/



















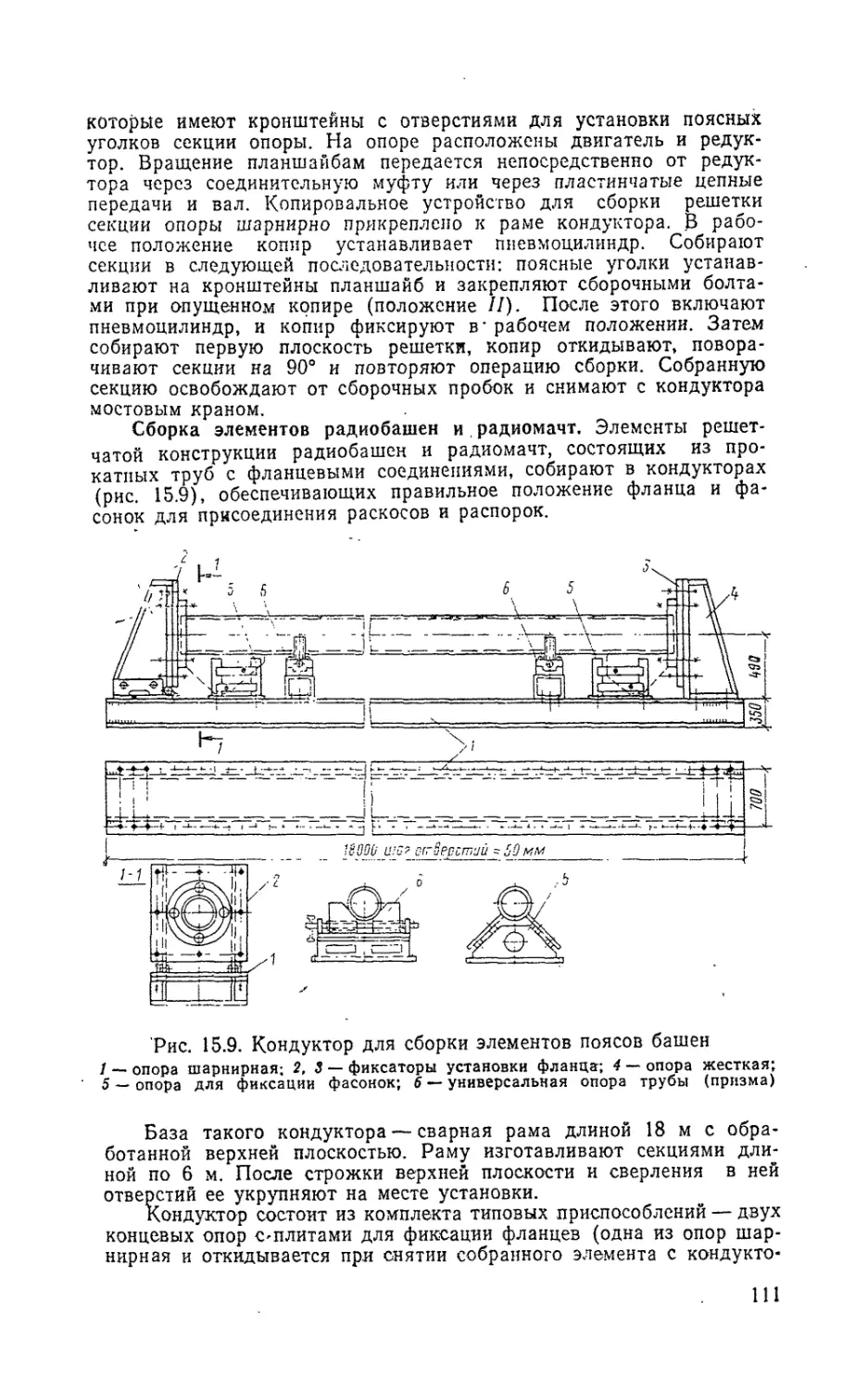
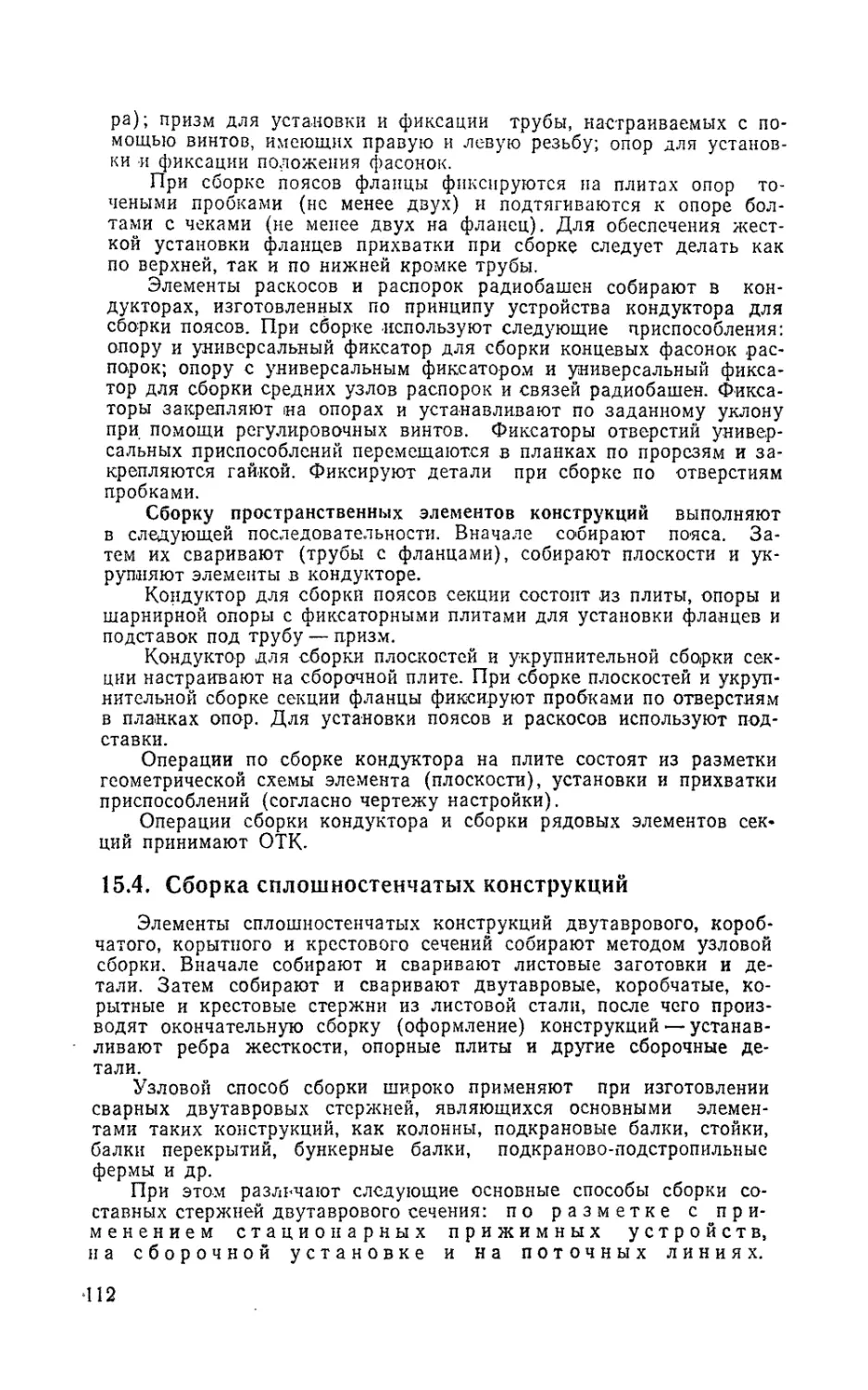
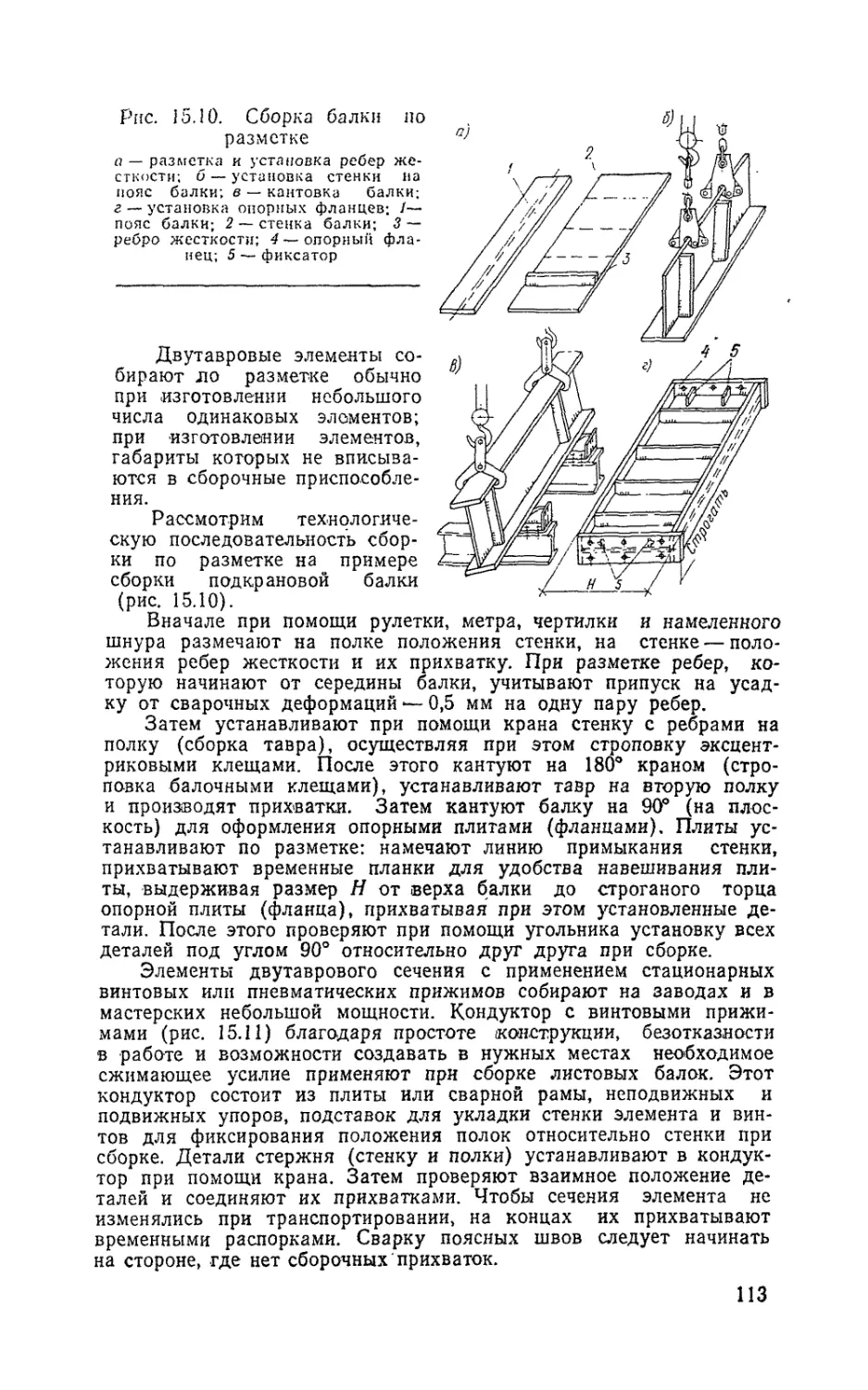
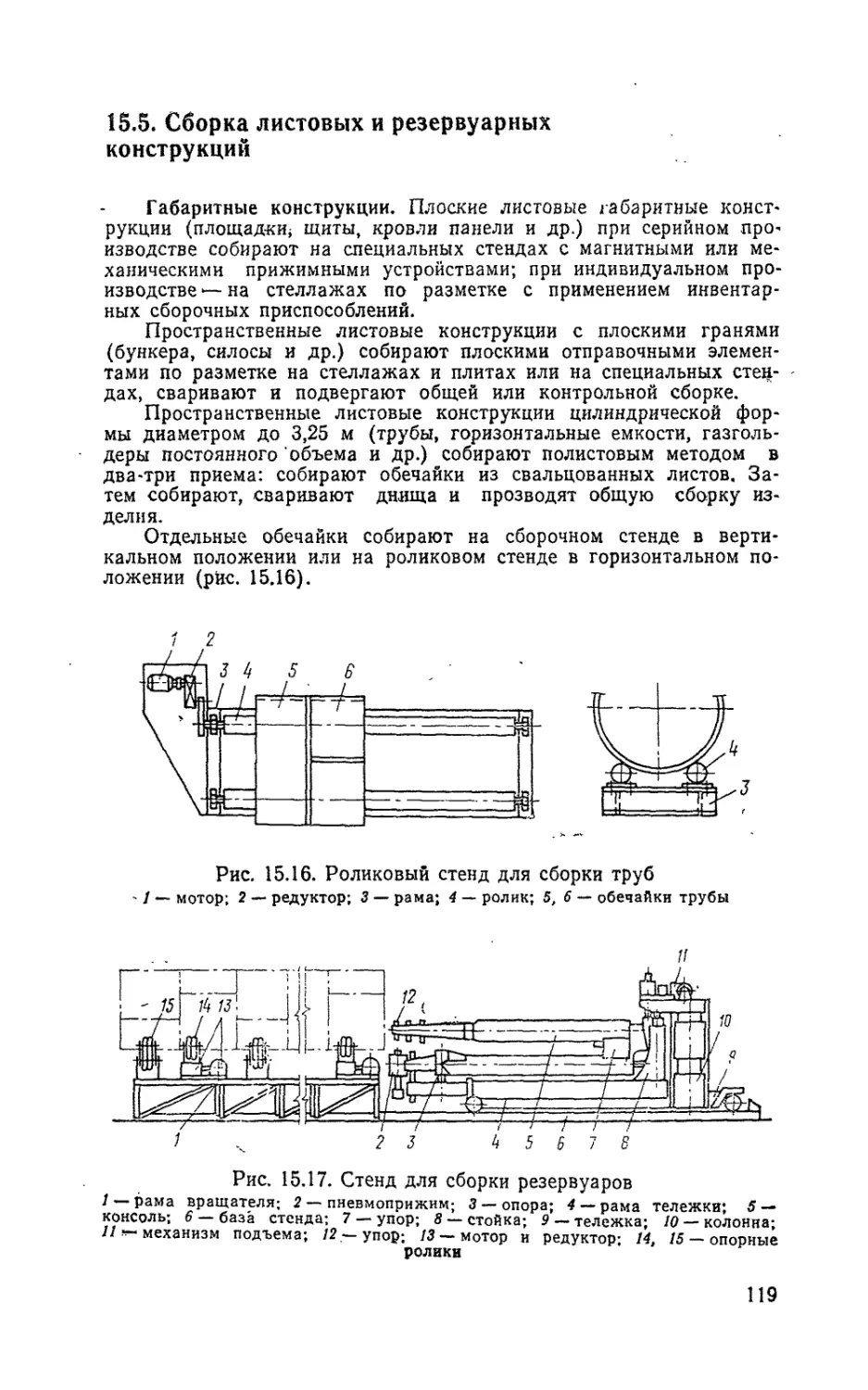

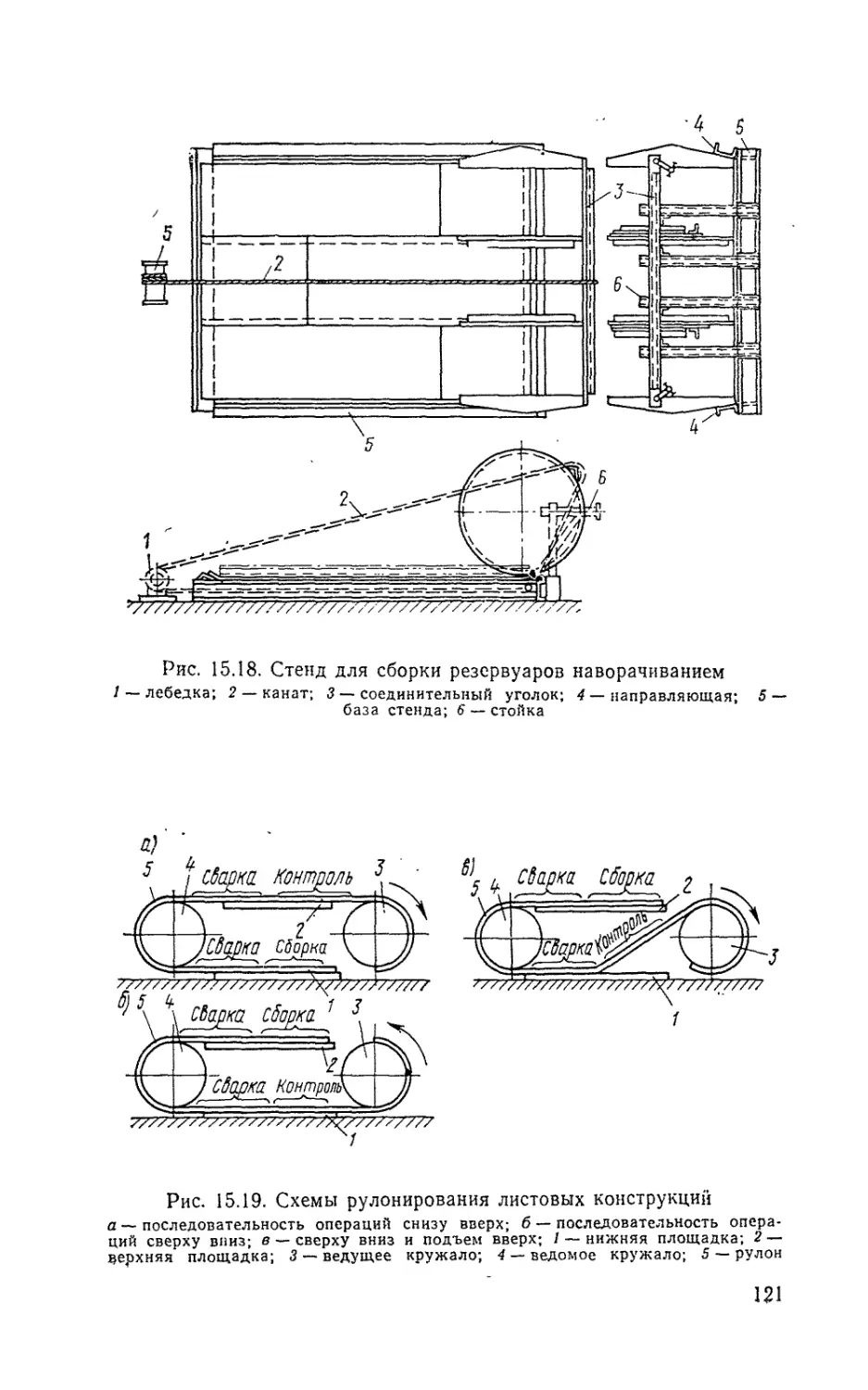
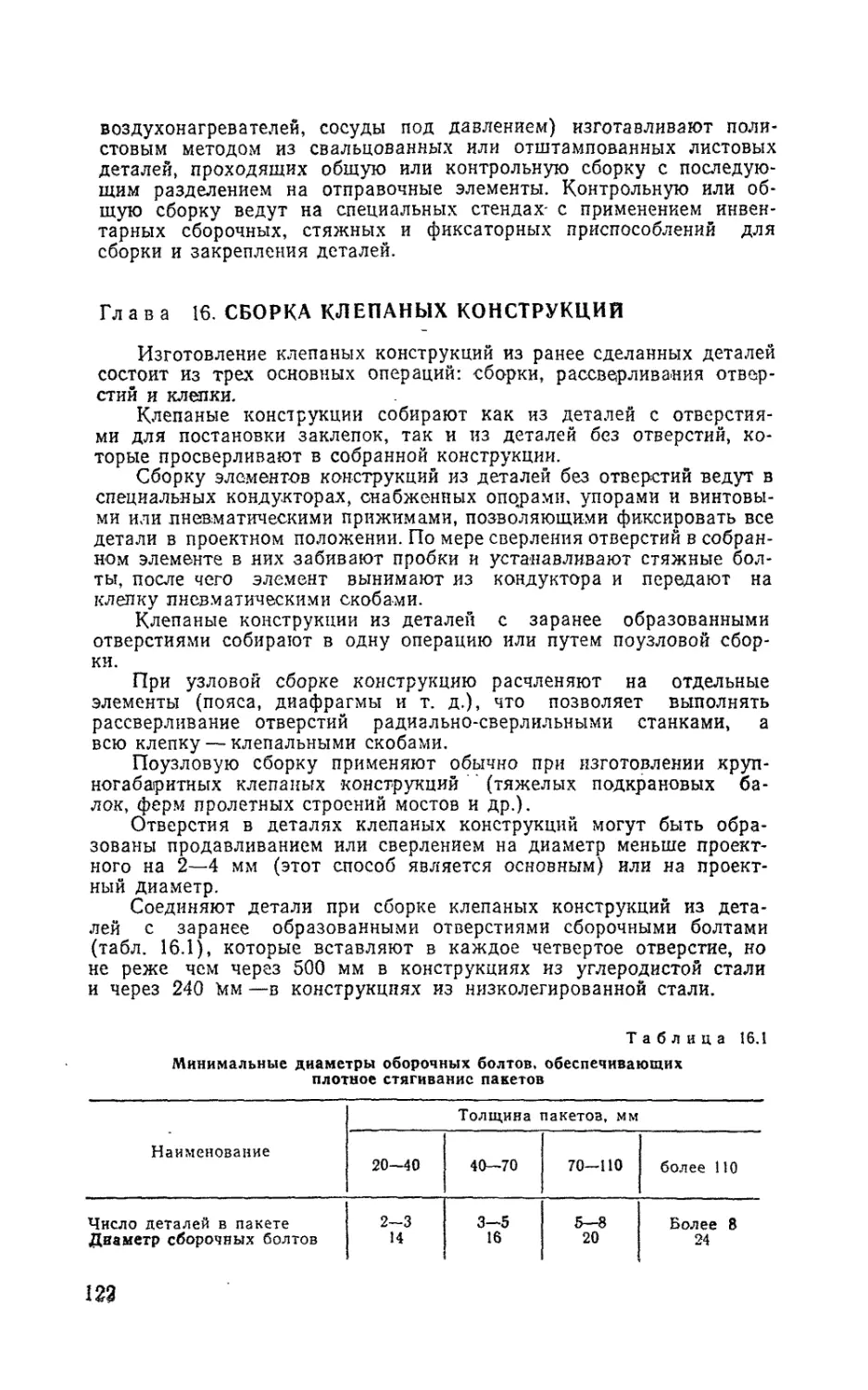





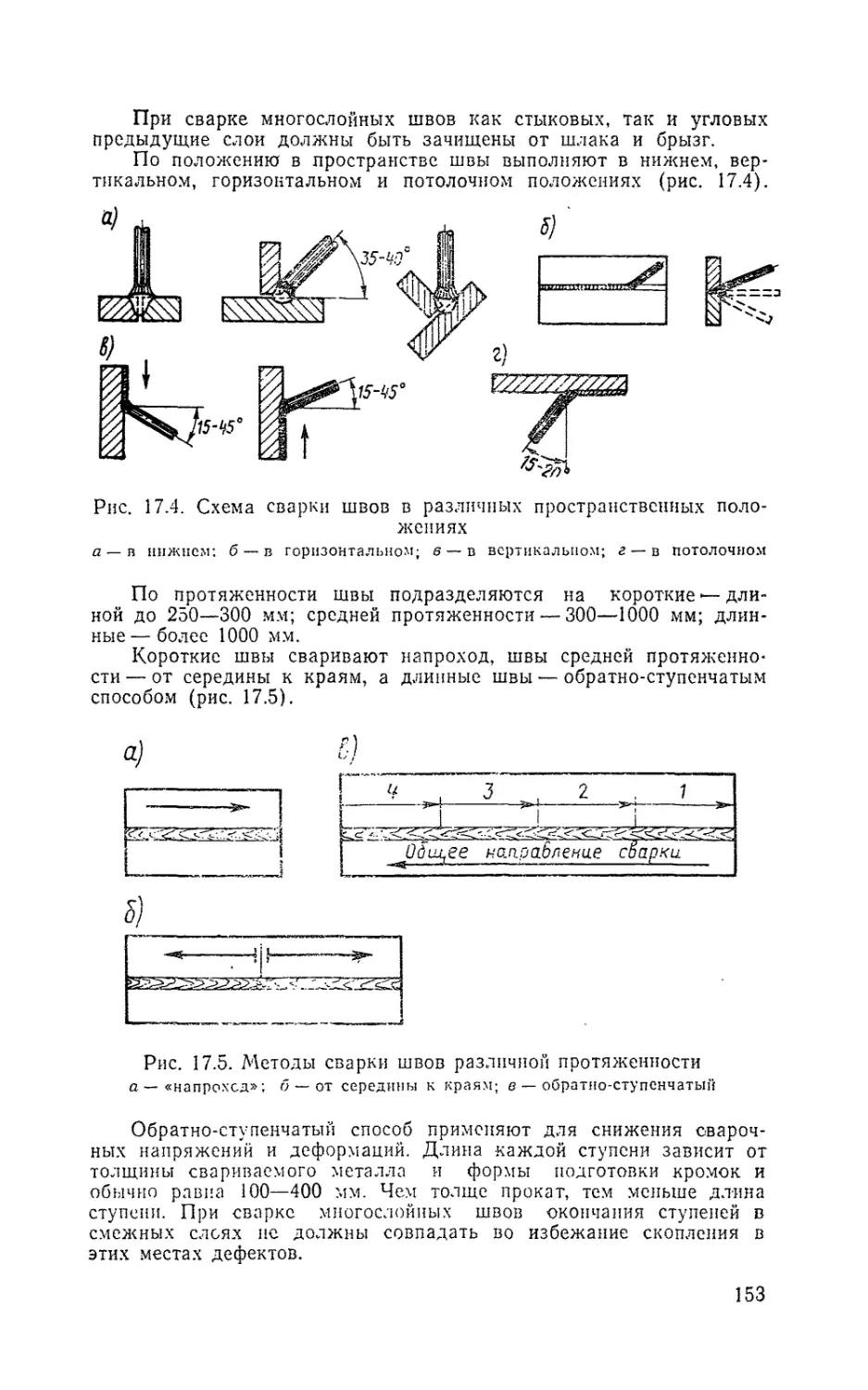
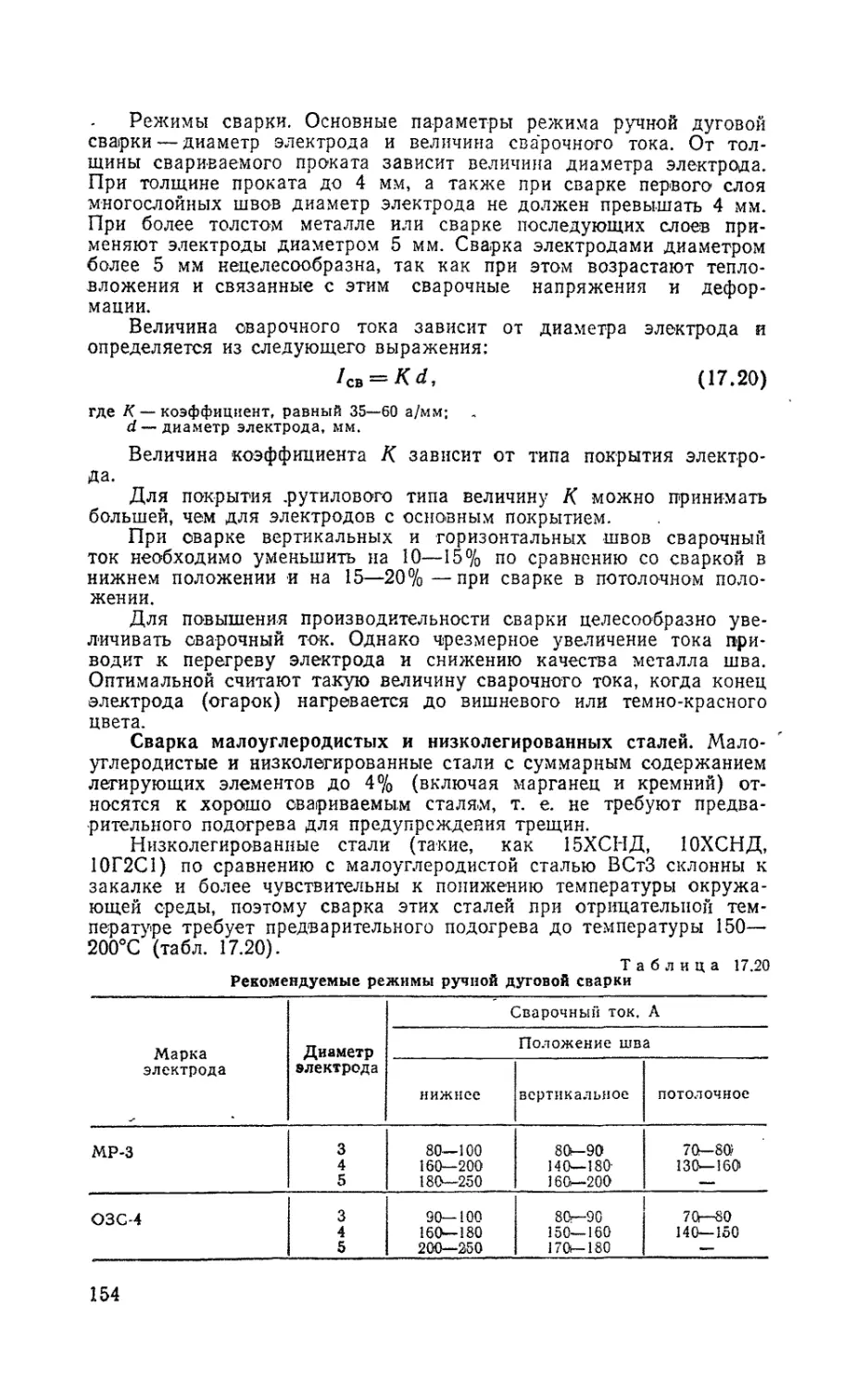
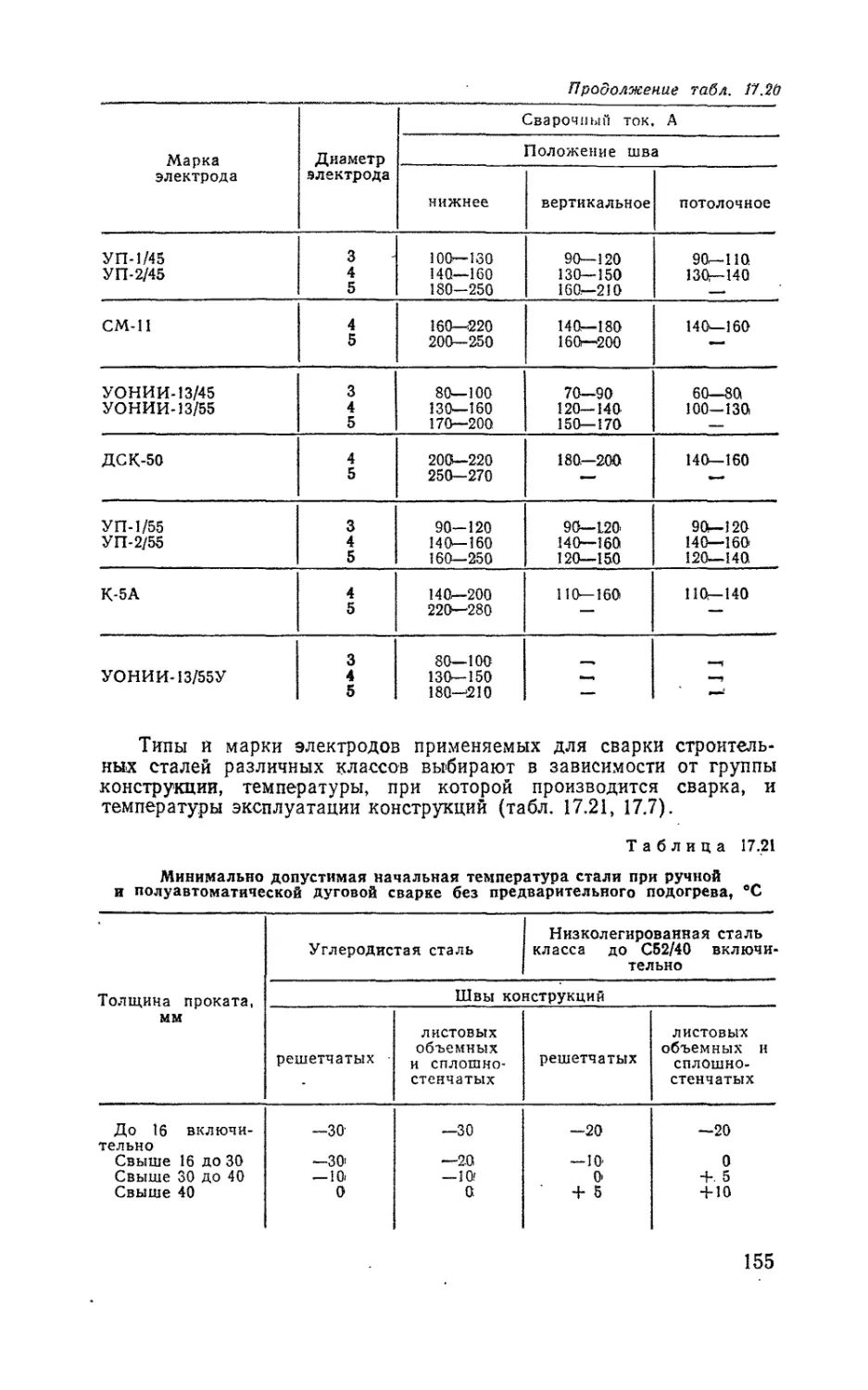
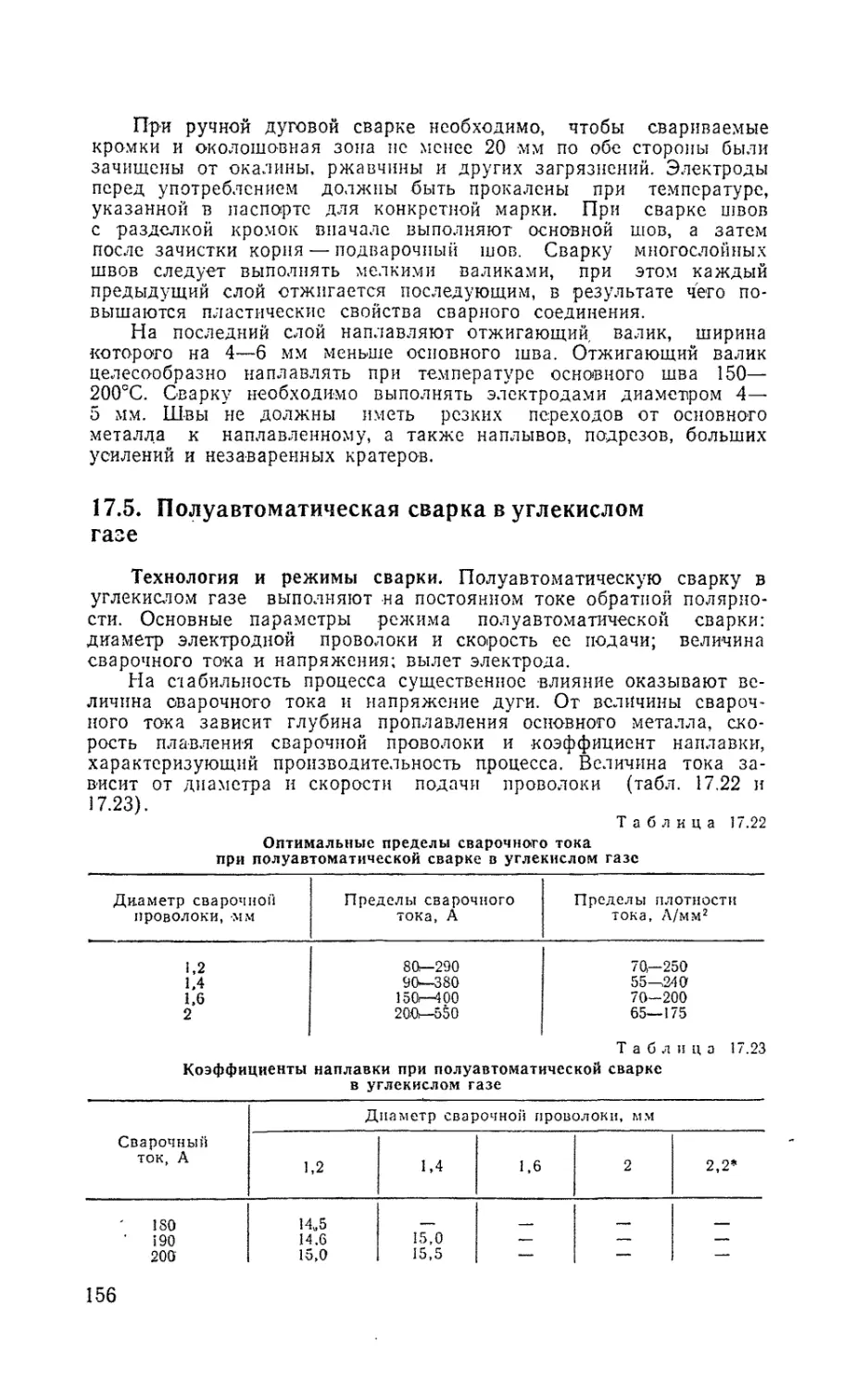



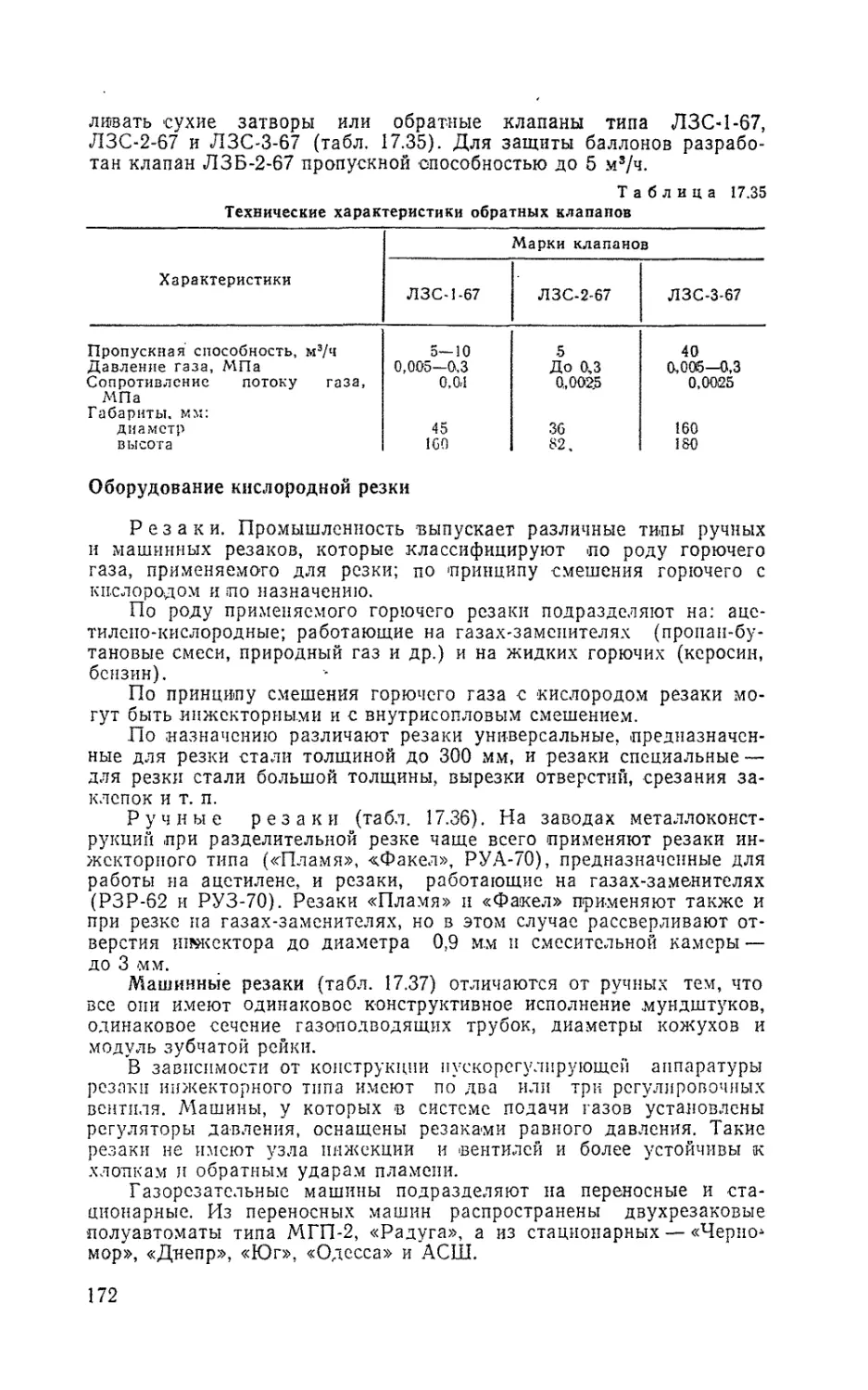
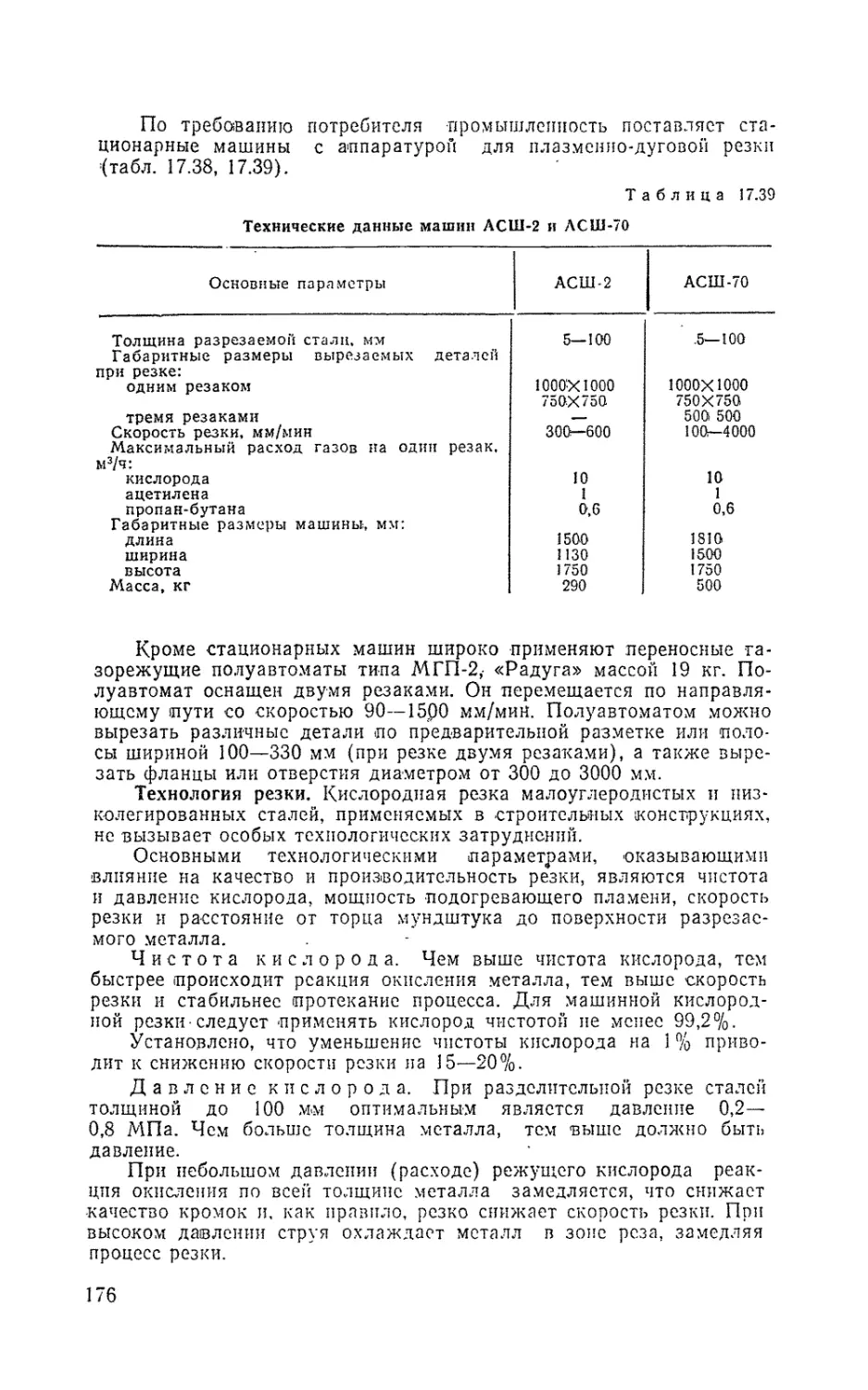
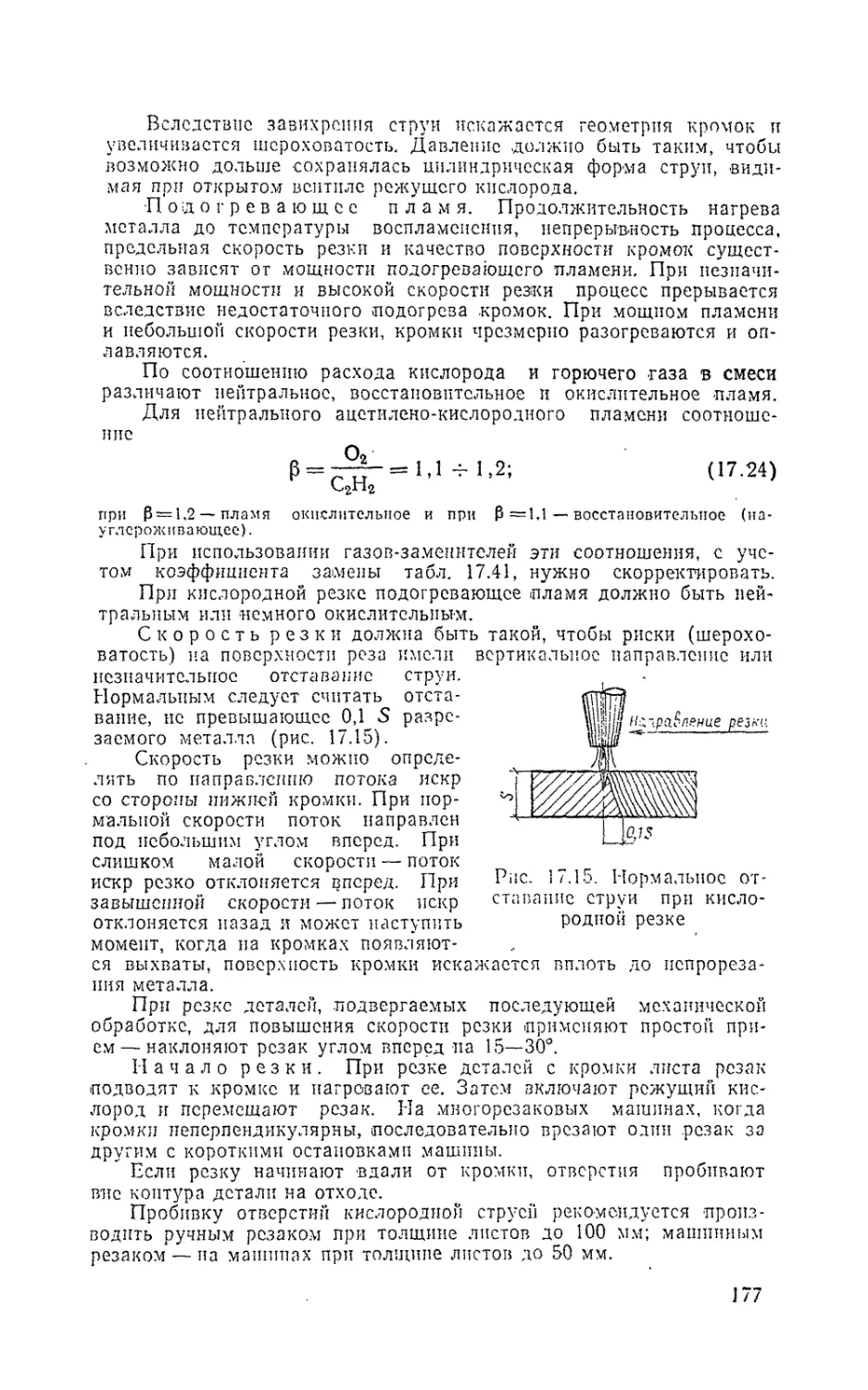
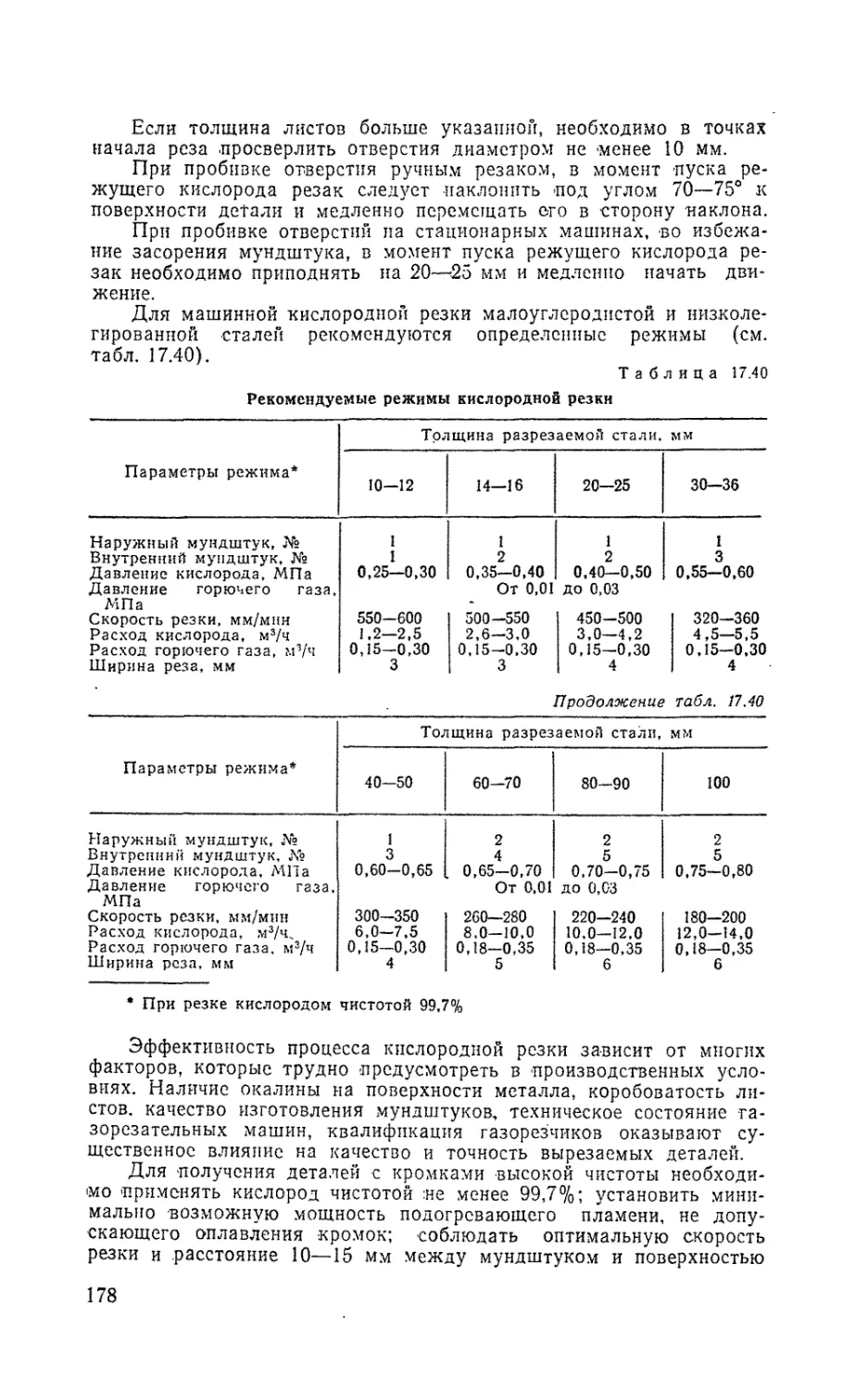
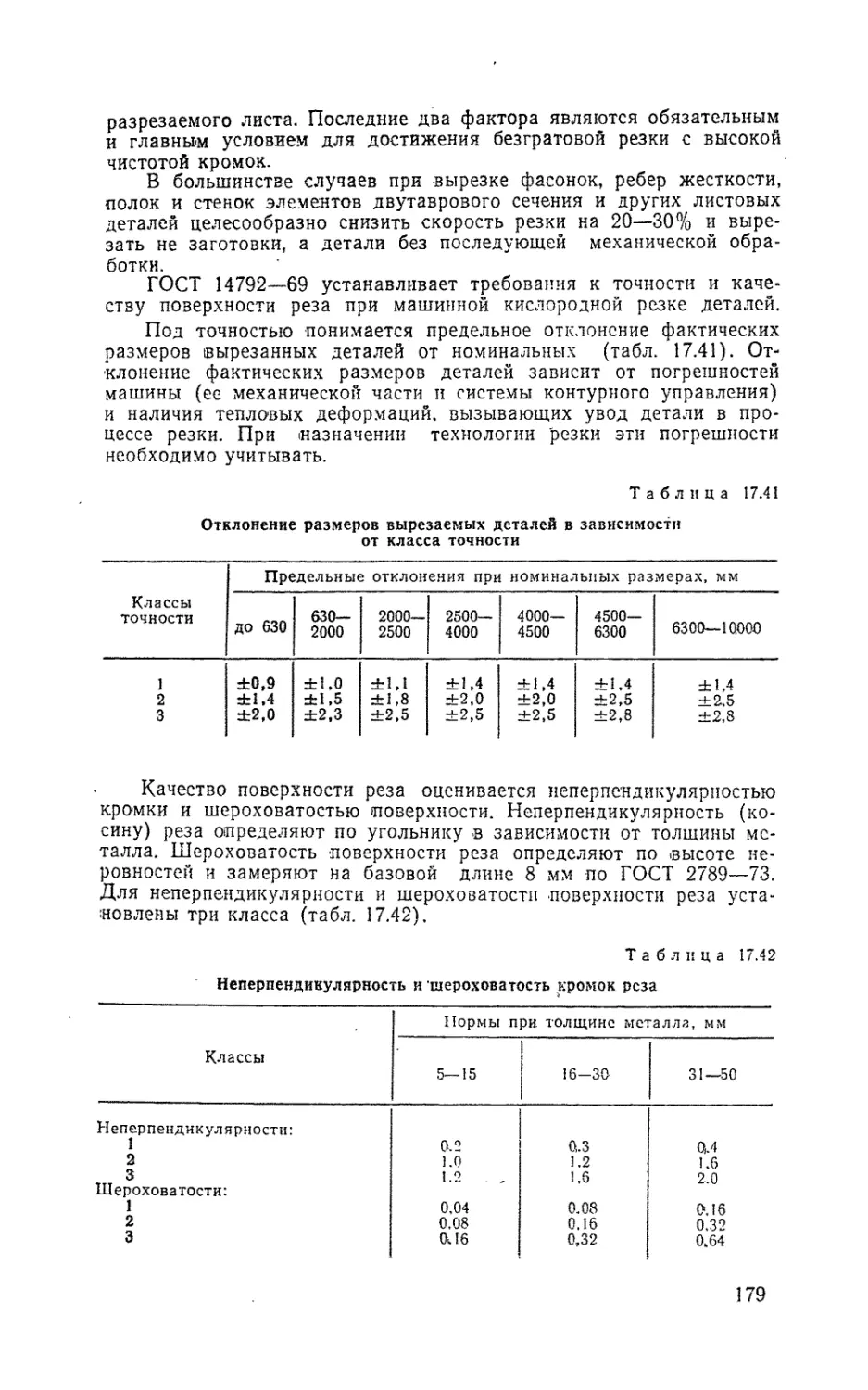









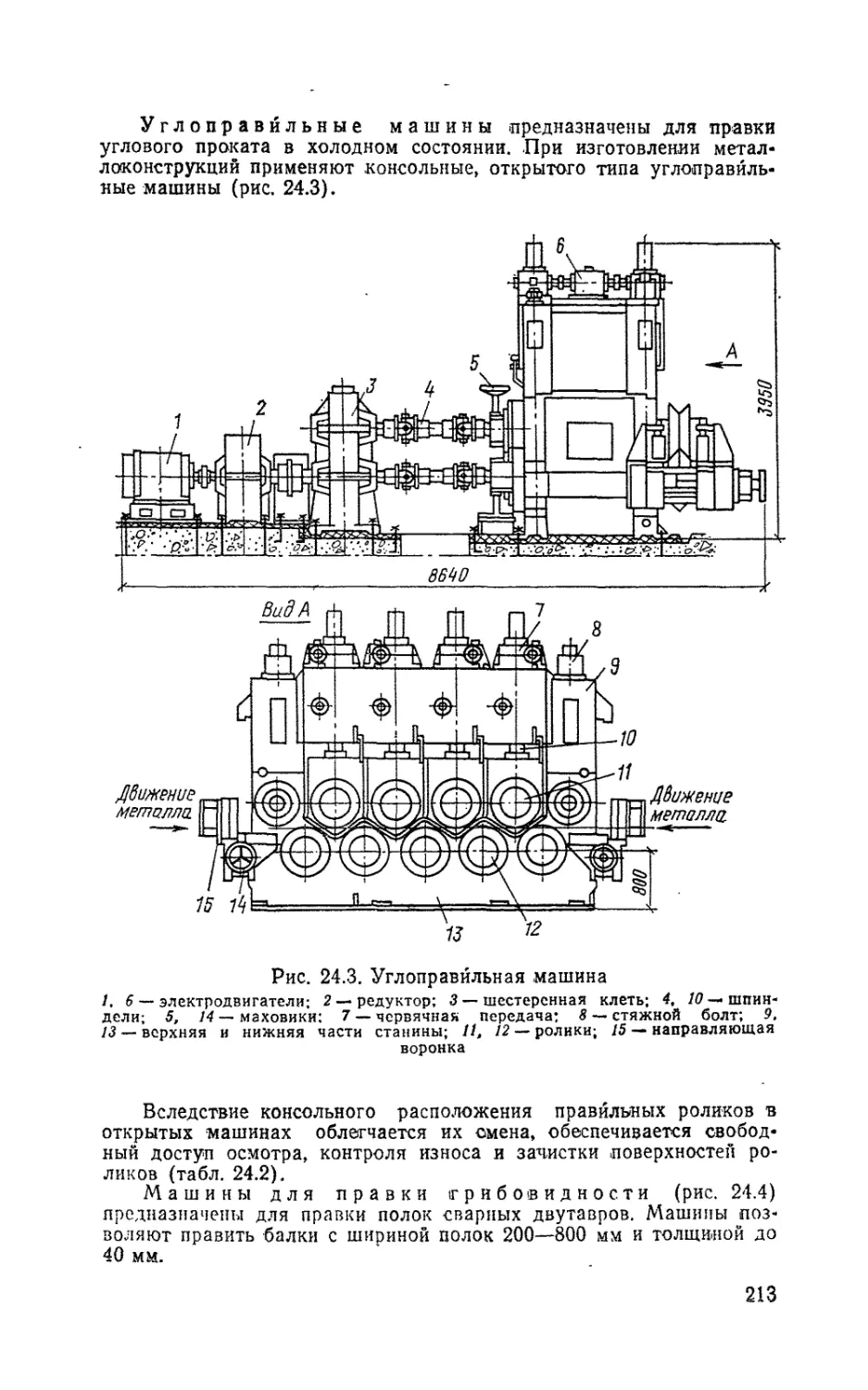
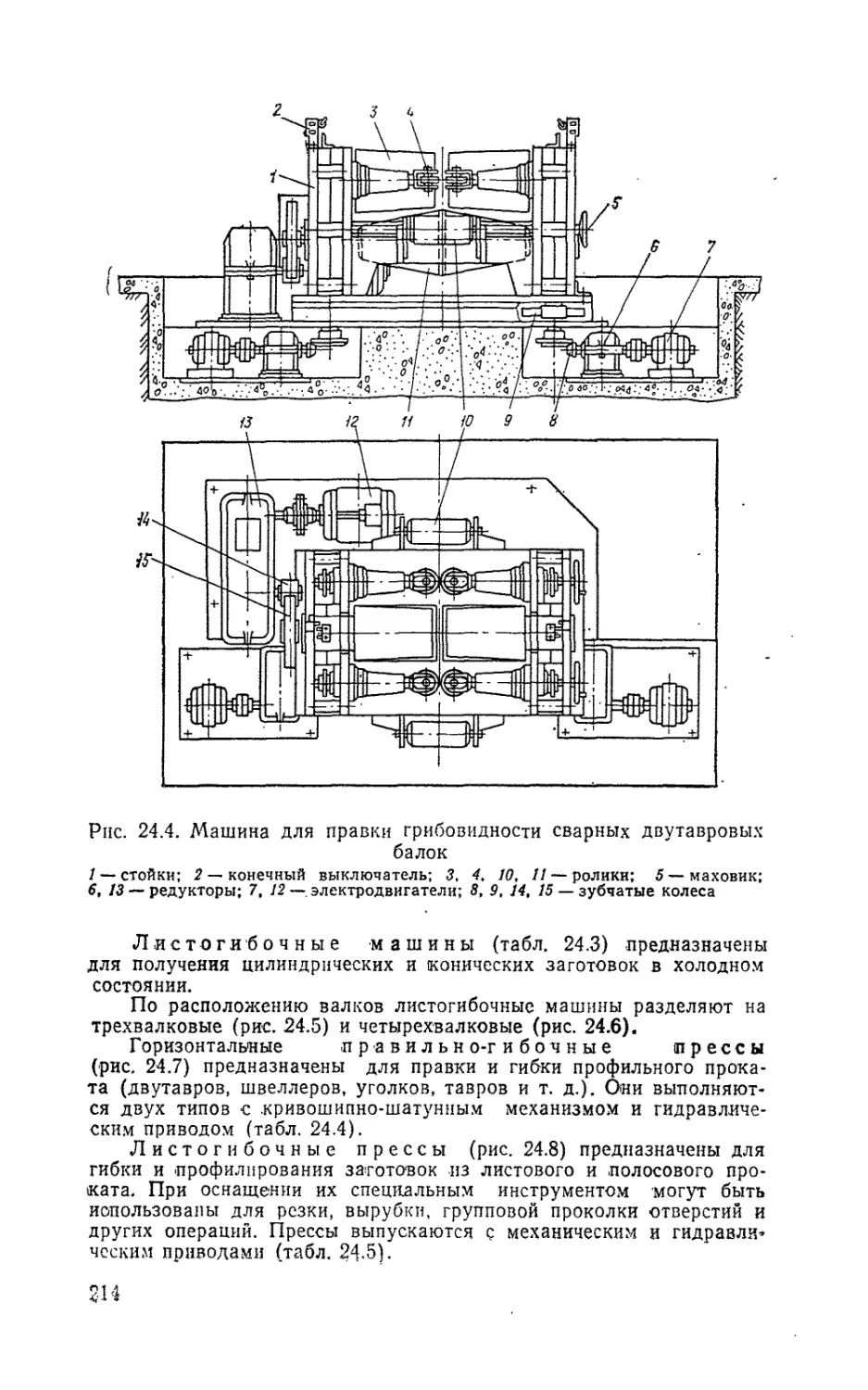
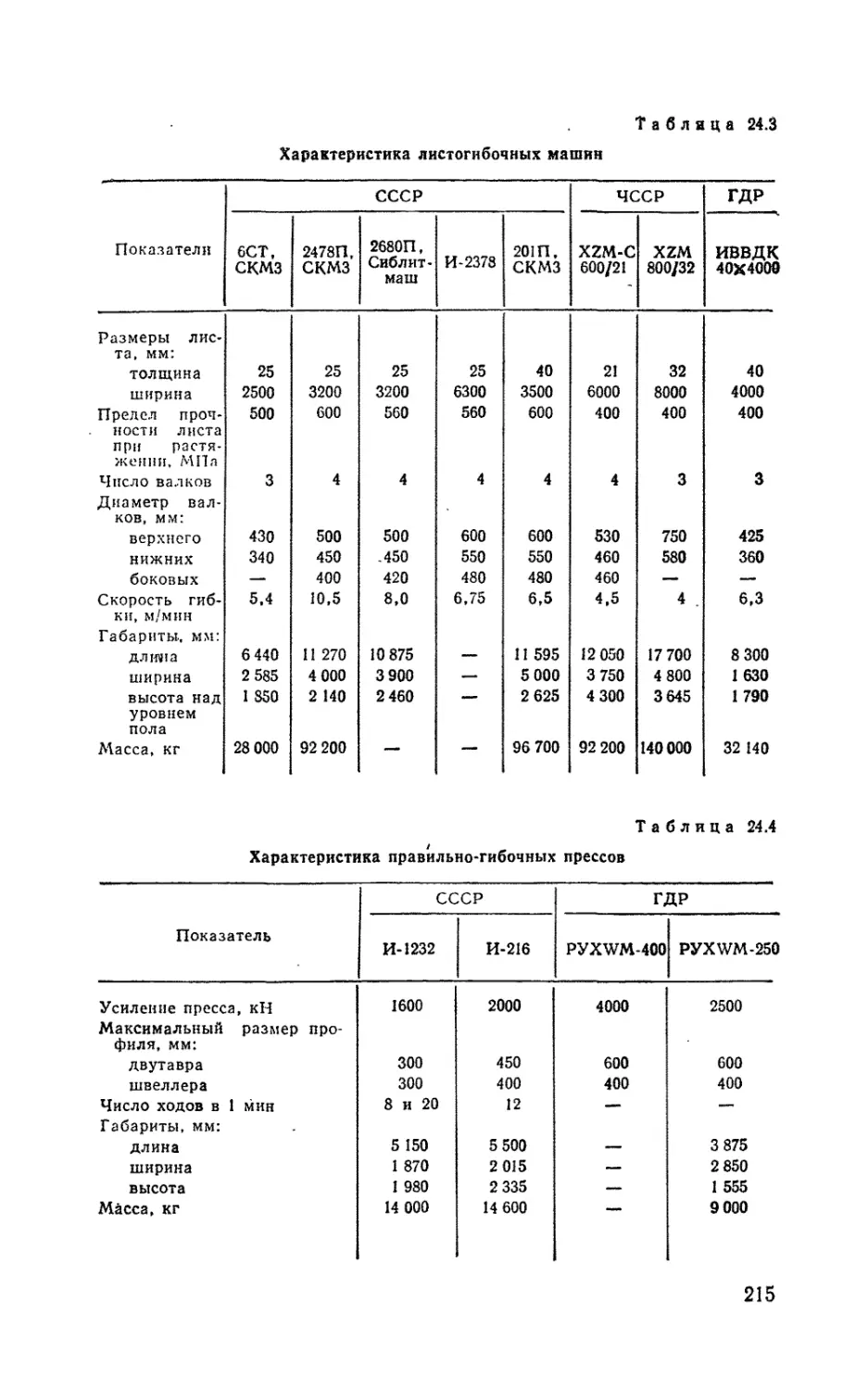
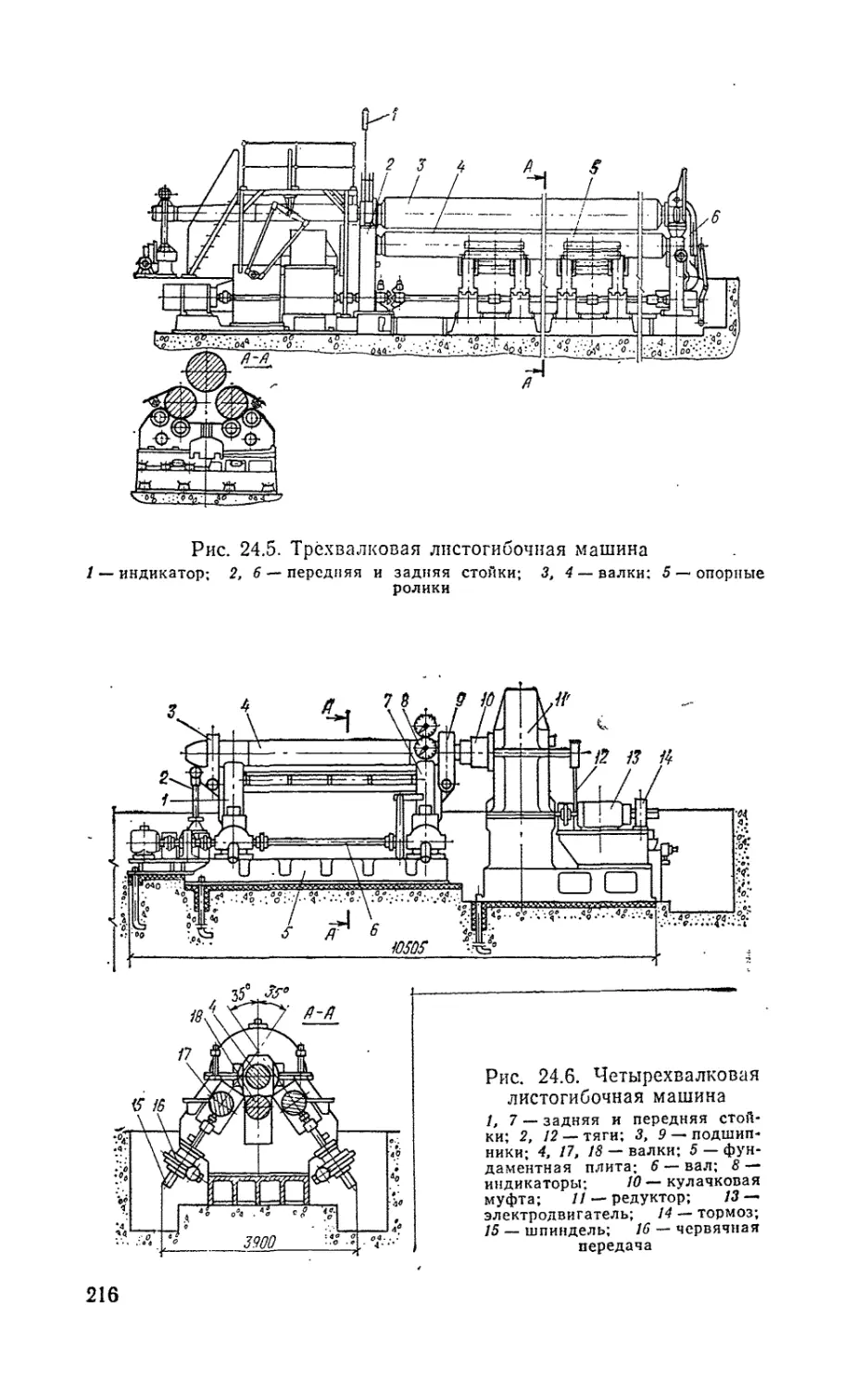


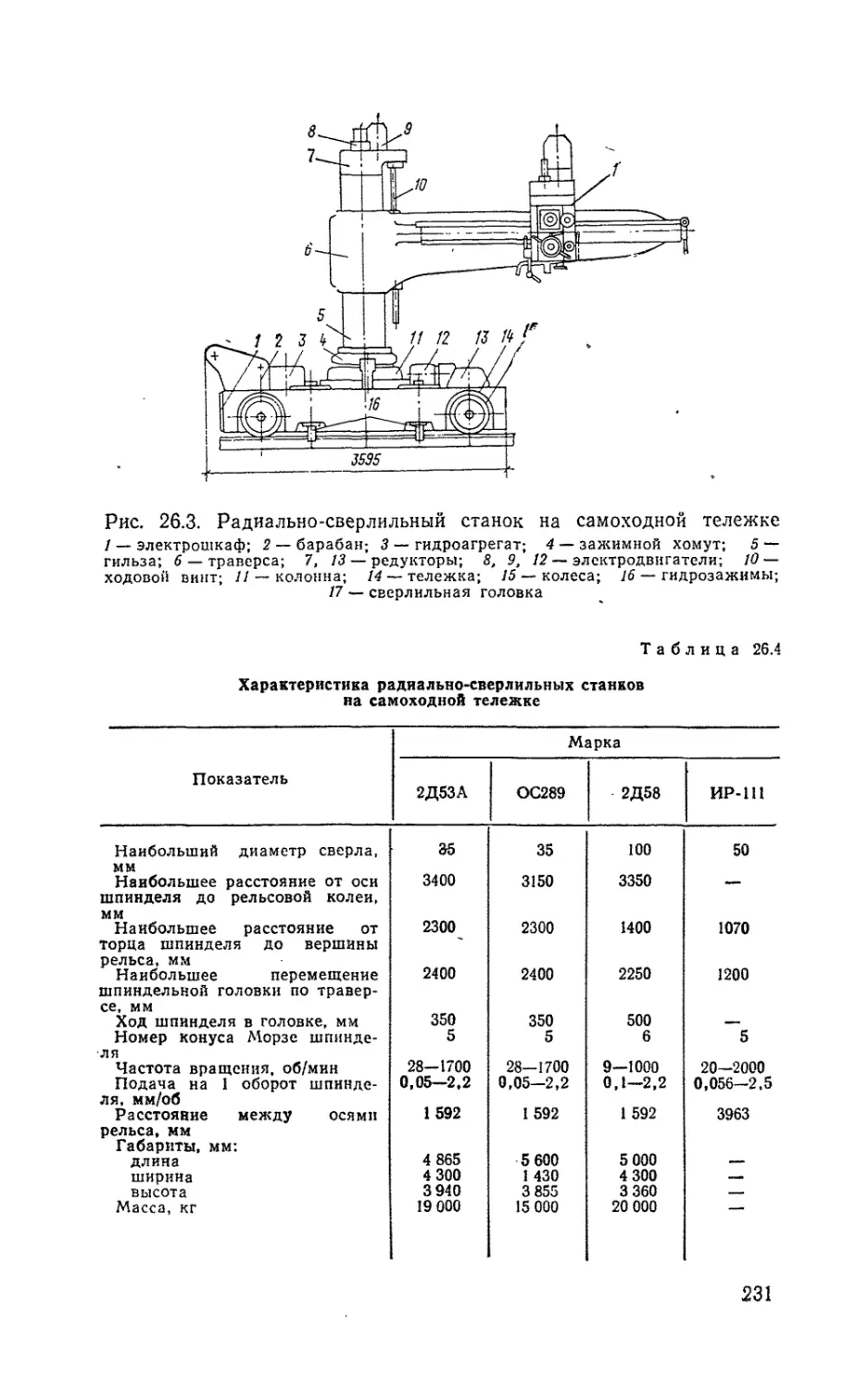
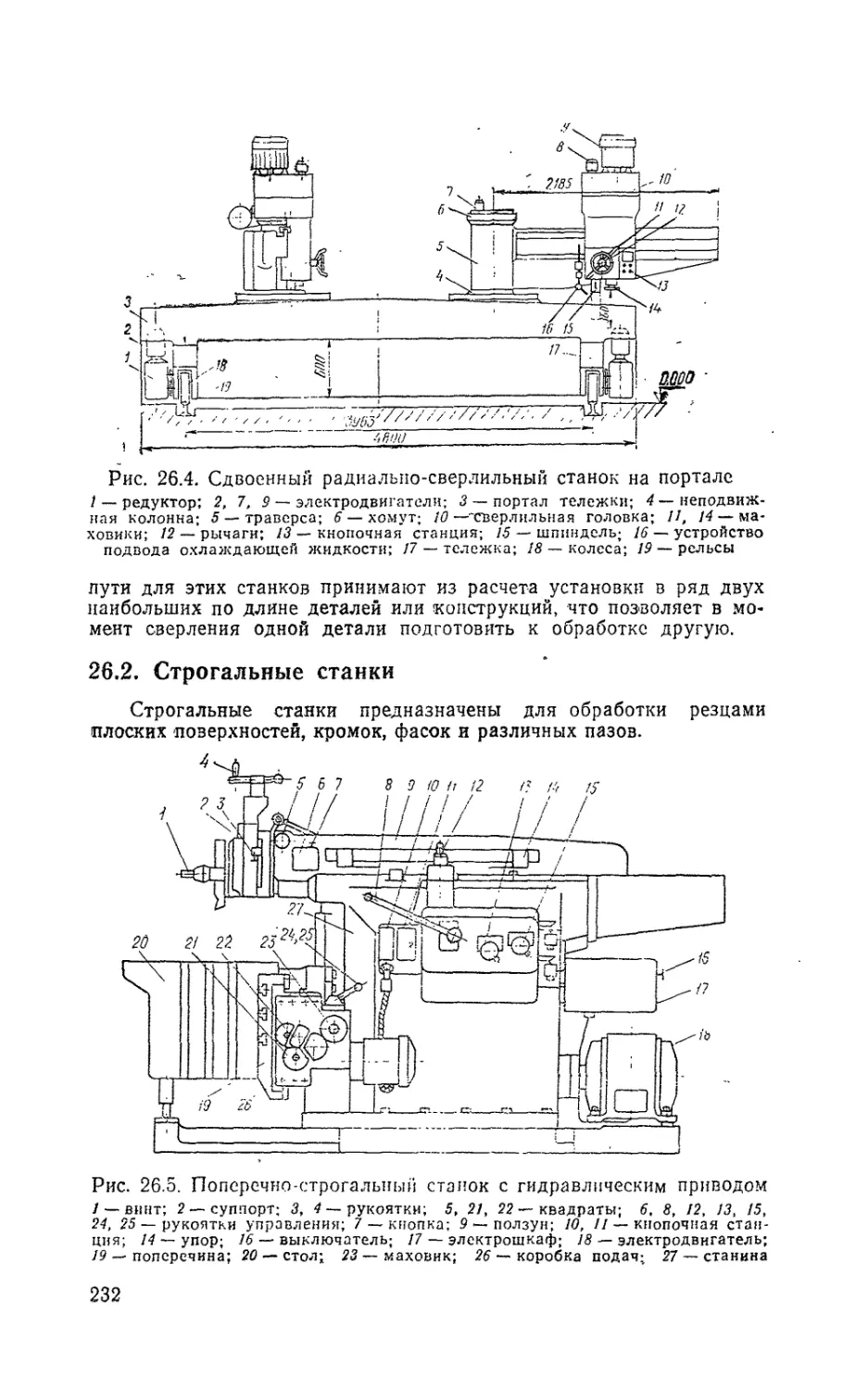
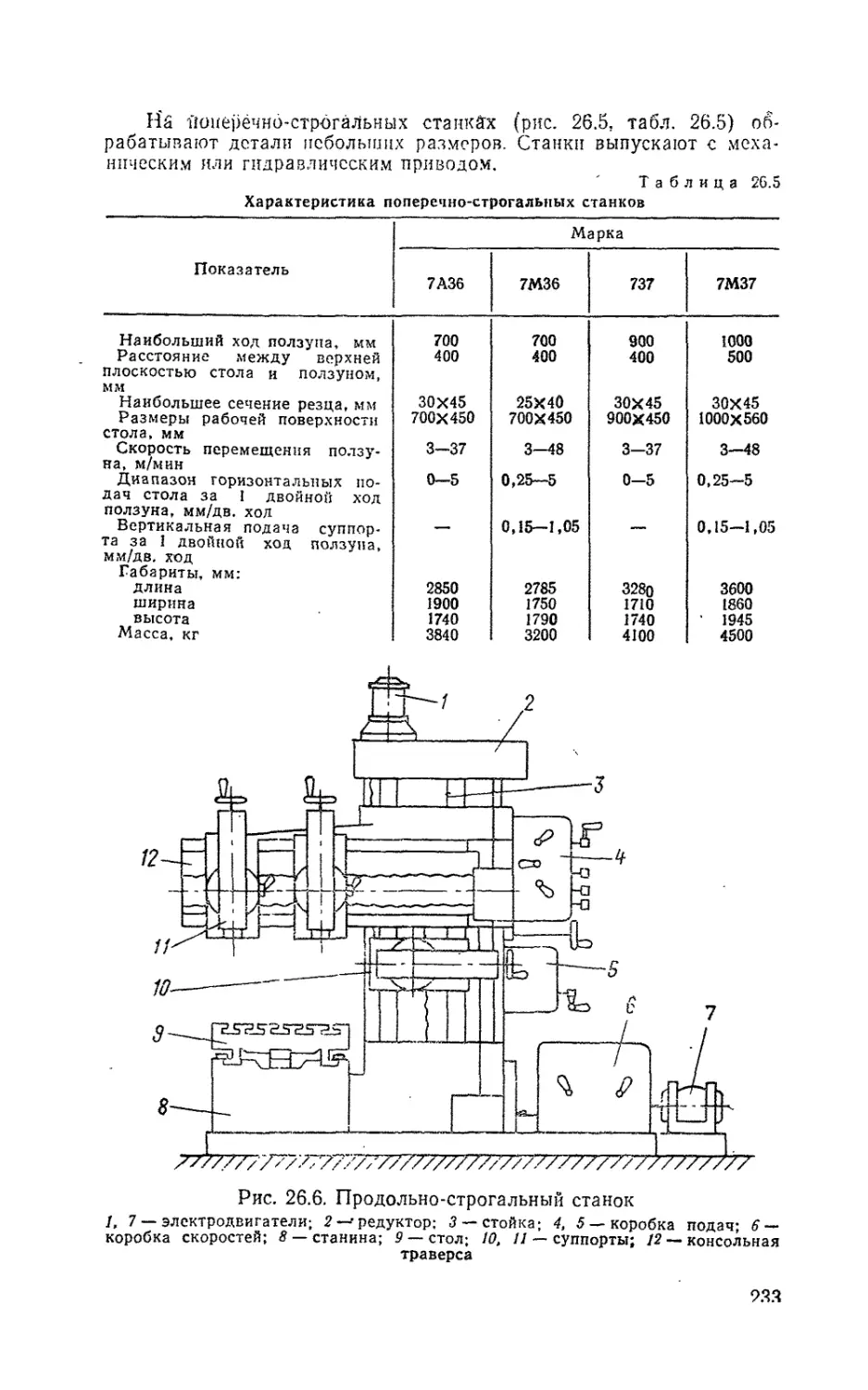
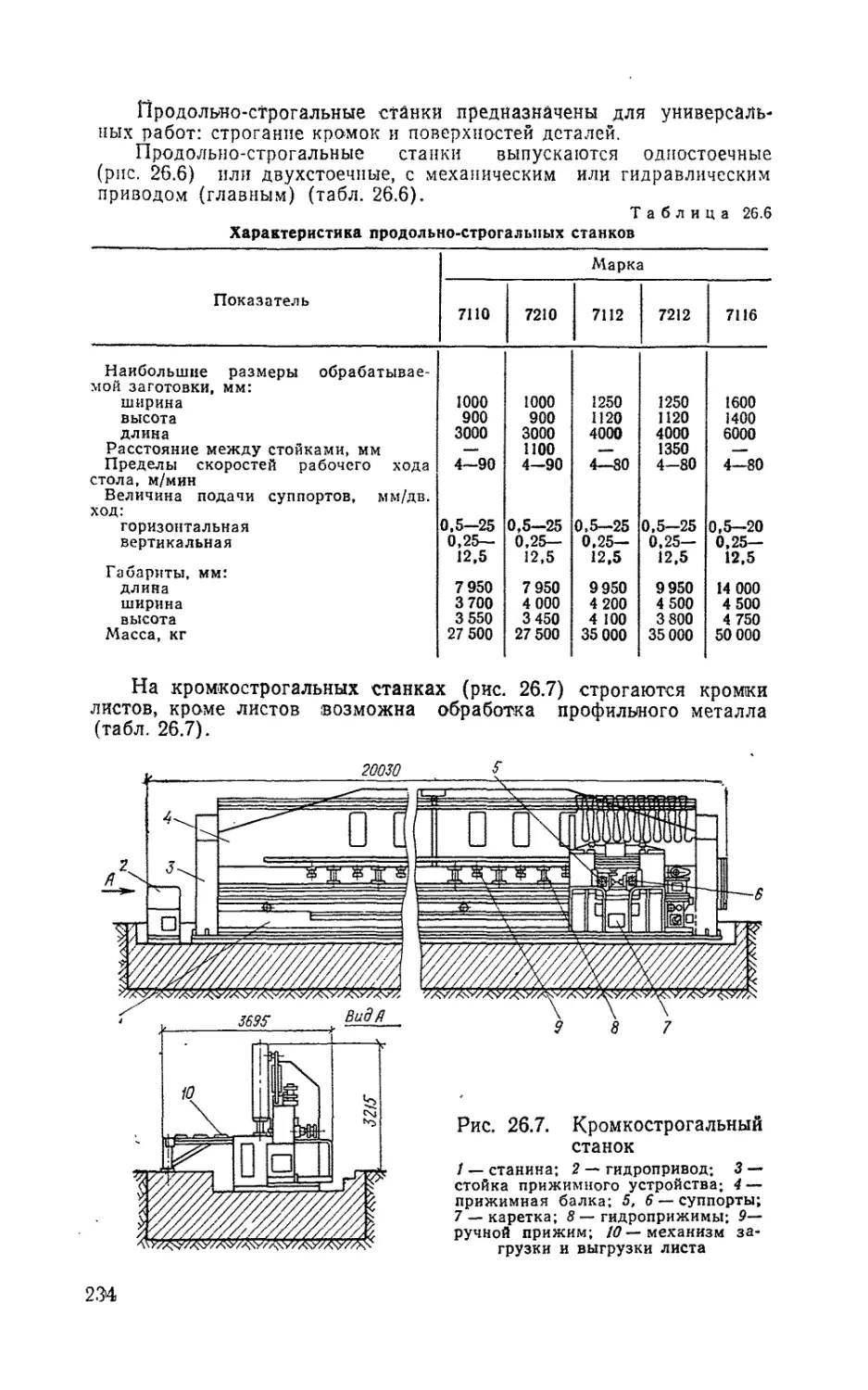



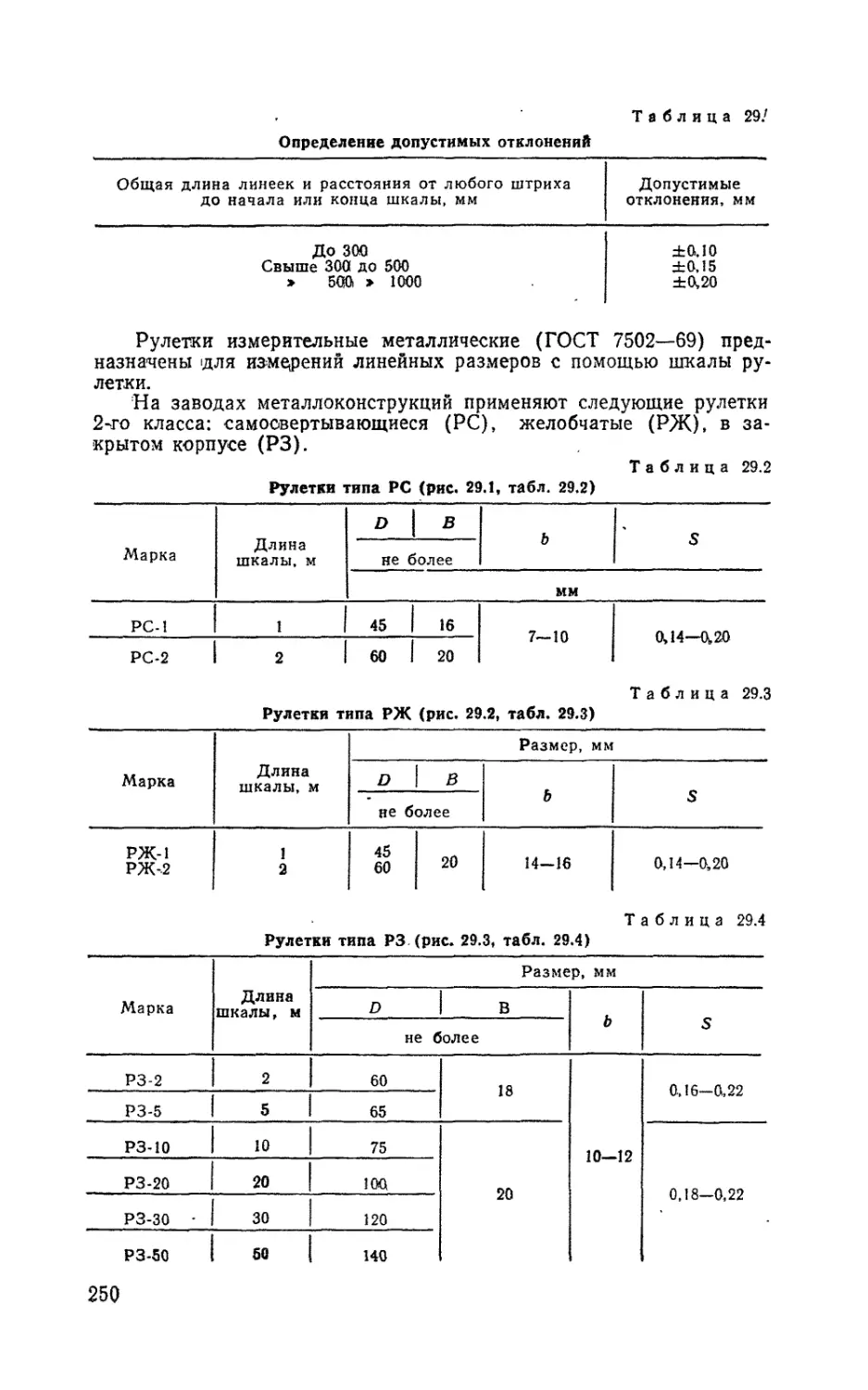
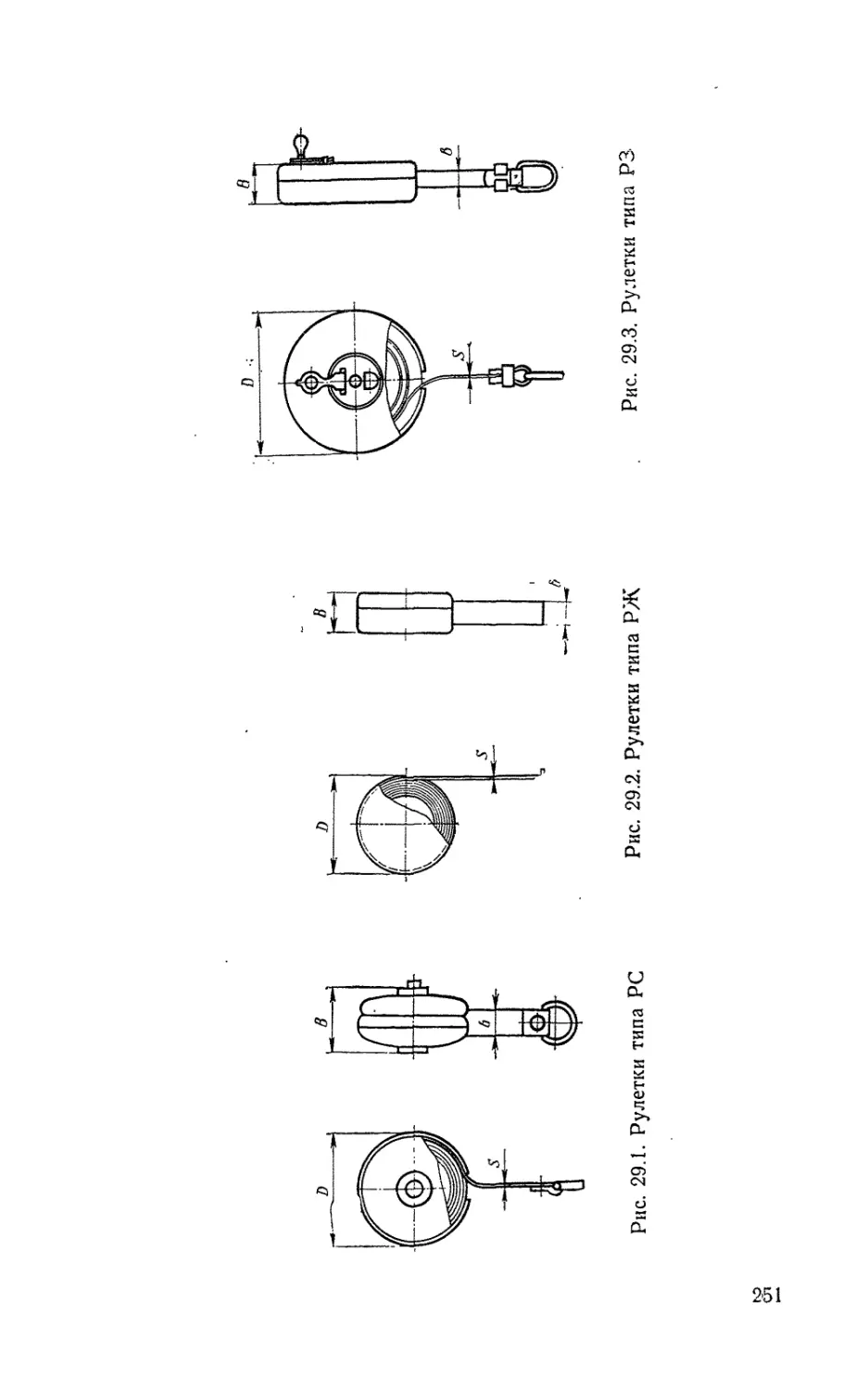

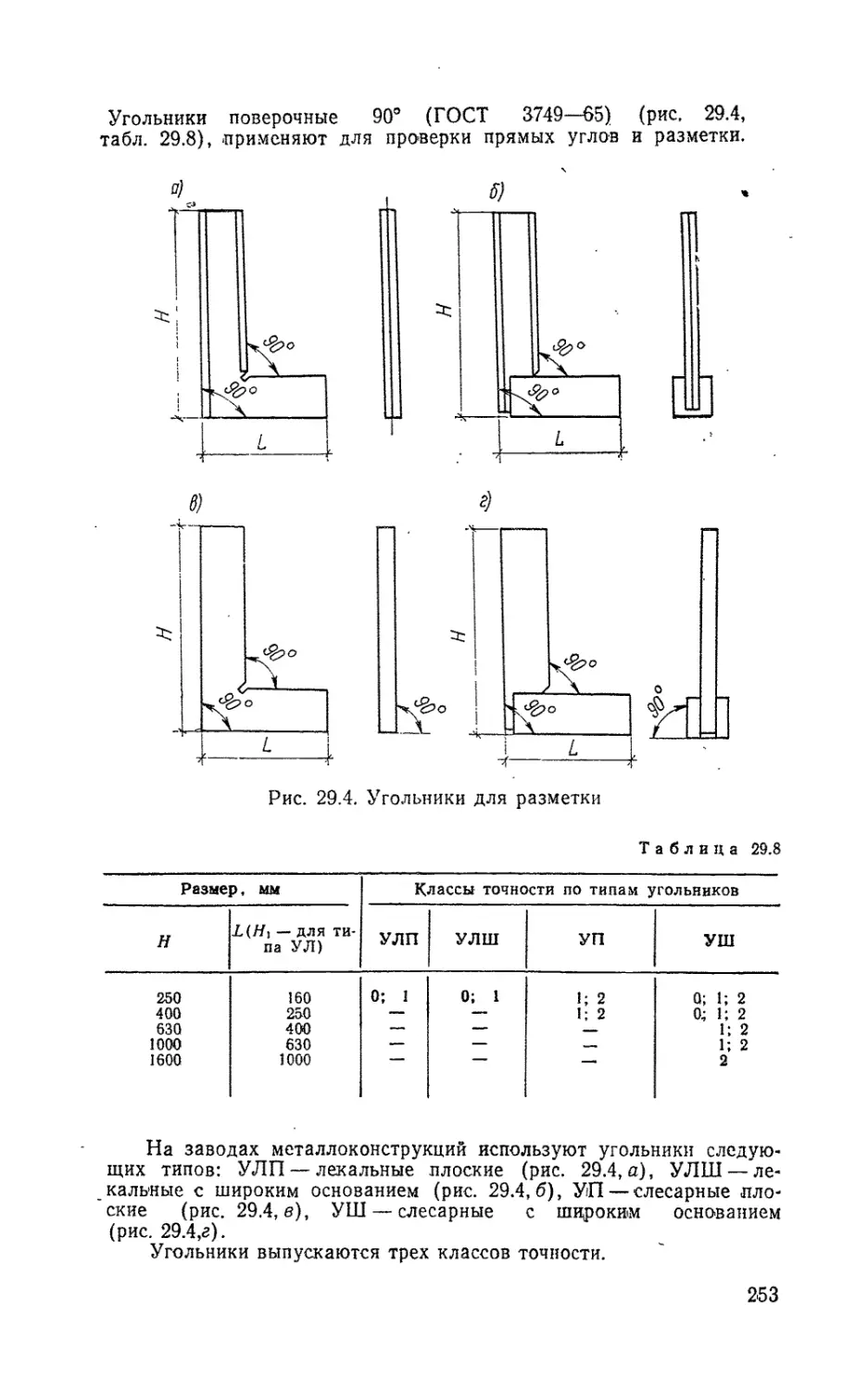
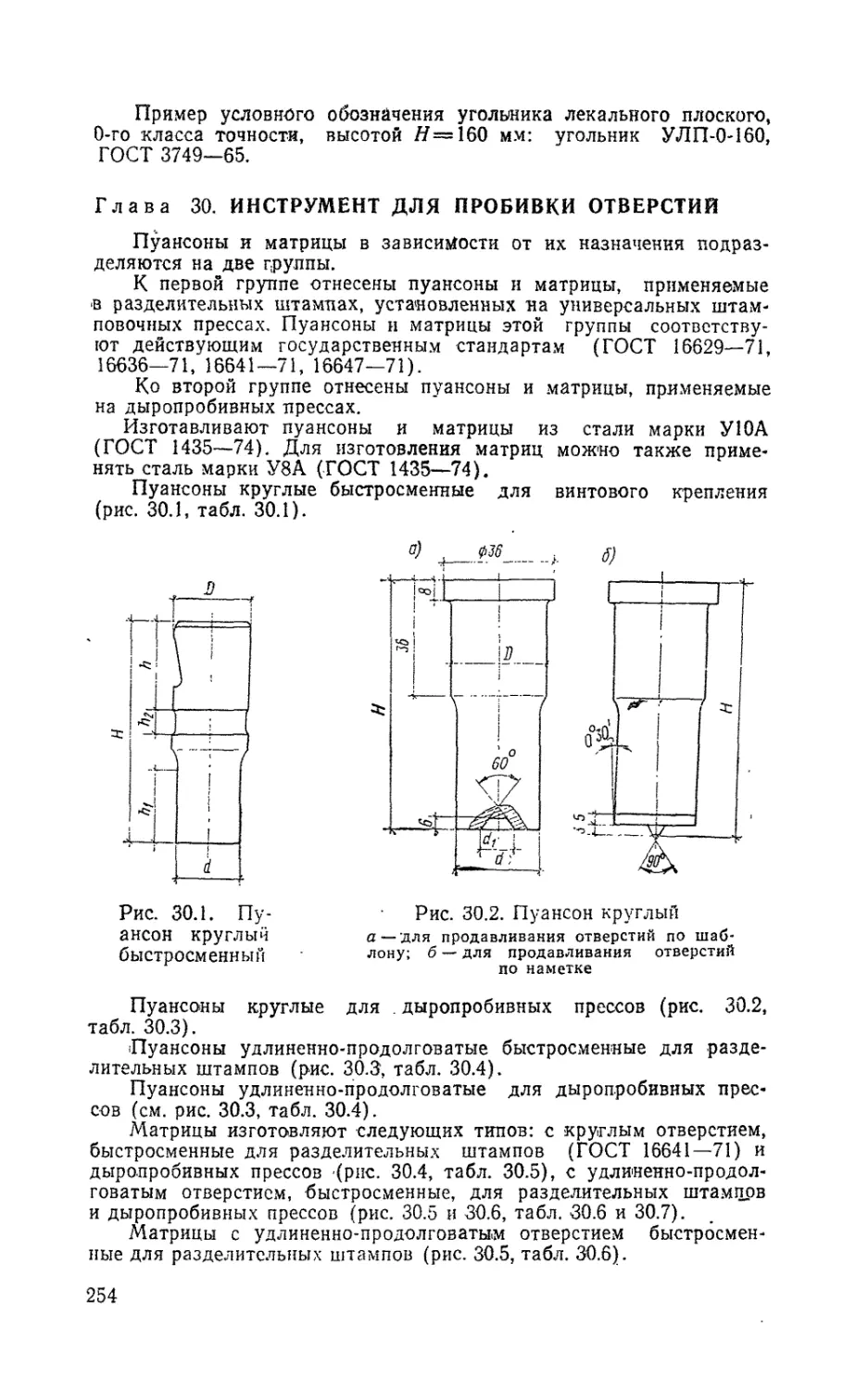





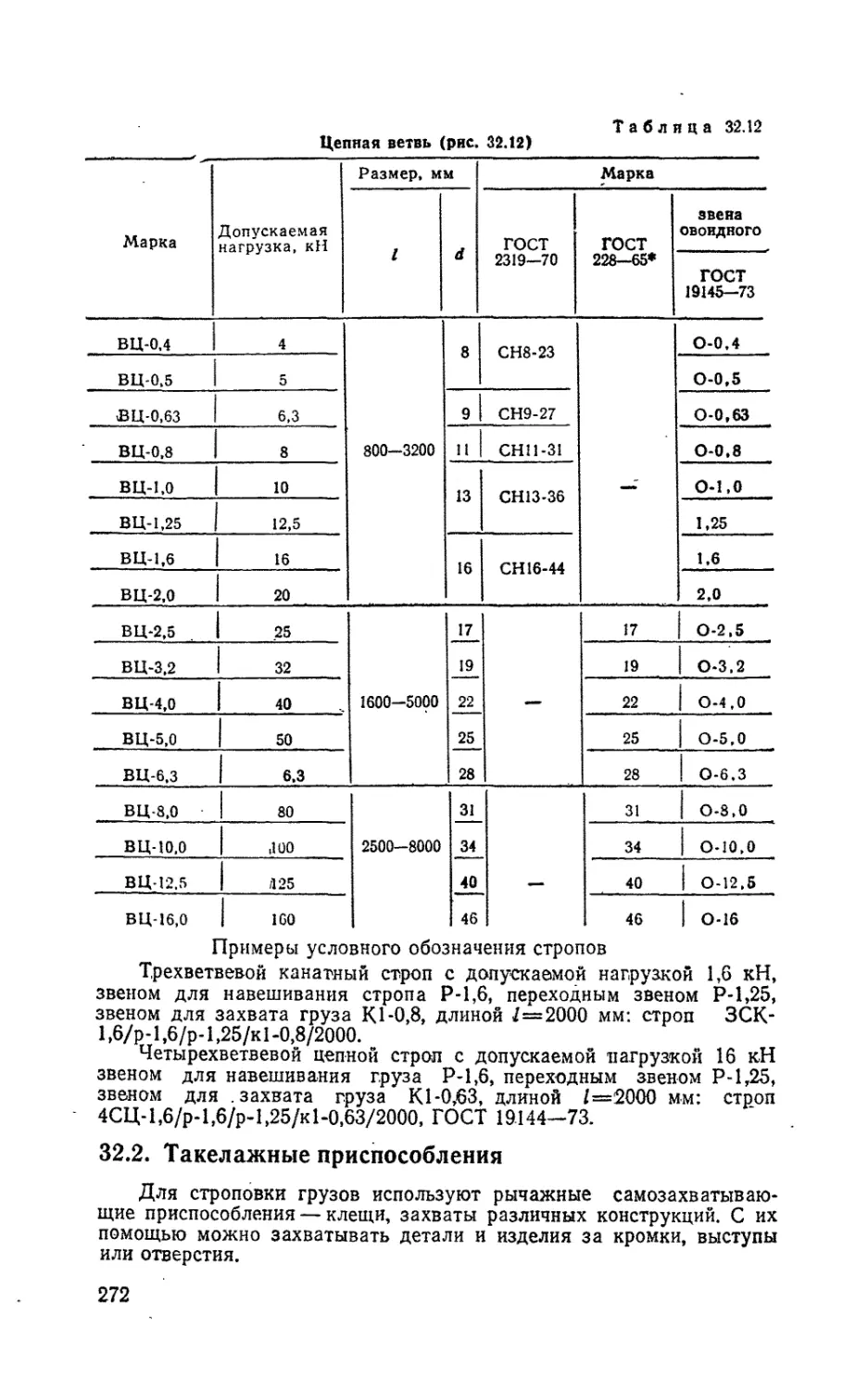
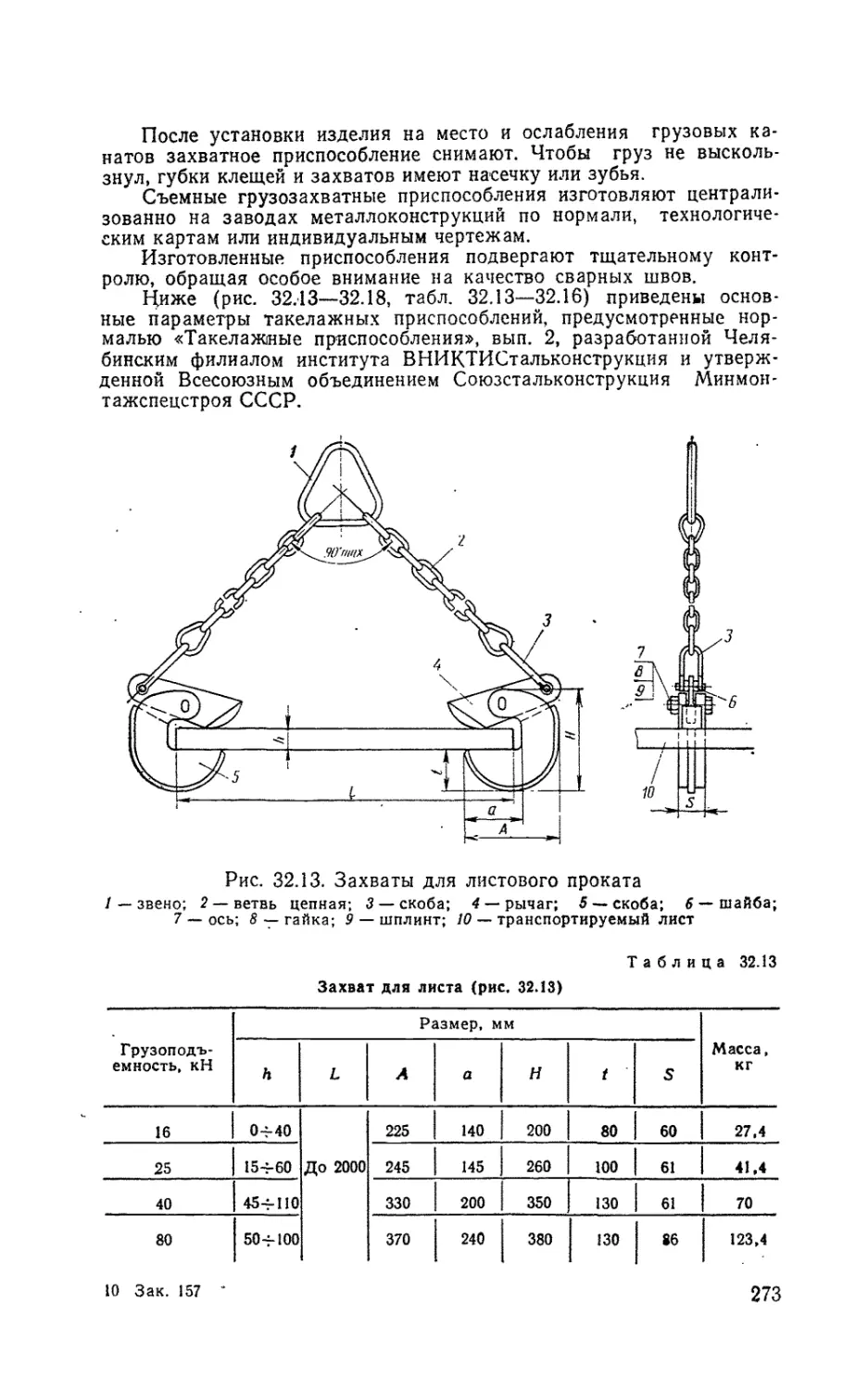

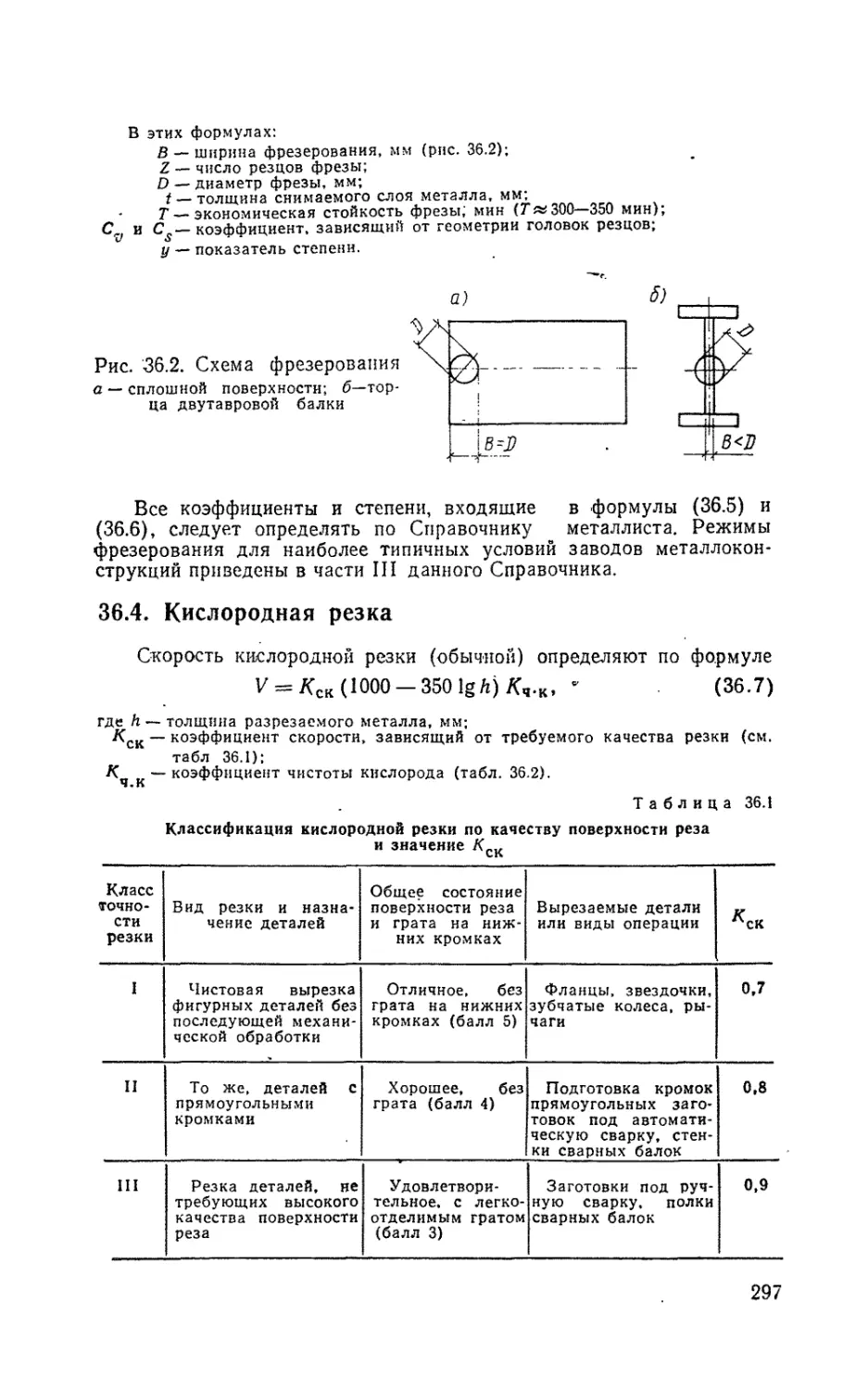






Текст
СПРАВОЧНИК МОНТАЖНИКА
ИЗГОТОВЛЕНИЕ
СТАЛЬНЫХ
КОНСТРУКЦИЙ
Под редакцией В. М. Краснова
МОСКВА
СТРОЙИЗДАТ
1978
6СЗ
И 35
УДК 691.714.002.2(031)
Авторы: А. А. Абаршгов, Б. И. Гампель, Е. Л. Воронов,
А. Д. Дедух; И. К. Иост, В. П. Козин, В. М. Краснов,
А. Ф. Кузнецов, В. П. Петров, А. Я. Следков
Главная редакционная коллегия серии: А. К. (Волнянский, (гл.
редактор), А. Н. Блинов, В. Я- Копейко, Г. Ф. Кузнецов, Н. С. Мов-
сесов, А. С. Орлов, В. М. Орлов, В. И. Перемысловский, А. К. Пере-
шивкин, В. П. Пушкин, Г. Г. .Судаков (зам. гл. редактора).
Изготовление стальных конструкций. Под ред.
И 35 В. М. Краснова. М., Стройиздат, 1978.
335 с. с ил. (Справочник монтажника).
На обороте тит. л. авт.: А. А. Абаринов, Б. И, Гампель,
Е. Л. Воронов и др.
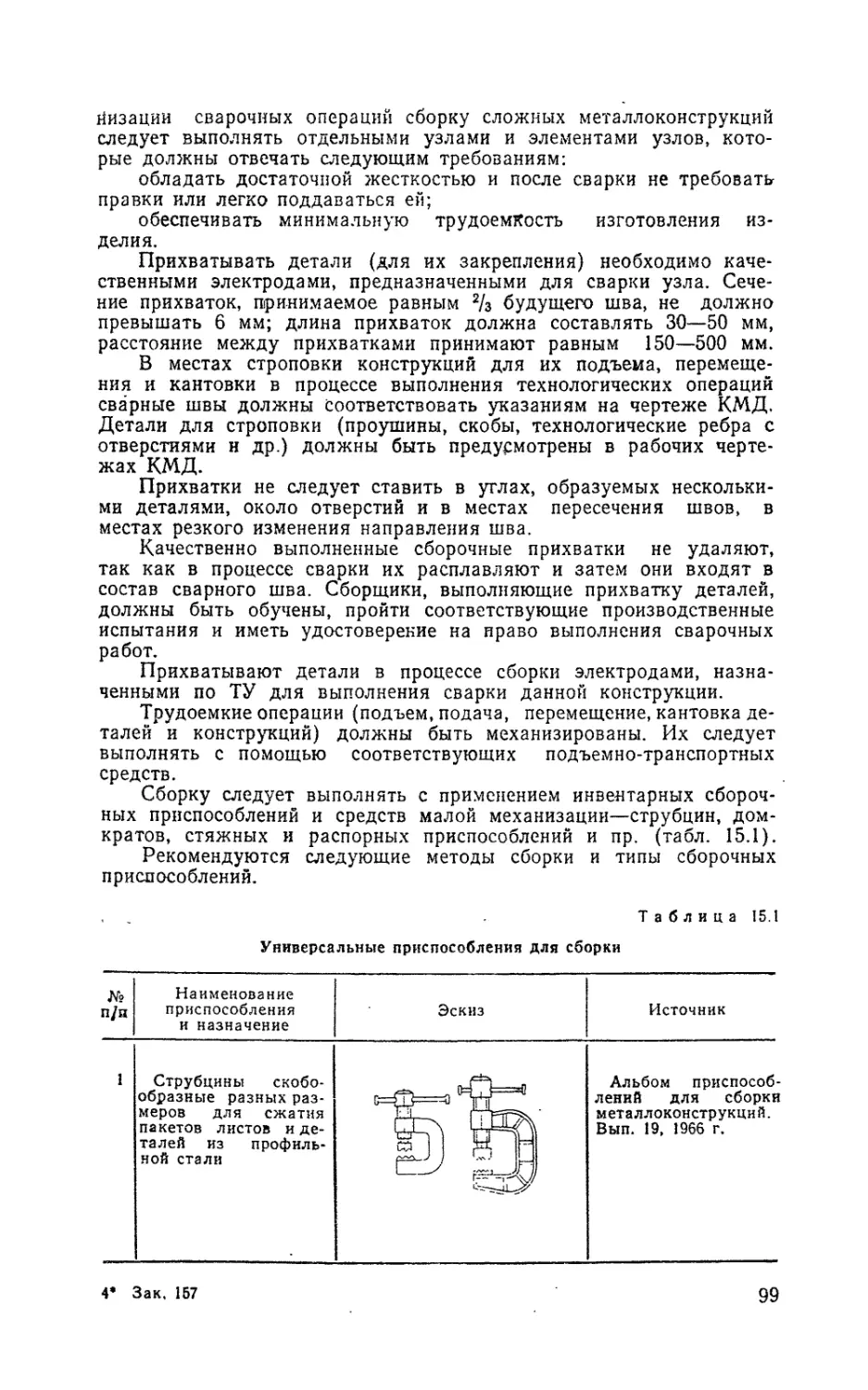
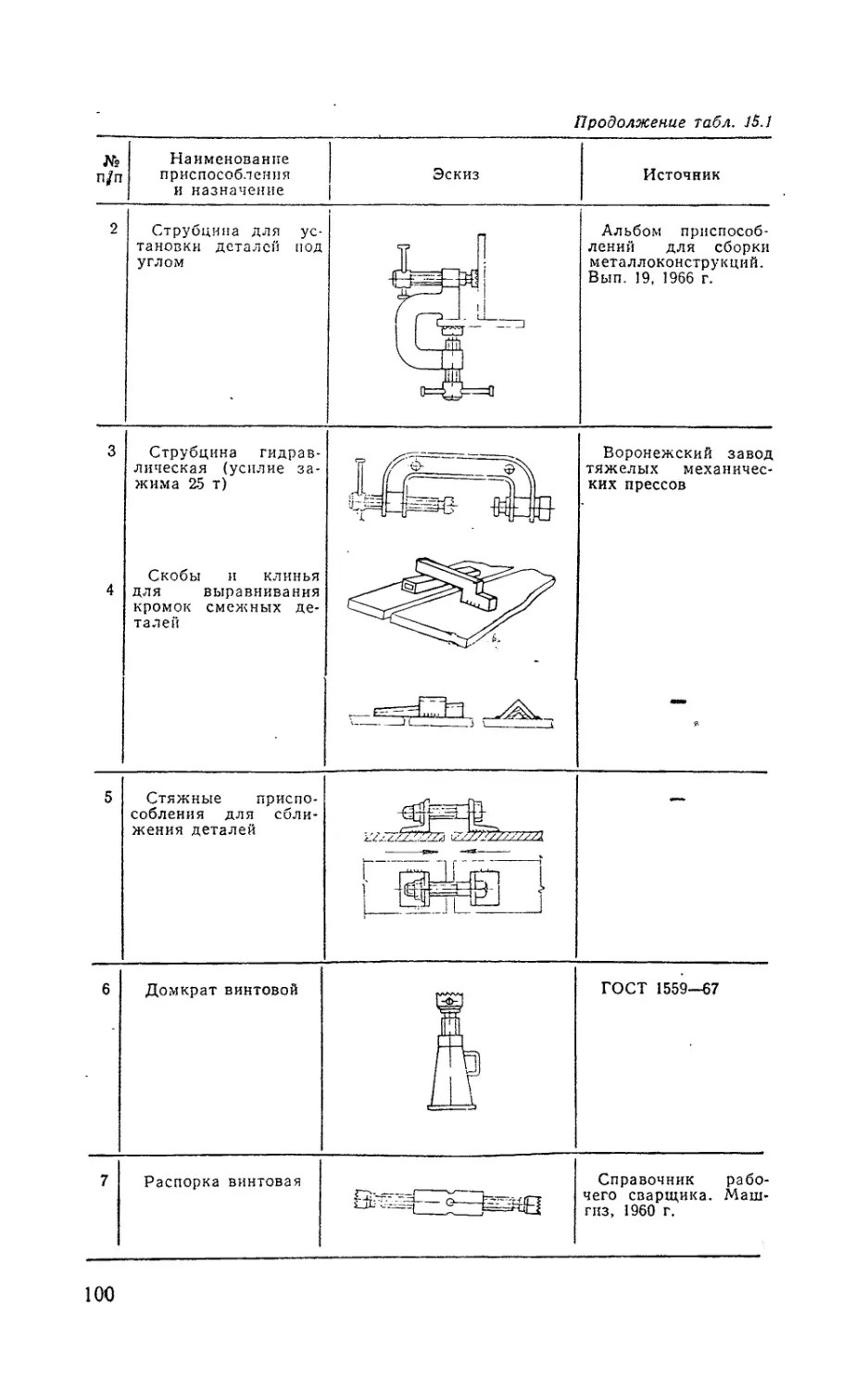
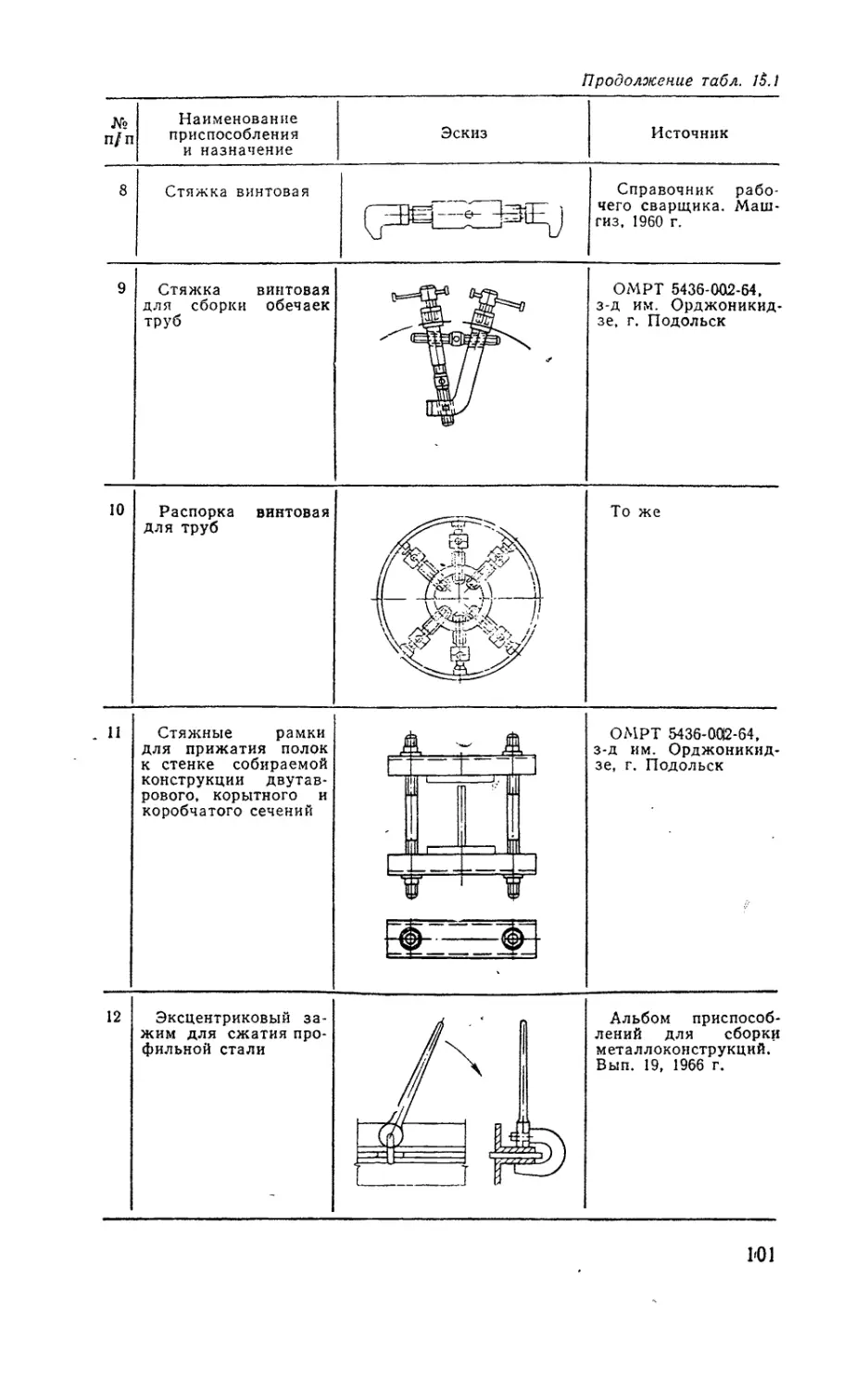
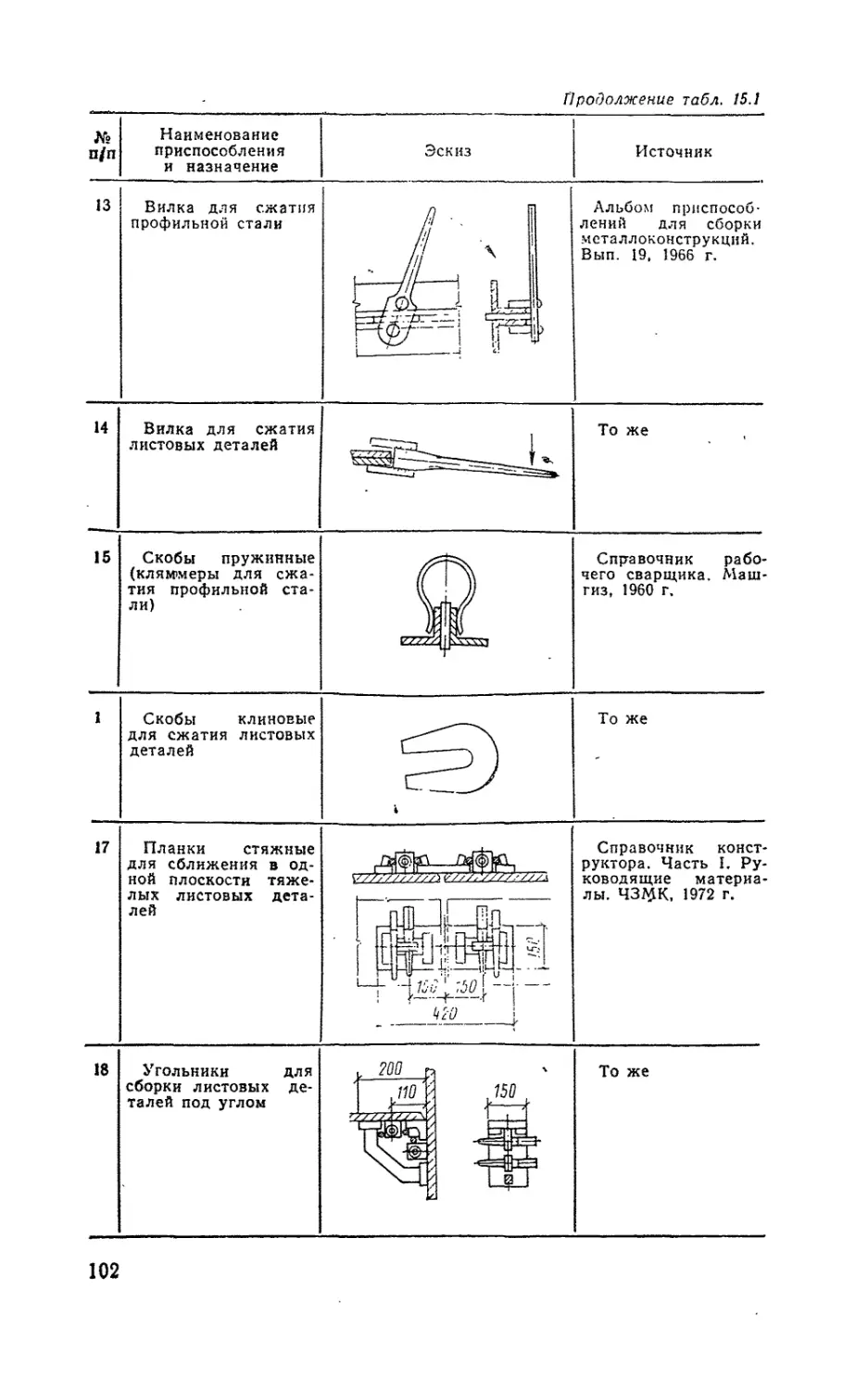
В справочнике содержатся сведения об управлении и организаций
производства металлических конструкций, технологии изготовления
стальных конструкций," применяемом технологическом оборудовании и
инструменте. Приведены технологические расчеты. Даны основные
технико-экономические показатели производства конструкций.
Справочник предназначен для инженерно-технических работников
предприятий—изготовителей металлических конструкций и строительно-
монтажных организаций.
30207 — 446 6СЗ
И047(01) —Ж lll"~78 © Стройиздат, 197а
ПРЕДИСЛОВИЕ
Принятие новой Конституции СССР стало могучим стимулом
дальнейшего повышения производительности труда на основе
комплексной механизации и автоматизации производственных процессов
во всех отраслях народного хозяйства страны.
В докладе «Великий Октябрь и прогресс человечества» на
торжественном заседании, посвященном 60-й годовщине Октября,
Генеральный секретарь ЦК КПСС, Председатель Президиума
Верховного Совета СССР товарищ Л. И. Брежнев указывал, что все ,более
действенным фактором развития народного хозяйства становится
научно-технический прогресс.
В создании материально-технической базы коммунизма
значительное место принадлежит строительной индустрии, определяющей
развитие всех отраслей народного хозяйства и, в первую очередь,
добывающей промышленности, энергетики, черной металлургии,
машиностроения, химии и транспорта. Строительство зданий и сооружений
для этих отраслей связано с применением стальных конструкций,
промышленное производство которых за последние десять лет
удвоилось за счет возведения новых и реконструкции действующих заводов
металлоконструкций, а также за счет роста производительности
труда. Они оснащены современным высокопроизводительным
оборудованием, включая поточные линии и агрегатные установки по
изготовлению деталей, кондукторы для сборки, кантователи и автоматы для
сварки.
В настоящее время заводы изготовляют конструкции из сталей
обычной, повышенной и высокой прочности.
В справочнике наряду с описанием основных технологических
процессов приведены сведения об организационной структуре
заводов металлоконструкций, маршрутной технологической документации,
основных положениях по разработке чертежей КМД и экономике
производства стальных конструкций,
^ При составлении настоящего справочника были использованы
действующие -нормативные материалы Челябинского, Нижне-Тагиль-
ского, Череповецкого и Молодечненского заводов
металлоконструкций,- институтов ВНИКТИстальконструкция и ЦНИИтроектстальксж-
струкция», а также материалы кафедры металлических л деревянных
.конструкций-Челябинского политехнического института им.
Ленинского комсомола.
Части II и VIII написаны профессором А. А. Абариновым, части
I, VI ,и VII инж. Б. И. Гампелем, часть III —канд. техн. наук
А. Д. Дадухом, канд..техн. наук В. П. Козиным и инж. В. П.
Петровым^ часть IV —инж. В. М. Красновым, инж. И. К. Постом, инж.
ь. П. Петровым, инж. А. Я. Следковы-м, часть V —инж. Е. Л, Воро-
/Новым, часть IX —канд. техн. наук А. Ф. Кузнецовым.
;:1* Зак. 157 ^ о
Часть I
ОСНОВЫ УПРАВЛЕНИЯ И ОРГАНИЗАЦИИ
ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
Глава 1. ХАРАКТЕРИСТИКА, ОРГАНИЗАЦИЯ И СОСТАВ
ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
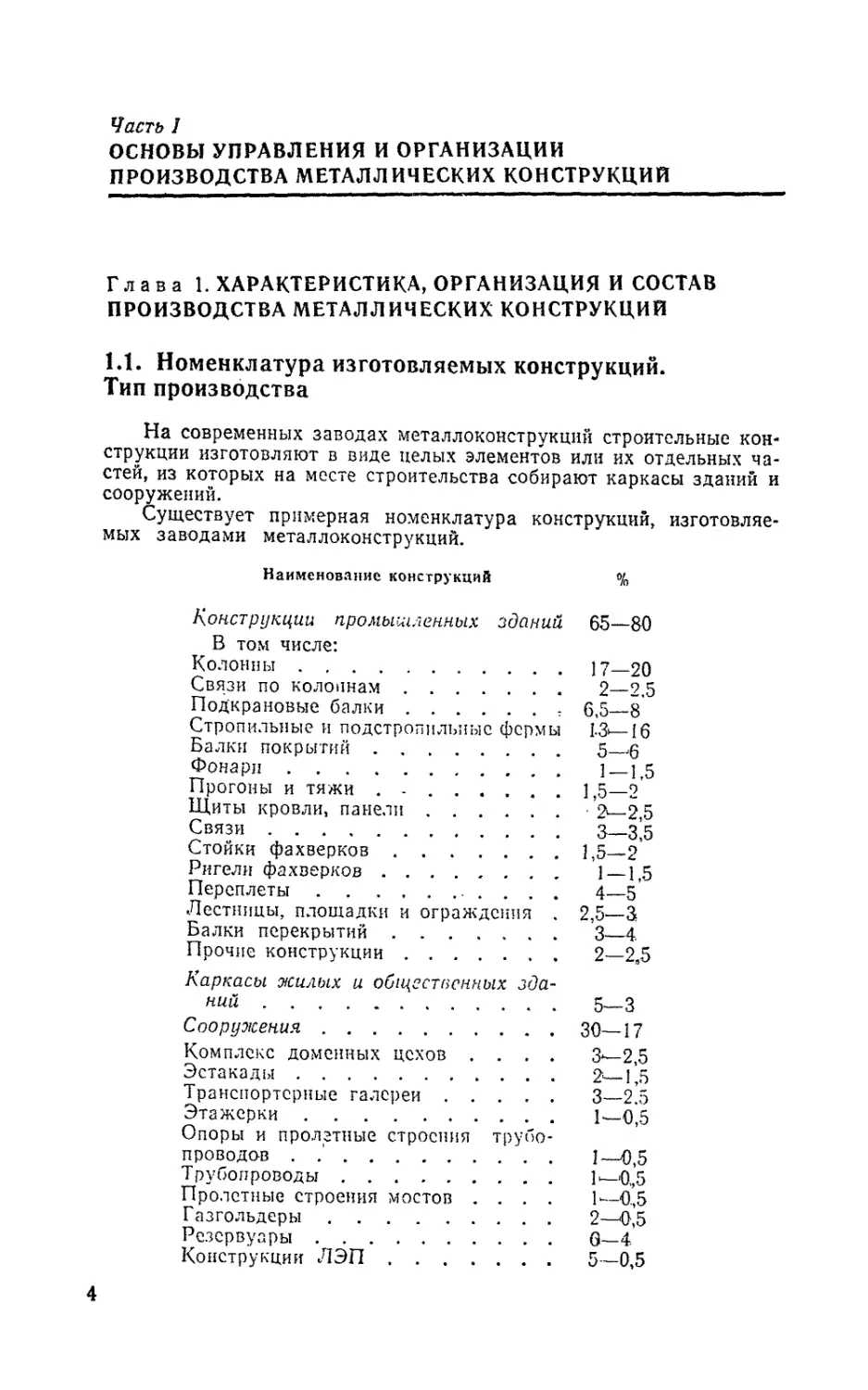
1.1. Номенклатура изготовляемых конструкций.
Тип производства
На современных заводах металлоконструкций строительные
конструкции изготовляют в виде целых элементов или их отдельных
частей, из которых на месте строительства собирают каркасы зданий и
сооружений.
Существует примерная номенклатура конструкций,
изготовляемых заводами металлоконструкций.
Наименование конструкций %
Конструкции промышленных зданий 65—80
В том числе:
Колонны 17—20
Связи по колоннам 2—2,5
Подкрановые балки ...... t 6,5—8
Стропильные и подстропильные фермы 13>—16
Балки покрытий 5S
Фонари 1 — 1,5
Прогоны и тяжи .г 1,5—2
Щиты кровли, панели 2—2,5
Связи 3—3,5
Стойки фахверков 1,5—2
Ригели фахверков 1 — 1,5
Переплеты 4—5
Лестницы, площадки и ограждения . 2,5—3
Балки перекрытий 3—4.
Прочие конструкции 2—2Я5
Каркасы жилых и общественных
зданий 5—3
Сооружения 30—17
Комплекс доменных цехов .... 3*—2,5
Эстакады 2—1,5
Транспортерные галереи 3—2.5
Этажерки 1—0,5
Опоры и пролзтные строения
трубопроводов . .' 1—0,5
Трубопроводы . . 1'—'0,,5
Пролетные строения мостов .... 1-—О.,5
Газгольдеры 2—®,5
Резервуары G—4.
Конструкции ЛЭП . . . . . . . 5—0,5
4
Конструкции антенных систем
(мачты, башни) 2,5—2
Бункера 1,5 — 1
Прочие сооружения 1 — 0,5
Всего .... , МО.
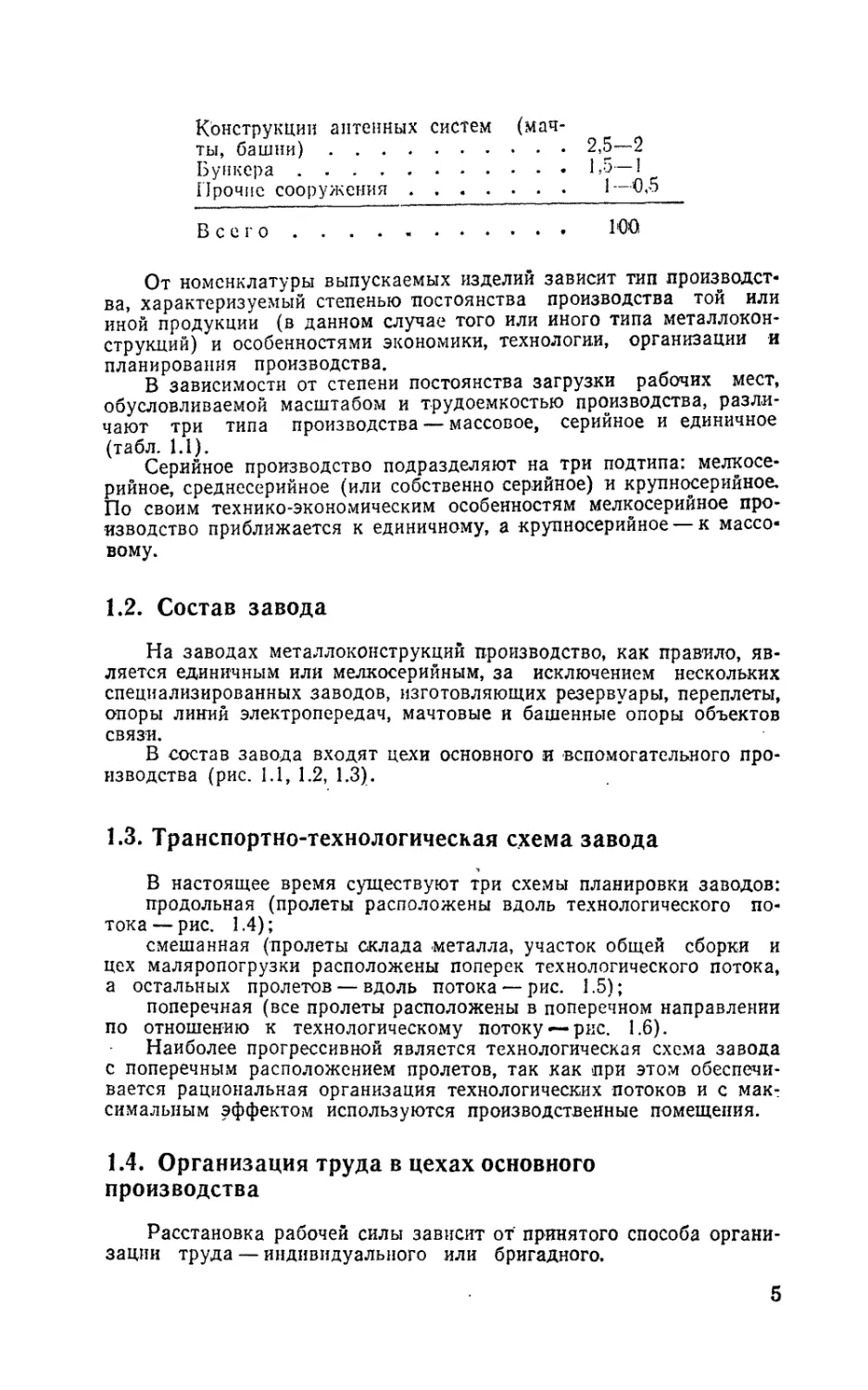
От номенклатуры выпускаемых изделий зависит тип
производства, характеризуемый степенью постоянства производства той или
иной продукции (в данном случае того или иного типа
металлоконструкций) и особенностями экономики, технологии, организации и
планирования производства.
В зависимости от степени постоянства загрузки рабочих мест,
обусловливаемой масштабом и трудоемкостью производства,
различают три типа производства — массовое, серийное и единичное
(табл. 1.1).
Серийное производство подразделяют на три подтипа:
мелкосерийное, среднесерийное (или собственно серийное) и крупносерийное.
По своим технико-экономическим особенностям мелкосерийное
производство приближается к единичному, а крупносерийное — к
массовому.
1.2. Состав завода
На заводах металлоконструкций производство, как правило,
является единичным или мелкосерийным, за исключением нескольких
специализированных заводов, изготовляющих резервуары, переплеты,
опоры линий электропередач, мачтовые и башенные опоры объектов
связи.
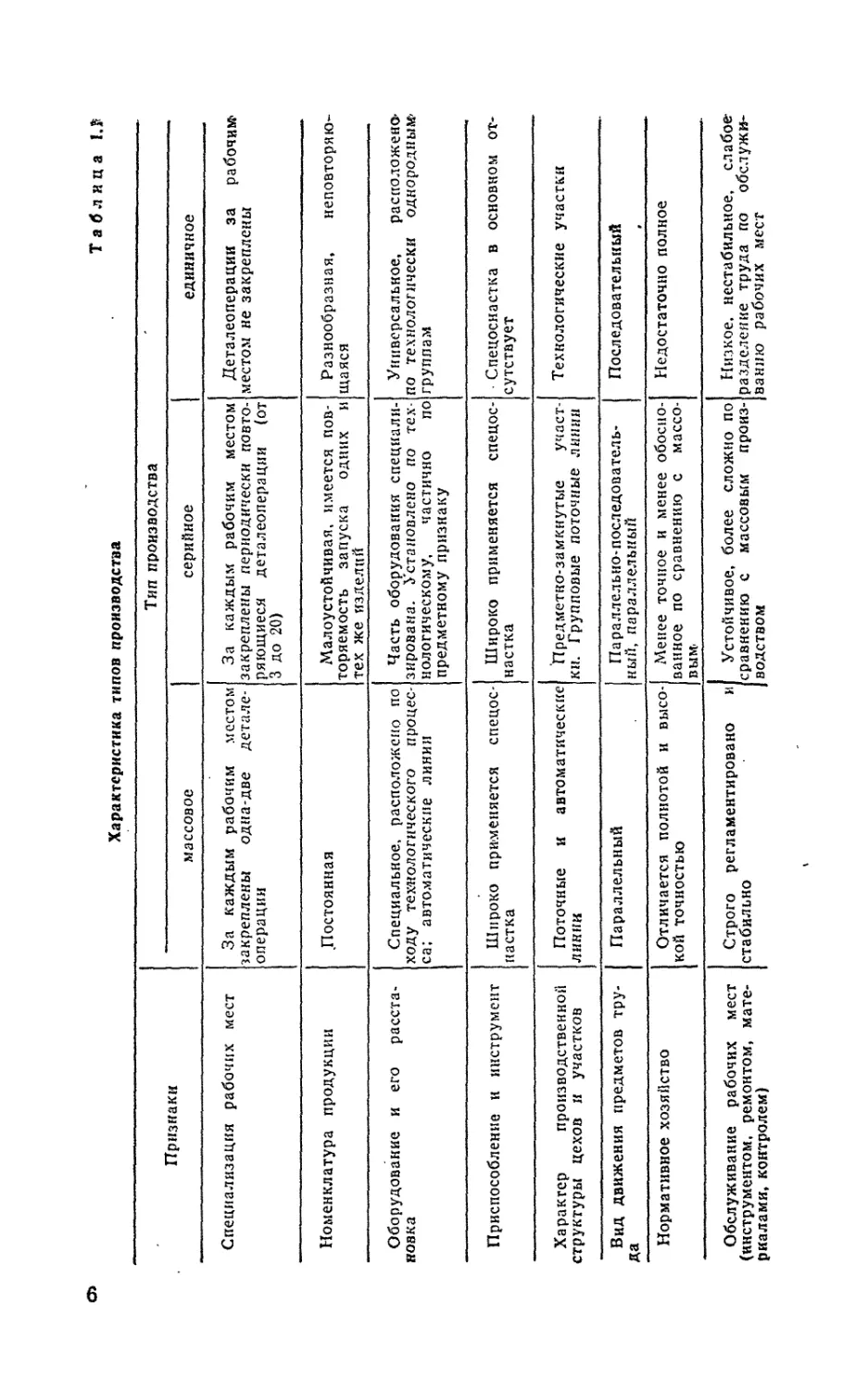
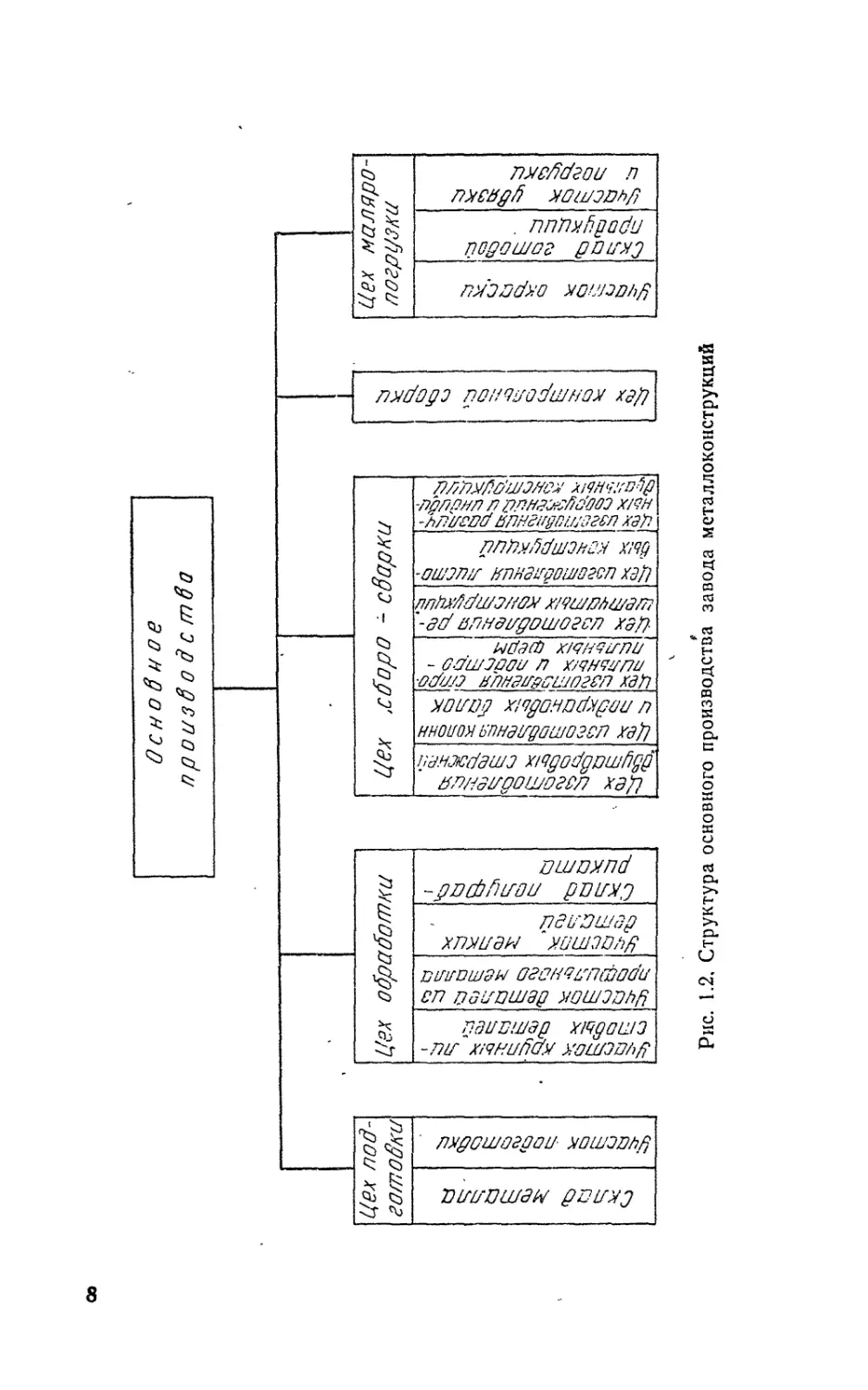
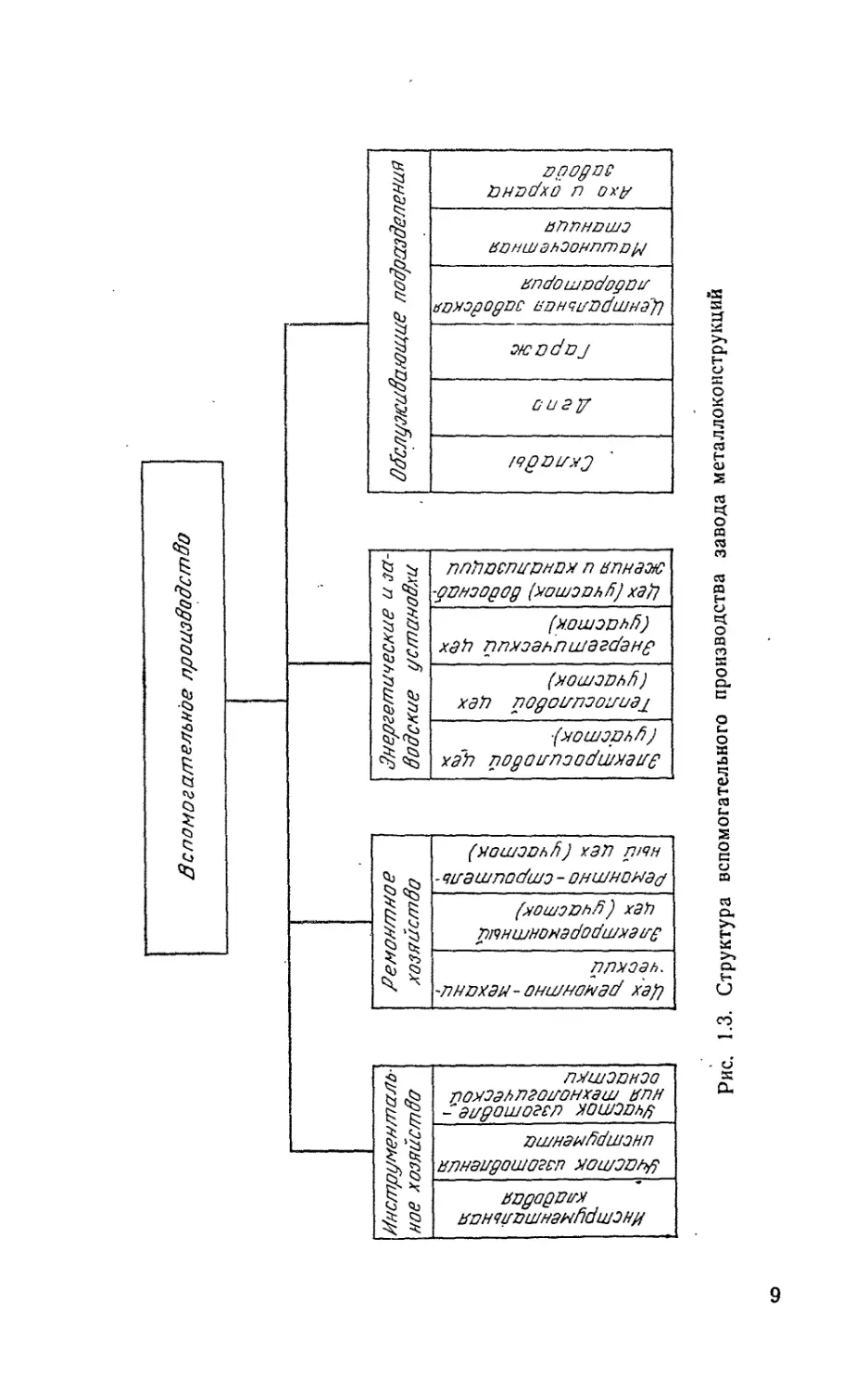
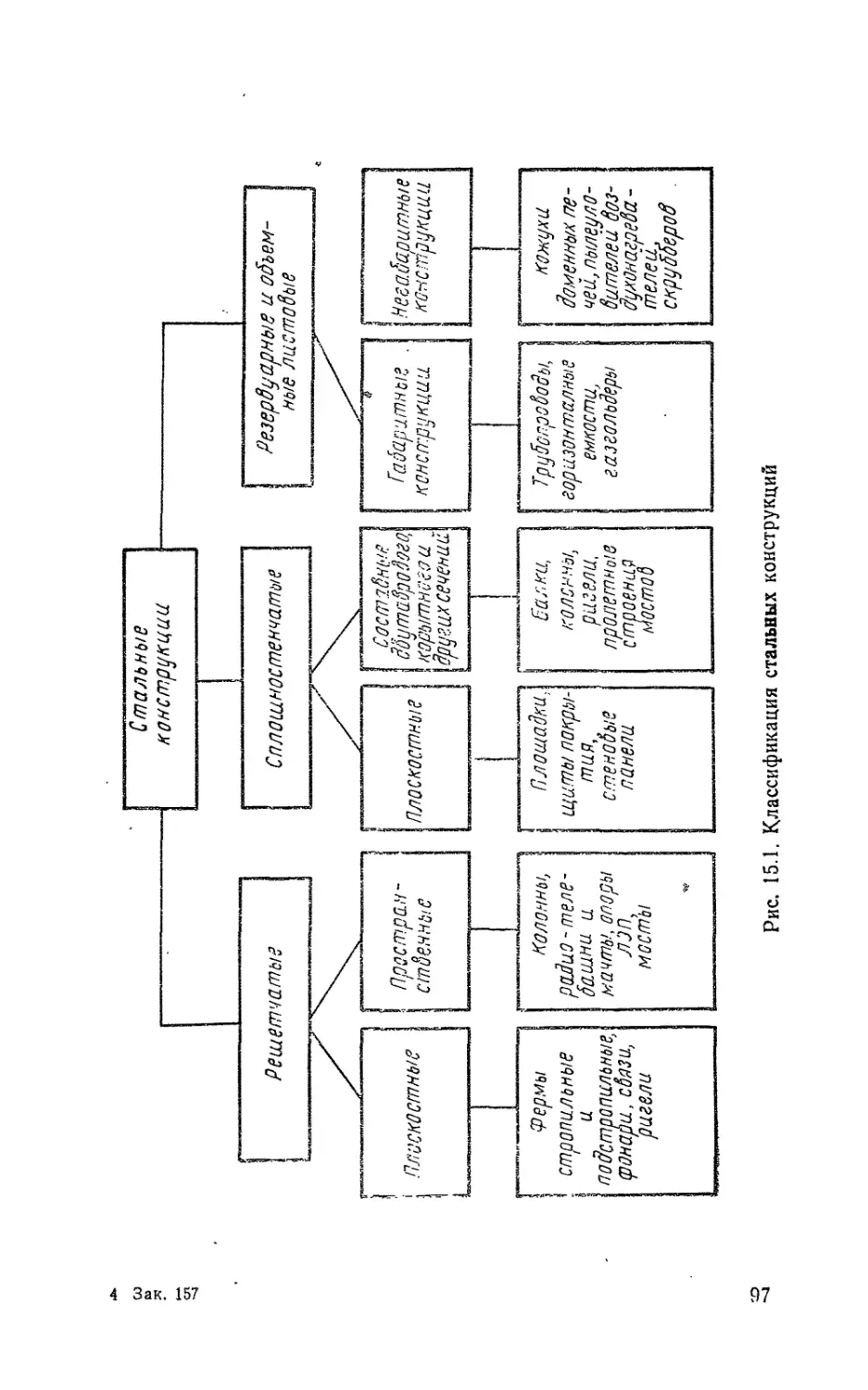
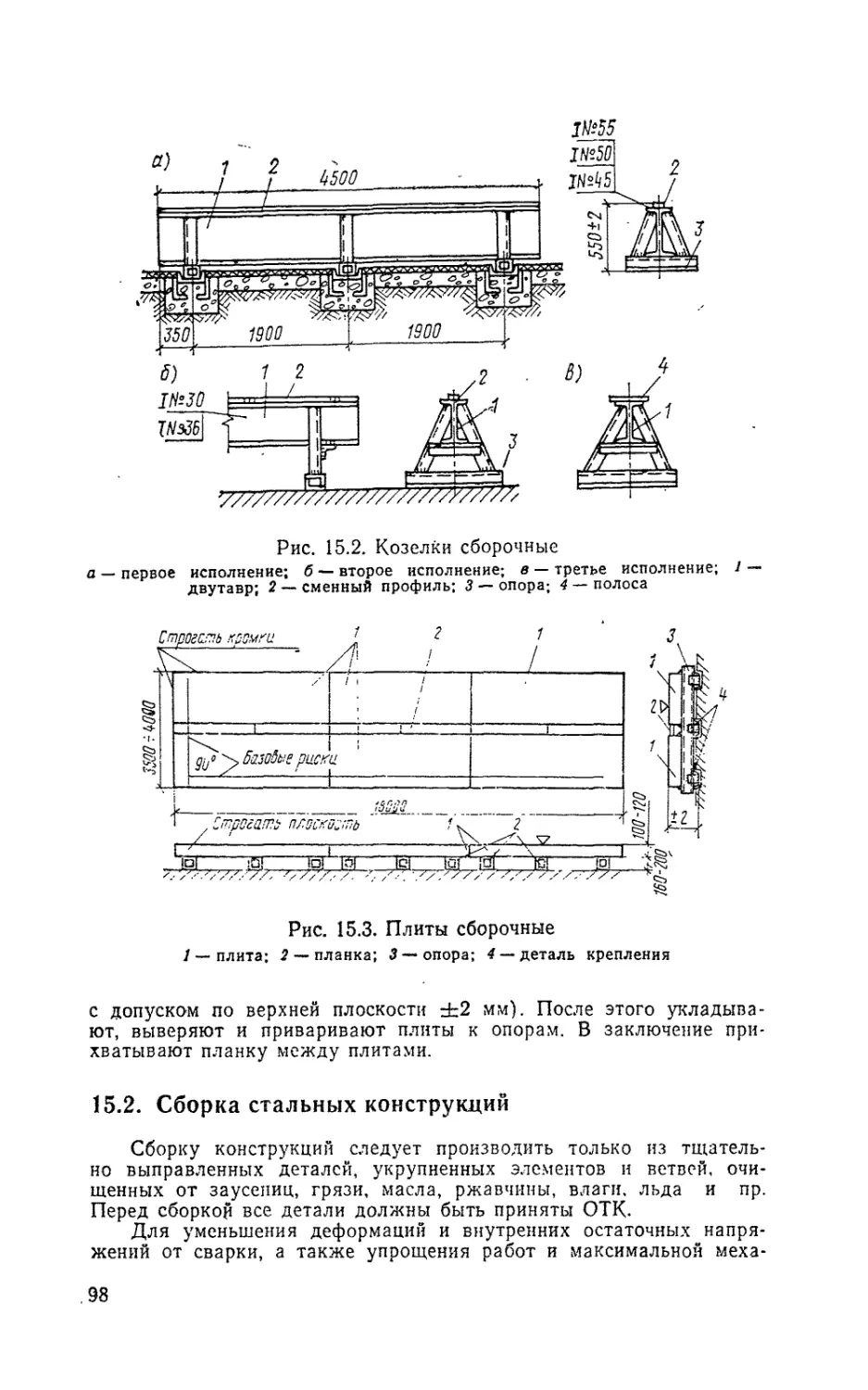
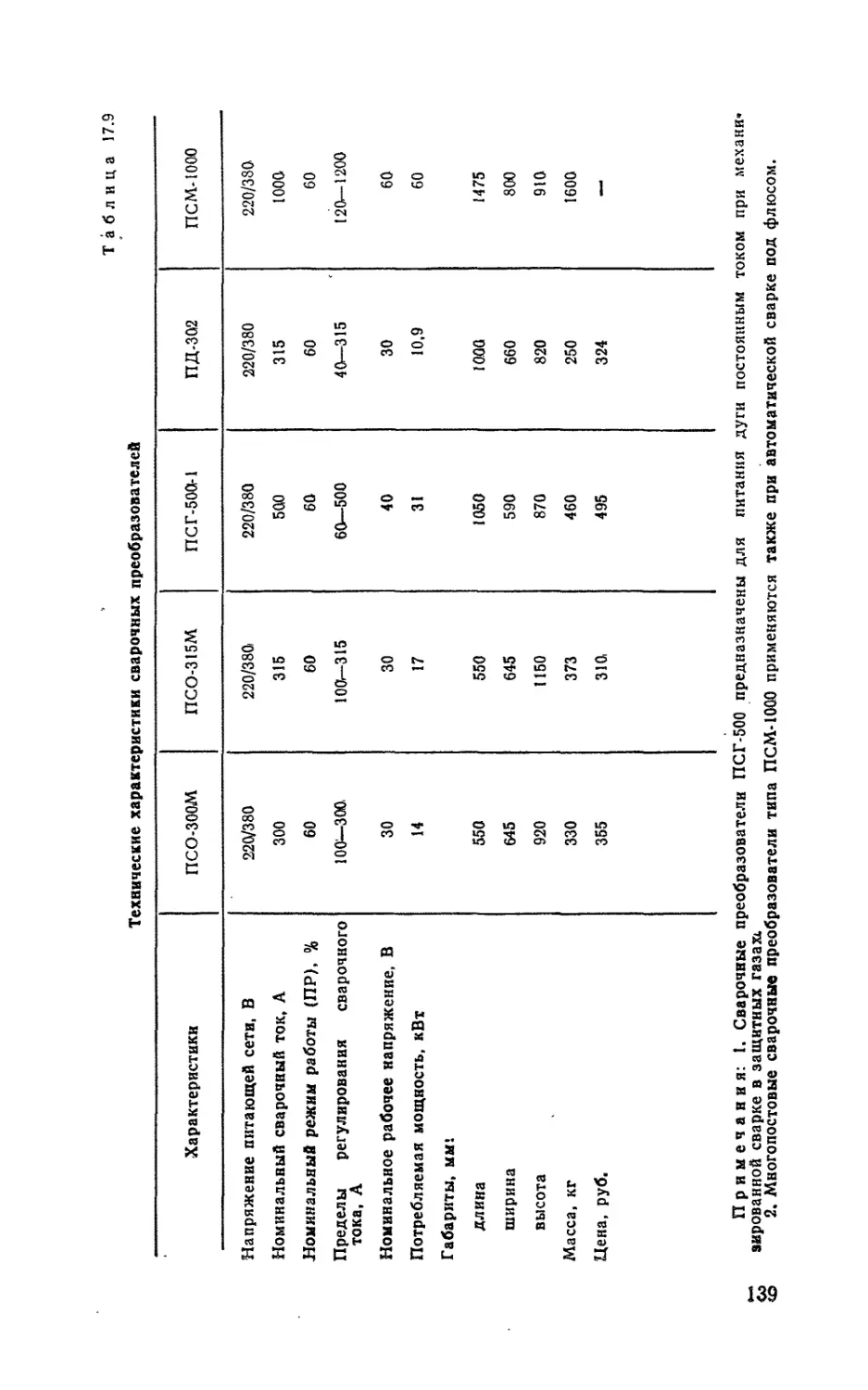
В состав завода входят цехи основного и вспомогательного
производства (рис. 1.1, 1.2, 1.3).
1.3. Транспортно-технологическая схема завода
В настоящее время существуют три схемы планировки заводов:
продольная (пролеты расположены вдоль технологического
потока — рис. 1.4);
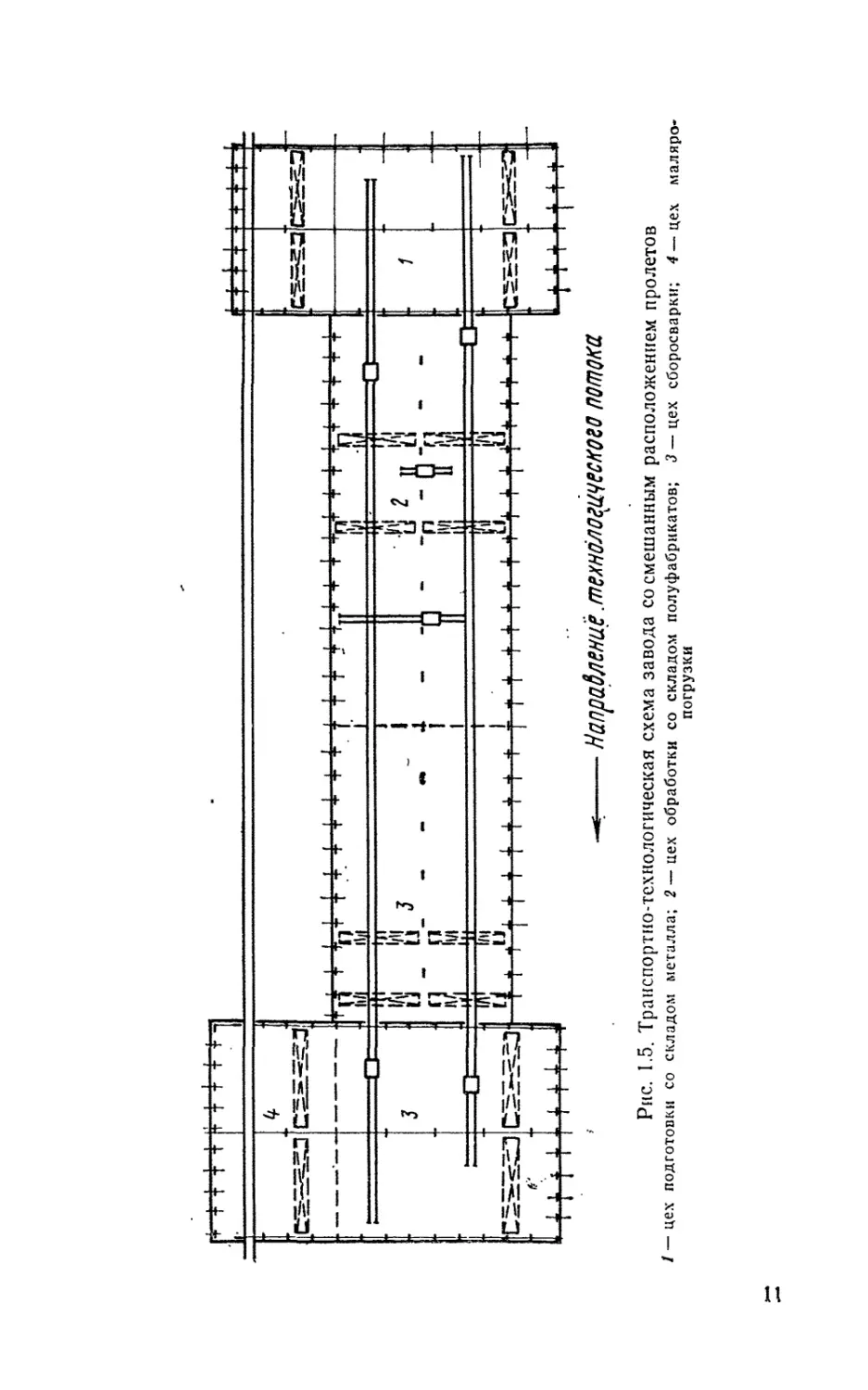
смешанная (пролеты оклада металла, участок общей сборки и
цех маляропогрузки расположены поперек технологического потока,
а остальных пролетов — вдоль потока — рис. 1.5);
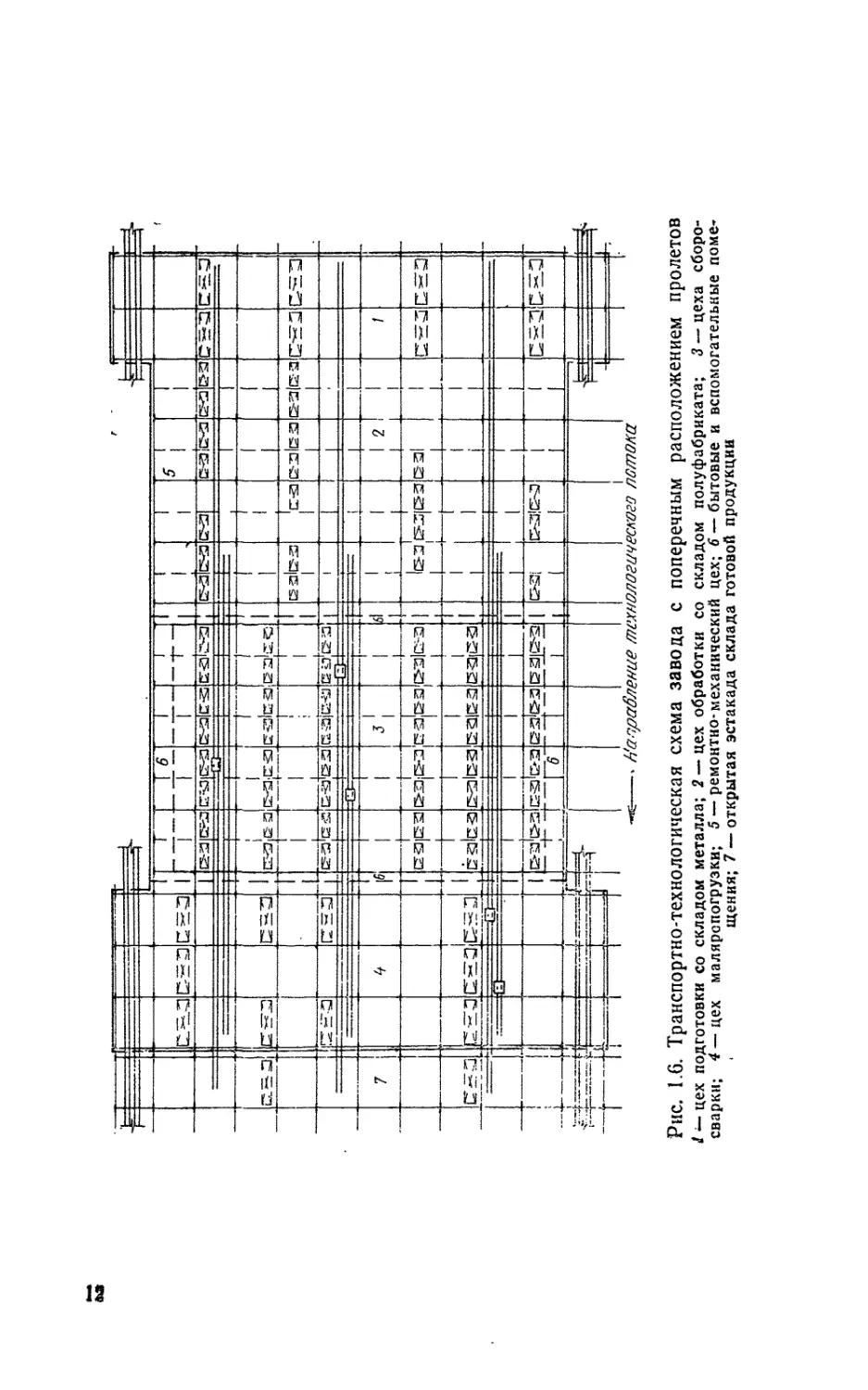
поперечная (все пролеты расположены в поперечном направлении
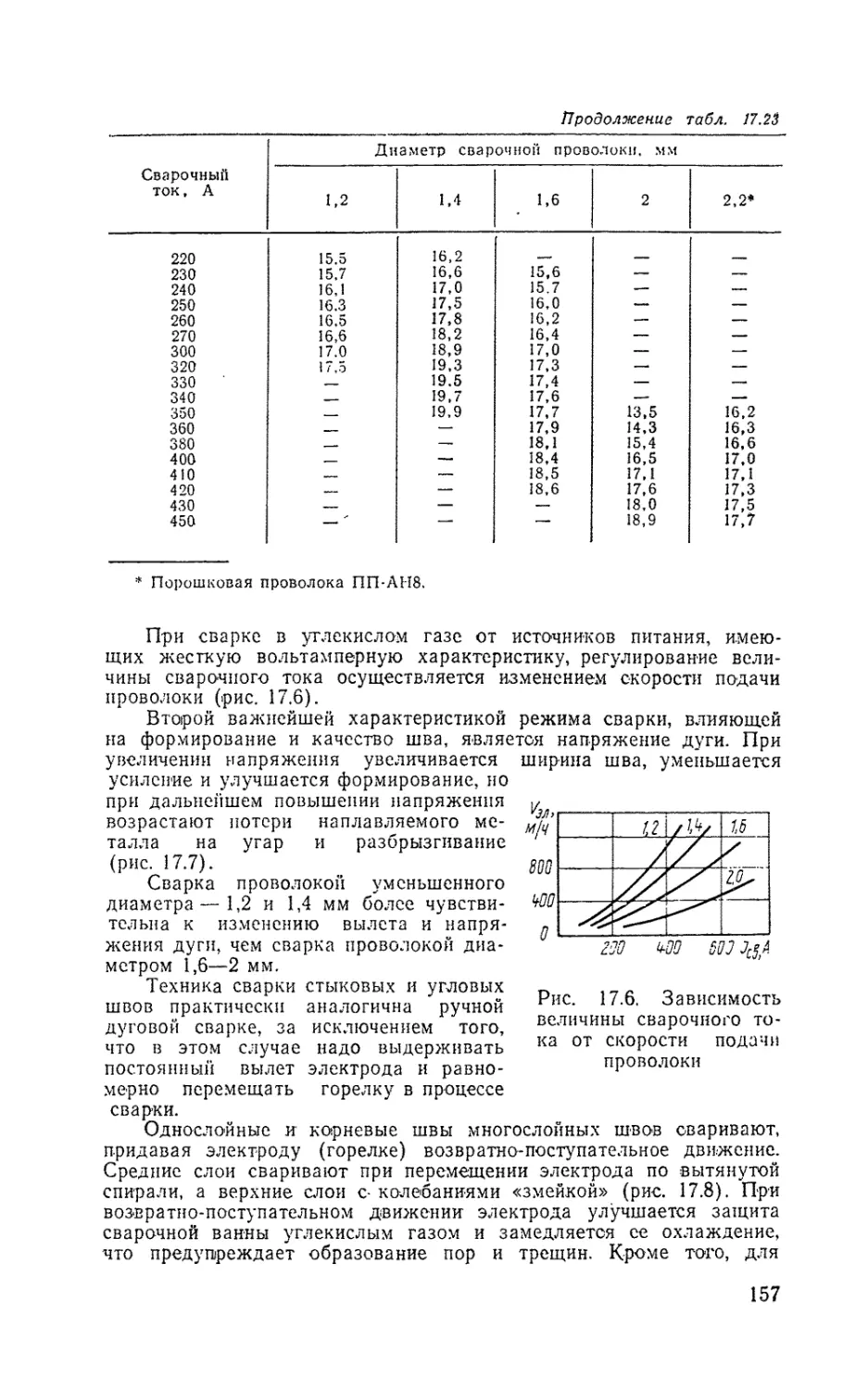
по отношению к технологическому потоку —рис. 1.6).
Наиболее прогрессивной является технологическая схема завода
с поперечным расположением пролетов, так как при этом
обеспечивается рациональная организация технологических потоков и с мак:
симальным эффектом используются производственные помещения.
1.4. Организация труда в цехах основного
производства
Расстановка рабочей силы зависит от принятого способа
организации труда — индивидуального или бригадного.
та Я
52
"It:
6*
ill
ell
X О
э£
as
CO >>
II
II
^5s
^
К О
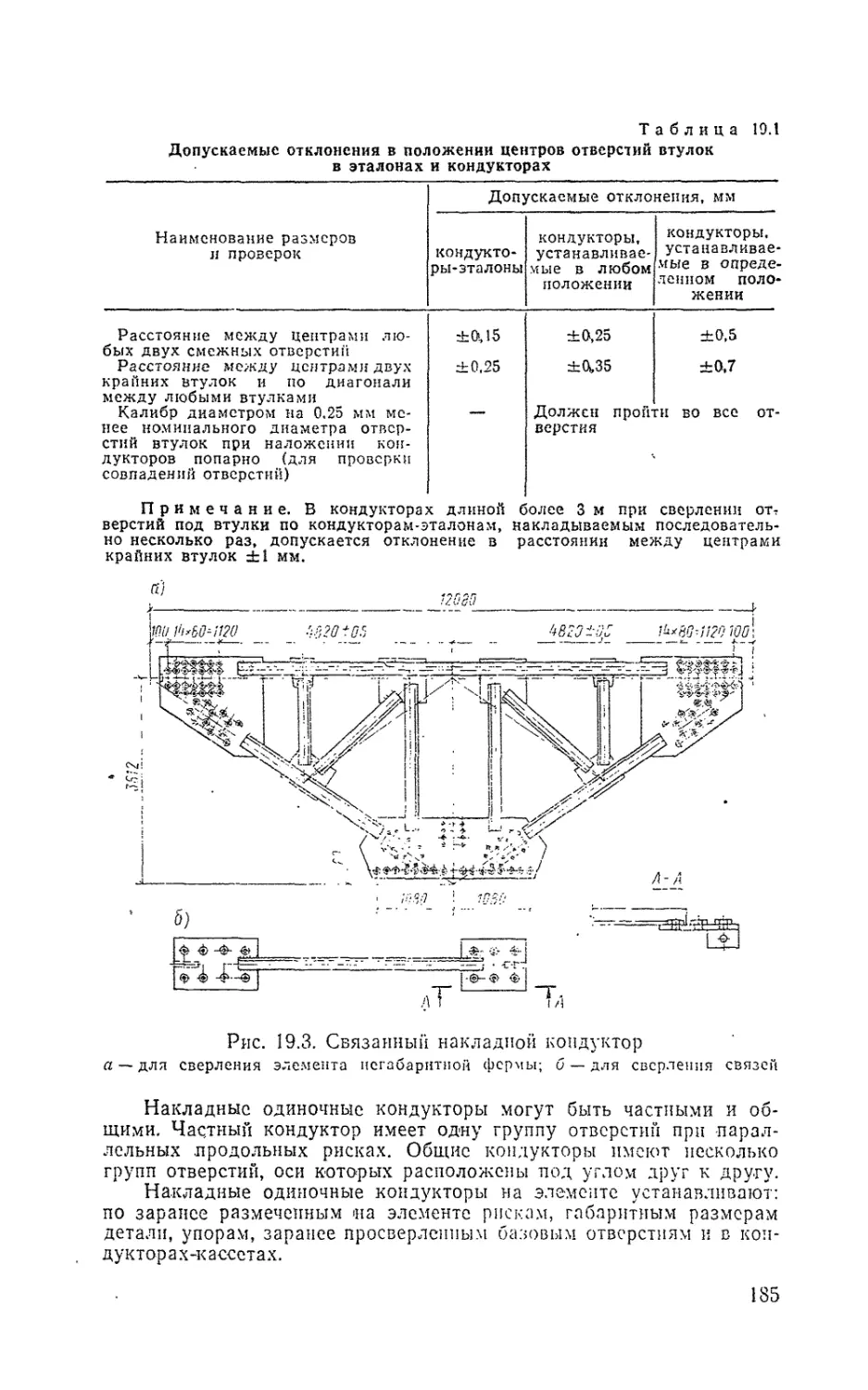
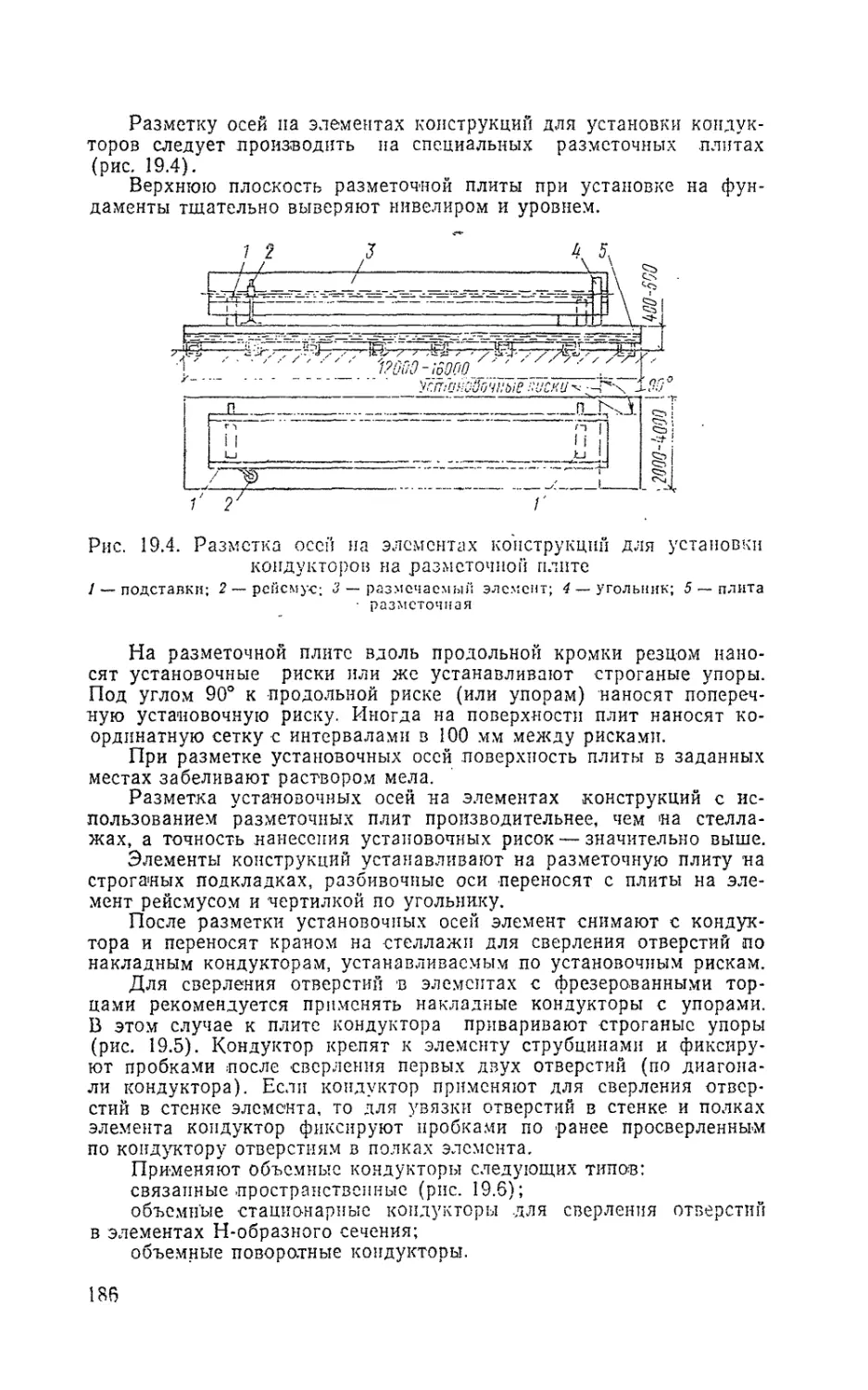
og.
S2
jr a S
»= а о
ess
HO
111
С/ел а д металла
Приемка, складиробание
Правка, очистка консервация
1
О брабо тка
Разметка
Резка
Механическая
(иа ножницах йог-
резных станках)
Термическая
(кислородная,
плазменная)
Правка, гибка, вальцовка
i
Образование отверстий
Строгание, еррезерование
Складирование и комплектование деталей
Сборка
у/а стеллажах]
на плитах
в стендах \
Сварка
Фрезерование, сверление монтажных от -
Верстай, одецая и контрольная сборка
JL
Грс/нтовка, окраска, маркировка
_L
Складирование готовой продукции
Отгрузка
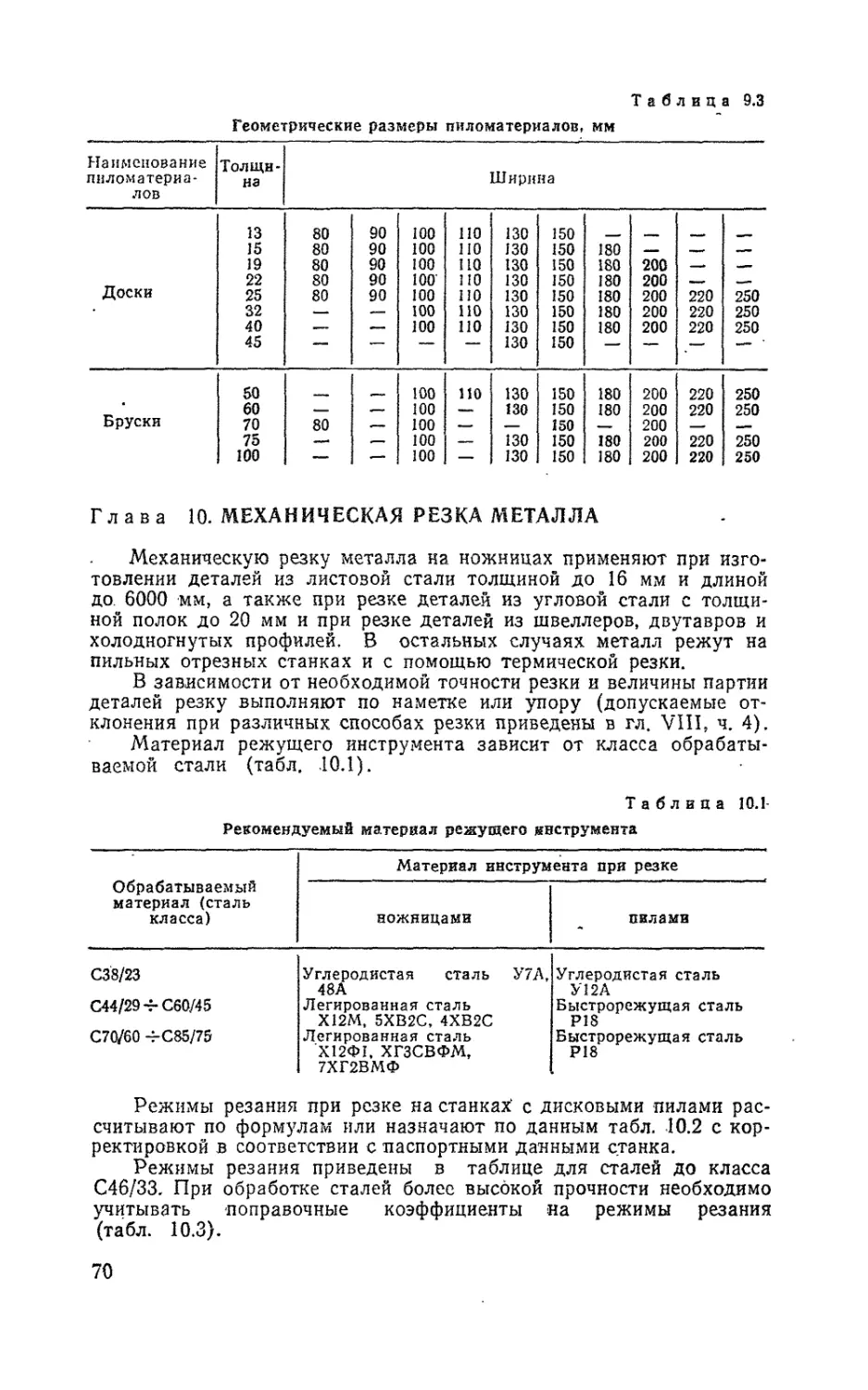
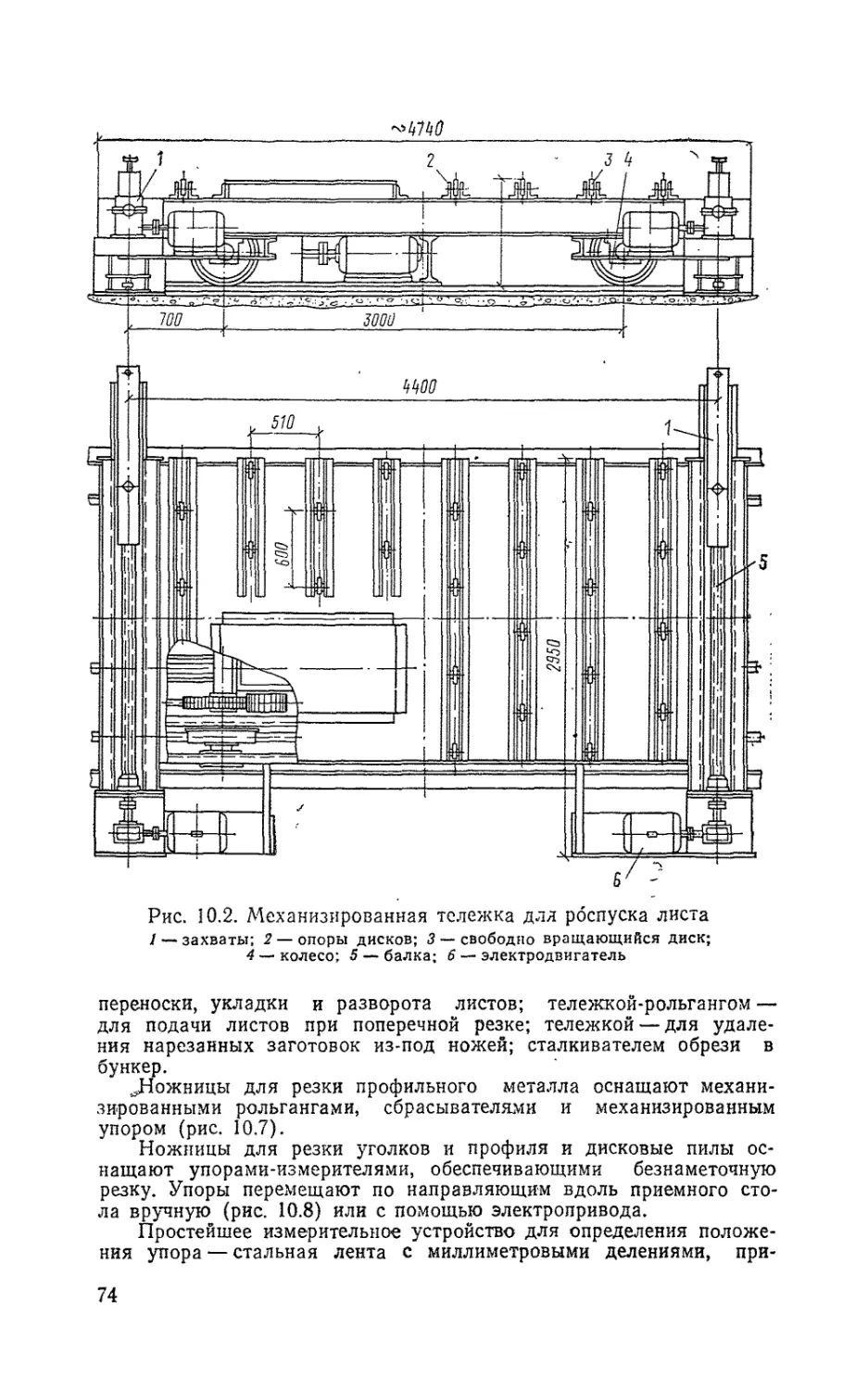
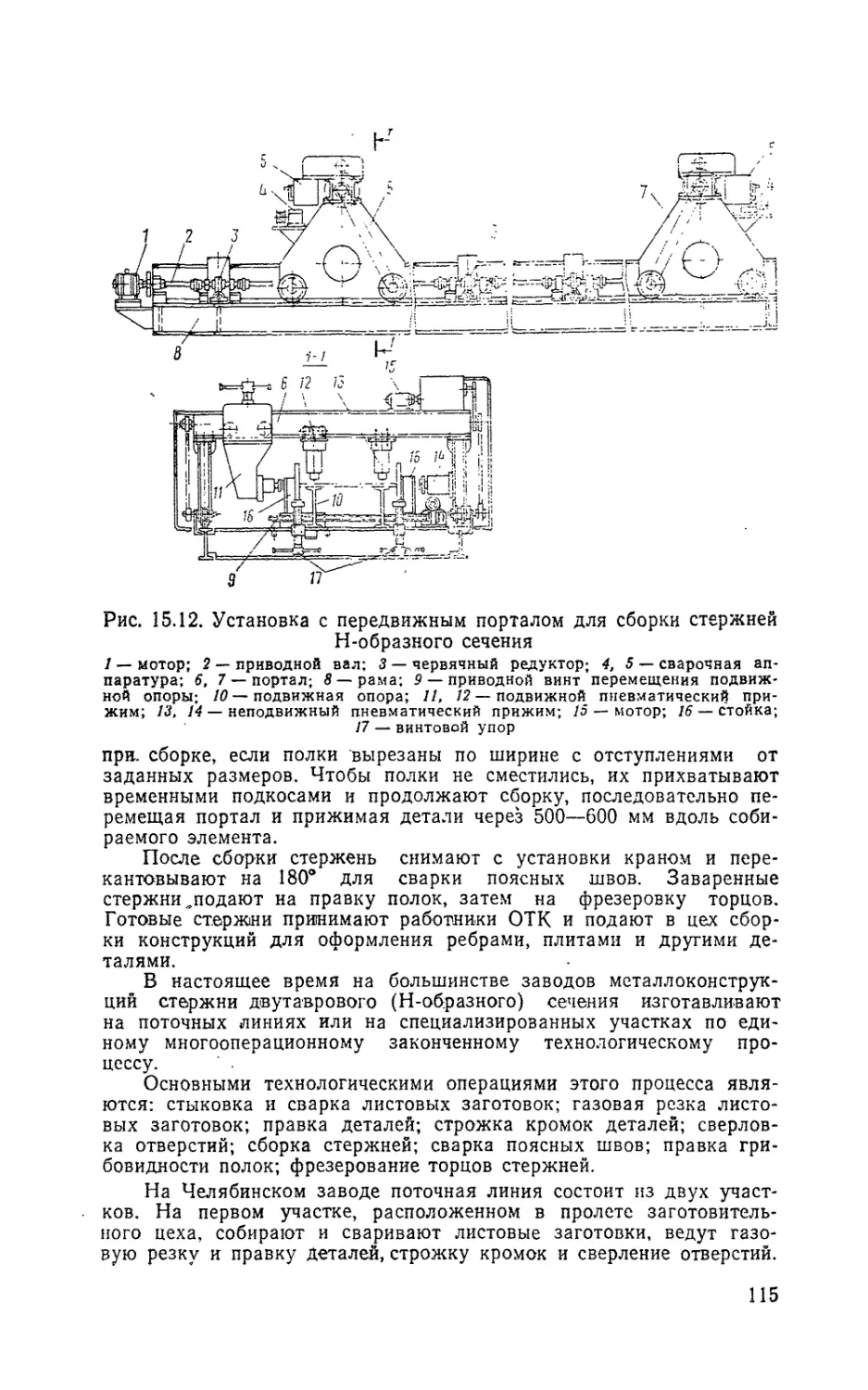
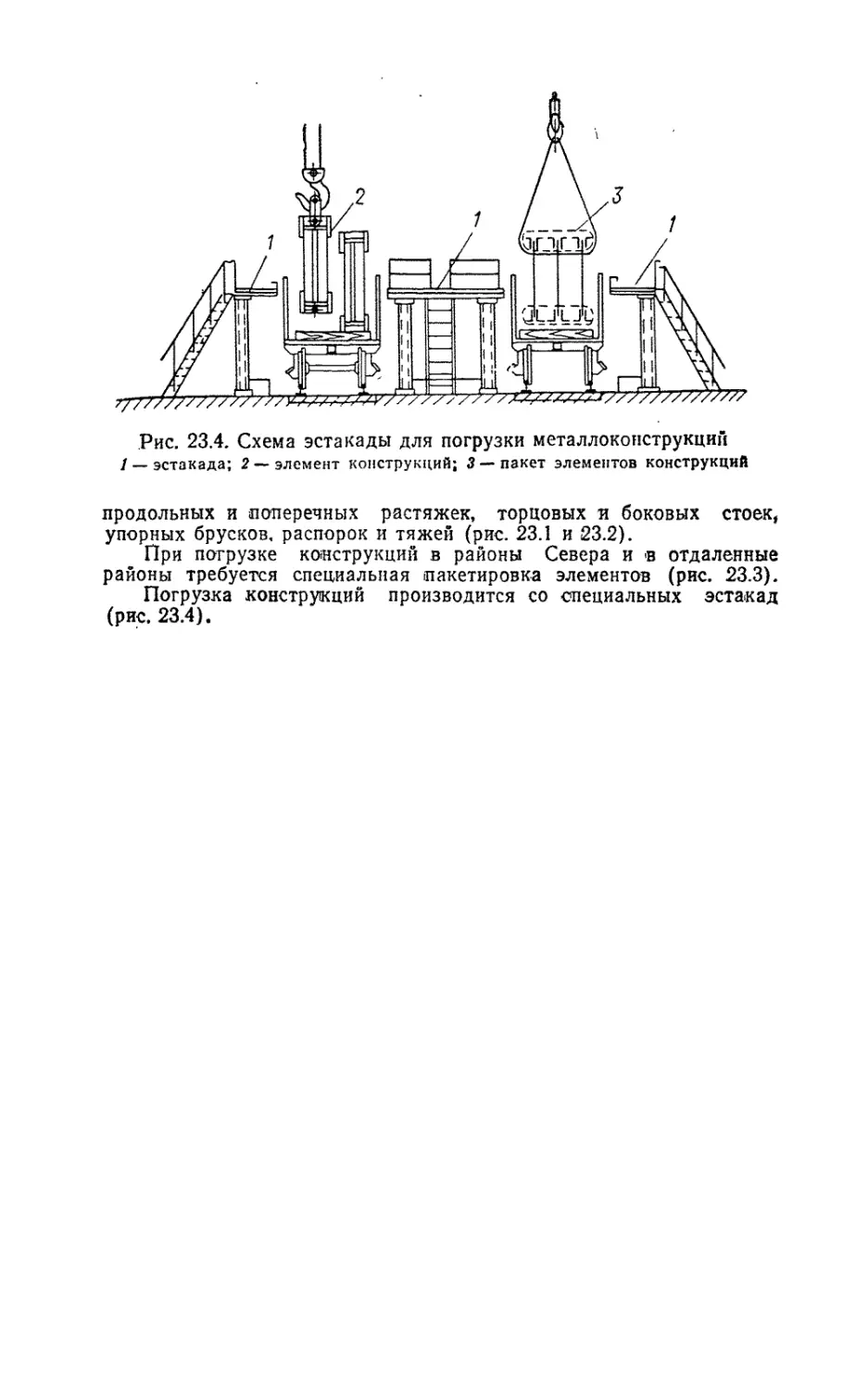
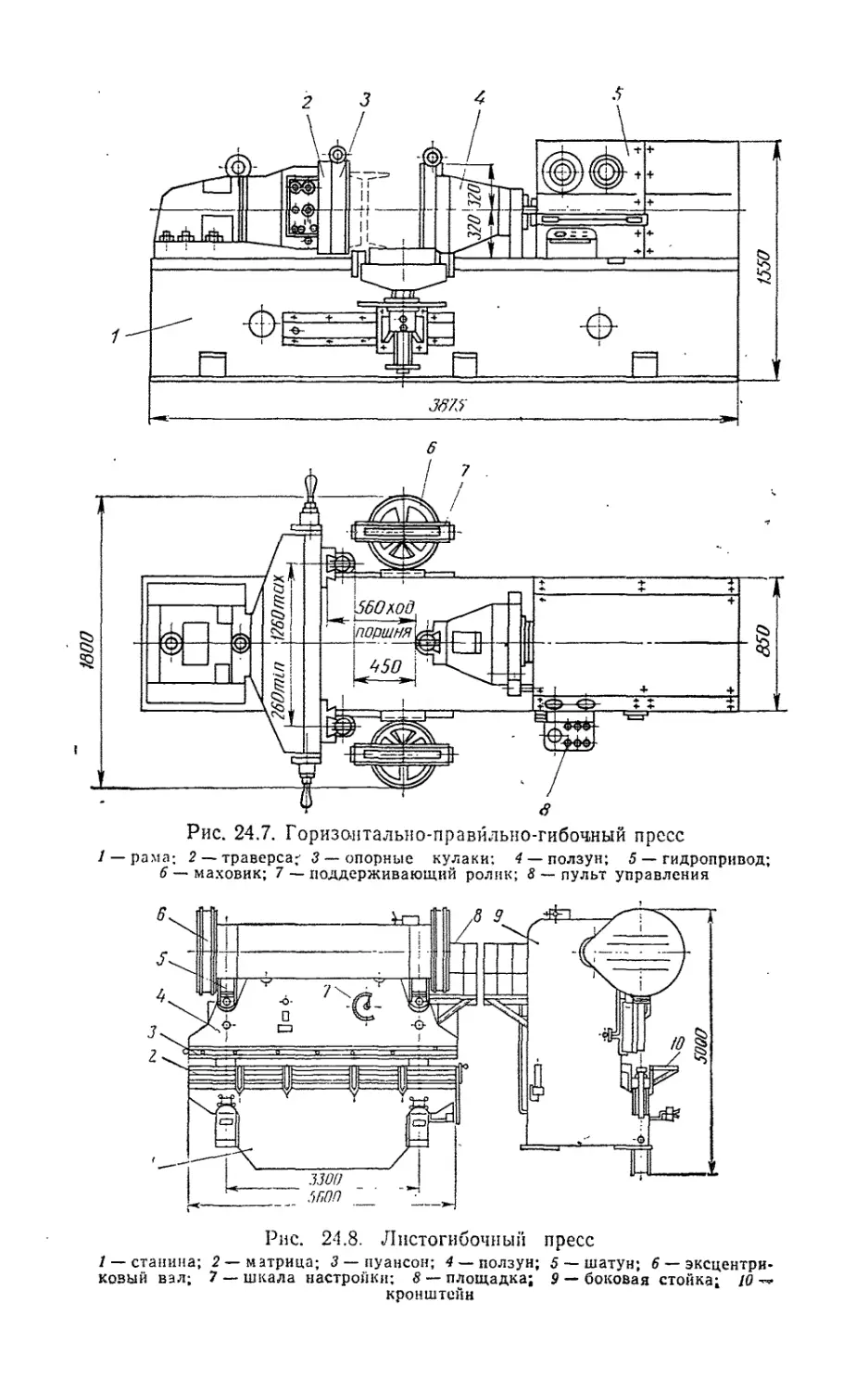
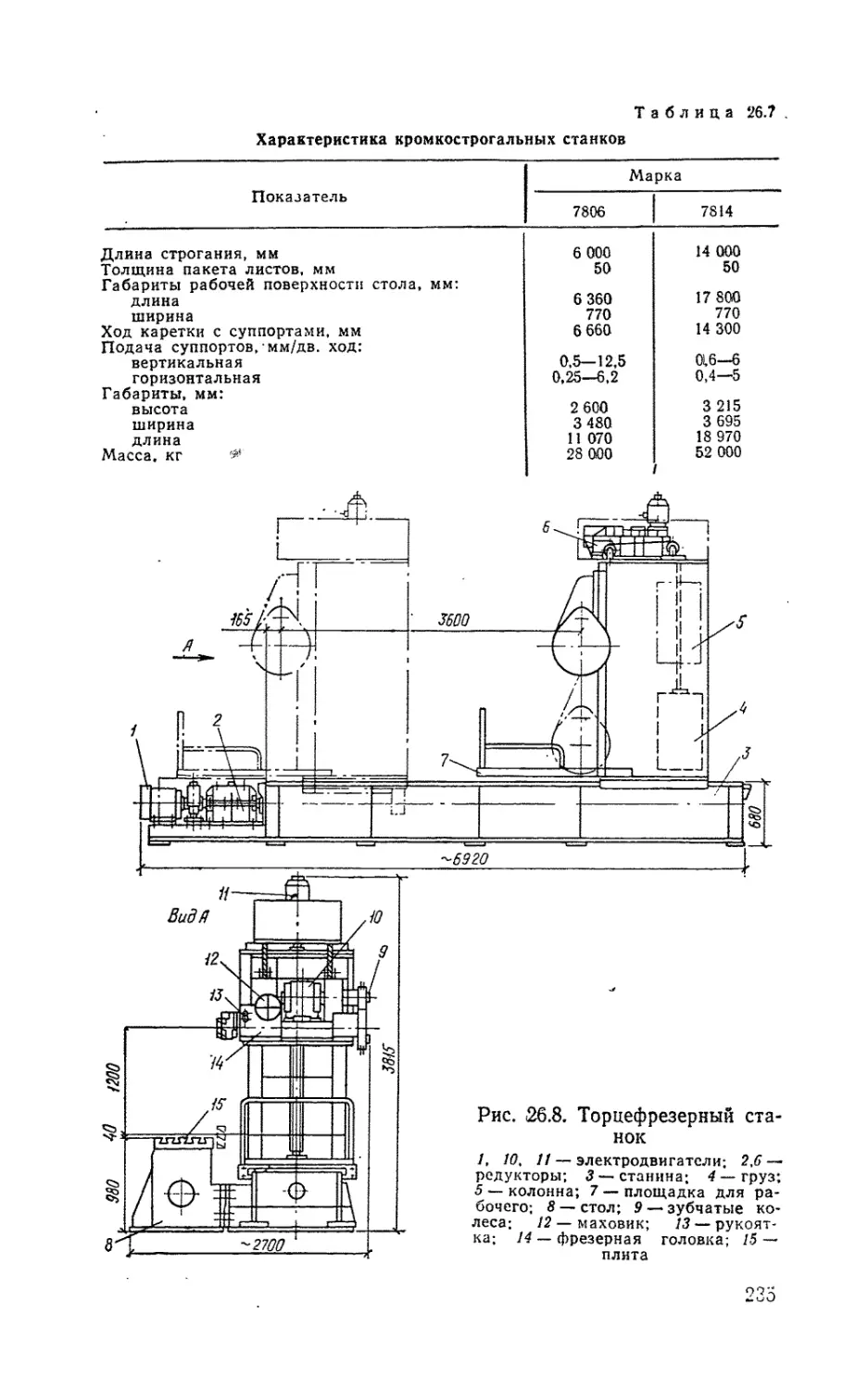
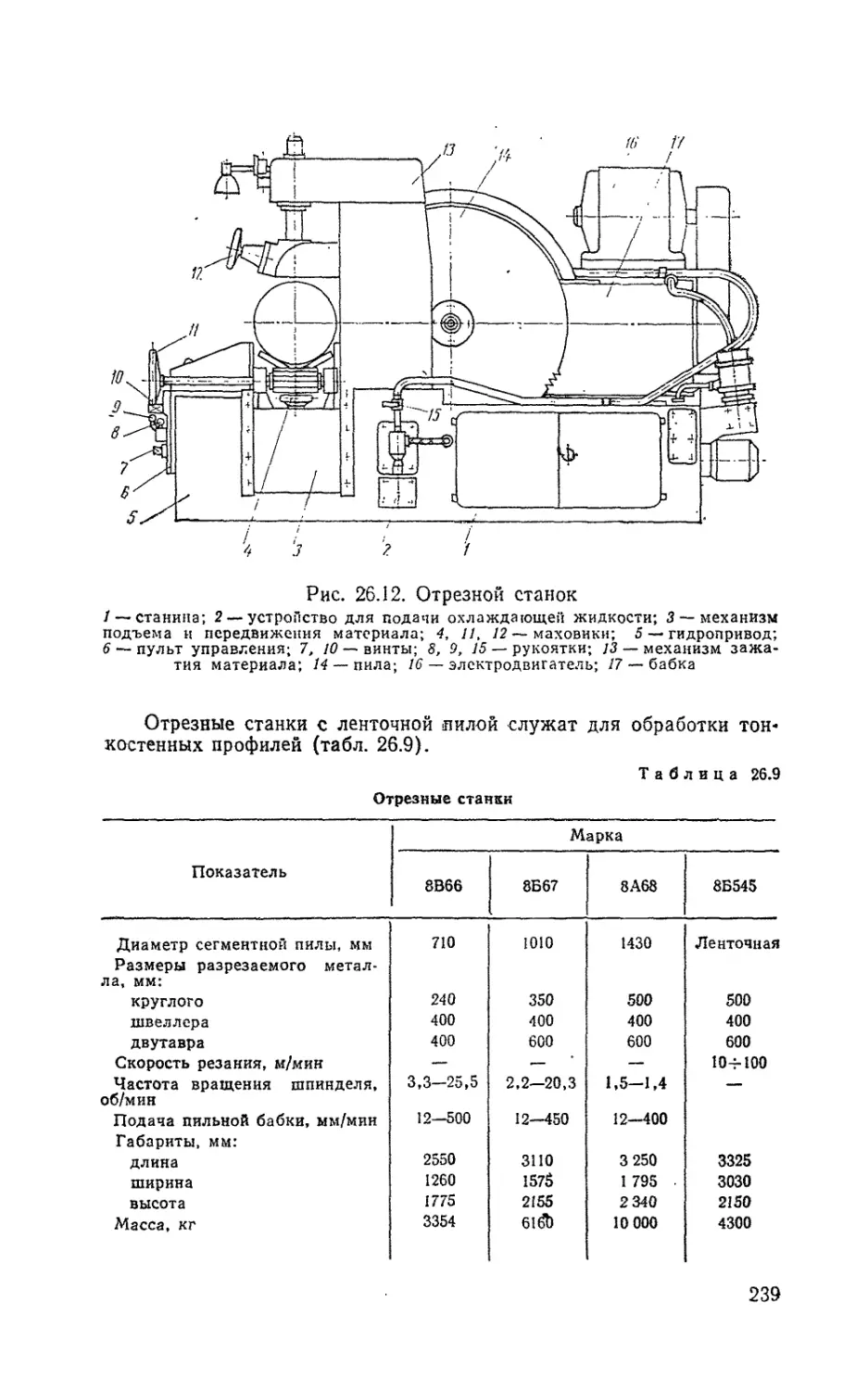
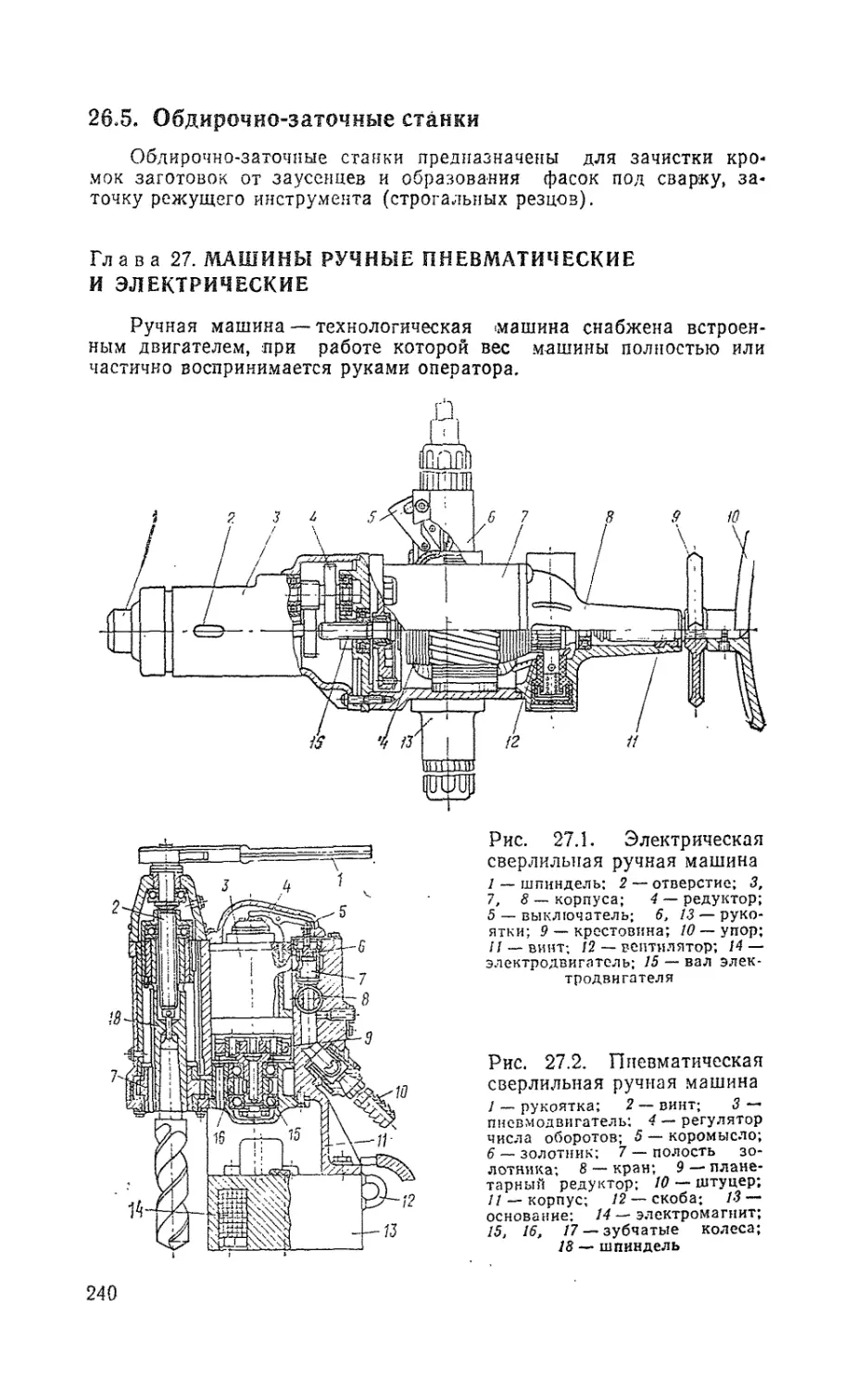
Рис. 1.1. Схема технологического процесса изготовления сварных
конструкций
J
1 *
1
m/cffdeou n
. nntixhgodu
подошог gDi/xQ
nXDDdb'O XQfJJODhfj
лхс/одз nQifQifoduiHO)/ xaft
i
Co
•I
1
i
-лрло/ул л п.пязжЛй'оо'э x/qh
-hftifCStf 8ЛНд(ГдПШ0г£Л ХЭЛ
~-dd 8ЛН$1/рОШ02СЛ X3fy
- G-JtJJJu&i/ Л Х/ЯНЯУП1/
xoifOQ хмдонойядои п
нноиоя ь'пнаудоиюзсл хв)]
пэнжйдшэ x/vgodgpujfigg
t
DLUDXnd
-gDufitfou gntnto
XTDIlfdN * XOWW/ifi
ел пзипшад xotuonhfi
лдиюшэд тдошз
-rnr х/янипс/и хяшэп/if?
пмдошогдои-xQUJDDtifi
"DLfl/ЮШдЫ gUi/XJ
s
с*
>>
Си
н
I
о
Си
а.
1
I
f
иод
1
t
f
znogno
VHztdxo л охр
KDHUJdhOOHnfflDl^
tfpdOLupdogDi/
D/cvdaj
оигу
S!
il
-gvfioogog (xowonhfi) xdfi
(X.QWODhf))
(МОШЗП/hfJ)
xdT? POgoirnooLrudj
xdh riogownaodiMMdi/e
If
ii
(XOUtODbfi) к'371 Л/ЯН
(MOUJOVhf)) ХЗТ)
-ЛНЯХЭН'- ОНШИОМ/dd Xdft
h
|1
Si
илнаидошагсп хошэоь/}
ций
А
Си
о
о
• о
сз
н
<и
авода
тва з
произволе
ЛЬНОГО
S
а
и.
о
«й
ВСПО!
о,
5
Стру
Рис. 1.3.
Сг
i
I
го
о
лет
о
О-
ением
poci
сбо
1
S
i
*? о
О с£
5 55
а s
^
а. !
о
(_ о
я
in
4
4
A
1
П
I
:£^3
i
I
U
о
I:
к о.
се I
1§
э а
Ф о
о -9*
О b
О пз
Р §
С га
§ 1
П
i
1
. 1
1
J
1
1
J
I
-тУгг j
1
Г о
I w
и
t и
! П\
О
ц
а1
ц|
и
и
iKi
О
й
8
8
И
6
8
й
й
.-
8
«91
У
М
i
й
Щ
и
п
О
I
Й
П
г!
U
8
п
U
П
1Л
о
г
и
rJ
р
п
U
ft
Я
п
U
fi
W
0
a
ж
м
Я
L*
о
И
^_
см
..
о
ixi
LJ
1)1
и
й
s
п
If*
| У
1
о
м
О
п
&
р
и
8
М
М
а
■-т
'1
1У!*г
п
1х'
U.
ы
У
и1
—i
п
ixl
п
п
1Л1
8
Й_
М t
b'|
pi
йГ
nl
\тя1
и j
"fir
I
>
IT
— - ■■■
ill ]
■=<
i
1 )]\}\"
1 ' -Ч>-'-
N
I
V
g
s I в
g
с
ая-
о
X
H
о
с
о
в
?
и
IS
Индивидуальный способ организации труда применяют в тех
случаях, когда необходимо расчленить технологический процесс,
обеспечив при этом эффективное планирование, учет, нормирование и
выполнение работ отдельными исполнителями.
Если технологический процесс не может быть расчленен между
отдельными исполнителями или для выполнения работы требуется
группа рабочих, а также если нельзя установить круг обязанностей
отдельного исполнителя или объем работ не обеспечивает его полной
загрузки, применяют бригадный способ организации труда.
Подготовка и
складирование металла для заводов:
без поточных линий
с поточными линиями'
Обработка деталей:
разметка, наметка
резка на ножницах,
вальцовка, гибка на
кромкогибочных
прессах, правка на горизон-
тально-правйльно-гибо-
чном прессе
газовая резка,
сверловка, фрезеровка,
строжка, правка на
фрикционном прессе
для заводов с
поточными линиями
Сборка металлоконструкций
Сварка металлоконструкций
Контрольная и общая
сборка
Окраска
металлоконструкций
Погрузка
металлоконструкций
сменные комплексные
бригады, состоящие из
стропальщиков и
правильщиков профильного
и листового металла
сменные
специализированные бригады
стропальщиков
сменные комплексные
бригады (разметчиков,
наметчиков)
сменные
специализированные бригады (звенья),
состоящие из двух
человек— старший и
подручный
индивидуальный способ
организации труда
сменные комплексные
бригады, состав которых
определяется числом
рабочих мест в поточной
линии
сквозные
специализированные бригады.
Оптимальный -состав бригады
4 чел.
сквозные
специализированные бригады,
состоящие из 2—6 чел.
сквозные комплексные
бригады, состоящие из
4—6 чел.
комплексные
состоящие из
и маля-
сменные
бригады,
стропальщиков
ров
сменные
специализированные бригады стро-
пялыциков
Бригады могут быть сменными или сквозными (суточными).
Сменные бригады обслуживают одну смену, сквозные — две или три
смены. Организация сквозных бригад позволяет уменьшить
продолжительность подготовительно-заключительных и вспомогательных
операций, улучшить использование оборудования и
производственных площадей, сократить длительность производственного цикла и
размеры незавершенного производства, а также повысить
производительность труда.
Численный и квалификационный состав бригады зависит от
объема и трудоемкости работ, сроков выполнения и т. д.
Глава 2 УПРАВЛЕНИЕ ЗАВОДОМ МЕТАЛЛОКОНСТРУКЦИЙ
2.1. Организационная структура управления
заводом
Отдел главного конструктора (ОГК) разрабатывает объемные
ведомости; дополнительные технические требования; чертежи КМД;
монтажные схемы с необходимыми узлами и таблицами; схемы
контрольных и общих сборок; техническую документацию на упаковку,
погрузку, перевозку металлоконструкций.
Определяет потребность в металле и составляет на него заявки по
соответствующей номенклатуре производства, ведет учет
поступления и расхода металла по маркам стали, профилям, размерам,
контролирует правильность его расхода. Копирует и размножает
чертежи, выдает техническую документацию, разрабатываемую в отделе.
Принимает участие в разработке плана
организационно-технических мероприятий и основных направлений перспективного развития
завода.
Отдел главного технолога (ОГТ) разрабатывает типовые
технологические схемы, заводские нормали; инструкции и специальную
технологию на объекты, не рассмотренные в типовых технологических
схемах; чертежи технологической оснастки и нестандартного
инструмента; технические условия на изготовление конструкций; задания на
разработку нестандартного оборудования.
Оперативно решает возникающие в производственных цехах
вопросы, связанные с технологией изготовления металлоконструкций,
контролирует соблюдение технологической дисциплины, выявляет и
анализирует причины брака.
Определяет потребности завода в оборудовании, стандартных и
специальных инструментах, электросварочных материалах и
составляет заявки на их приобретение.
Является ведущим отделом в разработке плана организационно^
технических мероприятий, плана мероприятий по развитию новой
техники и передовой технологии, плана перспективного развития
завода.
Отдел главного механика (ОГМ) организует своев1ременный и
качественный текущий, средний и капитальный ремонт, а также
межремонтное обслуживание всего технологического, электрического и
грузоподъемного оборудования, промышленных зданий и
сооружений.
Обеспечивает производство всеми видами энергии, контролирует
обслуживание энергетических и электрических устройств.
Совместно со службами техники безопасности осуществляет
надзор и контроль з-а соблюдением правил технической и безопасной эк-
14
сплуатации технологического и подъемно-транспортного
оборудования.
Отдел автоматизации и механизации производства (ОАиМ)
разрабатывает чертежи нестандартного оборудования для -механизации
•и автоматизации производства. Готовит техническую документацию
по модернизации технологического и подъемно-транспортного
оборудования, находящегося в эксплуатации.
Планово-экономический отдел (ПЭО) разрабатывает
перспективные и текущие планы предприятия и контролирует их выполнение;
ведет статистический учет и анализ производственной и
хозяйственной деятельности цехов и завода; организует внутризаводской
хозрасчет.
Разрабатывает нормы расхода основных и вспомогательных
материалов и устанавливает цехам лимиты на расход материалов.
Производственно-диспетчерский отдел (ПДО) составляет на
основании рабочих чертежей, типовых технологий и технологических
указаний маршрутно-технологическую документацию и выдает ее
производственным цехам.
Осуществляет оперативное планирование работы цехов
основного производства и контроль за своевременным выполнеБием цехами
и участками производственных заданий в соответствии с
календарными графиками запуска и выпуска продукции.
Отдел труда « заработной платы (ОТиЗ) разрабатывает новые и
совершенствует действующие формы организации труда, системы
заработной платы и материального стимулирования.
Планирует показатели плана по труду, ведет учет их выполнения.
Разрабатывает, совершенствует и внедряет новые нормы
времени, выработки и нормы обслуживания.
Руководит работой подразделений предприятия в вопросах
научной организации труда. Принимает участие в организации
социалистического соревнования.
Отдел технического контроля (ОТК) осуществляет техническую
приемку и контроль качества поступающих на завод металлов и
материалов, необходимых для основного производства, а также
контролирует качество изготовленных на заводе полуфабрикатов и готовой
продукции. Совместно с производственными цехами *и отделами изу- '
чает причины брака; разрабатывает мероприятия по их устранению и
повышению качества выпускаемой продукции.
Финансово-сбытовой отдел (ФСО) планирует и контролирует
отгрузку и реализацию продукции.
Обеспечивает завод финансовыми ресурсами. Следит за
сохранностью и наиболее эффективным использованием собственных
оборотных средств, выделенных предприятию; целевым использованием
банкового кредита, а также за своевременными платежами по
обязательствам бюджета, поставщикам и банкам; ведут договорную и
правовую работу на заводе.
Бухгалтерия осуществляет бухгалтерский учет на заводе;
контролирует расходование средств и соблюдение финансовой дисциплины;
составляет финансовые отчеты и балансы о хозяйственной
деятельности предприятия за планируемый период; проводит расчеты с
рабочими и служащими.
Бюро техники безопасности организует работы по ликвидации
причин производственного травматизма.
Контролирует работу производственных и технических служб в
вопросах улучшения условий труда, совершенствования техники
безопасности и средств защиты.
15
Совместно с соответствующими службами разрабатывает и
внедряет организационно-технические и санитарно-гигиенические
мероприятия но предупреждению производственного травматизма и
профессиональных заболеваний.
Отдел кадров ведает приемом, увольнением, подготовкой и
переподготовкой кадров.
Отдел капитального строительства (ОКС) обеспечивает
выполнение плана капитального строительства хозяйственным способом и
ведет контроль за выполнением подрядчиками работ по
капитальному строительству.
Отдел материально-технического снабжения (ОМТС) совместно с
другими отделами определяет потребность в материалах и
разрабатывает планы материально-технического снабжения завода.
Организует работу по заключению договоров с 'Поставщиками по получению,
хранению и отпуску материалов.
Организационная структура зависит от характера и размеров
производства, сложности выпускаемой продукции, специализации
предприятия и степени его оснащения современными техническими
средствами управления.
Различаются следующие основные функции управления заводом
металлоконструкций:
подготовка и заключение договора на выполнение того или
иного вида работ;
техническая подготовка производства;
материально-техническое снабжение;
технико-экономическое планирование;
производственное планирование и регулирование производства;
организация и оплата труда;
контроль качества продукции;
сбыт готовой продукции;
непосредственное (линейное) руководство производством;
финансовая деятельность;
бухгалтерский учет;
подбор, расстановка и воспитание кадров;
делопроизводство и хозяйственное обслуживание. .
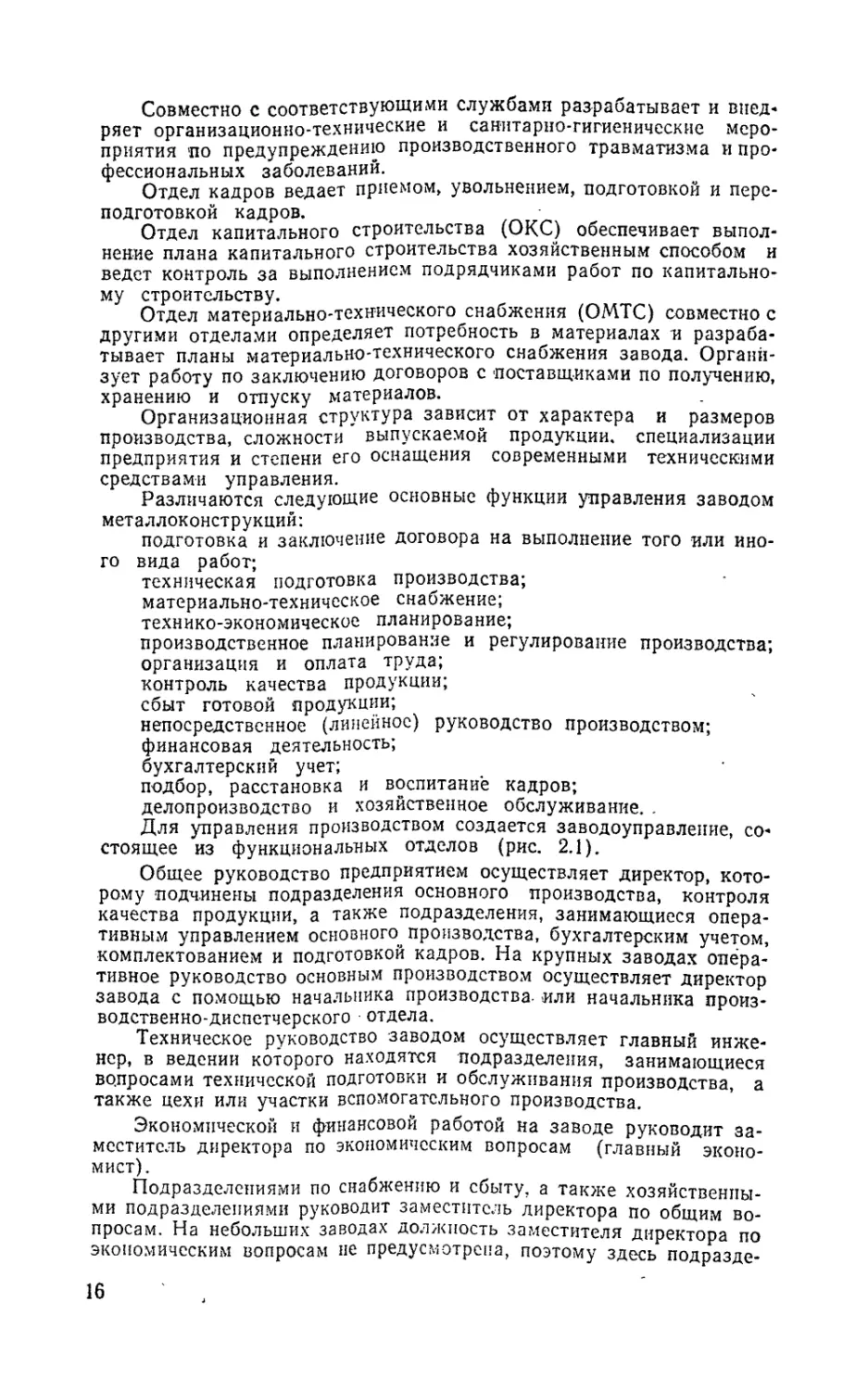
Для управления производством создается заводоуправление, со*
стоящее из функциональных отделов (рис. 2.1).
Общее руководство предприятием осуществляет директор,
которому подчинены подразделения основного производства, контроля
качества продукции, а также подразделения, занимающиеся
оперативным управлением основного^ производства, бухгалтерским учетом,
комплектованием и подготовкой кадров. На крупных заводах
оперативное руководство основным производством осуществляет директор
завода с помощью начальника производства- или начальника
производственно-диспетчерского отдела.
Техническое руководство заводом осуществляет главный
инженер, в ведении которого находятся подразделения, занимающиеся
вопросами технической подготовки и обслуживания производства, а
также цехи или участки вспомогательного производства.
Экономической и финансовой работой на заводе руководит
заместитель директора по экономическим вопросам (главный
экономист).
Подразделениями по снабжению и сбыту, а также
хозяйственными подразделениями руководит заместитель директора по общим
вопросам. На небольших заводах должность заместителя директора по
экономическим вопросам не предусмотрена, поэтому здесь подразде-
16 '
III
бухгалтерия
11
о
§
s
CO
О)
X
111
lii
I
?i
11
ll
1
17
ления занимающиеся организацией труда и заработной платы,
бухгалтерской и финансовой работой, технико-экономическим
планированием подчинены непосредственно директору завода, а отдельные
исполнители входят в состав других, близких по роду работы
подразделений. Так, финансовых работников включают в состав
бухгалтерии, инженера по научной организации труда— в состав бюро
труда и зарплаты; технической .информацией занимается один из работ-,
ников отдела главного технолога и т. д.
2.2. Основная оперативно-производственная
документация
В -процессе управления на заводе составляют различные
документы, характерные для каждой функции управления.
Оперативно-производственную документацию разрабатывают на
заказ яли чертеж, так как планирование и учет производства на
заводах металлоконструкций осуществляются по заказам и чертежам.
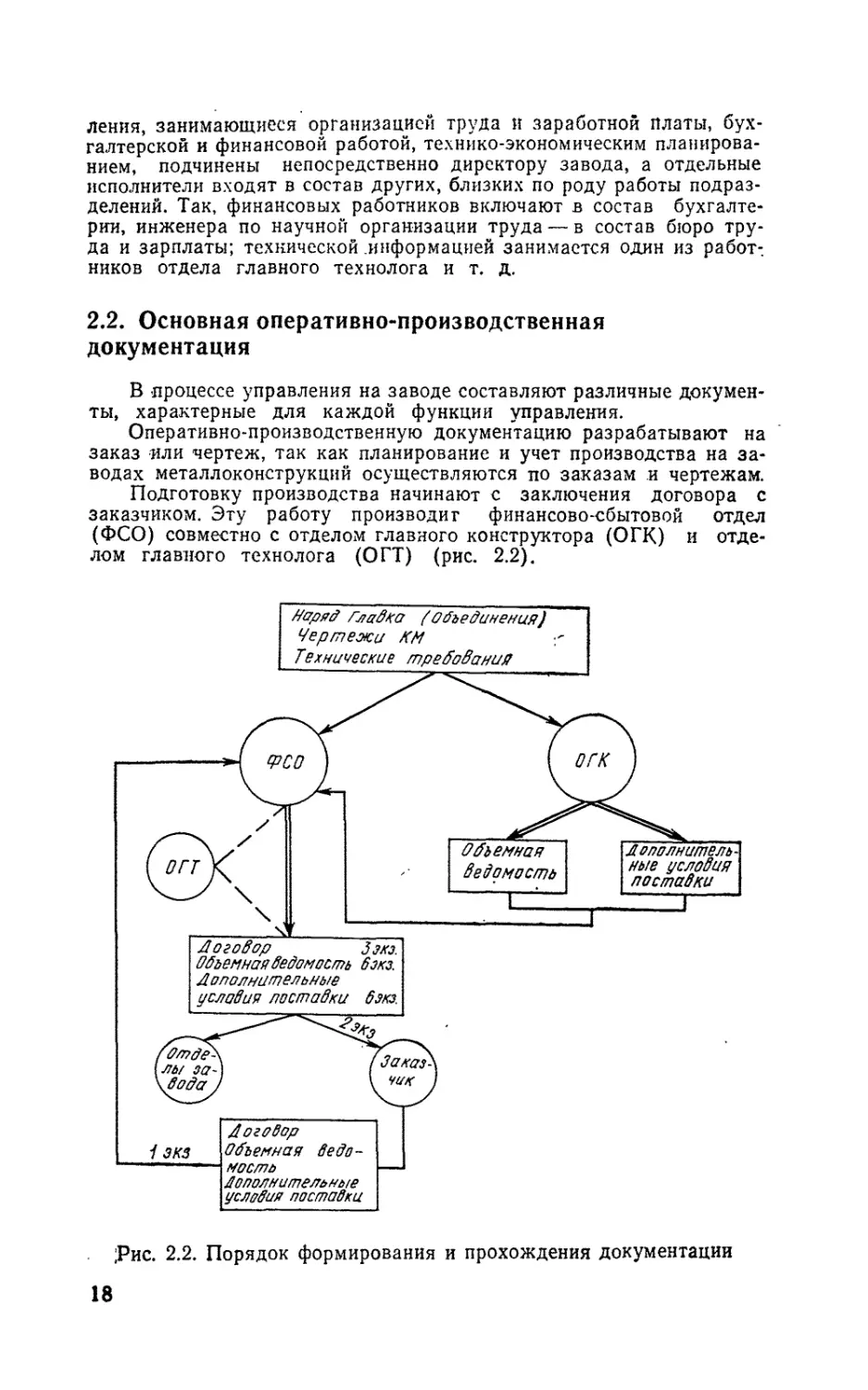
Подготовку производства начинают с заключения договора с
заказчиком. Эту работу производит финансово-сбытовой отдел
(ФСО) совместно с отделом главного конструктора (ОГК) и
отделом главного технолога (ОГТ) (рис. 2.2).
Главка [Объединения)
Чертежа КМ :
Технические требования
Мополнитель
ные условия
поставки
Моговор Зэкз.
Объемная ведомость бзкз.
Аололнительные
условия поставки бзкз.
(0mde\
[ль/ за~\
\вода ,
1 ЗКЗ
Аогодор
Объемная
ведомость
условия поставки
рис. 2.2. Порядок формирования и прохождения документации
18
После согласования на заводе два экземпляра договора вместе с
приложениями направляют заказчику. Один экземпляр договора,
подписанный заказчиком, возвращается на завод.
Заказ считается принятым в производство только после того, как
заказчик подписал договор на изготовление и поставку
металлоконструкций. ■ ]
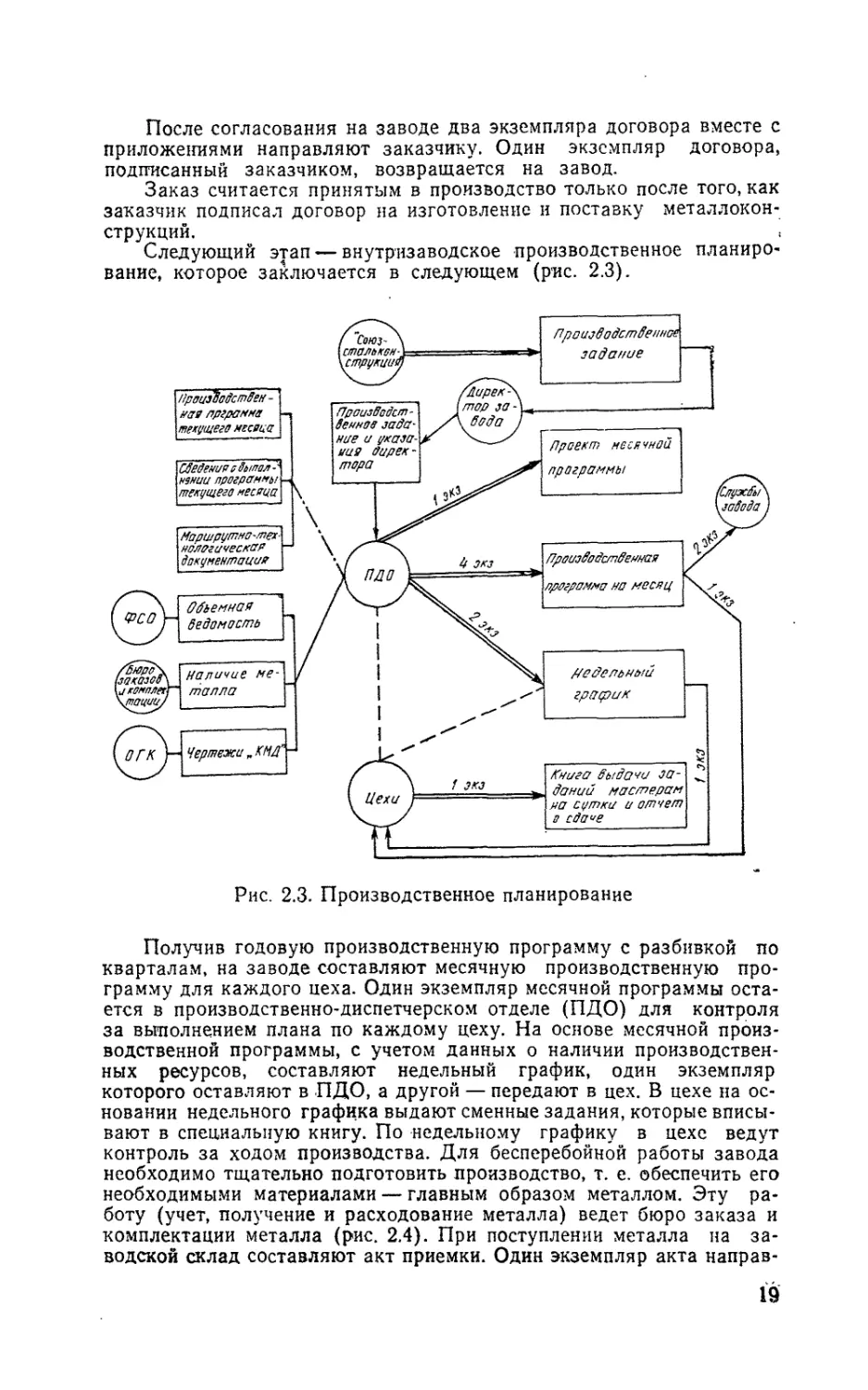
Следующий этап — внутризаводское производственное
планирование, которое заключается в следующем (рис. 2.3).
Произвойстбемое
задание
1 экз
Книга ёыдочи за- '•
да ни и мае/л ерам\
я а сутки и отчею
сдаче I
Рис. 2.3. Производственное планирование
Получив годовую производственную программу с разбивкой по
кварталам, на заводе составляют месячную производственную
программу для каждого цеха. Один экземпляр месячной программы
остается в производственно-диспетчерском отделе (ПДО) для контроля
за выполнением плана по каждому цеху. На основе месячной
производственной программы, с учетом данных о наличии
производственных ресурсов, составляют недельный график, один экземпляр
которого оставляют в ПДО, а другой — передают в цех. В цехе на
основании недельного графика выдают сменные задания, которые
вписывают в специальную книгу. По недельному графику в цехе ведут
контроль за ходом производства. Для бесперебойной работы завода
необходимо тщательно подготовить производство, т. е. обеспечить его
необходимыми материалами — главным образом металлом. Эту
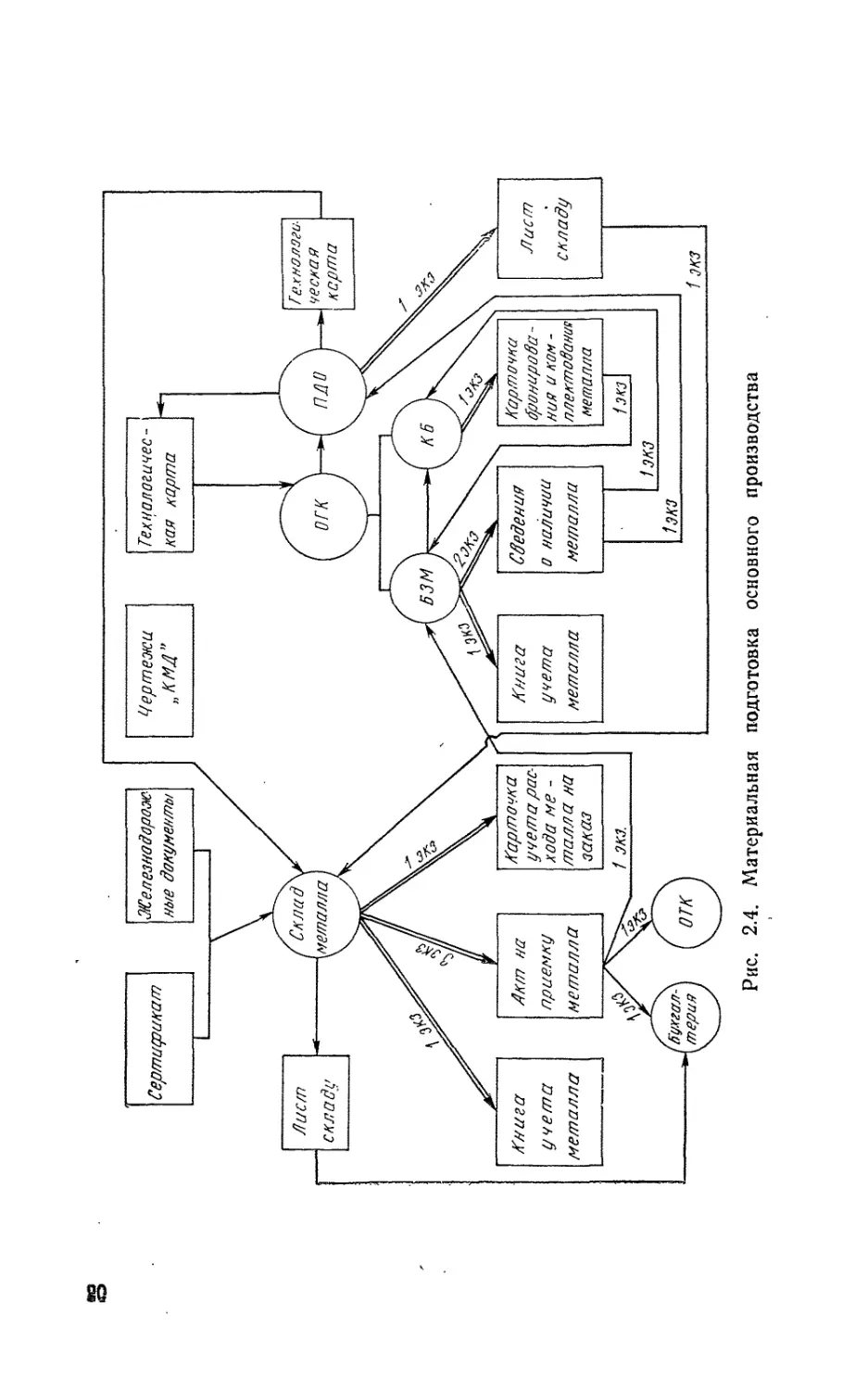
работу (учет, получение и расходование металла) ведет бюро заказа и
комплектации металла (рис. 2.4). При поступлении металла на
заводской склад составляют акт приемки. Один экземпляр акта направ-
19
ffl
g
I
as
о
g
I
ляют в бухгалтерию, второй экземпляр поступает в ОТК, где
сверяют металл (массу и количество) с сертификатом ва этот металл;
третий экземпляр акта направляют в БЗМ. Для работников БЗМ этот
акт является исходным документом для ведения книги учета
металла, по которой составляют сведения о наличии металла на заводе. В
свою очередь сводка наличия металла является исходным
материалом для разработки чертежей, КМД и планирования производства.
На каждый чертеж заказа заполняют карточку бронирования и
комплектации металла. Карточку составляют в одном экземпляре.
Заполнив одну часть карточки, ее передают в БЗМ, где на основании
книги учета металла заполняют другую часть карточки. Затем карточка
бронирования снова поступает в КБ, и конструкторы, с учетом
имеющегося металла, корректируют чертежи. Эти чертежи поступают в
ПДО, где в соответствии с производственной программой
разрабатывают маршрутно-технологическую документацию: технологическую
карту-наряд, диспетчерский лист, лист полуфабриката и лист для
склада (рис. 2.5).
Действующие
нормы и
расценки
Рис. 2.5, Организация работ при изготовлении полуфабрикатов
Заполнив в ПДО технологическую карту-наряд, ее передают в
отдел главного конструктора (БЗМ), где на основе книги учета
металла заполняют правую часть карты. Далее в отделе труда и
заработной платы (ОТЗ) проставляют нормы времени и распенки, после
чего этот документ поступает в бюро размножения документации, где
получают п+4 экземпляра (п — чучело технологических операций,
оплачиваемых сдельно).
Первый экземпляр карты-наряда поступает в разметную
мастерскую, где на его основе осуществляют разметочные работы. Для
подбора металла и подачи его в обработку служит второй экземпляр
технологической карты. После подачи металла на участок обработки
карту передают в бухгалтерию для списания металла на данный
заказ. Третий экземпляр технологической карты поступает на участок
обработки и служит требованием для -получения металла (этот
экземпляр затем поступает в ОТК). Четвертый экземпляр
карты-наряда, используемый на участке обработки для проведения работ,
согласно технологическому маршруту, затем вместе с диспетчерским
листом передают в производственно-диспетчерский отдел (ПДО) для
учета работ по изготовлению полуфабриката.
В технологических картах в ОТЗ ставят штамп на определенную
технологическую операцию и их подписывает нормировщик. Эти
карты-наряды, являющиеся документами для оплаты, передают рабочим,
а по окончании работы — в бухгалтерию. На основе технологических
карт и чертежей составляют диспетчерский лист. Его выписывают в
одном экземпляре и после отметок о' выполнении соответствующих
работ в цехе возвращают в ПДО.
Изготовленный полуфабрикат поступает на склад полуфабриката,
оформляя при этом специальный документ — лист полуфабриката.
Один экземпляр этого документа поступает <в цех обработки,
второй— на склад полуфабрикатов, где по мере (Поступления продукции
на этом листе проставляют соответствующие отметки. С этими
отметками даеный экземпляр поступает в планово-экономический отдел
(ПЭО), где составляют отчет о выполнении плана.
На каждый чертеж заказа заполняют лист складу. Его
направляют на склад металла, где ставят отметку о сдаче металла в цех
обработки. Сдав металл на весь чертеж, лист складу подписывают и
затем он поступает в бухгалтерию.
Работники склада металла составляют карточки учета расхода
металла на заказ. Одновременно с разработкой документации для
цеха обработки составляют технологическую документацию для цехов
сборо-сварки. Работники ПДО заполняют технологическую
карту-наряд, которую затем направляют в цех (рис. 2.6). После окончания
работ карту-наряд подписывают ОТК и передают в бухгалтерию для
начисления заработной платы. Документом, устанавливающим
степень готовности и качество 'изготовленных металлоконструкций,
является акт-предъявка, которую заполняют в цехе сборо-сварки. Один
экземпляр оставляют в цехе, второй — передают в ОТК- Для
отправки уже готовых металлоконструкций на покраску служит третий
экземпляр акта, который поступает на малярный участок. Закончив
окраску металлоконструкции, в акте-предъявке ставят штамп о
готовности товарной продукции и далее этот экземпляр направляют на
склад готовой продукции. Четвертый экземпляр акта поступает в
ПЭО и служит для учета работы цеха сборо-сварки. Затем этот
экземпляр поступает на малярный участок, где в него после окраски
металлоконструкций ставят штамп, подтверждающий готовность то-
22
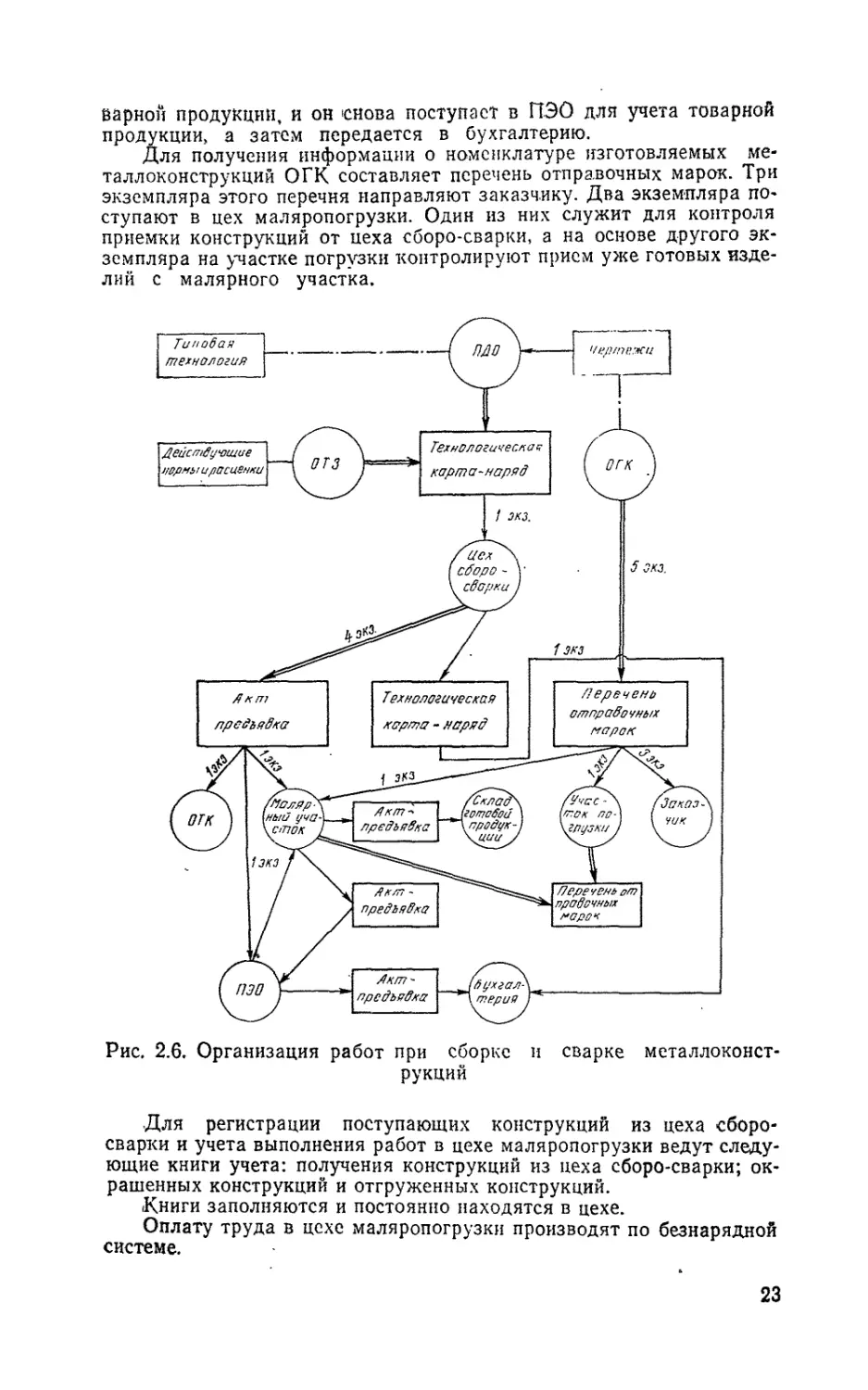
Варной продукции, и он 'снова поступает в ИЗО для учета товарной
продукции, а затем передается в бухгалтерию.
Для получения информации о номенклатуре изготовляемых
металлоконструкций ОГК составляет перечень отправочных марок. Три
экземпляра этого перечня направляют заказчику. Два экземпляра по*
ступают в цех маляропогрузки. Один из них служит для контроля
приемки конструкций от цеха сборо-сварки, а на основе другого
экземпляра на участке погрузки контролируют прием уже готовых
изделий с малярного участка.
Рис. 2.6. Организация работ при сборке н сварке
металлоконструкций
Для регистрации поступающих конструкций из цеха сборо-
сварки и учета выполнения работ в цехе маляропогрузки ведут
следующие книги учета: получения конструкций из цеха сборо-сварки;
окрашенных конструкций и отгруженных конструкций.
(Книги заполняются и постоянно находятся в цехе.
Оплату труда в цехе маляропогрузки производят по безнарядной
системе.
23
Для информации рабочих об объеме выполняемых работ и
расценках в цехе маляропогрузки составляют карту учета выработки • и
зарплаты. Один экземпляр карты учета остается в цехе и
предназначен для использования при составлении ведомости распределения
зарплаты за месяц, которая наглядно информирует каждого рабочего
цеха о результатах своей работы. Второй экземпляр карты после
выполнения работ передают в бухгалтерию, где его используют в качестве
учетного документа выработки и исходного материала для оплаты
труда рабочих.
Отгрузку металлоконструкций заказчику оформляют
актом-накладной. Один экземпляр акта, являющийся сопроводительным
документом, направляют заказчику, второй экземпляр поступает в ОТК,
третий — в ФСО, четвертый — в бухгалтерию. Два последние
экземпляра служат для учета отгруженной продукции.
Окончив изготовление всего заказа, в ОТК заполняют
сертификат на стальные конструкции. Для особо ответственных конструкций
составляют удостоверение о качестве. Два экземпляра этих
документов, подтверждающих качество продукции, направляют заказчику, а
один оставляют в отделе.
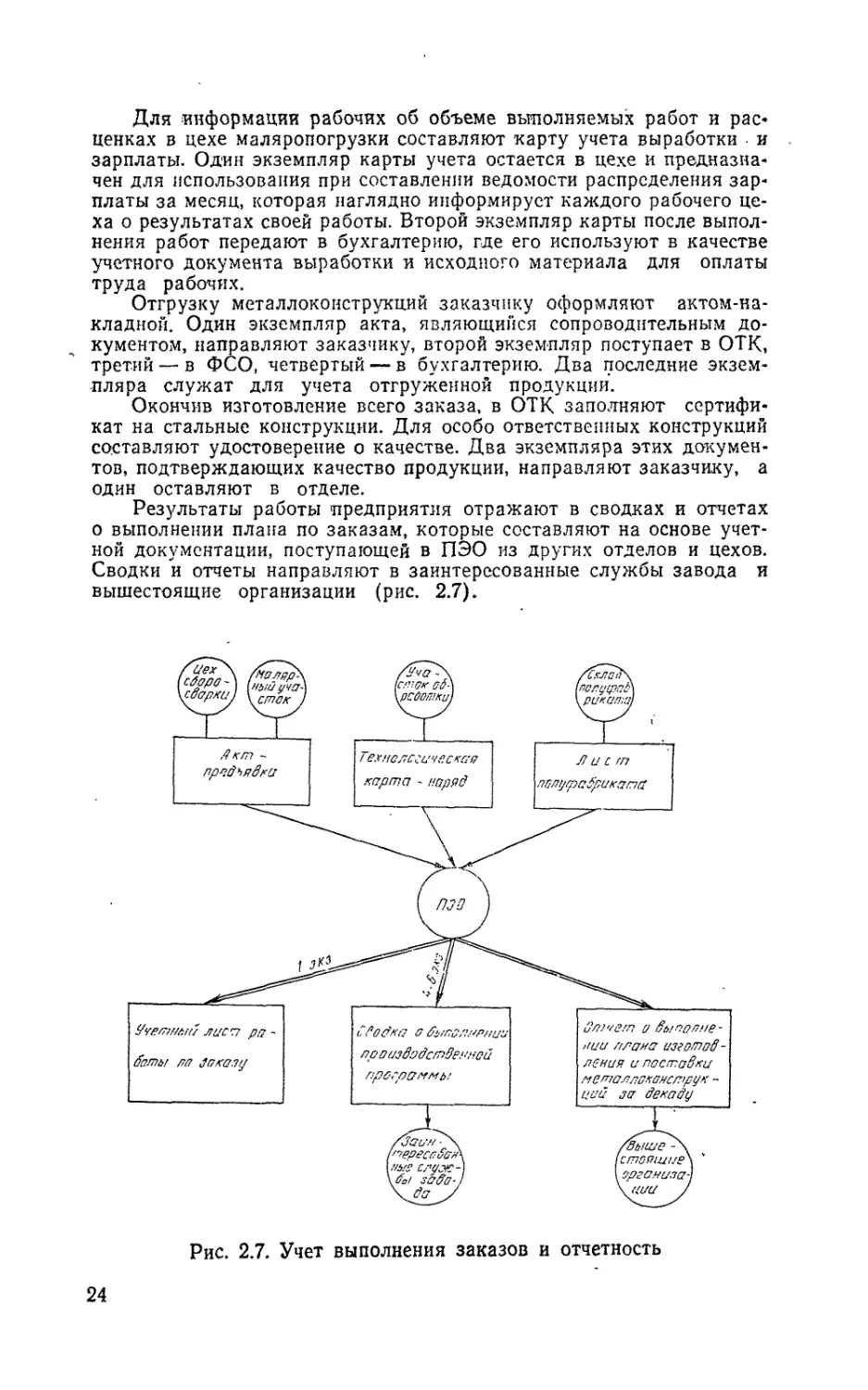
Результаты работы ттредприятля отражают в сводках и отчетах
о выполнении плана по заказам, которые составляют на основе
учетной документации, поступающей в ПЭО из других отделов и цехов.
Сводки и отчеты направляют в заинтересованные службы завода и
вышестоящие организации (рис. 2.7).
производственной
нии ллаиа из г о/л од -
пения и поставки
/выше -4
(арганиза-}
Рис. 2.7. Учет выполнения заказов и отчетность
24
Часть 11
ПРОЕКТ СТАЛЬНЫХ КОНСТРУКЦИЙ
НА СТАДИИ КМД
Глава 3. КОНСТРУИРОВАНИЕ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ
3.1. Обеспечение прочности, устойчивости,
долговечности
По чертежам КМД можно изготовить металлоконструкции,
перевезти их к месту монтажа и осуществить непосредственный монтаж
запроектированного сооружения.
Рабочее чертежи КМД и другую документацию, входящую в
состав этого проекта, разрабатывают в отделе главного конструктора
заводов металлоконструкций.
Основным исходным материалом для разработки проекта на
стадии КМД является общий рабочий проект металлических
конструкций— проект КМ, разработанный в головных проектных институтах:
ЦНИИПпроектстальконструкция, Гипромез и др. Проекты КМ
заводы получают от заказчика "конструкций, которым, как правило,
является монтажная организация.
В состав проекта КМД входят рабочие чертежи элементов
конструкций, схемы общих и контрольных сборок (для сложных
объектов строительства), схемы погрузки элементов конструкций на
железнодорожные платформы (для случаев нетшювой погрузки) и
монтажные схемы.
Кроме указанных чертежей в состав проекта КМД входят
перечни монтажных метизов (болты, заклепки, шайбы, необходимые для
монтажа конструкций зданий или сооружений) и перечни отправоч-
%ных элементов. Последние являются "документом, по которому на
заводах ведут учет изготовления и отгрузки конструкций заказчику.
Кроме того, в проекте КМД имеются перечни чертежей и документов,
входящих в состав этого проекта.
При разработке проекта КМД следует руководствоваться-
проектом КМ, Строительными нормами и правилами на проектирование и
изготовление стальных конструкций (СНиП), Прейскурантом
оптовых цен на конструкции, Государственными стандартами, а также
дополнительными техническими требованиями (ДТТ), которые
являются приложением к договору на изготовление конструкций,
заключаемому между заводом и заказчиком — монтажной организацией.
В ДТТ указывают способы установки конструкций на
фундаменты, членение конструкций на отправочные элементы, объем общих и
контрольных сборок, тип и расстановку приспособлений для подъема
конструкций при монтаже, для стягивания элементов в монтажных
узлах if для крепления монтажных кранов и подмостей, особые
методы контроля качества сварных соединений и способы защиты
конструкций от коррозии, если они имеют какие-либо особенности.
Для уникальных объектов иногда составляют особые технические
условия.
25
s
Монтажные
приспособления
Способ образования
отверстий, мм
Болты, заклепки
сталь
i
Сварочные
материалы
Способ
соединения
Наименование
узлов
Наименование
конструкций
Чертеж
1/216
1
1
1
Э42
Сварка
3
и
3
eg
• к
о
Колонны ряда А
1
Продавить
диаметром 17, рассверлить
до диаметра 21 на
монтаже
6
о
см
1
Заклепки
Соединения с
колоннами
Связи по
колоннам ряда А
1
Кондукторы TKI,
ТК2
X
о
I
L
о н
К
«3
О
3
к
о
I
Сверлить
диаметром 23
I
1
Высокопрочные болты
Соединение
верхнего пояса с колонной
Сверлить
диаметром 23
ВСтЗкп
о
CN
Г
Болты
нормальной
точности
То же, нижнего
пояса
Подкрановые бал*
ки ряда А
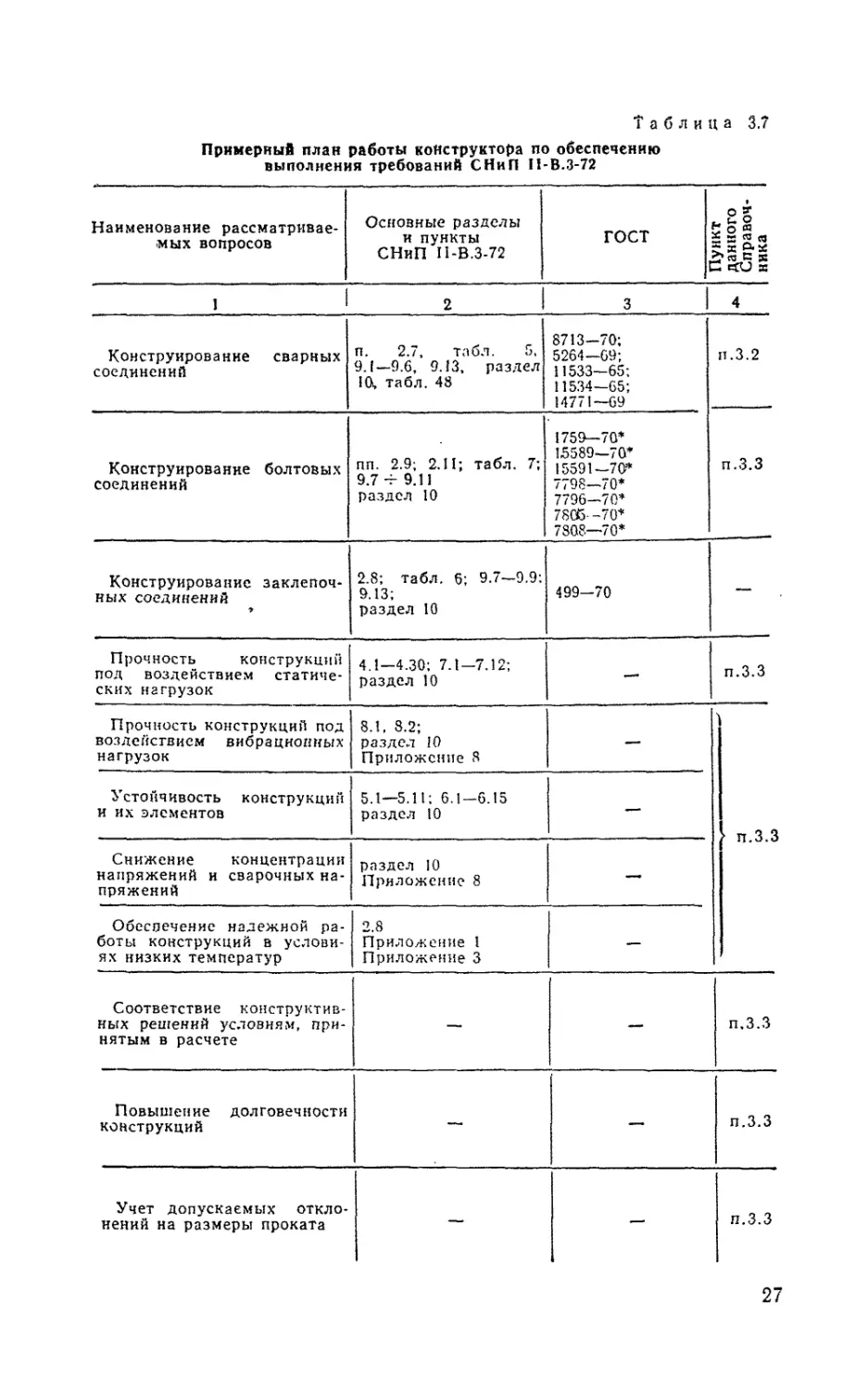
Таблица 3.7
Примериыв план работы конструктора по обеспечению
выполнения требований СНиП П-В.3-72
Наименование
рассматриваемых вопросов
Основные разделы
и пункты
СНиП П-В.3-72
ГОСТ
, 1
Конструирование сварных
соединений
Конструирование болтовых
соединений
Конструирование
заклепочных соединений
Прочность конструкции
под воздействием
статических нагрузок
Прочность конструкций под
воздействием вибрационных
нагрузок
Устойчивость конструкций
и их элементов
Снижение концентрации
напряжений и сварочных
напряжений
Обеспечение надежной
работы конструкций в
условиях низких температур
Соответствие
конструктивных решений услови.<ш,
принятым в расчете
Повышение долговечности
конструкций
Учет допускаемых
отклонений на размеры проката
2
п. 2.7, табл. 5,
9. {—9.6, 9.13, раздел
10, табл. 48
пп. 2.9; 2.П; табл. 7;
9.7- 9.11
раздел 10
2.8; табл. 6; 9.7—9.9:
9.13;
раздел 10
4.1—4.30; 7.1—7.12;
раздел 10
8.1, 8.2;
раздел Ш
Приложение 8
5.1—5.11; 6.1—6.15
раздел 10
раздел 10
Приложение 8
2.8
Приложение 1
Приложение 3
-
—
3
8713-70;
5264—09;
11533—65;
11534—65;
14771—69
1759—70*
15589—7G*
15591-70*
7798—70*
7796—70*
7806--70"*
7808—70*
499—70
-
-
-
-
-
4
п.3.2
п.3.3
—
п.3.3
[ л.3.3
п.3.3
п.3.3
п.3.3
27
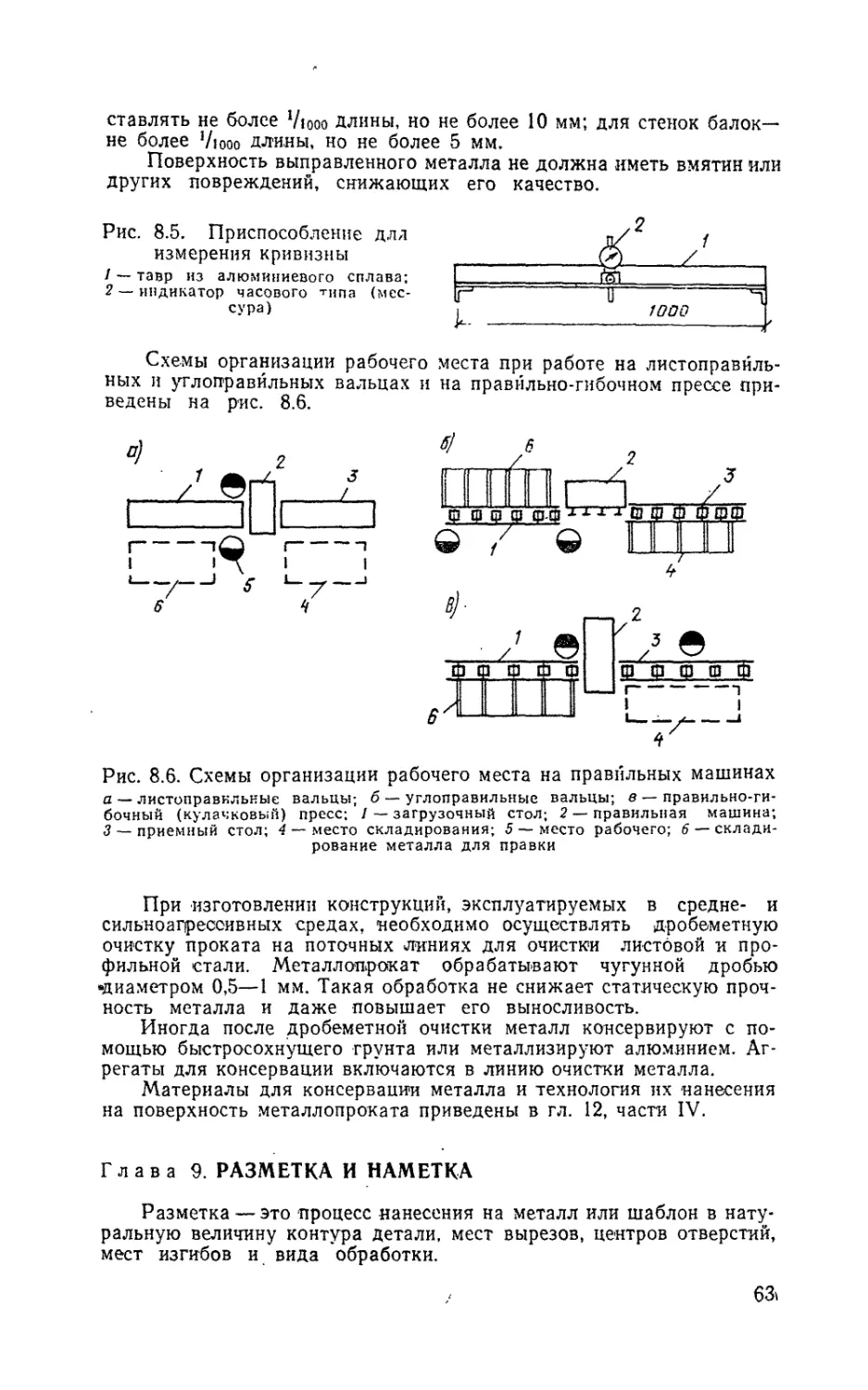
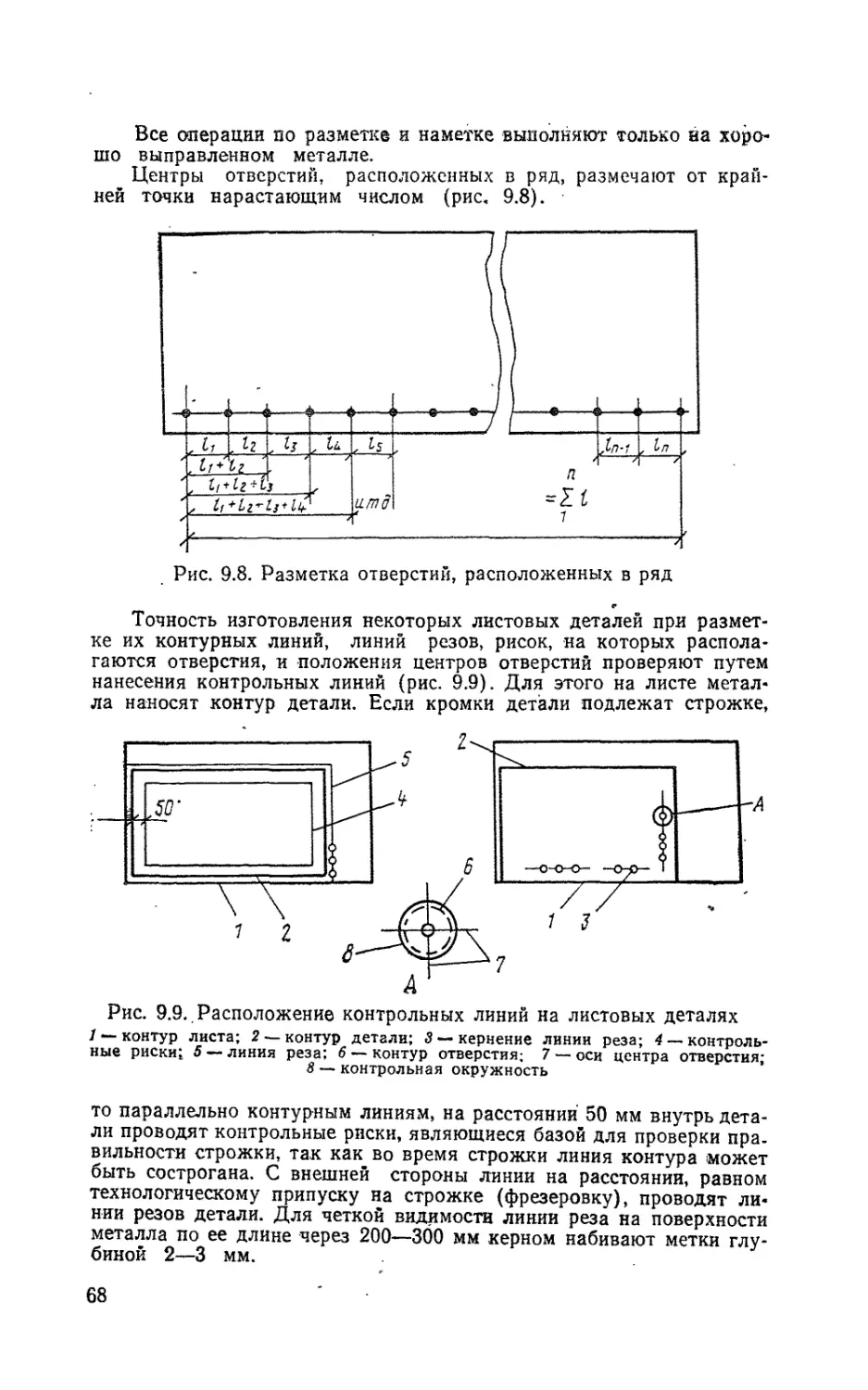
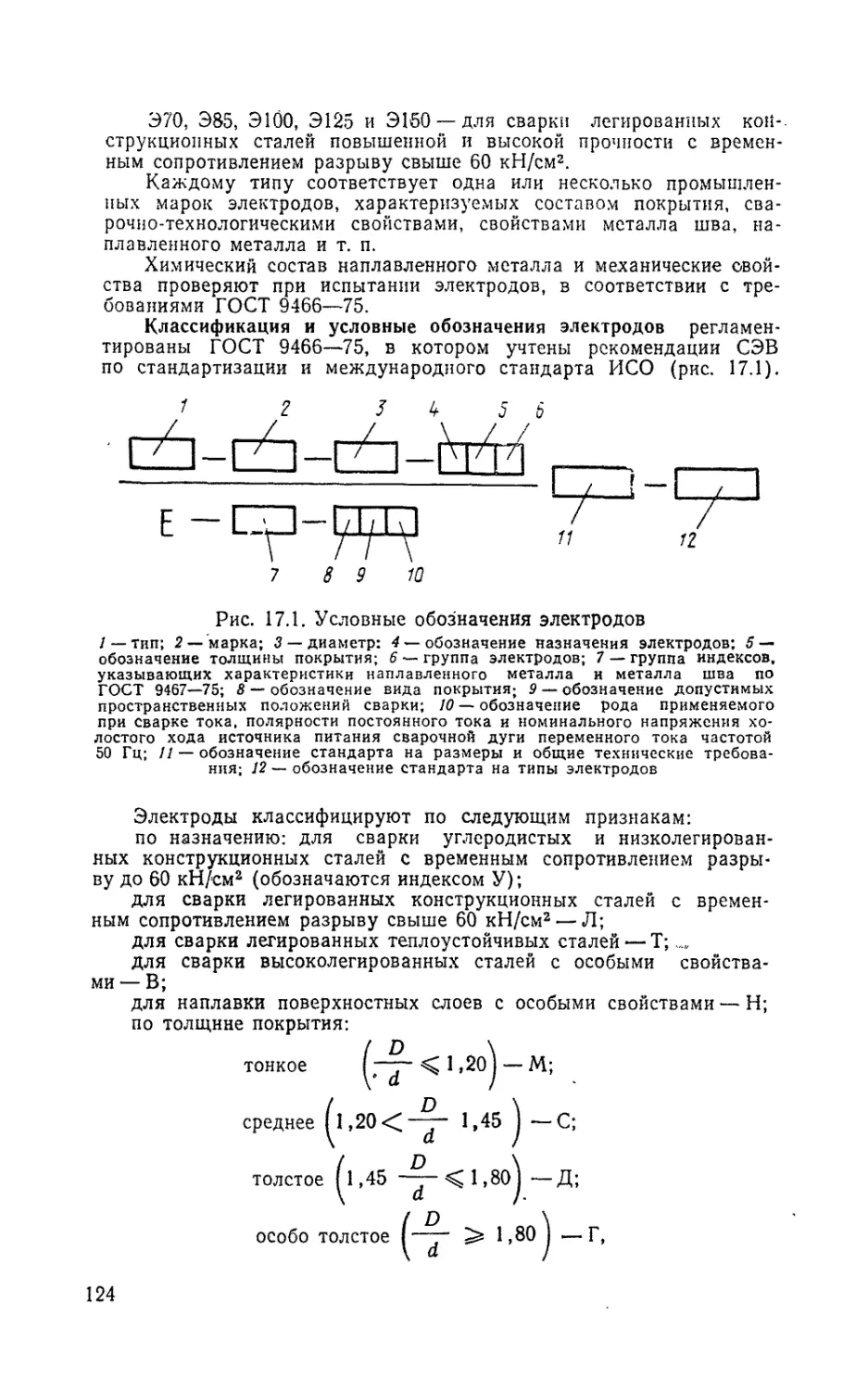
Чертежи КМД используют рабочие, техники =и инженеры на
заводе и на строительной площадке. Чертежи должны содержать
исчерпывающие сведения о конструкции, необходимые для ее
изготовления и монтажа. В то же время они должны быть достаточно
простыми и доступными для быстрого изучения. Правильно
выполненный чертеж способствует улучшению качества выполняемых работ
и повышению уровня производительности труда. Проект КМД
должен быть хорошо оформлен и обеспечивать необходимую прочность,
технологичность и устойчивость конструкций.
После окончания строительства комплект чертежей КМД
хранится на предприятии и является частью паспорта построенного здания
или сооружения.
Прежде чем приступить к разработке чертежей КМД,
необходимо составить основную схему технологического процесса
изготовления, заказать металл на объект и подготовить основные положения
конструирования.
Основную схему технологического процесса изготовления
конструкций составляет отдел главного технолога, на основании
рекомендаций главных специалистов завода (главного инженера, главного
конструктора, главного технолога, главного сварщика и начальника
отдела технического контроля), рассматривающих проект КМ.
В основной схеме технологического процесса устанавливают
объемы применяемых эффективных технологических операций: гибки,
фрезерования, кондукторов для сборки и сверления монтажных
отверстий, автоматической сварки, сварки с присадочным металлом,
физических методов контроля качества конструкций и т. п., а также
намечают цехи-изготовители.
Затем, в соответствии с установленным порядком, заказывают и
получают металл. Для этого предварительно составляют лообъектные
спецификации, сводные спецификации на календарный период работы
завода (обычно на полугодие), по всем объектам в целом, и, наконец,
заказные спецификации, в которых учтены наличие металла на
заводе, необходимые запасы на следующий календарный период и
правила заказа металла (транзитные нормы).
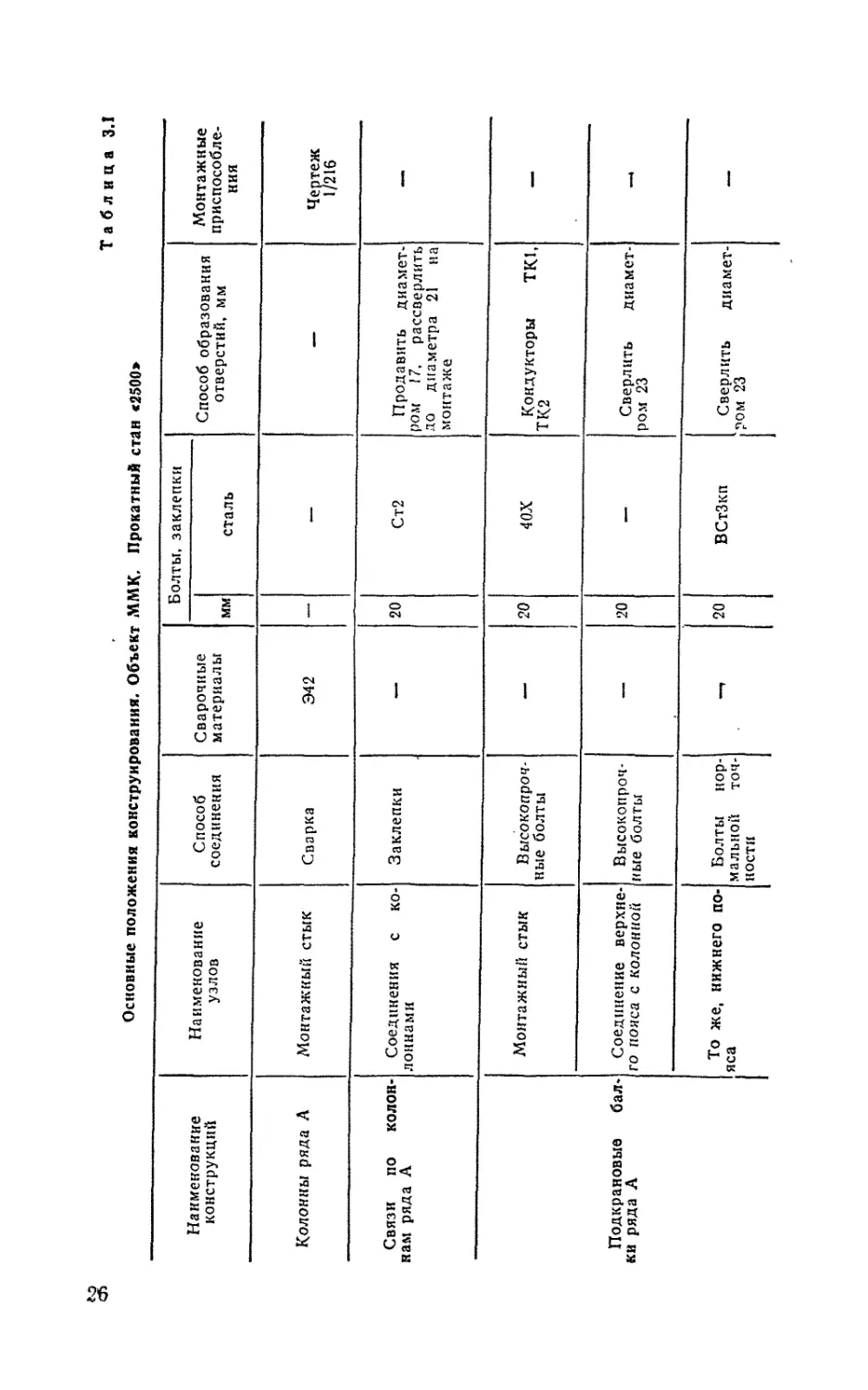
В основных положениях по конструированию устанавливают тип
соединения элементов в монтажных узлах с указанием диаметров
отверстий и способов их образования, видов и диаметров монтажных
болтов, марок электродов. Основные положения оформляют в виде
таблицы (табл. 3.1).
При разработке чертежей КМД необходимо соблюдать все
решения, принятые в проекте КМ; предусмотреть все приспособления,
предусмотренные дополнительными техническими требованиями
(ДТТ) заказчика; выполнять требования СНиП II-В.3-72 «Стальные
конструкции. Нормы проектирования»; максимально повышать
уровень технологичности конструкций; правильно оформлять чертежи.
Для обеспечения выполнения требований СНиП целесообразно
разрабатывать чертежи КМД в определенной последовательности,
т. е. по определенному плану (табл. 3.2).
3.2. Сварные соединения
Необходимо максимально применять автоматическую сварку, для
чего предусматривать соответствующие форму и размеры элементов
конструкций.
28
Для обработки кромок свариваемых деталей следует применять
такие способы, которые обеспечивают минимальные объемы
наплавленного металла.
В целях сокращения объема наплавленного металла необходимо
применять угловые швы минимальной толщины. В тавровых
соединениях, имеющих конструктивный характер или незначительные
усилия, следует применять односторонние швы.
Фаски следует располагать таким образом, чтобы был обеспечен
максимум удобств для сварщиков как с точки зрения ведения сварки,
так и с точки зрения гигиенической (минимум швов, завариваемых в
закрытых пространствах).
3.3. Болтовые соединения
При назначении длины болтов и длин нарезанной части
стержня, в соединениях, где болты работают на срез, требуется, чтобы
длина гладкой части болта обеспечивала необходимую толщину
площадки смятия в крайней детали пакета. Длину следует выбирать такой,
чтобы допускаемое усилие смятия в пределах крайней детали было
равно допускаемому усилию • одного среза болта. Длина нарезанной
части болта также должна соответствовать стандартам. Для
соблюдения стандартов иногда применяют более длинные болты, а под
гайку ставят две шайбы (или одну толстую — нестандартную) с тем,
чтобы участок с резьбой заканчивался в пределах шайбы.
В соединениях, воспринимающих ударные и вибрационные
нагрузки, во избежание откручивания гайки следует предусматривать
еще одну контргайку. Длину свободного конца болтов следует
принимать равной от половины до целого диаметра болта.
Вес основные параметры прочности и устойчивости
устанавливают при выполнении чертежей КМ, поэтому заводской конструктор
вопросами прочности занимается лишь при разработке стыков и
узлов, часть из которых (менее ответственных) в проекте КМ иногда не
рассматривают. В этих случаях определяют размеры сечения
стыковых элементов, число сварных швов, болтов или заклепок, степень
ослабления основного сечения соединяемых элементов и размеры
сечения стыковых элементов отверстиями; толщину и размеры фасонок
в узлах решетчатых конструкций.
При расчете конструкций исходят из определенных условий
присоединения элементов друг к другу (например, шарнирное иди
жесткое), поэтому в процессе конструирования необходимо принимать
такие решения, которые соответствовали бы условиям, принятым в
расчетах конструкций.
Иногда указанное соответствие обеспечить трудно или даже
невозможно. В этом случае конструктор обязан выявить эти
дополнительные усилия и учесть их при конструировании.
Повысить долговечность конструкции можно следующими
способами: выбрать для конструкций такую марку стали, которая меньше
коррозировала бы в данных условиях эксплуатации; предусмотреть
конструктивные мероприятия, снижающие интенсивность коррозии;
защитить конструкции с помощью различных покрытий.
Марку стали и способы защиты конструкций покрытиями
выбирают при разработке проекта КМ. Заводской конструктор должен
предусмотреть в чертежах лишь соответствующие конструктивные
мероприятия, основными из которых являются расстановка сварных
швов, болтов и заклепок на расстояниях, обеспечивающих плотное
29
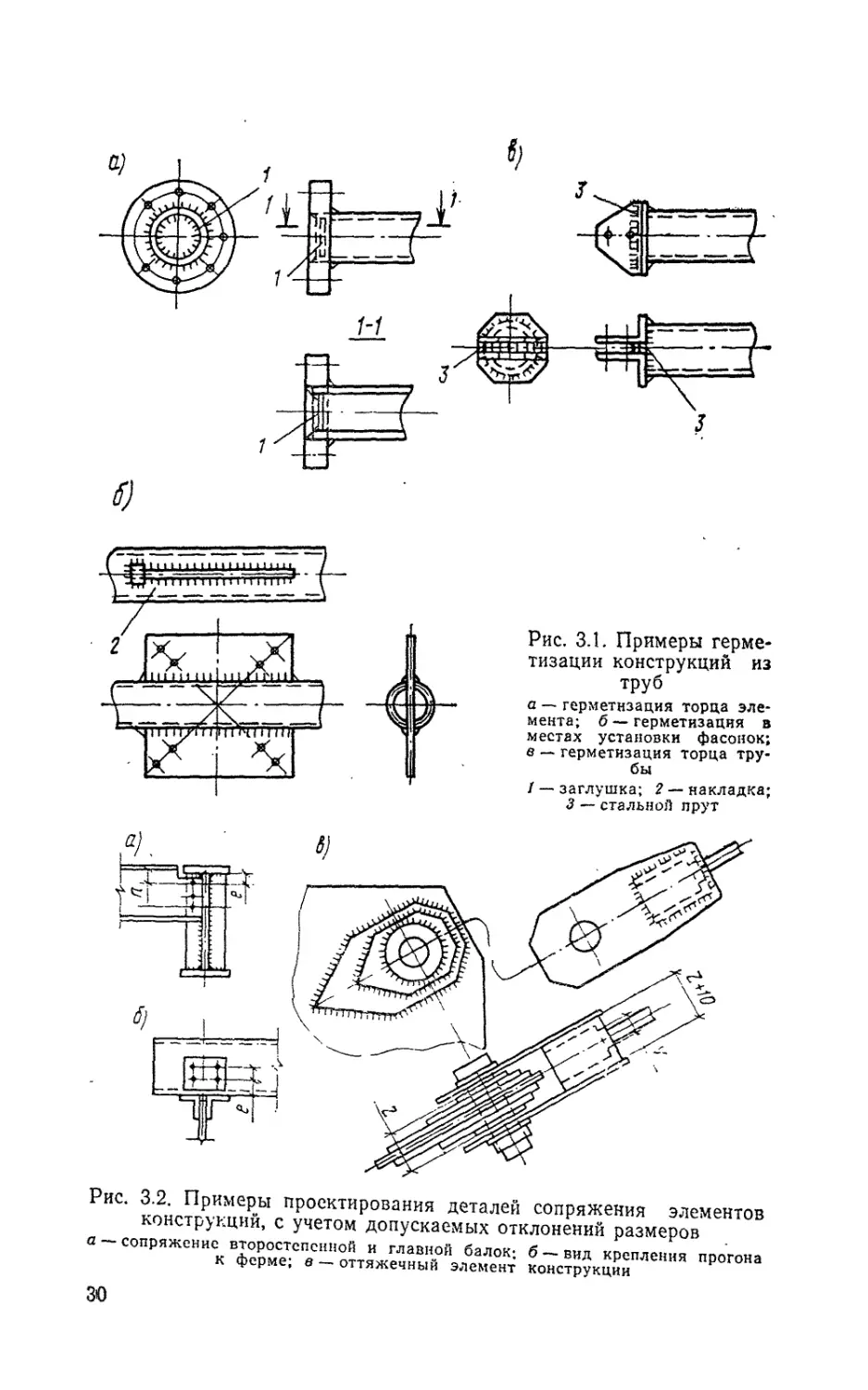
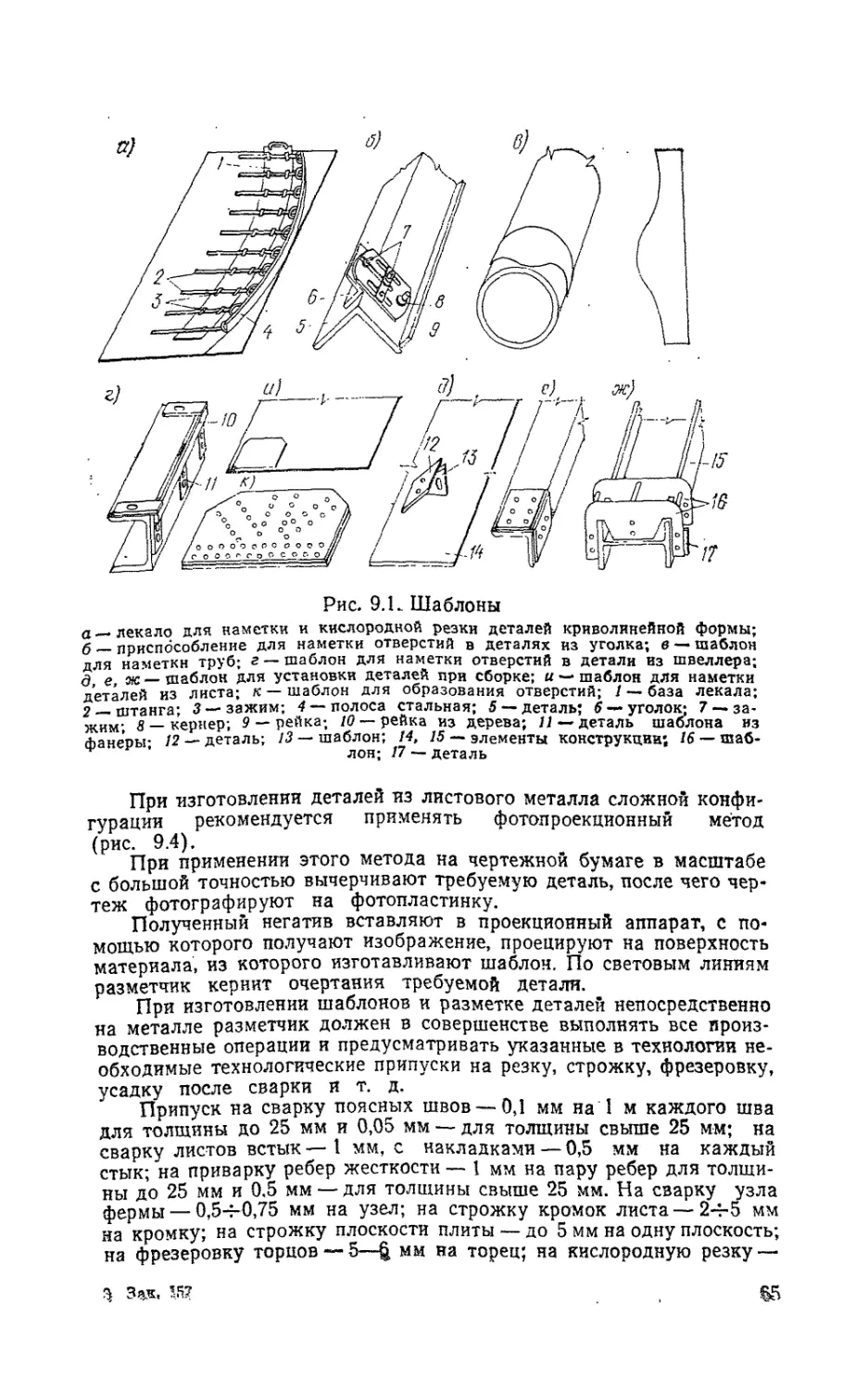
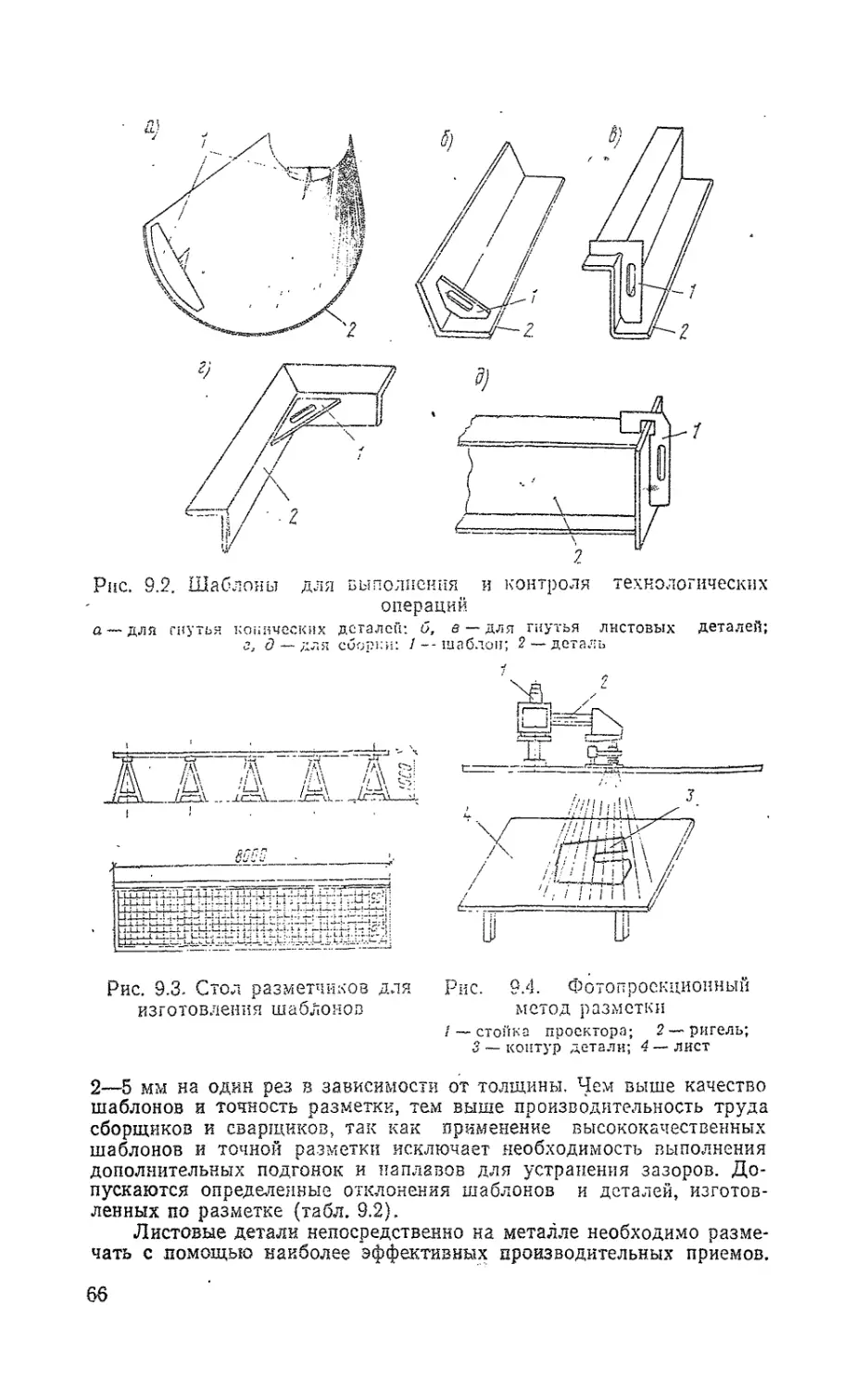
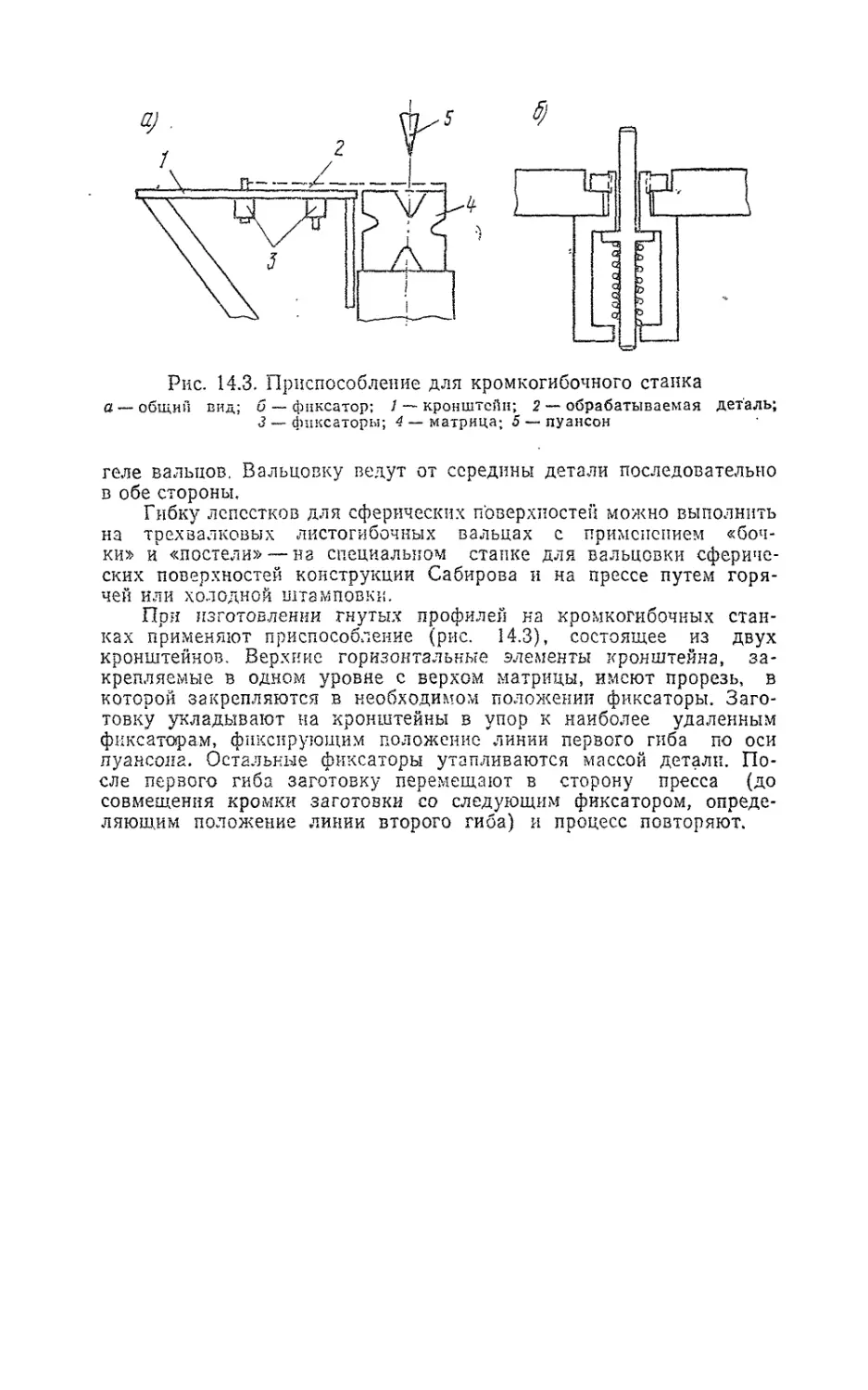
Рис. 3.1. Примеры
герметизации конструкций из
труб
а — герметизация торда
элемента; б — герметизация в
местах установки фасонок;
в — герметизация торца
трубы
/ — заглушка; 2 — накладка;
3 — стальной прут
прилегание деталей друг к другу; исключение различных пазух и
зазоров, в которых может скапливаться пыль и грязь; обеспечение
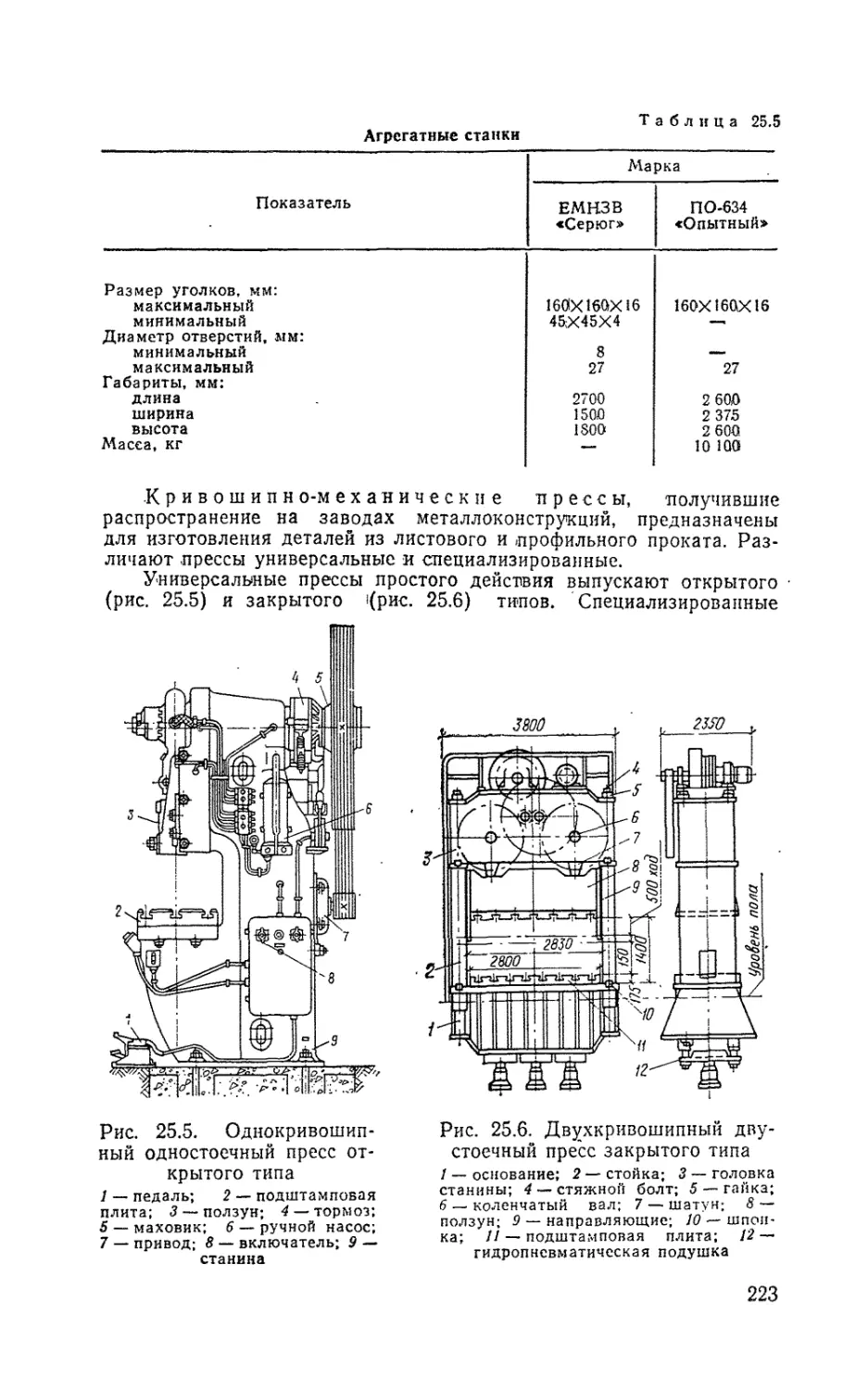
герметичности полых (трубчатых) конструкций (рис. 3.1).
Все виды проката, применяемые для стальных конструкций,
имеют определенные отклонения от номинальных размеров сечения.
Иногда необходимо учитывать эти отклонения для обеспечения
надлежащего совмещения отдельных элементов друг с другом при
монтаже (рис. 3.2).
Глава 4. ТЕХНОЛОГИЧНОСТЬ СТАЛЬНЫХ КОНСТРУКЦИЙ
Технологичной считают такую конструкцию, материал и форма
которой позволяют применять в ходе ее изготовления,
транспортирования и монтажа наиболее производительные способы и приемы. Б
то же время форма конструкций должна учитывать технологические
и организационные требования и специфику заводов-изготовителей,
железнодорожного транспорта и монтажной организации.
Уровень технологичности конструкций в основном определяется
при разработке чертежей КМ в проектных институтах. При
разработке чертежей КМД необходимо продолжить эту работу, т. е. учесть в
них особенности своего завода, обеспечить максимальные удобства и
экономичность перевозки, выполнить указания ДТТ (табл. 4J1). Все
вопросы технологичности конструкции конструктор решает совместно
с технологами.
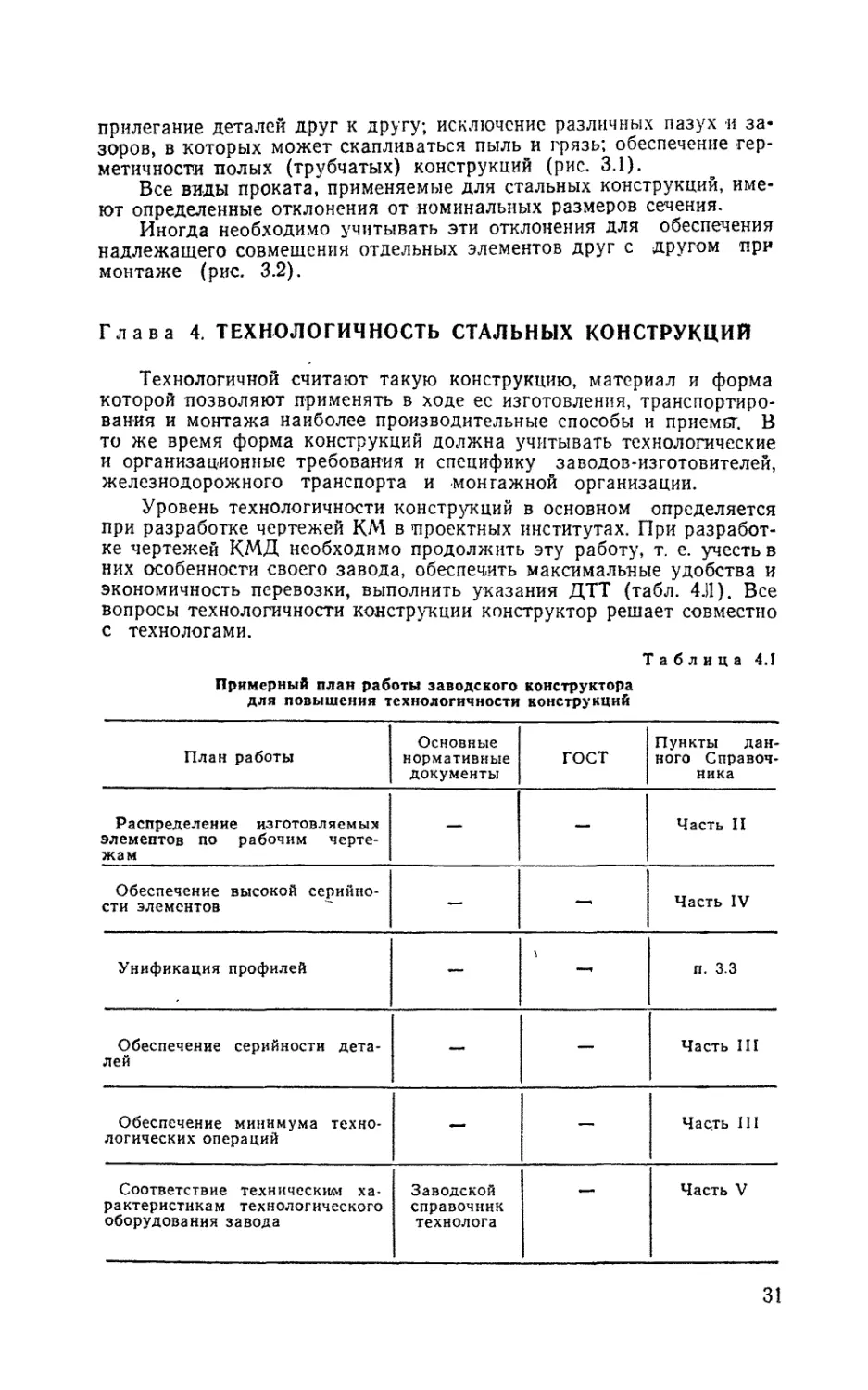
Таблица 4.!
Примерный план работы заводского конструктора
для повышения технологичности конструкций
План работы
Распределение изготовляемых
элементов по рабочим
чертежам
Обеспечение высокой
серийности элементов
Унификация профилей
Обеспечение серийности
деталей
Обеспечение минимума
технологических операций
Соответствие техническим
характеристикам технологического
оборудования завода
Основные
нормативные
документы
—
-
-
-
—
Заводской
справочник
технолога
ГОСТ
-
—
-
—■
Пункты
данного
Справочника
Часть II
Часть IV
п. 3.3
Часть III
Часть III
Часть V
3!
Продолжение табл. 4.1
План работы
Обеспечение максимума
автоматической сварки
Применение фрезерования
Применение гнутых элементов
Стандартизация отверстий,
крепежных изделий
Транспортирование
конструкций по заводу
Сокращение цикла
производства
Обеспечение снижения
себестоимости
Транспортирование
конструкций по железной дороге
Обеспечение удобного
монтажа
Постановка монтажных-
приспособлений
Основные
нормативные
документы
-
гост
8713—70
—
-
Заводекой
справочник
технолога
-
-
Руководящие
материалы
ММСС и МПС
дтт
дтт
-
-
-
-
-
Пункты
данного
справочника
Части III и IV
То же
Части III
и IV
Часть IX
Части II и IV
Часть II
То же
На одном рабочем чертеже должны быть размещены элементы,
имеющие единую технологию изготовления и, следовательно, единый
транспортный маршрут. Руководствуясь этим принципом, следует
выполнять чертежи прокатных и сварных составных балок, ферм,
колонн и др. Такое распределение элементов на чертежах существенно
сокращает объем технологической и оперативной документации и
упрощает управление производством.
На одном чертеже целесообразно изображать не только
элементы с единой технологией изготовления, но также элементы,
состоящие из проката одного вида и размера.
■Унификация профилей, т. е. сокращение видов и размеров
проката, из которых образуется элемент конструкции, является важным
мероприятием, упрощающим все этапы изготовления конструкций.
Унификацию предусматривают в проекте КМ, но ее также
разрабатывают и при выполнении чертежей КМД. Унификация профилей
упрощает организацию производства, снижает трудоемкость
изготовления конструкций, но она может привести и к утяжелению
конструкций. Унификация профилей не должна увеличивать заводскую
себестоимость конструкций.
При заказе металла, а также при проектировании деталей и
элементов конструкций необходимо учитывать технические возможно-
32
' сти технологического оборудования завода: размеры рабочих органов
машин; мощность; особенности поточных линий и т. д., поэтому
необходимо изучать данные об оборудовании, помещаемые в заводские
справочники технолога.
.При разработке рабочих чертежей элементов ■ конструкций
необходимо максимально применять такие эффективные технологические
процессы, как автоматическую сварку, фрезерование, гибку.
Автоматическая сварка позволяет сократить объемы наплавленного металла
(за счет глубокого проплавления), а при равных сечениях швов —
более быстро вести работы.
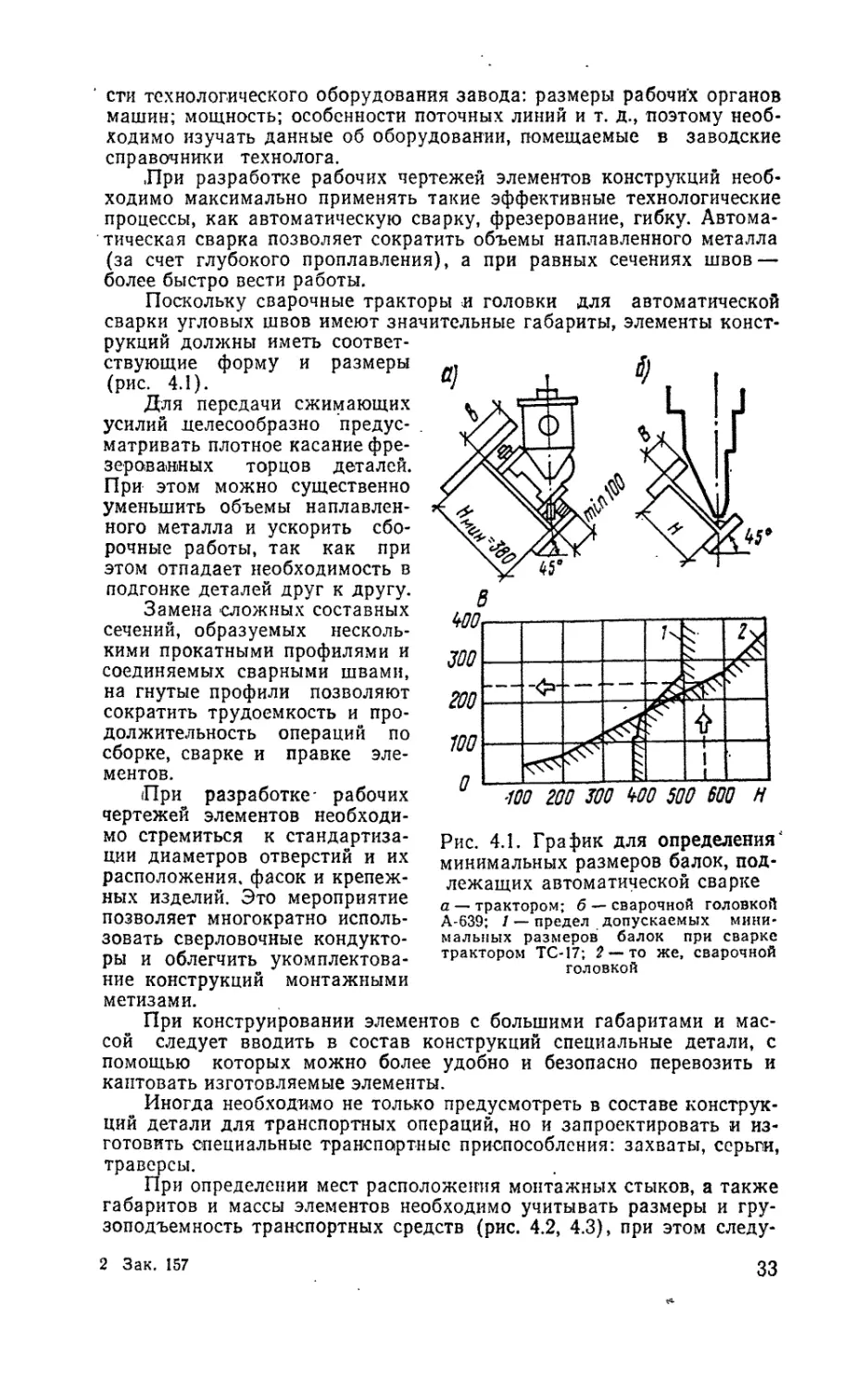
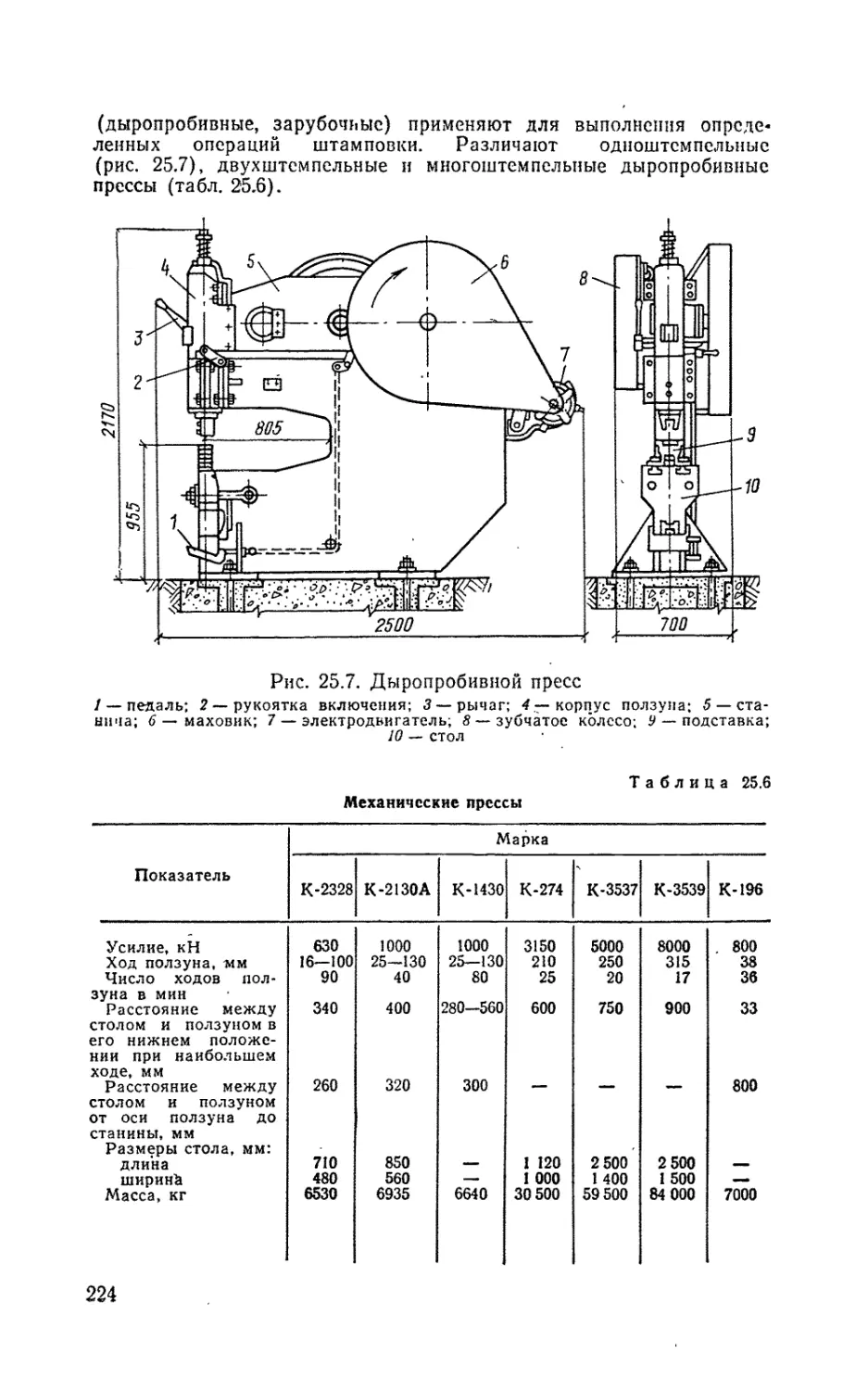
Поскольку сварочные тракторы я головки для автоматической
сварки угловых швов имеют значительные габариты, элементы
конструкций должны иметь
соответствующие форму и размеры t j,
(рис. 4.1). Щ \ и/
Для передачи сжимающих
усилий делесообразно
"предусматривать плотное касание
фрезерованных торцов деталей.
При этом можно существенно
уменьшить объемы
наплавленного металла и ускорить
сборочные работы, так как при
этом отпадает необходимость в
подгонке деталей друг к другу.
Замена сложных составных
сечений, образуемых
несколькими прокатными профилями и
соединяемых сварными швами,
на гнутые профили позволяют
сократить трудоемкость и
продолжительность операций по
сборке, сварке и правке
элементов.
(При разработке- рабочих
чертежей элементов
необходимо стремиться к
стандартизации диаметров отверстий и их
расположения, фасок и
крепежных изделий. Это мероприятие
позволяет многократно
использовать сверловочные
кондукторы и облегчить
укомплектование конструкций монтажными
метизами.
в При конструировании элементов с большими габаритами и
массой следует вводить в состав конструкций специальные детали, с
помощью которых можно более удобно и безопасно перевозить и
кантовать изготовляемые элементы.
в Иногда необходимо не только предусмотреть в составе
конструкции детали для транспортных операций, но и запроектировать и
изготовить специальные транспортные приспособления: захваты серьга
траверсы. ♦ г • «
При определении мест расположения монтажных стыков, а также
габаритов и массы элементов необходимо учитывать размеры и
грузоподъемность транспортных средств (рис. 4.2, 4.3), при этом следу-
300
200
100
—
—
i
ч
к
-J
1
№ ZOO WO Ш 500 600 И
Рис. 4.1. График для определения'
минимальных размеров балок,
подлежащих автоматической сварке
а — трактором; б — сварочной головкой
А-639; / — предел допускаемых
минимальных размеров балок при сварке
трактором ТС-17; 2 — то же, сварочной
головкой
2 Зак. 157
33
Q)
660, W70(§=2770)
г) WOp №00(6=29061 ,1№
Рис. 4.2. Схемы и размеры подвижного железнодорожного состава
а, б — платформа и полувагон грузоподъемностью 63 т; в, г — платформа и
полувагон грузоподъемностью 90 т
Степень
негв&юитос-
rhu.
0
1
h
МО
то
3900
3750
Рис. 4.3. Поперечные габариты погрузки на железных дорогах
а-габарит очертания погрузки; б - негабаритность 0 и I степеней; в, г, б ~
соответственно, негабаритности Н„ III, IV степеней
34
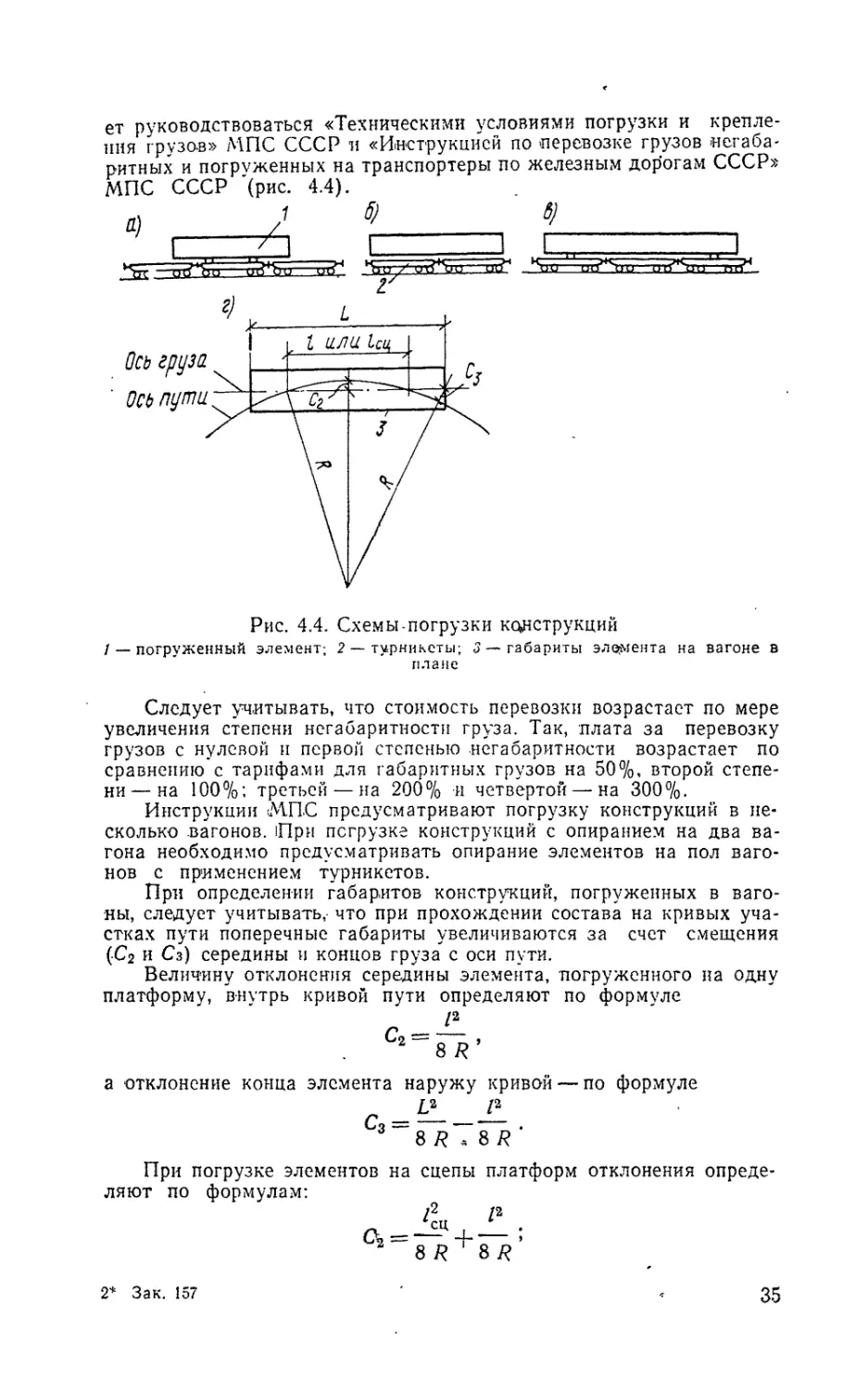
ет руководствоваться «Техническими условиями погрузки и
крепления грузов» МПС СССР и «Инструкцией по -перевозке грузов
негабаритных и погруженных на транспортеры по железным дорогам СССР»
МПС СССР "(рис. 4.4).
1 'ф 6)
Ось груза
Ось пути
Рис. 4.4. Схемы-погрузки конструкций
/ — погруженный элемент; 2 — турникеты; J —габариты элемента на вагоне в
плане
Следует учитывать, что стоимость перевозки возрастает по мере
увеличения степени негабаритиостн груза. Так, плата за перевозку
грузов с нулевой и первой степенью .негабаритное™ возрастает по
сравнению с тарифами для габаритных грузов на 50%, второй
степени— на 100%; третьей — на 200% и четвертой — на 300%.
Инструкции иМЛС предусматривают погрузку конструкций в
несколько вагонов. Ори погрузке конструкций с опиранием на два
вагона необходимо предусматривать опирание элементов на пол
вагонов с применением турникетов.
При определении габаритов конструкций, погруженных в
вагоны, следует учитывать, что при прохождении состава на кривых
участках пути поперечные габариты увеличиваются за счет смещения
(С2 и Сз) середины и концов груза' с оси пути.
Величину отклонения середины элемента, погруженного на одну
платформу, внутрь кривой пути определяют по формуле
а отклонение конца элемента наружу кривой — по формуле
3==8~#78~tf'
При погрузке элементов на сцепы платформ отклонения
определяют по формулам:
/2 /а
сц
2* Зак. 157
35
*сц
где С2, Сз —величины смещения груза, мм; .
L — длина элемента, мм;
/ — база платформы (расстояние между шкворнями тележек вагона);
/CJl — база сцепки платформ (расстояние между центрами вагонов, на
которые погружен элемент):
R — радиус пути на кривой (радиусы кривых на путях МГТС
принимают равными 350 м).
Подвижной состав, а вместе с ним и погруженные элементы,
могут дополнительно отклоняться от оси пути за счет разбега ходовых
частей платформ или полувагона на величину
где /С —величина смещения груза за счет разбега ходовых частей вагона, мм.
51
в)
У
L.J
Г 9
А-А
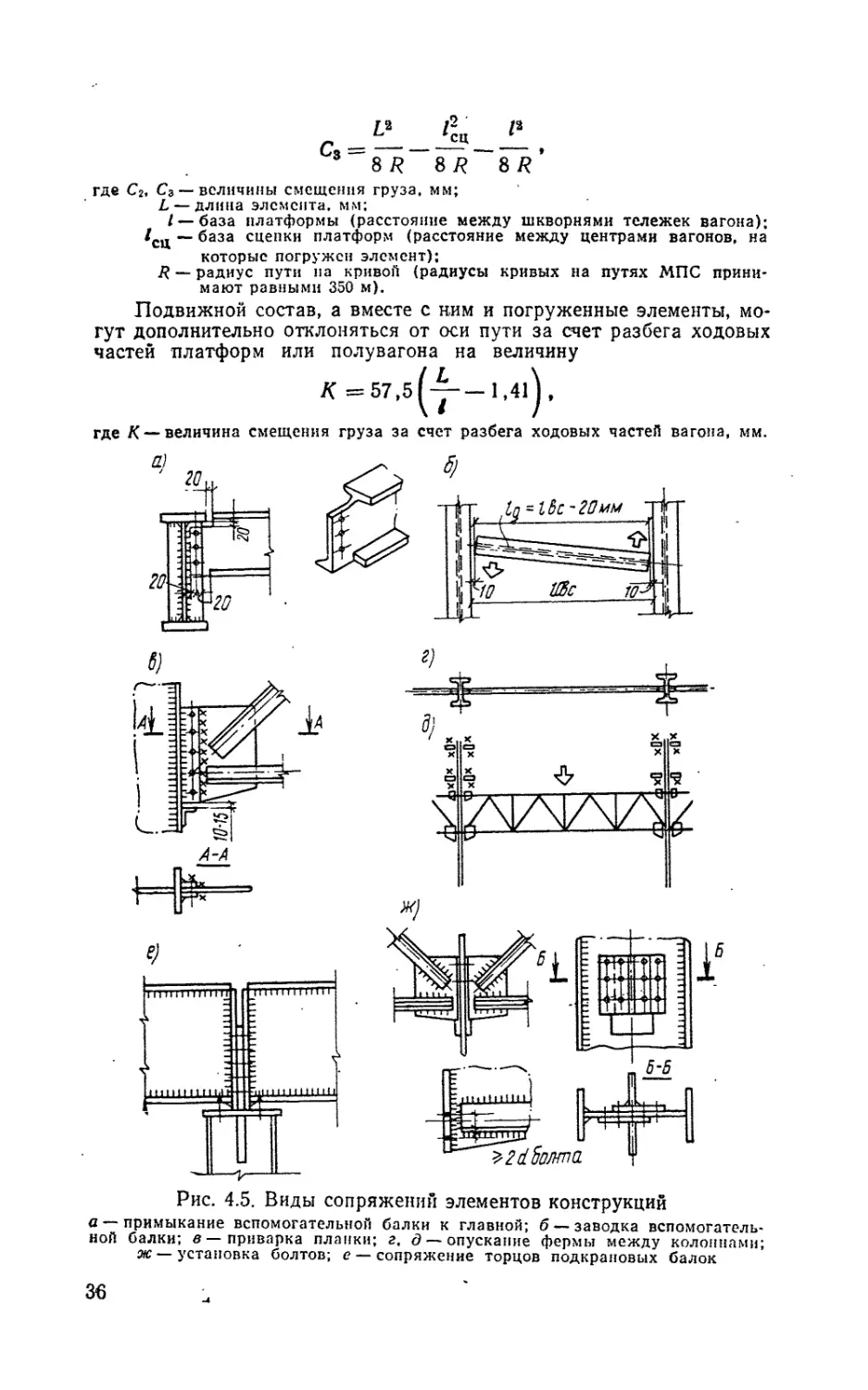
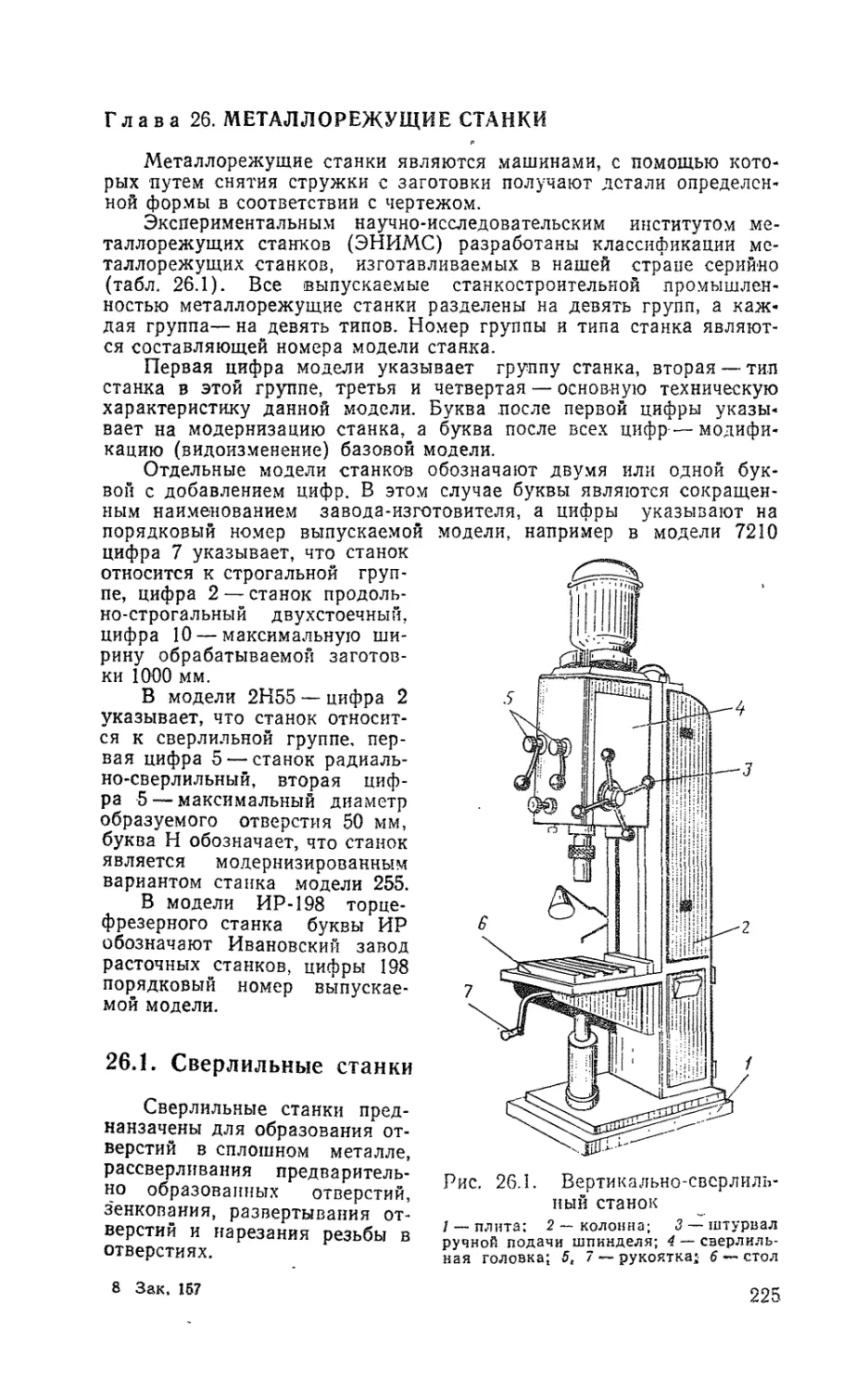
Рис. 4.5. Виды сопряжений элементов конструкций
а — примыкание вспомогательной балки к главной; б— заводка
вспомогательной балки; в—приварка планки; г, д — опускание фермы между колоннами;
ж — установка болтов; е — сопряжение торцов подкрановых балок
36
Действительный размер габарита погруженного элемента на
кривых участках пути определяется по формуле
X = В + С2 (или С3) +.К — 105,
где X — расстояние от оси пути до края элемента конструкций;
В расстояние.от оси пути до кромки элемента при размещении состава
на прямом участке пути, мм;
105 — размер, на который раздвигаются параллельные пути на кривых
участках, мм.
Полученный расчетом размер X сравнивают с габаритами и
определяют степень негабаритност-и.
.Необходимо также предусматривать в проекте удобную
установку элементов конструкций на свое место в общей системе стального
каркаса здания, монтажных болтов, а также удобство сварки. Для
этого следует оставлять между элементами необходимые зазоры,
правильно размещать болты, предусматривать соответствующие
габариты в узлах (рис. 4.5).
В ходе конструирования необходимо предусмотреть мероприятия,
обеспечивающие удобное стягивание элементов конструкций на
монтаже перед их сваркой. Для этого в составе конструкций
предусматривают стяжные шайбы и фиксирующие отверстия, а совместно с
конструкциями направляют на монтаж различные стяжные
приспособления.
Глава 5. ОФОРМЛЕНИЕ РАБОЧИХ ДЕТАЛИРОВОЧНЫХ
ЧЕРТЕЖЕЙ И МОНТАЖНЫХ СХЕМ
Для правильного выполнения чертежей необходимо соблюдать
рекомендации, установленные ГОСТами и другими нормативными
документами, при графическом выполнении -чертежей (например,
толщина линий, масштабы, условные обозначения), а также при
составе чертежей, маркировании деталей и конструкций, при
проставлении размеров и т. п. (табл. 5.1).
Деталировочные чертежи элементов конструкций, а также
монтажные схемы целесообразно располагать на листах стандартного
формата. Это облегчает использование, хранение чертежей и
составление из них альбомов.
При этом следует иметь в виду, что проекции элементов
размещают в левой части чертежа, а таблицы и примечания — в правой.
Если элементы имеют большую длину, то спецификацию металла
располагают в нижней части чертежа, слева от штампа.
На рабочем чертеже вычерчивают основной вид элемента и
необходимое число дополнительных видов и разрезов. На основном
виде конструкция должна быть изображена в том положении, в
котором она будет находиться в здании или сооружении, например
основным видом стропильной формы является ее проекция на
вертикальную плоскость.
Исключение составляют колонны, имеющие большую длину.
Такие колонны на чертеже изображают горизонтально, помещая
башмак колонны слева. Число дополнительных видов и разрезов должно
быть таким, чтобы по данному чертежу можно было изготовить все
детали, собрать конструкцию и заварить, сварные швы.
Иногда для сокращения чертежных работ на чертеже
изображают только часть вида, например до оси симметрии или со ссылкой на
37
другой элемент, изображенный на этом же чертеже. Взаимное
расположение проекций и размеров должно удовлетворять требованиям
ГОСТ 2.401—68.
Таблица 5.1
Основные требования для оформления чертежей КМД
Наименование
Формат чертежей
Состав чертежей
Проекции, разрезы
Масштабы
Линии
Условные
обозначения
Размеры
Надписи
Маркирование
элементов и детален
Таблицы и
примечания
Нормативные
документы
СИ 20t2-69. Временная
инструкция по
разработке проектов и смет
промышленного
строительства. Часть II. гл. 5.
СН 4G0-74 Временная
инструкция о составе и
оформлении
строительных рабочих чертежей
зданий и сооружений
Часть II, гл. 5.
Часть II, гл. 5.
ГОСТ 2.410—6S
ГОСТ
2.30.1—68
-
2.4CU-6S
-
2.306-68
-
—
-
-
—
Для большинства конструкций практикой установлены масштабы,
обеспечивающие необходимую наглядность чер'тежа.
В целях получения четкого и ясного чертежа ферм, связей,
фонарей, геометрическую схему этих конструкций вычерчивают в одном
масштабе (например, 1 :25), а сечение деталей и узлы — в другом,
более крупном (например, 1 : 15). При таком изображении не в
масштабе оказываются участки стержней между узлами, но так как на
этих участках сложных деталей нет — общее восприятие чертежа
является удовлетворительным.
При вычерчивании простых сплошных конструкций (прокатные
и сварные балки) для сокращения длины рисунка можно принять по
высоте один масштаб, а по длине — другой, более мелкий.
Наиболее четкие и выразительные чертежи получаются при
следующих толщинах линий: для основных видов и деталей
конструкций—.от 0,15 до II мм в зависимости от масштаба изображения: чем
меньше масштаб, том линии тоньше; для выносных, осевых «и
размерных линий — 0,2 Mu\i; для линии .разрезов — от 0,6 до 0,8 мм. Оси
здания наносят штрихпунктирными линиями, контуры невидимых
деталей — штриховыми линиями.
В спецификациях металла, в целях упрощения разработки
технологических процессов указывают с помощью условных обозначений
технологические и конструктивные особенности деталей конструкции
(табл. 5.2).
38
Таблица 5.2
Условные обозначения конструктивных и технологических
особенностей деталей
Наименование
операций
Вальцевать
Гнуть
Фрезеровать один торец
Фрезеровать два торца
Строгать одну
продольную кромку
Строгать две продольные
кромки
Строгать по периметру
Косой рез
Условное
обозначение
Вальц.
Гн.
Фр. 1т
Фр. 2т
Стр. 1 пр
Стр. 2пр
Стр. по пер.
Кос. рез
Наименование
операций
Фасонный лист
Снять фаски
Строгать обушок
Строгать одну
плоскость
Фрезеровать одну
плоскость
Механическая
обработка
Условное
обозначение
ф. л.
Сн. ф.
Стр. об.
Стр. 1 пл.
Фр. 1 пл.
V
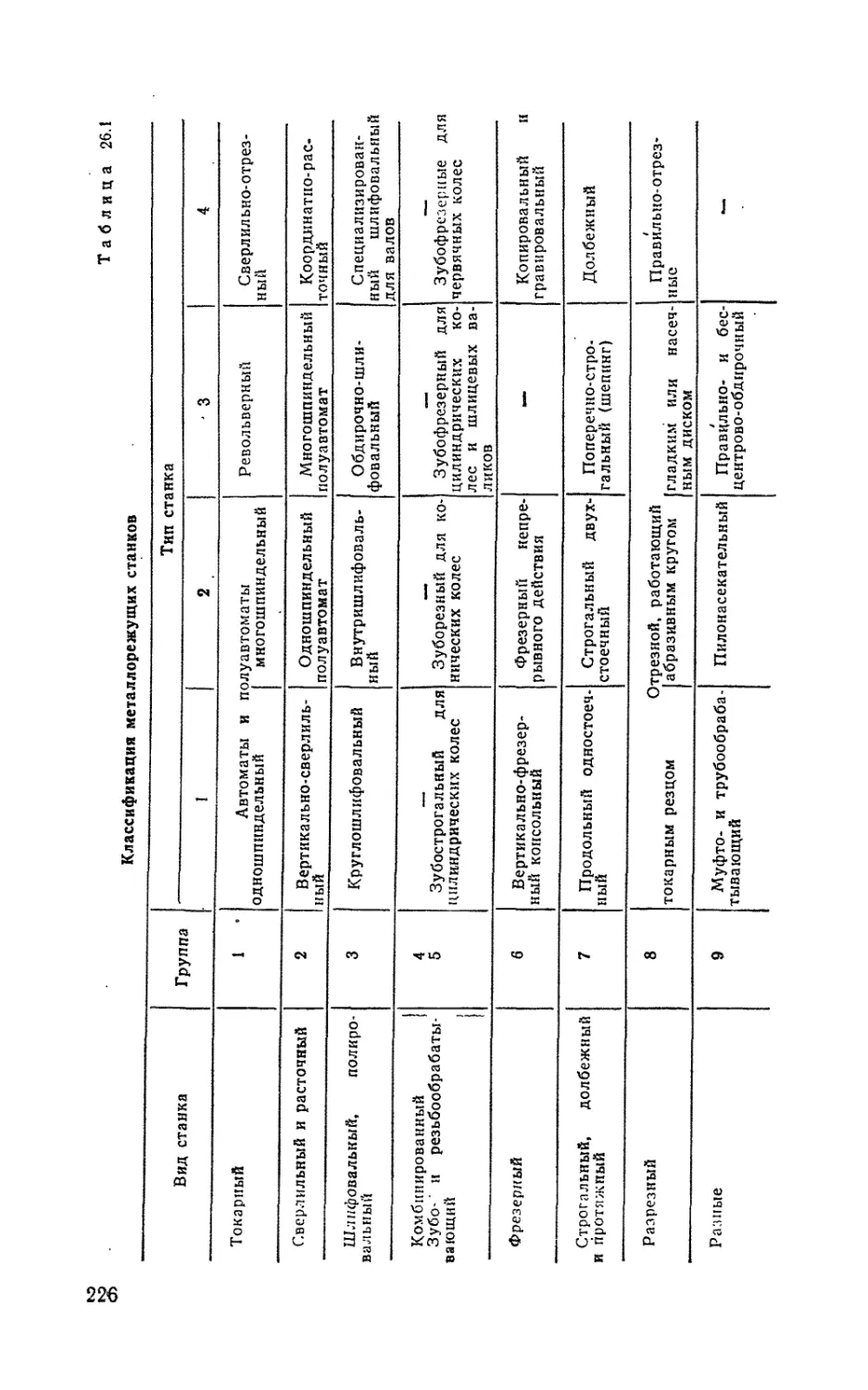
По рабочему чертежу выполняют разметку и изготавливают
детали, собирают и сваривают конструкцию, проверяют ее качество,
поэтому рабочий чертеж должен иметь следующие размеры: увязочные—
определяющие положение элемента в общем комплексе конструкций;
для разметки и изготовления деталей; для сборки и для приемки
готового элемента контролерами отдела технического контроля
(рис. 5.1). 'При проставлении размеров следует ставить только те из
них, которые необходимы для правильного понимания чертежа.
Все размеры на рабочих чертежах проставляют в миллиметрах.
Размеры, которые необходимо выдержать особо точно, указывают с
допускаемыми отклонениями. Если отклонения более жесткие, чем
требования СНиП III-18-75 па изготовление конструкций, то размер
с указанным отклонением заключают в прямоугольную рамку.
Элементы конструкций, называемые «отправочными марками»,
маркируют буквой и цифрой (например, Б1). Буква обычно
соответствует заглавной букве наименования элемента — Б — балка. Цифра
показывает порядковый номер данного элемента в рассматриваемой
системе элементов (система балок, система колонн). Детали
элементов, называемые «сборочными марками», обозначают цифрами.
Элементы конструкций (и их детали), являющиеся зеркальным
изображением другой конструкции и которые не могут взаимно
заменять друг друга, маркируют одной и той же .маркой, но добавляют
индексы: Т — такой, И — наоборот. Например, две балки, одна из
которых является зеркальным изображением другой, маркируют
Б1Т и Б1Н. То же, для деталей: 2Т и 2Н-
Ряды здания маркируют заглавными буквами, а оси зданий —
порядковыми цифрами. Буквы и цифры заключают в кружки.
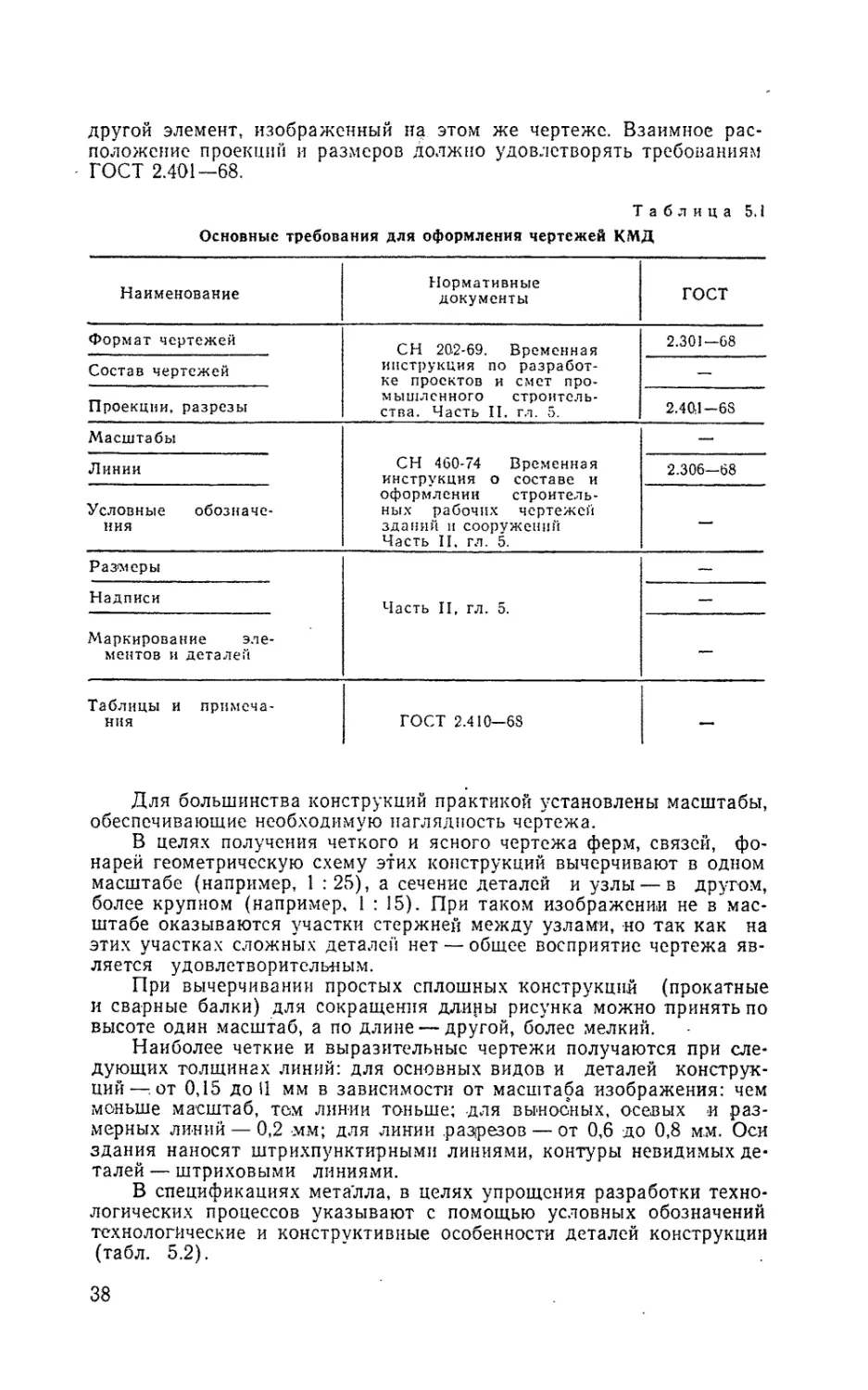
На рабочих чертежах помещают спецификацию металла, таблицу
отправочных марок и примечания (рис. 5.2).
В спецификации металла приводят перечень деталей, входящих
в состав элементов, указывают их число и массу, а также массу
элементов. В общую массу каждого элемента включают массу сварных
швов. Массу сварных швов не определяют, а, согласно
статистическим исследованиям, принимают равной 1% массы деталей. В графе
«Примечания» спецификации с помощью условных обозначений
указывают технологические и конструктивные особенности деталей/
В таблице отправочных марок приводят перечень элементов,
подлежащих изготовлению по данному чертежу, их число и массу.
39
.too
то wo
Рис. 5.1. Системы
размеров на рабочем чертеже
а — размеры увязочные; б —
размеры для изготовления
деталей; в — размеры . для
сборки конструкций; г —
размеры для приемки
готовых конструкций;
д—размеры всех видов вместе
В примечаниях приводят развернутую характеристику стали, из
которой следует изготовлять конструкции, способы сварки, а также
указывают способы образования отверстий, их диаметры и толщину
угловых швов, расстояния от центров отверстий до кромки деталей
(обрезы), чаще всего применяемые на данном чертеже. Данные о
массовых диаметрах отверстий, толщинах швов и обрезах позволяют не
ставить на чертеже многие размеры, что делает чертеж более
простым и понятным.
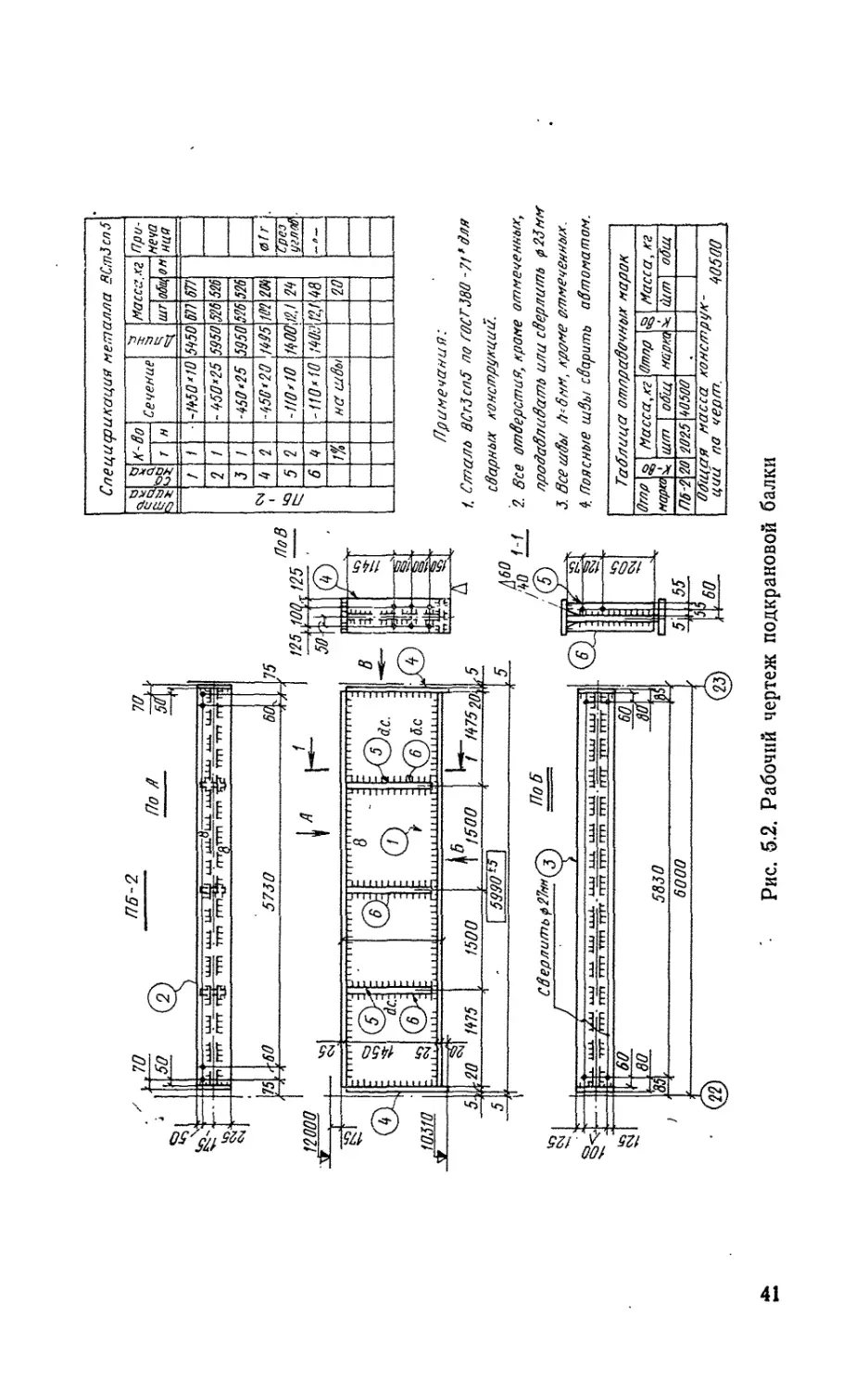
На монтажных схемах указаны порядок размещения элементов
конструкций в сооружении и способы их соединений друг с другом.
Кроме того, на монтажных схемах приведены необходимое число
проекций и узлов таблицы монтажных элементов и примечания. На
40
s
a
i
ill
f
внпиЯ
I.
DtdDH
DXCfDH
CtltWQ
Й
\
1
1
-
1
-3-
1
1
I
CM
CD
I
g
Ъ
z- яи
I
1
H
i I
;1
\
1
1
:f
ill
OS
S
О
Ю
§
g
ex,
001
41
I
4 I
дан
OOSl
"5^ - "^
та
о
О
US
О
а
о
I
о
О
Ь5
I
42
проекциях условно (линиями и прямоугольниками) показаны
элементы конструкций и их маркировка. В таблице монтажных элементов
дан их перечень с указанием числа и массы, а в примечаниях —
способы соединения элементов (рис. 5.3).
На схемах общих сборок показывают расположение элементов,
входящих в сборку, спецификацию элементов и примечания о приня^
тых стяжных приспособлениях, а также о размерах, которые
должны быть проверены ОТК и зафиксированы в акте о приемке общей
сборки.
На схемах погрузки конструкций схематично показывают
расположение элементов на платформе, дают необходимые размеры,
определяющие положение элементов, и примечания о способах крепления
элементов к платформе.
Часть III
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ КОНСТРУКЦИЙ
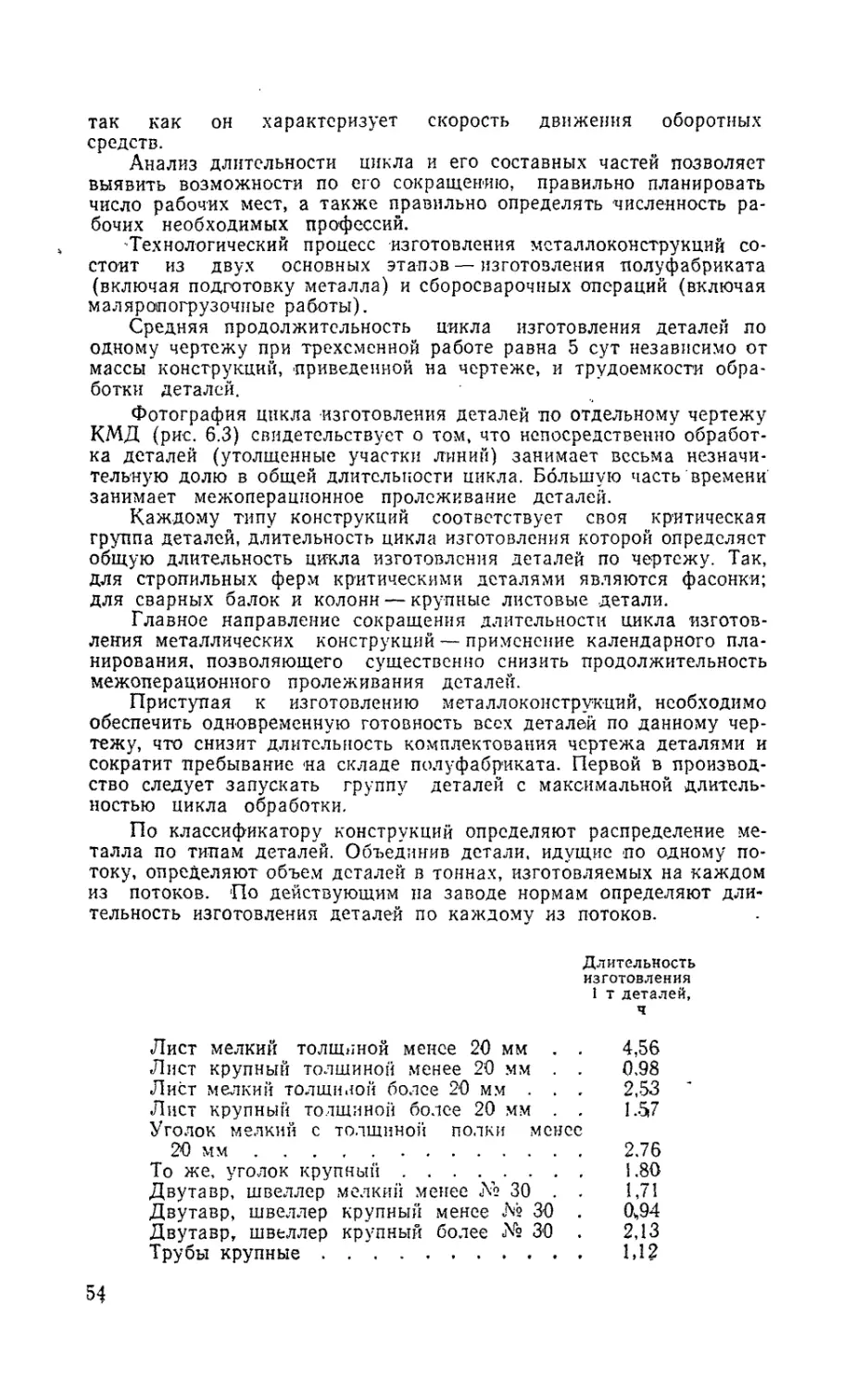
Глава 6. ОСНОВЫ ПРОИЗВОДСТВА ДЕТАЛЕЙ
6.1. Типы деталей
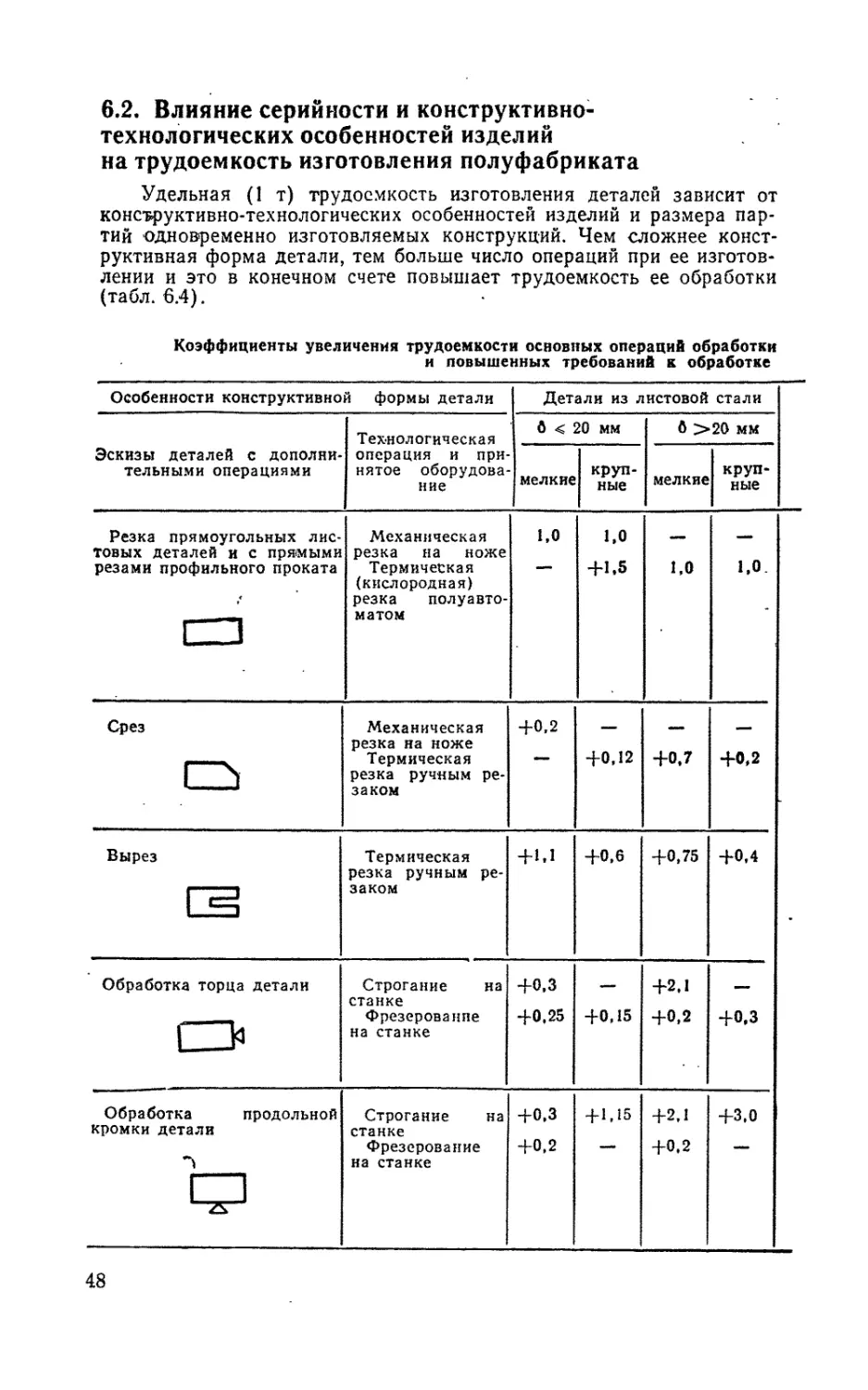
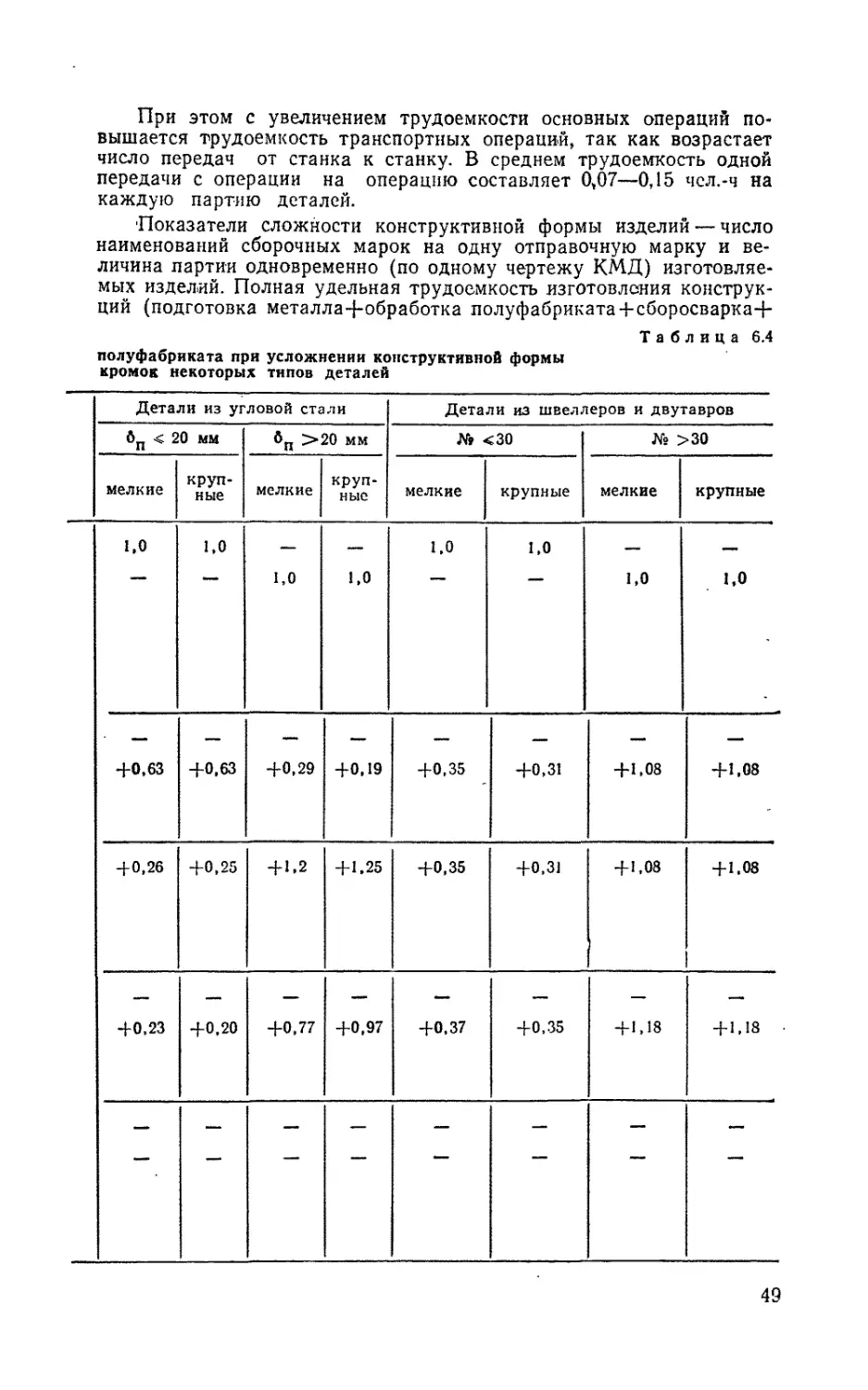
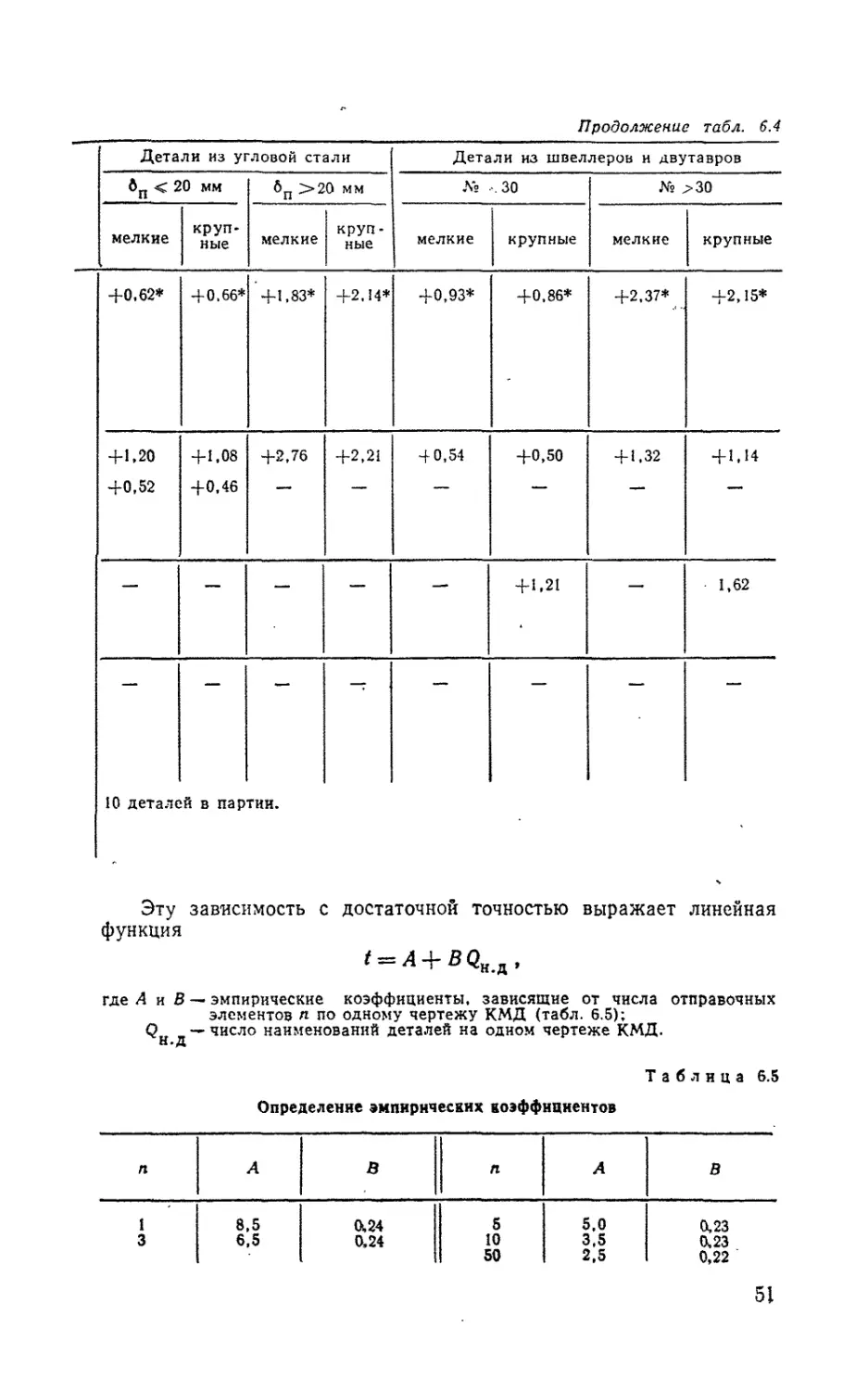
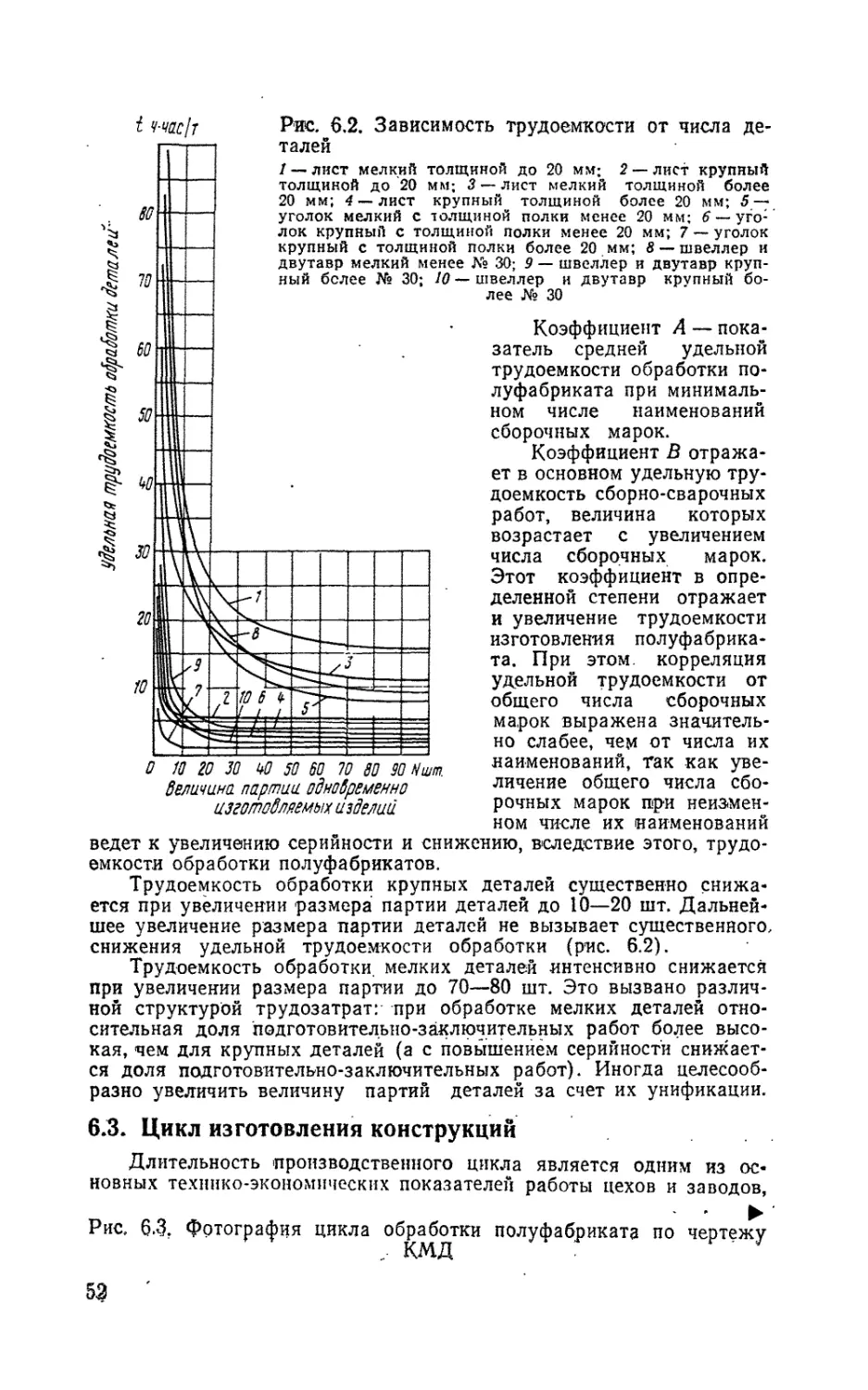
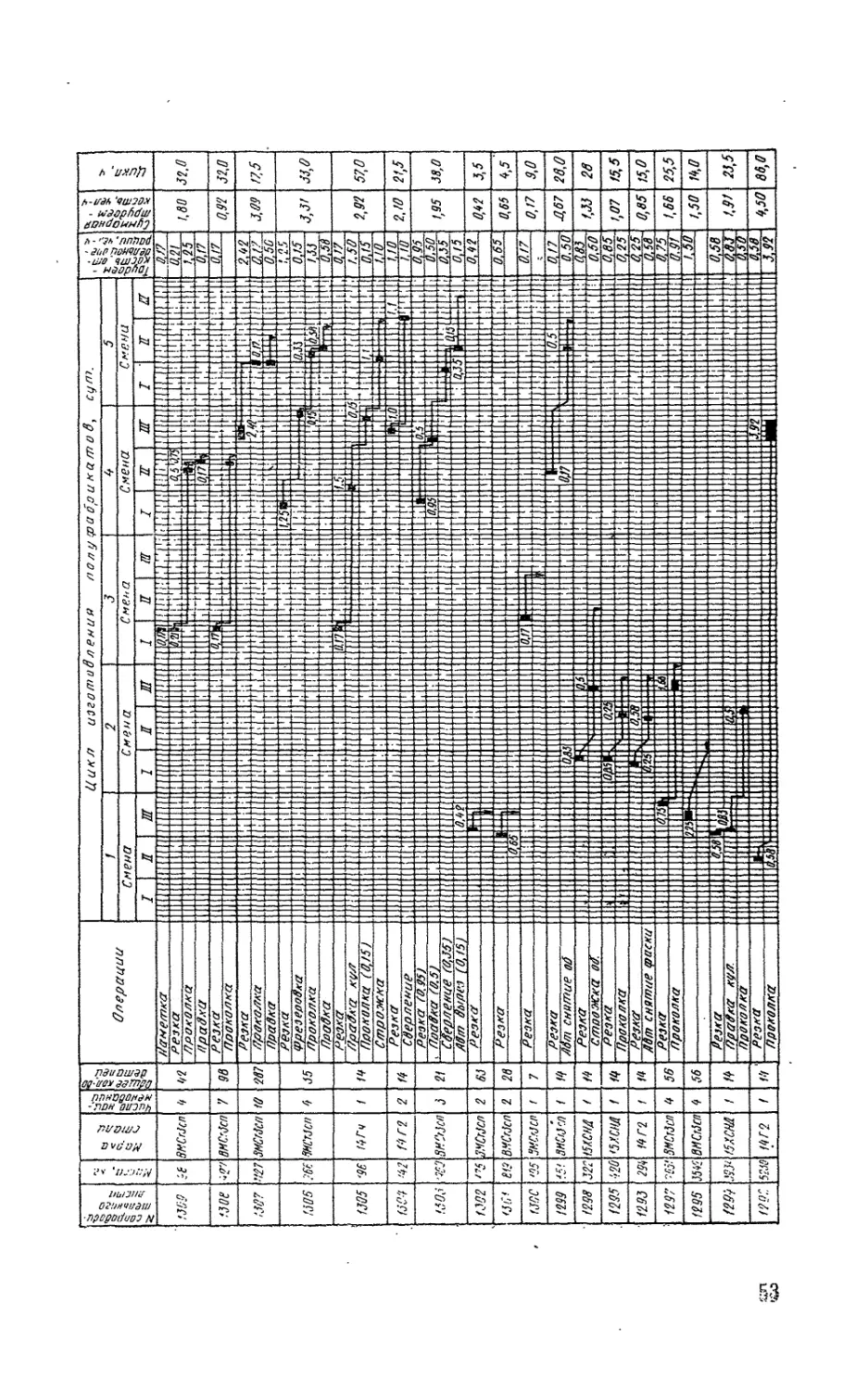
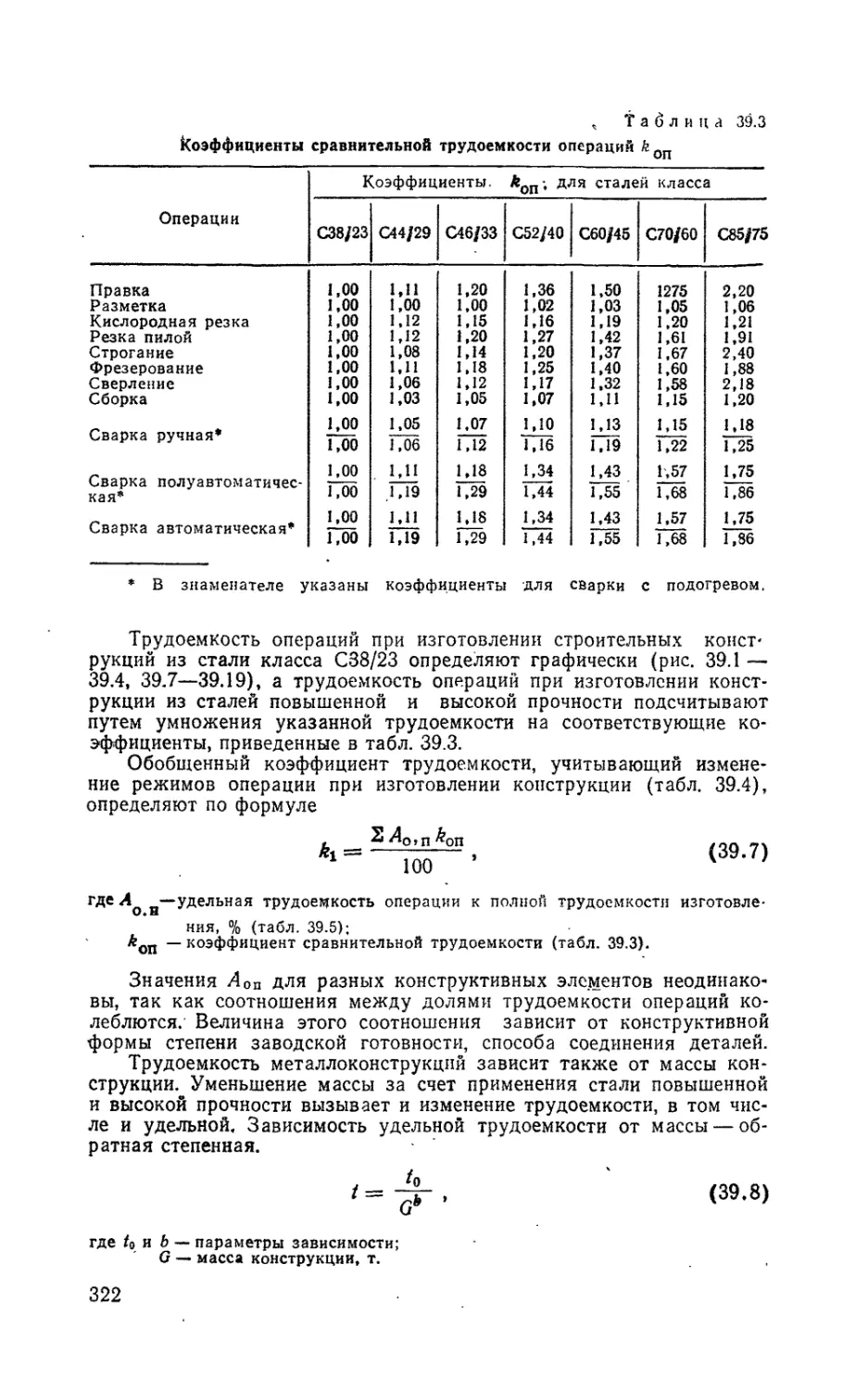
При оценке трудоемкости изготовления металлоконструкций
следует учитывать, что трудоемкость обработки полуфабриката
составляет 45%, а трудоемкость сборосварки — 55% полной трудоемкости
изготовления данной металлоконструкции (табл. 6.1).
Таблица 6.1
Соотношение.трудоемкости обработки полуфабриката
и сборосварки
Конструктивный элемент
Опорные плиты колонн
Решетчатые колонны среднего ряда
Решетчатые колонны крайнего ряда
Стропильные фермы /=24 м
Стропильные фермы /—36 м
Подстропильные фермы /—12 м
Блоки подкрановых балок /=12 м
Подкрановые балки /=12 м
Доля трудоемкости, %
обработка
полуфабриката
(включая
подготовку
металла)
56-66*
53-49
48—42
44—30
53—49
51—41
43—40
50г-45
сборосварка
(включая ма-
ляропогрузоч-
ные работы)
44-34
48^51
52—58
56—70
47—51
49—59
57—60.
50^-55 .
* Первые цифры соответствуют серийности я=1 (серийность — число
одновременно изготовляемых отправочных марок); вторые цифры — при
серийности я=50*.
На каждые 1000 т металлоконструкций приходятся 60—80
чертежей КМД, 80—120 диспетчерских и 400—600 сопроводительных
листов, 2000—3000 нарядов на отдельные операции. По этим
документам изготовляют 2000—3500 наименований.деталей (/18—25 тыс. шт.).
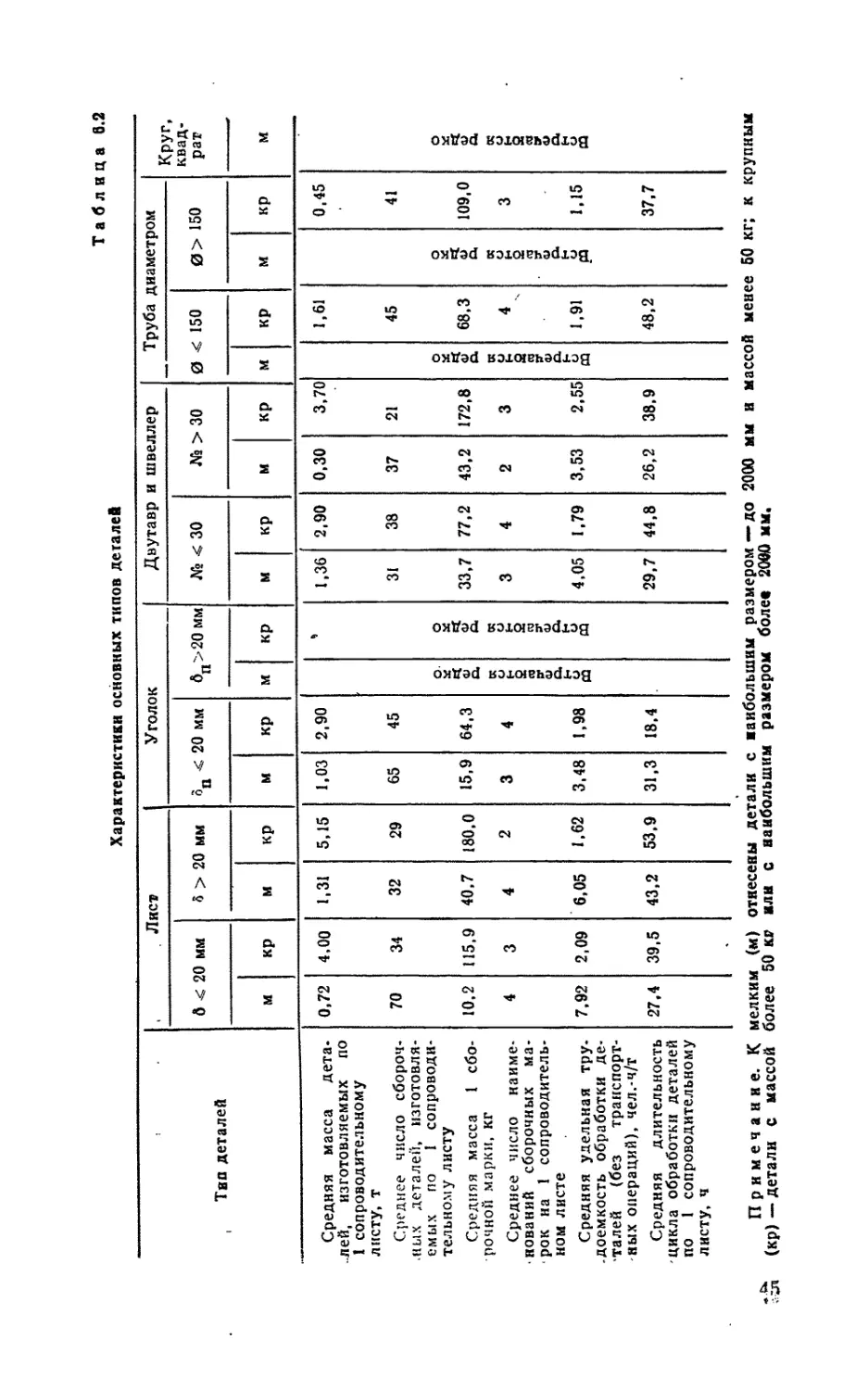
Из всего многообразия деталей можно выделить конечное число
их типов, характеризуемых общими конструктивно-технологическими
особенностями (табл. 6.2).
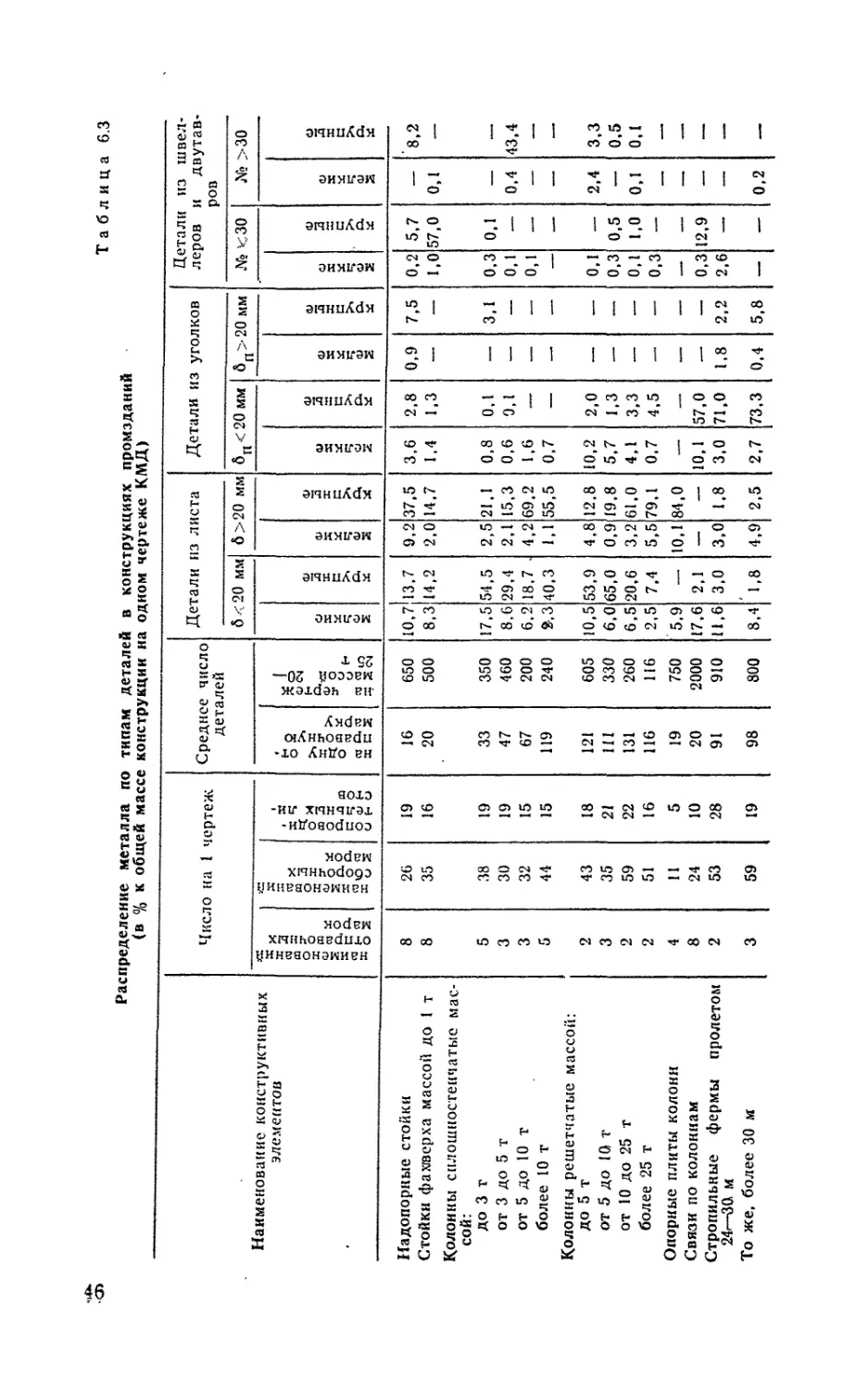
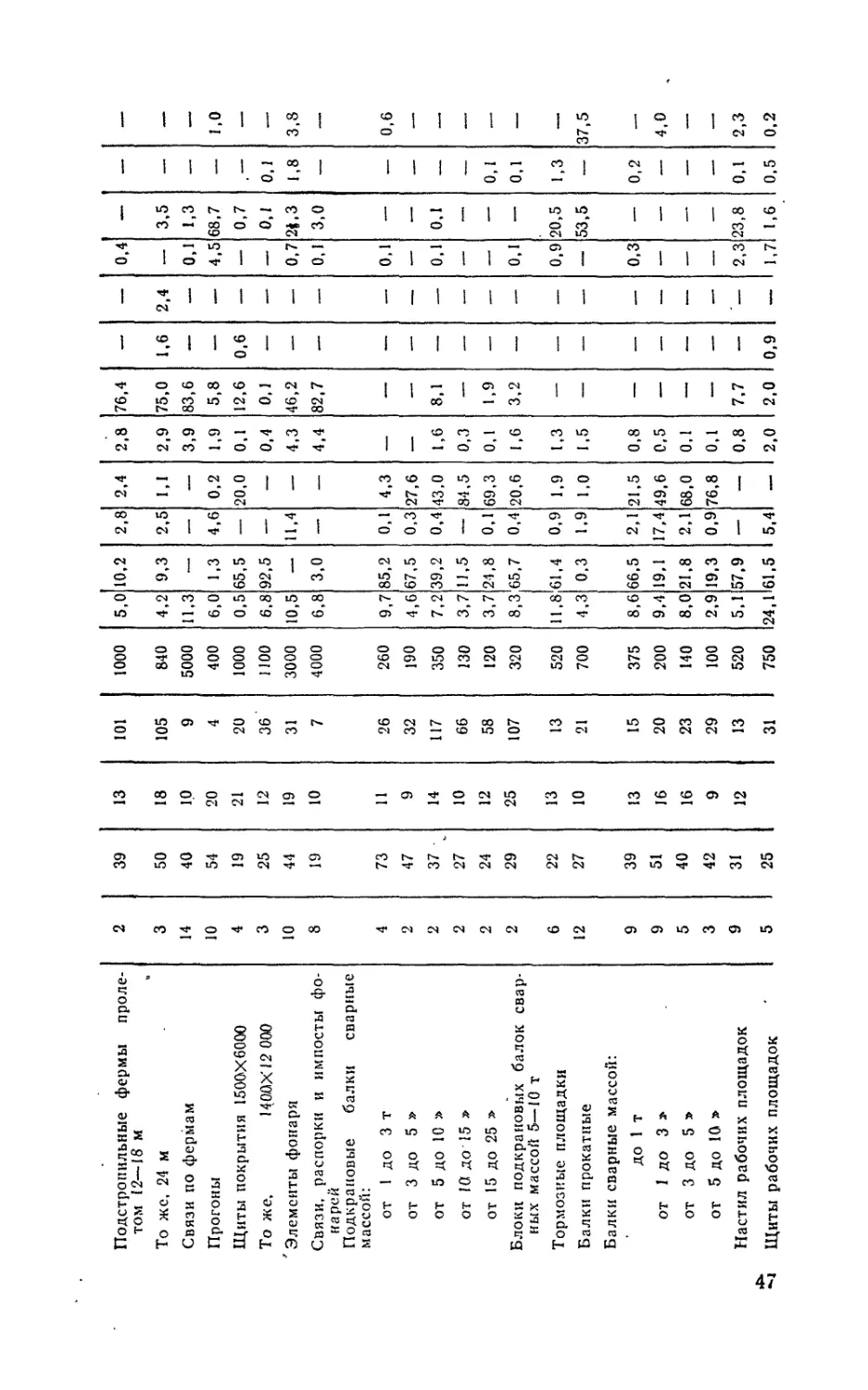
Для каждого конструктивного элемента характерен определенный
набор тех иди иных де'талей (табл, 6.3),
Круг,
квадрат
Труба диаметром |
Двутавр и швеллер
Уголок
, ■ s Лист |
о
ю
Л
Q
0 < 150
о
СО
л
%
V
25
S
s
S
л
i
о
CN
V
S
S
S
л
1
о
см
V
. о
Тип деталей
s
о.
S
а
s
а
йй
S
а
s
о.
5
О.
ь:
S
D.
Ь£
S
сх
S
OHtf9d K0XOIBh3dXDg[
0.45
41
109,0
3
1.15
37.7
OHtfsd BoxoiBbadxDg,
1.61
45
68,3
4
1.91
48.2
OMtfad BOXoiBhSdxog
3,70
21
172,8
3
2.55
38.9
0,30
37
43.2
2
3,53
26,2
2,90
38
77.2
4
1.79
44.8
1,36
31
33,7
3
4,05
29,7
OHtfed Boxoishadxog
OXtfdd BDXCHBhSdXOa
2,90
45
64,3
4
1,98
18.4
1,03
65
15,9
3
3,48
31,3
5,15
29
180,0
2
1,62
53,9
1.31
32
40,7
4
6,05
43,2
4,00
34
115.9
3
2,09
39,5
0,72
70
10,2
4
7,92
27,4
Средняя масса дета-
..лей, изготовляемых по
1 сопроводительному
листу, т
Среднее число сбороч-
..иых деталеП,
изготовляемых по 1
сопроводительному листу
Средняя масса 1
сборочной марки, кг
Среднее число
наименований сборочных
марок на 1
сопроводительном листе
Средняя удельная
трудоемкость обработки
деталей (без
транспортных операций), чел.-ч/т
Средняя длительность
цикла обработки деталей
по 1 сопроводительному
листу, ч
s
s
sA
c^
и
* «
•8
<u S
il
► типам
» констр
s о
о g
ч а
&>-<
пре
S «
ез **■
Я >•
n ca
= о
с» д
ЯКОВ
s
CO
x
о
£j
n
***
s
Дета/
о
e числ
алей
Средне
дет
GJ
а
а
о
о
со
Л
о
У
-,
5
г
о
Л
с
о
S
V
<©
г
о
Л
«о
S
о
СМ
V
«О
oiqHuXdM
ЭИМ1ГЭК
9HHuAdH
апнпЛ*.
ЭИМ1ГЭМ
ЭИМ1Г0М
9пкu^dM
9i4HiiAdH
оими-ои
■ь 9S
—OS иоээвм
-хо Antto вн
ЙОХЭ
-И1Г Х1ЖНЯ1ГЭХ
-HVoaoduoo
Mod ем
XRHhOdOQD
ыинеаонэмиен
Hodcw
winhose-duxo
^инееонэюиен
2
в
•£*
5
о
S
я
о
S
S
£
§
cu
Й
c;
CM
00
I
Ю
CM
о
Ю
ел
О
CO
см
со
со
ю
СО
см
с>
t^
СО
10,7
650
СО
О
см
00
ые стойки
[адопорн
-
О
о
55
о
1
1
СО
—
о
СМ
Oi
rf
СО
оо
500
о
см
СО
ио
со
ев
S
-•=
о
d
СЗ
X
а.
о
а
тойки ф
га
а
сплошностен
олонны
сой:
I
1
о
СО
о
3.1
1
о
00
о
to
CM
ю
ЬО
350
С5
СГ
Ю
СО
1
^.
о
1
—
о
!
1
о
со
о
СО
—•
см
*#•
а
о
00
460
ел
о
го
СО
5-
Ю
о
=1
со
S
. 1
1
1
—
о
1
j
1
СО
—
см
S
см
г-
t-~
СО
со'
200
СО
см
ГЛ
со
о
о
i
1
1
О
й
со
о
&
а
Cs
^:
UO
f-
o
CU
cu
1
accoi
s
решетчатые
олонны
CO
<*
см
I
—
о
I
i
о
CM
CM
о
00
CM
00
о
s
о
605
121
CO
CO
о
«С
ХЛ
О
i
Ю
о
CO
о
i
1
CO
00
о
о
CO
6,0
330
II!
—•
со
СО
f-
О
S
-
о
о
о
—
о
1
I
СО
го
о
со
см
СО
СО
20
со
260
131
с!
\п
я
S
1
1
1
СО
о
1
I
ю
о
_
СЛ
г~
1Л
ХЛ
2,5
116
116
СО
vn
СМ
ю
СУ
1
1
1
1
1
1
1
1
о
S
—
о
1
СЛ
750
а
О
I
2
s
е
С)
J
| |
1 1
°l I
СО со
О CJ
1 °t
СМ.
1 °°
О О
ю г-
— о
о со
1 °°.
1 °.
1 СО
— о
см со
17,6
11,6
2000
910
О 00
"•*• со
00 СМ
ъ
прол
колоннам
ше фермы
о «я
S g?
§ °i
в ^^
I
см
о
|
I
5,8
о
со
со
см
ю
см
СЛ
-*•
СО
-
оо*
800
8
О)
со
лее 30 м
о же, бо
Н
1 I °. I Iе0.!.
<°. \ \ I I I
I 1
i
j
о
1
1
76
00
CM
•4f
CM
CO
CN
CM
о
о
ю
i
Ю
CO
I
cm"
1,6
о
o>
CM
_
—
Ю
CM
CO
a
CM
1
CO
—
о
I
1
CO
о
CO
j
i
j
CO
i
s
1
i
00
Ю
C5
—
CM
о
CO
CO
—
о
CD
\
о
1
I
о
CO
CM
о
о
о
CM
1
ю
CO
tn
о
о
о
1
1
1
о
о
1
1
"5
СМ
о
СО
со
СО
СО
зт
о"
1
1
см
СО
СО
J
1
ю
о
1
о
СО
о"
1
1
j
1
о
со
СО
со
1
j
о
1
j
1
1
со
—
о
см
со
CD
1
1
i
1
1
1
СО
CM
СО
о
ю
со
СО
^.
I
о
о
I
1
00
СО
о
со
г?
о
см
со
см
1
j
!
1
1
1
со
о
со
1
ю
СО
о
1
i
I
—
о
СО
о
СО
—
о
со
CN
г-
со
о
J
о
1
I
C-J
со
СО
—
со
о
см
о
СО
со
СО
СО
ю
о
. см
СП
о"
1
1
СО
—
—
о
-*
со
СО
—
I
ю
S
1
1
1
j
—
о
—
СП
—
СО
о
со
см
о
.
со
о
S
1
1
СО
о
i-O
см
—
см
ю
СО
со
СО
1
1
1
1
1
1
1С
о
со
OS
^
о
г?"
о
1
j
1
1
1
I
о
о
8-
—
СМ
со
см
о
СО
1
1
1
1
1
1
_
о
СО
со
о
о
со
ел
см
о
00
см
СО
см"
\
1
СО
о
1
1
0>
ю
о"
со
—
-
1
о
о
см
о
см
1
1Л
ю
ТВ
~*
§§§
—. rt —« — СО
со сч —• —
сОСМГ-cOcOt^- СО— ЮОСОСЛсО"^
СМ СО — СО Ю О —«СМ —• СМ СМ СМ -» СО
СО О СО О С»
О СМ у— Ю
^ ^ « W
о -^ со о со
тГ СМ СМ СМ СМ СМ
? s *
CJ Л
go
Р 2
II
с 2
=: »— со ю О
СЗ I
II
ё ё
5 S
! I
I 5
t 1
47
6.2. Влияние серийности и конструктивно-
технологических особенностей изделий
на трудоемкость изготовления полуфабриката
Удельная (1 т) трудоемкость изготовления деталей зависит от
конекруктивно-технологических особенностей изделий и размера
партий одновременно изготовляемых конструкций. Чем сложнее
конструктивная форма детали, тем больше число операций при ее
изготовлении и это в конечном счете повышает трудоемкость ее обработки
(табл. 6.4).
Коэффициенты увеличения трудоемкости основных операций обработки
и повышенных требований к обработке
Особенности конструктивной формы детали
Детали из листовой стали
Эскизы деталей с
дополнительными операциями
Тех-нологическая
операция и при
нятое оборудова
ние
о < 20 мм
крупные
б >20 мм
крупные
Резка прямоугольных
листовых деталей и с прямыми
резами профильного проката
Механическая
резка на ноже
Термическая
(кислородная)
резка
полуавтоматом
1,0
1.0
+1.5
1,0
1.0.
Срез
Механическая
резка на ноже
Термическая
резка ручным
резаком
+0.2
+0,12
+0.7
+0,2
Вырез
Термическая
резка ручным
резаком
+1.1
+0,6
+0,75
+0,4
Обработка торца детали
Строгание
станке
Фрезерование
на станке
+0,3
+0,25
+0,15
+2.1
+0,2
+0.3
Обработка
кромки детали
продольной
Строгание
станке
Фрезерование
на станке
+0,3
+0,2
+ 1,15
+2,1
+0,2
+3,0
48
При этом с увеличением трудоемкости основных операций
повышается трудоемкость транспортных операций, так как возрастает
число передач от станка к станку. В среднем трудоемкость одной
передачи с операции на операцию составляет 0t07—0,15 чел.-ч на
каждую партию деталей.
■Показатели сложности конструктивной формы изделий — число
наименований сборочных марок на одну отправочную марку и
величина партии одновременно (по одному чертежу КМД)
изготовляемых изделий. Полная удельная трудоемкость изготовления
конструкций (подготовка металла+обработка полуфабриката+сборосварка+
Таблица 6.4
полуфабриката при усложнении конструктивной формы
кромок некоторых типов деталей
Детали из угловой стали
бп < 20 мм
мелкие
1,0
4-0,63
4-0,26
40,23
—
крупные
1.0
4-0.63
4-0,25
4-0.20
—
6П >20 мм
мелкие
1,0
4-0,29
4-1.2
4-0.77
-
крупные
1.0
+0,19
4-1.25
4-0,97
—
Детали из швеллеров и двутавров
N? <30
мелкие
1.0
4-0,35
4-0,35
4-0,37
-
крупные
1.0
4-o,3i
4-0,31
4-0,35
-
N2 >30
мелкие
1,0
+1.08
4-1.08
4-1,18
крупные
1,0
4-1.08
4-1.08
4-1.18
49
Особенности конструктивной формы детали
Детали из листовой стали
.Эскизы деталей с
дополнительными операциями
Технологическая
операция и при
нятое оборудова
иие
б < 20 мм
крупные
б >20 мм
крупные
Обработка детали по
периметру
Строгание ил!
фрезерование на
станке
+1.6
+2,6
+4,5
+6,0
Образование отверстий
Сверление н;
станке
Продавливание
на прессе
+4,0
+0,15
+2,6
+7,2
+5,4
Гибка по радиусу
Вальцовка на
листогибочных
или сортогибоч-
ных машинах
+4,0
+1.9
+3.7
+2,1
Гибка
Гибка на кром-
когибочном
станке
+5,5
+2,0
+5,0
+2,5
Примечание. Трудозатраты оценены исходя из средней серийности
♦ — фрезеровка двух торцов.
+маляропогрузочные работы) зависит от величины этих
показателей (рис. 6.1).
25
102030 40 50 60 Q
Число наикена8омий деталей
и а одну от.чрабйчм/м? парку
Рис. 6.1. Зависимость удельной
трудоемкости от сложности
конструктивной формы и
величины партии одновременно
изготавливаемых отправочных
элементов
пь п2, п3, п«, п5 — количество
одновременно изготовляемых элементов,
соответственно, равное 1, 3, 5, 10, 50
50
Продолжение табл. 6.4
Детали из угловой стали
6П < 20 мм
мелкие
4-0,62*
4-1,20
4-0,52
—
10 детале
крупные
4-0.66*
4-1.08
4-0.46
—
й в пар
6П >20 мм
мелкие
+1,83*
4-2,76
—
гни.
крупные
4-2.14*
4-2,21
—
Детали из швеллеров и двутавров
Л» .-..30
мелкие
4-0,93*
4 0,54
—•
крупные
4-0,86*
4-0,50
4-1.21
№ >30
мелкие
4-2,37*
4-1.32
—
крупные
4-2,15*
-И.14
1,62
Эту зависимость с достаточной точностью выражает линейная
функция
где А и В — эмпирические коэффициенты, зависящие от числа отправочных
элементов я по одному чертежу КМД (табл. 6.5);
Q — число наименований деталей на одном чертеже КМД.
н.д
Таблица 6.5
Определение эмпирических коэффициентов
п
I
3
А
8,5
6,5
В
0,24
0,24
п
5
10
50
А
5.0
3,5
2,5
В
0,23
0,23
0,22
51
i ч-чаф Рис. 6.2. Зависимость трудоемкости от числа
деталей
/ — лист мелкий толщиной до 20 иш; 2 — лист крупный
толщиной до 20 мм; 3 — лист мелкий толщиной более
20 мм; 4 ■— лист крупный толщиной более 20 мм; 5 —
уголок мелкий с толщиной полки менее 20 мм; £ — уго:'
лок крупный с толщиной полки менее 20 мм; 7 — уголок
крупный с толщиной полки более 20 мм; 8 — швеллер и
двутавр мелкий менее К° 30; 9 — швеллер и двутавр
крупный белее № 30; Ю — швеллер и двутавр крупный
более № 30
Коэффициент А —
показатель средней удельной
трудоемкости обработки
полуфабриката при
минимальном числе наименований
сборочных марок.
Коэффициент В
отражает в основном удельную
трудоемкость сборно-сварочных
работ, величина которых
возрастает с увеличением
числа сборочных марок.
Этот коэффициент в
определенной степени отражает
и увеличение трудоемкости
изготовления
полуфабриката. При этом, корреляция
удельной трудоемкости от
общего числа сборочных
марок выражена
значительно слабее, чем от числа их
наименований, гак как
увеличение общего числа
сборочных марок гар-и
неизменном числе их наименований
0 10 20 30 U0 50 60 70 30 90 Ншт.
Величина партии одио5ременно
изгоюодлйгмых изделий
ведет к увеличению серийности и снижению, вследствие этого,
трудоемкости обработки полуфабрикатов.
Трудоемкость обработки крупных деталей существенно
снижается при увеличении размера партии деталей до 10—20 шт.
Дальнейшее увеличение размера партии деталей не вызывает существенного,
снижения удельной трудоемкости обработки (р-ис. 6.2). • .
Трудоемкость обработки, мелких деталей интенсивно снижается
при увеличении размера партии до 70—80 шт. Это вызвано
различной структурой трудозатрат: при обработке мелких деталей
относительная доля, подготовительно-заключительных работ более
высокая, чем для крупных деталей (а с повышением серийности
снижается доля подготовительно-заключительных работ). Иногда
целесообразно увеличить величину партий деталей за счет их унификации.
6.3. Цикл изготовления конструкций
Длительность производственного цикла является одним из
основных технико-экономических показателей работы цехов и заводов,
Рис. 6,3? фотография цикла обработки полуфабриката по чертежу
так как он характеризует скорость движения оборотных
средств.
Анализ длительности цикла и его составных частей позволяет
выявить возможности по его сокращению, правильно планировать
число рабочих мест, а также правильно определять численность
рабочих необходимых профессий.
•Технологический процесс изготовления металлоконструкций
состоит из двух основных этапов — изготовления полуфабриката
(включая подготовку металла) и сборосварочных операций (включая
малярстопрузочные работы).
Средняя продолжительность цикла изготовления деталей по
одному чертежу при трехсменной работе равна 5 сут независимо от
массы"конструкций, 'Приведениой на чертеже, и трудоемкости
обработки деталей.
Фотография цикла изготовления деталей по отдельному чертежу
КМД (рис. 6.3) свидетельствует о том, что непосредственно
обработка деталей (утолщенные участки линий) занимает весьма
незначительную долю в общей длительности цикла. Большую часть времени
занимает межоперационное пролежквание деталей.
Каждому типу конструкций соответствует своя критическая
группа деталей, длительность цикла изготовления которой определяет
общую длительность цикла изготовления деталей по чертежу. Так,
для стропильных ферм критическими деталями являются фасонки;
для сварных балок и колонн — крупные листовые детали.
Главное направление сокращения длительности цикла
'изготовления металлических конструкций — применение календарного
планирования, позволяющего существенно снизить продолжительность
межоперационного пролеживания деталей.
Приступая к изготовлению металлоконструкций, необходимо
обеспечить одновременную готовность всех деталей по данному
чертежу, что снизит длительность комплектования чертежа деталями и
сократит пребывание <на складе полуфабриката. Первой в
производство следует запускать группу деталей с максимальной
длительностью цикла обработки.
По классификатору конструкций определяют распределение
металла по типам деталей. Объединив детали, идущие по одному
потоку, определяют объем деталей в тоннах, изготовляемых на каждом
из потоков. «По действующим на заводе нормам определяют
длительность изготовления деталей по каждому из потоков.
Длительность
изготовления
1 т деталей,
ч
Лист мелкий толщиной менее 20 мм . . 4,56
Лист крупный толщиной менее 20 мм . . 0,98
Лист мелкий толщиной более 20 мм . . . 2,53
Лист крупный толщиной более 20 мм . . 1.57
Уголок мелкий с толщиной полки менее
20 мм 276
То же, уголок крупный i .80
Двутавр, швеллер мелкий менее j\b 30 . . 1,71
Двутавр, швеллер крупный менее № 30 . 0^94
Двутавр, швеллер крупный более № 30 . 2,13
Трубы крупные 1,12
54
g
at
I
Периодичность
выполнения этапа
Содержание этапа
Документ,
отражающий
содержание этапа
Подразделение,
осуществляющее
этап
Этапы
35—27 числа
каждого месяца
•
Намечаются перечень заказов и
объемы производства в тоннах в целом по
заводу
Проект
месячной программы
ПДО и ПЭО
Составление проекта
месячной программы
27—-29 числа
каждого месяца
Намечаются перечень чертежей и
объемы производства в тоннах с
распределением намеченных объемов по
отдельным цехам и участкам
Месячная
программа
ПДО (при участии
ОГК)
Составление месячной
программы
Каждую
пятницу истекающей
педели
Намечаются перечень чертежей и
объемы производства в тоннах,
назначаются директивные сроки выдачи
полуфабриката по каждому чертежу для
каждого из цехов сборосварки
Недельный
график
ПДО
Составление недельных
программ
Каждый день
По недельным графикам из
диспетчерских листов формируются три
комплекта-задания (сдаточное, для
следующего дня и ксшплект-задание «на
задел»)
Суточные
комплекты-задания
ПРБ цехов обработки
Составление суточных
комплектов-заданий
Каждый день в
начале первой
смены
Корректируются недельные графики и
суточные комплекты-задания в
соответствии с фактическим ходом
производства
Протоколы
диспетчерских;
совещаний
Начальник ПДО и все
начальники цехов
Общезаводские
диспетчерские совещания
В начале
каждой смены'
Уточняется ход производства по
каждому диспетчерскому и
сопроводительному листу, передаются
незавершенные работы по отдельным операциям
Суточные
комплекты-задания и
устные
оперативные указания
Начальник ПРБ,
сменные диспетчеры и
мастера
Оперативные цеховые
совещания ,
к
•в
t:
дета
s
н
с
<и
со
з
а.
т
ТО
ш
о
£
о
eg
Ю
тр>
о
со
Л
^'
о
СО
%
а
с.
о
CN
с
о
I
V
С
«О
20 мм
Л
«о
I
о
V
«о
р.
S
СХ
S
а
s
о.
S
к
К
S
СО
о
РУД
о
о
Ef
S
я
Я
S
с*
СО
о.
сз
о
о
1
1
1
9,5
о,
ю
1
1
ю
CN
О
00
1
I
СО
о
00
ее!
ев
ножев
а
5S
ЕС
X
a
Е
Резка j
лей
|
см
CN
О
О
t~.
CN
СО
«о
о
см
11,2
о
о
со
1
1
1
1
2
К
I
—.
1
1
1
i
1
1
1
1
1
9,8
о
СО
СП
CN
*£
Я
3
е;
прямо
ная
к ,
ГС V
d аз
о н
OS
о н S
« СЗ О
I
о
&
1
1
1
1
1
I
1
1
1
со
ф
о
со
от
CS
к
СО
я
фасон
1
о
35
I
J
1
1
1
1
1
о
сГ
со
о к
§1
с н
СО
я
rf
odo
S ■
ID
о
оо
о
31,0
со
г^
60.8
СО
с=>
CN
СО
3
-.
8,6
со
СО
ручна
о
-^*
о
78.
100
со
34,
56,2
S3
79,8
■**!
о
со
CN
26,4
15,5
о
сч
ф
£я
вручн^
но из
СЗ
грат
Снятие
56
о
t£>
о
to
In.
OZl
«о
со
О
о»
cN
й
О
50
О
О
§5
о
S
OJ
О
см
О
о
тка
наме
етка-
я.
ст
«
I
1
100
{
SS
1
г*.
СО
1
со
|
оо
1.
<N
-§*
=: m л
орнзонта
ый пра
о-гибочн
ресс
1- х в: с
s
резк
о
ее
рав
С
1
I
!
1
I
j
ГО
37.
|
to
J
О
to
-3"
»o
а льцы
сэ
I
!
1
1
1
j
j
1
о
S
to
to
CM
I
j
о
1
«2
• «
Я »
cd и
ние
л ива
са
I
с
сз £
1
I
1
j
{
1
I
|
1
to
to
1
1
1
<N
16
ив-
ыропроб
ой пресс
1
!
42.0
{
о
1
о
j
о
IS
1
о
1
о
to
СО
1
сз
н
и
I!
S3*
О <U D
cu
О)
о.
су
сз
!
I
(
о
о
1
о
00
1
о
to
1
1
о
1
1
to
ю
I
о
см
к-
fj
ДНОШПНН
ельнып
ок
О к* К
I
1
f
{
1
1
I
1
1
со
8"
!
о
со
1
!
3
Л
СЗ
о
с
КОСТ
кро
ей
ботк
I
1
1
!
}
1
1
1
1
!
ю
СМ
1
to
CN
альный
о-строг
к
про
£§
хо S
о
со
о
26,0
to
о
20.
to
о
ю
о
CN
О
40.
о
16,
из
66.
CN
8
1
«
3
X
о.
си
Г*5
<У
о.
•&
тор
|
1
|
1
|
|
1
|
о
о
чГ
00
1.6
to
пресс
бочиы{
КОГИ
S
о
о.
X.
А
а
1
1
52,5
J
о
|
1
|
1
|
1
j
I
|
6
X
Л
правн
ЛЬНЫЙ
пресс
онта
(НЫЙ
So
а^>
о а
'2 S
ел
ю
1
56.0
о
СО
О
<м
^«
с»
to
СО
00
о
to
00
ю
00
«л
ю
ЬЦЫ
вал
II
Si
l
l
i:
О-в».
о
si
Stiff
IIе:
О л Ч
О) Л
5^я
су о v
Я С то
I I
57
6.4. Планирование производства в цехах
обработки
Оперативное планирование производства включает в себя
разработку и реализацию месячных, недельных и суточных программ
(табл. 6.6). На всех этапах оперативного планирования стремятся
прежде всего обеспечить среднемесячную или среднесуточную
сдачу полуфабриката в тоннах. При этом загрузку технологических
потоков и отдельных видов оборудования оценивают интуитивно, так
как неповторяющиеся наборы разнообразных конструктивных
элементов чрезвычайно затрудняют непосредственный (по каждому
деспетчерскому или сопроводительному листу) подсчет объемов работ.
По этим причинам утвержденные программы систематически
корректируются, отдельные чертежи часто заменяются, что в конечном
итоге затрудняет выполнение намеченных планов.
Задача значительно упрощается, если воспользоваться
классификатором конструкций (табл. 6.3—6.7), в (котором дана
производительность основных видов оборудования.
Глава 7. ПРИЕМ И ХРАНЕНИЕ МЕТАЛЛА
Прибывающий на завод металл должен быть разгружен на
специально отведенную площадку для дальнейшей его сортировки и
правки.
На каждую партию поставляемой стали (при большой величине
партии — на каждый вагон) завод-изготовитель выдает сертификат,
в котором указаны количество отгруженного металла по профилям и
размерам, марка стали, номер плавки, масса и номер партии,
химический состав и механические свойства, предусмотренные стандартом
и условиями заказа.
На сортировочной площадке металл освобождают от упаковки,
раскладывают по профилям, размерам и маркам и устанавливают
его количество (по теоретической массе). Выборочными замерами
проверяют соответствие металла требованиям ГОСТа и ТУ заказа
и составляют акт на приемку металла. При наличии отклонений от
требований ГОСТа или ТУ заказа на металл составляют
рекламационный акт.
Принимает металл технический персонал склада металла и
отдела технического контроля.
Маркировка и упаковка металла должна быть выполнена в
соответствии с ГОСТ 7566—69*.
После приемки производят дополнительную маркировку: на
торцах проката проставляют белой краской номер акта и подновляют
маркировку цветными красками (табл. 7.1). Если маркировка была
нанесена заводом-поставщиком на поверхность изделия, ее переносят
на его торец.
Хранят металл в устойчивых штабелях высотой не более 1,5 м с
деревянными или металлическими подкладками высотой 15 см. По
высоте штабеля, через 0,3—0,5 м, прокладывают деревянные или
металлические прокладки высотой не менее '12 см, длиной на '10—20 см
более ширины штабеля.
Подкладки л прокладки -по вертикали следует располагать одна
над другой, расстояние между ними должно быть таким, чтобы
исключались провисания и перегибы металла.
58
Таблица 7.1
Цветная маркировка стали
Марка стали
ВСтЗкп2
ВСтЗГпсб
ВСтЗпсб
ВСтЗспЗ
В18Гпс5
М16С
СтЗмост
09Г2С
09 Т2
14Г2
17ГС
15ГФ
Цвет краски
Красный
Красный + белый
Красный + голубой
Голубой
Черный + белый
Желтый 4- белый
Красный -f- черный
Оранжевый
Зеленый -f белый
Желтый
Красный + зеленый
Красный 4- желтый
Марка стали
10Г2С1
15ХСЫД
10ХСНД
14Г2АФ
18Г2АФ
35Г2СФ
16Г2АФ
12Г2С.МФ
14ГСМФР
15ХГ2СМФР
Ст20
Цвет краски
Голубой + белый
Белый
Зеленый
Зеленый + желтый
Голубой 4- зеленый
Черный + зеленый
Черный •+■ голубой
Желтый + голубой
Желтый 4- черный
Оранжевый •+ черный
Черный
Ширина штабеля угловой стали, швеллеров и двутавровых
балок не должна превышать 2—2,5 м, при этом должно быть
выдержано требование перевязки слоев металла.
Круглую, 'Квадратную стали и трубы следует хранить на
металлических стеллажах высотой 2—2,5 м (рис. 7.1).
Рис. 7.1. Стеллажи для хранения труб
Расстояние между соседними штабелями, между штабелем и
стенами или колоннами здания, а также между штабелем и
оборудованием должны быть не менее 1 м, от штабеля до рельса
железнодорожного пути — не менее 2 1М, между штабелями вдоль цеха —•
2,5 м. Ширина проезда для автомобилей с прицепами -— около 5 м.
При вырезании деталей часто остаются значительные по
размерам части проката, не используемые на данный чертеж, но подлежа-
59
щие использованию на детали других конструкций. Эти частя
проката называют деловыми отходами или возвратом. Разметчики
переносят при разметке маркировку с проката на деловые отходы.
Деловые отходы подлежат возврату >на склад металла, где их
сортируют и хранят так же, как и металл, поступивший с
завода-поставщика.
Глава 8. ПРАВКА И ОЧИСТКА ПРОКАТА
Правке подлежат:
листовая сталь и детали из листовой стали, имеющие кривизну
более 1,5 мм на 1 м (кривизна определяется зазором между
поверхностью листа и линейкой длиной 1 м), местные погнутости кромок,
заломленные кромки;
широкополосная (универсальная) сталь и детали ,из этой стали,
имеющая кривизну по плоскости более 1,5 мм на 1 ми саблевидность
(величина зазора между натянутой струной и продольной кромкой
полосы) более 1/1000 длины или более 5 мм;
угловая сталь, балки двутавровые, швеллеры, круглая и
квадратная сталь при кривизне более 1/1000 длины или более 5 мм.
Правят сталь в холодном состоянии на листоправйльных, угло-
правйльных вальцах и прессах при начальной деформации металла,
.не превышающей величин, приведенных в табл. 8.1. При большей
кривизне править необходимо после подогрева до 900—1100° С.
На листоправйльных вальцах можно править саблевидность, хло-
пуны. При правке саблевидности, перед тем как пропустить полосы
через вальцы, на вогнутой стороне укладывают прокладки толщиной
1,5—2 мм, шириной 100—.150 мм «и длиной 600—700 мм. При правке
хлопунов такие прокладки укладывают по обеим кромкам по
поверхности листа.
Т а б л"и д а 8.1
Максимальные значения начальных деформаций металла,
при которых допускается правка в холодном состоянии
Вид проката
Эскиз
Кривизна
относительно оси
Максимальное
значение
радиус
кривизны р кривизны f
стрелка
Сталь листовая
и универсальная
Сталь
универсальная
Сталь угловая
Швеллеры
Двутавровые
балки
50 5
/7400 6
У—У
X — X
У — У
90 b
l*J720 b
50 h
/2/400 h
У — У
у — у
50 h
50 b
/«/720 h
/2/4ОО/1
/2/400 b
GO
Заломленные кромки на листоправйльных вальцах устраняют
только по продольным кромкам. По торцам листов заломленные
кромки обрезают.
Мелкие листовые детали правят на малых листонравильных
вальцах. При правке на больших вальцах применяют подкладной
лист толщиной 20—25 мм. Детали одной толщиной раскладывают на
листе и пропускают через вальцы.
Если править сталь или изделия из нее на правильных машинах
не представляется возможным, правят с помощью местного нагрева.
При невозможности применить более производительные способы,
этот метод применяют только для правки углеродистой нетермо-
упрочненной стали.
При правке саблевидности полосы местным нагревом участок
полосы в виде клина разогревают газовой горелкой. В результате
основание клина выходит на выпуклую кромку полосы, острие —
остается на нейтральной оси. Температура нагрева в этом случае
достигает 600°; усадка от одного клина с основанием в 100 мм
составляет около 1 мм. При правке уголков, швеллеров и двутавров
применяют способ нагрева «клином», основание которого выходит
на выпуклую сторону проката.
Если хлопуны листовой стали не поддаются правке на вальцах,
правят путем прогрева горелкой металла полосами от центра хло-
пуна к краям.
Для повышения производительности правильных машин
осуществляют следующие мероприятия:
устанавливают приводные реверсивные рольганги для пода-чи
листов и приема выправленных листов. Листы краном подают по
одному на подающий рольганг, перемещающий лист в рабоч-ую зону
машины. Выправленный лист поступает на приемный рольганг, с
которого его снимают краном или сбрасывают при помощи толкателей на
стеллаж, установленных параллельно приемному столу;
устанавливают приводные реверсивные рольганги с обеих сторон
вальцов и два магнитоукладчика для подачи на правку и
складирования выправленных листов. Мапнитоукладчики перемещаются по
специальным эстакадам перпендикулярно к движению металла во время
правки (рис. 8,1);
используют подающий и приемный стол к углоправйльной
машине, представляющий собой металлический каркас, на верхней наклон-
Рис. 8.1. Схема комплексной механизации листоправйльных вальцов
а — внепоточнос производство; 0 — поточное производство; / — приводные
рольганги; 2 — магннтоукладчики; 3 — эстакады для магнитоукладчиков; 4 — место
складирования выправленных листов; 5 — влльцы; 6 — место складирования
листовой стали перед правкой
61
ной раме которого размещены фигурные ролики (рис. 8.2,а).
Приемный стол при ручном сбрасывании имеет гладкие ролики и низкий
стеллаж (рис. 8.2,6). Механизированный приемный стол имеет
приводные фигурные ролики и механизм сбрасывания, состоящий из
Рис. 8.2. Загрузочные столы к углоправйльным вальцам
а— подающий стол: б — приемный стол; / — фигурный ролик; 2 — стеллаж
для уголков, подлежащих правке; 3 — гладкий ролик-, 4 — стеллаж для
приема выправленных уголков
2000
Рис. 8.3. Приемный стол Рис. 8.4. Загрузочные столы к
к углоправйльным валь- правильно-гибочному прессу
цам
1 — привод роликов; 2 —
приводной фигурный рОЛИК; 3 —
сбрасывающий рычаг; 4 —
вал привода сбрасывающего
рычага; 5 — стеллаж
электродвигателя с редуктором, вала и шести сбрасывающих
рычагов (рис. 8.3). Расстояние между сбрасывающими рычагами— 1 м;
оборудуют правильно-гибочные ^кулачковые) прессы
наклонными столами подачи и рольгангами с гладкими приводными валками
(рис. 8.4).
Помимо типового инструмента для измерения деформаций
(струна, линейка, угольники), для определения кривизны (прогиб на базе
1 ,м) используют специальное приспособление, изготавливаемое из
одиночного или спаренного уголка или тавра из алюминиевого сплава
(рис. 8.5).
Требования к правке следующие: лгистовая и универсальная сталь
толщиной 4—8 мм лосле правки может иметь кривизну вдоль
проката не более 2 мм/м, при толщине 9—20 мм — 1,5 мм/м, свыше 20 мм—
1 .мм/м. Кривизна поперек проката должна быть после правки не
более .1 м.м/м. Кривизна двутавровых балок, швеллеров, угловой стали
после правки не должна превышать Viooo длины, но не более 5 мм.
Саблевчидность универсальной стали после правки балок должно со-
62
ставлять не более Уюоо длины, но не более 10 мм; для стенок балок—
не более Уюоо дл-ины, но не более 5 мм.
Поверхность выправленного металла не должна иметь вмятин или
других повреждений, снижающих его качество.
Рис. 8.5. Приспособление длл ^
измерения кривизны 0 ^
/ — тавр из алюминиевого сплава; fcn
2 — индикатор часового типа (мес- |р• "у
сура) , 1QQQ
Схемы организации рабочего места при работе на листоправнль-
ных и утлоггравйльных вальцах и на правильно-гибочном прессе
приведены на рис. 8.6.
а) ? <$ .6
f j 4
/_
Щ Ш Ш Ш Ш-Ш •*•*••*■ * щ щ Щ g ЩЦЗ
Рис. 8.6. Схемы организации рабочего места на правильных машинах
а — листоправклькые вальцы; б — углоправильные вальцы; в —
правильно-гибочный (кулачковый) пресс; / — загрузочный стол; 2 — правильная машина;
3 — приемный стол; 4 — место складирования; 5 — место рабочего; 6 —
складирование металла для правки
При изготовлении конструкций, эксплуатируемых в средне- и
сильноагрессивных средах, "необходимо осуществлять дробеметную
очистку проката на поточных линиях для очистки листовой и
профильной стали. Металлопрокат обрабатывают чугунной дробью
•диаметром 0,5—1 мм. Такая обработка не снижает статическую
прочность металла и даже повышает его выносливость.
Иногда после дробеметной очистки металл консервируют с
помощью быстросохнущего грунта или металлизируют алюминием.
Агрегаты для консервации включаются в линию очистки металла.
Материалы для консервации металла и технология их нанесения
на поверхность металлопроката приведены в гл. 12, часта IV.
Глава 9. РАЗМЕТКА И НАМЕТКА
Разметка — это процесс нанесения на металл или шаблон в
натуральную величину контура детали, мест вырезов, центров отверстий,
мест изгибов и вида обработки.
63*
В технологическом процессе изготовления металлических конст-
' рукаий разметка занимает значительное место. Разметку выполняют
разметчики, прошедшие обучение и имеющие соответствующий
квалификационный разряд (с 1-го ло 6-й). В зависимости от сложности
и точности работы по разметке тарифицируются с 1-го по 5-й разряд.
Разметку выполняют с помощью стальных рулеток с
миллиметровыми делениями и линеек, плоских и бортовых угольников, циркулей,
штангенциркулей, чертилок и кернеров.
Разметку применяют «при индивидуальном и мелкосерийном
производстве. Данные для вычерчивания деталей приведены на рабочих
чертежах (КМД). Если необходимо изготовить несколько одинаковых
деталей (более 3—5), вычерчивают и изготовляют приспособление,
называемое шаблоном (табл. 9.1). Перенос размера с шаблона на
металл называется наметкой.
Таблица 9.1
Назначение и материалы шаблонов
Профиль
металла
Лист
Уголок, балка,
швеллер
Уголок, балка,
швеллер
Любой
Назначение шаблонов
Наметка контура детали,
врезов, линии гибки,
центров отверстий
Сверление отверстий
.Наметка контура
Наметка длины деталей,
косых срезов
Прида вливание отверстии
без наметки
Контроль качества
Размеры
шаблона
До ! м2
Любой
Более 1 м
Любой
До 2 м
-
Материал
шаблона
Картон
Сталь
Дерево
Деревянная
рейка (для
настройки
упоров)
Картон,
фанера
Фанера, де-
рево, картон
При изготовлении деталей, для наметки и выполнения ряда
технологических операций применяют различные шаблоны (рис. 9.1) и
приспособления.
Специальные шаблоны применяют для проверки качества
отдельных операций, выполняемых в процессе изготовления конструкций
(рис. 9.2). К их числу относятся шаблоны для проверки
правильности гибки (см. рис. 9д — г) и шаблон для проверки
перпендикулярности торца изделия (см. рис. 9.2,<3).
Шаблоны (за исключен-ием стальных) изготовляют в
разметочной мастерской. Здесь для обработки материалов, из которых
изготавливают шаблоны, применяют следующее оборудование:
циркульную пилу, фуговочный станок, ленточную пилу, пресс-ножницы . для
резки картона и фанеры, сверлильный станок, дыропробивной пресс
и наждачный станок.
Наиболее производительно разметку шаблонов вести на
универсальном столе (рис. 9.3). .
64
Рис. 9.L Шаблоны
а — лекало для наметки и кислородной резки деталей криволинейной формы;
б — приспособление для наметки отверстий в деталях из уголка; в — шаблон
для наметки труб; г —шаблон для наметки отверстий в детали из швеллера;
3 е ж шаблон для установки деталей при сборке; и — шаблон для наметки
деталей из листа; к — шаблон для образования отверстий; / — база лекала;
2 —штанга; 3—зажим; 4 —полоса стальная; 5 —деталь; 5 —уголок; 7 —
зажим- 8 — кернер; 9 — рейка; /0 — рейка из дерева; И — деталь шаблона из
фанеры- 12 — деталь; 13 — шаблон; 14, 15 — элементы конструкции; 16 — шаб-
v ' лон; 17 — деталь
При изготовления деталей из листового металла сложной
конфигурации рекомендуется применять фотопроекционный метод
(рис. 9.4).
При применении этого метода на чертежной бумаге в масштабе
с большой точностью вычерчивают требуемую деталь, после чего
чертеж фотографируют на фотопластинку.
Полученный негатив вставляют в проекционный аппарат, с
помощью которого получают изображение, проецируют на поверхность
материала, из которого изготавливают шаблон. По световым линиям
разметчик кернит очертания требуемой детали.
При изготовлении шаблонов и разметке деталей непосредственно
на металле разметчик должен в совершенстве выполнять все лроиз-
водственные операции и предусматривать указанные в технологии
необходимые технологические припуски на резку, строжку, фрезеровку,
усадку после сварки я т. д.
Припуск на сварку поясных швов — 0,1 мм на 1 м каждого шва
для толщины до 25 мм и 0,05 мм — для толщины свыше 25 мм; на
сварку листов встык — 1 мм, с накладками—0,5 мм на каждый
стык; на приварку ребер жесткости — 1 мм на пару ребер для
толщины до 25 мм и 0,5 мм — для толщины свыше 25 мм. На сварку узла
фермы — 0,5-г-0,75 мм на узел; на строжку кромок листа—2-f-5 мм
на кромку; на строжку плоскости плиты — до 5 мм на одну плоскость;
на фрезеровку торцов —5—§ мм на торец; на кислородную резку —
Рис. 9.2. Шаблоны для выполнения и контроля технологических
операций
а—для гнутья конических деталей; 0, в — для гнутья листовых деталей;
г, д — для сборки; / — шаблон; 2 — деталь
I' й I д 4i
)i^1itnrl-^!tu|:^-Hy^-;^ii.^:i;g3g;
UJ
Рис. 9.3. Стол разметчиков для Рис. 9.4. Фотопроекционный
изготовления шаблонов метод разметки
/ •— стойка проерстора; 2 — ригель;
3 ~ контур детали; 4 — лист
2—5 мм на один рез в зависимости от толщины. Чем выше качество
шаблонов и точность разметки, тем выше производительность труда
сборщиков к сварщиков, так как применение высококачественных
шаблонов и точной разметки исключает необходимость выполнения
дополнительных подгонок и наплавов для устранения зазоров.
Допускаются определенные отклонения шаблонов и деталей,
изготовленных по разметке (табл. 9.2).
Листовые детали непосредственно ка металле необходимо
размечать с помощью наиболее эффективных производительных приемов.
66
"f % (глвца $
Допус&аевше отклонений в размерах шаблонов я размеченных деталей
Размеры детали, шаблона
Параметры и дета л к
Длина и ширина
Расстояние между центрами
смежных отверстий
Расстояние между центрами
крайних отверстий
до 5
от 5 до Юм
±0
±\
Допуска егше отклонения,
,5
±1,5
мм
±2
±2
Например, прямоугольный контур быстрее всего размечают методом
двух сторон и диагоналей (рис. 9.5). В этом случае на материале
проводят прямую, на которой откладывают отрезок, равный одной
из сторон прямоугольника. Концевые точки отмечают кернами и из
них радиусом, равным другой стороне, по одну сторону прямой
проводят дуги и касательную к ним прямую. Получив таким образом •
прямую, параллельную первой, из тех же конечных точек раскрытым
циркулем, равным длине диагонали, делают засечки. Соединив их к
предыдущие точки, получают контур искомого прямоугольника.
Рис. 9.5. Разметка прямо-
угольного контура методом
двух сторон и диагонали
. Рис. 9.6. Циркуль для разметки линий
окружности до 8 м
Для разметки линии окружности радиусом до 8 м применяют
циркуль на деревянной или алюминиевой рейке (рис. 9.6). По рейке
этого циркуля передвигается планка с закрепленной на ней
чертилкой, которая фиксируется стопорным винтом. Линию окружности
радиусом более 8 м и другие кривые ливни размечают по точкам
ординат, откладывая их от базисной примой (рис. 9.7). Затем
проводят базисную линию и от произвольной точки откладывают отрезки
длиной, указанной на чертеже КМД. Из точек деления
перпендикулярно к базисной линии проводят ординаты, длина которых
соответствует данным, приведенным на чертеже. Соединив концевые точки
ординат плавной кривой, получают линию контура детали. Таким же
способом размечают фасонные участки трубопроводов.
I J
5 5 и т.д.
П-1
Рис. 9.7. Разметка кривых линий методом ординат
3* Зак. 157
67
Все операции по разметке и наметке выполняют только на
хорошо выправленном металле.
Центры отверстий, расположенных в ряд, размечают от
крайней точки нарастающим числом (рис, 9.8).
' 1 ^к. А ^ J
.tt+iz '
3
атд.
ftn-i
Г Л
Ьл
1
Рис. 9.8. Разметка отверстий, расположенных в ряд
Точность изготовления некоторых листовых деталей при
разметке их контурных линий, линий резов, рисок, на которых
располагаются отверстия, и положения центров отверстий проверяют путем
нанесения контрольных линий (рис. 9.9). Для этого на листе
металла наносят контур детали. Если кромки детали подлежат строжке,
Рис. 9.9..Расположение контрольных линий на листовых деталях
7 —контур листа; 2 — контур детали; 5 —кернение линии реза; 4 —
контрольные риски; 5 — линия реза; 6 — контур отверстия; 7 — оси центра отверстия;
8 — контрольная окружность
то параллельно контурным линиям, на расстоянии 50 мм внутрь
детали проводят контрольные риски, являющиеся базой для проверки
правильности строжки, так как во время строжки линия контура может
быть сострогана. С внешней стороны линии на расстоянии, равном
технологическому припуску на строжке (фрезеровку), проводят ли-
нии резов детали. Для четкой видимости линии реза на поверхности
металла по ее длине через 200—300 мм керном набивают метки
глубиной 2—3 мм.
68
В листовых деталях с отверстиями вдоль строгаемых крсшой
контрольные линии не -наносят. Правильность строжки в этом
случае проверяют шаблоном или путем непосредственного измерения
расстояния от края отверстия до строганой кромки. Места
положения центров отверстий на продольных рисках фиксируют
черточками, расположенными перпендикулярно к ним. В точках пересечения
их набивают керны, в которые при сверлении отверстий центрируют
сверло. Для проверки правильности сверлений вокруг центров
отверстий контрольным керном выбивают контрольные окружности,
диаметр которых на 1,5—2 мм больше диаметра отверстий. Если
контрольная окружность и края отверстия' концентричны, то
сверление отверстия произведено правильно.
Для изготовления шаблонов применяют различные материалы.
Картон переплетный (ГОСТ 7950—71) выпускается трех марок
А, Б и В с влажностью 8d=2%. Размер картона марок А и Б — 740Х
X10Q0 и 740X^050 мм. Поверхность картона должна быть ровной,
без морщин, складок, задир и пятен. Хранить картон следует в
сухом закрытом помещении, в которое не должна попадать влага.
Для изготовления шаблонов применяют картон марок А и Б
толщиной 1—3 мм,
Картон облицовочный (ГОСТ 8740—74) выпускается в рулонах
диаметром 1100±100 мм, шириной 1350±5 к 1290±5 мм.
Нормируемая масса 1 м2 картона—370 г с допускаемыми отклонениями 4-15,
—25 г. Картон не должен быть волнистым, не должен иметь
короблений и не должен расслаиваться. Он не должен иметь вмятин,
масляных пятен и механических повреждений.
Пергамент кровельный (ГОСТ 2697—75) выпускается в рулонах
шириной полотна 750, 1000 и 1025 мм. Поверхность пергамента не
должна иметь неровностей и бугорков, трещин, дыр, разрывов и
складок. Маркировочное название пергамента П-350.
Фанера клееная (ГОСТ 3916—69) состоит из трех или более
слоев лущеного шпона. Изготовляется марок ФСФ, ФК и ФБА.
Наименование марки указывает на клей, которым склеена фанера: ФСФ — *
фанера, склеенная фенолформальдегидными клеями; ФК — склеенная
карбомидными клеями и ФБА — альбумидно-казеиновыми клеями.
Фанеру выпускают с шлифованной и нешлифованной
поверхностями (размеры —725X1220, 1525; 1220X1525; Л830, 2440; 1525Х
Х1525, 2135, 2440 мм; толщина— 15; 2; 2,5; 3—10, градация—-1.
12; 15; 18 мм; влажность: 5—10% для марок ФСФ и ФК; 6—ч!5%! —
для ФБА).
В зависимости от качества древесины и обработки шпона
выпускают следующие сорта фанеры: А/АВ; АВ/В; В/В В; С/С.
Для изготовления шаблонов применяют все три марки
толщиной от 1,5 до 3 мм, сортов А/АВ и АВ/В.
Фанеру поставляют в пачках массой не более 80 кг, которые
имеют соответствующую маркировку: указаны название предприятия-
изготовителя, размеры, марки, породы древесины, сорта и виды
обработки поверхности рубашки, число листов в пачке и номер ГОСТа.
Пиломатериалы хвойных пород (ГОСТ 8486—66) имеют размеры
по длине от 1 до 6:5 м; градация 0,25 м (табл. 9.3).
Фибру листовую (ГОСТ 14613—69) применяют для изготовления
инвентарных шаблонов с длительным сроком службы. Для этих це«
лей применяют фибру поделочную (ФП) толщиной от 0,6 до 3 мм.
Размеры листов —от 550X850 до 750X1500 мм. Фибру (ФП)
выпускают коричневого, оливкового, зеленого, синего, желтого, серого- и
черного цветов.
69
Таблица 9.3
Наименование
пиломатериалов
Доски
Бруски
Геометрические размеры
Толщина
13
15
19
22
25
32
40
45
50
60
70
75
100
80
80
80
80
80
—
—
80
—,
—
90
90
90
90
90
—
*—
.
.
.—
—
100
100
100
100
100
100
100
—
100
100
100
100
100
пиломатериалов,
110
по
по
по
по
по
по
—
но
—
—
Ширина
130
130
130
130
130
130
130
130
130
130
130
130
150
150
150
150
150
150
150
150
150
150
250
150
150
мм
180
180
180
180
180
180
—
180
180
180
180
200
200
200
200
200
—
200
200
200
200
200
.
_.
220
220
220
.—
220
220
220
220
,
250
250
250
—
250
250
250
250
Глава 10. МЕХАНИЧЕСКАЯ РЕЗКА МЕТАЛЛА
Механическую резку металла на ножницах применяют при изго
товлении деталей из листовой стали толщиной до 16 мм и длиной
до. 6000 мм, а также при резке деталей из угловой стали с
толщиной полок до 20 мм и при резке деталей из швеллеров, двутавров и
холодногнутых профилей. В остальных случаях металл режут на
пильных отрезных станках и с помощью термической резки.
В зависимости от необходимой точности резки и величины партии
деталей резку выполняют по наметке или упору (допускаемые
отклонения при различных способах резки приведены в гл. VIII, ч. 4).
Материал режущего инструмента зависит от класса
обрабатываемой стали (табл. 10.1).
Таблица 10.1
Рекомендуемый материал режущего инструмента
Обрабатываемый
материал (сталь
класса)
С38/23
С44/29-Т-С60/45
С70/60 -7-С85/75
Материал инструмента при резке
ножницами
Углеродистая сталь У7А,
48А
Легированная сталь
Х12М, 5ХВ2С, 4ХВ2С
Легированная сталь
"Х12Ф1, ХГЗСВФМ,
7ХГ2ВМФ
пилами
Углеродистая сталь
У12А
Быстрорежущая сталь
Р18
Быстрорежущая сталь
Р18
Режимы резания при резке на станках' с дисковыми пилами
рассчитывают по формулам или назначают по данным табл. 10.2 с
корректировкой в соответствии с паспортными данными станка.
Режимы резания приведены в таблице для сталей до класса
С46/33. При обработке сталей более высокой прочности необходимо
учитывать поправочные коэффициенты на режимы резания
(табл. 10.3).
70
к
5ts
II-
CO tJ^iC tON
CM CO «S» Ю CD t
. . -CO —
CD •«•О О О>
C5 Ю CM О t— CC
(M Ю Ю !
см оюг
См" ГО СО r
S(MO - »
CM CO CM CN »C
—~CM CM CO тр Ю
-i Ю to <N СЛ
Щ OI b- — rj» 00
to со — о" ел oo
VOSOlflCii
CM
ЮП-ООО1
CO CO
со —* t
CO —' О Ю С
N NlOlOli
CO CO <£>O U
CO 4O Ti- C7» tD CO О
CO t*- <CU5"iOiOiO
tOcONCOC
м см cn — — — —.
Ю 1С rf CO CM CM
CO to С\?0 0> CO t^
CN CM CM CM —.—«.-«
— о' ь-э с? lo о ю
— — CM <N CO CO
Ч1СЮ
« » • I
. CM CO I
00N
(Л « » •
— О Oi f». CM CO
<C)C3>O00N
со со со со см
00 -< МО Ч1 О CO
"^ rf со со со со см
CO 1С CO CC О CC —
o ьГоосл — ^
00 CO CO CO
^ O> — l>- 'vO CM —<
1С r}* T!* CO CO CO CO
CO C5 CO t^ CD т? •*
0>OQ®P3«S
CO «C 1С tO t>T t^. CO
CM CD f^ ьО —•
Ю CO CO—" СОЮ CO
1С 14* "У -^" CO CO CO
ОЮОЮ
— — CM CM C
3 >»
эЗ
i: l
ю2 о
Si I
.. СУ
il i
71
Таблица 10.3"
Поправочные коэффициенты иа режимы резания сталей
повышенной и высокой прочности
Наименование
Поправочный коэффициент на
скорость резання, число
оборотов и подачу
Поправочный коэффициент на
мощность
Класе стала
G3S#23, !
£44#29,
S45/33
г
652#40
0,9
1,2
С6О|45
0,75
1,1
С70|60,
С85#75
0,6
1,1
Приведенные в табл. 10.2 режимы рассчитаны для периода
стойкости пил диаметром 710 мм — 960 мин, диаметром 1010—
1200 мин, диаметром 1430 мм—-1500 мин.
Режимы приведены с учетом использования
смазочно-охлаждающей жидкости следующего состава: мыло — 0,5-М%; сода
кальцинированная или тринатрийфосфат — 0,54-0,75%': нитрит натрия —
0,25%; вода — 98-5-99%;
При резке на гильотинных ножницах листов различной толщины
необходимо установить правильную величину зазора между ножами
в горизонтальной плоскости и угол створа ножей (табл. .10.4).
Таблица 10.4
Рекомендуемые зазоры и углы створа ножей
при резке листового металла
Толщина
Величина
Величина
град
листов,
зазора
угла
мм
, мм
створа,
До
0,
I,
4
125
20
5—10
0,25-0,30
1,40
12—25
0,50-0,60
1,40-1,50
26-40
0,80—1,20
3-5
Для исключения частых регулировок следует применять
ножницы, соответствующие определенной толщине разрезаемого металла.
Для уменьшения деформации скручивания узкие полосы следует"
резать при наименьшем угле створа ножей.
Для повышения производительности труда резчиков машины для
резки оснащают приспособлениями для механизации
вспомогательных процессов.
Для резки листовой стали на крупные детали, а также для
поперечной резки гильотинные ножницы оборудуют дисковыми
тележками (рис. ЮЛ). Дисковая тележка перемещается на двух
скатах, на которых закреплена ось со овободновращающимися
стальными дисками. При резке длинные листы укладывают на
несколько тележек, перемещающихся по горизонтальным
направляющим.
Для продольной резки листов на гильотинных ножницах
применяют механизированные тележки (рис. 10.2), перемещающиеся
вместе с листом вдоль' ножниц, параллельно линии реза. Лист,
предназначенный для резки, зажимают захватами и перемещают
72
Рис. 10.1. Дисковая тележка к гильотинным ножницам
перпендикулярно к линии резки винтом. Привод колес тележки и
винтов — электрический. Совмещают риски с кромкой ножа —
вручную, с помощью штурвала, расположенного на оси винта. Для
вывода отрезанной полосы из зева ножниц устанавливается
тележка, передвигаемая лебедкой.
Для продольной и поперечной резки листа гильотинные
ножницы оборудуют столами с опорами в виде головок из сборных
роликов (рис. 10.3). Такие оноры позволяют перемещать лист в
продольном и поперечном направлениях, а также обеспечивают
поворот листа за счет вращения бочкообразных роликов.
При резке небольших деталей на несколько ходов ножа
(поперечная резка + нарезка деталей) для подачи заготовок с задней
стороны ножниц ка рабочий стол ножницы оборудуют
шарнирным столом (рис. 10.4). При резке заготовок стол устанавливают с
задней стороны гильотинных ножниц. После окончания резки
партии заготовок его перемещают к рабочему столу.
Для удаления отходов из-под гильотинных ножниц применяют
механизированные тележки (рис. 10.5).
Для комплексной механизации гильотинных ножниц (рис. 10.6)
их оснащают портальным манипулятором, предназначенным для
73
Рис. 10.2. Механизированная тележка для роспуска листа
/ — захваты; 2 — опоры дисков; 3 —• свободно вращающийся диск;
4 — колесо; 5 — балка; 6 — электродвигатель
переноски, укладки и разворота листов; тележкой-рольгангом —
для подачи листов при поперечной резке; тележкой — для
удаления нарезанных заготовок из-под ножей; сталкивателем обрези в
бункер.
Ножницы для резки профильного металла оснащают механи-
зи-роваиными рольгангами, сбрасывателями и механизированным
упором (рис. 10.7).
Ножницы для резки уголков и профиля и дисковые пилы
оснащают упорами-измерителями, обеспечивающими безнаметочную
резку. Упоры перемещают по направляющим вдоль приемного
стола вручную (рис. 10.8) или с помощью электропривода.
Простейшее измерительное устройство для определения
положения упора — стальная лента с миллиметровыми делениями, при-
74
А-А
Рлс. 10.3. Головка из сборных бочкообразных роликов
бочкообразный ролик; 2— ось бочкообразного ролика; 3 —•
крестообразный корпус; 4 — ось крестообразного корпуса
А-А
ь ■ iSQO
Рис. 10.4. Шарнирный стол к гильотинным ножницам
а — общий вид-, б —схема положений стола в процессе резки; / —
гильотинные ножницы; 2, 5 — подшипники; 3 — вращающаяся стойка; 4 — пневмоци-
линдр для подъема стола; 5 — ось: 7 — шарнирный кронштейн; 8 —
приемный стол
2600
Рис. 10.5. Механизированная тележка для уборки отходов из-под
гильотинных ножниц
/ — тележка; 2 — конечные выключатели; 3 — канат; 4 — привод
75
Рис. 10.6. Схема комплексной механизации гильотинных ножниц
/ — тележка удаления заготовок; 2 —бункер для обрези; 3 —привод
сбрасывателя обрези; 4—гильотинные ножницы; 5 — сбрасыватель обрези; 6 —
тележка-рольганг; 7 — механизм подачи; 8 — электромагнитная траверса
манипулятора; 9, 12—места складирования листов, подлежащих резке;
/0~-манипулятор; // — тележка манипулятора; 13 — рельсовый путь манипулятора
Рис. 10.7. Схема механизированной установки для резки
профильного металла
/ — ножницы; 2— рельсовый путь; 3 — механизированная тележка для
упоров; 4 — отсчетный механизм длины; 5, 6 — привод; 7,9 — сбрасыватель; 8 —
упор; 10, //-—ролики приводные (размеры даны в см)
крепленная к рельсу, по которому перемещается упор. При
размещении измерительного устройства, па упоре параллельно
направляющим закрепляют зубчатую рейку, в зацепление с которой
входит шестерня измерительного устройства. Установив
измерительное устройство на стан'ие ножниц, его соединяют с
подвижным упором бесконечной цепью (рис. 10.9, 10.10).
76
Рис. 10.8. Откидной упор
сердечник упора; 2—-кожух упора; 3 — стопорные кольца; 4— упорная
пластина; 5 — кронштейн
\ !
I * I
1-7
Рис. 10.9. Организация рабочего места у гильотинных ножниц
а — прн поперечной резке листа; б ■— при роспуске листа на полосы; / —
рельсовый путь; 2 ■— упоры рельсового пути; 3 — тележка для мелких
деталей и обрези; 4 — ножницы; 5 — площадка для нарезанных деталей; б —
дисковая тележка; 7 — площадка наметки листов; 8 — механизированная
тележка для роспуска листа; 9 —роликовый стол; /0—вспомогательная
тележка; // — лебедка
77
70
8 7
Рис. 10.10. Организация рабочего места для резки, уголков на
ножницах
/ — рольганг; 2 —место для складирования уголков, подлежащих резке; 3—-
приемный стол; 4 — накопитель; 5 — наклонные направляющие; 6 —
откидной упор; 7 — стоика штанги; 5 — направляющая штанга упора; 9 —
подвижной упор: /0 —ножницы
Глава И. ТЕХНОЛОГИЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ
Сверление следует производить в следующих случаях:
диаметр образуемого отверстия меньше или равен толщине
металла;
толщина металла более 25 мм — для стали класса С38/23,
более 20 мм—для стали классов С44/29 и С46/33 и более 10 мм—
для остальных классов;
если необходимо расположить отверстия с большей точностью,
чем это можно осуществить путем продавливания металла;
площадь листовых деталей превышает 1 м2, а масса — более
50 кг (или когда паспортные данные пресса не позволяют
производить проколку);
при массе прямых уголков более 50 кг и отсутствии на заводе
специального оборудования для продавлизания;
при отсутствии специальных приспособленки для прессов,
позволяющих производить .проколку швеллеров и двутавров.
В зависимости от требуемой точности расположения отверстия
применяют следующие способы сверления:
с помощью кондуктора сверлят детали с повышенной
точностью расположения отверстия (опорные фланцы ферм и колонн,
элементы мостов и др.); .
сверление пакетом по шаблону (в качестве шаблона можно
использовать первые детали с отверстиями, просверленными по
разметке) применяется для всех деталей, где не требуется
повышенная точность расположения отверстий и в партии содержится
более пяти деталей;
сверление по наметке для единичных листовых деталей,
деталей из уголков, швеллеров, двутавровых балок выполняется в том
случае, если не требуется повышенная точность расположения
отверстия.
Режимы резания при сверлении рассчитывают по формулам
(ч. 8) или назначают в соответствии с тлбл. МЛ, корректируя по-
дачу и скорость резания в соответствии с паспортными данными
станка. Режимы в таблице даны с учетом применения
охлаждающей жидкости.
■о
«3
Н
S
сз
р-
с
03
W
d
о
ю
о
ю
о
со
со
CN
СМ
с?
id
1ft
О
е
\о
"•Я
1
1
J
j
1
1
1
1
i
I
о"
со
355
30,5
Щ
СЛ
о
о
СО
**•
с>
см
503
26,7
О
5?
СО
СМ
ю
СО
СМ
СО
166
ю
о
с-")
сЬ
СЗ
о
232
со
Si
251
«л
см
294
27,5
о
СО
26,1
со
c>o
s
342
29,6
400
25,4
432
24,5
463
495
о
&
148
о
см
(N
26,0
207
СО
Oi
224
26,4
294
26,4
CM
CO
CO
CM
CM
—
CM
CM
306
23,9
j 358
C-l
CM
386
en
CM
ОС
о
441
CN
•^»
CM
135
to
^
157
23.7
189
ю
205
24,1
240
CM
CN
UO
CM
CM
CM
§
s
279
о
CO
20.7
352
о
о
378
о
о
403
о
со
CD
ел
см
125
146
22,0
175
о
см
см
200
22,3
см
см
С1
19,7
19,7
250
СО
со
а
3'02
§
19,2
326
о
СО
319
со
?-.
373
со
о
СМ.
см
177
Я
СО
20,6
164
ю
ел
177
18,5
1
18,4
см
со
234
см
19,0
СО
О!
18,0
305
ОС
349
о
ел
о
111
со
о
см
129
19,3
154
*•
167
19,8
197
17,3
о
см
221
1.О
S
228
17,9
см
о
со
288
со"
308
ее
ю
329
,45
со
сл
105
СП
СМ
С>3
СО
СО
со
ю
{^
62!
18,7
981
L.O
а>
209
•о
216
о
г-
1253
СО
СО
ю
1О
292
СО
о
JJO
со
а
•*?
Ш
16,8
134
о
1С
145
17,1
170
15,0
187
•л
.193 | 14
1 ло'
о
1
(
!
1
.60
со
со
"S
см
СО
103
15,6
124
134
со
ю
157
1
!
1
!
1
1
!
1
1
1
}
1
j
!
IS
си а
79
При сверлении сталей других классов на режимы сверления
вводят следующие поправочные коэффициенты: для сталей класса
С44/29 —0,9; С46/33 — 0,8; С53/40 — 0,75; С60/45 — 0,7; С70/60 —
—0,65; С85/75—0,6.
Сверла для сверления сталей классов С38/23 — С60/45 должны
быть изготовлены из быстрорежущей стали Pi8; для сталей
классов С70/60— С85/75 — из твердого сплава Р9К5 или ВК8.
В качестве охлаждающих жидкостей при сверлении отверстий
в деталях из стали классов от С38/23 до С60/45 применяют 2%-
ный раствор соды или однопроцентный раствор мыла. В качестве
антикоррозионной добавки в раствор вводят 0,5% жидкого стекла.
При сверлении отверстий в сталях классов С70/60 и С85/75
применяют эмульсию, состоящую из 10% эмульсола (смесь
синтетических кислот и минерального масла), 5% сульфофрезола
(масло веретенное № 3 — 80%, нигрол — 18w%, сера -г- 2%), 0,2%
кальцинированной соды и 84,8% воды.
Расход охлаждающих жидкостей — около 10 л/мин.
Рис. 11.1.
Приспособление к ради-
ально -
сверлильному станку для
прижима деталей
У — пневмоцилиндры;
2 — рычаги пневмо-
прижимов; 3 —
обрабатываемые детали
Рис. 11.2. Стол к
радиально -
сверлильному станку
для прижима
деталей
/ — пневмоцилиндр;
2—траверса; 3—упор
При обработке деталей применяют приспособления,
закрепляющие детали в необходимом положении и предотвращающие
смещения и вибрацию от усилий резания или собственной массы. В
зависимости от типа профиля, размеров деталей и типа станка
применяют следующие приспособления:
для крепления листовых деталей размером до 0,5X1 м на
стационарных радиально-сверлильных станках — приспособления с
пневмоприжимами (рис. 11.1 и 11.2);
при сверлении листов на портальных передвижных станках
устраивают стенды с винтовыми, рычажными зажимами (рис. 11.3)
или струбцинами (рис. 11.4);
при сверлении уголков для фиксации их положения
применяют «гребенки» (рис. 11.5), на которые уголки укладывают не на
месте сверления, а сразу после операции, предшествовавшей свер-
и •/'
! A \ I
Шгш
' \ \'.
if '■■"■■! ' /i
шИНШ
IV
1
Рис. 11.3. Стенд для сверления листов передвижными
сверлильными станками типа ОС-289
А-А
I
с
с
Уклон
aT
A
lA
18000
Рис. 11.4. Стенд- для сверления деталей на портальных
передвижных станках
/—•пути станка; 2 — струбцины; 3—обрабатываемые детали
81
Рис. 11.5. Гребенка для укладки уголков при сверлении
I I
FR§-
\
, 200.
S
Д
Рис. 11.6. Г1риспособленио для закрепления уголков при сверлении
Рис. 11.7. Укладка длинных
уголков при сверлении
Рис. 11.8. Приспособление для пакетирования листов
/ — пневмоиилиндр; 2 — рама; 3 — переставной упор
82
лению. В рабочую зону сверлильного станка уголки подают
уложенными в «гребенки» с помощью крана. Гребенки изготовляют
с различным профилем выреза для разнобоких и неравнобоких
уголков.
Более эффективным является приспособление с винтовыми за*
жимами (рис. 11.6). При сверлении длинных уголков их
укладывают на полку, а разметку производят с внутренней плоскости
полки (рис. 11.7);
листовые детали, как правило, сверлят пакетами. Для
пакетирования листов применяют приспособление (рис. 11.8), состоящее
из рамы, вдоль двух сторон которой размещены пневмопрнжимы.
В уголках основания рамы просверлены отверстия для упоров,
положение которых зависит от размеров листов пакета.
- Совместив кромки листов пневмоприжимами, пакет стягивают
струбцинами, снимают с приспособления к подают к сверлильному
станку.
Если необходимо расположить отверстия с максимальной
точностью, сверление выполняют с помощью сверловочных
кондукторов (приспособлений, являющихся направляющими для режущего
инструмента).
Для сверления небольших деталей кондукторы устанавливаю!
по габаритным размерам (совмещаются кромки деталей и
кондуктора) и для крупных деталей кондуктор устанавливают по
предварительно размеченным осям.
Для сверления деталей с фрезерованным или строганым
торцом кондуктор устанавливают по приваренному к нему упору,
который фиксирует положение кондуктора относительно
обработанного торца.
Глава 12. ПРОДАВЛ ИВАНИЕ ОТВЕРСТИЙ
Продавливают отверстия в тех случаях, когда в них
вставляют болты нормальной точности или в дальнейшем их
рассверливают на больший диаметр.
Продавливают отверстия в сталях нормальной прочности
толщиной до 25 мм; в сталях повышенной прочности толщиной до
20 мм и в сталях высокой прочности толщиной до 10 мм.
Температура, при которой продавливают отверстия, должна быть не
ниже 0°С.
Если в качестве подготовительной операции для последующего
рассверливания отверстий применяют пробивку, толщина
пробиваемых деталей зависит только от мощности пресса и прочности
штемпелей.
Продавливают отверстия по шаблону (для мелких деталей);
но наметке и с применением приспособлений для безнаметочной
пробивки (механизированные упоры, делительные линейки и т. д.).
Штемпели и матрицы для продавливания отверстий в сталях
классов С38/23 и С44/29 должны быть изготовлены из
углеродистых сталей У7А, У8А; для классов С46/33 — С60/45 матрицы и
штемпели изготавливают из легированных сталей 5ХВ2С и Х12М и
для классов С70/60 и С85/75 — "из легированных сталей Х12Ф1,
ХГЗСВФМ, 7ХГ2ВМФ.
Для снижения трудоемкости работ по разметке и наметке,
повышения производительности труда к точности образования от-
83
верстий применяют следующие приспособления, позволяющие
получать отверстие в деталях без предварительной наметки.
Приспособление для продавливания отверстий в уголках
длиной до 1 м (рис. 12.1). Вертикальная пластина приспособления с
продольным пазом прикреплена к основанию нижней подушкой
пресса. В паз заводят и закрепляют (в соответствии с расстоянием
между центрами отверстий обрабатываемого уголка) специальные
втулки. Во втулки последовательно вставляют пробку, в которую
упирается торец уголка.
Рис. 12,1. Приспособление для продавливания отверстий без
наметки в уголках длиной до 1 м
1 — вертикальная пластина; 2—-втулка; з — обрабатываемый уголок; 4 —
пробка-упор; 5 — подушка
Рис. 12.2. Приспособление для
безнаметочного продавливания
отверстий в листовых деталях
/ — поперечная тележка; 2 — фиксатор;
3 — шаблон; 4 — пнсвмоприжнм; 5 —
обрабатываемая деталь; 6 —
направляющие; 7 — педаль; 8 -— трос: 9 —
неподвижная рама; 10 — продольная
тележка
Приспособление для про^
давливания отверстий в
листовых деталях без наметки (рис.
12.2) состоит из верхней и
нижней тележек, передвигающихся
по взаимно перпендикулярным
направляющим. Направляющие
нижней тележки приварены к
неподвижной раме, а
направляющие верхней — к верхней
плоскости нижней тележки. На
верхней тележке струбцинами
закрепляют шаблон (первая из
партии деталь) с размеченными
и просверленными отверстиями.
Обрабатываемую деталь
закрепляют с помощью пнев-
моприжимов. Фиксатор
поочередно устанавливают во все
отверстия шаблона и
продавливают отверстие в детали.
После каждого рабочего
хода штемпеля фиксатор
поднимают тросиком через
систему блоков нажатием педали.
Механизированная
установка для группового
продавливания отверстий в поясных
уголках форм разработана
84
Нижне-Тагильским ЗМК. С помощью штампа, установленного в
пресс, продавливают одновременно по 2 или по 4 отверстия за один
ход, обрабатывая при этом одновременно два уголка.
Расстояние до первой группы отверстий устанавливают с
помощью упора- в штампе, между группами — пневматическими
упорами на приемном рольганге. По обе стороны штампа
установлены пневматические фиксаторы положения; приемный рольганг
оборудован сбрасывателем (рис. 12.3).
Рис. 12.3. Схема механизированной установки для группового про-
давливания отверстий без предварительной наметки в поясных
уголках ферм
/ ~ центрирующее устройство; 2 — штамп; 3 ■— упор; 4 — линейка упоров? 5 —
накопитель; 6 — сбрасыватель
Глава 13. СТРОГАНИЕ И ФРЕЗЕРОВАНИЕ
Строгают и фрезеруют кромки деталей, изготовленные из стали
класса С38/23, если после кислородной или дуговой резки
неровности и шероховатости на них превышают 1 мм, а также кромки
деталей конструкции, возводимых или эксплуатируемых в районах с
расчетной температурой ниже —40°С до ~-65°С включительно,—
0,5 мм. Этим же операциям подвергают кромки всех деталей,
изготовленных из стали класса С44/29 и выше, после ручной гсисло-.
родной и дуговой резки, а также кромки деталей, не подлежащие
сварке (свободные) или неполностью проплавляемые при сварке.
Строгают и фрезеруют также продольные кромки, а также
кромки косых концевых резов деталей из сталей повышенной и
высокой прочности всех толщин, не подлежащие сварке или
неполностью проплавляемые при сварке, в элементах, работающих на
растяжение, а также в деталях, расположенных вдоль усилия в
растянутой зоне изгибаемых элементов, а также кромки всех
расчетных деталей в конструкциях, воспринимающих динамические
нагрузки, либо возводимых или эксплуатируемых в районах с
расчетной температурой ниже — 40°С и до —-65°С включительно после
резки на ножницах.
Кроме того, строгают и фрезеруют кромки деталей в тех
случаях, когда допускаемые отклонения от проектных линейных
размеров не могут быть обеспечены во время резки, а также кромки
деталей, передающих усилия путем плотного касания; кромки
деталей при образовании фасок под сварку при невозможности их
получения при резке и поверхности опорных плит колонн при
бсзвыверочтюм монтаже.
Минимальный припуск на строжку и фрезеровку после резки
деталей на ножницах, автоматической или полуавтоматической
85
кислородной резки составляет 3 мм; при ручной кислородной
резке— 5 мм на одну обрабатываемую кромку.
Режимы резания при строгании и фрезеровании различные.
РежГимы резания (табл. 13.1—13.4) даны для обработки стали
класса С38/23. При обработке сталей других классов следует
учитывать поправочные коэффициенты (табл. 13.5 и примеч. к
табл. 13.6).
Таблица 13.1
Режимы резания
Проходные резцы Р18
СТО 2804-72-2305-72
главный
угол
в плане
30°
45°
60°
90°
подача,
мм/дв. ход
0,25
0,5
0,75
1,0
1,5
2.0
2,5
3,0
0,25
0,5
0,75
1.0
1,5
2,0
2,5
3,0
0,25
0,5
0,75
1,0
1,5
2,0
2,5
3,0
0,25
0,5
0,75
1,0
1,5
2,0
2,5
3,0
Скорость v
и мощность резания
(обрабатываемый ма териал
N
— сталь класса С38/23)
Глубина резания, мм
2,5
м/мин
130
86
64
54
44
36
32
28
104
76
56
44
34
30
26
22
94
60
44
40
30
24
22
18
82
50
40
32
24
20
18
16
N. кВт
3,16
3,50
3,92
3,92
4,46
4,90
4.90
4,90
2,30
2,50
2,90,
2,90
3,30
3,6
3,6
• 3,6
1,94
2,10
2,46
2.5
2,72
2,88
4,0
4,0
1,86
1,94
2,3
2,44
2.6
2,74
2.74
2,74
5
V,
м/мин
112
70
52
50
34
30
26
24
88
56
42
38
26
24
20
18
73
52
38
32
26
20
18
16
68
44
32
28
20
18
14
14
кВт
5,2
5,46
6,0
6,5
6.8
7,2
7,2
7,5
3,8
4,0
4,5
4.8
4,94
5,3
5.3
5,5
3,22
3,6
3,9
4,16
4,46
4,6
4,66
4,74
3,10
3,3
3.68
3,8
4,3
4,3
4,3
4,46
10
о.'
м/мин
94
60
46
40
30
26
24
18
74
48
36
32
24
20
18
14
66
42
32
28
22
18
14
12
56
36
28
24
18
14
12
10
кВт
8.8
9.4
10,2
10,5
11,0
11.9
11,9
11,9
6,9
6,9
7,5
7.7
8.2
8,8
8,8
8.8
5>4
6,0
6,5
6,7
7.3
7,3
7,3
7,5
5,2
5,76
5,9
6.1
6.6
6,8
7,0
7,2
15
м/мин
84
54
42
34
28
24
IS
16
66
48
32
28
22
18
14
13
60
40
30
24
18
16
14
12
20
32
26
22
16
14
12
10
кВт
12
12,6
13,8
13,8
14.8
15,0
16,3
15,6
8,8
9,4
10,2
10,2
10,8
11,0
11,0
11,4
7,5
8,24
8,5
8,84
9,4
9.6
9.6
9.9
6,9
7,8
8.24
8,6
8.84
9.2
9,2
9,3
Рабочие части (головки) резцов изготавливают из различных
материалов (табл. 13.7).
Охлаждающие жидкости применяют те же, что и при свер-
ленйи.
86
Режлмы резания
Таблица 13.2
Резцы с
пластинками из твердого
сплава СТО 2301-72 н
СТО 2303-72
главный
угол
в плане
30°
45°
60°
90° .
подача,
мм/дв. ход
0,25
0,5
0,7
0,9
1,2
1,4
1.8
0,25
0,5
0,7
0,9
1.2
1.4
1.8
0,25
0,5
0,7
0,9
1.2
1,4
0,25
0,5
0,7
0,9
1,2
Скорость v и
мощность резания N
(обрабатываемый материал -
2,5
м/мин
127
100
90
81
75
69
64
112
88
79
72
66
62
57
105
81
72
66
60
57
92
72
68
58
52
N, кВт
2,85
3.75
4,28
4,8
5,4
5,7
6,35
2.35
3,1
3,5
3.9
4,4
4,7
5 2
2,1
2,6
3,0
3,4
3,8
4,0
1,7
2,2
2,45
2,85
3,1
- сталь
Глубина резания, mn
5
V,
м/мин
115
90
79
73
66
68
57
101
79
70
54
58
55
51
94
73
66
60
54
51
82
64
57
52
4Ъ
N,
кВт
5,2
6,6
7,65
8,6
9,5
10,1
11.3
4,3
5,6
6,2
7
7,8
8,3
9,3
3,6
4,8
5,6
6,1
6,75
7,25
2,95
4,0
4,55
5,1
5,7
класс;
i
10
V,
м/мин
103
81
73
65
60
67
51
92
72
65
58
52
49
45
84
66
58
54
48
46
73
58
52
48
42
N.
кВт
9,2
12,2
13,1
15,2
17,1
18
20
7,6
10,0
11.6
12,6
14,0
14,8
16,3
6,5
8,55
9,9
10,8
12
13,2
5,45
7,3
8,3
9,1
10
1 С38/23)
15
о.
м/мии
99
76
67
63
55
52
49
87
67
60
55
49
46
48
79
63
55
51
45
43
70
55
48
45
40
JV.
кВт
13.1
17,1
19,6
22,0
24,2
25,3
28.5
10.8
14,0
15,9
17,8
19,7
20,8
23,5
9,2
12,3
14
15,6
16,9
18,9
7,8
10,2
11.4
13
14,2
Режимы резания
Таблица 13.3
Фасочные
эезцы Р18
СТО 23.08.72, тип. I
угол
разделки
кромок
30е
подача,
мм/дв.ход
0,25
0,5
0,75
1,0
1,5
2,0
2,5
3,0
Скорость v и
(обрабатыва
1С
м|мин
95
60
46 .
38
29
24
21
18
N,
кВт
6.6
7,8
8,4
8,9
9,8
10,0
10,6
И
мощность резания N
2мыЙ материал
Толщина листа
20
о.
м/мин
80
50
39
32
24
20
17
15
N,
кВт
10,9
12,0
13,6
14,0
15,0
15,0
15,5
16,0
— сталь класса С38/23)
, мм
30
у.
м/мин
72
45
36
29
22
18
16
14
N,
кВт
18,8
20,4
21,4
22,0
23,8
24,0
25,9
27,0
40
о.
м/мин
68
43
33
27
20
17
15
13
N.
кВт
25,2
27,6
28,8
29,4
30,3
31,4
32,6
33,0
87
Фасонные резцы Р18
СТО 23.08.72, тип. I
угол раз-
делкв
кромок
40°
50°
подача,
мм/дв. ход
0,25
0,5
0,75
1.0
1,5
2,0
2,5
3,0
0,25
0,5
0,75
1,0
1,5
2,0
2,5
3,0
Скорость v и
Продолжение raSj
мощность резания i
(обрабатываемый материал -
- сталь
г. 13.3
V
класса С38/23)
Толщина листа, мм
10
м/мнн
75
47
37
30
23
19
17
14
50
31
24
20
15
12
1!
10
N,
кВт
7,6
8,0
9,0
9,6
9,9
10,6
10,6
11
9,8
11,4
11,9
12,6
13,2
18,8
14,6
14,6
20
V,
м/мин
63
40
31
25
19
16
13
12
42
26
20
17
13
10
9
8
N»
кВт
13,0
13,8
14,8
15,4
16,4
16,6
16,6
16,6
13,7
15,8
15,9
16,5
17,5.
18,0
18,8
19,1
30
V,
м/мнн
57
36
28
23
17
14
13
11
38
23
20
15
12
9
8
7
М f
кВт
16,6
18,8
20,0
20,4
21,6
22,0
22.6
22,8
17,0
17,3
19,3
21,0
21,4
22,4
22,6
23,0
40
м/мин
54
34
26
21
16
13
12
10
35
22
17
14
10
9
8
7
N.
кВт
22,0
23.0
23.9
24,2
26,4
26,4
27,6
27,6
21.6
23,0
23,4
25,4
25,4
25,4
26,8
27,2
Режим резания
Таблица 13.4
Широкие
резцы Р18
СТО 23.08.72,
тип II
Подача
мм/дв. ход
U.25
0,50
0,75
1,0
1,5
2,0
2,5
3,0
4,0 *
5,0
Скорость г
(обрабатываемый
10
о»
м/мвн
56
36
28
24
18
14
12
10
9,2
8,8
N»
кВт
5,2
5,74
5,90
6,10
6,6
6,8
7,0
7,2
8,88
10,56
; и мощность
резания N
материал — сталь класса С38/23)
Толщина листа (пакета
20
м/мин
48
32
24
20
14
12
10
10
7,7
7,4
дг t
кВт
8,8
9,9
10,1
10,1
10,8
10,8
п.о
И.4
14
16,7
30
м/мин
42
28
22
18
14
10,6
9,2
7,6
7,0
6>7
кВт
11.9
13,06
13,64
13,9
15
15,5
16
16,4
20,2
24
чистов)
, мм
40
о,
м/мин
40
26"
20
17
12,8
10
8,4
7,0
6,5
6.2
/V,
кВт
14,68
16,2
16,56
18,8
18,6
19,1
19,7
20,2
26
29,8
50
м/мин
38
24
18
16
12
9,4
8,0
6,7'
6.2
5,9
кВт
17,44
19,2
19,8
20,4
22
22,8
23,6
24,2
29,8
35,4
Таблица 13.5
Поправочные коэффициенты на скорость v и мощность резания Л'
Класс
Поправочный
фициент
стали
коэф-
на
на
V
N
С44/29|
1
1
С46/331
0,85
1
С52/40
0,8
0,9
С60/45
1 0.7
0,8
G70/60
0,55
0,7
С8
0
0
5/75
А
,6
88
э о с* т t*-a
с^ь-ю —о
Л rf "«Г "«S* ■**■ ^
О \П Ю — О Ю
Э —■» О5 СО Ю СО
?";}• СО СО СО СО
СО ОЮЮ СО СО
NOOOOON
ININNW-
WOMCONN
If
11
Ell
C4Ci00tDTfrO 'Я"
COOJ<NCMC^(N f 2
"S j
CO — OC5NCO P3 ^
к fc я
■JiOOOOcO» &, g.
OtOco со — О Ti
Ч И М N ^ (N 2 '-
Для проверки линейных и
угловых размеров применяют
типовые стальные линейки,
штангенциркули, угольники или
линейные и угловые шаблоны
(рис. 13.1).
В целях повышения
производительности труда
необходимо правильно
устанавливать и крепить детали,
обрабатываемые на стантсал (рис.
13.2—13.6), поэтому торцефре-
зерные -станки оснащают
механизированным двухстоечным
прижимом для закрепления
а!
/
Рис. 13.1. Шаблоны для
проверки деталей после
строжки
я — линейный; б — угловой;
Рис. 13.2. Установка и
крепление листа (пакета)
на кромкострогальном
станке
/ — траверса станка; 2 —
стол станка; 3 — упоры
прямоугольные; 4 — упоры
круглые; 5 — лист (пакет); в —
рабочие пневмоцилиндры; 7—
клин; 8 — обрабатываемая
кромка
89
Таблица 13.7
Рекомендуемые материалы для головок резцов
при строгании и фрезеровании
Классы сталей
Материал головки
при строгании
Материал головки
при фрезеровании
С38/23-С60/45
C70/6(V-C85/75
Быстрорежущая сталь
Р18
Быстрорежущая сталь
Р9К5 или сплав ВК8
Быстрорежущая сталь
Р18
Твердые сплавы ВК8
или Т5КЮ
2 3
=
6
о о о
л. л
О О О
5
ID
о
" 'ii .
щ
оЧЛЩ
о
+
т-
о
о
сГ
о_
Рис. 13.3. Установка и
крепление пакета листов на
продольно-строгальном станке
/ — прижим; 2 — плоскость
строжки; 3 — пакет; 4 — базовый упор;
5 — подкладка; 6 — стол
а) :
Рис. Т3.4. Установка и крепление на продольно-строгальном станке
деталей
а, б — фасонныя| в, г — прямоугольных; / — стол; 2 — прижимной болт; 3 —
упор прямоугольный; 4 ~ упор круглый; 5 — прижим; в — опора; 7 — базовый
упор; 5 — обрабатываемые кромки; 9 — обрабатываемая деталь
90
деталей. Крепят детали на этих станках так же, как и на.кромко-
строгальных станках. Иногда торцефрезерные станки,
предназначенные для фрезерования стержней, оборудуют пневмоприжимами
(рис. 13.7), один из которых подвижный. Для анкеровки
подвижного прижима к основанию его колеса размещают во внутренней
полости направляющих швеллеров.
с -ой
Рис. 13.5. Установка и
крепление нескольких деталей на
продольно-строгальном
станке с помощью прихваток
1 — стол; 2 — детали; 3 —
прижимной болт; 4— подкладка; 5—
прижим; 6 — опора; 7 —
обрабатываемая поверхность
Рис. 13.6. Крепление
деталей в тисках с
поджимом струбциной на
поперечно-строгальном станке
1 —• стол; 2 — тиски;. 3 —
пакет деталей; 4 — струбцина;
5 — обрабатываемая
поверхность
Фреза
Рис. 13.7. Пневматический
прижим к торцефрезерному
станку
а — общий вид; б — анкеровка
подвижного прижима; / — пнев-
моцнлиндр; 2 —сварной корпус;
3 — цапфа; 4 —• направляющие
швеллеры подвижного
прижима; 5 — анкерные болты; 6 —
обрабатываемая деталь
На продольно-фрезерных станках детали .крепят так же, как и
на продольно- и поперечно-строгальных.
91
Глава 14. ГИБКА
Различают следующие виды й способы гибки:
вальцовка листовой стали для образования цилиндрических,
конических и сферических поверхностей на листогибочных вальцах;
кольцевая гибка (вальцовка) профильной стали на роликоги-
бочных станках;
гибка профильного проката;
получение гнутых профилей из листовой стали на кромкоги-
бочных;
гибка на прессах в штампах листовой и профильной стали.
Гибку стали в холодном состоянии применяют только в том
случае, если радиусы гибки и кривизна не превышают величин,
приведенных в табл. 14.1 (минимальный радиус кривизны листовых
деталей, воспринимающих статическую нагрузку, может быть при-"
нят 12,5/2, где h — толщина листа).
Таблица 14.1
Минимально допустимые радиусы кривизны и стрелки прогиба
при гибке изделий из стали в холодном состоянии
Вид проката
Эскиз
Гибка
относительно
осв
Минимальные
значения* .
Сталь листовая
и универсальная
Уголок
Швеллеры
Двутавровые
балки
Труба
25 ft
200 h
ПЕН"
X — X
У —У
45 Ъ
200 6
25 h
1*
200 Л
У<**У
3601»
25 ft
200 ft
У— У
25 Ь
200 6
30
" Р — радиус кривизны; f«-стрелка кривизны.
92
При гибке на кромкогибочном прессе (изготовление гнуты*
профилей) минимальный внутренний радиус закругления
принимают: для стали класса С38/23 —1,2&, для сталей классов С44/29,
С46/33, С82/40 и С60/45—1,8ft (ft — толщина листа).
Если величина радиусов4" меньше указанных, необходимо
выполнять гибку в. нагретом состоянии. Температура нагрева при
гибке 900— 1100°С. Минимальная температура, когда гибку
необходимо прекращать, — 700°.
Минимальные радиусы гибки профилей в горячем состоянии
(табл. 14.2).
Таблица 14.2
Предельно допустимые радиусы гйб1кн профилей
s горячем состоянии
Профиль
Уголок
Швеллер
Двутавр
Труба
Положение полок
при
изгибе
Полкой
внутрь
Полкой
наружу
Полкой
внутрь
Полкой
наружу
Изгиб в
ПЛОСКОСТИ
сгеики
Изгиб в
плоокоа&н
полок
Форма
гиба
Угол
Кольцо
Угол
Кольцо
Угол
Ручная гибка
в горячем состоя-
выя
До И? 12, R >4Ь
До № 12. R > 7 Ь
До № 12, R > ЗЬ
До № 12, R > ЬЬ
До № 12, R > ЬЬ
До № 16. R > 5 Ъ
Кольцо |до № 12, R > Ю Ъ
—
Угол
Кольцо
До № 12, R > 80 h
До N° U, R > 8 b
До № 12, R > 14 Ь
Гибка с
нагревом ТВЧ
2,5Ь
2,5Ь
2,56
2,56
2,5Л
При D до
160 мм
R> USD и
Я >2,5Х>
При D >
> 160 мм
Примечание
b—ширина
полки
Zb—ширина
;полки £ J
h— высота
швеллера
Ь—ширина
полки
D—диаметр
трубы
Отклонения радиуса гибки определяют путем измерения
зазора между шаблоном и гнутой деталью (длина шаблона по дуге
1,5 м). Просвет между шаблоном и деталью для холодногнутых
элементов не должен превышать 2 мм, для гнутых в горячем
состоянии— 3 мм. Эллиптичность габаритных листовых конструкций
(разность диаметров) не должна превышать 0,005 в монтажном
стыке — 0,003 D, где D — диаметр окружности.
Допускаемые отклонения в размерах гнутых профилей,
изготовленных на кромкогибочных прессах, при максимальных
наружных размерах до 150 мм составляют d=2 мм, при размерах от 151
до 200 мм — ±3 мм, при размерах более 200 мм —dz4 мм.
93
Допускаемое отклонение от проектных углов ;±!а. Кривизн^
профилей не должна превышать 1 мм на 1 м. Скручивание (вин-
тообразность) вокруг продольной оси не должка превышать 0,5 мм
на 1 метр.
Для правильной заправки листов в** листогибочные вальцы по*
следние оборудуют подающими столами, набранными из
металлических полос, перпендикулярных к оси валков. При вальцовке
цилиндрических поверхностей продольные кромки полос выполняют
роль разметочных линий.
При гибке на трехвалкозых вальцах заготовок радиусом до
3 м необходимо подгибать торцы на подкладном листе толщиной
25—30 мм, радиус изгиба которого на 10—17% меньше радиуса
вальцуемой детали. Торцы можно подгибать и на прессах. При
радиусах более 3 м подгибать торцы не следует, так как
отклонение в месте стыка от окружности в этом случае не превышает
допуска.
Гибку деталей конусов выполняют двумя способами. В обоих
случаях расчетно или по опыту устанавливают угол наклона
верхнего валка по отношению к нижним валкам.
Первый способ: заготовку детали конуса разбивают
образующими на равные части (рис. 14.1). Затем производят вальцовку отдель-
. ными участками, равными шагу образующих. Каждый цикл вальцов-
Рис. 14.1. Последовательность вальцовки конической детали
Рис. 14.2. Вальцовка
конуса на
листогибочных вальцах
/ — обрабатываемая
деталь; 2 — нижние валки;
3 — кронштейн с
роликом; 4 — станина
ки состоит из установки детали очередной
образующей параллельно вертикальной оси
верхнего валка, опускания верхнего валка
на расчетную (ч. VIII) или по опыту
определенную высоту, вращения валков с
перемещением детали в обе стороны от
образующей на половину шага образующих,
подъема валка и контроля шаблонами
полученной кривизны. Циклы вальцовки
повторяются в последовательности, указанной
на рис. 14.1.
Второй способ: деталь -закладывают в
вальцы, досылая ее кромкой меньшего
радиуса в упорный ролик (рис. 14.2),
кронштейн которого крепится на откидном бу-
94
Рис. 14.3. Приспособление для кромкогибочного станка
а — общий вид; и — фиксатор; / — кронштейн; 2 — обрабатываемая деталь;
3 — фиксаторы, 4 — матрица; 5 — пуансон
теле, валыюв. Вальцовку ведут от середины детали последовательно
в обе стороны,
Гибку лепестков для сферических поверхностей можно выполнить
на трехвалковых листогибочных вальцах с применением
«бочки» и «постели» — на специальном станке для вальцовки
сферических поверхностей конструкции Сабирова и на прессе путе!^
горячей или холодной штамповки.
При изготовлении гнутых профилей на кромкогибочных
станках применяют приспособление (рис. 14.3), состоящее из двух
кронштейнов, Верхгше горизонтальные элементы кронштейна,
закрепляемые в одном уровне с верхом матрицы, имеют прорезь, в
которой закрепляются в необходимом положении фиксаторы.
Заготовку укладывают на кронштейны в упор к наиболее удаленным
фиксаторам, фиксирующим положение линии первого гиба по оси
пуансона. Остальные фиксаторы утапливаются массой детали.
После первого гиба заготовку перемещают в сторону пресса (до
совмещения кромки заготовки со следующим фиксатором,
определяющим положение линии второго гиба) и процесс повторяют.
Часть IV
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ
КОНСТРУКЦИЙ
Глава 15. СБОРКА СВАРНЫХ КОНСТРУКЦИЙ
15.1, Технология изготовления стальных
конструкций
В зависимости от технологии изготовления стальные
конструкции подразделяют на решетчатые, сплошностенчатые, резервуар-
ные и объемные листовые (рис. 15.1).
Сборку конструкций следует осуществлять в сборочных
кондукторах, на стеллажах или на сборочных плитах. При этом
должны быть созданы условия, обеспечивающие высокое качество
сборки и безопасное выполнение этих работ.
Применяемые для сборки стеллажи могут быть
стационарными (из двутавровых балок № 45-f-60, укрепленных вертикально на
бетонных фундаментах) или передвижными (из сварных козелков,
установленных в направляющие швеллеры, заделанные в бетонных
фундаментах на уровне пола) (рис. 15.2).
Козелки длиной 4500 мм состоят из двутавровой балки
№ 30-Н55 и имеют три опоры. К верхним полкам балок
приваривают листовые полосы, которые по мере выхода их из строя
заменяют новыми. Высота козелков составляет 450—650 мм. На
участках сборки тяжелых и крупногабаритных элементов для этих
целей применяют двутавровые балки № 45-4-55, а на участках
сборки более легких конструкций -—балки № 304-40. Верхняя плоскость
установки козелков должна иметь допуск ±5 мм.
Для сборки применяют плиты универсальные (с пазами для
крепления переналаживаемых и универсальных сборочных
приспособлений) и строганые (рис. 15.3).
Плиты используют для сборки всевозможных копиров и для
настройки на них сменных фиксаторных приспособлений для
кондукторной сборки элементов конструкций. Сменные фиксаторные
сборочные приспособления устанавливают по разметке и крепят к
плите.
Применение сборочных плит имеет ряд преимуществ, так как
при этом можно обеспечить большую точность выполнения
разметочных и сборочных операций и повысить производительность
труда на 10—20% (по сравнению со сборкой на козелках).
Особенно эффективно использовать плиты для сборки
пространственных элементов конструкций. Так, на Челябинском ЗМК
применяется плита, изготавливаемая секциями из листов толщиной
60—100 мм, размером 1500X6000 или 2000X6000 мм с опорами
(см. рис* 15.3). Такую плиту изготавливают в следующей
последовательности. Вначале производят строжку плоскости и кромок
листов. Затем устанавливают и приваривают опоры к направляющим
для козелков через сухари (опоры устанавливают по нивелировке.
96
il
4 II
1
Плоско
:
■ii'tllt
l^J? ^ ^ r*^
s s § ^- 2 ^
t9 ^ ^3 ^ ^
11 J§
g ^ t* ^ §
■S
s
I
О
s
•е-
to CO
I
1
1
1
J
1
-c>
i стропи
if1
О
a,
4 Зак. 157
97
№55
;- Х73-
'//////////////////////У//////
Рис. 15.2. Козелки сборочные
а — первое исполнение; б — второе исполнение; в — третье исполнение; 1 •
двутавр; 2 — сменный профиль; 3 —опора; 4 — полоса
Строгать ksom/
Рис. 15.3. Плиты сборочные
— плита; 2 — планка; 3 — опора; 4 — деталь крепления
с допуском по верхней плоскости ±2 мм). После этого
укладывают, выверяют и приваривают плиты к опорам. В заключение
прихватывают планку между плитами.
15.2. Сборка стальных конструкций
Сборку конструкций следует производить только из
тщательно выправленных деталей, укрупненных элементов и ветвей,
очищенных от заусениц, грязи, масла, ржавчины, влаги, льда и пр.
Перед сборкой все детали должны быть приняты ОТК.
Для уменьшения деформаций и внутренних остаточных
напряжений от сварки, а также упрощения работ и максимальной меха-
.98
йязации сварочных операций сборку сложных металлоконструкций
следует выполнять отдельными узлами и элементами узлов,
которые должны отвечать следующим требованиям:
обладать достаточной жесткостью и после сварки не требовать-
правки или легко поддаваться ей;
обеспечивать минимальную трудоемкость изготовления
изделия.
Прихватывать детали (для их закрепления) необходимо
качественными электродами, предназначенными для сварки узла.
Сечение прихваток, принимаемое равным 2/з будущего шва, не должно
превышать 6 мм; длина прихваток должна составлять 30—50 мм,
расстояние между прихватками принимают равным 150—500 мм.
В местах строповки конструкций для их подъема,
перемещения и кантовки в процессе выполнения технологических операций
сварные швы должны соответствовать указаниям на чертеже КМД.
Детали для строповки (проушины, скобы, технологические ребра с
отверстиями и др.) должны быть предусмотрены в рабочих
чертежах КМД.
Прихватки не следует ставить в углах, образуемых
несколькими деталями, около отверстий и в местах пересечения швов, в
местах резкого изменения направления шва.
Качественно выполненные сборочные прихватки не удаляют,
так как в процессе сварки их расплавляют и затем они входят в
состав сварного шва. Сборщики, выполняющие прихватку деталей,
должны быть обучены, пройти соответствующие производственные
испытания и иметь удостоверение на право выполнения сварочных
работ.
Прихватывают детали в процессе сборки электродами,
назначенными по ТУ для выполнения сварки данной конструкции.
Трудоемкие операции (подъем, подача, перемещение, кантовка
деталей и конструкций) должны быть механизированы. Их следует
выполнять с помощью соответствующих подъемно-транспортных
средств.
Сборку следует выполнять с применением инвентарных
сборочных приспособлений и средств малой механизации—струбцин,
домкратов, стяжных и распорных приспособлений и пр. (табл. 15.1).
Рекомендуются следующие методы сборки и типы сборочных
приспособлений.
Таблица 15.1
Универсальные приспособления для сборки
п/д
Наименование
приспособления
и назначение
Эскиз
Источник
Струбцины скобо-
образные разных
размеров для сжатия
пакетов листов и
деталей из
профильной стали
Альбом
приспособлений для сборки
металлоконструкци й.
Вып. 19, 1966 г.
4* Зак, 167
99
Продолжение табл. J5.I
п/п
Наименование
приспособления
и назначение
I
Эскиз
Источник
Струбцина для
установки деталей иод
углом
Альбом
приспособлений для ■ сборки
металлоконструкций.
Вып. 19, 1966 г.
Струбцина
гидравлическая (усилие
зажима 25 т)
Скобы и клинья
для выравнивания
кромок смежных
деталей
Воронежский завод
тяжелых
механических прессов
Стяжные
приспособления для
сближения деталей
Домкрат винтовой
ГОСТ 1559-67
Распорка винтовая
Справочник
чего сварщика,
гиз, 1960 г.
рабо-
Маш-
100
Продолжение табл. 1$.}
п/п
Наименование
приспособления
и назначение
Эскиз
Источник
Стяжка винтовая
Справочник
рабочего сварщика. Маш-
гиз, 1960 г.
Стяжка винтовая
для сборки обечаек
труб
ОМРТ 5436-002-64,
з-д им.
Орджоникидзе, г. Подольск
10
Распорка
для труб
То же
Стяжные рамки
для прижатия полок
к стенке собираемой
конструкции
двутаврового, корытного и
коробчатого сечений
ОМРТ 5436-002-64,
з-д им.
Орджоникидзе, г. Подольск
12
Эксцентриковый
зажим для сжатия
профильной стали
Альбом
приспособлений для сборки
металлоконструкций.
Вып. 19, 1966 г.
101
продолжение табл. 15.1
п/п
Наименование
приспособления
и назначение
Эскиз
Источник
13
Вилка для сжатия
профильной стали
Альбом
приспособлений для сборки
металлоконструкций.
Вып. 19, 1966 г.
14
Вилка для сжатия
листовых деталей
То же
15
Скобы пружинные
(кляммеры для
сжатия профильной
стали)
Спр-авочник
чего сварщика.
гиз, 1960 г.
рабоМаш-
Скобы клиновые
для сжатия листовых
деталей
То же
17
Планки стяжные
для сближения в
одной плоскости
тяжелых листовых
деталей
Справочник
конструктора. Часть I.
Руководящие
материалы. 432VLK, 1972 г.
18
Угольники для
сборки листовых
деталей под углом
ь 200 г
110''-
У//\ /
150
в
То же
102
Продолжение табл. 15.1
п/п
Наименование
приспособления
и назначение
Эскиз
Источник
19
Тавры прямые для
сближения в одной
плоскости тяжелых
листовых деталей
Половина
20
То же, тавры
изогнутые
21
Прокладки с
оправками для устранения
смещения кромок и
выдерживания
заданного зазора между
кромками
Справочник
конструктора. Часть I.
Руководящие
материалы ЧЗМК. 1972 г.
Решетчатые плоские конструкции (фермы стропильные и
подстропильные, связи, фонари, плоскости башен) собирают в
упрощенных сборочных кондукторах- (копир на козелках) с базой из
первого экземпляра изделия с фиксирующими приспособлениями
или в сбброчных кондукторах с базой из постоянных сборочных
плит.
Решетчатые пространственные конструкции (мачты, башни,
опоры ЛЭП, легкие колонны и др.) собирают в объемных
кондукторах с зажимными и фиксирующими приспособлениями.
Решетчатые конструкции при крупносерийном производстве
(переплеты, кольца жесткости габаритных резервуаров) собирают
в специальных механизированных кондукторах с зажимными и
фиксирующими устройствами.
103
Конструкции сплошностенчатые двутаврового, Н-образного и
коробчатого сечения (колонны, балки, ригели и т. д.) — в
сборочных кондукторах универсального назначения: с
электрифицированной передвижной портальной установкой, оборудованной
пневматическими или гидравлическими прижимными устройствами, или со
стационарными прижимными устройствами (если не
представляется возможным использовать установку с передвижным порталом).
Плоские листовые габаритные конструкции (панели,
ограждения, площадки, щиты кровли, тормозные балки и др.) собирают
при серийном производстве на специальных стендах с магнитными
или механическими прижимными устройствами. При
индивидуальном производстве — на стеллажах по разметке с применением
инвентарных сборочных приспособлений.
Пространственные листовые конструкции с плоскими гранями
(бункера, силосы и т. п.) — с разбивкой чна плоские габаритные
отправочные элементы, изготовляемые на специальных стендах или
на стеллажах с последующей общей или контрольной сборкой.
Пространственные листовые конструкции цилиндрической
формы (габаритные трубы и емкости, газгольдеры постоянного
объема и др.)—полистовым методом (из свальцованных листов). При
этом обечайки собирают из листов в вертикальном положении на
стенде или на роликовом стенде в горизонтальном положении.
Можно также осуществлять общую сборку изделий из предварительно
собранных обечаек в горизонтальном положении на роликовом
стенде с передвижной скобой, оборудованной пневматическими
или гидравлическими прижимными устройствами, или наворачивая
на кольца жесткости полотнища из плоских листов — на
специальном одноярусном стенде со сворачивающим устройством.
Пространственные листовые габаритные конструкции
конической и сферической форм (переходы, патрубки, днища и т. п.)—
из свальцованных или отштампованных листовых деталей на
специальном стенде в вертикальном положении.
Пространственные листовые цилиндрические конструкции
(негабаритные вертикальные емкости, конструкции мокрых
газгольдеров, кожухи скрубберов, декомпозеров и др.) — методом рулони-
рования полотнища, собранного и сваренного из плоских листов, —
на двухъярусном стенде со сворачивающим устройством.
Пространственные листовые конструкции цилиндрической или
сферической формы из листовой стали (кожухи домен, сосуды под
давлением) — методом полистовой сборки из свальцованных или
отштампованных листовых деталей, проходящих общую или
контрольную сборку, с последующим их разделением на отправочные
элементы на специальном стенде, с применением инвентарных
приспособлений для сборки и закрепления деталей, распорок и стяжек
для обеспечения проектных размеров.
15.3. Сборка решетчатых конструкций
Сборка плоскостных конструкций. Индивидуальные плоскостные
решетчатые конструкции собирают по разметке, закрепляя детали
сначала при помощи инвентарных приспособлений, а затем •—
электроприхватками. Сборку по разметке рекомендуется
производить на сборочных плитах (см. рис. 15.3).
Сборку партии однотипных плоскостных конструкций (фермы,
фонари, связи, имеющие пояса, раскосы и стойки из спаренных
уголков) ведут по копиру «ли в кондукторе.
104
Наиболее рационально собирать плоскостные решетчатые
элементы (фермы, фонари, связи) — по копиру.
Кондукторы для сборки плоскостных решетчатых элементов
применяют в специализированных цехах при серийном
изготовлении однотипных элементов; при изготовлении партии (более 15—
20 шт.) нетиповых элементов конструкций с повышенной
точностью изготовления; при изготовлении элементов, пояса которых
запроектированы не из спаренных уголков (швеллеров), а из труб,
двутавровых балок, тавров и др., когда нельзя применять способ
сборки по копиру.
Сборка по копиру. Копир изготовляют по разметке на сборочной
плите или на сборочных козелках.
Копир на сборочной плите изготавливают в следующей
технологической последовательности (рис. 15.4).
5йЗд5ые риска на сборочной плите
По сто. А
(подернуто]
Сборно, копира
зг
Рис. 15.4. Схема сборки копира на сборочной плите
/ — сборочная плита; 2 — деталь пояса фермы; 3 — фасонка фермы
На плите вычерчивают геометрическую схему элемента в
натуральную величину и намечают линии обушков уголков и
положение фасонок.
Согласно схеме, раскладывают узловые фасонные листы и на
них укладывают уголки поясов, раскосов и стоек. Места установки
фасонок и положение уголков проверяют промерами.
Проверив правильность раскладки деталей, их скрепляют
электроприхватками.
Затем копир переносят на сборочный стеллаж, кантуют на
180° и устанавливают фиксаторы концевых опорных плит.
Копир на козелках изготавливают в следующей
технологической последовательности (рис. 15.5).
Вначале стыкуют поясные уголки. Раскладывают поясные
уголки на стеллажах и устанавливают для устойчивости додстав-
ки. Проверяют прямолинейность поясов и правильность геометри-
105
а)
-_ - J
Рис. 15.5. ' Технологическая последовательность сборки копира
фермы
а — установка поясных уголков; б — установка фасонок и уголков решеткн
фермы; в — сборка второй плоскости фермы; г — снятие второй плоскости
фермы с копира и кантовка ее на 180°; а —полная сборка элемента фермы;
е — кондуктор для установки опорных фасонок; ж — установка опорных фа-
сонок; з — узел фермы
106
ческой схемы, используя для этого временные планки на концах
поясов. Намечают шнуром осевые линии уголков и фасонок;
раскладывают на поясных уголках фасонки и планки, закрепляют их
струбцинами и затем—электроприхватками. Намечают шнуром
осевые линии стоек и раскосов; устанавливают и прихватывают
стойки и раскосы. Раскладывают и прихватывают планки
(сухари) к стойкам и раскосам. Устанавливают концевые узловые
детали; проверяют положение монтажных отверстий в узлах с фа-
сонкамн и фланцевых опорных узлов.
В заключение законченный копир принимает ОТК, проверяя
при этом основные размеры фермы, расстояния от оси симметрии
до монтажных отверстий, положение отверстий в монтажных
узлах и др.
Сборку рядовых элементов по ^копиру начинают с раскладки
фасонок и планок на одноименные детали копира. Затем на них
накладывают полкой вверх уголки поясов, стоек и раскосов
(рис. 15.5,5). Установленные детали скрепляют
электроприхватками. После этого собранную полуферму перекантовывают на 180° и
укладывают на свободные стеллажи (рис. 15.5,г), где
устанавливают и прихватывают одноименные утолки поясов, раскосов и
стоек второй плоскости (половины) фермы (рис. 15.5,(5).
Сборку выполняют с использованием типового сборочного
инструмента и инвентарных сборочных приспособлений — струбцин,
эксцентриковых зажимов, вилок и ломиков.
Сборка плоскостных решетчатых элементов в кондукторе
(рис. 15.6). Базой, для настройки кондуктора служит сборочная
плита размером 4X12 м. В комплект для сборки ферм входят
следующие фиксаторы: подставка под поясные утолки, раскосы и
стойки; подставки с отверстиями для фиксации пробками узловых
фасонок; фиксаторы концевых опорных плит и фланцев;
фиксаторы с овальными отверстиями для установки поясных уголков;
пробки точеные сборочные; л ланки — фиксаторы фасоюных деталей.
Сборка кондуктора состоит из разметки на плите
геометрической схемы фермы и установки и прихватки фиксаторов (в
соответствии с чертежом настройки кондуктора).
Ферму в кондукторе собирают за один прием с
использованием типового сборочного инструмента и инвентарных сборочных
приспособлений: струбцин, эксцентриковых зажимов, вилок и
ломиков.
Операции по сборке копира и рядовых элементов ферм
принимают ОТК.
Фермы также можно собирать в кондукторе с универсально-
сборными сборочными переналаживаемыми приспособлениями
(УССП) (рис. 15.7).
База для сборки кондуктора с УССП — плита с Т-образными
пазами (рис. 157,а). Плиту набирают из отдельных секций,
представляющих собой раму из уголков с приваренной к ней плитой
из листовой стали толщиной 60 мм, размером 1600X3100 мм.
Приспособления крепят к плите специальными болтами. Для
предохранения резьбы болтов от повреждений и сварочных брызг
применяют гайки колпачкового типа.
В комплект УССП (рис. 15.7,6) для сборки ферм входит 85
приспособлений, позволяющих производить сборку ферм всех
типоразмеров. Кондуктор собирают в соответствии с чертежом
наладки. Фиксаторы предназначены для установки фасонных деталей из
листа, расположенных в плоскости, перпендикулярной к плите.
107
I
1
■13
I'i
I
!
)
1
j"
j ,
1- -
\-—
i
i_
\
\
1
е si
I"8
CD §•!
108
i I
4
VO
о
и
О
С
о
о.
о
о
X
а
л
si:
■ill
ex,
-9*
§
n.
о
8
!Й « ..
о а «
e; О О
пЯ2
— ?5E
109
Фиксация деталей осуществляется пробками. Регулируемые опоры
обеспечивают фиксацию и установку деталей в горизонтальной
плоскости; регулировка по высоте осуществляется при помощи
резьбы, фиксация — через отверстие в фасонной детали при
помощи пробки. Фасонные детали, не имеющие отверстий,
устанавливают по упорам, правильность установки уголков обеспечивают
фиксаторы. Уголки закрепляют зажимами. Для сборки крестовых
сечений служат фиксатор и шаровая опора. Фермы в кондукторе
из УССП собирают в один прием, без кантовки. Сборка
заключается в последовательной установке деталей фермы в собранный
кондуктор и их соединении прихватками. Поджимают детали перед
прихваткой при помощи инвентарных сборочных приспособлений:
эксцентриковых зажимов, струбцин, вилок или при помощи
переносной пневмогидравлической струбцины.
Сборку кондуктора и рядовых элементов ферм проверяет
ОТК.
Сборка пространственных решетчатых конструкций.
Пространственные решетчатые конструкции собирают в два приема.
Вначале собирают отдельные плоскости по копиру или в
сборочном приспособлении. Затем из плоских элементов собирают
пространственную конструкцию в объемном кондукторе. Такой кондук-
тар^каитователь (<ркс. 15.8) предназначен для сборки и сварки
секций опор ЛЭП с параллельными поясами. Основанием
кондуктора-кантователя является оваряая рама, на которой установлены
опоры. На каждой из опор в подшипниках вращаются планшайбы,
/ Поясные уголки
Y*-yj собираемой конструкции.
й
Рис. 15.8. Кондуктор-кантователь для сборки секций опор
/ __ постамент привода вращения; 2 — привод вращения; 3 — ведущий диск-
фиксатор поясов секции; 4, 9, 10 — подъемные устройства; 5 — диск-фиксатор;
б — опора; 7 — вал привода; 8 — рама кондуктора; Л — опоры
110
которые имеют кронштейны с отверстиями для установки поясных
уголков секции опоры. На опоре расположены двигатель и
редуктор. Вращение планшайбам передается непосредственно от
редуктора через соединительную муфту или через пластинчатые цепные
передачи и вал. Копировальное устройство для сборки решетки
секции опоры шарнирно прикреплено к раме кондуктора. В
рабочее положение копир устанавливает пневмоцилиндр. Собирают
секции в следующей последовательности: поясные уголки
устанавливают на кронштейны планшайб и закрепляют сборочными
болтами при опущенном копире (положение //). После этого включают
пневмоцилиндр, и копир фиксируют в* рабочем положении. Затем
собирают первую плоскость решетки, копир откидывают,
поворачивают секции на 90° и повторяют операцию сборки. Собранную
секцию освобождают от сборочных пробок и снимают с кондуктора
мостовым краном.
Сборка элементов радиобашен и, радиомачт. Элементы
решетчатой конструкции радиобашен и радиомачт, состоящих из
прокатных труб с фланцевыми соединениями, собирают в кондукторах
(рис. 15.9), обеспечивающих правильное положение фланца и фа-
сонок для присоединения раскосов и распорок.
Рис. 15.9. Кондуктор для сборки элементов поясов башен
/ -— опора шарнирная; 2, 3 — фиксаторы установки фланца-; 4 — опора жесткая;
5 — опора для фиксации фасонок; 6 — универсальная опора трубы (призма)
База такого кондуктора — сварная рама длиной 18 м с
обработанной верхней плоскостью. Раму изготавливают секциями
длиной по 6 м. После строжки верхней плоскости и сверления в ней
отверстий ее укрупняют на месте установки.
Кондуктор состоит из комплекта типовых приспособлений — двух
концевых опор с*плитами для фиксации фланцев (одна из опор
шарнирная и откидывается пр.и снятии собранного элемента с кон д у кто-
111
pa); призм для установки и фиксации трубы, настраиваемых с
помощью винтов, имеющих правую и левую резьбу; опор для
установки и фиксации положения фасонок.
При сборке поясов фланцы фиксируются на плитах опор
точеными пробками (не менее двух) и подтягиваются к опоре
болтами с чеками (не менее двух на фланец). Для обеспечения
жесткой установки фланцев прихватки при сборке следует делать как
по верхней, так и по нижней кромке трубы.
Элементы раскосов и распорок радиобашен собирают в
кондукторах, изготовленных по принципу устройства кондуктора для
сборки поясов. При сборке -используют следующие приспособления:
опору и универсальный фиксатор для сборки концевых фасонок
распарок; опору с универсальным фиксатором и универсальный
фиксатор для сборки средних узлов распорок и связей радиобашен.
Фиксаторы закрепляют «а опорах и устанавливают по заданному уклону
при помощи регулировочных винтов. Фиксаторы отверстий
универсальных приспособлений перемещаются в планках по прорезям и
закрепляются гайкой. Фиксируют детали при сборке по отверстиям
пробками.
Сборку пространственных элементов конструкций выполняют
в следующей последовательности. Вначале собирают пояса.
Затем их сваривают (трубы с фланцами), собирают плоскости и
укрупняют элементы в кондукторе.
Кондуктор для сборки поясов секции состоит из плиты, опоры и
шарнирной опоры с фи-ксаторными плитами для установки фланцев и
подставок под трубу — призм.
Кондуктор для сборки плоскостей и укрупнительной сбо*рки
секции настраивают на сборочной плите. При сборке плоскостей и
укрупнительной сборке секции фланцы фиксируют пробками по отверстиям
в -планках опор. Для установки поясов и раскосов используют
подставки.
Операции по сборке кондуктора на плите состоят из разметки
геометрической схемы элемента (плоскости), установки и прихватки
приспособлений (согласно чертежу настройки).
Операции сборки кондуктора и сборки рядовых элементов сек»
ций принимают ОТК.
15.4. Сборка сплошностенчатых конструкций
Элементы сплошностенчатых конструкций двутаврового,
коробчатого, корытного и крестового сечений собирают методом узловой
сборки. Вначале собирают и сваривают листовые заготовки и
детали. Затем собирают и сваривают двутавровые, коробчатые, ко-
рытные и крестовые стержни из листовой стали, после чего
производят окончательную сборку (оформление) конструкций —
устанавливают ребра жесткости, опорные плиты и другие сборочные
детали.
Узловой способ сборки широко применяют при изготовлении
сварных двутавровых стержней, являющихся основными
элементами таких конструкций, как колонны, подкрановые балки, стойки,
балки перекрытий, бункерные балки, подкраново-подстропильные
фермы и др.
При этом различают следующие основные способы сборки
составных стержней двутаврового сечения: по разметке с
применением стационарных прижимных устройств,
на сборочной установке и на поточных линиях.
112
Рис. 15.10. Сборка балки но
разметке
о — разметка и установка ребер
жесткости; 0 — установка стенки на
пояс балки; в — кантовка балки;
г — установка опорных фланцев: /—
пояс балки; 2— стенка балки; 3—
ребро жесткости; 4 — опорный
фланец; 5 — фиксатор
Двутавровые элементы
собирают ло разметке обычно
при изготовлении небольшого
числа одинаковых элементов;
при изготовлении элементов,
габариты которых не
вписываются в сборочные
приспособления.
Рассмотрим
технологическую последовательность
сборки по разметке на примере
сборки подкрановой балки
(рис. 15.10).
Вначале при помощи рулетки, метра, чертилки и намеленного
шнура размечают на полке положения стенки, на стенке —
положения ребер жесткости и их прихватку. При разметке ребер,
которую начинают от середины балки, учитывают припуск на
усадку от сварочных деформаций — 0,5 мм на одну пару ребер.
Затем устанавливают при помощи крана стенку с ребрами на
полку (сборка тавра), осуществляя при этом строповку
эксцентриковыми клещами. После этого кантуют на 180° краном
(строповка балочными клещами), устанавливают тавр на вторую полку
и производят прихватки. Затем кантуют балку на 90° (на
плоскость) для оформления опорными плитами (фланцами). Плиты
устанавливают по разметке: намечают линию примыкания стенки,
прихватывают временные планки для удобства навешивания
плиты, выдерживая размер Н от верха балки до строганого торца
опорной плиты (фланца), прихватывая при этом установленные
детали. После этого проверяют при помощи угольника установку всех
деталей под углом 90° относительно друг друга при сборке.
Элементы двутаврового сечения с применением стационарных
винтовых или пневматических прижимов собирают на заводах и в
мастерских небольшой мощности. Кондуктор с винтовыми
прижимами (рис. 15.11) благодаря простоте -конструкции, безотказности
в работе и возможности создавать в нужных местах необходимое
сжимающее усилие применяют при сборке листовых балок. Этот
кондуктор состоит из плиты или сварной рамы, неподвижных и
подвижных упоров, подставок аля укладки стенки элемента и
винтов для фиксирования положения полок относительно стенки при
сборке. Детали стержня (стенку и полки) устанавливают в
кондуктор при помощи крана. Затем проверяют взаимное положение
деталей и соединяют их прихватками. Чтобы сечения элемента не
изменялись при транспортировании, на концах их прихватывают
временными распорками. Сварку поясных швов следует начинать
на стороне, где нет сборочных прихваток.
113
.., им,шшёшш
Рис. 15.11. Кондуктор с винтовыми прижимами для сборки сварных
двутавров
Сборку элементов двутаврового сечения на сборочной
установке с передвижным порталом широко применяют на многих заводах
из-за ее большой производительности при хорошем качестве
сборки. Сборочная установка состоит из кондуктора и портала
(рис. 15.12). Кондуктор предназначен для укладки стенки и полок
собираемой балки в положение для сборки, а портал обеспечивает
плотное прижатие полок и стенки друг к другу.
Кондуктор состоит из рамы, вдоль которой установлены
неподвижная двутавровая балка и подвижная <—со стойками
(фиксаторами и вертикальными регулировочными винтами). Для
настройки кондуктора на определенный размер по высоте собираемого
двутавра подвижная балка перемещается поперек рамы с
помощью привода, состоящего из электромотора, винтовых валов с
червячными передачами и ведущего вала.
Портал, оборудованный пневматическими прижимами,
передвигается по рельсам, уложенным по продольным балкам рамы.
Передвигается портал с помощью электропривода.
Настройка кондуктора перед сборкой заключается в
регулировке винтов, установке подвижной балки и стоек-фиксаторов по
размерам собираемой балки.
Сборку начинают с укладки листов стенки балки в
горизонтальное положение, а полок — в вертикальное. После раскладки
листов необходимо выровнять один из торцов балки или же
обеспечить взаимную увязку монтажных отверстий, если они
просверлены одновременно в стенке и полках элемента. После этого
портал устанавливают на конце собираемой балки, включают
вертикальные прижимы и прижимают к балкам стенку собираемой
балки. Затем включают горизонтальные прижимы, которые прижимают
полки балок к стенке. Затем сборщик прихватывает сварными
швами балку в местах сжатия ее прижимами. Для выполнения
сборочных прихваток на портале смонтирован полуавтомат А537 сварки
в среде углекислого газа. Закончив прихватку, выключают воздух,
отводят прижимы от стержня, включают ход портала, перемещают
портал на второй конец собираемого стержня и повторяют
операцию поджатия деталей и их прихватку после проверки положения
горизонтальных листов (полок) относительно оси вертикального
листа (стенки) элемента. Данный прием применяют сборщики для
предупреждения возможных смещений оси полок от оси балки
114
Рис. 15.12. Установка с передвижным порталом для сборки стержней
Н-образного сечения
/ — мотор; 2 —приводной вал; 3 —червячный редуктор; 4, 5 —сварочная
аппаратура; 6, 7 — портал; 8 — рама; 9— приводной винт перемещения
подвижной опоры; 10—подвижная опора; //, 12 — подвижной пневматический
прижим; 13, 14 — неподвижный пневматический прижим; 15 — мотор; 16 — стойка;
17 — винтовой упор
при., сборке, если полки вырезаны по ширине с отступлениями от
заданных размеров. Чтобы полки не сместились, их прихватывают
временными подкосами и продолжают, сборку, последовательно
перемещая портал и прижимая детали через 500—600 мм вдоль
собираемого элемента.
После сборки стержень снимают с установки краном и
перекантовывают на 180° для сварки поясных швов. Заваренные
стержни „подают на правку полок, затем на фрезеровку торцов.
Готовые стержни принимают работники ОТК и подают в цех
сборки конструкций для оформления ребрами, плитами и другими
деталями.
В настоящее время на большинстве заводов
металлоконструкций стержни двутаврового (Н-образного) сечения изготавливают
на поточных линиях или на специализированных участках по
единому многооперационному законченному технологическому
процессу.
Основными технологическими операциями этого процесса
являются: стыковка и сварка листовых заготовок; газовая резка
листовых заготовок; правка деталей; строжка кромок деталей;
сверловка отверстий; сборка стержней; сварка поясных швов; правка гри-
бовидности полок; фрезерование торцов стержней.
На Челябинском заводе поточная линия состоит из двух
участков. На первом участке, расположенном в пролете
заготовительного цеха, собирают и сваривают листовые заготовки, ведут
газовую резку и правку деталей, строжку кромок и сверление отверстий.
115
1// /////'//А//// / /////У,
. 2750 1 ?/^ ,
"" Т\ /
Рис. 15.13. Стенд для стыкования и сварки поперечных стыков
листов
/ — опора; 2 — вал; 3 — редуктор; 4 -— мотор; 5, 7 — упоры; 6 — рычаг
кантователя; 8 — флюсовая подушка
Стыкуют и сваривают заготовки из листовой стали на стендах
(•р,ис. 15.13). Стенды состоят из сварочных козелков и флюсовых'
подушек с принудительным пневматическим поджатием флюса и
электромагнитным устройством, удерживающим листовые
заготовки в требуемом положении в зонах сварки. Сварку ведут под
флюсом трактором ТС-17 или двухдуговыми автоматами ДТС-Зв.
Листы толщиной до 32 мм сваривают с полным проплавлением, без
разделки кромок, с применениехм присадочного материала
(металлической крупки).
Предварительно стыкуют и сваривают листовые заготовки
также «а стеэдах-кантователях с флюсовыми подушками. Такой стенд
состоит из подвижных флюсовых подушек, стеллажей, вала
кантователя, редуктора, мотора, лап кантователя (неподвижных упоров и
подвижных зажимов.
На втором -участке линии изготовления стержней (рис. 15.14)
сваривают, правят и фрезеруют торцы двутавровых стержней.
Листовые заготовки с участка предварительной стыковки и из
цеха обработки подают в вагонетках на стеллажи, на которых
стыкуют и сваривают листовые детали элементов стержней,
вырезанных в цехе обработки.
Сборку стержней производят на установке, оборудованной
двумя порталами, что позволяет одновременно собирать два стержня
длиной до 12 м в 30-метровом пролете с двумя подвесными
кранами грузоподъемностью 2X5 т. Сборку стержней на установке
на каждом портале выполняет один сборщик. Собранные стержни
складывают на стеллажи участка сварки.
Поясные швы стержней сваривают трактором ТС 17-М на
специальных стеллажах, оборудованных стойками для укладки стерж-
116
.9 10
/
\
\
/
\
У
/
/
\
>,
/
\
1Г1Т
j ■■
- - ■
гр—п
\
9
10
Рис. 15.14. Участок изготовления сварных двутавров
/ — установка для автоматической сварки: 2 — участок для сварки двутавров;
3 — участок хранения собранных двутавров; 4 — сборочный портал; 5 —
участок хранения заготовок; 6 — передаточные тележки; 7, 12 — хранение
заваренных балок; 5—машина для правки грибовидности; 9 — торцефрезерная
машина; 10 — хранение готовых балок; 11 — кантователь; 13 — стеллаж; П —
подвижной кантователь
ней «в лодочку», или в кантователе двухдуговым сварочным
автоматом А639, смонтированном на велотележке.
Правку грибовидности стержней после сварки поясных швов
ведут на правильной установке, фрезерование торцов элементов —
на торцефрезерных станках. Готовые элементы складируют на
стеллажах.
Сборка колонн в кондукторе. Решетчатые колонны повышенной
точности с отделенными опорными плитами для безвыверочного
монтажа собирают в следующей последовательности. Вначале
раздельно собирают и сваривают стержни нижней и верхней частей
колонн по технологии изготовления стержней Н-образного сечения.
После этого собирают колонны в кондукторе. Стержни подают на
сборку с фрезерованньши торцами; опорные плиты со строганой
опорной плоскостью отправляют на монтаж отдельными
отправочными марками.
Кондуктор для сборки колонн (рис. 15.15) состоит из
стеллажей, установленных на направляющих, закрепленных в бетонных
фундаментах, неподвижной опоры, боковых упоров и винтовых
прижимов.
База для сборки колонны ■— опорная плита и боковые упоры.
Плотную подтяжку стержней нижней части колонны к базовой
плите при сборке обеспечивают пневмоцилиндры с захватами. Для
захвата стержней в плите имеются окна.
Колонны в кондукторе собирают в следующей
последовательности: одну из ветвей нижней части колонны краном укладывают
на стеллажи кондуктора и досылают к базовой плите и боковым
упорам.
117
1 2
Рис. 15.15. Кондуктор для сборки решетчатых колонн
-торцовый упор; 2 •— опорные балки; 3 — закладные опоры; 4 — винтовой
упор; 5,6 — боковой упор; 7 — пневмоприжимы
Диафрагмы устанавливают на ветви -колонны (до их
установки в кондуктор) или же после установки первой ветви в
кондуктор. Последовательность установки диафрагм зависит от навыков
сборщика и конструкции кранового оборудования. Обычно
диафрагмы устанавливают на первую ветвь колонны после ее установки
в кондуктор; сборку выполняют по разметке. Торцы диафрагм
должны быть фрезерованными, что обеспечивает необходимое
качество сборки.
Вторую ветвь колонны устанавливают краном в кондуктор и
досылают к диафрагмам и базовой плите пневмоприжимами.
Элементы решетки колонны устанавливают по разметке.
Траверсы башмака колонны строгаными кромками устанавливают к
базовой плите. Траверсу подкранового плеча колонны
устанавливают по разметке, строганую кромку траверсы выравнивают в
плоскости фрезерованного торца стержней по стальной линейке.
Положение верхней части колонны при сборке фиксируют по
упорам.
На нижней и верхней частях колонны накернивают и обводят
масляной краской установочные риски осей в соответствии с
чертежом КМД.
118
15.5. Сборка листовых и резерву арных
конструкций
Габаритные конструкции. Плоские листовые габаритные
конструкции (площадки* щиты, кровли панели и др.) при серийном
производстве собирают на специальных стендах с магнитными или
механическими прижимными устройствами; при индивидуальном
производствен—на стеллажах по разметке с применением
инвентарных сборочных приспособлений.
Пространственные листовые конструкции с плоскими гранями
(бункера, силосы и др.) собирают плоскими отправочными
элементами по разметке на стеллажах и плитах или на специальных
стендах, сваривают и подвергают общей или контрольной сборке.
Пространственные листовые конструкции цилиндрической
формы диаметром до 3,25 м (трубы, горизонтальные емкости,
газгольдеры постоянного объема и др.) собирают полистовым методом в
два-три приема: собирают обечайки из свальцованных листов.
Затем собирают, сваривают дншца и прозводят общую сборку
изделия.
Отдельные обечайки собирают на сборочном стенде в
вертикальном положении или на роликовом стенде в горизонтальном
положении (рис. 15.16).
Рис. 15.16. Роликовый стенд для сборки труб
/ — мотор; 2 — редуктор; 3 — рама; 4 — ролик; 5, 6 — обечайки трубы
Рис. 15.17. Стенд для сборки резервуаров
/ — рама вращателя; 2 — пневмоприжим; 3 — опора; 4 — рама тележки; 5 —
консоль; 6 — база стенда; 7 — упор; 8 — стойка; 9 — тележка; 10 — колонна;
1 р
консоль; 6 — база стенда; 7 — упор; 8 — стойка; 9 — тележка; 10 —
/7 я-механизм подъема; 12 -упор; /3—мотор и редуктор; 14, 15 -
ролики
119
Стенд для сборки и сварки корпуса горизонтального
резервуара и труб из свальцованных обечаек состоит из опорной рамы, на
которой смонтированы приводные и неприводные роликовые
опоры, тележки с подъемным столом, флюсовой подушкой и скобой,
которая передвигается электроприводом по рельсовому пути (рис. 15.17).
В нижней ветви скобы смонтированы пневматические
цилиндры двустороннего действия, работающие от сети сжатого воздуха
давлением 0,4—0,6 МПа.
Управление работой стенда осуществляют с кнопочной
станции, установленной на тележке скобы.
Резервуары, имеющие постоянные кольца жесткости и толщину
металла корпуса до 6 мм, собирают также и методом навертывания
на кольца жесткости плоского полотнища, собранного на
горизонтальном стенде и сваренного с одной стороны (ряс. 15.18).
Предварительно собранные «и заваренные кольца жесткости и днища
резервуара устанавливают на переднюю кромку собранного полотна и
прихватывают. Днища устанавливают по направляющим швеллерам, а
кольца жесткости фиксируются ограничительными стойками-.
Полотно сворачивают с помощью троса, который охватывает полотно
резервуара и монтажный уголок и наматывается на электрическую
лебедку. Лист к кольцам жесткости и днищам прихватывают через
каждые 500—600 мм в момент остановки лебедки, повторяя
операции по всему периметру резервуара. Собранный резервуар
передают краном на стенд для автоматической сварки наружных швов.
Пространственные листовые габаритные конструкции конической
и сферической формы — переходы, патрубки, -днища и т. п.
собирают из свальцованных или отштампованных листовых деталей на
специальном стенде в вертикальном положении.
Негабаритные конструкции. Пространственные листовые
цилиндрические конструкции (негабаритные вертикальные резервуары
конструкции мокрых газгольдеров, кожухи скрубберов, декомпозе-
ров и др.) изготавливают методом рулонирования полотнища,,
собранного и сваренного из плоских листов, на двухъярусном
стенде, со сворачивающим устройством. Такая установка (рис. 15.19, а)
работает по схеме «снизу вверх». На настиле первого яруса
производят наложение внутренних и на настиле второго яруса —
наружных швов. Такая схема имеет существенный недостаток: при
укладке листов на первом ярусе установки невозможно использо--
вать мостовой кран, в связи с чем применяют сложную систему
тельферов.
Свариваемое полотно рулона через неприводной барабан
поступает на второй ярус и наворачивается на каркас, закрепленный
на приводном кружале. Применением схемы, когда (рис. 15.19,5)
листы полотна раскладывают на верхнем ярусе мостовыми кранами,
этот недостаток устраняется. Однако и эта схема имеет ряд
недостатков, главным из которых является следующий: первыми здесь
сваривают наружные швы резервуара. При этом обычно получают
ряд дефектов, швы после их исправления имеют
неудовлетворительный внешний вид.
Наилучшей является схема рулонирования, при которой
сборку полотнища и сварку внутренних швов ведут на верхнем ярусе
(рис. 15,19,s). Сваренное полотно поступает с нижнего яруса вверх
и наворачивается на каркас сверху вниз. В этом случае подвароч-
ные швы оказываются наружными.
Пространственные негабаритные листовые конструкции
цилиндрической или сферической формы (кожухи домен, купола
120
Рис. 15.18. Стенд для сборки резервуаров наворачиванием
лебедка; 2 — канат; 3 — соединительный уголок; 4 — направляющая; 5 -
база стенда; 6 — стойка
5 *
* сборка ^ Контроль' ^
Рис. 15.19. Схемы рулонирования листовых конструкций
а—последовательность операций снизу вверх; б — последовательность
операций сверху вниз; в — сверху вниз и подъем вверх; / — нижняя площадка; 2 —
верхняя площадка; 3 — ведущее кружало; 4 — ведомое кружало; 5 — рулон
121
воздухонагревателей, сосуды под давлением) изготавливают
полистовым методом из свальцованных или отштампованных листовых
деталей, проходящих общую или контрольную сборку с
последующим разделением на отправочные элементы. Контрольную или
общую сборку ведут на специальных стендах- с применением
инвентарных сборочных, стяжных и фиксаторных приспособлений для
сборки и закрепления деталей.
Гл а в а 16. СБОРКА КЛЕПАНЫХ КОНСТРУКЦИЙ
Изготовление клепаных конструкций из ранее сделанных деталей
состоит из трех основных операций: сборки, рассверливания
отверстий и клелки.
Клепаные конструкции собирают как из деталей с
отверстиями для постановки заклепок, так и из деталей без отверстий,
которые просверливают в собранной конструкции.
Сборку элементов конструкций из деталей без отверстий ведут в
специальных кондукторах, снабженных опорами, упорами и
винтовыми или пневматическими прижимами, позволяющими фиксировать все
детали в проектном положении. По мере сверления отверстий в
собранном элементе в них забивают пробки и устанавливают стяжные
болты, после чего элемент вынимают из кондуктора и передают на
клепку пневматическими скобами.
Клепаные конструкции из деталей с заранее образованными
отверстиями собирают в одну операцию или путем поузловой
сборки.
При узловой сборке конструкцию расчленяют на отдельные
элементы (пояса, диафрагмы и т. д.), что позволяет выполнять
рассверливание отверстий радизльно-сверлильными станками, а
всю клепку — клепальными скобами.
Поузловую сборку применяют обычно при изготовлении
крупногабаритных клепаных конструкций (тяжелых подкрановых
балок, ферм пролетных строений мостов и др.).
Отверстия в деталях клепаных конструкций могут быть
образованы продавливанием или сверлением на диаметр меньше
проектного на 2—4 мм (этот способ является основным) или на
проектный диаметр.
Соединяют детали при сборке клепаных конструкций из
деталей с заранее образованными отверстиями сборочными болтами
(табл. 16.1), которые вставляют в каждое четвертое отверстие, но
не реже чем через 500 мм в конструкциях из углеродистой стали
и через 240 Ъш —в конструкциях из низколегированной стали.
Таблица 16.1
Минимальные диаметры оборочных болтов, обеспечивающих
плотное стягивание пакетов
Наименование
Число деталей в пакете
Диаметр сборочных болтов
Толщина пакетов, мм
20-40
2-3
14
40->70
3-5
16
70-110
5—8
20
более ПО
Более 8
24
Прочищают и рассверливают отверстия радиально-сверлильны-
ми станками, а в тесных местах — ручными пневматическими или
электрическими машина ми *
При рядовом сверлении предварительно рассверливают 10—
20%. отверстий по длине элемента и забивают в них пробки.
Продолжая рассверливание отверстий, поставленные при сборке
болты заменяют полномерными болтами и пробками.
При рассверливании отверстий в пакетах толщиной до четырех
диаметров заклепки ставят 25% болтов и 10% пробок в
конструкциях из углеродистой стали и 50% болтов и 10% пробок — в
конструкциях из низколегированной стали. При большей толщине
пакета число болтов и пробок доводят в углеродистой стали до 40—
45% и в низколегированной — до 75% общего числа отверстий.
Точность совпадения в пакете отверстий, выполненных в
деталях на проектный диаметр, проверяют до прочистки отверстий
калибром диаметром на 1,5 мм меньше номинального диаметра
сверла или штемпеля, которыми выполнены отверстия. Калибр
должен пройти не менее чем в 75% отверстий каждой группы. Если
это условие не выдержано, пакет разбирают, собирают вновь и
отверстия заново проверяют калибром. Если при повторной
сборке число отверстий, в которые проходит калибр, составляет
менее 75% отверстий в группе, то с разрешения главного инженера
или конструкторского отдела завода-изготовителя осуществляют
следующие мероприятия: в конструкциях из углеродистой стали
рассверливают забракованные отверстия на следующий больший
диаметр или заваривают электродами типа Э42 и Э42А до 20%
этих отверстий, а затем сверлят новые отверстия. В конструкциях
из низколегированной стали разрешается только рассверливать
отверстия.
Глава 17. СВАРКА И КИСЛОРОДНАЯ РЕЗКА
СТАЛЬНЫХ КОНСТРУКЦИЙ
17.1. Сварочные материалы
При заводском изготовлении стальных конструкций основными
видами соединений является электродуговая .сварка —
полуавтоматическая в среде углекислого газа и автоматическая под слоем флюса.
Для сварки строительных конструкций в зависимости от
способа сварки, а также класса и марки свариваемой стали и
назначения конструкции применяют различные типы и марки электродов,
проволоки, флюсы и защитные газы.
Типы электродов. В соответствии с ГОСТ 9467—75
электроды для ручной дуговой сварки конструкционных и
теплоустойчивых сталей разделены на следующие типы:
Э38, Э42, Э46 и Э50 — для сварки углеродистых и
низколегированных конструкционных сталей с временным сопротивлением
разрыву до 50 кН/см2;
Э42А, Э46А и Э50А — д-ля сварки углеродистых и
низколегированных конструкционных сталей с временным сопротивлением
разрыву до 50 кН/см2, когда к металлу сварных швов предъявляют
повышенные требования по пластичности и ударной вязкости;
Э55 и ЭбО — для сварки углеродистых и низколегированных
сталей с временным сопротивлением разрыву свыше 50 до
60 КН/СМ2;
223
Э70, Э85, ЭКЮ, Э125 и Э160 — для сварки легированных коН-.
струкциоиных сталей повышенной и высокой прочности с
временным сопротивлением разрыву свыше 60 кН/см2.
Каждому типу соответствует одна или несколько
промышленных марок электродов, характеризуемых составом покрытия, сва-
рочно-технологическими свойствами, свойствами металла шва,
наплавленного металла и т. п.
Химический состав наплавленного металла и механические
свойства проверяют при испытании электродов, в соответствии с
требованиями ГОСТ 9466—75.
Классификация и условные обозначения электродов
регламентированы ГОСТ 9466—75, в котором учтены рекомендации СЭВ
по стандартизации и международного стандарта ИСО (рис. 17.1).
11
Рис. 17.1. Условные обозначения электродов
/ — тип; 2 — марка; 3 — диаметр: 4 — обозначение назначения электродов; 5 —
обозначение толщины покрытия; 6-— группа электродов; 7 — группа индексов,
указывающих характеристики наплавленного металла и металла шва по
ГОСТ 9467—75; 8 — обозначение вида покрытия; 9 — обозначение допустимых
пространственных положений сварки; 10 — обозначение рода применяемого
при сварке тока, полярности постоянного тока и номинального напряжения
холостого хода источника питания сварочной дуги переменного тока частотой
50 Гц; Л — обозначение стандарта на размеры и общие технические
требования; 12 — обозначение стандарта на типы электродов
Электроды классифицируют по следующим признакам:
по назначению: для сварки углеродистых и
низколегированных конструкционных сталей с временным сопротивлением
разрыву до 60 кН/см2 (обозначаются индексом У);
для сварки легированных конструкционных сталей с
временным сопротивлением разрыву свыше 60 кН/см2 — Л;
для сварки легированных теплоустойчивых сталей — Т;,,,
для сварки высоколегированных сталей с особыми
свойствами — В;
для наплавки поверхностных слоев с особыми свойствами — Н;
по толщине покрытия:
тонкое
(JL<I|20)-M;
среднее П,20< — 1,45 j —С;
ID \
толстое [ 1,45 —— < 1,80 —Д;
особо толстое (——" ^ 1,80 ) —Г,
\ d j
124
где D — диаметр покрытия;
d — диаметр стержня;
по виду покрытия:
кислое — А;
основное — Б;
целлюлозное — Б;
рутил овое — Р;
смешанного типа — соответствующее двойное обозначение;
прочие виды — П.
Если в составе покрытия содержится железного порошка в
объеме более 20%, к индексу вида покрытия электродов
добавляется буква Ж-
по допускаемым пространственным положениям сварки:
для всех -положений — I;
Аш всех положений, .кроме вертикального сверху вниз, — 2;
для нижнего, горизонтального на вертикальной плоскости и
вертикального снизу вверх — 3;
для нижнего и нижнего в лодочку — 4;
по роду и полярности применяемого при сварке тока, а также
по номинальному напряжению холостого хода используемого
источника питания сварочной дуги переменного тока частотой 50 Гц
электроды имеют условные обозначения (табл. 17.1);
Таблица 17.1
Условные обозначения электродов по роду и полярности тока
и номинального напряжения холостого хода источника переменного тока
Рекомендуемая
полярность постоянного
тока
Напряжение холостого хода
источника переменного
тока. В
номинальное
предельное
отклонение
Обозначения
Обратная
Любая
Прямая
Обратная
Любая
Прямая
Обратная
Любая
Прямая
Обратная
50.
70
90
±Ъ
±10
±5
0
1
2
3
4
5
б
7
8
9
Примечание. Цифрой 0 обозначают электроды, предназначенные для
сварки или наплавки только на постоянном токе обратной полярности.
в зависимости от требований к качеству электродов в части
точности изготовления, состояния поверхности покрытия,
сплошности выполнения данными электродами металла шва и содержа -
125
ния серы и фосфора в наплавленном металле электроды
подразделяются на группы 1, 2 и 3.
Условные обозначения приведены на этикетках или в
маркировке коробок, пачек и ящиков с электродами.
Во всех видах документации условные обозначения электродов
состоят из марки, диаметра, группы электродов и обозначения
стандарта.
Пример условного обозначения:
электроды типа Э50А, марки УОНИИ-13/55, диаметром 4 мм,
для сварки углеродистых и низколегированных конструкционных
сталей У, с толстым покрытием Д, 2-й группы, с установленной по
ГОСТ 9467—75 группой индексов, указывающих характеристики
наплавленного металла и металла шва 51 2/5/, с основным
покрытием Б, для сварки во всех пространственных положениях 1,
постоянным током обратной полярности О, на этикетках или в
маркировке коробок, пачек и ящиков с электродами будет иметь
следующее обозначение:
Э50А — УОНИИ-13/55—4 — УД2
-1 ^— ГОСТ 9466-75; ГОСТ 9467-75;
Е-51 2/5/—Б10
эти же электроды в документации будут иметь обозначение: •
УОНИИ-d3/55-4,0-2 ГОСТ 9466—75.
Технологические характеристики электродов в основном
зависят от состава покрытия. Состав покрытия обеспечивает
устойчивость горения дуги лри сварке на переменном и постоянном- токе;
защиту сварочной ванны от окружающей среды; возможность
выполнения сварки в различных пространственных положениях; отде-
ляемость шлаковой корки и формирование шва, а также
оказывает влияние на выделение пыли и газов. Состав покрытия влияет
на раскисление и легирование металла шва, изменяя тем самым
механические свойства и химический состав наплавленного металла.
Таким образом, в сочетании с составом стержня покрытие
обеспечивает комплекс технологических свойств электродов.
Электроды с основным покрытием (УОНИИ-13/45, УОНИИ-
13/55, СМ-11, К-5А и др.) предназначены для сварки
малоуглеродистых и низколегированных сталей. Они пригодны для сварки во
всех пространственных положениях на постоянном токе обратной
полярности и за исключением электродов марки УОНИИ — на
переменном токе при напряжении холостого хода источника питания
не ниже 65 В.
Применение этих электродов позволяет получать вполне
удовлетворительную устойчивость дуги, при этом хорошо формируется
шов (получается выпуклый валик с чешуйчатой поверхностью),
удовлетворительно отделяется шлаковая корка, разбрызгивание —
умеренное.
Сварку этими электродами следует вести максимально
короткой дугой методом опирания. Покрытие электродов гигроскопично,
поэтому хранить их нужно в сухих отапливаемых помещениях или
в сушильных шкафах. Отсыревшие электроды прокаливают при
температуре 300—350°С в течение часа.
Наплавленный металл содержит незначительный объем
кислорода и водорода, обладает высокими пластическими свойствами, в
нем не образуются кристаллизационные трещины.
126
При сварке с увлажненным покрытием при наличии на
свариваемых кромках окалины, ржавчины и других загрязнений и при
удлинении дуги в металле шва возникают поры.
Электроды данной группы широко применяют при сварке
ответственных конструкций, эксплуатируемых при знакопеременных
статических и динамических нагрузках и в условиях низких
температур.
Электроды с рутиловым покрытием (МР-3, РБУ-4, РБУ-5,
ОЗС-4, АНО-4 и др.) предназначены для сварки малоуглеродистых
сталей. Они пригодны для сварки во всех пространственных
положениях на постоянном и переменном токе.
Их применение обеспечивает высокую устойчивость дуги,
умеренное разбрызгивание, при этом отлично формируется шов
(валик вогнутый или плоский с мелкочешуйчатой поверхностью),
хорошо отделяется шлаковая корка.
При сварке электродами этой группы обеспечиваются
благоприятные санитарно-гигиенические условия работы, так как пыль,
газы и токсичные соединения марганца в аэрозоле выделяются в
незначительных объемах.
По качеству наплавленного металла эти электроды занимают
промежуточное положение между электродами с кислым и
основным покрытием. В наплавленном ими металле почти не
образуются поры- даже на кромках окалины или ржавчины, при колебаниях
длины дуги и при сварке с увлажненным покрытием. Стойкость
металла шва против образования кристаллизационных трещин
примерно такая же, как у электродов с кислым покрытием.
Отсыревшие электроды следует просушить при температуре
180—200°С в течение часа.
Электроды с рутиловым покрытием применяют для сварки
конструкций из малоуглеродистых сталей. Их можно также применять
при сварке малоуглеродистой стали с низколегированной, если
сварное соединение рассчитано на прочность по свойствам
малоуглеродистой стали.
Электроды данной группы, как и электроды с основным
покрытием, широко применяют при сварке строительных конструкций.
Электроды с целлюлозным покрытием (ОМА-2, ВСП-1, ВСЦ-2)
предназначены в основном для сварки стыков трубопроводов из
малоуглеродистых и низколегированных сталей без подкладных
колец.
Масса покрытия этих электродов меньше, чем масса
электродов других групп, в связи с чем образуется мало шлака, поэтому
такие электроды пригодны для сварки во всех пространственных
положениях, особенно в монтажных условиях и при сварке .по
увеличенным зазорам. Можно также вести сварку в вертикальном
положении сверху вниз.
Этими электродами конструкции сваривают как на
переменном, так и на постоянном токе.
По свойствам металла шва электроды с целлюлозным
покрытием близки к электродам с рутиловым покрытием. Особенность
этих электродов— большие потери на разбрызгивание (до 30%)
даже при сварке на постоянном токе (табл. 17.2 и 17.3).
Для сварки строительных конструкций эти электроды не
применяют.
Сварочная проволока. Химический состав и механические
свойства сварочной проволоки, применяемой для сварки металлоконст-
127
Таблица 17.2
Коэффициенты наплавки
для некоторых марок электродов
рукций, должны
соответствовать требованиям ГОСТ
2246—70 (табл. 17.4).
Проволоку марок Св-
08Г2С, Св-08ХГСМФА, Св-
10ХГ2СМА (т. е. проволока
для сварки в углекислом
газе в соответствии с
требованием п. 3.28 ГОСТ 2246—
—70*) должны поставлять
без следов мыльной смазки.
На поверхности проволоки
других марок из
низкоуглеродистой и легированной
стали не должно быть
технологических смазок, за
исключением следов мыльной
смазки без графита и серы.
Сварочную проволоку с
цирконием марки 08Г2СЦ
изготавливают в
соответствии с техническими
условиями ТУ 14-287-3-75. Она
предназначена для сварки
малоуглеродистых и
низколегированных сталей в
углекислом газе. Получаемые
при этом сварные соединения обладают такими же механическими
свойствами, как и при сварке проволокой Св-08Г2С. Внешний вид
швов такой же, как при сварке проволокой Св-08Г2С. Отличается от
проволоки Св-08Г2С значительно меньшим разбрызгиванием (3—5%)
и отсутствием привариваемых брызг. Допускает сварку на прямой
полярности, при этом коэффициент наплавки возрастает на 30—35%.
Таблица 17.3
Стоимость сварочной проволоки (ГОСТ 2246—70)
Вид покрытия
Основное
Рутиловое
Целлюлозное
Марка
электродов
СМ-И
УП-1/45
УП-2/45
УОНИИ-13/45
ОЗС-2
УП-1/55
УП-2/55
УОНИИ-13/55
К-5А
АНО-3
АНО-4
МР-3
O3G-3
ОЗС-4
ЗРС-2
РБУ-4
РБУ.-5
ОМА-2
БСП-!
ВСЦ-2
Коэффициент
наплавки
9.5
10,0
10,0
8,5
8.5
10,0
10,0
9,5
9,0
8,5
8,5
7,8
15,0
8,5
10,5
7,8
9,0
10,0
10,0
10,5
Марка проволоки
Св-ОЗА, 10Г2
СВ-08ГА
Св-ЮГА
СВ-08Г2С
Св-08ХНМ
Св-ЮНМА
СВ-08ХН2М
СВ-18ХМА
СВ-08ХМ
Св-08ХГСМФА
СВ-08ХМФА
Оптовая цена, руб. за I т проволоки
диаметром, мм
1
224
229
222
353
504
689
658
504
486
696
528
1.2
213
218
211
331
476
639
609
476
459
546
500
1,6
201
206
199
298
443
582
552
443
425
589
468
2
194
199
192
255
421
545
515
421
404
552
446
3
185
190
183
229
393
494
464
393
376
501
417
4—12
180
185
178
215
379
470
441
379
362
477
403
Примечание. Оптовая цена указана по прейскуранту
денному в действие с 1 января 1976 г.
1 01-05, вве-
128
Таблица 17.4
Масса сварочной проволоки
Диаметр проволоки,
мм
1.0
1.2
1.4
. 1,6
2,0
3.0
4.0
5.0
6.0
Площадь поперечного
сечения, мм2
0,7854
1.1304
1,5386
2,0.106
3,1416
7,068
12,570
19.635
28,270
Масса 1 м проволоки,
кг
0,00616
0.00888
О.0Л2
0,0158
0,0247
0,0555
0sG986
0,154
0,222
Порошковая проволока. Конструктивно порошковая проволока
представляет собой трубчатый стержень, свальцованный из
стальной ленты и заполненный внутри порошкообразной
шихтой'—сердечником из компонентов, применяемых в электродных
покрытиях. Сечение проволоки может быть простой или сложной формы
(рис. 17.2).
Рис. 17.2. Форма сечения порошковых проволок
а — трубчатое; б — с загибом внутрь одной кромки; в — с загибом двух кро~
мок; г — двухслойная
По способу защиты сварочной ванны и металла шва
порошковые проволоки подразделяют на самозащитные порошковые
проволоки и проволоки с дополнительной защитой углекислым газом.
Самозащитные проволоки по составу сердечника (шихты)
разделяют на проволоки с сердечником рутил-органического типа и —
с сердечником карбонатно-флюоритного типа.
К рутил-органическому типу относятся проволоки марок ПП-
АН1, ПП-1ДСК; ПВС-1С; ПВС-1Л.
Проволоку ПП-АН1 изготавливают трубчатым сечением
диаметром 2,8 мм (рис. П.2д).
При сварке с помощью порошковой проволоки хорошо
формируется шов, имеет место незначительное разбрызгивание, дуга
горит достаточно устойчиво, шлаковая корка легко отделяется.
Сварку выполняют в нижнем положении.
Механические свойства металла шва и сварного соединения
удовлетворяют требованиям, предъявляемым к электродам типа
Э50. В металле шва не образуются кристаллизационные трещины.
Недостаток порошковой проволоки — качество шва снижается,
так как он становится пористым при сварке на форсированных
режимах (при токе более 350А). Кроме того,
санитарно-гигиенические условия работы — неудовлетворительные, поэтому эта порош-
5 Зак. 157
129
ковая проволока рекомендуется для сварки конструкций из
малоуглеродистых сталей только на открытых площадках.
Проволоку ПП-1ДСК изготавливают диаметрами 1,8; 2,2; 2,5
и 3 мм. Сечение стержня выполнено с загибом внутрь одной
кромки ленты (рис. 17.2,6). Эта проволока обладает теми же сварочно*
технологическими свойствами, химсоставом, механическими свойст-
вами наплавленного металла и режимами сварки, что и проволока
ПП-АН1. С помощью этой проволоки можно вести сварку в
нижнем, а при диаметре 1,8—2,2 мм—и в вертикальном положениях.
Применяется при изготовлении и монтаже строительных
металлоконструкций взамен электродов типа Э50.
Проволоку ПВС-1С (диаметром 1,6—2 мм) применяют при
сварке стыков магистральных трубопроводов, а проволоку ПВС-
1Л, близкую к ней по составу к характеристикам,— в
судостроительной промышленности.
Конструкция проволоки-—трубчатая. По механическим
свойствам металла шва и сварного соединения соответствует
требованиям, предъявляемым к электродам типа Э46 и Э50.
Проволоки с сердечником карбонатно-флюоритного типа ПП-
АНЗ, ПП-АН7, ПП-АНП, ЭПС-15/2, ПП-2ДСК предназначены для
сварки конструкций из малоуглеродистых и низколегированных
сталей.
Проволоку ПЯ-АНЗ изготавливают диаметром 2,8 и 3 мм.
Конструкция стержне-двухслойная (рис. 17,2,г). Сварку выполняют в
нижнем положении. Характеризуется хорошими сварочно-технологи-
ческими свойствами, высокой производительностью, допускает
сварку на форсированных режимах*
За счет двухслойной конструкции сердечника этой проволоки и
рационального состава шихты — металл шва надежно защищен,
поэтому можно без дефектов выполнять сварку в широком
диапазоне токов и напряжений.
Механические свойства металла шва и сварного соединения
высокие и соответствуют требованиям, предъявляемым к
электродам типа 350А. Металл шва отличается высокой стойкостью
против образования пор и кристаллизационных трещин. Эту
проволоку рекомендуется применять при сварке конструкций на открытых
площадках и в монтажных условиях.
Проволока ПП-АНЗС (разновидность проволоки ПП-АНЗ)
предназначена для автоматической сварки с принудительным и
полупринудительным формированием швов в вертикальном и
горизонтальном положениях.
Механические свойства наплавленного металла не уступают
свойствам металла, наплавленного с помощью проволоки ПП-АНЗ.
Проволока ПП-АН7 (диаметром 2 и 2,3 мм) имеет
двухслойную конструкцию. По характеристикам аналогична проволоке ПП-
АНЗ. С ее помощью можно вести сварку в нижнем, вертикальном
и горизонтальном положениях. По механическим свойствам
металла шва и сварного соединения отвечает электродам типа Э50А.
Эту проволоку в основном применяют при сварке на открытых
площадках и в монтажных условиях.
Проволока ПП-АНП (диаметром 2 и 2,4 мм) также имеет
двухслойную конструкцию. Проволокой диаметром 2 мм ведут
сварку во всех пространственных положениях.
Проволока ЭПС-15/2 конструктивно выполнена с загибом двух
кромок ленты внутрь (см. рис. 17.2,в). Диаметр проволоки 2,4
и 2,6 мм.
130
Предназначена для сварки в нижнем положении.
Механические свойства металла шва и сварного соединения-
при сварке па рекомендуемых режимах соответствуют требованиям
электродов типа Э50А. Особенность этой проволоки -— необходимо
строго соблюдать режим сварки по напряжению тока, а сварку
осуществлять на повышенном вылете. При несоблюдении этих ус*
ловий в металле шва возникают поры.
Применяют эту проволоку в основном на монтаже и при
изготовлении металлоконструкций на монтажных площадках.
Проволоку ПП-2ДСК изготавливают диаметром 2,3 мм с
загибом одной кромки ленты внутрь.
По механическим свойствам наплавленного металла,
рекомендуемым режимам и технике сварки (повышенный вылет)
аналогична проволоке ЭПС-15/2. Ее применяют взамен электродов типа
Э50А, при изготовлении и монтаже строительных
металлоконструкций.
Самозащитные порошковые проволоки ввиду неблагоприятных
санитарно-гигиенических характеристик на заводах
металлоконструкций не применяют.
Проволоки с дополнительной защитой углекислым газом (ПП-
АН4, ПП-АН8, ПП-АН9, ПП-АН10), разработанные Институтом
электросварки им. Е. О. Патона, широко применяют как на
заводах металлоконструкций, так и в других отраслях промышленности.
По сравнению с проволокой Св-08Г2С диаметром 1,6 и 2 мм
сварка порошковыми проволоками позволяет повысить
производительность, улучшить внешний вид швов, существенно снизить
разбрызгивание, повысить пластические свойства наплавленного
металла. Благодаря этим преимуществам порошковую проволоку,
несмотря на ее относительно высокую стоимость, успешно
применяют при сварке ответственных конструкций или, если необходимо,
чтобы сварной шов имел плавный переход к основному металлу.
Конструкции сечения проволок этой группы имеют простую
форму (рис. 17.2,б).
Проволока ПП-АИ4 (диаметром 2; 2,2; 2,5 мм) предназначена
для сварки особо ответственных конструкций, эксплуатируемых
при динамических нагрузках в сложных климатических условиях.
Механические свойства металла, наплавленного с помощью
этой проволоки, соответствуют электродам типа Э50А. Металл
шва обладает высокой ударной вязкостью при отрицательных
температурах. Величина ударной вязкости для сталей 09Г2 и 10Г2СД
составляет около. 100 Дж/см2 при температуре испытаний —70°С.
Коэффициент расхода проволоки— 1,25.
Недостаток проволоки ПП-АН4 — повышенная токсичность
(особенно при сварке на форсированных режимах).
Проволока ПП-АН9 (диаметром 2,2 и 2,5 мм) предназначена
для сварки малоуглеродистых и низколегированных сталей в
нижнем положении. По сварочно-технологическим свойствам близка к
проволоке ПП-АН4, но обладает более благоприятными
гигиеническими характеристиками, особенно по выделению фторсодержа-
щих газов.
По механическим свойствам соответствует электродам типа
Э50А. Коэффициент расхода проволоки равен 1,20—1,25.
Проволока ПП-АН8, широко применяемая на заводах
металлоконструкций, предназначена для сварки малоуглеродистых и
низколегированных сталей 14Г2, 10Г2С1, 15ХСНД, 10ХСНД и др.
Механические свойства наплавленного металла соответствуют тре-
5* Зак. 157 131
бованиям, предъявляемым к электродам типа Э50А. Эта проволока
характеризуется отличными сварочно-технологическими свойствами
в широком диапазоне применяемых режимов. Введение в состав
сердечника железного порошка позволяет производить сварку на
форсированных режимах и получить более высокую
производительность по сравнению с проволокой Св-08Г2С диаметром 1,6—2 мм.
При сварке хорошо формируется шов, практически
отсутствуют брызги, санитарно-гигиенические условия работы —
благоприятные. Проволоку изготавливают согласно ЧМТУ 4-353-71;
коэффициент расхода— 1,15—1,20,
Проволока ПП-АН10 (диаметром 2 и 2,3 мм) по сварочно-
тсхнологическим свойствам аналогична проволоке ПП-АН8. В
металле шва содержится меньше кислорода и водорода, что
повышает пластические свойства и надежность сварных швов. По
сравнению с проволокой ПП-АН8 обладает большей жесткостью,
что позволяет более стабильно подавать ее в канал направляющего
шланга.
Механические свойства металла шва и сварного соединения
соответствуют электродам типа Э50А.
Отличаясь хорошими сварочно-технологическими свойствами и
более низкой стоимостью (по сравнению с проволокой ПП-АН8),
эта проволока способна конкурировать по экономическим
показателям с проволокой Св-08Г2С.
Срок годности проволоки в герметичной упаковке — 9 месяцев.
Если срок хранения истек или проволока отсырела, ее перед
сваркой необходимо прокаливать в течение 2 ч при температуре
240—250°С. Дата изготовления проволоки приведена на этикетке,
наклеенной на упаковочное место или вложенной внутрь его.
Флюс. Для автоматической и полуавтоматической
электродуговой и электрошлаковой сварки применяют флюсы общего
назначения по ГОСТ 9087—69*.
Флюсы марок АН-348А, АН-348АМ, ОСЦ-45, ОСЦ-45М, АН-60
и ФЦ-9 предназначены для механизированной сварки и наплавки
углеродистых и низколегированных сталей углеродистой и
низколегированной сварочной проволокой.
Флюс марки АН-8 предназначен для электрошлаковой сварки
углеродистых и низколегированных сталей углеродистой и
низколегированной проволокой.
Флюс марки АН-22 предназначен для электрошлаковой сварки
и. дуговой автоматической наплавки легированных сталей
легированной сварочной проволокой.
Перед употреблением флюс необходимо просушить при
температуре 100—120°С до полного удаления влаги. Пемзовидный флюс
марки АН-60 следует прокалить при температуре 300—350°С.
Углекислый газ. Для сварки применяют ' только сварочную
или пищевую углекислоту, которую доставляют в стальных
баллонах (ГОСТ 949—73) или в изотермических цистернах. В
стандартный баллон вместимостью 40 л заливают 25 кг углекислоты.
При испарении в нормальных условиях (температура 20°С,
давление 105 Па) из одного кг углекислоты образуется 509 л газа.
Состав углекислого газа должен отвечать требованиям ГОСТ
8050—64* (табл. 17.5).
Для сварки применяют также смесь углекислого газа с
кислородом—70—80% СО2, 20—30% О2.
Сварка в смеси СО2+О2, по сравнению со сваркой в СО2,
имеет ряд преимуществ: снижается разбрызгивание; брызги легче от-
132
деляются от металла; швы лучше формируются и имеют более
гладкую поверхность с меньшей выпуклостью, но количество шлака
при этом увеличивается.
Таблица 17.5
Состав углекислого газа
Показатели
Содержание двуокиси
углерода (СО2), % по объему, не
менее
Содержание окиси углерода
(СО), % по объему, не более
Содержание воды в баллоне,-
% по массе, не более
Содержание водяных паров в
углекислом газе при
нормальных условиях (температуре
20°С и давлении 105 Па), г/м3,
не более
или по точке росы, °С, не выше
Нормы
сварочного
I сорт
99,6
II сорт
99
Отсутствие
»
0,06
—42
0,515
—24
для газа
пищевого
98,5
—
0,10
технического
98
0,05
0,10
Не проверяется
То
же
Примечания: 1, Для сжиженного углекислого газа, получаемого при
спиртовом брожении, содержимое примесей, не проверяется.
2. Для предприятий, выпускающих углекислый газ сжиженный I сорта
без государственного Знака качества, содержание двуокиси углерода в
продукте допускается не менее 99,5%, содержание водяных паров при
нормальных условиях (давлении 105 Па и температуре 20°С) не более 0,178 г/м3 или
по точке росы не выше минус 34°С.
Кроме того, смесь СОг+О2 дешевле, чем СО2, а ее расход
несколько ниже, чем расход чистой углекислоты.
Сварочные материалы для любых способов сварки необходимо
выбирать с учетом свариваемой марки стали и назначения
конструкции.
В соответствии со СНиП II-В.3-72 (табл. 17.6) сварные
конструкции зданий и сооружений в зависимости от ответственности и
условий их эксплуатации разделены на шесть групп.
Группа I. Сварные конструкции, работающие в особо тяжелых
условиях и подвергающиеся непосредственному воздействию
динамических или вибрационных нагрузок (балки рабочих площадок
главных зданий мартеновских и конверторных цехов; элементы
конструкций бункерных и разгрузочных эстакад, непосредственно
воспринимающие нагрузку от подвижных составов; подкрановые
балки, фасонки стропильных и подстропильных ферм и т. п.).
Группа И. Сварные конструкции, находящиеся непосредственно
под воздействием динамических или вибрационных нагрузок,
кроме перечисленных в группе I (пролетные строения наклонных
мостов доменых печей, пролетные строения и опоры
транспортерных галерей и т. п.).
Группа III. Сварные конструкции перекрытий и покрытий
(фермы, за исключением фасонок, ригели рам, главные балки
перекрытий и т. п.).
133
к
•9-
II
о «
Co
03 tz
ю о
si
So
2
I?
<<OP-
coco
C^lcOCO
XXX
XXX
oo со со
ffl ffl CO
UUU
« ooe
<CN
и о
.5^
XX
CQOO
CO ffl
UU
^ CO
О OJ,
134
I
CM(J
XX
OO^C
-65
о**« to см
SS6
««Г СО
55
—65
С52
COCO
«5
iii
U
«oo
г
56
C38
EXU
O00 0Q
~^ O.O
-50
5S
ио
5
0
H
ex
sx
ooo
И Й
UU
^•<О
55
-ill-?:
2 =f ч ^ - w :
^ а О О К с; ;
135
Группа IV. Сварные конструкции, не подвергающиеся
непосредственному воздействию подвижных или вибрационных нагрузок
(колонны, стойки, прогоны покрытий, опорные плиты; конструкции,
поддерживающие технологическое оборудование и трубопроводы,
сварные балки, бункера).
Группа V. Конструкции I, II, III, IV групп, монтируемые при
расчетной температуре ниже —40°С и эксплуатируемые в
отапливаемых помещениях.
Группа VI. Вспомогательные конструкции зданий и сооружений
(связи, элементы фахверка, лестницы, площадки, опоры
светильников и т. п.) и слабонагруженные конструкции и элементы с
напряжением менее 0,4 расчетного сопротивления.
Для ручной, полуавтоматической в углекислом газе и
автоматической под флюсом сварки конструкций разных групп и
изготавливаемых из различных марок сталей выбирают соответствующие
сварочные материалы (см. табл. 17.6).
При соответствующем технико-экономическом обосновании для
сварки конструкции можно использовать новые прогрессивные
сварочные материалы (проволоку, флюсы, защитные газы). При этом
механические свойства металла шва, выполненного с их
применением, должны быть на уровне свойств, получаемых при
применении соответствующих материалов для ручной дуговой и
механизированной сварки под флюсом и в углекислом газе.
Для расчетных угловых швов можно_применять сварочные
материалы, предназначенные для стали более высокого класса по
сравнению со сталью данной конструкции.
17,2. Сварочное оборудование
Для электродуговой сварки металлоконструкций, выполнения
прихваток при сборке конструкций под сварку или для
исправления дефектных участков шва применяют различное сварочное
оборудование.
При ручной дуговой сварке применяют однопостовые и
многопостовые источники питания дуги переменного и постоянного тока:
сварочные трансформаторы ТС-300, ТС-500, ТСК-500, ТД-300,
ТД-500 (табл. 17.7);
сварочные выпрямители ВД-301, ВКС-500, ВКСМ-1000, ВДМ-
1601, ВДМ-3001 (табл. 17.8) или сварочные преобразователи ПСО-
300, ПСО-500,. ПСМ-1000 (табл. 17.9).
При полуавтоматической сварке в углекислом газе сварочные
полуавтоматы А-537, А-765, А-1035М, А-1197, ПДГ-507 (табл. 17.10)
в комплекте с источниками питания дуги постоянным током типа
ПСГ-500, ВС-500, ВС-600 и т. п., имеющими жесткую внешнюю
характеристику.
При автоматической сварке под флюсом применяют одно- и
двухдуговые сварочные автоматы типа ТС-17МУ, ТС-17Р, ТС-35,
АДС-1000-2, ДТС-38, А-639 (табл. 17.11) в комплекте с
источниками питания дуги переменного тока типа ТСД-1000, ТСД-2000,
ТДФ-1001, ТДФ-1601 или постоянного тока типа ВКСМ-1000,
ВДМ-1601, ВДМ-3001, ВМГ-5000, ПСМ-1000 (табл. 17.11).
Можно также применять полуавтомат типа ПДГ-601У4, двух-
режимный полуавтомат А-1503П и сварочный трактор ТС-42.
136
СО О О
СО О — |
§§8§
j I СЧ ОО <N I
h- СО О 1Д 1Л О О
2 I S2 « Ь t w со - о
Г »• I I
1 О О
> СМ —
1 I
S
СЧ О О Г- О
О CN — СО tO
<£> iO Ь OJ
I
i О О —
1 со см I
I —» I
О* 00 — I
OJ <Х> —
О
Н
О,
ь 5 2
g?2
g S §
й а 2 й « ч ^
2 к к с. = о °
5? <и
6 G«
II *
13?
о о о
о о
о
н
I
© о ~
о о t
- - S
C«l СО СЧ
СО (О N
I i т
s s
о о о
с* о чг
00 Ю —
§
to
6
8
1
S.8S
g | §
О О IA
5,3 о о о
II §8 S
go
8 S Й 2
О» N- »*• Cl
8 i a
Гл о S
5 о s
4/H
a: s3
к[ - о.
а« «
С СП
о
8 2 §1
1^4
138
8 2
00 О
о
П
3
со
с
ГО Ю
1s
и
н S
S О.
I »
О О 1Й
h* «Э О
СО -ЧГ -ч»«
О
О
S g Й
*-* со со
139
>>
О
С
X
I
d
I
I I
О 00
СО Ю
I
of Т
II! Ml
* 8
О Ю О —•
СО —• «Э I
СО СО I
Ml Ml
СО О -
8"'
а,
с
3
о
\о
S
о
со
о
с
с
с
яг
о
I
щ 3 2
^ та а
Is
! JT J Я » м
.-г н о = ?:
8-о
2^4 = 3
с 3
140
OJ —
т т
t^- со
1 I
§ §
I 3
f- f- ^ ~
о
5
О О О
5 S °
g "f
2
Д i
Со —
is
go
I
o
VO
ills
141
С помощью этих полуавтоматов можно выполнять сварные*
швы на одном из двух заранее выбранных режимов, что очень
удобно при сварке швов в различных пространственных
положениях или при сварке швов разного сечения.
Переключают режимы — с помощью кнопки, расположенной-
на держателе у полуавтомата А-1503П, или с дистанционного
пульта управления полуавтомата ПДГ-601У4.
Трактор ТС-42 выпускают в двух вариантах: А-1370 для
сварки на постоянном и переменном токе до 1000 А под слоем флюса;.
А-1181 для сварки на постоянном токе до 500 А в среде защитных
газов и порошковой проволокой. Этот трактор представляет собой
универсальный самоходный автомат переносного типа,
передвигающийся во время сварки непосредственно по изделию или
направляющей линейке. Скорость сварки и подачу электродной проволоки
регулируют сменными шестернями. Электрическая схема трактора
позволяет плавно изменять число оборотов электродвигателя, что
в свою очередь позволяет плавно регулировать с пульта
управления трактора одновременно скорость сварки и скорость подачи
проволоки.
17.3. Нормы расхода сварочных материалов
Расчетный объем наплавленного металла на погонный
определяют по площади поперечного сечения шва:
метр
Таблица 17.12
Определение площадей поперечного сечения сварных швов
Форма поперечного сеченип
подготовленных
кромок
выполненного
Расчетная формула
(17.3)
,5 eg {17А)
(s —
+ 0,75 eg (17.5)
142
Форма поперечного сечения
подготовленных
кромок
выполненного
шва
Продолжение табл. 17J2
Расчетная формула
щ6§
с(
(5
tgo
+.0,75
tga
+ 1,5 в? (17.7)
+ 0,75
tga +
(17.8)
+ 0,75 (e + eO g (17.9)
tga +
+ 1,5 в? (17.10)
+6 (s — m)+0,75 a? (17.11)
6 (e_J
1.0&A (17.12)
149
Продолжение" табл. 17.12
Форма поперечного сечения
подготовленных
кромок
выполненного
Расчетная формула
j b
°*;Ji
Ш
1,05
(17.13)
(s — с)3
2 tga
1.05Л
+ 0,75 e<7 (17.14)
— (s-~c)* tga +
+ l,5e^ (17.15)
(17.16)
(s — c)2
+ 0,75 et; + 1,05As (17.17)
- (s-c)» tga +
l,5e</ (17.18)
144
u
о
!
й
КЗ
«4. 2
• «
j [
OO — — — — —•
OOOOOOOOOOOOOOO
J 1 j I I I 1 J NOiOr*NOONOfiNtOW(Md
,.__N(M(N00C0rt>!rW!OS0
OOOOOOOO
SoOO)X<'ONo
OOOOOO
Of П1Лч*Ю
C*<©<Dt40>U
О О о"—«"—"— С
ooooooooooooooooo
МММ oncoo*oooooonV"o<no*iooo I j
I J I I I I ooo — юсо — со^ to о уэ со ел со oo со «э « I
^D ^Э О Ю ^Э ^D ^Э С* CD ^^ ^Э О О ^^ ^5 С5 ^^
% * j \ vO CO СО 5*^ С^ ^^ ^^ СО С4) СО lO lO Г^- ^^ ^О О t4*»
OO — •——.-^(
OOOOOOOOOOOOOOOOO
J I I 1 I M I oo юо ю «о nV n о ю ю оюсо о о
MCl0f<M
ЮООООООСООЮО
ММ | со££оо2^2£?2°3а;^ I I I 1 М ! 1
С0001ЛОООООООО
5
11 М II 11 I
I i 1 i i
MM I
OOOOOOOOOO
I I I » I I
МММ
OOO — —r ~- СЧ
M М I.
1ЛОООООООООО
:>0"5rcocot^t^.eooh»
МММ
11
I I
00000©
М II М II М М М 1 I
OOOOMN6
М М М М М М М М II
) j
j j
j I j j j
О О OO О
CO tD CO OO
ssssfs ' ' ' i i i i i i
II M II M II i
т*> rj< LO ijO О
2~2.s. I N M M M
о оо о о
S2SSS м м м 1 м
II M II II II i
I I
146
2
в
о'!
■л
«■а
11
о -Г-«' ~ч* —с-Гс-Г(м
[МММ 1 со—'
« • S I I « I • --СО
о о о о о о о о о о о о о о о о о
--СО ^* ТО ^ «> СО СО rl« О «Э <N-^ OlO<N^
I I i I I I I
ССГ-.ООООООООСЭОО©
I
I I I I I I i ! I
1 шимми!
ШИПИ!
—I — <N CN C
^d" ^Э C^ ^5 ^5 ^5 *^^ i^5 i^^ Ю ^^ C5 €Э
oooooooooo «--■* —
CONNCOC^COOUJOOOOO
тр N О N ^*-S ОЮ (N 00 О*О
I i I i i II I! I i t
j i j I 1 M l&SS^c^ggg
mini
ЮОООООООООООООООО
ЮМСОЮОООООООО
I I I 1 S4* *O CO CM •rl» CN CO O> CO КЗ Г* C3> ililftfll
i I
o2S22ScN«5St^S>^CJ^^S^O I I I
oooooeoo'oo*o*^««---«fl
О CO to — U5 ^00 C4 CO CO CO*•^O>U3 O» oT^*0
.. "-» »— —« "•« CN СЧ COC
11
f I f I I I
O!NWca^nQ(N
^»."- —t •— <n es со со
146
«J
о
О
к
I
«J
3
3
8
0
о
Л
-I
О
о <j
su, О
oooooooooooo g j?
I •
oo о a *
till C^J CO CO 00 t^ "^ GO *>O ^5 lO СЧ tlllltl 2 cs
MM <ON.OCSU5COCNIOO»COCO 1 | | | | | | К g
—-—-•"—■'• 11
OJOOOOOOOOOO "^ _,
i i i i - « - - * iiifiit «• S
II I I CftS-WO^ONCO^N I I I I I I I S К
--CNCNCNCOCO^rr |
-* S
VOrrCNCOOUSO 2?"
II i i I tO CO "* CN •" CO O> I I 1 1 I t t 1 I i Щ, Js
I I I (оолюю-^ I I I I I I 1 I I I °
: § I
Mil! «VnVoVs II M II II M 5
»* CO да O) CO N "■•
il3s§Siiiiiiiiii и i и
oooooo
OO t^-OOO
сгГо^ю-ю M II I 1 I II II II II
оooooooо
IIIII If II III
ЮСОООООЮО
ОЮО
j£o« II I I ! II II I I M
ooooo
1II I 11II I III IIII
OCOCOCOCD
c©—«co«OcO
II I I III IIIIIIIII
'Wxf ОООЮЮОООООООООО
'«СЧООСЛЩП-ОСОЮ-'ЭСООООЮ I I
I CO ^* ^" Ю <© l^» OO Oi О CN W Otj fSi *& Ю Ю t4» { I
OOOOOOOOO
ОЮОООООООООООООООО
О -« -^ CN 1Л V-* ^ —" со" СЛ CO* О CN <O OS «O* OO
rf^-iOtONOOcnO^COinOi^iflO-^N
-— —<-H»—t—"CNCNCOCO^J"^'
147
U
О
I
О Я 1)
I II II I 1 I I ч^м.ю.«-.^г
qqqqqо ооо о
[ incJrtdwVd со со* со
i-, _ — csj CN 00 СО ^
OOtOtfiOO© LO
[ и I f {SSSfeS5 [ I I
с о
OOOOOO
I » » I I i » I I 1С •— in О Ю CO I I I I
-* СЧ O< CO CO r}«
O*O*O O*O" O* o'O* -»" —"<N
II I I! ! II
CO ^O O^ ^* O^ ^O —^ O^ CO f4* »-^ r i i с ? i г
CcO-i-WfOOiONIN I I I I I } I
o'o" oooooo o" o* —
ЮОЮ-ОООООООС
i I N I I I
!<t000O'M
Cl СЧ CO CO
148
г».
(ГОСТ 14
газе
слом
леки
и
>>
сварка в
се
ев
»
а
5*
S
Ья
автома
Полу
НИИ.
не
о
о
X
3
вз
о
'Л
"7
о
1
I
«
лла н
мета
плавленного
га
6
S
S
а
з
ощадь
а
U
«м
О
| С19
С15
1 С12
о
и
S
б
i
!
i
Y\
wx
I
1
E
al
i
!3 I
1
iB>jodu
)
)
I
[
1
i
I
\
- Д
О а:
о «
*.-!
BHHtnifOX
I
I
1
...
1
1
1
1
1
1
1
1
1
980
о
1
1
1
!
1
1
1
1
I
1
1
1
165
I
1
1
1
1
1
!
1
I
1
1
1
188
I
1
1
1
1
1
1
I
1
1
1
1
п
1 I
1 1
1 1
1 1
1 1
1 I
1 1
1 1
1 1
1 1
1 1
1 1
Si
oooioowooooooooooo
| ОЛ О^ СО СО •—* О^ Г4*» СО —* О"5 СО ^* ^Э СО ^Э ^D ^Э
OOOOOO-«--«WCNC0-*tj<IC
550
1«*Ю<МООО ОООООО ООООО О
•^•с^ооооооооооо
С4 СЧ О5 ^Э С4 СО СЧ f4*» C5 СЧ ^Э LO t4* 111ft
ОООО—<-« — — <М<МСОСОСО
сОСзООООООООООО
*?1Лг^осм1ла>сооос^сот^оо
ФОО10ООООООООООООО
NOO>iflOCOfflW^OS5N(OOlOOO i
пюаоо — rtiOOcosoto — co — юсо j
ОООО W«Nrt«^^«>^O>
ot^oooooooo ооооо oo
47
63
88
но
140
169
203
258
301,
344
393
455
530
620
783
968
П80
ЮООООООООООООООО
| | S3«oi- со^оа)^сог2^22осо
ОООО—•—•— —• —'NMNCOrj-UJW
I 835
1
1
I
1
000
OOOOOOOOOOOOOOOOO
l^^ t_o ^*^ i-0 c^ oo ^э i-0 ^^ сэ ^^ ^^
OOO --WWojcoOtC
ОЮОООООООООО
OnOoC-OOKNOONO I 1 I 1 M
—«—4 — Cv4CNCOcOrJt>^lO
•^OiOOOOOOOOOO
COOOOOCM^-OCOCOOUOOOO | I « I I I
COIONOCOCOC5M50QCOCO 1 1 I 1 i I
OOO <^<M^1COCO
OOOOOOOOOOOO
-^---•--««-.-1 j I 1 j j
Si и м и M ii ii и и
оооооо о
GOOOOOOOIC
o-Vo^o^g1 II II II 1 i I! 1 1 1 I!
о о о о oo о
25.0
со с:
ооооо
11,8
со
13,8
Z
22.4
«о*
43,6
II II II II II II 1 ! II 1 !
II M 1 II II I II 1 1! 1 II
-aasss88a8as88«sa
1
1
I
1
I
1
1
'
1
Ш
149
н
О
2
о
5
а
и
а
л
X
СО
е;
«?
те
S
2
о
1
■■4
fw 'eem
sire exexodu
1^^ С^ ^^ ^п^ ^? ^^ ^^t ^^ С? ^^ CJ^ ^^* ^^ ^^ ^^ ^^ ^^
I I I I I I I i—«COcO0)O"crtOOOiOOC4OOt0iOlQ
ОО»-•»^—"«-«C>JC^C4^CsJCOCO^tlO<Ot^OO
ооооооооооооооооо
*■' ^7) *^* СО cj^ ■ 1 с^ f^% ^^ СО Г^ ^^ t^* l^* ^Э ^с^ СО ^tf*
ООО-<—-WNWCO'**
оооооооооооо
МММ gsg^^^sSSS^SS N М М I
оюоооооооооо
| I | | | I —-• СО W Ю О> 1О Ю СО СО СЧ |>» О I I I I ! I |
«5ЮОООООООООО
МММ 0>Ю00г^Ос0гГ<0С0С0^00 | I I ! I I I
COU30COCT>OIN» — tOcNO^*
oo'ootooocg^^oooVo I II II II II II I
CO SO CO rf О «Л t'». Г4-<O Op CO СЧ CO t I | I j I I ] I t I I
о оо о" о & о о о о -Г— —*
СО Г» СЧ 00 СЧ 00 О Ю О О О О О
^VoVV^Vo^co«^o IIIIIIIIIMI
000000-»«->-1«-<WC4P5COt«0«0
оооооооооооооооооо
j I I I I I I ^J» - -_• - •
«юоооооооооо
МММ ^gg^ggjggoeg II I I II I
tO 00 OJ to 00 ^* 00 00 — '(fOt"» *O ~* *Л 0000 ^* I I I I I I !
о о о о о о о о о о о о — — —• ~с* ся
ao~if>o>-*pe£<OG>inc*c*coco&&ocac* I I М II I
„^.^.«CNCNCNCO
)М(ОС
>сосо-«
150
где FB — площадь поперечного сечения шва, мм2 (табл. 17.12);
100-^ длина шва, см;
7=7.85 г/см3 — удельная масса наплавленного металла (табл. 17.13—*
17.18).'
Удельная норма расхода сварочных материалов равна
расчетному объему наплавленного металла, умноженному на
коэффициент расхода:
QP = CH/?p, (17.2)
где /С р—коэффициент расхода, учитывающий неизбежные потери сварочных
материалов.
Коэффициент расхода наиболее распространенных марок
электродов равен 1,5—1,7. Существуют коэффициенты расхода
сварочной проволоки, флюса и углекислого газа при
механизированной сварке (табл. 17.19).
Таблица 17.19
Коэффициенты расхода сварочной проволоки, флюса
и углекислоты при механизированной сварке
Способ сварки
Автоматическая под флюсом:
стыковые соединения без скоса
кромок;
то же, со скосом
тавровые соединения
Полуавтоматическая в углекислом
газе:
проволокой сплошного сечения;
порошковой проволокой
Коэффициент расхода
сварочной
проволоки
1,05
1,10-1,15
1,05-1,08
флюса'
1.3
1,2
1,1
углекислоты
-
-
0.85—0,90
0,65—0,70
Примечание. Коэффициенты расхода флюса и углекислоты даны
по отношению к расходу сварочной проволоки.
Расход сварочных материалов можно уменьшить за счет
применения сварочной проволки с очищенной или омедненной
поверхностью, поставляемой в малогабаритных мотках и
употребляемой без перемотки. Чистая или омедненная поверхность создает
надежный контакт с мундштуком, улучшая стабильность горения
дуги и снижая потери на разбрызгивание. Применение
малогабаритных мотков без промежуточной перемотки уменьшает потери
проволоки за счет снижения отходов при обрывах и при заправке
в агрегат.
Снизить расход сварочных материалов можно также за счет
оснащения сварочных полуавтоматов специальными реверсивными
приставками, уменьшающими вылет проволоки при окончании
сварки и устраняющими потери на откусывание концов проволоки;
сварки стыковых соединений толщиной до 4Q мм без скоса
кромок с применением порошкообразного присадочного металла;
сварки швов с минимальными отклонениями от указанных в чертеже с
f . 151
учетом допусков на размеры; установки отсекателей, клапанов,
вентилей и т. п. в сети подачи защитного газа; применения флю-
соотсосов при сборе флюса в процессе сварки.
17,4. Ручная электродуговая сварка
Ручную дуговую сварку рационально применять при сварке
коротких швов, расположенных в различных пространственных
положениях; при выполнении монтажных работ; при выполнении
прихваток в процессе сборки металлоконструкций и при исправлении
дефектных участков шва небольшой протяженности.
Несмотря на то, что объем применения ручной дуговой сварки
постоянно сокращается, ее еще в течение длительного периода
будут применять.
Техника сварки. Ручную дуговую сварку металлическим
электродом выполняют на переменном или постоянном токе. Сварку
начинают с возбуждения дуги и образования сварочной ванны.
Длина дуги должна быть в пределах 0,5—1,1 диаметра электрода.
С увеличением длины дуги возрастают потери наплавляемого
металла (на угар и разбрызгивание), уменьшается глубина проплав-
ления, снижается стабильность горения дуги, ухудшаются внешний
вид шва и механические свойства сварного соединения.
Из-за обрыва дуги в процессе сварки или при смене
электрода образуется кратер, в котором концентрируются неметаллические
включения, рыхлости и усадочные трещины. Для устранения и
предупреждения дефектов следует повторно зажигать дугу на
металле шва, отступая при этом назад от кратера на 10—15 мм.
В дальнейшем кратер необходимо заварить. Не следует резко
обрывать дугу в конце шва и заваривать кратер частыми короткими
замыканиями электрода.
Стыковые соединения без разделки кромок (при толщине
металла до 8 мм) выполняют однослойными швами — по одному слою
с одной или двух сторон. Стыковые соединения со скосом кромок
заваривают за несколько проходов или слоев (рис. 17.3).
Рис. 17.3. Схема сварки стыковых швов
а — однопроходной шов; б — многослойный шов; в — многопроходный с
отжигающим валиком
Первый слой выполняют без поперечных колебаний электрода,
а последующие —.с колебаниями. Шов за счет поперечных
колебаний получается уширенный, при этом металл медленно остывает,
улучшается газовыделение, снижается вероятность образования
пор,. обеспечивается лучшее сплавление металла шва с основным
металлом. Размах колебаний обычно равен 2—4 диаметрам
электрода.
Угловые швы при величине катета, не превышающей 1,5
диаметра электрода, выполняют однопроходными. При большей
величине катета шов выполняют за несколько проходов.
152
При сварке многослойных швов как стыковых, так и угловых
предыдущие слои должны быть зачищены от шлака и брызг.
По положению в пространстве швы выполняют в нижнем,
вертикальном, горизонтальном и потолочном положениях (рис. 17.4).
Рис. 17.4. Схема сварки швов в различных пространственных
положениях
я —п нижнем; б —в горизонтальном; е —в вертикальном; г —в потолочном
По протяженности швы подразделяются на короткие«—
длиной до 250—300 мм; средней протяженности — 300—1000 мм;
длинные— более 1000 мм.
Короткие швы сваривают напроход, швы средней протяженно*
сти — от середины к краям, а длинные швы •— обратно-ступенчатым
способом (рис. 17.5).
1
и
1
Общее
3 .' 2
1
исправление
1
сбарки
1——^
-"-"'---"-'■-• "-•>•-< g"^^
Рис. 17.5. Методы сварки швов различной протяженности
с — «напроход»; б — от середины к краям; в — обратно-ступенчатый
Обратно-ступенчатый способ применяют для снижения
сварочных напряжений и деформаций. Длина каждой ступени зависит от
толщины свариваемого металла и формы подготовки кромок и
обычно равна 100—400 мм. Чем толще прокат, тем меньше длина
ступени. При сварке многослойных швов окончания ступеней в
смежных слоях не должны совпадать во избежание скопления в
этих местах дефектов.
153
Режимы сварки. Основные параметры режима ручной дуговой
свагрки — диаметр электрода и величина сварочного тока. От
толщины свариваемого проката зависит величина диаметра электрода.
При толщине проката до 4 мм, а также при сварке первого слоя
многослойных швов диаметр электрода не должен превышать 4 мм.
При более толстом металле или сварке последующих слоев
применяют электроды диаметром 5 мм. Сварка электродами диаметром
более 5 мм нецелесообразна, так как при этом возрастают тепло-
вложения и связанные с этим сварочные напряжения и
деформации.
Величина сварочного тока зависит от диаметра электрода и
определяется из следующего выражения:
/CB = /Cd, (17.20)
где К — коэффициент, равный 35—60 а/мм; л
d — диаметр электрода, мм.
Величина коэффициента К зависит от типа покрытия
электрода.
Для покрытия .рутилового типа величину К можно принимать
большей, чем для электродов с основным покрытием.
При сварке вертикальных и горизонтальных швов сварочный
ток необходимо уменьшить на 10—15% по сравнению со сваркой в
нижнем положении -и на 15—20%—при сварке в потолочном
положении.
Для повышения производительности сварки целесообразно
увеличивать сварочный ток. Однако чрезмерное увеличение тока
приводит к перегреву электрода и снижению качества металла шва.
Оптимальной считают такую величину сварочного тока, когда конец
электрода (огарок) нагревается до вишневого или темно-красного
цвета.
Сварка малоуглеродистых и низколегированных сталей.
Малоуглеродистые и низколегированные стали с суммарным содержанием
легирующих элементов до 4% (включая марганец и кремний)
относятся к хорошо свариваемым сталям, т. е. не требуют
предварительного подогрева для предупреждения трещин.
Низколегированные стали (такие, как 15ХСНД, 10ХСНД,
10Г2С1) по сравнению с малоуглеродистой сталью ВСтЗ склонны к
закалке и более чувствительны к понижению температуры
окружающей среды, поэтому сварка этих сталей при отрицательной
температуре требует предварительного подогрева до температуры 150—
200°С (табл. 17.20).
Таблица 17.20
Рекомендуемые режимы ручной дуговой сварки
Марка
электрода
■г
МР-3
ОЗС-4
Диаметр
электрода
3
4
5
3
4
5
Сварочный ток, А
Положение шва
нижнее
80—10.0
160-200
180-250
90-100
160—180
200—250
вертикальное
80-90
140—180;
160—200
80г~90;
150—160
170—180:
потолочное
70-80)
130—160
70—80
140—150
254
Продолжение табл. 17.20
Марка
электрода
УГЫ/45
УП-2/45
СМ-11
УОНИИ-13/45
УОНИИ-13/55
ДСК-50
УП-1/55
У П-2/55
К-5А
УОНИИ-13/55У
Диаметр
электрода
3
4
5
4
5
3
4
5
4
5
3
4
5
4
5
3
5
Сварочный ток, А
Положение шва
нижнее
100—130
140—160
180-250
160—=220
200—250
80—100
130—160
170—200
200—220
250—2.70
90-120
140—160
160—250
14 Or—200
220—280
SO—10О
130—150.
180-й 10
вертикальное
90—120
130—150
160—210
140-180
160—200
70—90
120—140
150—170
180—200
90-120
140—160
120—150
110—160
-
потолочное
90— ПО
130г~140
Н0—160
60—80,
100—130
140—160
90-120
140—160
120—140
HOt-140
—i
Типы й марки электродов применяемых для сварки
строительных сталей различных классов выбирают в зависимости от группы
конструкции, температуры, при которой производится сварка, и
температуры эксплуатации конструкций (табл. 17.21, 17.7).
Таблица 17.21
Минимально допустимая начальная температура стали при ручной
и полуавтоматической дуговой сварке без предварительного подогрева, °С
Толщина проката,
мм
До 16
включительно
Свыше 16 до 30
Свыше 30 до 40
Свыше 40
Углеродистая сталь
Низколегированная сталь
класса до С52/40 включи
тельно
Швы конструкций
решетчатых
—30
-30'
— 10
0
листовых
объемных
и сплошно-
стенчатых
—30
—20
— 10'
0
решетчатых
—20
— 10
0
" + 5
листовых
объемных и
сплошно-
стенчатых
—20
0
+. 5
+ 10
155
При ручной дуговой сварке необходимо, чтобы свариваемые
кромки и окодошо-вная зона не менее 20 мм по обе стороны были
зачищены от окалины, ржавчины и других загрязнений. Электроды
перед употреблением должны быть прокалены при температуре,
указанной в паспорте для конкретной марки. При сварке швов
с разделкой кромок вначале выполняют основной шов, а затем
после зачистки корня — подварочный шов. Сварку многослойных
швов следует выполнять мелкими валиками, при этом каждый
предыдущий слой отжигается последующим, в результате чего
повышаются пластические свойства сварного соединения.
На последний слой наплавляют отжигающий валик, ширина
которого на 4—6 мм меньше основного шва. Отжигающий валик
целесообразно наплавлять при температуре основного шва 150—
200°С. Сварку необходимо выполнять электродами диаметром 4—
5 мм. Швы не должны иметь резких переходов от основного
металла к наплавленному, а также наплывов, подрезов, больших
усилений и незаваренных кратеров.
17.5. Полуавтоматическая сварка в углекислом
газе
Технология и режимы сварки. Полуавтоматическую сварку в
углекислом газе выполняют на постоянном токе обратной
полярности. Основные параметры режима полуавтоматической сварки:
диаметр электродной проволоки и скорость ее подачи; величина
сварочного тока и напряжения; вылет электрода.
На стабильность процесса существенное влияние оказывают
величина сварочного тока и напряжение дуги. От величины
сварочного тока зависит глубина проплавления" основного металла,
скорость плавления сварочной проволоки и коэффициент наплавки,
характеризующий производительность процесса. Величина тока за-
В'исит от диаметра и скорости подачи проволоки (табл. 17.22 и
17.23).
Таблица 17.22
Оптимальные пределы сварочного тока
при полуавтоматической сварке в углекислом газе
Диаметр сварочной
проволоки, мм
1,2
1.4
1.6
2
Пределы сварочного
тока, А
80-290
90-380.
150г-Ч00
200—550
Пределы плотности
тока, Л/мм2
70,—250
55^240
70—200
65—175
Т а б л и ц а 17.23
Коэффициенты наплавки при полуавтоматической сварке
в углекислом газе
Сварочный
ток, А
180
• 190
200
1,2
14„5
14.6
15,0
Диаметр с
1,4
15,0
15,5
варочной
1
проволоки, мм
6
2
-
2,2*
-
156
Сварочный
ток, А
220
230
240
250
260
270
300
320
330
340
350
360
380
40.0
410
420
430
450
Продолжение i
<-абл. 17.2$
Диаметр сварочной проволоки, мм
1,2
15.5
15,7
16,1
16.3
16.5
16,6
17.0
17,5
1.4
16,2
16,6
17,0
17,5
17,8
18,2
18,9
19,3
19.5
19.7
19,9
—
—
—
1,6
15,6
15.7
16,0
16,2
16,4
17,0
17,3
17,4
17,6
17,7
17,9
18,1
38,4
18,5
18,6
—
2
_
—
—
—
—
—
—
—
13,5
14,3
15,4
16,5
17,1
17,6
18,0
18,9
2,2*
_
,
—
—
—
—,
16.2
16,3
16,6
17,0
17,1
17,3
17,5
17,7
Порошковая проволока ПП-АН8.
МО
О
АО
и
При сварке в углекислом газе от источников питания, имею-
щих жесткую вольтамперную характеристику, регулирование
величины сварочного тока осуществляется изменением скорости подачи
проволоки (рис. 17.6).
Второй важнейшей характеристикой режима сварки, влияющей
на формирование и качество шва, является напряжение дуги. При
увеличении напряжения увеличивается ширина шва, уменьшается
усиление и улучшается формирование, но
при дальнейшем повышении напряжения у
возрастают потери наплавляемого ме- м%
талла на угар и разбрызгивание
(рис. 17.7). щ
Сварка проволокой уменьшенного
диаметра — 1,2 и 1,4 мм более
чувствительна к изменению вылета и
напряжения дуги, чем сварка проволокой
диаметром 1,6—2 мм.
Техника сварки стыковых и угловых
швов практически аналогична ручной
дуговой сварке, за исключением того,
что в этом случае надо выдерживать
постоянный вылет электрода и
равномерно перемещать горелку в процессе
сварки.
Однослойные и: корневые швы многослойных швов сваривают,
придавая электроду (горелке) возвратно-поступательное движение.
Средние слои сваривают при перемещении электрода по вытянутой
спирали, а верхние слои с-колебаниями «змейкой» (рис. 17.8). При
возвратно-поступательном движении" электрода улучшается защита
сварочной ванны углекислым газом и замедляется ее охлаждение,
что предупреждает образование пор и трещин. Кроме того, для
Е00
500 JC$A
Рис. 17.6. Зависимость
величины сварочного
тока от скорости подачи
проволоки
157
JO
20
10
Ids*
f,2
П
wo
f/A
гоогвозоошт^
Рис. 17.7. Оптимальные диапазоны напряжения.на дуге при сварке
в углекислом газе проволокой различных диаметров
предупреждения трещин, особенно при сварке в глубокой и узкой
разделке кромок, необходимо выполнять сварку на пониженном
сварочном токе. Такое требование в равной степени относится к
сварке малоуглеродистых и низколегированных сталей.
Рис. 17.8. Траектория
движения электрода при
полуавтоматической сварке 'в
углекислом газе
многослойных швов
а—возвратно-поступательное; б—
по ' вытянутой спирали; в —
змейкой
3-10
Стыковые и угловые швы следует сваривать при наклоне
горелки углом назад на 5—15° или утлом вперед на 25—30°. При
сварке углом назад более надежно защищается сварочная ванна
углекислым газом и осуществляется более глубокий провар, но
при этом затруднено наблюдение за осью шва (особенно лри
оварке стыковых соединений, собранных без зазора). При сварке углом
вперед глубина провара уменьшается, увеличивается ширина щва,
удобнее следить з-а направлением электрода. Но при большом угле
наклона ухудшается защита сварочной ванны. 'Следовательно,
св-арку углом вперед или углом назад
необходимо применять с целью уменьшения
прожогов при сварке тонкого металла или же
увеличения провара при сварке стыковых и
угловых швов, когда толщина металла более6 мм.
При сварке угловых швов электрод
наклоняют на угол 25—45° от вертикали, а дугу
незначительно (~1 мм) смещают от
вертикальной стенки (рис. 17,9). При сварке
угловых швов, когда толщина металла не
превышает 6 мм, или при сварке в лодочку дугу
направляют точно в угол.
Максимальный катет углового
однопроходного шва при сварке проволокой диамет-
Рис. 17.9.
Положение электрода при
сварке угловых
швов
158
ром 1,4—2 мм не превышает 8 мм. Швы с катетом более 8 мм
сваривают за несколько проходов.
Малоуглеродистые и низколегированные строительные стали
эффективно сваривать в углекислом газе без предварительного
подогрева. Основное отличие низколегированных сталей —
повышенная склонность к образованию закалочных структур в металле
шва и околошовной зоне в процессе сварки при отрицательных
температурах или повышенных скоростях охлаждения.
Низколегированные стали лучше свариваются . в углекислом
газе, особенно тонкой проволокой, чем под флюсом. Объясняется
этом тем, что в этом случае возникают гораздо меньшие
напряжения, чем при обычной сварке.
При сварке тонкой проволокой диаметром 1,2—1,4 мм
обеспечиваются более высокие механические свойства металла шва
и сварного соединения. При сварке. проволокой диаметром более
1,6 м-м снижается ударная вязкость за счет более грубой
структуры металла шва и большего объема неметаллических включений.
Для уменьшения разбрызгивания, повышения стабильности
процесса сварки и ударной вязкости металла шва сварочную
проволоку следует прокаливать при температуре 150—250°С в течение
1,5—2 ч с последующей механической очисткой ее поверхности от
ржавчины или технологической смазки.
Сварка в углекислом газе кремнемарганцовистой проволокой
Св-08Г2С обеспечивает достаточно высокую производительность
и качество сварных соединений для всех марок сталей,
применяемых в строительных конструкциях, в том числе и сталей
повышенной и высокой прочности (14Г2АФ, 16Г2АФ, 12Г2СМФ).
Таблица 17.24
Режимы полуавтоматической сварки в углекислом газе стыковых
я угловых швов в нижнем положении
Эскиз сварного
соединения и
выполненного шва
Толщина
проката или
катет шва, мм
3-4
5-6
8-10
3—5
Режимы сварки
число
слоев
шва
2
2
2
I
диаметр
проволоки,
мм
1.4
1,6
1,4
1.6
2,0
1,4
!,6
2,0
1.4
1,6
2,0
сварочный
ток, Л
МО—160
ИЗО—180
160—180
280-300
напряжение дуги,
В
20-22
22—24
22—24
28-30
220—240 1 26—28
320-360
220—240
280—300
30—32
26—28
28—30
скорость
подачи
проволоки,
м/ч
300-360
260-300
340-380
340—360
300-320
400—460
360—380
320—360
400-460
340—360
300-320
159
Продолжение табл. 17.24
Эскиз сварного
соединения и
выполненного шпа
Режимы сварки
число
слоев
шва
Диаметр
проволоки,
мм
сварочный
ток, А
напряжение дуги,
В
скорость
подачи
проволоки,
м/ч
1,4 | 240—260
28-30
6-8
1-2
J.6
Эскизы см. на стр.
159
2.0
360-380
30-32
1.4
280-300 I 30-32
10—16
2—3*
1,6
2,0
1,4
18—24
4-5
1,6
2,0
360-380
300-320
380—420
30-32
32—34
34-36
460—480
360-400
340—360
520-560
360—400
340-360
600-650
420-450
360-380
1,4
300-320
32—34
8—12
2—3
1.6
2,0
380-420 34-36
1,4
300-320
14—16
3-4
1,6
2,0
380-420
32—34
34-36
1,4
300-320 I 32-34
12-16
1,6
2,0
380-420
34-36
1.4 | 300-320 I 32-34
18—22
1,6
2,0
380-420
34—36
24-26
4—6
14—18
20—24
1,4
300-320 I 32—34
1.6
2,0
380-420
34—36
1,4 I 300-320
32—34
1,6
2,0
380-420
34-36
1.4
300—320 I 32—34
1,6
2,0
380-420 34-36
600—650
420—450
360-380
600—650
420—450
360—380
600-650
420—450
360-380
600—650
420—450
360—380
600—650
420—450
360—380
600-650
420-450
360-380
600—650
420—450
360—380
160
Эскиз сварного
соединения и
выполненного шва
Эскизы см. па стр. 160
Xf /. ■'///У.'. /TN
Толщина
проката или
катет шва* мм
26-30
32-36
3-5
6—8
9—12
14—16
Продолжение
табл. 17.24
Режимы сварки
число
слоев
шва
4—6
6-8
1
I
2
3—4
диаметр
проволоки,
мм
1,4
1,6
2.0
1.4
1,6
2,0
1.4
1,6
2,0
1.4
1,6
2,0
1,4
1.6
2,0
1.4
1,6
2,0
сварочный
ток, А
300—320
380—420
300—320
380-420
напряжение дуги,
В
32—34
'34-36
32-34
34-36
280-300 \ 30—32
340—360
300-320
380-420
300-320
380-420
300—320
380-420
30-32
32-34
34—36
32-34
34—36
32—34
34—36
скорость
подачи
проволоки,
м/ч
600—650
420—450
360—380
600—650
420-450
360-380
520—560
360-380
300—320
600—650
420—450
360—380
600-650
420—450
360—380
600—650
420—450
360-380
Примечания: 1. Вылет электрода при сварке проволокой диаметром
1.4 мм в пределах 10—15 мм; для проволоки диаметром 1,6—2 мм — в
пределах 20—25 мм.
2. Расход углекислого газа при сварке проволокой диаметром 1,4—2 мм
составляет 1000—1200 л/ч.
С целью повышения качества и надежности сварных
соединений, а также снижения объемов наплавляемого металла и
повышения эффективности полуавтоматическую сварку в углекислом газе
целесообразнее выполнять в основном проволокой малых
диаметров—1,2—1,6 мм (табл. 17.24).
17.6. Автоматическая сварка под флюсом
Автоматическая сварка под флюсом является одним из
основных способов механизированной сварки в производстве
строительных металлоконструкций. Данный способ сварки обеспечивает
высокую производительность, повышение качества металла шва и
сварного соединения, хороший внешний вид швов; снижает расход
6 Зак. 157
161
сварочных материалов, электроэнергии и себестоимость сварочных
работ.
Автоматическую сварку под флюсом наиболее эффективно
применять при серийном или массовом производстве однотипных
конструкций» поэтому на заводах металлоконструкций созданы
поточные линии и специализированные участки или цехи по сборке
и сварке заготовок из листового металла, сборке и сварке
элементов двутаврового сечения, изготовлению габаритных и
негабаритных {резервуаров методом рулонирования и т. д.
Параметры режима сварки «и их влияние на форму шва
Основные параметры режима автоматической сварки под
флюсом — род и полярность тока; «величина сварочного тока и
напряжения =на дуге; диаметр электродной проволоки и скорость ее (пода-
чи; величина вылета электрода н скорость сварки.
Качество сварного соединения, форма и размеры шва в
основном зависят от марки применяемого флюса, наклона электрода или
изделия, .конструктивной формы 'подготовки кромок и величины
зазора.
Форму поперечного сечения шва (рис. 17.10) характеризуют
глубину «проплавлен-ия ha, ширина шва Ь, высота усиления g, а также
ь
Рис. 17.10. Форма поперечного сечения швов
а — стыкового без разделки кромок; б — стыкового с разделкой кромок; в —
углового; F—площадь проплавляемого основного металла; F —площадь
наплавленного металла
коэффициент формы шва, равный отношению ширины шва к глубине
Ь
проплав лени я, т. е. "ф = ■
Оптимальное значение 'ф—1,3—2.
Важной характеристикой является также соотношение долей
основного и наплавленного металла в сварном шве:
(17.21)
где Fo — площадь основного металла;
F' -t~ площадь наплавленного металла.
в
При автоматической сварке на типичных режимах .доля
основного металла в шве достигает 70%.
Химический состав .шва, его структура и механические свойства
в значительной мере зависят от коэффициента формы шва и
соотношения долей основного и наплавленного металла. При сварке
низколегированных сталей, содержащих элементы, снижающие
стойкость металла шва к образованию кристаллизационных трещин,
большое значение имеет уменьшение доли основного металла в шве.
Для снижения доли основного металла в металле шва
применяют многослойную сварку (вместо однослойной), сварку с
присадочным материалом «крупкой» и другие технологические приемы. Так
как коэффициент формы шва и соотношение основного и
наплавленного металла в шве главным образом зависят от режима сварки, то
параметры этого должны быть такими, чтобы качество сварного
соединения было высоким при максимально возможной
'производительности, поэтому при назначении форсированных режимов
сварки необходимо учитывать влияние •вышеприведенных факторов на
качество сварного шва.
Величина, род и полярность тока. Глубина проплавления с
увеличением сварочного тока возрастает, и наоборот. Зависимость
между глубиной прославления и сварочным током выражается
уравнением
/% = /С/св, (17-22)
где К — коэффициент пропорциональности, мм/А, К зависит от диаметра
электрода, рода и полярности тока;
/св~ величина сварочного тока, А.
При сварке постоянным током обратной полярности глубина
пропла.зления на 40—50% больше, чем при сварке на прямой
полярности.
При изменении сварочного тока шир'ина шва изменяется
незначительно, лоэтому <в практике это 'Изменение «е учитывают. При
уменьшении диаметра электрода (ток не изменяется) глубина про*
плавления увеличивается, следовательно, заданную глубину
проплавления «можно получить, .применяя электрод меньшего диаметра
и при более низкой величине сварочного тока. Такую зависимость
можно использовать в практике, когда отсутствуют мощные
источники 'питания дуги.
Напряжение дуги. С увеличением напряжения дуги, ширина шва
увеличивается, а глубина проплавления уменьшается, .но
незначительно. Из всех параметров режима изменение напряжения (при
неизменной величине сварочного тока) оказывает наибольшее
влияние на ширину шва. Такую зависимость попользуют на практике
для получения шва необходимой формы.
Скорость сварки. При малой скорости сварки, особенно при
сварке с разделкой кромок, глубина проплавления минимальна.
Объясняется это уменьшением вытеснения сварочной ванны из-под
дуги.
В этом случае под дугой образуется слой жидкого металла,
препятствующий проплавлению. При увеличении скорости сварки
до 20—25 м/ч глубина проплавления увеличивается, но при
дальнейшем увеличении скорости глубина проплавления постоянно
уменьшается. Ширина шва неизменно уменьшается при любом повышении
скорости сварки.
Технология сварки. Автоматическую сварку под флюсом
стыковых и угловых швов выполняют в нижнем положении. Размеры швов
и -конструктивные элементы подготовки кромок должны соответст-
. вовать ГОСТ 8713—70.
Стыковые соединения без разделки кромок и с разделкой
сваривают преимущественно на флюсомагнитных стендах или на
флюсовых подушках. Флюсовая подушка позволяет выполнять сварку без
подварного шва при повышенных зазорах в соединении.
Весьма -перспективным является способ односторонней сварки.
На обычной флюсовой подушке трудно добиться равномерного
6* Зак. 157
163
Рис. 17.11. Схема
односторонней
сварки на флюсо-
медной подкладке
с формированием
обратного шва
/ — медная
подкладка; 2 — слой флюса,
формирующий шов с
обратной стороны; 3—
пневматический
шланг поджатия флю-
сомсдноП подкладки
формирования шва с обратной стороны. В этом случае необходимо
•плотно и равномерно поджать флюсовую подушку шо всей длине
свариваемых кромок. Однако выполнять такое требование в
-производственных условиях весьма затруднительно. Хорошее
формирование шва с обратной стороны можно получить при одностороннем
сварке на флюсомедной подкладке (рис. 17.11). Для этого слой
флюса мелкой грануляции (до 1,5 мм)
равномерным слоем толщиной 4—5 мм
выравнивают на медной подкладке. Стыковое
соединение с помощью электромагнитов или другим
способом поджимают к стенду, а флюсомед-
ную подкладку пневматическим шлангом
плотно прижимают к свариваемым кромкам. При
сварке слой флюса на медной подкладке
расплавляется, защищая металл шва с обратной
стороны и обеспечивая необходимую форму
шва с одинаковым по всей длине усилением
и шириной валика.
Угловые швы в элементах двутаврового
сечения (подкрановые балки, ветви колонн,
ригели, стойки и т. п.) сваривают, в основном,
в положении «лодочка».
Элементы для сварки поясных швов
устанавливают на специальные стеллажи или в
кантователи — цепные и двухстоечпые. Угол
установки стенки двутаврового элемента по
отношению к горизонту составляет 45°, а и
случае полного провара стенки — 30—35°.
Изделия цилиндрической формы сваривают та роликовых
стендах типа Т-30 или подобных им. Если специальные флюсовые
подушки для .кольцевых швов отсутствуют, сварку «производят по шву
заранее подваренному ручной или полуавтоматической сваркой.
Соединения в нахлестку при толщине металла до 6 мм
сваривают, вертикально расположенным электродом, оплавливая при этом
верхнюю кромку. При большей толщине металла электрод следует
установить под углом 30—45°.
Процесс автоматической сварки малоуглеродистых и
низколегированных сталей, применяемых в строительных конструкциях,
достаточно освоен и не встречает каких-либо затруднений. В последнее
время асе большее применение получают низколегированные стали
(повышенной и высокой прочности 14Г2АФ, 16Г2АФ и др. Для
обеспечения высоких механических свойств (и особенно пластичности)
при сварке таких сталей целесообразно применять иизкокре-мнистые
флюсы и сварочную проволоку с содержанием молибдена или ваша-
дия. Например, сварка стали 16Г2АФ с применением сварочной
проволоки Св-ЮНМА под флюсом АН-348А обеспечивает «высокую
ударную вязкость при температуре —40° и при —70°С.
Существуют режимы однодуговой сварки различных сталей
(табл. 17.25).
Двухдуговую сварку применяют при сварке стыковых и
угловых швов (табл. 17.26). По сравнению с однодуговой двухдуговая
сварка обеспечивает более высокую производительность, особенно
при сварке швов большой протяженности. Выгоднее ©сего
двухдуговой сваркой выполнять однопроходные швы с разделкой кромок
при толщине металла более 30 «мм, а также •— угловые швы с
разделкой кромок, или когда катет шва более 8 мм.
164
Таблица 17.25
Рекомендуемые режимы од»«одуговой автоматической сварки
под флюсом стыковых и угловых швов по ГОСТ 8713—70
Подготовка
кромок и
выполненный IJI03
им
Толщина
проката или
катет шва, мм
4—6
6-8
10—12
14-16
18—20
22-24
26—28
30-32
36—40
45—50
4
5
6
8
10
12
14
sas
р s о
3
4
4
3
4
Режимы сварки
напряжение
дуги, В
28-30
30—32
32-34
36-38
38-40
38—40
40—42
42—44
44—46
34—36
36—38
38—10
40—42
42—44
сварочный
ток, А
380—420
400—450
600—650
700—750
850—900
850—900
900-950
950—1000
1000—1100
1100—1200
600—650
650—700
750—800
850-900
900-950
950—1000
ЮОО-ПОО
скорость
подачи
проволоки,
м/ч
70—75
75—85
80-85
95-110
110-120
120-130
130—140
150—160
180—190
210—230
120—140
160-170
180—200
120-130
130—140
140-150
170—180
скорость
сварки,
м/ч
55—60
50—55
29—32
28—30
25—28
18—23
18-23
16—18
16—18
14—16
55—60
45—50
40—45
35-37
32—35
30-32
26—28
Примечания: 1. Режимы указаны для сварки постоянным током
обратной полярности.
2. Для стыковых соединений режимы даны при сварке на флюсовой
подушке.
Автоматическую сварку с порошкообразным присадочным
металлом применяют при сварке стыковых и угловых швов.
Этот опособ основан «на повышении тепловой эффективности
процесса за счет введения в зону сварки порошкообразного
присадочного металла. Благодаря развитой удельной поверхности и
малой .массы частиц .введение ППМ в зону сварки .позволяет
значительно уменьшить потери тепла, 'выделяемого сварочной дугой, и
таким образом повысить коэффициент (полезного действия
источника лита-ния дуги.
(По сравнению с обычным способом сварка с ППМ позволяет
сваривать стыковые соединения без разделки кромок металла
толщиной до 50 мм. При этом повышается производительность сварки;
снижается удельное тепловложоипе з 1,6—1,8 раза, что приводит к
улучшению термического цикла сварки, а также достигается
наиболее благоприятное соотношение между основным и ■наплавленным
металлом в сварном шве, что позволяет выполнять сварку па
форсированных режимах и улучшить характер кристаллизации металла
шва с одновременным уменьшением нежелательных элементов,
поступающих из основного 'Металла. Кроме того, снижаются
остаточные сварочные напряжения и деформации. Эти обстоятельства
создают благоприятные условия для сварки низколегированных термо-
165
Т а б л и ц а 1/.26
Рекомендуемые режимы двухдуговой сварки под флюсом стыковых
Подготовка
кромок и
выполненный шов
/
СЗ
Н н я
30
40
50
6
8
10
12
14
и угловых швов
Режим сварки
I луга
3 •
о,
К Я U
38—40
40-42
44—46
30-32
З9 34
В* ^
О
«ч о
900—1000
1000-1100
1100—1200
750-S00
900—950
о S ^ -^
о =• о ^
а с с й:
2iO
230
260
95
108
10S
123
11 дуга
CJ
— ^CQ
С О -
* -. U
■10—12
42—44
44—48
36-38
АО 40
»-*
3
с* "^
О
Q. -
К О
Г00—850
800—850
900-950
850-900
л
и
odo
и
О 5*
У О £
*ч: о -
о ехк
с с а:
120
180
210
95
108
108
J08
<-> к
о S*
О w
20—23
18—20
16-18
70
70
60
55
50
Примечания: J. Питаггие I дуги переменным током; П дуги —
постоянным током обратной полярности.
2. Для стыковых соединений режимы даны при сварке па флюсовой
подушке.
3. Диаметр электродов 4 мм, расстояние между электродами ЗС—10 мм.
4. При сварке применяют флюс ЛП-6&.
Т а б л и ц а 17.27
Сварочная проволока и ППМ, рекомендуемые для автоматической
сварки под флюсом
Марка сваривае-
мой стали
ВСтЗкп
ВСтЗпс, сп
09Г2С
10Г2С1
14Г2
10ХСМД
15ХСНД
16Г2ЛФ
14Х2ГМР
Марка сварочной
проволоки
Св-08Л
Св-ОЗГЛ
Св-03Г2С
Св-08А
СВ-08ГЛ
Св-08Г2С
С в-08 ГА
Св-ЮГ2
Св-08ГА
Св-10Г2
Св-GSrA
Св-10Г2
Св-ЮНМЛ
или
Cb-IOXM
Порошкообразный присадочный ме-
тг.лл, изготавливаемый из сварочной
проволоки марки
Св-ОЗГА или Св-0с?Г2С
Св-08А
Сп-0ЬЛ
Св-ОЗА или Св-0ВГ2С
Св-ОЗЛ
Св-ОЗА
- Св-08ГА или Св-08Г2С
Св-10Г2 или СВ-08Г2С-
Св-1СГ2 или Св-0йГ2С
Св-10Г2 или СВ-08Г2С
Св-08ГЛ или С8-10Г2
Св-10Г2
Св-08Г2С
- упрочняемых сталей и приводят к улучшению структуры и
механических свойств сварного соединения, а также к повышению
сопротивляемости образования кристаллизационных трещин.
Применяя ППМ с различным содержанием легирующих
элементов, можно в широких пределах изменять химический состав
-металла шва в желаемод* напра!влении. Сварку сталей повышенной и
высокой прочности, например 16Г2АФ, особенно целесообразно
выполнять с ППМ, так как (кроме повышения производительности
обеспечивается п более благоприятный термический цикл по сравнению с
обычной сваркой (табл. 17.27).
Сварку с ППМ выполняют на том же сварочном оборудовании
и теми же материалами, что и обычную сварда под флюсо.м.
В качестве ППМ применяют железный порошок ПЖ-2К или
так называемую «крупку», • нарубленную из сварочной (проволоки
диаметром 1—2 .мм. Длина нарубленных частиц не должна
превышать диаметр проволоки.
ППМ в зону сварки вводят 'путем предварительной засыпки в
разделку или зазор стыкового соединения или же лутем подачи на
вылет электрода из специального дозатора (рис. 17.12).
Дозируют и '.подают ППМ на электрод в процессе сварки
дозатором конструкции ВНИИМон-
тажепецстроя,
устанавливаемого на любом сварочном
тракторе.
Форма и параметры
подготовки кромок и размеры
швов для стыковых соединений,
выполняемых а в том а т и че с к о и
сваркой с ППМ (табл. 17.28).
При подготовке под
сварку стыковых соединений
допускаемая неперпендикулярность
кромок реза (рис. 17.13) не
должна превышать значения /i,
определяемого по формуле
Рис.
17.12. Схема введения ППМ
в зону сварки
T — 3b
(17.23)
я — предварительно засыпаемый слой;
и — подача ППМ на вылет электрода'
дозирующим устройством; / — ППМ;
2 — флюс; 3 — дозатор
где £?ш jn — минимальная ширина шва, мм;
в — зазор, мм.
При сборке стыкового сос-дииепия листы с иеперпоидтткулярны-
ми .кромками следует располагать так, чтобы зазор в корне шва
соответствовал значениям, приведенным в табл. 17.30.
Так как сварку с ППМ выполняют с увеличенным зазором, то
для закрепления концов стыкового соединения и стабилизации
глубины пропла'Влепия в начале и конце шва необходимо устанавливать
выводные планки (рис.. 17.14). Резку выводных лланок такого
типа целесообразно выполнять по копир-шаблону на газорежущей
машине АСШ-70.
При сварке тавровых соединений в положении «лодочка» ППМ
засыпают в вершину угла, при этом предварительно насыпанный
слой не должен превышать более чем на 2 мм катет шва.
Режимы сварки с ППМ стыковых соединений ;без разделки
кромок приведены в табл. 17.30, а для угловых швов в табл. 17.31.
167
Таблица 17.28
Швы стыковых соединений без скоса кромок двусторонние,
выполняемые с ППМ на флюсовой подушке
Тип швп
по ГОСТ 8713—70
Форма подготовки кромок
Выполненный шов
С2
Аф
-Tp-4
30
40
50
6
22±4 •
33±5
• 8
35±5
9
35±5
/г А
Рис. 17.13.
Допускаемая величина
неперпенднкуляр-
ности стыкуем ых
кромок под
сварку с ППМ
Рис. 17.14. Форма
выводных планок,
применяемых при
сварке стыковых
соединений с ППМ
Таблица 17.30
Рекомендуемые режимы автоматической сварки под флюсом
стыковых соединений без скоса кромок с предварительной засыпкой
Толщина
металла,
мм
25
30-32
36—40
50
Величина
зазора,
мм
6
7
8
9
Диаметр
сварочной
проволоки,
мм
4
Скорость
подачи
проволоки,
м/ч
154
163
163
2!0
Сварочный
ток, Л
800—900
850-950
850—950
1100—1200
Напряжение ДУГИ,
В'
42—45
42-46
44—48
44-50
Скорость
сварки,
м/ч
28—30
16-18
14
14
Расход
ППМ,
кг/м
0,5
0,8
1,2
1.6
16Й
Таблица 17.30
Рекомендуемые режимы автоматической сварки под флюсом
угловых швов в лодочку с предварительной засыпкой ПГШ
Катет
шва, мм
Диаметр
сварочной
проволоки,
мм
Сварочный
ток, А
Напряжение дуги,
В
Скорость
подачи
проволоки,
м/ч
Скорость
сварки,
м/ч
Расход
ППМ,
кг/м
10
12
14
700—750
750—800
800-850
850—900
34—36
34—36
36-38
38-42
103
112
123
132
50
45
35
30
0,2
0,3
0,4
0,5
17.7. Кислородная резка
Кислородную разделительную резку широко 'Применяют на
заводах металлоконструкций при вырезке деталей из листового
металла. Основную массу деталей изготавливают без последующей
'Механической обработки кромок.
Эффективность кислородной резки в основном зависит от
конструкций газорезательных машин, рациональной технологии и
режимов резки, применяемых .методов организации работ.
Если рационально организовать труд и механизировать
вспомогательные операции, машинная кислородная резка— достаточно
высокопроизводительный процесс.
Газы и аппаратура для кислородной резки. Кислород — это газ
без цвета и запаха. Для резки применяют газообразный технический
кислород. Концентрация (чистота) кислорода по ГОСТ 5583—68
для первого сорта составляет 99,7%; второго сорта — 99,5% и
третьего сорта —99,2%. Газообразный кислород хранят и
транспортируют в стальных баллонах (ГОСТ 949—73) под давлением
15 МЛа Наиболее распространены баллоны вместимостью 40 л. В
таком баллоне содержится 6000 л (6 м3) газообразного кислорода.
•При соприкосновении с маслами кислород становится
взрывоопасным.
Горючие газы. Основной горючий газ —это ацетилен,
получаемый в результате реакции карбида кальция с водой. При сгорании
с -кислородом ацетилен дает пламя с наиболее высокой температурой.
Получить такую температуру -при использовании других газов не.
удается.
Для кислородной разделительной резки углеродистых и
низколегированных сталей, когда температура подогревающего пламени
не оказывает решающего влияния на характер протекания процесса,
а лишь увеличивает продолжительность начального подогрева
металла перед резкой, можно использовать газы-заменители, у
которых температура «пламени не ниже 1800—2000°С (табл. 17.31).
Использование более дешевых газов-заменителей существенно
снижает стоимость газопламенных работ. В качестве
газов-заменителей ацетилена используют иропан-бутановые смеси, природный
и коксовый газы, пары бензина или керосина и др.
При использовании различных газов тепловой эффект
подогревающего пламени будет неодинаков. Для получения более или
менее одинакового теплового эффекта подогревающего пламени
эквивалентный расход газов с учетом коэффициента замены будет
различным (табл. 17.32).
169
Т а б л и ц а 17.31
Свойства горючих газов
Наименование газа
Плотность
при 0еС и
давлении 10s Па.
кг/м3
Теплота
сгорания низшая,
кДж/м3
Температуры
пламени
в смеси с
кислородом, °С
Ацетилен
Природный газ
ПронаК'бутзноиаи снесь
1,17
0,7-0.9
1,95
52 900
34 000—35 200
89 000
220О
2400-2,000
Горючие газы с воздухом и кислородом могут образовывать
взрывоопасные смеси (табл. 17.33).
Таблица 17.32
Коэффициент замены газов по отношению к ацетилену
Горючий газ
Ацетилен
Пропан-бутановые смеси
Природный газ
Коксовый газ
Коэффициент замены
при
разделительной резке
1.0
0.6
1.6
3.2
при
поверхностной строжке
1,0,
и
3.5
5,5 ■
Соотношение
кислорода и
горючего газа
1,15
3,5
1,5
0.8
Редукторы предназначены для снижения давления газа,
отбираемого из баллона или питающей сети до рабочего давления и
поддержания этого давления в процессе резки. В соответствии с ГОСТ
6268—68 промышленность выпускает 18 типоразмеров редукторов
различной пропускной способности и на различное давление.
По пропускной способности и величине рабочего давления раз*
личают редукторы баллонные, постовые и центральные (рамповые).
Из постовых редукторов чаше всего применяют кислородные
редукторы РК-53, РК-53БМ, ДКП-1-65, ДКД-8-65. Для ацетилена
применяют редукторы РА-55, РД-2АМ, АБО-5, АБД-5 и для пропан-
бутана РД-1БМ, ДПП-1-65 и ПБО-5 (табл. 17.34).
Т а б л и ц а 17.33
Ацетилен
Метан
Пропан
Коксовый газ
Природный газ
Пары бензина
Пары керосина
Пределы взрывасмости газов
Горючий газ
Пределы взрываемостп (в %)
горючего газа в смеси с
воздухом
2.3—100
4,8—16.7
2,17—9.5
7—21
" 1,5—3.4
0,7—6
1,4-5.5
кислородом
2.3—100
5—69.2
4—59,2
:
3—45
2,1—28,4 .
170
Таблица 17.34
Технические характеристики редукторов
Редуктор
тип
Рамповый
Сетевой
Баллонный
постовой
марка
ДКР-250
ДКР-500
КРР-61
ДАР-1-64
ДПР-1-64
ДКС-1-66
ДПС-66
ДМС-66
ДЛС-66
ДКП-1-65
ДКД-8-65
ДА П-1-69
ДПП-1-65
Редуцируемый
газ
Кислород
>
■»
Ацетилен
Пропан-бутан
Кислород
Пропан-бутан s
Метан
Ацетилен
Кислород
>
Ацетилен
Пропан-бутан
Давление
газа, МПа
о
i:
s =
as
20
20
15
3
2,5
1,6
0,3
0.3
0,12
20
20
3
2,5
рабочее
0,30—1,6
0.30—1,6
0,30—2
0,02—0,10
0,02—0,30
0,01-0,50
0,02—0,15
0.02-0,15
0,01—0,10
0,10—0.15
0,05—0,80
0,01—0,12
0,01-0,30
Пропускная
способность, м*§ч -
250
500
250
15
25
20
6
35
10
60
25
5
5
*
я
о
и
<л
18"
18
14
14,4
1,8
1.8
•1,8
1.8
2,4
3,3
2,5
2,0
Рукава резиновые с тканевыми прокладками для кислородной
резки по ГОСТ 9356—75 изготавливают следующих трех типов:
тип I — для лодачи ацетилена и городского газа на рабочее
давление не более 0,6 МПа;
тип II — для подачи жидких горючих — керосина и бензина —
при рабочем давлении не более 0,6 МПа;
тип III—для подачи кислорода при рабочем давлении не
более 1,5 МПа.
Внутренний диаметр рукавов для резаков- и горелок малой
мощности равен 6 мм; для резаков и горелок нормальной и
повышенной мощности — 9,12 и .16 мм. Длина рукавов составляет 10 и
14 м или кратной, длины.
Для нормальной подачи газов длина рукавов должна быть 8—
20 м.
При большей длине значительно возрастают потери давления
■ в рукавах. Новые рукава перед употреблением необходимо продуть,
чтобы удалить имеющийся в них тальк, который может засорить
каиалы резака.
Испытательное давление для рукавов типа I и II составляет
. 0,75 МПа, а для типа III — 1,8 МПа.
Предохранительные затворы. На местах потребления газа уста- .
навливают газоразборные -посты. Газоразборный пост для
кислорода должен иметь вентиль и штуцер для присоединения.редуктора,
а пост для ацетилена или другого горючего газа — еще и водяной
затвор среднего или низкого давления.
Для предохранения трубопроводов горючего газа (кроме
ацетилена и водорода) от проникновения в них кислорода или воздуха при
неисправной аппаратуре можно вместо водяного затвора устанав-
171
ливать сухие затворы или обратные клапаны типа ЛЗС-1-67,
ЛЗС-2-67 и ЛЗС-3-67 (табл. 17.35). Для защиты баллонов
разработан клапан ЛЗБ-2-67 пропускной способностью до 5 м3/ч.
Таблица 17.35
Технические характеристики обратных клапанов
Характеристики
Пропускная способность, м3/ч
Давление газа, МПа
Сопротивление потоку газа,
МПа
Габариты, мм:
диаметр
высота
ЛЗС-1-67
5—10
0,005-0,3
0,04
45
1G0
Марки клапанов
ЛЗС-2-67
5
До 0,3
Q, 002.5
3G
82,
ЛЗС-3-67
40
0,006—0,3
0,0025
160
180
Оборудование кислородной резки
Резаки. Промышленность выпускает различные ти-пы ручных
и машинных резаков, которые классифицируют по роду горючего
газа, применяемого для резки; по (принципу смешения горючего с
кислородом и то назначению.
По роду применяемого горючего резаки подразделяют на: аце-
тилено-кислородные; работающие на газах-заменителях (пропан-бу-
тановые смеси, природный газ и др.) и на жидких горючих (керосин,
бензин).
По принципу смешения горючего газа с 'кислородом резаки
могут быть инжекторными и с внутрисопловым смешением.
По назначению различают резаки универсальные, оредназначен-
ные для резки стали толщиной до 300 мм, и резаки специальные —
для резки стали большой толщины, вырезки отверстий, срезания
заклепок и т. п.
Ручные резаки (табл. 17.36). На заводах
металлоконструкций .при разделительной резке чаще всего применяют резаки
инжекторного типа («Пламя», «.Факел», РУА-70), предназначенные для
работы на ацетилене, и резаки, работающие на газах-заменителях
(РЗР-62 и РУЗ-70). Резаки «Пламя» и «Факел» .применяют также и
при резке на газах-заменителях, но в этом случае рассверливают
отверстия итокектора до диаметра 0,9 м.м и смесительной камеры —
до 3 -мм.
Машинные резаки (табл. 17.37) отличаются от ручных тем, что
все они имеют одинаковое конструктивное исполнение .мундштуков,
одинаковое сечение газо-подводящих. трубок, диаметры кожухов и
модуль зубчатой рейки.
В зависимости от конструкции пуекорегулирующей аппаратуры
резаки инжекторного типа имеют по два или три регулировочных
вентиля. Машины, у которых в системе подачи газов установлены
регуляторы давления, оснащены резаками равного давления. Такие
резаки не имеют узла ияжекции и «вентилей и более устойчивы к
хлопкам и обратным ударам пламени.
Газорезательные машины подразделяют на переносные и
стационарные. Из переносных машин распространены двух рез а ков ые
полуавтоматы типа МГП-2, «Радуга», а из стационарных — «Черно*
мор», «Днепр», «Юг», «Одесса» и АСШ.
172
I
си
ЧА
О.
а
Е
а,
РАП-62 |
о
РУЗ-7
*?
а.
со
0*
-70
<,
ч
о
га
ч
«Пламя»
0)
3
г;
Технические
л
Рез!
рожка
Строжка
Резка
• Я
со
&
га
СЗ
т
0,
Резка
ение резака
га
го
а
S
а
О
а.
&
is
rt 5
2 я
га
U
Ацетилен
S»
" S
2 |
U
а tpi
гз Ч
2 5
гз
U
5
I '
1
<
Ацетилен
3
tr
г
о.
о
(У
о
S
2
о
с.
8
д
1
I
о
о
СО
со
о
о
со
л
g
со
со
§
1
3-300
S
S
сз
а
ia разрезаемой
711
СО
8—75
—■*
6—20
• О
1
о
со
7
СО
о
1
3-42
*;■. о.
*= о
о s
ГЗ
1
1
1.5-2
J
1
C-i
7
CD
О*
7
о
0,6—1,2
тилена
о
1
7
СО
\
7
о
о»
7
о
1
г
1
родного газа
с.
t;
I
1
1
ОО
о"
СО
СО
о
СО
о
1
1
j
пан-бутаиа
о
с
с
л
о
1
1
1
I
I
I
1
осина
с
<и
га
е давление, МП
&>
о
га
а
•се
о
со
о
i
о
ЛО
о"
о
<м
со
о
с*
со
о
7
со
о
■X
0,3— 1
7
со
о
лорода
5
1
о
о
о
I
I
о
о
о
о
о
о
ев
ь
о
га
1
0,005
1
0,02
*ч
о
о
1
I
1
а-заменителя
п
и
°"
1
1
1
1
j
1
I
сз
СЗ
с»
о
8
1
069
545
ю
S
8
1 630
s
•сз
с
СЗ
5
«О
«О
*
«о
со
to
•
го"
а
га
173
Таблица 17.37
Технические данные машинных резаков
Основные параметры
Марка машины, на
которой устанавливается резак
Толщина разрезаемой
стали, мм
Расход газов, м3/ч:
кислорода
ацетилена
пропан-бутана .
Рабочее давление, МПа:
кислорода
ацетилена
пропан-бутана
Диаметр кожуха, мм
Масса, кг
Тип резака*
РМ-О-РД-450
«Одесса»,
«Черномор»,
«Юг»,
«Днепр*
5—300-
2—2S
0,5-1,2
0,4-1,2
0.2-1.2
0.01
0,02
23
1,25
РМ-З-И-450
СГУ, СГФ
5-300
2—28
0,3-1,2
0,3—1,2
0,2—1,2 '
0,01
0,02
28
1,25
РДШ-3-
И-395
АСШ-2,
АСШ-70
5—100
2-13
0,3-0,8
0,2-0,6
0,2—0,8
0,01
0,02
28
1,3
РМ-2-И-330
МГП-2,
«Радуга*
5—300
2—28
0,3-1,2
0,3—1,2
0,2—1,2
0,01
0.02
28
1,0
* Буквы и цифры, входящие в обозначение резака, означают: РМ —
резак машинный; однозначное число — число вентилей; буква И — инжекторный;
РД — равного давления; трехзначное число— длина резака.
Промышленность серийно выпускает также новые стационарные
машины для термической резки. По конструктивному оформлению
различают (портальные, портально-консольные и шарнирные
машинные резаки.
Машины портального типа выпускают двух типоразмеров: для
раскройной прямолинейной и фигурной резки крупногабаритных
деталей из листов или сварных полотнищ с шириной обработки 5,8,
10 и 12 м. Эти машины имеют фотоэлектронную систему
копирования с масштабом копирования 10: 1 и 20 : 1 или цифровую
программную для раскройной прямолинейной или фигурной резки деталей
средних габаритов с шириной обработки 2,5 м. Эти машины также
оснащаются фотоэлектронной системой с масштабом копирования
5 : 1 и 10 : 1 или цифровой программной.
Те и другие машины имеют двусторонний реечный привод,
обеспечивающий более плавное движение машины в процессе резки.
По специальному заказу промышленность поставляет машины,
оборудованные неповоротными и позортными трехрезаковыми
суппортами аля получения V- или Х-образной фаски при'резке деталей.
Портальные машины для раскройной прямолинейной резки <по-
лучили наименование «Днепр», а машины для фигурной резке с
фотоэлектронной системой копирования — «Юг».
На основе базовой модели СГУ-1-60 разработаны универсаль-'
ные машины лортально-консольного типа с шириной обработки
листа до 2 м. Машины оснащены фотоэлектронной, цифровой или
магнитной системами управления. Основной тип—это -машины с
фотоэлектронной системой копирования в масштабе 1:1.
На основе базовой модели АСШ-2 выпускают машины
шарнирного типа АСШ-70 с системой магнитного копирования ото стальному
копир-шаблону. Машины имеют пантографную приставку с трех-
резаковым суппортом для одновременной вырезки трех одинаковых
■деталей.
174
О О —•
oo •
00 00
1 ^.j COCO"* ~OO O^i2
Q
О *§ С °-2
■Э I СЧ I COtDrf -'OO
I
•ft
§
Ю OO
I
O«N — £<NO>
—• CO
1.75
По требованию потребителя промышленность поставляет
стационарные машины с аппаратурой для плазменно-дуговон резки
<табл. 17.38, 17.39).
Таблица ! 7.39
Технические данные машин АСШ-2 и ЛСШ-70
Основные параметры
Толщина разрезаемой стали, м>т
Габаритные размеры вырезаемых деталей
при резке:
одним резаком
тремя резаками
Скорость резки, мм/мин
Максимальный расход газов на один резак,
м3/ч:
кислорода
ацетилена
пропан-бутана
Габаритные размеры машины, м=м:
длина
ширина
высота
Масса, кг
АСШ-2
5—IQ0
кшхюоо
750X750
300—600
10
1
0,6
1500
ИЗО
1750
290
АСШ-70
.5—100
юоохюоо
750X750
500. 500
100-4000
10
1
0,6
1810
1500
1750
500
Кроме стационарных машин широко применяют переносные
газорежущие полуавтоматы типа МГП-2,- «Радуга» массой 19 кг.
Полуавтомат оснащен двумя резаками. Он перемещается по
направляющему пути со скоростью 90—15рО мм/мин. Полуавтоматом можно
вырезать различные детали по предварительной разметке или
(полосы шириной 100—330 мм (при резке двумя резаками), а также
вырезать фланцы или отверстия диаметром от 300 до 3000 мм.
Технология резки. Кислородная резка малоуглеродистых и
низколегированных сталей, применяемых в строительных конструкциях,
не вызывает особых технологических затруднений.
Основными технологическими параметрами, оказывающими
влияние на качество и производительность резки, являются чистота
и давление кислорода, мощность подогревающего пламени, скорость
резки и расстояние от торца мундштука до поверхности
разрезаемого металла.
Чистота кислорода. Чем выше чистота кислорода, тем
быстрее происходит реакция окисления металла, тем выше скорость
резки и стабильнее протекание процесса. Для машинной
кислородной резки следует применять кислород чистотой не менее 99,2%.
Установлено, что уменьшение чистоты кислорода на 1 %
приводит к снижению скорости резки на 15—20%.
Давление кислорода. При разделительной резке сталей
толщиной до 100 м«м оптимальным является давление 0,2—
0,8 МПа. Чем больше толщина металла, тем выше должно быть
давление.
При небольшом давлении (расходе) режущего кислорода
реакция окисления по всей толщине металла замедляется, что снижает
качество кромок и, как правило, резко снижает скорость резки. При
высоком давлении струя охлаждает металл в зоне реза, замедляя
процесс резки.
176
Вследствие завихрения струи искажается геометрия кромок и
увеличивается шероховатость. Давление -должно быть таким, чтобы
•возможно дольше сохранялась цилиндрическая форма струн,
видимая при открытом вентиле режущего кислорода.
Подогревающее п л а м я. Продолжительность нагрева
металла до температуры воспламенения, непрерывность процесса,
предельная скорость резки и качество поверхности кромок
существенно зависят от мощности подогревающего пламени. При
незначительной мощности и высокой скорости резки процесс прерывается
вследствие недостаточного, подогрева кромок. При мощном пламени
и небольшой скорости резки, кромки чрезмерно разогреваются и
оплавляются.
По соотношению расхода кислорода и горючего газа в смеси
различают нейтральное, восстановительное и окислительное -пламя.
Для нейтрального ацетилено-кислородного пламени
соотношение
О2
Р = ~-=1Л~1,2; (17.24)
при Р = 1,2 —пламя окислительное и при Э =1,1—• восстановительное
(науглероживающее).
При использовании газов-заменителей эти соотношения, с
учетом коэффициента замены табл. 17.41, нужно скорректировать.
При кислородной резке подогревающее «пламя должно быть
нейтральным или немного окислительным.
Скорость резки должна быть такой, чтобы риски
(шероховатость) на поверхности реза имели вертикальное направление или
незначительное отставание струи.
Нормальным следует считать
отставание, не превышающее 0,1 S
разрезаемого металла (рис. 17.15).
Скорость резки можно
определять по направлению потока искр
со стороны нижней кромки. При
нормальной скорости поток направлен
под небольшим углом вперед. При
слишком малой скорости — поток
искр резко отклоняется вперед. При Рис. 17.15. Нормальное от-
завышешюй скорости— поток искр стапаннс струи при кисло-
отклоняется назад и может наступить родной резке
момент, когда на кромках
появляются выхваты, поверхность кромки искажается вплоть до испрореза-
пия металла.
При резке деталей, подвергаемых последующей механической
обработке, для повышения скорости резки .применяют простой
прием— наклоняют резак углом вперед л а 15—30°.
Начало резки. При резке деталей с кромки листа резак
подводят к кромке и нагревают се. Затем включают режущий
кислород и перемещают резак. На многорезаковых машинах, когда
кромки неперпендикулярны, последовательно врезают один .резак за
другим с короткими остановками машины.
Если резку начинают вдали от кромки, отверстия пробивают
вне контура детали на отходе.
Пробивку отверстий кислородной струей рекомендуется
■производить ручным резаком при толщине листов до 100 мм; машинным
резаком — на машинах при толщине листов до 50 мм.
J77
Если толщина листов больше указанной, необходимо в точках
начала реза просверлить отверстия диаметром не менее 10 мм.
При пробивке отверстия ручным резаком, в момент пуска
режущего кислорода резак следует наклонить <под углом 70—75° к
поверхности детали и медленно -перемещать его в сторону -наклона.
При пробивке отверстий на стационарных машинах, во
избежание засорения мундштука, в момент пуска режущего кислорода
резак необходимо приподнять на 20—25 мм и медленно начать
движение.
Для машинной кислородной резки малоуглеродистой и
низколегированной сталей рекомендуются определенные режимы (см.
табл. 17.40).
Таблица 17.40
Рекомендуемые режимы кислородной резки
Параметры режима*
Наружный мундштук, №
Внутренний мундштук, №
Давление кислорода, МПа
Давление горючего газа,
МПа
Скорость резки, мм/мин
Расход кислорода, м3/ч
Расход горючего газа, м3/ч
Ширина реза, мм
Толщина разрезаемой стали, мм
10-12
I
0,25-0,30
550-600
1.2—2,5
0,15—0,30
3
14—16
1
2
0,35-0,40
От 0,01
500-550
2,6—3,0
0,15—0,30
3
20-25
1
2
0,40-0,50
до 0,03
450-500
3,0-4,2
0,15-0,30
4
30—36
I
3
0,55—0,60
320-360
4,5—5,5
0,15-0,30
4
Параметры режима*
Наружный мундштук, Нч
Внутренний мундштук, №
Давление кислорода, МПа
Давление горючего газа,
МПа
Скорость резки, мм/мин
Расход кислорода, м3/ч„
Расход горючего газа. м3/ч
Ширина реза, мм
Продолжение
табл. 17.40
Толщина разрезаемой стали, мм
40-50
1
3
0,60-0,65
300—350
6,0-7,5
0,15—0,30
4
60—70
2
4
0,65-0,70
От 0,01
260—280
8,0—10,0
0,18-0,35
5
80-90
2
5
0,70—0,75
до 0,03
220-240
10,0-12,0
0,18—0,35
6
100
2
5
0,75-0,80
180-200
12,0-14,0
0,18—0,35
6
* При резке кислородом чистотой 99,7%
Эффективность процесса кислородной резки зависит от многих
факторов, которые трудно «предусмотреть в 'Производственных
условиях. Наличие окалины на поверхности металла, коробоватость
листов, качество изготовления мундштуков, техническое состояние
газорезательных машин, квалификация газорезчиков оказывают
существенное влияние на качество и точность вырезаемых деталей.
Для -получения деталей с кромками высокой чистоты
необходимо 'Применять кислород чистотой ;не менее 99,7%; установить
минимально возможную мощность подогревающего пламени, не
допускающего оплавления кромок; соблюдать оптимальную скорость
резки и расстояние 10—15 мм между мундштуком и поверхностью
178
разрезаемого листа. Последние два фактора являются обязательным
и главным условием для достижения безгратовой резки с высокой
чистотой кромок.
В большинстве случаев при вырезке фасоно.к, ребер жесткости,
полок и стенок элементов двутаврового сечения и других листовых
деталей целесообразно снизить скорость резки на 20—30% и
вырезать не заготовки, а детали без последующей механической
обработки.
ГОСТ 14792—69 устанавливает требования к точности и
качеству поверхности реза при машинной кислородной резке деталей.
Под точностью понимается предельное отклонение фактических
размеров вырезанных деталей от номинальных (табл. 17.41).
Отклонение фактических размеров деталей зависит от погрешностей
машины (ее механической части и системы контурного управления)
и наличия тепловых деформаций, вызывающих увод детали в
процессе резки. При (назначении технологии резки эти погрешности
необходимо учитывать.
Таблица 17.41
Отклонение размеров вырезаемых деталей в зависимости
от класса точности
Классы
точности
1
2
3
Предельные отклонения при номинальных размерах, мм
до 630
±0,9
±1,4
±2,0
630—
2000
±1.0
±1.5
±2.3
2000-
2500
±1.1
±1,8
±2,5
2500-
4000
±1.4
+2,0
±2,5
4000-
4500
±1.4
±2,0
±2,5
4500-
6300
±1,4
±2,5
±2,8
6300-1Q000
±1.4
±2.5
±2,8
Качество поверхности реза оценивается неперлендикулярпостыо
кромки и шероховатостью поверхности. Неперпендикулярность
(косину) реза определяют по угольнику в зависимости от толщины
металла. Шероховатость поверхности реза определяют по высоте
неровностей и замеряют на базовой длине 8 мм по ГОСТ 2789—73.
Для неперпендикулярности и шероховатости .поверхности реза
установлены три класса (табл. 17.42).
Таблица 17.42
Неперпендикулярность и шероховатость кромок реза
Классы
Неперпендикулярности:
2
3
Шероховатости:
2
3
Нормы при толщине металла, мм
5—15
0.2
КО
1.2 . .
0,04
0.08
(К 16
16-30
0.3
1.2
1,6
0.03
0.16
0,32
31—50
Q.4
Кб
2.0
0.16
0,32
0.64
179
* Точность л качество деталей, вырезаемых (машинной
кислородной резкой, обозначают буквой К и трехзначным числом.
Буква К обозначает способ резки — кислородная; первая
цифра— класс точности детали; вторая цифра — класс
неперпендикулярности реза; третья цифра—класс шероховатости поверхности реза.
Если какой-либо показатель не регламентируется, то вместо
обозначения класса ставят 0 (:ноль).
Ниже приведен пример условного обозначения детали,
вырезанной кислородной резкой по 3-му классу точности, по 2-му классу
неперпендикулярности и по 2-му классу шероховатости:
К 322 ГОСТ 14792—69
Глава 18. ФРЕЗЕРОВАНИЕ
ТОРЦОВ ЭЛЕМЕНТОВ
И ДЕТАЛЕЙ СТАЛЬНЫХ КОНСТРУКЦИЙ
Фрезерные работы на заводах металлоконструкций выполняют,
как правило, с помощью торцефрезерных машин Раменского завода
(ТФС—2, ТФС—3, ТФС—4) с фрезерными головками диаметром
200 мм, 'перемещающимися как в горизонтальном, так и в
вертикальном направлении, и торцефрезерных машин Горьковского завода
(модель 6991) с максимальным диаметром фрезерной головки 250 м-м.
Последняя машина является двух стоечной и обеспечивает
одновременное фрезерование обоих торцов обрабатываемого элемента.
Фрезерные головки машины перемещаются в горизонтальном и
вертикальном направлениях.
За один проход фрезы снимается слой металла толщиной 3—
4 мм. Учитывая технологические припуски на обработку одного
торца, фрезерование торна выполняют за 2—3 прохода.
Для обеспечения быстрой и точной установки элемента на
стеллажи фрезерного станка с соблюдением заданного угла (обычно
90°) между «плоскостью фрезы и осью элемента на стеллажи станка
устанавливают два боковых упора- (рис. 18.1). Передвижные
выступы боковых упоров располагают .на уровне стенки элемента, что.
исключает влияние грибовидности полок, винтообразности элемента
и других отклонении от геометрической формы. Элемент
устанавливают на фрезерованные подставки и прижимают к упорам винтами.
Чтобы фрезеруемый Элемент не сдвигался, его прижимают сверху
траверсой и винтом.
После установки элемента первый торец фрезеруют до тех пор,
пока исчезает чернота (без выдерживания глубины фрезерования).
Для того чтобы (Выдержать заданную длину элемента после
разворота на 180°, для фрезерования второго торца его упирают
фрезерованным торцом в откидной упор.
Второй торец фрезеруют до тех пор, пока резцы головки не
затронут торец контрольной фрезерованной планки.
Перпендикулярность отфрезерованного торца определяют с
помощью специального оптического устройства.
1. Необходимость фрезерования торцов элементов или опорных
■плит баз стоек и колонн под заданным в проекте углом к оси эле-
180
L - npoeh тный размер
?L Положение упора
при фрезеровании
' 1-го торио.
Рис. 18.1. Система упоров для установки элементов под фрезеровку
/—торцовый упор; 2 — боковой упор; 3— фреза; 4 — упор настройки фрезы;
5 — винтовой прижим; 0 — опоры; 7 — упор; 8 — прижим
мента хля передачи сжимающих усилий через смятие торца —
указывается в рабочем чертеже элемента. Выполняют его после
окончания -сварки или клепки элемента. Для фрезерования элементов
при обработке деталей дают припуск по длине 5—10 М!М на (каждый
торец, подлежащий фрезеровке. Установку элементов для фрезеро-
с;| у Ось элемента
Рис, 18.2. Контроль перпендикулярности фрезерованного торца
оптическим устройством
/ _ струбцины; 2 —установочные риски линеек; 3 — оптическая труба с
сеткой (от нивелира, теодолита), закрепленная под прямым углом к стальном
линейке1 4 — стальная линейка с миллиметровыми делениями
181
вания торцов или опорных .плит, баз стоек и колонн следует
производить по упорам (рис. 18.1)
Л а ' ah
Д
где tg у—уклон торца к оси элемента;
А= '—. абсолютная величина погрешности.
2
По данной схеме проверяют отклонение левого фрезерованного
торца.
При фрезеровании на односторонней торцефрезерной машине
для фрезерования первого торца элемент укладывают на стульчики
и закрепляют прижимами к неподвижным упорам. Чтобы избежать
влияния винтообразности, грибовидности полок и других отклонений
геометрической формы, винт прижима и выступы неподвижного
упора располагают на уровне стенки поперечного сечения колонны.
Упоры должны быть расположены на одинаковых расстояниях от
торцов элемента, чтобы исключить влияние на точность фрезеров" а-
ния торца ссрповидности после сварки.
Первый торец фрезеруют до чистой 'поверхности (т. е., чтобы
отсутствовала чернота), -без выдерживания определенной глубины
фрезерования. Если на конце элемента имеются монтажные
отверстия, выдерживают размер обреза отверстий в соответствии с
рабочим чертежом. Затем элемент поворачивают на 180° и первый
отфрезерованный торец упирают в выдвижной задний упор; после
этого элемент вновь закрепляют винтами к упорам.
Второй торец фрезеруют до тех пор, пока резцы фрезы не
затронут контрольную планку, которая закреплена на станине;
расстояние между ее строганым торцом и строганой кромкой заднего'
упора равно проектной длине элемента (с точностью до 1 мм).
При одновременном фрезеровании двух торцов на
двухсторонней торцефрезерной машине элементы устанавливают также по
двум боковым упорам, обеспечивающим" перпендикулярность оси
элемента к плоскости фрезерования. Точную длину элемента между
фрезерованными торцами обеспечивают путем установки
контрольных планок-на заданном расстоянии у обоих торцов.
Аналогичную систему упоров применяют и для установки
элементов под фрезерование торцов, расположенных не под прямым
углом к оси элемента.
2. Торцы мелких деталей из сортового и балочного
металлопроката фрезеруют для передачи усилий через смятие торца
(необходимость выполнения этой операции указывается в рабочем чертеже
элемента) или для достижения'повышенной точности длины
детали (определяется при разработке технологических карт).
Такой вид фрезерования выполняют после резки, но перед
образованием отверстий, расстояние центров которых до
фрезерованной кромки должно быть выдержано с повышенной точностью. Для
фрезерования торцов, детали (уголки, швеллеры, двутавры, полосы)
укладывают на стол торцефрезерной машины пакетом толщиной
150—200 мм и прикрепляют к столу с помощью траверсы машины.
Если надо отфрезеровать один торец, то операцию производят по
намеленным на пакете рискам. При фрезеровании двух торцов —
по установке пакета по упорам я контрольной планке.
3. Кромки листовых деталей фрезеруют на продольно-фрезер-
182
иых стайках .пакетами толщиной 150—250 мм/ аналогично
фрезерованию «пакетов элементов из сортовой стали. Эту операцию
выполняют после вырезки деталей, но перед образованием отверстий в
деталях.
Глава 19. ОБРАЗОВАНИЕ МОНТАЖНЫХ ОТВЕРСТИЙ
Все монтажные отверстия в элементах конструкций должны
быть образованы на заводе-изготовителе на проектный диаметр, за
исключением случаев, предусмотренных проектом или требованием
монтажной организации. Как правило, в период монтажа
рассверливают отверстия только в тех узлах, где невозможно до полной
сборки всего сооружения или его части обеспечить
удовлетворительное совпадение отверстий сопрягаемых элементов.
Монтажные отверстия в элементах на проектный диаметр
образуют путем сверления по плоским или объемным кондукторам с
впрессованными втулками: рассверливания отверстий до
проектного диаметра при общей сборке всей или части конструкций или
групповым продавливанием отверстий.
При общей сборке отверстия рассверливают после окончания
сборки и проверки всех размеров, включая строительный подъем.
Пр.и этом способе не обеспечивается взаимозаменяемость элементов
и требуется индивидуальная их маркировка после общей сборки.
Образование -монтажных отверстий на проектный диаметр по
кондукторам после клепки, сварки и фрезерования конструкций
обеспечивает высокую производительность при монтаже, большую
точность совпадения отверстий в узлах, взаимозаменяемость
однотипных элементов.
Монтажные отверстия .образуют на проектный диаметр по
кондукторам и рассверловкой с меньшего до проектного диаметра при
общей сборке в конструкциях, монтируемых на заклепках, на
высокопрочных болтах и болтах повышенной точности. Кроме того,
монтажные отверстия сверлят на проектный диаметр по кондукторам в
деталях (фланцы, узловые фасонки и др.) для элементов,
собираемых по кондукторам и монтируемых на болтах нормальной точности.
К таким конструкциям относятся мачты, башни, опоры линий
электропередач. Во всех остальных случаях отверстия образуют на
проектный диаметр по разметке, наметке или шаблонам для
конструкций, монтируемых :на болтах нормальной точности.
Продавлнвание или сверление монтажных отверстий на
меньший диаметр с рассверловкой на проектный диаметр при общей
сборке применяется для тяжелых и крупногабаритных конструкций
с небольшой повторяемостью элементов (менее б—8), когда
изготовление кондукторов нецелесообразно.
Кондуктор (рис. 19.1) состоит из металлической плиты
толщиной 10—12 мм с расположенными на ней втулками, которые Я'Вля-■■■
ются направляющими для сверл в процессе сверления отверстий.
Риски, наносимые на кромках кондуктора, являются
установочными. Эти риски при установке кондуктора на элемент совмещают с
соответствующими рисками, наносимыми на конструкции.
Высокая точность в расположении втулок на кондукторной
плите может быть достигнута путем сверления отверстий под втулки на
фрезерных или расточных станках с делительным столом (при
точности перемещения 0,05—0,1 мм) и сверлением отверстий под
втулки по кондукторам-эталонам, т. с. по первичным кондукторам,
изготовленным с повышенной точностью. Этот способ может быть при-
183
Рис. 19.1. Накладные кондукторы для сверления отверстий
менен на любом заводе металлоконструкций, не располагающем
фрезерными станками с делительными устройствами высокой
точности. При достаточно высокой степени унификации кондукторов
такой способ изготовления кондукторов более производителен.
Внутренний диаметр кондукторных втулок выполняют больше
номинального диаметра сверла на 0,2 мм. Для того чтобы
обеспечить необходимую устойчивость кондукторных втулок к износу, их
после обработки цементируют:
Отверстия в кондукторной плите под втулки растачивают на
размер, равный номинальному наружному диаметру втулки с
минусовым допуском.
Запрессовывают втулки прессами с давлением 40—60 кН или
обычными клепальными скобами, оснащенными специальными
штампами—обжимками (рис. 19.2).
Не разрешается применять сварку для закрепления втулок, так
как при этом перекашивается и деформируется плита.
Если в кондукторные втулки
проходит калибр диаметром, большим на
+0,5 мм номинального диаметра
отверстия, их надо заменять (обычно через 200—
500 проходов сверла в зависимости от
качества цементации втулок).
Допускаются отклонения в положение
центров отверстий втулок в кондукторах
(табл. 19.1). .
При сверлении отверстий на
проектный диаметр применяют следующие типы
Рис. 19.2: Запрессов- кондукторов: накладные одиночные кондук-
ка втулки в плиту торы, связанные накладные кондукторы,
кондуктора пространственные кондукторы (рис. 19.3).
184
Таблица 19.1
Допускаемые отклонения в положении центров отверстий втулок
в эталонах и кондукторах
Наименование размеров
и проверок
Расстояние между центрами
любых двух смежных отверстий
Расстояние между центрам» двух
крайних втулок и по диагонали
между любыми втулками
Калибр диаметром на 0,25 мм
менее номинального диаметра
отверстий втулок при наложении
кондукторов попарно (для проверки
совпадений отверстии)
Допускаемые отклонения, мм
кондукторы-эталоны
±0,15
±0,25
—
кондукторы.
устанавливаемые в любом
положении
±0,25
±0,35
кондукторы.
устанавливав
мые в о преде
ленном поло«
жен ии
±0,5
±0,7
Должен пройти во все
отверстия
Примечание. В кондукторах длиной более Зм при сверлении от?
верстий под втулки по кондукторам-эталонам, накладываемым
последовательно несколько раз, допускается отклонение в расстоянии между центрами
крайних втулок ±1 мм.
■^-l- •; -.йй-^./
A-A
АЛА
Рис. 19.3. Связанный накладной кондуктор
а —для сверления элемента негабаритной фермы; и — для сверления связей
Накладные одиночные кондукторы могут быть частными и
общими. Частный кондуктор имеет одну группу отверстий при -парал-,
лельных продольных рисках. Общие кондукторы имеют несколько
групп отверстий, оси которых расположены под углом друг к другу.
Накладные одиночные кондукторы на элементе устанавливают:
по заранее размеченным «на элементе рискам, габаритным размерам
детали, упорам, заранее просверленным базовым отверстиям и в
кондукторах-кассетах.
185.
Разметку осей на элементах конструкций для установки
кондукторов следует производить на специальных разметочных .плитах
(рис. 19.4).
Верхнюю плоскость разметочной плиты при установке на
фундаменты тщательно выверяют нивелиром и уровнем.
Рис. 19.4. Разметка осей на элементах конструкций для установки
кондукторов на разметочной плите
/ — подставки; 2 ~~ рейсмус; 3 — размечаемы Г: элемент; 4 — угольник; 5 — плита
• разметочная
На разметочной плите вдоль продольной кромки резцом
наносят установочные риски или же устанавливают строганые упоры.
Под углом 90° к продольной риске (или упорам) наносят
поперечную установочную риску. Иногда на поверхности плит наносят
координатную сетку с интервалами в 100 мм между рисками.
При разметке установочных осей поверхность плиты в заданных
местах забеливают раствором мела.
Разметка установочных осей на элементах конструкций с
использованием разметочных плит производительнее, чем «а
стеллажах, а точность нанесения установочных рисок — значительно выше.
Элементы конструкций устанавливают на разметочную плиту -на
строганых подкладках, разбивочные оси переносят с плиты на
элемент рейсмусом и чертилкой по угольнику.
После разметки установочных осей элемент снимают с
кондуктора и переносят краном на стеллажи для сверления отверстий по
накладным кондукторам, устанавливаемым ло установочным рискам.
Для сверления отверстий в элементах с фрезерованными
торцами рекомендуется применять накладные кондукторы с упорами.
В этом случае к плите кондуктора приваривают строганые упоры
(рис. 19.5). Кондуктор крепят к элементу струбцинами и
фиксируют пробками после сверления первых двух отверстий (по
диагонали кондуктора). Если кондуктор применяют для сверления
отверстий в стенке элемента, то для увязки отверстий в стенке и полках
элемента кондуктор фиксируют пробками по 'ранее просверленным
по кондуктору отверстиям в полках элемента.
Применяют объемные кондукторы следующих типов:
связанные пространственные (рис. 19.6);
объемные стационарные кондукторы .для сверления отверстии
в элементах Н-образного сечения;
объемные поворотные кондукторы.
186
Рис. 19.5. Накладные кондукторы с упорами
Объемные стационарные кондукторы обеспечивают высокую
точность образования отверстий, взаимную увязку отверстий
между труппами и в -пространстве.
Недостаток объемных стационарных кондукторов —
необходимость сверлеьия отверстий ручными пневматическими или
электрическими машинками вместо ра-
диально-сверлильных станков.
Чтобы устранить этот
недостаток, объемные
кондукторы (при изготовлении партии
однотипных элементов объемом
не менее 500—400 т)
изготовляют поворотными или же про-,
свсрливают отверстия в два
приема: вначале сверлят
базовые отверстия в ' объемном
кондукторе, а затем —
остальные отверстия по накладным
кондукторам.
Запрещено сверление
отверстий в объемных
кондукторах ручными сверлильными Рис.
19.6. Связанный
пространственный кондуктор
/ — пространственный кондуктор; 2 —-
конструктивны» элемент; 3 — вилка,
охватывающая стенку элемента
машинками без упоров и фик
сации хвостовика сверла.
Сверление монтажных
отверстий в объемных
"неповоротных кондукторах
рекомендуется выполнять в два приема: вначале сверлят в объемном
кондукторе по 4—б отверстий в каждой группе ручными
сверлильными машинками, затем — сверлят конструкции передвижными
радиальносверлильными станками по накладным кондукторам,
установленным на пробки по просверленным в объемном кондукторе
отверстиям.
Элементы конструкций при • этом снимают с кондуктора и
выкладывают на выверенные стеллажи „рядом со сверлильным станком
или на специально оборудованные стенды (рис. 19.7).
Стенд состоит из стеллажей и стоек для установки балки под
сверление -в «вертикальном и горизонтальном положении. Шарнир-
187
ные упоры обеспечивают вертикальную установку и закрепление
балки в нужном положении. В горизонтальном положении балку,
укладывают на стойки сверху. Сверлильный станок перемещается
вдоль обрабатываемого изделия по мостику, установленному на
стеллажах. Для обслуживания установки используют площадку с
лестницей.
Рис. 19.7. Стенд для установки под
сверление крупногабаритных балок
/ — площадка; 2 — мост;. 3 — сверлильный станок;
4 — упор винтовой; 5 — стоика; в — козелок; 7 —
упор; 8 — изготавливаемая балка; 9 ~~ основание
опор
Установка для сверления монтажных отверстий в элементах
радиорелейной линии из труб диаметром 1220 мм имеет сварную
раму, на которой смонтированы опоры с конусами и для установки и
центровки обрабатываемого элемента трубы. Привод,
сблокированный со специальным делительным устройством, поворачивает трубу
для сверления по заданному шагу отверстий. Сверлят отверстия
радиально-сверлильным станком, который перемещается по
рельсовому пути, уложенному на продольных коробчатых балках.
Съемные накладные кондукторы KU K2, КЗ для сверления групп
монтажных отверстий крепят точеными пробками и болтами на опорах.
При работе с кондукторами запрещается:
сверлить отверстия по кондукторам с разбитыми,
шатающимися и выпадающими втулками;
приваривать к плите выпадающие втулки;
сверлить отверстия через изношенные втулки, в которых
диаметры отверстий превышают проектные более чем на 0,5 -мм;
применять сверла с износом более 0,2 ('номинальный диаметр
сверла должен быть равен проектному диаметру отверстия).
188
При установке кондуктора нельзя ударять по нему в местах,
гло нанесены риски.
Качество и взаимное расположение отверстий © элементах
конструкций, просверленных .по кондукторам, контролируют путем
проверки калибром всех монтажных отверстий после контрольной
сборки первой и каждой десятой единицы однотипной конструкции.
Диаметр калибра на I мм меньше номинального диаметра
отверстия. Он должен пройти не менее чем в 85% отверстий каждой
группы.
После сверления монтажных отверстий по кондукторам
зачищают заусенцы пневматическими сверлильными машинками с
помощью «шарошки», при этом глубина раззенковки при удалении
заусенцев не должна .превышать 1,5 мм.
Глава 20. ОБЩАЯ И КОНТРОЛЬНАЯ СБОРКА КОНСТРУКЦИЙ
Общую сборку конструкции производят ла заводе для
обеспечения проектных размеров и подгонки элементов друг к другу,
•подготовки кромок «под сварку и рассверливания монтажных
отверстий.
Контрольную сборку конструкций проводят для проверки
точности изготовления элементов и их взаимозаменяемости без
подгоночных работ и индивидуальной маркировки, а также проверки
правильности изготовления кондукторов и отсутствия изменений в
процессе их эксплуатации.
Перечень и последовательность общих сборок конструкций
сооружения или отдельных его частей дополнительно определяют по
согласованию с заводом-изготовителем монтажные- организации.
Указания о необходимости проведения общей и контрольной сборки
конструкций должны быть даны в рабочем чертеже.
Общую сборку следует производить на тщательно выверенных
стеллажах, так как результаты сборки должны быть зафиксированы
на соответствующих схемах сборки, чтобы быстро и точно
повторить взаимное расположение деталей при монтажной сборке.
В монтажных узлах после проверки геометрической формы,
размеров элементов конструкций и фиксирования заданных зазоров в
стыках взаимное положение деталей закрепляют с помощью
фиксаторов. В монтажных узлах, имеющих отверстия для болтовых или'
заклепочных соединений, при рассверливании отверстий на
проектный диаметр производят индивидуальную маркировку рас
оверлейных элементов.
Контрольную сборку большепролетных ферм и ригелей
производят следующим образом:
монтажные отверстия в элементах сверлят по кондукторам.
Ферму собирают па выверенных стеллажах. Проверяют
геометрическую форму (в том числе строительный подъем фермы) и размеры.
Совпадение монтажных отверстий в элементах фермы проверяют
калибром, на 1 мм меньшим номинального диаметра отверстия.
Калибр должен проходить не менее чем в 85% отверстий;
Контрольную сборку мачтовых и башенных конструкций
выполняют следующим образом:
сверлят монтажные отверстия в деталях и собирают элементы
конструкций по кондукторам. Контрольной ^сборке подвергают пер-
189
вые и последующие десятые однотипные элементы, собранные по
кондуктору;
сборку ведут на выверенных стеллажах отдельными
плоскостями для негабаритных секций или габаритными секциями (не менее
трех секций в одной сборке);
проверяют геометрическую форму, размеры конструкции и
совладение монтажных отверстий. Плотность сопряжения флаицевых
соединений проверяют щупом. Величина зазоров между фланцами
двух смежных секций в пределах кольца шириной -20 мм вокруг
трубы не должна превышать 0,5 мм, а у наружных кромок между
фланцами — 3 мм.
Контрольную сборку элементов мостов ведут в такой
последовательности: монтажные отверстия в деталях и элементах мостов
сверлят по кондукторам; пролетное строение собирают на
специально выверенных стеллажах; проверяют размеры строительный
подъем и совпадение групп монтажных отверстий калибром.
На общую сборку фиксаторы должны поступать в собранном
виде (на болтах нормальной точности я пробках). После приварки
фиксаторов к деталям болты и пробки удаляют и кенструкцию
расчленяют на элементы, .раздельно отгружаемые на монтаж.
Фиксаторы устанавливают по схеме общей сборки,
разработанной в рабочем проекте, но без точной разметки мест их
прикрепления.
Рассмотрим для примера стенд для контрольной сборки
купола воздухонагревателя и аналогичных конструкций. Стенд состоит из
основания, стойки с подвижным по высоте зонтом' для опирания
лепестков купола при общей сборке. Основание — лучевой стенд —
необходимо также для общей сборки кожуха доменной лечи и
аналогичных конструкций.
Осуществив общую сборку всей конструкции (или ее части), в
соответствии со схемой общей сборки, и выверку размеров,
подгоняют кромки и заданные зазоры в стыках и устанавливают
фиксаторы, если это необходимо — их приваривают. Затем
индивидуально маркируют собранные элементы, .сборку сдают отделу
технического контроля, а результаты сборки фиксируют в исполнительной
схеме общей сборки. После этого можно разобрать конструкцию «на
отправочные элементы.
При сборке кожуха доменной лечи и подобных конструкций
верхнюю царгу снимают со стенда целиком и используют для
сборки следующего яруса.
- Общую сборку листовых негабаритных конструкций производят
при помощи типовых стяжных приспособлений.
На высоте работу выполняют с подмостей, смонтированных на
подвесных кронштейнах. Скобы для -навешивания кронштейнов
подмостей приваривают к элементам кожуха до их подачи на общую
сборку.
Глава 21. ЗАЩИТА ОТ КОРРОЗИИ И МАРКИРОВКА
МЕТАЛЛОКОНСТРУКЦИЙ
Все стальные конструкции перед отгрузкой с завода должны
быть защищены от коррозии на период транспортировки, хранения ,
и монтажа путем нанесения грунтовки. Иногда конструкции
окрашивают.
190
Грунтование и окраску производят после приемки констоукций
отк.
Перед нанесением грунтовки поверхность конструкций должна
быть соответствующим образом подготовлена. Вид подготовки
зависит от степени агрессивности среды, для которой предназначены
конструкции.
Подготовку поверхности конструкций, предназначенных для
эксплуатации в неагрессивных и слабоагрессивных средах,
производят ручным или механизированным инструментом
(проволочными щетками, скребками, пневматическими и электрическими
ручными машинами со стальными проволочными щетками и т. п.)- При
необходимости поверхности протирают ветошью, смоченной уайт-
спиритом !(для удаления жировых пятен и других загрязнений), а
также обдувают сжатым воздухом. При этом поверхность металла
должна быть очищена от отслаивающейся окалины н ржавчины,
сварочных брызг, остатков флюсов, жировых и других загрязнений.
Подготовку поверхности конструкции, поставляемых на
экспорт, а также предназначенных для эксплуатации в средне- и силь-
ноагрессшшых средах, производят дробеструйным способом или
дробеметиым механизированным инструментом с зачисткой сварных
швов. Поверхность конструкции должна быть очищена так, чтобы
нельзя было при осмотре невооруженным глазом обнаружить
окалину и ржавчину. Поверхность также должна быть
очищена от сварочных брызг, остатков флюсов, жировых и других
-загрязнений.
Если прокат сразу после дробеметной очистки не покрыт
консервирующей грунтовкой, перерыв между дробеметной очисткой и
грунтованием конструкций, находящихся в отапливаемом
помещении, не должен превышать 20 сут.
Чтобы на поверхности металла не образовывался конденсат
влаги, температура конструкций при механической подготовке
поверхности должна быть не ниже температуры окружающего
воздуха.
Для дробеметной и дробеструйной обработки применяют дробь
от № 05 до № 1,0.
После подготовки поверхности не подлежат грунтовке _
следующие места конструкции:
соприкасающиеся поверхности монтажных соединений на
высокопрочных болтах и заклепках;
шарниры и отверстия для -них, которые покрывают техническим
вазелином, тавотом или солидолом;
бетонируемые части конструкций в случаях совместной работы
с бетоном, которые покрываются цементным молоком.
Для защиты от коррозии наносят грунтовки ГФ-020, ФЛ-ОЗ-К,
грунтовку ■ на основе железного сурика густотертого и олифы ок-
соль. Марка грунтовки и число слоев зависят от степени
агрессивности среды, для которой предназначены конструкции (табл. 21.1 и
21.2).
Конструкции, предназначенные для эксплуатации -в
неагрессивных средах, защищают грунтовкой на основе железного сурика и
олифы оксоль в один слой. Эта грунтовка может быть заменена
грунтовкой ГФ-020.
Конструкции, предназначенные для эксплуатации -в слабо-,
средне- и сильноатрессивных средах, защищают грунтовкой ГФ-020. Для
слабоагрессивных сред грунтовку наносят в один слой, для средне-
и сильноагрессивных — в два слоя.
. . 191
Таблица 2 i. 1
Технологические параметры нанесения материалов
при грунтовании стальных конструкций
Марки
материала
Грунтовка ГФ-
02Q, ГОСТ 4056-
63*
грунтовка ГФ-021,
ТУ б-Ю-1642-77
То же
Метод
нанесения
Пневматическое
распыление
Безвоздушное
распыление без
нагрева
Растворитель
для доведения до
рабочей вязкости
Сольвент,
ксилол или смесь
одного из них с
уайт-спирпто?л 1:1
То же
Рабочая
вязкость
по ВЗ-4
при
температуре
20±2 °С
17—30
15-25
Толщина
одного
слоя
покрытия ,
мкм
10-30
15—20
Грунтовка ФЛ-
03-К, ГОСТ 9109—
76
Грунтовка ФЛ-
03-К. ГОСТ 9109-
76
Грунтовка ФЛ-
0G-K
То же
Сурик
железный густотертый,
ГОСТ 8S66—76,
на олифе оксоль.
ГОСТ 190—68
То же
>
!
Струйный облив
Кисть
Пневматическое
распыление
Безвоздушное
распыление без
нагрева
Струйный облив
Кисть '
Пневматическое
распыление
Безвоздушное
распыление без
нагрева
Кисть
Сольвент
Смесь ■
сольвента или ксилола с
уайт-спиритом 1:1
Сольвент (ГОСТ
1928—67 или ГОСТ
10214—62). ксилол
(ГОСТ 9410—71)*
или смесь одного
из них с уайт-
спиритом (ГОСТ
3134-52)* 1:1
Сольвент (ГОСТ
1928—67 или ГОСТ
10214—62), ксилол
(ГОСТ 9410—71)*
или смесь одного
из них с уайт-
спиритом (ГОСТ
3134—52)* 1:1
Смесь
сольвента с
уайт-спиритом 1:1
Смесь ксилола
или сольвента с
уайт-спиритом
1:1, сольвент,
уаПт-спирит
Уайт-спирит,
сольвент, ксилол
То же
Уайт-спирит,
сольвент
17-20
22-30
18-35
20-25
35-40
20-22
- 30—32
20—24
20-25
25—30
25-30
13—20
15-25
15-25
\ 20—25
[25-35
10—12
12-15
15—25
15-25
18-25
15—25
102
Таблица 21.2
Технологические параметры нанесения материалов
при окраске стальных конструкций
Марка
материала
Метод
нанесения
Растворитель
для доведения до
рабочей вязкости
Рабочая
вязкость
по ВЗ-4
при
температуре
20±2 °С
Толщина
одного
слоя, мкм
Краска
масляная густотертая
МА-0-11 хаки (б.
4БО), ГОСТ
18596—73
Пневматическое
распыление
Уайт-спирит ~
25-35
20-30
То же
Лак БТ-577.
ГОСТ 5631-70*
То же
Краска БТ-177,
ГОСТ 5631—70*
То же
Кисть
Пневматическое
распыление
Кисть
Пневматическое
распыление
Кисть"
То же
Уайт-спирит,
сольвент
То же
40-50
25—28
30-35
22-28
35-40
20-35
20-30
20-35
20-30
20—35
Эмали ПФ-133,
ГОСТ 926-63*
Пневматическое
распыление
Сольвент,
ксилол или смесь
одного из них с
уайт-спиритом 1:1
25-32
20-30
Эмали ПФ-133,
ГОСТ 926—63*
Безвоздушное
распыление без
нагрева
То же»
30—35
40-45
20-25
25—35
То же
Струйный облив
Сольвент или
смесь сольвента
с уайт-спиритом
25—30
35—40
25—26
28-30
Кисть
Сольвент,
ксилол или смесь
одного из них с
уайт-спиритом 1:1
45—50
25-40
Органоснликат-
ный материал
ВН-30. ТУ 84-20-
68, ГОСТ 5.1496—
72
Пневматическое
распыление
Толуол (ГОСТ
9880—61 или ГОСТ
14710—69)
18—25
75
То же
Кисть
То же
30-35
75
Грунтовку ГФ-020 можно заменить грунтовкой ГФ-021 или
ФЛ-ОЗ-К.
Конструкции, поставляемые в страны с тропическим климатом,
защищают грунтовкой ФЛ-03-К в два слоя.
7 Зак. 157
193
Грунтовку на основе железного сурика густотертого готовят
непосредственно на заводе путем смешения следующих хомпо-
нентов:
Сурик железный густотертый . . . 50—55%
Олифа оксоль 35%
Сиккатив НФ-1 5%
Уайт-спирит 5—10%
Для пневматического распыления следует применять
краскораспылители марок СО-71 и КРУ-1. Для безвоздушного —
установки типа «Радуга», «Факел» и ВИЗА (ЧССР) (табл. 21.2).
Некоторые конструкции окрашивают на за воде-изготовителе.
В грунтовку ФЛ-ОЗ-К перед употреблением вводят сиккатив
НФ-1 (ГОСТ 1003—73) в количестве 5% массы грунтовки.
Грунтовки должны быть тщательно размешаны, разведены до
рабочей вязкости и профильтрованы через сетку № 056.
В краску МА-Dll перед употреблением добавляют олифу
натуральную (ГОСТ 7931—76) до малярной консистенции, а также
сиккатив НФ-1 в количестве 2% массы краски. Вводить растворитель —
уайт-спирит в МА-011 можно в объеме не более 5% массы краски,
разведенной олифой.
Краску БТ-177 готовят непосредственно «перед употреблением
путем смешения .80—85% лака БТ-577 с 15—20% алюминиевой
пудры (ГОСТ 5494—71).
Материал ВН-30 леред применением помешивают до полной
однородности в таре завода-изготовителя. Длительность
механического перемешивания (мешалками, вибраторами, валками и яр.) со-
ста(вляет не менее 2 ч, перемешивания барботированием воздуха —
не менее 20 мин. После перемешивания вводят отвердитель (тетрабу-
токсититанат или <полибутилт?-гганат) в количестве 1 % по отношению
к количеству сухого остатка материала. Предварительно
отвердитель растворяют в толуоле в соотношении 1 : 5. После введения
отвердителя повторно перемешивают в течение 2 ч — при
механическом перемешивании и 20 мин — при перемешивании
барботированием воздуха.
Пригодность материала для применения после введения
отвердителя — 48 ч.
Краска МА-011, лак БТ-577, краска БТ-177 и материал ВН-30
наносятся непосредственно по металлу. Эмаль ПФ-133 наносится
по грунтовке ГФ-020 или ФЛ-ОЗ-К.
Перед нанесением материала ВН-30 обязательна дробеструйная
или дробеметная обработка «поверхности.
Время естественной сушки для лакокрасочных материалов при
температуре 2О±'2°С, ч:
Грунтовка ТФ-021 . . .....> 24
Грунтовка ГФ-020 4.8
То же, при междуслойной сушке .... 16
Грунтовка ФЛ-ОЗ-К 24
То же, при междуслойной сушке .... 12
Грунтовка на основе железного сурика
густотертого и олифы оксоль 24
То же, при междуслойной сушке .... 12
Краска МО-011 хаки — 24, лак БТ-557 . . 24
Краска БТ-177 —30, эмаль ПФ-133 . . , 24
194
Материал ЕН-Ш .. r r ....... 24
То же, при междуслойной сушке при
нанесении распылением 0,3—'0,5
То же, при нанесении кистью 0,7
При нанесении лакокрасочного материала на наружную
поверхность резервуаров с преобладанием листовой стали толщиной
4 и 5 мм норматив расхода следует применять с коэффициентом
1,10 (табл. 21.3 и 21.4).
i Таблица 2!.3
Нормативы расхода лакокрасочных материалов
Марка материала
Лак БТ-577
Грунтовка ГФ-020
Грунтовка ФЛ-ОЗ-К
Эмаль ПФ-133
Краска MA-Q11 хаки, готовая к употреблению
в том числе:
краска густотертая
олифа натуральная
Сурик железный на олифе оксоль, готовый
к употреблению
в том числе:
сурик железный густотертый
олифа оксоль
Органосиликатный материал ВН-30
Толщина
одного слоя
покрытия, мкм
15
15
15
2Q
20
20
75
Норматив
расхода на один
слой
покрытия, кг/т
1,90
1,93
2,0-1
K9G
1,70.
1,24
0,33
1,23
0s9!
0,63
8,33
Таблица 21:4
Нормативы расхода лакокрасочных материалов для стальных
оконных и фонарных переплетов, покрываемых методом струйного облива
с выдержкой в парах растворителя
Марка материала
Грунтовка ГФ-020, ГФ-021
Грунтовка ФЛ'03-К
Толщина одного
слоя покрытия,
мкм
15
15
Норматив расхода
на один слой
покрытия, кг/т
5.GI
5.4S
Если в конструкторской и (или) технологической документации
указана толщина локрытия, отличная от толщины, приведенной в
табл. 21.3 и 21.4, то производится перерасчет норматива до формуле
# 5
N^No—-, (21.1)
где Wo — норматив рахода по табл. 21.3 и 21.4;
б0 — толщина покрытия по табл. 21.3 и 21.4;
6 — требуемая толщина покрытия.
При защите стальных конструкций только грунтозкой без
перекрытия эмалью непосредственно на заводе-изготовителе
рекомендуется норматив грунтовки ГФ-020 и ГФ-021 пересчитывать на
толщину 20 мкм, а грунтовки ФЛ-ОЗ-К — на 22 мкм.
7* Зак. 157
195
Нормативы расхода растворителя для разведения
лакокрасочных материалов до рабочей вязкости следует принимать по
отчетным данным краскоприготовительных отделений (участков) или
заводских лабораторий з*а период от 9 до 12 мес.
Доля расхода растворителя от массы материала:
Грунтовка ГФ-020, ГФ-021 20
Грунтовка ФЛ-ОЗ-К 20
Лак БТ-577 15
Краска БТ-177 . 15
Эмаль ПФ-133 . 15
Очистка поверхности металлопроката от окалины .и ржавчины
может производиться на поточных линиях дробеметным способом..
Рекомендуемый размер дроби от № 0,5 до № 1,0. Если на линии
не производится - консервация этрошта, то не позднее чем через
20 сут конструкции, .изготовленные из этого проката, должны быть
загрунтованы.
Консервация проката может производиться на этой же
поточной линии быстросохнущими грунтовками, допускающими
последующую сварку проката. Применяются грунтовки марок ЭФ-0121 и
ВЛ-023. Рекомендуемые методы «анесения -и основные
технологические параметры нанесения этих грунтовок приведены в табл. 21.5.
Таблица 21.5
Технологические режимы нанесения грунтовок
для консервации проката
Марка
материала
Грунтовка фос-
фатирующая, ВЛ-
023, ГОСТ 12707—
67, ГОСТ 5.1414—
72*
То же
Грунтовка ЭФ-
0121, ТУ 6-10-14-
99-7»5
Грунтовка ЭФ-
0121, ТУ 6-10-14-
99-75
Грунтовка ЭФ-
012J, ТУ 6-10-14
99-75
Метод
нанесения
Пневматическое
распыление
Безвоздушное
распыление без
нагрева
Пневматическое
распыление
Безвоздушное
распыление без
нагрева
Электростатическое
распыление
Растворитель
для доведения до
рабочей вязкости
РФГ-1 {ГОСТ
12708-67), 648
(ГОСТ 18188-72),
Р-6
РФГ-!
Ксилол (ГОСТ
9410—71)*
То же
Смесь
сольвента (ГОСТ 1928—
67 или ГОСТ
10214—62). этил-
целлозольва
(ГОСТ 8313—76) и
циклогексанона
(МРТУ 6-03-201-
67) в
соотношении 30 : 60 : 10
Рабочая
вязкость
по ВЗ-4
при тем-
16-20
15-20
16—18
18—20
16-18
Ориентировочная
толщина
одного
слоя, мкм
10—15
10-15
14—17
16-20
15-18
196,
Грунтовка В Л-023 поставляется в виде двух компонентов, Онз
готовится непосредственно перед применением путем смешения
основы грунтовки с кислотным разбавителем в соотношении 5 : Ь
Срок годности грунтовки зависит от температуры хранения:
°С ч
—10 до +10 24
+ 10 до +20 8
+20 до +30 6
• + 30 до +40. 4
Перед употреблением грунтовки ЭФ-0121 в нее вводятся сик«
катив НФ-1 (ГОСТ 1003—73) в количестве 4% массы грунтовки и
ускоритель № 25 (МРХУ 6-10-851-69) в количестве 2% массы
грунтовки.
Грунтовки перед нанесением фильтруют через сетку № 0085К.
Обычно в поточные линии дробеметной обработки и консервации
проката включают установки предварительного нагрева «проката до
температуры 40—50°С и сушильные камеры для сушки грунтовки
(температура 40—80°С) или только сушильные камеры. Время
высыхания грунтовки зависит от температуры предварительного
нагрева проката и температуры сушильной камеры и составляет от 5 до
15 мин. При изготовлении конструкций методом сварки нормативы
расхода грунтовок, приведенные в табл. 21.6, применяются с
коэффициентом 1,12.
Таблица 21.6
Укрупненные нормативы расхода грунтовок на поточных линиях
очистки и консервации
Марка материала
Толщина одного
слоя покрытия,
мкм
Норматив расхода на
1 слой покрытия, кг/т
Грунтовка В Л-023
Грунтовка ЭФ-0121
12
15
2,96
1,84
Нормативы расхода растворителя для разведения
лакокрасочных материалов до рабочей вязкости следует принимать по
отчетным данным краскоприготовительюых отделений (участков) или
заводских лабораторий за период от 9 до 12 мес, но не выше 28% для
грунтовки ЭФ-0121 и 30% Для грунтовки ВЛ-023 (от массы
грунтовки).
Маркировка стальных конструкций. Все отправочные элементы
стальных конструкций должны быть замаркированы до огрунтовки,
а после грунтовки маркировка должна быть возобновлена.
Маркировка может быть общей, индивидуальной и
фиксирующей.
. Общая маркировка, В этом случае марка является условным
обозначением взаимозаменяемых однотипных элементов по
монтажной схеме и чертежам КМД и включает номер заказа, номер
рабочего чертежа, где изображен элемент, обозначение элемента по
монтажной схеме и рабочему чертежу.
Марку наносят белилами и керном в виде букв и цифр
высотой 6—12 см по трафарету, в следующей примерной форме:
412—17
К1 •
197
Марку следует наносить в местах, указанных на рабочих
чертежах, так, чтобы марку можно было легко прочитать на элементах
конструкций, сложенных в штабель, а также 'после установки
элементов в -проектное положение.
Фиксирующая маркировка является не только условным
обозначением элемента, но указывает также на его непосредственное
место и ориентировку положения в сооружении.
Кроме марки на элементе .наносят фиксирующие знаки типа
треугольника (острие которого указывает низ элемента) и др.
Для каркасов многоэтажных зданий рекомендуется следующая
система фиксирующей маркировки:
колонны— 1К1, 1К2, 1КЗ, . . ., 2К1, 2К2, 2КЗ;
балки— 1Б1, 1Б2, ЬБЗ, . . ., 2Б1, 2Б2, 2БЗ.
Цифры перед буквами обозначают ярус '(по высоте), цифры
после букв — номер марки взаимозаменяемых элементов.
Индивидуальная маркировка применяется только для
элементов, прошедших общую заводскую сборку с производством
подгоночных работ, в результате которых элементы не могут быть
взаимозаменяемы, и (выполняется по схеме общей сборки, входящей в
состав рабочих чертежей на данную конструкцию.
Г л а в а 22. КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ
22.1. Исходные материалы
Основным документом, регламентирующим качество,
изготовления металлических конструкций, является СНиП III-18-75
«Металлические конструкции».
ОТК совместно с персоналом складов, цехов и служб
заводоуправления осуществляет контроль и приемку всех исходных
материалов, используемых при изготовлении металлических
конструкций: металлопроката, сварочных материалов (электроды, проволока,
флюс, газы и др.), метизов, материалов для грунтовки и окраски
конструкций, а также комплектующих изделий.
При .разгрузке из вагона металлопроката внешним осмотром и
замером устанавливаются сортамент, количество, размер, наличие
маркировки, марки стали, отсутствие расслоений, плен, трещин,
раковин, закатов, искривлений смалковок и размалковок,
превышающих нормы, допускаемые соответствующими стандартами, и
составляется приемочный акт в четырех экземплярах. В случае
обнаружения несоответствия поступившего металла требованиям
стандарта на данную продукцию составляется рекламационный акт для
предъявления претензии поставщику.
Каждая партия поступающего металлопроката должна
сопровождаться документом (сертификатом), удостоверяющим
соответствие заказу и требованием стандарта. В сертификате указываются
количество отгружаемого металлопроката по профилям и размерам,
его масса, марка стали, номер партии, номер плавки, химический
состав и физические свойства, номер соответствующего стандарта
и заключение отдела технического контроля о соответствии
продукции требованиям стандарта.
198
Одновременно с составлением приемочного акта на
поступивший металлопрокат .производится его маркировка. При этом
белилами на каждый торец профиля наносится номер приемочного акта
и производится частичное закрашивание торца несмываемой краской
принятого по стандарту для каждой марки стали цвета.
Перед пуском в производство профили проката, имеющие
искривления больше допустимых, (табл. 22Л), .проходят правку.
Таблица 22.1
Допустимые величины искривлений листового и профильного проката
при пуске в производство
Профиль
проката
Листовой
Широкополосный
универсальный
Уголковый
Швеллер,
двутавр, трубы
Показатели искривлений
Зазор между линейкой метровой
длины и поверхностью профиля вдоль
проката при толщине, мм:
4—8
9—20
Допускаемая
величина, мм
<2
<1,5
свыше 2G 1 <1
Поперек проката для rccx толщин
Зазор между продольной кромкой и
натянутой струной (серпооидность)
Зазор между обушком уголка и
натянутой струной (кривизна)
Между полками уголка и угольником
(смалковка или размалковка)
Местный зазор между полкой уголка
и угольником (выиучиной)
Зазор между профилем проката и
натянутой струной (кривизна)
< I
'/iooo длины, не
более 5
То же
< 7i.-.o ширины
полки
Не допускается
Vioooi не более
5 мм
22.2. Изготовление деталей
Одним из важных этапов контроля является -проверка
правильности подачи металлопроката в цех обработки для изготовления
деталей в соответствии с указаниями маршрутной технологической
документации.
. При резке на ножницах проверяют состояние заточки режущих
кромок ножей, а также зазор между ножами, в зависимости от
толщины разрезаемого .проката, в пределах от 0,4 и до 1 мм. Кромки
деталей, разрезанных на ножницах, не должны иметь заусенец и
завалов, превышающих 1 мм.
При кислородной резке проверяется соблюдение заданных
режимов резки. В зависимости от назначения деталей и применяемой
для них стали качество кромок деталей после кислородной резки
должно соответствовать требованиям ОНнП III-18-75.
199
При образовании отверстий в деталях проверяют соблюдение
технологических требований по способам выполнения
продавливанием или сверлением.
Отклонения от проектных линейных размеров, геометрической
формы и размеров отверстий готовых деталей не должны превышать
допуски, указанные в СНиЛ III-18-75.
22.3. Пооперационный контроль качества
при изготовлении продукции
Контроль качества продукции в процессе изготовления
осуществляется .производственными мастерами, контролерами и
контрольными мастерами ОТК, которые независимо друг от друга по мере
изготовления конструкции выборочно контролируют качество
выполнения отдельных операций. На завершающей стадии
изготовления N элементов конструкций (производственный мастер детально
осматривает их и после устранения исполнителями отмеченных им
недостатков предъявляет к сдаче контрольному мастеру ОТК. Факт
сдачи и приемки продукции оформляют «предъявкой-актом» с
подписями производственного мастера и мастера ОТК.
В операцию контроля до начала работ по изготовлению
продукции входят проверка соответствия квалификации рабочего
намечаемой работе, а также наличия у него удостоверения на право
ее ведения; наличия технологической и нормативной документации;
обеспеченности измерительным инструментом; состояние сборочных
кондукторов, стеллажей, стендов и плит, ручного и машинного
оборудования и аппаратов, которые будут использованы при
изготовлении продукции.
В (процессе производства сборочных работ проверяется
соблюдение последовательности выполнения операций в соответствии с
установленной технологической документацией; соответствие
геометрических размеров чертежу; соблюдение допусков на зазоры
между деталями; совмещение плоскостей деталей, соединяемых
встык; правильность расположения и размеры электроприхваток;
установка выводных планок; соответствие используемых материалов
для выполнения электросварочных (прихваток.
Отклонения от проектных линейных размеров готовых
элементов не должны превышать указанные в СНиП И1-18-75.
Качество сварных соединений должно соответствовать
требованиям ГОСТ 3242—69. В зависимости от назначения сварных
соединений они «проверяются на прочность (колонны, балки, фермы)
или на прочность и плотность (резервуарът, трубопровода и др.).
Качество прочных швов проверяют (внешним осмотром и
проверкой размеров, а также одним из физических неразрушающих
методов (просвечиванием проникающими излучениями и
ультразвуковой дефектоскопией) и испытанием образцов-свидетелей. Качество
плотнопрочных швов дополнительно проверяют смачиванием
керосином, вакуумированием, (воздушным и гидравлическим давлением,
а особо ответственных, предусмотренных специальными
техническими условиями, цветной дефектоскопией.
Независимо от типа (конструкции все 100% швов подвергают
внешнему осмотру и замерам. Остальные методы контроля
назначают согласно требованиям проекта и СНиП II1-18-75.
Контроль швов в зависимости от типа конструкции
осуществляется методами, указанными в табл. 22.2.
200
its
грукци
a
s
о
к
льны
1 ста
ЫХ ШВОВ
и
о,
•в
IB
W
г
8
«в
роля 1
шов
3
!
О ff> £
gag
5 £ Н
^•<u Я
OS*
Н о.
II
HS
о»
Я
о ^
са
>хмэф
О)
з§
Ok
0)
я
Раз
кты
а>
S
емые
явля
3
5
2 Ы
Тип:
нстру
о
go
S 8
03
СЗ
О.
• s
3
я
о>
О
Ш
Любое
2; о <и <у
** со К Я
гла
ленен
тичен
2^ х ^*
£ я с^-
я о t: >**>
ОЖОГИ,
атеры,
е тре-
непро-
и не-
S S "** 2 ^
?о,2 §
с в 8 -
Я п ^я о-
я с Sa
g ^
ш о*
«у
о ^
Н Я"
о s
S3
S а
аяя .
gas
S а*
(струк-
р
:вие
С
СУ
8
свар-
I
о>
с:
§1
Н
О
н
А
ю
f
CN
0,00
|1
н
СУ О
руж
езы,
5 §
к
я к
^ о.
II
О к(
^ о.
с
СЗ
О
н
CQ
[я емые
1ЫЯВЛ
гром
о
я
я|
2 н
о> »
о я
S
1
I
0)
- И
я
Ь- 0>
с о
я у
и £ о.
Э S
пз з » >» >» к
о. н ч*
3 и « « а: «
о. и 3 2
& III!
3 «За"
^ S >,Я О д
га 5 ~
£ §■
Зо о
с я ч
уи О
32
са я 3
3* £
§|
*5
&2Й
а>
д
п
СЗ
1
1з«,
■ ^ ° а
001'
ее 0,
мен
о
о
о
о
Н
2
ь
11
Р* О
Й о,
S 4;
и ^
20J
Cs
"абл.
I
Продол
сз &
ш ^ g
О 0) ►-
^ СЭ S
о я •
р
1 =
с. 5
= 8
к
(U 03
дефекта,
м
22
о.
£
Раз
2
дефект
ъ
3
ВЛЯ6
Выя
К
Типы
конструкци
Методы
контроля
к
а
О.
1
О Q
Eg
1
О
2
имости от
давлении
0.004-0.07,
ро|||
а> 6
|«
||
Сви
щины
вары
Резервуары,
ки. цисте
турбинные и
ривационные
бопроводы и
гне листовые
оздушным
авленнем
вакуумны
пособом)
ta ciw и
ШВЫ
жны
1ЧНЫ
струкции,
которых дол
быть гермет!
к
о
Н
Г
о
н
i 0.001
X
о
2
(У
О
ммиаком
га
; типы
о
А
s 0,001
менее
о
а.
Резервуары,
цистерны и
гие сосуды
РЗ S ^ jj, £ g
•^ о я s: в)
пытание
ность
ность
1ым давл
1ли гидра
им давлен
Ис
плот
проч
дуии
ем }
ческ
0>
X
г
•а
О
О
» я
я о
а к*
с: к я
со. и
Uj К >>«
:-: г; s*
нтная пло-
енее 3
ивале
не м
СЭ J3
X с*
ф СЗ
II
5? О
непров
шлак
-К
2 к
Is!
Тре
газов
вклю
и,
тоды
швов
едус-
до-
ш
Конструкци
нормы и ме
контроля
которых пр
матриваются
полниггельныа
нтроль
вуковой
госкопией
° т 5
к са
к о
ч§
1 правилами
отдельных i
и
| сооружений,
циальными
| или проектом
202
§
О)
I
6 a
эе, кр
трещи
ожеи-
2 °
«
газовые
аые
включены в шве
О.
Sa .
о
ill
U S « f- ra
q o. S3 >»
libll
единения и
зоне, не-
as;
ill
вари
коло
плав
а о u
to
<u
1
ковые
2
О
о
s
S ^
S °
а. а.
ё|
а>
S
ей
£
S
СЗ
Плс
нее 3
§
СЗ
В
.♦
о S
о к
£ О)
II
Нес!
ые в
со
i
О S
•е-
нам a
иия
S
о «
О> :
~ S
£5 -,
к
55
СЗ
<0 ев
да
ТИПЫ
CQ
ОУ
о
О
2
с:
2
(Я
s
ЬИН
та
О.
t-
О
<а
непровары,
'алла шва и
[ кромок,
Is!
Д Q, СО
I'll
ft
с:
га
ii
о ^
с
шлаковые
Кк
2 -г
азов
хЦ
5 ни
и наруж-
|
1
I
А
i аграф и-
ы, непрова-
е и газовые
Р
2 3
к о.
^ о
if
о.
S о
о u
(есплавления
§*
11
на то]
стыковь
а
■8* ^?
е; « S
o,o K 2
SS&3
tr- л\ _ ••
203
Протяженность швов, подлежащих контролю физическими
методами в зависимости от вида конструкции, также определяется
требованиями СНиП III-18-75 и проекта.
Сварные швы по внешнему виду должны иметь гладкую или
мелкочешуйчатую поверхность (без наплывов, прожогов, сужений
и перерывов) и ллавный переход к основному металлу.
Наплавленный металл должен быть плотным, без пор и трещин. Кратеры
заварены. В отдельных местах долускаются подрезы основного металла
глубиной не более 0,5 мм при толщине свариваемого .металла до
10 мм, а при большой толщине — 1 мм.
Геометрические размеры швов замеряются с помощью шаблонов
или измерительных инструментов.
Допуски на размеры сварных швов должны соответствовать
требованиям ГОСТ 5264—69, 8713—70, 14771—76, 11533—65 и
11534—75.
Контроль физическими методами производится после внешнего
осмотра и исправления дефектов в соответствии с «Инструкцией по
методам контроля, применяемым при проверке качества сварных
соединений стальных конструкций и трубопроводов» СН 37:5-67.
Просвечивание рентгеновскими и гамма-лучами производится в
соответствии с ГОСТ 7512—75.
Просвечивание рентгеновскими лузами производится с помощью
переносных рентгеновских установок — РУП-120-5-1; РУП-200-5-2;
РУП-150/300-10-1; «-Супер-Лилипут» 140 и 200, а также '
импульсных—ИР А-2Д, РИНА-1Д, РИНА-2Д. Источником рентгеновского
излучения является рентгеновская трубка (табл. 22.3).
Таблица 22.3
Характеристики рентгеновских аппаратов
Марка
РУП-120-5-1
РУП-20.0-5-2
РУП-150/300-10-1
ИРА-ДМ
РИНА-1Д
РИНА-2Д
«Супер-Лилипут-140>
«Супер- Лилипут-200>
Тип рентгеновской
трубки
0.4БПМ2-120
0.7БПМЗ-200
1.5БПВ7-150
0.3БПВ6-15О
2.5БПМ4-250
ИАЗ-250
ИМА2-150Д
GE-140/50
GE-200/50
Толщина
просвечивания, мм
25
60
30
30
60
15
25
30
30
60 -
Масса, кг
165
190
1000
45
!2
J0
80
100
Просвечивание гамма-лучами осуществляется с помощью гам-
ма-дефектоскопов — РИД-П; РИД-21; РИД-21М; РИД-23; «Ста-
пель-5М» и др.
Протяженность швов, подлежащих контролю физическими
методами, должна соответствовать требованиям СНиП Ш-18-75 и
проекта на конструкции.
204
Контроль течеисканием проводят с использованием в качестве
рабочего вещества газов (воздух, азот, аммиак, углекислый газ,
гелий) или жидкостей (вода, керосин).
В качестве индикаторов в дефектоскопии течеискаиием
применяют мыльный раствор, водный раствор экстракта лакричного
(солодкового) корня, спирто-водный раствор фенолфталеина, раствор азот-
но-кислой ртути и раствор мела в воде.
Практически дефектоскопию течеисканием сварных соединений
изделий общего назначения осуществляют испытанием на
плотность одним «з следующих методов: смачиванием керосином,
наливом воды и пневматическим или гидравлическим.
Выбор метода проверки на герметичность течеисканием в
зависимости от назначения изделий устанавливается проектом на
конструкции.
Контроль прочности сварных соединений стальных конструкций
производят испытанием образцов, вырезанных непосредственно из
контролируемой «конструкции или из пробных контрольных стыковых
соединений. -Пластины для сварки пробных или контрольных
соединений вырезают из стали той же марки, из которой изготовляется
контролируемая конструкция. Разделку .кромок, зазоры в стыках, ре-
жнмы и пространственное положение при сварке образцов
выполняют аналогично стыковым соединениям испытываемой конструкции.
Для испытания из .каждой пробной или контрольной пластины,
согласно СНиП III-18-75, готовят два образца на'статическое
растяжение, два—на статический изгиб и три образца на ударный
изгиб. Размеры заготовок (.пластин), а также форма и размеры
образцов и способ вырезки образцов из заиютовок, их изготовление, и
испытание (выполняют в соответствии ГОСТ 6996—66.
Механические свойства сварного соединения должны
соответствовать одноименным свойствам основного металла или величи*
нам, установленным требованиям проекта на изделие.
Глава 23. ПОГРУЗКА СТАЛЬНЫХ КОНСТРУКЦИЙ
НА ЖЕЛЕЗНОДОРОЖНЫЙ ПОДВИЖНОЙ СОСТАВ
Перевозка стальных конструкций к месту монтажа
производится-преимущественно железнодорожным транспортом (табл. 23.1).
Элементы стальных конструкций длиной, большей указанной в этой
.таблице, перевозятся на сцепах из двух или трех платформ. При
погрузке длинномерных элементов на сцепы предпочтительнее
опирать их на одну платформу.
Погрузка конструкций должна производиться с соблюдением
требований «Технических условий .погрузки и крепления грузов и
использования грузоподъемности вагонов Министерства путей
сообщения», а также «Инструкции по (перевозке на железных дорогах
СССР грузов негабаритных и погруженных на транспортеры».
Грузы, (погруженные на подвижной состав и подлежащие
перевозке по железной дороге, не должны быходить за пределы габари-
та очертания погрузки (см. часть II, рис. 4.3).
Для -проверки габаритности погруженных конструкций на
выходе с территории завода (цеха .погрузки) над железнодорожным пу-
2>05
тем сооружают габаритные ворота, размеры которых соответствуют
габариту погрузки.
Таблица 23 Л
Характеристика железнодорожных платформ
Показатель
Размеры, мм
lili
II I
225
1?1
Длина:
по лобовым
листам
по оси сцепления
автосцепок
между торцовыми
бортами
Ширина между
продольными бортами
Высота пола плат
формы над голов
кой рельса
База
Наибольшая длинг
груза
9 200
10 424
9 114
2 750
1320
5 500
10 004
9 200
10 424
8 364
2 750
1320
5 500
8 808**
12 974
14 194
12 874
2 770
1270
9 294
13 774
12 974
14 194
12 102
2 770
1 270
9 294
12 552**
13 400
14 620
13 300
2 770
1284
9 720
14 200
11920
13145
11825
3 080*
1300
7 225
12 700
12 70<?
13 92?
12 004
2960
1370
8 650
12 0Ш
* Ширила пола платформы. *&
•• Длина груза, погруженного над тормозной будкой платформы,
принимается как для нетормозной платформы.
При длине груза, превышающей указанную в табл. 23.1, или
при отношении длины груза к базе более 1,41 (для сцепа платформ)
необходима проверка негабаритности (см. часть II).
Погрузка конструкций на железнодорожный подвижной состав
производится по эскизам погрузки, разработанным конструкторским
отделом завода. Для получения разрешения на отгрузку
конструкций в службу движения отделения дороги представляются
утвержденные эскизы погрузки, а также расчеты к ним. Расчеты включают
в себя вычисленные габаритности груза, закрепление пруза от сдвига
и опрокидывания.
При догрузке длинномерных .конструкций (свыше 24 м)
производят определение расчетной негабаритности груза на кривой (см.
часть II).
Способы погрузки стальных конструкций. «а железнодорожный
состав:
без упаковки отдельными элементами, увязанными на
платформах и в полувагонах;
элементами, увязанными в пачки,—в полувагонах или на
платформах; *
в специальной металлической таре (контейнерах) спрл
отгрузке с перевалками на речной и морской транспорт;
метизы и другие мелкие детали — в деревянных ящиках.
Для крепления и увязки конструкций на подвижном составе
(Проектируются специальные скобы, ребра с отверстиями, упоры,
хомуты и турникеты. Крепление конструкций производят «при помощи
Рис. 23.1. Погрузка габаритных балок
а — расстояние до центра тяжести груза с платформой; б — расстояние до
центра тяжести груза; 1 — элемент конструкции; 2 — растяжки; 3 —
соединение элементов; 4 — опорный брус; 5 — боковые упоры; 6 — клин; 7 — скоба
платформы; 8 — борт платформы
207
+ Ц.Т.
А
Г
Л-А
Рис. 23.2. Погрузка длинномерных конструкции
элемент конструкции; 2 — неподвижны!! турникет; 3 — подвижной
турникет; 4 — платформа; 5 — габарит очертания погрузки
Рис. 23.3. Примеры пакетирования конструкций
а — ппкот конструкций из труб; в — пакет элементов лестниц; / — тяж; 2.
деталь хомута; 3 — деревянный брус
208
Рис. 23.4. Схема эстакады для погрузки металлоконструкций
/_ эстакада; 2 —элемент конструкций; 3 —пакет элементов конструкций
продольных и поперечных растяжек, торцовых и боковых стоек,
упорных брусков, распорок и тяжей (рис. 23.1 и 23.2).
При погрузке конструкций в районы Севера и -в отдаленные
районы требуется специальная пакетировка элементов (рис. 23.3).
Погрузка конструкций производится со специальных эстакад
(рис. 23.4).
Часть V
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
Глава 24. ПРАВИЛЬНЫЕ И ГИБОЧНЫЕ МАШИНЫ
Л лето правильные машины (рис. 24.1) 'предназначены
для холодной правки листов, универсальных полос, а также деталей
из листа. Допускается правка листов пакетом.
Небольшие по габаритам детали тапа фасонок, ребер
жесткости или полосы рекомендуется править на специальных листопра-
вйлыных машинах (рис. 24.2, табл. 24.1).
10
Рис. 24.1. Семивалковая
листоправйльная машина
/, 4 6 — траверсы; 2, 3 —
ролики; 5 — пневматический цилиндр;
7, 14 — шпиндели; 8 —
шестерная клеть; 9 — редуктор; 10, 13>„■
17 — электродвигатели; //, 2/,
22 — валки; /2, /5 — червячные
редукторы; 15 — индукторное
устройство; 1В — стяжной болт;
1$t 20 — верхняя и нижняя
части стойки
126 250 12В,
Рис. 24.2. Листоправйльная машина для деталей
1 — плита; 2 — линейка настройки; 3 — редуктор; 4 — муфта; 5 —
электродвигатель; 6— штурвал; 7, 8 —валки; 5 — станина
ш.
Таблица 24.1
Характеристика многовалковых листоправильных машин
Показатель
Размеры
выправляемого листа, мм:
толщина:
минимальная
максимальная
ширина
Предел прочности
стали при
растяжении, МПА
Число валков
Диаметр рабочих
валков, мм
Скорость правки,
м/мин
Габариты, мм:
длила
ширина
высота над полом
Масса, кг
СССР
391П-71
6
16
2500
700
9
230
8
10357
3225
3670
86800
49П
—
32
2500
600
7
320
8
10 670
4 340
4 420
142000
Челябинский
ЗМК
30
600
500
6
230
10,8
2 000
2 300
1 550
40 000
Чере-
повец-
кий
змк
—
20
1200
500
7
250
10
960
2190
1615
12800
ГДР
ш
6
25
3200
500
7
270
12
9 500
2 750
1905
67 140
RK
6
40
3200
500
7
340
9
10800
3200
3 520
131 800
UBRD
6
14
3150
500
11
180
10,2
8550
3 000
3300
Таблица 24.2
Характеристика углоправидьных машин
Показатель
Наибольшие размеры уголка, мм
Скорость правки, м/мин
Число правильных роликов
Диаметр ролика, мм
Шаг между роликами, мм
Скорость подъема верхних роликов, мм/с
Габариты, мм|
длина
ширина
высота
Масса, кр
СССР
1010П
200X20QX30
27,6
9
610
800
2,3
8 640
6 020
3 350
125 660
ГДР
3150
36/53/72
7
—
—
—
—
—
—
ш
Угло прав ильные машины «предназначены для правки
углового проката в холодном состояний. -При изготовлении
металлоконструкций применяют консольные, открытого типа углолравйль-
яые машины (рис. 24.3).
Мбижениз
металла
15 74
Рис. 24.3. Углоправйльная -машина
/. в — электродвигатели; 2 —редуктор; 3 — шестеренная клеть; 4,
/0—шпиндели; 5, 14 — маховики: 7 — червячная передача; 8 — стяжной болт; 9.
/3 —верхняя и нижняя части станины; 11, 12 — ролики; 15 — направляющая
воронка
Вследствие консольного расположения -правильных роликов в
открытых машинах облегчается их смена, обеспечивается
свободный доступ осмотра, контроля износа и зачистки .поверхностей
роликов (табл. 24.2).
Машины для правки грибовидное.ти (рис. 24.4)
предназначены для правки полок сварных двутавров. Машины
позволяют править балки с шириной полок 200—800 мм и толщиной до
40 мм.
213
Рис. 24.4. Машина для правки грибовидности сварных двутавровых
балок
/ — стойки; 2 —конечный выключатель; 3, 4. 10, // — ролики; 5— маховик;
6, 13— редукторы; 7, 12 — электродвигатели; 8, 9, 14г 15 — зубчатые колеса
Листогибочные машины (табл. 24.3) предназначены
для получения цилиндрических и конических заготовок в холодном
состоянии.
По расположению валков листогибочные машины разделяют на
трехвалковые (рис. 24.5) и четырехвалковые (рис. 24.6).
Горизонтальные .правильно-гибочные прессы
(рис. 24.7) предназначены для правки и гибки профильного
проката (двутавров, швеллеров, уголков, тавров и т. д.). Они
выполняются двух типов с .кривошипно-шатунным механизмом и
гидравлическим приводом (табл. 24.4).
Листогибочные прессы (рис. 24.8) предназначены для
гибки и профилирования заготовок из листового и полосового
проката. При оснащении их специальным инструментом могут быть
■попользованы для резки, вырубки, групповой проколки отверстий и
других операций. Прессы выпускаются с механическим и гидравли*
ческим приводами (табл. 24.5).
314
Т а б л а ц а 24.3
Характеристика листогибочных машин
Показатели
Размеры
листа, мм:
толщина
ширина
Предел
прочности листа
при
растяжении, МП а
Число валков
Диаметр
валков, мм:
верхнего
нижних
боковых
Скорость
гибки, м/мин
Габариты., мм:
длина
ширина
высота над
уровнем
пола
Масса, кг
СССР
6СТ,
скмз
25
2500
500
3
430
340
—
5,4
6 440
2 585
1S50
28 000
2478П,
скмз
25
3200
600
4
500
450
400
10,5
11 270
4 000
2 140
92 200
2680П,
Сиблнт-
маш
25
3200
560
4
500
,450
420
8,0
10 875
3 900
2 460
—
И-2378
25
6300
560
4
600
550
480
6,75
—
—
—
201П,
скмз
40
3500
600
4
600
550
480
6,5
11595
5 000
2 625
96 700
ЧССР
XZM-C
600/21
21
6000
400
4
530
460
460
4,5
12 050
3 750
4 300
92 200
XZM
800/32
32
8000
400
3
750
580
■
4 .
17 700
4 800
3 645
140000
ГДР
иввдк
40X4000
40
4000
400
3
425
360
6,3
8 300
1630
1790
32 140
Таблица 24.4
Характеристика правильно-гибочных прессов
Показатель
Усиление пресса, кН
Максимальный размер
профиля, мм:
двутавра
швеллера
Число ходов в 1 мин
Габариты, мм:
длина
ширина
высота
Масса, кг
СССР
И-1232
1600
300
300
8 и 20
5 150
I 870
1 980
14 000
И-216
2000
450
400
12
5 500
2 015
2 335
14 600
ГДР
PyXWM-400
4000
600
400
—
—
PyXWM-250
2500
600
400
—.
3 875
2 850
1555
9 000
215
Рис. 24.5. Трехвалковая листогибочная машина
индикатор; 2, 6 — передняя и задняя стойки; 3, 4 — валки; 5 — опорные
ролики
Рис. 24.6. Четырехвалковая
листогибочная машина
, — задняя и передняя
стойки; 2, 12 — тяги; 3, 9 —
подшипники; 4, 17, 18 — валки; 5 —
фундаментная плита; 6 — вал; S —
индикаторы; 10— кулачковая
муфта; // — редуктор; 13 —
электродвигатель; 14 — тормоз;
15 — шпиндель; 16 — червячная
передача
216
Рис. 24.7. Горизонталыю-п-равйльнО'Гибочный пресс
рама; 2 — траверса," 3 — опорные кулаки; 4 — ползун; 5 — гидропривод;
6— маховик; 7 — поддерживающий ролик; 8 — пульт управления
/ — станина
козый вал
Рис. 24.8. Листогибочный пресс
ja; 2 — матрица; 3 — пуансон; 4 — ползун; 5 — шатун; 6 — эксцентри-
i; 7 — шкала настройки; 8 — площадка; 9 — боковая стойка; 10 •**
кронштейн
Таблица 24.5
Листогибочные кривошипные прессы
Показатель
Номинальное усилие, кН
Длина стола ползуна, мм
Расстояние между
стойками в свету, мм
Высота стола над
уровнем пола, мм
Ход ползуна, мм
Наибольшее расстояние
между столом и ползуном в
его нижнем положении, мм
Расстояние между столом
и ползуном, мм
Число ходов ползуна в
1 мин:
автоматических
одиночных
Габариты, мм:
длина
ширина
высота
Масса, кг
СССР
И1330А
1000
4050
2550
800
80
320
100
—
10 и 30
4 050
1 820
3 290
10 600 .
И1332Б
1600
5050
3200
800
100
400
125
24
8
5 500
3 450
4 500
26 500
И1234Б
2500
5050
3200
800
100
400
125
24
8
5 480
3 700
5 000
35 400
ГДР
PKXA-25G/5600
25$0
560.0
3300
_
100
500
125
18
6
6 70.0
3 150
5 200
37 000 .
Глава 25. НОЖНИЦЫ И ПРЕССЫ
Листо.вые ножницы (рис* 25.1) предназначены для
продольной резки (роспуска) листов последовательными резами на
полосы и резки листов на заготовки и детали с прямолинейными
кромками (табл. 25.1).
Таблица 25.1
Характеристика гильотинных ножниц
Показатель
Размеры листа, мм:
толщина
ширина
Число ходов верхнего ножа
в 1 мин
Расстояние между стойками.
мм
Зев станины, мм
Длина листа, отрезаемого по
заднему упору, мм
Габариты, мм:
длина
ширина
высота
Масса, кг
СССР
Н478
16
3 200
30
3 250
500
1 000
4 730
3 550
2 600
27 000
Н481А
20
3 200
20
3 275
500
1 000
5 040
3 350
2 660
32 360
Н482
25
3200
2о
3 275
600
1 000
5 285
4 300
2 850
37 275
Н483
32
3200
20
3 275
600
1 000
5 285
4 300
2 660
39 350
ГДР
ScXTR (St)
16
3150
16
3 550
600
_
3 850
3 800
2 500
17 300
25
3150
12
3 450
600
4 100
4 900
2 760
30 000
218
Рис. 25.1. Листовые ножницы
/-траверса; 2-прижим; 3 - ураваовешиватель; 4 -маховик; 5-стол- 6-
ножевая балка; 7 - редуктор; «-электродвигатель; 9 - боковая стойка
219
Ножницы для резки уголков (рис. 25.2) преднззйа-
чены для резки 'равнобоких-и неравнобоких уголков под прямым
углом к их продольной оси. Расположение верхнего и нижнего ножей и
движение верхнего ножа обеспечивают одновременный рез обеих
полок уголка (табл. 25.2).
Рис. 25.2. Ножницы для резки уголка
электродвигатель; 2— тормоз; 3 — станина; 4 — прижим; 5 — упор; 6 —
червячный редуктор; 7 — маховик '
Таблица 25.2
Характеристика ножниц для резки уголков
Показатель
Наибольшие размеры уголков
Число ходов ползуна в 1 мин
Ход ножа, мм
Габариты, мм:
длина
ширина
высота
Масса, кг
45
200X25
24
70
2 800
1 600
2 900
15 000
Модель
1434
250X28
24
65
8 300
2 350
2 90.0
14 000
Ножницы для резки двутавровых балок и
швеллеров (рис. 25.3). Верхний нож последовательно
разрезает стенку, а затем маятниковым движением сначала одну, а затем
другую полку профиля (табл. 25.3).
Комбинированные пресс-ножницы (рис. 25.4)
предназначены для резки сортового и листового проката в холодном
состоянии. Они характеризуются тем, что в одной станине
компонуются два или три простых агрегата с общим приводом и
независимым включением. Основные показатели комбинированных
220
,Ю // 13 12 . fi)
1S
zz
2i ZQ
Рис. 25.3. Ножницы для резки швеллера и балки
/ — фундаментная рама; 2 — механизм установки нижних ножей; 3, 14 —
электродвигатели; 4 — распределительный вал; 5, 8, 10, 17 — зубчатые передачи;
6 — эксцентриковый вал; 7 — шатун; 9 — маховик; //, 12 — рычаги шатуна; /3—■
клиноременная передача; /5 —станина; 16 — нож; 18, 23 — винты; 19 — груз;
20, 22 — ползуны; 21 — ротор; 24 — карданный вал
Таблица 25.3
Ножницы для
Показатель
Размер профиля, мм:
швеллера
двутавра
Число ходов ножа в мин
Габарит, мм:
длина
ширина
высота над уровнем пола
Масса, кг
резки швеллеров
и двутавров
Модель
421/2В
80-300
80.-400
6
3900
2000
3 275
13 000
НП26
80—4Q
10O--40G
9
4 0.70
I40Q
2 970
16 700
ножниц зависят от толщины листа (агрегат для резки листа),
сечения профиля (агрегат для резки сортового проката), диаметра
отверстия (агрегат для образования отверстий). Работа возможна
толыко на одном из агрегатов (табл. 25.4).
221
Рис. 25.4. Комбинированные пресс-ножницы
агрегат проколки отверстий; 2 — агрегат резки профиля; 3 — агрегат рез-
Таблица 25.4
Комбинированные пресс-ножницы
Показатель
Толщина листа
Размер уголка
Высота швеллера и двутавра, мм
Диаметр отверстия, мм
Число ходов ползунов в мин
Зев станины дыропробивного
пресса, мм
Габариты, мм:
длина
ширина
высота
Масса, кг
Модель
Н635А
25
150X18
300
30
30
600
2450
750
2400
5000
Н5225
32
200X20
300
40
28
500
3200
2750
2640
9850
ScFDUA
BK/IC
13
130X12
20
27
32
500
—
—
—
2300
ВМ/25
25
150X18
30
35
26
600
—
—.
5500
Агрегатные машины для резки и проколки
отверстий предназначены для получения деталей из равнобо-
ких и неравнобоких уголков. Агрегаты могут работать в
автоматическом, полуавтоматическом и ручном режимах (табл. 25.5).
Резка уголков и образование отверстий осуществляются с
предварительным программированием с пульта управления.
222
Агрегатные станки
Таблица 25.5
Показатель
Размер уголков, мм:
максимальный
минимальный
Диаметр отверстий, мм:
минимальный
максимальный
Габариты, мм:
длина
ширина
высота
Масса, кг
Марка
ЕМНЗВ
«Серюг»
160X160X16
4UX45X4
8
27
2700
1500
1800
ПО-634
«Опытный»
160X160X16
27
2 60Д
2 375
2 600
10 та
Кривошипно-механические прессы, получившие
распространение на заводах металлоконструкций, предназначены
для изготовления деталей из листового и /профильного проката.
Различают .прессы универсальные и специализированные.
Универсальные прессы простого действия выпускают открытого
(рис. 25.5) и закрытого '(рис. 25.6) типов. Специализированные
Рис. 25.5. Однокривошип-
ный одностоечный пресс
открытого типа
i — педаль; 2 — подштамповая
плита; J — ползун; 4 — тормоз;
5 — маховик; 6 — ручной насос;
7 — привод; 8 — включатель; 9 —
станина
Рис. 25.6. Двухкривошипный дву-
стоечный пресс закрытого типа
/ — основание; 2 — стойка; 3 — головка
станины; 4 — стяжной болт; 5 — гайка;
в — коленчатый вал; 7 — шатун; S ■—
ползун; 9 — направляющие; Ю —
шпонка; // — подштамповая плита; 12 —
гидропневматическая подушка
223
(дыропробивные, зарубочьыс) применяют для выполнения
определенных операций штамповки. Различают одноштемпельные
(рис. 25.7), двухштемпельные и многоштемпельные дыропробивные
прессы (табл. 25.6).
Рис. 25.7. Дыропробивной пресс
/ — педаль; 2 —рукоятка включения; 3 — рычаг; 4~ корпус ползуна; 5 — ста-
ыича; 6 — маховик; 7 — электродвигатель; 8 — зубчатое колесо; £ —подставка;
10 — стол
Таблица 25.6
Механические прессы
Показатель
Усилие, кН
Ход ползуна, мм
Число ходов
ползуна в мин
Расстояние между
столом и ползуном в
его нижнем
положении при наибольшем
ходе, мм
Расстояние между
столом и ползуном
от оси ползуна до
станины, мм
Размеры стола, мм:
длина
ширина
Масса, кг
Марка
К-2328
630
16—100
90
340
260
710
480
6530
К-2130А
1000
25-130
40
400
320
850
560
6935
К-1430
1000
25—130
80
280-560
300
_
6640
К-274
3150
210
25
600
—
1 120
1000
30 500
К-3537
5000
250
20
750
—
2 500
1400
59500
К-3539
8000
315
17
900
—
2 500
1500
84 000
К-196
. 800
38
36
33
800
7000
224
Глава 26. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
.5"
Металлорежущие станки являются машинами, с помощью
которых путем снятия стружки с заготовки получают детали
определенной формы в соответствии с чертежом.
Экспериментальным научно-исследовательским институтом
металлорежущих станков (ЭНИМС) разработаны классификации
металлорежущих станков, изготавливаемых в нашей стране серийно
(табл. 26.1). Все выпускаемые станкостроительной
промышленностью металлорежущие станки разделены на девять групп, а
каждая группа— на девять типов. Номер группы и типа станка
являются составляющей номера модели станка.
Первая цифра модели указывает группу станка, вторая — тип
станка в этой группе, третья и четвертая — основную техническую
характеристику данной модели. Буква после первой цифры указы*
вает на модернизацию станка, а буква после всех цифр —
модификацию (видоизменение) базовой модели.
Отдельные модели станков обозначают двумя или одной
буквой с добавлением цифр. В этом случае буквы являются
сокращенным наименованием завода-изготовителя, а цифры указывают на
порядковый номер выпускаемой модели, например в модели 7210
цифра 7 указывает, что станок
относится к строгальной
группе, цифра 2 — станок
продольно-строгальный двухстоечный,
цифра 10 — максимальную
ширину обрабатываемой
заготовки 1000 мм.
В модели 2Н55 — цифра 2
указывает, что станок
относится к сверлильной группе,
первая цифра 5 — станок радиаль-
но-сверлильный, вторая
цифра 5 — максимальный диаметр
образуемого отверстия 50 мм,
буква Н обозначает, что станок
является модернизированным
вариантом станка модели 255.
В модели ИР-198 торце-
фрезерного станка буквы ИР
обозначают Ивановский завод
расточных станков, цифры 198
порядковый номер
выпускаемой модели.
26.1. Сверлильные станки
Сверлильные станки пред-
нанзачены для образования
отверстий в сплошном металле,
К^Ж^ж.» ПреЛВарИТеЛ-' Рис. 26.1. Вертикально-сверлиль-
но образованных отверстии, ный гтянок
зенкования, развертывания от- ' , - .„ ,„
верстий „ нарезания резьбы в ^„"Кд-яГш^Ж; S-£tf™
отверстиях. ная'головка; 5t 7 ~ рукоятка;- 6 — стол
8 Зак, 167 225
>i
те
W
СП
Тип ста
со
сз
с:
&
«3
X
Я
Вид
2
о.
о
к
Сверли
ный
2
с
(У
а
о
CU
Он
ты
пиндельный
уавтома
многош
ч
маты и
[ЫЙ
к
В
о
X
£[
О
—
«к
2
арн
Ток
сб
о.
о
н
CS
X
Коордл
ТОЧНЫЙ
огошпиндельный
автомат
х >
«
2
я
h
С *
о с
X со
сверл ил ь-
Вертикально-
X
СЧ
<S
2
к
1
и paci
ЛЬНЫ
о.
Све
2
~ к
СО ^
ц
llo
S Я Ч
а1 ее
•s fc(
я
ч
6
S2
SS
og
•9-
шлифоваль-
Внутри
ый
2
Л
ч
CCJ
S
о
1
со
6
с-
1
3
валы
Is
я
1
CU О
II
| ?*
Зубоф]
червячн!
5офрезерный для
ндрических ко-
и шлицевых ва-
в
1НЫЙ ДЛЯ КО-
колес
Зубореа
ических
X
к
».
•II
II
eg
2
раба
ный
ьбооб
X т
со а»
(8 О<
a
хо б!
Ком
Зуб
вающ
к 2
сс е;
« со
Копире
гравироь
!
а.
Фрезер!
ывного ,
с
фрезер-
Й
Вертикально-
ый консольны
X
3
S.
(К
си
о.
2
к
Дол бе;
перечно-стро-
ный (шепинг)
2
к
>,
са
Ч
2
к
Л
Строга:
тоечный
•
СУ
8
о
tc
g
Продольный
ый
X
ный
беж
ДОЛ
!ЬНЫ
;пый
« 5
о н
D.O
г« =^
к
S
-отр
о
t;
Прав и
ные
ким или насеч-
диском
га t
Ъх
работающий
ым кругом
эезной,
бразивн
О
О
окарным резц
00
«8
2
рез!
Раз
J
Ю|
sl
-S3
со о
« о.
секательный
Пилона
убообрабг
о.
♦9-2
>>СЗ
51 2
н
2
Раз
226
1
1
8
1
С?
га
Е
Тип
о
—
00
<£>
ю
ее
с
с
;>>
о.
и
нка
СЗ-
Вид
р.
S
2
азные
я
та
О. <у
s - ч
2 ^ я
к; е*о>
сз Ч
Специ
ванный
сонных
3
са
§
го
[0J0H
6
ч
я
а>
Я
о.
о Я
Карусельны
«к
3
я
О.
та
Ьй
о
а
О)
а
и
3"
* я
« 5
^§
ч
6
онтальн
ьный
Го риз
сверлил
«3
та
о.
6
я
о
«ля
S3
о
S-
чный
а сто
6«
а 3
4S
gS
«б.
S
расточный
я
верлильны
и
6 « X
та m s
СЗ V
• S
IS
«5 .
та ?; s
а ^ S s
та >Q о
н я н
S
31
о. та
ГГрити
полироо
6§
6 5 s s
•Is. g
5п о
я u ft
в >.»
НЫЙ
I
i
со
полиро-
[лифовалы
ьный
Зта
»
А 3
«^
3 о «>
а о к
• о. оа
о
и резь
альный
Зубо-
шлифов
с
о
S3
di
1 g
СО «я
>«
Я
офрезер-
из
^1
И
S S3
н л
ою
>о >»
те о
if
я
К О У
5|§
ЫЙ
Зообрабаты-
• к л
Я о
та <и
0 О,
h
1б'§
а
о.
0)
о
<У
о.
•8-
3
О, з
я
«
3
онтальн
НЫЙ
со л
К с;
°§
6.
си
1
1
ирок
>НЫЙ
ез
о
1
Я
S
1
с
3«
11
« с;
К О
Я О
н т
О.О
<о
резерный
е
6
о»
о
азные
ьные
^та
2
1
ясный
тьный
II
CU
п
I
о
и.
Протяжный
изонтальный
а.
долбежный
трогальны
ротяжный
и»
к
!
1
та
I
о
л
1
ила
Ста
а
Ленточный
со
азрезный
1
————«_
8
1
а
а
та
Для нспьп
нструментов
я
о
азные
8* Зак. 157
227
§ 7
о ю ю
Г- со Ю
О СО С»
<N (M
§ i J
о о ю • со
•<^ ~" СО СЯ
о» со ю из
(8
2306
2А125
I
Sff
3 8 ^
ояние
тола,
5
а з
Э о.
S
я 5 н
я £ Р
2
аз
о
it
228
Наибольшее распространение на заводах металлоконструкций
получили вертикально-сверлильные станки (рис. 26.1, табл. 26.2);
радиально-сверлильные стационарные станки (рис. 26.2, табл. 26.3),
с\
■ч
Ч J
ч
22
t (
23
u
■rrJJ
Рис. 26.2. Радиально-сверлильный станок
/ — плита; 2 — колонна; 3 — хомут; 4—гильза; 5 —траверса; 6,
Р—электродвигатели; 10 — сверлильная головка; // — таблица режимов резания; 12, 13, 16Т
21 — рукоятки: /4 ~ переключатель; 15 — рычаг; 17', 20 — маховики; 18 —
кнопочная станция; 19 — шпиндель; 22, 23 — выключатели
предназначенные для обработки отверстий в деталях и
конструкциях, габариты которых позволяют при перемещении траверсы
станка производить сверление по всей длине и ширине; радиально-свер-
лильные станки на самоходной тележке (рис. 263, табл. 26.4); ра-
диально-сверлильные сдвоенные станки на портале (рис. 26.4).
Передвижные радиально-сверлильные станки позволяют
совмещать основное и вспомогательное время при обработке
длинномерных деталей и крупногабаритных конструкций. Длину рельсового
229
g S
<О -- СО
Л i S §
C4 ^ CO — CO О
-■8
§ 8
—« CO CO
a
S"
I
о
w С О
g 03 H
л 3cJb § I
S
С
SIR
О
s s о
11s!
IS
w s
230
Рис. 26.3. Радиально-сверлильный станок на самоходной тележке
/ — электрошкаф; 2 — барабан; 3 •— гидроагрегат; 4 — зажимной хомут; 5 —
гильза; б — траверса; 7, 13 — редукторы; S, 9, 12— электродвигатели; 10—
ходовой винт; 11 — колонна; 14 — тележка; 15 — колеса; 16 — гидрозажимы;
17 — сверлильная головка
Таблица 26.4
Характеристика радиально-сверлильных станков
на самоходной тележке
Показатель
Наибольший диаметр сверла,
мм
Наибольшее расстояние от оси
шпинделя до рельсовой колеи,
мм
Наибольшее расстояние от
торца шпинделя до вершины
рельса, мм
Наибольшее перемещение
шпиндельной головки по
траверсе, мм
Ход шпинделя в головке, мм
Номер конуса Морзе
шпинделя
Частота вращения, об/мнн
Подача на 1 оборот
шпинделя, мм/об
Расстояние между осями
рельса, мм
Габариты, мм:
длина
ширина
высота
Масса, кг
Марка
2Д53А
35
3400
2300
-
2400
350
5
28-1700
0,05—2,2
1592
4 865
4 300
3 940
19 000
ОС289
35
3150
2300
2400
350
5
28-1700
0,05—2,2
1592
5 600
1430
3 855
15 000
2Д58
100
3350
1400
2250
500
6
9-1000
0,1—2,2
1592
5 000
4 300
3 360
20 000
ИР-1П
50
1070
1200
5
20-2000
0,056-2.5
3963
231
Рис. 26.4. Сдвоенный радиалыю-сверлильный. станок на портале
/ — редуктор; 2, 7, 9 — электродвигатели; «3 — портал тележки; 4 —
неподвижная колонка; 5 —траверса; 6 — хомут; 10—"сверлильная головка; //, 14—
маховики; 12 — рычаги; 13 — кнопочная станция; 15 — шпиндель; /6 — устройство
подвода охлаждающей жидкости; 17 — тележка; 18 — колеса; 19 — рельсы
лути для этих станков принимают из расчета установки в ряд двух
наибольших по длине деталей или конструкций, что поз'воляет в
момент сверления одной детали подготовить к обработке другую.
26.2. Строгальные станки
Строгальные станки предназначены для обработки резцами
плоских поверхностей, кромок, фасок я различных пазов.
-f 6 7 8 9 to // /2 f? //, /s
" MUV1L/
Рис. 26.5. Поперечно-строгальный станок с гидравлическим приводом
1 — вит; 2 —суппорт; 3, 4 — рукоятки; 5, 21, 22 — квадраты; 6. 8, 12, 13 15,
24, /5 ~ рукоятки управлении; 7 •— кнопка; 9 —ползун; 10, // — кнопочная
станция; 14 — упор; 16 — выключатель; 17 — электрошкаф; 18 — электродвигатель;
19 — поперечина; 20 — стол; 23 — маховик; 26 — коробка подач; 27 — станина
232
На 1Ю1герёчно-строгальных -станках (рис. 26.5, табл. 26.5)
обрабатывают детали небольших размеров. Станки выпускают с
механическим или гидравлическим приводом.
Таблица 2G.5
Характеристика поперечно-строгальных станков
Показатель
Наибольший ход ползуна, мм
Расстояние между верхней
плоскостью стола и ползуном,
Наибольшее сечение резца, мм
Размеры рабочей поверхности
стола, мм
Скорость перемещения ползу-
Па, Ju/МаП
Диапазон горизонтальных
подач стола за I двойной ход
ползуна, мм/дв. ход
Вертикальная подача
суппорта за I двойной ход ползуна,
мм/дв. ход
Габариты, мм:
длина
ширина
высота
Масса, кг
Марка
7А36
700
400
30X45
700X450
3-37
—
2850
J900
1740
3840
7М36
700
400
25X40
700X450
3—48
0,25—5
0,15—1,05
2785
1750
1790
3200
737
900
400
30X45
900X450
3—37
0-5
—
328о
1710
1740
4100
7М37
1000
500
30X45
1000X560
3—48
0.25-5
0.15-1,05
3600
I860
' 1945
4500
'12-Z
Рис. 26.6. Продольно-строгалькый станок
/, 7 — электродвигатели; 2—-редуктор; 3 —стойка; 4, 5 — коробка подач; 6 —
коробка скоростей; 8 — станина; 9 — стол; 10, 11 — суппорты; 12 — консольная
траверса
93Я
Продольно-строгальные станки предназначены для
универсальных работ: строгание кромок и поверхностей деталей.
Продольно-строгальные станки выпускаются одностоечные
(рис. 26.6) или двухстоечные, с механическим или гидравлическим
приводом (главным) (табл. 26.6).
Таблица 26.6
Характеристика продольно-строгальных станков
Показатель
Наибольшие размеры
обрабатываемой заготовки, мм:
ширина
высота
длина
Расстояние между стойками, мм
Пределы скоростей рабочего хода
стола, м/мин
Величина подачи суппортов, мм/дв.
ХОД!
горизонтальная
вертикальная
Габариты, мм:
длина
ширина
высота
Масса, кг
7110
1000
900
3000
—
4-90
0,5—25
0,25—
12,5
7 950
3 700
3 550
27 500
7210
1000
900
3000
1100
4-90
0,5-25
0,25—
12,5
7 950
4 000
3 450
27 500
Марка
7112
1250
1120
4000
—
4-80
0,5-25
0.25—
12,5
9950
4 200
4 100
35 000
i
7212
1250
1120
4000
1350
4-80
0,5-25
0,25—
12,5
9950
4 500
3 800
35 000
7116
1600
1400
6000
—
4—80
0,5-20
0.25—
12,5
14 000
4 500
4 750
50 000
На кромкострогальных станках (рис. 26.7) строгаются кромки
листов, кроме листов возможна обработка профильного металла
(табл. 26.7).
20030
369S
Рис. 26.7. Кромкострогальный
станок
/ — станина; 2 — гидропривод; 3 —
стойка прижимного устройства; 4 —
прижимная балка; 5, 6 — суппорты;
7 — каретка; 8 — гидроприжимы; 9—
ручной прижим; /0 — механизм
загрузки и выгрузки листа
234
Таблица 26.7
Характеристика кромкострогальных станков
Показатель
Длина строгания, мм
Толщина пакета листов, мм
Габариты рабочей поверхности стола, мм:
длина
ширина
Ход каретки с суппортами, мм
Подача суппортов, мм/д в. ход:
вертикальная
горизонтальная
Габариты, мм:
высота
ширина
длина
Масса, кг '&
Марка
7806
6 000
50
6 360
770
6 660
0.5—12,5
0,25-6,2
2 600
3 480
11 070
28 000
7814
14 000
50
17 800
770
14 300
016—6
0,4—5
3 215
3 695
18 970
52 000
Рис. (26.8. Торцефрезерный
станок
/, /0, // — электродвигатели; 2,6 —
редукторы; 3 — станина; 4 — груз;
5 — колонна; 7 — площадка для
рабочего; 8 — стол; 9 — зубчатые
колеса; 12 — маховик; 13 —
рукоятка; 14 — фрезерная головка; /5 —
плита
235
На заводах металлоконструкций модернизируют кромкостро-
гальные станки, устанавливая дополнительно на каретку фрезерную
головку.
26.3. Фрезерные станки
На фрезерных станках обрабатываются ллоскости, кромки
торцов деталей из )профильного и листового проката и собранных
конструкций.
В отличие от строгальных, на фрезерных станках обработка
деталей выполняется многолезвийным инструментом — фрезами.
На заводах металлоконструкций в основном применяют
специализированные фрезерные станки: одно- и двужстоечные, торцефре-
зерные и переносные (фрезерный трактор) станки.
Торцефрезерные станки (рис. 26.8 и 26.9) предназначены для
обработки кромок и плоскостей деталей и конструкции (табл. 26.8).
Рис. 26.9. Торцефрезерный станок
/, // — редуктор; 2 — станина; 3— защита направляющих станины; 4 —
масляный насос; 5 — приемник для стружки; 6 — плита стендовая; 7 — опора; 8 —
шпиндельная бэбка; 9 — стойка; 10— механизм зажима шпиндельной бабки;
12 — помост; 13 — сани; 14 — электрошкаф
Двухстоечные торцефрезерные станки (рис. 26.10) позволяют
обрабатывать параллельные плоскости конструкций без их
разворота.
Фрезерный трактор (рис. 26.11) предназначен для снятия
усиления швов после стыковки листового металла,
236 :
3
ч? I
S3 сз
О н
^ к
u 5
II
я §1
eil
S it
IS
237
Таблица 26.8
Характеристика торцефрезерных станков
Показатель
Марка
ИР-198
ТФС-3
ТФС-4
6991
Наибольший размер
обрабатываемого торца, мм
Число фрезерных головок
Диаметр фрезерной головки,
мм
Осевое перемещение
шпинделя, мм
Скорость резания, м/мин
Глубина резания, мм:
при вертикальной подаче
при горизонтальной подаче
Габариты, мм:
длина
ширина
высота
Масса, кг
1400X3600
1
250
250
16—250
1300X2100
1
200
141
163-260
5 430
2 459
3 180
11 170
1200X3600
1
250
141
163—260
4
6
6 920
2 700
3 815
17 420
1800X3600
2
250
200
15-185
18 190
7 610
4 700
130 000
Рис. 26.11. Фрезерный трактор
/, // — колеса; 2 — корпус; 3, 8 — электродвигатели; 4, 7— клиноременные
передачи; 5, 9~ маховики; 6 — редуктор; 10 — рукоятка; 12 — ролик; 13 —
шпиндель; 14 — фреза; 15 — винты; 16 — цепная передача; 17 — проушины
26.4. Отрезные станки
Резку профильного горячекатаного, холодногнутого проката и
деталей таврового, балочного и коробчатого сечения выполняют на
отрезных станках.
Фрезертю-отрезные станки с горизонтальной или ^вертикальной
подачей (рис. 26.12) пильного диска служат для обработки
горячекатаного проката и толстостенных деталей.
238
№ 17
s/Л
4 3
Рис. 26.12. Отрезной станок
/ — станина; 2 — устройство для подачи охлаждающей жидкости; 3 — механизм
подъема и передвижения материала; 4, 11, 12—маховики; 5 — гидропривод;
6 — пульт управления; 7, 10 — винты; 8, 9, 15 — рукоятки; 13 — механизм
зажатия материала; )4-~пила; /6 — электродвигатель; 17 — бабка
Отрезные станки с ленточной яйлой служат для обработки
тонкостенных профилей (табл. 26.9).
Таблица 26.9
Отрезные станки
Показатель
Диаметр сегментной пилы, мм
Размеры разрезаемого
металла, мм:
круглого
швеллера
двутавра
Скорость резания, м/мин
Частота вращения шпинделя,
Подача пильной бабки, мм/мин
Габариты, мм:
длина
ширина
высота
Масса, кг
Марка
8В66
710
240
400
400
3,3—25,5
12—500
2550
1260
1775
3354
8Б67
1010
350
400
600
— *
2,2—20,3
12—450
3110
157$
2155
6!6>Ь
8А68
1430
500
400
600
—
1,5-1,4
12—400
3 250
1795 •
2 340
10 000
8Б545
Ленточная
500
400
600
10-гЮО
3325
3030
2150
4300
239
26*5. Обдирочно-заточные станки
Обдирочно-заточные станки предназначены для зачистки
кромок заготовок от заусенцев и образования фасок под сварку,
заточку режущего инструмента- (строгальных резцов).
Гл а в а 27. МАШИНЫ РУЧНЫЕ ПНЕВМАТИЧЕСКИЕ
И ЭЛЕКТРИЧЕСКИЕ
Ручная машина — технологическая машина снабжена
встроенным двигателем, лри работе которой вес машины полностью или
частично воспринимается руками оператора.
Рис. 27.1. Электрическая
сверлильная ручная машина
1 — шпиндель: 2 — отверстие; 3,
7, 8 — корпуса; 4 — редуктор;
5 — выключатель; 6, 13 —
рукоятки; 9 — крестовина; 10 — упор;
\\ — винт; 12 — вентилятор; 14 —
электродвигатель; 15 — вал
электродвигателя
Рис. 27.2. Пневматическая
сверлильная ручная машина
1 — рукоятка; 2 — винт; 3 —
пневмодвнгатель; 4 — регулятор
числа оборотов; 5 — коромысло;
6 — золотник; 7 — полость
золотника; 8 — кран; 9 —
планетарный редуктор; 10 — штуцер;
// — корпус; 12 — скоба; 13 —
основание; 14 — электромагнит;
15, 16, /7 —зубчатые колеса;
1В— шпиндель
240
а
' чхэонйюи
'ехохопь
9 'ЭИНЭЖКСШ
-вн
2
О — «-«О
о о
о оо ооо
S SS 8§8§
СО С* СО
о о <о
й §3 «
с с с: с
3 3 к
1 Ь
ал. a«
л; «
S
to юо
fs
и и us
2 g g 2
S Я S s & Л
24J
В зависимости от энергии, подводимой к двигателю, ручные
машины разделяют на три основных вида: электрические,
пневматические и моторизованные, работающие от двигателя внутреннего
сгорания.
На заводах строительных металлоконструкций наибольшее
применение нашли машины ручные пневматические и электрические.
Сверлильные ручные машины предназначены для
образования отверстий в труднодоступных местах деталей и
конструкций (рис. 27.1 и 27.2, табл. 27.1 и 27.2).
Таблица 27.2
Пневматические сверлильные ручные машины
Марка
ИП1015
ИШ105 (И-69)
РС-32
ИП-1013
СПС-32
СПС-50
ималь-
диаметр
ia, мм
о.
32
32
32
12
32
50
р конуса
е
§&
3
3
3
1в
3
4
ота вра-
я шпин-
, об/мин
o = g
trZtk
350
350
300
2000
750
500
if
£.§
1.2
2,2
2.2
1 * 1
2^2
2,8
Габариты, i
длина
700
622
600
223
180
180
ширина
130
119
120
60
300
300
высота
460
210
350
153
455
480
Масса,
кг
11.9
13.5
12,0
1 8
28'
35
Шлифовальные ручйые машины предназначены для
очистки металла от коррозии, окалины, разделки кромок металла
под сварку, удаления корня сварного шва, зачистки сварных швов,
резки профильного металла и т. д.
Наибольшее распространение получили прямые и угловые
шлифовальные ручные машины с гибким валом (рис. 27.3 и 27.4, табл.
27.3, 27.4 и 27.5).
Рис. 27.3. Электрическая шлифовальная ручная машина с гибким
валом
/ — электродвигатель; 2 — выключатель; 3, 4, 5 — соединительные муфты;
4 — гибкий вал; 6, 7. — головки
242
Рис. 27.4. Электрическая шлифовальная ручная машина
1 — кожух защитный; 2 — корпус редуктора; 3 — шпиндель; 4 —
электродвигатель; 5 — вентилятор; 6 — пусковая кнопка; 7 — корпус; 8 — выключатель;
.9 — ось электродвигателя; 10 — редуктор; 11 — абразивный круг
Таблица 27.3
Электрические шлифовальные ручные машины
Марка
ИЭ2002
<С-499А)
С-475
ИЭ-2102
■§2
з ^
со
is
150
200
180
230
«к
« 2
« с
|з
3160
2750
8350
6460
Двигатель
асинхронный
с коротко-
замкнутым
ротором
мощность ,
кВт
0,8
1.0
1.0
2,6
напряжение,
В
36
220
36
36
Габариты, i
длина
585
262
430
4Ь0 .
ширина
166
210
203
243
лм
высота
158
255
182
182
«и
£х
S »
я
б) '-•
о >«
сз
S к
5,2
2,5
6,5
8,5
Таблица 27.4
Пневматические шлифовальные ручные машины
Показатель,
Наибольший диаметр
шлифовального круга, мм
Окружная скорость круга, м/с
Частота вращения шпинделя,
об/мин:
на холостом ходу
под нагрузкой
Расход воздуха, м3/мнн
Диаметр рукава в свету, мм
Габариты, мм
Масса, кг
Марка
П-2018
15
25
27 000
18 000
Q.3
6
96X32
0,5
П-20Ш
60
40
12 000
10 000
0,9
12
350X73X90
1,4
ПР-06
60
50
14 00О
6 000
0.7
12
426X76X70
2Л
243
Продолжение табл. 27.4
Показатель
Наибольший диаметр
шлифовального круга, мм
Окружная скорость круга, м/с
Частота вращения шпинделя,
об/мин:
на холостом ходу
под нагрузкой
Расход воздуха, м5/мин
Диаметр рукава в свету, мм
Габариты, мм
Масса, кг
Марка
П-2008
80
40
10 000
8 000
0,9
12
467X98X86
2,6
П-2020
100
40
8 000
7 500
1.2
12
485XU5
3,5
П-2013
150
40
5 500
4 500
1,4
16
580XI64X
Х130
6,5
УШР-2
150
40
4 500
3 000
1.7
16
7 Л
Таблица 27.5
Пневматические шлифовальные ручные машины
Параметры
Наибольший
диаметр шлифовального
круга, мм
Окружная скорость
круга, м/с
Частота вращения
шпинделя, об/мин:
на холостом ходу
под нагрузкой
Расход воздуха,
м3/мин
Диаметр рукава в
свету, мм
Габариты, мм
Масса, кг
Индексы машин
угловых
П-2104
180
80
8000
6000
1,6
16
396X200*
Х168
6
П-2Ю9
200
50
5000
4600
1,8
16
440X165 К
Х220
5,5
П-2202
175
-55
6000
4500
1,6
16
3I0X185X
Х210
5,6
торцовых
И-44А
125
30
5000
—
1.8
16
364X243*
Х212
5,1
ШРТ
125
30
4500
4000
и
16
320X185 X
Х250
8,6
Краскораспылители пневматические ручные
Таблица 27.6
Показатель
СССР
КРУ-1 | КРУ-2 | КРУ-3 | КРУ-4 | СО-71
Расход материала, кг/мин
Давление воздуха, МП а:
на распыление
на материал
Расход воздуха, м3/**
Габариты, мм
Масса, к?
0,45-0,5
0,1-г0,15
0,3-0,4
0,02—0,1
5,5—13,6
5,5—11
195X60X225
195-60X345
0,56
0
0,2
0,25—0,3
14
178Х95Х
Х385
0,74
0,06
0,3-0,4
6
168Х102Х
Х280
0,75
0,5
0,3-0,4
0,02-0,1
13,6
170Х50Х
Х185
0,65
0,12-0,18
0,4-0,5
0,05—0,3
26
13
165X93—
Х36
0,8
244
Продолжение табл. 27.6
Показатель
Расход материала, кг/мин
Давление воздуха, МПа:
на распыление
на материал
Расход воздуха, м3/ч
Габариты, мм
Масса, кг
СО-19А
0,2
7,5
172Х138Х
6,72
СО-6А
0,1-0,2
2,4
I50X56X
6,56
ЧССР
RH6
0,6
25
0,55
RS-7
0.6
25
0,58
CQ
0,7
9,5
320X740
т
К
CQ
0,6
9,5
320X340
Примечание. Над чертой приведены данные при работе от красно-
нагнетательного бака, под чертой — при работе с наливным бачком.
Часть VI
ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ
конструкций
Глава 28. ИНСТРУМЕНТ ДЛЯ РАЗМЕТКИ
При изготовлении стальных конструкций «применяют множество
различных инструментов, поставляемых в централизованном
порядке специализированными инструментальными заводами или
соответствующими инструментальными производствами заводов
металлоконструкций. Инструменты, не поставляемые централизованно,
изготовляют в механических цехах завода.
Ниже приведены наиболее распространенные типы
инструментов, применяемые на заводах металлоконструкций.
Чертилка для разметки по металлу (отраслевой стандарт
78.08-72, рис. 28.1). Чертилка для разметки по картону (отраслевой
стандарт 78.09-72, рис. 28.2, табл. 28.1).
JQ*
if- . —
160
Рис. 28.1. Чертилка для разметки по металлу
/ — пластина из твердого сплава; 2-—державка
Рис. 28.2. Чертилка для разметки по картону
Таблица 28.1
Размер, мм
L
160-2,5
250-2,9
D
25
30
d
3
5
развернутая
длина
194—2,9
298—3,3
Масса, кг
0.01
0,05
246
Материал для чертилок — сталь У7 .по ГОСТ 1435—74,
допускается—сталь У8 (ГОСТ 1435—74). Кернеры слесарные (ГОСТ
7213—72, рис. 28.3, табл. 28.2).
Рис. 28.3. Кернер слесарный
Таблица 28.2
Размер, мм
d
2
3,2
4
6,3
D
8
10
1Q
12
£>*
7
9
9
1.0
L
100
100
125
160
о°
10
id
16
16
Материал кернера — сталь 7ХФ и 8ХФ (ГОСТ 5950—73) или
сталь У7А, У8А (ГОСТ 1435—74).
Кернер контрольный (отраслевой стандарт 78.11-72, рис. 28.4,
табл. 26.3).
J Ч
130
Рис. 28.4. Кернер контрольный
1 — корпус; 2 — кернер; 3 — винт; 4 — пружина
Таблица 28.3
Размер, мм
D
и
21
25
30
33
36
25
28
35
40
d
6
8
Масса
кернера, кг
Q,63
0ь97
!,26
Размеры
винта, мм
М6Х 10,66
М6Х 14,66
М6Х 16,66
247
. Циркули размёточные (ГОСТ 18463—73J»
Циркули изготовляют двух типов: с дугой (тип А) и без дуги
(тип Б).
Каждый тип изготовляется в двух видах — со стальными нож*
ками (вид /); со стальными ножками с пластинками из твердого
металлокерамического сплава (вид 2). (рис. 28.5, табл. 28.4,
рис. 28.6, табл. 28.5).
Рис. 28.5. Циркули разметочные тип А
а — первое исполнение; / — ножка левая; 2 —заклепка; 5 — шайба; 4— дуга;
5 — ножка правая; 6 — ось; 7 — шпилька; 8 — гайка барашек; б — второе
исполнение; / — ножка левая; 2 — ножка правая; 3— пластина
Таблица 28.4
Таблица 28.5
Циркуль типа
(рис. 28.5, табл.
Марка
циркуля
7841-0021
7841-0022
7841-0023
7841-0024
Исполнение
(вид)
1
2
1
2
7841-0025 | 1
7841-0026
7841-0027
7841-0028
2
1
2
А
28.4)
Размер, мм
L
200
250
300
360
/
67
80
95
ПО
А
280
350
420
500
Ъ
10
12
Циркуль типа Б
<рис. 28.6, табл. 28.5)
Марка
циркуля
7841-0031
7841-0032
7841-0033
Исполнение
(вид)
/
2
I
7841-0034 1 2
7841-0035
7841-0036
7841-0037
7841-0038
I
2
1
2
Размер, мм
L
200
250
300
360
ь
10
12
11
Пример условного обозначения разметочного циркуля типа Б,
исполнение (вид) 1, с длиной ножек 250 мм и хромовым
покрытием толщиной 9 мкм.
Циркуль разметочный 7841-0033X9 (ГОСТ 18463—73).
248
Рис. 28.6. Циркули разметочные тип Б
а —первое исполнение: / — ножка левая; 2 — ножка правая; 3 — ось; 4—
шайба; б — второе, исполнение: / — ножка левая; 2 — ножка правая; 3 —
плягтиня
пластина
Глава 29. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ
Линейки измерительные металлические (ГОСТ 427—75)
выпускают с одной или двумя шкалами и верхним пределом
измерений — 150, 300, 500, 1000 мм. Они предназначены для измерения
линейных размеров шкалой линейки, цена деления которой 0,5—
1 мм, т. е. точность отсчета то линейке составляет 0,5 или 1 мм.
Отклонения общей длины линеек и расстояний от любого
штриха до «ачала или конца шкалы от их номинальных значений.не
должны превышать определенных величин (табл. 29.1).
Погрешности отдельных сантиметровых делений линеек не
должны превышать ±0,10 мм, а миллиметровых и
полумиллиметровых делений линеек — ±0,05 мм.
Пример условного обозначения измерительной линейки с одной
шкалой, с /пределом измерения 500 мм: линейка 1-500 (ГОСТ
427—76).
249
Таблица 29/
Определение допустимых отклонений
Общая длина линеек и расстояния от любого штриха
до начала или конца шкалы, мм
Допустимые
отклонения, мм
До 300
Свыше 300 до 500
> 5.Ш > 1000
±0.10
±0,15
±0,20
Рулетки измерительные металлические (ГОСТ 7502—69)
предназначены для измерений линейных размеров с помощью шкалы
рулетки.
На заводах металлоконструкций применяют следующие рулетки
2-го класса: самосвертывающиеся (PC), желобчатые (РЖ), в
закрытом корпусе (РЗ).
Таблица 29.2
Рулетки типа PC (рис. 29.1, табл. 29.2)
Марка
РС-!
РС-2
Длина
шкалы, м
1
2
D | В
не более
Ъ
5
мм
45 1 16
60 ! 20
7—10
0,14—0ь 20
Рулетки типа РЖ (рис. 29.2, табл. 29.3)
Таблица 29.3
Марка
РЖ-1
РЖ-2
Длина
шкалы, м
2
Размер, мм
D
В
не более
45
60
20
Ь
14-16
S
0,14—0,20
Таблица 29.4
Марка
РЗ-2
РЗ-5
РЗ-10
РЗ-20
РЗ-30 -
РЗ-50
Рулетки
Длина
шкалы, м
2
5
10
20
30
50
типа Р3(рис. 29.3
D
не более
60
65
75
10Q
120
140
, табл. 29.4)
Размер, мм
В
18
20
b
10-12
S
0,16-0,22
0,18—0,22
250
со
к
с
а
О
Я
а.
и
с
2-51
Пример условного обозначения самосвертывающейся рулетки с
длиной шкалы 1 м: рулетка РС-1 ГОСТ 7502—69.
В зависимости от степени точности различают рулетки 1, 2 и
3-го классов (табл. 29.5).
Таблица 29.5
Рулетка РС-1 ГОСТ 7502—69
Марка
Длина шкалы, м
Класс точности
PC и РЖ
РЗ
1 1 и 2
2 а 5
10 и 20
30 и 50
3
2 и 3
1,2 и 3
2 и 3
Таблица 29.6
Характеристика шкалы
Показатель
Цена деления шкалы, мм:
в первом дециметре
на остальной части шкалы
PG
I
1
Марка
РЖ
I
1
РЗ
I пли 10
Допускаемые отклонения действительной длины шкалы, а
также расстояний между началом шкалы и любым промежуточным
штрихом (исключая первый дециметр) от номинального значения
не должны превышать значений, приведенных в табл, 29.7.
Таблица 29.7
Допускаемые отклонения действительной длины
Длина рулетки, и
1
2
5
Ш
20
30
50
Отдельное дециметровое в
метровое подразделение
Отдельное сантиметровое
подразделение
Отдельное миллиметровое
подразделение
Размер, мм
•
7
0,5
0,1
0,0(5
Класс точиоств
» 1
0.4
1
1
2
3
5
0,3
0,2
0,1
3
оз
2
2,5
б
7
0,4
0,3
0,2
252
Угольники поверочные 90° (ГОСТ £749—65) (рис, 29.4,
табл. 29.8), .применяют для проверки прямых углов и разметки.
6)
1st
L
1
о
1
f L :
Рис. 29.4. Угольники для разметки
Таблица 29.8
Размер, мм
Я
250
400
63Q
1000
1600
Х(Я, — для
типа УЛ)
160
2аО
400
630
1000
Классы точности по типам угольников
УЛП
0; 1
УЛШ
0; 1
УП
1; 2
!; 2
УШ
Q; 1; 2
0; 1; 2
1; 2
1; 2
2
На заводах металлоконструкций используют угольники
следующих типов: УЛП — лекальные плоские (рис. 29.4, а), УЛШ
—лекальные с широким основанием (рис. 29.4,6), УП — слесарные
плоские (рис. 29.4, в), УШ — слесарные с широким основанием
(рис. 29.4,г).
Угольники выпускаются трех классов точности.
253
Пример условного обозначения угольщика лекального плоского,
0-го класса точности, высотой //=160 мм: угольник УЛП-0--160,
ГОСТ 3749—65.
Глава 30. ИНСТРУМЕНТ ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ
Пуансоны и матрицы в зависимости от их назначения
подразделяются на две группы.
К первой группе отнесены пуансоны и матрицы, применяемые
-в разделительных штампах, установленных на универсальных
штамповочных прессах. Пуансоны и матрицы этой группы
соответствуют действующим государственным стандартам (ГОСТ 16629—71,
16636—71, 16641—71, 16647—71).
Ко второй группе отнесены пуансоны и матрицы, применяемые
на дыропробивных прессах.
Изготавливают пуансоны и матрицы из стали марки У10А
(ГОСТ 1435—74). Для изготовления матриц можно также
применять сталь марки У8А (ГОСТ 1435—74).
Пуансоны круглые быстросменные для винтового крепления
(рис. 30.1, табл. ЗОЛ).
J.36 J. б)
Рис. ЗОЛ.
Пуансон круглый
быстросменный
Рис. 30.2. Пуансон круглый
а—"для продавливания отверстий по
шаблону; б — для продавливания отверстий
по наметке
Пуансоны круглые для . дыропробивных прессов (рис. 30.2,
табл. 30.3).
(Пуансоны удлиненно-продолговатые быстросменные для
разделительных штампов (рис. 30.3, табл. 30.4).
Пуансоны удлиненно-продолговатые для дыропробивных
прессов (см. рис. 30.3, табл. 30.4).
Матрицы изготовляют следующих типов: с круглым отверстием,
быстросменные для разделительных штампов (ГОСТ 16641—71) и
дыропробивных прессов «(рис. 30.4, табл. 30.5), с
удлиненно-продолговатым отверстием, быстросменные, для разделительных штампов
и дыропробивных прессов (рис. 30.5 и 30.6, табл. 30.6 и 30.7).
Матрицы с удлиненно-продолговатым отверстием
быстросменные для разделительных штампов (рис. 30.5, табл. 30.6).
254
Таблица 30.1
ГОСТ
16629-71
Диаметр
пробиваемого
отверстия ,
мм
17
19
21
23
25
27
30
d
17,4
19,4
21,5
23,5
25,5
27,6
30.6
И
80
90
Размер
D
22
25
28
32
мм
h
32
36
25
32
35
8
Масса,
кг
0,203
0,243
0,320
0,384
0,403
0,423
0,457
Таблица 30.2
Диаметр
пробиваемого
отверстия, мм
17
19
21
23
25
27
3Q
Размер, мм
а
17,4
19.4
21,5
23.5
25,5
27,6
зае
И
90
D
32
9
11
14
Масса, кг
0,324
0,343
0.375
0,404
0,436
0,471
0,542
"t (
А-А
Рис. 30.3. Пуансон для разделительных штампов и для
дыропробивных прессов
255
Таблица 30.3
ГОСТ
16636—7!
Размер
проби-
ваемого
отверстия, мм
bi
\7
19
21
1г
28
32
36
Ь
17,4
19,4
21,5
/
28,84
33
37
Размер, му
Я
80
В
18
20
22
L
30
34
38
h
32
8
Масса,
кг
0.327
0.412
0,509
Таблица 30.4
Размер
пробиваемого ОТ'
верстия, мм
17
19
21
23
25
27
30
Is
28
32
36
40
48
54
Размер, мм
Ъ
ПА
19.4
21,5
23,5
25.5
27.6
30,6
1
28.84
33
37
41
49
55,2
Я
90
100
В
27
32
L
42
56
h
36
40
8
Масса, кг
0,567
0,608
0,645
0,691
0,710
аЭ88
1,233
Рис. 30.4. Матрица быстросменная с круглым отверстием
256
s
S
«j
e;
мета
о
г
О)
<я
2
' >о
с
с
я
а"
р?
е
s
S3
ост
S
сз
<ч
CQ
"а
2
а1
я
о.
5-
СЗ
2
шер
ра:
?
о
Раб«
о
CN
•1'
g
сч
8
8
3
СО
см
3
%
О
СЧ
ел
00
•!•
СО
"■**
ю
•1-
со
CN
•1-
о
••{•
о
СО
•}•
со"
•!•
Tf
6 н ^
с о г
е-о«
ft s я
бивае
верст
1
1
1
1
1
о
см
1
1
О
ю
СО
18.
со
18.
о
СО
18,
о
00
eg
t^
1
1
1
«э
Ol
о
сч
CN
ю
00
о
CN
8
о
СО
о
CN
о
о
см
СО
со
19,
ел
!
I
g
со
см
23,
22.
S
22,
о
СО
О
CN
от
26.
л
25,
%
ю
CN
• о
1 24.
S
24,
о
3
CN
со
О
8
со
с*
8
,95
CN
,30
UO
а
8
g
СО
CN
О,
СО
CN
СО
8
ю
CN
О
со1
,55
с^
JO5_
S
ел
CN
S
8"
о
ю
S
CN
g
8
I 28,
о
eS
,55
8.
с^
!,40
S
см
со
со
СО
со
о.
ю
со
• СО
8
СО
дыро-
прес-
58
Масса
проб!
« сб
сз н
S х -
я л с
II
мер
а.
а:
ча
К
"3 ^
из -г
D для д
пробивнь
прессов
?s« «
«ад
asi
диаметр
биваемого
верстия,
424
о
190
о
419
о
179
о
402
о
231
о
377
о
289
о
373
о
g
о
357
о
353
о
338
о
see
о
СО
8
iO
00
<
ю
8
ьО
22
1Л
4f
с<
ю
S-
ю
8
S
8
8
ю
28
с
1
£
м9(0.5) Зак. 157
257
Видь
Рис. 30.5. Матрица с удлиненно-продолговатым отверстием для
разделительных штампов
А-А
Рис. 30.6. Матрицы с продолговатым отверстием для дыропробивных
прессов.
258
Матрицы с удлиненно-продолговатым ^ отверстием
быстросменные для дыропробивных -прессов (рис. 30.6 и 30.7).
гост
ч
16647—71
-
Размер
пробиваемого
отверстия, мм
к
17
19
21
23
25
27
30
28
32
36
лп
48
54
Та(
5 л и 1
Размер, мм
Ъ
См.
табл.
30.8
<
См
табл.
30.8
Я
25
D
56
60
63
71
90
В
53
57
60
69
87
А
а
8
4
I а 30.6
Масса з
кг
0.402
0,450.
0,491
0,620
0,608
1,000
0,920
Таблица 307
Размер
ваемых
СТ>1Й,
Ьг
17
,9
2.
23
25
27
30
проби-
отвер-
мм
1х
28
32
36
40
48
54
Размер, мм
Ь
бл. 30.8
5
i
5л. 30.8
3
D
70
90
В
67
87
Bt
—.
70
Я
35
h
6
8
Масса,
кг
0,686
0,649
0,619
0,600
0,588
0,986
0,906
9* (0.5) Зак. 157
259
S
к;
о.
а>
н
ев
О
МОГ
а
проби
5
27 28—30
ю
<N
Я
CN
CN
—
О
СМ
о
со
1
ю
I
СО
CN
7
о
с»
I
1
* ° и.
£|
S
S
<о
^»
о
с
к
•о
3
три
сз
3
о.
п
се
о
абочн
а.
1
2
1
1
1
1
1
1
1
1
1
1
8
2
$
оо
СО
оо
о
СО
07 1 18
00
СО
со
1
I
1
1
1
1
3
CN
8
CN
8
00
8
Ш
8
о
8
СО
О0
2
.19
1
1
1
|
1
1
.95
см
СО
3
о
a
CN
CN
CO
C71
CN
Я
i
1
1
,45
CN
.95
s
CO
Ю
s
CN
«
40 1 24
17 1 24
CN
CO
Oi
8
CO
СЧ
I
1
1
.45
3
,95
CN
CO
27,
8
s
8
о
8
8
CO
a
3
о
CO
Ю
Ю
Ы
8
о
CN
г
00
о*
&
00
CN
CO
о
»
о
CO"
ю
ю
со
СО
,05
со
40
S3
со
СО
со
S
СО
CN
СО
со
СО
о
-СО
I
J
1
1
1
Г
1
1
1
3
30,
о
СО
CN
О
О
CN
Ю
CN
о
СО
О
CN
I
1
1
|
1
1
|
ОТ
о
СО
СО
в
СО
&
со
3
S3
!
1
1
I
1
I
го
чу
S
со
со
СО
$
о
о>
55
&
со
со
СО
СО
со
I
1
1
,95
ю
со
г
42.
§
CN
О
со
^«
СО
«5*
о
1
ю
52,
trt
ю
S
S
ю
г
s
•S
о
S
СО
. О
СО
О)
00
8
S
a
56.
СО
ю
о
%
IS
СО
СО
t§
S
260
Часть VII
ГРУЗОЗАХВАТНЫЕ ПРИСПОСОБЛЕНИЯ
Глава 31. ОСНОВНЫЕ ОПЕРАЦИИ, ВЫПОЛНЯЕМЫЕ
ГРУЗОЗАХВАТНЫМИ ПРИСПОСОБЛЕНИЯМИ
Безопасный подъем и перемещение грузов в значительной мере
зависят от конструкции грузозахватных устройств и условий их
эксплуатации.
На заводах металлоконструкций используют следующие
основные грузозахватные устройства: гибкие стропы, жесткие подвесы,
рычажные самозахватывающие приспособления, траверсы и
специальные грузозахватные приспособления — электромагниты (рис. 31.1 —
31.16).
Рис. 31.1.
Перемещение листового
проката цепными стропами
Рис. 31.2. Перемещение
листового проката захватами
Рис. 31.3. Разделение
листовых пакетов
Рис. 31.4. Перемещение
листового проката
рычажными захватами
261
Ряс. 31.5. Кантовка листов
Рис. 31.6. Перемещение
швеллерного проката
Рис. 31.7. Перемещение
уголкового проката
Рйс. 31.8. Перемещение
двутаврового проката
Рис. 31.9. Перемещение и
кантовка балок
Рис. 31.10: Кантовка
блочной конструкции
262
i
Рис. 31.11. Перемещение балки Рис. 31.12. Перемещение
блочной конструкции
Рис. 31.13. Перемещение трубы Рис. 31.14. Перемещение трубы
Рис. 31.15. Перемещение
резервуара
Рис. 31.16. Перемещение
листового проката электромагнитами
Г л а в а 32. ВИДЫ ГРУЗОЗАХВАТНЫХ УСТРОЙСТВ
32.1. Канатные и Цепные стропы
Стропы —это гибкие грузозахватные устройства, состоящие из
отдельных отрезков цепей или канатов, имеющие на концах крюки,
кольца и серьги для подвешивания груза (рис. Э2Л-—32.12 и табл.
32.1—32.12).
А -А
Рис. 32.1. Звено треугольное
/ — звено; 2 — упор
Рис. 32.2. Канатная ветвь
— канат; 2 —коуш; 3 — заделка
конца каната проволокой
Рис. 32.3. Звено овоидное
Рис. 32.4. Крюк
Рис. 32.5. Крюк чалочный Рис. 32.6. Строп канатный од-
1 — крюк; 2 — замок новетвевой
/ — канатная ветвь; 2 — звено; 3 —
крюк
Рас. 32.7. Строп
канатный двухветвевой
/ >— канатная ветвь; 2 —
звено; 3 — крюк
Рис. 32.8. Строп
универсальный — первое исполнение
/ — канат; 2 — заделка проволочная
Рис. 32.9. Строп
универсальный — второе
исполнение
/ — канат; 2 — заделка из
проволоки
Рис. 32.10. Строп Рис. 32.11. Строп цепной Рис. 32.12. Цепная
цепной одноветве- двухветвевой ветвь
вой
/ — цепная ветвь;
2 — звено овоидное;
3 — крюк
/ — цепная ветвь; 2 — звено
треугольное; 3 — крюк
Таблица 32.1
Марка
Т-0,5
Т-0.63
Т-0,8
Т-!,0
Т-1,25
Т-1,6
Т-2,0
Т-2,5
Т-3,2
Т-4,0
Т-5,0
Т-6,3
Т-8,0
Т-10,0
Т-12,5
T-I6 ,
Т-20
Допускаемая
нагрузка,
кН
5
6.3
8
12,5
16
20
25
32
40
50
63
80
100
125
160
200
Звено треугольное (рис.
32.1)
Размеры, мм
/
35
35
35
45
50
60
60
60
70
80
80
100
НО
120
130
130
140
ь
60
64
76
86
97*
108
119
130
130
161
182
204
225
247
279
312
339
t
55
60
70
80
90
100
ПО
120
130
150
170
190
210
230
260
290
320
d
10
11
12
14
16
18
20
22
25
28
32
36
40
44
50
56
65
Марка
упора
У-0.5
У-0.63
У-0,8
У-1,0
У-1.25
У-1,6
У-2,0
У-2,5
У-3,2
У-4,0
У-5,0
У-6.3
У-8,0
У-Ш,0
У-12,5
У-16
У-20
Масса, кг
0,142
0.184
0,252
0.396
0,577
0,814
1,092
1,446
1.901
2,948
4,300
6,056
8,230
11,014
15,920
22,042
32,770
Примечание. Материал: сталь 20
ГОСТ 380—71* с гарантией свариваемости.
по ГОСТ 1050—74; ВСтЗсп по
266
Таблица 32.2
Канатная ветвь (рис. 32.2)
Марка
&
a,
и
X
к
са
о>
&*
ное
сана
О.оа
Длина /,
мм
Канат d, мм
5
S
5
S
bi§i<N
марка
Заделка
конца
каната —
проволока.
ГОСТ
3282-74
длина
развертки, мм
ВК-0,32
ВК-0,4
ВК-0,5
ВК-0,63
ВК-0,8
ВК-1.0
ВК-1.25
ВК-1.6
ВК-2,0
ВК-2,5
ВК-3,2
ВК-4,0
ВК-5,0
ВК-6,3
ВК-8.0
3,2
4
5
6.3
8
10
12,5
16
20
25
32
40
50
63
80
19,2
24
30
37,8
48
60
75
96
120
150
192
240
300
378
480
1000-2500
1000—4000
1000—4000
1000—2500
1000—4000
1000—4000
1600—5000
1600—5000
1600—6300
1600-6300
2500-6300
3000-8300
4530—8330
2500—6300
2500—10 000
6,3
7,6
8,5
11,5
11,5
13,5
13,5
15
1 18
20
22,5
24,5
27
29
31,5
33,5
-
-
13,5
15,5
17
19,5
21,5
23
23
25
29
33
35
6,3
6,7
8.1
8,7
11,5
11,5
13,5
15
16,5
18
20
22
25
29
31
8
8,9
10
11,5
12,5
13.5
15,5
17,5
16
17,5
21
22.5
26
26
28,5
28.5
32,5
35
25
25
30
30
34
34
40
40
40
45
45
45
56
56
56
63
63
75
75
75
85
75
75
85
85
95
95
105
. 4 800
4 800
6 500
6 500
9 000
9 000
14 000
14 000
14 000
21000
21000
21 000
29 200
1 29200
29 200
41 000
41 000
1 51500
51500
56100
92 500
92 500
92 500
99 000
99 000
| 113 000
113 000
150 000
ВК-Ю,0 I 100 1 600 2500—1OQ00 38 | 35
36,5 I 35
105
150 000
267
Таблица 32.3
Звено овоидное (рис. 32.3)
Марка звена
0-0,4
0-0,5
0-0,63
0-0,8
О-1.0
О-1,25
О-1,6
О-2.0
O-2.5
O-3.2
O-4J0
0-5,0
0-6,3
0-8,0
0-10,0
O-12.5
О-16.0
О-20.5
Допускаемая
нагрузка, кН
4
5
6,3
8
10
12.5
16
20
25
32
40
50
63
80
100
125
Д60
205
Размер, мм
d
9
10
11
12
14
16
18
20
22 .
25
28
32
36
40
44
50
56
65
i
50
55
60
70
80
90
100
110
120
130
150
170
190
210,
230.
260
290
. 320
Масса, кг
0,075
0,105
0,134
0.186
0,290
0,426
0.599
0.814
1,104
1,541
2,224
3.283
4,714
6,412
8,475
12,485
17.208
26,050
Примечание. Материал: сталь 20
ГОСТ 380—71* с гарантией свариваемости.
по ГОСТ 1050-74; ВСтЗсп по
Таблица 32.4
Марка
КЗ-0.4
КЗ-0,5
КЗ-0,63
КЗ-0,8
КЗ-1.0
КЗ-1,25
КЗ-1,6
КЗ-2,0
КЗ-2.5
КЗ-3.2
КЗ-4,0
КЗ-5,0
Допускаемая
нагрузка, кН
4
5
6,3
8
10
12,5
16
20
25
32
40
50
Крюк (рис. 32.4)
Размер, мм
D
20
22
25
30
32
36
40
45
50
55
60
d
16
18
24
26
28
t
66
74
87,5
101
107
30 1 118
32
34
38
46
50
130
146,5
162.5
176.5
195
214,5
14
16
18
22
26
30
36
38
40
45
50
b
9
10
11
12
13
14
16
18
20
22
26
h
18
2!
24
26
28
32 '
36
40
45
52
55
65
Масса,
кг
0.16
0.22
0,35
1 0.47
0.57
0.82
1.15
U60
2.40
2.25
i 4.40
5.85
Примечание, Материал — сталь 20 по. ГОСТ 1050—74*
268
Таблица 32.5
Kl-12,5
Крюк (рис. 32.5)
Марка
Kl-0,4
Kl-0,5
К 1-0,63
К1-0.8
Kl-1,0
КМ.25
Kl-1,6
КI-2.0
Kl-2.5
К!-3.2
Kl-4.0
Kl-5,0
Kl-6,3
Kl-8,0
Kl-10.0
Допуска-
.емая
нагрузка ,
кН
! 4
5
6,3
3
10
12,5
16
20
25
32
Размер, мм
£>
20
25
d
18
22
30 | 25
32
36
40
45
50
55
40 1 60
1 50
! 63
80
1 100
65
75
85
95
26
30
74
83,5
88,5
102,5
109
113
125
35 1 145
38
42
44
48
50
60
70
154
173,5
187
206,5
227,5
262,5
297,5
5
13
22
24
28
30
36
38
40
45
50
58
65
75
Ь
10
Масса, кг
0.15
Н | 0.25
12
15
13
0,35
0,46
0,61
0,81
1,11
20 1 1,52
26
30
32
36
40
46
50
2,12
2,82
3,52
5,12
7,23
10.23
14.26
125
110
80
| 345
85
54
20,57
КЫ6.0 | 160 I 120 |
Примечание. Материал -
90 I 370 I 90 I 60
- сталь 20 по ГОСТ 1050—74.
26.48
Таблица 32.6
Канатные стропы одноветвевые (рис. 32.6)
Марка
ICK-0,63
ICK-I.O
1СК-1,6
ICK-2,5
1CK-4.0
ICK-6,3
1СК-Ш.0
Допускаемая
нагрузка ,
кН
6,3
10
16
25
40
63
100
Длина, мм
1150-2650
1190—4190
1825-5225
1875—6575
1930—6630
2920-6720
3030—10530
Канатная
ветвь
ВК-0,63
ВК-1,0
ВК-К6
ВК-2,5
ВК-4,0
ВК-6,3
ВК-10,0
Звено по ГОСТ 19145—73 типа
О
0-0,63
0-1,0
O-I.6
O-2.5
0-4,0
0-6,3
0-10,0
Ki
Kl-0,63
Kl-1,0
KM,6
Kl-2.5
KI-4.0'
Kl-6,3
Kl-10,0
Ks
КЗ-0,63
K3-I.0
КЗ-1,6
КЗ-2,5
КЗ-4.0
КЗ-6,3
КЗ-10,0
269
Таблица 32.?
Канатные стропы двухветвбйые (рис. 32.7)
-
Марка
2СК-0.63
2СК-1,0
2СК-1.6
2СК-2.5
2СК-4.0
2СК-6.3
2СК-Ю
Допускаемая
нагрузка ,
кН
6,3
10
16
25
40
63
100
Длина, /
мм
1150—4150
1190—4190
1825-5225
1875—5575
2835—6635
2910-6710
3010—10510
Канатная
ветвь
ВК-0,5
ВК-0.8
ВК-1,25
ВК-2,0
ВК-3,2
ВК-5,0
ВК-8,0
т
т-о.
Т-1,
Т-1.
Т-2,
Т-4,
Т-6,
• т-ю
63
0
6
5
0
3
.0
Марка
К,
К1-0.5
Ki-0,8
К1 -1,25
К1-2.0
KI-3,2
KI-5,0
Kl-8,0
к$
кз-о,
кз-о,
K3-I,
КЗ-2,
кз-з,
КЗ-5,
5
8
25
0
2
0
Таблица 32.8
Канатйые стропы универсальные (рис. 32.S)
Марка
т
О.
наг
к
СЗ
S
<ае
1а
6,3
10
16
25
40
63
100
160
о
к
СО (U
2 в
о,
оэ «3
га н
ftSw
§**
Расчет
усилие
менее.
37,8
60
96
150
240
378
600
960
Длина
мм
Канат
ГОСТ ГОСТ
3071—74 3079—69
ГОСТ
7668—
69*
ГОСТ
7679—69
Диаметр каната d, мм
УСК-0,63-1
УСК-1.0-1
УСКч1.6-1
УСК-2,5-1
УСК-4,0-1
УСК-6.3-1
УСК-Ю.0-1
УСК-16,0-1
1000-2600
1600-4000
1600—4000
1600—5000
1600—6300
2500-6300
3150—6300
4000-10 000
11,5
13,5
15
20
24,5
29
38
49
15
19
23
29
35
47
,5
,5
9
и
15
18
22
29
36
46
,7
.5
.5
,5
10
12,5
15
17,5
22,5
28,5
35
45
13 600
16 600
22 800
39 800
59 200
98 000
155 000
231 000
Таблица 32.9
Канатные стропы универсальные (рис. 32.9)
Марка
УСК-5.0-2
УСК-6,3-2
УСК-8,0-2
УСК-12,5-2
§
ая i
■ зт
с „,
50
63
80
125
рыв ное
каната
о « о
23 <U •
ш a S
а* ч S
Я у 5)
150
189
240
375
-
Длина /,
мм
8 000-10 000
8 000—12 000
8 000—12 000
10 000-15 000
Канат
гост
3071—74
ГОСТ
3079-69
ГОСТ
7668—
69*
Диаметр каната d,
20
22,5
24,5
29
19.5
21,5
23
29
18
20
22
29
ГОСТ
7679-69
мм
17,5
19,5
22,5
28,5
о
га
- ^ S
Uco в
66 000
85 000
104 000
150 000
270
Таблица 32.10
Цепные стропы одноветвевые (рис. 32.10)
Марка
1СЦ-0.63
1СЦ-1.0
1СЦ-1.Г)
1СЦ-2.5
1СЦ-4,0
1СЦ-6.3
1СЦ-10
1СЦ-16
Допускаемая
нагрузка ,
кН
6,3
10
1G
25
40
63
100
160
Длина /, мм
9Г,0 34 ЯП
1840-5420
3030—9660
Марка
цепной
ветви
ВЦ-0,63
ВЦ-1,0
ВЦ-!Л6
ВЦ-2.5
ВЦ-4.0
ВЦ-6,3
ВЦ-10,0
ВЦ-16,0
звена
овоидно-
го
0-0,63
О-1.0
O-I.6
0-2,5
О-4.0
0-6,3
0-10,0
О-16,0
крюка
с замком
К1-0.63
KI-1.0
К1-К6
KI-2.5
К1-4,0
К1-6,3
КЫ0,0
К1-16.0
крюка
КЗ-0,63
КЗ-1,6
КЗ-2,5
КЗ-4,0
Таблица 32.11
Марка
2СЦ-0.63
2СЦ-1.0
2СЦ-1.6
2СЦ-2.5.
2СЦ-4.0
2СЦ-6.3
2СЦ-10,0
2СЦ-16,0
2СЦ-20.0
Цепные стропы
Допуска-
емая
нагрузка,
кН
6.3
10
16
25
40
63
100
160
200
Длина /,
мм
945-3465
1920—5380
2995-8690
двухветвевые (рис. 32.
11)
Марка
цепной
ветви
ВЦ-0,5
ВЦ-0,8
ВЦ-1,25
ВЦ-2.0
ВЦ-3,2
ВЦ-5,0
ВЦ-8,0
ВЦ-12,5
ВЦ-16,0
звена
треугольного
Т-0,63
Т-1,0
Т-1.,6
Т-2.5
Т-4.0
Т-6,3
Т-10,0
Т-16,0
Т-20,0
крюка
с замком
Kl-0,5
Ki-0,8
. Klrl.,25
К 1-2,0
Kl-3,2
Kl-5,0
К! -8,0
Kl-12,5
KI-16,0
крюка
K3:0,5
КЗ-0,8
КЗ-1,25
КЗ-2,0
КЗ-3.2
КЗ-5,0
-
-
-
271
Таблица 32.12
Марка
ВЦ-0.4
ВЦ-0,5
БЦ-0,63
ВЦ-0.8
ВЦ-1,0
ВЦ-1,25
ВЦ-1,6
ВЦ-2,0
ВЦ-2,5
ВЦ-3,2
ВЦ-4,0
ВЦ-5,0
ВЦ-6,3
ВЦ-8,0
ВЦ-10,0
ВЦ-12.5
ВЦ-16,0
Цепная ветвь (рис.
Допускаемая
нагрузка, кН
4
5
6,3
8
10
12,5
16
20
25
32
40
50
6.3
80
,100
/125
1G0
Размер, мм
800-3200
1600-5000
2500-8000
d
8
9
11
13
16
17
19
22
25
28
31
34
40
46
32.12)
Марка
ГОСТ
2319-70
СН8-23
СН9-27
СН11-31
СН13-36
СН16-44
—
-
ГОСТ
228—65*
—
17
19
22
25
28
31
34
40
46
звена
овоидного
ГОСТ
19145—73
0-0,4
О-0,5
0-0,63
О-0.8
О-1.0
1,25
1,6
2,0
O-2.5
O-3.2
0-4,0
О-5,0
O-6.3
О-8.0
0-10,0
O-12.5
O-16
Примеры условного обозначения стропов
Т.рехветвевой канатный строп с допускаемой нагрузкой 1,6 кН,
звеном для навешивания стропа Р-1,6, переходным звеном Р-1,25,
звеном для захвата груза Kl-0,8, длиной /=2000 мм: строп ЗСК-
1,6/р-1,6/р-1,25/к 1 -0,8/2000.
Четырехветвевой цепной строп с допускаемой нагрузкой 16 кН
звеном для навешивания груза Р-1,6, переходным звеном Р-1У25,
звеном для .захвата груза К1-0,бЗ, длиной /=2000 мм: строп
4СЦ-1,6/р-1,6/р-1,25/к1-0,63/2000, ГОСТ 19144—73.
32.2. Такелажные приспособления
Для строповки грузов используют рычажные
самозахватывающие приспособления — клещи, захваты различных конструкций. С их
помощью можно захватывать детали и изделия за кромки, выступы
или отверстия.
272
После установки изделия на место и ослабления грузовых
канатов захватное приспособление снимают. Чтобы груз не
выскользнул, губки клещей и захватов имеют насечку или зубья.
Съемные грузозахватные приспособления изготовляют
централизованно на заводах металлоконструкций по нормали,
технологическим картам или индивидуальным чертежам.
Изготовленные приспособления подвергают тщательному
контролю, обращая особое внимание на качество сварных швов.
Ниже (рис. 32.13—32.18, табл. 32.13—32.16) приведены
основные параметры такелажных приспособлений, предусмотренные
нормалью «Такелажные приспособления», вып. 2, разработанной
Челябинским филиалом института ВНИКТИСтальконструкция и
утвержденной Всесоюзным объединением Союзстальконструкция Минмон-
тажспецстроя СССР.
Рис. 32.13. Захваты для листового проката
/ — звено; 2 — ветвь цепная; 3 —скоба; 4 —рычаг; 5 — скоба; 5 —шайба;
7 — ось; 8 — гайка; 9 — шплинт; Ю — транспортируемый лист
Таблица 32.13
Захват для листа (рис. 32.13)
Грузоподъемность, кН
16
25
40
80
Размер, мм
h
О-т-40
15-^60
45-110
50-J-100
L
До 2000
А
225
245
330
370
а
140
145
200
240
И
200
260
350
380
t
80
100
130
130
S
60
61
61
86
Масса,
кг
27,4
41,4
70
123,4
10 Зак. 157
273
Рис. 32.14. Захваты для листа
/ — щека; 2 — скоба; 3 — рычаг; 4 — кулачок; 5 — ось; 6 — ры^аг: 7,8 — оси;
? —шайба; 10 — гайка; 11 — шайба; 12 — шплинт; 13 — транспортируемы^
лист
274
Рис. 32.15. Захваты для листа
/ — эксцентрик: 2—планка клиновая; 3 — вилка; 4 — тяга; 5, б. 7 — оси;
8 — тяга; 9 — гайка; /<Т—шайба; //—скоба; 12 — ветвь цепная; 13 — звено;
Н — транспортируемый лист
10* За к. 157
275
Захват для листа (рис. 32.14)
Таблица 32.14
Грузоподъемность, кН
16
25
40
Размер, мм
И
340
415
380
В
205 .
240
275
b
45
60
65
18
24
16
78
90
74
' R
40
46
40
d
26
30
36
Масса,
кг
18
28
47
Рис. 32.16. Клещевой
захват для балок
/ — захват; 2 — скоба; 3 —
ветвь цепная; 4 — звено;
5 — ось; 6 — гайка; 7—.
шайба; в—.шплинт
Рис. 32.17. Захват для швеллеров
/ — звено; 2 — ветвь цепная; 3 —
скоба; 4— рычаг; 5 — скоба; 6 — шайба;
7 — ось; 8 — гайка; 9 — шайба; 10 —
шплинт
Рис. 32.18. Захват для уголков
;_ звено; 2 — ветвь цепная; 3 — ско-
5а; 4 — рычаг; 5 — скоба; 6 — шайба;
7 — ось; 8 — гайка; 9 — шайба; W —
шплинт
276
Таблица 32.15
Захват для листа (рис. 32.15)
Грузоподъемность, кН
10
16
А
230
240
At
180
240
Размер,
В
165
190
мм
b
35
42
L
340
380
S
42
50
Масса, кг
11,57
17,8
Таблица 32.16
Клещевой захват для балок (рис. 32.16)
Грузоподъемность, кН
16
25
Размер, мм
А
200
220
Б
120
170
Н
J85
305
Масса, кг
10
30
Глава 33. ЭКСПЛУАТАЦИЯ ГРУЗОЗАХВАТНЫХ
ПРИСПОСОБЛЕНИЙ
33.1. Маркировка и хранение
На каждом звене стропа и на каждом такелажном
приспособлении наносят наименование (или товарный знак)
предприятия-изготовителя; условное обозначение стропа; грузоподъемность стропаг
или такелажного приспособления и год его испытания.
На каждом стропе (под звеном, предназначенным; для
навешивания стропа) прикрепляют бирку, на которой указаны
наименование или товарный знак предприятия-изготовителя, дата испытания,
порядковый номер стропа (по системе нумерации
предприятия-изготовителя); условное обозначение стропа и его грузоподъемность.
Грузоподъемность стропов общего назначения указывают для угла
между ветвями 90°С. Грузоподъемность стропов целевого
назначения, предназначенных для подъема определенного груза, указывают
для расчетного угла между ветвями.
Грузозахватные приспособления, изготовленные для сторонних
организаций кроме клейма имеют паспорт. Хранят стропы и
такелажные приспособления на специально оборудованных стеллажах и
стойках.
33.2. Нормы браковки стальных канатов и цепей
Бракуют находящиеся в работе стальные канаты в зависимости
от числа обрывов проволок на длине одного шага свивки (рис 33 1.
табл. 33.1).
277
Рис. 33.1. Определение шага свивки шестипрядного каната
а -— крестовой свивки; и. — односторонней свивки
Таблица 33.Ь
Число обрывов проволок на длине одного шага свивки каната,
при котором канат должен быть забракован
Первоначальный
коэффициент
запаса
прочности при
установленном
правилами от-
. ношении
Р : rf*
До 6
Свыше 6 до 7
Свыше 7
Канат свивки
6X19 = 114
крестовой
12
14
16
сторонней
6
7
S
6X37 = 222
крестовой
22
26
30
сторонней
11
J3
15
6X61 = 366
крестовой
36
38
40
сторонней
13
19
20
j8XI9 = 342
крестовой
36
38
40
сторонней
18
19
20
* D — диаметр барабана в мм; d — диаметр каната в мм.
Шаг свивки каната определяют следующим образом. На
поверхности какой-либо пряди наносят метку (точка а), от которой
отсчитывают вдоль центральной оси каната столько прядей, сколько их
имеется в сечении каната (например, 6 в шестипрядном канате), и на
следующей после отсчета пряди (в данном случае на седьмой)
наносят вторую метку (точка б).
Расстояние между метками (точками а и б) соответствует шагу
свивки каната. У многопрядных канатов отсчитывают пряди исходя
из числа прядей в наружном слое.
Канаты, изготовленные из проволок различного диаметра,
конструкции 6Х19= 114 проволок с одним органическим сердечником
бракуют в соответствии с данными, приведенными в первой графе
табл. 33.к При этом число обрывов как норму браковки принимают
условно. При подсчете числа обрывов обрыв тонкой проволоки
принимают за 1, а обрыв толстой проволоки — за 1,7. Например, если на
длине одного шага свивки каната при первоначальном коэффициенте
запаса прочности до 6 обнаружено шесть обрывов тонких проволок
и пять обрывов толстых проволок, то условное число обрывов
составляет 6Х1+5Х1>7=14,5, т. е. более 12 и, следовательно, канат
надлежит забраковать (см. табл. 33.1).
278
Если число обрывов проволок на длине одного шага свивки
меньше, чем указано в табл. 33.1, или меньше, чем при наличии
поверхностного износа проволок, но без их обрыва, канат можно
продолжать использовать, но при этом необходимо тщательно наблюдать
за его состоянием путем периодических осмотров, записывая их
результаты в специальный журнал. По достижении степени износа,
указанной в настоящих нормах, этот- канат должен быть заменен.
Если груз подвешен на двух канатах, то каждый канат бракуют
в отдельности. При этом можно заменять только один, максимально
изношенный канат.
Если на канате обнаружены оборванная прядь, поджоги, петли
и другие опасные дефекты, то дальнейшая эксплуатация каната не
допускается.
Износ звена сварной или штампованной цепи не должен
превышать 10% первоначального диаметра (калибра), с учетом
минусового допуска на изготовление цепи.
Запрещается применять цепи, в которых имеются трещины, а
также цепи с деформированными звеньями.
33.3. Надзор за состоянием грузозахватных
приспособлений
Для обеспечения безопасного перемещения грузов необходимо
постоянно проверять прочность средств, применяемых для обвязки и
подвески грузов, и их соответствие массе, габариту и конфигурации
грузов.
Грузовые канаты, цепи, а также все вспомогательные грузоза-'
хватные приспособления подлежат периодическому техническому
освидетельствованию, при котором их тщательно осматривают и
испытывают.
Канаты и цепи должны иметь лабораторное свидетельство
завода-изготовителя (акт-сертификат) о том, что они прошли испытания,
согласно требованиям ГОСТа. Цепи и канаты, не имеющие
свидетельства о том, что они прошли лабораторные испытания, применять
нельзя. Если на предприятие поступили канаты или цепи без
свидетельств, то их образцы длиной 1—1,5 м направляют в специальную
лабораторию на испытания. Цепи и канаты, установленные на
грузоподъемных машинах, испытанию пробной нагрузкой и
освидетельствованию в индивидуальном порядке не подлежат, так как их
испытывают совместно с тем краном или грузоподъемным механизмом,
на котором они установлены. Строповочные цепи и канаты
испытывают под нагрузкой, вдвое превышающей их номинальную
грузоподъемность.
Траверсы, клещи и другие вспомогательные приспособления
следует испытывать на нагрузку, превышающую на 25% номинальную
их грузоподъемность.
Все стропальные приспособления испытывают в течение 10 мин.
Тару при техническом освидетельствовании также следует тщательно
осматривать. Испытывать тару под нагрузкой — необязательно.
Все эксплуатируемые вспомогательные грузозахватные
приспособления и тару следует периодически осматривать тому
специалисту, которому поручено их обслуживание. Сроки осмотра
устанавливает администрация, но они должны осуществляться не реже,
чем через каждые 6 месяцев —для траверс; через 1 месяц-—для
279
клещей и других захватов; через каждые 10 дней — для строповочных
канатов, цепей и тары.
При испытаниях строповочные канаты или цепи должны
выдержать пробную нагрузку без разрывов и без заметного местного
удлинения каната или вытягивания отдельных звеньев цепей.
Результаты осмотра и испытания заносят в особый журнал, а
запись заверяет лицо, производившее осмотр и испытание. В
журнале указывают, на какой срок и при какой предельной рабочей
нагрузке можно применять каждый отдельный канат или цепь.
Лицо, ответственное за периодические осмотры грузозахватных
приспособлений и тары, правильное их хранение, исправное
состояние и своевременную отбраковку, назначает начальник цеха из
состава мастеров.
Кованые и штампованные однорогие и двурогие крюки подлежат
приемке и испытанию в соответствии с требованиями ГОСТ 2105—75,
а пластинчатые—ГОСТ 6619—75. При этом крюки
грузоподъемностью более 100 кН, а также крюки, изготовленные из металла разных
плавок, предъявляются к приемке в индивидуальном порядке.
Крюки, как правило, испытывают и проверяют на
заводе-изготовителе.
Крюки грузоподъемностью 50 кН и более можно испытывать на
прочность одновременно с испытанием грузоподъемных машин. В
этом случае в сопроводительных документах указывают, что крюк
на заводе-изготовителе не испытан.
Каждый крюк следует испытать на прочность нагрузкой,
превышающей его номинальную грузоподъемность на 25%. При этом
крюк должен во время испытания находиться под нагрузкой не
менее .10 мин. Крюк считается годным, если после снятия нагрузки на
нем нет трещин, надрывов и остаточных деформаций. Отсутствие
. деформаций определяют промером (до и после испытания)
расстояния между двумя отметками, нанесенными кернером на носике и
стержне крюка.
О результатах испытания и проверки крюка составляют акт,
в котором указывают номер крюка. Акт подписывает лицо,
производившее испытания, и* начальник ОТК.
После испытания крюки маркируют и снабжают
соответствующим паспортом. Применение крюков без клейм и паспортов
действующими правилами безопасности запрещено.
Часть V111
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ
При разработке технологических процессов, связанных с
изготовлением конструкций, рассчитывают усилия, необходимые для
осуществления правки, вальцовки и гибки проката, а также усилия —
для механической резки металла, Кроме того, определяют
параметры сверления, строгания и фрезерования; устанавливают
технологические возможности машин и их настройку перед проведением
операций. К числу определяемых расчетных характеристик процессов
относятся также скорости кислородной резки, сварки, подачи
проволоки и др.
Глава 34. ПРАВКА, ВАЛЬЦОВКА И ГИБКА ПРОКАТА
34.1. Общая часть
Правка, вальцовка и гибка проката связаны с упругопластиче-
ским изгибом металла.
Изгибающие моменты, необходимые для упругопластического
деформирования, определяют по следующим формулам:
для профилей из пластичного металла, имеющего площадку
текучести
Afyn = lOO0T(/CiJF — We), (34.1)
где МуП— момент изгиба, Н-см$
<УТ — физический предел текучести стали, МПа;
для профилей из упрочняющегося металла (без площадки
текучести)
(34.2)
Q 2~ Условный предел текучести стали;
W — момент сопротивления сечения изгибаемого проката, см3;
Ян — радиус изгиба проката в машине, см;
1Ра — момент сопротивления упругого ядра сечения, см3;
Kt — коэффициент перехода oj_ упругого момента сопротивления; сечения
к пластическому моменту сопротивления;
Ех — модуль упрочнения стали:
h — высота сечения изгибаемого проката, см.
281
Значения a (ol <Л для строительных сталей
Таблица 34.
Группа прочности
стали
Обычной прочности
Повышенной
прочности
Высокой прочности
Класс
прочности
стали
С38/23
С44/29
С46/33
Марка стали
ВСтЗ, В18Г, СтЗмост,
М16С
09 Г2; 09Г2С
о.*
230
290
14Г2, 10Г2С1, 15ХСНД| 330
С52/40 110ХСЫД
С60/45
С70/60
С85/75
J6Г2AФ, 15Г2СФ
12Г2СМФ, 14Х2ГМР
15ХГ2СМФР
400
450
МПа
320
390
440
530
580
600 1 860
750
980
Примечания: 1. <тт {а ) п^ — предел текучести стали согласно
классу прочности.
2. ат (ol 2) — расчетный предел текучести стали, полученный в
результате статистических исследований технологических свойств
стали. Он равен среднему значению предела текучести
плюс два квадратичных отклонения.
3. Учитывая большие разбросы значений о~т (с ) (для одной и той же
марки стали), в расчетах по правке, вальцовке и гибке целесообразно
вводить их,фактические значения, определяемые по сертификатам. Особенно это
важно, когда усилия, возникающие в деталях и узлах правильных и гибочных
машин, приближаются к предельным. ч
Радиус изгиба проката в машине — i?M, обеспечивающий
необходимый радиус изделия — i?H, после его выхода из машины можно
определить по следующим формулам:
для профилей из пластичного металла, имеющего площадку
текучести RM и Ял, связаны уравнением
для профилей из упрочняющегося металла (без площадки
текучести)
/г3
1 /г3
771Х
(34.4)
282
где sT — относительное удлинение крайнего волокна изгибаемого элемента,
при достижении напряжения в данном волокне, равного о"т (а 0) .
Е — модуль упругости стали, равный 210 000 МПа;
Е\ —модуль упрочнения стали—зависит от свойств стали (см. табл. 34.2).
Таблица 34.2
Группа
прочности
стали
Обычной
прочности
Повышенной прочности
Высокой
прочности
Модуль упрочнения строительных
Класс
прочности стали
С38/23
С4*/29
С46/33
С52/40
С60/45
С70/60
С85/75
Марка стали
БСтЗ; В18Г; СтЗмост,
М16С
09 Г2; 09Г2С
11Г2; 10Г2С1; 15ХСНД
10ХСНД
16Г2ЛФ; 15Г2СФ
12Г2СМФ
11Х2ГМР
15ХГ2СМФР
сталей
Вид
термообработки
гк
ГК ИЛИ I!
З + О
гк или н
З + О
гк или н
Модуль
упрочнения, МПа
-
4000
2500
4000
2500
4500
З + О I 2500
н
З + О
4500
2500
v-н + во I 4500
З + зо
н
3+во
н
3+во
2500
8500
2500
J000O
3500
Примечание, гк — горячекатаным; м — нормализация; З+О — закалка
плюс отпуск; во —высокий отпуск.
Уравнения (34.3) и (34.4) являются неполными кубическими.
Зная RM, можно определить удлинение в крайнем волокне
изгибаемого проката:
h
(34.5)
2/?м '
а затем выбор упругого ядра
(34.6)
283
Как правило, а составляет незначительную часть высоты изгибаемого
проката — h (рис. 34.1).
12- '
(34.7)
где Wa~- момент сопротивления, см3.
а)
Рис. 34.1. Схемы сечений профилей
— симметричные сечения в плоскости изгиба; б — несимметричное сечение
в плоскости изгиба
Таблица 34.3
Значение коэффициента К\ для некоторых профилей
Профиль и вид изгиба
Прямоугольник, квадрат
Круг
Труба
Двутавр, в плоскости
стенки
Кх
1.5
1,7
1,28
1,16
Профиль и вид
изгиба
Двутавр, в
плоскости полок
Швеллер, в плоскости
стенки
Швеллер, в
плоскости полок
Кх
1,7
1.18
2.2
Примечание. Для несимметричных профилей (уголковая сталь,
тавры и др.)
W
К\= ~—, где Wn равен удвоенному статическому моменту половины
площади сечения относительно оси, проходящей через центр тяжести сечения
(рнс. 34.1,6).
34.2. Правка толстолистовой стали
на листоправйльных вальцах
Правку толстолистовой стали с заданными размерами сечения
и прочностью можно осуществить в том случае, если
М°уп^М*п, (34.8)
о
где Муд— изгибающий момент, создаваемый в выправляемом листе,
рассматриваемыми вальцами. Его значение определяют по формуле (34.1),
при подстановке в нее данных из паспорта машины — №° и (7Т;
Afуд—изгибающий момент, который необходимо приложить к заданному
листу, определяемый по формуле (34.1) или (34.2) в зависимости от
свойств выправляемой стали.
284
При определении радиуса изгиба листа в машине i?M в формулу
(3(4.1) или (34.2) на место /?и необходимо подставить значение
радиуса кривизны выправляемого листа RBa4 (радиус кривизны до
правки).
Для определения возможности правки толстолистовой стали, с
заданными размерами сечения и прочностью можно использовать
и более простое неравенство:
МплЖл' (34.9)
о
где Мпл — пластический изгибающий момент в листе, по данным паспорта
машины;
-^пл —пластический изгибающий момент в листе, подлежащем правке:
М°ил = l.SaJlP0 ; . (34.10)
Максимальная толщина выправляемого листа Umax, мм, по
условию отсутствия смятия поверхности листа или валков машины
контактными напряжениями:
= 3,4 а!
(34.12)
где Ощ — наименьший предел текучести из двух — для выправляемого листа
и для валков машины, МПа;
ат — расчетный предел текучести для выправляемого листа, МПа;
t~ шаг валков, мм; •
/?в —радиус валков, мм (см. рис. 34.2).
6)
№
Рис. 34.2. Схемы расположения валков листонравильной машины
о— схемы 7-валковой и li-валковой машин; б — схема изгиба листа в
процессе правки
Минимальная толщина листа, который может быть выправлен
на заданной листоправйльной машине, по условию развития
необходимых пластических деформаций:
0,01
^ + £^0,01 — —)
(34.13)
285
Определение расстояния между верхними и нижними валками
машины при правке.
При правке толстолистовой стали в ней необходимо развить
пластические деформации и, следовательно, изгибающие моменты,
близкие к пластическим:
Анализ графика показывает, что при деформации в крайних
волокнах (рис. 34.3) изгибаемого листа, равной 0,01, т. е. 1%,
развиваемый при этом момент весьма близок к пластическому.
Следовательно, при правке следует обеспечивать ек-в =0,01 = 1%.
м/млп
1
1
0,8
5,557
о,в
0,2
П
С
/
/
38/23
J
/
0963
г*
DSJ7
К С 85/75
0р01 0р02 ОрОЗ ЩЮЦ 0р05 0,006 0007 ОрОВ 0009 Off
с к-д.
Рис. 34.3. Зависимость между изгибающими моментами и
деформацией при упругом и пластическом изгибе листа
Расстояние между центрами рядов валков при правке (см. рис.
34.2,5):
y=zRBl+h + RE2 — Ht (34.14)
И определяют путем решения геометрической задачи о соотношении
квадратов сторон прямоугольного треугольника,
(34.15)
где прнв*
0.0!
34.3. Гибка на трехвалковых вальцах
Для определения максимальных размеров сечения 'заготовок,
которые можно завальцевать на заданной машине, необходимо
установить величину напряжений в верхнем валке машины и прогиб
этого валка.
286
Изгибающий момент, на который рассчитан верхний валок
машины, можно определить двумя способами:
если известны^ механические свойства материала валка, по
формуле
[М]в = 100Гва*, (34.16)
где (Л4]в — допускаемый изгибающий момент валка, М-см;
WB — момент сопротивления валка, см3;
&7 — предел текучести материала валка, МПа;
если механические свойства материала валка неизвестны, то
определяют [М] в, который возникает в валке при вальцовке детали
с размерами, прочностью и радиусом изгиба, согласно паспорту
машины:
[Л1]в= ^(2L — Ьо), (34.17)
где \М)В — допускаемый изгибающий момент валка, Н*см;
Яр — полное усилие обрабатываемой заготовки на верхний валок, н;
L —
пролет верхнего валка, см (рис. 34.4);
о — ширина вальцуемого листа, см;
2 Л*_
р _.
ср
(34.18)
о).
Ъ /у
Г
i
J
i
fa
ы.
-%
т
-Й-
)ь12
\
J
Рис. 34.4. Схема вальцовки цилиндрических листовых деталей
а — схема образования цилиндра на трехвалковых гибочных вальцах; б —
схема вальцов
здесь Af3ar—изгибающий момент в обрабатываемой заготовке, определяемый
по формуле (34.1) или (34.2) в зависимости от свойств материала
заготовки;
^маш — радиус заготовки в машине, определяемый по формуле (34.3) или
или (34.4);
a = arcsin (34.19)
—определяют по формуле (34.3) или (34.4).
287
Изгибающий момент, действующий в верхнем валке машины,
при вальцовке заданной заготовки Мь определяют по тем же
формулам, что и момент в валке при вальцовке заготовки по паспорту
станка (34.17).
Вальцовку заданной заготовки можно осуществить, если
(34.20)
Прогиб верхнего валка определяют по формуле
где L — пролет верхнего валка,- см;
В — ширина вальцуемого листа, см;
Е — модуль упругости материала валка, МПа;
/ — момент инерции сечения валка, см4.
Прогиб f не должен превышать Vsoo L.
Подвальцовку концов деталей на подкладном листе производят
так: еслилеобходимо осуществить подвальцовку с радиусом,
равным Яи, радиус изгиба подкладного листа должен быть равным
Км. Ям определяют по формуле (34.4) или (34.3) в зависимости от
свойств обрабатываемой стали. Подкладной лист должен быть в
2,5—2 раза толще обрабатываемого листа.
Минимальный радиус детали можно получить на заданных
листогибочных вальцах. При выполнении этой операции могут быть
следующие положения:
а) верхний валок машины касается нижних валков. В этом
случае радиус детали в машине —Ям равен радиусу верхнего валка.
Радиус образуемой обечайки Яж может быть определен по формуле
(34.3) или (34.4) в зависимости от свойств обрабатывающей стали;
б) верхний валок машины при максимальном опускании не
касается нижних валков. Тогда радиус детали в машине определяют
по формуле
(34.22)
Радиус обечайки при данном Ям определяют по формуле (34.3) или
(34.4).
При определении сближения валков листогибочных вальцов для
получения обечайки с заданным Яи, по формуле (34.3) или (34.4)
по заданному Яи определяют радиус заготовки в машине. Затем
расстояние между центрами валков по вертикали (рис. 34.4, а)—у
находят по формуле
= У (R* + Y
(34>23)
Гибку листов на кромкогибочных прессах обычно производят
с малыми радиусами закругления и, следовательно, с большими
деформациями волокон (рис. 34.5),
288
Напряжения при этих деформациях
значительно превышают ат (<То,2)> поэтому в
расчетную формулу для определения
необходимого усилия гибки вводят не orT (ox2h а о*в
материала заготовки:
{34.24)
где Яг — усилие гибки, Я;
0В —- временное сопротивление материала зато -
товки, МПа (значение ав для строительных
сталей приведено в табл. 35.3);
h — толщина заготовки, мм;
• b — ширина заготовки, мм;
с — ширина паза нижнего штампа, мм.
Для того чтобы заготовка в течение всей
гибки опиралась на кромки нижнего штампа,
необходимо, чтобы
c<2/sina.
(34.25)
А
Рис. 34.5. Схема
гибки
толстолистовой стали на
кромкогибочных
станках
/ — заготовка; 2 —
нижний штамп; 3 —
нижний штамп
Г л а в а 35. РЕЗКА МЕТАЛЛА НА НОЖНИЦАХ И
ПРОДАВЛИВАНИЕ ОТВЕРСТИЙ
35Л. Резка на пресс-ножницах
Усилие РР, необходимое для резки на пресс-ножницах любого
профиля (полосы, листовой или угловой стали), определяют по фор»
муле
/>P = a.pFf (35.1)
где Рр — усилие, Я (табл. 35.1)3
г — площадь сечения разрезаемого профиля, мм2;
— временное сопротивление металла срезыванию, МПа.
Таблица 35.1
Усилие, необходимое для разрезания проката из стали ВСтЗ
Площадь
разрезаемого
проката, мм*
Усилие Рр,
кН . . . .
100
40
500
200
при <Тср =400
1000
400
2000
800
3000
1200
МПа
4000
1600
5000
2000
7500
3000
10 000
4000
15 000
6000
Примечание. Для сталей других марок значения усилий Рр могут
быть получены путем умножения табличных значений на отношение
сопротивления срезыванию данной марки стали к сопротивлению срезывания стали
ВСтЗ.
289
35.2. Резка на гильотинных ножницах
Усилие, необходимое для резки листовой стада на гильотинных
ножницах, определяется по формуле
tg<p
0,6 дъ
(35.2),
Первый член данной формулы представляет собой величину
усилия, затрачиваемого только на срез металла, второй и третий —
усилия, необходимые для изгиба отрезаемой части листовой стали,
.в направлениях перпендикулярно и параллельно ножу.
В данной формуле:
К — коэффициент, зависящий от толщины разрезаемого металла и
состояния режущих кромок ножей (табл. 35.2);
<0В— расчетное временное сопротивление металла при растяжении, МПа
(табл. 35.3);
Л /
65— относительное удлинение, "у" .
Таблица 35.2
Значение коэффициента К для разрезания на гильотинных ножницах
Толщина разрезаемого
металла, мм
К
4—10
1.2
12-20
1..15
22-32
1,1
Таблица 35.3
Значение сгв для строительных сталей
Группа прочности
стали
Обычной прочности
Повышенной
прочности
Высокой
прочности
Класс
прочности стали
С38/23
С44/29
С46/33
Марка стали
ВСтЗ; В18Г; СтЗмост;
MI6C
09Г2; 09Г2С
14Г2; 10Г2С1; 15ХСНД
С52/40 1 10ХСНД
С60/45
С70/60
С85/75
16Г2АФ; !5Г2СФ
вр
380
440
460
520
600
12Г2СМФ; 14X2 ГМР I 700
15ХГ2СМФР
850
*в
470
540
655
680
740
970
1190
Примечания:!. О пр—-временное сопротивление стали при растяже-
вр
нии согласно классу прочности.
2. сгв — расчетное сопротивление стали при растяжении. Величина этого
сопротивления получена в результате статистических исследований технологи*
ческих свойств стали и равняется среднему значению временного
сопротивления стали при растяжении плюс два квадратичных отклонения.
290
Относительное удлинение следует принимать по графику, приведенному
на рис. 35.1, в зависимости от величины овр. Корреляционная связь 6& и а'в
получена в результате статистических исследований технологических
свойств стали; -
Л —толщина разрезаемого металла, мм;
Ф — угол наклона верхнего ножа (угол створа), град (рис. 35.2,а>;
Рис. 35.1. Зависимость
между временным
сопротивлением и относительным
удлинением
■л i
Рис. 35.2. Схема гильотинных ножниц
нижний нож; 2 — верхний нож; 3 — прижим; 4 — обрабатываемая деталь
— величина относительного зазора между ножами, т. е. отношение зазора
Л к толщине разрезаемого металла (табл. 35.4);
Н
где //—расстояние между режущей кромкой нижнего ножа и центром
прижима (рис. 35.2,6, табл." 35.5);
z — коэффициент, зависящий от значения
_/ tgcp
(35.3)
[/ — длина отрезаемой детали (рис. 35.2 и 35.3)}.
3. Учитывая большие разбросы фактических значений 0В , при усилиях
разрезания (полученных п формулам), близких к предельным значениям
усилий, развиваемых ножницами, рекомендуется сгв принимать равным
фактическому значению (по сертификатам).
291
Таблица 35.4
Значения А и^ при заданной толщине разрезаемого металла — h
h
Л
У
0
0
3
,2
,067
0
0
4
.3
,075
0
0
6
,45
.075
0
0
8
,55
.069
0
0
10
.65
.065
0
0
12
,9
,075
i
0
16
,1
,069
20
1,4
0.070
25
1,75
0.070
32
2,2
0.069
Примечание. Из таблицы следует, что при правильно
установленных зазорах между ножами значения у можно принимать равным 0,07, а
у2 — равным 0.0G49.
Таблица 35.5
h
Н
X
3
21,7
4
65
16,2
Значения
6
10,8
х при
10
7,0
заданных
12
70
5,8
h
и И
16
4,4
20
25
32
90
4,5
3,6
2,8
Рис. 35.3. Зависимость между
параметрами, используемая для
| определения усилия резания на
гильотине
0 2k 6 8 10 12 /4 16 А
Таблица 35.6
Усилие Рр при резке на гильотинных ножницах листовой стали ВСтЗ
(а =470 МПа), кН
X
2
4
6
tg 9
0,0349
0,0699
0,1051
6
170
95
69
8
289
161
119
h
10
443
247
182
— толщина листа,- мм
12
593
334
246
и
793
447
330
16
1010
573
423
20
1510
887
653
25
2285
1302
970
32
3560
2070
1552
П р и м е ч а н и я :!. Усилия Рр, приведенные в табл. 35.1, определены
для следующих условий: относительное удлинение металла б*=29,5%, а
длина отрезаемой дета'ли /=1000 мм.
2. Если усилие Рр . полученное по формуле (35.2) с использованием
данных табл. 35.6 и графика на рис. 35.1, близки к максимальному усилию,
развиваемому ножницами, рекомендуется принимать не статистические значения
<*в и 6$, а фактические но сертификатным данным,
292 .
35.3, Продавливание отверстий
Усилие, необходимое для продавливания отверстий любой формы
Pm = KnPhocp, (35.4)
где Рш— усилие про да вливания, Н;
Р — периметр отверстия, мм;
h — толщина металла, мм;
0С_ — временное сопротивление металла срезыванию, отнесенное к
первоначальной площади среза (Ph), МПа (табл. 35.7);
/Сп _ коэффициент, величина которого зависит от зазора между
матрицей и штемпелем.
Для круглого отверстия
где d —диаметр отверстия, мм.
(35.5)
Таблица 35.7
Значения сг для строительных сталей
Группа
прочности стали
Обычной
прочности
Повышенной
прочности
Высокой
прочности
Класс
прочности стали
С38/23
С44/29
С46/33
С52/40
Марка стали
ВСтЗ; В18Г; СтЗмост;
MI6C
09Г2; 09Г2С
14Г2; 10Г2С1; 15ХСНД
10ХСНД
С60/45 1 16Г2АФ: 15Г2СФ
С70/60
С85/75
12Г2СМФ; 14Х2ГМР
1 15ХГ2СМФР '
4ПР
320
370
390
440
510
600
720
0ср
400
460
555
580
630
825
1000
Примечания: i., 0 пр —временное сопротивление стали срезу,
соответствующее временному сопротивлению стали при растяжении по классификации
прочности
p
ср
p
вр
2. ССр — расчетное сопротивление стали срезу. Это сопротивление
получено в результате статистических исследований технологических свойств стали
и равняется среднему значению временного сопротивления стали при
растяжении, умноженному на 0,85, плюс два квадратичных отклонения.
3. Учитывая большие разбросы фактических значений 0В , а
следовательно, и (ТСр при условиях продавливания, близких к предельным значениям
усилий, развиваемых прессами, рекомендуется аср принимать по фактическим
свойствам стали (по сертификату).
4. При обработке марок сталей, не упомянутых в табл. 35.7, следует
принимать значения аСр, руководствуясь их принадлежностью к тому или
иному класссу прочности.
Коэффициент Ка для условий, принимаемых при изготовлении
деталей строительных конструкций, можно принимать равным 1,1.
293
Таблица 35.8
Условия Рш » кН, необходимые для продавливания отверстий
в прокате из стали ВСтЗ ( о =400 МПа)
Диаметр
штемпеля,
мм
. 13
17
21
23
25
6
108
141
17 А
191
208
8
144
188
232
254
277
10
180
235
290
319
347
Толщина проката
12
216
282
348
383
416
14
329
406
447
485
16
376
463
510
554
, мм
18
522
574
623
20
580
638
683
22
702
762
25
,
.
867
Примечание. Для сталей других марок значения усилий Рт могут
быть получены путем умножения табличных значений на отношение
сопротивления срезыванию данной марки стали к сопротивлению срезывания стали
ВСтЗ.
При одновременном прода'вливании отверстий несколькими
штемпелями общее усилие продавливания может быть уменьшено за счет
ступенчатого расположения штемпелей (рис. 35.4).
Рис. 35.4. Схема ступенчатого расположения штемпелей в
многоштемпельном прессе
sCmW/Sl
Cm38/23-
0 0,2 Ufi Qfi Ofi 1
Проникновение штемпеля
6 металл, 8 долях л
B ходе продавливания отверстия
усилие Рш меняется примерно по
кривым,, приведенным на рис. 35.5. Как
видно из рисунка, максимальное
значение Рш соответствует глубине
проникания штемпеля в обрабатываемый прокат
на 40% полной его толщины для стали
класса Ст38/23 (СтЗ) и на 30% для
стали класса С70/60 (Ст12Г2СМФ).
Эти кривые получены при продавли-
вании проката толщиной ilO мм. Если
штемпели установлены на разной высо-
Таблица 35.9
Значения коэффициента К\
Рис. 35.5. Зависимость
усилия продавливанил от
толщины
продавливаемого металла при
ступенчатом расположении
штемпелей
294
Д h/h — относительное
смещение штемпелей
0,3
0,4
0,5
Xi — при любом
числе штемпелей
1,6
1,4
1.3
те й, следовательно, вступают в работу не одновременно, то
максимальные давления Рш, создаваемые отдельными штемпелями; не
совпадают во времени, -и суммарное давление всех штемпелей будет
меньше суммы Р™х .
В практике для уменьшения суммарного давления штемпелей
их торцы смещают на 0,3—0,5 толщины обрабатываемого проката,
а суммарное давление определяют по формуле
2РШ = /С1РШ, (35.6)
где Рщ — усилие, необходимое для продавливания отверстия одним
штемпелем, Н;
/Ci — коэффициент, приведенный в табл. 35.9.
Коэффициент Ki для сталей повышенной и высокой прочности:
в дальнейшем подлежит уточнению (в сторону уменьшения).
Глава 36. ОБРАБОТКА МЕТАЛЛА
36.1. Сверление отверстий
Наиболее производительным является сверление на
максимальных подачах, зависящее от прочности сверла. В зависимости от этого
фактора, т. е. от прочности сверла, величину подачи определяют по
формуле
S^CsD°>e, (36.1)
где D — диаметр сверла, мм;
С — коэффициент, зависящий от прочности материалов сверла и
обрабатываемого металла.
При вычисленной подаче скорость резания определяют по
формуле
^C, (36.2)
где V — скорость резания, м/мин;
С^— коэффициент, 'зависящий от прочности обрабатываемой стали;
Т — экономичная стойкость сверла, мин {Т в минутах равна диа-
метру сверла, мм);
xv\ yv; m — показатели степени, зависящие от условий сверления;
К — коэффициент, зависящий от свойств обрабатываемого материала,
материала сверла и условий сверления (подача, смазка и т. п.).
Все коэффициенты и степени, входящие в формулы (36.1) и
(36.2), 'следует определять по Справочнику металлиста.
Зная величину скорости резания, можно определить число
оборотов в 1 мин:
V-1000
. (36.3)
Рекомендации по режимам сверления для типичных условий
заводов металлоконструкций приведены в части III данного
Справочника.
295
36.2. Строгание
Скорость резания при строгании определяют по формуле
Су К у
V =
*ptn
(36.4)
V — скорость резания, м/мин;
Су — коэффициент, зависящий от прочности обрабатываемого
материала, материала резца и величины подачи;
Kv — коэффициент, зависящий от геометрии рабочей части резца;
Т — экономическая стойкость резца, мин (Г«60 мин);
/ — глубина резания, мм (рис. 36.1);
S — подача, мм;
уу — показатели степени, зависящие от обрабатываемого материала,
материала рабочей части и охлаждения.
Рис. 36.1. Схема строгания
а — строгание на кромкострогальном станке; б — строгание на продольно-
строгальном станке; / — резец; 2 — обрабатываемая деталь; 3 — сменные
положения резца (смещение на величину подачи)
Все коэффициенты и степени, входящие в формулу (36.4),
следует определять по Справочнику металлиста.
Рекомендации. по режимам строгания для наиболее типичных
условий заводов металлоконструкций, приведены в части III данного
Справочника.
36.3. Фрезерование
Скорость подачи фрезы определяют по формуле
CCD
В0-2
(36.5)
а скорость резания — по формуле
V =
(36.6)
296
В этих формулах:
В — ширина фрезерования, мм (рис. 36.2);
Z — число резцов фрезы;
D — диаметр фрезы, мм;
* —толщина снимаемого слоя металла, мм;
f — экономическая стойкость фрезы; мин (Г« 300—350 мин);
и Cs— коэффициент, зависящий от геометрии головок резцов;
у — показатель степени.
а)
Рис. 36.2. Схема фрезерования \|£
а — сплошной поверхности;
б—торца двутавровой балки
Все коэффициенты и степени, входящие в формулы (36.5) и
(Зб.б), следует определять по Справочнику металлиста. Режимы
фрезерования для наиболее типичных условий заводов
металлоконструкций прнзедены в части III данного Справочника.
36.4. Кислородная резка
Скорость кислородной резки (обычной) определяют по формуле
V = /Сек (ЮОО — 350 lg^) /Сч.к> с (36.7)
где h — толщина разрезаемого металла, мм;
Кск — коэффициент скорости, зависящий от требуемого качества резки (см.
табл 36.1);
К -—коэффициент чистоты кислорода (табл. 36.2).
Таблица 36.1
Классификация кислородной резки по качеству поверхности реза
и значение /Сск
Класс
точности
резки
I
II
III
Вид резки и
назначение деталей
Чистовая вырезка
фигурных деталей без
последующей
механической обработки
То же, деталей с
прямоугольными
кромками
Резка деталей, не
требующих высокого
качества поверхности
реза
Общее состояние
поверхности реза
и грата на
нижних кромках
Отличное, без
грата на нижних
кромках (балл 5)
Хорошее, без
грата (балл 4)
Удовлетворительное, с
легкоотделимым гратом
(балл 3)
Вырезаемые детали
или виды операции
Фланцы, звездочки,
зубчатые колеса,
рычаги
Подготовка кромок
прямоугольных
заготовок под
автоматическую сварку,
стенки сварных балок
Заготовки под
ручную сварку, полки
сварных балок
ск
0,7
0,8
0,9
297
Продолжение табл. 36.1
Класс
точности
резки
IV
V
Вид резки и
назначение деталей
Вырезка деталей с
припуском на
механическую обработку
кромок
Заготовительная
резка и резка
отходов
Общее состояние
поверхности реза
и грата на
нижних кромках
Удовлетворительное, с
трудноотделимым
гратом {балл 2)
Не
регламентируется (балл 1)
Вырезаемые детали
пли виды операции
Заготовки для
шестерен; торцовые
кромки деталей под
фрезеровку; опорные
плиты башмаков
Вырезка заготовок
для последующей
тонкой резки.
Разрезка обреза
Хск
1.0
1,2
Таблица 36.2
Значение
Чистота кислорода, %
^ч.к
99,8
!,09
коэффициента
99,5
1,00
е
99,2
0,94
^ч.к
99
0,90
98,8
0.88
98,5
0,84
98
0,80
Режимы кислородной резки для наиболее типичных условий
заводов металлоконструкций приведены в части IV данного
Справочника..
36.5. Сварка
Масса металла, наплавляемого электрической дугой
Скорость сварки
Скорость подачи проволоки
аи1
п'п 0,7854-0*8-
Погонная энергия сварки
g 0,24 ил1х\
или
g 0,24 Цл г]
(36.8)
(36.9)
(36.10)
(36.11)
(36.12)
298
В данных формулах: . '" " .
/ — ток, А;
U^ — напряжение на дуге, В;
aR — коэффициент наплавки, г/(а-ч) (см. часть IV);
I — время, ч;
Гш— площадь шва, см2;
У — удельная масса металла, г/см3;
dn — диаметр проволоки, см:
т} — эффективный КПД дуги (для сварки в СО2 — 0,6, для ручной сварки —
0,75, для сварки под флюсом — 0,8).
Режимы сварки для наиболее типичных условий заводов
металлоконструкций приведены в части IV данного Справочника.
Часть IX
ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ ПРОИЗВОДСТВА КОНСТРУКЦИЙ
Глава 37. СТРУКТУРА ЗАТРАТ ПРИ ИЗГОТОВЛЕНИИ
КОНСТРУКЦИЙ
37.1. Виды затрат
При изготовлении конструкций затрачивают живой и
овеществленный труд. Живой труд—это труд, непосредственно
затрачиваемый в данном производственном процессе рабочими, инженерно-
техническими работниками, служащими завода.. Овеществленный
труд — это труд, затраченный в прошлом, в ранее завершенных
производственных процессах, т. е. заложенный при изготовлении
различных материалов, оборудования, производственных агрегатов
и т. д.
Затраты живого и овеществленного труда представляют собой
издержки предприятия, выраженные в натуральных и стоимостных
показателях.
Все издержки, связанные с изготовлением конструкции,
выражаются в стоимостной форме—рублях, и представляют собой
себестоимость продукции.
В себестоимости металлической конструкции получают отражение
затраты овеществленного труда (прокат, электродная проволока,
флюс, окрасочные материалы, топливо, энергия, амортизация мащин,
зданий и др.) и затраты живого труда (заработная плата рабочих,
инженерно-технических работников, служащих, отчисления в фонд
социального страхования).
37.2. Классификация затрат, составляющих
себестоимость изготовления металлоконструкций
Планируют и определяют фактическую себестоимость путем
определения затрат на производство всего объема продукции и
каждой изготавливаемой единицы. В первом случае составляют смету
затрат на производство, во втором — калькуляцию.
Смета затрат на производство предназначена для:
планирования затрат на производство всей продукции завода;
составления финансового плана завода;
увязки плана себестоимости с другими разделами техпромфин-
плана;
выявления резервов экономии средств по элементам затрат.
Калькуляции предназначены для определения:
себестоимости отдельных видов продукции;
цены изделий;
рентабельности отдельных видов продукции.
Смета и калькуляция — это два разных метода определения
себестоимости. Они отличаются между собой составом затрат.
зоо
В смете производства приведены затраты, необходимые для
выпуска всего объема продукции за определенный период (месяц,
квартал, год). В калькуляции указаны лишь те затраты, которые
необходимы для изготовления конкретного типа конструкции.
37.3. Соотношение сметы и калькуляции
Соотношение затрат у разных заводов металлических
конструкций неодинаково (табл. 37.1).
Элементы затрат * %
Основные материалы и сырье за вычетом
отходов 75
в том числе покупные изделия и
полуфабрикаты 0i,2
в том числе вспомогательные материалы К9
Топливо . 0,9
Энергия ; 2,5
. Зарплата — основная и дополнительная . 14^3
Отчисления на социальные страхования . 0,9
Амортизация основных фондов 4^2-
Прочие расходы 2;,2
Итого затрат 100
Статьи затрат %
Основные материалы за вычетом отходов . 74,7
Покупные изделия 0>,2
Основная зарплата производственных
рабочих : : : 4„8
Цеховые расходы 4,6
Расходы на содержание оборудования . . 8,5
Общезаводские расходы 3i,6
Топливо и энергия 0$
Отчисления на социальное страхование . . 0>Д
Потери от брака 0,1
Прочие производственные расходы,
включая расходы на подготовку и освоение
производства 0>,6
Внепроизводственные расходы 1,,7
Итого затрат 100
37.4. Себестоимость и оптовая цена
В зависимости от объема производства различают затраты на
пропорциональные (условно-переменные) и непропорциональные
(условно-постоянные) .
Так, основные и вспомогательные материалы, энергия для
технологических целей, зарплата основных рабочих-сдельщиков зависят
непосредственно от объема выпуска конструкции и поэтому
являются условно-переменными.
301
Амортизационные отчисления за основные фонды, заработная
плата обслуживающего и управленческого персонала, расходы на
освещение, отопление и т. д. в меньшей степени зависят от объема
выпуска и их называют условно-постоянными.
Все. затраты, за исключением стоимости металла и зарплаты
основных рабочих, составляют группу так называемых накладных
расходов.
Себестоимость изготовления 1 т металлоконструкций можно
определить из формулы
СИ = СМ-ЬС3 + СН, (37.1.)
Таблица 37.!
Статьи затрат в калькуляциях на производство конструкций
Статьи затрат
Основные материалы за вычетом отходов
Основная зарплата производственных рабочих
Цеховые расходы
Расходы на содержание оборудования
Общезаводские расходы
Топливо и энергия
Отчисления на социальное страхование
Потери от брака
Прочие производственные расходы, включая расходы
на подготовку и освоение производства
Внепроизводственные расходы
Итого затрат
Изменение затрат, %
мальное
78,5
7,9
13,8
13,3
13,8
2,3
0,5
0,2
3,9
2,1
мальное
51,8
3,6 •
3,4
5,0
3,3
0,3
0,2
0,0
0,4
0,6
-
среднее
70,1
5,5
6,7
9,0
5,1
0,9
0,3
0,1
0,7
1,6
100
где Сн— стоимость изготовления, руб.;
См — стоимость металла, руб.;
С3 — заработная плата основных рабочих, руб.;
CR — накладные расходы при изготовлении, руб..
Заработную плату основных рабочих и накладные расходы часто
объединяют и называют расходами по переделу (Сп). В этом случае
формула себестоимости имеет следующий вид:
СИ = СМ + СП. (37.2)
В развернутом виде формулы (37.1) и (37.2) можно
представить следующим образом:
. (37.3)
е Дм — цена набора проката для I т конструкций ■* по прейскуранту на
сталь, руб.;
■фм _ коэффициент, учитывающий различные доплаты, скидки и отходы;
t _ трудоемкость основных производственных операций изготовления I т
(удельная), чел.-ч/т;
а — тариф среднего разряда рабочих, занятых на основных операциях,
руб/ч;
Кнр — коэффициент, учитывающий накладные расходы, связанные с
длительностью цикла изготовления конструкции;
Н —накладные расходы, связанные только с массой конструкции, руб.
302
Издержки производства на различных заводах неодинаковы в
силу многих причин. Так, цена набора металла зависит от вида
проката, марки стали, из которой изготовлен прокат, формы заказа.
Трудоемкость изготовления — от вида конструкции (конструктивной
формы), марки стали, степени заводской готовности, уровня
организации и механизации производства на данном заводе и т. д.
Накладные расходы к основной заработной плате также
переменны, так как с возрастанием длительности цикла изготовления
конструкции увеличиваются и накладные расходы.
Следует также иметь в виду, что издержки производства даже
для однотипных конструкций неодинаковы, так в связи с
техническим прогрессом издержки производства непрерывно уменьшаются, а
степень заводской готовности постоянно повышается.,
Формула себестоимости (с учетом использования любого класса
стали в конструкциях) имеет следующий вид:
Cn = UuZ^u + tKiK*a(l+Knp) + H, (37.4)
где Z — коэффициент, учитывающий увеличение оптовой цены на сталь при
применении сталей повышенной и высокой прочности;
фм—коэффициент, учитывающий доплату за условия поставки и
стоимость отходов производства;
A'l, Kz ~ коэффициенты, учитывающие повышение трудоемкости изготовления
конструкций при применении сталей повышенной и высокой
прочности.
Все другие показатели те же, что и в формуле (37.3), принятой
для конструкции из стали класса С38/23.
Коэффициент Zn выражается отношением
7Г
Ци
(37.5)
где Цм , Цм—цена, соответственно, для стали повышенной либо высокой
прочности и стали класса С38/23 (малоуглеродистой), руб.
Для конкретных марок стали оптовые
цены с соответствующими доплатами за
условия поставки подробно рассмотрены
в главе 38 — затраты на материалы
приведены в табл. 38.3, 38.4 и 38.5.
При выборе эффективного класса
стали для конструкций осредненный
коэффициент 2Ц можно принимать по
табл. 37.2.
При разработке оптовых цен
используют отчетные данные себестоимости
конструкций по всей отрасли
производства металлоконструкций. В основу оптовой цены положена средняя
себестоимость, отражающая издержки заводов металлических
конструкций, работающих в нормальных условиях.
Формула оптовой цены франко-стаиции отправления*:
Таблица 37.2
Коэффициент 2ц
для классов стали
Класс стали
С38/23
С46/33
С60/45
С70/60
С85/75
1,00
1,25
1,56
1,76
2,06
= [Дом + ta (I + tfHp)'+ ЯвнГЯр, . (37.6)
nvifim ПРмЙСгтУРа"т №0!"09- Оп1товые цены на строительные стальные
конструкции. М., Преискураитиздат, 1975. •
где ДСц-" стоимость основных материалов, руб.; к
?а— произведение трудоемкости на тариф среднего разряда, т. е. зарпла-
* та основных рабочих, равная при коэффициенте трудоемкости
единице 5 р. 51 к;
Кнр— коэффициент к основной зарплате, учитывающий накладные
расходы, равный 3,741;
#вн— внепрЧшзводственные расходы, связанные с отгрузкой и равные
3 р. 54 к. за 1 т;
/Ср —коэффициент рентабельности предприятия, равный 1,144.
Удельная трудоемкость, принятая в прейскуранте цен,
дифференцирована по типам конструкции с учетом сложности
конструкции и степени заводской готовности. Коэффициент трудоемкости
сложности конструкций, равный 0,6—5,9, по каждой позиции
прейскуранта гариведен в тексте прейскуранта.
Оптовые цены указаны на конструкции из наиболее
употребительных марок стали (табл. 37.3).
При применении других марок стали оптовую цену на
конструкции следует корректировать, так как при этом изменяется стоимость
набора стали и стоимость расходов по переделу (собственно
изготовления).
При замене марки стали цены пересчитывают по формуле
ЦР-=Цоп±Ли±ПпК, (37.7)
где Цр —расчетная цена конструкции при замене марки стали, руб.;
Цоп— цена, предусмотренная прейскурантом франко-станция отправления,
руб.;
м~~ Доплаты за изменение стоимости стали, руб.;
Пп—доплаты, учитывающие изменение расходов по переделу, руб.
(табл. 37.4);
К — коэффициент трудоемкости.
. Таблица 37.3
Марки стали по позициям Прейскуранта № 01-09
Марка стали
ВСтЗкп2
ВСтЗпсб
ВСтЗсп5
Ст20
10Г2С1
Позиции
1-6; 12-17; 116-144; 485; 486; 495-499; 502; 503; 580; 609;
612; 614
16—24; 41; 42; 112—115- 433—435; 488—494; 500; 501; 504;
505; 550; 555; 581—584
25—40; 424-429; 436-438; 487; 511-538; 544; 560; 565; 616;
617; 622
512; 518; 520
422; 423; 430—432; 435
15ХСНД I 752; 758; 764; 767; 770; 773; 776; 808; 811
Дифференцированные доплаты Яп в зависимости от вида
конструкции и класса стали можно вычислить и по формуле
Яп = 26,12 (/Ст-1), (37.8)
304
Таблица 37.4
Доплаты за изменение расходов по переделу (Пп)
при замене класса стали
(из Прейскуранта № 01-09)
Класс стали
С38/23
С46/33
С52/40
С60/45
Доплаты, руб.
Нет
7
13
14
где 26,12 — стоимость передела при коэффициенте .трудоемкости конструкции,
равном единице, руб.;
Кт — коэффициент увеличения трудоемкости изготовления I т
конструкции при применении высокопрочных сталей.
Формула выражает оптовую цену конструкции франко-станция
отправления от завода-изготовителя. Оптовую цену франко-станция
назначение определяют по формуле
Цпр = Цоп + Т, ' (37.9)
где ^оц —оптовая цена франко-станция отправления, руб.:
Т—провозная плата от станции отправления до станции назначения,
руб. (Прейскурант № 01-09).
Глава 38. ЗАТРАТЫ НА МАТЕРИАЛЫ
38.1. Расход материалов на конструкцию
Расход материала зависит от его прочности и вида
напряженного состояния конструкции — растяжения, сжатия, изгиба с учетом
требований устойчивости, жесткости и т. п. Массу конструкций с
элементами, работающими на растяжение, определяют по формуле
lf (38.1)
где G — масса;
N — усилие в элементе;
R — расчетное сопротивление;
/—-длина элемента;
V—плотность металла;
^|) — строительный коэффициент массы.
Здесь строительный коэффициент массы учитывает излишнюю
массу, образуемую за счет недонапряжения элемента (q<R) из-за
градации размеров проката, и нерасчетные детали (ребра жесткости,
прокладки, накладки и пр.).
Для конструкций с элементами, работающими на центральное и
внецентренное сжатие,
G=fkty^' (38*2)
Здесь Ф — коэффициент продольного изгиба при центральном сжатии и
коэффициент устойчивости при внецентренном сжатии, определяемые по
СНиП И-В.3-72.
II Зак. 157
305
Все другие показатели те же, что и в формуле (38..1).
Массу конструкции, у которой элементы работают на изгиб,
определяют по формуле
м
(38.3)
Здесь М — расчетный изгибающий момент;
р — ядровое расстояние сечения, равное отношению момента
сопротивления к площади сечения
iw \
[TJ-
Все другие показатели те же, что и в формуле (38.1).
Усилия N и М определяют путем статического расчета.
Строительный коэффициент массы определяют по формуле
(табл. 38.1)
«к _
(38.4)
где Go — масса основных деталей элемента или конструкции;
G п — масса дополнительных (мелких) деталей.
Таблица 38.!
Строительные коэффициенты массы
Наименование
конструкции
Стропильные фермы
Подстропильные
фермы из уголков
Подкрановые балки
сплошные сварные
Подкрановые балки
решетчатые
Стойки и колонны
Характеристика конструкции
Из уголков пролетом 24 м
То же, пролетом 30—36 м *
Из одиночных уголков пролетом
30—36 м
То же, из открытых гнутых профилей
То же, из круглых и квадратных
труб без фасонок
То же, из замкнутых профилей без
фасонок
Пролетом 12 м
Пролетом 24 м
Пролетом 6—18 м без тормозных ферм
То же, с тормозными фермами
Пролетом 24—30 м без тормозных
ферм
То же, с тормозными фермами
Пролетом . 18—30 м без тормозных
ферм
То же, с тормозными фермами
Стойки фпхверка постоянного сечения
Колонны сплошные постоянного
сечения
То же, переменного сечения высотой
25—Ш м
То же, высотой до 25 м
То же, решетчатые высотой 25—40 м
То же, решетчатые высотой до 25 м
Коэффициент
1,25—1,30
1,20-1.25
1,15
1Л5
■1,07— Ы
1,05—1,1
1,25
1,35
1,15
1,35
1,15
1,30
1Л 5—.1,20
1.3
1,15—1,20
1,3
1,35
1,5
1,45
1,6—1,7
306
Продолжение табл. 38. i
Наименование
конструкции
Фермы больших
пролетов
Арки и рамы
больших пролетов
Радиобашни и
радиомачты
Характеристика конструкции
Из швеллеров на двойных фасонках
пролетом 60 м
Из сварных двутавров на двойных
фасонках, соединяемых
высокопрочными болтами
Сплошного сечения
Сквозного сечения (решетчатые)
Из труб
Строительный
коэффициент
массы
1,15
1,15
1,25
1,7
11.3
Аналогично определяют строительный коэффициент массы
сооружения:
/ . бос + бдоп t , бдоп /оо е\
Фс = ~ Г=Л+-— у (38.5)
Сос "ос
где G ос — масса основных несущих конструкций сооружения;
ОдОП —масса вспомогательных конструкций сооружения.
Расход металла на конструкцию определяют по чертежам
КМД. Количество отходов зависит от типа конструкции. Кроме
металла для изготовления конструкции используют сварочные
материалы, электроэнергию, пропан-бутан, кислород, краску. Расход
вспомогательных материалов также зависит от типа конструкций и
поэтому для разных заводов он неодинаков (табл. 38.2).
Таблица 38.2
Расход материалов и электроэнергии на 1 т металлических конструкций
Наименование
Металл, кг
Сварочная проволока, кг
Электроды, кг
Флюс, кг
Углекислоту, м3
Пропан-бутан, м3
Кислород, м3
Краска, кг
Электроэнергия, кВт«ч
Расход материалов
минимальный
1027,2
8,17
0,86
0,70
2,92
0,42
0,36
2.10
103,1
максимальный
1059
13,10
3.76
6,20
10,70
9,30
17,44
11,6
277,5
средний
1039,3
9,2
1.8
2,74
8,5
4,6
10,9
3,9
164,5
38.2. Оптовые цены на сталь
Оптовые цены составлены по видам проката, маркам стали и
модификациям последних.
В прейскуранте1 указана цена для СтЗ группы А 1-й категории,
принятая в качестве базовой (табл. 38.3; 38.4; 38.5).
1 Прейскурант № 01-02. Оптовые цены на сталь и прокат черных
металлов. Часть I и II. М.; Прейскурантиздат, 1975.
Ы* Зак. 157
307
Таблица 38.3
базовая цена стали СтЗ (1-я категория, группа А, ГОСТ 380—71*)
Листовая
Угловая
Балочная
it
5 о.
Р
о. .
is
а:
со к
сз со
о.»
а
о.
ю
-SS
84-10
13—20
21—32
34—40
42—50
52—60
97-50
97—80
99-60
100—00
102—00
104—00
95-60
94-90
96—60
97-00
99-00
101-00
50-56
63-80
90-100
110—160
180-250
98-20
97-30
96—40
94—50
91—80
100-00
99—20
98—30
96—40
93—60
10
12—14
16—18
20-22
24-27
30—40
45-50.
55—60
96—70
96—00
94-20
93—30
92—90,
92—40
106—00
101—00
97—70
97—00
95-00
94—00
Таблица 38.4
Доплаты к базовой цене для проката из стали группы В
(ГОСТ 380~71*v), %
Марка стали
СтЗкп1
ВСтЗкп
ВСтЗпс
ВСтЗГпс
ВСтЗсп
Категории
1
0
+ 1
4-2
+6
+11
2
' 0
+4
+5
+8
+ 14
3
0
+6
-f-7
4-ю
+ 16
4
0
—
+9
+ 12
+ 18
5
0
—
+ 12
+15
+21
6
0
—
+9
+ 12
+18
Таблица 38.5
Доплаты к
Марка стали
СтЗкп1
СтЗмост, сп
М16С
ВСтТкп
ВСтТпс
ВСтТсп
09 Г2
14Г2
09Г2С
10Г2С1
09ГДСД
10Г2С1Д
15ГФ
15ГФД
16Г2АФ
18Г2АФ
15ХСНД
10ХСНД
базовой цене для проката из термически обработанной
и низколегированной стали
лист
380—71*
6713-53
6713—53
i 4 637—69*
14637-69*
14637—69*
19282—73
19282—73
19282-73
19282-73
19282—73
19282-73
19282—73
19282—73
19282-73
19282—73
19282—73
19282-73
ГОСТ
1 профиль
380-71*
6713—53
6713—53
г
19281-73
19281—73
19281—73
19281-73
19281—73
J9281-73
19281—73
119281—73
19281-73
19281—73
Доплата, %
0
+21
+31
+ 4
+ 5
+14
+17
+.17
+20
+22
+23
+25
+24
+27
+51
+52
+50
+77
308
38.3. Доплаты за дополнительные требований -
при заказе металла
Оптовые цены на прокат из разных марок стали гарантируют
основные свойства и определенные размеры проката. Эти
гарантированные свойства и размеры не покрывают все требуемое
многообразие свойств и размеров.
Выполнение дополнительных требований при поставке металла
в отношении гарантии дополнительных свойств или размеров
связано с дополнительными затратами при изготовлении проката. За
выполнение дополнительных требований по химическому составу, по
механическим свойствам,, по размерам и допускам предусмотрены
соответствующие доплаты. Невыполнение отдельных требований к
качеству и размерам, гарантированных ценой, уменьшает затраты и
прокат поставляется по цене более низкой, т. е. со скидкой.
Общие доплаты и скидки для прокатной стали следующие:
Дополнительные требования Доплата, %
' По химическому составу
За сужение пределов углерода, %:
0,01 . +1
0,02 + 2
0,03 ..,..,.... +3
0,04 -т-5
0,05 +7
0,06 +9
За понижение предела содержания серы и
фосфора, %:
0,005 ...".„.. +Vi*
0,005—0,01 4-3/2
0,01 +5/з
За проведение контрольного- химического
анализа в готовом прокате +3
По механическим свойствам
За нормирование свойств (предела текуче-'
сти, твердости и т. д.) при нормальной
температуре +2
То же, при повышенной или пониженной
температуре 4-4
За испытание механических свойств-на
поперечных образцах +6
За сужение пределов по механическим
свойствам**, МПа:
20 .....'.. +1 •
30 . +2
40 -НЗ
50 +4
За поставку только по нижнему или
верхнему пределу временного сопротивления. +4
За гарантированное повышение нормы
предела текучести +4
* Под чертой — доплаты для фосфора.
** При этом доплата по п. ! не взимается.
309
Дополнительные требования Доплата, %
За испытание на загиб в холодном
состоянии * -Н
То же, широкой пробы +4
За изменение временного сопротивления,
МПа:
до 750 за каждые полные ^0 .... 4-2
свыше 750 за каждые полные 20 .. +1
За изменение норм относительного
удлинения за каждый абсолютный 1 % • . - * +.1
За нормирование ударной вязкости при
температуре:
+ 2О°С . . . . , . . +2
—2О°С 4-3
—404:* -и/9*"*
—60°С, — 70°С* +10/ie**
После механического старения 4-3
По размерам и допускам для листовой
и широкополосной стали
За один мерный размер из числа
стандартных 4*4
За нестандартный размер, невыходящий за
стандартный размер +.6
За размер, выходящий за стандартный
размер по ширине или длине 4-8
За размер, выходящий за стандартный
размер по ширине и длине +11
За заказ, листов только по толщине
(скидка) —15
За мерную длину с остатком +1,5
За уменьшение нормы ребровой кривизны +4 .
За поставку стали более высокой
плоскостности, чем нормальная (ПН):
плоскостность улучшенная (ПУ-) . . .4-5
плоскостность высокая (ПВ) .... 4-7
плоскостность особо высокая (ПО) . . 4-10
За поставку полуобрезных листов (скидка) в —7
За поставку необрезных листов —12
За двойную термическую обработку
(термическое улучшение):
на потери металла 4-1
расходы по переделу, руб/т .... 10
По размерам и допускам сортовой
и фасонной стали
За мерную длину в пределах нормальной * 4-6
За мерную длину с остатком +4
За кратную длину +4
За кратную длину с остатком 4-3
За каждый метр увеличения длины сверх
немерной ,. 4-1
• При этом доплата за термическую обработку не
взимается.
•• Под чертой — для профильной стали.
аю
Дополнительные требования Доплата, %
За ограничение длины , 4-2,5
За поставку с повышенной нормой по
кривизне « •• +4
За двойную термическую обработку
(термическое улучшение):
на потери металла .>...... +1,5
расходы по переделу, руб/т .... J'3
38.4. Стоимость набора проката
для 1 т конструкций
В прейскурант на стальные конструкции* заложены базисные
цены набора для 1 т по группам конструкций при определенной
марке стали, как правило, менее прочной.
Наборы для тех же групп из более прочных марок стали
дороже (табл. 38.6).
38.5. Система заказа проката черных металлов
Заказывает и комплектует металлопрокат на заводе бюро
заказа Металла, входящее в состав конструкторского отдела.
Бюро заказа учитывает металл, имеющийся на заводском
складе, по профилям, маркам и размерам, а также металл, подлежащий
поставке на завод по нарядам. Бюро заказа определяет расход
металла на. каждый чертеж КМД, комплектует металл для изделий,
запускаемых в производство, составляет заказные спецификации.
Для выполнения заказов на крупных заводах требуется от 200
до 400 типоразмеров профилей стали разных марок. Нормативный
переходящий остаток металлопроката, неизбежно ведет к
ограничению заказываемых марок стали и профилей проката.
Экономно расходовать металл можно только при условии
своевременного заказа проката необходимых профилей, их размеров и
марок стали в соответствии с проектами КМ, а также за счет
рационального раскроя и максимального использования деловых
отходов на мелкие детали.
Заказы на металл составляют согласно спецификациям стали на
объекты. Эти спецификации по конструктивным элементам
составляют проектные организации, разрабатывающие чертежи КМ, с
указанием марок стали и видов профилей. На основе квартальных планов
изготовления конструкций и технических спецификаций, составляют
комплектовочную ведомость на квартал, где указаны остатки
металла на складе и ожидаемое поступление, потребность в металле по
объектам, недостаток или излишек металлопроката по профилям и
маркам стали.
На основании комплектовочной ведомости составляют
заказную спецификацию стали на полугодие с разбивкой по кварталам.
Заказ металлопроката производится два раза в год — на первое
полугодие планируемого года в сентябре предшествующего года, а
на второе полугодие — в марте планируемого года.
* Прейскурант № 01-09. Оптовые цены на строительные стальные
конструкции. М., Прейскурантиздат, 1975.
3U
я" 2
2
СС
с
о
S*
JS
ft
стой мо
иен а я
сз
Ш
OVSJ9I
tfHOXO,
™,
4>JSI
lOZJOl
O5J60
EJ60
§
о
о.
с
ристика
Характе
Р -
ев >>
С С
С
р.
U
ю
S-
ёо
£:
(О
119 '
ч
а
2
о»
двутав
Угловая,
л еры
с*
га
о
8
со
81
1
3
1,9
зГ
о
со
О
товая 0
X
в-
О
1
ш
Й
102
•
8
8
S
•
1
стоаая
Толстоли
1
.69
S3
я
1
119
к
I
Лист все
+
W
1
1
1
1
1
1
1
1
о»
«о
1
профил
Оконные
со
•
1
•
1
1
1
1
1
со
128
^иутые
Х0Л0ДН01
S
1
1
1
• 1
1
I
1
1
1
1
о
3
сз
о
а
Трубы б
312
Электросварные нефтепроводные трубы заказываются один {заз
в год в июне предшествующего планируемому года.
Транзитные нормы одного профиля проката — 63 т; для труб —
20 т.
Глава 39. ТРУДОЕМКОСТЬ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ
39.1. Трудозатраты при изготовлении
конструкций
• При изготовлении конструкции затрачивается труд работников
различных профессий, в том числе рабочих, занятых на основных и
и вспомогательных операциях, и инженерно-технических работников.
Затраты труда на заводах металлоконструкций делятся на две
части. Одна из них зависит непосредственно от объема изготовляемых
конструкций, вторая — не зависит и связана со вспомогательными
службами.
Затраты труда основных рабочих, т. е. занятых непосредственно
на изготовлении конструкций, нормируют и учитывают по объему
изготовленных конструкций. В формулах себестоимости (37.3) одто-
-вой цены (37.6) эти затраты представлены в виде трудоемкости
основных операций. Затраты труда работников других категорий
планируют и учитывают либо сдельно, либо повременно. Эти затраты
входят в состав себестоимости и оптовой цены в виде накладных
расходов.
В дальнейшем под трудоемкостью изготовления конструкций
подразумеваются трудозатраты основных рабочих.
Все операции изготовления связаны либо с воздействием на
металл или с транспортированием изделий и установкой их на
место.
Трудоемкость каждой операции определяют по формуле
Тт-{Т0 + Тш)р, (39.1)
где То •— продолжительность выполнения основных работ, ч;
1"в — продолжительность вспомогательных работ, ч;
р — чнсло рабочих, занятых на выполнении операции.
^ Продолжительность выполнения элементов основных работ
данной операции То — это интервал времени, затрачиваемого на
непосредственное воздействие на металл или на перемещение детали при
сборке и установке ее в проектное положение.
Продолжительность выполнения вспомогательных работ
включает время, необходимое на подготовку -рабочего места, очистку^ ncr-
верхноста, настройку оборудования, вызов крана и пр.
Трудоемкость изготовления (затраты труда) изделия
представляет собой сумму трудоемкостей операций:
Г = БГ0П. (39.2)
Трудоемкость, отнесенную к массе конструкции, называют
удельной. Полную трудоемкость изделия измеряют в человеко-часах (чел.-
ч), удельную — в чеЛовеко-часах на 1т (чел.-ч/т). Кроме, того,
различают трудоемкость нормативную, устанавливаемую по нормам, и
фактическую, измеряемую фактическими затратами времени на
рабочем месте.
313
Нормативную и фактическую трудоемкость измеряют в
одинаковых единицах — в человеко-часах.
Разница между нормой времени и трудоемкостью видна из
формулы (39.1), где Го и ?в основная и вспомогательная
продолжительность выполнения работы звеном, р — число рабочих в звене; Той —
трудоемкость операции, чел.-ч.
39.2. Определение трудоемкости изготовления
конструкций по укрупненным нормам
Нормы времени принимают по справочникам норм элементным
или укрупненным. &
Величина удельной трудоемкости отдельных заготовительных
операций в функции массы конструкции, определенная на основе
укрупненных ..норм для строительных конструкций из стали обычной
прочности (С38/23), приведена на рис. 39.1—39.6 (позиции на этих
рисунках указаны выборочно для каждого конкретного случая);
удельная трудоемкость сборки колонн подкрановых балок и ферм —
на рис. 39.5—39.14; трудоемкость сварки колони и балок — на рис
39.15—39.18; ферм —на рис. 39.19.
Трудоемкость сборочных операций представлена в.. зависимости
от массы изделия и числа деталей. Для колонн и балок трудоемкость
сборки состоит из трудоемкости сборки стержней (см. рис. 39.7),
установки сваренных стержней на стенд (см. рис. 39.8) и установки
мелких деталей (см. рис. 39.9—39.12). Трудоемкость сборки ферм
Рис. 39.1. Зависимость
удельной трудоемкости
изготовления деталей от
массы сплошной колонны
/ — правка; 2 — изготовление
шаблонов; 3 — наметка и
разметка; 4—кислородная резка;
5 — резка на ножницах; 6 —
образование отверстий; 7 —
строгание; 8 — фрезерование
Рис. 39.2. Зависимость удельной
трудоемкости изготовления
деталей от массы сквозной колонны
/ — правка; 2 — изготовление
шаблонов; 3 — наметка и разметка; 4 —
кислородная резка; 5 — резка на
ножницах; 6 — образование отверстий;
7 — строгание; 8 — фрезерование
314
±%чел.-ч/т
0,$
02\
01
0 .
Ik 6 8 10 12 G,m
Рис. 39.3. Зависимость
удельной трудоемкости
изготрвления деталей от
массы подкрановой
балки
/ — правка; 2 —
изготовление шаблонов; 3 —
наметка и разметка; 4 —
кислородная резка; 5—-резка на
ножницах; 6 — образование
отверстий; 7 — строгание;
8 — фрезерование
\
S,
\ч
V
,3
-в
ГУ,, и-в
09
08
0J
OS
Op
oh
Op
02
2 3 4 5 S 7 8 9 0tm
Рис. 39.4. Зависимость удельной
трудоемкости изготовления
деталей от массы стропильной фермы
/ — правка; 2 — изготовление
шаблонов; 3 — наметка и разметка; 4 —
кислородная резка; 5 — резка на
ножницах; 6 — образование отверстий; 7 —
строгание
V
—1
\[
L
—
А-
.....
'
!
in II i щш"
i !
- —
—-
3
—1
~« _|||Д
pi.
—
t,чел-ч/т
п
п
т
г
г
(.
7
О
1
I
\
к
IV
V
3-
к2
*■—.
:—-
~^ ш
-^
t,чел'.-ц/т
6
5
I""
з^
2
' ч
13
О 3 6 3 12 15 18 21 &,гг?
Рис. 39.5. Зависимость удельной
трудоемкости обработки
деталей от массы конструкций
/ — колонны решетчатые; 2 —
колонны сквозные; 3 — балки
подкрановые длиной до 12 м; 4 — балки
подкрановые длиной 18 м; 5 —
балки подкрановые с продольными
ребрами
Рис. 39.6. Зависимость
удельной трудоемкости
обработки деталей от
массы конструкций
/ — стропильные фермы;
2 — подстропильные фермы;
3 — связи; 4 — тормозные
фермы ,.
315
3
2,5
2
1р
■1
05
\
v
!
i
i
1 i
i i
{
— in j
02
0/6
012
ops
00k
—
-
1 1t5 2 25 3 3p &}m
1
5 0?т
Рис. 39.7. Зависимость
удельной трудоемкости
сборки сварных двутавров
в кондукторе от массы
двутавра
/ — длина до 6 м; 2— длина от
6 до 9 м; 3 — длина от 9 до 15 м
Ь,чвп.-ч/п7
Рис: 39.8. Зависимость
удельной трудоемкости
установки основных
(базовых деталей при
сборке от массы колонн и
подкрановых балок)
1гчйл.-ц(т
10
1 2 3 k 5 6 7 8 Gm
\
^ \
\
\
V
^>
2
I
Is-
"t
— —
. I
9. J
5 .6 1 8
Рис. 39.9. Зависимость удель- Рис. 39.10. Зависимость
удельной трудоемкости сборки от ной трудоемкости сборки от
массы сплошной колойны
/ — 50 деталей; 2 — 80 деталей;
3—100 деталей; 4—150 деталей
массы сквозной колонны
У —60 деталей; 2 — 100 деталей;
3 — И0 деталей; 4 — 220 деталей
"складывается из трудоемкости сборки копира (см. рис. 39.13) и
трудоемкости сборки партии ферм (смч рис. 39.14). Трудоемкость
сварки складывается из трудоемкости сварки стержней и сварки мелких
деталей (см. рис. 39.15—39.18),
39.3. Влияние серийности на трудоемкость
(рис. 39.20—39.23)
Трудоемкость изготовления в функции числа изделий (партии)
определяют по формулам:
/ A J\
; (39.3)
(39.4)
316
t,цел.-ч/т
22
20
1В
16
Ik
12
10
8
6
4
2
О'
—I -
1
m
\\\
\
\
2/
—.1—
— —
l ,чсп.~ч/т
2 4. $ 8 W 12 Ik fim
Рис. 39.11. Зависимость
удельной трудоемкости сборки от
массы подкрановой балки при
среднем режиме работы
/ —. 50 деталей; 2—100 деталей;
3—150 деталей; 4 — 200 деталей
22
20
18
15
12
10
В
6 -
i
I
i
i
u
vS
*\
>—
y2
Ы
2k 6 8 10 72 Ik G}m
Рис. 39.12. Зависимость
удельной трудоемкости сборки от
массы подкрановой балки
тяжелого режима работы
1 — 50 деталей; 2 — 100 деталей;
3 —г 150 деталей; 4 — 200 деталей
Рис. 39.13. Зависимость
удельной трудоемкости сборки
копира от массы фермы
1 — 40 деталей; 2 — 80 деталей; 3-~
120 деталей; 4—180 деталей; 5 —
220 деталей
j
5,5 \
3,5
п.~и/гп
\
11
|\
\\
\\
л
л,
1*"
U
v<
— ...
Рис. 39Л4. Зависимость
удельной трудоемкости сборки
ферм по копиру от массы ферм
/ — 40 деталей; 2 — 80 деталей; 3 —
120 деталей; 4—180 деталей; 5 —
220 деталей
'24 8 8 10 12
16 18 Gym
О 2 k 6 Ь\г
Рис. 39.15. Зависимость
удельной трудоемкости сварки
сплошной колонны от ее массы
/ — 50 деталей; 2 — 100 деталей; 3 —
■ 180 деталей
12
10
8
6
0 2т1-/ ">*"
Рис. 39.16. Зависимость
удельной трудоемкости сварки
сквозиой колонны от ее массы
1 — 50 деталей; 2 — 100 деталей; 3 —
150 деталей
\\|
А
3
*\
2
ZB,
22
28
2k
20
IB
12
1
1
—
\
—
4 8 12 G}m
Рис. 39.17. Зависимость
удельной трудоемкости сварки
подкрановой балки среднего
режима от ее массы
/ — Г>0 деталей; 2 — 100 деталей; 3 —
1ГЮ детялей; 4 — 200 деталей
318
i,
ко
36
32
■28
2h
20
16
12
8
k
0 4 8 12 G}m
Рис. 39.18. Зависимость
удельной трудоемкости
сварки подкрановой
балки тяжелого режима от
ее массы
1 — 50 деталей; 2 — 100
деталей; «3 — 150 деталей; *<—
200 деталей
1
Yv
v
2
t,чел-ч/т
—
—
0 к 8 12 IB G,m
Рис. 39.19. Зависимость
. удельной трудоемкости
сварки подстропильных
ферм от их массы
1 — 40 деталей; 2 — 70 дета^
лей; 3 — 100 деталей; 4 —
200 деталей
7 ^^__
0 10 20 50 i}Qn,
Рис. 39.20. Зависимость
удельной трудоемкости
изготовления деталей от
величины серии (партии)
/ — стропильные фермы
пролетом 24 м и массой 2,15 т;
2 — колонны крайнего ряда
массой 4,2 т; 3 —
подстропильные фермы массой 1,9 т;
4 — колонны среднего ряда
массой 7,8 т; 5 —
стропильные формы пролетом 36 м и
массой 15,5 т; 6—
подкрановые балки массой 5 т
0 Ю 20 30 kQri,mm
Рис. 39.21. Зависимость
удельной трудоемкости
вспомогательных и
транспортных операций при
изготовлении деталей от
величины серии
/ — стропильные фермы
пролетом 24 м и массой 2,15 т;
2 — колонны крайнего ряда
массой 4,2 т; 3 —
подстропильные фермы массой 1,9 т;
4 — колонны среднего ряда
массой 7,8 т; 5 —
стропильные фермы пролетом 36 м и
массой 15,5 т; 6 —
подкрановые балки массой 5 т
319
\
\*
1
А
ч
5"
t,чел.-ч/т
3
ц иц^=р=
О 10 20 50 кОп.шт
Рис. 39.22.
Зависимость удельной
трудоемкости сборо-сва-
рочных работ от
величины серии
/ — стропильные фермы
пролетом 24 м и массой
2,15 т; 2 — колонны
крайнего ряда массой
4,2 т; 3 — подстропильное
фермы массой 1,9 т; 4 —
колонны среднего ряда
массой 7,8 т; 5 —
стропильные фермы
пролетом 36 м и массой
15,5 т; 6 — подкрановые
блоки; 7 — подкрановые
балки массой 5 т
2; В
10 20 30 Ц0п,шт
Рис. 39.23.
Зависимость удельной
трудоемкости
вспомогательных и
транспортных операций при
сборке и сварке
конструкций от величины
серии (партии)
/ — стропильные фермы
пролетом 24 м и
массой 2,15 кг; 2 — колонны
крайнего ряда массой
4,2 т; 3 —
подстропильные фермы массой 1,9 т;
4 — колонны среднего
ряда массой 7,8 т
где
'■■-•!■'(■+£
(39.5)
(39.6)
'об'
'сб'
г(об) (сб) т(св)
Ги — трудоемкость одного изделия
соответственно обработки, сборки, сварки и всех
операций изготовления, чел.-ч;
'м
Att
— соответственно машинное время, ч;
~ соответственно продолжительность
вспомогательных и
подготовительно-заключительных операций, ч;
"^об1 ^сб' ^св* ^и ~ соотвествеино размер партии;
р — число рабочих в звене.
Средняя величина партии одинаковых изделий (деталей) по
одному чертежу составляет 10 шт,,.в том числе:
Из листа
' 20, мм
То же, 6>20 мм
Из уголка 6<20 мм
Из двутавра, швеллера
<30
То же, jV>30
Из труб
мелкие 17,5
крупные .... 11
мелкие ..... 9
крупные .... 17
мелкие .... 26
крупные .... 11
мелкие 11
крупные .... 9,5
крупные .... 6
крупные .... 14
320
Графики влияния партиониости (серийности) на трудоемкость
(см. рис. 39.20—39.23) построены на основе калькулирования
трудозатрат по основным и транспортным операциям. При этом
предполагалось, что по каждому чертежу изготовляется 1,3,5,10,20 и 50
отправочных марок. Трудоемкость основных операций принята по
единичным (элементным) нормам завода. Трудоемкость
транспортных и вспомогательных операций принята на основе хронометраж-
ных наблюдений за выполнением следующих элементов работы:
вызов крана, опускание крюка, строповка пакета (детали), подъем
груза, перемещение груза, опускание груза, расстроповка пакета.
Трудоемкость транспортных и вспомогательных операций
определяют по формулам в функции длины пути крана и длины пакета
(детали) (табл. 39.1).
Таблица 39.1
Трудоемкость транспортных и вспомогательных операций, чел.-ч
Элемент операции
Тип деталей
мелкие до 2 м
крупные>2 м
Вызов крана „
Строповка
Подъем груза
Перемещение груза краном
Опускание груза
Расстроповка
Перемещение троллейной
тележки
0,0046+0,00025*
0,0066
0,006
0,0046+0,00045
0,0063
0,0069
0,003+0,00045
0,0046+0,00035
0,00211+0,0009
0,006
0,0069+0,00065
0,0063
0,00211-0.0009
0,003+0,00045 ..
* 5 — путь движения крана, м; £■—длина детали (пакета), м.
В укрупненных нормативах времени предусмотрена на сборку
отправочного элемента партия деталей 3—5 шт. При других партиях
вводят коэффициенты (табл. 39.2).
Таблица 39.2
Определение
Число деталей в партии . .
Поправочный коэффициент
поправочного коэффициента
1—2
и
3-5
1.0
6—10
0,87
11-20
0,81
21—40
0,75
. >40
0,7
Примечание. Коэффициенты не вводятся на сборку двутавровых
стержней и укрупнение листов.
39.4. Трудоемкость изготовления конструкций
из сталей повышенной и высокой прочности
Для получения сталей повышенной и высокой прочности в
состав стали обычной прочности (С38/23) вводят соответствующие,
легирующие компоненты и осуществляют ее термическую обработку.
Изменение химического состава и, как следствие этого, повышение
прочностных свойств стали затрудняют ее обрабатываемость и
свариваемость, что в свою очередь вызывает повышение удельной
трудоемкости изготовления изделия из этих сталей (табл. 39.3).
321
39.3
коэффициенты
Операции
Правка
Разметка
Кислородная резка
Резка пилой
Строгание
Фрезерование
Сверление
Сборка
Сварка ручная*
Сварка
полуавтоматическая*
Сварка автоматическая*
сравнительной
трудоемкости операций
Коэффициенты.
С38/23
1,00
1,00
1,00
1,00
1,00
1,00
1,00
1,00
1,00
1,00
1,00
1,00
1,00
ш
С44/29
Л
,00
,12
,12
,08
,11
,06
,03
1,05
1,06
1,11
,1,19
,11
,19
С46/33
1,20
1,00
1,15
1,20
1,14
1.18
1,12
1,05
,07
,12
,18
,29
,18
,29
*оп
Лоп; для сталей класса
С52/40
,36
1,02
,16
,27
1,20
,25
,17
,07
1,10
1,16
1,34
1,44
,34
,44
С60/45
1,50
,03
.19
,42
,37
,40
.32
,11
1,13
1.19
1,43
1,55
,43
.55
С70/60
1275
1,05
1,20
1,61
1,67
1,60
1,58
1.15
1,15
1,22
1,57
1,68
1,57
1,68
С85/75
2,20
1,06
1,21
1,91
2,40
1,88
2,18
1,20
1,18
1,25
1,75
1.86
1.75
1,86
* В знаменателе указаны коэффициенты для сварки с подогревом.
Трудоемкость операций при изготовлении строительных
конструкций-из стали класса С38/23 определяют графически (рис. 39.1 —
39.4, 39.7—39.19), а трудоемкость операций при изготовлении
конструкции из сталей повышенной и высокой прочности подсчитывают
путем умножения указанной трудоемкости на соответствующие
коэффициенты, приведенные в табл. 39.3.
Обобщенный коэффициент трудоемкости, учитывающий
изменение режимов операции при изготовлении конструкции (табл. 39.4),
определяют по формуле
100
(39.7)
где А —удельная трудоемкость операции к полной трудоемкости
изготовления, % (табл. 39.5);
£оп — коэффициент сравнительной трудоемкости (табл. 39.3).
Значения Лоп для разных конструктивных элементов
неодинаковы, так как соотношения между долями трудоемкости операций
колеблются. Величина этого соотношения зависит от конструктивной
формы степени заводской готовности, способа соединения деталей.
Трудоемкость металлоконструкций зависит также от массы
конструкции. Уменьшение массы за счет применения стали повышенной
и высокой прочности вызывает и изменение трудоемкости, в том
числе и удельной. Зависимость удельной трудоемкости от массы —
обратная степенная.
(39.8)
где U vi b — параметры зависимости;
G — масса конструкции, т.
322
39.4
я*
s
ю
eg
Н
•
s
СТИ к
О
Ьй
о
5
тр
енты
Я)
ссы
S
S
S
о>
ч
мень
к
с
я
О)
X
•е
•8*
о
ев
0)
с;
а
У
§
н
я
о
я
S
•&
о
ю
о
«о
о
сГ
00
о
о
о
со
1
в
ю
8
о
6/33
5
СП
3
S
в
тру
я
о
Наименование
1,33
,23
to
о
,05
.37
.28
,20
,16
,09
,06
Фермы
1,19
ю
о
,06
,03
,39
,29
,21
,16
о
,07
Колонны сквозные
1,08
,06
,05
,03
,02
.40
,29
13'
,16
Ш
,06
Колонны сплошные
о
о
,05
,03
,42
,31
,22
,16
,09
Балки сварные
1,10
о
,05
.03
.01
СО
.18
,12
,09
,05
,03
Балки клепаные
1,16
,08
,05
,02
.37
.24
.17
31'
,07
о
с
л
Резервуары и газгол
1.16
—
,08
,05
,02
,22
со
,09
,06
,03
.02
Кожух» домен
1,16
,П
,08
,05
,02
,42
,25
СО
со
§
о
к;
те
сЗ
СО
0)
Кожухи воздухонагр
1,22
.16
о
.07
,03
.47
,36
,25
2
.11
.07
Башни
1,22
.16
о
.07
,03
.45
,35
.24
,18
,06
Мачты
1,13
,09
,06
,04
,02
,21
.14
о
.06
,03
Мосты решетчатые
о
.07
,05
,03
.01
3
Гц.
,08
,05
,03
Мосты сплошные
323
Таблица 39.5
Удельная трудоемкость операций
Название
конструкций
Фермы
Колонны сквозные
Колонны сплошные
Балки сварные
Балки клепаные
Резервуары и
газгольдеры
Кожухи домен
Кожухи
воздухонагревателей
Вашни
Мачты
Мосты решетчатые
Мосты сплошные
Операции
«Г
X ее
Д X
а%
аи
2,0
3,0
3,1
4,2
2,0
1,9
4,7
3,2
0,4
1,6
0,9
1,6
и
о
Си
3,1
3,3
3,4
3,8
4,2
4,0
4,0
4,0
5,0
5,0
3,9
3,7
ев
езк
о.
1.1
4,3
3,5
3,4
п,о
0,7
12,7
12,8
7,4
.7,2
2,5
11,0
. а =
g*8
о * о
O.V О»
н ж «
у X «
0,9
2,3
2,5
5,0
0,9
6,8
5,0
14,4
0,9
2,0
8,0
0,9
|
•
о
1,2
1.3
1,1
1,3
17,3
—
4.0
0,7
4,4
3,2
18,8
16,2
33
о.
о
38,7
28,2
27,1
24,8
20,7
44,7
5,6
24,8
31.5
38,2
19,4
22,1
о.
о
32,3
40,8
42,6
39,6
__
37,9
8,0
21,5
43,5
37,8
—
1
V
о
о.
с
20,7
16,8
16,7
17,9
43,9
4,0
56,0
18,6
6,9
5,0
45,6
46
Если обозначить
G ~
то к» =
(39.9)
(39.10)
где k2 — коэффициент, учитывающий изменение трудоемкости вследствие
изменения массы (рис. 39.1—39.19);
а — коэффициент уменьшения массы.
Трудоемкость конструкции с уменьшенной массой
ix^tki. (39.11)
Изменение трудоемкости изготовления металлоконструкций из
стали повышенной и высокой прочности в связи с ухудшением ее
обрабатываемости и свариваемости учитывает коэффициент £ь а в
связи с уменьшением массы— коэффициент k2.
Если
k-t — kiks, (39.12)
^„ = ^i^at (39.13)
то удельную трудоемкость изготовления конструкций из
высокопрочных сталей можно выразить через удельную трудоемкость
конструкции из малоуглеродистой стали:
tbn^ibxfh^tk^ (39.14)
Полная трудоемкость изготовления конструкции выражается
ThXl^tGkxk2a^Tkn, (39.15)
где f, Г —трудоемкость изготовления конструкции из малоуглеродистой стали
соответственно удельная и полная;
G, а — соответственно масса конструкции из малоуглеродистой стали и
коэффициент уменьшения массы.
324'
я
•
3
S
к
к
§
35
5
71
и
о
се
"
!
XII
«
яно
в
охс
я
мкостн
о
РУД
3
§
«я*
8
S
-ft?
шт.
S
к ост
су
о
я
>ИЦИ(
*г
•9-
о
а
f_
о
о
и:
S
S
Й
н
а
я
•&
о
1
S
С70/60
0/45
8
о
3
6/33
5
3
С85/75
1
о
Ю
8
3
со
в/3
3
С44/29
к
s
Ef
Р.
СО
—.
со
§
со
О
*~*
О
—'
о
,52
.40
,30
,23
СО
1,09
»
о
§
>,
со
S
ев
S
а
я
о
1С
о
8
о
со
о
СО
о
ОО
со
о
.62
,47
,33
,26
,15
1,08
из труб
СЗ
а.
о
СО
30
о
о
00
о
&
о
со
СЛ
о
&
со
.37
,29
а
1,12
ата
а решетч
а
о
о
S5
О
О
о
о
со
о
S3
о
о
сэ
о
,50
.37
,27
OJ
CN
ев
О
с
и
о
о
£$4
SS
о
8
О
О
о
о
5»
о
о
т
о
,60
.44
,32
.24
со
1.09
сварная
се
1^
о
о
S
о ,
со
о
8
О
S»
о
,26
00
СО
,08
1,05
клепаная
2
о
со
О
О
о
о
СО
о
со
о
,56
,38
,28
,20
о
Си
§
се
я
га
«
ю
о
S
о
СО
со
о
о
о
S
о
о
.39
.25
.13
,07
1.05
домны .
X
>■«
о
3
о
со
О
о
гЗ
о
о
со
о
.62
.39
,28
,21
,12
. 1,08
ателя
а
<У
агр
воздухон
х
>>
о
*6
<п
о
%
о
8
о
5>
о
с?
о
СЛ
о
.73
о
,32
,21
1,13
к
ч
CO
о
ем
00
о
S3
о
3
о
о
СЛ
о
,83
,64
,46
,36
,22
1,12
н
00
о
00
о
со
о
о
00
о
So
о
S
.32
,23
,18
,11
1,07
ешетчаты
о.
о
СО
О
СО
О
о
ОО
о
да
о
8
О
С4
О
.41
.25
,12
,08
1,05
[1Л0ШНОЙ
(J
н
325
Коэффициент изменения трудоемкости изготовления конструкции
&и зависит от величины коэффициента уменьшения массы « (табл.
39.6.).
39.5. Сравнение трудоемкости различных
способов обработки и сварки
При разработке технологии иногда необходимо выбрать
наиболее экономичный процесс обработки (например, по трудозатратам).
Некоторые производственные операции, различные по способу
воздействия на металл, равнозначны по результатам (например,
вырезка деталей на гильотине и кислородом, продавливание отверстий и
сверление, строгание и фрезерование, сварка ручная,
полуавтоматическая и автоматическая). В то же время трудоемкость вырезки
деталей гильотиной меньше, чем газорезательной машиной «Черномор»
при одном резаке (рис. 39J24). При трех резаках (рис. 39.25)
трудоемкость практически одинаковая, а при пяти (рис. 39.26), наоборот,
наиболее эффективна кислородная резка»
'4 6 В Юплшт
Рис. 39.24.
Зависимость
трудоемкости резки от числа
одновременно
вырезаемых деталей
из заготовки
шириной 1 м
/ — длина заготовки
2,5 м; 2 —то же, 5 м;
3 — то же, 7,5 м; 4 —
то же, 9 м; '
гильотина;
«Черномор» при пяти
резаках
k ' 6 8 п,шт
Рис. 39.25.
Зависимость
трудоемкости резки от числа
одновременно
вырезаемых деталей
из заготовки
шириной 1 м
1 — длина заготовки
2,5 м: 2 —то же, 5 м;
3 — то же, 7,5 м; 4—
то же, 9м;
гильотина;
«Черномор» при трех
резаках
Трудоемкость обработки кромок без фаски строганием и
фрезерованием. Трудоемкость фрезерования зависит от числа листов в
пакете. Известно, что пакет может быть толщиной до 200 мм, а при
строгании только до 50 мм (рис. 39.27).
Трудоемкость фрезерования пакета 4 листа (100 мм) и
строгания двух листов (50 мм) практически одинакова. Но если при
фрезеровании пакет уменьшать или увеличивать, то трудоемкость
будет увеличиваться и соответственно уменьшаться по сравнению с
трудоемкостью строгания.
326
-■—
'""■■■J"
Рис. 39.26. Зависимость
трудоемкости резки от
числа одновременно
вырезаемых деталей из
заготовки шириной 1 м
/ — длина заготовки 2,5 м;
2 ~. то же, 5 м; 3 — то же,
7,5 м; 4 — то же, 9 м;
гильотина;
«Черномор» при одном резаке
2
1,5
1
05
1
/
j" /
/
/
/
V
,1
/
у
4 5 8п,шт
Рис. 39,27.
Зависимость трудоемкости
обработки кромок от
числа одновременно
обрабатываемых
деталей при длине 2 м
/ — строгание пакета из
двух листов; 2 —
фрезерование пакета из
восьми листов; 3 — то
же, из четырех; 4 — то
же, из двух
Рис. 39.28. Зависимость
трудоемкости
образования отверстий диаметром
20 мм от числа
отверстий в деталях
/ — масса детали 8 кг; 2 —
то же, 12 кг; 3 — то же,
20 кг; продавлива-
ние на прессе;
сверление пакета из двух
листов толщиной 16 мм
0,16
OJli
0)2
0,1
щ
орв
0J)2
0
7-
4
у
А
И
4'
{
/'/
5 10 15
Трудоемкость образования отверстий продавливанием и
сверлением неодинакова, более эффективно продавливание (рис.. 39.28).
Трудоемкость электродуговой сварки зависит от способа сварки
(ручная, полуавтоматическая или автоматическая). С увеличением
степени механизации трудоемкость сварки убывает (рис. 39.29 и
39.30).
327
Q 10 20 30
Рис. 39.29.
Трудоемкость сварки встык
1 м шва в
зависимости от толщины
деталей
/ — ручная сварка; 2—
полуавтоматическая в
СО*; 3 —
полуавтоматическая под флюсом; 4—•
автоматическая под
флюсом
Рис. 39.30.
Трудоемкость сварки
втавр 1 м шва в
зависимости от
толщины деталей
1 — ручная сварка;
2 —
полуавтоматическая в среде СО2; -?—
полуавтоматиче
екая под флюсом:
4—автоматическая
под флюсом
39.6. Коэффициенты трудоемкости в прейскуранте
цен на конструкции
Строительные металлические конструкции включают широкую
номенклатуру изделий. Прейскурант цен на стальные строительные
конструкции* включает более 800 позиций, отличающихся между
собой конструктивной формой либо степенью готовности. От
конструктивной формы и степени готовности зависит трудоемкость
изготовления, которая отражена в оптовой цене изделия.
Различают четыре степени готовности изделия.
II — элементы конструкции полностью обработаны с
разделанными кромками под монтажную сварку, с монтажными отверстиями,
с фиксаторами для присоединения смежных конструкций;
IV — части конструкций, сваренные или склепанные с
подогнанными кромками и поверхностями и монтажными отверстиями;
V — конструкции, полностью сваренные или склепанные;
VI — конструкции, полностью сваренные или склепанные со
специальными дополнительными испытаниями.
Для каждой позиции Прейскуранта № 01-09 приведены
коэффициенты трудоемкости, учитывающие различие трудоемкости
изготовления из-за неодинаковой формы и разной степени готовности
конструкций.
* Прейскурант № 0Ь09. Оптовые цены на стальные конструкции. М.,
Прейскурантиздат, 1975.
328
39.7. Оценка экономической эффективности
при сравнении различных вариантов
технологических процессов
Работы отдельных цехов, участков оценивают, по тем же
показателям, а также по показателям производительности труда, либо
стоимости работ за какой-либо период времени, либо по какой-то
определенной продукции, поэтому можно также использовать
показатели частных затрат, из которых состоит себестоимость данной
продукции или работы.
При выборе эффективного процесса или оборудования
(оснастки) для изготовления можно использовать те или иные показатели,
но при этом сравниваемые варианты должны быть сопоставимыми по
всем факторам и признакам. Если натуральные и стоимостные
показатели сравниваемых вариантов противоречивы, то для выбора
лучшего варианта при одинаковом качестве работы используют методы
определения экономической эффективности, - основанные на общем
критерии экономической эффективности по народному хозяйству —
приросте национального дохода. В этом случае применяют систему
показателей, выраженных в стоимостной форме (в рублях).
Народнохозяйственный эффект подсчитывают путем определения
коэффициента общей экономической эффективности по формуле
ДЯ
Э*=~~> (39.16)
А
где Д Д — годовой прирост объема чистой продукции в сопоставимых ценах,
руб.;
К — капитальные вложения в основные производственные фонды, руб.
По отдельным предприятиям коэффициент общей экономической
эффективности определяют следующим образом:
(39.17)
где Ц — стоимость продукции в оптовых ценах предприятия, руб.;
С — себестоимость продукции, выпускаемой за год, руб.;
К — капиталовложения по предприятию.
Эффективность отдельных вариантов технических решений,
процессов, оборудования, оснастки устанавливают путем подсчета
приведенных затрат по формуле
П£^С{ + ЕЯК1^ min, (39.18)
где С} -—себестоимость изделия (прямые затраты), руб.;
К; — единовременные затраты (капитальные вложения или балансовая
стоимость), руб.;
Вн — нормативный коэффициент эффективности, равный 0,12.
Показатели С, и Кг могут быть как полные, так и удельные, т. е.
на единицу продукции или единицу выполняемой работы.
Эффективность применения отдельных станков или комплекта
оборудования по каждому варианту определяют по формуле
1 Jad \T
5.19)
329
где Cj — себестоимость работы прн изготовлении изделия по t'-му варианту
технологии, руб.;
0j — балансовая стоимость t-ro станка (комплекта оборудования), руб.;
* Т'i — число смен (часов) работы 1-го станка (комплекта оборудования);
7Г ^ — годовой фонд времени работы £-го станка (комплекта оборудования)
по нормативу, смен (часов).
Себестоимость передела (прямые затраты) при изготовлении
определяют по формуле, полученной из формулы (37.6)
Ct^Tail+kn). (39.20)
Балансовая стбимость оборудования Фг включает стоимость
оборудования и его монтажа.
Годовую продолжительность работы оборудования определяют
по формуле
rft> = 1(365 - ДПр -Дс-Дв- Лпп) Qn + (Де + Лпп) Qcl N Р,
(39.21)
где ЯПр» Дс» Дв —число дней праздничных, субботних и воскресных;
Лпп — число предпраздничных дней;
Qn, Qc —продолжительность смен (в часах), соответственно в
обычные и предпраздничные (субботние) дни;
■N — число смен;
(5 — коэффициент, учитывающий капитальный и средний
ремонты при одно-, двух- и трехсменной работе
(соответственно — 0,97; 0,95, 0.93).
Номинальный годовой фонд времени при 41-й часовой
рабочей неделе и двухсменной работе составляет 4140 ч.
При сравнительных расчетах эффективности следует учитывать
неизбежные простои, возникающие по технологическим и
организационным причинам. Их можно учесть коэффициентом, равным при
мелкосерийном и индивидуальном производстве — 0,7 и при
крупносерийном — ОД
Число смен (часов) работы станка (комплекта оборудования)
при из готов л еии и изделия определяют по затратам времени,
устанавливаемым по нормам времени (трудоемкости). При этом учитывают
число работающих на станке (комплекте оборудования).
Трудоемкость изготовления изделия на той или иной операции
рассмотрена в пп. 39.2—39.4.
Го/=— , (39.22)
Р
где Т — трудоемкость выполнения операции на том или ином оборудовании.
чел.-ч (чел.-смен);
р — число основных рабочих, занятых на данной операции.
39.8. Примеры расчета эффективности
технологического процесса и выбора способа
обработки
Предположим, необходимо сравнить эффективность обработки
кромок без фасок на кромкострогальном и кромкофрезерном
станках листов размером 1600X25X2000 мм при изготовлении 8 деталей.
330
Трудоемкость строгания пакетом из двух листов составляет по
нормам 1,75 чел-ч. Трудоемкость фрезерования тех же восьми
деталей зависит от числа листов в пакете. При двух листах она состав*
ляет 6,5 чел.-ч, при четырех— 1,65 чел.-ч, при восьми— 1 чел.-ч.
На строгальном и фрезерном станках работы выполняет один
рабочий (р=1), поэтому величина трудоемкости в данном случае
равна продолжительности использования оборудования при
изготовлении изделия.
Подставляя соответствующие значения прямых и
единовременных затрат в формулу (39Л9), определяем приведенные затраты по
вариантам.
Единовременные затраты (табл. 39.7) определяют по формуле
±. (39.23)
Таблица 39.7
Приведенные затраты для обработки кромок строганием и фрезерованием
Показатели
затрат
ci
*/
ВшК(
п1
Единица
измерения
чел.-ч
ч
РУб.
>•
>
>
Строгание
1,75
1,75
4—97
23—80
2—65
7—62
Фрезерование при числе листов
2
6,5
6,5
18-50
59—60
6-68
25-18
в пакете
4
1,65
1,65
4-69
15-12'
1-70
6-39
8
1 ■
1
2—74
9-16
1—03
3-77
Используя график трудоемкости (рис. 39.24—39.26), аналогично
можно сопоставить другие способы изготовления деталей и
конструкций, т. е. выбрать наиболее эффективный вариант.
ОГЛАВЛЕНИЕ
Предисловие , . . . . * . . ■ 3
Часть I
Основы управления и организации производства
металлических конструкций
Глава 1. Характеристика, организация и состав
производства металлических конструкций 4
1.1. Номенклатура изготовляемых конструкций. Тип
производства ',......*.,■.... 4
1.2. Состав завода ......... , ....... 5
1.3. Транспортно-технологичеекая схема завода ...... 5
1.4. Организация труда в цехах основного производства . . 5
Глава 2. Управление заводом металлоконструкций .... 14
2.1. Организационная структура управления заводом * . . . 14
2.2. Основная оперативно-производственная документация . 18
Часть II
Проект стальных конструкций на стадии КМД
Глава 3. Конструирование элементов конструкций .... 25
ЗЛ. Обеспечение прочности, устойчивости, долговечности . . 25
3.2. Сварные соединения „,....,... 28
3.3. Болтовые соединения ...... 4 .... , , . 29
Глава 4. Технологичность стальных конструкций .... 31
Глава 5. Оформление рабочих деталировочных чертео!сей и
монтажных схем , 37
Часть III
Изготовление деталей конструкций
Глава 6. Основы производства деталей 44
6.1. Типы деталей *.....,,*....,... 44
6.2. Влияние серийности и конструктивно-технологических
особенностей изделий на трудоемкость изготовления полу-?
фабриката ,«.,.«....,... 48
6.3. Цикл изготовления конструкций „ .. т 52
6.4. Планирование производства в цехах обработки .... 58
332
Глава 7. Прием и хранение металла ....".....■ 58
Глава 8. Правка и очистка проката 60
Глава 9. Разметка и наметка 63
Глава 10. Механическая резка металла 70
Глава 11. Технология сверления отверстий ■ . . 78
Глава 12. Продавливание отверстий 83
Глава 13. Строгание и фрезерование 85
Глава 14. Гибка 92
Часть IV
Технология изготовления элементов конструкций
Глава 15. Сборка сварных конструкций 96
15.1. Технология изготовления стальных конструкций ... 96
15.2. Сборка стальных конструкций . « 98
15.3. Сборка решетчатых конструкций , , , 104
16.4. Сборка сплошностенчатых конструкций 112
15.5. Сборка листовых и резервуарных конструкций .... 119
Глава 16. Сборка клепаных конструкций 122
Глава 17. Сварка и кислородная резка стальных
конструкций . . . . . ; 123
17Л. Сварочные материалы * , . 123
17.2. Сварочное оборудование 136
17.3. Нормы расхода сварочных материалов 142
17.4. Ручная электродуговая сварка . , • • 152
17.5. Полуавтоматическая сварка в углекислом газе .... 156
17.6. Автоматическая сварка под флюсом 161
17.7. Кислородная резка .. ..».,....'.... 169
Глава 18. Фрезерование торцов элементов и деталей
стальных конструкций . . . 180
Глава 19. Образование монтажных отверстий 182
Глава 20. Общая и контрольная сборка конструкций . . 189
Глава 21. Защита от коррозии и маркировка металлокон
струкций . „ ■ 190
Глава 22. Контроль качества продукции 198
"22. L Исходные материалы .,....>.. 198
22.2. Изготовление деталей 199 .
22.3. Пооперационный контроль качества при изготовлении
продукции „ . ,. 200
Глава 23. Погрузка стальных конструкций на
железнодорожный подвижной состав 205
Часть V
Технологическое оборудование
Глава 24. Правильные и гибочные машины '210
Глава 25. Ножницы и прессы . . 218
Глава 26. Металлорежущие станки 225
333
26Л. Сверлильные станки ....,.,,...,,. 225
26.2. Строгальные станки . . . ... .. ,-■'.-. .... 232
26.3. Фрезерные станки ....... . . ... . . . 236
26.4. Отрезные станки . . . . ■. . . , . , .. . ■ . / . . . 238
26.5. Обдирочно-заточные станки . ... ,,■ 240
Глава 27. Машины ручные пневматические и электрические 240
Часть VI
Инструмент для изготовления стальных конструкций
Глава 28. Инструмент для разметки 246
Глава 29. Контрольно-измерительный инструмент . . . . 249
Глава 30. Инструмент для пробивки отверстий .. . . . . 254
Часть VII
Грузозахватные приспособления
Глава 31. Основные операции, выполняемые
грузозахватными приспособлениями 261
Глава 32. Виды грузозахватных устройств . . . . . . • 264
32Л. Канатные и цепные стропы . . ... . . . . . . 264
32.2. Такелажные приспособления 272
Глава 33. Эксплуатация грузозахватных приспособлений . 277
33.1. Маркировка и хранение . . ../*.„..>. 277
33.2. Нормы браковки стальных канатов и цепей .- , . . . 277
33.3. Надзор за состоянием грузозахватных приспособлений . 279
Часть VIII
Технологические расчеты
Глава 34. Правка, вальцовка и гибка проката . . . . . 281
34Л. Общая часть .. .. .в'«.•.*... *...'.. . . 281
34.2. (Правка толстолистовой стали на листоправйлытых вглъ-
цах ........... ^ ..*.,., ж . . . 284
34.3. Гибка на трехвалковых вальцах . . 286
Глава 35. Резка металла на ножницах и продавливание
отверстий . . . ■ . * „,...,■ '» . 289
.35.1. Резка на пресс-ножницах . . „ . . . . . . . . . . 289
35:2. Резка на гильотинных ножницах . . , . . . . . . 290
35.3. Продавливание отверстий . . ... .... . . . 293
Глава 36. Обработка металла .,..-.. ........ 295
36.1. Сверление отверстий . , . . . . . 295
36v2. Строгание .....,«..>• ,. , . . . . . ... . 296
36.3. Фрезерование . , . ... . . . . . . ... 296
36.4. Кислородная резка ... . . .. . , . . . . . .... 297
36.6. Сварка .... . 298
334
Часть IX
Основные технико-экономические показатели производства
конструкций
Г л а в а 37. Структура затрат при изготовлении конструкций 300
37.1. Виды затрат . ... v, ... ..,..'. . . .300
37.2. Классификация затрат, составляющих себестоимость
изготовления металлоконструкций . ......... 300
37.3. Соотношение сметы и калькуляции . . . ... . 301
37.4. Себестоимость и оптовая цена . . . . . . . . . . 301
Г л а в а 38. Затраты на материалы . . ... ... . . . 305
38.1. Расход материалов на конструкцию . . .. .*" . . . . 305
38.2. Оптовые цены на сталь .... . . . . . . . . . 307
38.3. Доплаты за дополнительные требования при заказе
металла . ... . ■* ..' • ... . т . . . .-• • 309
38.4. Стоимость набора проката для 1 т конструкций . . . 311
38.5. Система заказа проката черных металлов . . . ... 311
Г л а в а 39. Трудоемкость изготовления конструкций .... 313
39.1. Трудозатраты при изготовлении конструкций . . . . 313
■39.2: Определение трудоемкости изготовления конструкций по
укрупненным нормам . . . . , '.. .» . 314
39.3. Влияние серийности на трудоемкость . . . . *.-. . . 316
39.4. Трудоемкость изготовления конструкций из сталей
повышенной и. высокой прояности . . . . , 321
39.5. Сравнение трудоемкости различных способов обработки
и сварки : . ...........:. i i. V 326
39.6. Коэффициенты трудоемкости в прейскуранте цен на
конструкции . . . , . v ^ ■■,.■ . . , ... . . . . 328
39.7. Оценка экономической эффективности при сравнении
различных вариантов технологических процессов .... 329
39.8. Примеры расчета эффективности технологического
процесса и выбора способа обработки .. 330
Абаринов Андрей Андреевич,
Гампель Борис Язраилевич,
Воронов Евсей Львович,
Дедух Анатолий Данилович,
И ост Иван Карлович,
Козин Владимир Павлович,
Краснов Владимир Михайлович,
Кузнецов Александр Федорович,
Петров Василий Петрович,
Следков Александр Яковлевич
СПРАВОЧНИК МОНТАЖНИКА
ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
Редакция литературы по технологии строительных работ
Зав. редакцией Е. А. Л а р и н а
Редактор А. Й. Сытина
Технические редакторы Д. Я. Касимов, Н. В. Высотина
Корректоры О. В. Стигнеева, В. И. Галюзова
ИБ № 303
Сдано в набор 2.02.78 Подписано в печать 31.08.78 Т-16823
Формат 84ХЮ81/з2 Д. л. Бумага тип. Ш 3 Гарнитура «Литературная»
Печать высокая Усл. печ. л. 17,64 Уч.-изд. л. 21,52
Тираж 45 000 экз. Изд. № АХ—5432 Зак. № 157 Цена 1 руб. 40 коп.
Стройиздат»
103006, Москва, Каляевская, 23а
Подольский филиал ПО «Периодика» Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
г. Подольск, ул. Кирова, д. 25