохранительные — с автоматическим изменением наполнения в результате перехода при торможении (п2-> 0) на работу турбомуфты с малого круга циркуляции на большой. Одновременно с этим происходит сброс части жидкости из рабочей полости в дополнительный объем^.
При разгоне, после снятия дополнительного внешнего сопротивления, цикл повторяется в обратном порядке.
Турбомуфта, установленная между двигателем и рабочей машиной, позволяет решать следующие задачи:
1) регулировать в большом диапазоне скорость и момент на валу рабочей машины в результате изменения наполненйя рабочей полости турбомуфты;
2) облегчить разгон и обеспечить плавное включение рабочей машины, особенно имеющей большие маховые массы и
значительный статический момент сопротивления;
3) быстро отключать рабочую машины от двигателя;
4) гасить крутильные и нагрузочные колебания;
5) при турбомуфтах специальной конструкции (предохранительных) автоматически обеспечивать получение программного изменения момента в функции скорости вала рабочей машины и защищать электродвигатель, его силовую сеть и рабочую машину от перегрузок;
6) осуществлять автоматическое и дистанционное управление;
7) осуществлять привод на один вал от нескольких двигателей.
При этом отсутствие трения между насосным и турбинным колесами исключает износ основных деталей турбомуфты. Передача обладает бесшумностью, высоким к. п. д., доходящим в расчетной точке до т)=0,Эб-ч-0,98, и эксплуатационной надежностью.
Фиг. 13. Круг циркуляции нормальной турбомуфты:
/ — насос; 2 — турбина; 3 — кожух.
0.
1,0
0,8
0,6
0.14
0.2
В 0.1 0.2 0,3 ом 0,5 0,6 0,7 0,8 0,9 I=
Фиг. 12. Внешняя характеристика турбомуфты.
Основным геометрическим параметром турбомуфты является активный диаметр (фиг. 13). Для определения активного диаметра рекомендуется следующая расчетная зависимость:
D =
дую*
п3гА
где — мощность на валу двигателя в л. с.;
пг — число оборотов в минуту вала двигателя;
D — активный диаметр турбомуфты в м\
А — коэффициент мощности, зависящий от конструкции турбомуфты. Для различных типов турбомуфт с радиальными лопатками величина коэффициента изменяется в пределах 0,5—2,0.
Фиг. 14. Номограмма для определения активного диаметра нормальных турбомуфт с плоскими радиальными лопатками.
Для турбомуфт с нормальным кругом циркуляции и радиальными лопатками А = 1,7-т-2,0.
Для определения активного диаметра турбомуфты также можно рекомендовать номограмму (фиг. 14).
Турбомуфты с регулированием чисел оборотов в атласе представлены тремя видами: с различным исполнением трубки- черпака и со складывающимися лопатками; предохранительные муфты также тремя конструктивными исполнениями, в частности, с различным расположением дополнительного объема. В конструкциях отражены различные способы изготовления основных деталей турбомуфт: сваркой, штамповкой и т. д.
У нормальной турбомуфты (фиг. 12) при неподвижной турбине (п2 = 0) момент возрастает в 8—16 раз больше номинального, а у предохранительной муфты при тех же условиях только в 1,7—2,5 раза больше номинального. Это происходит в результате того, что часть жидкости отводится из круга циркуляции в дополнительный объем.
Предохранительные турбомуфты применяются в тех случаях, когда кроме функции тяговой муфты еще надо выполнять функции защитной муфты. В этом случае при внезапном возрастании нагрузки свыше допустимой ведущая и ведомая части муфты должны быстро проскользнуть, снизив скорость
12
ведомого вала. Передаваемый момент при этом удерживается на заданном пределе и тем самым отдельные элементы привода защищаются от поломки. Для этой цели применяют муфты, использующие для внутреннего опоражнивания скоростной напор и обладающие значительно большей быстротой действия.
Защитные или предохранительные турбомуфты работают при постоянном числе оборотов двигателя, если не считать период разгона. Расчет предохранительных турбомуфт производится так же, как и турбомуфт, регулируемых наполнением. Коэффициент мощности А для предохранительных муфт принимается 1,0—1,25.
Так как профиль круга циркуляции в предохранительных турбомуфтах при том же активном диаметре муфты используется хуже, чем в нормальных турбомуфтах, регулируемых наполнением, то к. п. д. у предохранительных турбомуфт несколько ниже и составляет 0,93—0,97.
Обычно предохранительные турбомуфты охлаждаются окружающим воздухом.
Предохранительные турбомуфты позволяют применять в приводах с большими маховыми массами на ведомой части простые и экономические асинхронные электродвигатели общего назначения.
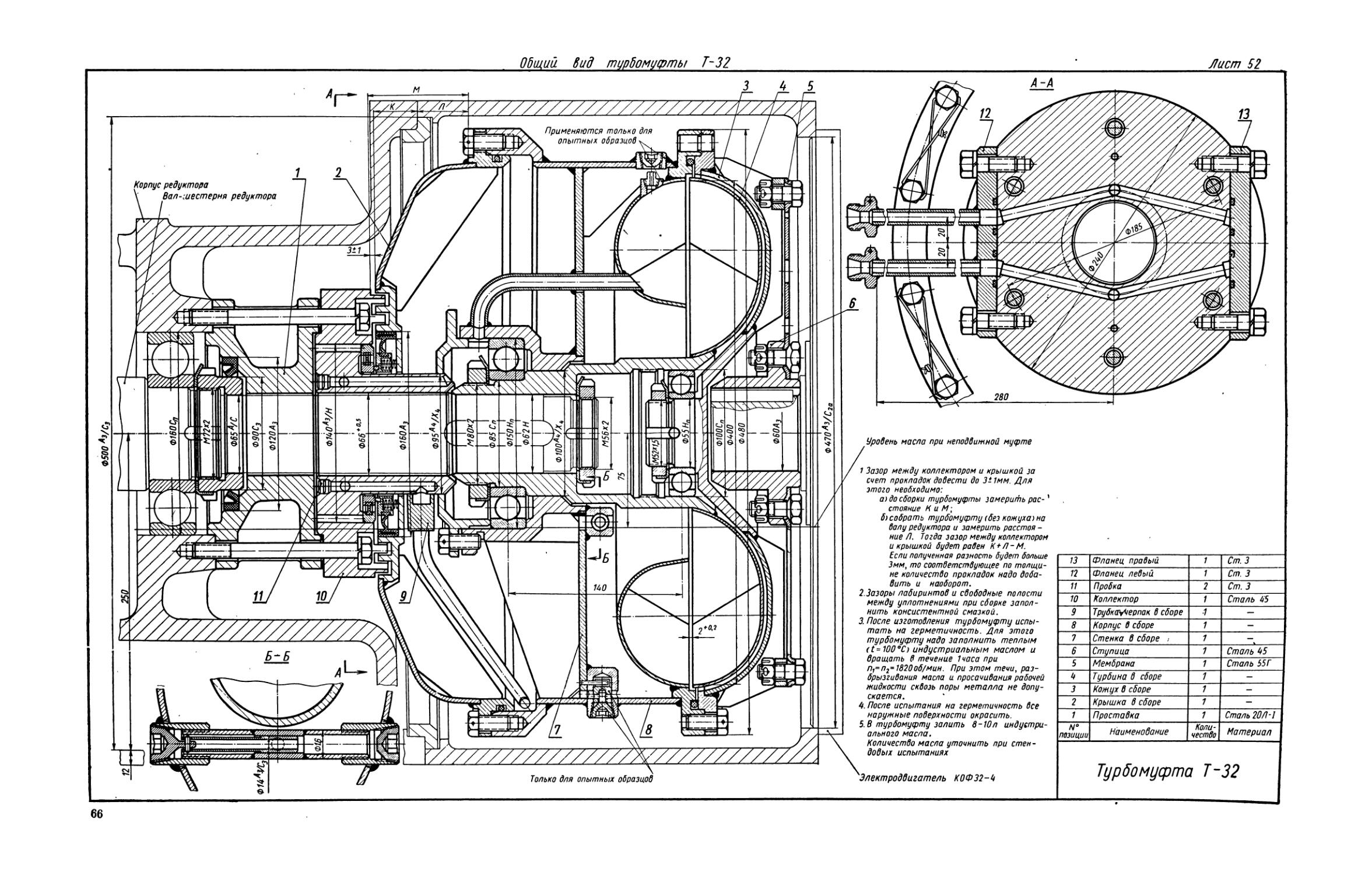
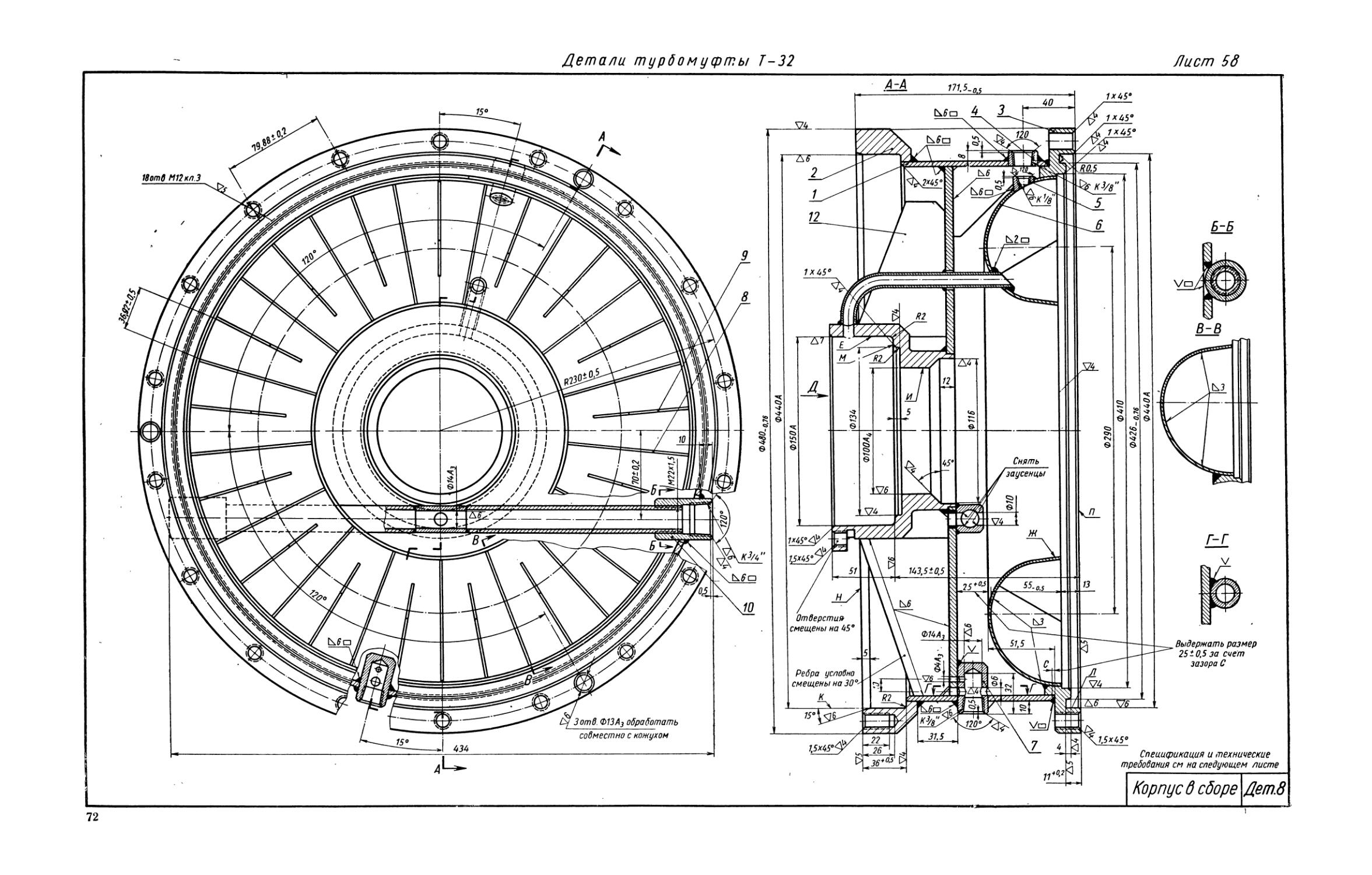
Турбомуфта Т-32. Конструкция муфты (листы 52—60) относится к турбомуфтам с регулируемым наполнением посредством поворотной трубки-черпака. Трубка-черпак 9 расположена во вращающемся резервуаре, который образуется корпусом 3, с расположенным в нем насосным колесом и соединенными с корпусом болтами, крышкой 2 и кожухом 3. Резервуар через стенку 7 и кожух 3 поддерживается радиальными шарикоподшипниками на турбинном колесе 4. Резервуар вместе с насосным колесом получает вращение от двигателя через мембрану 5 со ступицей б, компенсирующую возможную при монтаже несоосность ваЛов. В этот резервуар через ниппели, расположенные на диске насоса, постоянно выбрасывается масло из рабочего объема, образуя вращающееся кольцо жидкости. Через отверстия в стенке 7 масло распространяется по всему объему резервуара, который может вместить всю рабочую жидкость при полном опорожнении рабочей полости турбомуфты. Трубка-черпак 9 неподвижно закреплена на цилиндрической части коллектора /0, проходящей через отверстие в крышке 2 внутрь резервуара. Расположенным снаружи фланцем коллектор 10 через проставку 1 крепится к корпусу редуктора. Между фланцем коллектора установлены торцовые уплотнения: скользящее и лабиринтное. Чтобы исключить утечку масла, уровень его в резервуаре при неподвижной турбомуфте должен быть ниже кольцевого зазора между коллектором 10 и крышкой 2. Конец трубки-черпака погружен во вращающееся кольцо жидкости и при неподвижной трубке жидкость будет зачерпываться концом трубки и по ней через коллектор поступать обратно в рабочую полость муфты. При необходимости охлаждения масла поток из трубки-черпака можно направлять в рабочую полость через холодильник.
В рассматриваемой конструкции применена форма трубки- черпака, разработанная Гипроуглемашем, потери которой со¬
ставляют около 0,5—1,0% от номинальной мощности при обтекании ее кольцом жидкости, и отводе этой жидкости через трубку.
Жидкость при выходе из трубки-черпака имеет напор примерно 2—3 am. Такого напора достаточно, чтобы перед поступлением жидкости обратно в рабочий объем осуществить циркуляцию ее через охладители и другие вспомогательные устройства.
Для возможности работы турбомуфты с различным направлением вращения применяется двусторонняя трубка-черпак.
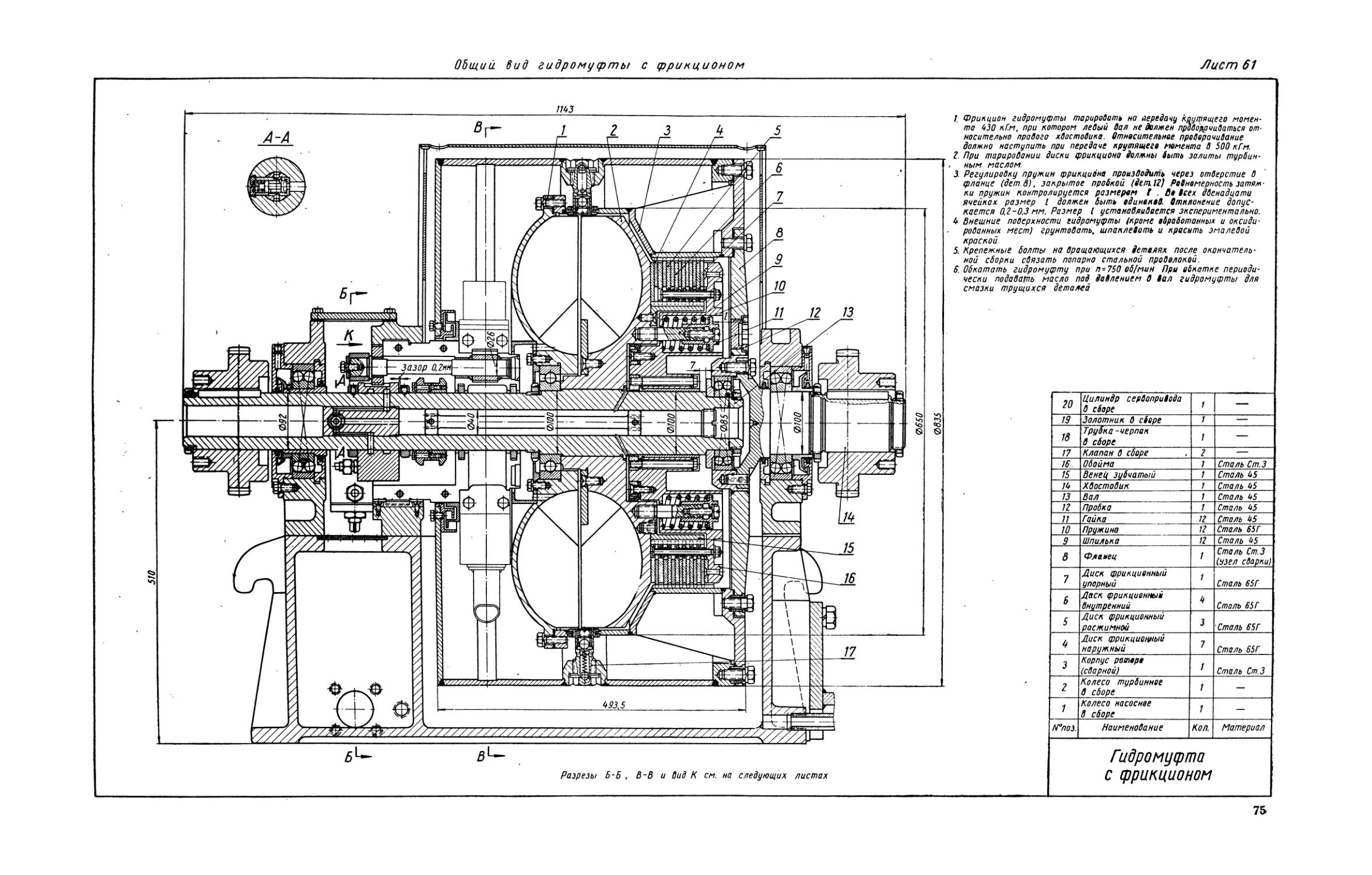
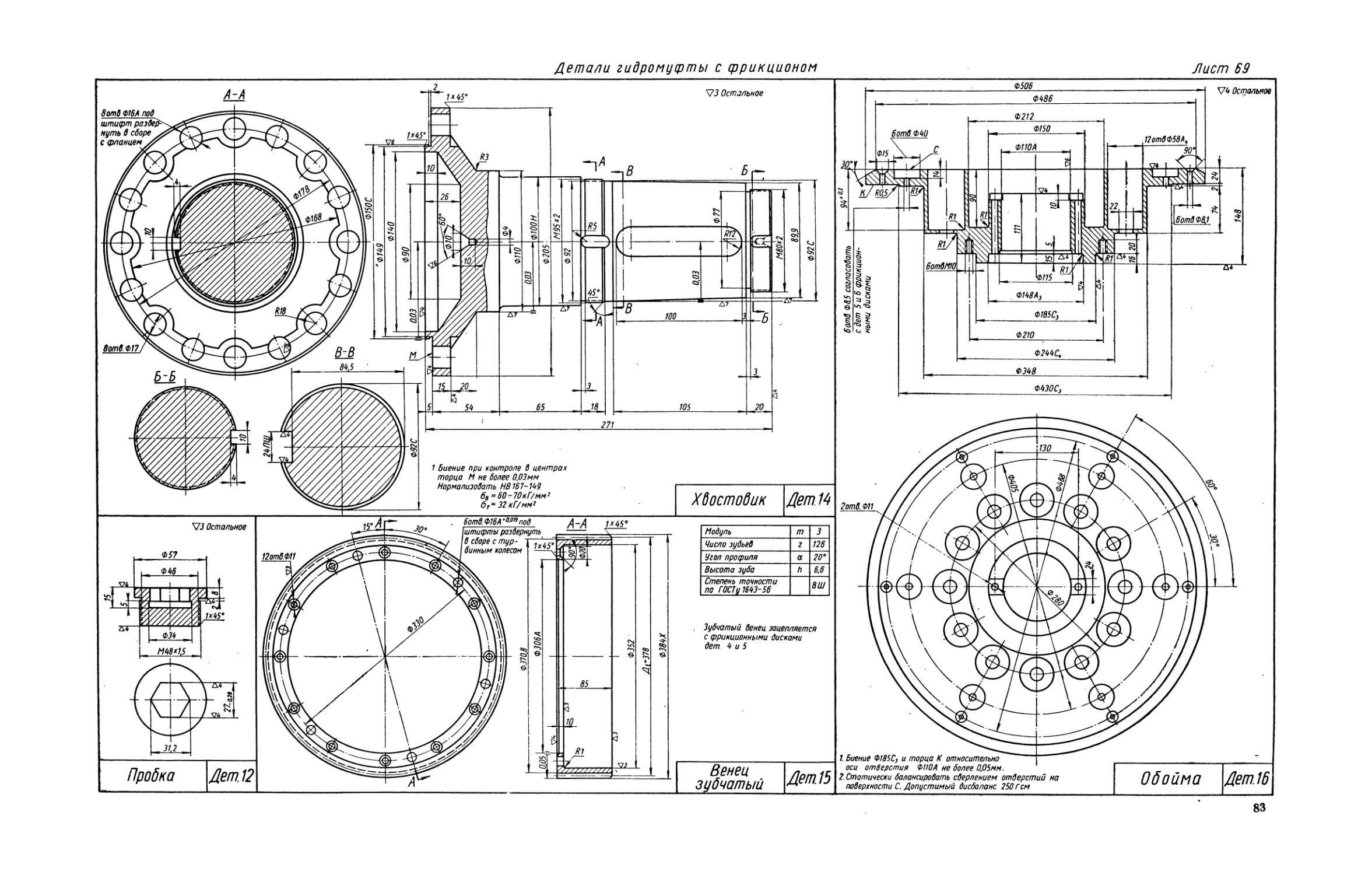
Гидромуфта с фрикционом. Конструкция комбинированной муфты (листы 61—72) — турбомуфты с фрикционно-дисковой муфтой — разработана отделом гидропередач ВНИИМетмаша. Муфта установлена на отдельных опорах и соединяется с двигателем и рабочей машиной через зубчатые муфты. Заполняется муфта турбинным маслом. Турбомуфта предназначена для номинальной мощности 450 л, с. при числе оборотов 750 об/мин. Фрикционная муфта имеет номинальный момент Мк = 450 кГ-м и момент пробуксовки Мтах = 500 кГ-м.
Турбомуфта с регулируемым наполнением состоит из насосного колеса 1 и турбинного 2, заключенных во вращающемся резервуаре с расположенной в нем трубкой-черпаком 18. Трубка-черпак может поступательно перемещаться в вертикальном направлении. Часть масла из рабочего объема постоянно выбрасывается в резервуар через два клапана 17, установленные на корпусе ротора 3, и через трубку-черпак обратно поступает в рабочий объем.
Количество жидкости в рабочей полости турбомуфты зависит от положения трубки-черпака относительно оси вращения муфты. При уменьшении радиуса расположения отверстия трубки черпака будет подаваться меньше масла в рабочий объем. Заполнение рабочего объема при этом будет уменьшаться и обороты ведомого вала снижаться.
Если конец трубки-черпака переместить на расстояние от оси вращения турбомуфты меньшее радиуса свободного уровня масляного кольца при полном опорожнении рабочего объема, подача масла трубкой-черпаком прекращается, в то время как выброс масла продолжается безостановочно. В результате рабочий объем опорожнится и турбомуфта расцепится. Полное освобождение рабочего объема через клапаны при отсутствии наполнения происходит в течение 1—2 сек при передаваемой мощности до 550—800 л. с.
Турбомуфта позволяет осуществить автоматическое изменение скорости посредством сервопривода, состоящего из золотника (дет. 19) и цилиндра (дет. 20). Плунжер золотника перемещается под действием электромагнита. В зависимости от положения плунжера золотника и подачи масла в цилиндр сервопривода поршень через рычажный механизм управления перемещает трубку-черпак.
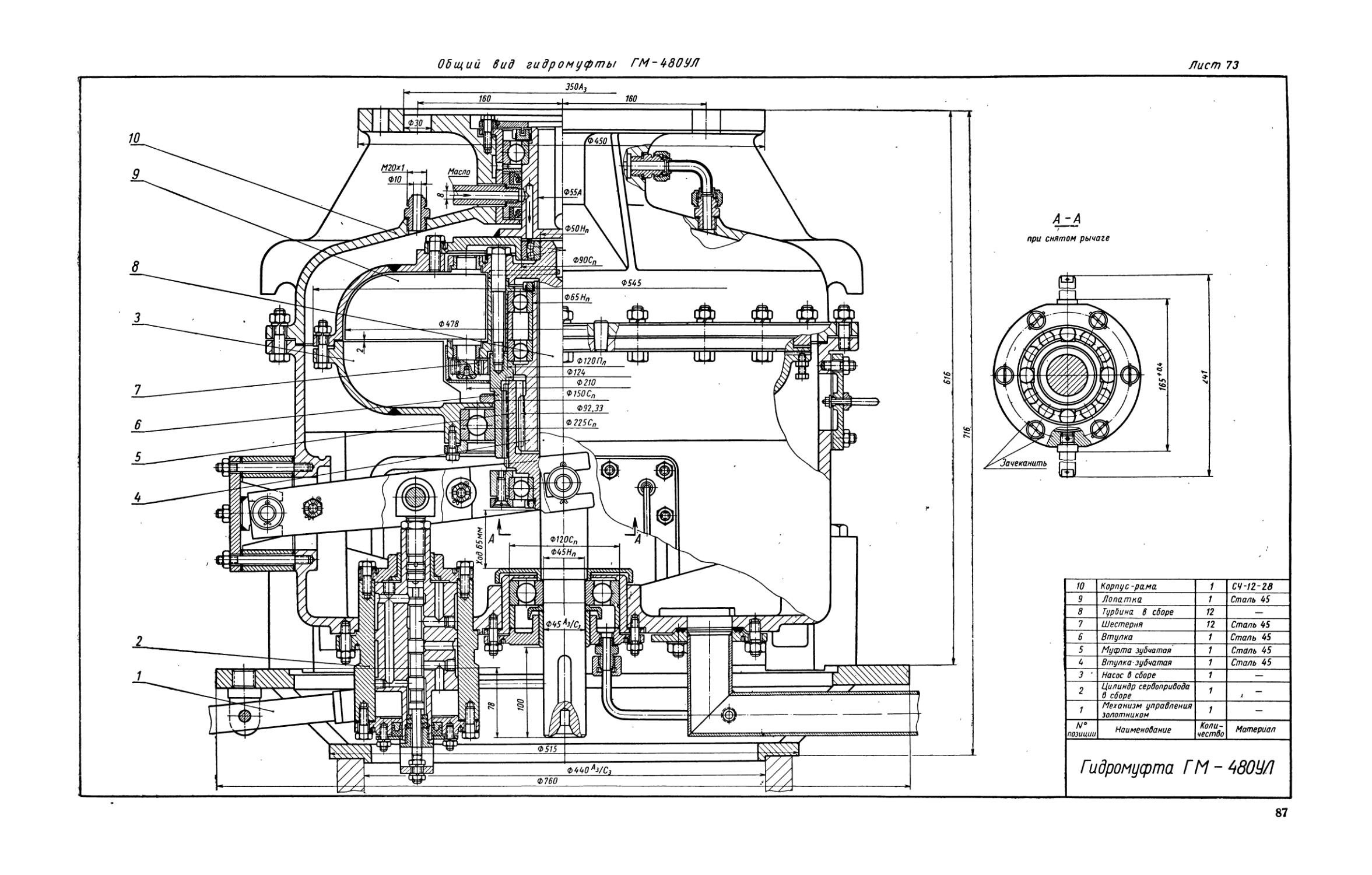
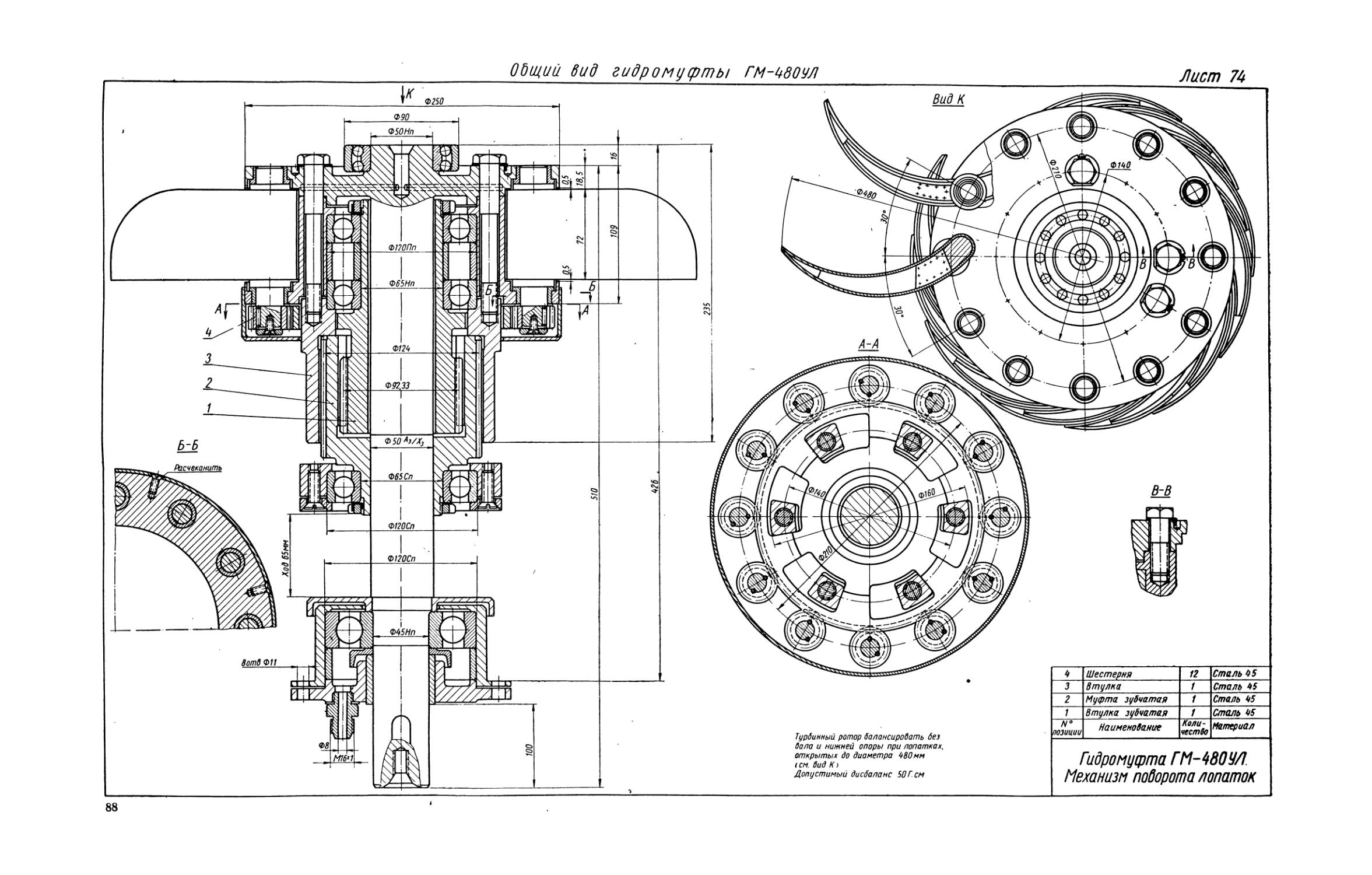
Гидромуфта ГМ-480УЛ. Гидромуфта конструкции ВНИИМетмаша со следящим серводвигателем и вертикальным расположением главного вала предназначена для привода центрифуги. Отличительной особенностью этой муфты является регулирование режима работы складывающимися лопатками.
Гидромуфта (листы 73—76) состоит из следующих основных узлов: корпуса-рамы 10, насосного колеса 3, турбинного колеса 3, несущего поворотные лопатки 9, серводвигателя 2 и масляного бака (на чертеже не показан).
Корпус-рама 10 гидромуфты — литая чугунная с горизонтальным разъемом. В верхней части корпуса — горловине — размещен первый шарикоподшипник насосного вала гидромуфты. Вал выполнен полым. Вал фланцевого электродвигателя, установленного на верхнем фланце корпуса гидромуфты, входит в отверстие «ала насоса. Такое соединение выполняет роль жесткой муфты, соединяющей электродвигатель с гидромуфтой.
Наружная обойма подшипника насосного вала закреплена в расточке кожуха насоса, а внутреннее кольцо крепится на втулке, установленной на валу турбины гидромуфты. Вал турбины гидромуфты имеет также два подшипника: радиальноупорный размещен в расточке нижней половины корпуса гидромуфты и несет осевую нагрузку от веса деталей турбины и усилий, создаваемых механизмом управления; радиально-сферический размещен в расточке ступицы колеса насоса.
На листе 74 показан узел турбины с открытыми и закрытыми лопатками и мФсанизм поворота лопаток. Каждая лопатка может поворачиваться на цапфах. В одном крайнем положении концы лопаток выходят на наибольший диаметр, а в другом замкнутом положении образуют цилиндр с наружным диаметром, примерно равным половине активного диаметра гидромуфты.
Лопатки ротора турбины поворачиваются на цапфах с помощью клинового механизма, образуемого двумя зубчатыми венцами с косыми зубьями (лист 74), из которых один с наружными зубьями выполнен на втулке 1 и второй с внутренними зубьями на муфте 2. Муфта 2 имеет наружные прямые зубья, входящие во внутренние зубья втулки 3, жестко укрепленной на валу турбины.
Поступательное перемещение шестерни, преобразуемое во вращательное движение лопаток турбины, совершается через качающийся рычаг с помощью сервомотора. На правой цапфе каждой лопатки закреплены шестерни 4, сцепляющиеся с центральным' зубчатым колесом. Центральное зубчатое колесо выполнено за одно целое с втулкой У, несущей на себе наружный зубчатый венец с косым зубом.
При перемещении рычага механизма управления (ход которого составляет 65 мм) муфта 2, удерживаемая от поворота втулкой 3, через косозубое зацепление повернет втулку 1 с центральным зубчатым колесом, которое, в свою очередь, повернет шестерни 4 и установит в соответствующее положение лопатки турбины.
Серводвигатель 2 закреплен на раме гидромуфты и выполнен в виде цилиндра с двусторонним следящим поршнем. Усилие, развиваемое в цилиндре, передается лопатками через рычажный механизм управления. Масло распределяется при помощи золотника, размещенного в расточке поршня двигателя. Усилие от серводвигателя к лопаткам передается последовательно через ускоряющий рычаг, клиновый механизм и зубчатое цилиндрическое колесо.
Лопатки гидромуфты (лист 76) представляют собой сварные пустотелые конструкции. Каждая лопатка состоит из оси, двух нервюр (правой и левой) и облицовки; нервюры прикреплены к проушинам оси точечной сваркой. Таким же способом соединена облицовка с нервюрами. Число лопаток — 12. На хвостовике каждой лопатки насажены шестерни. Для удобства сборки, посадка шестерен выполнена скользящей. Момент от шестерни на ось передается двумя штифтами. Отверстия под штифты сверлят и развертывают после полного монтажа турбины при сложенном положении лопаток.
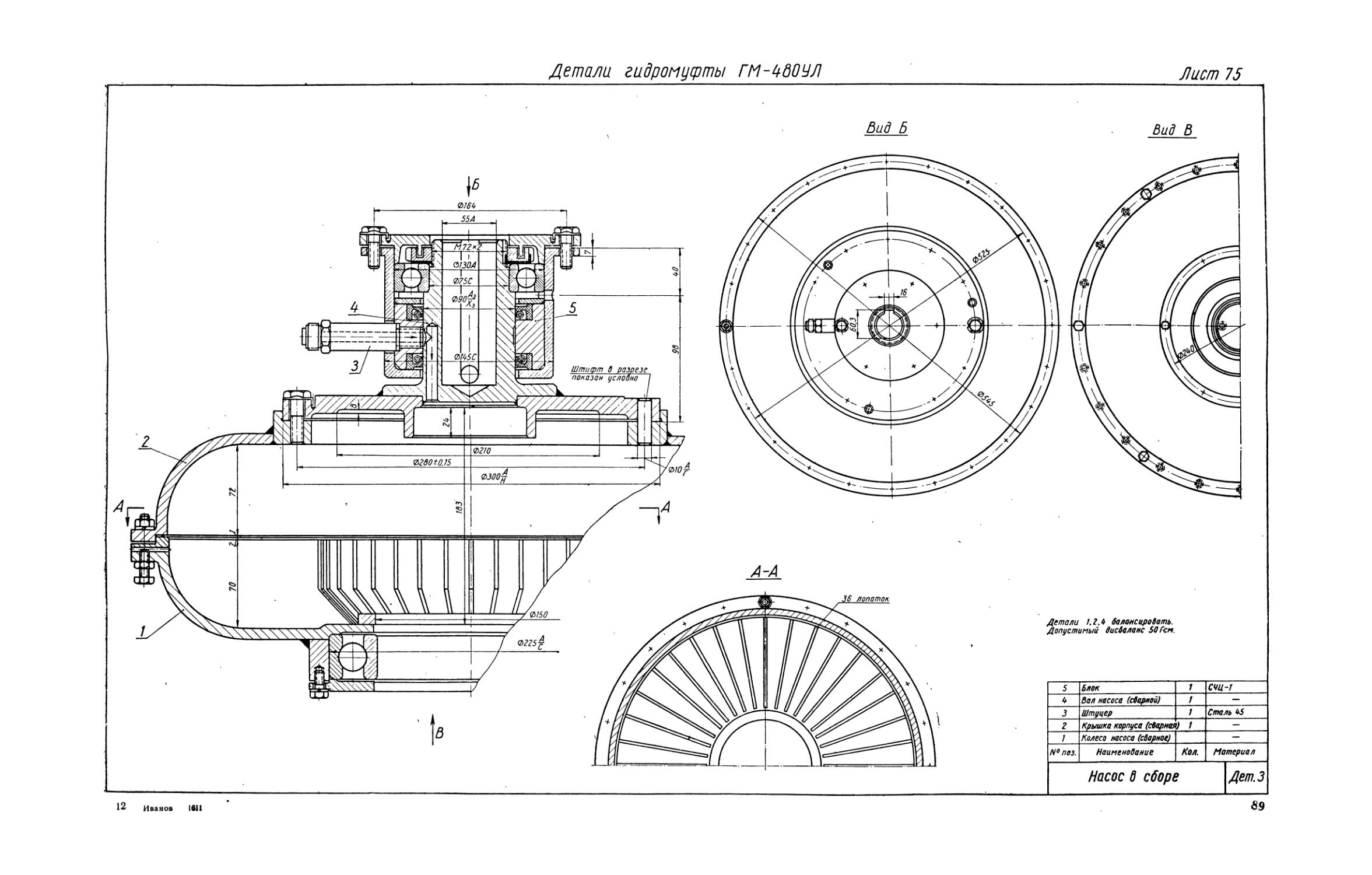
Масло (марки Л) в рабочую полость муфты подается через скользящий блок (лист 73). По каналам в валу насоса масло поступает в рабочую полость гидромуфты и затем часть масла сбрасывается для охлаждения через регулируемые отверстия в насосе в корпус гидромуфты, а оттуда по дренажной трубе отводится в бак вспомогательного оборудования.
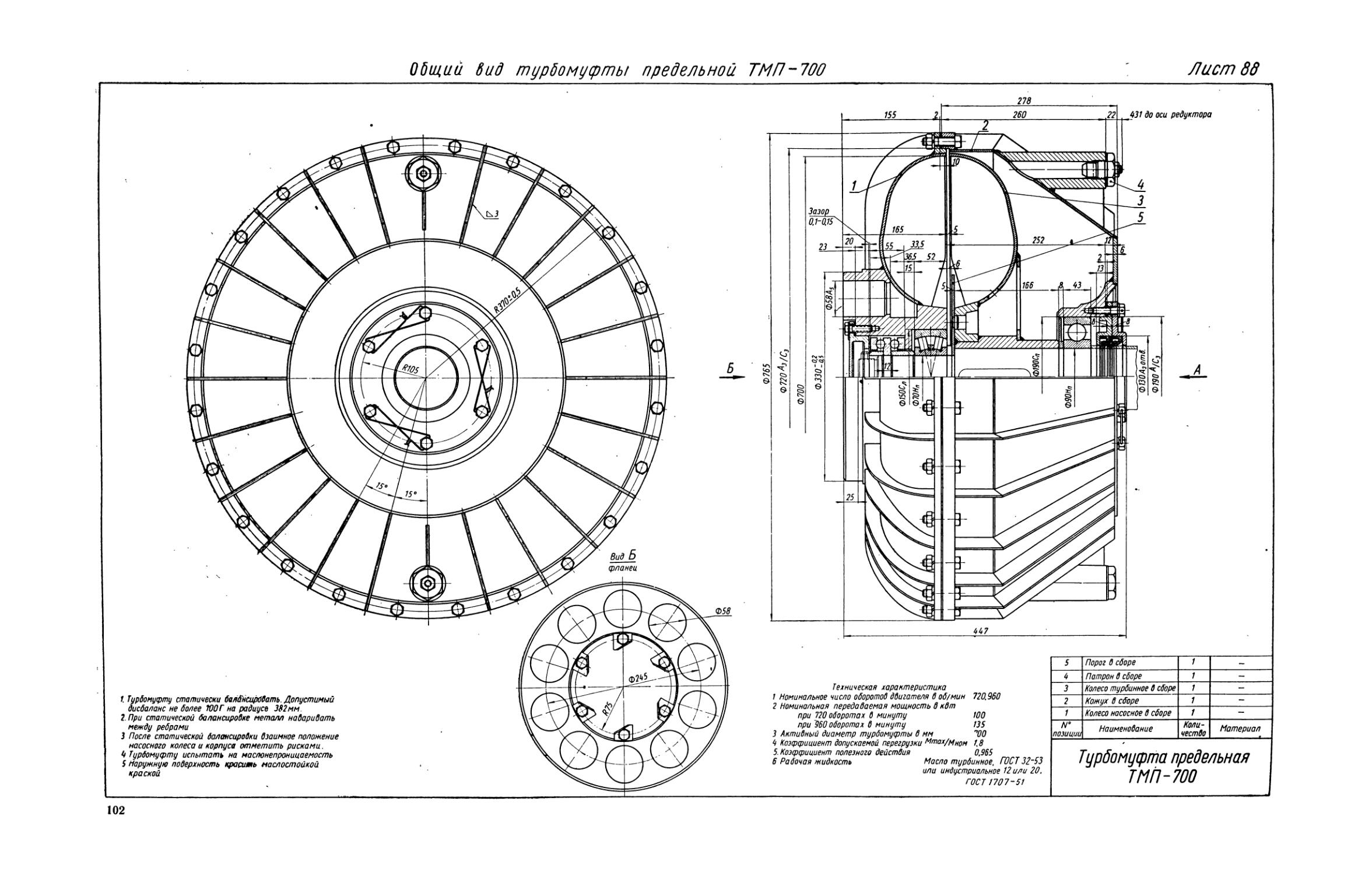
Муфта гидродинамическая предельная ГПМ-700. Конструкция защитней муфты ГПМ-700 (лист 77) с дополнительным объемом за насосом разработана ВНИИМЕТМашем. Муфта состоит из колеса насоса 2, колеса турбины 4 (посаженного на ведомом валу), вращающегося кожуха 3 и корпуса дополнительного объема 1. Лопатки турбины выполнены длиннее лопаток насоса. Непосредственно под кругом циркуляции расположена камера предварительного наполнения, сообщающаяся через небольшие отверстия с дополнительным-объемом. Когда турбомуфта нагружена номинальным моментом, т. е. работает при малом скольжении, вся жидкость сосредоточивается в рабочей полости, где устаналивается циркуляция и не попадает в камеру предварительного наполнения. При возрастании нагрузки до определенной величины — предельной, часть потока жидкости, прижатого к направляющей стенке колеса, вследствие падения числа оборотов турбины, с большой скоростью направляется в предварительную камеру. В результате такого внутреннего опоражнивания рост передаваемого крутящего момента прекращается, так как турбомуфта теряет способность к дальнейшей перегрузке. После заполнения предварительной
камеры опоражнивание гидромуфты замедляется, так как жидкости приходится протекать из камеры в дополнительный объем через отверстия небольшого сечения. При снятии нагрузки на ведомом валу или снижении ее до номинальной скорость турбины увеличивается, вследствие чего вновь заполняется круг циркуляции.
Муфта установлена на отдельных опорах и соединяется с двигателем и рабочей машиной через зубчатые муфты.
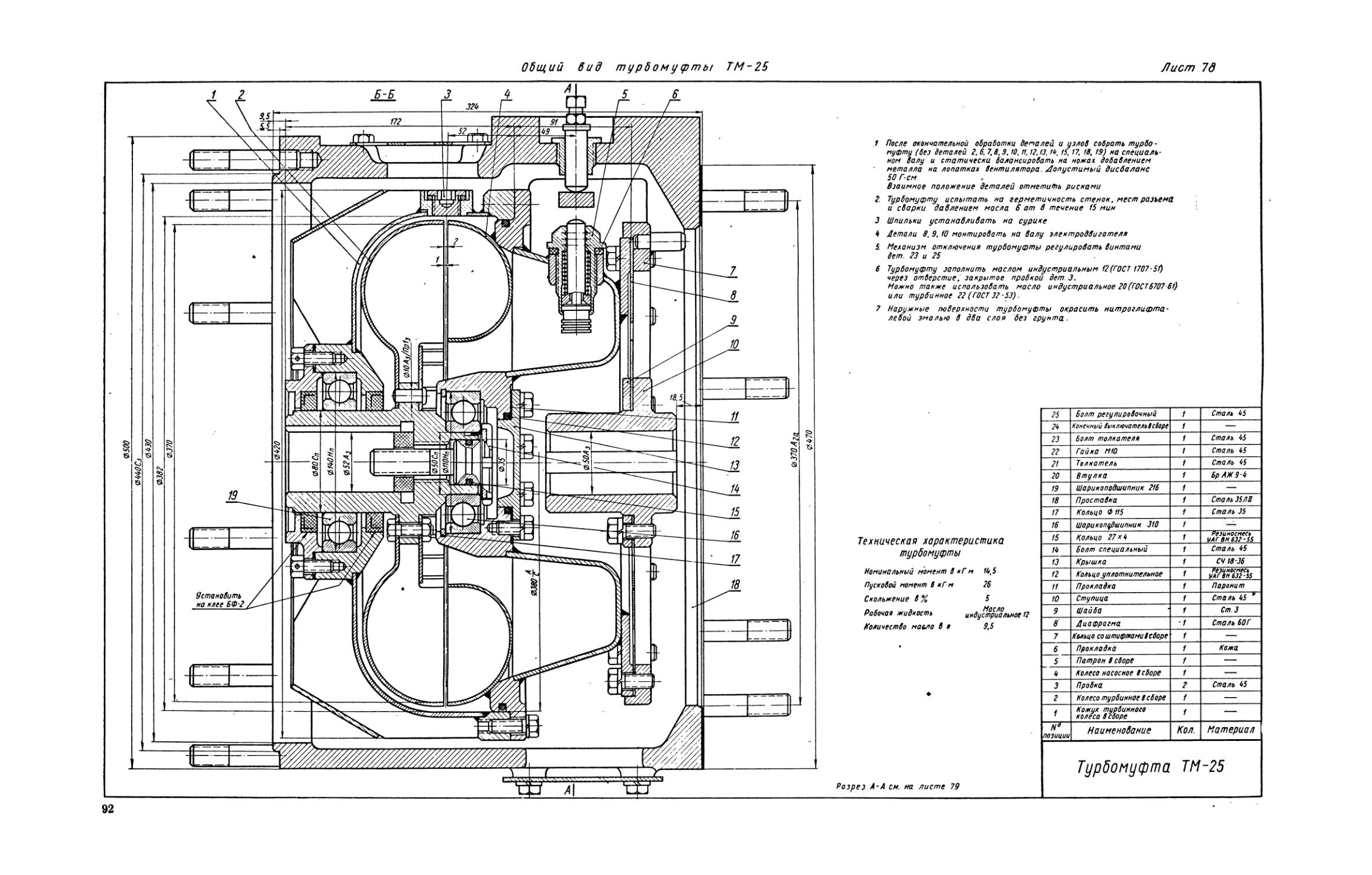
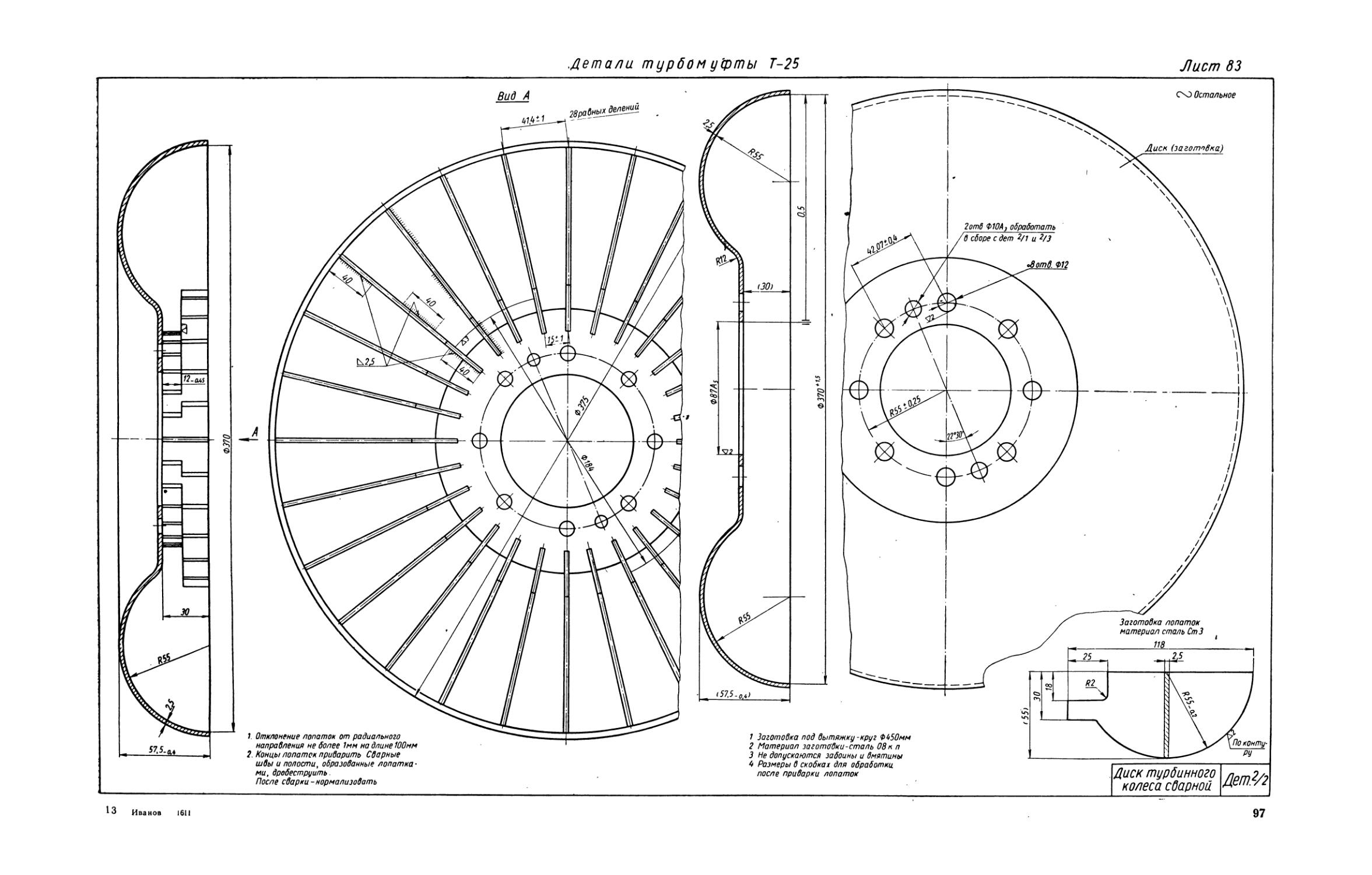
Турбомуфта ТМ-25. На листах 78—87 представлена конструкция предохранительной турбомуфты с дополнительным объемом за насосом, предназначенная для привода скребкового конвейера КСП1М.
Насосное колесо, жестко соединенное с кожухом 1 турбинного колеса 2, установлено на радиальных подшипниках 16 и 19 на ступице турбинного колеса 2. С электродвигателем насосное колесо соединено посредством мембраны 8 и ступицы 10, установленной непосредственно на валу электродвигателя. Такое соединение компенсирует осевые и угловые неточности установки вала электродвигателя. Поперечные сечения насосного и турбинного колес не симметричны. Лопатки турбины удлинены к оси вращения и отделены порогом (поз. 3, лист 82) от расположенного за насосным колесом дополнительного объема. Из дополнительного объема рабочая жидкость поступает в рабочий объем (лист 84) через три отверстия диаметром 3 мм.
При переходе на режим 100%-ного скольжения вся подводимая к турбомуфте мощность превращается в тепло. При длительном таком состоянии нагрев масла может достигнуть опасных пределов. Тепловая защита турбомуфты осуществляется посредством патрона 5 (листы 78 и 79) с легкоплавким сплавом. При выплавлении сплава боек под действием центробежной силы выходит из патрона и посредством рычага нажмет на толкатель 21 конечного выключателя, отключающего электродвигатель.
Предохранительные муфты подобного типа применяются для привода машин, у которых М = const и в качестве двига¬
теля используются простые и экономичные короткозамкнутые электродвигатели.
Турбомуфта предельная ТМП-700. Турбомуфта предохранительная предельная ТМП-700 (листы 88—92) имеет дополнительный объем за турбиной.
Колесо насосное 1 и жестко соединенный с ним кожух 2 установлены на валу на радиальных подшипниках (однорядном шариковом и роликовом сферическом) и удерживается от осевых смещений сдвоенным упорным шарикоподшипником. Колесо турбинное 3 закреплено на валу посредством шпонки. Между кожухом 2 и турбинным колесом образуется дополнительный объем, сообщающийся с рабочим объемом через отверстия в чаше турбинного колеса.
При снижении скорости вращения турбины сопротивление течению жидкости по ее каналам уменьшается и при неподвижной турбине оно становится минимальным, а скорость потока относительно каналов турбины максимальной. Это приводит к тому, что относительная скорость частиц жидкости на выходе из турбины становится наибольшей. Такой режим также характеризуется повышением статического напора и вытеснением части жидкости из круга циркуляции в дополнительный объем.
На выходе из турбины поток, прижатый к диску, ударяется о стоящий там порог и в результате удара в круге циркуляции еще больше возрастает статический напор, а следовательно, и интенсивность вытеснения рабочей, жидкости в дополнительный объем. Такое устройство позволяет получить автоматическое изменение момента по заданной программе в функции скорости вала рабочей машины.
Для охлаждения на наружной поверхности турбомуфты поставлены ребра. Для предохранения от возможного перегрева масла на кожухе расположен патрон с легкоплавким сплавом. При выплавлении сплава из патрона выталкивается палец, который воздействуя на конечный выключатель, отключает электродвигатель.
14
05иций вид муфты сцепления трактора КД-35
Лист 1
а-А
1 Пальцы кулачков и сережек должны быть тщательно зашплинтованы
2 Муфта включения должна свободно без заеданий, перемещаться вдоль вала
3 При включении муфты должен быть слышен характерный щелчок при переходе серьги через мертвую точку
4 Во включенном состоянии должно быть обеспечено плотное прилегание профильных поверхностей всех кулачков к плоскости нажимного диска
5 При навинчивании или свинчивании крестовины по резьбе переднего диска штифт фиксатора должен свободно заходить в каждое отверстие нажимного диска
6 Перед установкой сцепления на двигатель проверить смазы- ваемость переднего подшипника через сверление в маховике
7. После■ установки сцепления на двигатель вместе с крышкой маховика проверять легкость вращения вала сцепления во включенном и выключенном положениях
Вид В
?S±IO°
29
Клапан контрольный в с во ре
1
—
28
Крышка подшипника
1
Сч 15 -32
27
Кулачок
4
Сталь 40
26
Палец кулачка
4
Сталь 10
25
Серьга
в
Сталь 40
24
Палец серьги
8
Сталь 10
23
Вилка включения
1
Сталь 45
22
Обойма подшипника
1
Сталь 40
21
Крышка обоймы подшипника
1
Сталь 20
20
Подшипник радиальный
1
—
19
Стакан подшипника
1
Сч 21-40
18
Прокладка
1
Пропитанный
картон
17
Гайка
1
Ст. 5
16
Муфта включения
1
Сталь 40
15
Подшипник радиальный
1
—
14
Накладка тормозка
1
Резино-асбест
13
Рычаг сцепления с валом в сборе
1
—
12
Головка защелки
1
Сталь 20
11
Прокладка обоймы подшипника
1
Пропитанный
картон
10
Пружина защелки
1
проволока т,г-л ГОСТ3389-60
9
Крестовина
1
Сталь 45
8
Защелка крестовины
1
Сталь 40
7
Диск средний
1
Резино-асбест
6
Диск нажимной
1
чугун ХНЧ-40
5
Кольцо
1
Сталь 45 ■
4
Вал
1
Сталь 45
3
Палец выталкивателя
3
Сталь 20
2
Пружина выталкивателя
3
проволока 1,5 п ГОСТ3389-60
1
Диск передний
1
Чугун Хнч-40
№
позиции
Наименование
Кол.
Материал
Муфта сцепления трактора КД-35
15
Летала муфты сцепления трактора КД-35
Лист 2
Балансировать статически рассверловкой не более 5 отверстий Допустимый дисбаланс 160 Г см
~ Остальное
А-А
Umin
Модуль Число зубьев Угол профиля
Высота головки зуба h1 3,75
Высота зуба h 8,5
Толщина зуба по дуге делительной окружности 7,65
1. Уклоны в литье, не указанные размером, 2-5*.
2. Радиусы в литье, не указанные размером, 3-6мм.
3. Биение торца Е относительно оси отверстия 038А3 не более 0,15 мм на радиусе 150 мм.
U. Отклонение от перпендикулярности оси резьбы к плоскости Е не более 0,3мм на диаметре 180мм.
5. Ребристые поверхности окрасить маслостойкой краской .
6. При снятии дисбаланса допускается проточка поверхности Ж на глубину не более 2 мм.
~Шб+°>оз0
т
п п Г
' «о1
£
О 1
р=б±
1,0 кГ
<1
23
33 ±1
\5
Число витков:
рабочих 8,5±0,5 полное 10,5 ±0,5
Отклонение от перпендикулярности наружной поверхности к торцам не более 2,0мм на длине пружины .
Пружина
выталкивателя
Дет. 2
V4 Остальное
R0.5
Палец
выталкивателя
Дет.З
Диск передний
Дет 1
те*
12.
м.
V4 Остальное
Овальность 0.1
52б_
Окончательную обработку по Ф50 производить после напрессовки на бал.
Кольцо
Дет. 5
VJ Остальное
и
А-А
увеличено 2 сечения
1 Взаимное расположение шлицев произвольное Калить ; HRC 28-32 .
2. Поверхность диаметром 25Д калить т в ч. на длине не менее 20 мм от тррца на глубину 1,5-2,5 мм; HRC 45.
Вал
Нет А
А-А
Балансировать статически/ рассверловкой.
Допустимый дисбаланс 160 Г-см
~ Остальное
Модуль т 5
Число зубьев г 16
Угол профиля сед 20°
Высота головки зуба Ь' 2,5 Высота зуба h 7,25
Толщина зуба по дуге * делительной окружности 7,65
1. Уклоны в литье, не указанные размером, 2-5°. *
2. Радиусы в литье, не указанные размером, 3-6 мм.
3. Разностенность ребер диска не более 1мм.
Ь. Отклонение от плоскостности поверхности 6, за исключением участка 0120 6 центре детали, не более 0,2 мм .
БНаручные ребристые поверхности окрасить маслостойкой краской.
Диск нажимной
Дет. 6
16
Летали муфты сцепления трактора' КД-35
Лист 3
109,5-0.5
Модуль
т
5,5
Число зубьев
г
52
Угол профиля
1 20°
Высота головки зуба
h'
5
Высота зуба
h
12,8
Толщина зуба по дуге
окружности
fOO К.Лс
Модуль
т
6,5
Число зубьев
г
52
Угол профиля
*3
20°
Высота головки зуба
У
5
Высота зуба Толщина зуба по дуге
h
12,8
10
0,3
j увеличено
Ь /
Ш;
I \ ‘о
1
|Ь г ^
Развальцебать с 2-х сторон
Зтт\
\3mtn
f Расклепанная головка заклепки должна быть утоплена от плоскости А не менее 0,5 мм
2 Колебание толщины диска по наружному и внутреннему периметрам должно быть в пре делах 0,5 мм.
3
Диск средний
1
Сталь 20
2
Трубка
" 15
Медь М-1
1
Накладка среднего диска
2
Рези но - асбест
№ дет
Наименование
Кол
Материал
Диск средний сборный
(вариант исполнения)
Дет.7
Толщина 0,5+°>07мм
Прокладка обоймы
Дет. 11
<о
та
, 1
16 |
ч У \ XV
отжечь
А хХ ^
40
Трубка
Дет.7/2
Диск шлифовать после сборки по чертежу общего вида
Накладка среднего диска
Дет.7/1
ОО Остальное
1. Уклоны в поковке 7°.
2. Неуказанные радиусы поковки 2-4 мм
3 Отверстия 09Xt, должны находиться в плоскости, перпендикулярной к оси резьбы; отклонение не более ±0,2мм
4 Неперпенаикулярность плоскости Д к оси резьбы не более 0,1 мм на длине 100 мм .
5 Статически балансировать относительно оси резьбы с точностью до 150 Г см .
Снятие дисбаланса производить сверлением отверстий 015мм Отверстия располагать от краев детали, пазов и отверстия Фн не менее 4 мм.
42
VJ Остальное
0,5x45°
32"
У*,
-3ES3
Острые кромки притупить
Защелка
крестовины
Дет. 8
R2
R1.5
4i
1Г)
Зй
8_
V4 Кругом
05
Головка защелки
Дет. 12
Крестовина
Дет 9
1. Число битков :
рабочих 6±0,5 полное 8t 0,5
? Направление спирали - любое.
3 Неперпендикулярность торцов к оси не более 2,0 мм на длине пружины.
Пружина защелки
Дет. 10
3 Иванов 1611
17
Детали муфты сцепления трактора К Д-35
Лист 4
аул*
12~°'из обжать в холодном
012А*
~ Остальное
Б-Б
R10
1 Уклоны в поковке, не указанные размером, 7°
2 Радиусы в поковке, не указанные размером, 3-5 мм
3. Калить, НВ 217-255
,
1
см
■ «а* с\|
са*
■ч
<о
п
и
ш
1
070 И'° А
0108
-ио
Рычаг
Лет. 13/!
Накладка
сцепления
тормозка
Дет /4
291
137
\
\
^ И—
*
Й-
^ 3t
Отклонение от прямолинейности вола не более ‘ Ot 2 мм
2
Вал вилки включения
1
Сталь 50
1
Рычаг сцепления
1
Сталь 40
№дет.
Наименование
Кол.
Материал
Рычаг сцепления с валом, в сборе
Дет. 13
032 + 3’0
2x45е
Центровое отверстие* тип А по ОСТу 3725
2x45е
£->
3ÄZ
и—<
. $
<<-Ч
S
183
320
Вал Вилки включения
Мет. 13/2
18
Детали муфты сцепления трактора КМ -35
Лист $
А-А
ryj Остальное
72 ±0,5
0S61Ü*
1. Отверстия 09 должны быть расположены в плоскости, перпендикулярной к оси отберс - тия 050 А $ с точностью 0,2мм.
2 Калить, НВ 217-255.
,8 ±0,15
Зотб. М6х1 кл.З
1. Уклоны В литье, не указанные размером, 2-3°. у
2. Радиусы б литье, не указанные размером, 3-4мм.
3. Отклонение от перпендикулярности торца А к поверхности 090А не более 0,05мм на крайних точках.
б. Неточность расположения отберстия 015 не более 0,15мм
R1 не более
1 Отклонение от перпендикулярности плоскости А к оси резьбы М60x1,5 не более 0,2 мм на всей длине.
Муфта
включения
Дет. 16
2 Калить,НВ 156-241.
Г айка
Дет 17
R13
63 63
А
4 от в. 010
Заусенцы снять.
Стакан
подшипника
Дет. 19
Крышка
обоймы подшипника
Дет.21
Обойма
подшипника
йет.22
R13
0,5*
Прокладка крышки подшипника
Дет. 18
Остальное
19Г
Детали муфты сцепления трактора КД-35
Лист 6
^ Остальное
110
55
814
3L-V
ь.
Я10
1. Радиусы, не указанные размером, 3-4 мм
2. Уклоны, не указанные размером, 7 •.
3. Взаимное смещение двух сторон вилки по внутреннему контуру с размером 22,5+Ь28 а непараллельность коси отверстия Ф25А<, не более 0,3 мм на длине 150мм
4. На длине 40мм-калить, HRC24-29.
Вилка включения
Дет.23
Зо/пб. 015
Крышка
подшипника
Дет.28
VJ Остальное
1,5X45
1,5X45°
Газовая цементация на глубину 0,15-0,3мм; HRA69-72.
Палец серьги ДетМ
VJ Остальное
1,5X45°
1,5X45°
Газовая цементация на глубину 0,15-0,3мм, HRA 69-72
Палец кулачка Дет.26
43 Остальное
1 Снять заусенцы.
2. Твердость HВ 217-255
Серьга
Дет.25
~ Остальное
1. Неуказанные уклоны в поковке 7 е
2. Неуказанные радиусы поковки 3-5 мм
3. Острые кромки затупить
4. Твердость НВ 229-285.
5. Непараллельность осей отверстий 09Х<, и поверхности R12 не более 0,1 на длине 19 мм
6. Разновесность деталей не более ЗГ.
7 Поверхности А,6, В, Г обжать в холодном состоянииj
Кулачок
Дет. 27
0//7Л
Число витков:
полное 7 ±0,5 рабочих 5±0,5
Пружина
Цинковать; слой покрытия 0,007-0,013мм
Корпус
3
Шарик 05
1
—
2
Пружина
1
проволока 0,5 Ш ГОСТ
1
Корпус
1
Сталь А12
К0 дет
Наименование
Кол.
Материал
Контрольный клапан В своре
Дет.29
20
Общий вид муфты сцепления трактора Т-25
Лист 7
1 После установки муфты на маховик.
а) концы отжимных рычагов, прилегающие к упорным подшипникам должны лежать в одной плоскости, параллельной трущейся поверхности диска;
в) гайки 13 шплинтовать; перемещения конца отжимного рычага в сторону маховика при нажатии рукой при этом должны быть не менее 8 мм, а размер Т должен быть 76 мм; в) размер 30 мм устанавливать регулировкой нажимного болта б; после установки гайку 6 затянуть до отказа.
2 У правильно собранной муфты свободный ход каждой педалй 35-40мм, рабочий ход 85-30 мм.
Разность замеров по окружности гарантированного зазора, раб* ного 2,5 мм, не более 0,4 мм.
3. При износе фрикционных накладок величину гарантированного зазора восстановить удлинением регулировочной тяги привода; после выбора запаса на износ в приводе дальнейшую регулировку производить через наклонный люк, отпуская гайки 13 ы нажимные болты 5.
Регулировку производить при уменьшении свободного хода педали до 25 мм
4. Смазку производить через 100 часов работы шприцем через масленку К
33
Ось отжимного рычага
6
Сталь 4СГ
32
Пружина отжимных рычагов
1
Проволока /1-3,' ГОСТ9389-60 *
31
Кольцо
12
Сталь 10
30
Штифт-ограничитель
2
Сталь 45
29
Прокладка пружины
12
Асбо-сталь
28
Стакан пружины
12
Сталь 30
27
Пружина нажимная
проволока ir-3,5, ГОСТ9339-60 '
26
Вал главного сцепления
1
Сталь 20X
25
Палец рычага блокировки
1
Сталь 45
24
Рычаг блокировки
1
Сталь 40
23
Валик рычага блокировки
1
Сталь 40
22
Рычаг валика вилки включения муфты ВОМ
1
Сталь 40
21
Валик вилки включения муфты ВОМ
1
Сталь 40
20
Вилка включения главной муфты
1
Сталь 40
19
Втулка валика включения
4
СЧ15-32
18
Валик вилки включения главной муфты
1
Сталь 40 „
17
Рычаг валика вилки включения главной муфты
1
Сталь 40
16
Вилка включения муфты ВОМ
1
Сталь. 40
15
Шпонка сегментная В х25
3
Сталь 45
14
Вал отбора мощности в с боре.
1
—
13
Гайка М№1, ГОСТ5919-62
3
Сталь А-12
12
Сухарь
3
Сталь 40
11
Рычаг Qmm им ной главной муфты
3 -
Сталь 45
10
Болт регулировочный
3
Сталь 30
9
Диск нажимной
1
СЧ 15-32
8
Диск Ведомый „ муфты ВОМ В сборе
1
—
7
Диск ведомый л главной муфты В сборе
1
—
6
Гайка МЮ*1, ГОСТ5927-62
3
Сталь 40
5
Болт нажимной
3
Сталь 45
4
Рычаг отжимной муфты ВОМ
3
Сталь 45
3
Упор
3
Сталь 40
2
Диск нажимной
1
СЧ 15-32
1
Диск ведущий
1
СЧ 15-32
N4
позиции
Наименование
Кол.
Материал
Муфта сцепления трактора Т-25
21
Детали муфты сцепления трактора Т-25
22
»311t С и
Лист в
ОО Остальное
Вид А
1. Твердость НВ 170 ~2М
2. Неуказанные литейные радиусы 2-3мм, неуказанные литейные уклоны 30
3. Смещение осей ВиГушков,
с номинального положения и с диаметральной плоскости отверстий Ди Е не более 0,5мм.
4. Точность расположения отверстий 032,010,5 018, 012Xj, 012 и 028-Ц25ММ.
5. Диск балансировать статически. Дисбаланс не более 60 Г.см. .
При балансировке сверлить отверстия на поверхности В на радиусе 95 мм диаметром не более 12мм и глубиной не более 10 мм.
6. Поверхности /К должны лежать в одной плоскости. Несовпадение плоскостей не более 0,1мм
*
Диск
Ведущий
Дет.1
Детали му (рты сцепления трактора Т~25
Лист 9
в от в. $29А ч. равнорасположенных
ОО Остальное
3пази 12Расстояние между произвольными
точность расположения 0,25
1. Твердость НВ163 - 229.
2 Неуказанные радиусы литья 3-5°, уклоны 2-5°.
3. Свободные размеры выполнять по 7кл
6. Диск балансировать статически. Дисбаланс не более 60 Гем.
5. При балансировке сверлить отверстия на поверхности „ Б 'на радиусе 95мм диаметром не более 12 мм и глубиной не более 10мм при расстоянии между кромками отверстий не менее 6 мм
6. Точность расположения отверстий 018 0,2мм.
7. Точность расположения отверстий 012, М16,
029А 5 ‘0,25 мм
Диск нажимной
Дет.2
/,5x4-5°
4<Ч
Г
-
5
_ 26С5
66
1x45е
ЩЭ1
<1
гз1
VJ Остальное
1. Калить т. в. ч;твердость HRC 60 не менее.
2. Свободные размеры по 7 кл
Упор
Дет.З
увеличено 13
1. Неуказанные штамповочныерадиусы 2-3 мм , штамповочные уклоны 7
2. Отклонение от параллельности образующих поверхности А относительно оси отверстия &8А3 не более 0,1мм
на длине 26 мм
3. Допустимая неперпендикилярность осей отверстий М10х1 и &8А3 не более 0,25мм на длине 26 мм.
6. Твердость поверхности А НОС 60-65.
26 Ху
\обжать в холодном состоянии
Рычаг отжимной муфты ВОМ
ДетЛ
V3 Остальное
R5
с<реРа
42
г
Г
16.
-о,ы
С(реру R5 калить, т.в. 4.,HRC 60
Болт нажимной
Дет. 5
23
Детали муфты сцепления трактора Т-25
Лист ю
12отб.Ф4,5
ботв.Ф12
ботд. Ф7,5
2\1
1. Заусенцы снять, острые кромки притупить. 2. Диск должен быть плоским. Коробление 6 пределах каждого сектора не более 0,2мм.
3. Смещение любой пары сек то род один относительно другого не более 0,5мм. 4. Точность расположения отверстий Ф 7,5 0,15мм
5. Точность расположения отверстий Ф 9,5 0,2мм.
1210,0
Диск
ботв.Ф7,5
Деталь
В
7/3
5 мм
7/4
9мм
1. Трещины не допускаются 2 Заусенцы снять 3. Точность расположения отверстий Ф7.5 0,25мм
Маслоотра¬
жатель
левый
Дет. Уз
правый
Дет. %
Дет
7/1
Щ н
um
Точность расположения отверстий Фи,5 0,25мм
Накладка
Дет.
7/2
ОО Остальное
ботв. Ф 7,5
Профиль шлицев
Вариант исполнения
ш
1. Штамповочные уклоны 7е 2 Острые кромки притупить, заусенцы снять.
3. Поверхность шлицев 23 к 29 к и калить т.в.ч; HRCU0-5O U Очистить от окалины .5 Неперпендикулярность плоскости А к оси шлицевого отверстия не более 0,1 на радиусе 72мм б Отверстия Ф7,5 выполнять с точностью 0,25 мм
Ступица
Дет.
7/5
’ Заклепочные соединения деталей должны обеспечивать плотное и равномерное прилегание накладок к диску, щуп 0,25мм на площадке 25x25 не должен проходить.
2. Наружные поверхности накладок, склепанные с диском, должны быть без шероховатостей, трещин и царапин
3. Плоскости А и В должны быть перпендикулярны наружному диаметру шлицевого отверстия. Допустимое биение торца 0,5мм на радиусе 135мм
7
Заклепка трубчатая
18
Сталь 10
6
Заклепка
б
Сталь Ст 2
5
Ступица
1
Сталь 35ЛП
Ц
Маслоотражатель правый
1
Сталь 10
3
Маслоотражатель левый
1
Сталь 10
2
Накладка
2
Кольцо фрикционное ас бестобое.ГОСТ 1786-57
1
Диск
1
Сталь 40
№
позиции
Наименование
11 * £
Материал
Диск ведомый главной мусрты в сборе
Дет 7
24
Летали муфты сцепления трактора Г-25
Лист 11
оо Остальное Б~ Б
точность расположения 0,15мм
1. Заусенцы снять, острые кромки притупить
2. Диск должен быть плоским, коробление 6 пае дел ах каждого сектора (между прорезями) не более 0,2 мм.
J. Смещение любой пары секторов не более 0,5 мм.
4 Точность расположения отверстий 0 4,5 0,2мм.
6 от В. & 4,5 равнорасположенных по окружности 0165
Диск
Дет 8/]
R2 ,
Р
г
C4J
м
►
Г
...
4
«Ъ
во
в
Ьч
а
б
и
' 1± 0,11
9
Маслоотражатель Дет8/з
Точность расположения отверстий 04,5 0,25мм
Накладка Дет8/2
ОО Остальное J— 6 отв. 0 7,5
Число зубьев
22
Модуль
3/1,5
Угол зацепления оС
30°
Размер между роликами Т
58,507%%7
Коэффициент высоты зуба j
1
Ширина впадины по дуге делительной окружности
L 713 *°>г7 П,/7С -o,OU5
1. Твердость НВ261-285
2 Неуказанные размером
штамповочные уклоны 7 ° радиусы закруглений 2-Змм относительно оси делительного цилиндра зубьев.
3 Торцовое биение поверхности А не более 0,05мм на радиусе 58 мм
4 Отверстия 0 7,5равнорасположены по окружности
Точность расположения 0,25мм
Ступица Дет8/^
' 1. Заклепочные соединения деталей должны обеспечивать плотное и равномерное прилегание накладок к диску • щуп 0,25мм на площадке 25x25 не должен проводить
2. Наружные поверхности накладо#, склепанных с диском, должны быть без шероховатостей и трещин
3. Плоскости Г и Д должны быть перпендикулярны наружному диаметру шлицевого отверстия
Допустимое биение торца 0,5мм на радиусе 108мм.
6
Заклепка трубчатая
18
Сталь 10
5
Заклепка с полукруглой головкой
6
Сталь 10
4
Ступица
1
Сталь 35Л
3
Маслоотражатель
2
Сталь 10
2
Накладка
2
Кольцо асбестовое
1
Диск
1
Сталь 60
№
поз
Наименование
Кол
Материал
Диск ведомый мущты ВОМ
в сборе
Дет. 8
4 Иванов 1611
25
Детали муфты сцепления трактора Т-25
Лист 12
Зотб. <2)13
6 отб 025, равнорасположенных по окружности
I Твердость НВ 163 -229.
2. Точность расположения отверстий 013, 025 и М10 кя. 3
3. Расстояние между произвольными двумя осями пазов 1с + 0.гь выдержать с точностью 0,06 мм. Смещение осей пазов диаметральной плоскости, замеренное у центра отверстия 0172, не более 1 мм.
0,25мм.
/7 + 0,3£
•£+о.г
Диск нажимной главной муфты
Дет.9
ОО Остальное
_ \2отв. 02,5А< взаимно- перпендикулярны
А-А
Допустимый вариант изготовлениях
I Смещение осей отверстий 02,5 с диаметральных плоскостей не более 0,2 мм. .
2. Допускается уменьшение 01OCs под'накатку до 09,5.
3. Поверхность В обжать в холодном состоянии (допускается механическая обработка).
9. Заусенцы зачистить, острые кромки притупить
ОО Остальное
\ Обжать в холодном состоянии
1. Неуказанные штамповочные радиусы Змм, уклоны 7*
2. Отклонение от параллельности образующих поверхностей А относительно оси отверстия 0вА3 не более 0,1мм на длине 2k мм.
3. Отклонение от параллельности поверхностей В и 5 не более 0,75 мм на длине 2k мм.
k. Твердость поверхности Г HRC k0-k5-
Рычаг отжимной главной муфты
Дет.П
бОЛт Лрт 1П
регулировочный деши
1. Непараллельность образующих поверхности А и плоскости 6 не более 0,1 мм.
2. Термообработка. HRC 30-kO.
3. Поверхность А чеканить.
Сухарь Дет.12
26
Детали муфты сцепления трактора Т-25
Лист 13
217С<
Вид А
Допустимый
Вариант
275
Цементировать глуб. 0,5- 0.8 HRC56-63
Фаску полировать
,24 в
Л^| ~~72АЦ /Уд указанной длине полировать 15 /
S73 Остальное
Торцы зубьев закруг- лить полным радиусом
Вид А
Основной вариант
Шлицы
Взаимное биение поверхностей ФбОНп и 42А не более 0.03мм
Относительно оси поверхностей ФбОНп и 42 А допускается:
биение поверхности Ф52А не более 0,1мм, непараллельность образующих зубьев не более ОДЗнм на длине зуба, биение поверхности Ф60СМ не более 0,05 мм. На полированной поверхности Ф60С4 риски и следы резца не допускаются
227 _____
4. При проверке шестерни 2*18 с эталонной шестерней в беззазорном зацеплении допускаются колебания мерительного межцентрового расстояния
за полный оборот не более 0,1мм. при повороте на 1зуб не долее 0,05мм; для партии шестерен от * 0,06 до-0,12мм.
5. Шестерня Z-18 зацепляется с шестерней 1ш54
Модуль
т
3/V
Число зубьев
2
22
Угол профиля
ад
30*
Высота головки зуба
1.5
Полная высота зуба
h
3.25
Толщина зуба по дуге де ттельной окружности
S
4.Ю-°6%
Размер по роликам
76.169
Шестерня
Модуль
т
3
Уиспо зубьев
г
18
Угол профиля
70*
Высота головки зуба
h'
3
Полная высота зуба
h
6.6
Толщина зуба по дуге А лительной окружности
s
4,713
Размер шаговой скобы
Измерительная высота
3,103
Толщина зуба по хорде
Sh
4.709
Межцентровое
расстояние
А
108
Вал
2 от б. Ф12
4 от в. 08,
равнорасположенных по окружности
оо Остальное
Т2У///А
XZZZZZ2
I Твердость HRC 25-30.
2. Неуказанные штамповочные уклоны 7°, радиусы 2-Змм
3. Заусенцы зачистить
4 Поверхности Н должны лежать в одной плоскости.
Стакан
Детп/2
Детп/1
S73 Остальное
-.05x45’
R1 не более
1. Твердость НВ 229-285
2. Заусенцы зачистить
3. Отклонение от перпендикулярнос¬
ти плоскости М оси отверстия Ф78А3 не более 0,1мм на длине 38мм
1. На поверхности кольца не должно быть трещин, складок, надрывов, расслоений, раковин и пузырей
2 По линии разъема прессформы допускается заусенец высотой не более ' 0,1мм
3 Кольцо должно быть маслотермостойким в пределах температур от -30° до +100°С
03,75*035
Кольцо уплотнительное
Дет1 ^/9
Ступица
подшипника
Детп/п
М
тзш
'V
СГ,
-I
7
3
Штисрт ,
äemu/i7
ТЕ-
V4 Кругом
R1
R1
8±М-
Кольцо маслоотражательное
6-6
ДетпЩ Кольцо упорное Детп/ш
17
Штифт
1
Сталь 20
16
Кольцо стопорное
1
Сталь 65Г
15
Шарикоподшипник
упорный
1
-
14
Кольцо упорное
1
Сталь 45
13
Втулка подшипника включения главной муфты
1
Сталь 45
12
Кольцо
стопорное
1
Сталь 65Г
11
Шарикоподшипник
упорный
1
—
10
Кольцо стопорное
1
Сталь 65Г
9
Кольцо уплотнительное
1
Резиновая смесь
8
Кольцо
маслоотрашатепьное
1
Сталь 08
7
Стакан подшипника
1
СЧ 15-32
6
Шарикоподшипник
радиальный
1
-
5
Уплотнение
1
—
4
Втулка подшипника включения муфты
вам
7
Сталь 45
3
Кронштейн
1
СЧ 21-40
2
Стакан
1
Сталь 45
1
Вал
1
Сталь 20 X
№
позиции
Наименование
Коли¬
чество
Материал
Вал отбора мощности Ö сборе
Дет. 14
27
Детали муфты сцепления трактора Т-25
Лист 1U
6-Б
(N0 Остальное
Допустимый вариант
Вариант для самоходного шасси
1 Неуказанные литейные уклоны 2*.
2 Неуказанные литейные радиусы 2-3мм.
3. Относительно общей оси поверхности
Ф70А3 и Ф85А3а допускается:
биение поверхностей Ф78/1\ и Ф110С3п не более 0,1мм в их габаритах ; торцовое биение поверхности К не более 0,1мм на радиусе 75; торцовое биение поверхности Л не более 0,1мм на радиусе 55
4 Твердость НВ 150 -220.
Кронштейн
отводки
выключения
Дет.14/з
VJ Остальное
Х76
-V7-
0,1
UU5°
VA,
Ж
z\
97
150
[>| 26
<з-
<]
R0,5 не более
1. Твердость HRC 25-35.
2. Биение поверхности А относительно оси поверхности Ф70 не более 0,1мм на радиусе 35мм.
Втулка
Дет.иА
ОО Остальное
на проход. Точность расположения 0,25мм
1. Твердость НВ 163-229.
2. Биение торцов поверхностей А, Б, В относительно отверстия.
Ф110А не более 0,05 на крайних точках
Стакан
подшипника
Дет14/?
Детали муфты сцепления трактора Т-25
Лист 15
ОО Остальное
1. Неуказанные штампобочные радиусы 2мм; уклоны 7°
2. Заусенцы снять, острые кромки притупить
3 Оси 0 18 Ши и отверстия 024 мм должна лежать в одной плоскости У Допускается отклонение не более 0,1 мм на длине 90 мм
4. Смещение оси 018 Ши с плоскости, проходящей через ось 024 и ось симметрии шпоночного паза БЩ$>не более 0,5 мм.
5. Поверхности HRC 45 не менее.
018Ши калить Т.В.Ч. нее. Твердость оста ль мой части вилки НВ 230-270
Вилка Включения муфты В ОМ
Дет. 15
СО Остальное 10*0,3 обжать
2 Штамповочные уклоны радиусы 2-3 мм
X Заусенцы зачистить
Рычаг Валика вилка выключения главной муфты
Дет. 17
43 Остальное
4x45
Положение рычага Выключения на валике
1x45°
1x45°
S73 Остальное
с двУх сторон
После запрессовки
•Мул ~у\
30
Втулка Вала Выключения
Дет. 19
Вид Г
>
Л
«»/Mi Т
**1
90±0.2*
X.
Твердость НЯС 28-32.
ЧКЛз
4x45° 911 ?
0,1
2Z —^
_ .. ... г i т
<
Ч
1
187
О *25«*
4h
290
Валик вилки выключения главной муфты
Дет. 18
ОО Остальное
точность расположения 0,2
1. Неуказанные штамповочные уклоны 7® радиусы 2-3 мм
2 Заусенцы снять, острые кромки притупить
3 Оси 018 и отверстие 024 должны лежать в одной плоскости.
Смещение шпоночного паза относительно этой плоскости не более 0,1 мм
4 Смещение сфер головок 018 относительно оси отверстuß 024 не более 0,15 мм на длине 150 мм
5 Поверхности 018 калить Т.ВЧ. HRC 45 не менее; твердость остальной части вилки Нв217-269.
, 2отв. М 10x1,5кл.З точность расположения 0,2
Вилка Включения главной муфты
Дет.20
V3 Остальное
Положение рычага выключения на валике
Твердость HRC 28'32
010 А ц
020
, .го J0—Г Обжать
1x45 в холодном
1. Штампобочные уклоны
2. Твердость HRC 28-32.
3. Заусенцы зачистить
7*iрадиусы 2-3мм
Рычаг валика Вилки выключения муфты ВОМ
Дет. 22
Валик вилки выключения муфты ВОМ
Дет. 21
В-Б
“415
VJ Остальное
Твердость HRC 28-32.
' с-0,015 , Э-0.0SS
_ пВжпть.
018 А
Рычаг блокировки
Дет. 24
Валик рычага прт ?■> блокировки Amjö
V3 Остальное
1x45’
- ^
17
Твердость HRC 45-50.
Палец рычага блокировки
Дет.25
29
Лист 16
Детали муфты сцепления трактора Т-25
Р-3812кГ
Число рабочих витков
10
Число витков полное
12
Направление спирали
любое
1. Трещины, Волосовины и расслоение металла не допускаются.
2 Неравномерность шага не более 0,5мм
3. Неперпендинулярность оси пружины к торцам не более 1,5мм на длине прумины.
4. После предварительного обжатия до размера 51,5мм остаточные деформации не допускаются.
йрутина
нажимная
Дет.27
оо Кругом
1,5*0,15
W»
_ <чг
1
S £
• в
в
"sSs™
45CS
Заусениы не допускаются
Стакан Дет 28 прумины
€Г
152И
V3 Остальное
\4х45°
Профиль шлицев
10 шлицев 41р°2о
1. Заусенцы снять, острые кромки затупить.
2. Взаимное биение поверхности Ф20С, двух поверхностей Ф29Х и ФЗОХ не более 0,05мм.
3. Относительно общей оси поверхностей Ф20С, Ф29Х и Ф30Х-:
а) биение поверхности Ф32 не более 0,1мм;
б) непараллельность боковых поверхностей шлицев отФ23 не более 0,05мм.
4. Несовпадение пазов ЗА5 не более 0,2мм.
/ «о 1 0
1
■> \
Vv>f
L1
,ЦЭД6'
15
1. Свободные размеры по 7кл.
2 Острые кромки и заусенцы не допускаются.
Ф9*0,5
1. После трехкратной загибки ушка на 15° от номинального положения остаточная деформация не допускается.
2. Отклонение размеров без допусков ±2мм.
Прокладка
прумины
Дет.29
Кольцо
Дет.31
Пружина отжимных рычагов
Дет.32
Ось отжимных рычагов
Вал главного сиепления
Дет.26
V3 Остальное
0,5x45°
1. Твердость HRC 40-47.
2. Размеры без допусков выполнять по 7кл.
Дет.ЗЗ
зо
Общий Вид муфты сцепления грузового автомобиля завода Шкода
Лист 17
А-А
Б-Б
MSxfS
10
Пружина нажимная
6
Сталь 60Г
9
Заглушка
/
Сталь 10
8
Шарикоподшипник упорный Ф35 мм
1
—
7
Корпус подшипника
1
Сталь 10
6
Болт выключения
3
Сталь Ь5
5
Рычаг выключения
3
Сталь Ь5
«
Пружина рычага выключения
3
Сталь 60Г
3
Корпус муфты
1
Сталь 10
2
Диск нажимной
1
СЧ 15-32
1
Диск сцепления в сборе
1
—
№
позиции
Наименование
Кол
Материал
Муфта сцепления грузового автомобиля завода Шкода
31
Детали муфты сцепления грузового автомобиля завода шкода
Лист 18
~ Остальное
018 t о>1
Пескоструить
Ступица Дет./j
Вид перед отгибанием т у окошечек
Вид после смещения краев у окошечек
Заусенцы не допускаются
внутренний.
Вид перед отгибанием краев у окошечек
Б-Б
Диск наружный
Плоскостность ровная/ _ 1'3
Заусенцы не допускаются
йет1/2
Прокладка тонкая
035,2
0 7 О ±0,2
ршшмщ
Прокладка толстая
гшшшя
035,2
070±0,2
1
Прокладка
Дет1/з
ш.
22
!3-о
Заклепка
Дет1/5
9
Прокладка толстая
1
Вулканизирован - на я азиора
8
Прокладка тонкая
1
Вулканизирован - ная срибра
7
Заклепка-пистон (без чертежа)
12
-
6
Накладка
2
Металлокерамика
5
Заклепка
5
Сталь 20
и
Пружина
5
Сталь 65 Г
3
Диск внутренний
1
Сталь 60Г
2
Диск наружный
1
Сталь 60Г
1
Ступица
1
Сталь Ь5
№
поз
Наименование
Кол.
Материал
Диск сцепления
в сборе
Дет. 1
32
Летали муфты сцепления грузового автомобиля завода Шкода
Лист 19
5 Иванов 1611
33
Общий 6ид муфты сцепления абтомодиля завода Млада болеслаб
Лист 20
Характеристика сцепления Крутящий момент Мк» 7tH8,6 к Г м при 2700 оборотах в минуту Угловая скорость двигателя 4000-5500об/мин
20
Шайба пружинная
12
Сталь 65Г
19
Болт М10Х28
12
Ст.З
18
Пружина выключения
6
Сталь 6$Г
17
Шайба пружины
9
Ст.2
16
Пружина нажимная
9
Сталь 60Г
15
Стакан пружины
9
Сталь 10
14
Рычаг
3
Сталь 45
13
Пружина рычага
3
Сталь 60Г
12
Ось рычага
3
Сталь 20
11
Шайба стопорная
3
Ст. 3
10
Шайба фасонная
3
Сталь 20
9
Ось болта
3
Сталь 45
8
Болт включения
3
Сталь 45
7
Крышка корпуса
1
СУ 21-40
6
Фиксатор
3
Сталь 20
5
Диск ведомый правый в сборе
1
—
4
Диск ведомый левый в сборе
1
—
3
Диск нажимной
1
СЧ 21-40
2
Диск средний
1
СЧ21-40
1
Маховик
1
СЧ 21-40
№
позиции
Наименование
Коли¬
чество
Материал
Му (рта сцепления абтомодиля завода Млада Болеслаб
Детали муфты сцепления автомобиля завода Млада Болеслав
Лист 21
45tOJ
Динамически балансировать
'Маховик
Дет.1
35
7Ш
Детали мусрты сцепления автомобиля завода Млада Болеслаб
Лист 22
Деталь пескосюруить
Диск нажимной
ДетЗ
1 Толщина стенок долтна быть постоянной
2 Полость отверстий зачистить
Диск средний
Дет.2
36
Детали му (рты сцепления автомобиля завода Млада Болеслав
Лист 23
5
Ступица
1
Сталь US
4
Заклепка 8*8
12
Сталь 20
3
Заклепка трубчатая Ф5* 9
12
Медь
2
Накладка
2
Резиноасбест
1
Диск
1
Сталь 10
№
позииии
Наименование
Коли¬
чество
Материал
Диск ведомый левый в сборе
Дет 4
5
Ступица
1
Сталь 45
и
Заклепка Ф8*18
8
Сталь 20
3
Заклепка трубчатая Ф Sk 9
24
Медь
2
Накладка
2
Резиноасбест
1
Диск
1
Сталь 10
№
позииии
Наименование
1!
Материал
Диск ведомый правый в сборе
Дет. 5
37
Детали мудзты сцепления автомобиля завода Млада Болеслав
Лист 2U
38
Детали мусрты сцепления автомобиля завода Млада Болеслав
Лист 25
С^О Остальное
На длине 15 min
Действителен для отливки
Заусенцы после фрезерования зачистить
Р-100 кГ
Число рабочих витков 8,5 Число витков полное • 10,5
Пружина нажимная
Дет.16
Р=11,2кГ
20 спод нагрузкой)
23 (установочная)
27 t 0,5
- ■
Ф1.6
Число рабочих витков 7 Число витков полное 9
Пружина
выключения
Дет.18
ОО Кругом
Крышка корпуса
Дет.7
Стакан пружины
Дет.15
39
Детали мудзты сцепления автомобиля завода Млада Болеслав
Лист 26
Ф12А,
V5 Кругом
3010,3
Цементировать на глубину 0,3-0,5мм. Твердость HRC 50-55.
Шайба
фасонная
Дет.10
77-с
\
ш
0,5x45’ . »
3:
“ К
в
, 0,5x45е
Цементировать на глубину 0,8±0,2; Калить.
Ось рычага
Дет.12
В
45-
0J-
0,5*45°
-ZZ-
Ф12Н
0,5*45°
. Болт включения
Дет.д
Ось болта
Дет. 9
Отогнуть при монтате
L
<rÜr
49
т 13 м
$
LrJ
Wh л!
ivv ^Крайнее улг попотение
х
Шайба
Дет. 11
Пружина
стопорная
рычага
Дет.13
Опорную поверхность R-5 калить
шайба пружинная
40
Общий Вид му (рты сцепления а 8томобиля ГА 3-51
Лист 27
VS Кругом
щ
R10 (сфера)
ß+0,25
15-0,51
и 11-*. п
■ -ф
3».г$
Цианировать; глубина слоя не менее 0,15 мм.
Калить; НРС 60-63
Винт . Лет 1/5 регулировочный л /
Вариант округлой голод кой
V5 Кругом
1,5 w
26-0,5
, 21-0.75 m
Г 05,5-0.06
Л
l_L. /2
%
U Г Ч
15**«
Зенковать 0,75 х 90 с обеих сторон
Цианировать; глубина слоя не менее 0, г мм Калить; НРС 60-63. Твердость 'ердцевины HRC 1*0 (не более)
Палец кронштейна
Дет. 1/3
1. При развертке 6-ти отверстий Ф8+%$Цмм - центрировать по отверстию ФНО*0-1мм в нажимном диске
2 Статически балансировать при центрировании по 6-ти_дтберстиям 08}%$) мм Допустимый дисбаланс 36Г. см. При балансировке сверлить отверстия в бобышках для пружины нажимной Ф11 мм на глубину не более 25 мм
3 При регулировке винтов 5 на размер
42,5-0,75 головки болтов должны лежать в одной плоскости ^параллельной основанию кожуха. Допустимое отклонение 0,4 мм
4 Перемещение концов рычагов за счет зазоров в соединениях при отжатии по стрелке В не более 1,5 мм
5 Винты 5 стопорить вдавливанием кони ческой части рычага U в прорезь винта, как показано на виде В
7
Шайба пружины
9
Картон асбестовый
6
Пружина нажимная
9
Сталь 65
5
Винт регулировочный
3
Сталь 35
4
Рычаг оттяжной
3
Сталь 35
3
Палец кронштейна
3
Сталь 20
2
Кронштейн
3
Сталь 35
1
Диск нажимной
. 1
СЧ18-36
№дет.
Наименование
Кол.
Материал
Диск нажимной в сборе Дет. 1
Фрезеровать симметрично оси резьбы, отклонение не более 0,25мм
М8х1кл.1
VJ Остальное
! Отверстия размером прошить на проход.
Ось отверстия должна лежать в одной плоскости с осью резьбы М8х1; отклонение не более 0,25 мм
2 Снять заусенцы и затупить острые кромки
3 Ковочные уклоны 7°
4 НВ170-228
Кронштейн
Дет.1/2
2
Диск ведомый
в сборе
1
-
1
Диск нажимной
в сборе
1
-
К"ПОЗ.
Наименование
Кол.
Материал
Муфта сцепления
автомобиля ГА 3-51
6 Иванов 1611
41
Детали муфты сцепления абтомобиля ГАЗ-51
Лист 28
~ Остальное
1. Оси отверстий Ф8}%% должны быть параллельны поверхности дисна Г. Отклонение не должно быть более 0,08 мм на расстоянии 22 мм 6 обе стороны от оси симметрии бобышки
2. Диск должен свободно входить в плиту приспособления, имеющего три окна, расположенных на одинаковых расстояниях по окружности и имеющих ширину 34,950 мм . - Оси симметрии бобышек должны пересекаться в одной точке.
3. Отклонение от плоскостности поверхности Г не более-0,08мм на всей поверхности .
б. Поверхности Д должны быть взаимно параллельны и перпендикулярны к оси
отверстий Ф8+о,к • При проверке в прорезь бобышки шириной 9,55мм вставить дисковый упор Ф20мм\ толщиной 9,52мм с отверстием Ф8,115мм.
Палец, пригнанный к отверстию в калибре, должен одновременно проходить через отверстия в щеках бобышки и через отверстия в калибре.
5 Снять заусенцы и затупить острые кромки.
6. Литейные уклоны не более 3*
7 Окрасить в литье .
Диск нажимной
Дет. 1/1
Для одной детали
~ Остальное
1. Оси отверстий 011,31$%% должны быть параллельны и перпендикулярны к чеканенным плоскостям Отклонение не более 0,05 мм на радиусе 7мм
2 Поверхности И должны быть параллельны, отклонение не более 0.05 мм
3 Твердость поковки НВ 70 (не менее).
4. Цианиробать на длине S0+15мм,глубина слоя 0,15 мм (не менее). Калить 6 масле HRC 60-62
5 Малые закругления, радиусы которых не указаны, делать радиусом 1,5 мм .
6 Ковочные уклоны 7°.
7 Передаточное отношение рычага 4,48:1.
Рычаг оттяжной
Дет.1/4
Длина при сжатии до соприкосновения витков
35т ах
40
Р=95-Ю2кГ
I4
под нагрузкой
61 (приблизительно)
в свободном состоянии
Число рабочих витков 6 V2
Число витков полное 81/2
Направление навивки левое
1. Концевые витки должны быть завиты в замкнутое кольцо и зашлифованы под прямым углом к оси пружины
2. Нагрузку проверять после восьмикратного сжатия пружины до размера 37 мм
3 Навивать из термически обработанной проволоки Ф4,21°;°о73 мм, ГОСТ 1071-41
4 После навивки отпустить
Пружина нажимная
Дет. 1/6
Твердость определяют на прессе Бринелля при нагрузке 500 к Г шариком 010 мм при нажиме в течение 30 сек, НВ 10 (не менее).
Шайба пружины
Дет. 1/7
42
.Детали муфты сцепления автомобиля ГАЗ-51
Лист 29
1 Поверхности 6 должны быть плоскими и
перпендикулярными к оси шлицевого отверстия; биение не более О, 15 мм на радиусе 38 мм
2. Снять заусенцы и затупить острые кромки.
Ступица
Лет. 2/1
VJ Кругом
6 от в. 06,5 ±0,05
1. Пластина должна быть плоской. Щуп толщиной 0,25 мм не должен проходить после термической обработки
2. Калить в масле; отпустить в штампах; HRC 38-48; оцинковать ; глубина слоя 0,007мм.
3 Снять заусенцы.
Пластина крепления йет.2/3
65 в заготовке
Детали:
Поз 9 — толщиной 0,9 мм Поз. 10 — толщиной 1,2 мм Поз. 11 — толщиной 1,5 мм
Грузик
балансировочный
Дет.
2/9,10,11
12 от в 09
1. Калить в масле ; отпустить 6 штампе; HRC 38-48
2. Окружности Ф66±0,05; 0110t0,05, R112; R90 и R68,5 должны быть концентричны с отверстием 044 !%;?/, допустимое биение 0,12мм
3 Отклонение от плоскостности диска не более 0,3 мм
4. Снять заусенцы после термической обработки. '
Диск
Лет. 2/2
1 Колебание толщины одной накладки должно быть не более 0,1мм
2. При установке накладки на диск вращающегося приспособления с 12-ю установочными штифтами 04 мм, размещенными согласно чертежу накладки, биение наружной поверх ности должно быть не более 1,0 мм
Накладка Лет.2/4
А-А
Для одного диска допуск на толщину равен 0,5мм _ 9,1 ±0,2 толщина под давлением пружин ^ а
'
1. Головки заклепок должны быть утоплены не менее чем на 1мм
2. Диск, посаженный на оправку, которая расположена на оси кольца с внутренним диаметром 0255,5 мм, должен вращаться свободно, не задевая за внутренние стенки кольца Зачистить на камне в указанном месте, если необходимо
3. При вращении боковое биение торца Б, измеренное на радиусе 120 мм, не должно превышать 0,7мм Диск, помещенный между двумя параллельными плоскостями, находящимися на расстоянии 11мм одна от другой, должен вращаться свободно Править, если необходимо
4 После проверки радиального и бокового биения, диск статически балансировать при помощи грузиков .
Допустимый дисбаланс 18 Гсм
9-10 11
Грузик
балансирово чный
По потребности
Сталь 08КП
в
Заклепка 04x5
12
Сталь 10
7
Заклепка
6
Сталь 10
6
Пластина пружинная
6
Сталь 10
5
Заклепка
24
Латунь Л62
4
Накладка
2
Картон асбестовый №N•6485/1713-50)
3
Пластина крепления диска
1
Сталь 85
2
Диск
1
Сталь 85
1
Ступица
1
Сталь 35А
К0поз.
Наименование
Кол.
Материил
Диск ведомый в сборе
Дет. 2
43
1ZSH
Лист 30
Общий Вид и детали муфты типа ЭМ с электромагнитным управлением
7*45°
V 4 Остальное
Вид А
<о I
§
53
§1
а
I
1
53
*
м
т
16
ШАь
Магнит
Дет.1
24-П7R
V U Остальное
/. После штамповки снять заусенцы, t Рихтовать.
Л Калить между плитами; HRC 45-52
Диск фрикционный наружный
Дет.1
V4 Остальное
1. После штампобки снять заусенцы.
2. РихтоОать.
3. Калить между плитами; HRC 45-52
Диск фрикционный внутренний
Дет.З
7 После припайки выводного провода к контактному кольцу место спая залить кардинальным клеем заподлицо с кольцом.
2. Винты М5*В залить бакелитовым лаком
12
Контакт
1
Сетка
латунная
11
Кольцо токосъемника в сборе
1
—
10
Трубка
1
Эбонит
9
Катушка в сборе
1
в
Винт
3
Сталь А12
7
Кольцо прцжинное
5
Сталь 60Г
6
Втулка
1
Бр.виС 6-6-3
5
Кольцо нажимное внутреннее
1
Сталь
электротех¬
ническая
4
Кольцо нажимное наружное
1
3
Диск фрикционный внутренний
5
Сталь 65Г
2
Диск фрикционный наружный
5
Сталь 65Г
1
Магнит
1
(см. поз. 4,5)
№поз.
Наименование
Кол.
Материал
Муфта типа ЭМ с электромагнитным упраблением
44
Детали муфты типа ЭМ с электромагнитным упраблением
Лист 31
V 4 Остальное
3 отО. 06
под углом ПО'
otte'
- 1
£ О
«5Г
Кольцо нажимное наружное
Дет Л
V4 Остальное 3 отд. М5 пой углом 1Z0°*IS 5ZZ_
/. Втулку, дет. 6, запрессовать и расточить до Ф50А«
Z. Торцы А и отверстие ФВОАи точить с одного постанова вместе с дет. 6
Кольцо нажимное внутреннее
Дет.5
f*bS°
«о
S
i
шА
11
ж
V4 Остальное
1*45°
■V7
1
Окончательно подрезать и расточить öместе с дет. 5
Втулка
Дет.6
М-0,5
Характеристика катушки
R ом
Jw ав
J а
и в
^30
~1100
~0,8
24
Пробод ПЭЛШД или ПЭВ-2, 00.51 мм: количество битков 1300±5%.
Катушки пропитать лаком электроизоляционным маслостойким.
Выводные концы выполнить тем же проводом. На наружный выводной провод надеть хлорвиниловую трубку 03,5 мм и закрепить бандажом на длине не менее 50 мм.
Бандажировать хлопчатобумажной лентой шириной 15-20 мм внахлестку на 1/з ширины
Катушка в сборе
Дет.9
<2>6.2
Заготовка
Сетку плотно скатать до Ф6,2 мм так, чтобы ячейки располагались по диагонали, и край припаять
1. Сетка латунная №05, ГОСТ6613-53; диаметр проволоки 0,2-0,3^10-1^ проволок на 1 см.
Контакт
Дет.12
HRC SO-SZ
Кольцо
пружинное
Дет.7
Полировать
Зотв М5
1
izt
17.
Z4
VJ Кругом
0,5*45°
15
0,5*45°
Винт
Дет.8
V4 Остальное
С
—
■ &
15
Трубка
Дет.10
2
Токосъемник
1
Сталь 45
1
Кольцо изоляционное
1
Эбонит
№поз.
Наименование
Кол.
Материал
Кольцо токосъемника в сборе
Дет. 11
45
Общие виды муфт электромагнитных
С радиальным расположением катушки
46
бесконтактных
Лист 32
2 3 4 5
Закрепление корпуса катушки
С осевым расположением катушки
Муфты фрикционные электромагнитные бесконтактные
Общие Виды муфт электромагнцтных порошковых
Лист 33
в
с
ь
с
Муфты электромагнитные порошковые
47
Общий Вид муфты скольжения модели ЭМС-117
Лист 34
I Биение конца бала электродвигателя не должно превышать 0,04 мм.
2. Биение торца фланца электродбигателя не должно превышать 0,05мм.
3. Неконцентричность посадочного выступа электродбигателя относительно бала не должна превышать 0,05мм.
4. Обкатку производить в течение 20 ч.
5. Во время работы не должно быть металлического шума.
Примечания: 1. Клеммная коробка условно смещена на 120°.
2. Вид А и разрез Б-Б см. на следующем листе
8
Индуктор в сборе
1
—
7
Вал
1
Сталь 45
6
Обмотка
1
5
Крышка
1
СЧ15-32
4
Крышка правая
1
Сталь 35
3
Якорь в сборе
1
—
2
Крышка левая
1
Сталь 35
1
Корпус
1
СЧ 15-32
№поз.
Наименование
Кол.
Материал
Муфта скольжения модели ЭМС-117
48
Общий вид муфты скольжения модели ЭМС-117
Лист 35
310
Разрез В-В см. на предыдущем листе
Мусрта скольжения модели ЭМС-117. Разрезы
7 Иванов 1611
49
Детали мудзты скольжения модели ЭМС-117 лист 36
50
Детали муфты скольжения модели ЭMC-117
Лист 37
51
Детали муфты скольжения модели ЭМС-117
Лист Зд
ОО Остальное
<74
Неуказанные литейные радиусы 3-5 мм
Крышка
Дет. 5
Обмотка
11
WO
г\|
$
I
35
Изоляция
г
1
/. Мотать по индуктору прободом ПЗВ-1 00.86 мм, 8Ь6 биткоб по 36 б um ко б б ряд; 25 ряд об.
2 Обмотку бандажиробать стекло лентой и уизолиробать от индуктора стеклолакотканью.
3. По изготоблении обмотку пропитать бакелитобым лаком
Обмотка
Дет. 6
52
ог v»Si*0£H
Детали муфты скольжения модели ЭMC-117
Лист 39
V 4 Остальное
/. Перед окончательной механической обработкой заготоОку оттечь с трех- часовой выдержкой при t-950° и охлаждать до t=WO°
Z. Острые кромки притупить
3. После отжига подрезать торец А и проточить 0 75С
Левая часть индуктора
Дет6/)
V 4 Остальное
1 Перед окончательной механической обработкой заготовку отжечь с трех- часовой выдержкой при t =950° и охлаждать до t =100°
I. Острые кромки притупить
3. После отжига подрезать торец Е и расточить 075А3
Правая часть индуктора
Дет&
3 отв. сверлить под винт установочный при сборке 50 136
V 4 Остальное /8
Л
<.
60*
rm
У
& ... _<=—с;
]
1
а
¥f\
:i
.J
Б-Б
В-В Г-Г ^
^60°
Острые кромки притупить
Балансировать статически с точностью 5 Гем. дисбаланс удалять высверливанием отверстий на торце
Индуктор в сборе Дет.8
53
Общий вид муфты скольжения экскаватора Э~505А (главной)
Лист йО
ш
805 от продольной оси
I Крутящий момент Мн -7000кГ.см .
7. Угловая скорость ведущего вала п = 1300об/мин. 3. Скольтение S=0,1+0,15.
6
Индуктор в сборе
1
-
5
Якорь в сборе
1
—
и
Диск с гильзой
1
Сталь 25
3
\ Втулка
1
Сталь СтО
2 .
Вал
1
Сталь U ОХ
1
Корпус
. 1
СЧ15-32
~FT~
позиции
Наименование
Коли¬
чество
Материал
Муфта скольжения экскаватора Э-505А
(главная)
54
Детали муфты скальтения экскаватора Э-505А <главной)
Лист U1
ОО Остальное
Ф720
1 2 отверстия Ф13 развернуть совместно с картером маховика.
2 Смещение отверстия Ф15АЦ относительно отверстия 30Ач не более 0,1мм в любую сторону
3 Неуказанные литейные радиусы 5-8 мм
4 Допуски на литейные размеры по ГОСТу 1855-55\ класс точности 2-й
5 Допуски на свободные размеры по 1-му классу точности.
6 Отверстия М8 сверлить и нарезать в сборе с крышкой подшипника .
800t 2
177t 1
Ч2*459
120
с?
сэ
sh
в
i
R3
V
ЗОН, 30„
'
сэ
■ N
\—
sh
е,
ei
S73 Остальное
г
4
3
Ж
7*4i®
2x1,5“
дЦ- /-и~
В-В Г-Г
(О
(о
„ 0
<1
12С, >
Корпус
Дет. 1
Вал
Дет 2
55
Детали муфты скольтения экскаватора Э-505А (главною
Лист *tZ
1 "
1
! т-■> ,
[>
1
1
1
1
1
1
1
1
CJ
I
1
1
1
1
1
1
I л
1 1X1,5°
\ 0.5X45° \
' '
ШУ////////Л
1 В медной гильзе допускается два паяных шва по образующей. Паять латунью.
2. Гильзу изготовлять из листовой электротехнической меди Размер заготовки 1672 х 164 х 1,5 мм
3
Гильза
1
Ст.З
2
Гипьза
1
Медь М1
7
Кольцо
1
Сталь 25
№
позиции
Наименование
Коли¬
чество
Материал
Якорь в сборе
Дет. 5
56
Детали муфты скольжения экскаватора Э-505А (главной)
Лист 43
1. Провод обмоточный медный марки ПДА,Ф2,26/Ф2,61.
2. Количество витков 700\ по ширине 15витков, по высоте 47рядов; места вывода концов закрепить шпагатом; изолировать поверху киперной лентой в 2-Зспоя\ в полнахлеста.
3. По изготовлении катушку покрыть лаком электроизоля ционным, пропиточным, просушить. 4. Испытать катушки на целостность обмотки и на пробой при 1500 в
5. Выводы паять оловом.
Места пайки изолировать киперной лентой 20мм.
6. Напряжение катушки 110в.
Катушка
Дет 6/з
Клин
VJ Кругом
Б*-*-
Дет6/4
Статически балансировать. Дисбаланс относительно оси поверхности Ф82А3 не более 200Г.СМ При балансировке сверлить отверстия Ф20мм на поверхности В на радиусе Й140мму на любой оси, проходящей между полюсными наконечниками. Глубина сверления до 20мм 2. Скобы дет.8 приварить после холодной пайки проводов катушки с подводящими проводами.
8
Скоба
2
Ст. 0
7
Полоса внутренняя 1450x38x1
2
Прессшпан
6
Шайба изоляционная 470 x 240
4
ПакотканЬ
5
Полоса наружная 2900x38x1
2
Прессшпан
и
Клин
8
Алюминий Ал 21
3
Катушка в сборе
1
—
2
Полюс правый
1
Сталь 25
1
Полюс левый
1
Сталь 25
№
позиций
Наименование
Коли¬
чество
Материал
Индуктор в сборе Дет. 6
8 Иванов 16М
57
Общий вид муфты скольжения (ходового механизма) экскаватора Э-505А
Лист 44
6
Электроагрегат д сборе
1
—
5
Индуктор в сборе
2
—
4
Якорь в сборе
2
-
3
Диск якоря 0 сборе
2
—
2
Диск тормоза в сборе
2
—
1
Диск нажимной 0 сборе
2
—
№
позиции
Наименование
Коли¬
чество
Материал
Муфта скольжения экскаватора Э-505А (ходового механизма)
öd
Детали муфты скольжения экскаватора Э-505А (ходового механизма)
Лист US
59
Детали муфты скольтения экскаватора Э-505А (ходового механизма)
Лист 46
60
Детали муфты скольтения экскаватора Э-505А (ходового механизма)
47
нарезать при сборне совместно с гильзой
7 Литейные уклоны 3°, радиусы Змм
2 Допуски на литейные размеры по 2-му классу точности, ГОСТ 1855- 55
3 Оттечь при t = 800*
Кольцо
Дет А/1
Развернутая длина 1581мм
Г ильза
Дет и/2
А-А
1 2
1 Гильзу закатать роликом в кольцо
2 Правый край гильзы отбортовать и закрепить болтами
3 Левый край гильзы после развальцовки разделить на
64 секции, из которых 32, располотенные против выступов кольца, срубить, а остальные загнуть во впадины и закрепить болтами
2
Гильза
1
Медь М1
1
Кольцо
1
Сталь 25Л11
№
позиции
Наименование
Коли¬
чество
Материал
Якорь в сборе
Дет 4
ei
Детали муфты с ко л ьш е н и я экскаватора Э-505А (Ходового механизма)
Лист 48
В-Б
СО Остальное
1. Размер ФЬ98-0'5 и торец Е обработать В сборе совместно с дет 5/2
2. Допуски на литейные размеры по 2-му классу точности,
ГОСТ 2009-55
3. Оттечь при температуре 600° 6 течение 8 ч
СО Остальное
Полюс правый
Дет. 5/1
Полюслевый
Дет. 5/2
Прокладка
СО Остальное 15
Планка
Дет. 5А
Дет. 5/в
1 Провод обмоточный медный марки ПДА 2,83/3,18
2 Количество витков 270, по ширине Ювиткод, по высоте 27рядов.
3 По изготовлении катушку покрыть лаком электроизоляционным пропиточным; просушить
9 Испытания катушки на цельность обмотки и на пробой при 500в
5. Вводы паять оловом. Место пайки изолировать киперной лентой. Место вывода концов закрепить шпагатом, изолировать катушку киперной лентой в 2-3слоя.
6 Напряжение катушки 24 в постоянного тока
Катушка в сборе
Дет. 5/з
VJ Кругом
*
см
8*.
—
—
Клин
Дет. 5/8
_ Ф285И
7J Остальное
Кольцо
токоприемное
Дет. у9
35
Ф2Б0.,
Кольцо
Дет.Ую
Вид Б
Винты затянуть и закрепить
1 Балансировать на валу ротора электродвигателя сверлением отверстий Ф12 глубиной до 20мм на поверхности Д на. Ф 350мм.
Дисбаланс относительно оси 060А3 не более 200 Г см 2. Кольцо'токоприемное дет 9 посадить плотно. Необходимое, для плотной посадки, количество прокладок (деталь 11) уточнить при сборке
11
Прокладка 35x1; 2^1860мм
2
Прессшпан
10
Кольцо
1
Ст.З
9
Кольцо токоприемное
1
6Р.0ЦС 6-6-3
8 .
Клин
8
Ст.О
7
Прокладка 40x1; 1-1700мм
1
Прессшпан
6
Прокладка
4
Прессшпан
5
Прокладка 40x1; 2- 2600 мм
1
Прессшпан
4
Планка
1
Ст.О
3
Катушка в сборе
1
—
2
Полюс левый
1
Стань 25
1
Полюс правый
1
Сталь 25
№
позиции
Наименование
Коли¬
чество
Материал
Индуктор в сборе
Дет. 5
62
Детали муфты скольжения экскаватора Э -505А (ходового механизма)
Лист U9
89.5 iO.S
V3 Остальное
Е-Е
1. Литейные уклоны 3°, радиусы 5мм.
2. Допуски на питейные размеры по 2-му классу точности, ГОСТ 1855-55.
3 Отверстия М16х2 сверлить совместно со станиной.
4. Биение торцов А относительно оси Ф160С не более 0,05мм.
Щит
Дет. 6/1
S73 Кругом
Грузик балансировочный ротора
4
Станина (сварная)
1
-
3
Вал
1
Сталь ЬОХ
2
Ротор в сборе
1
-
7
Щит.
2
Чугун
№
позиции
Наименование
Коли¬
чество
Материал
Электроагрегат в сборе
Дет.6
63
Детали мудзты скольжения экскаватора Э-505А (ходового механизма)
.Диет 50
/
г
§
о"
й
см
©
1 1
л
1
/
Вид А
Балансирово чнь ie грузики
5:
/ \
з:
Os
Со
©
1 )
со
©,
1 Размеры <Ь298,9±0,06, <Ь65Н и Ф60Н обработать с одного уста- нова
2. Ротор балансировать динамически. Балансировочный груз крепить двумя болтами под вентиляторными крыльями. После балансировки головку болта приварить к грузику по одной грани, а груз приварить к пакету пластин ротора.
,п
125,
н
fc==d
Я
1
-лв
140
, 125
'т ,
1. После сварки шов зачистить 2 Поверхность Г должна быть очищена от окалины и лригара .
Корпус станины
ЬотвШ*0-5
СО Остальное
1. Диаметр 475А2а и плоскость А обработать по сборочному чертежу.
7. 4отв. Ф18*0-5 сверлить совместно со щитом
Фланец станины
|<$/ /2отвМВ lLf [Толщина 5м
т*
225
и./
ем
Со
&
Ребро станины
(^О Остальное
Г
-t
Отверстие Ф35А* сверлить совместно с кронштейном
Шайба станины
Ротор в сборе
Дет.6/2
340-2
Лист станины
ОО Остальное Толщина 16
Отверстие Ф35Ау сверлить совместно с шайбой дет 5/6.
Кронштейн станины
СО Остальное
Планка станины
404. о
106
200
S77 1В
\76
з:
. CPJ
•п!
...у
4
Со
©
$
' si
У—об
©
|\ä£ ©1
115
4отв. М12
695
IБ
Отверстие центровое В6, ОСТ3725, с обоих торцов
Б-6 В-8
V3 Остальное
3. Допускаются выточки для выхода шлифовального камня шириной до Змм и глубиной до 0,5мм.
4. Допуски на свободные размеры по 7-му классу точности ОСТ 1010.
1. Размеры Ф65Н и Ф60Н обработать после сборки с ротором по чертежу „ Ротор в сборе ".
2. Термообработка НВ 230-250
Вал
Дет.6/3
370-,
Потв.ФМ*0-5
(П
1
SZ4
у
ОО Кругом ЧП±7
200-2
Спица станины
1 Сварку проверить на водонепроницаемость
2 Отверстие М16 сверлить и нарезать
на глубину 60мм после запрессовки статора
3 4отв. Ф18*0,5 сверлить совместно со щитом
4 Отб. Ф475Аза и торцы А обработать после запрессовки статора на оправке относительно Внутренней расточки статора
9
Спица станины
4
Ст.З
8
Планка станины
1
Ст.З
7
Кронштейн станины
1
Ст.З
6
Шайба станины
2
Ст.З
5 '
Лист 250 к 150x2
2
Ст.З
4
Лист
2
Ст.З
3
Ребро станины
4
Ст.З
2
Фланец станины
2
Ст.З
1
Корпус станины
1
Ст 3
№
позиции
Наименование
Коли¬
чество
Материал
Станина сварная
Дет.6/4
64
Общий Вид электромагнитной мусрты скольжения, Встроенной в корпус электродвигателя
Лист 51
5
Вал приводной
1
Сталь 40
4
Вал электродвигателя
1
Сталь 40
3
Индуктор
1
Сталь ЮЛ II
2
Катушка (сборная)
1
-
1
Якорь
1
Сталь ЮЛ II
№
позиции
Наименование
'Коли¬
чество
Материал
Мусрта скольжения электромагнитная, Встроенная в корпус электродвигателя
5 Иванов 1611
65
Общий Вид тцрбомусрты Т-32
Лист 52
А-А
Только для опытных образцов
1 Зазор между коллектором и крышкой за счет прокладок довести до 3t 1мм. Для этого необходимо:
а) до сборки турбомуфты замерить рас- ’ стояние К и М \
б) собрать турбомуфту (без кожуха) на валу редуктора и замерить расстоя - ние Л. Тогда зазор между коллектором и крышкой будет равен К+Л - М.
Если полученная разность будет больше Змм, то соответствующее по толщине количество прокладок надо добавить и наоборот.
2. Зазоры лабиринтов и свободные полости между уплотнениями при сборке заполнить консистентной смазкой.
3. После изготовления турбомуфту испытать на герметичность. Для этого турбомуфту надо заполнить теплым (t=100°C) индустриальным маслом и вращать в течение 1часа при
/7,= /72= 1820об/мин. При этом течи, разбрызгивания масла и просачивания рабочей жидкости сквозь поры металла не допускается.
4. После испытания на герметичность все наружные поверхности окрасить.
5. В турбомуфту залить 8-10л индустриального масла.
Количество масла уточнить при стендовых испытаниях
кЭлектродвигатель К0Ф32-4
13
Фланец правый
1
Ст. 3
12
Фланец левый
1
Ст. 3
11
Пробка
2
Ст. 3
10
Коллектор
1
Сталь 45
9
Трубка^ерпак в сборе
1
-
8
Корпус в сборе
1
-
7
Стенка в сборе /
1
-
6
Ступица
1
Сталь 45
5
Мембрана
1
Сталь 55Г
Ц
Турбина в сборе
1
-
3
Кожух в сборе
1
-
2
Крышка в сборе
1
-
1
Проставка
1
Сталь 20/1-1
№
позиции
Наименование
Коли¬
чество
Материал
Турбо муфта Т-32
66
Детали турбомусрты Т-32
Шт 53
1. Допустимые отклонения на размеры отлибки 4. биение относительно поверхности Е: по 3-му классу точности, ГОСТ 2009-55. торца Б не более 0,02 мм:
Z Неуказанные литейные радиусы 8мм тверх^иТ1е°ШеГоМ5 мм;
3. Оттечь. поверхности Д не более 0,05 мм
(NO Остальное 0426*0,7*
I
<L^1 J--
”Т ' л
2>
ь
1 1 0420
в
0450
0090
529
Фланец
ДетУ
V J Остальное
022В. о
►
5
г-о
090
1
ш
И
П
\Су'У
-Ъ0° . 0172
0230
Кольцо
лабиринтное
ДетУз
С\Э Остальное
61
I
Стенка
ДетУг
Простабка
Дет.1
Толщина 4 мм Л——
Ребро
ДетУи
1. Не допускается проницаемость сварных швов. Испытать керосином
2. Сварные швы должны быть равномерного заполнения, равномерной чешуи- чатости и не иметь непроваров, кратеров, наплывов% прожогов и других дефектов.
3. Сварные швы и прилегающие поверхности основного металла очистить от окалины, застывших капель металла икпрочих загрязнений
4. Отклонение ребер от радиального направления не более 2 мм. Для предохранения от деформаций крышку сваривать 0 приспособлении.
5. После сварки крышку подвергнуть термообработке в фиксирующем приспособлении при температуре 560-650°. Скорость нагрева и охлаждения 2*100° в час, время выдержки ~2 ч
6. Поверхности диска кожуха должны выть гладкими,не иметь волнистости, вмятин, морщин и других дефектов.
7 биение относительно поверхности А:
поверхностей 6 не более 0,1 мщ поверхности 6 не более 0,03 мм, поверхностей Г и Д не более 0,5 мм: поверхности Е не более 0.06 мм: поверхности Ж не более 0,1 мм.
в. Необработанные поверхности зачистить до основного металла
9. Острые кромки притулить.
10. Статически балансировать. Допустимый дисбаланс 60 Сем Балансировочный груз крепить на радиусе 230 мм винтами с глубиной ввинчивания не более 9 мм. бинты закернить 0 шлиц
4
Ребро
4
Ст. 3
3
Кольцо лабиринтное
;
Сталь 35
2
Стенка
/
Сталь 10
;
Фланец
/
Сталь 35
№ поз.
Наименование
Кол
Материал
Крышка б сборе Дет.2
67
Метали турбомудзты Т-32
Лист 54
§
Поверхности должны быть гладкими и не иметь волнистости, вмятин, морщин и других дефектов
Диск кожуха Де/п.3А
15
а
4-
®о
S
25
Фланец ДетУз
S7 3 Кругом
$
16
sjy
~7ЯГ
Кольцо
Дет?/5
Ступица ДетР/г
ГО Остальное
1 Отклонение от плоскостности не более 0,5 мм.
2. Отклонение профиля Л7 от шаблона не более 0,5 мм
Ребро
Дет.%
67,5.
Остальное
1 Не допускается проницаемость сборных швов. Испытать керосином.
2 Сварные швы должны быть раб номерного заполнения, равномерной чешу йчатости и не иметь непроваров, кратеров, наплывов, прожогов и других дефектов.
3. Сварные швы и прилегающие поверхности основного металла очистить от окалины, застывших капель металла и прочих загрязнений.
4 Отклонение ребер от радиального направления не более 2 мм.
Для предохранения от деформаций варить в приспособлении.
5. После сварки подвергнуть термообработке в фиксирующем приспособлении при температуре 530-650° Скорость' нагрева и охлаждения 3x100° в час. бремя выдержки ~2ч
6. Поверхности диска кожуха должны быть гладкими и не иметь вол-, нистости, вмятин, морщин и других дефектов
7. биение относительно поверхности Д:
поверхностей Е й Ж не более 0,5 мм; торца И не более 0,05 мм: поверхности К не более 0,05: торца Л не более 0,1мм.
8. Необработанные поверхности зачистить до основного металла
9. Острые кромки притупить.
10. Статически балансировать. Допустимый дисбаланс 60 Тем. балансировочный груз крепить на радиусе 230 мм винтами с глубиной ввинчивания не более 9 мм. Винты закернить в шлиц
по окружности обработать совместно с корпусом i~
5
Кольцо
1
Сталь 35
4
Ребро
1
Сталь СтЗ
3
Фланец
1
Сталь 35
2
Ступица
1
Сталь 35'
1
*Диск кожуха
1
Сталь 10
№поз.
Наименование
Кол
Материал
Кожух в сборе Дет.З
68
Детали турбомуфты Т-32
Лит 55
/. Поверхности должны быть гладкими и не иметь волнистости, вмятин, морщин и других дефектов.
2. Отклонение от плоскостности не более 0,5мм.
3. Отклонение профиля Л от шаблона не более 0.5 мм
1. Поверхности должны быть гладкими и не иметь волнистости, вмятин, морщин и других дефектов.
2. Отклонение от плоскостности не более 0,5 мм.
3. Отклонение профиля М от шаблона не более 0,5 мм
1. Сварные швы должны быть равномерного заполнения. равномер¬
ной чешуйчатости и не иметь непроваров, кратеров, наплывов, прожогов и других дефектов ^
2. Сварные швы и прилегающие поверхности основного металла очистить от окалины, застывших капель металла и прочих загрязнений
3. Отклонение лопаток от радиального направления не более / мм Для предохранения от деформаций приваривать лопатки надо в приспособлении.
4 После сварки подвергнуть термообработке в фиксирующем приспособлении при температуре 580-650° Скорость нагрева и охлаждения ~100°в час. Время выдержки ~2 ч
5. Поверхности диска, турбины и лопаток должны быть гладкими и не иметь волнистости, вмятин, морщин и других дефектов
6. биение относительно поверхности 5:
поверхности В не более 0,5 мм. торца Г не более 0,5 мм: поверхности Д не более 0,03 мм: торца Е не более 0.025 мм: поверхности Ж не более 0,03 мм: поверхности И не более 0,05 мм.
7. Необработанные поверхности зачистить до основного металла.
8. Острые кромки притупить
9: Статически балансировать. Допустимый дисбаланс 50 Гсм. балансировочный груз крепить заклепками в местах К между лопатками
Лопатка
большая
ДетУз
Лопатка
малая
Дет%
4
Лопатка малая
ts
Сталь МСт.З
3
Лопатка большая
16
Сталь МСт.З
2
Втулка
1
Сталь 35
1
Диск
1
Сталь 10
№поз.
Наименование
Кал.
Материал
Турбина в сборе ДетЛ
еу
Детали турбомуфты Т-32
Лист 56
V 3 Остальное
Калить, HRC = 3S*U0.
Трещины и рваные края не допускаются 6 omö. <Z>13 обработать по одноименному кондуктору с дет. 6 * Ступица ” биение поверхности К относительно оси сопрягаемого отОерстия не более 0.1 мм Острые кромка притупить
Мембрана
Дет. 5
Vи Остальное
СООстальное
1. Острые кромки притупить.
2. Поверхность 97.5 пригнать по фактическому размеру 095-о.гз коллектора с зазором не более 0,1мм
Снять кригодию фаски шириной 4 мм до образования острой кромки
Поверхность трубки должна быть гладкой, не иметь волнистости, вмятин, морщин и других дефектов.
Ступица
Дет. 9/i
Трубка левая
Дет.9/г
Трубка правая
Дет.9/з
Крепление трубки-черпака на коллекторе (дет.Ю)
11
§
Развернутая длина L=175mm
СО Остальное
Труба 12*2
Конисность на длине 5Q мм
Снять коиговию Фаски шириной 9мм^ до образования острой кромки
Поверхность трубки должна быть гладкой, не иметь волнистости, вмятин, морщин и других дефектов
3
Трубка правая
1
Сталь Ст 3
2
Трубка левая •
1
Сталь Ст 3
1
Корпус клапана -
1
Сталь 95
№ поз.
Наименование
Кол.
Материал
Трубка-черпак
Дет. 9
70
Детали турбомуфты Т-32
Лист 57
Труба 12*2
Раздернутая длина L=J53 мм
^500
г /
*22222222)222 >22 >
IMjL
22*3
777777777777/22222222,>2^222,22222~'//?//71
ОО Остальное 1,5*95 ч \< *
"22 У^/ЛУ/У^
173
22
Трубка
Дет7/}
Труба
Дет?/з
99
8*95
so
в
А-А
^ 6 не менее
87
105
чз
VJ Остальное
Даек Дет?А
Втулка
Дет?/г
S79 Остальное
ШШ
90
3*95°
4
4
7 1—N
•Ф--
ч ; .>
• 1 22 .
Вкладыш.
Дет7/б
/. Сбарибать стенку электродами 392, ТОЕТ' 9967-60
2. Не допускается нарушение непроницаемости при испытании кольцевых швов керосином.
3. Сварные швы должны быть равномерного заполне- / нияу равномерной чешуйчатости и не иметь непроваров\ кратеров, наплывов и других дефектов. •
9. Сварные швы и прилегающие поверхности основного металла очистить от окалины, застывших капель металла и прочих загрязнений.
5
Вкладыш
1
Сталь 20
4
Диск.
1
Сталь Ст.З
3
Труба'
2
Сталь 20
2
Втулка
1
Сталь 35
/
Трубка
1
Сталь 20
№поз.
Наименование
Кол.
Материал
Стенка в сборе
Дет.7
71
Детали турбомусрты Т-32 Лист 58
72
Детали турбомуфты Т-
12
10 Иванов 1611
1 Не допускается нарушение непроницаемости при испытании кольцевых швов керосином
2 Сварные швы должны выть равномерного заполнения, равномерной чешуйчатости и не иметь непроваров, кратеров, наплывов, прожогов и других дефектов.
3 Сварные швы и прилегающие поверхности основного металла очистить от окалины, застывших капель металла и прочих загрязнений
U Отклонение лопаток от радиального направления не долее 1мм. Для предохранения от деформаций приваривать в приспособлении
5 После сварки корпус подвергнуть отпуску в фиксирующем приспособлении при температуре 580-650*
Скорость нагрева и охлаждения ^100° в час, время выдержки **2ч.
6 Поверхности диска насоса, лопаток и цилиндра должны быть гладкими и не иметь волнистости, вмятин, морщин и других дефектов
7 Необходимость подрезки торца диска насоса и лопаток уточнить при изготовлении опытного образца
8 Биение относительно поверхности Е
поверхности Hi не более 0,5мм, поверхности И не более 0,02 мм. поверхностей К и Л не более 0,05мм, торца М не более 0,05мм. торцов НиП не более 0,06мм,
9 Необработанные поверхности зачистить до основного металла
Ю. Острые кромки притупить
11 Статически балансировать Допустимый дисбаланс 50Г.см. Балансировочный груз крепить на стенке (оет.7) на максимально возможном радиусе винтами, закернив их в шлиц
12
Ребро наружное
6
Ст 3
11
Ребро внутреннее
6
Ст 3
10
Муфта
2
Сталь 35
9
Лопатка малая
17
Сталь М Ст 3
8
Лопатка большая
17
Сталь М СтЗ
7
Бобышка
\
Л
Ст.З
6
Диск насоса
1
Сталь Ю
5
Бонка диска насоса
1
Ст 3
Ц
Бонка цилиндра
1
СтЗ
3
Фланец правый
1
Сталь 35
2
Фланец левый
1
Сталь 35
1
Цилиндр
1
Сталь 35
№
позиции
Наименование
Коли¬
чество
Материал
Корпус в сборе
Дет.8
73
Детали турбомуфты Т-32
Лист 60
74
Общий вид гидромуфты с фрикционом
Лист 61
тз
1 Фрикцион гидромуфты тарировать на передачу крутящего момента 430 кГ.м, при котором левый вал не должен проворачиваться относительно правого хвостовика. Относительное проворачивание должно наступить при передаче крутящего момента в 500 к Гм.
2 При тарировании диски фрикциона должны выть залиты турбин- , ным маслом.
3. Регулировку пружин фрикциона производить через отверстие в фланце (дет.в)ъ закрытое пробкой (дет 12) Равномерность затяжки пружин контролируется размером t . Do всех двенадцати ячейках размер I должен быть одинаков Отклонение допускается 0.2-0,3 мм. Размер I устанавливается экспериментально.
4 Внешние поверхности гидромуфты (кроме обработанных и оксидированных мест) грунтовать, шпаклевать и красить эмалевой краской.
5. Крепежные болты на вращающихся деталях после окончательной сборки связать попарно стальной проволокой.
6. Обкатать гидромуфту при л = 750 об/мин При обкатке периодически подавафь масло под давлением в вал гидромуфты для смазки трущихся деталей
Разрезы В-6 , В-В и вид К см. на следующих листах
20
Цилиндр сервопривода в сборе
1
—
19
Золотник в своре
1
—
18
Трубка -черпак в сборе
1
—
17
Клапан в сборе
2
—
16.
Обойма
1
Сталь Ст. 3
15
Венец зубчатый
1
Сталь 45
14
Хвостовик
1
Сталь 45
13
Вал
1
Сталь 45
12
Пробка
1
Сталь 45
11
Гайка
12
Сталь 45
10
Пружина
12
Сталь 65 Г
9
Шпилька
12
Сталь 45
в
Фланец
/
Сталь Ст.З (узел сварки)
7
Диск фрикционный упорный
1
Сталь 65Г
в
Даек фрикционный внутренний
4
Сталь 65 Г
5
Диск фрикционный рас ж и мной
3
Сталь 65Г
4
Диск фрикционный наружный
7
Сталь 65Г
3
Корпус ротора (сварной)
/
Сталь Ст.З
2
Колесо турбинное в сборе
/
—
1
Колесо насосное в сборе
/
—
№поз.
Наименобание
Кол.
Материал
Гидромуфта с фрикционом
75
Одщий бид гидромуфты с фрикционом
76
Рабочий код 15 мм
Лист 62
В-В
Главный вид см.
на предыдущем листе
Гидромуфта с фрикционом. Разрезы
Общий 6ид гидромуфты с фрикционом
Лист 63
ГлаВньш Вид на листе 61
77
Детали гидромуфты с фрикционом
Лист 6U
(^/ЗОстальное
Эскиз под сборку
20
У//
/ио
//У.
4
Гу
45°
I
S
§
во
ж
Корпус насосного колеса
Дет.1/!
1. Лопатки варить сплошным швом Б = 4 мм с 2-х сторон.
2. После сварки отжечь
3. Биение торцов К, М и Н относительно оси отверстия <2)180А не более ОД5 мм.
4. Статически балансировать привариванием пластинок к лопаткам. Допустимый дисбаланс 250 Гем
Примечание Чертежи „лопатка большая" и „лопатка малая" см следующий лист детали 212 и 2/3
3
Лопатка малая
12
Сталь Ст. 3
'-г
Лопатка большая
12
Сталь Ст. 3
1
Корпус насосного колеса
1
Сталь Ст.З
№поз.
Наименование
Кол.
Материал
Колесо насосное в сборе
Дет.1
78
Детали гидромуфты с фрикционом Лист 65
79
Детали гидромуфты с фрикиионом
Лист 66
CNJ Остальное
Модуль
т
3
Число зубьев
г
172
Угол профиля
ад
20°
Высота зуба
h
6
Зацепляется с фрикционными дисками
Степень точности по ГОСТу 1643-56
8Ш
§
32
16£
16отб. М12
16отв.Ф17
1 После сварки оттечь
2 Биение торцов К Ли М относительно поверхностей ФШ'4*. Ф525 *а,°* и Ф522*006 не более 0.05мм
Корпус ротора (сварной)
Дет.З
V4 Остальное
6.
/
-i-
0.03
>
2
) “
)
■ ■
>
4
У/..
6отв.Ф10А3
Модуль
/77
3
Число зубьев
Z
126
Угол профиля
ао
20°
Высота зуба
h
6
Степень точности по ГОСТу 1643-56
8Ш
Зацепляется с зубчатым венцом
1 Острые кромки притупить Rm 0,2мм
2 Калить НЙС 40-45.
3 ботв. ФЮА3 сверлить и развернуть у одноименных деталей совместно
Диск фрикционный пот г разжимной W"J
V4 Остальное
Ф522Х
0.05
0.05
кЧЧЧЧЧЧЧЧ!
Ф430
Модуль
т
3
Число зубьев
г
172
Угол профиля
ад
20°
Высота зуба
h
6.6
Класс точности по ГОСТу №3-56
8Ш
Зацепляется с корпусом ротора
1 Острые кромки притупить R*0.2мм
2 Калить ; HRC 50-55
Диск фрикционный наружный
Дет.4
80
М20*15
Детали гидромуфты с фрикционом
Лист 67
11 Иванов 1611
8t
Детали гидромуфты с фрикционом
Лист 68
S73 Остальное
890
Нормализовать Нд 167- 1U9
бв- 60 -70 кГ/мм* бг *32 кГ/мм2.
М80*2
Детали гидромуфты с фрикционом
Диет 69
V3 Остальное
8отО Ф16А под штифт развей муть в сборе с фланцем
Ф506
12отвФ58Ач
V4 Остальное
VJ Остальное
Ф5?
Ф46
Дет. 12
12отб.Ф11
штифты развернуть в сборе с турбинным колесом
85
ГЗ
10
f-h м
»bi
Модуль
т
3
Число зубьев
2
126
Угол профиля
а
20°
Высота зуба
h
6,6
Степень точности по ГОСТу 1643-55
8Ш
Зубчатый бенеи зацепляется с фрикционными дисками дет. U и 5
«N
\бот
I CN
- £
в.Ф8,1
Венец зубчатый
Дет. 15
1. биение Ф185С3 и торца К относительно оси отверстия Ф110А не более 0,05мм.
2. Статически балансировать сверлением отверстий на поверхности С. Допустимый дисбаланс 250 г см
83
Детали гидромуфты с фрикционом
Лист 70
Ф46
V ЗОстальное
(Ts 11
Число рабочих витков W Калить, отпустить
Ф46
V3 Остальное
Оттечь
Прокладка
Дет.Щ
корпус
клапана
Дет.Щ
V3 Кругом
Ф12 л
Прокладка
Дет.Щ
Пружина
Дет.Щ
V3 Кругом
U45'
М 20x1,5 __
|
t-г
1 U L
*4
1
1
1 00
//
ff
1
" \\ \\ \\
L\
\\
И
/у
Пробка
Дет.Щ
6
Пробка
1
Ст 3
5
Шарик Ф15
1
ШХ15
4
Пружины
1
Сталь 65 Г
3
Прокладка
2
Ст 3
2
Прокладка
1
Красная медь
1
Корпус клапана
1
Сталь 45
№
позиции
Наименование
Коли¬
чество
Материал
Клапан Ö сборе
Дет.17
V5 Кругом
/
Пробка
Дет.Щ
VJ Кругом
20 г
5
'
Бонка /
Дет 18А
Труба Ф58*38 / Г ОСТ8732-58
Шу/////АУ////Л'///уШ
15
21
25
458
Нормализовать НВ 167-149
Труба
Дет.Щ
ОО Остальное
58
Ф42
I
I
I I
I
I
Ф38 !
Труба Ф 42x38 \Г0СТ8732-58
Наконечник
Дет. Щ
ОО Остальное
4
донка
1
Ст. 3
3
Наконечник
1
Ст. 3
2
Труба
1
Сталь 45
1
Пробка
1
Ст 3
№
позиции
Наименование
й
Материал
Трубка-черпак 6 сборе
Дет. 18
84
2SX
Детали гидромуфты с фрикционом
Лист 71
S73 Остапьное
Ш
р
р
р
1
ф-
I
18
I
Ф25А
г\
I
согласовать с фланцем
Чк
i (С
^ С(
г&Г\
R X
f
2?
О1
8
11
tzzä
ъ.
Вид Г
4 от б. М8 глубина 16мм
тс5
Нормализовать; НВ167-149
Корпус
золотника
ДетЩ
Притереть
S74 Остальное
Цементировать на глубину 0,6-0,7мм; калить HRC50-55. Резьба сырая
Плунжер
ДетЩ
а\
ФЗ
' '20
8
гг
Вид А
Остальное
1x45°
JSZI
"2XJ
Винт пружины
ДетЩ
V3 Остальное
Стакан
ДетЩ
V3 Остальное
Фланец
Дет1%
S74 Остальное
5
*’
Z2
5
; р
- <с>
QO
сг
ч:
в
1 /
:
SD
Винт
ДетЩ
РгбкГ
Число рабочих битков
п
12
Направление навивки пружины
-
правое
Л-2,5кГ
Пружину тарировать на осадку 5; 10; 15 и 20мм
Пружина
ДетЩо
1. Плунжер притереть к корпусу.
2 Плунжер должен переметаться д корпусе без усилий и заеданий.
12
Шплинт 15 хЮ
1
Ст.З
11
Штифт
1
Ст.З
10
Пружина
1
Стань П-П, ГОСТ 501*7-49
9
Стакан
1
Ст. 3
8
Винт пружины
1
Ст. 3
7
Плунжер
1
Сталь 20
6
Винт
1
Ст.З
5
Болт M8X2Q
8
Ст 3
4
Фланец
1
Ст 3
3
Корпус золотника
1
Сталь 45
2
Винт МП х 12
1
Ст 3
1
Винт М12Х22
4
Ст 3
№
позиции
Наименование
Коли¬
чество
Материал
Золотник в сборе Дет. 19
85
Детали гидромуфты с фрикционом
Лист 72
Ф12А
S73 Остальное
В2/
10Х,
Сухарь
Дет.Щ
ж
3 Остальное
31*
1*0
ili _
t-
т
Ö-
т?
Палец
ДетЩ
S73 Остальное R40
ФЯПХ
W Остальное
ОтО ФЬА'от
под штифт сверлить б. сборе с плцнме- ром
Дет.Щ
Ф19
6
4отйФ13
J2L.
<№
в-в
I I
I
I
-II
г
1
1
Ф80 1
1
1
1
1
1
1
1
1
4"
.Ls
х 1
ы
Ч-Г-т>
7ЯГ
R15
Г
т =
^(Г
1
- а £
Сс
^ \\.
у)
п
V
г
4
1 Нормализовать; НВ161-199
2 Неперпендикулярность плоскости М к оси отверстия Ф60А не более ОД на 100мм.
Ь 5 S73 Остальное
ФЯПА
4отв. М12 глубиной 16мм согласовать с фланцем Вид Г
Ф50
R2/
Ф40
1 Цементировать на глубину 0,6-0,7 мм Закалить;
’ HRC 50-55 (резьба сырая*
Плунжер
Дет.Щ
30^ Остальное
f% з0^1
в
1—
16я
4
68 14
V4 Остальное
Корпус
Дет.2°/7
Фланец
Дет20/й
Винт
установочный
ДетЩ
Цилиндр сервопривода в своре
15
Болт 7112x25
4
СтЗ
14
Винт установочный
1
Сталь 45
13
Гайка М20
1
Ст.З
12
Фланец
1
Ст. 3
11
Прокладка
1
Картон
10
Винт
1
Сталь 45
9
Гайка М8
1
Ст.З
8
Винт №*22
4
Ст.З
7
Корпус
1
Сталь 45
6
Плунжер
1
Сталь 20
5
Штифт 5Гх35
1
Сталь 45
4
Вилка
1
Ст.З
3
Шплинт
1
Ст 3
2
Палец
1
Сталь 45
1
Сухарь
1
бр. АН 9-4
№
позиции
Наименование
Коли¬
чество
Материал
Дет.20
86
Общий вид гидромуфты ГМ-Ь80УЛ
Лист 73
3S0A
к'
S
и] II
ФШАз/С,
Ф760
10
Корпус -рама.
1
СЧ-12-28
9
Лопатка
1
Сталь 45
8
Турдина в сборе
12
—
7
Шестерня
12
Сталь 45
6
Втулка
1
Сталь 45
5
Муфта зубчатая
1
Сталь 45
4
Втулка зубчатая
1
Сталь 45
3 '
Насос б сборе
1
—
2
Цилиндр сервопривода в сборе
1
/
1
Механизм управления золотником
1
-
№
позиции
Наименование
if
li
Материал
Гидромуфта ГМ - 480УЛ
87
Общий вид гидромуфты гм-ивоул
Лист 74
Турбинный ротор балансировать без вала и нитней опоры при лопатках, открытых до диаметра 480мм (см. вид К)
Допустимый дисбаланс 50 Г. см
4
Шестерня
12
Сталь 45
3
Втулка
1
Сталь 45
2
Муфта зубчатая
1
Сталь 45
1
Втулка зубчатая
1
Сталь !»S
№
позиции
Наименование
Коли¬
чество
Материал
ГidpoMumma ГМ-480УЛ.
Механизм поворота лопаток
88
Детали гидромуфты ГМ-У ВО УЛ
Лист 75
Вид Б
Вид В
Детали /. 2, б балансировать. Допустимый дисбаланс SO Гам.
5
Блок
1
СЧЦ-1
4
Вал насоса (сварной)
1
—
3
Штуцер
1
Сталь 45
г
Крышка корпуса (сворнаi
) 1
-
1
Колесо насоса (сварное)
—
№ поз.
Наименование
Кол.
Материал
Насос в сборе Дет.З
12 Иванов 1611
89
Детали гидромуфты ГМ-480УЛ
Лист 76
Остальное
~36S
172
(
Л
I
Облицовка
Дет9/г
Остальное
V4 Остальное
10
(17Ц
ВидВ 2от0 ФЗА сверлить
после сборки под цилиндри - ческий шти^т
_ V7 1
о
щ
-о’->
е
е
щ
Pj
■
U45*
ж
L
16
*0,1
19
13 х
(5,5)
*0,05
5,5*
(83-0,07)
SU
я
«Ni
в
(126)
U450
1 Острые кромки притулить.
2 Шейки Ф22Д закалить Т8Ч; HRC 48-55 3. Размеры 6 скобках даны для справок
без учета припусков на обработку в узле.
Ось
ДетР/i
Нербюралебая
Дет.9/з
ОО Остальное
/Д,
д
\2<Г
д-д
22.
n''4n^/
105
Нербюра правая
ДетР/ь
Построение лопатки
По контуру
Толщина лопатки с облицовкой 20мм
Вид А
2отв ФЗА сверлить после сборки под цилиндрический штифт
(20*
5-5
10
тг
13
Угол полного поворота лопатки а = ЮГ
1 Радиус скругления лопатки R55 припилить по месту
2. Острые кромки притупить R0,2.
3. Варить точечной сваркой Шаг сварки 10мм
4 После сварки попатку править и попировать Поверхность не должна иметь вмятин и забоин
У
Нервюра правая
1
Сталь ЭЯ1Т
3
Нервюра левая
1
Сталь ЭЯ1Т
2
Облицовка
1
Сталь ЗЯ1Т
1
Ось
1
Сталь Э-У5
№
позиции
Наименование
Коли¬
чество
Материал
Лопатка
Дет. 9
90
то
Общий Вид муфты гидродинамичесной ГПМ-700 Лист 77
OSC
91
Общий вид турбомуфты ТМ-25
92
0)370Ага 0470
Лист 7д
1 После окончательной обработки деталей и узлов собрать турбо- муфту (без деталей 2, 6\ 7,8, 9, 10,11,12,13,1b, 15, 17, 18, 19) на специальном валу и статически балансировать на нотах добавлением металла на лопатках вентилятора. Допустимый дисбаланс 50 Г см
Взаимное положение деталей отметить рисками
2. Турбомуфту испытать на герметичность стенок, мест разъема и сварки давлением масла 6 am в течение 15 мин
3 Шпильки устанавливать на сурике
4 Метали 8, 9, 10 монтировать на валу электродвигателя
5. Механизм отключения турбомуфты регулировать винтами дет. 23 и 25
6 Турбомуфту заполнить маслом индустриальным 12 (ГОСТ 1707-51) через отверстие; закрытое пробкой дет. 3.
Можно такте использовать масло индустриальное 20(ГОСТ6707 61) или турбинное 22 (ГОСТ 32-53).
7 Наружные поверхности турбомуфты окрасить нитроглифта- левой эмалью в два слоя без грунта .
Техническая характеристика турбомуфты
Номинальный момент в *Г м 14,5 Пусковой момент в к Гм 26
Скольжение в % 5
Рабочая жидкость индустриальное 12
Количество маьла в я 9,5
25
болт регулировочный
1
Сталь 45
24
Конечный выключатель 8сборе
1
—
23
болт толкателя
1
Сталь 45
22
Гайка М10
1
Сталь 45
21
Толкатель
1
Сталь 45
20
Втулка
1
5р АЖ 9 4
19
Шарикоподшипник 216
1
—
18
Проставка
1
Сталь 35ЛП
17
Кольцо Ф 115
1
Сталь 35
16
Шарикоподшипник 310
1
—
15
Кольцо 27x4
1
Резиноснесь УАГ ВН 632-55
14
Болт специальный
1
Сталь 45
13
Крышка
1
СЧ18-36
12
Кольцо уплотнительное
1
резиноснесь УАГ ВН 632-55
11
Прокладка
1
Паронит
10
Ступица
1
Сталь 45 v
9
Шайба
1
Ст.З
8'
Диафрагма
-1
Сталь 60Г
7
Кольцо со штифтами в своре
1
—
6
Прокладка
1
Кожа
5
Патрон в сборе
1
—
4
Колесо насосное в сборе
1
—
3
Пробка
2
Сталь 45
2
Колесо турбинное в сборе
1
—
1
Кожух турбинного колеса в сборе
1
—
N*
позиции
Наименование
Кол.
Материал
Турбомуфта ТМ-25
Разрез А-А см. на листе 79
ьччччччччччд
Летали турбомуфты Т-25
Лист 79
^ ъ-иозо?5 детальное *20.}]%
93
Дета л а турбомуфты Т-25
Лист 80
94
Детали турбомусрты Т-25 лист 81
95
Детали турбомуфты Т-25
Лист 82
<Ъ70
44 Остальное
А-А
Улучшить, НВ 240-270
Поверхность 6 закалить 1ВЧ на глубину 1,5-2мм,
HRC 45 SO.
Овальность и конусность поверхности В не более 0,01мм, поверхности Б не более 0,009мм
Смещение оси паза 16f0-03S относительно оси отверстия 052Аз не более 0,18мм; перекос не более 0,06 мм.
Биение относительно поверхности П
поверхностей Бивне более 0,0 4 мм ,
торца 4 не более 0,02 мм, торца £ не более 0,03 мм,
Ступица
Дет. 2/1
'■о Остальное
Толщина 2,5мм
2отв. 010Аз
обработать в сборе с дет. 2/1 и 2/2
Диск
Дет. 2/3
Биение поверхности Е относительно поверхности Д не более 0,1 мм
Два отверстия под заклепки 0/OAj обработать при сборке.
Для этого собираемые детали узла надо установить предварительно на болты. Биение поверхности Ж относительно поверхности Д не более 0,5 мм
После окончательной обработки турбинное колесо статически балансировать, наваривая металл на радиусных поверхностях И и К Допустимый дисбаланс 30Г-см.
Чистота поверхности Ф10А3 под заклепку ЧБ
Колесо турбинное в сборе
96
,Детали турбо муфты Т-25
Лист 83
13 Иванов 1611
97
Детали турбомуфты Т-25
Лист 64
До окончательной механической обработки произвести нормализацию.
2. Отклонение лопаток от радиального направления не более / мм. Концы лопаток приварить .
3. Сварные швы и полости, образованные лопатками, очистить от брызг и шлака.
4. Относительно поверхности В допускается биение поверхностей:
Г не более ОД мм Д не более 1 мм Е не более 0,2 мм
Ж не более 0,045 мм И не более 0,06 мм К не более 0,06 мм Л не более 0,1 мм М не более 0,5 мм
5. Овальность и конусность поверхности В не более 0,013 мм.,
6 Прожоги металла не допускаются
7. Насосное колесо испытать на герметичность сварных швов под давлением масла 6 am
7
Ребро
30
» Ст. 3
6
Диск
1
Ст.З
5
Втулка
2
Ст.З
4
Корпус
1
Сталь 08 кп
3
Кольцо
1
Ст.З
2
Обечайка
1
Сталь 08 кп
1
Ступица
1
Ст.З
№
позиции
Наименование
Кол.
Материал
Колесо насосное
Дет. 4
98
Детали турбомуфты Т-25 лист 65
99
Детали турбомуфты Т - 25
Лист 86
100
Детали турбомусрты Т-25
Лист 87
г>0 Остальное
I Неуказанные литейные радиусы R=5mm
2. Предельные отклонения на размеры отлибки по 3-му классу, ГОСТ 2009-55.
3. Корпус тщательно очистить от песка и обрубить.
4. Необработанные поберхности окрасить
Простабка
Дет.16
101
Общий 6ид турбомуфты предельной ТИП-700
Лист 80
I Турбомуфту статически балансировать. Допустимый дисбаланс не более ЮОГ на радиусе 382мм.
2. При статической балансировке металл наваривать между ребрами
3 После статической балансировки взаимное положение насосного колеса и корпуса отметить рисками.
4 Турбомуфту испытать на маслонепроницаемость
5 Наружную поверхность красить маслостойкой краской
43 t до оси редуктора
Техническая характеристика
/ Номинальное число оборотов двигателя в об/мин 720.960
2 Номинальная передаваемая мощность в квт
при 720 оборотах в минуту 100
при 960 оборотах в минуту 135
3 Активный диаметр турбомуфты в мм п00
4 Коэффиииент допускаемой перегрузки Мтах/Мном 1,8
5. Коэцзфиииент полезного действия 0,965
6 Рабочая жидкость Масло турбинное, ГОСТ 32~53
или индустриальное 12 или 20. ГОСТ 1707-51
5
Порог в сборе
1
-
4
Патрон в сборе
1
-
3
Колесо турбинное в сборе
1
-
2
Кожух в сборе
1
-
1
Колесо насосное в сборе
1
-
№
позииии
Наименование
Коли¬
чество
Материал
Турбо муфта предельная ТИП-700
102
Детали турбомуфты предельной ТМП-700
Лист 39
V3 Остальное
25
15
Фланец
Дет. 1а
VJ Кругом
Ступица
Дет. 1/1
сп Остальное
СП Остальное
Торец ТООtl обработать после сварки по чертету „Колесо насосное в сборе1*
Чаша Дет. 1/2
оо Остальное
Толщина Змм Зачистить по контуру
Лопатка
Дет. 1/з
сО Остальное 20 _
Ребро
Дет. 1/5
1 Сварку производить качественным электродом
2. После сварки насосное колесо оттечь
3. Поверхности 03301$ ,Ф130А3 и торцы Л,М,Н обработать с одного у ста нова.
4. Поверхности, обозначенные знаками W4 ▼6. окончательно обработать в сборе с котухом *
5 Колесо насосное проверить на маслонепроницаемость
6. Острые кромки притупить, сварные швы зачистить
7 Внутреннюю поверхность чаши красить масло- устойчивой краской.
8. биение поверхностей Ф765.1,Ф720С3 относительно поверхности Ф3301$ не более 0,1мм.
5
Ребро
24
Ст 3
4
Фланец (заготовка)
1
fm 3
3
Лопатка
40
Ст 3
2
Чаша
1
Ст. 3
1
Ступица (заготовка)
1
Ст 3
№
позиции
Наименование
Коли¬
чество
Материал
Колесо насосное в сборе Дет. 1
юз
Детали турдомусрты предельной. ТМП-700
Лист 90
2J
7J
AJ
Фланец
Дет.2/1
со Остальное
>
X
т,
Бонка
6 Я 45*
Дет.2/5
V4 Остальное
*
в
\73
Ступица
Дет. 2/в
56
1
У
70 1
со Остальное По контуру
Ребро
Дет 2/2
20
СО Остальное
L
юконтцрц 235
Ребро
Дет.2/и
со Остальное
Обечайка
СО Остальное
со Остальное
Зачистить по
СО Остальное
Толщина Змм
Ребро
Дет.2/9
со Остальное Зачистить по контуру 80
СО Остальное
5
41
Ф26
сквозное
Толщина 5мм Зачистить
/ Толщина 5мм Отверстие Ф26 сверлить по сборочному чертежу
Опорная планка
Дет.2/ю Ребро Дет2/п
Вид А
1 Сварку производить качественным электродом
2 Поверхности, обозначенные знаками ▼. окончательно обработать в сборе с дет 1 ^насосное колесо в сборе "
3 Поверхности Ф765.,.Ф720А3 и то реи Б обработать с одного уста нова.
У Угольники дет. 12, опорные планки дет 10 и ребра дет 11 после обработки корпуса срубить и места сварки зачистить.
5. Острые кромки притупить, сварные швы зачистить
6 Внутренние необработанные поверхности красить маслоустойчивой краской
7 Корпус проверить на маслонепроницаемость.
8 Овальность поверхности Ф720А3 после снятия угольников дет. 10 не более 2 мм.
12
Угольник равнобокий 32*32* ух 710,
ГОСТ8509-57
2
Ст.З
11
Ребро
8
Ст.З
10
Опорная планка
У
СтЗ
9
Ребро
2
Ст 3
8
Ступица
1
Сталь 35/111
7
Диск
1
СтЗ
£
Конус
1
СтЗ
5
Бонка
2
Ст 3
У
Ребро
22
СтЗ
3
Обечайка
1
СтЗ
2
Ребро
22
СтЗ
1
Фланец
1
СтЗ
№
позиции
Наименование
Коли¬
чество
Материал
Кожух в сборе Дет.2
104
Детали турбомуфты предельной ТМП-700
Лист 91
VJ Кругом
5*У5°
JJU
шшш.
щ
•о
«а
si -
а
2?
51
1
&
"Ш.
ш/ш.
W/*
УОЩ
172±
7
Ступица
Дет?/]
с
Г
ж
V3 Остальное
Ю
I*
го 10.5
в
Фланец
Дет.3/г
С^О Остальное ‘*1|‘ - Толщина Змм
Ребро
Дет3А
0^0 Остальное
Вид В
Вид 6
Торец 0700-1 обработать по чертежу дет.З ..Колесо турбинное 0 сборе"
1. Сборку производить качественным электродов.
2. Неперпендикулярность тор и а А относительно поверхности 09ОА3 не более 0,20 на радиусе R3S3 мм.
3. Неперпендикулярность торца В относительно 09ОА3 не более 0.05 на радиусе R55mm.
У. Смещение шпоночного паза не более 0,25 мм.
5 Колесо турбинное статически балансировать; металл прил варить на поверхности Т так, чтобы он не Дыходил за R353. Допустимый дисбаланс не более 50 Г на радиусе R353 мм.
6 Колесо турбинное проверить на маслонепроницаемость.
7. Острые кромки притупить, сварные швы зачистить
8. Необработанные поверхности красить маслоустойчивой краской
5
Диск
42
Сталь Ст.З
4
Ребро
7
Сталь Ст.З
3
Чаша
Г
Сталь Ст.З
г
Фланец
1
Сталь Ст.З
1
Ступица
1
Сталь Ст.З
№поз.
Наименование
Кол.
Материал
Колесо турбинное 8 сборе
Дет.З
14 Иванов 1611
105
Детали турбо муфты предельной ТМП -700
Лист 92
V4 Остальное
1,5x45°
\у
ei
&«5
♦
S
3[
со*
е
ч
14Ш5
2010,5
£
Р2ш2,17 к Г
\=0,434кГ
Число рабочих витков
п
3,5
Число витков полное '
П1
5
Направление навивки пружины
Левое
Диаметр по гильзе
Dz
12-°.s
Диаметр по стержню
De
8,910,1
Длина развернутой пружины
L
190
Ниппель
Дет^/i
у/ üj
Пружина
US t ОД
S74 Остальное
eVu ^
4310,5
U8
♦ 0,5
Острые кромки притупить ROß мм
Палеи, Дет.^/2
1 2 3
После окончательной сборки тщательно проверить легкость перемещения пальиа внутри корпуса патрона
Дет.Уз
S7U Остальное
Корпус патрона
ДетУи
Характеристика легкоплавкого сплава
Материал
Bi
Cd
Pb
Состав в %
52
8
40
Температура плавления 91,5 X
• 5
Пробка
1
Легкоплавкий сплав
4
Корпус патрона
1
Сталь 45
3
Пружина
1
Проволока 1-1.0 .ГОСТ9389-60
2
Палеи,
1
Ст. 3
1
Ниппель
1
Ст.З
№
позиции
Наименование
Коли- ’чество
Материал
Патрон
Дет А
1X45
0 V4 Кругом.
3
е
ЗЩ5
910,5
Сухарь
Дет.5/г
2
Сухарь
1
Ст.З
1
Порог
1
СтЗ
№
позиции
Наименование
Коли¬
чество
Материал
Порог в сборе
Дет. 5
106
1. А н о с о в Ю. И. Электромагнитные муфты . М., Обо- ронгиз, 1952.
2. Гавриленко Б. А. и Минин В. А. Гидродинамические муфты. М., Оборонгиз, 1959.
3. Зусебах В. Магнитные порошковые муфты и тормозы: Пер. с немецкого — «Машиностроение», 1956, № 6.
4. И в а н о в Е. А. Муфты приводов. М., Машгиз, 1959.
5. Кузнецов Н И. Испытание и эксплуатация электромуфт скольжения. М., Госэнергоиздат, 1959.
6. П о л я к о в В. С. и Б а р б а ш И. Д. Муфты. М., Машгиз, 1960.
7. Р о з м а н Я. Б. Устройство, свойства и область применения бесступенчатого привода с электромагнитной муфтой скольжения. Расчеты и конструирование деталей машин. М., Машгиз, 1856.
8. Т а т у р О. Н. Руководящие материалы по электрификации металлорежущих станков. Выпуск «Электромагнитные муфты» № 30—20—1. М., ЭНИМС, 1960.
9. Ш а р о в В. С. Электромагнитные муфты скольжения. М., Госэнергоиздат, 1958.
10. D е с к е г К. Н. und К а b u s К. Neuzeitliche Elektromagnetkupplungen. «Konstruktion», 10 (4), 1958, а также см. «Машиностроение за рубежом», — Сб. переводов и обзоров иностранной периодической литературы № 2. М., Изд. иностр. лит. 1959.
11. Р а m р е 1 W. Die Weiterentwicklung der Magnetpulver Kupplungen in der Deutschen Demokratichen Republik. «Maschinenbautechnik», № 7 und 8, 1958.
ЛИТЕРАТУРА
107
СОДЕРЖАНИЕ
Введение 3
Пояснения к чертежам 4
Муфты фрикционные сцепления 4
Муфты электромагнитные фрикционные и порошковые 6
Му (рты электромагнитные скольжения 10
Гидродинамические муфты 11
Муфта сцепления трактора КД-35:
Общий вид (лист 1) 15
Детали (листы 2, 3, 4, 5, 6) 16
Муфта сцепления трактора Т-25:
Общий вид (лист 7) 21
Детали (листы 8, 9, 10, 11, 12, 13, 14, 15, 16) 22
Муфта сцепления грузового автомобиля завода Шкода:
Общий вид (лист 17) 31
Детали (листы 18, 19) . . . 32
Муфта сцепления автомобиля завода Млада Болеслав:
Общий вид (лист 20) 34
Детали (листы 21, 22, 23, 24, 25, 26) 35
Муфта сцепления автомобиля ГАЗ-51:
Общий вид (лист 27)' 41
Детали (листы 28, 29) 42
Муфты типа ЭМ с электромагнитным управлением:
Общий вид (лист 30) 44
Детали (лист 31) 45
Муфты фрикционные электромагнитные бесконтактные (лист 32) . . 45
Муфты электромагнитные порошковые (лист 33) 47
Муфта скольжения модели ЭМС-117:
Общий вид (листы 34, 35) 48
Детали (листы 36, 37, 38, 39) 50
Муфта скольжения экскаватора Э-505А (главная):
Общий вид (лист 40) 54
Детали (листы 41, 42, 43) 55
Муфта скольжения экскаватора Э-505А (ходового механизма):
Общий вид (лист 44) 58
Детали (листы 45, 46, 47, 48, 49, 50) 59
Муфта скольжения электромагнитная, встроенная в корпус электродвигателя (лист 51) 65
Турбомуфта Т-32:
Общий вид (лист 52) 66
Детали (листы 53, 54, 55, 56, 57, 58, 59, 60) 67
Гидромуфта с фрикционом
Общий вид (листы 61, 62, 63) 75
Детали (листы 64, 65, 66, 67, 68, 69, 70, 71, 72) 78
Гидромуфта ГМ-480УЛ:
Общий вид (лист 73 74,) 87
Детали (листы 75, 76) 89
Муфта гидродинамическая ГПМ-700 (лист 77) 91
Турбомуфта ТМ-25:
Общий вид (лист 78) . . . . • 92
Детали (листы 79, 80, 81, 82, 83, 84, 85, 86, 87) 93
Турбомуфта предельная ТМП-700:
Общий вид (лист 88) 102
Детали (листы 89, 90, 91, 92) 103
Литература 107
Технический редактор В. Д. Элькинд Корректор 3. М. Пивоварова
Сдано в производство 9/Х 1963 г. Подписано к печати 29/XII 1963 г. Т-17806
Тираж 13000 экз. Печ. л. 22,14 Бум. л. 6,75 Уч-нзд. л. 27,75 Темплан 1963., № 161 Формат 84X 108/8 Цена 3 р. 03 к. Заказ 1611
Ленинградская типография № 6 Главполиграфпрома Государственного комитета Совета Министров СССР по печати. Ленинград, ул. Моисеенко, 10
108
3 р. 03 к.