/









































































































































































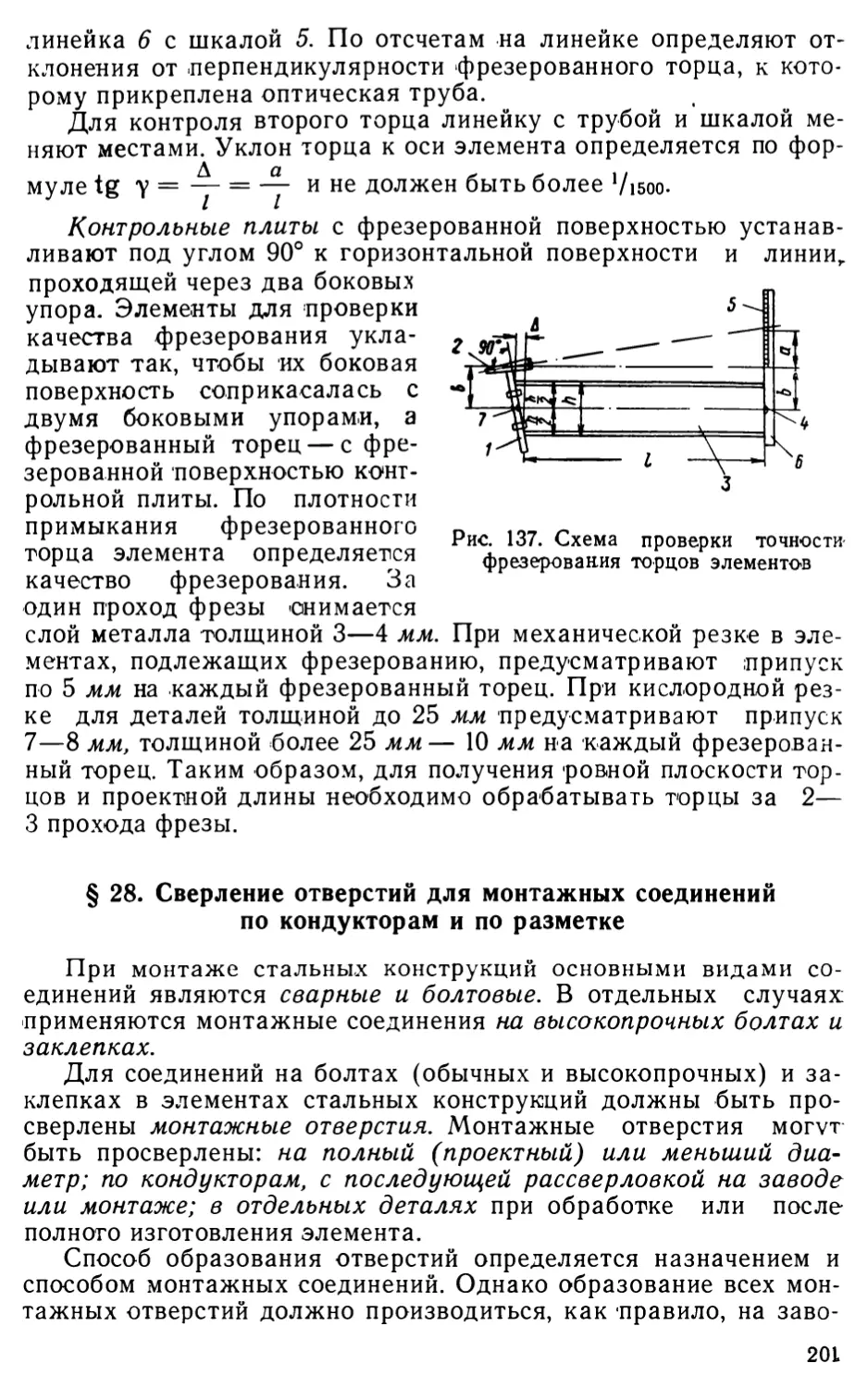
























































Текст
о. и. пешковский,
канд. техн. наук
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
Допущено Главным управлением кадров и учебных заведений Минмонтажспецстроя СССР в качестве учебника для техникумов
ДАТЕЛЬСТВО ЛИТЕРАТУРЫ ПО СТРОИТЕЛЬСТВУ Москва — 197 1
УДК 624.014:672(075)
Научный редактор — инж. Якубовский В. Б.
Книга содержит описание технологического процесса заводского изготовления стальных и алюминиевых конструкций. В ней рассмотрены также вопросы управления и подготовки производства, современного состояния и дальнейшего совершенствования стальных конструкций.
В книге использован опыт передовых заводов металлических конструкций, а также институтов ЦНИИПроектстальконструкция и Прометальконструкция.
Книга предназначена в качестве учебника для студентов техникумов по специальности «Изготовление металлических конструкций».
ПЕШКОВСКИЙ ОЛЕГ ИВАНОВИЧ
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
Стройиздат Москва, К-31, Кузнецкий мост, д. 9.
Редактор издательства Л. Н. Юрьева Внешнее оформление художника А. С. Александрова Технический редактор К. Е Тархова Корректоры О. В. Стигнеева, Л. П. Атавина
Сдано в набор 41 1971 г. Подписано к печати 31Ш 1971 г Т-04181. Бумага бОХЭО'Ав — 8,5 бум. л. 17 печ. л. (уч.-изд. 17,8 л.) Тираж 25 000 экз. Изд. № АШ-1231. Зак. № 11. Цена 79 коп.
Подольская типография Главполиграфпрома Комитета по печати йри Совете Министров СССР Подольск ул. Кирова д. 25
3-2-9 1971 г., п. 86
Предисловие
Содержание учебника соответствует учебному плану по специальности «Изготовление металлических конструкций» и содержит описание технологического процесса изготовления стальных и алюминиевых конструкций на современных заводах с учетом применения передовых методов труда и опыта новаторов производства.
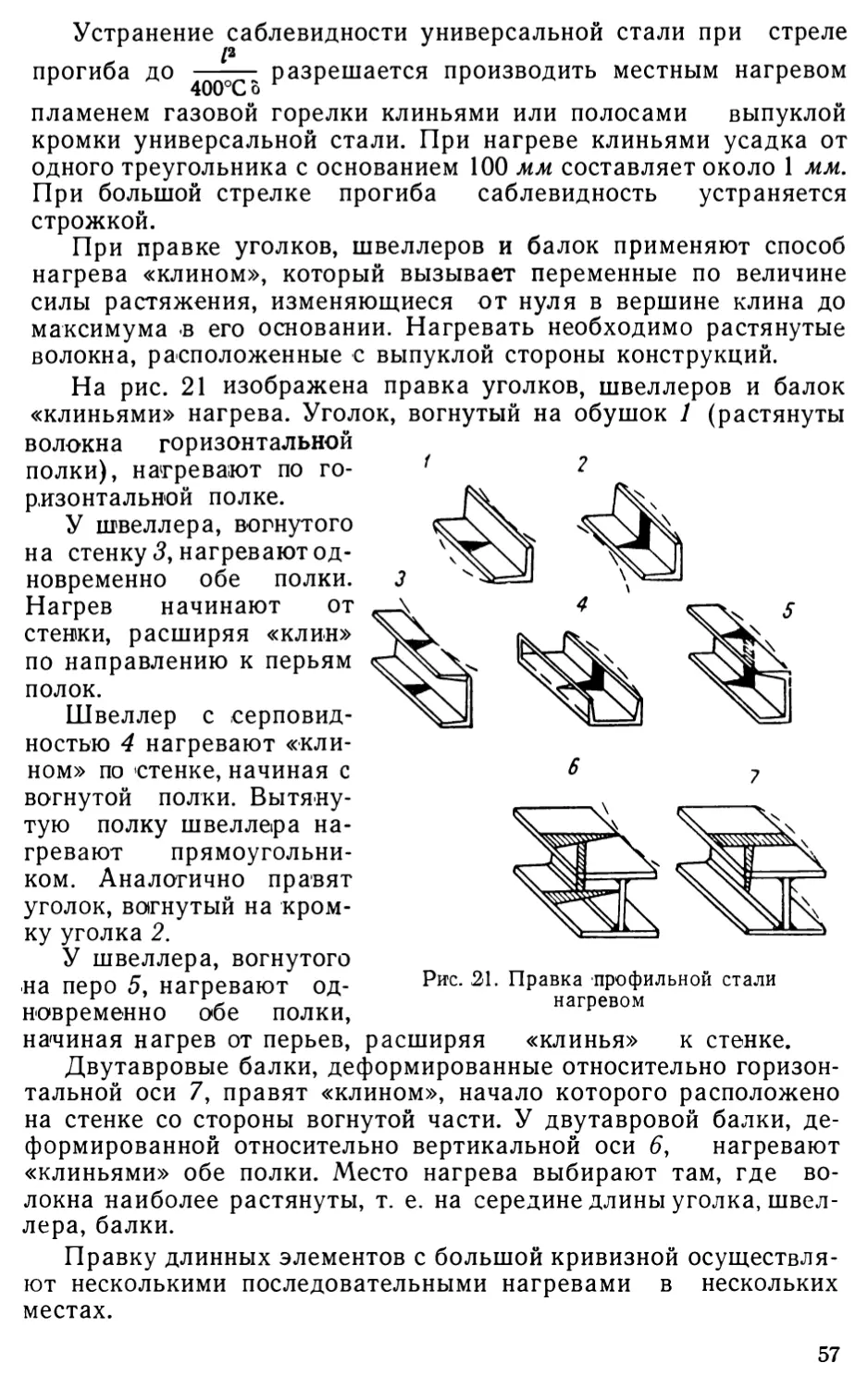
Необходимость издания книги вызвана появлением за последние годы новых технологических процессов, строительством крупных заводов металлоконструкций с поточным методом производства, значительным увеличением объемов изготовления металлических конструкций.
В главе I рассмотрены основы технологического процесса, материалы, применяемые для изготовления стальных конструкций.
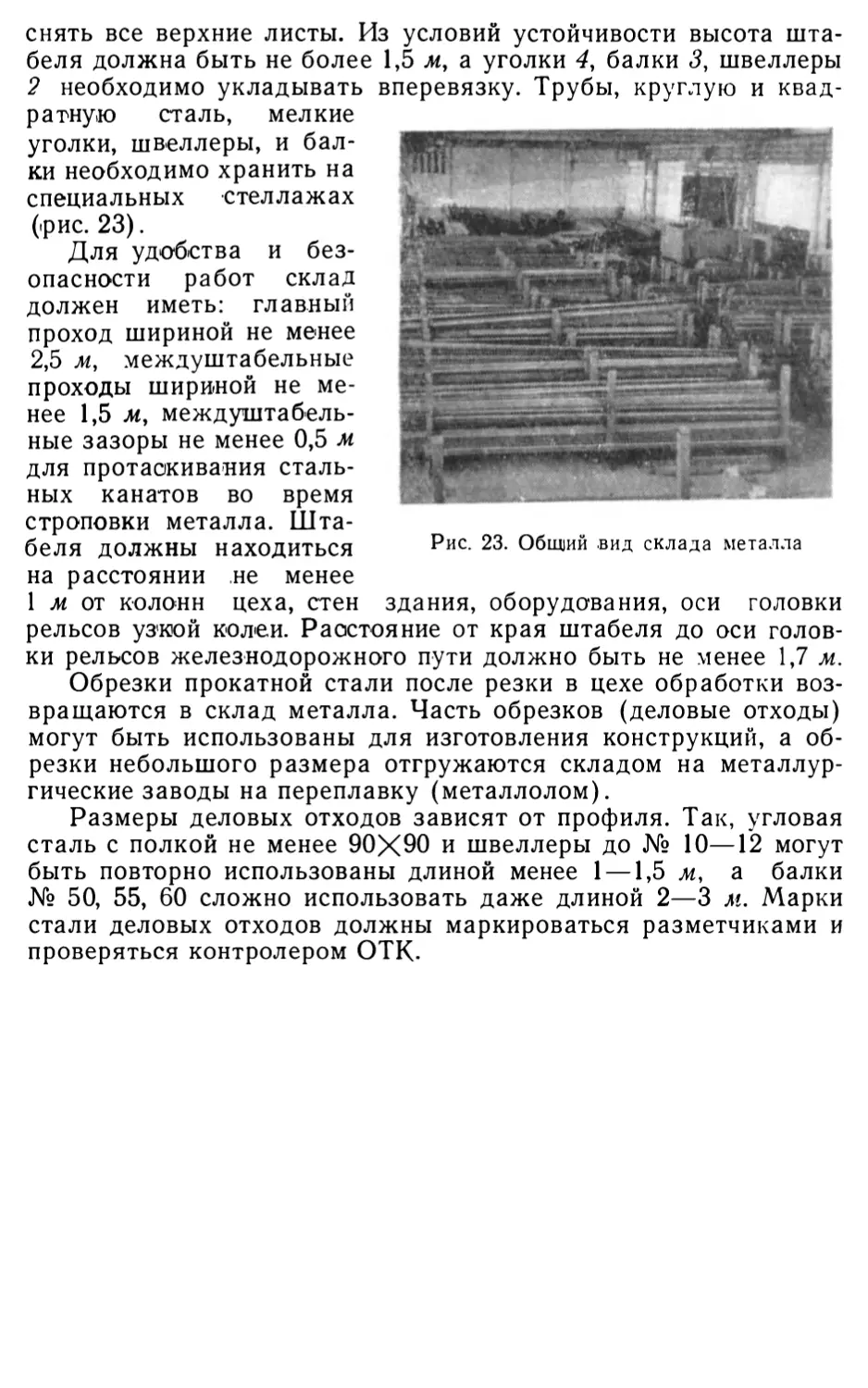
В главе 11 уделено большое внимание изучению вопросов подготовки и разработки технической документации.
В главах III—XI рассматриваются технологические операции по подготовке и обработке прокатной стали; сборке, сварке и клепке конструкций; отделке, грунтовке и окраске конструкций; контролю, транспортированию и погрузке конструкций. Значительное внимание уделено описанию современного поточного производства и новых технологических процессов.
Технологические операции изготовления конструкций из алюминиевых сплавов подробно излагаются в главе XII только в части отличительных особенностей по сравнению с изготовлением стальных конструкций. Операции, относящиеся только к алюминиевым конструкциям (реконсервация, анодирование и др.)» освещаются более подробно.
В главе XIII учебника изложены вопросы современного состояния и дальнейшего совершенствования изготовления стальных конструкций. При составлении учебника был использован опыт изготовления металлических конструкций, накопленный передовыми заводами стальных конструкций (Челябинским, Днепропетровским, Кузнецким, Донецким, Ленинградским и др.), а также ведущими проектными организациями (институты ЦНИИПроектстальконструкция, Промстальконструкция и его филиал в г. Челябинске и др.).
Замечания и предложения по улучшению содержания учебника просим направлять по адресу: Москва, К-12, ул- Куйбышева, 152, Стройиздат.
3
Введение
Отечественная промышленность стальных конструкций прошла в своем развитии большой и трудный путь и сейчас занимает одно из первых мест в мире.
В дореволюционной России изготовлением стальных конструкций занималось незначительное количество предприятий, которые представляли собой небольшие котельные или мостовые цехи, входящие в состав металлургических или машиностроительных заводов.
Сборка и клепка конструкций производились вручную на открытых площадках. Для транспортирования и подъема обычно использовались железнодорожные паровые краны. Детали изготавливались на малопроизводительном и зачастую изношенном оборудовании, под навесами или в закрытых тесных помещениях. Изготовление и монтаж некоторых конструкций промышленных зданий, резервуаров для горючего, небольших мостов производились подрядчиками непосредственно на строительных площадках.
В послереволюционный период до 1930 г. значительная часть конструкций ввозилась из-за границы, так как производственная база, имевшаяся в то время в нашей стране, была недостаточна.
Увеличивающийся спрос на стальные конструкции в связи с начавшимся строительством Магнитогорского, Кузнецкого металлургических комбинатов, Днепрогэса, Уральского завода тяжелого машиностроения и других крупнейших предприятий первой пятилетки потребовал развития производственной базы по изготовлению стальных конструкций.
В 1930 г. цехи и мастерские по изготовлению стальных конструкций были объединены с монтажными организациями во всесоюзный трест «Стальмост» (в дальнейшем «Стальконструкция»). Для быстрейшего удовлетворения потребностей крупных строек при монтажных организациях были созданы мастерские по изготовлению стальных конструкций. Такие мастерские были организованы на строительстве Кузнецкого и Магнитогорского металлургических комбинатов, в Златоусте, Запорожье, Мариуполе, Макеевке и других городах. Одновременно началось строительство новых заводов, а также расширение и реконструкция сущесг вующих предприятий.
Все мостовые и котельные цехи в начале тридцатых годов изготавливали преимущественно клепаные пролетные строения
4
мостов по технологии, имеющей много общего с европейской практикой.
Основной фигурой при изготовлении конструкций являлись разметчики, которые обеспечивали техническую подготовку производства, изготовление шаблонов, проверку геометрических размеров собранных конструкций в процессе укрупнения.
Изготовление стальных конструкций в тот период производилось по общим чертежам и техническим спецификациям металла, по которым разметчики составляли альбомы отправочных элементов, ведомости и эскизы сборочных деталей, заклепок и болтов, а также заказную спецификацию металла.
Строительство в 1930—1936 гг. нового завода стальных конструкций и мостов в Верхней Салде, реконструкция и расширение Днепропетровского завода коренным образом изменили технологию и организацию изготовления стальных конструкций и мостов.
В этот период на заводах зарождалась отечественная технология производства стальных конструкций, в разработку которой большой вклад внесли инженеры Н. Г1. Фролов, Б. И. Беляев и А. Ф. Рябов. Заводы оснащались современным высокопроизводительным и мощным оборудованием, транспортными средствами и приспособлениями к станкам.
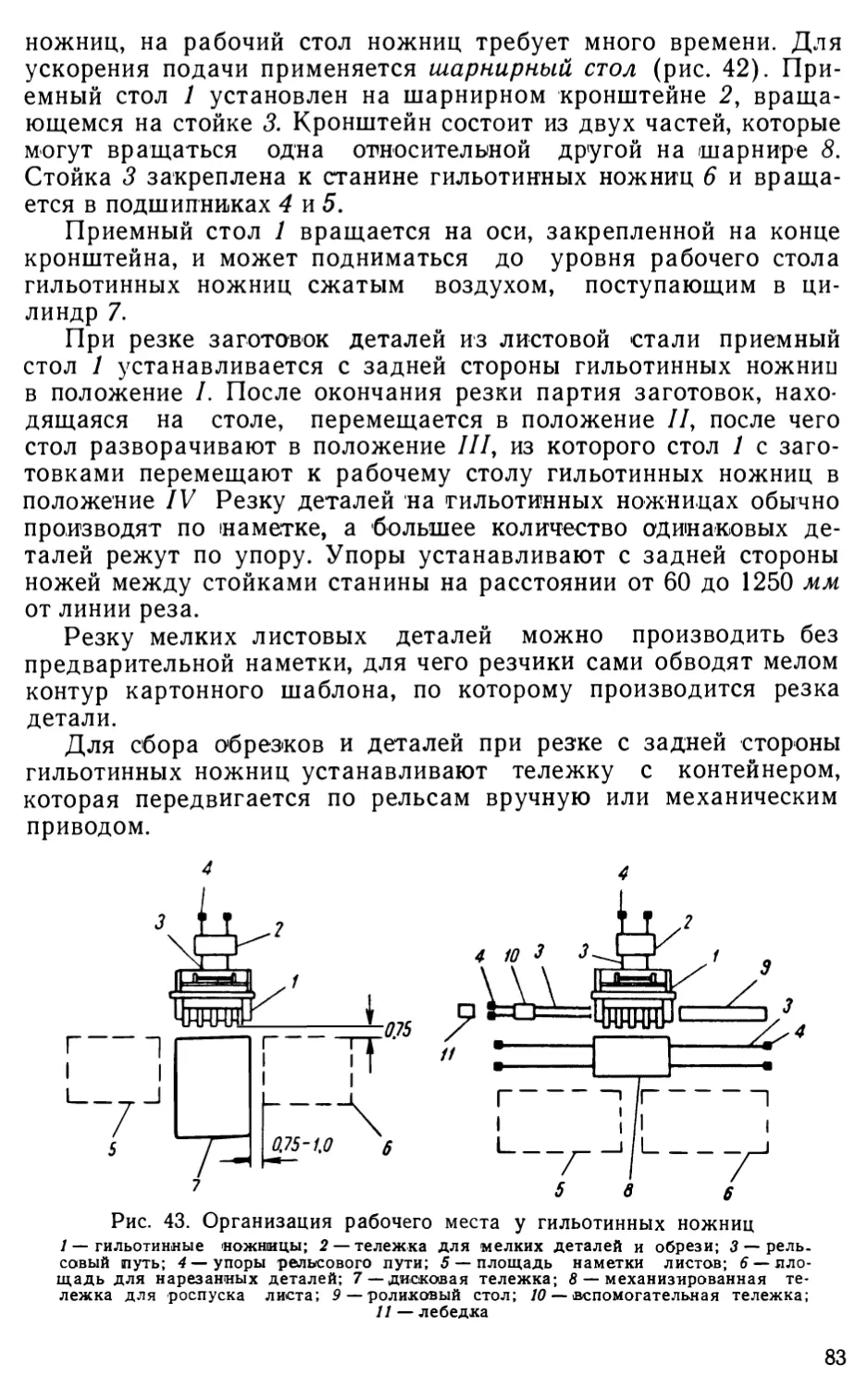
В этот период было положено начало разработке современных деталировочных чертежей (КМД), внедрено сверление монтажных отверстий по плоским металлическим кондукторам со втулками. Техническая подготовка производства была передана от разметчиков в конструкторский отдел и отдел подготовки производства.
В эти годы началось производство ответственных сварных конструкций. На Днепропетровском заводе в 1931—1932 гг. были изготовлены сварные конструкции решеток-ловилок для Днепрогэса, мачт линий электропередачи Запорожье—Днепропетровск. В 1928—1929 гг. впервые были изготовлены на этом же заводе из низколегированной стали конструкции моста через реку Новый Днепр у г. Кичкаса.
В связи с дальнейшим ростом объемов работ в 1938 г. было создано Главное управление по проектированию, изготовлению и монтажу стальных конструкций и мостов—«Главстальконструкция». Ведущими заводами в этот период являлись Верхнесалдинский и Днепропетровский.
Внезапное нападение фашистской Германии на СССР временно лишило нашу страну заводов, расположенных на Украине. В этот период Днепропетровский завод был перебазирован в г. Кузнецк. Были построены заводы в гг. Новосибирске, Кулебаках, Нижнем Тагиле, Бакале, которые вместе с монтажными организациями непосредственно участвовали в изготовлении и монтаже конструкций большого количества каркасов цехов, вы¬
5
званных перебазированием промышленных предприятий в восточные районы страны. По мере освобождения территории нашей страны от немецких захватчиков восстанавливалось и начинало работать все большее число заводов стальных конструкции.
В послевоенный период промышленность стальных конструкций оказалась вполне подготовленной к решению задач по восстановлению и развитию народного хозяйства нашей страны. Так, только по заводам Главстальконструкции, изготовляющим основные объемы строительных стальных конструкций в стране, производство в 1946 г. выросло на 120 по сравнению с довоенным периодом. Расширилась и изменилась номенклатура строительных конструкций: вырос удельный вес листовых конструкций (доменных печей, резервуаров и т. д.), опор линий электропередачи, гидротехнических сооружений.
В настоящее время наша страна располагает крупными заводами, построенными по технологической схеме, разработанной институтом ЦНИИПроектстальконструкция- Широкое рас пространение на этих предприятиях получила электросварка. Если в 1945 г. сварных конструкций в нашей стране изготавливалось всего 54, то в настоящее время в СССР изготавливается 99, в то время как в США сварных конструкций применяется 60, а во Франции — всего 40.
Широкое применение получили механизированные виды сварки, в развитии которых ведущая роль принадлежит Институту электросварки им. Е. О. Патона.
Значительное влияние на повышение производительности труда при изготовлении металлических конструкций оказала типизация конструкций промышленных зданий, пролетных строений железнодорожных мостов, радиомачт, радиобашен, газгольдеров, резервуаров, опор линии электропередачи и т. д.
Увеличение объемов изготовления стальных конструкций вызвало широкую специализацию. В настоящее время имеется ряд специализированных заводов по изготовлению стальных пролетных строений мостов, опор ЛЭП, резервуаров, гидротехнических конструкций.
Рост потребности в стальных конструкциях требует дальнейшего повышения мощности заводов и создания новых технологических процессов на основе широкого внедрения механизации и автоматизации производства. В связи с этим в нашей стране в настоящеее время строится ряд новых заводов, а также расширяются и реконструируются существующие. Строятся новые заводы в союзных республиких: в Казахской ССР выдает продукцию Карагандинский завод металлических конструкций, в Узбекской ССР —Тойтепинский ЗМК, Грузинской ССР — Руставский ЗМК, Белорусской ССР — Молодечненский ЗМК-
При значительном увеличении применения стальных конструкций в строительстве основными направлениями коренного
6
усовершенствования производства стальных конструкций являются: специализация заводов, максимальное приближение к серийному производству, повышение точности изготовления, изготовление конструкций укрупненными элементами.
Максимальное приближение к серийному производству осуществляется на основе широкой унификации и типизации стальных конструкций. Это даст возможность производить заготовку деталей на автоматических поточных линиях.
Все новые и реконструируемые заводы в гг. Череповце, Киреевске, Нижнем Тагиле, Молодечно имеют полуавтоматические поточные линии для обработки деталей из листовой и уголковой стали, балок и швеллеров.
Процесс развития промышленности строительных конструкций сопровождается обновлением оборудования действующих предприятий, оснащением современным оборудованием вновь строящихся заводов, механизацией и автоматизацией производственных процессов, дальнейшим совершенствованием автоматических и полуавтоматических способов сварки. Важной особенностью строительства новых заводов является внедрение более совершенной технологии окраски металлических конструкций.
Успехи металлургии дают основание предполагать, что в ближайшие годы строительные конструкции будут обеспечены сталями высокой прочности с пределом текучести 50—60 кГмм2 Производство конструкций из этих сталей потребует освоения плазменной резки, сварки на новых режимах, увеличения мощности оборудования, фигурной резки труб.
Совершенствование технологии изготовления, улучшение организации труда, повышение качества проектирования стальных конструкций привели к значительному увеличению производительности труда рабочих В довоенный период годовой выпуск на одного рабочего составлял 12—15 г, в 1946 г.— 29 т, а в 1965 г. годовой выпуск на заводах Главстальконструкции достиг 60 7 стальных конструкций.
Широкая специализация заводов, организация поточного производства в заготовительных цехах, максимальная механизация и автоматизация сборочных и сварочных работ позволят в ближайшие годы значительно увеличить годовой выпуск продукции на одного рабочего.
ГЛАВА I
Основы технологического процесса изготовления стальных конструкций
§ 1. Номенклатура стальных конструкций промышленных зданий и инженерных сооружений
Стальные конструкции изготавливаются в виде отдельных элементов, из которых монтируются здания и сооружения на строительных площадках. Производство стальных конструкций на заводах и мастерских для промышленного, жилищного, общественного и транспортного строительства призвано решать задачу превращения строительства в поточный процесс монтажа зданий и сооружений из крупноразмерных элементов заводского изготовления.
Номенклатура стальных конструкций весьма разнообразна, в связи с чем их производство носит индивидуальный характер, в редких случаях — мелкосерийный.
При изготовлении элементов стальных конструкций применяют два способа соединения сборочных деталей — электросварными швами или заклепками. В настоящее время основным видом соединения сташьных конструкций, изготовляемых на отечественных заводах, является сварка. Соединение на заклепках применяется только для подкрановых балок прокатных цехов, наклонных мостов доменных печей, автодорожных и железнодорожных мостов и других конструкций, эксплуатируемых в условиях тяжелого режима работы. В связи с этим только на немногих заводах стальных конструкций сохранились и работают клепальные цехи (Днепропетровском, Челябинском, Кузнецком и Воронежском).
В соответствии с прейскурантом № 01-09 и правилами изготовления, монтажа и приемки (СНиП Ш-В.5-62) стальные конструкции объединены в следующие группы: промышленные и другие здания и сооружения; доменные цехи и газоочистки; коксохимические заводы; разные промышленные сооружения; радиои телевизионные мачты и башни; газгольдеры; градирни и водонапорные башни; трубы вертикальные, вытяжные, вентиляционные и дымовые; конструкции для шахтного строительства и канатных дорог; опоры (мачты) линий электропередач и открытых подстанций; резервуары; площадки, лестницы, ограждения и подвесные потолки; гражданские и жилые здания; каркасы сборно-разборных зданий; пролетные строения автодорожных и железнодорожных мостов.
К изготовлению стальных конструкций каждой группы предъявляются специальные требования, вызванные условиями работы конструкций, применяемым сортаментом стали, технологическими особенностями изготовления конструкций.
8
В соответствии с этой классификацией заводы специализируются по изготовлению стальных конструкций мостов, гидротехнических сооружений, опор ЛЭП.
§ 2. Материалы, применяемые для изготовления стальных и алюминиевых конструкций
При изготовлении стальных и алюминиевых строительных конструкций применяются сталь, алюминиевые сплавы, сварочные материалы (электроды, сварочная проволока, флюсы, защитные газы), болты и заклепки.
Стальные строительные конструкции изготавливаются преимущественно из малоуглеродистых и низколегированных марок сталей различных профилей, алюминиевые — из сплавов алюминия.
Сортамент изделий из стали
Элементы строительных конструкций собираются из деталей, изготовленных из листовой и профильной (уголки, швеллеры, двутавры, тавры) прокатной стали, получаемой с металлургических заводов.
Набор типов профилей, имеющих различные размеры и геометрические характеристики, называют сортаментом.
Листовая сталь для строительных конструкций применяется следующих пяти групп: толстолистовая, универсальная широкополосная, рифленая, тонколистовая, и просечно-вытяжная сталь.
Сталь толстолистовая (ГОСТ 5681—57) катается толщиной от 4 до 60, шириной от 1000 до 2400 и длиной 3500 до 8000 мм. Наиболее часто приме-
В-1000-г 2400
4-т-бО мм
В 6001400
8 033.9 мм
няется листовая сталь 1 (рис. 1) толщиной 4, 6, 8,
10, 12, 14, 16, 20, 25, 30,
40, 50, 60 мм, шириной 1400, 1500, 1600, 1800,
2000 мм, длиной 6000 мм.
Получение листовой стали с металлургических заводов шириной более 2000, длиной более 8000 мм возможно по специальному заказу, так как такие размеры листовой стали могут прокатывать только отдельные станы, причем стоимость такой стали значительно увеличивается. Поэтому размеры толстолистовой стали необходимо предусматривать в пределах стандартных размеров.
5 4-г 60 мм
в 200-г 1050
Рис. 1. Виды листовой стали
9
Универсальная широкополосная сталь (ГОСТ 82—57) катается толщиной от 4 до 60, шириной от 200 до 1050, длиной 5000- 18 000 мм.
Наиболее часто применяется универсальная сталь 3 (см. рис.
1) толщиной 8, 10, 12, 14, 16, 20, 25, 30 мм, шириной 300, 400, 500, 600, 800 мм, длиной 6000, 8000, 12 000 мм. Универсальная сталь— наиболее экономичный вид проката. По сравнению с листовой сталью она дешевле на 4—12 и, кроме этого, для обработки деталей из универсальной стали требуется меньше затрат труда. При изготовлении деталей из листовой стали необходимо производить резку со всех сторон, а универсальную сталь_ режут только поперек.
Тонколистовая сталь (ГОСТ 3680—57) поставляется толщиной от 0,9 до 3,9, шириной от 600 до 1400, длиной от 1200 до 4000 мм. Для строительных конструкций чаще всего применяют тонколистовую сталь толщиной 2 и 3 мм (см. рис. 1).
Рифленая сталь (ГОСТ 8568—57) выпускается с ромбическими 1 (рис. 2) и чечевичными рифами 2 из стали марки Ст. 0 и
Ст. Зкп толщиной от 2,5 до 8, шириной от 600 до 1400, длиной от 2000 до 6300 мм. Рифленая сталь применяется в качестве настила для площадок и ступенек лестничных маршей, так как рифы предотвращают скольжение ног при ходьбе по рифленой поверхности.
Просечно-вытяжная сталь (ГОСТ 8706—58) изготавливается из толстолистовой стали толщиной 4, 5, 6 мм методом просечки на прессах надрезов по длине с последующей растяжкой листа поперек и образованием ячеек 3 (см. рис. 2). Применение
2
Рис. 2. Листовая сталь для настилов
10
такой стали для площадок и переходов взамен рифленой дает значительную экономию по весу.
При изготовлении строительных стальных конструкций используют следующие виды профильной стали: сортовую сталь, швеллеры, балки, сталь для оконных и фонарных переплетов.
Сортовая сталь подразделяется на: угловую равнобокую и неравнобокую, полосовую, круглую и квадратную (рис. 3).
. дзг30мм
830-г 200 мм 4
105 - 200 мм 6
Ри-с. 3. Угловая и сортовая сталь
Сталь угловая равнобокая 1 (ГОСТ 8509—57) поставляется заводами с шириной полок от 20 до 200 мм. Толщина полки уголков катается от 3 до 30 мм. Наименьшую толщину 3 мм имеют уголки с шириной полки 20 мм, а наибольшую 30 мм уголки с шириной полки 200 мм. Максимальная длина уголковой стали 12 м. Наиболее употребительные размеры уголков для изготовления строительных металлоконструкций следующие: 50Х
Х50Х5; 63X63X5; 63X63X6; 75X75X6; 75X75X8; 90X90X8; 100Х 100X8; 100Х 100Х 10; 125Х 125X8; 125Х.125Х 10; 140Х
Х140Х10; 160X160X10; 160Х160Х 12; 160Х 160Х 14; 200Х200Х X12; 200X200X14; 200X200X16; 200X200X20; 200x200x25.
Сталь угловая неравнобокая (ГОСТ 8510—57) принимается к прокатке с размерами полок от 32—20 до 200X125 с толщиной полок от 3 до 16 мм. Наиболее часто применяемые размеры неравнобоких уголков: 75X50X5; 75X50X6; 90X56X6; 90Х Х56Х8; 100X63X8; 125X80X8; 125X80X10; 140X90X10;
160ХЮ0ХЮ; 160X100X12; 200X125X12; 200X125X16.
п
Сталь прокатная полосовая 4 (ГОСТ 103—37) прокатывается шириной от 30 до 200 мм и толщиной от 4 до 60 мм. Полосовую сталь рационально заказывать для изготовления решетчатых площадок, ребер жесткости, прокладок, применяемых в больших количествах.
Сталь горячекатаная круглая 3 (ГОСТ 2590—57) поставляется диаметром от 5 до 200 мм, длиной 6—9 м и обычно применяется для изготовления болтов, тяжей и заклепок. Наиболее употребительные диаметры стали от 16 до 25 мм.
Сталь горячекатаная квадратная (ГОСТ 2591—57) поставляется размерами поперечного сечения от 6X6 до 200X200 мм. Квадратную сталь размерами свыше 100X100 мм поставляют с закругленными углами сопряжений граней 5, при меньших размерах — с прямыми 5.
Квадратная сталь размером от 8X8 до 25X25 мм применяется для изготовления перил, ограждений, а размерами от 40X40 до 120X120 мм марки Ст.5 — для изготовления подкрановых рельсов.
Швеллеры из стали (ГОСТ 8240—56) различаются номерами, которые соответствуют высоте стенки швеллера в сантимет-
1 рах (рис. 4). В сортамент вхо¬
дит швеллер 2 от № 5 до № 40.
Номера 14, 16, 18, 20, 22, 24 име-
5:
ются двух видов — без индекса к
§ с индексом «а». Швеллеры с ин
дексом «а» имеют более широкие
и толстые полки. Однако швелле-
ры с индексом «а» практически применяются очень редко, а Рис. 4. Виды профилей стали № 20а, 22а, 24а «е принимаются
заводами к прокатке, также не
катаются швеллеры № 33 и 36. Наиболее часто применяются
при изготовлении строительных стальных конструкций следу¬
ющие номера швеллеров: 10, 12, 14, 16, 18, 20, 22, 24, 27, 30, 40.
Балки двутавровые из стали (ГОСТ 8239—56) также различаются номерами, обозначающими высоту балки в сантиметрах (см. рис. 4). В сортамент входят балки 1 от № 10 до № 70, номера 18, 20, 22, 24, 27, 30 имеются с индексом «а» и без индекса. Так же как и швеллеры, балки с индексом «а» имеют более толстые и широкие полки. Однако к прокатке не принимаются двутавры № 18а, 20а, 22а, 24а, 27а, 30а, 65, 70, 70а, 706. Поэтому балки с индексом «а» и с номерами свыше 60 применять в проектах не следует.
двутавровые из стали для подвесных путей (ГОСТ
1роектах Ёалки И 57—53)
5157—53) используются для монорельсов и катаются четырех номеров: 24м, 30м, 36м, 45м.
Сталь для оконных и фонарных переплетов промышленных зданий (ГОСТ 8126—56) катается восьми типов с № 1 по №
12
(рис. 5). Кроме приведенных видов прокатной стали при изготовлении строительных металлоконструкций применяют холодногнутые профили, сварные двутавры, трубы бесшовные и сварлые горячекатаные, рельсовую сталь.
1
35
Чт
1
(
35
N1
N2
N6
1
35
N4
35
N5
0г
N3
N8
35
Рис. 5. Сталь для оконных и фонарных переплетов № 1, 2, 3, 4, 5, 6, 7, 8 — номера профилей
Холодногнутые профили (рис. 6) изготавливает на роликовых станах завод «Запорожсталь» из листовой стали толщиной от 2 до 6 мм. (Сортаментом предусмотрено изготовление гнутых профилей И-образных неравнобоких 4 (ГОСТ 8281—69), гнутых швеллеров 3 (ГОСТ 8278—63), корытообразных профилей 6 (ГОСТ 8283—67), С-образных профилей 5 (ГОСТ 8282—57), гнутых равнобоких 1 и неравнобоких уголков 2 (ГОСТ 8276— 63), фасонных профилей (ГОСТ 8275—57).
Однако не все типы гнутых профилей, предусмотренные сортаментом, освоены заводом «Запорожсталь». Гнутые профили применяются при изготовлении строительных конструкций в качестве распорок и связей длиной 12 м, элементов фонарей, фахверка и оконных проемов.
Сварные двутавры из листовой стали изготавливают на поточной линии Днепропетровского завода им. И. Бабушкина. На поточной линии могут быть изготовлены сварные двутавры следующих размеров: высотой стенки в пределах от 600 до 2000, толщиной стенки от 6 до 20, шириной полок от 200 до 600, толщиной полок от 10 до 40 мм. По требованию заказчика двутавры поставляют длиной от 8500 до 12 000 мм.
Трубы бесшовные горячекатаные марки Ст.20 (ГОСТ 8732— 58) с наружным диаметром от 25 до 550 мм применяются для
13
изготовления элементов радиобашен, радиомачт, переходных опор ЛЭП, теплиц и инвентарных лесов.
Трубы электросварные больших диаметров (ГОСТ 10706— 63) с наружным диаметром от 426 до 1420 мм применяют для газопроводов.
Г
I
в
ь
1 ,
г-
Рис. 6. Холодногнутые профили
Для подкрановых путей применяются рельсы крановые (ГОСТ 4121—62) профилей Кр 50, 60, 70, 80, 100, 120, 140.
Сортамент изделий из алюминиевых сплавов
Листы из алюминиевых сплавов (ГОСТ 13722—68) катаются толщиной от 0,3 до 10,5,шириной от 400 до 1000 и длиной 2000 лш.
Профильные изделия из алюминиевых сплавов изготавливаются прессованием, что дает возможность получения различных форм профилей с минимальными допусками по размерам.
Прессование профилей осуществляется выдавливанием алюминиевого сплава, нагретого до температуры пластичности (400—500°С), через матрицу с отверстием по сечению профиля. Для прессования профилей используют прессы мощностью от 5 до 12,5 тыс. г.
14
Сортамент стандартных прессованных профилей из алюминиевых сплавов включает: уголки равнобокие и неравнобокие, швеллеры, двутавры и тавры. Эти профили выпускаются с бульбами и без бульб (рис.
Рис. 7. Типы прессованных профилей из алюминиевых сплавов
1, 3 — уголки; 2,4 — уголки с бульбами; 5, 6 — балки, швеллер; 7,8 — балка, швеллер с бульбами
Способом прессования изготавливают также трубы, полые профили различной формы, круги, квадраты, многогранники, полосы.
Марки и качество стали и алюминиевых сплавов
При изготовлении стальных конструкций применяется преимущественно сталь углеродистая обыкновенного качества, сталь углеродистая для мостостроения, сталь низколегированная с рядом технический требований к ее качеству как по химическому составу, так и по механическим свойствам.
Сталь углеродистая обыкновенного качества (ГОСТ 380— 60) имеет наибольшее применение для изготовления строительных конструкций.
По способу раскисления углеродистую сталь делят на спокойную, полуспокойную и кипящую.
По назначению и характеристикам, гарантируемым при поставке, сталь подразделяют на три группы А, Б и В.
По способу выплавки различают мартеновскую, бессемеровскую и конверторную сталь.
Степень раскисления стали обозначается индексами: кп—
кипящая, пс — полуспокойная, сп — спокойная (например, Ст.Зкп, Ст.Зпс, Ст.Зсп и т. д.).
Сталь группы А поставляется по механическим свойствам (предел прочности на растяжение и относительное удлинение, а за особую доплату — предел текучести).
Химический состав указывается в сертификате, но отклонение от норм браковочным признаком не является.
Эта группа имеет следующие марки стали: Ст.О, Ст.1, Ст.2, Ст.З, Ст.4, Ст.5, Ст.6, Ст.7 (наиболее распространена марка стали Ст.З), где буквы Ст. обозначают слово «сталь», цифры от
0 до 7—номер стали, зависящей от химического состава и механических свойств.
15
Сталь группы Б поставляется с гарантированным химическим составом, но без гарантии механических свойств.
Сталь группы В поставляется с гарантированными механическими свойствами согласно ГОСТ 380—60: пределом прочности и пределом текучести, относительным удлинением и гарантированным химическим составом. Содержание углерода, серы, фосфора и кремния, а также предельное содержание хрома, никеля и меди соответствует ГОСТ 380—60.
Для сварных строительных металлоконструкций основной маркой является сталь группы В, выплавляемая мартеновским или конверторным способом (ВМ Ст.Зкп, ВМ Ст.Зпс, ВМ Ст.Зсп, ВК Ст.Зкп, ВК Ст.Зпс, ВК Ст.Зсп, где буква В означает сталь группы В, буква М — мартеновская, буква К — конверторная).
Сталь бессемеровская Б Ст.З может применяться только в нерасчетных элементах конструкций.
Для изготовления сварных стальных конструкций в стали группы В должны быть обеспечены: испытание на загиб в холодном состоянии, гарантии свариваемости, контрольный химический анализ готового проката.
Для конструкций, подвергающихся непосредственному динамическому воздействию подвижных или вибрационных нагрузок, должны быть также обеспечены: испытание на ударную вязкость при нормальной температуре, если эксплуатационная температура выше —20°С; испытание на ударную вязкость при отрицательной температуре, если эксплуатационная температура выше —20°С.
Сталь углеродистая для мостостроения (ГОСТ 6713—53) имеет всего три марки малоуглеродистой стали. Для клепаных мостовых конструкций применяется Ст.Змост. кипящая и спокойная.
Для сварных мостовых конструкций применяется М16С — мартеновская спокойная сталь. Сталь М16С поставляется с гарантированными механическими характеристиками по пределу прочности, пределу текучести, относительному удлинению, а также ударной вязкости при —20°С и при нормальной температуре после старения.
Сталь низколегированная для металлических конструкций (ГОСТ 5058—65) применяется мартеновская марок 16ГС; 14Г2; 10Г2С1 (МК); 09Г2С; 14ХГС и мартеновская природнолегиро ванная марок 15ХСНД и 10ХСНД.
Буквы обозначают химический состав (Г—'марганец, С — кремний, X — хром, Н — никель, Д — медь, Т — титан).
Цифры перед буквами показывают содержание углерода в , увеличенное в 100 раз, а после букв — содержание легирующей добавки. Временное сопротивление вышеприведенных марок сталей составляет 44—50 кГмм2, а предел текучести 30— 40 кГсм2.
16
Кроме приведенных марок сталей в отдельных случаях при изготовлении стальных конструкций применяется: углеродистая термообработанная сталь марок МСт. ТКп.Тпс; МСт.Т поГОСТ 14633—69 и углеродистая качественная конструкционная сталь марок 05кп; 08кп; Юкп и пр. по ГОСТ 1050—60.
В целях повышения надежности зданий и сооружений, упорядочения заказа стали и унификации условий поставки углеродистая сталь разбита на три класса (I, II, III), а низколегированная на четыре класса (IV, V, VI, VII).
Сталь ВК Ст.Зкп относят к I классу, а сталь ВК Ст.Зпс ко
II классу. I и II класс подразделяют на классы 1а, На для проката толщиной до 30 мм и классы 16; Пб — свыше 30 мм. Сталь ВК Ст.Зкп и ВК Ст.Зпс поставляется с дополнительными гарантиями загиба в холодном состоянии и предельного содержания химических элементов. Сталь ВС Ст.Зсп — с соответствующими гарантиями поставки относят к III классу.
Стали 10Г2С1, 14Г2, 09Г2С относят к IV классу, сталь
15ХСНД—к V классу, сталь 10ХСНД к VI классу. Сталь IV, V, VI класса поставляется с гарантией ударной вязкости при — 40°С и после механического старения при толщине до 20 мм включительно. Стали 09Г2, 10Г2С1, 15ХСНД, 10ХСНД с дополнительными гарантиями ударной вязкости при температуре —70°С относят к VII классу.
По химическому составу алюминиевые сплавы, применяемые в строительстве, разделяются на: алюминиево-марганцевые
(АМЦ), алюминиево-магниевые (АМЧ), авиали (АД, АВ), дюралюмины (Д1, Д16, Д18) и высокопрочные сплавы (В92, В95).
Легирующие добавки (марганец, магний, медь, цинк, кремний, хром, титан) повышают механические свойства этих сплавов.
Повышение свойств (прочность, коррозионная стойкость, свариваемость, пластичность) алюминиевых сплавов достигается термической обработкой и нагартовкой (наклепом). По виду термической обработки алюминиевые сплавы подразделяются на отожженные (М), подвергнутые закалке и естественному старению (Т), подвергнутые закалке и искусственному старению (Т1), подвергнутые закалке и отжигу (Т2).
Нагартовка (наклеп) путем обжатия (вытяжки) повышает прочность алюминиевых сплавов. Операции нагартовки присвоено условное обозначение—буква Н, операциям термической обработки — М, Т, Т1, Т2 и т. д., которые ставят после марки сплавов. Для ограждающих конструкций (элементов кровли и облицовки стен) применяют сплавы малой прочности и высокой коррозионной стойкости (АМЦ, АМ, АМЧ1, АМЧ2).
Для элементов, совмещающих функции ограждающих и несущих конструкций, применяются сплавы средней прочности и высокой коррозионной стойкости (АВ-Т1, АД51-Т1). Для несущих конструкций применяют сплавы высокой прочности (АМЧ 6, АВ-Т1, АДЗЗ-Т1, В92-1).
17-
Сварочные материалы
Для выполнения сварочных работ применяются электроды, сварочная проволока, флюсы, защитные газы.
Электроды для сварки конструкций из малоуглеродистых и низколегированных марок стали по толщине, качеству и составу покрытия подразделяются на электроды с тонким ионизирующим покрытием и электроды с толстым высококачественным покрытием.
Электроды с тонким покрытием применяют для сварки неответственных конструкций и в настоящее время употребляют редко.
Наплавленный металл при сварке высококачественными электродами по механическим свойствам не уступает основному металлу. Применяемые электроды для сварки строительных металлоконструкций должны удовлетворять требованиям ГОСТ 9467—60 и удостоверяться соответствующим документом (сертификатом) завода-поставщика.
Для ручной сварки малоуглеродистых сталей марки Ст.З следует применять электроды типа Э42 и Э42А; при этом для сварки элементов конструкций, подвергающихся непосредственному воздействию подвижных или вибрационных нагрузок, должны применяться электроды типа Э42А.
При ручной сварке низколегированной стали применяются электроды типа Э50А и Э55. Производить сварку необходимо только электродами с сутм покрытием, для чего их следует хранить в сухом проветриваемом помещении. При длительном хранении перед употреблением электроды необходимо просушить в течение 1 ч гфи температуре 150—200°С.
Для ручной сварки следует применять электроды с большим коэффициентом наплавки, величина которого является показателем производительности электродов и показывает вес наплавленного металла в граммах, полученного при сварке в течение
1 н при силе тока 1 а.
В настоящее время для сварки малоуглеродистых сталей применяется большое количество высокопроизводительных и малотоксичных марок электродов,
Электроды с руднокислым покрытием (марки ОММ-5, ЦМ-7 и СМ-5) применяются для сварки во всех пространственных положениях переменньцщ постоянным током.
Металл, наплавленный электродами этих марок, по своему составу соответствует кипящей стали. Недостатком таких электродов является повышенное разбрызгивание металла и выделение в процессе сварки марганцовистых соединений, вредно влияющих на организм человека.
Электроды с фтористо-кальциевым покрытием (марки СМ-11, УОНИ-1345) применяются для сварки постоянным током обратной полярности во всех пространственных положениях. Наплавленный металл соответствует спокойной стали и имеет вы¬
18
сокие показатели ударной вязкости при положительных и отрицательных температурах.
Электроды этих марок применяются для сварки расчетных элементов конструкций из Ст. 3 спокойной, подверженных динамическим воздействиям, а также листовых конструкций больших толщин, работающих под давлением. Эти электроды весьма чувствительны к окалине, ржавчине, маслу и влаге, находящимся на кромках свариваемых изделий.
Электроды с рутиловым покрытием (марки МР-1, МР-3, ОЗС-4, ОЗС-З, АНО-4) обеспечивают устойчивое горение дуги, хорошее формование металла шва во всех пространственных положениях, легкую отделямость шлака, минимальное разбрызгивание металла, небольшое выделение вредных газов и малую их токсичность. По сравнению с электродами ОММ-5 и ЦМ-7 при сварке электродами с рутиловым покрытием уменьшается выделение пыли в 2—3 раза, а окислов марганца — в 1,5—4 раза.
Электроды АНО-3 и АНО-4 обеспечивают высокую ударную вязкость металла шва при положительных и отрицательных температурах после сварки и после старения.
Высокопроизводительные электроды (ЗРС-1, ЗРС-2, ЗС-200, МС-200) содержат в покрытии значительное количество железного порошка, что обеспечивает высокий коэффициент наплавки (от 11 до 18 га-ч) и высокий переход металла электрода в шов (от 107 до 180).
Сварочная проволока применяется для сварки под слоем флюса, в среде углекислого газа, а также для электрошлаковой сварки.
При изготовлении стальных конструкций используют углеродистую и легированную сварочную проволоку по ГОСТ 2246— 60
Сварочная проволока диаметром 1,6—2 мм поставляется в мотках весом 20 кг, а больших диаметров — по 40 кг. На мотках должны быть заводские бирки.
Сварочная проволока марок СВ-08 и СВ-08А применяется для автоматической и полуавтоматической сварки под слоем флюса малоуглеродистых сталей обыкновенного качества (марки Ст.З, Ст.2, Ст.1, Ст.0) и для мостостроения (марки М16С и Ст.Змост).
Проволока марок СВ-08ГА и СВ-10ГА применяется для автоматической и полуавтоматической сварки под флюсом низколегированных сталей марок 15ХСНД, 14Г2, 15ГС, 10Г2СД,
10Г2С1, 09Г2ДТ, 09Г2, 10ХСНД (ГОСТ 5058—57).
Проволока марки СВ-10Г2 применяется для электрошлаковой сварки низколегированных сталей, марки СВ-08Г2С для сварки низколегированных и малоуглеродистых сталей в среде углекислого газа токами до 600—750 а, а СВ-08ГС — токами до 300— 400 а.
19
При полуавтоматической сварке под слоем флюса и в среде углекислого газа применяют проволоку диаметром 1,6—2 мм, при электрошлаковой сварке — проволоку диаметром 3 мм.
Для автоматической сварки под слоем флюса стали толщиной до 5 мм используют сварочную проволоку диаметром 3 мм, при больших толщинах — 5 мм.
Сварочная проволока при намотке на кассеты должна быть очищена от ржавчины, жиров и грязи и не иметь резких перегибов, затрудняющих ее подачу.
Для выполнения сварочных соединений элементов из алюминиевых сплавов применяют электроды и присадочную проволоку из тех же сплавов, из которых изготовлены конструкции.
Для аргонодуговой сварки в качестве неплавящегося электрода применяют вольфрамовые прутки диаметром 3—8 мм.
При сварке строительных стальных конструкций применяют плавленые и неплавленые флюсы.
Распространенные марки плавленых флюсов АН-348А, АН-348АМ, ОСЦ-45, ОСЦ-45М, АН-8, АН-8М, ФЦ-7, АН-60 (табл. 1). Влажность флюса не должна превышать 0,1- При большей влажности флюс необходимо просушить.
Таблица 1
Флюсы плавленые для сварки углеродистой и низколегированной сталей
Марка флюса
гост
Размер зерна в мм
Назначение флюса
АН-348 А и ОСЦ-45
9087—59
3—0,355
Для автоматической сварки электродной проволокой диаметром 3 мм и более
АН-348 АМ и ОСЦ-45М
9087—59
1,6—0,25
Для автоматической и полуавтоматической сварки электродной проволокой диаметром менее 3 мм
АН-60
—
3—0,355
Для автоматической сварки многодуговыми автоматами
АН-8 и ФЦ-7
—
2,5
Для электрошлаковой сварки
АН-8М
—
1,5
То же
К неплавленым относятся керамические флюсы, которые при сварке строительных стальных конструкций применяются редко.
Сжиженный углекислый газ (двуокись углерода СОг), применяемый для сварки стальных конструкций, должен удовлетворять требованиям ГОСТ 8050—64. Он обычно доставляется в баллонах вместимостью 25—30 кг газа. Содержание примесей в углекислом газе должно быть не более 1,5, а воды в свободном состоянии—не более 0,1- В отдельных случаях транспортирование углекислого газа производят в специальных цистернах, отвечающих требованиям Госгортехнадзора.
Защитный нейтральный газ аргон марки Б применяют для аргонодуговой сварки алюминиевых сплавов. Содержание примесей (азот, кислород, водород, влага) должно быть не более
20
0,05. Расход аргона при ручной сварке около 25 л в минуту, при автоматической — 12—15 л в минуту.
Болты и заклепки
При изготовлении стальных конструкций для соединений деталей и элементов конструкций применяются болты и заклепки различных диаметров.
Постоянные болты с гайками и шайбами изготавливаются из малоуглеродистой стали марок Ст.З; Ст.Зпс; Ст.Зкп; Ст.5 группы А и низколегированных марок сталей 09Г2, 15ХСНД, 14Г2, 16ГС (ГОСТ 5058—65).
Обычно применяются болты с шестигранной головкой нормальной (ГОСТ 7798—-62) и повышенной точности (ГОСТ 7805—62) с диаметром стержня 12, 14, 16, 18, 20, 22, 24, 27,
30 мм.
Для клепки строительных конструкций применяется четыре вида заклепок (рис. 8): с цилиндрическим стержнем и полукруглой головкой 1 (ГОСТ 10299—68), с цилиндрическим стержнем
1
г
и а у
ОТ
Рис. 8. Типы заклепок
с полупотайной головкой 2 (ГОСТ 10301—68), с цилиндрическим стержнем с потайной головкой 3 (ГОСТ 10300—68) и с коническим стержнем с повышенной головкой 4 по нормалям Челябинского завода металлоконструкций. Заклепки применяются из малоуглеродистой мартеновской стали марок Ст.2закл. и Ст.Ззакл. (ГОСТ 499—41) и низколегированной стали марки 09Г2 (ГОСТ 5058—65).
Для клепки строительных конструкций наиболее употребительны заклепки диаметром 18, 20, 22, 24 и 27 мм.
§ 3. Краткое описание технологического процесса
Изготовление стальных конструкций складывается из рядаопераций, для выполнения которых организованы цехи основноного производства.
К цехам основного производства относятся: цех подготовки металла со складом; цех обработки деталей; склад полуфабрикатов; сборочно-сварочные цехи; сборочно-клепальные цехи;
21
цех общей сборки; малярно-погрузочный цех со складом готовой продукции.
В цехе подготовки металла и на складе прибывающий па завод металл разгружается мостовыми кранами из вагонов или автомашин. Здесь же производятся его приемка, сортировка, маркировка и укладка в штабеля для хранения. Сортировка прибывшего металла производится по видам проката, по маркам стали и по размерам.
Металл поступает на склад с остаточными деформациями, возникающими при его остывании, после прокатки на металлургических заводах, а также в процессе его транспортирования.
Для обеспечения необходимой точности изготовления деталей в цехе подготовки производится устранение деформаций металла на правйльном оборудовании (листоправильных и углоправильных вальцах, кулачковых прессах и т: д.).
На отдельных заводах цех подготовки металла производит резку швеллеров и балок на необходимые длины. Это сокращает работы по транспортированию обрезков швеллеров и балок из цеха обработки на склад.
В цехе подготовки также производится разделка отходов металла на куски определенного размера, которые отправляются в качестве скрапа на переплавку.
Цех обработки выполняет операции по изготовлению шаблонов и обработке деталей из металла, полученного из цеха подготовки.
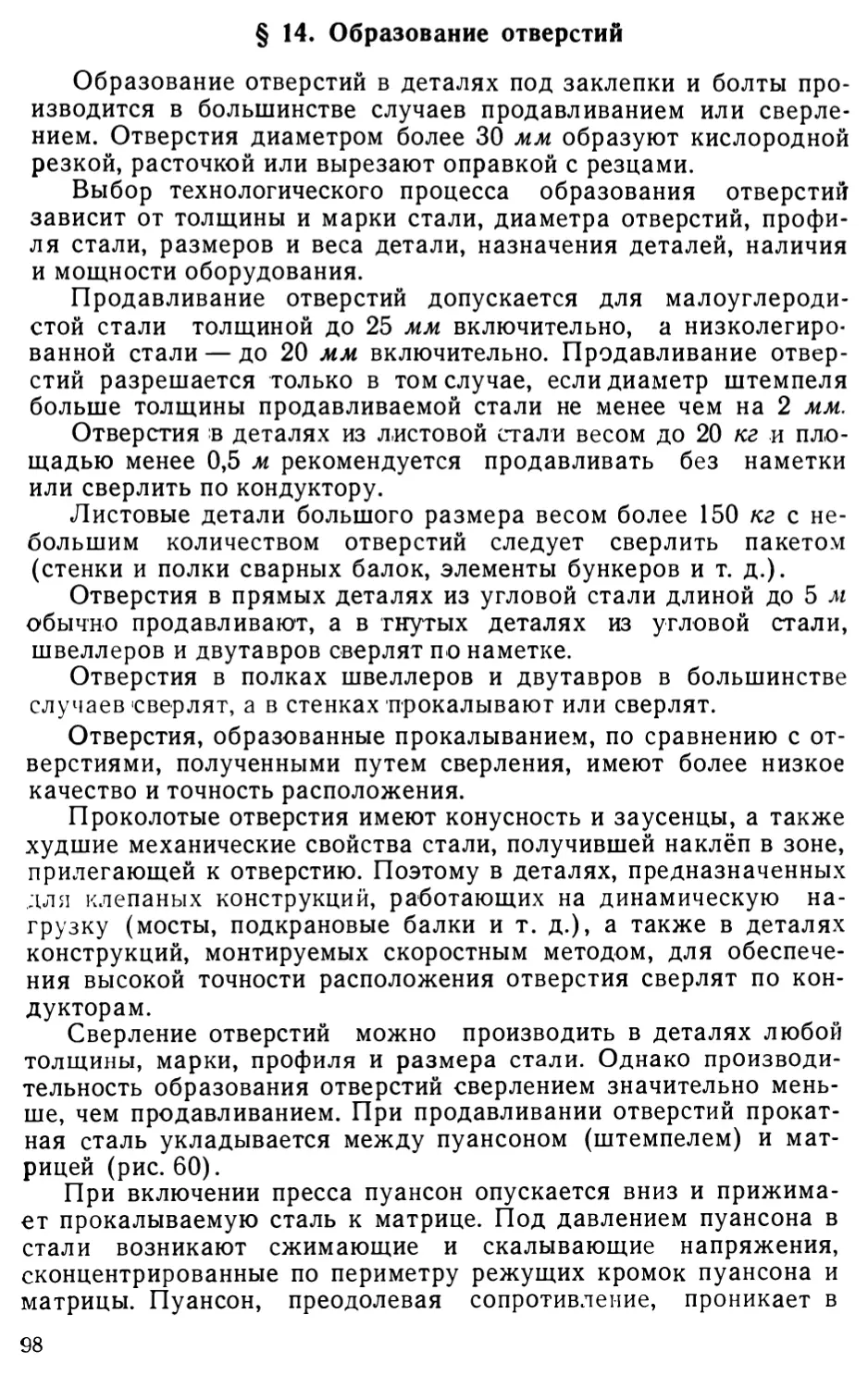
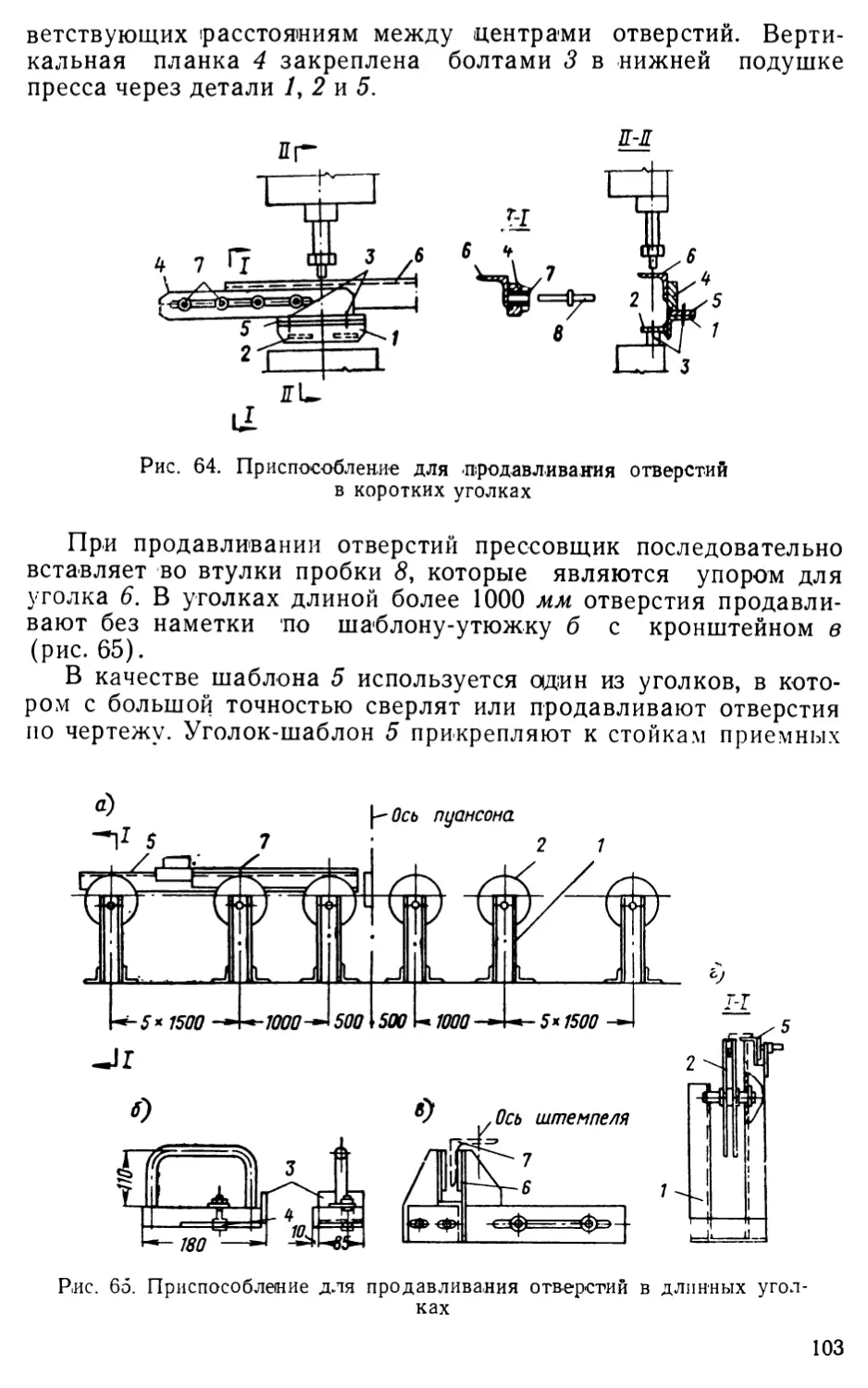
'Начальными операциями в цехе обработки являются разметка, изготовление шаблонов и наметка. Разметка — процесс вычерчивания детали в натуральную величину как дл изготовления шаблона, так и непосредственнсНпгметалле для изготовления детали. Шаблон — это приспособление, изображающее деталь в натуральную величину- Наметка состоит в переносе контура детали и отверстий в ней на металл при помощи шаблона. Дальнейшая обработка деталей производится способом механической и кислородной резки, образования отверстий продавливанием или сверлением, холодной гибки или штамповки, вальцовки, строжки и фрезеровки кромок деталей, а также вторичной правки деталей.
Цех обработки имеет в своем составе разметочную мастерскую и кузницу для гибочных работ.
Технологические операции по обработке деталей группируют по профилям проката, которые обрабатывают в параллельных листовом и сортовом потоках. Иногда сортовой поток делится на поток уголка, швеллера, балки. Каждый технологический поток оснащен необходимым оборудованием и приспособлениями для подачи, уборки и транспортирования обрабатываемых деталей.
Для обработки деталей в листовом пролете устанавливают: гильотинные ножницы, пресс-ножницы, газорезательные маши¬
22
ны, листогиОочные вальцы, дыропробивные и кромкогибочные прессы, радиально-сверлильные, торцефрезерные, кромкострогальные станки, листоправйльные вальцы.
В сортовом пролете устанавливают: ножницы для резки уголка, зубчатые и фрикционные дисковые пилы, гибочные вальцы, дыропробивные и сверлильные станки, торцефрезерные станки. Изготовленные детали маркируют и почертежно сдают на склад полуфабрикатов. Здесь детали комплектуют отдельно по каждому рабочему чертежу, ведут учет поступления и выдачи деталей в сборочные цехи. Длинные детали складируют в отсеках, а мелкие хранят в контейнерах, которые укладывают несколькими рядами по высоте. На некоторых заводах организуют специальные участки изготовления листовых полотнищ, полос или балок. На этих участках выполняют следующие работы: предварительно стыкуют листовую сталь, заваривают автоматами стыки, распускают листовые полотнища на полосы, из которых собирают двутавровые балки, заваривают поясные швы, правят балки и фрезеруют их торцы. Такие участки обычно размещают в цехе подготовки или в цехе обработки.
В сборочно-сварочных цехах производят сборку конструкций из отдельных деталей, которые поступают из склада полуфабриката. Собранные конструкции сваривают, правят, сдают ОТК, маркируют, после чего отправляют в маляро-погрузочный цех.
В цехе устанавливают: стеллажи для сборки и сварки, сварочные аппараты для ручной и автоматической сварки, кондукторы для сборки, кантователи для сварки.
Отдельные участки сборочных цехов специализируются по изготовлению решетчатых конструкций, колонн, балок, труб, емкостей.
Сборочно-клепальные цехи в настоящее время существуют на отдельных заводах, так как клепаные конструкции в нашей стране применяются довольно редко. Здесь производится сборка конструкций под клепку, подготовка отверстий под клепку (рассверловка или прочистка отверстий), клепка, маркировка, сдача ОТК, отгрузка в цех маляро-погрузки.
Цех сборо-клепки должен иметь: стеллажи, сборочные кондукторы, радиально-сверлильные станки, сверлильные пневматические машинки, пневматические клепальные скобы, подвешенные к консольным кранам, пневматические клепальные и рубильные молотки.
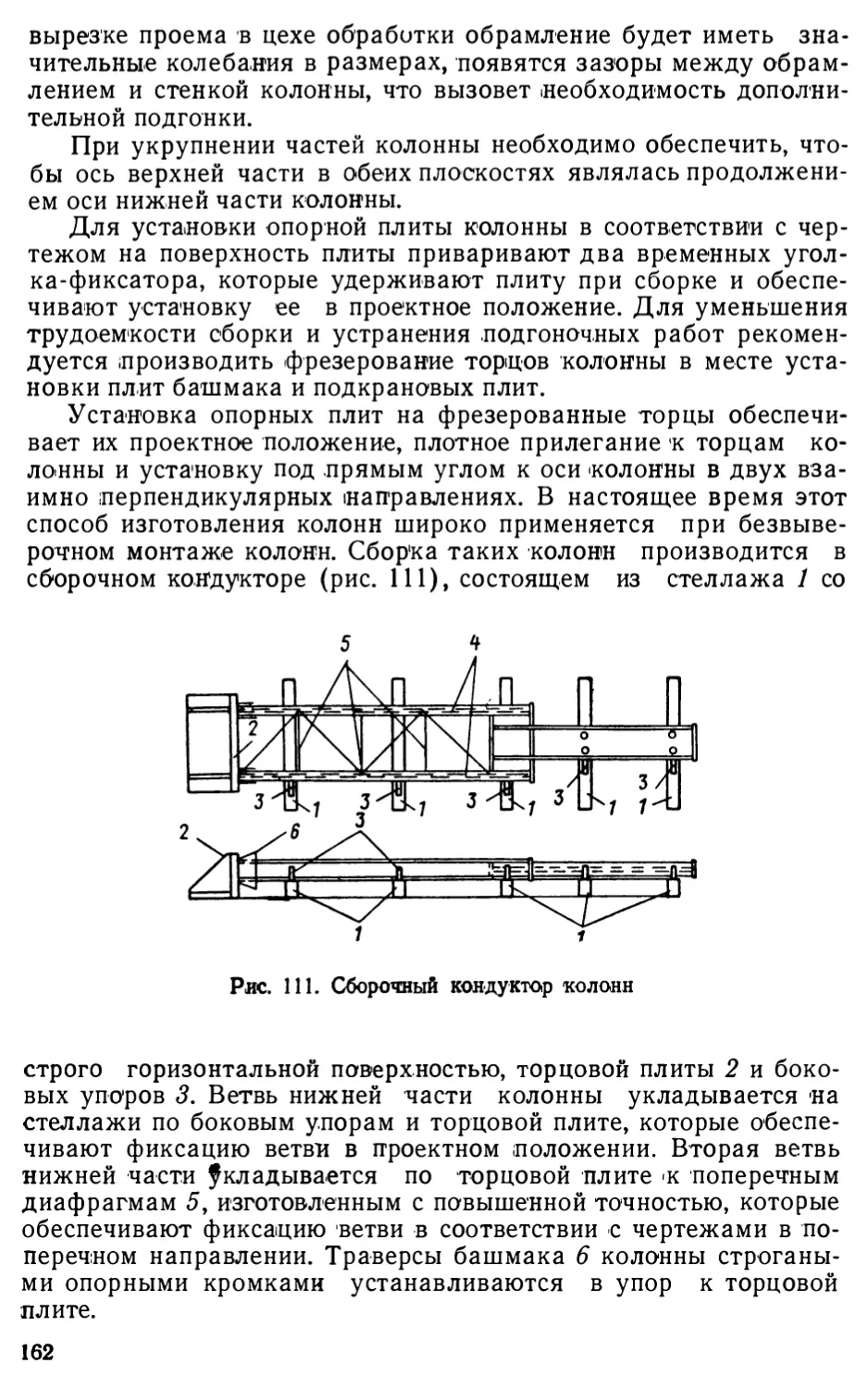
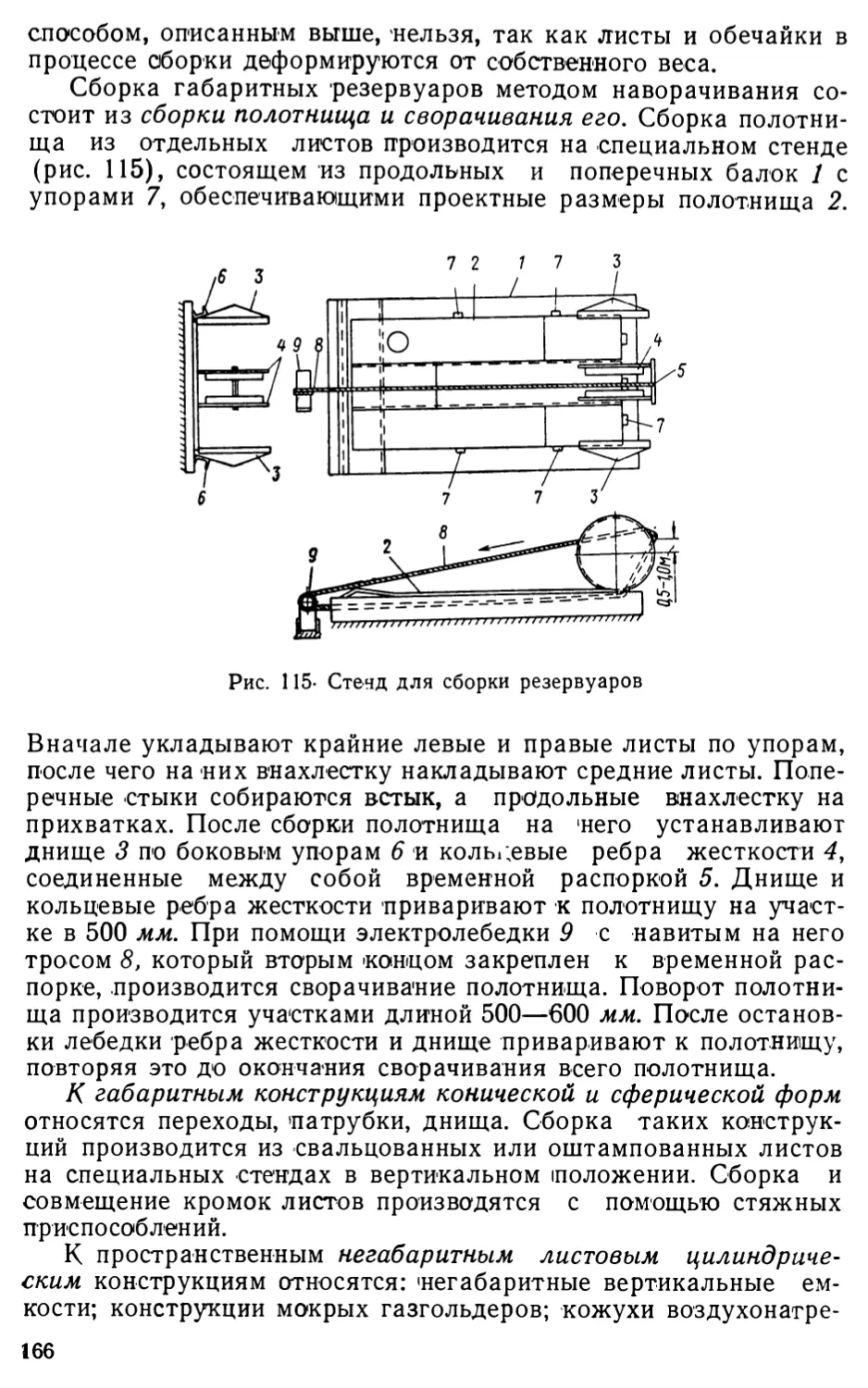
Некоторые виды крупногабаритных и сложных конструкций (мостовые пролетные строения, конструкции и узлы доменных печей, тяжелые ко.йонны весом свыше 20 г, подкрановые балки пролетом свыше 18 м стропильные и подстропильные фермы пролетом свыше 30 м, плоскости башен, конические части труб, негабаритные 'бункера) -подвергаются общей сборке и контрольной сборке в специальных цехах.
В процессе общей сборки в цехе производится подгонка элементов конструкций, сверление монтажных отверстий по кон¬
23
дукторам, подготовка кромок под монтажную сварку, фрезерование торцов, обеспечиваются проектные размеры конструкций. В этом же цехе производится контрольная сборка для проверки изготовления в соответствии с проектом. Проверке подлежат размеры конструкций, качество монтажных сопряжений и подготовка кромок под сварку.
Обычно контрольной сборке подвергается каждый первый и в последующем каждый десятый экземпляр однотипных конструкций.
Изготовленные конструкции подают в маляро-погрузочный цех, где они очищаются от грязи, ржавчины и наледи, после чего конструкции грунтуются, складываются в штабеля и грузятся на железнодорожные платформы или автотранспорт для -отправки на монтаж.
§ 4. Вспомогательное и подсобное производство заводов стальных конструкций
Для обслуживания цехов основного производства на заводе организуются цехи вспомогательного производства.
Транспортный цех с паровозным депо и гаражом обеспечивает бесперебойную работу заводского железнодорожного и автомобильного транспорта.
Ремонтные цехи (ремонтно-механический, ремонтно-строительный, электроремонтный) осуществляют ремонт станочного, кранового и электрооборудования; ремонт зданий, сооружений и коммуникаций. Электроремонтный цех обеспечивает также эксплуатацию электроподстанций и электросетей.
К вспомогательному производству относят также главный магазин, телефонную станцию и лабораторию.
Для обеспечения основного производства кислородом, ацетиленом, электродами, крепежными изделиями (метизами) (болтами, заклепками, шайбами), инструментом, сжатым воздухом, паром, водой на заводах стальных конструкций организуются подсобные производства.
Кислородная станция вырабатывает кислород, который подается на рабочие места по кислородопроводу. Многие заводы не имеют своей кислородной станции и получают его в баллонах с кислородных заводов.
Ацетиленовая станция вырабатывает ацетилен, который поступает по ацетиленопроводу в цехи для газовой резки. На некоторых заводах вместо ацетилена используется природный газ или горючие газы соседних металлургических заводов.
Метизный цех занимается производством болтов, заклепок и шайб. Оборудование таких цехов обычно малопроизводительное, и в дальнейшем необходимо ликвидировать это полукустарное производство за счет поставки крепежных изделий специализированными заводами.
Электродные цехи имеются на ряде заводов. В дальнейшем
24
это производство должно быть ликвидировано за счет расширения поставки электродов с механизированных электродных цехов и заводов.
Инструментальные цехи организуются обычно на крупных заводах и занимаются изготовлением и ремонтом инструмента, штампов и специальных приспособлений. На большинстве заводов этим занимаются ремонтно-механические цехи.
Компрессорная имеется на всех заводах. Она предназначена для производства сжатого воздуха, который подается на рабочие места по трубам. На сжатом воздухе работают прижимы ножниц, сбрасывателей, сверлильные и шлифовальные машинки, клепальные скобы и молотки.
На заводах имеются для выработки пара котельные. Отдельные заводы имеют карбидный цех.
В целях повышения производительности труда необходимо всемерно сокращать вспомогательное производство за счет поставки продукции специализированными предприятиями.
§ 5. Технологические и транспортные схемы заводов металлоконструкций
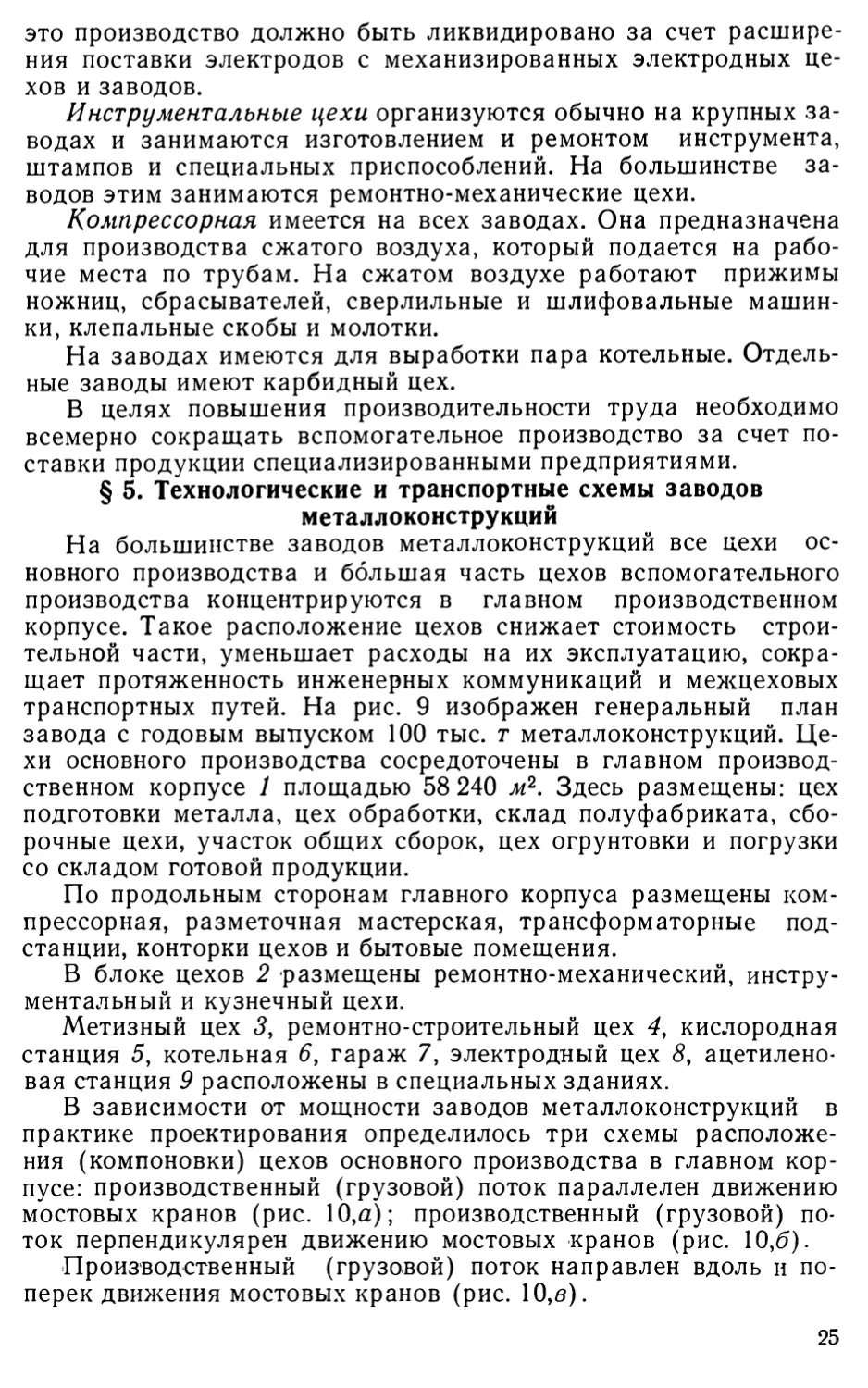
На большинстве заводов металлоконструкций все цехи основного производства и большая часть цехов вспомогательного производства концентрируются в главном производственном корпусе. Такое расположение цехов снижает стоимость строительной части, уменьшает расходы на их эксплуатацию, сокращает протяженность инженерных коммуникаций и межцеховых транспортных путей. На рис. 9 изображен генеральный план завода с годовым выпуском 100 тыс. т металлоконструкций. Цехи основного производства сосредоточены в главном производственном корпусе 1 площадью 58 240 м2. Здесь размещены: цех подготовки металла, цех обработки, склад полуфабриката, сборочные цехи, участок общих сборок, цех огрунтовки и погрузки со складом готовой продукции.
По продольным сторонам главного корпуса размещены компрессорная, разметочная мастерская, трансформаторные подстанции, конторки цехов и бытовые помещения.
В блоке цехов 2 размещены ремонтно-механический, инструментальный и кузнечный цехи.
Метизный цех 3, ремонтно-строительный цех 4, кислородная станция 5, котельная 6, гараж 7, электродный цех 9, ацетиленовая станция 9 расположены в специальных зданиях.
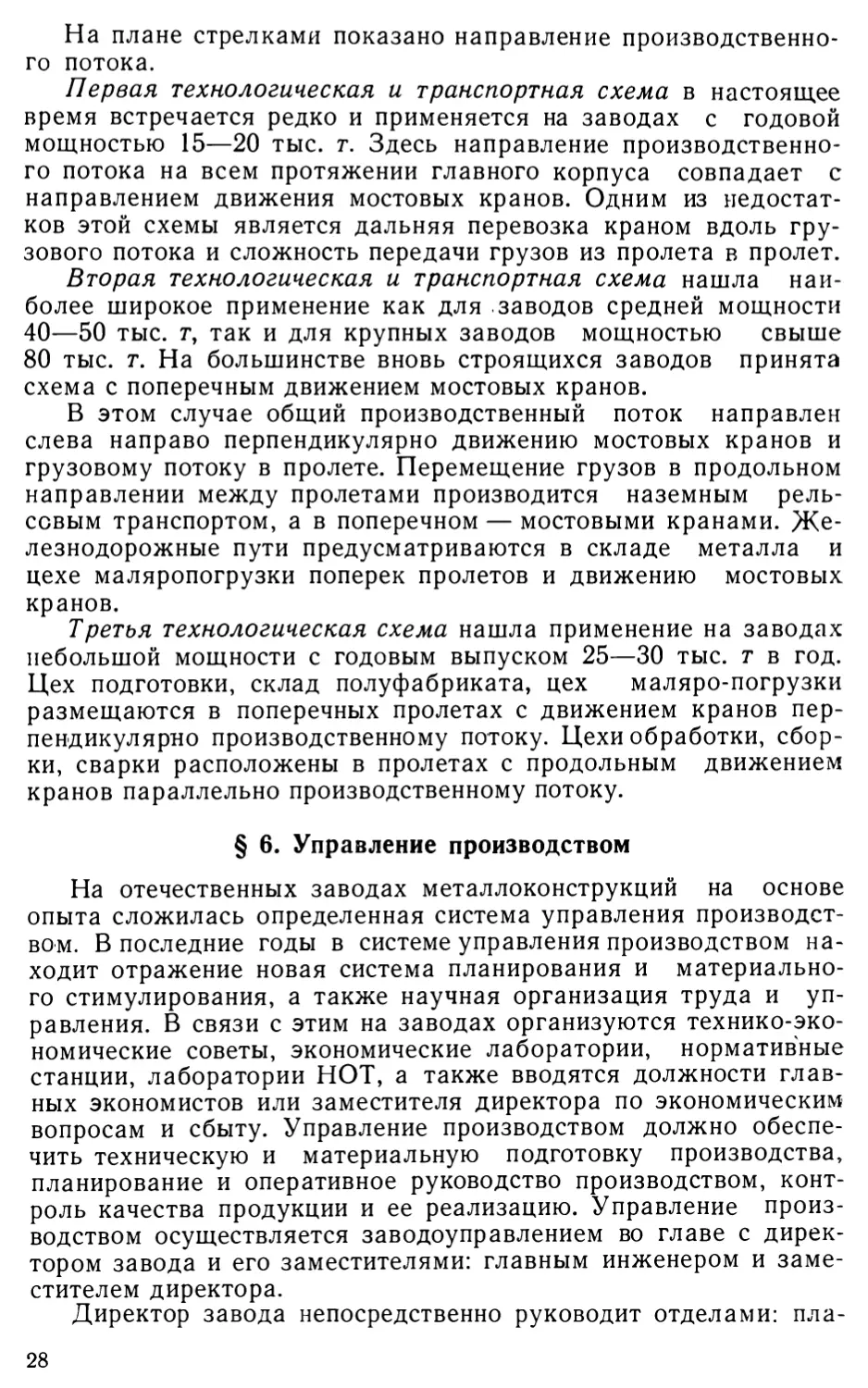
В зависимости от мощности заводов металлоконструкций в практике проектирования определилось три схемы расположения (компоновки) цехов основного производства в главном корпусе: производственный (грузовой) поток параллелен движению мостовых кранов (рис. 10,а); производственный (грузовой) поток перпендикулярен движению мостовых кранов (рис. 10,6).
Производственный (грузовой) поток направлен вдоль и поперек движения мостовых кранов (рис. 10,в).
25
ю
05
Рис. 9. Генеральный плам
а — цех подготовки; б — участок предварительной стыковки листового металлопроката; в — цех обработки металла; г — склад полуфабриката; д — участок изготовления стержней; е — цехи сборо-сварки; ж — участок общей стоимости;
з — цех огрунтовки и погрузки
Х"'Х
Т X т
Х‘ 4-Х
Х Лг. П,Х
1й1 У ТеГ 4 м КГ
.х. от «х.
XXX
П,,Х Лг ,д X X X X т 1г
и
Т т ХАХ
тг тг
27
Рис. 10. Технологический
На плане стрелками показано направление производственного потока.
Первая технологическая и транспортная схема в настоящее время встречается редко и применяется на заводах с годовой мощностью 15—20 тыс. т. Здесь направление производственного потока на всем протяжении главного корпуса совпадает с направлением движения мостовых кранов. Одним из недостатков этой схемы является дальняя перевозка краном вдоль грузового потока и сложность передачи грузов из пролета в пролет.
Вторая технологическая и транспортная схема нашла наиболее широкое применение как для заводов средней мощности 40—50 тыс. г, так и для крупных заводов мощностью свыше 80 тыс. т. На большинстве вновь строящихся заводов принята схема с поперечным движением мостовых кранов.
В этом случае общий производственный поток направлен слева направо перпендикулярно движению мостовых кранов и грузовому потоку в пролете. Перемещение грузов в продольном направлении между пролетами производится наземным рельсовым транспортом, а в поперечном — мостовыми кранами. Железнодорожные пути предусматриваются в складе металла и цехе маляропогрузки поперек пролетов и движению мостовых кранов.
Третья технологическая схема нашла применение на заводах небольшой мощности с годовым выпуском 25—30 тыс. т в год. Цех подготовки, склад полуфабриката, цех маляро-погрузки размещаются в поперечных пролетах с движением кранов перпендикулярно производственному потоку. Цехи обработки, сборки, сварки расположены в пролетах с продольным движением кранов параллельно производственному потоку.
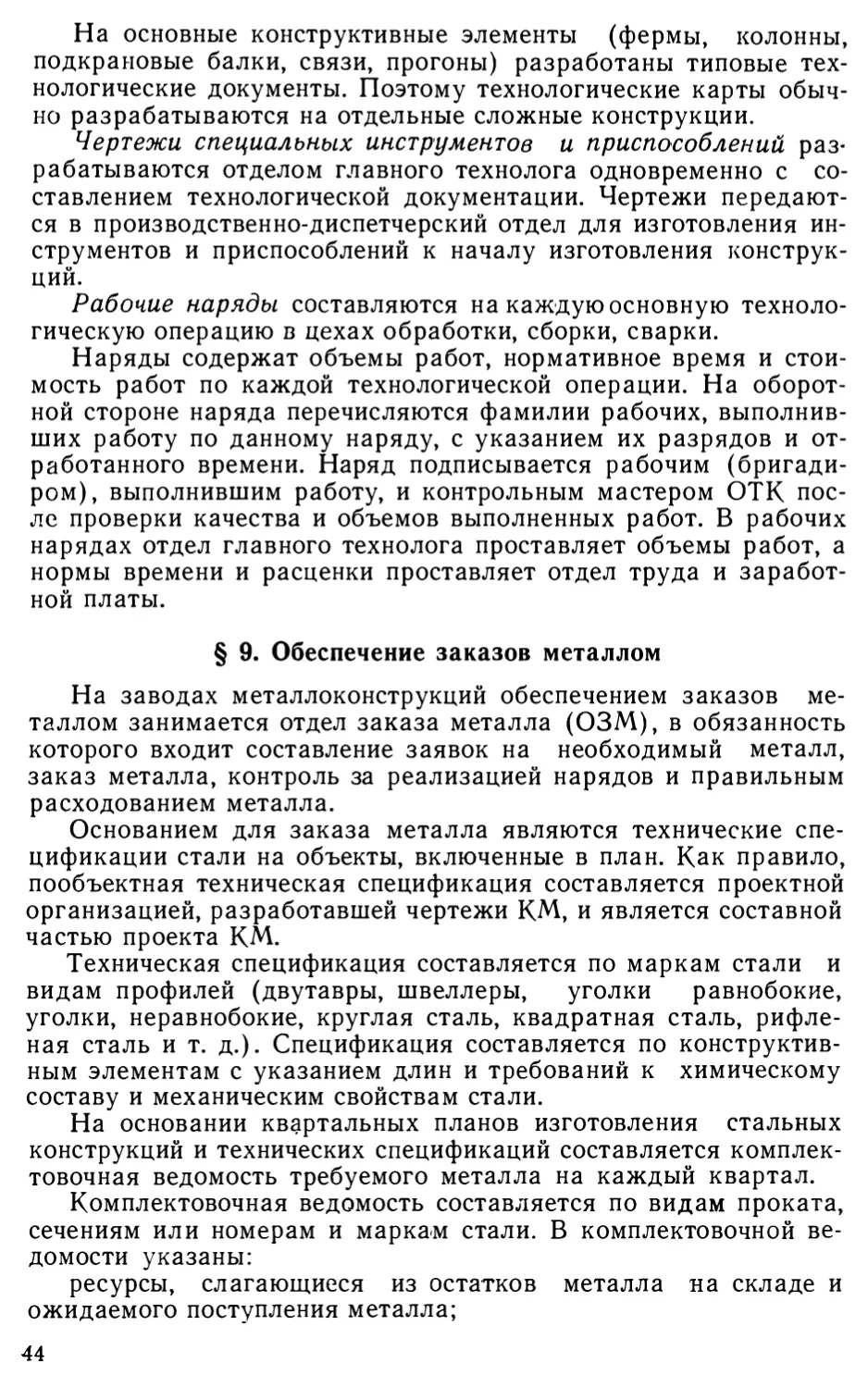
§ 6. Управление производством
На отечественных заводах металлоконструкций на основе опыта сложилась определенная система управления производством. В последние годы в системе управления производством находит отражение новая система планирования и материального стимулирования, а также научная организация труда и управления. В связи с этим на заводах организуются технико-экономические советы, экономические лаборатории, нормативные станции, лаборатории НОТ, а также вводятся должности главных экономистов или заместителя директора по экономическим вопросам и сбыту. Управление производством должно обеспечить техническую и материальную подготовку производства, планирование и оперативное руководство производством, контроль качества продукции и ее реализацию. Управление производством осуществляется заводоуправлением во главе с директором завода и его заместителями: главным инженером и заместителем директора.
Директор завода непосредственно руководит отделами: пла¬
28
ново-экономическим, труда и заработной платы, кадров, технического контроля, капитального строительства и бухгалтерией.
Главный инженер руководит отделами: главного конструктора, главного технолога, главного механика, главного энергетика и производственно-диспетчерским. В ведении главного инженера также находятся: технический совет завода, инженер по технике безопасности, инженер по рационализации и изобретательству, учебный пункт, техническая библиотека.
Заместитель директора руководит работой транспортного цеха и отделов: финансов и сбыта, снабжения, ЖКО, АХО, гаража, бюро пропусков, материального склада и охраны.
Конструкторский отдел возглавляется главным конструктором и состоит из нескольких конструкторских бюро или бригад, группы заказа и комплектации металлом, копировального бюро, технического архива и светокопии.
Каждое конструкторское бюро (бригада) имеет в своем составе начальника бюро (бригадира), 7—10 конструкторов и 3— 5 проверщиков. На 1000 т годового выпуска металлоконструкций с числом деталировочных чертежей (КМД) около 100—120 требуется 1 конструктор и 1 проверщик.
Группа заказа и комплектации металла ведет учет металла по профилям, маркам и размерам как имеющегося в наличии, так и подлежащего поставке по нарядам с металлургических заводов. Группа заказа также бронирует металл на каждый чертеж КМД, комплектует его при запуске в производство, составляет технические и заказные спецификации, оформляет заказ металла.
Конструкторский отдел в соответствии с планом завода разрабатывает деталировочные чертежи КМД, являющиеся основными техническими документами, по которым производится изготовление стальных конструкций.
ертежи КМД иногда разрабатываются по заказу завода проектными институтами или проектными бюро. Каждый чертеж КМД, разработанный конструктором, подлежит обязательной проверке проверщиком. Конструкторский отдел также решает все вопросы, связанные с изменением конструкций, дает заключение о возможности отступления от рабочих чертежей (КМ) и согласовывает отступления от чертежей КМ с проектной организацией.
Технический архив производит:
.приемку и хранение чертежей КМ и КМД; выдачу в производственно-диспетчерский отдел укомплектованных металлом чертежей КМД, листов готовых элементов, списка -болтов и заклепок, схем монтажных и общих сборок, упаковочных ведомостей и чертежи погрузки;
отправку заказчику чертежей КМД, монтажных схем, заглавного листа, списков монтажных болтов и заклепок.
Отдел главного технолога (ОГТ) является одним из веду¬
29
щих отделов, который обеспечивает централизованно технологическую подготовку производства для всех производственных цехов.
ОГТ на основе детального изучения чертежей КМ, технических возможностей завода, требований монтажных организаций, а также технико-экономической целесообразности должен разработать основные технологические положения изготовления и поставки конструкций, которыми пользуются при разработке деталировочных чертежей КМД и технологии изготовления стальных конструкций. Для основных видов конструкций (колонн, ферм, подкрановых балок, связей). ОГТ использует типовую технологию, а для вновь осваиваемых изделий разрабатывается специальная технология, а также план подготовки производства новых изделий.
В плане подготовки производства новых изделий предусматгивается согласование технических условий изготовления, разработка новых технологических процессов, проектирование и изготовление специальных станков, приспособлений и инструментов. При изготовлении серийного заказа целесообразно первоначальное изготовление опытного образца.
ОГТ также руководит инструментальным хозяйством завода и обеспечением технологической оснасткой, составлением заявок и разработкой норм расходования основных и вспомогательных материалов, технической информацией, нормализацией и стандартизацией совместно с ОТК, разработкой организационно-технических мероприятий, оказывает помощь цехам по вне." рению новых технологических процессов и контролирует соблюдение технологической дисциплины. На крупных заводах в составе ОГТ имеются группы механизации и автоматизации, которые занимаются разработкой новых механизмов, поточных линий, более совершенных приспособлений к станкам, усовершенствованием существующего кранового и технологического оборудования.
Производственно-диспетчерский отдел (ПДО) руководит оперативным планированием производственных цехов, составляет месячные планы по заказам, чертежам и цехам, осуществляет оперативный учет изготовления металлоконструкций, выдает в производство чертежи КМД с нарядами и технологической документацией согласно оперативным планам и руководит производственной деятельностью цехов.
На небольших заводах взамен ОГТ и ПДО организуется отдел подготовки производства, который выполняет обязанности отдела главного технолога и отдела производственно-диспетчерского.
Оперативное планирование включает составление календарных планов и графиков. Планы-наметки на день составляются накануне каждым цехом позаказно и почертежно на основе недельных графиков с учетом отклонений и в зависимости от раз¬
30
личных обстоятельств, возникающих в процессе работ. Календарные планы составляются отдельно для каждого цеха на месяц, декаду, неделю, сутки. Графики составляются для всех цехов по отдельным особо важным заказам.
Месячные планы цехам разрабатываются на основе производственного задания, выданного заводу вышестоящей организацией, с учетом обеспеченности заказов прокатной сталью и чертежами КМД. Месячные планы составляются каждому цеху отдельно с перечислением номеров заказов и чертежей, а также указанием веса конструкций, их стоимости и объемов работ по основным операциям для каждого чертежа КМД.
На некоторых заводах существует система недельного планирования. Под руководством производственного отдела каждым цехом составляются недельные цеховые графики с перечислением заказов и чертежей, а также объемов работ по основным операциям.
На основании цеховых недельных графиков составляется сводный график по всему заводу, который позволяет контролировать выполнение работ по всем цехам.
Для обеспечения изготовления металлоконструкций в необходимые сроки, для особо важных и срочных заказов составляются отдельные графики. В отличие от месячных планов и недельных графиков, графики на отдельные заказы составляются на срок, необходимый для полного окончания заказа. В этом графике указываются номера чертежей, вес металлоконструкций и сроки изготовления по каждому чертежу КМД. Сроки изготовления устанавливаются для всех цехов, участвующих в изготовлении, с указанием даты окончания изготовления по каждому цеху.
При составлении планов и графиков необходимо учитывать объем работ, возможности цехов (обеспеченность рабочими, наличие оборудования), а также продолжительность производственного цикла (количество дней, необходимое на изготовление конструкций). За начало производственного цикла принимают дату выдачи чертежей КМД в производство, а за конец — дату сдачи конструкций на склад готовой продукции. Длительность производственного цикла для различных видов конструкций колеблется от 10 до 25 дней. При нормальной организации производства для строительных конструкций средней трудоемкости лродолжительность цикла (в сутках) может быть принята следующая:
подача металла 1
обработка деталей 3
склад полуфабриката 4
сборка 3
сварка 4
огрунтовка 1
Всего 16
31
Выдача производственно-технической документации всем цехам осуществляется через производственный отдел. Из отдела главного конструктора производственный отдел получает: чертежи КМД, листы готовых элементов, ведомость монтажных болтов и заклепок, чертежи на погрузку, схемы контрольных и общих сборок, упаковочные ведомости. Отдел главного конструктора передает в производственный отдел: сопроводительные листы, диспетчерские листы, ведомости полуфабриката, технологические карты, чертежи инструментов и приспособлений, рабочие наряды. Всю перечисленную документацию производственный отдел передает в цехи согласно планам и графикам работ.
Оперативный учет в производственном отделе ведется на основании рапортов и предъявок цехов, представляемых каждый день. Учет ведется по каждому заказу, чертежу и отправочному элементу с отметкой даты: выдачи документации в цех обработки, окончания изготовления полуфабриката, начала сборки, окончания изготовления отправочного элемента и отгрузки.
Оперативная отчетность в вышестоящую организацию представляется производственным отделом в виде декадных диспетчерских донесений, составляемых позаказно.
Контроль за ходом производственного процесса осуществляется начальником производственного отдела на диспетчерских совещаниях, где присутствуют начальники цехов и отделов.
Здесь проверяется выполнение каждым цехом и отделом дневных планов (наметок), недельных графиков, графиков срочных и важных заказов, а также отдельных оперативных поручений, данных на предыдущих совещаниях.
Работники производственного отдела (начальник, диспетчер) в течение всего рабочего времени следят за ходом производственного процесса, выполнением оперативных заданий, взаимодействием цехов, координируют работу цехов и принимают оперативные меры для решения вопросов, возникающих в процессе работы, и устранению причин, нарушающих нормальный ход работы.
Обязанности отдела главного механика (ОГМ) зависят от размера завода. На небольших и средних заводах главному механику подчинены ремонтно-строительная служба и энергетическое хозяйство. На средних заводах в составе ОГМ находится энергетическое хозяйство. На крупных заводах эти службы являются самостоятельными. Главному механику крупного завода подчиняются ремонтно-механический цех и функциональноцеховые ремонтные службы, возглавляемые механиками цехов.
Основными обязанностями ОГМ являются: обеспечить исправное техническое состояние кранов и технологического оборудования; организовать правильный уход и эксплуатацию оборудования, своевременно и качественно проводить планово-предупредительный и капитальный ремонт, своевременно предъявлять грузоподъемное оборудование Госгортехнадзору, контро-
32
пировать быстрейший ввод неустановленного оборудования и сохранность демонтированного оборудования.
Отдел главного энергетика (ОГЭ) обеспечивает бесперебойную подачу: электроэнергии, воды, пара, сжатого воздуха, кислорода, углекислого газа, природного газа и ацетилена. ОГЭ руководит эксплуатацией и ремонтом электросетей, водопровода, канализации, теплосетей, кислородопровода, газопровода, вентиляции.
В подчинении ОГЭ находятся котельная, насосная станция, компрессорная, кислородная, углекислотная рампа, ацетиленовая, очистные сооружения, трансформаторные подстанции.
Для обеспечения своевременного планово-предупредительного ремонта, а также других видов ремонта электрооборудования ОГЭ имеет электроремонтный цех. Ремонт оборудования в котельной, компрессорной, кислородной, а также канализационных сетей, водопровода, теплосетей производится обычно обслуживающим персоналом с привлечением в необходимых случаях ремонтно-механического и электроремонтных цехов.
Планово-экономический отдел (ПЭО) находится в непосредственном подчинении директора завода. В обязанности отдела входит планирование и организация хозяйственного расчета, статистический учет деятельности завода, анализ хозяйственной деятельности, составление калькуляций, разработка смет.
Отдел труда и заработной платы (ОТЗ) занимается планированием труда, совершенствованием нормирования и организации труда, а также осуществляет организацию заработной платы; разрабатывает проекты годовых, квартальных и месячных планов по труду для цехов и завода в целом; контролирует расходование фонда заработной платы, выполнение плана повышения производительности труда и принимает совместно с цехами и отделами меры по устранению выявленных недостатков.
Бухгалтерия обеспечивает бухгалтерский учет наличия и движения материальных ценностей; ведет расчеты и выплату заработной платы трудящимся завода; составляет отчеты, балансы, отчетные калькуляции; ведет расчеты с заказчиками и оформляет финансовые операции в банке, обеспечивает контроль за соблюдением финансовой, бюджетной и сметной дисциплины.
Отдел кадров принимает меры по набору кадров в соответствии с планом по труду и штатным расписанием. Оформляет прием, перемещение, увольнение и отпуска трудящихся завода, ведет учет личных дел и запись в трудовых книжках работающих. Обеспечивает табельный учет и контролирует состояние трудовой дисциплины. Руководит индивидуальным и курсовым обучением молодых рабочих, повышением квалификации рабочих и ИТР, организует прохождение практики учащихся техникумов и студентов вузов. На ряде заводов для этой цели организуется учебный пункт.
2 Зак. 11
33
1“—: о Т" _1 главный
Зам. директора Директор - инженер
рродрс идроо ппнээнпнхэш
шннйи
пяндэьИ
ондшопц-дпд
ВРНЭЭНПНХдШ
Рдшэмдшрш -эйсюсп ои йднэшнп
пшэонэриосэд эн -пнхэш о и сэнэшнп
РйошнМшэнон огондо1г 1эдшо
рнпшэгйэне огондрйг 1эдшо
рнпнрхэн огондруг сгэдшо
ргоуонхэш огондрцг иэршо
1эдшо ппнэбэшэи •эпд - оннэдшэдодспойи
нпйэилргхйд
рдшэя1дшпосшо огоняуршпцрн 1эдшо
инойшнон ого и -ээнпнхэш 1эдшо
— дойдон 1эдио
тшочи поншод -ойрсп рдШ 1эршо
1эдшо при -оэнпноноие- ддонруц
хэп I
ППНЭдЬПНОХЭИ
ПЯНШ(
чсшоносш
ОХУ
оиэр
пнгчгои -ойыры уошэрьР
ОИШ
ьпндшдонэ
1эдшо
ошядэ р доэнрнпф нэршо
шойрг
ЯРР1МЭ
доняцрлйдшон
34
Рис. И. Схема управления заводом металлокансирукций
Отдел технического контроля (ОТК) является самостоятельным отделом завода и в его подчинении находится заводская лаборатория.
Отдел капитального строительства обеспечивает подготовку документации для производства строительно-монтажных работ, производит приемку и контролирует ход и качество выполняемых работ подрядными организациями, руководит строительномонтажными и ремонтно-строительными работами, осуществляемыми силами завода, ведет учет и обеспечивает отчетность.
Инженер по технике безопасности возглавляет контроль за соблюдением рабочими и инженерно-техническими работниками правил по технике безопасности, разрабатывает и контролирует внедрение в производство мероприятий по технике безопасности и промышленной санитарии, организует инструктаж и обучение работающих на заводе правилам техники безопасности; ведет учет, представляет отчеты и анализирует причины несчастных случаев.
Отдел финансов и сбыта оформляет договоры на изготовление конструкций с заказчиками на основании нарядов Главного управления, выдает отделам заводоуправления условия заказов, ведает вопросами реализации продукции, контролирует выполнение договорных обязательств, производит финансовые операции и контролирует соблюдение финансовой дисциплины.
Отдел материально-технического снабжения совместно с соответствующими отделами составляет планы материально-технического снабжения (годовые, квартальные и месячные) всеми видами материалов и покупных изделий. Получает наряды и договора на поставку заявленных материалов, покупных изделий и оформляет договора с поставщиками, контролирует своевременное получение материалов и покупных изделий в соответствии с нарядами и заказами. Обеспечивает разгрузку, приемку и хранение всех видов материалов (кроме прокатной стали) и покупных изделий.
Административно-хозяйственный отдел обеспечивает чистоту и порядок как в заводоуправлении, так и на территории завода, нормальную работу душевых и гардеробных, обеспечивает отделы заводоуправления и цехи мебелью, инвентарем, канцелярскими принадлежностями и контролирует их сохранность.
Жилищно-коммунальный отдел осуществляет непосредственное руководство эксплуатацией жилого фонда завода. Обеспечивает соответствующее техническое и санитарное состояние жилого фонда и прилегающей территории, осуществляет своевременный ремонт, озеленение.
На рис. 11 приведена схема управления заводом металлоконструкций.
2 Зак. И
35
ГЛАВА II
Подготовка производства
§ 7. Оформление договоров на изготовление стальных конструкций
Вышестоящая организация выдает каждому заводу годовой план, в котором установлены объемы стальных конструкций в тоннах по объектам с указанием сроков изготовления по кварталам. В соответствии с этим планом вышестоящая организация выдает заказчику и заводу-изготовителю наряд. В наряде указывается адрес заказчика и завода-изготовителя, наименование объекта, объем заказа и сроки изготовления.
Заказчик по получению наряда направляет заводу-изготовителю в двух экземплярах чертежи КМ (рабочие чертежи металлических конструкций)- Чертежи КМ заказчик должен выслать заводу за четыре месяца до начала изготовления конструкций, чтобы завод мог своевременно заказать металл, разработать деталировочные чертежи КМД и подготовить производство.
Чертежи КМ, выполняемые проектными организациями, служат исходным материалом для разработки деталировочных чертежей КМД и заказа стали. В чертежах КМ решаются основные технические вопросы проектирования и устанавливаются основные технико-экономические показатели.
В состав чертежей стальных конструкций КМ входят: заг¬
лавный лист, список листов (чертежей), пояснительная записка, данные о нагрузках (лист нагрузок), спецификация стали, монтажные схемы, поперечные разрезы здания, чертежи отдельных элементов конструкций, узлы, расчеты конструкций.
Заглавный лист, список листов, пояснительная записка и данные о нагрузках могут быть скомпонованы на одном или нескольких листах. Заглавный лист должен содержать полное название и шифр проектируемого здания или сооружения, а также название проектной организации, разрабатывающей чертежи КМ.
В течение одного месяца с момента получения чертежей КМ завод составляет проект договора в трех экземплярах. Два экземпляра договора направляются заказчику на оформление и один хранится на заводе для справок. Один экземпляр подписанного договора заказчик возвращает на завод вместе со справкой о наличии финансирования на оплату конструкций, заверенную вышестоящей организацией заказчика. В договоре устанавливаются:
перечень и объем стальных конструкций, подлежащих изготовлению;
оптовые цены на строительные стальные конструкции, предусмотренные в прейскуранте № 01-09;
36
временные оптовые цены на конструкции, не предусмотренные прейскурантом № 01-09, утвержденные в соответствующем порядке;
почтовые и телеграфные адреса сторон;
отгрузочные и платежные реквизиты заказчика;
сроки выполнения заказа;
дополнительные требования монтирующей организации;
ответственность сторон при нарушении договора, которая устанавливается в соответствии с постановлением Совета Министров СССР от 27 октября 1967 г. № 988.
После получения от заказчика оформленного договора отдел сбыта выдает условия заказа конструкторскому отделу, производственно-диспетчерскому отделу, отделу технического контроля, плановому отделу, бухгалтерии и транспортному цеху. В условиях заказа указываются основные данные о принятом заказе. Каждому заказу присваивается порядковый номер, который проставляется на всей документации (чертежах КМД, нарядах, технолгических карточках).
Проект договора подготавливается отделами главного конструктора, главного технолога, планово-экономическим и отделом сбыта под руководством главного инженера завода. Отдел главного конструктора определяет объемы заказа по чертежам КМ. Отдел сбыта устанавливает сроки и стоимость изготовления конструкций, ответственность договаривающихся сторон, адреса и реквизиты, а также производит оформление, отправку и хранение договоров. Планово-экономический отдел составляет и оформляет калькуляции на конструкции, не предусмотренные прейскурантом. Отдел главного технолога определяет номенклатуру конструкций, принимаемых заводом к изготовлению, исходя из технических возможностей завода, а также руководит согласованием технических условий на изготовление конструкций и разрабатывает совместно с монтирующей организацией дополнительные требования поставки конструкций.
К этим требованиям относятся:
а) членение конструкций на отправочные элементы, с учетом максимального укрупнения на заводе;
б) выбор типов монтажных соединений;
в) согласование возможности фрезерования подошв колонн при монтаже на фундаменте, выведенном на проектную отметку;
г) оснащение отправочных элементов монтажными приспособлениями;
д) согласование перечня и последовательности контрольных и общих сборок;
е) способы образования монтажных отверстий;
ж) согласование типов фиксирующих и стяжных приспособлений в монтажных стыках;
37
з) членение сооружения на части, поставляемые комплект-
но.
Членение стальных конструкций на отправочные марки должно предусматривать максимальное укрупнение отправочных марок на заводе, чтобы перенести выполнение максимального объема сборочных и сварочных операций с монтажной площадки в заводские условия.
Членение сложных и громоздких конструкций на отправочные элементы должно определяться на основании экономических расчетов сравнительной стоимости изготовления конструкций на заводе, транспортирования и монтажа.
Вес отправочных элементов не должен превышать грузоподъемности кранов завода и монтажной организации, а также грузоподъемности транспортных средств (железнодорожных платформ, автомобилей).
Геометрические размеры отправочных элементов не должны превышать габаритов подвижного состава железных дорог, автомобильных дорог, водного и морского транспорта. В большинстве случаев перевозки осуществляются по железным дорогам, где длина конструкций при погрузке на открытый подвижной состав не должна превышать 13,77 ж, а в полувагоны — 12 м.
При технико-экономическом обосновании допускается изготовление отправочных элементов длиной до 24 м с погрузкой их на сцепы из двух—четырехосных вагонов. Длина отправочных элементов не должна также превышать габаритов сборосварочных цехов завода и исключать деформацию элементов при погрузочно-разгрузочных работах и транспортировании.
При больших длинах линейные и плоские элементы, имеющие небольшую жесткость, могут быть деформированы в процессе перемещения. Во избежание деформаций такие элементы необходимо усилять.
Возможность выполнения заказа, а также дополнительных требований монтирующей организации определяется технологическими возможностями заводов-изготовителей. Так, клепаные строительные конструкции могут изготавливать только Днепропетровский, Челябинский и Кузнецкий заводы металлоконструкций. Не все заводы могут принять к изготовлению колонны с фрезерованными торцами, осуществлять вальцовку листовых элементов толщиной свыше 25 мм для цилиндрических и конических поверхностей, производить гибку уголков больших сечений.
§ 8. Основные документы для технологического процесса
Основные документы для технологического процесса разрабатываются отделом главного конструктора и отделом главного технолога.
38
Разработка технической документации отделом главного конструктора
Чертежи КМД являются основным техническим документом," В соответствийс которым"" производится изготовление
стальных ксн стр укц йи н а заводе и 'мотта ж на строит ельн о й площадке. Чертежи КМД разрабатываются конструкторским отделом завода или по его заказу проектными организациями с учетом технологических указаний завода. Разработка чертежей КМД на заводе обеспечивает полное использование технологических возможностей завода, рациональное использование металла, имеющегося на складе и заказанного на данный объект, решение конструктивных вопросов совместно с технологией изготовления, минимальную трудоемкость изготовления. Деталировочные чертежи (КМД) объекта включают заглавный лист с пояснительной запиской; чертежи конструктивных элементов и монтажные схемы.
Заглавный лист с пояснительной запиской содержит: наименование объекта, перечень всех номеров чертежей КМД, входящих в объект, с указанием веса конструкций по каждому чертежу, общий вес конструкций по объекту, пояснительную записку.
Чертежи конструктивных элементов разрабатываются на отдельные отправочные элементы — конструктивные элементы (ферма, колонна, прогон, связь и т. д.)', состоящие-из однои или нескольких деталей (лист, уголковая сталь, швеллер, двутавр и т. д.), собранных и сваренных на заводе для отгрузки на монтаж.
Чертежи КМД конструктор разрабатывает.на основании чертежей КМв соответствии с указаниями глав СНнГГТГ:В, 3-62 «Стальные конструкции. Нормы проектирования», СНиП Ш-В, 5-62 «Металлические конструкции. Правила изготовления, монтажа и приемки», а также дополнительных требований монтирующих организаций. Все отступления в чертежах КМД от чертежей КМ должны быть согласованы с проектной организацией, разработавшей чертежи КМ. При_раз2аботке чертежей КМД должны быть обеспечены расчетная прочность всех соединений и стыков конструкций не предусмотренных в ‘"чертежах КМ, правильные размеры во всех элементах конструкций и монтажная увязка элементов между собой.
Конструктивные решения в чертежах КМД должны обеспечить наиболее простое, быстрое и экономичное изготовление и монтаж конструкций за счет их технологичности, минимального расхода металла и снижения трудоемкости изготовления и монтажа. Вес конструкций по чертежам КМД не должен превышать веса по чертежам КМ.
Экономное расходование металла обеспечивается: своевре¬
39
менным заказом металла необходимых профилей, марок и размеров; использованием заказанного металла по назначению; заменой профилей без утяжеления; рациональным размещением заводских стыков; использованием деловых отходов на мелкие детали.
На заводах металлоконструкций для выполнения заказов требуется от 200 до 400 типоразмеров профилей стали разных марок, что при вагонной норме в 62 т и нормативном запасе металла в 52 дня -ведет неизбежно к ограничению заказываемых марок сталей и профилей проката.
При потребности отдельных профилей и марок сталей менее вагонной нормы потребность в них удовлетворяется заказом большего номера профиля. Для правильного использования металла в конструкторском отделе имеется группа комплектации металлом.
Перед разработкой чертежей КМД объекта конструктор согласовывает с группой комплектации профили металла, заказанные и закрепленные за данными чертежами объекта, которые бронируются группой комплектации и оформляются в книгах учета металла. Конструктор должен тщательно продумать размещение заводских стыков, с тем чтобы было минимальное количество отходов. Для листовых конструкций на многих заводах производят предварительную стыковку листов и их автоматическую сварку, что сокращает количество отходов по сравнению с резкой деталей из листов и последующей их стыковкой в цехе сборо-сварки.
Повышение технологичности конструктивных решений при разработке чертежей КМД снижает трудоемкость изготовления и монтажа конструкций при одновременном повышении их качества, снижении себестоимости и сокращении сроков изготовления и монтажа.
Требования технологичности изготовления и монтажа сводятся к следующему:
1) применению экономичных и рациональных профилей;
2) сокращению числа операций и исключению малопроизводительных трудоемких процессов клепки, горячей гибки, строжки, подгонки и рассверловки;
3) сокращению объемов работ по резке, образованию отверстий, сборке, сварке;
4) сокращению числа деталей;
5) учету допусков на прокат металла, изготовление и монтаж конструкций;
6) рациональной разбивке конструкций с учетом их транспортабельности и максимального укрупнения на заводе;
7) применению конструктивных решений, обеспечивающих минимальные деформации после сварки;
8) доступности и удобства производства работ по изготовле-
Ю
нию (особенно по ручной и автоматической сварке, контролю швов) и монтажу конструкций;
9) возможности строповки элементов при производстве погрузочно-разгрузочных работ при изготовлении и монтаже, а также закрепления конструкций при транспортировании;
10) применению рациональных заводских и монтажных стыков;
11) учету характеристик и возможностей технологического оборудования;
12) максимальной типизации деталей и элементов конструкций.
Во избежание ошибок при изготовлении конструкций запрещается помещать на одном чертеже конструктивные элементы:
а) из уголковой стали с одинаковой шириной полок, но отличающихся по толщине менее чем на 2 мм. Например, не следует применять в ферме угловую сталь размером 90X90X7 и 90Х Х90Х8 или 125X125X9 и 125X125X10, так как такую разницу в толщинах полок трудно отличить;
б) из листовой или универсальной стали одинаковой ширины, но отличающихся по толщине менее чем на 4 мм;
в) из одинаковых номеров профилей, но разных марок сталей. В целях упрощения комплектования металлом рекомендуется в решетчатых элементах конструкций унифицировать сортамент уголков и применять не более 5—6 различных профилей.
В чертежах КМД следует помещать однотипные конструкции, изготавливаемые по схожей технологии с минимальным количеством профилеиГТак, прокатн'балкйГтяЖИ, крестовые связи, сварные листовые балкйГ7лш:тшГць1, фермы,' колбнньГ следует помещать на разных чертежах КМД, так как помещенные на одном чертеже конструктивные элементы из прокатных балок, швеллеров и уголков усложняют комплектацию металлом и удлиняют срок изготовления конструкций.
Кроме разработки чертежей КМД в обязанность,, конструкторского отдела входит также разработка и составление: листов готовых элементов; ведомостей монтажных болтов и заклепок; чертежей погрузки конструкций с расчетами; схем контрольных и общих сборок сложных конструкций; упаковочных ведомостей; комплектовочных ведомостей на металл.
Ласты готовых элементов составляются на каждый чертеж КМД. В листы заносится номер заказа, номер чертежаперечень всех марок, перечисленных в чертежах, наименование конструктивных элементов, вес одной- марки и общий вес7 габаритные размеры конструктивных элементов (длина, ширина и толщина).
Лист готовых элементов составляется для склада готовой продукции и транспортного цеха, которые в графе «Примеча¬
41
ние» отмечают количество и сроки принятых и отгруженных конструктивных элементов.
В ведомости монтажных метизов (болтов и заклепок) указываются диаметры, длины, количество, вес каждого типоразмера и общий вес.
Чертежи погрузки конструкций с расчетами должны составляться на все виды отгружаемых конструкций и утверждаться в отделениях железных дорог. Имеющиеся типовые чертежи погрузок без утверждения в отделениях применяться не могут.
На чертежах должны быть изображены схемы размещения конструкций в железнодорожных вагонах, указаны габаритные размеры, способ крепления и количество растяжек из мягкой проволоки для крепления. Расчету подлежат габариты, устойчивость и сдвиг груза, а также количество и сечения растяжек для закрепления конструкций в вагонах.
Схемы контрольных и общих сборок составляются только на сложные конструкции. Обычно контрольные и общие сборки большинства конструктивных элементов производятся согласно указаниям в примечании чертежа КМД или главе СНиП 1П-В. 5-62.
Упаковочные ведомости составляют для мелких деталей, подлежащих упаковке в ящики, и конструкций, отгружаемых пачками. Обычно пачками отгружают линейные элементы (связи, прогоны, тяжи), реже плоские элементы (фермы, фонари). Упаковочные ведомости конструкторский отдел составляет при перевозках на судах морского и речного транспорта.
При перевозках по железной дороге пакетировка производится работниками транспортных цехов связыванием пакетов мягкой проволокой, к которым прикрепляются бирки с надписью номера заказа, чертежа, марки и количества штук.
Комплектовочные ведомости на металл составляются конструктором на все заказы по профилям и маркам стали. Комплектовочные ведомости составляются для заказа металла.
Разработка производственно-технологической документации отделом главного технолога
На заводах металлоконструкций разработка производственно-технологической документации производится централизованно Основанием для разработки документации являютса_дещдйи ровочные чещежиЛМД, условия поставки и основные техноло-
гические положения заказа.
К основным документам технологического процесса, разрабатываемым технологическим отделом, относятся: сопроводи¬
тельные листы, диспетчерские листы, ведомости полуфабриката, технологические карты (сборка, сварка и клепка), чертежи и заказы на специальные инструменты и приспособления, рабочие наряды.
42
Сопроводительный лист составляется на группу сборочных деталей, имеющих общий технологический процесс обработки деталей. В верхнем левом углу листа указывается маршрут — перечисляются технологические операции обработки группы деталей в порядке их выполнения. В правой половине листа перечисляются номера позиций сборочных деталей, включенных в данный сопроводительный лист. Для каждой позиции указывается количество деталей, их сечение и длина, вес одной детали, общий вес, объемы работ по каждой операции (количество отверстий, резов).
В левой половине листа указываются данные о металле, выделяемом для изготовления всех сборочных деталей, перечисленных в сопроводительном листе: номер приемного акта, количество, сечение, длина, вес одной штуки, общий вес, марка стали. На каждый чертеж КМД может быть выдано несколько сопроводительных листов. Данные о выделяемом металле заносятся в сопроводительный лист группой комплектации отдела главного конструктора, после разработки и заполнения данных маршрутной технологии обработки деталей отделом главного технолога. Сопроводительные листы выдаются цеху обработки, для которого они служат требованием на подачу металла со склада, заданием на изготовление деталей и накладной для сдачи готовых сборочных деталей в склад полуфабриката.
Диспетчерский лист содержит перечень всех сборочных деталей на один чертеж КМД. В диспетчерском листе указываются номера сопроводительных листов, номера сборочных деталей (позиций), количество, сечение и длина деталей, вес одной штуки, общий вес деталей, объемы работ для выполнения каждой технологической операции по изготовлению деталей, а также суммарные объемы работ по каждой операции. Диспетчерские листы служат основным документом для планирования загрузки оборудования и рабочих, контроля за выполнением отдельных операций, комплектного изготовления деталей на данный чертеж.
Ведомость полуфабриката выдается складу полуфабриката и содержит перечень всех сборочных деталей в данном чертеже КМХи. Ведомость полуфабриката предназначена для оформления, приемки деталей из цеха обработки и передачи деталей в сборочные цехи. Ведомость полуфабриката передается складом полуфабриката вместе с деталями в сборочные цехи.
Технологические карты составляются на сборочные, сварочные и клепальные работы, а в необходимых случаях на общие и контрольные сборки. В технологических картах дается: схематическое изображение конструкций, описание последовательности выполнения операций, специальные технологические указания, перечень инструмента, оборудования и приспособлений, применяемых для выполнения работ; указания о проверке размеров и применяемом измерительном инструменте.
43
На основные конструктивные элементы (фермы, колонны, подкрановые балки, связи, прогоны) разработаны типовые технологические документы. Поэтому технологические карты обычно разрабатываются на отдельные сложные конструкции.
Чертежи специальных инструментов и приспособлений разрабатываются отделом главного технолога одновременно с составлением технологической документации. Чертежи передаются в производственно-диспетчерский отдел для изготовления инструментов и приспособлений к началу изготовления конструкций.
Рабочие наряды составляются на каждую основную технологическую операцию в цехах обработки, сборки, сварки.
Наряды содержат объемы работ, нормативное время и стоимость работ по каждой технологической операции. На оборотной стороне наряда перечисляются фамилии рабочих, выполнивших работу по данному наряду, с указанием их разрядов и отработанного времени. Наряд подписывается рабочим (бригадиром), выполнившим работу, и контрольным мастером ОТК после проверки качества и объемов выполненных работ. В рабочих нарядах отдел главного технолога проставляет объемы работ, а нормы времени и расценки проставляет отдел труда и заработной платы.
§ 9. Обеспечение заказов металлом
На заводах металлоконструкций обеспечением заказов металлом занимается отдел заказа металла (ОЗМ), в обязанность которого входит составление заявок на необходимый металл, заказ металла, контроль за реализацией нарядов и правильным расходованием металла.
Основанием для заказа металла являются технические спецификации стали на объекты, включенные в план. Как правило, пообъектная техническая спецификация составляется проектной организацией, разработавшей чертежи КМ, и является составной частью проекта КМ.
Техническая спецификация составляется по маркам стали и видам профилей (двутавры, швеллеры, уголки равнобокие, уголки, неравнобокие, круглая сталь, квадратная сталь, рифленая сталь и т. д.). Спецификация составляется по конструктивным элементам с указанием длин и требований к химическому составу и механическим свойствам стали.
На основании квартальных планов изготовления стальных конструкций и технических спецификаций составляется комплектовочная ведомость требуемого металла на каждый квартал.
Комплектовочная ведомость составляется по видам проката, сечениям или номерам и маркам стали. В комплектовочной ведомости указаны:
ресурсы, слагающиеся из остатков металла на складе и ожидаемого поступления металла;
44
потребность металла на каждый объект, включенный в план согласно техническим спецификациям;
недостаток или излишек профилей стали.
На основании комплектовочной ведомости составляется заказная спецификация стали на полугодие с разбивкой по кварталам.
Заказная спецификация на поставку металла с металлургических заводов составляется по профилям в транзитных нормах, а нетранзитные количества, поставляемые с баз и складов металлоснабсбытов, заказываются по сортам стали (крупный сорт, средний сорт, мелкий сорт, толстый лист, тонкий лист, швеллер и балки и т. п.).
При занарядке металла и составлении заказной спецификации необходимо исходить из следующих основных положений:
1) вся документация для оформления поставки металла должна представляться в Союзглавметалл при полугодовой занарядке, не позднее чем за 100 дней до начала планируемого периода поставки;
2) отдельные профили металла прокатываются только 1, 2 и
3 раза в год;
3) площади заводских складов и нормативы оборотных средств рассчитаны на 52-дневный запас металла;
4) в целях полного использования грузоподъемности вагонов транзитные нормы для каждого профиля одной марки с одинаковыми дополнительными требованиями для большинства видов стали кратны 63 т. Для низколегированной (крупносортной—мелкосортной, среднесортной, универсальной) стали эти нормы составляют 20 т.
ГЛАВА III
Операции по подготовке прокатной стали
§ 10. Цех подготовки металла
Цех подготовки металла — первый основной цех, участвующий в изготовлении конструкций, хорошая работа которого является залогом успешного изготовления конструкций. В цехе осуществляют разгрузку, приемку, сортировку, маркировку, правку, хранение и выдачу стали в цех обработки.
Цех подготовки производит также приемку металлолома и деловых отходов; их хранение и повторную выдачу деловых отходов металла в цех обработки и отгрузку металлолома металлургическим заводам. На некоторых заводах цех подготовки металла производит первичную резку балок, швеллеров и уголков, гибку листовой стали, а также предварительную стыковку листовой стали.
Производственная площадь цеха подготовки металла определяется из необходимости размещения технологического оборудования, железнодорожных путей, необходимых площадей для складирования металла и выполнения технологических операций. Показателем эффективности использования производственных площадей и установленного в цехе оборудования является съем с 1 м2 производственной площади, который составляет 5,8—6,2 т с 1 м2 площади цеха в год. Первая цифра относится к заводам мощностью 30 тыс. г, вторая — 80 тыс. т. Величина съема зависит от мощности завода, количества технологических операций, намечаемых к выполнению в цехе, и принятого норматива запаса металла.
Ориентировочно можно считать, что половина площади цеха используется для складирования металла. В настоящее время площадь для хранения металла определяется исходя из 52-дневного запаса металла. Практически многие заводы имеют больший запас металла, для хранения которого иногда приходится использовать открытые площади, расположенные вдоль железнодорожных путей.
Существуют две технологические схемы планировки склада металла: с движением мостовых кранов вдоль или поперек потока. Схема с движением мостовых кранов поперек технологического потока имеет более широкое применение ввиду ее значительных преимуществ по сравнению с движением кранов вдоль потока.
При поперечном движении кранов разгрузку металла можно производить сразу во всех пролетах с одного железнодорожного пути; загрузку правйльного оборудования удобно осуществлять с двух пролетов, расположив оборудование вдоль среднего ряда колонн; перемещение металла при такой планировке произво¬
46
дится по кратчайшему пути (в направлении наименьшего размера) без разворота.
На рис. 12 приведена схема планировки цеха с движением мостовых кранов поперек технологического потока. В торцовой части цеха предусмотрены железнодорожные пути, рядом с ними площадка для сортировки прибывшего металла и ворота
Рис. 12. Схема размещения оборудования и металла в цехе подготовки металла
— площадки для хранения металла; 2—углоправильные вальцы; 3 — кулачковый пресс; 4 — железнодорожный путь широкой колеи; 5 — пресс-ножницы для резки уголков, швеллеров, балок; 6—горизонтально-правильный гибочный пресс; 7 — рельсовый путь узкой колеи для электрифицированных троллейных тележек; 8 — листоэтравильные вальцы 40X 3200 мм 9 — листоправильные вальцы 32X 2500 мм 10 — листогибочные вальцы или листогтравилъные вальцы для обрезки кромок; 11 — гильотинные ножницы 32X2050 мм;
12 — площадь для сортировки металла
для въезда автотранспорта с металлом. Листоправйльные и углоправйльные вальцы, а также кулачковый пресс для правки балок и швеллеров расположены по центру среднего ряда колонн под подкрановыми балками, что дает возможность использовать более рационально площадь, необслуживаемую краном, а также обеспечивает подачу металла из двух пролетов для правки без перевозок из пролета в пролет. Расположение станков с рольгангами посередине пролета требует больше площади, обслуживаемой мостовым краном, чем при расположении под подкрановыми балками, и обычно применяется в цехах подготовки с одним пролетом.
При расположении вальцов с выходом правленого металла в цех обработки требуется дополнительная передача металла из пролета в пролет склада металла. Однако правленый металл в этом случае поступает в цех обработки без участия крана для погрузки на вагонетки в складе металла, а также исключаются перевозка и разгрузка вагонеток в цехе обработки. Для подачи
47
металла в цехе обработки и возврата деловых отходов и металлолома в цехе подготовки имеются две нитки рельсовых путей широкой колеи.
Наиболее удобны пролеты склада металла шириной 27— 30 м. В этом случае профильный металл длиной 12 м складируется поперек цеха в два ряда, обеспечивая необходимый проход. При ширине пролета 24 м прокатные профили длиной 12 м приходится укладывать вдоль цеха, что вызывает необходимость разворота металла на 90° при выгрузке его из вагонов.
При складировании такого металла поперек цеха второй ряд будет выступать за пределы пролета. Наиболее удобны для транспортирования длиномерного металла двухтележечные краны, а для листового металла следует применять краны с магнитной шайбой, так как застропить листы обычными грузозахватными приспособлениями весьма сложно. Металл в цех подготовки с металлургических заводов поступает в вагонах по железнодорожным путям и лишь незначительная часть завозится автотранспортом с баз Главчерметснабсбыта и отдельными заказчиками. Прибывший металл разгружают и раскладывают на сортировочной площадке. Прокатную сталь большинство заводов заказывает определенных размеров. Однако часть металла поступает «нормальных длин» и требует сортировки по размерам. Поэтому прибывающий металл выгружают на сортировочную площадку, где производят сортировку по размерам и приемку, которая оформляется приемным актом. В акте указываются профиль и количество штук каждого размера, марка и вес стали, а также номера плавок. Марки стали и номера плавок определяются по клеймам, поставленным металлургическими заводами на отдельных штуках прокатной стали или бирках на пачках мелких профилей. Вес поступившей стали определяют взвешиванием (при наличии вагонных весов) или теоретическим подсчетом по размерам металла и количеству штук. Здесь же на сортировочной площадке производится внешний осмотр качества металла. Металл с расслоем, трещинами, раковинами, закатами и газовыми пузырями должен быть забракован и на него составлен рекламационный акт.
Выборочно проверяют отклонения в размерах поперечного сечения профиля стали, а также искривления, смалковку и размалковку сверх допускаемых отклонений.
Смалковка—это деформация полки уголка в сторону уменьшения прямого угла.
Размалковка — деформация полки уголка в сторону увеличения прямого угла.
Окончательная приемка стали должна быть произведена после получения сертификата, который поступает несколько позже прибытия вагонов с металлом. При окончательной приемке производится проверка соответствия количества, сортамента и марок полученного металла заказным спецификациям и сертифи¬
48
катам металлургических заводов. Одновременно проверяют соответствие характеристик стали, приведенных в сертификате завода-поставщика, требованиям стандартов.
После сортировки и приемки стали производится ее маркировка. На торцах каждого уголка, балки, швеллера, листа белилами пишется номер приемного акта и маркировка стали. На листах и уголках с малой толщиной номер акта и марка стали пишется на поверхности листа, уголка вблизи торца. Чтобы надписи можно было читать, штабель укладывается ступенчато. Маркировку стали производят окрашиванием торцов каждого уголка, балки, швеллера, листа несмываемой краской разных цветов (табл. 2). На мелких уголках, швеллерах, балках, круглых и квадратных прутках номера приемных актов, марки стали наносятся вверху, посередине и внизу штабеля. На мелких профилях марка стали наносится на бирки, прикрепленные к пачке.
Таблица 2 Маркировка низколегированной и углеродистой стали
Марка стали
Условное буквенное обозначение
Цвет и форма маркировки
В Ст.Зкп
Зкп
Одна красная полоса
В Ст.Зпс
Зпс
Один красный треугольник
В Ст.З
Зс
Один красный круг
ВК Ст.Зкп
КЗ кп
Две красные полосы
ВК Ст.Зпс
КЗ пс
Два красных треугольника
ВК Ст.З
КЗс
Два красных круга
Ст. 3 мост
Зм
Красный и черный
М16С
М16
Красный и белый
15ХСНД
НЛ2
Белый
15ГС
ГС
Коричневый
14ГС
14Г2
Фиолетовый
09Г2С (М)
9Г2С
Голубой
10Г2С1 (МК)
10Г2С
Голубой и белый
10ХСНД
СХЛ4
Зеленый и желтый
Низколегированная сталь маркируется по обоим торцам, а у листовой и универсальной стали маркировка краской наносится на продольные кромки, примыкающие к торцам на длине 100 мм.
Маркировка стали деловых отходов должна производиться на каждой штуке проката при наметке деталей в присутствии контролера ОТК.
§ 11. Правка прокатной стали
Прокатная сталь, поступающая на завод, в большинстве случаев требует правки. Это вызывается тем, что отечественные металлургические заводы не поставляют металл в правленом виде и, кроме того, прокатная сталь деформируется при погрузке и разгрузке ее с вагонов, а также при транспортировании и укладке в штабеля.
49
Правка листовой и универсальной стали в холодном состоянии обычно производится на листоправильных вальцах. Наиболее часто встречающимися видами деформаций листовой и универсальной стали (рис. 13) являются: волнистость поперек всей
гг
1-1
Рис. 13. Виды деформаций листовой и универсальной стали
ширины листа 1, серповидность в плоскости универсала 2, местные выпучины (хлопуны) 5, заломленные кромки листов 4, появляющиеся при резке контура листов в горячем состоянии, местная погнутость 5, образующаяся при разгрузке длинных листов однотележечными кранами без траверс, волнистость поперек части листа 6. После правки неровности на поверхности листа не должны превышать зазора в 1,5 мм между листом и стальной линейной длиной 1 м. Саблевидность универсальной
стали определяется величиной зазора между продольной кромкой и натянутой струной. Допускаемая величина зазора универсальной стали, применяемой для полок сварных двутавров, V1000 длины, но не более 10 мм, для стенок сварных двутавров— V1000 ДЛИНЫ, НО не более 5 мм.
Для правки листовой стали на заводах примеР.ис. 14. Общий вид листоправйльных ,валь- НЯЮТСЯ вальцы различной Д°в мощности (рис. 14). Ос¬
новными параметрами вальцов являются максимальная ширина и толщина листа, которые могут быть выправлены на вальцах. На большинстве типов вальцов предельная ширина 2000—2500 мм, что вполне достаточно для изготовления большинства строительных конструкций. Важным параметром вальцов является количество валков, число которых может быть 5, 7, 9, 11, 13. Для листовой стали толщиной от 6 до 20 мм широкое применение нашли семивалковые вальцы.
50
4
Правка листовой и универсальной стали на вальцах заключается в том, что деформированный лист закладывается в зазор между верхними и нижними цилиндрическими валками, расположенными в шахматном порядке (рис. 15). Зазор между верхними 2У 4 и нижними валками 3 устанавливается несколько меньше толщины выправляемого листа 1. После этого нижние валки приводят во вращение, и заложенный лист в результате трения между ними и валками протягивается через валки. При движении лист многократно изгибается и после передви¬
жения выправляемого листа сначала в одну, а затем в
в другую сторону в резуль- п 1 п
г г р,ис 15 Схема правки листовои стали на
тате упруГО-ПЛаСТИЧеСКИХ де- листоправйльных вальцах
формаций снимаются внутренние напряжения и неровности листа устраняются. Для полного устранения деформаций листовой стали достаточно.пропустить лист через вальцы 3—5 раз.
Цилиндрические валки имеют по обоим концам подшипники, которые закреплены в двух станинах. Нижние рабочие валки приводятся в движение электродвигателем через редуктор. Верхние валки вращаются за счет трения с листовой сталью и перемещаются в вертикальном направлении электродвигателем через передаточный механизм. Два.верхних крайних валка являются направляющими и перемещаются вертикально независимо друг от друга и средних рабочих валков. Это дает возможность обеспечить высокую точность правки и горизонтальное положение листа при выходе его из валков. Контроль высоты подъема верхних валков осуществляется по указателю высоты подъема, по которому определяется зазор между верхними и нижними валками, величина которого определяется толщиной выправляемого листа. С обеих сторон вальцов устанавливают рольганги, по которым лист подается в вальцы и принимается после правки.
На заводах применяются рольганги трех видов: роликовые
столы, механизированные и приводные рольганги.
Для правки листов с применением роликовых столов с двух сторон вальцов устанавливают на бетонных основаниях стальные каркасы столов, в верхних горизонтальных швеллерах которых укреплены вращающиеся катки из труб. Правка листов производится правщиком и подсобным рабочим, которые укладывают краном лист на загрузочный стол и подвигают его вручную до соприкосновения с валками. После этого правщик по указателю высоты подъема верхних валков устанавливает не¬
51
обходимый зазор и включает электродвигатель, приводящий в движение нижние валки. Лист втягивается в валки и подвергается правке. Выправленный лист поступает на приемный стол, снимается с него и укладывается в штабель. Точность правки проверяют стальной линейкой, прикладывая ее ребром к поверхности листа в продольном и поперечном направлении. Как уже упоминалось выше, зазор между листом и стальной линейкой длиной 1 м не должен превышать 1,5 мм.
Для устранения деформаций в листах толщиной 18—40 мм их пропускают через вальцы от трех до пяти раз. Листы толщиной 8—16 мм обычно имеют незначительные деформации и для их устранения достаточно пропустить листы через вальцы один раз.
Правка заломленных кромок на вальцах удается только по продольным кромкам. По торцам листов заломленные кромки обрезают на гильотинных ножницах на ширину 20—30 мм, так как выправить их на вальцах нельзя.
Устранение серповидности из широкополосовой универсальной полосы производится за счет удлинения волокон у вогнутой зоны. Для этого на поверхности универсальной полосы, со стороны вогнутой кромки, накладывают прокладки толщиной 1,5—
2 мм, длиной 500—700 мм. В процессе правки зона полосы под прокладками подвергается большему давлению валков, чем зона без прокладок, в результате чего волокна, примыкающие к вогнутой кромке, удлиняются, и в универсальной полосе устраняется серповидность.
Правку мелких листовых деталей после резки на гильотинных ножницах производят на большом подкладном листе толщиной 25—30 мм, на котором детали одинаковой толщины укладывают в один слой и пропускают через вальцы несколько раз.
Для устранения местных выпуклостей (хлопунов), чаще всего встречающихся в тонколистовой стали, по обеим кромкам по поверхности листа укладывают прокладки и пропускают его через вальцы. Волокна листа под прокладками удлиняются, благодаря чему выпуклость постепенно уменьшается.
Для увеличения производительности листовую сталь толщиной до 5—6 мм можно править пакетом по 3—4 листа одновременно. Количество листов в пакете зависит от механических свойств стали, погнутости листов, квалификации правщика, толщины листов, параметров вальцов и обычно устанавливается опытным путем.
Применение механизированных рольгангов дает возможность значительно повысить производительность труда при работе на листоправйльных вальцах. Это достигается заменой ручного труда при загрузке вальцов и укладке правленых листов в штабель различного рода механизмами. Пачки листовой стали укладывают мостовым краном на загрузочный рольганг и ле¬
52
бедкой или подающей кареткой подтягивают в зазор между валками. Выправленные листы поступают по одному на приемный рольганг и сбрасываются на стеллаж, установленный параллельно приемному столу, при помощи толкателей (винтовых, пневматических, рычажных).
На рис. 16 изображен механизированный рольганг. Верхняя плоскость загрузочного 1 и приемного 8 рольгангов устанавливается ниже верхней плоскости нижних валков на 150—180 мм. Мостовым краном листовая сталь 2 укладывается пачкой на загрузочный рольганг и подается по одному листу электролебедкой 6 к валкам 7 через крюк 3 каната 5, который набрасывают на торец верхнего листа 4. Выправленные листы подают на приемный стол и снимают с него не по одному, а пачкой.
1 73 4 5
Рис. 16. Механизирован- ный рольганг к листопра-' вильным вальцам
ТГ I 1 - 1
41
9000
5
то
Максимальная производительность правки достигается при установке приводных рольгангов с роликами, вращающимися от электромоторов. В этом случае листовая сталь подается в зону правки, а также в цех обработки после правки вращением роликов рольгангов. Приводными рольгангами оснащаются поточные линии, которые устанавливаются на всех вновь строящихся заводах. На заводах, специализированных по изготовлению серийных листовых конструкций (газгольдеров, резервуаров), листоправйльные вальцы оборудуют двумя парами дисковых ножниц. В этом случае правка листовой стали совмещается с резкой продольных кромок, что обеспечивает строгую параллельность кромок за счет постоянного размера между дисковыми ножами.
Правка угловой стали осуществляется на углоправйльных вальцах различной мощности, а при отсутствии их — на кулачковых или винтовых правйльных прессах. На углоправйльных вальцах устраняют одновременную кривизну в двух плоскостях, а также смалковку или размалковку уголков. На кулачковых или винтовых прессах устранение кривизны в двух плоскостях производится в два приема. Точность правки угловой стали (кривизна) определяется величиной зазора между обушком уголка и натянутой струной, предельная величина которого допускается до Vюоо длины, но не более 5 мм. Смалковка и размалковка определяется зазором между наружными плоскостями полок уголка и угольником, величина которого допускается не более 1 мм на 100 мм ширины полки. Правка угловой стали, ана¬
53
логично листоправйльным вальцам, производится двумя рядами роликов, расположенных в шахматном порядке. Верхние холостые ролики свободно вращаются на осях, закрепленных в двух рамах, и перемещаются вертикально штурвалом. Нижние рабочие ролики вращаются от электродвигателя через редукторы и могут перемещаться вдоль оси. Это дает возможность обеспечить высокое качество правки за счет точного регулирования положения роликов. Верхние и нижние фасонные ролики являются сменными и насаживаются на концы валков, выступающих из станины.
Профиль валков обеспечивает положение уголка обушком вниз и полками под углом 45° к вертикали. Углоправйльные вальцы так же, как и листоправйльные вальцы, должны быть оснащены роликовыми столами, механизированными столами с приводными рольгангами. Правка стали на углоправйльных вальцах, оборудованных роликовыми столами, производится правщиком и подсобным рабочим, которые укладывают мостовым краном на загрузочный стол партию уголков. После этого правщик вручную стальной вилкой сдвигает по наклонным направляющим по одному уголку на ролики подающего стола, которые имеют такой же профиль, как и нижние ролики углоправйльных вальцов. Затем уголок вручную подкатывается и вводится между роликами вальцов. После включения электродвигателя, приводящего в движение ролики, силой трения уголок втягивается между роликами вальцов и в зависимости от размеров поперечного сечения уголков, а также степени искривления пропускается между валками 3—5 раз. Правка крупных и средних уголков производится за 3—5 проходов со скоростью не более 50 ммин, а мелкие уголки выправляют за 1—2 прохода при скорости 50—70 ммин.
Выправленные уголки поступают на приемный стол и ложатся одной из полок на цилиндрические ролики стола, откуда сбрасываются по наклонным направляющим в стеллаж-накопитель.
Механизированные столы имеют приводные рольганги, ролики которых вращаются через систему передач электродвигателем, расположенным на рольганге, или двигателем углоправйльных вальцов.
Приемный стол оборудован механическими и пневматическими сбрасывателями. Применение механизированных столов обеспечивает повышение производительности труда за счет замены ручного труда при подаче и сбрасывании уголков, на механизированный. На рис. 17 изображены углоправйльные вальцы, находящиеся в составе поточной линии и оборудованные.механизированными приводными рольгангами.
Швеллеры, двутавровые балки, универсальную и квадратную сталь, рельсы, а при отсутствии углоправйльных вальцов и уголковую сталь правят на горизонтальных правйльно-гибоч-
54
ных прессах. На заводах применяют механические (кулачковые) и гидравлические прессы различной мощности, правка на которых производится путем обратного изгиба деформирован-
Рис. 17. Общий вид углопрарильных вальцов
ной прокатной стали (рис. 18). Деформированный участок профильной стали 1 опирается на два неподвижных упора 3, а кулачок 2, расположенный с обратной стороны упоров, производит давление посередине деформированного участка между упорами. Выправляемый профиль изгибают.в сторону, обратную искривлению, стаким расчетом, чтобы напряжения в крайних волокнах достигли предела текучести и остаточный прогиб от давления кулачка компенсировал кривизну. Правку по ъсей длине производят последовательно по участкам, равным расстоянию между упорами, для чего прокатный профиль медленно передвигают по рольгангам, останавливая в местах, требующих правки. В зависимости от величины прогиба, размера профиля штурвалом 4 регулируют ход кулачка и увеличивают его до тех пор, пока профиль на участке не будет выправлен. Окончание правки определяется зазором между полкой или стенкой профиля и -натянутой струной. Зазор не должен превышать 7юоо длины швеллера или балки № 20 и более и не должен быть более 6 мм, а для швеллеров и балок № 18 и менее не должен быть более 4 мм.
Рис. 18. Схема правки профильной стали на горизонтальном прессе
55
Для предотвращения выпучивания стенки двутавра рекомендуется применять инвентарные приспособления (рис. 19).
Планировка и организация рабочих мест для правки прокатной стали на вальцах и горизонтальных прессах должны обеспечивать максимальное использование производственных площадей, повышение производительности труда, безопасные условия труда и удобство в работе.
Рабочие М'еста для вальцов и горизонтальных прессов рекомендуется организовывать, как показано на рис. 20.
Сменная производительность бригад при правке на листоправйльных вальцах листовой стали толщиной 10—
Рис. 19. Приспособление для правки двутав- 0 мм в среднем СОСТав-
ров ляет 90—160 г, универ-
а— общий вид; б — разрез СаЛЬНОЙ СТаЛИ — 50—90 т
на углоправйльных вальцах уголков сечением 63X6 мм — 40 т, 200X20 — 90 т на горизонтальных правйльно-гибочных прессах балок двутавровых от № 14 до № 45—20—50 г, швеллеров от № 10 до № 30— 12—30 г; угловой «стали размером свыше 125X12 — 30—50 т.
I
Л
-
-200 •
6 О □ □ О
Рис. 20. Организация.рабочих мест при правке стали — место окладирования неправленого металла; 2 — место схладирогаакия правленого металла; 3—загрузочный рольганг; 4—листоправильные вальцы; 5—приемный рольганг; 6 — роликовые столы; 7 — горизонтальный прав льно-гибочный пресс; 8 — роликовые столы; 9 — стол для неправленого металла; 10 — углоправильные вальцы
Во избежание наклепа прокатной стали, используемой для расчетных элементов при правке в холодном состоянии, радиусы кривизны должны быть не меньше величин, указанных в главе
СНиП Ш-В.5-62.
Правку деталей при значительных стрелках прогибов следует производить в нагретом состоянии при температуре 900 1100°С.
56
Устранение саблевидности универсальной стали при стреле прогиба до —— разрешается производить местным нагревом
пламенем газовой горелки клиньями или полосами выпуклой кромки универсальной стали. При нагреве клиньями усадка от одного треугольника с основанием 100 мм составляет около 1 мм. При большой стрелке прогиба саблевидность устраняется строжкой.
При правке уголков, швеллеров и балок применяют способ нагрева «клином», который вызывает переменные по величине силы растяжения, изменяющиеся от нуля в вершине клина до максимума в его основании. Нагревать необходимо растянутые волокна, расположенные с выпуклой стороны конструкций.
На рис. 21 изображена правка уголков, швеллеров и балок «клиньями» нагрева. Уголок, вогнутый на обушок 1 (растянуты волокна горизонтальной полки), нагревают по горизонтальной полке.
У швеллера, вогнутого на стенку 3, нагревают одновременно обе полки.
Нагрев начинают от стенки, расширяя «клин» по направлению к перьям полок.
Швеллер с серповидностью 4 нагревают «клином» по стенке, начиная с вогнутой полки. Вытянутую полку швеллера нагревают прямоугольником. Аналогично правят уголок, вогнутый на кромку уголка 2.
У швеллера, вогнутого на перо 5, нагревают одновременно обе полки, начиная нагрев от перьев, расширяя «клинья» к стенке.
Двутавровые балки, деформированные относительно горизонтальной оси 7, правят «клином», начало которого расположено на стенке со стороны вогнутой части. У двутавровой балки, деформированной относительно вертикальной оси 6, нагревают «клиньями» обе полки. Место нагрева выбирают там, где волокна наиболее растянуты, т. е. на середине длины уголка, швеллера, балки.
Правку длинных элементов с большой кривизной осуществляют несколькими последовательными нагревами в нескольких местах.
Рис. 21. Правка профильной стали нагревом
57
Металл, подвергаемый правке, должен доводиться до пластического состояния, температура нагрева должна достигать при толщине металла 4—6 мм 350—450°С, 8—10 мм — 500—
600°С, 12 мм и более — 800—850°С. Пламя горелки все время необходимо перемещать по поверхности металла, не допуская его расплавления,
Как правило, сталь должна храниться в выправленном виде в штабелях по профилям, маркам и размерам. Низколегированную сталь рекомендуется хранить в отдельном месте. Пр и складировании необходимо обеспечить экономное использование производственных площадей, удобство разгрузки и подхода к штабелям, возможность строповки, устойчивость штабелей, отсутствие деформаций и безопасные условия работ.
Удобство разгрузки и укладки металла в штабеля без разворота обеспечивается складированием прокатной стали вдоль железнодорожных путей.
Для удобства строповки прокатную сталь укладывают на деревянные или стальные подкладки толщиной не менее 15 см. Через каждые 5—6 рядов проката'укладывают прокладки, расположенные по вертикали одна над другой. Расстояние между прокладками по длине профиля должно исключать прогибы.
Большинство заводов металлоконструкций хранят листовую сталь в горизонтальном положении 1 (рис. 22), однако удобно
хранение и в вертикальном положении на специальных стеллажах. В этом случае листовую сталь необходимого размера можно взять из штабеля без перекладок. При горизонтальном хранении листовой стали разного размера, уложенной в одном штабеле для того, чтобы взять нижний лист, необходимо вначале
58
снять все верхние листы. Из условий устойчивости высота штабеля должна быть не более 1,5 м, а уголки 4, балки 3, швеллеры
2 необходимо укладывать вперевязку. Трубы, круглую и квадратную сталь, мелкие уголки, швеллеры, и балки необходимо хранить на специальных стеллажах (-рис. 23).
Для удобства и безопасности работ склад должен иметь: главный
проход шириной не менее 2,5 м, междуштабельные проходы шириной не менее 1,5 м, междуштабельные зазоры не менее 0,5 м для протаскивания стальных канатов во время строповки металла. Штабеля ДОЛЖНЫ находиться ис- 23. Общий вид склада металла
на расстоянии не менее
1 м от колонн цеха, стен здания, оборудования, оси головки рельсов узчюй колеи. Расстояние от края штабеля до оси головки рельсов железнодорожного пути должно быть не менее 1,7 м.
Обрезки прокатной стали после резки в цехе обработки возвращаются в склад металла. Часть обрезков (деловые отходы) могут быть использованы для изготовления конструкций, а обрезки небольшого размера отгружаются складом на металлургические заводы на переплавку (металлолом).
Размеры деловых отходов зависят от профиля. Так, угловая сталь с полкой не менее 90X90 и швеллеры до № 10—12 могут быть повторно использованы длиной менее 1 —1,5 м, а балки № 50, 55, 60 сложно использовать даже длиной 2—3 м. Марки стали деловых отходов должны маркироваться разметчиками и проверяться контролером ОТК.
ГЛАВА IV
Заготовительные операции
§ 12. Изготовление шаблонов, разметка и наметка
Для изготовления сборочных деталей из стального проката необходимо на его поверхности нанести линии, образующие контуры детали, центры отверстий, линии гибов.
Процесс вычерчивания деталей в натуральную величину на поверхности металла, предназначенного для изготовления детали, называется разметкой.
Для изготовления большого количества одинаковых деталей пользуются шаблоном, который представляет собой деталь в натуральную величину, изготовленную из различных материалов (картона, фанеры, жести, рубероида, толя, дерева).
Шаблоном пользуются для переноса контуров детали, центров отверстий, вырезов на металл. Этот процесс называется наметкой.
Для изготовления шаблонов, эскизов в ведении цеха обработки имеется разметная мастерская.
19 4 4 0
Разметная мастерская должна иметь производственное по-' мещение, склад материалов 10, склад шаблонов 11, конторку начальника мастерской 2, раздевалку 1 (рис. 24).
Общая площадь разметной мастерской (по данным проектов ЦНИИ «Проектстальконструкция») может быть принята от 4,3 до 10 м2 на 1000 т годового выпуска. Так, для завода с годовым выпуском 25 тыс. т металлоконструкций общая площадь разметной мастерской составляет 160 м2, 60 тыс. т — 300 м2 и
75 тыс. т — 320 м2.
60
Основное производственное помещение должно располагать площадью из расчета 16—20 м2 на каждого разметчика. Помещение должно иметь отопление, обеспечивающее в зимний период температуру 16—18°С, а также хорошее естественное и искусственное освещение. Для транспортирования имеются кранбалка 8 и рельсовый путь узкой колеи 3.
Для изготовления деревянных шаблонов в мастерской устанавливают фуговочный станок 9 и циркульную пилу 5. Так как работа деревообрабатывающих станков сопровождается шумом, то они должны быть изолированы от основного производственного помещения, в противном случае заготовку деревянных шаблонов следует производить в отдельной столярной мастерской.
Для резки картона, фанеры и жести в производственном помещении должны быть установлены ножницы, для образования отверстий в шаблонах — дыропробивной пресс 7, для заточки инструмента — наждачный точильный станок 6.
Основным оборудованием мастерской являются разметочные столы 4, на которых разметчики изготавливают шаблоны, а также размещают чертежи и инструмент.
В настоящее время наиболее совершенным и удобным является разметочный стол, предложенный Ф. К. Петриченко (рис. 25),.
Рабочий стол может быть оборудован на одно или два рабочих места. Поверхность стола представляет собой стальной лист толщиной 12—16 мм, шириной 1800—2000 мм, который уложен на деревянные козелки 2 высотой 1200 мм, установленные через 2000 мм. На поверхности стального листа 1 нанесена координатная сетка с размерами сторон квадрата 100 мм.
По контуру листа прикреплены внахлестку два продольных 3 и два поперечных 4 окаймляющих уголка сечением 50X50X5, с делениями через 10 мм, которые являются измерительными
61
линейками. Длина стола на одно рабочее место равна 6000— 8000 мм, на два рабочих места — 12 330 мм.
Стальной лист 1 должен быть тщательно выправлен, а кромки окаймляющих уголков 3 и 4 после правки простроганы. Простроганные кромки горизонтальных полок уголков 3, 4 являются начальными осями координатной сетки.
Благодаря наличию делений через 10 мм на полках уголков
3 ,и 4 и 100-мм координатной 'сетке на стальном листе отпадает необходимость в мерительных рулетках и длинных линейках.
При изготовлении шаблонов на разметочном столе необходимо иметь небольшую стальную линейку с миллиметровыми делениями и специальный угольник с приспособлением для переноса размеров с окаймляющих уголков 3 и 4 на шаблон.
По краям продольных окаймляющих уголков сделаны деревянные полки 5 шириной 150 мм с поверхностью, расположенной на 25 мм ниже верхней горизонтальной плоскости уголков.
При разметке шаблонов из дерева рейку укладывают на полку и переносят на нее размеры с чертежа КМД бортовым угольником, используя деления, нанесенные на окаймляющем уголке.
При изготовлении шаблонов для крупных и мелких листовых деталей используют координатную сетку на поверхности стола, деления на окаймляющих уголках, малую измерительную линейку и специальные угольники 6 и 7.
Изготовление шаблонов на разметочных столах конструкции Ф. К. Петриченко производится одним разметчиком без подручного, который необходим при разметке с помощью рулетки на обычных разметочных столах без координатных сеток и окаймляющих уголков с делениями. Кроме того, отпадает необходимость дополнительных геометрических построений для обеспечения соответствующей точности изготовления деталей.
Построение перпендикуляров, параллельных линий, прямых углов, прямоугольников и трапеций производится с помощью координатной сетки без поверочных построений и измерений.
Для выполнения работ по разметке и наметке 'необходимо иметь набор мерительного и специального чертежного инструмента для нанесения на поверхность металла линий и кернов. Набор мерительного инструмента состоит из стальных рулеток, линеек и угольников различных длин и размеров.
Рулетки стальные второго разряда (повышенной точности) длиной 10, 20, 25, 30 и 50 м применяют для различных линейных измерений при разметке, настройке станков, проверке сборочных кондукторов, для измерения расстояний между крайними отверстиями, просверленными по кондукторам, и длин элементов с фрезерованными торцами. В остальных случаях применяют рулетки третьего разряда (нормальной точности) и измерительные рулетки РС. На заводе должна храниться эталонная рулетка, проверенная в Комитете стандартов, мер и измерительных приборов при Совете Министров СССР, по которой должны
62
проверяться все рулетки, используемые на заводе. При измерении рулетками необходимо учитывать поправки, выявленные при проверке по эталонной контрольной рулетке.
Линейки стальные без делений шириной 20—40, толщиной 4—6, длиной до 3000 мм применяются для черчения прямых линий.
Линейки стальные с миллиметровыми делениями длиной 300—800 мм применяют для измерения расстояний и откладывания по ней размеров.
Угольники стальные (рис. 26) для нанесения на поверхность металла поперечных линий (рисок) применяют слесарные, бортовые и специальные.
5 Г
и I-
ЬЗ-7
--50-1000
1
Л
7Г7ГХ-
650-1000
2
Ь37
•О-
К‘32-42
Ь3-7
—2
л.
§
51
8 160- 250
Л-
Н-ЗМ2
50-
25
Рис 26. Угольники для разметки и наметки
Стальные слесарные угольники 1 плоские применяют для нанесения линий ттод (прямым углом. Минимальные габаритные размеры слесарных угольников 75X50 мм, максимальные 1500Х ХЮОО мм. Наибольшее распространение имеют угольники с габаритными размерами 260Х1165, 315X210 и 390X260 мм.
Стальные бортовые угольники 2 с буртиком по короткой стороне применяют для нанесения поперечных рисок при разметке сортовой стали и реечных шаблонов.
Специальные стальные угольники предназначены:
а) для разметки плоских шаблонов на разметочных столах Ф. К. Петриченко 3. На длинной стороне такого угольника имеется линейка а с делениями и удлинитель б;
63
б) бортовые угольники для наметочных работ 4 с габаритными размерами 250X160, 300X200, 380X250 мм;
в) угольники для одновременной наметки двух полок уголков 5, предложенные Логвиненко и Киричко, имеют одну сторону угольника неподвижную, а другая образуется подвижной планкой и имеет переменную длину.
Набор специального чертежного инструмента для разметки и наметки состоит из чертилок, циркуля, штангенциркуля, кернеров слесарных и контрольных, рейсмуса, струбцины для наметки, авторучки для маркировки (рис. 27).
Чертилки 1 для нанесения линий на поверхность металла изготавливают из стали У7 и У8 диаметром 5—7 мм, длиной 175— 200 мм. Заостренная часть чертилки имеет напайку из победита для повышения стойкости.
Циркули стальные 2 длиной 250—400 мм применяют для вычерчивания окружностей небольшого диаметра и откладывания повторяющихся размеров.
Штангенциркуль 3 применяется для промеров и вычерчивания окружностей радиусом до 1000 мм. Он состоит из дубовой рейки с двумя стальными движками, на которых прикреплены чертилки с упорными винтами.
Кернеры слесарные 4 длиной от90до 150лл имеют заостренный и закаленный конец, которым набивают «керны» (углубления) по размеченной линии на металле через 50—70 мм и в центрах отверстий для направления сверла в начале сверления.
Кернеры центровые 6 различных диаметров применяют для наметки центров отверстий через отверстия в металлических шаблонах.
Кернеры контрольные 5 применяют для нанесения контрольного кольца диаметром на 1—2 мм больше диаметра отверстия для проверки правильности его образования. Контрольный кернер имеет цилиндрический корпус с острым кольцевым ножом на конце, центроловитель, пружину и винт.
Для нанесения контрольного кольца необходимо совместить заостренный конец центроловителя с «керном» (углублением), набитым слесарным кернером, в центре отверстия и ударить молотком по торцу корпуса кернера. Острый кольцевой нож оставляет на металле окружность соответствующего диаметра. В кладовой должны находиться контрольные кернеры для отверстий разных диаметров.
Рейсмус стальной 7 состоит из штанги а, на одном конце которой зажата чертилка б, а на другом конце перемещается втулка в с планкой г и стопорным винтом д. Чертилкой рейсмуса наносят риски параллельно обушку уголка, прокатной кромки швеллера и балки, передвигая рейсмус вдоль детали и прижимая планку к ее поверхности.
Струбцина для наметки 8 представляет собой стальную ско-
64
й5-7
З Зак. 11
65
Рис. 27. Инструмент для разметки и наметки
бу с винтом. Она применяется для прикрепления шаблона или рулетки к детали.
Кроме перечисленного инструмента разметчики должны иметь стальной нож и ножницы для резки картона, рубероида и толя; ножницы для резки кровельной стали, пилу для резки деревянных реек; молотки весом от 200 до 600 г. Для вычерчивания и маркировки шаблонов пользуются графитными и цветными карандашами.
Для маркировки деталей используется специальная авторучка 9, предложенная Е. П. Полушко (см. рис. 27). Заправку такой ручки производят, заливая в корпус г лак или эмаль, растворенные ацетоном, предварительно отвинтив штуцер ж. После заправки авторучки штуцер плотно заворачивают и для маркировки нажимают на рычаг 5, который оттягивает иглу и открывает отверстие наконечника, из которого выходит краска.
Для нанесения линий мелом на поверхности металла пользуются шнуром, который натирают мелом, прижимают по обоим концам к поверхности металла, оттягивают его в средней части, затем отпускают, после чего шнур, ударяясь о поверхность металла, оставляет прямую меловую линию.
При работе в сборочных цехах разметчики применяют также отвесы и стальные струны диаметром 0,5—1 мм.
В разметных мастерских изготавливаются различные виды шаблонов, которые различают по видам применяемых материалов (толстолистовая сталь, дерево, фанера, картон, рубероид или толь, листовая сталь толщиной 0,4—1,75 мм), по размерам и форме деталей (мелкие, большие листовые, линейные, фасонные), по видам технологических операций (наметка, сверление, кислородная резка, холодная и горячая гибка, вальцовка, сборочные работы и т. д.).
Шаблоны из листовой стали, изготавливаемые из того же металла, что и деталь, называются натуральными. Натуральные шаблоны предназначаются для пакетного сверления отверстий без наметки в фасонках весом не более 20 кг. Во избежание разработки отверстий натуральный шаблон рекомендуется использовать не более пяти раз. При сверлении большого количества деталей следует использовать в качестве шаблонов детали, просверленные в первых пакетах. Использованные шаблоны в этом случае применяются как обычные детали.
Для обеспечения необходимой точности разметки поверхность натуральных шаблонов забеливается меловой клеевой краской. После просыхания краски производится разметка центров отверстий, вокруг которых наносят кернером или циркулем контрольные окружности. На пересечении контрольных окружностей с осевыми рисками накерниваются четыре точки, что обеспечивает контроль правильности образования отверстий.
Разметку натуральных шаблонов для клепаных конструкций начинают с построения осевых линий из центра пересечения
66
осей. После разметки центров отверстий вычерчивают контур детали, для чего из центров крайних отверстий проводят окружности радиусом, равным величине обреза. Контурные линии шаблона вычерчивают по линейке, которую прикладывают по касательной к окружностям обрезов.
Контурные линии листовых деталей наносят чертилкой и по ним набивают керны глубиной 2—3 мм через 200—300 мм, что обеспечивает контроль за качеством резки деталей. Правильность резки деталей должна подтверждаться кернами, разрезанными пополам.
Шаблоны деревянные реечные и рамочные изготавливают из высушенных деревянных реек шириной 50—75 и толщиной 20— 25 мм с небольшим количеством сучков.
Для наметки крупных листовых деталей.площадью более 0,5 м2 и весом более 20 кг с прямолинейными контурами применяют рамочные шаблоны из деревянных реек 1 (рис. 28). Наружные кромки реек шаблонов, по которым производится наметка,
10х1250л600 —гг 10 40шп
X
V
Рис. 28. Деревянные шаблоны реечные
должны быть тщательно простроганы. Для наметки деталей длиной свыше 1000 мм из уголков, двутавров и швеллеров применяют реечные шаблоны 2, на которых карандашом наносят обрезы, центры отверстий, вырезы и т. д.
При наметке рейку укладывают рядом с деталью и с помощью угольника переносят размеры с реечного шаблона на деталь.
При использовании реечных шаблонов для наметки нескольких деталей риски и знаки на рейки наносят цветными карандашами.
Шаблоны из картона, толя, рубероида и фанеры (рис. 29) применяют для наметки мелких листовых деталей площадью не более 0,5—1 м2, весом до 20—30 кг и деталей длиной до 1000— 1500 мм и уголков и швеллеров.
3 Зак. И
67
Рис. 29. Шаблон для мелких листовых деталей
1 — оборонная деталь; 2 — шаблон
Для изготовления шаблонов следует применять плотный картон толщиной 1,5—3 мм, рубероид или толь I сорта и фанеру трехслойную I сорта.
Изготовление шаблонов для мелких листовых деталей заключается в разметке контура детали и центров отверстий на поверхности, вырезке шаблона по вычерченному контуру, образованию специальным пробойником отверстий в шаблоне диаметром на 1 мм больше диаметра отверстий в детали. В шаблонах из фанеры отверстия просверливаются.
Вокруг центров отверстий, размеченных керновкой и не требующих последующей пробивки, должны быть нанесены окружности карандашом в картонных шаблонах и мелом в толевых и рубероидных шаблонах.
Листовые шаблоны для мелких листовых деталей могут быть использованы как для наметки, так и для резки деталей на гильотинных ножницах и продавливания отверстий прессами без наметки.
Шаблоны для коротких деталей из уголков и швеллеров изготавливают так же, как и шаблоны для мелких листовых деталей. Только дополнительно по граням уголков и швеллеров делают надрез глубиной 0,5 мм для обеспечения перегиба шаблона при наметке деталей.
Шаблоны для коротких деталей из уголков и швеллеров издля наметки фасонных листовых деталей трубопроводов (разверток).
Наметку линий резов по этим шаблонам можно производить как на плоских листах, так и на сваренных трубах.
Для сохранения проектных размеров трубопроводов после изгиба листов расчет размеров при изготовлении шаблонов ведется по нейтральной поверхности деталей.
Комбинированные шаблоны (рис. 30) предназначаются для наметки длинных деталей из уголков, швеллеров, балок и универсальной стали при групповом расположении отверстий.
Комбинированные шаблоны состоят из деревянных реек 1 и планок 2 с отверстиями. Планки следует делать из фанеры и жести, так как планки из картона, толя и рубероида быстро приходят в негодность.
Шаблоны для гнутых деталей (рис. 31) предназначаются для контроля гибки цилиндрических и конических поверхностей,
68
Ри«с. 30. Шаблон комбинированный для наметки швеллеров
к
Рис. 31. Шаблоны для контроля гибки
смалкованных и размалкованных уголков, холодногнутых элементов, а также для наметки отверстий в гнутых деталях после их гибки. Шаблоны для проверки углов смалковки 1 и размал-
ковки 2, а также правильности поперечного сечения холодногнутых элементов 3 изготавливают обычно из тонкой листовой стали. Шаблоны для контроля гибки цилиндрических поверхностей изготавливают из досок длиной по дуге не менее 1,5 м.
Для конструкций конической формы необходимо пользоваться шаблонами длиной 1500 мм для контроля радиуса вальцовки и длиной 3000 мм для проверки радиуса вальцовки и правильности резки криволинейных кромок. Эти шаблоны изготавливают также из досок с упорами, обеспечивающими правильное приложение шаблона к листу (рис. 32).
Все рассмотренные шаблоны изготавливают 7 2
в разметной мастерской.
На металлических, рубероидных и толевых шаблонах надписи и знаки наносят чертилкой и кернером; на деревянных, фанерных и картонных шаблонах все надписи делают чернилами или химическим карандашом, а линии контуров и знаки разрешается наносить простыми или цветными карандашами.
На шаблоны наносят следующие зна'ки и надписи:
поперечное сечение профиля с указанием размеров;
номер заказа, чертежа шаблон;
Рис. 32. Шаблоны для контроля вальцовки конических поверхностей 1 — шаблон малого радиуса юальцовки; 2 — шаблон большего радиуса вальцовки
и детали, для которой изготовлен
69
количество «таких» и «обратных» деталей, подлежащих изготовлению по шаблону; диаметры отверстий; дата изготовления шаблона;
подписи разметчиков, изготовивших и проверивших шаблон. Необходимо помнить, что точность изготовления деталей прежде всего зависит от точности разметки шаблонов и деталей, которая должна быть в пределах допускаемых отклонений, приведенных в табл. 3. При разметке шаблонов и деталей необходимо учитывать технологические припуски йа усадку после сварки, фрезеровку торцов, строжку кромок, на ширину реза при кислородной резке.
Таблица 3
Допускаемые отклонения от проектных линейных размеров при разметке
и наметке в мм
Размеры детали
Интервалы размеров в м
до 1,5 включи тельно
свыше 1,5 до 2,5
свыше 2,5 до 4,5
свыше 4,5 до 9
свыше 9 до 15
свыше 15 до 21
Длина и ширина:
по разметке » наметке
1
1,5
1
1,5
1,5
2
2
2,5
2,5
3
3
3,5
Расстояние между центрами крайних отверстий:
по разметке4' » наметке
1
1,5
1
1,5
1,5
2
2
2,5
2,5
3
3
3,5
Расстояние между смежными отверстиями:
по разметке
» наметке
0,5
1
Смещение центра отверстий с точки пересечения рисок:
по разметке » наметке
0,5
1
Независимо от длины детали
По разметке шаблонов, детали и элемента.
Обычно необходимые величины технологических припусков назначаются в соответствии с табл. 4.
70
Таблица 4
Размеры технологических припусков при изготовлении стальных конструкций
Назначение
припуска
Характеристика технологических припусков
Размеры припуска в мм
На каждый стыковой шов:
На усадку при сварке
1. Балок из листа высотой до 400 мм площадью сечения до 80 см2
То же, высотой более 400 мм площадью сечения более 80 см2.
2. Решетчатых конструкций 3. Листовых конструкций (типа газгольдеров) вертикальные и кольцевые стыки листов толщиной менее 16 мм. Вертикальные стыки листов толщиной более 16 мм Кольцевые стыки листов толщиной более 16 мм
1
1,5
1
1
2
2,5—3
На каждую пару приваренных ребер жесткости
0,5
На 1 пог. м продольного шва с высотой катета: до 6 мм » 10 мм свыше 10 мм
0,05
0,1
0,2
На фрезеровку
На каждый фрезеруемый торец
5—6
На
строжку
На каждую строганую кромку при резке:
на гильотинных ножницах кислородной вручную. кислородной машинной
3
5
3
При ручной кислородной резке для толщины стали:
На шири¬
5—25 мм 25—50 мм 50—100 мм
3—4
4—5
5—6
ну реза
При машинной кислородной резке для толщины стали:
5—25 мм 25—50 мм 50—100 мм
2,5—3
3—4
4—5
Разметку группы отверстий на одной риске производят не последовательным откладыванием расстояний между центрами соседних отверстий, а откладыванием нарастающей цепочки размеров от начальной точки. Для этого нулевая риска рулетки совмещается с начальной точкой и центры отверстий на шаблоне откладываются по нарастающей цепочке размеров.
71
Наметка деталей заключается в накладывании шаблона на поверхность металла, прочерчивании чертилкой или мелом по периметру шаблона линий контура деталей, набивке кернером центров отверстий. Нанесение контурных линий мелом допускается только для деталей со свободными размерами (фасонки решетчатых конструкций, ребра жесткости и т. д.). При наметке остальных деталей после нанесения контурных линий чертилкой необходимо слесарным кернером набить на линиях реза керны через 200—300 мм глубиной 2—3 мм.
При разметке и наметке сложных и ответственных листовых деталей вдоль всех кромок на расстоянии 50 мм от линии реза внутри контура наносят контрольные линии. Контрольные линии
набивают парными кернами через 200—300 мм на прямых участках и через 50—100 мм на криволинейных участках.
Для проверки правильности образования отверстий контрольным кернером необходимо набить контрольные окружности.
Наметка деталей должна производиться на ровных хороши выверенных стеллажах высотой 800 и шириной 1500 мм.
Для наметки деталей из листовой стали козелки должны иметь ширину 3000 мм, а для балок и швеллеров стеллажи делают из балки № 45—55 длиной 3000 мм (рис. 33). Козелки для наметки устанавливают через 1500—200 мм.
Наметка деталей является трудоемкой операцией и требует большой внимательности. Многократное и однообразное повторение вручную одной и той же операции при наметке часто приводит к ошибкам, которые обычно 'выявляются только на сборке. Поэтому необходимо всячески сокращать объемы работ по наметке, для чего необходимо шире применять: резку деталей по упорам и роспуск листов на механизированных тележках без наметки; газовую резку по шаблонам и направляющим; сверление отверстий пакетами; изготовление мелких унифицированных листовых деталей фасонок, накладок, прокладок холодной штамповкой на прессах; прокалывание отверстий без наметки по картонным шаблонам; резку уголков по упору.
Уменьшение трудоемкости работ по наметке и разметке достигается применением приспособлений для наметки и инвентарных шаблонов.
Вид А
3000 I II -4
1ИЬ5
Рйс. 33. Козелки для наметочных (р.абот
1 — для уголков; 2 — для листов; 3 — для балок и швеллеров
72
г
4 3
Приспособление для наметки реечным шаблоном 5 на уголках центров отверстий состоит из корпуса 1, втулок 2 с кернером 3 и указателя 4 (рис. 34).
На рис. 35 изображено приспособ- 4 з
ление для одновременной наметки а
двух рядов отверстий на обеих полках Ат
уголка.
Корпус приспособления сделан из уголка длиной 150 мм со снятым закруглением и вырезами в полках 1. В вырезах установлены втулки 2 и кернеры 3, а против прорези закреплена стрелка-указатель 4.
Для наметки центров отверстий втулки с кернерами устанавливают на риски по чертежу, укладывают реечный шаблон рядом с намечаемым уголком 5. Наметчик перемещает приспособление по уголку, совмещая указатель с поперечными рисками на реечном шаблоне, и, ударяя по кернерам, набивает на полках уголков центры отверстий. При использовании указанного приспособления исключается операция нанесения продольных и поперечных рисок для наметки центров ютверстий.
Рис. 34. Приспособление для наметки отверстий в уголках
Рис. 35. Присп особ ление для одновременной наметки отверстий на обеих полках уголка
Кривые линии удобно 'намечать гибким инвентарным шаблоном (рис. 36), который состоит из деревянного бруска 1 со сквозными отверстиями. В отверстиях винтами 2 закрепляются
73
в требуемом положении алюминиевые линейки 3. Концы алюминиевых линеек соединены шарнирами с фибровой полосой 4, по которой производят наметку кривых линий. Фибровая полоса устанавливается по размеченной на поверхности листа кривой линии согласно чертежным размерам.
В судостроительной промышленности для разметки листовых деталей сложного очертания применяется фотопроекционный метод разметки, сущность которого заключается в следующем. На листе ватмана в масштабе 1 : 10 или 1 : 5 вычерчивается чертежшаблон, на котором размещают ряд деталей таким образом, чтобы их размеры наиболее рационально вписались в габариты заказанных листов стали.
Чертеж-шаблон с контурами деталей, отверстиями в них, вырезами и маркировкой фотографируется на фотопластинку размеров 9X12 с уменьшением, определяемым по формуле
4- ьпм,
0)
где — коэффициент линейного уменьшения при фотографировании чертежа; кп—коэффициент линейного увеличения при проектировании изображения с пластинки на поверхность листовой стали;
М — масштаб чертежа-шаблона.
При изготовлении чертежей-шаблонов применяются измерительные и чертежные инструменты повышенной точности, а также специальные лупы и микроскоп, что обеспечивает необходимую точность разметки.
Листовая сталь 3 для разметки укладывается в затемненном помещении на разметочный стол 4, над которым расположена (на втором этаже) проекционная установка 1
-1 р
ГХ1 5 Лж1
и 2
Трг
О'
Рис. 36. Гибкий инвентарный шаб- Рис. 37. Схема фотопроекционного метолон да разметки
(рис. 37). Изображение чертежа-шаблона с пластинки через проекционную установку проектируется световыми лучами 2 на лист стали. По световым линиям на листе стали разметчики
74
производят керновку контуров деталей, центров отверстий, вырезов и других обозначений, имеющихся на чертеже.
Фотопроекционный метод снижает трудоемкость разметки, по сравнению с обычными методами на 25—30, обеспечивает необходимую точность, рациональность раскроя листовой стали и экономию материалов для изготовления шаблонов.
Он может быть рекомендован для заводов стальных конструкций, специализирующихся на изготовлении листовых конструкций (фасонных газопроводов, свечей и газопроводов доменной печи, примыканий их к доменной печи и пылеулавливателям) с деталями сложных очертаний.
Для большинства заводов стальных конструкций разметка листовых деталей является несложной операцией, так как удельный вес листовых деталей со сложными очертаниями невелик, в связи с чем внедрение фотопроекционного метода разметки на большинстве заводов не имеет распространения.
§ 13. Резка прокатной стали и обработка кромок
Резка прокатной стали в цехе обработки является одной из основных технологических операций, на выполнение которой затрачивается около 10 трудовых затрат, необходимых на изготовление металлоконструкций. Резка производится после разметки и наметки стали механическим способом или кислородом.
Резку деталей механическим способом (холодным) производят на ножницах, пилах трения и зубчатыми пилами. Кислородную резку стали рекомендуется производить автоматами и полуавтоматами и, как исключение, вручную. Выбор способов резки зависит от профиля прокатной стали, размеров профиля, длины реза, конфигурации вырезаемых деталей, наличия оборудования для резки деталей, серийности деталей и требуемой точности резки.
Резка деталей из листовой стали толщиной до 20—25 мм с прямолинейными очертаниями на большинстве заводов производится ножницами. Однако следует иметь в виду, что длинные полосы для колонн, подкрановых балок из листовой стали толшиной более 8—10 мм экономичнее распускать автоматами или полуавтоматами (секаторами) для кислородной резки. Листовые детали с прямолинейными очертаниями толщиной более 25 мм и детали всех толщин с фигурными очертаниями вырезают кислородным пламенем. Резка деталей с криволинейными очертаниями повторяемостью до 10 шт. выполняется вручную, а свыше
10 шт. резку экономичнее производить полуавтоматами или автоматами по копиру.
Резка деталей из листовой стали толщиной более 20—25 мм на ножницах в большинстве случаев экономически невыгодна ввиду высокой стоимости гильотинных ножниц, сравнительно небольшой потребности деталей из листовой стали толщиной свыше 25 мм, более высокой производительности резки листовой
75
стали больших толщин автоматами и полуавтоматами для кислородной резки, небольшой стоимости газорезательного оборудования по сравнению с ножницами.
Мелкие листовые нормализированные детали (прокладки, диафрагмы, ребра жесткости) и детали повторяемостью свыше 1000 шт. рационально изготавливать штамповкой на прессах мощностью 800—1000 т.
На заводах, специализированных по изготовлению емкостей, газгольдеров, резку двух продольных кромок производят одновременно с правкой дисковыми ножницами на листоправйльной машине.
Резка деталей из уголковой стали с шириной полок до 160 мм на большинстве заводов производится на уголковых ножницах. Уголки с шириной полок более 160 и толщиной более 20 мм часто из-за отсутствия уголковых ножниц соответствующей мощности разрезают кислородным пламенем. Швеллеры и балки разрезают специальными ножницами, зубчатыми и фрикционными пилами, но чаще всего вручную кислородным пламенем.
Круглую и квадратную сталь разрезают на комбинированных пресс-ножницах, зубчатыми или фрикционными пилами, а также вручную кислородным пламенем.
Таблица 5
Допускаемые отклонения от проектных линейных размеров сборочных
деталей в мм
Технология выполнения
Допускаемые отклонения при интервалах размеров деталей в м
Класс точности
операций
До
1,5
свыше 1,5 до
2,5
свыше 2,5 до 4,5
свыше 4,5 до 9
спыше 9 до 15
свыше 15 до 21
Длина и ширина детали, отрезанной:
кислородом вручную по наметке
2,5
3
3,5
4
4,5
5
6-и-2 мм
кислородом, полуавтоматом и автоматом по шаблону.
1,5
2
2,5
3
3,5
4
6-и -1 мм
на ножницах или пилой по наметке
1,5
2
2,5
3
3,5
4
6-и 1 мм
то же, по упору
1
1,5
2
2,5
3
3,5
б-и-0,5 мм
обработанные детали на кромкострогальном или фрезерном станке
0,5
1
1,5
2
2,5
3
6-и
Разность длин диагоналей листовых деталей:
подлежащих сварке встык
4
5
6
то же, внахлестку
—
—
6
8
10
—
—
76
Отклонения действительных размеров отрезанных деталей от проектных в зависимости от способа резки прокатной стали и обработки кромок деталей, а также их размеров не должны превышать указанных в табл. 5.
Наибольшие отклонения допускаются при ручной резке кислородным пламенем по наметке, а наименьшие — при резке на гильотинных ножницах по упору.
При резке ножницами (рис. 38) прокатную сталь укладывают между двумя вертикальными ножами. При движении верхний нож 1 перемещается вниз и прижимает разрезаемую сталь 6 к нижнему неподвижному ножу 2. Затем рабочие кромки ножей производят смятие металла, которое сопровождается деформацией изгиба, так как смежные вертикальные плоскости верхнего и нижнего ножей устанавливаются с зазором. Величина зазора устанавливается в пределах 5 толщины разрезаемой стали, но не менее 0,4 и не более 1 мм.
: V -1,
“Т
V
Рис. 38. Схема резки листовой стали ножницами
Для предотвращения поворота листовой стали при резке, ножницы имеют прижим 3, который, передвигаясь одновременно с верхим ножом, прижимает лист к столу 5 с небольшим опережением касания верхнего ножа к разрезаемому листу.
Резку прокатной, стали производят ножницами с параллельным (см. рис. 38, в) или наклонным (см. рис. 38, г) расположением режущих кромок верхних ножей относительно нижних.
77
У пресс-ножниц ножи расположены в ползунах 4 параллельно и режущие кромки скалывают металл одновременно на всю длину ножа. У гильотинных и аллигаторных ножниц верхние ножи в продольном направлении наклонены на 1—7° относительно продольной кромки нижнего ножа.
При резке на гильотинных ножницах скалывание металла по длине реза происходит постепенно по мере опускания верхнего ножа. Для уменьшения трения режущей вертикальной плоскости, верхнего ножа о разрезаемый металл в верхнем и нижнем ножах делают пазы (см. рис. 38, а). Уменьшение трения можно обеспечить, установив верхний нож с небольшим наклоном относительно вертикальной плоскости (см. рис. 38,6). Однако такие ножи по сравнению с ножами, имеющими пазы, менее выгодны, так как по мере затупления режущих кромок ножей с пазами их поворачивают для резки другой кромкой. Таким образом, можно использовать все четыре режущие кромки, что не удается сделать с наклонными ножами без пазов. Кроме того, площадь шлифовки ножей с пазами значительно меньше, чем у наклонных ножей.
Гильотинными ножницами обрезают листовую сталь по контуру, производят продольную обрезку кромок и роспуск листов на полосы, поперечную резку и торцовку листов и универсальной стали, резку листов на детали различного размера, продольную резку полок уголков. Гильотинные ножницы различают по наибольшей толщине разрезаемой листовой стали, которая может быть до 6, 10, 16, 20, 25, 32 мм.
Листовую сталь толщиной свыше 25 мм в большинстве случаев разрезают газорезательными автоматами и полуавтоматами.
Длина реза на гильотинных ножницах составляет 1500, 2000, 2500, 3000, а максимальная длина ножей достигает 3300 мм, что обеспечивает высокую производительность и хорошее качество резки.
Время, затрачиваемое на выполнение одного реза гильотинными ножницами, составляет от 2 до 9 сек, а укладка листа на стол и совмещение линий реза с кромкой ножей требуют значительно больше времени. Поэтому гильотинные ножницы должны быть оснащены приспособлениями, обеспечивающими механизацию вспомогательных работ и транспортных операций.
Для резки листовой стали шириной 1500—2000 и длиной 6000—9000 мм на крупные детали, а также при поперечной резке листов гильотинные ножницы оборудуют дисковыми тележками, столами с шарами, гусиными шейками.
Дисковая тележка (рис. 39) передвигается на двух скатах 7, на которых закреплена ось 2 со свободно вращающимися стальными дисками 3. Несколько таких тележек устанавливают скатами на горизонтально выверенные направляющие уголки 4, расположенные параллельно гильотинным ножницам.
78
Листовая сталь, уложенная на диски тележек, легко перемещается вручную в двух взаимно перпендикулярных направлениях.
Рис. 39. Дисковая тележка к гильотинным ножницам
Перемещение вдоль линии реза листовой стали обеспечивается передвижением дисковой тележки по направляющим уголкам, а поперек линии реза — вращением дисков на тележке.
Продольное, поперечное и вращательное перемещение листовой стали вручную может быть обеспечено также установкой на столах, тележках или отдельных стойках «гусиных шеек» роликов, вращающихся на вертикальной оси.
Перемещение листовой стали вручную можно производить по металлическим шарам, расположенным на поверхности столов.
Для продолыюй резки листов на полосы, а также обрезки продольных кромок применяют механизированные тележки и столы.
Механизированная тележка (рис. 40) вместе с листовой сталью передвигается вдоль ножниц 5 параллельно линии реза по рельсам 2 на скатах 7, приводимых в движение электромотором. Лист, предназначенный для резки, зажимают захватами 3 и перемещают перпендикулярно линии реза винтами 4, вращаемыми электромотором 5. Совмещение рисок с кромкой ножа производят вращением вручную штурвала, насаженного на винт 4. Для облегчения поперечного перемещения листа на тележке имеются диски 7, закрепленные на уголках 6. Для опирания свешивающейся с тележки части листа ножницы обору-
79
ш
. ;;• ••л:--1ГуХ;'.ь • °. :'о0:-• ■ о-.;1ег ц.,
Шт т.х.т ш»
-4230-
л-п
Г
: 1 ' ИИ
шм
Ось ножа —350 - 1250
I
ГР
Р,ис. 40. Механизированная тележка для (роспуска листовой стали
II
дуются роликовыми опорами, а для вывода из зева ножнии обрезанных полос устанавливается тележка, передвигаемая лебедкой. Максимальная ширина разрезаемых полос определяется вылетом зева гильотинных ножниц, который обычно равен 600—750 мм. В связи с этим резку листовых полос шириной более 600—650 мм производят кислородом автоматами или полуавтоматами.
Механизация вспомогательных работ и транспортных операций при роспуске лисггов на полосы достигается установкой у гильотинных ножниц механизированных загрузочного 1 и приемного столов 6, а также консольного крана 10 с тельфером 11 (рис. 41).
Р-ис. 41. Механизированные.столы к гильотинным ножницам
Для облегчения перемещения листов над поверхностью загрузочного стола выступают шаровые опоры 4, а приемный стол оборудован катками из труб 7. Перемещение листов вдоль линии реза производится двумя захватами 5, прикрепленными к бесконечной пластинчатой цепи 5, которая приводится в движение электромотором. Подача листа поперек линии реза производится толкателями 9 с механическим приводом от электродвигателя. Резка полос, оборудованных такими столами, производится без наметки по упорам 2 на загрузочном столе, которые передвигают поперек стола винтами. Упоры устанавливаются вращением вручную по ширине разрезаемых полос, при резке
81
которых продольные кромки листов необходимо плотно прижимать к упорам. Продольное перемещение листов при резке производят лебедкой с тросом, который крепится струбциной к торцу листа. При роспуске листовой стали на полосы, после первого хода ножей, лист перемещают на длину реза, производят второй рез и повторяют эти операции до полного отделения полосы от листа. За счет поперечного смещения листа, при затягивании его ножом, в начале каждого реза на кромках полосы образуется уступ. Установкой вертикального роликового упора 5 на 'приемном столе предотвращают поперечное смещение листа и образование уступов на кромках полос.
Резку небольших деталей из листовой стали обычно производят за несколько ходов ножа. Вначале производят поперечную резку листа в упор по ширине деталей, после чего нарезанные заготовки подают на приемный стол гильотинных ножниц и режут на детали необходимого размера. Подача заготовок с тележек, расположенных с задней стороны гильотинных
Рис. 42. Шарнирный стол к гильотинным ножницам а — общий вид; б — разрез
82
ножниц, на рабочий стол ножниц требует много времени. Для ускорения подачи применяется шарнирный стол (рис. 42). Приемный стол 1 установлен на шарнирном кронштейне 2, вращающемся на стойке 3. Кронштейн состоит из двух частей, которые могут вращаться одна относительной другой на шарнире 8. Стойка 3 закреплена к станине гильотинных ножниц 6 и вращается в подшипниках 4 и 5.
Приемный стол 1 вращается на оси, закрепленной на конце кронштейна, и может подниматься до уровня рабочего стола гильотинных ножниц сжатым воздухом, поступающим в цилиндр 7.
При резке заготовок деталей из листовой стали приемный стол 1 устанавливается с задней стороны гильотинных ножниц в положение I. После окончания резки партия заготовок, находящаяся на столе, перемещается в положение II, после чего стол разворачивают в положение III, из которого стол 1 с заготовками перемещают к рабочему столу гильотинных ножниц в положение IV Резку деталей на гильотинных ножницах обычно производят по (наметке, а большее количество одинаковых деталей режут по упору. Упоры устанавливают с задней стороны ножей между стойками станины на расстоянии от 60 до 1250 мм от линии реза.
Резку мелких листовых деталей можно производить без предварительной наметки, для чего резчики сами обводят мелом контур картонного шаблона, по которому производится резка детали.
Для сбора обрезков и деталей при резке с задней стороны гильотинных ножниц устанавливают тележку с контейнером, которая передвигается по рельсам вручную или механическим приводом.
I 'Г
в
Рис. 43. Организация рабочего места у гильотинных ножниц —гильотинные ножницы; 2 — тележка для мелких деталей и обрези; 3 — рельсовый путь; 4 — упоры рельсового пути; 5 — площадь наметки листов; 6 — площадь для нарезанных деталей; 7 —дисковая тележка; 8 — механизированная тележка для роспуска листа; 9 — роликовый стол; 10— (Вспомогательная тележка;
11 — лебедка
83
Для создания удобных и безопасных условий работы резчиков рабочие места должны быть организованы в соответствии с планом, изображенным на рис. 43.
Контуры мест складирования металла размеченных листов и готовых деталей должны быть обозначены краской. Размеченные листы укладываются вблизи ножниц, откуда резчики берут их мостовым краном и подают на тележки 7 и 5 для резки. Перед каждым резом производится (совмещение линии реза, намеченной на поверхности листа, с кромкой ножей. Для обеспечения хорошей видимости линии реза над верхними ножами гильотинных ножниц установлены специальные лампы таким образом, чтобы линия реза совмещалась с тенью от режущей кромки верхнего ножа.
В процессе резки громоздких и тяжелых листов требуется много усилий для установки листов в необходимое положение, поэтому бригада резчиков состоит из двух человек. Только при резке мелких листовых деталей может работать один резчик.
Пресс-ножницы обычно применяют для резки полосовой стали и небольших деталей из листовой стали, так как длина ножа у пресс-ножниц составляет всего 300—700 мм.
Резку деталей с большими размерами выполняют за несколько ходов ножа, что дает малую производительность и не обеспечивает прямолинейности кромок деталей.
Резка большей части угловой стали производится ножницами, 'которые имеют одну или две ттары ножей. Резка обеих полок
уголка на ножницах производится при движении верхнего подвижного ножа под углом 45° к горизонту (рис. 44). Верхний подвижный 1 и нижний неподвижный 2 ножи имеют по две режущие кромки, расположенные под углом 90° друг к другу, которые обеспечивают одновременный рез обеих полок уголка 3. Время, необходимое для выполнения одного реза ножницами, составляет всего 2—3 сек, а укладка уголка на стол и совмещение линии реза с кромкой ножей требуют значительно больше времени, поэтому ножницы для резки уголков должны быть оборудованы приспособлениями для механизации вспомогательных операций (загрузочные и приемные столы, упоры, сбрасыватели).
На рис. 45 показана организация рабочего места для резки уголков на ножницах 10, оборудованных загрузочным и приемным столами, а также упором.
Загрузочный стол представляет собой сварной каркас из
84
прокатных профилей шириной, равной длине станка. По оси окон ножниц на каркасе загрузочного стола размещены рольганги с роликами из труб 1, по которым уголки подаются на резку. На боковой поверхности 2 загрузочного стола укладывается партия уголков, которые по одному подаются на рольганги для резки.
Рис. 45. Организация рабочего места для резки уголков на ножницах
Приемный стол 3 состоит из узкого стального каркаса с рольгангами, на котором помещен откидной упор 4. Вдоль приемного стола размещены наклонные направляющие 5 и накопитель 6 для складывания отрезанных длинных уголков. Откидной упор передвигают по рельсу, проложенному по краю стола, и закрепляют стопорными винтами в соответствии с длиной уголков. Для резки коротких уголков к станине ножниц прикрепляют штангу с подвижным упором 8. Второй конец штанги 7 опирается на стойку 9.
На уголковых ножницах, оборудованных приспособлениями, резку производит звено в составе одного резчика и одного подручного. Резчик вилкой сдвигает один уголок с приемного стола и укладывает его на рольганг, после чего продвигает уголок через окно с ножами. Подручный в это время подвигает конец уголка до упора и сбрасывает или укладывает отрезанные детали на стеллажи или в накопитель. При оборудовании приемного стола 'механическим сбрасывателем, а также при резке коротких деталей по упору -резчик работает один без подручного.
Одиночные уголки обычно режут по рискам, отложенным рулеткой, или по деревянным рейкам, так как установка упоров для одиночных уголков занимает много времени.
Для резки угловой стали также применяют комбинированные пресс-ножницы, которые предназначены для поперечной резки листовых полос, квадратной стали, швеллеров и двутавров, а также прокола отверстий.
При изготовлении конструкций с повышенной точностью и качеством резку профильной стали (балки, швеллеры, уголки, круги и квадраты) и труб производят дисковыми или пилами трения.
85
Дисковые зубчатые пилы производят резание стали путем последовательного снятия стружки всеми зубьями, которые выполняют роль резцов. Диски таких пил диаметром свыше 500— 600 мм имеют вставные зубья, а в дисках диаметром менее 500—600 мм зубья выфрезерованы в теле дисков. Поверхность резания дисковыми пилами получается чистой и не требует дополнительной обработки. Охлаждают режущие зубья мыльной водой или эмульсией.
Скорость резания пилами профильной стали весьма низкая и для стали марки Ст.З при использовании зубьев из быстрорежущей стали составляет 18—24 ммин. Ввиду низкой производительности резка профильной стали дисковыми пилами на заводах металлоконструкций применяется редко.
Для увеличения производительности резку балок и швеллеров рекомендуется производить при направлении подачи пилы параллельно полкам (рис. 46,а). В этом случае длина реза уменьшается в 2—3 раза по сравнению с направлением подачи пилы 1 параллельно стенкам швеллеров и балок 2 (рис. 46,6). Кроме того, зубья пилы производят одновременно резку стенки и обеих полок.
Рис. 46. Схема резки балок пилами
Резка уголков, швеллеров и балок пилами трения производится дисками с мелкой насечкой, которая значительно увеличивает трение между диском и разрезаемым металлом. Диск, вращаясь с окружной скоростью 100—120 мсек, при соприкосновении с неподвижно закрепленными профилями стали нагревает металл и по мере увеличения сил трения выбрасывает вращающимися дисками частицы расплавленного металла. Сам диск не успевает нагреться, так как каждая точка его после соприкосновения с металлом быстро уходит от него и охлаждается окружающим воздухом. Резание на пилах трением обеспечивает высокую производительность. Поверхность реза получается чистой и ровной, с незначительным тонким наплывом и заусенцами, которые легко обрубаются.
86
Отрицательным качеством пил трения является сильный шум и дребезжание, которые сопровождают процесс резания, поэтому такие пилы устанавливают в цехе подготовки металла.
Для уменьшения времени подачи и уборки металла и деталей пилы трения оборудуют загрузочными и приемными рольгангами с упорами для резки без наметки.
Обработкакюмок и торцов Деталей производится строганием илЙ"фрезерованием для удаления металла, имеющего структурные изменения; подготовки кромок под сварку; обеспечения передачи сжимающих усилий через плотное касание; устранения дефектов при резке и кривизны кромок.
При резке ножницами в результате смятия, изгиба и скалывания стали вдоль линии реза появляются волосяные трещины, заусенцы и загибы кромок. На толщине 2—3 мм от линии реза металл претерпевает структурные изменения, вызванные наклёпом, становится более хрупким, имеет повышенный предел текучести и сопротивление разрыву.
При кислородной резке сталей с повышенным содержанием углерода, а также при избытке в подогревающем пламени ацетилена, кромки подвергаются частичной закалке, становятся более твердыми и хрупкими.
Для удаления металла со структурными изменениями кромки деталей из низколегированной стали после кислородной и дуговой резки, а также после резки на ножницах должны быть подвергнуты механической обработке (строжке, фрезерованию).
Обработке подвергаются кромки деталей расчетных элементов, не подлежащих сварке, работающих на растяжение, а также деталей, расположенных вдоль усилия в растянутой зоне изгибаемых элементов.
Кромки рабочих деталей из низколегированной стали в расчетных элементах, не подлежащих сварке, подвергаются механической обработке только после ручной кислородной и дуговой резки.
Подготовка кромок под сварку различных видов разделок производится как кислородной резкой автоматами или полуавтоматами, так и строганием на строгальных станках.
Для передачи усилий через торцы и обеспечения плотной подгонки кромки и торцы деталей обрабатывают на торцефрезерных станках. Для повышения производительности фрезерование торцов деталей из листовой стали, швеллеров и балок производится пакетами (рис. 47).
При невозможности выправить саблевидность универсальной стали на листоправйльных вальцах, горизонтально-правйльном прессе или кислородным пламенем устранение кривизны производится строжкой кромок универсальной стали.
После строжки кромок стрела кривизны не должна превышать 2 мм и 75оо длины обрабатываемой кромки.
87
Обработку кромок и торцов деталей производят на кромкострогальных, кромкофрезерных, продольно-строгальных и торцефрезерных станках.
Кромкострогальные станки имеют рабочий стол, на поверхность которого укладывают детали для строжки кромок. Прижатие деталей к столу производят неподвижными прижимами (механическими, гидравлическими, ручными) или подвижными прижимными роликами. Вдоль стола при помощи винта движется каретка с суппортами, на которой установлены резцы.
Максимальная длина строгания кромок на кромкострогальных станРис. 47. Фрезеровка торцов швеллеров па- ках, применяемых на за-
кетом водах металлоконструк¬
ций, составляет 16 ООО мм, а наибольшая толщина пакета листов — 200 мм при скорости строгания от 8 до 20 м в минуту. Процесс работы на кромкострогальных станках слагается из укладки, закрепления, строгания и снятия деталей.
Укладка листовых деталей на стол станка производится мостовыми кранами строгальщиком и такелажником таким образом, чтобы кромки, подлежащие строжке, находились в зоне действия резца параллельно движению суппорта. Короткие детали укладывают по всей длине станка, после чего их закрепляют прижимами и фиксируют упорами от возможных горизонтальных смещений в процессе резания.
Установив и закрепив детали, строгальщик подводит резец к детали вручную, и, перемещаясь на платформе, каретка производит строжку. Строжку обычно ведут в двух направлениях, поворачивая резец при каждом изменении направления движения резца.
Листовые детали, предназначенные для строжки кромок без снятия фасок, укладывают пакетом толщиной 40—60 мм, при снятии односторонних фасок укладывают по два листа и двусторонних фасок 'по одному листу. В этом случае вначале строжку производят проходным резцом 1, 2, а затем фасонным 3, 4, проверяя шаблонами профиль кромки (рис. 48).
В 1968 г. Тойтепинским заводом металлоконструкций изготовлен кромкофрезерный станок по проекту института Промстальконструкция (рис. 49). Листовые детали, подлежащие фрезерованию, укладывают на рабочий стол 1 и закрепляют
88
Ряс. 48. Резды к кромкострог-альным станкам
89
гидравлическими прижимами 2, расположенными на балке 3. Упор 4 предохраняет листовые детали от горизонтального смещения. Каретка 5 с фрезерными головками 6, 7 перемещается вдоль станка по направляющим 8, 9 и рельсу 10. Первая фреза обрабатывает кромки листовых деталей в черновую, а вторая фреза — в чистовую.
Наибольшая толщина обрабатываемого пакета листовой стали составляет 160 мм, максимальная длина— 13 400 мм, глубина резания — 5—10 мм, время прижима пакета листов толщиной 160 мм — 1 мин.
Трудоемкость обработки продольных кромок на кромкофрезерном станке в 1,5 раза меньше, чем на кромкострогальных станках при более высокой чистоте обработки кромок.
Кислородная резка стали в настоящее время находит все большее распространение на заводах металлоконструкций. Кислородной резкой обрабатывается 45—50 листовой стали, почти все швеллеры и балки, а также угловая сталь больших сечений. Это объясняется преимуществом кислородной резки по сравнению с механической, которые особенно заметны при резке листовой стали. Универсальность кислородной резки дает возможность обрабатывать листовой, сортовой и балочный прокат практически любой толщины и конфигурации. Кислородная резка обеспечивает обработку деталей как по прямым, так и кривым линиям, что дает возможность проектировать детали любой конфигурации. Оборудование для кислородной резки может быть использовано как для обработки кромок (образования разделок под сварку, срезка обушков уголков), так и для правки конструкций нагревом. Возможность одновременно производить кислородную резку и подготовку кромок под сварку значительно повышает производительность труда по сравнению с раздельной механической резкой, а затем строжкой кромок.
При кислородной резке листовых деталей применяют многорезаковые газорежущие полуавтоматы и автоматы, снабженные копировальным устройством, которые обеспечивают высокую производительность труда при хорошем качестве.
Оборудование при кислородной резке удобно в эксплуатации, так как оно просто в работе, имеет небольшой вес, позволяющий подносить его к обрабатываемым громоздким конструкциям, не затрачивая времени на перемещение конструкций.
Затраты на приобретение, монтаж и эксплуатацию оборудования для кислородной резки значительно меньше, чем на оборудование для механической резки. Особенно большая разница в затратах при использовании мощных гильотинных ножниц для резки листовой стали толщиной более 25 мм.
Процесс кислородной резки основан на способности стали при нагревании до температуры, близкой к температуре плавления, интенсивно гореть в струе чистого кислорода.
90
Для резки сталь необходимо нагреть до температуры воспламенения в кислороде на участке, расположенном в начале намеченной линии реза у кромки проката. Нагрев и резка стали производятся резаком, имеющим наружные и внутренние мундштуки (рис. 50). По каналам наружного мундштука поступает
смесь из кислорода с горючими газами (ацетилен, пары бензина, природные газы, пропан-бутан).
При сгорании горючей смеси подогревающее пламя нагревает сталь в месте разреза до 1050—1100°С. По центральному отверстию внутреннего мундштука подается кислород под давлением 2—6 атм. В струе кислорода происходит сгорание стали, а продукты горения (окислы и шлаки) выдуваются из плоскости реза.
Кислородную резку стали ручными резаками и полуавтоматами производят на специальных стеллажах. При резке на стеллажах для наметки верхние полки балок перерезаются и быстро приходят в негодность. Для устранения этого недостатка к верхним полкам балок стеллажей необходимо прикреплять
сменные детали из чугунных тавриков или стальных уголков
перьями вверх.
Для резки листовой стали можно использовать также уголки, уложенные перьями вверх на полу цеха через 1000—1500 мм.
При кислородной резке под стеллажами скапливается большое количество грата (шлака) и обрезков, которые удобно убирать при использовании стеллажей, состоящих из стальных поддонов (рис.
51).
Поддон представляет собой стальной открытый короб 1 высотой 200—300, шиРИНОЙ 1500 И ДЛИНОЙ 6000 мм, Рис. 51. Стеллаж для кислородной внутри которого установлены резки стали
Рис. 50. Схема кислородной резки
1— канал (внутреннего мундштука для подачи кислорода; 2 — канал наружного мундштука для подачи смеси; 3 — подопревающее пламя; 4 — струя режущего кислорода; 5 — прорезь; 6—продукты горения; 7 — разрезаемый металл
1
м
4
о
03
«■О
II "Т
ц
1
I II
I
1
и бооо —
6000
91
перегородки. Прокатную сталь, предназначенную для резки, укладывают на кромки сменных листовых планок 2, прикрепленных к вертикальным стенкам и перегородкам коробов.
При кислородной резке сменные планки разрезаются и периодически заменяются. Грат и обрезки падают на дно короба и по мере необходимости высыпаются мостовым краном в контейнер для дальнейшей отгрузки в железнодорожные вагоны.
Как правило, кислородную резку стали следует выполнять механизированными способами и только в отдельных случаях целесообразно применять ручную кислородную резку.
Обычно ручную кислородную резку деталей применяют для следующих профилей: швеллеров, балок, труб, гнутых профилей, уголков больших сечений при малой мощности имеющихся ножниц; единичных листовых деталей с криволинейным контуром, а также для снятия фасок на обушках уголков, кромках листов длиной до 500 лш, балках и швеллерах.
Ручной кислородной резкой трудно добиться хорошего качества реза, так как вручную невозможно обеспечить равномерное передвижение резака вдоль линии реза и добиться постоянного расстояния между соплом и поверхностью металла. В результате этого в местах замедленного движения резака или мгновенных остановок рез будет шире, чем при более быстром движении резака. Однако резчики высокой квалификации добиваются получения довольно чистого реза одинаковой ширины без смещения от намеченных линий резов.
Наиболее хорошие результаты получаются при наклоне резака и режущей струи кислорода под углом 65—75° к поверхности металла по направлению, обратному движению резака.
Для облегчения необходимого направления сопла резака
вдоль прямых линий реза следует использовать в качестве на¬
правляющих уголки или швеллеры небольших номеров. Особенно удобны такие направляющие при снятии фасок на коротких деталях, гак как они обеспечивают постоянный угол наклона резака (рис. 52).
Для повышения производительности и качества ручной резки применяют тележку с двумя роликами. Тележка прикрепляется к головке резака, служит ему опорой, облегчает передвижение резака, удерживает мундштук на постоянном расстоянии от поверхности металла, дает возможность изменять направление сопла и производить резку под необходимыми углами. К тележке может быть прикреплен циркуль для резки круглых и кольцевых деталей.
Для повышения производительности ручной резки необходи¬
ма 52. Направляющие для снятия фасок
— резак; 2 — равнобокий уголок; 3—«еравнобокий уголок
92
мо раскладывать на стеллажах одновременно не менее 20— 30 швеллеров, балок и уголков. Однако 'наиболее значительное повышение производительности и качества кислородной резки достигается применением полуавтоматов и автоматов.
Полуавтоматами (секаторами) производят резку листовых деталей с прямыми и кривыми линиями резов, а также снятие фасок на кромках листовых деталей.
При резке прямых линий применяют направляющие линейки или гибкие шаблоны, по которым полуавтоматы перемещаются, как по рельсам, обеспечивая постоянное расстояние от сопла резака до поверхности разрезаемого металла. Гибкие шаблоны плотно прилегают к поверхности металла, так как направляющими для роликов полуавтомата являются отрезки коротких уголков 2, прикрепленных к стальной полосе 1 (рис. 53).
а23-25 1
о 0.0.01 Ь оооЛо оо оЛо°и го о ооо о ЦоосоЛооо
2
о 1 Iо
3—-П
о " 1о
р щ
1°1 14121 1
И щр 1
Го( о Го П 1о) о Го
3
150
4
ООО -
Рис. 53. Гибкий шаблон для прямолинейной резки
Стальные направляющие линейки имеют большую жесткость, и поэтому для обеспечения плотного прилегания таких линеек к поверхности металла необходимо хорошо править листовую сталь. В этом случае будет выдержано постоянное расстояние от сопла резака до поверхности разрезаемого листа и обеспечено высокое качество реза.
Полосы из листовой стали рекомендуется резать полуавтоматом, к штанге которого прикреплены 2—3 резака. В этом случае за один проход полуавтомат делает 2—3 параллельных реза.
Резка деталей криволинейного очертания с радиусом кривизны до 1500 мм обычно выполняется ручным резаком с циркулем, а свыше 1500 мм — полуавтоматами по универсальным шаблонам.
Шаблон состоит из секций длиной около 1000 мм, соединенных между собой болтами, и может обеспечить резку деталей по выпуклой 1 и вогнутой 2 кривой (рис. 54).
93
Настройка универсального шаблона производится по вычерченной на поверхности металла кривой путем перемещения зубчатых реек, к концам которых прикреплена стальная линейка 2.
Резку деталей и снятие Х-образных фасок удобно производить полуавтоматами, снабженными двумя резаками, за один
проход без проектного притупления (рис. 55).
Резка деталей и снятие У-образных фасок осуществляется за два прохода. Вначале делается вертикальный рез, а затем косой рез, который должен отстоять от кром-
2 ки на 6—8 мм (рис. 56).
Высокая производитель-
ность и качество могут
быть обеспечены при собРие. 54. Универсальный шаблон для криво людении режимов резки
линейной.резки (скорость, давление кис¬
лорода, номер мундштука), которые определяются толщиной разрезаемого металла.
Скорость резки прежде всего зависит от толщины металла. Глу¬
бина бороздок, определяющая чистоту реза, при механизированных способах резки значительно меньше, чем при ручной резке. Применение для подогревающего пламени мундштуков увеличенного номера приводит к ухудшению чистоты реза, увеличению его ширины и оплавлению краев разрезаемой детали.
Р.ис. 55. Резка детали при Х-образной фаске
Рис. 56. Снятие У-образных фасок
1, 2 — листовые детали; 3 — резак
Для резки используют обычно технический кислород с чистотой не менее 98,5. Применение кислорода более высокой чистоты (табл. 6) ускоряет процесс резки, уменьшает расход кислорода, а резка с использованием кислорода чистоты 99,5 с применением специальных мундштуков исключает образование грата и затраты труда на его удаление.
94
Таблица б
Зависимость скорости резки от чистоты кислорода в
Чистота
кислорода
Вид кислородной резки
99,8
99,5
99,2
99,0
98,5
98,0
97,5
97
Ручная 141
126
115
110
100
93
87
83
Механизированная
112
100
92
88
80
74
69
66
Технологическим процессом кислородной резки необходимо предусматривать меры, предупреждающие усадочные деформации, возникающие от местного нагрева металла.
Так, узкие листовые полосы, разрезанные одним резаком без перемычек, после остывания будут иметь значительную серповидность. Поэтому резку полос шириной до 600 мм одним резаком следует производить не по всей длине сразу, а участками длиной 2000—3000 мм, оставляя перемычки длиной 40—60 мм (рис. 57,а). В начале каждого реза необходимо предварительно
а)
2000-3000 40-60
Рис. 57. Схема резки уча- )
стками 40-60 сделать отверстия по концам участка. В листовой стали толщиной до 20 мм отверстия пробивают кислородной струей резаком, а в более толстой листовой стали сверлят. Перемычки перерезают после полного остывания металла. При резке в листовых полосах прорезей по ее концам предварительно просверливают два отверстия диаметром, равным ширине прореза, и оставляют перемычки, которые разрезают после остывания металла (рис. 57,6).
При резке проемов с входящим углом необходимо предварительно просверлить в вершинах углов отверстия диаметром не менее 25 мм. При резке проемов в металле толщиной более 20 мм просверливают отверстия диаметром 21—25 мм
(рис. 57,в). Листовую сталь толщиной до 10 мм рекомендуется резать пакетом толщиной до 100 мм. Листы перед резкой долж¬
□
—1г-
95
ны быть плотно стянуты струбцинами, а на кромках листов необходимо наплавлять валик, что облегчит начало резки (рис. 58).
Наиболее высокая производительность кислородной резки деталей достигается использованием газорежущих машин (портальной АСП-1, консольной АСШ-2, портальной «Черномор» и
«Одесса», универсальной консольной СГУ-1-58).
Портальная машина «Черномор» имеет шесть резаков и используется для роспуска листовой стали шириной до 3150 мм на полосы без предварительной разметки, за счет установки резаков по ширине полос.
Дистанционно-масштабная машина «Одесса» предназначена для продольной и поперечной резки листовой стали без копира, а также фигурной резки деталей по чертежу и копиру.
Резку деталей на газорезательных машинах АСП-1 СГУ-1-58 и АСШ-2 производят по специальным шаблонам при помощи копирующего устройства, которое вместе с резаком следует за очертаниями шаблона.
Копирующие устройства применяются двух типов. Копирующее устройство первого типа состоит из электромотора, который через "систему шестерен вращает в разные стороны два вертикальных цилиндрических пальца с насечкой. Пальцы катятся по направляющим алюминиевым рейкам сечением 10 X10 мм, укрепленным на стальном листе толщиной 8—10 мм и повторяющим контур вырезаемой детали. После изготовления всей партии деталей можно переставить рейки на листе соответственно очертанию контура другой детали.
Копирующее устройство второго типа (рис. 59) имеет электромотор с намагниченным вертикальным пальцем 1 с насечкой, который притягивается к кромкам шаблона 2, а резак 4 перемещается над разрезаемым листом, повторяя движение пальца, обкатывающего контур шаблона. В качестве шаблона 2 используют стальные листы, ширина и длина которых меньше ширины и длины вырезаемой детали 3.
Размер шаблона определяется по формуле
а А (1 — Ь), (2)
где а — размер детали;
А — размер шаблона; й — диаметр магнитного пальца;
Ь — ширина реза.
Рис. 58. Схема пакетной резки
1 — разрезаемые листы; 2 — струбцины; 3 — валик наплавленного металла; 4 — линия реза
96
Шаблон для вырезки отверстий в листовых деталях имеет соответственно большие размеры, чем само отверстие. Ширина реза для определения размеров шаблонов может быть принята по табл. 7.
Рис. 59. Схема копира для резки по внешнему контуру шаблона
Таблица 7
Ширина реза при автоматической резке в мм
Толщина
стали
Ширина реза
5—15
2,0—2,5
15-30
2,5—3,0
30—60
3,0—3,5
60-100
3,5—4,5
Таблица 8-
Производительность кислородной резки деталей из листовой стали толщиной 12—20 мм
Способ резки
Норма в пог. м в час
Производительность резки в
Ручная
7—9,5
100
Полуавтоматическая
(секатором).
11,5—13,8
160—170
Автоматическая
13,6—19
190-200
На автоматах АСШ-2 со специальными резаками можно производить резку листовых деталей пакетом толщиной до 180 мм с применением кислорода низкого давления (1—3 ати) чистотой не ниже 99,2- Перед резкой выправленные листы складываются в пакет без очистки от окалины и сжимаются специальными скобами. Для облегчения начала реза листы укладываются в пакет со сдвигом кромок относительно друг друга на 0,5—1 мм.
Основными преимуществами пакетной резки кислородом низкого давления являются возможность пакетной резки без особо плотного сжатия листов, чистая поверхность реза, повышение производительности в 2—4 раза, снижение расхода кислорода от 25 до 60.
Производительность ручной кислородной, полуавтоматической и автоматической резки деталей из листовой стали толщиной 12—20 мм характеризуется данными, приведенными в табл. 8.
4" Зак. 11
97
§ 14. Образование отверстий
Образование отверстий в деталях под заклепки и болты производится в большинстве случаев продавливанием или сверлением. Отверстия диаметром более 30 мм образуют кислородной резкой, расточкой или вырезают оправкой с резцами.
Выбор технологического процесса образования отверстий зависит от толщины и марки стали, диаметра отверстий, профиля стали, размеров и веса детали, назначения деталей, наличия и мощности оборудования.
Продавливание отверстий допускается для малоуглеродистой стали толщиной до 25 мм включительно, а низколегированной стали — до 20 мм включительно. Продавливание отверстий разрешается только в том случае, если диаметр штемпеля больше толщины продавливаемой стали не менее чем на 2 мм.
Отверстия ;в деталях из листовой стали весом до 20 кг и площадью менее 0,5 м рекомендуется продавливать без наметки или сверлить по кондуктору.
Листовые детали большого размера весом более 150 кг с небольшим количеством отверстий следует сверлить пакетом (стенки и полки сварных балок, элементы бункеров и т. д.).
Отверстия в прямых деталях из угловой стали длиной до 5 м обычно продавливают, а в гнутых деталях из угловой стали, швеллеров и двутавров сверлят по наметке.
Отверстия в полках швеллеров и двутавров в большинстве случаев'сверлят, а в стенках прокалывают или сверлят.
Отверстия, образованные прокалыванием, по сравнению с отверстиями, полученными путем сверления, имеют более низкое качество и точность расположения.
Проколотые отверстия имеют конусность и заусенцы, а также худшие механические свойства стали, получившей наклёп в зоне, прилегающей к отверстию. Поэтому в деталях, предназначенных для клепаных конструкций, работающих на динамическую нагрузку (мосты, подкрановые балки и т. д.), а также в деталях конструкций, монтируемых скоростным методом, для обеспечения высокой точности расположения отверстия сверлят по кондукторам.
Сверление отверстий можно производить в деталях любой толщины, марки, профиля и размера стали. Однако производительность образования отверстий сверлением значительно меньше, чем продавливанием. При продавливании отверстий прокатная сталь укладывается между пуансоном (штемпелем) и матрицей (рис. 60).
При включении пресса пуансон опускается вниз и прижимает прокалываемую сталь к матрице. Под давлением пуансона в стали возникают сжимающие и скалывающие напряжения, сконцентрированные по периметру режущих кромок пуансона и матрицы. Пуансон, преодолевая сопротивление, проникает в
98
глубь толщины стали, выдавливая ее в отверстие матрицы. Величина проникновения пуансона в сталь Ст.З с содержанием углерода 0,2 до полного скалывания составляет 40 толщины стали.
Величина зазора оказывает влияние не только на усилие продавливания, но также существенно сказывается на чистоте реза. Зазор между диаметром матрицы и диаметром пуансона зависит от толщины прокалываемой стали и составляет для толщины 4—14 мм—1,2 мм, толщины 15—18 мм—1,5 мм, толщины 20—
25 мм—2 мм. С уменьшением зазора уменьшается изгиб выдавливаемого металла, а поверхность реза получается более чистой, с меньшими заусенцами. Применение матриц и пуансонов с уменьшением зазора до 0,5 мм вместо 1,5 мм обеспечивает образование отверстий почти без конусности, равноценных по качеству сверленым. Для уменьшения усилия, необходимого для продавливания отверстий, штемпель делают коническим на Г с уширением внизу. Большое значение для роста производительности работ по прокалыванию имеет способность инструмента работать без поломок и выкрашивания режущих кромок.
Эта способность определяется стойкостью инструмента, зависящей от качества стали, применяемой для изготовления инструмента, качества изготовления инструмента, термической обработки и марки продавливаемой стали.
Матрицы и штемпеля изготавливают обычно из легированной стали марок 5ХВ2С и Х12М или из инструментальной углеродистой стали марок У8А и У9А.
Штемпеля изготавливают двух типов: с конусом на конце и без конуса. Штемпель без конуса применяется при продавливании отверстий без наметки по шаблонам, а штемпель с конусом— по намеченным на поверхности стали центрам отверстий (кернам).
Технология продавливания отверстий и организация работ определяются профилем стали, количеством и размером деталей, характеристикой используемого оборудования, количеством и характером расположения отверстий.
На заводах металлоконструкций для прокалывания отверстий применяют двухштемпельные прессы, спейсеры и дубликаторы.
Рис. 60. Схема проколки отверст,ий
1 — гайка для крепления пуансона; 2 — пуансон; 3 — ксхнус; 4 — прокатная сталь; 5 — плоскость Скалывания; 6 — матрица; 7 — подушка
Зак. II
99
Отверстия по наметке продавливают в листовых деталях весом от 20 до 150 кг с площадью более 0,5 м2, а также в деталях из уголков, швеллеров и двутавров длиной более 1000— 1500 мм.
При продавливании отверстий по накерненным центрам отверстий прессовщик укладывает каждую деталь на нижнюю подушку накерненными центрами вверх, совмещает центр отверстия с конусом штемпеля, включает пресс и прибивает отверстия.
Отверстия в мелких деталях прессовщик продавливает сидя. Поверхность детали вокруг штемпеля должна освещаться лампой с абажуром, чтобы свет не ослеплял прессовщика.
Для продавливания отверстий в тяжелых листовых деталях пресс должен быть оборудован столами и гусиными шейками или шарами. Для удержания и перемещения длинных уголков во время продавливания отверстий пресс 2 оборудуют с обеих сторон вращающимися спаренными роликами 3, 5 или специальными тележками. Ролики устанавливают на стойках на расстоянии 1000—1500 мм друг от друга (рис. 61). Со стороны подачи
1 0 (
1
, 1 ь 1
Рис. 61. Организация работ при п,родавли.в.ани,и отверстий в угловой стали
уголков устанавливается загрузочный стол , уровень которого немного выше уровня роликов. На загрузочный стол укладывается партия уголков, которые прессовщик и его подручный по одному укладывают полкой без отверстий между роликами 3. Уголок легко перемещается по роликам 3, 5 прессовщиком, который поочередно наводит и совмещает намеченные отверстия с конусом штемпеля. После продавливания отверстий уголок снимают мостовым краном и укладывают вблизи роликов 3 на прокладки 4.
Для продавливания отверстий во второй полке пачку уголков с отверстиями возвращают на загрузочный стол и продавливают отверстия тем же способом, что и в первой полке.
Более удобна для удержания уголков во время продавливания тележка, которая устанавливается со стороны подачи и со
100
стороны съема уголков (рис. 62). Тележка имеет сварную раму из уголков и перемещается по рельсам на двух парах колес. На раме тележки установлены четыре стойки 1 с гнездами, в которых на захватах 3 закреплены подвески 2. Уголок, предназначенный для продавливания отверстий, укладывают одним концом на подвеску тележки 2, а другим на матрицу дыропробивного пресса. По мере продавливания отверстий уголок вместе с тележкой перемещается по направлению к штемпелю пресса.
Установка уголков по высоте осуществляется перестановкой захватов 3 с подвесками 2 в гнездах стоек 1.
Производительность и качество продавливания отверстий по наметке зависят от навыка прессовщика быстро совмещать
Рис. 62. Тележка к дыропробивному прессу
центры отверстий с конусом штемпеля, качества инструмента, исправности пресса, подготовки и освещенности рабочего места.
Средняя производительность квалифицированного прессовщика при продавливании отверстий по наметке в мелких деталях составляет 2500—3000 отверстий за 7 ч. Для сокращения работ по наметке, увеличения производительности и повышения точности образования отверстий применяют различные приспособления, позволяющие продавливать отверстия без предварительной наметки.
В листовых деталях весом до 20 кг, площадью менее 0,5 м2, а также в прямолинейных уголках и швеллерах длиной до 1000 мм, весом до 20 кг отверстия прокалывают по шаблонам с отверстиями диаметром на 1 мм больше, чем диаметр штемпеля (картонным, рубероидным или фанерным).
101
Шаблоны для деталей весом 8 кг и более во избежание смещения во время продавливания отверстий должны плотно прижиматься к поверхности детали кляммерами. Закрепив шаблон, деталь укладывают под штемпель, который должен зайти в отверстие шаблона, после чего включают пресс и продавливают отверстие. По окончании продавливания отверстий в партии деталей прессовщик укладывает шаблон на верхнюю деталь партии. Правильность расположения отверстий, продавленных по шаблону, проверяется осмотром шаблона. При правильном продавливании не должно быть срезов кромок отверстий в шаблонах.
При продавливании отверстий без наметки прессовщик не тратит время на отыскание накерненных центров и быстро совмещает штемпель с отверстием в шаблоне, и поэтому производительность труда составляет 2300—4000 отверстий за 7 ч.
Для больших листовых деталей можно использовать упрощенный дубл'икатор (рис. 63), который представляет собой приспособление для безнаметочного продавливания отверстий в листовых деталях 1 по натуральному шаблону с размеченными и просверленными отверстиями согласно чертежу.
Приспособление состоит из нижней 7 и верхней 10 тележек, 'которые двигаются по рельсам 2 и 9 взаимно перпендикулярным направлениям. Рельсы 2 приварены к раме 6, а рельсы 9 — к верхней плоскости нижней тележки. На верхней тележке струбцинами 11 закреплен натуральный шаблон 14 с отверстиями. Листовая деталь 1, подлежащая продавливанию, закреплена рычагом 16, расположенным на этой же тележке и работающим от сжатого воздуха, подаваемого в шланг 15. Фиксатор 13 поочередно устанавливают во все отверстия шаблона, передвигая его в требуемых направлениях с помощью тележек 7 и 10, и при каждом совмещении фиксатора с отверстием шаблона производят продавливание отверстия- Фиксатор 13 находится в станине 12, закрепленной на кронштейне 5, и поднимается из отверстий тросиком 4 через систему блоков 5 нажатием 'педали 3.
Для продавливания отверстий без наметки в коротких уголках длиной до 1000 мм рекомендуется применять специальное приспособление (рис. 64). Приспособление состоит из вертикальной пластины 4 с продольным пазом, :в который заводятся втулки 7, устанавливаемые друг от друга на расстояниях, соот¬
Рис. 63. Упрощенный дубл’икатор
102
ветствующих расстояниям между центрами отверстий. Вертикальная планка 4 закреплена болтами 3 в нижней подушке пресса через детали 2 и 5.
ЯГ
Е-Е
Рис. 64. Приспособление для лродавливания отверстий в коротких уголках
При продавливании отверстий прессовщик последовательно вставляет во втулки пробки 5, которые являются упором для уголка 6. В уголках длиной более 1000 мм отверстия продавливают без наметки по шаблону-утюжку б с кронштейном в (рис. 65).
В качестве шаблона 5 используется один из уголков, в котором с большой точностью сверлят или продавливают отверстия но чертежу. Уголок-шаблон 5 прикрепляют к стойкам приемных
Ось пуансона
Рис. 65. Приспособление для продавлива.ния отверстий в длинных уголках
103
рольгангов 1 с дисками 2, располагая полку с отверстиями горизонтально.
Утюжок 3 устанавливают на шаблоне таким образом, чтобы фиксирующий палец утюжка 4 вошел в первое отверстие шаблона. Обрабатываемый уголок 7 упирают торцом к утюжку и производят продавливание отверстий. После этого утюжок переставляют на следующее отверстие шаблона и операция продавливан-ия повторяется.
Для соблюдения размера риски в обрабатываемом уголке к прессу прикрепляют 'кронштейн, к которому прижимают вертикальную полку обрабатываемого уголка 7 через прокладку 6.
При продавливании отверстий в полках уголков, а также стенках швеллеров и балок рекомендуется применять столы с рольгангами, уровень которых относительно матрицы пресса можно изменять по высоте.
Описанные выше приемы продавливания отверстий и приспособлений относятся к одноштемпельным прессам. Для продавливания отверстий двух разных диаметров без замены штемпелей и при изготовлении шайб экономичнее применять двухштемпельные прессы, которые имеют по два штемпеля, расположенных перпендикулярно оси пресса.
В некоторых ‘случаях на концах деталей из швеллеров, балок и уголков встречается необходимость делать вырезы различной конфигурации. Обработку таких вырезов лучше всего выполнять на зарубежных машинах, которые имеют верхний консольный нож 1 и три нижних ножа 2 (рис. 66). Вырез на конце уголка на зарубочпой машине производится за один ход ножа, а в балке за четыре приема. В начале вырезаются полки , 2, 5, а затем стенка 4 (рис. 67).
Рис. 66. Зарубочная ма шина
Рис. 67. Схема образования вырезов в балке
Сверление отверстий при изготовлении деталей имеет ряд преимуществ по сравнению с продавливанием. Сверленые отверстия имеют правильную цилиндрическую форму без конусности
104
и неровностей на стенках, высокую точность, а также не имеют структурных изменений стали в зоне сверления. Отверстия можно сверлить любых диаметров независимо от толщины стали. Однако образование отверстий сверлением дороже продавливания. Поэтому оно обычно применяется для толщин стали свыше 20—25 мм. В стали меньшей толщины сверление применяется для отверстий при сложном расположении и диаметрах меньше толщины стали.
Процесс сверления отверстий заключается в последовательном снятии стружек стали режущими кромками сверла.
Производительность сверления зависит от режимов сверления, правильной заточки сверл, надежного закрепления деталей, свойств обрабатываемого металла, охлаждения сверл.
Режимы сверления характеризуются подачей и числом оборотов сверла.
Подачей называется 'величина перемещения сверла в тело обрабатываемой детали за один оборот. Для сверления отверстий диаметром 17—23 мм в углеродистых сталях рекомендуется подача 0,35—0,5 мм, число оборотов для углеродистых сверл 300— 175, для быстрорежущих сверл — 600—350. Для понижения температуры натрева сверление ведут с охлаждением водой или эмульсией (на 10 л воды 0,5 кг мыла и 0,5 кг каустической соды).
Для сверления отверстий в малоуглеродистых и низколегированных сталях применяют обычно двухперые сверла из легированной и быстрорежущей стали, заточка которых должна производиться централизованно инструментальщиками на заточных станках. Режущие кромки должны быть прямыми, равными между собой по длине, так как при неравных режущих кромках диаметр отверстия будет значительно больше диаметра сверла.
При нормальной заточке (при сверлении строительных сталей) образующие конусов должны пересекаться под углом наклона режущей кромки 116° (рис. 68).
Сверло закрепляется в шпинделе сверлильного станка коническим хвостовиком 4 с лапкой 5 на конце.
Закрепление сверла в станке производится специальным конусом, в котором сверло удерживается трением.
6)
о
п
,10
Рис. 68. Инструмент для сверловки
а — сверло; б — удлинительный патрон; 1 — рабочая часть; 2 — режущая часть; 3 — шейка; 4 — хвостовик; 5 — лапка; 6—канавка; 7 — зуб; 8 — шпиндель; 9 — патрон;
10 — сверло
105
При сверлении листовых деталей на передвижных станках шпиндель удлиняют с помощью цилиндрического патрона 9. Конусный конец патрона закрепляется в шпинделе 5, а (в коническом канале противоположного конца патрона закрепляется конус сверла 10.
Закрепление деталей при сверлении производят клиньями, струбцинами и п'невмоприжимами. Надежное закрепление деталей при сверлении значительно повышает стойкость сверл и качество сверления.
В зависимости от.профиля стали, размеров детали, серийности деталей, требуемой точности, типа сверлильных станков сверление производят по наметке, по кондукторам, пакетом, на стационарных или передвижных сверлильных станках.
Сверловку отверстий по наметке или разметке обычно при меняют для обработки деталей из уголков, швеллеров, двутавровых балок, а также единичных листовых деталей.
Сверловку по кондукторам применяют для листовых деталей, требующих высокой точности расположения отверстий. По кондукторам сверлят отверстия в торцовых фасоиках стропильных ферм и подкрановых балок, на полках и стенках колонн в местах примыкания стропильных и подстропильных ферм, в стыковых элементах, соединяемых на монтажных заклепках или болтах.
Сверловка пакетом по шаблону нескольких листовых деталей значительно повышает производительность, приближая ее к производительности на многоштемпельных прессах. В качестве шаблонов используют рядовые детали с отверстиями, которые укладывают сверху деталей без отверстий. Обычно пакет состоит из 4 — 5 деталей, которые сжимают в нескольких местах струбцинами.
Рядовую деталь в качестве шаблона можно использовать не более трех-четырех раз, так как при сверлении отверстия в шаблоне постепенно разрабатываются, изменяют (геометрическую форму и увеличиваются в размерах.
Для пакетирования листовой стали рекомендуется применять специальное присопсобление (рис. 69), которое состоит из обвязки рамы 1, внутри которой имеются уголки 2 с отверстиями для установки упоров-фиксаторов 3. С наружной стороны рамы на консолях 4 установлено шесть ганевмоцилиндро-в 5. В отверстия уголков по размерам листов пакета устанавливают два упора 3 в продольных уголках и два-три упора в поперечных уголках.
Листы 6 подаются мостовым краном на деревянные брусья 7, уложенные на раму и продольные уголки. После этого включается сжатый воздух и торцы листов прижимаются штоками пневмоцилиндров 5 к упорам-фиксаторам 3, а пакет листов стягивают струбцинами в нескольких местах. Затем пакет снимают и перевозят к месту сверловки.
Для сверловки отверстий'на заводах применяются стацио¬
106
нарные и передвижные радиально-сверлильные станки с вылетом хобота от 1,5 до 2,5 м.
Стационарными станками сверлят отверстия в деталях, находящихся в пределах сектора, описанного шпинделем, который расположен в крайней точке хобота. Максимальная ширина деталей, обрабатываемых.на стационарных сверлильных станках, составляет 1 —1,5 м, а длина 3,5—4 м.
р.ис. 69. Приспособление для пакетирования листовой стал-1
Для сверловки деталей большего размера у стационарных станков укладывается узкоколейный рельсовый путь, по которому перемещаются вагонетки с деталями. Детали значительной длины укладывают на.несколько вагонеток так, чтобы детали не провисали. Для лучшего использования стационарных станков необходимо иметь длину рельсового пути около 30—35 м и два комплекта вагонеток. В этом случае в партии деталей, уложенных на первом комплекте вагонеток, производится сверление отверстий, а другой комплект вагонеток тем временем загружают следующей партией деталей. После окончания сверления отверстий в первой партии деталей сразу же производится сверловка отверстий во второй партии деталей.
Для закрепления деталей на сверлильных станках рекомендуется применять пневмоприжим, обеспечивающий закрепление деталей с усилием 4400 кг (рис. 70).
107
При повороте трехходового крана 1 сжатый воздух из сети по воздушному шлангу 2 поступает в пневмоцилиндр 7. Шток пневмо,цилиндра 3 через траверсу 5 и тягу 9 с пружиной 6 тянет прижим 4 вниз. Один конец прижима 4 упирается в крышку пневмоцилиндра, а другой прижимает обрабатываемую деталь
11.к столу станка. Пнемоцилиндр 7 прикреплен к сверлильному станку 10 посредством кронштейна 5.
Однако сверловка отверстий в деталях больших размеров на стационарных станках малопроизводительна. Поэтому на заводах предпочитают применять передвижные сдвоенные радиально-сверлильные станки или радиально-сверлильные станки на самоходной тележке.
В цехах обработки наиболее удобны передвижные сдвоенные радиально-сверлильные станки на портальной раме, которая перемещается по рельсам. Между рельсами на всю их длину устанавливают горизонтальный стеллаж из деревянных брусьев. Для сверловки деталей из уголков в деревянных брусьях делают прорези, в которые укладывают вертикальные полки уголков.
Для сверловки листовой стали пакетами рекомендуется использовать специальный стенд (рис. 71).
Стенд состоит из трех балок , к которым приварены швеллеры с уголками 2. Пакет листов 3 укладывают на деревянные брусья 4 и закрепляют струбцинами 5, которые свободно перемещаются поперек стенда между двумя швеллерами.
108
Для прижима пакета листовых деталей при сверловке рекомендуется использовать стол 1 с пневмоцилиндрами 2 и 3 (рис. 72).
Рис. 72. Стол с пневмоц'илиидрами
Вертикальные пневмоцилиндры 2 с усилием по 980 кг обеспечивают прижим пакета листовых деталей через рычаги 4. Боковые пневмоцилиндры 3 развивают усилие это 650 кг и 'прижимают пакет деталей рычагами 5.
Отверстия диаметром свыше 30 мм, которые не требуют механической обработки, вырезаются кислородной резкой с отклонениями в размерах в пределах 3—5 мм. Такие отверстия вырезают для анкерных болтов в башмаках колонн, в тормозных настилах, для заворачивания болтов рукой.
Отверстия диаметром свыше 80—200 мм с механической обработкой кромок можно вырезать на сверлильных станках в два
109
приема. Вначале сверлят отверстие диаметром 20—26 мм, куда вставляется направляющая оправка с резцами, при помощи которых вырезают отверстия необходимого диаметра.
§ 15. Холодная и горячая гибка и штамповка
При изготовлении стальных конструкций холодная гибка занимает довольно большой объем главным образом в листовых конструкциях доменных печей, газгольдеров, резервуаров, труб (вытяжных, вентиляционных, дымовых), трубопроводов, силосов, бункеров.
В конструкциях промышленных зданий холодная гибка применяется при изготовлении монорельсов, гнутых профилей из листовой стали, стыковых уголков стропильных ферм, опор ЛЭП.
Гибку деталей в холодном состоянии производят на листогибочных вальцах, кулачковых прессах, кромкогибочных прессах, роликогибочных станках, карусельных ставках, клепальных скобах.
На листогибочных вальцах выполняют следующие виды гибочных работ:
1) вальцовка листовой стали для образования цилиндрических, конических и сферических поверхностей;
2) кольцевая гибка (вальцовка) профильной стали (уголков, швеллеров, двутавровых балок).
На кулачковых прессах производится:
1) кольцевая гибка (вальцовка) профильной стали (уголков, швеллеров и двутавровых балок);
2) гибка под углом профильной стали;
3) гибка полосовой стали на ребро.
На кромкогибочных прессах изготавливают гнутые профили из листовой стали и производят гибку листовой стали под углом.
На роликогибочных станках производят вальцовку уголков, швеллеров и балок.
Карусельные станки с планшайбами большего размера используют для отгиба кромок листов.
Клепальные скобы могут быть использованы для гибки детален из уголковой и листовой стали, а также для размалковки и смалковки уголков.
Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали при холодной гибке расчетных элементов остаточное удлинение не должно выходить за границы предела текучести. Величины наименьшего радиуса кривизны, при которых допускается гибка расчетных элементов в холодном состоянии, приведены в СНиП Ш-В.5-62
При меньших радиусах кривизны во избежание появления наклепа гибку следует производить в горячем состоянии после нагрева до температуры 900—1100°С (от вишневого до оранжевого цвета каления) и прекращать при температуре не ниже
110
700°С (красный цвет каления). Скорость охлаждения деталей после окончания гибки должна исключать закалку, коробление, трещины и надрывы.
Термоупрочненные стали марок 10ХСНД и 10Г2С во избежание разупрочнения нельзя обрабатывать при температуре выше 650°С.
Для.нерасчетных элементов наименьшие радиусы кривизны при гибке в холодном состоянии можно принимать в 1,5—2 раза меньше, чем для расчетных элементов.
При изготовлении гнутых.профилей на кромкогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, — не менее 2,5 толщины.
Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 больше, чем для углеродистой стали. Кроме того, в деталях из низколегированной стали необходимо производить строжку кромок, пересекающих линии гиба.
Для холодной гибки в настоящее время применяются листогибочные машины с тремя или четырьмя горизонтальными валками, на которых вальцуют листовую сталь максимальной шириной до 2100—8000 мм при максимальной толщине 20— 50 мм.
Наибольшее распространение имеют трехвалковые машины с пирамидальным расположением валков (рис. 73). Два привод-
Рис. 73. Схема гибки на трехвалковых пальцах
а — подгибка первой кромки; б— подгибка второй кромки; в — вальцовка; — нижние валки; 2 — верхний валок; 3 — изгибаемый лист; 4 — подкладной лист
ных нижних валка 1 вращаются в одинаковом направлении. Верхний валок 2 может перемещаться по высоте и вращается трением между валками и изгибаемым листом 3. Один подшипник верхнего валка может откидываться.
Ш
Необходимо помнить, что ввиду упругой деформации наименьший диаметр вальцовки листов на 15—20 больше диаметра верхнего валка.
Для укладки листовой стали, (предназначенной для гибки и для поддержания длинных деталей во Бремя гибки, вальцы должны быть оборудованы столами, поверхность которых представляет собой набор листовых полос, расположенных строго перпендикулярно к оси валков. Для обеспечения перпендикулярности продольной оси листа к оси валка при вальцовке продольную кромку листа совмещают с кромкой полосы на столе.
В отдельных случаях вальцы устанавливают на уровне пола в приямке. В этом случае отпадает необходимость установки, столов, но ухудшаются условия работы.
Гибку листовых деталей цилиндрической формы на трехвалковых вальцах (производят следующим образом. Вначале производят подгибку торцов всей партии листов на подкладном листе толщиной 25—30 мм. Без подгибки кромок концы листов, остаются плоскими на участке, рав.ном половине расстояния между центрами нижних валков.
Подкладной лист должен иметь ширину, в два раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть на 10—17 меньше, чем радиус гибки детали, учитывая упругую деформацию стали. Подкладной лист укладывают на нижние валки и прокатывают на гнем концевые участки листов, подлежащих вальцовке.
После подгибки кондов всей партии листов подкладной лист снимают с вальцов и приступают к вальцовке листов, для чего их пропускают через вальцы несколько раз в обоих направлениях, периодически проверяя радиус вальцовки шаблоном. Степень изгиба листа регулируется подъемом или опусканием верхнего -валка.
После окончания вальцовки листов в замкнутые цилиндрические поверхности один конец верхнего валка освобождают от подшипника. После этого нажимают на противоположный конец, верхнего валка, наклоняют его и снимают свальцованный лист краном, сдвигая его вдоль валка, и укладывают у вальцов.
Иногда свальцованные детали представляют собой часть окружности, в этом случае они снимаются краном без подъема верхнего валка.
При радиусах гибки свыше 2000 мм подгибку концов листов не производят, так как стрела прогиба на длине плоского участка незначительна.
При гибке листовой стали на четырехвалковых машинах подгибка кромок производится одновременно с вальцовкой (рис. 74).
Верхний 1 и нижний 2 валки являются;
Рис. 74. Схема гибки на четырехвалковых вальцах
112
приводными и вращаются в разные стороны, передвигая изгибаемый лист 4. Два боковых валка 3 не имеют привода и могут перемещаться по наклонным направляющим, приближаясь или отдаляясь от верхнего валка. Подгибка кромок осуществляется вовремя гибки за счет давления одним из боковых валков.
Гибка конусов на вальцах производится с применением прокладок, гибкой по участкам и с упором кромки листов в станину вальцов.
При гибке конусов с применением прокладок последние кладут у кромки меньшего радиуса заготовки (рис. 75). Однако этот
;
Рис. 75. Положение валков и заготовки конуса
— верхний валок; 2 — нижний валок; 3 — заготовка конуса; 4 — подкл.ка; я- угол перекоса верхнего валка
способ малопроизводителен, требует большого опыта и высокой квалификации гибщиков.
При гибке конусов по участкам поверхность заготовки разбивается на несколько равных частей, по границам юоторых мелом проводят риски (рис.
76). Заготовку укладывают в вальцы риской 1—1 параллельно оси нижнего валка.
Гибка ведется на первом участке АВгб по обе стороны от риски 1—1 до получения заданного радиуса кромки А—В. Затем заготовка устанавливается в вальцах риской 2—2 параллельно оси нижнего валка и производится гибка второго участка ВГдба с доведением до заданного радиуса кромок Б—В и б -в. После гибки третьего участка ВДев участок заготовки, ограниченный риской 3—3 до кромки А—б, оказывается выгнутым по заданному радиусу. Дальнейшая гибка производится в
Рис. 76. Схема пибки конусов участками
113
такой же последовательности по осям участков 4, 5, 6 и в последнюю очередь участка с центральной риской 7. Гибка по участкам требует еще более высокой квалификации рабочих, чем гибка с лрименением прокладок.
Наиболее проста т.ибка конусов из листовых заготовок до
20 мм включительно на вальцах в упор к станине (рис. 77) В этом случае верхний валок устанавливается в наклонное положение под углом, величина которого зависит от радиуса гибки и толщины изгибаемого листа.
4
Л
Й
-— 1А
А-А
Рис.77. Схема гибки конусов в упор к станине вальцов
. — нижние валки; 2 — заготовка конуса; 3 — откидная траверса верхнего вала
Рис. 78. Кронштейн с (роликом
1 — верхний.валок; 2 — нижний валок; 3 — заготовка; 4 — ролик
Так как расстояние между верхним 1 и нижним 2 валками по их длине различно, то лист будет изгибаться на разные радиусы кривизны. Со стороны пониженного конца верхнего валка радиус гибки будет меньше, чем на противоположном приподнятом конце валка. Так же, как и при вальцовке цилиндрических поверхностей, у листовых заготовок конусов предварительно производят (подгибку обеих продольных кромок на подкладном листе.
В начале гибки рабочий, прижимая ломиком заготовку к верхнему валку, увеличивает трение между валком и поверхностью заготовки, чем способствует обкатыванию заготовки кромкой меньшей дуги вокруг станины вальцов.
При гибке в упор к станине вальцов для увеличения скольжения конусов рекомендуется применять кронштейн с роликом, надеваемым на верхний валок (рис. 78).
Конусы с раздел'кой кромок под сварку не следует вальцевать
:п 4
в упор к станине, так как кромки, упираясь в станину, деформируют кромки.
На листогибочных вальцах можно производить вальцовку прямых усеченных 'конусов с углом ;а не свыше 60° и диаметром окружности меньшего основания конуса
Дшна: —, (3)
со5 а
где а — угол между образующей и высотой конуса; й — диаметр верхнего валка;
К 1,1-г- 1,18 — коэффициент, зависящий от угла а, толщины заготовки и радиуса гибки.
На листогибочных вальцах, оборудованных приспособлением,, производят также гибку лепестков сферических поверхностей.
Приспособление состоит из боч'ки ), надеваемой на верхний валок 4, и постели-ша'блона 2, укладываемого на н-ижние валки 5 (рис. 79).
Бочка представляет собой отрезок толстостенной трубы, сваренной из листовой стали. Наружная поверхность бочки обточена по радиусу шара.
Рй'С. 79. Схема гибки лепестков сферических 'поверхностей
Постель из листовой стали имеет кривизну в двух направ лениях (поперек и вдоль валков). Заготовки лепестков 3, вырезанных ,из листовой стали, укладывают на постель 2 и, прижимая бочкой 1, прокатывают несколько раз между бочкой и постелью. Изготовление сферических лепестков таким способом рентабельно только при серийном изготовлении однотипных деталей при длительной затрузке вальцов. Минимальный радиус сферической поверхности, изготавливаемой холодной вальцовкой, составляет 3500 мм.
Гибку уголков на листогибоч.ных вальцах производят тремя способами: с бандажами, с прорезями в валках и без приспособлений (рис. 80).
Обычно уголки, свальцованные перьями внутрь кольца, имеют волнообразные вертикальные полки, так как при вальцовке перья полок сжимаются. Величина деформаций возрастает с уменьшением диаметра вальцовки и увеличением полки уголка.
Уголки, свальцованные перьями наружу кольца, не имеют
па
волнообразности вертикальных полок, так как в этом случае перья вертикальных полок при вальцовке растягиваются.
Перед вальцовкой уголки необходимо соединить между собой прихватками, создавая симметричное тавровое сечение (см. рис. 80,а). В этом случае уголки после вальцовки получают правильную форму, но.перья уголков сминаются.
Рис. 80. Схема гибки уголков на листогибочных вальцах
— верхний (валок; 2 — нижние валки; 3 — завальцованная часть уголка; 4 —прямая часть уголка; 5—бандажи
Во избежание смятия перьев уголков и получения лучшего качества вальцовки уголков на нижние валки 2 надевают специальные бандажи 5, в которые вставляют вертикальные полки уголков (см. рис. 80,6).
Отдельные заводы делают по концам нижних валков круговые прорези для вертикальных полок уголков (см. рис. 80,в). Опасности для ослабления валков эти прорези не представляют,
116
так как расположены они по концам валков, где изгибающий момент незначителен.
На листогибочных вальцах также можно гнуть в плоскости полок балки и швеллеры, но при вальцовке перья полок несколько сминаются. Необходимо также иметь в виду, что концы уголков, швеллеров и балок длиной 200—500 мм с обеих'сторон после, вальцовки остаются прямыми (рис. 80,г).
Для гибки применяют различные типы горизонтальных правйльно-гибочных механических и гидравлических прессов. На. этих прессах можно производить гибку полос на ребро, а уголки, швеллеры и балки в плоскости стенок и ,полок.
При гибке на кулачковом прессе деталь медленно перемещают перед толкателем, который производит плавный нажим на деталь, опертую на раздвижные опоры, и постепенно изгибает ее по всей длине (см. рис. 18).
Рлс. 82. Схема изготовления гнутых профилей на кром ко гиб очном прессе
а — первый гиб; б—.второй гиб; в — третий гиб; 1 — стол пресса; 2—нижний штамп; 3, 4, 5 — верхний штамп; 6 — ползун; 7 — обрабатываемый лист
Рис. 81. Общий в«д роликогибочного станка
3
117
На ряде заводов имеются роликогибочные станки с тремя вертикальными роликами, которые обычно устанавливают на уровне пола (рис. 81)- На таких станках производят гибку уголков, а также швеллеров и балок в плоскости стенок.
В последние годы стали широко применяться для изготовления металлоконструкций кромкогибочные прессы мощностью от •80 до 400 т. Наибольшая 'длина изгибаемого листа (в зависимости от мощности пресса и толщины деталей) составляет 2600— 6000 мм. При оборудовании пресса приставками максимальная длина изгибаемого листа может быть увеличена до 7000 мм.
Максимальная толщина изгибаемого листа на кромкогибочных прессах составляет 16—20 мм. Она ограничивается мощностью пресса, а также значительным снижением пластических свойств стали при увеличении толщины листа.
Рабочим инструментом кромкогибочного пресса являются верхний и нижний штампы (рис. 82).
Нижний штамп 2 имеет на каждой из четырех граней пазы различного размера. Верхний штамп 3, 4, 5 представляет собой нож, закрепленный в ползунке 6. Угол гибки детали зависит от ширины паза у нижнего штампа и величины опускания в него ножа верхнего штампа. Чем шире паз и меньше опускание верхнего штампа, тем на меньший угол можно загнуть листовую деталь.
На кромкогибочном прессе можно гнуть из листовой стали различные профили, заменяющие составные сварные элементы, а также производить гибку заготовок конусов, переходов с квадрата на круг (рис. 83).
На заготовки б наносятся риски и по ним производится гибка штампом а начиная с риски , расположенной с левой стороны по направлению к центру. Дойдя до центральной риски 5, гибку производят от крайней риски 6 к 11 по направлению к центру.
В процессе гибки по первым трем рискам регулируют длину хода ползуна пресса, проверяя правильность до шаблону. Если заготовка в точке А изгибается недостаточно, то гибка производится через прокладку в толщиной 1—2 мм.
На кромкогибочных прессах можно производить также смалковку и размалковку уголков при наклоне полок до 110. Для облегчения смалковки и размалковки обушки уголков рекоменду¬
■Рис. 83. Гибка перехода с квадрата •на круг
а — нижний штамп; б — листовая заготовка; в — прокладка толщиной 1—2 мм
118
ется предварительно прострогать, чтобы толщина уголка в этом, месте была на 1—2 мм меньше толщины полки. В этом случае перегиб в уголках происходит точ.но по обушку.
В связи с сокращением изготовления клепаных конструкций, на некоторых заводах шневматичеокие клепальные скобы используют для производства гибочных работ. Вместо обжимки и поддержки у клепальных скоб устанавливают штампы для гибки листов и уголков, а также для размалковки и смалковки уголков.
Мелкие детали можно гнуть на эксцентриковых и фрикционных прессах, оснастив их специальными штампами. Правильность тибки деталей в процессе работы проверяют шаблоном. При накладывании шаблонов у торцовых кромок листовой детали, свальцованной на листогибочных вальцах, зазоры между кромкой шаблона и поверхностью детали не должны превышать:
2 мм — при длине дуги шаблона 1500 мм, 4 мм — при длине дуги шаблона 3000 мм.
Зазор между шаблоном длиной 1500 мм (по дуге) и кромкой, полки швеллера или двутавра при гибке на листогибочных вальцах или кулачковых прессах не должен превышать 2 мм. Поверхность уголков, швеллеров и двутавров после гибки должна быть, ровной и не иметь винтообразности.
Объемы работ по горячей гибке деталей при изготовлении строительных металлоконструкций незначительны, и поэтому в. имеющихся на заводах кузнечных отделениях работы выполняются чаще всего вручную. В связи с этим такие работы весьма трудоемки, выполняются медленно и стоят дорого. Кузнечные отделения располагаются рядом с цехом подготовки металла и обработки. Для подачи металла и заготовок, а также вывозки изкузницы готовых деталей предусматривают узкоколейный путь.
При необходимости изготовления деталей с большим объемом сложных кузнечных работ (сферических лепестков, отбортовки днищ значительной толщины) заводы металлических конструкций прибегают к кооперированны-м поставкам. В связи с изложенным большинство заводов стараются избежать примененияг горячей гибки -в конструктивных решениях. Однако горячую гибку деталей приходится применять в следующих случаях:
а) в расчетных элементах конструкций, когда заданные радиусы кривизны менее, а стрелки прогиба более указанных в главе: СНиП Ш-В.5-62;
б) при размалковке и смалковке уголков;
в) при высадке уголков жесткости.
Горячая гибка слагается из нагрева и гибки деталей. Нагрев деталей производят в печах на твердом топливе, в газовых или нефтяных печах.
Детали больших размеров нагревают в открытых горнах на: коксе, который дает быстрый и равномерный нагрев, имеющий решающее значение для быстрого и высококачественного выполнения гибочных работ.
119»
Горячую гибку производят после нагрева деталей до температуры 900—1100°С (от вишневого до оранжевого цвета каления) и прекращают при температуре не ниже 700°С (красный цвет каления).
При дальнейшем понижении температуры сталь теряет пластические свойства, 'становится хрупкой и ломкой. Чрезмерный нагрев деталей ведет к 'пережогу, в результате чего сталь становится хрупкой, полностью теряет свои механические свойства и подлежит замене новой сталью. Гибка деталей производится на кузнечных плитах, наковальнях, пневматическими молотами.
Стальные кузнечные плиты 1 размером 1500X1509 мли толщиной 100—150 мм имеют по всей поверхности квадратные отверстия размером 30X30 мм (рис. 84), в которых укрепляются различные приспособления для гибки.
Рис. 84. Гибка уголков на плите Рис. 85. Размалковка и смалковка уголков
Гибку уголков 3 производят по шаблону 2, который крепят к кузнечной плите 1 болтами, вставляемыми ъ отверстия, или штырями с загнутым концом под прямым углом. Конец нагретого уголка прижимают 'скобами к шаблону и ударами кувалд через гладилку постепенно огибают шаблон уголком.
При гибке крупных уголков изгиб детали производят с применением лебедок.
Размалковку и смалковку уголков при наклоне полок более 110 производят в горячем состоянии под пневмомолотом рис. 85). При размалковке уголков 2 пользуются специальным штампом 7 с цилиндрической прокладкой 6. Смалковку уголков
1 производят в штампах 3 со специальной прокладкой 4.
Во избежание появления трещин и коробления после окончания горячей гибки деталей необходимо обеспечить медленное и равномерное остывание. Качество горячей гибки деталей проверяют деревянными шаблонами, обитыми по кромкам кровельной сталью для предохранения от загорания, или шаблонами из листовой стали толщиной 2—3 мм.
1 — смалкованный уголок; 2 — размалкованный уголок; 3, 7 —нижние штампы; 4, 6 — прокладки; 5 — боек; 8 — обрабатываемый уголок
120
Зазор между шаблоном длиной до 1500 мм и кромкой швеллера или двутавра, а также поверхностью согнутой листовой детали не должен превышать 3 мм.
§ 16. Поточные линии для изготовления сборочных деталей
Под механизацией производственного процесса понимают замену в нем ручного труда работой машин и менее совершенных машин более совершенными.
Автоматизация производственного процесса является высшей ступенью механизации с применением машин, механизмов и приборов, осуществляющих 'производственные процессы без непосредственного участия человека. При автоматизации человек осуществляет наладку, управление и наблюдение за ходом производственного процесса.
В автоматизированном и механизированном производстве выполнение работ производится при помощи полуавтоматов, автоматов и поточных линий.
Полуавтомат производит выполнение операций (для которых он предназначен) автоматически, без участия человека.
Установка, пуск, наладка и снятие полуавтоматов, смена инструмента, раскладка предметов труда и удаление отходов требует вмешательства человека.
Автомат 'выполняет без непосредственного участия человека подачу, установку, выполнение основных технологических операций и снятие предмета труда, а также удаление отходов из зоны обработки. Человек обеспечивает подачу предметов труда в загрузочное устройство, доставку необходимых материалов, наладку автоматов, -контроль обработки, смену инструмента и удаление отходов за пределы зоны работы оборудования.
Поточной линией называется комплекс основного и вспомогательного, подъемно-транспортного оборудования, предназначенного для выполнения минимум двух различных основных технологических операций.
Каждая единица оборудования в поточной линии закреплена для выполнения одной отдельной операции и расположена в соответствии с последовательностью выполнения технологических операций. Это дает возможность специализировать каждое рабочее место, сокращать производственный цикл, совершенствовать применяемое оборудование и оснастку.
Поточные линии для изготовления стальных конструкций можно подразделить на линии по обработке деталей и линии то сборке и сварке конструкций.
Поточные линии для обработки деталей предназначены как для выполнения нескольких операций, так и 'всех операций производственного процесса до полного изготовления групп деталей одинаковых или близких по конструктивным и технологическим
121
признакам. Поточные линии по сборке и сварке предназначены для сборки узлов и общей сборки отправочных элементов. Кроме того, на заводах имеют широкое распространение механизированные установки по выполнению одной технологической операции.
Эти установки состоят из станка, выполняющего одну основную технологическую операцию (правку, резку, образование отверстий и т. д.). Станок оборудован подающими и приемными приводными рольгангами, сбрасывателями, упорами, измерителями и другими приспособлениями, выполняющий операции по подаче, установке и снятию деталей со станка без применения ручного труда. Загрузка установки, удаление отходов и готовых деталей из накопителя производится при помощи грузоподъемных механизмов.
Поточные линии, применяемые в заготовительных цехах, подразделяются на линии обработки деталей из уголков, линии обработки деталей из листовой стали и линии обработки деталей из швеллеров и балок.
Технологический процесс обработки деталей на поточных линиях предусматривает максимальное сокращение крановых и такелажных операций. Эти работы сохраняются только при подаче металла на поточную линию и при подаче готовых деталей в сборочные цехи. Система продольных рольгангов, поперечных транспортеров, дозаторов с кантующим устройством, сбрасывателей обеспечивает перемещение обрабатываемых деталей на нижнем уров:не, от одного станка к другому.
После подачи деталей к станкам формообразование и дырообразование выполняется без 'наметки, при шомощи специальных устройств и механизмов.
Быстрая переналадка оборудования для резки деталей разного размера и прокола отверстий различного рисунка обеспечивается автоматизированными передвижными упорами для резки и прокола, механизмом для установки уголка на риску и т. д. Управление поточными линиями производится с пультов управления.
Первая поточная линия по обработке деталей из угловой стали разработана и введена в эксплуатацию в '1959 г. на Днепропетровском заводе им. Бабушкина. Эта поточная линия имеет участок правки, два участка резки и участок безнаметного прокола.
На заводе «Уралмаш» в блоке сварных конструкций работают два полуавтоматических участка резки деталей уголков. Ниже дается описание одной из первых опытных поточных линий обработки деталей из угловой стали, разработанной проектным институтом Промстальконетрукция для заводов металлоконструкций мощностью 80 тыс. т в год. Линия состоит из участка правки, двух участков резки, участка безнаметного прокола первой полки и участка прокола второй полки (рис. 86).
122
Участок правки имеет загрузочный стол 2, на который краном укладывается пачка уголков и по одному сдвигаются по наклонной плоскости загрузочного стола на поперечный цепной транспортер 4. Оператор, нажимая кнопку пульта управления вальцов 5, приводит в движение поперечный транспортер, подавая им уголок к дозатору 3, который кантует и.перекладывает уголок на подающий рольганг у вальцов 6. Подающий приводной рольганг направляет уголки в правйльные вальцы 5 для правки, после чего уголки по приемному рольгангу у вальцов 7 транспортируются для резки.
Участков резки предусмотрено два: один — для резки уголков без отверстий, а другой — с отверстиями. Каждый участок резки имеет: пресс для резки уголков 12 и 18, поперечные транспортеры 8 и 16, подающие рольганги 9 и 15, дозаторы со сбрасывателями 10 и 3, рольганги с упорами-измерителями 19 и 13, рычажные сбрасыватели 14, направляющие 11. Перед началом резки уголков оператор должен установить упор-измеритель 13 по длине отрезаемого уголка. После этого он включает электромоторы приемных рольгангов 7 и 17, по которым выправленные уголки перемещаются в продольном направлении до тех пор, пока торец уголка, коснувшись упора 7, не включит привод поперечных транспортеров 5 и 16. После этого уголки перемещаются в поперечном направлении транспортерами 5 и 16, с которых подаются по одному при помощи дозаторов со сбрасывателем 10 и 3 на подающие рольганги
9 и 15.
По подающему рольгангу уголки проходят через рабочее окно прессножниц и перемещаются по приемному рольгангу 19 до момента ка-
123
Рис. 86. Полуавтоматическая поточная линия обработки уголков
сания торца уголка в упор измерителя, который служит электроимпульсом для автоматического прижима уголка и включения механизма пресс-ножниц для резки.
Отрезанная деталь, не подлежащая проколу отверстий, перемещается 1П0 приемному рольгангу до упора 7, касается его контактной плиты и автоматически сбрасывается по направляющим
11 в накопитель. Обрезки уголков сбрасываются оператором в контейнер или на стеллаж у пресс-ножниц.
Участки безнаметочного прокола предназначены для образования отверстий в первой и второй полках. Уголки, в которых необходимо проколоть отверстия, перемещаются 1ПО рольгангу 20 и, коснувшись торцом уголка упора, включают транспортер 21, обеспечивающий поперечное перемещение и хранение некоторого запаса уголков. Дыропробивной пресс 25 оснащен механизмом установки уголка на риску 24, измерителем прокола 28 и толкателем уголка 23, которые обеспечивают без'наметный прокол отверстий. Уголки, не требующие образования отверстий во второй полке, перемещаются с рольгангов 26 1на поперечный транспортер 30, далее по рольга'нгам 29, 31, с которых уголки скидываются сбрасывателем 27 по направляющим 11 в накопитель. Уголки с отверстиями во второй полке-с поперечного транспортера 30 дозатором 3 подаются на рольганг 22 у пресса для прокола отверстий.
Процесс образования отверстий и транспортирования уголков при образовании отверстий во второй полке аналогичны образованию отверстий в первой полке. Участок правки и участок резки, выполненный по этому проекту, работает на Тойтепинском, Череповецком и Нижне-Тагильском заводах, участки безнаметного прокола находятся в стадии экспериментального опробования.
Институтом Промстальконструкция разработаны также проекты поточных линий для обработки уголков с использовани ем агрегатных станков, выполняющих одновременно безразметные резку и образование отверстий, а также других конструкций упоров измерителей.
Участки резки уголков могут быть оборудованы пневматическим сбрасывателем для уголков длиной свыше 900 мм с приводных рольгангов 5 в накопитель. Сбрасывание обрабатываемых уголков производится восемью неприводными и двумя приводными рычагами, 'которые пневмоцилиндром перемещаются из положения в положение II (рис. 87). В процессе перемещения рычагов 2, 3 обрабатываемый уголок 6 скользит по.плоскости рычагов 2, 3 до упора 8. После того как рычаги 2, 3 займут вертикальное положение, обрабатываемый уголок 6 падает по упору § и направляющим 9 в накопитель.
В комплект пневматического сбрасывателя входят кронштейны, рычаги приводные и неприводные, ось сбрасывателя и лневмоцилиндры 11.
124
Кронштейны 1 приварены к раме рольгангов 4 и служат опорами для оси сбрасывателя 7. На оси сбрасывателя 7 закреплены шпонками приводные 3 и неприводные рычаги 2 с упорами 8.
Рис. 87. Пневматический сбрасыватель
Ось сбрасывателя вращается на 90° из положения I в положение II штоком при помощи пневмоцилиндра, который тянет за собой конец рычага 3. Ось пневмоцилиндра диаметром 200 мм с ходом 950 мм закреплена на двух опорных стойках 13, которые установлены на -консолях из швеллеров 10. При движении штока
12 из положения I в положение II пневмоцилиндр вращается на оси.
Поточная линия изготовления листовых деталей состоит из участков: первичной правки, стыковки листа, поперечной механической резки, продольной механической резки, вторичной правки, прямолинейной газовой резки и криволинейной газовой резки (рис. 88).
Перемещение листовой стали в поперечном направлении технологическому потоку производится магнитными листоукладчиками, а в продольном направлении — приводными рольгангами. Управление оборудованием участка первичной правки производится с 'пульта, расположенного рядом с листоправйльными вальцами.
На участке (первичной правки производится правка листовой стали, которую оператор по одному листу поднимает магнитным листоукладчиком 2 со стеллажей 1 и укладывает на подающий рольганг 3. После включения электромоторов рольганга листовая сталь перемещается к листоправйльным вальцам 4, а после захвата листа вальцами электромоторы рольганга 3 автоматически отключаются и 'правка происходит при выключенном рольганге.
125
126
Рис. 88. Поточная линия изготовления листовых деталей
При необходимости правки листовой стали в несколько проходов оператор переключает привод рольгангов на вращение роликов в обратную сторону. После окончания правки листа оператор включает электромоторы роликов приемного рольганга 5, который транспортирует лист в зону действия магнитного листоукладчика 2' Выправленный лист с участка первичной правки передается магнитным листоукладчиком на стыковку или «а прямолинейную и криволинейную газовую резку.
На участке продольной резки производится обрезка продольных кромок листовой стали, а также роспуск ее на полосы на гильотинных ножницах.
Выправленная листовая сталь по приемному рольгангу 5 транспортируется на поворотный рольганг 6 до пневматического упора 7. Механизм передвижных упоров, расположенный над поворотным рольгангом, сдвигает и устанавливает лист в положение, необходимое для обрезки продольной кромки. После этого захваты тележки для продольного роспуска 8 зажимают лист, который (на тележке перемещается в положение первого реза. Продольная резка осуществляется обычно за несколько ходов ножей, после каждого из которых тележки перемещаются вместе с листом вдоль ножниц. После последнего хода ножей тележка с листом 'возвращается в исходное положение для резки на полосы или для обрезки второй кромки листа.
Перед резкой листа на полосы передвижные упоры передвигаются по шкале на ширину полосы, а лист захватами тележки выдвигается до соприкосновения с упорами. После этого производится резка листовой 'стали на полосы в такой же последовательности, как и при обрезке кромок. Полосы по ленточным транспортерам 18, 19 подаются на позицию выгрузки. Для обрезки второй кромки листа тележка возвращается в исходное положение и устанавливается рядом с поворотным рольгангом.
При помощи захватов лист подается на поворотный рольганг, освобождается от захватов, а тележка перемещается в сторону гильотины. Поворотный рольганг вместе с листом вращается по рельсам на 180°, после чего тележка подводится к листу, который вновь зажимается захватами, и производится обрезка второй кромки аналогично обрезке первой кромки. Обрезанные листы снимаются магнитоукладчиком 25. Управление оборудованием участка продольной резки производится оператором с пульта, расположенного у гильотинных ножниц 9.
На участке стыковки производятся резка стыкуемых кромок листов, сборка листов общей длиной до 12 м и сварка стыков.
Выправленные листы при помощи магнитного листоукладчика 2' с рольганга 5 подаются на рольганг 10, после чего оператор включает электромоторы рольгангов 10 и 11 и подает по ним листы в зону действия газорезательного полуавтомата ПЛ-2 12. При помощи самоцентрирующего пневматического устройства
13 листы устанавливаются в необходимое положение и газоре
127
зательный полуавтомат обрезает поперечные кромки стыкуемых листов.
Обрезки листов падают вниз в специальный контейнер, расположенный 'на самоходной тележке, которая по мере заполнения контейнера вывозится из зоны резки и снимается с тележки мостовым краном. Листы с обрезанными кромками перемещаются по рольгангам 10 и 11 в зону действия установки для автоматической сварки стыков 14 с одной стороны.
Состыкованные и сваренные с одной стороны листы подаются на рольганг 10, кантуются кантователем 15 на рольганг 16, который подает состыкованное листы в зону действия установки для автоматической сьрка стыков с обратной стороны листа на рольганг 21.
Листы, сваренные с обеих сторон, подаются по рольгангам 16 в зону действия магнитного листоукладчика 2', который передает сваренную листовую полосу на рольганг 5 для вторичной 'правки на листоправйльных вальцах 4.
Управление оборудованием участка стыковки производится с пультов управления, расположенных на мостиках установки для газовой резки кромок листов 17 и установки для автоматической сварки стыков 14.
На участке вторичной правки производится правка листовых полос на листоправйльных вальцах 20. Листовые полосы укладывают магнитным листоукладчиком 15 на рольганг 24. После прохода через вальцы полосы попадают -на рольганг 23, а по окончании правки перемещаются на рольга'нг 24, откуда магнитным листоукладчиком 25 транспортируются на рольганг 26 горизонтально-правйльного пресса 27 для -правки саблевидности.
Управление оборудованием участка вторичной правки производится оператором с пульта, расположенного рядом с правйльными вальцами.
На участке полеречной резки листовая сталь снимается магнитным листоукладчиком 25 с рольгангов 24, 26 и укладывается на поворотный рольганг 28, с которого лист перемещается на рольганг безразметной поперечной резки 29. После этого лист зажимается захватом тележки для поперечной резки 30 и устанавливается в требуемое положение при помощи самоцентрирующего пневматического устройства. Тележка двигается по рельсам до совмещения линии реза листа с кромками 'ножей гильотинных ножниц 31. После поперечной резки листа обрезанные кромки по специальному оклизу падают в контейнер, расположенный на самоходной тележке. Тележка после заполнения контейнера вывозится из зоны резки, а контейнер снимается мостовым краном.
После обрезки первой торцовой кромки лист возвращают на поворотный рольганг 28, поворачивают на 180° и вновь перемещают »на рольганг безразметной резки.
128
Захват тележки зажимает лист за обрезанную кромку и подает ее к гильотинным 'ножницам для обрезки второй кромки. С помощью специального устройства по заданным размерам производится здесь же поперечная резка листа на мерные длины.
Листовые детали после резки попадают на качающийся транспортер 32, затем на ленточный транспортер 22, с которого детали больших размеров снимаются мостовым краном на стеллажи 34. Мелкие детали собираются в бункере 33.
На участках прямолинейной и криволинейной газовой резки правленые листы магнитным листоукладчиком 2' укладываются на рольганги 35, 35, откуда транспортируются рольгангами 40, 36 в зону обслуживания газорезательных машин. Прямолинейная резка (обрезка кромок, роспуск на полосы, снятие фасок) листов производится портальными газорезательными машинами «Черномор» 41. Криволинейная резка производится дистанционно-масштабной газорезательной машиной «Одесса» 42.
На участках прямолинейной и криволинейной газовой резки листовая сталь перед резкой поднимается над рольгангами подъемными рамами 43. Высота подъема обеспечивает транспортирование листов по рольгангам под подъемной рамой на соседние рольганги. Грат после газовой резки падает на виброконвейер 44, откуда ссыпается в контейнеры.
Вырезанные детали транспортируются по рольгангам 38, «37, 45, откуда магнитным листоукладчиком 25 снимаются на стеллажи 1.
Поточная линия изготовления листовых деталей с максимальной длиной 12 му шириной 3 м и толщиной 40 мм разработана институтом ЦНИИпроектстальконструкция.
Для лучшего обслуживания рольгангов 23 и ленточного транспортера 22 следует предусматривать устройство дополнительной эстакады с магнитным листоукладчиком (у оси колонн 6 в пролете 5—6).
Предварительные расчеты показывают, что при изготовлении деталей из уголков на поточных линиях трудоемкость работ по основным операциям снижается на 50—60,на поточных линиях листовых деталей — на 45 и на поточных линиях балок и швеллеров—на 35—55.
Увеличение производительности труда при изготовлении деталей на поточных линиях достигается за счет уменьшения удельного веса вспомогательных и транспортных операций, увеличения удельного веса машинного времени, устранения ручного труда. В настоящее время в цехах обработки удельный вес вспомогательных и транспортных операций по отношению к основным технологическим операциям составляет около 70, в оборно-сварочных цехах—около 45. Машинное время составляет в цехах обработки 48—50 сборо-сварки—60—70, а на новой поточной линии для обработки швеллеров и балок Дне¬
5 Зак. 11
129
пропетровского завода им. Бабушкина — 74- Вспомогательное время на подачу, установку и закрепление деталей в станке, на снятие, промер и кантовку занимает в цехе обработки до 20 рабочего 'времени. Непроизводительные потери из-за ожидания крана, подачи металла и прочих организационных причин составляют около 18—33- Все эти данные свидетельствуют о наличии больших резервов повышения производительности труда в цехах обработки, которые могут быть использованы при внедрении поточных линий.
§ 17. Диспетчерское управление в цехе обработки
Как указано выше, в цехе обработки детали проходят следующие основные технологические операции: наметку, резку холодную или 'кислородную, продавливание или сверление отверстий, строжку, фрезерование, вторичную.правку и вальцовку, кузнечную и холодную гибку. Организация технологического процесса в цехе обработки должна предусматривать специализацию обработки деталей по сортаменту стали, по однородным типоразмерам деталей и по общему технологическому маршруту.
Оборудование в цехе устанавливается в соответствии с этой специализацией и 'последовательностью операций. Расположение станков должно обеспечивать транспортирование деталей по кратчайшему пути от одной операции к другой, без перемещения деталей в направлении, обратном технологическому потоку. В соответствии с этой специализацией на заводах создаются пролеты по обработке деталей из листовой стали, уголкового проката, швеллерного и двутаврового проката.
В пролетах по обработке листовой стали организуются специализированные участки по изготовлению мелких деталей, деталей больших размеров, кислородной резке. Изготовление мелких листовых деталей выполняется в следующем порядке: резка заготовок поперек листа, резка деталей из заготовок, криволинейная газовая резка, продавливание или сверление отверстий, вторичная правка, строгание или фрезерование кромок. Изготовление листовых деталей больших размеров слагается из резки продольных кромок листа, продольного роспуска листа на полосы, резки торцов листа, сверления отверстий, строжки -кромок, вальцовки или вторичной.правки.
На участке кислородной резки листовой стали производят прямолинейную или-криволинейную резку и сверление отверстий. Детали из угловой стали, швеллеров и балок подвергают реже на пресс-ножницах, 'пилах или газом; продавливанию или сверлению отверстий, фрезерованию торцов, гибке на вальцах. В цехах обработки применяют схемы планировки технологического процесса параллельно или перпендикулярно производственному потоку.
130
В настоящее время изготовление деталей на большинстве заводов производится на отдельных станках с транспортированием деталей в пределах пролета от одного станка к другому мостовыми кранами. При продольном движении мостовых кранов относительно технологического потока передача деталей из.пролета в пролет производится редко, так как 'пролеты специализированы по видам сортамента и располагают всеми необходимыми станками. В отдельных случаях передачу деталей из пролета в пролет производят вагонетками. При поперечном движении кранов относительно технологического потока подача металла и деталей из пролета в пролет производится механизированными вагонетками по рельсовому пути, а также через станок или рольганги.
Для передачи деталей из пролета в пролет станок устанавливается таким образом, чтобы одна его половина располагалась в одном пролете, а другая половина выходила в расположение соседнего пролета. Детали, проходя через станок, в процессе обработки перемещаются из одного пролета в другой. Особенно удобна такая расстановка правйльного оборудования на границе склада металла и цеха обработки.
При передаче деталей из пролета в пролет через рольганги последние располагают между двумя станками, установленными в соседних пролетах. Этот способ имеет более широкие возможности, так как разместить рольганги в необходимом положении относительно колонн цеха и оборудования значительно проще, чем станки, для которых необходимы мощные фундаменты. Разместить же их вблизи фундаментов колонн довольно сложно.
Оборудование должно устанавливаться в зоне обслуживания кранами при хорошей видимости крановщиком рабочей зоны. На каждом рабочем месте следует установить определенный по рядок складирования металла, деталей и отходов. Этот порядок должен обеспечивать рациональность движений и безопасность во время работы. Оборудование в цехах обработки чаще всего располагают вдоль или поперек пролета; в зоне и вне зоны обслуживания мостовых кранов; в пролете — вдоль стены, у колонн цеха, под подкрановыми балками. При установке оборудования необходимо обеспечивать требования техники безопасности. Оборудование следует устанавливать на прочные фундаменты и основания, тщательно выверять и закреплять.
Все движущиеся части станков, находящиеся от пола или площадок обслуживания на высоте до 2 м, а также все передачи (ременные, зубчатые, тросы, цепи) должны быть ограждены. При расстановке оборудования необходимо соблюдать соответствующие расстояния станков между собой, а также от стен и колонн зданий. Применяемые схемы установки оборудования в цехе обработки и планировки рабочих мест приведены на рис. 89—91.
Листоправйльные многовалковые машины можно распола¬
5 Зак. 11
131
гать вдоль (рис. 89, а, г) или 'поперек пролетов (89, б, в, д). Продольное расположение машины применяют при продольном движении мостовых кранов относительно 'направления технологического.потока, а поперечное расположение — при поперечном движении мостовых кранов к направлению технологического потока.
Рис. 89. Схема установки листоправильных машин
1 — загрузочный рольганг; 2 — листоправильные вальцы; 3 — приемный рольганг; 4 — место складирования неправленого металла; 5 — место складирования выправленного металла
Листоправильные машины устанавливают как вне зоны, так и в зоне обслуживания мостовыми кранами. Вне зоны машины устанавливают под подкрановыми балками (см. рис. 89,6), а столы.и рабочая зона около машины должны полностью находиться в зоне обслуживания мостовыми кранами. Такое расположение машины позволяет лучше использовать производственные площади, обеспечивает передачу деталей из пролета в пролет, но усложняет монтаж и ремонт машины, так как они находятся вне зоны обслуживания мостовыми кранами.
Листоправйльные машины, находящиеся в зоне обслуживания кранов, могут быть установлены в пролете (см. рис. 89,), вдоль стены (см. рис. 89,а), у колонн цеха (см. рис. 89,г), между колоннами (рис. 89,в).
При установке листоправйльных машин вдоль стен или в пролете площади, находящиеся вне зоны обслуживания кранов, вблизи машины не используются. Эти площади лучше используются при размещении привода машины между колоннами на границе с соседним пролетом.
Еще лучшее использование зоны, не обслуживаемой краном, имеет место при установке машины между колоннами цеха. Однако монтаж и ремонт машины в этом случае также не могут быть произведены мостовым ‘краном.
132
Углоправйльные машины и листогибочные вальцы размещают так же, как и листоправйльные машины.
Гильотинные ножницы можно устанавливать вдоль или поперек пролета; в середине пролета (рис. 90,а), под подкрановыми балками (рис. 90,6) и между колоннами (рис. 90,г).
1Р1ИС. 90. Схема установки гильотинных ножниц — гильотинные ножницы; 2 — тележка для мелких деталей и обреаи; 3 — рельсовый путь; 4 — упоры рельсового пути; 5—площадь наметки листов; 6 — площадь для нарезанных деталей; 7—дисковая тележка; 8 — механизированная тележка для роспуска листа; 9, 10 — роликовый стол
При размещении оборудования, и особенно гильотинных ножниц, следует обращать внимание на возможность обзора крановщицей мостового крана рабочей зоны у станка.
Так, для гильотин, установленных как показано на рис-90,6, в, обзор рабочей зоны возможен только -при расположении каби¬
133
ны крановщицы у оси колонн ряда А. Из кабины, расположенной у колонн по оси Б, крановщица лишена возможности видеть рабочую зону у передней части гильотины. Для гильотины (рис. 90,г) лучший обзор рабочей зоны из кабины мостового крана, расположенной у колонн оси Б, для гильотины (рис. 90,а) — у колонн оси А.
Так же как и листоправйльные машины, гильотинные ножницы можно располагать между колоннами (рис. 90,г). В этом
Рис. 91. Схема установки оборудования '.в цехе обработки
— загрузочный стол; 2 — пресс-ножницы для резки уголка;
3 — приемный стол; 4 — место складирования металла; 5 — склад обработанных деталей; 6 — кромкогибочный пресс; 7 — машина для кислородной резки; 8 — радиально-оверлильный станок; 9— строгальный станок; 10 — склад нестроганых деталей; И — склад строганых деталей; 12 — подающий стол со стеллажом; 13 — роликовые сортогибочные вальцы; 14 — поддерживающие стойки; 15 — место для заготовок
случае лучше используются площади, обслуживаемые мостовым краном, имеется возможность передавать детали из пролета в пролет.
Станки для резки уголка и кромкогибочные прессы обычно размещают вдоль пролета у стены (колонн) или поперек пролета (рис. 91). Портальные сверлильные станки 8, машины для кислородной резки стали 7, строгальные 9 и сортогибочные станки
14, а также другое оборудование, которое вместе с обслужива¬
134
ющими его рельсовыми путями, рольгангами и столами.имеет значительную длину, устанавливают чаще всего вдоль стен (колонн) цеха.
Во избежание лишних транспортных операций и встречных грузовых потоков оборудование в цехе обработки должно размещаться в соответствии с последовательностью выполнения технологических операций. Так, для обработки деталей из угловой стали оборудование следует размещать в таком порядке: углоправйльные вальцы, пресс для резки, пресс для продавливания отверстий и сверлильный станок.
На многих заводах металлоконструкций узким местом является цех обработки, в связи с этим своевременное и качественное изготовление деталей является залогом успеха работы сборосварочных цехов и всего завода в целом. На заъодах для облегчения своевременной загрузки оборудования и рабочих в цехах обработки организуется диспетчерская служба. Основными документами, необходимыми в процессе работы этой службы, являются диспетчерские листы, ‘составленные на каждый чертеж. На каждом диспетчерском листе проставлено нормированное время для выполнения каждой операции как по отдельным деталям, так и в целом на все детали, входящие в данный чертеж.
По мере необходимости обеспечения работой того или иного станка или рабочего диспетчер планирует запуск в работу чертежей КМД, имеющих необходимые объемы работ. Для чертежа, намеченного к запуску, диспетчер дает заявку на металл в цех подготовки и по получении направляет металл на первые технологические операции. В обязанности диспетчерской службы входят руководство и контроль за ходом изготовления деталей по всем операциям, включая сдачу на оклад полуфабриката.
Крупногабаритные детали маркируются белой масляной краткой или кернением. Маркировка включает номер заводского заказа, чертежи и детали, а для ответственных конструкций—номера.плавок, перенесенных с металла на деталь и подтвержденных -клеймом разметчика и контролера ОТК. Мелкие детали обычно не маркируют, а сдают на склад полуфабриката вместе с шаблоном, который укладывают на верхнюю деталь.
ГЛАВА V
Сборочные операции
§ 18. Организация сборочных цехов
Сборка сварных конструкций является трудоемкой операцией, которая составляет около 30 всей трудоемкости изготовления конструкций. Процесс сборки начинается с получения бригадиром документации и подачи сборочных деталей на рабочее место сборщиков. Бригадир получает от мастера деталировочные чертежи КМД, технологическую карту сборки, лист полуфабриката и наряд на работу.
Во избежание простоев из-за недостатка отдельных деталей бригадир обязан проверить по листу.полуфабрикатов наличие всех деталей, комплектующих чертеж. Приемку лучше всего производить на складе при погрузке деталей перед отправкой в сборочный «цех. Чтобы не загромождать места складирования сборщиков, запас деталей должен быть не более чем на 2—3 дня работы бригады. При большем объеме работ в чертеже (более 100 т), заказ разбивается на несколько партий. Это освобождает склад от излишнего полуфабриката и содействует более быстрому изготовлению деталей в цехе обработки.
До подачи деталей бригадир должен внимательно.прочитать чертежи, распределить обязанности между членами бригады при оборке, наметить порядок складирования деталей таким образом, чтобы они находилисыпод руками сборщика и не требовали времени на.поиски и перекладку при сборке.
Процесс сборки конструкций состоит из размещения сборочных деталей в соответствии с чертежом и соединения их между собой короткими сварными швами (прихватками). Сборщик должен проверить соответствие сечений всех сборочных деталей чертежу, так как встречаются случаи, когда цех обработки ошибочно изготавливает детали меньшего сечения.
Подача деталей, подъем и кантовка конструкций в процессе сборки, а также собранных конструкций производятся мостовыми кранами. Сборочные работы вручную разрешаются только при сборке легких конструкций, для транспортирования которых требуется не более двух человек. При сборке остальных конструкций только детали небольшого веса подаются и раскладываются в 'проектное положение вручную. Остальные детали наводятся мостовым краном и точно устанавливаются сборщиками с помощью ручного сборочного инструмента.
Сборочные работы и последующая за ними сварка конструкций настолько тесно связаны между собой, что выполняются обычно в одном сборно-сварочном цехе, в котором работают сборщики, сварщики и сдатчики (такелажники, рубщики, автогенщики).
136
Сборщики работают звеньями 2—3 ел., бригадами 4 чел. или сквозными двухсменными бригадами.
Производство сборочных работ звеньями в одну смену обеспечивает большую производительность труда, однако производственные площади в этом случае используются нерационально, так как длительность цикла изготовления конструкций выше, чем при сборке в две смены.
Работы сквозными бригадами ведутся в две смены, причем последующая смена сборщиков продолжает сборочные работы, начатые предыдущей сменой. Практика работы показала, что наиболее производительным является звено из двух сборщиков, поэтому численность рабочих в сквозной бригаде рекомендуется из двух сборщиков и двух прихватчиков.
Сборка сварных конструкций сквозными бригадами обеспечивает равномерную расстановку рабочих по сменам; рациональное использование производственных площадей, оборудования, мостовых кранов; сокращение потерь времени за счет лучшего обслуживания рабочих мест; ускорение производственного цикла. Транспортирование деталей и; конструкций, отделка и сдача конструкций выполняются комплексной сквозной бригадой, в составе которой имеются стропальщики, рубщики, бензорезчики или газорезчики, сверловщики. Бригада выполняет работы по: разгрузке полуфабриката и подаче его на рабочие места сборщиков; газовой резке в процессе оборки; правке конструкций ,после сварки; рубке пневматическим молотком дефектных швов, заусенцев и наплывов металла; сверлению пропущенных отверстий или предусмотренных по технологии после сборосварочных работ; за'сверливанию швов для контроля их провара; зачистке конструкций шлифовальной машинкой; кантовке и раскладке конструкций в -процессе сварки; увязке в пакеты мелких конструкций; отгрузке готовой продукции; сборке и отгрузке металлолома.
Организация рабочих мест в сборо-сварочных цехах должна обеспечивать наиболее рациональное использование производственных площадей, а также возможность выполнения технологических операций с наименьшими затратами труда и времени. При этом следует обеспечить необходимую точность сборки, облегчение условий труда и безопасность работ.
Обследование степени использования площадей цехов показывает, что только около 40—60 полезной.площади сборо-сварочных цехов используется для непосредственного выполнения сборочных и сварочных работ. Остальные 'площади заняты под складирование полуфабриката, некомплектной готовой продукции, забракованных конструкций, возвращенных со склада для устранения брака, собранных конструкций, подготовленных под сварку.
Для лучшего использования.производственных площадей необходимо, чтобы сборочные стеллажи были расположены
137
вблизи основного рельсового пути, по которому на вагонетках подаются детали. В этом случае подача деталей, а также отгрузка готовой продукции производятся быстрее, чем при расположении рабочих мест сборочных бригад на большом расстоянии от рельсовых путей. Для каждой бригады сборщиков необходимо предусмотреть два ряда козелков с широкими проходами, что дает возможность сборщикам складировать полуфабрикат на площадях, специально для этого предусмотренных, производить сварку конструкций, требующих многооперационной сборки, сократив тем самым их транспортирование.
Часть сборочных стеллажей может быть использована для временного складирования собранных конструкций, а также для их отделки после сварки. Вдоль рядов колонн в зонах, не обслуживаемых мостовыми кранами, размещают электросварочные аппараты для наложения прихваток при сборке; инструментальные шкафы для сборочного инструмента, болтов, оправок и пробок. Вблизи сборочных стеллажей располагают металлические контейнеры для отходов металла. Сборка конструкций обычно производится (На стационарных или передвижных стеллажах.
Стационарные стеллажи состоят из двутавровых прокатных балок № 55 -или № 60, установленных полками на бетонные фундаменты на расстоянии 1 м друг от друга. Верхние полки балок находятся в одной горизонтальной плоскости.
Передвижные стеллажи состоят из козелков, установленных в направляющих швеллерах 3 № 18—24, заанкеренных в бетонных фундаментах шириной 400 и глубиной 400—500 мм. Козелки высотой 650—750 и длиной 4500 мм состоят из двутавровых балок 1 № 36—55 и имеют три опоры (рис. 92). К верхним полкам
2
4500
Рис. 92. Сборочный козелок
балок приваривают листовые полосы 2 толщиной 8—10 мм, которые по мере порчи от 'сварки заменяются новыми. Рабочая поверхность стеллажей должна быть горизонтальной с допуском ±5 мм. Направляющие устанавливаются 'на расстоянии 1500— 2000 мм друг от друга. На таких же стеллажах -производится сварка конструкций.
138
На Челябинском заводе металлоконструкций разработана новая конструкция сборочных стеллажей, изображенная на рис. 93. Высота предусмотрена в 600 мм, что значительно 'ниже обычных стеллажей и вызывает меньшую утомляемость рабочих.
Квадратная полоса 1, приваренная к верхнему.поясу балки стеллажей, уменьшает усилия, 'Необходимые для сдвижки деталей при сборке ввиду уменьшения площади трения. Полоса 1 из стали 4 или 5 имеет повышенную твердость и по мере износа заменяется. Отверстия 2 в верхнем поясе стеллажей предназначены для установки приспособлений, ускоряющих.процесс сборки. Отверстия 3 в ребрах жесткости стеллажей для установки приспособлений, обеспечивающих 'неподвижность деталей при сборке конструкций.
Высота стеллажей должна быть выдержана с допуском ± 1 мм, для чего опорные поверхности стеллажей должны быть строгаными. Направляющие 4 имеют отверстия для закрепления к ним стеллажей при помощи пробок 5.
Рабочие поверхности стеллажей устанавливают в одной горизонтальной плоскости, а поверхности всех съемных упоров
6 — в одной вертикальной плоскости.
На рабочей поверхности крайнего стеллажа, закрепленного пробками, наносят продольную риску 7, которая образует прямой угол с риской в вертикальной плоскости съемных упоров. Риска 7 может быть использована для выверки диагоналей в качестве начала отсчетов размеров при установке сборочных деталей.
При стыковке деталей из профильной и листовой стали продольные кромки их подвигают вплотную к упорам 6, которые обеспечивают прямолинейность стыкуемых деталей без выверки их прямолинейности.
Отверстия 2 для закрепления упоров фиксаторов к стеллажам расположены в шахматном «порядке по обе стороны полосы , что позволяет устанавливать фиксируемый размер сдвижкой
139
ЧН ЧН ЧГ ПН
у ЧГ Ж Н
фиксатора 9, установкой упора-фиксатора в отверстие обоих рядов. Упор-фиксатор состоит из квадратной пробки 8 с цилиндрическим хвостовиком на конце, который вставляется в отверстия 2.
В прорезь квадратной пробки вставляется фиксатор 9, который можно передвигать в обе стороны вдоль оси стеллажа. Фиксатор закрепляется клином 10, который забивают в цилиндрический хвостовик. Одна из поверхностей квадратной пробки плотно.примыкает к вертикальной кромке полосы 1 и удерживает пробку от поворота относительно продольной оси стеллажей. При использовании упора-фиксатора для поджатия сборочных
деталей друг к другу торец фиксатора 9 совмещают с поверхностью квадрата и вводят клин между поверхностью упора и кромкой детали.
Для сборки двутавровых листовых балок рекомендуется использовать фиксаторы-домкраты (рис.94,а), устанавливаемые попарно. Фиксаторыдомкраты 5 изготавливают из квадратной стали, в верхней части которой имеется винт 4, обеспечивающий проектное положение стенки балки. Сборку связей на таких стеллажах производят без приварки фиксаторов к стеллажам, а для обеспечения устойчивости уголков 3 связей применяют фиксирующее «гребенки» (рис. 94,6) из швеллера 1, к стене которого при¬
варена листовая полоса с вырезами 2. Гребенки 2 устанавливаются вдоль стеллажей и закрепляются против сдвига пробками.
Сборочные рабочие места должны иметь хорошее естественное или искусственное освещение, а также отопление, обеспечивающее в зимнее время температуру не ниже 5—6°С тепла.
О.
М
"II
Р.ис. 94. Приспособления для сборки
§ 19. Инструменты и инвентарные приспособления
При сборке сварных конструкций применяются мерительный, разметочный и сборочный инструменты, а также инвентарные приспособления для сборки.
Мерительный и разметочный инструмент при сборочных работах используется такой же, как и при разметке в цехе обработки. Исключение представляет набор щупов из.пластин толщиной от 0,1 до 0,8 мм, находящихся на одной оси, которыми измеряют величину зазора между соединяемыми деталями.
140
Сборочный инструмент (рис. 95) включает в себя ломики, молотки и.кувалды, зубила и рубилыные пневматические молотки, скребки, гаечные ключи, оправки, пробки.
8
1“
I
11
я
70,
10
Рис. 95. Инструмент для сборочных -работ
Ломики для сборки 1 из круглой стали диаметром 25 мм длиной 980 мм имеют один конец конусный, другой загнут под углом 135° и плоский конец в виде лопатки. Ломиками сдвигают, приподнимают, поворачивают деталь при сборке, а также совмещают отверстия в деталях.
Ломик для кантовки 2 имеет на конце вилку, при помощи которой производится кантовка деталей.
Слесарные молотки весом 0,5—2 кг и кувалды весом до 3—
10 кг.применяются для подгонки и правки деталей, а также для забивания клиньев.
Зубила к пневматическим молоткам 3 для зачистки заусенцев и обрубки неровностей кромок изготавливаются из стали У7А и У8А.
Скребки применяются двух видов: для снятия заусенцев 5 и чистки поверхности деталей 4.
Гаечные ключи при сборке применяются односторонние с конусной рукояткой, которая используется в качестве ломика.
141
Ключи для болтов диаметром 12—30 мм могут быть прямые 6, изогнутые 7 и накладные 5. Чаще всего ключи используются при сборке клепаных конструкций.
Оправки конусные 9 предназначены для совмещения отверстий в ,пакете деталей.
Точеные пробки 10 необходимы для фиксирования положения деталей в клепаных конструкциях с отверстиями, просверленными на проектный диаметр.
При сборке сварных конструкций необходимо пользоваться инвентарными приспособлениями, обеспечивающими установку деталей по чертежам с минимальным количеством разметочных работ; быструю стяжку деталей и выравнивание их кромок; быстрое закрепление деталей в проектное.положение для последующего наложения прихваток. Применение сборочных инвентарных приспособлений обеспечивает повышение производительности труда сборщиков и улучшение качества продукции.
К основным видам инвентарных сборочных приспособлений (рис. 96) относятся струбцины, скобы с клиньями, кляммеры и
бш 16мм паи ч 20 мм
Рис. 96. Инвентарные Уборочные приспособления
142
эксцентриковые зажимы, стяж'ные приспособления, винтовые домкраты, сборочные рамки, стяжные планки и тавры прямые, прокладки с оправками, фиксаторы.
Струбцины стальные одновинтовые 1 предназначены для стягивания и временного закрепления между собой пакета листов и деталей из профильной стали. Двухвинтовые струбцины 2 применяют для установки деталей под углом друг к другу.
Скобы с клиньями 3 и 4 предназначены для выравнивания депланации листовых деталей, для подтягивания листов к полкам швеллеров и балок. Депланация — это смещение кромок листовых деталей в плоскости относительно друг друга.
Эксцентриковыми зажимами 5 и вилками 6 сжимают детали из профильной стали.
Стяжные приспособления 7 из уголков, приваренных к двум собираемым деталям, и стяж'ного болта предназначены для сближения кромок деталей.
Домкраты односторонние распорные 5 и двусторонние распорные 9 применяют для прижатия собираемых деталей, разжатия полок сварных балок при установке между ними ребер жесткости, а также для уточнения размеров объемных конструкций. В необходимых случаях применяют стяж'ные домкраты 10.
Стяжная рамка 11 для прижатия полок к стене балки имеет две траверсы из швеллера № 12—14 с отверстиями по концам, в которые вставлены два стальных стержня с нарезкой по обоим концам и гайками.
Прокладки с оправками 12 применяются для выравнивания депланации листов и выдерживания проектного зазора между кромками листа. Прокладки из листовой стали толщиной 2— 4 мм (равные зазору между кромками листов) имеют овальные отверстия, в которые с обеих сторон забиваются конусные оправки.
Стяжные тавры прямые 13 и под углом 14, стяжные накладки листовые 15, стяжные угольники 16 предназначены для сборки тяжелых листовых деталей. Стяжные тавры в горизонтальной и вертикальной полках имеют по два квадратных выреза.
К собираемым листовым деталям привариваются шайбы с отверстиями таким образом, чтобы при сборке шайбы находились в вырезах стяж'ного тавра. Забивая оправки в отверстия шайб, можно устранить депланацию собираемых листов. Оправками, забиваемыми между кромками шайбы и квадратными отверстиями в вертикальной полке тавра, обеспечивают необходимый зазор между кромками собираемых листов.
Стяжные листовые накладки и стяжные угольники имеют также вырезы, в которых приварены к собираемым листовым деталям шайбы с отверстиями. Вбивая оправки в отверстия шайб и между кромкой шайб и упорными брусками, выравнивают верхнюю горизонтальную плоскость листовых деталей и обеспечивают необходимый зазор между кромками листов.
143
При сборке сварных конструкций соединение сборочных деталей производится посредством прихваток. Для -наложения прихваток бригада сборщиков должна иметь инструменты и приспособления для производства сварочных работ (кабель с электрододержателем, щиток со светофильтром, металлическую щетку для очистки прихваток от шлака).
Для производства разметочных работ при сборке бригада сборщиков должна иметь следующий инструмент: рулетку стальную длиной 20 м, метр стальной, стальные линейки длиной 300 и 500 мм, плоские и бортовые угольники, щуп, кернер, чертилку, шнур с отвесом.
Для маркировки собранных конструкций необходимы трафареты, кисти и банки с красками.
Подрубку кромок и подгонку деталей при сборке следует производить пневматическими рубильными молотками. В некоторых случаях бригады сборщиков пользуются ручным кислородным резаком для подгонки деталей.
Для подъема, подачи(, перемещения, кантовки деталей и конструкций бригада сборщиков должна иметь грузозахватные приспособления.
Необходимо иметь шкаф с отделениями для хранения отдельно мерительного, сборочного инструмента, катушек для сварочного привода. Захватные приспособления и цепи следует хранить в отдельном месте. Кроме того, сборщики должны быть обеспечены переносными ручными ящиками для инструмента. Инструменты и сборочные приспособления должны быть исправными и обеспечивать безопасные условия работ; для этой цели необходимо периодически проверять их иопра'вность. Производство работ неисправным инструментом запрещается.
§ 20. Сборка сварных конструкций
Все элементы стальных конструкций,собираемых на заводах, в зависимости от конструктивных особенностей и применяемого сортамента стали подразделяются на решетчатые и сплошностенчатые.
Методы сборки, механизации сборочных работ и типы -сборочных приспособлений определяются особенностями этих видов конструкций. Так, решетчатые конструкции собирают по копирам и кондукторам; трубопроводы и габаритные цилиндрические емкости собирают на механизированных поворотных стендах со скобами; листовые составные балки и колонны двутаврового, крестового и других сечений собирают на механизированных стендах и т. д.
Рассмотрим особенности сборки некоторых видов конструкций. Решетчатые конструкции по их виду, методам сборки и типам сборочных приспособлений можно подразделить на плоские и пространственные.
144
К плоским решетчатым конструкциям относят фермы стропильные и подстропильные, плоскости башен, связи, фонари.
Сборка стропильных и подстропильных ферм может производиться с применением копира, сборочного кондуктора, раздельной сборки линейных элементов ферм и укрупнения их по кондуктору.
Наиболее распространенным способом сборки стропильных и подстропильных ферм является сборка по копиру. Это объясняется малой повторяемостью ферм, изготавливаемых на заводах, которые имеют различные 'пролеты, уклоны верхних.поясов, схемы решетки, сечения уголков, конструкции узлов и разнообразное расположение монтажных отверстий.
Разнообразие типов ферм затрудняет применение инвентарных кондукторов.
Стропильные и подстропильные фермы пролетом до 18 м следует собирать и отгружать целиком, пролетом 24—36 м — двумя частями. По требованию заказчика стропильные фермы пролетом 24 м должны собираться целиком. В этом случае -конструкции считаются укрупненными, за что взимается дополнительная плата.
Сборка стропильных и подстропильных ферм (рис. 97) состоит из сборки копира 1, сборки полуфермы 2 по копиру и сборки фермы 3.
Копиром 1 называется упрощенный сборочный кондуктор (шаблон), представляющий собой ферму, у которой.поставлены все листовые детали и уголки с одной стороны.
Оборка копира начинается с вычерчивания в натуральную величину осевых линий и линий обушков верхнего и нижнего поя¬
Рис. 97. Сборка ферм по копиру
а — сборка копира; б—сборка полуфермы по копиру; в — кантовка полуфермы; г — сборка фермы; д — копир
145
сов. Линии наносят мелом с помощью шнура. После этого стыкуют предварительно поясные уголки в соответствии с чертежом и укладывают их по намеченным линиям обушков полкой вниз, с опиранием на ребра 4 для обеспечения устойчивости. На горизонтальных полках поясных уголков наносят осевые линии уголков и фасонок, по которым раскладывают, а затем закрепляют сварными прихватками узловые фасонки и прокладки (сухари).
На фасонках, закрепленных на поясных уголках и уголках для раскосов, наносят осевые линии, (после чего уголки стоек и раскосов подводят снизу под фасонки, совмещая нанесенные на них оси с осями на фасонках, и в таком положении закрепляют прихватками. После этого приступают к раскладке и прихватке планок (сухарей) к стойкам и раскосам.
Для установки в проектное положение опорных узлов ферм, состоящих из торцовых плиток и приваренных к ним фасонок, к стеллажу прикрепляют фиксатор.
Фиксатор состоит из опорных плиток 5 и б, приваренных уголком 9. Фиксатор закрепляется уголками 8 к горизонтальному листу 7, который укладывается на стеллажах.
Для установки в проектное положение (центральной стойки к горизонтальному листу прихватками прикрепляют фиксатор из двух косынок с отверстиями, по которым и устанавливают центральную стойку.
Сборку копира производят наиболее опытные сборщики, а после окончания сборки копир должен быть проверен и принят ОТК. При приемке необходимо проверить линейные размеры: пролет, высоту в коньке и на опорах, строительный подъем между отверстиями в опорных узлах и монтажных стыках, между узлами и стыками. После приемки копира ОТК дает разрешение-на сборку по нему полуферм.
Сборку полуферм по копиру начинают с раскладки узловых фа-санок и прокладок (сухарей), контуры которых -совмещают с контурами фасонок и.прокладок на копире. После этого на фасонки и прокладки накладывают уголки поясов, стоек и раскосов таким образом, чтобы обушки парных уголков и копира находились в одной плоскости. Торцовые плитки ферм, предварительно собранные с узловыми фасонками, устанавливаются по фиксатору, совмещая отверстия в торцовых плитках ферм с плитками 5 и 6 с помощью точеных пробок. Аналогично устанавливается по фиксатору и центральная стойка. В процессе сборки все уголки плотно подтягивают струбцинами и закрепляют к фасонкам и прокладкам электроприхватками.
Собранную полуферму без вторых уголков и раскосов снимают с копира мостовым краном, кантуют на 180° и укладывают на стеллажи перьями уголков вниз.
После этого производится сборка полуфермы, для чего сборщики раскладывают на нее вторые уголки поясов, стоек и раскосов, стягивают их струбцинами и закрепляют электроприхватка¬
146
ми. По копиру собирают всю партию полуферм, кроме последней, которая собирается из копира.
При сборке стропильных и подстропильных ферм много времени и усилий затрачивается сборщиками на сжатие деталей. Для ноджатия деталей сборщики обычно пользуются эксцентриковыми зажимами и с.бооочными струбцинами.
Для облегчения и ускорения сжатия сборочных деталей стропильных и подстропильных ферм разработана конструкция пневмогидравлической струбцины на подвеске (рис. 98).
Струбцина состоит из переносной скобы 1 с рабочим цилиндром 2, вес которых составляет 10 кг. Пневмогидроусилитель с пневмоаппаратурой смонтированы в корпусе 3, который подвешивается к поворотной консоли 4. Управление скобой осуществляется дистанционно от кнопок, установленных на скобе. Предварительное движение штока рабочего цилиндра происходит при давлении 4 кГсм2, а окончательное поджатие с усилием 3000 кГ происходит при давлении масла в системе 100 кГсм2. Вылет скобы 150 мм, ход предварительного поджатия 90 мм и окончательного 10 мм.
На заводах, имеющих соорочные плазы (плиты), вычерчивание схемы фермы производится на плазу в натуральную величину. Построение схемы фермы осуществляется с использованием прямоугольной сетки, нанесенной на поверхность плиты. На плите вычерчивают осевые линии, а также линии обушков, после чего в узлах размещают фасонки, на которые укладывают уголки поясов, стоек и раскосов, совмещая обушки с соответствующими линиями.
Сборка копиров на сборочном плазу выполняется значительно точнее, чем при 'сборке на стеллажах, и, кроме этого, требует меньше затрат труда. В отдельных случаях копир может быть изготовлен комбинированным способом. В этом случае поясные уголки с узловыми фасонкам'И собирают на двух швеллерах, верхняя плоскость стенок которых используется в качестве временного плаза.
147
В настоящее время отдельные заводы и проектные организации разрабатывают конструкции специальных кондукторов для сборки ферм. Сборка деталей в кондукторах производится без замеров по упорам с использованием фиксирующих пробок и с применением пневматических.прижимов для прижатия деталей друг к другу. В отличие от сборки.по копиру кондукторы позволяют сборку ферм производить в одну операцию.
Сборка решетчатых конструкций может осуществляться с применением инвентарных кондукторов. Сборочный участок решетчатых конструкций в этом случае имеет сборочные ростверки со строгаными верхними поверхностями, на которых устанавливаются универсальные узлы для фиксации стержней и сборочных деталей собираемой конструкции. Универсальные узлы разработаны на основе существующих типовых чертежей стропильных и подстропильных ферм, а также фонарей.
Сборка конструкций решетчатого типа в кондукторах обеспечивает требуемую точность размеров элементов и повышает производительность труда на 30—40- Настройка кондуктора из готовых узлов требует 2—3 ч, а сборка обычного копира 6—7 ч.
В некоторых случаях находит применение раздельная сборка линейных элементов фермы (поясов, раскосов, стоек) в кондукторах с последующей сборкой из этих элементов по кондукторам всей фермы. Такой способ сборки решетчатых конструкций нашел широкое применение на предприятиях ГДР.
Пространственные решетчатые конструкции (опоры линий электропередачи, мачты, башни, легкие колонны и др.) собирают в такой технологической последовательности: вначале собирают две противоположные плоские фермы по копиру, после чего производят общую сборку 'пространственной конструкции в объемном кондукторе.
На рис. 99 изображен кондуктор для сборки опор линий электропередачи пирамидальной формы, который состоит из трех плоскостей, в торцах приваренных к планшайбам. Две плоскости кондуктора 2 и 4 имеют решетку, соответствующую ее очертанию, собираемой конструкции опор ЛЭП. Пояса кондуктора в плоскости 3 соединены распорками. Плоскость 1 открыта для закладки собранных.плоскостей и освобождения из кондуктора собранной пространственной конструкции. В поясах кондуктора имеются отверстия, соответствующие расположению отверстий в конструкции. Торцовые планшайбы через ось опираются.на две опоры.
Вначале по отдельному плоскому кондуктору (копиру) собирают две боковые плоскости опоры (фермы) 3 и , которые укладывают в кондуктор, находящийся в положении А. Отверстия собранных ферм опоры совмещают с отверстиями в плоскостях кондуктора 3 и 4 и закрепляют болтами и пробками. Повернув кондуктор на 90° в положение Б, на решетчатой плоскости кондуктора 4 собирают решетку плоскости опоры. Затем, повернув
148
кондуктор на 180° в положение В, собирают решетку последней плоскости опоры.
Закончив таким образом сборку пространственной опоры ЛЭП, поворачивают кондуктор в положение Г, снимают болты и пробки и вынимают мостовым краном собранную конструкцию из кондуктора в направлении уширения кондуктора.
Рис. 99. Кондуктор для сборки опор ЛЭП пирамидальной формы
Сборку пространственных решетчатых конструкций с параллельными поясами удобно производить в кондукторе-кантователе, изображенном на рис. 100.
Кондуктор имеет станину из швеллеров на которой укреплена неподвижная опора 2 с редуктором и электроприводом 5. Подвижная оигора 3 устанавливается в соответствии с размерами собираемой конструкции на станине 1. Рама копира 7 шарнирно закреплена к стойкам 8, которые установлены на станине 1. На опорах 2 и 3 закреплены планшайбы 4, вращающиеся электроприводом 5 через редуктор и передаточный вал 6. На станине 1 установлены три упора-фиксатора 9, которые служат ограничителями подъема копира 7 при установке его в рабочее положение штоком воздушного цилиндра 10.
149
Сборка пространственных конструкций в кондукторе-кантователе начинается с укладки четырех поясных уголков в фиксаторы планшайбы и закрепления их пробками с чекой. Укладка уголков производится при опущенном копире 7, который после укладки четырех уголков штоком воздушного цилиндра 10 поднимается в рабочее положение до упора 9. В этом положении по копиру 7 собирают решетку одной плоскости конструкции, после чего копир 7 опускают в исходное положение. После этого поворачивают собранную плоскость на планшайбе на 90°, вновь поднимают и закрепляют копир 7, после чего собирают на нем решетку второй плоскости конструкции.
После четырехкратного повторения операций сборки плоскостей собранную пространственную конструкцию освобождают от пробок и вынимают из кондуктора мостовым краном.
Сборка решетчатых конструкций радиомачт и радиобашен из прокатных труб с минимальными трудовыми затратами при монтаже элементов и высокое качество их изготовления достигаются применением фланцевых соединений и сборочных кондукторов. На рис. 101 изображен кондуктор для сборки поясов
2 1-1
Рис. 101. Кондуктор для сборки фгоясов (радиобашен
151
радиобашен из прокатных труб с фланцевыми монтажными соединениями. Кондуктор имеет сварную раму 1 из швеллеров с приваренными двумя листами со строганой поверхностью, к которой на болтах и пробках крепятся фиксаторы. Торцовые фиксаторы 2 предназначены для крепления съемных листовых шаблонов 5 и фиксаторов-упоров 3.
По листовым шаблонам 5 собираются фланцы поясов, а по съемным шаблонам 7 и 5, прикрепленным к фиксаторам-упорам 3, устанавливаются фасонки раскосов.
Вертикальные листовые упоры 6 для опирания труб крепятся к фиксатору-упору 3, а фиксатор 4 для установки фасонки распорок закрепляется на лист рамы. Сборка поясов радиобашен на сборочных стеллажах начинается с раскладки труб, надевания на концы труб фланцев, после чего трубы с фланцами укладывают по упорам 6 в кондуктор. Фланцы болтами и пробками прикрепляются к съемным шаблонам 5. После фиксации положения труб производится закрепление фланцев к трубе сварными прихватками. Затем по шаблонам 7 и 8 и фиксатору 4 устанавливают фасонки для раскосов и распорок, после чего производится их закрепление сварными прихватками.
Собранные пояса радиобашен освобождают от крепежных болтов и пробок, снимают мостовым краном с кондуктора и подают на сварку.
Сборку элементов сплошностенчатых конструкций двутаврового, коробчатого, корытного и крестового сечений производят методом узловой сборки. Вначале собирают и сваривают двутавровые, коробчатые, корытные и крестовые стержни из листовой стали, после чего производят окончательную сборку (оформление) конструкций — устанавливают ребра жесткости, подкрановые консоли, опорные плиты и другие сборочные детали.
Сборка и сварка отдельных узлов элементов, а затем полное оформление всего элемента дает возможность специализировать сборочные участки и широко применять различные сборочные кондукторы и приспособления.
Особенно широкое применение находит узловой способ при изготовлении двутавровых стержней, сваренных из листовых полос. Такие стержни являются основными элементами таких конструкций, как колонны, подкрановые балки, стойки, балки перекрытий, бункерные балки.
Применяют четыре основных способа сборки составных стержней двутаврового сечения: по разметке, с применением
стационарных прижимных устройств, на сборочной установке и на поточных участках и линиях.
Сборка двутавровых элементов по разметке обычно производится при изготовлении небольшого количества одинаковых элементов, а также на заводах и в мастерских небольшой мощности.
В отдельных случаях конструкции двутаврового сечения со¬
152
бираются с применением стационарных винтовых или пневматических прижимов.
Кондуктор с винтовыми прижимами благодаря простоте конструкции, безотказности в работе и возможности создавать в нужных местах необходимое сжимающее усилие применяется при сборке листовых балок из стали толщиной более 16 мм.
Кондуктор (рис. 102) состоит из продольных и поперечных прокатных балок 1 и 2. На поперечных балках 2 закреплены неподвижные упоры 4 и подвижные упоры 11 с горизонтальными винтовыми прижимами 12. Упоры 11 могут.перемещаться по балке 2 только в поперечном направлении.
Рис. 102. Винтовой кондуктор для сборки двутавровых л'истовых балок
Между упорами 4 и 11 установлены соединенные между собой диафрагмой 8 швеллеры 7 и Р, расстояние между которыми может изменяться. В нижней 'части кондуктора установлены вертикальные неподвижные и подвижные винты 3 и 13. Расстояние между швеллерами 7 и 9, положение упоров 11 и подвижных винтов 13 определяется размерами собираемых элементов.
Сборка балок по кондукторам начинается с укладки в горизонтальное положение вертикального листа (стенки) 6 на полки швеллеров 7 и 9, 'после чего устанавливаются вертикально горизонтальные листы (полки) 5 и 10 на подвижные винты 3 и 13.
Горизонтальными винтовыми прижимами 12 горизонтальные листы (полки) 5 и 10 плотно прижимают к стенке балки 6.
Перед наложением прихваток следует проверить угольником в нескольких местах правильностыпрямого угла между стенкой и полками. Кроме того, необходимо убедиться, выдержано
153
ли по всей длине элемента 'проектное расстояние от поверхности стенки балки 6 до кромок полок 5 и 10.
В необходимых случаях производят поджатие стенки 6 к полкам швеллеров 7 и 9 при помощи временных уголков и клиньев.
При сборке балок в кондукторе с винтовыми прижимами электроприхватки накладываются только с одной стороны.
Для сохранения взаимного положения деталей собранной балки при транспортировании следует по обоим концам балки поставить временные планки. Кроме того, необходимо следить, чтобы электроприхватки были прочными, и в первую очередь заваривать поясные швы, расположенные на стороне, не имеющей прихваток.
Кондуктор с пневматическими прижимами отличается от описанного выше кондуктора с винтовыми прижимами конструкцией прижимных устройств. Кондуктор вместо винтовых горизонтальных прижимов оборудован горизонтальными пневматическими домкратами, расположенными через 1,5—2 м со стороны неподвижных упоров. Положение стенки балки регулируется также вертикальными винтами, вращаемыми вручную.
Сборка элементов двутаврового сечения на сборочной установке с передвижным порталом нашла наиболее широкое.применение на большинстве заводов благодаря ее большой производительности при хорошем качестве сборки. Сборочная установка (рис. 103) состоит из кондуктора и портала. Кондуктор предназначен для укладки стенки и полок собираемой балки в проектное положение, а портал обеспечивает плотное прижатие полок и стенки друг к другу.
Кондуктор состоит из рамы 1, вдоль которой установлены две продольные двутавровые балки 2 и 3 со стойками-фиксаторами 4 и вертикальными регулировочными 'винтами 5. Балка 2 жестко прикреплена к раме 1, вдоль которой расположен ведущий вал 6. Последний связан червячными передачами 7 с винтовыми валами 5, которые перемещают подвижную балку. При вращении вала 6 электромотором 9 балка 3 перемещается попе рек рамы 1.
На рельсах, уложенных по продольным балкам рамы 1, установлен портал 10, оборудованный передвижными пневматическими прижимами И и 12 и неподвижными 13 и 14. Передвижение портала осуществляется электроприводом 15.
Перед началом сборки производится настройка установки, состоящая из регулировки винтов 5, установки подвижной балки
3 и стоек-фиксаторов 4 по размерам собираемой балки.
Сборку начинают с укладки листов стенки балки в горизонтальное положение, а полок—в вертикальное. После раскладки листов необходимо выровнять один из торцов балки. После этого портал устанавливают на конце собираемой балки, включают вертикальные прижимы 12 к 13 к прижимают к балкам 2 и 3 стенку собираемой балки. Затем включают горизонтальные при
154
1-1
Рис. 103. Сборочная установка с передвижным порталом
жимы 11 и 14, которые прижимают полки балок к стенке. После этого рабочий прихватывает сварными швами балку в местах сжатия ее прижимами. Закончив прихватку, выключают воздух, отводят прижимы от изделия, включают ход портала и, переместив его на 500—600 мм вдоль собираемой балки, вновь включают подачу воздуха в прижиме и повторяют операцию сборки вновь. В результате последовательного повторения этих операций по всей длине производится сборка балок.
После автоматической сварки поясных швов, правки и фрезерования торцов стержень передается для общей сборки, где устанавливают ребра жесткости, консоли, башмаки.
На ряде заводов организованы специализированные участки или поточные линии для изготовления двутавровых и крестовых стержней. Эти участки и линии предназначены для изготовления балок по единому многооперационному законченному технологическому процессу, выполняемому на специальном оборудовании. Технологический процесс включает операции по изготовлению деталей, сборке и сварке изделий (узлов).
Основными технологическими операциями этого процесса являются: стыковка и сварка листовых заготовок, газовая резка листовых заготовок, правка деталей, строжка кромок деталей, сверловка отверстий, сборка двутавровых балок, сварка поясных швов, правка грибовидности балок, фрезерование торцов балок.
Транспортные операции складываются из подачи металла, кантовки листовых заготовок, перемещения заготовок деталей и изделия от одного рабочего места к другому, удаления балок из зоны поточной линии.
На Челябинском заводе поточная линия состоит из двух участков. На первом участке производится стыковка и сварка листовых заготовок; газовая резка и правка деталей, строжка кромок и сверление отверстий.
Стыковка и сварка заготовок из листовой стали производятся на стенде предварительной стыковки, -на котором можно производить стыковку заготовок с минимальной шириной 3000 мм и длиной 18 000 мм. Стенд имеет флюсовую подушку с принудительным пневматическим поджатием флюса и электромагнитным устройством, удерживающим заготовки в требуемом положении в зонах сварки.
Сварка ведется под слоем флюса однодуговыми и двухдуговыми тракторами ДТС-24. Последние обеспечивают полный провар листов толщиной до 40 мм, сваренных встык без разделки кромок.
Все стыковые соединения, работающие на растяжение, контролируются ультразвуковыми аппаратами, а в сомнительных местах — рентгеновскими аппаратами или установками с радиоактивными изотопами.
Газовая резка заготовок на полосы производится на автоматической газорезательной машине с семью резаками. Правка,
156
строжка кромок, сверловка отверстий производятся на листоправйльных вальцах, кромкострогальном станке и на передвижных портальных радиально-сверлильных станках.
На втором участке производятся сборка, сварка, правка и фрезерование торцов двутавровых балок.
Сборка двутавровых балок производится при помощи сборочной установки с передвижным порталом (машина Костюхина), позволяющей производить сборку двутавровых балок высотой от 400 до 2800 мм и длиной до 24 ООО мм.
Сварка поясных швов балок производится под слоем флюса двухдуговыми сварочными головками А-639, установленными.на
велосипедных тележках.
Правка грибовидности полок двутавров производится на станке, устраняющем грибовидность полок толщиной до 40 мм и обеспечивающем угол в 90° между стенкой и полками балок. Фрезерование торцов в случае необходимости производится на торцефрезерном станке.
Транспортирование заготовок, деталей и балок между рабочими местами осуществляется рольгангами, мостовыми кранами и электрифицированными тележками.
Кантовку листовых заготовок для сварки с обратной стороны производят рычажным кантователем. Кантовка балок для сварки поясных швов производится при помощи стоечных показателей.
На Ленинградском заводе механизированная поточная линия создана в 1961 г., на которой ежегодно изготавливается 4000—6400 т балок (рис. 104). Линия расположена в одном из пролетов склада металла и занимает 1800 м 2 производственных площадей. 30 площадей используется для стыковки и сварки листовых заготовок, 20 —Для газовой резки заготовок на полосы, 50 — для правки листовых деталей, сборки балок, сварки поясных швов и правки грибовидности.
Для изготовления 800 т сварных балок из листовой стали в меся-ц на этой линии требуется 22 чел. основных и вспомогательных рабочих.
I
сз
Рис. 104. Механизированная поточная линия изготовления св-арных двутавровых балок
1 — ширококолейный железнодорожный путь; 2 — узкоколейный рельсовый путь, 3 — рольганги; 4 — машина правки грибовидности; 5 — машина сборки двутавровых балок; 6—стеллажи для газовой резки сваренной листовой стали; 7 — стеллажи для сверления листовых деталей; 8 — сверлильный станок; 9 — рельсовый путь; 10 — стеллажи для сборки и сварки листовой стали; 11 — приемный рольганг листоправильных вальцов; 12 — листоправильные вальцы; 13—подающий рольганг листоцраВ)ильных вальцов; 14 — стеллажи для сварки поясных швов
157
Изготовление сварных балок на поточной линии Ленинградского завода металлоконструкций уменьшило трудоемкость в 1,6 раза по сравнению с ранее применявшейся технологией.
Поточное изготовление составных стержней крестового сечения было организовано в 1967 г. на Тойтепинском заводе металлоконструкций. Поточная линия производит: обработку деталей, сборку и сварку стволов колонн крестового сечения, а также окончательную сборку и сварку колонн. Только обработка мелких листовых деталей (стыковых накладок, фасонок, ребер жесткости) производится вне (ПОТОЧНОЙ линии.
Процесс изготовления колонн на поточной линии (рис. 105) складывается из правки универсальных полос, кислородной резки полос по длине, фрезерования кромок полос, сборки стволов колонн, сварки поясных швов, сверления монтажных отверстий; общей сборки, сварки и окончательной сдачи колонн.
Рис. 105. Схема поточной линии изготовления колонн
Правка универсальной стали производится на листоправйльных вальцах 2, оборудованных загрузочными 1 и приемными рольгангами 3. Универсальные полосы шириной 600 и 300 мм укладываются краном на загрузочный рольганг 1 (рис. 106), после чего оператор включает с пульта 4 электромоторы рольгангов и листоправйльных вальцов «и производит правку универсальных полос. Выправленные полосы поступают на приемный рольганг 3, электромоторы которого выключаются газорезчиком с пульта 5.
Кислородная резка универсальных полос по длине производится секатором МГП-2 («Радуга») 5, установленным на конце приемного рольганга 3. Универсальная полоса поступает с приемного рольганга 3 на подающий рольганг 7 и останавливается
158
упоров, выдвигаемым вверх гидротолкателем 6, который установлен на расстоянии 6000 мм от плоскости реза секатора. После остановки универсальной полосы газорезчик производит поперечную резку полос (рис. 107) и, окончив ее, через пульт 8 опускает упор гидротолкателя, включает электромоторы подающего рольганга 7, и отрезанная по длине полоса направляется к сбрасывателям. Полосы шириной 300 мм сбрасываются пневмотолкателями 10 (рис. 108) в накопитель 9, откуда они транспортируются мостовым краном
на фрезерование про- РИС 106 приемный рольганг
дольных кромок на кромкофрезерный станок 12.
Полосы шириной 600 мм сбрасываются в накопитель 14 рычажным сбрасывателем 13.
Сборка крестовых стволов колонн производится в кондукторе 15, который состоит из рамы, приводных и холостых роликов, прижимного устройства, упора, электродвигателя с редуктором.
Собранные стволы колонн складируются на рис Поперечная кислородная резка площадке 16, откуда мо- ттолос
стовым краном подаются на сварку поясных шов.
Сварка поясных швов выполняется автоматами ТС-17МУ на стеллажах 18 в положении «в лодочку». Кантовка стволов при сварке производится кантователем УЧК-12М 17 После сварки стволов производится сверловка монтажных отверстий станком
21 по кондукторам 20,.после чего стволы колонн транспортируются тележкой 19 с напольными троллеями по рельсовому пути для сборки колонн. Сборка колонн заключается в установке косынок и ребер жесткости в специальном кондукторе-кантователе 22 (рис. 109). Окончательная сварка колонн производится по-
159
Рис. 108. Сбрасыватель с.пневмотолкате лями
луавтоматамиА537 в среде углекислого газа в кантователях на площадках 23 и 24.
Заваренные автоматами стержни, а также прокатные швеллеры и балки подают на сборочные участки для окончательной сборки элементов и присоединения второстепенных деталей.
Значительная степень механизации достигнута на автоматической поточной линии изготовления сварных двутавровых балок, вступившей в строй в 1961 г. на Днепропетровском заводе металлоконструкций им. Бабушкина. Проектная мощность этой поточной линии при двухсменной работе определена в 35 тыс. т балок в год- Линия занимает 6100 м2 производственных площадей и состоит из четырех технологических участков: обработки полок, обработки стенок, сборки балок, сварки балок, доделки балок, оснащенных 300 единицами специального оборудования (рис. 110).
Участок обработки стенок и полок имеет в своем составе: станки для обрезки торцов стенок балок 1, автоматы для сварки и подварки стыков Рис. 109. Кондуктор для сборки колонн стенки 2, рычажные кан-
тователи листов 3, листоправйльные машины 4, дисковые ножницы 5, устройство для очистки стенок и полок 6. На участке сборки балок имеется: мостовой кран 7, сборочный стан 9 с питателем 5. Участок сварки располагает: установкой для очистки швов от шлаковой корки 10, электромагнитным кантователем 11, подъемником на 45° 12, сварочными многодуговыми установками 13 и шлепперами для поперечного транспортирования двутавров 14.
Участок доделки балок 17 П 17 П 1В
Участок сварки " ‘ балок
10 П 13 12 11 10
гъям
Уюсток Мучасток обработки стенок и полок ки балок
16 15 13 12 11 10 П 12 13
I I
Подача универ. г сала и писта
I г1ля стенок
Подачи, у нивереала для полок
Рис. 110. Поточная линия для изготовления сварных двутавров
Участок доделки балок имеет: подъемный рольганг подачи двутавров 15, машины для правки грибовидности полок 16, торцефрезерные станки 17, продольные рольганги 18 и поперечные рольганги (шлепперы) 14.
Балки, изготавливаемые на поточной линии завода им. Бабушкина, имеют хорошее качество стыковых и поясных швов, высокую степень точности линейных размеров по высоте и длине балок. Необходимая геометрическая форма и высокая степень точности линейных размеров балок обеспечиваются специальными технологическими приемами по предотвращению или устранению: грибовидности полок, местного выпучивания стенок, перекоса полок, винтообразное™, прогиба балок, саблевидности полок.
Сборка листовых и решетчатых колонн переменного сечения по высоте производится в следующем порядке. Вначале производится раздельная сборка верхней и нижней частей колонн, после чего производится укрупнение обеих частей колонн и сборка второстепенных деталей. В верхней части некоторых колонн на уровне тормозных площадок делают проемы для прохода людей. Проем обрамлен листовой полосой, котирую гнут кузнечным способом. Для обеспечения установки гнутой листовой полосы в вырез без зазоров вначале собирают обрамление проема из двух гнутых полос, после чего стыки заваривают и обрамление укладывают на стенку в соответствии с чертежом. Сборщик чертилкой очерчивает ко'нтур проема, затем обрамление снимают и производят вырезку проема. При предварительной
6 Зак. 11
161
вырезке проема в цехе обработки обрамление будет иметь значительные колебания в размерах, появятся зазоры между обрамлением и стенкой колонны, что вызовет необходимость дополнительной подгонки.
При укрупнении частей колонны необходимо обеспечить, чтобы ось верхней части в обеих плоскостях являлась продолжением оси нижней части колонны.
Для установки опорной плиты колонны в соответствии с чертежом на поверхность плиты приваривают два временных уголка-фиксатора, которые удерживают плиту при сборке и обеспечивают установку ее в проектное положение. Для уменьшения трудоемкости сборки и устранения подгоночных работ рекомендуется производить фрезерование торцов колонны в месте установки плит башмака и подкрановых плит.
Установка опорных плит на фрезерованные торцы обеспечивает их проектное положение, плотное прилегание к торцам колонны и установку под прямым углом к оси колонны в двух взаимно перпендикулярных направлениях. В настоящее время этот способ изготовления колонн широко применяется при безвыверочном монтаже колонн. Сбор'ка таких колонн производится в сборочном кондукторе (рис. 111), состоящем из стеллажа 1 со
5 4
Рис. 111. Сборочный кондуктор колонн
строго горизонтальной поверхностью, торцовой плиты 2 и боковых упоров 3. Ветвь нижней части колонны укладывается на стеллажи по боковым упорам и торцовой плите, которые обеспечивают фиксацию ветви в проектном положении. Вторая ветвь нижней части вкладывается по торцовой плите -к поперечным диафрагмам 5, изготовленным с повышенной точностью, которые обеспечивают фиксацию ветви в соответствии с чертежами в поперечном направлении. Траверсы башмака 6 колонны строгаными опорными кромками устанавливаются в упор к торцовой плите.
162
Двухветвевые колонны для безвыверочного монтажа рекомендуется также собирать по универсальному кондуктору, разработанному институтам Промстальконструкция. Кондуктор (рис. 112) состоит из стационарных стеллажей , переналаживаемых распорок 2, упоров 3,4 и 5, фиксаторов 6, пневмоприжимов
7 и 9, упорной плиты 8 и захватов 10. Упоры 3, 4 -и 5, фиксаторы 6 и пневмоприжимы 7 устанавливаются по размерам колонны и закрепляются в отверстиях стеллажей 1 и распорок 2. Базой при оборке колонн служит упорная плита 8.
Р'ис. 112. Универсальный кондуктор для сборки двухвет-вевых колонн
Пространственные листовые конструкции в зависимости от формы, размеров, назначения и методов изготовления можно разбить на конструкции: габаритные цилиндрической формы;
габаритные конической и сферической формы; негабаритные цилиндрической формы; цилиндрической, конической или сферической формы из толстолистовой стали; конструкции с плоскими гранями.
К пространственным листовым габаритным конструкциям цилиндрической формы относятся: трубопроводы, горизонтальные емкости, газгольдеры постоянного объема диаметром до 3,25 м.
6 Зак. 11
163
Сборка таких конструкций производится полистовым методом или наворачиванием полотнищ из плоских листов на стенде со сворачивающим устройством. Полистовая сборка из свальцованных л-истов состоит из сборки обечаек в вертикальном положении и общей сборки конструкции в горизонтальном положении.
Сборку обечаек в вертикальном положении производят на стенде (рис. ИЗ) из выправленного стального листа 2 толщиной не менее 20 мм, прикрепленного электроприхватками к швеллерам 1. К листу привариваются внутренние и наружные фиксаторы в виде уголков-коротышей. Внутренние фиксаторы устанавливаются по внутренней цилиндрической поверхности конструкции, а наружные фиксаторы — на расстоянии 60— 80 мм от наружной поверхности конструкции. Свальцованные листовые детали устанавливаются вертикально между внутренними и наружными фиксаторами и зажимаются стальными клиньями, забиваемыми в зазоры между поверхностью листа и наружными фиксаторами. При сборке труб диаметром до 2000 мм обечайки вальцуют из одного листа длиной до 6500 мм. Трубы диаметром более 2000 мм приходится собирать из двух вальцованных листов. Стяжку и стыковку таких листов производят при помощи болтов 6, пропущенных через уголки 5, приваренные около кромок стыкуемых листов. При диаметрах труб более 2000—2500 мм и толщине листа менее 12—16 мм для обеспечения необходимой жесткости ставят крестообразно временные винтовые распорки. После сборки отдельных обечаек производится общая сборка на роликовом стенде с.передвижной скобой, оборудованной пневматическими или гидравлическими прижимными устройствами. На рис. 114 изображен такой стенд, который оборудован роликовым кантователем и скобой. Кантователь имеет два ряда роликовых опор 3. Один ряд роликовых опор вращается электромотором 4 через редуктор, а второй ряд опор не имеет привода. Скоба имеет вертикальный 1 и горизонтальный 2 пневмоприжимы и перемещается по рельсовому пути между валками.
Рис. 113. Сборка обечаек в вертикальном положении
164
Первую обечайку устанавливают мостовым краном на роликовые опоры в крайне правое положение до упора 6. Вторую обечайку устанавливают рядом с первой, после чего скабу по рельсовому пути передвигают таким образом, чтобы вертикальный прижим 1 находился над кромкой стыков первой и второй обечаек. В этом положении скоба закрепляется штырем в отверстие направляющей ленты 5. Горизонтальным пневмоприжимом 2, упирающимся в нижнюю часть кромки второй обечайки, прижимают кромки первой и второй обечаек. Включая вертикаль-
Схема сборки газгольдера Направление сборки
Рис. 114. Роликовый кантователь со скобой
ный пневмоприжим 7, устраняют депланацию кромок и производят соединение стыкуемых обечаек прихватками по обе стороны от вертикального прижима. После этого выключают оба прижима, поворачивают собранные обечайки на 500—700 мм по окружности и повторяют сжатие и прихватку кромок на новом участке. После окончания сборки двух обечаек по всей окружности скобу отодвигают влево, укладывают третью обечайку и собирают ее со второй указанным способом. Сборку конструкций на стенде производит один сборщик.
Сборку габаритных резервуаров из листовой стали толщиной 4—6 мм производят методом наворачивания на кольца жесткости. Собирать такие резервуары из отдельных листов и обечаек
165
способом, описанным выше, нельзя, так как листы и обечайки в процессе оборки деформируются от собственного веса.
Сборка габаритных резервуаров методом наворачивания состоит из сборки полотнища и сворачивания его. Сборка полотнища из отдельных листов производится на специальном стенде (рис. 115), состоящем из продольных и поперечных балок 1 с упорами 7, обеспечивающими проектные размеры полотнища 2.
Вначале укладывают крайние левые и правые листы по упорам, после чего на них внахлестку накладывают средние листы. Поперечные стыки собираются встык, а продольные внахлестку на прихватках. После сборки полотнища на него устанавливают днище 3 по боковым упорам 6 и кольцевые ребра жесткости 4, соединенные между собой временной распоркой 5. Днище и кольцевые ребра жесткости приваривают к полотнищу на участке в 500 мм. При помощи электролебедки 9 с навитым на него тросом 8, который вторым -концом закреплен к временной распорке, производится сворачивание полотнища. Поворот полотнища производится участками длиной 500—600 мм. После остановки лебедки ребра жесткости и днище приваривают к полотнищу, повторяя это до окончания сворачивания всего полотнища.
К габаритным конструкциям конической и сферической форм относятся переходы, патрубки, днища. Сборка таких конструкций производится из свальцованных или оштампованных листов на специальных стендах в вертикальном положении. Сборка и совмещение кромок листов производятся с помощью стяжных приспособлений.
К пространственным негабаритным листовым цилиндрическим конструкциям относятся: негабаритные вертикальные емкости; конструкции мокрых газгольдеров; кожухи воздухонагре¬
166
вателей, скрубберов, декомпозеров. Негабаритные листовые конструкции из листовой стали толщиной до 12—14 мм изготавливаются методом рулонирования полотнищ, собранных и сваренных из листовой стали на двухъярусных установках для рулонирования (рис. 116).
Установка состоит из сборо-сварочного стенда, направляющего кружала 3 и приспособления для сворачивания полотнища
Рис. 116. Установка для изготовления полотнищ рулонных заготовок
в рулон 4. Сборо-'сварочный стенд имеет верхнюю рабочую площадку 1, нижнюю рабочую площадку 2, подкрановые пути 6 и кран-балку 7. Рулэнирование полотнища производится в следующем порядке: листовая сталь раскладывается на верхней рабочей площадке на участке сборки 8 и собирается на прихватках в полотнище. 11о мере присоединения к полотнищу листов оно передвигается на участок 5, где производится односторонняя -сварка продольных и поперечных швов на флюсовых подушках сварочными тракторами. После сборки и сварки полотнище участками длиной около 12 м переводится по направляющим кружалам 3 в нижний ярус, где на участке 11 осуществляется автоматическая сварка швов с обратной стороны. Контроль качества швов и устранение дефектов производятся на участке 12.
Первоначальное перемещение полотнища от места сборки до приспособления для сворачивания полотнища осуществляется тяговыми тросами. Процесс изготовления на всех участках происходит непрерывно и завершается постепенным завертыванием полотнища в рулон. Замыкающие кромки рулона закрепляются планками на сварке. Полотнище следующего резервуара тремячетырьмя листовыми полосами приваривается ‘к концу предыдущего полотнища, чем обеспечивается непрерывное передвижение полотнища.
К пространственным конструкциям цилиндрической, конической или сферической форм из толстолистовой стали относятся кожухи: домен, купола воздухонагревателей, -скрубберы, пылеуловители, сосуды под давлением. Такие 'конструкции собираются из свальцованных или отштампованных листовых деталей,
167
которые проходят общую или контрольную сборку в вертикальном положении на специальных стендах. Сборка ведется секциями не менее двух поясов таким образом, чтобы верхний пояс первой секции оставался первым при сборке второй секции, а остальные пояса разбираются для отправки на монтаж. При сборке листовых конструкций применяются приспособления для
стяжки листов, устранения смещения кромок, соблюдения зазо ра между кромками.
Для обеспечения быстрой и точной установки элементов по проекту при монтажной сборке у кромок листовых деталей приваривают фиксаторы. Фиксаторы устанавливают по схеме, разработанной в чертежах КМД, без точной разметки мест их прикрепления, так чтобы каждый элемент при монтажной сборке устанавливался только на то место, где он находился при общей заводской сборке, а установка его в другое место была бы невозможна из-за несовпадения фиксаторов. Примерная расстановка фиксаторов и (приспособлений приведена на рис. 117. Отправочные элементы после общей сборки маркируют индивидуально и на них наносят вертикальные и горизонтальные риски, совпадающие с соответствующими рисками на соседних элементах.
Рис. 117. Схема расположения приспособлений при сборке листовых конструкций — стяжные планки и тавры; 2 — прокладки; 3 — фиксаторы
ГЛАВА VI
Сварочные операции
§ 21. Сварка стальных конструкций
Электродуговая сварка является основным методом соединения строительных стальных конструкций, который окончательно вытеснил клепаные соединения. Быстрый рост производительности труда ‘в промышленности стальных конструкций в послевоенные годы связан прежде всего с переходом от клепаных конструкций к сварным. За последние годы большие успехи достигнуты в области механизации сварочных работ при изготовлении строительных конструкций. В настоящее время уровень механизации сварочных работ на заводах стальных конструкций составляет: 26—82 по трудоемкости и 15—79 по наплавленному металлу.
На заводах наиболее широко применяются автоматическая сварка под слоем флюса и полуавтоматическая сварка в среде углекислого газа. На отдельных заводах применяют электр,ошлаковую, контактную точечную, стыковую сварку.
Особенностью сварки строительных стальных конструкций является большое количество разнообразных швов (длинных и коротких, криволинейных и прямолинейных, труднодоступных) и необходимость принятия специальных мер по предотвращению и устранению сварочных деформаций. Это в значительной мере уменьшает возможность механизации сварочных работ и требует применения в одном элементе различных способов сварки.
Эффективность сварочных работ при изготовлении строительных конструкций определяется: разработкой технологического процесса; организацией работ в соответствии в разработанным технологическим процессом; организацией контроля за качеством оборки конструкций, соблюдением технологии сварочных работ и качеством сва'рных соединений.
При разработке технологического процесса сварки строительных металлоконструкций должны быть определены: способы сварки; порядок наложения швов; приспособления и вспомогательное оборудование, необходимые для выполнения сварочных работ; виды обработки кромок свариваемых деталей и размеры зазоров между ними; сварочные материалы; режимы сварки; виды сварочной аппаратуры и источники питания.
При выборе видов сварки необходимо руководствоваться тем, что механизированная сварка (автоматическая в среде углекислого газа, электрошласовая) обеспечивает более высокое качество, производительность и экономичность, чем ручная. Однако необходимо иметь в виду, что автоматическая сварка целесообразна при наложении длинных швов, так как частые перемеще¬
169
ния и переналадки автоматов сильно снижают производительность.
Ручную сварку следует применять главным образом в конструкциях с прерывистыми и короткими швами, а также в стесненных условиях. Однако сварку большинства таких швов лучше производить в среде углекислого газа.
Сварку стыков длиной более 300 мм и угловых швов длиной более 2 м, доступных для выполнения автоматами и полуавтоматами, выполнять вручную не следует. Все стьгковые и угловые швы протяженностью более 3 м (Целесообразно выполнять автоматической сваркой. Особенно эффективна автоматическая сварка для сплошностенчатых листовых конструкций.
Наибольшее распространение на заводах стальных конструкций получили переносные универсальные сварочные тракторы ТС-17м, предназначенные для сварки под слоем флюса швов, расположенных в нижнем положении. Сварочные тракторы ТС-17м используются при сварке прямолинейных и кольцевых стыковых швов с разделкой и без разделки кромок, угловых и нахлесточных швов.
Переносные сварочные автоматы нецелесообразно использовать для сварки коротких швов и швов, расположенных в стесненных условиях. В этих случаях приходится затрачивать много времени на переноску трактора от одного изделия к другому. Стесненные условия не дают возможности размещать и перемемещать трактор по конструкции.
Сварочные головки рекомендуется применять для автоматической сварки под слоем флюса прямолинейных и кольцевых стыковых швов, угловых и нахлесточных швов, расположенных в нижнем положении. В отличие от переносных сварочных автоматов сварочные головки перемещаются по направляющим на подвесных консолях или порталах, расположенных над свариваемыми конструкциями.
Полуавтоматическая сварка в среде углекислого газа применяется для сварки коротких швов и швов, недоступных для сварки автоматом, а также для сварки стыков швеллеров, двутавровых балок и гнутых профилей. Сварка в среде углекислого газа обеспечивает глубокий провар в местах 'переходов от стенки к полке швеллеров и балок.
Полуавтоматическая сварка в среде углекислого газа с 1960 г. вытеснила полуавтоматичесюую сварку под слоем флюса. Сварка в среде углекислого газа обеспечивает более высокую производительность и лучшую маневренность при сварке конструкций различной конфигурации.
Производительность сварки в среде углекислого газа выше ручной в полтора раза и на 15—20 выше полуавтоматической под слоем флюса. Кроме того, сварка в среде углекислого газа не требует приспособлений и времени для подачи, удержания и
170
удаления флюса. Это дает возможность производить сварку в любом пространственном положении, обеспечивая глубокий провар.
Недостатком -сварки в среде углекислого газа являются низкие показатели ударной вязкости, что ограничивает ее применение для конструкций, где 'сварные соединения требуется выполнить электродами типа Э-50А. Кроме того, при сварке в открытых помещениях при наличии сквозняков или ветра углекислый газ оттесняется от свариваемых швов, что снижает защитное действие углекислого газа. В результате этого в сварных швах могут появиться поры, что снижает механические свойства наплавленного металла. В замкнутых сосудах сварку швов'в среде углекислого газа применять не рекомендуется, так как в процессе сварки образуется значительная 'концентрация углекислого газа, которая может оказать на сварщика отравляющее влияние.
Электрошлаковая сварка позволяет полностью отказаться от пакетов, заменив их толстыми листами в сплошностенчатых конструкциях. Основным преимуществам электрошлакавой сварки является возможность сварки деталей практически неограниченной толщины в один слой без обработки кромок. Вследствие симметричного расположения свариваемых кромок отсутствуют угловые деформации от сварки. Электрошла'ковую сварку обычно применяют для сварки деталей толщиной свыше 45 мм.
Автоматическая сварка расщепленным электродом позволяет сваривать на весу стыковые соединения при зазоре в стыке до 1,5—2 мм. Этот способ без применения ручной подварки и флюсовых подушек обеспечивает высокую производительность сварки листовой стали толщиной от 6 до 20 мм. При сварке расщепленным электродом в зону сварки подаются одновременно две проволоки диаметром 3 мм, расположенные поперек шва. Для сварки используют трактор ТС-17м.
Порядок наложения швов зависит от вида конструкций и способов свар-ки. Он должен обеспечивать высокое качество сварных соединений, максимальную производительность, минимальные сварочные деформации, удобство и безопасность работ.
Рассмотрим особенности сварки основных видов сварных швов стыковых и угловых. Сварку конструкций необходимо начинать со стьгкрв, которые предварительно вывариваются 'в нижнем положении, преимущественно механизированными способами.
При сварке стыковых швов должен быть обеспечен полный провар, отсутствие внутренних дефектов и хороший внешний вид. Для обеспечения полного провара стыковые швы, выполняемые вручную при толщине металла до 12 мм включительно, «накладываются с двух сторон свариваемых деталей независимо от формы подготовки кромок. При ручной сварке сты.ков без раз¬
171
делки кромок вначале должен быть сварен основной шов, а затем подварочный. При V- или Х-образной разделке кромок перед наложением второго шва необходимо удалить шлак и грат с внутренней части первого (подварочного) шва путем вьгрубки корня шва. Это обеспечивает полный провар, отсутствие внутренних дефектов и проектную прочность шва.
Удаление корня шва производится пневматическим зубилом или воздушно-дуговым способом с зачисткой стальными щетками. При воздушно-дуговом способе между корнем шва и угольным электродом возбуждается электрическая дуга, расплавляется часть основного и наплавленного металла, который вместе со шлаком выдувается сжатым воздухом, поступающим из шланга.
Полный провар стыковых швов, выполняемых автоматами, обеспечивается односторонней сваркой на флюсовой подушке или стальной подкладке, а также двусторонней сваркой.
Флюсовая подушка обеспечивает полный провар и формирование обратного шва при односторонней сварке автоматами металла толщиной до 10 мм без разделки кромок и до 24 мм с Vобразной разделкой.
Стальные подкладки применяются при односторонней сварке в тех случаях, когда нельзя производить сварку на флюсовой подушке. Стальные подкладки обеспечивают полный провар швов, выполненных автоматами без разделки кромок, при толщине металла до 10 мм и с У-образной разделкой — до 30 мм. При сварке на остающейся стальной подкладке необходимо прихватывать сварными швами подкладки к свариваемым кромкам деталей. Зазор между подкладкой и кромками не должен превышать 0,5—0,8 мм.
При двусторонней сварке автоматами первый (подварочный) шов выполняется вручную, полуавтоматами в среде углекислого газа — автоматами или полуавтоматами под слоем флюса. Применение ручной подварки допускается в тех случаях, когда невозможна двусторонняя автоматическая сварка. Подварочный шов, флюсовая подушка, стальная подкладка препятствуют вытеснению через зазоры между свариваемыми деталями жидкого металла, находящегося в сварочной ванне в процессе автоматической сварки.
При сварке встык деталей больших толщин приходится накладывать многослойные швы, поверхность которых тщательно должна очищаться стальными щетками от шлака перед наложением каждого последующего шва.
Сварку встык деталей из листовой стали следует выполнять в процессе их заготовки, а не после сборки конструкций. Предварительная стыковка и сварка листовой стали с последующим роспуском состыкованных листов на полосы и детали требуемых размеров должна производиться на специальном участке. Это
172
обеспечивает высокое качество заготовок и сварных соединений, а также значительно снижает трудоемкость работ.
При изготовлении труб вначале заваривают продольные, а затем кольцевые швы. Подварка сварных швов в трубах диаметром до 1000—1200 мм производится вручную, так как сварочный трактор нельзя разместить внутри трубы. После ручной подварки производят автоматическую сварку с наружной стороны. При больших диаметрах труб швы заваривают сварочными тракторами с обеих сторон.
В зависимости от угла, образованного между направлением усилий и стыком, различают прямые и косые сяенки.
В настоящее время косые стыки встречаются в исключительных случаях. Такие стыки применяют в расчетных элементах, работающих на растяжение при ручной сварке, и невозможности применения повышенных методов контроля. Косые стыки более трудоемки и требуют большего расхода металла, чем прямые стыки.
Сварку угловых швов обычно производят «в лодочку» или в нижнем положении; без оплавления корней шва и с полным проваром— сплавлением корней шва. Сварка «в лодочку» обеспечивает наилучшие условия сварки: глубокий провар металла, сварку на больших скоростях и хороший внешний вид шва. Угловые швы, заваренные «в лодочку», имеют вогнутый профиль и плавный переход к основному металлу.
Сварка угловых швов в тавровых и нахлесточных соединениях в нижнем положении допускается при невозможности укладки элемента «в лодочку».
При сварке без сплавления корней шва «в лодочку» за один проход ручной и полуавтоматической сварки можно получить угловые швы с катетом до 10 мм, а автоматической — до 16 мм включительно. Швы больших размеров выполняются многослойными.
Сварку поясных швов в стержнях двутаврового, крестового и коробчатого сечений производят в положении «в лодочку» вручную, в среде углекислого газа, полуавтоматами и автоматами под слоем флюса.
Поясные швы с полным проваром— сплавлением корней шва рекомендуется выполнять автоматами «в несимметричную лодочку». В этом случае пояс балки наклонен к горизонту под углом 60°, а электрод имеет наклон к вертикальной оси 10—15°
(рис. 118).
Наклон электрода достигается наклоном трактора за счет изменения
Горизонтальная ось
Рис. 118. Схема сварки поясных швов в «Несимметричную лодочку»
1 — пояс балки; 2 — стенка балки; 3 — электродная проволока
173
диаметра его колес. Полный провар-сплавление обспечивается без обработки кромок -вертикального листа толщиной до 16 мм. Такие балки можно.применять в сварных мостах, подкрановых балках и других конструкциях, работающих в условиях значительных динамических нагрузок.
При сварке строительных конструкций для повышения производительности и качества работ следует применять следующие приспособления и вспомогательное оборудование: кантователи, манипуляторы, позиционеры, стенды-кантователи, флюсовые подушки, консольные установки.
Для установки конструкций в положение «в лодочку» и кантовки без использования мостовых кранов применяют кантователи и манипуляторы.
Кантователь для сварки поясных швов в листовых балках (рис. Н9) поворачивает балки высотой от 400 до 1300 мм на 360°. Кантователь состоит из опорной рамы 1 с механизмом вращения приводного вала 2 и подвижной опоры 3, размещенной на тележке 4. Тележка перемещается механизмом 5 по рельсам,
обеспечивая установку балок длиной от 4000 до 16 000 мм в необходимое положение. На приводном 2 и 'неприводном валах, расположенных на подвижной опоре 3, закреплены траверсы 6 с подвижными кронштейнами 7, имеющими откидные рычаги 8 для крепления свариваемых балок. На опорной раме 1 и тележке 4 установлены подъемные приспособления для установки и снятия сварочного трактора. Для предотвращения опрокидывания тележки на ней установлен контгруз 10.
174
Перед установкой балки траверсы 6 необходимо повернуть в горизонтальное положение, а кронштейны с откидными верхними рычагами 8 установить друг от друга на расстоя-нии большем, чем высота балки. После этого балка укладывается мостовым краном на четыре нижних рычага 8, а кронштейны 7 перемещают до упора с полками балки.’ Два откидных рычага 8 устанавливают в рабочее положение, которое фиксируется штырями 9. Два других откидных рычага, расположенных вначале сварки, остаются в откинутом состоянии для перемещения трактора. Балку последовательно поворачивают для сварки «в лодочку» всех четырех поясных швов.
На рис. 120 изображен цепной кантователь, предназначенный для кантовки балок двутаврового и коробчатого сечений в процессе сварки. Кантователь состоит из двух сварных рам , на которых расположены по два электропривода 2 с ведущим блоком 3, грузовым блоком 4 и грузовыми незамкнутыми цепями 5. Расстояние между грузовыми блоками 4 устанавливается в зависимости от ширины балки. Управление электродвигателями не
зависит друг от друга, что дает возможность кантовать балки при движении цепей в одну сторону, так как направление движения приводных звездочек одинаковое. Подъем и опускание балок производятся при движении цепей в разные стороны; при этом направление вращения приводных звездочек должно быть разное.
В цепном кантователе балки после кантовки опускают на швеллеры рамы, и сварка балок производится в удобном положении.
175
Для сварки швов цилиндрических конструкций (труб, емкостей) применяют роликовые кантователи-стенды (рис. 121).
Рама стенда-кантователя состоит из продольных балок , соединенных швеллерами 2 с группой отверстий, на которых крепятся неприводные ролики 3. Приводные ролики 4 установлены стационарно и вращаются электроприводом 6 через редуктор 5. Неприводные ролики устанавливают от приводных на расстояниях, определяемых диаметром свариваемой конструкции.
к-
1 т—щ
1
,■ 1
«и и и
й1
1 а_ Р'ис. 121. Роликовый стенд-кантователь
При сварке цилиндрических конструкций на роликовых кантователях-стендах необходимо применять специальные флюсовые подушки.
Флюсовая подушка для сварки кольцевых швов труб (рис. 122) состоит из бесконечной ленты 1 на роликах 2, бункера для флюса 3 и прижимных винтов 4, смонтированных на переносной раме 5. Флюсовая подушка крепится к раме роликового стенда для сварки труб. Рама 5 по мере необходимости перемещается и устанавливается в местах, где необходимо варить кольцевые швы в трубах. При сварке кольцевых швов ленту 1, на которой имеется слой флюса, прижимают винтами 4 кольцевому стыку трубы. Сварочный трактор устанавливают внутри трубы- Перемещение ленты 1 происходит за счет трения с вращающейся трубой. Флюс на ленту поступает ,из бункера 3, а отработанный флюс ссыпается в приемный бункер 6.
176
При стыковке и сварке листовой стали применяют стендыкантователи и электромагнитные стенды. Стенд-кантователь (рис. 123) предназначен для.предварительного стыкования, сварки поперечных стыков и кантовки листовой стали. Листовая сталь, подлежащая стыкованию, подается мостовым краном и укладывается на стенд таким образом, чтобы стыки располагались на флюсовой подушке 1. После установки выводных планок заваривают сварочным трактором стыки. Для кантовки сварен-
Рис. 122. Флюсовая подушка для оварки кольцевых швов труб
ного полотнища приводят в движение выдвижные пальцы, расположенные на пластинчатой цепи 2. Пальцы, двигаясь поперек стенда, прижимают сваренные листовые полотнища к упору лапы кантователя 3. Затем включается мотор подъема и лапы кантователя 5, вращаясь, поднимают полотнище. А при повороте лапы скобы-фиксаторы 5 скользят по лапе кантователя 5, захватывают кромку сваренных листов, препятствуя этим падению полотнища. В процессе кантовки противоположные кромки листов, упираясь в упоры, скользят по наклонной плоскости на постель 4. По окончании поворота лапы кантователя занимают горизонтальное положение, а скоба-фиксатор 5 освобождает листовое полотнище для сварки стыкового шва со второй стороны.
Простейшим приспособлением для установки балок при сварке «в лодочку» являются односторонние и двусторонние наклонные козелки (стационарные или откидные). На рис. 124 изобра-
177
г
и
(Щ А
ИПРМ'ЙЦ
1
-тллл;1 Чллб 6у ’
ЧоОчх.
17000
2 3
3 2
1 4 ъ 3.
Як
еЙ
Ф
л
□
т
1
н
Процесс контобки листа '3
Рис. 123. Стеид-юантователь
жены односторонние откидные козелки, состоящие из подставок 1, шарнирно прикрепленных на осях 2 к стеллажам. Наклонное положение подставок 1 фиксируется упорной стойкой 4У шарнирно закрепленной с подставкой 1 осью 3. Нижний конец стойки 4 закрепляется в гнезде 5, приваренном к стеллажам. Для опирания нижней (полки свариваемой балки 1на стеллажах закрепляют съемные упоры 6.
При установке приспособления в рабочее положение откидные подставки 1 устанавливают под углом 45° к горизонту. В нерабочем положении откидные подставки опускают заподлицо с поверхностью стеллажей.
Консоль для подвески сварочного полуавтомата в углекислом газе (рис. 125) состоит из укасины 1 с ручной «кошкой» 2, на которой подвешена площадка 3. На площадке установлены: подающий механизм полуавтомата 4, кассета с электродной проволокой 5 и горелка 6. На проволоке 7 подвешен шланг , подводящий углекислый газ из сети. Приспособление позволяет быстро и легко перемещать вручную подающий механизм полуавтомата к любой точке свариваемой конструкции в радиусе 12—14 м.
178
I
1
Рис. 124. Откидной односторонний козелок
а — рабочее положение; б — нерабочее положение; в — план расположения козелков на стеллажах
1— 810008000
Рис. 125. Консоль для под вески сварочного полуавто мата в углекислом газе
Виды обработки кромок свариваемых деталей и зазоры между ними зависят от толщины свариваемого металла, способов сварки и видов сварных швов (стыковые, угловые). Разделка кромок и величина зазора между кромками должны обеспечить полный провар по всей толщине соединений.
При сварке элементов строительных конструкций встык наиболее часто встречается подготовка кромок с V- и Х-образными симметричными разделками, а также без разделки кромок. Значительно реже применяются чашеобразная, К-образная, несимметричная Х-образная и другие виды разделок.
Стыковые швы без разделки кромок имеют наименьший объем (наплавленного металла и могут быть применены при ручной сварке для деталей толщиной до 6—8 мм, при полуавтоматической сварке в углекислом газе до 10 мм, а при автоматической сварке под флюсом до 30 мм. При электрошлаковой сварке кромки деталей любой толщины не обрабатывают и варят при зазоре 20—30 мм.
У-образную разделку кромок рекомендуется применять: при ручной сварке деталей толщиной от 8 до 30 мм, при сварке деталей толщиной 12—24 мм в среде углекислого газа и при автоматической сварке под флюсом толщиной более 30 мм. Х-образная разделка является двусторонней У-образной разделкой и применяется для стыков, которые в процессе сварки можно кантовать. При Х-образной разделке стыковые швы имеют меньший объем наплавленного металла, а обработка таких кромок требует больших затрат труда, чем при У-образной разделке.
Подготовка кромок 'при сварке угловых швов также может быть выполнена без разделки, У-образная, Х-образная. При разработке технологического процесса важное значение имеют правильно выбранные режимы сварки, так как они прежде всего определяют качество и производительность сварочных работ. К режимам сварки относится: сила и плотность сварочного тока, скорость подачи проволоки и сварки, количество слоев швов, напряжение на дуге.
При разработке технологического процесса следует определять также сварочные материалы, рекомендации по выбору которых даны в главе I.
Организация сварочных работ должна предусматривать: специализацию и высокую организацию рабочих мест, обеспечение благоприятных условий труда, улучшение обслуживания рабочих мест, эффективную организацию трудовых процессов, улучшение нормирования труда, своевременную аттестацию сварщиков.
В настоящее время на многих заводах имеются специализированные участки или рабочие места для выполнения сварочных работ. К таким работам относятся: сварка стыков листовой стали, сварка поясных швов в стержнях из листовой стали, сварка цилиндрических конструкций, сварка решетчатых конструкций,
180
сварка трубчатых конструкций радиобашен, электрошлаковая сварка листовой стали больших толщин. Организация сварочных работ в среде углекислого газа должна предусматривать: централизованную подачу углекислого газа по трубопроводам из рампы, установленной в специальном помещении, к рабочим местам; централизованную очистку и намотку проволоки в кассеты; своевременное изготовление запасных частей (особенно горелок) и ремонта оборудования.
Сварку цилиндрических конструкций производят на участке, оборудованном роликовыми стендами.
Сварку решетчатых конструкций эффективно производить в среде углекислого газа на участках, оборудованных поворотными консолями для подвески и перемещения вдоль свариваемого изделия подающих механизмов полуавтоматов и кассет с электродной проволокой. При продольном расположении сварочных стеллажей относительно пролета следует устанавливать двойные консоли с монорельсом, при поперечном — одинарные.
Организация рабочих мест сварщиков должна предусматривать обеспечение и правильную рассановку приспособлений, сварочного и вспомогательного оборудования. Сварщики должны быть обеспечены исправным инвентарем и инструментом. Сварку конструкций, так же как :и сборку, следует производить на козелках высотой 600—650 мм с ровной рабочей поверхностью. Сварочные трансформаторы необходимо помещать на металлической площадке высотой 100 мм и шириной 800 мм. Ширина площадки определяется количеством трансформаторов, устанавливаемых на ней. Трансформаторы устанавливаются открыто, без ограждений, что обеспечивает свободный доступ для регулирования тока, ревизии и ремонта трансформаторов. Сварочные преобразователи помещают на пол у колонн цеха. Рубильники на каждый трансформатор монтируют на трубчатых стойках, а включающие устройства сварочных преобразователей прикрепляют к колонне.
Для сварки высоких конструкций на рабочем месте должны иметься инвентарные лестницы из алюминиевых сплавов.
Инструмент и принадлежности сварщики обязаны хранить в шкафах, которые устанавливаются у колонн. Сварочные провода и электрододержатели должны иметь исправную изоляцию.
Для обеспечения благоприятных условий труда сварщиков необходимо обеспечить постоянную работу приточно-вытяжной вентиляции для уменьшения загазованности воздушной среды. Концентрация вредных примесей марганца, окиси углерода, азота и пыли должна быть не выше предельно допустимой. Рекомендуется ежедневно производить в цехе влажную уборку пола, что способствует уменьшению вредных примесей в воздушной среде. В целях уменьшения шума по возможности следует заменять рубку пневматическими молотками на воздушно-дуговую резку.
181
При сварке внутри замкнутых листовых конструкций следует обеспечить индивидуальную вентиляцию, освещение переносными лампами напряжением не более 12 в, выполнять сварочные работы в диэлектрических галошах и на резиновом коврике. Электросварочное оборудование, стеллажи и свариваемые конструкции должны быть надежно заземлены.
Анализ организации сварочных работ на заводах металлоконструкций показывает, что основная часть потерь рабочего времени связана с недостатками обслуживания рабочих мест. Работа вспомогательных рабочих, обслуживающих рабочие места, производится по мере необходимости, а не по заранее разработанному графику. Эта система приводит к неравномерной загрузке вспомогательных рабочих и вызывает потери времени у основных рабочих. Во избежание перегрузки стропальщиков, кранов и транспортных средств рекомендуется следующий график работы стропальщиков. Первые два часа необходимо заниматься раскладкой конструкций под электросварку, а также освобождением рабочих мест электросварщиков от готовой продукции, сданной в конце предыдущей смены. В последующие часы следует подавать полуфабрикат со склада в цех для сборочных бригад. Заваренные конструкции должны предъявляться ОТК и немедленно транспортироваться в склад готовой продукции.
Рекомендуется обучить всех сварщиков мужчин правилам строповки и транспортирования грузов. Это позволит сварщикам в момент большой загрузки стропальщиков на других участках, при наличии свободного крана, производить самим кантовку свариваемых конструкций или уборку готовых конструкций с рабочего места. Во избежание потерь времени в ожидании ремонта и наладки сварочного оборудования следует иметь на участке сварки резерв для быстрой замены вышедшего из строя оборудования.
Для быстрого устранения сварщиками неисправностей и выполнения мелкого ремонта следует обучить всех сварщиков основным принципам работы и взаимодействия узлов сварочных полуавтоматов, а также проводить инструктаж по эксплуатации и уходу за сварочным оборудованием. Для ремонта и восстановления инструмента, изготовления запасных деталей для сварочных полуавтоматов (запасных горело,к и частей к ним, подающих роликов, контактных наконечников), по профилактике и ремонту оборудования необходимо организовать специальный участок.
Эффективность труда сварщиков может быть повышена за счет применения оправдавших себя на практике форм организации труда и режима труда и отдыха. Выполнение сборочных и сварочных работ специализированными -сквозными (двухсменными) бригадами способствует сокращению цикла за счет уменьшения количества рабочих мест с одновременным расширением
182
их общей площади и улучшения обслуживания всех рабочих мест. Наиболее рациональным является звено из двух человек и численности сквозной бригады в четыре человека (при двухсменной работе).
Для поддержания нормальной интенсивности работы и производительности труда сварщика в течение смены рекомендуется после каждого часа работы отдых 5 мин при сварке в удобном положении и 7—8 мин при сварке в тесных и неудобных местах.
К сварке строительных конструкций допускаются сварщики, прошедшие теоретический и практический курс обучения, имеющие удостоверения о сдаче экзаменов и практических испытаний.
К сварке ответственных конструкций (котлы и сосуды, работающие под давлением более 0,7 аг, мосты кранов) допускаются сварщики не ниже 3-го разряда со стажем работы на ручной сварке строительных конструкций не менее 6 месяцев и 3 месяцев на механизированных способах сварки. Право сварки ответственных конструкций сварщики получают после сдачи испытаний и получения соответствующего удостоверения Госгортехнадзора СССР. Раз в год сварщики проходят переаттестацию, о чем делается отметка в удостоверении. Администрация цеха должна вести журнал регистрации удостоверений и своевременно проводить переаттестацию сварщиков.
При сварке обычных конструкций мастера по сварке непосредственно ,на конструкции наносят мелом размеры швов и порядок их наложения.
§ 22. Технологические операции для устранения усадочных напряжений и деформаций
Величина сварочных деформаций зависит от технологического процесса сборо-сварочных работ и принятых конструктивных решений. Сварочные деформации оказывают влияние на геометрическую форму изделия, а иногда и на его несущую способность. Наиболее часто встречающимися видами деформаций элементов являются: серповидность, продольное и поперечное укорочение, винтообразность, грибовидность, перекос полок, коробление листовых деталей (волнистость или выпучивание).
Мероприятия по борьбе с деформациями можно разделить на три вида: конструктивные, технологические, проводимые в процессе сварки, технологические, проводимые после сварки.
Для предотвращения сварочных деформаций серповидности могут быть использованы следующие конструктивные решения: для сварных балок из листовой стали высотой до 1200 мм применять симметричные сечения; избегать несимметричного прикрепления мелких деталей; параллельные пояоныешвы располагать таким образом, чтобы центр тяжести их поперечных сечений совпадал с центром тяжести свариваемой конструкции.
183
Для предотвращения винтообразности рекомендуется увеличивать жесткость сечения на кручение за счет установки до сварки поясных швов диафрагм через 1200—1500 мм, начиная с торцов.
Для предотвращения коробления плоскости листовых стенок балок рекомендуется устанавливать торцовые ребра 1 на расстоянии от края не более 10 толщин листа или окаймляющие ребра 2 (рис. 126). В конструкциях, где коробление недопустимо,
следует применять листовую сталь 6 толщиной не менее —
высоты стенки. Для предупреждения коробления свободных
кромок длинных листовых деталей назначать вылет полок 3 не более 10—12 толщин листа на одну сторону (см. рис. 126).
При конструировании стыков для предупреждения коробления в зоне стыковых швов при V- и Х-образной разделках рекомендуется: избегать применения косых стыков, предусматривать автоматическую сварку без разделки кромок или симметричную Х-образную разделку кромок для ручной сварки стыков толщиной более 16 мм.
Деформация опорных плит колонн после приварки к ним стволов может быть снижена уменьшением вылета плиты 4, который должен быть не более пяти толщин плиты, или постановкой наклонных ребер 5 (см. рис. 126).
Ь2 Ь210-12бп
Рис 126. Конструктивные.решения но предотвращению деформаций после сварки
К технологическим мероприятиям, проводимым во время сварки конструкций, относятся: предварительный обратный выгиб, жесткое закрепление, способ уравновешенных деформаций, первоочередная сварка поперечных швов, обратноступенчатый порядок наложения швов.
184
Предварительный выгиб деталей конструкции перед сваркой может обеспечить прямолинейность конструкции в том случае, если будут правильно заданы величины предварительного выгиба. Предварительный выгиб применяется для предотвращения деформаций серповидности и грибовидности, а также угловых
Рис. 127. Предварительный выгйб и жесткое закрепление деталей конструкций
деформаций в стыках. Стрелку обратного выгиба сварных балок рекомендуется принимать 0,7—0,8 ожидаемой стрелы прогиба оерповидности.
Для предотвращения грибовидности полок балок верхний поясной лист подвергается предварительному выгибу в цехе обработки. Величина выгиба определяется в зависимости от толщины листа и его ширины по формуле Б. И. Беляева (рис. 127, а)
0,075 кш (6х б )
0,55 - — п) , (4)
0,075 Ь1 6п 3
где В — ширина поясного листа; оп — толщина поясного листа;
Нш — катет поясного шва.
При автоматической сварке
Ьг Нш -— ;
при ручной сварке
Ьх Нш 0,1 см.
Изгиб полок осуществляют на кромкогибочных прессах или при помощи кассет.
Для борьбы с угловыми деформациями при сварке листов встык с У-образ,ной разделкой мэнцы листов поворачивают на угол р (рис. 127,6) или делают на кромках предварительный отгиб (рис. 127, в).
185
Жесткое закрепление конструкции уменьшает деформации, но при этом в металле возникают дополнительные внутренние напряжения, которые могут вызвать появление трещин как в металле шва, так и в околошовной зоне. Поэтому данный способ не может быть рекомендован при сварке замкнутых швов в конструкциях из толстых листов. Жесткое закрепление планками 1 может быть рекомендовано для стыковых листов (см. рис. 127, г). При ручной сварке планки устанавливаются до начала сварки, а при автоматической сварке — сразу же после продвижения трактора. Освобождение конструкций от закрепления планками необходимо производить после полного остывания конструкции.
Способ уравновешивания деформаций применяется для сварки конструкций, имеющих швы, расположенные симметрично по отношению к центру тяжести сечения. Последовательность наложения швов устанавливается с таким расчетом, чтобы деформации, вызванные наложением предыдущего шва, были ликвидированы обратными деформациями после наложения последующего шва.
На рис. 128, а показан порядок наложения швов -в симметричных конструкциях, обеспечивающий наименьшие деформации конструкций. При сварке продольных швов конструкций несимметричного сечения в первую очередь необходимо накладывать поясные швы, расположенные на более мощных элементах
а) 6) 8)
1
СЧ
3
Г
1
О
4
3 2
1
6
7 8
9 Ю
Рис. 128. Технологические мероприятия по предотвращению деформаций
1, 2, 3, 4, 5, 6, 7, 8, 9, 10—очередность наложения швов
186
(рис. 128, б). Во избежание коробления или появления трещин, как правило, поперечные швы листов и труб больших размеров заваривают раньше продольных (рис. 128, в), если же поперечные швы будут выполнены после продольных, когда стыкуемые листы жестко закреплены, а усадка поперечных швов затруднена, то в швах толстых листов появятся трещины, конструкции из тонкой листовой стали будут подвержены короблению.
В сварных листовых балках и колоннах двутаврового, корытного, коробчатого и крестового сечений стыки отдельных элементов необходимо заваривать предварительно. В этом случае усадка стыковых швов происходит свободно без возникновения сварочных напряжений. При сварке стыков прокатных швеллеров и двутавров вначале следует сваривать стенку, а затем полки. В противном случае могут появиться трещины от усадки мощных швов на полках.
При обратноступенчатом методе сварки деформации незначительны, так как внутренние напряжения от усадки коротких швов меньше, чем от длинных. Поэтому длинные швы необходимо разбивать на участки длиной 200—250 мм (при ручной сварке) и 1500—2000 мм (при автоматической), которые заваривают в направлении от края листа к его середине (см. рис. 128,г). Не следует допускать увеличения размеров сварных швов против проекта, так как это приводит к увеличению объемов наплавленного металла и деформаций. При пересечении угловых швов со стыковыми вначале заваривают стыковые, а затем угловые швы (см. рис. 128, (9).
Борьбу с винтообразностью элементов рекомендуется вести сваркой поясных швов в одном направлении и сваркой с 2—3-часовыми перерывами.
Коробление листовых стенок можно предотвратить или уменьшить за счет следующих технологических мероприятий: участки ребер у свободной кромки на расстоянии 300—500 мм варить после полной сборки на монтаже (см. рис. 128, е); ребра жесткости применять из профильной стали вместо листовой; приваривать ребра жесткости к стенке швами 3—4 мм.
Очень эффективным технологическим приемом предотвращения коробления и выпучивания стенок балок является механическое натяжение стенки в процессе сборки. Этот прием успешно применяется при изготовлении сварных листовых балок на поточной линии Днепропетровского завода. Особенно опасны для прочности конструкции трещины и деформации, вызванные отступлениями от технологии сварки конструкций из низколегированной стали при отрицательных температурах. В этом случае следует тщательно выполнять технологические мероприятия по предотвращению сварочных деформаций и напряжений.
Мероприятия по устранению деформаций после сварки состоят из холодной и горячей правки, а также фрезерования конструкций.
187
Устранение деформаций от сварки сверх допустимых в конструкциях производят с помощью листоправйльных вальцов, кулачковых прессов, пневматических скоб, машин для правки грибовидности, домкратов, винтовых приспособлений, грузов, пламенем газовой горелки, наложением холостых швов.
На листоправйльных или листогибочных вальцах правят плоские листовые полосы после автоматической сварки. Перед правкой необходимо срубить усиление сварных швов заподлицо с основным металлом или обеспечить сварку швов без усиления. При наличии усиления правку следует производить с прокладками, уложенными вдоль шва. Во избежание появления тре-
Рис. 129. Станок для правки грибовидности а — схема л.равки; б — схема установки столов
щин в стали толщиной 20 мм и.более правку необходимо производить за несколько проходов.
На кулачковом прессе устраняют серповидность в элементах фахверка, связей, ригелей, балок.
Для устранения грибовидности полок сварных двутавровых балок из листовой стали применяют станки для правки грибовидности различных конструкций. На рис. 129 изображен станок для правки грибовидности, который состоит из сварной станины У, ведущего бочкообразного вала 2, вращающегося на под¬
188
шипниках 3, закрепленных в станине, двух ведомых конусообразных валков 4, закрепленных на эксцентриковых валках 6, которые вращаются в бронзовых втулках 7. Поворот эксцентриковых валков 6 производится регулирующим винтом 9 через рычаг 3, который жестко связан с эксцентриковым валком 6. Поворот последнего обеспечивает подъем или опускание ведомых валов 4 и необходимый зазор между валами 2 и 4. Закрепление эксцентриковых валков 6 в рабочем положении производится при помощи фиксаторов 10, которые вставляются в отверстия рычага 3 и станины 1. Станок имеет четыре направляющих ролика 11 для вертикальной стенки балки, подлежащей правке, и горизонтальный ролик 12, установленный на одном уровне с ведущим валком 2. Вращение ведущего валка 2 производится от электропривода 13 через редуктор 5. Балка, подлежащая правке, подается мостовым краном на роликовый стол, установленный у станка, заводится между направляющими роликами 11 и по ролику 12 продвигается в зазор между валками 2 и 4 (схема правки 1а) • Регулирующими винтами 9 поворачивают эксцентриковый вал, в результате чего ведомые валки
4 опускаются и нажимают на кромки полок балки, которые получают обратный прогиб (схема правки Па).
Прокатывая таким образом полки балок несколько раз, устраняют грибовидность.
В отдельных случаях правку конструкций производят грузом, который создает обратный изгиб выправляемой детали, опирающейся концами на два стеллажа. Напряжения при правке в металле должны достигать предела текучести, с тем чтобы создать остаточные деформации, устраняющие начальную кривизну.
Для неответственных конструкций из малоуглеродистых сталей кривизну устраняют холостыми сварны ми швами 7, которые накладывают на выпуклую часть конструкции (рис. 130, а).
I Г
(:Ц
“Г
а:
1-Г
Рис. 130. Правка конструкций после сварки нагревом
189
При остывании холостые швы, укорачиваясь, стягивают удлиненные волокна конструкции и выпрямляют ее.
Правку деформированных сваркой балок и листовых полос можно производить также местным нагревом пламенем ацетилено-кислородных горелок или бензорезов. Нагрев производится с выпуклой стороны треугольниками 2 или полосами (тепловыми клиньями), положение которых предварительно размечается мелом (см. рис. 130, б, в).
Правку хлопунов в стенках сплошных балок производят местным нагревом с выпуклой стороны полосами или отдельными точками 3 (см. рис. 130,г). Рядом с нагретыми участками рекомендуется производить проколачивание металла молотками или кувалдами.
Правку деталей из листовой стали большой толщины, не поддающейся правке на вальцах, можно осуществить нагревом полосами 4 выпуклой стороны (см. рис. 130, (9).
Местный нагрев производят при температуре 700—850°С, доводя металл до пластического состояния и определяя температуру по цвету каления или с помощью термочувствительных карандашей. После остывания в местах нагрева появляются остаточные напряжения растяжения, которые распрямляют изделие. В процессе правки необходимо проверять величины деформаций, окончательно замерив их после остывания металла. При повышенных требованиях по устранению деформаций после сварк и в отдельных случаях поверхности и кромки конструкций фрезеруют.
ГЛАВА VII
Сборка и клепка стальных конструкций
§ 23. Общие сведения
В настоящее время основным способом соединения стальных конструкций, изготавливаемых на отечественных заводах, является сварка. Соединения на заклепках применяются для пролетных строений мостов и конструкций промышленных зданий, работающих под динамической нагрузкой (тяжелых подкрановых балок, портальных связей цехов черной металлургии, стропильных и подстропильных ферм больших пролетов). В связи с этим только на немногих заводах, изготовляющих строительные конструкции, сохранились и работают клепальные цехи (Днепропетровском, Челябинском и Кузнецком).
Изготовление клепаных конструкций состоит вз трех основных операций: сборки, рассверливания отверстий и клепки.
Чаще все три операции выполняются на одном рабочем месте. Рассверливание отверстий в собранных конструкциях и клепка их производятся передвижными станками или пневматическим ручным инструментом. Этот порядок работы определяется громоздкостью и большим весом конструкций, который достигает до 30—40 т при длине до 24—30 м. Кроме того, выполнение всех операций на одних стеллажах дает возможность избежать смещения рассверленных отверстий 'и уменьшает транспортные операции.
§ 24. Сборка под клепку
Сборка клепаных конструкций может прозводиться из деталей с отверстиями и без отверстий. Отверстия в деталях могут быть выполнены двумя способами: сверлением по кондукторам гчистых отверстий» на проектный диаметр, не требующий рассверловки; сверлением или продавливанием отверстий на 2—4 мм меньше проектного диаметра с последующей рассверловкой отверстий до проектного диаметра перед клепкой конструкций.
Сборку клепаных конструкций производят на стеллажах с использованием сборочного инструмента (см. главу IV) бригадой в составе 2—4 чел. Большинство клепаных конструкций собирают из деталей с отверстиями, просверленными на диаметр меньше проектного. Процесс сборки таких конструкций состоит из раскладки деталей на стеллажах в соответствии с размерами на чертеже, закрепления деталей болтами и оправками, подготовки конструкций для рассверливания или прочистки отверстий.
В зависимости от размеров, сложности и конфигурации конструкций сборку элементов производят целиком или узлами с
191
последующим укрупнением этих узлов. Большинство клепаных конструкций собирают целиком. Сборка узлами применяется для сложных и громоздких конструкций (тяжелых подкрановых балок больших пролетов, ферм мостовых пролетных строений, тяжелых колонн и т. д.). На рис. 131 изображена последовательность узловой сборки тяжелых балок.
Рис. 131. Последовательность узловой сборки тяжелых балок
I, II, III — последовательность сборки
В первую очередь собирают нижний и верхний пояса 2, 3 из горизонтальных листов и поясных уголков, между вертикальными полками которых закладывают временные прокладки 1 толщиной на 1 —1,5 мм больше толщины вертикального листа балки. После этого производят рассверловку отверстий и постановку заклепок, соединяющих горизонтальные листы с поясными уголками. После рассверловки и клепки поясов удаляют временные прокладки и в щель между уголками нижнего пояса 2 устанавливают вертикальный лист 4. На вертикальный лист 4 надевают верхний пояс балки 3, кладут собранную балку горизонтально и производят сборку всех мелких деталей.
Отличительными особенностями сборки клепаных конструкций по сравнению со сварными являются незначительные объемы разметочных работ, фиксация положения деталей болтами и оправками и повышенная плотность примыкания сборочных деталей. Для плотного прилегания собираемых деталей друг к другу с кромок деталей необходимо удалять грат и заусенцы зубилом и шлифовальной машинкой. Плотность примыкания деталей обеспечивается постановкой сборочных болтов в каждом третьем отверстии, но не реже чем через 500 мм. Диаметр сборочных болтов принимается на 2—4 мм меньше диаметра отверстий. Для предупреждения сдвига деталей в отверстия забиваются конические оправки в количестве около 30 от числа установленных болтов. Для повышения качества сборки болты и
192
оправки следует ставить в те отверстия сопрягаемых деталей, где совпадение наилучшее. При неудовлетворительно,м совпадении отверстий запрещается подгонять собираемые детали подтягиванием, подбивкой, а также увеличивать диаметр отверстия забивкой оправки. Для лучшего совпадения отверстий постановка сборочных болтов производится от середины элемента к его концам.
Плотность примыкания деталей при сборке проверяется щупом толщиной 0,3 мм, который не должен проходить вглубь между собранными деталями более чем на 20 мм.
При значительной повторяемости конструкции применяют кондукторы для сверления отверстий на проектный диаметр. В этом случае взамен конических оправок в отверстия ставят точеные сборочные пробки, диаметр которых на 0,3 мм меньше диаметра отверстий.
Сверление отверстий по кондукторам и сборка конструкций на пробках исключают рассверловку отверстий, уменьшают расход сверл, обеспечивают соблюдение проектных размеров пространственных конструкций, что трудно достигнуть без применения дорогостоящих кондукторов.
Сборку серийных клепаных конструкций подкрановых балок или Н-образных сечений производят из деталей без отверстий
2 7 5 6 7
Рис. 132. Кондуктор для «бездырной сборки» стоек бетоновозной
эстакады
а — траверса-фиксатор; 6 — последовательность сборки стойки
7 Зак. 11
193
(бездырная сборка). Применение дорогостоящих кондукторов для «бездырной сборки» единичных конструкций экономически нецелесообразно.
На рис. 132 изображен кондуктор для сборки стоек бетоновозной эстакады 1из деталей без отверстий. Кондуктор состоит из,рамы 1, закрытой сверху листом, на котором установлены стойки 2 и столики 3. Каждая стойка 2 состоит из швеллеров, между которыми установлен горизонтальный винтовой прижим 4. Два вертикальных винтовых прижима 6 крепятся к съемной траверсе-фиксатору 5, который закреплен к двум стойкам 2 пальцами 7.
Сборка деталей и сверление отверстий в стойке производятся в следующем порядке. В кондуктор на столик 3 укладывают собираемые детали (схемы 1,11). После этого устанавливают съемные траверсы-фиксаторы 5 и производят сжатие собираемых деталей винтовыми прижимами 4 и 6 (схема III).
Отверстия под заводские заклепки сверлят, не вынимая элемента из кондуктора, на проектный диаметр по наметке с применением фанерных шаблонов. По мере сверления в отверстия ставят сборочные болты и пробки.
§ 25. Подготовка отверстий под клепку
После наметки, образования отверстий в деталях и их сборки полного совпадения отверстий в собираемых деталях достигнуть не удается. Для устранения «черноты» (несовпадения отверстий) и удаления слоя металла вокруг отверстий с наклепом и волосными трещинами, появившимися после продавливания отверстий, производят рассверловку или прочистку отверстий. Отверстия, проколотые или просверленные на диаметр меньше проектного, подлежат рассверловке, на проектный диаметр — прочестке. Рассверловку отверстий под заклепки производят радиально-сверлильными станками или ручными пневматическими сверлильными машинками. Наибольшее применение на заводах нашли радиально-сверлильные станки на самоходных тележках Одесского завода сверлильных станков и фирмы «Браун» (ФРГ), которые рассверливают отверстия диаметром до 35—50 мм. Станки перемещаются на самоходных тележках по рельсам вдоль стеллажей, на которых уложены конструкции для рассверловки. Применение таких станков исключает необходимость перемещения конструкции во время рассверловки, за исключением кантов ки. Вылет шпинделя обеспечивает рассверловку в зоне шириной 2400—3300 мм без перемещения конструкций.
Пневматические сверлильные машинки применяют при рассверливании отверстий: в тесных и неудобных местах; при расположении отверстий в вертикальной плоскости или снизу; при
194
невозможности укладки элемента в положение, удобное для рассверловки станком; в местах, недоступных рассверливанию станком; при отсутствии станков, а также при необходимости рассверливать единичные отверстия. Для рассверловки отверстий применяют ручные пневматические сверлильные машинки типа И-34А, И-68, РС-32, РСУ-32 и угловые типа И-69.
Отверстия, рассверленные сверлильными машинками, нередко имеют косину, конусность и разбитость, превышающие допуски. Инструментом для рассверливания отверстий радиальносверлильными станками служат трехспиральные зенкеры, а для пневматических машинок — четырехспиральные зенкеры (развертки) из стали Р-9, Р-18, 9ХС.
Рассверловку конструкций станком производит бригада в составе -сверловщика и перестановщика болтов. Вначале рассверливают около 10—20 отверстий в разных местах элемента, затем в рассверленные отверстия забивают пробки, после чего рассверливают все отверстия, не заполненные болтами и оправками. Перестановщик по мере рассверливания отверстий снимает болты и оправки из нерассверленных отверстий и устанавливает их в рассверленные отверстия.
Сборочные болты из нерассверленных отверстий разрешается снимать после постановки в соседние рассверленные отверстия болтов, диаметр которых на 2—3 мм меньше диаметра рассверленного отверстия. При установке болтов необходимо обеспечить плотную стяжку деталей, имея в виду, что нельзя качественно заклепать элемент, плохо стянутый болтами.
При толщине пакета до четырех диаметров заклепки болтами должно быть заполнено не менее 25 и пробками 10 общего количества отверстий в конструкциях и углеродистой стали и не меньше 50 отверстий болтами и 10 пробками в конструкциях из низколегированной стали.
С увеличением толщины пакетов количество болтов и пробок увеличивается до 40—45 в конструкциях из углеродистой стали и до 75 в конструкциях из нозколегЪрованной стали.
Если пакет состоит из большего количества деталей и имеется значительное несовпадение отверстий, а также при диаметрах отверстий более 28,5 мм рассверловку производят за два приема, вначале разверткой на 3 мм меньше проектного диаметра отверстий, затем на проектный диаметр.
Прочистку отверстий производят разверткой того же диаметра, что и диаметр отверстий в собранных деталях.
В течение смены бригада в, два человека при толщине пакета 50 мм рассверливает до 1000 отверстий. Сверлильной машинкой при вертикальном положении, развертки и толщине пакета 30—40 мм можно рассверлить за смену 500—700 отверстий. При рассверловке сбоку производительность уменьшается на 15—20, при работе снизу — на 40—50.
7
195
§ 26. Клепка стальных конструкций
Процесс соединения деталей стальных конструкций заклепками называется клепкой. Процесс клепки складывается из постановки заклепок в совмещенные отверстия соединений, осаживания стержня заклепки 2 и образования замыкающей головки 6, (рис. 133). Клепка ведется преимущественно нагретыми заклепками для повышения пластичности металла. Это обеспечивает уменьшение усилия при клепке, плотное заполнение отверстий, более легкое образование замыкающей головки 6, необходимую плотность стягивания пакета 1 при остывании заклепок.
Клепка стальных конструкций производится при помощи клепальных машин (скоб) и пневматических молотков.
Ручная клепка пневматическими клепальны-
—склепываемый пакет; 2 — стержень заклепки; МИ М0Л0ТКЗМИ ПрИМеНЯ-
3 — закладная головка; 4 —.поддержка; 5 — об- ртпа гтпг о а _
.жимка; 6 -замыкающая головка; , -начало еТСЯ ПЖ ПОСТаНОВКе За
и конец клепки клепок в тесных и недо¬
ступных местах для клепки скобами, а также при небольшом объеме работ. Ручная клепка является физически тяжелой и малопроизводительной работой, поэтому ее следует по возможности избегать. Клепальные молотки являются инструментом ударного действия, который работает сжатым воздухом давлением 5—6 ат.
Рабочим инструментом при клепке является обжимка (рис. 134), вставляемая в открытый конец молотка. Обжимка имеет углубление, соответствующее форме головки заклепки.
Для поддержания заклепок во время клепки, восприятия ударов молотка и плотного прижатия закладной головки к склепываемому пакету служат ручные и пневматические поддержки (см. рис. 134).
Ручная поддержка представляет собой круглый стержень, в торце которого имеется углубление, куда упирается закладная головка заклепки.
Кроме прямых поддержек 1 имеются изогнутые 2, которыми пользуются в тесных местах, когда необходимо обойти различные выступы конструкции. Ручной поддержкой подручный клепальщика удерживает заклепки. Для лучшего прижатия заклепки ручной поддержкой обычно пользуются рычагом, на конец которого «с силой нажимает подручный клепальщика.
5 6 5
Р.ис. 133. Процесс клепки
396
Пневматическая поддержка представляет собой пневматический пресс, в поршень которого вставляется обжимка 3. В процессе клепки пневматическая поддержка одним концом упирается в конструкцию, а обжимка под давлением воздуха прижимает закладную головку заклепки.
Пневматические поддержки применяются двух видов: для работы в нормальных условиях с ходом поршня 110 мм 4 и в тесных местах с ходом поршня в 30 мм 5 (см. рис. 134).
Машинная клепка производится пневматическими шли электрическими скобами. Последние применяются редко, в случае отсутствия сжатого воздуха. Машинная клепка по сравнению с ручной обеспечивает: более высокое качество работ,
повышение производительности в 2—3 раза, облегчение труда рабочих, быстрое освоение профессии за счет простоты управления скобой.
В отличие от пневматических молотков, производящих клепку частыми ударами небольшой силы, клепальные скобы осаживают стержень и оформляют головку заклепки медленным плавным давлением, достигающим 50—80 т.
Пневматическая клепальная скоба (рис. 135) состоит из стальной литой полурамы 1, на одном конце которой помещается неподвижная поддержка 2, а на другом — подвижной штамп 3. Сжатый воздух, поступающий в воздушный цилиндр 5, приводит в движение рычажной механизм 6 и подвижной штам 3. Рычажной механизм скобы обеспечивает увеличение давления на штамп по мере приближения ее к поддержке 2. Наибольшая прозводительность труда достигается при подвешивании скобы к передвижному консольному крану, который дает возможность устанавливать скобу на требуемой высоте и перемещать ее по длине и ширине -склепываемой конструкции 4. В этом случае конструкция укладывается неподвижно на ме¬
Р,ис. 134. Клепальный (инструмент
197
таллические козелки, а скоба перемещается клепальщиком вдоль элемента.
Клепку глухой скобой можно производить в нормальном, перевернутом и вертикальном положениях. Клепку обычно про изводят при нормальном положении скобы, закладывая заклепки снизу (см. рис. 135, а). Значительно.большая производитель¬
ность достигается при закладывании головки сверху и образовании замыкающей головки снизу (см. рис. 135, б). В этом случае конструкции должны лежать на козелках высотой около 2 м. Клепка горизонтальных заклепок сбоку (см. рис. 135, в) применяется редко.
Бригада клепальщиков обычно состоит из бригадира-клепальщика, подручного и нагревальщицы. Бригадир-клепальщик управляет скобой; подручный клепальщика: принимает нагретые заклепки, вставляет их в отверстия, наставляет неподвижную поддержку скобы на закладную головку заклепки, снимает сборочные болты и пробки; нагревальщица нагревает заклепки и подает их подручному клепальщика. Средняя производительность бригады при клепке пневматической скобой за 8 ч составляет 1000—1200 заклепок.
При машинной клепке необходимо обеспечить минимальные переходы от заклепки к заклепке, а также своевременный нагрев и подачу заклепок.
При работе скобой, подвешенной неподвижно, и перемещении склепываемого элемента на тележках производительность бригады ниже, чем при клепке скобой, перемещаемой на консольном кране.
198
ГЛАВА VIII
Отделочные операции
§ 27. Фрезерование торцовых плоскостей
Фрезерование торцов и элементов стальных конструкций производят для передачи сжимающих усилий через смятие торца, достижения повышенной точности проектных размеров элемента, ускорения монтажа конструкций. Для производства фрезерных работ на заводах металлоконструкций используются машины трех типов. Старые станки имеют планшайбы диаметром от 700 до 1570 мм, в которых по окружности устанавливаются один или два ряда вставных резцов. У таких станков каретка с планшайбой перемещается только в одном направлении по горизонтальным натравляющим станка.
Торцефрезерные машины Раменского завода моделей ТФС-2 и ТФС-3 имеют фрезерные головки диаметром 200 мм, перемещающиеся как в горизонтальном, так и в вертикальном направлении.
Торцефрезерная машина Горьковского завода фрезерных станков (модель 6991) с максимальным диаметром фрезерной головки 250 мм фрезерует оба торца элемента одновременно. Фрезерная головка может перемещаться в горизонтальном и вертикальном направлениях. Резцы для фрезерных головок из сплава Т5КЮ пригодны для фрезерования деталей как из углеродистой, так и из низколегированных сталей, после резки на ножницах и кислородом.
Фрезерование торцов колонн и стоек или опорных плит для передачи сжимающих усилий через смятие торца выполняется после окончания сварки или клепки элементов. Сварные швы, выполненные после фрезерования элемента и расположенные в пределах 100—200 мм от фрезерованного торца, могут деформировать шлоскость фрезерованной поверхности. Точная и быстрая установка элементов для фрезерования торцов с соблюдением заданного угла (обычно 90°) между плоскостью фрез и осью элемента обеспечивается установкой двух боковых упоров 3 (рис. 136). Для устранения влияния грибовидности полок, винтообразности элемента и других отклонений от заданной геометрической формы выступы упоров 3 располагают на уровне стенки элемента.
Для предотвращения возможности сдвига при фрезеровании элементы прижимают к 'боковым упорам 3 двумя винтовыми прижимами 2 на уровне стенки элемента, уложенного на стульчики 1. Упоры 3 и прижимы 2 должны быть установлены на одинаковых расстояниях от торцов элемента во избежание влияния серповидности на точность фрезерования торцов. После установки элемента первый торец фрезеруют до отсутствия черноты,
199
без выдерживания 'глубины фрезерования. Перед фрезерованием второго торца для обеспечения заданной длины устанавливается задний упор 4 на пробках 8 и точеных болтах 7, после чего элемент поворачивают на 180°, упирают фрезерованным торцом в задний упор 4 и закрепляют винтовыми прижимами 2 к упорам 3.
Рис. 136. Схема расположения упоров для установки фрезеруемых элементов
Фрезерование второго торца производят до тех пор, пока резцы фрезерной головки 5 не затронут строганый торец контрольной планки 6.
Расстояние между строганым торцом планки 6 и строганой кромкой заднего упора 4 равно проектной длине элемента.
При одновременном фрезеровании обоих торцов проектная длина I элемента между фрезерованными торцами определяется установкой двух контрольных планок на заданном расстоянии друг от друга. Описанная система упоров обеспечивает получение расстояния между фрезерованными торцами с точностью ± 1 мм независимо от длины элементов.
Проверку точности фрезерования торцов элементов следует производить с применением оптических методов измерения или контрольных плит. Оптическое приспособление для контроля точности фрезерования колонн (рис. 137) состоит из стальной линейки 1 с прикрепленной к ней под углом 90° оптической трубой 2 с сеткой (от нивелира или теодолита). Линейка с трубой устанавливается к торцу элемента так, чтобы установочные риски 4, 7 совпадали с осью элемента 3. К противоположному фрезерованному торцу элемента устанавливается вторая стальная
200
линейка 6 с шкалой 5. По отсчетам на линейке определяют отклонения от.перпендикулярности фрезерованного торца, к которому прикреплена оптическая труба.
Для контроля второго торца линейку с трубой и шкалой меняют местами. Уклон торца к оси элемента определяется по формуле У "у- и не должен быть более 115оо-
Контрольные плиты с фрезерованной поверхностью устанавливают под углом 90° к горизонтальной поверхности и линии,, проходящей через два боковых упора. Элементы для проверки качества фрезерования укладывают так, чтобы их боковая поверхность соприкасалась с двумя боковыми упорами, а фрезерованный торец — с фрезерованной поверхностью контрольной плиты. По плотности примыкания фрезерованного торца элемента определяется качество фрезерования. За один проход фрезы снимается слой металла толщиной 3—4 мм. При механической резке в элементах, подлежащих фрезерованию, предусматривают припуск по 5 мм на каждый фрезерованный торец. При кислородной резке для деталей толщиной до 25 мм предусматривают припуск 7—8 мм, толщиной более 25 мм— 10 мм на каждый фрезерованный торец. Таким образом, для получения ровной плоскости торцов и проектной длины необходимо обрабатывать торцы за 2—
3 прохода фрезы.
§ 28. Сверление отверстий для монтажных соединений по кондукторам и по разметке
При монтаже стальных конструкций основными видами соединений являются сварные и болтовые. В отдельных случаях: применяются монтажные соединения на высокопрочных болтах и заклепках.
Для соединений на болтах (обычных и высокопрочных) и заклепках в элементах стальных конструкций должны быть просверлены монтажные отверстия. Монтажные отверстия могут быть просверлены: на полный (проектный) или меньший диаметр; по кондукторам, с последующей рассверловкой на заводе или монтаже; в отдельных деталях при обработке или после полного изготовления элемента.
Способ образования отверстий определяется назначением и способом монтажных соединений. Однако образование всех монтажных отверстий должно производиться, как правило, на заво¬
Рис. 137. Схема проверки точностифрезерования торцов элементов
201
де на (полный (проектный) диаметр. Только в отдельных случаях, где невозможно обеспечить удовлетворительное совпадение отверстий сопрягаемых элементов без полной сборки всего сооружения, рассверливание отверстий может быть перенесено на монтаж при согласии монтирующей организации. Образование монтажных отверстий в отдельных деталях при их обработке может производиться по разметке и по кондукторам.
Отверстия для болтовых соединений второстепенных балок, связей, прогонов, элементов фахверка, лестниц и площадок, а также в стыковых деталях сварных соединений (стыковые уголки, накладки и др.) сверлят или прокалывают на полный диаметр по разметке.
Образование монтажных отверстий в деталях при обработке на полный диаметр допустимо при небольшом количестве отверстий в соединении (обычно 2—4 отверстия). При значительном количестве отверстий в монтажном соединении сверление при обработке необходимо производить по кондукторам на полный диаметр или на меньший диаметр с последующим рассверливанием в процессе общей сборки конструкций.
Монтажные отверстия в элементах крепления стропильных и подстропильных ферм к колоннам и стропильных ферм к подстропильным в торцовых планках, в ребрах жесткости балок, а также в элементах опор линий электропередач сверлят по кондукторам в деталях при обработке. Установку таких деталей при сборке производят по шаблону.
Продавливание или сверление монтажных отверстий на меньший диаметр с последующим рассверливанием до проектного диаметра при общей сборке конструкций применяют для индивидуальных или громоздких конструкций, когда изготовление кондукторов экономически нецелесообразно. Этот способ применяют для монтажных стыков тяжелых стропильных и подстропильных ферм, колонн, подкрановых балок три повторяемости не более 5—8 элементов, а также для монтажных стыков элементов наклонных мостов доменных печей, индивидуальных опор линий электропередачи. Рассверливание монтажных отверстий сопровождается трудоемкими работами по общей сборке конструкций и не обеспечивает взаимозаменяемости однотипных элементов.
Образование монтажных отверстий на полный диаметр по кондукторам после клепки, сварки и фрезерования конструкций обеспечивает высокую производительность при монтаже, большую точность совпадения отверстий в узлах и взаимозаменяемость однотипных элементов.
При сверлении отверстий применяют накладные одиночные кондукторы, связанные накладные и пространственные кондукторы.
Накладные одиночные кондукторы могут быть частными и общими. Частный кондуктор (рис. 138,а) имеет одну группу отверстий при параллельных продольных рисках. Общие кондукторы
.202
(рис. 138,6) имеют несколько групп отверстий, оси которых расположены под углом друг к другу. Кондукторы состоят из стального листа 1 толщиной 10—12 мм с расположенными на нем втулками 2, служащими направляющими при сверлении монтажных отверстий. Внутренний диаметр втулок больше номинального диаметра сверла 4 на 0,3 мм. На кромках стального листа кондуктора нанесены установочные риски оси 3.
Одиночные накладные кондукторы устанавливают по размеченным на элементе установочным рискам, по просверленным маячным отверстиям, по габаритным размерам элемента, по упорам, в кондукторах-кассетах.
Разметку установочных рисок на элементах рис. 139) рекомендуется производить на плитах 1 с упорами 2, расположенных на продольной оси 4.
На плите 1 перпендикулярно продольной оси 4
нанесена риска 3.Поперечные риски наносят чертилкой по угольнику 6 на горизонтальных полках элемента 5, прижимая его к упорам 2. Продольные установочные риски на горизонтальных полках элемента наносят скобой — плоским разметочным
Рис. 138. Накладные кондукторы
Л-
ТП г
. I, I 1 1-
23 I ' 90° —.1
“ГГ
I II
I гл1'
то юо то.
7 I
• е-ч
Рис. 139. Раз'метка установочных рисок на элементах
203
приспособлением. Скобу 8 прижимают к стенке элемента на расстоянии 100 мму затем на расстоянии 1100 мм от торца и наносят по риске 9 скобы две точки 10 на горизонтальной полке элемента. Затем скобу на тех же расстояниях от торца прижимают к противоположной стороне стенки элемента и наносят аналогичным способом еще две точки 10. Продольной установочной риской будет являться линия 7, проведенная через середину двух точек, на расстоянии 100 и 1100 мм от торца элемента.
Для сверления монтажных остверстий по накладным кондукторам риски кондуктора совмещают с рисками на элементе, закрепляют кондуктор струбцинами к элементу. После этого сверлят по два отверстия по концам кондуктора, в которые вставляют две пробки и два болта для закрепления кондуктора. Остальные отверстия сверлят после снятия струбцин.
При массовом сверлении отверстий в нескольких плоскостях элементов вначале по объемному кондуктору сверлят несколько маячных отверстий. Эти отверстия совмещают с отверстиями кондуктора, забивают в них точеные пробки и остальные отверстия сверлят по накладному кондуктору.
В элементах с фрезерованными торцами установку накладных кондукторов производят по упорам и по одной из установочных осей, расположенной по продольным рискам на элементе, для разметки которой не требуется разметочной плиты (рис. 140,а). В балках с отверстиями по концам вначале сверлят отверстия в толках. Крайние отверстия в полках используют в качестве маячных для установки накладного кондуктора при сверлении отверстий в стенке балки (рис. 140,6). Кондуктор имеет по концам уголки 2 с отверстиями в горизонтальных полках, расстояния между которыми на 20—30 мм меньше расстояния между внутренними плоскостями полок балок. Отверстия уголков кондуктора совмещают с крайними отверстиями в полках балки, в зазоры устанавливают прокладки 3, крепят кондуктор к полке балки пробками 4 и болтами 5, после чего сверлят отверстия в стенке балки по кондуктору 1. В элементах, габаритные размеры которых равны габаритным размерам кондукторов, установка последних производится совмещением кромок.
При массовом сверлении монтажных отверстий в мелких деталях рекомендуется применять самоцентрирующиеся кондукторы-кассеты (рис. 140, в) с упорами 6 и зажимами 7 в виде спаренных винтов с правой и левой резьбой.
Накладные связанные кондукторы обеспечивают точность расположения отверстий в группе и точность расстояний между группами. На рис. 140,г изображен кондуктор для сверления отверстий в опорных планках опорных узлов стропильных ферм и колонн. Установка этого кондуктора производится по продольной установочной риске, заранее нанесенной на элементе, и фрезерованным торцам опорных планок фермы или колонны.
Связанные пространственные кондукторы обеспечивают высокую точность расположения отверстий в отдельных группах,
204
между группами, расположенными в разных плоскостях элемента, а также их взаимное положение в пространстве. Недостатки сверления монтажных отверстий по накладным плоским кондукторам состоят в необходимости нанесения установочных рисок на элементы и возможных ошибках при разметке рисок, которые устраняются при применении пространственных кондукторов.
О
п
3. 5
I
Рис. 140. Типы кондукторов для сверления монтажных отверстии
Ф-Ф-ФФ'
0
О
ГгТРПТПТ1 гГГгГП'
„Вилка" охватывающая стенку балки
Связанные пространственные кондукторы можно подразделить на переносные, стационарные неподвижные и поворотные. На рис. 140,(Э изображен переносный пространственный кондуктор для сверления отверстий в верхнем поясе и торцовой планке балки.
Объемный стационарный неподвижный кондуктор (рис. 141) рекомендуется изготовлять универсальным с использованием разметочных плит 2, соединенных передвижными балками-площадками 1, на которых устанавливаются тумбочки 3 с отверстиями для сверления и упорами для хвостовика сверлильной
205
машинки. Недостатком такого кондуктора является необходимость сверления отверстий ручными пневматическими машинками вместо радиально-сверлильных станков при накладных кондукторах. Этот недостаток отсутствует в поворотных стационарных пространственных кондукторах (кондукторахкантователях).
Кондуктор-кантователь (рис. 142) для сверления монтажных отверстий в поясе главной фермы пролетного строения моста состоит из: рамы , стойки 2 с фиксаторами поворота 3 стола 4 кондукторов 6, 10, 11 с втулками 7; штурвала 5; упоров 20 и 13; винтов 19 и 14; откидных балок 15 с винтами 17 Для установки элемента 12 кондуктор-кантователь поворачивают вручную штурвалом 8 с пазами 9 таким образом, чтобы кондуктор 11, расположенный горизонтально, и стол 4 находились по разные стороны относительно кондуктора 6. Элемент моста 18, установленный в кондуктор-кантователь, подается винтом 19 до упорного ребра 16, винтом 14 до упора 13. Винтами 17 элемент прижимается к кондуктору 6. После поворота элемента 21 на 180° поджимают кондуктор 11 струбцинами 5 к столу и производят сверление монтажных отверстий в стенке и фасонке элемента. Для сверления отверстий в полках элемента последний поворачивают вначале на 90, а затем на 180° Сверление всех отверстий производится радиально-сверлильным станком. Применение объемных стационарных кондукторов экономически целесообразно при сверлении в них партии однотипных элементов весом не менее 400—500 т. В остальных случаях выгоднее применять накладные кондукторы.
Сверление отверстий в кондукторах под втулки производят по кондукторам-эталонам, изготовленным с повышенной точностью, и в отдельных случаях на фрезерных или расточных станках с делительным столом.
Кондукторы-эталоны следует унифицировать за счет типизации размеров дорожек и шагов отверстий. Рабочие чертежи кондукторов входят в состав чертежей КМД и должны выдаваться конструкторским отделом заблаговременно с таким расчетом, чтобы кондукторы были изготовлены своевременно.
§ 29. Общие и контрольные сборки конструкций
Для обеспечения высокого качества монтажных соединений в необходимых случаях на заводе производят общие и контрольные сборки изготовленных элементоз.
М Т7±7
Г77У
1——50м
тгпгтпшгп к 10м 777
Рис. 141. Схема объемного кондуктора
206
Ш-Ш
Ш-Ш
Рис. 142. Кондукто.р-кантователь для сверления монтажных отверстий
Общая сборка конструкций производится для обеспечения проектных размеров конструкций, подгонки элементов друг к другу, 'подготовки кромок под сварку и рассверливания монтажных отверстий. После общей сборки на всех отправочных элементах устанавливаются фиксаторы и наносится индивидуальная маркировка.
Контрольная сборка производится для проверки точности изготовления элементов и их взаимозаменяемости без подгоночных
207
работ и индивидуальной маркировки. Проверке подлежат: размеры конструкций, их монтажные сопряжения, подготовка кромок под сварку, совпадение монтажных соединений, правильность изготовления кондукторов и отсутствие изменений в процессе их эксплуатации.
Общей укрупнителъной сборке подвергаются следующие габаритные элементы: тяжелые колонны весом свыше 20 г, подкрановые балки пролетом свыше 30 м, плоскости башен, конические части труб, негабаритные бункера, решетчатые мачты и башни индивидуального изготовления, пролетные строения мостов, емкости (сосуды), затворы, створные и опускные ворота гидротехнических сооружений. На заводе-изготовителе также должны подвергаться общей сборке конструкции доменных цехов и газоочисток (кожухи, мораторное кольцо, кольцевой воздухопровод, главные фермы и пилоны наклонного моста).
При общей сборке элементов с монтажными соединениями на болтах или заклепках, после рассверловки отверстий на элементы наносится индивидуальная маркировка.
Элементы конструкций с монтажными соединениями на сварке без отверстий после общей сборки закрепляются фиксаторами и стяжными приспособлениями. Фиксаторы устанавливаются по схеме общей сборки без точной разметки мест их прикрепления. Монтажные стьжи сварных двутавровых балок должны иметь не менее трех фиксаторов, продольные стыки листовых конструкций — не менее трех фиксаторов, а поперечные стыки — не менее двух фиксаторов (см. рис. 116).
Общая сборка всех частей конструкций производится последовательно. Так, например, при общей сборке листовых кожухов одновременно должно быть собрано не менее трех царг при высоте до 2,5 м и не менее двух царг при высоте более 2,5 м,
Контрольной сборке подлежат каждый первый и в последующем каждый десятый элемент, изготавливаемый серийно по кондукторам. Обязательную контрольную сборку должны нроходить также сложные конструкции по условиям монтажа (примыкания конических или сферических днищ к цилиндрическим обечайкам, все плоскости негабаритных бункеров при соединении встык и др.)
ГЛАВА IX
Грунтовка и окраска конструкций
§ 30. Технология грунтовки и окраски конструкций
Все изготовленные стальные конструкции перед отгрузкой должны быть огрунтованы для предохранения металла от коррозии. Перед грунтовкой поверхность стальных конструкций тщательно очищается от ржавчины, окалины, грязи, жирных пятен, влаги, снега и льда. Очистку конструкций от ржавчины и окалины производят.щетками, песком, дробью, огнем.
Очистку чаще всего производят вручную (проволочными щетками, скребками и молотками для отбивания окалины) или пневматическими машинками со стальными проволочными щетками и абразивными кругами. Однако лучшим способом очистки является пескоструйная дробеметная и гидропескоструйная обработка поверхности металла. Пескоструйную очистку производят металлическим (зернистость 0,3—0,5 мм) или кварцевым песком. При дробемётной обработке применяется дробь диаметром 0,8—1 мм. Однако пескоструйная и дробемётная обработка до настоящего времени не находит широкого применения, так как требует устройства больших камер, особенно для решетчатых конструкций. Дробемётную очистку применяют чаще всего для серийной продукции небольших размеров.
Огневая очистка может быть применена для металла толщиной не менее 6 мм и производится кислородно-ацетиленовыми многопламенными горелками (огневыми щетками) со скоростью передвижения горелки около 1 ммин и нагревом металла до температуры 120—150°С. При огневой очистке пламя должно быть с избытком кислорода до 30- При огневой очистке из ржавчины удаляется химически связанная вода, после чего сухая пыль окислов железа легко удаляется мягкими проволочными щетками и чистой ветошью. Жирные пятна с поверхности конструкций удаляют чистой ветошью, смоченной в бензине-растворителе или бензине Б-70, с последующей протиркой сухой чистой ветошью.
Грунтовку конструкций производят при температуре не ниже плюс 4—5°С, не позднее чем через 8 ч с момента окончания очистки. Для грунтовки етроительных__конструкций использхют железный 5урик на олифе оксоль лак№ 177, лак каменноугольный (кузбасслак), глифталевые грунты ГФ-020 и № 138.
Пролетные строения мостов, радиомачты и радиобашни грунтуют свинцовым суриком на 95-процентной натуральной олифе. Опоры ЛЭП грунтуют алюминиевой краской АЛ-177, приготовленной из алюминиевой пудры в количестве 15—20 (по весу) и лака № 177. Грунтовочный состав перед нанесением его на по¬
8 Зак. 11
209
верхность конструкции распылением должен быть разведен до вязкости 22—25 сек при температуре 18—20°С, а для нанесения кистями — до 35—40 сек. Необходимая вязкость грунтовочного состава обеспечивается добавлением растворителей (уайт-спирита, сольвента или бензина).
Для ускорения высыхания слоя грунта на железном и свинцовом сурике добавляют 3—5 сиккатива (по объему).
Части 'конструкций, подлежащие бетонированию, покрываются цементным молоком; фрезерованные торцы элементов, строганые плоскости, шарниры покрывают тонким слоем технического вазелина, тавота или солидола; места монтажной сварки на ширину по 100 мм в обе стороны от шва и соприкасающиеся плоскости монтажных соединений не грунтуют.
Основными способами нанесения грунта являются: пневматическое рыспыление, кистями, безвоздушное распыление в электростатическом поле высокого напряжения, окунанием, струйный облив с последующей выдержкой в парах растворителя.
Грунтовка пневматическим распылением в 4—5 раз более производительна, чем грунтовка (кистями, которая допускается для решетчатых конструкций, а также при отсутствии отдельных помещений, оборудованных вытяжной вентиляцией. При пневматическом распылении потери грунта составляют 20—40- При грунтовке распылением сжатый воздух пропускают через масловодоотделитель для очистки от влаги и паров компрессорного масла.
Очищенный воздух поступает в красконагнетательный бак под давлением 0,8—1,5 ати и в краскораспылитель под давлением 3—4,5 ати.
Для грунтовки конструкций применяют краскораспылители 0-45, 0-31А, КРВ-2, С-677, ЗИЛ, КРМ-1, КР-20, КР-21. Расстояние от распылителя до поверхности конструкции, подлежащей огрунтовке, при плоской струе должно быть 200—350 мм, при круглой струе — до 400 мм. Струя должна быть направлена перпендикулярно к поверхности металла, а скорость передвижения распылителя вдоль поверхности должна быть равномерной в пределах 12—18 ммин.
Грунтовку конструкций производят за один раз так, чтобы слой грунтовки по всей поверхности конструкции был равномерным, без натеков и пузырей.
Метод безвоздушного распыления по сравнению с пневматическим распылением имеет ряд преимуществ: уменьшается туманообразование в 5 раз, улучшаются санитарно-гигиенические условия труда рабочих, повышается производительность труда на 15 и сокращается расход лакокрасочных материалов на 20— 25.
При безвоздушном распылении краска под давлением 80— 120 кгссм2 при выходе из сопла со скоростью, превышающей критическую, раздробляется до туманообразного состояния. Резкое падение давления при выходе краски из сопла вызывает
210
мгновенное испарение части растворителей и сопровождается значительным увеличением объема выходящего лакокрасочного материала. Вследствие этого формируется мелкодисперсный факел краски, имеющий четкие 'границы и почти одинаковую плотность по всему сечению. Туманообразование вне границ факела весьма незначительно.
Распыление производят установкой типа УБРК Ногинского завода. Вес установки 150 кг, рабочее давление в гидросистеме 80—120 кгссм2, рабочее давление воздуха 3—5 кгссм2.
Грунтовка в электростатическом поле применяется в поточных линиях очистки и консервации листового и профильного металла. Линия включает операции правки, очистки от окалины и ржавчины, грунтовки ,и сушки.
Правка производится на листоправйльных вальцах, оборудованных рольгангами и заталкивающим устройством. Очистка листов с двух сторон от окалины и ржавчины обеспечивается дробемётной двухкамерной установкой со скоростью движения листа 1—3 ммин. Очищенные листы грунтуют в электростатическом поле или безвоздушным распылением быстросохнущими фосфатирующими грунтами МС-067, ВЛ-08, ВЛ-023, обеспечивающими защиту металла в течение 8—12 месяцев и не влияющими на прочность сварного шва. Непрерывность перемещения листов обеспечивается применением пневмовакуумных загрузчиков, рольгангов и кантователей турникетного типа.
Наиболее уязвимым узлом дробемётов являются низкая стойкость лопаток и связанные с этим длительные простои всей линии. Максимальная долговечность лопаток турбин из хромистого чугуна составляет 70—80 ч. По ориентировочным расчетам стоимость очистки и грунтовки 1 т листовой стали дробемётным способом составляет 3 р. 60 к.
Грунтовка окунанием в ваннах не получила широкого распространения из-за недостатков этого метода: низкого качества
грунтовки, больших размеров ванн, большой потребности краски для заполнения ванн.
Грунтовка струйным обливом с последующей выдержкой в парах растворителя требует значительных площадей и устройства специальных камер. Она успешно используется для огрунтовки переплетов на Златоустовском заводе и намечена к использованию на Нижне-Исетском заводе для огрунтовки емкостей и трубчатых конструкций.
На вновь строящихся заводах грунтовку предполагается.производить в тупиковых окрасочных камерах, состоящих из форкамер для окраски безвоздушным распылением и сушильных камер, которые по торцам имеют вентиляционные установки для отсоса загрязнений воздушной среды. Сушильные камеры обеспечивают сокращение сроков сушки. Так, если время высыхания слоя грунтовки при температуре 18—23°С для железного сурика составляет 24 ч, свиицового сурика — 36 ч, грунта № 138—24 ч, ГФ020—48 ч, то срок сушки при температуре 100—110°С состав¬
8 Зак. М
211
ляет: для железного сурика — 2 чу грунта № 138—0,7 ч, ГФ020— 0,6 ч и т. д.
Отдельные заводы производят защиту поверхности стали цинкованием (напылением или горячим цинкованием). Так, на Домодедовском заводе конструкции опор ЛЭП защищают горячим цинкованием, а на Нижне-Исетском заводе габаритные емкости предполагается цинковать напылением.
Элементы стальных конструкций должны быть замаркированы до грунтовки, а после грунтовки маркировка должна быть возобновлена. Маркировка может быть общей, фиксирующей и индивидуальной• При общей маркировке марка является условным обозначением элементов по монтажной схеме и чертежам КМД и включает: номер заказа, номер рабочего чертежа, где изображен элемент, обозначение элемента по монтажной схеме и рабочему чертежу.
Места с маркой элемента и клейма ОТК обводят рамкой белой краски, место нанесения марки должно быть указано в чертежах КМД. В крупногабаритных конструкциях марки наносят в двух местах: для чтения марки на конструкциях, сложенных в штабель, а также после установки элемента в проектное положение. Исходя из этих соображений, на «колоннах марки наносят на подошве опорной плиты и на ветви колонны.
Фиксирующая маркировка является условным обозначением элемента и указывает его положение в сооружении. Для этой цели на элементе наносят фиксирующие знаки в виде треугольника, острие которого указывает низ элемента (колонны, балки). Перед буквенным обозначением элемента наносят цифры 1, 2 и т. д. (для колонны 1К12, 2К12), которые обозначают ярус или этаж.
Индивидуальная маркировка применяется для элементов, прошедших общую оборку на заводе (элементов кожуха доменной печи, пролетных строений мостов и т. д.). В этом случае проставляются индивидуальные марки и ориентирующие знаки в соответствии со схемой общей сборки.
На элементы кожуха доменной печи после общей сборки наносят следующие индивидуальные марки: 5П1, 5П2, 5ПЗ, где
5 — номер пояса; 1, 2, 3 после буквы П — порядковый номер элемента в 5-м поясе.
На элементах пролетных строений мостов после общей сборки с рассверловкой отверстий применяют маркировку: М1-1,
М1-2, М2-1, М2-2, где цифры после буквы М обозначают узлы, а цифры после тире — порядковые номера однотипных элементов.
Ориентирующими знаками при индивидуальной маркировке являются полосы-риски с цифрами ил и 'буквами, нанесенные белой краской на месте сопряжений элементов. Схема общих сборок с принятой индивидуальной маркировкой должна отправляться на монтаж одновременно с отгрузкой элементов.
212
ГЛАВА X
Контроль за качеством изготовления стальных конструкций
§ 31. Допускаемые отклонения
При изготовлении стальных конструкций допускаемые отклонения от проектных линейных размеров и геометрической формы отправочных элементов регламентируются главой СНиП Ш-В.5-62 «Металлические конструкции. Правила изготовления, монтажа и приемки». Величины допускаемых отклонений от проектных линейных размеров сборочных деталей зависят от их размеров и способа выполнения технологических операций.
Величины допускаемых отклонений для сборочных деталей по длине и ширине деталей зависят от способа резки (на.ножницах по наметке или упору, кислородом вручную по наметке или автоматами по шаблону). Разность длин диагоналей для листовых деталей зависит от способов сварки (встык или внахлестку).
Допускаемые отклонения габаритных размеров отправочных элементов конструкций после окончательного изготовления, а также расстояния между группами монтажных отверстий в этих элементах также зависят от размеров элементов и опособа выполнения технологических операций.
Допускаемые отклонения от проектной геометрической формы отправочных элементов установлены.на искривление сборочных деталей, отклонение линии кромок листовых деталей от теоретического очертания, отклонение радиусов гибки, деформации отправочных элементов.
Качество изготовления стальных конструкций на заводе зависит от оснащенности и состояния оборудования, уровня и прогрессивности технологических процессов изготовления, квалификации рабочих и ИТР, системы контроля за качеством продукции.
Наибольшая точность может быть достигнута при обработке деталей на кромкофрезерных и кромкострогальных станках или резке по упору, сверлении отверстий по кондукторам, при оборке по кондукторам, фрезеровании торцов элементов после окончательного изготовления, сверлении монтажных отверстий в окончательно изготовленных элементах по кондукторам.
§ 32. Технический контроль за качеством металла полуфабрикатов и изделий
Вся работа по техническому контролю за качеством выпускаемой продукции на заводе возглавляется Отделом технического контроля (ОТК), который является самостоятельным отделом завода.
213
Система контроля складывается из проверки качества материалов, состояния оборудования, приспособлений и инструмента, квалификации работников, пооперационного контроля,.приемкисдачи качества выполненных работ. Качество прокатной стали, электродов, сварочной проволоки, флюсов, углекислого газа, заклепок, лакокрасочных и других материалов, применяемых при изготовлении конструкций, должно удовлетворять требованиям соответствующих стандартов и технических условий.
Проверку качества прокатного металла осуществляют работники цеха подготовки металла и ОТК. Сталь, качество которой требует проверки, подвергается химическому анализу и механическим иопытаниям в лаборатории на соответствие ее качества стандартам. Отбор проб производится по указанию и под наблюдением контрольного мастера ОТК. Рабочую силу, необходимую для вырезки проб и доставки их в лабораторию, выделяет цех, в котором берутся пробы.
Работники ОТК должны контролировать правильность подачи и использования металла в (цехе обработки как по маркам сталей, так и по размерам проката. Необходимо особенно тщательно контролировать использование деловых отходов, так как небольшая вероятность ошибок по маркам стали может иметь место при отсутствии маркировки (перенесения марок сталей) деловых отходов.
Из внешних дефектов прокатной стали наиболее серьезным является расслой листовой стали, поэтому необходимо обращать особое внимание на его выявление на всех стадиях изготовления конструкций. Расслой может быть обнаружен при осмотре кромок металла в процессе приемки и подачи в цех обработки. Особенно четко расслой виден на кромках после обрези ,на ножницах, кислородом и после острожки. Расслой может быть выявлен после сварки, так.как при тепловых воздействиях на металл расслой становится более видимым. Расслой может быть обнаружен также при осмотре кромок отверстий и вырезов в деталях. Кроме прокатной стали для изготовления конструкций ОТК должен осуществлять приемку инструментальной и специальной сталей, стали для изготовления болтов и заклепок, сварочной проволоки, электродов, флюсов, углекислого газа и других материалов.
Основным направлением в работе ОТК является работа по своевременному предупреждению брака, выявлению и устранению причин, порождающих брак.
Основными причинами брака являются: неисправность оборудования и приспособлений; плохая настройка станков; низкое давление сжатого воздуха, кислорода; колебания напряжения в электросиловых сетях; неисправность рабочего и измерительного инструмента.
Для предупреждения брака ОТК должен периодически проверять исправность оборудования и соответствие его выполняемой работе. Приспособления к станкам должны быть проверены,
214
отрегулированы, испытаны на точность и приняты в эксплуатацию с участием ОТК.
ОТК должен контролировать правильность настройки станков
и установку ножей, штемпелей и матриц, упоров.
Низкое давление сжатого воздуха является основной причиной дефектов заклепочных соединений. Низкое давление кислорода является причиной дефектов на кромках деталей при кислородной резке. Колебание напряжения в силовых электросетях приводит к нарушению режимов сварки и низкому качеству сварных швов. Поэтому проверка давления сжатого воздуха, кислорода и напряжения в электросетях должна производиться периодически, а все замеченные неполадки должны своевременно устраняться. В целях предупреждения брака необходимо своевременно проверять исправность рабочего инструмента: ножей, штемпелей, матриц, сверл и т. д. Особенно тщательным должен быть контроль за надлежащим состоянием контрольно-измерительных средств и приборов, а также за своевременным представлением их для государственной проверки. Неисправные измерительные инструменты, имеющие неясные полустертые деления, склепанные после поломки рулетки с отрезанными -частями, не должны применяться для измерений.
ОТК должен обеспечить контроль за технологической точностью работы станков и приспособлений. При обнаружении неисправностей в станках, приспособлениях и инструментах начальник ОТК должен приостановить работу на них, известив об этом начальника цеха. ОТК должен проверять правильность изготовления кондукторов для сверления отверстий и периодически проверять ИХ состояние в процессе эксплуатации. ОТК осуществляет контроль за выполнением указаний главы СНиП ПЬВ.5-62 в части квалификации сварщиков. К сварке стальных конструкций допускаются электросварщики, прошедшие обучение, испытания и имеющие удостоверения, устанавливающие их квалификацию и характер работ, к которым они допущены. Сварочные работы должны осуществляться под руководством лица, имеющего специальную техническую подготовку.
Действующими правилами испытаний электросварщиков предусматривается периодическая проверка квалификации электросварщиков. Все сварщики раз в год проходят переаттестацию, а при перерыве в работе более трех месяцев подвергаются досрочной проверке.
Пооперационный контроль за качеством и приемкой деталей и отправочных элементов осуществляется цеховыми контрольными мастерами на следующих этапах производства: подачи металла со склада в цех обработки; сборочных деталей в цехе обработки; собранных конструкций (отправочных элементов) в цехе сборки и клепки, общей и контрольной сборок в цехе общей сборки, огрунтовки и погрузки в цехе маляро-погрузки.
Пооперационный контроль и приемка сборочных деталей должны обеспечить изготовление их с отклонениями от проект¬
215.
ных размеров в пределах допусков, что создает предпосылки для высокой производительности и хорошего качества работ по сборке, сварке и клеп-ке отправочных элементов.
В процессе работы ОТК должен обеспечить контроль за выполнением работниками цеха обработки установленной технологии и последовательности выполнения операций. Необходимо проверять правильность пакетирования при сверлении и строжке листов, правильность наложения кондукторов и укладки фрезеруемых деталей. Пооперационный контроль производится после окончания одной стадии изготовления и перед началом последующих операций. Так, все шаблоны тщательно проверяются перед выдачей их для наметки по ним деталей.
Точность выполнения станочных операций «проверяется выборочным порядком: наложением картонного шаблона на детали после проколки отверстий, укладкой деталей в штабеля после резки. Гибочные работы проверяются наложением шаблона на каждую согнутую деталь.
Пооперационный контроль обычно производится самим рабочим, производственным мастером и в особо ответственных случаях отделом технического контроля (крупные тяжелые листовые детали, изогнутые детали сложной формы и очертаний).
При сдаче готовых деталей на склад полуфабриката цехом обработки ОТК производит приемку. Каждая деталь должна иметь маркировку, нанесенную керном или белой масляной краской. На всея деталях должны быть нанесены номера заводского заказа, чертежа, сборочной детали.
Для особо ответственных -конструкций железнодорожных мостов, мостовых кранов, сосудов под давлением дополнительно наносят номер сопроводительного листа, номер плавки стали. Правильность нанесения разметчиком номера плавки контролируется работником ОТК и подтверждается набивкой клейма ОТК рядом с клеймом разметчика и номером плавки.
Ввиду большого количества деталей приемку некоторых из них производят выборочно. Только наиболее крупные и ответственные детали принимают поштучно. Мелкие и средние детали принимаются каждая в отдельности, если число их не превышает 10 шт. При предъявлении деталей от 10 до 100 шт. проверяется около 25 общего количества, но не менее 20 шт. При предъявлении деталей одного наименования более 100 шт. проверяется выборочно 15 общего числа их, но не менее 25 шт.
При приемке деталей необходимо обращать внимание на следующие дефекты, чаще всего встречающиеся на практике:
— размеры не соответствуют чертежам КМД и допускам, указанным в главе СНиП Ш-В.5-62, на изготовление металлических конструкций;
— отверстия в деталях смещены с осей, пропущены или имеют диаметр, отличный от чертежей;
— кромки деталей не обработаны или обработаны неправильно;
216
— торцы деталей из уголков, швеллеров или двутавровых балок обрезаны неправильно;
— листовые детали (особенно мелкие) не выправлены после холодной резки и проколки;
— детали после кислородной резки не очищены от грата и шлака;
— гибочные работы не выполнены или выполнены неправильно;
— низкое качество кромок деталей и вырезов, выполненных кислородной резкой.
Приемка деталей должна быть подписана контрольным мастером ОТК в сопроводительном и диспетчерском листах.
Контроль соответствия собранных отправочных элементов чертежам КМД, указаниям главы СНиП Ш-В.5-62, техническим условиям, а также соблюдение технологических указаний по сборке осуществляют производственные и контрольные мастера.
Во время сборки конструкций необходимо проверять: сечения отдельных деталей (особенно в решетчатых конструкциях), соблюдение проектных размеров конструкции, точность центрирования стержней в решетчатых конструкциях, правильность размещения всех деталей, наличие зазоров между собранными деталями, совмещение плоскостей деталей, соединяемых встык (депланация), совпадение отверстий в клепаных конструкциях, расстояния между группами монтажных отверстий. После окончания сборки производственный мастер детально осматривает конструкцию и после устранения исполнителями выявленных недостатков предъявляет собранную конструкцию к сдаче контрольному мастеру ОТК-
При изготовлении конструкций, собираемых по копиру, контрольные мастера ОТК производят его приемку, после чего ОТК дает разрешение на сборку по нему конструкций.
Промежуточный контроль в процессе выполнения сварочных работ заключается в проверке: качества разделки кромок в стыках, соблюдения технологии сварки, соответствия квалификации сварщиков выполняемым работам, наличия выводных планок, правильности выбранного режима сварки.
При окончательной сдаче-приемке контроль качества сварных швов производится внешним осмотром, физическими методами и испытанием швов на плотность. Методы контроля сварных швов определяются типом конструкций и характером работы (прочные или плотнопрочные швы). 100 швов всех ти-пов конструкций подвергаются наружному осмотру и измерению Контроль швов физическими методами (ультразвуковой дефектоскопией или гамма-просвечиванием) или засверливанием производится выборочно.
В конструкциях резервуаров, баков, цистерн и других листовых конструкций при толщине металла до 16 мм включительно, швы которых должны быть герметичными, производится испытание на плотность. Испытание на плотность производится одним
217
из следующих способов: керосином, керосино-вакуумным методом, вакуумом, химическим методом (действие аммиака на азотнокислую ртуть).
При наружном осмотре сварных швов выявляют: трещины, подрезы, большие поры, видимые шлаковые включения, некачественную заварку кратеров, «плохой внешний вид швов и другие дефекты.
Контроль размеров сварных швов и выявление дефектов производится измерительным инструментом, имеющим точность измерения ±0,1 мм, или специальными шаблонами. Допускается применение лупы для наружного осмотра.
Контроль сварных швов физическими методами рекомендуется производить:
а) стыковых швов при толщине стали до 15 мм и нахлесточных швов при толщине стали до 10 мм — рентгенографированием, а при невозможности его применения — гамма-графированием;
б) стыковых швов при толщине стали более 15 мм, нахлесточных швов при толщине стали более 10 мм и угловых швов — ультразвуковой дефектоскопией; для обнаружения крупных непроваров шлаковых и газовых включений допускается применение рентгено- или гамма-графирования.
Физическими методами контроля выявляют внутренние дефекты швов (непровары, шлаковые включения и поры по толщине шва, трещины и др.) При отсутствии технических средств для проверки провара контроль швов производится засверливанием сверлом диаметром на 6 мм больше ширины шва. Засверливание производится по оси шва, где обнаружены внешние дефекты. Если в засверленных углублениях, после протравливания 10—12-ным водным раствором двойной соли хлористой меди и аммония, обнаружатся дефекты, то рядом делают два дополнительных засверливания.
Испытание сварных швов на плотность производят керосином, вакуумом, химическим методом. При испытании керосином швы с наружной стороны изделия окрашивают меловым раствором, после высыхания которого обратную сторону шва смачивают керосином. Смачивание керосином должно производиться пульверизатором не менее двух раз с перерывом 10 мин. На поверхности, окрашенной меловым раствором, в течение не менее
4 ч после смачивания не должно появляться пятен, а при температуре ниже 0°С — в течение 8 ч.
При химическом испытании аммиаком сосуд заполняют сжатым воздухом с 1 аммиака (по объему изделия при нормальном давлении). Швы обертывают бумагой или бинтом, пропитанным 5-ным раствором азотнокислой ртути.
Испытание на прочность и плотность емкостей производится сжатым воздухом с давлением, равным 0,7 аг, или давлением воды. Испытание сжатым воздухом опасно, так как может выз¬
218
вать взрыв в случае разрыва емкости. Испытание давлением воды совершенно безопасно.
Контроль за качеством клепаных соединений состоит в проверке: температуры нагрева заклепок перед клепкой, давление сжатого воздуха в сети, качества отверстий перед клепкой, плотности стяжки пакетов болтами.
Проверка -качества заклепок производится осмотром, обмериванием головок шаблонами и остукиванием молотком весом 0,3 кг. Если заклепка сидит в отверстии неплотно, то при ударе молотком по ее головке появляется дрожание или перемещение головки.
Заклепки, имеющие отклонения по размерам и форме, -превышающие указанные в СНиП Ш-В.5-62, должны быть забракованы и подлежат замене. Головки дефектных заклепок срезают кислородным резаком или пневматическим зубилом. Если не удается выбить дефектную заклепку из отверстия, она должна быть высверлена.
В процессе общей и контрольной сборок проверяют: геометрические размеры конструкции, подготовку кромок под монтажную сварку, совпадение монтажных отверстий и правильность маркировки элементов после общей сборки. Отклонения габаритных размеров отправочных элементов, расстояний между группами отверстий и геометрической формы отправочных элементов не должны превышать размеров, указанных в главе СНиП Ш-В.5-62.
В цехе маляро-погрузки ОТК контролирует качество огрунтовки и погрузки конструкции, с тем чтобы исключить возможность их деформации в пути.
§ 33. Приемо-сдаточная документация
ОТК обязан своевременно оформлять и хранить оперативнотехническую документацию: акты на приемку металла, карточки брака, акты-предъявки и сертификаты на изготовление конструкции.
В цехе подготовки металла ОТК оформляет приемные акты на прибывший металл. В акте указывают: номера вагонов, номер железнодорожной накладной, номер сертификата и плавок, размеры и количество штук прокатной стали, вес и марки стали. Акт составляется в четырех экземплярах (для конструкторского отдела, бухгалтерии, ОТК и склада металла). Вместе с приемными актами в ОТК хранятся сертификаты на прибывший металл.
Аналогичным образом ОТК оформляет приемку сварочной проволоки, электродов, флюсов, инструментальной и специальной сталей.
На сталь, не соответствующую ГОСТам и условиям поставки, составляется рекламационный акт.
219
Соответствие качества стали, подаваемой в цех обработки для изготовления стальных конструкций, оформляется подписью работников ОТК на сопроводительном листе при подаче металла.
В цехе обработки ОТК оформляет приемку готовых деталей в сопроводительном и диспетчерском листах.
В цехе обработки должна быть контрольная книга, где оформляют: правильность изготовления кондукторов для сверления отверстий, а также результаты проверки кондукторов, находящихся в эксплуатации.
Приемку готовых деталей ОТК производит по контрольному экземпляру чертежей КМД.
В сборо-сварочных цехах приемка изготовленных элементов стальных конструкций производится на основании актов-предъявок, выписываемых работниками цехов. В акте-предъявке указывают: номер чертежа, марку, наименование элементов, количество штук и вес. Факт сдачи и Приемки конструкций оформляется подписями мастеров цеха и ОТК. В актах-предъявках на готовые элементы сварных конструкций сдающий цех обязательно записывает фамилию, № дипломов и клейм сварщиков, производивших сварку этих элементов. Акт-прёдъявка выписывается в четырех экземплярах (для производственно-диспетчерского отдела, ОТК, сдающего цеха, маляро-погрузочного цеха). На.всех принятых элементах стальных конструкций ОТК ставит клеймо, которое дает право сдающему цеху отгружать конструкции в цех маляро-погрузки.
В цехе сборо-свар.ки ОТК ведет контрольную книгу для оформления приемки: сборочных кондукторов, плоских и объемных кондукторов для сверления монтажных отверстий и других приспособлений, применяемых в сборочных цехах.
При изготовлении сложных конструкций, а также конструкций с узлами, которые нельзя будет проверить после окончания изготовления конструкций, производят промежуточную сдачу и приемку по операциям и узлам скрытых работ (рассверловка отверстий, подготовка стыков под сварку) с оформлением в специальном журнале.
ОТК должен также хранить протоколы квалификационной комиссии по испытанию сварщиков; списки и № сварщиков, занятых на сварке конструкций.
Сдача продукции цехами на маляро-погрузку производится по акту-предъявке при наличии клейма на конструкции и росписи ОТК на предъявке.
Сдача оформляется распиской представителя маляро-погрузочного цеха в акте предъявке.
Огрунтовку конструкции ОТК принимает по акту-предъявке, после чего конструкции вторично клеймят.
При отгрузке конструкций цех маляро-погрузки предъявляет ОТК копии накладных на отгрузку, по которым ОТК ведет учет комплектности отгруженной продукции, проставляя в ли¬
220
стах готовых элементов дату отгрузки, номера заводских и железнодорожных накладных.
Все накладные на отгруженную продукцию должны иметь штамп ОТК, без которого они не принимаются в бухгалтерию и не могут служить документом для предъявления к оплате заказчику.
При обнаружении деталей или конструкций, требующих исправления или полностью забракованных, работники ОТК совместно с работниками цеха, где обнаружен брак, составляют акт.
В акте на брак должны быть указаны: номер заказа и чертежа; марка, наименование, количество, вес деталей и отправочных элементов; причина и виновники брака. Акт на брак составляется в трех экземплярах (для ОТК, цеха для исправления, производственно-диспетчерскому отделу для выписки документов на изготовление деталей и устранение брака).
После выписки документов бухгалтерия подсчитывает затраты по материалам и заработной плате для удержания с виновных лиц.
Все акты на брак регистрируются в книге, хранящейся в ОТК. Передача актов на брак цеху и производственно-диспетчерскому отделу оформляется росписью в указанной книге лиц, получивших акт.
В ОТК должны храниться контрольные экземпляры чертежей КМД по всем изготовленным объектам. На контрольном экземпляре ставится штамп ОТК, а также «оформляются все изменения и исправления, внесенные конструкторским отделом в процессе изготовления.
По окончании всего заказа или его частей ОТК оформляет и высылает заказчику сертификат на стальные конструкции, в котором указывается соответствие материалов, примененных для изготовления стальных конструкций, проекту и стандартам, а также соответствие изготовленных конструкций проекту и требованиям СНиП Ш-В.5-62. Копии сертификатов на стальные конструкции хранятся в ОТК.
Если в течение 9 месяцев со дня отгрузки или 6 месяцев со дня сдачи смонтированных стальных конструкций в них будут обнаружены дефекты из-за недоброкачественного изготовления или некачественного металла (за исключением скрытых дефектов в металле), заказчик обязан вызвать представителя ОТК завода-изготовителя для составления рекламационного акта о выявленных недоделках или дефектах. Все рекламационные акты хранятся в ОТК. Срок хранения документации в ОТК 2—Згода.
221
ГЛАВА XI
Транспортирование и погрузка конструкций
§ 34. Подъем и перемещение грузов в цехах завода
Транспортные и погрузочно-разгрузочные работы на заводах металлоконструкций производятся с помощью: грузоподъемных и транспортных механизмов, а также грузозахватных приспособлений.
Основными грузоподъемными механизмами являются краны (мостовые, подвесные, консольные, портальные, башенные) и тельферы.
На заводах металлоконструкций наибольшее применение находят мостовые краны различной грузоподъемности (от 5 до 100 г) с одной или двумя тележками.
Наиболее удобны для работы мостовые краны с двумя тележками, так как при изготовлении металлоконструкций приходится перемещать большое количество длинномерных грузов. Такие краны дают возможность быстро и удобно захватывать длинномерный металл и изделия в двух местах. При подъеме груза со сложной конфигурацией краном с одной тележкой приходится определять центр тяжести путем пробных подъемов, на что затрачивается много времени. При однотележечных кранах длинномерный металл и изделия приходится перемещать с помощью траверс, обеспечивающих захват груза в двух точках.
На отдельных заводах находят применение подвесные краны, которые перемещаются по подкрановым балкам, прикрепленным к нижним поясам стропильных ферм. Две линии подвесных кранов, обычно устанавливаемых в пролете, обеспечивают хорошее обслуживание рабочих мест и производственных площадей.
Консольные краны чаще всего применяются в качестве местных грузоподъемных механизмов, обеспечивающих обслуживание одного рабочего места (бригады клепальщиков, гильотинных ножниц).
На отдельных заводах.небольшой мощности и в мастерских применяются электрические тельферы, перемещаемые по балкам, расположенными над отдельными механизмами и рабочими местами.
Портальные, башенные и железнодорожные краны применяются для обслуживания открытых складов металла, складов готовой продукции, площадей для -контрольных и общих сборок крупногабаритных конструкций.
Для перемещения металла, деталей и конструкций между цехами, пролетами и на территории завода применяются следующие транспортные механизмы: межцеховые вагонетки, железнодорожные платформы, приводные рольганги и транспортеры, электрокары, автокары, автомашины.
222
Межцеховые вагонетки перемещаются по рельсам, проложенным поперек пролетов (рис. 143). Перемещение вагонеток производят лебедками с бесконечным канатом, мотовозами, тракторами, электроприводом. Однако наиболее удобны самоходные платформы (с электроприводом) с электропитанием от троллей, проложенных в подпольном канале сбоку от железнодорожных путей.
Грузоподъемность таких платформ преимущественно 15— 20 т, скорость 30 мсек, управление осуществляется через колодку управления с кнопками: пуск, стоп и сигнал сирены. В походном состоянии колодка вместе с бронированным кабелем находится в руках водителя платформы. Питание электродвигателя осуществляется через токоприемник, встроенный в каретку, подвешенную к раме платформы.
Троллеи с токоприемником расположены сбоку колеи в траншее, за- рис Общий вид самоходной платформы крытой крышками на петлях. Крышки во время хода каретки последовательно открываются роликами, укрепленными на каретке. При поступлении большого количества металла и при задержках в подаче вагонов для отгрузки готовой продукции часть металла и готовой продукции приходится складировать вдоль железнодорожных путей. В этих случаях транспортировка металла и конструкций обычно производится на железнодорожных платформах.
Приводные рольганги и транспортеры для перемещения металла и деталей между станками обычно используются в цехах подготовки и обработки металла, а также на участках по изготовлению сварных стержней из листовой стали (двутавровых, крестовых и др.).
При перемещении металла и деталей приводными рольгангами и транспортерами отсутствуют задержки, неизбежные при транспортировании груза и обслуживании рабочих мест мостовыми кранами и тележками.
Электрокары и автокары рекомендуется использовать для транспортирования небольшого количества мелких деталей между цехами и внутри цехов между пролетами, а также для доставки электродов, сварочной проволоки и других материалов с материального склада в цеховые кладовые.
Грузозахватные приспособления предназначены для облегче¬
223
ния и ускорения погрузочно-разгрузочных и транспортных операций. При разгрузке, транспортировании и погрузке листовой стали на складе металла наиболее эффективным грузозахватным приспособлением являются электромагнитные шайбы 1, применение которых устраняет операции: деление пакета, установку подкладок и строповку (рис. 144). Однако в большинстве случаев разгрузку листовой и профильной стали чаще всего производят чалочными цепями 3 или универсальными стропами 4. В этом случае перед строповкой необходимо произвести деление металла на отдельные пачки весом не более грузоподъемности крана.
Деление профильной стали 7 производят стропами 4, листовой стали 2— делителем 8, труб 10 — деревянными брусками 9 (рис. 144). После деления металл разделяют прокладками 6, заводят стропы или чалочные цепи и производят разгрузку металла.
При разгрузке длинномерный металл во избежание деформаций необходимо стропить за две точки траверсой 1, стропами 10 и крючками 9 (рис. 145).
Для строповки, подъема и кантовки листового и профильного металла, деталей и конструкций используют чалочные цепи 4, стропы и различные грузозахватные приспособления.
224
Чалочные цепи и стропы по концам имеют кольца 3 (рис. 144) или петли для надевания на крюки крана. Иногда чалочные цепи имеют на одном конце крюк 5 (см. рис. 144), который накидывается на цепь 4 (см. рис. 145).
При погрузочно-разгрузочных работах целесообразнее при-
225
менять чалочные цепи, так как стальные канаты, касаясь острых краев поднимаемых конструкций, сминаются и быстро рвутся.
Для увеличения срока службы стропов из стальных канатов необходимо применять прокладки деревянные, из загнутого стального листа, литые вкладыши из кусков труб.
В целях ускорения погрузочно-разгрузочных работ и увеличения срока службы стропов и чалочных цепей на заводах применяют грузозахватные приспособления. Эти приспособления могут подвешиваться к концам стропов и цепей или надеваться непосредственно на крюк крана.
Для подъема листовой стали применяются различные грузозахватные приспособления: захваты 2, клещи 3, 7, струбцины 5, рычажно-фрикционные зажимы 6, крючки 9 (см. рис. 145).
Кантовку листовой стали производят с помощью кантовочного приспособления, рычажно-фрикционных зажимов, струбцин.
Кантовочное приспособление состоит из стального каната 5, по концам которого прикреплены кольцо 10 и крюк 7. По канату перемещается струбцина 9, которая устанавливается по ширине листа и зажимает его при помощи винта. По длине листа
Рис. 146. Кантовка конструкций и листовой стали
а—кантовка захватом; б — подъем захватом; в — кантовка захватом; г — кантовка серьгами за приваренные «ушки»; д — строповка листовой стали кантовочным приспособлением; е—кантовка листовой стали; ж — укладка листовой стали; з — кантовка чалочными цепями; и — кантовочное приспособление; — серьга с болтом; 2 — захват 04 г; 3 — наклонная подставка; 4 — серьга с болтом; 5 — захват 010 т 6 — временные «ушки»; 7 — крюк; 8 — канат; 9 — струбцина; 10 — кольцо; 11—листовая сталь; 12 — палочная цепь с крюком
226
приспособление закрепляется в двух-трех местах. После строповки производят кантовку и укладку листа (рис. 146).
Подъем и кантовку профильной стали (швеллеры, балки) осуществляют с.помощью специальных захватов.
На элементах сложной конфигурации и несимметричных конструкциях при первом подъеме необходимо отметить мелом, а затем белой.краской места строповки. Эти отметки используются в дальнейшем для строповки на заводе и монтаже.
Кантовку (переворачивание) конструкций производят опрокидыванием по наклонной подставке за серьги с болтами, временно приваренные «ушки», обвязыванием конструкций чалочными цепями (см. рис. 146). Кантовкой тяжелых конструкций, близких по весу к предельной грузоподъемности крана, а также кантовкой двумя кранами должен руководить начальник цеха.
§ 35. Комплектование отправочных элементов по заказам
Поставка изготовленных конструкций на монтаж должна выполняться комплектно, т. е. всего сооружения целиком или его части в объеме, обеспечивающем: устойчивость монтируемой
части, возможность окончания монтажа части сооружения и сдачи ее под последующие строительно-монтажные работы, нормальное производство монтажных работ без простоев.
В соответствии с принятой разбивкой сооружений на комплектно поставляемые части завод-изготовитель открывает на них отдельные заказы и производит отгрузку в сроки, оговоренные договором.
Ниже приводятся рекомендации по членению зданий и сооружений на комплектно поставляемые части. Здания и сооружения с весом конструкций до 500 т поставляются комплектно в полном объеме, а весом более 500 т поставляются с членением: одноэтажные — по температурным блокам и пролетам; многоэтажные— по высоте (ярусам) или зонам; газопроводы, галереи, эстакады — по длине (пролетам). Для промышленных зданий с мощными технологическими агрегатами типа мартеновских печей или конвертеров, ТЭЦ и др. объем одного заказа определяется участком здания, необходимым для размещения одного агрегата.
Отдельно стоящие сооружения типа опор ЛЭП, башен, мачт при весе до 100 г поставляются комплектно в полном объеме, а при большем весе — с членением по высоте.
Конструкции резервуаров и газгольдеров поставляются в соответствии с технологической последовательностью монтажа, определяемой заказчиком.
Для комплектования изготовленных конструкций по заказам на заводах предусматриваются площади для складирования готовой продукции.
227
Конструкции следует складировать позаказно и по конструктивным элементам, что ускоряет погрузку железнодорожных вагонов. Отправочные элементы конструкций, состоящие из мелких одиночных профилей (прогоны, связи, тяжи, элементы фахверков), необходимо складировать пачками, увязанными проволокой. К пачкам прикрепляют бирку с указанием: номера заказа, чертежа и количества элементов помарочно.
Плоские отправочные элементы (тормозные листы, свальцованные листы, вертикальные связи, легкие стропильные фермы и др.) также складируют пачками, скрепленными увязочной проволокой или стяжными хомутами.
Мелкие детали необходимо складировать и отгружать в деревянных или металлических ящиках. Стыковые накладки и другие мелкие детали следует приболчивать к основным элементам во избежание потерь.
Склады готовой продукции должны быть разделены в продольном и поперечном направлениях проходами. Ширина главного прохода должна быть не менее 2,5 м (без учета железнодорожных путей), а поперечные проходы между штабелями — не менее 1,5 м.
Шпалы, брусья, доски, увязочная проволока и другие материалы, используемые при складировании и погрузке стальных конструкций, следует хранить штабелями в специально отведенном месте.
Для облегчения строповки, обеспечения большей устойчивости штабелей и предохранения от повреждения отправочные элементы укладывают в штабеля на деревянные прокладки высотой не менее 15 см.
Фермы и балки высотой 0,6 м складируют в вертикальном или слегка наклонном положении с устройством вертикальных упоров, обеспечивающих устойчивость конструкций. Между фермами устанавливают вертикальные прокладки.
§ 36. Согласование способов погрузки
Перевозка стальных конструкций может производиться: железнодорожным, автомобильным, морским и речным транспортом. Большинство конструкций перевозят железнодорожным и автомобильным транспортом.
При погрузке -конструкций необходимо выполнять следующие требования:
1. Поперечные размеры и длина отправочных элементов должны вписываться в транспортные габариты и размеры подвижного состава.
2. Вес груза не должен превышать грузоподъемности вагонов или автотранспорта.
3. Необходимо обеспечить максимальное использование грузоподъемности транспортных средств. Коэффициент использования грузоподъемности железнодорожных вагонов (отношение
228
веса погруженных конструкций к грузоподъемности вагона) для стропильных и подстропильных ферм Ст 0,15, габаритных емкостей и опор ЛЭП Ст0,17, элементов связей и фахверков Кт 0,7, подкрановых балок Кт 0,43 и т. д.
4. Груз следует надежно закреплять против смещений и опрокидывания во время транспортирования.
5. Необходимо предусмотреть мероприятия, исключающие деформации и повреждения конструкций и подвижного состава во время транспортировки.
Легкие и легко деформируемые элементы необходимо устанавливать в такое положение, при котором исключалась бы возможность деформаций. Стропильные и подстропильные фермы, подкрановые балки, свальцованные листы доменных печей следует устанавливать на подвижной состав вертикально.
6. Необходимо также обеспечить возможность быстрой разгрузки и сортировки прибывающих конструкций.
При погрузке все элементы конструкций укладывают на подкладки и прокладки. В этом случае обеспечивается быстрая заводка и снятие стропов при погрузке и выгрузке конструкций. Кроме этого, подкладки и прокладки предохраняют конструкции и подвижной состав от повреждений при погрузочно-разгрузочных работах и при транспортировании.
7. Не допускать погрузку в одну платформу или в полувагон элементов разных объектов даже в том случае, если они находятся на одной строительной площадке.
Большие преимущества имеет маршрутная отгрузка, при которой отгружается только полностью укомплектованный заказ (пролетное строение моста, блок промышленного здания, ярус или секция высотного здания). Благодаря исключению сортировочных работ на узловых станциях маршрутный состав из нескольких вагонов поступает на монтажную площадку быстрее, чем при отгрузке отдельными вагонами. Кроме этого, маршрутная отгрузка дает возможность сократить продолжительность монтажных работ, особенно небольших объектов с объемом работ до 150—200 г. В этом случае конструкции поступают полностью и комплектно на весь объект, что обеспечивает монтаж без задержек.
При перевозке морским и речным транспортом габариты отправочных элементов должны согласовываться с пароходствами. Обычно речной и морской транспорт используется для смешанных перевозок совместно с железнодорожным, в связи с чем габариты отправочных элементов не должны превышать железнодорожных.
В зависимости от ширины грузы, отправляемые по железной дороге, подразделяются на габаритные и негабаритные. Габаритными называются грузы, ширина которых не выходит за пределы ширины нормального железнодорожного габарита 3250 мм. Негабаритные грузы имеют ширину 3414—4450 мм, и перевозка их при ширине более 3600 мм должна быть согласо¬
229
вана с Министерством путей сообщения и дорогами следования. За негабаритные грузы взимаются дополнительные приплаты в размере от 50 до 200 основного тарифа. Учитывая сложность и высокую стоимость перевозок негабаритных грузов, рекомендуется при проектировании и изготовлении избегать применения конструкций шириной более 3250 мм.
Для проверки габаритности погруженных конструкций на выходе с территории завода ,над железнодорожным путем сооружают габаритные ворота, размеры которых соответствуют нормальному габариту. Если из-за мелких деталей (шпальные, уголки, фасонки для связей, столики, консоли и т. д.) конструкции не вписываются в габариты по высоте, то эти детали прикрепляют проволокой или болтами к конструкции, а сварку их производят на монтаже.
Разрешение на отгрузку каждого вида конструкций должно быть оформлено в соответствующих инстанциях МПС. Для получения разрешения необходимо представить чертежи размещения и крепления конструктивных элементов на подвижном составе, а также расчеты. Расчеты 'включают в себя: вычисление габаритности груза, закрепление груза от сдвига поперек платформы, закрепление груза от сдвига вдоль платформы, закрепление груза от опрокидывания.
Расчет габаритности состоит из проверки соответствия габаритных размеров конструкций и подвижного состава по длинен вычисления поперечной габаритности груза.
При вычислении поперечной габаритности груза (по ширине и высоте) проверяют боковую и верхнюю габаритность. Боковая габаритность груза проверяется на участке между размерами 1320 и 3980 мм от толовки рельсов (рис. 147, а). Верхняя габаритность (на участке выше 3980 мм) по ширине груза имеет переменную величину, зависящую от высоты груза. Так, при высоте груза от головки рельса 4650 мм максимальная ширина груза не должна быть более 1380 мм.
При погрузке длинномерных конструкций (свыше 24 м) производят определение расчетной негабаритное™ груза по кривой. Это вызвано тем, что при прохождении груза по кривым ось груза смещается с оси пути. Максимальное смещение груза будет по концам и по середине груза.
Расчет крепления конструкций должен устранять смещения конструкций в продольном и поперечном направлениях от действия инерционных сил, а также опрокидывания груза под действием опрокидывающих моментов от поперечной инерционной силы и ветровой нагрузки.
Крепление конструкций от смещений и опрокидываний производят при помощи продольных и поперечных растяжек, торцовых и боковых стоек, упорных брусков, распорок и тяжей. Возможность рассыпания грузов устраняется применением хомутов.
При погрузке конструкций в несколько ярусов груз предохра-
230
Подкла )кашпала
§
с
00
о
п
1524
1-макс №77 Ц
1макс №М
Е
22
папе
02
Л
929И
9120
пт
Нормальная
платформа
С удлиненной
с
ба
Ч)
»)
макс 12700
,у:мокс
80 г
Нормальная
платформа
— 1725 —
— гзт
ШШ.
№20
С удлиненной базой
Нормальная платформа
оиии
оиии ниши
"гмахсгто 1 макс-240и и
г
г
Ррас-Щт
№
ч-
- 9294 «МУ—
Ш9Ц-Ш-
о)
и «о
маяс 12000
Му у
— 8650 13890-
50
Р,ис 147 Поперечные габариты грузов и основные схемы погрузки.конструкции пл железнодорожные платформы
1300г №ХКа«с386±
няют от поперечных сдвигов увязкой одного или нескольких верхних ярусов.
При расчете растяжек определяют количество одновременно работающих продольных и поперечных растяжек и количество нитей в каждой растяжке.
Ввиду симметричного крепления грузов полная потребность в растяжках увеличивается против полученной по расчетам в два раза. Диаметр проволоки во всех растяжках принимают равным 6 мм.
§ 37. Погрузка и крепление конструкций на платформах и в полувагонах
Перевозку конструкций чаще всего производят на четырехосных платформах. Отправочные элементы длиной до 13 774 мм транспортируют на четырехосных нетормозных платформах грузоподъемностью 62 т, длиной до 14 200 мм — на четырехосной нетормозной платформе с удлиненной рамой грузоподъемностью 62 т (см. рис. 147, б).
Двухосные платформы используются редко ввиду их изъятия из эксплуатации. Редко также используются шестиосные платформы (рис. 147, в) и четырехосные гондолы (рис. 147,(3) из-за ограниченного выделения их для погрузки конструкций.
Для перевозки конструкций большей длины используют сцепы из нескольких платформ или прикрытия (рис. 147, г). Для каждого вида конструкций: колонн, подкрановых балок, стропильных, подстропильных, фонарных ферм, прогонов, ригелей фахверков, оконных и фонарных переплетов, цистерн и других конструкций должны быть разработаны чертежи размещения и крепления на подвижном составе.
При погрузке колонн 1 на четырехосную платформу (рис. 148) первый ряд конструкций укладывают на деревянные подкладки 10, а последующие ряды — на деревянные прокладки 2.
Прокладки сечением не менее 40X150 мм размещаются поперек платформы, против стоечных скоб 14. Подкладки прибиваются к полу платформы гвоздями 9 и распираются клиньями 5.
Закрепление колонн от сдвига поперек платформы производится распорками 4, прикрепляемыми гвоздями к подкладкам 10, упирающимися в боковые стойки 3 через борт платформы 11 и промежуточный клин 12. Верхние ярусы колонн закрепляются от поперечного сдвига четырьмя поперечными растяжками 7. Число нитей проволоки в каждой растяжке, в зависимости от величины сдвигающего усилия, колеблется от 2 до 8.
Для создания монолитного пакета колонны скрепляются между собой четырьмя хомутами 8 из четырех нитей проволоки диаметром 6 мм.
Крепление колонн от сдвига вдоль платформы производится продольными растяжками 6, закрепленными к стоечным скобам (гнездам) платформы 14.
232
Ди—з
’'“ЗрГ' "
1 Н 42'.
Ц Пт 11
Н ИГО
У N
Ши. п_
И
—
) н—“ч
1 П птт-т
4™—1 1
—
не. -Л.4
1_ШЦЦ_
'и
Узел,,А'
ЛоМ
Рис. 148. Схема погрузки колонн на четырехосную платформу
Количество растяжек определяется расчетом, должно быть четным и расположено симметрично относительно продольной и поперечной осей платформы.
При погрузке ферм 1 на четырехосную платформу (рис. 149) конструкции также укладывают на деревянные подкладки 2, которые прибивают к полу платформы гвоздями 8.
Во избежание сдвига ферм поперек платформы производится закрепление деревянными распорками 10 с клином 9 и костылямис каждой фермы.
233
6
Узел А
2 1
1-1
Рис. 149. Схема погрузки ферм на четырехосную платформу
Погруженные на платформу фермы должны ограждаться двумя парами боковых стоек 3 и стяжками 11, установленными в стоечные скобы.
Для создания монолитности и во избежание рассыпания фермы скрепляются между собой хомутами 5 из двух или четырех нитей проволоки диаметром 6 мм. Нижние пояса ферм скрепляются хомутами в трех местах, верхние — в двух местах.
234
Во избежание опрокидывания фермы закрепляются двумя поперечными крестовыми растяжками 6, закрепленными к стоечным скобам платформы.
Для предупреждения сдвига ферм вдоль платформы производится закрепление их продольными растяжками 4, которые крепятся за узлы нижнего пояса и стоечные скобы платформы. Растяжки обычно состоят из 6—8 нитей проволоки, и число их доходит до 20 шт.
Отправочные элементы из легких одиночных профилей (прогоны, связи, тяжи, элементы фахверка), а также небольшие плоские отправочные элементы (вертикальные связи, тормозные листы и т. д.) следует грузить преимущественно в четырехосные гондолы (полувагоны), предварительно увязав компактными пачками.
Каждую пачку укладывают на пол платформы на две поперечные деревянные подкладки, расположенные на всю ширину платформы. Подкладки прибивают к полу гвоздями, а при наличии стального пола закрепляют продольными клиньями.
При погрузке в несколько рядов пачки укладывают на междуярусные прокладки и связывают проволочными стяжками.
При погрузке конструкций необходимо стремиться к тому, чтобы груз распределялся равномерно по площади пола вагона. Центр тяжести.груза нельзя смещать с продольной оси платформы или гондолы более чем на 100 мм.
ГЛАВА XII
Особенности технологии изготовления конструкицй из алюминиевых сплавов
§ 38. Общие сведения
Основными достоинствами конструкций из алюминиевых сплавов являются: высокая удельная прочность, стойкость против коррозии, повышенная сейсмостойкость и огнестойкость, отсутствие искр при ударе, возможность прессования профилей, приятный внешний вид, сохранение высокой механической прочности при отрицательных температурах, небольшой объемный вес (в 2,8 раза меньше стальных конструкций).
К недостаткам конструкций из алюминиевых сплавов следует отнести: низкий модуль упругости (710 000 кгсм2), высокий коэффициент линейного расширения (0,000023 на 1°С), сложность выполнения соединений, высокую стоимость, дефицитность.
Эти особенности определили области рационального использования алюминиевых сплавов в строительстве для несущих (подвижных, сборно-разборных, большепролетных) и ограждающих конструкций (оконные переплеты, панели, облицовка стен, каркасы дверей).
В настоящее время в СССР ведутся подготовительные работы, чтобы в ближайшие 15—20 лет значительно увеличить использование алюминия и его сплавов в строительстве.
Институтом Проектстальконструкция разработан проект первого в СССР завода конструкций из алюминиевых сплавов с годовой мощностью 5 тыс. т, в том числе 3,5 тыс. т ограждающих конструкций с отделением анодирования. Производственные площади цехов этого завода составляют около 37 тыс. м2. В настоящее время разрабатываются проекты заводов мощностью 10 и
2,5 тыс. т.
Процесс изготовления алюминиевых конструкций имеет много общего со стальными конструкциями, однако имеется ряд специфических особенностей производства. Хранение металла и изготовление конструкций из алюминиевых сплавов должно производиться при положительных температурах, в сухом помещении с нейтральной средой.
Алюминиевые конструкции требуют более высокой культуры производства, а инженерно-технические кадры должны иметь более высокую техническую подготовку. Технологические свойства алюминиевых сплавов потребовали новых технологических процессов и операций: защита от коррозии (анодирование, удаление окисной пленки с поверхности свариваемых деталей в местах наложения сварных швов), реконсервация металла, травление сварочной проволоки, сварка в среде аргона.
Большинство технологических операций по изготовлению де¬
236
талей и оборке конструкций являются общими как при изготовлении стальных, так и алюминиевых конструкций. Однако при выполнении этих операций имеются некоторые особенности, а также требуются приспособления и оборудование, отличные от применяемых при изготовлении стальных -конструкций.
§ 39. Реконсервация алюминия.
Обработка алюминиевых сплавов
Алюминиевые сплавы поступают на склад в виде: специальных профилей, образованных прессованием,-широких полос и листов, поставляемых пакетами в деревянных ящиках.
Весь металл, как правило, поступает покрытый слоем густых масел, в связи с чем перед началом работ производится реконсервация. Удаление с поверхности металла масляной смазки (реконсервация) производится ветошью, а маркировочных знаков — при помощи бензина, уайт-спирита, авиационной смывки, ацетона. После удаления масел поверхность металла насухо вытирают чистыми тряпками.
Малый объемный вес алюминиевых сплавов позволяет значительную часть транспортных работ в зоне обслуживания станков производить вручную. Складские операции по подаче металла, перемещению его у станков и переноска обработанных заготовок выполняются в большинстве случаев вручную. Перемещение металла между цехами и станками производят мостовыми кранами при помощи ручных двухколесных тележек на резиновом ходу или по рольгангам.
Для предохранения от повреждения кромок металла при транспортировании применяются пеньковые стропы, стальные канаты в резиновых шлангах, плоские прорезиненные ленты, имеющие на концах петли из стального троса.
Для сохранения от повреждения и загрязнения поверхности металл, детали и конструкции укладывают и обрабатывают на деревянных подкладках и стеллажах.
Правка листового алюминия производится пакетами по 5— 8 листов на листоправйльных вальцах. Для предохранения поверхности листов от повреждений при правке валками пакет листов с обеих сторон защищается листами алюминия толщиной
1,5 мм. При правке прессованных профилей на кулачковом прессе для предохранения его от повреждений работы производят с применением алюминиевых прокладок.
Нанесение линий на металле при разметке и наметке производится мягкими остро отточенными черными или цветными карандашами. Пользование чертилкой или керном допускается только для линий разреза, так -как алюминиевые сплавы чувствительны к надрезам и зарубкам. При измерении стальными рулетками больших размеров необходимо иметь в виду, что разница между температурным удлинением стальной ленты рулетки и
237
элементом из алюминиевых сплавов составляет около 0,01 ммм на 1°С.
Технологические операции по механической обработке алюминиевых сплавов более близки к обработке дерева, чем стали.
Резка прессованных профилей и листов производится преимущественно пилами (дисковыми, ленточными и лучковыми).
Резку прессованных профилей для переплетов производят по упору двумя дисковыми пилами, поставленными под углом 45° к оси элемента и под углом 90° одна к другой.
При резке деталей, торцы которых будут стыковаться, предусматривают припуск на оплавление и осадку при контактной стыковой сварке.
В необходимых случаях предусматривается также припуск на фрезерование торцов деталей из прессованных профилей.
Скорость вращения дисковых пил колеблется от 1000 до 3000 обмин, а скорость подачи (скорость резания) от 50— 500 мммин в зависимости от твердости алюминиевых сплавов.
Резка на гильотинных ножницах применяется для листов толщиной до 12 мм. Во избежание повреждения поверхности алюминия в местах прижимов накладываются полосы из прорезиненного ремня. Ножи для резки должны быть тщательно отшлифованы и установлены с соответствующим зазором.
В необходимых случаях при резке фасонок на гильотинных ножницах предусматривают припуск по 3 мм на сторону для строжки.
Для резки алюминия и его сплавов последние годы применяют плазменную резку вольфрамовым электродом в среде нейтрального газа (аргона 65—80 и водорода 35—20). Плазменная резка обеспечивает высокое качество поверхности реза без грата. При ручной резке алюминиевых сплавов толщиной от 6 до 20 мм скорость резки составляет 1500—600 мммин, а при машинной 8000—1600 мммин.
Образование отверстий в деталях из алюминиевых сплавов производится преимущественно сверлением, а при толщине металла до 12 мм возможно и продавливание отверстий.
Для конструкций с повышенной точностью отверстия сверлят по кондукторам. Скорость вращения сверл при сверлении отверстий малого диаметра обычно вдвое больше, чем при сверлении стали. Подача сверла для отверстий диаметром от 10 до 30 мм составляет от 0,15 до 0,5 мм за 1 оборот.
Для обработки торцов и кромок элементов под сварку применяют фрезерование и строжку резцами, имеющими угол заострения от 30° для мягкого материала и до 50° для твердых сплавов.
При производстве гибочных работ на прессах штампы следует хорошо отшлифовать во избежание повреждения поверхности алюминиевых листов. Для предотвращения появления трещин на кромках торцы изгибаемых деталей на расстоянии 20—30 мм в обе стороны от линии перегиба должны закругляться напильником или шлифовальной машиной.
238
Горячая высадка и размалкование уголков из алюминиевых сплавов нежелательны из-за повторного нагрева термически обработанного и состаренного металла.
§ 40. Сборка сварных алюминиевых конструкций
Сборка и сварка конструкций из алюминиевых сплавов слагается из операций -сборки, подготовки свариваемых торцов и поверхностей, очистки сварочной проволоки, сварки и обработки швов, устранения и предотвращения сварочных деформаций.
Сборка конструкций из алюминиевых сплавов производится на стеллажах, обшитых деревом, с применением поузловой сборки и кондукторов кантователей.
Конструкции из алюминиевых сплавов обладают значительной деформативностью, пониженным по сравнению со сталью модулем упругости, повышенной усадкой от сварки и повышенным коэффициентом линейного расширения.
Поузловой метод изготовления конструкций предотвращает и значительно уменьшает деформации от сварки. Конструкцию разбивают на возможно большее число отдельных, желательно симметричных или близких к симметричности узлов, которые собирают и сваривают раздельно. Элементы с несимметричными сварными соединениями собирают и сваривают в закрепленном состоянии попарно с предварительным обратным прогибом (рис. 150, а). Остаточный прогиб в этом случае уменьшался от 18—20 мм (при сварке в свободном состоянии) до 4—6 мм.
а) 1-1
Рис. 150. Предупреждение сварочных деформаций в конструкциях из алюминиевых -сплавов
При сварке в жестком закреплении с предварительным выгибом гнутого швеллера с ребрами остаточные деформации уменьшаются в 3—3,5 раза по сравнению с приваркой ребер в незакрепленном состоянии (рис. 150,6).
239
Жесткое закрепление, уменьшающее деформации от сварки, обеспечивается также применением кондукторов-кантователей и зажимных приспособлений, которые служат одновременно для сборки и сварки.
При сварке балок вертикальный лист необходимо зажимаг двумя досками 1 толщиной 40 мм и шириной не менее 23 высоты балки (рис. 150, в). В этом случае величина хлопу,нов уменьшается в 4—5 раз по сравнению со сваркой в свободном состоянии, при котором размеры хлопунов достигают 20 мм.
Одним из основных факторов, обеспечивающих высокое качество сварки и прочность сварных соединений в конструкциях из алюминиевых сплавов, является тщательность подготовки свариваемых поверхностей и торцов элементов.
При соприкосновении с воздухом поверхность листов и прессованных профилей покрывается окисной пленкой, которая имеет высокую температуру плавления и препятствует хорошей свариваемости металла. Эту пленку в местах наложения швов перед сваркой необходимо удалять механической зачисткой или химической подготовкой. Перед механической зачисткой с поверхности кромок деталей удаляют грязь и жир бензином или уайт-спиритом, после чего насухо протирают ветошью. Механическая зачистка применяется для громоздких конструкций при ручной и полуавтоматической сварке и производится дисковыми щетками диаметром 150—200 мм из стальной нагартованной проволоки диаметром не более 0,2 мм. Свободная (незакрепленная) длина проволок должна быть не менее 50 мм, число оборотов 2000—2500 в минуту. Зачистка кромок от окисной пленки производится на ширину 40—50 мм. При механической зачистке удаление окисной пленки получается менее равномерным, чем при химической подготовке.
Химическая подготовка поверхностей деталей применяется обычно для контактной точечной и роликовой сварки. Подготовка поверхности включает: очистку, обезжиривание, промывку после травления, травление с пассивированием (нанесением временной защитной пленки), промывку и сушку. Подготовку поверхностей деталей производят после окончательной обработки и подгонки деталей, образующих свариваемый узел.
Очистка поверхности деталей заключается в удалении слоя смазки, маркировочной краски и прочих загрязнений путем двукратной протирки деталей обтирочными концами или чистыми салфетками, смоченными органическими растворителями (авиационная смывка, уайт-спирит, бензин). После обезжиривания детали протирают насухо обтирочными концами до получения ровного металлического блеска.
Химическое обезжиривание продолжительностью 3—5 мин производится в щелочных растворах, общая щелочность которых в пересчете на едкий натр не должна превышать 6-
Промывка после химического обезжиривания производится
240
сначала в теплой проточной воде с температурой не ниже 25°С, а затем в холодной воде.
Для получения на поверхности деталей пленки чистого алюминия, во избежание дефектов при контактной сварке, производится травление в азотной кислоте при концентрации 25—30 в течение 1 —1,5 ч при температуре 15—25°С. Промывка после травления в азотной кислоте производится в течение 5—10 мин в холодной проточной воде.
Для достижения равномерного контактного сопротивления, обеспечивающего стабильное качество сварки, производится травление с пассивированием деталей в водном растворе ортофосфорной кислоты. Детали после травления промываются в водопроводной проточной воде трех-пятикратным окунанием с протиркой между окунаниями жесткими волосяными щетками или хлопчатобумажными салфетками. После промывки детали сушат в сушильной камере при температуре до 75°С или на воздухе.
Допустимый срок хранения деталей после подготовки их поверхности к сварке равен 5 суткам. После окончания химической подготовки детали, предохраняя от пыли и загрязнений, укладывают на чистые столы или стеллажи, пользуясь при этом чистыми и сухими хлопчатобумажными или резиновыми перчатками.
§ 41. Электросварка алюминиевых конструкций
При изготовлении конструкций из алюминиевых сплавов применяют следующие виды сварки: газовую ацетилено-кислородным пламенем, дуговую электродами с обмазкой или угольными электродами, аргоно-дуговую и контактную (точечную, роликовую и стыковую). При газовой сварке ацетилено-кислородным пламенем применяют проволоку из сплавов с 5 кремния.
Подготовка листов толщиной более 4 мм под сварку встык заключается в скашивании их кромок и зачистке поверхности у мест сварки на ширину 25—30 мм. При толщине металла 4— 12 мм производится У-образная обработка кромок под углом 30—45°. При толщине более 12 мм производится Х-образная разделка под углом 35°. Притупление кромок во всех случаях должно быть не менее 4 мм.
При сварке ацетилено-кислородным пламенем в сварочную ванну вводится флюс, нанесенный на стержень электрода на длину 200—250 мм или на кромки свариваемого листа. После сварки швы и околошовная зона очищаются от остатков флюса и шлака вручную волосяными щетками с последующей промывкой водой и осветлением металла шва травлением-
Сварка угольными электродами с применением флюсов и присадочных прутков из основного сплава применяется для сварки листовых конструкций.
9 Зак. 11
241
Газовая сварка и сварка угольными электродами не обеспечивают достаточной коррозионной стойкости сплавов и для строительных конструкций почти не применяются.
Ручная, полуавтоматическая и автоматическая сварки в среде аргона в настоящее время наиболее распространены. Ручная сварка производится неплавящимся вольфрамовым электродом диаметром 3—4 мм и присадочной проволокой из основного сплава в среде аргона.
Полуавтоматическая и автоматическая сварка производится плавящейся сварочной проволокой также в среде аргона-
Сварочная проволока перед сваркой должна подвергаться химической обработке, которая включает следующие операции: обезжиривание и удаление загрязнения с поверхности проволоки путем промывки в уайт-спирите, травление в пятипроцентном водном растворе едкого натра при температуре 60°С в течение
2 мин, промывка в горячей воде при температуре 50—60°С, осветление в 15-процентном водном растворе азотной кислоты, промывка в теплой воде, сушка в сушильном шкафу при температуре 60—80°С в течение 15 мин. Допустимый срок хранения сварочной проволоки после химической обработки двое суток.
При плохой обработке поверхностей свариваемых кромок, а также сварочной проволоки сплавление металла шва с основным металлом получается неполным с пористой поверхностью.
Сварку элементов строительных конструкций из алюминиевых сплавов наиболее рационально производить полуавтоматами. Этот способ обеспечивает увеличение производительности сварки и высокое качество сварных соединений во всех пространственных положениях. Кроме того, переходы для сварки швов, расположенных в различных положениях, не требуют много времени благодаря незначительным отличиям режимов сварки в вертикальном и потолочном положениях от сварки в нижнем положении. Применение полуавтоматической сварки плавящимся электродом вместо ручной неплавящимся электродом значительно уменьшает сварочные деформации (в некоторых случаях в 2—
3 раза). Это объясняется тем, что дуга прямого действия является концентрированным источником тепла, что позволяет выполнять сварку с минимальным нагревом и уменьшенной шириной зоны термического влияния.
Точечная и роликовая сварки применяются для тонколистовых конструкций, соединяемых внахлестку. При точечной сварке соединяемые элементы (из листового материала, прессованных профилей или их комбинаций) свариваются в точках поверхности их касания, которые располагаются под цилиндрическими электродами контактной машины. Точечная сварка применяется для конструкций, в которых предусмотрены прочные негерметичные швы.
При роликовой (шовной) сварке между свариваемыми деталями образуется сплошной прочноплотный (герметичный) шов
242
за счет постановки ряда сварных точек, перекрывающих друг друга.
Стыковая контактная сварка оплавлением применяется для изготовления оконных переплетов, раздвижных перегородок, дверей, витражей и т. п.
Основными преимуществами контактной стыковой сварки являются: большая производительность, экономия времени при выполнении подготовительных и отделочных операций, быстрое обучение сварщиков, хороший внешний вид соединений, высокая экономичность при серийном производстве (не менее 500— 1000 изделий).
Стыковая контактная сварка в отличие от ручной аргоно-дуговой не требует применения квалифицированного ручного труда, присадочных материалов, аргона.
При контактной стыковой сварке свариваемые детали закрепляются в губках-электродах контактной стыковой машины с помощью прижимов. При закреплении торцы деталей устанавливают на определенном расстоянии от губок-электродов, называемом установочной длиной, которая определяет близость или удаленность зоны разогрева от охлаждаемых губок электродов. При малой установочной длине зона интенсивности разогрева узка, в результате чего затрудняется пластическая деформация в процессе сварки. После закрепления свариваемых деталей к электродам подается напряжение и однэ из деталей перемещается по направлению к другой. При соприкосновении торцов деталей образуется контакт в отдельных точках-выступах, происходит оплавление и нагрев, обеспечивающие соединение деталей путем пластической деформации. Величина припуска на оплавление должна быть достаточна для нагрева, после которого детали резко сдавливаются друг с другом (осаживаются) за счет приложения значительных усилий. Основное назначение осадки— удалить из стыка расплавленный окисленный металл и соединить детали путем пластической деформации. В процессе осадки детали укорачиваются на величину, называемую припуском на осадку. Во избежание остывания стыкуемых торцов ниже температуры плавления скорость осадки должна быть высокой (около 150—300 ммсек), так как ток вследствие падения сопротивления при коротком замыкании резко возрастает и вскоре после начала осадки выключается. Давление осадки должно выдерживаться до полного остывания металла.
Для сварки профилей под углом применяются специальные стыковые машины, которые позволяют сваривать элементы под углом 60—120° Чаще всего на таких машинах производят сварку элементов переплетов под углом 90°
Несмотря на применение технологических приемов, предупреждающих остаточные деформации, некоторые конструкции приходится править. Правку производят холодным способом, нагревом газовым пламенем, электрической дугой или наложением
9 Зак 11
243
«холостых» швов, которые после правки срезают фрезой заподлицо с основным металлом.
При холодной правке устранение деформаций производят деревянными или металлическими молотками с применением предохранительных прокладок из алюминиевых листов толщиной 4—6 мм. Применение газового пламени для правки может быть рекомендовано только для устранения хлопунов, так как из-за небольшой тепловой мощности газового пламени и большой теплопроводности трудно обеспечить нагрев, необходимый для правки.
Устранение деформаций нагревом электрической дугой ручной горелки с вольфрамовым электродом и наложением «холостых» швов дает хорошие результаты. Однако после правки нагревом необходимо проверить работоспособность конструкции.
§ 42. Сборка и клепка алюминиевых конструкций
Изготовление клепаных конструкций из алюминиевых сплавов слагается из операций сборки, рассверловки и клепки. Сборка клепаных алюминиевых конструкций производится на стеллажах, обшитых деревом, с применением стальных сборочных болтов способами, аналогичными сборке стальных конструкций. После окончания сборки производится рассверловка отверстий на проектный диаметр развертками с обратной спиралью (противоположной вращению) с углом от 7 до 10° Развертки должны иметь хорошо полированные желобки с центральным углом от 5 до 10°.
Клепка алюминиевых конструкций существенно отличается от клепки стальных конструкций. Постановка заклепок производится скобами и клепальными молотками в холодном или горячем состоянии. Заклепки диаметром до 10—12 мм делают из тянутой проволоки, а более 10—12 мм—из прессованных прутков. При холодной клепке заклепки подвергают термообработке, состоящей в закалке при температуре 500°С в течение 30 мин с последующим охлаждением в холодной воде. Алюминиевые сплавы, используемые для заклепок, обладают свойством естественного старения, в течение которого прочностные свойства сплава значительно улучшаются, а пластические ухудшаются.
В зависимости от диаметра заклепок, свойств сплавов и мощности оборудования закаленные заклепки ставят до начала их старения или после истечения срока старения.
Заклепки из сплавов Д18п, В65 и В94 диаметром до 12 мм ставят холодными без ограничения срока хранения после закалки, т. е: после истечения срока старения. Мощность клепальных скоб и молотков достаточна для осадки малых диаметров стержней заклепок и оформления головки, получивших высокие прочностные свойства после старения. Заклепки диаметром более 12 мм ставят сразу после закалки, когда металл обладает еще высокими пластическими свойствами и мощность оборудования
244
будет достаточна для холодной клепки. Такие заклепки приобретают расчетную прочность по окончании старения в конструкции.
Заклепки из сплавов ДЗП, Д1 и Д16 ставятся сразу после закалки, так как эти сплавы имеют короткий инкубационный период (период'после закалки до начала старения), после истечения которого заклепки наберут прочность и потеряют пластичность. В головках заклепок из таких сплавов, поставленных после старения, по краям появляются надрывы и трещины.
Горячую клепку пневматическими молотками производят при диаметрах заклепок более 12 мм, нагревая их до температуры 500°С и расклепывая малым числом тяжелых ударов, при которых головка не теряет пластических свойств. Поставленные заклепки закаляются при соприкосновении с холодным металлом и набирают прочность в процессе естественного старения.
Алюминиевые сплавы для заклепок разделяются на две категории: сплавы, обладающие высокой пластичностью и прочностью; сплавы, обладающие высокой пластичностью в закаленном состоянии, имеющие длительный инкубационный 'период (8—10 ч) и повышающие прочность после естественного старения. Сплавы первой категории (Д18п, В65 и В94) более удобны для клепки, так как их закалка производится задолго до начала клепки, что позволяет делать запас заклепок на большой срок.
Большое значение при холодной клепке имеет форма заклепочных головок, которая определяет: величину усилий при клепке и мощность клепального оборудования, возможность образования трещин на головке, полноту заполнения отверстий стержнем заклепки.
На основе экспериментов институтом ЦНИИПроектстальконструкция рекомендовано пять типов форм головок заклепок (табл. 9).
Наименьшее давление требуется для образования плоской головки, однако эти головки не самоцентрируются, сбиваются в сторону и имеют различные размеры. Для постановки пневма-тическим молотком заклепок диаметром до 10 мм включительно рекомендуется сферическая форма головок, а для заклепок от 12 до 16 мм включительно — коническая. Для заклепок диаметром 19—22 мм рекомендуется конусная форма головки с углублением посредине. Такую головку образуют двумя обжимками: вначале плоской с выступающим посредине конусом, а затем простой конической обжимкой. Применение двух обжимок снижает производительность клепки, поэтому целесообразнее вести клепку таких головок одной фасонной обжимкой.
Головку заклепок большего диаметра при холодной клепке можно образовать скобой или тяжелыми пневматическими молотками марок КЕ-28 и КЕ-32 при давлении воздуха в сети не ниже 6 ат. Однако заклепки диаметром 19—22 мм рекомендуется ставить скобой. Необходимо иметь в виду, что в результате
245
Форма заклепочных головок
Т аОлица 9
Размеры головок в мм
Длина
Типы головок
О
И
К
К
Форма головок
стержня в мм
и
I
’ЖЧ
ж
(1
Л
I к
Л1
Ш
I
й IV
-4 а и
V
1,4 д.
0,6 а
1,4 а
0,65 а
1,4 й
0,65 а
1,4 Л
0,65 а
о,5 а
0,85 а
Плоская
Коническая
6,8 а
0,85 й
Плоско-коническая
Сферическая
Фасонная
0,9 й
0,82 Л
246
упругой отдачи сжатого во время холодной клепки пакета заклепки получают растяжение, которое создает трение между деталями. В связи с этим необходимо стремиться как можно сильнее стягивать и сжимать пакет при сборо-клепке. Пакет перед клепкой должен быть плотно стянут сборочными болтами, которые следует ставить в каждое второе отверстие. Степень заполнения отверстий при холодной клепке определяется качеством рассверловки отверстий и разностью между диаметром отверстий и заклепки, которая составляет 0,5—1 мм.
§ 43. Защита алюминиевых конструкций от коррозии
Алюминий имеет повышенное сродство к кислороду и в обычных атмосферных условиях мгновенно окисляется, покрываясь защитной окисной пленкой. Окисная пленка препятствует дальнейшему проникновению кислорода, в результате чего алюминий приобретает коррозионную стойкость. Значительно меньшую коррозионную стойкость имеют алюминиевые сплавы, в связи с чем они должны быть защищены от коррозии.
В настоящее время известно несколько видов защиты алюминиевых сплавов от коррозии: плакирование, анодное или химическое оксидирование, покрытие лаками, устранение контакта с различными строительными материалами, полирование и глянцевание, окраска лаками.
Плакирование производится путем горячей прокатки листов из алюминиевых сплавов совместно со слоями чистого алюминия, расположенных по обеим поверхностям листов. Плакирующий слой размером 2—5 от толщины основного металла защищает сердцевину листового проката от коррозии, благодаря высокой коррозионной стойкости чистого алюминия. Прочность металла плакировочных слоев значительно меньше, чем металла сердцевины. В связи с этим для конструкций из плакированного металла расчетные сопротивления снижаются на 10.
Анодное оксидирование (анодирование) является основным способом защиты алюминиевых сплавов от коррозии за счет покрытия искусственным слоем твердой окиси алюминия (анодной пленкой).
Анодная пленка обладает: высокой прочностью и твердостью, превышающей твердость инструментальной стали; высокой жаростойкостью и высокими изоляционными свойствами, большой пористостью и хорошим сцеплением с металлом, благодаря чему является прекрасной основой для лакокрасочных покрытий.
Анодное оксидирование состоит из операций: подготовки к оксидированию, оксидирования и обработки после оксидирования. Подготовительные операции к оксидированию включают в себя: обезжиривание или травление, осветление в азотной кислоте, травление в растворе едкого натра и осветление в азотной кислоте. После каждой операции травления и осветления производится промывка в теплой и холодной проточной воде.
247
Обезжиривание деталей с тонкой плакировкой (до 0,8 мм) производится в органических растворителях (бензин БА-70, уайтспирит, ацетон и авиационная смывка), не подвергаясь травлению.
Анодное оксидирование производят в водных растворах серной или хромовой кислоты. Чаще всего применяют сернокислотный метод, так как хромо-вокислотный метод более дорогой, требует большего расхода электроэнергии, вреден для здоровья людей, а хромовый ангидрид, используемый для этого метода, является дефицитным. Анодирование производят погружением изделий в вертикальном положении в ванны с водным раствором серной или хромовой кислоты. С внутренней стороны ванны на стенках или на дне укладывают свинцовые листы, являющиеся катодами. Деталь, соединенная с положительным полюсом источника тока, является анодом.
Для окрашивания деталей в красный, синий, зеленый, черный и другие цвета ,в ванну наливают соответствующие красители.
Заключительные операции после оксидирования состоят из: промывки деталей в холодной и горячей воде для удаления остатков кислоты, уплотнения пленки горячей водой за счет увеличения объема пленки и уменьшения пор при нагревании и сушки до полного высыхания.
При химическом оксидировании создается окисная пленка более тонкая, с меньшими защитными свойствами, чем при анодном оксидировании. Химическое оксидирование применяется для защиты алюминиевых сплавов, не содержащих меди и не подверженных при эксплуатации активному воздействию коррозионной среды.
Химическое оксидирование заключается в выдерживании изделия в водных растворах хромового ангидрида и фторосиликата натрия, а также других составах, в процессе которого изделие покрывается пленкой.
Для химического оксидирования применяются те же операции по расконсервации, травлению, осветлению, промывке и т. д., что и при анодном оксидировании.
Полирование и глянцевание поверхности алюминиевых сплавов увеличивает их сопротивляемость коррозии и обычно производится механическим и электрохимическим способами.
Механическое полирование складывается из операций: предварительной обдирки абразивами, шлифования войлочными кругами, покрытыми абразивным порошком на клею, полирования войлочными или фетровыми кругами с применением специальных паст.
Электрохимическое полирование основано на том, что неровности и выступы на поверхности растворяются в электролите с большей скоростью, чем впадины, в результате чего все шероховатости сглаживаются, появляется блеск и повышается стойкость алюминиевых сплавов. Электрохимическое полирование
-48
производится в водном растворе фосфорной кислоты в течение 20 мин.
Окраску перхлорвиниловыми лаками конструкций из алюминиевых сплавов лучше всего производить по анодно- или химически оксидированной поверхности. Перед окраской поверхность протирается тряпками, смоченными уайт-спиритом, затем сухими тряпками. После этого осуществляется первая грунтовка, вторая грунтовка и окраска.
Первая грунтовка производится лакомасляным грунтом АЛГ-1 пульверизатором или окунанием. После сушки поверхности протирают салфетками и тряпками, смоченными в бензине марки Б-70 и уайт-спирите. Вторичная грунтовка наносится пульверизатором тонким ровным слоем. Окраска перхлорвиниловыми лаками, разбавленными растворителем, производится пульверизатором при давлении воздуха 3—4 ат.
Для защиты от электрохимической коррозии необходимо устранять контакты конструкций из алюминиевых сплавов со строительными материалами (сталью, железобетоном, деревом, кирпичной кладкой, хромированными, лужеными, никелированными медными деталями).
Детали конструкций из стали, соприкасающиеся с алюминием, следует цинковать или покрывать кадмием с последующей грунтовкой.
Конструкции из алюминиевых сплавов от железобетона изолируют оцинкованными листами, от кирпичной кладки и строительных растворов — битумным покрытием. Для устранения контактов между алюминием и деревом последнее должно быть пропитано этинолевым лаком. Особенно опасен контакт алюминия с оловом и медью в агрессивных средах (индустриальных и морских районах).
Выбор способа защиты конструкций из алюминиевых сплавов от коррозии зависит от свойств алюминиевого сплава, размеров и характера конструкции, агрессивности среды.
Так, в сельской местности, удаленной от морского побережья, при отсутствии промышленного дыма допускается применение некоторых алюминиевых сплавов без защиты. А в атмосфере промышленных районов с влажным климатом конструкции должны подвергаться оксидированию и покраске. В этих случаях крупногабаритные конструкции оксидируют до сборки деталями, после чего производят клепку оксидированными заклепками.
Швы сварных соединений и околошовная зона, где целостность анодной пленки нарушена при сварке, подвергаются местному химическому оксидированию. Оксидирование производится смачиванием поверхности водным раствором хромового ангидрида и фторосиликата натрия при помощи салфеток в течение 8—10 мин, после чего швы промывают горячей и холодной водой, сушат и окрашивают лаками.
ГЛАВА XIII
Современное состояние и дальнейшее совершенствование изготовления стальных конструкций
§ 44. Заводы металлоконструкций. Типовой завод
Характерной особенностью промышленности строительных металлоконструкций в Советском Союзе является ее бурный рост. Так, если в 1925 г. выпуск строительных металлоконструкций составлял 100—120 тыс. т, в 1960 г. — 2,8 млн. т, то в 1967 г. выпуск достиг 4,25 млн. т.
Наибольшими производственными мощностями по изготовлению металлоконструкций в настоящее время располагают предприятия Минмонтажспецстроя СССР, которые поставляют около 70 металлоконструкций, изготавливаемых у нас в стране.
Однако ввиду недостатка производственных мощностей на заводах стальных конструкций и быстрого роста потребностей значительная часть строительных металлоконструкций все еще изготавливается в стационарных и полевых мастерских, мощность которых обычно не превышает 5—8 тыс. т металлоконструкций в год. Так, в 1960 г. 55 заводов в Советском Союзе изготовили 1308 тыс. т стальных конструкций, или 47 общего объема. Остальные 53, или 1467 тыс. г, были изготовлены 325 мастерскими различной мощности.
Мастерские стальных конструкций обычно организовывались в районе строительства крупных промышленных предприятий в качестве производственной базы монтажных или строительных трестов. Крупные мастерские имеют отапливаемые здания и условия производства в них близки к заводским. В мастерских изготавливают наиболее простые сварные конструкции промышленных зданий и сооружений.
Однако многие мастерские являются полевыми и изготовление конструкций в них производится на открытых площадках. Только часть работ производится в закрытых производственных помещениях или навесах.
На открытых площадях складируется металл, полуфабрикаты и готовая продукция, а также производится сборка, сварка и контрольная сборка стальных конструкций. Открытые площади обслуживаются козловыми и железнодорожными, иногда башенными кранами. Для защиты электросварочного оборудования от атмосферного воздействия устраивают отдельные небольшие крытые помещения.
Станочное оборудование для обработки деталей размещается в закрытых помещениях, обычно не отапливаемых.
Для транспортирования металла и деталей в закрытой части предусматривают тельферный транспорт и тележки узкой колеи.
250
Ремонтно-механический цех, компрессорная, кузница, контора, материальный склад размещают в отдельных помещениях.
В настоящее время удельный вес продукции мастерских сокращается, а в дальнейшем мастерские предполагается реконструировать в заводы производительностью 12—15 тыс. т в год.
К 1980 г. удельный вес изготовления стальных конструкций на заводах должен быть значительно увеличен.
Заводы стальных конструкций по номенклатуре выпускаемой продукции могут быть разбиты на специализированные и с ограниченной номенклатурой.
Специализированные заводы изготавливают конструкции одного вида: опоры линий электропередачи, переплеты, гидротехнические конструкции, мостовые конструкции, рулонные заготовки, резервуары.
Заводы с ограниченной номенклатурой изготавливают различные конструкции для промышленных, жилых, общественных, транспортных зданий и сооружений. В настоящее время в нашей стране имеются заводы с ограниченной номенклатурой различной мощности, которая определяется объемом годового выпуска стальных конструкций в тоннах и технологической схемой производства.
Действующие и вновь строящиеся заводы можно разделить на три группы. Заводы небольшой мощности, изготавливающие 25—30 тыс. т металлоконструкций в год, заводы средней мощности, изготавл ивающие от 30 до 70 тыс. г, и заводы большой мощности, изготавливающие свыше 70 тыс. т в год. Каждая группа заводов выпускает определенную номенклатуру изделий, которая определяется технологическими возможностями завода, его механо- и энерговооруженностью.
Технологические возможности заводов зависят прежде всего от мощности и состава оборудования, а также от размеров пролетов и высоты производственных помещений.
Мощность оборудования характеризуется: максимальной грузоподъемностью мостовых кранов; максимальными размерами поперечного сечения листовой стали, обрабатываемой на гильотинных ножницах, листоправйльных и листогибочных вальцах; характеристикой торцефрезерных машин, кромкострогальных •станков, углогибочных вальцов, кромкогибочных прессов, сварочного оборудования, оборудования для клепки.
Заводы небольшой мощности изготавливают конструкции легких каркасов промышленных зданий, транспортных галерей, эстакад, градирен, опор ЛЭП, радиомачт и радиобашен. Технологическая схема заводов этой группы предусматривает размещение цеха подготовки, склада полуфабриката и цеха малярологрузки в пролетах с поперечным движением кранов. Цехи обработки, сборки и сварки расположены в пролетах с продольным движением кранов параллельно производственному потоку (см. рис. 10, в).
Большинство действующих заводов мощностью 25—30 тыс. т
251
в год имеют в сборо-сварочных цехах мостовые краны грузоподъемностью 10—15 т, а ,в цехах маляро-погрузки 20 т, что ограничивает вес отправочных элементов.
Оборудование (гильотинные ножницы, листоправйльные илистогибочные вальцы) на этих заводах обеспечивают обработку листовой стали толщиной до 20—25 мм и шириной до 2500— 3000 мм.
Эти заводы располагают: кромкогибочными прессами мощностью 250—315 г; кромкострогальными станками с длиной строжки 6—12 м одностоечными торцефрезерными машинами Раменского завода; газорезательными автоматами АСП-1 и полуавтоматами ПП-2; сварочными тракторами ТС-17. Углоправйльные вальцы имеют не все заводы.
Заводы средней мощности изготавливают: каркасы мартеновских, конвертерных и миксерных цехов; прокатных цехов, цехов заводов тяжелого машиностроения; тяжелые транспортные галереи, газгольдеры, резервуары, каркасы ТЭЦ, тяжелые опоры ЛЭП. Технологическая схема этих заводов.предусматривает размещение всех цехов основного производства в главном корпусе с поперечными пролетами (см. рис. 10,6). Мостовые двухтележечные краны в сборо-сварочных цехах имеют максимальную грузоподъемность 15—20 г и в цехах маляро-погрузки 30 т Эти заводы располагают оборудованием для механической обработки листовой стали толщиной до 30 мм включительно.
Заводы большой мощности изготавливают тяжелые и сложные укрупненные конструкции типа: доменных цехов, наклонных мостов, кранов-перегружателей, отвальных мостов, специальных тяжелых конструюций, конструкций.высотных зданий, тяжелых сварных и клепаных колонн и балок с фрезерованными торцами, автодорожных и железнодорожных мостов больших пролетов, конструкции уникальных сооружений.
Заводы этой группы располагают мощным оборудованием. Мостовые двухтележечные краны в сборо-сварочных цехах имеют грузоподъемность до 25—30 т. Для изготовления особо тяжелых конструкций на отдельных заводах имеются мостовые краны грузоподъемностью 60 и 100 т (Челябинский ЗМК).
Листоправйльные и листогибочные вальцы, гильотинные ножницы позволяют обрабатывать листовую сталь толщиной 30— 40 мм. Мощные двухстоечные машины Горковского станкозавода с габаритами фрезерования до 1800—3600 мм обеспечивают обработку обоих торцов элементов одновременно.
Кромкострогальные станки позволяют обрабатывать детали длиной до 14—16 м. Эти заводы располагают: штамповочными -прессами мощностью 800—1000 т сварочными установками для электрошлаковой сварки стали больших толщин; углоправйльными вальцами и ножницами для обработки угловой стали с размером поперечного сечения 200x200x25; клепальным оборудованием, установками для рулонирования. Технико-экономи-
252
Таблица 10
Техникб-экойбМическйе показатели заводов металлоконструкций за 1962 г. (по данным института ЦНИИПроектстальконструкция)
■
Мощность заводов
Вновь строящиеся
§
О)
небольшая
средняя
большая
заводы
Показатели
Р.
т
X
со
п
К
К
5
«
Ш
Ленинград¬
ского
Новосибир¬
ского
Макеевского
Ждановского
Ни ж неТагильского
Запорожского
Днепропет¬
ровского
Челябинского
Кузнецкого
типовой на 80 тыс. т в год
типовой на 200 тыс. т в год
Годовой выпуск
тыс. т
22,2
22,5
29,0
51,9
35,7
46,8
115,1
76,0
70,1
80
200
Площадь основных цехов.
ж2
15 226
14 970
17 688
36 344
19 096
30 448
97 178
54 600
40 688
40 824
83 466
Коэффициент трудоемкости.
чел.-
част
1,9
1,54
1,66
2,26
1,42
1,6
1,88
1,63
1,59
1,34
1,45
Рабочих основных цехов
чел.
299
244
334
907
318
538
1 671
863
789
576
1 131
Съем с 1 м2 площади основ¬
т
1,46
1,5
1,64
1,48
1,87
1,54
1,19
1,39
1,72
1,96
2,4
ных цехов
м2
Выработка на одного рабо¬
т
74,1
92,2
86,9
57,2
112,1
87
68,9
1
88,1
1
88,9
139
1 77
чего основных цехов
чел
ческие показатели заводов металлоконструкций приведены в табл. 10.
Вновь строящиеся заводы мощностью 80—200 тыс. т в год имеют высокие технико-экономические показатели, мощное оборудование, высокую степень механо- и энерговооруженности. На этих заводах предусмотрены поточные линии для уголка, листа, швеллера и балки, что коренным образом отличает их от действующих заводов.
На рис. 151 показана общая планировка одного из таких заводов мощностью 80 тыс. т тяжелых строительных конструкций в год с резервной площадью. Проектом предусмотрена возможность расширения завода до 160 тыс. т в год. Все цехи основного производства и вспомогательные службы размещены в главном корпусе.
Рис. 151. Генеральный план талевого эавода производительностью 80 тыс. т в год
Заводоуправление, бытовые помещения и столовая расположены в трехэтажном здании , которое соединено с главным корпусом 3 тоннелем 2. Главный корпус имеет 12 поперечных пролетов по 30 м.
Кузнечное отделение а, ремонтно-механический цех б и электроремонтное отделение в расположены в торцевом пролете главного корпуса.
Ремонтно-механический цех рассчитан на выполнение ремонтных работ и изготовление технологических приспособлений в значительно больших объемах, чем на действующих заводах. Это даст возможность систематически снижать трудоемкость и
254
повышать точность изготовления конструкций. Цех подготовка со складом металла (г) расположен в двух 30-метровых.пролетах.
Для разгрузки листовой стали предусмотрены двухтележечные мостовые краны с магнитными захватами.
В цехе установлены листоправйльные вальцы 40x3200, углоправйльные вальцы 200X200X25 и горизонтально-правйльный пресс балок № 45.
Цех обработки со складом полуфабриката расположен в трех 30-метровых пролетах, разметная — в торце пролета. Изготовление деталей из листовой и профильной стали производится на поточных линиях. Резка деталей толщиной до 25 мм и шириной 3150 мм может производиться гильотинными ножницами. Листовая сталь больших толщин и роспуск на полосы производится автоматическими газорезательными машинами. Цех имеет: листогибочные вальцы 40x3500, кромкострогальные станки длиной стола 14000 и 8000 мм, пресс для штамповки деталей мощностью 800 т, торцефрезерный станок 1200x2000 мм, уголковые ножницы 200X200X25, углогибочные вальцы 160X160X20, горизонтально-правйльный пресс балок № 45, пресс-ножницы для резки швеллеров и балок № 40. В цехе имеются поточные линии обработки листовой и профильной стали, оборудованные: рольгангами, транспортерами, магнитными укладчиками, кантователями листов и другим специальным оборудованием.
Цех сборо-сварки (ж) расположен в четырех пролетах и имеет сварочное оборудование, обеспечивающее высокий уровень механизации сварочных работ. В цехе установлены передвижные радиально-сверлильные станки, торцефрезерный станок двусторонний 1800 X 3600.
В цехе окраски и отгрузки (з) производится грунтовка конструкций краскораспылителями на вентилируемых стеллажах быстросохнущими красителями. Завод располагает кранами грузоподъемностью 2X10, 2X5, 2x205, 2X305, что обеспечивает изготовление тяжелых конструкций и позволяет грузить современные железнодорожные вагоны (62 т) укрупненными элементами весом до 60 г.
Производственная мощность в 80 тыс. т в год принята как оптимальная по технологическим и экономическим соображениям, а также исходя из эффективной работы поточных линий при обработке деталей. Все это обеспечило высокие технико-экономические показатели типового завода.
Институтом ЦНИИПроектстальконструкция разработано проектное задание типового завода мощностью 200 тыс. т конструкций в год-
Технико-экономические показатели завода мощностью 200 тыс. г значительно выше существующих заводов (табл. 9).
По данным института ЦНИИПроектстальконструкция, за счет реконструкции и дальнейшего расширения действующих заводов можно повысить их мощность к 1980 г. до 2,4 млн. т в год. Реорганизация мастерских по изготовлению стальных конструкций в
255
районные заводы обеспечит дополнительно изготовление около 1,7 млн. т конструкций в год.
Однако основным мероприятием по обеспечению стальными конструкциями будет строительство новых заводов. Для этого необходимо в 1966—1980 гг. построить 30—35 новых заводов общей мощностью около 4,5 млн. т в год.
Первое время намечено строить заводы мощностью 80— 100 тыс. т с последующим увеличением их мощности до 160— 200 тыс. т. В дальнейшем должно осуществляться строительство заводов оптимальной мощности 160—200 тыс. т в год с небольшим количеством узкоспециализированных цехов.
§ 45. Трудоемкость изготовления стальных конструкций
Увеличение объема производства может быть достигнуто путем увеличения численности работающих и повышения производительности труда.
В период 1959—1964 гг. 66 всего прироста промышленной продукции в СССР получено за счет роста производительности труда. По плану текущей пятилетки 70 прироста промышленной продукции будет получено за счет роста производительности труда. Уровень производительности труда измеряется выработкой— объемом выпущенной продукции на одного работника промышленно-производственной группы.
В состав промышленно-производственного персонала включают всех работников цехов, лаборатории, заводоуправления (рабочие, инженерно-технический персонал, служащие, ученики, младший обслуживающий персонал, МОП, сторожевая и пожарная охрана).
В промышленности строительных конструкций пользуются выработкой в натуральном, условно-натуральном и ценностном выражениях.
Выработка в натуральном выражении — это количество изготовленных конструкций (в тоннах) на одного работника промышленно-производственной группы в год (месяц).
Выработка в условно-натуральном выражении — количество в трудо-тоннах стальных конструкций, изготовленных работником, дает возможность поставить в сравнимые условия разные заводы, изготавливающие конструкции разной трудоемкости. При сопоставлении выработки в натуральном выражении в выгодном положении находятся те предприятия, где удельные затраты труда на изготовление будут меньше, а стоимость металла и других материалов — больше. Так, в фермах и подкрановых балках стоимость материалов составляет 70—80, а в конструкциях газопроводов, опор ЛЭП, гидротехнических сооружениях— 30—60 общей стоимости конструкций. Следовательно, при изготовлении ферм показатели выработки в натуральном выраже¬
256
нии будут выше, чем для ЛЭП, при одних и тех же затратах труда.
Выработка в ценностном выражении — объем валовой продукции (в рублях), произведенной одним работником промышленно-производственной группы.
Выработка в ценностном выражении дает возможность анализировать производительность труда предприятий, выпускающих различную продукцию.
Кроме показателя выработки на одного работника промышленно-производственной группы в качестве технико-экономиче ского показателя работы заводов стальных конструкций принята выработка на одного рабочего завода (табл. 11).
Таблица 11
Выработка одного рабочего на заводах стальных конструкций (тгод)
Годы
Выработка
1920
1930
1940
1950
1958
19Ь5
Средняя
9
22
31
40
54,3
65
Минимальная
8
14
22
30
40
59
Максимальная
10
30
40
50
70
111.
Производительность труда на заводах стальных конструкцийв значительной степени растет за -счет снижения трудоемкости изготовления стальных конструкций.
Трудоемкость изготовления стальных конструкций определяется коэффициентом трудоемкости, который определяется по. формуле:
где Т — трудоемкость конструкций;
Т е — трудоемкость конструкций, принятых за единицу.
За единицу трудоемкости или за одну условную трудо-тонпу приняты затраты труда по основным технологическим операциям в количестве 7,4 чел.-часа и заработной плате 5. р. 58 к.
Коэффициентами трудоемкости учитываются затраты нг
весь передел (заработная плата основных производственных рабочих, цеховые и общезаводские накладные расходы). При коэффициенте трудоемкости, равном единице (одна трудо-тог.на), затраты на передел приняты в сумме 23 р. 51 к.
Коэффициентами трудоемкости пользуются при планировании, расчете мощности предприятий, определении относительной величины трудоемкости стальных конструкций.
Снижение трудоемкости конструкций определяется материально-техническимиорганизационными и экономическими факторами.
257"
К материально-техническим факторам относятся: применяемый сортамент «стали и ее качество; прогрессивность технологических процессов; степень механизации и автоматизации производства; технический уровень станков, инструмента и приспособлений.
К организационным факторам относятся: бесперебойность
работы оборудования; ликвидация потерь рабочего времени; ритмичность производства; организация рабочих мест и их обслуживание; соотношение числа работников, работающих в сфере производства, обслуживания и управления; создание здоровых, безопасных и эстетически благоприятных условии труда.
К экономическим факторам относятся: степень экономической заинтересованности цехов и каждого отдельного рабочего в повышении эффективности труда.
Существенным для затрат рабочего времени является уменьшение количества деталей в конструкции, сокращение количества технологических операций и уменьшение объемов работ по резке, сварке, клепке. Это в значительной степени зависит от применяемого сортамента стали и ее качества.
Применение широкополосной (универсальной) стали и полосовой взамен листовой значительно сокращает объемы работ по заметке, разметке, резке, строжке и правке стали.
По данным завода им. Бабушкина, из универсальной и полосовой стали можно изготавливать 61,5 по весу и 97,6 по количеству листовых деталей.
Применение гнутых профилей, поставляемых заводом «Запорожсталь» взамен составных — из горячекатаных профилей,.значительно сокращает работы по обработке, сборке и сварке.
Применение прокатных двутавровых балок больших номеров взамен составных сварных также сокращает операции по обработке деталей и полностью исключает сварку.
В США выработка на одного рабочего на отдельных заводах достигает до 150 т в год прежде всего за счет широкого применения широкополочных прокатных двутавров взамен сварных. Во Франции некоторые заводы в общем балансе металла имеют до 40 тяжелых широкополочных двутавров. У нас в СССР впредь до внедрения широкополочных двутавров следует применять сварные двутавры, изготавливаемые на поточных линиях, применение которых снижает трудозатраты на изготовление конструкций до 30.
Около 40 всей прокатной стали, поступающей с наших.металлургических заводов, требуют правки. Это вызывает дополнительные затраты труда и установку правйльного оборудования на заводах стальных конструкций. Необходимо правку прокатной стали производить на металлургических заводах, что обеспечит более интенсивное использование правйльного обору¬
258
дования. Во избежание излишних стыковок заводам стальных конструкций необходимо заказывать металлопрокат таких размеров (длины и ширины), которые обеспечивали бы минимальное количество продольных и поперечных стыков.
Снижение трудоемкости изготовления при проектировании достигается прежде всего за счет применения сварных конструкций и узлов; повышения серийности и технологичности конструкций.
Сварные конструкции требуют меньших затрат рабочего времени по сравнению с аналогичными клепаными- Одновременно достигается экономия металла на 15—20 за счет отсутствия заклепочных отверстий, ослабляющих поперечное сечение элементов, и уменьшения количества 1И размеров вспомогательных соединительных деталей.
Типизация и унификация конструкций и узлов создают условия перехода от индивидуального к серийному, а в дальнейшем к поточному производству.
Повышение технологичности конструкций призвано обеспечивать наиболее, простое, быстрое и экономичное изготовление строительных конструкций при минимальных трудовых затратах и высоком качестве. При проектировании необходимо обеспечивать возможность выполнения сварочных работ с минимальными сварочными деформациями и напряжениями. Преждевсего следует избегать несимметричных сечений и асимметричного расположения сварных швов относительно нейтральной оси, особенно при малой высоте элементов. В противном случае образуются трудно исправимые общие и местные деформации, конструкций от сварки.
Сварные швы при конструировании нужно располагать так, чтобы они были доступны и удобны при ручной и автоматической сварке.
Применение прогрессивных технологических процессов значительно уменьшает трудоемкость изготовления. Наиболее прогрессивными технологическими процессами в настоящее время являются: холодная гибка и штамповка, автоматическая кислородная резка, фрезерование торцов, автоматическая и полуавтоматическая сварка, ручная сварка высокопроизводительными электродами. Автоматическая сварка под слоем флюса производительнее ручной в два раза, а полуавтоматическая сварка в среде углекислого газа —в 1,5 раза.
Вспомогательные и транспортные операции занимают большой объем в изготовлении стальных конструкций и составляют примерно 70 трудозатрат по основным технологическим операциям. В связи с этим значительное снижение затрат труда может быть получено за счет широкой механизации транспортных и вспомогательных операций. Необходимо применять местные подъемные механизмы у гильотинных ножниц, листоправйльных и листогибочных вальцов, на кромкогибочных прес¬
25»
сах и т. д. На крупных заводах мощностью более 70 тыс. т в год следует создавать п-оточные линии по обработке деталей из уголка, швеллера, балки и листовой стали. На специализированных заводах и пролетах могут быть эффективными поточные линии и специализированные сборо-сварочные участки для изготовления листовых балочных, решетчатых и трубчатых конструкций.
В цехах обработки -следует более широко применять быстродействующие пневматические зажимные приспособления для крепления деталей к столам станков, приспособления для резки по упору, продавливание отверстий без разметки, сверление по кондукторам, групповое образование -отверстий, фото’проекци-онный способ разметки листовых деталей сложных •очертаний.
В сборочных цехах на большинстве заводов находят применение машины инж. Костюхина А. Т. для сборки сварных листовых балок, сборочные машины для труб. Однако сборка ферм и связей производится по копирам. Сборочные цехи необходимо оснащать более совершенными кондукторами для сборки решетчатых конструкций, оборудованных фиксаторами, винтовыми и пневматическими прижимами и скобами.
Механизированные способы окраски конструкции применяются на отдельных заводах. Предварительная очистка и окраска производится вручную или краскораспылителями, пользоваться которыми без камер отсоса нельзя из-за сильного распы.ления краски. На большинстве заводов имеется централизованная разводка кислорода, углекислого газа, ацетилена, природного газа и намотка сварочной проволоки, что значительно сокращает вспомогательные работы.
Бесперебойная работа оборудования обеспечивает повышение производительности труда, так как аварии и остановки машин, станков и -особенно грузоподъемных механизмов—один из основных -источников простоев рабочих и нарушения нормального хода производственного процесса.
Основой бесперебойной работы оборудования является применение системы планово-предупредительного ремонта (ППР) и ухода за оборудованием. При этой системе мероприятия по уходу, текущему и капитальному ремонту осуществляются по плану в соответствии со сроками службы отдельных агрегатов, узлов и деталей. Систематически, по установленному графику, необходимо производить плановые осмотры оборудования, чистку и смазку трущихся частей, профилактические, текущие и капитальные ремонты.
Эффективность системы ППР выражается в том, что обеспечивается исправное состояние оборудования в течение всего срока службы, сокращаются простои оборудования, а следовательно, повышается производительность труда.
260
Ликвидация потерь рабочего времени является также одним из источников повышения производительности труда. Анализ использования рабочего времени показывает, что потери на заводах металлоконструкций составляют от 15,5 до 23,2 рабочего дня.
Наибольшие потери имеют место от 'ожидания рабочими задания, мостовых кранов, подачи металла (у резчиков), подачи полуфабриката (у сборщиков) и кантовки конструкций (у сварщиков). У сварщиков значительные потери времени имеют место из-за неисправности сварочных автоматов и полуавтоматов. Чаще всего неисправности возникают в механизме подачиэлектродной проволоки, также часто выходят из строя насадки горелок. Наиболее длительные затраты времени на ремонт бывают у малоопытных молодых сварщиков. При надлежащем уходе за оборудованием, достаточном опыте по ремонту оборудования, наличии на рабочем месте запасных частей эти потери могут быть снижены. Примерно 14—15 всех потерь связано с (непроизводительной работой: хождением за нарядом, мастером, автогенщиком, такелажником, в конструкторское 'бюро, за поисками инструмента и приспособлений, решением вопросов, связанных с устранением брака. Около 20 всех потерь происходит по вине рабочего: опоздание на работу, преждевременный уход, с работы и на обед, посторонние разговоры и длительные отлучки с рабочего места.
Потери времени также имеют место за счет превышения размеров очередных отпусков, отпусков по разрешению администрации, невыходов по болезни.
Таким образом, большинство потерь связано с недостатками организации труда, неудовлетворительным планированием и слабой трудовой дисциплиной.
Значительным резервом повышения производительности, труда является уменьшение удельного веса вспомогательного времени, которое составляет от 11,3 до 21,2 от всех затрат ра бочего времени.
Вспомогательное время в цехе обработки может быть умень шено за счет внедрения местной механизации у станков, кислородной резки автоматами и полуавтоматами взамен резки на гильотинных ножницах (где вспомогательное время больше), централизованной заточки сверл и резцов.
В цехах юборо-сварки вспомогательное время сокращается за счет предварительной подготовки рабочих мест, своевременной подачи деталей, своевременной раскладки и кантовки конструкций.
Организация рабочих мест и обслуживание их подъсмкотранспортными механизмами должны обеспечивать максимальную производительность. Сварщики и сборщики должны иметь постоянные рабочие места, обеспеченные необходимым количеством козелков, имеющих ровные поверхности, которые не
26 Ь
следует загромождать неоконченной или забракованной продукцией, полуфабрикатом. Рабочие должны иметь достаточное количество инструмента и приспособлений. На практике сборщики иногда не имеют: достаточного количества плоских угольников, метров и рулеток (с нестертыми делениями), сборочных ключей и ломиков. Для зачистки шлака после сварки отсутствуют щетки 1из стальной проволоки, а также кусачки для удаления огарков проволоки в горелках. Это приводит к тому, что рабочие производят очистку швов от шлака обрезками уголков :и полос. Из-за отсутствия инвентарных приспособлений для закрепления неустойчивых конструкций при сварке используют уголки, приваривая их к конструкциям и-к козелкам.
Здоровые, безопасные и эстетически благоприятные условия труда являются залогом производительной работы. Поэтому необходимо обеспечивать чистоту рабочих мест, своевременно устранять захламленность, содержать полы ровными, для чего •следует своевременно асфальтировать вмятины и разрушенные участки пола.
Для сбора и вывозки обрезков металла, огарков электродов и отдельно для мусора в цехах необходимо устанавливать металлические коробки грейферного типа, которые следует своевременно опорожнять.
Необходимо обеспечивать должную освещенность рабочих мест, для чего следует своевременно заменять перегоревшие лампы, следить за чистотой окон. Внутренняя окраска помещения стен, покрытия, колонн должна быть светлой, так как темная окраска поглощает часть света и не отражает его. Вентиляционные и отопительные установки должны обеспечивать требуемую температуру и чистоту воздуха.
Строповочные приспособления, захваты, клещи для подъема и транспортирования, сварочные кабели должны быть легкими и удобными в работе, храниться в специально оборудованных местах во избежание потерь времеви на их поиски.
Соотношение численности работающих в сфере производства, обслуживания и управления должно быть рациональным. Лишнее число работников обслуживания :и управления отрицательно сказывается на выработке.
Степень экономической заинтересованности определяется системой оплаты труда. На заводах на основных технологических операциях применяют индивидуальную и бригадную сдельно-премиальную систему оплаты труда. По вспомогательным рабочим (крановщики, такелажники, дежурные слесари и электрики) применяют повременно-премиальную систему оплаты труда.
Основными технико-экономическими показателями заводов стальных конструкций принято считать:
1) съем продукции в тоннах с 1 м2 производственной плошади завода в год;
262
2) выпуск в тоннах на одного рабочего основных цехов в год;
3) годовой выпуск в тоннах;
4) площадь основных цехов;
5) количество рабочих основных цехов;
6) себестоимость продукции.
Некоторые технико-экономические показатели приведены в. табл. 10, 11 и 12.
Таблица 12
Съем продукции с производственных площадей в год в 7
Годовой выпуск Е
» тыс. т
Показатели
до 20
20—40
40-60
60-80
80—140
Съем продукции в год по заводу с 1 м2 площади цехов основного производства
1,4
1,5
1,6
1,6
1,8-2,0
То же, в цехе подготовки металла и обработки деталей
2,5—3
2,5—3
3,5—4
4—5
СЛ
1
СЛ
V1
То же, в складе полуфабриката.
12
12
12—15
15—18
18—22
То же, в цехе сборки
3—4
3—4
4—4,5
4,5-5
5—6
То же, в цехе маляро-погрузки
6—8
6—8
9—10
8—10
10—12
Съем продукции и выпуск на одного рабочего зависят от трудоемкости и степени механо- и энерговооруженности. Так,, съем с 1 м2 основных производственных площадей по заводам стальных конструкций при коэффициенте трудоемкости Ст 1 составляет 2 тм2 при Ст 1,5—1,75 тм2 и при Ст 2 —
1,5 тм2.
Степень механовооруженности определяется грузоподъемностью кранов на одного рабочего (в труб).
Степень энерговооруженности характеризуется установленной мощностью двигателей на одного рабочего (квтраб) и расходом электроэнергии на одну тонну конструкций (квт-чт).
Среднегодовой выпуск на один мостовой кран при двухсменной работе составляет 650—1000 т конструкций; на лучших заводах он достигает 2000 т.
Прейскурант № 01-09 оптовых цен, введенный в действие с 1 июля 1967 г., распространяется на сварные и клепаные строительные конструкции франко-вагон-станция назначения. Цены на стальные конструкции учитывают степень готовности конструкции.
При требовании заказчика поставлять конструкции повышенной точности (сверление отверстий на проектный диаметр, рассверловка их при общей сборке всех элементов, применение кондукторов и шаблонов) без подгонки элементов на монтаже прейскурантная оптовая цена повышается на 8.
26
При заказе стальных конструкций заказчик обязан передать заводу-изготовителю за четыре месяца до начала изготовления чертежи КМ (в двух экземплярах) 1С пояснительной запиской и расчетами (в одном экземпляре). Стоимость разработки КМД включена в оптовую цену.
В прейскуранте оптовых цен стоимость основных материалов в зависимости от группы конструкции и марки стали колеблется от 114 до 223 руб. на 1 т продукции.
При применении марок сталей, отличных от указанных в прейскуранте, производится перерасчет.
В оптовую цену 1 т конструкций включена средняя стоимость перевозки, которая колеблется от 4 р. 70 к. (доменные цехи) до 24 р. 60 к. за тонну (мачты, башни и т. д.).
При поставке конструкций на расстояния до 300—800 км применяются скидки от 1 р. 50 к. до 13 р. 50 к. за тонну в зависимости от расстояний и вида конструкций.
При поставке конструкций на расстояния свыше 300—800 км взимается надбавка, размер которой колеблется от 70 коп. до 135 р. 45 к. за тонну.
В оптовые цены включена стоимость предварительной очистки поверхности конструкций -стальными щетками, а также огрунтовки железным суриком на олифе оксоль или свинцовым суриком на натуральной олифе за один раз- Оптовые цены на конструкции предусмотрены на комплексный заказ или отдельными элементами. Оптовые цены на комплексный заказ предусматривают среднюю цену на 'все здание или сооружение, а при заказе отдельных элементов (колонн, ферм, связей ш т. д.) цена их различна.
§ 46. Ритмичность работы завода
От планомерной и ритмичной работы каждого предприятия во многом зависит нормальная и бесперебойная работа предприятий— потребителей продукции.
Неритмичность в выпуске продукции вызывает снижение производительности труда за счет простоев в начале месяца и малой производительной сверхурочной работы в конце месяца.
Штурмовщина приводит, как правило, к снижению качества продукции, ненормальной работе оборудования и- повышению издержек производства.
Основной причиной неритмичной работы является недостаток технической документации, обеспеченной металлом в конструкторском отделе, и отсутствие необходимого задела работ в цехах.
Опыт заводов, работающих ритмично, показывает, что обязательным условием ритмичной работы является создание запаса технической документации в конструкторском отделе, обеспе¬
264
чивающей не менее 50 месячного плана цеха обработки. Ритмичная работа сборо-сварочных цехов может быть обеспечена при условии незавершенного производства в цехе обработки, складе полуфабриката и цехах сборо-сварки не менее 40—50 месячного выпуска. В каждом сборо-сварочном цехе должно постоянно иметься незавершенное производство не менее 20— 30 месячного плана. Таким образом, на начало месяца необходимо иметь техническую документацию, обеспеченную металлом, и незавершенное производство в цехах в объеме 100 месячного выпуска.
Отсутствие.необходимого объема документации и задела приводит к частому изменению месячной программы, неудовлетворительному производственному планированию, которое ограничивается переносом заказов и тоннажа без учета трудоемкости.
Одной из причин такого положения является недостаточный норматив запаса металла, который установлен в 45—52 дня, и задержка в поставке металла металлургическими заводами Опыт многолетней работы заводов металлоконструкций показывает, что для нормальной работы необходим переходящий запас металла в количестве не менее 65—70-дневного объема производства. Меньший запа-с приводит к неритмичной работе и перерасходу металла за счет замены профилей и дополнительных стыков.
Одним из обязательных условий ритмичной работы заводов металлоконструкций является улучшение организации и оперативного планирования производства.
Так, организация производства сборо-сварочных цехов должна предусматривать: выделение постоянных рабочих мест сборщикам и сварщикам, оборудование рабочих мест усовершенствованными стеллажами со специальными сборочными приспособлениями, обеспечение рабочих набором инструмента и его хранение, обеспечение освещенности рабочих мест в соответствии с санитарными нормами, организацию работ сборщиков и сварщиков специализированными бригадами.
Из опыта передовых заводов хорошие результаты достигнуты при использовании системы планирования на неделю. В график ежедневного выпуска конструкций на неделю включаются только те чертежи, на которые полуфабрикат изготовлен полностью. По каждому чертежу должны быть подсчитаны объемы работ, учитывающие достигнутую выработку каждой бригадой или рабочим, а также фактическое наличие рабочих.
Недельные графики, составленные производственным отделом завода совместно с руководством цехов, следует обсудить и откорректировать с мастерами и рабочими.
Система недельного планирования обеспечивает ритмич¬
ность работы, однако она требует кропотливого труда по составлению и расчету графиков, а также контролю за их выполнением.
§ 47. Специализация заводов
Значительное увеличение объемов изготовления, широкая типизация, стандартизация и нормализация стальных конструкций и деталей создают необходимые предпосылки для специализации их изготовления. Большинство же существующих заводов пока изготавливают разнообразную номенклатуру конструкций для промышленного, жилищного, общественного и транспортного строительства. В связи с этим заводы вынуждены иметь довольно большой запас различных профилей металла на складе, различное оборудование и приспособления, используемые непостоянно. Большое количество типоразмеров профилей металла создает большие трудности в комплектовании заказов. Так, на Орском заводе металлоконструкций при складском запасе металла в 3000 т имелось 290—300 типоразмеров профилей, что ооставляет в среднем по 10 г одного типоразмера при вагонной норме в 62 т. Инженерно-техническим работникам и рабочим приходится осваивать разнообразные технологические процессы и- приемы работ, что требует значительных знаний и опыта. Все это осложняет работу, снижает производительность и рентабельность по сравнению оо специализированными предприятиями.
Большинство действующих заводов металлоконструкций имеют -сравнительно низкий уровень механизации и автоматизации технологических процессов. За последние годы на ряде новых заводов предусматривается более высокий уровень механизации обработки деталей — изготовление «а поточных линиях. Однако механизацию сборочных работ на этих заводах осуществить пока не удается.
Возможность радикального совершенствования технологии изготовления металлоконструкций заложена в сокращении номенклатуры продукции, т. е. увеличении ее массовости. В этом случае экономически оправдываются затраты на капитальную оснастку и оборудование, используемые при изготовлении конструктивно однородных элементов.
Специализация заводов позволит повысить серийность конструкций, организовать специализированные участки и цехи для изготовления отдельных конструктивных элементов (ферм, подкрановых балок, колонн для каркасов промышленных зданий и т. д.).
При узкой специализации заводов имеется возможность использовать поточные линии :и участки в сборочных цехах. Постоянная и устойчивая загрузка серийной продукцией дает возможность оснастить участки совершенными технологическими при¬
266
способлениями и организовать поточное производство типовых конструкций.
Специализация создает возможность приобретения определенных «навыков у рабочих при изготовлении однотипной продукции. Сокращаются непроизводительные потери рабочего времени, вызываемые перестройкой производства на новое изделие (ознакомление с чертежами, технологией изготовления и установкой приспособлений, копиров и т. д.). Одновременно значительно улучшается качеством уменьшаются случаи брака.
Специализация изготовления стальных конструкций в зависимости от объемов однородной продукции, закрепленной на длительный период, может распространяться на заводы, цехи, участки, бригады. Главстальконструкцией намечен план специализации действующих и строящихся заводов, по которому все •строительные конструкции объединены в 14 укрупненных видов, каждый из которых охватывает от 5 до 40 позиций прейскуранта 01-09, имеющих общие конструктивные характеристики.
За каждым заводом намечено закрепить не более 5—7 видов из 14, тогда как в настоящее время каждый завод изготавливает 10—12 видов и более.
Так как удельный вес конструкций промышленных зданий общего назначения составляет около 50—60, то эту группу конструкций намечается изготавливать на всех заводах. Удельный вес остальных групп конструкций не превышает 10 и их •изготовление намечено производить на отдельных заводах, прикрепленных к определенным районам. Так, например, конструкции радиомачт, башен, вентиляционных труб предполагается изготавливать только на двух заводах.
Изготовление рулонированных листовых конструкций (резервуаров, газгольдеров, скрубберов и т. д.), объем которых ожидается ориентировочно не менее 150—200 тыс. т в год, намечается производить также на несколько специализированных заводах.
В настоящее время на двух заводах рулонных и монтажных заготовок уже производится серийное изготовление рулонированных конструкций. Кроме того, на ряде заводов имеются специализированные участки с рулонными установками для изготовления типовых резервуаров емкостью от 100 до 20 тыс. мъ свыше 50 типоразмеров.
Златоустовский завод металлоконструкций специализируется на производстве стальных переплетов для промышленных зданий. Специализация этого завода позволила ввести в строй полуавтоматическую поточную линию с новыми технологическими процессами (правка растяжением, стыковая сварка, механическая зачистка грата).
Ориентировочные расчеты показывают, что повышение серийности в 10—12 раз при специализации заводов и широком внед¬
267
рении типовых конструкций при сохранении существующего технологического процесса позволит снизить затраты на 31—33 и повысить выработку рабочих не менее чем в 1,5—2 раза.
Проектируется организовать самостоятельный специализированный завод по изготовлению лестниц, площадок и ограждений. Это производство включает полный цикл, который начинается со склада металла и заканчивается окраской и погрузкой. Применение механизации, автоматизации технологического процесса на этом заводе позволяет поднять производительность в 1,75 раза. Годовая программа такого завода составляет 8000 г, в том числе лестниц 3900 г, площадок 1840 г, ограждений 1700 г, стремянок 560 т.
§ 48. Типизация стальных конструкций
Значительное повышение производительности труда при изготовлении стальных конструкций возможно лишь в результате перехода от индивидуального производства к серийному, а в дальнейшем к поточному производству.
Для организации поточного производства необходимо увеличение объемов серийных конструктивных элементов с нормализованными деталями.
Увеличение серийности конструктивных элементов может быть достигнуто за счет типизации проектов и конструктивных элементов, а также нормализации деталей.
Типизация — это создание проектов сооружений одинакового типа с применением унифицированных конструктивных элементов и узлов.
Стандартизация конструктивных элементов зданий и сооружений создает максимальную повторяемость, что приводит к возможноста изготовления их большими партиями по типовым технологическим процессам.
Нормализация деталей создает максимальную серийность и возможность изготовления их методом штамповки с использованием отходов. Нормализации легче всего поддаются: мелкие ребра жесткостей, диафрагмы, группы отверстий, прокладки, опорные столики.
На одном из заводов проведена нормализация листовых деталей стропильных и подстролильных ферм, фонарей и опор линий электропередачи, что дало возможность изготавливать их на прессах шестнадцатью штампами.
Многие конструктивные элементы, применяемые в настоящее время, основываются на большом разнообразии расчетных нагрузок, конструктивных схем, решений узлов и типоразмеров.
Серийное производство требует прежде всего типизации зданий и сооружений с минимальным количеством типоразмеров, что может быть достигнуто за счет применения общих и частных
268
модулированных размеров (пролетов, высот и т. д.), унификации нагрузок, объемно-плащировочных «и конструктивных решений.
В Советском Союзе разработаны типовые проекты: главных зданий мартеновских печей, кислородно-конвертерных цехов, доменных печей, радиобашен, радиомачт, пролетных строений мостов, резервуаров и газгольдеров, опор ЛЭП, типовых секций промышленных зданий.
Не менее важным является типизация конструктивных элементов промышленных зданий (колонн, подкрановых балок, стропильных и подстропильных ферм, фонарей, связей, лестниц, площадок, ограждений и переплетов).
При разработке типовых конструктивных элементов необходимо максимальное сокращение типоразмеров конструктивных элементов.
Одним из требований типизации конструктивных элементов является сокращение профилеразмеров прокатных профилей. В настоящее время ЦНИИПроектстальконструкцией разработан проект «Сокращенного сортамента горячекатаных стальных профилей для строительных металлоконструкций».
По равнобоким и неравнобоким уголкам намечено сократить количество профилеразмеров с 137 до 53. Сортамент балок и швеллеров сокращается на четыре профилеразмера (балки №65, 70, 70а, 706). Р Р
§ 49. Повышение степени заводской готовности
Развитие индустриализации строительства предусматривает перенесение основных трудоемких процессов со строительных площадок на заводы и превращение процесса возведения в процесс скоростной сборки зданий и сооружений из крупноразмерных элементов. Это.направление технического прогрессе в области монтажа стальных конструкций требует от заводов повышения степени заводской готовности и точности стальных конструкций. При этом возникают противоречия между требованиями максимального укрупнения элементов для крупноблочного монтажа и полного использования грузоподъемности железнодорожных вагонов, что удовлетворяется при отгрузке конструкций мелкими транспортабельными элементами.
Максимальное укрупнение отправочных элементов на заводе-изготовителе обеспечивает перенесение выполнения наибольшего количества трудоемких сборо-сварочных операций с монтажной площадки в условия выскомеханизированного завода.
Экономическая целесообразность разбивки сооружения на укрупненные отправочные марки должна быть обоснована технико-экономическими расчетами, учитывающими: дополнительную стоимость укрупнения на заводе сверх -степени готовности, предусмотренной в -прейскуранте, стоимость такого укрупнения на монтаже, дополнительный тариф на провоз груза в укрупнен¬
269
ном виде по сравнению со степенью готовности по прейскуранту, сокращение сроков монтажа и ввода объектов в эксплуатацию.
За перевозку металлоконструкций по железной дороге завод платит повагонный тариф независимо от веса погруженных конструкций в вагон. Следовательно, чем больше конструкций погружено в вагон, тем меньше себестоимость ,их перевозки.
Стоимость же перевозки по железной дороге включена в оптовые цены за металлоконструкции. Завод-изготовитель при укрупнении отправочных элементов, как правило, уменьшает загрузку вагонов по сравнению с загрузкой более мелкими отправочными марками. Это увеличивает себестоимость перевозок изготовленных конструкций с повышенной точностью.
В настоящее время широкое распространение имеет изготовление колонн с фрезерованными торцами. Плиты башмаков таких колонн устанавливаются в проектное положение на месте монтажа посредством установочных болтов :и сразу же подливаются.
Производительность монтажных работ при внедрении безвыверочного монтажа увеличивается на 10—15- Кроме этого, безвыверочный монтаж оокращает объемы работ, производимых на высоте, что обеспечивает безопасность производства работ ю создает возможность выполнять работы монтажниками более низкой квалификации. В связи с этим ряд заводов стальных конструкций в настоящее время изготавливает крупными блоками: колонны с максимальной длиной до 24 м фермы и подкрановые балки длиной до 24 м спаренные «или одиночные подкрановые балки пролетом до 12 м вместе со связями, тормозными листам и крановыми рельсами; кожухи доменных печей; лифты совместно с лестничными маршами и т. д.
Заканчивая рассмотрение современного состояния и дальнейшего совершенствования изготовления стальных конструкций, следует подчеркнуть, что технология изготовления металлических конструкций постоянно улучшается и совершенствуетсяЗаводы систематически оснащаются новыми станками, оборудованием и приспособлениями более высокой производительности :и большей мощности, обеспечивающими лучшее качество металлических конструкций.
Эти обстоятельства обязывают постоянно находить и использовать новые технологические процессы ,и методы организации работ. Только в этом случае можно обеспечить более высокую производительность, лучшее качество и снижение себестоимости изготовления металлических конструкций.
ЛИТЕРАТУРА
1. Абари.нов А. А., Петров В. П. Технология изготовления металлических конструкций. Издательство «Высшая школа», 1969.
2. Беляев Б. И. Доклады и статьи, опубликованные в журнале «Промышленное строительство» за 1961—1970 гг.
3. Инструкция по изготовлению стальных конструкций ил углеродистой и
МСН 97—65
низколегированной сталей - „. ЦБТИ Г осмонтажспецстроя
ГМСС—СССР
СССР, 1966.
4. Материалы совещания по металлоконструкциям. Стройиздат, 1067.
5. Мельников Н. П. Развитие металлических конструкций. Стройиздат, 1965.
6. Попов С. А. Алюминиевые строительные конструкции. Издательство «Высшая школа», 1969.
7. Сахновский М. М. Технологичность строительных сварных стальных конструкций. Издательство «Бущвельник», Киев, 1966.
.8. СНиП Ш-В.5-62. Математические конструкции. Правила изготовления, монтажа и приемки. Стройиздат, 1969.
9. Справочник разметчика стальных 'конструкций. Под ред. Б. И. Беляева. Стройиздат, 1966.
10. Чесноков А. С. Клепка конструкций из алюминиевых сплавов заклепками большего диаметра. «Промышленное строительство», 1960, № 10.
ОГЛАВЛЕНИЕ
Стр.
Предисловие 3
Введение 4
Глава I. Основы технологического процесса изготовления стальных конструкций.8
§ 1. Номенклатура стальных конструкций промышленных зданий и инженерных сооружений 8
§ 2. Материалы, применяемые для изготовления стальных и
алюминиевых конструкций 9
§ 3. Краткое описание технологического процесса 22
§ 4. Вспомогательное и подсобное производство заводов стальных конструкций 24
§ 5. Технологические и транспортные схемы заводов металлоконструкций 25
§ 6. Управление производством 28
Глава II. Подготовка производства 36
§ 7. Оформление договоров на изготовление стальных конструкций.36
§ 8. Основные документы для технологического процесса. 38
§ 9. Обеспечение заказов металлом 44
Глава III. Операции по подготовке прокатной стали 46
§ 10. Цех подготовки металла 46
§ 11. Правка прокатной стали 49
Глава IV. Заготовительные операции 60
§ 12. Изготовление шаблонов, разметка и наметка. 60
§ 13. Резка прокатной стали и обработка кромок 75
271
§ 14. Образование отверстий 98
§ 15. Холодная и горячая гибка и штамповка 110
§ 16. Поточные линии для изготовления сборочных деталей. 121
§ 17. Диспетчерское управление в цехе обработки 130
Глава V. Сборочные оиерации 136
§ 18. Организация сборочных цехов. 136
§ 19. Инструменты н инвентарные приспособлении. 140
§ 20. Сборка сварных конструкций. 144
Глава VI. Сварочные операции 169
§ 21. Сварка стальных конструкций 169
§ 22. Технологические операции для устранения усадочных
напряжений и деформаций 183
Глава VII. Сборка и клепка стальных конструкций 191
§ 23. Общие сведения 191
§ 24. Сборка под клепку. 191
§ 25. Подготовка отверстий под клепку. 194
§ 26. Клепка стальных конструкций 196
Глава VIII. Отделочные операции 199
§ 27. Фрезерование торцовых плоскостей 199
§ 28. Сверление отверстий для монтажных соединении по кондукторам и по разметке 201
§ 29. Общие и контрольные сборки конструкций 206
Глава IX. Грунтовка и окраска конструкций 209
§ 30. Технология грунтовки и окраски конструкций. 209
Глава X. Контроль за качеством изготовления стальных конструкций. 213
§ 31. Допускаемые отклонения 213
§ 32. Технический контроль за качеством металла полуфабрикатов и изделий 213
§ 33. Приемо-сдаточная документация 219
Глава XI. Транспортирование и погрузка конструкций 222
§ 34. Подъем и перемещение грузов в цехах завода. 222
§ 35. Комплектование отправочных элементов по заказам. 227
§ 36. Согласование способов погрузки 228
§ 37. Погрузка и крепление конструкций на платформах и в
полувагонах 232
Глава XII. Особенности технологии изготовления конструкций из алюминиевых сплавов. 236
§ 38. Общие сведения 236
§ 39. Реконсервация алюминия. Обработка алюминиевых
сплавов. 237
§ 40. Сборка сварных алюминиевых конструкций 239
§ 41. Электросварка алюминиевых конструкций 241
§ 42. Сборка и клепка алюминиевых конструкций 244
§ 43. Защита алюминиевых конструкций от коррозии. 247
Глава XIII. Современное состояние и дальнейшее совершенствование
изготовления стальных конструкций 250
§ 44. Заводы металлоконструкций. Типовой завод 250
§ 45. Трудоемкость изготовления стальных конструкций. 256
§ 46. Ритмичность работы завода 264
§ 47. Специализация заводов 266
§ 48. Типизация стальных конструкций 268
§ 49. Повышение степени заводской готовности 269
Литература 271
ОПЕЧАТКИ
Стра¬
ницы
Строки
Напечатано
Следует
16
1-я снизу
40 кГсм2
40 кГмм2
17
15-я сверху
Сталь ВС. Ст 3 сп
Сталь ВК. Ст. 3 сп
26
3-я сверху
ж — участок общей стои¬
ж—участок общей
мости
сборки
68
17-я снизу
Шаблоны для коротких
Шаблоны из картона,
деталей из уголков и
толя или рубероида
швеллеров из-
применяются также
144
23-я сверху
лрмвода
лровода
157
16-я снизу
показателей
кантователей
210
15-я сверху
безвоздушное распы¬
безвоздушное распыле¬
ление в
ние, в
246
табл. 9, 1-я ко¬
6,8 й
0,8 а
лонка справа
271
16-я сверху
Математические
Металлические