/




































































Похожие




Текст
УНИВЕРСАЛЬНЫЙ
ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК
ВЫСОКОЙ ТОЧНОСТИ С ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ
И ПРЯМОУГОЛЬНЫМ столом
МОДЕЛЬ ЗГ71М
Руководство по эксплуатации
ЗГ71М.00.000 РЭ
СТАНКОИМПОРТ
МОСКВА
© Desti [www.chipmaker.ru]
ВНИМАНИЕ !
Перед тем, как приступить к работе на станке,
необходимо детально ознакомиться с настоящим руко-
водством.
Указания по устранению возможных нарушений пра-
' вильной работы гидропривода и других узлов не явля-
ются регламентирующими и в каждом отдельном случае
устраняются опытным слесарем-наладчиком.
Руководство к станку не отражает незначитель-
ные конструктивные изменения в станке, внесенные за-
водом-изготовителем после подписания к выпуску дан-
ного издания-руководства.
После 6 месяцев работы на станке просим дать
отзыв о работе станка и свои пожелания в части его
улучшения. ,
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
I.I. Назначение и область применения
11лоскошлифовальный станок высокой точ-
ности о прямоугольным столом, горизонтальным шпинде-
лем л крестовым суппортом предназначен для шлифова-
ния периферией круга поверхностей деталей весом до
150 кг с учетом крепящего приспособления и магнит-
ной плиты.
По специальному заказу за отдельную плату вмес-
те со станком может быть поставлен ряд приспособле-
ний, расширяющих технологические возможности станка
(см. ведомость комплектации).
С применением приспособлений возможно профиль-
ное шлифование деталей. Точность профиля детали за-
висит от метода заправки профиля круга и от применя-
емого приспособления для крепления деталей.
На станке могут шлифоваться детали из различ-
ных материалов. При шлифовании твердых сплавов необ-
ходимо уменьшить число оборотов шпинделя шлифоваль-
ного круга.
В нормальном исполнении станок комплектуется
электромагнитной плитой.
1.2. Состав станка
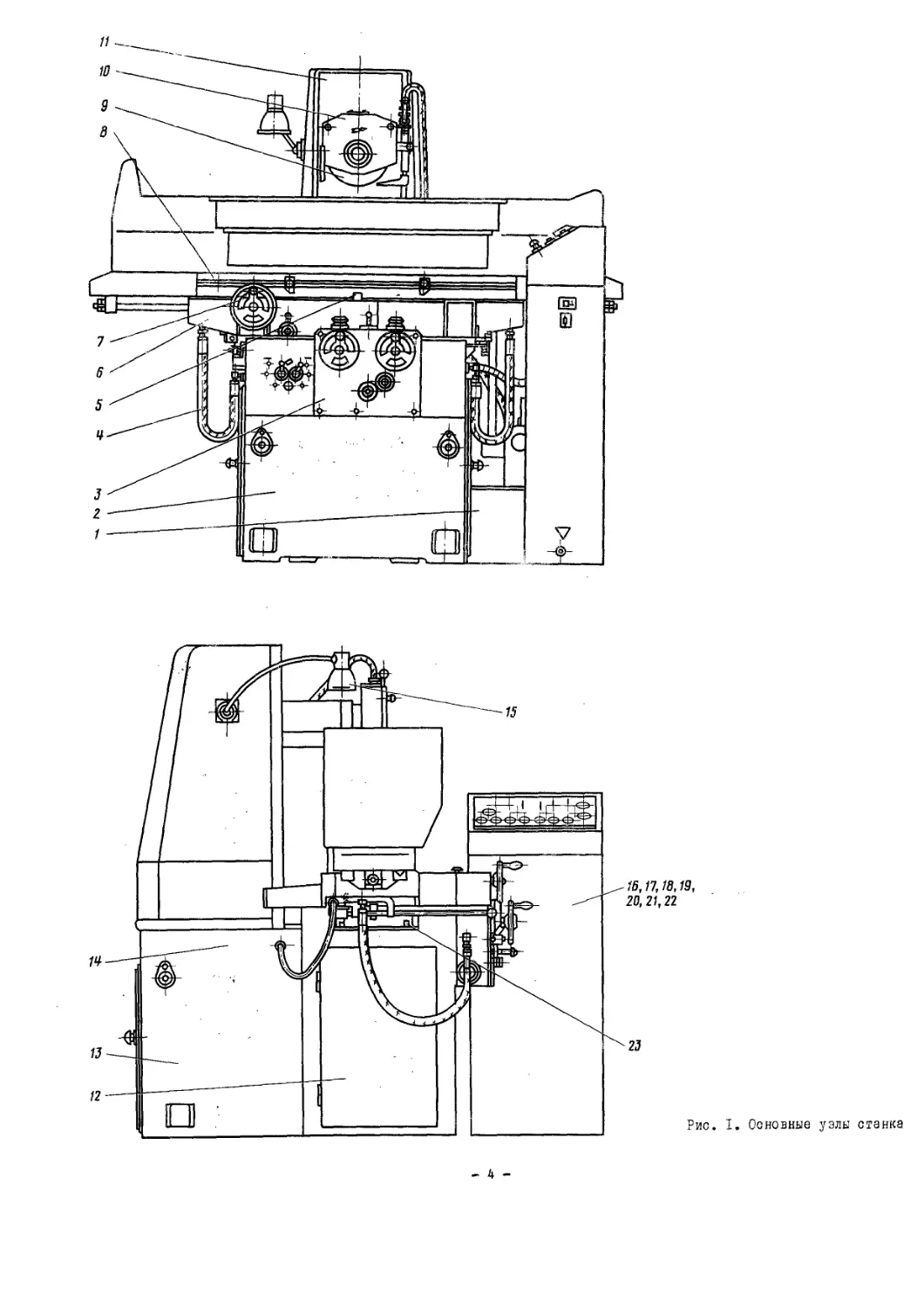
I.2.I. Общий вид с обозначением составных час-
тей станка представлен на рис. I.
1.2.2. Перечень составных частей станка - см.
табл. I.
Таблица I '
Основные узлы станка
Поз.
на
рис.1
Наименование
Обозна- Приме-
нение чание
Окончание табл. I
1103. на рис.1 Наименование Обозна- чение Приме- чание
14 Редуктор .................. ЗГ71М.ЗЗ
15 Электрооборудование ....... ЗГ71М.80
16 Станция управления ........ ЗГ71Й.81
17 Панель питания электро-
магнитной плиты ............... 3711.82
18 Блок поперечной подачи ... 3711.83
19 Панель вертикальной
подачи .................. 3711.84
20 Электрошкаф ............... 3711.85
21 Замок ..................... 3711.87
22 Блок торможения ускоренно-
го перемещения шлифоваль-
ной головки ............. 3711.88
23 Механизм поперечного
реверса ................. ЗГ71М.24
Принадлежности ........... ЗГ71М.90
1.3. Устройство и работа станка и
его составных частей
I.3.I. Общий вид с обозначением органов управ-
ления представлен на рис. 2.
1.3.2. Перечень органов управления - см. табл.
2.
Таблица 2
Органы управления
I Охлаждение ................ ЗГ71М.60
2 Станина .................... ЗГ71М.Ю
3 Механизм подач ............. ЗПШ1.22
4 Гидрокоммуникация .......... ЗГ7Ш.70
5 Механизм продольного
реверса .................. ЗГ71М.25
6 Суппорт крестовый ........ ЗГ71Ы.20
7 Механизм продольного
перемещения стола ....... ЗГ71М.21
8 Стол ................... ЗГ71.23Э
9 Шлифовальная головка .... ЗГ7Ы.ЗО
10 Кожух ..................... ЗГ71М.34
II Колонна .................... ЗГ71М.П
12 Гидроагрегат .............. ЗГ71М.71
13 Агрегат смазки шлифоваль-
ной головки ..................... ЗГ71М.72
Органы управления и их назначение
I Кнопка тонкой вертикальной подачи
2 Рукоятка ручной вертикальной подачи
3 Лимб регулировки величины вертикальной пода-
чи
4 Рукоятка ручной поперечной додачи
5 Кнопка гонкой поперечной подачи
6 Кнопка смазки винта и направляющих верти-
кальной подачи и винта поперечной подачи
7 Дроссели смазки направляющих стола и кресто-
вого суппорта
8 Дроссели регулировки плавности реверса сто-
ла
9 Рукоятка пуска, остановки и разгрузки стола
10 Рукоятка регулирования скорости стола
Основные узлы станка
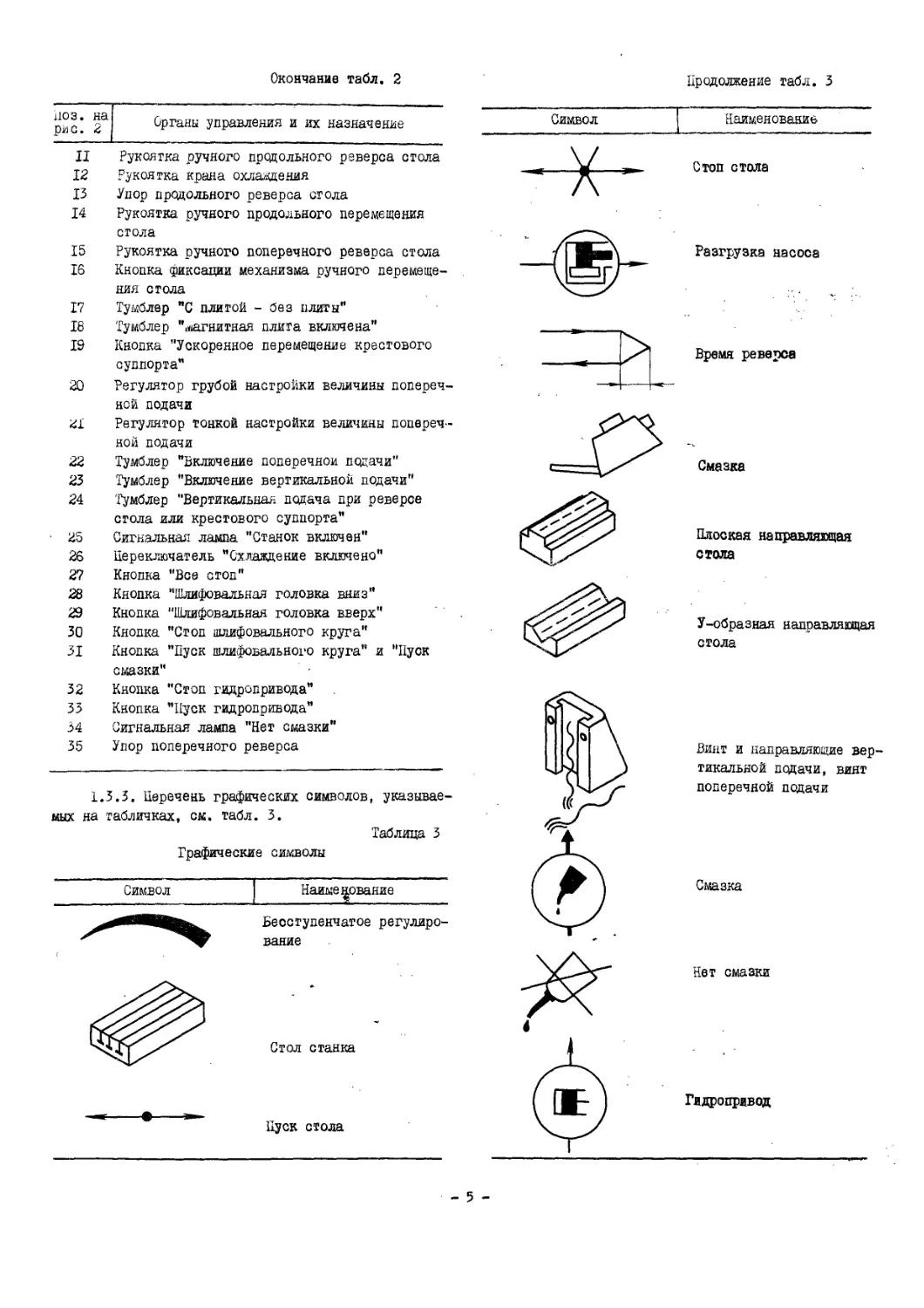
Окончание табл. 2
Продолжение табл. 3
Поз. на рис. 2 Органы управления и их назначение
Символ
Наименование
II Рукоятка ручного продольного реверса стола
12 Рукоятка крана охлавдения
13 Упор продольного реверса стола
14 Рукоятка ручного продольного перемещения
стола
15 Рукоятка ручного поперечного реверса стола
16 Кнопка фиксации механизма ручного перемеще-
ния стола
17 Тумблер "С плитой - без плиты"
18 Тумблер ".магнитная плита включена"
19 Кнопка "Ускоренное перемещение крестового
суппорта"
20 Регулятор грубой настройки величины попереч-
ной подачи
21 Регулятор тонкой настройки величины попереч-
ной подачи
22 Тумблер "Включение поперечной подачи"
23 Тумблер "Включение вертикальной подачи"
24 'Тумблер "Вертикальная подача при реверсе
стола или крестового суппорта"
25 Сигнальная лампа "Станок включен"
26 Переключатель "Охлаждение включено"
27 Кнопка "Все стоп"
28 Кнопка "Шлифовальная головка вниз"
29 Кнопка "Шлифовальная головка вверх"
30 Кнопка "Стоп шлифовального крута"
31 Кнопка "Пуск шлифовального круга" и "Пуск
смазки"
32 Кнопка "Стоп гидропривода"
33 Кнопка "Пуск гидропривода"
34 Сигнальная лампа "Нет смазки"
35 Упор поперечного реверса
Время реверса
Стоп стола
Разгрузка насоса
Смазка
Плоская направляющая
стола
У-образная направляющая
стола
1.3.3. Перечень графических символов, указывае-
мых на табличках, см. табл. 3.
Таблица 3
Графические символы
Символ
Наименование
Бесступенчатое регулиро-
вание
Стол станка
*----
Пуск стола
Винт и направляющие вер-
тикальной подачи, винт
поперечной подачи
Смазка
Нет смазки
Гидропривод
- 5 -
Продолжение табл. 3
Символ
Наименование
Насос. Охлаждение
Шлифовальная головка
Вращение шлифовального
круга
Вертикальная подача
Перемещение суппорта
Направление ступенчатого
регулирования величины
поперечной подачи
Наименование
Станок включен
Перемещение стола
Работа "С приспособлени-
ем"
Ускоренно
Поперечная подача
5 I/. $ 2 / Рис. 2. Органы управления станка
- 6 -
- 7 -
1.5.4. Кинематическая схема (рис. 3)
Главное движение осуществляется от электродви-
гателя Эл.1 через ременную передачу. Шпиндель полу-
чает постоянную скорость вращения.
Ускоренное перемещение шлифовальной головки
осуществляется от электродвигателя Эл.11 через пилин-
дрическую и червячную передачу. Червячная шестерня
жестко закреплена на полом валу Ш, внутри которого
крепится гайка. При вращении шестерни с гайкой винт,
закрепленный к шлифовальной головке, осуществляет
опускание или подъем шлифовальной головки.
При включении ускоренного перемещения шлифоваль-
ной головки кнопка должна находиться в положении "от
себя", т.е. шестерня 17 должна быть выведена из за-
цепления.
Для ограничения верхнего положения шлифовальной
головки внутри колонны установлен выключатель.
Вертикальная автоматическая подача осуществля-
ется от лопастного гидроцилиндра после каждого про-
дольного или поперечного хода стола.
Под действием давления масла поворачивается ро-
тор гидроцилиндра с закрепленным на нем рычагом с
собачкой.
Собачка поворачивает храповик 20, скрепленный
с зубчатым колесом 19, от колеса движение передает-
ся через цилиндрические колеса 17 и 18 на червяк,
который вращает гайку 3. Пределы автоматической вер-
тикальной подачи 0,005-0,05 мм. Подача на один зуб
храпового колеса 0,00'5 мм. Величина подачи регулиру-
ется поворотом заслонки, которая перекрывает часть
зубьев храпового колеса, т.е. часть своего пути со-
бачка 21 скользит по заслонке.
Точная ручная поперечная подача осуществляется
от кнопки через конические шестерни 15.
За один оборот кнопки суппорт перемещается на
0,4 мм.
Ручное продольное перемещение стола осуществля-
ется от маховика, сидящего на валу X, через шестер-
ни 10, II, 9, 7 и рейку 8.
За один оборот маховика стол перемещается на
18,1 мм.
В нормальном положении шестерня 7 должна быть
выключена из зацепления с рейкой стола. Маховик дол-
жен находиться в положении "на себя".
В механизме имеется блокировка, fie позволяющая
включать механическое перемещение стола, пока шес-
терня не будет выведена из зацепления. В выведенном
положении нажимается микропереключатель, который до-
пускает в таком положении включение механического
перемещения стола.
Бак смазки шлифовальной головки расположен
внутри станины под колонной.
Электрошкаф и баки охлаждения устанавливаются
с правой стороны станка. При необходимости слева на
кожух головки крепится пылесос.
Для отсчета вертикальных и поперечных перемеще-
ний предусмотрены линейки и индикаторные устройства.
Управление подачей осуществляется четырехходо-
вым золотником. Выключение автоматической подачи мо-
жет производиться поворотом рукоятки в положение
"О" либо тумблером.
Переключение подачи на каждый ход стола произ-
водится тумблером.
Ручная вертикальная подача осуществляется от
маховика, сидящего на валу У1. Вращение гайке пере-
дается через шестерни, червячную пару. За один обо-
рот маховика шлифовальная головка перемещается на
0,2 мм.
Тонкая вертикальная подача осуществляется кноп-
кой, сидящей на валу через конические шестерни, да-
лее вращение передается по цепи ручной подачи. За
один оборот кнопки производится подача на 0,04 мм.
При работе с ручной, тонкой и автоматической
вертикальной подачами кнопка должна находиться в по-
ложении "на себя".
При’работе с ручней подачей кнопка должна быть
в верхнем положении. Конические шестерни 16 и 22
расцеплены.
Автоматическая поперечная подача осуществляет-
ся от электродвигателя Эл.Ш через шестерни. Шестер-
ня 12 закреплена на винте ZI и приводит его во вра-
щение. Гайка 26 закреплена в крестовом суппорте. Ве-
личина подачи регулируется путем изменения величины
импульсного тока, подаваемого к двигателю. Команда
подачи импульса осуществляется от бесконтактного вы-
ключателя, связанного с механизмом продольного ре-
верса стола.
При работе с автоматической поперечной подачей
кнопка должна находиться в положении "на себя". Ре-
версирование подачи осуществляется за счет измене- .
ния направления вращения электродвигателя от бескон-
тактного выключателя механизма поперечного реверса.
Ручная поперечная подача осуществляется рт ма-
ховика, сидящего на валу У, через шестерни 23 и 12.
За один оборот маховика крестовый суппорт пере-
мещается на 2 мм. При ручной подаче кнопка должна
находиться в положении "от себя”.
8
Рио 3. Кинематическая схема
- 9
Перечень к кинематической схеме
Таблица 4
Узел Поз. на рис.З Число зубьев зубчатых колес или за- ходов червяков, ходовых винтов Модуль или шаг, мм Ширина обода зубчатого колеса, мм Материал Показатели свойств материалов
Редуктор I 30 3 , 30 Бр.0ЦС5-5-5 ГОСТ 613-65
и 2 I . з - 42 Сталь 40Х ГОСТ 4543-71 HRC 26...30
я 3 I 6 Биметалл
Колонна 4 — » 60 Ал.2 ГОСТ 2685-63 —
Шлифовальная головка 5 - - 60 Ал.2 ГОСТ 2685-63 -
6 I 6 Сталь 45 ГОСТ 1050-60 ; HRC 26...30
Механизм продольного 7 13 1,5 , 12 Сталь 45 ГОСТ 1050-60 икс 45...50
перемещения
То же 8 155 1.5 10 Сталь 45 ГОСТ 1050-60 HRG 26.. .30
и II 9 44 I 8 Сталь 45 ГОСТ 1050-60 . HRC26.. .зо
и » 10 13 I 8 Сталь 45 ГОСТ 1050-60 HRC 26.. .30
я п II 36 I 18 Сталь 45 ГОСТ 1050-60 HRC 26.. .30
Механизм подач 12 75 1,25 10 Сталь 40Х ГОСТ 4543-71 HRC 26.. .30
п п 13 25 1,25 12 . Сталь 40Х ГОСТ 4543-71 HRC 26.. .30
П и 14 16 I 10 Сталь 4QX ГОСТ 4543-71 ИКС 26.. .30
п и 15 80 I 10 Сталь 45 ГОСТ 1050-60 HRC 45.. .50
п и 16 16 I 10 Сталь 40Х ГОСТ 4543-71 HRC 26.. .30
II II 17 84 1,25 10 Сталь 40Х ГОСТ 4543-71 HRC 26.. .30
II II 18 84 1,25 12 Сталь 4GX ГОСТ 4543-71 HRC 26.. .30
п п 19 63 1,25 12 Сталь 4QX ГОСТ 4543-71 HRC 26.. .зо
и II аз 75 1,5 10 Сталь 4QX ГОСТ 4543-71 HRC 48.. .52
и II 21s — —
II II 22 80 I 10 Сталь 45 ГОСТ 1050-60 HRC 45.. .50
II п / 23 30 1,25 12 Сталь 40Х ГОСТ 4543-71 HRC 26.. .30
п II 24 25 1,25 12 Сталь 4QX ГОСТ 4543-71 HRC 26.. .30
II II 25 75 1,25 12 Сталь 40Х ГОСТ 4543-71 HRC 26.. .30
п II 26 I 5 » Биметалл —
п II 27 I 5 Сталь 45 ГОСТ 1050-60 HRC 26.. .30
II н 28 22 2 20 Сталь 4QX ГОСТ 4543-71 HRC 26.. .30
п II 29 29 2 20 Текстолит —
и и 30 22 2 20 Сталь 40Х ГОСТ 4543-71 HRC 26.. .30
* См. в тексте
1.3.5. Общая компоновка
Станок состоит из основных узлс^, спецификация
которых приведена в табл. I.
Стол перемещается в продольном и поперечном
направлениях. В продольном направлении стол переме-
щается по направляющим скольжения: У-образной и
плоской, расположенных в суппорте; в поперечном нап-
равлении - вместе с суппортом по двум У-образным
направляющим качения, расположенным на верхней стен-
ке станины.
Перемещение стола осуществляется гидроцилинд-
ром, вмонтированным в суппорт под столом. Подвод
масла к цилиндру производится от гидробака, располо-
женного в станине. Для ручного перемещения отола на
суппорте установлен маховик.
механизм вертикальной подачи установлен справа
в корпусе, закрепленном на передней стенке станины.
Механизм соединен с редуктором вертикальной по-
дачи, расположенным на нижней поверхности колонны.
Шлифовальная головка перемешается в вертикаль-
ном направлении по плоским направляющим качения в
колонне.
Механизм поперечной подачи установлен слева ря-
дом с механизмом вертикальной подачи и тоже крепит-
ся к передней стенке корпуса станины.
Механизм поперечного реверса стола смонтирован
слева на суппорте. Передвижные кулачки для ограниче-
ния поперечного хода крепятся на станине.
Механизм продольного реверса стола, представля-
ющий собой систему рычагов, расположен в крестовом
суппорте и станине.
- 10 -
С левой стороны в корпусе станины смонтирована
гидропанель, обеспечивающая бесступенчатое регулиро-
вание скорости стола и его реверсирование. На подпа-
нельной плите ниже панели крепится механизм смазки
направлявших винта колонны и винта механизма попе-
речной подачи.
Гидроагрегат с гидроаппаратурой расположен
внутри станины и соединен шлангами и трубками с со-
ответствующими узлами.
1,3.6. Станина
Станина представляет собой жесткую коробчатую
отливку. На верхней передней части е# закреплены
две стальные каленые У-образные направляющие. На
верхней задней части станины крепится колонна с ре-
дуктором вертикальной подачи. На передней стенке
станины закреплен корпус, где размещается вертикаль-
ная и поперечная подачи, гидропанель и золотник вер-
тикальной подачи.
Внутри станины устанавливается гидробак и бак
смазки.
С правой стороны станины крепится планка с ли-
нейкой и упорами для отсчета поперечных перемещений.
Конструкция позволяет при работе пользоваться конце-
выми мерами.
1.3.7. Колонна
(рис. 4)
Колонна представляет собой жесткую ребристую
отливку. С передней стороны имеются плоские направ-
ляющие, по которым на роликах перемещается шлифо-
вальная головка.
Лля создания предварительного натяга в направ-
ляющих с внутренней стороны предусмотрена плита 2,
прижимаемая гайками через тарельчатые пружины, при-
чем зажим гаек производится тарированным ключом с
- 11
Рис. 5. Механизм продольного перемещения стола
моментом около 70 кгсм. К этой же плите крепится
угольник I с электродвигателем привода шлифовально-
го круга.
Для натяжения ремня предусмотрен специальный
винт 6, с помощью которого опускается угольник с
электродвигателем.
Привод шпинделя осуществляется плоскоременной
передачей.
Для зашиты направляющих предусмотрен специаль-
ный щиток 5, перемещающийся в пазах планок 4, зак-
репленных на кожухе колонны 3.
Для отсчета вертикальных перемещений с правой
стороны на кожухе колонны крепится линейка и планка
с упором для индикатора.
1.3.8. Крестовый суппорт
Крестовый суппорт представляет собой отливку с
взаимно перпендикулярными направляющими: нижние У-
образные, верхние - плоские и У-образные.
Между верхними направляющими установлен гидро-
цилиндр, штоки которого связаны со столом.
Для отсчета поперечных перемещений на правом
крыле суппорта крепится кронштейн с индикатором.
К нижнему платину суппорта крепится кронштейн
гайки поперечной подачи. *
В левом переднем крыле встроен механизм про-
дольного ручного перемещения стола.
1.3.9. Механизм продольного перемещения стола
(рис. 5)
Механизм крепится к переднему левому крылу суп-
порта, перемещается стол вручную маховиком через
шестерни 4-5-1. При включении механического переме-
щения стола шестерню I необходимо вывести из зацеп-
ления с рейкой стола, для этого нужно маховик и вал
вытянуть "на себя". Фиксация производится подпружи-
ненным шариком.
Для жесткой фиксации имеется кнопка 3, которая
непосредственно прижимает шарик 2 в пазу вала. Для
блокировки ручного и гидравлического перемещения в
механизме установлен микропереключатель 6, не позво-
ляющий включать гидравлическое перемещение стола,
пока шестерня I не будет выведена из зацепления.
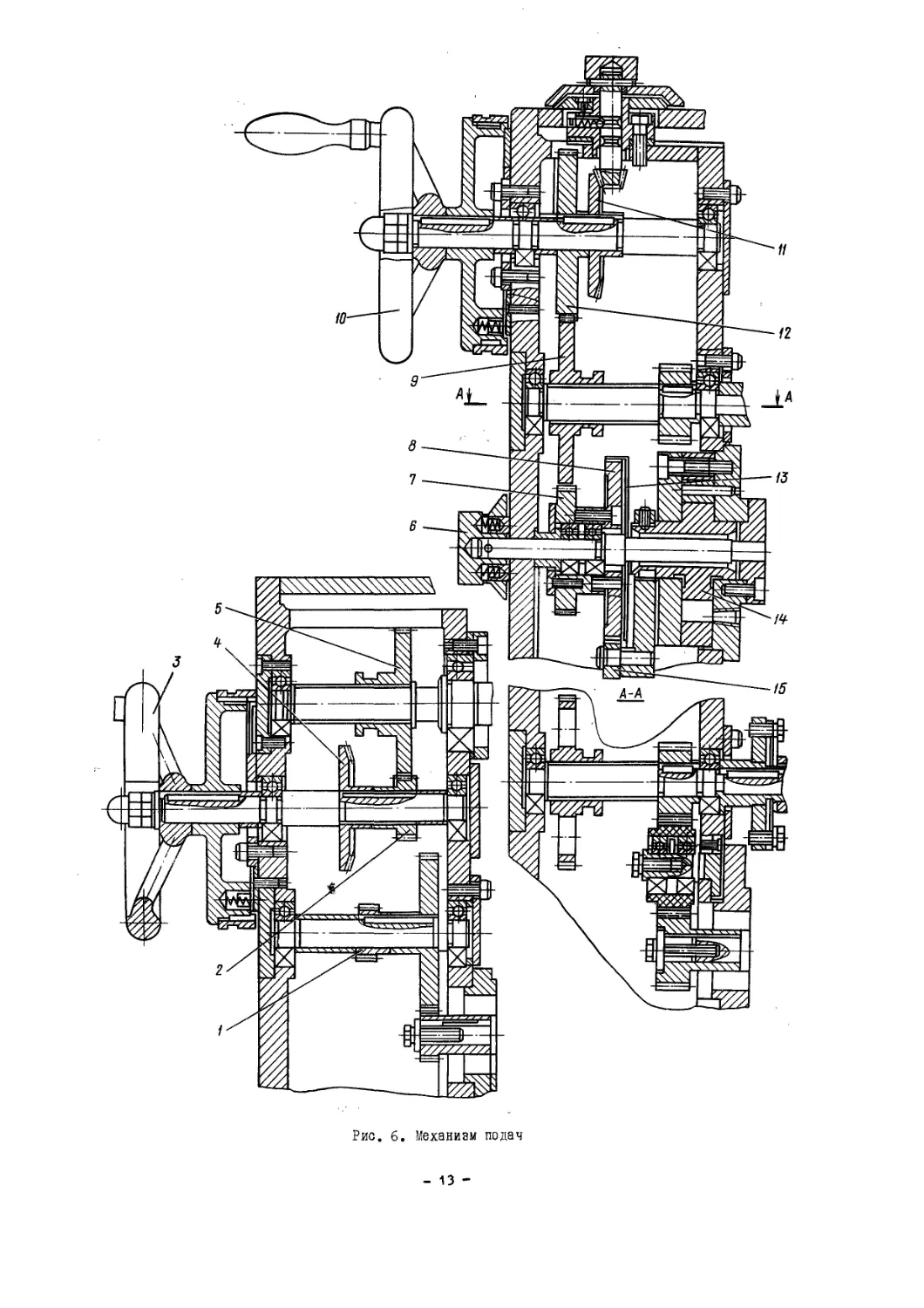
1.3.10. Механизм подач
(рис. 6)
Механизм обеспечивает:
I. Автоматическую поперечную подачу суппорта
2. Ручную поперечную подачу
3. Ускоренное перемещение суппорта
4. Автоматическую вертикальную подачу шлифо-
вальной головки на каждый продольный или поперечный
ход стола
5. Ручную вертикальную подачу
6. Ускоренное перемещение шлифовальной головки
Автоматическая поперечная подача происходит в
момент продольного реверса стола за счет подачи им-
пульса тока на электродвигатель, соединенный через
шестерни с винтом поперечной подачи. Изменение вели-
чины подачи производится поворотом переключателей
на пульте управления. Одним производится грубая нас-
тройка поперечной подачи, другим - тонкая.
При работе с автоматической поперечной подачей
и при ускоренном перемещении суппорта маховик 3 дол-
жен быть при помощи кнопки разъединен с шестерней 5,
а шестерня 5 должна войти в зацепление с шестерней
I.
При ручной поперечной подаче шестерня 5 должна
быть в зацеплении с шестерней 2.
Тонкая поперечная подача осуществляется через
конические шестерни 4 кнопкой, выведенной через вер-
хнюю поверхность.
Ускоренное перемещение крестового суппорта
включается тумблером на пульте управления.
- 12 -
- u -
h EllОН К8ИНВХЭИ *9 "ОИД
Автоматическая вертикальная подача осуществля-
ется от лопастного гвдроцилиндра 14, работающего в
момент поперечного или продольного реверса стола в
зависимости от положения тумблера.
На оси цилиндра закреплен рычаг с собачкой 15.
Собачка может скользить по заслонке 13 или зацеп-
ляться с храповым колесом 8. Храповое колесо 8
скреплено с шестерней 7, которая через шестерню 9 .
передает движение на аал червяка редуктора верти-
кальной подачи. Величина автоматической подачи регу-
лируется заслонкой 13, перекрывающей зубья храпово-
го колеса 8.
На кнопке поворота заслонки 6 нанесены деления
величины устанавливаемой подачи.
Ручная вертикальная подача осуществляется махо-
виком 10 через пару шестерен 12-9 и редуктор.
Тонкая подача осуществляется кнопкой через ко-
нические шестерни II.
При грубой ручной подаче кнопка тонкой додачи
должна находиться в верхнем положении^. конические
шестерни II в этом случае расцеплены.
Чтобы не вращался маховик при ускоренном пере-
мещении шлифовальной головки, в механизме предусмот-
рен микропереключатель, который нажимается при разъ-
единении шестерен 12 и 9 кнопкой, находящейся под
маховиком 10, и только в таком положении можно вклю-
чить электродвигатель ускоренного перемещения.
1.3.II. Стол
Стол представляет собой жесткую отливку, верх-
няя поверхность которой является рабочей поверх-
ностью станка, где имеются три Т-образных паза для
крепления обрабатываемых деталей.
Внизу имеются две направляющие: У-образная и
плоская.
Для предохранения продольных направляющих крес-
тового суппорта от пыли к торцам стола, крепятся
крылья, а для защиты от разбрызгивания охлаждающей
жидкости на столе установлены заслонки.
К нижним платинам стола крепятся кронштейны, в
пазы которых вставляются штоки гвдроцилиндра кресто-
вого суппорта.
На передней стенке стола есть Т-образный паз,
где установлены упоры механизма продольного реверса.
Крепить обрабатываемые детали можно непосредственно
к зеркалу стола, либо к магнитной плите, либо к дру-
гому приспособлению, устанавливаемому на зеркале
стола.
1.3.12. Механизм поперечного
реверса стола
(рис. 7)
Механизм осуществляет автоматическое и ручное '
реверсирование поперечного хода стола.
Величина хода устанавливается кулачками I, пе-
ремещающими тягу 2 с пластинкой 3, которая входит в
прорезь бесконтактного выключателя 4, обеспечивающе-
го реверсирование двигателя поперечной подачи.
1.3.13. Механизм продольного
реверса стола
(рис. 8)
механизм представляет собой систему рычагов,
обеспечивающих переключение золотника реверса гвдро-
панели в крайних положениях стола.
- 14 “
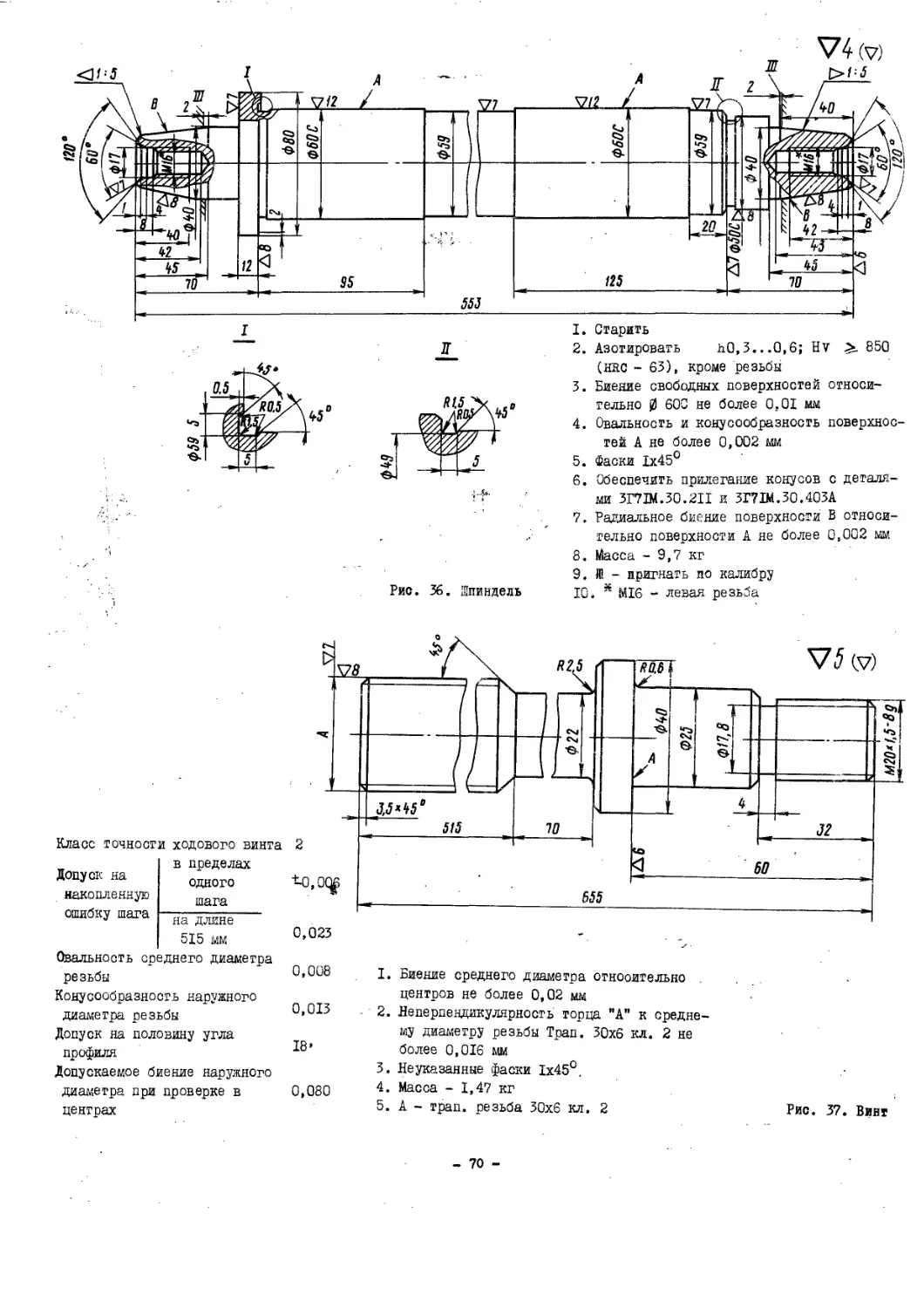
Рис. 9. Шлифовальная головка
Рио. 10. Редуктор
На столе устанавливаются упоры 1 и 2, которые
можно перемещать в Т-образном пазу в зависимости от
требуемой величины хода. В креотовом суппорте и ста-
нине закреплены рычаги 3,4,6,9 и 10, соединенные
между собой тягой 5.
При перемещении стола упоры поворачивают систе-
мой рычагов вал-шестерню гидропанели.
При повороте шестерни перемещается связанный с
ней золотник реверса.
Для ручного реверсирования стола на левом вали-
ке механизма имеется рукоятка 7.
Для подачи команды механизмам поперечной или
вертикальной подач в момент реверса на кронштейне в
станине имеется бесконтактный выключатель 8, пласти-
на которого закреплена на конечном валике механизма.
1.3.14. Шлифовальная гойовка
(рис. 9)
Шпиндель вращается в двух-трех-вкладышных под-
шипниках 4, имеющих возможность самоустанавливаться
в направлении вращения и вдоль оси шпинделя. В та-
ком подшипнике обеспечивается надежное жидкостное
трение и отсутствуют кромочные давления» вызываемые
изменением взаимного положения рабочих поверхностей
шпинделя и вкладышей.
Вкладыши подшипника 4, имеющие сферическую
опорную лунку, опираются на штыри 5 со сферической
опорной поверхностью. Штыри 5 имеют мелкую резьбу и
позволяют регулировать величину радиального зазора
в пределах 0,005-0,01 мм с выверкой положения оси
шпинделя относительно направляющих отанины.
Вкладыши подшипников 4 находятся в масляной
ванне, образованной стенками корпуса и уплотнениями
с обеих сторон. Уплотнениями являются бронзовые
кольца 6, притертые на шпинделе к чугунному кольцу
7, запрессованному в корпусе.
Смазка вкладышей принудительная, под давлением
0,1-0,2 кгс/см2. Масло тщательно фильтруется. Для
смазки необходимо применять масло марки Л (велосит),
имеющее кинематическую вязкость 4-5 сот при 50°С.
Для осевой фиксации шпинделя на нем имеется
бурт 3, который прижимается к бронзовому кольцу 2
со сферической поверхностью, что.обеспечивает приле-
гание кольца 2 к бурту 3 шпинделя по всей поверхнос-
ти.
На заднем конце шпинделя посажен радиально-
упорный шарикоподшипник 9 со свободно сидящим наруж-
ным кольцом, нагруженным осевой нагрузкой с помощью
пружин 8, поэтому шпиндель прижат буртом 3 к бронзо-
вому кольцу 2. Шпиндель приводится во вращение от
электродвигателя через ременную передачу.
Для балансировки шлифовального круга с фланца-
ми на одном из них предусмотрен паз I, где устанав-
ливаются балансировочные грузы.
1.3.16. Редуктор (рис. 10)
Редуктор соединяет механизм вертикальной пода-
чи с винтом вертикальной подачи.
- 17 -
Редуктор состоит из червячной пары. Червячная
шестерня I сидит на полом валу 2, внутри которого
находится гайка 3, связанная с винтом.
Крепится редуктор к нижней поверхности колонны
и находится в нише станины.
1.3.17. Кожух
Кожух шлифовального круга сварной конструкции
соответствует нормам техники безопасности по
ГОСТ 12.2.001-74. Кожух крепится на шейке корпуса
головки.
1.3.18. Охлаждение
Охлаждение устанавливается с правой стероны
станка и включает в себя бак охлаждения с насосом,
магнитный сепаратор, устанавливаемый на баке, и под-
водящую систему.
В баке охлаждающая жидкость отстаивается, абра-
зивные частицы оседают, магнитный сепаратор очищает
ее от металлического шлама.
Привод насоса охлаждения и магнитного сепарато-
ра производится от отдельных электродвигателей.
1.4. Электрооборудование
I.4.I. Общие сведения
Электрооборудование станка содержит: асинхрон-
ные электродвигатели трехфазного тока с короткозамк-
нутым ротором (см. табл. 5), путевые конечные выклю-
чатели и микропереключатели, реле давления, электро-
магнит, аппаратуру управления (см. табл. 6), элек-
тромагнитное приспособление на'ток 0,8 а, аппарату-
ру сигнализации и освещения, аппаратуру защиты.
Таблица 5
Асинхронные электродвигатели трехфазного
тока с’ короткозамкнутым ротором
Обозначение по схеме (рис. 14) Назначение
MI Электродвигатель шлифовального круга
М2 Электродвигатель насоса охлаждения
М3 Электродвигатель магнитного сепаратора
М5 Электродвигатель гидропривода
Мб Электродвигатель ускоренного перемеще-
ния шлифовальной головки
М7 Электродвигатель поперечной подачи
М8 Электродвигатель смазки
Таблица 6
Путевые конечные выключатели и микро-
переключатели, реле давления,
электромагнит, аппаратура управления
Обозначение по схеме (рис. 14) Назначение Обозначение по схеме (рис. 14) Назначение
BKI микропереключатель блокировки ручного и КН6 Кнопка "Перемещение шлифовальной голов-
гидравлического перемещения стола ки вверх"
вкз Выключатель путевой ограничения ускорен- КН? Кнопка "Перемещение шлифовальной голов-
ного перемещения шлифовальной головки ки вниз"
вверх КН9 Кнопка "Ускоренное перемещение крестово-
ВК4 Микропереключатель блокировки вертикаль- го суппорта"
ной подачи В2 Тумблер "Работа с приспособлением - ра-
. РД1 Микропереключатель контроля смазки шли- бота без приспособления"
фовальной головки ВЗ Тумблер "Включение электромагнитного
ВБ1 Выключатель бесконтактный включения по- приспособления"
перечной подачи В4.“ Тумблер "Включение поперечной подачи
ВБ2 • Выключатель бесконтактный реверса попе- крестового суппорта"
речной подачи В5 Переключатель "Охлаждение вкл."
ЭМ1 Электромагнит вертикальной подачи В6 Тумблер "Включение вертикальной подачи"
KHI Кнопка "Все стоп" В7 Тумблер "Вертикальная подача при ревер-
КН2 Кнопка "Стоп шлифовального круга" се стола или крестового суппорта"
кнз Кнопка "Стоп гидропривода" BI Регулятор величины поперечной подачи
КН4 Кнопка "Пуск шлифовального круга" и R2 Подстроечный регулятор
"Пуск смазки" R3 Ограничитель максимальной подачи
КН5 Кнопка "Пуск гидропривода"
- 18 -
1.4.2. Система питания электрооборудования
станка
Станок подключается к сети трехфазного перемен-
ного тока напряжением .... ЗМ....... . ч, частотой
.....Гц.
На асинхронные короткозамкнутые электродвигате-
ли MI-M3, М5, Мб, W18 и трансформатор ТРЗ подается
напряжение .. .ЗЗЗР... в переменного трехфазного то-
ка.
На электродвигатель М7 подается напряжение
220 В переменного трехфазного тока, снимаемого с
трансформатора ТрЗ.
На цепи управления и электромагнит ЭМ1 подает-
ся напряжение ПО в переменного тока от трансформа-
тора Тр2.
На кронштейн местного освещения Л1 подается
напряжение 24 В переменного тока от трансформатора
Тр2.
На аппаратуру сигнализации Л2 и ЛЗ подается
напряжение 5 В переменного тока от трансформатора
Тр1.
На электромагнитное приспособление подается
напряжение ПО в постоянного тока через выпрямитель
ЛИ.
Цепи управления постоянного тока работают от
напряжения, снимаемого от выпрямителя ДЮ, на вход
которого додается напряжение 36 В переменного тока
от трансформатора Тр1.
11игание бесконтактного конечного выключателя
ВБ2 осуществляется постоянным напряжением, снимае-
мым с выпрямителя Д26, на вход которого подается
напряжение 31 В с обмоток 36 В и 5 в трансформатора
Тр1, включенных встречно.
1.4.3. Первоначальный пуок
а) Питание станка осуществляется через клемм-
ник КЛ1, который размещен на станции управления.
Электродвигатели М2, М3 подключаются.через разъ-
ем Ш1.
На станке могут быть установлены приспособле-
ния, которые подключаются через штепсельный разъем
Ш2.
Электромагнитное приспособление подключается
через штепсельный разъем ШЗ.
Станция управления подключается через штепоель-
ный разъем Ш4.
б) Проверка электрооборудования станка перед
пуском
При осмотре или ремонте электрооборудования
вводной автоматический выключатель BI должен
быть обязательно выключен.
Прсверку и включение электрооборудования стан-
ка следует поручить квалифицированному электрику.
При внешнем осмотре электрооборудования станка
перед пуском необходимо проверить:
I. Готовность и качество электромонтажных ра-
бот , " ' -
2. Наличие проводки заземления станка
3. Соответствие таблице плавких вставок предох-
ранителей, нагревателей тепловых реле и уставок ав-
томатических выключателей
4. Состояние и исходное положение электрообору-
дования и механизмов
5. Вводный автоматический выключатель BI, Вы-
ключатель BI должен быть в положении "Включено",
при этом на пульте управления зажигается сигнальная
лампочка ЛЗ.
Номинальные значения
Таблица 7
уставок, плавких вставок •.
Обозначение на схеме (рис.14) Напряжение, В
220 * 230 380 400 | 440
BI 20 А 20 А 12,5 А 12,5 А 12,5 А
Пр! 4 А 4 А 2 А 2 А 2 А
Нр2 6 А ' 6 А 4 А 4 А 4 А
ПрЗ '4 А 4 А 4 А 4 А 4 А
Пр4 4 А 4 А ~ 4 А 4 А 4 А
Пр5 2 А 2 А 2 А 2 А 2 А
Прб 2 А 2 А 2 А 2 А 2 А
PTI 8А/уст."0"дел./ 8А/уст."0"дел./ 5А/уст."-2"дел./ 5А/уст."-1"дел./ 5А/уст."+1"дел./
РТ2 1А/уст."+2"дел./ 1А/уст."+1"дел./ 0,8А/уст."-2"дел./ 0,8А/уст."-2"дел./ 0,8А/ус т."-1"дел./
РТЗ 5А/уст."+1"дел./ 5А/усг."+2"дел./ 3,2А/уст."+1"дел./ 3,2А/уст."0"дел./ 3,2А/уст."+2"дел./
РТ4 1,6А/уст."-2"дел./ 1,6А/уст."-1"дел/ 0,8А/уст."+1"дел./ 0,8А/уст."+2"дел./ 0,8А/уст."+4”дел./
- 19 -
1.4.4. Описание работы электрооборудования
станка
Электросхемой предусмотрена работа станка в по-
луавтоматическом режиме с приспособлением и без при-
способления.
Кроме того, на станке имеется возможность осу-
щес'влять ряд наладочных операций.
Полуавтоматический режим
работы станка
Станок включается в сеть вводным автоматом BI.
При этом на пульте управления загораются лампочки
белого цвета ЛЗ - "Станок включен" и лампочка крас-
ного цвета Л2 - "Нет смазки".
При работе с электромагнитным приспособлением
тумблер В2 ставится в положение "С приспособлением",
деталь устанавливается на приспособление, которое
включается тумблером ВЗ (положение I).
Одновременно с электромагнитным приспособлени-
ем включается электромагнитное реле Р9 (цепь 4), ко-
торое своим нормально разомкнутым контактом подго-
тавливает к включению пускатель гидропривода Р2
(цепь 9).
При работе без электромагнитного приспособле-
ния тумблер В2 ставится в положение "Без приспособ-
ления" и деталь непосредственно к столу крепится
прихватами. Нормально разомкнутый контакт реле Р9
(це.-ь 9) шунтируется контактом тумблера В2 (цепь 8).
Кнопкой КН5 осуществляется запуск электродвига-
теля гидропривода Mb.
Нажатием на кнопку КН4 (цепь 6) включается дви-
гатель смазки М8. Как только'давление масла в систе-
ме достигает определенной величины, срабатывает ре-
ле давления РДХ.
На пульте управления погаснет лампочка Л2
(цепь 2) и подготовится цепь включения шлифовально-
го круга (цепь 7).
Кнопкой КН4 включается шлифовальный круг.
Для осуществления поперечной подачи крестового
суппорта тумблер В4 переводится в положение "Включе-
но".
Для осуществления вертикальной подачи тумблер
В6 необходимо также перевести в положение "Включено".
Описание работы
бесконтактного привода
подачи крестового
суппорта
Привод состоит из асинхронного короткозамкнуто-
го электродвигателя поперечной подачи М7, питающего-
ся от трехфазного трансформатора ТРЗ, напряжение
первичной обмотки которого соответствует линейному
напряжению питающей сети, а также бесконтактной схе-
мы управления, обеспечивающей включение двигателя
М7 на время подачи и торможение его при окончании
подачи.
В паузе между подачами рабочий тиристор ДУХ за-
крыт и все напряжение, снимаемое с трансформатора
ТРЗ и выпрямленное мостом Д1, прикладывается к это-
му тиристору.
для защиты рабочего тиристора от чрезмерной
скорости нарастания и пиков напряжения служит парал-
лельно подключенная к нему цепочка, состоящая из
последовательно соединенных конденсатора 04 и резис-
тора В? и RI0. Для гашения тиристора ДУХ служит ко-
лебательный контур, управляемый гасящим тиристором
ДУ 2 и состоящий из конденсатора 06 и индуктивности
Тр7.
При включении схемы все напряжение прикладыва-
ется к рабочему тиристору ДУХ через последователь-
ную цепочку Д1-ДЗ-0б-Тр7; заряжается конденсатор
06 контура гашения до напряжения, приложенного к ра-
бочему тиристору. Схема приходит в исходное рабочее
состояние.
Команда на начало подачи поступает с бесконтак-
тного конечного выключателя BBI при прохождении диа-
магнитной пластины через его зазор во время движе-
ния стола. При этом на выходе бесконтактного конеч-
ного выключателя ВБ1 (резистор RI2) появляется им-
пульс постоянного напряжения, длительность которого
зависит от скорости движения стола.
Чтобы сформировать импульс необходимой длитель-
ности и величины, для включения тиристора ДУХ слу-
жит двухкаскадный усилитель, состоящий из транзисто-
ров Т7 и Т4. Выход этого усилителя подключен к уп-
равляющему электроду тиристора ДУХ. В цепь базы тра-
нзистора Т7 включен отсекающий стабилитрон Д25, а в
цепь эмиттера -- развязывающий диод Д6 и дифференци-
рующий конденсатор С7. Транзистор Т4 является вто-
рым каскадом усиления и включен в цепь коллектора
транзистора Т7.
При появлении на резисторе RI2 импульса любой
длительности по базс-змиттерному переходу транзис-
тора Т7 пройдет импульс тока, длительность которого
определяется временем заряда конденсатора С7. При
этом транзистор Т7 откроется и по эмиттер-базовому
переходу транзистора Т4 потечет ток. Транзистор Т4
пропускает импульс тока на управляющий электрод ти-
ристора ДУХ. Тиристор ДУХ открывается, при этом кон-
цы вторичных обмоток трансформатора, соединенного с
мостом ДХ, окажутся как бы соединенными звездой и
все напряжение со вторичных обмоток трансформатора
Тр5 будет подано на электродвигатель М7.
Начинается подача.
Во время подачи на резисторе R4 возникает паде-
ние напряжения, которое передается через резистор
R5 на стабилитрон Д2Х. Стабилизированное напряжение
поступает на элементы, определяющие время подачи.
Параллельно стабилитрону Д2Х подключена интегрирую-
щая цепочка, состоящая из электролитического конден-
сатора С8 и резисторов RI - регулятора величины по-
перечной подачи, R2 - подстроечного регулятора и
ВЗ - ограничителя максимальной подачи.
- 20 -
Во время подачи конденсатор 08 заряжается. Вре-
мя его заряда зависит от установки регулятора вели-
чины подачи Hi и подстроечного регулятора R2, распо-
ложенных на. пульте управления.
Параллельно конденсатору С8 змиттер-базовым пе-
реходом подключен транзистор Т5. В цепь базы этого
транзистора включен стабилитрон Д24, выполняющий
роль лавинного диода. Коллектор транзистора Т5 под-
ключен к управляющему электроду гасящего тиристора
ДУ2. К коллекторной цепи транзистора Т5 через резис-
тор R24 подключена база транзисторообратной проводи-
мости Тб. Эмиттер - коллекторный переход транзисто-
ра Тб подключен параллельно резисторам RI-R2.
Как только конденсатор С8 зарядится до напряже-
ния пробоя стабилитрона д24, стабилитрон откроется
и по эмиттер-базовой цепи транзистора Т5 потечет уп-
равляющий ток.
Транзистор Т5 начнет открываться. При этом по-
явится напряжение на базо-эмиттерном переходе тран-
зистора Тб. Транзистор Тб также начнет открываться,
что приведет к уменьшению сопротивление цепи тран-
зистора Т5, а следовательно к увеличению его базово-
го тока и еще большему открыванию. Это, в свою оче-
редь, приведет к увеличению базо-эмиттерного тока
транзистора Тб и, следовательно, к еще большему от-
крыванию транзистора Т5 и так далее до тех пор, по-
ка транзистор Т5 не откроется. Процесс открывания
транзистора Т5 носит лавинообразный характер.
В результате открывания транзистора Т5 подает-
ся напряжение на управляющий переход гасящего тирис-
тора дУ2. Тиристор ДУ2, открываясь, приводит в дей-
ствие контур гашения С6-Тр7. -
При этом во время первого полупериода колеба-
ния перезаряжается конденсатор С6 по цепи: С6-ДУ2-
-ДУ1-Тр7-С6, а во время второго полупериода колеба-
ния погасится рабочий тиристор ДУ1 по цепи: С6-Тр7-
-ДУ1-Д21-ДЗ-С6.
Так как во время подачи тиристор ДУ2 был за-
крыт, а диод дЗ по отношению к заряженному конденса-
тору С6 включен в непроводящем направлении, то этот
конденсатор оставался заряженным (уменьшение напря-
жения заряда конденсатора С6 за счет его разряда по
цепям утечки во время подачи незначительно). Тирис-
тор ДУ1, закрываясь, как бы разрывает нулевую точку
звезды вторичных обмоток трансформатора ТрЗ, в ре-
зультате чего напряжение, снимаемое с этого транс-
форматора, вновь прикладывается к рабочему тиристо-
ру, а обмотки двигателя подачи осесточиваются.
Срабатывает защитная цепочка С4, н7, RI0. Им-
пульс напряжения, приложенный к первичной обмотке
импульсного трансформатора Тр8, индуктируется во
вторичных обмотках и прикладывается к управляющему
переходу тормозного тиристора дУЗ. Тормозной тирис-
тор откроется, и обмотки двигателя М7 окажутся как
бы соединенными звездой. Двигатель м7, продолжая
вращаться по инерции, по истечении времени подачи
самовозбуждается и благодаря возникновению на его
валу тормозного момента быстро останавливается.
Открытое состояние тиристора ДУЗ поддерживает-
ся протекающим по нему во время торможения током.
После остановки двигателя поперечной подачи тирис-
тор ДУЗ закрывается. Схема приходит в исходное сос-
тояние.
Для обеспечения бесперебойной работы привода в
схеме предусмотрены блокировки, не разрешающие пода-
чу управляющего импульса на управляющий электрод ти-
ристора ДУ1 во время гашения рабочего тиристора и
торможения двигателя поперечной подачи М7, когда ти-
ристор ДУЗ открыт.
Для осуществления указанной блокировки во вре-
мя гашения рабочего тиристора ДУ1 служат цепочки,
образованные диодами Д12, Д13 и резистором R29. При
этом конденсатор С7 заряжается до напряжения, значи-
тельно превышающего напряжения на выходе бесконтакт-
ного выключателя BBI. Это напряжение прикладывается
к диоду Д6 в обратном направлении и закрывает его,
в результате чего транзистор Т7 надежно закрыт и не-
возможна подача управляющего импульса на рабочий ти-
ристор.
Во время паузы конденсатор С7 разряжается по
цепи C7-RII-RI2-C7.
Привод поперечной подачи может работать в режи
ме ускоренного перемещения крестового суппорта. Ука-
занный режим осуществляется нажатием на кнопку КН9.
При этом через нормально разомкнутый контакт кнопки
КН9 в точках 2-9 подается напряжение на резистор
RI2, в результате чего открывается рабочий тиристор
ДУ1. Закрытый контакт КН9 в точках 10-3 разрывает
цепь контура гашения С6-Тр7 для тоге, чтобы предот-
вратить разряд конденсатора G6 по цепи утечки, так
как это при достаточно длительном ускоренном переме-
щении может привести к сбою в работе привода. Вто-
рой нормально разомкнутый контакт кнопки КН9 в теч-
ках 1-7 шунтирует регуляторы RI-R2 во время ускорен-
ного перемещения крестового суппорта для того, что-
бы можно было осуществлять достаточно малые переме-
щения суппорта от кнопки независимо от установки ре-
гулятора подачи.
Назначение остальных
1 элементов схемы
Диод Д4 ! - защита управляющего перехода тиристора
, ДУ1 от обратных токов
Диод Д5 - отсекание обратных импульсов напряжения
на обмотке импульсного трансформатора
Тр8
Диод Д7 - развязка цепи блокировки во время тормо-
жения и цепи защиты тиристора ДУЗ
Диод Д9 - создание низкооммной цепи разряда конден-
сатора С8 во время паузы
Резисторы R22, иб, R26, В9 - фиксация рабочих точек
и температурная стаби-
лизация характеристик
транзисторов Т4, Т5,
Тб и Т7 соответственно
- 21
Резисторы RI7, R23 - обеспечение помехоустойчивости
и надежной работы в пределах
паспортных данных тиристоров
ДУ2 и ДУЗ соответственно
Резистор R24 - ограничение тока базы транзистора Тб
Диод Д16 - защита управляющего перехода тормозного
тиристора ДУЗ от перенапряжений и импуль-
сов обратной полярности
Последовательная цепочка RI3-CI3 - защита тормозно-
< го тиристора ДУЗ от чрезмерной скорости
нарастания и пиков прикладываемого напря-
жения
Диод Д8, конденсатор G9 - выпрямление и фильтрация
напряжения питания бесконтактного конеч-
ного выключателя ВБ1, снимаемого с 24-
... .. ... вольтной обмотки трансформатора TPI.
Защита блоков поперечной подачи от возможных
коротких замыканий осуществляется предохранителем -
Прб.
Реверс поперечной подачи осуществляется контак-
тами магнитных пускателей РЗ и Р4.
Установка величины
поперечной подачи
Для установки требуемой величины поперечной по-
дачи предназначены:
Регулятор величины поперечной подачи - RI
Подстроечный регулятор - R2
Для ограничения величины максимальной подачи в
соответствии о паспортной величиной служит ограничи-
тель максимальной подачи R3, установленный в короб-
ке пульта.
Ограничение максимальной подачи производится
при испытании станка на заводе следующим образом:
Регулятор величины поперечной подачи RI вводит-
ся полностью.
Подстроечный регулятор R2 выводится полностью.
Производится ряд поперечных подач с замером их
величины, при этом ограничителем максимальной пода-
чи R3 величина подачи регулируется таким образом,
чтобы ее средняя величина была равна максимальной,
указанной в паспорте станка, после чего положение
ограничителя максимальной подачи S3 фиксируется за-
жимной гайкой.
При полностью введенных регуляторах RI и r2
величина поперечной подачи будет несколько больше
максимальной величины поперечной подачи, оговорен-
ной в паспорте станка. Уто превышение является необ-
ходимым запасом на подстройку. v ;
Установку рабочей величины поперечной подачи
целесообразно осуществлять регулятором величины по-
перечной подачи RI при установке подстроечного регу-
лятора R2 в среднее положение для того, чтобы затем,
в случае необходимости более точной установки вели-
чины поперечной подачи, можно было бы воспользовать-
ся подстроечным регулятором R2, поворачивая его ру-
коятку вправо или влево.
При работе при малых подачах целесообразно вы-
вести регулятор величины поперечной подачи RI на
нуль и пользоваться только подстроечным регулятором
R2 в пределах его разрешающей способности,
В течение гарантийного срока станка блок узла
поперечной подачи крестового суппорта должен быть
опломбирован. За сохранность пломб на блоке ответст-
венность несет завод-потребитель.
Таблица 8
Напряжение
на ответственных участках электросхемы
привода поперечной подачи
Точки Пауза Подача Тормо- жение Пауза
21-7
21-22
22-7
22-1
25-1
7-27
7-3
35-48
28-39
15-16
3-46
3-14
3-9
- 22 -
Точки
Пауза! Подача |_?^21пауэа
ЦаСпис
Окончание табл. 8
вход триггера ШИ и возвратит его в исходное состоя-
ние.
Для питания блока вертикальной подачи служат
два стабилитрона Д22 и Д23, два резистора R27 и R28,
фильтрующий электролитический конденсатор СИ, сое-
диненные как показано на схеме и подключенные к се-
Примечание. Осциллографирование процессов про-
изводилось осциллографом С1-19Б.
Описание работы
схемы вертикальной
подачи
Вертикальная подача шлифовального круга осуще-
ствляется с помощью гидравлики в момент включения
электромагнита 3MI, управляемого схемой вертикаль-
ной подачи.
Вертикальная подача может осуществляться в
двух режимах:
I - Подача при реверсе стола
2 - Подача при реверсе крестового суппорта.
Основными элементами схемы вертикальной подачи
являются:
I. Триггер ПП1, в качестве которого использует-
ся логический элемент Т-103 серии "Логика", принци-
пиальная электросхема которого приведена на рис. 12,
2. Элемент задержки ПП2, в качестве которого
используется логический элемент Т-ЗОЗ серии "Логика",
принципиальная злектросхема которого также приведе-
на на рис. 13.
5. Электромагнитное реле РЮ типа РЭН-Г7, вклю-
чающее электромагнит 3MI.
Схема вертикальной подачи работает следующим
образом.(см. рис. II):
При'отсутствии управляющего сигнала УС триггер
ЛП1 находится в исходном состоянии и реле РЮ отклю-
чено. При подаче управляющего сигнала триггер ПП1
перебрасывается в противоположное состояние и вклю-
чает реле РЮ, которое, в свою очередь,'включает
электромагнит ЭМ1. Одновременно сигнал, с выхода
триггера подается на элемент задержки ПП2. После ис-
течения времени задержки, необходимого для надежной
работы узла вертикальной подачи, на выходе элемента
задержки ПП2 появится импульс, который поступит на
неновому выпрямителю ДЮ, на вход которого подается
переменное напряжение 36 В.
При этом за нулевой потенциал принимаем потен-
циал течки 99. Тогда в точке 50 относительно точки
99 напряжение будет +6 В, в точке 94 - -12 В, в
точке 51 - -24 В.
Управляющие положительные импульсы при работе
вертикальной подачи при реверсе стола поступают с
бесконтактного конечного выключателя ВБ1 при уста-
новке тумблера В? в положение "Вертикальная подача
при реверсе стола" и при установке тумблера В4 в по-
ложение "Выключено" на дифференциальный вход триг-
гера ПП1 - точка 2.
Управляющие отрицательные импульсы при работе
вертикальной подачи при реверсе крестового суппорта
поступают на потенциальный вход ПП1 - точка 3 через
последовательно соединенные нормально разомкнутые
контакты магнитных пускателей РЗ и Р4. Длительность
этого импульса будет определяться временем отключен-
ного состояния обоих пускателей РЗ и Р4 в момент ре-
верса.
Настройка схемы вертикальной подачи на необхо-
димую длительность включенного состояния электромаг-
нита ЭМ1 осуществляется регулятором R25, расположен-
ным на панели вертикальной подачи.
Назначение остальных
элементов схемы:
Резистор RI5 - нагружает бесконтактный конечный
выключатель ВБ1 при работе в режи-
ме "Вертикальная подача при ревер-
се стола"
Конденсатор CI6 - защищает схему от влияния помех
при работе в режиме "Вертикальная
подача при реверсе стола"
Резистор RI6 - совместно с регулятором R25 явля-
ются элементами формирования за-
держки
- 23 -
Рис. 12. Принципиальная электроохема триггера - ло-
гический элемент типа Т-103 серии "Логика"
Ширина фронта запускающего импульса,
мк/с .................................... 25
Ток внешней нагрузки, мА .................. ЮО
Выходной сигнал "О", В ................ 0,5
Выходной сигнал ”Т", кГц ................. 0,3
Условия эксплуатации
Отклонения напряжения питания
Температура окружающей среды
от -15% до +1®
от -40°С до
+ 50°С
Re
-гм - ,
Т------«—0/4
э
л
типа
Р
э
м
и
। и
I л
f е
I ч
Т-303
н
е
н
е
п
к
г
с
и
т
а
к
с
И
О
3
й
р
а
а
ж
м
О
с<
<0—1|---
4
*4 И
9 Дг
---К
---И
Re
30—R1---Дз
Д4
+BV
Рис. 13. Принципиальная электроохема элемента задер-
i—010
1Н^>2
Параметры
Напряжение питания, В................
Потребление тока, мА.................
Диапазон регулирования выдержки времени
с ...................................
Время готовности к повторному действию,
~0 /5
—0Коэффициент использования емкости,
мкФ/с ....................................
+6;
20
1-10
<С0,5
«2П. *1
8 #
—=——04
П
п
р
а
л е
о г
и
е
а
и
л
X
д
ь
е
в
м
я
и
л
1!
е
Л
к
е
Г
И -
н т
И К А "
7
жки - логический элемент типа Т-ЗОЗ серии
"Логика"
Диод Д14 - создает цепь разряда электродвижу-
щей силы самоиндукции при отключе-
нии реле Р2
Диод Д15 - создает цепь сигнала с элемента
задержки 1Ш2 на триггер ПП1 для
возврата триггера в исходное сос-
тояние
При переходе с режима работы "Вертикальная по-
дача при реверсе стола" на режим работы "Вертикаль-
ная подача при реверсе крестового суппорта" необхо-
димо сначала переключить тумблер В®, а затем тумб-
лер В4.
Прин ци пиаль н ая
электроохема триггера-
логический элемент
типа Т-103 серии "ЛОГИКА"
Входное сопротивление, кОм ............... 1,3
Выходное сопротивление, кОм .............. 10; 0,76
Входной сигнал "О", В ..................... 1,0
Входной сигнал "I", В ............ 4-12
Выходной сигнал "О", В ................... 0,20
Выходной сигнал "I", В ................... 5,7-7,3
Условия эксплуатации
Отклонения напряжения питания ... от -15% до +10%
Температура окружающей среды ... от -5°С до+50°С
Сопротивление йб (330 кОм) и конденсатор CI
(30 мкФ) в элементе не'установлены и входят в комп-
лект поставки.
При работе элемента Т-303 на входы других эле-
ментов, кроме Т-107, выходы 9 и II необходимо объе-
динить. В момент подачи сигнала на выходе элемента
возможно появление кратковременного импульса, кото-
рый можно погасить включением емкости 0,05 мкФ меж-
ду выходом и шиной "О".
Параметры
Напряжение питания, В ..................... +6; -24
Потребление тока, мА ................... 50
Амплитуда запускающего импульса, В ....... 4-18
Длительность запускающего импульса,
мк/с
1,6
24 -
Таблица 9
Напряжение
на ответственных точках схемы блока
вертикальной подачи
Вертикаль-
ная подача
Точки
Пауза
Пауза
Описание работы блока
торможения вертикального
перемещения
шлифовальной головки
Для устранения перебега шлифовальной головки
станка при ускоренном перемещении вниз, т.е. устра-
нения свободного выбега двигателя ускоренного пере-
мещения шлифовальной головки в станке применено эле-
ктрическое торможение, которое осуществляется сов-
местно с динамическим торможением и торможением ко-
роткого замыкания.
При отпускании кнопки КН7 отключается магнит-
ный пускатель Р6, нормально замкнутый контакт кото-
рого 168-188 включает магнитный пускатель Р8 через
нормально разомкнутый контакт 189-91, реле РП, ко-
торый будет удерживаться во включенном положении в
течение времени разряда емкости CI5.
Магнитный пускатель Р8 закорачивает обмотки
электродвигателя Мб через вентили Д18 и Д19. Закора-
чивание обмоток происходит с выдержкой времени, ко-
торую осуществляет реле РП. Реле получает питание
ст трансформатора Тр1.
Наладочные операции
Включение и отключение электромагнитного при-
способления при установке и съеме детали осуществля-
ется тумблером ВЗ.
Ускоренное перемещение шлифовальной головки
вверх или вниз осуществляется нажатием на кнопки
КН6 и КН7 соответственно.
Происходит включение электродвигателя Мб, кото-
рый осуществляет ускоренное перемещение шлифоваль-.
ной головки вверх или вниз.
Блокировки '
В электросхеме станка предусмотрены следующие
блокировки:
Невозможен пуск шлифовального круга, пока мас-
ло не заполнит систему смазки (контакт реле давле-
ния РД- цепь 7 - разомкнут).
при работе с электромагнитным приспособлением
включено сериесное реле Р9, его нормально разомкну-
тый контакт (цепь 9) подготавливает к работе цепь
питания катушки пускателя гидропривода. Пока приспо-
собление не включено, гидропривод также невозможно
включить. При работе без приспособления контакт Р9
шунтируется тумблером В2 (цепь 8).
При перемещении шлифовальной головки вверх в
верхнем положении нажимается конечный выключатель
ВКЗ, отключает пускатель Р5 и, следовательно, элек-
тродвигатель Мб (контакт ВКЗ в цепи 13 нажат).
При ручном продольном перемещении стола гидро-
привод невозможно включить (контакт BKI в цепи 9 ра-
зомкнут).
Невозможность работы автоматической вертикаль-
ной подачи при перемещении шлифовальной головки ма-
ховиком вручную (контакт 4ВК в цепи 13 разомкнут).
Таблица 10
• Система сигнализации и освещения
Обозначе- ние по схеме Наименование Цвет ЛИНЗЫ Назначение
ЛЗ Арматура сигналь- ная Белый Станок включен
. Л2 То же Красный Нет смазки
Й Лампа накаливания электрическая Освещение станка
- 25
Таблица II
Защита
Защита Наименование Обозначение по схеме
От токов короткого Предохранители ПР1+ ПР6
замыкания Электромагнитные расцепители авто- матического вы- ключателя ВТ
От перегрузок Тепловые реле PTI+ РТ4
Нулевая Катушки магнит- ных пускателей PI + Р8
л.
Указания по обслуживанию
электрооборудования
I. Станок при окончательной установке должен
быть надежно заземлен.
2. Электродвигатели и электроаппаратуру необхо-
димо содержать в чистоте, периодически очищая их от
масла, пыли и грязи.
3. При замене перегоревшей плавкой вставки пре-
дохранителя необходимо следить, чтобы сила тока, на
которую рассчитана новая плавкая вставка, была та-
кой же, как и для перегоревшей.
4. Перед пуском вновь установленного станка
необходимо проверить сопротивление изоляции обмоток
электрических машин относительно корпуса и между об-
мотками .
При температуре обмоток, близкой к рабочей
(60-70°С), сопротивление изоляции обмоток должно
быть не ниже 0,5 мгОм. Воли это условие соблюдено,
электрические машины могут быть пущены в эксплуата-
цию без предварительной сушки.
При более низком сопротивлении изоляции необхо-
димо произвести сушку обмоток.
5. Заземление станка и эксплуатация его элек-
трооборудования должны производиться в соответствии
с существующими требованиями.
Во время эксплуатации электродвигателей необхо-
димо систематически производить их*технические ос-
мотры и профилактические ремонты. Периодичность тех-
осмотров устанавливается в зависимости от производ-
ственных условий, но не реже одного раза в два меся-
ца.
При профилактических ремонтах должна произво-
диться разборка электродвигателя, внутренняя и на-
ружная чиотка и замена смазки подшипников. Смену
смазки подшипников при нормальных условиях работы
следует производить через 4000 часов работы, но при,,
работе электродвигателя в пыльной и влажной среде
ее следует производить чаще, по мере необходимости..
Перед набивкой свежей смазки подшипники должны
быть тщательнб промыты бензином. Камеру требуется
заполнить смазкой на 2/3 ее объема.
Рекомендуемая смазка подшипников приведена в
табл. 12.
Таблица 12
Рекомендуемая смазка для подшипников
качения электродвигателей
Страна, фирма Марка смазочного материала Примечание
СССР Смазка I-I3 жировая ГОСТ I63I-6I Температура подшипников от 0° до 80°С
Shell Англия Shell Retinax RB, -А, -С, -41
Socony Vacuum Со США ’Gargayle Grease АД,-В, SKF-1, SKF-28
СССР Смазка ЦИАТЖ-203 ГОСТ 8773-63 Для тропи- ческих ус- ловий. Темпера тура подшипников от 50° до 120°С
Texas Oil Со. США Rhodina 4303 SKF-65, -OG-H; -Об-М
Toho Shokai Ltd. Япония j Texaco RCX-169 7йшах 1,-2г-3
Таблица 13
Спецификация ёлектрообопудования
(рис.14-21)
Обозначе- ние на схемах Наименование Коли- чест- во Приме- чание
BI Выключатель автоматичес- кий 1н=20 А (при U = =220, 230 В); 1н=12,5А (при О’=380,400,440 В) с отсечкой 14 1н. Креп- ление на панели с перед- ним присоединением про- водов -
* AK63-3M - АК63-ЗМЭ АК63-ЗШТ I
В2-В4 Тумблер
В6, В7 TBI-2 ТВ1-2Э TBI-2T 5
В5 Переключатель, исп. 2
ПЕ012 ПЕ012-Э ПЕ012-Т I
26
Рис. ЗА. Принципиальнаяэлектросхеиа станка
Продолжение табл. 13
Обозначе- ние на схемах Наименование Коли- чест- во пи».,»- Обоэначе- чаниГ кие на чание схемах Наименование Коли- чест- во Приме- чание
BKI, РД1 Микропереключатель ДИ Выпрямитель селеновый
исп. I 75 ГМ 24Я-К2 I
МП1101 2 ч 75 ГМ 24Я-К2Э
МП1Ю1Э 75 ГМ 24Я-К2Т
МПП01Т ДУ1 Тиристор класса 6 о охла-
ВКЗ Выключатель путевой дителем МП-100
ступень I ГОСТ 14069-72
ВПК-3112 I , Т-25 I
ВПК-31123 Т-259
ВПК-3II2T Т-25Т
ВК4 Микропереключатель ДУ2.ДУЗ Тиристор кремниевый -
исп. 5 КУ 202М 2
МП2302 I КУ 202МЭ
МП2302-Э КУ 202МТ
МП2302-Т кл Комплект зажимов набор-
ВБ1.ВБ2 Переключатель бесконтакт- ных
ный путевой с длиной вы- ЗНП-6-6 . * I
водных проводов 5 м ЗНП-Э-6-6
БВК-24М 2 ЗНП-Т-6-6
БВК-24-Э КЛЗ.КЛ4 Комплект зажимов набор-
БВК-201-24Т ных
Д1-ДЗ, Диод полупроводниковый • ЗНП-2,5-31 2
Д7, Д18, КД 202Р 16 ЗНП-Э-2,5-31
Д19 КД 202РЭ ЗНП-Т-2,5-31
КД 202РТ КЛ5 Комплект зажимов набор-
Д4-Д6, Диод полупроводниковый ных
Д8, Д226Б 8 ЗНП-2,5-10 I
Д14-Д16, Д226БЭ ЗНП-Э-2,5-10
Д20 Д226БТ ЗНП-Т-2,5-10
Д9 Диод полупроводниковый КЛ9 Комплект зажимов набор-
Д7Г I ных
Д7ГЭ = ЗНП-2,5-6 I
Д7ГТ ЗНП-Э-2,5-6
Д12.Д13 Диод полупроводниковый ЗНП-Т-2,5-6
Д2П 2 KHI Кнопка, исп. 2, краоный,
-• Д2ПЭ без надписи
Д2ПТ КЕ 021 УЗ I
Д21.Д22 Диод полупроводниковый КЕ 021 ТЗ
Д815Г 2 КЛ2.КЛ7 Комплект зажимов набор-
Д815ГЗ ных
Д815ГТ г ЗНП-2,5-20 2
Д23 Диод полупроводниковый ЗНПЭ-2,5-20
Д815А I ЗНПТ-2,5-20 f.'it
Д815АЭ КН2.КНЗ Кнопка, исп. 2, красный,
Д815АТ без надписи
Д24.Д25 Диод полупроводниковый КЕ 011 УЗ г
Д814А 2 КЕ ОН ТЗ
Д814АЗ КН4 Кнопка, исп. I, черный,
Д814АТ без надписи
Д10.Д26 Выпрямитель селеновый 2 КЕ ОН УЗ I
40 ГМ 8Я КЕ ОН ТЗ
40 ГМ 8ЯЗ
40 ГМ 8ЯТ
- 28 -
Продолжение табл. 13
Обозначе- ние на схемах Наименование Ко ли- чест- • вс Приме- чание Обозначе- ние на схемах Наименование Коли- чест- во Приме- чание
КН5-КН7 Кнопка, исп. 2, черный, М2 Электродвигатель Мощность
без надписи ПА-22-С2 I 0,12 кВт,
КЕ ОН УЗ 3 «• ПА-22-С2-Э 2800об/мин,
КЕ ОН ТЗ ПА-22-С2-Т 30 Гц,
КН9 Кнопка, исп. 3, черный, напряжение
без надписи ... В
KE 012 УЗ I М2 Электродвигатель Мощность
КЕ 012 ТЗ ПА-22-С2 I 0,12 кВт,
Л1 Лампа, цоколь P27-I ПА-22-С2-Э 3390сб/мин,
24 В, 40 Вт ПА-22-С2-Т 60 Гц,
ИЗ I напряжение
ИЗ (тропическое ... В
исполнение) М3 Электродвигатель В комплек-
Л1 Светильник, длина стой- А0Л012-4-И I те с маг-
ки 500 мм с выключате- А0Л012-4-И-Э нитным се-
лем и основанием А0Л012-4-И-Т паратором
СГС-1-2В I СМ2МА
СГС-1-2ВЭ М5 Электродвигатель Исп.М3 01,
СГС-1-2ВТ AOJE-22-б-И I мощность
Л2 Арматура сигнальная, А0Л2-22-6-И-Э 1,1 кВт,
цвет плафона красный А0Л2-22-6-И-Т 930 об/мин,
АС-0 I 50 Гц, с
АС-ОЭ коробкой
АС-ОТ выводов КЗ,
ЛЗ Арматура сигнальная, напряжение
цвет плафона белый ... В
АС-0 I М5 Электродвигатель Исп.М301,
АС-ОЭ А 0Л2-22-6-И I мощность
АС-ОТ А0Л2-22-6-И-Э 1,1 кВт,
Л2, ЛЗ Лампа в круглом баллоне А0Л2-22-6-И-Т ПЗОоб/мин,
ГОСТ 2204-74 60 Гц, с
МН 6,3-022 2 коробкой
МН 6,3-0229 выводов КЗ,
МН 6,3-0221 напряжение
MI Электродвигатель ЙСП.М101, ... В
А0Л2-22-2-И I мощность Мб Электродвигатель ЙСП.М361,
А0Л2-22-2-С1-Э 2, 2 кВт, А0Л22-4-С2 I мощность
А0Л2-22-2-И-Т 2860об/мин, А0Л22-4-С2-Э 0,4 кВт,
50 Гц, с А0Л22-4-С2-Т 1400об/мин,
коробкой 50 Гц,
выводов КЗ, напряжение
л напряжение ... В
• . В Мб Электродвигатель Исп.МЗб!,
MI Электродвигатель Исп.МЮТ, А0Л22-4-С2 I мощность
А0Л2-22-2-С1 ' I мощность " А0Л22-4-С2-Э 0,4 кВт,
А0Л2-22-2-И-Э 2, 2 кВт, • А0Л22-4-С2-Т 1б90об/мин,
А0Л2-22-2-С1-Т 3460об/мин, 60 Гц,
60 Гц, с напряжение
коробкой ... В
выводов КЗ,
напряжение
• . В
29 -
Продолжение табл. 13
Обозначе- ние на схемах Наименование Коли- чест- во Приме- чание Обозначе- ние на схемах Наименование Коли- чест- во Приме- чание
М7 М7 М8 Пр1,Пр2 Пр1 Пр2 ПрЗ ,Пр4 Пр5,Пр6 Электродвигатель A0JH2-4-CI А0Л12-4-С1-Э А0Л2-4-С1-Т Электродвигатель А0П2-4-С1 А0Л12-4-С1-Э А0Л12-4-С1-Т Электродвигатель , А0Л21-4-С1 А0Л21-4-С1-Э А0Л21-4-С1-Т Предохранитель резьбо- вой с плавкой вставкой ПВД-4 ПРС-б-П ПРС-б-ПЭ ПРС-б-ПТ Предохранитель резьбо- вой с плавкой вставкой ПВД-2 аРС-б-П ПРС-б-ПЭ ПРС-б-ПТ Предохранитель резьбо- вой с плавкой вставкой ПВД-6 ПРС-б-П ПРС-б-ПЭ ПРС-б-ПТ Предохранитель резьбо- вой с плавкой вставкой ПВД-4 ПРС-б-П ПРС-б-ПЭ ПРС-б-ПТ Предохранитель резьбо- вой с плавкой вставкой ПВД-2 ПРС-б-П ПРС-б-ПЭ ПРС-б-ПТ I I I 3 3 2 I сп.МЗб!, МОЩНОСТЬ 0,18 кВт, 1400об/мин, 50 Гц, напряжение 220/380 В Исп.МЗОб, мощность 0,18 кВт, 1б90об/мин, 60 Гц, напряжение 220/380 В В комплек- те с шесте- ренным на- сосом ВГП-ПА Напряжение 220, 230, 380, 400, 440 В Напряжение 380, 440, 400 В Напряжение 220,230 В Напряжение 220, 230, 380, 400, 440 В Напряжение 220, 230, 380, 400, 440 В ПП1 ПП2 PI-P4 Р5-Р8 Р9 Р10,РП PIO.PII РБ2 РБ2 РБ2 РП РП Элемент логический транзисторный для приводного монтажа Т-103 Т-103Э T-IQ3T Элемент логический транзисторный для приводного монтажа Т-303 Т-ЗОЗЭ Т-ЗОЗТ Пускатель магнитный ПМЕ-Ш ПМЕ-ШЭ ПМЕ-ШТ Пускатель магнитный ПМЕ-071 ПМЕ-071Э ПМЕ-071Т Реле электромагнитное на 0,8 А РПУ-1-315 РПУ-1-315Э РПУ-1-315Т Реле электромагнитное РХ4.564.506 РЭН-17 РЭН-17Э Реле электромагнитное РХ4.564.506 РЭН-17Т Реле электромагнитное на 24 В PA4.50I.I28 НИ 0.45 0.003 МКУ-48 МКУ-48Э Реле электромагнитное на 24 В PA4.50I.I28 МКУ-48Т Реле электромагнитное на 24 В PA4.50I.I28 МКУ-48Т Реле тепловое на ток 8 А TPH-IO . ТРН-ЮЭ ТРН-1ПГ Реле тепловое на ток 5 А TPH-IO ТРН-10Э ТРН-1ПГ I I 4 4 I 2 2 I I I I I Напряжение катушки ПО В Напряжение катушки ПО В Только для тропи- ков Только для тропи- ков Только для тропи- ков На напря- жение 220, 230 В На напря- жение 380, 400,440 В
- 30 -
Продолжение табл. 13
Обозначе- ние на схемах Наименование Коли- чест- во nr»™» Обозначе- ние на чание схемах Наименование Коли- честв во Приме чание
РТ2 Реле тепловое на ток На напря- СЮ Конденсатор МБГО.ГбО В
I А жение 220, 30 мкФ - П I
- ТРН-Ю I 230 В 30 мкФ - П-Э
ТРН-10Э 30 мкФ - П-Т
TPH-IOT
РТ2 Реле тепловое на ток На напря- СП Конденсатор ЭГЦ,50 В
0,8 А жение 380, 200 мкФ I
ТРН-Ю I 400,440 В 200 мкФ - Э
TPH-I08 200 мкФ - Т
TPH-IOT морозостойкий с креп-
РТЗ Реле тепловое на ток На напря- лением по варианту "а"
5 А жение 220,
ТРН-Ю I 230 В CI5 Конденсатор ЭГЦ-М,50 В
ТРН-10Э 200 мкФ - М I
TPH-IOT 200 мкФ - М-Э
РТЗ Реле тепловое на ток На напря- 200 мкФ - М-Т
3,2 А жение
ТРН-Ю I 380, 400, TPI Трансформатор однофаз-
ТРН-ЮЗ 440 В ный, исп. I
TPH-IOT /5-22-Э6/24 В
РТ4 Реле тепловое на ток На напря- ТБСЗ-0,16 • I
0,8 А жение 380, ТБСЗ-0.16-Э
ТРН-Ю I 400,440 В ТБСЗ-0.16-Т
TPH-I03 ТР2 Трансформатор однофаз-
TPH-IOT ный, иоп. I
РТ4 Реле тепловое на ток На напря- /5-22-110/24 В
1,6 А жение 220, ТБСЗ-0,4 I
ТРН-Ю I 230 В ТБСЗ-0.4-Э
ТРН-ЮЭ ТБСЗ-0.4-Т
TPH-IOT ТРЗ Трансформатор трехфаз-
С4.С6, Конденсатор МБГО-1,600 В ный /220 В
ИЗ 2 мкФ - П 4 ТТ-0,4 I
2 мкФ - П-Э ТТ-0,4-3
2 мкФ - П-Т ТТ-0.4-Т
ТР7 Трансформатор импульс-
05 Конденсатор МБМ, 160 В ный
0,1 мкФ - +1С$ I № ГХ4.720.С21 I
0,1 мкФ - ilO^-S № ГХ4.720.021-Э
0,1 мкФ - ±1С$-Т № ГХ4.72 0.021-Т
ГОСТ 5171-49 ТР8 Трансформатор импульс-
ный
C7.CI6 Конденсатор МБМ,160 В № ГХ4.72 0.024 I
0,25 мкФ ±1С% 2 № ГХ4.72 0.024-Э
0,25 мкФ -10%-Э № ГХ4.72 0.024-Т
0,25 мкФ ±10%-Т Т4 Транзистор германиевый
ГОСТ 5171-49 * П214В I
08, 09 Конденсатор К50-6.50 В П214В-Э
2 00 мкФ 2 П214В-Т
200 мкФ - Э Т5. Транзистор ГОСТ 14830-69
200 мкФ - Т МП 25Б I
МП 25Б-Э
МП 25Б-Т
- 31
Продолжение табл. 13
Обозначе- ние на схемах Наименование Коли- чест- во Ппима- Обозначе- “РИ“! ние на чание схемах m ' Наименование Коли- чест- во Приме чание
Т6,Т7 Транзистор ГОСТ 14831-69 ВЦ Резистор 0,5 Вт,
МП 37Б 2 120 кОм ±10% ГОСТ 7113-66
МП 37Б-Э МЛГ-О,5
МП 37Б-Т МЛГ-О,5-Э
RI Резистор 15 Вт, МЛГ-О,5-Т I
3,3 кОм ±15%, вариант BI2 Резистор 2 Вт,
оси Г I кОм ±10% ГОСТ 7113-66
ППБ-15 МЛГ-2
ППБ-15-Э МЛГ-2-Э
ППБ-15-Т I МЛГ-2-Т I
R2_ Резистор 15 Вт, RI5 Резистор 2 Вт,
470 Ом ±5%, вариант V 430 Ом ±5% ГОСТ 7113-66
оси Г МЛГ-2
ППБ-15 МЛГ-2-Э
ППБ-15-Э МЛГ-2-Т I
ППБ-15-Т I £16 Резистор 2 Вт,
R3 Резистор 15 Вт, 68 кОм ±10% ГОСТ 7113-66
———— 10 кОм ±5%, вариант МЛГ-2
оси Д МЛГ-2-Э
ППБ-15 МЛГ-2-Т I
ППБ-15-Э £17,£23 Резистор 0,5 Вт,
Шл-15-Т I 51 Ом ±5% ГОСТ 7113-66 '
R4, R33 Резистор 50 Вт,27 0м±10% МЛГ-О, 5
ГОСТ 6513-66 МЛГ-О,5-Э
ПЭ В-50 2 МЛГ-О,5-Т 2
ПЭВ-50-Э £24 Резистор 0,5 Вт,
ПЭВ-50-Т 430 Ом ±5% ГОСТ 7113-66
R5 Резистор 10 Вт, МЛГ-О,5
51 Ом ^0% МЛГ-О,5-Э
ГОСТ 6513-66 МЛГ-О,5-Т I
ПЭВ-10 £27,£28 Резистор 7,5 Вт,
ПЭВ-10-Э 100 Ом ±10% ГОСТ 6513-66
ПЭВ-10-Т I ПЭВ-7,5 2
R6 Резистор 0,5 Вт, ПЭВ-7,5 Экспортное
I kOm±IQ% ГОСТ 7113-66 исполнение
МЛГ-О,5 ПЭВ-7,5 Тропичес-
МЛГ-О,5-Э кое испол-
МЛГ-О,5-Т I нение
£7,£10, Резистор 2 Вт, £29 Резистор 0,5 Вт,
RI3 . 51 Ом ±5% ГОСТ 7113-66 5,1 кОм ±5% ГОСТ 7113-66
МЛГ-2 МЛГ-О,5
МЛГ-2-Э МЛГ-О,5-Э
МЛГ-2-Т 3 МЛГ-О,5-Т
R8 Резистор 0,5 Вт, £33 Резистор 25 Вт,
24 Ом ±5% ГОСТ 7113-66 24 Ом ±10% ГОСТ 6513-66
МЛГ-О,5 ПЭВ-25 I
МЛГ-О,5-Э ПЭВ-25 Экспортное
МЛГ-О,5-Т Г исполнение
R9, R22, Резистор 0,5 Вт, ПЭВ-25 Тропичес-
R26 100 ОМ ±10% ГОСТ 7113-66 кое испол-
МЛГ-О,5 нение
МЛГ-О,5-Э
МЛГ-О,5-Т 3
- 32 -
Окончание табл. 13
Обозначе- ние на схемах Наименование Коли- чест- во Ппимр— Обозначе- нии! ние на чание схемах Наименование Коли-, чест- во Приме- чание
Ручка Ш8 Колодка ШР40П14ЭГ2 I НЛП4.252.239 Сп 2 ' - Ш8 Розетка 2РТТ40Б16Г23 I Ш1, ШЗ Вставка ШР20П4НГ4 2 Ш10 . Вотавка ШР28П7НГ9 I Ш1, ШЗ Вилка 2РТТ20КПН4Ш6 2 Ш10 Вилка 2РТТ28КПН7ШП I Ш1,Ш2,ШЗ Колодка ШР20П4ЭГ4 3 Ш10 Колодка ШР28ПК7НГ9 I Ш1,Ш2,ШЗ Розетка 2РТТ20Б4Г6 3 ШЮ Розетка 2РТТ28БПН7ГП I Ш4 Вставка ШР6ОУ47НГ2 I Ш5,Ш9,ШП Гнездо Ш4 Вилка 2РТТ60КУН47Ш37 I РШАГКУ-20-I 3 . Ш4 Колодка ШР60П47ЭГ2 I \ Ш5,Ш9,ШП Вилка Ш4 Розетка 2РТТ60Б47Г37 I РШАВПБ-20 3 Ш6 Вставка ШР4СЕН6НГ2 I ЭМП1 Плита электромагнитная Ш6 Вилка 2РТТ4СКУН16Ш23 I на ПО В Ш6 Колодка ШР40П16ЭГ2 I 7208-0038П 1 Ш6 Розетка 2РТТ40Б16Г23 I 7208-0038 ПЭ Ш8 Вставка ШР4 (У 14НГ2 I 7208-0038 ПТ Ш8 Вилка 2РТТ40КУН16Ш23 I
Таблица 14
Номер трассы Номер провода Расцветка Данные провода Примечание
марка кол. и сечение, 9 мм*
I А13’ В13: С13; А21’ В20: А16’ В15; С16’ С21’ А22’ В22’ С22; А24; В23: С24^ А26: черный НТВ 23x1 Металлорукав . РЗ-Ц-Х-52
в26’ С26’ А2?; В27: и27* ^1’ Н2: 120; 55; 67; 68; 72; 76; 83; 84; 85; 93; 104; 226; Ps; Р4 красный пгв 14x1
2; 3; 40; 59; 60; 100; 152; 153; Р5 синий 9x1
, J.— зелено- желтый 1x1
2 _^16’ В15’ С16 черный ПГВ 3x1 Металлорукав РЗ-Ц-Х-П
-1.1 зелено- желтый 1x1
3 AI6i В15’ С16 черный 3x1 Металлорукав РЗ-Ц-Х-П
1 зелено- желтый 1x1
4 А24: В23’ ° 24 черный 3x1 Металлорукав РЗ-Ц-Х-П
1 зелено- желтый 1x1
5 55; 67; 72; 104 красный пгв 4x1 Металлорукав РЗ-Ц-Х-П
6 ' А21’ В20’ С21 черный пгв 3x1 Металлорукав РЗ-Ц-Х-П
зелено- желтый 1x1
7 59; 60 комплектно с плитой - 2x0,75 КРПГ
8 2; 3; 40 комплектно с ЕВК 3x0,75 Металлорукав РЗ-Ц-Х-8
- 33 -
Л1 вкз
ВК1
Л17
Ш8.
851
----12
з
ио
ВБ2
Л2
153
100
7L>a
&оШ
N8
Л
Д'
226
ДГ
120
2
Z
9
I
J.
2.
8¥, 65
И'7'
Л13
КЛ7
2
3
W
Л2В
ЛЗ
67
22Е
100
153
1
2
3
9
5
6
7
8
89
85
А13
813
С13
I
9
10
11
И
И
19
15
16
109
Ж
j>7
72
Ж
100
152
153
Л5
ми
Ю1^Л55
67° °72
Л2
А21
021
2
7
9
J.
5.
гагами
68
0Г
Ж
щ!
10
11
12
13
19
15
А27
'Вго
027
Л12
823
А29
129
I
Jf/5
ЛК
2
3_
9
А 22
822
022
JV76
/Г13
MS
M7
6K9
Л
59
8D
3M1
59
fl
Л1
I П I Л I Л
1 г 17 226 33 А29
2 3 18 152 39 823
J 90 19 153 35 029
9 55 20 109 36 А26
5 59 21 А13 31 82.6
6 60 22
7 67 23 С13 39 А27
8 68 29 А16 90 Iff
Я 72 25 815 91 oil
10 76 26 016 92 Р1
11 83 27 А21 93 02
If 89 28 820 99 РЗ
13 85 29 021 95 Р9
19 93 30 А22 95 Р5
15 то 31 622 97
15 120 32 С22
Л
59
80
I
2
3_
9
П
А16
815
CIS
Рис. 15. Монтажная электросхема станка
I - номер контакта; П - номер провода;
Ш - станция управления
93 j
V7
60
Л21
ЭмП1
А21 820 C2f
I и II j J
И
Ш
}
Продолжение табл. 14
Номер трассы Номер провода Расцветка Данные провода Примечание
марка кол. и сечение, мм^
9 • 67; 76; красный НТВ 2x1 Металлорукав
100; 152; 153 синий 3x1 РЗ-м-А-И
10 67; 76 красный 2x1 Металлорукав
100; 152; 153 комплектно с ЬЪК 3x1 РЗ-Ц-2-11
II 67; 76 красный черный 11113 2x1 Трубка Г1ХВ 0 6
12 А26: В26: С26: А27: В27: С27 6x1 Металлорукав
67; 68; 83; 93 красный пгв 4x1 РЗ-Ц-Х-22
1 1 -т- зелено- желтый 1x1
- 34 -
Окончание табл. 14
Номер трассы Номер провода Расцветка Данные провода Т” " " ' Примечание
марка кол. и сечение,мм‘
13 .. А27<’ В27’ С27 черный ПГВ 3x1 Металлорукав РЗ-Ц-Х-11
- 1 зелено- желтый 1x1
14 А26’ В26.’ С26 черный 3x1 Металлорукав РЗ-Ц-Х-11
зелено- желтый 1x1
15 68; 83 красный НТВ 2x1 ' Трубка ПХВ'0 10.
16 67; 93 красный ПГВ 2x1 Трубка ПХВ 0 10
17 18 черный ПГВ 3x1 Металлорукав РЗ-Ц-Х-15 Трубка ПХВ 0 6
84; 85; 120; 226 красный 4x1
120; 226 зелено- желтый красный - ПГВ ПГВ 1x1 2x1
19 84; 85 красный 2x1 Трубка ПХВ 0 12
20 Атз; Втз; Стз черный ПГВ 3x1 Металлорукав РЗ-Ц-Х-П
L— зелено- желтый 1x1
21 1 59; 60 кабель - 2x1 КРИТ
А
- 35 -
Рис. 17. Монтажная злектроохема станции управления
I - номер контакта; П - номер провода;
Ш - пульт; I.Y - шкаф управления >
Ш4
I II I 11 1 II 1 II I II I II
I 2 9 72 17 226 25 BI5 33 А24 41 027
2 3 10 76 18 152 26 CI6 34 В23 42 PI
3 40 II 83 19 153 27 A2I 35 024 43 Р2
4 55 12 84 20 104 28 В2О 36 А26 44 РЗ
5 ' 59 13 85 21 AI3 29 C2I 37 В26 45 Р4
6 60 14 93 22 Б13 30 А22 38 026 46 Р5
7 67 15 100 23 ИЗ 31 В22 39 А27 47 ±
•8 68 . 16 120 24 AI6 32 022 40 В27
- 36 -
Таблица 15
Номер трассы Номер провода Расцветка Данные провода Примечание
марка кол. и оечение, ММ2
I А; В; G черный ПГВ 3x2,5
2 А1Г Вп; СТ1 черный 3x2,5
3 92 красный 1x0,75
95; 98; 99 синий 3x0,75
4 93 красный 1x0.75
50; 51; 94 синий 3x0,75
• 5 56; 73 красный ПМВГ 2x0.75
57; 58; 59; 61 оиний 4x0,75
6 59; 60 синий 2x0,75
7 120 краоный 1x0.75
8 68 красный 1x0,75
9 Ат4; В14; С14 черный 3x1
. 10 АП» ВИ; СИ’ А12’ В13: С12’ А22;В22’С22 че₽ный 9x1
53; 102; 226 красный ПМВГ 3x0,75
II 49; ЮЗ; 124 красный 3x0,75
12 I; 2; 3; 7; 9; 10; Рт синий 7x0,5
13 4; 5; 6; 47 красный 4x0,75
14 А26’ В26» ^26 черный 3x1
। : синий 2x0,5
15 AIlJBII;A22’’B22;C22;A25;B26:C25;A27’C2^ A28’G28’C'29 * черный ПГВ 13x1
102; 104;, 125; 187; 188; 123 красный ПМВГ 6x0,75
91; 189 синий 2x0,75
16 120 красный 1x0,75
17 126 красный 1x0,75
18 AI3’BI3’GI3’AI6’BI5’C'I6’A2I’B20’C'2I’A22’ В22‘ С22’ А24 ’ В23 ^24^26’ В26: С26 ’ А27 ;В27: черный °27’PI’P2 1 . ПГВ 23x1
55; 67; 68; 72; 76; 83; 84; 85; 93; 104 226; Р^; Рд ’ красный ПМВГ 13x0,75
40; 100; 152; 153; Рк синий 5x0,75
2; 3 синий 2x0,5
зелено- желтый 1x0,75
19 ATS» BTS? с15 черный ПВГ 3x1
53; 55; 68; 70; 71; 74; 75; 78; 83; 84; 87: 104: 106: 125: 168; Рт; Р? красный ПМВГ 17x0,75
40; 96 синий 2x0,75
ШИ Ш5 Ш9
I II I II I II I II I II I ' II
I 91 II А27 I 50 II I I II А26
2 102 12 С27 2 51 12 2 2 12 В26
3 104 13 А28 3 92 13 3 3 13 С26
4 107 14 С28 4 93 14 4 4 14
5 188 15 С29 5 94 15 5 5 15 PI
6 189 16 6 95 16 6 6 16
7 17 7 98 17 7 7 17
8 18 8 99 13 8 47 18
9 19 9 19 9 9 19
10 20 10 20 10 10 20
- 37 -
Рио. 18. Пульт управления
Рис. 19. Размещение электроаппаратов на дне станции
управления
- 38 -
Рис. 20. Размещение электрооборудования на станке (вид спереди)
- 39 -
в
Рис. 21. Размещение электрооборудования на станке (вид сверху)
1.5. Гидрооборудование
I.5.I. Назначение
Гидропривод станка осуществляет:
I. Продольное возвратно-поступательное переме-
щение стола с регулируемой скоростью.
2. Автоматическую вертикальную подачу на каж-
дый продольный ход стола или каждый поперечный ре-
веро суппорта.
3. Смазку направляющих стола и крестового суп-
порта, винта и направляющихвертикальной подачи и
винта поперечной подачи.
1.5.2. Управление
Электродвигатель насоса гидропривода включает-
ся нажатием на кнопку гидропривода "Пуск гидроприво-
да".
Регулировка величины хода стола производится
перестановкой подвижных упоров 13 (см.рис.2).
Пуск и останов стола производят поворотом руко-
ятки крана 9 гидропанели ВШПГ-35 в положении "Пуск",
"Стоп" или "Разгрузка".
Скорость перемещения стола регулируется рукоят-
кой 2 дросселя гидропанели ВШИГ-35.
- АО -
Плавность реверса стола устанавливается с по-
мощью дросселей 8 гидропанели ВШПГ-35.
Автоматическая вертикальная подача включается
золотником управления 28 (рис. 22) в момент реверса
крестового суппорта или стола переключением тумбле-
ра, установленного на пульте управления.
Смазка винта и направляющих вертикальной пода-
чи и винта поперечной подачи производится периоди-
чески нажатием один раз в смену на две секунды кноп-
ки 6 (см.рис.2).
Количество масла, подаваемого на смазку направ-
ляющих стола и крестового суппорта,, регулируется
дросселями 7.
Конструкция
Гидропривод включает узлы:
I. Гидрокоммуникация, узел 70.
2. Гидроагрегат, узел 71.
1.5.3. Гидр ок оммуникация
(узел 70)
Гвдрокоммуникация предназначена для соединения
гидроцилиндра и гидроаппаратуры трубами и гибкими
рукавами согласно принципиальной схеме (см. рис.22)
в единую систему.
В узел входят:
I. Гидропанель ВШПГ-35 с пропускной способ-
ностью 35 л/мин.
2. Реверсивный золотник с электрическим управ-
лением 54БПГ73-П.
3. Сетчатый фильтр 042-310, предназначенный
для очистки масла, поступающего на смазку.
4. Подпанельная плита, в которой смонтированы:
а) дросоели 16, с помощью которых регулируется
подача масла на смазку направляющих стола, крестово-
го суппорта;
б) кнопка 9 для периодической смазки винта и
направляющих вертикальной подачи и винта поперечной
подачи;
в) клапан II, предназначенный для создания
подпора в ойстеме слива.
1.5.4. Гидроагрегат
(узел 71)
Гидроагрегат представляет собой бак сварной
конструкции емкостью 70 л и установлен внутри стани-
ны. . ••
На крышке бака смонтированы:
I. Электродвигатель А0Л2-22-6, 1Г= 1,1 кВт,
п = 950 об/мин, соединенный упругой муфтой с лопас-
тным насосом Г12-ЗЗА.
Производительность насоса Q = 25 л/мин при ра-
бочем давлении Р = 64 кгс/см^.
2. Напорный золотник Г54-23 для предохранения
наооса от перегрузки и установки требуемого давле-
ния в гидросистеме,
3. Фильтр пластинчатый 0,12 Г41-23 с пропуск-
ной способностью Q = 35 л/мин для очистки масла, по-
ступающего в гидросистему.
4. Манометр диаметром 60 мм, Р = 25 кг.с/см2,
класс точности 2,5 для контроля давления в гидросис-
теме. Манометр снабжен колодкой отключения 5.
5. Отстойник для сбора и очистки излишков мас-
ла, поступающих с направляющих стола и крестового
суппорта.
6. Заливочная горловина с сетчатым фильтром
для грубой очистки мас^а при заливке в бак.
1.5.5. Работа гидропривода и
взаимодействие узлов
(см.принципиальную схему гидропривода)
Гидропривод станка включается в работу нажати-
ем на кнопку "Пуск гидропривода" с последующей уста-
новкой крана гидропанели 17 в положение "Пуск". По-
ток масла, нагнетаемый лопастным насосом 2, через
фильтр 4 по трубопроводу 12 поступает в центральную
проточку реверсивного золотника 25 панели 17. При
положении золотника 25, как показано на схеме, ос-
новной поток поступает в левую проточку и по трубо-
проводу 18 в гидроцилиндр 20 перемещения стола.
Стол движется в направлении стрелки. Слив из гидро-
цилиндра 20 происходит по трубопроводу 21 через
дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дрос-
селем 14.
Перемещение стола вправо происходит до момента,
пока упор 19, связанный со столом, не перебросит ры-
чаг реверса 23, который через систему рычагов произ-
ведет переключение золотника управления 24 в левое
положение. При этом правая торцевая камера золотни-
ка реверса соединяется с давлением, золотник 25 пе-
ремещается влево, в результате чего происходит ре-
верс стола. Трубопровод 21 становится напорным, тру-
бопровод 18 - сливным. Стол движется в обратном нап-
равлении до тех пор, пока упор 22 не переброоит ры-
чаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описан-
ному .
Автоматическая вертикальная подача осуществля-
ется с включением электромагнита реверсивного золот-
ника 28.
Поток масла по трубопроводу 12 через реверсив- t
ный золотник и трубопровод 27 поступает в нижнюю по-
лость моментного гидроцилиндра, из верхней полости
масло по трубопроводу 26 через золотник и трубопро-
вод 29 сливается в гидробак. Происходит поворот флаж-
ка по часовой стрелке. Через систему шестерен враще-
ние передается на винт вертикальной подачи. Происхо-
дит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26
становится напорным, трубопровод 27 - сливным. Фла-
жок возвращается в исходное положение.
- 41
Смазка направляющих стола и крестового суппорта,
винта и направляющих вертикальной подачи и винта по-
перечной подачи производится от трубопровода 13 че-
рез фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и
крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих
вертикальной подачи и винта поперечной подачи вклю-
чается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих сто-
ла и крестового суппорта, по трубопроводам 7 и 8
сливаются в гвдробак.
1.5.6. Первоначальный пуск гидропривода
и наладка
Перед пуском гидропривода необходимо вниматель-
но проверить соответствие разводки труб принципиаль-
ной схеме гидропривода, убедиться в наличии масла в
баке и приступить к пуску гидропривода, придержива-
ясь следующего порядка;
I. Полностью ослабить пружину напорного золот-
ника 3.
2. Поставить рукоятку крана стола в положение
"Стоп".
3. Полностью закрыть дроссель скорости стола.
4. Включить электродвигатель гидропривода и
проверить правильность направления вращения вала
двигателя (по часовой стрелке со отороны верхней
крышки двигателя).
5. Подтянуть пружину напорного золотника 3 до
давления Р = 13,5...14,5 кгс/см^. Контроль давления
производить'по показаниям манометра.
6. Поставить рукоятку крана стола в положение
"Пуск".
7. Постепенным открытием дросселя скорости сто-
ла установить необходимую скорость перемещения сто-
ла.
8. С помощью дросселей смазки отрегулировать
подачу смазки на направляющие стола и крестового
суппорта.
9. Отрегулировать плавность реверса отола пос-
тепенным открытием дросселей регулирования паузы и
плавности разгона.
1.5.7. Указания по монтажу и эксплуатации
гидропривода
После сборки станка и монтажа гидросистемы гид-
роагрегат следует заполнить предварительно профильт-
рованным маслом. Рекомендуемая марка масла "Турбин-
ное 22П", при температуре масла в баке от +10 до
+ 50°С.
Емкость бака около 70 л. Уровень масла в баке
контролируется по риске маслоуказателя. Во время эк-
сплуатации гидропривод необходимо содержать в чисто-
те и следить за наличием необходимого количества
масла.
Рукоятку пластинчатого фильтра необходимо пово-
рачивать на два-три оборота один раз за смену.
В течение первых двух дней работы после смены
масла в баке необходимо промывку фильтра произво-
дить ежедневно.
Через три месяца после первоначального пуска
станка необходимо произвести замену масла в баке с
предварительной очисткой и промывкой бака чистым ке-
росином, а также демонтаж и промывку фильтра.
В дальнейшем замену масла, очистку и промывку
бака и фильтра требуется производить не реже двух
раз в год.
Очистку фильтрующего элемента C42-3I нужно про-
изводить не реже, чем через 200 часов работы. Про-
мывку фильтрующего элемента следует производить в
чистом керосине или бензине с последующей продувкой
сухим и чистым воздухом.
1.5.8. Указания по ремонту гидропривода
В случае ремонта гидропривода необходимо:
I. Перед началом сборки прежде всего ознако-
миться с принципиальной схемой гидропривода.
2. Перед развальцовкой все медные трубы отжечь’.
Следует обратить особое внимание на качество
развальцовки и помнить, что от этого зависит отсут-
ствие течи в соединениях для труб. Хорошо выполнен-
ное соединение при качественной развальцовке не нуж-
дается в подтяжке во время работы.
3. Все трубопроводы перед установкой на месте
тщательно промыть в чистом керосине и продуть сжа-
тым воздухом.
4. Трубы изогнуть по месту, строго соблюдая ра-
диусы изгиба, установленные нормами.
Сплющивание труб не допускается.
5. Окончательные длины труб и рукавов уточнить
при сборке.
6. Установить рабочее давление масла 13,5-14,5
кгс/см^.
7. Перед пуском станка иопытать гидросистему
давлением масла Р = 20 кгс/см^ на отсутствие течи.
Наружная течь масла из мест соединения труб и
гибких рукавов не допускается.
Таблица 16
1.5.9. Перечень нормализованных
аппаратов гидропривода
Поз. на рис.22 Обозначе- ние Наименова- ние Тип Коли чест во Приме- чание
2 Г12-ЗЗА Насос лопас- тной Г12-3 I Q = =25 л/мин
3 Г54-23 Напорный зо- лотник Г54-2 I Q = 35 л/мин
4 0.I2T4I-23 Фильтр плас- тинчатый Г41-2 I Q = =5 л/мин
- 42 -
/5
ш %
л
/J/4
28
Рис. 22. Принципиальная гидравлическая схема
I - смазна винта и направляющих вертикаль-
ной подачи; П - смазка винта поперечной по-
дачи; Ш - смазка стола; 1У - смазка направ-
ляющих крестового суппорта; У - механизм
вертикальной подачи; У1 - пуск; УП - стоп;
Окончание табл. 16
Поз. на рис.22 Обозначе- ние Наименова- ние Тип Коли- чест- во Приме- чание
6 Манометр I
IC МТП-60/1-25x2,5 ГОСТ 8625-69 C42-3I Фильтр сет- С42-3 I
I? чатый Ы1ШГ-55 Гидропанель I
20 14-40x18x710 Гидроцилиндр I
28 Г22-23А ЗГ71 54БПГ 73-II Реверсивный Г73-1 I Q =
золотник с электромаг- нитным уп- равлением =5 л/мин
V = ИО В
I.S. Система смазки
Прежде чем приступить к работе на станке, необ-
ходимо проверить наличие смазки в местах подвода и
УШ - разгрузка
произвести смазку станка согласно схеме и специфика-
ции к схеме смазки (рис. 23).
Для смазки подшипников шлифовальной головки
имеется централизованная система смазки (узел 72).
Агрегат смазки устанавливается в станине под
колонной. Допуск к агрегату смазки шлифовальной го-
ловки - через заднюю дверку станины.
В агрегат входят: реверсивный шестеренный на-
сос ВГИ-IIA производительностью 5 л/мин, приводи-
мый в движение электродвигателем с мощностью
0,27 кВт, п = 1400 об/мин; магнитно-сетчатый сдво-
енный фильтр ФИС-12 для очистки масла, поступающего
на смазку. Для создания необходимого давления в сис-
теме смазки на крышке агрегата установлен регулируе-
мый подпорный клапан.
Заливка масла производится через заливочную
горловину, снабженную сетчатым фильтром. Контроль
уровня масла производится по маслоуказателю.
Для отключения электродвигателя шлифовальной
головки при понижении давления в системе ниже допус-
тимой величины на баке установлено реле давления.
Масло, поступающее в шлифовальную головку, сма-
зывает и охлаждает подшипники шпинделя и по гибкому
шлангу через подпорный клапан сливается в бак смаз-
ки.
- 43 -
Смазка направляющих стола крестового суппорта,
станины и колонны, а также указания по обслуживанию
описаны в разделе "Гидрооборудование".
Контроль давления масла в системе смазки произ-
водится манометром, установленным на бачке смазки.
Рис. 23. Схема смазки
Перечень точек смазки
Таблица 17
Позиция по рис. 23 Расход сма- зочного материала Периодичность смазки Смазываемая точка Узел Смазочный материал
I 25 л Постоянно Бак смазки шлифовальной го- ловки Агрегат смазки Масло Л. Велосит ГОСТ 1840-51
2 70 л Периодическая заливка Бак гидропривода Гидроагрегат Масло турбинное 22П ГОСТ 32-74
3 0,25 л При профилак- тических ре- монтах Шестерни и подшипники меха- низма подач Механизм подач Смазка универсальная УС-2 ГОСТ 1033-73
- 44 -
Окончание табл. 17
Позиция ПС рис. 23 Расход сма- зочного материала Периодичность омазки | Смазываемая точка i Узел Смазочный материал
4 0,05 л I раз в смену Бинт и гайка механизма попе- речной подачи, направляющие и винт вертикальной подачи Механизм подач, колонна Масло турбинное 22П ГОСТ 32-74
5 Постоянно при гидравличес- ких перемеще- ниях стола Направляющие станины, крео- тового суппорта и стола Станина, крестовый суппорт, стол Масло турбинное 22П ГОСТ 32-74
6 0,25 л При профилак- тических ре- монтах Подшипники и оси механизма продольного ревероа стола Механизм продоль- ного реверса стола Смазка универсальная УС-2 ГОСТ 1033-73
7 При профилак- тических ре- монтах Шестерни и валики механизма продольного перемещения сто- ла Механизм продоль- ного перемещения стола Смазка универсальная УС-2 ГОСТ 1033-73
Рис. 24. Принпипиальная схема смазки
Таблица 18
Перечень элементов системы смазки
Обоз- наче- ние на рис. 24 Обозначение Наименование Коли- чест- во Примеча- ние
I ЗГ71М.72.000 Агрегат смазки I V = 25 л
2 Насос шестерен-
ный ВГП-11А
ГН-1 I Q = 5 л/мин
3 Фильтр магнитно-
сетчатый ФМС-12 I Q =18 л/мин
4 Точка смазки I
5 Точка смазки I
6 Манометр
МТП-60/4-1,6х2,5
ГОСТ 8625-69 I
7 Реле давления I
8 Маслоуказатель
MHI76-63 1-30 I
I.6.I. Указания по обслуживанию
системы смазки
Первую омену масла в баке смазки шлифовальной
головки требуется произвести через две недели рабо-
ты станка (при двухсменной работе) после очистки и
промывки бака чистым керосином. Фильтр также необхо-
димо очистить и промыть.
Для очистки фильтра нужно отвинтить винты, кре-
пящие крышку со стаканами, снять стаканы , вывернуть
ось с пакетом магнитов и трубу с сетчатым и фильтру-
ющими элементами, промыть фильтрующий пакет под
струей керосина или продуть сжатым воздухом.
Дальнейшую замену масла и очистку бака следует
производить в случае потемнения масла, но не реже,
чем I раз в 6 месяцев. Очистку магнитно-сетчатого
фильтра рекомендуется производить не реже, чем пос-
ле 200 ч работы.
Смазка остальных точек производится в соответ-
ствии со схемой смазки.
Таблица 19
ПЕРЕЧЕНЬ
применяемых смазочных материалов и их
аналогов
Страна, фирма Марка смазочного материала
СССР Масло "Турбинное 22П" ГОСТ 32-74
СССР Масло Д Велосит ГОСТ 1840-51
СССР Смазка универсальная УС-2 ГОСТ 1033-73
- 45 -
2. ИНСТРУКЩЯ ПО ЭКСПЛУАТАЦИИ
2.1. Указания по мерам безопасности -
ВНИМАНИЕ!
НЕЛЬЗЯ ДОПУСКАТЬ РАБОЧЕГО К СТАНКУ, НЕ ОЗНАКО-
МИВ ЕГО С ПРАВИЛАМИ ТЕХНИКИ БЕЗОПАСНОСТИ!
2.I.I. При работе на станке необходимо строго
соблюдать следующие требования:
I. Новые шлифовальные круги вместе с фланцами
перед установкой на станок должны быть тщательно от-
балансированы статически. Балансировка производится
на балансировочном приспособлении, установленном на
жесткой плите и выверенном по уровню с точностью
0,02 : 1000 мм. Дисбаланс выбирается грузами, распо-
ложенными во фланце круга.
2. Перед установкой на станок круги должны испы-
тываться на специальной машине.
3. Нельзя включать шлифовальную головку с уста-
новленным кругом при открытом кожухе.
4. Включать шлифовальную головку с кругом можно,
только убедившись, что круг надежно и правильно зак-
реплен.
5. При шлифовании на магнитной плите необходимо
убедиться в надежности крепления детали.
6. В работе следует руководствоваться режимами
и припусками, установленными для данного типа стан-
ков.
7. Запрещается установка, снятие и измерение де-
талей под вращающимся кругом. Стол должен быть выве-
ден в крайнее положение.
8. Запрещается проверять натяжение ремня при
вращающемся шлифовальном круге.
9. После окончания работы следует отключить ста-
нок от сети.
10. Нельзя допускать рабочего-шлифовщика к рабо-
те на станке при шлифовании с окружной скоростью шли-
фовального круга свыше 35 м/с без специального инст-
руктажа.
II. Запрещается открывать крошку электрошкафа.
12. Необходимо строго соблюдать порядок и прави-
ла включения и пуска станка.
13. После установки станка на фундамент потреби-
тель должен оградить зону перемещения стола, выходя-
щую за габариты станка.
2.2. Порядок установки
2.2.1. Распаковка и транспортирование станка
После распаковки следует проверить наружное
состояние узлов и деталей станка, наличие всех при-
надлежностей и других материалов, согласно упаковоч-
ной ведомости, подписанной ОГК завода.
Транспортирование распакованного станка произ-
водится согласно схеме (рис. 25). Нужно предохра-
нить отдельные выступающие части станка от поврежде-
ния канатом, для чего в соответствующих местах необ-
ходимо установить подкладки.
Фда транспортирования следует применять канаты,
обеспечивающие по прочности поднятие веса, указанно-
го на схеме транспортирования.
2.2.2. Фундамент станка и установка
Установка станка на фундамент производится по
установочному чертежу (рис. 26).
0г правильно выбранного места под фундамент,
соблюдения требования к изготовлению фундамента,
правильной установки станка в значительной мере за-
висят чистота и точность шлифования.
При выборе места под фундамент необходимо соб-
людать следующие требования:
Рядом с устанавливаемым станком не должно быть
источников вибрации.
Станок должен быть установлен так, чтобы в слу-
чае разрыва шлифовального круга не могли быть пов-
реждены осколками соседние станки.
Глубина заложения фундамента принимается в за-
висимости от грунта и должна быть достаточной, что-
бы вибрации от окружающих машин и предметов не пере-
давались станку.
Станок на месте установки выверяется по уровню.
При выверке станка уровень попеременно устанав-
ливается по длине и ширине стола и располагается на
середине зеркала стола.
Точность установки в продольном и поперечном
направлениях 0,02 на 1000 км.
Окончательно выверенный станок подливается бе-
тоном и после его затвердевания крепится фундамент-
ными болтами с последующей проверкой по уровню.
2.3. подготовка станка к первоначальному пуску.
Первоначальный пуск и указания по технике
безопасности
После окончательной установки станка на фунда-
менте необходимо смыть нанесенное антикоррозионное
покрытие со всех наружных частей станка. Промытые
наружные поверхности протираются чистой ветошью, не-
окрашенные поверхности покрываются тонким слоем мас-
ла для предохранения от коррозии.
Ни в коем случае нельзя употреблять для очист-
ки антикоррозионного покрытия металлические предме-
ты и наждачную бумагу.
_ 46 -
Рис. 25. Схема транспортирования станка
До пуска станка в работу необходимо:
I. Протереть чистой ветошью наружные части
станка.
2. Смазать станок, руководствуясь разделом
"Система смазки".
3. По схеме ознакомиться с назначением рукоя-
ток управления и проверить работу механизмов от ру-
ки.
4. После заземления и подключения станка к се-
ти проверить работу узлов на холостом ходу, для че-
го кратковременным включением каждого электродвига-
теля проверить правильность направления вращения.
Шлифовальный круг должен вращаться по часовой стрел-
ке (со стороны рабочего места).
5. Проверить соответствие символов на пульте
управления с работой механизмов.
6. Убедившись в нормальной работе механизмов
на холостом ходу и в правильности подключения стан-
ка, приступить к пробному пуску, для чего:
шлифовальную головку установить по высоте в
среднее положение;
кулачки продольного и поперечного реверсов ус-
тановить на максимальные перемещения стола и суппор-
та;
включить привод шлифовального круга;
включить гидропривод, установив предварительно
рукоятку пуска стола (правую) и рукоятку скорости -
в нижнем положении;
переключить рукоятку пуска в положение "Пуск
стола", рукоятку скорости повернуть вверх до получе-
ния желаемой скорости, при этом скорость стола долж-
на возрастать плавно;
на пульте злектрошкафа установить желаемую ве-
личину поперечной подачи и рукояткой ручного попе-
речного реверса стола получить нужное направление
перемещения - вперед или назад.
Во время пробного пуска нужно тщательно прове-
рить работу всех узлов, нет ли повышенного шума,
толчков, вибраций узлов, течи масла, искрения кон-
тактов.
В случае выявления каких-либо неисправностей
следует установить их причину и сообщить заводу.
2.4. Настройка, наладка и режимы работы
2.4.1. Настройка и наладка
Для правильной работы всех узлов и увеличения
сроков службы станка рекомендуется соблюдяфк следую-
щий порядок настройки:
- 47 -
I - система охлаждения; П - злектрошкаф;
я - фундамент
I. Установить и закрепить деталь.
2. В зависимости от размеров шлифуемой детали
установить кулачки продольного реверса так, чтобы
ход стола был больше длины детали на 80-100 мм.
3. Включить шлифовальный круг и гидропривод.
4. Дроссельный кран гидропанели установить в
положение "Пуск стола".
5. Рукоятку скорости стола медленно поворачи-
вать против часовой стрелки вверх.
6. При скорости стола 3-10 м/мин подвести шли-
фовальный круг к изделию, вначале пользуясь механиз-
мом ускоренного перемещения, а затем вручную до иск-
ры.
7. В случае работы с автоматической поперечной
подачей установить необходимую величину подачи.
8. В случае работы с автоматической вертикаль-
ной подачей поворотом рукоятки установить необходи-
мую величину вертикальной подачи.
При работе с ручной вертикальной подачей руко-
ятка должна быть установлена в положение 0.
9. Маховиком произвести вертикальную подачу.
10. Увеличить скорость стола до необходимой.
II. Установить рукояткой требуемую поперечную
подачу.
12. Рукояткой включить автоматическую попереч-
ную подачу в ту или иную сторону в зависимости от
того,' с какой стороны начинается шлифование.
13. Правку круга осуществлять по мере затупле-
ния круга вначале грубо, затем с малой подачей алма-
за (0,02-0,04 мм/об).
Величина снимаемого слоя при правке круга мо-
жет быть в пределах 0,1-0,3 мм. Держатель с алмаз-
ным карандашом устанавливается на магнитной плите
или столе станка и закрепляется. Стол получает попе-
речное перемещение от руки.
14. Перед установкой на станок шлифовальный
круг сбалансировать статически, для чего в собран-
ном виде круг с фланцами закрепляется на конусной
оправке, которая устанавливается на ножи или валики
балансировочного приспособления.
С помощью подвижных грузов на фланце произво-
дят предварительную балансировку круга. Затем уста-
навливают круг на шпиндель и грубо правят его до
тех пор, пока круг будет заправлен по всему диамет-
РУ-
Для окончательной балансировки круг вторично
балансируют с особой тщательностью, а грузы зажима-
ют стопорными винтами.
15. По мере износа круга периодически прове-
рять его сбалансированность.
2.4.2. Режимы работы
Конструкция станка позволяет выбирать различ-
ные режимы шлифования сочетанием различных подач и
скоростей стола.
Основными технологическими факторами, определя-
ющими режим шлифования, являются:
I. Точность обработки,
2. Качество обрабатываемой поверхности,
3. Мощность главного привода станка,
4. Стойкость шлифовального круга.
Режимы выбираются по нормативам или на основа-
нии многолетнего опыта.
Для получения высокой точности (плоскостности
и параллельности двух сторон) рекомендуется шлифова-
ние производить вначале черновым проходом, а затем
одно-двух чистовыми проходами с каждой стороны поо-
чередно для получения требуемой плоскостности на
одной стороне детали, причем последний проход шлифу-
ется с вертикальной подачей не более 0,01 мм. В слу-
чае недостаточного припуска для высокой точности не-
обходимо базовую плоскость для крепления подгото-
вить путем притирки или шабровки.
Качество обрабатываемой поверхности зависит от
режима шлифования, характеристики круга, способа
его правки, от состава и качества охлаждающей жид-
кости.
Следует шлифовать при обильном охлаждении и
применять соответствующие по характеристике шлифо-
вальные круги.
При шлифопянии мягких материалов следует при-
менять более твердые шлифовальные круги, а при обра-
ботке твердых и закаленных материалов рекомендуются
круги на одну-две ступени мягче. Для очень вязких и
мягких материалов (свинец, медь, латунь и др.) сле-
дует применять мягкие круги. .=' -'г
- 48 -
Высокая точность и чистота достигаются примене-
нием мелкозернистых кругов.
Для шлифования алюминия, меди, твердых сплавов,
бронзы следует применять круги из карбида кремния
(карборундовые).
Для инструментальных и конструкционных сталей
необходимо применять злектрокорувдовые круги.
Чтобы обеспечить длительную точность станка,
нужно избегать перегрузки двигателей главного приво-
да. Полная нагрузка достигает номинального значения
при режимах порядка t = 2-3 мм, 3 = 0,05 мм,
V = 20 м/мин.
В СЛУЧАЕ НЕСОБЛЮДЕНИЯ ВСЕХ ВЫШЕИЗЛОЖЕННЫХ
ТРЕБОВАНИИ ЗАВОД НЕ ГАРАНТИРУЕТ ДОЛГОВЕЧ-
НОСТЬ И ТОЧНОСТЬ СТАНКА
2.5. Регулирование станка
2.5.1. Общие требования
Станок выпускается заводом в отрегулированном
состоянии и не нуждается в регулировке до износа от-
дельных элементов конструкции, поэтому регулировку
нужно производить только после того, как неоспоримо
установлена её необходимость.
Регулировку должен производить опытный слесарь,
хорошо знающий конструкцию и работу станка.
2.5.2. Регулирование зазора в
подшипниках шпинделя
Нормальным рабочим зазором является зазор 0,01-
0,02 мм. Необходимость регулировки подшипников шпин-
деля вызывается ухудшением чистоты шлифуемой поверх-
ности в результате увеличения диаметрального зазора.
Перед тем, как приступить к регулировке, необ-
ходимо измерить радиальный люфт шпинделя, установив
на зеркале стола стойку с индикатором, мерительный
штифт которого следует упереть на конус перпендику-
лярно его образующей и нажатием на шпиндель опреде-
лить радиальный люфт. Только при наличии люфта бо-
лее 0,04 мм можно производить регулировку подшипни-
ков.
Регулировку нужно производить поджимом верхних
вкладышей, ни в коем случае не трогав боковых, в
противном случае нарушается параллельность оси шпин-
деля поперечному перемещению стола.
Рекомендуется соблюдать следующий порядок регу-
лирования:
I. Вывернуть пробку, придерживая гайку.
2. Ослабить гайку, придерживая ключом штырь.
3. Повернуть на небольшой угол штырь.
4. Затянуть -гайку, придерживая ключом штырь.
5. Проверить индикатором люфт и легкость враще-
ния шпинделя.
6. Завернуть пробку. '
Осевой люфт шпинделя выбирается пружинами и в
регулировке не нуждается.
2.5.3. Регулирование зазора в направляющих
Из имеющихся на станке направляющих в регули-
ровке нуждаются только вертикальные направляющие ко-
лонны.
Регулировка производится в случае появления за-
зоров, наличие которых определяется по люфту колон-
ны или сползанию сепараторов с роликами.
Регулировка производится подтяжкой клина на го-
ловке и подтяжкой гаек на плите, установленной внут-
ри колонны в задней части. Во избежание создания
чрезмерного натяга затяжку гаек следует производить
в шахматном порядке с уоилием не более 10 кг на дли-
не рукоятки ключа 130-150 мм через окно в колонне.
2.5.4. Регулирование натяжения ремней
В процессе работы происходит вытяжка приводно-
го ремня, поэтому даже при небольшой нагрузке ско-
рость круга заметно уменьшается. Поэтому нужно пери-
одически проверять и регулировать натяжение ремня.
Для регулировки нужно снять заднюю крышку в колонне,
отпустить винты, крепящие кронштейн с электродвига-
телем, и опустить его вниз винтом, затем снова затя-
нуть винты.
2.5.5. Регулирование плавности реверса
В случае нарушения плавности реверса, а также
при появлении толчков и больших перебегов стола, не-
обходимо отрегулировать гидропанель. Но прежде чем
приступить к регулировке, необходимо проверить дав-
ление в гидросистеме по манометру, установленному
на гидробаке.
Давление, регулируется поворотом головки напор-
ного золотника. Регулировка производится следующим
образом:
Завертывают до конца нижние дроссели регулиро-
вания паузы, а затем их медленно вывертывают.
Завертывают до конца верхние дроссели плавнос-
ти разгона, а затем их медленно вывертывают до полу-
чения плавного реверса.
Вывертывают дроссели поочередно и равномерно с
двух сторон гидропанеди (с правой и левой стороны),
причем правый реверс стола регулируется левыми (со
стороны рабочего места) дросселями.
Регулировка плавности реверса является сложным
процессом и может производиться только высококвали-
фицированным слесарем.
2.6. Расположение подшипников (см. рис. 2?).
2.6.1. Перечень подшипников качения - см.
табл. 20.
- 49 -
7
Ряс. 27. Схема расположения подшипников
- 50 -
Таблица 20
Перечень подшипников качения
Наименование Узел Поз. на рис. 27 Коли- чество
Шарикоподшипник радиально-
упорный ГОСТ 831-62
36202 22 I 2
36201 22 15 2
36203 22 2,12,13, 9
14
36206 22 II I
36201 25 7 2
46202 , 25 6,8 , 2
36205 зз- 3 2
Шарикоподшипник радиальный
ГОСТ 8338-57
18 25 9 2
204 25 10 I
7000II0 33 4 2
Шарикоподшипник упорный
ГОСТ 6874-54 8110 33 5 I
> 2-7, Особенности разборки и сборки
станка при ремонте
I. В случае разборки станка необходимо обяза-
тельно отключить станок от сети вводным выключате-
лем.
2. Прежде, чем снять крестовый суппорт, требу-
ется:
отсоединить от суппорта шланги, подводящие мас-
ло к гвдроцилиндру продольного перемещения стола и
шланги смазки;
'отвернуть от станины кронштейн фиксации кресто-
вого суппорта;
освободить гайку поперечной подави в кронштей-
не суппорта (отпустить винты).
3. При снятии шлифовальной головки следует от-
соединить трубки, подводящие смазку, и снять ремень
привода.
4. При разборке и сборке колонны необходимо
следить за тем, чтобы клин в вертикальных направляю-
щих был поставлен без зазора с минимальным натягом,
в противном случае на рабочих поверхностях могут об-
разоваться лунки от роликов. Задняя плита должна
быть прижата с усилием не более 70 кгс.
5. Без особой необходимости не следует снимать
привернутые направляющие, так как при этом нарушает-
ся их точность.
3. ПАСПОРТ
3,1, Общие сведения
Инвентарный номер- _________________
Завод Оршанский станкострои-
тельный завод "Красный
борец"
Цех
Дата пуска станка в эксплуатацию
3.2. Основные технические данные и
характе риотики
Класс точности станка "В" по ГОСТ 8-71
Основные размеры
Наибольшие размеры обрабатываемых
изделий, мм (длина х ширина х
х высота) .......................... 630x200x320
Наибольшее расстояние от оси шпинделя
до зеркала стола, мм ............... 445
Наибольший допустимый вес обрабатыва-
емого изделия с учетом магнитной
плиты и крепящего приспособления,
КГ .................................. 150
Стол
Размеры рабочей поверхности стола
(длина х ширина), мм ............... 200x630
Перемещение стола, мм
продольное ..................... 700
поперечное .................... 245
Скорость стола, м/мин:
наименьшая .......................... 3
наибольшая .................... 25
Перемещение стола за один оборот
маховика продольного перемещения,
мм ................................. 18,1
Механизм подачи
Вертикальная подача
Цена деления лимба маховика, мм .... 0,002
Цена деления лимба микрометрической
подачи, мм ......................... 0,001
Автоматическая подача (ступенчатая
через 0,002 мм), мм:
наименьшая ................... 0,002
наибольшая .............. 0,05
Перемещение шлифовальной головки за
один оборот маховика, мм ........... 0,2
Поперечная подача
Цена деления лимба маховика, мм ..... 0,02
Цена деления лимба микрометрической
подачи, мм ...................... 0,005
Автоматическая поперечная подача нэ
каждый ход стола, мм (регулируется
бесступенчато):
наибольшая ......................... 10
наименьшая .................... 0,3
51
Автоматическая непрерывная подача,
м/мин ................................. 0,7
Перемещение суппорта за один оборот
маховика, мм ............................ 2
Шлифовальная головка
Скорость ускоренного перемещения,
м/мин ................................ 0,28
Размеры шлифовального круга, мм ...... 250x32x76
Число оборотов шлифовального круга
в минуту ............................. 2680
Привод шлифовального круга
Тип ремня ............................ плоокий
Длина, мм ............................ 1250
Ширина, мм ........................... 40
Габаритные размеры станка и масоа
Длина, мм ............................ 1980
Ширина, мм ........................... 1840
Высота, мм ........................... I860
Шаооа станка, кг:
без приставного оборудования ... 2050
с приставным оборудованием ..... 2250
Электродвигатель главного привода
Мощность, кВт ...................... 2,2
Число оборотов в минуту ............. 2860
Инвентарный номер ....................
Гидропривод
Мощность, кВт ........................ 1,1
Число оборотов в минуту ............ 930
Инвентарный номер ....................
Электродвигатель ускоренного
перемещения шлифовальной головки
Мощность, кВт ........................ 0,4
Число оборотов в минуту ..............' 1400
Инвентарный номер ....................
Привод поперечной подачи
Мощность, кВт’ ........................ 0Д8
Число оборотов в минуту ............... 1400
Инвентарный номер ...................
* Привод насоса охлаждения
Мощность, кВт ........................ 0,125
Число оборотов в минуту ............... 2800
Инвентарный номер ....................
Привод магнитного сепаратора
мощность, кВт.......................... 0,08
Число оборотов в минуту ............... 1390
Инвентарный номер ....................
Привод смазки шлифовальной головки
Мощность, кВт ........................ 0,27
Число оборотов в минуту ................ 1400
Инвентарный й ........................
Количество установленных электро-
двигателей ........................... 7
Общая установленная мощность, кВт ... 4,355
- 52 “
Таблица 21
3.3. Сведения о ремонте
1 Наименование !и обозначение составных частей станка Основание Дата Категория сложности ремонта Ремонтный цикл работы станка в часах Вид Должность и подпись- венного фамилия ответст- лица
для сдачи в ремонт поступ- ления В ремонт выхода из ремонта ремонта произво- дившего ремонт приняв- шего ремонт
*
- - ' . -
- 53 -
Таблица 22
3.4. Сведения об изменениях в станке
Наименование и обозначение составных частей Основание (наименование • документа) Дата проведенных изменений Характеристика работы станка после проведен- ных изменений Должность, фамилия и подпись ответст- венного лица
f
- 54 -
Продолжение табл. 23
3.5. Сведения о приспособлениях
В нормальном исполнении станок комплектуется
электромагнитной плитой, установленной на столе.
Магнитная плита обеспечивает надежное и быстрое
закрепление различных деталей, имеющих установочную
плоскую базовую поверхность. Зеркало плиты необходи-
мо предохранять от царапин, для чего при очистке
плиты следует пользоваться мягкими предметами.
Зеркало плиты периодически перешлифовывается,
причем шлифовать плиту рекомендуется во включенном
состоянии для получения хорошей плоскостности.
Для расширения технологических возможностей
станка по желанию заказчика за отдельную плату со
станком могут быть поставлены приспособления, служа-
щие для крепления деталей или для профильной правки
шлифовального круга.
Типы приспособлений, которые могут быть изго-
товлены за отдельную плату, указаны в технических
условиях на станок и в ведомости комплектации стан-
ка. • -
Таблица 23
3.6. Комплект поставки
Обозначение Наименование Коли- чест- во Примеча- ние
ЗГ7ТМ Станок в сборе I
I. Входят в комплект и стоимость станка
SO.001 Охлаждение I
81.001 Станция управле- ния I
90.101 Фланец для крепле- - 0 винтом
ния алмазного ка- J16x20.66.05
рандаша I ГОСТ 1482-64
ЗГ7IM.30.211 Ступица I Без учета ус-
3P7I.30.206 Фланец I гановлеиного на станке То же
90.202А Ключ I
90.204 Ключ I
Оправка 40 Груз ПО.8.05 ll С учетом уо-
0СТ2 И91-2-72 Ключ торцовый 17 I тановленных на станке
Гайка KI4-50I
М48х1,5 лев. I
Тайка ГОСТ 5927-7( 3 Для крепле-
Nil 2x6,05 2 ния магнит-
ГОСТ 9833-73’ Кольцо ной плиты и детали 90.101
007-0I0-I9-I-2 009-012-I9-I-2 2 2
0II-0I4-I9-2-2 16
Обозначение Наименование Коли- чест- во Примеча- ние
ГОСТ 9833-73 Кольцо 0I7-020-I9-I-2 10 0I8-02I-I9-2-2 12 029-032-I9-I-I 2 032-040-46-1-2 2 Винт ГОСТ 1482-64 Установить в М6х20.66.05 I деталь 90.101 Винт ГОСТ 1476-64 С учетом ус- M6xI0.66.05 12 тановки на станке Болт 13152-67 ' Для крепле- 7002-2520 2 ния магнит- ной плиты и детали 90.101 Шайба ГОСТ II37I-68 12.05.05 2 То же Ключ I клич-т&га-еззб Г0СТ-&394-73 £ Ключ ГОСТ 11737-66 S=5 I S = 10 I Ключ 7811-0003 CI ГОСТ 2839-71 I Ключ 7811-0024 СТ ГОСТ 2839-71 I Ключ 78II-03I7CI ГОСТ 16984-71 I Отвертка 7810-0392 Хим.окс.прм. ГОСТ I7I99-7I I Ремень плоский Без учета ус- беоконечный шири- тановки на ной 40 мм, длиной станке 1250 мм 2 Комплект запчас- тей к комплектую- щим изделиям гид- роаппаратуры I Лампа для местного освещения на 24 В, 40 Вт, цоколь P27-I CI3 2 Лампа миниатюрная 6,3 В, цоколь Р-IO ГОСТ 2204-74 МН 6,3-0,22 6 Микр опере ключа- тель исп. I МПП01 I
- 55 -
Окончание табл. 23
Обозначение Наименование Коли- чест- во Примеча ние
Плавкая вставка
на 2А к предохра-
нителю ПРС-б-П
(U=220; 230 В) 2
Плавкая вставка
на 2А к предохра-
нителю ПРС-б-П
U=380;400;440 В 5
Плавкая вставка
на 4А к предохра-
нителю ПРС-б-П 5
Плавкая вставка
на 6А к предохра-
нителю ПРС-б-П
U = 220; 230 В 3
Документы
ЗГ71М.00.000 РЭ Универсальный
плоскошлифоваль-
ный станок
Руководство по
эксплуатации I
II. Поставляются по особому заказу за отдель-
ную плату
370-П2 Приспособление
для правки круга под углом I
370-П4А Делительные при- способления с
делительным дис-
ком I
370-П7Б Приспособление для балансировки кругов I
370-П9 Синусная линейка I
370-П24 Синусные тиски I
370-III3 Делительный стоД^ I
370-П16 Пылесос I
370-П17А Круглый вращающий-
ся стол I
370-П22 Поперечный синус- ный стол I
370-П23 Продольный синус- ный стол I
ГОСТ 16528-70 Плита магнитная 7208-00I2A I
3.7. Свидетельство о приемке
Станок плоскошлифовальный модели ЗГ71М, класс
точности "В", заводской номер
3.7.1. Испытание станка на соответствие нормам
точности по ГОСТ 273-67 #
Проверка I
Что проверя- ется й!етод проверки Допуск, мкм Факти- ческое откло- нение
Плоскост- На рабочей поверхности 4 3
ность ра- стола 4 на двух регулиру- Выпук-
бочей по- емых опорах 3 устанавли- лость
верхности вают поверочную линейку не до-
стола I до получения одинако- вых показаний индикато- ра 2 на концах линейки. Опоры устанавливают в точках, удаленных от концов линейки на 2/9 ее длины. Индикатор ук- репляют на столе так, чтобы его измерительный наконечник касался рабо- чей поверхности линейки и был перпендикулярен к ней. Индикатор перемещают вдоль линейки и опреде- ляют правильность формы профиля поверхности. Проверку производят не менее, чем в трех про- дольных и поперечных на- правлениях и двух диаго- нальных пуска- ется
- 56 -
Что проверя- ется . Метод проверки Допуск, . мкм- Факти- ческое откло- нение
а) в про- дольном направле- нии; б) в по- перечном направле- нии Стол перемещают на длину хода. Отклонение определяют как наибольшую величину алгебраической разности результатов измерений. Допускается проверка при помощи коллиматорных устройств - 4
Что проверя- ется Метод проверки Допуск, мкм Факти- ческое откло- нение
Прямоли- нейность перемеще- ния стола, проверяе- мая в вер- тикальной и горизон- тальной плоскос- тях: а) в про- дольном направле- нии; б) в по- перечном направле- нии Рядом со столом I парал- лельно направлению его продольного (поперечного) перемещения устанавлива- ют поверочную линейку 3. На столе укрепляют инди- катор 2 так, чтобы его измерительный наконечник касался рабочей поверх- ности линейки и был пер- пендикулярен к ней в вер- тикальной и горизонталь- ной плоскостях. Стол перемещают на длину хода в продольном и попе- речном направлениях. Отклонение определяют как наибольшую величину алгебраической разности результатов измерений а) 4 б) 3 3
Что проверя- ется Метод проверки Допуск, мкм Факти- ческое откло- нение
Перекос рабочей поверхнос- ти стола при его перемеще- нии: На рабочей поверхности стола I в плоскости, пер- пендикулярной направле- нию перемещения стола, устанавливают уровень 2 по краям (б) и по сере- дине длины стола (а). а) 20 б) 10 На всей длине хода стола UL Q
Что проверя- ется Метод проверки Допуск, - мкм Факти- ческое откло- нение
Параллель- ность бо- ковых сто- рон сред- него паза стола нап- равлению продольно- го переме- щения сто- ла . На неподвижной части стан ка укрепляют индикатор I так, чтобы его измери- тельный наконечник ка- сался боковой стороны среднего паза стола 2. Стол перемещают на длину хода. Измерение производят по обеим боковым сторонам среднего паза стола. Отклонение определяют как величину алгебраичес- кой разности результатов измерений в начале и в конце перемещения стола - 6 На всей длине паза стола -
- 57 -
Проверка 5
Проверка 7
Что проверя- ется Метод проверки Допуск, мкм Факти- ческое откло- нение
Радиаль- ное бие- ние наруж- ного ко- нуса На станке укрепляют инди- катор I так, чтобы его ' измерительный наконечник касался конической повер- хности шпинделя 2 в сере- дине образующей конуса и был направлен к ее оси перпендикулярно образую- щей. Шпиндель приводят во вращение. Измерение производят в двух взаимно перпендику- лярных плоскостях. Отклонение определяют как наибольшую величину ре-' зультатов измерений 3 Л
Проверка 6
Что проверя- ется Метод проверки Допуск, мкм Факти- ческое откло- нение
Осевое би- ение шли- фовально- го шпинде- ля На станке укрепляют инди- катор I так, чтобы его измерительный наконечник касался поверхности шари- ка 2, вставленного в цент, ровое отверстие шпинделя . Шпиндель приводят во вра- щение . отклонение определяют как наибольшую величину ре- зультатов измерения. Проверку производят после выборки осевого зазора 4 Д5-
Ч*о проверя- ется 1йетод проверки Допуск, мкм Факти- ческое откло- нение
Параллель- На шпинделе I закрепляют 5 ч
ность оси контрольную оправку 2 с L=I50mm
вращения цилиндрической рабочей Отклоне-
шпинделя поверхностью. На рабочей ние сво
направле- поверхности стола 4 ук- бодного
нию попе- репляют индикатор 3 так, конца
речного чтобы его измерительный оправки
перемеще- наконечник касался верх- допуска-
ния стола,’ ней образующей оправки ется
проверяв- и был направлен к ее только
мая в \ оси перпендикулярно обра- вниз
верти- . калькой плоскости зующей. Стол перемещают в поперечном направлении на длину 150 мм. Пооле первого замера шпиндель с оправкой поворачивают на' 180° и измерение пов- торяют. Отклонение опре- деляют. как среднюю арифме- тическую величину двух из- мерений: в первоначальном положении шпинделя и при повороте его на 180°. В каждом положении шпинделя определяют величину алгеб- раической разности показа- ний индикаторов в начале и в конце перемещений сто-
I ла. Измерение производят в двух крайних положениях шлифовальной бабки по вы- соте
58 -
Проверка 8
Проверка 9
Что проверя- ется Метод проверки Допуск, мкм Факти- ческое откло- нение Что проверя- ется Метод проверки Допуск, мкм Факти- ческое откло- нение
Перпенди- куляр- Стол 5 устанавливают в среднее положение в про- 5 на дли- V Перпенди- куляр- На рабочей поверхности стола I на двух регули- 8 на дли-
ность оси дольном и поперечном на- не Г ность пе- руемых опорах 5 устанав- не
вращения шпинделя продоль- ному пере- мещению стола правлениях. На рабочей поверхности стола и в средней его части устанавливают по- верочную линейку I, выс- тавленную относительно продольного хода стола, до получения одинаковых показаний индикатора 2 на ее концах. На шпинделе 4 закрепляют коленчатую оправку 3 с индикатором так, чтобы его измерительный нако- нечник касался рабочей поверхности линейки и был перпендикулярен к ней. Индикатор приводят в со- прикосновение о линейкой в точках А и В, находя- щихся друг от друга на расстоянии 150 мм. Отклонение определяют как наибольшую величину алгебраической разности результатов измерений в точках А и В. Измерение производят в двух край- них положениях шлифоваль- ной бабки по высоте 150 мм ремещения шлифоваль- ной бабки направле- нию попе- речного хода сто- ла ливают угольник 4 парал- лельно направлению попе- речного хода стола. На шлифовальной бабке 3 укрепляют индикатор 2 так, чтобы его измери- тельный наконечник касал- ся измерительной поверх- ности угольника и был перпендикулярен к ней. Шлифовальную бабку пере- мещают в вертикальном направлении. Отклонение определяют как величину алгебраи- ческой разности резуль- татов измерений в нача- ле и конце перемещений бабки 300 мм
- 59 -
Проверка 10
Что проверя- ется Метод проверки Допуск, мкм Факти- ческое откло- нение
Точность ' подачи на одно де- ление лимба а) шлифо- вальной бабки б) стола при его попереч- ном пере- мещении На неподвижной части стан- ка укрепляют индикатор I так, чтобы его измеритель- ный наконечник касался по- верхности стола 3 или шли- фовальной бабки 2, был на- правлен параллельно прове- ряемому перемещению. Шлифовальную бабку (стол) после выборки мертвбго хо- да перемещают на одно деле ние лимба не менее десяти раз. Отклонение определяют как наибольшую величину разнос ти показаний индикатора и шкалы лимба. Измерение про изводят в двух крайних и среднем положении шлифо- вальной бабки (стола) а) I б) 3 1 3
Что проверя- ется Метод проверки Попуск, мкм Факти- ческое откло- нение
а) Плос- костность обрабо- танной поверхнос- ти об- разца и параллель- ность вер- хней обра- ботанной поверхнос- ти образ- ца его ос- нованию б) Шерохо- ватость обработан- ной повер- хности об- разца а) Плоскостность и парал- лельность проверяют ком- плексно с помощью индика- тора, установленного на контрольной плите. Измеря- емый образец перемещают под индикатором. Измере- ния производят в крайних продольных и диагональных сечениях образца. Отклоне- ние от плоскостности и па- раллельности определяют как наибольшую величину алгебраической разности показаний индикатора. в) Шероховатость прове- ряют с помощью универ- сальных средств для кон- троля шероховатости по- верхности а)' 4 б) ая d 0,16 3
Проверка 12
Проверка II.
Для проверки станка в работе берут образец из
чугуна или стали шириной не менее 0,6 наибольшей ши-
рины устанавливаемого изделия и длиной не менее 0,6
длины стола. Перед установкой на станок производят
предварительную чистовую обработку основания образ-
ца и, получистовую обработку других поверхностей,
подлежащих обработке станка. После шлифовки на чис-
товых режимах все обработанные поверхности образца
должны соответствовать указанным ниже требованиям.
Что проверя- ется Метод проверки Допуск, мкм Факти- ческое откло- нение
а) Взаим- ную пер- пендику- лярность плоскос- тей, обра- ботанных перифери- ей и тор- цом шлифо- фального круга б) Шерохо- ватость обработан- ных повер- хностей образца а) У стального или чугун- ного угольника с внутрен- ней высотой h =40 мм, шири ной в =50 мм и длиной а =30 мм шлифуют внутрен- ние грани А и В. Грани А и В шлифуют при поперечной подаче стола вместе с суппортом. Измерение производят с помощью универсальных средств б) Шероховатость прове- ряют с помощью универ- сальных средств для кон- троля шероховатости по- верхности а) 2 б) Ra 0,6i
— 60 —
Проверка 13
Положение узлов и деталей станка, точка прило-
жения, направление и величина силы должны соответст-
вовать указанным на чертеже и определяться следующи-
ми величинами:
D= 200 мм; h = 160 мм; Р = 40 кгс
Что проверя- ется Метод проверки Попуск, мкм Факти- ческое откло- нение
Перемеще- ние под нагрузкой стола от- носитель- но оправ- ки, зак- репленной на шпин- деле Па шпинделе 3 закрепляют оправку 4, диаметр фланца которой равен 20G мм. На столе 5 жестко закрепляют устройство для создания нагружающей силы Р, кото- рую измеряют рабочими ди- намометрами. Перед каждым испытанием шлифовальную бабку 2 подводят в положе- ние проверки перемещением сверху вниз; стол устанав- ливают в поперечном нап- равлении до совпадения оси его среднего паза с, серединой фланца оправки, а в продольном направлении - в среднее положение пе- ремещением слева направщ. шпиндель поворачивают. Между столом и оправкой создают плавно возрастаю- щую до заданного предела силу Р, направление кото- рой должно проходить через ось оправки в перпендику- лярной к ней плоскости и составлять с направлением вертикальной подачи угол, равный 20°. Одновременно с нагружени- _ем индикатором I измеряют 50 6'0
Что
проверя-
ется
Метод проверки
Допуск,
мкм
Факти-
ческое
откло-
нение
перемещение стола относи-
тельно оправки в верти-
кальном направлении. При
этом индикатор должен быть
укреплен так, чтобы его
измерительный наконечник
касался середины верхней
образующей фланца оправки.
Величину относительного
перемещения определяют
как среднее арифметичес-
кое результатов двух ис-
пытаний
3.7.2. Испытание станка на соответствие осталь-
ным техническим условиям и особым условиям поставки.
3.7.3. Дополнительные сведения __________™__
Таблица 2t
3.7.4. Электрооборудование
Электрошкаф (панель)
Напряже- ние,В Род тока Частота, Гц
Питающая сеть 380 Переменный 50
Цепь управления НО II 50
Местное освещение 24 п 50
Электрооборудование выполнено по
принципиальной
схеме
№
схема соединения схема соединения
шкафа управления станка
й №
Электродвигатели
Таблица 25
Обоз- наче- ние по схе- ме Назначе- ние Тип мощ- ность, кВт Номи- наль- ный ток, А , Хо- ко- лос- ! той ка ход |
MI Электродви- А0Л-2-22-2-С1 2,2 4,53 7^ £
гатель шли-
фовального
круга
- 61 -
Обоз-
наче-
ние
по
схе-
ме
Окончание табл. 25
Назначе- ние Тип Мощ- ность, кВт Номи- няль* ный ток, А Хо- лос- той ход
0,12
На-
груз-
ка
3.7.5. Общее заключение
На основании осмотра и проведенных испытаний
станок признан годным для эксплуатации и к поставке
на
экспорт.
М2
М3
М5
Мб
М7
М8
Электродви- ПА-22-С2
гатель на-
соса охлаж-
дения
Электродви-
гатель маг-
нитного се-
паратора
Электродви-
гатель гид-
ропривода
Электродви-
гатель ус-
коренного
перемещения
шлифоваль-
ной головки
Электродви-
гатель по-
перечной
подачи
Электродви-
гатель смаз-
ки
о.зорЛХ СЛ
М.Ц
W.
Дата выпуска
Главный инженер
А0Л012-4-С1
А0Л2-22-6-С1
А0Л22-4-С1
А0Л12-4-С1
А0Л21-4-С1
0,08
1,1
0,4
0,18
0,36 0,5s
93 S'
3
1,14
0,6
0,83
Испытание повышенным напряжением
частоты проведено промышленным напряжением
Максимальное сопротивление изоляции проводов относи-
тельно земли
Силовые цепис^^МОм Цепи управления ^МОм
Электросопротивление между винтом заземления и
металлическими частями, которое может оказаться под
напряжением 50 В и выше, не превышает 0,1 Ома.
Выводы: Электрооборудование выполнено в соот-
ветствии с установленными требованиями и выдержало
испытание согласно РТМ ...........S... "Инструкция
по проектированию и изготовлению электрооборудова-
ния металлорежущих станков".
Дата
3.8, Сводетельство о консервации
Станок плоскошлифовальный модел^/ЗД7^, айасс
точности "В", заводокой номер
подвергнут консервации согласно установленным требо-
ваниям.
дата консервации
Срок консервации
Консервацию произвел ; i
"//подпись)
19 <ГРг
Принял
3.9. Свидетельство об упаковке
Станок плоскошлифовальный мод
точности "В", заводской номер №С
упакован согласно установленным требованиям.
асе
Принял
Дата упаковки
Упаковку произвел
— 62
4« ПРИЛОЖЕНИЕ
МАТЕРИАЛЫ ПО БЫСТРОКЗНАШИВАШИМСЯ ДЕТАЛЯМ
ЗГ71М.00.000 РЭ
Таблица 26
ПЕРЕЧЕНЬ БЫСТРОИЗНАШИВАЩИХСЯ ДЕТАЛЕЙ
Обозначение Наименование Коли- чест- во Узел Материал Примеча- ние
21.201 Вал-шестерня .... I Механизм ручного про- Сталь 45 ГОСТ 1050-74 Рис. 28
дольного перемещения
21.203 Рейка I То же Сталь 45 ГОСТ 1050-74 Рис. 29
22.252 Стакан I Механизм подач Биметалл Рис. 30
22.254 Собачка I Механизм подач Сталь 40Х ГОСТ 4543-71 Рис. 31
22.263 Ходовой винт ... I Механизм подач Сталь 45 ГОСТ 1050-74 Рис. 32
22.268 Храповое колесо . I Механизм подач Сталь 40Х ГОСТ 4543-71 Рис. 33
22.401 Гайка I Механизм подач Бронза Бр.ОЦС 5-5-5 ГОСТ 613-65 Рис. 34
22.501 Косозубое колесо I Механизм подач Текстолит А ГОСТ 2910-74 Рис. 35
30* 204 Шпиндель I Шлифовальная головка Сталь ЗВХМЮА ГОСТ 4543-71 Рис. 36
30.209 Винт I Шлифовальная головка Сталь 45 ГОСТ 1050-74 Рис. 37
30 402 Подшипник I Шлифовальная головка Бронза Бр.ОФ Ю-05 Рис. 38
33.201 Червяк I Редуктор Сталь 4QX ГОСТ 4543-71 Рис. 39
33.202 Гайка II Редуктор Биметалл Рио. 40
33.401 Червячное колесо I Редуктор Бронза Бр.ОЦС 5-5-5 ГОСТ 613-65 Рис. 41
- 63 -
Ф22.5
A-A
I
Модуль
Число зубьев
Исходный контур
Коэффициент смещения
исходного контура
Степень точности по
ГОСТ 1643-56
Длина общей нормали
Допуск на колебание
длины общей нормали
Допуск на колебание
из.че ригельного меж-
центрового расстоя-
ния за один оборот
колеса
ш 1,5
Z 13
- ГОСТ 13755-68
О
- Ст.8-7-8-Х
т '•о р—О, ТОО
L о,~<0д55
(SjjL 0,026
(% а 0,110
Допуск на колебание
измерительного меж- Sja 0,036
центрового расстоя- ния на одном зубе Допуск на направление зуба <4 0,021
диаметр основной 18,31
окружности 0
I. НВ 241...285; зубья HRC 45...50
2. Покрытие: Хим. Окс.прм.
3. Допускаются следы фрезы на поверхностях
"С"
4. Масса - 0,8 кг
5. 11 - ТВЧ h0,8...I HRC 45.. .50
Рис. 28. Вал-шестерня
- 64 -
V^cv)
n
I
Модуль ш 1,5 Допуск на профиль &£ 0,015
Исходный контур - ГОСТ I3755-S8 Допуск на направление
Степень точности по $ Ст.7-Х зуба ^во 0,017
ГОСТ 10242-73 — Шаг t 4,71
Толщина зуба S о 7с—0,080 -0,170 Число зубьев" zp 155
Измерительная высота Предельная накоплен- h zlt£ 1,5 ^0,080 I. Покрытие: Хим.Окс.прм.
ная погрешность шага 2. Обработать по сопрягаемой детали
Предельное отклонение tQ,012 ЗГ71.23.101
шага at 3. Масса - 3,15 кг
Рис. 29. Рейка
- 65 -
I. Гайка по 2-му классу точности
2. Допуск по среднему диаметру резьбы
0,065 мм
3. Конусообразность по внутреннему диамет-
ру резьбы 0,013 мм
4. Неуказанные фаски 1x45°
5. s Сверлить 2 'тв. глубиной 12 мм, резь-
ба 9 мм
6. Трап, резьба 28x5 кл. 2------&
7. Масса - 1,32 кг
8. I - Сталь 20, ГОСТ 1050-74
9. П - Бронза Бр.ОЦС 5-5-5 ГОСТ 613-65
Рис. 30. Стакан
I. Неуказанные фаски 1x45°
2. Покрытие: Хим.Окс.прм.
3. Масса - 0,08 кг
4. I - ТВЧ hl,5; НИС 52...54
Рис. 31. Собачка
- бб -
Класс точности ходового винта
Допуск на в пРеДел&х
накопленную °Дн°го
ошибку шага шага
на длине
312 мм
Овальность среднего диаметра
резьбы
Конуоообразность наружного
диаметра резьбы
Допуск на половину угла
профиля
Допускаемое биение наружного
2
to,006
0,023
0,007
0,009
20-
I. НВ 241...285
2. Овальность и ионусообразность 0 I7H не
более 0,006 мм
3. Овальность и конуоообразность 0 ЗОН не
более 0,007 мм
4. Биение 0 25Д и наружного диаметра резь-
Рис. 32.
бы относительно шеек 0 17П и 0 ЗОН не
более 0,01 мм
5. Неуказанные фаски 1x45°
6» Масса - 2,18 кг
7. С - трап, резьба 28x5 кл. 2
8. а* - радиус фрезы
Ходовой винт
- 67 -
I. НВ 241...285, зубья ТВЧ hO,8...I,2;
нас 50...52
2. Допускается отклонение по шагу мевду
смежными зубьями не более 0,1 мм
3. ^Накопленная погрешность по шагу на дли-
не дуги 180° не более 0,2 мм
4. Фаски 1x45° . ,
5. Покрытие: Хим.Окс.прм.
6. * Обработать с деталью ЗГ71М-22.235
- 7. Масса - 0,77 кг
Рис. 33. Храповое колесо
- 68 -
Класс точности гайки * 2
Допуск по среднему диаметру
резьбы 0,065
Конусообразность по внутреннему
диаметру резьбы 0,013
I. Неуказанные фаски 1x45°
2. Масса - 0,12 кг
3. В - трап, резьба В 28x5 кл. 2
Рис. 34. Гайка
V4(V)
Рис. 35. Косозубое колесо
Модуль нормальный 2
Число зубьев Z 29
Угол наклона зубьев за 15°
Направление зубьев - Левое
Исходный контур Коэффициент смещения $ ГОСТ 13755-68
исходного контура 0
Степень точности по ГОСТ 1643-72 - Ст.7-Х
Длина общей нормали в нормальном сечении -0,145
Допуск на радиальное биение зубчатого венца К О 0,042
Допуск на колебание длины общей нормали 0,030
Предельные отклонения основного шага д-^0 *•0,016
Допуск на разность окружных шагов 0,015
Допуск на направление зуба 0,017
Ход винтовой линии *0 703,17
I. ssacKH 1x45°
2. Масса - 0,06 кг
- 69 -
I. Старить
2. Азотировать n0,3...0,6; Hv 850
(икс - 63), кроме резьбы
3. Биение свободных поверхностей относи-
тельно 0 60С не более 0,01 мм
4. Овальность и конуоообразность поверхнос-
тей А не более 0,002 ш
5. Фаски 1x45°
6. Обеспечить прилегание конусов с деталя-
ми ЗГ71М.30.211 и ЗГ71М.ЗО.4ОЗА
7. Радиальное биение поверхности В относи-
тельно поверхности А не более 0,002 ш
8. Масса - 9,7 кг
9. JU - пригнать по калибру
10. й MI6 - левая резьба
Класс точности ходового винта
Допуск на в пределах
одного
накопленную ошибку шага шага
на длине
515 мм
0,023
Овальность среднего диаметра
резьбы 0,008
Конуоообразность наружного
диаметра резьбы 0,013
Допуск на половину угла
профиля 18 ’
Допускаемое биение наружного
диаметра при проверке в 0,080
центрах
I. Биение среднего диаметра относительно
центров не более 0,02 мм
2. Неперпендикулярность торца "А" к средне-
му диаметру резьбы Трап. 30x6 кл. 2 не
более 0,016 мм
3. Неуказанные фаски 1x45°.
4. Масса - 1,47 кг
5. А - трап, резьба 30x6 кл. 2
Рис. 37. Винт
- 70 -
(v)
I. Некруглость сферы R68 не более 0,015 мм
2. Фаски 0,6x45°
3. Масса - 0,15 кг
Рио» 38. Подшипник
- 71
Модуль осевой Ш8 3
Число зубьев Z1 I
Тип червяка Архимедов
Угол подъема витка Лэ 4°45’49"
Направление витка - правое
Ход винтовой линии 9,425
Угол
Параметры профиля сС 20°
профиля Высога U
витков вигка П О , ( □
Степень точности по
ГОСТ 3675-56 — Ст.7-Х
Толщина витка 3п1 4 4’-0,235
Измерительная высота Ьм1 3
Предельное отклонение осевого шага Предельная накопленная Д t t-0,014
погрешность осевого шага 44 tO,025
Допуск на профиль червяка if. 0,022
Допуск на радиальное биение витков червяка Ев 0,018
I. НВ 241...285
2. Начало и конец витка затупить до толщи-
ны 1,5 мм у вершины
3. Овальность и конусообразность 0 26П не
более 0,00? мм
4. Фаски 1x45°
5. Покрытие: Хим.Оке.при
6. Масса - 0,54 кг
7. ах- радиус фрезы
8. I - ТВЧ hl HRC 54
Рис. 39. Червяк
- 72 -
45
ФМ
Класс точности 2
Допуск среднего диаметра резьбы 0,075
Конусообразность по внутреннему
диаметру резьбы 0,013
I. Неуказанные фаски 1x45°
2. Радиальное биение 0 500 относительно
среднего диаметра резьбы Трап. 30x6 кл.
2 не более 0,025 мм
3. Овальность и конусообразность 0 50П не
4. Масса - 0,8 кг
5. С - трап, резьба 30x6 кл. 2
6. И - Бронза Бр.ОЦС 5-5-5 ГОСТ 613-65
7. Ш - Сталь 20 ГОСТ 1050-74
более 0,008 мм
Рио. 40. Гайка
-73 ~
(у)
У/1 0,025 F
Модуль осевой % 3 толщина зуба
Число зубьев Z2 30 в осевом Su 4,71
Con- пег— тип червяка — Архимедов Зубо- сечении
ря- жен- число заходов Z1 I рез- радиальный
ный чер- направление витка - правое ный зазор во ск 0,75
вяк инст- впадинах
Межосевое расстояние 63 *0,030 ру- колеса
в сборе о мент радиус закруг-
Степень точности по ГОСТ 3675-56 - Ст.7-Х ления головки зуба Зек 0,8
Допуск на накопленную Коэффициент коррекции
погрешность окружного tftkg 0,060
шага I. Фаски 1x45°
Допуск на разность 2. Масса - 1,3 кг
соседних окружных 0,018
шагов
Соп- угол профиля а 20°
высота витка h 6,75
ря—
ход винтовой
жен- tB 9,425
ный линии
диаметр цилин-
чер- вяк дра выступов Del 42 Рис. 41. Червячное колесо
- 74
• Малечаппано
’ \бталь‘/б ГОСТ/ОУО-6&(ЛО Таблице//
ТОалжно Cr
Сталь 65 тосттоэа-тб (таблицай) " "то
► Электрооборудобаяие станка содержит Электрооборудобиние станка, содержит: 18
асинхроинь/е зле кгродеигатели трехразноео асинхронные электрод багатели трех (разного
тола о кор от ко за мкнуть/м ротором (сн.таблэ^ гола с короткозамкр&ть/м ротором (см. табл s)
йутебь/е конечные бь/каточотели имикропе- путевыеконечные оь/клнхча.телииникропере-
рекльочотели реле дабления электромагнит клночатеои, реле даоления, электромагнит, ал- -~
аппаратуру управления (см.табаб/ электромаг паратуру улрабления (см табл 6/ электромаг-
нитное приспособление на тожо,3а,алла- нитное приспособление на тюк 0,67а,аллара-
оатуру сигнализации и освещения, апла- туру сигнализации и освещения, аппа-
ратуру защитз/. ра туру заицurns/.
Рис, 12 /7ринципиалонар электроскопа три г- '°ас- 7д йринцилиальная электроскопа элемента
' гералогический элемент типа т-103 серии„Рогика" задержки-логический элемент тила 7-зоз
серии,, Логика "
i Рос, 13/Эринцолиальная электроохема элемента Рис< 12 //ринцилиальная электроохема трилор 23
\ Задержки-логический элемент тила Т-злз логический элемент г-еаз серии,, логика ‘
серии „Логика*
Лг.ЪЛчта. Stp*wiw Выше тгггН-es Тмпа (ypp» КамнеюгрМ-74
мм ах-О 22
мнэз-Ьрээ M^in^T
МЮ, 3-2227 7ЫЗ-0,ЗТ ф
’ Электродвигатель А0№-22'2-С(
Аолг-гг-г-съэ
шг-ег-2’С(-т
(/on. МОТ моиг ность 2,2 к$Т гЭЯЭоб/мин.ЭЭгц
скороБко^бь/оодОо БЗ напряжение... 3
Электродвигатель АОЛ2-22-2 -С 1
Ш 2-22-г-м-Э-
Аолг-ге-2‘2д-7
Осп МЧОЧ мощность 2,2 к£т 3460 об/мин ЭОгц
с траблой оь/аодоо Б3 напряжение...о
’ Электродвигатель АО А2-22-5- М
АМ2-22-6’02*3
Ш2* 2 2’6-01-7
дсп. м 302 мощность / 1к£т. 330об/мин БОгц
с коробкой оь/аодоо БЗ напряжение....о
Электродвигатель /Ах803263 г/
НН 806273 S1
7/сп. М ТОТМОЩНОСТЬ 2.2x07, 3000об/мин
йоги
... S '
Злектрод/иго тель
(Jon. мтотмощность2,2кбт. УооооБ/мин.бОгц
с коробкой оь//одой73-7напряжение.... б
блек гр обжига тель
803633
4М8086ГЗ
дсп. м $02 мощность 2 Эк Ат. (ОООоб/мин. 30зц
с коробкой Аь/бодобк 3-й напряжение... б