/









































































































































































































































































































































































































































































































































































Автор: Куров В.С. Кокушин Н.Н.
Теги: целлюлозно-бумажная промышленность химическая технология химические производства машиностроение
ISBN: 5-7422-1477-4
Год: 2006




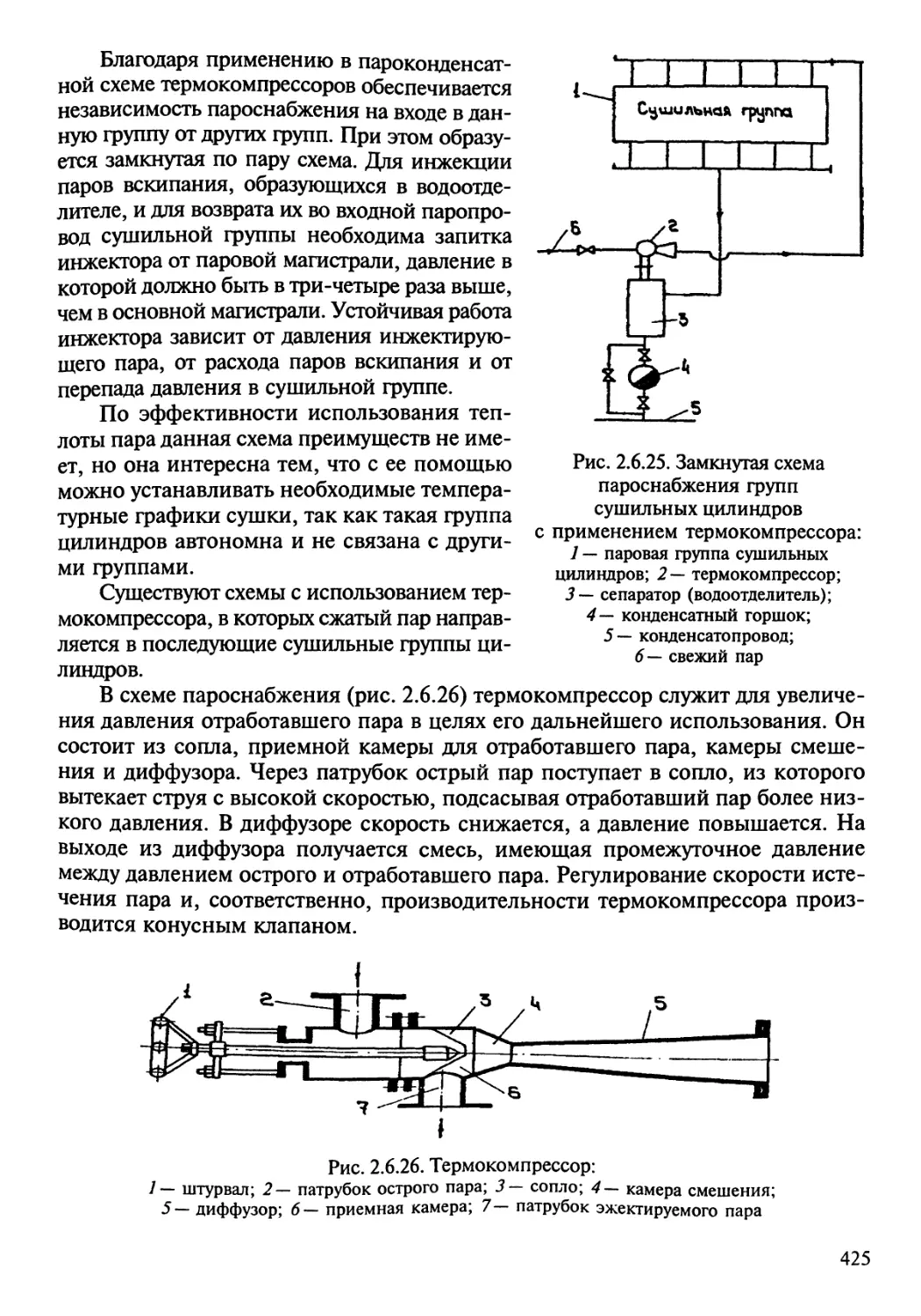
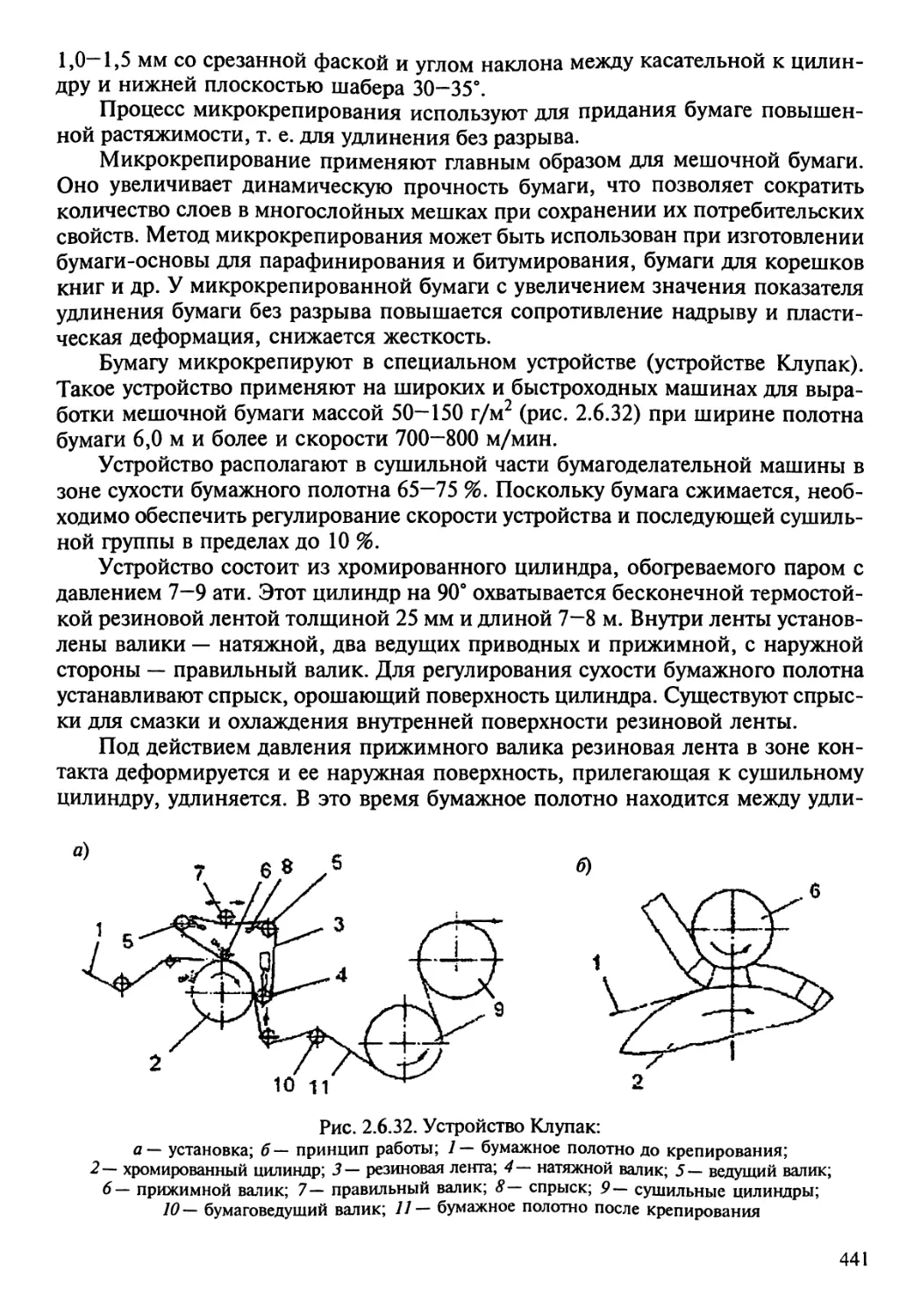
Текст
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
“САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ РАСТИТЕЛЬНЫХ ПОЛИМЕРОВ”
Посвящается 75-летию СПбГТУРП
ТЕОРИЯ И КОНСТРУКЦИЯ МАШИН
И ОБОРУДОВАНИЯ ОТРАСЛИ
БУМАГО- И КАРТОНОДЕЛАТЕЛЬНЫЕ
МАШИНЫ
Допущено Учебно-методическим объединением по образованию
в области лесного дела в качестве учебного пособия для студентов высших учебных
заведений, обучающихся по специальности 150405 (170400) аМашины и оборудование
лесного комплекса” (специализации 170404 'Машины и аппараты целлюлозно-бумажной
промышленности” и 170405 "Бумагоделательное машиностроение”)
по направлению подготовки дипломированного специалиста 651600
“Технологические машины и оборудование ”
Санкт- Петербург
Издательство Политехнического университета
2006
УДК 676.056(075.8)
ББК 35.77я73
Т338
Рецензенты:
Заведующий кафедрой машин и оборудования целлюлозно-бумажного производства
Уральского государственного лесотехнического университета,
профессор, доктор технических наук А.А. Санников
Директор ЦНИИбуммаш В.И. Макаров
Авторы:
И.Д. Кугу шее, О,А. Терентьев, В.С. Куров, Н.Н. Кокушин,А.П. Бельский,
Г.А. Кондрашкова, А.Б. Коновалов, В.И. Королев, НЕ. Новиков, А.И. Подковырни,
А. С. Смолин, Ю.Н. Швецов, Г.З. Шульман
Теория и конструкция машин и оборудования отрасли. Бумаго- и картоноделатель-
ные машины: Учеб, пособие / Под ред. В.С. Курова, Н.Н. Кокушина. СПб.: Изд-во Поли-
техн. ун-та, 2006. 588 с.
Пособие соответствует государственному образовательному стандарту по направле-
нию 651600 “Технологические машины и оборудование”, на основе дисциплины “Тео-
рия и конструкция машин и оборудования отрасли. Бумаго- и картоноделательные ма-
шины” для подготовки дипломированных специалистов, специальность 150405 (170400)
“Машины и оборудование лесного комплекса” (специализации 170404 “Машины и ап-
параты ЦБП” и 170405 “Бумагоделательное машиностроение”).
Рассмотрены вопросы теории и расчета технологических процессов и конструкций
бумаго-, картоноделательных и сушильных машин. Дано описание основных элементов
конструкций и основных частей этих машин.
Значительное внимание уделено систематизации конструкций машин, истории и
перспективам их развития.
Предназначено для студентов вузов, обучающихся по специальности “Машины и
оборудование лесного комплекса”.
Табл. 63. Ил. 249.
ISBN 5-7422-1477-4
© СПбГТУРП, 2006
© Куров В.С., Коку шин Н.Н.,
научное редактирование, 2006
© Санкт-Петербургский государственный
политехнический университет, 2006
ОГЛАВЛЕНИЕ
Предисловие.................................................................7
Введение....................................................................8
Раздел 1. Общие положения .................................................11
1.1. Краткое описание бумаге-, картоноделательных и сушильных машин....11
1.2. Материалы, применяемые при изготовлении БКСМ и производимой
на них продукции. Трансформация состояния бумажной массы на машине.....20
1.2.1. Материалы, применяемые для изготовления бумаги и картона...20
1.2.2. Материалы, применяемые для изготовления бумаге-, картонодела-
тельных и сушильных машин........................................26
1.2.3. Трансформация и реологические свойства водно-волокнистой
бумажной массы и бумажного полотна на БКДМ (по данным
проф. И.Д. Кугушева, акад, О.А. Терентьева, проф. В. С. Курова)..29
1.3. Систематизация технологий бумаги, бумаге- и картоноделательных машин
(по данным проф. И.Д. Кугушева).......................................44
1.3.1. Технологические методы производства бумаги, картона и других
изделий..........................................................47
1.3.2. Способы производства бумаги, картона, древесно-волокнистых
плит, других изделий и машины для их производства................49
1.4. История развития и перспективы совершенствования бумаго-
и картоноделательных машин............................................58
1.4.1. Общие принципы становления БКДМ в автоматическую линию.....58
1.4.2. Бумагоделательные машины первого поколения................58
1.4.3. Бумагоделательные машины второго поколения................61
1.4.4. Бумагоделательные машины третьего поколения...............62
1.4.5. Бумагоделательные машины четвертого поколения.............66
1.4.6. Тенденции развития бумагоделательных машин................66
1.4.7. Развитие формующих устройств для производства картона.....68
1.5. Валы бумагоделательных машин.....................................69
1.5.1. Основные типы валов.......................................69
1.5.2. Покрытия валов............................................78
1.5.3. Расчет валов..............................................81
1.5.4. Прогиб валов..............................................92
1.5.5. Критическая угловая скорость валов.......................108
1.5.6. Подшипниковые опоры валов..............................109
1.5.7. Уравновешивание валов бумагоделательных машин...........111
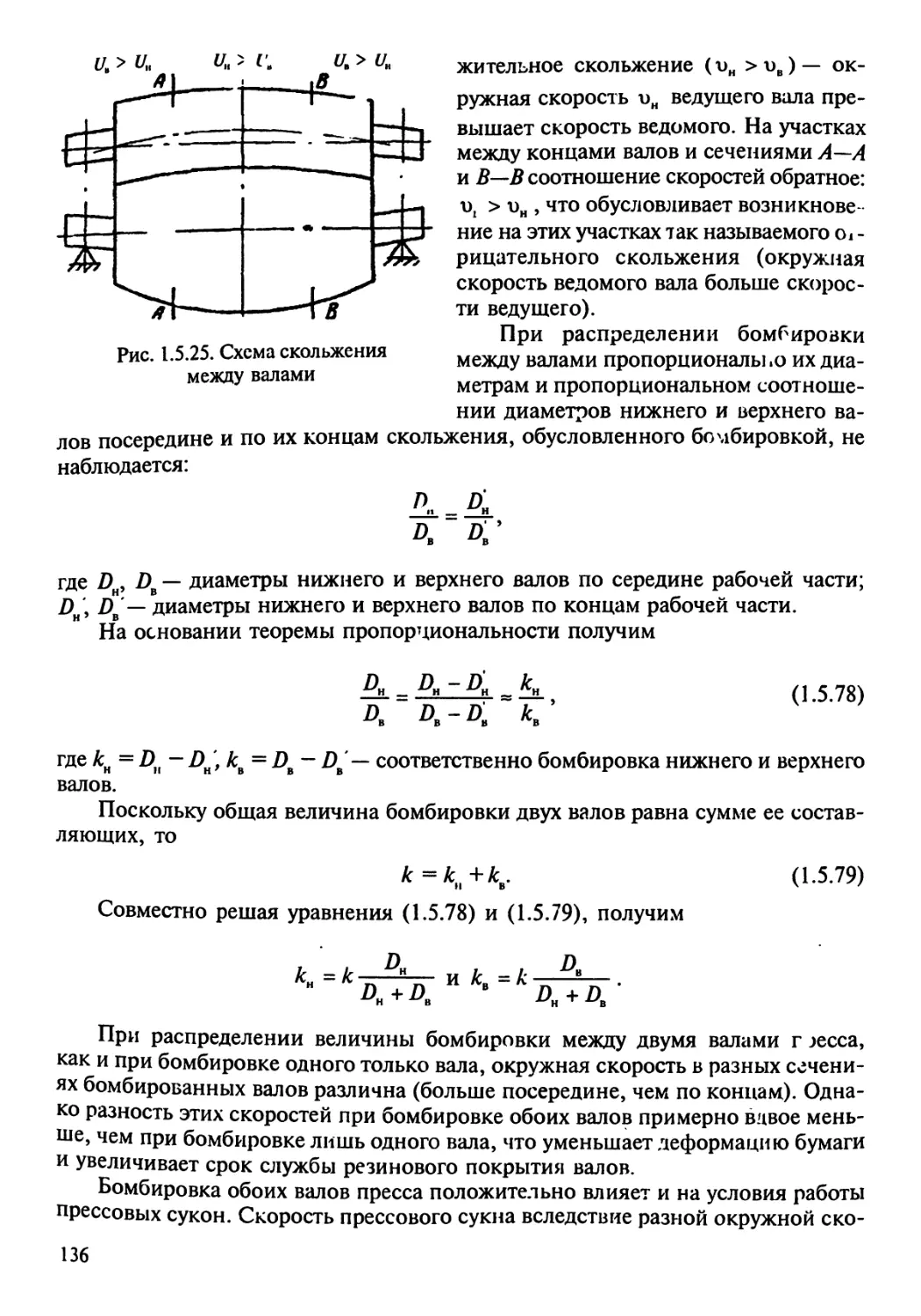
1.5.8. Бомбировка валов.......................................130
1.5.9. Возможные сочетания валов различных типов..............141
1 5.10. Учет прогиба от поперечной силы при сочетании валов разной
конструкции...................................................146
1 5.11. Определение жесткости и величины бомбировки валов
опытным путем.................................................149
1 5 12. Дополнительный прогиб валов силами, приложенными по концам .. 155
1.5.13. Замена бомбировки валов их перекосом..................156
1.5.14. Шлифование и бомбировка валов.........................158
Раздел 2. Основные части и системы БКСМ, проектирование машин 163
2.1. Проектная документация........................................163
2.2. Технологическая схема бумагоделательной машины. Оборудование
для подготовки бумажной массы......................................166
2.2.1. Составление композиции бумажной массы..................170
2.2.2. Система оборудования для подготовки бумажной массы.....170
2.2.3. Машинный бассейн.......................................172
2.2.4. Насосы.................................................173
2.2.5. Мельницы...............................................177
2.2.6. Магнитный сепаратор....................................177
2.2.7. Вихревые очистители....................................178
2.2.8. Декулатор..............................................178
2.2.9. Машинные сортировки....................................181
2.2.10. Пульсации в системе подготовки бумажной массы (по данным
проф. В.С. Курова)............................................183
2.2.11. Технологическая схема бумагоделательной машины........190
2.3. Напорный ящик.................................................192
2.3.1. Функции массонапускных устройств.......................192
2.3.2. Напорные ящики открытого типа..........................198
2.3.3. Напорные ящики закрытого типа..........................199
2.3.4. Напорные ящики гидродинамического типа.................203
2.3.5. Напускные устройства для многослойного отлива..........209
2.3.6. Напускные устройства для бумажной массы повышенной
концентрации..................................................210
2.3.7. Гидродинамический расчет напорного ящика (по данным
акад. О.А. Терентьева)........................................211
2.4. Сеточная часть................................................219
2.4.1. Обезвоживание бумажной массы и формование бумажного полотна
(по данным профессоров И.Д. Кугушева и Н.Н. Кокушина).........219
2.4.2. Обезвоживание мокрого бумажного полотна под вакуумом
(по данным профессоров И.Д. Кугушева и Ю.Н. Швецова)..........224
2.4.3. Сетки — основной элемент для обезвоживания массы
и формования бумажного полотна................................232
2.4.4. Сеточный стол..........................................235
2.4.5. Обезвоживание в закрытых зонах формования. Особенности много-
слойного формования бумаги и картона..........................274
2.4.6. Сеточные части, работающие по методу НРВО..............279
2.4.7. Формующие устройства, работающие по другим методам......293
2.4.8. Вспомогательные механизмы сеточной части...............296
4
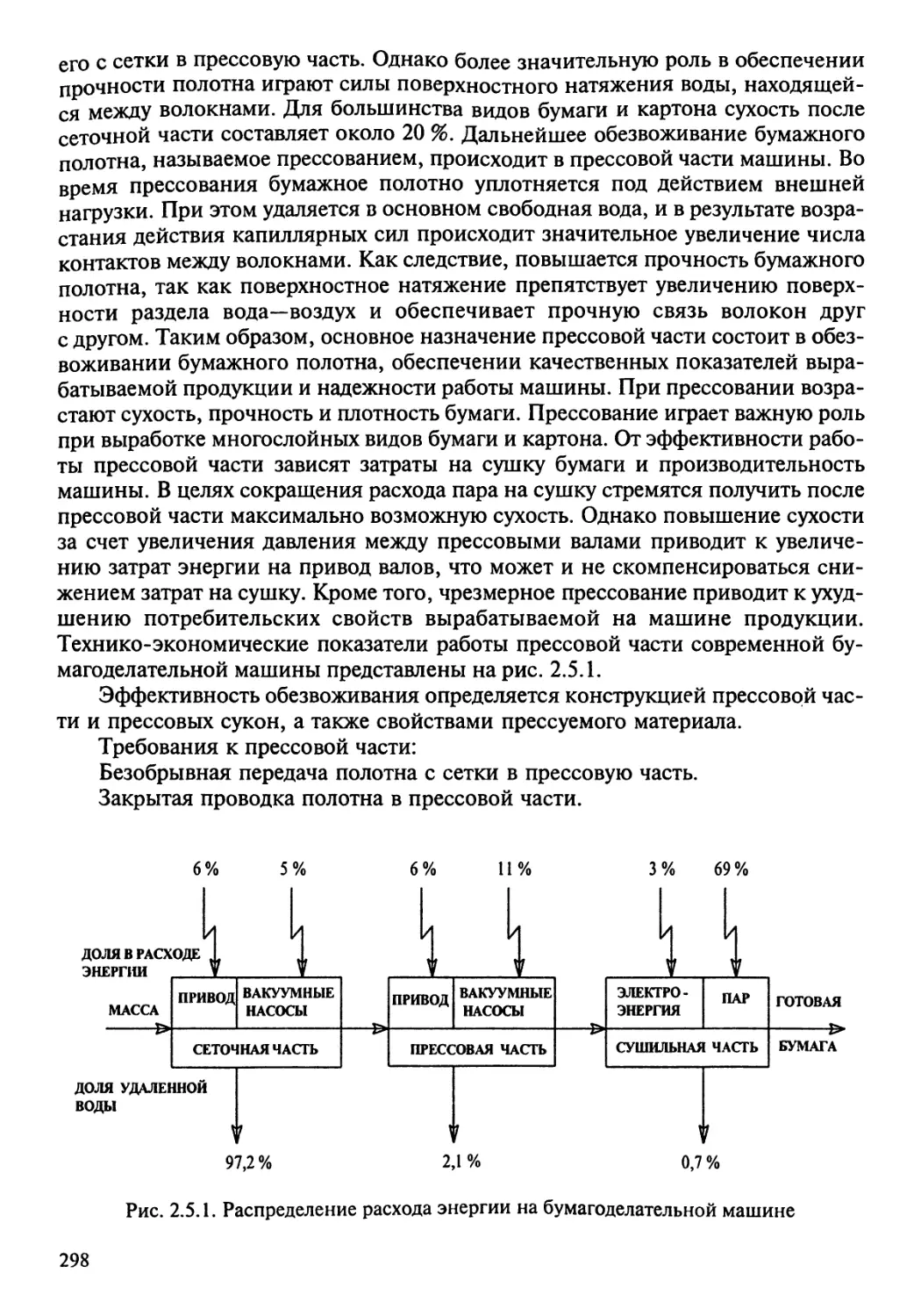
2.5. Прессовая часть................................................297
2.5.1. Назначение и требования к прессовой части бумаго- и картоно-
делательных машин...............................................297
2.5.2. Классификация прессов бумаго- и картоноделательных машин.299
2.5.3. Прессование бумажного полотна...........................299
2.5.4. Основные факторы, определяющие эффективность прессования.... 302
2.5.5. Типы прессов............................................309
2.5.6. Передача бумажного полотна из сеточной части в прессовую.330
2.5.7. Бомбировка прессовых валов. Валы с регулируемым прогибом.334
2.5.8. Покрытия прессовых валов................................340
2.5.9. Прессовые сукна.........................................344
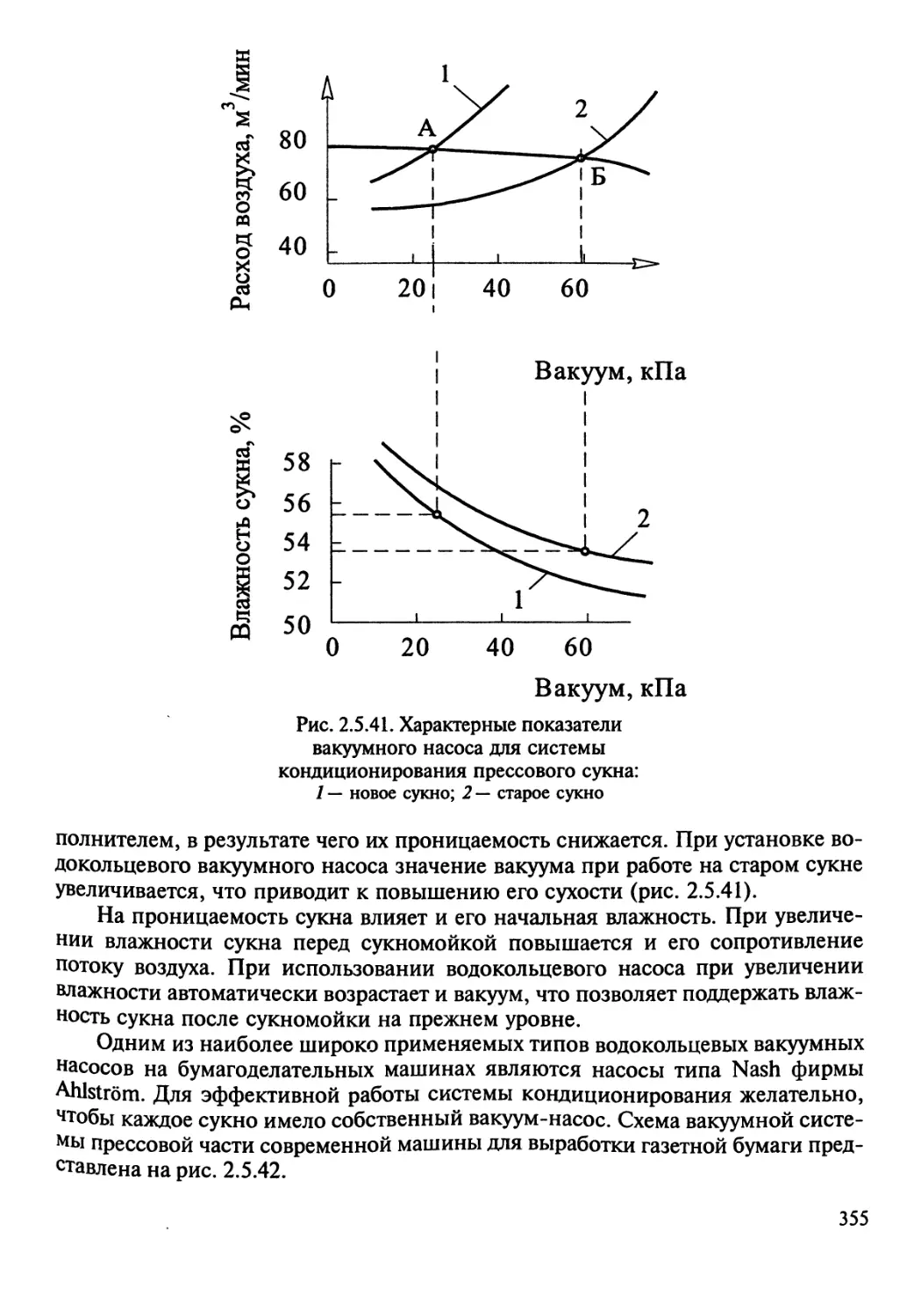
2.5.10. Кондиционирование прессовых сукон......................347
2.5.11. Прессовые части бумаго- и картоноделательных машин.....357
2.5.12. Расчет обезвоживающей способности прессов (по данным
проф. Н.Е. Новикова и доц. А. Б. Коновалова)...................364
2.6. Сушильная часть...............................................374
2.6.1. Сушка полотна бумаги (картона, товарной целлюлозы)
(по данным проф. А.П. Бельского)................................374
2.6.2. Устройство многоцилиндровых сушильных частей (по данным
проф. А.П. Бельского)..........................................391
2.6.3. Отделка бумажного полотна в сушильной части.............435
2.6.4. Интенсификация сушки....................................448
2.6.5. Вентиляция сушильных частей бумаго-, картоноделательных
и сушильных машин..............................................459
2.6.6. Автоматизация...........................................479
2.7. Каландр.......................................................484
2.7.1. Виды, устройство и работа машинных каландров............484
2.7.2. Влияние каландрирования на свойства бумаги..............488
2.7.3. Встроенные в машину высокоинтенсивные каландры..........489
2.7.4. Мягкие каландры.........................................490
2.8. Накат.........................................................496
2.8.1. Накаты..................................................496
2.8.2. Саморезки...............................................501
2.9. Электропривод.................................................502
2.9.1. Назначение и классификация..............................502
2.9.2. Основные требования к электроприводу БКСМ...............504
2.9.3. Определение потребляемой мощности.......................508
2.9.4. Автоматическое регулирование скорости, натяжения бумаги,
соотношения нагрузок между приводными валами...................523
2.10. Вспомогательные системы и узлы машины........................524
2.10.1. Система водопользования и коммуникаций воды............524
2.10.2. Запорно-регулирующая арматура..........................526
2.10.3. Вакуумные системы......................................527
2.10.4. Автоматизация управления вакуумной системой............529
2.10.5. Вентиляция сеточной части..............................529
2.10.6. Подшипниковые опоры валов и цилиндров..................530
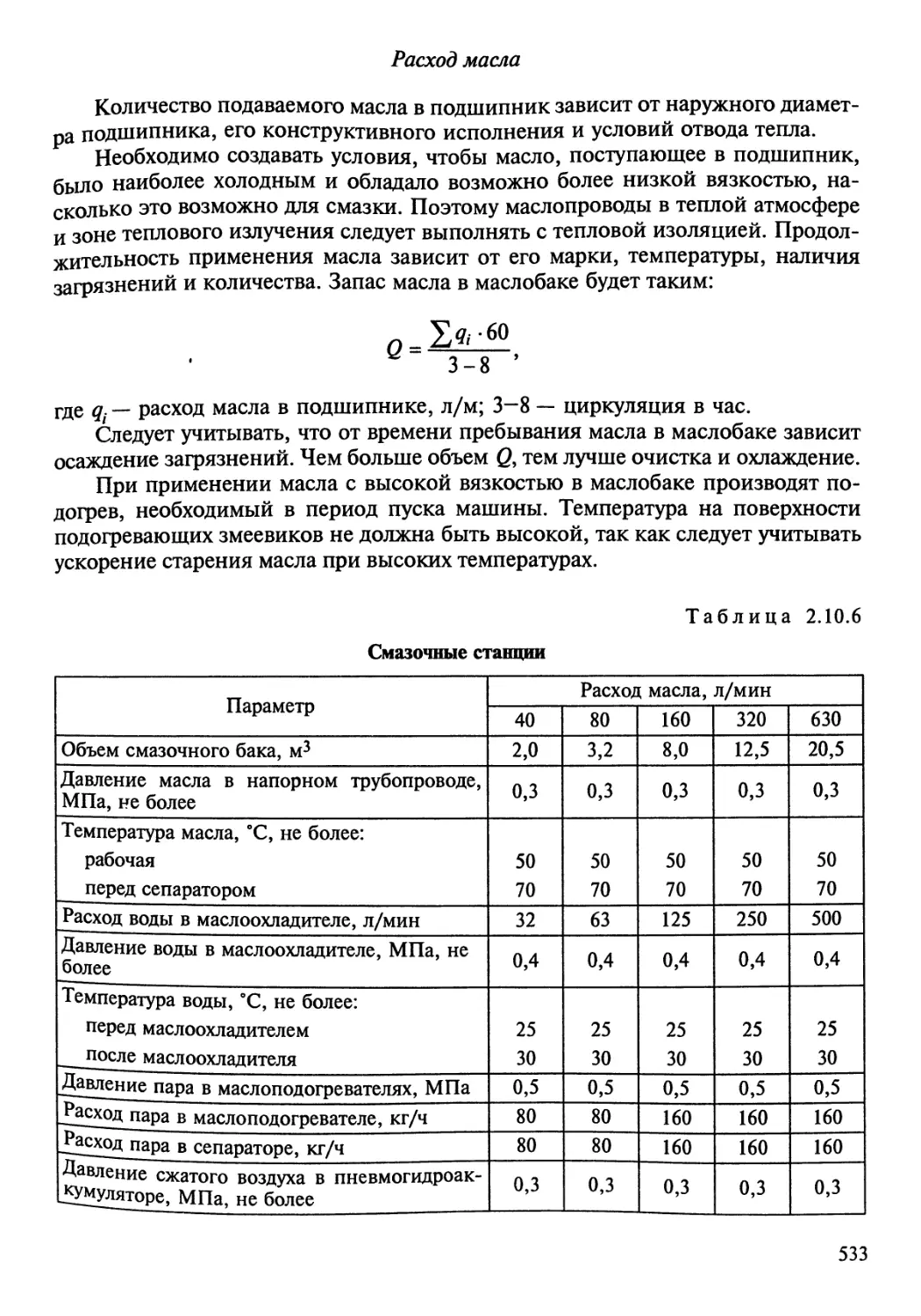
2.10.7. Система смазки.........................................531
2.10.8. Система приема, переработки и удаления брака...........535
2.10.9. Система автоматического аварийного пожаротушения.......537
2.10.10. Корпус машины.........................................537
2.10.11. Автоматическая заправка бумажного полотна.............538
5
2.10.12. Спрыски..................................................539
2.10.13. Шаберы...................................................540
2.10.14. Расправочные дуги и разгонные валы.......................542
2.11. Автоматизированная система управления технологическим
процессом БКСМ.........................................................544
2.12. Машины для выработки массовых видов продукции....................548
2.12.1. Бумагоделательные машины для выработки газетной бумаги..548
2.12.2. Бумагоделательные машины для выработки печатных
и писчих видов бумаги.............................................550
2.12.3. Бумагоделательные машины для выработки санитарно-
гигиенических видов бумаги........................................552
2.12.4. Картоноделательные машины для выработки тарного и коро-
бочного картонов..................................................554
2.12.5. Сушильные машины..........................................560
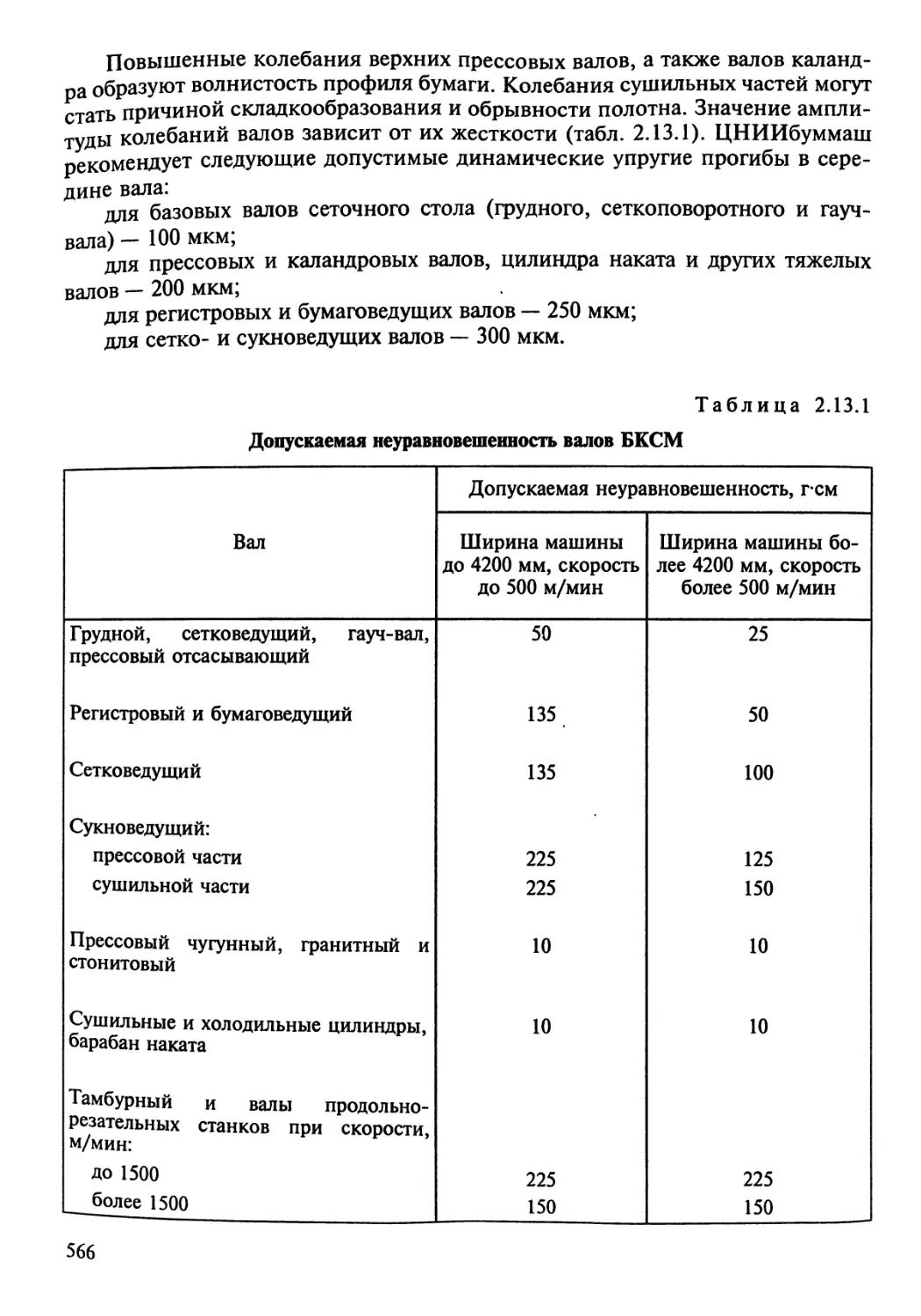
2.13. Шум, колебания и диагностика состояния машины....................562
2.13.1. Шум, генерируемый БКСМ (по данным проф, И.Д. Кугушева)..562
2.13.2. Колебания элементов конструкций БКСМ......................564
2.13.3. Диагностика технического состояния БКСМ...................567
2.14. Оценка эффективности бумаго-, картоноделательных и сушильных
машин (по данным проф. И.Д. Кугушева)..................................569
2.14.1. Трансформация качества продукции в процессе изготовления .570
2.14.2. Рейтинг бумаго- и картоноделательных машин................571
2.14.3. Надежность БКСМ (по данным профессоров ИД. Кугушева
u Н.Н. Кокушина)..................................................576
2.14.4. Унификация элементов конструкции БКСМ.....................578
2.14.5. Оценка экономической эффективности машины.................584
2.15. Правила техники безопасности при эксплуатации БКСМ...............585
ПРЕДИСЛОВИЕ
Необходимость в написании учебного пособия вызвана значительным пе-
риодом времени, прошедшим с издания последнего учебника по курсу (Эйд-
лин И.Я. Бумагоделательные и отделочные машины. М., 1970).
Признавая большой вклад, внесенный автором указанного учебника в под-
готовку отечественных специалистов начиная с 50-х гг. XX в., следует отметить,
что в настоящее время по большинству вопросов учебник уже не соответствует
современному уровню науки и техники. Вместе с тем одна глава этой книги,
посвященная обзорной характеристике валов бумагоделательных машин, не по-
теряла своей научной новизны и поэтому полностью включена в данное учеб-
ное пособие (глава 1.5. Валы бумагоделательных машин).
Поскольку существует большое разнообразие конструкций и рабочих про-
цессов бумагоделательных, картоноделательных и подобных им сушильных ма-
шин, а также наблюдается их быстрое совершенствование, к работе над учеб-
ным пособием была привлечена группа авторов — ведущих специалистов
Санкт-Петербургского государственного технологического университета рас-
тительных полимеров (СПбГТУРП).
Первоначальный замысел принадлежал проф. И.Д. Кугушеву и акад.
О.А. Терентьеву. Ввиду их безвременной кончины работа была продолжена и
завершена под руководством других ученых — проф. В.С. Курова и проф.
Н.Н. Кокушина.
Авторы выражают благодарность доц. Ю.К. Калугину и канд. техн, наук
А.Е. Слуцкому за помощь в работе над отдельными разделами книги.
Данная книга написана с использованием передового опыта по разработке и
эксплуатации рассматриваемых машин в мире и России. В частности, использованы
результаты научно-исследовательских работ СПбГТУРП по изучению основных тех-
нологических процессов машин, разработке методов расчета процессов и основных
элементов конструкции. Отмечены оригинальные результаты ряда авторов.
Данное учебное пособие предназначено для студентов, изучающих дис-
циплину “Теория и конструкция бумаго- и картоноделательных машин”, спе-
циальность 170400 “Машины и оборудование лесного комплекса” (специализа-
7
170404 “Машины и аппараты целлюлозно-бумажной промышленности” и
П0405 “Бумагоделательное машиностроение”), а также для всех тех, кто рабо-
тает в целлюлозно-бумажной промышленности и на предприятиях отраслевого
машиностроения.
Авторский коллектив выражает глубокую благодарность рецензентам за
помощь в работе и ценные замечания.
Все предложения по содержанию книги, которые обязательно будут учте-
ны, следует направлять по адресу: 198095, Санкт-Петербург, ул. И. Черных, 4,
СПбГТУРП, кафедра машин автоматизированных систем.
ВВЕДЕНИЕ
Целлюлозно-бумажная промышленность является составной частью народ-
ного хозяйства России. Производимая ею продукция используется в культур-
ных, технических, медицинских и многих других целях.
Основным сырьем для целлюлозно-бумажного производства является дре-
весина.
Основные виды продукции ЦБП — бумага, картон, товарная целлюлоза —
сложные композиционные материалы, обладающие самыми разнообразными
свойствами.
Изделия из бумаги и картона находят свое применение еще и потому, что
их стоимость невелика и они успешно конкурируют с другими материалами.
Низкая стоимость бумаги и картона обусловлена отличительными особеннос-
тями данной отрасли по сравнению с другими промышленными производства-
ми. Рассмотрим основные отличительные особенности целлюлозно-бумажных
производств.
1. Обилие видов производимых товаров при ограниченной номенклатуре
сырья.
2. Высокий уровень механизации и автоматизации производства. Основные
процессы производства целлюлозы и бумаги полностью механизированы и осу-
ществляются при автоматизированном управлении.
3. Малая численность работающих. Стоимость рабочей силы по отношению
к общей стоимости производимого товара (бумаги или картона) составляет от
8 до 12 %, сырья —- примерно 50 %. Остальные затраты связаны с оплатой элек-
троэнергии, тепла, воды.
4. Высокая энергоемкость. Прежде всего это вызвано высокой степенью
измельчения исходного древесного сырья для получения конечного продукта,
степень измельчения достигает 1012—1014 раз. Поскольку предприятия по произ-
водству целлюлозы и бумаги полностью механизированы, они могут перераба-
тывать большие объемы сырья и полуфабрикатов, что требует больших энерге-
тических затрат, как электрических, так и тепловых. По энергоемкости, а
именно по удельным расходам энергии на выработку 1 т продукции, целлюлоз-
но умажная промышленность уступает первое место лишь производству фер-
росплавов (табл. В.1).
8
Таблица B.l
Удельный расход энергии на 1 т продукции
Продукция Электроэнергия, кВтч Тепло, Гкал Общий расход энергии, гДж
Ферросплавы 9950 — 35,8
Бумага 550 2,6 12,9
Картон 480 2,3 п,з
Целлюлоза 330 2,1 9,3
Цемент 111 1,6 8,3
Древесная масса 1150 — 4,0
Первая машина для производства бумаги была изобретена во Франции в
1799 г. Н.-Л. Робером, но французские машиностроители не смогли освоить ее
производство, и патент приобрели англичане.
В настоящее время в результате двухвекового развития конструкции, совер-
шенствования режимов работы бумагоделательные и подобные им картоноде-
лательные и сушильные машины превратились в уникальные средства произ-
водства. Рассмотрим отличительные особенности этих машин, характеризующие
их на сегодняшний день.
Во-первых, осуществление непрерывного физического превращения ис-
ходного полуфабриката (бумажной массы) из жидкого состояния в твердое
упругое тело (полотно бумаги, картона, товарной целлюлозы) при одновре-
менной непрерывной и последовательной транспортировке их по технологи -
ческим операциям. Эта особенность предопределяет совершенство организации
и технического уровня изготовления продукта с высокой удельной производи-
тельностью, которой трудно добиться при дискретном процессе. Такой процесс
позволяет механизировать и автоматизировать производство и использовать вре-
мя работы бумагоделательной машины по максимуму. Несмотря на большие
габаритные размеры (длина БДМ— до 150 м, КДМ — до 200 м), массу (до
10000 т), высокую скорость работы машин (до 2000 м/мин), ими управляет
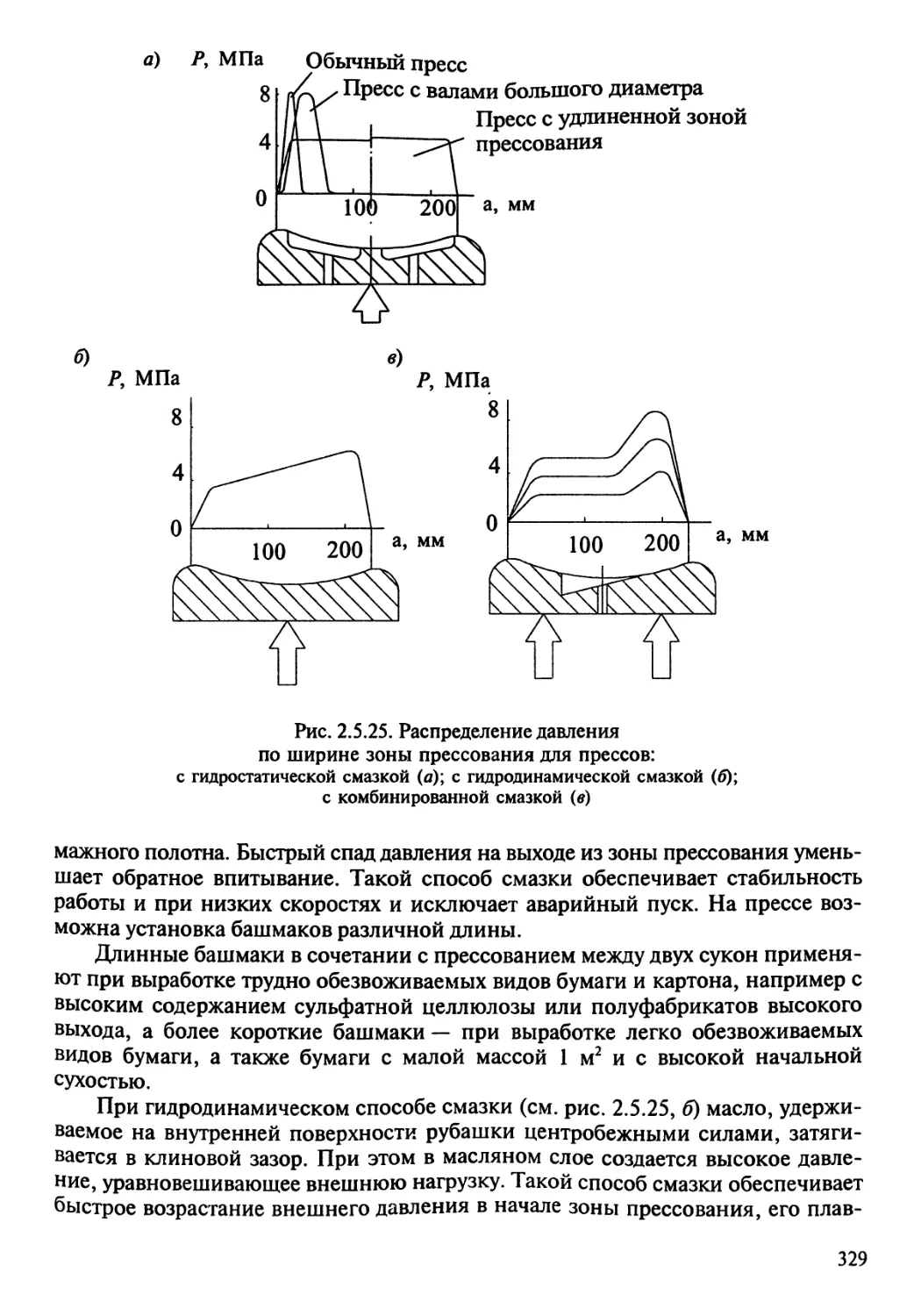
бригада, состоящая всего из пяти-семи человек.
Рассмотрим степень автоматизации отечественной бумагоделательной ма-
шины Б-15 для выработки газетной бумаги:
Показатель
Уровень информации
Степень механизации
Степень автоматизации
Отношение числа управляемых операций
к их общему числу в рабочем режиме (%)
200/230 (87)
170/230 (74)
150/230 (65)
Машина марки Б-15 имеет высокую степень автоматизации (65 %) и меха-
низации (74 %). Данная отечественная машина является ординарной среди ис-
пользуемых в ЦБП России в настоящее время, что свидетельствует о высокой
степени автоматизации современных бумагоделательных машин.
9
Высокий уровень механизации и автоматизации технологических процес-
сов, интенсификации операций обезвоживания, прессования, сушки, отделки
полотна бумаги (картона, товарной целлюлозы) обусловливает вторую особен-
ность бумаго-, картоноделательных и сушильных машин — их высокую энерго-
емкость. В настоящее время такие машины стоят в одном ряду с самым энерго-
емким и автоматизированным оборудованием.
Третьей отличительной особенностью данных машин являются высокие точ-
ность изготовления основных сборочных единиц и деталей и чистота поверх-
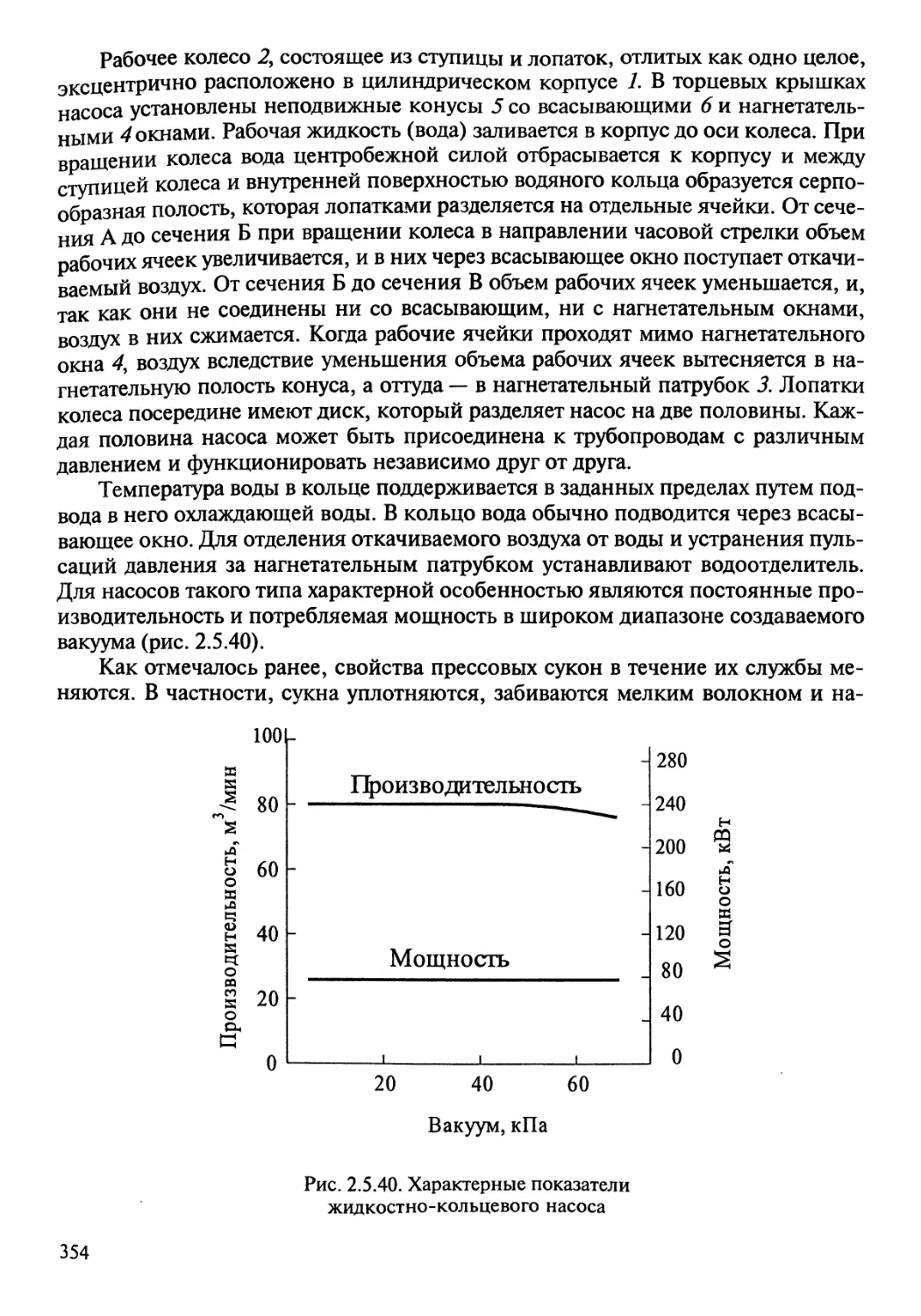
ности инструментов машин, соприкасающихся с полуфабрикатом и готовой
продукцией. Большая масса вращающихся частей (5-15 т) с линейной скорос-
тью движения до 2000 м/мин, габаритные размеры до 10 м по ширине обраба-
тываемого полотна, невысокая прочность мокрой бумаги, проходящей по ма-
шине, требуют высокой синхронизации линейных и угловых скоростей
вращающихся деталей (с точностью рассогласования по скорости до 0,02 %).
Это обусловливает соответствующие требования к изготовлению деталей ма-
шин по первому-второму квалитету.
Бумагоделательная машина осуществляет высокоорганизованный техноло-
гический процесс, обладает способностью действовать с наивысшей произво-
дительностью без потерь времени на холостые движения рабочих органов. Вы-
сокая эффективность использования ее в народном хозяйстве обусловлена также
надежной работой в течение запланированного времени. Все это может быть
реализовано только при создании и использовании функционально пригодных
бумагоделательных машин, которым и посвящено настоящее учебное пособие.
РАЗДЕЛ 1
ОБЩИЕ ПОЛОЖЕНИЯ
1.1. КРАТКОЕ ОПИСАНИЕ БУМАГО-, КАРТОНОДЕЛАТЕЛЬНЫХ
И СУШИЛЬНЫХ МАШИН
В технологических линиях производства бумаги и картона бумаго- и карто-
ноделательные машины (БиКДМ) являются основными и наиболее сложными
агрегатами, работающими автоматически в непрерывном режиме. С их помо-
щью осуществляют: подготовку и напуск на сетку бумажной массы, формова-
ние мокрого бумажного (картонного) полотна, его обезвоживание под вакуу-
мом, прессование, сушку и предварительную (а иногда и окончательную)
отделку полотна бумаги (картона).
Аналогичные задачи при производстве товарной целлюлозы (за исключе-
нием отделки) решают с помощью подобных БиКДМ сушильных машин (СМ,
или пресспаты), являющихся также основными заключительными агрегатами в
соответствующих потоках целлюлозных производств.
В настоящее время по конструктивному оформлению ведущего на этих ма-
шинах процесса формования полотна бумаги (картона, товарной целлюлозы),
происходящего в сеточной части машины, различают следующие основные виды
машин: плоскосеточные, с двухсеточным формованием, круглосеточные, с
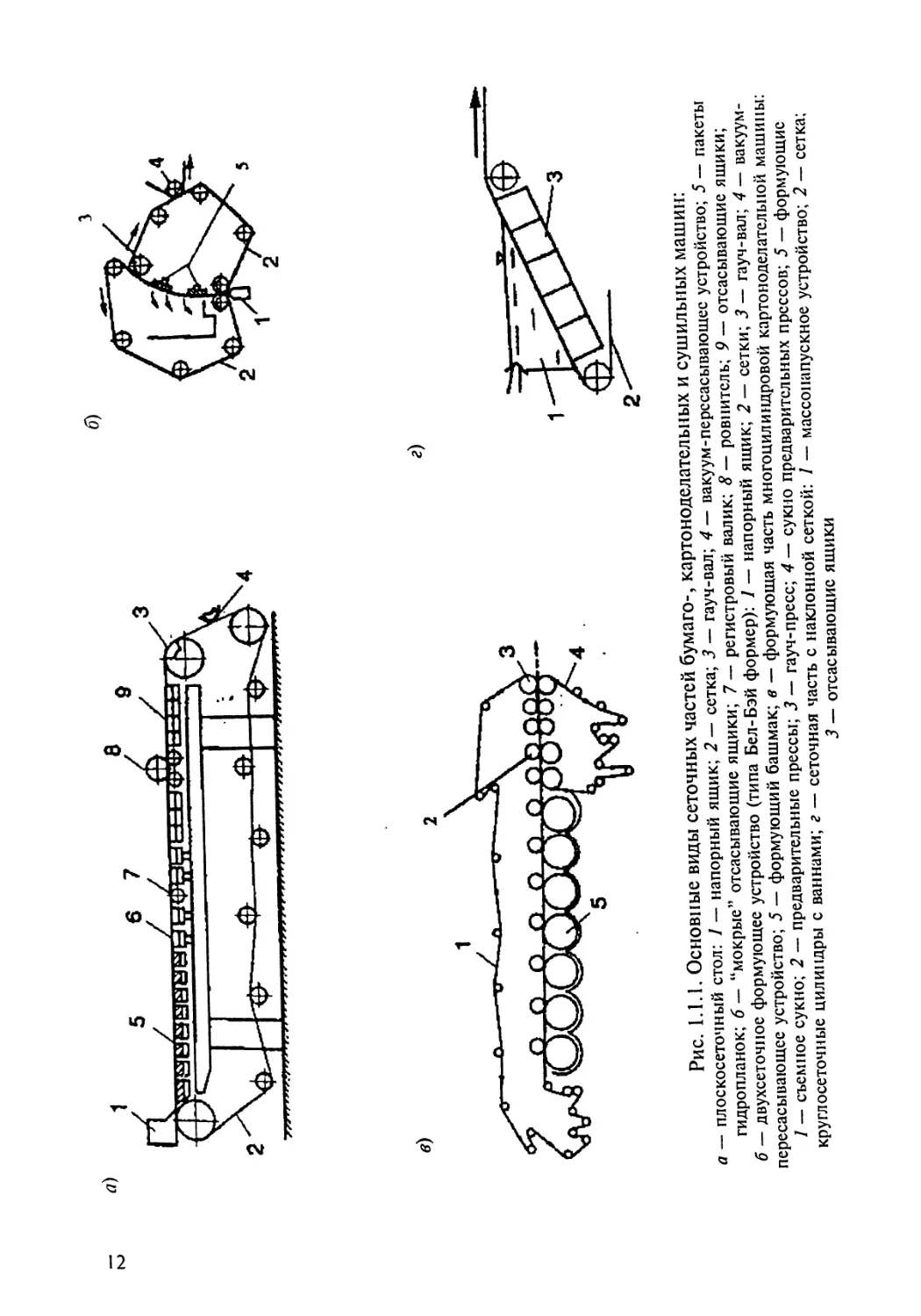
наклонной сеткой и с комбинированными сеточными частями (рис. 1.1.1). Та-
кие машины с некоторыми изменениями могут применяться в производстве
различных видов продукции.
Наиболее распространенными являются плоскосеточные машины, приме-
няемые в производстве однослойных бумаг, картонов и товарной целлюлозы.
Они также используются при выработке двухслойного тарного картона — ма-
шины с вторичным напорным ящиком в сеточной части.
Плоскосеточные машины имеют наиболее длительную историю разви-
тия — их изобретение относится к 1799 г. Они лидируют и по количеству но-
вых машин.
Следующими по распространенности в парке установленного оборудова-
ния являются круглосеточные машины, применяемые для производства мно-
гослойных картонов и бумаг и товарной целлюлозы. Изобретение круглосеточ-
11
3
Рис. 1.1.1. Основные виды сеточных частей бумаго-, картоноделательных и сушильных машин:
а _ плоскосеточный стол: 1 — напорный ящик; 2 — сетка; 3 — гауч-вал; 4 — вакуум-пересасываюшес устройство; 5 — пакеты
гидропланок; 6 — “мокрые” отсасывающие ящики; 7— регистровый валик; 8 — ровнитель; 9 — отсасывающие ящики;
б — двухсеточное формующее устройство (типа Бел-Бэй формер): 1 — напорный ящик; 2 — сетки; 3 — гауч-вал; 4 — вакуум-
пересасывающее устройство; 5 — формующий башмак; в — формующая часть многоцилиндровой картоноделателыюй машины:
1 — съемное сукно; 2 — предварительные прессы; 3 — гауч-пресс; 4 — сукно предварительных прессов; 5 — формующие
круглосеточные цилиндры с ваннами; г — сеточная часть с наклонной сеткой: 1 — массонапускное устройство; 2 — сетка;
3 — отсасывающие ящики
ного цилиндра относится к 1805 г. Следует, однако, отметить, что доля таких
машин среди вновь выпускаемых сейчас сильно снижается.
В настоящее время сравнительно новыми видами БиКДМ являются маши-
ны с двухсеточным формованием и наклонной сеткой. Так, первая машина с
двухсеточным формованием была установлена в 50-х гг. XX в. в Англии. В насто-
ящее время на машинах этого вида вырабатывается большая часть всей газетной
бумаги в мире. Они широко применяются также в производстве санитарно-
бытовых бумаг, имеются многочисленные примеры использования двухсеточ-
ного формования в производстве ряда других бумаг и картонов.
Машины с наклонной сеткой, применяемые для выпуска бумаг и картонов
с использованием синтетических и минеральных волокон и частиц (концентра-
ция массы при напуске — десятые и сотые доли процента), как уже установ-
ленные, так и вновь выпускаемые, мало распространены.
Наконец, машины с комбинированными сеточными частями, применяе-
мые в производстве многослойных картонов и бумаг, имеют по нескольку фор-
мующих устройств разных типов, предназначенных каждый для формования
своего слоя полотна (например, плоская сетка + круглосеточные цилиндры +
+ двухсеточное формующее устройство и др.). Такие машины велики по габари-
там и мало распространены.
При одинаковых формующих устройствах для всех слоев это машины мно-
госеточные (все сетки плоские), многоцилиндровые круглосеточные (все сетки
круглые), с несколькими ДФУ и т. д.
Как отмечалось, развитие рассматриваемых машин началось с изобретения
Робером в 1799 г. БДМ с плоской сеткой, механизировавшей процессы ручного
черпания, формования и прессования бумаги с переводом их на непрерывный
режим работы. Для дальнейшего развития этих машин было характерно стрем-
ление расширить количество выполняемых на машине операций, повысить ее
производительность (за счет увеличения рабочей скорости и ширины), макси-
мально учесть требования, предъявляемые к конструкции и режимам работы
при производстве различных видов продукции. Последнее привело к созданию
почти всех основных видов машин и к все более узкой специализации машин
по отдельным видам продукции.
Полуфабрикатом, подаваемым на все перечисленные виды машин, являет-
ся бумажная масса, различающаяся по композиции (составу) и другим пара-
метрам в зависимости от вида продукции. Готовая продукция, снимаемая с
машины, получается в виде рулонов или кип листов бумаги, картона, товар-
ной целлюлозы. Разрезание рулонов на листы может производиться за предела-
ми машины на ротационных саморезках.
Основными параметрами, характеризующими БКДМ и СМ, являются их
скорость и ширина полотна вырабатываемой продукции, видом которой оба
параметра и обусловлены. Производительность машины определяется ее рабо-
чей скоростью, шириной, массой 1 м2 вырабатываемой продукции и активно
используемым для выпуска продукции временем эксплуатации.
Среди БДМ наибольшую производительность (320 тыс. т/год и более) име-
ют машины с двухсеточным формованием для производства газетной бумаги.
Их рабочая скорость достигает 1700—1900 м/мин, ширина полотна бумаги — до
13
10000 мм. В настоящее время наиболее высокоскоростными среди БКСМ явля-
ются БДМ с двухсеточным формованием для производства санитарно-гигие-
нических бумаг: рабочие скорости таких машин достигают 2000 м/мин и более.
Рабочие скорости плоскосеточных БДМ не превышают 1000 м/мин из-за
ограничений по качеству продукции.
Уступая БДМ по рабочим скоростям и ширине, КДМ опережают их по
производительности (360 тыс. г/год и более) за счет большей массы 1 м2 про-
дукции. Эти машины имеют большую длину (до 200 м) вследствие больших
габаритов сушильной и сеточной частей, большую общую массу машины (до
10000 т), масса отдельных узлов машины достигает 100 т.
Общая мощность электропривода машины составляет до 10000 кВт.
Несмотря на размеры и массу БКДМ и СМ, они выполняют операции
высокого класса точности при почти полной автоматизации их технологиче-
ских процессов. Выпускаемые в последнее время БКДМ и СМ, как правило,
обеспечиваются автоматическими системами управления технологическими
процессами (АСУ ТП).
Современные БКСМ являются уникальными техническими сооружениями.
Они включают в себя последовательно соединенные в единую технологиче-
скую линию различные по техническим характеристикам машины (части БКДМ
и СМ), которые за короткое время осуществляют непрерывные процессы пере-
работки сложного полуфабриката из жидкого состояния (бумажной массы) в
твердое упругое тело (бумагу и т. д.). В их конструкциях использованы многие
технические достижения смежных отраслей техники.
Основные части конструкции рассматриваемых машин (рис. 1.1.2) — на-
порный ящик (массонапускное устройство), сеточная, прессовая, сушильная
части, каландр, накат и привод. В состав каждой машины входит также вспомо-
гательное оборудование: для подготовки массы, переработки брака, смазки
подшипников, зубчатых передач, насосы для подачи воды, массы, вакуум-
насосы, компрессоры, различные магистрали и т. д.
Подаваемая на машину бумажная масса представляет собой водно-волок-
нистую суспензию, в состав твердой фазы которой помимо волокнистых мате-
риалов (целлюлоза, древесная масса, макулатура и др.) могут входить напол-
нители, проклеивающие вещества, красители и др.
Готовая по композиции бумажная масса концентрацией 2,5—3,5 % из раз-
мольно-подготовительного отдела бумажной (картонной) фабрики поступает в
машинный бассейн, с которого начинается входящая в состав машины система
подготовки массы. Затем, после разбавления (в смесительном насосе) и регу-
лирования концентрации, масса направляется на подмол, очистку и сортиро-
вание.
Полностью готовая масса подается в массонапускное устройство, откуда
напускается на движущуюся сетку (сетки) со скоростью, близкой к скорости
их движения. Концентрация массы при напуске обычно находится в пределах
,1 1,5 % (в зависимости от вида и массы 1 м2 продукции).
На плоскосеточных машинах массонапускные устройства представляют со-
ои напорные ящики следующих типов: открытые, закрытые с воздушной по-
душкой и с узкими длинными каналами.
14
Сеточная часть
Прессовая часть
Сушильная часть
Рис. 1.1.2. Бумагоделательная машина с двухссточным
формованием для производства газетной бумаги (фирма “Фойт-Зульцер”:
В ~ 10000 мм, Ира6 = 1800 м/мин):
7— напорный ящик; 2 — сетка; 3 — грудной вал; 4— формующий башмак;
5 — отсасывающий ящик; 6 — гауч-вал; 7— пересасывающее устройство;
8 — сетконатяжной вал; 9 — сеткоправильный вал; 10 — сетковедущий вал;
77-- четы рехвал ьный пресс; 72— сукно; 13 — сукноправильный вал;
14— натяжной вал; 75— сукномойки; 16— сушильный цилиндр; 77— вакуумный
перфорированный вал; 18— сетка; 19— натяжной вал; 20— сеткоправильный вал;
27— каландр; 22— цилиндр наката; 23— наматываемый рулон бумаги
На круглосеточных машинах и машинах с наклонной сеткой напуск произ-
водится в ванну или с помощью “вынесенного” массонапускного устройства,
вытянутая верхняя губа которого расположена вдоль сетки, образуя совместно
с ней закрытую зону формования.
Режим течения бумажной массы в массонапускном устройстве должен обес-
печивать надлежащую подготовку массы к формованию из нее качественного
полотна (например, по просвету бумаги, постоянству массы 1 м2 полотна в
продольном и поперечном направлениях и т. д.).
15
На сеточной части машины в ходе обезвоживания (фильтрования) бумаж-
ной массы на сетке формируется мокрое полотно и затем происходит его началь-
ное обезвоживание под вакуумом с прососом воздуха. В конце зоны формования
концентрация массы составляет 5-7 %, после всей сеточной части — 12-22 %.
На машинах плоскосеточных, с двухсеточным формованием и наклонной
сеткой (длинносеточные машины) бесконечные сетки проходят по ряду валов,
часть из которых приводные. При этом сетки являются своеобразными техноло-
гическими транспортерами, на рабочих участках которых происходят процессы
формования и обезвоживания полотна бумаги, картона, товарной целлюлозы.
На данных машинах зоны формования начинаются после грудных валов (сюда,
обычно на грудную доску, производится напуск массы).
После напуска начинается процесс фильтрования, в ходе которого вода из
слоя массы с частью волокон проходит через сетку, основная часть волокон
задерживается на сетке в виде растущего по толщине осевшего слоя. По оконча-
нии образования осевшего слоя получается мокрое полотно бумаги. Отвод воды
под сетку ускоряется с помощью различных обезвоживающих элементов, со-
здающих под сеткой вакуум (гидропланок, “мокрых” отсасывающих ящиков,
регистровых валиков).
Далее обезвоживание сформованного полотна с прососом воздуха проис-
ходит под вакуумом, создаваемым под сеткой с помощью отсасывающих ящи-
ков и гауч-вала.
В таких сеточных частях приводным является гауч-вал, а зачастую и другие
валы (например, сеткоповоротный, грудной).
На круглосеточных машинах сетки натянуты на круглосеточные перфори-
рованные цилиндры. Наслоение волокон на сетку происходит под действием
перепада давления, создаваемого за счет гидростатического напора или с по-
мощью вакуума внутри цилиндра.
При выработке однослойных бумаг и картонов в сеточной части формуется
один волокнистый слой, при многослойных видах продукции — несколько во-
локнистых слоев, обычно каждый на своем формующем устройстве. Затем дан-
ные слои соединяются в один, например, с помощью съемного сукна на мно-
гоцилиндровых круглосеточных машинах (здесь приводными являются все
круглосеточные цилиндры сеточной части).
Бумажное (картонное) полотно, сформированное в сеточной части, по-
ступает в прессовую часть, обычно состоящую из нескольких (два-четыре и
более) прессов. Обезвоживание мокрого полотна здесь осуществляется более
экономичным способом (по сравнению с обезвоживанием на сетке под вакуу-
мом) — механическим отжимом полотна между прессовыми валами. В послед-
нее время при выработке некоторых видов картона и бумаги применяют баш-
мачные пресса, где один из валов заменен на неподвижный башмак с
подвижной лентой в зоне прессования (подвижная лента может быть выполне-
на в виде рубашки прессового вала). Это расширяет зону прессования и увели-
чивает обезвоживающую способность пресса. Для предотвращения раздавлива-
ния непрочного мокрого полотна, для уноса отпрессованной воды из зоны
прессования и для транспортировки мокрого полотна на прессовой части при-
меняются прессовые сукна, проходящие с полотном по прессам.
16
В результате последовательного обезвоживания на всех прессах сухость бу-
мажного (картонного) полотна повышается до 27—50 % (в зависимости от вида
продукции и других факторов).
В многоцилиндровых КДМ основной прессовой части предшествует фор-
прессовая часть, объединенная в единое целое с сеточной частью съемным
сукном.
Современные конструкции комбинированных многовальных прессов обес-
печивают прохождение полотна без участков свободного хода, на которых по-
лотно не под держивается сукном. Это снижает обрывность полотна в прессовой
части, что позволяет повышать рабочие скорости машин.
В двухвальных прессах приводными являются нижние валы, в многоваль-
ных — обычно все прессовые валы.
Сеточную и прессовую части вместе называют мокрой частью машины. Из
общего количества воды, удаляемой из бумажной массы на машине, на сеточ-
ную часть приходится 94—96 %, на прессовую — 3—4 %. Дальнейшее обезвожи-
вание (сушка) полотна происходит в сушильной части машины.
Как правило, сушильная часть БКСМ состоит из расположенных в два яруса
в шахматном порядке сушильных пустотелых цилиндров 0 1,5 или 1,8 м, обогре-
ваемых изнутри паром. При этом бумажное (картонное) полотно проходит по
сушильной части, поочередно охватывая цилиндры верхнего и нижнего ярусов.
Оно касается нагретых цилиндров то одной, то другой своей поверхностью.
Для лучшего контакта между цилиндрами и полотном и облегчения за-
правки применяют сушильные сетки (сукна), охватывающие сушильные ци-
линдры примерно на 180°. На старых и тихоходных машинах цилиндры верхнего
и нижнего ярусов каждой приводной группы охватываются собственными верх-
ней и нижней сетками (сукнами). На современных высокоскоростных машинах
в целях ликвидации промежутков свободного хода бумаги сетки вместе с по-
лотном бумаги (картона) поочередно охватывают верхние и нижние цилиндры
данной группы.
Это предотвращает обрывность бумаги в сушильной части, что также по-
зволяет повышать рабочие скорости машин. Такую безобрывную проводку обес-
печивают прежде всего в первых по ходу машины приводных группах цилинд-
ров, где влажное полотно наименее прочно.
Наконец, в современных высокоскоростных БДМ нижние цилиндры, на
которых интенсивность сушки в таких условиях невелика, заменяются на пер-
форированные вакуумные валы меньшего диаметра. Таким образом, располо-
жение сушильных цилиндров становится однорядным на протяжении всей су-
шильной части, а проводка полотна — все более безобрывной (см. рис. 1.1.2).
На КДМ, где большая масса 1 м2 картонного полотна позволяет поддержи-
вать большее его натяжение, имеющее место при этом хорошее касание полот-
на с цилиндрами часто позволяет отказываться от применения одежды, напри-
мер, в верхнем ярусе сушки.
На сушильных машинах также возможна проводка полотна товарной целлю-
лозы по сушильным цилиндрам без применения сукон. Поэтому иногда сушиль-
ные части СМ компонуются так: несколько цилиндров (группами до пяти-шести)
располагают вертикально, что сокращает занимаемую производственную площадь,
На БКДМ и СМ возможно расположение цилиндров в один или три гори-
зонтальных яруса.
Кроме многоцилиндровой сушки существует сушка на одном сушильном
цилиндре большого диаметра (до 6 м) — так называемом янки-цилиндре. Янки-
цилиндры входят в состав машин, на которых полотно бумаги (например, сани-
тарно-бытовой) снимается сукном с гауч-вала сетки и проводится им по всем
зонам прессования. Указанные зоны прессования могут быть все (одна-две) рас-
положены на янки-цилиндре (на котором затем происходит сушка) или перед
янки-цилиндром — один-два предварительных двухвальных пресса, а затем один-
два пресса на янки-цилиндре. В верхней части янки-цилиндр снабжен колпаком
скоростной сушки. Янки-цилиндр (как лощильный цилиндр) может применять-
ся и в сочетании с предварительной сушкой полотна на обычных цилиндрах.
Наконец, наряду с контактной сушкой полотна на сушильных цилиндрах
производится конвективная сушка — обдув полотна потоками горячего воздуха в
конвективном шкафу. Полотно проходит по поддерживающим валикам в несколь-
ко горизонтальных рядов сверху вниз. Такая сушильная часть может быть выполне-
на в виде только конвективных шкафов (например, на СМ), либо конвективному
шкафу предшествует предварительная сушка на сушильных цилиндрах (на КДМ).
После сушильной части сухость полотна бумаги (картона) составляет 92—
95 %, а температура — 70—90 °C. Для обеспечения качественного каландрирова-
ния и хорошей намотки полотна в конце сушильной части устанавливают один-
два холодильных цилиндра, охлаждаясь на которых полотно впитывает в себя
сконденсировавшуюся на цилиндрах влагу и увлажняется на 1—2 %.
Для организованного отвода испаряющейся при сушке влаги и улучшения
условий работы в бумзале сушильная часть укрывается колпаком, который мо-
жет быть закрытым (укрывает всю сушильную часть) или открытым (укрывает
верхнюю часть цилиндровой сушки).
После сушки бумажное (картонное) полотно в целях уплотнения и повы-
шения гладкости проходит через машинный каландр, включающий в себя вер-
тикальные батареи (одну-две), состоящие из свободно лежащих друг на друге
тщательно отшлифованных чугунных валов, а полотно, огибая поочередно валы
каландра, движется сверху вниз при возрастающем давлении. Приводным явля-
ется нижний вал каландра либо второй снизу, остальные валы приводятся за
счет силы трения.
Пройдя каландр, полотно бумаги при выработке рулонной продукции не-
прерывно наматывается на тамбурный вал наката в рулоны требуемого диамет-
ра. Приводным здесь обычно является цилиндр наката. Перезаправка с одного
тамбурного вала на другой осуществляется на ходу машины. Намотанные руло-
ны бумаги снимаются с наката подъемным краном.
При выработке листовой продукции в конце машины вместо наката может
устанавливаться саморезка (что наиболее характерно для СМ). При этом после
машины расположена транспортно-упаковочная линия для прессования кип
листов, их упаковки, обвязки и транспортировки на склад готовой продукции.
При наличии наката в составе машины снятые с нее рулоны для получения
листовой продукции могут подаваться на отдельно стоящую саморезку с транс-
портно-упаковочной линией.
18
Привод БКСМ располагается с одной (приводной) стороны машины. Глав-
ной его задачей является поддержание постоянства скорости машины в целом
и соотношения скоростей приводных секций между собой, соответствующих
вытяжке или усадке транспортируемого полотна. Для привода машины исполь-
зуются двигатели постоянного тока, которые в современных многодвигатель-
ных приводах БКСМ получают питание от индивидуальных преобразователей.
С развитием БКСМ все более широко используются системы автомати-
ческого регулирования и управления процессами и параметрами машин. На
новых высокопроизводительных машинах устанавливаются автоматические си-
стемы управления технологическими процессами выработки продукции, вклю-
чающие в себя компьютеры, измерительные устройства, исполнительные ме-
ханизмы, преобразователи и вспомогательное оборудование.
Технологическая бригада обслуживания БКСМ состоит из пяти-семи чело-
век во главе с машинистом (сеточником). Кроме того, машину обслуживает
персонал отделов главного механика, главного энергетика, КИПиА.
Характеризуя БКДМ и СМ в целом, необходимо отметить, что большое
разнообразие конструкций частей машин и отдельных узлов в зависимости от
вырабатываемой продукции, быстрые темпы развития этих конструкций, а так-
же единичный характер выпуска машин и их постоянная модернизация после
установки приводят к тому, что в российском парке машин (около 500 машин)
и мировом (примерно 10000 машин) вряд ли найдутся какие-либо две полнос-
тью совпадающих друг с другом по конструкции и параметрам режима работы.
Однако это не исключает близости между собой по конструкции и режи-
мам работы машин, предназначенных для выпуска одинаковой или близкой
продукции.
При выработке характерной для БиКДМ рулонной продукции снятые с
машины рулоны подаются на продольно-резательный станок, где бумага (кар-
тон) разрезается на рулоны заданных размеров, которые затем подаются на
упаковочную машину и далее на склад готовой продукции.
Для получения более высоких показателей плотности, гладкости и лоска
большинство видов бумаги для печати, писчей и технических бумаг пропуска-
ют через суперкаландр, а для нанесения мелованных покрытий — через мело-
вальную установку (меловальная установка, так же как и клеильный пресс для
поверхностной проклейки, может входить в состав сушильной части машины).
Бумаго-, картоноделательные и сушильные машины, как правило, имеют
двухэтажное расположение. Их устанавливают в отдельных зданиях часто по две
машины: одну — с правым приводом, другую — с левым. Основные узлы ма-
шины, где происходят напуск, формование, обезвоживание, сушка, каланд-
рирование и намотка (резка) полотна, размещаются на втором этаже, а вспо-
могательное оборудование и технологические коммуникации — на первом.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы назначение и роль бумаго-, картоноделательных и сушильных машин на
бумажных, картонных фабриках и целлюлозных заводах?
2. Какие существуют основные типы БиКДМ, СМ? По какому признаку произво-
дится их систематизация?
3. Когда и кем изобретена первая БДМ? Чем вызывалось дальнейшее развитие ма-
шин этого вида?
4 Что является полуфабрикатом для БКДМ и СМ? В каком виде снимается с машин
готовая продукция?
5 Перечислите основные параметры БКСМ.
6 Какие машины в настоящее время имеют наибольшие рабочие скорости, шири-
ну, производительность: БДМ, КДМ и СМ?
7 Куда поступает бумажная масса из размольно-подготовительного отдела?
8^ Как осуществляется напуск на сетку бумажной массы?
9 Какие технологические процессы происходят на сеточных частях БКДМ и СМ?
Перечислите виды конструкций сеточных частей.
10 Какой технологический процесс происходит в прессовой части? Расскажите о
конструкции прессовой части. Что такое мокрая часть машины?
11 Что собой представляет технологический процесс, происходящий в сушильной
части машины? Перечислите основные варианты конструкций сушильной части.
12. Расскажите о назначении и устройстве каландра.
13. Расскажите о назначении и устройстве наката.
14. Что собой представляет отделочное и упаковочное оборудование для бумаги и
картона?
15. Что собой представляет привод БКДМ и СМ?
16. В чем заключается автоматизация БКДМ и СМ?
17. В чем заключается обслуживание БКДМ и СМ?
1.2. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ БКСМ
И ПРОИЗВОДИМОЙ НА НИХ ПРОДУКЦИИ.
ТРАНСФОРМАЦИЯ СОСТОЯНИЯ БУМАЖНОЙ МАССЫ НА МАШИНЕ
1.2.1. Материалы, применяемые для изготовления бумаги и картона
Бумага и картон — искусственные материалы, которые в зависи-
мости от основных компонентов (волокна, главным образом растительного
происхождения), характера их обработки, сопутствующих веществ (наполни-
тели, красители, проклеивающие и вспомогательные реагенты), а также не-
желательных примесей (органического и неорганического происхождения)
приобретают определенные потребительские свойства. Бумага и картон изго-
тавливаются из волокнистых материалов принципиально тождественными
способами и отличаются массой квадратного метра, а также целевым назна-
чением.
Бумага — волокнистый гибкий материал с определенными печатными и
другими свойствами. Картон — плоский волокнистый материал, предназначен-
ный для тары, упаковки, технических целей и т. д.
В настоящее время вырабатывается около 800 различных видов бумаги и
картона. Следует отметить, что разделение терминов “бумага” и “картон” ус-
ловно. Обычно принято считать, что масса 1 м2 бумаги колеблется от 6 до 250 г,
толщина — от 4 до 400 мкм, разрывная длина — от 1200 до 16000 м. Нижние
пределы массы 1 м2для картона составляют 125—140 г.
20
Таблица 1. 2. 1
Распределение групп бумаги и картона по их назначению
(бумага — группы I—XII, картон — группы XII—XIV)
Номер группы Группы бумаги и картона Масса 1 м2, г
I Особо тонкие (конденсаторные) 6-23
II Тонкие (основа для парафинирования, специальные упаковоч- ные) 14-20
III Тонкие впитывающие (сигаретные, чайные, санитарно-гигиениче- ские) 12-30
IV Впитывающие (фильтровальные, основа для фибры) 30-120
~ V Жиростойкие (подпергамент, пергамин, упаковочная жиро- стойкая) 40-55
VI Писче-печатные целлюлозные (офсетная, офисная, для ксе- рокса, реклам, буклетов, основа для мелования, картографиче- ская и т. д.) 40-120
VII Писче-печатные с древесной массой, макулатурой (газетная, тетрадная, писчая, печатная, легкомелованная печатная и т. д.) 45-100
VIII Технические (светооснова, основа для покрытий, регистрирующая, диаграммная и т. д.) 60-100
IX Упаковочные (мешочная, для пакетов, пачечная, антикоррози- онная, оберточная и т. д.) 70-120
X Документные (банкнотная, для ценных бумаг, узорная, бланочная, специальная печатная и т. д.) 70-120
XI Электроизоляционные (кабельная, изоляционная, пропиточная и т. д.) 60-120
XII Материалы для гофрокартона (крафт-лайнер, тест-лайнер, бу- мага для гофрирования, картон с белым слоем, влагопрочный и т. д.) 100-250
XIII Картоны упаковочные (коробочный, мелованный, хром-эрзац, обувной и т. д.) 150-500
XIV Картоны технические (электроизоляционный, строительный, облицовочный, фильтровальный и т. д.) 150-300
Примечание. При проектировании БКСМ в ЦНИИбуммаше наряду с другими
видами систематизации этих машин (например, плоскосеточные, с двухсеточным формо-
ванием и др.) используется систематизация машин по видам выпускаемой продукции.
Вырабатываемые в России бумагу и картон можно разделить на группы
(табл. 1.2.1).
Исходным сырьем для производства бумаги и картона служит древесина
хвойных и лиственных пород: ель, сосна, тополь, береза, бук, лиственница и
ДР- Поскольку хвойная древесина имеет волокна длиной до 3—4 мм, она являет-
ся лучшим и основным сырьем для производства. Однако из-за общего дефици-
та волокнистого сырья использование лиственной древесины приобретает все
большее значение, несмотря на короткое (< 1,2 мм) волокно. Иногда использу-
21
ются однолетние растения: солома, тростник, хлопок и лен. Из последних мож-
но изготавливать бумагу высокой долговечности. Для изготовления бумаги и
картона также применяются бумажная и тряпичная макулатура и волокнистые
материалы животного (шерсть, кожевенные отходы), органического (вискоза,
полиамид, полиэфир, винол и др.) и неорганического (асбест, стеклянные и
базальтовые волокна, слюда) происхождения. Сами древесные волокна непри-
годны для производства из-за лигниновой оболочки, предохраняющей древес-
ную сердцевину от природных воздействий. Поэтому древесина перерабатыва-
ется в полуфабрикаты: древесную и термомеханическую массу, полуцеллюлозу
и целлюлозу, комбинации которых служат основой для производства бумаги и
картона.
Среди целлюлозных полуфабрикатов наибольшее распространение получи-
ли сульфатная хвойная беленая и небеленая целлюлоза, сульфатная лиственная
беленая, сульфитная хвойная беленая целлюлозы. Полуцеллюлозные полуфабри-
каты представлены нейтрально-сульфитной, моносульфитной, бисульфитной
полуцеллюлозой, механические массы — химико-термомеханической, термоме-
ханической, древесной дефибрерной массой из хвойных и лиственных пород
древесины.
Для изготовления бумаги и картона, как отмечалось ранее, широко ис-
пользуется макулатура. В общем балансе волокнистых полуфабрикатов целлюло-
за и макулатура составляют приблизительно равные доли (40—45 %), осталь-
ное — различные виды механических масс.
Бумага и картон — листовые или рулонные сложные композитные матери-
алы с капиллярно-пористой структурой, состоящие в основном из волокон
растительного происхождения, связанных межволоконными связями, а также
из основных и вспомогательных химических веществ-наполнителей, проклеи-
вающих, красителей и отбеливателей, связующих, фиксирующих и других ре-
агентов.
Наполнители — минеральные пигменты белого цвета, которые располага-
ются в бумаге и картоне между волокнами. В качестве наполнителей выступают
каолин, карбонат кальция (мел), тальк, гипс, сульфат бария, диоксид титана
и другие материалы для придания бумаге определенных свойств: непрозрачно-
сти, улучшения восприятия краски, гладкости, белизны, мягкости и бесшум-
ности, плотности и т. д.
Проклеивающие вещества — клеи на основе канифоли, карбомидоформаль-
дегидная смола, димеры алкилкетена, алкилянтарный ангидрид, полиамида-
минные смолы, латексы и т. д. Они улучшают водонепроницаемость, влаго-
прочность и другие свойства бумаги.
Красители — прямые, основные, кислотные, пигментные окрашивающие
вещества, отбеливатели и отбеливающие системы — применяются в целях ок-
рашивания бумаги и картона и для придания им высоких значений белизны.
Химические вспомогательные вещества — крахмалы катионные и окислен-
ные, катионный полиакриламид, полиимины, сульфат алюминия и квасцы,
кар оксиметилцеллюлоза, биоциды, антипирены, пеногасители и многие дру-
гие — служат для повышения удерживаемости, ускорения обезвоживания, уве-
личения прочности, снижения биообрастаний, придания специальных свойств.
22
Вода — природный продукт, обладающий следующими особенностями:
расширение при замерзании с уменьшением плотности, высокие поверхност-
ное натяжение, теплоемкость, диэлектрическая постоянная и выраженный
полярный эффект. Значения указанных свойств воды зависят от ее температуры.
С изменением температуры у воды меняются электропроводность, теплоем-
кость, плотность, удельный объем, вязкость, поверхностное натяжение, коли-
чество растворенного воздуха и др. Природная вода никогда не бывает чистой.
Из молекул воды образуется большое число различных ассоциатов: линейные,
циклические и разветвленные. Аномальность воды проявляется в ее особенных
физических свойствах, приведенных выше. Природная вода всегда содержит
органические и неорганические соединения, микроорганизмы и газы.
В воде содержатся взвешенные вещества, которые состоят из частиц песка,
глины, металла, плодородных почв. По содержанию взвешенных веществ оце-
ниваются прозрачность и мутность воды.
В природной воде источником взвешенных веществ органического проис-
хождения является планктон (живые организмы и водоросли). При благоприят-
ных условиях (определенных температуре и количестве растворимых соедине-
ний) на стенках бумагоделательной машины образуется слизь, которая по мере
роста попадает в бумагу и портит ее качество.
В воде растворенные минеральные вещества присутствуют в виде ионов: ка-
тионы натрия, калия, кальция, магния, цинка, железа, марганца, меди, алю-
миния и др., анионы ОН, НСО3, СО3, Cl, SO4 и пр.
Природные воды с высокой жесткостью, как правило, нестабильны, и
выпадающие соли отлагаются на стенках сосудов, в ячейках сетки и отверстиях
отсасывающих валов.
Мягкие воды с низкими значениями щелочности отличаются повышенной
коррозионной агрессивностью, что требует создания проточных частей маши-
ны в антикоррозийном исполнении.
Вода обладает свойствами самоочищения от взвешенных частиц и органи-
ческих примесей. Последние окисляются растворенным в воде кислородом.
Твердые взвешенные частицы выпадают в осадок со скоростью, зависящей
от их размера (табл. 1.2.2).
Таблица 1. 2. 2
Скорость осаждения частиц в спокойной воде при 10 °C
Взвешенное вещество Диаметр частиц, мм Скорость осаждения, мм/с
Песок: крупный средний мелкий 1,0 0,5 0,1 100 53 0,9-8,0
Ил: крупный мелкий 0,01-0,05 0,005-0,010 0,15-1,70 0,017-0,070
Глина В том числе тонкая 0,0017-0,0270 0,0001-0,0017 0,0015-0,0050 0,00001-0,00010
Коллоидные частицы 0,00001-0,00010 0,0000001-0,0000070
23
При фильтрации воды через волокнистые осадки последние способны удер-
живать мелкие взвешенные частицы и адсорбировать многие коллоиды вслед-
ствие большой поверхности (например, 1 г неразмолотой целлюлозы имеет
поверхность около 106 см2). Поэтому содержание взвешенных частиц в воде нор-
мируется в зависимости от качества вырабатываемой продукции.
При производстве бумаги и картона твердые и металлические включения,
содержащиеся в волокнистых полуфабрикатах и попадающие в бумажную мас-
су, причиняют большой вред узлам трения. В подвижной водно-волокнистой
суспензии они могут свободно транспортироваться на значительные расстоя-
ния по трубопроводам без выпадения в осадок.
Б.М. Заморуев предлагает следующую градацию для воды, используемой
при производстве бумаги и картонов. По допустимому содержанию веществ
вода разделяется на семь основных групп (табл. 1.2.3).
Таблица 1. 2. 3
Допустимое содержание веществ
Показатели качества воды Группы воды
1 2 3 4 5 6 7
Крупные взвешенные вещества Не допускаются
Мелкие взвешенные вещества, мг/л 70 40 10 3 — — —
Прозрачность (мутность по SiC>2), мг/л 100 50 40 10 50 — —
Цвет по платиново-кобальтовой шкале, 100 30 50 5 — — —
град
pH — 8,0 8,0 8,0 5,5 — —
Общее солесодержание, мг/л 500 500 300 200 400 25 —
Жесткость общая, мг-экв/л 7,0 7,0 2,0 5,3 0,1 — —
Жесткость карбонатная, мг-экв/л — — — 1,00 0,02 0,02 —
Щелочность, мг-экв/л 3,0 3,0 1,5 1,5 2,5 — —
Хлориды (единица С12), мг/л 200,0 200,0 200,0 7,5 15,0 1,0 —
Сульфаты (единица S2O4), мг/л — — — — 100 20 —
Кремний (единица SiO2), мг/л 100,0 50,0 50,0 20,0 20,0 5,0 —
Натрий + калий (единица Na + К), мг/л — — — — 1,0 — —
Кальций (единица Са), мг/л — — — 1,0 — — —
Магний (единица Mg), мг/л — — — 1,0 — — —
Железо (единица Fe), мг/л 2,5 1,0 0,3 0,1 0,1 0,1 —
Марганец (единица Мп), мг/л 0,50 0,10 0,10 0,05 0,05 0,05 —
Медь (единица Си), мг/л — — — — 0,05 0,01 —
Алюминий (единица А1), мг/л — — — — 2,5 1,0 —
Свободная углекислота (единица 10 10 10 10 10 10
СО2), мг/л
Активный хлор (единица С12), мг/л — — — 2 — — —
24
К первой группе относится вода, применяемая для изготовления бумаги
мешочной, упаковочной, для шлифовальных шкурок; для битумирования, гоф-
рирования и для картонов: крафт-лайнера, тест-лайнера, переплетного, коро-
бочного и т. п.; для охлаждения теплообменников, подшипников, холодиль-
ных цилиндров, уплотнения сальников вакуумных насосов, пожаротушения и
санитарных нужд.
Вторая группа воды используется для изготовления бумаги: газетной, обой-
ной, обложечной и др. (содержащей древесную массу).
Третья группа воды применяется для производства бумаги и картона из
беленых полуфабрикатов и белой древесной массы: писчих, печатных, чертеж-
ной, этикеточной, папиросной, светочувствительной, санитарно-гигиениче-
ской, жиронепроницаемой, для расфасовки пищевых продуктов, покровных
слоев картона из беленых полуфабрикатов.
Четвертая группа воды используется для изготовления высокобеленых ви-
дов бумаги: документной, банкнотной, основы для фотобумаги и т. п.
Пятая группа воды применяется для изготовления кабельной бумаги.
Шестая группа воды используется для изготовления технических видов бу-
маги, для которых требуется строго ограниченная зольность: фильтровальная
беззольная, высокосортные кабельные и среднесортные конденсаторные.
Седьмая группа воды не должна содержать растворенных веществ и по сво-
ему составу приближается к химически чистой. Она применяется при изготов-
лении высокосортных конденсаторных видов бумаги.
В водно-волокнистой суспензии вода содержится в трех видах: свободная,
капиллярная, связанная.
Свободная вода может быть замкнутой (заполняющей закрытые поры и
полости) и гравитационной (свободнотекущей под действием сил тяжести или
приложенного давления в сквозных полостях между твердыми телами и зани-
мающей основной объем в жидкой суспензии). Вязкость воды зависит от темпе-
ратуры. С увеличением температуры она снижается, и вода становится более
текучей.
Капиллярная вода. Свойства воды в капиллярном объеме существенно от-
личаются от свойств воды в тонких пленках, которые образуются на поверхно-
сти твердых тел, в порах внутри твердых тел. Установлено, что в капиллярах,
диаметр которых меньше 0,1 мкм, вязкость воды на поверхности кварца увели-
чивается в 1,4 раза по сравнению с ее вязкостью в капиллярах диаметром 2 мкм
Существует мнение, что в узких порах вода не способна кристаллизовываться,
так как ее молекулы дезориентированы значительными поверхностными сила-
ми. Для смачиваемых поверхностей тонкие пленки воды создают расклиниваю-
щее давление. В системе целлюлозные волокна — вода расклинивающее давле-
ние положительно. Отрицательное расклинивающее давление возникает при
медленном удалении воды (механический сдвиг или медленное испарение).
Капиллярная вода делится на три вида: микрокапиллярная (гидравличе-
ский радиус пор 0,001—0,100 мкм); капиллярно-конденсированная из паров,
или мезокапиллярная (гидравлический радиус пор 0,1—10,0 мкм), обладающая
наибольшим капиллярным поднятием; макрокапиллярная (гидравлический ра-
диус 10—103 мкм) с незначительным капиллярным поднятием.
Связанная вода образуется в результате взаимодействия воды с целлюлозой
за счет водородных связей. Связанная вода не удаляется сушкой при температу-
105 °C в сушильном шкафу при обычном атмосферном давлении, не участву-
ет в растворении солей, растворимых в обычной воде, не замерзает до темпера-
туры —13 °C.
Воздух. В бумажной массе воздух находится в трех видах: 1) растворенный в
воде' 2) мелкие пузырьки, связанные силами поверхностного натяжения с во-
локнами; 3) более крупные пузырьки, свободно движущиеся в массе между
волокнами под действием, например, архимедовой силы (при этом пузырьки
воздуха могут выходить на свободную поверхность массы, образуя пену).
Количество растворенного газа Q жидкостью зависит от его парциального
давления Р по закону Генри
Q = ЮиР,
где т — масса жидкости; К — коэффициент пропорциональности.
Количество растворенного газа зависит также от температуры.
Присутствие растворенного и пузырькового воздуха в водно-волокнистой
суспензии приводит к определенным технологическим трудностям при отливе
полотна. При вакуумировании полотна на отсасывающих ящиках и в сбегаю-
щем водяном клине гидропланки (регистрового вала) растворенный воздух
выделяется в виде пузырьков, нарушая сплошность водно-волокнистой среды.
Поэтому воздух стремятся из суспензии удалить — путем предварительного ва-
куумирования в специальных аппаратах.
Наличие различных материалов, применяемых для изготовления бумаги и
картона, свидетельствует о сложной композиции конструкции изделий, в ко-
торую каждый компонент привносит свои специфические особенности.
В заключение, рассматривая Периодическую систему элементов Менделее-
ва, можно указать, что примерно 60 % элементов находят применение в цел-
люлозно-бумажной промышленности.
1.2.2. Материалы, применяемые для изготовления бумаго-,
картоноделательных и сушильных машин
Чу1уны. Чугун марки СЧ-18 применяется для изготовления станин, шин и
сушильных цилиндров, работающих при давлении пара не более 3 кг/см2
(0,3 МПа), чугун высококачественный, модифицированный, со сфероидаль-
ным графитом — для изготовления сушильных цилиндров, работающих при
давлении пара более 0,3 МПа, чугуны, легированные хромом и никелем (с
пластинчатым графитом) и легированные никелем и марганцем (с шаровид-
ным графитом), — для прессовых и каландровых валов.
Стали. Сталь Ст2 используется для изготовления кожухов и стяжек, сталь
т варочных котлов, баков, крюков, крепежа, сталь ВСтЗсп — для свар-
ных деталей, фланцев, колпаков, стали Ст5 и Ст5сп — для цапф грудных и
прессовых валов, втулок, шкивов, сталь Стб — для деталей с большими стати-
ческими нагрузками, сталь 08X13 — для маслопроводов и трубопроводов све-
26
жей и оборотной воды, крепежа, сталь 12X13 — для напорных блоков, масло-
проводов, крепежа, сталь Х18Н9Т и другие легированные и высоколегирован-
ные стали — для валов, шестерен, цапф, пружин, шнеков, рубашек отсасыва-
ющих валов, сварных деталей и т. п. Приведенная номенклатура сталей может
быть изменена на другие марки, если их механические и коррозионные свой-
ства не ниже рекомендуемых. .
Цветные металлы. Медь и медные сплавы, никель, хром применяются для
покрытия поверхности валов и других изделий, например медь — для борьбы
со слизеобразованием. Бронза марки БрОЦ10-2 используется для изготовления
рубашек отсасывающих валов, головок ровнителя, бронза БрОФ6,5-0,4 и ла-
тунь МнЖМц — для изготовления сеток. Сплавы алюминия применяются для
изготовления кожухов, раздвижных шкафов сушильной части и т. п.
Пластические массы и другие композитные материалы находят широкое при-
менение, когда ими можно заменить металлы, например, полиэфирное моново-
локно применяется для изготовления сеток, полиэтилен высокомолекулярный -
для изготовления крышек отсасывающих ящиков, гидропланок и т. д.
Текстолит марок ПТК, ПТ, ПТ-1, ПТ-2, ПТ-2Б, ПТ-3 используется как
подшипниковый материал, для изготовления планок отсасывающих ящиков и
грудных досок, шестерен, шаберов и др.
Древесно-слоистые пластики марок ДСП-Б, ДСП-Б-м, ДСП-В, ДСП-В-м,
ДСП-Г применяются для изготовления вкладышей подшипников, узлоловите-
лей, мешальных устройств, зубчатых колес, шаберов мокрой части машин.
Стеклопластики используются для облицовки трубчатых валов бумагодела-
тельных машин, изготовления колпаков, расположенных над сушильной час-
тью, для изготовления корпусов отсасывающих ящиков, водоотделителей к
вакуумным насосам.
Винипласты применяются для облицовки лотков и ванн, напорных ящи-
ков, шаберов сетковедущих и грудных валов.
Капрон используется для изготовления вкладышей подшипников, шесте-
рен, втулок, эксцентриков и т. п., заправочных канатиков сушильной части,
антикоррозионного и антифрикционного покрытия деталей.
Фаолит марки А с асбестовым наполнителем применяется для изготовле-
ния трубопроводов и арматуры к машинам для выработки фибры, облицовки
ванн, бумаговедущих валиков.
Мипора — изоляционный материал для колпаков сушильной части.
Графит марок АО-1500, АО-600, АГ-150, АГ-600 применяют для изготов-
ления уплотнений отсасывающих валов, колец сальниковых уплотнений су-
шильных цилиндров. Лучшим заменителем графита является состав из 63 % хри-
зотиласбестового волокна, 5 % графита, 32 % бакелитового лака СБС-1.
Фторопласт применяют, например, для изготовления втулок опор перфо-
рированных валиков напускных устройств, сальниковых уплотнений сушиль-
ных цилиндров.
Асбовинил используется для футеровки емкостей, покрытия внутренней
поверхности ванн.
Эпоксидные смолы имеют различный состав и применяются для исправле-
ния дефектов на поверхности гранитных и стонитовых валов и металлических
отливок из черных и цветных металлов.
Свойства облицовочных резин для валов БКСМ
Вал Твердость по ТШМ-2 Удельное линейное давление, кг/см Срок службы, годы
Грудной 2-5±1 — 10
Регистровый 2—5±1 — 10
Сетковедущий 2-5±1 — 4
Нижний гауч-пресса 25—30±2 20 8
Верхний гауч-пресса 50—75±2 5 4
Уплотнитель гауч-пресса 180—200±3 5 4
Обрезиненный:
I пресса 50—75±1 80 6
II пресса 40-65±1 80 6
III пресса 35-60±1 80 6
Прессовый отсасывающий 20—35±1 80 6
Прессовый сглаживающий 35—40±1 25 8
Нижний сукномойки 45-75±1 40 6
Верхний сукномойки 40—45±1 40 6
Бумаговедущий 2—5±2 — 10
Сукноведущий 2-5±2 — 10
Лощильный 20—25±1 100 4
Прессовый горячий 60-65±2 80 4
Прижимной круглосеточных машин 200—220±3 10 10
Нижний предварительного пресса 30—55±1 20 8
Верхний предварительного пресса 40-65±1 20 8
Гауч-вал картоноделательной машины 50—55±1 25 6
I экстракторного пресса 80—90±1 15 8
II экстракторного пресса 70—80±1 20 8
Гауч-пресса пресспата 180—200±3 25 6
Нижний пресспата I пресса 35—40±1 80 4
Нижний пресспата II пресса 25—30±1 100 4
Нижний пресспата III пресса 20-25±1 150 4
Пресса высокого давления пресспата 10—15±1 300 2
Герметизирующий эластомер используется как антикоррозионное покры-
тие деталей узлоловителей, напускных устройств, сеточных столов и др.
Жидкий наирит— это герметизирующий и антикоррозионный материал,
применяемый для покрытия ванн и станин, деталей узлоловителей, лопастей
Циркуляционных насосов.
Резина и эбонит используются для эластичных буферов, подвесок, аморти-
заторов, приводных ремней, транспортерных лент, шлангов, уплотнений, про-
кладок. Из эбонита изготовляют шаберы мокрой части машин. Он используется
28
как облицовочный материал валов и емкостей. В зависимости от назначения
облицовочная резина имеет различные свойства (табл. 1.2.4).
Керамика. Алюмооксидная керамика, имеющая высокую твердость (до 2-104
по Виккерсу), гладкость поверхности до 0,2 мкм, износостойкость и др., нахо-
дит применение в узлах трения, где желателен минимальный износ поверхно-
сти. Например, из нее изготавливают гидропланки, крышки отсасывающих
ящиков, башмаки двухсеточных машин, как целые изделия, так и износостой-
кие планки в комбинации с другими материалами (высокомолекулярный по-
лиэтилен), заменяя ими стальные планки. Вместо алюмооксидной керамики
могут применяться алюмокремниевые, алюмоциркониевые, алюмомагниевые
керамики и др.
Полиуретан используется для покрытий прессовых валов (вместо обрези-
новки), поскольку имеет меньшее внутреннее трение, чем резина.
Стонит — кварц-резиновая композиция. Он применяется для облицовки
прессовых валов вместо гранита.
Гранит используется для изготовления прессовых валов, соприкасающихся
с мокрым бумажным полотном. При производстве больших валов, где требует-
ся заготовка диаметром до 2 м и длиной до 10 м и более, рекомендуется гранит
Сибирского месторождения. Для меньших размеров применяют граниты из Ка-
менногорского и Ярцевского карьеров.
Лакокрасочные покрытия. Для покраски оборудования и предохранения от
коррозии используют битумную краску АЛ-177 в смеси с алюминиевой пудрой
марки ПАК-4, перхлорвиниловые эмали ПХВ и ХСЭ.
1.2.3. Трансформация и реологические свойства
водно-волокнистой бумажной массы и бумажного полотна на БКДМ
(по данным проф. И.Д. Кугушева,
акад. О.А. Терентьева, проф. В. С. Курова)
Бумажная масса — это волокнистый полуфабрикат растительного
(иногда минерального или искусственного) происхождения, разбавленный
водой, с добавками наполнителей и проклеивающих веществ, красителей и
других компонентов для улучшения отлива и придания готовому изделию спе-
цифических свойств.
Бумажная масса в процессе ее превращения в бумагу (картон) с точки
зрения реологии последовательно проходит несколько состояний: вязкое (В),
вязкопластическое (ВП), вязкопластическое упругое (ВПУ), пластически вяз-
кое упругое (ПВУ), пластически упругое вязкое (ПУВ), пластически упругое
(ПУ), упругопластическое (УП). Каждое состояние определяется относитель-
ной величиной содержащейся в бумажной массе воды (табл. 1.2.5).
На всех стадиях обезвоживания необходимо учитывать определенное изме-
нение состояния перерабатываемого полуфабриката, так как в нем происходят
Деформации. Значения последних зависят от предельных нагрузок, допустимых
Для данного состояния бумажной массы, включая конечное изделие.
Бумага образуется из компонентов бумажной массы в основном на сеточ-
ном столе бумагоделательной машины, где в результате удаления воды из вод-
29
UJ
о
Таблица 1. 2. 5
Трансформация водно-волокнистой бумажной массы
Стадии обезвожива- ния Фазовое состояние Вид свойств Концен- трация, % Способ обезвоживания Части машины Удельный рас- ход удаляемой воды, л/кг бумаги Удельный рас-1 ход энергии, 1 Дж/(кг бума- ги-10”3)
Водно- волокнистая суспензия Жидкость в <1 Г идростатическое давление и слабое разрежение Напорный ящик и регистровая часть 150,000 4,9
Сгущенная бумажная мас- са (осевший слой) Переходные состояния от жидкого к твердому телу ВП 1-7 Разрежение Регистровая часть и отсасывающие ящики 35,600 101,0
ВПУ 7-20 Разрежение, механическое давление Отсасывающий вал и прессовая часть 9,400 264,0
Влажное бу- мажное по- лотно ПВУ 20-45 Механическое давление Прессовая часть 2,500 867,0
ПУВ 45-65 Нагрев и испаре- ние Сушильная часть 1,265 3764,0
ПУ 65-80 1,265 3764,0
Бумага Твердое тело УП 80-93 Давление, нагрев, испарение Каландр, накат 0,100 94,0
но-волокнистой суспензии происходит сближение волокон и образуется влаж-
ное бумажное полотно.
Качество готовой бумаги во многом зависит от структуры и текстуры ее
полотна.
Структура — это строение, определенное сочетание составных частей
целого.
Суспензия бумажной массы — полидисперсная система, в зависимости от
состояния она имеет различные структуры. Например, в состоянии покоя или
медленного движения бумажная масса содержит крупные или мелкие скопле-
ния твердой фазы глобулярной формы (флокулы), а также отдельные участки
воды и воздуха в виде пузырьков, как правило образующих пену. Осуществляе-
мые на машине технологические операции меняют структуру суспензии бу-
мажной массы, например в процессе придания ей равномерности распределе-
ния компонентов, при удалении воды и воздуха и др.
Качество вырабатываемой на машине продукции зависит от вида и интен-
сивности проводимых операций. Так, при интенсивном удалении воды проис-
ходит вымывание мелких включений, приводящее к изменению структуры в
отдельных слоях бумажного полотна. В конечном продукте желательно получить
равномерное распределение компонентов в объеме листа. Поэтому одной из
основных задач всех производимых операций на машине является обеспечение
соответствующей структуры бумажного листа.
Текстура — соединение, или связь, основных частей материала, обус-
ловленное их взаиморасположением. Текстура бумаги в первую очередь опреде-
ляется ориентацией волокон в плоскости листа.
Текстура суспензии зависит от пространственной ориентации волокон. Од-
ной из целей технологических операций на машине является придание волок-
нистому материалу слоистого расположения волокон в плоскости листа для
обеспечения лучшего контакта между ними, что позволяет получить качествен-
ную текстуру.
При выполнении некоторых операций в процессе изготовления бумаги на
машине интенсификация удаления воды меняет ориентацию волокон, что от-
ражается на качестве продукции. Поэтому при превращении водно-волокнис-
той суспензии бумажной массы в бумажное полотно необходимо строго регла-
ментировать режимы обработки и по возможности создавать или сохранять
слоистое строение полотна.
Создавать стратифицированное (слоистое) расположение волокон наибо-
лее удобно при напуске на сетку сильно разбавленной суспензии, когда образу-
ется диспергированный поток. Все последующие операции по удалению воды и
формированию бумажного полотна по возможности не должны нарушать пер-
воначальное слоистое расположение волокон.
Большинство вырабатываемых бумаг обладают анизотропией прочности в
плоскости листа. Для некоторых видов бумаг анизотропия прочности недопус-
тима, и поэтому при формировании листа применяют специальные меры воз-
действия (тряска, давление струями пара и др.).
31
Механическая прочность бумажной массы и бумаги определяется величи-
ной межволоконных связей нескольких видов: водородных, молекулярных (силы
Ван дер Ваальса), химических и сил трения.
Главная роль в механизме прочности бумаги из целлюлозных волокон от-
водится водородным связям, возникающим между волокнами при удалении
воды.
Водные сольватные оболочки на волокнах активизируют водородные свя-
зи, при удалении воды эти связи образуют прочные соединения между волок-
нами. Поэтому чем больше площадь соприкосновения волокон, тем прочнее
конечные изделия (бумага, картон).
Согласно опытам В. Брехта и X. Эрфурта прочность бумажного листа в ходе
производимых операций по изготовлению бумаги увеличивается с ростом сухо-
сти полотна (рис. 1.2.1).
Возрастание прочности в зависимости от применяемого процесса обезвожи-
вания имеет свои особенности в связи с изменением состояния полуфабриката:
активный прирост прочности на отсасывающем гауч-валу;
снижение интенсивности прироста прочности при прессовании;
резкое повышение прироста прочности в первом периоде сушки, когда
убыль влаги с поверхности компенсируется диффузией воды из внутренних
слоев и сушка осуществляется с постоянной скоростью;
снижение интенсивности прироста прочности во втором периоде сушки;
повышение прочности за счет эффекта каландрирования.
На рис. 1.2.1 представлена опосредованная связь между прочностью листа и
его влажностью.
Отметим, что в действительности прочность бумажного полотна на разных
стадиях его получения определяется величиной межволоконных связей (см. выше).
Теоретический анализ физических явлений, обусловливающих увеличение
прочности бумажного полотна и зависящих от большого количества различных
межволоконных связей, имеет определенные трудности. Поэтому прибегают к
некоторой абстракции и применительно к конкретным условиям рассматрива-
ют явления упрощенно с сохранением некоторых наиболее существенных
свойств в зависимости от постановки задачи. В данном случае используются
методы реологии.
Реология — наука о текучести и деформациях различных веществ. Для
упрощения представлений и в учебных целях в реологии обычно применяют
метод механических аналогий, которые характеризуют общие свойства тел: те-
кучесть, пластичность, упругость и их комбинации, позволяющие иллюстри-
ровать реологические свойства ползучести, релаксации, последействия и дру-
гих специфических явлений.
Текучесть — свойство тела непрерывно деформироваться при неизмен-
ном напряжении. Она имеет размерность, обратную коэффициенту вязкости,
геологическое уравнение текучего вязкого тела определяется линейной связью
между касательным напряжением т и градиентом скорости деформации у:
т = цу, (1.2.1)
где ц — коэффициент динамической вязкости, Па с.
32
Разрывное усилие, кг/см
Рис. 1.2.1. Возрастание прочности бумажного полотна
на бумагоделательной машине в зависимости от сухости полотна
(по данным Брехта и Эрфурта)
33
лл/w
Рис. 1.2.2. Механические реологические аналогии:
а — вязкость; б — пластичность; в — упругость
При т - const для скорости течения у — ау + Ь, где у — координата, перпен-
дикулярная потоку. Рассматривая течение в ограниченном стенкой сосуде, где
при у = 0, у = 0 б = О, получаем линейную зависимость между скоростью
течения и координатой. Это послужило основанием для И. Ньютона высказать
гипотезу о линейном изменении скорости в воде. Поэтому жидкости, описыва-
емые уравнением (1.2.1), называются ньютоновскими.
В графическом изображении реологическая аналогия ньютоновской жид-
кости представляет собой пористый поршень, перемещению которого в ци-
линдре препятствует постоянное сопротивление перетекающей жидкости
(рис. 1.2.2, а).
Пластичность — свойство тела изменять форму без нарушения сплошности
и сохранять остаточные деформации при устранении действующих сил. Для
пластичности характерно неограниченное возрастание деформации при посто-
янном напряжении (о > о,). Если напряжение в теле меньше, чем о, (о < о,), то
деформация отсутствует.
Реологическая аналогия идеального пластического тела носит имя Треска-
Сен-Венана и изображается в виде площадки с постоянным по величине трени-
ем, не зависящим от нормальной силы (рис. 1.2.2, б). Например, при прессова-
нии, чтобы избежать раздавливания полотна, необходимо учитывать влияние
пластичности. В конструкциях машин, в которых присутствует открытая передача
мокрого бумажного полотна, происходит его необратимая вытяжка (пластиче-
ское течение) за счет разности скоростей между отдельными частями машины.
В сушильной части машины наблюдается усадка полотна. Поэтому, чтобы
возрастающие напряжения не превышали предела пластического течения, не-
обходимо регулировать силу натяжения сукон.
Упругость — свойство тела подчиняться закону Гука, когда напряжение о
пропорционально относительной деформации:
о = Ег,
где е — относительная деформация; Е — модуль упругости.
При снятии нагрузки упругое тело восстанавливает свою форму.
Реологическая аналогия упругости изображается в виде пружины с посто-
янной или переменной жесткостью (рис. 1.2.2, в).
Упругие (обратимые) деформации бумажного полотна наряду с пластиче-
скими (необратимыми) также имеют место на открытых участках хода бумаж-
ного полотна на БДМ при его вытяжке. При этом обычно присутствуют обе
составляющие деформации полотна — упругая и пластическая.
34
1.2.3.1. Первичное состояние — вязкая водно-волокнистая суспензия
Изготовление бумаги мокрым способом начинается с создания водно-во-
локнистой суспензии, имеющей концентрацию сухого вещества обычно не|
более 1 % и содержащей все виды воды с подавляющим составом свободной.
Для первого (исходного) состояния суспензии характерна текучесть с очень
слабыми свойствами пластичности, которые проявляются сильнее при повы-
шении концентрации твердого вещества.
Водно-волокнистая суспензия необходима для выполнения операций
сортирования и очистки волокнистых масс, транспортных операций между
машинами. Она также хранится в емкостях и регулирующих бассейнах, пода-
ется для отлива листа на регистровой части сеточного стола (или для образо-
вания волокнистого бумажного полотна на двухсеточных формующих уст-
ройствах и в ванне круглосеточной машины). Переход водно-волокнистой
суспензии в сгущенную бумажную массу, обладающую вязкопластическими
свойствами, для разных бумажных масс отмечается при различном содержа-
нии воды. Так, для бумаг с высокой степенью помола переходная концент-
рация меньше 1 %. Однопроцентная переходная концентрация принята как
среднее значение, наиболее характерное для массовых видов бумаг: газет-
ной, печатной и др.
Экспериментально доказано существование физических связей между во-
локнами даже при концентрации 0,1 %, при которой образуется структура по-
добно твердому веществу. Но эти связи очень слабы и легко разрушаются при
небольших напряжениях сдвига. Поэтому уравнение (1.2.1) будет справедливо,
если имеет место динамический режим течения, а коэффициент вязкости со-
ответствует цэ — эффективному коэффициенту вязкости по Эйнштейну.
Водно-волокнистая суспензия имеет особенности, связанные с количе-
ственным содержанием твердых тел (волокон и наполнителей), образующих
пространственные сетчатые структуры (стержень при течении в трубе при не-
больших скоростях, флокулы и т. д.), которые придают суспензии своеобразное
реологическое состояние, описываемое следующим уравнением (см. также
рис. 1.2.3):
т = А^ + A2e~a^ + А3е~а^ + цэу , (1.2.2)
где Л] — напряжение трения покоя волокнистой структуры о стенки сосуда;
^2 ~ напряжение, возникающее внутри стержня при движении; Л3 — напряже-
ние, характеризующее первоначальную прочность флокул; а,—а3 — функции
времени существования соответствующих напряжений в потоке; цэ — коэффи-
циент приведенной динамической вязкости; у — градиент скорости.
Согласно рис. 1.2.3 вид течения бумажной массы меняется в зависимости от
концентрации в ней твердых веществ. Для небольших концентраций течение
начинается сразу после приложения нагрузки, при более высоких концентра-
циях (примерно 1 %) наблюдается начальное напряжение сдвига т0, что сви-
детельствует о трансформации бумажной массы из вязкого состояния в вязко-
пластическое.
35
Рис. 1.2.3. Реологические характеристики
водно-волокнистой суспензии
при различных концентрациях
(С. < С2 < С} < С4)
Вид кривых течения показыва-
ет, что при малых градиентах линей-
ная связь по уравнению (1.2.1) не
соблюдается. Это можно объяснить
тем, что водно-волокнистая суспен-
зия имеет тенденцию к флокуля-
ции — к образованию сгустков во-
локон (естественный процесс,
происходящий в водно-волокнис-
той суспензии). Флокуляция возни-
кает как в спокойном, так и в дина-
мических состояниях суспензии. При
небольших градиентах движения
суспензии наблюдается разность
скоростей между отдельными во-
локнами и флокулами, в результате
чего происходят их столкновение и
аккумуляция. Наряду с увеличени-
ем флокул имеет место и их размыв.
При малых градиентах процесс смы-
ва волокон менее эффективен, чем аккумуляция. Поэтому причина аномалии
вязкости водно-волокнистой суспензии заключается в увеличении флокул при
небольших градиентах (см. рис. 1.2.3), после достижения максимальных разме-
ров происходит разрушение флокул при последующем увеличении градиен-
тов течения.
С флокулообразованием связана величина релаксационных спектров Я(0),
которые также характеризуют аномалию касательных напряжений в движущей-
ся водно-волокнистой суспензии:
Я(0) = -t(y)[(J Igz/ d 1g у) -1], (1.2.3)
где 0 — время релаксации; т — касательное напряжение; у — градиент скорости.
Можно выделить три режима течения водно-волокнистой суспензии бу-
мажной массы. Первый режим имеет место, когда меняющаяся флокуляция
массы создает сопротивление течению, далее возрастающий градиент скорости
обусловливает диспергирование флокул. Второй режим течения диспергирован-
ный (после достижения критического значения скорости сдвига укр). Третий
режим турбулентный.
Значения полных касательных напряжений трения для турбулентного по-
тока можно найти по формуле
Хху = (н + Ajdu/dy,
где ц — динамический коэффициент вязкости ламинарного течения; А — ди-
намический коэффициент турбулентной вязкости; du/dy = у — скорость сдвига
Для осредненного движения.
36
Поскольку для реологической характеристики, представленной на рис. 1.2.3,
разработано реологическое уравнение в общем виде, на основании выражения
(1.2.3) уравнение реологической характеристики с учетом турбулентного участ-
ка записывается в следующем виде:
где Ак, ак — коэффициенты реологического уравнения; цэ — коэффициент ди-
намической вязкости диспергированного течения; p.T— динамический коэф-
фициент турбулентной вязкости в диспергированном потоке.
По значению турбулентной вязкости определяется величина пути смеше-
ния L (масштаб турбулентности):
где р — плотность суспензии.
Феноменологическую аналогию движения вязкой водно-волокнистой сус-
пензии представим в виде поршня в цилиндре переменного сечения (табл. 1.2.6,
состояние 1). Такая феноменологическая аналогия в некоторой степени вос-
производит течение по уравнению (1.2.2).
Водно-волокнистая суспензия в первом состоянии легко отдает воду при
незначительных давлениях (слабый гидростатический напор под действием соб-
ственного столба жидкости). Для интенсификации обезвоживания (если это
несильно влияет на оседающий слой волокон) применяется небольшое разре-
жение, создаваемое снизу сетки. Поэтому скорость фильтрации ограничивает-
ся, чтобы в процессе удаления воды получался слой волокон на сетке необхо-
димого качества.
С учетом отмеченных реологических особенностей акад. Терентьевым и
проф. Куровым предложено уравнение течения бумажной массы при концен-
трациях менее 1,0 %:
р— = pF - grad Р + div £ Ake~ati,i + (цэ + цт)уд.
(1.2.4)
Уравнение (1.2.4) может быть использовано для описания движения бу-
мажной массы перед напуском на БКСМ, в напорных ящиках, в зонах формо-
вания сеточных частей и др.
1.2.З.2. Второе состояние — вязкопластическая бумажная масса
Флокуляция бумажной массы с уменьшением содержания воды увеличива-
ется, сопротивление движению возрастает, и возникает явление начального
сдвига, для которого характерна величина т0. При напряжениях меньших т0 мас-
са не движется. При т > т0 начинается вязкопластическое течение, состоящее из
37
Таблица 1.2.6
Механические реологические модели бумажной массы и бумажного полотна
при их различных состояниях на бумагоделательной машине
Номер состоя- ния Состояние Аналог Диаграмма
1 Вязкое ЧГ_Г' т
2 Вязкопластическое р—> = * Р То # У
3 Вязкопластическое упругое ^'ЛЛМг р -= о <7| 0X7 х е Л\ / / 1 V V е f t
• 4 Пластически вязкое упругое i С —° 7 Go г >8 ео —
5 Пластически упругое вязкое р » р i о оо к
6 Пластически упругое Р+ Ра- С,2 р о L бо
7 Упругопластическое Z ►б Со
38
перемещения флокул и течения вязкой жидкости. Пластическое течение квази-
твердых флокул обусловливается их трением друг о друга. Силы трения меняют-
ся в зависимости от градиента течения и размера флокул. Отсюда следует, что
общее сопротивление слагается из двух составляющих сил трения, а именно
трения в свободной жидкости и меняющейся силы трения между флокулами.
Аналог пластического движения можно представить в виде двух пластин, кон-
такт между которыми определяется силами трения. Полагаем, что касательные
усилия при трении меняются в зависимости от скорости сдвига (см. рис. 1.2.2, б,
табл. 1.2.6, состояние 2):
где к — постоянный коэффициент, с.
При параллельном соединении пластического и вязкого элементов общее
усилие сдвига
т = т„ +ть +т0,
где т4 — касательное усилие при вязком течении, или
цу
т = ---г + цу + то-
1 + ку
Движение начинается только после достижения значения т0.
Диаграмма течения аналогична графику, представленному в табл. 1.2.6,
состояние 2. Вязкопластическому состоянию бумажной массы соответству-
ет ее концентрация в пределах от 1 до 7 %. Верхний предел концентрации
определяется так называемой сухой линией на отсасывающих ящиках се-
точного стола, когда свободная вода удаляется с поверхности отливаемого
полотна.
1.2.З.З. Третье состояние — вязкопластическая упругая бумажная масса
Вязкопластическому упругому состоянию бумажной массы соответствует
ее концентрация в пределах от 7 до 20 %. В этом состоянии жидкость из бумаж-
ной массы под действием гравитационных сил практически не выделяется, для
этого необходимо приложение внешних сжимающих сил (в отличие от первых
двух состояний).
При указанных концентрациях возрастает контакт между волокнами. Они
сближаются, образуя скелет, в котором при приложении нагрузки начинают
проявляться силы упругости. Это явление наблюдается на отсасывающих ящи-
ках сеточного стола. При снятии давления сжатый волокнистый скелет рас-
прямляется и происходит впитывание ранее отжатой воды, если не принима-
ются меры для ее удаления.
Аналогом данного состояния может быть комбинация из параллельного
соединения вязкого и упругого элементов, последовательно соединенных с
39
пластическим (см. табл. 1.2.6, состояние 3). Такой аналог описывает нерелакси-
пуюшее тело Фойта—Кельвина.
Первоначально при небольших напряжениях (о < ctJ происходит удаление
свободной и капиллярной воды из пор в результате сжатия скелета. По дости-
жении о = Gj начинается пластическое течение волокнистого скелета, которое
вызывает нарушение структуры листа и поэтому недопустимо.
Для решения задачи составим уравнения
оу + стА = о при ст < ст5;
Еу=е4 = е,
где оу = Ее — напряжение в упругом элементе; оь = цу — напряжение в вяз-
ком элементе.
Тогда
ст = £е + цу- (1.2.5)
Уравнение (1.2.5) может использоваться для описания затухающей ползу-
чести рассматриваемого тела. При ст = const решение относительно деформации
будет таким:
£ = (ст/£)(1-е(-£/и)').
Отсюда следует, что при t = 0 деформация е также равна нулю.
При t > 0 и о < os деформация возрастает, асимптотически приближаясь к
величине о/Е. При этом Е— модуль длительного сопротивления, а Е/\к — ско-
рость затухания деформации.
При линейном увеличении напряжения во времени, т. е. при ст = vt, получим
е = vt/E - (pv/£2)(l - e(-£/,l)').
Если при t = Г] снять нагрузку (Ст] = 0), то уравнение (1.2.5) примет вид
еЕ + цу = 0
или
у/е = -£/ц.
После интегрирования получим
lne= (—E/\k)t,
так как у = ё, или
е = Се(_£/и)/.
При t = /, деформация е = Ео, следовательно,
е0 = Се(~Е/ц)/.
40
Определим величину постоянной интегрирования: С= Ед. Тогда
е = Еое(_£/м>'.
То есть при снятии нагрузки деформация уменьшается, асимптотически при-
ближаясь к нулю.
Согласно приведенным рассуждениям постепенное нарастание деформа-
ций при постоянной нагрузке или последовательное их уменьшение после ее
снятия является последействием. В табл. 1.2.6, состояние 3, представлены гра-
фики деформаций при о < о, и о > о, (где о5— напряжение пластического
течения) и соответствующие последействия. При о < конечная деформация
сводится к нулю. При о > о, последействие завершается остаточной деформаци-
ей вследствие пластического течения материала.
1.2.3.4. Четвертое состояние — пластически вязкая упругая бумажная масса
Влажное бумажное полотно концентрацией от 20 до 45 % приобретает пла-
стически вязкие упругие свойства. В этом состоянии свободная вода почти пол-
ностью удалена, и в полотне проявляются значительные пластические и упру-
гие свойства. Дальнейшее удаление свободной воды возможно только благодаря
созданию высокого давления механическим путем. Это состояние можно пред-
ставить в виде аналога последовательного соединения пластического, вязкого и
упругого элементов (см. табл. 1.2.6, состояние 4).
Первоначально с увеличением нагрузки в пределах 0 < о < о5 происходит
упругая деформация волокнистого скелета и выжимание воды. При достижении
величины пластического напряжения начинается недопустимая неограничен-
ная деформация бумажного полотна.
Итак, при о < о5 о = = о4, где <зу = ЕуЕ, аь = ру.
Общая скорость деформации
Ё = Су + С/,,
где Ёу = d/E; tb = у = о/ц.
Следовательно,
ё = д/Е + о/р
или
о + (ц/£)б = цё.
При о = const (постоянная нагрузка) а = 0, ё = а/ц = const, т. е. наблюда-
ется течение вязкой жидкости. При о = vt, где v — скорость нагружения,
е = е0 + (y/e)t + (v/2p)/2.
41
При t = 0 и мгновенно приложенной нагрузке о0 е = 0. Тогда
ео = °о/^
Если при £о = const закрепим концы системы, то ё = 0 или (<?/£) + (о/ц) =
= 0. Отсюда d/а = _£/Н-
После интегрирования получим
In о - 1пС= (~E/\t)t
или о = Се^ Е/^‘ •
При t = 0 а = о0, следовательно, С = а0. Тогда о = о0 ехр(-£/ц)А Это уравне-
ние релаксации напряжений, где р/£— время релаксации.
Такой аналог представляет собой релаксирующее тело Максвелла. Падение
напряжения в теле происходит не сразу после снятия внешних сил. В табл. 1.2.6,
состояние 4, представлена релаксация напряжений во времени.
1.2.3.5. Пятое состояние — влажное бумажное полотно
с пластически упругими вязкими свойствами
С увеличением концентрации бумажного полотна с 45 до 65 % оно перехо-
дит в пластически упругое вязкое состояние. Практически свободная вода пол-
ностью удаляется еще в четвертом состоянии, тогда как с капиллярной водой в
мелких капиллярах это сделать невозможно вследствие недостаточной энергии
механического воздействия. Чтобы удалить капиллярную воду, необходимо боль-
шее количество энергии передавать в бумажное полотно. Таким воздействием
может быть тепловая энергия, передаваемая от контакта с нагретым телом,
электромагнитным высокочастотным полем или инфракрасным излучением.
В настоящее время наиболее экономичным является первый способ.
Аналог пластически упругого вязкого тела можно представить в виде па-
раллельного соединения пластического, упругого и вязкого элементов (см.
табл. 1.2.6, состояние 5).
При о < о, движения не наблюдается, при о > os наступает состояние
пластического и вязкого течения.
При снятии нагрузки деформация возвращается к нулю под действием уп-
ругости.
1.2.3.6. Шестое состояние — влажное бумажное полотно
с пластически упругими свойствами
Влажное бумажное полотно с пластически упругими свойствами имеет кон-
центрацию от 65 до 85 % и находится во втором периоде сушки — периоде пада-
ющей скорости сушильного процесса, когда прекращается внутренняя диффу-
зия влаги к наружной поверхности листа и убыль влаги из полотна замедляется.
Аналог пластически упругого состояния может быть представлен в виде
параллельного соединения пластического элемента с начальным напряжением
упругого элемента с переменной жесткостью и далее с последовательно
42
присоединенным к ним пластическим элементом с начальным напряжением
стй (см. табл. 1.2.6, состояние 6). Причем стя « ст,2.
При приложении нагрузки ст (ст < стя) деформации не происходит. При о > стя
начинается пластически упругое течение. По достижении нагрузки о = as2 проис-
ходит деформация второго пластического элемента. При снятии нагрузки дефор-
мация восстанавливается до остаточной величины е0. Соответственно, при растя-
жении полотна его вытяжка не должна превосходить нагрузки ст > стй. В бумажной
массе и влажном бумажном полотне активно проявляются пластические свой-
ства материала. Например, бумажное полотно под действием прилагаемых сил и
при открытой передаче от одной части машины к другой подвергается вытяжке,
которая положительно влияет на продольную прочность до определенного пре-
дела деформаций. Выше этого предела, по-видимому, нарушаются связи между
волокнами и прочность в продольном направлении снижается.
1.2.3.7. Седьмое состояние: бумага — твердое тело
с упругопластическими свойствами
Бумажное полотно с упругопластическими свойствами имеет концентра-
цию от 85 до 93 % и подвергается первичной отделке методом каландрирова-
ния, которое улучшает поверхностную гладкость и повышает плотность листа.
Аналог состояния можно представить в виде последовательного соедине-
ния упругого (с переменной жесткостью) и пластического элементов. При при-
ложении нагрузки начинается упругая деформация, переходящая в пластиче-
скую по достижении предельного напряжения ст,. После снятия нагрузки полного
восстановления не происходит. В табл. 1.2.6, состояние 7, представлен график
усилие—деформация образца бумаги при чередовании нагрузки и разгрузки.
Бумагу вследствие незначительного количества содержащейся в ней влаги
в первом приближении можно рассматривать (в ограниченных пределах) как
упругое тело, подчиняющееся закону Гука. При этом принимается, что дефор-
мация возникает сразу после приложения нагрузки, поэтому модуль упругости
может быть назван модулем мгновенной деформации. Следует отметить, что
условие принятия бумаги как упругого тела можно рассматривать только схема-
тично. В действительности график деформации бумаги иллюстрирует явления
упругости и пластичности тела.
В табл. 1.2.6, состояние 7, представлены не только свойства упругости и
пластичности, наблюдаемые в бумаге при ее деформации, но и явления после-
действия.
Попытки некоторых авторов представить все свойства бумаги механиче-
ской аналогией не имеют практического воплощения вследствие их сложности.
В механической аналогии не учитывается влияние температуры, влажности,
сил поверхностных связей волокон, структуры волокнистого слоя и др.
Из табл. 1.2.5 и рис. 1.2.1 следует, что постепенное удаление воды из бумажной
массы меняет ее свойства от текучести через пластичность к упругости. Поэтому с
изменением свойств материала применяют разные способы обезвоживания: от
гидростатического давления слоя волокнистой суспензии на сетке до разрежения
на отсасывающих ящиках и механического давления в прессах и на каландре.
43
Возможности прессования ограничены, и для удаления капиллярной воды
ц химически связанной воды необходима тепловая энергия от сушильной части
пашины. По окончании процесса изготовления бумаги производится отделка
полотна путем обработки на каландрах, в результате чего повышается плот-
ность бумажного полотна и улучшается гладкость его поверхности.
В последних графах табл. 1.2.5 представлены удельные расходы воды и затра-
ты энергии, приходящиеся на 1 кг бумаги, по отдельным частям машины в
соответствии с изменением свойств бумажной массы. По ходу машины количе-
ство удаляемой воды уменьшается, а затраты энергии непропорционально воз-
растают.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Из каких видов твердых материалов как сырья изготавливаются бумага и картон?
2. Расскажите о воде как основном жидком веществе, используемом в производ-
стве бумаги и картона.
3. Перечислите основные материалы, используемые при изготовлении БКСМ.
4. Что собой представляет реология как наука? Перечислите реологические модели
тел и сред.
5. Как возрастает прочность бумажного листа на бумагоделательной машине?
6. Перечислите реологические состояния бумажной массы на БКДМ.
7. Перечислите реологические состояния бумажного полотна на БКДМ.
1.3. СИСТЕМАТИЗАЦИЯ ТЕХНОЛОГИЙ БУМАГИ,
БУМАГО- И КАРТОНОДЕЛАТЕЛЬНЫХ МАШИН
(по данным проф. И.Д. Кугушева)
Раньше многие специалисты рассматривали процесс производства бумаги
не только как науку, но и как искусство, передаваемое от одного мастера друго-
му. В настоящее время в развитии целлюлозно-бумажного производства наступил
качественно новый этап. В первую очередь были поставлены задачи совершен-
ствования автоматизированных систем, в частности систем машин по производ-
ству бумаги и картона, сокращенно называемых “бумаго- и картоноделательные
машины”, механизации и автоматизации технологических процессов.
Во многих странах мира интенсивно проводятся научно-исследовательские
и проектно-конструкторские работы по совершенствованию процессов и обо-
рудования производства бумаги и картона. Результаты этих работ настолько
быстро изменяют конструкции машин, что они после установки морально ус-
таревают уже через 7—10 лет. Моральный износ бумагоделательных машин обыч-
но происходит быстрее физического. Хотя до недавнего времени считалось, что
машина должна быть рассчитана на моральное долголетие 25—30 лет, однако на
практике она эксплуатируется почти полвека и более. Для снижения темпов
морального износа машины, в частности, подвергаются непрерывной модер-
низации. Известно, что хорошо проведенная модернизация на 10—12 лет ото-
44
двигает срок наступления морального износа. Сроки эксплуатации БКДМ про-
длеваются также рациональной сменой ассортимента вырабатываемой на них
продукции.
Появляются новые схемы автоматических систем, технологических пото-
ков, методы формования бумажного полотна с максимальным использованием
существующего оборудования, минимальным расходом волокна, свежей воды,
химикатов, снижающие до минимума загрязнение окружающей среды. •
Значительные затраты на научно-исследовательские и проектно-конструк-
торские разработки привели к кооперированию фирм. В этих условиях резко
возросло значение научно-технической информации и ее методологического
отбора.
Быстрыми темпами развивается и видоизменяется мокрая часть машины.
Так, широко внедряются двухсеточные формующие устройства (ДФУ), комби-
нированные прессы с трех- и четырехкратным отжимом, с удлиненными зона-
ми прессования и с доведением полотна до максимально возможного предела
сухости.
Значительные успехи достигнуты также в интенсификации сушки бумаж-
ного полотна. Однако пока наиболее экономичной остается комбинированная
контактно-конвективная сушка на цилиндрах, обогреваемых паром. В настоя-
щее время разработка новых синтетических сушильных сеток, безобрывной
проводки бумажного полотна и однорядного расположения сушильных цилин-
дров — основные этапы в развитии сушильной части БДМ.
Совершенствуется сушка бумаги на перфорированных сушильных цилинд-
рах, обтянутых сетками, с продувкой горячего воздуха через бумажное полотно
при температуре до 450 °C. Внутри цилиндра создается вакуум до 8 м вод. ст., и
просасываемый через бумагу горячий воздух уносит влагу. Это позволяет сокра-
тить габариты сушильной части. Применяются колпаки скоростной сушки, изу-
чаются процессы сушки на отдельных участках с помощью токов высокой час-
тоты, а также инфракрасных лучей.
Для повышения качества бумаги, главным образом для улучшения ее пе-
чатных свойств, на каландрах машин увеличивают давление между валами и
температуру каландрирования до 160—250 °C, применяют “плавающие” валы с
регулируемой бомбировкой.
Предполагается, что в ближайшем будущем бумагоделательные машины
по общей длине будут в два-три раза короче традиционных, а их производи-
тельность возрастет. Крупные машины имеют существенные недостатки — их
размеры нельзя увеличивать бесконечно. Известно, что в природе гигантизм,
как правило, сопутствует вырождению вида.
Для того чтобы оценить успехи современного мирового бумагоделательно-
го машиностроения, его масштабы и динамику, необходимо знать историю
развития БКСМ.
По стоимости, циклу проектирования и изготовления бумагоделательные
машины имеют государственное значение.
Если первые машины создавались руками и смекалкой мастеров-умельцев,
то современные машины представляют собой обобщение достижений в техноло-
гии, механике, электронике, гидравлике, электротехнике и т. д. Они создаются
45
большими коллективами ученых, инженеров, конструкторов, технологов, рабо-
чих Машина представляет собой сложную динамическую систему. Поэтому кон-
структивная и технологическая компоновка машины и разработка принципов
надежности должны осуществляться по динамическим характеристикам.
Проблемы конструирования машин и изучение их работы в реальных усло-
виях требуют от специалистов широкого междисциплинарного кругозора знаний
о свойствах конструкционных ;латериалов в различных условиях эксплуатации,
теории упругости и колебаний. Необходимо глубокое знание технологии бумаги,
свойств волокон при движении суспензий, формовании, обезвоживании, прес-
совании, сушке, каландрировании, намотке и резке бумажного полотна.
В настоящее время во всех странах мира находятся в эксплуатации около
10 тыс. бумаго- и картоноделательных машин. Ежегодно десятки машин демон-
тируются и вводятся в эксплуатацию новые крупногабаритные машины.
Несмотря на значительные нововведения, бумагоделательная машина со-
хранила первоначальную технологическую компоновку и в настоящее время
представляет собой большой технологический конвейер — автоматическую си-
стему машин.
Технологический принцип бумагоделательной машины в течение двух сто-
летий практически не изменился. Как отмечалось ранее, по конструкции и ра-
бочим процессам бумагоделательные машины схожи с картоноделательными и
сушильными машинами (пресспатами). Они состоят из тех же частей, что и
бумагоделательные машины.
При постоянной тенденции снижения массы 1 м2 полотна картона и увели-
чении скорости современные картоноделательные машины по конструкции все
больше напоминают бумагоделательные машины. Характерным примером это-
го сходства является установка на них, как и на быстроходных БДМ, вакуум-
пересасывающих устройств.
Прессовая часть картоноделательной машины проектируется аналогично
бумагоделательным машинам. Основной принцип непрерывного отлива сплош-
ного листа с последующим прессованием и сушкой, применяемый при произ-
водстве бумаги и картона из растительного волокнистого материала, использу-
ется также при изготовлении листовых материалов минерального (асбест,
слюда) и искусственного (полимерные волокна) происхождения. Для повыше-
ния производительности и технике-экономической эффективности бумагоде-
лательных машин активно проводятся научно-исследовательские и проектно-
конструкторские работы по следующим основным направлениям:
1. Конструктивное и технологическое построение машины по агрегатному
принципу (агрегатирование ускоряет освоение новых опытных образцов, об-
легчает использование на новых машинах проверенных в эксплуатации конст-
рукций, упрощает монтаж).
2. Узкая специализация по виду вырабатываемой бумаги и стабильность
технологии.
3. Интенсификация отлива, обезвоживания и сушки бумаги.
4. Снижение удельных затрат металла и энергии.
5. Оптимальная взаимосвязь технологических процессов по их параметрам
и скорости.
46
6. Высокая надежность, простота управления, обслуживания и возможность
визуального наблюдения за ходом технологического процесса.
7. Максимальная технологичность машины, включая монтаж и демонтаж
новых узлов.
8. Повышенная жесткость и динамическая уравновешенность вращающих-
ся узлов и деталей.
9. Оптимальная автоматизация управления машиной и технологическими
процессами.
10. Реализация принципов эргономики и технической эстетики.
1.3.1. Технологические методы производства бумаги,
картона и других изделий
Бумагоделательная машина — это непрерывно действующая поточная ли-
ния, включающая в себя многие десятки агрегатов, выполняющих последова-
тельные операции превращения жидкой (иногда воздушной) суспензии в не-
прерывное полотно бумаги или картона.
В целях ориентации во всем многообразии машин для производства бума-
ги, картона и товарной целлюлозы как средств реализации технологических
процессов необходимо произвести систематизацию производства этой продук-
ции, используя применяемую в машиностроении терминологию.
Схема систематизации включает в себя технологию, машины и продукты
производства. Технология определяет систему действий в процессе производ-
ства, охватывающего период между двумя полярными объектами: сырьем и
конечным продуктом. Анализируя систему таких действий относительно произ-
водства бумаги (картона), можно последовательно все технологические про-
цессы систематизировать по видам, классам, типам и методам (рис. 1.3.1).
Вид технологии характеризует решение технологической задачи по прин-
ципу движения сырья и продуктов в процессе производства. Существует два
основных вида такого движения — непрерывный (Н) и дискретный (Д). Они
образуют четыре комбинации (табл. 1.3.1).
Для систематизации технологий производства бумаги (картона, товарной
целлюлозы) принимаем два первых случая, разделяя их по виду движения про-
дукта. В первом варианте изделие изготавливается в виде бесконечного полотна,
сматываемого в рулоны непрерывно, во втором варианте — в виде отдельных
дискретных конечных изделий (например, листы).
Таблица 1. 3. 1
Сочетания видов движения сырья и продукта
Комбинация Движение сырья Движение продукта
1 Непрерывное Непрерывное
2 » Дискретное
3 Дискретное Непрерывное
4 » Дискретное
47
оо
Технология
Бумага, картон и бумизы
Обозначения
Н — непрерывная Д — дискретная
р— растительное
А — - асбест
С- - слюда
П- - полимер
ПП - - полимерная
пленка
К- -кожа
В- -вода
А — - воздух
0- - осаждение
Н- - напыление
Б — бумификация
К- - кардочесание
Рис. 1.3.1. Систематизация технологических методов производства бумаги, картона и других изделий
(бумизы — бумажные изделия (изделия из бумажной массы — папье-маше), например диффузоры
громкоговорителей, прокладки для яиц и др.)
Класс технологии определяется видом сырья или полуфабрикатов.
Сырьем для производства бумаги и картона в основном служит разнообраз-
ный волокнистый материал растительного происхождения, а иногда и мине-
ральные волокна (асбест), минеральный тонкослоистый материал естествен-
ного происхождения (слюда), искусственные материалы (полимерные волокна
и пленки) и даже кожа, точнее, отходы кожевенного производства — для изго-
товления искусственных кож. Методы и способы изготовления искусственных
кож аналогичны методам и способам производства картона.
Тип технологии определяется использованием технологической среды при
движении сырья (вода, воздух).
Метод технологии — сущность технологических процессов превращения
сырья в изделие с учетом вида, класса и типа технологии.
Промышленная реализация технологии определяет конструктивное оформ-
ление машины как средства для выполнения заданного метода технологическо-
го процесса.
В соответствии с рис. 1.3.1 рассмотрим более подробно систематизацию тех-
нологии производства бумаги (а также картона и товарной целлюлозы).
Технология бумаги всегда базировалась на двух видах технологических про-
цессов: дискретном и непрерывном. Последний сформировался на базе первого
и в настоящее время широко распространен.
Виды технологического процесса делятся на классы, которые определяются
типом сырьевого материала. Для непрерывного производства используются рас-
тительные волокна (HP), асбестовые волокна (НА), чешуйки слюды (НС), по-
лимерные волокна (НП), полимерная пленка (НПП), для дискретного произ-
водства — растительные волокна (ДР) и отходы кожевенного производства (ДК).
Классы подразделяются на типы, которые определяются условиями техноло-
гической среды, содержащей материал того или иного класса. Такой средой может
быть жидкость (вода, В) или, реже, воздух (А). Класс HP имеет два типа — НРВ и
НРА, а другие классы — по одному типу: НАВ, НСВ, НПВ, НППВ, ДРВ, ДКВ.
Типы подразделяются на методы, которые определяются главным процес-
сом изготовления изделия, в нашем случае — процессом образования бумаж-
ного полотна. В основном применяют четыре метода: осаждение (НРВО, НРАО,
НАВО, НСВО, НПВО, ДРВО, ДКВО); напыление (НРВН, ИРАН, НАВН,
НСВН, НПВН, ДРВН, ДКВН); кардочесание (ИРАК) и бумификация
(НППВБ), т. е. придание полимерной пленке свойств бумаги.
Эти 16 методов технологии используют для однородных материалов, определя-
емых технологическим классом и типом. Но данный перечень не заканчивается ука-
занными методами, так как можно менять класс путем комбинации материалов,
например смешивать растительные волокна с полимерами, асбестом, слюдой и т. п.
1.3.2. Способы производства бумаги, картона, древесно-волокнистых плит,
других изделий и машины для их производства
Систематизация технологии производства бумаги (картона, товарной цел-
люлозы) позволяет охватить все многообразие конструкций существующих
Машин (БКСМ) с учетом дальнейших новых решений.
49
Технологический метод состоит из нескольких процессов, а последние скла-
дываются из технологических операций.
В автоматизированной системе машин для производства бумаги, картона
или других изделий имеет место большое количество процессов: подача сус-
пензии необходимого качества, образование полотна, обезвоживание его ваку-
умом, прессование, сушка, охлаждение, уплотнение, намотка, транспортиро-
вание и др.
Наиболее ответственным процессом является образование бумажного по-
лотна. Он включает в себя операции обезвоживания массы и формования по-
лотна от которых в основном зависят качество и количество производимой
продукции. Поэтому считается, что технологический процесс образования по-
лотна и входящие в него операции самые важные — они принимаются за осно-
ву систематизации машин.
Главная операция определяет основной механизм, с помощью которого она
осуществляется.
Главный технологический процесс определяет основную машину в автомати-
зированной системе машин, выполняющую основную и ряд необходимых вспо-
могательных операций при помощи соответствующих механизмов.
Следует отметить, что существует несколько названий автоматизирован-
ных систем машин (БКСМ):
конструктивное, определяемое по основной машине (сеточной части) —
плоскосеточная, двухсеточная, с наклонной сеткой (все это длинносеточные
машины), круглосеточная, комбинированная;
фирменное — по заявленным патентам или номерная система (Б-15, К-09, 827);
по производимой продукции — газетная, конденсаторная, картоноделатель-
ная и т. п.
За основу данной систематизации приняты конструктивные особенности
основной машины (рис. 1.3.2). Рассмотрим систематизацию конструкций бума-
годелательных машин, работающих по основному применяемому на практике
методу НРВО (см. рис. 1.3.2а).
Главная технологическая операция — обезвоживание массы фильтровани-
ем (О) определяет основной принцип образования бумажного полотна. В мето-
де НРВО он осуществляется по принципу осаждения волокна. Основной меха-
низм может включать в себя бесконечное сетчатое полотно-сетку (МБСП),
сетчатый цилиндр (МСЦ) и др.
Главный технологический процесс — образование влажного бумажного по-
лотна. В зависимости от конструкции основной машины, обеспечивающей обез-
воживание массы и формование бумажного полотна (ОФП), бумагоделатель-
ные машины подразделяются на односеточные (плоскосеточные, ОМ),
цилиндровые (ЦМ), двухсеточные (ДМ), комбинированные (ЦОМ и др.), ци-
линдровые вакуумформующие (ЦВФМ). В односеточных и цилиндровых маши-
нах формование и обезвоживание осуществляются совместно при отводе филь-
трата в одну сторону при помощи простейших обезвоживающих элементов:
гидростатического напора (цилиндровые), гидропланок, регистровых валиков,
отсасывающих ящиков и др., создающих гидростатическое давление и гидроди-
намическое разрежение (вакуум) под сеткой.
50
Т ехнологический
метод
Главная
технологическая
операция
Основной
механизм
Главный
технологический
процесс
Основная машина
Способ
производства
Автоматическая
система машин
Рис. 1.3.2а. Систематизация конструкций бумагоделательных машин (метод НРВО)
Технологический
метод
Главная
технологическая
операция
н
Основной
механизм
о
S
МБСП О
н
К
О
S
к
с
о
нсво
о
S
О н
МБСП МБСП
0 О н
мсц МБСП МБСП
о
МСЦ
о
S
о
н
С
о
W
S
Главный
технологический
процесс
Основная
машина
ФП ФП
ДМ шом
ФП
ДМ
Способ производства Картон, бумага
Автоматическая к
система машин Отсутств
Картон, бумага Шахтная односеточная Картон, бумага двухсеточная
Кроеформер Юльхяформер Дмитриев и Бондаренко ЛТИ ЦБП-А
§
X
>х
о
ч
§
X
6
X
<5
V
ФП ОМ
ОФП
цм
ОФП
ом
ФП
дм
[ 5 г 5 [ 1 г
ОФП цм ОФП ом ФП ДМ ОФП цм ОФП ом
ФП
дм
£
3
§
8
СЗ
X
ю
№
>х
2
о
&
л
Картон односеточный Картон
Гидроформер Отсутствует
2
ч
S
х
&
л
S
СЗ
X
в
S
2
§
£
§
£
§
£
2
б
й
2
л
£
и
Бумага, наклонная сетка Бумага
Брудерхауз Отсутствует
Рис. 1.3.26. Систематизация конструкций бумагоделательных машин (непрерывный метод)
Для получения многослойного продукта (картонов и др.) применяются
комбинации односеточных, цилиндровых и двухсеточных устройств, имеющих
простейшие обезвоживающие элементы.
В двухсеточных конструкциях формование происходит между двумя сетка-
ми с обезвоживанием в обе стороны под действием давления в клине массы,
создаваемого одной из сеток и центробежными силами.
Для осуществления заданного технологического метода бумагоделательные ма-
шины могут иметь различное конструктивное исполнение, т. е. задавать способ про-
изводства, включающий в себя все операции и процессы, необходимые для получе-
ния готового продукта с нужными свойствами. Так, для выработки картонов
используются, например, цилиндровые машины. В зависимости от направления по-
тока волокнистой массы и движения сетчатого цилиндра они разделяются на пря-
моточные и противоточные. Полусухая и сухая ванны предназначены д ля интенси-
фикации скорости отлива листа путем увеличения фильтрационного напора.
Кроме указанных способов существуют системы вакуум-формующих машин
с патентными названиями: Рото-, Стивенс-, Гидро-, Манчестермультиформер
и др. Комбинированные конструкции цилиндра и бесконечной сетчатой ленты
также обозначаются по патентным названиям, например Вакуум-формер. Систе-
мы машин с двухсеточным обезвоживающим устройством для отлива полотна
бумаги и картона имеют названия только по патентам, а плоскосеточные (одно-
сеточные) — по видам производимой продукции.
Необходимые конечные свойства бумаги обусловлены, прежде всего, каче-
ством и композицией бумажной массы, которые в сочетании с требованиями к
качеству готовой продукции определяют технологическую компоновку маши-
ны, ее конструктивные особенности, технологические и конструктивные пара-
метры, например скорость и ширину машины, длину сеточной части, номер
сетки, величину применяемого вакуума, количество прессов, линейные давле-
ния между прессовыми валами, количество сушильных цилиндров, температу-
ру их поверхности, соотношение скоростей между отдельными секциями ма-
шины (в зависимости от вытяжки или усадки бумажного полотна), пределы
регулирования скорости и т. д.
При выработке определенного вида бумаги применяют свой способ отлива
и обезвоживания, прессования и сушки, каландрирования, а в отдельных слу-
чаях — дополнительную обработку.
В целях унификации плоскосеточных бумагоделательных машин использу-
ется типизация по технологическим особенностям бумаги. В зависимости от груп-
пы и вида бумаги плоскосеточные машины делятся на 14 типов (табл. 1.3.2).
Односеточные БКСМ разделяются также на машины для производства мас-
совой, немассовой и специальной продукции (табл. 1.3.3).
В целом в разных методах (кроме НРВО) основные механизмы включают
в себя:
бесконечное сетчатое полотно (методы НРВН, НРАО, НАВО, НАВН,
НОВО, НПВО, ДРВО, ДКВО, ДКВН);
два бесконечных сетчатых полотна (методы НРАН, НСВН);
сетчатый цилиндр (методы НАВО, НСВО, НПВО, ДРВО);
кардочесальный барабан МКБ (метод ИРАК);
53
Таблица 1.3.2
Типизация плоскосеточных БДМ (ЦНИИбуммаш)
Тип машины Группы бумаги Масса 1 м2, г
I Особо тонкие 6-23
II Тонкие 14-20
III Тонкие средней прочности 21-45
IV Впитывающие 32-115
V Жиронепроницаемые 40-55
VI Писчие и печатные № 1 35-120
VII Технические 65-130
VIII Писчие и печатные № 2 и 3 45-100
IX Технические упаковочные 60-250
X Газетная и мешочная 40-90
XI Писчая и печатная № 0 70-300
XII Двухслойные технические 38-185
XIII Односторонней гладкости 20-50
XIV Односторонней гладкости, оберточная 40-160
устройство для нанесения бумифицирующего слоя МНС (метод НППВБ);
сетчатая форма МСФ (методы ДРВО, ДРВН).
Основным способом производства является метод осаждения твердых час-
тиц из водной суспензии. При этом возможны варианты сырья и технологии.
Так, на круглосеточных машинах наряду с картонами из растительных волокон
производятся асбестовый картон, слюдопласты, товарная целлюлоза и др.
Производство бумаги из полимерных волокон может осуществляться на
круглосеточных машинах, что пока не нашло широкого применения.
На длинносеточных машинах с наклонной сеткой производятся, напри-
мер, слюдяная бумага, а также бумага из полимерных волокон (фирма “Бру-
дерхауз”). Следует отметить, что асбестовый картон может производиться и на
длинносеточных машинах, но такие конструкции еще не созданы.
Технологический метод напыления воздушной суспензии на машинах с
механизмом бесконечного сетчатого полотна используется в производстве дре-
весно-волокнистых плит (ВНИИдрев) и бумаги (ЛТИ ЦБП-А). Он требует
более высоких скоростей движения материала, что обусловливает, соответ-
ственно, более высокую производительность оборудования. Опыты, прове-
денные в ЛТИ ЦБП на моделях и опытно-промышленных образцах машины
типа ‘Кивач”, показали возможность изготовления древесно-волокнистых
плит и бумаги для обоев лучшего качества, чем при изготовлении по методу
осаждения, а также санитарно-гигиенических бумаг, асбестовых и слюдяных
бумаг, тонкой искусственной кожи. Это дает основание считать, что метод
напыления можно рассматривать как одно из направлений развития способов
производства в будущем.
54
Таблица 1. 3. 3
Систематизация односеточных БКСМ (ЦНИИбуммаш)
Вид маши- ны Вид продукции Название продукции
Для массовой продукции Для бумаги Газетная
Типографская, типографская тонкая
Офсетная, иллюстрационная, основа для мелования
Для глубокой печати
Писчая, писчая цветная, тетрадная
Мешочная, оберточная (машинной гладкости)
Для гофрирования
Оберточная (односторонней гладкости)
Для изделий бытового и санитарно-гигиенического назначения
Для картона Для гладких слоев гофрированного картона
Коробочный
Коробочный типа хром-эрзац
Кровельный
Для целлю- лоз Предназначенная для переработки в бумагу и картон
Предназначенная для химпереработки
/ Для немассовой 1 продукции Для бумаги Конденсаторная
Для электрических машин
Кабельная
Электроизоляционная, телефонная, патронная
Основа для абразивной и др.
Сигаретная, папиросная
Чертежная, картографическая
Перфокарточная, основа для диаграммной Д1
Для обоев, мануфактурная
Подпергамент, пергамин упаковочный
Чертежная прозрачная, основа диаграммной ДЗ
Основа для парафинирования, машинописная для копий
Для упаковки и расфасовки продуктов на автоматах
Основа для клеевой ленты, основа для водонепроницаемой
Основа для облицовочных материалов, основа текстурной
Светонепроницаемая для кинофотоматериалов и др.
Для фильтрования масел, жидкого топлива и воздуха
Фотоподложка-основа
Основа для пергамента и других впитывающих видов
55
Окончание табл. 1.3.3
Вид маши- ны Вид продукции Название продукции
Для немассовой продукции Для картона Электроизоляционный толщиной до 0,4 мм
Переплетный марки В, прессшпан толщиной до 0,6 мм
Фильтровальный технический и др.
Для целлю- лоз Хлопковая и др.
Для специальной продукции Для бумаги, получаемой из водных суспензий Электроизоляционная термостойкая
Электроизоляционная химически стойкая
Фильтрующая химически стойкая
Картографическая, документная, биостойкая
Щелочестойкая
Обложечная
Искусственная кожа
Стелечный целлюлозный материал
Электроизоляционная асбестовая
Электроизоляционная из стекловолокна
Электроизоляционная из слюды
Теплоизоляционная асбестовая
Теплоизоляционная из стекловолокна
Теплоизоляционная из базальтового волокна
Для бумаги, получаемой сухим СПО- собом Фильтрующая
Электроизоляционная
Полиграфическая
Реставрационная
Санитарно-гигиеническая
Метод производства изделий осаждением из воздушно-сухой суспензии
применяется в системах, впервые предложенных Дмитриевым и Бондаренко
для производства специальных бумаг из длинноволокнистого сырья (хлопок и
полимерные волокна) и усовершенствованных в системах для производства
древесно-волокнистых плит (Кроерформер) и специальных бумаг санитарно-
гигиенического назначения, по своим свойствам занимающих промежуточное
положение между бумагами из растительных волокон и пластмассами (Юльхя-
формер). Указанные способы производства не получили широкого распростра-
нения вследствие их невысокой производительности (из-за небольшой скорос-
ти перемещения материала в шахтах). Способ производства по методу ИРАК
56
заимствован из метода кардочесания, применяемого в текстильной промыш-
ленности. Кардочесальные машины расчесывают хлопковый коврик в виде тон-
кого полотна в основном с продольным направлением волокон хлопка. После
снятия полотна с машины его закрепляют пропиточным материалом, в резуль-
тате чего получают бумагу. Кардочесальные машины малопроизводительны и
поэтому применяются только для производства специальных бумаг.
Бумифицированные бумаги производятся на машинах, позволяющих при-
давать полимерным пленкам свойства бумаги (восприятие красок и каранда-
шей, непрозрачность, водостойкость и др.). Благодаря бумификации лавсано-
вой пленки создают очень прочный материал, несравнимый с обычной бумагой.
По способам производства, реализующим метод ДРВО, изготавливаются дре-
весно-волокнистые плиты, товарную целлюлозу, картон для внутренней от-
делки автомобилей, диффузоры для громкоговорителей, яичные прокладки и
другие изделия. Поскольку основные механизмы так же разнообразны, как и
основные машины, существует обширная номенклатура изделий.
В заключение следует отметить численное несоответствие между методами
и способами их машинного осуществления. Например, одним методом НРВО
может осуществляться примерно 50 способов, методом ДРВО — около десятка
и т. д. Это свидетельствует о непрерывном совершенствовании и развитии ав-
томатических систем машин, поэтому приведенную систематизацию нельзя
считать окончательной. Новые методы и способы будут дополнять принятую
схему. Она показывает поле деятельности инженеров-механиков по разработке
и осуществлению новых способов. По-видимому, следует обратить внимание на
разработку конструкций для методов напыления и аэродинамического формо-
вания как более производительных по сравнению с методами осаждения.
В приведенной систематизации указаны основные машины, нашедшие прак-
тическое применение. В целом при образовании бумажного полотна используют
четыре главные технологические операции: обезвоживание фильтрованием, на-
пыление, расчес и полив. Они осуществляются при помощи пяти основных меха-
низмов, которые образуют восемь основных машин и входят в большое число
автоматических систем машин для производства разнообразных видов продукции.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Почему бумагоделательную машину можно считать непрерывно действующей по-
точной линией?
2. Для чего предназначена систематизация производства бумаго-картонной продукции?
З.Что такое вид, класс, тип и метод технологии?
4. Какие существуют виды, классы, типы и методы технологии производства бума-
ги и картона?
5. Какие технологические процессы имеют место в автоматизированной системе
машин для производства бумаги (БДМ)?
6. Какой технологический процесс на БДМ главный и почему?
7. Какие операции составляют процесс образования бумажного полотна?
8. Какая машина (часть БДМ) основная в составе БДМ как поточной технологиче-
ской линии?
9. Какие виды бумагоделательных машин (и по каким способам) работают по мето-
ду НРВО?
10. Какие виды БКСМ работают по другим, кроме метода НРВО, методам произ-
водства бумаги, картона, бумизов и др.?
1.4. ИСТОРИЯ РАЗВИТИЯ И ПЕРСПЕКТИВЫ СОВЕРШЕНСТВОВАНИЯ
БУМАГО- и картоноделательных МАШИН
1.4.1. Общие принципы становления БКДМ в автоматическую линию
Как указывалось выше, для обеспечения непрерывного производства бума-
ги (картона) необходимо совмещение нескольких машин, осуществляющих раз-
личные процессы (равномерная подача и распределение суспензии волокнис-
той массы на сетке, удаление свободной воды с образованием мокрого
бумажного полотна, удаление связанной воды методом ее испарения, уплотне-
ние и сглаживание поверхности полотна, намотка готовой продукции в рулон).
Для осуществления указанных процессов необходимо соблюдать следую-
щие условия:
предмет производства должен находиться в относительном покое по отно-
шению к воздействующим инструментам и совершать равномерное движение,
а действующие на материал силы — выводить его из этого состояния;
равнодействующая сил, прикладываемых к материалу, должна быть пер-
пендикулярна плоскости движения обрабатываемого продукта;
реактивные напряжения в материале не должны превышать критических
(разрушающих) величин.
Первая бумажная фабрика по машинному производству бумаги в России
была запущена в г. Петергофе в 1816 г.
Поставленные из Англии две бумагоделательные машины были далее усо-
вершенствованы инженерами Сестрорецкого оружейного завода, так что на
них сушка бумаги (впервые в мире) осуществлялась с помощью сушильных
цилиндров, подогреваемых паром.
По мере развития производства совершенствование конструкций бумаго-
делательных машин наблюдалось одновременно в разных странах, главным об-
разом в целях механизации и автоматизации процессов, их интенсификации и
учета особенностей технологии различных видов продукции, в результате чего
бумагоделательные машины преобразовались в механизированные линии, со-
стоящие из нескольких машин (частей БДМ). Создание таких линий требует
соблюдения следующих условий:
механизация передачи продукта от машины к машине;
соответствие динамических характеристик этих машин;
промежуточное резервирование подачи между машинами;
высокая надежность оборудования и устойчивость движения материала.
1.4.2. Бумагоделательные машины первого поколения
В качестве примера законченной линии по производству бумаги может слу-
жить бумагоделательная машина с гауч-валом Славутской бумажной фабрики,
См.: Развитие параметров бумагоделательных машин / А.Ф. Каменев, И.Д. Куту-
шев, Н.Н. Кушков, О.К. Федоров. М.: Лесн. пром-сть, 1981.
58
,3
Рис. 1.4.1. Схема бумагоделательной машины Славутской
бумажной фабрики (год изготовления 1864-й):
1 — сеточная часть; 2 — прессовая часть;
3 — сушильная часть; 4— янки-цилиндр; 5— накат
изготовленная в 1864 г. и работавшая до конца XX в. (рис. 1.4.1). Ее считают
машиной первого поколения.
Рассмотрим производительность бумаго- и картоноделательных машин за
все время их существования (рис. 1.4.2). Начальные темпы прироста производи-
тельности были невысоки и к концу первого столетия своего существования
для газетной бумаги достигли примерно 400 м2/мин. За этот период в конструк-
ции машин (БДМ и КДМ) были внедрены различные устройства: 1799 г. —
плоскосеточная бумагоделательная машина Робера; 1801 г. — каландр; 1803 г. —
бумагоделательная машина Донкина—Фурдринье; 1805 г. — круглосеточная
машина Брагмая; 1807 г. — отсасывающие ящики; 1807 г. — плоскоременный
привод; 1809 г. — круглосеточная машина Динкинсона; 1811 г. — бумагодела-
тельная машина Дидата; 1811 г. — мотовило для намотки мокрой бумаги;
1811 г. — гауч-пресс; 1812 г. — маншон Кобба для гауч-пресса; 1817 г. — обрат-
ный пресс Динкинсона; 1820 г. — сушильные цилиндры, обогреваемые углем;
1820 г. — паровые сушильные цилиндры; 1826 г. — ровнитель Маршалла;
1827 г. — самосъемочная машина (янки-цилиндр); 1829 г. — плоский узлолови-
тель; 1829 г. — узлоловитель Франка; 1830 г. — регистровые валики; 1838 г. —
песочница; 1856 г. — узлоловитель Ванделя; 1858 г. — суперкаландры; 1859 г. —
осевой накат; 1870 г. — шестеренчатый привод; 1883 г. — многоцилиндровая
круглосеточная машина; 1886 г. — центробежная сортировка; 1886 г. — регуля-
тор концентрации; 1890 г. — пресс с беспрогибным валом; 1900 г. — лощиль-
ный пресс.
Машины первого столетия относят к бумаго- и картоноделательным маши-
нам первого поколения.
В целом для первого поколения машин характерны следующие особенности:
поточная механизированная линия из машин и агрегатов;
широкий ассортимент продукции, вырабатываемой на одной машине;
невысокая интенсивность процессов, протекающих на машине;
простота конструкций и высокая надежность их работы;
низкие удельные параметры (съем воды, объем вырабатываемой бумаги,
потребление энергии);
медленное повышение скорости;
59
a)
Рис. 1.4.2. Динамика производительности БДМ и КДМ:
а — газетная бумага; б — картон
ручное управление;
ремонтные работы после отказов непосредственно на машине.
Схематически структуру машины первого поколения можно представить
как исполнительную часть, состоящую из механизмов двигателей, передаточ-
ных и собственно рабочих, включая механизмы для привода инструментов и
транспортирования материала.
Для привода системы подается внешняя энергия. Исполнительная часть сама
по себе производить работу не может. Поэтому нужен человек, который соби-
рает и перерабатывает информацию о состоянии всех частей машины и управ-
ляет ими согласно полученному распоряжению (наряд, заказ и т. п.). В такой
системе имеют место прямые (информация от механизмов к человеку) и об-
ратные связи, составляющие замкнутые контуры, позволяющие производить
Длительную и непрерывную работу по изготовлению продукции. В таких замк-
нутых контурах человек как звено неразрывно связан с машиной, и, чтобы
система работала непрерывно и бесперебойно, участие человека обязательно.
60
1.4.3. Бумагоделательные машины второго поколения
Бумаго- и картоноделательные машины первого поколения со временем
достигли предела производительности. Их развитие сдерживали в основном не-
удачная конструкция гауч-пресса и недостатки привода (централизованного от
паровой машины). В результате применения отсасывающего гауч-вала, изобре-
тенного инженером Мильспо, и электропривода стало возможным интенсифи-
цировать процесс производства. За этот период были созданы машины второго
поколения, включающие в себя различные усовершенствования: 1905 г. — мно-
гомоторный электропривод; 1908 г. — отсасывающий вал Мильспо; 1910 г. —
составитель композиции; 1913 г. — канатиковая заправка полотна Шихена;
1914 г. — выдвижные сеточные столы; 1915 г. — отсасывающий вал на I прессе;
1916 г. — регулятор концентрации Тримбея; 1918 г. — периферический накат;
1919 г. — автоматическая система регулирования электропривода; 1925 г. — воз-
душная заправка полотна с сетки; 1931 г. — автоматизация измерения темпера-
тур сушильной части; 1932 г. — гидроразбиватель; 1938 г. — гидродинамическая
сортировка; 1950 г. — дифференциальный привод машины.
Развитие конструкции БДМ второго поколения происходило во многом
экстенсивно: удлинялся сеточный стол, увеличивались габариты и усложнялись
конструкции напорных ящиков, увеличивалось количество прессов, удлиня-
лась сушильная часть. Однако к 50-м гг. XX в. темпы роста производительности
значительно снизились вследствие ряда причин: регистровые валики на высо-
ких скоростях (более 400—500 м/мин) настолько быстро обезвоживали бумаж-
ную массу на сетке, что это приводило к понижению качества полотна; напор-
ные ящики существующей конструкции приобретали значительные размеры и
не обеспечивали дефлокуляции массы; открытая передача мокрого полотна с
сетки в прессовую часть на высоких скоростях приводила к частым обрывам;
сушильная часть приобретала значительные размеры при переходе на более
высокие скорости производства. Следует также отметить необходимость повы-
шения квалификации рабочего персонала.
В целом для развития второго поколения характерно:
создание машин на основе новых конструкций с сохранением основных
принципов построения машин первого поколения;
резкое повышение интенсивности процессов;
значительное усложнение конструкций, увеличение их массы, рост габа-
ритов, повышение требований к обеспечению надежности;
высокие темпы роста удельных параметров: съем воды и бумаги с 1 м2
сеточного стола, сушильной поверхности, потребление энергии, удельной ме-
таллоемкости;
повышение скорости машин и увеличение ширины бумажного полотна;
система автоматического сбора информации;
специализация машин по виду бумаги;
система специализированного обслуживания и ремонта.
За 50 лет производительность БДМ второго поколения достигла 4500 м2/
мин. При этом ручное регулирование частей машины и ее инструментов стало
более трудоемким. Поэтому для машин второго поколения необходимо было
разработать и внедрить системы автоматизации, состоящие из контролирую-
щих и регулирующих частей.
61
Как отмечалось, конструкция машины усложнилась, поэтому необходи-
мая квалификация рабочего стала более высокой, применение регуляторов бла-
годаря наличию контролирующей части позволило автоматизировать управле-
ние стабильностью движений и самого процесса воздействия на обрабатываемый
материал. Информация подавалась в рабочую часть регуляторов, которые в за-
висимости от величины воспринимаемого сигнала автоматически управляют
всеми элементами исполнительной части по двум каналам. При этом функции
рабочего резко меняются. Заданный режим работы поддерживается автомати-
чески и необходим только соответствующий настрой регуляторов, производи-
мый оператором для перехода, в случае необходимости, на новые режимы в
соответствии с полученным заданием или отклонениями в качестве сырья. Та-
кая система образует замкнутый контур без участия человека. Теперь, с одной
стороны, рабочий может управлять несколькими машинами, в основном лишь
наблюдая за их работой и принимая необходимые меры при отказах. С другой
стороны, исполнительная система машин благодаря включению в ее схему та-
ких устройств, как контролирующие и регулирующие, превращается в автома-
тическую систему машин.
1.4.4. Бумагоделательные машины третьего поколения
Дальнейшему повышению производительности БДМ второго поколения за
счет увеличения скорости машин препятствовало в основном снижение каче-
ства продукции и высокая обрывность на машине. Поэтому после 50-х гг. XX в.
продолжилось совершенствование машин: появились закрытые напорные ящи-
ки с воздушной подушкой, гидродинамические планки (гидропланки) вместо
регистровых валиков, пересасывающие устройства для передачи мокрого листа
с сетки в прессовую часть, трехвальные прессы, обеспечивающие безобрыв-
ность проводки полотна, закрытые колпаками сушильные части с повышен-
ным давлением пара и рекуперацией тепла, сушильные сетки для безобрывной
проводки влажного бумажного полотна и т. п.
За этот период были введены различные усовершенствования: 1952 г. —
пересасывающий вал; 1953 г. — напорный закрытый ящик с воздушной подуш-
кой; 1953 г. — сушка полотна обдувом горячим воздухом; 1954 г. — переверну-
тый отсасывающий пресс; 1955 г. — гидропланки; 1956 г. — плавающий вал
каландра; 1957 г. — пресс с подкладной сеткой; 1957 г. — иглопробивные сук-
на; 1959 г. — перфорированные сушильные цилиндры; 1960 г. — вал каландра с
регулируемой бомбировкой; 1961 г. — сетки для сушильной части; 1962 г. —
желобчатый пресс Вента-нип; 1963 г. — Шринк-пресс; 1964 г. — напорный ящик
с замороженным потоком; 1968 г. — напорный ящик Конверфлоу; 1968 г. —
закрытый вентилируемый колпак сушильной части.
Указанные усовершенствования изменили архитектурный облик машины
и ее габариты. Машины стали длиннее и выше (рис. 1.4.3). Автоматическое регу-
лирование второго поколения гарантировало только постоянство потребляе-
мых энергии, материалов, осуществляемых движений, температур и т. п.
При переходе на новые режимы требовалась перенастройка регуляторов. Эта
задача вследствие сложной системы связей не всегда могла быть быстро решена,
62
а) Производительность 2,6 т/сут (1864)
б) Производительность 92 т/сут (1927)
72000
Рис. 1.4.3. Изменение габаритов бумагоделательных машин:
1— сеточная часть; 2— прессовая часть;
3 — сушильная часть; 4— каландр, накат
что вызывало длительные холостые ходы и, следовательно, потерю производи-
тельности. Для настройки регуляторов операторы-программисты разрабатывали
соответствующие программы настройки, закладываемые в дополнительно вво-
димую программирующую часть, которая по получении информации от контро-
лирующей части БДМ автоматически производит перенастройку регуляторов без
вмешательства человека.
Новое оборудование, автоматические регулирование и управление создали
условия для дальнейшей интенсификации производства, вследствие чего про-
изводительность машин достигла примерно 1 га/мин. На таких бумагоделатель-
ных машинах автоматически контролируются: давление бумажной массы в на-
порном ящике Н, скорость машины s, величина открытия заслонки пара ЗП,
Давление пара Р, масса 1 м2 бумаги q и влажность бумажного полотна М
(рис. 1.4.4). Информационные связи отмечены штриховыми линиями, а уп-
63
Части
автоматиче-
ской системы
Исполни-
тельная
Контроли-
рующая
Регули-
рующая
Програм-
мирующая
Рис. 1.4.4. Схема автоматизации бумагоделательной машины
равняющие — сплошными. Регулирующая система состоит из блоков вычисле-
ния среднего значения массы 1 м2 q и среднего квадратического отклонения aq,
среднего значения влажности полотна т и среднего квадратического отклоне-
ния аМ, регулирования массы 1 м2 полотна Rq, влажности бумаги на накате R„
задания оптимальной скорости 50ПТ, номинальной влажности М„ом и номиналь-
ной массы 1 м2 бумаги <?ком, устройств, регулирующих положение массной за-
движки ЗМ, заслонки пара ЗП, величину скорости машины s, давление в на-
порном ящике Н.
Программирующая система образуется из блоков программного регулиро-
вания: давления массы в напорном ящике в зависимости от скорости движения
сетки Н = f(s), давления пара в зависимости от массы 1 м2 и скорости машины
р = f(^; $), изменения скорости в зависимости от времени подачи сигнала 5 =
= f(Af) — программы поправок на влажность q = f(M) и массу 1 м2 М = f(<y),
дискриминаторов массы 1 м2 в зависимости от влажности, влажности в зависи-
мости от массы 1 м2, избытка массы Л</, избытка влаги Д/и. Информация посту-
пает об изменениях восьми параметров: Н, s, ЗП, Р, q, aq, М, at.
При отклонении массы 1 м2 от номинала оценка которого автомати-
чески регистрируется блоком сравнения в регулирующей части Де/, передача
только управляющего сигнала через регулятор массы 1 м2 на задвижку ЗМ не-
достаточна. Произойдут ошибки в регулировании, потому что сигнал может
быть ложным вследствие изменения влажности бумаги; вместе с изменением
количества массы нужно изменить количество поступающего пара. Поэтому
сигнал согласуется с блоком программы влажности как функции массы М =
= f(q), и только после этого выдается управляющая команда изменения поступ-
ления массы через ЗМ и пара через ЗП. Аналогичные операции производятся при
изменении влажности. Управляющий сигнал согласуется с программой q = f(M).
Программы М = f(<?) и q = f(A/) являются блоками программирующей части,
позволяющими решать и другие задачи. Например, рассмотрим случай, когда
задвижка пара открыта и регулирования влажности не происходит. В этом случае
необходим подбор нужной скорости. Сигнал о закрытии задвижки ЗП через блок
50ПТ включает в себя линии т—ЗМ, q —> s. Недостаток пара вынуждает систему
регулирования массы 1 м2 воздействовать на скорость машины, а систему регули-
рования влажности — на массную задвижку.
Изменение скорости, задаваемое извне, связано с управлением массной
задвижкой, поскольку необходимо поддерживать постоянство массы 1 м2. Этот
же сигнал воспринимается блоком выдержки времени т = var и передается для
управления задвижкой пара Р = f(q, s), изменения напора в напорном ящике
через число оборотов массного насоса Н = f(s) и для изменения скорости ма-
шины.
Указанные усовершенствования содействовали увеличению производитель-
ности.
Для третьего поколения машин характерно:
новые способы производства в результате совершенствования конструкций;
узкая специализация машин;
интенсификация процессов;
65
закрытая проводка полотна;
оптимизация технологических процессов в результате внедрения средств
АСУ ТП;
повышение требовании к надежности и качеству изготовления машин;
научное обоснование методов системы обслуживания и ремонта.
1.4.5. Бумагоделательные машины четвертого поколения
Темпы роста производительности БДМ к 80-м гг. XX в. стали снова замед-
ляться. плоскосеточная конструкция сеточной части и несовершенство сушиль-
ной части явились сдерживающими факторами. Поэтому творческая мысль раз-
работчиков была направлена на поиски новых способов производства бумаги.
Еще с 50-х гг. XX в. начали создавать новые конструкции сеточных частей, отлич-
ные от существующих, — появились патенты на двухсеточное формование и кон-
струкции двухсеточных формующих устройств: 1952 г. — Инверформ; 1959 г. —
Вертиформа; 1960 г. — Паприформер и др.
Разработка этих конструкций заняла около 30 лет, и к 1980 г. машины с
двухсеточными формующими устройствами образовали четвертое поколение,
конкурентоспособное по отношению к третьему. Несмотря на увеличение
производительности, четвертое поколение машин отличается уменьшением
габаритов в результате совершенствования оборудования.
Для четвертого поколения машин характерны:
новый способ производства бумаги на базе двухсеточного формования и
автоматической безобрывной проводки бумажного полотна;
узкая специализация машин;
автоматическое управление всеми рабочими процессами;
унификация узловых частей машины;
сокращение холостых ходов и ремонтных простоев машины.
1.4.6. Тенденции развития бумагоделательных машин
Производительность бумагоделательной машины определяется в основном
массой 1 м бумажного полотна, его шириной и скоростью движения полотна.
Ретроспективный анализ технологии и конструкций машин позволяет воспроиз-
вести хронологическую картину роста ширины и скорости бумагоделательных
машин для производства газетной бумаги, имеющих наиболее совершенную кон-
струкцию (рис. 1.4.5). За основу анализа приняты средние значения параметров
машин, освоенных несколькими фирмами в различных странах. Рекордные пока-
затели, достигнутые на отдельных машинах, исключались. Ширина машин уве-
личивалась с переходом из одного поколения в другое постепенно и достигла
своего предела в настоящее время, так как ограничением служат технические и
экономические причины. Для развития скорости на ближайшее время ограниче-
ний не наблюдается. Указанные графики можно описать функциями общего за-
кона развития ширины, скорости и производительности:
Q = L.J\a. + ехр[/>ехр(-р/)]}, (1.4.1)
66
Ширина, м Скорость, м/мин
Рис. 1.4.5. Динамика скорости и ширины машин
для производства газетной бумаги:
--------скорость машин;------ширина машин
где t — время в десятилетиях с начала активного периода; L., а., Ьр р. — посто-
янные коэффициенты (табл. 1.4.1).
Время активного периода определяем с начала конкурентоспособности
поколения. Для первого поколения это 1799 г., для второго— 1890 г., для
третьего — 1950 г., для четвертого — 1980 г. Время активного периода первого
поколения— 90 лет, второго— 60, третьего— 30, четвертою— не более 30
лет (предположительно).
Реализуемый на существующих бумагоделательных машинах метод произ-
водства бумаги с потреблением большого количества воды, по-видимому,
подходит к пределу своих возможностей по скорости об 'звоживания и по
экологическим соображениям. Вода и пар при удалении с высокой скоростью
начинают разрушать структуру полотна бумаги. Поэтому можно ожидать, что
следующее поколение машин будет реализовывать новый способ. Ретроспек-
тивный анализ показывает, что обычно элементы нового поколения появля-
ются до начала его активного периода, но сейчас пока еще трудно судить о
пятом поколении машин. Возможно, основой этого поколения будет способ,
базирующийся на аэродинамическом методе формирования бумажного по-
лотна и разработанный Санкт-Петербургским государственным университе-
том растительных полимеров.
67
Коэффициенты уравнения (1.4.1)
Таблица 1. 4. 1
Поколение машин д Л/ ₽/
Первое Скс 100 рость, м/мин 0,20 2,287 0,0192
Второе 800 0,20 2,755 0,0455
Третье 1200 0,20 1,000 0,0500
Четвертое 2000 0,02 2,100 0,0500
Первое 1 2,5 Ширина, м 0,085 1,34 0,0048
Второе 8,7 0,063 1,69 0,0044
Третье 11,5 0,078 0,46 0,0370
Первое Производ1 3000 тельность, м2/с 0,074 ут 1,81 0,049
Второе 5200 0,038 3,04 0,053
Третье 12000 0,061 1,05 0,046
1.4.7. Развитие формующих устройств для производства картона
Применяемые с XIX в. формующие устройства круглосеточного типа — пря-
моточные и противоточные ванны — имеют следующие недостатки:
невысокая рабочая скорость;
значительные колебания массы 1 м2 полотна картона по ширине;
высокая анизотропия показателей прочности картона в продольном и по-
перечном направлениях.
С середины XX в. начались интенсивные разработки новых формующих ус-
тройств:
появились многочисленные варианты модернизации ванн круглосеточных
машин: полусухие и сухие ванны; установка вентиляторов низкого давления
для создания вакуума в цилиндре, установка на цилиндр напускного устрой-
ства и др., но все эти нововведения не устранили радикально недостатки круг-
лосеточных ванн;
сделана попытка применения вакуум-формующих цилиндров вместо круг-
лосеточных ванн. Конструкции вакуум-формующих цилиндров имеют два вари-
анта расположения цилиндра: 1) под сукном; 2) над сукном. По второму вари-
анту цилиндры имеют более высокую производительность, чем по первому,
однако вакуум-формующие цилиндры под сукном эффективны при модерни-
зации обычных круглосеточных ванн, так как сохраняется существующая кон-
струкция форпрессовых частей. К таким машинам относятся Ротоформер, Сти-
венсформер, Гидроформер и др.
Дальнейшее развитие вакуум-формующих цилиндровых машин выразилось
в появлении двухсеточных формующих установок на основе отсасывающего
68
вала по принципу расположения цилиндра над сеткой (сукном). Пример таких
конструкций — Аркуформер. Эти конструкции можно рассматривать как за-
ключительный этап развития вакуум-формующих устройств, берущих начало
от обычных круглосеточных машин.
Другим направлением развития конструкций для формования многослойно-
го картона является создание сеточных частей с общим нижним плоскосеточным
столом и с расположенными над ним несколькими плоскосеточными столами
или двухсеточными формующими устройствами, например типа Бел-Бонд.
Ранее рассмотренные конструкции имеют в своей основе раздельное фор-
мование слоев на формующих устройствах. Еще одним направлением развития
конструкций для изготовления многослойного картона служит принцип совме-
стного формования всех слоев картона (Мультиформер). Однако эта машина не
получила широкого распространения.
За 1970-1980 гг. все вышеперечисленные конструкции для многослойного
формования картона активно внедрялись в производство. Многие фирмы раз-
работали разные варианты. В период 1978—1990 гг. произошел отбор конструк-
ций для многослойного картона. Основой служило качество вырабатываемого
картона.
Изготовление машин с вакуум-формующими цилиндрами практически за-
кончилось в 1980 г. На смену им пришли картоноделательные машины с конст-
рукцией вакуум-формующих устройств на базе цилиндра над сеткой, и в том
числе типа Аркуформер. Их развитие закончилось к 1985 г., а с 1975-1978 гг.
началось развитие коротких плоскосеточных столов над длинным нижним сто-
лом и устройств Бел-Бонд, пришедших на смену Инверформ. В настоящее вре-
мя плоскосеточные столы и различные двухсеточные формующие устройства
удовлетворяют потребителей как по качеству картона, так и по производитель-
ности, особенно при высоких скоростях.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что собой представляет первое поколение БДМ?
2. Что собой представляет второе поколение БДМ?
3. Что собой представляет третье поколение БДМ?
4. Что собой представляет четвертое поколение БДМ?
5. Расскажите о тенденциях развития БДМ.
6. В чем заключается развитие формующих устройств КДМ?
1.5. ВАЛЫ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН
1.5.1. Основные типы валов
Современная высокоскоростная бумагоделательная машина содержит в себе
До 250—300 валов и валиков (не считая сушильных цилиндров) различного на-
значения. К валам предъявляются очень жесткие специфические требования,
главными из которых являются высокая динамическая уравновешенность и по
69
возможности минимальный прогиб. При этом следует учитывать, что масса от-
дельных валов достигает 50—90 т при расстоянии между центрами подшипни-
ковых опор до Ю000 мм.
В данном разделе в основном описаны конструкции валов, характерные
для парка БКСМ России.
В зависимости от технологического назначения валы можно подразделить
на следующие группы: поддерживающие (направляющие), подающие (тяго-
вые), несущие и специального технологического назначения.
К группе поддерживающих, или направляющих, валов бумагоделательных
машин относятся: грудной, регистровые и сетковедущие (для поддержания и
направления сетки), сукно- и бумаговедущие (для поддержания сукон и бу-
мажного полотна в прессовой и сушильной частях), а также валы отделочных
узлов: бумаговедущие (для поддержания и направления бумажного полотна),
транспортерные (для поддержания транспортерных лент на бумагорезательных
устройствах).
Группу подающих (тяговых) валов составляют на бумагоделательных ма-
шинах — прессовые (для подачи бумажного полотна из пресса) и на отделоч-
ных (бумагорезательных) узлах — тяговые (для подачи бумажного полотна в
механизм продольной резки).
К группе несущих валов относятся тамбурные, а к группе валов бумагоде-
лательных машин специального технологического назначения — валы гауча и
прессов (для обезвоживания бумаги на сеточной и прессовой частях), ровни-
тельные (для выравнивания и уплотнения бумаги на сеточной части), сукномо-
ечные (для промывки сукон прессовой части), пересасывающие (для передачи
бумажного полотна с сеточной на прессовую часть), валы каландра (для уплот-
нения и повышения гладкости бумаги) и др., а также валы отделочных узлов:
ножевые (для резки бумаги на продольно-резательных станках и саморезках),
металлические и набивные на суперкаландрах (для уплотнения, повышения
лоска и гладкости бумаги) и др.
На практике одни и те же валы могут одновременно выполнять различные
функции. Так, например, регистровые валы наряду с поддержанием сетки спо-
собствуют обезвоживанию бумажного полотна, а также осуществляют подачу
его на следующий участок; валы каландров и суперкаландров одновременно
являются подающими и т. д.
Общие требования к валам. Существуют специфические и общие требова-
ния к валам.
Специфические требования, прежде всего, определяются технологическим
назначением вала, а также скоростью, шириной и общей компоновкой маши-
ны. Эти специфические требования изложены в соответствующих главах книги.
Рассмотрим общие требования, предъявляемые к валам.
Как правило, конструкция и геометрические размеры валов бумагоделатель-
ных машин должны обеспечить максимальную жесткость (минимальный прогиб)
при наименьшем весе. Чем меньше прогиб валов, тем равномернее формование
бумажного полотна на регистровой части бумагоделательной машины, обезвожи-
вание его на прессовой части и отделка на каландре и суперкаландре. С уменьше-
нием прогиба вала увеличивается его критическая угловая скорость, а вместе с ней
70
и допустимая рабочая скорость. Это существенно для валов небольшого диаметра
(сетко-, сукно- и бумаговедущих), угловые скорости которых при одной и той же
линейной скорости выше, чем у валов большего диаметра.
При одном и том же весе жесткость пустотелых валов выше жесткости
сплошных. Этим и объясняется широкое применение пустотелых валов на бу-
маго- и картоноделательных машинах. При неизменном весе жесткость вала
повышается по мере уменьшения толщины стенки и увеличения наружного
диаметра. Кроме экономии металла при применении пустотелых валов умень-
шается потребляемая мощность, значительная часть ее расходуется на преодо-
ление трения в подшипниках валов. Чем меньше момент трения в этих подшип-
никах, тем меньше необходимое натяжение сетки и сукна, а также скольжение
между валами и сеткой или сукном, приводящими валы во вращение.
Небольшая часть валов бумаго- и картоноделательных машин (нижние валы
гауча, прессов, каландра, суперкаландра, тяговых прессов бумагорезательных
машин, несущие валы продольно-резательных станков) приводится во враще-
ние непосредственно от привода машины. Такие валы назовем приводными.
Большая часть валов приводится во вращение сеткой, сукнами, бумагой или
нижележащим валом. Эти валы назовем неприводными.
Пренебрегая весьма небольшим скольжением, можно считать окружную
скорость неприводных валов равной скорости сетки или сукна независимо от
диаметра вала. Окружные скорости приводных валов регулируются изменением
числа оборотов привода. Поэтому допуски по наружному диаметру валов, как
приводных, так и неприводных, составляют 1—3 мм и более.
Жесткие требования предъявляются к правильной геометрической форме
валов: конусность и овальность не должны превосходить десятых и даже сотых
долей миллиметра (для каландра).
Для уменьшения динамической нагрузки на опоры и динамического про-
гиба валы уравновешивают. Статическое уравновешивание применяют лишь
для узких машин (шириной не более 2520 мм) и окружной скорости до 120—
150 м/мин, при большей скорости валы уравновешивают динамически.
Основные конструкции валов. Валы бумаго- и картоноделательных машин,
конструктивные особенности которых в основном зависят от их назначения,
подразделяют на следующие основные виды: трубчатые, литые (пустотелые и
сплошные), трубчатые перфорированные, гранитные, сетчатые и набивные.
Трубчатый вал (рис. 1.5.1, а) представляет собой тонкостенную трубу из
стали, латуни, алюминия или иного металла. По концам ее обычно запрессова-
ны чугунные патроны, а в них — стальные цапфы. Вместо чугунных патронов
применяются также стальные диски (рис. 1.5.1, б), привариваемые к трубе, что
уменьшает вес и облегчает уравновешивание валов.
В зависимости от назначения и длины вала диаметр трубчатых валов нахо-
дится в пределах 80—500 мм (диаметр грудного вала — до 1000 мм).
Валы бумаго- и картоноделательных машин (сетко-, сукно-, бумаговеду-
*Дие, тамбурные, несущие валы продольно-резательных станков, тяговые валы
Умагорезательных машин и др.), в основном трубчатые.
Литой пустотелый вал (рис. 1.5.2) состоит из чугунной (реже стальной)
отливки, в которую по концам запрессованы стальные цапфы. Диаметр валов
71
Рис. 1.5.1. Трубчатый вал:
а — с чугунным патроном; б — со сварным патроном (дисками);
1 — труба; 2 — патрон; 3 — цапфа; 4 — щиток; 5 — корпус подшипника качения; б— подшипник качения;
7 — гайка; 8 — крышка подшипника; 9 — войлочное уплотнение; 10 — диск сварного патрона
5 4 1
Рис. 1.5.2. Литой пустотелый вал:
1 — цилиндр; 2 и 3 — лицевая и приводная цапфы; 4, 5 — роговая и мягкая резина; 6 — корпус подшипника;
7 — лабиринтовая крышка; 8 — лабиринтовое кольцо; 9 — подшипник качения; 10 — распорная втулка;
11 — торцевая шайба; 12 — болты для закрепления подшипника
Рис. 1.5.3. Вал литой сплошной:
1 — вал; 2, 3— корпус и крышка подшипника;
4 — подшипник качения на закрепительной втулке; 5 — манжетное уплотнение
такого типа — от 400 до 1000 мм, а толщина стенки 30-150 мм. Литые пустоте-
лые валы по сравнению с трубчатыми обладают более высокими жесткостью и
прочностью, но их вес, естественно, значительно больше. Литыми пустотелы-
ми являются нижние, а иногда и верхние валы обычных прессов бумагодела-
тельных машин.
В литых сплошных валах (рис. 1.5.3) чугунные (реже стальные) цилиндры
отлиты вместе с цапфами. Для нагрева в таких валах имеется просверленное
насквозь отверстие диаметром 50—60 мм. Для машин шириной более 5000 мм в
целях уменьшения размеров подшипников применяют чугунные валы с за-
прессованными стальными цапфами. За рубежом используют и двухслойные
валы с внутренним стальным сердечником и отбеленным наружным слоем из
чугуна. Диаметр литых сплошных валов находится в пределах 350—1100 мм.
Литые сплошные валы устанавливаются на каландрах бумагоделательных
машин и суперкаландрах. Поскольку при работе валов возникают значительные
контактные напряжения, их рабочая часть должна иметь износоустойчивую
поверхность (твердость не менее 70—80 единиц по Шору). Такие валы отливают
из чугуна специального состава (3,25—3,75 % С, 0,5—0,6 % Si, 0,6—0,7 % Мп,
0,1 % S, 0,2—0,3 % Р). По механическим свойствам такой чугун близок к чугуну
СЧ 24-44. Для получения твердого износоустойчивого слоя (толщиной после
обработки не менее 18—25 мм) рабочую поверхность валов отливают в метал-
лическую форму (кокиль). Вследствие интенсивного охлаждения на поверхнос-
ти рабочей части вала образуется слой отбеленного чугуна. Цапфы валов не
отбеливают, чтобы не повысить их хрупкости. Твердый износоустойчивый слой
на стальных валах получают, производя поверхностную закалку (обычно тока-
ми высокой частоты).
Трубчатый перфорированный вал (рис. 1.5.4) состоит из бронзового (реже
стального) цилиндра диаметром 400—1200 мм (иногда 1500 мм) и толщиной
стенки 20—50 мм. В стенке цилиндра имеется большое количество отверстий
Диаметром 4—8 мм. Перфорированные валы (отсасывающие, пересасывающие
и сукномоечные) устанавливаются на сеточной и прессовой частях машины*.
* Конструкция этих валов описана в главе 2.4.
73
Рис. 1.5.4. Отсасывающий камерный вал:
1 — цилиндр; 2 — удлиненная приводная цапфа; 3 — болты для крепления цапфы к цилиндру; 4, 6 — подшипники качения
цилиндра с приводной и лицевой сторон; 5 — лицевая крышка; 7 — отсасывающая камера; 8, 10 — хвостовики отсасывающей камеры
с приводной и лицевой сторон; 9 — подшипник отсасывающей камеры с приводной стороны; И — лицевая станина отсасывающего
вала; 12 — механизм для поворота камеры; 13 — ролики для выкатывания камеры; 14— шланг пневматического прижима
уплотнений; 75 — труба для подачи воздуха в шланг; 16,17 — поперечные и продольные уплотнения камеры;
18 — винт для перемещения поперечных уплотнений; 19 — спрыск; 20 — труба для подачи воды в спрыск;
21— подставка (при смене сетки ее вынимают)
Рис. 15.5. Гпаиитный вал:
/ - стальной сердечник; 2- гранитный цилиндр; 3, 4- левая и правая гайки: 5- втулка; 6- лабиринтовое кольцо:
7, 9— крышки подшипника; 8 корпус подшипника; 10— распорная втулка; 11 — торцевая шайба;
12 — полшиг нк качения: 13 — цементная заливка
Рис. 1.5.6. Ровнитель:
1 — спрыск; 2 — лоток; 3 — стойка;
4, 5 — винтовой механизм; 6 — проволочный
барабан; 7 — штуцер; 8 — паровой спрыск;
9 — сетка; 10, 11 — камеры отсасывающего
ящика
Гранитный вал (рис. 1.5.5) представляет собой гранитный цилиндр, за-
крепленный на сквозном стальном сердечнике. Диаметр вала равен 400—1200 мм.
На стальном сердечнике гранитный цилиндр можно закрепить при помощи
шайб, надетых на сердечник и прижатых гайками к торцевым поверхностям
гранитного цилиндра, цементной заливки или одновременно используя пер-
вый и второй способы. Комбинированное закрепление целесообразнее, так как
оно обеспечивает высокую надежность и позволяет уменьшить растягивающие
напряжения в гранитном цилиндре. Гранитные валы используют в качестве верх-
них валов на обычных и отсасывающих прессах бумагоделательных машин.
Сетчатый вал безосного типа
изготовляют в виде проволочного
спирального каркаса (остова), на
который надевают предварительно
сшитую сетку. С торцов вала устанав-
ливают два кольца, которыми вал
опирается на опорные ролики, один
из которых приводится во вращение.
Диаметр таких валов 400—800 мм.
Сетчатый вал используют в качестве
ровнительного вала (рис. 1.5.6) на
сеточной части бумагоделательной
машины.
Набивной вал (обычный) супер-
каландра состоит из стального сер-
дечника, на котором между двумя
шайбами под высоким давлением (до
700 кгс/см2) запрессована специаль-
ная набивка. Шайбы надеты на сер-
дечник и удерживаются разъемными
кольцами. Диаметр набивных валов
равен 350—500 мм. Набивные валы
устанавливают на суперкаландрах (см.
главу 2.7).
Типы валов. В настоящее время
широко распространены валы, у ко-
торых цилиндр скреплен с цапфами
по концам (трубчатые, литые пустотелые, трубчатые перфорированные), или
цапфы составляют одно целое с цилиндром (литые сплошные), или цилиндр
закреплен на сердечнике по всей своей длине (гранитные и набивные валы). По
прогибу и бомбировке такие валы можно объединить в один тип валов, кото-
рые назовем валами обычной конструкции.
Существует и другой тип валов (предложен еще в начале XX в.), цилиндр
(чугунный или из иного материала) которых закреплен на сквозном стальном
сердечнике только посередине, на участке длиной около нескольких сот мил-
лиметров. Такие валы назовем валами, закрепленными посередине (рис. 1.5.7).
Их сердечник может быть сплошным (см. рис. 1.5.7, а) или пустотелым с за-
76
a)
Рис. 1.5.7. Вал, закрепленный посередине, с сердечниками:
а — сплошной; б — пустотелый; 7 — цилиндр; 2 — сердечник; 3 — стонитовое покрытие;
4 — эластичная прокладка; 5 — подшипник; 6 — внутренний цилиндр; 7 — цапфа
?W///^zz2z7Z^7z7;777777-Z/Z///ZZ/ZZZZZZZ?
Рис. 1.5.8. Вал, вращающийся на оси, с подшипниками:
а — по середине цилиндра; б— по его концам; 1— цилиндр; 2— ось;
3— стонитовое покрытие; 4— подшипник; 5— эластичная подкладка
прессованными по концам цапфами (см. рис. 1.5.7, б). Чтобы вода и бумажная
масса не попадали в зазор между цилиндром и сердечником, по концам цилин-
дра располагают высокоэластичные резиновые прокладки.
В виде валов, закрепленных посередине, могут быть изготовлены трубча-
тые, литые пустотелые валы, но трубчатые перфорированные валы (отсасыва-
ющие камерные) по такому типу изготовить очень трудно, так как внутри них
необходимо разместить отсасывающую камеру. Валами, закрепленными посе-
редине, можно изготовить сетчатые и набивные валы, но при этом значитель-
но усложняется конструкция и увеличивается вес валов.
Существует еще один, третий тип валов (рис. 1.5.8), у которых на сквозном
неподвижном сердечнике (оси) на подшипниках вращается цилиндр. Сердечник
может быть пустотелым с запрессованными в него по концам цапфами. Подшип-
ники устанавливают по концам цилиндра (см. рис. 1.5.8, б) или по его середине
(см. рис. 1.5.8, а). Третий тип валов назовем валами, вращающимися на оси.
Обычно валы, которые закрепляются посередине, можно изготовить вра-
щающимися на оси.
1.5.2. Покрытия валов
„ Покрытия валов бумагоделательных машин (особенно сеточной и прессо-
вой частей) не только являются средством защиты от коррозии, но и выполня-
ют важные технологические функции.
В целях антикоррозионной защиты наружной поверхности рабочей части
валов вначале применяли обтяжку медной рубашкой, омеднение и хромирова-
ние. Толщина медной рубашки, натягиваемой на стальную трубу (а иногда и на
чугунную отливку), после ее обточки и шлифовки составляла 1,5—3,0 мм для
78
валов диаметром до 300 мм и 4—5 мм для валов диаметром более 300 мм. Обтяж-
ка медной рубашкой вполне надежна. По мере износа рабочей поверхности
рубашку можно периодически шлифовать. Однако расход цветного металла для
такого покрытия значителен. Была сделана попытка уменьшить этот расход пу-
тем электрохимического покрытия стальных труб медью или хромом. Качество
такого покрытия все же оказалось неудовлетворительным: плотность и износо-
устойчивость осажденного слоя были невысоки, а слой хрома даже при нали-
чии медного подслоя недостаточно прочно сцеплялся с трубой.
В настоящее время в качестве антикоррозионного покрытия применяют
резину специального состава, различные пластмассы и стеклотекстолит. Следу-
ет отметить, что обрезинивание некоторых валов (нижних прессовых и сукно-
моечных, верхнего прижимного над отсасывающим гаучем, тяговых валов са-
морезки и др.) широко применялось в целях обеспечения необходимых
технологических условий изготовления бумаги. Такое покрытие в отличие от
антикоррозионного можно назвать технологическим: оно предназначено для
увеличения ширины площадки деформации (контакта) между валами. При этом
уменьшается удельное давление на полотно бумаги, устраняется его раздавли-
вание и увеличивается срок службы сукон.
При технологическом обрезинивании отсасывающих валов применяются
двухслойные покрытия. Внутренний слой толщиной до 10 мм состоит из твер-
дой роговой резины (эбонит, содержащий до 30—37 % серы). Поверх рогового
слоя наносится более толстый слой (20—40 мм) мягкой резины, что позволяет
несколько раз шлифовать вал по мере износа его поверхности до последующего
обрезинивания. Двухслойное покрытие обусловлено недостаточно прочным
сцеплением мягкой резины с металлом. Для лучшего сцепления эбонита с ме-
таллом на поверхности валов делается “рваная” резьба или протачиваются вдоль
образующей вала канавки (глубиной 5—8 мм, шириной 20—25 мм). Однако прак-
тика показала, что в первом случае не обеспечивается хорошее сцепление рези-
ны с металлом, так как перфорированный резиновый слой, помимо усилий на
сжатие, должен воспринимать значительные окружные усилия для привода гра-
нитного вала и системы сукноведущих валиков. Во втором случае значительно
снижается жесткость вала и увеличивается его прогиб. В последнее время наруж-
ную поверхность валов, изготовленных из фосфористой бронзы, перед обрези-
ниванием подвергают дробеструйной обработке (внутренняя поверхность шли-
фуется). После такой обработки рубашку обдувают сжатым воздухом, а отверстия
в ней прочищают с внутренней стороны. Для хорошей связи резины с поверх-
ностью металла рубашку смазывают двумя специальными клеями.
Теперь рассмотрим технологию покрытия валов, изготовленных из нержа-
веющей стали. Перед обрезиниванием их поверхность нарезают грубой резьбой
глубиной 2,5—3,0 мм, а затем смазывают специальным клеем.
Валы обрезинивают двумя способами: без сверления отверстий и со сверле-
нием отверстий в резине. Первый способ проще и легче, но применяется толь-
ко для отсасывающих рубашек, отверстия в которых просверливают на много-
шпиндельных сверлильных станках (со 120—160 шпинделями). На этих станках
после обрезинивания сверлят и отверстия в резине рубашек (для чего делитель-
ное устройство настраивают по одному отверстию, просверленному изнутри).
79
Данный способ обеспечивает наиболее плотное соединение резины с металлом.
По второму способу после обкладки валов сырой резиной и обмотки ее холще-
вой лентой сверлят отверстия в резине. В отверстия отсасывающей рубашки с
внутренней стороны заколачивают стальные штифты. Каждый из них характе-
ризуется двумя диаметрами: один соответствует диаметру отверстия в рубашке,
а другой — в резиновом покрытии. После повторной обмотки холщовой лентой
производят вулканизацию резины и затем удаляют штифты. Отверстия в рези-
не полученные по этому способу, оказываются более гладкими, чем при свер-
ловке.
Принято считать, что применение обрезиненных отсасывающих валов из
нержавеющей стали особенно выгодно при высоком линейном давлении (бо-
лее 60 кгс/см). Для давления до 35-45 кгс/см целесообразнее применять валы из
фосфористой или никелевой бронзы. По сравнению с бронзой нержавеющая
сталь имеет более высокую адгезию по отношению к резине, однако она хуже
переносит действие длительного цикла переменных напряжений. Валы обрези-
нивают на заводах резинотехнических изделий. Валы обкладывают сырой рези-
ной, которую затем вулканизируют для придания ей необходимой прочности и
упругости. Вулканизацию производят в котлах, используя в качестве теплоно-
сителя пар. Для однородности вулканизации при толщине слоя резины более
10 мм нагревают также внутреннюю полость вала паром, подаваемым через
отверстие в цапфе или в цилиндре вала.
Качество резиновой обкладки определяется ее твердостью: чем она выше,
тем меньше ширина площадки деформации и износоустойчивее резина. Твер-
дость резины характеризуется глубиной погружения (в сотых долях миллимет-
ра) стального шарика диаметром 1/8” (3,2 мм) или 5 мм при действии на него
1 кгс в течение 1 мин. Чем больше глубина погружения шарика, тем меньше
твердость обкладки.
На крупных предприятиях в отделе главного механика имеются альбомы с
чертежами покрытий всех валов с указанием необходимой твердости покрытий
(табл. 1.5.1) и допусков на твердость.
Объемный вес резинового покрытия равен 1,4—1,6 кг/дм3. У обычных вали-
ков общая толщина двухслойного покрытия (при толщине слоя эбонита 4—
6 мм и мягкой резины 5—6 мм) превышает толщину стенки металлической
трубы валика. Покрытие значительно (иногда до 50 % и более) увеличивает вес
валика. Уменьшить толщину антикоррозионного покрытия можно, применяя
однослойное покрытие гибким эбонитом (толщина слоя 3—8 мм).
Валы, покрытые мягкой резиной, следует шлифовать незадолго до уста-
новки их на машине во избежание затвердевания наружного слоя вследствие
его окисления при хранении вала. Во время хранения на складах и при транс-
портировке валы должны опираться на цапфы, а не на рабочую поверхность
вала. Следует учитывать, что смазочное масло и керосин разрушают резиновую
облицовку. Нельзя допускать воздействия на обрезиненные валы при их хране-
нии низких температур (менее 0°) и прямого солнечного света, так как при
этом ухудшается эластичность резины.
Цапфы сетковедущих валиков быстроходных бумагоделательных машин
изготовляют из нержавеющей стали. К цапфам из обычной углеродистой стали,
80
Таблица 1. 5. 1
Твердость резинового покрытия валов бумагоделательных и отделочных машин
Вал Глубина погружения, сотые доли миллиметра, шарика диаметром
1/8" 5 мм
Регистровый 5-7 —
Прижимной над отсасывающим гаучем 150-200 120-155
Шаберный над верхним валом обычного гауча 90-95 72-75
Нижний
I пресса 70-75 56-60
II пресса 60-65 48-52
III пресса 50-55 40-44
Верхний сглаживающего пресса 40-45 32-36
Отсасывающий прессовый 30-35 24-28
Прижимной сушильных цилиндров для машин 20-25 17-20
односторонней гладкости
12-17 9-14
С антикоррозионным покрытием 5-10 4-7
0-2 —
Верхний тягового пресса ротационной саморезки 20-25 17-20
подверженным коррозии, легко прилипает бумажная масса. Накопившаяся масса
периодически отрывается от цапфы и попадает на сетку бумагоделательной
машины, что вызывает обрыв бумажного полотна.
1.5.3. Расчет валов
Валы бумаго- и картоноделательных машин рассчитывают на прочность,
жесткость и критическую скорость.
При расчете валов на прочность учитывают следующие силовые факторы:
собственный вес, равнодействующую сил натяжения сетки, сукна или бумаги,
а в некоторых случаях — давление вышележащего вала и величину вакуума.
Собственный вес вала, пренебрегая наличием патронов и цапф, можно
считать нагрузкой, равномерно распределенной по длине вала (при этом ошиб-
ка не превышает 2-5 %).
Разность натяжения обеих ветвей сетки (сукна, бумаги), равная усилию,
необходимому для преодоления трения в опорах вала и шабера о вал, незначи-
тельна, и ею также можно пренебречь. Лишь для нижнего вала гауча, приводя-
щего в движение сетку, линейные натяжения ведущей и ведомой ветвей сетки
отличаются друг от друга примерно на 2 кгс/см, что обусловлено значительной
силой трения между сеткой и отсасывающими ящиками. При этом равнодей-
вующая натяжения сетки вычисляется как геометрическая сумма сил отдель-
ных составляющих.
81
ОС-АО cos(S0°- 7) =
=A0sin ^ = ^5 sin
Рис. 1.5.9. Расчетные схемы
определения равнодействующей
натяжения сетки (сукна, бумаги)
(а), общей нагрузки на вал (б),
распределения нагрузки
по длине вала (в)
При равенстве натяжения ветвей соответ-
ствующая геометрической сумме составляющих
равнодействующая сил натяжения (рис. 1.5.9, а)
Qz = 20 sin j = 2qb sin у, кгс,
где q— линейное натяжение сетки (сукна, бу-
маги), кгс/см; b — ширина сетки (сукна, бума-
ги), см (обычно принимают равной длине рабо-
чей части вала); Q— натяжение каждой ветви,
кгс; а — угол охвата вала сеткой, град.
Необходимая величина натяжения главным
образом определяется технологическими требо-
ваниями изготовления бумаги. Верхнюю часть
сетки следует натянуть так, чтобы между обез-
воживающими элементами не было заметного
ее провисания, ухудшающего формование бу-
мажного полотна. При повышении скорости ма-
шины увеличивается гидравлическое давление
на сетку, обусловленное отсасывающим дей-
ствием гидропланок, поэтому следует повысить
натяжение сетки. Водопропускная способность
прессовых сукон зависит от их натяжения. Ве-
личина натяжения сушильных сукон определя-
ет интенсивность контакта между бумагой и сушильными цилиндрами, суще-
ственно влияющую на скорость сушки бумаги. От натяжения бумаги (картона)
на накате бумаго- или картоноделательной машины зависят качество и плот-
ность намотки рулонов.
Следует учитывать, что значительная часть валов приводится во вращение
сеткой, сукнами и бумагой. Окружное (тяговое) усилие Т, которое может быть
передано сеткой (сукном, бумагой), без учета центробежной силы выражается
уравнением Эйлера
Т<02(е*-1), (1.5.1)
где 02 — натяжение ведомой ветви; е— основание натуральных логарифмов;/—
коэффициент трения между валом и сеткой; а — угол охвата вала сеткой, рад.
Иногда, при недостаточном натяжении 02 ведомой ветви, усилие Т может
оказаться меньше усилия То, необходимого для преодоления всех сил сопро-
тивления вращению вала. При этом следует увеличить натяжение Q2 или угол
охвата вала. Согласно уравнению (1.5.1) минимальная величина необходимого
натяжения ведомой ветви
О = 0
«2мин efa _ ।
82
Приведем средние значения линейных натяжений, кгс/см:
Сетка.................................................................2,5—8,0
Прессовое сукно..........................................................
Сушильное шерстяное сукно
(при отсутствии автоматической натяжки сукна).........................2 0—2 5*
Сушильное хлопчатобумажное сукно
(при наличии автоматической натяжки сукна)............................0 25—0 80
Сухая бумага (в конце бумагоделательной машины
и на отделочных станках)..........................................0,05—0,60’*
♦ При обрыве бумажного полотна и в отсутствие бумаги между сукном и цилиндрами влаж-
ность шерстяных сукон уменьшается, а сукна укорачиваются. Если натяжной валик при этом не
будет перемещен, то натяжение сукон возрастет примерно на 50-80 %.
♦♦ Натяжение бумаги зависит от ее прочности и веса, конструкции и назначения отделочной
машины.
Общая нагрузка (?0 на вал от собственного веса GMC и равнодействующей
натяжения Qz ветвей сетки (сукна, бумаги) равна геометрической сумме сил:
+ ^вес + 20г(?Вес cos Y >
где у — угол между равнодействующей натяжения ветвей и вертикалью
(рис. 1.5.9, б).
Ввиду симметрии нагружения вала (рис. 1.5.9, в) реакции опор RA и RB
одинаковы:
R=R=Ql = ^
А в 2 2 ’
бо
где q0 - — — интенсивность равномерно распределенной нагрузки.
Максимальный изгибающий момент, независимо от типа вала, будет по
середине его длины Ь:
I доьь
2 2 4
кгс-см,
(1.5.2)
где I— расстояние между опорами вала, см.
Наибольшие напряжения в этом сечении таковы:
о =
М,
W ’
где W— момент сопротивления поперечного сечения вала.
Для упрощения вычислений момент сопротивления пустотелого вала с не-
обходимой точностью (до 2—4 %) можно выразить следующим образом:
83
i л d^!_ . 0,1^1. . 0.8Ч51 см>>
32 й D D ср >
(1.5.3)
~ D + d
где D, d и -----соответственно наружный, внутренний и средник
с D-d
диаметры вала, см; 5 = —--толщина стенки вала, см.
Момент инерции поперечного сечения пустотелого вала
I = 2L(D4 - d4) = 0,05(Z>4 - d4) = 0,42)1,5, см4. (1.5.4)
64
Для стальных труб допускаемое напряжение изгиба не должно превышать
700-1000 кгс/см2, а для чугунных валов — 150-200 кгс/см2.
Для валов, закрепленных посередине (см. рис. 1.5.7), в опасном сечении I— I
(см. рис. 1.5.9, в) следует учитывать совместную работу чугунного цилиндра и
стального сердечника. Считая напряжения в этих элементах пропорциональны-
ми жесткости, получим, что максимальное напряжение в наружном чугунном
цилиндре
М,E4D
°ч 2(БЧ7Ч+£„/„)’ (L55)
а в стальном сердечнике
где D,d— наружные диаметры цилиндра и сердечника; Еч, Еп— модули упру-
гости чугунного цилиндра и стального сердечника; /ч, /ст — моменты инерции
чугунного цилиндра и стального сердечника.
Обычно наибольшее напряжение в наружном чугунном цилиндре вала,
закрепленного посередине, наблюдается в сечении II—II (см. рис. 1.5.9, в).
В этом сечении изгибающий момент
м _ -с)(Ь- с) д0(Ь - с)2 Q)(b-c)
2 2 4 8 85 ’
где с — длина участка закрепления.
Для вала, вращающегося на оси, если подшипники установлены по кон-
цам цилиндра на расстоянии b друг от друга, в опасном сечении (по середине
вала) максимальный изгибающий момент
= (1.5.7)
84
Если подшипники установлены друг от друга на расстоянии с < 0,586£, то
в сечении под опорой (в месте установки подшипников) наибольший изгиба-
ющий момент
М!=^ = ш^ (158)
Для цапф валов обычной конструкции наиболее опасным является сечение
HI—Шу конца рабочей части вала. Здесь
М, = ^— =Q> — . (1.5.9)
Для сердечника вала, закрепленного посередине (рис. 1.5.10), и для оси
вращающегося вала опасным является сечение Я—Я (см. рис. 1.5.9, в). Здесь
М4 = (2ь[^], (1.5.10)
где с — длина участка закрепления, или расстояние между опорами.
В стальных цапфах наибольшие напряжения не должны превышать 600—
800 кгс/см2.
Обычно наружный диаметр и толщину стенки пустотелых валов определя-
ют не по прочности вала (по допускаемым напряжениям изгиба), а по его
жесткости, т. е. по предельно допустимой деформации — относительному про-
гибу вала (отношение прогиба рабочей части к ее длине). Окончательно приня-
тая величина диаметра вала должна удовлетворять технологическому назначе-
нию вала и общей компоновке машины.
ШИНИИШШИШ1
Рис. 1.5.10. Участок запрессовки вала,
закрепленного посередине
Рис. 1.5.11. Участок запрессовки
и распределение момента на нем
85
Для трубчатых, литых пустотелых и закрепленных посередине валов патрон
с трубой, цапфа с патроном или цилиндром вала, а также сердечник с цилин-
дром соединяются в результате посадки с гарантированным натягом. Давление
р поверхности сопрягаемых деталей (рис. 1.5.11)
, кгс/см2,
(1.5.11)
где /_ натяг, см; Е{, Ег — модули упругости материалов охватываемой и охва-
тывающей деталей, кгс/см2; ц,, ц2 — коэффициенты поперечной деформации
(Пуассона) для материалов охватываемой и охватывающей деталей; d, dp d2 —
соответственно диаметр посадки, внутренний диаметр охватываемой детали
(если она пустотелая) и наружный диаметр охватывающей детали, см.
Обычно опасным является максимальное растягивающее напряжение на
внутренней поверхности охватывающей детали:
^3 =Р
d2 + d2
dl-d2
(1.5.12)
Поскольку напряжение ст3 статическое, то значения допускаемых напряже-
ний могут быть повышенными.
Наибольший крутящий момент, который можно передать при помощи
посадки с натягом:
М = С, кгс-см, (1.5.13)
к 2
где/— коэффициент трения между соприкасающимися поверхностями (обыч-
но с запасом/= 0,08); с — длина участка запрессовки, см.
При определении давления между деталями, соединенными при помощи
посадки с натягом, следует учитывать наибольший натяг, а при определении
наибольшего крутящего момента — наименьший натяг. При расчете посадки
цапф в патрон пренебрегают наличием в нем ребер, а учитывают лишь толщи-
ну ступицы патрона. При расчете посадки патрона в трубу пренебрегают нали-
чием в нем ребер, а внутренним диаметром охватываемого патрона считают
внутренний диаметр его обода.
Кроме напряжений, обусловленных натягом, на участке запрессовки воз-
никают напряжения изгиба. В сечении по середине участка запрессовки (см. рис.
1-5.11) изгибающий момент М, можно принять таким:
М, =7?Л,
где Ra = 01 _ опорная реакция; / — расстояние от опоры до середины участка
2 *
запрессовки.
86
Момент М, уравновешивается реактивным моментом М2 на участке за-
прессовки. Если считать, что нагрузка на этом участке распределена по закону
треугольника, то
М, = q|c = .
2 3 223 6
Учитывая равенство моментов и М2, получим
?тах = 2 ' (1.5.14)
С
Примем, что по длине с запрессовки сила RA распределена равномерно с
интенсивностью
RA
Тогда в конце участка запрессовки, где обе составляющие направлены в
одну сторону и суммируются алгебраически, общая величина погонной нагрузки
6RAlx Ra_Ra(61x Л „
?об “ ?max + 2 + г ~ г • (1.5.15)
с с с с ;
В конце участка запрессовки, на внутренней поверхности охватывающей
детали, для кольца единичной ширины растягивающее напряжение
а=9об^±^_ (1.5.16)
d d%-d2
Для валов, закрепленных посередине, нормальное напряжение изгиба на
участке запрессовки намного меньше, чем для валов обычной конструкции.
При одних и тех же величинах опорных реакций вала с лицевой и приводной
сторон машины реактивные моменты на участке запрессовки одинаковы, но
направлены в разные стороны (см. рис. 1.5.10). Поэтому напряжения, обуслов-
ленные действием реактивных моментов, взаимно уравновешиваются.
Расчет прессовых валов. При расчете прессовых валов можно пренебречь
натяжением сукна, нагружающего нижний вал и разгружающего верхний (в
обычных прессах), давлением шабера на верхний вал, а также окружным уси-
лием, передаваемым с нижнего вала на верхний для его вращения.
Необходимое линейное давление между прессовыми валами создается соб-
ственным весом верхнего вала и усилием дополнительного прижима, передава-
емого на подшипники верхнего вала.
Вначале рассмотрим случай, когда продольные оси валов расположены в
днои вертикальной плоскости (рис. 1.5.12, о). Если бомбировка валов* соот-
av ^ом®иР°вк°й называют придание валам выпуклой формы для обеспечения меж-
и равномерного линейного давления по длине.
87
Рис. 1.5.12. Схема нагрузки на валы пресса:
а — валы в одной вертикальной плоскости; б — валы в двух вертикальных
плоскостях; в — общая нагрузка на подшипники нижнего вала
ветствует их прогибу и усилия дополнительного прижима с лицевой и привод-
ной сторон одинаковы, линейное давление q будет равномерным по всей длине
рабочей части вала:
GB + P ,
q = —, кгс/см,
Ъ
где GB — вес верхнего вала (с подшипниками), кгс; Р суммарное усилие
дополнительного прижима с лицевой и приводной сторон, кгс; b длина ра
бочей части вала, см.
Нагрузка на оба подшипника нижнего вала
<2Н„ =GH+GB + P = GH+qb, кгс, (1.5.17)
где GH — вес нижнего вала.
Нагрузка на оба подшипника верхнего вала, опирающегося на нижнии,
равна усилию дополнительного прижима:
QB<> = Р = qb-GB. (1.5.18)
88
Обычно валы прессов расположены в двух вертикальных плоскостях
(рис. 1.5.12, б). Можно принять, что рычаги, на которых закреплен верхний
вал, расположены горизонтально. Тогда результирующую веса G„ верхнего вала
и усилия Р дополнительного прижима раскладывают на две составляющие: Qu —
давление между валами, направленное по линии соединения центров нижнего
и верхнего валов, и Qrop — нагрузка в горизонтальной плоскости вдоль рычагов:
n L + Р
qb «м • (L5”>
Crop = (GB + P) tg Y = Сц Sin Y, (1.5.20)
где у _ угол между вертикалью и линией, соединяющей центры валов.
Из треугольника АОВ (см. рис. 1.5.12, б)
где т — величина смещения между валами по горизонтали; Z>H, Dt — диаметры
нижнего и верхнего валов.
Из уравнения (1.5.19) следует, что при смещенном расположении валов
давление Qu между ними увеличивается незначительно.
Нагрузка на оба подшипника нижнего вала (рис. 1.5.12, в)
Сн0 = № + Сц - 2СнСц cosp = +2ц + 2(?н0цСО5у , (1.5.21)
а нагрузка на оба подшипника верхнего вала
СВо =-Jp2+Q™p- d-5.22)
Дальнейший расчет валов и цапф производится по формулам (1.5.2)—(1.5.16).
Расчет гранитного вала. Гранит является анизотропным материалом, харак-
теризующимся различными пределами прочности на растяжение (опч = 100—
400 кгс/см2) и сжатие (опч= 1400—2500 кгс/см2). Модуль продольной упругости
гранита Е = (5—8)105 кгс/см2. Гранит, применяемый для валов, должен быть
мелкозернистым, без трещин и песчаных прослоек. Ввиду анизотропности гра-
нита при конструировании этих валов необходимо обеспечить снижение растя-
гивающих напряжений за счет увеличения сжимающих. Комбинированный спо-
соб закрепления гранитного цилиндра на стальном сердечнике позволяет
уменьшить растягивающие напряжения в цилиндре. При расчете таких валов
пренебрегают наличием цементной заливки, в результате увеличивается запас
прочности Гранитный вал рассчитывают, исходя из двух условий: 1) сила тре-
ния между шайбами и гранитным цилиндром должна быть больше силы, сме-
щающей сердечник относительно цилиндра; 2) по плоскости соприкоснове-
ния с цилиндром шайба не должна отходить от него под действием момента
(Условие нерасходимости шва).
89
Сила трения между двумя шайбами и цилиндром
Лр=утр
где у_ коэффициент трения между шайбой и гранитом (обычно принимают
у_ о, 15); Т, — сила прижима между шайбой и гранитом.
Согласно первому условию сила трения между шайбой и гранитным ци-
линдром должна быть больше усилия дополнительного прижима:
Ртр>Р или 2/Т,>Р.
р
Отсюда Т, > —
Согласно второму условию напряжения сжатия по плоскости соприкосно-
вения шайбы с гранитным цилиндром должны быть больше напряжения изги-
ба (ОСж > Оиз).
L(L± Ъ
СТСЖ =--У1 д И °из = — = ~2 * 2 ' ,
n(D2-d2) W 2L(n4-d4)
32' 7
где D, d — наружный и внутренний диаметры гранитного цилиндра (при этом
пренебрегают тем, что диаметр шайбы меньше наружного диаметра цилиндра);
= ^^(Z)4 -rf4) — осевой момент сопротивления вала.
-Г—
4Т 2 2
Тогда ——. 1 . >------. Отсюда
Я(Р2-^) "(/)2_£/2)(р2+</2)
2P(l-b)D
* D2+d2 •
Обычно для большинства осуществленных конструкций гранитных валов
Р 2P(l-b)D
If D2 + d2
Для надежности полученное значение Т, увеличивают на 30—50 % и окон-
чательно принимают То = (1,3—l,5)Tt.
Для создания силы То необходимо приложить к гайке крутящий момент
И
MK = T()tg(X + p)-^+T0/1Prp,
90
кой и опорной поверхностью; л™ =
где X — угол подъема винтовой линии, град; р — угол трения винтовой переда-
чи, град; — средний диаметр резьбы; — коэффициент трения между гай-
2 R3 - г3
-------5- — радиус трения, зависящий от
3 R - г
наружного и внутреннего радиусов опорной поверхности гайки.
Сила То вызывает сжимающее напряжение в гранитном цилиндре и растя-
гивающее — в стальном сердечнике (на участке между шайбами).
Пренебрегая тем, что диаметр шайбы меньше диаметра цилиндра, прини-
маем: сжимающие напряжения в гранитном цилиндре таковы:
о = 4Т»
сж л(/)2-</2)’
Кроме напряжения сжатия в цилиндре возникают напряжения изгиба (ра-
стяжение одних и сжатие других волокон).
По середине вала изгибающий момент
Считая, что такой момент воспринимается только гранитным цилиндром, и
пренебрегая стальным сердечником (при этом ошибка не превысит нескольких
процентов), получим следующие напряжения изгиба в гранитном цилиндре:
_ М
Стиз w •
Если осж > стиз, то по всему сечению гранитного цилиндра будут только сжи-
мающие напряжения. Их максимальное значение (по абсолютной величине)
®сж max ~ ®сж *" ®изф (1.5.23)
Если > осж, то наряду с напряжениями сжатия, максимальная величина
которых также определяется уравнением (1.5.23), в гранитном цилиндре воз-
никнут растягивающие напряжения:
= стиз ~ ^сж-
Увеличивая усилие прижима шайб, а следовательно, и осж, можно добить-
ся того, что в гранитном цилиндре растягивающее напряжение не превысит
20—30 кгс/см2.
Необходимую силу прижима То создают, нагревая сердечник до температу-
ры выше окружающей на Г. На нагретый сердечник надевают цилиндр, и шай-
бы легко затягиваются. После охлаждения сердечника до температуры окружа-
ющей среды возникнет сжимающая сила Т2, которая в пределе должна быть
равна То. С учетом растяжения стального сердечника и сжатия гранитного ци-
линдра
91
Отсюда
Т = а? ^ст^ст
I + ^CT-^CT
^гр^гр
Т 1 . I
4
®^ст^ст
где а — коэффициент линейного расширения стального сердечника (а =
= 12-10"6); Е , Е — модули упругости стали и гранита; F^, F^ — площади
сечений стального сердечника (на участке между шайбами) и гранитного ци-
линдра.
1.5.4. Прогиб валов
Валы бумаго- и картоноделательных машин прогибаются под действием
собственного веса и приложенных сил.
Различают прогиб статический и динамический. Первый обусловлен дей-
ствием собственного веса вала, а также усилиями дополнительного прижима и
натяжения сетки или сукна. Динамический прогиб возникает под действием
центробежных неуравновешенных сил. При этом происходят поперечные и про-
дольные колебания валов, а в отдельных случаях могут возникнуть недопусти-
мые ударные нагрузки.
На процесс изготовления бумаги, а следовательно, и на ее качество значи-
тельное влияние оказывает прогиб рабочей части вала, с которой непосредствен-
но соприкасаются бумажное полотно, сетка или сукно. При уменьшении относи-
тельного прогиба рабочей части валов улучшаются условия работы бумаго- и
картоноделательных машин: на прессовой части повышается равномерность обез-
воживания бумаги, на каландре и суперкаландре улучшается отделка бумаги.
Для различных валов нормы допустимых значений относительного прогиба
еще не разработаны. При проектировании новых машин пользуются соответ-
ствующими данными о прогибе валов действующих машин аналогичного типа.
Приведем значения относительного прогиба валов современных бумаго- и кар-
тоноделательных машин:
Вал
Грудной
Относительный прогиб
1 1
15000 20000
Регистровый, сетко-, сукно- и бумаговедущий
1______1
3000 4000
Гауч-вал
1 1
14000 15000
92
1 1
Нижний прессовый 7000
1 Верхний прессовый 12000 " 1 14000
1 Нижний каландровый 1 8000
1 Тамбурный эддо 1 6000
1 Нижний суперкаландра 1 8000
1 Несущий продольно-резательного станка 10000 - 1 12000
Нижний ножевой продольной резки 1 6000
1 Нижний тягового пресса саморезки - oUUU 1 10000
Обычно относительный прогиб валов узких бумагоделательных машин не-
много меньше, чем у валов широких машин. При увеличении ширины машины
для сохранения определенного относительного прогиба необходимо значитель-
но повысить жесткость валов.
Прогиб вала обычной конструкции
Прогиб от изгибающего момента. Для валов бумаго- и картоноделательных ма-
шин применяются самоустанавливающиеся подшипники, и при выводе уравнения
прогиба валов их можно рассматривать как балку на двух шарнирных опорах.
Определим прогиб f рабочей части вала обычной конструкции при усло-
вии, что жесткость EI поперечных сечений рабочей части вала постоянна по
всей ее длине.
При выбранной системе координат (рис. 1.5.13, а) изгибающий момент от
равномерно распределенной нагрузки (включая нагрузку от собственного веса
вала) интенсивностью q в сечении с координатой х имеет вид
f b _ J
х 2 I 2 2 4 4 8 2
4 7 \ /
С учетом действия только изгибающего момента дифференциальное урав-
ение изогнутой оси в рассматриваемом случае примет следующий вид:
93
BI&-
dx2
х2
TJ'
(1.5.24)
Рис. 1.5.13. Расчетные схемы прогиба
вала обычной конструкции:
а — постоянная жесткость;
б — разная жесткость
Дважды интегрируя уравнение
(1.5.24) и учитывая, согласно
рис. 1.5.13, а, что постоянные интег-
рирования равны нулю, получим
уравнение прогиба
ft (blx2
b2x2 x4
“16“ 24J
Отсюда
_r2
у = ^-—(f>bl-3b2 -2x2).
rr b
При x = — максимальный про-
гиб рабочей части вала
2 / 2 \ 3
V = / = —— 6W-362-— =-^—(12/-76). (1.5.25)
max J 4-48£/[ 2J 384 ЕГ
Жесткость поперечных сечений рабочей части прессовых валов неодинако-
ва по ее длине, она больше по концам — равна суммарной жесткости попереч-
ных сечений цилиндра и цапфы.
Определим прогиб f рабочей части вала с учетом разной жесткости попе-
речных сечений по ее длине (рис. 1.5.13, б).
Обозначим:
EJx — жесткость среднего участка рабочей части вала;
— суммарная жесткость цилиндра и цапфы (по концам рабочей части
вала);
а ~ с т — коэффициент приведения жесткости;
£'2/2
с — длина среднего участка жесткостью Е^;
Ь-с
2 — длина каждого из двух участков по концам вала жесткостью Д,/2.
На первом участке (0 < Х] < с/2) в сечении с координатой х, изгибающий
момент
94
ЯЬ(1
МХ1 = - - Xj
1 2 I 2
(b f
2
(bl b2 хП
9 2 8 2
На этом участке цилиндра дифференциальное уравнение изогнутой оси
будет иметь вид
г т й2У\ (Ы Ь2 х.2 4
На втором участке (с/2<х2 ^Ь/2) в сечении с координатой х2изгибаю-
щий момент
На этом участке дифференциальное уравнение изогнутой оси будет таким:
(1.5.27)
Дважды проинтегрировав каждое дифференциальное уравнение изогнутой оси
(1.5.26) и (1.5.27) и определив постоянные интегрирования из конкретных условий
деформаций, окончательно получим следующие уравнения прогибов:
на первом участке
*=I^(6Z,/“3*2-2xi2);
4OJD] 11
на втором участке
У1 = Гя/f t [ах2 (486/ - 2462 - 16х22) +
+ с(1 - а)(2462/ -1263 - 46с2 + 662с - \2bcl + Зе3)].
При х2 = максимальный прогиб
Утах = fl = [а63(12/ - 76) + С (1 - а)х
X(2462/ -1263 - 46с2 + 662с - 126/с + Зс3)]. (1.5.28)
95
при обычных соотношениях в прессовых валах (а = 0,8; с = 0,8b и I - 1,2b)
прогиб вала, вычисленный по уравнению f = /ппи
128jEZ V ₽
— см. уравне-
ние (1.5.34) — с учетом разной жесткости поперечных сечений на отдельных
участках, всего лишь на 0,3 % отличается от прогиба, вычисленного по уравне-
нию (1.5.28) при одинаковой жесткости рабочей части вала. Следовательно,
уравнение (1.5.25) обеспечивает необходимую точность при определении про-
гиба вала, имеющего разную жесткость по длине.
Прогиб от поперечных сил. Для валов небольшой длины кроме прогиба от
изгибающего момента необходимо учитывать прогиб от поперечных (перерезы-
вающих) сил. Поперечные силы вызывают касательные напряжения в сечени-
ях, параллельных и перпендикулярных продольной оси вала (по правилу пар-
ности касательных напряжений).
С учетом только поперечной силы Qx дифференциальное уравнение изог-
нутой оси имеет вид
GF^ = QQx> (1-5.29)
где G—модуль упругости при сдвиге; F— площадь поперечного сечения вала; 6 —
коэффициент, зависящий от формы сечения вала (для круглого сечения 0 = —).
В сечении с координатой х (см. рис. 1.5.13, а)
л Яь (b )
Qx =у2~x\ = qx-
Следовательно,
GF^- = 0qx.
dx
После интегрирования, учитывая, согласно рис. 1.5.13, а, что постоянная
интегрирования равна нулю, получим уравнение прогиба
у = ^Х1
2GF '
При х = у максимальный прогиб
= 36GF ' (1.5.30)
При совместном действии изгибающего момента и поперечной силы мак-
симальный прогиб рабочей части вала равен алгебраической сумме соответ-
ствующих прогибов:
96
fo - f + /п •
f
Определим отношение -у- для наиболее часто встречающегося случая,
" /п
когда I = 1,2b. Примем Е = 2,2G с учетом, что для пустотелых валов наружным
диаметром D и внутренним d
/ = и /’ = 77<р2-</2>-
64 64
Тогда
f = qb3(l2l-lb) ' 5qb2 =
/п 384£/ ‘ 36GF
________qb3 (14,4b-7Ь) . 5дЬ2 g Ь2 (1.5.31)
3M-2,2G^-(D2+d2)(D2-d2) 36^(D2-d2) 1)2+d2
64 4
Аналогично для сплошных валов
(1.5.32)
Л D2
Из уравнений (1.5.31) и (1.5.32) следует, что чем меньше отношение дли-
ны к диаметру вала, тем больше удельное значение прогиба от поперечной
силы. При одной и той же длине b рабочей части вала и одном и том же наруж-
ном диаметре D отношение прогиба от поперечной силы к прогибу от изгиба-
ющего момента для сплошных валов больше, чем для пустотелых. Обычно про-
гибом от поперечных сил пренебрегают, если он составляет не более 2—3 %
прогиба от изгибающего момента.
Прогиб валов, закрепленных посередине
Прогиб от изгибающего момента. Пусть жесткость EI поперечных сечений
цилиндра вала будет постоянна по всей его длине и цилиндр закреплен на
сердечнике только в одном сечении. Предположим, что валом, закрепленным
посередине, является верхний вал пресса (как будет показано далее, такое со-
четание наиболее целесообразно).
Момент от сил , расположенных на расстоянии от середины вала
(рис. 1.5.14), не передается цилиндру.
В сечении с координатой х изгибающий момент
~---—_____________
Подробный расчет таких валов представлен в книге И.Я. Эйдлина “Валы бумагоде-
ительных и отделочных машин”.
97
Рис. 1.5.14. Расчетные схемы прогиба
валов, закрепленных посередине
в одном сечении (а) и на длине с (б)
Дифференциальное уравнение
изогнутой оси цилиндра имеет вид
(1.5.33)
Дважды интегрируя уравнение
(1.5.33) и учитывая, что в рассмат-
риваемом случае (см. рис. 1.5.14, а)
постоянные интегрирования равны
нулю, получим следующее уравне-
ние прогиба:
2
у = (2х2 - 4Ьх + ЗЬ2).
Л 4Ш' '
(1.5.34)
В уравнении (1.5.34) не учитывается фактическое закрепление цилиндра на
сердечнике (на длине с), и суммарная жесткость поперечных сечений на участ-
ке закрепления более высокая, чем на остальной части цилиндра (при х = —
У ~ .Утах )
Обозначим:
£]/| — суммарная жесткость цилиндра и сердечника на участке закрепления;
Е212 — жесткость цилиндра на остальной его части;
_Е21г
а Е\1 ~ коэФФиЦиент приведения жесткости;
с — длина участка закрепления.
При составлении уравнений изгибающих моментов учтем, что момент от
qb I
сил —, расположенных от середины цилиндра на расстоянии —, действует
только на первом участке длиной с и жесткостью ЕХ1Х.
На первом участке f 0 < х, < —1.
2 1
момент 4 7
в сечении с координатой хь изгибающий
(ь V
Я 2~xi
м, = -«*('
*' 2 2
х2 Ы Ь2
—!------+
2 4 8
98
Дифференциальное уравнение изогнутой оси на первом участке цилиндра
имеет вид
Е1/1^- = МХ|=9
xf Ы Ь2
—------+ —
2 4 8
(1.5.35)
На втором участке
момент
в сечении с координатой хг, изгибающий
(b f
9 ?-Х2
МХг= ^2- Z =g
xj 6х2
2 2 + ~8
На этом участке дифференциальное уравнение изогнутой оси будет таким:
£
8 •
El d2y2
xf bx-L
~9 ~2 Г
(1.5.36)
Дважды проинтегрировав каждое дифференциальное уравнение изогнутой
оси (1.5.35) и (1.5.36) и определив постоянные интегрирования, окончательно
получим следующие уравнения прогибов:
на первом участке
на втором участке
Уг - [16х4 ~ 326x2 + 2462xj + 246сх2 - 8(1 - а) х
Зо4£2*2
х (с3 + 362с)х2 - 48а6/сх2 - 86с3 + (1 - а)(3с4 + 66 2с2) +12аЫс2]. (1.5.37)
При х2 = — максимальный npoi иб
А = т Ь*4 ~(1 -а)С263с -6b2c2 + 46с3 - Зс4)+
jo4/12<2 '
+1262с2 - 8Ас3 -12а6/с(26 - с)].
(1.5.38)
Уравнения (1.5.37) и (1.5.38) можно упростить, если ввести обозначения
с - mb и l = nb. Тогда
99
ьз I
У2 = 384£2Z2 16*2 ~ 32&c2 + 24*2x* + 8wZ?3%2 x
X [3m - (1 - a)(m2 + 3) - бал] - m2Z>4[8m - (1 - a)(3m2 + 6) - 12ал]}
и
/1 =
змЬ^-(1-“,(12"-6'”2
+ 4m3 - Зт4 )+
+ 12т2 - 8т3 - 12атп(2 - /и)].
Определим влияние протяженности участка закрепления и суммарной же-
сткости £,/1 на величину и направление прогиба цилиндра. Для этого сопоста-
вим максимальный прогиб цилиндра с учетом длины закрепления и разной
жесткости поперечных сечений по его длине с максимальным прогибом f ци-
линдра, закрепленного в одном сечении.
f
Соотношение прогибов обозначим Р: Р = . Отсюда
/1=Р/ =
12817
(1.5.39)
На основании уравнений (1.5.38) и (1.5.39), учитывая, что 1^/2 = EI, получим
„ = 1 _ (1 - a)(12Z>3c + 6Ь2с2 + 4Ьс3 - Зе4) -12b2c2 + 8bc3 + 12aZ>/c(26 - с) =
364
_ । _ (1 - a)(12m - 6m2 + 4m3 - 3m4) - 12m2 + 8m3 + 12amn(2 - m) 5 40)
Прогиб концов цилиндра относительно его середины под действием рав-
номерно распределенной нагрузки направлен в сторону ее действия, а прогиб
qb
концов цилиндра от сосредоточенных сил —, расположенных на расстоянии
/
2 ’ ~ в противоположную сторону.
При прочих равных условиях величина прогиба от сил — зависит от
отношения длины с участка закрепления к длине b цилиндра и от коэффици-
ента приведения жесткости а.
Суммарный прогиб концов цилиндра относительно его середины от равно-
мерно распределенной нагрузки и сосредоточенных сил равен разности состав-
ляющих прогибов и направлен в сторону большего прогиба.
100
Из уравнений (1.5.38) и (1.5.40) сле-
дует, что в зависимости от соотношения
£ и величины а возможны три варианта
прогиба цилиндра: 0 > 0; 0 < 0; 0 = 0.
При Р > 0 направление прогиба кон-
цов цилиндра относительно его середины
совпадает с направлением действия рав-
номерно распределенной нагрузки
(рис. 1.5.15, ось а). При этом прогиб от
равномерно распределенной нагрузки
больше прогиба от сосредоточенных сил
. Данному направлению прогиба соот-
ветствует, например, а — 0,5 и — 0,1.
Такое же направление прогиба имеет ци-
линдр, закрепленный посередине в одном
Рис. 1.5.15. Схемы прогиба валов,
закрепленных посередине, от
действия изгибающего момента:
ось а — прогиб вала направлен в
сторону равномерно распределенной
нагрузки (Р >0); ось б — прогиб
противоположен направлению
равномерно распределенной нагрузки
(Р < 0); ось в — концы цилиндра
относительно его середины не
прогибаются (Р = 0)
сечении.
При 0 < 0 направление прогиба кон-
цов цилиндра относительно его середины
противоположно направлению равномер-
но распределенной нагрузки (см.
рис. 1.5.15, ось б). При этом прогиб от со-
средоточенных сил — больше прогиба от
равномерно распределенной нагрузки.
Данному направлению прогиба соответ-
ствует, например, а = 0,5 и 7 = 0,3. Такое
о
направление прогиба имеет вал обычной конструкции.
При 0 = 0 концы цилиндра не прогибаются относительно его середины (см.
рис. 1.5.15, ось в). Поскольку величина 0 может быть положительной и отрица-
тельной, должно соблюдаться такое сочетание значений а и с, при котором 0 =
= 0. При этом на концах цилиндра прогиб от равномерно распределенной на-
грузки численно равен прогибу от сосредоточенных сил
Из уравнения (1.5.40) при 0 = 0 получаем
qb
2 '
(1 - a)(12Z>3c - 6b2c2 + 4bc3 - Зс4) - V2b2c2 + 8Z>c3 +
+ I2ablc(2b-c) = 3b4.
Поскольку c = mb и I = nb, to
101
(1 — а)(12/и - 6т2 + 4m3 — 3m4) — 12m2 + 8m3 +
+ 12атл(2 — т) = 3. (1.5.42)
Ввиду того что показатели степени величин с и т в уравнениях (1.5.41) и
(1.5.42) выше второй, решение этих уравнений сложно и громоздко. Поэтому
зададимся частными значениями с или т и определим соответствующие им
значения а. Конструктивно может быть осуществлено такое соотношение жест-
костей, при котором а = 0,2—0,7. Тогда соответствующие значениям а (при со-
блюдении условия Р = 0) значения с находятся в узких пределах — (0,17—
0,3)/».
Рассмотрим влияние изменения величин а и с на величину и направление
суммарного прогиба. При прочих равных условиях уменьшение значения а (чему
соответствует увеличение жесткости на участке закрепления) приводит и к
уменьшению прогиба от сосредоточенных сил. Тогда при Р > 0 (когда прогиб от
равномерно распределенной нагрузки больше прогиба от сосредоточенных сил
—) общий прогиб, равный разности составляющих его прогибов, будет уве-
личиваться. Так, при постоянных значениях с = 0,1/> и I = 1,2b, но при разных
значениях а из уравнения (1.5.40) найдем следующие значения:
а 0,900 0,500 0,300
Р 0,169 0,391 0,497
При Р < 0 (когда прогиб от сосредоточенных сил больше прогиба от равно-
мерно распределенной нагрузки) и при уменьшении величины а уменьшается
и прогиб от сосредоточенных сил, а следовательно, значение р. Например, при
с = 0,3/» и I = 1,2b, но при разных значениях а получим следующие значения:
а 0,90 0,500 0,300
Р -1,02 -0,459 -0,179
Из уравнений (1.5.38) и (1.5.40) следует, что наибольшее влияние на вели-
чину прогиба и его направление оказывает протяженность участка закрепления
(величина с). При-прочих неизменных условиях увеличение длины с приводит и
к увеличению прогиба от сосредоточенных сил
Qb
2 ‘
При этом, как уже указыва-
лось, в зависимости от величины с значение р может быть больше, равно и
меньше нуля. Так, при постоянных значениях /= 1,2/> и а = 0,5, но при разных
величинах с найдем следующие значения:
с 0,100 0,200 0,30 0,90
₽ 0,391 0,098 -0,46 -1,53
Ио отношения прогибов в отдельных сечениях к максимальному прогибу
(уравнения (1.5.39) и (1.5.40)) получим, что при р > 0 (см. рис. 1.5.15, ось а)
изогнутая ось имеет точку перегиба в сечении, отстоящем от середины на рас-
стоянии примерно 0,1/». От середины вала до сечения, отстоящего от него на
102
расстоянии около 0,176, направление прогиба противоположно направлению
прогиба концов цилиндра относительно его середины, так как в указанном
- #6
интервале сечении величина прогиба от сил — больше прогиба от равномерно
распределённой нагрузки.
При Р < 0 (см. рис. 1.5.15, ось б) изогнутая ось не имеет точки перегиба и
цилиндр прогибается так же, как вал обычной конструкции. Однако значения
прогибов сечений цилиндра будут примерно в четыре-шесть раз меньше значе-
ний прогибов вала обычной конструкции той же жесткости.
Наконец, при Р = 0 (см. рис 1.5.15, ось в) все сечения по длине цилиндра,
за исключением концевых, прогибаются относительно середины (хотя и незна-
чительно) в сторону, противоположную направлению действия равномерно
распределенной нагрузки. При этом максимальная величина прогиба будет в
сечении, отстоящем от середины на расстоянии (0,15—0,2)6. При I = 1,26 и
а = 0,41 максимальный прогиб будет соответствовать х = 0,26 и составит: ’
f _ 0,29?64
7 384Г2Л ’
Прогиб от поперечных сил. Предположим, что цилиндр вала закреплен
посередине только в одном сечении и жесткость поперечных сечений цилиндра
постоянна по всей его длине. Примем, что валом, закрепленным посередине,
является верхний вал пресса.
Согласно уравнению (1.5.29)
GF^- = QQ
dx
В соответствии с характером нагрузки (см. рис. 1.5.14, а)
Тогда
GF^ = 0Qx=e^|-xy (1.5.43)
Проинтегрировав уравнение (1.5.43) и учитывая, что при а (см. рис. 1.5.14)
постоянные интегрирования равны нулю, получим следующее уравнение про-
ГИ^Лв-
При х = - максимальный прогиб
103
f - 9gz>2
n 8GF ’
что совпадает с прогибом вала обычной конструкции.
„ п 10
При 0 = —
5 qb2
36~GF'
(1.5.44)
Теперь учтем, что фактически цилиндр закреплен на сердечнике на участ-
ке длиной с и что суммарная жесткость поперечных сечений GXFX на участке
закрепления больше жесткости <?2Г2 на остальной части цилиндра. При опреде-
лении прогиба от поперечной силы будем иметь в виду, что сосредоточенная
qb
сила —, расположенная от середины на расстояние —, передается только
2
первому участку длиной с и жесткостью GXFX.
На первом участке
в сечении с координатой xt
Qx
На этом участке дифференциальное уравнение изогнутой оси имеет вид
= =-0^,.
иХ}
(1.5.45)
На втором участке
в сечении с координатой х2
с
0<Х!<^
л Sb )
Qx2 = ? 7 - Х2
На этом участке дифференциальное уравнение изогнутой оси имеет вид
(1.5.46)
После интегрирования уравнений (1.5.45) и (1.5.46) и определения посто-
янных интегрирования окончательно получим следующие уравнения прогибов:
на первом участке
104
9g^i2
™XFX ;
на втором участке
Уг = &х2 - 4х2 + (1 - а)с2 - 2Ьс].
оО’2-<У2 J
При х = , приняв 0 = (для круглого сечения), найдем максимальный
прогиб:
36 g2f2 + а^2 ~ 26с1’
(1.5.47)
Учитывая действие только поперечной силы, сопоставим максимальный
прогиб /п, цилиндра при длине закрепления с и разной жесткости поперечных
сечений цилиндра с максимальным прогибом fn цилиндра, закрепленного в
одном сечении. Соотношение этих прогибов обозначим Р,:
Отсюда
f =в1/=А^-р1. (1.5.48)
Л, Pl/п 36 GF Pl
На основании уравнений (1.5.47) и (1.5.48)
р - + (1 ~ ai )g2 ~ _ 1 _ ~ (1 ~ а1)с (1.5.49)
Как следует из уравнения (1.5.49), влияние величины cq при прочих одина-
ковых условиях незначительно. При уменьшении cq величина прогиба немного
возрастает. Так, при неизменном значении с = 0,16, но при разных значениях cq
величина Pj будет такой:
а, 0,900 0,500 0,300 0,100
Р, 0,801 0,805 0,807 0,809
Более значительное влияние, чем cq , на величину прогиба оказывает про-
тяженность с участка закрепления: чем она больше, тем меньше прогиб цилин-
дра от действия поперечных сил. При изменении протяженности с участка за-
крепления и при прочих неизменных условиях возможно такое частное значение
Длины участка, при котором прогиб будет иметь обратный знак (величина р|
105
отрицательна). Например, при а, = 0,5 = const получим следующие значения Pi
в зависимости от длины:
с 0,100 0,20 0,300 0,500 0,60 0,700
р 0,805 0,62 0,445 0,125 -0,02 -0,155
Поскольку величина Pi может быть как положительной, так и отрицатель-
ной должно быть и такое сочетание значений eq и с, при котором Pi = 0
(концы цилиндра под действием поперечных сил не прогибаются относитель-
но его середины).
Из уравнения (1.5.49) следует, что Р! = 0, если
(1 — oq)c2 = 2Ьс — Ь2.
Поскольку с = mb, то
(1 — а, )т2 = 2т — 1.
Рис. 1.5.16. Схема прогиба валов,
закрепленных посередине, от
действия поперечной силы:
ось а — прогиб вала направлен в
сторону равномерно распределенной
нагрузки (Р > 0); ось б — прогиб
противоположен направлению
равномерно распределенной нагрузки
(Р < 0); ось в — концы цилиндра
относительно его середины не
прогибаются (Р = 0)
Из уравнения (1.5.49) следует, что при
с < 0,5b oq должна быть больше единицы,
однако конструктивно cq меньше единицы,
следовательно, pt может быть равно нулю
только при с > 0,5b. Так, ₽] = 0, если с =
= 0,55Z> и а! = 0,67.
Поскольку с учетом действия только.из-
гибающего момента р = 0 при с = (0,17—
0,3)£, невозможно создать такую конструк-
цию вала, в которой Р и Р, одновременно
равны нулю (когда под действием изгибаю-
щего момента и поперечной силы концы ци-
линдра не прогибаются относительно сере-
дины).
Из уравнения (1.5.49) следует, что при
прогибе цилиндра от поперечных сил, как и
от изгибающих моментов, существуют три
варианта: р( > 0; < 0 и = 0.
При Pi > 0 (рис. 1.5.16, ось а) направле-
ние прогиба концов цилиндра совпадает с на-
правлением действия равномерно распреде-
ленной нагрузки. Такому направлению
прогиба соответствует с < 0,5b при любом зна-
чении oq.
При ₽1 < 0 (см. рис. 1.5.16, ось б) направ-
ление прогиба концов цилиндра относитель-
но его середины противоположно направле-
нию равномерно распределенной нагрузки.
Такому направлению прогиба соответствует
с > 0,6b при <Х| > 0,5.
106
При Pi = 0 (см. рис. 1.5.16, ось в) концы цилиндра не прогибаются относи-
тельно его середины. Такому направлению прогиба соответствует с > 0,5b.
Из отношения прогибов в отдельных сечениях к максимальной величине
прогиба (уравнение (1.5.49)) получим, что при р, > 0 изогнутая ось, как и для
прогиба от изгибающего момента, имеет точку перегиба, расположенную в
сечении, отстоящем от середины вала на расстоянии примерно (0,05—0,08)6.
Следует отметить, что отношения прогибов при действии поперечной силы
в отдельных сечениях вала к максимальной величине прогиба резко отличаются
от указанного отношения прогибов при действии изгибающего момента. Про-
гиб от изгибающего момента в отдельных сечениях относительно середины вала
возрастает вначале медленно, а затем быстрее. При этом уравнение изогнутой
оси близко к уравнению окружности. Прогиб от поперечной силы в отдельных
сечениях относительно середины вала возрастает вначале быстро (до сечения с
координатой примерно с = 0,3b), а затем намного медленнее. Это следует учи-
тывать при определении общего прогиба в каждом сечении от изгибающего
момента и поперечной силы.
При 31 < 0 изогнутая ось не имеет точки перегиба и цилиндр прогибается
так же, как вал обычной конструкции. Максимальный прогиб имеет место в
сечении, расположенном на расстоянии 0,3/> от середины вала.
Наконец, при 31 = 0 общий характер прогиба вала такой же, как и при
3=0 (под действием изгибающего момента), но максимальный прогиб будет в
с = 0,6£ и а, = 0,445).
Для того чтобы оценить значение прогибов от поперечной силы по сравне-
« Л А
нию с прогибом от изгибающего момента, определим отношение f по урав-
нениям (1.5.39) и (1.5.47).
Примем Е = 2,2 Gn учтем, что для пустотелого вала
Z = -£-(Z)4-d4) и F = y(D2-d2).
64 4
Тогда
-А. = Qb4 о . р _
4 128Е/ ’ 36GF
.___________й____________. . -----= 0,41-
12S2,2l(D2+rf!)(D’-rf2) {D + )₽‘
4 4
Аналогично для сплошных валов
107
л
а 0,41
b2 р
D2 Pi
Для обычных конструкций (с = 0,1 £ и а = 0,5) Р ~ 0,5р(. Тогда для пустоте-
лых валов
f± = Q,2-^2 ,
n, D2+d2
а для сплошных валов
Из сопоставления уравнений (1.5.39) и (1.5.47) для валов, закрепленных
посередине, с аналогичными уравнениями (1.5.25) и (1.5.30) для валов обыч-
ной конструкции следует, что для валов первого типа отношение прогиба от
поперечных сил к прогибу от изгибающего момента увеличивается примерно в
пять раз. Это связано с тем, что при одной и той же жесткости прогиб от
изгибающего момента вала, закрепленного посередине, намного меньше (при-
мерно в шесть раз) прогиба вала обычной конструкции. При одной и той же
жесткости прогибы от поперечной силы вала, закрепленного посередине (при
с = Q,lb и а = 0,5), лишь на 20 % меньше прогиба вала обычной конструкции.
Поэтому для валов, закрепленных посередине, прогиб от поперечной силы
следует учитывать и при более длинных валах.
С учетом изгибающего момента и поперечной силы максимальный прогиб
цилиндра вала, закрепленного посередине:
f = f . f _ ЯЬ4 о . 5 qb2 о
/о Л Л, 128£7₽ +36 GF₽1’
1.5.5. Критическая угловая скорость валов
Угловая скорость, соответствующая резонансу, называется критической уг-
ловой скоростью. Для валов бумаго- и картоноделательных машин наиболее опас-
ны продольные колебания, происходящие вследствие изгиба вращающегося вала.
В связи с возросшими скоростями и шириной бумаго- и картоноделатель-
ных машин при конструировании и расчете валов их продольным колебаниям
уделяют особое внимание.
Примем критическую угловую скорость продольных колебаний
(1.5.50)
108
где g — ускорение силы тяжести, см/с2; fa — общий прогиб вала (включая про-
гиб цапф под влиянием собственного веса вала), см.
Считая жесткость цапф постоянной, можно установить, что с учетом раз-
ной жесткости сечений рабочей части вала и цапфы, общий прогиб вала под
действием его веса
/ст = t3 - 4А2/ + 8/3 + 8(/3 - 3l2b - 3lb2 - b3)(a -1)], (1.5.51)
EI
где Gn — вес вала, кг; а = -=-f-коэффициент приведения жесткости, рав-
£]/|
ный отношению жесткости сечений рабочей части вала EI к жесткости сече-
ний цапф
1-Ь
Введя обозначение а = , упростим уравнение (1.5.51):
/ст = ^77 ’ 4*2/ + 8/3 + 64fl3(a ’
Из формулы (1.5.50) следует, что критическую угловую скорость можно
увеличивать только за счет уменьшения прогиба f„.
Во избежание резонанса максимальная угловая рабочая скорость валов бу-
маго- и картоноделательных машин не должна превышать критическую ско-
рость более чем на 60—80 %:
“раб < (0,6 - 0,8)шкр.
Если максимальная рабочая скорость превышает указанные пределы, то
необходимо уменьшить прогиб вала, увеличив его жесткость.
Критическую скорость прежде всего следует рассчитывать для трубчатых
валов малого диаметра (бумаго-, сетко- и сукноведущих), так как они имеют
большую рабочую угловую скорость.
1.5.6. Подшипниковые опоры валов
На всех современных бумаго- и картоноделательных машинах устанавлива-
ют подшипники качения, учитывая следующие их преимущества: небольшой
расход потребляемой мощности; невысокая кратность пускового момента (вви-
ду постоянного значения коэффициентов трения пуска и движения); неболь-
шое натяжение сетки (сукна) за счет снижения мощности, расходуемой на
преодоление трения в подшипниках; небольшой расход смазочных материалов.
Поскольку расстояние между опорами валов машины большое, применя-
ют самоустанавливающиеся радиальные сферические двухрядные подшипни-
ки, менее других чувствительные к возможным перекосам.
Подшипники устанавливают так, чтобы одна опора была фиксирующей, а
ругая — плавающей. Для этого подшипник с лицевой стороны машины в осе-
109
вом направлении не закрепляют, благодаря чему он может перемещаться при
температурных деформациях вала. Внутреннее кольцо подшипника без закрепи-
тельной втулки насаживают на вал по напряженной посадке и дополнительно
закрепляют при помощи гаек (см. рис. 1.5.1) или торцевых шайб (см. рис. 1.5.5).
Подшипники большого диаметра (прессовых, каландровых валов и сушильных
цилиндров) обычно устанавливают на буксовых втулках. Обработка цапфы для
буксовой втулки усложняется по сравнению с обработкой гладкой цапфы для
закрепительной втулки, но зато облегчается съем подшипников. Буксовая втулка
выпрессовывается при помощи гайки, навинчиваемой на втулку.
Радиальные подшипники рассчитывают, исходя из их долговечности, по
формуле стандарта на подшипники
с = (R + mA)kakKkT(nh)0,3,
где с _ коэффициент работоспособности; R — радиальная нагрузка, кгс; А —
осевая нагрузка, кгс; т — коэффициент приведения осевой нагрузки в ради-
альную (выбирается по соответствующим таблицам стандарта в зависимости от
типа подшипника); кл — динамический коэффициент, зависящий от характера
нагрузки и условий работы (для большинства валов бумаго- и картоноделатель-
ных машин ка = 1,0-1,1 (статическая нагрузка); для нижнего вала каландра ка=
= 1,3-1,5 (ударная нагрузка)); кК— коэффициент, учитывающий зависимость
долговечности от вращения внутреннего или наружного кольца (при вращении
внутреннего кольца кк = 1, при вращении наружного кольца кК выбирается по
таблицам в зависимости от типа подшипника); кт — коэффициент, учитываю-
щий влияние на долговечность температурного режима работы подшипника
(для всех подшипников бумаго- и картоноделательных машин, за исключением
подшипников сушильных цилиндров, каландров и суперкаландров, кТ = 1, так
как температура подшипников не превышает 80 °C; для подшипников сушиль-
ных цилиндров, каландров и суперкаландров £т =1,1—1,15); h — долговечность
подшипника, ч (обычно принимаемое наименьшее значение h = 16000 ч, что
соответствует двухлетнему сроку службы подшипников при непрерывной рабо-
те; учитывая непрерывную работу бумагоделательных машин, целесообразно
принимать h = 40000—50000 ч); п — число оборотов вала в минуту.
При наличии механизма тряски подшипники грудного и сетковедущих ва-
лов, кроме радиальной, испытывают еще и осевую нагрузку, максимальное
значение которой рассчитывают так:
п 2 Go (ллЧ|2
Рдин = теш = — , кгс,
где т = —_ масса сотрясаемого вала; Gn — вес сотрясаемого вала; g — уско-
О
рение силы тяжести: е — амплитуда колебаний; со = — угловая скорость ко-
лебаний; п — число колебаний в минуту.
НО
Если амплитуда е колебаний принята в сантиметрах, то
р =^~ = G°n2
дан 981 \ 30 J “ 90000 ’ кгс‘
Расчет подшипника на долговечность производится по средней нагрузке и
средней скорости. Большое влияние на долговечность подшипника оказывает
правильный выбор смазки и величины допусков на монтаж в зависимости от
условий работы (температуры, влажности, характера нагрузки), а также герме-
тичность его корпуса. Для сохранения герметичности корпусов подшипников,
устанавливаемых в мокрой части бумагоделательной машины, применяется ла-
биринтовое уплотнение (см. рис. 1.5.2), в подшипниках сушильной и отделочной
частей — манжетное (см. рис. 1.5.3) или войлочное (см. рис. 1.5.1) уплотнение.
Подшипниковые опоры являются наиболее ответственными и по существу
наиболее изнашивающимися узлами бумагоделательных машин.
Практика показала, что применение подшипников качения позволяет
уменьшить расход электроэнергии в среднем на 20 %, а смазочных материа-
лов — почти на 50 % (по сравнению с подшипниками скольжения).
Подшипники с наименьшим коэффициентом трения наиболее рациональ-
но устанавливать в опорах грудных, сетко- и сукноведущих валиков (прессовой
и сушильной частей), являющихся неприводными и вращающихся лишь за счет
трения о сетку или сукно. При этом уменьшается износ сеток и сукон.
На грудных валах бумагоделательных машин при тряске сеточного стола,
помимо роликовых радиальных сферических подшипников, рекомендуется до-
полнительно устанавливать два шариковых упорных, так как при работе ма-
шины на валы действуют непрерывные двусторонние осевые нагрузки. При
отсутствии упорных подшипников конструкции опор валов оказываются не-
долговечными.
В опорах грудных валов, сетко-, сукно- и бумаговедущих валиков под-
шипники лучше устанавливать непосредственно на цапфе, а не на закрепи-
тельных или буксовых втулках, при этом уменьшается габарит корпусов под-
шипников.
В подшипниковых опорах прессовых валов широких и высокоскоростных
машин с большими расчетными нагрузками на закрепительных или буксовых
втулках целесообразно применять роликовые сферические подшипники.
Подшипники валов бумаго- и картоноделательных машин осматривают
один-два раза в год, при этом отработанное масло выпускают, подшипник
промывают керосином и заполняют свежим маслом. Для подшипников, испы-
тывающих значительную нагрузку (прессовых, каландровых валов и сушильных
Цилиндров), применяется циркуляционная смазка.
1.5.7. Уравновешивание валов бумагоделательных машин
Валы бумаго- и картоноделательных машин должны быть уравновешены на
специальных балансировочных станках с максимально возможной точностью,
ибрации валов, обусловленные вращением неуравновешенных масс, распро-
111 I
страняются по всей бумагоделательной машине. При этом особенно резко ухуд-
шаются качество отлива и формования бумажного полотна, каландрирование,
работа электропривода всей машины.
Любое смещение центра тяжести вращающейся массы т на расстояние р
от оси вращения приводит к возникновению неуравновешенной центробежной
силы:
г, 2 ^0 2
Рдин = «ра/ =-^-pw ,
О
где G — вес; g — ускорение силы тяжести; о — угловая скорость вращения.
Под действием центробежных сил в теле возникают растягивающие напря-
жения которые возрастают пропорционально квадрату скорости вращения.
При вращении неуравновешенного тела центробежные силы инерции, дей-
ствуя на опоры валов, создают дополнительные переменные давления на под-
шипниковые опоры, что приводит к выдавливанию смазки, ускорению износа
подшипников и вызывает ударные нагрузки и вибрацию.
Неуравновешенность деталей машин может быть вызвана неравномерным
распределением материала в объеме детали (газовые и шлаковые раковины,
неоднородность структуры материала), разностенностью трубчатых валов, не-
правильной посадкой вращающихся частей на вал, погнутостью валов, образо-
ванием чрезмерно больших зазоров в подшипниках и т. д.
Неуравновешенность валов и механизмов устраняют при изготовлении их в
механических цехах или при сборке валов — с помощью операции балансировки.
Различают два вида неуравновешенности: статическую и динамическую.
Первая обусловлена только центробежной силой при смещении центра тяжес-
ти от оси вращения. Эта неуравновешенность проявляется в деталях типа диска
(в маховиках, шкивах, шестернях и т. п.). Динамическая неуравновешенность
вызывается парой сил и может иметь место в деталях, длина которых значи-
тельно превосходит диаметр.
Для неуравновешенного тела типа диска величина дополнительной нагруз-
ки на подшипники под действием центробежной силы
^дин = ^нРн® = -^"Рн® ’
ИЛИ
Рдин = /песо2 = есо2, (1.5.52)
g
где тн, GH — соответственно масса и вес неуравновешенной части диска; т,
Go — соответственно масса и вес диска; е, рн — расстояние от оси вращения до
Центров тяжести соответственно диска и его неуравновешенной части; со — уг-
ловая скорость вращения диска.
Статическое уравновешивание. Вредное влияние неуравновешенных масс в
телах типа диска устраняют путем статического уравновешивания.
112
Для статического уравновешивания тела с неуравновешенной массой т„,
центр тяжести которой смещен от оси вращения на расстояние рн, можно уда-
лить эту массу, что, однако, делается редко. Обычно для уравновешивания до-
бавляют массу ту, расположив центр ее тяжести на расстоянии ру от оси враще-
ния в направлении, противоположном местоположению массы т„. При этом
должно быть соблюдено условие
OThPk = туРУ
или (с учетом того, что масса т пропорциональна весу (7С)
СнРн = ЧРу-
Для статической уравновешенности характерно безразличное равновесие
тела на опорах с незначительным моментом трения. Статически неуравнове-
шенное тело будет находиться в состоянии устойчивого равновесия лишь в том
случае, когда центр тяжести тела, смещенный относительно оси вращения,
займет крайнее нижнее положение.
Различают статическое уравновешивание полное и до определенной степе-
ни точности. При полном статическом уравновешивании неуравновешенный
момент Мн меньше, а в пределе равен моменту трения Mw на опорах, где
производится уравновешивание:
М = G р < М .
н н^н тр
При уравновешивании до определенной степени точности задается вели-
чина момента, при которой возможно повернуть (вывести из состояния покоя)
неуравновешенное тело, если его центр тяжести занимает крайнее нижнее по-
ложение. При этом следует учитывать, что истинная статическая неуравнове-
шенность будет меньше момента, выводящего неуравновешенное тело из со-
стояния покоя, так как такой момент должен преодолеть еще и момент трения
опор, на которых уравновешивается тело.
Обычно статическое уравновешивание тела производится на призмах, ро-
ликах или подшипниках. Минимальный неуравновешенный момент, который
может быть обнаружен при статическом уравновешизании, зависит от момента
трения па призмах или в подшипниках. При уравновешивании на призмах тела
весом Ga неуравновешенный момент
Мн = Goe > M„ = Gok,
где е — эксцентриситет; к — коэффициент трения качения между призмами и
Цапфой.
Следовательно,
е>к. (1.5.53)
Для закаленных призм и цапф к = 0,001—0,005 см.
При уравновешивании на подшипниках момент трения на опорах
где/— коэффициент трения в подшипниках; d— диаметр цапфы.
113
Тогда, аналогично (1.5.53), при уравновешивании на подшипниках
d
2 ’
Рис. 1.5.17. Схема динамического
уравновешивания
Для подшипников качения
/= 0,001—0,004, поэтому при диамет-
рах цапф более 10 мм уравновешива-
ние на призмах может быть произве-
дено с большей точностью.
Динамическое уравновешивание.
Поскольку длина валов бумагодела-
тельных машин значительно превы-
шает их диаметр, то возникает необ-
ходимость в динамическом уравно-
вешивании. Предположим, что вал
(рис. 1.5.17) статически неуравнове-
шен. Неуравновешенная масса т„ рас-
положена в сечении I— I на расстоя-
нии рн от оси вращения. Если
уравновешивающую массу ту размес-
тить также в сечении I— I на расстоянии ру от оси вращения и выполнить усло-
вие /п„рн = /Иуру, то вал будет статически уравновешен. Если уравновешиваю-
щую массу mv расположить в каком-либо другом сечении по длине вала
(например, в сечении II—П) на расстоянии ру от оси вращения, вал будет
статически уравновешен, т. е. центр его тяжести будет лежать на оси вращения.
Однако при вращении вала с угловой скоростью со в сечениях I— I и II—II
возникнут две равные между собой центробежные силы инерции:
Рн - Ру — /инрнш .
При расстоянии а между сечениями I— I и II—II эти центробежные силы
инерции создадут момент
Ч = Рка = «нРн“2а-
От момента Мн на опорах вала, отстоящих друг от друга на расстоянии I,
возникает динамическая нагрузка
р _ М„ /инрно)2а
/ I
Условие динамической уравновешенности вала заключается в равенстве
нулю суммы моментов от центробежных сил ^Р/Д/ = о).
Для динамического уравновешивания необходимо добавить к валу две мас-
сы т3 и /и4, расположив их в сечениях III—III и IV— IV соответственно на рас-
114
стояниях рз и р4 от оси вращения, так чтобы не нарушить статическое уравнове-
шивание, т. е. соблюдая условие т3р3 = т4р4. В связи с добавлением масс т3 и т4
в сечениях III—Ши IV—IV, отстоящих друг от друга на расстоянии с, возникнут
центробежные силы инерции Р3 = Р4 = zn3p3«>2 = /и4р4<о2. Эти силы создадут мо-
мент Му = Р3С = т3р3(о2с. Для динамического уравновешивания вала уравнове-
шивающий момент Му должен быть численно равен неуравновешенному мо-
менту Мн и противоположно ему направлен.
Наиболее часто встречающийся случай — так называемая общая неуравно-
вешенность валов (одновременно статическая и динамическая неуравновешен-
ность). При этом сумма статических моментов массы, как и сумма моментов от
центробежных сил инерции, не равна нулю ^^Л1,р, * 0 и ^/и,р,а, * о).
Уравновешивание тел с общей неуравновешенностью основано на том,
что любая пространственная система сил может быть приведена к паре сил и к
одной сосредоточенной силе, а, в свою очередь, пара сил и сосредоточенная
силу — к двум силам (“кресту сил”), расположенным в заранее заданных плос-
костях, называемых плоскостями приведения.
Следует отметить, что динамически уравновешенный вал будет уравнове-
шен и статически, поэтому обычно под термином “динамическое уравновеши-
вание” подразумевают общее уравновешивание.
При динамическом уравновешивании вала необходимо определить числен-
ное значение и угловое расположение уравновешивающих масс в двух заданных
плоскостях приведения. Поскольку определить все четыре неизвестные величи-
ны одновременно невозможно, то уравновешивание производят поочередно,
закрепляя один конец вала шарнирно, а второй — установив на пружинах.
Для того чтобы упростить наши рассуждения, уравновешиваемый вал рас-
положим вертикально (рис. 1.5.18). При этом собственный вес вала пружины не
деформирует. Фактически валы бумагоделательных машин уравновешивают в
горизонтальном положении.
На рис. 1.5.18, а верхний конец вала (подшипник Л) установлен на пружи-
нах, а нижний конец (подшипник В) закреплен шарнирно. Вал приводится во
вращение. При этом число оборотов на 10—15 % превышает рабочее число обо-
ротов вала, соответствующее максимальной скорости машины. Привод вала
расположен со стороны подшипника, закрепленного шарнирно.
При вращении неуравновешенный вал вибрирует относительно подшип-
ника В, закрепленного шарнирно. Наибольшая величина колебаний будет у
подшипника А, установленного на пружинах. В плоскости приведения /—/(вбли-
зи подшипника А) располагают уравновешивающую массу, вызывающую та-
кую силу R, при которой колебание вала прекратится. При этом неуравновешен-
ная сила Q может быть расположена только в сечении, где установлен
подшипник В. В любим другом сечении неуравновешенная сила Q вызвала бы
момент относительно опоры В, что обнаружится по перемещению подшипника
А* Установленного на пружинах.
При повторном уравновешивании (см. рис. 1.5.1% подшипник А закрсп-
Ляют шарнирно, а подшипник В устанавливают на пружинах. При вращении
вала неуравновешенная сила Q вызывает колебания рала относительно под-
115
Рис. 1.5.18. Этапы динамического уравновешивания:
а — начальное уравновешивание; б — повторное уравновешивание;
в — два последовательных уравновешивания
шипника А, закрепленного шарнирно. Максимальное колебание будет у под-
шипника В. Если в сечении, где расположен подшипник В, приложить урав-
новешивающую массу, которая вызовет появление силы S, численно равной
силе Q и противоположно ей направленной, то вал будет уравновешен. Однако
по конструктивным соображениям уравновешивающая масса может быть при-
ложена только в плоскости приведения И—II, расположенной на расстоянии
(а + Ь) от опоры А. На основании равенства моментов относительно подшипника А
QI = 5(о + Ь).
Отсюда
S-V
a + b
Поскольку расстояние I превосходит величину {а + Ь), то сила 5 больше
силы Q. Поэтому в сечении, где расположен подшипник А, появится неуравно-
вешенная сила:
N = S-Q = .
[a + b J
Но так как (а + Ь) лишь ненамного меньше I, то сила N значительно меньше
силы Q. Так, если а + b = 0,9/, сила 0,10 и ею пренебрегают.
При трехкратном последовательном уравновешивании с изменением по-
ложения подшипников неуравновешенность вала становится незначительной.
Применяется также метод, в котором предусматриваются только два пос-
ледовательных уравновешивания (рис. 1.5.18, в). При повторной балансировке
116
уравновешивающие массы (силы) располагают в двух плоскостях: в плоскости
/_I— силу St, а в плоскости II— II — силу 52. Значения этих сил определяются
согласно следующим условиям:
1) разность сил S2 и S, должна быть численно равна силе Q.
S2~ S’, = Q;
2) сумма моментов сил Q, Sx и S2 относительно подшипника А равна нулю:
Q/ + 51a-52(« + *) = 0.
Решая совместно эти уравнения и учитывая, что I— а - а + Ь, получим
Sl.Qi и5г = ец±«.
о Ь
Допуски на уравновешенность валов. Научно обоснованные допуски на урав-
новешивание валов еще не разработаны. Примем динамическую нагрузку Рдин,
обусловленную неуравновешенностью вала, которая не превышает какой-то
части а от статической нагрузки, создаваемой собственным весом вала:
Р„ин - а£ст-
ДИп VI
Имеющиеся данные о значениях а в зависимости от назначения и условий
работы отдельных валов бумагоделательных машин нуждаются в дальнейшем
уточнении. На основании работ, проведенных ЦНИИбуммашем совместно с
Ленинградским политехническим институтом имени М.И. Калинина (ныне
СПбГПУ), а = 0,03—0,05, причем меньшее значение обычно относится к валам
большего диаметра с меньшей угловой скоростью.
В статически неуравновешенном вале согласно уравнению (1.5.52) динами-
ческая нагрузка Р = теш2 = — еш2.
g
Статическая нагрузка на обе опоры равна собственному весу вала. Тогда
Лин - “Со или —— ею2 < aG0. Отсюда допустимый эксцентриситет е < .
g ш
Для расчета валов бумагоделательных машин удобнее пользоваться не угло-
вой, а окружной скоростью: и = , где D — наружный диаметр вала. Тогда
4о2
Допустимый неуравновешенный момент М.оп = Goe, а с учетом эксцентри-
ситета е
1¥1доп — .о
4v
117
Неуравновешенность валов бумагоделательных машин, обусловленная раз-
ностенностыо вала. Неуравновешенность трубчатых и литых пустотелых валов
бумагоделательных машин обычно является следствием эксцентричности вза-
имного расположения внутренней и наружной поверхностей вала. Эксцентрич-
ность в значительной мере обусловлена тем, что внутренняя поверхность валов
не обрабатывается.
Рассмотрим статически неуравновешенный вал (рис. 1.5.19, а). Диаметры вала:
„ n D + d
В — наружный, d — внутренний и Др = —-— — средний. Толщина стенки ра-
бочей части: Зтах — максимальная, 8min — минимальная и 5ср = §тах *8|П|П __
средняя. Разностенность вала постоянна по всей длине b его рабочей части.
Без учета веса патронов и цапф вес рабочей части вала (цилиндра)
Go = ^D2-d2)by = l(D + d)(D-d)by = itDCf>8cpy, (1.5.54)
где у _ объемный вес материала цилиндра; D — d= 25ср — двойная средняя
толщина стенки.
Вес неуравновешенной части цилиндра, поперечное сечение которой на
рис. 1.5.19, а заштриховано, таков:
GH = |(Д2 - d2)by = | (Д + </)(Д - d)by.
В тонкостенных валах диаметр Д окружности, концентричной наружной
окружности, при толщине стенки цилиндра 5mjn от диаметра D отличается не-
значительно, поэтому можно считать, что Д + d = 2ДР. Обозначим разность
между максимальной и минимальной толщиной цилиндра а0 и назовем ее об-
щей разностенностью:
fl0 = 5.nax-5nun =Di~d.
С учетом того, что Д + d= 2 Др и Д — d = ati, вес неуравновешенной части
вала
Сн =уДр«о^У.
Введем понятие коэффициента разностенности:
£ _ $max ~ $min _ а0
8Ср Зср
Тогда
(1.5.55)
118
Рис. 1.5.19. Неуравновешенность валов, обусловленная их разностенностыо
а — статическая неуравновешенность (на правой проекции заштрихована статически
неуравновешенная масса); б — динамическая неуравновешенность (на левой
проекции сетчатой штриховкой показана неуравновешенная масса);
в — общий случай неуравновешенности (сетчатой штриховкой показана
статически неуравновешенная масса, а черным цветом —
динамически неуравновешенная масса)
119
Для определения координаты у центра тяжести неуравновешенной части
вала относительно оси I— I, проходящей через центр окружностей D и Dt, вос-
пользуемся выражением статического момента площади фигуры, представляю-
щей собой разность площадей двух окружностей: Ft соответствует диаметру Д
и рг — диаметру d. Ордината площади окружности диаметром Д равна нулю,
поскольку ось I—I проходит через центр этой окружности.
Центр окружности диаметром d расположен на оси II—II, отстоящей на
расстоянии у от оси I— I. Тогда ордината
nDj Q nd2 ( aQ 'I
у Г,у,-Г2у2 4 4 2 )
^-^2 E(^-d2)
d2a0 d2a0
_ " 2 _ 2 ~^~R.
+d)(Di -d)~ 2Dcpa0 " 4 " 4 ’
Центробежная сила неуравновешенной части вала Рдин = /пнрн<о2. На осно-
вании уравнения (1.5.55)
Учитывая, что
получим
2
^>лин = 2g ^ср^ср^ Т "Б"] =
Согласно уравнению (1.5.54) воспринимаемая обеими опорами статиче-
ская нагрузка (вес вала) = Go = пПсрБсрЬу.
Отношение динамической нагрузки к статической назовем коэффициен-
том динамичности а:
г* — ^дин / 2 . жч е г Al) Al)
= <1.5.56)
Из уравнения (1.5.56) при прочих заданных величинах можно определить
коэффициент разностенности, при котором для вала диаметром D и при ско-
рости ц отношение динамической нагрузки к статической будет равно а:
120
(1.5.57)
_ 2agD
v2
Представляет интерес и предельная скорость при заданных величинах D, к
и а:
о =
2agZ>
к
(1.5.58)
Рассмотрим динамическую неуравновешенность вала (рис. 1.5.19, б), так-
же обусловленную разностенностью. Однако в данном случае разностенность
такова, что продольные оси симметрии I— I и II—II наружной и внутренней
поверхностей трубы не параллельны и пересекаются по середине рабочей части
вала. При статической неуравновешенности вала (см. рис. 1.5.19, а) образую-
щие наружной и внутренней поверхностей параллельны, и разностенность во
всех сечениях одинакова. При динамической неуравновешенности (см.
рис. 1.5.19, б) разностенность в различных сечениях по длине цилиндра неоди-
накова: она достигает максимума в концевых его сечениях и равна нулю в сред-
нем сечении. По обе стороны от среднего сечения неуравновешенная масса, а
следовательно, и инерционные силы распределены по закону треугольника.
Равнодействующие этих инерционных сил приложены в центре тяжести каж-
b - -г «
дого треугольника, т. е. на расстоянии от концевых сечении. Таким образом,
равнодействующие инерционных сил, отстоящие друг от друга на расстоянии
J Ъ и направленные во взаимно противоположные стороны, создают момент,
обусловливающий динамическую нагрузку на опоры вала.
В связи с тем что разностенность в различных сечениях цилиндра, перпен-
дикулярных продольной оси вала, неодинакова (она достигает максимума в
концевых сечениях рабочей части вала и равна нулю в среднем сечении), коор-
динаты центра тяжести неуравновешенной части вала также неодинаковы. Они
D
равны — в концевых сечениях и изменяются по длине вала по закону треуголь-
ника, а по середине вала, где разностенность равна нулю, эта координата име-
ет нулевое значение. Среднее значение координаты центра тяжести каждой по-
ловины неуравновешенной части
7 + 0 D
*=р"= 2 “У
(1.5.59)
На основании уравнения (1.5.55) вес половины неуравновешенной части
Цилиндра (справа и слева от его среднего сечения)
121
GH=^ = ^Dcvk&c^. (1.5.60)
Инерционные силы неуравновешенной части каждой половины вала та-
ковы:
^дин = «нРн“ = ~ Рнм •
g
Учитывая уравнения (1.5.59) и (1.5.60) и выражая угловую скорость со че-
рез линейную о, получим
Равнодействующие неуравновешенных центробежных сил, распределенных
2, т
по закону треугольника, отстоят друг от друга на расстоянии — о. Тогда момент
от этих сил имеет вид
Мн = Рдин = -^-к8 Ь2^2. (1.5.61)
5 12g
От этого момента на каждую из опор вала, отстоящих друг от друга на
расстоянии I, действует динамическая нагрузка :
_МЦ л *М2уи2
лхл — пр — ------ — ---------—---
Лойн "дин I 12g /
При I = b
л£6ср6уи2
лъд ~ .
дии 12я
Статическая нагрузка на каждую опору вала, равная половине его веса,
составит:
При этом отношение динамической нагрузки к статической имеет вид
„ _ ЛАкк лЛ8срАуц2 . п п _ , кх>2 _ к»2
ТС------i^-'2D'’5»iY-6j«-=6jo-
(1.5.62)
122
Отсюда
к = 6ggZ>
и
l6agD
V к
(1.5.63)
(1.5.64)
Из сопоставления уравнений (1.5.63) и (1.5.64) с аналогичными уравнениями
(1.5.57) и (1.5.58) следует, что при динамической неуравновешенности, вызван-
ной такой же максимальной разностенностью, что и статическая, динамическая
нагрузка на опоры в три раза меньше, чем при статической неуравновешенности.
При одном и том же значении а в условиях динамической неуравновешенности
может быть в три раза выше и коэффициент разностенности. При динамической
неуравновешенности и при прочих равных условиях предельная скорость будет в
7з = 1,73 раза выше, чем при статической неуравновешенности.
Рассмотрим пример одновременной статической и динамической неурав-
новешенности (рис. 1.5.19, в). Наиболее неблагоприятной является такая общая
неуравновешенность, при которой равнодействующие сил статической и ди-
намической неуравновешенности совпадают по направлению.
В рассматриваемом случае разностенность а0 = опих - 8min можно представить
в виде двух слагаемых, каждое из которых соответственно обусловливает стати-
ческую и динамическую неуравновешенность. Назвав т и п коэффициентами,
характеризующими каждое из этих слагаемых, получим а0 = та[} + па0. Очевид-
но, что т + п = 1.
Используя принцип независимости действия сил, можно получить уравне-
ние для определения отношения динамической нагрузки к статической:
а =
RA
.1ИН
кх>2
2gD
(1.5.65)
Уравнение (1.5.65) является общим уравнением для определения отноше-
ния динамической нагрузки к статической при статической и динамической
неуравновешенности. При т = 1 и п = 0 (статическая неуравновешенность)
Уравнение (1.5.65) примет вид уравнения (1.5.56), а при т = 0 и г = 1 (динами-
ческая неуравновешенность) — (1.5.62).
Динамический прогиб. В отличие от статическо: о прогиба под действием ста-
тических сил (собственный вес, усилие прижима, натяжение сукна и т. д.) пр*. -
гиб от центробежных неуравновешенных сил назовем динамическим. При вра-
щении вала динамический прогиб может быть обнаружен индикатором,
показывающим удвоенную величину прогиба; статический прогиб индикатором
Не определяется. Динамический прогиб вызывает биение валов, что нарушает
нормальную работу бумагоделательной машины, особенно регистровой части,
где происходит формование бумажного полотна на регистровых валиках.
123
При уравновешивании валов бумаго- и картоноделательных машин следует
уменьшить не только динамические нагрузки на опоры, но и динамический про-
гиб валов. Для нормальной работы бумаго- и картоноделательных машин трудно-
разрешимая задача уменьшения динамического прогиба более важна, чем умень-
шение нагрузки на опоры. Закрепление уравновешивающих грузов на внутренней
поверхности в средней части вала конструктивно очень сложно. На грузе нарезают
резьбу, и он прикрепляется к внутренней стенке трубы при помощи винтов впо-
тай. Иногда грузы закрепляют сваркой: вырезают участок трубы, к внутренней
поверхности приваривают груз, затем этот участок устанавливают на место и обва-
ривают. Следует учитывать, что при вращении вала сварочные швы испытывают
значительные растягивающие н 'ряжения, пропорциональные весу груза и квад-
рату угловой скорости. Иногда происходит обрыв прикрепленных уравновешиваю-
щих грузов, вследствие чего этот метод не нашел широкого применения.
Вопрос аналитического определения предельно допустимых величин дина-
мического биения валов требует своего разрешения. Основными факторами,
определяющими допустимую амплитуду биения валов, являются вид выраба-
тываемой бумаги и критическая скорость валов, понижающаяся при увеличе-
нии динамического биения.
По литературным данным при уравновешивании валов бумаго- и картоно-
делательных машин наряду с динамической нагрузкой на опоры определяется
амплитуда биения валов (обычно в трех сечениях: по концам и по середине
рабочей части). Однако данных о числовых значениях принятых допусков на
биение валов (0,08—0,2 мм) недостаточно для их обобщения.
Следует заметить, что индикатор, при помощи которого определяется ам-
плитуда биения валов, показывает не только собственно динамический про-
гиб, но и биение вследствие неконцентричности наружной поверхности рабо-
чей части вала и поверхности цапфы. Окончательно эти поверхности
обрабатываются на станке одновременно, благодаря чему достигается высокая
точность изготовления вала. Поэтому биение, вызванное неконцентричностью,
оказывается небольшим и не превышает 0,05 мм.
Сравним динамический прогиб под действием центробежных сил со стати-
ческим прогибом от собственного веса вала.
При статической неуравновешенности, вызванной разностенностью тру-
бы, центробежные неуравновешенные силы по длине рабочей части вала рас-
пределены равномерно. Можно считать, что по такому же закону распределены
и силы собственного веса рабочей части вала. Тогда отношение динамического
и статического прогибов равно отношению соответствующих им интенсивнос-
тей равномерно распределенных нагрузок:
/дин _ <7 ДИН _ ^ДИН
fct ?ст ^ст
а с учетом уравнения (1.5.56)
/дин _
/ст ”2^-
(1.5.66)
124
При динамической неуравновешенности, обусловленной разностенностью
трубы, неуравновешенный момент Мн определяется уравнением (1.5.61).
При действии сосредоточенного момента, приложенного по середине вала
(на расстоянии
от опор), максимальные прогибы имеют место на расстоя-
нии —7= = № от каждой опоры. Эти два максимальных прогиба равны по
2V3
величине и противоположны по знаку:
1 м/
125 EI '
(1.5.67)
Принимая / равным b и учитывая значение М'н по уравнению (1.5.61), по-
лучим следующее выражение для прогиба при динамической неуравновешен-
ности:
. 7г*8сруу2/>4
/дач - 12g125£/ •
При I = b статический прогиб вала от собственного веса интенсивностью qc
составляет:
f 5 ЯСЬ4 _ 5 G0b3
Jci 384 EI 384 EI ’
а с учетом значения GB по уравнению (1.5.54)
. _ 5л£>ср8сру6
/сг 384£Z ’
Тогда отношение динамического прогиба к статическому имеет вид
/дин _ гс^8Сруи b . 5 ft-Pcp^cpY^ _ Ад>2 68)
12gl25EI ’384 EI S 20gD'
~ Из сопоставления уравнений (1.5.66) и (1.5.68) следует, что при одной и
той же разностенности величина прогиба при динамической неуравновешен-
ности в 10 раз меньше, чем при статической неуравновешенности.
При общей неуравновешенности составляющие /дин и /даН общего ди-
намического прогиба, соответственно обусловленные статической и динами-
ческой неуравновешенностью, на основании уравнений (1.5.66) и (1.5.68)
Равны:
Динамическому прогибу от статической неуравновешенности (соответству-
ющему разностенности та0):
125
г" _ f hi2
ДИН ~ Jct^ n r? i
2gD ’
динамическому прогибу от динамической неуравновешенности (соответ-
ствующему разностенности лд0):
дин
к\)2
20gD-
Рис. 1.5.20. Изогнутые оси валов
при патической
неуравновешенности (а), при
действии неуравновешенного
момента (6). при общей
неуравновешенности (в)
На рис. 1.5.20, а представлена изогну-
тая ось вала при равномерно распределен-
ной статической неуравновешенности, а на
рис. 1.5.20, б — при действии сосредоточен-
ного момента, обусловленного динамичес-
кой неуравновешенностью, и приложенно-
го ио середине пролета.
При общей неуравновешенности в сече-
нии /—/(рис. 1.5.20, в) по середине пролета
прогиб от момента равен нулю (Дин = 0), а
прогиб от статической неуравновешенности
имеет максимальное значение. Тогда резуль-
тирующий лрогиб от обшей неуравновешен-
ности
ко2
Дл-I “Анн = fei'n 2gD • (1.569)
В сечении II—II(см. рис. 1.5.20, в) на рас-
стоянии 0,3/ от каждой опоры, где прогибы
от статической и динамической неуравнове-
шенностей совпадают по направлению, а
прогиб от момента имеет максимальное зна-
чение, результирующий прогиб от общей не-
уравновеше нности
/обИ И /дниII-II +/дин • (1.5.70)
Как следует из уравнения изогнутой оси применительно к валу, нагружен-
ному по всему пролету / равномерно распределенной нагрузкой, в сечении
//— '7, отстоящем на расстоянии 0.3/ от опоры, прогиб состаапяет примерно
0,77 от его максималы ого значения по середине вала. То1да при общей неурав-
новешенности прогиб в сечении II—II
А1.-И -О,77Дт^ + /стл-^ = /О,77/Я + О,1л)/ст^. 0.571)
126
Из уравнений (1.5.70) и (1.5.71) следует, что при статической разностен-
ности, большей, чем 0,3 от общей разностенности (т > 0,3), максимальный
прогиб, определяемый уравнением (1.5.69), возникает в сечении /—/по сере-
дине вала. Если статическая разностенность меньше 0,3 от общей разностенно-
сти (т < 0,3), максимальный прогиб, определяемый уравнением (1.5.69), воз-
никает в сечении II—II.
До сих пор мы рассматривали прогибы неуравновешенных валов. Однако
динамические прогибы могут иметь и уравновешенные валы. Это прежде всего
объясняется тем, что неуравновешенная масса распределена по всей длине ра-
бочей части вала, тогда как сосредоточенные уравновешивающие массы разме-
щаются по ее концам. Хотя динамические нагрузки на опоры уравновешенного
вала равны нулю, все же неизбежно появление динамического прогиба вслед-
ствие различных законов изменения изогнутых осей при совместном действии
силовых факторов уравновешиваемой и уравновешивающих масс.
В зависимости от характера разностенности существует две причины появ-
ления динамического прогиба валов, уравновешенных массами по концам ра-
бочей части, когда разностенность обусловливает или статическую, или дина-
Рис. 1.5.21. Нагрузка на валы (а)
и изогнутая ось вала (6)
мическую неуравновешенность.
Если разностенность вала определяет статическую неуравновешенность, то
в результате статического уравновешивания двумя массами по концам рабочей
части вала сумма центробежных сил Рх и
Р2 уравновешивающих масс равна цент-
робежной силе неуравновешенной массы
вала. Если пренебречь разностью сил Рх и
Р2, нагрузки вала от сосредоточенных
и равномерно распределенных сил сим-
метричны относительно середины вала
(рис. 1.5.21, а). В связи с этим можно при-
нять, что максимальный прогиб от со-
средоточенных сил Р, и Р2, как и от
равномерно распределенной нагрузки,
обусловленной неуравновешенной мас-
сой, будет по середине длины вала. Сле-
довательно, максимальный прогиб вала от
всей системы сил также находится по се-
редине вала.
При действии сил Р} и Р2 (см.
Рис. 1.5.21, б) максимальный прогиб/; по
середине вала можно определить, пользу-
ясь, например, дифференциальным уравнением изогнутой оси. Примем жест-
кость поперечных сечений по длине вала постоянной и пренебрежем незначи-
тельным смещением максимального прогиба, вызванного каждой силой, от
середины вала. В результате получим
_p1 + p2p-df3/2
48 £7 [ 2 J Д 2 J
(1.5.72)
127
В этом же сече.*ии (по середине вала) будет и максимальный прогибу от
равномерно распределенной нагрузки интенсивностью q„ (по длине b рабочей
части вала), вызванной наличием неуравновешенной массы (см. рис. 1.5.21, б).
Если считать жесткости рабочей ча„ти вала и цапф одинаковыми, прогиб (на
основании аналитических вычислений)
Для упрощения последующих сравнений примем I = 1,2Л, что является
обычным соотношением в валах широких бумагоделательных машин. Учиты-
вав что при статически уравновешенном вале и при I = 1,2b Р, + Р2 = qHb,
получим
_ 0,428(Р] гР2)63 _ 0,428^нб4
Л " 48£/ 48£/
И
1,26$нб4
48£/ ’
Прогибы от сосредоточенных сил Р, и Р2 и от равномерно распределенной
нагрузки интенсивностью qK направлены во взаимно противоположные стороны
(см. рис. 1.5.21), в связи с чем результирующий динамический прогиб^ на осно-
вании принципа независимости действия сил равен разности прогибови/:
f = f _ f _ 1,26?н64 0,428gHf>4 _ qj*
/° Л fl 4Ш 48£/
2
Результирующий прогиб f составляет примерно —f . Ота >да еле чует, что в
результате статического уравновешивания вала его динамический прогиб умень-
шается на 33 % по сравнению с динамическим прогибом этого же вала в не-
уравновешен! ом состоянии.
Если вал статически уравновешен суммарной силой Р = Р, + Ръ располо-
женной на одном из концов его рабочей части, то, пренебрегая смешением
максимального прогиба от середины, последний можно выразить также урав-
нением (1.5.72). Поэтому уменьшение динамического прогиба на 33 % справед-
ливо и при уравновешивании вала одной силой Р.
Предположим, что динамически неуравновешенный разностенный вал
(рис. ’.5.22, а) сбалансирован так, что уравновешиваемый и уравновешиваю-
щий моменты, равные между собой и противоположно направленные, распо-
ложены симметрично относительно середины вала. При этом прогибы в одном
и том же сечении, обусловленные каждым из указанных моментов, равны меж-
ду собой и противоположно направлены, поэтому суммарные прогибы от обо-
их моментов во всех сечениях будут равны нулю.
128
Если один из рассмотренных моментов
расположен несимметрично относительно се-
редины вала, то прогибы ст каждого из них в
одном и том же сечении неодинаковы, что
приводит к динамическому прогибу и биению
вала. На рис. 1.5.22. б представлена схема вала
с приложенными на его пролете двумя рав-
ными и противоположно направленными мо-
ментами, отс гоящими друг от друга на рас-
стоянии с. Один из моментов расположен в
поперечном сечении, являющемся плоско-
стью симметрии вала.
К1К следует из дифференциального урав-
нения изогнутой оси применительно к рас-
сматриваемой схеме, максимальный прогиб
смещен от середины и отстоит от опоры А па
расстоянии
с(/ - с) +12
Х° -----21----’
При этом максимальная величина прогиба
Рис. 1.5.22. Расположение
уравновешиваемого
и уравновешивающего
моментов:
а — симметричное;
б — несимметричное
Частным значениям соответствуют определенные величины /и». Так, на-
пример, при с = 0,1/
f =0 0235 М°/_
при с = 0,05/
f =0 0121-^^—
J max
И T. Д.
Сопоставим полученные значения/пахсо значениями максимальных проги-
бов по уравнению (1.5.67) для неуравновешенного вала. Для динамически урав-
новешенного вала, когда динамические нагрузки на опоры равны нулю, но
Уравновешивающий (или неуравновешенный) момент смещен в сторону од-
ной из опор на величину с = 0,1/, динамический прогиб будет примерно в три
раза больше, чем в динамически неуравновешенном вале.
Если с = 0,05/, то динамические прогибы уравновешенного и неуравнове-
шенного валов примерно равны между собой.
Таким образом, при динамическом уравновешивании величина смещения
одного из моментов относительно середины вала оказывает большое влияние
129
на величину максимального прогиба от инерционных сил и, следовательно, на
биение вала. Поэтому при динамическом уравновешивании валов следует рас-
полагать уравновешивающий момент таким образом, чтобы значение с было
минимальным и не превышало (0,02-0,03)/.
Небольшой вес трубчатых валов при значительной длине не позволяет ис-
пользовать для их уравновешивания балансировочные станки конструкции
ЭНИИМС, выпускаемые отечественными станкостроительными заводами. По-
этому НИИбуммаш совместно с Ленинградским политехническим институтом
разработал конструкции балансировочных станков марки БС-01 для трубчатых
валов и марки БС-02 для прессовых валов и сушильных цилиндров. Электриче-
ские схемы этих станков позволяют определить величину и угловое расположе-
ние уравновешивающих грузов. Станки БС-01 более позднего выпуска снабже-
ны устройством для измерения динамического прогиба.
1.5.8. Бомбировка валов
Равномерность линейного давления между соприкасающимися валами ока-
зывает значительное влияние на качество бумаги, обеспечивая равномерное
обезвоживание по ширине бумажного полотна на прессах бумагоделательных
машин, а также равномерные уплотнение, гладкость и лоск на каландрах и
суперкаландрах.
На участке между опорами вал любой конструкции прогибается даже под
действием собственного веса, так что образующие цилиндрической поверхно-
сти вала, прямолинейные до деформации, становятся вогнутыми в верхней
части и выпуклыми в нижней. В связи с этим для равномерности давления меж-
ду валами им необходимо придать не цилиндрическую, а выпуклую, а иногда и
вогнутую форму; такие валы называют бомбированными.
Величина бомбировки к представляет собой разность диаметров вала посе-
редине D и по его концам Do (рис 1.5.23, а):
k=D-D0.
В любом сечении вала, отстоящем на расстоянии х от его середины, вели-
чина бомбировки равна разности диаметров посередине D и в рассматриваемом
сечении Z)x:
кх = D - Dx.
Для валов, покрытых мягкой резиной, измерение диаметров затруднено.
Обычно измеряют длины окружностей и тогда бомбировку определяют по раз-
ности длин окружностей по середине и концам вала. Бомбировка по длине
окружности
*окР = nD- nD0 = n(D - Do) = nk.
Бомбировка прессовых валов. Вначале рассмотрим бомбировку прессовых
валов обычной конструкции. Величина бомбировки прессовых валов зависит от
того, отсутствует или приложена дополнительная нагрузка на верхний вал.
130
Рис. 1.5.23. Расчетные схемы бомбировки:
а — величина бомбировки; б — прогиб валов,
когда верхний вал дополнительно не нагружен;
в — прогиб валов, когда верхний вал
дополнительно нагружен
В первом случае, если бомбировка валов пресса обеспечивает равномерное
давление по всей длине их рабочей части, ось верхнего вала должна быть прямо-
линейной, так как на него действуют равномерно распределенная нагрузка от
собственного веса вала и равная ей, но направленная в противоположную сторо-
ну равномерно распределенная реакция со стороны нижнего вала. Если оба вала
пресса расположены в одной вертикальной плоскости, нижний вал прогнется
под действием собственного веса и веса верхнего вала. Согласно уравнению
(1.5.25) прогиб рабочей части нижнего вала (при жесткости его поперечных се-
чений £н/н)
f gHfe3(12Z - 76)*
" 384
Учитывая, что равнодействующая распределенной нагрузки qHb численно
Равна суммарному весу GH и GB нижнего и верхнего валов, получим
* В этом и в последующих выражениях для прогибов учтена только деформаци
рабочей части валов от изгибающего момента; для коротких валов следует учесть проги
и от поперечных сил.
131
fAG*+G>№ (121-7b)
384£H/H
Для того чтобы линейное давление по образующей рабочих частей валов
было равномерным, радиус г по середине бомбированного вала (предполо-
жим, нижнего) должен быть больше радиуса г0 вала по концам на величину
прогиба/, нижнего вала (рис. 1.5.23, 6):
г = г„ + f
О •'н
или соответственно D = Do + 2/. Но D - Do = к. Отсюда
* = 2/.
Во втором случае необходимое линейное давление между валами прессов
обычно создается путем нагружения верхнего из них силой Р дополнительного
прижима. Если бомбировка валов пресса обеспечивает одинаковое линейное
давление между ними по всей длине рабочей части, то середина верхнего вала
относительно его концов прогнется кверху на величину/под действием равно-
мерно распределенной нагрузки, обусловленной силой Р.
При постоянной жесткости ЕВ1В поперечных сечений прогиб рабочей части
верхнего вала составит:
Pb2(12l-7b)
fv ” 384£в/в '
На нижний вал пресса действует вес нижнего и верхнего валов, а также
общее усилие Р дополнительного прижима. Эти силовые факторы вызывают
прогиб/, нижнего вала, направленный вниз:
(О,4-О,4-Р)6г(12/-7й)
384£_/„
Для того чтобы линейное давление по длине рабочей части прессовых ва-
лов (рис. 1.5.23, в) было равномерным, радиус г по середине бомбированного
вала (предположим, нижнего) должен быть больше радиуса г0 по его концам на
суммарную величину прогибов валов:
г = г0 + / +/
или соответственно £> = Z>0+ 2(/н +/). Но D~ Do= к. Отсюда
к = 2(4, +/.)• <L574)
Зависимость, выраженная уравнением (1.5.74), справедлива как при бом-
бировке одного из валов пресса, так и при произвольном распределении вели-
чины бомбировки между нижним и верхним валами.
Выше рассмотрено расположение валов пресса в одной вертикальной плос-
кости. Обычно они располагаются в двух вертикальных плоскостях, смещенный
132
по горизонтали на величину т
/_ис. 1.5.24, о), и тогда на основании
уравнений (1.5.19) и (1.5.20)
cosy
и (2ГоР=(^ + Р)^ = ^^-
При смещенном расположении
валов нижний вал прогнется в верти-
кальной плоскости под действием соб-
ственного веса (7ни вертикальной со-
ставляющей силы давления между
валами:
Рис. 1.5.24. Бомбировка валов,
расположенных смещенно:
а — сечение валов без учета их прогиба;
б — сечение бомбированных валов
Сверг = Сц COSY = G„ + Р.
Следовательно, общая нагрузка (<7н + Gt + Р), изгибающая нижний вал в вер-
тикальной плоскости, остается такой же, как и при расположении валов в
одной вертикальной плоскости. То же относится и к верхнему валу, который
при смещенном расположении валов изгибается в вертикальной плоскости си-
лой Р, как и при расположении валов в одной вертикальной плоскости.
В горизонтальной плоскости нижний и верхний валы деформируются си-
лой Grop = (G* + P)tgy. Нагрузки, действующие на вал в горизонтальной и вер-
тикальной плоскостях, равномерно распределенные.
Прогибы нижнего и верхнего валов как в вертикальной, так и в горизон-
тальной плоскостях взаимно противоположны, поэтому общий прогиб равен
сумме составляющих прогибов и соответственно составляет:
в вертикальной плоскости /верт = /н“рт + /вверт;
в горизонтальной плоскости /гор = /нгор + /вго₽.
На рис. 1.5.24, а представлено взаимное расположение средних сечений
небомбированных валов. Согласно этому рисунку зависимость между величина-
ми смещения т и h в горизонтальной и вертикальной плоскостях без учета
прогиба валов выглядит следующим образом:
= h1 + т2,
где R - Д« + А
-----полусумма диаметров валов.
В результате прогиба валов расстояния /и и h изменяются (рис. 1.5.24, 6) и
ставляют (т +fmp) по горизонтали и (h + по вертикали. Тогда для равно-
чт к°СТИ линсйн°го давления между рабочими частями валов необходимо,
ы диаметры валов в среднем сечении вала по сравнению с исходными
133
диаметрами D„ и Da были увеличены. Между полусуммой Л диаметров бомбиро-
ванных валов по середине рабочей части вала и расстояниями (т +fmp) и (Л +
+Лерт) Д°лжна быть выполнена следующая зависимость:
Р2 = (А + /крт / + (« + Лор )2 = А7 + 2hfMtn + f2'„ + т2 + 2mfrop + f2^.
Считая, что /крти Лор являются величинами второго порядка малости, и
учитывая, что h2 = R$ ~~ т , получим
R2 =R% + Ihf^ + 2mfmp
или
(л+Я)(л-Д>)»2(4и + <„).
С достаточной точностью (при этом ошибка не превысит 0,03—0,05 %)
можно принять R + Rq -2R. Тогда
R _ R^ _ hfwtn "Лор
R
Учитывая на основании рис. 1.5.24, что
А = А
R. R
т
= cosy И -=
т
— = sin у,
получим
R - Л = Лерт cosy + /гор sin у.
Величина бомбировки будет такой:
к = D - Do = 2(/ю „ cos у + /гар sin у), (1.5.75)
где Д Do— сумма диаметров бомбированных валов по середине и в конце
рабочей части.
Уравнение (1.5.75) является общим для определения бомбировки как сме-
щенных, так и несмещенных валов.
При расположении валов без смещения у = 0’, cosy = l и siny = 0. Тогда
уравнение (1.5.75) совпадает с уравнением (1.5.74).
Уравнение (1.5.75) можно упростить, если принять
Л„гор = Л“рт tgy И /вгор . tgy..
Прогиб /нгор превышает его истинную величину, так как он обусловлен
силой (GB + P)tgy, а прогиб в вертикальной плоскости — силой (GH + Ga + Р),
134
включающей в себя собственный вес нижнего вала. Прогиб /ВГО|> меньше его
истинной величины, так как он обусловлен силой (GB + P)tgy , а в вертикаль-
ной плоскости — только силой Р. Тогда
Лор = Лго₽ + Лгор = fr tgY + frT tgY = (Л-4” + XBe₽r)tgY = Лерг tgY. (1.5.76)
Согласно уравнениям (1.5.75) и (1.5.76)
к = 2(Лерт cosy + Лор sin у) = 2(Лерт cosy + ZMPrtg Y sinY) =
= 2/ (cos у + tg у sin y) = .
cosy
Прогибы валов в вертикальной плоскости при смещении остаются такими
же, как и без смещения, поэтому
г _ f “=рт . /•«рт _ f , f
J верт J н ' Jb Jh т J в'
Тогда
fc = 2(/H+/B)/coSY. (1.5.77)
Из уравнения (1.5.77) следует, что при смещенном расположении валов
необходимая величина бомбировки немного возрастает. Однако, если смеще-
ние валов не превышает 100—120 мм, бомбировка возрастает не более чем на
1,5-2,0 %.
Распределение бомбировки между валами прессов. Необходимую величину
бомбировки можно придать одному из двух валов пресса или распределить ее
между двумя его валами. Однако распределение бомбировки между валами вли-
яет на величину скольжения, обусловленную бомбировкой, а также на степень
износа резиновой оболочки и на соотношение скоростей сукна в средней его
части и по краям. Следует заметить, что вопрос о скольжении между валами
весьма сложен. Скольжение в первую очередь обусловлено радиальной и тан-
генциальной деформациями валов в зоне контакта. Далее будем рассматривать
скольжение, вызванное только бомбировкой валов.
Поскольку диаметры сечений бомбированного вала уменьшаются от его
середины к краям, то окружная скорость имеет наименьшее значение по кра-
ям, а наибольшее — по середине вала. Если бомбирован ведущий вал пресса
(например, нижний — рис. 1.5.25), тогда окружная скорость верхнего, небом-
бированного вала, приводимого во вращение трением о нижний, в первом
приближении будет определяться средним диаметром нижнего вала. Только в
Двух сечениях (А—А и В—В) окружные скорости нижнего и верхнего валов
равны между собой. В соответствии с рис. 1.5.25 на участке валов между сечениями
А~А и В—В окружная скорость нижнего ведущего вала будет больше окружной
скорости ив верхнего ведомого вала. При этом возникает так называемое поло-
135
Рис. 1.5.25. Схема скольжения
между валами
жительное скольжение (vH >о„) — ок-
ружная скорость ин ведущего вала пре-
вышает скорость ведомого. На участках
между концами валов и сечениями А~А
и В—В соотношение скоростей обратное:
ц, > 1>н , что обусловливает возникнове-
ние на этих участках так называемого Oi -
рицательного скольжения (окружная
скорость ведомого вала больше скорос-
ти ведущего).
При распределении бомбировки
между валами пропорционально их диа-
метрам и пропорциональном соотноше-
нии диаметров нижнего и верхнего ва-
лов посередине и по их концам скольжения, обусловленного бомбировкой, не
наблюдается:
21 = 4.
Рв D,’
где Рн, Рв — диаметры нижнего и верхнего валов по середине рабочей части;
Ри, Рв — диаметры нижнего и верхнего валов по концам рабочей части.
На основании теоремы пропорциональности получим
Р„ _ Р„ -Р„ _ к±
~Р^ ~ Пв-Р„ " кв
(1.5.78)
где кн = Ри - Ря, кв=Рв- Рв— соответственно бомбировка нижнего и верхнего
валов.
Поскольку общая величина бомбировки двух валов равна сумме ее состав-
ляющих, то
(1.5.79)
Совместно решая уравнения (1.5.78) и (1.5.79), получим
. . Рн . . Рв
к„= к ——ц— и к. = к-5— .
Д+Д Д + Д
При распределении величины бомбировки между двумя валами г jecca,
как и при бомбировке одного только вала, окружная скорость в разных сечени-
ях бомбированных валов различна (больше посередине, чем по концам). Одна-
ко разность этих скоростей при бомбировке обоих валов примерно вдвое мень-
ше, чем при бомбировке лишь одного вала, что уменьшает деформацию бумаги
и увеличивает срок службы резинового покрытия валов.
Бомбировка обоих валов пресса положительно влияет и на условия работы
прессовых сукон. Скорость прессового сукна вследствие разной окружной ско-
136
роста в различных сечениях бомбированных валов будет также больше посере-
дине, чем по краям. Об этом можно судить по положению контрольной цвет-
ной полосы, расположенной поперек сукна: она становится выпуклой в сторо-
ну движения сукна. При увеличении скорости сукна в средней его части
происходит перекос нитей и понижается водопропускная способность сукна, а
следовательно, сухость полотна б\ маги уменьшается.
Если величи на необходимой бомбировки распределена между двумя вала-
ми пресса, то разность скоростей по ширине сукна вгиду меньшей бомбировки
каждого вала уменьшается, что улучшает условия обезвоживания бумаги и
уменьшает износ сукна.
Распределение бомбировки на прессах пропорционально диаметрам валов
целее юбразно для валов всех типов.
оомбировка отсасывающих и многовальных прессов. При определении про-
гноз отсасывающего вала камерного типа, помимо собственного веса и линей-
ного давления между валами, следует учитывать нагрузку, обусловленную ва-
куумом. Небольшим смещением камеры от вертикали можно пренебречь, и
тогда нагрузку от вакуума считают направленной вниз вертикально:
=РьаЛ кгс>
где ph - вакуум в камере, кгс/см2; а0 —
ширина зоны отсоса камеры по хорде,
см; Ь9 — длина зоны отсоса камеры, см.
На горизонтальных многовальных
(трехвальных) прессах’(рис. 1.5.26) не-
подвижным на станине обычно уста-
навливается средний вал 2, а крайние
7 и 3 прижаты к среднему силами Pt
и Р3. При этом Р} < Р3. Соответствующи-
ми расчетами можно доказать, что по
сравнению с воздействием сил и Р3
прогибами валов в вертикальной плос-
кости от собственного веса можно пре-
небречь.
Для первой пары валов 1 и 2, проги-
бы которых направлены в одну сторону,
при / >f2 необходимая величина бомби-
ровки
^-2 = 2(/;-/2), (1.5.80)
а при /; </2 соответственно
^-2 = 2(4-/,), (1.5.81)
Рис. 1.5.26. Схема бомбировки
горизонтального трехвального пресса:
1—3 — валы
Конструкт. 1и прессов описаны в главе 2.5.
137
где f — прогиб вала 1 под действием силы Р{; f2 — прогиб вала 2 под дей-
ствием разности сил (Р3 - Р,).
Обычно/j >/г-
Для второй пары валов 2 и 3, прогибы которых направлены в противопо-
ложные стороны, необходимая величина бомбировки
*2-з = 2(А2 +/з), (1.5.82)
где/ — прогиб вала 3 под действием силы Ру
Общая бомбировка всей системы валов
^=^-2 + ^-з = 2О;+/з). (1-5.83)
При распределении бомбировки между валами следует учитывать удвоен-
ную величину бомбировки среднего вала, так как он соприкасается с двумя
крайними валами:
к = к. +2к, +к„ (1.5.84)
об 1 2 3’ х z
где к, к2, к3 — величина бомбировки первого, второго и третьего валов.
Для того чтобы прогиб валов соответствовал нагрузкам, действующим на
валы, бомбировка, которую следует придать валам 7 и 2 (или суммарно им
обоим), определяется уравнением
к{ + к2 = 2(4 -/2). (1.5.85)
Рис. 1.5.27. Схема
бомбировки вертикального
трехвального пресса:
1—3— валы;
4— механизм прижима
Бомбировку вала 3 устанавливают по урав-
нению (1.5.84) в зависимости от значений к{
и к2. Из уравнения (1.5.84) следует, что целе-
сообразнее бомбировать средний вал, так как
при этом уменьшается величина бомбировки
вала 3.
На вертикальных трехвальных прессах
(рис. 1.5.27), когда на станине неподвижно ус-
тановлен нижний вал, бомбировку пресса сле-
дует определять по тем же уравнениям, что и
для многовального каландра:
. „ 2(^G.,„+£G2,„)/>2(12/-7Z>)
/н 384ЕН/Н
(1.5.86)
где ^С?Ьл — общий вес всех валов; ^G2_„ —
общий вес всех подшипников валов, за ис-
ключением подшипников нижнего вала.
Если на станине неподвижно установлен
средний вал, то бомбировку следует опреде-
лять по уравнениям (1.5.80)—(1.5.85), как и для
горизонтального пресса. Однако при этом не-
138
обходимое усилие дополнительного прижима для нижнего (первого) вала со-
ставит:
где q^ — линейное давление между первым и вторым (средним) валами,
кгс/см; b — длина рабочей части вала, см; (7, — вес первого (нижнего) вала, кгс.
Для верхнего (третьего) вала усилие дополнительного прижима
Л = ?2-36 + G3>
где q2_3 — линейное давление между вторым (средним) и третьим вш ами,
кгс/см; G3 — вес верхнего (третьего) вала, кгс.
Первый (нижний) и третий (верхний) валы изгибаются в вертикальной
плоскости под действием сил Pt и Р3, а средний (второй) — в вертикальной
плоскости, но под суммарным воздействием сил собственного веса вала G2 и
разности сил линейных давлений (?2_3 — q3-2)b при условии, что <?2-з > q3-2-
На наклонных трехвальных прессах (рис. 1.5.28) обычно на станине непод-
вижно установлен средний вал и рычаги механизмов прижима перпендикуляр-
ны плоскости наклона. Тогда усилия Pt и Р3 дополнительного прижима нижне-
го и верхнего валов направлены в плоскости наклона:
Р} = д3-2Ь + C/cosy;
P3 = <M-C3COSY>
где у — угол между вертикалью и плоскостью наклона.
Для вычисления величины бомбировки необходимо определить прогибы ва-
лов в плоскости наклона. При этом следует учитывать, что валы 1 и 3 соответствен-
но изгибаются силами Р3 и Р3, а вал 2— разностью сил (Р3 — Р() и составляющей
собственного веса G2cosy. Прогибами от составляющей собственного веса валов
GjSiny в направлении, перпендикулярном
плоскости наклона, можно пренебречь: по
величине они невелики и близки между
собой. Поскольку эти прогибы направлены
в одну сторону, то суммарный прогиб, вли-
яющий на необходимую величину бомби-
ровки и равный разности прогибов, мал.
Для прессов с треугольным распо-
ложением валов прогибы под действием
линейного давления и собственного веса
можно разложить на составляющие в го-
ризонтальной и вертикальной плоско-
стях. Затем с учетом направления опре-
деляется суммарный прогиб для каждой
пары залов в горизонтальной и верти-
кальной плоскостях, а по уравнениям
(1.5.80) и (1.5.81)— искомая величина
бомбировки.
Рис. 1.5.28. Схема бомбировки
трехвальногс наклонного пресса:
1—3— валы; 4— механизм прижима
139
Бомбировка валов калавдров и суперкаландров. В прессовой части бумагоде-
лательных машин прессовые сукна, а также резиновая облицовка валов в ка-
кой-то мере могут компенсировать имеющееся иногда несоответствие между
величиной и профилем бомбировки, с одной стороны, и фактическим проги-
бом прессовых валов — с другой.
На каландрах и суперкаландрах, где нет сукон и облицованных валов, ука-
занное несоответствие не компенсируется, и поэтому требования к точности
бомбировки в отношении ее величины и профиля по длине вала более жесткие.
При отсутствии дополнительного прижима (аналогично бомбировке прес-
совых валов без дополнительного прижима) бомбируется только нижний вал
каландра (суперкаландра). Бомбировка этого вала равна удвоенному прогибу/;
рабочей части вала (1.5.86).
Жесткость нижнего вала Еп1„, имеющего отбеленный слой, определяется
как сумма жесткостей отбеленной Е\Ц и неотбеленной частей поперечного се-
чения данного вала:
При расчетах можно принять Ех = 1,4-106 кгс/см2 и Е2 = 1,05-106 кгс/см2.
Если валы каландра (суперкаландра) нагружены дополнительным прижи-
мом силами у
с каждой стороны, бомбировке подлежат нижний и верхний
валы — каждый на величину своего удвоенного прогиба.
Для нижнего вала справедливо уравнение
ки = 2/н =
2Е(?1.л+5}(?2.я+Р)62(12/-^)
384£н/н
(1.5.87)
а для верхнего
кк =2f„ =
2Pd4 (12/-76)
384£в/в
При многовальной системе любой средний (промежуточный) вал в отли-
чие от нижнего и верхнего соприкасается с двумя валами. В связи с этим вели-
чина бомбировки среднего вала соответствует удвоенной величине бомбировки
нижнего или верхнего вала. Так, например, если нижний вал имеет бомбиров-
КУ а средний (второй) вал — £2, то общая бомбировка £о6 = kt + 2к2.
На некоторых предприятиях бомбировку нижнего вала каландра, опреде-
ляемую по уравнению (1.5.86), распределяют между нижним и вторым снизу
валами: 90 % общей величины бомбировки придают нижнему валу, а 5 % —
второму снизу. Это происходит из-за повышенного износа концов нижнего вала
по сравнению с его серединой вследствие скольжения между валами, обуслов-
ленного бомбировкой одного только нижнего вала. Нижний вал каландра ме-
няют реже остальных, поэтому при распределении бомбировки между двумя
валами при повторной шлифовке второго вала можно уменьшить его бомби-
140
ровку на половину величины, на которую возросла бомбировка нижнего вала
вследствие износа его концов. Однако при указанном выше распределении бом-
бировки нарушается равномерность линейного давления по ширине бумажного
полотна в первую очередь между первым и вторым снизу валами, так как вто-
рой вал прогибается на величину, равную половине его бомбировки. Из анали-
за характера прогиба второго вала следует, что он прогнется вниз лишь в том
случае, когда давление по концам рабочей части между первым и вторым вала-
ми будет больше, чем посередине.
1.5.9. Возможные сочетания валов различных типов
В прессовой части на двухвальных прессах возможны следующие сочетания
валов обычной конструкции и валов, закрепленных посередине или вращаю-
щихся на оси:
1)оба вала (верхний и нижний) обычной конструкции (такое сочетание
применяется давно и было рассмотрено выше);
2) нижний вал обычной конструкции, верхний вал — закрепленный посе-
редине либо вращающийся на оси;
3) нижний вал — закрепленный посередине либо вращающийся на оси,
верхний вал обычной конструкции;
4) оба вала — закрепленные посередине либо вращающиеся на оси или
один вал — закрепленный посередине, а другой — вращающийся на оси.
Каждое сочетание осуществимо для вала, закрепленного посередине (или
вращающегося на оси), при Р > О, Р = 0 и Р < 0.
Проведенный анализ показал, что из всех сочетаний валов различных ти-
пов на прессовой части наиболее целесообразными являются два варианта:
1) нижний вал обычной конструкции и верхний вал — закрепленный по-
середине или вращающийся на оси при условии, что Р > 0 и прогибу нижнего
вала больше прогиба/в верхнего;
2) нижний и верхний валы — закрепленные посередине либо вращающи-
еся на оси при условии, что Р = 0.
В первом варианте сочетания (рис. 1.5.29, а) прогиб концов нижнего вала
обычной конструкции направлен вверх относительно середины и согласно урав-
нению (1.5.73):
((7„+(7В + P)l>2 (12/-76)
/н 384ЕН/Н
Согласно уравнению (1.5.39) направленный вверх относительно середины
прогиб концов верхнего вала
А=^-Р = -^-Р,
128ЕВ7В 128ЕВ/В
где Р = qb.
141
Рис. 1.5.29. Сочетание валов различных типов:
а — нижний вал обычной конструкции, верхний вал закреплен посередине
или вращается на оси при условии, что 0 > 0 и/н > fB; б— нижний и верхний валы
закреплены посередине или вращаются на оси при условии, что 0 = 0
Если в рассматриваемом случае бомбированы оба вала, то разность между сум-
мами радиусов по середине валов и в конпе их рабочей части должна быть равна
разности прогибов, так как прогибы валов направлены в одну и ту же сторону:
01 + г2) - (г{+ г') = (г,'+ г/ + /н - Л ) - «+ г') = fH- fB.
Следовательно, необходимое значение бомбировки составит:
Л = 2(Ан-/в), (1.5.88)
в отличие от сочетания валов обычной конструкции, когда к = 2(fH + f„).
Полученное значение бомбировки (уравнение (1.5.88)) остается в силе,
если бомбирован только один вал (нижний или верхний). Бомбированные валы
должны иметь обычную выпуклую форму.
Уменьшение необходимого значения бомбировки, равного не удвоенной
их сумме, а удвоенной разности прогибов, в отличие от валов обычной конст-
рукции, является несомненным преимуществом сочетания валов по первому
варианту. Еще большее значение имеет то, что при определенном, заранее рас-
считанном соотношении жесткостей одно и то же значение бомбировки будет
соответствовать разным значениям линейного давления между валами. Это про-
изойдет в том случае, когда разность прогибов валов постоянна и не зависит от
величины дополнительного прижима. Причем соотношение жесткостей валов
необходимо подобрать так, чтобы под воздействием одинаковой нагрузки оба
вала — нижний и верхний — прогибались на одну и ту же величину.
Нагрузка нижнего вала больше нагрузки верхнего на величину суммарного
веса обоих валов. Этот вес определяет величину прогиба нижнего вала и необ-
ходимую величину бомбировки валов.
Разность прогибов валов такова:
(G„+GB + P)l>2(12/-7f>) Pb’fi
" J‘ 384£н/н 128£в/в
142
(GH+(7В)62 (12/-76) />6*(12/-76) Pb'ft
384ДЛ 384EH7H 128EBZB ’ (L589)
Для того чтобы эта разность оставалась постоянной и не зависела от усилия Р
дополнительного прижима, необходимо соблюдение равенства
Pb2(12l-7b)_ РЬ3$
384EHZH ” 128EBZB ’
Отсюда соотношение жесткости валов должно быть таким:
ЕИ1И 12/-7Z»
EJB Здр ' (1.5.90)
Обычно для вала, закрепленного посередине, р = 0,4—0,5. При Р = 0,5 и
I = 1,2b необходимое соотношение жесткости валов имеет вид
5Л _12/-76_ (14,4-7)6
EBIB 3Z»p 360,5 ’ '
Для валов, вращающихся на оси, обычно Р = 0,85—0,95. При р = 0,9 и
I — 1,2b необходимое соотношение жесткости валов таково:
Ен/н 12/-76 (14,4-7)6
Ев/в 36р 360,9 ’ '
Как правило, указанные соотношения жесткости нижнего и верхнего ва-
лов могут быть осуществлены, когда верхним валом пресса является вал, за-
крепленный посередине или вращающийся на оси. Минимально допускаемые
размеры поперечного сечения верхнего вала, закрепленного посередине или
вращающегося на оси, определяют, исходя из условий прочности на изгиб, а
поперечного сечения нижнего вала — из необходимого соотношения жесткос-
ти валов. При этом нижний вал имеет большой запас прочности, так как раз-
меры его поперечного сечения выбраны с учетом необходимого соотношения
жесткости. Если верхний вал — вращающийся на оси (а не закрепленный посе-
редине), необходимое соотношение жесткости валов меньше, что позволяет
уменьшить размеры поперечного сечения нижнего вала.
Согласно уравнениям (1.5.88) и (1.5.89) независимо от усилия дополни-
тельного прижима необходимая величина бомбировки
Л = 2«-/в) = 2
(<7Н+<7В)62 (12/-76)
384Ен/„
(1.5.91)
Следует отметить, что сочетание валов, рассмотренное применительно к
обычным прессам, (нижний — обычной конструкции, верхний — закреплен-
143
ный посередине или вращающийся на оси) подходит и для отсасывающих прес-
сов так как характер изогнутых осей отсасывающих валов такой же, как и у
в<лов обычной конструкции.
При соответствующем подборе соотношения жесткости поперечного сече-
ния можно добиться того, чтобы прогибы валов были равны между собой. Для
этого необходимо подобрать такое соотношение жесткости, которое следует из
указанного равенства прогибов. Поскольку
(G„+GB + Р)Ь2 (12!-7Ь}
/и 384ДЛ
а
=_/#р_
J* 128£bZb ’
то
EIn GU+GB +Р I2l-7b
------(L5-92)
Уравнению (1.5.92) соответствует лишь одно частное значение усилия до-
полнительного прижима, поэтому при указанном соотношении жесткости не-
возможно изменить линейное давление между валами. В связи с этим такое
решение (выполнение условия равенства прогибов) нецелесообразно.
По второму варианту сочетания валов (рис. 1.5.29, б), когда нижний и верх-
ний валы закреплены посередине или вращаются на оси, прогибы концевых
сечений рабочей части валов относительно средних сечений равны нулю. При
этом валы не нуждаются в бомбировке (имеют цилиндрическую форму) неза-
висимо от усилия дополнительного прижима. Такое сочетание возможно лишь
для обычных неотсасывающих валов. Как уже было отмечено, изготовить отса-
сывающие валы закрепленными посередине или вращающимися на оси конст-
руктивно невозможно.
Следует учитывать, что при сочетании валов разных конструкций (по пер-
вому варианту) их изогнутые оси изменяются по различным законам. В связи с
этим в некоторых сечениях величина бомбировки может оказаться неравной
удвоенной величине разности прогибов валов, хотя бомбировка по середине
рабочей части вала соответствует прогибу данного сечения. Кроме того, для
вала, закрепленного посередине, было установлено, что при Р > О прогибы в
сечениях, отстоящих от середины вала на расстоянии 0,156, направлены про-
тивоположно прогибам его концов, а при Р = 0 все сечения, кроме концевых,
прогибаются незначительно. В связи с этим по первому варианту сочетания ва-
лов, соприкасающихся посередине и по концам, в отдельных сечениях по дли-
не валов будет зазор. Однако величина такого зазора невелика и для машины
шириной 2520 мм не превышает 0,014 мм. Вследствие наличия сукна и резино-
вой оболочки на нижнем валу такой зазор практически не оказывает никакого
влияния на нормальную работу машины.
144
но второму варианту сочетания валов, закрепленных посередине, расчет-
ная величина зазора в отдельных сечениях для машины шириной 2520 мм со-
ставляет 0,055 мм. Это примерно в четыре раза превышает зазор при сочетании
валов, когда нижний из ни^,— обычной конструкции, а верхний — закреплен-
ный посередине (первый вариант). При установке двух валов, вращающихся на
оси, величина зазора в отдельных сечениях для машины шириной 2520 мм
составляет 0,018 мм (в три раза меньше, чем для валов, закрепленных посере-
дине).
Таким образом, наиболее целесообразное сочетание валов обычной конст-
рукции с валами, закрепленными посередине, такое, когда нижний вал прес-
са — обычной конструкции, а верхний вал — закрепленный посередине (при
условии, что Р > 0 и прогиб нижнего вала больше прогиба верхнего). В этом
случае при заранее рассчитанном соотношении жесткости валов необходимая
величина бомбировки, являясь величиной постоянной, не будет зависеть от
линейного давления между валами; величина бомбировки, равная удвоенной
разности прогибов, — это небольшая величина, а максимальное расхождение в
отдельных сечениях между прогибами и бомбировкой меньше, чем при других
сочетаниях. Рассматриваемое сочетание валов применяется как на обычных,
так и на отсасывающих прессах, поскольку отсасывающие валы по характеру
изогнутой оси — валы обычной конструкции.
На прессовой части в обычных (неотсасывающих) прессах можно устано-
вить оба вала закрепленных посередине, при условии, что Р = 0. При этом
валы не требуют бомбировки. Однако суммарная величина прогиба друх валов
примерно в четыре раза больше величины расхождения между прогибами и
бомбировкой при сочетании вала обычной конструкции и закрепленного посе-
редине. Поэтому такое сочетание менее целесообразно, чем сочетание, при
котором нижний вал — обычной конструкции, а верхний — закрепленный по-
середине, так как трудности в работе машины, обусловленные большими про-
> ибами валов, вряд ли будут компенсированы преимуществами цилиндриче-
ских валов по сравнению с бомбированными.
Анализ особенностей применения валов, вращающихся на оси (шарнирно
закрепленных в двух сечениях), по сравнению с валами, закрепленными посе-
редине, приводит к следующим выводам.
Сочетание нижнего вала обычной конструкции с верхним валом, вращаю-
щимся на оси или закрепленным посередине, имеет одинаковые преимущества.
Отличие заключается в том, что для вала, вращающегося на оси, значения Р
больше, чем для вала, закрепленного посередине. Это согласно уравнению
(1.5.90) приводит к уменьшению (примерно вдвое) необходимого соотноше-
ния жесткости нижнего и верхнего валов. Жесткость нижнего вала должна быть
примерно в три раза больше жесткости верхнего. Это позволяет выполнить валы
с необходимым соотношением жесткости, а также использовать отсасывающие
валы небольшой жесткости.
Как было отменено, при одной и ~эй же жесткости прогибы валов, враща-
ющихся на оси, при условии, что Р = 0, примерно в три раза меньше прогибов
валов, закрепленных посередине. Применение в прессовой части машины ва-
145
лов, вращающихся на оси (нижнего и верхнего), не имеет преимуществ перед
сочетанием нижнего вала обычной конструкции и верхнего, закрепленного
посередине. Однако по сравнению с валом, закрепленным посередине, вал,
вращающийся на оси, изготовить труднее; усложняется и эксплуатация этих
валов ввиду периодической смазки подшипников и их замены. Поэтому можно
предположить, что валы, вращающиеся на оси, в ближайшее время не будут
широко распространены.
Сочетания валов для каландров и суперкаландров. При отсутствии дополни-
тельного прижима на верхний вал и при бомбировке нижнего вала соответ-
ственно величине прогиба и характеру изогнутой оси средние и верхний валы
каландров и суперкаландров в вертикальной плоскости не прогибаются. Поэто-
му они (средние и верхний валы) должны быть валами обычной конструкции,
которые более просты в изготовлении. Поскольку нагрузка на нижний вал, рав-
ная весу верхних валов, постоянна, то он имеет обычную конструкцию. При
этом необходимая величина бомбировки будет постоянной. Нижний вал может
быть закреплен посередине или вращаться на оси при условии, что Р = 0. Он не
должен быть бомбированным, в связи с чем улучшаются условия работы маши-
ны, так как окружная скорость по длине рабочей части валов постоянна.
При наличии дополнительного прижима нижний и верхний валы обычной
конструкции необходимо бомбировать, причем величина бомбировки зависит
от усилия дополнительного прижима. Поэтому целесообразно устанавливать
нижний и верхний валы, закрепленные посередине или вращающиеся на оси,
при условии, что Р = 0, и шлифовать их цилиндрическими. Жесткость этих
валов должна быть такой, чтобы максимальный прогиб не превышал 0,005—
0,010 мм. Средние валы следует устанавливать обычной конструкции.
При одной и той же жесткости, применяя шарнирно закрепленные валы
(при Р = 0) в качестве нижнего и верхнего валов каландра и суперкаландра,
получаем трехкратное уменьшение максимального значения прогиба по срав-
нению с прогибом валов, закрепленных посередине. Этим обусловлена воз-
можность получения прогиба в пределах 0,005—0,010 мм без значительного уве-
личения диаметров валов. Кроме того, либо в конструкцию приводного нижнего
вала каландра и суперкаландра должны быть внесены изменения, обеспечива-
ющие передачу крутящего момента от сердечника, соединенного с редуктором
привода, цилиндру, либо приводным должен быть цилиндр вала, что значи-
тельно усложняет его конструкцию. Поэтому можно предположить, что на ка-
ландрах и суперкаландрах валы, вращающиеся на оси, в ближайшее время так-
же не будут широко распространены.
1.5.10. Учет прогиба от поперечной силы
при сочетании валов разной конструкции
Величина прогиба от поперечной силы Q, по сравнению с прогибом от
изгибающего момента М (а следовательно, и по сравнению с суммарным про-
гибом от М и Q), в валах, как закрепленных посередине, так и вращающихся
на оси, больше, чем в валах обычной конструкции.
146
Рассмотрим влияние прогиба от поперечной силы при наиболее целесооб-
разном сочетании, когда нижним является вал обычной конструкции, а верх-
ним — закрепленный посередине или вращающийся на оси (при Р > 0). Общий
прогиб нижнего вала обычной конструкции равен сумме составляющих проги-
бов от изгибающего момента и поперечной силы согласно уравнениям (1.5.72)
и (1.5.45):
f =f .f +GB +P)b2 (121-7b) 5(G„+GK + P)b
Л. 384£HZH 36GM F„
п п мн n
а общий прогиб верхнего вала, закрепленного посередине или вращающегося
на оси, — сумме составляющих прогибов от изгибающего момента /из_ и попе-
речной силы f„t согласно уравнениям (1.5.39) и (1.5.48):
- . f = Pb3$ 5Р6р,
/об. /из.+Л. 128£ / + 36(7 F • (1.5.93)
В В MQ В
Аналогично ранее рассмотренному случаю при учете прогибов только от
изгибающего момента для этого сочетания валов необходимая величина бом-
бировки
А:=2(/о6и- Д). (1.5.94)
На основании уравнений (1.5.93) и (1.5.94) разность прогибов валов со-
ставляет:
_ (G„+GB)b2 (121-7b) Pb2(12l-7b)
J<*. 3UE„I„ 384EHZH
5(G„+GB)b 5Pb PZ>3p 5P6P,
36<7MHPH 36GMPH 128£B/B 36G4FB’
Эта разность останется постоянной и не будет зависеть от силы Р при условии
выполнения равенства
Pb2(l2l-7b) 5РЬ РЬ3$ 5(Q„+QB)b
384£/ + 36(7М F ~ 12S£ / + 36GM FB
п Н МН Н В В Mg в
или
b(\2l -7Ь) 5 й2р 53,
12Е Z + Gu F„ " 4EJB +G F '
H H Mjj rl В В Mg в
Примем Ен — 2,2(7М и Еп — 2,2(7М .
ж П Z Мц В 7 “в
147
Для пустотелых валов 1= (D2+ d2)(D2 — d2); F= ^(D2— d2). Следова-
тельно,
r_ 16/
D2+d2
Тогда
6(12/-7ft) 5-2,2(D2+d2) 3b2^ | 5-2,2(D2 + ^)P,
12£H/H + 16EH7H 12£B/B 16£BZB :
4b (121 - lb) + 33 (ZP +</’)_ 12Z»2p + 33 (DB2 + d2 )ft
48£H/H 48£BZB
Отсюда
_ 46(12/-76) + 33(Д><)
Е.Л 124!Р + 33(Р,! +<)р, ’
где 2)н, dn — наружный и внутренний диаметры нижнего вала; Рв, </в — наруж-
ный и внутренний диаметры верхнего вала.
Для упрощения вычислений по уравнению (1.5.95) следует задаться значе-
ниями диаметров DB и dB верхнего вала, длиной участка закрепления и вычис-
лить коэффициенты Р и р (. Затем необходимо задаться значением одного из
диаметров нижнего вала (более целесообразно — наружным), и тогда уравне-
ние (1.5.95) можно привести к биквадратному уравнению х4 + ах2 — 5=0.
Положительным и вещественным будет следующий корень этого уравне-
ния:
Согласно уравнениям (1.5.94) и (1.5.95) необходимая величина бомбиров-
ки окончательно примет вид
2( fo6„ /об,) ~ 2
(<7Н+<7„)/>2(12/-7/>)
384£н/н
5(<7„ +<7.)&
36<7МнГн
(1.5.96)
Анализ уравнений (1.5.95) и (1.5.90) показывает, что отношение жесткос-
ти валов при учете общего прогиба от изгибающего момента М и поперечной
силы Q примерно на 5—10% меньше отношения жесткости валов при учете
прогиба только от изгибающего момента. Это обусловлено тем, что удельное
148
значение прогиба от поперечной силы больше для вала, закрепленного посере-
дине, чем для вала обычной конструкции.
Если принять жесткость нижнего вала обычной конструкции неизменной,
то при учете общего прогиба (от изгибающего момента и поперечной силы)
жесткость верхнего вала, закрепленного посередине, будет больше жесткости
вала с учетом прогиба только от изгибающего момента.
Расчеты, произведенные по уравнениям (1.5.91) и (1.5.96) применительно
к машине шириной 2520 мм, показали, что необходимая бомбировка при учете
прогиба только от изгибающего момента на 0,01—0,02 мм больше величины
бомбировки при учете общего прогиба от изгибающего момента и поперечной
силы. Это расхождение близко к фактически возможной точности осуществле-
ния бомбировки на шлифовальных станках. Для вала, вращающегося на оси, по
сравнению с валом, закрепленным посередине, величина указанных выше рас-
хождений будет примерно вдвое меньше. Это происходит из-за того, что в об-
щем прогибе удельное значение прогиба от поперечной силы меньше для вала,
вращающегося на оси, чем для вала, закрепленного посередине.
В соответствии с произведенными расчетами можно рекомендовать опреде-
ление соотношения жесткости и величины бомбировки по уравнениям (1.5.90)
и (1.5.91), если длина валов более 2000 мм; лишь для более коротких валов
следует пользоваться уравнениями (1.5.95) и (1.5.96), учитывающими прогиб и
от поперечной силы.
1.5.11. Определение жесткости и величины бомбировки валов опытным путем
Модуль продольной упругости металлических отливок одного и того же мате-
риала может колебаться в пределах 5—10
состава шихты и условий литья, а модуль
упругости гранита — еще в больших пре-
делах. Момент инерции /поперечного се-
чения вала с учетом отклонения факти-
ческих размеров от номинальных также
вычисляют с точностью до нескольких
процентов. Вследствие колебания величи-
ны Е для одного и того же материала и
ввиду погрешностей при вычислении /
точность аналитического определения
жесткости вала не превышает 8—12 %. Для
повышения точности определения жест-
кости валов и необходимой величины
бомбировки целесообразно находить эти
величины опытным путем.
Валы обычной конструкции. Жест-
кость валов обычной конструкции мож-
но вычислить по их прогибу под действи-
ем сосредоточенной силы (рис. 1.5.30, а).
Нижний вал устанавливают в подшип-
%, а иногда и более, в зависимости от
Рис. 1.5.30. Определение жесткости вала
обычной конструкции опытным путем:
а — схема нагрузок на валы; б — расчетная
схема для определения прогиба вала
149
никах; посередине и по концам его рабочей части (снизу) располагают индика-
торы, установленные обычно на нулевую отметку. Затем на середину вала укла-
дывают деревянный брус (шириной 150—200 мм, чтобы не повредить резиновую
облицовку вала), нагружают вал сосредоточенной силой Qt, равной весу G„ верх-
него вала и усилию Р дополнительного прижима:
Qi-G. + P.
Под действием сосредоточенной силы вал прогнется, что будет отмечено по-
казаниями индикаторов. Разность/[между показаниями среднего и полусуммой
показаний крайних индикаторов является величиной прогиба рабочей части вала.
Поскольку индикаторы установлены по середине и по концам рабочей части вала,
прогиб цапф под действием сосредоточенной нагрузки и рабочей части вала от
собственного веса не влияет на разность показаний индикаторов в результате дей-
ствия на вал сосредоточенной нагрузки. Установка индикаторов с обоих концов
рабочей части вала и учет полусуммы их показаний устраняют погрешности, кото-
рые могут возникнуть при определении прогиба, если опоры вала с его лицевой и
приводной сторон под нагрузкой имеют разное перемещение.
Можно доказать, что при выбранной схеме нагрузки максимальный про-
гиб рабочей части вала, считая жесткость его поперечных сечений постоянной
по всей ее длине, таков:
Л-йИЙ'-4)- (1.5.97)
Из уравнения (1.5.97) следует, что жесткость рабочей части нижнего вала
Q^^l-b) (GB+P)b2 (31-b)
н н ’ 96Л 96/[
(1.5.98)
При определении жесткости рабочей части верхнего вала (рис. 1.5.30, б) ин-
дикаторы устанавливают по концам рабочей части и посередине на одну’ и ту же
отметку. Затем вал нагружают силой Р. Разностьмежду показаниями среднего и
полусуммой показаний крайних индикаторов представляет собой прогиб рабо-
чей части вала под действием сосредоточенной силы Р. Выражение для жесткости
верхнего вала, аналогично уравнению (1.5.98), имеет следующий вид:
Pb2(3l-b)
(1.5.99)
Во время испытания на жесткость изгибающие моменты в средней части
вглов возрастают на величину Мдоп =
(Gt + P)b
8
Соответственно, увеличива-
ются и напряжения изгиба. Однако в отличие от знакопеременных напряжений
в обычных условиях работы напряжения при испытании статические и, как
правило, не превосходят допустимой величины.
150
Зная величину прогиба вала под действием сосредоточенной нагрузки,
можно вычислить не только жесткость вала, но и необходимую величину бом-
бировки. При обычных условиях работы согласно уравнению (1.5.73) прогиб
рабочей части нижнего вала
(G„+GB +Р)Ь2 (\2l-7b)
J" 384£н/н
Подставив значение жесткости £„/„ из уравнения (1.5.98), получим
GH +Gt + Pl2l-7b
QB + P 12l-4b
(1.5.100)
При обычных условиях работы согласно уравнению (1.5.72) прогиб рабо-
чей части верхнего вала
РЬ2 (12/-76)
384£В7В
Подставив значение £в/в из уравнения (1.5.99), получим
12/-76
12/-46
(1.5.101)
Необходимая бомбировка будет такой: к = 2(f„+f,).
С учетом значений/, и/ по уравнениям (1.5.100) и (1.5.101) получим
G„+GB + P , . 12/-76
Если Рисп — усилие дополнительного прижима при определении прогиба
под действием сосредоточенной силы, а Р — усилие дополнительного прижима
при рабочих условиях, то можно показать, что величина бомбировки будет
такой:
GH+GB + P f Р f 12/-76
.(G. + Лс.) , + Лсп 2J 6/-26
Точность вычисления величины бомбировки путем опытного определения
прогибов по сравнению с аналитическим определением бомбировки повыша-
ется, так как исключается несоответствие расчетной жесткости по сравнению с
фактической. Кроме того, вместо абсолютных значений веса валов и усилия
Дополнительного прижима используется их соотношение, что также повышает
точность расчетов.
151
Валы, закрепленные посередине. При применении налов, закрепленных по-
середине, в сочетании с валами обычной конструкции должно быть выдержано
необходимое соотношение жесткости валов.
Ввиду того что жесткость валов аналитическим путем не может быть вычис-
лена с достат зчной точностью, необходимо определить опытным путем факти-
ческую жесткость валов (до покрытия их резиной) под действием сосредото-
ченной силы. Если фактическое соотношение жесткости валов не будет
соответствовать расчетному, то надо уменьшить жесткость одного вала, что
можно осуществить обточкой его по наружному диаметру.
Иногда жесткость валов определяют при помощи гидравлического пресс
опирая вал по концам его рабочей части. Если по середине рабочей части в ла
приложена сосредоточенная сила Р, то его прогиб
71 48£н/н ’
В зависимости от имеющегося оборудования нагрузку вала для опреде. >ения
жесткости вала, закрепленного посередине, можно осуществить по дву л схе-
мам. Согласно первой схеме (рис. 1.5.31, а) рабочая часть вала (цилиндр) опира-
ется по краям и нагрузка прикладывается в среднем его сечении. Втор .я схема
(рис. 1.5.31, б) отличается тем, что нагрузка прикладывается к конца 1 сердеч-
ника (на расстоянии от середины вала). Как показывают произв денные рас-
четы, при прочих равных условиях прогиб вала, нагруженного до первой схе-
ме, будет примерно на 25 % больше прогиба вала, нагружг иного по второй
Рис. 1.5.31. Определение жесткости вала, закреплен ног. посередине, опытным путем:
о — нагрузка приложена в среднем сечении; б— нагрузи приложена к концам сердечника
152
схеме. В связи с этим точность определения жесткости вала по первой схеме
выше. Следовательно, эта схема предпочтительнее.
Если пренебречь разной жесткостью сечений на участке закрепления и ос-
тальной части цилиндра, прогиб цилиндра под действием сосредоточенной силы
Р, нагруженного по схеме, изображенной на рис. 1.5.31, а. как известно, имеет вид
48£в/в ’
Можно показать, что с учетом суммарной жесткости на участке закрепле-
ния EJi и жесткости цилиндра на остальной его части EJ2 максимальный про-
гиб цилиндра
71 =9^а[265+^1“<Х)^с2~6/’2с~2с3Я' (1-5.102)
Обозначим ро отношение максимального прогиба / цилиндра (с учетом
разной жесткости на отдельных его участках) к максимальному прогибу f ци-
линдра, закрепленного в одном сечении: р0 = . Отсюда
РЬ3
Z=K/ = ^77Po. (1-5.103)
На основании уравнений (1.5.102) и (1.5.103) и учитывая, что E2I2 ~ EI,
получим
Р [263 + (1 - а) (бЬс1 - 6Ь2с - 2? )] p[f
Ро = 96ДЛ ‘ 48£/ =
(1 - a)(6b2c + 2с3 - бЬс1)
= 1 2Ь3 '
Пользуясь таким же мегсдом, можно показать, что максимальный прогиб
вала, 1 агруженного по второй схеме (см. рис. 1.5.31, б), имеет вид
7 = —[263 н 6bc2 - (1 - a) 6b2c - 6abcl + Зас2 (/ - Ь) - 2с3];
Ро=1-
(1 - а)6б2с + бабе/ + 2с3 - 66с2 - Зас2 (/ - Ь)
263
153
Если при испытании схема нагрузок вала обычной конструкции и закреп-
ленного посередине будет одной и той же (см. рис. 1.5.31, а), то прогиб нижнего
вала обычной конструкции
г _ Pb'
Ji 48Е„1„ ’
а прогиб верхнего вала
f - PZ>3Po
J1 48EJ„ ’
Теоретически необходимое соотношение жесткости валов согласно уравне-
нию (1.5.90) будет таким:
EJH 121-7b
EJ, 31$
Необходимая жесткость верхнего вала
Е-'- пГть (1-5104)
С учетом значения ЕВ1В по уравнению (1.5.104)
W0(12/-7Z>)
1 48EHZH3Z>P ’
п f
Поскольку ,
^toJdh 1 н
то получим следующее необходимое соотношение
прогибов валов при нагрузке их одной и той же сосредоточенной силой:
/2 =р012/-7/>
Z Р зь
При испытании нижнего и верхнего валов при разных схемах нагрузки (на-
пример, нижний — по схеме, изображенной на рис. 1.5.30, а, верхний — по
схеме, изображенной на рис. 1.5.31, а), с учетом того, что
96Е.Г. ‘Л’ МЕ.Г. ’
необходимое соотношение прогибов валов
Л _ Ро 2(12/-76)
Z Р 3(3/-*) ’
154
Если фактическое соотношение прогибов при испытании будет больше
теоретически необходимого, то следует уменьшить жесткость нижнего вала. Если
фактическое соотношение прогибов меньше теоретически необходимого, то
необходимо уменьшить жесткость верхнего вала.
1.5.12. Дополнительный прогиб валов силами, приложенными по концам
Для валов обычной конструкции при изменении линейного давления не-
обходимо менять и величину бомбировки. Для того чтобы можно было изменять
величину линейного давления при постоянной бомбировке, предложен метод
S
дополнительного прогиба валов силами —, консольно приложенными по кон-
цам валов (рис. 1.5.32), путем изменения величины и направления этих сил.
S _
В зависимости от направления сил у рабочая часть вала прогнется либо
кверху, либо вниз. Прогиб вверх увеличивает бомбировку вала, а прогиб вниз —
уменьшает.
Используя принятую методику, можно показать, что уравнение изогнутой
оси рабочей части вала (прогиб под действием сил у) будет иметь вид
У =
Sex2
~4Ё1’
где с — расстояние от оси подшипника до точки приложения сил.
b
При х = - максимальный прогиб рабочей части вала
г = Sct>2
1 ]6Е1
Сравним прогиб/j с прогибом^ от линейного давления между валами Q =
Рис. 1.5.32. Схема прогиба вала силами, консольно приложенными по концам
155
Qb2(l2l-7b) f _ Scb2 .Qb2(12l-7b) 24Sc
384 EI ’ f2 16 EI ' 384 EI ~Q(12l-7b)
Для наиболее часто встречающегося соотношения / = 1,2b
fi = 245с _.„Sc
/2 7,4bQ ’ Qb ‘
(1.5.105)
Примем, что линейное давление ^_2 меняется в пределах +10%. Тогда/
Qb
должно составлять 0,1/, и согласно уравнению (1.5.105) 5= 0,0308 —.
Увеличение расстояния с пропорционально уменьшает величину силы 5.
При применении этого метода на прессах можно ограничиться дополни-
тельным прогибом только одного вала (нижнего или верхнего), но на величи-
ну, равную суммарному изменению прогибов данных валов. На каландрах при
наличии дополнительного прижима (только так линейное давление может быть
изменено) и на суперкаландрах необходима установка двух механизмов для
дополнительного прогиба нижнего и верхнего валов.
Недостатки этого метода — возможность изменения линейного давления в
небольших пределах (±20—30 %), чтобы сила 5 не была слишком большой;
необходимость установки дополнительных подвижных подшипников и меха-
низмов прижима по концам валов; увеличение мощности, необходимой для
5
преодоления трения в подшипниках, так как если силы у направлены вниз
(для нижнего вала пресса), то они кроме консольных подшипников нагружают
основные подшипники; соединение нижнего приводного вала вследствие про-
гиба его конца с редуктором при помощи шарнира или гибкой муфты.
1.5.13. Замена бомбировки валов их перекосом
На двухвальных лощильно-калибровочных каландрах для отделки картона
вместо бомбировки применяется перекос валов. При этом валы шлифуют ци-
линдрическими и устанавливают один относительно другого непараллельно
(рис. 1.5.33, а). При перекосе валы будут соприкасаться друг с другом только в
одном сечении (посередине). Между остальными сечениями по длине валов
образуется зазор, который достигнет максимального значения в концевых се-
чениях.
Как видно на рис. 1.5.33, б, (R + ё)2= R2 + т2 или
R2 + 2Re + е2 = R2 + т2, (1.5.106)
Когда силы — направлены вверх, мощность, потребляемая всеми подшипниками
вала, почти не меняется, так как эти силы разгружают основные подшипники.
156
Рис. 1.5.33. Замена бомбировки валов их перекосом:
а — валы установлены с перекосом; б — расчетная схема
где R = ~й'2—“ — полусумма диаметров валов; т — смещение концевых сече-
ний валов в горизонтальной плоскости; е — зазор между валами в концевых
сечениях; (R + е) — расстояние между центрами валов в концевых сечениях.
В уравнении (1.5.106) значением е2 по сравнению с остальными слагаемы-
ми правой части можно пренебречь. Тогда
2 2
т т
е = — =-------.
2R D„ + Д,
Установим такое горизонтальное смещение концевых сечений валов, при ко-
тором зазор е между валами в концевых сечениях был бы равен суммарному мак-
симальному прогибу (f„ + fB) нижнего и верхнего валов в их средней части под
действием сил, нагружающих валы во время работы. При этом валы будут соприка-
саться друг с другом по всей длине их рабочей части. Поскольку е =f„ +fB, то
т2
= D„+DB'
Отсюда необходимое горизонтальное смещение валов
™=>.+/.Ж + Й.)
Поскольку указатели величины смещения расположены у подшипников,
то величина горизонтального смещения центров подшипников валов такова:
+ Ов),
D D
где /— расстояние между центрами подшипников; Ь — длина рабочей час-
ти вала.
Обычно максимальная величина смещения при ширине каландра 1000—
1500 мм не превышает 20—30 мм. Величина смешения т по длине вала изменя-
157
ется по линейному закону — от нуля в среднем сечении до максимального зна-
чения в концевых. Тогда закон изменения величины зазора е по длине вала
будет соответствовать уравнению дуги окружности. Как известно, уравнение
дуги окружности близко к уравнению изогнутой оси вала, нагруженного рав-
номерно распределенной нагрузкой.
Перекос валов взамен бомбировки применяется в тех случаях, когда ли-
нейное давление (а следовательно, и прогиб валов) в зависимости от вида
вырабатываемого картона и предъявляемых к нему требований меняется часто
и в широких пределах. Если валы бомбированы, то при изменении линейного
давления в целях сохранения его равномерности по длине вала величину бом-
бировки необходимо соответственно изменить. Если взамен бомбировки при-
меняется перекос валов, то при изменении линейного давления в целях его
равномерности по длине вала необходимо соответственно изменить величину
перекоса, что осуществляется легко и быстро с помощью специального уст-
ройства.
Метод перекоса валов вместо бомбировки применяется на каландрах, пред-
назначенных только для листового картона, так как при пропуске между непа-
раллельными валами листы испытывают деформацию сдвига в направлении,
перпендику тярном их движению, и смещаются в сторону. Величина смещения
зависит от величины перекоса валов.
1.5.14. Шлифование и бомбировка валов
Как цилиндрические, так и бомбированные валы бумаго- и картонодела-
тельных машин должны иметь гладкую и чистую поверхность. Цилиндрические
валы, кроме того, должны обладать правильной геометрической формой, а
профиль бомбированного вала — соответствовать уравнению изогнутой оси. Для
поддержания поверхности валов в хорошем состоянии их периодически шли-
фуют на шлифовальных станках, снабженных, как правило, устройством для
бомбировки.
Воздействие шаберов (на грудном, сегковедуших, верхних валах прессов и
валах каландра), скольжение между валами и возникающие между ними контакт-
ные напряжения вызывают износ рабочей поверхности валов. На быстроходных
бумагоделательных машинах при воздушной заправке полотна бумаги между ва-
лами каландра возможно попадание комков бумаги, вследствие чего верхний и
следующие за ним несколько средних валов приподнимаются на 0,5—1,5 мм, а
затем падают на нижележащий вал. Из-за этих ударов на поверхности валов обра-
зуются площадки остаточной деформации и валы приобретают граненость.
Износ валов от трения шаберов зависит не только от скорости вала и дав-
ления шабера, но и от твердости материалов, из которых изготовлены сопри-
касающиеся вал и шабер. При правильном подборе твердости’ и применении
лзижущихся и гибких шаберов износ валоз уменьшается.
вердость металлических шаберов прессовых в шов и сушильных цилиндров долж-
на быть на 40—50 единиц по Бринеллю меньше твердости вала (цилиндра). Твердость
шаберов для валов каландра обычно составляет 160—180 единиц.
158
Валы бумаго- и картоноделательных машин могут нуждаться или в систе-
матическом шлифовании через небольшие промежутки времени (от 2 до 24
месяцев), или в эпизодическом шлифовании через значительные промежутки
времени (один раз в 3-10 лет, а иногда и реже). К первым относятся валы
прессов, сукномоек, каландров и набивные валы суперкаландров, а также верх-
ний обрезиненный вал отсасывающего гауча, ко вторым — грудной, регистро-
вые, сетко-, сукно- и бумаговедущие валы, нижний вал гауча, металлические
валы суперкаландров, несущие валы продольно-резательных станков, тяговые
валы саморезок и др.
Сушильные цилиндры не являются валами, но они также подвергаются
шлифованию. Сушильные цилиндры обычных бумагоделательных машин, в
основном имеющие диаметр 1500 мм, шлифуют в порядке исключения лишь
при значительном повреждении их поверхности шаберами. Следует учитывать,
что при шлифовании уменьшается диаметр сушильного цилиндра, а так как
при групповом приводе невозможно регулировать соотношение окружных ско-
ростей отдельных цилиндров, то изменение натяжения бумаги вследствие шли-
фования цилиндров может привести к обрыву бумажного полотна в пределах
приводной группы. Это и ограничивает возможность шлифования отдельных
цилиндров.
Гладильные цилиндры самосъемочных машин и для производства односто-
ронне гладких видов бумаги необходимо шлифовать периодически, один раз в
5—10 лет, для того чтобы поддерживать их поверхность в гладком состоянии,
необходимом для получения бумаги высокой гладкости. Ввиду сложности де-
монтажа и транспортировки гладильных цилиндров, а также ввиду отсутствия
шлифовальных станков соответствующих размеров гладильные цилиндры иногда
шлифуют непосредственно на бумагоделательной машине при помощи специ-
ального приспособления. Оно состоит из суппорта со шлифовальным кругом,
перемещающегося по направляющим, установленным на основных станинах
сушильного цилиндра. При этом способе шлифования чистота, гладкость и точ-
ность геометрической формы цилиндра меньше, чем при шлифовании на спе-
циальном станке.
Шлифовальные станки для шлифования валов бумаго- и картоноделатель-
ных машин в зависимости от компоновки основных узлов можно разделить на
два типа:
1) с одной общей станиной, на которой устанавливается шлифуемый вал и
перемещается суппорт со шлифовальным кругом;
2) с отдельными стойками для шлифуемого вала, не связанными со стани-
ной, по которой перемещается суппорт со шлифовальным кругом.
У станка первого типа общая станина обеспечивает необходимую парал-
лельность продольной оси вала и направляющих станин, по которым движут-
ся суппорт с шлифовальным кругом. Недостаток этого типа станков заключа-
ется в том, что максимальный диаметр шлифуемых валов ограничен значением
поперечного перемещения суппорта, которое, в свою очередь, определяется
максимальной шириной станины. Шлифуемый вал опирается на основную
станину, что вследствие неизбежной деформации станины понижает точность
шлифования.
159
Преимуществом второго типа станков является то, что на них можно шли-
фовать валы больших диаметров, а также сушильные цилиндры, так как стойки
или подшипники, на которых устанавливается шлифуемый вал. можно пере-
мешать перпендикулярно продольной оси станка. Недостаток этих станков —
необходимость тщательной установки оси шлифуемого вала параллельно ста-
нине станка. На бумажных предприятиях применяют станки обоих типов, одна-
ко предпочитают станки второго типа, на которых возможно шлифование и
сушильных цилиндров.
На данных станках шлифуемый вал вращается от электродвигателя с регу-
лируемым числом оборотов через редуктор. Шлифовальный круг перемещается
вдоль оси вала через коробку скоростей от электродвигателя, приводящего в
движение шлифуемый вал, либо от отдельного электродвигателя с регулируе-
мым числом оборотов. Шлифовальный круг приводится во вращение отдель-
ным электродвигателем с регулируемым числом оборотов. Для уменьшения
вибоаций шлифовального круга его привод обычно осуществляется при помо-
щи клиноременной передачи.
Шлифуемый вал устанавливается своими цапфами в подшипниках, и это
обеспечивает концентричность рабочей говерхности вала и цапф. В станках,
снабженных для бомбировки копирной линейкой, валы при бомбировке необ-
ходимо устанавлш зть симметрично сепедине последней. Поскольку редуктор и
электродвигатель привода вала перемещаются не вдоль станка, а лишь перпен-
дикулярно его оси, то для шлифования валов разной длины выходной вал ре-
дуктора может выдвигаться, соединяясь со шлифуемым валом при помощи
шарнира Гука
Окружные скорости приводных валов на бумаго- и картоноделательных ма-
шинах регулируются изменение' i числа оборотов привода, поэтому нет необхо-
димости в жестких допусках к номинальному значению диаметта рабочей части
вала. Жесткие требования предъявляются к значению конусности, овальности и
отклонения вала от правильной геометрической формы. В связи с этим применя-
емые на шлифовальных с. анках мерительные скобы предназначены для измере-
ния не номинального значения диа-
метра вала, а его относительных
отклонений — при поме ши индика-
тора с ценой деления О , J02—0,005 мм.
На большинстве шлифоваль-
ных станков мож ю шлифовать (за-
тачивать) шаберы бумагоделатель-
ных и отделочных машин и ножи
механизмов поперечной резки бу-
магорезательных машин. Для этого
имеется специальная чугунная бал-
ка, устанавливаемая на стойках, где
обычно располагается шлифуемый
вал. Шаберы (ножи) закрепляются
на балке при помощи накладки и
болтов.
Рис. 1.5.34. Схема >стройства
для бомбировки с угловым рычагом:
1 — вал; 2 — шлифовальный круг;
.? _ угювой рычаг
160
Рис. 1.5.35. Схема устройства для
бомбировки с горизонтальным рычагом:
1 — вал; 2 — шлифовальный круг; 3 — рычаг
Шлифовальные станки имеют
специальное устройство для бомби-
ровки. Различают две принципиальные
схемы таких устройств. По первой схе-
ме (рис. 1.5.34) шлифовальный круг
располагается на конце вертикальной
части углового рычага, шарнирно за-
крепленного на суппорте станка. При
перемещении суппорта со шлифо-
вальным кругом от середины к концу
вала горизонтальная часть рычага приподнимается и шлифовальный круг при-
ближается к валу. При этом диаметр вала по концам уменьшается по срав-
нению с диаметром его посередине. По второй схеме (рис. 1.5.35) шлифоваль-
ный круг установлен на горизонтальном рычаге. Когда круг расположен по
середине вала, рычаг занимает наклонное положение и ось круга находится
выше оси вала. По мере продвижения круга от середины к концу вала второй
конец рычага поднимается, а конец рычага, на котором расположен круг, опус-
кается и ось круга понижается, что уменьшает диаметр концевых сечений вала
по сравнению с диаметром вала посередине.
Рис. 1.5.36. Профиль бомбировки вала
161
Профиль бомбированного вала определяется кривизной копирной линей-
ки. На современных станках профиль копирной линейки соответствует уравне-
нию изогнутой оси вала (обычно при / = 1,2b).
Поскольку уравнение изогнутой оси близко к уравнению дуги окружности
большого диаметра, воспользуемся им для контроля профиля бомбированного
вала. В результате получим, что в рассматриваемом сечении бомбировка
I А) I
b
где J, _ расстояние сечения от середины вала; Ьо= — —- половина длины рабо-
чей части вала.
Если разделить половину длины рабочей части вала на 10 равных частей, то
величина бомбировки в отдельных сечениях будет равна квадратов первых
десяти чисел (рис. 1.5.36).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы основные типы валов на БКСМ?
2. Какие покрытия валов применяются на БКСМ?
З. По каким параметрам проводится расчет валов БКСМ?
4. Приведите порядок расчета прогиба валов.
5. Приведите порядок расчета критической угловой скорости валов.
6. Какие бывают конструкции подшипниковых опор валов БКСМ?
7. Расскажите об уравновешивании валов БКСМ.
8. Что собой представляет бомбировка валов?
9. В чем заключается определение жесткости и значения бомбировки валов опыт-
ным путем?
10. Что собой представляет шлифование и бомбировка валов?
162
РАЗДЕЛ 2
ОСНОВНЫЕ ЧАСТИ И СИСТЕМЫ БКСМ,
ПРОЕКТИРОВАНИЕ МАШИН
2.1. ПРОЕКТНАЯ ДОКУМЕНТАЦИЯ
Вследствие сложности конструкций машин и узлов, технологических осо-
бенностей многих способов производства бумаги и картона поточную линию
бумагоделательной машины проектирует группа специалистов, состоящая из
технологов, конструкторов, машиностроителей, специалистов по электропри-
воду, автоматизации и др.
Согласно ГОСТ 2.103—68 проектирование оборудования осуществляется по
следующим стадиям разработки конструкторской документации: техническое
предложение, эскизный проект, технический проект и рабочая конструкторс-
кая документация.
Техническое предложение (ГОСТ 2.118—73) должно содержать техническое и
технико-экономическое обоснования целесообразности разработки документа-
ции машины на основании анализа технического задания заказчика и различных
вариантов возможных технических решений машины, сравнительной оценки
машины, решений с учетом конструктивных и эксплуатационных особенностей
разрабатываемой машины и патентных исследований. Техническое предложение
после согласования и утверждения в установленном порядке является основани-
ем для разработки эскизного и технического проекта.
Эскизный проект (ГОСТ 2.119—73) должен содержать принципиальные
конструктивные решения, обеспечивающие технологические требования. Эс-
кизный проект после согласования с заказчиком и утверждения в установлен-
ном порядке служит основанием для разработки технического проекта.
Технический проект (ГОСТ 2.120—73) должен содержать окончательные
технические решения, дающие полное представление об устройстве машины,
и исходные данные для разработки рабочей конструкторской документации.
Рабочая конструкторская документация предназначена для изготовления
Деталей, узлов, сборочных единиц и всей машины в целом.
Обычно рабочая конструкторская документация разрабатывается на заво-
де —- изготовителе машины. Одновременно с разработкой рабочей документа-
ции проводится технологическая проработка узлов и деталей в условиях конк-
163
ретного машиностроительного завода и решаются вопросы технологической
оснастки и приспособлений, необходимых в процессе изготовления деталей и
сборки узлов и машины в целом.
При проектировании БДМ, КДМ и СМ в настоящее время в России сложи-
лась следующая практика. По ГОСТ 2.103-68 “Стадии разработки” техническое
задание на проектирование машин должен разрабатывать заказчик. Однако пред-
приятие ЦБП-заказчик, ставя задачу перед проектной машиностроительной орга-
низацией о проектировании БДМ, обычно может выдать лишь ограниченное
число параметров (вид продукции, обрезная ширина полотна, годовая произво-
дительность, обеспеченность сырьем, электроэнергией, паром, водой, химика-
тами, габариты здания и др.) и поэтому поручает разработку технического зада-
ния проектировщику, имеющему большой опыт проектирования современных
машин. При разработке технического задания проектировщик недостающие дан-
ные получает у заказчика.
техническое задание, разработанное проектной организацией по исходным
данным заказчика, фактически является техническим предложением. После его
согласования с заказчиком и утверждения проектная организация начинает раз-
работку технического проекта. Поэтому в последние годы в связи с накопленным
опытом проектирования современных БДМ, наличием большого количества раз-
работанных типовых конструктивных решений отдельных узлов и сборочных еди-
ниц проектирование чаше всего осуществляют в три стадии: техническое зада-
ние, технический проект и рабочая конструкторская документация.
В дипломных проектах, когда студенту выдаются выборочные исходные дан-
ные на проектирование машины (например: “Бумагоделательная машина для
выработки ... бумаги обрезной шириной полотна ... мм, годовой производи-
тельностью ... тыс. т с конструктивной разработкой прессовой части”), студент
разрабатывает неполное техническое задание по всей БДМ и конструктивно
конкретную часть с отдельными узлами на стадии технического проекта.
Проектирование машины начинается с изучения и анализа конструкций
существующих отечественных и зарубежных машин подобного типа, научно-
исследовательских работ в этой области. Проводится патентный поиск. На осно-
вании таких материалов эскизно прорабатывается структура отдельных частей
машины, составляется ее схема.
Задача проектировщика — выбрать и составить схему машины для изготов-
ления бумаги или картона, принимая наиболее эффективное оборудование,
обеспечивающее оптимальный вариант с максимальным экономическим эф-
фектом и конкурентоспособностью.
В техническом задании должны быть отражены общие вопросы по БДМ:
вид бумаги и масса 1 м2 бумажного полотна, композиция бумажной массы,
обрезная ширина полотна; скорости машины — максимальная рабочая при наи-
меньшей массе 1 м2 бумаги, расчетная рабочая, вспомогательная и по приводу;
объемная масса бумаги; расчетное количество часов работы машины в сутки,
дней — в году; коэффициент эффективного использования машины; количе-
ство обслуживающего персонала, диаметр рулона на накате и его масса; грузо-
подъемность крана по наиболее тяжелому узлу машины и др.
Должна быть разработана общая технологическая схема поточной линии с
определением габаритов частей и всей машины и увязкой их с габаритами зда-
164
ния, указанием мест подвода воды, сброса отходов, энергетических питающих
сетей и геологического строения почвы. Определяется этажность зданий и воз-
можность углублений для создания колодцев.
Далее производится проектирование каждой части машины: участок под-
готовки бумажной массы, сеточная, прессовая, сушильная части, каландр,
накат и отделочное оборудование.
В техническом задании по сеточной части с плоской сеткой должны быть
отражены: длина сеточного стола; типы обезвоживающих элементов и их количе-
ство; тип напорного ящика; передача полотна с сеточной в прессовую часть;
вакуум в местах отсоса; тип сетки и способ ее замены; сухость полотна после
сеточной части и др.; по прессовой части: типы прессов, их количество и схема
заправки полотна; габариты прессовой части; вакуум в камерах валов и сукномо-
ек; характеристика прессовых сукон (тип, вытяжка, масса 1 м2, натяжение); обо-
рудование для кондиционирования прессовых сукон; возможность замены валов
и сукон; по сушильной части: число и диаметр сушильных цилиндров, их распо-
ложение; давление пара; ориентировочный график сушки; характеристика при-
вода сушильной части; устройства для интенсификации процесса сушки, поверх-
ностной проклейки бумаги и мелования; общая длина сушильной части.
В целом по БДМ в техническом задании рассматривают следующие вопросы:
задание на разработку регулируемого привода;
исходные данные на проектирование теплорекуперационных установок,
автоматического пожаротушения под колпаком машины;
задание на программное обеспечение распределительной микропроцессор-
ной системы;
аналоги проектируемой БДМ;
экономические показатели (годовой экономический эффект от внедрения
БДМ, включая лимитную цену и ее обоснование);
технический уровень и качество продукции;
патентные исследования;
возможность применения в данной разработке известных прогрессивных
решений и др.
Неотъемлемой частью технического задания является схема массоподводя-
щей системы и схема БДМ с необходимыми размерами по длине.
В техническом проекте разрабатывается окончательная конструкция маши-
ны. Дополнительно должны быть отражены следующие вопросы:
расчет технологических процессов в целях согласования производительно-
сти по обезвоживанию массы на отдельных машинах (частях БДМ), входящих в
поточную линию;
расчеты на прочность и надежность элементов;
расчет мощности привода;
разработка мер по виброустойчивости конструкции машины и по ограни-
чению уровня шума;
разработка основных требований по надежности с определением периодов
н°Рмальной эксплуатации машины;
разработка системы технической диагностики во время эксплуатации ма-
шины;
165
блочность конструкции;
разработка требований по точности монтажа;
разработка инструкций по эксплуатации.
В комплект документации технического проекта входят:
чертежи общего вида машины, комплексных групп и отдельных сборочных
единиц;
схемы в соответствии с ГОСТ 2.701-76;
пояснительная записка;
задание на фундамент;
ведомость технического проекта.
В комплект рабочей конструкторской документации входят:
сборочные чертежи;
чертежи деталей;
спецификации;
техническое описание;
схемы;
инструкции по эксплуатации;
монтажные чертежи;
инструкции по монтажу;
ведомость покупных изделий, ЗИП;
ведомость спецификаций, перечень отправляемой документации и товар-
ных узлов;
задание на фундамент машины и др.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие специалисты совместно проектируют БДМ (КДМ, СМ)?
2. Каковы стадии проектирования промышленного оборудования согласно ГОСТ
2.103-68?
3. Какая сложилась в России практика проектирования БДМ (КДМ, СМ)?
4. Какие вопросы должны быть отражены в техническом задании на БДМ?
5. Что представляет собой технический проект БДМ?
6. Что входит в комплект рабочей конструкторской документации на БДМ?
2.2. ТЕХНОЛОГИЧЕСКАЯ СХЕМА БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ.
ОБОРУДОВАНИЕ ДЛЯ ПОДГОТОВКИ БУМАЖНОЙ МАССЫ
Технологические процессы и схемы бумага-, картоноделательных и сушиль-
ных машин, работающих по методу НРВО*, в целом идентичны. Они определя-
ются видом вырабатываемой продукции и производительностью машины. При
этом схемы машин, вырабатывающих одинаковую продукцию, в основном
' Метод НРВО производства бумаги (картона): Н — непрерывный, Р — с исполь-
зованием растительных волокон, В — с использованием воды, О — главная технологи-
ческая операция — осаждение волокон на сетке (см. раздел 1.3).
166
отличаются друг от друга количеством и типоразмерами установленного в по-
токе оборудования и обвязкой его коммуникациями.
Основными исходными данными для разработки машины являются ее го-
довая производительность, вид и композиция продукции. Годовая производи-
тельность машины оценивается количеством упакованной продукции. При этом
расчетный год принимается равным 365 суткам (8760 ч). В течение года предус-
матривается 10 суток на капитальный и 10 суток на планово-предупредитель-
ный ремонты, поэтому машина в рабочем режиме в году находится в течение
345 суток.
Расчет суточной производительности машины производится по формуле
бсуг = О™ КЛЛз/345, т/сут,
где (2Г0Д — годовая производительность; К, — коэффициент, учитывающий по-
тери товарной продукции на холостом ходу, в браке, при обрывах, резке и
отделке; К2 — коэффициент использования скорости машины; К3 — коэффи-
циент расчетного числа часов работы машины в сутки.
Значения коэффициентов для ряда основных видов продукции представле-
ны в табл. 2.2.1.
Далее составляется принципиальная технологическая схема автоматиче-
ской системы машин, входящих в БДМ (КДМ, СМ — рис. 2.2. Г.-----бумага,
бумажная масса, свежая вода; = — оборотная вода;----воздух;-------пар;
— электроэнергия; rrrz — конденсат;---- — оборотный брак). Данная
система, помимо основных частей БДМ, включает в себя ряд подсистем, таких
как подсистемы составления композиции; разбавления, очистки и подачи мас-
сы на машину; водопользования; вакуумная; переработки и удаления брака;
кондиционирования одежды; энерго- и пароснабжения; автоматизации управ-
ления машиной и др. Отказы или неудовлетворительная работа любой подсис-
темы приводят к отказам или снижению работоспособности всей системы и
отражаются на качестве или количестве продукции.
Составление технологической схемы машины следует производить на ос-
новании анализа аналогичных машин с соблюдением норм расхода воды, во-
локна, наполнителей (табл. 2.2.2), а также с учетом новых технических реше-
ний, применяемых в проектах.
Таблица 2.2.1
Коэффициенты расчета производительности
Коэф- фици- ент Вид вырабатываемой продукции Бумага
газетная типограф- ская, офсет- ная, писчая мешочная, оберточная для гофриро- вания Картон
Л1 0,92 0,92 0,965 0,975 0,975
0,9 0,9 0,9 0,9 0,9
EZZZJ 0,9 0,9 0,95 0,95 0,95
167
Дозаторы
Рис. 2.2.1. Принципиальная технологическая схема бумагоделательной машины
168
Таблица 2.2.2
Удельные нормы, применяемые при проектировании
Показатель Бумага
газетная типограф- ская писчая № 2 мешочная
Расчетная влажность, % 8 7 7 8
Расчетная зольность, % До 5 18-23 > 6 —
Брак на машине
Общий брак, % 6 6 6 4,5
В том числе:
попери от холостого хода 4 4 4 2,5
Мокрый брак 2 2 2 2,0
Брак в отделочном цехе
Бумага, %:
рулонная 1,5-2,5 2,5 2,5 2,5
листовая — 5,0 5,0 —
Брак на суперкаландрах, % — 1 1 —
Провал волокна, % 1 1 1 0,5
Удельный расход свежих волокон, кг/т бумаги, при
зольности:
5% 1055 — — 1050
6% 1033 — 978 —
14% — 872 — —
23% — 819 — —
Удельный расход химика- тов, кг/т бумаги
Канифоль — 5,0 30,0 5,0
Едкий натр — 0,5 3,0 0,5
Сода — 0,7 4,0 —
Сернокислый алюминий 12 30,0 50,0 30,0
Удельный расход каолина, кг/т бумаги 30 250-320 82 —
Удержание каолина, кг/т бумаги 60 80 80 —
Полиакриламид 0,15 0,25 0,15 —
Удельная норма расхода свежей воды, м3/т 55 85 85 50
Удельная норма расхода оборотной воды, м3/т 250 265 । 265 । 265
169
Согласно технологической схеме и принятым нормам рассчитывается ба-
ланс воды и волокна, по которому определяются основные параметры обору-
дования, типоразмеры арматуры и диаметры трубопроводов.
2.2.1. Составление композиции бумажной массы
В состав композиции бумажной массы, подаваемой на машину (в машин-
ный бассейн) из размольно-подготовительного отдела (РПО), входит несколь-
ко видов волокнистых и неволокнистых компонентов. Число компонентов сме-
си для некоторых видов бумаг достигает 10-12. Дозировка волокнистых
компонентов производится, как правило, в смесительный бассейн в РПО, куда
также подаются и некоторые наполнители. В зависимости от вида бумаги (кар-
тона) дозировка наполнителей помимо смесительного бассейна, может произ-
водиться в системе короткой циркуляции — в машинный бассейн и на вход
смесительного насоса. Автоматическое составление композиции бумажной мас-
сы осуществляется с учетом изменения уровня массы в смесительном бассейне
либо в зависимости от расхода целлюлозы. Для регулирования композиционно-
го состава применяются системы, состоящие из взаимосвязанных регуляторов
расхода и соотношения отдельных компонентов. Системы управления компози-
цией должны обеспечить заданную точность дозирования компонентов, про-
порциональное изменение расхода каждого компонента смеси при изменении
производительности, перераспределение заданного соотношения компонентов
в случае необходимости. Управление композиционным составом оптимально,
если удается сократить расход дорогостоящих материалов за счет увеличения
расхода более дешевых.
2.2.2. Система оборудования для подготовки бумажной массы
Составленная в РПО композиция после машинного бассейна 1 (рис. 2.2.2)
разбавляется до нужной концентрации из бака 2 постоянного напора для обо-
ротной воды и подается насосом Н-1 в бак 2'постоянного напора для готовой
массы. В напорную магистраль насоса Н-1 включаются регулятор концентрации
(РК) и байпасная магистраль мельницы (М) для выравнивания помола массы.
Бак постоянного напора для массы оборудуется регулятором уровня (РУ).
Из бака постоянного напора масса проходит через магнитный сепаратор 3
и поступает на вход смесительного насоса Н-4 для подачи в первую ступень
вихревых очистителей 4, предварительно смешиваясь с массой после сортиров-
ки <? и с оборотной водой из сеточной части БДМ. После первой ступени вихре-
вых очистителей (центриклинеров) очищенная масса поступает в декулатор 5
для очистки от воздуха. В декулаторе вакуум создается вакуум-насосом ВН-2 с
водоотделителем. Из декулатора масса, смешиваясь с оборотной водой и сли-
вом оборотной массы из напорного ящика, перекачивается насосом Н-5 в ма-
шинные сортировки 6. После сортировок она подается в напорный ящик по
трубопроводу, снабженному гасителем колебаний давления 9.
Отходы от первой ступени вихревых очистителей насосом Н-3 подаются во
вторую ступень 4". Отсортированная масса после второй ступени смешивается
170
Оборотная вода с БДМ
Рис. 2.2.2. Схема подготовки бумажной массы перед БДМ
с массой, идущей от магнитного сепаратора. Отходы второй ступени вихревых
очистителей насосом Н-2 подаются в третью ступень вихревых очистителей 4"',
после которой годная масса идет на вход насоса Н-3. Отходы от третьей ступени
направляются в канализацию.
Отходы от сортировок 6 подаются в сборник 7, откуда насосом Н-6 — на вто-
рую ступень сортирования 8. Годная масса после сортировки 8 поступает на вход
насоса Н-4, а отходы через сборник 7— в размольно-подготовительный отдел.
Представленную на рис 2.2.2 схему следует рассматривать как наиболее
полную, характерную, например, для производства газетной бумаги при высо-
ких скоростях машин. При меньшей скорости нет необходимости в установке
декулатора, необходимая деаэрация массы может быть достигнута на вихревых
конических очистителях.
Также и при использовании товарной целлюлозы в качестве полуфабрика-
та не возникает необходимости в установке центриклинеров ввиду достаточной
очистки целлюлозы при ее производстве; однако необходима установка ма-
шинных сортировок для удаления комков массы, остающихся после роспуска.
В потоках часто не устанавливаются магнитные сепараторы и т. д.
Представленная схема предназначена для производства однослойной про-
дукции (бумага, картон, товарная целлюлоза). При многослойной продукции
(например, картон) для каждого слоя необходима своя схема подготовки массы.
Наконец, так как в данной схеме в пределах машины циркулирует подсе-
точная вода, отводимая от сеточной части, эта схема имеет название схемы
короткой циркуляции.
Циркуляция подсеточной воды и брака за пределами машины происходит
в рамках расширенной (длинной) схемы циркуляции.
2.2.3. Машинный бассейн
Рис. 2.2.3. Машинный
(вертикальный) бассейн
Готовая композиция бумажной мас-
сы собирается в машинном бассейне. По
форме бассейны могут быть горизонталь-
ными и вертикальными.
Горизонтальные бассейны применя-
ются на машинах старых конструкций,
новые машины чаще оборудуются верти-
кальными бассейнами (рис. 2.2.3 и
табл. 2.2.3)’.
Назначение машинного бассейна —
обеспечение постоянной композиции (за
счет непрерывного перемешивания бу-
мажной массы) и буферной емкости при
неравномерной и периодической подаче
’ Здесь и далее в главе 2.2 характеристики
оборудования для подготовки бумажной мас-
сы приведены по данным ЦНИИбуммаша.
172
Таблица 2.2.3
Размеры вертикального машинного бассейна
Объем бас- сейна, м3 d, м А, м Пропеллерное устройство
Диаметр 7), м Частота вра- щения, с”1 Мощность двигателя, кВт
' 15—25 2,5-2,9 0,25 0,75 3,77 13
25—35 2,9-3,3 0,25 0,75 4,25 13
35-45 3,3-3,5 0,25 0,90 3,0 13
45-55 3,5-3,8 0,25 0,90 3,83 17
55-75 3,8-4,2 0,25 1,20 2,72 40
75-100 4,2-4,6 0,25 1,20 3,60 40
100—150 4,6-5,3 0,25 1,50 2,42 55
"150-200 5,3-5,8 0,25 1,50 3,00 55
200-300 5,8-6,7 0,25 1,80 2,17 75
300-400 6,7-7,3 0,25 1,80 2,43 75
массы из подготовительного отделения. Дно машинного бассейна имеет уклон
для полного опорожнения при промывке. Отбор массы производится снизу.
Запас массы в машинном бассейне определяется из расчета 10—30 мин рабо-
ты машины.
Концентрация массы в машинном бассейне 3,2—3,5 %. Бассейны цилинд-
рической формы изготавливаются из биметалла, нержавеющей стали или бето-
на. Для длинноволокнистой массы с высокой степенью помола применяют ло-
пастные перемешивающие устройства во избежание сгущения волокон.
2.2.4. Насосы
Отбор массы из машинного бассейна производится при помощи центро-
бежных насосов (см. рис. 2.2.2), предназначенных для бумажных масс
(табл. 2.2.4) или для сточных вод. Массные насосы перекачивают массу кон-
центрацией до 5 %. Если концентрация больше, то нужно применять насосы,
способные перекачивать массу концентрацией до 15 %. Для обеспечения нор-
мальной работы давление на всасывающем патрубке должно быть не менее
10 кПа. Для гарантии от возможности отказа устанавливаются два насоса, из
которых один резервный.
Во всасывающую линию насоса Н-1 навстречу потоку вваривается под
углом 45° к оси патрубка труба для подачи оборотной воды в целях разбавле-
ния массы до нужной концентрации. Оборотная вода для постоянства ее исте-
чения подается из бака постоянного напора 2. Массный насос Н-1 перекачи-
вает массу в бак постоянного напора 2' (рис. 2.2.4). В случае необходимости
(при сильном хлопьеобразовании) перед баком постоянного напора ставится
Рафинер-дисковая или коническая мельница, которая может повышать сте-
пень помола массы на 0,5—2,5 °ШР. Напорные баки подбираются в зависимо-
173
Рис. 2.2.4. Бак постоянного напора
174
Таблица 2.2.4
Центробежные насосы для бумажной массы
Тип насоса Подача, м3/мин Напор, м Скорость враще- ния, об/мин Мощность, кВт Тип электро- двигателя Габариты, мм Масса, кг
БМ 40/16 40 16,0 1450 50,0 ЧА112М4 1530x400x565 301
БМ 56/31,5 56 31,5 1450 11,0 ЧА132М4 660x765x515 317
БМ 57/22,4 57 22,4 1450 11,0 ЧА1322М4 1410x400x640 338
БМ60/15 60 15,0 980 7,6 ЧА132М6 1620x580x800 620
БМ 118/345 118 31,5 1450 22,0 ЧА180М4 1755x580x600 710
БМ 125/20 125 20,0 980 18,5 ЧА180М6 1860x780x696 850
БМ 190/10 190 10,0 980 15,0 ЧА160М6 1790x580x810 720
БМ 190/15 190 45,0 1450 55,0 ЧА225М4 1960x700x905 990
БМ 236/28 236 28,0 980 37,0 ЧА225М6 2375x730x1035 1455
БМ 315/15 315 15,0 980 30,0 ЧА200.56 2365x730x950 1415
БМ 355/63 355 63,0 1450 110,0 ЧА280.54 2705x730x1035 1890
БМ 475/31 475 31,5 1450 85,0 ЧА250.54 2440x730x950 1590
БМ 530/22 530 22,4 980 75,0 ЧА280.56 2815x1035x1100 2180
БМ 600/50 600 50,0 1450 200,0 ЧА03-315М4 2950x1086x1100 2591
БМ 900/12 900 12,5 735 55,0 А02-92-8 2755x1032x1360 2195
БМ 900/31 900 31,5 980 160,0 А03-355-6 3050x1062x1265 2688
БМ 1500/18 1500 18,0 730 160,0 А03-365М8 3245x1197x1980 3387
БМ 1509/45 1500 45,0 960 400,0 ДАЗО-13-42М6 3900x1550x1690 6004
U1
Таблица 2.2.5
Размеры баков постоянного напора
Условный диаметр тру- бопровода, м Расход массы, м3/с Концен- трация массы, % Скорость подводи- мой массы, м/с Размеры, м
мини- мальный макси- мальный а b С d т п / h t
0,15 0,023 0,036 2,8-3,2 1,3-2,0 0,35 0,50 0,50 0,88 1,66 0,9 2,47 2,95 1,3
0,20 0,036 0,065 2,8-3,2 1,3-2,0 0,35 0,50 0,50 0,88 1,66 0,9 2,47 2,95 1,3
0,25 0,063 0,092 2,8-3,2 1,3-2,0 0,35 0,50 0,50 0,88 1,66 0,9 2,47 2,95 1,3
0,30 0,092 0,139 2,8-3,2 1,3-2,0 0.35 0,75 0,75 0,85 1,76 1,0 3,01 2,95 1.3
0,35 0,139 0.194 2,8-3,2 1,3-2,0 0,35 0,75 0,75 0,85 1,76 1,0 3,01 2,95 1,3
0,40 0,194 0,250 2,8-3,2 1,3-2,0 0,35 0,75 0,75 0,85 1,76 1,0 3,01 2,95 1.3
0,50 0,250 0,361 2,8-3.2 1.3-2,0 0,35 0,90 0,90 0,85 2,26 1,5 3,81 2,95 1,3
Таблиц;. 2.2.6
Характеристика дисковых мельниц
Показатель Мельницы
однодисковые двухдисковые
МД-00 МД-02 МД-14 МД-31 МДС-00 МДС-02 МДС-14 МДС-24 МДС-33 МДС-44
Производитель- ность, т/сут 8-15 20-35 40-60 120-200 15-30 50-70 70-120 140-240 220-400 370-650
Установленная мощность, кВт 45 ПО 160 500 90 200 315 630 1000 1600
Масса, т 3 4,5 5,5 15 3,2 6 8 13 22 32
сти от расхода (табл. 2.2.5) и устанавливаются на высоте с таким расчетом,
чтобы разность уровней в баке и в сборнике регистровой воды БДМ была не
менее 4—6 м.
2.2.5. Мельницы
Мельницы в качестве рафинера предназначены для расщепления сгустков
волокон, образующихся в емкостях, и для изменения качества полуфабрикатов
в целях корректировки степени помола. Характеристика рекомендуемых диско-
вых мельниц для дополнительного размола представлена в табл. 2.2.6.
Конические мельницы используются в старых схемах.
На напорной магистрали до рафинера устанавливается датчик регулирова-
ния концентрации. Регулятор управляет количеством подаваемой оборотной
воды. В конце магистрали перед баком постоянного напора устанавливается уп-
равляемый клапан для регулирования уровня в баке.
2.2.6. Магнитный сепаратор
Из бака постоянного напора бумажная масса проходит через магнитный
сепаратор для очистки от ферромагнитных частиц. Магнитные сепараторы вы-
пускаются трех типоразмеров (табл. 2.2.7).
Магнитный барабан сепаратора периодически поворачивается навстречу
движению массы. Отделяемые ферромагнитные частицы скапливаются в грязе-
вике, который промывается через 1—8 ч в зависимости от количества загрязне-
ний. Средняя скорость потока массы в рабочей зоне 0,86 м/с, избыточное дав-
ление 0,4 МПа.
Таблица 2.2.7
Характеристики магнитных сепараторов
Параметр АМС-2 АМС-4 АМС-10
Производительность, т/сут 50 100 250
Пропускная способность, л/мин 1030 2060 5150
Диаметр магнитного барабана, мм 500 500 500
Рабочая зона, мм
Средняя длина 1100 1100 1100
Ширина 200 400 1000
Высота 100 100 100
Мощность двигателя, кВт 0,8 0,8 0,8
Габариты, м
Длина 1,37 1,25 1,99
Ширина 1,16 1,36 1,96
_ Высота 1,55 1,88 2,26
Масса, т 0,83 0,96 0,80
177
2-2.7. Вихревые очистители
После магнитного сепаратора масса, предварительно разбавленная оборотной
водой, поступает в смесительный насос Н-4 (см. рис. 2.2.2) и перекачивается в
установку вихревых очистителей для удаления тяжелых частиц (песок, известь и
т п.). Для снижения потерь волокна вихревые очистители делаются многоступен-
чатыми. Промышленностью России выпускаются установки трех типов: УВК-01,
УВК-02, УВК-04. Эти установки трехступенчатые, работают с противодавлением
на выходе отходов и имеют изолированную от атмосферы схему. На последних
ступенях установки УВК-02 и УВК-04 имеют устройства для отмыва волокна и
регулирования количества отходов. На первой ступени установка УВК-04 оснаще-
на устройством для удаления воздуха из бумажной массы.
После первой ступени отходы разбавляются оборотной водой и подаются
на вторую ступень очистки насосом Н-3, а очищенная на второй ступени мас-
са _ во всасывающий трубопровод насоса Н-4. Отходы второй ступени, разбав-
ленные оборотной водой, перекачиваются в третью ступень. Далее очищенная
масса подается во всасывающий трубопровод насоса Н-3 второй ступени, а
отходы сбрасываются в канализацию.
В табл. 2.2.8 представлены оптимальные режимы работы установок вихревых
очистителей.
Таблица 2.2.8
Режимы работы установок вихревых очистителей
Параметр УВК-01 УВК-02 УВК-04
Концентрация, % 0,5 0,5 0,7
Давление на входе, МПа 0,28 0,26 0,34
Давление очищенной массы, МПа 0,02-0,03 0,20 0,02
Давление на выходе отходов, МПа 0,05-0,06 0,03-0,06 0,06-0,10
Давление в вакуумной магистрали, МПа — — 0,07-0,09
Детали, соприкасающиеся с массой, изготавливаются из коррозионно-
стойких материалов, а нижние концы очистителей — из спеченного корунда.
В табл. 2.2.9 представлены технические характеристики вихревых очистителей.
После установки вихревых очистителей бумажная масса подается в декулатор.
2.2.8. Декулатор
Декулатор предназначен для удаления воздуха из бумажной массы. Очист-
ка бумажной массы от воздуха позволяет повысить сухость бумажного полотна
на сетке, уменьшить пенообразование, улучшить стабильность потока массы
из напорного ящика, повысить плотность мокрого полотна и сократить об-
рывность, повысить производительность смесительных насосов, уменьшить
слизеобразование на стенках трубопровода, улучшить показатели бумаги (раз-
рывную длину, сопротивление продавливанию, гладкость, пористость, пе-
чатные свойства).
178
Таблица 2.2.9
Характеристики установок вихревых очистителей
Параметр Виды очистительных установок
УВК-15-01 УВК-40-01 УВК-90-01 УВК-180-01 УВК-300-01 УВК-800-01 УВК-50-02 УВК-120-02 УВК-180-02 УВК-300-02 УВК-400-02 УВК-500-02 УВК-700-02 УВК-90-04 3 о CQ УВК-300-04 УВК-500-04 УВК-700-04
Производи-
тельность по
воздушно- 15 40 90 180 300 800 50 120 180 300 400 500 700 90 150 300 500 700
сухому волок- ну, т/сут
Количество очистителей, шт.
I ступень 19 46 112 208 384 992 20 46 70 114 160 184 266 6 10 16 26 36
II ступень 4 8 16 32 48 320 6 12 18 28 32 34 76 2 4 6 10 8
III ступень 1 4 8 8 16 80 2 4 3 8 6 8 20 1 2 2 4 2
Установленная мощность, кВт 39,0 102,5 297,0 517,0 610,0 1737,0 90,0 327,0 555,0 610,0 945,0 1495,0 2037,0 327,0 411,0 701,0 1096,0 907,0
Габариты, м
Длина 3,60 5,74 8,40 12,23 9,40 17,60 5,84 12,95 6,34 8,72 19,84 7,39 14,92 5,50 5,90 13,90 10,10 11,00
Ширина 2,24 2,74 2,80 2,80 9,24 5,09 2,97 2,14 6,79 5,93 7,89 5,48 5,63 3,80 6,50 3,90 6,50 6,00
Высота 2,24 3,20 2,64 2,64 3,69 5,97 2,46 2,65 3,15 3,20 3,20 2,80 3,66 3,70 4,00 4,90 4,30 3,70
Масса, т 1,34 5,27 7,80 15,30 14,30 50,05 4,69 10,40 17,90 14,70 35,90 74,40 47,66 9,80 13,40 25,50 28,20 29,20
оо
о
В вакуумную магистраль
Рис. 2.2.5. Схема применения декулатора
Бумажная масса подается в декулатор 2 (рис. 2.2.5) и разбрызгивается при
помоши специальных сопел 3. Декулатор представляет собой горизонтально
расположенную закрытую цистерну диаметром 1,8-2,1 м с гидросливной пере-
городкой для сохранения постоянного уровня массы. Внутри декулатора в воз-
душной подушке создается разрежение 85-100 кПа при помоши вакуумного
насоса для “холодного” кипения воды (водоотделитель 7). Отбор массы произ-
водится снизу при помощи насоса 4. Во всасывающую магистраль насоса 5 по-
дается также оборотная вода для разбавления до нужной концентрации и гли-
нозем для коагуляции канифольной проклейки и закрепления ее на волокне.
Декулатор располагается на определенной высоте, и масса в насос 4 поступает
самотеком с постоянным напором благодаря наличию гидросливной перего-
родки в декулаторе.
Содержание воздуха в массе до деаэрации, %:
Газетная бумага...............................1,5-2,5
Крафт-бумага..................................2,0
Гофрированный картон..........................0,4-2,0
Типографская бумага...........................0,9
На рис. 2.2.5 представлена схема включения декулатора перед напорным ящи-
ком после сортирования. Такая схема имеет следующее преимущество: бумажная
масса не насыщается воздухом после деаэрации в насосах и при сортировании, а
сразу после очистки от воздуха подается в напорный ящик. Поэтому в некоторых
случаях схема на рис. 2.2.5 более рациональна, чем схема на рис. 2.2.2.
2.2.9. Машинные сортировки
Сортирование массы перед машиной осуществляется на закрытых сорти-
ровках (узлоловителях) с гидродинамическими лопастями: односитовых УЗ-01
и УЗ-02 и двухситовых УЗ-09, УЗ-12, УЗ-13, УЗ-15. Назначение сортировок-
узлоловителей:
отделение крупных включений, имеющих удельный вес, равный весу во-
локна (узелков, флокул, костры, соринок корья и т. п.);
отделение песка и пены;
отвод загрязнений.
Отходы волокнистого материала и пена направляются в сборник, откуда при
помощи насоса Н-6 (см. рис. 2.2.2) подаются на вторую ступень для очистки
волокнистого материала. Далее отсортированная масса поступает в насос Н-4.
Отходы, содержащие волокнистый материал, направляются в РПО. Качество
сортирования зависит от размеров и формы отверстий в ситах сортировки.
Сита делаются с отверстиями двух видов: круглые и щелевые. Круглые от-
верстия лучше задерживают продолговатые загрязнения, щелевые — загрязне-
ния шаровидной и кубической формы. Чем меньше диаметр отверстий, тем
эффективнее сортировка. Число сортирующих установок определяется произ-
водительностью потока, количеством и видом поступающих загрязнений.
Характеристика сортировок представлена в табл. 2.2.10.
181
Таблица 2.2.10
Технические характеристики сортировок
Параметр УЗ-01 УЗ-02 УЗ-09 УЗ-12 УЗ-13 УЗ-15
Площадь сита, м2 0,64 0,17 0,90 1,60 2,92 5,60
Производительность, т/сут, по сухому волокну 10-20 25-50 30-60 45-110 60-200 100-400
Наибольшая концентрация, % 1,3 1,3 1,3 1,3 1,3 1,3
Перепад давления, МПа 0,015-0,035 0,015-0,035 0,02-0,05 0,02-0,05 0,02-0,05 0,02-0,05
Расчетное давление, МПа 0,5 0,5 0,5 0,5 0,5 0,5
Число лопастей, шт. 2 2 4 4 4 6
Частота вращения, мин”1 300 300 478 424 310 210
Диаметр сита, мм 610 610 — — — —
Высота сита, мм 335 610 — — — —
Диаметр отверстий, мм 1,2-2,4 1,2-2,4 1,4-2,4 1,4-2,4 1,4-2,4 1,4-2,4
Мощность, кВт 5,5 10,0 10,0 17,0 30,0 75,0
Длина, м 1,43 2,00 1,58 2,20 2,60 4,01
Ширина, м 1,04 1,28 1,30 1,32 1,74 3,03
Высота, м 1,50 1,99 1,38 1,42 1,74 2,65
Масса, т 1,10 1,80 0,88 1,87 3,00 8,30
Поверхности проточных частей сортировок, смесительного насоса и свя-
зывающих их трубопроводов вплоть до напорного ящика должны иметь высо-
кий класс чистоты, достигаемый электрополированием.
***
Рассматриваемый ранее поток бумажной массы (см. рис. 2.2.2) рассчитан на
низкие концентрации массы. Однако современная техника позволяет перекачи-
вать насосами массу до 15 % концентрации, очищать на вихревых очистителях
массу концентрацией до 2 % и сортировать ее при концентрации 3 %. Таким
образом, когда будет решена задача по отливу и формованию бумаги на сеточ-
ном столе при повышенной или высокой концентрации, можно будет в целом
поднять концентрацию массы в потоке и решить экологическую проблему пу-
тем сокращения расхода воды и ее сбросов в водоемы.
2.2.10. Пульсации в системе подготовки бумажной массы
(по данным проф. В.С. Курова)
Система подготовки массы для бумагоделательной машины в основном за-
крытая и содержит ряд возмущающих объектов (насосы, запорные краны, диф-
фузоры, узлоловители, трубопроводы и др.), которые вызывают нежелатель-
ные пульсации давления в массе, что в конечном итоге отражается на давлении
и расходе массы, поступающей в НЯ — напорный ящик (рис. 2.2.6). Пульсации
давления, вызванные различными агрегатами, воздействуя совместно, образу-
ют широкий диапазон частот, который отрицательно влияет на равномерность
распределения волокон и др. в бумажном полотне. Механизм влияния пульса-
ций давления на распределение массы на сетке состоит в следующем. Акусти-
ческие колебания в виде продольных упругих волн, распространяясь в среде со
скоростью звука, достигают напускной щели. Таким образом, истечение струи
из напускной щели напорного ящика происходит под действием переменного
давления, и расход меняется пропорционально давлению.
2.2.10.1. Методика расчета пульсационных характеристик
в массоподводящих системах БДМ
В целях прогнозирования интенсивности пульсационных возмущений в си-
стемах массоподачи при проектировании и реконструкции бумагоделательных
машин создан комплексный инженерный гидромеханический метод расчета
массоподводящих систем как акустических колебательных контуров на основе
понятия о передаточных функциях. Передаточная функция любой сложной си-
стемы с последовательно соединенными агрегатами, к которым относятся и
массоподводящие системы бумагоделательных машин, равна произведению
передаточных функций ее составляющих: Н (s) = fj#* (s). При этом ампли-
*=i
тудно-фазовая частотная характеристика, как частный случай передаточной
Функции, находится перемножением амплитудно-фазовых частотных характе-
ристик отдельных участков.
183
00
Пульсации давления, Па
Н ЗКВОДКУЗЗККНЯ
Рис. 2.2.6. Пульсации давления в системе подготовки массы для БДМ
Ро
Uo'
2КИП)
ZB2
Рис. 2.2.7. Расчетная схема:
P‘, U' — давление и скорость пульсирующего потока;
4а — волновое сопротивление трубопровода
Расчет пульсаций давления в массоподводящих системах БДМ проводится
на основе передаточных функций с использованием импедансного метода. Его
сущность заключается в том, что в расчетном сечении граничные условия, за-
писываемые обычно для давления и скорости, объединяются в одно — их ли-
нейную комбинацию. Тогда под импедансом понимают полное комбинирован-
ное сопротивление, представляющее собой отношение давления к скорости в
данном сечении потока.
Рассмотрим участок массоподводящей системы, состоящий из двух агрега-
тов: источник пульсаций (ИП) и напорный ящик (НЯ), соединенные трубопро-
водом постоянного сечения (рис. 2.2.7). Расчет заключается в том, что при извест-
ном значении амплитуды пульсаций давления Р/ на выходе источника пульсаций
через передаточную функцию элементарного участка определяется амплитуда
пульсаций Р3 на выходе напорного ящика, характеризующая качество напуска
и, как следствие, равномерность бумажного полотна: Н31(<о) = Р3’(<о, £ )/Pi(<o, 0),
где о — круговая частота пульсаций. Передаточная функция любой сложной си-
стемы с распределенными параметрами представляет собой произведение со-
ставляющих ее передаточных функций:
Я31(<о) = Я21(<о)Я32(Ю).
Для определения передаточных функций воспользуемся системой
f л+1
№ 1 эр
Э/ рЯ р Эх
3U 1 ЭР
Эх Е* dt ’
(2.2.1)
Л+1
где тн— нестационарное касательное напряжение; У — реологический
к-1
член, учитывающий аномалию вязкости в структурированном режиме;
приведенный модуль упругости; U — скорость потока; R — радиус трубопрово-
да; Р — плотность суспензии.
Система (2.2.1) может служить для описания пульсационного движения
бумажной массы в массоподающих системах бумагоделательных машин и в про-
точных каналах технологического оборудования целлюлозно-бумажного произ-
185
водства. Особенностью уравнений (2.2.1) является наличие в них реологическо-
го члена, характеризующего глубокие структурные изменения в суспензии при
трансформации от структурированного режима к диспергированному. В диспер-
гированном режиме первое уравнение системы (2.2.1) совпадает с уравнением
неустановившегося движения ньютоновских жидкостей. Отличие заключается в
значении касательного напряжения, значительно превосходящем аналогичную
величину для ньютоновских жидкостей.
При нулевых начальных условиях проведем преобразования по Лапласу
уравнений (2.2.1) с использованием передаточной функции, связывающей
нестационарное касательное напряжение и скорость:
Яти(5) =
(2.2.2)
Тогда систему (2.2.1) с учетом (2.2.2) записывают так:
Гр1+ЗД(,)-^
в w JH \
(2.2.3)
Система (2.2.3) позволяет определить отклонение давления и скорости в
любом сечении. В начале и конце трубопровода при движении вязкой сжимае-
мой жидкости давление и скорость связаны системой
/>'(s, /) = ch [о (5)/] Р' (s,0) - ZB (s)sh [v(5)/]и' (5,0)
tZ2,(5>0 = yV\5A[u(5)/]^/(5’0) + cA[u(5)/]{ZiZ (5>°)
Zb Vs)
(2.2.4)
где у — операторный коэффициент распространения пульсаций, зависящий от
реологических свойств бумажной массы, жесткости стенок и гидравлического
сопротивления массоподводящих систем.
Для перехода к исходной передаточной функции из системы (2.2.4) ис-
ключим <7|'(s, 0) и U2'(s, I). В соответствии с определением импеданса введем
граничные условия, связывающие пульсации давления в начале и конце трубо-
провода соответственно с импедансами источника и напорного ящика:
T’/(5,0) = Z1(5)(/1'(5,0);
Р2'(5,/) = ^(5)^(5,/), (2’2 5)
где Z](s), Z2(s) — импедансы в начале и конце расчетного участка.
186
Это позволяет учесть фактор отражения пульсаций давления. Подставим
граничные условия во второе уравнение системы (2.2.5), обозначив ф, = [и(s)/].
После преобразований получим передаточную функцию для участка трубопро-
вода с учетом отражения:
Z.W
z.W
shy,.
Аналогично определим передаточные функции для агрегатов, расположен-
ных в начале и конце участка:
СЙф, +
Я.о С5) ~
ад
Z2(5)
Л 0s)
5Лф,
н / х _ J ! (5)[Z1 (*И<Р/ + z,
32 S + ZB(s)[Zl(s)ch<pl+Ze(s')sh(pl"
Передаточная функция агрегата определяется экспериментально на основе
взаимного спектрального анализа как совокупность когерентности (у2^), амп-
литудной А и фазовой ф частотных характеристик.
В том случае, когда агрегат расположен в начале рассматриваемого участка,
передаточную функцию записывают так: H3i(s) = H2l(s)H32(s). При этом импе-
данс Zx рассчитывается по экспериментальным характеристикам А3, фь у/, а
импедансы Z и Z2 — по предложенным теоретическим зависимостям. Когда
агрегат расположен в конце рассматриваемого участка, передаточную функ-
цию записывают так: H20(s) = Я10($)Я21($). При этом импеданс Z2 рассчитывает-
ся по экспериментальным характеристикам А2, ф2, у22, а импедансы Zx и Ze —
по соответствующим уравнениям.
Полученные теоретические зависимости дают возможность определить пе-
редаточную функцию как расчетного участка, в состав которого могут входить
любые агрегаты, так и всей массоподводящей системы в целом. Обобщенная
оценка динамических характеристик в системе массоподвода позволяет опреде-
лить влияние любого агрегата на качество напуска, прогнозировать изменения
условий напуска, а следовательно, и колебания массы 1 м2 бумаги при конст-
руктивных или технологических изменениях в системе.
2.2.10.2. Расчет колебаний массы 1 м2 бумаги
Колебания массы 1 м2 бумаги вычисляются через отклонения секундного
расхода при напуске, вызываемые пульсациями давления в массоподающей
системе БДМ. Для решения этой задачи воспользуемся общим уравнением дви-
187
жения, приняв следующие допущения: напуск осуществляется в диспергиро-
ванном состоянии; движение одномерное; массовыми силами пренебрегаем.
Тогда с учетом условия установившегося пульсирующего движения общее урав-
нение движения принимает такой вид:
dU d2U 1 ЭР , .
э7“''а?- = _ра7 + /‘'ипч'+я>8'ПШЛ <2-2-6’
гае /!,. Л, - амплитуды пульсаций давления; о>„ о _ круговые частоть,
ции; v - коэффициент кинематической вязкости пульса
Введем граничные условия: 67(0, /) = 0; U(h, t) = 0. Функция U(y t) задана
синусам^6 ’ ” ВЫСОТа КаНЭЛа’ Представим ее в «иле ряда фу^по
л-1 п
(2.2.7)
где bn = |j67.
В данном случае граничные условия выполняются автоматически. Подста-
вим выражение (2.2.7) в уравнение (2.2.6). Решение этого уравнения позволяет
определить пульсации скорости при напуске и перейти к отклонению секунд-
ного расхода:
Q(t) = ju(y,t)dy = ±£
О л+1
_ 1 ЭР h2 t 2 2
2~-д~---7—r(cosn«-l) г-т-Х
Р Эх уя4 л4 V > п2п2
sin cos(0(6 + <0|
188
sino>2r — co2 cosco2z
+ co2
Связь колебаний массы 1 м2 бумаги с отклонением секундного расхода вы-
ражает следующая зависимость:
\q = к
bVt
где к — константа; Q(f) — изменение расхода; с0 — концентрация; b — ширина
щели напорного ящика; Vc — скорость сетки.
Рис. 2.2.8. Схемы гасителей колебаний давления
Колебания в секунду, Гц
189
Полученные уравнения позволяют прогнозировать колебания массы 1 м2
бумаги на бумагоделательной машине в машинном направлении при модерни-
зации или на стадии проектирования. Разработанная теория дает возможность
решить и обратную задачу: по предельно допустимому отклонению массы 1 м2,
например по значению колебаний по ГОСТу, определить максимально воз-
можный уровень пульсаций давления на выходе напорного ящика и, как след-
ствие, предъявить технические требования к гидравлическому оборудованию —
источнику возмущений в системе массоподачи.
Задача гашения пульсаций давления массы в массоподводящих системах
весьма сложна, так как ее решение должно быть основано на одновремен-
ном учете акустических явлений и технологического процесса системы,
включающей в себя все трубопроводы и агрегаты. Явление пульсаций в бу-
мажной массе массоподающей системы еще мало изучено. Известно влияние
работы оборудования, скорости движения массы по трубопроводам, видов
некоторых агрегатов, концентрации массы и др. Поэтому в трубопроводе
перед ящиком необходимо устанавливать гасители колебаний давления 9 (см.
рис. 2.2.2).
Рассмотрим схемы гасителей колебаний и их частотный диапазон демп-
фирования (рис. 2.2.8). Коэффициент ослабления пульсаций давления К =
= 6Pex/6Ptwl, где АРВХ и ДРвых соответственно пульсации давления на входе и
выходе из гасителя. На рис. 2.2.8, а представлена схема интерференционного
гасителя, создающего интерференцию волн, а на рис. 2.2.8, б — схема гидро-
пневматического гасителя. Принцип его работы основан на переходе энер-
гии пульсаций в работу сжатия. В гасителе пульсаций (рис. 2.2.8, в) они умень-
шаются за счет прохождения массы через перфорированную плиту и сжатия
воздушной подушки.
2.2.11. Технологическая схема бумагоделательной машины
Бумага как композитный материал включает в себя несколько компонен-
тов, количественное содержание которых определяется соответствующей регу-
лировкой работы дозаторов 1—6(см. рис. 2.2.1). Однородность композиции обес-
печивается в смесительном бассейне. Из него бумажная масса, как указывалось
ранее, перекачивается в машинный бассейн, где добавляется остаточная вода
для получения необходимой концентрации (3 %).
Далее масса поступает на очистку, где отделяются мелкие тяжелые части-
цы: песок, известь, металл и т. п. Вихревые очистители работают на низких
концентрациях, поэтому масса с концентрацией 3 % разбавляется оборотной
водой. После очистки от тяжелых частиц масса подлежит очистке от воздуха в
декулаторе. Затем масса вновь разбавляется до нужной концентрации, в нее
вводится глинозем, и она поступает на сортирование для очистки от мелких
сгустков волокон и других загрязнений (кора, костра и др.) с близким удель-
ным весом и размерами более 0,5 мм.
Очищенная и полностью подготовленная бумажная масса подается в на-
порный ящик машины. При необходимости масса подогревается отработанным
190
паром. Часть ее идет в перелив, а для тонкого регулирования давления воздуш-
ная подушка напорного ящика соединяется с компрессором (вакуумным насо-
сом). Для гашения пены в спрыски напорного ящика подается свежая вода.
В сеточной части напускаемая из напорного ящика струя бумажной массы под-
вергается обезвоживанию, происходит формование влажного бумажного по-
лотна, которое передается на пресса для обезвоживания механическим путем.
Отведенная в сеточной части и прессах вода собирается в сборник, из которого
используется для разбавления. Для создания разрежения в отсасывающих ящи-
ках и валах к ним подключаются вакуумные насосы. Отходы, образованные в
результате обрыва полотна, направляются в гидроразбиватель и аккумулируют-
ся для дальнейшего использования.
После прессования мокрое бумажное полотно поступает в сушильную часть,
где влага удаляется до сухости примерно 93 %. Сушка осуществляется паром,
нагревающим поверхности цилиндров. Отработанный конденсат и пар из ци-
линдров направляются на ТЭЦ или для других нужд. Из-под колпака сушиль-
ной части перед выбросом в атмосферу горячий воздух в смеси с парами воды
проходит через теплообменник для подогрева свежего воздуха, поступающего
извне под колпак сушильной части.
Готовая бумага каландрируется для повышения ее плотности и гладкости и
наматывается в рулон на накате. Далее рулон разрезается на станках продольной
резки до стандартного размера либо подвергается суперкаландрированию или
резке на листы.
На рис. 2.2.1 представлена замкнутая система машин с прямыми и обрат-
ными связями (оборотная вода и тепло), несколькими входами (полуфабрика-
ты, вода, воздух, тепловая и электрическая энергия) и выходами, включаю-
щими в себя основную продукцию и утилизируемые дополнительные выходы,
используемые на другие нужды (на схеме отмечены кружками).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите исходные данные для разработки БДМ (КДМ, СМ).
2. Что собой представляет технологическая схема машины?
3. Расскажите о процессе составления композиции бумажной массы.
4. Что собой представляет схема короткой циркуляции?
5. Что собой представляют машинные бассейны?
6. Расскажите о насосах в схеме короткой циркуляции.
7. Что собой представляют мельницы в качестве рафинеров?
8. Что собой представляют вихревые конические очистители (центриклинеры)?
9. Что собой представляют декулаторы?
10. Что собой представляют машинные сортировки?
И. Каковы возможности повышения концентрации бумажной массы в схеме корот-
кой циркуляции?
12. Что собой представляет расчет и гашение пульсаций давления бумажной массы в
схемах массоподвода?
191
2.3. НАПОРНЫЙ ЯЩИК
2.3.1. Функции массонапускных устройств
Основным назначением массонапускных устройств бумаго-, картонодела-
тельных и сушильных машин является подача надлежащим образом подготов-
ленной бумажной массы на сетки этих машин. Напуск бумажной массы на сетку
оказывает большое влияние на качество получаемого полотна бумаги (карто-
на) и в целом на бесперебойную, высоконадежную работу машины.
Данная глава посвящена напорным ящикам — основному типу массона-
пускных устройств плоскосеточных машин и машин с двухсеточным формова-
нием. Поскольку массонапуск круглосеточных машин и машин с наклонной
сеткой выполняется конструктивно совместно с соответствующими формую-
щими устройствами (например, прямо- и противоточные ванны совместно с
круглосеточными цилиндрами), описание этих массонапускных устройств бу-
дет дано вместе с описанием формующих устройств.
К напорному ящику поток бумажной массы подается по массопроводу
обычно в направлении, перпендикулярном ходу машины, либо иногда в ма-
шинном направлении.
Течение бумажной массы в напорном ящике описывается уравнением,
предложенным Терентьевым и Куровым и учитывающим реологические осо-
бенности массы (см. раздел 1.2.3):
dV - (s±J А
р — = pF - grad Р + div £ 4fce’a‘Ya + (цэ + цт)у(> .
«» )
На сетку из напускной щели напорного ящика бумажная масса подается в виде
плоской струи шириной немного меньше ширины сетки и высотой (толщиной),
соответствующей массе 1 м2 получаемого бумажного полотна и концентрации массы
при напуске (с учетом потерь твердой фазы при обезвоживании на сетке).
Для достижения необходимого качества бумажного полотна скорость бу-
мажной массы при напуске должна быть почти равной скорости движения сет-
ки (сеток):
Гм= 0,9—1,1Кс.
В напорном ящике обеспечивается требуемая структура потока бумажной
массы при напуске, а также изменение геометрической формы и, если нужно,
направления этого потока.
Напорный ящик является заключительным звеном в системе подачи бу-
мажной массы на машину. Он должен, помимо указанного, обеспечивать:
постоянство расхода (скорости) и концентрации потока бумажной массы
по ширине напуска, а следовательно, постоянство массы 1 м2 получаемого бу-
мажного полотна в поперечном направлении;
постоянство скорости и концентрации потока массы во времени (стабиль-
ность потока), т. е. постоянство массы 1 м2 бумажного полотна в машинном
направлении;
192
высокий уровень диспергированности подаваемого на сетку потока бумаж-
ной массы, что определяет равномерность бумаги на просвет и в конечном
счете улучшает большинство характеристик бумажного полотна;
слоистый (стратифицированный по волокну) характер потока массы при
напуске, а следовательно, максимальные контакты между волокнами в готовом
бумажном полотне и тем самым необходимую прочность бумажного полотна.
Кроме того, необходимо добиваться отсутствия поперечных струй и завих-
рений в подаваемой на сетку струе массы, выдерживать требуемый угол встре-
чи струи и сетки. На всем протяжении движения потока бумажной массы в
напорном ящике следует устранять застойные зоны, выпадение волокон из
потока, вовлечение в него воздуха.
В целом в напорном ящике внутри волокнистой суспензии должна быть в
основном сформирована внутренняя структура бумажного полотна, которая
далее в основном фиксируется на сетке и доводится до кондиционных парамет-
ров готовой продукции на последующих частях машины.
Рассмотрим напорные ящики и их работу более подробно. Соотношение
между скоростью массы при напуске и скоростью сетки имеет вид
где Км — скорость массы, поступающей на сетку, м/мин; И — скорость сетки,
или окружная скорость вращения формующего цилиндра, м/мин.
При значительном превышении скорости массы по сравнению со скоростью
сетки могут образовываться наплывы массы на сетку, что приводит к ухудше-
нию макроструктуры бумаги и снижению показателей прочности. При обрат-
ном соотношении увеличивается анизотропия бумажного листа. И в том, и в
другом случае затрудняются регулирование массы 1 м2 бумаги по длине полотна
и управление степенью ориентации волокон.
Практика показывает, что при выработке большинства видов бумаг VM при-
близительно равна или, чаще, немного меньше Vc.
Рассмотрим влияние соотношения скоростей массы и сетки на неравно-
мерность просвета бумаги (табл. 2.3.1).
Для плоскосеточных машин справедливо, что с увеличением скорости ма-
шины значение Км возрастает, оставаясь, как правило, меньше единицы.
Теоретическая скорость поступления массы на сетку определяется по фор-
муле Торичелли
Vm = ./2g/z, м/мин,
где g — ускорение силы тяжести, м/с2; h — напор массы перед выпускной ще-
лью напорного ящика, м.
Фактическая скорость поступления массы на сетку выражается формулой
Км = цИ, м/мин,
где ц _ коэффициент вытекания массы.
193
Таблица 2.3.1
Влияние К* на неравномерность просвета бумаги
Вид бумагодела- тельной машины Соотношение скоростей Км Неравномерность просвета, (отн. ед.)
0,96 70
Плоскосеточная 0,98 65
средней произво- 1,00 63
дительности 1,02 66
1,04 72
0,96 61
0,98 59
С двусторонним 56
обезвоживанием 1,00
(PapriFormer) 1,02 58
1,04 64
Величина коэффициента вытекания находится в зависимости от формы
выпускного отверстия, наличия местных сопротивлений вытеканию потока,
концентрации массы, степени ее разработки, реологических характеристик
массы, величины потока массы. Значение ц всегда меньше единицы, для совре-
менных напускных устройств ц = 0,95—0,99.
Фактическую скорость поступления массы на сетку можно определить так-
же из уравнения баланса массы на бумагоделательной машине
Км =
0,001KSg(100-EK)
(100 - m)cla
, м/мин,
где V— скорость бумагоделательной машины, м/мин; В— ширина полотна
бумаги на накате, м; q — масса 1 м2 бумаги, г; W— влажность вырабатываемой
бумаги на накате, %; т — количество отходов а. с. вещества на машине, %,
т = ^А /h00%
А
(А — а. с. вещество, поступающее за определенный отрезок времени из напор-
ного ящика на сетку, кг; Б — а. с. вещество, полученное за то же время на
накате, кг); с — концентрация массы, поступающей на сетку, %; I — ширина
щели, м; а — высота выпускной щели, м.
Отход а. с. вещества т зависит главным образом от удержания компонентов
бумажной массы в мокрой части бумагоделательной машины и может коле-
баться в широких пределах — от 10 до 50 %.
w Скорость массы Vu обеспечивается величиной напора массы h, определяе-
мой из следующего выражения:
й =
ГКС КМАГ2
Л; — ц, м,
60ц 12g
194
где Кс — коэффициент отставания скорости сетки V от скорости бумаги V на
накате, зависящий от вида бумаги (находится в пределах 0,90-0,95); — отно-
шение скорости массы к скорости сетки; ц — коэффициент вытекания массы;
g = 9,81 м/с2 — ускорение силы тяжести.
При напоре до 1,0—1,5 м устанавливаются напорные ящики открытого типа
(на старых тихоходных машинах иногда встречается напуск в линейках), при
большем напоре используются напорные ящики закрытого типа.
Как указывалось ранее, напускные устройства обеспечивают определен-
ный угол встречи струи массы и сетки машины, а также место контакта массы
с сеткой. С увеличением угла встречи и расстояния между вертикальной осью
грудного вала и местом контакта массы с сеткой удержание компонентов бу-
мажной массы уменьшается, а скорость обезвоживания увеличивается.
Анизотропия бумажного листа
Бумажный лист обладает той или иной степенью анизотропности, т. е. по-
казатели ее прочности в машинном и поперечном направлениях различаются
по значению.
Например, прочность на разрыв у большинства видов бумаги и картона в
два-три раза (иногда в пять-шесть раз) выше в машинном направлении, чем в
поперечном.
Анизотропия обусловлена преимущественной продольной ориентацией
волокна в бумажном листе, которая, в свою очередь, зависит от соотношения
скоростей потока бумажной массы при напуске и сетки.
Для большинства видов бумаги приемлемым является средний уровень
анизотропии для прочности на разрыв на уровне 2—3:1. Определенные труд-
ности представляет обеспечение постоянства профиля ориентации по шири-
не машины, особенно для высокоскоростных широкоформатных бумагодела-
тельных машин. Это связано с так называемыми краевыми эффектами,
вызывающими большой разброс в ориентации волокон на кромках полотна.
Такая зона на широкоформатных машинах может достигать 2 м от обеих кро-
мок бумажного полотна. Для ликвидации этого эффекта существуют специ-
альные технические решения, используемые в современных напускных уст-
ройствах.
Следует отметить, что для некоторых видов бумаги (мешочная) и карто-
на (плоские слои гофрокартона) требуется минимальная анизотропия (1,0—
1>5:1), чего достичь путем превышения скорости массы по отношению к
скорости сетки не удается, так как последнее приводит к частичной дезори-
ентации волокон в тонком слое, прилегающем к сетке бумагоделательной
машины.
Возможность получения бумаги и картона с минимальной анизотропией
появилась с созданием современных напускных устройств гидродинамического
типа и двухсеточного формования, особенно при подаче струи массы в зазор
между формующими сетками. Тормозящее действие формующих сеток приво-
дит к дезориентации волокон в верхнем и нижнем слоях бумаги, оставляя ори-
ентированными только средние слои листа.
195
Концентрация массы в напускных устройствах
Концентрацию массы выражают в процентах (С, %) либо в граммах а. с.
вещества на 1 л массы (Сь г/л). Между указанными величинами существует
соотношение
Концентрация массы в напускном устройстве — один из основных пара-
метров технологического процесса производства бумаги и картона, что под-
тверждается следующими положениями:
концентрация в напускном устройстве минимальная во всем технологиче-
ском потоке, она определяет количество воды, которое должно быть удалено на
бумага-, картоноделательной или сушильной машине, а также объем бумажной
массы, подведенный к напускному устройству от смесительного насоса;
концентрация в напускном устройстве определяет реологические характе-
ристики бумажной массы, способность ее к флокуляции и диспергированию;
чем меньше концентрация бумажной массы, тем больше ее способность к дис-
пергированию;
концентрация в напускном устройстве в значительной степени влияет на
удержание компонентов бумажной массы в сеточной части бумагоделательной
машины: чем больше разбавление, тем меньше удержание;
концентрация в напускном устройстве влияет на показатели прочности
готовой продукции; более высокое разбавление улучшает большинство показа-
телей прочности благодаря лучшей ориентации волокон в горизонтальной плос-
кости и снижению неравномерности макроструктуры.
Таблица 2.3.2
Концентрация бумажной массы в напускном устройстве для различных вадов продукции
Вид продукции Масса 1 м2 продукции, г Концентрация массы, % Примечание
Газетная бумага 42,0-48,8 0,35-0,60
Офсетная бумага 60-80 0,60-0,80
90-120 0,80-1,20
Мешочная бумага 70-80 0,20-0,40
Обойная бумага 100-130 0,80-1,20 Однослойная
100-130 0,60-0,80 Двухслойная
Санитарно-гигиеническая бумага 17-32 0,20-0,35
Картон для плоских слоев гофрокартона 150-200 0,80-1,20 Плоскосеточная КДМ
150-200 0,50-0,70 Многослойное формование
Бумага для гофрирования 120-170 0,70-1,00
Целлюлозная папка 600-800 1,80-2,20
196
Оптимальное значение концентрации массы в напускном устройстве зави-
сит от ряда факторов. Перечислим основные из них:
вид вырабатываемой продукции;
масса 1 м2 бумажного полотна;
композиция бумаги или картона;
степень разработки волокна;
наличие наполнителя;
использование химических вспомогательных веществ;
обезвоживающая способность сеточного стола.
В табл. 2.3.2 представлена характеристика концентрации бумажной массы в
напускных устройствах для различных видов продукции.
Требования к современным напускным устройствам
Диспергирование бумажной массы, необходимое для отлива бумажного
полотна с равномерной макроструктурой, достигается следующими техниче-
скими приемами и конструктивными решениями:
разбавление бумажной массы, уменьшающее флокуляцию;
создание интенсивной турбулентности, достаточной для разрушения фло-
кул; при этом масштаб турбулентности должен быть минимальным, что обес-
печивает малые колебания массы 1 м2 бумаги;
пропуск бумажной массы через сужающиеся отверстия, позволяющие ме-
ханически разрушать образовавшиеся флокулы; как правило, такой техниче-
ский прием эффективен для предварительного разрушения крупных флокул.
Гашение пульсаций скорости (давления), возникающих в процессе раз-
бавления, очистки и сортирования бумажной массы, осуществляется таким
образом:
устранение источников пульсаций, т. е. создание безпульсационных корот-
ких схем оборота бумажной массы (подсеточной воды);
гашение пульсаций за счет большого объема бумажной массы в напускных
устройствах закрытого типа и наличия в них воздушной подушки;
создание специальных демпферных систем, охватывающих весь диапазон
частот пульсаций.
Равномерное потокораспределение, обеспечивающее постоянство давления
массы на выходе из потокораспределителя, достигается следующими путями:
сужающейся конической или параболической формой подводящей трубы
потокораспределителя (коллектора);
переливом бумажной массы на выходе коллектора в целях выравнивания
Давления по его длине;
подачей массы из потокораспределителя в камеру напускного устройства
через ряд распределительных трубок или через отверстия перфорированной
плиты, что обеспечивает создание потока без перекрещивающихся струй и та-
кую турбулентность, которую можно погасить в выравнивающих устройствах
(Рис. 2.3.1).
Постоянство поперечного профиля бумажного полотна по толщине и мас-
се 1 м2 достигается:
197
Машинное направление
Лв< ~ Л» ~ Лзу....... Ллу
Л1» ~ Лзх»= Лзю.......= Лл'Ю
Рис. 2.3.1. Схема потокораспределения на входе в напорный ящик:
P(iy> Лзу> •••> Л»у ~ Давление массы на выходе из погокораспределителя;
Лоо, Лг)о> —> Л«>о ~ давление массы на входе в напорный ящик
автоматическим регулированием профиля выпускной щели;
высокой точностью изготовления и минимальной деформацией конструк-
тивных элементов напускного устройства;
стабилизацией поперечного профиля полотна путем регулируемого точеч-
ного разбавления бумажной массы в напускном устройстве по местам колеба-
ния концентрации бумажной массы.
2.3.2. Напорные ящики открытого типа
Напорные ящики открытого типа применяются на плоскосеточных ма-
шинах при скорости машины до 200—250 м/мин. Напор создается высотой
слоя массы в ящике перед напуском на сетку. Например, открытый напорный
ящик ЯО-02 конструкции ЦНИИбуммаша предназначен для работы машины
со скоростью до 180 м/мин (рис. 2.3.2). Он имеет потокораспределитель пря-
моугольного сечения с двухступенчатой перфорированной плитой, обеспечи-
вающей равномерное распределение суспензии бумажной массы по ширине
машины. Струи, вытекающие из отверстий перфорированной плиты, разби-
ваются о поверхность расположенного рядом перфорированного вала и обра-
зуют равномерный поток, проходящий через полость ящика. Для создания
необходимой турбулентности предусмотрена также поперечная перегородка,
которая, резко увеличивая скорость потока, предотвращает оседание волокон
и их флокуляцию. Передняя стенка ящика подвижная: ее можно перемещать,
регулируя высоту выпускной щели между нижней и верхней губами, и пере-
двигать по ходу потока, изменяя место встречи струи с сеткой машины. Верх-
няя губа, установленная в конце передней стенки, имеет приспособления для
местного регулирования высоты щели и указатели, фиксирующие деформа-
цию губы.
198
Рис. 2.3.2. Напорный ящик открытого типа:
7— коллектор-потокораспределитель; 2— перфорированная плита; 3— перфорированные
валы; 4— корпус ящика; 5— передняя стенка; 6— механизм регулирования напускной
щели; 7— щит; 8~ пеногаситель; 9 — верхняя губа; 10 — нижняя губа
Для равномерного распределения массы перед выходом на сетку установ-
лен второй перфорированный вал.
Напорный ящик снабжен также спрысками-пеногасителями, положение
которых можно регулировать.
2.3.3. Напорные ящики закрытого типа
Закрытые напорные ящики применяются при скорости машины более 200
250 м/мин. Напор массы перед выходом ее на сетку может быть создан двумя
способами:
создание давления воздуха или, иногда, разрежения — в зависимости от
скорости машины — в верхней части напорного ящика (в дополнение к напо-
РУ, создаваемому высотой слоя массы в ящике перед напуском);
199
Рис. 2.3.3. Универсальный напорный ящик фирмы KMW:
7— потокораспределитель; 2— перфорированная пластина;
3 — перфорированные валики; 4 — перелив избыточной массы
подача массы через потокораспределитель осевым насосом.
Универсальный напорный ящик фирмы KMW (рис. 2.3.3) является вариан-
том классического напорного ящика с перфорированными валиками и воз-
душной подушкой. Ящик предназначен для плоскосеточных бумаго- и карто-
ноделательных машин, а также для пресспатов, пригоден для широких
диапазонов скоростей и ширины машины, массы 1 м2 листа и вида продукции
и легко устанавливается на действующей машине.
Система первичного распределения состоит из конического потокораспре-
делителя 1 (перпендикулярного ходу сетки) с односторонней подачей массы,
перфорированной пластины 2 и тормозного элемента. При прохождении массы
через перфорированную пластину наблюдается значительное падение напора и
направление потока изменяется на 90°, т. е. он становится параллельным сетке.
Тормозной элемент представляет собой перфорированный валик 3, эффектив-
но рассеивающий струи, выходящие из перфорированной пластины. Второй
перфорированный валик 3 стабилизирует поток перед его поступлением в вы-
пускную щель. Уровень массы в напорном ящике поддерживается постоянным
благодаря переливу 4. Скорость истечения массы регулируется давлением в воз-
душной подушке, которая частично гасит пульсацию давления в массе. Перед-
няя стенка имеет верхнюю губу. Для регулирования массы 1 м2 по ширине по-
200
лотна используется верхняя губа выпускной щели, профиль которой может
изменяться с помощью маховичков.
Универсальный напорный ящик обеспечивает:
равномерное распределение массной суспензии по ширине сетки;
равномерное давление массы по всей ширине машины, регулируемое с
помощью вентиля в рециркуляционной линии;
высокий дефлокулирующий эффект на выходе, равномерную макрострук-
туру листа, высокую механическую стабильность конструкции: максимальный
прогиб передней стенки и нижней части выпускной щели составляет 0,2 мм,
боковых стенок и крышки — 1 мм, перфорированных валиков — 1—2 мм, пото-
кораспределителя — 0,5—1,0 мм.
Рис. 2.3.4. Напорный ящик закрытого типа:
1 — коллектор-потокораспределитель; 2 — перфорированная плита;
3 — перфорированные валы; 4 — корпус ящика; 5 — передняя стенка;
6 — механизм регулирования щели; 7 — пеногаситель; 8 — воздушная подушка
201
ЦНИИбуммаш разработал напорный ящик закрытого типа с турбулизирую-
щим блоком (рис. 2.3.4). Напорный ящик включает в себя корпус, коллекторную
камеру с двухступенчатой перфорированной плитой, два перфорированных вала с
регулируемой частотой вращения, переднюю стенку с механизмами регулирова-
ния, пеногасители, контрольно-регулирующую аппаратуру для поддержания по-
стоянного уровня массы в ящике и постоянного давления воздушной подушки.
Поток массы, поступающей в напорный ящик, распределяется по ширине
машины коллекторной камерой переменного прямоугольного сечения, прохо-
дит через отверстия перфорированной плиты из оргстекла, стабилизируется
двумя вращающимися перфорированными валами.
Передняя стенка придает потоку массы плавное ускорение (до скорости
сетки). Верхняя губа, установленная в конце передней стенки, имеет приспо-
собление для местного регулирования ширины щели и указатели, показываю-
щие деформацию губы.
Общее открытие щели и перемещение верхней губы по отношению к ниж-
ней по горизонтали обеспечивается механизмами, установленными на крышке
ящика. В конструкции ящика предусмотрены люки, смотровые стекла, освети-
тели, мостки для обслуживания. Все внутренние поверхности ящика облицова-
ны полированными листами нержавеющей стали.
Для уменьшения прогиба передняя стенка ящика закреплена на расстоя-
нии 1/4 ширины ящика.
Предусмотрен перелив массы, насыщенной воздухом, и пены. Для удоб-
ства промывки и ремонта коллекторная камера с перфорированной плитой
откидывается вниз.
Рис. 2.3.5. Напорный ящик с управляемым потоком
202
Напорный ящик может поставляться комплектно с системой автоматичен
ского управления, ручным или дистанционным регулированием профиля вы-
пускной щели.
Во ВНИИБе разработан напорный ящик с управляемым потоком для бу-
магоделательных машин, вырабатывающих бумагу массой от 25 до 250 г/м2 с
обрезной шириной до 5—6 м и работающих со скоростью от 50 до 500 м/мин
(рис. 2.3.5). Отличительной особенностью данного напорного ящика является
возможность регулирования размеров и геометрической формы основных узлов
ящика: коллектора потокораспределителя, длины проточной части корпуса
ящика, профиля верхней губы в массонапускной щели ящика; конструкция
ящика предусматривает установку сменной высокоэффективной перфориро-
ванной плиты.
Конструкция напорного ящика обеспечивает:
существенное улучшение макроструктуры бумажного листа;
минимальные отклонения массы 1 м2 по ширине и длине полотна.
2.3.4. Напорные ящики гидродинамического типа
Напорные ящики гидродинамического типа предназначены для использо-
вания с современными формующими устройствами с двусторонним обезвожи-
ванием. Они пригодны также для плоскосеточных бумаго- и картоноделатель-
ных машин. Напор массы в гидродинамических ящиках создается насосом,
подающим бумажную массу в потокораспределитель, воздушная подушка в та-
ких ящиках обычно отсутствует.
Ведущими машиностроительными фирмами разработан ряд напорных ящи-
ков гидродинамического типа для формующих частей различных конструкций
и широкого ассортимента видов бумаги и картона.
Рассмотрим принципиальную схему напорного ящика гидродинамическо-
го типа фирмы Escher Wyss (рис. 2.3.6). Напорный ящик предназначен для уста-
новки на плоскосеточных машинах. Его важнейшим элементом является блок
ступенчатых диффузоров, выполняющий следующие функции:
ориентация потока бумажной массы, выходящего из потокораспределите-
ля 3, в машинном направлении;
обеспечение равномерной скорости истечения суспензии по всей ширине
машины, выравнивание профиля скоростей бумажной массы, выходящей из
диффузоров;
создание контролируемой турбулентности для разрушения флокул.
Напускные устройства со ступенчатыми диффузорами устанавливаются на
плоско- и круглосеточных машинах, производящих различные виды бумаги и
картона. При расходе суспензии 250—600 л/мин на 1 м ширины достаточно
одного ряда элементов ступенчатого диффузора, при больших расходах уста-
навливается несколько рядов один над другим. Максимальное отклонение мас-
сы 1 м2 по ширине полотна составляет ±1,5 % при ширине 5400 мм.
Такие напускные устройства устанавливаются и на бумагоделательных ма-
шинах с отсасывающим грудным валом, выпускающих санитарно-гигиениче-
ские виды бумаги с максимальной скоростью 1500 м/мин и шириной 5300 мм.
203
Рис. 2.3.6. Напорный ящик гидродинамического типа
фирмы Escher Wyss (а) и схема блока ступенчатых диффузоров (б)
1 _ устройство для выпуска массы на сетку; 2 — блок ступенчатых диффузоров;
3 — потокораспределитель
Рис. 2.3.7. Напорный ящик Converflo (фирма Beloit):
1 — блок трубок; 2 — успокоительная камера;
3 — перфорированная плита; 4, 5— регуляторы
выпускной щели; 6— Converflo-листы
Эти напускные устройства применяются также в производстве писче-печатных
видов бумаги с различной шириной сетки (до 8000 мм).
Фирма Beloit разработала напорный ящик, получивший название Converflo
(рис. 2.3.7) и обеспечивающий получение стабильной струи выходящей массы,
характеризующейся интенсивной микротурбулентностью при высокой степени
диспергирования. Из конического потокораспределителя масса поступает в блок
трубок 1 с малым живым сечением на входе и большим — на выходе. Блок
конических трубок перегораживает поперечное сечение ящика. После трубчато-
го блока масса попадает в выравнивающую, или успокоительную, камеру 2.
Далее масса проходит через перфорированную плиту 3 и поступает в каналы,
образованные Converflo-листами 6, представляющими собой тонкие пласти-
ны, расположенные в горизонтальной плоскости и закрепленные одним кон-
цом в перфорированной плите. Противоположные незакрепленные концы пла-
стин доходят почти до напускной щели и создают подвижную систему, хорошо
гасящую завихрения в массе.
В узких длинных каналах (как в трубках 7, так и между листами Converflo)
размер турбулентных завихрений в потоке (масштаб турбулентности) не пре-
вышает малого поперечного размера потока, что обеспечивает мелкомасштаб-
ную турбулентность потока и, следо-
вательно, малый размер флокул в нем.
Это способствует мелкооблачному
просвету готового бумажного листа.
Благодаря большим поперечным
градиентам скоростей в узких длин-
ных каналах и растаскиванию воло-
кон под действием сил вязкого тре-
ния происходит разрушение флокул
в потоке (см. также раздел 1.2.3).
В целях устранения пульсаций
разработано специальное демпфиру-
ющее устройство в виде мембраны с
регулируемым давлением, монтируе-
мой во входном коллекторе напорно-
го ящика. Дальнейшее усовершенство-
вание привело к созданию демпфера
канистрового типа, который монти-
руется непосредственно в трубопро-
водную систему.
Для напорного ящика Converflo
характерны простота конструкции,
отсутствие внутренних вращающихся
Деталей, малый объем находящейся
под давлением массы. Конструкция на
50% легче, чем яшик с перфориро-
ванными валиками. Такие напорные
ящики можно использовать на высо-
Рис. 2.3.8. Напорный ящик
Concept IV-TM (фирмы
Beloit и Mitsubishi):
/ — впрыскивающая трубка; 2 — выходное
. сопло; 3 — листы Converflo; 4 — коллектор
205
Рис. 2.3.9. Напускное устройство Sim Flo Т (фирма Valmet):
1 — коллектор; 2 — микротурбулизатор; 3 — напускное сопло;
4— грудной вал; 5— воздушная подушка
Рис. 2.3.10. Модификация напускного
устройства Sim Flo (фирма Valmet):
/— напускное сопло; 2 — микротурбулизатор;
3 — многотрубная конструкция; 4 — коллектор
206
коскоростных плоскосеточных машинах, а также в формующих устройствах с
двусторонним обезвоживанием при выработке широкого ассортимента бумаги
и картона.
Новым поколением Converflo является разработанный компаниями Beloit
и Mitsubishi напорный ящик Concept IV-TM (рис. 2.3.8). В этой модели использу-
ются сужающийся параболический коллектор и пучок труб для распределения
в поперечном направлении, а также концевое сопло, имеющее листы Converflo
для регулирования турбулентности потока, выходящего на сетку.
Главная особенность модели Concept IV-TM заключается в том, что пучок
труб и выходное сопло расположены на одной линии, благодаря чему не про-
исходит изменений в направлении потока бумажной массы. Это создает высо-
кую гидравлическую стабильность и малые колебания массы 1 м2. Такая высо-
Рис. 2.3.11. Гидравлический напорный ящик W-типа (фирма Voith):
1 — коллектор; 2 — пучок труб; 3 — выравнивающая камера;
4 — узкие длинные каналы; 5— перелив массы; 6— воздушная подушка;
7— верхняя губа; 8— напускное сопло
207
кая стабильность позволяет устранить губу выпускной щели с регулируемым
профилем. Эта губа и все сопряженные с ней механизмы заменены системой
контроля и регулирования концентрации массы по всей ширине потока.
В напорном ящике Concept IV-TM профиль массы 1 м2 регулируется из-
менениями локальной концентрации с помощью специальной системы впрыс-
кивания. Каждая впрыскивающая трубка осуществляет дозирование оборотной
воды в коллектор непосредственно в поток массы, вытекающий из какой-либо
одной трубки напорного ящика.
Фирмой Valmet разработано семейство напускных устройств Sim Flo для
различных видов продукции и формующих устройств.
Напускное устройство Sim Flo Т (рис. 2.3.9) предназначено для примене-
ния на широкоформатных и быстроходных картоноделательных машинах. Уст-
ройство оснащено двумя многотрубными конструкциями, обеспечивающими
равномерное распределение волокон в напускной струе, и воздушной камерой
для эффективного гашения пульсаций и отвода пены. Хорошее диспергирова-
ние волокна достигается за счет эффективной турбулентности, создаваемой
микротурбулизатором.
Рассмотрим модификацию напускного устройства Sim Flo для быстроход-
ных машин с двусторонним обезвоживанием (рис. 2.3.10). Устройство рассчита-
но на скорость до 1800 м/мин и предназначено для выпуска газетной и писче-
печатных видов бумаги. Колебания массы 1 м2 по ширине машины не превышают
1,0-1,5 %. Конструкция напускного устройства Sim Flo обеспечивает высокую
стабильность потока массы, оптимальную ориентацию волокон, снижение про-
блем, связанных с краевыми эффектами.
Фирма Voith разработала конст-
Рис. 2.3.12. Смесительный блок
для напорного ящика Module Jet
(фирма Voith Sulzer):
/ параболические коллекторы;
2~ регулирующий клапан; 3— дроссель;
4— смесительная камера
рукцию гидродинамического напорно-
го ящика W-типа (рис. 2.3.11). Конст-
рукция обеспечивает равномерный
профиль скорости истечения массы по
ширине машины. Напорный ящик не
имеет внутренних движущихся или
вращающихся частей, занимает мало
места и успешно применяется при вы-
работке различных видов бумаги и кар-
тона на машинах с любой шириной и
скоростью.
Современные разработки фирмы
Voith Sulzer представлены напорным
ящиком Module Jet (рис. 2.3.12). Он обес-
печивает выпуск высококачественных
видов бумаги для печати с минималь-
ными колебаниями по массе 1 м2, ха-
рактеристикам механической прочнос-
ти и равномерности макроструктуры.
Регулирование массы 1 м2 и ори-
ентации волокон в листе обеспечива-
208
ется контролируемым введением в смесительную камеру оборотной воды низ-
кой концентрации из потокораспределителя параболического типа.
Напорный ящик Module Jet эффективно работает на высокопроизводитель-
ных бумагоделательных машинах, в частности в потоках по производству газет-
ной бумаги массой 40,0—48,8 г/м2, содержащей термомеханическую массу и ма-
кулатуру. Скорость машин — до 1700 м/мин, обрезная ширина — до 9000 мм.
2.3.5. Напускные устройства для многослойного отлива
Гидродинамическая стабильность потока бумажной массы, обеспечиваемая
современными конструкциями напускных устройств, позволила осуществить мно-
гослойное формование бумаги и картона из одного напорного ящика. Такое фор-
мование получило название “структурное формование”, к преимуществам кото-
рого следует отнести:
возможность различной композиции по слоям многослойных картона и бу-
маги;
Рис. 2.3.13. Схема формующего устройства
ControfloFormer (фирма Tampella):
1 — трехслойное напускное устройство;
2— формующие сетки; 3— гауч-вал;
4— отсасывающие устройства
209
Рис. 2.3.14. Трехканальное напускное устройство
Strataflo (фирма Beloit):
1— потокораспределитель; 2— каналы для массы;
3— Converflo-листы; 4— грудной вал
возможность введения наполнителей, проклеивающих веществ, химиче-
ских вспомогательных веществ в те слои, где это необходимо;
получение окрашенной бумаги путем введения красителей только в по-
кровный слой;
оптимальное использование различных фракций волокна при его фракци-
онировании.
Структурное формование целесообразно использовать как для картона, так
и для многих видов бумаги, вплоть до санитарно-гигиенических.
Принципиальная схема формующего устройства ControfloFormer представ-
лена на рис. 2.3.13 (фирма Tampella), а напускное устройство Strataflo фирмы
Beloit — на рис. 2.3.14.
По мнению специалистов ведущих зарубежных фирм, структурное формо-
вание — одно из перспективных направлений совершенствования производ-
ства бумаги и картона.
2.3.6. Напускные устройства для бумажной массы повышенной концентрации
Повышение концентрации массы при отливе позволяет:
уменьшить длину сеточного стола;
м сократить расход энергии на обезвоживание и транспортирование бумаж-
ной массы;
210
1
2
3
Рис. 2.3.15. Схема напускного устройства для напуска
массы повышенной концентрации:
1 — цилиндрические отверстия; 2 — сужающаяся щель; 3 — смесительная камера;
4 — канал гашения турбулентности; 5 — отклоняющая камера; 6 — ускоряющий канал
уменьшить габариты бассейнов и трубопроводов;
снизить нагрузки на очистную аппаратуру благодаря уменьшению объемов
сточных вод;
повысить сухость после прессования и удержание компонентов бумажной
массы.
Специальная конструкция напускных устройств для массы повышенной
концентрации может увеличить концентрацию при напуске до 3—4 %. При этом
в напускном устройстве образуется сравнительно равномерная волокнистая
структура, значительная часть волокон в которой при напуске отклоняется от
горизонтальной плоскости. Бумага становится более пухлой, сопротивление рас-
слаиванию и раздиранию у таких материалов выше, а разрывная длина ниже,
чем при отливе из массы низких концентраций. Рассмотрим напускное устрой-
ство для массы повышенной концентрации (рис. 2.3.15).
В зоне диспергирования, благодаря удару потока о стенку камеры, проис-
ходит быстрое диспергирование массы с последующим формированием трех-
мерной волокнистой структуры в канале гашения турбулентности.
Использование отлива из массы повышенной концентрации перспективно
при формовании бумаги для гофрирования, внутренних слоев коробочного кар-
тона, некоторых видов бумаги и картона с повышенными пухлостью, впитыва-
ющей способностью и воздухопроницаемостью.
2.3.7. Гидродинамический расчет напорного ящика
(по данным акад. О.А. Терентьева)
Цели гидродинамического расчета напорного ящика;
1) проверка диспергирующей способности проточных частей напорного
ящика;
2) расчет геометрической формы потокораспределителя.
211
Проверка диспергирующей способности проточных частей напорного ящика
Произведем проверку на примере напорного ящика Turboflow (рис. 2.3.16).
Цель расчета — определить градиенты скоростей в сечениях проточных каналов
и сопоставить их с критическим значением градиента скорости, найденным по
реологической характеристике используемой бумажной массы (см., например,
рис. 1.2.3). Для обеспечения эффективной диспергации потока в каналах напор-
ного ящика необходимо, чтобы в каждом из них рабочий градиент скорости
был выше критического, т. е. необходимо выполнить условие ура6 > у
Проточная часть напорного ящика начинается с отводных трубок потокорас-
пределителя или с отверстий перфорированной плиты. Эпюра скорости в трубках
или в отверстиях плиты (см. рис. 2.3.16, сечение Б—Б) определяется по формуле
U = bpRz С _ 1
4ЦцТ - - А2а2)[ /?2J’
где L — длина трубок; у — координата в направлении, перпендикулярном дли
не трубки; R — радиус трубок; Др — перепад давления на участке трубки дли-
Рис. 2.3.16. Схема конструкции напорного ящика Turboflow (фирма Valmet)
212
ной L; цт, Ар А,, ар а2 — постоянные реологического уравнения бумажной
массы.
Определим максимальные значения скорости в канале, направление кото-
рой будет соответствовать оси рассматриваемой трубки, т. е. при у = 0:
Др/?2
Umax 4Ццт - Да, - Да2) ’
При достаточно высокой скорости работы машины эпюра скорости потока
в трубке будет иметь вид сильно вытянутой параболы. Поэтому рабочий гради-
ент скорости можно определить по формуле
л _ цтах
г раб
Сопоставим рабочий градиент скорости с критическим и определим пол-
ноту диспергации потока в рассматриваемых трубках. Затем проверим степень
диспергированности потока в узком длинном канале напорного ящика (см.
рис. 2.3.16, сечение А—А). Поперечную эпюру скоростей в таком канале опре-
делим по формуле
и-----------------г,_4^
8£(Цт -A,ai -A2a2) h J’
где L — длина канала; h — высота щели.
Максимальную скорость на оси канала определим по формуле
ц =__________ДрА2_______
тах SZXm-A.a.-Ajaj) •
Рабочий градиент скорости
Ураб = ^пгах 2/Л .
Сопоставим рабочий градиент скорости с критическим и определим сте-
пень диспергированности волокнистой суспензии.
Для того чтобы рассчитать интенсивность диспергации в напускной
Щели, используют формулу для расчета эпюры скоростей в конфузоре и
выполняют проверку необходимого диспергирования так же, как было опи-
сано выше.
Для предварительной оценки степени диспергированности потока можно
использовать более упрощенную методику. При этом нет необходимости рас-
считать эпюру скоростей в рассматриваемом канале, достаточно использовать
среднее значение скорости в канале.
Зная производительность машины, можно определить среднюю скорость в
сечении:
213
где Q— расход массы через сечение; F— площадь поперечного сечения.
Для трубы рабочий градиент скорости
Y б = —
<раб >
а для плоского канала
Ураб ~ ^ср 2/Л .
Расчет геометрической формы потокораспределителя
Обеспечение высокого качества бумажного полотна во многом зависит от
равномерности по ширине напуска бумажной массы на сеточную часть БДМ.
Как показывает практика, колебания скоростей потока бумажной массы после
потокораспределителя по ширине могут достигать ±30 % средней скорости. На
современных высокоскоростных БиКДМ при ширине до 10 м процесс потоко-
распределения представляет собой сложную задачу.
Применявшиеся ранее методы расчета потокораспределителей были осно-
ваны на использовании уравнения Бернулли для потоков с постоянной массой.
В них не учитываются изменения структуры скоростей по длине коллектора,
происходящие в результате расслоения потока при отводе, например, в отвер-
стия перфоплиты. Таким образом, в применявшихся ранее методах расчета не
рассматривали физический процесс, характеризующий движение потока в кол-
лекторе. Оптимальные варианты конструкций потокораспределителей получа-
ли путем дорогостоящих эмпирических доводок. Следовательно, целесообразно
построить методику расчета конструкции потокораспределителя с учетом пере-
распределения энергии при изменении расхода основного потока в результате
поворота части его в отводы.
Поскольку в коллекторе потокораспределителя происходит непрерывное
распределение потока по длине, для описания движения бумажной массы в
нем используем дифференциальное уравнение движения с изменением расхо-
да вдоль пути:
= (2.3.1)
g 1 g Q
vat a0 — коэффициент неравномерности распределения скоростей; g— ускоре-
ние свободного падения; и — скорость движения бумажной массы в коллекто-
ре; р — статическое давление; z — геометрическая высота точки потока (dz = 0,
если отводы потокораспределителя расположены в горизонтальной плоскости);
~ потери на гидравлическое трение; 0 — проекция скоростей отделяюще-
гося потока на направление движения основного потока в коллекторе; Q —
расход бумажной массы.
214
Уравнение движения потока с переменной массой (2.3.1) отличается от
уравнения Бернулли наличием члена, учитывающего влияние изменения мас-
сы на энергию потока:
«о(и ~ 0)° ^6 = а0о2 rfQ _ qo0v dQ
g Q g Q g Q’
(2.3.2)
где
aoi? dQ
g Q
учитывает скоростную энергию основного потока при изменении
его массы;
go0u dQ
g Q
учитывает возрастание статического давления за счет реак-
тивной силы, возникающей в потоке при боковом отделении массы.
В уравнении (2.3.2) учитывается возрастание статического давления потока
при разделении его массы. Этот фактор исключается при расчете по уравнению
Бернулли, что и является причиной неудовлетворительного качества приме-
нявшихся ранее методов расчета потокораспределителей.
Возрастание статического давления зависит от угла расслоения потока при
повороте его в отводы. Угол поворота определяет проекцию скорости отделяю-
щегося потока 0 в направлении движения основного потока. Поскольку о = Q/oj,
где со — площадь поперечного сечения коллектора потокораспределителя в рас-
сматриваемом сечении, уравнение (2.3.2) примет вид
z 2 \
a0 J Q dp . . , ао0 л
—d — + — + dz + ifdx—— dQ = Q.
gu) co у ’ g<o
(2.3.3)
Для обеспечения равномерного распределения потока по длине уравнение
(2.3.3) решено относительно о> при условии постоянства давления: р/у + z = const.
Коэффициент неравномерности распределения скоростей а0 основного
потока в коллекторе значительно изменяется по длине. Для практических це-
лей, по данным экспериментальных исследований, значение коэффициента
может быть принято равным 1,1.
Величина
0
и
X о
= Л1- + Р,
(2.3.4)
где L — общая длина коллектора; х — расстояние от входа до расчетного сече-
ния; т, р — эмпирические коэффициенты, т — 0,25—0,35, р = 1,0.
Потери на трение принимаются согласно формуле для установившегося
Движения волокнистой суспензии
h =Х— —
ht D 2g'
215
где х — коэффициент гидравлических потерь на трение; D — диаметр коллекто-
ра в сечении.
Таким образом, изменение гидравлических потерь по длине определяется
из соотношения
,, . о2 dx X dx Q2
' 2g D 2,2574g & co2
Подставив выражение (2.3.5) в (2.3.3), получим
- dQ dm 0 dQ X dx _
2ao-^--ao —-“0-77 + 7^7-7= = °-
Q co v Q 2,2574 Vco
(2.3.5)
(2.3.6)
Преобразуем формулу (2.3.4):
0 x о
— = m —+ p =
v L
mQo mQ
qL qL P
Поскольку Q = 0o “ где 9 — расход на единицу длины, то
Подставив выражение для % в уравнение (2.3.6), получим
, Г Р 2 m ! mQ^
dQ \Q Q Lq qLQ
----------4m = 0.
2,2574ga0
(2.3.7)
+
Обозначим
A = p-2 + ^;5 = — ;£ =-----------
qLQ qL 2,2574ga0
Тогда уравнение (2.3.7) будет иметь вид
dm (А „ /— п
— +оэ-----В + E-Jm = 0
dQ (0 J
или *
Ло (А п
— +о) — -В
dQ 10
= -Ет''г.
(2.3.8)
После введения новой переменной U = со1/3 уравнение (2.3.8) выглядит сле-
дующим образом:
216
dU 2.
dQ + 2
±Е.
(2.3.9)
Получено линейное дифференциальное уравнение вида
/ = Р(х)у = G(x),
(2.3.10)
где Р(х) = Д / = ^;х = Q;y = U,G(x) = -\е.
J dQ 2
Решение уравнения (2.3.10) имеет вид
В нашем случае решением уравнения (2.3.9) будет
и = е
dQ + C ,
(2.3.11)
y = e
|/л1пе-^ шот-!0 Л-
где е > =е21 =elnQ 2 =Q2e 2й; е
-A S.Q
= Q 2е2 .
Тогда уравнение (2.3.11) преобразуется к виду
-1л1пе+|ле
= е 2 2
U = Q2e2
1 г - -о 'I
-±E$Q2e2 dQ + C .
Разложим подынтегральное выражение в степенной ряд и найдем значение
постоянной интегрирования С при начальных условиях: при х = 0, со = со0,
Q = Qo,C0 Затем получим выражение для U и, учитывая, что U2 =со,
запишем
СО =
(б
Ъ у(0-Оо)
е2
1 — —с °°
+ ^е2*2 Е
2 /=0
-12
(2.3.12)
217
После преобразования выражения (2.3.12) получим
(2.3.13)
Подставим значение Q в функции х и учтем, что при т = 0,25 3 = 1, А =
= (0,25/^ я) — 1» где ^н.я ~ ~ Долл расхода бумажной массы, поступающей
в напорный ящик, от полного ее расхода в потокораспределителе, В = 0,25/(qL).
При этом формулу (2.3.13) запишем в следующем виде:
(2.3.14)
Формула (2.3.14) может быть использована для расчета конфигурации кол-
лектора потокораспределителя, обеспечивающего равномерную подачу суспен-
зии в напорный ящик. Расчеты показали, что достаточно использовать первые
четыре члена ряда, входящего в формулу (2.3.14).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите основные функции массонапускных устройств БКСМ.
2. Как влияют условия напуска бумажной массы на сетку на анизотропию бумажно-
го полотна?
3. Что собой представляют напорные ящики открытого типа?
4. Что собой представляют напорные ящики закрытого типа?
5. Что собой представляют гидродинамические напорные ящики?
6. Что собой представляют напускные устройства для многослойного отлива?
7. Что собой представляют напускные устройства для бумажной массы повышенной
концентрации?
218
8. Как произвести проверку диспергирующей способности проточных частей напор-
ного ящика?
9. Произведите расчет геометрической формы коллектора напорного ящика.
2.4. СЕТОЧНАЯ ЧАСТЬ
2.4.1. Обезвоживание бумажной массы и формование бумажного полотна
(по данным профессоров И.Д. Кугушева и Н.Н. Кокушина)
Сеточная часть предназначена для обезвоживания бумажной массы, фор-
мования и обезвоживания под вакуумом мокрого бумажного полотна. В зави-
симости от интенсивности процессов и вида обезвоживающих элементов меня-
ется слоистая структура, созданная в напускной щели. Волокна, составляющие
основную долю в строении бумаги, имеют форму гибких, подвижных нитей,
легко увлекаемых даже незначительными по интенсивности потоками воды.
В зоне напускного устройства развиваются градиентные течения, приводящие к
ориентации волокон вдоль хода сетки и к образованию слоистой структуры,
сохранение которой обусловливает наиболее тесные контакты между волокна-
ми и тем самым обеспечивает высокую прочность при отливе бумажного по-
лотна. Кроме того, преимущественная ориентация волокон вдоль хода сетки
определяет анизотропию свойств полотна бумаги. Поэтому для некоторых ви-
дов бумаги требуются специальные формующие устройства, ориентирующие
волокна в поперечном направлении.
Кроме того, в момент напуска из-за сброса давления в массе в соответ-
ствии с законом Генри в виде пузырьков выделяется некоторое количество
растворенного воздуха, увеличивающееся с ростом рабочей скорости машины.
Воздух также может попадать в слой массы на сетке в момент напуска из сужа-
ющегося клина между сеткой и напускным слоем. Трехфазность исходного слоя
бумажной массы оказывает значительное влияние на ход обезвоживания и струк-
туру осадка.
Как указано в главе 1.1, существуют различные виды сеточных частей: плос-
косеточные с одной или несколькими сетками, двухсеточные, круглосеточные,
с наклонной сеткой и комбинированные конструкции. В соответствии с предъяв-
ляемыми требованиями к качеству продукции и в зависимости от конструкций
сеточных частей применяются различные обезвоживающие элементы.
Схему процесса обезвоживания и конструкцию сеточной части рассмотрим
вначале на примере плоскосеточного стола как наиболее распространенного
типа сеточной части (рис. 2.4.1). Из напорного ящика на сеточный стол идет
напуск слоя бумажной массы 1 высотой й00 и концентрацией с'ю.
Для предотвращения растекания бумажной массы над сеткой по краям ус-
танавливаются форматные линейки (или устройства декельных ремней на ти-
хоходных машинах). Последние более выгодны, так как снижают износ сеток и
предотвращают образование закатышей из волокон по краям полотна. При по-
ступлении бумажной массы на сеточный стол из нее через сетку начинает уда-
ляться вода. При этом на сетке задерживается слой осевших волокон 2 с кон-
219
Напуск массы
Рис. 2.4.1. Схема процессов обезвоживания и формования бумажного полотна на плоскосеточном столе:
1 — бумажная масса; 2 — осевший волокнистый слой; 3 — мокрое бумажное полотно; 4 — граница зеркала залива;
5— “сухая” линия; 6— отсасывающий гауч-вал
центрацией с0, которую можно считать постоянной, причем с0 > cq0 . Некото-
рое количество волокон и наполнителей из бумажной массы проходит сквозь
сетку и слой осевших волокон вместе с удаляемой водой. Поэтому подсеточная
вода, называемая обычно регистровой, фактически является суспензией, име-
ющей концентрацию ст.
Большая часть выделившихся при напуске пузырьков воздуха (вместе с
вновь выделяющимися в ходе фильтрации из-за снижения давления) под дей-
ствием сил поверхностного натяжения “прилипает” к волокнам и задерживает-
ся в осевшем слое (здесь и далее влияние трехфазности будет приведено по
данным проф. Кокушина). Плотность образующегося трехфазного осадка в от-
сутствие давления фильтрации Др устанавливается в соответствии с принци-
пом минимума поверхностной энергии на границах раздела фаз. Сжимающее
воздействие на осадок оказывают силы поверхностного натяжения воды. При
постоянных характеристиках массы и содержании воздуха плотность образую-
щегося осадка будет также постоянной.
Таким образом, дополнительно к известному из общей теории промыш-
ленной фильтрации (где рассматриваются лишь двухфазные суспензии) един-
ственному гидродинамическому фактору, влияющему на степень сжатия осад-
ков в момент осаждения, а именно к перепаду давления (напора) через осадок,
при обезвоживании трехфазной бумажной массы существует еще один фактор,
влияющий на степень сжатия осадка, — силы поверхностного натяжения воды
на границах раздела фаз.
Образующийся на сетке трехфазный волокнистый осадок обладает опреде-
ленной несущей способностью, т. е. он сопротивляется дополнительному сжа-
тию за счет приложенного перепада давления фильтрации Др, пока величина
Др не превысит определенного критического значения. Таким образом, в диа-
пазоне приложенного давления Др = [О, ] плотность структуры осадка (а от-
сюда и его проницаемость фильтрации) будет постоянной; при превышении
Др указанного диапазона будет происходить дальнейшее уплотнение осадка.
Опыт показывает, что степень уплотнения осадка при дальнейшем увели-
чении Др растет, приближаясь к некоторой предельной плотности при высо-
ких значениях Др (Др > р2). Поэтому уравнение Дарси, описывающее фильтра-
цию через нарастающий на сетке трехфазный осадок бумажных волокон
толщиной 1(f), будет иметь вид
Кф=цдя/о,
где — скорость фильтрации; ДЯ = Др/у — приложенный напор; к — коэф-
фициент фильтрации осадка, он постоянен при двух диапазонах изменения
приложенного давления фильтрации Др: 1) при небольших значениях
(Др = [О, Р] ]) и 2) при высоких значениях (Др > р2); диапазон Др = [0, pj соот-
ветствует известному из практики эксплуатации “мягкому” режиму обезвожи-
вания.
Указанное постоянство фильтрационных характеристик бумажных масс в
определенных диапазонах Др позволяет применять для расчета их фильтрова-
221
ния (обезвоживания с образованием осадка) методы расчета, разработанные
для фильтрования с образованием несжимаемого осадка (при к = const).
Следует также отметить, что при постоянной степени сжатия трехфазного
осадка изменение содержания в нем газовой фазы может менять проницаемость
осадка (величину коэффициента фильтрации) из-за изменения степени бло-
кирования пор осадка газовыми пузырьками.
При обезвоживании под небольшим напором (ДЯ = [О, Я,] — “мягкий”
режим обезвоживания) скелет осадка образуется крупными и средними по раз-
мерам волокнами совместно с пузырьками газовой фазы. Мелкие волокна, не
входящие в скелет, свободно располагаются в порах осадка. При превышении
напором некоторой критической величины Якр, зависящей от места на сеточ-
ном столе, осадок сжимается, мелкие фракции выдавливаются из пор осадка
под сетку, что увеличивает концентрацию подсеточной воды. При этом усили-
вается маркировка сеткой нижней (сеточной) стороны бумаги.
В целом чрезмерное ускорение обезвоживания бумажной массы при фор-
мовании листа ведет к снижению показателей качества бумаги (прежде всего,
прочностных) из-за повышенного провала мелких волокон и усиления ориен-
тации волокон в бумаге в направлении, перпендикулярном ее плоскости. В свя-
зи с этим проф. Кутушевым введено понятие о предельном времени формова-
ния, при уменьшении которого качество формования снижается.
Для поддержания сетки, интенсификации удаления регистровой воды из
бумажной массы и организации движения этой воды под сеткой установлены
обезвоживающие и поддерживающие элементы. К ним относятся: грудная доска,
гидропланки, отсасывающие ящики, дефлекторы, регистровые валики и др.
На открытых участках сетки обезвоживание идет под действием напора h,
равного толщине слоя массы на сетке.
На гидропланках и регистровых валиках обезвоживание ускоряется под дей-
ствием переменного вакуума H(f), создаваемого в потоке подсеточной воды в
сбегающем клине.
Отсасывающие ящики обеспечивают ускорение обезвоживания под дей-
ствием напора: Я = Яюк + h, где Явак — величина вакуума в ящике, h — толщина
слоя массы на сетке.
В зависимости от конструкции обезвоживающих элементов часть регистро-
вой воды, удаляемой ими из бумажной массы, поступает непосредственно в
подсеточную ванну, а другая часть повисает под сеткой и движется вместе с
ней к следующему (поддерживающему или обезвоживающему) элементу. В за-
висимости от конструкции элементов осевший слой может на нем размываться.
При этом волокна осевшего слоя перемешиваются с бумажной массой, нахо-
дящейся сверху. В итоге на таком участке сетки получается бумажная масса с
более высокой концентрацией с0/ > с'оо.
При последовательном обезвоживании бумажной массы на различных обез-
воживающих элементах ее высота на сетке й0/ уменьшается, а концентрация c'Oi
увеличивается. При достижении концентрации с0 во всей толще бумажной мас-
сы участок осаждения волокон заканчивается.
Размыв слоя осевших волокон может происходить по следующим при-
чинам:
222
направление поддерживающими и обезвоживающими элементами части
регистровой воды обратно на сетку;
наличие относительной скорости течения бумажной массы и скорости сетки;
гидравлические удары в зоне сбегающего клина регистровых валиков;
прогибы и вибрации сетки между поддерживающими и обезвоживающими
элементами, вызывающие вертикальные колебания сетки;
действие специальных устройств, придающих горизонтальные и вертикаль-
ные колебания сетке.
Размыв осевшего слоя и вибрации сетки (например, при набегании не-
ровной нижней поверхности сетки на передние кромки гидропланок, “мок-
рых” отсасывающих ящиков) приводят к микротурбулентности в слое мас-
сы на сетке, что перемешивает массу и предотвращает развитие флокуляции
в ней, способствуя тем самым формованию бумажного полотна с лучшим
просветом.
На регистровой части содержится много воды, поэтому поверхность слоя
массы блестит. Этот участок называют зеркалом залива, он составляет участок
формования бумажного полотна. Осевший слой, расположенный после него,
имеет матовый оттенок.
На участке формования фильтрование бумажной массы с образованием
осадка описывается, как указывалось ранее, уравнением Дарси Кф = кН/l. Здесь
толщина осадка / на сетке определяется толщиной слоя воды ДА, профильтро-
вавшейся под сетку. Можно показать (по балансу воды и волокна), что величи-
ны I и ДЛ связаны соотношением
/ = .соо-£я»..дл.
с0 ~ с00
Таким образом, уравнение Дарси имеет вид
„ _ Я(ДА) _ Я(0 </(ДА) _ £(с0-4) Я(р
У ж ““ ““ /С л 14L/IИ « » / ч •
dt *-00 ~ *~т С00 ~ Ст &h(t)
С0 ~ С00
Толщина слоя подсеточной воды Дй(0, отведенного на том или ином уча-
стке обезвоживания, определяется приложенным фильтрационным напором
Я(г) и характеристиками бумажной массы к, с'оо, с0 и ст.
Как указывалось ранее, фильтрационный напор Я может быть постоян-
ным, например при обезвоживании на “мокрых” отсасывающих ящиках, либо
переменным Я = H(t), если он создается вакуумом в клине гидропланки или
давлением в потоке массы между сетками на двухсеточном формующем уст-
ройстве и т. д. При этом необходимо совместно с уравнением фильтрации ис-
пользовать предложенное акад. Терентьевым и проф. Куровым уравнение тече-
ния бумажной массы (см. главу 1.2.3)
= рГ - grad Р + divf X + М? •
dt J
223
Наконец, на давление в потоке массы или подсеточной воды может оказы-
вать влияние форма границ потока, определяемая формой сетки (сеток) на
участке, в частности их прогибами. Поэтому здесь следует использовать еще
уравнение прогиба сетки, а именно известное из теории тонких упругих стерж-
ней уравнение для их прогиба
U =CA0+j(OxF + B_Q)ds.
о
Значение жесткости сеток EJ в условиях, имеющих место на сеточных час-
тях, примерно постоянно.
Таким образом, гидродинамика процесса (ход отлива полотна) описывает-
ся следующей системой уравнений (по данным проф. Кокушина):
d(bh) _ к(с0 -4) W).
dt с^-ст bh(J)’
р — = pF - grad Р + div Акеак'1" + цту
ш \
й = й0 + ](ёхТ+ BQ)ds.
о
к=1
(2.4.1)
Система уравнений (2.4.1) справедлива для любых конструкций сеточной
части и может быть названа обобщенной математической моделью отлива (гид-
родинамики формования) бумажного полотна. Конкретный вид системы (2.4.1)
на тех или иных обезвоживающих элементах или формующих устройствах (част-
ные модели отлива) получают с использованием соответствующих граничных
или начальных условий для функций bh, PnU.
Дальнейшее обезвоживание сформованного слоя происходит за счет его
сжатия на отсасывающих ящиках под действием приложенной разности давле-
ний. При уплотнении до определенной концентрации через осевший слой на-
чинается просос воздуха. Это особая точка: здесь находится “сухая” линия, пос-
ле которой пропадает зеркало залива. Участок сеточного стола до “сухой” линии 5
(см. рис. 2.4.1) есть зона формования бумажного полотна, включающая в себя
“мокрые” и обычные отсасывающие ящики.
После “сухой” линии обезвоживание происходит под действием вакуума
на отсасывающих ящиках, отсасывающем гауч-вале 6 и за счет механического
давления, создаваемого прижимным валиком гауч-вала (если он есть).
2.4.2. Обезвоживание мокрого бумажного полотна под вакуумом
(по данным профессоров И.Д. Кугушева и Ю.Н. Швецова)
Принятый в производстве бумаги термин “вакуум” не соответствует дей-
ствительности. Под вакуумом подразумевается такая величина разрежения газа,
при которой в замкнутом объеме возможен свободный пробег молекулы между
границами сосуда.
224
Здесь и далее под вакуумом будем понимать модуль разности рассматрива-
емого и атмосферного давлений, когда рассматриваемое давление меньше ат-
мосферного.
Процесс обезвоживания сформованного мокрого бумажного полотна на
отсасывающих ящиках под действием прикпя пинаемой разности давлений пред-
ставляет собой сложный комплекс явлений, протекающих во времени и свя-
занных с фильтрацией воды, воздуха и деформацией мокрого волокнистого
слоя.
Анализ деформаций, изменения сухости полотна и скорости фильтруемого
воздуха позволяет разделить процесс обезвоживания на четыре последователь-
но протекающие стадии (рис. 2.4.2).
I стадия характеризуется тем, что выжимание воды происходит под
действием разности давлений воздуха на верхней и нижней поверхностях мок-
рого бумажного слоя.
Деформация бумажного полотна пропорциональна количеству удаляемой
воды. Отжатая вода повисает под сеткой и частично отрывается от нее под дей-
ствием силы тяжести. На I стадии из полотна бумаги удаляется наибольшее
количество воды. Внешнее давление воспринимается водой.
II стадия определяется тем, что происходит относительная стабилиза-
ция толщины полотна бумажной массы и прорыв воздуха через отдельные поры,
в результате чего повисающая снизу сетки вода начинает сдуваться; происходит
Рис. 2.4.2. Стадии процесса обезвоживания
мокрого бумажного полотна под вакуумом
225
вытеснение воздухом воды из-под сжатого слоя волокон. Давление восприни-
мается как водой, так и твердым скелетом волокон.
III стадия связана с прекращением процесса фильтрации воды и уста-
новившейся фильтрацией воздуха через полотно. Поэтому бумажное полотно
практически не обезвоживается, и фильтруемый воздух только сдувает отжатую
воду. Внешнее давление воспринимается твердым телом.
IV стадия характеризуется обратным увлажнением бумажного полотна,
происходящим в результате обратной упругой деформации волокон. Прекраще-
ние воздействия вакуума на бумажное полотно вызывает увеличение его тол-
щины за счет упругого расширения скелета после сжатия и впитывания остав-
шейся в ячейках сетки и частично под сеткой не сдутой воздухом воды.
Такое разделение процесса на отдельные стадии до некоторой степени ус-
ловно, так как резких граней перехода между ними не существует.
Важный фактор — обратное впитывание воды. В литературе существует мне-
ние, что это явление связано с действием капиллярного давления. Такое мне-
ние ошибочно, так как скорости поднятия жидкости под действием капилляр-
ного давления малы, а впитывание влаги происходит мгновенно.
Основная роль воздуха, просасываемого через бумажное полотно, — удале-
ние отжатой воды, повисающей снизу сетки. Хотя в процессе проникновения
воздуха через поры (II и III стадии) происходит вытеснение воды из отдельных
пор, в количественном отношении этот объем невелик.
Сухость полотна не зависит от расхода воздуха. Более вероятна зависимость
расхода воздуха от сухости. Правильнее и важнее для практики установить функ-
циональную зависимость между сухостью бумажной массы и значением вакуу-
ма, а создаваемая разность давлений на границах листа определяет значение
расхода воздуха, которое будет зависеть от вида природного материала, степе-
ни помола и температуры. Однако следует уточнить вопрос, о какой сухости в
данном случае идет речь. Анализ проведенных опытов показывает, что сухость
полотна в процессе приложения давления значительно выше, чем конечная
сухость. С практической точки зрения интерес представляет конечная сухость.
На рис. 2.4.3 представлены характеристики воздухопроницаемости и сухо-
сти типографской бумаги № 3 и крафт-целлюлозы, показывающие линейный
расход воздуха и нелинейное изменение сухости в зависимости от величины
вакуума, а на рис. 2.4.4 — характеристика обезвоживания бумаги IX группы.
Живое сечение отсасывающих ящиков следует выбирать, прежде всего,
исходя из условий ширины III стадии процесса. Она должна быть минималь-
ной, необходимой только для сдува повисшей воды под сеткой. Поэтому пред-
варительный расчет вакуумной системы отсасывающих ящиков рекомендуется
проводить по следующему уравнению:
IK= (oF, м3/мин,
где W— количество просасываемого воздуха, м3/мин; <о — удельный расход,
м /(мин-м2) (табл. 2.4.1); F— площадь живого сечения всех отсасывающих ящиков, м2.
Число ящиков уточняется расчетом.
Главным условием компоновки ящиков служит график возрастания вакуу-
ма в ящиках по ходу сетки. Необходимо проектировать число ящиков из усло-
226
Таблица 2.4.1
Удельный расход воздуха на отсасывающих ящиках
Группа бумаги Скорость, м/мин Предельный вакуум, кПа Предельный удельный расход, м3/(мин-м2) Общая ши- рина ящиков, мм
конденсаторные 30-80 3,325 2,33 1620
Впитывающие 50-150 2,660 7,30 780
Писчие, печатные № 1 100-250 22,610 12,70 600
Писчие, печатные № 2 и 3 До 350 21,280 8,00 —
Упаковочные 50-250 31,920 15,00 200
Газетные До 400 26,600 13,50 2150
Писчие № 0 До 200 26,600 15,00 700
Односторонней гладко- сти До 200 15,960 5,50 1500
Рис. 2.4.3. Характеристики бумажного полотна:
/ — типографская бумага № 3; 2 — крафт-целлюлоза
227
вия требуемого перепада давления
между ними, с сохранением макси-
мального вакуума в последних ящи-
ках для обеспечения нужной сухости
полотна. Кроме того, значительные
перепады давлений между ящиками
обусловливают небольшие скорости
фильтрации воды, а следовательно, и
малые потери мелкого волокна и на-
полнителей, уходящих с промоем,
главным образом с сеточной стороны
листа.
Обезвоживание на отсасывающем
валу аналогично обезвоживанию на
Рис. 2.4.4. Зависимость расхода
воздуха от вакуума
отсасывающих ящиках. Сохраняются все четыре стадии процесса, меняются
только характеристики бумажной массы в соответствии с содержанием воды и
видом конструкции отсасывающего вала. Например, на камерном отсасываю-
щем валу давление на бумагу возрастает мгновенно и остается постоянным до
конца камеры, а в ячейковом вале давление постепенно возрастает до макси-
мума в конце камеры вследствие необходимости откачки воздуха из камеры,
находящегося вначале под атмосферным давлением.
Рассмотрим схему обезвоживания на камерном валу (рис. 2.4.5:--► —
путь воды; ____ — направление движения воздуха). Сверху построена диаграм-
ма давления воздуха на бумажное полотно, римскими цифрами отмечены ста-
дии процесса обезвоживания. В конце IV стадии, когда отверстие в рубашке
открывается снизу, в его полость врывается воздух. Это связано не только с
насыщением бумажного полотна водой, но и со звуковыми эффектами высо-
кого тона, весьма неприятными для слуха.
Обратное впитывание воды бумажным полотном после прохождения каме-
Рис. 2.4.5. Схема процесса обезвоживания
на однокамерном отсасывающем валу
ры вала происходит по следующим
причинам: действие центробеж-
ных сил, выбрасывающих остав-
шуюся воду из отверстий рубашки
вала; прорыв воздуха в отверстие
с внутренней стороны после уп-
лотнения; обратная упругая де-
формация скелета бумажной мас-
сы, образованного волокнистым
материалом. В целях проверки вли-
яния обратного впитывания на
влажность бумажного полотна в
сеточной части машины между ру-
башкой отсасывающего вала и сет-
кой было помещено бесконечное
сукно массой 500 г/м2 (рис. 2.4.6).
Суконная прокладка на отсасыва-
228
Рис. 2.4.6. Влияние упругой пористой прокладки на
конечную сухость полотна бумаги после отсасывающего вала:
1— отсасывающий вал; 2— сетка; 3 — сукно; 4— беленая
сульфатная целлюлоза 63 ”ШР; 5— крафт-целлюлоза 80 °ШР
ющем валу предназначена для создания дополнительного упругого водопогло-
щающего слоя. Упругие деформации шерстяных сукон значительно выше упруго-
сти бумажных масс. Поэтому в момент сброса нагрузки сукно будет поглощать
отжатую воду. Анализируя графики, приходим к выводу, что в результате приме-
нения сукна в виде прокладки повышается сухость бумажного полотна.
Важным элементом в процессе удаления отжатой воды из полотна слу-
жит конструкция перфорированной рубашки отсасывающего вала. Живое
сечение отверстий должно пропускать максимальное количество отжатой
воды. Опытами установлено, что движение отжатой воды по отверстиям ру-
башки может происходить в виде пробок при малых перепадах давления (ме-
нее 20 кПа), а при увеличенном давлении — в виде струй, стекающих по
стенкам отверстий, и отдельно летящих капель по свободной полости пер-
форации. Следовательно, необходимо учитывать размеры отверстий в рубаш-
ке и их расположение, позволяющие осуществить максимально быстрое
транспортирование отжатой воды в камеру отсасывающего вала, а также
возможное зарастание живого сечения отверстий в результате отложения на
стенках солей и волокон.
Исследования показали, что сухость полотна во время обезвоживания под
Действием приложенного давления превосходит конечную сухость вследствие
обратной увлажняемое™.
Представленная схема процесса обезвоживания позволяет судить о рациональ-
ности применения многокамерных валов. Очевидные преимущества многокамер-
229
Рис. 2.4.7. Схема процесса обезвоживания
на ячейковом отсасывающем валу
ных валов наиболее ярко проявляются в ячейковых валах. Многокамерные отсасы-
вающие головки ячейковых отсасывающих валов устанавливаются у торцов вала
(рис. 2.4.7). Камеры неподвижны, вращается только сердечник вала с ячейками.
При набегании ячейки на окно камеры вакуум в полости ячейки постепен-
но возрастает вследствие откачки из нее воздуха. При переходе к следующим
камерам разрежение увеличивается. График изменения давления на бумагу по-
строен вверху разреза.
Движение воды и воздуха отмечено стрелками. В конце третьей камеры дав-
ление постепенно уменьшается, однако это не избавляет от обратного впиты-
вания влаги и проникновения воздуха в отверстия рубашки снизу.
Рассмотрим схему обезвоживания на камерном валу с применением при-
жимного вала (рис. 2.4.8). Под действием разрежения в камере начальная тол-
щина слоя /0 уменьшается до /,. При отсутствии прижимного вала в зоне 4 тол-
щина слоя увеличилась бы на A/t. При наложении прижимного вала давление
на слой бумажной массы возрастает и меняется по закону параболы. При этом
максимум давления смещен навстречу вращению от осевой линии на величину
а, равную коэффициенту трения качения. Во избежание прилипания к поверх-
ности прижимного вала бумажной массы или отдельных волокон его поверх-
ность смачивается сверху из спрысков. Под действием давления вала и вакуума
производится дополнительное выжимание воды, и слой бумажной массы умень-
шается до величины /2.
Прижимной вал уменьшает площадь для просасывания воздуха и вызы-
вает повышение вакуума. При сходе из зоны давления вала в результате дей-
ствия упругих сил в волокнистом материале толщина слоя увеличивается на
Д4- В зоне контакта прижимного вала просасывания воздуха не происходит.
Зона 3 необходима для просасывания воздуха и удаления воды из ячеек
сетки и полости зенковки поверхности вала. В зоне 4 происходит миграция воды
230
Рис. 2.4.8. Схема процесса обезвоживания на камерном
отсасывающем валу с прижимным валиком: 1-4 — зоны
(ранее отжатой) в бумажное полотно, в результате чего толщина слоя увеличи-
вается на Д/3. Этому способствует и проникновение воздуха снизу из атмосферы.
Применение прижимного вала позволяет уменьшить мощность, потребляемую
вакуумным насосом, и повысить конечную сухость. В соответствии со схемой
обезвоживания определяется и местоположение прижимного вала по отноше-
нию к камере.
В общем случае наибольшей должна быть 1-я зона, наименьшей — 3-я. Близ-
кое положение вала к началу камеры нежелательно, так как давление вала на
жидкую массу может вызвать смещение волокон в горизонтальной плоскости.
Большие размеры 3-й зоны также нецелесообразны.
Часто на действующих машинах можно наблюдать неустойчивую работу
отсасывающих ящиков или отсасывающего вала, выражающуюся в виде пери-
одических закономерных или случайно появляющихся колебаний вакуума. При-
чинами неустойчивой работы могут быть:
а) неисправность механической системы (овальность рубашки камерного
вала, износ уплотнений, порча поверхностей трения, засорение перфорации
и т. п.);
б) автоколебания воздушного столба в системе трубопроводов, возникаю-
щие в результате возмущений, создаваемых периодическим отбором воздуха
вакуумными насосами;
в) движение водяных пробок в трубопроводах, когда их сечение мало или
произведено углубление отдельных участков ниже всасывающего патрубка ва-
куумного насоса;
г) изменение количества просасываемого воздуха через бумажное полотно
вследствие колебаний влажности или помола.
231
2.4.3. Сетки — основной элемент для обезвоживания массы
и формования бумажного полотна
Сетки должны обладать значительной водопроницаемостью, чтобы не за-
держивать обезвоживание бумажной массы и в то же время обеспечить хорошее
удержание волокна и наполнителя, не оставлять сильной маркировки на форму-
емом полотне бумаги (картона), быть достаточно износостойкими, не требовать
больших затрат мощности при скольжении по отсасывающим ящикам и другим
обезвоживающим элементам, выдерживать необходимые усилия натяжения.
Сетки отличаются видом ткани в зависимости от изготовляемой бумаги:
одинарные простого плетения — для производства оберточной, салфеточной,
бутылочной бумаги, медицинского алигнина, бумаги-основы для пергамента и
фибры и т. п.; одинарные полусаржевого переплетения — для производства пис-
чей, газетной, типографской, картографической, кабельной и других сортов
бумаги; тройные — для конденсаторной, электролитической, папиросной и
других тонких сортов бумаги; крученые — для кровельного картона, бумаги для
гофрирования, товарной целлюлозы и др. (табл. 2.4.2). Продольные нити сеток
БКСМ называются основой, а поперечные — утком.
Вид ткани, размеры нитей обусловливают рельеф поверхности и фильтру-
ющую способность сеток, поэтому в зависимости от числа нитей основы в 1 см
по ширине сетки имеют соответствующий номер, равный этому числу. Матери-
алом для изготовления сеток служат полиэфирное волокно, бронза марки БрОФ
6,5-0,4 для основы, полутомпак марки Л-80 для утка, монельметалл марки
НМЖМц 28 2,5-1,5, сталь Х18Н9Т. Применяют и комбинированные ткани из
бронзы и полиэфирных нитей.
В последнее время наряду с однослойными используют двух- и даже трехслой-
ные синтетические сетки. При этом нижний слой более износостойкий, верхний
имеет самый высокий номер, так как используется для улучшения формования
листа, средний слой обеспечивает прочность сетки при натяжении.
Для изготовления высококачественных сортов бумаги некоторые фирмы шли-
фуют лицевую поверхность металлической сетки в целях сглаживания рельефа.
В результате гидравлических испытаний сеток была установлена зависи-
мость между потерями напора и скоростью фильтрации:
Ас =
где йс— напор, теряемый в сетке, м вод. ст.; V— скорость притока воды к
сетке, м/с; т — постоянные коэффициенты.
Между гидравлическими сопротивлениями и характеристиками сеток (но-
мер — число нитей в 1 см по ширине сетки) существует сложная зависимость.
Ф.П. Товстолес установил основной геометрический параметр сетки:
Ф
где л( — число ниток основы в 1 см по ширине; п2 — число ниток утка в 1 см по
длине; (р — коэффициент стеснения как отношение площади живого сечения к
общей площади сетки.
232
Таблица 2.4.2
Классификация сеток
Вид бумаги Тип сетки Номер сетки
Основа для фибры Одинарная 24, 28, 32
Промокательная, газетная, типографская, офсетная, спичечная Одинарная 24, 26, 28
Писчая, литографская Одинарная 26, 28
Тетрадная, обойная Одинарная 20, 24, 26, 28
Для глубокой печати, билетная, бутылочная Одинарная 26, 28, 32
Основа для пергамента, сахарная, узорная, подпер- гамент, салфеточная Одинарная 28, 32
Шпульная, коробочная, мундштучная Одинарная 20, 24, 26
Мешочная, типографская, обложечная Одинарная 24, 26
Фотоподложка-основа Одинарная 24, 28
Конвертная, конфетная, туалетная Одинарная 24
Светонепроницаемая, основа для гранитоля Одинарная 20
Альбомная, основа для мелования, кабельная, те- лефонная, галошная, книжная, обложка для книг, патронная Одинарная 28
Основа для переводных изображений, курительная Одинарная 32
Тонкая словарная Тройная 24
Конденсаторная, папиросная, копировальная Тройная 34/102, 40/120, 32, 96
Целлюлоза Крученая 8, 10
Основной геометрический параметр, построенный на основании данных
табл. 2.4.3, позволяет определить связь между гидравлическими потерями и но-
мером сетки.
В процессе работы сетки изнашиваются и загрязняются, в результате их
гидравлическое сопротивление меняется.
При замене бронзовых сеток на синтетические, широко применяемой на-
чиная с 70-х гг. XX в., надо учитывать, что при этом возрастает потребляемая
мощность сеточной части на 20—40 % из-за большего натяжения сетки, повы-
шаются требования к чистоте поверхности и промывке сеток, снижается коэф-
фициент трения между сеткой и ведущими валами, появляется коррозия на
бронзовых рубашках валов, увеличивается вытяжка сетки.
Для синтетической сетки необходимо большее начальное натяжение — до
5—7 кН/м — во избежание проскальзывания на приводных валах (для металли-
ческих оно равно 3,5—5,0 кН/м), спрыски сеток должны работать под давлени-
ем 6 МПа. Для устранения коррозии валов рекомендуется применять рубашки
из нержавеющей стали или с резиновым покрытием. При определении количе-
233
Таблица 2.4.3
Фильтрационные характеристики сеток
Сетки метал- лические Номер сетки Коэффициент Показатель степени т Основной гео- метрический параметр Т
24 0,200 1,256 0,816
Полусаржевое 26 0,240 1,460 0,956
плетение 28 0,363 1,790 1,044
8 0,138 1,720 0,075
10 0,390 2,100 0,117
Крученые 11 0,390 2,100 0,171
16 0,500 1,550 0,432
24/72 0,690 1,430 2,685
28/84 2,090 1,780 6,915
30/90 1,480 1,550 5,384
Тройные 32/96 0,725 1,250 2,592
34/202 1,900 1,560 5,321
40/120 1,990 1,730 5,793
12 0,138 1,950 0,047
16 0,195 1,930 0,104
20 0,403 1,830 0,391
Одинарные 24 0,537 1,710 0,775
простого 26 0,472 1,770 0,572
плетения 28 0,504 1,720 0,678
32 0,617 1,570 1,137
36 0,565 1,650 0,922
40 0,550 1,680 0,833
ства сетконатяжных устройств должна учитываться вытяжка синтетических се-
ток до 1,0-1,2 %.
Во избежание порчи сетки при останове приводы сеточной части и насоса
высокого давления блокируются.
Ширина сетки и длина валов сеточной части
Ширина сетки бумагоделательной машины
п Л-100 .
Д. = ---+ 2(а + d + с),
с 100-е
где Ь — необрезная ширина бумаги на накате; а — ширина отсекаемых на гауче
кромок полотна бумаги; d — ширина устройства для ограничения разлива мас-
234
сы при напуске на сетку (от 5 до 10 мм); с — ширина свободных кромок сетки
(20—50 мм); е — процент усадки полотна в прессовой и сушильной частях.
Для бумагоделательных машин согласно ГОСТ 981—51 предусмотрены сле-
дующие размеры сеток по ширине в соответствии с шириной машины:
Обрезная ширина машины, мм 2520 4200 5880
Сетка, мм 2900 4700 6350
Таким образом, рабочая длина валов сеточной части больше ширины сетки
на 100-150 мм. Длина перфорированной части гауча равна ширине сетки или
меньше ее на 50 мм.
2.4.4. Сеточный стол
Описание сеточной части в данном разделе дано на примере наиболее рас-
пространенной ее конструкции — плоскосеточного стола. Рассмотрены конст-
рукции сеточных частей, работающих по методу НРВО, а также устройств,
используемых для производства бумаг и картонов по другим методам.
Следует отметить, что ряд узлов, входящих в конструкцию плоскосеточных
столов, используются и в сеточных частях других видов.
2.4.4.1. Обезвоживающие элементы
Формующие доски и ящики
Формующие доски и ящики предназначены для успокоения бумажной мас-
сы, выходящей из напускной щели, и для согласования скоростей массы и сетки.
Формующие доски 7 (рис. 2.4.9) устанавливаются за грудным валом. Переднюю
кромку доски заостряют для получения минимального расстояния от оси грудного
вала. Формующая доска укрепляется на ящике 3 вместе с несколькими планками 2
для первоначального обезвоживания или с гидропланками с рабочим углом 0,5° в
целях прижима сетки к поверхности ящика и для предохранения сетки от вибра-
ций в районе грудного вала. На рис. 2.4.9 представлен способ крепления формую-
щей доски при помощи “ласточкиного хвоста”. При сходе с грудного вала сетка
провисает, поэтому формующую доску в целях уменьшения износа планок уста-
навливают вначале ниже сетки на 1,5—3,0 мм, а заднюю кромку — на 0,5-1,0 мм.
Во избежание захвата воздуха ячейками сетки необходимо, чтобы струя
массы касалась сетки перед передней кромкой формующей доски. Формующую
Доску и планки изготавливают из высокомолекулярного полиэтилена или ок-
сидной керамики, корпус ящика — из нержавеющей стали. Размеры формую-
щих ящиков представлены в табл. 2.4.4.
Регистровые валики (по данным проф. И.Д. Кугушева)
На старых БКСМ (бумаго-, картоноделательных, сушильных машинах)
У танавливали традиционные обезвоживающие элементы регистровой части сто-
ла - регистровые валики.
235
2
Рис. 2.4.9. Формующий ящик:
1 — формующая доска; 2 — планки; 3 — корпус
Назначение регистровых валиков — поддержание сетки в горизонтальной
плоскости и обезвоживание бумажной массы для формирования волокнистого
полотна методом осаждения.
Рассмотрим особенности рабочего процесса на валике в целях технологи-
ческого расчета. В зоне касания регистрового валика и сетки имеют место раз-
личного вида и направления потоки воды и бумажной массы (рис. 2.4.10). Для
простоты схемы полагаем, что в поперечном сечении сетка представляет собой
прямую, расположенную по горизонтали, и имеет одну точку касания с попе-
речным сечением регистрового валика.
Вблизи места касания сетки есть две зоны, или два водяных клина: набега-
ющий (расположенный со стороны набегания сетки) и сбегающий. Сетка сверху
подносит к валику слой ht, состоящий из суспензии и волокон, осевших на
сетке, а снизу — слой h2, который является регистровой водой, профильтровав-
шейся через сетку на свободном участке. Набегающий водяной клин образуется
в результате слияния слоя й2 и слоя й6, переносимого регистровым валиком
вследствие прилипания жидкости к его поверхности. Из набегающего водяного
клина в результате уменьшения расстояния между сеткой и валиком вода на-
гнетается сквозь сетку и осевший слой волокон в надсеточное пространство.
236
Таблица 2,4.4
Формующие ящики (ОСТ 28.08.2009-77)
Обрезная ширина, мм Габариты, мм Масса, кг Обозначение по отрасле- вому стандарту (ОСТ)
Длина Ширина Высота
1680 2300 400 250 400 2009.01.000
2100 2800 440 250 450 2009.02.000
2520 3300 675 300 550 2009.03.000
4200 4850 675 475 800 2009.04.000
6300 7150 730 455 2600 2009.06.000
6720 7500 730 420 2700 2009.07.000
6300 7150 790 455 2900 2009.08.000
6720 7500 790 420 3000 2009.09.000
Над валиком уровень бумажной массы повышается до высоты h0. Вследствие
увеличения расстояния между регистровым валиком и сеткой и возникновения
растягивающих напряжений в жидкости сбегающий клин заполняется фильт-
рующейся водой. Поэтому уровень бумажной массы в надсеточном простран-
стве после прохождения валика снижается до величины Л3. Сбегающий водяной
клин разделяется на два потока: слой й4, уносимый снизу сетки, и слой Л5,
отводящий воду от сетки. Вследствие сброса некоторой части воды с поверхно-
сти валика слой h5 уменьшается до величины Л6.
Рис. 2.4.10. Схема потоков в зоне регистрового валика
237
Баланс потоков на регистровом валике таков:
Л, + h2 + h6 = h = h3 + h4 + hs,
а количество сбрасываемой воды в подсеточный желоб определяется разно-
стью:
ДА = h — А,.
J о
Экспериментальные измерения давлений на поверхности регистрового ва-
лика с помощью специального датчика показывают, что положительное давле-
ние развивается со стороны набегающего клина, отрицательное (разрежение) —
в зоне сбегающего клина, и с увеличением скорости происходит повышение
давления, как положительного, так и отрицательного. Максимум отрицательного
давления в сбегающем клине увеличивается по модулю в соответствии с зависимо-
стью Нтах = Vc2/g> гае К — скорость сетки; g— ускорение свободного падения.
Отрицательное давление (разрежение), создаваемое в сбегающем водяном
клине, определяет количество отводимой воды регистровым валиком. С повы-
шением скорости сетки ее количество увеличивается. Количество отводимой
воды зависит также от диаметра валика.
На обезвоживающую способность регистрового валика могут влиять ско-
рость и направление вращения валика. Если линейная скорость вращения вали-
ка больше скорости сетки — обезвоживание увеличивается. Если скорость умень-
шить до нуля или валик вращать в противоположную сторону, то количество
удаляемой воды резко уменьшится.
Применение регистровых валиков имеет следующие отрицательные момен-
ты: во-первых, набегающий клин, вода из которого фильтруется через сетку
вверх и размывает осевший слой, разрушает структуру полотна. Так, цех бумаж-
ной фабрики Краснокамского комбината имеет две однотипные машины, ра-
ботающие с одинаковой скоростью и вырабатывающие одну и ту же бумагу.
Одна машина в регистровой части оборудована регистровыми валиками, дру-
гая — простыми планками, заключенными в корыта, где создается небольшое
разрежение с помощью сифона.
Многолетние наблюдения (пять лет) показали, что на второй машине выра-
батывается бумага, имеющая прочность на 25 % выше по сравнению с бумагой
первой машины. Снижение прочности происходит в результате размыва и дезо-
риентации волокон под действием восходящих потоков в набегающем клине.
Вторым недостатком валиков является наличие воздуха в воде сбегающего
клина. Под действием разрежения воздух начинает выделяться в виде пузырь-
ков, имеющих давление меньше атмосферного. Когда пленка воды становится
тонкой, то в полость пузырьков с пониженным давлением прорывается атмо-
сферный воздух. Происходит гидравлический удар, сила которого преодолевает
высоту столба жидкости в сбегающем клине, сопротивление сетки и высоту
слоя осевших волокон над сеткой, отрывает капли жидкости от поверхности
массы и перебрасывает их в конец регистровой части. Это явление ярко выра-
жено при скорости машины более 500 м/мин. Над сеткой образуется зона летя-
щих капель, которые при падении производят размыв сформированного по-
лотна, тем самым ухудшая его просвет.
238
Третий недостаток — невозможность регулирования в ходе работы количе-
ства отводимой воды в регистровой части, оборудованной регистровыми вали-
ками.
С увеличением скорости обезвоживающая способность регистровых вали-
ков повышается, что не всегда благоприятно отражается на процессе отлива
листа. Под отливом понимается совместное осуществление двух процессов —
обезвоживания массы и формования полотна бумаги. В целях снижения обезво-
живающей способности валика на его поверхности протачиваются кольцевые
канавки. Такие валики называют рифлеными, и их обезвоживающая способ-
ность снижается примерно пропорционально уменьшению площади наиболь-
шей окружности. Раньше в целях замедления обезвоживания в начале регистро-
вой части обычно устанавливали три-пять рифленых валиков. Глубина канавок —
не более 2—3 мм, шаг различный для смежных валиков.
Количество регистровых валиков на сеточном столе зависит от многих фак-
торов, определяется расчетом и может на старых машинах колебаться от 15 до
30 шт. Валики на регистровой части располагаются неравномерно. Шаг между
ними по ходу машины постепенно увеличивается.
При проектировании диаметр валика кроме обезвоживающей способности
выбирается: 1) по условию допускаемого статического прогиба и 2) по требова-
нию, чтобы рабочая скорость вращения валика была ниже его критической
угловой скорости.
Принимая критическую скорость с запасом 1,25, по второму условию по-
лучаем
где D — диаметр валика, м; В — расстояние между опорами, м; И — скорость
сетки, м/с; у — удельный вес материала, кг/м3; Е — модуль нормальной упру-
гости материала, кг/м2; g — ускорение силы тяжести, м/с.
По условию статической жесткости (допускаемого прогиба)
где р — относительный прогиб валика, т. е. прогиб, приходящийся на единицу
длины.
Прогиб валика должен быть меньше допустимого:
384£/ доп’
где q — суммарная интенсивность нагрузки на вал, Н/м; Е — модуль упругости,
Н/м2; /— момент инерции, м4.
Значение стрелки прогиба принимается такое:
f = (3-4)-10-4В, мм.
•'доп v
Рис. 2.4.11. Регистровый вал
Из приведенных условий следует, что диаметр валика зависит от скорости
сетки и от ширины машины. Конструктивно регистровые валики, так же как и
сетковедущие по нижней ветви сетки, относятся к типу трубчатых, изготавли-
ваемых из тонкостенной стальной трубы, в которую по концам запрессованы
литые чугунные патроны со стальными цапфами (рис. 2.4.11). Во внутренних
полостях патронов устанавливаются балансировочные грузы.
Наружная поверхность валиков покрывается резиной (либо медью, хро-
мом, эпоксидными смолами). В опорах валиков устанавливают роликовые ради-
альные сферические двухрядные подшипники на закрепительно-стяжных втул-
ках. Смазки применяются обычно консистентные на кальциевом основании.
Трубчатые валики сеточной части в зависимости от ширины машины согласно
стандартам отечественного бумагоделательного машиностроения имеют такие
диаметры, как представлено в табл. 2.4.5.
Габаритные размеры регистровых валов приведены в ОСТ 26-08.369—79.
Таблица 2.4.5
Трубчатые валы сеточной части, мм
Обрезная шири- на полотна Диаметры валиков
регистровых сетковедущих
1680 78 162
2100 90, 110 188
2400 110 239
2520 110, 140, 162 267
3200 140, 162, 188, 239, 267 318, 367
4200 188, 239, 267, 318, 367 437, 367
5300 316, 367, 388 530, 464
6300 318, 388 —
6720 367, 413 —
240
Дефлекторы
Дефлекторы предназначены для сбрасывания оборотной воды в подсеточ-
ную ванну, устанавливаются, например, между регистровыми валиками или
на участках двухсеточных машин, где оборотная вода сбрасывается под дей-
ствием центробежных сил (рис. 2.4.12).
Рис. 2.4.12. Варианты конструкции дефлектора
Детали дефлекторов, соприкасающиеся с сеткой, обычно делают из пласт-
масс в целях уменьшения трения и износа сеток.
Гидропланки
В настоящее время регистровые валики вследствие перечисленных выше
недостатков, препятствующих повышению скорости машин, заменены гидро-
планками и “мокрыми” отсасывающими ящиками.
Первоначально, в первом поколении машин, вместо регистровых валов
применялись простые планки, сделанные из твердых пород древесины и про-
питанные парафином. В первой половине XX в. делались попытки применения
простых планок, заключенных в ящики, в полости которых создавалось не-
большое разрежение (3—10 см вод. ст.). Обезвоживающее действие простых пла-
нок состоит в том, что они соскабливают фильтрат снизу сетки (рис. 2.4.13). По
обезвоживающей способности простые планки можно приравнять к воздей-
ствию остановленного регистрового валика. В 1937 г. Э. Скотт обнаружил разре-
жение в сбегающем водяном клине на поверхности скошенной планки по ходу
движения сетки. В 50-х гг. XX в. конструкторы убедились в невозможности при-
241
Рис. 2.4.13. Гидропланки:
а — простая; б — с линейным профилем;
в — с вогнутой поверхностью
менения регистровых валиков на больших скоростях (более 500—600 м/мин) в
регистровой части, и гидропланки начали вытеснять регистровые валики.
Гидропланки выпускают двух видов: с линейным и иногда с фигурным
профилем. Фигурный профиль может быть с вогнутой по отношению к сетке
либо с выпуклой поверхностью. Отечественной промышленностью изготавли-
ваются гидропланки с линейным профилем. В отличие от регистровых валиков в
области гидропланки наблюдается пять потоков (йр ..., й5) и малая величина
разрежения (примерно 0,4-0,8 максимальной величины разрежения, создавае-
мой в сбегающем клине регистрового валика, — табл. 2.4.6).
Гидропланка удаляет меньше воды, чем регистровый валик (до 60-70 %).
Однако обезвоживание интенсифицируется в целом потому, что вместо валика
можно разместить на той же длине сеточного стола несколько планок.
Недостатком планок является большая величина трения скольжения сетки
по неподвижной поверхности. Поэтому материалом для гидропланок служит
высокомолекулярный полиэтилен, а сетки изготавливают из полиэфирного
моноволокна. Эти материалы обладают наименьшим коэффициентом трения
по сравнению с другими материалами.
242
Таблица 2.4.6
Сравнение гидропланок и регистровых валиков
Скорость, м/мин Вакуум, Н/м2 Давление, Н/м2
Гидропланка Регистровый валик Гидропланка Регистровый валик
150 30,7 38 — 10,6
300 53,7 133 13,4 31,4
450 126,8 275 20,0 50,7
Для уменьшения износа поверхности гидропланок применяют износостой-
кие вставки из нержавеющей стали с покрытием из карбида вольфрама или из
керамических материалов. Гидропланки, изготовленные из оксидной керами-
ки, обладают высокой износостойкостью. На машинах, где вырабатывается бу-
мага без наполнителей или с малым их содержанием, применяют полиэтиле-
новые планки без износостойких вставок. Низ планок делается с гнездом для
“ласточкина хвоста”, позволяющим крепить планку и производить ее быструю
смену без останова машины. Планки крепятся группами (пакетами) на сварном
корпусе, изготовленном из нержавеющей стали. Корпус должен быть жестким
и крепится к продольным регистровым балкам сеточного стола.
Точность изготовления гидропланок должна обеспечить отклонение от плос-
кости надлине 1 м не более 0,16 мм. При монтаже отклонение по высоте сосед-
них планок допускается не более 0,25 мм при расстоянии между планками 100—
150 мм и не более 0,4 мм при расстоянии 200—375 мм.
Количество гидропланок в регистровой части зависит от вида изготовляе-
мой бумаги и скорости машины. ЦНИИбуммаш предлагает использовать опре-
деленное количество планок (табл. 2.4.7). Также меняется и шаг между гидро-
планками в начале регистровой части:
Скорость, м/мин До 150 150— 250 250- 350 350- 450 450- 550 550- 650 650- 720 720— 900
Шаг, мм 100— 136— 150— 200— 250- 300- 333- От 375
136 150 200 250 300 333 375
Шаг между планками по ходу машины переменный, уменьшающийся
по мере возрастания сухости полотна. Угол наклона плоскости гидропланок
колеблется от 1 до 5° (чаще до 3°). Колебание угла наклона по длине планки
Должно быть менее 0,25°. Как правило, применяют планки с увеличиваю-
щимся углом наклона по ходу машины, иногда — чередование гидропланок
с разными углами наклона. Гидропланки устанавливаются одиночные или
группами (пакетами) на поперечных балках регистровой части стола. Жест-
кий корпус поперечной балки в пакете исключает недопустимый прогиб и
имеет специальные болтовые крепления по концам, позволяющие регули-
ровать установку гидропланок по высоте или опускать их для замены без
останова машины.
243
Таблица 2.4.7
Расчетные варианты количества гидропланок
Вид продукции I группа II группа Всего
Газетная бумага 4-6 6-4 48
Писчая бумага № 1 4-7 6-4 52
Писчая бумага № 2 и 3 4-5 6-5 50
Бумага для гофрирования 4-6 6-6 60
Картон коробочный 3-6 4-6 42
Картон для гладких слоев 4-6 6-6 60
Мешочная бумага 3-9 4-6 55
Бумага тонкая односторонней гладкости 5-3 6-2 27
Примечание. Умножаемое — количество гидропланок в пакете, второй множи-
тель — количество пакетов (ящиков).
Применение гидропланок имеет следующие преимущества, которые по-
зволяют использовать их для выработки бумаг и картонов на машинах, работа-
ющих на различной скорости:
1) улучшение формования бумажного полотна из-за наличия микротурбу-
лентности в слое массы на сетке над гидропланкой;
2) возможность интенсификации процесса обезвоживания за счет увеличе-
ния числа гидропланок на единице площади по сравнению с регистровыми
валиками;
3) снижение концентрации волокна в регистровой воде, что позволяет
уменьшить концентрацию подаваемой массы, увеличить скорость, улучшить
просвет.
Рассмотрим теперь частную математическую модель отлива бумажного по-
лотна на гидропланках, полученную из обобщенной модели отлива (система урав-
нений (2.4.1)) с учетом конкретных условий процессов, происходящих на гид-
ропланке (см. рис. 2.4.13, б, по данным проф. Кокушина). Уравнение течения
бумажной массы (второе уравнение системы (2.4.1)) применяется для описания
течения подсеточной воды в клине гидропланки (подсеточную воду можно рас-
сматривать как бумажную массу низкой концентрации). При высоких скоростях
устанавливается ламинизированное течение диспергированной бумажной мас-
сы, поэтому уравнение течения бумажной массы переходит в уравнение течения
вязкой жидкости. Поскольку в клине гидропланки имеет место течение в узком
Длинном канале, векторное уравнение Навье—Стокса переходит далее в уравне-
ния смазки. Поэтому, используя граничные условия:
при х = 0 u = v = 0 (условие прилипания),
при А(х) = (tg а)х - z(x) и = VC, v = Уф =
(здесь и и v — составляющие скорости течения по осям х и у; А(х) — толщина
клина гидропланки; z(x) — прогиб сетки; ДА — толщина профильтровавшегося
244
под сетку слоя воды; а — угол наклона планки; Кф — скорость фильтрации по
длине сетки; И — скорость сетки), получаем уравнение течения подсеточной
воды в клине гидропланки:
d2P _ 12ц Г г / ч h2h'x dp
dx2 Л3 (x) ф' ' 2 е 4ц dx
Учитывая далее малые величины прогиба сетки z(x) на гидропланке, мож-
но принять, что приведенное в системе (2.4.1) уравнение прогиба (третье урав-
нение системы) переходит в известное из сопромата уравнение прогибов балки
при одновременном действии поперечной нагрузки р(х) и продольного натяже-
ния сетки Г.
d4z 2 d2z ( \
,4 П , 2 ~ тР\Х) >
dx dx
2 Т 1
где п = -7Г7 (Т— натяжение сетки; EJ — жесткость сетки); т = —.
EJ EJ
В результате получаем, что частная математическая модель отлива на гид-
ропланке имеет вид
v _ d(M) . к(с0-с'м) H(t).
* dt с'ж-ст bhtfY
d2P 12ц Г Tz , a fCv h2hx dp
dx2 h2(x) ' 2 е 4ц dx
(2.4.2)
Решения системы (2.4.2) для функций ДА, р и z следует искать с использо-
ванием соответствующих граничных условий для этих функций в начале и кон-
це клина гидропланки.
Отсасывающие ящики
Назначение отсасывающих ящиков — интенсификация процесса обезво-
живания. Отсасывающие ящики делятся на три вида (рис. 2.4.14): “мокрые” от-
сасывающие, обычные отсасывающие и системы “Ротабелт”. “Мокрые” отса-
сывающие ящики устанавливаются только до конца зеркала залива и бывают
Двух разновидностей: “мокрые” ящики с гидропланками (см. рис. 2.4.14, а) и с
Щелевыми досками (см. рис. 2.4.14, 6). Первые позволяют интенсифицировать
процесс обезвоживания суспензии и заменяют простые гидропланки (вслед-
ствие того что в них имеется возможность регулирования величины разрежения
между гидропланками во время работы машины). Живое сечение крышек или
планок в ящике составляет 50—60 %. Окончательная величина живого сечения
отверстий в крышках “мокрых” ящиков устанавливается расчетом. Для отвода
245
Рис. 2.4.14. Отсасывающие ящики:
а, б — “мокрые” отсасывающие ящики; в, г — обычные отсасывающие ящики: 1 — патрубок, 2 — шибер,
3 — крышка, 4 — корпус; д, е — крышки отсасывающих ящиков с различной перфорацией
фильтрата применяют обычные гидрозатворы или отдельные трубы, нижние
концы которых опущены в подсеточное корыто, где поддерживается постоян-
ный уровень подсеточной воды.
Для создания в ящиках разрежения до 2—7 кПа используется вентилятор
или делается ответвление от коллектора вакуумных насосов для обычных отса-
сывающих ящиков. Регулирование величины разрежения производится путем
подсоса атмосферного воздуха. “Мокрый” отсасывающий ящик со щелевой дос-
кой состоит из сварного нержавеющего корпуса, крышка которого образует
плиту с узкими щелями шириной 15—20 мм.
Ящики выпускаются отечественной промышленностью общей шириной от
200 до 450 мм. Размеры отсасывающих ящиков, производимых в России, приве-
дены в ОСТ 26-08-814-78.
Крышки отсасывающих ящиков могут быть изготовлены из высокомолеку-
лярного полиэтилена, керамики, капролона, полиуретана и карбида кремния.
“Мокрые” отсасывающие ящики (2—6 шт.) устанавливают после гидро-
планок или заменяют последние “мокрыми” ящиками с регулируемым разре-
жением, оборудованными гидропланками вместо щелевых досок. Интенсивное
обезвоживание на “мокрых” ящиках отражается на уплотнении осевшего слоя
волокон, что снижает эффективность работы последующих ящиков. Для раз-
рыхления уплотненного слоя между ящиками иногда устанавливают один или
два регистровых валика. “Мокрые” отсасывающие ящики обезвоживают слой
массы на сетке без прососа воздуха через него.
Обычные отсасывающие ящики устанавливаются в основном после участка
формования. Они состоят из нержавеющего корпуса 4 и перфорированных кры-
шек 3 различного сечения, отвод воды и воздуха производится через патрубок
7 (см. рис. 2.4.14). Толщина крышек из полимерного материала 50 мм, из кера-
мических — 20—30 мм. Крепление отсасывающих ящиков производится на про-
дольных балках сеточного стола при помощи регулирующих болтов. Отечествен-
ной промышленностью выпускаются отсасывающие ящики с живым сечением
до 30-40 % с различными диаметрами отверстий, расположенных в шахмат-
ном порядке из расчета перекрытия несколькими отверстиями линии продоль-
ного хода сетки.
Для регулирования ширины отсоса по краям ящика внутри расположены
шиберы 2, изолирующие камеру от внешней среды. Как правило, для уплотне-
ния в пространство за шиберами подается вода. Боковые части крышек вслед-
ствие их большего износа выполняют сменными.
На первых крышках ящиков вместо перфорации рекомендуется применять
косые прорези (см. рис. 2.4.14, е). Живое сечение отверстий и их зенковки оп-
ределяются расчетом.
Обезвоживание производится при помощи разрежения до 30 кПа. Для от-
вода воздуха из ящика устанавливается гидрозатвор с барометрической трубой
Для отделения воды из отсасываемой смеси воды и воздуха. Отдельно для возду-
ха выше ящиков размещают коллектор, соединяемый с каждым ящиком через
патрубки с кранами и с установками (вакуумные насосы или турбовоздуходув-
ки) для создания разрежения. В каждом водоотделителе разрежение должно ре-
гулироваться автоматически, а в ящиках — не превышать установленных пре-
247
дедов, полученных на основании расчетов или экспериментальной регулиров-
ки на действующих машинах. Затраты энергии на трение сетки в системе отса-
сывающих ящиков снижают в результате применения специально подобранных
материалов для крышек ящиков. Вначале использовали древесину твердых по-
род, потом — эбонит и другие резиноподобные материалы, позднее — тексто-
лит’ сейчас — пластмассы группы высокомолекулярного полиэтилена и кера-
мику. Обезвоживание мокрого полотна на обычных отсасывающих ящиках в
основном производится с прососом воздуха через него.
Конструктивное решение для снижения износа сеток — устройство “Рота-
белт” из отсасывающих ящиков (3—4 шт.), охватываемых бесконечным армиро-
ванным резиновым полотном с отверстиями, имеющим собственный привод и
движущимся со скоростью сетки, являясь ее подкладкой. Полотно имеет отвер-
стия для прохода воды и воздуха и прилегает к поверхности ящиков. Разреже-
ние до 50 кПа в отсасывающих ящиках передается через отверстия в полотне на
сетку с волокнистым слоем. Таким образом, износ сетки резко снижается.
Для уменьшения сил трения резиновой ленты о крышки вакуумных ящи-
ков и для снижения затрат мощности на привод используют устройство для
орошения водой трущихся поверхностей.
Рассмотрим вариант “Ротабелта” — схему устройства “Фло-вак” фирмы
“Белойт” (рис. 2.4.15, табл. 2.4.8). Устройства “Фло-вак” применяются в преде-
лах скорости 30—600 м/мин.
Сетка 7 (см. рис. 2.4.15), приводимая отсасывающим гауч-валом 1, касается в
конце группы отсасывающих ящиков 10 бесконечной армированной ленты с
перфорацией 4, перемещающейся со скоростью сетки при помощи ведущего
вала 3. Под лентой располагаются отсасывающие водоотделители 2, 6, вода от
Рис. 2.4.15. Схема устройства “Фло-вак”
248
Таблица 2.4.8
Модели “Фло-вак” фирмы “Белойт”
Номер модели Длина ленты, мм Размер, мм Скорость сетки, м/мин
Вакуумные камеры Общий Высота Ширина ремня
25 7620 2851 3924 533 До 9448 —
18 5487 1987 2978 508 До 9448 —
15 4573 1511 2489 508 До 8280 —
10 3048 769 1708 483 До 7213 —
10 3048 1236 1372 381 — До 150
которых стекает в бассейн 8. Из последнего ящика вода откачивается насосом 9.
Воздух удаляется из ящиков через патрубки 5 в коллектор вакуумной магистрали.
В конце сеточного стола перед отсасывающим гауч-валом устанавливаются
вблизи краев полотна два струйных спрыска (отсечки), отделяющие с каждой
стороны кромку полотна шириной 10—30 мм. Струи из сопел выходят под дав-
лением 390—440 кПа. Отсечки позволяют получать ровные кромки сформиро-
ванного полотна.
Отсасывающий гауч-вал
Назначение отсасывающего гауч-вала:
завершение процесса обезвоживания на сеточном столе;
автоматическое саморегулирование сухости снимаемого полотна (при мок-
ром полотне бумаги разрежение в камере автоматически повышается и обезво-
живание усиливается);
уплотнение мокрого бумажного полотна;
привод сетки.
Отсасывающие гауч-валы имеют несколько вариантов: однокамерные (при
скорости до 250 м/мин), двухкамерные и ячейковые.
Благодаря применению отсасывающих валов стало возможным увеличить
скорость и ширину машины, а также значительно улучшить условия ее эксплуа-
тации. Предложенные еще в 1906—1908 гг., они получили широкое распростра-
нение лишь после 20-х гг. XX в. Отсасывающие валы устанавливают в сеточной и
прессовой частях машины при выработке очень многих видов бумаги. В результате
применения отсасывающих гауч-валов в сеточной части сухость бумажного по-
лотна повысилась. При этом возрастает прочность влажного полотна и уменьша-
ется число обрывов бумаги; сухость по ширине полотна становится более равно-
мерной, что также снижает число обрывов бумаги.
Ячейковые гауч-валы используются при скорости до 200 м/мин. Камерные
валы (см. рис. 2.4.16, а, б, 1.5.4) состоят из вращающегося цилиндра с перфори-
рованной рубашкой и внутреннего неподвижного камерного устройства, со-
единяемого с магистралью вакуумных насосов. Камеры имеют специальные
приспособления для установки продольных и поперечных уплотнений, изго-
249
Рис. 2.4.16. Отсасывающие валы:
б — камерные валы; в — ячейковый вал; г — узел уплотнения вакуумной камеры; 1— сетка
(набегающая ветвь); 2, 6 — спрыски; 3 — уплотнение; 4 — прижимной вал; 5 — сукноведущий
вал; 7— рубашка вала; 8— сетка (сбегающая ветвь); 9 — сукно; 10— бумаговедущий вал;
И — вакуумная камера; 12 — сердечник ячейкового вала; 13— резиновый шланг; 14— болт;
д, е — рисунки перфорации отсасывающего вала
250
тавливаемых из эпоксидно-графитовых композиций, электродного графита или
высокомолекулярного полиэтилена. Для компенсации износа уплотнений их
прижимают к внутренней поверхности перфорированной рубашки с помощью
резиновых шлангов, наполненных сжатым воздухом.
Перфорированная рубашка вала изготавливается из бронзы или нержавею-
щей стали. Отверстия в рубашке диаметром 7—8 мм зенкуются на поверхности до
диаметра 13—14 мм. Живое сечение отверстий без зенковки составляет 20—25 %
общей площади перфорированной поверхности, а с учетом зенковки — 55—70 %.
Для снижения шума и уменьшения износа внутренней поверхности рубаш-
ки вала и уплотнений камеры отверстия на цилиндре располагаются по спира-
ли к диаметральному направлению или по двум спиралям — к диаметральному
сечению и к образующей вала. Оптимальный угол наклона спирали, при кото-
ром шум от соседних отверстий будет отставать на полупериод и взаимно заглу-
шаться, можно рассчитать по формуле
sin а =
Vhjk
1627г/’
где а — оптимальный угол наклона спирали к образующей; V— скорость ма-
шины, м/с; d — диаметр отверстий, м; h — толщина рубашки, м; к — живое
сечение перфорации, %.
В целях уменьшения трения уплотнений о рубашку с входной стороны каме-
ры внутри вала устанавливается водяной спрыск. В выходной зоне камеры для
гашения шума, возникающего в результате прорыва воздуха в полости отверстий
при выходе их из зоны вакуума, продольные уплотнения делаются более широ-
кими и с узкими щелями (между уплотнением и рубашкой вала) в конце каме-
ры. Снизу камера снабжена штуцерами для присоединения манометров и ваку-
умметров, трубопроводов с воздухом для прижима уплотнений, подвода воды на
спрыски, воздушного спрыска для отрыва полоски полотна от сетки во время
заправки полотна в прессовую часть.
На лицевой части также располагаются концы винтов приспособлений для
перемещения поперечных уплотнений камеры и червячного механизма для
поворота камеры.
Таблица 2.4.9
Отсасывающие валы гауча (ОСТ 26-08-353—80)
Обрезная ширина, мм Максимальная скорость, м/с Диаметр вала, мм Длина цилиндра, мм Масса вала, кг
1680 6,0 800 2300 3600
2100 6,0 800 2800 4900
2520 17 800 3300 5100
4200 25 1000 5000 12700
6300 17 1300 7300 21800
6400 3,5 1300 7300 21800
6720 17 1300 7650 22000
251
Диаметр отсасывающего гауч-вала зависит от ширины бумажного полотна
и скорости машины (табл. 2.4.9).
Толщина рубашки вала составляет 35—45 мм в зависимости от ширины
машины. Ширина отсасывающей камеры для однокамерных валов 230 мм, для
двухкамерных — до 400 мм.
Расчет отсасывающих валов. Отсасывающие валы рассчитывают, исходя из
двух условий: при работе и при вывешивании вала (для валов консольного типа).
При работе на вал консольного типа (рис.2.4.17) действуют нагрузки G, Qz, Q,
р ,Раи Рю (см. далее).
юк Площадь соприкосновения уплотнений с цилиндром
F = 2a(Jbx + /»2)(1 - <р), см2, (2.4.3)
где а — ширина уплотнений, см (обычно а = 2-4 см); bv b2 — длина продоль-
ных и поперечных уплотнений, см; Ф — отношение живого сечения к боковой
поверхности вала.
Удельное давление между уплотнением и внутренней поверхностью ци-
линдра 0,3—0,5 кгс/см2 (для расчета принимают р = 0,5 кгс/см2). Общее давле-
ние уплотнений
Ро = pF, кгс.
Камера из-за вакуума в ней дополнительно прижимается к цилиндру усилием
Лак = РйЛ =PhOob0, КГС, (2.4.4)
где ph — вакуум в камере, кгс/см2; Fo = а0Ь0 — площадь отсоса камеры, см2; а0,
Ьо — ширина зоны отсоса по хорде и ее длина, см.
Вес G вала не включает в себя вес камеры, опирающейся с лицевой сторо-
ны на станину, а с приводной стороны — на хвостовик.
Равнодействующая Qz натяжения сетки (при угле охвата 180°) равна сумме
натяжений Qt и Q2 ведущей и ведомой ветвей сетки:
Qt = Qi + Q2-
Рис. 2.4.17. Схемы нагрузок на отсасывающий вал
во время работы (а); при консольном вывешивании (б)
252
Давление Q прижимного валика направлено по линии соединения центров
отсасывающего и прижимного валов:
Q = Qxb,
?i — линейное давление между валами, кгс/см; b — длина рабочей части
цилиндра, см.
Нагрузка Рхв передается хвостовиком отсасывающей камеры приводной
цапфе вала. Поскольку при весе GK камеры обычно Ртк больше (Р + GJ, нагруз-
ка Р направлена кверху:
Отсасывающие многокамерные валы. При повышении вакуума в отсасыва-
ющем вале гауча увеличивается сухость бумажного полотна после вала. В преде-
лах сухости 15—22 % после гауча при увеличении сухости на 1—2 % значительно
повышается прочность бумажного полотна и уменьшается число обрывов. Это
особенно важно для быстроходных машин, где растягивающие усилия в мок-
ром бумажном полотне при передаче его с сеточной на прессовую часть боль-
ше, чем на тихоходных машинах. Дальнейшее обезвоживание обычно достига-
ется легче и обходится дешевле на прессовой части, чем на сеточной. Однако
при высокой скорости машины и отсутствии автоматической передачи полотна
с сеточной части на прессовую передача полотна с сухостью менее 20—22 %
затруднительна, так как вызывает частые обрывы.
Конструкция многокамерного отсасывающего вала сложнее, чем однока-
мерного; диаметр его для машины шириной 8400 мм возрастает до 1500 мм и
более. Однако увеличение диаметра отсасывающего вала гауча на быстроходных
машинах целесообразно, так как при этом увеличивается поверхность охвата
его сеткой и уменьшается влияние центробежных сил, препятствующих про-
хождению воды в камеру.
Двойные и тройные камеры изготавливают в виде общей конструкции (от-
ливки) с несколькими зонами отсоса, но с отдельными выводами, присоеди-
ненными к разным вакуумным насосам.
Из всех нагрузок, действующих на вал, лишь сила Рхв сосредоточенная.
По сравнению с остальными силами она незначительна, и ею пренебрега-
ют, что увеличивает запас прочности. Нагрузки G, Qz, Q, Ртк и Ро распреде-
лены равномерно по длине рабочей части вала и действуют в плоскости,
близкой к вертикальной, за исключением силы Qz, действующей в гори-
зонтальной плоскости (при отсутствии сеткоповоротного вала). Равнодей-
ствующая сила
Q. = J(G + Q<-Pm-Prf + Ql- (2.4.6)
Пренебрегая весом приводной цапфы, можно считать, что опасным явля-
ется поперечное сечение по середине вала. При нагрузке, равномерно распре-
деленной по длине Ь, наибольший изгибающий момент
253
мн =&(---!
Д4 8 J
По сравнению с величиной Ми крутящим моментом, передаваемым валом,
можно пренебречь ввиду его малой величины.
Наименьший момент инерции поперечного сечения цилиндра при наруж-
ном диаметре D, внутреннем диаметре d и при шахматном расположении отвер-
стий составляет:
1 -1ц '0 ,
где j = — (р4 - d4) — момент инерции цилиндра без учета отверстий, см4;
u 64
/ — момент инерции, соответствующий площади отверстии в поперечном се-
чении цилиндра, см4.
D + d
При толщине стенки цилиндра 5, среднем радиусе р = —-—, диаметре
, nD
отверстий d0, количестве их в поперечном сечении цилиндра п = — и площади
h
отверстий в поперечном сечении цилиндра Fo = 8d0n
_F0p2 _bd0n(D + d}2
° 2 2 [ 4 J
Наименьший момент сопротивления поперечного сечения цилиндра
w-2i-
Наименьшие значения моментов инерции и сопротивления можно опреде-
лить по уравнениям
. nD - nd0
ц nD ’
(2.4.7)
W = W„ nD nd°, (2.4.8)
nD
где — момент сопротивления цилиндра без учета отверстий.
Уравнения (2.4.7) и (2.4.8) справедливы и для определения моментов инер-
ции / и сопротивления W при спиральном расположении отверстий на цилин-
дре. Наименьшие значения I и W будут в сечении, проходящем по спирали,
наклоненной под углом а!. Количество отверстий в поперечном сечении ци-
линдра соответствует одному полному обороту спирали: п = —.
6
254
Учитывая важное значение отсасывающего вала и необходимость обеспече-
ния его надежной работы в условиях знакопеременного напряжения, допускае-
мое напряжение [о] для бронзовых валов принимают не более 200—300 кгс/см2.
При консольном вывешивании цилиндра опасным является сечение пос-
леднего ряда отверстий — у опоры.
В опасном сечении изгибающий момент
М = ^/1+(7п/2+(7ц/3,
где (7К, (?„, (?ц — соответственно вес камеры, подшипника и цилиндра; Zp /2,
/ — соответственно расстояние от опоры камеры на лицевой стороне и центров
тяжести подшипника и цилиндра до последнего ряда отверстий.
Возникающие при этом напряжения статические (вал не вращается), по-
этому допускаемое напряжение [ст] можно повысить до 500—600 кгс/см2.
Из условия равновесия = 0) усилие Рв вывешивания (см. рис. 2.4.17, б),
которое следует приложить на конец приводной цапфы, будет таким:
^/4+С7п/5+(7ц/6-(7хв/8
где Gm — вес приводного хвостовика; /4—/8 — расстояния соответствующих сил
до приводного подшипника.
При весе GB вала, включающем в себя вес камеры, общая нагрузка на при-
водной подшипник во время консольного вывешивания составляет: Qn — GB + Рв.
По конструктивным соображениям длина хвостовика редко превышает
1500 мм, поэтому для широких машин усилие вывешивания в два-три раза боль-
ше веса вала, а нагрузка на приводной подшипник во время консольного выве-
шивания в четыре-шесть раз больше обычной. Это следует учитывать при расче-
те подшипника качения на статическую нагрузку и при расчете фундаментов.
Применяют винтовые и гидравлические механизмы вывешивания. Если бума-
годелательная машина расположена на двух этажах, междуэтажное перекрытие
в месте установки механизма вывешивания нагружается силой Рв, направлен-
ной кверху, что осложняет конструкцию перекрытия.
На прессовых валах в консольном вывешивании нет необходимости, и его
обычно не применяют. Конец вала с лицевой стороны поднимается при помо-
щи механизма подъема верхнего вала (на узких машинах) или мостовым кра-
ном, вытаскивается подкладка корпуса подшипника нижнего вала, и сукно
надевается на нижний вал.
На валах консольного типа приводная крышка крепится болтами к торцу
Цилиндра, а иногда винтами впотай по поверхности вала (см. рис. 1.5.4). При
определении напряжений в болтах для упрощения расчета пренебрегают нали-
чием винтов, а также моментом, создаваемым заплечиком крышки. При этом
расчетное напряжение превосходит фактическое примерно на 30 %.
255
Мощность, потребляемая сеточной частью, за исключением мощности,
расходуемой на преодоление трения в подшипнике отсасывающего вала с при-
водной стороны, передается приводной крышкой вала.
Для того чтобы болты, при помощи которых приводная крышка крепится
к торцу цилиндра, работали только на растяжение, а не на срез, момент тре-
ния М , возникающий на поверхности соприкосновения цилиндра и крышки,
должен превышать крутящий момент М*р, зависящий от потребляемой мощно-
сти N (кВт) и количества оборотов п (в минуту) отсасывающего вала:
> Мкр = 97500^-, кгс • см.
При расчете принимают коэффициент запаса к = 1,2—1,5. Тогда = кМ^ =
N
= 97500 к—.
На поверхности соприкосновения цилиндра и крышки момент трения
м fn2 R3 - r} _ т Do
где f— коэффициент трения между соприкасающимися поверхностями (для рас-
чета принимают /= 0,15); Q— нормальное давление, создаваемое болтами;
R, г — наружный и внутренний радиусы трения; Do— средний диаметр трения
(можно принять равным диаметру окружности, на которой расположены болты).
Тогда усилие растяжения болта, которое должно быть создано предвари-
тельной затяжкой, при т установленных болтах таково:
_6_2Ш,.р 2-97500^
* т fD$m fD^mn
а возникающее напряжение (при среднем диаметре болта </ср)
При консольном вывешивании нагрузка на болты значительно возрастает.
Сумма моментов от всех сил Gf собственного веса отдельных деталей (узлов)
вала, расположенных по одну сторону (лицевую) от плоскости соприкоснове-
ния цилиндра с крышкой, если центры тяжести деталей отстоят от этой плос-
кости на расстоянии такова: Mt = £(7,/,.
Действие опрокидывающего момента М. приводит к возникновению рав-
ного ему реактивного момента, а следовательно, вызывает добавочное растя-
жение в болтах.
При симметричном расположении болтов в лицевой и приводной сторонах
относительно вертикальной плоскости момент инерции болтов относительно
оси нижнего болта
256
jr/У2
где yt, y2, y3,...',D0 — расстояния по вертикали соответствующих болтов от нижне-
го болта.
Момент сопротивления болтов относительно оси I— I
В наиболее нагруженном (верхнем) болте напряжение
о2
М(
Для машин шириной 4200 мм применяются болты М20 или М24. Для хро-
моникелевых болтов допускаемое напряжение [о] = ЮОО—1200 кгс/см2.
Компоновка обезвоживающих элементов на сеточном столе
На машинах старых конструкций обезвоживание начиналось с грудного
вала. В настоящее время струя бумажной массы, выходящая из напорного ящи-
ка, направляется на грудную доску в целях успокоения потока и выравнивания
скоростей массы и сетки. Обезвоживание массы и образование бумажного по-
лотна начинается на формующем ящике с простыми планками. Затем удаление
основного количества влаги производится на регистровой части, состоящей из
гидропланок, “мокрых” отсасывающих ящиков, регистровых валиков или их
комбинаций.
На современных машинах регистровые валики в сеточной части применя-
ют редко, только в следующих случаях:
один или два валика перед гидропланками в начале регистровой части для
разбивания флокул;
после “мокрых” отсасывающих ящиков или между ними для разрыхления
осевшего слоя волокон;
для поддержания сетки при значительных пролетах.
Обезвоживание на регистровой части производится до конечной концент-
рации в зависимости от вида бумаги (табл. 2.4. Ю). Расположение обезвоживаю-
щих элементов по регистровой части связано с видом продукции и конструк-
цией элементов.
Как показывает длительная эксплуатация БКСМ, необходимо, чтобы кон-
центрация бумажной массы менялась по длине регистровой части по линейно-
му закону в зависимости от пути прохождения сетки.
При обезвоживании с применением гидропланок интенсивность удаления
воды во второй половине регистровой части замедляется, и для сохранения
линейной зависимости гидропланки приходится сдвигать, меняя шаг между
257
Таблица 2.4.10
Концентрация бумажной массы на сеточной части
Группа бумаги Концентрация, % Количество отсасы- вающих ящиков
начальная осевшего слоя провала после отса- сывающих ящиков после гауч-вала мини- мальное макси- мальное
Особо топкие 0,10-0,50 0,6-0,8 0,03 8,3 10,0 6 10
Топкие 0,25-0,33 0,9-1,2 0,06 8,5 12,4 4 7
Тонкие средней плотности 0,47 1,6-2,3 0,05 9,0 15,0 1 5
Жиронепроницаемые 0,60 1,8-2,3 0,07 10,0 16,0 2 8
Писчие и печатные № 1 0,90 3,0-3,8 0,20 11,0 18,0 3 9
Технические 0,70 2,3-2,9 0,08 10,0 17,0 1 8
Писчие и печатные № 2 0,90 3,0-3,8 0,14 10,9 16,2 3 9
Технические упаковочные 1,20 2,7-3,4 0,20 9,1 18,0 2 10
Газетная и мешочная 0,67 2,0-2,5 0,28 10,7 15,0 3 11
Писчие и печатные № 0 1,00 3,0-3,8 0,08 п,з 19,0 2 9
Двухслойные технические 0,57 1,4-1,8 0,03 9,1 15,0 1 6
ними в меньшую сторону. При обезвоживании на регистровых валиках, если
они расположены на одинаковом расстоянии друг от друга, во второй полови-
не сеточного стола обезвоживание интенсифицируется. Чтобы произошло ли-
нейное изменение концентрации, необходимо раздвинуть валики, меняя их
шаг в сторону увеличения по ходу сетки.
Выбор оптимального расположения обезвоживающих элементов и их кон-
структивных параметров определяется в каждом случае отдельно по данным
эксплуатации и расчетом и зависит от вида изготовляемой бумаги, скорости
машины и размеров сеточного стола.
При выработке полотна из длинноволокнистой массы садкого помола гид-
ропланки располагают близко друг к другу с углом наклона 1-2° к плоскости
сетки. Для коротковолокнистой массы жирного помола рекомендуется устанав-
ливать гидропланки на большем удалении друг от друга с углом наклона 2-3° к
плоскости сетки.
За гидропланками часто располагают “мокрые” отсасывающие ящики (2-6 шт.).
Их количество определяется необходимостью достижения так называемой сухой
линии приблизительно при 6-8 %-ной концентрации слоя массы на сетке.
За “мокрыми” отсасывающими ящиками располагают обычные ящики,
обезвоживающие сформированное бумажное полотно с прососом воздуха че-
рез него. Под действием давления воздуха на отсасывающих ящиках упругое
сжатие слоя осевших волокон и обратное частичное восстановление толщины
слоя после снятия вакуума обусловливают впитывание воды, находящейся в
ячейках сетки и подсеточном слое. Поэтому концентрация полотна после ящи-
ков понижается. Для устранения этого явления отсасывающие ящики рекомен-
дуется располагать плотно друг к другу, причем значение вакуума на кромках и
перемычках между щелями и отверстиями снижается незначительно.
В некоторых случаях в целях интенсификации процесса обезвоживания на
отсасывающих ящиках применяется установка “Аквавак”, состоящая из коро-
ба, установленного сверху отсасывающих ящиков, в который подается отра-
ботанный пар из сушильной части машины. Под действием разрежения в от-
сасывающих ящиках пар вместе с воздухом просасывается через бумажное
полотно и частично его нагревает, тем самым снижая вязкость воды и улуч-
шая фильтрацию.
В полости отсасывающего ящика пар конденсируется и повышает вакуум.
Подсеточная вода в регистровой части сливается в поддон, размещаемый
по всей длине регистровой части, а вода из поддона — по трубам в бассейн
оборотной воды, имеющий приямок для забора и наклонное дно в верхней
части, для того чтобы колебания расхода воды незначительно влияли на вход-
ной пьезометрический напор массного насоса.
Расположение обезвоживающих элементов на сеточной части (рис. 2.4.18)
определяется требуемыми условиями формования данного вида бумаги или
картона, видом обезвоживающих элементов, технологическим режимом, кон-
структивными особенностями сеточной части. При компоновке регистровой
части следует руководствоваться физико-механическими показателями готовой
продукции, составом волокнистого сырья, наполнителей, проклеивающих ве-
ществ и добавок. Компоновка обезвоживающих элементов зависит от скорости
259
Отработанный пар
Рис. 2.4.18. Компоновка обезвоживающих элементов на плоскосеточном столе:
1 — грудной вал; 2 — грудная доска; 3 — пакет гидропланок; 4 — “мокрый”
отсасывающий ящик; 5 — регистровый валик; 6 — паровой ящик; 7 — отсасывающий
гауч-вал; 8 — сетконатяжка; 9 — сеткоправка; 10 — обычный отсасывающий ящик
машины (табл. 2.4.11). Для отдельных видов бумаги рекомендуется другое распо-
ложение обезвоживающих элементов на регистровой части.
Ранее была показана необходимость учета предельно допустимого времени
формования при проектировании сеточных частей.
Для двухсеточного формования предельно допустимое время формования
приблизительно сокращается в два раза, так как фильтрация происходит в обе
стороны полотна.
Следовательно, если газетная бумага изготавливается на плоскосеточном
столе со скоростью до 800—1000 м/мин, то для двухсеточных машин этот пре-
дел будет 1500—2000 м/мин, что соответствует установленному ранее пределу
развития скорости бумагоделательных машин четвертого поколения.
Содержание мелкого песка в бумажной массе приводит к тому, что отдель-
ные кристаллики внедряются в поверхность крышек отсасывающих ящиков и
усиливают износ сеток.
Для компенсации износа рекомендуется применять комбинации крышек
из различных материалов.
Таблица 2.4.11
Расположение обезвоживающих элементов на регистровой части
Скорость машины, м/мин Регистровая часть
Начало Середина Конец
До 100 моя МОЯ, РВ моя
100-400 ГПЯ, РВ, МОЯ, ГП ГПЯ, ГП, моя МОЯ, РВ
400-700 ГПЯ, РВ, моя ГПЯ, ГП, моя МОЯ, РВ
Более 700 ГПЯ, моя ГПЯ, моя ГПЯ, МОЯ, РВ
Примечание. МОЯ — “мокрые” отсасывающие ящики; РВ — регистровые ва-
лики; ГП — индивидуальные гидропланки; ГПЯ — ящики с гидропланками.
260
Практика эксплуатации показывает, что экономически выгодно применять
первые по ходу сетки отсасывающие ящики (3—4 шт.), облицованные керами-
ческими досками, а последующие — высокомолекулярным полиэтиленом. В за-
висимости от условий эксплуатации такие комбинации позволяют использо-
вать преимущества и недостатки применяемых материалов.
При применении сеток из полиэфирного моноволокна обработку поверх-
ности керамических крышек следует производить шлифовальными алмазными
кругами на органической связке зернистостью АС4—АС5, для бронзовых се-
ток — зернистостью АСЮ—АС20.
Для бронзовых сеток крышки из высокомолекулярного полиэтилена необ-
ходимо шлифовать до получения шероховатости, соответствующей 5—6-му клас-
су чистоты, для сеток из полиэфирного моноволокна — 7—8-му классу.
2.4.4.2. Формующие элементы
Назначение формующих элементов — улучшение структуры бумажного ли-
ста, обеспечивающее, прежде всего, тесные связи между волокнами, т. е. наи-
более прочную текстуру.
Скорость обезвоживания, как указывалось ранее, влияет на структуру лис-
та. Под действием вертикальных потоков воды края волокон или сами волокна
двигаются перпендикулярно плоскости листа при больших скоростях фильтра-
ции, тем самым уменьшается площадь контакта между волокнами.
Слоистая структура создается в напускной щели под действием высоких
градиентов скорости в потоке вне зависимости от формы напускной щели. Одна
из задач процесса обезвоживания состоит в том, чтобы сохранить слоистую
структуру. Поэтому процесс обезвоживания нужно проводить осторожно.
Ориентация волокон по ходу сетки создает анизотропию бумажного листа,
что нежелательно. Для дезориентации волокон во время обезвоживания приме-
няют несколько способов: струйное устройство, тряску сеточного стола, ров-
нитель.
Струйное устройство
Струйное устройство (табл. 2.4.12) состоит из одной или двух труб, уста-
новленных вблизи формующей доски (сверху поперек сетки) и имеющих ма-
лые отверстия. Вода под давлением вливается под углом к поверхности слоя
массы, деформирует его и тем самым вызывает горизонтальные потоки, увле-
кающие за собой отдельные волокна.
Обычно напускную щель стараются делать гладкой. Как показал опыт экс-
плуатации машин, в некоторых машинах напускные планки имеют специаль-
ное устройство, придающее потоку волнистую поверхность. Для этого в верх-
ней напускной планке на ее конце делаются полукруглые вырезы диаметром до
12 мм с шагом 16—20 мм, создающие верхнюю волнистую поверхность потока
наподобие вмятин.
На гладкой поверхности сетки происходит растекание массы в поперечном
направлении, приводящее к незначительной дезориентации волокон.
261
Таблица 2.4.12
Влияние струйного распределителя волокон
Композиция бумаги Масса, г/м2 Включение устройства Разрывная длина
вдоль поперек
24 Не работает 6680 2980
100 % беленой целлюлозы 24 Работает 7000 3400
17 Не работает 7015 3245
17 Работает 7015 3245
20 Не работает 6055 2665
100 % небеленой целлюлозы 20 Работает 6135 3810
36 Не работает 5680 3980
36 Работает 5600 5680
55 % небеленой целлюло- 37 Не работает 5615 2345
зы, 45 % древесной массы 37 Работает 4840 3100
Тряска сеточного стола
Трясочное устройство, предназначенное для создания горизонтальных по-
перечных колебаний сеточного стола, состоит из стола специальной конструк-
ции и трясочного механизма с двигателем постоянного тока. Назначение тря-
сочного устройства — создание колебаний грудного вала или части сеточного
стола с определенной амплитудой, частотой и видом перемещения сетки.
Существует много конструкций трясочных механизмов: четырехзвенные —
двухкоромысловый и двухшатунный; кривошипно-шатунные — двухшатунный с
ползуном, кулисный, эксцентриковый; инерционные — с жесткой и с упругой
связью. Современный механизм эксцентрикового типа включает в себя эксцент-
риковый коленчатый вал, приводимый от двигателя с переменным числом обо-
ротов. Вал 7 (рис. 2.4.19) вращается в подшипниках скольжения 2 и имеет пере-
менный эксцентриситет. На эксцентриковую часть коленчатого вала надевается
бугель 3 с роликовыми подшипниками качения. К бугелю присоединяется шатун
4, передающий движение регистровым балкам сеточного стола в горизонтальной
плоскости (перпендикулярно движению сетки). На другой конец вала посажена
шестерня для привода масляного насоса, монтируемого внутри корпуса 5. В пос-
ледних конструкциях применяется централизованная смазка. Регулирование по-
ложения бугеля, определяющего величину амплитуды, производится путем его
перемещения вдоль кривошипа при помощи специального винтового механиз-
ма, снабженного регулирующим маховиком, стопором и указателем величины
амплитуды с наружной части корпуса (на рис. 2.4.19 этот механизм не представ-
лен). Если применяются два трясочных механизма, то они соединяются общим
валом и приводятся от одного двигателя. Передняя часть сеточного стола подвиж-
ная. Шарнирно соединяемые регистровые балки устанавливаются на пакетах вер-
тикальных листовых пружин, грудной вал подвешивается на длинных листовых
пружинах, закрепленных на специальных стойках.
262
Рис. 2.4.19. Трясочный механизм эксцентрикового типа
Колебание сетки может осуществляться в результате перемещения только
одного грудного вала, либо грудного вала и первых регистровых балок, либо
двух регистровых балок в различных комбинациях в зависимости от требуемого
режима тряски (рис. 2.4.20).
Верхняя передняя часть сеточного стола во время работы производит сле-
дующие движения (по данным проф. Кугушева):
равномерное поступательное движение сетки относительно регистровых
балок от грудного вала к концу сеточного стола;
равномерное вращение грудного вала (и регистровых валиков, если они есть);
поперечные колебания регистровых балок совместно с обезвоживающими
элементами и сеткой.
Перемещение сетки по отношению к регистровым балкам будем рассмат-
ривать как относительный вид движения, а колебательное движение регистро-
вых балок — как переносной вид движения для сетки. Частицы сетки вследствие
неравномерного переносного движения испытывают следующие ускорения:
касательное, центростремительное и добавочное (кориолисово).
Увлекаемая сеткой бумажная масса совершает сложные колебательные движе-
ния с переменной амплитудой по глубине. Возникающие градиенты скорости воз-
действуют на отдельные волокна, ориентируют их в поперечном направлении к
движению сетки, частично разрушают флокулы, выравнивают поверхность осев-
ших волокон на сетке. В результате теоретического анализа и экспериментальных
исследований воздействия частоты и амплитуды колебаний на изменение качества
отливаемой бумаги установлена зависимость в виде семейства гипербол:
awY = const, (2.4.9)
263
Рис. 2.4.20. Схемы тряски сеточного стола
где а — амплитуда; со — частота колебаний; у — коэффициент, зависящий от
свойств бумажной массы.
Константа в правой части (2.4.9) соответствует определенному качеству бума-
ги. Правильно выбранный режим колебаний обеспечивает улучшение качества,
неправильно применяемый режим колебаний, малые или большие амплитуды или
частоты приводят к ухудшению качества бумаги. Малые величины колебательных
движений недостаточны, а сильное воздействие тряски вызывает стоячие волны в
осевшем слое и портит бумагу. Для определения оптимальных режимов тряски
сеточного стола при производстве конденсаторной бумаги массой 12 г/м2 рассмот-
рим совместно три графика: среднего пробивного напряжения, разности масс
площади бумажного листа и среднеквадратичного отклонения толщины бумажно-
го листа. Для наглядности нанесем на график только интересующие нас зоны
(рис. 2.4.21), которые обеспечивают максимальное среднее пробивное напряже-
ние 2, колебание массы единицы площади бумажного листа не более 1,9 мг 3 и
среднеквадратичное изменение толщины листа не более 1,6 мк 1.
264
Рис. 2.4.21. Зоны оптимальных режимов
тряски для конденсаторной бумаги
В результате совмещения получа-
ем площадь фигуры, отмеченной
штриховкой, 4. Внутри этой площади
любой режим тряски будет обеспечи-
вать заданные качества листа. Таким
образом, оптимальный режим тряс-
ки не определяется точным числом
колебаний и размахом, а отвечает не-
скольким возможным вариантам, ко-
торые укладываются в пределы огра-
ниченной площади.
Согласно типизации машин по
видам бумаги установлено, что урав-
нение (2.4.9) соответствует опреде-
ленному виду бумаги. На рис. 2.4.22
представлены оптимальные режимы
тряски для 10 видов бумаги в лога-
рифмических координатах. Рассмот-
рим более подробно значения коле-
баний (табл. 2.4.13). Зная зависимость между частотой и амплитудой, легко найти
наиболее краткий путь настройки тряски. Таким путем будет нормаль к гипер-
боле 2 (см. рис. 2.4.21).
Рис. 2.4.22. Оптимальные режимы тряски для различных видов бумаги
265
Рис. 2.4.23. Блок-схема автоматизации настройки тряски сеточного стола
266
Таблица 2.4.13
Рекомендуемые режимы тряски
Вид бумаги Скорость, м/мин Тряска Вид трясочного устройства / тряски
Частота кол./мин Размах, мм
Конденсаторная, г/м2: 10 12 25 80 200-250 200-260 От 5/10 От 6/12 Двухзональная
Тонкая 15-45 г/м2 100 150 250-290 225-325 5-12 5-14 Однозональная
Впитывающие 100 175-400 4-8 Грудной вал
Жиронепроницаемые 180 175-400 2/4-5/10 Двухзональная
Писчие и печатные № 1 250 250-450 5-10 Однозональная
Технические 200 150-400 5-12 Однозональная
Печатные и писчие № 2, 3 300 200-350 5-14 ОднозональнЬя
Упаковочные, г/м2: до 100 более 100 250 250 125-350 125-300 6-12 5-14 Однозональная
Мешочная 300 125-350 5-12 Однозональная
Писчая и печатная № 0 150 150-300 5-10 Однозональная
Рассмотрим блок-схему автоматизации настройки тряски сеточного стола
(рис. 2.4.23). Радиоактивный датчик массы 1 м2 полотна 1 производит непрерыв-
ное измерение по ширине полотна. Включение сигналов бетаметра в схему осу-
ществляется через блок 2, содержащий реле времени, далее сигналы передают-
ся в блок суммирования и вычисления среднеквадратичного отклонения 3, затем
через переключатель — в блоки памяти 4 и 5. Два блока необходимы для сохра-
нения предыдущей информации. В блоке 6производится сравнение сигналов —
предыдущего и поступающего в настоящее время.
На выходе из блока сигнал сравнения имеет знак, который определяет
команду движения механической системы. Далее через усилитель 7 и реле огра-
ничения времени включения 8 производится управление вращением реверсив-
ного двигателя 9, на одной оси с которым находится сельсин-датчик (СД).
Вращение сельсина-датчика передается двум сельсинам-приемникам по элект-
рическому валу: СПА — сельсин-приемник для изменения амплитуды, СПЧ —
сельсин-приемник для изменения частоты колебаний. Вращение сельсинов со-
гласуется соответствующим отношением шагов частоты и амплитуды, которое
может регулироваться.
Следует учитывать, что эффективное влияние тряски ограничивается скоро-
стью машины примерно до 250 м/мин. Для больших скоростей машины предло-
жена вертикальная тряска сетки. Устройство состоит из валика или планки, при-
267
водимых в вертикальное движение электромагнитным соленоидом переменного
тока. При частоте колебаний 50 Гц малые амплитуды оказались достаточными
для развития местных градиентов скоростей в бумажной массе, приводящих к
разрушению образовавшихся флокул. Просвет бумаги значительно улучшается.
Ровнитель
Назначение ровнителей — выравнивание поверхности бумажного полотна,
улучшение его просвета, частичное уплотнение, придание верхней поверхнос-
ти требуемой шероховатости или получение водяных знаков (см. рис. 1.5.6).
Устройство ровнителя состоит из легкого проволочного барабана 6, каркас
которого обтянут сеткой. Номер сетки принимается на 8—10 единиц меньше
основной сетки 9 во избежание прилипания полотна к барабану. Материал сет-
ки должен быть металлическим. Диаметр барабана выбирается в зависимости от
скорости машины:
Скорость, м/мин 80 150 250 300 400
Диаметр, мм 300 400 500 600 800-1000
Длина барабана ровнителя должна быть на 40—70 мм больше ширины сетки.
Для малых диаметров барабана привод осуществляется от сетки. При этом отста-
вание барабана от сетки составляет 3—5 %. При скорости более 300 м/мин бара-
бан имеет собственный привод. Привод должен обеспечивать опережение или
отставание от сетки в пределах 2 %. Специальный винтовой механизм 4, 5позво-
ляет регулировать давление барабана на полотно. Крепление ровнителя осуще-
ствляется на стойках 3, прикрепляемых к регистровым балкам. Внутри барабана
устанавливается водяной спрыск 1 для промывки сетки. Для отвода спрысковой
воды и предохранения полотна от капель устанавливается специальный лоток 2.
Для обеспечения отрыва полотна от барабана на выходе внутри барабана
размещают паровой спрыск 8. Через штуцеры 7 подаются вода и пар. Сухость
полотна в месте установки ровнителя не должна превышать 6—7 %.
Отсасывающий ящик состоит из двух камер. В первую камеру 11 подается
вода для регулирования влажности полотна. Вторая камера 10 под разрежением
до 0,005 МПа служит для удаления отжатой барабаном влаги. Присасывание
полотна к сетке на этом участке препятствует прилипанию массы к поверхно-
сти барабана. На тихоходных машинах применяется конструкция, в которой
барабан опирается на катки.
У концов барабана устанавливаются опорные кольца, опирающиеся на эти кат-
ки, закрепленные на стойках. Подъем и опускание барабана производятся винтовым
механизмом. Величина давления регулируется рычажным грузовым механизмом.
2.4.4.3. Конструкции плоскосеточного стола
Каркас сеточного стола состоит из продольных и поперечных балок и сто-
ек, на которых монтируются обезвоживающие и формующие элементы, валы,
сетка, механизмы для натяжения и правки сетки, спрыски и др. Сеточные сто-
лы имеют несколько разновидностей: разборные (наиболее старые), выдвиж-
ные и консольные, что обусловлено методом смены сетки.
Выдвижной сеточный стол выпуска-
ется двух модификаций: с выдвижными
или поворотными поперечными балками.
Первая более удобна для смены сетки.
Для выдвижения стола с лицевой
стороны устанавливаются дополнитель-
ные катки. Поперечные балки имеют
П-образную форму, внутри них находят-
ся двухтавровые стальные балки. Вначале
выкатываются наружные поперечные
балки вместе с обезвоживающими эле-
ментами (гидропланки и ящики), а за-
тем внутренние. С лицевой стороны вер-
тикальные опоры катятся по рельсам,
проложенным на полу (рис. 2.4.24).
Предварительно для ослабления сет-
ки опускается грудной вал и поднима-
ются сетконатяжные устройства, выве-
шивается отсасывающий гауч-вал. Для
Рис. 2.4.24. Выдвижной сеточный стол:
1 — вертикальная катковая опора;
2— стойки; 3 — продольные балки;
4— поперечные балки; 5— шины;
6— рельсы; 7— сетковедущие валы;
8— редуктор; 9— шестерня;
10— продольный вал
осуществления выкатки применяют спе-
циальный механизм, расположенный с
приводной стороны и состоящий из зуб-
чатых пар рейка—колесо, продольного
(вдоль стола) вала, редуктора и пневмо-
двигателя. Столы небольших размеров
можно выкатывать путем вращения ма-
ховика, устанавливаемого с лицевой стороны.
Вращение поперечного вала от пневмодвигателя или маховика, располо-
женного на лицевой стороне, передается продольному валу через редуктор для
вращения шестерен 1 (рис. 2.4.25), входящих в зацепление с зубчатой рейкой,
прикрепленной к внутренней выдвижной балке 6. Вначале выдвигается наруж-
ная поперечная балка 5 вместе с продольными балками стола 2 и обезвоживаю-
щими элементами 3 при помощи катков, установленных снизу лицевой пере-
движной стойки по проложенным на полу рельсам. Затем после выдвижения
стола на лицевую сторону машины производится освобождение от закрепле-
ний внутренней балки от стоек приводной стороны и задвижка ее внутрь на-
ружной балки для освобождения места в целях размещения сетки. Сетка наве-
шивается на машине при помощи скалок, и затем в обратном порядке
производится сборка стола.
Существует несколько конструкций механизмов крепления и перемеще-
ния грудного вала — механизм поворотного зубчатого сектора с редуктором от
ведущей шестерни: винтовой (рис. 2.4.26, а), гидравлический (рис. 2.4.26, б) и
с канатной передачей (рис. 2.4.26, в). Грудной вал вместе с подшипниковыми
опорами устанавливается на поворотные седловины, которые в стационарном
положении крепятся болтами к стойкам напорного ящика (когда не применя-
ется тряска грудного вала).
269
Рис. 2.4.25. Выкатка сеточного стола:
1 — шестерня; 2 — продольная балка; 3 — обезвоживающие элементы; 4 — ролики;
5 — наружная поперечная балка с вертикальной катковой опорой; 6 — внутренняя выдвижная балка;
7 — сетковедущий вал
Рис. 2.4.26. Механизмы крепления и перемещения грудного вала:
а — винтовой; б — гидравлический; в — с канатной передачей;
1 — сетка; 2 — стойка; 3 — опора; 4 — грудной вал; 5 — продольная балка;
6 — винт; 7 — гидроцилиндр; 8 — редуктор; 9 — канат
Рис. 2.4.27. Консольный сеточный стол:
1 — третья опора (с болтами) поперечной балки; 2 — поперечная балка;
3 — продольная балка; 4 — обезвоживающий элемент; 5 — расправочная скалка; 6 — сетка;
7— тележка; 8— съемная подушка; Р, 10 — вертикальная стойка с лицевой стороны
271
Консольный сеточный стол (рис. 2.4.27) имеет удлиненные поперечные бал-
ки 2, концы которых закрепляются при подъеме на третьих опорах 1 с привод-
ной стороны. Подъем стола на 2—3 мм производится при помощи гидравлических
домкратов, расположенных с лицевой стороны внутри вертикальных стоек 10.
Затем вынимаются съемные подушки 8, домкраты опускаются на 2-3 мм, при
этом стол вывешивается с лицевой стороны, вал гауча и сеткоповоротный вал —
отдельно после отсоединения креплений с лицевой стороны. Сетка расправляет-
ся на тележке со скалками на лицевой стороне и надвигается на стол при помо-
Рис. 2.4.28. Механизмы натяжения и правки сетки:
а — пневматический механизм натяжения сетки:
1 — продольная балка; 2 — рычаг мембраны;
3 — мембрана; 4 — рычаг натяжного вала; 5 — сетка;
6— натяжной вал; 7— редуктор червячный с маховиком;
б — пневматическая сеткоправка:
1 — продольная балка; 2 — рычаг мембраны;
3 — мембрана; 4 — рычаг сеткоправильного вала;
5— сетка; 6— сеткоправильный вал; 7— лопатка;
8—- управляющий вентиль; 9— редукционный клапан
272
щи ручной лебедки, расположенной со стороны привода. Продолжительность
смены сетки не превышает 1,0—1,5 ч.
Механизм натяжения сетки в старых конструкциях был винтовой либо гру-
зовой с балансирным рычагом. Эти конструкции имели ряд недостатков, поэто-
му в современных машинах применяется пневматический механизм натяжения
сетки (рис. 2.4.28, о). Пневматические натяжные устройства позволяют компенси-
ровать вытяжку сетки во время работы, сохраняя ее натяжение постоянным.
Следует учитывать, что сила натяжения сетки на ее отдельных участках раз-
лична. Сетка приводит во вращение валы и тормозится на отсасывающих ящиках.
Поэтому натяжение ведущей ветви значительно больше, чем ведомой. Как пра-
вило, на современных машинах устанавливают две или три сетконатяжки.
Назначение сеткоправок — поддержание сетки от ухода на сторону вслед-
ствие тенденции ее сбегания из-за неточности изготовления и непараллельно-
сти установки валов, неодинаковой силы трения по ширине полотна и степени
вытяжки сетки и т. п. Сеткоправильное устройство состоит из правильного ва-
лика и одной подвижной опоры, смещающей ось валика при помощи пневма-
тического мембранного механизма (рис. 2.4.28, б).
Рассмотрим схему правки (рис. 2.4.29). Если сетка получит смещение на
величину а, то правильный валик необходимо повернуть на угол у:
а = Ztgy.
Тогда части сетки неравномерно набегают на валик, и сетка искривляется (в
этом случае говорят, что сетка всегда поднимается на гору), в результате на
последующем сетковедущем валике она занимает первоначальное положение,
стремящееся к осевой линии. После устранения отклонения сетки сеткопра-
вильный валик также должен вернуться в исходное положение. С учетом жест-
кости сеток расстояние между валами не должно быть меньше 600 мм. Опти-
273
Рис. 2.4.30. Автоматическая
бесконтактная сеткоправка:
1— сетка; 2— исполнительный
механизм; 3—6— преобразователи
сигнала датчика к исполнительному
механизму; 7— датчик положения
кромки сетки; 8— воздушные
сопла
мальный угол охвата сеткой валика 10—15°.
Типы сеткоправильных устройств различаются
по способу контакта с сеткой датчика положе-
ния кромки: лопаточный, гидравлический и
пневматический. Последний более приемлем,
потому что устраняет порчу кромки сетки, про-
изводимую лопаткой.
Автоматическая бесконтактная сеткоправка
(рис. 2.4.30) состоит из двух воздушных сопел,
расположенных под углом 90° друг к другу, и
датчика. В рабочем положении струя из верти-
кального сопла гасится на кромке сетки, из го-
ризонтального — попадает на датчик. При отхо-
де кромки вертикальная струя смещает
воздушный поток от горизонтальной струи, и в
датчике меняется величина давления. Для пере-
мещения опоры правильного валика этот сиг-
нал воспринимается пневмосистемой, управля-
ющей исполнительным механизмом. Система
может быть одностороннего действия и двустороннего. Применяют автоматиче-
ские сеткоправки с принудительными горизонтальными колебаниями сетки, осу-
ществляемыми дополнительным устройством, обеспечивающим непрерывное
возвратно-поступательное движение с заданной амплитудой и частотой для обес-
печения более равномерного износа сетки и оборудования сеточного стола.
В некоторых конструкциях в качестве датчика положения кромки сетки ис-
пользуют световой луч. Помимо сеткоправильных и сетконатяжных валов вдоль
нижней ветви сетки размещают сетковедущие валы.
Сразу после сеткоповоротного (ведущего) вала необходимо разместить так
называемый шаберный валик с углом охвата 20—25°. Угол охвата сеткой гауча
обычно не менее 40°, поворотного вала — 130—140°.
Шаберный валик снабжают краевыми спрысками и шабером для снятия с
сетки обрезанных кромок в специальный лоток. В целях очистки сетки над неко-
торыми валиками ставят промывочные спрыски по всей ширине сетки.
2.4.5. Обезвоживание в закрытых зонах формования.
Особенности многослойного формования бумаги и картона
Закрытые зоны формования по сравнению с открытыми зонами плоскосе-
точных машин позволяют повысить максимальные скорости обезвоживания (за
счет сокращения пути фильтрации и удаления воды по обе стороны листа,
сокращения длины зоны обезвоживания и формования). Прежде всего следует
отметить два основных вида зон закрытого формования: двухсеточные установ-
ки и вакуум-формующие цилиндры.
Двухсеточные установки имеют сходящийся зазор, образуемый двумя сет-
ками, и делятся на два типа: с жесткой и гибкой зонами формования
(рис. 2.4.31). Жесткая зона формования ограничена двумя твердыми поверх-
274
Рис. 2.4.31. Закрытые зоны формования бумажного полотна:
а — жесткая зона двухсеточного формования;
6 — гибкая зона двухсеточного формования;
в, г — закрытая зона формования на круглосеточном
вакуум-формующем цилиндре; I, 2— сетки;
3— губа массонапускного устройства (напорного ящика);
4— опорная поверхность
ностями (см. рис. 2.4.31, а), по которым движутся сетки. Геометрия зоны, в
которой происходит обезвоживание, определяется конструкцией обезвожи-
вающих элементов и имеет постоянные размеры.
Гибкая зона ограничена твердой поверхностью только с одной стороны (см.
рис. 2.4.31, б). Эта поверхность имеет выпуклую криволинейную форму для обес-
печения сближения сеток. Такая зона формования образуется за счет отхода
наружной сетки от внутренней и от твердой поверхности вследствие воздей-
ствия напора струи подходящей массы и сил трения между массой и сетками.
Поэтому размеры гибкой зоны определяются условиями обезвоживания, гео-
метрия гибкой зоны самоустанавливается в зависимости от этих условий. Будем
называть твердую поверхность опорной.
Вакуум-формующий цилиндр имеет зону формования, ограниченную с од-
ной стороны вращающимся проницаемым цилиндром, а с другой — неподвиж-
ной непроницаемой поверхностью губы напорного ящика (см. рис. 2.4.31, в, г). На
275
выходе из этой зоны формования может быть участок со свободной поверхнос-
тью массы исходной концентрации (см. рис. 2.4.31, г).
Процессы напуска и формования осуществляются на вакуум-формующем
цилиндре 1 (рис. 2.4.32), внутри которого размещены несколько отсасывающих
камер. Масса смесительным насосом подается через систему очистки 3 в напор-
ный ящик 4. Общий напор в ящике регулируется с помощью регулятора 5,
связанного с регулятором 6 скорости вращения смесительного насоса, а уров-
ни в верхней и нижней ваннах фермера — соответственно с помощью регуля-
торов 7 и 8 (если формер работает с переливом).
Для стабилизации уровня в верхней ванне используется изменение расхо-
да воздушной смеси, удаляемой из водоотделителя 9 вакуум-насосом 10. Кон-
троль величины вакуума в камерах вакуум-формера осуществляется по ваку-
умметрам 11.
Характерным свойством двухсеточных установок является расхождение
сеток только после окончания процессов осаждения волокон и обезвожива-
ния массы. Поэтому закрытые зоны формования выступают в роли регистро-
вой части и первых отсасывающих ящиков. Далее следует участок отсасываю-
щих ящиков и гауч-вала. Для обезвоживания на них требуется только одна
Рис. 2.4.32. Технологическая схема установки вакуум-формующего цилиндра:
1 — вакуум-формующий цилиндр; 2 — смесительный насос; 3 — сортировки;
4 напорный ящик; 5 — регулятор напора; 6 — регулятор скорости вращения смесительного
насоса; 7, 8 — регуляторы уровней в нижней и верхней (при наличии) ваннах формера;
9 — воздухоотделитель; 10 — вакуум-насос; 11 — вакуумметр
276
сетка. Внешняя сетка вспомогательная. Она служит для образования зоны
формования листа. Расположение отсасывающих ящиков зависит от конст-
рукции машины.
Существует два варианта расхождения сеток. По первому варианту сетки расхо-
дятся там, где под основной сеткой расположен отсасывающий ящик. Причем сетки
могут расходиться в любом месте после окончания формования полотна. По второму
варианту под основной сеткой устанавливается гидропланка или валик для создания
небольшого вакуума, присасывающего влажное полотно к основной сетке.
Если двухсеточная установка создана на базе отсасывающих валов (Пери-
формер, Паприформер, Дуоформер), то их камеры могут выполнять функции
отсасывающих ящиков и гауч-вала.
Конструктивное исполнение жесткой зоны формования (Вертиформа)
бывает различным: две прямолинейно сходящиеся поверхности из отсасываю-
щих ящиков, профилированные поверхности, сближение сеток путем последо-
вательно установленных дефлекторов и регистровых валиков и т. п.
Конструкции гибких зон: опорная поверхность (окружность или часть ее)
может быть неподвижной или вращающейся, непроницаемой или проницае-
мой, состоять из отдельных элементов разной конструкции (дефлекторы, опор-
ные поверхности переменного радиуса и др.). Во время работы наружная (вспо-
могательная) сетка должна отходить от опорной поверхности. При этом длина
ее траектории увеличивается, что должно компенсироваться смещением на-
тяжного валика (например, в Бел-Бейформере).
В целях технологического расчета приведем частные математические моде-
ли отлива закрытых зон формования, в том числе для двухсеточного формова-
ния — модель отлива лишь для гибкой зоны как наиболее распространенной
(см. рис. 2.4.31, б).
По данным проф. Кокушина, как и для гидропланок, можно считать, что
уравнение течения бумажной массы на БиКДМ переходит в уравнения смазки.
Граничные условия потока массы между сетками можно записать следующим
образом:
при r = Ru = V, и = К.;
при г ~ R + h и = Vc, о = Гф2.
Здесь h — зазор между сетками, точнее, толщина клина жидкой массы меж-
ду сетками. Отсюда уравнение течения бумажной массы в гибкой зоне двух-
сеточного формования примет вид
<?Р
J<p2
^Г" (Км +^) + (oA'+4^sin<p(l +
— cos <р 1 - — \п -
12цЯ I 2R)
h2h' др
Задача рассматривается в полярных координатах г, <р (<р= 0 в начале зоны
Двухсеточного формования).
277
Геометрию потока массы удобно характеризовать изменением зазора йь(<р) меж-
ду сетками по длине зоны формования. Можно показать, что без учета жесткости
сетки связь между величиной зазора и давлением в клине описывается уравнением
т
+ ycos<p ha = —у(Я - й^0),
К
а с учетом жесткости сетки уравнением
AqV + =
R2 ( Т
EJ
EJ
R ' R3
Наконец, при двустороннем обезвоживании необходимо учитывать урав-
нение Дарси отдельно для каждой сетки.
Таким образом, частная математическая модель отлива в гибкой зоне двух-
сеточного формования имеет вид
_ к(с0 - Cqq) / V.
Ф‘ c'm-cm ДЙ|
Д^2 Сро ~ ст
d2P
(>ф1+1Ф2) + ®Л, + ^8Ш(р^1-||^2й' +
у (\ h А,3 h2h' др
12цЛ \ 2Л J 4р.7?2 dtp А=о J
рК2
4-о +| + YCOStpk = ^(R-/£)
/
R2( Т EJ Vi
R+^ + P Г
или W + % =
nJ
Здесь, как и для гидропланки, конкретные решения для неизвестных функ-
ций АЛ,, Дй2, pw.h0 необходимо находить с использованием граничных условий
для этих функций в начале и конце зоны двухсеточного формования. Взаимо-
связь между зазором й0 и толщиной жидкого клина h должна быть дана допол-
нительно, через толщины осевших слоев на сетках (их можно найти через Дй]
и Дй2 по балансу воды и волокна).
В вакуум-формующих цилиндрах, совмещенных с напорным ящиком, дав-
ление в массе по всей длине зоны формования больше атмосферного. Поэтому
средняя скорость массы может быть больше скорости цилиндра. На конце щели
образуется свободная поверхность, и дальнейшее обезвоживание массы осуще-
ствляется за счет вакуумирования в отсасывающих камерах.
278
Частная математическая модель отлива здесь (так же как и на цилиндрах с
обычными, сухими и полусухими ваннами, в сгустителях и машинах с наклон-
ной сеткой) сильно упрощается вследствие того, что при невысоких рабочих
скоростях таких машин распределение давления в потоках массы в зонах фор-
мования (как показывают опытные данные) почти полностью гидростатиче-
ское. Поэтому отпадает необходимость учета геометрии границ потока, и част-
ная математическая модель отлива принимает вид
у _ к(ср -coo) Р/У.
Ф соо-ст А/г ’
Р = -YZ,
где z — вертикальная координата, отсчитываемая вверх от свободной поверхно-
сти массы в зоне отлива.
Многослойное формование бумаги и картона
Многие виды бумаги и картона вырабатываются из нескольких слоев по
основным технологическим причин^:
1. Потребительские свойства лицевой и сеточной сторон бумаги или карто-
на должны быть разными или эти слои должны состоять из разных материалов.
2. Высоко- и низкопрочные полуфабрикаты располагаются в разных слоях.
Многослойную бумагу или картон можно получать двумя способами:
1. Совместное обезвоживание и формование всех слоев при напуске их из
одной напускной насадки на сеточную часть обычной конструкции.
2. Раздельное формование каждого слоя с индивидуальным напорным ящи-
ком и обезвоживающими элементами. Поэтому установки для формования каж-
дого слоя образуют самостоятельные сеточные части, на которых происходит
стабилизация обезвоживания до определенной концентрации во избежание
последующего расслаивания.
2.4.6. Сеточные части, работающие по методу НРВО
2.4.6.1. Длинносеточные машины
(плоскосеточные и с двухсеточным формованием)
Длинносеточные машины имеют четыре вида: плоскосеточные, двухсеточ-
ные, с наклонной сеткой и комбинированные (см. главу 1.1).
Машины с наклонной сеткой используются в производстве бумаг и карто-
нов с применением синтетических волокон и минеральных материалов (слюда).
В машинах с комбинированными сеточными частями в качестве составных эле-
ментов часто выступают круглые сетки. Поэтому сеточные части и тех, и других
машин в данном разделе не представлены (будут рассмотрены далее).
’ Метод НРВО — см. сноску на стр. 166.
279
Плоскосеточные столы с регистровой частью
В настоящее время плоскосеточные машины являются наиболее распро-
страненным видом БКиС-машин, на них отлив полотна бумаги осуществля-
ется на горизонтальном сеточном столе (столах) с бесконечной движущейся
сеткой. К этой группе относится большое количество одно- и многосеточных
систем. Машины такого вида используются для производства широкого ассор-
тимента бумаг и картонов, как одно-, так и многослойных, а также товарной
целлюлозы.
В качестве примера сеточной части односеточной автоматической системы
машины с плоской сеткой рассмотрим машину марки Б-15 отечественного про-
изводства, установленную на Кондопожском ЦБК (рис. 2.4.33). Бумагоделатель-
ная машина марки Б-15 предназначена для выработки газетной бумаги. На ней
установлен напорный ящик 1 закрытого типа с многотрубным подводом массы
и воздушной подушкой. Сеточный стол горизонтальный, консольного типа.
Первоначальная компоновка обезвоживающих элементов была следующей. На
сеточном столе установлены грудной вал 2, широкая формующая доска и фор-
мующий ящик 3, отражательные планки 4, пять “мокрых” отсасывающих ящи-
ков 5, несколько регистровых валиков 6, шесть пакетов гидропланок 7, восемь
отсасывающих ящиков 8 м отсасывающий гауч-вал 9. Грудной вал является ос-
новной базой для фиксирования сетки и положения напускной щели напорно-
го ящика. Его горизонтальная ось должна быть строго параллельна напускной
щели, а верхняя образующая грудного вала — находиться в одной горизонталь-
ной плоскости с формующей доской и другими обезвоживающими элементами.
Широкая формующая доска и ряд последовательно установленных за ней отра-
жательных планок служат для замедления процесса обезвоживания в началь-
ный период формования полотна. На “мокрых” отсасывающих ящиках проис-
ходит медленное регулируемое обезвоживание полотна за счет небольшого
вакуума. С помощью регистровых валиков, которые вращаются вследствие тре-
ния о сетку, можно также управлять процессом обезвоживания. Однако при
больших скоростях они работают как насосы, создавая под сеткой высокий
вакуум, что увеличивает провал мелкого волокна и наполнителя из бумажного
полотна, снижает объемный вес и печатные свойства бумаги. Поэтому на высо-
коскоростных машинах регистровые валики заменены неподвижными обезво-
живающими элементами — гидропланками.
С помощью гидропланок можно изменять скорость обезвоживания и управ-
лять процессом формования полотна на различных участках сеточного стола. На
газетных бумагоделательных машинах бумажное полотно должно подходить к
первому сухому отсасывающему ящику с сухостью 1,5—2,0 %. В отсасывающих
ящиках создается постепенно возрастающий вакуум, с помощью которого бу-
мажное полотно обезвоживается до сухости 10—12 %. Дальнейшее обезвожива-
ние бумажного полотна до сухости 19—20 % происходит на отсасывающем гауч-
вале, где создается вакуум до 450—650 мм рт. ст. Затем бумажное полотно
передается в прессовую часть. Необходимо отметить, что с повышением рабо-
чих скоростей недостатки, присущие регистровым валикам, начинают выяв-
ляться и у гидропланок. Кроме того, с учетом общих недостатков односеточно-
280
00
1
Рис. 2.4.33. Сеточная часть бумагоделательной машины Б-15 (проект ЦНИИбуммаша):
1 — напорный ящик; 2 — грудной вал; 3 — формующий ящик; 4 — дефлекторы; 5 — “мокрые”
отсасывающие ящики; 6 — регистровые валики; 7 — пакеты гидропланок; 8 — отсасывающие
ящики; 9 -гауч-вал; 10 — сеткоповоротный вал; 11 — сеткоправка; 12 — сетконатяжки
го формования на сеточных частях рассмотренного типа стали использовать
преимущества двухсеточного формования, а именно устанавливать над сеточ-
ным столом верхние сетки типа “наездник” (см. далее). Такого рода модерниза-
ция сеточной части была проведена и на машине Б-15, установленной на Кон-
допожском ЦБК.
Многосеточные сеточные части с плоскими сетками
Многосеточные сеточные части с плоскими сетками состоят из двух—шести
сеточных столов, часто объединенных одним нижним сеточным столом. Они при-
меняются для выработки многослойной технической, особенно высоковольтной
кабельной и конденсаторной бумаг, а также тарного, коробочного и некоторых
видов специального картона. Отлив полотна производится последовательно на
нескольких сеточных столах (например, как представлено на рис. 2.4.34).
Двуслойность и многослойность увеличивают прочность бумаги и повыша-
ют пробивное напряжение вследствие более равномерного распределения в ней
волокон. При производстве картона замена круглых сеток на плоские также
способствует повышению качества продукции и экономии волокнистых полу-
фабрикатов.
Рис. 2.4.34. Многосеточная сеточная часть БДМ
для производства четырехслойной кабельной бумаги:
1—4 — плоскосеточные столы
282
Для каждой сетки технологические потоки обычно выполняются раздель-
ными. Сухость бумажного полотна верхней сетки должна быть выше сухости
полотна на нижней сетке, вследствие чего при соединении полотен происхо-
дит диффузия воды из более влажного полотна в менее влажное (снизу вверх),
что способствует более прочному соединению слоев.
Обычно рабочая ширина таких машин находится в пределах 2520-4200 мм,
а максимальная рабочая скорость 200—250 м/мин. Пределы регулирования ско-
рости 1:4.
Подобного типа машина была установлена в 1975 г. на Светогорском ЦБК
для выработки многослойной кабельной бумаги для изоляции силовых кабелей
напряжением до 30 кВ. Масса бумаги 61 г/м2. Передача бумаги с одной сетки на
другую открытая. С каждого сеточного стола бумага последовательно передается
на последние отсасывающие ящики следующего стола. Концентрация бумаж-
ной массы в напорных ящиках при работе на четырех сетках составляет, %:
первая сетка (верхняя) — 0,30—0,35;
вторая сетка — 0,28—0,30.
В третьем и четвертом напорных ящиках концентрация массы одинаковая
(0,20—0,25 %). Сухость бумажного полотна после гауч-вала, %:
на первой сетке — 13;
на второй сетке — 14;
на третьей сетке — 16;
на четвертой сетке — 19.
Особенностью машины является наличие пятиэтажного здания в сеточной
части, двухэтажного — в прессовой и сушильной частях.
Двухсеточные формующие устройства
Инверформ, изобретенный в Англии в 1952 г. (рис. 2.4.35) и позволяющий
производить формование и обезвоживание мокрого полотна между двух сеток
на КДМ, вследствие высокой эффективности, сокращения габаритов зоны
формования и улучшения качества продукции одно время получил широкое
распространение. Это изобретение дало толчок творческой мысли по созданию
новых схем машин с двухсеточным формованием, обеспечивающих переход на
более высокие скорости изготовления бумаги и картона.
Первоначальная конструкция Инверформа подверглась модернизации пу-
тем изгиба сетки на горизонтальном участке обезвоживания, а затем появились
новые разнообразные схемы сеточных частей с двухсеточным формованием на
БДМ и КДМ (рис. 2.4.36): с увеличенной горизонтальной двухсеточной зоной
формования — Твинверформ /(I960); с вертикальной и горизонтальной сетка-
ми— Вертиформа //(1968); с сетками, облегающими больше половины диа-
метра обезвоживающего грудного вала, — Периформер /// (1979); с S-образ-
ным движением сеток по двум обезвоживающим валам — Паприформер IV
(1968); с двумя обезвоживающими валами и планочными обезвоживающими
элементами — Дуоформер V (1974); с сетками, двигающимися по радиально
изогнутому башмаку, — Бел-Бейформер 1 VI (1969); с расположением непо-
движных обезвоживающих элементов по вертикальной (снизу вверх) дуге ок-
283
Рис. 2.4.35. Принципиальные схемы
формующего устройства “Инверформ”:
а — 1952 г.; б— 1966 г.; в — 1972 г.; 1— формующий вал;
2 — отсасывающий шабер; 3 — сборник оборотной воды; 4 — перевернутый
отсасывающий ящик; 5, 6 — валы ротационного отсасывающего ящика;
7— корпус ротационного отсасывающего ящика; 8— сетка с бумажным
полотном; 9— поворотный вал; 10— верхняя сетка; 11— отсасывающий
вал; 12 — башмак; 13 — второй формующий вал
ружности— Бел-Бэйформер 2 VII (1979); сетками, охватывающими непрони-
цаемый вал большого диаметра, — Белойтформер, машина БП-83 ЦНИИбум-
маша VIII (1983); с горизонтальной и изогнутыми сетками на неподвижном
башмаке — Симформер IXс горизонтальной сеткой и участком двухсе-
точного формования с башмаком и двумя обезвоживающими валами — маши-
на 827 ЦНИИбуммаша Х(1975) и др.
Обезвоживающие элементы в двухсеточных (щелевых) формующих уст-
ройствах (gap-former) имеют в основном два вида: 1) стационарные элементы
(планочные), в которых фильтруемая вода отводится планками или дефлекто-
рами в подсеточное пространство под действием гидродинамического напора,
центробежных сил и небольшого разрежения в ящике, и 2) цилиндровые, в
которых обе сетки охватывают вращающийся формующий цилиндр (вал) — от-
сасывающий или непроницаемый.
Планочные устройства, устанавливаемые на изогнутой по окружности кри-
вой движения сеток, создают пульсации в бумажной массе, препятствующие
флокуляции волокон, и интенсифицируют обезвоживание. В результате улуч-
шается просвет бумаги, однако из-за размыва оседающих на сетках слоев повы-
шаются потери волокна и наполнителей под сетку.
Цилиндровые устройства, на которых размыв отсутствует, улучшают удер-
жание волокон на сетке и, как следствие, повышают прочностные характерис-
тики бумажного полотна. Комбинирование этих двух видов обезвоживающих эле-
ментов позволяет вырабатывать бумагу более высокого качества. Так, последние
конструкции Дуоформера CFD XI, Оптиформера XII(см. рис. 2.4.36) показали,
284
Рис. 2.4.36. Сеточные части с двухсеточным формованием
285
что необходимое сочетание формующего вала и установленных после него друг
напротив друга планочных башмака и отсасывающего ящика позволяет полу-
чить хорошее формование бумажного полотна при высоком удержании мелочи
и наполнителей на рабочей скорости БДМ для газетной бумаги 1500 м/мин
и более.
Двухсеточные устройства типа “наездник” (например, Бел-Бонд XIII, уст-
ройство конструкции Петрозаводскмаша XIV и др.) часто применяются для
модернизации плоскосеточных машин. Такое устройство может располагаться в
конце зоны формования сеточного стола БДМ или, повторенное несколько раз
по длине сеточного стола КДМ, позволяет получить несколько зон двухсеточ-
ного формования при производстве многослойного картона.
Новые конструкции для двухсеточного формования мокрого бумажного
полотна потребовали совершенствования напорных ящиков. Это привело к со-
кращению размеров сеточных частей, что способствовало модернизации дей-
ствующих плоскосеточных машин в целях увеличения их производительности
без значительных капитальных затрат на здания, коммуникации и др.
Перечень сеточных частей с двухсеточным формованием ограничен только
основными, получившими промышленное применение.
В настоящее время БДМ с двухсеточным формованием применяются, преж-
де всего, в производстве газетной, писче-печатных бумаг (сеточные части с
планочными и цилиндровыми элементами) и в производстве санитарно-быто-
вых бумаг (цилиндровые формующие устройства). В результате использования
двухсеточного формования в производстве газетной и санитарно-бытовых бу-
маг стало возможным добиться рабочих скоростей машин 2000—2500 м/мин.
На КДМ двухсеточные формующие устройства в основном используются в
составе комбинированных сеточных частей. При этом рабочие скорости машин
приближаются к значению 1000 м/мин и более.
В России БДМ с двухсеточным формованием установлены, например, на
предприятиях в Кондопоге, Балахне (Дуоформер, Бел-Бейформер — газетная
бумага), Светогорске, Сыктывкаре (Симформер— писче-печатные, газетная
бумаги), отечественные БДМ с двухсеточным формованием — на предприяти-
ях в Кондрово (Россия), Жидачеве (Украина) (машина марки 827 ЦНИИбум-
маша — писче-печатные и жиронепроницаемые бумаги), в Набережных Челнах
(машина марки БП-83 ЦНИИбуммаша — санитарно-бытовые бумаги).
На ЦБК в г. Кондопоге ряд плоскосеточных машин, вырабатывающих га-
зетную бумагу, модернизирован, а именно установлены двухсеточные устрой-
ства типа “наездник” конструкции завода “Петрозаводскмаш”.
2.4.6.2. Формующие части круглосеточных машин
Формующие части традиционных круглосеточных многоцилиндровых ма-
шин (рис. 2.4.37) состоят из двух—восьми сеточных цилиндров (1—4) с ванна-
ми, объединенными бесконечным съемным сукном 7 для снятия элементарных
слоев и формирования многослойного полотна картона или бумаги массой от
200 до 800 г/м2.
286
оо
7
Сеточная (формующая) часть
Форпрессовая часть
Рис. 2.4.37. Сеточная и форпрессовая части круглосеточной многоцилиндровой машины:
1-4 — круглосеточные цилиндры; 5 — ванны цилиндров; 6 — прижимные валики; 7 — съемное сукно;
8 — экстракционный пресс; 9 — отсасывающий пресс; 10 — пресс с гладкими валами;
11 — отсасывающий гауч-пресс; 12 — первый основной пресс (отсасывающий)
Основные прессы
(два-три пресса)
Наличие нескольких цилиндров позволяет формовать картон или бумагу из
слоев, имеющих различную композицию. Максимальная рабочая скорость вы-
работки полотна на таких машинах достигает 150—180 м/мин. Обычная рабочая
скорость поддерживается в пределах 90—100 м/мин. Суточная выработка массо-
вых видов картона 90—120 т, а при массе 400—600 г/м2 — 200 т. Съем картона
с 1 м2 поверхности всех сеточных цилиндров колеблется от 15 до 75 кг/ч, а в
отдельных случаях — до 250 кг/ч (кровельный картон).
Машины имеют предварительную прессовую, так называемую форпрессо-
вую часть 8—Юс гауч-валом 11. Линейное давление на съемных валиках 6—8—
10 кг/см, на предварительных прессах 10 — до 25 кг/см, на основных прессах
12 — до 40-60 кг/см.
Количество основных прессов: при наличии отсасывающих валов — 1—2 шт.,
обычных прессов — 1—3 шт., сглаживающих прессов — 1 шт.
После прижимных (съемных) валиков над сеточными цилиндрами сухость
полотна 10-12%, после гауча — 30-35 %.
Если степень разбавления концентрации бумажной массы на плоской сет-
ке в основном составляет 0,4—0,7 %, то на круглой — 0,25-0,35 %, т. е. в два раза
больше. Для некоторых видов картона при тонком элементарном слое степень
разбавления 0,1 %.
Для предотвращения сильной продольной ориентации волокон в полотне
скорость течения суспензии в ванне сеточного цилиндра обычно превышает
Рис. 2.4.38. Схемы традиционных круглосеточных формующих
устройств с противоточной ванной (а); с прямоточной ванной (б);
с “полусухой” ванной (в); с “сухой” ванной (г)
288
скорость сеточного цилиндра примерно на 40 %. Избыток суспензии перелива-
ется через перегородку.
Производительность каждого цилиндра зависит от физико-механических
свойств бумажной массы, скорости вращения цилиндра и перепада уровней меж-
ду суспензией в ванне и фильтратом в цилиндре. Соотношение прочности полот-
на в продольном и поперечном направлениях составляет примерно 5:1—7:1.
Используются схемы модификаций традиционных цилиндровых формую-
щих устройств с противоточной, прямоточной, “полусухой” и “сухой” ванна-
ми (рис. 2.4.38). Основными недостатками традиционных круглосеточных ма-
шин являются отрыв элементарного слоя от поверхности цилиндра под
действием центробежных сил с увеличением частоты вращения цилиндра и
возрастание смыва осевшего слоя волокон вследствие увеличения трения о жид-
кость, находящуюся в ванне. Поэтому рабочие скорости выработки полотна на
таких машинах не превышают 150—160 м/мин. При этом обеспечивается удов-
летворительная структура многослойного картона. Следует отметить, что рав-
номерность формования (просвет элементарного слоя и др.) на цилиндровых
машинах в целом хуже, чем на плоскосеточных. Кроме того, практика эксплу-
атации круглосеточных машин показала, что увеличение их ширины в значи-
тельной мере ограничено трудностями регулирования равномерности наслое-
ния (формования элементарного слоя) по ширине. Эти недостатки
обусловливают затруднения в процессе получения картона с равномерной мас-
сой 1 м2 и физико-механическими свойствами в поперечном и машинном на-
правлениях, что снижает его потребительские качества.
Недостатки усугубляются с увеличением ширины, скорости и, как след-
ствие, с удельной производительности круглосеточных машин. Поэтому по срав-
нению с плоскосеточными они имеют меньшую ширину (не более 4200 мм) и
небольшие скорости. Эти условия и особенности определили применение таких
машин в основном для выработки картона.
Схемы мокрых частей круглосеточных машин
Рассмотрим два варианта компоновки мокрых частей круглосеточных ма-
шин для производства многослойного картона с высокой массой 1 м2 (рис.
2.4.39). Ограниченность возможностей цилиндровых устройств по отливу эле-
ментарного слоя высокой массы 1 м2 преодолевается за счет последователь-
ной установки нескольких цилиндров для образования многослойной конст-
рукции изделия. Эти схемы позволяют производить также картон из массы
различного качества в разных слоях. Наружные слои, обеспечивающие товар-
ный вид картона, выполнены из качественного материала (беленая целлюло-
за и др.), а средние — из дешевого (например, макулатура). Покровный слой,
образующий лицевую сторону картона, наносится последним. В схеме, пред-
ставленной на рис. 2.4.39, а, он подвергается активному воздействию отсасы-
вающих валов форпрессовой части, что приводит к потере мелкого волокна и
наполнителей. В схеме, представленной на рис. 2.4.39, б, покровный слой со-
прикасается только с гладкими валами форпрессовой части, что исключает
потери волокна и наполнителей и обеспечивает гладкость поверхности. По-
этому та или иная схема выбирается в зависимости от требований к качеству
картона. 289
Формующие устройства круглосеточных вакуум-формующих машин
Рис. 2.4.40. Круглосеточное вакуум-
формующее устройство:
/ — канал массонапускного устройства;
2 — дырчатый валик; 3 — круглосеточный
цилиндр; 4— съемное сукно;
5— вакуумные камеры
Особенностью круглосеточных вакуум-формующих машин является нали-
чие круглосеточного цилиндра, на котором под действием давления массы и
вакуума происходит формование полотна на коротком цилиндрическом участ-
ке. Принцип работы таких формующих уст-
ройств представлен на рис. 2.4.40. Они слу-
жат для выработки широкого ассортимента
многослойных картонов и бумаг.
Для более высоких скоростей приме-
няются вакуум-формующие цилиндры,
внутри которых установлены три-четыре
вакуумные камеры (первая из них не имеет
разрежения).
Бумажная масса подается к цилиндрам
через сужающийся канал между сеткой и
губой массонапуска (обычно без перелива).
При этом скорость массы в начале канала
превышает окружную скорость цилиндра,
а в конце сравнивается с ней, так как вода
профильтровывается через сетку. Конец
верхней губы подводящего канала почти
соприкасается с поверхностью сформован-
ного слоя с зазором не более 1 мм. Вакуум-формующие цилиндры применяют-
ся для скоростей до 250—300 м/мин. При большей скорости в последних каме-
рах требуется высокое разрежение, что вызывает высокую скорость фильтрации
и ухудшение структуры отлива.
Следует отметить, что при увеличении скорости пропорционально ее квад-
рату возрастает центробежная сила, препятствующая обезвоживанию, усили-
вается анизотропия прочностных характеристик полотна. Поэтому здесь наблю-
дается сложная взаимосвязь конструктивных и технологических факторов.
Максимальный съем картона с вакуум-формующих цилиндров не превышает
1000 кг/ч с 1 м ширины, однако он в несколько раз больше по сравнению с
обычными круглосеточными цилиндрами с ваннами.
В России КДМ с вакуум-формующими цилиндрами установлены в основ-
ном на предприятиях, вырабатывающих различные виды картонов с использо-
ванием макулатуры или древесной массы в средних слоях (Санкт-Петербург-
ский КПК, КБК в г. Набережные Челны — машины марок К-27 и К-28
ЦНИИбуммаша, Сясьский ЦБК — комбинированная КДМ фирмы “Тампел-
ла” и др.).
2.4.63. Комбинированные сеточные части
Комбинированные сеточные части включают в себя несколько разных фор-
мующих устройств (плоские, круглые сетки, двухсеточные формующие уст-
ройства) и применяются при производстве многослойных картонов.
291
Рис. 2.4.41. Комбинированные сеточные части КДМ:
/ — напорные ящики; 2 — грудные валы; 3— верхние сетки; 4— нижние
сетки (плоские участки): 5— гауч-валы; 6— вакуум-перссасывающее
"тройство; 7— сеткоповоротный вал; 8 — сетковедущий вал; 9— верхняя
^етка: 10— нижняя сетка
Традиционные сеточные части такого типа включают в себя несколько
цилиндровых формующих устройств с ваннами (или вакуум-формующими ци-
линдрами) и один или два плоскосеточных стола для покровных слоев. При
этом кругло- и плоскосеточная части могут располагаться последовательно друг
за другом либо находиться друг над другом для сокращения производственных
площадей.
Более современные конструкции комбинированных сеточных частей вклю-
чают в себя длинный нижний сеточный стол с расположенными над ним верх-
ними формующими устройствами того или иного вида (рис. 2.4.41): короткие
плоские сетки, двухсеточные формующие устройства (а — Инверформ, г — Бел-
Бонд, б— Дуоформер К), верхние круглосеточные устройства (в — Арку-форма,
Ультраформер и др.).
Покровные слои картона формируются, как правило, на плоскосеточных
столах; слои, сформированные на верхних формующих устройствах, поочеред-
но накладываются на нижний стол, образуя многослойное полотно, которо
затем вакуум-пересасывающим устройством передается в прессовую часть.
Взамен нижнего сеточного стола в таких сеточных частях иногда использу-
ется нижнее приемное сукно.
2.4.7. Формующие устройства, работающие по другим методам
Методы, отличные от НРВО, по объему производства сильно уступают
рассмотренным ранее (кроме производства товарной целлюлозы, листовых кар-
тонов, бумаг и древесно-волокнистых плит). Представим ряд устройств, рабо-
тающих по таким методам (рис. 2.4.42).
Формующее устройство “Кивач”, работающее по методу напыления во-
локнистой массы (см. рис. 2.4.42, а), состоит из бесконечной сетки 1 и отжимно-
го вала 2 для первоначального обезвоживания. В конце сетки устанавливается
валик малого диаметра 3, и обезвоженная масса сбрасывается под действием
центробежных сил на приемную сетку или сукно 4, где происходит формова-
ние полотна методом напыления и дальнейшее обезвоживание традиционным
способом на отсасывающих ящиках 5. Для обеспечения необходимой центро-
бежной силы скорость сетки / должна быть не менее 1200 м/мин. Таким мето-
дом можно производить обойную бумагу, древесно-волокнистые плиты и дру-
гую продукцию (метод НРВН).
В методе НРАО (см. рис. 2.4.42, б) — сухом формовании — используется шах-
та 6, в которую сверху подается сухой распыленный волокнистый материал, а
снизу под сеткой 3 располагаются отсасывающие ящики 5для удаления воздуха.
Сформированный таким образом ковер транспортируется сеткой для дальней-
шей обработки путем пропитки клеющими растворами. Скорость сетки ограни-
чена вследствие необходимости движения воздуха в шахте со скоростью, рав-
ной скорости витания волокон.
В обозначениях методов использованы сокращения: Н, Д — непрерывный, дискрет-
ный методы; Р, А, С — с использованием растительных, асбестовых волокон, слюды; В,
А — вода, воздух; О, Н, К — осаждение, напыление, кардочесание (см. главу 1.3).
293
Рис. 2.4.42. Формующие устройства, разработанные
по методам, отличным от НРВО:
д— сеточная часть “Кивач”; б— для сухого формования с шахтой;
в — для аэродинамического формования; г — для изготовления бумаги
по методу ИРАК; д — с наклонной сеткой
Аэродинамическое формование по методу ИРАН (см. рис. 2.4.42, в) осуще-
ствляется путем подачи распыленной массы 1 на верхнюю сетку 3, где проис-
ходит образование полотна и удаление воздуха 5. Сформированный лист при-
жимается нижней сеткой 7 и транспортируется для дальнейшей обработки —
прессования и сушки.
Применяемые в текстильном производстве машины могут использоваться
для изготовления бумаги из длинноволокнистого хлопкового волокна по мето-
ду ИРАК (см. рис. 2.4.42, г). Разрыхленная кипа хлопка 3 при помощи транспор-
294
тера прижимается к кардочесальному барабану 9, где образуется тонкий слой,
снимаемый на сетку для пропитки клеющими растворами. Для получения
необходимой толщины устанавливаются несколько барабанов.
Коротковолокнистая асбестовая водная суспензия аналогична бумажной
массе из растительных волокон, поэтому для получения асбестового полотна
методом НАВО применяют как кругло-, так и длинносеточные плоские ма-
шины.
Производство слюдопластовых бумаг осуществляется на кругло- и плоско-
сеточных машинах по методу НСВО. Имеются и оригинальные формующие ус-
тройства (см. рис. 2.4.42, д) с наклонной сеткой и батареей отсасывающих ящи-
ков 5, где происходит образование листа. Далее сформированное полотно
транспортируется сеткой для тепловой обработки.
На сеточных частях с наклонной сеткой, аналогичных устройству, пред-
ставленному на рис. 2.4.42, д, осуществляется также формование полотен бумаг
и картонов из массы, полностью или частично состоящей из синтетических
волокон (например, фильтр-картона для автомобилей) и волокон целлюлозы.
Вследствие большой длины синтетических волокон их флокуляции удается из-
бежать лишь при очень низкой концентрации массы (С = 0,01—0,10 %). При
этом при отливе на плоской сетке потребовалась бы слишком большая началь-
ная толщина слоя массы (десятки сантиметров); здесь становится невозмож-
ным предотвратить растекание массы на стороны.
Формующие устройства для производства бумизов (бумажных изделий) по
дискретному способу имеют различные сеточные конструкции для их отлива,
соответствующие форме изделий (например, диффузоры для громкоговорите-
лей, прокладки для яиц и др.).
Листовой автокартон отливается шахтным способом в большой по объему
ванне с площадью, равной листу, с сеточным дном и отсасывающим ящи-
ком, соединенным с вакуум-насосом. В отличие от непрерывных способов здесь
определенным объемом волокнистой суспензии наполняют ванну, вода филь-
труется через сетчатое дно, под которым в отсасывающем ящике создается
разрежение.
Мокрая целлюлоза отливается на одно- или двухцилиндровой машине с
форматным валом (мокрый пресспат, папочная машина). По мере накопления
на валу слоев и достижения нужной толщины многослойная папка срезается в
виде листов, и процесс продолжается. Аналогично осуществляется производ-
ство ряда тяжелых листовых картонов (переплетного, чемоданного и др.). Прес-
сование листов производится на горячем листовом прессе.
Сухая товарная целлюлоза отливается на плоскосеточном столе сушильной
машины (пресспата), прессуется, сушится и в конце машины разрезается на
листы.
По методу ДРВО древесно-волокнистые плиты формуют на плоском сеточ-
ном столе, сетка которого вследствие большой толщины наливаемого слоя во-
локнистой суспензии имеет наклон на несколько градусов от горизонтали на-
встречу движению. После прессования ковра его разрезают на части стандартных
размеров для последующей сушки и закалки.
295
По методу ДРВО электроизоляционный картон (тяжелый листовой) изго-
товляют на плоском длинносеточном столе, на конце которого находится фор-
матный вал для намотки нужной толщины слоя, после чего мокрый картон
разрезается на листы и подвергается прессованию и сушке.
2.4.8. Вспомогательные механизмы сеточной части
Условно-вспомогательные механизмы сеточной части можно разбить на две
группы: в первую входят механизмы, работающие на действующей машине
периодически (по вызову оператора или в результате технологических блоки-
ровок) или непрерывно (по заданной программе), во вторую — механизмы,
облегчающие разборку и сборку узлов мокрой части на неработающей машине.
К первой группе относятся механизмы заправочной отсечки, управления
движением шаберов, спрысков сеток, сеткоправок и сетконатяжек.
Вторая группа включает в себя домкраты для вывешивания консольного
сеточного стола, съемные подушки с лицевой стороны, механизмы крепления
вывешиваемых балок с приводной стороны, лебедки и скалки для надевания
сетки и пр.
Привод указанных механизмов может быть ручным, пневматическим или
гидравлическим.
Механизм заправочной отсечки устанавливается над сеткой до гауч-вала и
служит для перемещения поперек полотна струйного гидроножа, с помощью
которого отсекается заправочная полоса для подачи ее в прессовую часть. По
окончании проводки заправочной полосы по всей машине производится об-
ратное перемещение гидроножа, приводимого в движение от реверсивного
пневмодвигателя.
Схема управления содержит пусковые кнопки и включает в себя электро-
магниты воздухораспределителей, через которые воздух, проходя через конеч-
ные пневмовыключатели, подается на пневмодвигатели.
При достижении гидроножом одного из крайних положений срабатывает
реле давления, контакты которого используются в схеме сигнализации. Враще-
ние двигателя в крайних положениях гидроножа прекращается.
Механизм управления движением шаберов предназначен для обеспечения их
возвратно-поступательного движения (осцилляции). Шаберы используют для очи-
стки валов от поверхностного загрязнения волокнами, наполнителем и др. Осцил-
ляция шаберов обеспечивает равномерность их износа. Устройство включает в себя
генератор периодических колебаний, частоту которых можно регулировать, и пре-
образовательно-усилительную аппаратуру, связывающую генератор колебаний с
приводом шабера. В качестве привода применяют главным образом пневматиче-
ские двигатели, реже — гидравлические и электрические. Генератор периодиче-
ских колебаний может быть пневматическим или электрическим.
Спрыски сеток предназначены для их очистки от частиц массы, а также
для отделения влажного слоя массы от сетки на сеткоповоротном валу, на ша-
берном валике. Спрыски могут быть установлены неподвижно или осциллиро-
вать аналогично шаберам. Осциллирующие спрыски применяют для промывки
сеток, а неподвижные — для промывки поверхности валов сеточной части.
296
Спрыск состоит из трубы с установленными на ней соплами, в которую
подается вода от специального насоса или магистрали. У осциллирующих спрыс-
ков труба имеет гибкое соединение с нагнетательной линией, давление в кото-
рой достигает 6—7 МПа. Подобные спрыски называются спрысками высокого
давления. На машине их может быть установлено до 20 шт.
На эффективность очистки сеток влияют конструкция сопел, температура
спрысковой воды, скорость машины и износ одежды. Струя из сопел имеет
конусообразную форму, давление в центре струи и по краям неодинаковое.
Поэтому зоны повышенного и пониженного давления должны меняться в те-
чение одного оборота сетки. Это условие определяет величину осцилляции тру-
бы. Частота должна меняться с изменением скорости машины.
Механизмы сеткоправок и сетконатяжек рассмотрены в разделе 2.4.4.3.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы особенности обезвоживания бумажной массы и формирования полотна
бумаги (картона) в регистровой части сеточного стола?
2. Каковы характерные стадии обезвоживания мокрого бумажного полотна под ва-
куумом на отсасывающих ящиках и отсасывающем гауч-вале?
3. Перечислите типы и номера сеток БКСМ, материалы для изготовления сеток.
4. Что собой представляет сеточный стол и каковы основные элементы его конст-
рукции?
5. Расскажите об особенностях работы основных обезвоживающих элементов реги-
стровой части сеточного стола.
6. Какова компоновка обезвоживающих элементов на плоскосеточном столе?
7. Перечислите формующие элементы сеточного стола.
8. Как происходит смена сетки на сеточных столах?
9. Расскажите о тряске сеточного стола.
10. Расскажите об особенностях обезвоживания и формования на двухсеточных фор-
мующих устройствах и круглосеточных вакуум-формующих устройствах.
11. Расскажите об особенностях многослойного формования картона и бумаги.
12. Перечислите основные типы сеточных частей, работающих по методу НРВО.
13. Перечислите основные типы формующих устройств для производства бумаги,
картона и др., работающих по другим методам.
14. Расскажите о вспомогательных механизмах сеточной части.
2.5. ПРЕССОВАЯ ЧАСТЬ
2.5.1. Назначение и требования к прессовой части
бумаге- и картоноделательных машин
К концу сеточной части в бумаге (картоне) удерживается значительный
объем воды. Кроме воды, удерживаемой капиллярными силами, в бумажном
полотне присутствует большой объем свободной воды, которую не смогли уда-
лить в сеточной части из-за недостаточного разрежения и из-за малого времени
действия вакуума. На сетке машины происходит взаимное переплетение воло-
кон, которое придает бумажному полотну достаточную прочность для переноса
297
его с сетки в прессовую часть. Однако более значительную роль в обеспечении
прочности полотна играют силы поверхностного натяжения воды, находящей-
ся между волокнами. Для большинства видов бумаги и картона сухость после
сеточной части составляет около 20 %. Дальнейшее обезвоживание бумажного
полотна, называемое прессованием, происходит в прессовой части машины. Во
время прессования бумажное полотно уплотняется под действием внешней
нагрузки. При этом удаляется в основном свободная вода, и в результате возра-
стания действия капиллярных сил происходит значительное увеличение числа
контактов между волокнами. Как следствие, повышается прочность бумажного
полотна, так как поверхностное натяжение препятствует увеличению поверх-
ности раздела вода—воздух и обеспечивает прочную связь волокон друг
с другом. Таким образом, основное назначение прессовой части состоит в обез-
воживании бумажного полотна, обеспечении качественных показателей выра-
батываемой продукции и надежности работы машины. При прессовании возра-
стают сухость, прочность и плотность бумаги. Прессование играет важную роль
при выработке многослойных видов бумаги и картона. От эффективности рабо-
ты прессовой части зависят затраты на сушку бумаги и производительность
машины. В целях сокращения расхода пара на сушку стремятся получить после
прессовой части максимально возможную сухость. Однако повышение сухости
за счет увеличения давления между прессовыми валами приводит к увеличе-
нию затрат энергии на привод валов, что может и не скомпенсироваться сни-
жением затрат на сушку. Кроме того, чрезмерное прессование приводит к ухуд-
шению потребительских свойств вырабатываемой на машине продукции.
Технико-экономические показатели работы прессовой части современной бу-
магоделательной машины представлены на рис. 2.5.1.
Эффективность обезвоживания определяется конструкцией прессовой час-
ти и прессовых сукон, а также свойствами прессуемого материала.
Требования к прессовой части:
Безобрывная передача полотна с сетки в прессовую часть.
Закрытая проводка полотна в прессовой части.
6% 5% 6% 11%
3% 69%
97,2% 2,1% 0,7%
Рис. 2.5.1. Распределение расхода энергии на бумагоделательной машине
298
Максимально возможное удаление воды из бумажного полотна без нару-
шения его структуры и с минимальными затратами.
Упрочнение структуры полотна, повышение его механической прочности
и получение необходимых поверхностных свойств.
2.5.2. Классификация прессов бумаго- и картоноделательных машин
Прессовая часть машины состоит обычно из нескольких прессов, через
которые последовательно проходит бумажное полотно. Прессы можно класси-
фицировать по различным признакам. Так, по конструкции прессы разделяют
на два типа: валковые прессы, в которых обезвоживание бумажного полотна
происходит в зоне контакта прижимаемых друг к другу вращающихся валов и
башмачные прессы, в которых зона прессования образуется в результате при-
жима к вращающемуся прессовому валу стационарного элемента — башмака.
В зависимости от количества прессовых валов валковые прессы бывают двух-
вальными и многовальными (комбинированными). В зависимости от преиму-
щественного направления потока воды в сукне двухвальные прессы можно раз-
делить на прессы с продольной фильтрацией воды и прессы с поперечной
фильтрацией воды. В прессах с продольной фильтрацией воды выжимаемая из
бумажного полотна в сукно вода течет в сукне в основном в машинном направ-
лении по ходу или против хода сукна. Такие прессы, как правило, имеют два
гладких вала и называются обычными простыми прессами. В прессах второго
типа один из прессовых валов имеет отверстия или канавки, в которые из сукна
в зоне прессования поступает вода. Поэтому в таких прессах вода в сукне дви-
жется в основном в направлении от поверхности бумажного полотна к отвер-
стиям или канавкам на поверхности вала, охватываемого сукном, или, как
говорят, в ^-направлении. Благодаря более короткому пути фильтрации воды в
сукне в прессах этого типа гидравлическое сопротивление потоку воды, вытес-
няемому из бумажного полотна, оказывается значительно более низким, чем в
прессах первого типа, что позволяет при прочих равных условиях удалить из
бумажного полотна больший объем воды. К прессам такого типа относятся от-
сасывающие, желобчатые, глухосверленные валы, прессы с удлиненной зоной
прессования. Обычные простые прессы применяют в основном на тихоходных
машинах.
2.5.3. Прессование бумажного полотна
Теоретическое описание процесса прессования бумажного полотна пред-
ставляет собой одну из сложнейших задач современной механики. Проблема
заключается в необходимости совместного решения задачи фильтрации воды и
воздуха в деформируемой неоднородной пористой среде и задачи контакта двух
вращающихся валов. При этом один или оба вала имеют покрытие из материа-
ла, имеющего вязкоупругие свойства. Положение усугубляется также большой
величиной деформации бумажного полотна и нелинейностью уравнений, опи-
сывающих процесс. Поэтому рассмотрим некоторые аспекты прессования, ис-
пользуя простейшую механическую модель (рис. 2.5.2). В этой модели волокнис-
299
тый скелет бумажного полотна отображается в виде пружины. Жидкость в ци-
линдре с проницаемым поршнем моделирует воду в бумажном полотне, а со-
противление пористого дна цилиндра — гидравлическое сопротивление полот-
на. Пусть к поршню мгновенно прикладывается нагрузка. Поскольку жидкость
несжимаема, в начальный момент нагрузка будет восприниматься водой (см.
ис. 2.5.2, а). С началом вытеснения жидкости из цилиндра внешняя нагрузка Pz
перераспределяется между жидкостью (гидравлическое давление в порах мате-
риала Ря) и пружиной (эффективное напряжение в скелете материала Рс) (см.
рис. 2.5.2, б). При этом в любой момент времени
р = р + р
ГН с
Когда сила упругости пружины будет соответствовать внешней нагрузке,
давление воды в порах равно нулю и истечение жидкости прекращается (см.
рис. 2.5.2, в).
При высокой проницаемости бумажного полотна, чему соответствует низкое
сопротивление пористого дна цилиндра, уплотнение бумажного полотна (движе-
ние поршня) будет определяться в основном упругими свойствами волокнистого
скелета (жесткостью пружины). При этом значение гидравлического давления воды
небольшое, что соответствует прессованию с контролируемым давлением, когда
решающим фактором, определяющим эффективность процесса, является величи-
на внешней нагрузки. Ее можно повышать без опасности дробления бумажного
Рис. 2.5.2. Механическая модель
процесса прессования
водонасыщенного бумажного
полотна
полотна, которое происходит из-за смещения
внутренних слоев бумаги относительно наруж-
ных под действием фильтрационных сил, воз-
никающих при планарном течении воды в
бумажном полотне. Такой режим прессования
характерен для видов бумаги, изготовленных из
бумажной массы низкого помола и имеющих
малую массу 1 м2.
При низкой проницаемости материала
(высоком сопротивлении дна цилиндра) уп-
ругость волокнистого скелета (сжимаемость
пружины) оказывает меньшее влияние на
процесс обезвоживания, а гидравлическое
давление воды в порах бумажного полотна
будет высоким. Такой режим прессования на-
зывается прессованием с контролируемым
потоком, так как увеличение внешней нагруз-
ки в этом случае может привести к раздавли-
ванию бумажного полотна в связи с возник-
новением значительного градиента порового
давления по толщине полотна.
Для оценки эффективности обезвожива-
ния бумажного полотна в прессовой части
рассчитывают влажность (сухость) или водо-
содержание. Влажность — это отношение мас-
300
сы воды, содержащейся во влажном бумажном полотне, к массе самого влаж-
ного полотна. Влажность обычно выражают в процентах. Аналогично сухость —
отношение массы сухого вещества, содержащегося в данном объеме влажного
материала, к массе данного объема. Под водосодержанием понимают отноше-
ние массы воды в определенном объеме бумажного полотна к массе абсолютно
сухого вещества в этом же объеме.
В качестве основных параметров процесса прессования используют такие
величины, как линейное давление, среднее давление, продолжительность прес-
сования, ширина зоны прессования, прессовый импульс. Линейное давление
определяется как отношение усилия прижима прессовых валов друг к другу к
длине рабочей поверхности валов. Линейное давление обычно измеряется в
килоньютонах на метр (кН/м). Ширина зоны прессования — это ширина пло-
щадки в машинном напавлении, в пределах которой на бумажное полотно
действует сжимающая нагрузка. Среднее давление в зоне прессования равно
отношению линейного давления к ширине зоны прессования, а продолжи-
тельность прессования — отношению ширины зоны прессования к скорости
машины. Поскольку продолжительность прессования невелика, ее обычно из-
меряют в миллисекундах. Из-за трудности непосредственного определения ши-
рины зоны прессования на практике, как правило, используют линейное, а не
среднее давление. Однако линейное давление, как характеристику процесса обез-
воживания, можно применять только при сравнении работы прессов, имею-
щих одинаковый диаметр валов и толщину покрытия. В двух прессах с валами
разного диаметра или с разной твердостью покрытия при одном и том же ли-
нейном давлении условия прессования будут различными. Так, например, ши-
рина зоны и продолжительность прессования в прессе с валами большего диа-
метра больше, а среднее давление меньше. Поэтому после такого пресса сухость
бумажного полотна из жестких волокон с высокой проницаемостью будет ниже,
чем после пресса с валами меньшего диаметра. Многие производители бумаги
предпочитают использовать прессовый импульс, который определяется как про-
изведение среднего давления на продолжительность прессования или как отно-
шение линейного давления к скорости машины:
; - р Т -Я_
СР v ,
где i— прессовый импульс, МПа-c; Рср — среднее давление, МПа; Т — продол-
жительность прессования, с; q — линейное давление, кН/м; v — скорость ма-
шины, м/с.
Характер процессов, происходящих при прессовании, зависит от положе-
ния бумажного полотна в зоне прессования. При прессовании с поперечной
фильтрацией воды в настоящее время принято делить зоны прессования на
шесть участков (фаз) (рис. 2.5.3).
Фаза 1. Она начинается с момента приложения внешней нагрузки. Бумаж-
ное полотно и прессовое сукно неводонасыщенны. Фаза заканчивается, когда
или бумажное полотно, или сукно становится водонасыщенным. Перенос воды
из бумаги в сукно или наоборот обусловлен впитыванием поверхностной пле-
ночной воды, находящейся на соприкасающихся поверхностях бумаги и сукна.
Некоторую роль в этом играют капиллярные эффекты. Причем направление
301
Рис. 2.5.3. Шестифазная модель зоны прессования:
и — ненасыщенный водой материал; s — водонасыщенный материал
потока зависит от множества факторов, например от размеров пор соприкаса-
ющихся слоев бумаги и сукна, поверхностного натяжения и т. д. Какой поверх-
ностный слой — бумаги или сукна — первым станет водонасыщенным, зависит
от их начальной влажности, сжимаемости, капиллярного строения соприкаса-
ющихся слоев бумаги и сукна.
Фаза 2. Она начинается с момента насыщения бумажного полотна или
сукна водой и заканчивается, когда оба материала становятся водонасыщенны-
ми. Если в первой фазе поверхностный слой сукна, соприкасающийся с бумаж-
ным полотном, становится водонасыщенным раньше бумаги, то имеет место
поток воды из сукна в бумагу, если поверхностный слой бумаги, то наоборот.
По мнению многих исследователей, факторами, определяющими течение воды,
являются поверхностная адсорбция и капиллярные явления.
Фаза 3. Она начинается с момента насыщения обоих материалов водой и
заканчивается, когда внешняя нагрузка достигает максимума.
Фаза 4. Она начинается с момента достижения внешней нагрузкой макси-
мума и заканчивается, когда давление в порах на нижней поверхности бумажно-
го полотна, соприкасающейся с прессовым сукном, становится отрицательным.
Фаза 5. Она начинается с момента восстановления бумажного полотна и
заканчивается в момент снятия внешней нагрузки, т. е. в момент выхода бумаж-
ного полотна и прессового сукна из зоны прессования.
Фаза 6. Она начинается с момента выхода бумажного полотна и прессово-
го сукна из зоны прессования и заканчивается в момент отделения бумажного
полотна от прессового сукна.
2.5.4. Основные факторы, определяющие эффективность прессования
При проектировании прессовой части целесообразно факторы, определя-
ющие эффективность прессования, разделить на две группы: конструктивные и
технологические. Конструктивные факторы зависят от параметров, определяю-
302
щих конструкцию пресса, а технологические — от особенностей технологиче-
ского процесса, свойств полуфабриката и требований, предъявляемых к гото-
вой продукции.
К конструктивным факторам относятся:
тип пресса (валковый или башмачный);
диаметр прессовых валов;
механические свойства покрытий прессовых валов;
конструкция прессовых валов (отсасывающие, желобчатые, валы с глухи-
ми отверстиями, гладкие);
конструкция прессового сукна и его сухость перед прессом;
количество прессовых сукон (одно или два).
К технологическим факторам относятся:
композиция бумажного полотна и технология подготовки бумажной мас-
сы, которые определяют так называемые фильтрационно-компрессионные
свойства;
скорость машины;
линейное давление;
начальная сухость бумажного полотна;
масса 1 м2 бумажного полотна;
температура бумажного полотна.
Влияние конструктивных факторов на обезвоживающую способность пресса
сводится в основном к изменению продолжительности прессования и распреде-
ления давления по ширине зоны прессования при прочих равных условиях. Так,
например, высокая сухость бумажного полотна после прессов башмачного типа
с удлиненной зоной прессования обусловлена не только значительным увеличе-
нием продолжительности прессования, но и возможностью регулирования рас-
пределения давления по ширине зоны прессования. Увеличение диаметра валов
и снижение скорости машины также приводит к повышению продолжительнос-
ти прессования. Однако в данном случае необходимо учитывать отрицательное
влияние обратного впитывания на сухость после пресса.
При работе с современными сукнами конструкция вала оказывает мень-
шее влияние на достигаемую сухость при прочих равных параметрах (диаметр
валов, твердость покрытия и т. д.), чем при работе с шерстяными сукнами.
Выбор конструкции вала определяется в основном местом пресса в прессовой
части и видом вырабатываемой продукции. Так, например, для валов с глухими
отверстиями можно применять более мягкие покрытия, чем для желобчатых
валов, что увеличивает ширину зоны прессования. Поэтому эти валы целесооб-
разно использовать при прессовании с контролируемым потоком. Кроме того,
при одинаковой твердости покрытия для пресса с глухосверленным валом мож-
но увеличить усилие прижима без опасности захлопывания отверстий. Однако
стоимость глухосверленного вала значительно выше стоимости желобчатого.
Установка второго сукна аналогична эффекту уменьшения массы 1 м2 бу-
мажного полотна и, следовательно, при одинаковых прочих условиях позволяет
повысить сухость после прессования. В то же время при выработке видов бумаги с
малой массой 1 м2 и при работе на низких скоростях установка второго сукна
может привести к падению сухости после пресса из-за обратного впитывания.
303
Наиболее важным технологическим фактором является композиция бумаж-
ного полотна и история его подготовки. Известно, что способность к обезвожи-
ванию зависит от степени помола бумажной массы. В то же время установлено,
что виды бумаги, изготавливаемые из разной массы одной и той же степени
помола, обезвоживаются по-разному. Поэтому более важной характеристикой,
определяющей способность бумаги отдавать воду при прессовании, является
коэффициент водоудержания.
Для определения этого коэффициента используют различные методы. Од-
ним из наиболее известных является метод центробежного обезвоживания. Ко-
эффициент водоудержания WRVопределяется как отношение массы воды, ос-
тавшейся в материале после его обезвоживания, к массе сухого волокна.
Используя этот коэффициент, можно найти значение предельной сухости CL,
которую достигают при прессовании данного материала:
Cl l + WRV’%'
На величину предельной сухости наибольшее влияние оказывает вид цел-
люлозы, степень ее помола и выход (рис. 2.5.4). Ранее при анализе процесса
прессования считали, что из бумажного полотна выжимается только вода, на-
ходящаяся в межволоконном пространстве, а вода, находящаяся во внутренних
порах волокон, удаляется только при сушке. Последние исследования показа-
ли, что во многих случаях необходимо
Степень помола э ° ШР
Рис. 2.5.4. Влияние вида и степени
помола целлюлозы на предельную
сухость после прессования:
Л — сульфитная беленая целлюлоза из
еловой и березовой древесины; □ —
сульфатная небеленая целлюлоза из
сосновой древесины; О — вискозная
целлюлоза из буковой древесины
учитывать воду, выжимаемую из стенок
волокон. Рассмотрим изменение коли-
чества воды, находящейся между волок-
нами и внутри стенок волокон, в зави-
симости от внешнего давления для
небеленой сульфатной целлюлозы
(рис. 2.5.5).
При давлении более 2 МПа вода,
удерживаемая в прессуемом полотне,
находится во многом внутри стенок во-
локон. Таким образом, ранее принятая
точка зрения о том, что при прессова-
нии удаляется только вода, находящая-
ся в поровом пространстве между во-
локнами, справедлива для первых
прессов, в которых среднее давление,
как правило, не превышает 2 МПа.
Рассмотрим изменение количества
воды, удерживаемой внутри стенок во-
локон, для массы из сульфатной цел-
люлозы разного выхода фис. 2.5.6). Кри-
вые обезвоживания имеют одинаковый
характер во всем диапазоне давления.
Этот характер определяется начальным
уровнем водонасыщенности набухших
304
Рис. 2.5.5. Влияние внешнего
давления на содержание воды вне
(О) и внутри (□) волокон небеленой
сульфатной целлюлозы
Рис.2.5.6. Влияние внешнего давления
на содержание воды внутри волокон
сульфатной целлюлозы (выход целлюлозы,
%: V - 60,5; о - 69,0; □ - 75,6)
волокон, т. е. начальным значением точки насыщения волокон. Следовательно,
точка насыщения волокон является параметром, который можно использовать
для оценки легкости удаления воды из данного вида массы. На способность к
удержанию воды внутри стенок волокон большое влияние оказывает выход
целлюлозы при варке. Представим зависимости изменения количества воды,
удерживаемой в полотне, в отсутствие внешней нагрузки и при давлении
54 МПа (рис. 2.5.7).
Как для сульфатной, так и для сульфитной целлюлозы при выходе 60—70 %
количество воды, находящейся между волокнами и в стенках волокон, дости-
гает максимума. При этом если для сульфатной целлюлозы при давлении 54 МПа
общее количество воды в полотне составляет около 1,2 г воды/г сухого волок-
Рис. 2.5.7. Влияние выхода на содержание воды внутри и вне волокон
сульфитной (а) и сульфатной (6) целлюлозы при различной внешней нагрузке:
□ — внутри волокон без нагрузки; О — общее при 54 МПа; Д — внутри волокон при 54 МПа
305
на то для сульфитной целлюлозы — только 0,7. Следовательно, можно ожи-
дать, что при прессовании бумаги из сульфатной целлюлозы предельная кон-
центрация должна быть ниже. Этот вывод подтверждается практикой.
Сухость бумажного полотна перед прессом определяет его поведение в прес-
се. Чем она выше, тем при более высоком давлении в зоне прессования можно
работать без опасности раздавливания бумаги. Это происходит из-за меньшего
объема воды в порах бумаги и из-за более высокой способности волокнистого
скелета сопротивляться сжатию. Однако наличие в порах бумаги большого объе-
ма воздуха и более высокое сопротивление сжатию сокращают эффективное вре-
мя прессования. Наиболее важным фактором является сухость полотна перед пер-
вым прессом. Чем выше сухость, тем легче передача полотна из сеточной части в
прессовую, что повышает работоспособность машины в целом. По оценкам не-
которых исследователей, для многих видов бумаги повышение сухости перед
прессом на 1 % приводит к повышению сухости после пресса на 0,4 %.
Одним из главных, но неконтролируемых факторов, влияющих на эффек-
тивность обезвоживания, является масса I м2 бумажного полотна. При прочих
равных условиях увеличение массы I м2 и, как следствие, сопротивление вы-
теснению воды при прессовании заставляют снижать нагрузки или повышать
продолжительность прессования в целях предотвращения раздавливания бумаж-
ного полотна. В то же время известно, что при малых скоростях машины увели-
чение массы 1 м2 до некоторого предела (обычно до 100 г/м2) сопровождается
увеличением сухости после пресса. Это явление связано с обратным впитыва-
нием, более значимым при выработке легковесных видов бумаги.
Под обратным впитыванием понимается процесс увлажнения бумаги на
выходной стороне зоны прессования. Обратное впитывание определяется кон-
струкцией пресса и фильтрационно-компрессионными свойствами сукна и бу-
мажного полотна. И в валковых, и в башмачных прессах зона прессования мо-
жет быть разделена на две части: в первой части происходит уплотнение
бумажного полотна, а во второй — бумажное полотно частично восстанавлива-
ет свои размеры в результате уменьшения действующей на него внешней на-
грузки. Именно при восстановлении бумажного полотна часть воды из прессо-
вого сукна переходит обратно в бумагу. В результате сухость бумаги после пресса
становится несколько меньше, чем максимальная сухость, достигаемая в прес-
совом захвате. Различают внутреннее и внешнее обратное впитывание. Под внут-
ренним обратным впитыванием понимают увлажнение бумажного полотна,
происходящее в выходной части зоны прессования, под внешним обратным
впитыванием — увлажнение полотна вне зоны прессования, происходящее до
отделения бумажного полотна от сукна. В настоящее время считается, что об-
ратное впитывание является результатом трех процессов: капиллярное впиты-
вание, механическая абсорбция и пленочное разделение. Капиллярное впиты-
вание обусловлено меньшим размером пор бумаги по сравнению с размером
пор прессового сукна.
Средний размер пор большинства видов бумаги в зоне прессования состав-
ляет 4—10 мкм, а размер пор сукна — 40—100 мкм. В выходной части зоны
прессования при восстановлении бумажного полотна оно перестает быть водо-
насыщенным. Образование границы раздела воздух—вода приводит к тому, что
306
под действием капиллярных сил вода из пор сукна перемещается в поры бума-
ги. Под механической абсорбцией понимается перемещение воды из пор сукна
в поры бумаги под действием разрежения, образующегося в порах бумаги при
ее восстановлении. Однако надо иметь в виду, что прессовое сукно обладает
большей упругостью, чем бумага. В результате разрежение в порах сукна возни-
кает раньше, чем в порах бумаги. Но с помощью этого разрежения невозможно
преодолеть капиллярные силы, действующие на воду в порах бумаги. Под пле-
ночным разделением понимают разделение пленки воды, находящейся между
поверхностью сукна и бумаги, которое происходит при отделении бумажного
полотна от сукна. Чем грубее поверхность сукна, тем больше воды находится
между сукном и бумагой и тем больше ее перейдет в бумагу при отделении
бумаги от сукна. При использовании сукон с более тонкими волокнами в по-
верхностном слое, контактирующем с бумагой, при прочих равных условиях
можно добиться высокой сухости бумаги после пресса. Количество воды, пере-
ходящей в бумагу при ее отделении от сукна, также зависит от смачиваемости
граничащих поверхностей сукна и бумаги, т. е. от сил поверхностного натяже-
ния, возникающих на этих поверхностях. Поскольку объем воды, переходящей
из сукна в бумажное полотно при обратном впитывании, не зависит от массы
последнего, то естественно, что уменьшение сухости в результате обратного
впитывания более важно для легковесных видов бумаги. Считается, что для
бумажного полотна массой более 100 г/м2, а также при работе на высоких ско-
ростях (более 600 м/мин) конечная сухость бумажного полотна мало отличает-
ся от его максимальной сухости в зоне прессования. Увеличение скорости ма-
шины приводит к уменьшению продолжительности прессования и снижению
сухости бумажного полотна после пресса. Однако при выработке тонких видов
бумаги и низких скоростях увеличение скорости может дать и противополож-
ный эффект, что происходит из-за уменьшения времени контакта бумажного
полотна с сукном в выходной части зоны прессования и из-за снижения эф-
фекта обратного впитывания. На рис. 2.5.8 представлены графики зависимости
сухости от продолжительности прессования и начальной сухости бумажного
полотна.
Увеличение продолжительности прессования по-разному влияет на су-
хость после пресса для бумаги, изготовленной из массы разной степени помо-
ла. Для бумаги из садкой массы с увеличением продолжительности прессова-
ния сухость после пресса уменьшается, а для бумаги из массы жирного
помола — растет (рис. 2.5.9). Это также связано с обратным впитыванием. Раз-
мол уменьшает проницаемость полотна и увеличивает сопротивление потоку
воды из сукна в бумагу. Бумага из неразмолотой целлюлозы имеет высокую
проницаемость, что облегчает не только вытеснение из нее воды в зоне прес-
сования, но и обратный переход воды из сукна в бумагу в выходной части
зоны прессования.
Эффективным средством повышения работы пресса является подогрев бу-
мажного полотна. С одной стороны, повышение температуры полотна приводит
к снижению вязкости и поверхностного натяжения воды, а значит, сопротив-
ления потоку воды в полотне. С другой стороны, при повышенной температуре
бумажное полотно легче уплотняется, и в результате большая часть внешней
307
Рис. 2.5.8. Влияние продолжительности прессования на сухость
бумаги после пресса (бумага массой 60 г/м2 из беленой
сульфатной целлюлозы, садкость 470 CSF по канадскому
стандарту, среднее давление в зоне прессования 1,38 МПа)
при разной начальной сухости, %:
V- 28; □- 38; О— 50
Рис. 2.5.9. Влияние продолжительности прессования на
сухость бумаги после пресса (бумага массой 60 г/м2 из
беленой сульфатной целлюлозы, начальная сухость 20 %)
при разной садкости CSF (по канадскому стандарту):
V- 200, □- 470; О - 720
нагрузки передается на поровую воду, интенсифицируя вытеснение воды из
бумаги. Во многих случаях повышение температуры бумажного полотна на 10 °C
ведет к приросту сухости на 1,0—1,3 % в зависимости от вида вырабатываемой
продукции. Повышение температуры является одним из решений проблемы
повышенного содержания в композиции бумаги и картона макулатуры и полу-
фабрикатов высокого выхода.
308
2.5.5. Типы прессов
2.5.5.1. Валковые прессы
До последнего времени преобладали прессы валкового типа. Они бывают
двух- и многовальными. Двухвальные прессы принято делить на прессы с глад-
кими валами, прессы с отсасывающими, желобчатыми и глухосверленными
валами. Многовальные прессы являются комбинированными прессами, в кото-
рых один и тот же вал может образовывать с парными валами две, а иногда и
три зоны прессования. При этом в разных зонах процесс прессования соответ-
ствует процессу в прессе с отсасывающим, желобчатым или глухосверленным
валом. Появление многовальных прессов было обусловлено стремлением, с од-
ной стороны, получить более компактную прессовую часть, а с другой сторо-
ны, обеспечить закрытую проводку бумажного полотна, что снижает число его
обрывов и повышает работоспособность машины в целом. Эффективность обез-
воживания одного многовального пресса во многих случаях оказывается на-
столько высокой, что установка дополнительного, отдельно стоящего пресса
не требуется.
Обычный пресс. Обычным называют пресс, состоящий из двух гладких ва-
лов, между которыми проходят бумажное полотно и прессовое сукно
(рис. 2.5.10). Это самая старая конструкция пресса. Нижний вал пресса обычно
имеет резиновое покрытие, верхний — чаще всего гранитный.
Применение резинового покрытия позволяет:
увеличить ширину зоны прессования, а следовательно, и его продолжи-
тельность;
уменьшить износ прессового сукна (по сравнению с металлическим валом).
Применение гранита в качестве материала прессовых валов связано с низ-
кой адгезией бумажного полотна различной композиции к граниту. С одной
стороны, этой адгезии достаточно для предотвращения “скрадывания” влаж-
ного бумажного полотна прессовым сукном, а с другой стороны, она исключа-
ет чрезмерное натяжение полотна при его отделении от вала.
Другим преимуществом гранита является его высокая твердость и, как след-
ствие, износостойкость. Гранит хорошо противостоит износу от трения шабера
и редко нуждается в перешлифовке.
Для подачи бумажного полотна в зону прессования и переноса из нее уда-
ляемой из бумаги воды служит прессовое сукно, которое движется по сукнове-
дущим валикам. С наружной стороны сукна, соприкасающейся с бумажным
полотном, для предотвращения износа и загрязнения этой поверхности уста-
навливают как можно меньше валиков. Сукноведущие валики обычно изготав-
ливают из стальных труб с антикоррозионным покрытием. Для обеспечения
нормального хода сукна часть валиков выполняют приводными. Для передачи
тягового усилия сукну со стороны приводных валиков оно должно быть натяну-
то. Поскольку во время работы прессовые сукна вытягиваются, то для поддер-
жания постоянного натяжения применяют сукнонатяжные валики. Такой валик
Располагается внутри петли сукна. Винтовой или реечный механизм с электри-
ческим, механическим или пневматическим приводом обеспечивает синхрон-
309
Рис. 2.5.10. Обычный двухвальный пресс:
1 — бумажное полотно; 2 — шабер; 3 — верхний
вал (гранитный); 4— бумаговедущий валик;
5— сукноведущий валик; 6— прессовое сукно;
7— нижний вал (обрезиненный); 8— станина пресса;
9— спрыск высокого давления; 10— спрыск низкого
давления; 11 — сукномойки; 12— сукнонатяжной
валик; 13— механизм прижима валов;
14— сукноправильный валик
ное или раздельное перемещение опор валика. Сукноведущий валик вместе с
механизмом перемещения опор называют сукнонатяжкой.
Вследствие непараллельности осей валов и валиков, неперпендикулярнос-
ти щелей отсасывающих сукномоек направлению движения сукна, изменения
вакуума в сукномойке по ширине сукна, вследствие неправильной бомбировки
прессовых валов сукно при работе может смещаться относительно продольной
оси бумагоделательной машины, на нем могут образовываться складки и мор-
щины. Смещение сукна относительно нормального положения не должно пре-
вышать 100—150 мм. Для изменения направления движения сукна применяют
перекос (смещение одной опоры валика относительно другой по ходу или про-
310
тив хода сукна) какого-либо сукноведущего валика. Такой валик называют
сукноправйльным. Перекос валика приводит к тому, что результирующая сил
трения сукна о валик отклоняется от направления движения сукна и заставляет
сукно смещаться в нормальное положение. Величина силы трения определяется
в основном коэффициентом трения материала покрытия валика, величиной
натяжения сукна и углом охвата валика сукном. Для прессовых сукон угол охва-
та принимают 20—30°. Эффективность правки зависит от жесткости сукна. Более
жесткие и тяжелые сукна хуже поддаются правке. При работе с такими сукнами
рекомендуется увеличивать расстояние между сукноправильным валиком и со-
седними сукноведущими валиками. В некоторых случаях для правки сукна ис-
пользуют сукнонатяжку. Ослабляя натяжение сукна с одной стороны, его за-
ставляют смещаться в противоположную сторону. Недостаток такой правки —
возможность возникновения на сукне складок.
На тихоходных машинах правильность положения сукна оценивают при
помощи цветной контрольной полосы на сукне, а относительное смещение
опор валика осуществляют при помощи механизмов с ручным приводом. При
работе на средних и высоких скоростях правка сукон производится автомати-
чески. Такой механизм правки имеет чувствительный элемент в виде лопатки,
прижимаемый к кромке сукна. При отклонении сукна в ту или иную сторону
изменяется давление воздуха в сопле, расположенном перед лопаткой. Это из-
менение давления является сигналом для мембранного исполнительного меха-
низма, который передвигает одну из опор сукноправильного валика в требуе-
мом направлении.
Образующиеся на сукне складки и морщины могут привести к раздавлива-
нию и обрыву бумажного полотна, к повреждению сукна. Для их устранения
применяют сукноразгонные валики. Существуют различные конструкции таких
валиков. Широко применяются разгонные валики, на поверхности которых
имеются выступы в виде спиралей. При этом на одной половине валика навива-
ется левая спираль, а на другой — правая. Шаг спиралей постепенно возрастает
от середины к краям валика. Иногда спирали выполняют на резиновой обли-
цовке при вулканизации. Недостаток спиральных валиков — повышенный из-
нос сукна. Более совершенными являются валики с гибкой осью, известные
как валики Маунт—Хоуп. Валик этого типа состоит из невращающейся изогну-
той оси, на которой по всей ее длине установлены самоустанавливающиеся
подшипники, которые поддерживают вращающуюся рубашку, выполненную
из эластичного материала, например из резины (рис. 2.5.11). Во время работы
поворотом неподвижной оси можно изменять степень расправления сукна. Мак-
симальный эффект достигается в том случае, когда плоскость изгиба оси пер-
пендикулярна направлению движения сукна. Наоборот, при совпадении плос-
кости изгиба оси с направлением движения сукна расправления сукна не
происходит.
При прессовании в сукно из бумажного полотна вместе с водой поступают
мелкие волокна, частицы наполнителя, проклеивающие вещества и т. д. Эти
частицы могут задерживаться в порах сукна, уменьшая их объем. Уменьшение
порового объема происходит также в результате многократного сжатия сукна в
зоне прессования. Поэтому с течением времени проницаемость сукна уменьша-
311
1
2
3
Рис. 2.5.11. Изогнутый валик Маунт—Хоуп:
1 — рубашка вала; 2— опорная втулка;
3— ось вала; 4— втулка; 5— подшипник
ется, оно становится более жестким, что приводит к уменьшению ширины
зоны прессования, увеличению максимального давления в зоне и гидравличе-
ского давления в бумажном полотне. Все это отрицательно отражается на эф-
фективности работы пресса и качестве бумаги. Поэтому для поддержания свойств
сукна на первоначальном уровне применяют так называемые системы конди-
ционирования прессовых сукон. Современные системы кондиционирования
состоят из одной или нескольких отсасывающих сукномоек, спрысков высоко-
го и низкого давления, водоотделителей и вакуумных насосов.
Вода в зоне прессования выжимается не только из бумажного полотна, но
и из сукна. Для сбора этой воды под нижним валом устанавливают корыто. Для
создания требуемого давления в зоне прессования пресс имеет механизм при-
жима валов. В старых конструкциях применяли винтовые или рычажные меха-
низмы прижима с ручным приводом, в современных прессах для этого исполь-
зуют чаще всего рычажные механизмы с гидравлическим или пневматическим
приводом. Пневматический привод обычно применяют на узких машинах из-за
ограничения по давлению воздуха в сети. Гидропривод, способный создавать
большие усилия при меньших габаритах, используют на широких машинах,
однако он требует постоянной работы насосов и создает более жесткие условия
в зоне прессования. Для нормального движения бумажного полотна в прессе
применяют бумаговедущие валики.
Валы пресса, а также другие элементы его конструкции устанавливают на
станине, основными критериями работоспособности которой являются проч-
ность, жесткость и виброустойчивость. Кроме того, конструкция станины долж-
на обеспечивать удобство замены прессового сукна.
Гранитный вал. Основным элементом гранитного вала является гранитная
рубашка, изготавливаемая из цельного куска гранита, в котором высверливает-
ся отверстие для установки металлического сердечника. Рубашка фиксируется
на сердечнике при помощи навинчиваемых на него фланцев, которые сжимают
312
при этом рубашку. Необходимость предварительного сжатия рубашки обуслов-
лена тем, что предел прочности гранита при сжатии составляет примерно 170—
180 МПа, а при растяжении — всего около 12 МПа. Поэтому при работе вала
стараются не допустить возникновения в гранитной рубашке растягивающих
напряжений. Для этого гранитную рубашку зажимают между двумя фланцами,
устанавливаемыми на центральном металлическом сердечнике. Перед установ-
кой фланцев сердечник подогревается, что приводит к еще большему сжатию
рубашки при его охлаждении. Пустое пространство между сердечником и ру-
башкой заполняется бетоном или полиуретановой пеной (рис. 2.5.12). Гранит,
по сравнению с другими материалами, имеет ряд преимуществ. Так, адгезии
бумажного полотна к граниту достаточно для того, чтобы не происходило “скра-
дывание” влажного бумажного полотна прессовым сукном, и в то же время
бумажное полотно хорошо отлипает от гранита. Если адгезия бумажного полот-
на слишком велика и оно плохо отстает от гранитного вала, следует повысить
значение разницы скоростей данного и следующего за ним пресса. Другим пре-
имуществом гранита является его высокая твердость. Поверхность гранитного
вала хорошо противостоит износу от трения шабера и редко нуждается в пере-
шлифовке.
Недостатком гранитных валов является высокая трудоемкость их изготов-
ления. Цельная гранитная рубашка вала выполняется из одного крупного блока
гранита, который добывается специально для каждого вала. И хотя гранитные
блоки для изготовления валов получают из специально отобранных и тщатель-
но обследованных монолитных блоков, всегда существует возможность того,
что внезапно может возникнуть трещина, полость или ослабленная область внут-
ри вала. Кроме того, гранитные блоки, получаемые из различных месторожде-
ний, различаются по своим параметрам. Коэффициент теплового расширения
гранита намного меньше, чем у стали. Поэтому температурное расширение
стального сердечника, передаваемое через бетонную заливку гранитной рубаш-
ке, иногда вызывает значительные напряжения в граните. Избежать этого мож-
но заполнением пространства между сердечником и гранитной рубашкой сжи-
Рис. 2.5.12. Гранитный вал:
1— гранитный цилиндр; 2— стальной сердечник; 3, 4— шайбы;
5, 6— гайки; 7— центрирующая втулка
313
маемым полимерным материалом. Гранит плохо проводит тепло. Коэффициент
теплопроводности гранита почти в 20 раз ниже, чем у стали. Поэтому резкое
повышение температуры на поверхности гранитного вала и, как следствие,
расширение нагретого поверхностного слоя приводят к появлению напряже-
ний в холодном внутреннем слое гранитной рубашки. Если эти напряжения
превысят предел прочности гранита при растяжении, то на внутренней поверх-
ности вала образуется продольная трещина.
Вместо гранитных валов широко используют валы со стонитовыми, керами-
ческими и металлокерамическими покрытиями. Стонит изготовляют на каучу-
ковой основе, которая является склеивающим компонентом. В состав входит на-
туральный каучук (13 %), кварцевый песок (59 %), сера (4,5 %), мумие (окись
железа; 16 %), окись магния (5,5 %), ускорители и мягчители (2-3 %). Валы со
стонитовыми покрытиями применяют взамен гранитных валов при выработке
бумаги из сульфатной целлюлозы и без содержания древесной массы. Толщина
стонита 13-15 мм. Металл рубашки вала должен иметь очень высокую жесткость,
так как стонит является хрупким материалом. Керамические и металлокерами-
ческие покрытия отличаются высокой износостойкостью, они не реагируют на
перепад температур, не загрязняются волокном, клеем и наполнителем.
Обрезиненный вал. Увеличить продолжительность прессования можно при-
меняя обрезиненные валы. Резина не является идеально упругим материалом.
Поэтому при многократном деформировании резинового покрытия в нем на-
капливается энергия деформирования, что приводит к разогреву покрытия. На
скоростных машинах при высоких нагрузках температура покрытия достигает
100-120 ’С. Для создания постоянных условий прессования и ограничения на-
грева желательно использовать облицовки большей твердости (обычно 5—
10 ПДж — см. с. 340) и меньшей толщины, валы большого диаметра, тщатель-
но подбирать бомбировку валов или использовать валы с регулируемым
прогибом, применять охлаждение валов. Охлаждение вала может быть как внут-
ренним, так и наружным. Внутреннее охлаждение более эффективно, так как
резина обладает низким коэффициентом теплопроводности и препятствует ох-
лаждению рубашки вала. Кроме того, при наружном охлаждении резина “зака-
ливается”, т. е. теряет свою эластичность (упругость). В результате в резиновом
покрытии могут образоваться трещины, для ликвидации которых потребуется
перешлифовка вала. Устройства охлаждения должны обеспечивать температуру
облицовки в пределах 60—70 °C. Рассмотрим систему охлаждения прессового
обрезиненного вала (рис. 2.5.13).
Поток водовоздушной смеси подается внутрь рубашки вала. Для нормаль-
ной теплоотдачи необходимо обеспечить равномерное течение тонкого слоя
воды по внутренней поверхности рубашки, не допуская заполнения внутрен-
него пространства водой и каскадного характера течения, а также равномер-
ность распределения температуры покрытия по длине вала. С этой целью необ-
ходимо контролировать разницу температур подаваемой внутрь вала и отводимой
из него воды Такая разница не должна превышать 6—8 °C. Как правило, верх-
ний гранитный вал обычного пресса смещен на 50—250 мм относительно ниж-
него вала навстречу движению полотна (рис. 2.5.14). В результате смещения дав-
ление на бумажное полотно возрастает постепенно и облегчается отвод воды.
314
Вода на охлаждение
Рис. 2.5.13. Прессовый вал с внутренним водяным охлаждением:
1— цапфа левая; 2— резиновое покрытие; 3— рубашка вала; 4— цапфа правая
Величина смещения зависит от
диаметра валов, скорости машины,
положения пресса в прессовой час-
ти, массы 1 м2 бумажного полотна.
С увеличением скорости и диаметра
валов смещение возрастает.
Для предотвращения увлажне-
ния сукна и бумажного полотна пе-
ред зоной контакта валов и устране-
ния пузырей воздуха между сукном
и бумагой последние должны входить
в зону прессования выше линии ка-
сания валов.
В процессе работы на поверхнос-
ти прессовых валов откладываются
частицы волокон, наполнителя и т. д.
Если их своевременно не удалять, то
качество вырабатываемой бумаги бу-
дет ухудшаться, а количество обрывов
бумажного полотна увеличиваться. Для
очистки поверхности вала, а также д ля
Рис. 2.5.14. Расположение валов
обычного двухвального пресса:
1 — бумажное полотно; 2— верхний вал;
3— нижний вал; 4— прессовое сукно;
5— бумаговедущий валик; 6— шабер
предотвращения наматывания бумажного полотна на вал при обрывах и заправ-
ке устанавливают шабера. Шабер (рис. 2.5.15) состоит из лезвия 7, держателя
лезвия 2 и балки 3, на которой устанавливается держатель. Современные шабера
оснащают механизмом прижима лезвия к поверхности вала и устройством для
продольного возвратно-поступательного перемещения (осцилляции) шабера. Ме-
ханизмы осцилляции имеют пневматический, гидравлический или механиче-
ский привод.
Лезвия шаберов представляют собой ленты шириной от 30 до 300 мм и
толщиной от 0,5 до 15 мм в зависимости от материала, из которого они выпол-
няются. Для изготовления лезвий используют сталь, полимерные материалы,
бронзу. Материал лезвий должен быть прочным, износостойким, обладать вы-
315
1— лезвие; 2— держатель; 3— балка; 4— механизм прижима шабера
сокой упругостью, необходимой для плотного прилегания лезвия шабера к
поверхности вала. При этом лезвия не должны повреждать очищаемую поверх-
ность вала.
Прижим и подъем шабера может осуществляться либо благодаря весу ша-
бера и эксцентрикового устройства, либо с помощью рычажно-пневматиче-
ской системы. В последнем случае возможно регулирование усилия прижима.
В качестве держателей лезвий чаще применяют держатели типа Accumate,
Conformatic и DST. Установка лезвий в этих держателях может осуществляться
без остановки машины.
В держателях типа Accumate (рис. 2.5.16, а) лезвия опираются на жесткие
прижимные губы. Равномерность прижима лезвия к валу обеспечивается изме-
нением положения губ при помощи регулировочных винтов, расположенных
вдоль держателя. Регулировка производится при монтаже шабера. В держателях
типа Conformatic (рис. 2.5.16, б) равномерность прижима обеспечивается авто-
матически при помощи пневмокамеры, находящейся под одной из опорных
поверхностей лезвия. Держатель типа DST (рис. 2.5.16, в) может поворачиваться
вокруг продольной оси, по обе стороны которой установлены пневмокамеры,
обеспечивающие как равномерность прижима лезвия к валу, так и регулирова-
ние угла давления шабера.
Высокой надежностью и удобством в работе отличается держатель ООО
“Шаберные лезвия” (рис. 2.5.16, г). Конструкция держателя проста, обеспечива-
ет высокую эффективность работы лезвий при минимальном усилии их прижи-
ма к очищаемой поверхности вала. Усилие прижима передается через две пред-
варительно напряженные пружины — верхнюю и нижнюю.
Оптимальные условия прилегания лезвия шабера к очищаемой поверхнос-
ти, в том числе у бомбированных валов, создаются при выборе толщины пру-
жин, регулировкой их вылета из-под губ держателя и изменением их продоль-
ной формы с помощью регулировочных гаек.
Эффективность работы шабера зависит от правильного выбора угла между
лезвием шабера и касательной к поверхности вала в месте установки, а также
316
Рис. 2.5.16. Держатели шаберов:
a — Accumate: 1— регулировочный винт; 2— верхняя губа; 3— лезвие; 4— нижняя губа;
5— балка шабера; б— Conformatic: 1— верхняя губа; 2— лезвие; 3— пневмокамера;
4— балка шабера; в — DST: 1— лезвие; 2— пластина; 3— ось вращения;
4, 6— пневмокамеры; 5— балка шабера; 7— плита; г— ООО “Шаберные лезвия”:
1— балка шабера; 2— верхняя губа; 3— верхняя пружина; 4— лезвие;
5— нижняя пружина; 6— нижняя губа; 7— регулировочная гайка
от усилия прижима лезвия к поверхности вала, а угол установки лезвия — от
конструкции шабера, материала покрытия вала и типа вала (гладкий, желобча-
тый, отсасывающий, глухосверленный) и колеблется в пределах 15—30°. Уси-
лие прижима лезвия изменяется в широких пределах. Так, например, для же-
лобчатых валов с полиуретановым покрытием линейное усилие прижима
составляет 40—80 Н/м, а для гранитных валов — 220—350 Н/м.
Обычный пресс может использоваться и как обратный, т. е. для снятия сеточ-
ной маркировки. В обратном прессе валы меняются местами, но сукно по-прежне-
му охватывает обрезиненный вал. В результате с гранитным валом соприкасается та
сторона бумажного полотна, которая ранее соприкасалась с сеткой. Обратные прес-
сы применяют в основном на тихоходных машинах (до 250 м/мин), вырабатываю-
щих высококачественные виды бумаги, к которым предъявляются высокие требо-
вания двусторонней гладкости.
Обычный пресс относится к прессам с продольной фильтрацией воды.
В этом прессе сукно, как правило, становится водонасыщенным задолго до
середины прессового захвата. Часть воды переносится вместе с сукном через
прессовый захват, а часть течет внутри сукна в направлении, обратном ходу
бумажного полотна. На входе в прессовый захват избыточная часть воды вытес-
няется из сукна и движется вниз по поверхности нижнего вала навстречу вра-
щению вала и затем собирается в корыте, расположенном под этим валом. Об-
хват бумажным полотном и сукном верхнего вала способствует вытеснению
317
воздуха, находящегося между полотном и сукном, предотвращая пузырение и
образование складок. При высоких скорости, усилиях прижима валов и низкой
проницаемости бумажного полотна в ^-направлении условия отвода воды из
полотна в сукно ухудшаются. В результате не только в сукне, но и в бумажном
полотне образуется поток воды, текущий в направлении, обратном движению
бумажного полотна. При высокой скорости этого потока фильтрационные силы
могут превысить силы связи между волокнами бумажного полотна, что приво-
дит к явлению, называемому дроблением бумажного полотна. При выходе из
прессового захвата бумажное полотно и сукно отделяют друг от друга, чтобы
предотвратить увлажнение полотна, обусловленное обратным впитыванием
воды из сукна.
Для создания более благоприятных условий удаления воды из прессового
сукна ранее широко применялась установка подкладной сетки. При этом вода в
зоне прессования выжимается из сукна в ячейки сетки и выносится сеткой из
пресса. В результате гидравлическое сопротивление удалению воды из бумажно-
го полотна снижается, что приводит к повышению эффективности пресса. На
современных бумагоделательных машинах обычные прессы с твердыми покры-
тиями валов используют часто как последние прессы, в которых требуется вы-
сокое давление и из бумажного полотна выжимается небольшое количество
воды.
Отсасывающий пресс. В качестве первых прессов на большинстве бумаго- и
картоноделательных машин применяют отсасывающие прессы. Отсасывающий
пресс состоит из отсасывающего вала (обычно занимающего нижнюю пози-
цию) и парного с ним гранитного или чугунного вала. Отсасывающие валы
бывают одно-, двух- и трехкамерные. Рассмотрим отсасывающий вал, исполь-
зуемый в прессовой части картоноделательной машины для выработки двух-
слойного картона (рис. 2.5.17).
Вал состоит из перфорированной металлической обрезиненной рубашки
(цилиндра) 4, внутри которой установлена неподвижная отсасывающая каме-
ра 10, разделенная на две — широкую и узкую — камеры. Для предотвращения
засасывания воздуха камеры имеют поперечные 5 и продольные 11 уплотне-
ния, прижимаемые к внутренней стенке рубашки при помощи тонкостенных
резиновых трубок, в которые подается сжатый воздух. Для качественного уп-
лотнения камеры и уменьшения износа рубашки внутри вала устанавливается
водяной спрыск 13. Отсасывающая камера внутри вала может поворачиваться
на некоторый угол при помощи червячной передачи 7. Для возможности выка-
тывания камеры она снабжена роликом 12. В отсасывающих камерах при помо-
щи вакуум-насоса при работе пресса создается разрежение. У однокамерных
валов камера устанавливается под зоной прессования и смещается навстречу
движения бумажного полотна (рис. 2.5.18). Для снижения затрат энергии насо-
сом камера должна быть полностью закрыта сукном и бумагой. Вакуум в камере
поддерживается на уровне 50—65 кПа. Ширина камеры составляет 100—150 мм,
диаметр отверстий в резиновом покрытии — 3,7—4,5 мм, в металлической ру-
башке — от 4 до 5 мм. Живое сечение поверхности вала 16—20 %. Для снижения
шума и уменьшения износа внутренней поверхности рубашки и уплотнений
камеры отверстия на рубашке располагают по спирали.
318
Рис. 2.5.17. Отсасывающий вал:
1 — приводная цапфа; 2, 6 — подшипники вала; 3 — подшипник камеры; 4 — рубашка (цилиндр) вала; 5 — поперечное
уплотнение; 7 — червячная передача для поворота камеры; 8 — пневмоцилиндр заправочной зоны; 9 — труба для
спрыска; 10 — камера; 11 — продольное уплотнение; 12 — ролик для выката камеры; 13 — спрыск
уплотнение
уплотнение
Рис. 2.5.18. Прессование бумажного полотна в отсасывающем прессе
Применяют две основные схемы расположения отверстий. В первой отвер-
стия располагают по спирали только в диаметральном сечении, а вдоль оси —
параллельно образующей рубашки (рис. 2.5.19, а). Такое расположение упрощает
сверление отверстий, однако износ уплотнений и шум при работе отсасываю-
щего вала выше, чем при расположении отверстий на поверхности по двум
спиралям — в диаметральном сечении и по образующей рубашки (рис. 2.5.19, б).
Живое сечение отверстий определяется как отношение площади отверстия
к площади параллелограмма АБВГ. В первой схеме величина живого сечения
nd1
Рис. 2.5.19. Схемы расположения отверстий отсасывающего вала:
а — по спирали в диаметральном сечении; б— по спиралям
в диаметральном сечении и по образующей вала
320
во второй
_ nd2 cos a, cosa2
4 /,/2 cos(a, + a2)
Перфорацию отечественных отсасывающих валов выполняют по шаблону
(рис. 2.5.20). В каждом опорном прямоугольнике находится 74 отверстия. Диа-
метр отверстий в резиновом покрытии 4,5 мм, в металлической рубашке —
5 мм. Количество опорных прямоугольников по окружности вала, их ширина
и живое сечение вала по резине и по металлу представлены в табл. 2.5.1.
ч|11 w
1—.........-|!lllllllllllllllljlllll'llllllllllllllli4IIP.IIIIIIIIIIIIIIIIb!
1111111гшН1'111111111111111.Ч111М111111111111111ь::2Ш111и::ч11111и
||||||||.ш11М111111111111111ь::>1111!1н::ч111111111111111|||Ик1111111
llllllliir.Silllllll’SS'llIllllilllllllllllllilllllllllllllllUIIIUHIIII
ituiiiiii'................................ *............................
If
ff И III ИПШ
111111111Л1111Г41111111111111111::и111111'::||||||||||||||||1глн1П11111
|||||||||1а:!Ж11111’::ш1111111111111ГШ1Ш1111Ш111111И11Ш111111
*--iiiiiiiiiiiiiiiiniiihiiiiiiiiiiiiiiiviiiiiMiiiiiiiiiiiiiiii::iiiiiin
liiiiriiiiiiiiiiiiiiiil::iiiiiiiiF::iiiiiiiiiiiiiiiiijiiiniiiiiiiiiiiiiiii
111111111Г1|||||111111111111111?||||Ш11111111111111ь::<11Н111'::ч11111
||||||||||Ш11Ш11111111111111ь::ш11111’::'111111111111111Г1111П1111
RZHIIIIIIIIIIIIIIIIlllllillllllllllllllLIIIII'llllllllllllllllbZZbllllll
'1111Ш11111111111111ь!!Н111111’::м11111111111111ГЛ111?1111111Ш11111
liy.blllllllC.milllllllllllinillli'IIIIIIIIIIIIIII.UIII'jlllllllllllllll
iiiiiiiiiirmiiniiiiiiiiiiiiik4iiiuiiiiiiiiiiiiiih::aiiiiiii’::'iiiii
.....-iiiiiiiiiiiiiiiiriiiiiniiiiiiiiiiiiiiMiiiHiiiiiiiiiiiiuib::miii
.....iiiiiiiiiiiiiiiL'iiur |111111111111111ь::ш11111!;:м111111111111п
ига
гПТ
гам
да
1ВЛ1В1В1ВВ111ВВ1В1В1В1В1Г.........................................
IBBi:!ilBBIBIB!::!SIBIBBL.........................................
iBBiBiiiiiiBiiBiaiL'iiiflBiBiiiBaiBiMflBiHBiBBifliiiifliBiBiHiBiaiflBi’
iiiiBiBiBiiakiiiiriiifliiiiiiiBiiiii::iiiiiBBi!;riiiiiiiiiiiiaiiBjiianii
iiiiiiiiiiiiiib::iiiiiiii*::*iiiiiiiiiiiiiiiijiiiiriiiiiiiiiiiiiiiiir..1
iiii':=!eBiiifliiiiiiifii1if«nififiiifliiii(aiJiifliriiiiiiiiiiiiinib;L_
шшап1ш8вшвш88.'||||глш8ш18ш8в1ь::н81аш’::'1ашшвт1
•'»4i8i8BiBiBiaiBaib::iB8iBiBi4;!iiia8i8iBiBBiBiBi8BiafaiB8iBiBiaai
..................1111111111111111111111111111111111.11111'111111111111
lllllllllиll>йllllllввlBl>JввlBlBlllBlBlallllali:>.ilalввl’::’l
IIIIIIIIIIIIir'IIll’llllllllllllllllbZifllllllll’ZZMIlllllllBIIIBII^IIIlL'l
IBBIBIBIBBIBIflBbZZrflBIBBlBtZZ'BIBIfllBfllBiaiflBrilBIBL'IBIflllfllBIBISBIMBIBM
iBfliB»z;?BiBiBBiBiaiaiBiiHBiBciaiaiflBiBiaiaBr4BiBMBiaiBBiaiBiflBiflbz:«Bi
iiirjiiiiviiiiiiiiiiniiLMii 1М111111111111111>::и11111н::!111111П1111
Ш1Ш1ВПШ8В1В18ШВ811|!!И1В1В1а’::ШВ8Ш81ВВШВИВ18ПЧВ81ВШ8В1
iiBi8bs:;<Biai8ei»::'aiBiiiiBiBBiBiBriBiBiviB8iBiBiBBiiiair<Bi8iMBBiiieaB8i
laaiBiBiBBmaaiaiBhnaiBiBiBBiaiBkiBiaiMaamaiBBiaiBiBbZSiBiBaiair.Hi
iBBiBiaiaaiar...........................................................
iiiiiiiiiini
iiaiii!!:!iiii
iiiiDiiaikii
uaiijaiiiMi
iaiiiis::itiii
iiiiiiiiiini
iiiiiiiiiiiii
iiiiiiiiiini
niiiii’::'ii
HlllljllllH
IllllkUIIPJ
IlllllltUill
IIIIIIIIIIIII.........................
IIIIIIIIIIIIIIIIDIIIIF.IIIIIHIIIIIIIIIl....................................
iiiiiiin:!'iiiiiiiiiiiiiiii’.iiii)iiiiiiiiiiiiiiL'iiii’iiiiiiiiiiiiiiiib::Sfl
IIIHIDIIII)' IIIIIIIIIIIIIIL'Illllllllllllllllllllby/dllllll'SSMIlllllllH
||||||1Ш11>>1111111111111111ь::ш11111’::'1111111111111111'Ш1к iiiniiiH
iiiiiiih::iiiiiiii';.*!iiiiiiiiiiiiiiihiiiiLiiiiiiiiiiiiiikiiiiirjiiiiiiiH
IIPIIIIIIIlllllllMIIIIUlllllIllllllIlli’IillllllllllllllllllllllllllirjIlM
[fflll IIIILHTHJIIII
III М IIIМ11111IIII11111
1
да
ГПТ
№
IlbUillllllHiS.'IIIIIIIIIIIIIIIKIIIIUIIIIIIIIIIIIII.'Miirl
lllllllllllil............................
...................................................I
llllllllllllbSHIIIIIII’SHIIIIIIIIIIIIIIIIjllllUIIIIIIIII
ГПТ1
I'miiuiiiiiiiiiiiiiiMiiir.iiiiiiiiiiiiiiiiL...........
1Л1111Г|||||||||||||||||::и111111’::'||||||||||||||1Ш11|Л
IliSSilllllll’SS'llIIIIIIIIIIIIIIUIIinilllllllllllllMlIlH
niiiiiaiiiLUiiiMiiiiiiiiiiiiiiit::. iiiiiir::«iiiiiii nil
iiiiiiiiiiiiii::;iiiiiii!::!iiiiniii! iiiiiijiiiimiiiiiiiiI
в
II
X
у = В/74
---------
В - TtD/m
Рис. 2.5.20. Перфорация отсасывающих прессовых валов
321
Таблица 2.5.1
Перфорация отсасывающих прессовых валов
Диаметр вала, мм Количество пря- моугольников по окружности т Ширина пря- моугольника по металлу, мм Живое сечение, %
по резине по металлу по резине по металлу
650 600 30 62,20 14,40 19,2
660 610 30 63,60 14,25 18,9
700 650 30 68,00 13,40 17,7
700 650 32 64,70 14,30 18,6
710 660 30 69,00 13,20 17,5
710 660 34 61,00 15,00 19,8
750 700 32 68,60 13,40 17,6
750 700 36 61,00 15,00 19,8
760 710 32 69,70 13,17 17,3
760 710 36 62,00 14,85 19,5
800 750 34 69,20 13,30 17,4
800 750 36 65,50 14,05 18,4
810 760 34 70,20 13,10 17,2
810 760 40 60,50 15,50 19,9
850 800 36 69,80 13,25 17,3
850 800 40 62,80 14,70 19,2
870 820 36 71,50 12,95 16,9
870 820 42 61,30 15,10 19,7
915 (910) 865 40 67,80 13,70 17,8
915 (910) 865 44 61,70 15,10 19,5
925 875 40 68,70 13,50 17,5
925 875 44 62,50 14,90 19,3
950 900 40 70,65 13,20 17,1
950 900 44 64,20 14,50 18,8
965 915 42 68,40 13,60 17,7
1050 1000 48 65,40 14,30 18,4
1050 1000 52 60,40 15,50 20,0
1120 1070 48 70,00 13,40 17,2
1120 1070 54 62,20 15,10 19,4
1135 1085 48 71,00 13,20 17,0
1135 1085 54 63,00 14,90 19,2
1150 1100 50 69,00 13,60 17,5
1150 1100 56 61,50 15,20 19,6
1170 1120 50 70,30 13,40 17,2
1170 1120 56 62,60 15,00 19,3
1200 1150 52 69,40 13,50 17,4
1200 1150 58 62,10 15,10 19,4
1220 1170 54 68,00 13,90 17,7
1220 1170 60 61,20 15,40 19,7
322
Рубашки отсасывающих валов изготовляют из высокопрочной нержавею-
щей стали. Вал облицовывают слоем резины толщиной 25 мм и твердостью 25
единиц по ПДж (см. раздел 2.5.8). Различают открытые и закрытые отсасываю-
щие прессы. В открытом прессе часть отсасывающей камеры после зоны прессо-
вания открыта. Это облетает отделение бумажного полотна от поверхности
верхнего вала, что позволяет использовать более мягкие покрытия. Отпадает
необходимость в установке на верхнем валу шабера. Такие прессы применяют
при выработке легко обезвоживаемого бумажного полотна.
В закрытых прессах камеру располагают так, чтобы ее задняя стенка нахо-
дилась внутри зоны прессования. Закрытые прессы применяют, например, при
выработке бумаги, в композицию которой входит древесная масса. В таких прес-
сах применяют валы с более твердым покрытием, в них необходимо устанавли-
вать шабер на верхнем валу.
Применение отсасывающего вала исключает образование воздушных пузы-
рей между сукном и полотном перед их входом в зону прессования, что предот
вращает раздавливание бумажного полотна. В результате снижается опасность
обрывов. Наличие отверстий в рубашке и облицовке отсасывающего вала зна-
чительно сокращает путь движения воды в сукне в латеральных направлениях.
В результате снижается давление воды в порах сукна, что облетает удаление ее
из бумажного полотна в зоне прессования.
Недостатки отсасывающих валов — сложность конструкции и эксплуата-
ции; высокая стоимость; малая долговечность; низкая прочность, ограничива-
ющая диапазон рабочих давлений; высокая энергоемкость. Кроме того, внеш-
нее давление, действующее на бумажное полотно в местах расположения
отверстий, оказывается значительно ниже давления, действующего на полот-
но, располагающееся над остальной поверхностью вала. Это приводит к нерав-
номерной влажности бумажного полотна после выхода из пресса, т. е. к так
называемой теневой маркировке.
В процессе работы отверстия отсасывающего вала забиваются мелким во-
локном и частицами наполнителя, что уменьшает площадь живого сечения
поверхности вала. Для поддержания отверстий в чистоте применяются спрыски
высокого давления. Однако при этом необходимо соблюдать осторожность, что-
бы не повредить покрытие вала. Обычно на отсасывающем валу устанавливают
два шабера. Первый удаляет часть поверхностного слоя воды. При этом на об-
ратной стороне лезвия образуется вакуум, который способствует извлечению
загрязняющих отверстия частиц. Такие частицы вместе с оставшимся поверхно-
стным слоем воды удаляет второй, страхующий шабер.
Пресс с желобчатым валом. Это наиболее часто встречающийся на совре-
менных машинах тип пресса. Пресс состоит из верхнего гранитного или ему
подобного вала и нижнего обрезиненного или металлического вала, на поверх-
ности которого нарезаны желобки. При насыщении в зоне прессования сукна
водой последняя из него вытесняется в желобки, тем самым в сукне предотвра-
щается продольный поток воды и обеспечивается режим прессования с попе-
речной фильтрацией воды. Поскольку вода, вытесняемая из участков сукна,
располагающихся между желобками, течет в поперечном направлении, то же-
лобки желательно располагать как можно ближе друг к другу. При этом ширина
323
желобков должна исключать вдавливание сукна в них и предотвращать теневую
маркировку. С точки зрения производства и очистки желобчатых валов опти-
мальная ширина канавок составляет 0,5 мм. Нарезание более узких желобков с
меньшим шагом в резиновой облицовке затруднительно. Кроме того, узкие
желобки легче забиваются и могут захлопываться в зоне контакта. На сушиль-
ных машинах ширина и шаг желобков могут быть увеличены в связи с необ-
ходимостью удаления большего количества воды из целлюлозной папки и мень-
шей опасностью маркировки. При этом ширина канавок составляет 1 мм, а
шаг _ 5 мм. На рис. 2.5.21 представлены некоторые способы образования на
поверхности вала желобков: путем нарезки (а) и путем намотки на толстостен-
ную трубу фасонной ленты (б, в).
Желобчатыми валами часто заменяют отсасывающие валы. Иногда желобки
наносят на покрытие отсасывающего вала, что способствует более легкому уда-
лению воды из сукна, снижает опасность раздавливания бумажного полотна и
уменьшает теневую маркировку даже при увеличении давления прессования.
При этом сухость бумажного полотна увеличивается примерно на 1 %.
На работу желобчатого пресса большое влияние оказывает твердость обли-
цовки желобчатого вала. Нагрев резиновых покрытий на скоростных машинах и
невозможность перешлифовки валов более двух раз (после чего требуется по-
вторное нарезание желобков) привели к использованию желобчатых валов без
резиновой облицовки. На таких валах желобки или нарезают непосредственно
на стальной рубашке вала, или получают в результате наматывания на вал
профилированной стальной ленты. В последнем случае в процессе намотки под
сильным натяжением витки ленты, сцепляясь, плотно прилегают друг к другу,
образуя желобки. Наличие фасок на краях желобков позволяет уменьшить из-
нос сукна. Однако при использовании таких валов при прочих равных условиях
324
уменьшается ширина зоны прессования, возрастают среднее и максимальное
давления, предъявляются более жесткие требования к бомбировке, снижается
срок службы прессовых сукон. Обычно стальные желобчатые валы используют в
последних позициях прессовой части, где бумажное полотно обладает высокой
сухостью, что предотвращает его раздавливание при высоких давлениях.
Обрезиненные желобчатые валы часто используют при модернизации обыч-
ных прямых прессов на тихоходных бумагоделательных машинах (до 250 м/мин).
Замена гладкого вала обычного пресса желобчатым, как правило, позволяет
повысить сухость бумажного полотна после пресса на 2—4 %. На картонодела-
тельных машинах желобчатые прессы применяют в качестве как предваритель-
ных, так и основных прессов. На некоторых машинах в предварительных прес-
сах используют желобчатые валы, снабженные кольцевыми и продольными
(вдоль образующей вала) желобками.
Для эффективной работы желобчатого вала важно обеспечить нормальную
заправку прессового сукна и бумажного полотна в зону прессования. Рассмот-
рим два варианта желобчатого пресса (рис. 2.5.22). В обоих вариантах сукно и
полотно соединяются на верхнем валу пресса для исключения образования воз-
душных пузырей между сукном и бумагой.
Вариант а более эффективен, чем вариант б, который применяется при
выработке тяжелых видов бумаги и картона, когда существует опасность обры-
ва полотна при его подъеме с сукна. На выходе из пресса для уменьшения
обратного впитывания желательно направлять сукно перпендикулярно линии
центров прессовых валов или ниже перпендикуляра.
Основные преимущества желобчатых прессов по сравнению с отсасываю-
щими:
низкая стоимость изготовления и эксплуатации;
более высокая сухость бумажного полотна после пресса;
работа при более высоких давлениях без опасности раздавливания и тене-
вой маркировки бумажного полотна;
Рис. 2.5.22. Варианты заправки бумажного полотна в желобчатый пресс:
1— бумажное полотно; 2— верхний вал; 3— желобчатый вал; 4— прессовое сукно
325
использование желобков на валах с регулируемым прогибом, что обеспе-
чивает более равномерный профиль влажности по ширине машины;
меньшая энергоемкость из-за отсутствия вакуум-насосов.
Пресс с глухосверленным валом. Величина вакуума в камере отсасывающего
вала только при низких скоростях машины оказывает влияние на сухость бу-
мажного полотна после пресса. При более высоких скоростях вода почти не
попадает в камеру. Поэтому логичным развитием отсасывающих валов явились
глухосверленные валы, или, как их еще называют, валы с глухими отверстия-
ми. Ранее такие валы использовались как прижимные валы к лощильным ци-
линдрам самосъемных бумагоделательных машин.
Вал с глухими отверстиями представляет собой стальную рубашку, по-
крытую резиновой или полиуретановой облицовкой с рассверленными в ней
глухими отверстиями. Диаметр отверстий варьируется от 2,3 до 4,0 мм. Глуби-
на отверстий 10—13 мм. Общая площадь сечений отверстий может достигать
30 % по сравнению с 17 % площади живого сечения желобчатого вала. Это
происходит из-за того, что при одинаковых условиях работы опасность схло-
пывания глухих отверстий ниже опасности перекрытия желобков. При этом
объем глухих отверстий, доступный для выжимаемой из сукна воды, значи-
тельно больше объема канавок желобчатого вала. Твердость покрытий валов с
глухими отверстиями колеблется в широких пределах в зависимости от назна-
чения вала. Для валов, работающих в последних прессах, при выработке легко
обезвоживаемых видов бумаги это 7—10 единиц ПДж. При выработке трудно
обезвоживаемых видов бумаги, когда определяющим фактором является про-
должительность прессования, твердость покрытий может быть повышена до
40—42 единиц ПДж без опасности захлопывания отверстий. Большая глубина
отверстий по сравнению с глубиной канавок желобчатого вала позволяет пе-
решлифовывать эти валы большее число раз, нежели желобчатые валы. При-
менение более мягких покрытий уменьшает среднее давление в зоне прессо-
вания. В отличие от кромок канавок желобчатого вала это также обеспечивает
меньшее истирающее действие кромок отверстий, что позволяет значительно
увеличить срок службы прессовых сукон в прессах с глухосверленными вала-
ми (по сравнению с желобчатыми прессами в среднем на 30 %, а иногда и в
два раза). Широкая зона прессования позволяет значительно усилить линей-
ное давление в прессах такого типа (до 300—350 кН/м и более). В большинстве
случаев отверстия способны самоочищаться. Это обусловлено большим диа-
метром отверстий по сравнению с шириной желобков, деформацией отвер-
стий вследствие более мягкой облицовки, действием центробежной силы и
давления сжатого в зоне прессования воздуха в отверстиях вала. Благодаря
самоочищению отверстий улучшается профиль влажности полотна по шири-
не машины по сравнению с отсасывающими и желобчатыми прессами. Вал с
более мягкой облицовкой менее чувствителен к неточностям бомбировки,
что также положительно влияет на равномерность профиля влажности в по-
перечном направлении. При выходе из зоны прессования сукно может впиты-
вать воду из отверстий вала. Поэтому желательно, чтобы выходящее из зоны
сукно охватывало не нижний, а верхний вал пресса. При этом чаще всего
возникает необходимость в отдельном приводе верхнего вала.
326
2.5.5.2. Прессы с удлиненной зоной прессования
В последнее время все большее внимание уделяется повышению эффектив-
ности работы прессовой части. Это обусловлено как постоянным повышением
стоимости энергии, так и широким использованием в производстве бумаги и
картона полуфабрикатов высокого выхода и макулатуры. При выработке боль-
шинства видов бумажной продукции единственным путем повышения сухости
после пресса является увеличение продолжительности прессования. Для этой
цели вначале применили прессы с валами большого диаметра. В таких прессах
благодаря использованию валов диаметром 1500—1800 мм, мягкому покрытию
и наличию двух сукон ширина зоны прессования может достигать 100 мм (в
прессах с валами обычных диаметров — только 40—60 мм). Линейное давление
составляет 250—350 кН/м. Как правило, в таких прессах оба вала приводные,
имеют резиновое или полиуретановое покрытие с глухосверленными отверсти-
ями и оснащены системами водяного охлаждения и отвода тепла. При исполь-
зовании компактной станины можно быстро заменить сукна и валы, обеспе-
чить короткий свободный ход бумажного полотна и сукна. При использовании
регулируемых сукно- и бумаговедущих валиков стало возможным быстрое отде-
ление бумажного полотна от сукна на выходе из пресса. Недостатком таких
прессов является значительная масса валов, что требует дополнительных затрат
на создание мощных устойчивых фундаментов и затрудняет транспортировку и
смену валов. В то же время большой диаметр обеспечивает долговечность рези-
новых покрытий, так как число нагружений покрытия в единицу времени ока-
зывается значительно меньше, чем для валов малого диаметра.
Поскольку ширина зоны прессования зависит и от сукна, то в таких прес-
сах необходимо применять тяжелые многослойные сукна с малосжимаемой сет-
чатой основой. Для обеспечения равномерного профиля влажности по ширине
машины один из валов должен быть с регулируемым прогибом.
Более эффективными являются прессы с удлиненной зоной прессования
башмачного типа. Одна из первых таких конструкций — пресс фирмы Beloit
(США-рис. 2.5.23).
Рис. 2.5.23. Схема башмачного пресса:
1 — верхний вал; 2— верхнее прессовое сукно; 3— бумажное
полотно; 4— нижнее сукно; 5— синтетическая лента; 6— башмак
327
A
Рис. 2.5.24. Поперечное сечение вала башмачного типа с гибкой оболочкой:
1— вал с регулируемым прогибом; 2— сукно; 3— бумажное полотно; 4—
распределитель масла; 5— гибкая оболочка; 6— направляющие планки рубашки; 7—
обратный слив; 8— башмак; 9— прижимной элемент; 10— подача масла под давлением
Пресс состоит из верхнего приводного вала 1 с регулируемым прогибом и
нижнего, прижимаемого к верхнему валу опорного башмака 6 шириной 250 мм.
Между валом и башмаком, поверхность которого обработана с соответствую-
щей кривизной, движется бесконечная лента 5, представляющая собой синте-
тическую сетку, поры которой заполнены по методу напыления полиуретаном.
Прессование осуществляется между двух сукон 2 и 4. Прижим башмака к верх-
нему валу осуществляется при помощи гидроцилиндров. Для снижения трения
между башмаком и лентой подается смазочная жидкость. Специальная система
смазки обеспечивает создание на поверхности ленты пленки масла толщиной
0,1 мм. При ширине башмака 250 мм среднее давление в зоне прессования
достигает 4 МПа, а линейное — 1000 кН/м. В дальнейшем неподвижный сердеч-
ник с башмаком и опорными элементами помещали в гибкую синтетическую
оболочку, в результате вся конструкция стала напоминать обычный прессовый
вал (рис. 2.5.24). Благодаря герметичному соединению эластичной рубашки с
боковыми фланцами предотвращаются потери масла и загрязнение бумаги,
сукон, валов и станины. Такие валы, как правило, работают в паре с валами с
регулируемым прогибом (пресс Nipko-Flex).
Различают следующие способы смазки поверхности башмака: гидродина-
мический, гидростатический и комбинированный (рис. 2.5.25).
~ Гидростатический прижимной башмак способствует образованию масля-
ной пленки большой толщины, что приводит к уменьшению трения и способ-
ствует выравниванию толщины бумажного полотна в поперечном направлении.
Профиль давления по ширине зоны прессования представляет собой два плос-
ких участка. При этом давление после середины зоны прессования немного
выше, чем до середины. Это способствует предотвращению раздавливания бу-
328
а) Р, МПа
8
Обычный пресс
Пресс с валами большого диаметра
Пресс с удлиненной зоной
прессования
4
О
1Об
а, мм
Рис. 2.5.25. Распределение давления
по ширине зоны прессования для прессов:
с гидростатической смазкой (а); с гидродинамической смазкой (б);
с комбинированной смазкой (в)
мажного полотна. Быстрый спад давления на выходе из зоны прессования умень-
шает обратное впитывание. Такой способ смазки обеспечивает стабильность
работы и при низких скоростях и исключает аварийный пуск. На прессе воз-
можна установка башмаков различной длины.
Длинные башмаки в сочетании с прессованием между двух сукон применя-
ют при выработке трудно обезвоживаемых видов бумаги и картона, например с
высоким содержанием сульфатной целлюлозы или полуфабрикатов высокого
выхода, а более короткие башмаки — при выработке легко обезвоживаемых
видов бумаги, а также бумаги с малой массой 1 м2 и с высокой начальной
сухостью.
При гидродинамическом способе смазки (см. рис. 2.5.25, б) масло, удержи-
ваемое на внутренней поверхности рубашки центробежными силами, затяги-
вается в клиновой зазор. При этом в масляном слое создается высокое давле-
ние, уравновешивающее внешнюю нагрузку. Такой способ смазки обеспечивает
быстрое возрастание внешнего давления в начале зоны прессования, его плав-
329
ное повышение в основной части зоны прессования и резкий спад на выходе из
нее. Такое распределение внешнего давления оптимально для большинства ви-
дов бумаги и картона. Следует отметить, что этот способ смазки обеспечивает
устойчивую работу пресса при высоких скоростях, т. е. при режиме жидкостно-
го трения.
При комбинированном способе смазки (см. рис. 2.5.25, в) в центральной
части башмак имеет карман, в который под давлением подается масло, т. е.
используется гидростатический способ смазки. В то же время форма поверхнос-
ти башмака позволяет создать клиновидный зазор между башмаком и вращаю-
щейся рубашкой, т. е. используется гидродинамический способ смазки. Башмак
прижимается к противоположному валу при помощи опорных элементов пор-
шневого типа, расположенных в два ряда параллельно друг другу вдоль линии
контакта. При этом каждый ряд опорных элементов нагружается независимо
друг от друга. Изменяя отношение нагрузки между рядами, можно менять про-
филь давления по ширине зоны прессования. При наличии двух позиций для
ввода масла (на входе в зону прессования и в ее центре) уменьшается износ
рубашки и прессового сукна при попадании комочков массы в зону прессова-
ния. При большой глубине кармана (около 15 мм) сдвигающие силы в масля-
ной пленке ослабевают по сравнению с гидродинамическим способом (толщи-
на пленки масла 0,1—0,15 мм) и снижаются как потери на трение, так и
тепловыделение. В результате снижения потерь на трение данный вал приводит-
ся в движение от вращающегося парного вала и не требует отдельного привода.
Благодаря изменению распределения давления по ширине зоны прессования
становится возможным оптимизировать процесс прессования при выработке
разных видов продукции.
2.5.6. Передача бумажного полотна из сеточной частя в прессовую
При работе БДМ большие затруднения возникают при переносе бумаги с
отсасывающего гауч-вала на первый пресс. Это обусловлено высокой влажнос-
тью бумаги (сухость 18—20 %) и, следовательно, низкой прочностью, что не
позволяет ей выдерживать возникающие растягивающие напряжения при пере-
носе. Таким образом, для безобрывной проводки бумаги решающее значение
имеет ее влагопрочность. Это особенно важно для высокоскоростных машин,
вырабатывающих легкие виды бумаги.
При низких скоростях машины передача бумажного полотна в прессовую
часть осуществляется следующим образом. Полоска бумаги шириной 50—150
мм отсекается от бумажного полотна водяным спрыском и либо вручную пе-
ребрасывается на сукно I пресса, либо сдувается с отсасывающего гауч-вала
на сукно I пресса при помощи трубки, помещенной внутри вала с лицевой
стороны машины. Давление сжатого воздуха в трубке 0,4—0,6 МПа. Во время
заправки бумажное полотно за исключением заправочной полоски сбивается
с сетки спрысками, расположенными внутри нижней ветви сетки, и направ-
ляется в бассейн под гаучем. Для нормальной заправки перемещением водя-
ного спрыска к приводной стороне машины увеличивают ширину заправоч-
ной полоски до полной ширины бумажного полотна. Такой способ переноса
330
бумажного полотна называют свободным переносом. Недостатком этого спо-
соба является возникновение в бумажном полотне значительных растягиваю-
щих усилий, вызванных действием сил адгезии бумаги к сетке и центробеж-
ными силами в полотне. Изгиб также вызывает дополнительное растяжение
сеточной стороны бумажного полотна. Чрезмерное удлинение полотна приво-
дит к необратимым изменениям его структуры, снижению прочности и уве-
личению неравнопрочности в машинном и в поперечном направлениях. Натя-
жение бумажного полотна, необходимое для преодоления сил сцепления с
сеткой, достигается увеличением скорости I пресса по сравнению со скорос-
тью сетки. Величина натяжения, обеспечивающая отрыв полотна от сетки,
зависит от угла съема, от вида бумаги, от вакуума в отсасывающем вале гауча,
от сухости бумажного полотна и т. д.:
п А 2
Р =-------+ mv,
l-COS(p
где А — удельная работа, необходимая для преодоления сил сцепления бумаж-
ного полотна с сеткой, Дж/м2; <р — угол съема (угол между направлением бу-
мажного полотна и касательной к гауч-валу в месте съема); т — масса влажного
бумажного полотна, г/м2; v — скорость бумажного полотна, м/с.
По условиям расположения отсасывающего гауч-вала и валов I пресса угол
съема обычно составляет 30—60’ (рис. 2.5.26). Такую схему переноса полотна с
сетки применяют на тихоходных машинах, работающих со скоростью не более
200 м/мин. Увеличить угол съема, а значит, уменьшить требуемое натяжение
полотна можно, применяя съем полотна по касательной к сетке (рис. 2.5.27).
Этот способ используется при скорости до 350—400 м/мин. При таком съеме
между сеткой и сукном с помощью механизма перемещения устанавливают
направляющий валик, имеющий индивидуальный привод, так чтобы бумаж-
ное полотно сходило с гауч-вала по касательной.
Рис. 2.5.26. Обычный способ передачи
бумажного полотна в прессовую часть:
1— гауч-вал; 2— сетка; 3— прижимной валик;
4— бумажное полотно; 5— I пресс; 6— прессовое сукно
331
Рис. 2.5.27. Съем бумажного полотна с гауча по касательной:
1 — прижимной валик; 2— бумажное полотно;
3 — бумаговедущий валик; 4—1 пресс; 5 — гауч-вал
Если сеточная часть имеет сеткоповоротный вал, то перенос полотна с на-
клонного участка сетки может быть осуществлен во время заправки при помощи
пневматического сопла. Такой способ может использоваться при выработке бу-
маги и картона с массой более 100 г/м2 при скорости до 500 м/мин.
Более надежными являются способы поддерживаемого переноса бумажно-
го полотна. Рассмотрим устройство переноса с помощью пересасывающего вала
(устройство Пикап), когда сетка огибает не только гауч, но и сеткоповоротный
вал (рис. 2.5.28).
Рис. 2.5.28. Вакуумное пересасывающее
устройство с сеткоповоротным валом:
1— сетка; 2 — прижимной вал гауча; 3 — верхнее сукно;
4— пересасывающий вал; 5— камеры отвода водяных брызг;
6— верхнее сукно с бумагой; 7— нижнее сукно; 8— сеткоповоротный
вал; 9— отсасывающий вал гауча
| 332
Пересасывающий вал расположен между отсасывающим гауч-валом и сет-
коповоротным валом. Такое устройство пригодно и для машин с высокими
скоростями. Полотно частично обезвоживается на отсасывающем гауч-вале,
который отсасывает воду, не повреждая полотна. Последнее снимают мокрым
сукном пересасывающего вала, расположенного на свободном участке сетки,
по всей ширине машины.
Чаще применяется пересасывающий вал, имеющий две вакуумные камеры. За
счет разрежения в первой камере, ширина которой составляет 70—90 мм, а вакуум
в ней — 0 ,06—0,07 МПа, бумажное полотно снимается с сетки. Вторая камера,
ширина которой 140—150 мм, а вакуум в ней — 0,04—0,05 МПа, нужна для удержа-
ния бумажного полотна на пересасывающем сукне, а именно на сукне “пикап”.
Для нормальной работы пересасывающего устройства необходимо обеспе-
чить эффективную очистку передаточного сукна, а кроме того, устранить раз-
брызгивание водных капель из отверстий пересасывающего вала под действием
центробежных сил.
Под действием вакуума в пересасывающем вале с поверхности бумажного
полотна отделяются мелкие волокна, забивающие сукно. Вакуум можно умень-
шить, не ослабляя прилипания бумажного полотна к передаточному сукну, но
при этом возникает сильное разбрызгивание воды, поступившей из сукна в
отверстия отсасывающего вала. Под действием центробежной силы вода попа-
дает на верхнюю поверхность сукна, просачивается сквозь него и бумажное
полотно, повреждая структуру бумаги. Для предотвращения попадания водных
брызг на передаточное сукно в месте соприкосновения пересасывающего вала
и передаточного сукна устанавливают водосборник.
В современных прессовых частях с многовальными прессами в первом захва-
те прессование происходит между двух сукон: пересасывающим и нижним сук-
ном I пресса. Отрицательным фактором является то, что бумажное полотно на
участке от пересасывающего вала до 1-й зоны прессования движется под пере-
сасывающим сукном и удерживается на нем капиллярными силами. Это огра-
ничивает массу бумажного полотна, а также предъявляет особые требования к
состоянию поверхности и влажности сукна. При использовании шерстяных су-
кон, у которых размер пор на поверхности и внутри сукна был одинаков, для
переноса бумажного полотна требовалась высокая влажность сукна. Из-за этого
давление в первом захвате было ограничено (обычно не более 25—30 кН/м)
ввиду опасности раздавливания бумажного полотна.
Использовать более сухие сукна, а значит, и повысить давление в первом
захвате (до 80—90 кН/м) стало возможным с помощью универсального устрой-
ства передачи полотна, или юни-пресса. В таком прессе бумажное полотно удер-
живается не капиллярными силами, а вакуумом в широкой отсасывающей ка-
мере пересасывающего вала (рис. 2.5.29). Вакуум в пересасывающей камере
6—7 кПа, в камере отсасывающего вала пресса — 15—55 кПа.
При массе полотна более 300 г/м2 даже при использовании устройства
Пикап вначале в прессовую часть передается заправочная полоска. Для ее съема
с сетки применяют воздушный спрыск, оформленный в виде трубки со щелью
Для воздуха. Поток воздуха из щели поднимает полотно с сетки и направляет
его на пересасывающий вал.
333
Рис. 2.5.29. Универсальный пресс:
1 — гауч-вал; 2 — прессовое сукно; 3 — отсасывающий
вал; 4 — бумажное полотно; 5 — гранитный вал
Рис. 2.5.30. Воздушный шабер для заправки бумаги:
1 — бумажное полотно; 2 — шабер с отверстиями
для сжатого воздуха; 3— привод шабера; 4— прессовое сукно;
5 — направляющая пластина; 6 — воздушное сопло
Если прессовая часть состоит из отдельно стоящих прессов, то передача
полотна из пресса в пресс осуществляется также путем передачи заправочной
полоски, снимаемой с сукна вручную с помощью воздушного спрыска, или
автоматически с помощью заправочного шабера. При автоматической передаче
заправочный шабер на 2—3 мм вдавливается в прессовое сукно, затем заправоч-
ная полоска воздушным спрыском, расположенным под сукном, приподнима-
ется (рис. 2.5.30). Воздух, подаваемый через отверстия в верхней части шабера,
направляет полотно в следующий пресс.
2.5.7. Бомбировка прессовых валов. Валы с регулируемым прогибом
Под действием собственного веса и усилий прижима прессовые валы про-
гибаются. При неодинаковом прогибе валов пресса наблюдается неравномерное
распределение давления по длине зоны контакта, что приводит к неравномер-
334
ной влажности полотна по ширине машины после пресса. Для выравнивания
профиля давления по длине вала применяют бомбировку валов, т. е. увеличива-
ют диаметр вала от его концов к середине (рис. 2.5.31). Изменение диаметра вала
по его длине, или, как говорят, кривая бомбировки вала, обеспечивающая
равномерный профиль давления, зависит от длины вала, его диаметра, жестко-
сти, веса, усилий прижима и ряда других факторов. Расчет бомбировки вала
производят только для конкретного усилия прижима. Поэтому при изменении
давления в зоне прессования необходимо менять бомбировку.
Величиной бомбировки К называют разность диаметров вала посередине Do
и по его концам De. В любом сечении вала величина бомбировки Кх равна разности
диаметров вала в среднем сечении Do и в рассматриваемом сечении Dx;
Kx=Da-Dx.
Окружная скорость бомбированного вала в середине будет выше, чем по
краям. В результате сукно в середине движется быстрее. При идеальной бомби-
ровке прессовых валов ширина зоны прессования по всей длине вала должна
изменяться в пределах не более ±5 % от среднего значения. Контроль равномер-
ности распределения внешней нагрузки по рабочей длине вала заключается в
измерении ширины зоны прессования по длине вала. Такие измерения необхо-
димо выполнять после каждой смены валов. Для этого между валами укладыва-
ют два листа чистой бумаги с полоской копировальной бумаги между ними.
Вместо копировальной бумаги можно использовать тисненую алюминиевую
фольгу. После приложения необходимой нагрузки к валам в течение 7—10 с
валы разъединяются, и бумага снимается с вала. С помощью полученного на
бумаге отпечатка измеряют ширину зоны прессования и оценивают требуемую
величину бомбировки валов. Если ширина отпечатка на лицевой и приводной
сторонах разная, необходимо отрегулировать усилия прижима для достижения
одинаковых результатов. Затем после снятия отпечатка следует измерить его
ширину в середине вала и по краям. Если бомбировка недостаточна, ширина
зоны в средней части вала меньше, чем по краям; при чрезмерной бомбиров-
ке — наоборот. Величину бомбировки определяют на стадии проектирования
пресса. Однако из-за сложности ее теоретического расчета возможны значи-
тельные ошибки. Полученные таким образом отпечатки позволяют скоррек-
тировать бомбировку. Для этого при одинаковой ширине зоны прессования на
лицевой и приводной сторонах используют формулу
ДАТ = Дк. ~ Дс >
где ДЛГ— коррекция бомбировки; ак — ширина зоны прессования по краям; ас —
ширина зоны прессования по середине вала; D — приведенный диаметр валов.
Приведенный диаметр валов определяют по формуле
д_2-ДД
д + d2 ’
где Dt, D2 — диаметры валов пресса.
335
Рис. 2.5.31. Бомбировка валов:
а — одиночного; 6 — нижнего; в — обоих
Качественную оценку бомбировки можно проводить по профилограммам
влажности сукна. Например, при недостаточной бомбировке влажность сукна в
средней части будет выше, чем по краям.
При неравномерной ширине зоны прессования по длине вала в тех местах,
где она больше, и деформация покрытия вала больше, а следовательно, выше
его температура. Разрушение проявляется в виде мелких трещин, в которых
скапливаются влага, мелкое волокно и наполнитель, что приводит к размягче-
нию покрытия и росту трещин. Если своевременно не подвергнуть вал пере-
шлифовке, возможно разрушение покрытия.
На практике общую бомбировку, необходимую обоим валам — верхнему и
нижнему, распределяют следующим образом: 30—40 % — на твердом валу и
60—70 % — на обрезиненном. Края отсасывающих прессовых валов и прижим-
ных валов янки-цилиндров следует сошлифовывать на конус, чтобы исключить
соприкосновение валов за пределами их рабочей ширины, т. е. ширины бумаж-
ного полотна. Применяя бомбированные валы, обеспечивают равномерное рас-
пределение давления по ширине машины только при одном определенном зна-
чении усилия прижима. В то же время потребность в изменении линейного
давления возникает довольно часто, например при переходе на выработку дру-
гого вида продукции. При этом обеспечить равномерное распределение давле-
336
ния можно, применяя валы с регулируемым прогибом, или, как их еще назы-
вают, плавающие валы.
Плавающий вал — это вал, который не требует бомбировки для обеспече-
ния равномерного профиля давления по ширине машины. Одна из первых кон-
струкций валов с регулируемым прогибом — вал Кюстерс (рис. 2.5.32).
Рис. 2.5.32. Пресс с валом Кюстерс:
а — упрощенная схема пресса: / — опора сердечника; 2 — сердечник;
3 — рубашка; 4— подшипник рубашки; б— вал Кюстерс:
/— опора сердечника; 2— сердечник; 3— подшипник рубашки;
4— рубашка вала; 5— трехкольцевой подшипник; 6 — канал для отвода масла
из нерабочей камеры; 7— канал для подвода масла в напорную камеру;
£ — уплотнительная планка; 9— уплотнительная лента;
10— опорная планка; 11— пружинная лента
Вращающаяся рубашка вала через роликовые самоустанавливающиеся под-
шипники опирается на неподвижный сердечник. Кольцевое пространство меж-
ду рубашкой и сердечником при помощи продольных уплотнительных планок
разделено на две камеры. В камеру, обращенную к смежному валу (напорную
камеру), под давлением подается масло. Неподвижный сердечник изготавлива-
ют из кованой стали. С лицевой стороны вала он установлен в сферическую
опору, а с приводной — в трехкольцевой подшипник. Применяя такую уста-
новку, можно добиться угловых смещений сердечника при его изгибе под дей-
ствием давления масла.
Рубашка вала изготовлена из серого чугуна и облицована нержавеющей
сталью толщиной 12,7 мм или имеет неметаллическое покрытие. Вращение ру-
башке вала передается от приводной цапфы через среднее кольцо подшипника
и зубчатую муфту. В напорную камеру подается масло под давлением, которое
обеспечивает равенство внешних и внутренних сил, действующих на рубашку.
В результате рубашка вала выпрямляется, обеспечивая тем самым равномерное
распределение давления по ширине машины. Под действием давления в напор-
ной камере сердечник также прогибается, но в противоположную сторону.
При беспрогибном положении рубашки вала внешняя нагрузка на сердеч-
ник через подшипники не передается. Эта нагрузка уравновешивается силами
давления масла в напорной камере. Регулируя давление масла в напорной каме-
ре, можно изменять прогиб рубашки вала.
При превышении давления, соответствующего беспрогибному положению,
рубашка будет иметь выпуклость в направлении смежного вала, при меньшем
давлении рубашка прогнется в противоположную сторону. Регулируя темпера-
туру подаваемого в напорную камеру масла, можно управлять и температурой
рубашки вала.
Рис. 2.5.33. Схема пресса с валом Нипко:
7 — верхний вал пресса; 2— бумажное полотно; 3 — рубашка вала Нипко;
4— поршневой поддерживающий элемент; 5— сердечник
338
Недостатки вала Кюстерс:
сложность определения и обеспечения оптимального давления масла для
реализации равномерного профиля давления;
необходимость изменения давления масла при смене выпускаемой про-
дукции;
сложный и дорогой трехкольцевой подшипник.
Другая известная конструкция — это вал Нипко. Он состоит из стационар-
ной рамы, подвижных гидростатических элементов и рубашки (рис. 2.5.33). Уси-
лия прижима передаются через гидростатические опорные элементы — плун-
жеры — на рубашку вала. Между опорными элементами и вращающейся
рубашкой вала образуется гидростатическая масляная пленка. Верхняя поверх-
ность опорных элементов имеет карманы, которые соединены с внутренней
полостью гнезда капиллярными каналами. При этом общая площадь карманов
больше площади нижней части поршня. В процессе работы на нижнюю часть
поршня действует результирующая сила давления масла в гнезде. Эта сила стре-
мится переместить поршень по направлению к рубашке. При постоянной вели-
чине давления масла сила не зависит от величины зазора между верхней поверх-
ностью поршня и рубашкой.
При неподвижном вале зазор между поршнями и рубашкой отсутствует.
После подачи масла в связи с тем, что площадь карманов больше площади
нижней части поршня, под действием силы Kv превосходящей силу К{}, пор-
шень перемещается вниз, и между поршнем и рубашкой образуется зазор. Ве-
личина зазора определяется условием равенства сил Ко и Kv При большой вели-
чине зазора увеличивается скорость масла, протекающего через капилляры
опорного элемента, а значит, возрастают потери напора. В результате сила
становится меньше силы Ко и зазор сокращается до тех пор, пока не установит-
ся равновесие (рис. 2.5.34). Величина зазора зависит от размера опорного эле-
мента и диаметра капиллярных каналов.
Рис. 2.5.34. Силы, действующие
на поршневой элемент вала Нипко:
— давление масла со стороны сердечника;
Кх — давление масла со стороны рубашки
339
Опорные элементы объединены в группы, в каждую из которых масло по-
дается отдельно. Корректирующее действие вала Нипко состоит в том, что дав-
ление масла может регулироваться по зонам. Таким образом, участок полотна
прессуется более или менее сильно, и в результате можно регулировать про-
филь влажности по ширине машины.
Вал Нипко самонагружающийся, т. е. ему не нужен прижимной рычаг, что
значительно упрощает конструкцию прижимной системы. Для автоматической
корректировки профиля влажности вал Нипко, пульт управления и датчики
измерения влажности соединяются системой контроля процесса. По результа-
там измерений влажности распределение линейного давления регулируют по
отдельным зонам вала Нипко.
2.5.8. Покрытия прессовых валов
К облицовке прессовых валов предъявляются следующие требования:
упругость и выносливость;
минимальное накопление тепла;
термостабильность;
сопротивление абразивному износу;
сопротивление воздействию минеральных масел и растворителей;
обеспечение легкого удаления бумаги с поверхности облицовки.
Для облицовки прессовых валов применяют резины из натурального и син-
тетического каучука, а также различные полимерные материалы. Выбор покры-
тия для различных валов определяется их назначением, а в некоторых случаях и
композицией бумажной массы. Так, например, в древесной массе содержится
большое количество смолы, которая отрицательно влияет на мягкое покрытие,
придавая ему липкость. Поэтому твердость валов прессов БДМ, вырабатываю-
щей бумагу из композиции с повышенным содержанием древесной массы,
должна быть более высокой. От правильного выбора покрытия зависят такие
параметры, как ширина зоны прессования, распределение давления по шири-
не зоны прессования, долговечность сукна и т. д.
В качестве основного показателя резиновых и резиноподобных покрытий
используется твердость. Для оценки твердости резиновых покрытий обычно
применяют прибор Пуссей—Джонса. Твердость измеряют в пунктах. Глубина
вдавливания в облицовку стального шарика диаметром 0,125 дюйма (3,2 мм)
под действием усилия 9,8 Н в течение 1 мин, равная 0,01 мм, соответствует
1 пункту твердости по Пуссей—Джонсу. Измерения твердости необходимо про-
водить при температуре 21±3°С, так как с повышением температуры резина
становится мягче. В отечественной промышленности для измерения твердости
применяют прибор ТШМ, в котором в покрытие вдавливается шарик диамет-
ром 5 мм. Показатель твердости по Пуссей—Джонсу (ПДж) примерно в 1,25
раза больше показателя по прибору ТШМ. В последнее время для оценки твер-
дости облицовки используют также метод Шора, по которому в покрытие вдав-
ливается идентор в форме усеченного конуса. Твердость оценивается по шкале
0—100. Материал с твердостью 100 настолько тверд, что идентор в него почти
не проникает.
340
Резина не абсолютно упругий материал. Поэтому в процессе циклического
деформирования происходит тепловыделение и нагрев резинового покрытия. При
нагреве твердость резины уменьшается, что приводит к увеличению ширины зоны
прессования и уменьшению среднего давления в зоне. Представим соответствие
показателей твердости облицовки прессовых валов в разных единицах измерения:
В единицах по ТШМ 2 4 6
В пунктах Пуссей—Джонса 0 5 10
В единицах по Шору А 103 98 96
10 14 18 22 28 36 39 42 45
15 20 25 30 35 40 45 50 60
94 92 91 86 83 81 79 77 74
Установлено, что с увеличением толщины покрытия повышается тепловы-
деление. Например, при диаметре вала 300 мм, твердости покрытия 30 пунктов
по ПДж, линейном давлении 80 кН/м и скорости 500 м/мин получены следую-
щие результаты. При толщине облицовки 10—20 мм температура за первые
10 мин работы повысилась до 60 °C и в дальнейшем почти не изменялась; при
толщине 25 мм температура за первые 15 мин достигла 90 °C, а затем понизи-
лась до 70 °C; при толщине 30 мм температура за первые 25 мин повысилась до
145 °C. Поэтому на скоростных машинах применяют валы с толщиной резино-
вого покрытия не более 20—25 мм.
На температуру покрытия влияет также диаметр вала. При меньшем диа-
метре вала при прочих равных условиях покрытие испытывает большее число
нагружений в единицу времени, и кроме того, в нем возникают большие на-
пряжения. Поэтому температура покрытия вала меньшего диаметра при прочих
равных условиях будет выше. Ширина зоны прессования, а следовательно, и
продолжительность прессования повышаются с увеличением линейного давле-
ния и со снижением твердости покрытия. При этом увеличивается и деформа-
ция покрытия, что приводит к более интенсивному тепловыделению. Повыше-
ние температуры покрытия обусловливает снижение его твердости, а значит,
дальнейшее увеличение температуры и деформаций. В результате покрытие мо-
жет разрушиться. При правильном выборе материала и толщины покрытия в
течение первых 1—4 ч работы происходит стабилизация температуры покрытия
и его твердости. Для большинства материалов нормальная рабочая температура
не должна превышать 70 °C. При температуре 70—90 °C возрастает опасность
отслаивания облицовки от рубашки вала, а при температуре НО—150 °C отсла-
ивание резины происходит очень быстро. Покрытие отсасывающего вала нагре-
вается меньше, чем аналогичные покрытия гладкого, желобчатого или глухо-
сверленного валов, так как водовоздушная смесь, поступающая в отверстия
или в желобки, охлаждает покрытие.
В настоящее время широко применяют покрытия из полиуретана. По сравне-
нию с резиновыми полиуретановые покрытия имеют более высокие прочность и
сопротивление абразивному износу, меньший коэффициент трения скольжения.
Полиуретаны устойчивы к действию слабых кислот и щелочей, минеральных и
Растительных масел, смазок, керосина, бензина и т. д. Один из способов получе-
ния полиуретанового покрытия состоит в нанесении на рубашку армированного
слоя специальной синтетической смолы, которая при затвердевании сжимается
и прочно соединяется с рубашкой. После обработки нанесенного слоя на него
341
наносят полиуретановый слой, и оба слоя образуют прочное соединение друг с
другом. Такое покрытие обладает хорошим сцеплением с металлом и практичес-
ки исключает коррозию металлической рубашки вала.
Физико-механические свойства полиуретанов зависят от твердости
(табл. 2.5.2). Высокая износостойкость полиуретановых покрытий обеспечивает
равномерность бомбировки, исключает необходимость частой перешлифовки.
В отличие от резиновых покрытий изменение ширины зоны прессования при
повышении температуры у полиуретановых покрытий незначительно. Благода-
ря высокой упругости полиуретанов уменьшается опасность повреждения по-
крытия при случайном попадании инородных тел в зазор. При использовании
валов с полиуретановыми покрытиями снижаются вибрации прессовых валов,
что уменьшает повреждение поверхности покрытия, износ подшипников и
повреждение прессовых сукон.
Наибольшее распространение полиуретановые покрытия получили в отса-
сывающих, желобчатых и глухосверленных прессовых валах. При применении
полиуретана при производстве желобчатых валов уменьшается деформация же-
лобков, увеличивается их количество и, следовательно, повышается обезвожи-
вание и уменьшается маркировка, а при изготовлении отсасывающих валов
и валов с глухими отверстиями появляется возможность выполнить желобки в
облицовке, уменьшить маркировку, увеличить обезвоживание, повысить пре-
дельную линейную нагрузку в захвате. При низкой адгезии бумаги к полиурета-
ну снижается забивание отверстий и желобков валов. Благодаря полиуретаново-
му покрытию гладких прессовых валов стало возможным уменьшить прилипание
бумаги и ее загрязнение, увеличить однородность линейной нагрузки в захвате.
Недостатком полиуретана является способность поглощать воду. В результате
после определенного срока эксплуатации покрытие содержит такое количество
воды, при котором при прохождении через прессовый захват давление воды в
покрытии резко возрастает, что приводит к высоким напряжениям между ру-
башкой вала и покрытием, а следовательно, к отслаиванию покрытия от ру-
башки вала.
Таблица 2.5.2
Физические свойства полиуретанов
Характеристика покрытия Твердость по Пуссей—Джонсу, пункты
20-26 12-16 5-8
Напряжение при удлинении образца на 100 %, МПа 7 13 25
Предел прочности при разрыве, МПа 32 40 45
Удлинение при разрыве, % 420 400 300
Работа деформации растяжения, % 60 50 48
Остаточная деформация при сжатии, % 20 25 28
Степень истирания по Акрону, % 0,23 0,18 0,10
Модуль Юнга, МПа 33-55 80-90 280-320
342
Как отмечалось ранее, обрезиненные валы требуется периодически пере-
шлифовывать. Обычно перешлифовку проводят через шесть-девять месяцев ра-
боты, а при тяжелых режимах работы (отсасывающие валы, прижимные валы
янки-цилиндров) — через два-четыре месяца. При перешлифовке необходимо
удалить поврежденный слой. Если вал долгое время находится на хранении, то
перед установкой на машину его необходимо подвергнуть чистовому шлифова-
нию, так как поверхность резины при длительном хранении стареет и на ней
образуются мелкие трещины. Если этот слой не удалить, произойдет быстрое
превращение мелких трещин в крупные повреждения, для удаления которых
потребуется сошлифовывать более глубокий слой облицовки, сокращая тем
самым срок службы вала.
После ряда крупных аварий с гранитными валами, используемыми в прес-
сах с подогревом бумажного полотна, начались интенсивные поиски материа-
лов, близких по своим свойствам к граниту, но способных работать в условиях
повышенных температур. Одним из таких материалов является Top Rock, пред-
ставляющий собой твердую синтетическую смолу со специальными наполните-
лями. Покрытия из этого материала имеют твердость 0—1 ПДж, обладают одно-
родной поверхностью, характеризуются низкой адгезией к бумажному полотну,
способны работать при температурах до 110 °C и при высоких линейных давле-
ниях (до 350 кН/м), отличаются высокой износостойкостью и химической стой-
костью. В ряде случаев прилипание бумаги к покрытию Top Rock оказывается
меньшим, чем к поверхности гранитного вала. Это обусловлено, во-первых,
сочетанием гидрофильных и гидрофобных участков поверхности покрытия, а
во-вторых, поверхностной пористостью покрытия. Другое известное покрытие —
Unirock. Оно представляет собой материал на основе полиуретана с наполните-
лями в виде шпата и кварца. В последние годы хорошо зарекомендовали себя
покрытия под маркой Сега, разработанные фирмой Scapa Kern. Покрытия се-
мейства Сега наносят плазменным напылением. При этом напыляемые частицы
керамического или металлического порошка (проволоки) расплавляются и
наносятся на поверхность вращающегося вала. Частицы, разогретые до темпе-
ратуры 2000 °C, очень быстро затвердевают на поверхности вала, так что сам
вал нагревается лишь до температуры не более 70 °C.
Низкую адгезию бумажного полотна к поверхности вала, а также стабиль-
ную работу шабера, очищающего поверхность вала, благодаря наличию поляр-
ных групп обеспечивает покрытие CeraLease на основе оксидной керамики. Это
покрытие обладает более высокой поверхностной энергией, чем гранит. В ре-
зультате обеспечивается быстрое и равномерное смачивание поверхности вала,
и отделить бумажное полотно становится легко. По сравнению с покрытием
CeraLease покрытие CeraLease S отличается наличием дополнительного анти-
адгезионного материала на основе фторсодержащего полимера, заполняющего
микронеровности поверхности вала. Этот материал наносят после шлифования
покрытия и перед его окончательной обработкой. Результатом является умень-
шение шероховатости поверхности вала, удлинение периодов между пере-
шлифовками покрытия, улучшение процесса отделения бумажного полотна. Эти
покрытия применяют для центральных прессовых валов многовальных прес-
сов, а также для валов обычных двухвальных прессов. Твердометаллические из-
343
носостойкие покрытия CeraVac и CeraVent рекомендуется применять для лю-
бых типов отсасывающих и желобчатых прессовых валов, эксплуатируемых без
резинового или полиуретанового покрытия.
2.5.9. Прессовые сукна
На производительность бумаго- или картоноделательной машины, себе-
стоимость и качество вырабатываемой продукции существенное влияние ока-
зывает правильный выбор одежды машины, в частности прессовых сукон. Вы-
бор того или иного сукна в основном определяется типом пресса и его местом
в прессовой части, композицией бумажной массы, требованиями к готовой
продукции. Для удовлетворения различным условиям работы фирмы — произ-
водители прессовых сукон постоянно совершенствуют их конструкции. К прес-
совому сукну предъявляются следующие требования:
высокая проницаемость, обеспечивающая низкое сопротивление течению
воды в сукне;
большой объем порового пространства, обеспечивающий способность сук-
на переносить значительное количество воды;
низкая сжимаемость, обеспечивающая сохранение достаточной проницае-
мости и порового объема даже в середине зоны прессования;
равномерность распределения давления, передаваемого на бумагу;
стабильность в процессе работы и равномерность свойств по ширине сукна;
обезвоживание и кондиционирование прессового сукна не должно вызы-
вать затруднений;
способность гасить вибрации, возникающие при работе пресса;
высокая износостойкость и способность сопротивляться разрушающему
действию химикатов и микроорганизмов;
быстрая приработка (обкатка);
легкость установки и замены.
Для правильного выбора сукна надо знать, как влияют конструктивные
особенности сукон на эффективность обезвоживания и качество вырабатывае-
мой продукции. Современные нетка-
ные прессовые сукна, как правило,
изготавливают из синтетических во-
локон. Сукна состоят из двух компо-
нентов: основа (сетчатый каркас) и
поверхностные слои ватки, соеди-
ненные с основой иглопробивным
способом (рис. 2.5.35). В настоящее
время тканые шерстяные сукна при-
меняют лишь на старых тихоходных
машинах.
Иглопробивная машина имеет
большое количество иголок с зазуб-
ринами, по форме напоминающих
вязальные крючки. Иголки соверша-
1
Рис. 2.5.35. Поперечное сечение
иглопробивного сукна:
1— верхняя ватка; 2— поперечные нити
основы; 3— продольные нити основы;
4— нижняя ватка
344
Ф
Рис. 2.5.36. Типы основы сукна:
а — однослойная; б— двухслойная; в — трехслойная; г, д — основы ламинатных сукон
ют возвратно-поступательное движение, пронизывая основу и ватку, которые
движутся вместе с небольшой скоростью. Прокалывая каждый квадратный сан-
тиметр сукна до 300 и более раз, иголки надежно соединяют ватку с основой
сукна. Основа сукна может выполняться в виде одно-, двух- или трехслойной
сетки или состоять из двух сеток, соединенных иглопробивным способом (ла-
минатные сукна — рис. 2.5.36).
Основными требованиями к основе сукна являются достаточная прочность
в машинном направлении, низкая сжимаемость, обеспечивающая достаточ-
ный объем порового пространства в зоне прессования, высокая проницаемость
в z-направлении и в перпендикулярном ему направлении, а также стабиль-
ность свойств в процессе работы. По типу основы сукна делят на сукна с тканой
основой и сукна с сеточной основой. Первые получили название “ватка на
ткани”, вторые — “ватка на сетке”. В связи с меньшей сжимаемостью сеточной
основы и более высокой стабильностью ее свойств сукна “ватка на сетке” полу-
чили широкое распространение. Основа сукна обычно состоит из крученых
монофиламентных нитей в поперечном направлении и крученых моно- или
мультифиламентных нитей в продольном направлении. Однослойные сукна
имеют меньший вес, высокую гибкость, облегчающую их установку на маши-
ну, но они сильнее маркируют бумагу. Поэтому их применяют при прессовании
с контролируемым давлением и при отсутствии жестких требований к гладко-
сти поверхности бумажного полотна. Двух- и трехслойные сукна имеют боль-
ший объем порового пространства, чем однослойные. Поэтому их применяют
при прессовании тяжелых видов бумаги и картона, в первых прессах и при
работе с высокими давлениями, т. е. в том случае, когда при прессовании удаля-
ется большое количество воды. Увеличение числа слоев также благоприятно
влияет на способность сукна поглощать вибрации.
Назначение ватки — создание однородной гладкой поверхности сукна, обес-
печивающей равномерную передачу давления на бумажное полотно, незначи-
345
тельные маркировку бумаги и ее увлажнение сукном на выходе из пресса.
У большинства сукон слой ватки располагают не только на стороне сукна,
граничащей с бумажным полотном, но и на стороне, соприкасающейся с ва-
лом. Ватку сукна изготавливают из более тонких, чем основа, волокон. Она
необходима кроме прочего для устранения маркировки от узлов переплетения
волокон основы, а также желобков или отверстий на поверхности прессового
вала. Малые размеры пор в ватке способствуют снижению повторного увлажне-
ния бумаги на выходной стороне зоны прессования. При применении сукон с
многослойной ваткой уменьшается маркировка и повышается качество бумаж-
ного полотна, а также снижается обратное впитывание. В такой ватке верхние
слои выполняют из волокон меньшего диаметра, чем нижние. Для количествен-
ной оценки способности сукна равномерно передавать давление на бумагу мож-
но использовать такой показатель, как индекс поддержки сукна, который оп-
ределяется числом контактов сукна с гладкой поверхностью, приходящимся на
1 см2 площади сукна при давлении 8 МПа. Среднее значение индекса получают
по результатам измерений в машинном и в поперечном направлениях.
В последние годы широкое применение получили ламинатные сукна, в кото-
рых основа состоит из двух независимых слоев. Верхний слой основы сукна, рас-
полагающийся со стороны бумажного полотна, выполняют из волокон меньше-
го диаметра и более тонкого переплетения, что уменьшает маркировку бумажного
полотна. Нижний слой представляет собой двух- или трехслойную сетку, более
грубую и жесткую, чем верхний слой основы. Сетки сотканы отдельно друг от
друга и соединяются при иглопробивании. Более равномерное распределение
прессовой нагрузки при использовании ламинатных сукон можно получить, ком-
бинируя гладкий верхний каркас с грубым нижним. Доля каркаса у ламинатных
сукон составляет 50—75 %, что препятствует быстрому уплотнению таких сукон.
Система, состоящая из двух независимых тканых каркасов, лучше сопротивляет-
ся сжатию, чем комбинированная тканая система в сукнах с многослойным кар-
касом. При применении двух независимых основ ламинатные сукна долгое время
остаются чистыми и легче кондиционируются. Низкая склонность к уплотне-
нию, а также возможность выбора типа нитей для двух независимых друг от друга
каркасных тканей обусловливают высокую способность ламинатных сукон гасить
вибрации. Ламинатное сукно, в отличие от сукон с многослойным каркасом,
хорошо сохраняет толщину в прессовом захвате, что позволяет этим сукнам ра-
ботать при минимальной теневой маркировке бумажного полотна.
В прессах с удлиненной зоной прессования применяют трехслойные сукна,
способные поглощать и переносить через зону прессования большое количе-
ство воды.
Материалами для волокон, используемых при изготовлении сукон, служат
полиамиды (нейлон, капрон, силон и т. д.), реже — полиэфиры (диолен, тери-
лен, лавсан и т. д.) и полиакриды (долан, редон, уралон и т. д.). Полиамидные
волокна имеют самую высокую прочность при растяжении и изгибе, высокую
износостойкость и устойчивость к действию щелочей. К их недостаткам можно
отнести чувствительность к кислотам и невысокую термостойкость. При мень-
шей прочности на растяжение и изгиб, а также при пониженной износостой-
кости полиэфирные волокна обладают худшей растяжимостью и более высокой
346
термостойкостью. Синтетические волокна невосприимчивы к микроорганиз-
мам, не повреждаются молью.
Основные физические свойства сукон, характеризующие их способность
работать при тех или иных условиях, — масса 1 м2; воздухопроницаемость, обыч-
но измеряемая при перепаде давления 100 Па; водопроницаемость, измеряе-
мая при градиенте давления 60 кН/м; толщина, материал и диаметр волокон.
Для оценки способности сукна транспортировать из зоны прессования воду
используют величину влагосодержания сукна в сжатом состоянии, например в
середине зоны прессования, образованной стальными валами диаметром
1000 мм при линейном давлении 90 кН/м. Для большинства современных сукон
значение такой величины составляет 0,3—0,5 кг/кг. Произведение этой величи-
ны на массу сукна определяет количество воды, переносимое сукном через
зону прессования. Прессовые сукна с низкой величиной влагосодержания на-
зывают сжимаемыми, с высокой величиной — несжимаемыми.
При выборе сукна следует учитывать его жесткость. При применении более
жестких сукон уменьшается ширина зоны прессования и повышается максималь-
ное и среднее давление в зоне. При прочих равных условиях более мягкие сукна
позволяют увеличить продолжительность прессования, но при этом уменьшают
величину давления в ней. Для количественной оценки жесткости сукна можно
использовать индекс твердости. Он пропорционален максимальному давлению в
зоне, которое возникает при сжатии сукна в плоском плитном прессе при услови-
ях, идентичных прессованию между гладкими валами диаметром 1000 мм и ли-
нейном давлении 75 кН/м. Чем тверже сукно, тем больше максимальное давление
и, следовательно, выше сухость полотна в середине зазора. На твердость сукна
оказывают влияние два основных фактора: масса сукна и его сжимаемость.
Увеличение массы 1 м2 сукон и их жесткости осложнило процесс их замены
на машине. Решение этой проблемы — сукна со швом. К сукнам такого типа
относят, например, сукна семейства SeamTech компании Albany Int. Сукна этого
типа имеют развес 1000—2500 г/м2, толщину — от 2,8 до 6,0 мм. Сукна могут
работать практически на любых позициях прессовой части машин, вырабатыва-
ющих разнообразные виды бумаги и картона. Концы этих сукон снабжены корот-
кими и жесткими петлями. Соединение концов сукна осуществляется при помо-
щи соединительного тросика, продеваемого через два ряда этих петель.
Дальнейшим развитием ламинатных сукон стали сукна, в которых один из кар-
касов представляет собой перфорированную полиуретановую мембрану. Форму,
диаметр и шаг отверстий мембраны выбирают с учетом требуемой проницаемо-
сти сукна и равномерности распределения давления. Сукном такого типа являет-
ся сукно Apertech, верхний каркас которого представляет собой мембрану тол-
щиной 0,5 мм с отверстиями диаметром 1,4 мм и массой 360 г/м2. Живое сечение
мембраны составляет 33 %.
2.5.10. Кондиционирование прессовых сукон
При прессовании в зоне контакта валов в сукно вместе с вытесняемой из
бумажного полотна водой переходят твердые частицы (мелкие волокна, напол-
нитель и т. д.), проклеивающие вещества, влагопрочные смолы. Задерживаясь в
347
порах сукна, эти частицы уменьшают объем свободного порового пространства
сукна, что приводит к снижению его проницаемости. Особенно опасно нерав-
номерное забивание сукна по ширине, ведущее к появлению на бумажном
полотне мокрых полос. В результате на бумаге в сушильной части образуются
морщины, и неизбежна пересушка бумаги для устранения участков с повы-
шенной влажностью. Для поддержания сукна в нормальном рабочем состоянии
применяют различные системы кондиционирования прессовых сукон. Процесс
кондиционирования обычно включает в себя три основных этапа:
обработка сукна в целях отделения загрязняющих частиц от волокон;
предотвращение повторного соединения отделенных частиц с волокнами
сукна;
удаление загрязняющих веществ и обеспечение требуемой влажности сукна
перед входом в зону контакта.
Представим расположение элементов системы кондиционирования сукна
(рис. 2.5.37). Для отделения загрязняющих частиц на первом этапе используют
спрыски высокого давления (СВД). На втором этапе при помощи спрысков
низкого давления подается большое количество воды. На третьем этапе избы-
точная вода вместе с загрязняющими частицами удаляется при помощи отса-
сывающих щелевых сукномоек. СВД обычно состоит из спрысковой трубы, в
которую на определенном расстоянии вваривают бобышки с наружной или
внутренней резьбой. На последнюю навинчивают насадки сопел, обеспечиваю-
щие струю игольчатой или веерной формы. Отделение загрязняющих веществ
происходит за счет кинетической энергии струи воды, ударяющейся о поверх-
ность сукна. При ударе разрушается связь между загрязняющими частицами и
волокнами сукна, загрязнения вымываются на поверхность, с которой затем
удаляются отсасывающими сукномойками.
Эффективность кондиционирования определяется расположением спрыс-
ка относительно сукна. При использовании тканых шерстяных сукон спрыски
обычно располагали с внутренней стороны сукна. При этом давление воды при-
нимали таким, чтобы струя воды “пробивала” сукно, что обеспечивало вымы-
вание загрязнений из сукна на его лицевую сторону, после чего они удалялись
Рис. 2.5.37. Система кондиционирования прессового сукна
348
сукномойками, устанавливаемыми на лицевой, соприкасающейся с бумажным
полотном стороне сукна. Такая установка спрысков уменьшала опасность по-
вреждения лицевой стороны сукна. При применении иглопробивных много-
слойных сукон необходимо обеспечить очень высокое давление воды в спрыс-
ке, чтобы при его расположении внутри сукна энергия струи воды оказалась
достаточной для вымывания загрязнений на наружную поверхность. Кроме того,
конструкция современных прессовых сукон такова, что наименьшие размеры
имеют поры лицевого слоя ватки, в котором в основном и скапливаются за-
грязняющие вещества. Если эти загрязнения проходят через такой слой, то рано
или поздно они будут удалены из сукна вместе с выжимаемой из него в зоне
контакта валов водой. Поэтому в современных системах кондиционирования
СВД располагают с лицевой стороны сукна, и их задача — разрыхлить верхний
слой ватки для облегчения удаления скопившихся в нем загрязнений. Установ-
ку СВД внутри сукна иногда применяют при выработке тонких видов бумаг,
когда решающее значение имеет однородность поверхности лицевой стороны
сукна. Струя спрыска должна иметь небольшой наклон против хода сукна (20—
40°). В большинстве случаев эти спрыски снабжены игольчатыми соплами, но
иногда применяют и веерные сопла с углом веера 30°. Диаметр отверстий иголь-
чатых сопел 0,7—1,0 мм, веерных — 1,0—1,5 мм. При больших диаметрах отвер-
стий возрастает опасность повреждения сукна. При постоянной работе спрыска
давление воды может достигать 1,0—1,5 и 4,0 МПа — при периодической работе.
Обычно в начале работы сукна давление воды почти в два раза ниже, чем к
концу срока его службы, когда оно уплотнено и поры его частично забиты.
Расход воды при давлении 2,5 МПа для сопел с диаметром 0,7 мм рекоменду-
ется принимать 5 л/мин на 1 м ширины сукна и 12 л/мин при диаметре 1,0 мм.
Большое влияние на эффективность работы СВД оказывает также расстоя-
ние от спрыска до сукна. Обычно оно составляет 100—150 мм, так как на таком
расстоянии струя еще сохраняет компактную форму.
Скорость движения СВД по ширине машины колеблется от 6 мм/мин на
длинных сукнах тихоходных многоцилиндровых машин до 100—150 мм/мин на
сукнах высокоскоростных машин. Обычно расстояние между отверстиями наса-
док 150—200 мм. Величина хода спрыска по ширине машины принимается в два
раза больше расстояния между отверстиями соседних насадок. Это гарантирует
100 %-ную промывку сукна даже при забивании отдельных насадок.
Для равномерного покрытия поверхности сукна водой скорость перемещения
СВД должна быть согласована со скоростью машины, длиной сукна, расстоянием
между крайними положениями насадки. Для способа очистки “струя за струей”,
при котором за один пробег сукна спрыск перемещается только на ширину очи-
щенной полосы, скорость осцилляции можно рассчитать по формуле
где vc.n — скорость механизма осцилляции, мм/мин; тм — скорость машины,
м/мин; Lc — длина сукна, м; е — ширина очищенной полосы (ширина струи в
месте соприкосновения струи с поверхностью сукна), мм.
349
Необходимое время очистки Т, за которое игольчатая струя покрывает всю
поверхность сукна.
е’
где а — расстояние между соплами, мм.
При данном способе очистки скорость механизма осцилляции должна быть
очень малой. В тех случаях, когда используются механизмы, работающие на
более высоких скоростях, струя спрыска оставляет на сукне клетчатый рисунок.
При расчете скорости механизма осцилляции, при которой будет обеспечена
сплошная промывка сукна, обозначим расстояние между крайними положени-
ями отдельной насадки h. Предположим, что за время Т насадка совершит Nc a
полных циклов перемещения, а сукно за это же время сделает Nc пробегов.
Тогда в следующий промежуток времени Т насадка будет повторять траекторию
своего движения относительно сукна. При этом при четном числе пробегов
сукна будет наибольшее расстояние 8 между соседними участками траектории
движения насадки:
Если число пробегов нечетное, то в знаменатель вместо N надо подставить
(Nc ~ 1).
Для равномерной промывки сукна необходимо, чтобы расстояние между
соседними участками траектории насадки, измеренное по нормали, было рав-
но ширине очищающей струи е:
2h vM 2h
7VM + Vc
(2.5.1)
В формуле (2.5.1) скорости имеют одинаковую размерность. Отсюда можно
найти необходимое число пробегов сукна:
Nc= —
е
Время полной промывки сукна
т _ LcNc
vCI, vu
Скорость насадки можно найти, задавшись числом циклов перемещения
насадки N ;
= 2Л^,у,
V‘n NJ*
350
Пусть, например, длина сукна Lc = 20 м, скорость машины vM = 600 м/мин,
расстояние между насадками Л = 200 мм, диаметр отверстия сопла 1 мм. Тогда,
если учесть, что струя в месте соприкосновения с сукном оставляет очищен-
ную полосу е ~ 2 мм, для способа очистки “струя за струей” получим значение
скорости осцилляции 60 мм/мин, необходимое время очистки будет равно
3,3 мин. При втором способе потребуется 200 пробегов сукна. Время полной
очистки составит 400 мин. При числе циклов перемещения насадки, равном
100, скорость осцилляции составляет 100 мм/мин, при 200 циклах она будет
равна 200 мм/мин. Таким образом, при втором способе скорость механизма
осцилляции может быть значительно больше, но соответственно возрастает и
время, необходимое для промывки. В настоящее время широкое применение
получили линейные и гидравлические механизмы осцилляции. В линейных ме-
ханизмах преобразование вращательного движения в равномерное поступатель-
ное осуществляется с помощью передачи винт—гайка. В зависимости от типа
редуктора механизм осцилляции может работать в диапазоне скоростей 5-
400 мм/мин. В гидравлических механизмах возвратно-поступательное движение
осуществляется при помощи гидравлического цилиндра двойного действия. Кла-
пан переключения обеспечивает мгновенное изменение направления движе-
ния в конечных положениях спрыска. Скорость осцилляции может изменяться в
пределах 20—1500 мм/мин.
Насосы для СВД подбирают по максимальному давлению и расходу. При
давлении менее 2 МПа применяют центробежные насосы, при большем давле-
нии — поршневые. Эффективность работы спрыска можно повысить, исполь-
зуя горячую воду. Желательно, чтобы температура воды составляла 40—60 °C.
Обычно в спрысках используют отфильтрованную водопроводную воду. Однако
даже в этом случае возможно забивание отверстий спрыска. Поэтому применя-
ют спрыски, способные самоочищаться. Например, известна конструкция
спрыска, в котором с этой целью применена эластичная мембрана. Для получе-
ния игольчатой струи центральная часть мембраны имеет утолщение, в кото-
ром рассверлено отверстие. При забивании отверстия давление над мембраной
повышается и мембрана деформируется. В результате частицы загрязнений вме-
сте с водой выходят через отверстие.
На втором этапе перед сукномойками сукно обрабатывается большим ко-
личеством очищенной оборотной или свежей воды, что позволяет предотвра-
тить повторное осаждение загрязняющих веществ на волокна сукна и облегчает
его очистку. Для подачи воды на сукно применяют спрыски низкого давления,
создающие веерообразную струю. Обычно угол веера спрысков составляет 40—
60°, давление воды — 0,2—0,4 МПа. Расход воды зависит от массы 1 м2 сукна и
положения пресса в прессовой части и составляет 10—12 л/мин на каждый метр
сукна. Расход воды зависит от расположения пресса в прессовой части. Для су-
кон первых прессов, принимающих из бумаги большое количество воды, а
следовательно, и большое количество загрязнений, требуется больший расход
воды, чем для сукон последующих прессов. Благодаря применению веерообраз-
ной струи происходит смачивание большей площади поверхности сукна. Рас-
стояние между соплами спрыска низкого давления обычно составляет 100—
250 мм в зависимости от расстояния до сукна, которое также лежит в этом
351
Рис. 2.5.38. Поперечное сечение
однощелевой сукномойки:
1— керамическая планка; 2— прижимная
планка; 3— корпус сукномойки;
4— вакуумный трубопровод для отвода
водовоздушной смеси
диапазоне. Поскольку ни один тип веер-
ного спрыска не обеспечивает равномер-
ного распределения воды, то желательно
применение осциллирующих спрысков.
При использовании двух сукномоек
в целях предотвращения оплавления сук-
на между спрысками также должен быть
установлен спрыск низкого давления.
Расход воды в этом спрыске меньше, чем
в соседних, и обычно равен 5 л/мин на
1 м ширины сукна. Чаще всего такие
спрыски неподвижны.
На третьем этапе вода, содержащая
загрязнения, удаляется из сукна. В совре-
менных прессах этого добиваются при
помощи щелевых отсасывающих сукно-
моек. Простейшая сукномойка состоит из
трубчатого корпуса, имеющего сквозную
щель на стороне, соприкасающейся с
сукном (рис. 2.5.38).
Щель образована планками из металлокерамики или полиэтилена высоко-
го давления 1, которые фиксируют на корпусе 3 при помощи прижимных пла-
нок. Для лучших условий удаления водовоздушной смеси отверстие вакуумного
трубопровода 4 смещено в направлении движения сукна. Под действием вакуу-
ма, создаваемого в корпусе сукномойки при помощи вакуум-насосов, из сукна
отсасывается вода. Вместе с этой водой удаляются и загрязнения. Одновременно
повышается и сухость сукна.
На эффективность работы сукномойки решающее влияние оказывают два
фактора: величина разрежения и ширина щели сукномойки. Величина вакуума
определяет перепад давления на сукне, от которого зависит количество удаля-
емых воды и загрязнений. Ширина щели определяет продолжительность дей-
ствия перепада давления на сукно. При большой ширине щели из сукна удаля-
ется большее количество воды, но под действием вакуума сукно втягивается
внутрь щели, что приводит к более интенсивному износу его кромками планок
сукномойки. Ширина щели зависит в первую очередь от скорости машины. Прак-
тика показала, что в большинстве случаев для нормальной работы сукномойки
необходимо, чтобы сукно находилось над щелью в течение 2—4 мс. При этом
ширина щели должна находиться в пределах 8—16 мм, оптимальное значение —
10—14 мм. Скорость просасываемого через сукно воздуха в системе должна быть
около 10 м/с. По этим значениям можно выбрать необходимое число щелей и
производительность вакуум-насоса. Так, например, при скорости 600 м/мин
общая ширина щелей сукномоек должна быть 0,003 с • 10 м/с = 0,03 м (30 мм).
Следовательно, при ширине одной щели 10 мм потребуется установка трехще-
левой сукномойки. Суммарный расход воздуха составит на 1 м ширины сукна
1 ‘ 0,03 • 10 = 0,3 м3/с (18 м3/мин). При применении более узких щелей образу-
ются “мостики” или щели забиваются мелким волокном и частицами наполни-
352
теля. Приведем рекомендуемые значения ширины щели при разных скоростях
машины:
Скорость машины, м/мин До 300 300- 450 450- 600 600- 750 750- 900 900— 1050 1050— 1400 Более 1400
Суммарная ширина щели, мм 12 15 20 25 30 35 40 46-50
Разрежение в корпусе сукномойки должно быть не менее 127 мм рт. ст.
Расход просасываемого через сукно воздуха зависит в первую очередь от струк-
туры сукна. Для сукон с более открытой структурой типа “ватка на сетке” тре-
буется больший расход воздуха, чем для более плотных сукон типа “ватка на
ткани”. Обычно расход воздуха составляет 660—970 м3/(мин • м2), а скорость
воздуха в отводящем трубопроводе — 18—20 м/с до водоотделителя и 28—30 м/с
после водоотделителя. Очень важно правильно выбрать диаметр корпуса сукно-
мойки. Приведем размеры корпуса щелевой сукномойки в зависимости от рас-
хода воздуха:
Расход воздуха, м3/мин 20 34 54 79 ПО 160 230 290
Диаметр сукномойки, мм 150 200 250 300 350 400 450 500
В качестве вакуум-насосов применяют водокольцевые вакуумные насосы и
турбовоздуходувки. Для первых характерен постоянный расход воздуха, для вто-
рых — постоянный вакуум. Рассмотрим схему водокольцевого вакуумного насо-
са простого действия с радиальным подводом и отводом газа (рис. 2.5.39).
Водяное кольцо
Водяное кольцо
выходит через
выходной патрубок
Рис. 2.5.39. Схема водокольцевого вакуумного насоса:
1 — корпус; 2 — колесо; 3 — нагнетательный патрубок;
4— нагнетательное окно; 5— неподвижный конус; 6— всасывающее окно;
7— всасывающий патрубок; 8— выходной патрубок
353
Рабочее колесо 2, состоящее из ступицы и лопаток, отлитых как одно целое,
эксцентрично расположено в цилиндрическом корпусе 1. В торцевых крышках
насоса установлены неподвижные конусы 5 со всасывающими 6 и нагнетатель-
ными 4 окнами. Рабочая жидкость (вода) заливается в корпус до оси колеса. При
вращении колеса вода центробежной силой отбрасывается к корпусу и между
ступицей колеса и внутренней поверхностью водяного кольца образуется серпо-
образная полость, которая лопатками разделяется на отдельные ячейки. От сече-
ния А до сечения Б при вращении колеса в направлении часовой стрелки объем
рабочих ячеек увеличивается, и в них через всасывающее окно поступает откачи-
ваемый воздух. От сечения Б до сечения В объем рабочих ячеек уменьшается, и,
так как они не соединены ни со всасывающим, ни с нагнетательным окнами,
воздух в них сжимается. Когда рабочие ячейки проходят мимо нагнетательного
окна 4, воздух вследствие уменьшения объема рабочих ячеек вытесняется в на-
гнетательную полость конуса, а оттуда — в нагнетательный патрубок 3. Лопатки
колеса посередине имеют диск, который разделяет насос на две половины. Каж-
дая половина насоса может быть присоединена к трубопроводам с различным
давлением и функционировать независимо друг от друга.
Температура воды в кольце поддерживается в заданных пределах путем под-
вода в него охлаждающей воды. В кольцо вода обычно подводится через всасы-
вающее окно. Для отделения откачиваемого воздуха от воды и устранения пуль-
саций давления за нагнетательным патрубком устанавливают водоотделитель.
Для насосов такого типа характерной особенностью являются постоянные про-
изводительность и потребляемая мощность в широком диапазоне создаваемого
вакуума (рис. 2.5.40).
Как отмечалось ранее, свойства прессовых сукон в течение их службы ме-
няются. В частности, сукна уплотняются, забиваются мелким волокном и на-
Рис. 2.5.40. Характерные показатели
жидкостно-кольцевого насоса
354
Вакуум, кПа
Рис. 2.5.41. Характерные показатели
вакуумного насоса для системы
кондиционирования прессового сукна:
1 — новое сукно; 2 — старое сукно
полнителем, в результате чего их проницаемость снижается. При установке во-
докольцевого вакуумного насоса значение вакуума при работе на старом сукне
увеличивается, что приводит к повышению его сухости (рис. 2.5.41).
На проницаемость сукна влияет и его начальная влажность. При увеличе-
нии влажности сукна перед сукномойкой повышается и его сопротивление
потоку воздуха. При использовании водокольцевого насоса при увеличении
влажности автоматически возрастает и вакуум, что позволяет поддержать влаж-
ность сукна после сукномойки на прежнем уровне.
Одним из наиболее широко применяемых типов водокольцевых вакуумных
насосов на бумагоделательных машинах являются насосы типа Nash фирмы
Ahlstrom. Для эффективной работы системы кондиционирования желательно,
чтобы каждое сукно имело собственный вакуум-насос. Схема вакуумной систе-
мы прессовой части современной машины для выработки газетной бумаги пред-
ставлена на рис. 2.5.42.
355
К сборнику подссточной воды
Рис. 2.5.42. Вакуумная система БДМ для выработки газетной бумаги
2.5.11. Прессовые части бумаго- и картоноделательных машин
Современные БДМ и КДМ чаще всего применяют для выработки опреде-
ленного вида продукции, требования к качеству которой определяют конст-
руктивные особенности машины. Эффективность обезвоживания бумажного
полотна в прессовой части, как отмечалось ранее, определяется сопротивлени-
ем сжатию волокнистого скелета и сопротивлением фильтрации воды в сжима-
емом бумажном полотне. Для некоторых видов бумаги, например санитарно-
гигиенических бумаг, высококачественной печатной бумаги массой до 100 г/м2,
включая офсетную, газетную и др., решающим фактором является сопротивле-
ние сжатию бумажного полотна. Поскольку проницаемость мокрого бумажного
полотна этих видов бумаги велика и в сжатом состоянии, то гидравлическое
давление в порах полотна незначительно даже при больших внешних нагрузках.
Поэтому для этих видов продукции применяют прессы с “жесткой” зоной кон-
такта валов, образуемой, например, гранитным валом и желобчатым валом с
рубашкой из нержавеющей стали без резинового покрытия. Учитывая малую
массу квадратного метра такого вида продукции, а следовательно, и небольшое
количество воды, удаляемой при прессовании, в этих прессах используют лег-
кие, но жесткие сукна. Кроме того, большое влияние на конечную сухость ока-
зывает повторное увлажнение бумаги на выходной стороне зоны прессования.
Поэтому на тихоходных и среднескоростных машинах, вырабатывающих дан-
ные виды продукции, не применяют прессование между двух сукон. Для умень-
шения обратного впитывания используют сукна с тонкими волокнами ватки на
лицевой стороне сукна.
К видам бумаги, на обезвоживание которых решающее влияние оказывает
повышенное сопротивление полотна фильтрации воды, относится бумага, вы-
рабатываемая из массы высокой степени помола и бумага большой массой 1 м2.
При прессовании таких видов бумаги и картона следует в первую очередь уве-
личивать продолжительность прессования. Поэтому наиболее рациональным в
данном случае является применение прессов с удлиненной зоной прессования.
При использовании прессов валкового типа увеличения продолжительности
прессования можно добиться, применяя валы большего диаметра с более мяг-
кими покрытиями и тяжелые сукна. Целесообразно подогревать бумажное по-
лотно.
Прессовая часть большинства современных машин состоит из компактного
многовального пресса с тремя или четырьмя зонами прессования, после кото-
рого при необходимости может устанавливаться один или два отдельно сто-
ящих двухвальных пресса. Часто применяемые схемы прессовых частей — прес-
са Twinver, Tri-Vent, Tri-nip, Bi-nip, универсальный пресс.
Twinver-npecc состоит из пересасывающего, отсасывающего, гранитного и
желобчатого валов (рис. 2.5.43). Пресс позволяет уменьшить сеточную марки-
ровку, поскольку сеточная сторона бумажного полотна в двух захватах кон-
тактирует с гладкой поверхностью гранитного вала. В третьей зоне прессования
с гладкой поверхностью соприкасается верхняя сторона бумаги. Преимуществом
пресса является также то, что первая открытая проводка бумажного полотна
происходит после двух зон прессования, что снижает обрывность в прессовой
357
1
2
3
4
Рис. 2.5.43. Twinver-npecc:
1— гауч-вал; 2— сукно “пикап”; 3— пересасывающий вал;
4— верхний желобчатый вал; 5— сукно; 6— бумажное полотно;
7— гранитный вал; 8— отсасывающий вал
части. Пресс обеспечивает легкое удаление брака. Недостатки данной конструк-
ции — образование воздушных пузырей перед третьей зоной прессования, опас-
ность обрыва на открытом участке между второй и третьей зонами прессования
и сложность компоновки привода валов.
Tri-nip-npecc состоит из пересасывающего вала и многовального пресса,
образованного двумя желобчатыми, отсасывающим и гранитным валами
(рис. 2.5.44). Вместо гранитного вала часто применяют гладкий вал с покрыти-
ем из заменителя гранита. В 1-й зоне, образованной нижним желобчатым и
отсасывающим валами, прессование происходит между двух сукон. Во 2-й зоне,
образованной отсасывающим и гранитным валами, и в 3-й зоне, образованной
гранитным и верхним желобчатым валами, бумажное полотно прессуется с
одним сукном.
Преимуществом пресса является то, что первая открытая проводка полот-
на происходит только после третьей зоны прессования, где бумажное полотно
приобретает высокую прочность. Для повышения эффективности обезвожива-
ния напротив второй камеры отсасывающего вала возможна установка паровой
камеры. Однако необходимо учитывать и повышение температуры гранитного
вала. Это опасно как из-за возникновения температурных напряжений, способ-
ных привести к разрушению вала, так и из-за пересыхания поверхности вала и
нарушения нормальной работы шаберов.
Недостатком Tri-nip-npecca является высокая нагрузка на отсасывающий
вал, обусловленная его контактом с двумя валами. Это требует увеличения тол-
щины рубашки вала или уменьшения живого сечения поверхности по сравне-
нию с обычными отсасывающими валами. Более высокие требования предъяв-
ляются и к покрытию вала. Оно должно иметь высокую твердость, чтобы
уменьшить потери на гистерезис в резине и, следовательно, разогрев покрытия.
Иногда используют вал без покрытия.
358
6
Рис. 2.5.44. Tri-nip-npecc с паровой камерой:
1 — гауч-вал; 2— пересасывающий вал; 3 — сукно “пикап”; 4— отсасывающий вал;
5— гранитный вал; 6 — желобчатый вал; 7 — верхнее сукно; 8— бумаговедущий вал;
9— бумажное полотно; 10— паровая камера; 11 — нижнее сукно; 12— желобчатый вал
Рассмотрим схему, с помощью которой можно устранить эти недостатки
(рис. 2.5.45). Гранитный вал поднят над отсасывающим валом, а вторая зона
прессования образована желобчатым и гранитным валами. Это позволяет уве-
личить давление во второй и в третьей зонах прессования. Уменьшается опас-
ность чрезмерного нагрева гранитного вала при установке паровой камеры у
отсасывающего вала. Однако требуется применение дополнительного желобча-
того вала. Следует отметить, что в обоих вариантах имеет место разносторон-
ность вырабатываемой бумаги, поскольку ее сеточная сторона соприкасается с
гранитным валом два раза, а лицевая — ни разу.
Для уменьшения разносторонности прессовую часть, содержащую Tri-nip-
npecc, часто оснащают отдельно стоящим двухвальным прессом. Такую прессо-
вую часть используют на высокоскоростных машинах, вырабатывающих писче-
печатные виды бумаги. Обычно давление в зонах прессования 65, 80 и 120 кН/м.
Модификацией Tri-nip-npecca является Bi-nip-npecc (рис. 2.5.46), отлича-
ющийся отсутствием верхнего желобчатого вала. Поскольку перед первым уча-
стком свободной проводки бумажного полотна расположены только две зоны
прессования, эту схему целесообразно применять при выработке легко обезво-
живаемых видов бумаги и картона.
На высокоскоростных машинах, вырабатывающих газетную бумагу, хоро-
шо зарекомендовала себя схема Tri-Vent-npecca (рис. 2.5.47). В прессе Tri-Vent
бумажное полотно проходит через четыре зоны прессования. В этом прессе тре-
тья и четвертая зоны прессования образованы гранитным валом и желобчаты-
ми валами подобно прессу Tri-nip с дополнительным желобчатым валом. Од-
нако в прессе Tri-Vent каждый желобчатый вал имеет свое прессовое сукно.
Отсасывающий вал пресса Tri-Vent обычно изготавливают из нержавеющей
стали без резиновой облицовки, а желобчатые валы имеют полиуретановые
покрытия. Такая конфигурация позволяет работать с более высокими линейны-
359
7
Рис. 2.5.45. Tri-nip-npecc с дополнительным желобчатым валом:
7 — гауч-вал; 2 — пересасывающий вал; 5— сукно “пикап”;
4 — отсасывающий вал; 5, 7, 13 — желобчатые валы; 6 — гранитный вал;
8— верхнее сукно; 9— бумаговедущий вал; 10— бумажное полотно;
11— паровая камера; 12— нижнее сукно
ми давлениями в захватах, а также использовать паровую камеру у поверхности
отсасывающего вала для корректировки профиля влажности. Первая свободная
проводка бумажного полотна происходит после четырех зон прессования. По-
этому опасность обрывов даже при работе на высоких скоростях мала.
Рис. 2.5.46. Bi-nip-npecc:
1— гауч-вал; 2— сукно “пикап”; 3— пересасывающий вал;
4— отсасывающий вал; 5— гранитный вал; 6— бумажное полотно;
7— бумаговедущий валик; 8— нижнее сукно; 9 — желобчатый вал
360
7
5
6
Рис. 2.5.47. Tri-Vent-npecc:
1 — бумажное полотно; 2 — пересасывающий вал; 3— сукно “пикап”;
4— отсасывающий вал; 5, 8— верхние сукна; 6, 7, 12— желобчатые валы;
9— бумаговедущий валик; 10— гранитный вал; 11 — нижнее сукно; 13— сетка
Для выработки тяжелых видов бумаги и картона используют универсаль-
ные прессы, отличающиеся компактной конструкцией, например трехвальный
Combi-пресс (рис. 2.5.48). В этом прессе первый вал отсасывающий с двумя
камерами — широкой и узкой, второй вал гранитный, третий — желобчатый.
Первый и третий валы приводные. Преимущества этого пресса — способность
работать с бумагой разной массы 1 м2; нет опасности отделения бумажного по-
лотна от пересасывающего сукна; повышение гладкости сеточной стороны; лег-
кость удаления брака.
При необходимости в прессовую часть вводят отдельно стоящий пресс.
В последнее время в этом качестве часто используют пресс с валами большого
диаметра, что позволяет существенно повысить сухость после прессовой части.
Повышения производительности бумагоделательных машин при выпуске кон-
кретной продукции добиваются двумя способами: увеличением ширины машин и
рабочей скорости. Увеличение ширины машин сопровождается повышением веса
узлов машины, в частности прессовых, бумаге- и сукноведущих валов. При увели-
чении расстояния между опорами валов возрастают изгибающие моменты, а сле-
довательно, прогибы и напряжения. Более простой путь — повышение рабочей
скорости. Однако при этом возникают проблемы с отделением бумажного полотна
от прессовых валов. В качестве примера рассмотрим процесс отделения бумажного
полотна от центрального вала многовального пресса (рис. 2.5.49).
Для отделения бумажного полотна требуется преодолеть силу адгезии меж-
ду поверхностью вала и полотном, силу притяжения полотна к валу, обуслов-
ленную разрежением, создающимся между полотном и поверхностью вала в
месте отделения, центробежную силу из-за искривления полотна после отделе-
361
Рис. 2.5.48. Combi-пресс:
7— сетка; 2 — отсасывающий вал; 5— гранитный вал;
4 — бумаговедущий валик; 5 — желобчатый вал
Рис. 2.5.49. Отделение бумажного
полотна от центрального вала
многовального пресса:
1— центральный вал; 2 — центробежная
сила; 3— вакуум; 4— сила адгезии;
5— поток воздуха, создаваемый
вращающимся бумаговедущим валиком;
6— бумаговедущий валик;
7— бумажное полотно
Рис. 2.5.50. Устройство для
облегчения отделения бумажного
полотна от поверхности вала:
7— вал; 2— датчик положения;
3 — бумаговедущий вал;
4 — бумажное полотно;
5— очистной спрыск;
6— воздушное сопло;
7— шарнир; 8— шабер вала
362
ния от вала, также прижимающую полотно к валу. Кроме того, в результате
вращения бумаговедущего валика создается граничный поток воздуха, кото-
рый, воздействуя на бумажное полотно, препятствует его отделению от вала.
Для преодоления этих сил необходимо натяжение бумажного полотна, которое
достигается повышением скорости следующих за центральным валом валов. Для
устранения влияния вакуума, возникающего между полотном и поверхностью
вала, применяют специальное устройство (рис. 2.5.50). Оно представляет собой
трубу, в которую под определенным давлением подается воздух. Труба снабже-
на соплами, расположенными на определенном расстоянии друг от друга. По-
ложение трубы можно регулировать, обеспечивая попадание воздуха в место
отделения бумажного полотна от поверхности вала. Для определения положе-
ния линии отделения бумажного полотна от вала служит лазерный датчик по-
ложения. Для очистки сопел от мелкого волокна и других посторонних частиц
устройство снабжено очистным шабером. Однако, как известно, центробежная
сила пропорциональна квадрату скорости и массе 1 м2. Поэтому при высоких
скоростях (1600—1800 м/мин) необходимое для отделения полотна от вала на-
тяжение в основном определяется именно этой силой. Поскольку необходимая
величина натяжения становится больше прочности полотна, многовальные
прессы при работе на указанных скоростях не используют из-за повышения
обрывности.
С увеличением скорости машин и содержания в композиции бумаги и кар-
тона полуфабрикатов высокого выхода и макулатуры возникла необходимость в
значительном увеличении продолжительности прессования. Решить эту пробле-
му можно, применяя в прессовых частях башмачные прессы (см. выше). Прессо-
вая часть высокоскоростной машины (рис. 2.5.51) состоит из двух одинаковых
прессов с удлиненной зоной прессования. Вал с башмаком и с гибкой оболоч-
кой устанавливают в верхней позиции, более тяжелый вал с регулируемым
прогибом — в нижней. В этой прессовой части отсутствует открытая проводка
Рис. 2.5.51. Прессовая часть высокоскоростной машины:
1— пересасывающий вал; 2— I пресс; 3— И пресс;
4— отсасывающий вал; 5— сушильный цилиндр
363
бумажного полотна, что позволяет полностью исключить опасность обрывов
из-за чрезмерного натяжения полотна при снятии его с пресса. Для надежного
отделения бумажного полотна от верхнего сукна сукноведущий валик нижнего
сукна, устанавливаемый в месте разделения сукон, имеет отсасывающую каме-
ру. Отделение бумажного полотна от нижнего сукна I пресса и передача его на
верхнее сукно II пресса осуществляются при помощи отсасывающего сукнове-
дущего валика верхнего сукна II пресса. Также отсасывающий валик обеспечи-
вает надежную передачу бумажного полотна из прессовой части в сушильную.
В обоих захватах прессование проводится между двух сукон, которые подбира-
ются таким образом, чтобы обеспечить одинаковое количество воды, выжима-
емой с верхней и нижней поверхностей бумаги. Использование прессов баш-
мачного типа позволяет даже при работе на высоких скоростях получать высокую
сухость бумажного полотна после прессовой части. При выработке легковесных
видов бумаги II пресс может работать без нижнего сукна в целях уменьшения
влияния обратного впитывания на сухость полотна после пресса.
2.5.12. Расчет обезвоживающей способности прессов
(по данным проф. Н.Е. Новикова и доц. А.Б. Коновалова)
В настоящее время расчет обезвоживающей способности прессов бумаге- и
картоноделательных машин производится в основном с использованием эмпири-
ческих зависимостей. Это обусловлено сложностью создания математической мо-
дели, отражающей основные процессы, происходящие в бумажном (картонном)
полотне, в прессовых сукнах и в покрытиях прессовых валов в зоне прессования.
К сожалению, многочисленные эмпирические формулы, предлагаемые для расчета
сухости бумажного полотна после пресса, пригодны лишь для условий прессова-
ния, идентичных тем, при которых данные формулы были получены. Кроме того, их
трудно использовать для расчета прессовой части, состоящей из нескольких прес-
сов, так как в них не учитываются изменения в структуре бумажного полотна после
каждой зоны прессования. Их преимущество — легкость использования, обуслов-
ленная простотой расчетов. В качестве примера приведем формулу для определения
сухости бумаги после пресса С, предложенную проф. Н.Е. Новиковым:
с_
Vе ШР* ’ °’
где А — коэффициент, характеризующий конструкцию пресса (для обычного пресса
0,811; для отсасывающего— OjTSS/Z0,023/?0’047; для желобчатого— 0,713/—°’038Z?~0’063,
где Н— вакуум в отсасывающей камере, мм рт. ст.; В — ширина камеры, мм; t —
шаг между желобками, мм; Ь — ширина желобков, мм); а — коэффициент вида
бумаги (табл. 2.5.3); т — коэффициент, зависящий от марки сукна, массы бумаги
и скорости машины (табл. 2.5.4); р — среднее удельное давление между валами,
МПа; Сс — сухость сукна перед прессом, %; Со — сухость бумаги перед прессом, %;
о — масса 1 м2 бумаги, г/м2; v— скорость машины, м/мин; ШР — степень помола
массы, ’ШР; р — коэффициент, зависящий от массы 1 м2 бумаги/картона
(табл. 2.5.5); у, 0, со, е, у — экспериментальные коэффициенты (табл. 2.5.6).
364
Таблица 2.5.3
Значения коэффициента вида бумаги <х
Вид бумаги Масса бу- маги, г/м2 Тип пресса
обычный отсасывающий желобчатый
Типографская 63 0,98 0,99 1,04
Этикеточная 100 0,94 0,87 0,85
Газетная 51 0,98 0,96 1,04
Газетная для быстроход- ных машин при темпе- ратуре массы 40—50 °C 51 — 1,08 —
Мешочная 78 0,86 0,73 —
Писчая № 1 70 — 0,81 —
120 1,09 0,75 —
Для глубокой печати 75 — 1,02 —
Светооснова 70 0,86 0,72 —
Конденсаторная И 0,84 0,98 —
6 0,78 0,75 —
Кабельная 91 0,86 0,63 —
Таблица 2.5.4
Значения коэффициента т
Масса бу- маги, г/м2 Скорость машины, м/мин Градус помола, °ШР
Обычный пресс Отсасывающий пресс Желобчатый пресс
До 60 Более 60 До 60 Более 60 До 60 Более 60
До 100 До 600 9,07 15,8 — — — —
Более 100 До 600 15,80 27,1 — — — —
До 125 До 100 — — 21,0 36,1 14,70 27,1
До 125 Более 100 — — 21,0 36,1 21,94 39,5
Более 125 До 100 — — 44,7 77,5 35,80 61,1
Более 125 Более 100 — — 44,7 77,5 49,75 92,1
Удельное давление определяют по формуле
2,174^0,737
" рОЛт’О.275 ’ МПа,
где q — линейное давление, кН/м; D — диаметр нижнего вала пресса, мм; Т—
твердость резины, единица по ТШМ-2.
Коэффициент <в для желобчатого пресса зависит от скорости машины. При
скорости до 100 м/мин со = -0,022, при скорости более 100 м/мин — 0,067.
365
Таблица 2.5.5
Значения коэффициента массы бумаги (картона) Р
Масса бумаги, г/м2 Тип пресса
обычный отсасывающий желобчатый
До 100 0,037 — —
Более 100 -0,083 — —
До 125 — 0,026 0,100
Более 125 — -0,130 -0,0694
Таблица 2.5.6
Значения экспериментальных коэффициентов у, 0, со, е, у
Коэффициент Тип пресса
обычный отсасывающий желобчатый
Y 0,091 0,123 0,147
0 0,291 0,070 0,070
CD 0,250 0,127 См. в тексте
е 0,085 0,055 0,145
V, при помоле: до 60 °ШР более 60 °ШР 0,145 0,145 0,145
0,272 0,272 0,272
В качестве примера математической модели процесса прессования приве-
дем модель, разработанную доц. А.Б. Коноваловым. Бумажное полотно он рас-
сматривает как пористую среду, в которую помимо твердой фазы, образован-
ной целлюлозными волокнами, входит система пустот — пор. Поровое
пространство разделяется на внешнее и внутреннее. Внешнее поровое простран-
ство образовано системой пор, находящихся вне целлюлозных волокон. Оно
заполнено водой и воздухом, которые в процессе сжатия бумажного полотна в
прессовом захвате удаляются из бумажного полотна в прессовое сукно. Внут-
реннее поровое пространство образуют поры, находящиеся внутри волокон.
Предполагается, что количество воды, находящейся внутри волокон, в про-
цессе механического уплотнения бумажного полотна остается неизменным.
Поэтому внешнее поровое пространство можно назвать активным, а внутрен-
нее — неактивным поровым пространством. Сжимаемостью воды и целлюлозы
пренебрегаем. Объем бумажного полотна И складывается из объема воды V° и
объема воздуха V2 во внешнем поровом пространстве, объема волокон V3 и
объема воды, находящейся внутри волокон И|Я:
V = Vxa + VtH+ К2 + V3.
В качестве характеристик порового пространства используют коэффициент
активной пористости е и предельный коэффициент пористости elim:
366
F^+K3’lim vy '
Прессование бумажного полотна происходит в прессовом захвате, образу-
емом двумя валами и характеризующимся шириной площадки контакта валов а
и законом распределения внешнего давления q(x) по ширине площадки кон-
такта (рис. 2.5.52).
Поскольку радиус прессовых валов намного больше толщины бумажного
полотна, то кривизной площадки контакта можно пренебречь. Учитывая, что
проницаемость бумажного полотна в машинном направлении (вдоль оси х)
меньше проницаемости в направлении оси z, и пренебрегая фазовыми перехо-
дами, прессование бумажного полотна рассматривают как одномерное движе-
ние трехкомпонентной среды под действием внешней, изменяющейся во вре-
мени сжимающей нагрузки.
В процессе прессования бумажного полотна одновременно с течением воды
и воздуха через его волокнистый скелет происходит деформирование и самого
скелета. Поэтому в данном случае для описания течения воды и воздуха необ-
ходимо использовать закон Дарси—Герсеванова
к. др
Ц -из=—2—Г'>
dz
2 3 ц2 (1 - ф)т dz ’
где ир и2, и3 — скорости воды, воздуха и волокон, отнесенные к занимаемым
ими площадям рассматриваемого сечения порового пространства; <р — водона-
сыщенность (отношение объема активного порового пространства, занятого
водой, к объему активного порового пространства); т — активная пористость,
равная е/( 1 + е).
4
Рис. 2.5.52. Схема прессового захвата:
1— верхний вал; 2— бумажное полотно;
3— прессовое сукно; 4— нижний вал
367
Перемещение верхней границы бумажного полотна затрудняет постановку
граничных условий. Поэтому целесообразно формулировать задачу с использо-
ванием лагранжевой массовой координаты. Выделим двумя горизонтальными
плоскостями, перемещающимися со скоростями, равными скоростям волокон
скелета, элементарный слой бумажного полотна, представляющий собой па-
раллелепипед, высота которого равна dz, а площадь основания — единице.
В процессе уплотнения толщина элементарного слоя dz будет изменяться, но
масса волокон в нем останется постоянной и равной ее начальному (перед
действием внешней нагрузки) значению. Таким образом, эйлеровы координа-
ты z верхней и нижней плоскостей в моменты времени t и (Г + А/) будут разны-
ми, а массовые координаты s — одинаковыми (рис. 2.5.53).
Массовая координата 5 связана с координатой z соотношением
5 = Г-----Вз------
J (1 + е)(1 + eIim) Z’
где р3 — плотность волокон скелета.
Массовая координата верхней границы бумажного полотна будет равна s —
массе 1 м2 воздушно-сухого бумажного полотна. °
Поскольку
_ Рз
dz (1 + е)(1 + elim) ’
то уравнения (2.5.2) могут быть записаны следующим образом:
и -_______^1Рз____Эр
M)(l + e)(l + elira)ds’
и __________*?Рз________dp
ц2(1 -<р)(1 + е)(1 + еНт)
где и2 скорости воды и воздуха относительно волокон скелета.
Рис. 2.5.53. К определению массовой координаты
368
В рассматриваемом элементарном слое содержится масса волокна ds, масса
воды, находящейся в активном поровом пространстве (dMx = е<р(1 + elim)— ds),
Рз
и масса воздуха (^М2=е(1-фХ1 + eiim )—ds). За промежуток времени dt из это-
Рз
го слоя (площадь основания слоя равна единице) через его нижнюю границу
вытекает масса воды, равная
p^nupdt,
а через верхнюю границу поступает масса воды, равная
Pi (цдкр + (uim(f)ds |Л.
В результате за промежуток dt в рассматриваемом слое увеличение массы воды
составит:
д
Эл
(ptu,m(p)dsdt
_э
Эл1 ц,(1+ е)(1+ eUm) Эл
Л4Р1Р3 ЭР
dsdt.
(2.5.3)
Кроме того, это увеличение будет равно
<1 + еит)<Р—ds\dt.
I Рз J
(2.5.4)
Приравнивая выражения (2.5.3) и (2.5.4), можно получить уравнение, опи-
сывающее течение воды в бумажном полотне:
_Э/ еф PlI = 2_Г ^1Р1Рз Эр'
Рз] ^(i + eXI + e,^)2 Эл
(2.5.5)
Аналогично находят уравнение для воздуха:
Э Г ^зРгРз Эр'
Эл|^ц2(1+Е)(1 4-Е^)2 Эл
(2.5.6)
Для преобразования уравнений (2.5.5) и (2.5.6) к более удобному для ре-
шения виду необходимо использовать фильтрационно-компрессионные харак-
теристики бумажного полотна и уравнение состояния воздуха. Коэффициент
пористости зависит от эффективных напряжений в скелете бумажного полотна.
Зависимость, называемую компрессионной характеристикой бумажного полот-
на, можно представить в виде
ЭЦ Рз
369
0,4 0,8 1,2 1,6 2,0
Эффективное напряжение, МПа
Рис. 2.5.54. Зависимость коэффициента
пористости от эффективного напряжения
при разных значениях коэффициента
сжимаемости а, МПа-':
А - 1,0; •—3,0; —5,0
с — с
е - еое
Графики зависимости коэф-
фициента пористости е от эффек-
тивного напряжения о при различ-
ных значениях коэффициента
сжимаемости а и коэффициента
пористости е0 перед прессованием
представлены на рис. 2.5.54. Реше-
ние поставленной задачи осложня-
ется также тем, что бумажное по-
лотно не является абсолютно
упругим материалом и при снятии
внешней нагрузки восстанавлива-
ется не полностью. При составле-
нии модели предполагается, что
разгрузка бумажного полотна, ко-
торая начинается при уменьшении
эффективного напряжения, опи-
сывается уравнением
е = М
Параметры разгрузочной кривой определяют по формулам
£* — С СТгпах • с — С л“аотах
0 - ьтте > ^min “
где отах — максимальное эффективное напряжение, достигаемое в данной точ-
ке бумажного полотна на стадии нагрузки; г — экспериментальный коэффици-
ент, характеризующий компрессионные свойства бумажного полотна при сня-
тии нагрузки.
На рис. 2.5.55 представлены кривые нагружения и разгрузки бумажного по-
лотна при е0 = 4, а = 2 МПа-1, г = 0,02 и отах = 2 МПа.
Проницаемость бумажного полотна для воды и воздуха может быть пред-
ставлена в виде
kj ~ kgkfy, i — 1,2,
где ка — абсолютная проницаемость бумажного полотна; Аф|, Лф2 — относительные
фазовые проницаемости бумажного полотна для воды и воздуха соответственно.
Абсолютная проницаемость зависит только от пористости бумажного по-
лотна:
к — к I + С ( £
к0 ~ Ка —
1 + Eq I Ео
370
Рис. 2.5.55. Кривые нагружения ()
и разгрузки (•) бумажного полотна
Рис. 2.5.56. Зависимость абсолютной
проницаемости бумажного полотна
от коэффициента пористости:
А — п= 1; — п = 4; • — п = 6
где к0, е0 — абсолютная проницаемость и коэффициент пористости бумажного
полотна перед прессованием; п — опытный коэффициент.
Графики зависимости ка от коэффициента пористости при к0 = 5-10-14 и е0 = 4
и разных значениях показателя п представлены на рис. 2.5.56.
Относительные фазовые проницаемости зависят от насыщенности пор со-
ответствующими компонентами:
-
Ч -Фкр, V’5
< 1-(рк₽' ,
z = 1, 2,
где критическая насыщенность материала z-й фазой, т. е. такая насыщен-
ность z-й фазы, при которой ее движение прекращается.
Поскольку эффективное напряжение о = q — р, производную от коэффи-
циента пористости по массовой координате можно записать в виде
Э/ Д dt dt;
Уравнение состояния воздуха при изотермической фильтрации таково:
₽г=р.^.
Ра
где ро — плотность воздуха при атмосферном давлении ра.
Введя безразмерные переменные
t s
То’
371
где 27^ — продолжительность прессования, уравнения (2.5.5) и (2.5.6) можно
записать в виде
Лтс Pi ₽ Pi Э(Р _ го Э (ЛфЛр.Рзе'' др '
р3 Эт Рз дт 5* дуЭу,
Pi да
+Д(ре —-2-;
Рз дт
(‘-^Гд^+^Зе-ей.^
Рз Pajdt Рз дт
7^_af Лф^РзРз£ др Y (1 -<р)е ag
502 3v[ Ц2 Эу J 2 рз Эт’
(2.5.7)
(2.5.8)
где £ — постоянная величина, характеризующая свойства бумажного полотна,
с ________kp_______
Eo(1 + eo)(1 + eiim)2
Для решения системы уравнений (2.5.7) и (2.5.8) используют метод конеч-
ных разностей. Представим результаты расчетов обезвоживания бумажного по-
лотна в прессовом захвате бумажного полотна массой 200 г/м2 (рис. 2.5.57).
Параметры бумажного полотна: сухость перед прессованием 20 %; проница-
емость перед прессованием ка = 510-14 м2; предельный коэффициент пористости
1,2; коэффициент сжимаемости а = 0,8; коэффициент, учитывающий изменение
Скорость машины, м/мин
Рис. 2.5.57. Влияние скорости машины и линейного давления
на сухость бумажного полотна после пресса при прессовании
с одним (а) и с двумя (б) сукнами (линейное давление, кН/м:
• —30; И - 50)
Скорость машины, м/мин
372
50
Рис. 2.5.58. Влияние массы 1 м2 бумаги
и скорости машины на сухость бумажного
полотна после пресса (линейное давление
40 кН/м; скорость, м/мин:
0-100; И — 300)
проницаемости бумажного полотна, п = 2; г = 0,8. При этом предельная сухость
составляет 56,4 %. Ширина зоны прессования принималась равной 20 мм.
Рассмотрим влияние массы 1 м2 бумаги на сухость после прессования при
различных скоростях машины (рис. 2.5.58). Характеристики бумажного полотна
были приняты такими же, как и в предыдущем случае.
Приведенные графики согласуются с существующими представлениями о
процессе прессования, а также с результатами исследований и опытом эксплу-
атации промышленных прессов.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие требования в настоящее время предъявляются к прессовой части бумаго-
и картоноделательных машин?
2. Перечислите основные параметры процесса прессования.
3. Перечислите основные конструктивные и технологические факторы, определяю-
щие обезвоживающую способность прессов.
4. Перечислите основные типы прессов, расскажите об их устройстве и области
применения.
5. Расскажите о способах передачи бумажного полотна из сеточной части в прессовую.
6. В чем заключается бомбировка прессовых валов? Что собой представляют конст-
рукции валов с регулируемым прогибом?
7. Перечислите основные требования к покрытиям прессовых валов.
8. Расскажите о назначении и требованиях к прессовым сукнам. Что собой представ-
ляет конструкция иглопробивных прессовых сукон?
9. Что собой представляет устройство систем кондиционирования прессовых сукон?
10. Перечислите основные типы прессовых частей современных бумаго- и картоноде-
лательных машин.
Н. Как проводится расчет обезвоживающей способности прессов?
373
2.6. СУШИЛЬНАЯ ЧАСТЬ
Сушильная часть бумаго- и картоноделательных машин служит для дости-
жения заданной конечной сухости готовой продукции, обеспечения процессов
формирования структурно-механических свойств бумажного и картонного по-
лотна, придания гладкости поверхности листа и равномерности влагосодержа-
ния по ширине. На сушильных машинах основной задачей сушки является до-
стижение заданной конечной сухости полотна товарной целлюлозы.
В сушильной части могут быть размещены устройства для проклейки, мик-
рокрепирования, мелования и другие установки для обработки полотна бума-
ги, придающие продукции необходимые потребительские свойства.
Применение дополнительных устройств для интенсификации сушки (кол-
паков скоростной сушки, инфракрасных излучателей и др.), а также вспомога-
тельных установок (клеильные прессы, конвективные шкафы и др.) для при-
дания бумажному полотну необходимых свойств должно быть оправдано
производственной необходимостью и подтверждено экономическими расчета-
ми, так как связано с увеличением стоимости оборудования и удельных расхо-
дов тепловой и электрической энергии.
2.6.1. Сушка полотна бумаги (картона, товарной целлюлозы)
(по данным проф. А.П. Бельского)
На стадии эскизного проектирования составляют схему сушильной части,
определяют удельные затраты теплоты на единицу испаряемой влаги выпуска-
емой бумаги, габариты здания и компоновку оборудования.
В состав технического проектирования входят расчет сушильной части, парокон-
денсатной системы, а также системы технологической вентиляции, схемы и общие
виды данных систем, включая спецификацию и чертежи узлов и оборудования.
Эти три системы обеспечения сушки бумаги связаны между собой функци-
онально, и их устойчивая работа обеспечивает непрерывный выпуск бумаги с
качественными показателями, соответствующими стандарту, при минималь-
ных удельных затратах тепловой и электрической энергии.
По завершении расчетов устанавливают необходимое количество сушиль-
ных цилиндров выбранной конструкции в каждом из трех периодов сушки и
количество паровых групп.
Количество приводных групп сушильной части зависит от вида выпускае-
мой бумаги. При этом необходимо обеспечить, чтобы в каждом периоде сушки
(паровой группе) было целое число приводных групп.
Это требование связано с регулированием натяжения бумаги между при-
водными группами, поскольку в процессе сушки усадка бумаги непостоянна.
В процессе технического проектирования сушильной части определяют
места расположения сетконатяжных и сеткоправильных устройств, станции
Централизованной смазки, устройств для интенсификации сушки.
При проектировании пароконденсатной системы используют три паровые
группы сушильных цилиндров. Однако если в сушильной части установлен кле-
374
ильный пресс, то количество групп увеличивается на две, т. е. при наличии
клеильного пресса сушильная часть в своем составе имеет пять паровых групп.
В каждой паровой группе задается необходимое давление пара, определяе-
мое технологическими особенностями бумаги, скоростью машины, количе-
ством паровых групп, способом отвода пароконденсатной смеси из сушильных
цилиндров и эффективностью технологической вентиляции.
Составляют схему пароконденсатной системы, определяющую способ рас-
чета геометрических характеристик системы: диаметра труб, объема водоотде-
лителей, поверхности холодильника, производительности конденсатных и ва-
куумных насосов, диаметра дросселирующих отверстий, типа и размера
трубопроводной арматуры, насосов, а также схему автоматизации процесса
сушки бумаги. На основании расчета количества воды, которая испаряется в
сушильной части, и принимаемых параметров сушильного воздуха и паровоз-
душной смеси определяют расход воздуха, необходимый для ассимиляции об-
разовавшихся водяных паров.
Проектировщик задает необходимые параметры сушильного воздуха и тем
самым определяет конструкцию укрытия (колпака) сушильной части, а также
параметры вентиляционного воздуха, обеспечивающего необходимое качество
готовой продукции, сохранность оборудования и комфортные условия обслу-
живающего персонала. Данные параметры характеризуют схему технологиче-
ской вентиляции, определяют количество ступеней рекуперации, теплореку-
перационных агрегатов и их тип.
По схеме и общему виду сушильной части, пароконденсатной системы, а
также системы технологической вентиляции разрабатывают соответствующую
рабочую документацию, а затем узловые чертежи и детали конкретных узлов.
Бумагу высушивают в основном на многоцилиндровых контактно-конвек-
тивных сушильных установках, в которых теплота влажному полотну бумаги
передается от сушильных цилиндров контактом (кондукцией), а также от на-
гретого воздуха (конвекцией).
Передача теплоты бумажному полотну и испарение влаги — сложные про-
цессы, так как они протекают в нестационарных условиях, когда по ходу по-
лотна изменяются температура сушильных цилиндров, температура и влаж-
ность высушиваемого материала, а также параметры окружающего воздуха.
Для рационального проектирования сушильных частей необходимо изуче-
ние указанных процессов и разработка методов расчета основных параметров
сушильной части (количество сушильных цилиндров и др.).
В 60-е гг. XX в. проф. П.А. Жучков (СПбГГУРП) разработал методику расче-
та многоцилиндровых кондуктивно-конвекгивных сушильных установок бума-
го- и картоноделательных машин, основанную на теплофизических представ-
лениях о процессах, происходящих с бумажным полотном при сушке. Он
экспериментально и теоретически определил коэффициенты кондуктивного
теплообмена, тепловые потоки в процессе прогрева, при постоянной и умень-
шающейся скорости, расходы пара для этих процессов и другие показатели,
необходимые для расчета. Его ученики профессора А.П. Бельский, В.А. Ганичев,
Доценты В.Ю. Лакомкин, О.Н. Тимофеев продолжили работу по уточнению
Физических констант, входящих в уравнения теплообмена. Это позволило уточ-
375
нить теплотехнический расчет сушильной части*. Большая работа проведена и
по определению влияния режимов и способов сушки на качественные показа-
тели готовой продукции, что позволило установить рациональные температур-
ные графики по длине сушильной части машины.
Определение влажности бумажного полотна
Существует несколько способов определения влажности твердых материа-
лов, в том числе и бумажного полотна.
Относительная влажность — это отношение массы влаги, содержащей-
ся в бумаге gM, к массе влажной бумаги gm б, выраженное в процентах:
Жо = -&HL-юо % = g,w6 ~gc6100 %,
S вл.б S вл.б
где gc б — масса сухой бумаги.
Абсолютная влажность бумаги представляет собой отношение массы вла-
ги g^, содержащейся в бумаге, к массе абсолютно сухой бумаги gc6, выражен-
ное в процентах:
= «вл_100 % = &»6.r gc.6 ,100 %
5с.б &С.6
Влагосодержание бумаги — это отношение массы влаги, содержащейся в
бумаге к массе абсолютно сухой бумаги gc б:
U = _£вл_, кг влаги/кг сухой бумаги.
^.б
В целлюлозно-бумажной промышленности распространено понятие сухости
(концентрации) бумажного полотна, которое представляет собой отношение
массы сухой бумаги gc б к массе влажной бумаги б, выраженное в процентах:
s = -^6-100 % = ——100 %.
^вл.б «с.б + Sun
Очевидно, что
Wo + S= 100%.
Между приведенными выражениями существуют следующие зависимости:
U-^a_ Wo 100-5
ЮО " ЮО - " ЮО ’ кг влаги/кг сухои бУмаги-
* Бельский А.П., Лакомкин В.Ю. Теплотехнический расчет многоцилиндро-
вой сушильной части бумагоделательной машины. Метод, указания / СПбГТУРП. СПб., 2006.
376
Выразив содержание влаги в бумажном полотне через влагосодержание U,
можно определить количество удаляемой из него влаги:
Чл = 6М(Ц) “ и2>’ кг влаги/ч,
где GM — производительность бумагоделательной машины по абсолютно сухой
бумаге, кг/ч; Uo, U2 — начальное и конечное влагосодержание бумажного по-
лотна, кг/кг.
Кинетика процессов сушки бумаги
Сушка — это термический процесс удаления из материала влаги путем из-
менения ее фазового состояния за счет подвода к поверхности испарения теп-
лоты. Под кинетикой сушки понимают изменение среднего влагосодержания и
средней температуры материала во времени.
Передача теплоты от более нагретого к менее нагретому телу может проис-
ходить конвективным способом, теплопроводностью (контактом или кондук-
цией), а также излучением.
Кинетика сушки изучает закономерности изменения влагосодержания
U = и температуры t = /(-с) твердых материалов, в том числе бумажного
полотна, во времени. Выявление основных закономерностей кинетики сушки
производится при постоянных ре-
жимах источника энергии.
Если высушивать влажную бу-
магу при постоянных температуре и
влажности окружающего воздуха,
то характерными кинетическими
кривыми сушки станут U = /(т) и
/ = /СО (рис. 2.6.1).
Из приведенных закономерно-
стей следует, что кривые U = /(т)
и / = /(т) состоят из трех участков,
называемых периодами сушки.
Во время прогрева бумаги про-
исходит незначительное испарение
влаги (Uo = const), а температура
увеличивается от начальной /об до
температуры смоченного термо-
пост.скчр. щйцся скорости
с~ длительность сцшки
Рис. 2.6.1. Кривая кинетики
и термограмма сушки при постоянной
температуре источника энергии:
1— температура источника энергии; 2— кривая
изменения влагосодержания бумаги;
3 — температура бумаги
МетРа'б1 = 'См-
При постоянной скорости сушки (первый период) влагосодержание бума-
ги во времени изменяется по линейному закону, а скорость сушки остается
величиной постоянной: (dU/dt)\ = const. При этом температура бумаги не из-
меняется. При конвективной сушке температура бумаги в период постоянной
скорости равна температуре смоченного термометра /CM.
377
Скорость сушки 7V( в период постоянной скорости выражается отношени-
ем изменения влагосодержания АС7\ к длительности процесса
где U, U ~ начальное и критическое влагосодержание бумаги, кг/кг.
Соответственно в период постоянной скорости сушки интенсивность испа-
рения влаги
_ fi.6 (Ц) ~ кг влаги / (м2-ч),
где Рс б — масса 1 м2 сухой бумаги, кг/м2; т, — длительность периода постоян-
ной скорости сушки, ч.
Для периода уменьшающейся скорости сушки (второй период) характерно
постоянное снижение скорости испарения влаги с течением времени
(dU/dt. = var). Температура бумаги возрастает и постепенно приближается к тем-
пературе источника энергии.
В период уменьшающейся скорости сушки средняя интенсивность испаре-
ния влаги
Pc6(^-tfp)
/^2 =-----------
кг влаги/(м2-ч),
где Up, UK — равновесное и критическое влагосодержание бумажного полотна;
т2 — длительность периода уменьша-
Рис. 2.6.2. Характерные кривые скорости
сушки в зависимости от влагосодержания
для некоторых материалов:
1— древесина; 2— ткань, кожа;
3— керамические пористые материалы;
4 глина; 5— хлеб; 6— бумага, целлюлоза
ющейся скорости сушки, ч.
Графически зависимость U = /(т)
выражается кривой, асимптотичес-
ки приближающейся к оси абсцисс.
В период уменьшающейся скорости
сушки температура поверхности бу-
мажного полотна определяется по
уравнению
^62
('с-'б1)> °C,
где tc — температура среды (источни-
ка теплоты), °C; тг — коэффициент,
учитывающий относительные затра-
ты теплоты на нагревание сухой бу-
маги и перегрев пара в период умень-
шающейся скорости, 1,05—1,10;
378
/б1 — средняя температура бумажного полотна в период постоянной скорости
сушки, °C.
Представим характерные кривые скорости сушки в зависимости от влаго-
содержания dU/dt = f(U) (рис. 2.6.2). Период постоянной скорости сушки на
графике изображен прямой, параллельной оси абсцисс dU/dx = const, а пери-
од уменьшающейся скорости сушки — в виде нескольких кривых, зависящих
от структурных свойств высушиваемых материалов и видов связи влаги
с телом.
Капиллярно-пористые материалы, как правило, имеют одну критическую
точку К1 (первое критическое влагосодержание), а капиллярно-пористые кол-
лоидные тела, к которым относятся бумага и картон, — и вторую критическую
точку К2 (и, соответственно, второе критическое влагосодержание Ц,2).
Основной задачей исследования кинетики сушки является определение
длительности сушки влажных материалов в зависимости от режимов подвода
теплоты и свойств высушиваемого материала.
В период прогрева длительность сушки
_ _ Л.б(Сс.б +CwUq) . tc - /б0
3,6а
в период постоянной скорости сушки
U0-UK
Т1=Л^’ Ч’
в период уменьшающейся скорости сушки
Т!=_^„Л1Ч;
W, а/ ’
где Рс б — масса 1 м2 сухой бумаги, кг/м2; Сс б, Cw — теплоемкости сухой бумаги
и воды, кДж/(кг-°С); tc — температура источника теплоты, °C; t60, /б1 — темпе-
ратуры бумажного полотна в начале и в конце периода прогрева, °C; а — ко-
эффициент теплообмена, Вт/(м2-°С); i70, UK, Up — начальное, критическое и
равновесное влагосодержание бумажного полотна, кг/кг; — скорость сушки
в первом периоде, с-1.
Величина а зависит от вида теплообмена — конвективного, контактного
(кондуктивного) или излучения.
Общая длительность сушки бумажного полотна
*с = тпр + Т1 +т2> Ч.
Необходимо отметить, что при конвективном способе сушки интенсивное
испарение влаги происходит с обеих сторон бумажного полотна, а при контакт-
ном способе подвод теплоты обеспечивают с одной стороны, что существен-
ным образом влияет на скорость сушки.
379
Периоды постоянной и уменьшающейся скорости сушки разделяются точ-
кой К, которая называется критическим влагосодержанием UK.
При постоянной температуре греющей поверхности и непрерывном кон-
такте с ней бумажного полотна кривые кинетики сушки U = /(т) и термо-
грамм t = /(т) имеют такой же вид, что и при конвективном способе сушки,
хотя механизмы конвективной и контактной сушки значительно отличаются.
На многоцилиндровых контактно-конвективных сушильных установках бумаж-
ное полотно периодически соприкасается с нагретой поверхностью цилиндров
и окружающим воздухом. Соответственно такому режиму изменяется и темпе-
ратура бумажного полотна: на цилиндрах нагревается, а на участках свободного
хода охлаждается.
Представим усредненные кривые кинетики и термограммы контактно-кон-
вективной сушки бумажного полотна массой 50 г/м2 при длительности контак-
та с сушильным цилиндром 7КТ = 0,2 с (рис. 2.6.3). Кривые U = f(x) и t = /(т)
состоят из периодов прогрева, постоянной и уменьшающейся скорости сушки.
Из графиков следует, что определяющее влияние на длительность сушки и
термограмму бумаги оказывает температура сушильных цилиндров. При г =
= 80 °C длительность сушки бумаги составила 13 с, а при — ПО °C сократи-
лась до 9 с, т. е. скорость сушки возросла в 1,44 раза.
В период постоянной скорости сушки средняя температура бумажного по-
лотна при /гр = 80 °C составила 78 °C, а при /гр = 110 °C средняя температура
бумаги равна 95—96 °C.
Рис. 2.6.3. Кривые кинетики и термограммы контактно-
конвективной сушки бумаги плотностью 50 г/м2 при скорости
машины 1000 м/мин и различных температурах цилиндров, °C:
1, 5— 80; 2, 6- НО; 3, 7— 140; 4, 8— 170
380
Равновесная влажность бумаги
ЬлотаоВгржание Бумаги (й ,<0.^
Рис. 2.6.4. Изотермы сорбции (I)
и десорбции (2) бумаги из сульфитной
целлюлозы при температуре воздуха 24 °C
При длительном соприкосновении воздуха с бумажным полотном устанав-
ливается равновесие между влажным материалом и водяным паром в окружаю-
щем воздухе. Количество влаги, содержащейся в бумажном полотне, зависит от
природы, структуры и свойств материала, температуры и влажности окружаю-
щего воздуха, способа достижения равновесия. При изменении одного из пара-
метров изменяется и равновесное
влагосодержание материала. Гра-
фические зависимости между
равновесным влагосодержанием
бумаги и окружающим воздухом
называются изотермами сорбции
и десорбции.
Если бумага в процессе уста-
новления равновесия отдавала
влагу, то равновесие достигалось
за счет десорбции (сушки). Если
тело поглощало влагу, то равно-
весие достигалось за счет сорбции
(увлажнения). При изменении от-
носительной влажности окружа-
ющего воздуха изменяется и вла-
госодержание бумаги (рис. 2.6.4).
Знание изотерм сорбции и
десорбции имеет большое прак-
тическое значение: если бумагу высушивать до влажности ниже равновесной,
то после некоторого времени пребывания в помещении она приобретет равно-
весную влажность, а затраты энергии на сушку окажутся потерями теплоты.
Виды влаги в бумаге
Общая влага, содержащаяся в бумажном полотне перед сушкой, состоит из
внешней свободной влаги, находящейся между волокнами и на их поверхнос-
ти, внутренней свободной влаги, располагающейся в полостях волокнистых
клеток, и связанной влаги, заключенной в стенках волокна.
Основные виды связи влаги с бумажным полотном, представляющим ка-
пиллярно-пористое коллоидное тело, — капиллярная влага (влага микро-, мак-
рокапилляров и смачивания); адсорбционно-связанная гидратационная влага;
осмотически связанная, или структурная, влага.
Теплообмен при сушке бумаги на цилиндре
На сушильном цилиндре передача теплоты влажному полотну бумаги про-
исходит в результате следующих последовательно протекающих процессов: теп-
лообмен между конденсирующимся паром и внутренней поверхностью сушиль-
381
Рис. 2.6.5. Схема передачи теплоты
на сушильном цилиндре от
конденсирующегося пара к бумажному
полотну: — плотность активного
теплового потока от конденсирующегося
пара к бумажному полотну;
q3 — плотность теплового потока
от цилиндра к воздуху.
1 _ бумажное полотно; 2 — сушильное
сукно (сетка); 5— сушильный цилиндр;
4— сукноведущий вал
ного цилиндра, теплопроводность через
стенку цилиндра и контактный (кон-
дуктивный) теплообмен между наруж-
ной нагретой поверхностью цилиндров
и влажным полотном бумаги (рис. 2.6.5).
При описании теплообмена необ-
ходимо учитывать, что передача тепло-
ты бумажному полотну происходит не
всей, а только активной поверхностью
сушильного цилиндра, закрытой полот-
ном бумаги.
Приближенные уравнения плотно-
сти тепловых потоков, учитывающие
периодическое изменение граничных
условий на внешней поверхности ци-
линдра, и связанный с этим частич-
ный перенос теплоты, аккумулирован-
ной стенкой цилиндра во время
соприкосновения с воздухом, имеют
следующий вид:
от конденсирующегося пара к внут-
ренней стенке сушильного цилиндра —
<7вн ~'ст1)> Вт/м2;
через стенку сушильного цилиндра —
0ст = ТгЧ'ст! - 'ст2)> Вт/м2;
Ост
от наружной поверхности цилиндра к бумажному полотну —
9К.Т = ак.т Ост2 - Гб)фц + ав(/ст2 - /в)(1 - фц), Вт/м2,
где а, — коэффициент теплоотдачи от конденсирующегося пара, Вт/(м2-К);
?н.п’ ?ст1> 4т2’ Ц > соответственно температура насыщенного пара, внутрен-
ней поверхности сушильного цилиндра, наружной поверхности сушильного
цилиндра, бумажного полотна (средняя) и окружающего воздуха, ’С; —
коэффициент теплопроводности, Вт/(м-°С); 5СТ — толщина стенки сушильного
цилиндра, м; ак т — коэффициент контактного теплообмена Вт/(м2-°С); фц —
Доля охвата сушильного цилиндра бумажным полотном; ав — конвективный
коэффициент теплопередачи от открытой боковой поверхности цилиндра к ок-
ружающей среде, Вт/(м2-°С).
Совместное решение представленной системы уравнений приводит к рас-
четной формуле (для определения удельного теплового потока, отнесенного к
1 м активной поверхности цилиндра, в период постоянной скорости)
382
9a <p n 5^ "•" -t&) - нп /б Вт/м2’
«I ^сг Фцакт
где а — доля теплоты, которая отдается свободной наружной боковой поверх-
ностью цилиндра окружающему воздуху.
Значение активного потока qa определяет скорость и уровень, до которого на-
гревается бумажное полотно на цилиндре, а также интенсивность испарения влаги.
Для машин, имеющих давление пара в цилиндрах 0,20—0,25 МПа, актив-
ный тепловой поток составляет 11—14 кВт.
Перенос теплоты и влаги в бумажном полотне
Характер распределения влаги в бумажном полотне, интенсивность ее пе-
ремещения и фазовое состояние влаги оказывают существенное влияние как на
интенсивность сушки, так и на физико-механические показатели готовой про-
дукции.
Представим кривые U = /(х) и t = f(x), которые характеризуют конвек-
тивный, контактный и радиационно-конвективный способы подвода теплоты
к влажному материалу (рис. 2.6.6). При конвективной сушке влага и температура
по толщине распределяются по параболической зависимости, так как в тепло-
массообмене участвуют обе стороны листа бумаги.
При контактной сушке влага по толщине полотна бумаги распределяется
неравномерно и несимметрично: в контактном слое, прилегающем к горячей
поверхности, влагосодержание минимальное, в центральных слоях — максималь-
ное, а у наружной поверхности ниже, чем в центральных слоях, но выше, чем у
Рис. 2.6.6. Характерные кривые распределения влагосодержания U
и температуры бумаги ?б в зависимости от времени при различных способах сушки:
а— конвективный; б— контактный (кондукция); в — излучение
383
Рис. 2.6.7. Распределение влагосодержания
и температуры в стенке сушильного
цилиндра и по толщине бумаги:
/— стенка сушильного цилиндра;
2— бумажное полотно; 5— сукно (сетка)
контактной поверхности (рис. 2.6.7).
Такой характер распределения влагосо-
держания по толщине бумажного по-
лотна показывает, что механизмы пе-
ремещения влаги при контактной и
конвективной сушке различны.
При радиационно-конвективной
сушке вглубь материала частично про-
никают ИК-лучи, в результате чего
поля влажности и температуры в сече-
нии материала изменяются, что отра-
жается на интенсивности тепломассо-
переноса.
Кривые распределения температур
в сечении бумажного полотна свиде-
тельствуют о том, что их максимальные
значения наблюдаются у контактного
слоя, а минимальные — у противопо-
ложной поверхности, соприкасающей-
ся с сукном (сеткой).
В зависимости от температуры, ко-
торую приобретает бумажное полотно при его контакте с нагретой поверхнос-
тью, различают низкотемпературный и высокотемпературный режимы сушки.
При низкотемпературном режиме сушки температура бумажного полотна
меньше 100 °C, следовательно, процесс парообразования в контактном слое
отсутствует и теплота через влажные слои материала передается молекулярным
способом. При этом величину теплового потока рассчитывают с помощью урав-
нения теплопроводности Фурье
£ - _*бг)> Вт/м2,
<>б
где б — коэффициент теплопроводности, Вт/(м-°С); 5б — толщина влажно-
го полотна бумаги, м; *61» *62 — температура полотна бумаги у контактирующей
поверхности с сушильными цилиндрами и у соприкасающейся поверхности с
сукном, ’С.
Интенсивность перемещения влаги в сечении бумажного полотна при низ-
котемпературном режиме, прежде всего, определяют градиентом влагосодер-
жания dU/dx\
dU „ 2 ч
=-ampc6—, кг влаги/(м -ч),
ах
где ат~ коэффициент потенциалопроводности м2/ч; рсб — плотность сухой
бумаги, кг/м3.
При высокотемпературном режиме, когда температура бумажного полотна
равна или больше 100 °C (i6 >100 °C), основным процессом, определяющим
384
механизм сушки, является процесс парообразования в контактном слое. При
этом перенос влаги происходит под действием градиента давления dP/dx.
Плотность потока пара
Jm = КГ/(М2-Ч),
где к — коэффициент паропроницаемости влажной бумаги, м/ч.
При высокотемпературном режиме сушки перенос теплоты в сечении бу-
мажного полотна происходит главным образом с потоком пара, поэтому плот-
ность теплового потока может быть определена как произведение плотности
потока пара jn на его энтальпию
Вт/М2.
При высокотемпературном режиме контактной сушки бумаги перенос теп-
лоты в сечении бумажного полотна в виде потока пара — доминирующий про-
цесс.
Тепломассообмен при сушке бумаги
В процессе сушки бумажного полотна тепломассообмен сопровождается
подводом теплоты к поверхности бумаги и испарением содержащейся в ней
влаги.
Различают три вида теплообмена: конвективный, контактный (кондуктив-
ный) и излучение. Конвективный теплообмен происходит в результате сопри-
косновения влажного материала с воздухом. Мощность конвективного потока
определяется уравнением Ньютона—Рихмана
бкон = «КОН^Х^В — ^б), Вт,
где акон — конвективный коэффициент теплоотдачи, Вт/(м2 °С); tB — температу-
ра окружающего воздуха, °C; /6 — средняя температура бумажного полотна, °C.
Контактный (кондуктивный) теплообмен происходит в результате соприкос-
новения (контакта) двух твердых тел — нагретого и более холодного. В результате
соприкосновения отдельных точек, имеющих различную температуру, теплота
преодолевает термическое сопротивление контактного слоя и переходит к менее
нагретому телу. При этом уравнение теплового потока имеет следующий вид:
0KT = 42-F(rcrl-76), Вт, (2.6.1)
где Лэ — эквивалентный коэффициент теплопроводности контактного слоя,
Вт/(м-°С); 8Э — эквивалентная толщина контактного слоя, м; /ст1 — температура
греющей поверхности, °C; t6 — средняя температура бумажного полотна, °C.
385
с учетом того, что акт =А.Э/5Э, формула (2.6.1) приобретает вид
Ск-т — ак-т^Ост! — О» ®т>
где «к.т ~• коэффициент контактного теплообмена, Вт/(м2-*С).
Теплообмен излучением протекает в том случае, если присутствует нагре-
тое тело, которое испускает электромагнитные колебания с длиной волны от
малых долей микрона до нескольких километров. Мощность лучистого потока
между плоскими поверхностями определяется законом Стефана—Больцмана
/ ( Т
Л Г» 77 2 in I -* к —
где Q _ коэффициент излучения абсолютно черного тела, Со — 5,67 Вт/(м2 К4);
Тиз — абсолютная температура излучающего тела, К; Тб — абсолютная сред-
няя температура бумажного полотна, К.
Для двух параллельно расположенных пластин приведенная степень черноты
1
= 1 + Л[±_!Г
е1 (е2 J
где Е] — степень черноты излучающего тела; е2 — степень черноты поглощаю-
щего тела; Flt F2 — поверхность излучающего и поглощающего тела, м2.
В сушильной части бумагоделательной машины присутствуют все три вида
теплообмена: на сушильных цилиндрах бумажному полотну теплота передается
контактным (кондуктивным) способом, на участках свободного хода конвек-
тивный теплообмен происходит между нагретым на сушильных цилиндрах по-
лотном бумаги и окружающим воздухом. Сушка бумаги излучением может быть
в том случае, если присутствуют высокотемпературные излучатели.
Испарение влаги с поверхности влажного материала (массообмен) проис-
ходит под воздействием разности концентраций водяного пара у поверхности
испарения и в окружающем воздухе. При этом поток массы вещества
М = PcF(C6 -Со) = А.(рб _р0), кг/ч,
где рс — коэффициент массообмена, отнесенный к разности концентраций
водяного пара, кг/(м2-ч-ед. конц.); F— поверхность массообмена, м2; Сб, Со —
концентрация водяного пара у поверхности бумажного полотна и в окружаю-
щем воздухе, кг/м3; R — удельная газовая постоянная, R = 470 м3 Па/(кг-К);
Т~ абсолютная температура, К; Рб, Ро — парциальное давление водяного пара
У поверхности испарения и в окружающем воздухе, Па.
386
Из равенства уравнений теплового баланса и теплообмена получено урав-
нение для расчета температуры бумажного полотна во время его нахождения на
сушильном цилиндре
<б = *и -------- , °C,
(1 - Фд )(1 - Ф2 )<Хк, ftic т
хр 3,6Pca(Ccn+UCw)
где /б0 — температура бумажного полотна на цилиндре, °C; ta — температура
сушильного цилиндра, °C; акт — коэффициент контактного теплообмена,
Вт/(м2°С); тк.т — длительность контакта бумажного полотна с сушильным ци-
линдром, ч; Рс п — удельная масса сухого полотна, кг/м2; Сс п — теплоемкость
сухого полотна бумаги, кДж/(кг °С); Cw — теплоемкость воды' кДж/(кг ’С); U—
влагосодержание бумажного полотна, кг/кг; ф! — доля влаги, испаряющаяся
на сушильном цилиндре; ф2 — доля теплоты, участвующая в нагревании су-
шильной сетки или сукна.
На участке свободного хода бумажного полотна интенсивность испарения
влаги пропорциональна снижению температуры А/:
^.n(Ccn+^Cw)A/ „ 2 ч
/исх = -----, кг/(м2ч),
^сх
где А/ — изменение температуры бумажного полотна на участке свободного хода,
°C; г— теплота парообразования, кДж/ч; Vx — длительность свободного хода, ч.
Определение необходимой полезной поверхности сушильных цилиндров
методом удельных съемов
Для приближенного определения необходимой полезной цилиндрической
поверхности сушильных цилиндров можно пользоваться методом удельных съе-
мов (удельной производительности). Удельным съемом т воды в сушильной
части называют количество воды (кг/ч), испаренной с 1 м2 поверхности кон-
такта бумаги с сушильными цилиндрами (полезной поверхности сушильной
части). Следует отметить, что при таком методе расчета не учитывается длина
участков свободного хода бумажного полотна, на которых интенсивность испа-
рения существенно зависит от скорости машины.
Необходимая полезная поверхность сушильной части
„ RG SK — SH G 2
т SH т
где G— часовая производительность машины, кг бумаги/ч; R — количество
S - S
испаренной воды с 1 кг бумаги, кг воды/кг бумаги, R = —и.; 5н и SK —
сухость бумаги в начале и в конце сушильной части, %; т — средний съем
воды, кг воды/(г-м2), с полезной поверхности сушки (значения величины т
приводятся в специальной технической литературе).
387
Количество сушильных цилиндров при полезной поверхности каждого из
них Fn
F RG
Fn ~ mF„ ’
При этом полезная поверхность принята одинаковой для всех сушильных ци-
линдров. В действительности цилиндры, находящиеся в начале и в конце груп-
пы по одежде (сетка, сукно), могут иметь меньшую полезную поверхность вслед-
ствие меньшего, чем на остальных цилиндрах, угла охвата бумагой:
= м2«
где d _ диаметр цилиндра, м; b — необрезная ширина бумаги на накате, м;
а — угол охвата цилиндра бумагой, град.
В среднем а = 225—235’ при диаметре цилиндра 1500 мм, что соответствует
отношению полезной поверхности на всей боковой (цилиндрической) поверх-
ности цилиндра, равному 0,625—0,655.
Усадка бумажного полотна
В процессе сушки размеры бумажного полотна уменьшаются в продольном
и поперечном направлениях, а также по толщине.
Величину усадки бумажного полотна по длине Е], ширине гв и толщине
гь определяют с помощью отношений
Г, Г')
100 %= 1-у 100 %;
* ,
Ед =—-——100 % =fi-^)юо %;
2? I В I
Е^ = ———100 % =fl —'Y’llOO %,
где 1, В, Ь— размеры бумажного полотна до усадки, м; Г, В’, Ь' — размеры
бумажного полотна после усадки.
Объемная усадка бумажного полотна Vпредставляет собой отношение пер-
воначального объема материала V к объему материала после усадки:
V-V’ ( И* А
еи = L_L_ioO %= 1-у 100 %.
388
Объемную усадку ек можно найти по значению усадки по длине, ширине
и толщине полотна:
= Ю0% = [1-(1-е1)(1-ед)(1-е*)]100%.
Экспериментальные исследования показывают, что при конвективной суш-
ке картона усадка по длине Е] = 3,0—3,5 %, а по толщине достигает 30 %. Усад-
ка по ширине материала больше, чем по длине в 1,5—2,0 раза, что связано со
структурными свойствами бумажного и картонного полотна. Для целлюлозной
бумаги жирного помола усадка в поперечном направлении составляет 6—7 %, а
для бумаги из целлюлозной массы с невысокой степенью помола — 3,5—5,0 %.
Бумага с содержанием древесной массы имеет усадку 2,5—3,5 %.
При конвективном подводе теплоты величина усадки бумаги и картона
почти не зависит от режима сушки, а при контактно-конвективной сушке с
увеличением температуры цилиндров усадка полотна уменьшается. Опыты, про-
веденные в ЛТИ ЦБП, показывают, что при температуре сушильных цилинд-
ров /ц = 100 °C усадка картона массой 1 м2 150 г в продольном направлении
составила 2,8 %, а при температуре цилиндров /ц = 180 °C — 1,9 %. При этом
картон имеет высокий показатель воздухопроницаемости. Необходимо отме-
тить, что выбор режима сушки оказывает существенное влияние на физико-
механические показатели готовой продукции.
Усадка бумажного полотна определяет такие показатели, как удлинение,
излом, продавливание, что очень важно при выработке мешочной, электро-
изоляционной и других видов бумаги. На многоцилиндровых контактно-кон-
вективных сушильных установках усадка по толщине протекает беспрепятствен-
но, и за счет нее происходит главным образом формирование структурных
свойств готовой продукции. Усадке по ширине бумажного полотна может пре-
пятствовать чрезмерное натяжение сушильных сеток (сукон) и прижатие бума-
ги к поверхности сушильных цилиндров. Например, при выработке мешочной
бумаги с некоторых верхних сушильных цилиндров снимают сукна, чтобы со-
здать условия для протекания более полной усадки. При усадке по длине бу-
мажного полотна с теоретической точки зрения каждый сушильный цилиндр
должен иметь автономный привод и самостоятельное сукно в целях постепен-
ного снижения частоты вращения цилиндров по ходу бумажного полотна. Но
на практике это выполнить невозможно, поэтому сушильные цилиндры объе-
диняют в приводные группы в соответствии со свойствами бумажного полотна:
чем больше усадка, тем больше число приводных групп и тем меньше в каждой
приводной группе сушильных цилиндров.
Свойства водяного пара
В качестве энергоносителя в процессе сушки бумаги применяют водяной
пар, который имеет три состояния: перегретый пар, влажный насыщенный
пар и сухой насыщенный пар. Последнее состояние пара неустойчиво: при не-
389
значительном охлаждении он переходит во влажный насыщенный пар, а при
нагревании — в перегретый.
Важнейшим свойством сухого насыщенного и влажного насыщенного пара
является строгое соответствие между давлением пара в сосуде, в котором он
находится, и его температурой.
Зная давление пара, по таблицам сухого насыщенного пара можно опреде-
лить температуру сухого насыщенного или влажного насыщенного пара и, на-
оборот, по температуре насыщенного состояния смеси — давление, под кото-
рым находится смесь.
Влажный насыщенный пар — это смесь сухого насыщенного пара и кон-
денсата, например, в водоотделителе в одном объеме находится пар и конден-
сат. Температура конденсата также равна температуре насыщенного состояния
пара. Поскольку пароконденсатная смесь представляет собой влажный насы-
щенный пар, то ее объем
vcm = v'x + (1" %)v'> м3/кг,
где х — степень сухости; v", v’ — удельные объемы конденсата и водяного пара.
Температура перегретого пара выше температуры насыщенного. Такое со-
стояние достигается за счет нагревания сухого насыщенного пара в паропере-
гревателе котельного агрегата.
Для определения параметров перегретого пара необходимо измерить давле-
ние и температуру пара, а затем по таблице перегретого пара можно определить
удельный объем, энтальпию и энтропию для данного состояния пара.
В качестве энергоносителя для сушки бумаги в контактно-конвективных
установках рекомендуется применять перегретый пар, имеющий перегрев Д/пер =
= 15—20 °C, который необходим для компенсации транспортных потерь от ко-
тельной до бумагоделательной машины и для предупреждения конденсации
водяных паров в паропроводе. Преимуществом слабоперегретого пара, как теп-
лоносителя для сушки бумаги, является высокий коэффициент теплоотдачи и
большая теплота парообразования, выделяющаяся при конденсации, что по-
зволяет поддерживать температуру поверхности цилиндров почти постоянной.
При попадании в сушильный цилиндр перегретый пар вначале ведет себя
как газообразное рабочее тело, отдавая свою теплоту в количестве Д^пер Д°
достижения температуры насыщенного состояния, которое определяется по
формуле
А<7пер ~ ^'п^пер = ^п(^пер ~ ^н.п)> кДж/кг,
где Сп — теплоемкость перегретого пара, кДж/(кг-°С); fnep, /н п — соответствен-
но температура перегретого и насыщенного пара, °C.
После снижения перегрева пара происходит его конденсация с выделени-
ем теплоты парообразования:
qk = i*-i' = r, кДж/кг,
где i' и z" — энтальпии конденсата и пара, кДж/кг.
390
Необходимо отметить, что доля теплоты, содержащаяся в перегреве А^пер,
составляет 3—5 % теплоты, выделяющейся при конденсации водяного пара,
поэтому существенного влияния на тепловыделение в результате конденсации
она не оказывает. Однако в результате перегрева торцевых крышек и перетока
теплоты на цилиндрическую часть высокая температура перегретого пара нега-
тивно отражается на распределении температуры по длине корпуса цилиндра.
2.6.2. Устройство многоцилиндровых сушильных частей
(по данным проф. А.П. Бельского)
После прессования бумаги (картона, товарной целлюлозы) полотно в пла-
стически вязком упругом состоянии поступает в многоцилиндровую контакт-
но-конвективную сушильную установку, основное назначение которой заклю-
чается в испарении влаги из материала до конечной влажности.
Контактный способ подвода теплоты к влажному материалу имеет суще-
ственное преимущество перед другими методами сушки: горячая поверхность
сушильных цилиндров действует как утюг и обеспечивает гладкую поверхность
бумаги с одной или обеих сторон полотна.
Бумаго-, картоноделательные и сушильные машины оснащают многоци-
линдровыми контактно-конвективными сушильными установками, состоя-
щими из одного или нескольких рядов вращающихся нагретых бумаго-, сук-
носушильных (если необходимо) и холодильных цилиндров, сушильной
одежды, сукнонаправляющих, правильных, натяжных, разгонных валов, си-
стемы подвода пара к цилиндрам и отвода конденсата, шаберов для очистки
поверхности цилиндров, вентиляционного колпака и нескольких установок
теплорегенерации отработавшей паровоздушной смеси, систем приточной и
общеобменной вентиляции (рис. 2.6.8). Станина сушильной части машины
служит опорой подшипников бумагосушильных и холодильных цилиндров,
сетковедущих валов и других узлов, ее устанавливают на двух параллельных
шинах и надежно связывают жесткими поперечными балками, чтобы снизить
вибрацию при работе машины. Форма и профиль станин, расположение бума-
госушильных цилиндров и другого оборудования должны обеспечивать удоб-
ное обслуживание сушильной части, способствовать хорошей вентиляции меж-
цилиндровых пространств, обеспечивать удобное проведение ревизии и
ремонта узлов.
В отечественном бумагоделательном машиностроении применяют унифи-
цированные конструкции станин с лицевой и приводной сторон, а также пара-
зитного привода, встроенного в станины. Последние имеют А-образную и
Г-образную форму, а также прямую форму коробчатого сечения.
В зависимости от вида и свойств вырабатываемой продукции в схему су-
шильной части могут входить конвективный шкаф, клеильный пресс, полусы-
рой каландр, кондиционер, увлажнители, устройства для микрокрепирования
бумаги, меловальная установка.
В целях интенсификации испарения влаги и корректировки профиля влаж-
ности по ширине полотна сушильная часть имеет дополнительные источники
энергии, такие как колпаки скоростной сушки, коррекционные колпаки, ин-
391
Рис. 2.6.8. Принципиальная схема сушильной части БДМ:
7 — вакуумный вал; 2 — бумагосушильный цилиндр; 3 — бумажное полотно;
4— сушильная сетка; 5— вентиляционный колпак; 6 — сушильный воздух;
7— подача воздуха на общеобменную вентиляцию; 8— скруббер; 9— воздухо-
заборная шахта; 10— теплоуловитель II ступени; 11— теплоуловитель I ступени;
12 — верхняя сушильная сетка при традиционной схеме проводки бумажного
полотна; 13— каландр; 14— накат; 15— нижняя сушильная сетка;
16— воздухораспределительные каналы
фракрасные излучатели, устройства для активизации воздухообмена в межци-
линдровых пространствах, генераторы токов высокой и сверхвысокой частоты.
В большинстве схем бумагоделательных машин сушильные цилиндры распола-
гают в два ряда в шахматном порядке, поэтому полотно бумаги (картона, товарной
целлюлозы) попеременно соприкасается вначале одной стороной с цилиндрами
верхнего ряда, а затем противоположной стороной с цилиндрами нижнего ряда. В
промежутках между цилиндрами на участках свободного хода полотно контактирует
с окружающим воздухом, в результате его температура снижается. Осциллирующий
режим нагревания полотна бумаги на цилиндрах и охлаждения на участках свобод-
ного хода позволяет получить высокую интенсивность испарения влаги.
Сверху и снизу бумажное полотно прижимается к поверхности цилиндров
сушильными сетками или сукнами, которые обеспечивают хороший контакт
полотна бумаги с нагретой поверхностью, предотвращают образование мор-
щин и складок, а также транспортируют полотно по сушильной установке.
Существуют схемы контактно-конвективных установок с трех- и четырех-
рядным расположением сушильных цилиндров, которые применяют для со-
кращения длины машины и сушки толстых видов картона и целлюлозы.
392
На современных бумаго- и картоноделательных машинах для предотвраще-
ния обрывов полотна на участках свободного хода используют так называемую
безобрывную проводку бумажного полотна, предусматривающую перемещение
полотна совместно с сушильной сеткой по верхним и нижним цилиндрам и
межцилиндровым участкам. В последнее время ввиду того, что на нижних цилин-
драх при такой проводке сетка находится между полотном и цилиндром, что
затрудняет сушку, нижние цилиндры заменяют на вакуумные валы (см. рис. 2.6.8).
При двухрядном расположении бумагосушильных цилиндров и традици-
онной схеме проводки бумажного полотна его заправка производится с помо-
щью канатиков, расположенных на лицевой стороне машины. Устройство вклю-
чает в себя пару канатиков, натяжные станции, направляющие ролики, обод с
канавкой на каждом цилиндре. У места передачи заправочной ленты с одной
группы на другую расположены воздушные сопла, облегчающие заправку.
Многоцилиндровые контактно-конвективные установки укрывают венти-
ляционными колпаками для организованного сбора и отвода образующейся
паровоздушной смеси за пределы сушильной установки, а также для изоляции
установки от окружающей среды и улучшения санитарно-гигиенических усло-
вий в залах бумаго-, картоноделательных и сушильных машин.
Применяя вентиляционные колпаки закрытого типа, можно сэкономить
тепловую энергию и увеличить производительность машины.
В целях экономии теплоты сушильную часть оборудуют теплоуловителями,
скрубберами, приточно-вытяжными системами и другими теплоулавливающи-
ми устройствами.
Как указывалось ранее, в схемы сушильной части бумаго- и картонодела-
тельных машин иногда включают клеильные прессы для пропитки бумаги и
картона крахмалом. В связи с установкой клеильного пресса сушильную часть
делят на основную и досушивающую группы с самостоятельными приводными
секциями, вентиляционными колпаками и схемой пароснабжения.
Сушильный цилиндр
Сушильный цилиндр является основным элементом в схемах контактно-
конвективных установок бумаго-, картоноделательных и сушильных машин, с
помощью которого передается теплота влажному полотну для его нагревания и
испарения влаги. Кроме того, сушильный цилиндр способствует приданию не-
обходимых потребительских свойств готовой продукции.
Бумагосушильный цилиндр (в сборе) состоит из цилиндрического корпу-
са, торцевых крышек с цапфами, устройства для удаления конденсата и пода-
чи пара, подшипников, паровой головки, люка, шестерни и термопланок. Рас-
смотрим корпус цилиндра с торцевыми крышками и цапфами (рис. 2.6.9).
К корпусу цилиндров, а именно к прочностным характеристикам, точно-
сти изготовления, твердости и гладкости поверхности, равномерности толщи-
ны стенки, предъявляют высокие требования. Корпус не должен иметь раковин
и внутренних дефектов. Высокая твердость наружной поверхности корпуса ци-
линдра (170—220 единиц по Бринелю) необходима для придания высокой глад-
кости поверхности и получения более высокого коэффициента теплоотдачи к
393
Рис. 2.6.9. Сушильный цилиндр:
/— лицевая цапфа; 2— лицевая торцевая крышка; 3 — смотровой люк; 4— канавки
для заправочных канатиков; 5 — углубление для наконечника сифона; 6 — приводная
торцевая крышка; 7— приводная цапфа
бумажному полотну, поэтому наружную поверхность цилиндров шлифуют. Вы-
сокая твердость поверхности обеспечивает более длительный срок службы ци-
линдров, так как под воздействием шаберов сушильные цилиндры изнашива-
ются.
Внутреннюю поверхность цилиндров протачивают для получения стенки
одинаковой толщины в целях равномерного распределения температуры по-
верхности и облегчения балансировки. Статическую балансировку цилиндров
производят для низких скоростей машины (до 350 м/мин), динамическую —
для более высоких. При изготовлении корпуса цилиндра контролируют кону-
со-, бочко- и седлообразность поверхности, которые не должны превышать
0,05 мм на 1м образующей поверхности. Торцы корпуса цилиндров имеют
утолщения стенок (до 100 мм) для отверстий крепежных болтов. Для получе-
ния равномерного профиля температуры длина цилиндров должна быть боль-
ше ширины бумажного полотна.
В настоящее время широко распространены цилиндры диаметром 1500 мм,
для скоростных машин применяют цилиндры диаметром 1812 мм, а в послед-
нее время — диаметром 2200 мм.
К торцам корпуса цилиндра с помощью болтов прикрепляют сферические
крышки с цапфами, изготовленные из высокосортного чугуна с предваритель-
ным низкотемпературным отжигом, которые могут быть монолитными или
сборными с запрессованными в крышки цапфами. Торцевые крышки имеют
отверстия для крепежных и отжимных болтов, а лицевая крышка — люк оваль-
394
ной формы для внутреннего осмотра цилиндра, установки балансировочных
грузов, сифонов, черпаков и термопланок.
На приводной или лицевой крышке одно из отверстий выполняют сквоз-
ным и используют для выпуска воздуха при проведении гидравлических испы-
таний сушильных цилиндров. Положение этих отверстий для всех цилиндров
должно быть одинаковым и выполняться в противоположной стороне от люка.
Стыкуемые поверхности корпуса цилиндра и торцевых крышек уплотня-
ются асбестовым шнуром с нанесением герметика, а затяжка болтов произво-
дится динамометрическим ключом с моментом затяжки 93—107 кгс-м.
В зависимости от схемы подвода пара и отвода конденсата цапфы цилинд-
ров могут выполняться полыми и сплошными.
Лицевая цапфа сушильного цилиндра имеет выточку для гидрогайки, по-
садочное место для роликового подшипника, а приводная цапфа — место для
крепления паровой головки и посадочное место со шпоночной канавкой для
зубчатого колеса.
В некоторых современных конструкциях бумагосушильных цилиндров пре-
дусмотрена установка термопланок, которые представляют собой несколько
продольно расположенных шин по внутренней поверхности цилиндра, служа-
щих для разрушения образующегося конденсатного кольца и увеличения коэф-
фициента теплопередачи. С помощью термопланок можно корректировать про-
филь влажности по ширине полотна бумаги или картона. При корректировке
профиля влажности часть секций шин по длине цилиндра демонтируют, изме-
няя тем самым интенсивность теплопередачи в требуемых зонах по ширине
машины.
На каждый бумагосушильный цилиндр устанавливают шабер для очистки
поверхности цилиндров от волокон, пыли, клея и других загрязнений в целях
улучшения теплопередачи от греющей поверхности бумажному полотну, а так-
же для предотвращения наматывания бумаги на цилиндр.
Корпус шабера представляет собой стальную балку коробчатой конструк-
ции, к которой крепится держатель лезвия.
С помощью пневмоцилиндров, устанавливаемых на лицевой и приводной
сторонах машины, осуществляют подъем и опускание шаберов, а также прижим
ножей шаберов к поверхности цилиндров. Шаберы, как правило, имеют возврат-
но-поступательное движение с частотой колебания 6—10 ходов в минуту.
Существуют конструкции, в которых шаберы нагружаются моментом от
собственной массы для прижима к поверхности цилиндра и поднимаются экс-
центриковым механизмом при помощи ручного рычага.
Сушильные и холодильные цилиндры бывают четырех видов: без покры-
тия, с адгезионным покрытием, без покрытия и с канавкой под канатиковую
заправку, с адгезионным покрытием и канавкой под канатиковую заправку.
В конце сушильной части устанавливают холодильные цилиндры, которые
служат для охлаждения бумажного полотна от 85—90 до 50—55 °C и для увеличе-
ния влажности бумаги (на 1,5—2,5 %) за счет конденсации водяных паров на
холодной поверхности цилиндров, в результате бумага приобретает высокую
пластичность. Охлаждение и увлажнение бумаги способствует эффективному
Уплотнению ее на каландрах, уменьшению разницы в гладкости сеточной
395
и наружной сторон полотна, снижению электризации полотна. Рекомендуется
поддерживать температуру холодильных цилиндров в пределах 35—40 °C за счет
циркуляции воды в полости цилиндра.
По конструктивному оформлению холодильные цилиндры отличаются от
бумагосушильных тем, что поверхность корпуса хромируется. В устаревших кон-
струкциях на корпус надевалась медная рубашка для предотвращения коррозии
металла и маркировки бумаги.
В некоторых схемах на холодильных цилиндрах установлены две водяные
головки: для подвода охлаждающей воды с лицевой стороны и для отвода — с
приводной стороны, соединенные между собой коллектором с равномерно
распределенными по длине соплами. Отвод охлаждающей воды производится
неподвижными сифонами на приводную сторону. С приводной стороны предус-
матривается подвод сжатого воздуха для создания перепада давлений при отво-
де из цилиндра охлаждающей воды неподвижными сифонами. Водяные голов-
ки с лицевой и приводной сторон изготавливают из деталей паровой головки.
Наибольшее избыточное давление воздуха, которое поддерживается в хо-
лодильном цилиндре, — 0,15 МПа. На трубопроводе подвода воды к головке
должен быть установлен клапан, включающий подачу воды к цилиндрам при
их останове и к ротаметрам для регулирования подачи воды в цилиндры. Соеди-
нение головок трубопроводом производится с помощью гибких шлангов.
Для холодильных цилиндров целесообразно иметь самостоятельную одежду
и привод, но в целях экономии их объединяют с последней приводной группой
бумагосушильных цилиндров.
В некоторых схемах машин предусмотрены два режима работы этих цилинд-
ров: они могут работать в режиме как холодильных, так и сушильных цилиндров.
Сушильные цилиндры — сосуды, работающие под давлением, поэтому на
них распространяются правила устройства и безопасной эксплуатации таких
сосудов, так как они находятся под избыточным давлением более 0,07 МПа
(0,7 кгс/см2); согласно данным правилам разрешается изготовление цилиндров
только тем предприятиям, которые располагают техническими средствами,
обеспечивающими качественное их изготовление в полном соответствии с тре-
бованиями ГОСТов, нормалей и техническими условиями.
Правилами также устанавливается, что каждый сосуд должен поставляться
заводом-изготовителем заказчику с паспортом определенной формы и инст-
рукцией по его монтажу и безопасной эксплуатации.
На торцевой крышке цилиндра (на видном месте) заводом-изготовителем
прикрепляется металлическая пластинка с нанесенными клеймением следую-
щими паспортными данными: наименование завода-изготовителя; заводской
номер сосуда; год изготовления; рабочее давление, МПа; допустимая темпера-
тура стенок сосуда, °C. Кроме того, паспортные данные завод-изготовитель дол-
жен наносить ударным или безударным способом на одной из наиболее види-
мых частей сосуда.
Правилами предусматривается, чтобы конструкция цилиндров была на-
дежной и обеспечивала безопасность эксплуатации, осмотра, очистки, про-
мывки и ремонта. Цилиндры должны снабжаться лазами, а днища сосудов —
иметь эллиптическую форму или выполняться в виде полушара.
396
Корпус цилиндра, помимо проверки механических свойств и химического
состава материала, подвергается металлографическим исследованиям (контроль
макро- и микроструктуры в термообработанном состоянии).
Гидравлическому испытанию подлежат все цилиндры после их изготовле-
ния при пробном давлении Рп = 1,5Рраб, но не менее 0,3 МПа (3 кгс/см2). Для
литых и многослойных сосудов время выдержки сосуда под пробным давлени-
ем — не менее 60 мин. После снижения пробного давления до рабочего произ-
водится тщательный осмотр всех соединений.
Для гидравлического испытания применяют воду. При этом перепад темпе-
ратур окружающей среды и воды не должен превышать 5 °C. Измерение давле-
ния производят по двум манометрам, один из которых контрольный.
Сосуд считается выдержавшим гидравлическое испытание, если не обна-
ружено разрыва, остаточных деформаций, течи.
Устройства для удаления конденсата из цилиндров
В полости сушильных цилиндров может быть два режима устойчивого рас-
положения конденсата: отстойное и кольцеобразное; промежуточное состоя-
ние называется переходным (рис. 2.6.10).
При отстойном режиме водяной пар конденсируется на внутренней поверх-
ности цилиндра, а затем под действием гравитационной силы конденсат стекает
и в нижней части располагается в виде сегмента, который при работе машины
смещается в направлении вращения цилиндра. Такой режим конденсатообразо-
вания и расположения конденсата соответствует низкой скорости бумагодела-
тельной машины (до vM = 350—400 м/мин).
При более высокой линейной скорости машины конденсат под действием
центробежной силы располагается у внутренней поверхности цилиндра в виде
кольца. Как показали исследования, конденсат в полости цилиндра распреде-
ляется неравномерно— в верхней части цилиндра по сравнению с нижней
конденсатное кольцо имеет большую толщину.
Рис. 2.6.10. Расположение конденсата в полости сушильных цилиндров:
при отстойном конденсатообразовании (а), при переходном режиме (б),
при кольцевом образовании конденсата (в):
1— бумажное полотно; 2— сушильный цилиндр; 3— конденсат;
4— конденсатное кольцо
397
По толщине кольца имеется градиент скорости: у внутренней поверхности
скорость конденсатного кольца примерно такая же, как и у цилиндра, а на
противоположной поверхности кольца — меньше.
При достижении критической скорости наступает переходный режим, при
котором конденсатное кольцо разрушается, и гидравлический режим перехо-
дит в отстойное конденсатообразование.
Затрачиваемая на привод сушильных цилиндров мощность зависит как от
скорости машины, так и от расположения конденсата в цилиндрах. По мере
повышения скорости машины потребляемая мощность увеличивается до тех
пор, пока наблюдается отстойное расположение конденсата; как только в ци-
линдре образуется конденсатное кольцо, потребляемая мощность резко умень-
шается в связи с сокращением мощности на трение между конденсатом и внут-
ренней поверхностью цилиндра.
Конденсатное кольцо создает высокое термическое сопротивление тепло-
вому потоку от конденсирующегося пара к внутренней стенке, например, на
толщине 1 мм неподвижного конденсатного кольца температура может сни-
жаться (в зависимости от величины теплового потока) на 4-8 °C, поэтому при
разработке конденсатоудаляющих устройств необходимо стремиться к тому,
чтобы они обеспечивали наиболее полное и регулярное удаление конденсата, а
также разрушение конденсатного кольца.
Выбор схемы и конструкции конденсатоудаляющих устройств определяет-
ся главным образом расположением конденсата в сушильном цилиндре. Если
расположение конденсата отстойное, то могут применяться черпаки и непод-
вижные сифоны. Если конденсат в цилиндре располагается в виде кольца, то
возможно применение вращающихся и неподвижных сифонов. Необходимо так-
же учитывать, что сопротивление теплопередаче вращающегося кольца кон-
денсата в три раза меньше сопротивления теплопередаче неподвижного кольца
такой же толщины.
Черпаки выполняют одно- и двурогими, в виде спирали. Их крепят болта-
ми к торцевой крышке цилиндра с приводной стороны (рис. 2.6.11). В нижнем
положении спиральной частью черпак набирает конденсат, а когда находится в
верхней полуокружности цилиндра, конденсат выливается в кольцевое про-
странство цапфы цилиндра.
Форма черпака — определяющий фактор в отношении как расхода мощно-
сти, так и полноты удаления конденсата. Черпаки могут работать только при
низкой скорости машины, когда имеет место отстойное расположение конден-
сата. Недостатком удаления конденсата черпаками является то, что черпаки
работают только при вращении цилиндров. Черпак и цилиндр работают совме-
стно как насос с периодической подачей конденсата в конденсатопровод.
Важное условие устойчивого удаления конденсата из полости сушильных
цилиндров— наличие достаточного перепада давлений между цилиндром и
конденсатопроводом (ДР = Рц - Рк). Как показывает опыт эксплуатации машин
с ковшовым способом удаления конденсата, перепад давлений должен быть
равен 0,02-0,03 МПа.
На средне- и быстроходных машинах применяют неподвижные или враща-
ющиеся сифоны.
398
5
Рис. 2.6.11. Спиральный однорогий черпак с двумя
противовесами для удаления конденсата из сушильного цилиндра:
1— сушильный цилиндр; 2— черпак; 3 — противовес
Неподвижный сифон представляет собой трубку, на одном конце которой
расположен наконечник, опущенный в слой конденсата, а другой конец труб-
ки с помощью промежуточной камеры присоединяется к кольцеобразному
пространству в цапфе цилиндра или к паровой головке.
Положение наконечника относительно внутренней поверхности корпуса
можно регулировать с помощью специальных болтов.
Во время пуска машины сифон прогревается значительно быстрее корпуса
цилиндра, поэтому существует опасность задевания наконечника за стенку
Цилиндра, вследствие чего следует устанавливать его с определенным зазором.
Для предотвращения повреждения цилиндра при случайном соприкосновении
наконечник выполняют из температуростойкого алюминия, а в современных
конструкциях — в виде плавающих фторопластовых втулок, обеспечивающих
наименьший зазор (1,5—2,0 мм) между сифоном и внутренней поверхностью
Цилиндра. Плавающая втулка также компенсирует температурное расширение
сифона и исключает износ цилиндра. При отстойном расположении конденса-
та неподвижный сифон устанавливают с наклоном 15° в направлении враще-
ния цилиндра.
399
Наконечник сифона расположен в углублении в корпусе в целях уменьше-
ния толщины слоя конденсата и улучшения теплопередачи от конденсирующе-
гося пара к внутренней стенке цилиндра.
Удаление конденсата в схемах с неподвижным сифоном основано на “вы-
давливании” конденсата за счет перепада давлений в полости цилиндра и в кон-
денсатопроводе. Кроме того, при кольцеобразном расположении конденсата на
насадку сифона дополнительно действует динамическое давление движущегося
кольца , которое способствует более полному удалению конденсата.
Если перепад давлений недостаточен, то конденсат накапливается в ци-
линдре, нарушается тепловой режим работы бумагосушильных цилиндров. Если
этот перепад давлений слишком большой, то через сушильный цилиндр про-
ходит много пролетного пара и его теплота используется неэффективно.
Вращающиеся сифоны применяют для удаления конденсата из сушильных
цилиндров быстроходных машин, когда конденсат в цилиндрах располагается в
виде кольца.
Вращающийся сифон состоит из сифонной трубки, один конец которой
заканчивается насадкой, упирающейся в цилиндр, а другой конец проходит по
центру полой цапфы цилиндра и заканчивается в паровой головке. Крепление
вращающегося сифона производится опорной регулируемой штангой, закан-
чивающейся конусной пружиной. Существуют конструкции со спиральными
сифонными трубками, компенсирующие их термическое расширение.
Во вращающихся сифонах насадка плотно прилегает к внутренней поверх-
ности цилиндра, а зазор для поступления конденсата может регулироваться с
помощью специальных болтов.
Преимуществом вращающихся сифонов является их надежное крепление в
цилиндре, как и в лощильных цилиндрах самосъемочных машин, существует
возможность устанавливать несколько сифонов по длине цилиндра в любом
месте.
Главный недостаток вращающихся сифонов заключается в том, что для
удаления конденсата требуется большой перепад давлений, что обусловлено
действием центробежной силы на столб конденсата, находящегося в сифонной
трубке. Такие перепады давлений не всегда удается поддерживать в пароконден-
сатной схеме, поэтому происходит заполнение цилиндров конденсатом.
Выбор способа удаления конденсата из сушильных цилиндров является
важным условием обеспечения стабильной работы сушильных частей бумаго-,
картоноделательных и сушильных машин.
Паровые головки
Паровые головки служат для плотного соединения вращающихся деталей
сушильных цилиндров с неподвижными паропроводами и конденсатопровода-
ми в целях подачи пара в цилиндры и отвода из них конденсата.
По конструкции паровые головки делятся на головки с отводом конденсата
неподвижными сифонами и на головки с отводом конденсата черпаками или
вращающимися сифонами. Промышленностью выпускается несколько типораз-
меров паровых головок, различающихся значением условного прохода, мм:
400
По пару 40 50 65 100
По конденсату 32 40 50 65
Рассмотрим схему паровой головки с отводом конденсата с помощью вра-
щающегося сифона (рис. 2.6.12). Она состоит из камеры для подвода пара и
камеры для отвода конденсата, уплотнительных графитных колец, пружины и
других деталей. Вначале пар поступает в камеру, а затем через отверстия на-
правляется в кольцевой зазор и далее в сушильный цилиндр. Конденсат из ци-
линдра возвращается по центральной трубе в конденсатную камеру и далее в
конденсатопровод.
Паровая головка для неподвижного сифона состоит из корпуса, конден-
сатной и паровой труб, торцевого уплотнения и других деталей. Конденсатная
труба является продолжением сифона и располагается внутри паровой трубы.
Торцевое уплотнение включает в себя плоские уплотнительные графитные коль-
ца, втулку, прикрепленную к торцевой части цапфы, несколько пружин и
фланец, установленный на двух направляющих шпильках.
На участке паровой трубы, начиная от уплотнительных колец, паровая труба
в цапфе расположена консольно. К ней с помощью фланца прикрепляется не-
подвижный сифон. В паровую камеру поступает пар, затем по кольцевому сече-
нию он направляется в цилиндр. Конденсат из цилиндра возвращается по цен-
тральной трубе.
Необходимо отметить, что подача пара в цилиндр по центральной трубе
более предпочтительна, так как при подаче перегретого пара по кольцевому
Рис. 2.6.12. Вращающийся сифон и паровая головка сушильного цилиндра:
1 — сушильный цилиндр; 2 — графитовые уплотнительные кольца; 3 — распорная
пружина; 4 — штанга; 5 — сифонная трубка; 6 — насадка
401
сечению цапфа и, соответственно, торцевая крышка нагреваются до более вы-
сокой температуры, в результате возникает неравномерное распределение тем-
пературы по длине поверхности цилиндра.
Схему подвода пара и отвода конденсата выбирают в зависимости от шири-
ны и скорости машины: для низко- и среднескоростных машин подвод пара и
отвод конденсата производят с приводной стороны, для скоростных и широко-
форматных машин подвод — с обеих сторон машины.
Существуют схемы с подводом пара с одной стороны и отводом конденса-
та — с другой.
Подшипники сушильных цилиндров
На цапфы сушильных цилиндров современных бумаго-, картоноделатель-
ных и сушильных машин устанавливают подшипники качения, применение
которых по сравнению с подшипниками скольжения снижает затраты энергии
на привод и особенно на пуск машины, они долговечнее (срок службы более
10 лет) и более надежны при эксплуатации.
На бумаго- и сукносушильных цилиндрах применяют двухрядные сфери-
ческие роликоподшипники с симметричными и несимметричными роликами,
так как они обладают высокой радиальной грузоподъемностью и допускают
несоосность 2—3°. Обычно валы и сушильные цилиндры бумагоделательной ма-
шины устанавливают на этом типе подшипников.
С лицевой стороны могут применяться также однорядные роликовые под-
шипники с коническим внутренним отверстием. Наружное кольцо с обеих сто-
рон ролика имеет бортики, а по внутреннему кольцу происходит смещение
вала для компенсации термических расширений сушильных цилиндров, кото-
рые могут достигать 7—10 мм.
На вал подшипники устанавливают непосредственно на цилиндрической
или конической цапфе, а также на конической буксовой или закрепительной
втулке.
Посадку подшипника на цилиндрическую цапфу производят после его на-
грева в масляной ванне до температуры примерно 100 °C. Нагрев подшипников
паром или открытым пламенем недопустим. При этом демонтаж производят
винтовым съемником, однако демонтаж крупных подшипников вызывает боль-
шие затруднения.
Установка подшипников на конической цапфе или конической втулке по-
зволяет быстро их монтировать и демонтировать, а также в определенных пре-
делах регулировать радиальный зазор между роликами и кольцом.
На сушильных цилиндрах наибольшее распространение получила установка
подшипников на закрепительной втулке. Монтаж производят путем затягивания
монтажной гайки, после чего она стопорится фасонной шайбой, при демонтаже
гайку и стопорную шайбу снимают с втулки, а втулку выпрессовывают.
В конструкции подшипникового узла сушильных цилиндров должно пре-
дусматриваться устранение перекосов, тепловых расширений цилиндра, отвод
образующейся теплоты. При нагревании цилиндров паром и в результате тре-
ния при работе подшипника выделяется теплота, которая приводит к увеличе-
402
нию размеров деталей подшипника. Кроме того, при работе бумагоделательной
машины происходит тепловое удлинение сушильных цилиндров, конструкция
подшипникового узла должна компенсировать возникающие удлинения, а ус-
тановка в корпусе подшипников с лицевой стороны на скользящей посадке —
термическое удлинение сушильных цилиндров. При этом чистота обработки
корпуса под наружное кольцо должна соответствовать микронеровностям по
высоте не более 5—7 мк. При более грубой обработке происходит износ корпуса
подшипника и проседание лицевой стороны цилиндра.
Компенсация термических удлинений сушильных цилиндров может быть
также выполнена установкой лицевого подшипника на роликах или призмах и,
кроме того, применением подшипников с короткими роликами, имеющими
возможность перемещаться по внутреннему кольцу.
Решающую роль в безаварийной работе подшипников играет системати-
ческий отвод теплоты. Перегрев подшипника приводит к аварии. При циркуля-
ционной смазке теплоотвод от подшипников осуществляется маслом, которое
после прохождения через подшипник очищается, охлаждается и вновь подает-
ся в подшипник. Обычно масло подается на подшипник сверху, а отводится из
корпуса подшипника снизу. Отверстие для отвода масла должно быть в несколько
раз больше отверстия, через которое подается масло. Дно корпуса подшипника
должно иметь уклон в сторону слива масла. В тяжело нагруженных подшипниках
смазка может подаваться непосредственно в зону трения через кольцевую ка-
навку на наружном кольце подшипника и просверленные в нем отверстия.
Тип уплотнения подшипника от окружающей среды зависит от частоты
вращения, диаметра подшипника, вида смазки, температуры окружающей сре-
ды и размеров подшипникового узла.
В подшипниках бумаге-, картоноделательных и сушильных машин основ-
ным типом уплотнений являются лабиринты, которые можно использовать для
любых скоростей и смазки.
Принцип работы лабиринтных уплотнений основан на создании местных
гидравлических сопротивлений на пути движения масла.
Шаберы цилиндров и валов
Очистку поверхности валов и сушильных цилиндров бумаге-, картонодела-
тельных и сушильных машин производят устройством, которое носит название
шабер. Принцип работы шабера основан на механической очистке рабочих по-
верхностей вращающихся цилиндров при помощи лезвия шабера, находящегося
в контакте с очищаемой поверхностью. Шабер должен удалять с поверхности
Цилиндра волокна, пыль, наполнители и другие вещества, а также отделять от
поверхности цилиндров бумажное полотно при его обрыве или заправке, пре-
дотвращая наматывание полотна на цилиндр.
В современных БКСМ шаберы представляют собой сложные устройства,
основными узлами которых являются корпус, держатель лезвия, собственно
лезвие, механизм для подвода и прижима лезвия к очищаемой поверхности,
опора корпуса, механизм для осциллирующего движения, устройства для транс-
портировки удаленных шабером загрязнений.
403
Точность изготовления корпуса и его монтажа, а также жесткость корпуса
определяют погрешность во взаимном расположении поверхностей лезвия и ци-
линдра. От значения погрешности зависит неравномерность прилегания лезвия,
т. е. появление зазора между очищающей кромкой лезвия и очищаемой поверхно-
стью цилиндра. Корпус шабера коробчатой конструкции изготавливают из сталь-
ного листового проката и облицовывают нержавеющей сталью. Важными факто-
рами, оказывающими влияние на работу шабера, являются неравномерный
нагрев корпуса шабера от цилиндров, а также коробление в результате трения
лезвия об их поверхность. Нагрев достигает 15—20 °C, в результате происходит
коробление корпуса. Наличие неравномерной температурной деформации кор-
пуса шабера определяет тенденцию в развитии конструкций корпуса — сниже-
ние неравномерности температуры на его поверхности. Конфигурация попереч-
ного сечения корпуса шабера зависит от условий его компоновки на машине
(БДМ). Общим для всех конструкций шаберов является частичный прижим лез-
вия к поверхности вала за счет неуравновешенности центра масс корпуса отно-
сительно оси его поворота. До полной расчетной величины усилие прижима до-
полняется воздействием на корпус специальных механизмов.
Широко распространена конструкция держателя, в которой базирование
лезвия и воздействие на него усилия прижима держателем осуществляется дву-
мя плоскими поверхностями (рис. 2.6.13). Особенность конструкции держателя
при закреплении лезвия дает возможность использовать лезвия меньшей жест-
кости. Такая конструкция довольно проста, однако равномерность прилегания
лезвия к поверхности вала ограничена и определяется податливостью только
лезвия. В процессе эксплуатации вследствие износа ширина лезвия уменьшает-
ся, и это приводит к существенному повышению его жесткости, т. е. лезвие
становится менее способным компенсировать погрешности взаимного распо-
ложения системы шабер—цилиндр.
Важным этапом в развитии конструкции держателей является применение
в них упругого элемента — прижимной планки. При этом лезвие опирается на
упругий элемент, и, следовательно, суммарная податливость системы лезвие-
держатель существенно увеличивается. Лезвие шабера соприкасается с корпу-
сом держателя двумя поверхностями. Вместе с лезвием, прижатым к поверхно-
сти цилиндра, деформируется и нажимная планка.
Дальнейшим развитием конструкции держателя лезвия является замена ме-
таллических нажимных планок пневматическими и гидравлическими камерами,
расположенными в корпусе держателя. Конструкции держателей с пневматиче-
ским и гидравлическим нажимным устройством мало отличаются друг от друга.
В держателе с пневмо- и гидросистемой основным элементом является эла-
стичная резиновая камера, расположенная в продольном пазу держателя. Внут-
ренняя полость камеры наполняется рабочим агентом — жидкостью. Лезвие
шабера опирается тыльной стороной на рабочую поверхность камеры и вос-
принимает равномерное давление со стороны держателя по всей своей длине.
Это обеспечивает более равномерное, чем в распространенных ранее конструк-
циях, прилегание лезвия к поверхности вала.
Известна также так называемая сверхэластичная конструкция держателя, в
которой он шарнирно прикреплен к корпусу шабера с двумя пневматическими
404
Рис. 2.6.13. Шаберы для сушильных цилиндров и валов
при различных способах крепления лезвия:
а — жесткое крепление: 1— лезвие; 2 — держатель; 3, 4— плоские
поверхности; б— гибкое крепление: 1— лезвие; 2— прижимные
поверхности; 3— верхняя губа; 4 — держатель; 5— прижимная планка;
в — крепление с помощью пневмо- и гидрокамер: 7 — эластичная
резиновая камера; 2 — лезвие шабера; 3 — держатель
камерами, воздействующими на корпус держателя. Изменяя давление рабочей
среды в камерах, регулируют величину усилия прижима лезвия к поверхности
Цилиндра.
Положительное влияние на эффективность очистки поверхности сушиль-
ных цилиндров и валов оказывает возвратно-поступательное (осциллирующее)
Движение шабера вдоль вала или цилиндра. На современных БКСМ такое дви-
жение сообщается почти всем шаберам. Механизм положительного влияния ос-
цилляции шабера до настоящего времени не определен, однако считают, что
Осциллирующим движением обусловлено появление некоторого “угла резания ,
405
который способствует лучшему удалению загрязнений. Анализ соотношения
скорости к осциллирующего движения и рабочей скорости со на современных
машинах БКСМ показывает, что отношение и:со ничтожно мало (0,00001—
0 000002) и, следовательно, за основу положительного влияния осциллирую-
щего движения принято другое явление.
Для осуществления осциллирующего движения, совершаемого корпусом
шабера с держателем и лезвием, применяют приводы четырех видов: механи-
ческий, электромеханический, гидравлический и пневматический.
По мере совершенствования конструкций шаберов пневматические меха-
низмы привода осцилляции вытесняют механизмы остальных типов во всех
частях машины. Это происходит из-за того, что пневматические механизмы
поршневые (главным образом, мембранные) конструктивно просты, надежны
в эксплуатации как во влажной среде, так и в условиях повышенной темпера-
туры (до 130 °C), обладают широким диапазоном регулирования числа двойных
ходов в минуту, а также наличием сжатого воздуха во всех частях машины.
Экспериментально установлены амплитуда осциллирующего движения
шабера, которая колеблется от 5 до 25 мм, и число двойных ходов шабера в
минуту — от 2 до 40.
Опоры корпуса шабера, совершающего осциллирующее движение, долж-
ны обеспечивать не только его поворот, но и возвратно-поступательное пере-
мещение, поэтому конструкции опор существенно усложнены.
В связи с увеличением рабочей скорости машин (БКСМ) возникла пробле-
ма, которой на тихоходных машинах не существовало, — это интенсивное пы-
леобразование. При изготовлении бумаг с наполнителями происходит сильное
пылеобразование в сушильной части. Пыль отрицательно влияет на качество
поверхности и текстуру выпускаемой бумаги, а также создает опасность воз-
никновения пожара. Большая часть пыли оседает на поверхности лезвий шабе-
ров сушильных цилиндров, а остальная пыль в результате конвекции воздуха
распространяется по машине. При этом пыль, осевшая на поверхности бумаги,
вызывает брак, а пыль, осевшая на частях машины, может быть источником
воспламенения. Постоянное присутствие частиц наполнителя на лезвии шабера
и перед его очищающей кромкой отрицательно влияет на эффективность его
работы. Для борьбы с последствиями интенсивного пылеобразования, т. е. для
быстрого и постоянного удаления пыли, на шаберах применяют устройства для
отсоса пыли с поверхности лезвия с помощью перемещающихся отсасываю-
щих головок или бесконечных перфорированных лент, располагающихся над
лезвием отсасывающего сопла.
При проектировании пылеотсасывающих устройств шаберов следует учи-
тывать такие факторы:
объем воздуха, проходящего через сопла, должен быть равномерным по
всей ширине шабера;
отсасывающие сопла располагают как можно ближе к источнику пыления;
скорость отсасывающего потока воздуха, проходящего около источника
пыления, должна быть больше рабочей скорости машины.
Наряду с лезвийными существуют щеточные шаберы, которыми чаще все-
го производят очистку желобчатых валов.
406
Особое внимание следует обратить на шабер, действие которого основано
на использовании поверхностно-активных реагентов. Вдоль поверхности вала
или цилиндра располагают короб, заполненный пористым веществом, сопри-
касающимся с поверхностью вала. Поверхностно-активный реагент подводится
в короб. Через пористое вещество реагент равномерно смачивает очищаемую
поверхность. Удаление поверхностно-активного реагента и загрязнений осуще-
ствляют обычным лезвийным шабером. Такой способ очистки поверхности ва-
лов и цилиндров целесообразно применять для трудноудаляемых веществ, та-
ких как смолы, клеи, красители и т. п.
Необходимо также отметить, что при проектировании следует учитывать
предотвращение стекания заряда статического электричества с поверхности ва-
лов и цилиндров на лезвие шабера. Это связано с образованием канавок на по-
верхности цилиндров, появление которых объясняют электрической эрозией.
Шаберы по принципу действия, конструкции и характеру взаимодействия
с очищаемой поверхностью можно разделить на три группы.
К первой группе относят лезвийные шаберы, находящиеся в силовом вза-
имодействии с очищаемой поверхностью, ко второй группе — шаберы со щет-
ками, находящиеся в эластичном контакте с очищаемой поверхностью. Третью
группу составляют бесконтактные пневматические шаберы.
При проектировании БКСМ следует учитывать, что стабильная работа ма-
шины определяется схемой и конструкцией шаберов.
Сушильные сетки и сукна
В многоцилиндровых установках сушильные сетки и сукна служат для транс-
портировки бумажного полотна. Они улучшают условия заправки полотна, со-
здают более плотный контакт между влажной бумагой и нагретой поверхностью
цилиндров, предотвращают коробление бумаги, образование морщин и других
дефектов. При выработке бумаги сушильные сетки (или сукна) устанавливают на
всех цилиндрах, при выработке толстого картона — только на нижние цилинд-
ры, а при производстве целлюлозы на пресспатах — только в начале сушки.
В качестве одежды сушильной части традиционно применяли шерстяные и
хлопчатобумажные сукна, а в последнее время широкое распространение по-
лучили синтетические сушильные сетки.
Сейчас шерстяные сукна иногда применяют при выработке высококаче-
ственных целлюлозных видов бумаги, обладающих большой усадкой, а хлопча-
тобумажные сукна — при выработке бумаги, в состав которой входит древесная
масса (например, газетной, писчей, типографской и других видов бумаги).
Если на машине установлены сукна, то в ее схеме присутствуют сукносу-
шильные цилиндры, с помощью которых сукна подсушиваются.
Рассмотрим схему установки сетки (сукна) на одной приводной секции ци-
линдров верхнего ряда, которая включает в себя несколько сетко(сукно)ведуших
валов, правильный вал, натяжной вал и, при необходимости, сукносушильный
Цилиндр (рис. 2.6.14). Во время работы сукна изменяют свои размеры, поэтому с
помощью натяжного вала регулируют их натяжение, которое для шерстяных су-
кон равно 15—20 Н/см, а для хлопчатобумажных — не более 5 Н/см.
407
8
5
Рис. 2.6.14. Схема установки сетки (сукна) в группе сушильных
цилиндров верхнего ряда при их традиционной компоновке:
7— бумажное полотно; 2— бумагосушильный цилиндр;
3 — сетко(сукно)направляющие валы; 4— натяжной вал;
5— правильный вал; 6— сукносушильный цилиндр
Натяжные устройства могут быть ручными, грузовыми или пневматиче-
скими. Равномерность удлинения сукна по ширине определяют с помощью кон-
трольной полосы.
Сетки и сукна широко используют в процессах тепломассообмена при суш-
ке бумаги; во время соприкосновения с бумажным полотном они увлажняются
за счет конденсации в них водяных паров, а на сукносушильном цилиндре и на
участках свободного хода их влажность понижается. Чем более сухое сукно по-
ступает на цилиндры, тем интенсивнее протекает сушка бумаги.
Сетко(сукно)ведущие, правильные и натяжные валы изготавливают из
цельнотянутых стальных труб диаметром от 150 до 500 мм в зависимости от
ширины машины. Они должны свободно поворачиваться в подшипниках от
крутящего момента не более 50 кг-см.
Одним из основных требований, предъявляемых к сушильным сеткам и
сукнам, является устойчивость их хода, т. е. минимальное отклонение движу-
щегося полотна от оси движения. Выполнение данного условия необходимо
для обеспечения нормального протекания технологических процессов произ-
водства продукции на машине и для исключения повреждений и обрывов
одежды при ее смещении относительно оси хода, а также для предотвраще-
ния обрывов бумажного (картонного) полотна. Еще одним главным требова-
нием является отсутствие морщин на сетках и сукнах, которые устраняют
правильными и разгонными валами. В сушильной части смещение сеток и
сукон возникает по причине непараллельности валов и цилиндров, неравно-
мерности усадки (вытяжки) сеток (сукон). Допускается смещение сеток и су-
кон до 100—150 мм. Каждый сетко(сукно)правильный вал снабжают автомати-
ческой правкой с мембранным или поршневым механизмом, устанавливаемым
на приводной стороне машины. С лицевой стороны расположена ручная вин-
408
товая правка, которая служит для предварительной установки сетко(сукно)-
правильного вала.
Натяжение сеток производят автоматическими пневматическими сеткона-
тяжками с пневмоцилиндром и планетарным редуктором.
Для устранения складок и морщин на сетках и сукнах, а также на бумаж-
ном полотне используют два способа.
Первый способ — разгон на валах с выступами, выполненными в виде по-
лос, припаянных к поверхности вала по винтовой линии (обычно с перемен-
ным шагом по длине вала). Распределение полотна при взаимодействии с ва-
лом, снабженным разгоняющими элементами по винтовой линии, происходит
вследствие различия окружных скоростей основной цилиндрической поверх-
ности вала и выпуклых элементов, диаметр которых больше диаметра основной
поверхности вала.
Второй способ — разгон при помощи вала с вращающейся изогнутой ру-
башкой, по поверхности которой проходит полотно и устраняются складки.
Для разгона полотна бумаги (картона) применяют также неподвижные разгон-
ные дуги.
Бумаговедущие валы, устанавливаемые перед каландрами, выполняют при-
водными. Они предназначены для обеспечения необходимого натяжения бу-
мажного полотна.
Сушильные синтетические сетки обладают рядом преимуществ по сравне-
нию с хлопчатобумажными и шерстяными сукнами. Основным преимуществом
является то, что более дорогостоящие натуральные материалы заменяют синте-
тическими. Кроме того, синтетические сетки имеют значительно больший срок
службы, меньшую массу 1 м2 и более высокую паропроницаемость. Синтети-
ческие волокна прочны и обладают гидрофобными свойствами, поэтому их
подсушивать не требуется.
Еще одно преимущество синтетических сушильных сеток заключается в
возможности придания им различных механических и теплофизических свойств,
состояния поверхности в зависимости от свойств вырабатываемой продукции,
скорости и ширины машины, температурного графика сушки. Кроме того, на
машине активизируется вентиляция межцилиндровых пространств за счет по-
вышенной воздухопроницаемости сеток.
Натяжение сушильных сеток может быть увеличено до 25 Н/см (2,5 кгс/см),
что значительно больше по сравнению с хлопчатобумажными и шерстяными
сукнами.
Каждую сетку оснащают автоматической правкой, совмещенной с ручным
приводом для перемещения правильного вала, и автоматической натяжкой.
Исполнительные механизмы правок и натяжки пневматические. В процессе
работы сушильные сетки забиваются волокнами, пылью, клеем. При этом
уменьшается воздухопроницаемость, ухудшается сушка бумаги, поэтому при-
меняют периодическую очистку сушильных сеток сжатым воздухом или водой
через сопла, оснащенные пневматическим приводом возвратно-поступатель-
ного движения.
Аварийное смещение сеток контролируется датчиками крайнего положе-
ния, установленными с лицевой и приводной сторон машины.
409
Таблица 2.6.1
Сравнительные характеристики сушильных сеток и сукон
Марка и характеристика сушильных сеток Масса, г/м2 Воздухопроницае- мость, см3/(см2-с)
СК. Основа — полиэфирная нить с полиамид- ным покрытием. Уток — мононгть 1064 382
СК-2. Основа — полиэфирная нить с полиамид- ным покрытием. Уток — мононить 1464 ПО
СК-3. Основа — полиэфирная нить с полиамид- ным покрытием. Уток 1 — полиэфирная нить. Уток 2 — мононить 1218 154
СК-4. Основа — комплексная акриловая нить. Уток — мононить 1236 346
СК-5. Основа — комплексная акриловая нить с пропиткой. Уток — мононить с немаркирующим натронным слоем 1218 184
СМ-1. Сетки полностью изготовлены из мононити 1150 305
Сушильное сукно шерстяное с добавкой синте- тических волокон 3500 2,04-11,60
Сушильное сукно из хлопка и асбестового волокна 1800-1900 1,56-4,10
В настоящее время отечественной промышленностью выпускаются несколь-
ко видов синтетических сушильных сеток СК (сетка комбинированная) и СМ
(сетка из мононити — табл. 2.6.1). Синтетические сетки имеют меньшую массу и
более высокую воздухопроницаемость, что оказывает положительное влияние
на работу сушильной части машины. Таким образом, при проектировании бу-
маго-, картоноделательных и сушильных машин целесообразно применять син-
тетические сушильные сетки.
Безобрывная проводка бумажного полотна
На современных скоростных бумагоделательных машинах, вырабатывающих
тонкие виды бумаги (газетная, типографская, мешочная и др.), вначале на пер-
вых приводных группах цилиндров, а затем и по всей сушильной части широкое
распространение получила установка сушильных сеток по схеме безобрывной
проводки бумажного полотна, при которой бумага совместно с одеждой переме-
щается по сушильным цилиндрам и участкам свободного пробега (рис. 2.6.15).
В такой схеме одна сушильная сетка охватывает верхние и нижние цилиндры, а
холостая ветвь сетки, направляющие и натяжные валы располагают над верхним
рядом цилиндров, что обеспечивает удобную уборку брака при обрывах.
Полотно бумаги прижимается одеждой только к верхнему ряду цилиндров,
а на нижних цилиндрах, если они не заменены на вакуумные валы, между
нагретой поверхностью и бумагой располагают сетку.
Применяя безобрывную проводку, увеличивают производительность ма-
шины за счет сокращения простоев, что способствует равномерному распреде-
410
•5
Рис. 2.6.15. Схема безобрывной проводки бумажного полотна
по сушильной части бумагоделательной машины:
1 — сушильная сетка; 2 — направляющий вал; 3 — сетконатяжной вал;
4— бумагосушильный цилиндр; 5— вал с вакуумной камерой; 6— бумажное полотно
лению влажности по ширине, сокращается количество сетковедущих, сеткона-
тяжных валиков и шаберов, увеличивается доля охвата верхних цилиндров бу-
мажным полотном.
В последних схемах машин вместо нижнего ряда сушильных цилиндров при-
меняют вакуумные валы для обеспечения плотного прилегания полотна к сетке.
На рис. 2.6.16 представлена сушильная часть машины с применением безобрыв-
ной проводки, состоящая из цилиндров диаметром 2200 мм, сеткоправильного
и направляющих валов, а также нижних вакуумных валов.
В быстроходной (И= 1400 м/мин) широкоформатной (В = 8900 мм) маши-
не по выпуску газетной бумаги удельной массой 45 г/м2 сушильная часть имеет
семь групп сушильных цилиндров по приводу диаметром 2200 и 1810 мм, при-
чем в первых четырех группах цилиндры размещены только в верхнем ряду, а
нижний ряд образуют валы с вакуумными камерами. Только с 17-го сушильно-
го цилиндра они располагаются в два ряда в шахматном порядке.
С помощью отсасывающего вакуумного вала обеспечивается плотное при-
легание бумажного полотна к его поверхности в целях предотвращения образо-
вания пузырей. Вакуумный вал состоит из внутренней неподвижной камеры,
Двух плоских сопел и перфорированного вращающегося корпуса.
Воздух под избыточным давлением через торцы вала подается в централь-
ную неподвижную напорную камеру, откуда через сопла, образованные вра-
щающимся корпусом вала и неподвижной направляющей пластиной, вытекает
с большой скоростью.
411
Рис. 2.6.16. Компоновка сушильных
цилиндров в однорядном исполнении:
1 — вакуумный вал; 2 — шабер и его привод;
3— бумагосушильный цилиндр; 4— пневматический
привод правильного вала; 5— сетконаправляющий вал;
6 — сушительная сетка
Под действием кинетической энергии вытекающей струи из нижней каме-
ры отсасывается воздух, в результате создается разрежение, под влиянием ко-
торого полотно плотно прилегает к поверхности вала.
Воздух через перфорацию в верхней части вала вытекает в межцилиндровое
пространство, в результате активизируется воздухообмен, улучшаются условия
сушки бумажного полотна.
Основным преимуществом конструкции данного вала является отсутствие
трущихся неподвижных и вращающихся частей и, соответственно, уплотнений.
Безобрывную проводку полотна применяют и на картоноделательных машинах.
Компоновка сушильной части
В зависимости от вида и свойств вырабатываемой бумаги, а также от скоро-
сти машины при проектировании выбирается схема сушильной части. Рассмот-
рим назначение схем сушильной части (рис. 2.6.17).
412
б)
Рис. 2.6.17. Схемы компоновок сушильной части бумагоделательных машин:
а — традиционная двухрядная компоновка цилиндров с шахматным расположением;
б— двухрядная компоновка цилиндров без сукносушителей и с синтетическими
сушильными сетками; в — однорядная компоновка цилиндров с безобрывной
проводкой и вакуумными валами; г — компоновка сушильной части с клеильным
прессом; д — компоновка цилиндров с сушильным конвективным шкафом
Схема а традиционная и универсальная для выработки различных видов бу
маги и картона. В данной схеме применяют бумагосушильные цилиндры диамет-
ром 1500 и 1810 мм, которые располагают в два ряда в шахматном порядке
В качестве одежды применяют шерстяные или хлопчатобумажные сукна, для под-
сушки которых над верхним и под нижним рядами расположены сукносушиль-
ные цилиндры Количество бумагосушильных цилиндров в одной приводной груп-
пе, объединенных одним сукном, выбирают в соответствии с рекомендациями
приведенными в табл. 2.6.2. К устаревшим относятся схемы тихоходных машин с
Двухрядным коридорным расположением бумагосушильных цилиндров.
Схема б (см. рис. 2.6.17) отличается от схемы а тем, что в ней отсутствуют
сукносушильные цилиндры в связи с заменой шерстяных и хлопчатобумажных
сукон на синтетические сушильные сетки, которые не требуют подсушки. Та-
кая схема более простая, длина сеток по сравнению с сукном уменьшена, вы-
сота сушильной части снижена.
Схему безобрывной проводки бумажного полотна (см. рис. 2.6.17, в) при-
меняют на скоростных бумагоделательных машинах, выпускающих тонкие виды
бумаги типа газетной, писче-печатной, типографской. В данной схеме вместо
нижнего ряда цилиндров устанавливают сетконаправляющие вакуумные валы
для предотвращения образования пузырей и “мешков”.
По такой группе цилиндров бумажное полотно перемещается совместно с
сушильной сеткой, что обеспечивает проводку полотна без обрывов до тех пор,
пока полотно не приобретет необходимую прочность. Безобрывную проводку
часто применяют в одной или двух приводных группах.
Схему с двумя сушильными группами (основной и досушивающей — см.
рис. 2.6.17, г) применяют на бумагоделательных машинах, которые имеют кле-
ильный пресс. В основной группе влажность бумаги доводят до 4—5 %, в клеиль-
ном прессе бумажное полотно увлажняют до 25-30 %, а в досушивающей груп-
пе испаряется влага, внесенная в клеильном прессе.
Схема д включает в себя три узла сушки: предварительная (цилиндровая)
сушка, конвективный сушильный шкаф и досушивающая (цилиндровая) сушка.
Такие схемы сушильной части применяют в том случае, когда необходимо при-
дать бумажному или картонному полотну повышенную усадку, в результате вы-
сушиваемый материал приобретает высокие показатели растяжимости и излома.
Для сушки толстых видов картона применяют также контактно-конвектив-
ные установки с трехрядным расположением цилиндров, а для сушки целлю-
лозы — с четырехрядным расположением для сокращения длины машины. Од-
нако заправка полотна картона и целлюлозы в таких установках затруднена.
В последние годы в схемах скоростных бумагоделательных машин (vM >
> 1600 м/мин), вырабатывающих тонкие виды бумаги типа газетной, широкое
Рис. 2.6.18. Схема сушильной части скоростной
бумагоделательной машины с безобрывной проводкой бумажного полотна:
/ — вакуумные валы; 2 — сушильные цилиндры; 3 — бумажное полотно;
4 — сушильная сетка; 5 — увлажняющий каландр;
6 — подсушивающий каландр; 7 — накат
414
распространение находит однорядное расположение всех сушильных цилинд-
ров, имеющих диаметр 2200 мм (рис. 2.6.18). Над цилиндрами располагают сет-
конатяжные и сетконаправляющие валы, а под ними — вакуумные перфориро-
ванные валы. Сушильная сетка огибает верхнюю часть сушильных цилиндров,
что способствует беспрепятственной уборке брака. Основная задача такого кон-
структивного решения заключается в проводке полотна бумаги по сушильной
части без обрывов и бесканатиковой заправки полоски бумаги. В одной привод-
ной группе в начале и в конце сушки расположено по три цилиндра, в осталь-
ных группах — по четыре.
В такой схеме бумажное полотно соприкасается со всеми цилиндрами од-
ной стороной листа, что вызывает неравномерное испарение влаги и распреде-
ление температуры и влажности по толщине. Сторона листа, соприкасающаяся
с цилиндрами, высыхает быстрее и скручивается в сторону меньшей влажнос-
ти. Поэтому в схеме машины в конце сушильной части располагают два машин-
ных двухвальных каландра. Перед первым каландром более сухую сторону бума-
ги увлажняют паром, а во втором каландре полотно подсушивают стальным
обогреваемым валом. Таким образом решают проблему скручиваемое™ бумаж-
ного листа при его односторонней сушке. В некоторых схемах вместо увлажняю-
щего и досушивающего каландров устанавливают традиционную сушильную
группу с двухрядным шахматным расположением сушильных цилиндров и дву-
мя сушильными сетками — верхней и нижней. Отличительной особенностью
данной сушильной группы является то, что верхний и нижний ряды сушиль-
ных цилиндров имеют автономные схемы пароснабжения и отвода конденсата,
с помощью которых может устанавливаться различное давление пара и, соот-
ветственно, температура цилиндров, в результате устраняется дефект скручи-
ваемое™ бумаги, приобретенный при односторонней сушке.
Разделение сушильных цилиндров на приводные группы
Разделение сушильных цилиндров на приводные группы является ответствен-
ной задачей при проектировании сушильной части машины, так как от количе-
ства бумагосушильных цилиндров в приводной группе и числа приводных групп
(см. табл. 2.6.2) зависит усадка полотна как по длине, так и по ширине.
Привод сушильных цилиндров
Движение полотна бумаги (картона, товарной целлюлозы) по сушильной
части машины осуществляется за счет равномерного вращения цилиндров, ко-
торое производится с помощью зубчатых колес и шестерен, червячных гипо-
идных передач и двигателей постоянного тока.
Во время сушки бумажное (картонное) полотно изменяет свои размеры,
поэтому сушильные цилиндры разделяют на приводные группы, между кото-
рыми поддерживается определенное соотношение скоростей. Каждая привод-
ная группа цилиндров объединяется сушильными сетками.
Количество сушильных цилиндров, объединенных в одну приводную груп-
пу, определяется ассортиментом вырабатываемой продукции. Чем больше усад-
415
Таблица 2.6.2
Компоновка сушильных цилиндров по приводу
Вид бумаги/картона (масса, г/м2) Количе- ство су- шильных цилинд- ров Количе- ство привод- ных групп Компоновка по привод- ным группам
Бумага газетная (51) 48 6 4-6-6-12-12-12 “
бумага писчая № 1 (45-80) 50 6 6-10-10-10-8-8
Бумага типографская № 1 (45-80) 46 5 6—10—10—10—12*
Бумага писчая № 2 (6Q-70) 64 7 6-10-10-10-10-10-10**
Бумага типографская № 2 (60-70) 54 6 6-10-10-10-10-10*
Бумага для гофрирования (100-150) 83 6 5-16-16-16-16-16
Бумага мешочная (70-105) 62 10 5-12-12-6-4-4
Картон тарный (125-200) 100 6 11-20-20-20-20-20
Картон коробочный (160-500) 88 8 10-12-12-12-12-10-10
* — без клеильного пресса; ** — с клеильным прессом.
ка, тем больше должно быть приводных групп. В соответствии с этим привод
может быть индивидуальным и групповым.
Индивидуальный привод каждого цилиндра применяют для машин, выра-
батывающих конденсаторную бумагу, пергамин, фотокальку и другие виды
бумаг из массы жирного помола. Однако этот привод очень сложный и дорогой,
так как требуется индивидуальный двигатель и аппаратура для регулирования
частоты вращения каждого цилиндра.
К приводу предъявляются высокие требования:
плавное синхронное вращение цилиндров с заданной скоростью;
минимальные энергетические затраты на привод;
высокая надежность (безотказность в работе, долговечность, хорошая ре-
монтопригодность) ;
удобство установки и технического обслуживания сушильных цилиндров,
сетко- и сукноведущих валов, подшипников, шаберов и других смежных узлов;
отсутствие недопустимой вибрации;
максимально возможная открытость торцов межцилиндровых пространств
для обеспечения равномерного профиля влажности по ширине полотна и убор-
ки брака.
Существует несколько способов объединения сушильных цилиндров в при-
водные группы с помощью зубчатых передач.
Групповой шахматный привод применяют на старых машинах, принцип
которого заключается в том, что на цапфы каждого цилиндра с приводной
стороны насажены чугунные зубчатые колеса, которые сцепляются между со-
бой в шахматном порядке, обеспечивая вращение нижнего и верхнего рядов в
противоположных направлениях (рис. 2.6.19). Приводная шестерня сцепляется
посередине группы с одним или двумя зубчатыми колесами нижнего ряда. От
416
Рис. 2.6.19. Шахматный привод сушильных цилиндров:
1— сушильный цилиндр; 2— зубчатое колесо;
3 — приводная шестерня
выбора места сцепления зависит нагрузка на зубцы шестерен и, соответствен-
но, долговечность работы привода. При сцеплении приводной шестерни с дву-
мя зубчатыми колесами потребляемая сушильной группой мощность передает-
ся в два места зацеплений, что в два раза уменьшает нагрузку на зубцы шестерни
и колес.
К недостаткам шахматного привода следует отнести невозможность удале-
ния на приводную сторону брака, скапливающегося на шаберах при обрыве
полотна, а также трудность смазки трущихся поверхностей зубчатых передач’.
На современных машинах применяют паразитный привод, который состо-
ит из зубчатых колес, установленных на цапфах сушильных цилиндров; проме-
жуточных паразитных шестерен, осуществляющих кинематическую связь ци-
линдров приводной группы; приводной шестерни, вал которой соединен с
приводом машины; корпуса, включающего в себя зубчатые колеса с опорами,
а также опоры приводной стороны сушильных цилиндров. В паразитном приво-
де диаметр зубчатых колес меньше диаметра сушильных цилиндров, а их вра-
щение производят при помощи нескольких промежуточных шестерен.
Рассмотрим основные типы паразитных приводов, классифицированные
по кинематическим схемам, от которых зависят основные конструктивные,
технологические и энергетические характеристики работы машины (рис. 2.6.20).
В соответствии с кинематической схемой а вращение цилиндров осуществляет-
ся центральной приводной шестерней, от которой происходит раздвоение пе-
редаваемой мощности одному верхнему цилиндру и нижнему ряду цилиндров.
При этом наиболее нагруженной является нижняя кинематическая цепь, через
зубчатые колеса которой передается мощность для вращения не только ниж-
них, но и верхних сушильных цилиндров.
По схеме а корпус, в который заключены зубчатые и паразитные колеса
большого диаметра, а также приводная шестерня, образует громоздкую систе-
му, которая закрывает торцы межцилиндровых пространств и препятствует сво-
бодному перемещению воздуха, в результате чего нарушается профиль влажно-
сти по ширине полотна. В данной схеме усложнена установка и эксплуатация
сетко(сукно)ведущих валов и их подшипников. Недостатком схемы является так-
же наличие вертикальных разъемов корпусов, что усложняет их уплотнение для
предотвращения течи масла.
417
В паразитном приводе, выполненном по схеме б, так же как в схеме а на
рис. 2.6.20, происходит раздвоение передаваемой мощности от приводной шес-
терни, расположенной в центре, верхнему цилиндру и двум цилиндрам, нахо-
дящимся в нижнем ряду, от которых, в свою очередь, передается вращение
верхнему и нижнему цилиндрам. Данная схема имеет дополнительные шестер-
ни для передачи вращения цилиндрам.
Привод обеспечивает более свободные проемы для вентиляции межци-
линдровых пространств и позволяет убирать брак, накапливающийся на ша-
берах. Кроме того, схема привода б не имеет вертикальных разъемов в корпу-
сах редукторов, что обеспечивает более надежную смазку трущихся частей
привода.
По схеме в привод верхних и нижних сушильных цилиндров осуществляют
по длинной кинематической цепочке через промежуточные зубчатые колеса
небольшого диаметра, которые располагают по боковым сторонам равнобед-
ренного треугольника. Количество вертикальных стыков в корпусах, выполнен-
ных по схеме в, минимальное. Условия для уборки брака и вентиляции межци-
линдровых пространств примерно такие же, как и в схеме б, но данная схема
имеет наибольшее количество зубчатых колес, подшипниковых узлов и, соот-
ветственно, минимальный КПД.
Рис. 2.6.20. Паразитные приводы сушильных цилиндров:
а — с прямым расположением шестерен; б— с расположением шестерен звездой;
в — с расположением шестерен треугольником; г — привод однорядного расположения
цилиндров; 1 — сушильный цилиндр; 2 — зубчатое колесо сушильного цилиндра;
3— паразитные шестерни; 4— приводная шестерня; 5— вакуумные валы
418
Кинематическая схема привода сушильных цилиндров по схеме г предна-
значена для привода группы цилиндров при их однорядной компоновке. Она
состоит из приводной и паразитных шестерен и зубчатых колес, насаженных на
цапфы цилиндров. Вращение вакуумных валов производится сушильными сет-
ками, поэтому число передаточных элементов уменьшается вдвое. Кроме того,
благодаря применению такой схемы привода обеспечивается свободный доступ
к вакуумным валам, шаберам и цилиндрам с приводной стороны, уборка брака
и пыли, хорошая вентиляция межцилиндровых карманов и более равномерный
профиль влажности полотна по ширине. В этой схеме нагрузки, передаваемые
зубчатыми зацеплениями, значительно ниже при указанных условиях, в резуль-
тате увеличивается долговечность колес и их подшипниковых узлов. Торцы меж-
цилиндровых пространств открыты, но корпуса имеют вертикальные разъемы.
Энергетическую эффективность того или иного привода оценивают по КПД:
п
П =----------------,
Zl + ^L + ... + Zk
П1 П2 Пт
где т|ь Л2> Л™ — КПД одного зацепления; п — количество сушильных цилин-
дров в группе, к которым мощность передается соответственно через 1, 2,..., т
зацеплений.
Следует отметить, что при выборе кинематической схемы привода сушиль-
ных цилиндров необходимо производить всестороннюю оценку с точки зрения
капитальных и энергетических затрат, устойчивости и надежности работы обо-
рудования, а также условий эксплуатации машины.
Пароконденсатные схемы
Пароконденсатные схемы бумаго-, картоноделательных и сушильных машин
предназначены для обеспечения сушильных цилиндров теплотой за счет подвода
к ним пара и отвода конденсата. С помощью пароконденсатных систем поддер-
живается необходимый температурный график сушки по длине машины, обес-
печивается ее проектная производительность. Кроме того, от пароконденсатной
схемы и режима ее работы зависят расходы тепловой и электрической энергии
на сушку, стабильность работы машины, а также физико-механические показа-
тели готовой продукции.
Различают два вида пароконденсатных схем: с параллельным пароснабже-
нием сушильных цилиндров и с групповым пароснабжением цилиндров с по-
следовательным соединением сушильных групп.
В схеме с параллельным пароснабжением сушильные цилиндры подсоеди-
нены к общему паро- и конденсатопроводу.
Главный паропровод имеет регулирующий клапан с байпасной линией, а
также (не всегда) сепаратор для отделения влаги от пара.
На каждый подводящий к цилиндру паропровод устанавливают запорные
вентили, а конденсатные стояки кроме вентилей имеют конденсатные горшки
или другие конденсатоудаляющие устройства (рис. 2.6.21).
419
Рис. 2.6.21. Схема параллельного
пароснабжения и отвода конденсата
из сушильной части
бумагоделательной машины:
1 — конденсатные насосы; 2— конденсатный
бак; 3 — сепаратор пара; 4 — автоматический
клапан — регулятор давления пара;
5— машинный паропровод; 6— запорные
вентили; 7— бумагосушильные цилиндры;
8— конденсатоудаляюшие устройства;
9— байпасы
4^5 Из главного паропровода пар
по индивидуальным паропроводам
направляется в сушильные цилинд-
ры, где и конденсируется. Образо-
вавшийся конденсат сливается в
конденсатный бак и далее перека-
чивается в котельную.
Система параллельного паро-
снабжения по конструкции проста,
обладает гибкостью регулировки
распределения расхода пара по от-
дельным цилиндрам, что позволяет
на практике осуществить любое за-
данное по условиям сушки давле-
ние пара. Однако параллельная схе-
ма имеет следующие недостатки:
возможность применения па-
раллельной схемы пароснабжения
ограничена скоростью машины (до
350—400 м/мин);
на конденсатопроводах должны
быть установлены конденсатоудаля-
ющие устройства: конденсатные гор-
шки, термодинамические клапаны или другие конденсатоудаляющие приборы;
более низкий термический КПД по сравнению с другими схемами.
Схемы группового пароснабжения сушильных цилиндров с последователь-
ным соединением групп в настоящее время получили широкое распростране-
ние в связи с необходимостью иметь пролетный пар для более полного удале-
ния конденсата из сушильных цилиндров. Такие схемы пароснабжения
универсальны и применяются для скоростных и тихоходных, узко- и широко-
форматных бумаго- и картоноделательных машин, пресспатов.
Схема включает в себя машинный и индивидуальный паропроводы, кон-
денсатопроводы, водоотделители, холодильник, вакуумный и конденсатный
насосы, регулирующую и запорную арматуру (рис. 2.6.22).
На главном паропроводе, подводящем слабоперегретый пар к сушильной
части, устанавливают диафрагму для учета расхода пара; ответвления паропро-
вода предназначены для технологических нужд, а также для калориферов теп-
лорекуперационных установок. Используют задвижку с электроприводом для
дистанционного отключения пара при длительных остановах машины, регули-
рующий клапан для поддержания постоянного давления пара, предохранитель-
ный клапан, ответвления пара к коллекторам сушильных групп, а иногда —
расширитель для отделения попутного конденсата.
Из распределительных групповых коллекторов пар подводится к каждому
цилиндру. Пароподводящие и конденсатоотводящие трубы имеют запорные
вентили для отключения цилиндров, а также эластичные компенсаторы. Кро-
ме того, на каждой конденсатоотводящей трубе могут быть установлены регу-
420
Рис. 2.6.22. Схема группового пароснабжения
и отвода конденсата из сушильных цилиндров:
1 — группа сукносушильных цилиндров; 2— первая паровая группа бумагосушильных
цилиндров; 3 — вторая паровая группа бумагосушильных цилиндров; 4 — третья
паровая группа бумагосушильных цилиндров; 5— вакуум-насос; 6— холодильник;
7— водоотделитель; 8— конденсатные насосы
ляторы разности давлений и устройства для наблюдения за движением кон-
денсата.
Паровые группы имеют раздельный подвод свежего пара с самостоятельно
установленными регулирующими клапанами. Бумагосушильные цилиндры раз-
делены на несколько паровых групп, которые объединены общими паро- и
конденсатопроводами. Сукносушильные цилиндры, если они есть в схеме ма-
шины, составляют, как правило, самостоятельную паровую группу.
Свежий пар давлением Рх поступает в первую сушильную группу (цилинд-
ры № 18—50), где частично конденсируется и отдает свою теплоту сушильным
цилиндрам. Давление пара в цилиндрах изменяется регулирующим клапаном в
зависимости от влажности полотна на накате. Образовавшаяся в цилиндрах па-
роконденсатная смесь направляется в водоотделитель первой сушильной груп-
пы В1, где происходит ее разделение на жидкую и паровую фазы.
Пар направляется во вторую сушильную группу, а конденсат под действи-
ем перепада давления перетекает во второй водоотделитель В2. При необходи-
мости во вторую сушильную группу дополнительно подается свежий пар из
главного паропровода.
Аналогично оборудована и вторая сушильная группа (цилиндры № 6—17). В
Цилиндры второй сушильной группы пролетный и вторичный пар поступает с
Давлением Р2, а конденсат — в конденсатопровод с давлением Р3. Из третьей
паровой группы (цилиндры № 1—5) пароконденсатная смесь поступает в водо-
отделитель ВЗ, где происходит ее разделение на конденсат, который насосами
421
перекачивают в сборный бак и далее в котельную, и на паровоздушную смесь,
с помощью вакуум-насоса направляемую в холодильник, где происходит кон-
денсация водяных паров, содержащихся в смеси. Неконденсирующиеся газы
выбрасываются в атмосферу, а конденсат возвращается в водоотделитель.
Разделение сушильных цилиндров на паровые группы целесообразно про-
изводить в соответствии с периодами сушки.
Исследования пароконденсатных схем машин показывают, что гидравли-
ческий и тепловой режимы сушильных частей неустойчивы из-за неравномер-
ного расхода пара по длине сушильной части машины, особенно в периодах
прогрева и уменьшающейся скорости сушки, частичного или полного заполне-
ния цилиндров конденсатом, наличия в сушильных цилиндрах неконденсиру-
ющихся газов.
Нарушения гидравлического и теплового режимов многоцилиндровых кон-
тактно-конвективных сушильных установок проявляются в колебаниях нагруз-
ки и частоты вращения приводных сушильных групп, что приводит к обрывам
бумажного полотна, неравномерной сушке по ширине, повышенной влажнос-
ти бумаги на накате.
Иногда верхние и нижние бумаго- и картоносушильные цилиндры разде-
ляют по подводу пара и отводу конденсата на самостоятельные паровые группы
с автономными водоотделителями в целях получения различной температуры
цилиндров верхнего и нижнего ярусов.
Существенное влияние на работу многоцилиндровых сушильных установок
оказывает наличие воздуха в цилиндрах. Это обусловлено различными тепло-
физическими свойствами водяного пара и неконденсирующихся газов, кото-
рые при конденсации пара располагаются у внутренней поверхности цилиндра
и значительно уменьшают теплоотдачу.
Для удаления воздуха и других неконденсирующихся газов из сушильных
цилиндров необходимо производить их продувку паром. В цилиндрах первой
и второй сушильных групп продувка осуществляется пролетным паром, а в
цилиндрах третьей группы (последней по ходу пара) необходимо предусматри-
вать расход пара, на 2—5 % превышающий расход пара на сушку. Воздух, содер-
жащийся в паровоздушной смеси, удаляют в атмосферу, а пар конденсируют в
холодильнике.
Рассмотрим температурные графики сушильных цилиндров, бумажного по-
лотна, насыщенного состояния пара и кривую кинетики сушки бумаги
(рис. 2.6.23). Температурный график сушильных цилиндров имеет неравномер-
ный характер с колебаниями температуры между отдельными цилиндрами в од-
ной группе 5—8 °C. Если температура насыщенного пара отличается от темпера-
туры бумагосушильных цилиндров более чем на 10—15 °C, то это свидетельствует
о гидравлической и тепловой неустойчивости режимов работы многоцилиндро-
вых сушильных установок, о неодинаковых гидравлических сопротивлениях па-
раллельно включенных бумагосушильных цилиндров, об отсутствии на конден-
сатных стояках конденсатоудаляющих приборов, о неправильном выборе
перепадов давлений пара между отдельными сушильными группами цилиндров.
Температура бумажного полотна соответствует периодам сушки и темпера-
туре сушильных цилиндров: в период прогрева (цилиндры № 1—5) его темпе-
422
Номера сушильных цилиндров
Рис. 2.6.23. График температуры сушильных цилиндров по длине машины (У),
температура насыщенного состояния пара в соответствующих группах (2), кривая
кинетики сушки бумаги (5) и температура бумажного полотна (4)
ратура увеличивается от 40 до 90 °C, в период постоянной скорости сушки
(цилиндры № 6—17) средняя температура бумажного полотна равна примерно
90 °C, а в период уменьшающейся скорости сушки она постепенно увеличива-
ется и приближается к температуре сушильных цилиндров.
Кривая кинетики сушки отражает изменение влажности полотна бумаги по
длине сушильной части машины, которая для приведенного режима имеет ли-
нейный характер.
Для регулярного удаления конденсата из сушильных цилиндров при проекти-
ровании и эксплуатации системы теплоснабжения машины необходимо поддер-
живать перепад давлений пара между сушильными группами не менее 0,04—
0,05 МПа при удалении конденсата черпаками и неподвижными сифонами, а если
применяют вращающиеся сифоны, то перепад увеличивается до 0,07—0,10 МПа.
Недостатком пароконденсатной схемы с последовательным соединением
сушильных групп является трудность регулирования перепадов давления между
отдельными группами — они устанавливаются самопроизвольно и зависят от
расхода пара и гидравлических сопротивлений нитки паропровод—цилиндр—
конденсатопровод. Например, если увеличить давление пара в сушильной груп-
пе 1, то автоматически повысится давление в сушильных группах 2 и 3, а пере-
пады давлений и условия отвода конденсата изменятся незначительно.
В целях регулирования перепадов давлений между паровыми группами при-
меняют пароконденсатные схемы со сбросной вакуумной линией. Рассмотрим
принципиальную схему группового пароснабжения сушильных цилиндров с
вакуумной линией, с помощью которой устанавливаются необходимые пере-
пады давлений между паро- и конденсатопроводом (рис. 2.6.24).
По длине сушильной части машины проложена линия, в которой с помо-
щью вакуум-насоса поддерживается давление ниже атмосферного (0,05—
0,08 МПа). К ней через автоматические клапаны подсоединены водоотделители
В1, В4, В5. При необходимости клапан открывается, давление в соответствую-
щем водоотделителе снижается и увеличивается перепад давлений.
423
Рис. 2.6.24. Схема пароснабжения сушильных цилиндров
с последовательным соединением групп и вакуумной линией
для регулирования перепадов давлений пара между группами:
Bl—В5 — водоотделители соответствующих паровых групп; 1 — конденсатор;
2— вакуум-насос; 3 — сборник конденсата; 4— вакуум-ресивер; 5— вакуумная линия
для регулирования перепадов давлений между сушильными группами
Вакуум-насос подключен к вакуумной линии через конденсатор (холодиль-
ник), в котором происходит конденсация водяных паров, и вакуум-ресивер,
отделяющий конденсат от газовой фазы.
Сборник конденсата также подсоединен к вакуумной линии с помощью
автоматического клапана в целях использования теплоты выпара.
Опыт эксплуатации пароконденсатных схем с вакуумной сбросной линией
показал более полное удаление конденсата из сушильных цилиндров и стаби-
лизацию теплового и гидравлического режимов.
Существуют пароконденсатные схемы с многократной циркуляцией пара в
сушильных цилиндрах.
Рассмотрим схему пароснабжения с замкнутым циклом с применением
термокомпрессора для одной группы бумагосушильных цилиндров, которая
состоит из сепаратора для разделения пара и конденсата, а также конден-
сатного горшка, термокомпрессора для сжатия отработавшего пара, паро- и
конденсатопроводов (рис. 2.6.25). Свежий пар давлением Ро подается в тер-
мокомпрессор, где смешивается с потоком отработавшего пара. В результате
Устанавливается давление Рсм, с которым пар подается в сушильные цилин-
дры. Отсепарированный конденсат поступает в конденсатный горшок и да-
лее в конденсатопровод.
424
Благодаря применению в пароконденсат-
ной схеме термокомпрессоров обеспечивается
независимость пароснабжения на входе в дан-
ную группу от других групп. При этом образу-
ется замкнутая по пару схема. Для инжекции
паров вскипания, образующихся в водоотде-
лителе, и для возврата их во входной паропро-
вод сушильной группы необходима запитка
инжектора от паровой магистрали, давление в
которой должно быть в три-четыре раза выше,
чем в основной магистрали. Устойчивая работа
инжектора зависит от давления инжектирую-
щего пара, от расхода паров вскипания и от
перепада давления в сушильной группе.
По эффективности использования теп-
Рис. 2.6.25. Замкнутая схема
пароснабжения групп
сушильных цилиндров
с применением термокомпрессора:
1 — паровая группа сушильных
цилиндров; 2— термокомпрессор;
3 — сепаратор (водоотделитель);
4— конденсатный горшок;
5 — конденсатопровод;
6 — свежий пар
лоты пара данная схема преимуществ не име-
ет, но она интересна тем, что с ее помощью
можно устанавливать необходимые темпера-
турные графики сушки, так как такая группа
цилиндров автономна и не связана с други-
ми группами.
Существуют схемы с использованием тер-
мокомпрессора, в которых сжатый пар направ-
ляется в последующие сушильные группы ци-
линдров.
В схеме пароснабжения (рис. 2.6.26) термокомпрессор служит для увеличе-
ния давления отработавшего пара в целях его дальнейшего использования. Он
состоит из сопла, приемной камеры для отработавшего пара, камеры смеше-
ния и диффузора. Через патрубок острый пар поступает в сопло, из которого
вытекает струя с высокой скоростью, подсасывая отработавший пар более низ-
кого давления. В диффузоре скорость снижается, а давление повышается. На
выходе из диффузора получается смесь, имеющая промежуточное давление
между давлением острого и отработавшего пара. Регулирование скорости исте-
чения пара и, соответственно, производительности термокомпрессора произ-
водится конусным клапаном.
Рис. 2.6.26. Термокомпрессор:
7— штурвал; 2— патрубок острого пара; 3 — сопло; 4— камера смешения;
5— диффузор; 6— приемная камера; 7— патрубок эжектируемого пара
425
Рис. 2.6.27. Водоотделитель с конденсатным насосом:
1 — пароконденсатная смесь; 2 — сухой насыщенный пар;
3 — водоуказательное стекло; 4 — задвижки; 5 — конденсатный насос;
6— пневматический клапан; 7— регулятор уровня конденсата
В схеме пароснабжения одним из основных элементов является водоотде-
литель (сепаратор), который служит для разделения смеси, выходящей из су-
шильной группы, на пар и конденсат. Он представляет собой цилиндрический
сосуд со сферическими торцевыми крышками, устанавливаемый в большин-
стве случаев вертикально (рис. 2.6.27). Внутри водоотделителя между штуцера-
ми, по которым подается пароконденсатная смесь и отводится вторичный пар,
установлена перегородка, выполняющая роль сепаратора.
Водоотделитель имеет водоуказательное стекло для наблюдения за уровнем
конденсата в баке, регулятор для автоматического поддержания уровня кон-
денсата, дренажную задвижку для спуска конденсата и патрубок, соединенный
со всасывающей линией конденсатного насоса, а нагнетательная линия кон-
денсата — клапан с пневматическим приводом, который соединен с регулято-
ром уровня.
Необходимо отметить, что основным признаком удовлетворительной ра-
боты пароконденсатной схемы сушильной части машины является поддержа-
ние уровня конденсата в водоотделителях.
Главная тепловая характеристика работы водоотделителя — тепловое на-
пряжение парового пространства qv, которое представляет собой отношение
расхода теплоты, выделяющейся при испарении конденсата 0В, к паровому
объему водоотделителя Кп. Учитывая, что паровое пространство водоотделителя
занимает примерно половину его объема и что тепловое напряжение ^состав-
ляет 140—150 кВт/м3, объем водоотделителя можно определить по формуле
V , ДкО"’-/') 3
в 1800?„ ’ м ’
где DK — расход конденсата, кг/ч; i", Г — энтальпии пара и конденсата, посту-
пающих в водоотделитель, кДж/кг.
426
Количество образующегося вторичного пара в результате снижения давле-
ния, отнесенное к 1 кг конденсата, поступившего в водоотделитель, рассчиты-
вается по соотношению
d = кг пара/кг конд.,
где i'Fl, ip2 — энтальпии конденсата при давлениях Рх и Р2, кДж/кг; iP} — энталь-
пия образующегося пара при давлении Р2, кДж/кг.
Массовый расход вторичного пара (паров вскипания)
Ат = DKd, кг/ч,
где DK — расход конденсата, кг/ч.
Как показывают расчеты, количество образующегося вторичного пара при
перепаде давлений ДР = 0,05—0,08 МПа составляет 1,5—2,0 % расхода конден-
сата, поступающего в водоотделитель. Остальной пар, необходимый для обес-
печения последующих групп сушильных цилиндров, пролетный.
В целлюлозно-бумажной промышленности большую проблему представля-
ет собой отвод конденсата из теплообменных установок, который осуществля-
ется с помощью различных конденсатоотводящих устройств (конденсатоотвод-
чиков), удаляющих конденсат из аппарата и предотвращающих выход пара.
Принцип работы поплавковых кон-
денсатоотводчиков основан на законе Ар-
химеда. Конденсатоотводчики бывают с
поплавком: открытым, опрокинутым и
закрытым.
Рассмотрим конденсатоотводчик с за-
крытым поплавком и рычажной системой
(рис. 2.6.28).
Конденсатоотводчик состоит из корпу-
са, шарового поплавка, системы рычагов
и клапана. Конденсатоотводчик поплавко-
вого типа действует следующим образом.
Через входной патрубок конденсат запол-
няет корпус, в результате поплавок всплы-
вает и связанный с ним запорный клапан
открывает выходное отверстие. При пере-
менном расходе конденсата поплавок то
Рис. 2.6.28. Поплавковый
конденсатоотводчик:
поднимается, то опускается, изменяя се-
чение проходного отверстия. Таким обра-
зом, клапан конденсатоотводчиков автома-
тически настраивается на выпуск такого
1 — крышка; 2— корпус; 3— поплавок;
4 — клапан; 5— отвод конденсата;
6— шарнир; 7— вход пароконденсатной
смеси; 8— продувочный вентиль
количества конденсата, которое поступает из сушильных цилиндров.
Конденсатоотводчики такого типа являются надежными приборами для
Регулярного отвода конденсата из сушильных цилиндров. Однако это громозд-
кие сложные устройства, которые требуют квалифицированной эксплуатации
427
Рис. 2.6.29. Термодинамический конденсатоотводчик:
1— корпус клапана; 2— накидная гайка;
3 — клапан; 4— прокладка
и систематического ремонта. Кроме того, продувка цилиндров (не менее одно-
го раза в сутки) должна производиться вручную путем открытия продувочного
крана.
Рассмотрим термодинамический конденсатоотводчик, принцип работы ко-
торого основан на законе Бернулли (рис. 2.6.29). Он состоит из корпуса, накид-
ной гайки и клапана. При заполнении стояка конденсатом клапан поднимает-
ся, и конденсат из системы удаляется до тех пор, пока не пойдет пар, скорость
истечения которого гораздо больше, чем жидкости. Под действием скоростного
напора клапан прижимается к седлу. Если поток пара прервался, то клапан
снова приподнимается. Клапан перекрывает поток пара не полностью, он рабо-
тает в пульсирующем режиме, но при этом значительно сокращается расход
пролетного пара.
Опыт эксплуатации термодинамических конденсатоотводчиков на предпри-
ятиях целлюлозно-бумажной промышленности показывает, что требуется вы-
сокое качество как установки, так и эксплуатации.
Клапан должен быть установлен в строго горизонтальном положении, ина-
че он смещается со своего рабочего положения. Конденсат должен быть чис-
тым, чтобы не попадали загрязнения между клапаном и седлом.
На линиях отвода конденсата из сушильных цилиндров могут устанавли-
ваться дроссельные (подпорные) шайбы с калиброванными отверстиями для
прохода конденсата и пролетного пара, необходимого для обеспечения после-
дующих групп цилиндров. Если это последняя группа, то количество пролетно-
го пара принимается на 2-5 % больше расхода пара, необходимого для данной
группы. Кроме того, с помощью дроссельных шайб происходит выравнивание
давления пара в конденсатных стояках сушильных цилиндров, имеющих раз-
личный расход пара, в результате стабилизируется удаление конденсата и теп-
ловой режим сушильных цилиндров. Однако дроссельные шайбы являются не-
428
регулируемыми устройствами с постоянным проходным сечением, в то же вре-
мя изменяются параметры пара и пароконденсатной смеси, производитель-
ность машины и, соответственно, расход пара, поэтому дроссельные шайбы
могут способствовать заполнению цилиндров конденсатом или, наоборот, по-
вышенному расходу пролетного пара.
Расчет расхода теплоты и пара на сушку бумаги
Для многоцилиндровых сушильных установок расчет расхода теплоты про-
изводится по уравнениям теплового баланса в предположении, что процесс
сушки бумажного полотна разделяется на три периода, а именно на период
прогрева, периоды постоянной и уменьшающейся скорости сушки.
Для периода прогрева характерно то, что влагосодержание бумажного по-
лотна изменяется незначительно (в расчетах принимается постоянным), а тем-
пература увеличивается от начальной /б0 до температуры насыщения при атмо-
сферном давлении /б1.
В период прогрева расход теплоты
(?пр =*~~6м(0.п +Си,С/0)(/б1 _/бо)> кДж/ч,
Vnp
где Vnp ~ коэффициент использования теплоты в период прогрева, Жпр =
= 0,98—1,0; Ссп — теплоемкость сухого полотна, Ссп = 1,46 кДж/(кг-°С); Cw —
теплоемкость влаги, Cw= 4,19 кДж/(кг-°С); GM — производительность бумагоде-
лательной машины по сухому материалу, кг/ч; Uo — начальное влагосодержа-
ние бумажного полотна (влагосодержание после прессовой части); /60, /б1 —
температура бумажного полотна начальная (при входе в сушку) и в период
постоянной скорости, °C.
Для периода постоянной скорости сушки (первый период) характерно то,
что влагосодержание бумаги изменяется от начального значения Uo до крити-
ческой точки UK по линейной зависимости, т. е. скорость сушки является вели-
чиной постоянной (dU/dt = const).
В этом периоде расход теплоты на сушку бумаги рассчитывают по формуле
01 = тЦ. 0п1 - Cwr61 )(С/0 -UJ = —GM- UK )л, кДж/ч,
Vi Vi
где — коэффициент использования теплоты в период постоянной скорости
сушки, = 0,92; /п) — энтальпия образовавшегося пара в период постоянной
скорости сушки, znl = (2493 - 1,97гб1) кДж/кг; UK — критическое влагосодержа-
ние материала, для бумаги UK = 0,8—0,82 кг/кг; Cw — теплоемкость влаги, Cw =
= 4,19 кДж/(кг • °C); г, — теплота парообразования в период постоянной скоро-
сти сушки, кДж/кг.
Для периода уменьшающейся скорости сушки характерно то, что влагосо-
держание бумаги уменьшается от критического UK до конечного (равновесно-
го) U2 по экспоненциальной зависимости, а температура изменяется от темпе-
429
ратуры в периоде постоянной скорости /б1 до конечной /б2, которая близка к
температуре сушильных цилиндров.
В период уменьшающейся скорости сушки расход теплоты рассчитывают
по формуле
02 = —СМ [('п2 ~ Д) + (Ссм + ДА)(<62 - 'я)], кДж/ч,
V 2
где V2 — коэффициент использования теплоты в период уменьшающейся ско-
рости сушки, V2 = 0,82; /б2 — температура бумажного полотна в конце сушки,
°q щ _ конечное влагосодержание бумажного полотна, U2 = 0,06—0,09 кг/кг;
i энтальпия пара в период уменьшающейся скорости сушки, /п2 = (2493 +
+1 97^2); ^62 ~ средняя температура бумажного полотна в период уменьшаю-
щейся скорости сушки, °C, 1б2 = 0,5(Гб1 + /б2).
Если пароснабжение машины осуществляется по параллельной схеме, то
расход пара рассчитывают по формуле
кг/ч.
zn z'k
где zn — энтальпия пара, поступающего в сушильную часть, кДж/кг; i'K — эн-
тальпия конденсата, удаляемого из сушильных цилиндров, кДж/кг.
Если пароснабжение осуществляется по каскадной схеме, то расход пара
определяют по отдельным периодам, считая, что периоды сушки совпадают с
соответствующими паровыми группами цилиндров.
Расход пара на сушку рассчитывают по формулам:
в период прогрева —
Дф кг/ч;
1р,~ъ
в период постоянной скорости сушки —
Д = > кг/ч;
zp2 -zp3
в период уменьшающейся скорости сушки —
Д = ,@2., , кг/ч,
1Р, " 1Рг
где if>, t _ энтальпия пара на входе в соответствующие группы сушильных
Цилиндров, кДж/кг; //>, ip} ipt — энтальпия конденсата на выходе из соответ-
ствующих групп сушильных цилиндров, кДж/кг.
430
Общий расход пара на сушку бумаги
Dn = АР + А + А> кг/4-
В приведенных формулах принято, что свежий пар поступает в первую су-
шильную группу с давлением Рр а пролетный пар и пары вскипания— во
вторую сушильную группу (давление Р2) и далее — в третью группу (давление
Р3). Энтальпии пара изменяются в соответствии с изменением давления.
Для удаления неконденсирующихся газов и воздуха из сушильных цилинд-
ров из последней паровой группы в каскадной схеме, а также в схеме с парал-
лельным пароснабжением необходима продувка паром в количестве 2—5 % об-
щего расхода пара, поэтому суммарный расход пара
Ха = (1,02-1,05) А. кг/ч.
Широкое применение находит такой показатель, как удельный расход пара
на 1 кг вырабатываемой сухой бумаги (без учета расхода пара на вентиляцию):
w Ха
dn = ——, кг пара/кг бумаги,
А
где GM — производительность машины, кг/ч.
Удельный расход пара, отнесенный к 1 кг испаренной влаги, определяют
по соотношению
- м “ в^,-иг)' кг пара/кг влаги’
где М — количество испаряемой влаги в сушильной части, кг/ч.
Удельный расход теплоты на выработку 1 кг бумаги
, 0Пр + Qi + Qi тт , л
d = —к--------, кДж/кг бумаги.
А
Холодильники
В качестве холодильников в пароконденсатных системах применяют верти-
кальные или горизонтальные по своему расположению кожухотрубные тепло-
обменники (рис. 2.6.30).
Из последнего водоотделителя пролетный пар поступает через патрубок в
межтрубное пространство, где установлены направляющие перегородки, кон-
денсируется и отдает свою теплоту через стенки труб охлаждающей воде, не-
конденсирующиеся газы с помощью вакуум-насоса удаляются в атмосферу.
Благодаря холодильнику используется теплота пролетного пара для нагревания
технологической воды и улучшаются условия работы вакуумного водокольце-
вого насоса.
431
5
Рис. 2.6.30. Теплообменный аппарат (холодильник),
устанавливаемый в пароконденсатной схеме
бумагоделательной машины (а) (7, 2 — соответственно вход и выход
охлаждающей воды; 3 — патрубок для входа пара; 4 — патрубок
для выхода конденсата); расположение труб (б)
Количество теплоты, выделяющееся при конденсации водяного пара:
ет=Рп(Г-Г), кДж/ч.
Расход охлаждающей воды
<?в
0тЛ
^b(^b1 — ^bz)
, кг/ч.
Поверхность холодильника
р -
kAt
м
2
Температурный напор
д/ - уцп ^в1) У№п
in-?n2'B1
п 2
Здесь Dn — расход пара, поступающего из последнего водоотделителя в холо-
дильник, кг/ч; Г — энтальпии пара и конденсата, кДж/кг; Л — КПД холо-
дильника, л = 0,98; Св— теплоемкость воды, кДж/(кг- °C); /в1, tBi — темпера-
туры воды на входе и на выходе, °C; tH п — температура насыщенного пара при
соответствующем давлении пара в холодильнике, °C.
432
Коэффициент теплопередачи рассчитывают по формуле
к = -1---г , Вт/(м2°С),
—+ ^i- + -L
“1 Лст а2
где ар а2 — коэффициенты теплоотдачи от конденсирующегося пара к наруж-
ной поверхности трубы и от внутренней поверхности к охлаждающей воде,
Вт/(м2-°С); 8СТ — толщина стенки трубы, м; Лст — коэффициент теплопровод-
ности стенок труб, Вт/(м2 -’С).
Значения коэффициента теплоотдачи а в промышленных теплообменных
устройствах:
Вад теплообмена
Коэффициент , Вт/(м2*°С)
При нагревании и охлаждении:
воздуха
перегретого пара
масел
воды
При течении воды
При пленочной конденсации водяных паров
При капельной конденсации водяных паров
При конденсации органических паров
1-50
20-100
50-1500
200-10000
500-45000
4000-15000
40000-120000
500-2000
Значения коэффициента теплопередачи к в промышленных теплообменных
устройствах:
Вид теплопередачи
Коэффициент к9 Вт/(м2-°С)
от газа к газу 25
от газа к воде 50
от керосина к воде 400
от воды к воде 1000
от конденсирующихся паров к воде 2500
от конденсирующихся паров к маслам 900
от газа к кипящему маслу 600
Коэффициент теплопроводности для некоторых материалов:
Материал
Коэффициент теплопроводности Л, Вт/(м2’°С)
Латунь
Сталь
Чугун
85,5
45,4
46-50
433
Количество труб в одном ходе
Д1Х=-----,
3600ле7внсоврв
где j _ внутренний диаметр труб холодильника, JBH — 0,008-0,015 м; юв —
скорость воды в трубах, м/с; рв — плотность воды, кг/м3.
Площадь трубной доски = mt2 sin 60°, м2, где т — общее количество
труб в трубной доске, т = nlxz, Z — число ходов жидкости в аппарате; и1х —
количество труб в одном ходу. Диаметр трубной доски
п >/4/Щ2 sin 60°
Др =-----7=----->м.
Коэффициент заполнения трубной доски т|тр принимается: для двух хо-
дов _ о,8; для четырех — 0,7; для шести ходов — 0,6.
Высоту труб в аппарате находят из выражения
Я = -£—, м,
пант
где dH — наружный диаметр труб, м.
Соотношение высоты трубной части аппарата Н и его диаметра £>тр реко-
мендуется выбирать в пределах 2—4.
Вакуумные водокольцевые насосы
В конце пароконденсатной схемы (по ходу пара) устанавливают водоколь-
цевые насосы (ВВН), которые служат для удаления неконденсирующихся газов
и создания пониженного давления в последнем водоотделителе, что способ-
ствует увеличению перепадов давлений между паровыми группами цилиндров,
более эффективному использованию теплоты пара, установлению оптималь-
ного температурного графика.
В пароконденсатную схему основное количество воздуха поступает во вре-
мя останова машины, когда сушильная часть охлаждается, а пар, находящийся
в цилиндрах, конденсируется, и создается отрицательное давление, под дей-
ствием которого через неплотности проникает воздух. Небольшая часть воздуха
поступает в сушильную часть с паром из котельной из-за несовершенной сис-
темы деаэрации питательной воды.
В последнем водоотделителе вакуумный насос создает давление ниже атмо-
сферного, что приводит к увеличению перепадов давления между сушильными
группами и способствует стабилизации удаления конденсата из сушильных ци-
линдров, особенно в сушильных частях бумагоделательных машин, где применя-
ют небольшое давление пара для сушки бумаги (Ризб = 0,05—0,10 МПа). Кроме
того, с помощью вакуумных насосов повышают эффективность использования
теплоты греющего пара за счет более глубокого охлаждения конденсата в преде-
лах сушильной части. Например, если температуру конденсата, удаляемого из
сушильных цилиндров, понизить от 104 °C (давление 0,12 МПа) до 86 °C (давле-
ние 0,06 МПа), то термодинамический КПД повысится на 2,5—3,0 %.
434
В пароконденсатной схеме для повышения эффективности работы вакуумно-
го насоса перед ним включают теплообменный аппарат поверхностного типа для
конденсации водяных паров, содержащихся в удаляемой паровоздушной смеси.
2.6.3. Отделка бумажного полотна в сушильной части
Отделку бумаги или, реже, картона осуществляют одновременно с процес-
сом сушки либо сразу после окончания сушильного процесса в целях придания
бумаге повышенных значений показателей уплотнения, гладкости, лоска, рас-
тяжимости, прочности поверхности, повышения водонепроницаемости, спо-
собности к дальнейшей отделке и облагораживанию, осуществляемым вне ма-
шины. На сушильных машинах отделочное оборудование не устанавливают.
Некоторые процессы, осуществляемые в рамках бумагоделательной машины,
могут квалифицироваться не только как отделка, но и как облагораживание. К ним
следует отнести лощение и каландрирование, особенно в современных условиях,
когда суперкаландры предлагается встраивать в бумагоделательную машину после
сушильной части дополнительно либо вместо машинного каландра.
Оборудование для отделки бумажно-картонных материалов, устанавливае-
мое в пределах сушильной части, включает в себя полусухой каландр, шкаф
Флект, лощильный цилиндр, клеильный пресс, крепирующие и микрокрепи-
рующие устройства, меловальные устройства, холодильные цилиндры и уст-
ройства для увлажнения бумаги. После сушильной части устанавливают ма-
шинный каландр, мягкий каландр (софт-каландр), встроенные каландры —
аналоги суперкаландра — и, наконец, устройства для намотки бумаги и карто-
на в рулоны — накаты различных типов.
Это оборудование, относящееся к сушильной части, никогда не устанав-
ливают одновременно на одной бумагоделательной машине. В зависимости от
назначения машины и, главным образом, от требуемой степени отделки и вида
бумаги используют те или иные виды оборудования.
Теоретические положения процессов отделки
Разнообразие целей и функций процессов отделки, различных видов ис-
пользуемого оборудования и мест его расположения на бумагоделательной ма-
шине затрудняет создание единой теории по отделке бумаги на машине, одна-
ко определенная систематизация факторов и параметров технологии и
оборудования должна облегчить понимание сложных изменений, происходя-
щих со свойствами и характеристиками бумаги.
Прежде всего следует обратить внимание на влияние композиционного
состава обрабатываемого материала, вида волокна, соотношения волокон раз-
личных характеристик, вида и количества наполнителя, степени проклейки,
использования химических вспомогательных веществ, а также степени разра-
ботки волокна и наличия оборотного брака и макулатуры.
Другая группа факторов, оказывающих значительное влияние на процессы
отделки на машине, связана с процессами напуска, формования, удержания
компонентов бумажной массы и обезвоживания на всех стадиях прохождения
бумажного полотна.
435
Таблица 2.6.3
Сухость полотна в процессе отделки
Вид отделки Сухость, %
Начало процесса Окончание процесса
Полусухой каландр 48-50 50-54
Лощильный цилиндр 52-57 75-92
Крепирование и микрокрепирование 60-70 65-75
Сушильный шкаф 60 80
Клеильный пресс 88-94 72-77
Холодильные цилиндры 94-96 92-94
Машинный каландр 92-94 94-96
Встроенный суперкаландр и мягкий каландр 88-94 94-96
Накат 94-96 94-96
Общий характер влияния перечисленных факторов технологии конкрети-
зируется в параметры, оказывающие непосредственное влияние на ход и ре-
зультативность процессов отделки. Основным из этих параметров является влаж-
ность бумаги или картона.
Отдельные виды отделки, зачастую преследующие различные цели и ре-
зультаты, происходят в разных условиях сухости бумаги (табл. 2.6.3).
Параметры сухости носят ориентировочный характер, поскольку зависят
от конкретного вида бумаги, оборудования, химикатов и целей обработки.
Выбор тех или иных значений сухости бумаги требует тщательного обосно-
вания, что и будет осуществлено при описании конкретных видов отделки.
Другим важным комплексом характеристик бумажного полотна являются
параметры, которые можно определить термином “обрабатываемость”. Приме-
нительно к процессам отделки под обрабатываемостью следует понимать спо-
собность бумажно-картонных материалов воспринимать нагрузки и реагировать
на воздействия, призванные обеспечить конкретный конечный результат.
Поскольку функции отделки могут быть различными, а иногда и противо-
положными по эффекту (например, гладкость при каландрировании и складки
при крепировании), то и на обрабатываемость бумаги в процессах отделки вли-
яют различные характеристики технологии, причем степень влияния может
быть весьма неоднозначной.
В процессах отделки бумажное полотно подвергается различным видам дефор-
мации, причем во всех случаях это сложные деформации, т. е. одновременно имеют
место два или более вида простых деформаций. Их анализ должен быть произведен
при анализе данного вида отделки в целях оценки эффективности воздействия и его
направленности. При этом следует учитывать постоянно присутствующий фактор
термического воздействия и пластифицирующее влияние содержания влаги.
Бумага и картон — неоднородные материалы, что подтверждается рядом их
параметров, как-то: анизотропия, разносторонность, неравномерность макро-
структуры, различный характер волокон, составляющих композицию, их рас-
пределение по толщине полотна, наличие дисперсных частиц и т. д. Поэтому
436
при оценке эффективности отделки необходимо учитывать обязательную вари-
ацию результатов, а также сопутствующее, иногда нежелательное влияние на
многие другие параметры готового материала.
Исходя из вышеизложенного, следует отметить:
необходимость конкретного анализа каждого вида отделки в рамках бума-
го-, картоноделательной машины;
возможность наряду с достижением требуемой эффективности побочных
изменений иных параметров материала, иногда нежелательных;
необходимость тщательного учета особенностей технологии данного вида
бумаги или картона.
Виды отделочного оборудования в сушильной части
Анализ работы, эффективность и конструкцию отделочных устройств бу-
дем рассматривать в соответствии с их расположением в сушильной части ма-
шины по мере возрастания сухости полотна.
Полусухой каландр
На бумагоделательных машинах малой и средней скорости в сушильной
части иногда устанавливают двухвальный полусухой каландр. Он служит допол-
нением к машинному каландру. На современных машинах для некоторых видов
бумаги полусухой каландр иногда предшествует клеильному прессу.
Основная цель установки полусухого каландра — уплотнение бумаги. Сте-
пень уплотнения кроме линейного давления между валами зависит от сухости
бумаги, проходящей через полусухой каландр. При необходимости сильно уп-
лотнить бумагу двухвальный каландр устанавливают после первой трети или
половины сушильных цилиндров. Перед пропуском через полусухой каландр
сухость бумаги составляет 48—50 %. При такой сухости бумага наиболее эффек-
тивно поддается механическому уплотнению. Если бумажное полотно должно
быть уплотнено в меньшей степени, двухвальный каландр устанавливают после
2/3 сушильных цилиндров, и сухость бумаги при этом составляет 75—80 %, что
облегчает заправку и уменьшает возможность деструкции бумаги.
Оба вала полусухого каландра могут быть металлическими, либо один из
них — обрезиненный. По конструкции и расположению валов, механизмам при-
жима и подъема валов, наличию шаберов, станин, подшипников и т. д. полусу-
хой каландр напоминает двухвальный пресс. Бумагу вводят в полусухой каландр
без поддержки сукон.
Применение полусухих каландров ограничено, так как пропуск бумаги че-
рез них осложняет работу машины.
Лощильный цилиндр
При сушке бумаги влажное бумажное полотно на каждом бумагосушиль-
ном цилиндре контактирует с горячей шлифованной поверхностью цилиндра.
437
При этом одновременно с испарением воды осуществляется выглаживание со-
прикасаемой с цилиндром поверхности бумаги.
В том случае, если бумага соприкасается с горячей поверхностью только
одного цилиндра, большего, чем все остальные цилиндры, диаметра, становит-
ся гладкой только одна ее сторона, а другая остается шероховатой. Такой метод
сушки используют в производстве различных видов бумаги односторонней глад-
кости — афишной, спичечной, писчей бланочной, декоративной мебельной,
некоторых видов оберточной и мешочной бумаги. Наиболее тонкую бумагу одно-
сторонней гладкости санитарно-гигиенического назначения производят на са-
мосъемочных машинах с одним янки-цилиндром диаметром 3-6 м. Другие виды
бумаги и картона односторонней гладкости изготовляют на традиционных бума-
годелательных машинах с предварительной сушильной частью, после которой
следует лощильный (гладильный) цилиндр большого диаметра. К его горячей
поверхности под сукном с помощью обрезиненного прижимного валика прижи-
мается выглаживаемая бумага, приобретающая при этом гладкость и лоск. При
оптимальных условиях гладкость бумаги после лощильного цилиндра оказывает-
ся выше гладкости бумаги, прошедшей суперкаландр.
Следует отметить, что лоск бумаги характеризует оптическое свойство по-
верхности бумаги избирательно отражать свет. При этом чем больше степень
зеркального отражения света от поверхности бумаги по сравнению с рассеян-
ным, тем больше значение лоска.
Перед лощением бумага на цилиндре должна обладать определенной влаж-
ностью, ниже которой пластичность бумаги будет недостаточной для придания
ее поверхности надлежащей гладкости. Предельной считается относительная
влажность 40 %. Давление прижима полотна к поверхности лощильного цилин-
дра достигает 80—100 кН на 1 м ширины бумаги. Для удаления воздуха, находя-
щегося между сушильным цилиндром и бумагой, и для повышения коэффици-
ента теплопередачи от наружной стенки цилиндра к бумаге на современных
Рис. 2.6.31. Схема сушильной части машины для выработки бумаги
односторонней гладкости (с предварительной сушильной частью):
1 — сушильный цилиндр предварительной сушильной части; 2— большой
(лощильный) сушильный цилиндр; 3— прижимной вал; 4— сукно
прижимных валов; 5— накат
438
машинах в качестве прижимного устанавливают обрезиненный отсасывающий
вал. Применяют также и обычный обрезиненный вал с глухими отверстиями.
Для более эластичного прижима и облегчения заправки часто используют
короткую сетку (сукно), проходящую между прижимным валом и цилиндром.
Применяют также лощильные цилиндры без сетки. При этом для заправки с
лицевой стороны устанавливают гладкий узкий ремень.
Для увеличения производительности машины диаметр лощильных цилин-
дров должен быть 3,2—5,0 м, а иногда достигать 6,0 м. Большой угол охвата
цилиндра бумагой (310—320°) обеспечивает значительную полезную сушиль-
ную поверхность цилиндра (рис. 2.6.31).
При высокой испарительной способности лощильного цилиндра на нем
происходит повышение сухости бумаги от примерно 60 до 92—93 %. При этом
бумага после лощения поступает сразу на накат. При необходимости после ло-
щильного цилиндра устанавливают досушивающую сушильную часть из 6-10
цилиндров диаметром, как обычно, 1,5 м. При этом бумага на лощильном ци-
линдре высушивается до сухости 75—85 %, но ее гладкость не достигает тех
значений, которые характерны для лощения без досушивающей группы.
Съем воды с лощильных цилиндров выше, чем с обычных бумагосушиль-
ных, и достигает 28—35 кг с 1 м2 полезной сушильной поверхности. Это связано
с более высоким давлением пара в лощильном цилиндре и, соответственно, с
более высокой температурой цилиндра, хорошим контактом между бумагой и
цилиндром, а также с более интенсивной вентиляцией благодаря колпаку ско-
ростной сушки, устанавливаемому над лощильным цилиндром. Кроме того,
большое значение имеет то, что направление передачи тепла от цилиндра к
бумаге в течение всего периода сушки не изменяется. Съем воды с досушиваю-
щей сушильной части (15—20 кг/м2) значительно меньше съема с предвари-
тельной сушильной части, так как удаление воды из бумаги при сухости более
75—85 % затруднено.
Положительной стороной процесса лощения является возможность сохра-
нения впитывающей способности бумаги при значительном повышении глад-
кости и лоска, что важно, например, при производстве декоративной бумаги-
основы для верхнего слоя мебельных плит и слоистых пластиков.
Крепирующие и микрокрепирующие устройства
Крепирование и микрокрепирование бумаги — особые виды отделки, ко-
торые заключаются в изменении структуры бумаги с приданием ее поверхнос-
ти заметных при крепировании и практически невидимых при микрокрепиро-
вании складок. При этом бумага приобретает повышенное удлинение при ее
растяжении.
Крепирование бумаги осуществляется либо на янки-цилиндре, либо на
специальном крепцилиндре. Крепирование производят шабером, укрепленным
на сушильном цилиндре и собирающим на влажной бумаге складки, которые
остаются после ее высушивания. Крепированную бумагу применяют в основ-
ном в декоративных и санитарно-гигиенических целях, а также в качестве упа-
ковочного материала.
439
В результате крепирования в бумаге уменьшается количество межволокон-
ных связей и повышается подвижность элементов структуры бумаги, а следова-
тельно, повышается растяжимость и мягкость бумаги, ее эластичность, пух-
лость и впитывающая способность. При этом сопротивление разрыву бумаги
снижается.
Для получения мягких эластичных видов крепированной бумаги рекомен-
дуется крепировать бумагу с повышенной массой 1 м2, ограничивать высоту
крепа и увеличивать степень крепирования бумаги. Степень крепирования мо-
жет быть определена по одной из следующих формул:
( / _ / Л
4-А 100%;
I '2 J
G?.\00%)
J
где а — степень крепирования, %; /р /2— длина соответственно некрепиро-
ванной и крепированной бумаги; V2 — скорость бумаги до и после крепиро-
вания; G}, G2 — масса а. с. бумаги до и после крепирования.
Например, степень крепирования для санитарно-бытовых видов бумаги
составляет 15—20 %.
В зависимости от степени крепирования увеличивается удельный объем
крепированной бумаги по сравнению с исходной гладкой бумагой, т. е. повы-
шается ее пухлость и, соответственно, снижается плотность бумаги.
Обычно крепирование производят непосредственно на бумагоделательной
машине. При этом применяют мокрое, полусухое и сухое крепирование. При
сухости 38—40 % мокрое крепирование производят шабером на последнем прессе
или первом сушильном цилиндре при скорости не более 250—300 м/мин.
Полусухое крепирование осуществляют шабером на большом цилиндре
самосъемочной машины при сухости бумаги 75—85 % и скорости машины до
650 м/мин.
Сухое крепирование (при сухости 95—97 %) производят также на большом
цилиндре при скорости до 750 м/мин и более. При этом креп получается более
грубым, с большим шагом. Иногда для закрепления крепа бумагу пропускают
через один-два горизонтальных двухвальных каландра, один из валов которого
обрезиненный.
Нормальная работа при крепировании и качество крепа зависят от сил
сцепления бумаги с сушильным цилиндром. Эти силы связаны с композицией
массой 1 м2 и влажностью бумаги, а также с чистотой поверхности цилиндра.
Не меньшее значение имеет крепирующий шабер, прижимаемый к цилин-
дру с давлением 0,50—0,75 кН/м. Используют металлические шаберы толщиной
440
1,0—1,5 мм со срезанной фаской и углом наклона между касательной к цилин-
дру и нижней плоскостью шабера 30-35°.
Процесс микрокрепирования используют для придания бумаге повышен-
ной растяжимости, т. е. для удлинения без разрыва.
Микрокрепирование применяют главным образом для мешочной бумаги.
Оно увеличивает динамическую прочность бумаги, что позволяет сократить
количество слоев в многослойных мешках при сохранении их потребительских
свойств. Метод микрокрепирования может быть использован при изготовлении
бумаги-основы для парафинирования и битумирования, бумаги для корешков
книг и др. У микрокрепированной бумаги с увеличением значения показателя
удлинения бумаги без разрыва повышается сопротивление надрыву и пласти-
ческая деформация, снижается жесткость.
Бумагу микрокрепируют в специальном устройстве (устройстве Клупак).
Такое устройство применяют на широких и быстроходных машинах для выра-
ботки мешочной бумаги массой 50-150 г/м2 (рис. 2.6.32) при ширине полотна
бумаги 6,0 м и более и скорости 700—800 м/мин.
Устройство располагают в сушильной части бумагоделательной машины в
зоне сухости бумажного полотна 65—75 %. Поскольку бумага сжимается, необ-
ходимо обеспечить регулирование скорости устройства и последующей сушиль-
ной группы в пределах до 10 %.
Устройство состоит из хромированного цилиндра, обогреваемого паром с
давлением 7—9 ати. Этот цилиндр на 90° охватывается бесконечной термостой-
кой резиновой лентой толщиной 25 мм и длиной 7—8 м. Внутри ленты установ-
лены валики — натяжной, два ведущих приводных и прижимной, с наружной
стороны — правильный валик. Для регулирования сухости бумажного полотна
устанавливают спрыск, орошающий поверхность цилиндра. Существуют спрыс-
ки для смазки и охлаждения внутренней поверхности резиновой ленты.
Под действием давления прижимного валика резиновая лента в зоне кон-
такта деформируется и ее наружная поверхность, прилегающая к сушильному
цилиндру, удлиняется. В это время бумажное полотно находится между удли-
Рис. 2.6.32. Устройство Клупак:
а — установка; б — принцип работы; 1 — бумажное полотно до крепирования;
2— хромированный цилиндр; 3— резиновая лента; 4— натяжной валик; 5— ведущий валик;
6— прижимной валик; 7— правильный валик; 8— спрыск; 9— сушильные цилиндры;
10— бумаговедуший валик; 11— бумажное полотно после крепирования
441
ненной частью резиновой ленты и цилиндром. Лента, пройдя зону контакта,
приходит в начальное состояние, и ее наружная поверхность, а также бумаж-
ное полотно укорачиваются. В результате на бумаге образуется микрокреп, обус-
ловливающий ее высокое удлинение при разрыве. В процессе микрокрепирова-
ния мешочная бумага приобретает растяжимость до 8—9 % в продольном
направлении, растяжимость бумаги в поперечном направлении возрастает на
1-2 %.
Эффект микрокрепирования повышается, если сушильный цилиндр, к ко-
торому прижимается бумажное полотно, нагревается до температуры 100—110 °C.
Дальнейшее повышение температуры греющей поверхности цилиндра отрица-
тельно влияет на прижимную резиновую ленту. Дополнительный эффект мик-
рокрепирования достигается за счет того, что поверхность этого цилиндра хро-
мируется и полируется.
Для предотвращения прилипания бумаги к цилиндру на его поверхность с
помощью спрыска наносят силиконовое масло, смешанное с водой.
Конвективный сушильный шкаф
Конвективный шкаф Флект применяют для придания бумажному или кар-
тонному полотну повышенных физико-механических показателей и устанавли-
вают в схемах машин, вырабатывающих тароупаковочные, электроизоляцион-
ные и другие виды бумаги и картона. Шкафы Флект применяют также как
самостоятельные устройства для сушки целлюлозы.
Рассмотрим схему конвективного шкафа Флект, установленного в проме-
жутке между предварительной и досушивающей частями многоцилиндровой
сушильной машины (рис. 2.6.33). Сушильный шкаф состоит из распределитель-
ных воздуховодов, установленных в несколько ярусов, из которых под углом
вытекают струи нагретого воздуха; калориферов для нагревания свежего и ре-
циркуляционного воздуха; осевых вентиляторов, установленных на боковых
стенках шкафа; системы приточно-вытяжной вентиляции с установками для
рекуперации теплоты отработавшей паровоздушной смеси.
Принцип действия конвективной сушилки Флект основан на создании ста-
тического давления воздуха между плоскостью распределительных воздухово-
дов и полотном бумаги, с помощью которого поддерживается полотно на оп-
ределенном расстоянии.
Свежий воздух, поступающий в нижнюю часть сушилки, совершает мно-
гократную циркуляцию с его промежуточным нагреванием.
Свободное состояние полотна на воздушной подушке обеспечивает его суш-
ку без натяжения, поэтому наиболее полная усадка полотна в продольном и
поперечном направлениях происходит беспрепятственно и связи между волок-
нами образуются без приложения внешних сил. При этом качественные показа-
тели, такие как разрывная длина, продавливание, растяжимость, улучшаются
как в продольном, так и в поперечном направлениях, снижаются пористость и
впитывающая способность бумаги.
Сушильный шкаф устанавливают, как правило, в интервале сухостей 60—
80 %, соответствующем наибольшей усадке полотна. При этом испарение влаги
442
Рис. 2.6.33. Схема комбинированной сушильной части сушильной машины:
1— конвективный сушильный шкаф Флекг; 2— многоцилиндровая контактно-
конвективная установка; 3 — полотно; 4 — распределительные воздуховоды
с поверхности полотна происходит с обеих его сторон, а интенсивность сушки
достигает 6—9 кг/(м2-ч) при температуре воздуха 150’С и скорости истечения
струй воздуха из сопел 25 м/с.
Клеильный пресс
Клеильный пресс широко используют для осуществления различных видов
обработки и отделки бумаги и картона: поверхностной проклейки, пигмента-
ции, окраски, пластификации, нанесения покровных составов, придания спе-
циальных свойств (влагопрочности, водо- и паронепроницаемости, биостой-
кости, снижения пылимости и др.). В частности, проклейку, в том числе
поверхностную, производят для придания бумаге или картону необходимого
показателя жесткости и гидрофобных свойств поверхности.
Рассмотрим схемы клеильных прессов и их установку в схеме сушильной
части машины (рис. 2.6.34). В зазор, образованный бумажным полотном и ва-
лом, с помощью спрысков подают специально подготовленную клеевую сус-
443
Рис. 2.6.34. Схемы клеильных прессов:
а — с горизонтальным расположением валов; б — с расположением
валов под углом; в — с вертикальным расположением валов;
г — установка клеильного пресса в сушильной части
бумагоделательной машины; д — компоновка клеильного пресса;
1 — валы клеильного пресса; 2 — спрыски; 3 — бумажное полотно;
4— хромированный сушильный цилиндр; 5 — площадка
для обслуживания клеильного пресса; 6 — бумагонаправляющий вал
пензию. В прессах на поверхность бумаги тонким слоем наносят клей и далее
полотно подсушивают в досушивающей группе цилиндров.
Широкое распространение получил пресс с наклонным расположением
валов под углом 30—45°. Полотно бумаги (картона), подлежащее проклейке,
поступает к валам диаметром 800 мм сверху. Один из валов — обрезиненный —
установлен на поворотных опорах и прижимается ко второму валу при помощи
пневматического мембранного механизма; второй вал — со стонитовым покры-
тием — установлен на неподвижных опорах.
При проклейке расчетная линейная нагрузка между валами пресса 30 кН/м.
Оба вала бомбированы и имеют самостоятельные приводы. Клей на полотно
наносят спрысковыми трубами, расположенными над валами пресса. Излишек
клея стекает на сторону в воронки, откуда направляется в сборники и затем
снова попадает в установку для подготовки клея.
Смазку подшипников валов пресса производят от системы централизован-
ной смазки.
Спрыски состоят из труб с соплами, изготовленными из нержавеющей
стали, предусматривается возможность поворота труб для изменения направле-
ния струй клея. Через спрыски производят подачу клея при работе машины, а
также воды в период заправки полотна через пресс при промывке валов.
При нанесении на бумагу покровного слоя или пигментации используют
системы валиков. Заправку бумаги в клеильный пресс и в досушивающую часть
машины производят с помощью заправочных канатиков.
444
Перед клеильным прессом влажность бумажного полотна обычно находит-
ся в пределах 6—12 %. Постоянство влажности бумаги необходимо для автома-
тической оптимизации процесса. Место установки клеильного пресса выбира-
ют таким образом, чтобы на досушивающую часть приходилось 25-30 %
сушильной поверхности. В целом в клеильных прессах поверхностная проклейка
требует увеличения сушильной части на 15—40 % из-за трудности удаления вла-
ги из проклеенного полотна, так как она блокируется в объеме полотна подсу-
шенным слоем клея. Первые два-четыре бумагосушильных цилиндра досушива-
ющей группы должны быть обработаны для исключения налипания на
сушильную поверхность бумаги, прошедшей клеильный пресс. С этой целью
цилиндры хромируют либо покрывают тефлоном. На таких цилиндрах не уста-
навливают сетки (сукна), а температуру поддерживают минимальной (80—90 ’С).
Иногда с этой же целью бумажное полотно, прошедшее клеильный пресс,
подсушивают инфракрасными излучателями.
Приведем пример расчета увеличения влажности бумаги в клеильном прессе.
Пример. Рассчитать увеличение влажности бумаги в клеильном прессе, если
производительность машины (7М = 6000 кг/ч, концентрация раствора клея С =
= 7 %, масса сухого вещества, нанесенного на бумагу, К - 2,5 г/м2, масса сухой
бумаги Рс б = 70 г/м2, сухость полотна перед прессом 50 = 90 %, сухость полотна
перед сушкой 5^ = 40 %, сухость на накате S2 = 93 %.
Решение. Количество влаги, впитываемое 1 м2 бумаги:
^=2^ОТ-е)=2.2,5(100-7) = 66>4г/м;
Увеличение относительной влажности бумаги в клеильном прессе составит:
Д^о
= ——100% =
9вл + Рс.6
66,4
66,4 + 70
100% =48,1%.
Влагосодержание бумажного полотна после клеильного пресса
ДИ-0 = 100-90 + 48,6
51 100-ДЖ0 90 100-48,6
Соответственно, относительная влажность и сухость полотна таковы:
Ж = = -100'1,056 = 51,36 % ; 5 = = 100 = 48,63 % .
1 + U 1 + 1,056 1 + С7 1 + 1,056
Количество влаги, испарившейся в основной сушильной части:
л/осн= J100-^-!00^
ОСН м I о г»
I ^0
100-40 _ 100-90к8зПЗ кг/ч
445
Количество влаги, испарившейся в досушивающей группе:
Мдос £
= 6000 f 1,056 - 100 —1 = 5884,4 кг/ч.
I 93 I
Суммарное количество влаги, испарившейся в сушильной части:
М = Л/осн + Млос = 8333,3 + 5884,4 = 14217,7 кг/ч.
Как показывают приведенные расчеты, при проклейке бумажного полотна
массой 70 г/м2 в клеильном прессе, при массе сухого вещества, нанесенного на
бумагу 2,5 г/м2, и при концентрации раствора 7 % в основной части цилиндров
удаляется 58,6 % влаги, а в досушивающей части — 41,4 % влаги.
Горизонтальный клеильный пресс по сравнению с вертикальным обладает
рядом преимуществ, в частности лучшей обработкой бумаги с меньшим расхо-
дом наносимого вещества, более легкой заправкой бумаги с меньшей вероят-
ностью обрывов бумажного полотна, лучшими условиями чистки и смены ва-
лов клеильного пресса.
Наклонный клеильный пресс, обладающий всеми преимуществами гори-
зонтального пресса, имеет некоторые дополнительные преимущества: более
простую регулировку заправки бумажного полотна в пресс и досушивающую
часть бумагоделательной машины, удобное обслуживание, меньшее число об-
рывов бумажного полотна и пр. Поэтому наклонный клеильный пресс получил
наиболее широкое распространение.
Популярное мнение, что благодаря поверхностной проклейке существен-
но снижается расход проклеивающих веществ, не находит практического под-
тверждения, так как бумажное полотно перед обработкой в клеильном прессе
должно быть проклеено в массе для придания бумаге влагостойкости в целях
снижения обрывов в клеильном прессе, а также уменьшения степени проник-
новения наносимых растворов вглубь бумажного полотна.
В клеильном прессе допустимая вязкость состава невелика, поэтому содер-
жание сухих веществ в проклеивающем составе на основе водорастворимых
полимеров составляет 2—8 %, что вызывает высокую нагрузку на досушиваю-
щую группу. Увеличения концентрации проклеивающего состава, что приводит
к росту наноса и снижению влагосодержания бумаги после проклейки, дости-
гают при применении низковязких дисперсий.
Для поверхностной проклейки чаще всего используют крахмал и его
производные, особенно катионный крахмал. Также применяют карбоксиме-
тилцеллюлозу, поливиниловый спирт, а в качестве добавок — сшивающие
агенты, гидрофобизирующие и полимерные дисперсии, оптические отбели-
ватели, антисептики и др. Следует отметить, что при более глубоком про-
никновении проклеивающих составов в бумажное полотно прочность бума-
ги повышается, а при наносе их на поверхность бумаги улучшаются ее
барьерные свойства.
В последние годы широкое распространение получили клеильные прессы
Спид-сайзер. Эти устройства позволяют осуществить поверхностную проклейку
446
или пигментацию на высокой скорости без снижения производительности,
поскольку используемые для нанесения материалы имеют значительно боль-
шую, чем в обычных клеильных прессах, концентрацию, гораздо меньше ув-
лажняют бумагу и не требуют мощной досушивающей группы.
В устройствах Спид-сайзер нанесение осуществляется либо напускной го-
ловкой непосредственно на бумагу с последующим снятием избытка покров-
ного вещества лезвием шабера, либо специальным шабером на валы клеильно-
го пресса, выравниванием слоя ракельным валиком и передачей покровного
материала с валов клеильного пресса на бумагу (пленочный пресс). Подобные
устройства могут работать со скоростью 1000 м/мин и более. Концентрация
наносимой суспензии или пигментной пасты 40—45 %. Бумага приобретает вы-
сокую белизну, ровный профиль по толщине, высокую гладкость и обладает
хорошими печатными характеристиками.
Встроенное мелование
Ведущие фирмы по производству бумагоделательного оборудования
(“Фойт”, “Метсо”) поставляют высокопроизводительные бумагоделательные
машины со встроенными в сушильные части системами мелования.
Наносящие устройства разнообразны и видоизменяются в зависимости от
условий мелования. Для пигментации и отчасти легкого мелования достаточно
пленочного клеильного пресса, а для значительного нанесения и лучшей от-
делки поверхности требуется нанесение в два, иногда в три слоя с использова-
нием валиковых устройств с шаберами (рис. 2.6.35). При этом необходимы спе-
циальные дозирующие меловальную пасту наносящие головки и
разравнивающие устройства в виде ракельных валиков, шаберов с гибким лез-
вием, воздушных шаберов. Также используют так называемое бесконтактное
мелование — нанесение покровного слоя с помощью специальных распыляю-
щих форсунок путем создания меловальной завесы.
На рис. 2.6.36 представлено встроенное меловальное устройство, содержа-
щее мягкий каландр для выравнивания бумаги перед мелованием и узел мело-
вания в виде пленочного клеильного пресса с шаберным разравнивающим ус-
тройством, зоной конвективной сушки и цилиндровой досушивающей группой.
Рис. 2.6.35. Пленочное покрытие (а) (двухстороннее
с нанесением на валы покровного вещества для передачи на
бумагу) и покрытие шаберным лезвием (б) (одностороннее
с регулированием толщины покрытия шабером)
447
Рис. 2.6.36. Встроенное меловальное устройство двойного мелования
Мелованная бумага далее может проходить через встроенный каландр с череду-
ющимися стальными валами, а также валами с полимерным покрытием для
достижения необходимой степени отделки.
Охлаждение и увлажнение бумаги перед каландрированием
Сушильная часть машины заканчивается зоной охлаждения бумаги на од-
ном или двух холодильных цилиндрах. Обычно для этой цели применяют су-
шильные цилиндры, в которые вместо пара через цапфы валов подают холод-
ную проточную воду.
В современных сеточных, прессовых и сушильных частях принимается целый
ряд мер по обеспечению требуемой равномерности по всей ширине влажности
бумажного полотна. Однако на большинстве действующих БДМ полностью это
обеспечить не удается, и для предотвращения появления переувлажненных полос
бумаги ее обычно пересушивают, а затем увлажняют на холодильных цилиндрах.
Увлажнение бумаги на 1,0—2,5 % происходит вследствие конденсации вла-
ги из горячего водонасыщенного воздуха на соприкасающейся с бумагой хо-
лодной поверхности цилиндров.
2.6.4. Интенсификация сушки
Снижение влажности волокнистого полотна перед сушкой
При проектировании сушильной части необходимо учитывать, что тер-
мический способ удаления влаги из бумажного полотна является весьма доро-
гостоящим процессом при относительно небольшом количестве удаляемой
влаги. Например, в сеточной части удаляется 77 %, в прессовой — 18 %, а в
сушильной — всего 5 % всей воды, отводимой на машине из исходной бумаж-
ной массы. В то же время расходы энергии на удаление воды распределяются
следующим образом: в сеточной части — 13 %, в прессовой — 7 %, в сушиль-
ной - 77 %.
448
Радикальным способом увеличения производительности многоцилиндровых
сушильных частей, снижения энергетических затрат на испарение влаги, увели-
чения термического КПД является уменьшение влажности полотна бумаги (кар-
тона, товарной целлюлозы) перед сушкой, которое может быть получено за счет
нагревания бумажной массы в напорном ящике, в сеточной и прессовой частях
машины, в результате применения современного, более эффективного прессо-
вого оборудования.
Эффективность обезвоживания волокнистого полотна в прессовой части
машины обусловлена тем, что испарение влаги в сушильной части в 10—15 раз
дороже, а повышение сухости бумажного полотна на 1 % за счет прессования
соответствует снижению расхода энергии на сушку, а, следовательно, габари-
тов сушильной части — на 4—5 %.
Нагревание бумажной массы может производиться паром или подогретой
оборотной водой, в сеточной и прессовой частях — паровыми камерами, уста-
навливаемыми над отсасывающими ящиками, или инфракрасными излучате-
лями.
В результате снижения вязкости воды при повышении температуры проис-
ходит более эффективное обезвоживание полотна в прессовой части машины.
Например, при установке подогревательной паровой камеры перед прессом на
машине по производству газетной бумаги массой 45 г/м2 можно увеличить су-
хость бумажного полотна перед сушкой примерно на 4 %.
Другим перспективным направлением повышения эффективности обез-
воживания полотна бумаги является применение прессовой сушки, когда
один из валов пресса нагревают до темпера-
туры 60—80 °C.
Дальнейшее развитие обезвоживания бу-
мажного полотна — использование импульсных
установок, представляющих собой пресс, в ко-
тором один из валов нагревается до температу-
ры 450—500 °C, а давление между валами со-
ставляет 8—10 МПа.
Импульсная установка состоит из двух ва-
лов, через которые пропускается бумага, на-
гревателя и термостойкой сушильной сетки
(рис. 2.6.37). Сравнительные параметры им-
пульсной и контактной сушки представлены в
табл. 2.6.4.
Для нагревания вала могут применяться ге-
нераторы токов высокой частоты, ИК-излуча-
тели, а также теплота, полученная в результа-
те сжигания горючего газа в полости вала.
Предварительный расчет показывает, что
одна установка импульсной сушки может заме-
нить 25 обычных сушильных цилиндров. Однако
кратковременность пребывания бумаги в захвате
снижает эффективность применения импульс-
Рис. 2.6.37. Схема импульсной
сушильной установки:
1 — бумажное полотно;
2— нагреватель; 3 — верхний вал;
4— нижний вал;
5— термостойкая сетка;
6— сетконаправляюший вал
449
Таблица 2.6.6
Параметры контактно-конвективной и импульсной сушки бумаги
Показатель Сушка на цилиндрах Импульсная сушка
Температура цилиндра, °C 120-175 200-450
Давление прижима, кПа 2-5 100-5000
Температура полотна, ’С Менее 100 100-200
Продолжительность сушки, с 0,2-0,5 0,005-0,05
Скорость сушки, кг/(м2-ч) 10-30 2000-8000
Удельный расход энергии, кДж/кг 2800-3500 500-2200
ного способа обезвоживания. Наилучшие результаты при использовании этого
способа наблюдаются при высокой влажности полотна бумаги, когда сохраняет-
ся высокий эффект удаления влаги за счет ее термомеханического выноса.
Данный способ обезвоживания оказывает существенное влияние на фор-
мирование физико-механических свойств вследствие одновременного воздей-
ствия на бумажное полотно давления и высокой температуры, особенно для
полуфабрикатов высокого выхода: повышаются показатели гладкости, разрыв-
ной длины и др. Внедрение импульсного метода сушки позволит частично за-
менить полуфабрикаты из хвойной древесины на лиственную, увеличить долю
макулатуры в композиции бумаги, повысить производительность бумагодела-
тельного оборудования.
В промышленности применение импульсного способа сушки затруднено,
что связано с расслоением полотна бумаги при выходе из контактной зоны
вследствие интенсивного парообразования влаги, выходящей из высокотемпе-
ратурной области.
Повышение давления греющего пара в сушильных цилиндрах
Наиболее эффективным способом интенсификации процессов сушки во-
локнистого полотна в сушильной части является повышение давления греющего
пара в цилиндрах и, соответственно, увеличение температуры греющей поверх-
ности. С повышением давления греющего пара увеличивается теплообменный
потенциал сушки между греющей поверхностью и влажным полотном бумаги,
пропорционально которому возрастает интенсивность испарения влаги, снижа-
ются габариты установки и сокращаются потери теплоты в окружающую среду.
Расчеты показывают, что увеличение давления пара от 0,15 до 0,30 МПа приво-
дит к повышению производительности сушки в 1,4—1,5 раза.
В процессе сушки происходит не только удаление влаги, но и формирова-
ние физико-механических показателей высушиваемого материала. Следует от-
метить, что высокие температуры греющей поверхности цилиндров приводят к
ухудшению свойств готовой продукции. Поэтому повышение эффективности
контактных сушильных установок за счет увеличения давления греющего пара
л имитируется отрицательным влиянием высоких температур стенки цилиндра
450
на качественные показатели вырабатываемой бумаги. Отсюда для увеличения
производительности сушильной части большое значение играет оптимизация
температурного графика сушки по длине машины, в результате чего достигают
максимальной интенсивности испарения влаги и необходимых физико-меха-
нических показателей готовой продукции.
Сушка бумаги в поле высокой и сверхвысокой частоты
Для интенсификации испарения влаги, выравнивания влажности полотна
бумаги как по ширине, так и по толщине могут применяться установки высо-
кой (ВЧ) и сверхвысокой (СВЧ) частоты (от 300 до 30000 МГц).
Принцип действия установок ВЧ и СВЧ основан на индуктировании токов
в бумажном или картонном полотне и на превращении их в теплоту, которая
расходуется на нагревание материала и испарение влаги.
Теплота материалу от пластин конденсатора передается без промежуточно-
го теплоносителя и выделяется непосредственно в материале, что позволяет во
многих случаях ускорять процесс нагревания.
Для нагревания диэлектриков, к которым относятся бумага и картон, ма-
териал помещают между пластинами конденсатора, питаемого генератором, и
нагревают токами смещения. Диэлектрический нагрев обладает избирательной
способностью — влажные полосы и пятна на бумаге нагреваются сильнее, чем
сухие, поэтому происходит выравнивание влажности по всей поверхности бу-
мажного полотна и картона.
Количество поглощенной полотном энергии зависит от напряжения поля,
коэффициента диэлектрических потерь и частоты волн.
При сушке полотна в поле сверхвысокой частоты оно проходит через спе-
циальные излучатели, с одной стороны которых подводится энергия сверхвы-
сокой частоты, а с другой стороны расположено зарядное устройство для по-
глощения остаточной энергии.
При сушке в поле высокой и сверхвысокой частоты снижается неравно-
мерность влажности от 5 до 1,0—1,5 % и увеличивается производительность су-
шильной части. Генераторы ВЧ и СВЧ целесообразно устанавливать перед ка-
ландром или накатом в том месте машины, где сухость бумаги достигает своего
максимального значения.
Преимущество рассмотренных способов заключается в увеличении произво-
дительности сушильных установок, безынерционности в работе, выравнивании
влажности полотна по ширине и толщине, в получении высококачественной про-
дукции. Генераторы ВЧ и СВЧ компактны и занимают небольшую площадь.
В отечественной целлюлозно-бумажной промышленности установки ВЧ и
СВЧ сейчас почти не применяют из-за повышенных затрат электрической энер-
гии на 1 кг испаряемой влаги по сравнению с контактным и конвективным
способами сушки, однако в будущем такие установки в конце сушильной части
Целесообразно использовать для выравнивания влажности при соответствую-
щих технико-экономических условиях.
Сушка в поле высокой и сверхвысокой частоты рекомендуется также для
бумаг с поверхностной проклейкой и мелованными покрытиями, а также и для
многослойного картона.
451
Колпаки скоростной сушки и коррекционные колпаки
Колпаки скоростной сушки применяют как дополнительные устройства
для ускорения сушки бумаги, а коррекционные колпаки — для выравнивания
профиля влажности по ширине полотна.
Колпак скоростной сушки состоит из корпуса, охватывающего один или не-
сколько сушильных цилиндров, днище которого имеет сопловой аппарат, меха-
низм подъема или разводки вентиляционных и нагревательных установок, регули-
рующих клапанов, теплорекуперационных установок и другого оборудования.
Принцип работы колпаков основан на подаче струй нагретого воздуха на
поверхность бумажного полотна с высокой скоростью и на удалении отрабо-
тавшей смеси. Применение высокопроизводительных колпаков позволяет по-
высить интенсивность контактной сушки на 25—70 % в зависимости от свойств
бумажного полотна, конструкции колпака, температуры и скорости сушиль-
ного агента. В настоящее время такие колпаки являются неотъемлемой частью
одноцилиндровых и комбинированных машин с лощильными цилиндрами. На
многоцилиндровых контактно-конвективных установках колпаки служат глав-
ным образом для коррекции профиля влажности по ширине полотна с одно-
временным ускорением процесса сушки.
Для колпаков скоростной сушки используют газовый и паровой способы
нагревания сушильного агента (рис. 2.6.38). В схему с газовым нагреванием вхо-
дит камера сгорания, газовые горелки, циркуляционный вентилятор и система
обеспечения пожарной безопасности при эксплуатации высокотемпературных
источников теплоты.
Сушильный агент с помощью циркуляционного вентилятора с температу-
рой до 450 °C направляется в сопловой аппарат, откуда струями вытекает на
бумажное полотно. Часть отработавшей смеси возвращается в схему, а часть
выбрасывается в окружающую среду. При эксплуатации колпаков скоростной
сушки с газовым нагреванием очень важно соблюдать кратность рециркуляции
сушильного агента и поддерживать его температуру, особенно во время обры-
вов бумажного полотна и кратковременных остановок.
Схема для нагревания воздуха насыщенным паром включает в себя калори-
феры, вытяжной и циркуляционный вентиляторы, клапаны для подачи свеже-
го и удаления отработавшего воздуха. Нагретый в калориферах до температуры
170 ’С сушильный воздух подается в сопловой аппарат колпака, одна часть от-
работавшей паровоздушной смеси выбрасывается в атмосферу, а другая возвра-
щается на рециркуляцию.
Паровой способ нагревания сушильного воздуха безопасен, но менее эф-
фективен.
Рассмотрим схему четырехступенчатого колпака скоростной сушки с газо-
вым нагреванием воздуха (рис. 2.6.39). Корпус колпака разделен на четыре сек-
ции, в каждой из которых установлены газовые горелки и индивидуальные
циркуляционные вентиляторы. Три секции оснащены встроенными в корпус
осевыми вентиляторами, а первая по ходу газовоздушной смеси — выносным
центробежным вентилятором. Воздухораспределительная камера состоит из си-
стемы труб, выполняющих роль сопел, и отсасывающих отверстий, располо-
женных на днище корпуса колпака скоростной сушки.
452
Рис. 2.6.38. Схема нагрева воздуха
в колпаках скоростной сушки:
а — газовый нагрев; 6 — паровой нагрев; 1 — корпус колпака
скоростной сушки; 2— вентилятор сушильного воздуха;
3 — нагреватель сушильного воздуха; 4 — вытяжной
вентилятор; 5— регулирующий шибер сушильного воздуха;
6 — регулятор подачи свежего воздуха; 7 — регулирующий
клапан сушильного воздуха; 8— обводной клапан; 9—
вентилятор для подачи дутьевого воздуха в газовые горелки
Образующуюся в результате горения топлива газовоздушную смесь подают
центробежными вентиляторами в последнюю по ходу полотна секцию, откуда
она поступает в воздухораспределительную камеру, из которой струями на-
правляется на полотно бумаги. Затем смесь поступает в следующую секцию, где
дополнительно нагревается за счет сжигания газообразного топлива. Из послед-
ней ступени колпака осевым вентилятором смесь выбрасывается в атмосферу.
Движение сушильного агента и бумажного полотна противоточное.
Температура газовоздушной смеси распределяется следующим образом: в
1-й секции - 150-200 “С; во 2-й - 220 ’С; в 3-й - 250 °C; в 4-й - 300 °C.
Колпаки скоростной сушки, установленные на самосъемочных машинах,
вырабатывающих тонкие виды бумаги, увеличивают производительность суш-
ки примерно на 50—60 %.
Управление работой колпака скоростной сушки и процессом горения произ-
водится с автоматического пульта управления. При пуске машины (после продув-
ки газовой линии) открывается клапан и зажигается газ. Если газ не воспламенил-
ся, то на пульте управления загорается красная сигнальная лампа. После продувки
газовоздушного тракта колпака скоростной сушки зажигание повторяется.
Горение газа автоматически прекращается при обрыве полотна, а также в
том случае, если из строя вышла одна из горелок в секции колпака скоростной
сушки. Они отключаются также при останове двигателя одной из секций или
при повышении температуры сушильного агента выше заданной.
453
Рис. 2.6.39. Схема четырехступенчатого конвективного
колпака скоростной сушки с газовым нагревом воздуха:
1— лощильный цилиндр; 2— вентилятор для подачи свежего
воздуха; 3— газовые горелки; 4— циркуляционные осевые
вентиляторы; 5— газопровод; 6— вытяжной вентилятор
По сравнению с выносным расположением установка газовых горелок не-
посредственно в корпусе сушителя имеет определенные преимущества: конст-
рукция колпака скоростной сушки оказывается более компактной, снижается
протяженность воздуховодов свежего воздуха и отработавшего сушильного аген-
та. Однако следует отметить, что установка газовых горелок непосредственно в
корпусе колпака скоростной сушки связана с повышенной пожароопаснос-
тью, обусловленной нагреванием до высокой температуры конструкций и де-
талей установки. Экономичность использования газообразного топлива опреде-
ляется наличием схемы теплорекуперации отработавшего сушильного агента.
В одноцилиндровых и комбинированных машинах можно применять более
жесткие режимы сушки, так как на таких машинах вырабатываются бумаги из
массы садкого помола и высокая температура сушильного агента не оказывает
существенного отрицательного влияния на физико-механические показатели
готовой продукции.
Фильтрационная сушка
Сушка бумаги методом тепломеханического выноса влаги из бумажного
полотна (фильтрационная сушка) основана на создании перепада давлений
между обеими сторонами бумажного полотна и фильтрации нагретого воздуха
через поры и капилляры высушиваемого материала. При таком методе сушки
высокая интенсивность испарения влаги достигается за счет весьма развитой
поверхности тепломассообмена, образованной порами бумажного листа. Сушка
бумаги тепломеханическим выносом влаги позволяет многократно (по сравне-
нию с другими способами) повысить интенсивность процесса, значительно
снизить металлоемкость оборудования, а в ряде случаев придать высокие филь-
трационные свойства высушиваемому материалу.
454
Рис. 2.6.40. Схема (а) и установка (б) для фильтрационной сушки бумаги:
1— перфорированный сушильный цилиндр; 2— газовый нагреватель
сушильного воздуха; 3— свежий воздух; 4— отработавшая паровоздушная смесь;
5 — колпак скоростной сушки; 6 — бумажное полотно
В схему фильтрационной сушки входит перфорированный сушильный ци-
линдр, высокотемпературный нагреватель, колпак скоростной сушки и цирку-
ляционный вентилятор (рис. 2.6.40).
Нагретый воздух с температурой 200-250 °C через сопла подается на бу-
мажное полотно, охватывающее перфорированный цилиндр на дуге 300°. Под
действием разности давлений нагретый воздух просасывается сквозь полотно и
возвращается на рециркуляцию.
Часть отработавшей парогазовой смеси отводится в систему рекуперации, а
основной поток направляется в газовый нагреватель. Поверхность сушильного
цилиндра для фильтрационной сушки имеет сотовую конструкцию, наружная
поверхность которого покрыта мелкой сеткой из нержавеющей стали. Разреже-
ние в камере цилиндра поддерживают на уровне 0,06 МПа.
При конструировании и эксплуатации фильтрационных установок значи-
тельные трудности возникают при уплотнении зазоров между вращающимся
цилиндром и неподвижными деталями воздуховодов, а также при герметиза-
ции участка цилиндра, не закрытого бумажным полотном в целях обеспечения
в цилиндре необходимого вакуума.
Максимальная скорость фильтрационной сушки составляет 140 кг/(м2 • ч),
что в четыре-пять раз превышает скорость сушки на обычных цилиндрах. Сто-
имость фильтрационной сушки выше по сравнению с контактной за счет при-
менения энергоемких воздуходувок и газовых нагревателей.
Фильтрационная сушка может применяться при производстве санитарно-
гигиенической бумаги, а также бумаги для фильтров и других пористых видов
бумаги и картона.
Термопланки
С повышением скорости бумагоделательных машин и увеличением форма-
та выпускаемого бумажного полотна снижается интенсивность сушки бумаги
на цилиндрах и повышается неравномерность сушки бумажного листа по длине
сушильных цилиндров из-за повышения термического сопротивления образу-
455
Рис. 2.6.41. Сушильный цилиндр с установленными термопланками:
1 — сушильный цилиндр; 2 — хомут для крепления термопланок;
3 — термопланки; 4— крепление хомута
Рис. 2.6.42. Сушильный цилиндр с термопланками и их влияние
на профиль влажности бумажного полотна:
1 — сушильный цилиндр; 2 — профиль влажности бумажного полотна после
установки термопланок; 3 — профиль влажности до установки термопланок
ющегося конденсатного кольца при линейной скорости полотна более 350—
400 м/мин. Для разрушения конденсатного кольца и увеличения коэффициента
теплоотдачи применяют термопланки, представляющие собой металлические
шины сечением 15x10 мм, устанавливаемые вдоль цилиндра, угол между кото-
рыми составляет 15° (рис. 2.6.41).
К внутренней поверхности цилиндров планки крепятся с помощью хому-
тов, размещенных в четырех местах, между которыми располагаются шпильки,
имеющие с одной стороны резьбу. С помощью шпилек хомут раздвигается, и
шина прижимается к внутренней поверхности цилиндра.
В собранном виде термопланки совместно с хомутами напоминают беличье ко-
лесо. По длине термопланки разделены на несколько секций, часть из которых при
регулировании профиля влажности по ширине машины может быть демонтирована.
456
Помимо увеличения коэффициента теплоотдачи термопланки оказывают
положительное влияние на распределение температуры по длине цилиндра и,
соответственно, на профиль влажности бумажного полотна по его ширине
(рис. 2.6.42). Опыт показывает, что до установки термопланок в сушильных ци-
линдрах отклонение от среднего значения влажности составляет ±(1,5-1,8 %),
а с термопланками — ±(0,5-0,6 %).
Термопланки рекомендуется устанавливать в сушильной части там, где на-
блюдается максимальная интенсивность испарения влаги и, соответственно,
образуется наибольшее количество конденсата.
Радиационно-конвективная сушка
В настоящее время все более широкое распространение получают радиаци-
онный и радиационно-конвективный способы подвода теплоты в диапазоне
инфракрасного излучения в целях интенсификации контактной сушки бумаги
и картона.
Инфракрасным нагревом принято называть эффект глубинного прогрева
материала при заданной интенсивности тепловыделения по его толщине, воз-
никающий при лучистом нагревании полупрозрачных, селективно поглощаю-
щих излучение материалов. Управление спектром излучения осуществляют пу-
тем изменения его температуры.
При радиационной сушке нагрев материала и испарение из него влаги про-
исходят вследствие поглощения лучистой энергии, испускаемой высокотемпе-
ратурным источником. Известно, что бумага и картон представляют собой ка-
пиллярно-пористые тела, вглубь которых частично проникают тепловые
инфракрасные лучи. Проникновение лучистой энергии вглубь материала спо-
собствует более равномерному его нагреву по толщине, что позволяет увели-
чить интенсивность тепломассообмена.
Инфракрасная сушка при правильно выбранном месте установки излучателя
и температурном режиме является эффективным средством интенсификации
испарения влаги, сокращения длительности сушки, а также управления конеч-
ными свойствами писчих, печатных, мелованных видов бумаги и картона, бума-
ги для гофрирования, тарного картона. Из всех форм электромагнитного излуче-
ния при ИК-излучении происходит наиболее интенсивное испарение влаги. При
этом основная часть энергии излучается с длиной волны 1,2—1,5 мкм, т. е. с такой
длиной волны, которая глубоко проникает в полотно и поглощается целлюлоз-
ными волокнами, вызывая быстрый нагрев волокна и наполнителей.
Излучатель состоит из источника ИК-излучения определенного спектра ча-
стот и отражателя, направляющего излучение на нагреваемый объект. ИК-излу-
чатели разделяют на три группы:
1) высокотемпературные (/раб> 1500 °C); максимум излучения находится в
Диапазоне длин волн от 0,78 до 1,8 мкм. К ним относят инфракрасные зеркаль-
ные лампы накаливания типа ИКЗ, ИКЗК, кварцевые трубчатые вольфрамога-
логенные лампы накаливания КИ-220-1000 и др.;
2) среднетемпературные (450 < tpa6 < 1500 °C); максимум излучения лежит
в диапазоне длин волн более 1,8 мкм. К ним относят кварцевые и стеклянные
457
Рис. 2.6.43. График неполного поглощения спектра
теплового излучения водяной пленкой:
/— относительное поглощение инфракрасных лучей водяной
пленкой толщиной 1 мм; 2— спектр испускания источника
излучения; 5— неиспользованная энергия излучения
трубчатые излучатели, керамические и металлические излучатели с нагрева-
тельными спиралями из нихрома;
3) низкотемпературные (/раб < 450 °C). К ним относят металлические и ке-
рамические излучатели с электро- и газовым нагревом.
Рассмотрим кривую относительного поглощения инфракрасных лучей водя-
ной пленкой толщиной 1 мм с нанесенным на нее спектром излучения, имеющим
максимальную интенсивность лучеиспускания при длине волны X = 1 мкм, из
Рис. 2.6.44. Блок радиационно-конвективной
сушильной установки:
7— вентилятор; 2 — регулирующие шиберы; 5— забор
свежего воздуха; 4— выхлоп отработавшего воздуха; 5— обдув
полотна бумаги; 6— высокотемпературные ихтучатели;
7— нагретая динасовая пластина; 8— полотно бумаги
458
которого следует, что энергия, излучаемая на участке длин волн Л < 2 мкм, очень
плохо поглощается водяной пленкой (рис. 2.6.43). Заштрихованная площадь в опре-
деленном масштабе выражает количество тепловой энергии, которое не поглоща-
ется водяной пленкой и, следовательно, не используется в процессе сушки.
Рассмотрим блок радиационно-конвективной сушильной установки, кото-
рый состоит из электрических ИК-излучателей, вентилятора, воздуховодов,
всасывающего и выхлопного патрубков (рис. 2.6.44). ИК-излучатели выполнены
из отдельных модулей, состоящих из профильных одинаковых пластин, внутри
которых расположены электрические спирали.
Сушильный воздух нагревается за счет обтекания внутренней поверхности
излучателей, параллельно охлаждаются электрические контакты, после чего
воздух подается на влажное полотно с температурой 125 °C. При обрыве и за-
правке полотна конструкцию отводят от поверхности картона с помощью
подъемных механизмов. Потребляемая электрическая мощность такого устрой-
ства составляет 50 кВт на 1 м2 бумажного полотна, при этом интенсивность
испарения влаги достигает 50 кг/(м2-ч).
2.6.5. Вентиляция сушильных частей бумага-,
картоноделательных и сушильных машин
Физические свойства влажного воздуха
Различают два состояния влажного воздуха — влажный ненасыщенный и
влажный насыщенный. Влажный ненасыщенный воздух представляет собой
смесь сухого воздуха и перегретого пара, а смесь из сухого воздуха и насыщен-
ного водяного пара — это влажный насыщенный воздух. Для влажного ненасы-
щенного воздуха характерны температуры по сухому и смоченному термомет-
рам, температура точки росы, парциальное давление водяных паров, плотность,
относительная влажность, влагосодержание и энтальпия (теплосодержание).
Сухой воздух состоит из нескольких газов (в числителе — содержание вещества
по массе, %, в знаменателе — по объему, %):
Кислород...............................................23,10/20,90
Азот...................................................75,55/78,13
Аргон..................................................1,30/0,94
Углекислота............................................0,05/0,03
В воздухе могут содержаться и другие вещества, характерные для данного
района.
По температуре воздуха по смоченному термометру /см определяют темпера-
туру насыщенного воздуха при испарении воды в адиабатических условиях, ког-
да теплота для испарения влаги полностью поступает из окружающей среды.
При ненасыщенном состоянии воздуха температура по сухому термометру
'с больше температуры по смоченному термометру /см. Разность между этими
температурами е = tc - гсм называется психрометрической разностью. Если на-
ступает состояние насыщения, то температуры по сухому и смоченному термо-
метрам становятся одинаковыми.
459
Температура точки росы t — это такая температура, до которой необходи-
мо охладить ненасыщенный воздух, чтобы он стал насыщенным при сохране-
нии постоянного влагосодержания. При проектировании и эксплуатации БКСМ,
зданий и сооружений особое внимание обращают на параметры воздуха и тем-
пературу точки росы.
Если температура охлаждающих конструкций становится меньше темпера-
туры точки росы, то образуемся конденсат, который может приводить к их
разрушению.
Парциальное давление (упругость) водяных паров Рп, содержащихся в воз-
духе, представляет собой давление, под которым находились бы водяные пары,
если из смеси удалить сухой воздух, а объем и температуру сохранить прежни-
ми. Тогда барометрическое давление влажного воздуха Р6 (Па) будет равно сум-
ме парциальных давлений сухого воздуха Рв и водяного пара Рп:
Рб = Рв + Рп, Па.
Абсолютная влажность воздуха (кг/м3) — это масса водяных паров, содер-
жащихся в 1 м3 влажного воздуха.
Относительная влажность воздуха (%) представляет собой отношение мас-
сы водяного пара, заключенного в 1 м3 влажного воздуха рп, к массе водяного
пара при полном насыщении влажного воздуха рн п при одинаковых темпера-
туре и давлении:
Ф = _Рп_юо%.
Рн.п
Относительная влажность, выраженная через парциальные давления пере-
гретого пара Рп и насыщенного пара Ри п в воздухе, имеет вид
ф = Л_100%.
*Н. П
При наладке режимов работы вентиляции бумагоделательной машины стре-
мятся к тому, чтобы относительная влажность удаляемой паровоздушной смеси
приближалась к <р = 100 %. Тогда воздух приобретает максимальное влагосодер-
жание, сокращается его расход, уменьшаются затраты электрической энергии
на перемещение воздуха.
Влагосодержание влажного воздуха (г пара/кг сух. воздуха) представляет
собой отношение плотности пара рп к плотности сухого воздуха рс в:
d = -^-Ю3, г пара/кг сух. воздуха.
Рав
Влагосодержание выражают также через парциальное давление пара Рп и
барометрическое давление Рб:
<7 = 622— п
А-Рп
г влаги/кг сух. воздуха.
460
Плотность сухого воздуха рс (кг/м3) зависит от парциального давления,
под которым он находится, а также от температуры!
Ров
= 1,293—273 = 3530—
273+ /в 0,1 273+ /в
кг/м3,
где Рс в — парциальное давление сухого воздуха, МПа.
Энтальпия влажного воздуха выражает количество теплоты, содержащейся
в 1 кг влажного воздуха, и представляет собой сумму энтальпий сухой части
воздуха и водяных паров:
/м = /св + • ю 3 = + (2493 + Cnt^)d • 10 3, кДж/кг вл. воздуха,
где 2493 — энтальпия пара при нормальных условиях, кДж/кг; Сс в — теплоем-
кость сухого воздуха, Ссв = 1,0 кДж/(кг-К); Сп — теплоемкость водяного пара,
Сп = 1,97 кДж/(кг-К).
Классификация систем технологической вентиляции
бумага-, картоноделателъных и сушильных машин
Технологическая вентиляция сушильной части БКСМ предназначена для
ассимиляции нагретым воздухом водяных паров, образовавшихся при контакт-
ной сушке волокнистого полотна, и для удаления их за пределы установки.
Кроме того, нагретый воздух участвует в сушке полотна, особенно на участках
свободного хода, поэтому правильно спроектированные приточно-вытяжные
системы, распределение потоков и выбранные параметры воздуха ускоряют
испарение влаги, увеличивают производительность машин, улучшают каче-
ственные показатели готовой продукции, снижают расходы энергии на сушку,
улучшают санитарно-гигиенические условия в зале БКСМ.
Вентиляционные системы БКСМ весьма разнообразны по конструктивно-
му исполнению, режимам работы и назначению. Они служат для подачи свеже-
го и удаления отработавшего воздуха, охлаждения и нагревания отдельных эле-
ментов машины или строительных сооружений, интенсификации испарения
влаги, придания необходимых физико-механических показателей готовой про-
дукции. Но, несмотря на это, вентиляционные системы БКСМ классифициру-
ют по следующим признакам.
Одним из основных признаков является принадлежность вентиляционной
установки к одному из узлов машины, поэтому их разделяют на вентиляцион-
ные установки мокрой и сушильной частей, а также каландрового узла.
Вентиляционные системы служат для удаления образовавшихся водяных
паров, интенсификации испарения влаги и коррекции профиля влажности по
ширине полотна бумаги. Некоторые схемы вентиляционных установок объеди-
няют в себе отдельные функции. В этом случае их называют комбинированны-
ми, например вентиляционные системы для интенсификации испарения влаги
и коррекции профиля влажности полотна бумаги (конвективные сушители,
сеткопродувные камеры).
461
7
Рис. 2.6.45. Схемы вентиляции сушильных частей БКСМ:
а — полузакрытая схема; б — закрытая схема; 1 — многоцилиндровая
сушильная установка; 2— вентиляционный колпак; 3, 9— вентиляторы
для подачи воздуха на общеобменную вентиляцию; 4, 14 — калориферы;
5— теплоуловитель; 6 — осевой вентилятор; 7— воздухозаборная шахта;
8— подсос воздуха из зала; 10— скруббер; 11— теплоуловитель
II ступени; 12— теплоуловитель I ступени; 13— забор сушильного
воздуха из зала; 75 — подъемные щиты; 16 — раздача воздуха через
воздухораспределительные камеры; 17— раздача воздуха из подпольных
каналов; 18— воздухораспределительное устройство; 19— подвижные щиты
Технологические вентиляционные системы связаны с типом укрытий су-
шильных частей БКСМ, которые разделяют на открытую, полузакрытую и за-
крытую сушильные части (рис. 2.6.45).
Открытая сушильная часть не имеет вентиляционного колпака, накрываю-
щего всю сушильную часть, и соответственно, организованного подвода возду-
ха и отвода паровоздушной смеси. Тепло- и влаговыделения от машины посту-
пают в зал и удаляются общеобменной вентиляцией. Такие системы характерны
для старых машин, не оборудованных специально предназначенными для этого
вентиляционными системами.
Полузакрытая сушильная часть состоит из открытого колпака, закрываю-
щего только верхнюю часть машины; подвижных щитов, закрывающих проемы
С приводной стороны машины; вытяжной системы, в которую входят вентиля-
тор и теплоуловитель; приточной системы для общеобменной вентиляции,
включающей в себя приточную шахту, калориферы, вентилятор и вентиляци-
онную сеть. Воздух, необходимый для вентиляции сушильной части, под дей-
ствием разрежения забирается из зала машины, проходит по сушильной части,
462
где ассимилирует образовавшиеся водяные пары, и с помощью вытяжной сис-
темы через теплоуловитель выбрасывается в атмосферу.
Рекуперация теплоты отработавшей паровоздушной смеси производится
только в одной ступени теплоуловителя. Системы, состоящие из теплоуловите-
ля, вытяжного и нагнетающего вентиляторов, калориферов, называют венти-
ляционно-рекуперативными агрегатами (ВРА) и устанавливают на машинах
небольшой производительности.
Колпак закрытого типа укрывает всю многоцилиндровую сушильную уста-
новку: сверху колпак, укомплектованный с фронтовой части подъемными щи-
тами, приводная сторона и проемы на первом этаже закрываются подвижными
щитами. Закрытые колпаки почти полностью изолируют многоцилиндровую
установку от окружающей среды, при этом снижаются потери теплоты, умень-
шаются присосы холодного воздуха, улучшаются санитарно-гигиенические ус-
ловия для обслуживающего персонала. Такие колпаки оборудуют несколькими
теплорекуперационными агрегатами и приточно-вытяжными системами, ко-
торые включают в себя подачу технологического (сушильного) воздуха под
машину, подачу воздуха общеобменной вентиляции в чердачное помещение
и в зал.
Вытяжная система предназначена для удаления отработавшей паровоздуш-
ной смеси из вентиляционного колпака в атмосферу и состоит из осевого вен-
тилятора, теплоуловителя первой ступени (ТУ1), теплоуловителя второй сту-
пени (ТУ2), скруббера, в которых теплота отработавшей смеси передается
технологическому (сушильному) воздуху, а также воздуху общеобменной вен-
тиляции и скрубберной воде.
Системы вентиляции БКСМ имеют две приточные системы: одна служит
для подачи технологического (сушильного) воздуха под машину, а другая —
для подачи воздуха общеобменной вентиляции в зал и для нагревания подшив-
ного потолка.
По распределению технологического воздуха вентиляционные установки
могут быть выполнены с расположением воздухораспределяющих устройств в
нижней части машины (нижняя раздача через насадки и каналы) и в межци-
линдровых пространствах (раздача воздуха через сеткопродувные камеры и пер-
форированные трубы). Также применяют комбинированные системы, когда
часть воздуха направляется в межцилиндровые пространства, а другая часть —
в нижнюю часть машины.
Вентиляционные системы различают по числу параллельно работающих
установок: двух-, трех-, четырех-, пятипоточные приточно-вытяжные систе-
мы, включающие в себя подачу свежего и удаление отработавшего воздуха, а
также системы нагревания воздуха.
По температуре подаваемого воздуха вентиляционные системы бывают
низкотемпературными (до 50 °C), среднетемпературными (от 50 до 100 °C) и
высокотемпературными (более 100 °C), а по расходу перемещаемого воздуха
низкой производительности (до 75000 кг/ч), средней производительности (от
75000 до 150000 кг/ч) и высокой производительности (более 150000 кг/ч).
По типу установленного теплорекуперационного оборудования вентиля-
ционные системы делят на вентиляционно-рекуперационные агрегаты (одно-
463
ступенчатые ВРА) и теплорекуперационные агрегаты (многоступенчатые
ТРА), по числу ступеней в системах теплорекуперации теплоты — на одно-,
двух- и трехступенчатые, а по типу применяемых теплообменных аппаратов —
на рекуперативные (трубчатые, пластинчатые с гладкими листами, пластин-
чатые из профильных листов), регенеративные, контактные и с промежуточ-
ным теплоносителем.
По расположению теплообменных аппаратов в схеме теплорекуперации
вентиляционные системы выполняют с вертикальным, горизонтальным и ком-
бинированным расположением.
Вентиляционный колпак закрытого типа укрывает верхнюю и нижнюю ча-
сти многоцилиндровой контактно-конвективной установки для предотвраще-
ния поступления отработавшей паровоздушной смеси в зал, для улучшения
санитарно-гигиенических условий в зоне обслуживания, для снижения потерь
теплоты в окружающую среду и для экономии теплоты на сушку волокнистого
полотна.
Каркас колпака состоит из поперечных ферм, продольных балок и стоек,
установленных на станине сушильной части. Каркас колпака укрыт теплоизо-
лированными щитами. Для регулирования потоков паровоздушной смеси с ли-
цевой и приводной сторон машины под колпаком расположена потолочная
подшивка с регулирующими заслонками, управляемыми вручную с мостков
сушильной части машины. Потолок колпака укрыт неподвижными щитами. Если
многоцилиндровая установка имеет разрыв там, где устанавливают клеильный
пресс или другой узел, то в этом месте колпак выполняют разборным. Лицевая
сторона колпака состоит из неподвижных и подъемных щитов, расположенных
в зоне обслуживания машины по всей длине колпака.
Привод подъемных щитов включает в себя электродвигатели с редуктора-
ми, цепную передачу, барабаны и стальные тросы, прикрепленные к подъем-
ным щитам. Для обслуживания привода подъемных щитов по всей длине верх-
ней части колпака устанавливают мостки. Приводная сторона колпака состоит
из неподвижных щитов, а также из щитов с вытяжными патрубками и из
раздвижных щитов-дверей в зонах обслуживания сушильной части машины.
Щиты колпака включают в себя каркас, выполненный из прессованного алю-
миниевого профиля, обшитого с обеих сторон алюминиевыми листами тол-
щиной 1,0—1,5 мм. Наружная сторона листов, кроме потолочных, гофриро-
ванная.
Пространство между листами заполнено теплоизолирующими матами. Тор-
цевые стенки колпака имеют проемы для входа и выхода полотна бумаги (кар-
тона, товарной целлюлозы).
Для удаления отработавшей паровоздушной смеси на верхней части стенки
колпака с приводной стороны расположены вытяжные патрубки, которые со-
единяются с тепло- и вентиляционно-рекуперационными агрегатами.
На первом этаже для предотвращения попадания потоков холодного возду-
ха под машину сушильная часть закрыта. Каркас колпака облицован гофриро-
ванными алюминиевыми листами толщиной 1,0 мм.
Для удобства обслуживания машины с лицевой стороны расположены раз-
движные щиты, а с приводной стороны — двухстворчатые двери.
464
Схемы вентиляции сушильной части
Бумаго-, картоноделательные и сушильные машины оборудуют сложными
технологическими вентиляционными системами, предназначенными для асси-
миляции испарившейся влаги во время сушки полотна на цилиндрах и для
удаления водяных паров за пределы сушильной установки, для интенсифика-
ции испарения влаги, охлаждения каландровых валов и приводных двигателей,
удаления из района сеточной части образовавшихся водяных паров.
Общеобменная система вентиляции предназначена для создания необхо-
димых санитарно-гигиенических условий в зале бумагоделательной машины, а
также для подогрева подшивного потолка и кровли для предотвращения обра-
зования капели.
Технологическая и общеобменная системы вентиляции связаны между со-
бой определенным образом: вначале воздух общеобменной вентиляции нагре-
вается теплотой отработавшей паровоздушной смеси, а затем, после нагрева-
ния и увлажнения в зале, забирается технологической вентиляцией и подается
в сушильную часть. Рассмотрим приточно-вытяжную систему скоростной ши-
рокоформатной бумагоделательной машины, состоящую из вентиляционного
колпака, вытяжной и приточной систем, а также из воздухораспределительных
устройств (рис. 2.6.46).
Вытяжная система состоит из нескольких отсасывающих воздуховодов, осе-
вых вентиляторов, с помощью которых в атмосферу удаляется паровоздушная
смесь, в тракты вытяжной системы включены теплоуловители первой и второй
ступеней, а также скруббер. Приточная система состоит из вентиляторов, кало-
риферов, системы воздуховодов, по которым нагретый воздух из зала подается
в сушильную часть.
В системах вентиляции сушильной части важную роль играют воздухорас-
пределительные устройства, от режима работы которых зависят расходы при-
точного и удаляемого воздуха, профиль влажности по ширине полотна, влаго-
содержание воздуха и другие параметры. В сушильной части распределение
воздуха производится на двух уровнях: на нулевой отметке с помощью различ-
ных насадок, решеток и других устройств, а также в районе сушильных цилин-
дров с помощью сеткопродувных камер.
Из вентиляционного колпака отработавшая паровоздушная смесь двумя
потоками поступает вначале в теплоуловитель первой ступени, который состо-
ит из двух последовательно включенных теплообменных аппаратов, а затем в
теплоуловитель второй ступени и далее в скруббер.
Приточный воздух подсасывается из верхней зоны зала, последовательно
проходит через теплоуловители первой ступени и центробежным вентилятором
через калорифер направляется к воздухораспределительным устройствам, рас-
положенным на нулевой отметке и в районе сушильных цилиндров.
Теплоуловители первой ступени — поверхностные газо-газовые теплооб-
менные аппараты, в которых паровоздушная смесь проходит по трубкам, а воз-
дух — по межтрубному пространству.
Теплоуловители второй ступени — теплообменные газожидкостные аппа-
раты с промежуточным теплоносителем. В теплоуловителе нагревается вода, ко-
465
Рис. 2.6.46. Схема вентиляции сушильной части
бумагоделательной машины:
1 — нижняя раздача воздуха; 2 — подача воздуха в
воздухораспределительные камеры; 3 — сушильная часть машины;
4— калориферы для нагревания сушильного воздуха; 5— вентиляторы
для подачи сушильного воздуха; 6— первый корпус теплоуловителя
I ступени; 7— второй корпус теплоуловителя I ступени; 8— забор
сушильного воздуха из зала; 9 — теплоуловитель II ступени;
10— скруббер; 11 — осевые вентиляторы
торая в дальнейшем используется для нагревания воздуха общеобменной вен-
тиляции у места его распределения. Преимущество такой схемы заключается в
том, что отсутствуют громоздкие длинные воздуховоды для подачи воздуха в
воздухораспределительные устройства общеобменной вентиляции.
Скруббер представляет собой теплообменный аппарат, в котором паровоз-
душная смесь охлаждается орошающей (из форсунок) водой, используемой в
дальнейшем на технологические нужды.
Воздухораспределительные устройства на нулевой отметке могут быть вы-
полнены в виде насадок, из которых вытекает плоскими струями нагретый
воздух на сукно, или в виде отверстий в подпольных каналах. При таком спосо-
466
бе вентиляции воздух, подаваемый в нижнюю часть машины, разделяется на
два потока: один поток поднимается вверх в зазоре между лицевой стороной
машины и вентиляционным колпаком, а другой — с приводной стороны. При
этом вентиляция межцилиндровых пространств малоэффективна, поскольку
межцилиндровые пространства плохо вентилируются.
Для устранения данного недостатка (при применении сушильных сеток)
между цилиндрами нижнего ряда устанавливают сеткопродувные камеры с со-
плами, из которых струи воздуха с высокой скоростью (30—40 м/с) направля-
ются на сетку, в результате часть воздуха проникает сквозь сетку в межцилин-
дровые пространства и активизируется воздухообмен, испарение влаги по
ширине становится более равномерным, интенсивнее протекает теплообмен
между воздухом и бумажным полотном.
В ЦНИИбуммаше разработано несколько конструкций сеткопродувных ка-
мер, с помощью которых можно регулировать расход воздуха по ширине ма-
шины.
Сеткопродувная камера КСН-1 представляет собой фигурный короб, рас-
положенный между цилиндрами около сетковедущего вала и имеющий выход-
ное щелевидное сопло шириной 10 мм, направленное по нормали к поверхно-
сти сетки. Расстояние от вала до камеры и от среза сопла должно быть не более
10 мм (рис. 2.6.47).
На торце камеры с лицевой стороны машины установлена рукоятка для
поворота вала и изменения положения заслонки в корпусе камеры. Температура
воздуха, подаваемого в камеры, должна быть 90—100 °C. Основные конструк-
тивные и режимные параметры сеткопродувных камер типа КСН-1 представле-
ны в табл. 2.6.5.
Воздухораспределительное устройство сеткопродувной камеры КСН-2 пред-
ставляет собой трапецию, боковые поверхности которой перфорированы от-
верстиями для выхода воздуха. Камеры КСН-2 устанавливают на изгибе сеток
Рис. 2.6.47. Сеткопродувная камера КСН-1:
/— сетковедущий вал; 2— сушильная сетка;
3 — корпус камеры; 4— заслонка; 5— сопло
467
Таблица 2.6.5
Характеристика сеткопродувных камер КСН-1
Параметр Обрезная ширина полотна, мм
1680 2100 2520 4200 6300 6720 8400
Радиус камеры, мм 70 90 ПО 120 180 200 240
Длина камеры, мм 2400 2400 4200 4800 7200 7200 8800
Расход воздуха на ка- меру*, м3/ч 960/ 1920 960/ 1920 1280/ 2500 1920/ 5760 2900/ 5760 2950/ 5760 352/ 7040
Коэффициент мест- ного сопротивления 0,93 0,93 0,93 0,93 0,93 0,93 0,93
* В числителе приведен минимальный расход воздуха, в знаменателе — максимальный.
так, чтобы боковые перфорированные поверхности воздухораспределительно-
го устройства были параллельны сушильным сеткам. Струи воздуха с высокой
скоростью вытекают из отверстий воздухораспределительной камеры, прохо-
дят через ячейки сетки и активизируют процесс сушки полотна в межцилинд-
ровых пространствах.
Сеткопродувные камеры КСН-3 (ЦНИИбуммаш) отличаются от рассмот-
ренных тем, что воздухораспределительное перфорированное устройство имеет
плоскую форму и камеру устанавливают на прямых участках свободного хода
сушильных сеток (рис. 2.6.48). При замене хлопчатобумажных и шерстяных су-
Рис. 2.6.48. Сеткопродувная камера КСН-3:
/— перфорированное днише; 2— перегородка;
3 — выход воздуха; 4 — подвод воздуха
468
кон на синтетические сушильные сетки в значительной степени изменяются
аэродинамика потоков воздуха и воздухообмен в межцилиндровых простран-
ствах сушильной части машины.
В карманах, образованных сеткой и волокнистым полотном при сходе с
вала, возникает отрицательное давление воздуха, а в карманах с другой сторо-
ны сетковедущего вала — избыточное давление (рис. 2.6.49).
Если одежда машины воздухопроницаемая, то в карманах, образованных
ветвью сетки и полотном бумаги (картона и товарной целлюлозы), с одной
стороны направляющего вала также образуется избыточное давление, а с дру-
гой — отрицательное. Релаксация этих давлений осуществляется путем перетока
потоков воздуха из зоны положительного давления в зону отрицательного дав-
ления, тем самым улучшаются воздухообмен в межцилиндровых пространствах
и равномерность испарения влаги по ширине полотна, увеличивается интен-
сивность сушки.
Количество перетекающего воздуха и величина давления в карманах зави-
сят, прежде всего, от воздухопроницаемости сетки, скорости машины, а также
от расположения сетковедущего вала.
Даже при симметричном расположении сетковедущего вала объемы пере-
качиваемого воздуха из зоны положительного давления в отрицательную зону
не совпадают, что является причиной возникновения поперечных потоков воз-
духа и неравномерного профиля влажности волокнистого полотна. Поэтому при
проектировании машины необходимо выбирать место расположения сеткове-
дущего вала в зависимости от свойств сетки, скорости машины, наличия сет-
копродувных камер и других факторов.
В связи с более шероховатой поверхностью сушильных сеток по сравнению
с сукнами скорость воздуха в межцилиндровых пространствах возрастает, что
способствует более активной вентиляции.
Рис. 2.6.49. Схема образования зон положительного
и отрицательного давлений у сетковедущего вала:
/ — сушильный цилиндр; 2— бумажное полотно; 3— зоны
отрицательного давления воздуха; 4— сетконаправляющий
вал; 5— зоны положительного давления воздуха
469
При замене сукон на сушильные сетки, особенно на быстроходных маши-
нах, большое значение приобретает выбор места установки сетковедущих валов
между приводными группами цилиндров, что в значительной степени влияет
на вибрацию бумажного полотна, которая часто приводит к обрывам в резуль-
тате попадания на бумажное полотно струй воздуха, сформировавшихся у по-
верхности сетки.
Поддерживать фильтрационные свойства синтетической одежды машин,
вырабатывающих высокозольные бумаги или бумаги с высокой проклейкой,
можно также механическим способом или применяя спрыски. Выбор способа
очистки определяется характером загрязнения, типом используемой сетки, за-
тратами на проведение очистки.
Механические способы очистки с помощью шабера или щетки малоэф-
фективны, воздухопроницаемость сетки при этом изменяется незначительно.
Наиболее эффективна очистка сушильных сеток с помощью водяной струи.
Над сеткой устанавливают форсунку, в которую подают воду или моющий ра-
створ давлением 0,6 МПа. Под сеткой устанавливают сборный желоб, по кото-
рому удаляются загрязнения. Промывочные сопла рекомендуется устанавливать
перед сеткопродувными камерами, чтобы перед поступлением на бумагосу-
шильные цилиндры сетка подсушилась.
Промывочная форсунка с помощью специальной каретки совершает воз-
вратно-поступательное движение в направлении, перпендикулярном сетке. Очи-
стка может производиться постоянно или периодически. Такой метод очистки
сеток наиболее эффективен — после промывки фильтрационные свойства су-
шильных сеток полностью восстанавливаются.
Теплорекуперация отработавшей паровоздушной смеси
Утилизация теплоты отработавшей паровоздушной смеси сушильной части
является важнейшим направлением использования вторичных энергетических
ресурсов в целях увеличения КПД сушильных установок и экономии топливно-
энергетических ресурсов.
В ЦНИИбуммаше разработано типовое теплорекуперационное оборудова-
ние, которое по конструктивным и теплотехническим характеристикам, а так-
же по технологическим схемам не уступает передовым зарубежным образцам и
успешно эксплуатируется на многих БКСМ страны. Так, проведены исследова-
ния по более глубокому охлаждению паровоздушной смеси за счет применения
теплонасосных установок.
По схеме улавливания теплоты, назначению и конструктивному исполне-
нию теплорекуперационное оборудование разделяют на теплорекуперацион-
ные агрегаты (ТРА) и вентиляционно-рекуперационные агрегаты, а по компо-
новке теплообменных агрегатов в схеме теплорекуперации — на вертикальные
и горизонтальные.
При выборе типа теплорекуперационного оборудования учитывают глав-
ным образом систему укрытия сушильной части. Если вентиляционный колпак
открытого или полузакрытого типа, то бумаго-, картоноделательные и сушиль-
ные машины комплектуют вентиляционно-рекуперационными агрегатами с
470
одной ступенью рекуперации, устанавливаемыми на открытой площадке или в
пристройке здания.
Если на машине установлен вентиляционный колпак закрытого типа, то
применяют теплорекуперационные агрегаты в целях максимальной утилизации
теплоты отработавшей паровоздушной смеси и создания нормальных санитар-
но-гигиенических условий в рабочей зоне.
Для нагревания воздуха, поступающего на сушку бумаги и вентиляцию
зала машины, используют теплоуловители из гладких и гофрированных плас-
тин, а также трубчатые теплоуловители с коридорным или шахматным распо-
ложением труб. Техническую воду нагревают в контактных теплообменниках —
скрубберах.
Рассмотрим теплорекуперационный агрегат ТРА-3, состоящий из двух теп-
лоуловителей, двух заборных шахт, осевых вентиляторов, калориферов, жалю-
зийных клапанов и скруббера (рис. 2.6.50). Такими агрегатами комплектуют
Рис. 2.6.50. Теплорекуперационный агрегат ТРА-3 (а)
и схема потоков воздуха (6):
1 — осевой вентилятор для подачи сушильного воздуха;
2 — калорифер для нагревания сушильного воздуха; 3 — клапан;
4 — теплоуловитель I ступени; 5— теплоуловитель II ступени;
6 — заборная шахта для холодного периода года; 7 — шахта для
выброса отработавшей паровоздушной смеси; 8 — осевой
вентилятор для выброса отработавшей паровоздушной смеси;
9— воздухозаборная шахта для теплого периода года; 10— клапаны;
11— осевой вентилятор для подачи воздуха общеобменной
вентиляции; 12— подвод паровоздушной смеси
471
Таблица 2.6.6
Характеристика отечественных теплорекуперационных
и вентиляционно-рекуперационных агрегатов
Агрегат Производительность, м3/ч Термический кпд Масса, т
по вытяжке по притоку в помещение по притоку на сушку
Открытая сушильная часть
ВРА-4 60000 72000 — 0,45 15,00
ВРА-ЗВ 65000 75000 — 0,25 10,23
ВРА-18М 30000 35000 — 0,45 —
ВРА-ЗМ 70000 75000 — 0,45 12,00
ВРА-ЗВ2 70000 84500 — 0,35 11,00
Закрытая сушильная часть
ТРА-1 88000 90000 66000 0,77 40,00
ТРА-2 50500 62500 41400 0,78 22,50
ТРА-3 70500 60000 54000 0,78 30,20
ТРА-ЗН 85000 120000 50400 — 28,17
ТРА-4 60000 100000 50000 — 24,00
широкоформатные машины для выработки газетной, мешочной и других видов
бумаги.
ТРА-3 (табл. 2.6.6) имеет две всасывающие шахты для забора свежего воз-
духа в теплый и холодный периоды года, что позволяет отказаться от обводно-
го воздуховода теплоуловителя второй ступени. В теплый период года наружный
воздух забирается по правой шахте и подается в рабочую зону, а в холодный
период года воздух поступает через левую шахту, нагревается в теплоуловителе
второй ступени, в калорифере (если в этом есть необходимость) и затем пода-
ется на вентиляцию рабочей зоны или в чердачное помещение для нагревания
подшивного потолка и кровли.
Построение процессов вентиляции сушильной части на Id-диаграмме
Для определения параметров влажного воздуха, выполнения тепловых рас-
четов и выбора оптимальных режимов работы системы вентиляции и кондици-
онирования воздуха применяется /J-диаграмма влажного воздуха, разработан-
ная проф. Л.К. Рамзиным (рис. 2.6.51). На оси абсцисс диаграммы в определенном
масштабе отложены значения влагосодержаний воздуха и проведены вертикаль-
ные линии постоянного влагосодержания (<7 = const). На оси ординат отложены
значения энтальпий, а линии постоянных энтальпий I = const проведены поД
углом 45°.
472
6лагодЭфмшь,<1д на Ut «род bjjfyxa
Рис. 2.6.51. Zrf-диаграмма и термодинамические процессы изменения состояния воздуха
в вентиляционной системе бумагоделательной машины
Влагосодержание, г/кг
Рис. 2.6.52. Характерные процессы
изменения состояния воздуха
в сушильной установке:
0—1 — нагревание воздуха;
0-2 — охлаждение воздуха;
0-3— адиабатическое охлаждение
и увлажнение воздуха; 0-4—
одновременное нагревание и увлажнение
воздуха; 0-5— одновременное охлаждение
и осушение воздуха
Линии постоянной температуры по
сухому термометру (tc = const) нанесены
под углом к горизонту. Линии относи-
тельной влажности воздуха (Ф = const)
представляют собой кривые, расходящи-
еся от начала координат.
Область диаграммы, расположенная
выше кривой Ф = 100 %, относится к со-
стоянию ненасыщенного воздуха (водя-
ными парами) и является рабочей частью
диаграммы при построении процессов из-
менения состояния влажного воздуха.
Область, расположенная ниже ли-
нии Ф = 100 %, соответствует механи-
ческой смеси насыщенного воздуха и ка-
пелек влаги и является нерабочей частью
диаграммы.
В качестве примера на диаграмме
приведены процессы изменения состоя-
ния сушильного воздуха, а также возду-
ха общеобменной вентиляции и отрабо-
тавшей паровоздушной смеси для
бумагоделательной машины, оснащен-
ной современной системой вентиляции
и рекуперации теплоты. Процесс 7—2 со-
ответствует нагреванию наружного воз-
духа (точка 7) в теплоуловителе второй ступени, а процесс 2—3 — дополни-
тельному его нагреву в калориферах, обогреваемых паром или горячей водой.
Такой воздух, как в точке 3, используется для общеобменной вентиляции зала
БДМ, где он дополнительно нагревается и увлажняется. Луч процесса 3—4 ха-
рактеризует изменение параметров воздуха общеобменной вентиляции в ма-
шинном зале и т. д.
В системах вентиляции производственных помещений предприятий и систе-
мах вентиляции БКСМ производится нагревание, охлаждение, осушение и сме-
шение потоков воздуха, имеющего различные параметры. Может происходить и
одновременное нагревание (или охлаждение) и увлажнение (или осушение)
влажного воздуха, процессы изменения которых изображаются на /{/-диаграмме.
Рассмотрим характерные процессы изменения состояния влажного воздуха:
нагревание, охлаждение, адиабатическое увлажнение и охлаждение, одновре-
менное нагревание и увлажнение, одновременное осушение и охлаждение влаж-
ного воздуха (рис. 2.6.52). Нагревание воздуха без его увлажнения (процесс 0-Г)
происходит в воздухонагревателях поверхностного типа (теплоуловителях).
Охлаждение воздуха (процесс 0-2) может производиться в теплообменных
аппаратах поверхностного типа в том случае, когда температура охлаждающей
среды ниже температуры воздуха, а также в оросительных камерах, если темпе-
ратура орошающей воды равна температуре точки росы tp.
474
Адиабатическое охлаждение и увлажнение воздуха (процесс 0-3) происхо-
дит при испарении влаги. При этом теплота, затраченная на фазовое превраще-
ние влаги, возвращается в воздух вместе с водяными парами. Такие процессы,
например, протекают в сушильных камерах при отсутствии потерь теплоты в
окружающую среду.
При одновременном нагревании и увлажнении воздуха (см. рис. 2.6.52, про-
цесс 0-4) водяные пары поступают в воздух, который в это же время нагревает-
ся, например, такое происходит в многоцилиндровых сушильных установках.
Одновременное охлаждение и осушение воздуха (процесс 0-5) произво-
дится в оросительных камерах кондиционеров, когда температура орошающей
воды имеет температуру ниже температуры точки росы.
С помощью /^-диаграммы можно рассчитать расходы теплоты и холода.
Количество теплоты, которое необходимо затратить для нагревания возду-
ха от температуры t0 до температуры определяют по формуле
0)-1 = ^авРавСЛ ~ Л>) ~ 4в(Л ~ А))» кДж/ч,
где Квв — объемный расход воздуха, м3/ч; рвв — плотность влажного воздуха,
кг/м3; LBB — массовый расход воздуха, кг/ч; Ix, IQ — энтальпии воздуха, кДж/кг.
Расход холода, необходимый для охлаждения воздуха от температуры t0 до
температуры Г2:
Со-2 = ^ввРвв(А) — -А) — -^ав(А) ~ -А)> КДж/ч,
где /0, 12 — энтальпии воздуха в соот-
ветствующих точках, кДж/кг.
Аналогичным образом рассчиты-
вают расходы теплоты и холода для
процессов 0-4 и 0-5.
С помощью /^-диаграммы можно
определить значение расхода воздуха,
необходимого для ассимиляции испа-
рившейся влаги.
Массовый расход воздуха
ЮООЛГ
^3 - А) ’
кг/ч,
где М — расход испарившейся влаги,
кг/ч; d3, d0 — влагосодержание возду-
ха в соответствующих точках, г/кг.
В системах вентиляции распростра-
нен процесс смешения потоков возду-
ха, обладающих разными параметрами.
На рис. 2.6.53 представлен процесс сме-
Рис. 2.6.53. Процесс смешения потоков
воздуха с различными параметрами
475
шения свежего (точка А) и отработавшего (точка С) воздуха и параметры смеси
(точка т). Кратность смешения представляет собой отношение массовых расхо-
дов отработавшего £отр и свежего Лсв воздуха:
С помощью коэффициента смешения к можно рассчитать параметры смеси:
влагосодержание —
г пара/кг воздуха;
температуру
т fc+1 ’ ’
энтальпию
4 = klAk++[C’ кЛж/кг-
Материальный и тепловой балансы сушильных частей машин
для производства бумаги, картона и товарной целлюлозы
Сушильную установку современных БКСМ оборудуют теплоизолирован-
ными вентиляционными колпаками, позволяющими уменьшать тепловые по-
тери в зал машин, увеличивать степень рекуперации теплоты, улучшать аэро-
динамику потоков воздуха в сушильной части (см. выше).
Вентиляционная система сушильной части машины, закрытой колпаком,
состоит из нескольких параллельно включенных приточно-вытяжных устано-
вок, каждая из которых включает в себя один вытяжной и два приточных вен-
тилятора, регенеративные теплообменные аппараты, скрубберы, калориферы,
клапаны и другое оборудование.
Баланс абсолютно сухого воздуха сушильной установки определяют по урав-
нению
Д Дтс Дагн Доде’
гДе ^нагн’ Дтс ~ количество нагнетаемого в сушильную часть воздуха и отсасы-
ваемого воздуха, кг/ч; Lc— расход воздуха в сушильной части, кг/ч; Lnoac~
количество воздуха, подсасываемого в сушильную часть из цеха, кг/ч.
Влага, выделяющаяся из волокнистого полотна в процессе контактной суш-
ки, удаляется потоком воздуха, движущимся в сушильной части. Теплота, вы-
делившаяся при конденсации греющего пара в цилиндрах, за исключением
теплоты, уносимой нагретым полотном и передаваемой ограждением в окру-
жающую среду, воспринимается воздухом.
476
Тепловой баланс сушильной части определяют по уравнению
Qc - - QOKP + едв = Lmc(J7 - /4) + 1нагн(/7 - 76),
где Q- — расход теплоты на сушку бумаги, кДж/ч, Qc = + — + —; Q"? —
Ппр П1 Т]2
расход теплоты на нагревание сухого полотна, кДж/ч; (?дв — расход теплоты,
которая выделяется приводными двигателями сушильных цилиндров, кДж/ч;
q _ потери теплоты в окружающую среду через ограждения, кДж/ч; I—
энтальпия влажного воздуха в соответствующих точках, кДж/ч.
В целях упрощения расчетов в дальнейшем принимается, что сушильный
воздух и подсасываемый из зала воздух в пределах сушильной части полностью
перемешиваются. При этом параметры удаляемого воздуха, нагнетаемого вен-
тиляторами и подсасываемого из зала, будут одинаковыми. Количество подса-
сываемого воздуха на основании опытных данных принимается Lmc = 0,3Lc.
Расход теплоты на нагревание сухого волокнистого полотна
CST “ + W «„г” '„») КДж/ч.
где U2 — конечное влагосодержание полотна; Гп2 — температура полотна на вы-
ходе из сушильной части машины.
Потери теплоты в окружающую среду от поверхности вентиляционного
колпака
0Ок = 3,6ЯВХК(4 - 'о) > КДж/ч,
где Нв к — поверхность вентиляционного колпака, м2; кв к — коэффициент теп-
лопередачи от воздуха в вентиляционном колпаке в зал машины, Вт/(м2 • °C);
/в — средняя температура воздуха в сушильной камере, °C; /0 — температура
воздуха в цехе, °C.
Мощность двигателей сушильной части может быть рассчитана по прибли-
женной формуле
= Vm“m(«u + «c)^u>
где KN— удельный расход энергии, отнесенный к 1 м диаметра цилиндров,
кВт-мин/м3, KN — 0,002—0,003; Вм — ширина машины, м.
Общий массовый расход воздуха для ассимиляции образовавшихся водя-
ных паров определяют по уравнению
т , 1000Л/ ,
£с = £отс = Г> КГ/Ч>
«7 “«6
где d7 — влагосодержание отработавшей паровоздушной смеси, г/кг, d7 = 80—100;
количество влаги, испаряемой из бумажного полотна, кг/ч; </6 — влагосо-
держание воздуха, подаваемого в сушильную часть машины, г/кг, d6 = 10-20.
477
Энтальпию воздуха после теплоуловителя второй ступени определяют по
уравнению
Ao= h ~ (4 ~ А)-
Теплоуловители в схеме рекуперации теплоты
Паровоздушная смесь
Рис. 2.6.54. Трубчатый газо-газовый
теплоуловитель
Теплоуловители первой и второй ступени
(ТУ-1 и ТУ-2) предназначены для утилиза-
ции теплоты отработавшей паровоздушной
смеси. В ТУ-1 нагревают сушильный воздух,
подаваемый под машину, а в ТУ-2 — воздух
общеобменной вентиляции, основная часть
которого направляется в рабочую зону зала
(60 %), а остальная (40 %) подается в чердач-
ное помещение для нагревания подшивного
потолка. Теплоуловители могут выполняться
трубчатыми, пластинчатыми и пластинчаты-
ми из профильных листов. По межтрубному
пространству (рис. 2.6.54) движется нагревае-
мый воздух, а по трубам— паровоздушная
смесь.
Количество теплоты, передаваемой в ТУ-1:
Q] = £с(/7 - /8), кДж/ч.
Количество теплоты, передаваемой в ТУ-2:
02 = £c(/g - /9), кДж/ч.
Поверхность теплообменников определяют по формуле
З.б^Ш’ ’
где Q— количество теплоты, переданной в теплообменнике; к — коэффициент
теплопередачи; £ — коэффициент загрязнения.
Коэффициент теплопередачи
£ = -а,а2 , Вт/(м2 оС),
а] + а2
где ci] — коэффициент теплоотдачи на стороне нагреваемого воздуха; а2
коэффициент теплоотдачи на стороне паровоздушной смеси.
Коэффициент теплоотдачи на стороне нагреваемого сухого воздуха при по-
перечном обтекании труб
478
\0,64
“1
Вт/(м2-°С),
0,177-L Г мд?н
М V
где X — коэффициент теплопроводности; v — коэффициент кинематической
вязкости воздуха; со — скорость воздуха; г/н — наружный диаметр труб.
Коэффициент теплоотдачи при поперечном обтекании труб паровоздуш-
ной смесью
л / » \0,8
04=0,018— , Вт/(м2-°С),
^вн V v J
где z/BH — внутренний диаметр труб, м.
Теплообмен на стороне паровоздушной смеси принято разделять на две
зоны: сухую и влажную. Коэффициент теплоотдачи во внешней зоне на стороне
паровоздушной смеси рекомендуется определять по общему уравнению, учи-
тывающему увеличение интенсивности теплообмена вследствие конденсации
пара из воздуха:
а2 = а2 fl + Вт/(м2-°С),
2 2 10008/С™
к св 7
где Ай? — перепад влагосодержания воздуха в теплообменниках; 5/ — сниже-
ние температуры отработавшего воздуха; zn — энтальпия пара; zK — энтальпия
конденсата.
Коэффициент загрязнения для выполнения инженерных расчетов можно
принимать £ = 0,75 — 0,80.
2.6.6. Автоматизация
Основной целью автоматизации пароконденсатной системы сушильной
части является стабилизация технологического режима сушки бумаги: темпера-
турного графика сушки, давления пара в сушильных группах и перепадов дав-
лений между ними.
Рассмотрим схему параллельного пароснабжения совместно с технологи-
ческими элементами главного паропровода и соответствующими регуляторами
(рис. 2.6.55). Давление пара в машинном паропроводе стабилизируют с помо-
щью регулятора, который воздействует на байпасный регулирующий клапан,
установленный параллельно электроуправляемой задвижке, или на регулирую-
щим клапан, установленный после сепаратора пара (второй вариант компонов-
ки элементов главного паропровода показан пунктиром). Главный паропровод
имеет также расходомер пара в комплекте с сужающим устройством, измери-
тели и регистратор давления и температуры греющего пара. В машинном паро-
проводе давление пара поддерживают с помощью регулятора. Равномерность
Распределения пара по цилиндрам сушильной группы обеспечивают за счет
479
Рис. 2.6.55. Схема автоматизации пароконденсатной системы
с параллельным пароснабжением сушильных цилиндров:
1— главный паропровод; 2— регулятор давления; 3— байпасный
регулирующий клапан; 4 — электроуправляемая задвижка;
5— регулирующий клапан; 6— сепаратор; 7— расходомер пара;
8— сужающее устройство; 9 — регистратор давления; 10— регистратор
температуры; 11 — регулятор давления; 12— сушильные цилиндры;
13— дроссельные шайбы; 14— измеритель температуры; 75— регулятор
перепадов давления; 16— регулирующий клапан; 17— водоотделитель;
18— регулятор давления конденсата; 19— клапан; 20— конденсатный насос
стабилизации перепада давления между машинным паропроводом и конденса-
топроводом. Перепад давления изменяется в результате открытия или закрытия
регулятора клапана.
Главным признаком удовлетворительной работы пароконденсатной систе-
мы является регулярное удаление конденсата из водоотделителя и поддержание
в нем постоянного уровня конденсата с помощью регулятора и клапана. Удале-
ние конденсата из водоотделителя производится с помощью конденсатного
насоса.
Равномерность распределения пара по сушильным цилиндрам достигают
за счет дроссельных шайб, устанавливаемых на конденсатных стояках. С их по-
мощью гидравлическое сопротивление каждой ветви группы подбирают таким
образом, чтобы выравнялись условия удаления конденсата из сушильных ци-
линдров, имеющих различную тепловую нагрузку.
Выравнивание парораспределения по ветвям сушильной группы позволяет
стабилизировать температуру поверхностей сушильных цилиндров, контроль за
которой осуществляют с помощью стационарного или переносного измерите-
ля температуры.
480
I
Система автоматизированного контроля и управления за режимами работы
пароконденсатной системы должна обеспечивать стабильность работы всей ма-
шины.
В пароконденсатной системе с последовательным перепуском пара исполь-
зуют несконденсировавшийся пролетный пар, а также пары вскипания в пос-
ледующих сушильных группах цилиндров, в результате добиваются выполне-
ния необходимого температурного графика сушки (рис. 2.6.56). Основной задачей
автоматизации таких пароконденсатных систем, как и схемы на рис. 2.6.55,
является поддержание необходимого давления в машинных паропроводах каж-
дой сушильной группы, перепадов давления между сушильными группами,
уровня конденсата в водоотделителях. Эти мероприятия стабилизируют темпе-
ратурный график сушки по длине машины и, соответственно, работу машины
в целом.
Устройства контроля и регулирования параметров пара в главном паропро-
воде данной схемы такие же, как и в схеме с параллельным пароснабжением.
Сушильная часть в данной схеме состоит из группы сукносушителей и трех
паровых групп сушильных цилиндров. Сушильная группа ///соответствует пе-
Рис. 2.6.56. Схема автоматизации пароконденсатной системы
с групповым пароснабжением с последовательным перепуском пара:
1— конденсатоотводчик; 2, 3, 7, 9— водоотделители; 4— регулятор
давления группы сукносушильных цилиндров; 5 — регулятор давления
/ сушильной группы; 6— регулятор перепада давлений между
Я и Я/ сушильными группами; 8— регулятор давления III сушильной
группы; 10— холодильник; 11 — ресивер; 12— вакуум-насос;
13, 14, 16— конденсатные насосы; 15— конденсатный бак; 17— регулятор
уровня; 18, 19— расходомеры пара и конденсата
481
риоду прогрева, группа И— периоду постоянной скорости сушки, группа I—
уменьшающейся скорости. В связи с этим свежий пар подается сначала в / су-
шильную группу, затем пролетный пар и пары вскипания из водоотделителей
направляются во //сушильную группу, ///сушильную группу снабжают пролет-
ным паром с парами вскипания из водоотделителя. Каждая сушильная группа
цилиндров через автоматический клапан имеет непосредственное подключе-
ние к машинному паропроводу. Как показывает опыт эксплуатации парокон-
денсатных систем, подпитка свежим паром сушильных групп // и /// происхо-
дит редко и в небольших количествах.
Давление пара в сушильной группе /поддерживают регулятором с помощью
автоматического клапана, установленного на подводящем паропроводе, а пере-
пад давлений между // и /// сушильными группами — регулятором, воздейству-
ющим на клапан, установленный на подводящем ко // группе паропроводе.
Автоматическое управление конденсатоудалением происходит главным об-
разом за счет поддерживания в определенном диапазоне уровня конденсата в
водоотделителях, а также в конденсатном баке путем воздействия регуляторов
уровня на соответствующие автоматические клапаны.
Основная задача автоматического управления пароконденсатной системой
и процессом сушки в целом сводится к стабилизации конечной влажности по-
лотна бумаги (картона, товарной целлюлозы) в продольном и поперечном на-
правлениях при работе машины в режиме нормальной эксплуатации, к изме-
нению режима сушки в моменты возникновения обрывов и при пуске машины,
а также при изменении скорости машины.
Степень стабилизации влажности волокнистого полотна с помощью средств
автоматизации зависит от характера внешних возмущений и свойств регулиру-
ющих клапанов, с помощью которых можно воздействовать на влажность.
Рассмотрим технологическую схему теплорекуперационного агрегата со
средствами автоматизации (рис. 2.6.57). Из вентиляционного колпака машины
отработавшая паровоздушная смесь поступает в приемную камеру, где ороша-
ется водой в целях очистки от пыли. Далее паровоздушная смесь проходит через
теплоуловители первой и второй ступени, где отдает свою теплоту вначале су-
шильному воздуху, а затем воздуху общеобменной вентиляции.
Подготовка воздуха общеобменной вентиляции может производиться по
двум режимам: летнему и зимнему. Если подготовка воздуха происходит по зим-
нему режиму работы, то наружный воздух забирается по левой шахте, подогре-
вается в теплоуловителе второй ступени, а затем в калорифере. Если температу-
ра наружного воздуха соответствует летнему режиму, то наружный воздух
подается на общеобменную вентиляцию.
Сушильный воздух, нагнетаемый под машину, должен иметь постоянную
температуру.
В состав общей схемы автоматизации теплорекуперационных агрегатов вхо-
дят системы дистанционного и автоматического управления. С помощью систем
Дистанционного управления осуществляют включение и выключение вентиля-
торов, а также регулирующих заслонок.
Температуру воздуха, подаваемого на вентиляцию, регулируют путем из-
менения расхода пара на калориферы.
482
Рис. 2.6.57. Схема автоматизации теплорекуперационного агрегата:
1 — вытяжной вентилятор; 2— приемная камера; 3 — линия подачи воды
на очистку паровоздушной смеси; 4— сборник теплой воды;
5 — теплоуловитель I ступени; 6 — теплоуловитель II ступени; 7— подача
воздуха под машину; 8— вентилятор общеобменной вентиляции;
9— воздухозаборная шахта для холодного периода года;
10— калориферы; 77, 72— регуляторы расхода воды на орошение;
13 — воздухозаборная шахта для теплого периода года;
14— регулирующие заслонки; 75, 16— системы дистанционного
управления; 17— система контроля температуры воздуха, подаваемого
в цех; 18— система контроля температуры воды; 19— регулятор
расхода воздуха; 20— регулятор уровня
Автоматическая система регулирования перепада давлений стабилизирует
расход воздуха на вентиляцию машины. Слежение за уровнем в сборнике теп-
лой воды осуществляют с помощью автоматической системы регулирования.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое сушка влажного полотна бумаги (картона, товарной целлюлозы)? Чем
она отличается от прессования и обезвоживания на сеточном столе?
2. Какие три периода наблюдаются при сушке влажного волокнистого полотна?
3. Какие виды теплообмена участвуют при передаче теплоты влажному полотну?
4. Какие требования предъявляются к сушильным частям бумаго-, картонодела-
тельных и сушильных машин?
5. Какова технологическая роль сушильного цилиндра? Каким требованиям должен
отвечать сушильный цилиндр?
483
6. Какими способами удаляют конденсат из полости сушильных цилиндров?
7. Какие типы сушильных сеток и сукон применяют на бумаго-, картоноделательных
и сушильных машинах? Какое участие они принимают в сушке волокнистого полотна?
8. Какие схемы пароснабжения сушильных цилиндров применяют на машинах?
9. Какие виды обработки бумажного (картонного) полотна используют в сушиль-
ной части?
10. Каков принцип действия конвективного сушильного шкафа?
11. Каковы назначение и устройство клеильного пресса?
12. Каковы положительные и отрицательные стороны интенсификации сушки мето-
дом повышения давления греющего пара в сушильных цилиндрах?
13. Назовите типы колпаков скоростной сушки, расскажите об их назначении
и о принципе действия.
14. Что собой представляет принцип фильтрационной сушки бумажного (картонно-
го) полотна?
15. Какую роль выполняют термопланки, установленные в полости сушильных ци-
линдров?
16. Каково назначение технологической вентиляции сушильной части?
17. Какие схемы теплорекуперации отработавшей паровоздушной смеси применяют
в сушильной части?
18. Каково назначение системы автоматизации пароконденсатной схемы сушильной
части?
19. Какую роль выполняет система автоматизации при групповой схеме пароснабже-
ния и отвода конденсата?
20. Как устроена система автоматизации теплорекуперационного агрегата?
2.7. КАЛАНДР
2. 7.1. Виды, устройство и работа машинных калавдров
Основным видом машинных каландров являются многовальные с верти-
кальным расположением валов в количестве от 3 до 10. При значительном раз-
нообразии конструкций выделяют две главные: каландры закрытого типа с
А-образной станиной и каландры открытого типа, имеющие Г-образную или
прямую (рис. 2.7.1) станину.
Преимуществом каландра закрытого типа является высокая жесткость кон-
струкции, значительно снижающая вибрацию валов при работе, что повышает
срок их службы и снижает обрывность. Недостаток — сложность в эксплуатации
и ремонте (замене валов). Поэтому широкого распространения они не получили.
Простота обслуживания и сокращение простоев при смене валов явились
причиной того, что каландры открытого типа стали основным видом машин-
ных каландров на современных высокопроизводительных БДМ. На машине
обычно устанавливают один каландр, но иногда и батарею из двух каландров,
что, с одной стороны, повышает качество бумаги, а с другой — усложняет
обслуживание и заправку бумаги в них.
В некоторых случаях, как указывалось ранее, на тихоходных машинах в
сушильной части устанавливают полусухие двухвальные каландры с регулируе-
мым давлением до 50 кН/м. Они являются дополнением к основному много-
484
Рис. 2.7.1. Типы машинных каландров:
а — с закрытыми станинами; б — с открытыми станинами
и консольным закреплением механизма прижима и подъема валов;
в — с открытыми станинами и встроенным механизмом
вылегчивания валов; 1 — механизм прижима и подъема валов;
2 — станина; 3 — промежуточные валы; 4 — нижний (коренной) вал
вальному каландру и могут существенно улучшить качество бумаги. Вместе с
тем полусухие двухвальные каландры усложняют работу машины и широкого
распространения не получили.
Классическая компоновка каландра, широко применяемая до последнего
времени, — это нижний вал, являющийся приводным и бомбированным (вал
обычной конструкции, цельнолитой), и расположенные в одной плоскости
(реже — смещенные) друг над другом металлические шлифованные валы с
дополнительным прижимом верхнего вала.
Увеличение рабочих скоростей и ширины бумагоделательных машин при-
водило к частым обрывам из-за возникновения недопустимых вибраций в ка-
ландре и неравномерности профиля 1 м2 полотна бумаги по ширине по причи-
не сильного прогиба валов. Эти недостатки устранили, применив валы с
регулируемым по ширине прогибом и изменив компоновку валов в каландре с
возможностью приложения к каждому из них дополнительного прижима или
вылегчивания.
Наиболее часто применяют следующие компоновки валов в каландре для
машинной обработки различных видов бумаги: со стационарным вторым ва-
лом; с дополнительным прижимом промежуточного вала; с независимым регу-
лированием давления между валами в каждом захвате.
Обязательная часть современных каландров — система воздушной или ка-
натиковой заправки бумаги в каландр. Кроме того, они имеют устройства для
обогрева паром или охлаждения водой полых валов и воздушного обдува валов
485
или отдельных их участков с дифференцированной подачей воздуха через сис-
тему сопл.
Обычно при воздушной заправке обеспечивают четное число валов с про-
пусканием бумаги в захват под верхним валом без его огибания.
При ручной заправке на тихоходных машинах (скорость не более 250 м/мин)
бумажное полотно огибает верхний вал с нечетным числом валов.
Следует иметь в виду, что заправка бумаги с огибанием верхнего вала обес-
печивает уменьшение образования рубленой и резаной бумаги, так как верх-
ний вал в значительной степени разглаживает бумажное полотно перед его
попаданием в первый захват каландра. Поэтому на некоторых машинах при
воздушной заправке и четном числе валов каландра происходит огибание бума-
гой верхнего вала. Этого достигают путем установки над верхним валом допол-
нительно укороченного обрезиненного вала, который с лицевой стороны ка-
ландра совместно с верхним валом образует заправочный нерабочий захват.
После заправки обрезиненный вал автоматически отводится от поверхности
верхнего вала каландра, а бумага последовательно проходит остальные захваты
при возрастающем давлении и направляется из нижнего захвата на накат.
Валы машинных каландров являются основным элементом конструкции,
от нее и качества валов зависит качество бумаги и в значительной степени
производительность машины. Основные характеристики каландровых валов для
современных бумагоделательных машин представлены в табл. 2.7.1.
Обычно валы машинного каландра изготавливают цельнолитыми из чугуна
с отбеленным поверхностным слоем глубиной 10—25 мм, реже — 50 мм, имею-
щим повышенную твердость. Существуют стальные валы с рабочим слоем, за-
каленным токами высокой частоты. Они имеют повышенные жесткость и срок
службы, но стоят в два раза дороже чугунных и широкого распространения не
получили. При работе каландра в условиях повышенной влажности и химиче-
ской агрессивности среды валы каландра хромируют с толщиной наносимого
слоя от 0,013 до 0,051 мм.
Упругопластичный характер взаимодействия валов каландра в зоне их кон-
такта, имеющей размеры от 1,5 до 5,0 мм, проявляется в двух основных фор-
мах: общий наклеп рабочего слоя в процессе эксплуатации и образование гра-
ней на поверхности валов. Эффект наклепа валов приводит к повышению их
твердости и срока службы. Образование граней на поверхности вала, в основ-
ном от ударов валов в процессе заправки и обрывов бумажного полотна, носит
негативный характер, так как на бумаге возникает маркировка.
Валы современных каландров имеют специальные синтетические покры-
тия, существенно повышающие срок их службы, предотвращающие появление
граней и улучшающие глянец и гладкость бумаги.
Работа современных машин шириной до 10 м и рабочей скоростью 1500 м/мин
и более вызвала необходимость обязательного применения в каландрах цилин-
дрических валов без бомбировки с регулируемым по всей ширине прогибом.
Это позволило обеспечить равномерность толщины бумаги по всей ширине
и повысить давление при каландрировании до 200 кН/м вместо 80—100 кН/м
в каландрах с обычными валами. В свою очередь, стало возможным снизить
количество валов в каландрах до шести-восьми при сохранении высокого каче-
ства каландрирования.
486
Таблица 2.7.1
Технические характеристики каландровых валов
Обрезная ширина полотна, мм Диаметр, мм Длина, мм Расстоя- ние меж- ду цен- трами опор, мм Масса, кг Количе- ство валов, шт.
цилин- дриче- ской части цапфы бочки вала общая вала вала с подшип- ником
4200 800 400 4500 Нижний । 6500 зал 5400 18200 20030 1
6300 1020 460 6800 8770 7600 41200 46485 1
6720 1020 460 7100 9300 8100 45500 50305 1
10080 1200 — 10500 — 11700 75000 77000 1
4200 500 200 4500 Второй 6 5860 <ал 5400 6600 7310 1
6300 600 260 6800 8245 7600 16290 17450 1
6720 610 260 7100 8730 8100 15360 16910 1
10080 800 — 10500 — 11700 41000 42000 1
4200 400 160 4500 Средний < 5860 зал 5400 4400 5040 5
6300 450 220 6800 8245 7600 8430 9289 5
6720 500 220 7100 8730 8100 10400 11533 3
10080 700 — 10500 — 11700 32000 32100 4
4200 500 200 4500 Верхний t 5860 зал 5400 4400 5040 1
6300 600 260 6800 8245 7600 8430 9298 1
6720 600 260 7100 8730 8100 10400 11533 1
10080 700 — 10500 — 11700 32000 32100 1
При эксплуатации каландра особое внимание надо обращать на моменты
пуска (особенно после длительного простоя), остановки, заправки и обрывов
бумаги.
Пуск каландра в работу осуществляется на вспомогательной скорости при
поднятых валах. Прокрутку нижнего вала проводят не менее 10—15 мин для сня-
тия прогиба, возникшего в результате его стояния. Затем опускают верхние валы,
проводят прокрутку по всей батарее каландра и далее выводят его на рабочую
скорость. Останов каландра осуществляется в обратной последовательности.
Для сокращения продолжительности заправки бумаги и связанной с этим
опасности повреждения валов используют воздушные сопла или канатиковую
заправку.
Для поддержания поверхности каландровых валов в рабочем состоянии и
Для предотвращения намотки бумаги на валы при обрывах применяют шаберы,
ни могут быть неподвижными или совершать колебательные движения.
487
2. 7.2. Влияние каландрирования на свойства бумаги
Согласно принятой терминологии бумага, не прошедшая каландр, — это
матовая бумага, прошедшая каландр — машинной гладкости, дополнительно
обработанная на суперкаландре — каландрированная бумага.
Печатные виды бумаги каландрируют в основном для повышения гладкос-
ти и улучшения некоторых печатных свойств, технические виды бумаги — для
повышения плотности и выравнивания толщины, пергамин, кальку и подоб-
ные виды бумаги — для повышения прозрачности.
При прочих равных условиях основные показатели качества отделки бумаги
находятся в прямой зависимости от размеров контактной зоны и величины
скольжения между валами. Последняя может достигать между соседними вала-
ми 0,025 % скорости каландра, а суммарно между верхним и нижним валами —
0,3 %.
Толщина бумажного полотна после машинного каландра обратно пропор-
циональна, а плотность прямо пропорциональна величине линейного давле-
ния в захвате валов.
Сопротивление разрыву бумаги, состоящей из малонабухающих, плохо
разработанных волокон, в частности волокон древесной массы, после калан-
дрирования снижается. Бумага из хорошо размолотых волокон, напротив, по-
вышает сопротивление разрыву, но снижает сопротивление излому и разди-
ранию.
Подогрев валов каландра паром до 150—200 °C способствует повышению
прочности и гладкости бумаги за счет лучшей пластификации волокон. Валы
каландров быстроходных машин разогревают в процессе работы, и при необхо-
димости их охлаждают сжатым воздухом до требуемой температуры.
В повышении гладкости бумаги главную роль играет количество площадок
деформации, т. е. рабочих захватов в каландре, а второстепенную роль — линей-
ное давление. Дополнительному повышению гладкости способствуют введение
наполнителя в бумажную массу, увеличение степени помола волокон, введе-
ние в композицию целлюлозы с большим содержанием пентозанов.
Несмотря на повышение гладкости бумаги после машинного каландра в
несколько раз (с 15 до 60—70 с по Бекку), отделка в нем ограничена. Только
дополнительная обработка бумаги на суперкаландре придает ей высокие глад-
кость и лоск.
Итак, следует отметить, что свойства бумаги в процессе каландрирования
изменяются довольно существенно, причем эти изменения не всегда положи-
тельны.
В процессе каландрирования увеличиваются гладкость и лоск бумаги, умень-
шаются воздухопроницаемость, абсорбция масла, разносторонность. Эти изме-
нения можно рассматривать как благоприятные, в частности, для печатных
видов бумаги. В то же время увеличивается плотность (удельная масса) бумаги,
уменьшается толщина, снижаются жесткость, сжимаемость, белизна, непро-
зрачность, в ряде случаев — степень проклейки и прочность.
488
2. 7.3. Встроенные в машину высокоинтенсивные каландры
Недостатки, присущие традиционным машинным каландрам, прежде все-
го недостаточная гладкость бумаги, а также повышенные обрывность, брак,
сложность заправки и обслуживания, привели к новым техническим решени-
ям, повышающим эффективность каландрирования.
Одним из таких решений является встроенный каландр с валами, идентич-
ными валам суперкаландра, т. е. с чередующимися жесткими металлическими и
мягкими валами с синтетическим покрытием. Обработка бумаги на этих калан-
драх может быть рекомендована для большинства видов бумаги, в том числе
всех марок печатной бумаги, многих видов упаковочной бумаги и многослой-
ных картонов, бумаги с содержанием древесной массы и макулатуры и чисто-
целлюлозной бумаги, мелованной и немелованной.
В отличие от обычных методов каландрирование с помощью встроенных в
бумагоделательную машину аналогов суперкаландра обеспечивает значительно
более высокие качество отделки бумаги и экономичность процесса (рис. 2.7.2).
Рис. 2.7.2. Встроенный многовальный каландр (аналог суперкаландра)
Мягкие валы оснащают различными эластичными полимерными покрыти-
ями, специфичными для каждого конкретного случая. Существуют варианты,
когда покрытиями разной степени твердости оснащают все валы встроенных
каландров.
Другим вариантом развития машинного каландрирования является уста-
новка наклонных каландров (рис. 2.7.3). Основная цель применения таких ка-
ландров — повышение эффек-
тивности работы каландра за
счет снижения обрывности и
экономии времени при заправке
и обслуживании.
Наклонные каландры осо-
бенно эффективны при изготов-
лении легкомелованной бумаги
Для печати, а также и других ви-
дов бумаги. Предложенная фир-
мой “Фойт” система наклонного
каландра Янус (Janus) обеспечи-
Рис. 2.7.3. Наклонный каландр (система Янус)
489
вает требуемое качество бумаги
для печати без последующего су-
перкаландрирования. При этом
имеют место также легкое обслу-
живание каландра при пуске, бы-
страя замена валов и хорошая
защита покрытия валов. Эффек-
тивность использования наклон-
ных каландров определяется сни-
жением обрывности бумаги при
высокой производительности бу-
магоделательных машин.
Перспективным направле-
нием развития процесса каланд-
рирования является использова-
Рис. 2.7.4. Башмачный вал каландра ние валов с расширенной зоной
захвата. Такие виды каландров
могут использоваться в производстве картонов, а также печатных видов бума-
ги с односторонним мелованием. При этом поверхность листа, контактирую-
щая с металлическим нагретым валом, приобретает лучшую гладкость, необ-
ходимую прочность поверхности и хорошие печатные свойства.
Рассмотрим принцип работы каландра с расширенной зоной (рис. 2.7.4).
Ширина башмака 50—270 мм. На башмак постоянно наносят масляную смазку.
Гибкая оболочка башмачного вала представляет собой полиуретановую ленту с
каркасом из синтетических нитей.
Контактирующий с гибкой оболочкой металлический вал — это так назы-
ваемый термовал с возможностью нагрева до 250 °C.
2. 7.4. Мягкие каландры
До недавнего времени для существенного повышения поверхностной глад-
кости бумажного полотна и картона использовали стоящие вне потоков ма-
шин отделочные каландры, основу которых составляли многовальные супер-
каландры. Повышение гладкости возникает в результате микроскольжений
между поверхностями бумаги и металлического вала в зонах контакта металли-
ческого и “мягкого” набивного валов.
В зависимости от технологических требований и видов каландрируемой бу-
маги использовали “мягкие” валы с различными механическими свойствами,
которые изготавливали из хлопковой, шерстяной и асбестолатексной бумаги
(набивки) на специальных набивных прессах. Такой способ изготовления “мяг-
ких валов обеспечивал выполнение одного из основных требований к их меха-
ническим свойствам — низкого коэффициента объемного расширения (коэф-
фициента Пуассона) при сжатии в радиальном направлении. Коэффициент
Пуассона для набивных валов находится в пределах 0,1— 0,2, и это обеспечивает
возникновение по площадке контакта необходимых для выглаживания поверх-
490
ности бумаги зон микроскольже-
ний. Теоретически при нулевом
коэффициенте Пуассона “мягко-
го” вала зоны скольжений по
плошадке контакта его с твердым
валом распределяются так, как
показано на рис. 2.7.5.
Мягкий вал
На участках АВ и CD сколь-
жение направлено в одну сторо-
ну, а на участке ВС— в другую.
Это похоже на действие обычного
утюга при глажении. Роль утюга в ч
каландрах выполняет нагретый
металлический вал. Поскольку, w
как показали исследования, бу- ТверДэИВап
мажное полотно не проскальзыва- Рис. 2.7.5. Зоны скольжения “мягкого” вала
ет относительно поверхности
“мягкого” вала, происходит существенное выглаживание только той его поверх-
ности, которая обращена к поверхности металлического вала. Кроме того, на
процесс выглаживания влияют те же основные факторы, что и в случае с обыч-
ным утюгом: влажность полотна, температура металлического вала и давление
между валами.
Суперкаландры как основное оборудование для повышения поверхностной
гладкости бумаги использовались более ста лет. Развитие их конструкций на про-
тяжении всего периода использования шло по пути уменьшения числа захватов
за счет интенсификации процесса каландрирования. Это вызвало в первую оче-
редь необходимость повышения износо- и температуростойкости “мягких” валов.
Велись интенсивные поиски новых технологий изготовления и материалов для
“мягких” валов, заменяющих технологии изготовления и материалы традицион-
ных набивных валов, обладающих необходимыми физико-механическими свой-
ствами и значительно превосходящих их по износо- и температуростойкости. Та-
кие материалы были созданы только в конце 80-х гг. XX в. на базе композитов из
полиуретана, углеродных волокон и минеральных наполнителей.
Покрытия из этих материалов оказались устойчивыми к маркировке и спо-
собными работать длительное время при линейных давлениях до 300 кгс/см
и температурах металлических валов более 200 °C, обладая при этом всеми не-
обходимыми для ведения высокоэффективного процесса каландрирования свой-
ствами.
В одном захвате вала с новым покрытием и металлического вала (термова-
ла), нагретого до температуры 200 °C, при линейных давлениях 200—250 кгс/см
можно было добиться, например, для писче-печатных видов бумаги гладкости
До 300 с.
Открывшиеся возможности позволили создать принципиально новые отде-
лочные двух-четырехвальные каландры, по работоспособности отвечающие тре-
бованиям режимов использования их непосредственно в потоках бумаго- и кар-
тоноделательных машин.
491
б)
Рис. 2.7.6. Двухвальный (а) и четырехвальный (6) мягкие каландры:
1 — станина; 2 — рычаг; 3 — гидроцилиндр; 4 — вал с регулируемым прогибом;
5— обогреваемый вал; 6 — шабер (осциллирующий); 7— пароувлажнитель;
8 — воздушное охлаждение; 9 — расправляющий вал; 10 — канатиковая заправка;
11 — датчик температуры
492
Первые конструкции новых каландров появились за рубежом в начале 90-х гг.
XX в. Их использование в составе машин оказалось очень эффективным. По-
этому в течение семи-восьми лет большинство европейских предприятий про-
вели техническое перевооружение, оснастив производство новыми мягкими
каландрами в составе машин, и полностью прекратили использовать суперка-
ландры.
Основными изготовителями мягких (soft) каландров в Европе являются
фирмы “Метсо” (Финляндия), “Фойт” и “Кюстерс” (Германия). Компоновоч-
ные решения по установке валов, механизмам их прижима, составу вспомога-
тельных элементов, входящих в объем поставок каландров, выпускаемых пере-
численными фирмами, практически не отличаются друг от друга (рис. 2.7.6).
Основные элементы конструкций современных каландров:
сварные или литые станины открытого типа;
“мягкие” валы с регулируемым прогибом;
чугунные термовалы с поверхностным слоем из отбеленного чугуна;
регулируемые электроприводы “мягких” и термовалов;
гидравлические системы управления прижимом валов и регулирования
прогиба “мягких” валов;
осциллирующие шаберы “мягких” и термовалов;
автоматические системы технологического контроля и управления;
теплоцентр с системой подачи и регулирования нагрева теплоносителя тер-
мовала;
система воздушного охлаждения кромок “мягких” валов.
Станины, осциллирующие шаберы, электропривод, гидравлические сис-
темы управления, системы автоматики и воздушного охлаждения мягких ка-
ландров не отличаются от обычно используемых для бумагоделательного обо-
рудования.
Наиболее сложными и дорогостоящими элементами конструкций являют-
ся “мягкие” валы с регулируемым прогибом и термовалы (рис. 2.7.7, 2.7.8).
В мягких каландрах используют валы с регулируемым прогибом типа Кюстерс с
одной зоной регулирования, а также валы типа Нипко с гидравлическими опо-
рами.
В мировой практике для мягких каландров применяют термовалы двух ос-
новных конструкций. В одной из них на стальной сердечник с выфрезерованны-
ми на нем каналами для теплоносителя по посадке устанавливают чугунную
рубашку с отбеленным слоем, а во второй параллельно образующей вала на
всю длину его бочки высверливают отверстия, как показано на рис. 2.7.8, кото-
рые коммутируются между собой сверлениями в цапфах. Обе конструкции тре-
оуют специального оборудования и изготавливаются по кооперации с фирма-
ми, располагающими таким оборудованием.
Мягкий каландр обладает широкими технологическими возможностями и
может быть использован для повышения гладкости любых видов бумаги и кар-
ГОна при условии выбора соответствующего покрытия “мягкого” вала и режи-
ма каландрирования (поверхностной влажности полотна, усилия прижима ва-
°в и температуры термовала — табл. 2.7.2). Так, например, для видов бумаги,
Ребующих повышения поверхностной гладкости с сохранением впитываемое -
493
Корпус вала Гидравлический цилиндр
с башмаком
Сердечник
Рис. 2.7.7. “Мягкий” вал с регулируемым прогибом
□эд.
А-А Б.Б
Рис. 2.7.8. Термовал мягкого каландра
494
Таблица 2.7.2
Рабочие характеристики мягких каландров
фирма- производи- тель Конфигурация каландра Шири- на, м Линейное давление, кН/м Скорость, м/мин Область применения
“Фойт”, Германия Двухвальный 4,70 120 460 Мелованный картон
Два двухваль- ных 4,13 350 900 Бумага для печати
4,60 150 600 Мелованный картон
Трехвальный 2,52 150 700 Специальные виды бумаги
Три трехваль- ных 3,27 434 1067 Мелованная бумага
“Метсо”, Финляндия Двухвальный 4,50 150 1000 Мелованная чисто- целлюлозная бумага
Два двухваль- ных 7,70 350 1200 Легкомелованная бумага
4,80 150 800 Мелованный картон
6,80 250 1100 Мелованная и с по- верхностной про- клейкой бумага
Два трехваль- ных 3,40 250 1000 Мелованная бумага
ти (текстурная, обойная), используют более мягкие валы и более высокие тем-
пературы.
Во избежание увеличения прозрачности писче-печатные бумаги каландри-
руют при средней влажности 5—6 % и применяют только поверхностное увлаж-
нение, если требуются высокие показатели гладкости.
На результаты каландрирования влияют также композиционный состав
бумаги, поверхностные покрытия, вид и количество наполнителей, проклей-
ка, механические свойства полотна, т. е. свойства самого полотна бумаги.
Накоплен большой опыт в области каландрирования на мягких каландрах,
особенно массовых видов продукции, но во избежание ошибок в части выбора
материала покрытия “мягкого” вала существует практика проведения предва-
рительных экспериментальных испытаний по каландрированию продукции за-
казчика. После испытаний определяют материал покрытия и режим каландри-
рования. Эти показатели определяют параметры мягкого каландра.
Для каландрирования картона в настоящее время все большее распростра-
нение получили термокаландры.
Термокаландр предназначен для поверхностной отделки и калибровки бу-
маги и картона в целях повышения гладкости и равномерности толщины по-
лотна.
Термокаландры конструктивно отличаются от мягкого каландра тем, что в
нем вместо “мягкого” вала используют вал с регулируемым прогибом и твер-
495
дой рубашкой из отбеленного чугуна. В термокаландрах обычно применяют уст-
ройства для регулирования температуры поверхности термовала по ширине
полотна. Это может быть термообдув или индукционный нагрев.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каково назначение машинных каландров? Перечислите виды их конструкций.
2. В чем заключается влияние каландрирования на свойства бумаги?
3. Перечислите конструкции машинных каландров. Какие бывают валы каландров?
4. Что собой представляют мягкие каландры?
5. Что собой представляют встроенные в машину высокоинтенсивные каландры?
2.8. НАКАТ
2.8.1. Накаты
Бумагоделательная машина завершается накатом, осуществляющим нама-
тывание бумаги в рулоны. Основным требованием к накату является равномер-
ная по плотности рулона и плотная намотка бумаги, необходимая для ее резки,
транспортировки, хранения, обработки и переработки.
Нежелательны как слабая и неравномерная по плотности намотка рулона,
так и излишне плотная его намотка. В первом случае рулоны бумаги теряют
цилиндрическую форму, что вызывает обрывы при ее переработке. Внутренние
напряжения, возникающие в туго намотанных рулонах, также приводят к час-
тым обрывам бумаги при дальнейшей переработке.
По принципу наматывания бумаги различают два типа наката: осевой (цен-
тральный) и периферический (барабанный).
В осевых накатах приводным является тамбурный вал.
Осевые накаты требуют ручной заправки и поэтому могут применяться толь-
ко на тихоходных машинах со скоростью до 180—200 м/мин. Их преимущество —
возможность продольного разрезания полотна бумаги перед намоткой и, сле-
довательно, одновременная намотка нескольких рулонов требуемого формата.
Это исключает необходимость применения дорогого энергоемкого продольно-
резательного станка после машины.
При наматывании бумаги на гильзу осевого наката окружная скорость
DW
V = rW = ^——, (2.8.1)
2
где г и D — радиус и диаметр наматываемого рулона бумаги; W— угловая ско-
рость рулона.
Согласно выражению (2.8.1) для сохранения заданной скорости машины
при увеличении диаметра наматываемого рулона бумаги угловая скорость руло-
на (его число оборотов в минуту) в ходе намотки должна уменьшаться. Этого
достигают, применяя фрикционную или гидравлическую муфту, а также элек-
тродвигатель с регулируемым числом оборотов (электронакат). Последний обес-
496
Рис. 2.8.1. Периферический накат:
1 — наматываемый рулон; 2— станина; 3 — цилиндр наката;
4— тамбурный валик; 5— приемный рычаг;
6— пневмоцилиндр прижима тамбура; 7— расправляющий
валик; 8— заправочный канатик; 9— цилиндр привода
поворота приемных рычагов; 10— цилиндр привода основных
(рабочих) рычагов; 11— основной рычаг; 12— тормозное
устройство рулона; 13 — демпфер
печивает равномерную и плотную намотку бумаги, тогда как осевой накат с
фрикционной или гидравлической муфтой такую намотку обеспечить не может
и требует постоянного контроля обслуживающего накат персонала.
В периферических накатах наматываемый рулон бумаги прижимают к при-
водному цилиндру наката, вращающемуся с постоянной угловой и окружной
скоростью.
Периферический накат (рис. 2.8.1) применяют на всех скоростных и широ-
ких бумагоделательных машинах. Основным его преимуществом является воз-
можность равномерной и плотной намотки почти при любой скорости и шири-
не машины, а также при меньшем натяжении бумажного полотна, чем требуется
в условиях использования осевого наката.
Снижение натяжения полотна перед периферическим накатом приводит к
сокращению обрывности не только при наматывании рулона на накате, но и
при всех последующих операциях переработки бумаги на фабрике и у потреби-
телей.
Между каландром и накатом устанавливают неподвижную расправляющую
Дугу, либо бомбированный обрезиненный валик, либо, наиболее часто, валик
типа Маунт—Хоуп для расправления бумажного полотна и предотвращения
образования складок.
При заправке на накат узкая полоса бумаги (до 200 мм) передается на
Цилиндр наката 3 (см. рис. 2.8.1) с помощью канатиковой 8 или воздушной
системы заправки. Затем полотно сжатым воздухом, поступающим из сопел,
497
установленных на корпусе шабера, забрасывают на тамбурный валик 4 наката,
который вначале устанавливают в приемные рычаги 5, переводящие его после
предварительной намотки (50—70 мм) на направляющие станин 2 и автомати-
чески на основные рычаги 11.
Основные (рабочие) рычаги 11 служат для прижима наматываемого рулона
к цилиндру наката 3 и для отвода готового рулона 1. Синхронизация движения
приемных 5 и основных 11 рычагов осуществляется валом, соединяющим оба
рычага. Необходимое линейное давление между наматываемым рулоном и ци-
линдром наката поддерживают с помощью автоматического регулятора движе-
ния. Цилиндр наката 3 изготавливают из чугуна диаметром до 1,5 м, который
внутри охлаждают проточной водой.
Приемные рычаги 5 крепят эксцентрично на корпусах подшипника наката,
поэтому в верхнем положении тамбурный валик 4 не соприкасается с цилинд-
ром наката 3. По мере поворота приемных рычагов тамбурный валик приближа-
ется к барабану наката и соприкасается с ним. Для прижима бумаги к накату на
приемных и основных рычагах устанавливают пневмоцилиндры 6 и 10.
Пока проводят намотку бумаги на тамбурный валик, установленный в при-
емных рычагах, намотанный рулон диаметром 2400 мм и более, находящийся
на рабочих рычагах, снимают с машины специальным краном. Для быстрой
остановки отведенного рулона используют тормоз 72 (см. рис. 2.8.1). Наматыва-
емый рулон переводят с приемных рычагов на освободившиеся рабочие, где
продолжается его намотка.
Длину бумаги в рулоне L и продолжительность намотки рулона 7) можно
определить по формулам
L = n(D2 -7)02)/(4оЮОО);
Т = n(D2 -Р02)/(4оИООО),
где D — диаметр рулона, мм; 7)0 — диаметр тамбурного валика, мм; о — тол-
щина бумаги, мм; V— скорость машины, м/мин.
Наиболее правильно характеризовать плотность намотки давлением (Па)
между слоями намотанной в рулоне бумаги.
Различают внутреннюю плотность (установившееся радиальное давление
между слоями бумаги в толще рулона) и периферическую плотность (радиаль-
ное давление в момент наматывания верхнего слоя на предыдущий). Показате-
лем качества намотки является внутренняя плотность.
В рассматриваемом слое плотность намотки (радиальное давление) зависит
только от небольшого числа (10—60) намотанных после него витков. Число вит-
ков зависит от способа наматывания: для периферической намотки оно боль-
ше, чем для осевой, и возрастает по мере увеличения диаметра рулона.
Плотность намотки на осевых (центральном и электронакате) накатах оп-
ределяется главным образом натяжением бумаги перед накатом. При повыше-
нии натяжения (до определенного предела) увеличивается плотность намотки.
Затем зависимость между этими факторами асимптотически приближается к
прямой, параллельной оси абсцисс.
498
На периферическом накате плотность намотки зависит от линейного дав-
ления между рулоном бумаги и цилиндром наката (для тонкой бумаги обычно
50-80 кПа) и в меньшей степени от натяжения бумаги перед накатом (как
правило, для газетной бумаги 2,5—3,0 кН/м, мешочной — 4—6 кН/м), а равно-
мерная плотность намотки по ширине наката — не от конструкции и работы
наката, а от равномерности бумаги по толщине.
Между сушильной частью и каландром и между каландром и накатом уста-
навливают датчики обрыва полотна, перед накатом — сканирующие устрой-
ства для перемещения в поперечном направлении первичных преобразователей
(датчиков) ряда показателей качества бумаги и картона, а для всех видов бума-
ги и картона — датчики массы 1 м2 и влажности полотна.
В зависимости от вида продукции контролируют просвет, воздухопроницае-
мость, оптические свойства (непрозрачность, светопроницаемость, гладкость,
лоск, сорность, белизна и цвет), число токопроводящих включений и др.
Результаты измерения этих параметров используют в АСУТП производства
бумаги и картона. Управление различными параметрами осуществляют с помо-
щью ЭВМ по специальным алгоритмам.
Управление механизмами наката включает в себя дистанционное управле-
ние зажимом корпусов подшипников тамбурного вала, отводом и прижимом
шабера к барабану наката, разгоном тамбурного вала, поворотом приемных
рычагов из вертикального положения в позицию соприкосновения тамбурного
валика с барабаном наката (обычно на современных машинах выполняется ав-
томатически), а также сигнализацию зажима подшипников тамбурного вала и
окончания намотки рулона, автоматические блокировки.
При увеличении скорости бумагоделательных машин и сокращении про-
должительности смены тамбурных валов использование тамбурных валов на
многих бумажных фабриках затруднительно. Это относится в первую очередь к
производственным линиям, оснащенным суперкаландрами и меловальными
установками.
Для устранения данного недостатка разработан накат с устройством авто-
матической подачи тамбурных валов (рис. 2.8.2).
Над направляющими намотки установлена стойка для хранения пустых там-
бурных валов, на которых можно хранить три-четыре тамбурных вала. Тамбур-
ные валы могут быть поставлены на стойки независимо от цикла работы наката
в удобное для процесса время. Со стойки тамбурный вал опускают на заправоч-
ные рычаги с помощью передаточных рычагов гидравлического действия с ав-
томатическим управлением.
Смену тамбурного вала осуществляют с помощью продувочной трубы типа
лебединая шея” с дистанционным пневмоуправлением. Данная операция, как
и другие операции наката, могут быть полностью автоматическими и осуще-
ствляться под управлением системы логики. При оснащении наката прибором
Для измерения метража работа всего наката производится полностью автомати-
чески. Смена тамбурного вала происходит после достижения валом заранее ус-
тановленного размера. При желании можно использовать направляющие для
подачи полных тамбурных валов от наката к продольно-резательному станку,
причем для возврата пустых тамбурных валов кран не требуется.
499
Рис. 2.8.2. Накат с устройством
автоматической подачи тамбурных валов
Конструкция устройства автоматической подачи тамбурных валов не зани-
мает много места ввиду установки направляющих над накатом. Таким образом,
перед накатом образуется свободный участок для техобслуживания измеритель-
ных приборов и других устройств. Это очень важно, особенно при модерниза-
ции, когда данное место лимитирует увеличение габаритов бумагоделательной
машины.
В отличие от производства бумаги и картона на машинах процесс намотки
полотна на накате не является непрерывным. Каждые 60—90 мин происходит
съем рулона и начинается заправка и намотка на новый тамбурный вал. При этом
внутренние слои бумаги и картона, прилегающие к тамбурному валу, подверже-
ны значительным деформациям, которые приводят к повреждениям полотна —
складкам, морщинам, разрывам. С увеличением скорости бумагоделательных ма-
шин количество некондиционной бумаги в слоях, прилегающих к тамбурному
валу, по некоторым данным, может составить 1,0—1,5 % всего выпуска. Основная
причина такого явления — колебания тамбурных валов периферического наката.
Указанные выше недостатки ликвидированы в новой системе наката “Сири-
Рис. 2.8.3. Накат “Сириус”. Контроль
натяжения, прижима, момента вращения
ус”, разработанной фирмой “Фойт .
Накат “Сириус” по конструкции по-
хож на осевой накат, однако он снаб-
жен функциональными устройствами,
позволяющими усовершенствовать и
интенсифицировать процесс намотки
(рис. 2.8.3).
Эти устройства позволяют контро-
лировать натяжение полотна, плотность
намотки путем перемещения прижим-
ного вала и обеспечения постоянного
момента вращения рулона бумаги.
Стабильные параметры намотки
бумаги на накате системы “Сириус”
500
позволяют минимизировать потери бумаги на накате и значительно увеличить
массу рулона (до 120 т) и его диаметр (до 4 м и более). Таким образом, помимо
сокращения потерь бумаги на накате, значительно снижается время на заправ-
ку рулонов, поскольку уменьшается количество заправок.
2.8.2. Саморезки
На сушильных машинах (пресспа-
тах), производящих товарную целлю-
лозу, на холодильных цилиндрах цел-
люлозное полотно охлаждают и подают
на саморезку для разрезания на листы
или на продольно-резательный станок
для разрезания на рулоны.
У тихоходных сушильных машин
ротационная саморезка получает при-
вод от общей трансмиссии машины
или от отдельного электродвигателя.
Целлюлозное полотно вначале прохо-
дит через дисковые ножи, которые
режут полотно на продольные полосы.
Затем эти полосы перерубают попе-
речным ножом, закрепленным на валу
с регулируемой скоростью вращения.
Отрубленные листы собирают в пач-
ки на приемном столе.
На современных сушильных ма-
шинах целлюлозное полотно, как пра-
вило, сматывают на накате в рулоны,
которые затем передают на отдельно
Рис. 2.8.4. Устройство наката пресспата
для выпуска рулонной целлюлозы:
7 — продольно-резательный станок;
2 — накат (осевой)
Рис. 2.8.5. Схема двухформатной ротационной саморезки:
/ — тамбуры с навитой целлюлозой; 2 — тяговые валики; 3 — продольная резка;
4—1 тяговый пресс; 5— первая поперечная резка; 6—11 тяговый пресс
(второго формата); 7— вторая поперечная резка; 8— первый конвейер;
прижимные ленты; 10 — второй конвейер (второго формата); 7/— прижимные
ленты; 12— листоукладчик; 13— автоматический конвейер-кипоукладчик
501
стоящие станки для продольного и поперечного разрезания. Рассмотрим уст-
ройство наката пресспата для выпуска товарной целлюлозы в виде рулонов
(рис. 2.8.4).
Накат обслуживается отдельным электроприводом с регулятором скорости.
Рассмотрим схему ротационной саморезки (рис. 2.8.5).
Полотно с нескольких тамбуров подают на устройство для продольного
разрезания, состоящее из ряда пар круглых ножей. Разрезанное полотно тяго-
выми валиками подают в ротационное поперечно-резательное устройство, со-
стоящее из ножевого барабана, которому в зависимости от формата придается
нужная скорость вращения. Ножи на барабане закреплены под небольшим уг-
лом и имеют косой профиль. Они изготовляются из стали, наваренной в режу-
щей части легированной инструментальной сталью. Под ножевым барабаном
устанавливают неподвижный упорный нож. Саморезка оборудована столом, ав-
томатически опускающимся по мере накопления листов в кипах. Разрезанные
листы подают транспортерными лентами на горизонтальный конвейер, с кото-
рого автоматически перегружают на подъемник.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каково назначение наката, какие виды накатов вы знаете?
2. Что включают в себя требования к качеству намотки рулонов на накате?
З.Что такое периферический накат? Расскажите об его конструкции и работе.
4. Что собой представляет накат с устройством автоматической подачи тамбурных
валов?
5.Что собой представляет накат “Сириус”?
6. Расскажите о конструкции и работе саморезки.
2.9. ЭЛЕКТРОПРИВОД
2.9.1. Назначение и классификация
В технике автоматизированным электроприводом называют электромеха-
ническую систему, преобразующую электрическую энергию в механическую и
предназначенную для приведения в движение рабочих органов машин и меха-
низмов. Электропривод включает в себя: 1) электродвигатель, преобразующий
электрическую энергию в механическую; 2) механическую часть рабочего ме-
ханизма и передаточное устройство от двигателя к исполнительному органу
рабочей машины для изменения вида или скорости движения и усилия или
момента; 3) систему управления, состоящую из силового преобразователя и
управляющего устройства и вырабатывающую сигналы, воздействующие через
преобразователь на двигатель для обеспечения необходимых требований техно-
логического процесса в статических и динамических режимах.
С учетом способов распределения механической энергии системы электро-
привода можно разделить на три основных типа: групповой (трансмиссион-
ный), индивидуальный и взаимосвязанный.
502
Групповой электропривод обеспечивает движение исполнительных орга-
нов нескольких рабочих машин или нескольких исполнительных органов одной
рабочей машины. Передача механической энергии от двигателя к рабочим ма-
шинам и ее распределение между ними производятся с помощью одной или
нескольких трансмиссий.
В индивидуальном электроприводе каждый рабочий орган машины приво-
дится в движение самостоятельным двигателем, что существенно упрощает
механическую часть, обеспечивает высокую производительность и повышает
культуру производства. Индивидуальный электропривод широко используют в
сложных металлообрабатывающих станках, подъемно-транспортных машинах,
экскаваторах и т. п.
Многосвязанный (многодвигательный) электропривод содержит два или
несколько электрически или механически связанных между собой двигателей
или электроприводов, при работе которых поддерживается заданное соотно-
шение или равенство скоростей, нагрузок или положения исполнительных ор-
ганов рабочих машин. Необходимость в таком приводе возникает по конструк-
тивным или технологическим соображениям. Многосвязанный электропривод
широко применяют современных машинах и агрегатах, например в бумагоде-
лательных машинах, ротационных машинах полиграфического производства,
текстильных машинах, прокатных станах металлургического производства, по-
точных линиях по производству синтетических пленок и т. д.
Отметим, что электроприводы бумага-, картоноделательных и сушильных
машин (БКСМ) целесообразно классифицировать по способу распределения
энергии, необходимой для привода машин, между ее секциями. По этому при-
знаку электроприводы таких машин можно разделить на две основные группы.
К первой группе относят трансмиссионные электроприводы, в которых
основная энергия подводится к общему продольному валу, расположенному
вдоль машины, а распределение ее между секциями производится механически
с помощью дифференциальных редукторов с управляемой в диапазоне ± 10 %
выходной скоростью. Управляемые электроприводы трансмиссии выполняют с
одним или двумя двигателями постоянного тока при питании от генератора
(система генератор—двигатель) или от тиристорного преобразователя. Сейчас
такие электроприводы применяют на машинах с малой и средней скоростью.
Ко второй группе относят многодвигательные электроприводы, в которых каж-
дая секция машины приводится в движение отдельным двигателем. В настоящее
время электроприводы данной группы широко применяют на современных БКСМ.
Многодвигательные электроприводы, в свою очередь, разделяют на три
подгруппы в зависимости от того, производится ли распределение энергии
между секциями на постоянном токе, одновременно на постоянном и пере-
менном токе или только на переменном токе.
К первой подгруппе относят многодвигательные электроприводы с общим
преобразователем (ОП), когда один или несколько преобразователей перемен-
ного тока в постоянный работают на общие шины, от которых питаются якор-
ные цепи всех секционных двигателей. В качестве ОП используют электрома-
шинные или тиристорные преобразователи. В таких приводах управление
скоростью машины производится изменением выходного напряжения ОП, т. е.
503
одновременным изменением якорных напряжений всех секционных двигате-
лей, а управление соотношениями скоростей секций — воздействием на воз-
буждение секционных двигателей. Обычно такие приводы экономичны при ди-
апазоне изменения скорости 5—6.
Ко второй подгруппе относят многодвигательные электроприводы с управ-
ляемыми или неуправляемыми ОП и вольтодобавочными секционными преоб-
разователями в якорных цепях, которые при управляемом ОП используют толь-
ко для управления и регулирования соотношения скоростей секций, а при
неуправляемом ОП — для обеспечения требуемого диапазона уровня скорости
и для управления соотношениями скоростей. В этих приводах распределение
энергии производится на постоянном и частично на переменном токе. Приво-
ды второй подгруппы применяют редко.
К третьей подгруппе относят многодвигательные электроприводы с инди-
видуальными секционными преобразователями (ИП), когда каждый секцион-
ный привод имеет индивидуальный преобразователь. Управление и автомати-
ческое регулирование как уровнем скорости машины, так и соотношениями
скоростей секций производятся изменением выходных напряжений ИП. При
этом управление уровнем скорости машины происходит одновременно с изме-
нением выходных напряжений всех секционных ИП. В таких приводах распреде-
ление энергии осуществляют на переменном токе.
Развитие автоматизированных многодвигательных электроприводов БКСМ
идет по пути их совершенствования и повышения точности работы на основе
применения силовых тиристорных преобразователей, методов счетно-решаю-
щей техники, приспособления к работе в общей автоматической системе уп-
равления технологическим процессом бумагоделательной машины в целом. Для
локальных систем перспективным представляется широкое использование мик-
ропроцессоров, которые, получая информацию как от электропривода и тех-
нологического процесса, так и от общего компьютера, вырабатывают задание,
реализуемое аналоговой системой, например используемой в существующих
автоматизированных электроприводах.
2.9.2. Основные требования к электроприводу БКСМ
Обычно БКСМ разделяют на так называемую постоянную часть, в которой
производится окончательная подготовка бумажной массы и подача ее на сетку,
создается необходимое разрежение воздуха в отсасывающих ящиках и вакуум-
камерах валов и осуществляется ряд других подготовительных и вспомогатель-
ных операций, и переменную часть, в которой происходят формование, обез-
воживание, сушка, отделка и намотка в рулоны вырабатываемого полотна.
Большинство механизмов и устройств постоянной части машины (узлоло-
вители, насосы и т. п.) работают с постоянной скоростью независимо от ско-
рости выработки полотна и, как правило, приводятся от электродвигателей
переменного тока, чаще всего асинхронных с короткозамкнутым ротором и
дистанционными управлением, пуском и остановкой.
В ходе работы машины скорость переменной части меняется как в целом,
так и по соотношениям скоростей секций между собой в зависимости от меня-
504
кицихся требований технологического процесса машины. В переменной части
обычно применяют двигатели, работающие на постоянном токе.
Привод бумаго-, картоноделательных и сушильных машин должен отвечать
следующим техническим требованиям:
обеспечение необходимой скорости машины при изготовлении определен-
ного вида продукции;
поддержание данной скорости с учетом возможных колебаний частоты и
напряжения в питающей сети;
обеспечение постоянства соотношений скоростей секций и натяжения по-
лотна бумаги (картона, товарной целлюлозы);
управление машиной и контроль за ее работой с помощью соответствую-
щих аппаратов и приборов;
ручное регулирование соотношения скоростей секций и др.
Многодвигательный электропривод позволяет упростить кинематику меха-
нической части привода, облегчить его компоновку и доступ к отдельным эле-
ментам, обеспечить безопасность во время его обслуживания, удобство управ-
ления машиной и отдельными секциями, контролировать нагрузку отдельных
приводных частей, упростить применение при модернизации дополнительных
устройств, совершенствовать автоматизацию управления машиной, наиболее
полно удовлетворять требованиям технологических процессов. В связи с этим
многодвигательный привод находит широкое применение на современных бу-
маге-, картоноделательных и сушильных машинах (табл. 2.9.1).
На скоростные режимы секций машины и связанные с ними процессы
деформаций полотна в межсекционных промежутках влияет большое число
факторов: механические параметры секций и механических передач (инерция,
упругость, зазоры); моменты нагрузки и характер их изменений во времени;
прочностные свойства влажного и сухого полотна в межсекционных промежут-
ках; параметры электропривода и регуляторов (инерционность, точность ста-
Таблица 2.9.1
Техническая характеристика электроприводов бумага-,
картоноделательных и сушильных машин
Показатель Обрезная ширина бумажного полотна, мм
2520 4200 6300 6720 8400
Количество приводных точек, шт. 22 18 24 18 24
Установочная мощность, кВт 159 800 1430 2935 —
Масса электродвигателя, т: максимальная минимальная 1,37 0,11 2,57 0,26 3,25 0,30 5,02 1,37 3,90 0,19
Масса редуктора, т: максимальная минимальная 1,01 0,12 1,17 0,14 2,30 0,94 1,95 0,52
Масса привода, т 26,4 45,0 108,0 105,0 66,0
505
билизации скорости, быстродействие, колебательность, перерегулирование);
изменение величины напряжения и частоты тока.
Перечисленные факторы находятся в тесном взаимодействии, поэтому бу-
маге-, картоноделательная или сушильная машина представляет собой слож-
ный электромеханический автоматизированный объект, в котором установив-
шиеся (статические) и переходные (динамические) процессы взаимно влияют
друг на друга и на вырабатываемую продукцию. Упругие колебания в механи-
ческой системе и колебания скорости электродвигателей могут вызвать элект-
ромеханический резонанс, исключающий нормальную работу машины.
Изменения вакуума в вакуумной системе и его колебания, изменения дав-
ления прессования, натяжения одежды, количества конденсата в сушильных
цилиндрах, свойств бумажной массы (помол, концентрация, композиция), тем-
пературы сушильных цилиндров, изменения в системе автоматизированного
электропривода (нагрев элементов, нестабильность их параметров во времени)
приводят к динамическим режимам.
Комплекс этих возмущений вызывает изменение скорости машины, натя-
жений полотна, качества готовой продукции и может привести к обрывам по-
лотна. В системе автоматизированного электропривода для регулирования соот-
ношения скоростей между отдельными секциями вырабатываются воздействия,
нейтрализующие влияние возмущений.
Для переменной части требуется управляемый в широком диапазоне ско-
ростей вращения автоматизированный электропривод, который в дальнейшем
будем называть электроприводом БКСМ. В зависимости от размеров машины,
рабочей скорости и вида вырабатываемого полотна мощности этих приводов
лежат в пределах от нескольких десятков до нескольких тысяч киловатт, а диа-
пазон регулирования уровня скорости — от 2—3 до 4—6 (редко до 8—10).
Для вспомогательных и ремонтных операций (ремонт, промывка одежды
машины и т. п.) необходимо обеспечить работу каждой секции на вспомога-
тельной скорости (15—30 м/мин) при одновременной работе других секций на
рабочей скорости независимо от ее величины. Для этих же целей используют и
толчковый режим работы отдельных секций машины.
Пуск БКСМ на рабочую скорость производят путем раздельного и пооче-
редного пуска секций (при трансмиссионных приводах — путем поочередного
подключения отдельных секций к трансмиссии). Допускается предварительный
пуск секций на вспомогательную скорость с последующим пуском на рабочую.
В процессе производства на машине полотно бумаги (картона) подвергает-
ся определенным деформациям — технологическим удлинениям и усадкам как
в поперечном, так и в продольном направлениях (последние имеют большое
значение для работы привода). Эти деформации на разных секциях отличаются
по величине. Таким образом, скорости отдельных секций БКСМ неодинаковы.
Они вначале увеличиваются от сеточной части, затем к концу машины ско-
Рость уменьшается из-за продольной усадки полотна. Средние значения откло-
нений скоростей секций, отсчитываемых от скорости первой группы сушиль-
ных цилиндров, принимаемой за базовую, обеспечиваются соответствующим
выбором передаточного числа секционных редукторов и являются номиналь-
ными (проектными). Представим значения этих отклонений для писчих, газет-
ных и некоторых других видов бумаг:
506
Секция Отклонение скорости
от скорости I сушильной группы, %
Сеточная часть БДМ:
без пересасывающего устройства............................-(5-12)
с пересасывающим устройством..........................—(3,2—6,5)
I пресс..................................................“(3—6)
II пресс.................................................-(2-3)
III пресс................................................-(1,0-1,5)
I сушильная группа.......................................0
Каландр..................................................—0,5...+0,5
Накат периферический.....................................0...-1
Крепирующая секция:
при микрокрепировании..................................—15
при крепировании......................................-30
Для подрегулировки соотношений скоростей в процессе работы БКСМ из-
за изменения технологических условий, износа резиновых облицовок рабочих
валов и т. п. возможно ручное изменение скоростей отдельных секций на ±(3—
7) % при любой скорости машины.
Установленные значения уровня скорости машины и соотношения скоро-
стей секций должны поддерживаться неизменными с высокой степенью точ-
ности. Для этих целей в трансмиссионных электроприводах используют автома-
тическую систему регулирования (АСР) уровня скорости машины, а в
многодвигательных — две по существу независимые АСР: одну — для поддер-
жания постоянства уровня скорости машины, а другую — для поддержания
постоянства соотношений скоростей ее секций (САРСС).
Система регулирования скорости машины должна обеспечивать постоян-
ство массы 1 м2 вырабатываемого полотна и способствовать поддержанию по-
стоянства соотношения скоростей секций. На уровень скорости машины влия-
ют напряжение и частота питающей сети, изменение нагрузки секций и т. д.
Система автоматического регулирования соотношения скоростей секций
должна обеспечивать постоянство установленного значения натяжения бумаж-
ного полотна между смежными секциями машины.
Допустимые погрешности системы регулирования в статических и динами-
ческих режимах при имеющихся возмущениях зависят от вырабатываемого по-
лотна и от композиции бумажной массы. Наиболее жесткие требования предъяв-
ляют при производстве такой непрочной бумаги, как газетная:
Регулируемая величина
Уровень скорости машины
Изменение в САР (при возмущениях), %:
нагрузки генератора в электроприводе сОП.................15—20
частоты напряжения.................................+(1—2)
температуры........................................±10
Допустимые отклонения скорости машины, %................0,2—0,1
507
2.9.3. Определение потребляемой мощности
Мощность, затрачиваемая на перемещение и удлинение бумаги при прохож-
дении ее на бумагоделательной машине, на уплотнение (деформацию) полотна
на прессах и каландре, так называемая полезная мощность, по сравнению со всей
мощностью, потребляемой бумагоделательной машиной, незначительна. Поэтому
можно считать, что мощность на машине расходуется только на преодоление со-
противлений, за исключением наката, где полезная мощность N наматывания
бумаги составляет большую часть потребляемой накатом мощности.
Мощность на бумагоделательной машине расходуется на преодоление тре-
ния в подшипниках валов, качения между валами, шаберов о валы и цилинд-
ры, сетки по отсасывающим ящикам, в уплотнениях камеры отсасывающего
вала, в сальниках сушильных цилиндров и т. д. Потребляемая мощность зависит
от скорости машины и ее параметров (ширина, нагрузка на подшипники, тип
подшипников, диаметр цапф и др.).
Чтобы обеспечить бесперебойную работу бумагоделательной машины, меха-
ническую и электрическую части привода следует выбирать с определенным запа-
сом прочности и мощности. Существует два метода определения потребляемой
мощности: удельных показателей и поэлементного определения потребляемой
мощности во всех местах, где она фактически расходуется (метод тяговых усилий).
Метод удельных показателей. Для ряда машин определяют фактически по-
требляемую мощность, которую затем относят к 1 м ширины машины и 1 м ее
скорости в минуту. Потребляемая мощность
N — kbv, кВт,
где к — удельный показатель расхода мощности, кВт/м/(мин м); v — скорость
машины, м/мин; b — ширина машины, м.
Удельные показатели к можно установить как для всей машины, так и для
каждой ее части в отдельности. Результаты определения мощности по методу
удельных показателей будут близки к фактически расходуемой, если конструк-
ция и условия работы машины, для которой определяется мощность, не отлича-
ются от конструкции и условий работы тех машин, для которых были определе-
ны удельные показатели. При определении мощности по методу удельных
показателей остается неизвестным распределение мощности по отдельным ви-
дам ее затрат, что не позволяет применить меры для уменьшения потребляемой
мощности. Большинство опубликованных данных по удельным показателям мощ-
ности относится к машинам малой или средней скорости и средней ширины.
Представим средние удельные показатели мощности, потребляемой отдель-
ными секциями бумагоделательной машины, кВт/м/(мин-м):
Сеточная часть (для тонкой бумаги).................................0,0405
Сеточная часть для писчей, типографской и газетной бумаги при скорости, м/мин:
До 350..................................[...........„..........0,0605
350-600........................................................0,0810
более 600.................................................... 0,0850
Прессовая часть
Обычный пресс..................................................0,0220
508
Отсасывающий пресс...........................................0,0290
Сглаживающий пресс...........................................0,0070
Передаточный пресс...........................................0,0260
Пересасывающий вал...........................................0,0047
Отсасывающий вал сукномойки..................................0,0120
Сушильная часть (на 1 м диаметра сушильных
и сукносушильных цилиндров)......................................0,0019
Каландр восьмивальный при массе 1 м2 бумаги, г:
до 100...........................................................0,0330
более 100....................................................0,0530
Каландр двухвальный..............................................0,0085
Накат периферический для бумаги:
газетной и писчей................................................0,0120
мешочной.....................................................0,0190
Для более удобного сравнения показателей удельной мощности с поэле-
ментным методом расчета эти данные приводят к так называемым тяговым
усилиям.
Тяговым, или окружным, усилием называется усилие, выраженное в ки-
лограммах, которое надо приложить к наружной поверхности рабочей части
валов, чтобы преодолеть все силы сопротивления и вращать приводную секцию
с заданной скоростью. Рассмотрим средние значения тяговых усилий при ско-
рости машины 200 м/мин (табл. 2.9.2).
Таблица 2.9.2
Средние значения тяговых усилий при выработке бумаги для печати
Часть (секция) машины Тяговое усилие, кге, при ширине сетки, м
2,9 4,7
Сеточная часть при общей ширине отсасывающих ящиков, м: 3,0 1220 1630
2,1 1050 1400
1,5 730 200
Пресс (линейное давление q, кгс/см): I (отсасывающий) (15) 240 390
II (обычный) (20) 230 300
III (обычный) (25-30) 320 480
сглаживающий (20) 170 210
Сушильная часть (на 1 м диаметра сушильных цилиндров); сукна шерстяные 25 32
Каландр (количество валов 8, q = 80 кгс/см) 560 770
Периферический накат 150 200
При составлении табл. 2.9.2 использованы данные из книги П.К. Куликовского
Электрооборудование машин целлюлозно-бумажной промышленности”.
509
Используя данные, приведенные в табл. 2.9.2, среднюю мощность отдель-
ных частей бумагоделательной машины можно определить по уравнению
60•102 ’
где Т — тяговое усилие, кгс; v — скорость машины, м/мин; 60, 102 — коэффи-
циенты для соблюдения соответствующей размерности.
Таблица составлена для подшипников качения. При установке подшипни-
ков скольжения применяют следующие поправочные коэффициенты: для се-
точной части — 1,17; для прессовой — 1,3—1,4; для сушильной — 1,3—1,5; для
каландра — 1,3 и для наката — 1,1.
Максимальная мощность равна произведению средней мощности на коэф-
фициенты максимума и скорости. Числовые значения этих коэффициентов пред-
ставлены на с. 515.
Поэлементный расчет мощности. Метод поэлементного определения мощ-
ности в местах ее фактического потребления дает возможность учесть особен-
ности конструкции и работы машины. Чтобы определить расход мощности,
необходимо знать нагрузки на подшипники, диаметры цапф и валов, коэффи-
циенты трения в подшипниках и уплотнениях, а также коэффициенты трения
сетки об отсасывающие ящики и качения между валами. Точность определения
мощности зависит от правильности выбора коэффициентов трения скольже-
ния и качения.
Выведем основные формулы для определения потребляемой мощности по
методу тяговых усилий.
Необходимая для преодоления трения в подшипнике мощность
у. = = Qof^u g а 9
1 60 102 60 102’ ’ ' '
где FTp-fQ0 — сила трения в подшипниках, кгс; vu — окружная скорость цап-
| фы, м/мин; Qo — общая нагрузка на подшипник (включая собственный вес
| вала, равнодействующую натяжения сукон или сетки, нагрузку от вышележа-
щего вала и т. д.), кгс; /— приведенный коэффициент трения в подшипнике,
отнесенный к диаметру цапфы.
Для определения мощности, расходуемой в подшипниках валов бумагоде-
лательных машин, пользоваться формулой (2.9.1) неудобно, так как окружные
скорости цапф в пределах одной приводной секции различны. Следовало бы
определить нагрузки и окружные скорости цапф для каждого вала, затем вы-
числить мощность, потребляемую каждым из них, и, наконец, просуммиро-
вать эти мощности.
Для упрощения расчетов можно воспользоваться тем, что окружные ско-
рости рабочих частей валов в пределах каждой приводной секции равны между
собой. Поэтому используем метод тяговых усилий, при котором усилия счита-
ют приложенными к наружной поверхности валов. Момент трения в подшип-
никах
510
Мтр =бо/у.
где d— диаметр цапфы.
Движущий момент, создаваемый тяговым усилием Тх, приложенным соот-
ветственно к наружному диаметру вала D
юг
Мпо = ——
де 2
Поскольку = Мдв, то
Ti = Qof^ кгс-
(2.9.2)
Мощность на преодоление трения в подшипниках вала
T,v
N, = ——— , кВт,
1 60•102
где v — окружная скорость вала, м/мин.
При определении мощности по методу тяговых усилий можно определить
потребные тяговые усилия Tj и затем просуммировать их. Тогда затраченная на
преодоление трения во всех подшипниках приводной секции мощность
Ni = ^T,V , кВт,
1 60 102
где — сумма тяговых усилий, кгс.
Необходимые для расчета по формуле (2.9.2) величины (нагрузка, размеры
цапф и валов), за исключением коэффициента/, известны. Коэффициент тре-
ния зависит от типа и конструкции подшипника, нагрузки, вида и температу-
ры смазки и колеблется в широких пределах. Для подшипников качения с уче-
том потерь в сальниковых и лабиринтовых уплотнениях подшипников f =
— 0,01—0,02; меньшее значение присуще шариковым подшипникам, большее —
роликовым. Для подшипников скольжения с кольцевой смазкой/= 0,03—0,04.
Следует отметить, что во избежание увеличения потребляемой мощности вслед-
ствие повышения окружной скорости цапф устанавливаемые подшипники не
должны иметь диаметр больше, чем это обусловлено прочностью цапф и дол-
говечностью подшипников.
Тяговое усилие для преодоления трения качения между валами определим
из равенства движущих моментов для нижнего и верхнего валов и моментов
трения качения.
Для нижнего вала момент трения качения
= kQu, кгс см,
где бц — давление между валами, кгс; к — коэффициент трения качения, см.
511
При тяговом усилии Тн, которое должно быть приложено к нижнему валу
для преодоления трения качения между валами, движущий момент
мдв =Тн;у-> кгс см,
где D — диаметр нижнего вала, см.
Поскольку
Мтнр = М£в,
2Ш.
то Т = ——, кгс, так же для верхнего вала:
т -2^ц
в ов ’
где D — диаметр верхнего вала, см; Тв — тяговое усилие, которое должно быть
приложено к верхнему валу для преодоления трения качения между валами, кгс.
Общее тяговое усилие Т2, которое необходимо приложить к верхнему и
нижнему валам для преодоления трения качения между валами:
T2-TH+T-2td^-+^- , кгс.
(2.9.3)
Значение коэффициента к трения зависит от твердости материалов сопри-
касающихся валов, а также от общей толщины сукна и бумаги между ними. Для
прессовых валов, если нижний вал обрезиненный, к = 0,07—0,16 см в зависи-
мости от твердости резины и толщины сукна: чем мягче резина и сукно, тем
больше значение к. Для каландровых валов при наличии между ними бумаги
к = 0,015—0,018 см. Для наката (между цилиндром наката и рулоном бумаги) к =
= 0,15—0,30 см.
На каландре, состоящем из п валов, будет (л — 1) соприкасающихся пар:
первый вал со вторым, второй с третьим и т. д. Общее тяговое усилие для пре-
одоления трения качения между валами равно сумме составляющих тяговых
усилий (л — 1) пар валов; каждую составляющую тягового усилия находят по
уравнению (2.9.3).
Тяговое усилие для преодоления трения шабера о вал или о сушильный
цилиндр
Т3=/ш<7иАКГС’ <29-4)
где Ли ~ коэффициент трения шабера о вал; qm — линейное давление между
шабером и валом, кгс/см; b — длина соприкосновения шабера с валом, см.
Для шаберов сеточной и прессовой частей fm = 0,20—0,25 и qm = 0,15—
0,26 кгс/см; для шаберов сушильных цилиндров/^ = 0,2—0,3 и qm = 0,10—
0,25 кгс/см; для шаберов каландраfm = 0,15-0,20 и <уш = 0,1-0,2 кгс/см.
512
Тяговое усилие для преодоления трения сетки по поверхности отсасываю-
щих ящиков
<2-9 5)
где/ — коэффициент трения* между сеткой и крышками отсасывающих ящи-
ков, зависящий от материала крышек (для деревянных непропитанных кры-
шек/. = 0,3—0,4; для текстолита и древесины, пропитанной парафином, / =
= 0,15—0,18); — живое сечение отсасывающих ящиков, см2; Phcp — средняя
арифметическая величина вакуума**, кгс/см2, зависящая от вида вырабаты-
ваемой бумаги (рА = 0,02-0,03 кгс/см2 для тонких видов бумаги, ирАср =
= 0,07—0,12 кгс/см2 для газетной бумаги).
Тяговое усилие для преодоления трения между уплотнениями и цилинд-
ром отсасывающего вала и в сальниковых уплотнениях сушильных цилиндров
определяют по уравнению
Т5 = рГ/^,кгс, (2.9.6)
где р — удельное давление уплотнений (сальниковой набивки), кгс/см2 (при
пневматическом прижиме в отсасывающих валах р = 0,5 кгс/см2; в сальниковых
уплотнениях сушильных цилиндров р = 1,5—2,5 кгс/см2); F — площадь сопри-
косновения уплотнения (набивки) с вращающейся поверхностью вала (цилин-
дра), см2; dQ — диаметр вращающейся поверхности трения, см;/= 0,1—0,15 —
коэффициент трения между уплотнением и внутренней поверхностью отсасы-
вающего вала (или между уплотнениями и вращающейся поверхностью саль-
ника); D — наружный диаметр вала (цилиндра), см.
Тяговое усилие для преодоления трения скольжения между рассматривае-
мым валом каландра и нижележащим валом
Т, = , кгс, (2.9.7)
6 100
где а — скольжение между валами каландра, % (обычно принимают а = 0,05—
—0,1 %);/ — коэффициент скольжения вала по бумаге (как правило, f— 0,3);
бд — давление между рассматриваемым и нижележащим валом, являющимся
приводным для данной пары.
Тяговые усилия для преодоления трения скольжения определяют для всех
валов, за исключением нижнего приводного, а затем суммируют. Вместо сум-
мирования тяговых усилий можно сложить величины давлений. Тогда тяговое
усилие для преодоления трения скольжения между всеми валами каландра бу-
дет таким:
Тб =-ЙЕ0д’ кгс-
** Коэффициент трения возрастает по мере износа сетки.
По мере загрязнения сетки вакуум в ящиках повышают.
513
Здесь 21 бд — сумма давлений между всеми валами,
£<?д = 1<?2 + 2С3 + — + (л - !)(<?„ + Р), кгс,
где _ Вес второго вала и его подшипников, кгс; G3 — вес третьего вала и его
подшипников, кгс; Gn — вес л-го (последнего) вала и его подшипников, кгс;
Р — усилие дополнительного прижима, кгс; п — число валов каландра.
Общая мощность, потребляемая какой-либо частью (секцией) бумагоде-
лательной машины, равна произведению суммы тяговых усилий jT на ско-
рость vc этой части (секции) машины:
N = в
с 60 102’
При определении мощности, потребляемой сушильной частью, следует
учитывать также коэффициент полезного действия привода сушильной части,
зависящий от принятой системы привода (паразитного или шахматного) и от
коэффициента полезного действия зубчатой передачи. Обозначим (рис. 2.9.1):
л — общее число цилиндров в приводной группе;
л, — число цилиндров, привод которых (от приводной шестерни) осуще-
ствлен посредством одной зубчатой передачи;
л2 — число цилиндров, привод которых выполняют посредством двух зуб-
чатых передач;
пк — число цилиндров, привод которых осуществляют посредством к зуб-
чатых передач;
т] — коэффициент полезного действия одной зубчатой передачи;
Тц — тяговое усилие для вращения одного цилиндра без учета КПД зубча-
той передачи.
Для схемы, представленной на рис. 2.9.1, при п = 6 пх — 1, п2 = 2, л3 = 2 и л4 = 1.
Тогда тяговое усилие для вращения цилиндров, привод которых осуществлен
при помощи одной зубчатой передачи:
=ТцЛ1
n
Для цилиндров, привод которых осуществлен при помощи двух или боль-
шего числа к зубчатых передач,
пг Тц Й2 т Тц Пк
*2 =---j- и 1* =---Т~ •
п п
Общее тяговое усилие для привода всех цилиндров секции
Т = Т,+Т2+... + = Тц
л. Л, пк I
-L + -| + ... + -L I
ЦТ] n J
При отсутствии системы зубчатых передач общее тяговое усилие для при-
водной секции было бы таким: То = Тцл. Общий коэффициент полезного дей-
ствия зубчатых передач приводной секции сушильной части
514
_ Тр _______________n__________
По " T Щ . П2. .»k_'
T) T] П
(2.9.8)
Рис. 2.9.1. Определение КПД
Как показывают исследования, тяго-
вое усилие, в свою очередь, зависит от
скорости машины. Минимальное значение
тягового усилия соответствует скорости привода сушильной части
150-200 м/мин. При малых скоростях (30-
50 м/мин) в подшипниках скольжения тяговое усилие возрастает на 15—30 %.
Это происходит из-за увеличения коэффициента трения в подшипниках при
малых окружных скоростях цапф. Для подшипников качения увеличение тяго-
вого усилия при малых скоростях меньше, чем для подшипников скольжения.
По мере увеличения окружной скорости динамическая нагрузка на под-
шипники от неуравновешенности валов повышается пропорционально квадра-
ту угловой скорости вращения валов. Увеличение тягового усилия при повыше-
нии скорости учитывают с помощью коэффициента kv. С некоторым
приближением
kv = 1 + 0,0004 (v - 200),
(2.9.9)
где v — фактическая скорость машины, м/мин.
Тяговые усилия определяют для обычных условий работы машины, однако
в процессе эксплуатации эти условия могут изменяться (увеличивается вакуум
в отсасывающих ящиках и количество конденсата в сушильных цилиндрах,
возрастает давление между валами прессов, изменяется величина коэффициен-
та трения в подшипниках и т. д.).
Увеличение тягового усилия по сравнению со средним его значением учиты-
вают с помощью коэффициента максимума Лтах. Для сеточной и прессовой час-
тей, каландра и наката Лтах = 1,25—1,30. Для сушильной части (с учетом возраста-
ния мощности при накоплении конденсата в цилиндрах) £тах = 1,25—1,50.
Максимальное значение тягового усилия, с помощью которого выбирают
мощность секционных двигателей, с учетом коэффициентов скорости и макси-
мума
ST„=STMmax- Соответственно, максимальная мощность двигателя (2.9.10)
уи- _ У, vc т~ 60-102 ’ (2.9.11)
де скорость секции машины.
”а некотоРых частях бумагоделательной машины (сеточной, каландре и
ШиЭТе значение потребляемой мощности зависит от наличия бумаги на ма-
харНе сеточн°й части при отсутствии бумаги на сетке резко (до нуля) сни-
тся вакуум в отсасывающих ящиках, что на 50—60 % уменьшает потребляе-
515
мую ею мощность. При отсутствии бумаги снижается коэффициент трения ка-
чения между валами каландра, что уменьшает потребляемую им мощность на
40—50 %. При обрыве бумаги до наката потребляемая им мощность снижается
примерно на 50—60 % за счет того, что мощность на наматывание бумаги не
расходуется. Уменьшение силы тока электродвигателя наката при обрыве бума-
ги используют в качестве импульса для различных видов счетчиков метража,
работомеров и сигнализаторов обрыва полотна на бумагоделательных машинах.
Тяговые усилия и мощности, потребляемые отдельными частями бумаго-
делательной машины, определяют следующим образом.
Сеточная часть. Общее тяговое усилие для привода сеточной части
бумагоделательной машины, не имеющей пересасывающего устройства:
£т = т1+т2+тз+т4+т5+тб,
где Тр Т2, Т3 — соответственно тяговые усилия для преодоления трения в
подшипниках грудного вала, регистровых и сетковедущих валиков; Т4 — тяго-
вое усилие для преодоления трения сетки по поверхности отсасывающих ящи-
ков; Т5 — тяговое усилие для преодоления трения шаберов; Т6 — тяговое уси-
лие для преодоления трения в отсасывающем гауче.
Тяговое усилие для преодоления трения в подшипниках грудного вала оп-
ределяют по формуле (2.9.2). Нагрузка на подшипники грудного вала с учетом
того, что сетка охватывает грудной вал на 180° и равнодействующая (^натяже-
ния сетки направлена горизонтально, такова:
0!=^г+0г2>
где Gr — вес грудного вала.
Нагрузку Q2 на подшипники каждого регистрового валика примем одина-
ковой, равной сумме веса валика, нагрузки от веса сетки и находящейся на ней
бумажной массы (интенсивность веса сетки и массы можно считать равной
0,1—0,3 кгс/см) и давления от вакуума, создаваемого вращающимся валиком:
T2=Q2/-^«b> (2.9.12)
V2
где лв — число регистровых валиков; d2, D2 — диаметры цапфы и вала.
Нагрузка 03 на подшипники сетковедущего валика равна геометрической
сумме его веса и равнодействующей натяжения сетки. Эта нагрузка неодинако-
ва для различных валиков и зависит от угла охвата валика сеткой и направления
равнодействующей натяжения. Тогда общая нагрузка на подшипники всех сет-
коведущих валиков равна арифметической сумме равнодействующих нагрузок
на каждый валик:
т,-ЕСз/^.
(2.9.13)
516
Тяговое усилие Т4 для преодоления трения сетки по поверхности отсасы-
вающих ящиков определяют по формуле (2.9.5), а тяговое усилие Т5 для пре-
одоления трения шаберов о валы (грудной и сетковедущий) — по (2.9.4):
где п — число установленных шаберов (считая линейное давление и коэффи-
циент трения для всех шаберов соответственно одинаковыми).
Тяговое усилие, необходимое для вращения отсасывающего гауча, в свою
очередь, складывается из пяти составляющих:
Т6 = Tj + Тп + ТП1 + T1V + Tv,
где Тр Тп — тяговые усилия для преодоления трения в подшипниках отсасыва-
ющего и прижимного валов; Тш — тяговое усилие для преодоления трения
качения между отсасывающим и прижимным валами; TIV — тяговое усилие для
преодоления трения между уплотнениями камеры и внутренней поверхностью
отсасывающего вала; Tv — тяговое усилие для преодоления трения в подшип-
никах отсасывающей камеры (для валов консольного типа, где камера с при-
водной стороны опирается на подшипник).
Тяговые усилия Tj и Тп определяют по формуле (2.9.2), а нагрузку Qt на
подшипники отсасывающего вала закрытого типа — по (2.4.6). Нагрузка Qn
(действующая на подшипники прижимного вала) равна усилию вывешивания
Рвыв, так как обычно вес вала создает линейное давление между валами больше
необходимого.
Тяговое усилие Тш определяют по формуле (2.9.3), a Tjy — по (2.9.6), при-
чем площадь F соприкосновения уплотнений с внутренней поверхностью вала
рассчитывают по формуле (2.4.3).
Тяговое усилие Tv определяют по формуле (2.9.2), а нагрузку на подшип-
ник хвостовика отсасывающей камеры — по (2.4.5).
Общая (средняя) мощность, потребляемая сеточной частью согласно вы-
ражению (2.9.2):
ГДе Vc = ТОО ~ СКОР°СТЬ сеточной части, v — скорость машины, а — коэффи-
циент соотношения скоростей секций, а выбирают в зависимости от вида вы-
рабатываемой бумаги и наличия пересасывающего устройства (см. с. 507).
Коэффициент скорости kv вычисляют по уравнению (2.9.9), коэффициент
максимума Лтах — по данным, приведенным на с. 515, максимальную величину
тягового усилия — по формуле (2.9.10), а максимальную (установочную) мощ-
ность двигателя — по формуле (2.9.11).
Прессовая часть. Тяговое усилие определяют отдельно для каждого
типа пресса. При наличии двух одинаковых по конструкции прессов тяговое
Усилие находят для наиболее нагруженного (работающего при большем линей-
°м давлении). Для обычного (неотсасывающего) пресса общее тяговое усилие
517
- Т1+Т2+Т3+Т4+Т5+Т6,
где Т , Т2 — тяговые усилия для преодоления трения в подшипниках нижнего
и верхнего валов; Т3 — тяговое усилие для преодоления трения качения между
валами; Т4 — тяговое усилие для преодоления трения шабера о верхний вал;
Т — тяговое усилие для преодоления трения в подшипниках сукноведущих
валиков; Т6 — тяговое усилие для преодоления трения в сукномойке.
Значения Т( и Т2 определяют по формуле (2.9.2), нагрузки на подшипники
нижнего и верхнего валов Qj и Q2 — соответственно по уравнениям (1.5.17),
(1.5.21) и (1.5.18), (1.5.22), значение Т3 — по формуле (2.9.3), давление О
между валами — по (1.5.19), значение Т4 — по (2.9.4), а Т5 — аналогично сетко-
ведущим валикам по (2.9.13).
Усилие Т6 рассчитывают в зависимости от типа сукномойки. Для вальцовой
сукномойки учитывают тяговые усилия для подшипников нижнего и верхнего
валов (принимая во внимание охват валов сукном) и трение качения между
валами. Для вакуумной щелевой сукномойки тяговое усилие находят по форму-
ле (2.9.5), также как усилие на преодоление трения сетки о поверхность отса-
сывающих ящиков.
При определении тягового усилия отсасывающего пресса следует учиты-
вать и усилия, необходимые для того, чтобы преодолеть трение уплотнения о
внутреннюю поверхность вала (см. формулу (2.9.6)) и трение в подшипнике
отсасывающей камеры.
Для прессовой части коэффициенты скорости kv и максимума fcmax, макси-
мальное значение тягового усилия и установочную мощность двигателя опреде-
ляют так же, как и при соответствующем расчете сеточной части.
Сушильная часть. Тяговое усилие определяют для наиболее нагружен-
ной приводной группы, имеющей наибольшее количество сушильных цилиндров:
£T = Ti + T2+T3+T4+T5,
где Тр Т2, Т3 — тяговые усилия, обусловленные трением в подшипниках су-
шильных, сукносушильных цилиндров и сукноведущих валиков; Т4 — тяговое
усилие для преодоления трения шаберов; Т5 — тяговое усилие для преодоления
трения в сальниках сушильных и сукносушильных цилиндров.
Значение Tj находят по формуле (2.9.12):
Т1=(2о/^Л,
где п — число сушильных цилиндров в приводной группе.
При двухъярусном симметричном расположении цилиндров нагрузку на-
тяжения сукна не следует учитывать, так как масса G цилиндра всегда больше
равнодействующей натяжения сукна. Поэтому при одинаковом угле охвата сук-
ном нижнего и верхнего рядов цилиндров натяжение сукна для каждых двух
Цилиндров (нижнего и верхнего) взаимно уравновешивается. При определении
нагрузки на цилиндр надо учитывать массу конденсата (обычно принимают
75-150 кг).
518
Значения Т2 и Т3, так же как при соответствующем расчете сетковедущих
валиков, определяют* по формуле (2.9.13).
Для сукноведущих валиков, расположенных симметрично в нижнем и верх-
нем ярусах сушильных цилиндров, следует учитывать только вес валиков (если
вес GB валика больше равнодействующей Qz натяжения сукон) или только рав-
нодействующую натяжения сукна (если Qz > GB).
Тяговое усилие Т4 определяют по формуле (2.9.4) с учетом количества ус-
тановленных шаберов, а усилие Т5 — по уравнению (2.9.6):
где _ общее число сушильных и сукносушильных цилиндров.
При определении мощности, потребляемой сушильной частью, следует
учитывать также и коэффициент полезного действия привода сушильной части
(по формуле (2.9.8)).
Каландр. При определении общего тягового усилия для привода каланд-
ра пренебрегают тяговым усилием для преодоления трения в подшипниках сред-
них валов. При этом ошибка не превысит 2—3 %. При отсутствии дополнитель-
ного прижима можно также пренебречь и тяговым усилием для преодоления
трения в подшипниках верхнего вала. При наличии дополнительного прижима
следует учитывать тяговое усилие в подшипнике верхнего вала под действием
силы дополнительного прижима.
Общее тяговое усилие для каландра
£Т = Т1+Т2+Тз+Т4,
где Т, — тяговое усилие для преодоления трения в подшипниках нижнего вала,
а при дополнительном прижиме и в подшипниках верхнего вала, Т\ определя-
ют по формуле (2.9.2); Т2 — тяговое усилие для преодоления трения шаберов,
определяют по формуле (2.9.4) с учетом количества установленных шаберов;
Т3 — тяговое усилие для преодоления скольжения между валами, определяют
по формуле (2.9.7); Т4 — тяговое усилие, обусловленное трением качения меж-
ду валами.
Для каждой пары валов тяговое усилие для преодоления трения качения
находят по формуле (2.9.3) с учетом давления между валами. При п валах на
каландре число пар будет (л — 1).
Тяговое усилие каландра зависит также от разности натяжений бумажного
полотна между сушильной частью и каландром qx и натяжения q2 между калан-
дром и накатом. Обычно q2 >qv Тогда суммарное тяговое усилие, необходимое
Для каландра, при ширине бумажного полотна b уменьшается на То = (q2 — qx)b.
Если qx > то тяговое усилие, необходимое для каландра, увеличивается на
То = (?! - qjb.
Сукносушильные цилиндры нижних и верхних сеток обычно расположены не-
симметрично, и поэтому в расчет принимают равнодействующую нагрузку от массы
Илинлра, конденсата и натяжения сетки.
519
Накат. Для периферического наката общее тяговое усилие
= Т1+Т2+Т3+Т4+Т5+Т6,
где j _ тяговое усилие для наматывания бумаги, Т, = qb, q — линейное натя-
жение бумаги между каландром и накатом в зависимости от массы 1 м2 и вида
бумаги, кгс/см2, b — ширина бумаги, см; Т2, Т3 — тяговые усилия для преодо-
ления трения в подшипниках цилиндра наката и тамбурного вала; Т4 — тяговое
усилие, необходимое для того, чтобы преодолеть трение качения между ци-
линдром наката и наматываемым рулоном; Т5 — тяговое усилие для преодоле-
ния трения шабера о цилиндр наката; Т6 — тяговое усилие для преодоления
трения бумаги по дуге наката.
Значения Т2 и Т3 определяют по формуле (2.9.2). При этом следует учиты-
вать, что на накатах с пневматическим прижимом, где линейное давление между
рулоном и цилиндром наката поддерживается постоянным, нагрузка на под-
шипники цилиндра наката также постоянна и равна геометрической сумме веса
цилиндра и давления по линии центров рулона и цилиндра наката. Нагрузка на
подшипники тамбурного вала будет наибольшей при максимальном диаметре
рулона. Она равна геометрической сумме веса рулона и давления по линии
центров. Поскольку вес рулона возрастает примерно пропорционально квадра-
ту его диаметра, а тяговое усилие для преодоления трения в подшипниках там-
бурного вала уменьшается пропорционально первой степени диаметра рулона,
то наибольшее значение оно имеет при максимальном диаметре наматываемо-
го рулона.
Значения Т4 и Т5 определяют по формулам (2.9.3) и (2.9.4). Наибольшее
значение Т4 будет при минимальном диаметре наматываемого рулона.
Для неподвижной дуги
Т6 =2^/6sinp
где q — линейное натяжение бумаги, кгс/см; b — ширина бумаги, см;^ — коэф-
фициент трения бумаги по дуге (f6 = 0,2—0,3); а — угол охвата дуги бумагой.
Если вместо разгонной дуги установлен валик типа Маунт—Хоуп, тяговое
усилие для него определяют, как для обычного бумаговедущего валика, с уче-
том того, что наружные кольца подшипников вращаются.
♦ ♦
♦
Когда в одной приводной секции устанавливают несколько приводных элек-
тродвигателей (например, на сеточной части с пересасывающим устройством
приводятся гауч и вал за гаучем, на прессе с отсасывающей сукномойкой —
вал пресса и сукномойки), двигатель большей мощности — основной, а ос-
тальные — вспомогательные. Мощность вспомогательного двигателя соответ-
ствует потребляемой мощности того узла (вала), для которого он установлен.
Мощность основного двигателя выбирают, исходя из мощности, потребляемой
520
всей приводной секцией, за вычетом мощности вспомогательного двигателя.
На сеточной части мощность распределяется примерно поровну между двига-
телями гауча и вала за гаучем (сеткоповоротного).
Тяговые усилия, необходимые для пуска секций
Пусковой момент Мп складывается из пускового момента для преодоления
инерционных сил Мин (для сообщения секции постоянного ускорения) и мо-
мента М^, для преодоления сил трения:
мп=мин + мтр.
При постоянном угловом ускорении электродвигателя Мин также будет
величиной постоянной. Момент трения Мтр имеет наибольшее значение во
время пуска секции, когда коэффициенты трения достигают наибольшего
значения:
Мин = I у, кгм, (2.9.14)
где I — статический момент инерции массы вращающихся валов машины (без
учета момента инерции массы сетки или сукон), кг-м-с2; Wj — угловая скорость
в конце периода пуска (начальная угловая скорость равна нулю), 1/с; t — про-
должительность пуска, зависящая от статического момента инерции секции, с.
Значение t колеблется от 10 с для прессов и наката до 60 с и более для
секций сушильной части, имеющих большой статический момент инерции.
Для пустотелого вала
I_GB P2+d2
g 8
для сплошного вала
! _ GBP2
8g
где GB — вес вала, кгс; g — ускорение силы тяжести, м/с2; D,d— соответствен-
но наружный и внутренний диаметры вала, м.
При небольшой толщине стенки по сравнению с наружным диаметром для
пустотелых валов обычно принимают D-d. Тогда
г . GBD2 * (2.9.15)
4g
Обычно выражение GBD2 называют маховым моментом массы, размерность кото-
рого килограмм, умноженный на квадратный метр (кг-м2).
521
GBD2 <ol
На основании уравнений (2.9.14) и (2.9.15) Мин Учитывая, что
ю = и g = 9,81 м/с2, для пустотелого вала получим
GBD2nn GBD2n
мин "4-9,81-30/ ° 375/ ’ КГМ’ (2.9.16)
где п _ число оборотов вала в минуту.
Для сплошного вала соответственно
Мин =^^--
ин 750/
Для упрощения вычислений статические моменты инерции (маховые мо-
менты) отдельных валов в пределах приводной секции относят к приводному
валу секции, соединенному с электродвигателем.
Приведенный статический момент инерции вала
(2.9.17)
шпр
Отношение угловых скоростей (со1 и (опр) рассматриваемого вала и вала, к
которому приводится статический момент инерции, пропорционально отно-
шению соответствующих диаметров (D} и Рпр):
а>1 _ Атр
“пР ” А
Отсюда
Тогда согласно уравнениям (2.9.16), (2.9.17) и (2.9.18)
м пр _ А А2 “? _ A A2 Aip“np _ А Ар“пР
ин‘ 4& “пр ” 4& (0ПрА2 ~ 4&
Статический момент инерции валов секции равен сумме статических мо-
ментов валов, приведенных к приводному:
М“к = У Мпр
iv1mh Z-/ mhj*
522
Приведенный к валу электродвигателя, имеющего угловую скорость содв,
инерционный момент секции
Мдв = М“к i - М“к ,
пр 1V1 ИН * ~ ИН ’
шдв
0)пр
где / = —- — передаточное отношение редуктора, установленного между элек-
Юдв
тродвигателем и приводным валом.
Численное определение Мпр при предварительных расчетах сложно. Поэто-
му на основании результатов испытаний принимают следующую кратность пус-
кового момента (пускового тягового усилия) по отношению к нормальному
расчетному моменту (без коэффициентов мощности и скорости):
Для сеточной части кп = 0,5—0,7 (пуск сеточной части производят без бума-
ги; из-за отсутствия вакуума в отсасывающих ящиках тяговое усилие при пуске
меньше, чем при нормальной работе).
Для прессовой части кп = 2,5 (тяговое усилие при пуске может быть сниже-
но уменьшением линейного давления между валами прессов).
Для сушильной части кп = 1,5—2,0, если на сушильных цилиндрах установ-
лены подшипники качения, или кл = 3,5—4,0 при подшипниках скольжения.
Для каландра кп — 3—4 (при подшипниках скольжения). Это значение может
быть уменьшено при подъеме верхних валов. Для наката кп = 0,5—1,5 (пуск нака-
та производят без бумаги).
2. 9.4. Автоматическое регулирование скорости, натяжения бумаги,
соотношения нагрузок между приводными валами
Характерное направление в развитии многодвигательных электроприводов
бумагоделательных машин — унификация элементов и схем, применение уни-
фицированных средств регулирования, построенных по принципу подчиненно-
го регулирования с применением полупроводниковых операционных усилите-
лей, обеспечивающих требуемые статические и динамические характеристики,
простоту расчета и наладки электроприводов.
Система регулирования с индивидуальными тиристорными преобразова-
телями и подчиненным контуром регулирования тока якоря содержит отдель-
ные регуляторы тока (РТ) и скорости (РС). Для комплектования таких систем
используют блочные системы элементов.
Для вращения отдельных секций применяются одно-, двух- и многодвига-
ельные электроприводы. Тиристорные преобразователи (ТП) получают пита-
ие от трансформаторов (Тр).
Ведущее напряжение, определяющее скорость машины, задается с помо-
статического ведущего устройства (ВУ) — регулируемого полупроводнико-
523
вого стабилизатора напряжения. Изменение ведущего напряжения осуществляют
при помощи задатчика уровня скорости (ЗУС). Для последовательного управле-
ния скоростями секций ведущее напряжение на каждый последующий секцион-
ный регулятор скорости подается через задающий разделительный усилитель
(РУ), в цепь обратной связи которого включено регулируемое сопротивление,
выполняющее функции задатчика скорости секции (ЗСС). При подрегулировке
относительной скорости одной секции ранее установленное соотношение ско-
ростей между остальными секциями не нарушается.
Для обеспечения постоянства натяжения полотна в наиболее ответствен-
ных местах его свободного хода между секциями применяют регуляторы натя-
жения (PH). При этом контур регулирования натяжения — внешний по отно-
шению к PC. Выходной сигнал датчика натяжения (ДН) сравнивают с сигналом
задатчика натяжения бумаги (ЗНБ), и их разность поступает на вход PH, вы-
ходное напряжение которого в зависимости от знака отклонения натяжения
полотна накладывается со знаком “плюс” или “минус” на сигнал задатчика
скорости секции. За счет корректировки скорости секции поддерживается по-
стоянство натяжения бумажного полотна.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что собой представляет автоматизированный электропривод? Перечислите его
основные элементы, виды систем электропривода в технике.
2. Расскажите о систематизации электроприводов бумаго-, картоноделательных и
сушильных машин.
З. Что собой представляет “постоянная” и “переменная” части БКСМ?
4. Перечислите основные требования к приводу БКСМ.
5. Расскажите о многодвигательном приводе БКСМ и его преимуществах.
6. Что собой представляет бумагоделательная (картоноделательная, сушильная)
машина как сложный электромеханический автоматизированный объект?
7. Перечислите основные технические характеристики электроприводов БКСМ.
8. Что собой представляет вспомогательная скорость и толчковый режим работы
приводных секций БКСМ?
9. Как изменяются скорости приводных секций БКСМ при работе машины?
10. С какой точностью поддерживаются скорости секций и скорости машины в це-
лом? Перечислите возмущающие факторы.
11. Как определить потребляемую мощность привода?
12. В чем заключается автоматическое регулирование скорости, натяжения бумаги,
соотношения нагрузок между приводными валами?
2.10. ВСПОМОГАТЕЛЬНЫЕ СИСТЕМЫ И УЗЛЫ МАШИНЫ
2.10.1. Система водопользования и коммуникаций воды
В целях снижения расходов свежей воды, волокна, наполнителей и химикатов
на БКСМ применяют замкнутые системы водопользования. Замкнутая система
позволяет снизить количество стоков, автоматизировать контроль и управление.
524
Свежую воду в количестве 10 % ее общего расхода используют для охлажде-
ния оборудования, после применения ее очищают, охлаждают, и она поступа-
ет вновь для использования. Десять процентов свежей воды используют на са-
нитарно-технические нужды безвозвратно, 5 % так же безвозвратно расходуют
в результате испарения при сушке бумаги и в открытых емкостях, при уносе с
отходами сортирования и готовой продукции, 15 % идет на спрыски в сеточ-
ной части (эту воду после использования вместе с оборотной направляются в
подготовительный отдел). Двадцать пять процентов свежей воды применяют для
промывки сукон и после очистки от волокон вновь используют с частичным
отбором на технологические нужды предприятия, 10 % идет на уплотнение
сальников безвозвратно. Вакуумная система потребляет 25 % свежей воды. Пос-
ле вакуумной системы отработанную воду охлаждают, очищают и подают по
циркуляционной магистрали. Следует отметить, что около 5 % свежей воды
добавляют из внеплощадочных сооружений.
Удельные нормы водопотребления для некоторых видов бумаги представ-
лены в табл. 2.10.1.
Для внутрицеховой очистки избыточной оборотной воды применяют аппа-
раты, работающие по принципу осаждения, скребковые ловушки, конусные
отстойники, флотационные ловушки, аппараты, работающие по принципу
фильтрации, дисковые фильтры, для локальной очистки оборотных вод — фрак-
ционаторы и самоочищающиеся фильтры. Для охлаждения воды предназначе-
ны охладительные башни, градирни, теплообменники.
Расчет количества необходимого оборудования производят по формуле
П = W/qQ,
где п — число машин, шт.; W— общий гидравлический поток, м3/с; — про-
пускная способность единицы оборудования, м3/с.
Полученное количество округляют до большего целого числа и добавляют
одну-две единицы для резерва.
Значение гидравлического потока находим с помощью выражения
W= Q/V, м3/с,
где Q — количество массы, кг/с; V— объемная масса, кг/м3.
Объемная масса волокнистой суспензии зависит от ее концентрации С, %'.
Таблица 2.10.1
Нормы водопотребления
Бумага Расход воды, м3/т продукции
свежей оборотной
Газетная 55 250
Дисчая и типографская 85 265
^ешочная 50 265
Дб^рточно-упаковочная 45 290
для гофрирования 70 245
525
Таблица 2.10.2
Скорость движения среды, м3/с
Среда Трубопровод
всасывающий напорный
"Масса концентрацией, %: до 1 от 1 до 3 от 3 до 5 1,0-1,5 0,8-1,2 0,5-0,8 2,0-2,5 1,5-2,0 1,0-1,5
Оборотная среда 1,0-1,5 2,5-3,0
Свежая вода 1,0-1,5 2,5-3,0 ~
Мокровоздушная смесь вакуумных систем 15-30 —
Сжатый воздух — 8-16 ~
Вытяжные шахты 4-6 —
Водяной пар: перегретый насыщенный — 25-50 25-40
V= 3,9463С + 998,23, кг/м3.
Система коммуникаций воды включает в себя трубопроводы, оборудован-
ные штуцерами для присоединения измерительных приборов, и запорно-регу-
лирующую арматуру.
На основании баланса воды и волокна определяют диаметры трубопрово-
дов для массы, воды и мокровоздушной смеси по формуле
V nV ’
где W— расход среды, м3/с; V— скорость движения среды в трубопроводе, м/с
(табл. 2.10.2).
Материал труб — сталь 08Х18Г8Н2Т для бумажной массы, оборотной воды,
суспензии каолина, полиакриламида, крахмального клея, канифольного клея,
красителей, декстрина, сталь 08Х22Н6Т для бумажной массы, латекс для по-
кровной пасты, стеарат аммония, казеин, покровные растворы для светочув-
ствительных бумаг.
2.10.2. Запорно-регулирующая арматура
Задвижки шиберные массные с ручным управлением устанавливают на лини-
ях бумажных цехов с Ду от 50 до 800 мм, Ру до 0,6 МПа, с пневмоприводом и с
электроприводом — Ду от 50 до 500 мм. Дозирующие шиберные задвижки с элек-
троприводом используют для тонкого регулирования расхода массы, поступаю-
щей на разбавление перед подачей на машину, они имеют Ду от 100 до 600 мм.
526
Когда не требуется плотность в закрытом положении, применяют засло-
ночные устройства Ду от 80 до 500 мм, установленные на линиях воды и волок-
нистых суспензий до 3 % концентрации, с ручным управлением и с пневмо-
приводом.
Заслоночные устройства запорно-регулирующие с ручным управлением и
пневмоприводом Ду от 50 до 500 мм располагают на линиях воды, массы, воз-
духоводах, вакуумных линиях.
Краны шаровые запорные с ручным управлением и пневмоприводом уста-
навливают на линиях оборотных вод, массы, химикатов при высоком давлении
в трубопроводах и при больших скоростях потоков в длинных трубопроводах.
Шаровые краны выпускают нескольких типоразмеров:
Ду, мм Ру, МПа
200-500 До 1,0
80-400 До 2,5
15-50 До 4,0
Регулирующие краны шаровые с пневмоприводом, устанавливаемые на
линиях оборотных вод, массы, химикатов при высоких давлениях и больших
скоростях потока, имеют следующие размеры:
Ду, мм Ру, МПа
200-400 До 1,0
80-400 До 2,5
15-50 До 4,0
2.10.3. Вакуумные системы
Назначение вакуумных систем — обеспечение интенсивного обезвожива-
ния мокрого бумажного полотна в сеточной и прессовой частях бумагодела-
тельной (картоноделательной, сушильной) машины, передачи бумажного по-
лотна в прессовую часть, кондиционирования сукон, вакуумирования полостей
в декулаторе и напорном ящике. Вакуумная система состоит из вакуумных во-
докольцевых или двухроторных насосов (турбовоздуходувок), связанных с зо-
нами отсоса трубопроводами и оснащенных запорно-регулирующей арматурой,
водоотделителями и глушителями шума.
Рассмотрим технические характеристики водокольцевых вакуум-насосов
(табл. 2.10.3). Обычно они объединяются в группы общими трубопроводами и
расположены над железобетонными каналами, служащими емкостью для сбора
отходящей воды, выброса воздуха и являющимися глушителем шума. При ин-
дивидуальном подключении насосов требуется самостоятельная установка во-
доотделителей и глушителей шума.
Вакуумные двухроторные насосы (типа Руте) — это воздуходувки
(табл. 2.10.4), работающие в режиме вакуумных насосов. Двухроторные насосы
следует устанавливать на расстоянии до 100 м от зоны отсоса, а водоотделители
можно располагать вблизи машины.
527
Таблица 2.10.3
Вакуум-насосы водокольцевые
Характеристика Тип
УНВ-01 УНВ-02 УНВ-03 УНВ-04 УНВ-05
Производительность, приведенная к условиям всасывания, м3/мин 8,5 16,5 27,0 35,0 61,5
Тип электродвигателя А02-72-6 А425-058 4А315М-10 4А315М-10 4А315М-10
Мощность, кВт 22 40 55 75 100
Частота вращения, об/мин 1000 750 600 600 600
Напряжение, В 220/380 220/380 220/380 220/380 220/380
Масса, т 0,81 1,36 2,73 3,27 5,39
Таблица 2.10.4
Воздуходувки типа Руте
Марка воздуходувки Производитель- ность, м3/ч Число оборо- тов, об/мин Мощность, кВт Масса, кг Диаметр патрубка, мм
РГН-1200 790 970 14 855 100
РГН-3000 1800 730 28 1400 150
Вакуумная система с вакуум-компрессорами включает в себя агрегат ваку-
ум-компрессора, состоящий из одной или двух вакуумных турбовоздуходувок,
редукторов, системы централизованной смазки и привода; установки для отде-
ления воды, состоящие из специальных водоотделителей и насосов; систему
регулирования, состоящую из схемы защиты от перегрузок и помпажа; регуля-
торы и систему электрической блокировки.
В вакуум-компрессоре недопустимо попадание воды на лопатки даже в ка-
пельном виде. Поэтому применяют две ступени водоотделения из просасывае-
мого воздуха. Система удаления воды после водоотделителей гравитационная,
вода из водоотделителей удаляется самотеком при помощи барометрической
трубы в глубинный колодец с гидрозатвором, расположенным ниже водоотде-
лителя на 9—12 м. Экстракционную воду из водоотделителей отводят экстрак-
ционными насосами, применяемыми в том случае, когда природные условия
не позволяют создать глубинный колодец.
В результате большого сжатия воздуха в вакуум-компрессоре его температу-
ра достигает 110—160 °C. Этот воздух может использоваться в сушильной части
машины.
Рассмотрим технические характеристики вакуум-компрессоров (табл. 2.10.5).
При колебаниях вакуума в отсасывающих системах у вакуум-компрессоров ме-
няется потребляемая мощность, что отличает их от вакуумных насосов (водо-
кольцевых и двухроторных).
При проектировании вакуумной системы следует учитывать вид вырабаты-
ваемой продукции, степень помола массы, содержание наполнителей, геомет-
528
Таблица 2.10.5
Вакуум-компрессоры
Показатель ВК-700-41-1, ступень В К-100-41-1, ступень
I II III IV I II III IV
Абсолютное давление при входе в ступень, кПа 20 38 54 75 26 38 54 75
Объемная подача по усло- виям всасывания, м3/мин 350 180 115 55 380 280 220 120
Температура выходящего воздуха, ’С — — — 155 — — — 139
Тип электродвигателя СТД-1000-23У5 СТД-1600-2Т
Мощность, кВт 800 800 800 800 1300 1300 1300 1300
Частота вращения, об/мин 3000 3000 3000 3000 3000 3000 3000 3000
рические характеристики зон отсоса, вид сетки и сукна, скорость машины,
температуру отлива и др.
2.10.4. Автоматизация управления вакуумной системой
Как правило, вакуумная система мокрой части БКСМ включает в себя
вакуум-компрессор, декулатор, отсасывающие ящики, камеры гауч-вала, пе-
ресасывающего вала, а также валы прессовой части и щелевые сукномойки.
Под вакуумом могут работать напорные ящики и некоторые элементы па-
роконденсатной системы.
При использовании вакуум-компрессоров может наблюдаться недогрузка от-
дельных ступеней по расходу воздуха в результате колебаний массы 1 м2 бумажно-
го полотна и состояния сукон. Неравномерная нагрузка ступеней вакуум-компрес-
сора приводит к опасным вибрациям. Для устранения подобных явлений используют
систему регулирования нагрузки каскадного типа. Нагрузка первой ступени ваку-
ум-компрессора устанавливается регулятором расхода воздуха, последний измеря-
ется по перепаду на диафрагме дифференциальным манометром первой ступени и
далее передается на регулятор расхода воздуха во второй ступени.
Аналогично построена система регулирования расхода воздуха в третьей сту-
пени. Каскадная система управления нагрузкой ступеней вакуум-компрессора по-
зволяет регулировать нагрузку второй и последующих ступеней в зависимости от
нагрузки первой ступени. Для нормальной работы вакуумного водоотделителя уро-
вень в последнем стабилизируется регулятором, воздействующим на клапан, рас-
положенный на линии откачки, и клапан на линии рециркуляции. Эту схему при-
меняют для всех водоотделителей, работающих совместно с насосами откачки.
2.10.5. Вентиляция сеточной части
Вентиляцию сеточной части используют при больших скоростях машин
г1ля Удаления влажного воздуха из подсеточного пространства.
529
Воздух насыщается мелкими каплями воды от спрысков, работающих при
высоком давлении. Для предохранения помещения от проникновения влаги
подсеточное пространство ограждают съемными щитами, а воздухозаборник,
присоединяемый трубопроводом к вентилятору, располагают между ветвями
сетки вблизи грудного вала.
2.10.6. Подшипниковые опоры валов и цилиндров
В бумаге-, картоноделательных и сушильных машинах подшипниковые опо-
ры валов и цилиндров в зависимости от вида нагрузки имеют следующие осо-
бенности: все подшипники с лицевой стороны плавающие, а с приводной —
неподвижные. Вместе с сальниковыми устанавливают лабиринтные уплотне-
ния _ обязательно со стороны рабочей части валов для предохранения от по-
падания смазки на бумажное полотно.
Подшипниковые опоры валов и цилиндров плоскосеточных БКСМ:
1. Грудной вал. На лицевой стороне устанавливают роликовый двухрядовый
сферический подшипник, на приводной стороне при малых осевых силах —
роликовый радиально-упорный, при больших осевых силах (тряска) — ролико-
вый двухрядовый сферический и два радиально-упорных шарикоподшипника.
Роликовые двухрядовые сферические подшипники выбирают из двух серий:
3600 и 3003200 (ГОСТ 520-89).
2. Регистровые валики. Применяют самоустанавливающиеся сферические
шарикоподшипники. Для широких машин используют сферические роликопод-
шипники серии 3600.
3. Отсасывающий гауч-вал. Применяют большие самоустанавливающиеся
роликоподшипники серий 3003200 и 3003700, для вакуумной камеры — само-
устанавливающиеся роликоподшипники серий 3500, 3600, 3003200. Для быст-
роходных машин фирма “ФАГ” (Германия) использует двухрядовые ролико-
подшипники с цилиндрическими роликами, наружное кольцо на лицевой
стороне выполнено как шарнирный подшипник.
4. Сеткоповоротный вал (см. подшипники грудного вала без тряски).
5. Валы пресса. Применяют самоустанавливающиеся двухрядовые сфериче-
ские роликоподшипники серий 3003700 и 3003200.
6. Сукномоечные валы. Применяют самоустанавливающиеся роликовые под-
шипники, как в валах пресса.
7. Сетко- и сукноведущие валики. Применяют самоустанавливающиеся ро-
ликовые подшипники серии 3600.
8. Натяжные и правильные валики. Применяют два самоустанавливающихся
роликоподшипника и два сдвоенных плавающих радиально-упорных шарико-
подшипника. Для обеспечения значительных перемещений лицевая сторона
может быть снабжена вместо шарикоподшипников роликовыми подшипника-
ми с широким внутренним кольцом.
9. Сушильный цилиндр. Применяют два роликоподшипника с увеличен-
ным радиальным зазором и со сферическими роликами. Корпус плавающего
подшипника помещают на ножевые опоры (на призмы) или опоры на катках.
Фирма “ФАГ” предлагает со стороны плавающего подшипника располагать под-
530
шипники с цилиндрическими роликами, имеющими выпуклый профиль и до-
пускающими устанавливаемость по углу до 7 угловых минут (или конструкцию
шарнирного плавающего подшипника с шарообразным наружным диаметром).
10. Лощильный цилиндр. Для неподвижного подшипника устанавливают
роликоподшипник со сферическими роликами. Плавающий подшипник двух-
рядовый, он является устанавливаемым по углу роликоподшипником с цилин-
дрическими роликами.
11. Холодильный цилиндр. Опоры соответствуют опорам сушильных цилиндров.
12. Машинный каландр. Для верхних валов устанавливают роликовые двух-
рядовые сферические подшипники серий 3003100 и 3003700, для нижних ва-
лов — серии 3003200.
13. Тамбурный вал. На каждую опорную точку устанавливают два ролико-
подшипника ро сферическими роликами. Один подшипник фиксируют, ос-
тальные три плавающие, корпуса имеют шарообразную форму.
14. Цилиндр наката. Включает в себя двухрядовые сферические роликопод-
шипники серии 3003700.
15. Опоры шаберов. Это пятирядовые шарикоподшипники без желобчатых
дорожек качения и с шарообразной частью наружного диаметра, охватываемой
корпусом шарообразной формы.
Наиболее уязвимыми в конструкции бумаго-, картоноделательных и сушиль-
ных машин являются подшипниковые узлы валов и цилиндров, работающие в
условиях больших нагрузок, температур и влагосодержащей среды. Поэтому не-
обходимо принимать меры по созданию соответствующего конструктивного офор-
мления подшипниковых опор, по защите их от влаги, загрязнений, по созданию
необходимых условий работы (например, по типу смазки) и по обеспечению
контроля работоспособности.
2.10.7. Система смазки
Смазка подшипников
Назначение:
снижение потерь на трение;
уменьшение износа контактирующих поверхностей;
удаление продуктов износа;
охлаждение поверхностей трения;
предохранение от коррозии;
предохранение от загрязнений;
демпфирование динамических нагрузок, снижающее уровни шума и вибрации;
продление срока службы подшипников до усталости.
Для подшипников качения при выборе смазки учитывают число оборотов,
нагрузку и рабочую температуру. В зависимости от условий работы в качестве
смазки используют консистентные смазки или масла. Консистентные смазки
Многочисленны. Они различаются в зависимости от вида опор, например:
вентиляторы горячего воздуха и механизма сушильных камер — смазки
Аэ₽ол, БИЗ-4, ЛСЦ-15;
531
зубчатые передачи — УНИОЛ-1,2, ЛСЦ-15, Лимол;
дымососы, вентиляторы — Литол-24, Униол-1, ЛС-Ш, ЛСЦ-15;
карданы, шарниры — РУС-4, № 158;
муфты зубчатые — Лимол;
насосы — Литол-24, Униол-1, ЛС-Ш;
прессовые валы — Униол-1,2, ЛС-Ш;
пропарочные камеры — Униол-1,2, Лимол;
подогревательные цилиндры — Лимол;
сукноведущие валики прессовых частей — Литол-24, Униол-1, ЛСЦ-15;
сукноведущие валики сушильных частей бумагоделательных машин — Ли-
тол-24, картоноделательных машин — Аэрол, ЛСЦ-15;
сортировки — ЛС-Ш, Униол-1;
электродвигатели— ЭШ-176, Литол-24, Фиол-2, 1/3.
Для мокрой части используют литиевые смазки типа Литол-24, Фиолы,
ЛСЦ-15, ЛС-Ш и ШРУС-4. Отечественной промышленностью разработана
смазка “Бумол”, которая заменяет Литол-24, ЛСЦ-15 и отличается меньшей
испаряемостью, имеет лучшие показатели по влаго- и термоупрочнению, бо-
лее высокие смазывающие свойства.
Жидкие смазки применяют в том случае, когда из-за высоких нагрузки,
числа оборотов и температуры окружающей среды происходит сильное нагре-
вание подшипников. При этом необходимо выполнить отвод тепла, осуществ-
ляемый циркуляцией масла с последующим его охлаждением.
Применяют, например, масла марок ИГП-72, ИГП-91, ИГП-114, ИТД-150.
Выбор масла зависит от места опоры, например, в прессовых валах — большие
натрузки, а в сушильной части — высокие температуры, поэтому марка масла
выбирается в зависимости от условий работы. Высокие температуры нагрева под-
шипников в сушильной части резко снижают вязкость масла. Зависимость вели-
чины кинематической вязкости масла v от температуры t имеет вид
v = voe~kt, м2/с,
где v0 — исходная вязкость; к — постоянный коэффициент; t— температу-
ра, °C.
Следует отметить, что постоянные величины зависят от марки масла. Мас-
ло с номинальной вязкостью более 1500 м2/с часто применяют, так как при
перекачивании с температурой около 60 °C его вязкость равна 600 м2/с, и оно
становится вязкотекучим. Поэтому если применяют масло с номинальной вяз-
костью до 300 м2/с, то при температуре подшипника 120 °C оно имеет вязкость
около 14 м/с, что снижает срок службы до усталости подшипника, определя-
емый следующим уравнением (согласно рекомендациям фирмы “ФаГ”):
Pt = ala23PH,
где al — коэффициент вероятности отказа (принимаем al > 1 для 10 % вероят-
ности отказа); а23 — коэффициент для материала масла и условий эксплуата-
ции; Рн — номинальный срок службы.
532
Расход масла
Количество подаваемого масла в подшипник зависит от наружного диамет-
ра подшипника, его конструктивного исполнения и условий отвода тепла.
Необходимо создавать условия, чтобы масло, поступающее в подшипник,
было наиболее холодным и обладало возможно более низкой вязкостью, на-
сколько это возможно для смазки. Поэтому маслопроводы в теплой атмосфере
и зоне теплового излучения следует выполнять с тепловой изоляцией. Продол-
жительность применения масла зависит от его марки, температуры, наличия
загрязнений и количества. Запас масла в маслобаке будет таким:
Q.sa-W
3-8
где q. _ расход масла в подшипнике, л/м; 3—8 — циркуляция в час.
Следует учитывать, что от времени пребывания масла в маслобаке зависит
осаждение загрязнений. Чем больше объем Q, тем лучше очистка и охлаждение.
При применении масла с высокой вязкостью в маслобаке производят по-
догрев, необходимый в период пуска машины. Температура на поверхности
подогревающих змеевиков не должна быть высокой, так как следует учитывать
ускорение старения масла при высоких температурах.
Таблица 2.10.6
Смазочные станции
Параметр Расход масла, л/мин
40 80 160 320 630
Объем смазочного бака, м3 2,0 3,2 8,0 12,5 20,5
Давление масла в напорном трубопроводе, МПа, не более 0,3 0,3 0,3 0,3 0,3
Температура масла, °C, не более:
рабочая 50 50 50 50 50
перед сепаратором 70 70 70 70 70
Расход воды в маслоохладителе, л/мин 32 63 125 250 500
Давление воды в маслоохладителе, МПа, не более 0,4 0,4 0,4 0,4 0,4
Температура воды, °C, не более:
перед маслоохладителем 25 25 25 25 25
после маслоохладителя 30 30 30 30 30
Давление пара в маслоподогревателях, МПа 0,5 0,5 0,5 0,5 0,5
^Расход пара в маслоподогревателе, кг/ч 80 80 160 160 160
расход пара в сепараторе, кг/ч 80 80 160 160 160
Давление сжатого воздуха в пневмогидроак- ^У^уляторе, МПа, не более 0,3 0,3 0,3 0,3 0,3
533
Рис. 2.10.1. Схема циркуляционной смазки:
1 — бак (резервуар) для масла; 2— змеевик для нагрева и охлаждения масла;
3 — насос для подачи масла; 4— дисковый самоочищающийся фильтр;
5— маслоохладитель; 6 — маслонагреватель; 7— сепаратор масла;
8, 9— нагнетательная и сливная магистрали; 10— подшипник; 11— вентили
Характеристика смазочных станций отечественного производства представ-
лена в табл. 2.10.6.
Централизованную смазку применяют для подшипников гауч-вала, сушиль-
ной и прессовой частей, каландра и наката, а также для смазки шестерен при-
водной части. Система циркуляционной смазки включает в себя смазочную ав-
томатизированную станцию и трубопроводы с дозирующими устройствами.
Рассмотрим принципиальную схему централизованной смазки (рис. 2.10.1).
Число мест смазки зависит от конструкции машины и может достигать
2000, при этом циркулирует до 5 т масла. Источником маслоснабжения служит
масляный бак 7, в котором масло постоянно циркулирует с помощью насосов
3. Температуру масла поддерживают на заданном уровне с помощью автомати-
ческой системы регулирования. Нагрев масла может осуществляться электри-
ческими подогревателями, паром, или оно охлаждается водой для стабилиза-
ции начальной вязкости.
Из бака 7 насосы 3 перекачивают масло в напорную магистраль 8, давление
в которой регулируется за счет перепуска части масла в обвод насосов 3 через
регуляторы давления. При опасном превышении давления срабатывает предох-
ранительный клапан.
Для обеспечения надежной, безотказной работы машины станцию осна-
щают двумя насосами. Масло из магистрали через пластинчатые и магнитные
534
фильтры поступает в охладитель 5. Нагрев масла в смазочном баке 1 используют
в основном при пуске станции, а также во время работы, если температура
масла, поступающего от машины, слишком низкая. Охлаждение масла произ-
водят в зависимости от температуры.
После охлаждения масло поступает в основную магистраль, в которой
контролируются давление и температура.
Давление в магистрали регулируют за счет частичной рециркуляции масла
через регулятор давления.
Для гашения пульсаций в магистрали служит пневмогидроаккумулятор.
Из напорной магистрали 8 масло подводится к точкам смазки после про-
хождения ротаметров, число которых равно количеству точек смазки.
Пройдя через смазываемый подшипник 10, масло возвращается в магист-
раль сбора м^сла, откуда оно поступает обратно в бак 1.
К баку 1 подключена система для сепарации масла, имеющая собственный
подогрев через пароподогреватель.
Управление включением маслонасосов, контроль расхода масла по точкам
смазки, сигнализация о неполадках в системе, о падении уровня в баке 1,
фиксируемые соответственно сигнализаторами расхода и уровня, осуществля-
ются с помощью микропроцессорного контроллера. Пульты с ротаметрами ус-
танавливают для наблюдения с лицевой и приводной сторон.
Удаление пультов от машины должно быть минимальным для сокращения
длины трубопроводов, идущих к точкам смазки.
2.10.8. Система приема, переработки и удаления брака
Бумажный брак на машине образуется в результате обрезания кромок по-
лотна на гауч-вале и при обрывах в прессовой, сушильной частях и на каландре.
Брак состоит из волокнистого материала, пригодного для дальнейшего исполь-
зования за исключением случаев, связанных с неудовлетворительной компози-
цией первоначальной бумажной массы. Вследствие различного влагосодержа-
ния в волокнистом полотне проектируются две системы переработки брака —
мокрого и сухого — с производительностью, соответствующей производитель-
ности машины.
Система автоматизации гауч-мешалок позволяет сохранять заданную кон-
центрацию, исключать перелив массы, обеспечивать оптимальный режим ра-
боты массных насосов для откачки массы. Гауч-мешалки рассчитываются для
работы в двух режимах переработки — кромок и волокнистого полотна. Насос и
мешальное устройство работают непрерывно. Уровень массы в ванне поддержи-
вается постоянным при всех режимах.
В режиме переработки кромок с волокнистой массой вода поступает от
смыва кромок. При этом концентрация массы в ванне низкая (0,5—0,7 %). По-
этому такая масса перед дальнейшим применением должна подаваться на сгус-
титель.
В режиме переработки полотна, имеющего сухость до 22 % после гауч-вала
либо до 28 % после I пресса, необходима дополнительная подача оборотной
воды для разбавления массы до 3 %. Обрыв полотна регистрируется фотоэлект-
535
пическим датчиком, и открываются задвижка подачи оборотной воды в отбой-
ный спрыск и задвижка, установленная на трубопроводе подачи оборотной
воды для разбавления массы в ванне гауч-мешалки. Количество воды регулиру-
ют дистанционно с помощью клапана. Массу из ванны гауч-мешалки перека-
чивают в бассейн брака, минуя сгуститель.
Гидроразбиватели, предназначенные для роспуска и перемешивания мас-
сы в гауч-мешалке и для переработки сухого брака, могут быть трех типов:
вертикальный, горизонтальный и комбинированный. Тип ротора выбирают в
зависимости от влагопрочности распускаемого материала. Для легкораспускае-
мого материала применяют ротор без дополнительных размалывающих дисков,
для влагопрочных материалов и картона или когда требуется полный роспуск —
ротор с размалывающими дисками. Диаметры роторов колеблются от 0,6 до
1,7 м в зависимости от объема ванны.
Для переработки сухого брака рациональнее применять типовые гидрораз-
биватели, если позволяет помещение нижнего этажа. Сухой бумажный брак
поступает в ванну гидроразбивателя от конца сушильной части, каландра и
наката. Система имеет два массных насоса. При переработке кромок от продоль-
но-резательного станка работает один насос в режиме рециркуляции массы,
при этом все клапаны закрыты. После достижения нужной концентрации в
ванне регулятор концентрации открывает клапаны, установленные на линии
подачи оборотной воды для регулирования концентрации массы в ванне гидро-
I разбивателя. При достижении максимального уровня включается насос для пе-
рекачки массы в бассейн брака. Работа насоса прекращается после достижения
рабочего уровня в ванне. При обрыве полотна автоматически открывается кла-
пан, обеспечивающий дополнительную подачу воды, производящей разбавле-
; ние до концентрации несколько выше заданной. Окончательное регулирование
концентрации производят регулятором. После роспуска брака, связанного с
обрывом, система автоматически перестраивается на процесс роспуска кромок.
Геометрические размеры ванны и диаметр ротора имеют следующие пределы:
Ь/Лр = 2,0-2,5; £/Dp = 4-8,
где b — ширина ванны, м; Dp — диаметр ротора, м; L — длина ванны, м.
Расстояние между двумя соседними роторами равно 2,0—2,5 их диаметров.
Обычно окружная скорость ротора составляет 5—9 м/с для гауч-мешалок и
12—20 м/с для гидроразбивателей сухого брака.
Мощность, затрачиваемую на роспуск брака, определяют по формуле
N = О,О1£0, кВт,
где к — удельный расход энергии на роспуск, кДж/100 кг; Q — производитель-
ность установки, кг/с.
Удельный расход энергии на роспуск бумаги и картона, кДж/100 кг:
Легкораспускаемые материалы
Мокрый брак после гауч-вала и прессов................. 2880
Целлюлоза беленая..................................... 3600
Бумага сигаретная..................................... 3600
536
Бумага без проклейки................................ 5400
Древесная масса..................................... 7200
Среднераспускаемые материалы
Целлюлоза небеленая................................. 9000
Бумага журнальная.................................. 10080
Бумага писчая...................................... 10080
Бумага конденсаторная............................... 9000
Бумага мешочная.................................... 10800
Бумага оберточная.................................. 14400
Бумага упаковочная................................. 14400
Картон папочный..................................... 9000
Картон макулатурный................................. 9000
Труднораспускаемые материалы
Целлюлоза соломенная................................12600
Бумага перфокарточная...............................12600
Бумага мелованная...................................12600
Бумага рисовальная................................. 12600
Бумага-фотоподдожка................................ 12600
Картон многослойный.................................14400
Подпергамент........................................16020
Пергамент прозрачный................................18000
2.10.9. Система автоматического аварийного пожаротушения
Система автоматического аварийного пожаротушения предназначена для
локализации и ликвидации пожара в сушильной части. Общая схема установки
пожаротушения включает в себя бак для хранения воды, который первоначально
заполняется через магистраль до определенного уровня, контролируемого уров-
немером. В баке с помощью регуляторов уровня прямого действия поддерживает-
ся уровень (несколько выше первоначального) от отдельной магистрали. При
отсутствии пожара насос вспомогательной системы находится постоянно в рабо-
те, создавая напор воды на выходе основных насосов и заполняя трубопровод-
ную сеть. Датчиком пожара являются спринклерные сопла, установленные по
всей верхней части колпака сушильной части. При температуре 106—110 °C мате-
риал спринклеров плавится, открывая доступ воде на взбрызгивающую форсун-
ку и уменьшая давление в напорной магистрали. Затем сигнализатор давления
включает приводной двигатель основного насоса и выключает вспомогательный
насос. Если запуска основного насоса не произошло, то сигнализатор давления
включает резервный дизельный насос со стартерным пуском от аккумуляторной
батареи.
2.10.10. Корпус машины
Корпус машины — конструкция, служащая ее основанием и несущая
все механизмы для осуществления технологических процессов. Корпус состоит
из каркаса, оболочек, настилов, трапов, заграждений и фундаментных плит.
537
Назначение корпуса машины — обеспечение монтажа и удобства эксплуата-
ции, а также соответствующей надежности, жесткости и необходимой изоля-
ции от внешней сферы помещения.
Каркас — несущая конструкция, состоящая из станин, балок, стоек и
стержней, покоящихся на фундаментных плитах, прикрепленных к фундамен-
там. Согласно ОСТ 26-08-720-72 фундаментные плиты, в зависимости от вида
(однопазовые, двухпазовые и беспазовые), имеют различные размеры и подби-
раются в соответствии с нагрузкой и типом крепления станин. Фундаменты
предназначены для надежной устойчивости фермы каркаса и гашения колеба-
ний, вызываемых движущимися частями машины. Поэтому установлены нор-
мы на деформации фундаментов.
Станины — основные детали каркаса, предназначенные для крепления на
них подшипников валов и цилиндров, подводящих магистралей воды, масла, воз-
духа и пара, защитных ограждений и т. п. Станины к фундаментным шинам крепят
болтами. Для бумагоделательных машин первого и второго поколений изготавли-
вали станины фигурные, округлой формы и без острых углов для удобства обслу-
живания машины, особенно при заправке полотна, удалении обрывов и т. п.
При переходе на большие скорости в третьем поколении машин потребо-
вались автоматическая проводка полотна через всю машину и предотвращение
доступа к бумажному полотну путем установки заграждений и колпаков. Воз-
никшие с повышением скорости машин вибрации определили форму более
жестких станин коробчатой формы. Станины сушильной части разделяют на
два типа: лицевые — допускающие свободный доступ для осмотра, проведения
заправочной полосы бумаги, удаления брака, чистки от загрязнений и других
операций по технологическому регламенту и приводные станины — обеспечи-
вающие расположение закрытых редукторов для колес зубчатых передач, вра-
щающих цилиндры всей приводной сушильной группы от одной ведущей шес-
терни, соединенной с двигателем через редуктор и промежуточный вал.
2.10.11. Автоматическая заправка бумажного полотна
Для заправки и проводки бумажного полотна в машине используют кана-
тиковую и пневматическую проводку заправочной полосы. На сеточной части
перед гауч-валом на заправочной скорости при помощи гидравлического ножа
(подвижным спрыском высокого давления) отрезают заправочную полосу от
лицевой стороны полотна шириной до 100 мм. Подвижный спрыск укрепляют
на трубе длиной, равной ширине сетки, вставленной в другую, неподвижную
трубу с прорезью для перемещения спрыска. Лицевой конец спрысковой трубы
оборудован краном и штуцером для присоединения гибкого шланга, другой
конец заглушен. Отрезанная заправочная полоса с лицевой стороны при помо-
щи пневматического спрыска в гауче сдувается на приемное прессовое сукно
или подхватывается пересасывающим валом. Остальное полотно сбрасывают в
бассейн гауч-мешалки. После проводки через I пресс заправочная полоса воз-
душной струей забрасывается в систему канатиковой заправки.
Канатиковая заправка состоит из двух бесконечных нейлоновых или хлоп-
чатобумажных канатиков диаметром 6—12 мм, зажимающих заправочную поло-
538
су и охватывающих все последующие валы прессовой и цилиндры сушильной
части. Для этого с лицевой стороны на валах и цилиндрах делают специальные
канавки для размещения канатиков.
Поскольку разности скоростей между приводными группами различны,
канатиковые системы в группах индивидуальны. Передача заправочной поло-
сы из одной группы в другую осуществляется автоматически. В конце машины
заправочная полоса сбрасывается в бассейн гидроразбивателя для брака. Сво-
бодные ветви канатиков поддерживаются алюминиевыми шкивами и обору-
дуются натяжными устройствами. По окончании проводки заправочной поло-
сы до конца машины гидравлический нож передвигают вручную до приводной
стороны сеточной части, и бумажное полотно автоматически заправляется по
всей машине, после этого можно переводить машину на установленную рабо-
чую скорость.
Срок службы хлопчатобумажных канатиков составляет до 4 месяцев, а ней-
лоновых — до 12 месяцев.
Для продления срока службы канатиков разработана конструкция, обеспе-
чивающая движение канатиков только во время заправки и оборудованная спе-
циальными шкивами, посаженными на цапфы валов и цилиндров на под-
шипниках качения. Привод канатиковой группы обеспечивается одним или
несколькими приводными шкивами, подсоединяемыми к лицевым крышкам
валов и цилиндров через прокладки из феррадо.
При нормальной работе машины канатики неподвижны, а ведущие шкивы
включаются только при заправке путем подачи воздуха в мембранный меха-
низм. При этом нет необходимости применять отдельные канатики для каждой
приводной группы, можно ограничиться сквозной проводкой по всей машине
или разделить канатиковые устройства на две части.
2.10.12. Спрыски
Спрыски применяют в целях гашения пены в напорных ящиках, очистки
сеток, смыва отложений волокон с поверхности валов, отрезания кромок влаж-
ного полотна в сеточной части, промывки сетки в ровнителе, смачивания по-
верхностей трения в отсасывающих валах, промывки сукон в прессовой части,
увлажнения поверхности бумажного полотна перед каландрированием.
Конструктивно спрыски разделяют на два типа: с веерообразной струей
распыляемой воды и струйные, работающие под высоким давлением. В ряде
случаев спрыскам сообщается возвратно-поступательное движение поперек хода
сетки при помощи разнообразных механизмов: пневматических, гидравличе-
ских и электромеханических.
Без насадок спрыск представляет собой металлическую трубу диаметром
50—75 мм с отверстиями вдоль образующей с шагом 30—100 мм, или для луч-
шего орошения и уменьшения расхода воды на трубу надевается дополнитель-
ная планка, в результате создается плоская веерообразная струя.
Для приведенных выше конструкций спрысков требуется подача свежей
очищенной воды во избежание засорения отверстий и предохранения узлов
Машин от попадания песка.
539
При применении оборотной воды, содержащей мелкие включения (волок-
на наполнители и т. п.), используют самоочищающиеся спрыски.
Конструктивно самоочищающиеся спрыски выполняют в виде нескольких
вариантов: очистка путем изменения геометрических параметров насадка; с
установкой очищающих щеток, сеток, игл.
Примером самоочищающегося спрыска служит насадок фирм “Вентури” и
“Броутон” с эластичными диафрагмами. При забивании отверстий в насадке
диафрагма прогибается и загрязняющие частицы вымываются вместе с водой
под действием возросшего давления в трубе. Форма отверстий в диафрагме раз-
ная и зависит от вида струи.
Фирма “Груббенс” внутри спрысковых труб устанавливает щетки из жест-
ких синтетических нитей, поворачивающихся непрерывно автоматически либо
периодически вручную.
Фирма “Дм. Цурюк” применяет насадок с игольчатой формой струи. Засо-
рившееся отверстие очищают вручную путем нажатия на шток с концевой иг-
лой, проталкивающей загрязнение через отверстие. Для обратного движения на
шток установлена пружина, для каждого насадка требуется самостоятельный
подвод воды для спрыска.
2.10.13. Шаберы
Шаберы применяют для очистки валов и цилиндров во всех частях машины
в целях удаления брака, налипших волокон, минеральных добавок, клея, со-
держащихся в бумажной массе, устранения водяных колец на валах, отражения
оборотной воды в подсеточное пространство и микрокрепирования на янки-
цилиндре. Рабочим элементом служит лезвие из текстолита или металла, уста-
навливаемое к горизонтали под углом 20—25° в мокрой части и 25—30° для
сушильной части. По мере износа лезвия угол установки меняется на 5°.
Материал лезвия выбирают в зависимости от контактирующих с ним валов.
Металлические лезвия изготавливают из лент толщиной до 1,5 мм. Стальные
лезвия подвергают термической обработке (отжигу) до твердости 30—35 HRc
(табл. 2.10.7).
Конструкция шаберного устройства состоит из корпуса, держателя лезвия,
механизма для подвода и отвода лезвия к поверхности вала, опор и механизма
возвратно-поступательного движения шабера вдоль оси вала (цилиндра). Необ-
ходимо соблюдать условия, чтобы сила тяжести шабера, приложенная в центре
тяжести его поперечного сечения, обеспечивала прижим лезвия к поверхно-
сти вала.
Давление лезвия шабера на вал
где G — вес шабера; а, с — плечи моментов относительно оси поворота, м; b —
Длина лезвия, м.
Вращение вала вызывает дополнительное усилие прижима в зависимости от
направления действия момента сил трения относительно оси поворота шабера:
540
Материал для лезвий шаберов
Таблица 2.10.7
Место установки Материал вала Материал лезвия Давление лез- вия на вал, Н/м
Грудной вал Сталь, резина, Синтетический материал 70-90
бронза
Сетковедущие валы Сталь, резина, Синтетический материал 70-90
бронза
Прессовые валы:
гранитные Гранит Бронза Бр. ОФ6-5-1,5 180-350
или сталь 65Г
стонитовые , Стонит Бр. А7 или Ст. 65Г 135-225
обрезиненные:
гладкие Резина Синтетический материал 135-180
желобчатые « « 80-135
желобчатые Сталь « 90
полиуретановые Полиуретан « 80-100
Сукноведущие Резина « 80-100
Сушильные цилиндры Чугун Ст. У10А 170-200
Легированный чугун Нержавеющая сталь Ст. У10А 170-200
Холодильные цилиндры Синтетический материал 90-100
Медь Синтетический материал 90-100
Каландровый вал Отбеленный Ст. 9ХФ 135-220
чугун
Цилиндр наката Чугун Ст. У10А 135-180
G b(a±dfy
где d — плечо момента сил трения относительно оси поворота шабера, м; /—
коэффициент трения лезвия о вал.
Знак “минус” в знаменателе свидетельствует о незначительном увеличении
давления шабера на вал при расположении оси поворота внутри угла, образо-
ванного касательной к поверхности вала и плоскостью шабера. При смещении
оси поворота за плоскость лезвия момент от сил трения будет увеличиваться,
что вызывает повышенный износ лезвия.
Для дополнительного прижима шабера и регулирования его значения при-
меняют мембранные или поршневые механизмы, создающие дополнительные
Усилия до 20 % собственного веса шабера.
Жесткость корпуса шабера должна не превышать прогиб в 1—2 мм, а первая
Резонансная частота колебаний шаберного устройства — быть на 30—40 % боль-
ше частоты вращения валов и цилиндров.
541
Держатели лезвия могут быть разных конструкций: с жесткими пластинами
и регулировкой микрометрическими винтами для небольшого деформирова-
ния лезвия; с эластичными шлангами.
В период начального пуска машины рекомендуется устанавливать вместо
стальных бронзовые или латунные лезвия.
Сухое трение лезвия о вал вызывает тепловую деформацию, схватывание
первого и второго рода и электрическую эрозию. Износ металлического лезвия
равен 20-50 мкм/ч.
Для компенсации неравномерности износа и ее уменьшения рекомендует-
ся сообщать шаберам возвратно-поступательное движение вдоль оси вала с ам-
плитудой до 10 мм и частотой 15—20 двойных ходов в минуту. Такое движение
обеспечивает, например, устройство УДШ-1 (а. с. 388075 СССР), состоящее из
элементов: пневмогенератора импульсов, электропневмопреобразователя и двух
усилительных реле, подающих воздух в мембранный движитель.
Техническая характеристика УДШ-1
Давление питания генератора......................0,2 МПа
Давление силового питания........................До 0,4 МПа
Частота выходного сигнала........................0,1—1,0 Гц
Амплитуда выходного сигнала......................До 0,4 МПа
Габаритные размеры...............................23,0x13,0x14,0 м3
Допускаемая длина связи..........................До 100 м
Г.С. Зингером и А.М. Кучером предложена (а. с. 1273421 СССР) композици-
онная конструкция лезвия шабера, состоящая из верхнего стального лезвия,
обеспечивающего очищающую способность, и нижнего полимерного самосма-
зывающегося материала. При этом скорость износа лезвий уменьшается в 6—8
раз, износ поверхности вала — в 10—12 раз, коэффициент трения снижается в
2,5—3,0 раза.
В каждой части машины шаберные устройства имеют свои особенности.
В сеточной части они снабжаются спрысками и специальными лотками для
отвода соскабливаемой бумажной массы, в прессовой части — лотками для скоп-
ления снимаемых с вала загрязнений и для удаления бумажной массы при об-
рывах, производимого ленточным или шнековым транспортером, включаемым
автоматически.
В сушильной части корпус шабера верхних сушильных цилиндров имеет
специальную конструкцию — каплеобразную форму с перфорированной верх-
ней поверхностью для отсоса пыли или подачи сухого горячего воздуха. С торца
корпус соединяется с воздуховодом для присоединения вакуумной или нагне-
тающей магистрали. На каландрах эти шаберные устройства применяют для
подачи холодного воздуха в целях охлаждения отдельных участков вала.
2.10.14. Расправочные дуги и разгонные валы
В результате вытяжки и усадки полотна бумаги, картона и сукон на них
образуются морщины, которые устраняют при помощи расправочных дуг и
разгонных валов.
542
Расправочные дуги устанавливают перед накатом для разравнивания по-
лотна бумаги и снятия зарядов статического электричества, образующегося на
поверхности бумажного (картонного) полотна в результате трения на каланд-
ровых валах. Конструктивно дуги оформляют в виде изогнутой металлической
трубы со шлифованной поверхностью. Трубу обязательно надежно заземляют.
Разгонные валы применяются для расправления на сукнах складок и кор-
ректировки натяжения, для устранения складок на бумажном полотне после
сушильной части, перед каландром, накатом, а также при отделке.
Конструктивно разгонные валы имеют несколько вариантов: непрогибае-
мый, трубчатый металлический с антикоррозийным покрытием и с напаянны-
ми с возрастающим от середины к краям шагом двумя винтовыми спиралями
левого и правого направления. В обрезиненных валах спираль получают при об-
резинивании.
Угол охвата вала сукном составляет 90—180°. Иногда устанавливают два раз-
гонных валика. Во втором случае спираль наносят только по концам.
Недостатком этих валов является увеличивающийся износ сукна. Прогиба-
емые разгонные валы исключают разгонные спирали, и правку полотна произ-
водят путем изменения кривизны вращающегося вала типа Маунт-Хоуп, Ак-
вадрол и т. д. Эти конструкции обладают рядом недостатков: сложность
изготовления, высокая стоимость, динамическая неустойчивость, невозмож-
ность изменения кривизны по ширине.
Более простая конструкция состоит из полого вала со шлицевой прорезью
в бочке вала по спирали переменного шага, увеличивающегося от края к сере-
дине вала (а. с. 962393 СССР, авт. А.М. Кучер и др.).
В целях повышения надежности путем увеличения динамической устойчи-
вости разгонного вала со сквозными винтовыми прорезями его выполняют опи-
рающимся с нижней стороны на регулируемые роликовые опоры, смещаемые
по высоте и ширине машины и позволяющие менять вид изгиба оси вала (а.с.
1640088 СССР, авт. А.М. Кучер, И.А. Подковырин и др.).
КОНТРОЛЬНЫЕ ВОПРОСЫ
l. Ha что расходуется свежая вода на БКСМ?
2. Какую запорно-регулирующую арматуру используют в системах водопользования
машин?
3. Каково назначение вакуумных систем БКСМ? Из каких частей состоит вакуум-
ная система?
4. Для чего нужна система вентиляции в сеточной части?
5. Каковы особенности подшипниковых опор валов и цилиндров БКСМ?
6. Каково назначение систем смазки БКСМ? Перечислите виды применяемой смазки.
7. Что собой представляет схема централизованной смазки машины?
8. Что собой представляет система переработки мокрого и сухого брака на машинах?
9. Перечислите основные элементы корпуса машины.
10. Что собой представляет устройство автоматической заправки бумажного полотна
и в чем заключается принцип его работы?
И- Что собой представляет устройство спрысков? Расскажите об их назначении.
12. Что собой представляет устройство шаберов, расправочных дуг и разгонных ва-
лов? Расскажите об их назначении.
543
2.11. АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ БКСМ
Бумаго-, картоноделательные и сушильные машины оснащают автомати-
зированными системами управления технологическими процессами, которые
представляют собой многофункциональные, распределенные, иерархические
и интегрированные системы управления. Отличительной чертой таких систем
является организация в единое целое (интеграция) отдельных автономных
автоматических систем различных уровней иерархии: нижнего — первого уров-
ня (так называемых локальных систем управления) и систем управления вер-
хнего уровня, в задачи которых входит решение проблем координированного
управления не только машинами как участком производства полотна бумаги
(второй уровень), но и всего комбината в целом (третий уровень) в целях
поддержания оптимального режима производства на основе технико-эконо-
мических критериев.
Локальные системы управления нижнего (первого) уровня строят с при-
менением программируемых контроллеров. Они обеспечивают:
автоматическую стабилизацию основных технологических параметров;
автоматический контроль и регистрацию текущих значений технологиче-
ских параметров;
автоматическое управление механизмами и приводом машин;
программное изменение технологического режима;
автоматические блокировки элементов машин в режиме нормальной эксп-
луатации, ремонта и в аварийных ситуациях;
автоматическую предупредительную и аварийную сигнализацию и другие
функции.
К системам управления второго уровня относят более сложные по техни-
ческому оснащению системы, с помощью которых осуществляется координа-
ция и оптимизация производства бумаги и картона. В состав таких АСУ ТП
входят несколько автоматизированных рабочих мест (АРМ) технологов-опера-
торов, объединенных локальной сетью. Каждое АРМ реализуется на микро-
ЭВМ и может управлять всей машиной или ее выделенной частью.
С точки зрения автоматизации с помощью современных АСУ ТП можно
выделить четыре основные, связанные между собой технологические части бу-
мажной (картонной) фабрики, от эффективного управления которыми зави-
сят производительность машин и качество полотна. Это отдел приготовления
бумажной массы, мокрая, сушильная и отделочная часть машины, которая
завершается намоткой полотна в рулоны и подачей их на склад готовой продук-
ции. Поэтому максимальная конфигурация интегрированной иерархической
автоматизированной системы управления производством бумажного и картон-
ного полотна состоит из локальных крупных подсистем, обслуживающих дан-
ные технологические части. Как правило, среди них выделяют более мелкие
локальные подсистемы, например подсистемы контроля и управления процес-
сами размола массы и составления композиции, подсистемы управления попе-
речными профилями основных технических показателей бумаг и картонов и ДР-
544
Независимо от числа подсистем в АСУ ТП каждая из них строится по мно-
гофункциональному принципу и выполняет три группы функций: информаци-
онные, управляющие и вспомогательные.
Информационные функции в основном общие для всех подсистем. К ним
относятся сбор и обработка текущей информации от датчиков о ходе техноло-
гического процесса; вычисление параметров и показателей, не поддающихся
прямому измерению; расчет технико-экономических показателей (ТЭП); сиг-
нализация о достижении технологическими параметрами опасных экстремаль-
ных значений; формирование текущей и отчетной информации (документа-
ции) о ходе процесса и его показателях.
Управляющие функции подсистем различны. Рассматриваемые далее уп-
равляющие функции относятся в основном к производству массовых видов бу-
маги и картоца.
В подсистеме управления размолом массы можно выделить следующие ос-
новные задачи: управление полезной мощностью размола в отдельных аппара-
тах непрерывного размола (АНР), входящих в линию (ступень) приготовления
массы; управление степенью помола массы на выходе линии (ступени) размо-
ла; управление расходом массы через линию (ступень) размола; управление
линией (ступенью) в переходных режимах, связанных с изменением произво-
дительности основного оборудования и (или) сорта выпускаемой продукции;
оптимизационные задачи управления, включающие в себя управление размо-
лом по критерию минимума расхода удельной полезной энергии, затрачивае-
мой на размол; управление оптимальным потокораспределением массы (в схе-
мах с параллельным включением аппарата непрерывного размола).
В подсистеме управления составлением композиции решаются задачи: вы-
бор и перераспределение заданного соотношения волокнистых компонентов,
подаваемых в смесительный бассейн; управление расходами волокнистых ком-
понентов и наполнителей.
Система управления процессом производства бумаги на участке от машин-
ного бассейна до наката включает в себя значительное число подсистем. Мини-
мальная конфигурация АСУ ТП обеспечивает, как правило, следующие основ-
ные задачи: управление расходом абсолютно сухого волокна (АСВ), подаваемого
на машину; управление отношением скорости напуска к скорости сетки (или
аналогичным показателем напорной разницы); автономное управление распре-
делением массы 1 м2 (поверхностной плотностью, ПП) и влажностью бумаги
при отсутствии ограничений по сушильной части (включая управление сушиль-
ной частью при обрывах); управление скоростью при переходе с одного уровня
скорости на другой без существенных изменений основных технических пока-
зателей полотна в период перехода.
Максимальная конфигурация АСУ ТП ориентирована на решение ряда
Дополнительных задач, включая и оптимизацию. К ним относят: автономное
Управление ПП и влажностью бумаги при ограничениях по сушильной части;
автоматический выбор оптимальных заданий для ПП и влажности с последую-
щим поддержанием этих параметров на предельно допустимых уровнях; авто-
матическое выравнивание поперечных профилей ПП и влажности, толщины
У маги; координированное управление работой машины при смене сорта вы-
545
пускаемой бумаги, включая координированное управление напуском, обезво-
живанием и сушкой бумажного полотна; автоматическое управление специаль-
ными показателями бумаги (зольностью, непрозрачностью, толщиной, влаж-
ностью до и после проклейки) с выравниванием поперечных профилей
некоторых из них.
Помимо информационных и управляющих функций в АСУ ТП выполня-
ются также вспомогательные функции, которые в целом относятся к задачам
контроля за функционированием средств технического и программного обес-
печения: программно-логический контроль информации, вводимой в управля-
ющую вычислительную машину (УВМ) автоматически (от датчиков) и вруч-
ную (с пультов и щитов управления); программно-логический контроль
выводимой информации и управляющих воздействий; диагностический конт-
роль состояния машин и управляющих вычислительных комплексов; диагнос-
тический контроль элементов на периферии системы.
Состав технико-экономических показателей и алгоритмы их оптимизации
определяют на стадии разработки АСУ ТП. Обычно сюда относят данные о
суммарных расходах материальных потоков за смену (сутки), о количестве про-
изведенной продукции, о продолжительности простоев, удельные показатели
затрат сырья и энергии на единицу произведенной продукции и др.
Перечисленные основные и вспомогательные функции АСУ ТП общие, а
основные различия АСУ ТП производства бумаги и картона заключаются в
технических средствах, используемых в конкретных случаях при их математи-
ческом программно-алгоритмическом обеспечении.
Технические средства локальных систем управления первого, нижнего уров-
ня разделяют на три группы: 1) информационно-измерительные каналы, со-
стоящие из датчиков, измерительных преобразователей, приборов и линий свя-
зи; 2) регуляторы, которые в настоящее время в основном представлены
программируемыми микроконтроллерами, представляющими собой микро-
ЭВМ с развитыми устройствами связи с объектами (УСО) и программно-алго-
ритмическим обеспечением; 3) исполнительные механизмы с регулирующими
органами, которые непосредственно устанавливают в управляемый объект и
реализуют управление им.
Развитие средств автоматизации, которые базируются в настоящее время
на цифровой вычислительной технике, опережает развитие средств измери-
тельной техники, хотя в целом качество систем управления определяется каче-
ством применяемых датчиков.
Среди известных датчиков, широко используемых в машинах, следует от-
метить датчики температуры в виде термопреобразователей сопротивления,
которые полностью отвечают требованиям систем управления бумаго- и карто-
ноделательных машин. Их выпускают в стандартном исполнении из трех видов
материала — меди, никеля и платины. Они имеют значительный диапазон на-
чального значения сопротивления (от 1 до 2000 Ом), хорошие метрологические
характеристики, обеспечивают взаимозаменяемость и взаимокомплектуемость.
Для измерения давления и его перепада, расходов (с помощью сужающих
устройств), уровней (пьезометрическими уровнемерами), плотностей (пьезо-
метрическими плотномерами) наибольшее распространение получили датчи-
546
ки типа Сапфир с выходным информационным сигналом от 0 до 5 и от 1 до
5 мА. К преимуществам этих датчиков следует отнести хорошие метрологиче-
ские характеристики, удобство настройки пределов измерения, защищенность
от внешних воздействий и комплектуемость с микропроцессорными системами
управления.
При определении расходов пара лидируют расходомеры переменного пере-
пада давлений, а для воды и технологических потоков рекомендуется приме-
нять электромагнитные и вихревые расходомеры.
Для измерения параметров бумажного и картонного полотна используют:
для определения влажности — инфракрасные влагомеры; для определения по-
верхностной плотности, толщины, зольности — радиоизотопные измерители;
для определения белизны, лоска, облачности — светотехнические измерители
ит.д.
Для быстроходных и высокопроизводительных машин датчиковую аппара-
туру передвигают к началу формирования полотна для уменьшения потерь от
возможного брака при отклонении контролируемых величин из зоны заданно-
го для них допуска. Инфракрасные влагомеры, радиоизотопные массо- и тол-
щиномеры, измерители температуры поверхности сушильных цилиндров и
подшипников и другие средства контроля параметров процессов распределя-
ются вдоль всей машины и позволяют повысить ее производительность.
С появлением микропроцессорных устройств цифрового управления аппа-
ратное оформление локальных систем управления претерпело значительные
изменения. Понятие “регулятор” как чисто аппаратное средство отмирает. Под
регулятором стали понимать цифровое вычислительное устройство, реализую-
щее по программе тот или иной закон управления. Одновременно развивались
и микропроцессорные устройства для управления логическими функциями,
имеющимися в дискретных объектах. Такие регулирующие микропроцессорные
контроллеры способны решать практически все задачи локального управления.
Одними из перспективных контроллеров следует считать: среди отечествен-
ных — МФК “Техноконт”, PC-контроллеры; среди зарубежных — ОМАС фир-
мы General Motors.
Лучшие образцы микроконтроллеров обладают быстродействием, большим
объемом оперативной и долговременной памяти, широкой номенклатурой плат
ввода и вывода информационных сигналов, наличием стандартных интерфей-
сов для работы с другими системами, стандартных промышленных протоколов
Для работы с другими микроконтроллерами (в сети), стандартных сетевых
средств и протоколов для взаимодействия с ЭВМ верхнего уровня, а также
разнообразными инструментальными средствами программирования для созда-
ния программного обеспечения контроллеров.
Основные пути развития автоматизированных систем управления машина-
ми связаны с совершенствованием технического, математического обеспече-
ния и наращивания фракций систем.
Техническое обеспечение развивается за счет совершенствования суще-
ствующих и разработки новых средств контроля и измерения специфических
технологических параметров, таких как автоматические измерители прочнос-
ти бумажного полотна в процессе производства и др., за счет использования
547
функционально и территориально распределенных систем, объединенных ком-
муникационной сетью.
Опыт разработки математического обеспечения систем управления пока-
зывает, что, применяя только традиционные методы (повышение уровня язы-
ка программирования, использование современных методологий проектирова-
ния комплексов программ, автоматизация отдельных этапов процесса
разработки программ и др.), невозможно обеспечить нужные темпы роста про-
изводительности труда в области создания программного обеспечения. Поэтому
перспективным подходом, позволяющим многократно использовать готовый
программный задел в новых разработках, а также модернизировать уже суще-
ствующие, является работа над созданием новых специальных языков програм-
мирования, позволяющих создавать математическое обеспечение системы из
готовых программных модулей. Такой подход существенно сокращает трудоза-
траты на программирование и отладку программы, экономит вычислительные
ресурсы ЭВМ и упрощает процесс программирования.
Наращивание функций системы происходит за счет задач оптимального
управления в переходных режимах при пусках и остановках машин, а также при
изменении производительности или вида выпускаемой продукции.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Из каких частей состоят современные АСУ ТП?
2. Какие функции выполняет АСУ ТП?
3. Какие задачи управления возлагаются на нижние локальные системы управления?
4. Какие задачи решают системы управления верхнего уровня?
5. Перечислите основные измерительные преобразователи для контроля технологи-
ческих величин на машинах.
6. Что такое контроллер?
7. Расскажите о путях развития АСУ ТП для производства бумаги, картона, товар-
ной целлюлозы.
2.12. МАШИНЫ ДЛЯ ВЫРАБОТКИ МАССОВЫХ ВИДОВ ПРОДУКЦИИ
2.12.1. Бумагоделательные машины для выработки газетной бумаги
Бумагоделательные машины для выработки газетной бумаги являются од-
ними из самых высокопроизводительных, несмотря на то что масса 1 м2 выра-
батываемой на них бумаги составляет 40—50 г. Скорость современных БДМ для
производства газетной бумаги достигает 1900 м/мин и более при ширине сетки
до 10000 мм. При этом значимые изменения при развитии конструкций совре-
менных БДМ данного назначения отразились на всех частях машины.
В современных машинах для выработки газетной бумаги при скоростях от
1000 до 1900 м/мин и более применяют двухсеточные формующие устройства с
высокотурбулентными гидродинамическими напорными ящиками, позволяю-
щие обеспечить двустороннее обезвоживание подаваемого слоя бумажной мас-
сы. При этом значительно сокращается длина сеточной части, уменьшается
548
количество точек приложения вакуума и наблюдается общее сокращение за-
трат энергии на формирование бумажного полотна в сеточной части.
Кроме высокопроизводительных скоростных машин с двухсеточным фор-
мованием применяют машины, работающие при скоростях 700—1000 м/мин с
плоским сеточным столом и верхним двухсеточным формующим устройством
(ФУ) типа “наездник”. Такая отечественная машина марки Б-15 для производ-
ства газетной бумаги с обрезной шириной бумажного полотна 6720 мм при
скорости более 800 м/мин успешно работает на Кондопожском целлюлозно-
бумажном комбинате. На этом же ЦБК ряд других плоскосеточных машин мо-
дернизирован с установкой ФУ типа “наездник” и гидродинамических напор-
ных ящиков. Применяют также газетные БДМ с двухсеточными формующими
устройствами в сеточной части обрезной шириной полотна 8400 мм и рабочей
скоростью более 1000—1200 м/мин.
На современных бумагоделательных машинах, в том числе и для производ-
ства газетной бумаги, при передаче бумажного полотна из сеточной части в
прессовую используют вакуум-пересасывающие устройства.
Прессовые части для высокопроизводительных БДМ данного назначения
оснащают многовальными прессами, на которых ввиду отсутствия участков
свободного хода бумажного полотна значительно снижается число обрывов и
повышаются показатели механической прочности бумажного полотна. При этом,
несмотря на высокую скорость машин (до 1500—1700 м/мин), значительно воз-
растает сухость полотна после прессовой части, которая может достигать 48 % и
более. Прессование в 1-й зоне происходит между сукнами, что позволяет полу-
чить практически одинаковую гладкость сеточной и лицевой сторон бумажного
полотна.
Применяя такие прессы, можно значительно сократить протяженность
бумагоделательной машины. Для промывки сукон применяют щелевые сукно-
мойки различных конструкций.
При использовании башмачных прессов происходит дальнейшее повыше-
ние сухости полотна и рабочих скоростей машин.
Сушильные части газетных БДМ по приводу могут подразделяться на семь
групп. В высокопроизводительных машинах используют синтетические сетки
обычно при однорядном расположении цилиндров большого диаметра (до
2200 мм) в количестве от 32 до 50 шт. При этом проводка полотна по сушиль-
ной части безобрывная (без участков свободного хода полотна).
В двухъярусных сушильных частях для первых сушильных групп применяют
одну сушильную сетку, охватывающую как верхние, так и нижние сушильные
цилиндры каждой приводной группы и проходящую вместе с бумагой в меж-
цилиндровых пространствах.
Некоторые машины перед последней сушильной группой имеют полусу-
хие двухвальные каландры. В последней сушильной группе устанавливают так-
же один или два холодильных цилиндра, которые охватывают сетками. На
высокоскоростных машинах наряду с обычными каландрами используют софт-
каландры, значительно улучшающие гладкость и другие печатные свойства
бумаги.
Накат периферического типа с пневмоприжимом тамбурного вала.
549
На рис. 1.1.2 представлена современная высокоскоростная бумагоделатель-
ная машина с шириной сетки 9650 мм, шириной напуска 8950 мм, скоростью
по приводу 1800 м/мин (рабочая скорость более 1700 м/мин), производитель-
ностью 986 т/сут, массой вырабатываемой газетной бумаги 40,0—48,8 г/м2.
БДМ изготовлена и пущена в эксплуатацию в 1996 г. фирмой “Фойт-Зуль-
цер” на предприятии в г. Бравикен (Швеция).
2.12.2. Бумагоделательные машины для выработки печатных
и писчих видов бумаги
В связи с тем что бумаги для печати и письма имеют очень большой ассор-
тимент, конструкции машин для их выработки отличаются разнообразием.
Современные машины для производства типографских видов бумаги с боль-
шим содержанием древесной массы имеют сеточные части, оснащенные двух-
сеточными формующими устройствами, близкими по конструкции к машинам
для выработки газетной бумаги.
Для производства высококачественных печатных и писчих видов бумаг ис-
пользуют плоскосеточные столы с верхними двухсеточными формующими ус-
тройствами различной конструкции. Скорость машин для высококачественных
печатных и писчих бумаг может достигать 1500 м/мин. Сеточные столы таких
машин оснащены гидродинамическими напорными ящиками, современными
обезвоживающими элементами, как правило, устанавливаются двухсекцион-
ные гауч-валы.
Для бумажного полотна из рассматриваемых видов бумаг, вырабатываемых
на плоскосеточных машинах, характерна разносторонность, которая усилива-
ется при повышении скорости и добавлении в бумажную массу большого коли-
чества наполнителя.
Верхние двухсеточные формующие устройства, установленные в конце ре-
гистровой части, не только способствуют усилению обезвоживания, но и снижа-
ют разносторонность бумажного полотна и потери мелких волокон под сетку.
Первая отечественная машина с верхним формующим устройством для
выпуска писче-печатных бумаг была установлена на Жидачевском КБЗ (Украи-
на) в 1978 г. Современная машина для выработки высококачественных печат-
ных бумаг представлена на рис. 2.12.1.
Прессовые части машин для выработки типографских бумаг с большим
содержанием древесной массы близки по конструкции к многовальным прес-
сам для газетных машин с добавлением сглаживающих прессов. Применяют
также башмачные прессы.
Для прессования бумажного полотна для высококачественной печатной
продукции используют комбинации двухвального пресса со сдвоенным (ком-
бинированным) прессом и IV сглаживающим прессом, позволяющим снизить
разницу в гладкости между сторонами бумажного полотна и обеспечить его
пригодность для типографской (высокой) печати, а также уменьшить пыли-
мость бумаги для офсетной печати (см. рис. 2.12.1).
Сушильная часть машин шириной до 7—8 м может включать в себя до 65
сушильных цилиндров диаметром 1500 мм, у более широких машин — до 47
550
Рис. 2.12.1. Бумагоделательная машина для выработки мелованной бумаги
без древесной массы для высококачественной печати (фирма “Белойт”;
Q = 115 т/сут, И= 1300 м/мин, Краб = 1100 м/мин, масса 1 м2 бумаги 72,3 г/м2)
цилиндров диаметром 1800 мм. Такие сушильные части по приводу разделяют
на четыре-семь групп. Вместо сушильных сукон сейчас широко применяют син-
тетические сетки. Холодильных цилиндров, как правило, один или два.
На современных машинах для высококачественных бумаг применяют одно-
ярусное расположение сушильных цилиндров или одноярусное расположение
в сочетании с двухъярусным. При этом достигается наиболее полный охват бу-
мажным полотном поверхности цилиндров по всей длине сушильной части.
Бумага получается более однородной по ширине машины, ориентация воло-
кон бумаги по краям улучшается, скручивание и другие дефекты бумаги устра-
няются. Для привода сушильных цилиндров вместо ряда зубчатых колес приме-
няют бесшумную систему привода цилиндров от сушильных сеток. Здесь по
сравнению с зубчатым приводом отпадает необходимость в установке крупно-
габаритной коробки зубчатых передач на приводной стороне машины. При этом
улучшаются условия вентиляции, устраняется ограничение рабочей скорости,
обусловленное прочностью зубчатых колес, снижаются трудоемкость техниче-
ского обслуживания, уровень шума и требуемая мощность электродвигателей.
Для работы на высоких скоростях на двухвальном клеильном прессе уста-
навливают ракельную меловальную головку, которая обеспечивает однород-
ность проклейки при нанесении минимального количества клея и создает усло-
вия для регулирования нанесения клея как по ширине машины, так и вдоль
полотна. При этом значительно улучшаются прочностные свойства полотна.
Такие же головки устанавливают на меловальном устройстве, встроенном в
сушильную часть.
На современных машинах вместо четырех—восьмивальных каландров уста-
навливают софт-каландры, состоящие из вала с регулируемым прогибом и вала,
снабженного эластичной рубашкой и системой обогрева. Софт-каландры позво-
ляют достичь высокой гладкости и равномерности структуры по толщине полот-
на. Существуют конструкции с установкой дополнительного машинного каланд-
ра. При этом отпадает необходимость дальнейшего суперкаландрирования бумаги.
Накат периферического типа.
На рис. 2.12.1 представлена машина фирмы “Белойт” для выпуска мелованной
бумаги без древесной массы для высококачественной печати максимальной про-
изводительностью 115 т/сут, скоростью по приводу 1300 м/мин и рабочей скорос-
тью 1100 м/мин при выработке бумаги массой 72,3 г/м2.
2.12.3. Бумагоделательные машины для выработки
санитарно-гигиенических видов бумаги
Как указывалось, современные бумагоделательные машины для выработки
санитарно-гигиенических бумаг самые высокоскоростные среди всех БКСМ.
Скорость таких машин достигает 2200 м/мин при массе 1 м2 полотна бумаги от
11 до 60 г. Обрезная ширина полотна до 7 м и более.
Наряду с выпуском высокоскоростных машин в зависимости от потребности
в продукции и наличия сырья выпускают также БДМ аналогичного назначения
более узкие, с низкими скоростями. Для выработки санитарно-гигиенических бу-
маг применяют бумажную массу садкого помола. Многие предприятия используют
552
в композиции массы макулатуру (после специальной обработки), или при выра-
ботке многослойного бумажного полотна она включается во внутренние слои.
Современные бумагоделательные машины, вырабатывающие санитарно-ги-
гиенические бумаги, по условиям формования бумажного полотна можно раз-
делить на две группы.
К первой группе относят машины с отсасывающим грудным валом и ко-
роткой сеточной частью, оснащенной небольшим количеством обезвоживаю-
щих элементов, ко второй группе — машины с формованием полотна между
двумя сетками или сеткой и сукном на непроницаемом формующем валу боль-
шого диаметра, т. е. все высокоскоростные машины данного назначения.
Для первой и второй групп машин при скоростях от 400 м/мин применяют
высокотурбулентные гидродинамические напорные ящики, обеспечивающие
равномерный напуск хорошо диспергированной бумажной массы. Для напуска
массы на отсасывающий двухкамерный грудной вал верхняя губа напорного
ящика выступает вперед по ходу массы относительно нижней губы и огибает
грудной вал с уменьшающимся по ходу массы зазором.
Верхняя губа напорного ящика имеет определенный расчетный профиль.
Наряду с машинами указанных современных конструкций на предприяти-
ях ЦБП встречаются также старые узкие и тихоходные машины с обычными
плоскосеточными столами.
В 1981 г. в ЦНИИбуммаше спроектирована машина марки Б-82 с отсасыва-
ющим грудным валом для выработки санитарно-гигиенических бумаг.
На Петрозаводском заводе бумагоделательных машин изготовили несколь-
ко таких машин, работающих в России и некоторых государствах СНГ.
Техническая характеристика машины Б-82
Годовая производительность........................... 15000 т
Ассортимент вырабатываемой туалетной бумаги массой 1 м2:
крепированная..............................................32 г
некрепированная.......................................27,8 г
Скорость машины при выработке туалетной бумаги:
массой 1 м2 27,8 г................................ 563 м/мин
по приводу...................................... 900 м/мин
На машине установлен напорный ящик гидродинамического типа с профиль-
ной верхней губой, сеточная часть оснащена двухкамерным отсасывающим груд-
ным валом, гидропланками, отсасывающими ящиками, однокамерным гауч-ва-
лом и сеткоповоротным валом, а также оборудованием, обеспечивающим
натяжение и правку сетки. После сеточной части бумажное полотно съемным сук-
ном проводится по прессовой части, состоящей из двухкамерного пересасываю-
щего вала, отсасывающего пресса и двух прижимных валов к янки-цилиндру.
В отсасывающем прессе нижний вал отсасывающий, верхний — обрезиненный.
Первый прижимной вал, прижимающий бумажное полотно к янки-цилиндру,
отсасывающий, второй прижимной вал обрезиненный с глухими отверстиями.
В сушильной части установлен янки-цилиндр с крепирующим шабером, для
передачи бумажного полотна с цилиндра на накат— крепирующий шабер и
бумаговедущий омедненный вал, а над цилиндром — колпак скоростной сушки.
553
Рис. 2.12.2. Бумагоделательная машина для выработки санитарно-гигиенических
бумаг (фирма “Белойт”; Ираб = 800—2100 м/мин, q = 11,0-52,5 г/м2)
Накат периферического типа, рассчитан на намотку рулонов диаметром
1500 мм.
Привод бумагоделательной машины многодвигательный.
В 1985 г. в ЦНИИбуммаше спроектирована также машина марки БП-83 с
формованием между двумя сетками на формующем валу большого диаметра.
Все остальные части машины аналогичны указанным ранее для машины марки
БП-82.
На скоростных машинах для выработки санитарно-гигиенических бумаг обез-
воживание на формующем валу часто происходит между наружной сеткой и спе-
циальным сукном, после формующего вала бумажное полотно вместе с этим
сукном прижимается первым прессовым валом (отсасывающим) к поверхности
сушильного цилиндра. Второй прессовый вал представляет собой обрезиненный
вал с регулируемым прогибом и внутренним охлаждением. Для поглощения от-
жатой воды этот вал может иметь глухие отверстия. Машины такого типа осна-
щают колпаком скоростной сушки. После снятия бумажного полотна съемным
шабером оно проходит сглаживающий пресс и передается на накат.
На рис. 2.12.2 представлена бумагоделательная машина для выработки
санитарно-гигиенических бумаг массой 1 м2 11,0—52,5 г при скорости 800—
2100 м/мин (фирма “Белойт”).
2.12.4. Картоноделательные машины для выработки тарного
и коробочного картонов
Установленные на предприятиях ЦБП картоноделательные машины для
выработки массовых видов продукции в зависимости от вида продукции и мас-
сы 1 м условно можно разделить на два класса.
К 1-му классу относят круглосеточные машины, где формование картон-
ного полотна происходит на круглосеточных цилиндрах с ваннами либо на
вакуум-формующих цилиндрах, а также на двухсеточных установках с исполь-
зованием вакуум-формующих цилиндров.
На машинах 1-го класса, как правило, вырабатывают многослойные картоны
(например, коробочные с макулатурой) большой массы 1 м2 (от 250 до 600 г/м2)
при низкой скорости.
В настоящее время картоноделательные машины с круглосеточными ци-
линдрами, погруженными в ванны, не выпускают. Более современные —
554
многокамерные вакуум-формующие цилиндры, позволяющие формовать кар-
тонное полотно на более высокой скорости и используемые при модернизаци-
ях КДМ для замены цилиндров с ваннами.
Общим в машинах с круглосеточными цилиндрами, погруженными в ван-
ны, и вакуум-формующими цилиндрами является передача отдельных слоев
картонного полотна последовательно на общее приемное сукно, с которого
оно поступает в прессовую часть КДМ (см., например, рис. 2.4.40).
Картоноделательные машины с круглосеточными цилиндрами, погружен-
ными в ванну, позволяют вырабатывать шесть-семь слоев картонного полотна
каждый массой 1 м2 от 30 до 80 г/м2 при скорости от 15 до 80 м/мин. Скорость
машины зависит от качества выпускаемой продукции и массы 1 м2 картонного
полотна. Недостатки цилиндров с ваннами — сложность регулирования попе-
речного профиля массы 1 м2 и значительное ухудшение качества продукции
при увеличении скорости.
Наиболее современными из этой группы являются вакуум-формующие
цилиндры, оснащенные гидродинамическими напорными ящиками. Цилинд-
ры имеют три-четыре вакуумные камеры с возможностью регулирования ваку-
ума в зависимости от вида вырабатываемого картонного полотна. Напорный
ящик распределяет элементарный слой по ширине машины. Производитель-
ность таких машин с семью вакуум-формующими цилиндрами (фирмы “Зуль-
цер-Фойт-Эшер-Висс”) составляет 100—120 тыс. т в год высококачественного
коробочного картона. При массе элементарного слоя 90 г/м2 скорость машины
достигает 120 м/мин, а при массе такого слоя 30 г/м2 — 300 м/мин.
Для отлива внутренних элементарных слоев картонного полотна использу-
ют, как правило, низкосортное сырье, в том числе макулатуру.
При повышенных требованиях к качеству покровных слоев их формование
осуществляется на отдельных плоскосеточных столах при сохранении формова-
ния внутренних слоев картона на круглосеточных цилиндрах. КДМ с такими
сеточными частями называют комбинированными.
На базе вакуум-формующих цилиндров фирмами многих стран разработа-
ны различные конструкции формующих устройств, причем многие из них ис-
пользуют в комбинации с плоской сеткой. Такого типа картоноделательная
машина марки К-07-2 разработана в ЦНИИбуммаше в 1985 г. Она была изго-
товлена на Днепропетровском заводе тяжелых бумагоделательных машин и по-
ставлена на Светлогорский ЦБК (Республика Беларусь). Машина пущена в эксп-
луатацию в 1987 г.
Данная машина предназначена для выпуска четырехслойного картона типа
“хром-эрзац” массой 1 м2 200—400 г.
Техническая характеристика машины К-07-02
Обрезная ширина полотна картона.................................4200 мм
Наибольшая рабочая скорость при выработке картона массой, г/м2:
200............................................................293 м/мин
400............................................................144 м/мин
Максимальная скорость по приводу....................................400 м/мин
Годовая товарная производительность нетто........................100000 т/год
555
Сеточная часть комбинированная и включает в себя нижний длинносеточ-
ный стол, над которым установлены два одинаковых цилиндровых устройства
с двумя сетками каждое и верхний сеточный стол.
Каждое формующее устройство оборудовано напорным ящиком. На плос-
косеточных столах установлены напорные ящики с воздушной подушкой, на
цилиндровых устройствах двухсеточного формования — напорные ящики гид-
родинамического типа.
Цилиндровые формующие устройства предназначены для отлива внутрен-
них слоев картона, нижний и покровный слои картона отливают на плоскосе-
точных столах.
Каждое двухсеточное устройство включает в себя внутреннюю и наружную
сетки, охватывающие вакуум-формующий цилиндр.
Верхний сеточный стол установлен также в комбинации с двухсеточным
формующим устройством (в конце стола), оснащенным вакуум-формующим
цилиндром.
Прессовая часть машины состоит из прижимного вала гауча с отдельным
сукном, двухвального отсасывающего пресса с двумя сукнами, выполняющего
одновременно функции пересасывающего устройства, трехвального комбини-
рованного пресса с двумя прессовыми захватами и прямого двухвального прес-
са. Съем и подача картона в прессовую часть автоматические.
Сушильная часть двухъярусная цилиндрового типа, состоит из 93 сушиль-
ных цилиндров и 2 холодильных цилиндров диаметром 1500 мм. По приводу
сушильная часть разделяется на восемь групп.
Между шестой и седьмой сушильными группами установлен клеильный
пресс. Клеильный пресс наклонного типа с углом 30°, предназначен для дву-
сторонней поверхностной проклейки картона. Оба вала пресса приводные.
На машине установлен четырехвальный каландр, имеющий нижний и тре-
тий снизу валы с регулируемым прогибом. Все валы чугунные.
Накат периферического типа с пневматической системой прижима.
Привод машины многодвигательный.
Паропровод сушильной части обеспечивает принудительную циркуляцию
пара и постоянство заданного теплового режима в каждой группе сушильных
цилиндров.
Вентиляция приточно-вытяжная с утилизацией тепла. Сушильная часть
машины имеет колпак закрытого типа.
Ко 2-му классу картоноделательных машин можно отнести машины, се-
точная часть которых состоит из одного или нескольких плоскосеточных столов.
При этом плоскосеточные столы имеют верхние двухсеточные формующие ус-
тройства (типа Бел-Бонд и др.).
Первоначально сеточные части, включающие в себя один плоскосеточный
стол со вторичным напорным ящиком, использовались при производстве двух-
слойного тарного картона (для плоских слоев гофрированного картона), выраба-
тываемого из 100 %-ной сульфатной хвойной целлюлозы (рис. 2.12.3). Для сниже-
ния сопротивления обезвоживанию покровного слоя применяли бумажную массу
Для основного слоя с более низким градусом помола. В дальнейшем для устране-
ния этого недостатка при формовании покровного (а затем и среднего) слоя в
556
Рис. 2.12.3. Картоноделательная машина КП-10
производстве тарного картона стали использовать короткие плоскосеточные сто-
лы установленные над нижним длинным плоскосеточным столом.
’ В 1989 г. в ЦНИИбуммаше была спроектирована, а затем изготовлена и
поставлена в КНР картоноделательная машина марки К-33 с двумя плоскосе-
точными столами. Данная КДМ имеет следующие параметры:
продукция — основа для плоских слоев гофрированного картона массой
1 м2 150-350 г;
обрезная ширина полотна картона — 4200 мм;
расчетная скорость при выработке картона массой 150 г/м2 — 303 м/мин;
скорость по приводу — 350 м/мин;
производительность машины — 85000 т/год.
В производстве коробочных картонов и ранее использовали многосеточные
сеточные части с формованием каждого слоя на отдельном плоскосеточном
столе. В настоящее время опыт эксплуатации различных по конструкции КДМ
показал преимущества формования всех слоев картона (коробочного и тарно-
го) на плоских сетках или на двухсеточных формующих устройствах (напри-
мер, типа Бел-Бонд). В связи с этим на вновь изготавливаемых КДМ указанного
назначения для получения всех слоев картона применяют только плоские сетки
и двухсеточные формующие устройства. Сейчас цилиндровые формующие уст-
ройства в основном используют лишь при модернизации старых многоцилинд-
ровых КДМ. Однако, в настоящее время КДМ с цилиндровыми формующими
устройствами еще составляют значительную долю машин, установленных на
предприятиях ЦБП России.
Рассмотрим схему современной многосеточной КДМ для производства ко-
робочного картона (рис. 2.12.4). На таких скоростных картоноделательных маши-
нах с тремя плоскосеточными столами (по количеству технологических слоев)
вырабатывают картоны массой 1 м2 от 250 до 1200 г при скорости 600 м/мин
и более.
Оптимальная ширина данных машин 4—7 м.
Сеточные столы оснащают как гидродинамическими напорными ящика-
ми, так и напорными ящиками с перфорированными валами. Напорные ящики
с перфорированными валами менее чувствительны к изменению расходов по
сравнению с гидродинамическими и продолжают использоваться в современ-
ных КДМ.
Для производства высококачественных картонов размеры сеточной части с
тремя сеточными столами могут достигать в длину 40 м и в высоту до 25 м.
Самый тяжелый, как правило, внутренний слой картона, масса 1 м2 которого
может достигать 200 г и более. В связи с этим для усиления обезвоживающей
способности соответствующего сеточного стола на нем используются и верхние
формующие устройства.
Все слои соединяются в один слой на нижнем сеточном столе и поступают
в прессовую часть с помощью съемного вакуум-пересасывающего устройства.
В прессовых частях современных КДМ для производства массовых видов
картона устанавливают два-три пресса. В первых двух обезвоживание происхо-
дит между двумя сукнами при большой длине зоны прессования, которая при
использовании валов (например, желобчатых или с глухими отверстиями) типа
558
Рис. 2.12.4. Картоноделательная многосеточная машина для выработки коробочного
картона (Краб < 650 м/мин, q = 250-1200 г/м2)
Nipco и Flex, а также других валов с регулируемым прогибом может достигать
250 мм при линейном давлении до 800-1050 кН/м.
Давление прессования выбирают в зависимости от ассортимента выраба-
тываемой продукции и регулируют в каждом захвате прессовой части отдельно.
Для производства картонов, требующих дополнительной отделки поверх-
ности и имеющих нормированную гладкость (высококачественные коробочные
картоны), устанавливают третий пресс с верхним гранитным валом без сукна.
Кроме того, современные прессовые части комплектуют таким образом, чтобы
максимально обеспечить закрытую проводку полотна картона между прессами.
Повышение качества работы любой современной КДМ также обусловлено при-
менением иглопробивных сукон и обеспечением их эффективной промывки.
Сухость картонного полотна после прессовой части может достигать 45-55 % и
более в зависимости от требований к выпускаемой продукции.
Современные сушильные части картоноделательных машин отличаются по
конструкции в зависимости от ассортимента вырабатываемой продукции и близ-
ки к бумагоделательным машинам. Особенностью сушильных частей для произ-
водства высококачественных картонов является использование оборудования
для поверхностной отделки и придания картону специальных потребительских
свойств (печатные, прочностные и т. д.). В сушильной части КДМ наряду с
сушильными цилиндрами может устанавливаться (например, в конце ее) шкаф
конвективной сушки.
На рис. 2.12.4 представлена схема картоноделательной машины для произ-
водства коробочного картона, в которой кроме клеильного пресса после су-
шильной части установлен софт-каландр для сглаживания поверхности перед
двумя меловальными установками, позволяющими обработать обе поверхности
картонного полотна, а затем еще раз пропустить полотно через софт-каландр
для обеспечения высокой гладкости и равномерности его по толщине.
Системы рекуперации тепла и вентиляции КДМ мало отличаются по кон-
струкции от аналогичных систем бумагоделательных машин.
На картоноделательных машинах применяют накаты периферического типа.
2.12.5. Сушильные машины
Для сушки товарной целлюлозы, являющейся исходным сырьем при выра-
ботке различных видов бумаги и картона, предназначены сушильные машины
(пресспаты), в основном плоскосеточные.
У современных сушильных машин напорные ящики, как правило, откры-
того типа с коллектором и перфорированной плитой.
Сеточные столы включают в себя “мокрые” и обычные отсасывающие ящи-
ки со спрысками горячей воды, регистровые валики, ровнитель, двухкамерный
гауч-вал с отжимным валом. Консольные столы машин позволяют использовать
как синтетические, так и металлические сетки. Современные сеточные части су-
шильных машин включают в себя сеткоповоротный вал. Передача полотна цел-
люлозы из сеточной в прессовую часть на таких машинах автоматическая.
Обычно прессовая часть сушильных машин состоит из трех двухвальных
прессов. Первый пресс — прямой отсасывающий, II и III — прямые с нижними
560
желобчатыми валами, причем у III пресса чаще используется желобчатый вал с
регулируемым прогибом. Покрытие желобчатых валов и верхнего вала III прес-
са выполняется из нержавеющей стали. Между II и III прессами для интенси-
фикации обезвоживания обычно устанавливают подогревательную группу, со-
стоящую из трех-шести сушильных цилиндров.
Сушильная часть машин представляет собой двух-пятиярусную цилиндро-
вую сушилку или шкаф конвективной сушки с сушкой полотна на воздушной
подушке. Цилиндровые сушилки включают в себя до 140 сушильных цилиндров
диаметром 1500 мм и три-четыре холодильных цилиндра такого же диаметра
или один диаметром до 4 м. Вместо холодильных цилиндров иногда применяют
специальную охладительную камеру. За шкафом конвективной сушки, как пра-
вило, устанавливают охладительный шкаф (на воздушной подушке), а после
сушильной части — саморезку с листоукладчиком, реже — накат.
Отечественные сушильные машины К2П-11 (рис. 2.12.5) с обрезной шири-
ной полотна целлюлозы 6400 мм имеют следующие технические характеристики:
Масса 1 м2 вырабатываемой целлюлозы, г.......................800
Максимальная скорость машины, м/мин:
по приводу.............................................200
рабочая................................................124
Производительность суточная нетто за 23 ч, т.................758
Мощность электродвигателей, кВт:
регулируемого привода.................................1134,5
нерегулируемого привода................................4455
Габаритные размеры, мм
Длина (от оси грудного вала до оси тележки укладчика)..108000
Ширина (по осям шин)...................................8350
Высота первого этажа...................................7200
Высота от пола второго этажа...........................8200
561
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что вы знаете о современных БДМ для выпуска газетной бумаги?
2. Что вы знаете о современных БДМ для выпуска печатных и писчих бумаг?
3 Что вы знаете о БДМ для выработки санитарно-гигиенических бумаг?
4' Что собой представляют цилиндровые КДМ для выработки коробочного картона?
5. Что собой представляют КДМ для выработки тарного картона?
6. Что вы знаете о современных многосеточных КДМ для выработки коробочного
картона?
7. Что собой представляют сушильные машины?
2.13. ШУМ, КОЛЕБАНИЯ И ДИАГНОСТИКА СОСТОЯНИЯ МАШИНЫ
2.13.1. Шум, генерируемый БКСМ (по данным проф. И.Д. Кугушева)
В общем случае шум от машины бывает четырех типов: механический, аэро-
динамический, гидродинамический и электромагнитный.
Механический шум возникает при соударениях звеньев в кинематических
парах, при возбуждении механических колебаний силами трения и т. п. Причи-
ной шума могут стать инерционные возмущающие силы, приводящие к вибра-
циям деталей машины, распространяющимся в соседние конструкции и воз-
душную среду.
Аэродинамический шум является следствием нестационарных процессов в
газовой среде: газодинамические пульсации, термоакустические и ударные вол-
ны, вихревой шум, а также шум от неоднородности потока.
Гидродинамический шум имеет природу, сходную с аэродинамическим:
это главным образом кавитационный шум, присущий лопастным машинам.
Длительное воздействие производственного шума на человека приводит к
нарушениям слуха и центральной нервной системы.
Бумагоделательные машины отличаются повышенным уровнем шума. По
данным измерений, проведенных Уральским лесотехническим институтом,
уровень шума на расстоянии 1 м от наружного контура оборудования БДМ
составляет: около смесительных насосов — 90—92 дБ (децибела); на центриск-
ринах — 85—92 дБ; на центриклинерах — 85—95 дБ; на вакуум-насосах — 98—
105 дБ; на турбовоздуходувках — 85—90 дБ; на продольно-резательных стан-
ках— 98—103 дБ. Это превышает установленную норму по ГОСТ 12.1.003—76,
равную 85 дБ.
При измерении уровня шума вдоль БДМ (Соликамский комбинат) наибо-
лее высокие уровни шума наблюдались вблизи отсасывающих валов и продоль-
но-резательных станков. Шум в зоне отсасывающих валов сеточной и прессовой
частей связан с действием вакуума и возникающими аэродинамическими про-
цессами.
Известны следующие способы борьбы с шумом от оборудования:
звукоизоляция путем установки звукопоглощающих ограждений;
виброизоляция путем установки машины на виброизолирующие амортиза-
торы;
562
вибропоглощение путем нанесения упруговязкого материала (специальных
мастик) на вибрирующие элементы;
оборудование помещений звукопоглощающими материалами: хлопковой и
минеральной ватой, войлоком, картоном, пористым гипсом;
установка глушителей шума;
применение индивидуальных средств защиты людей от шума.
Способы снижения шума от отсасывающих валов БКСМ — уменьшение
звуковой мощности аэродинамических источников, поглощение энергии звука
на пути его распространения, звукоизоляция излучающих зон, применение
спиральных схем сверления отверстий на рубашке вала.
Первый способ наиболее предпочтителен, но он является барьером при
повышении производительности машины. Поэтому конструкторы стремятся
использовать способ снижения разности давлений между полостью отверстий в
рубашке вала и атмосферным давлением введением дополнительных сопротив-
лений при отходе рубашки отсасывающего вала от заднего уплотнения камеры.
Таких конструкций предложено несколько.
Другим способом может быть облицовка камеры звукопоглощающим мате-
риалом. Звукопоглощающую камеру необходимо применять совместно с глу-
шителями шума. Эффективны способы со спиральной схемой расположения
отверстий рубашки вала по принципу фазовых несовпадений шума от разных
отверстий.
Шум от вакуумных насосов можно гасить путем активного и реактивного
воздействия. В первом случае наибольший эффект при гашении достигается
вследствие разделения ротора насоса на две половины, которые имеют смеще-
ние относительно друг друга на фазу выхлопа. При этом шум снижается макси-
мально. На таком же принципе основана работа электронных шумоглушителей:
звуки, возникающие от выхлопа газа, машины, вентилятора и т. п., улавлива-
ются микрофоном. Звуковая волна анализируется микросхемой и генерируется
обратно в виде противоволны, противоположной на полупериод уловленной.
Две волны шума взаимно подавляются, что приводит к снижению шума.
Реактивный способ основан на подавлении шума выхлопа путем установки
на каждом вакуум-насосе индивидуального гасителя либо гашением шума в
общем канале.
Все водоотделители в какой-то мере являются глушителями. Для повыше-
ния эффекта глушения на выхлопном канале устанавливают конструкции ла-
мельного и двухканального типа, совмещенные с водоотделителями.
Ламельные глушители представляют собой трубу прямоугольного сечения с
внутренними перегородками, облицованными звукоизолирующими материалами.
Глушители-водоотделители изготавливают с двойными стенками, простран-
ство между которыми заполняют звукоизолирующим материалом, или в виде
корпуса эллиптической формы с диафрагмой в верхней части. При проектиро-
вании звукопоглощающих каналов нужно учитывать их герметизацию; смотро-
вые щели и люки должны закрываться массивными крышками, внутренние
поверхности крышек необходимо облицевать битумизированным войлоком,
боковые стенки каналов следует выполнять непараллельными, в месте выхода
воздуха — устанавливать глушитель.
563
Для гашения механического шума от вакуумных насосов рекомендуется
располагать их на амортизирующих прокладках и закрывать кожухами вместе с
приводом. Хорошие результаты показал двойной кожух с вакуумными полостя-
ми (при разрежении 13 кПа шум понижается на 20 дБ).
2.13.2. Колебания элементов конструкций БКСМ
Колебания элементов конструкций БКСМ с входящими в их состав систе-
мами: вакуумной, подачи и очистки массы, вентиляции, фундаментами, грун-
товым основанием и строительными конструкциями зданий — проявляются в
результате воздействия множества источников возбуждения колебаний и в свя-
зи с большим количеством стационарных и нестационарных, упругих и неуп-
ругих связей. В БКСМ возникают сложные полигармонические колебания, при-
водящие к снижению качества и количества производимой продукции,
аварийным поломкам, преждевременному износу деталей и сокращению их
долговечности.
Источниками возбуждения колебаний служат:
статическая и динамическая неуравновешенность валов;
перекос валов;
отклонение от правильной геометрической формы рабочих поверхностей
валов: овальность, огранка, биение;
погрешности подшипниковых узлов;
автоколебания сетки, сукна, бумаги;
пульсации давления в вакуумной системе и бумажной массе, поступающей
в напорный ящик;
автоколебания в системе автоматического регулирования и неравномерно-
сти движения сетки;
неравномерность вращения отдельных секций машины;
колебания от внешних источников, передающиеся через грунт, строитель-
ные конструкции, трубопроводы.
На основании исследований, проведенных Уральским лесотехническим
институтом, при проектировании бумагоделательных машин для уменьшения
колебаний разработаны следующие рекомендации:
для напорных ящиков:
обеспечить жесткость опорных конструкций напорных ящиков до значе-
ний, предотвращающих резонанс;
не применять жестких конструктивных связей с сеточными столами;
устанавливать вибросортировки и другие внешние источники колебаний
на отдельные фундаменты;
снижать пульсации давления массы, поступающей в напорный ящик, и
передачу механических колебаний от узлоловителей через трубопроводы путем
введения упругих вставок в массопроводы;
для сеточных столов:
создать более жесткие опорные конструкции стола с лицевой стороны;
не связывать опорные рычаги грудного вала с конструкцией напорного
ящика;
564
уменьшать колебания валов автоматических сетконатяжек и применять дем-
пфирующие устройства в схемах сетконатяжек;
обеспечить жесткость корпусов шаберов, чтобы их собственные колебания
в 1,5—2,0 раза превышали частоту вращения валов;
применять регистровые валики с разбросом диаметров 5—10 % для предот-
вращения их самосинхронизации;
для прессовой и сушильной частей:
производить более тщательную балансировку всех валов, включая сукнове-
дущие, расположенные в верхней части;
размещать вальцевые сукномойки на более жестких станинах;
осуществлять контроль балансировки в процессе эксплуатации;
применять более жесткие конструкции связей между лицевой и приводной
частями станин;
для каландров:
исключать применение высоких однобатарейных каландров;
применять по возможности двухбатарейные каландры;
предотвращать резонансные колебания станин;
исключать связи станин каландров со станинами сушильной части;
демпфировать колебания верхних валов;
осуществлять тщательный контроль за состоянием поверхностей валов пос-
ле перешлифовки и в процессе эксплуатации;
для Фундаментов:
вертикальные колебания фундаментов учитывать по статическим нагруз-
кам вертикальной силы с введением коэффициентов динамичности, равных
1,1 — для фундаментов напорных ящиков и сеточных столов, 1,15 — для прес-
совых частей, 1,25 — для сушильных групп и каландров;
расчет горизонтальных колебаний фундаментов прессовых, сушильных ча-
стей и каландров производить совместно с динамическим расчетом станин;
фундаменты машин отделять швом от междуэтажного перекрытия.
При проектировании машин необходимо в первую очередь предотвращать
вредное воздействие колебаний на обслуживающий персонал. Параметры коле-
баний рабочих мест представлены в “Санитарных нормах проектирования про-
мышленных предприятий”.
Как отмечено ранее, одним из главных источников колебаний является
статическая и динамическая неуравновешенность валов, которая компенси-
руется статической и динамической балансировкой. Неравномерность профи-
ля бумажного полотна главным образом возникает в результате колебаний
давления массы в напорном ящике. Но, как показали исследования, там, где
бумажная масса содержит большое количество воды, наблюдается волнис-
тость профиля с частотами колебаний валов сеточной и прессовой частей.
При этом колебания регистровых и сетковедущих валов можно считать допу-
стимыми. Повышенные колебания вакуум-пересасывающих валов вызывают
на полотне волны, соответствующие оборотным частотам, приводящим к не-
равномерности движения сетки и соответствующим пульсациям количества
налива на сетку.
565
Повышенные колебания верхних прессовых валов, а также валов каланд-
ра образуют волнистость профиля бумаги. Колебания сушильных частей могут
стать причиной складкообразования и обрывности полотна. Значение ампли-
туды колебаний валов зависит от их жесткости (табл. 2.13.1). ЦНИИбуммаш
рекомендует следующие допустимые динамические упругие прогибы в сере-
дине вала:
для базовых валов сеточного стола (грудного, сеткоповоротного и гауч-
вала) — ЮО мкм;
для прессовых и каландровых валов, цилиндра наката и других тяжелых
валов — 200 мкм;
для регистровых и бумаговедущих валов — 250 мкм;
для сетко- и сукноведущих валов — 300 мкм.
Таблица 2.13.1
Допускаемая неуравновешенность валов БКСМ
Вал Допускаемая неуравновешенность, гем
Ширина машины до 4200 мм, скорость до 500 м/мин Ширина машины бо- лее 4200 мм, скорость более 500 м/мин
Грудной, сетковедущий, гауч-вал, прессовый отсасывающий 50 25
Регистровый и бумаговедущий 135 50
Сетковедущий 135 100
Сукноведущий: прессовой части сушильной части 225 225 125 150
Прессовый чугунный, гранитный и стонитовый 10 10
Сушильные и холодильные цилиндры, барабан наката 10 10
Тамбурный и валы продольно- резательных станков при скорости, м/мин: до 1500 более 1500 225 150 225 150
566
Остаточную допускаемую неуравновешенность валов определяют по формуле
М = К-^-104, г-см,
л2
где К — коэффициент, зависящий от скорости и ширины машины; G— масса
вала, кг; п — число оборотов в минуту.
2.13.3. Диагностика технического состояния БКСМ
Состояние машины должно обеспечивать требуемые производительность и
качество продукции. Нарушения заданных пределов изменения параметров ре-
жима работы машины могут возникнуть в результате отклонений от техниче-
ского регламента: колебаний композиционного состава массы, температуры
воды, пара, поверхностей валов прессов, сушильных цилиндров, валов калан-
дра, давления в водных, воздушных, паровых магистралях, отвода воды в ре-
зультате засорения одежды, отверстий в отсасывающих системах; в результате
изменений напряжения и частоты в электрических магистралях, несовершен-
ства формы валов, изменений скорости напуска массы на сетку и др., а также
нарушений технического состояния оборудования.
Техническое состояние оборудования
По ГОСТ 20911—75 техническое диагностирование есть процесс оценки
технического состояния оборудования с определением места, вида и причины
дефектов.
При оценке технического состояния БКСМ измеряют: параметры вибра-
ции оснований, опор механизмов и отдельных деталей; температуру подшип-
никовых опор; параметры смазки в опорах и передачах; биение валов и др.
Для технологической диагностики применяют приборы, контролирующие
параметры технологических процессов БКСМ, а также методы измерения ха-
рактеристик качества продукции (готовой и находящейся между отдельными
частями машины). Для технической диагностики используют приборы, позво-
ляющие вести непрерывный и периодический контроль состояния отдельных
узлов машины.
Контролю и ревизии состояния подвергаются следующие механические
части, например, бумагоделательных машин:
1. Машины системы для подготовки бумажной массы.
Постоянный контроль температуры и состояния подшипников, в том чис-
ле производственными средствами вибрационной и акустической диагности-
ки, контроль состояния сит узлоловителей и крылаток по потребляемой мощ-
ности и пульсациям давления.
2. Напорные ящики, сеточные, прессовые, сушильные части, каландры и
накаты.
Постоянный контроль вибрационного режима и температуры подшипников с
лицевой и приводной сторон валов и сушильных цилиндров машины; контроль
методами вибрационной, тепловой и акустической диагностики подшипников
567
привода, соосности валопроводов, контроль зубчатых передач; периодический
контроль потребляемой мощности секциями сушильной части, включая холодиль-
ные цилиндры; контроль мощности, потребляемой периферическим накатом.
Системы диагностики
С помощью современных систем диагностики производят централизован-
ный контроль состояния механических узлов машины на основании анализа
спектра виброграмм, контроля температуры подшипников и работы системы
централизованной смазки. Например, система Сафи-контроль (Финляндия)
представляет собой комплексную микропроцессорную информационно-изме-
рительную систему диагностического типа. Центральной частью системы явля-
ется 16-битовый процессор типа 68000 фирмы “Моторола” (США), отличаю-
щийся повышенным быстродействием и работающий в мультиплексорном
режиме. К каждому мультиплексору подсоединяют до 32 первичных датчиков.
В состав мультиплексора входит микропроцессорный контроллер, обрабатыва-
ющий показания датчиков. Обработанные данные передаются в центральный
процессор. Высокое быстродействие позволяет производить вычисление спект-
ральных характеристик почти в темпе их считывания. Центральный процессор
работает совместно с внешним накопителем большой емкости (диск “Винчес-
тер” емкостью 86 Мбайт).
Большая внешняя память процессора позволяет сохранять спектрограммы
в течение четырех лет, что дает возможность использовать их для сопостави-
тельного анализа и оценки влияния износа элементов машины. Быстродействие
центральной части позволяет получать спектрограммы по 512 каналам в тече-
ние 15 мин. Анализ спектрограмм выявляет следующие нарушения: переполне-
ние сушильных цилиндров конденсатом; опасные биения валов; повышение
вибраций редукторов вследствие износа шестерен; повышение пульсаций дав-
ления массы в напорных трубопроводах в результате плохой динамической ба-
лансировки роторов насосов или центробежных очистителей; контролируются
вибрационный режим и температура подшипников.
Назначение централизованной системы диагностики — повышение долго-
вечности машины. Такая система является источником информации для плани-
руемых предупредительных ремонтов.
Оценку состояния механических узлов машины можно также производить
по величине виброскорости, мм/с:
Продольные колебания напорных ящиков, сеточных столов на уровне
напускной щели..................................................1,80-11,20
Вертикальные колебания фундамента машины, напорного ящика, метал-
локонструкций сеточного стола, валиков регистровой части, грудного и гауч-
вала, сеткоповоротного, сетковедущих, отсасывающих валов пресса, нижнего
вала каландра, сушильных цилиндров.............................. 1,12—7,10
Горизонтальные колебания станин прессовой, сушильной частей и ка-
ландра, подшипниковых узлов сетко-, бумаго- и сукноведущих валиков,
прессовых валов, сушильных цилиндров, цилиндра наката...........2,80—18,00
568
Колебания во всех направлениях подшипниковых узлов сетконатяжных
валиков, вакуум-пересасывающих валов, а также валов каландра, прижимных
валов пресса, фундаментов и постаментов насосов, вентиляторов, турбовоз-
духодувок, узлоловителей, агрегатов привода.............. 4,50-28,00
Поперечные колебания металлоконструкций сеточного стола и корпуса
напорного ящика..............................................2,80-18,00
Колебания во всех направлениях площадок обслуживания, переходных
мостиков, колпаков сушильной части...........................7,10-45,00
Примечание. Наибольшее значение виброскорости свидетельствует об аварийном состоя-
нии элементов конструкции. Нормы вибраций отдельных частей технологического оборудования
целлюлозно-бумажных предприятий представлены в ГОСТ 26493—85.
Для диагностики состояния машины во время работы фирмой “Сканди-
навска процессинструмент” разработан переносной прибор “Сканпро джей
мем”, работающий по принципу поглощения микроволнового излучения во-
дой, содержащейся в бумажном полотне на БДМ, и позволяющий обнаружи-
вать неисправности: неравномерность давления в прессе по ширине, непра-
вильное бомбирование валов, засорение отверстий в отсасывающих ящиках и
валах, неравномерность износа покрытия валов, отказы отдельных спрысков,
дефекты в сукнах — по результатам измерения профиля влажности прессового
сукна или бумажного полотна.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие существуют типы шума от промышленного оборудования?
2. Перечислите способы борьбы с шумом от оборудования, в том числе от бумаго-
делательных машин.
3. Перечислите источники возбуждения колебаний элементов конструкции машин.
4. В чем заключаются рекомендации по уменьшению колебаний элементов конст-
рукции БКСМ?
5. В чем заключается техническая диагностика на БКСМ?
2.14. ОЦЕНКА ЭФФЕКТИВНОСТИ БУМАГО-,
КАРТОНОДЕЛАТЕЛЬНЫХ И СУШИЛЬНЫХ МАШИН
(по данным проф. И.Д. Кугушева)
Количество и качество готовой продукции, вырабатываемой на БКСМ,
зависят как от вида и качества полуфабрикатов, так и от режимов работы и
типа конструкций отдельных частей и узлов машины. Данные машины проек-
тируют на длительный срок эксплуатации (25 лет и более), что обусловливает
определенные особенности при оценке их эффективности. Перечислим основ-
ные критерии такой оценки.
1. Производительность и качество продукции. Следует отметить, что указан-
ные параметры не всегда могут гарантироваться фирмой-поставщиком, напри-
мер, вследствие изменения качества используемого сырья и полуфабрикатов.
569
2. Вклад отдельных конструкций (частей, узлов) машины и применяемых
режимов их работы при формировании качественных показателей вырабатыва-
емой продукции. Эту оценку назовем последовательной трансформацией каче-
ства продукции на машине.
3. Рейтинг машины, позволяющий производить сравнение разнообразных
машин аналогичного назначения.
Вторую и третью оценки применяют в основном для бумаго- и картоноде-
лательных машин.
4. Надежность машины.
5. Унификация конструкции машины, ее отдельных узлов и элементов.
6. Экономическая эффективность использования машины.
2. 14.1. Трансформация качества продукции в процессе изготовления
Оценку качества продукции (бумаги, картона), как известно, производят
по результатам испытаний образцов на прочность (например, разрывная дли-
на, сопротивление продавливанию, количество двойных перегибов), на впи-
тываемость, на пробивное напряжение, на гладкость и др. Данные этих испыта-
ний приводятся к массе 1 м2 бумажного полотна, равной 100 г, по формуле
ОПК = —100,
9
где ОПК — относительный показатель качества; П — показатель качества по
результатам испытаний; q — масса 1 м2 испытуемого образца.
Измеренную величину необходимо прежде всего сравнить с эталоном, кото-
рый получаем в виде приведенных к массе 1 м2, равной 100 г, показателей каче-
ства образца, полученного на листоотливном аппарате из бумажной массы, ото-
бранной в баке постоянного напора машины. Поэтому количественной оценкой
трансформации качества изделия на машине в целом является отношение вели-
чин ОПК образцов, полученных после машины, к ОПК листа, полученного на
пистоотливном аппарате из массы бака постоянного напора (ОБПН):
КПМ =
ОПК
ОБПН ’
где КПМ — коэффициент трансформации качества после машины; ОБПН —
относительный показатель отливки из массы бака постоянного напора.
Оценка трансформации качества в той или иной части машины — отноше-
<ие относительного показателя качества после данной части машины к такому
ке относительному показателю после предыдущей части (из массы бака посто-
йного напора для первой части машины — сеточной). Так, оценка трансфор-
мации качества после сеточной части определяется показателем
КПСЧ =
опсч
ОБПН’
где К.ПСЧ — коэффициент трансформации качества после сеточной части
ОПСЧ — относительный показатель после сеточной части; ОБПН — относи-
тельный показатель отливки из массы бака постоянного напора.
Аналогично коэффициент трансформации качества после прессовой части
КППЧ =
после сушильной части
КПСУ =
после каландра
ОПСЧ’
ОПСУ
ОППЧ’
ОПК
где ОППЧ — относительный показатель после прессовой части; ОПСУ — отно-
сительный показатель после сушильной части; ОПК — относительный показа-
тель после каландра.
Следовательно, коэффициент трансформации качества по всей машине
КПМ = КПСЧКППЧКПСУКПК. (2.14.1)
Из выражения (2.14.1) следует, что в отдельных частях машины происхо-
дит изменение качества продукции.
Коэффициент трансформации качества, характеризующий технологиче-
скую эффективность машины, связан с конструкцией машины, ее производи-
тельностью, состоянием обезвоживающих элементов, квалификацией обслу-
живающего персонала и др.
Следует отметить, что трансформация качества связана с трансформацией
состояния бумажной массы на машине (см. раздел 1.2.3).
2. 14.2. Рейтинг бумаго- и картоноделательных машин
В разделе 1.2.3 показано, что в процессе изготовления бумаги (картона)
на машинах вне зависимости от вида и качества продукции водно-волокнис-
тая суспензия, последовательно трансформируясь в несколько промежуточ-
ных состояний, превращается в готовое бумажное (картонное) полотно. Та-
ких отличных друг от друга состояний с точки зрения реологии семь: вязкое;
вязкопластическое; вязкопластическое упругое; пластически вязкое упругое;
пластически упругое вязкое; пластически упругое и упругопластическое (см.
табл. 1.2.5).
Каждое состояние определяется количественным содержанием воды (сво-
бодной, капиллярной, связанной), твердого тела (волокно, наполнители и др.),
воздуха (свободного, связанного, растворенного). При этом бумажная масса
(бумажное полотно) подвергается индивидуальному технологическому процессу
571
для преобразования в последующее состояние на соответствующей части ма-
шины.
Информацию о конечных результатах протекающих процессов на машине
можно представить в следующем виде:
У =f{xx, х2, хп),
где х — информация об эффективности z-ro процесса на определенной части
машины.
Примем за величину информации отношение конкретных величин эффек-
тов одной части машины к другой в пределах одного состояния бумажной массы:
лт
Следовательно, общая относительная информация
у = f (xXi, x2i, хп). (2.14.2)
Полный дифференциал функции (2.14.2) для независимых переменных
dy = ±dfu ±df2i± ... +dfni. (2.14.3)
Разделив (2.14.3) на (2.14.2), получаем
dy _ + dfu df2i dfni
7 7" IT 7"' (2,4Л>
Полагаем, что в узком диапазоне изменения аргументов будет иметь место
линейное изменение функций, т. е.
~ & dxXj df2 _ dx2i dfnj _ dxnj
f ~ ’ f xi2 ’ f ~ xin
После подстановки (2.14.5) в уравнение (2.14.4) интегрируем его, полагая по-
стоянные коэффициенты пропорциональности равными единице:
1П у = ± 1П Х(1 ± 1П Х,2 ± ± 1П xin> (2.14.6)
где In у принимаем за обобщенный рейтинг технологических процессов на бу-
магоделательной машине.
По видам бумаги и технологическим режимам, применяемым при их изго-
товлении, в ЦНИИбуммаше парк плоскосеточных машин в 80-х гг. XX в. был
разделен на 14 типов (табл. 2.14.1, 1.2.1). Произведем расчет технологического
рейтинга для 13 типов, считая основной машину для производства конденса-
торной бумаги (тип 1).
Можно в качестве основной выбрать по желанию и другой тип машины.
Сделанный выбор обосновывается тем, что на машинах для производства кон-
денсаторных бумаг применяют наименьшие концентрации при напуске на сет-
ку, скорости и массы 1 м2 полотна. Бумажная масса имеет наиболее высокий
572
Таблица 2.14.1
Распределение групп бумаги по типам плоскосеточных бумагоделательных машин
Тип ма- ши- ны Группы бумаги Масса 1 м2 бумаги, г
I Особо тонкие (конденсаторные) 6-23
II Тонкие (папиросные, основа для парафинирования, для пере- водной прозрачной, для переводной фольги, пропиточные, спе- циальные) 14-20
III Тонкие (курительная гладкая и верже, раскурочная, основа № 2 для парафинирования, словарная, чайная внутренняя) 21-45
IV Впитывающие (махорочная, кордельная, для авиапочты, чайная А, основа для фибры, товарная, фильтровальная лабораторная) 32-115
V Жиронепроницаемые (подпергамент, пергамин, чертежная, калька, чертежная прозрачная) 40-55
VI Писчие № 1, печатные № 1 (карточная, индикаторная, основа для гуммирования и т. п.) 35-120
VII Технические (для телеграфной ленты, монотипная, основа для белой и желтой переводной, вердоль, узорная, пигментная, ос- нова для крашения и мелования № 1, светочувствительная, для переводных картинок, для ЭВМ) 65-130
VIII Печатные и писчие № 2 и 3 (писчая цветная, ротаторная, ма- шинописная, копийная, галошная, сахарная белая и синяя и т. п.) 45-100
IX Технические упаковочные (оберточная, для контрольной ленты, кассовой ленты, гудронирования, обложечная № 2, основа для крашения и мелования № 2—4, гофрирования, товарная ману- фактурная и т. п.) 60-250
X Газетная и мешочная из сульфатной целлюлозы 40-90
XI Писчая № 0, печатная № 0 (картографическая, карточная № 0 и 1, диаграммная основа, рисовальная, чертежная, фотоподлож- ка, фильтровальная техническая, фототипная, эстампная, ното- печатная ит. п.) 50-300
XII Двухслойные, технические (телефонная, кабельная, изоляцион- ная намоточная и пропиточная, неакриничная, патронная, шпульная, основа для наждачной и т. п.) 38-185
XIII Односторонней гладкости (бутылочная, билетная А и Б, афиш- ная, фруктовая, оберточная сульфатная, для электротехниче- ской стали) 20-50
XIV Односторонней гладкости оберточная 40-160
573
Расчет рейтингов бумагоделательных машин
Тип маши- ны Состояние
Упругопластическое Пластически упругое (съем воды в су- шильной части) Пластически упругое вязкое (концентрация после прессов) Пластически вязкое упругое
Масса 1 м2 Максимальная скорость Съем бумаги на сеточной части Концентрация после гауча
г/м2 1п у м/мин In у кг/(ч-м2) In у % In у кг/(ч-м2) In у % In у
I 6 0 80 0 3 0 25 0 5,0 0 10,0 0
II 14 0,85 150 0,57 5 0,51 31 0,220 12,5 0,91 12,4 0,21
III 21 1,25 250 1,13 11 1,31 32 0,239 35,0 1,90 15,0 0,40
IV 32 1,67 150 0,57 10 1,19 25 0,010 60,0 2,48 16,0 0,47
V 20 1,20 1500 1,93 12 1,38 36 0,360 40,0 2,08 17,0 0,53
VI 40 1,87 180 1,81 9 1,10 28 0,110 80,0 2,77 18,0 0,58
VII 35 1,76 300 1,36 16 1,66 39 0,450 80,0 2,77 17,0 0,53
VIII 45 2,01 450 1,72 18 1,80 37 0,360 80,0 2,77 18,0 0,58
IX 60 2,30 250 1,13 31 2,30 31 0,207 80,0 2,77 18,3 0,60
X 50 2,12 1200 2,70 19 1,84 37 0,390 200,0 5,29 15,6 0,44
XI 70 2,45- 150 0,57 14 1,53 40 0,470 70,0 2,64 19,0 0,64
XII 38 1,84 180 0,81 15 1,60 40 0,470 35,0 1,94 15,0 0,40
XIII 30 1,60 250 1,13 10 1,19 30 0,180 80,0 2,77 13,0 0,26
XIV 40 1,87 400 1,60 15 1,60 35 0,330 80,0 2,77 17,0 0,53
Тип маши- ны Состояние
Вязкопластическое упругое Вязкое пластическое (концентрация осевшего слоя) Вязкое Рейтинг машины
Концентрация после ящиков Количество от- сасывающих ящиков Концентрация начальная Концентрация провала
г/л In у шт. In у г/л In у г/л In у • г/л In у S In у
I 8,3 0 9 0 6 0 3,0 0 0,3 0 0
II 8,5 0,020 7 0,25 9 0,40 3,3 0,095 0,6 0,690 4,22
III 9,0 0,060 5 0,60 18 1,10 4,7 0,440 0,5 0,507 7,26
IV 10,0 0,182 8 -0,12 18 1,10 6,0 0,690 0,7 0,845 9,10
V 10,0 0,182 9 0 23 1,34 7,0 0,850 0,8 0,980 11,83
VI 11,0 0,285 9 0 30 1,60 9,0 1,100 2,0 0,600 11,72
VII 10,0 0,350 8 -0,12 23 1,03 7,0 0,850 0,8 0,980 11,62
VIII 9,1 0,080 10 0,10 27 1,50 12,0 1,380 2,0 1,890 14,19
IX 11,7 0,350 8 -0,12 30 1,60 10,5 1,250 1,6 1,670 14,06
X 10,7 0,240 8 -0,12 20 1,20 6,7 0,800 2,8 2,230 17,13
XI 11,3 0,370 8 -0,12 30 1,60 10,0 1,200 0,8 0,980 12,33
XII 9,0 0,080 6 -0,64 14 0,83 5,7 0,640 0,3 0 8,21
XIII 7,0 -0,170 4 —0,81 35 1,75 7,4 0,900 1,4 1,540 10,34
XIV 3,0 0,450 7 -0,25 40 1,89 8,0 0,980 1,4 1,540 13,31
Ln
помол, затрудняющий процессы обезвоживания, создающий сложности при
формировании полотна и т. п.
Расчет производим согласно уравнению (2.14.6) начиная с готовой про-
дукции (табл. 2.14.2) в упругопластическом состоянии при минимальной массе
1 м2 и максимальной скорости, затем в пластически упругом состоянии — по
удельному съему воды с 1 м2 сушильной части, в пластически упругом вяз-
ком _ по концентрации после прессования, пластически вязком упругом — по
удельным съемам бумаги с 1 мг сеточной части и концентрации после гауч-
вала вязкопластическом упругом— по концентрации после отсасывающих
ящиков и их количеству, вязкопластическом — по концентрации осевшего слоя
волокон и вязком — по начальной концентрации и провалу на сетке.
Анализ расчетов позволяет сравнить технологические операции на отдель-
ных машинах. В большинстве случаев рейтинги резко отличаются, что свиде-
тельствует о большой разнице в технологических операциях, обусловленных
количеством и качеством изготовляемой бумаги, а следовательно, и конструк-
цией отдельных частей машины.
В то же время значения рейтингов для типов машин V—VII в среднем отли-
чаются всего на 2 %, а VIII и IX — в пределах 0,4 %.
Согласно принципу соответствия между количеством удаляемой воды и им-
пульсом воздействия наибольшей силы давления на бумажную массу для состоя-
ний от вязкого до пластически упругого вязкого давление, создаваемое оборудова-
нием, в случае необходимости регулируется в меньшую сторону. Поэтому в
последних двух группах можно произвести замену трех типов машин на один с
наибольшей величиной рейтинга (тип VI в первой группе и тип VIII — во второй).
Определение рейтинга показано на примере плоскосеточных бумагодела-
тельных машин. При применении двухсеточного формования, прессов интен-
сивного обезвоживания и других усовершенствований, интенсифицирующих
технологические процессы, вносятся изменения в числовые значения рейтин-
га, однако метод его расчета остается прежним.
2. 14.3. Надежность БКСМ
(по данным профессоров И.Д. Кугушева и Н.Н. Кокушина)
Надежность — свойство изделия выполнять заданные функции, сохраняя свои
эксплуатационные показатели в установленных пределах в течение требуемой на-
работки (например, в течение требуемого промежутка времени). Надежность
БКСМ — комплексная оценка, включающая в себя среднюю наработку на отказ,
коэффициент готовности, коэффициент технического использования, вероятность
безотказной работы, ресурс (срок службы), показатели ремонтопригодности и др.
Отдельные элементы БКСМ (основные части и системы, узлы и детали)
имеют собственные характеристики надежности (сроки службы, показатели
ремонтопригодности и др.).
Надежность техники регламентируется ГОСТ 16.503—70 “Промышленные
Изделия. Номенклатура и характеристики основных показателей надежности”,
этом документе представлен перечень показателей надежности для широкой
Номенклатуры изделий, производимой промышленностью.
576
Перечень включает в себя классификационные признаки, по которым бу-
магоделательная (картоноделательная, сушильная) машина — это:
а) по обобщенному конструктивному признаку — ремонтируемое изделие;
б) по характеру и режиму использования — изделие, эксплуатируемое до
предельного состояния с многократным функционированием;
в) по последствиям отказов — изделие, которое при отказах не выполняет
заданные функции;
г) по функциональной структуре — машина с наличием избыточности и
резервирования;
д) по характеру производства — изделие в единичном экземпляре;
е) .по организации эксплуатации — изделие, для которого применяют сис-
тему ремонтов.
Для обеспечения непрерывного режима работы БКСМ основными свойства-
ми надежности являются безотказность и ремонтопригодность как машин в це-
лом, так и их элементов. Улучшение безотказности машины, например, умень-
шает количество ее аварийных остановов, а улучшение ремонтопригодности
сокращает продолжительность этих остановов. То и другое одновременно повы-
шает среднее время эффективной работы машины в сутки.
Следует различать отказы машины в целом (прекращение выработки кон-
диционной продукции) и отказы отдельных элементов машины. Последние
иногда не приводят к первым, т. е. БКСМ обладают функциональной избыточ-
ностью (например, при отказе вентилятора в системе рекуперации тепла, отво-
димого от сушильной части, машина продолжает выработку продукции, хотя и
с пониженным термическим КПД).
На БКСМ могут происходить отказы самых различных видов (см. ГОСТ
27.002—89 “Основные термины надежности”):
внезапные (поломки, обрывы сеток и бумажного полотна) и постепенные
(например, из-за износа);
явные (обрывы полотна) и скрытые (выработка брака на накате);
зависимые (например, отказ сеточной части из-за отказа вакуум-насоса) и
независимые и т. д.
По тяжести последствий различают легкие (засорение отверстия спрыска),
средние (ущерб от которых сравним со стоимостью отказавшего узла) и тяже-
лые (например, приводящие к длительным простоям машин) отказы на БКСМ.
Основными показателями оценки надежности БКСМ в целом являются
коэффициент технического использования К,. и и ресурс Тр (или срок службы).
Коэффициент технического использования К,.,, — комплексный показатель
надежности. Он одновременно характеризует безотказность эксплуатации и при-
способленность машины к устранению отказов, т. е. ее ремонтопригодность.
Значение К^ определяют за календарный период, равный одному году:
_ ^сум (^пл + ^Н.пл )
'.И “ 'Г
1 сум
(2.14.7)
где Тсум — общее время; 7’сум= 360 сут = 360-24 ч; Тт — сумма времен, предус-
мотренных для плановых ремонтов и технического обслуживания машины, ч;
Тн пл — неплановые простои машины, ч,
577
п
^н.пл = X ^/Тср >
1=1
(2.14.8)
где п _ количество плановых периодов эксплуатации; Q, — вероятность отказа
машины к концу /-го периода плановой эксплуатации; тср — среднее время
простоя машины,
1 п 1 к
тср = т S + (/)= 1+ т S О
К у=1 к у=1
(к — количество единиц резерва, учитываемых при расчете машины; t’j — время
замены J-й единицы резерва; tj — время на останов и пуск машины).
При совместном решении уравнений (2.14.7)-(2.14.8) получаем
т
л сум
п
+ ^ср
/=1
И
т
1 сум
Как указывалось ранее, элементы БКСМ могут иметь собственные харак-
теристики надежности: сроки службы (ресурсы), наработки на отказ, вероят-
ность безотказной работы, время восстановления после отказа и др.
В зависимости от особенностей ремонта отказавших элементов — уз-
лов и деталей, а именно замены отказавшего элемента на запасной или
сочетания восстановительной обработки с заменой (например, несколь-
ко перешлифовок прессового вала и затем его замена), для характеристи-
ки надежности элементов конструкции применяют показатели надежнос-
ти невосстанавливаемых (перемонтируемых) или восстанавливаемых
(ремонтируемых) изделий.
В целом надежность БКСМ определяется как надежностью конструкции,
так и поддержанием стабильного технологического режима машины.
2.1 4.4. Унификация элементов конструкции БКСМ
Унификация — вид стандартизации, состоящий в объединении в один
или более документ технических условий на изделия с таким расчетом, чтобы
регламентируемые изделия были взаимозаменяемыми.
Основным предметом унификации является конструкция изделия, а уро-
вень его унификации — один из технико-экономических показателей качества
изделия.
Унификация — рациональное ограничение числа разновидностей из-
делий одинакового функционального назначения за счет как новой разработ-
ки, так и сокращения (симплификации) их количества, проводимое в целях
Достижения наибольшего технико-экономического эффекта при организации
их специального производства.
578
Наибольший уровень унификации достигнут в массовом машиностроении.
В России в бумагоделательном машиностроении системный подход к унифика-
ции оборудования стали применять совсем недавно. Такое положение дел объяс-
няется, прежде всего, трудностью решения этой задачи в связи с отсутствием
или низкой повторяемостью объектов унификации.
Рассмотрим более подробно подход к унификации оборудования, исполь-
зуемый в отечественном бумагоделательном машиностроении.
В общем случае основным признаком любых объектов унификации являют-
ся два условия: 1) объекты уже существуют; 2) объекты необходимо создавать
В первом случае требуется решение задачи для одиночных или множествен
ных объектов. Для одиночного объекта вместо оригинальных заимствуют типо-
вые решения, а для множественных объектов из существующего ряда необхо-
димо произвести сокращение ненужных элементов.
Во втором случае методом унификации будет либо заимствование решений
из ранее созданных объектов, либо разработка специальных конструкций при
создании машин.
Существуют три метода создания конструкций на базе унификации: типи-
зация, агрегатирование, синтез.
Типизация — метод проектирования типовых решений, содержащих об-
щие для ряда объектов элементы.
Синтез — метод проектирования устройств из оптимального ограничен-
ного количества ранее разработанных элементов.
В машиностроении система унификации базируется на следующих основ-
ных принципах:
системность — установление взаимоувязанных требований к системам ма-
шин и оборудования, отдельным узлам, агрегатам, деталям;
динамичность — периодический пересмотр требований к объектам унифи-
кации в целях приведения их в соответствие с новыми техническими разработ-
ками;
взаимоувязка — установление взаимосвязи унификации изделий машино-
строения с их стандартизацией.
Расчетные показатели унификации определяют по формулам соответству-
ющих ГОСТов.
1. Коэффициент применяемости:
v- _ П — По
ПР - П ’
где П — общее количество типоразмеров деталей или сборочных единиц изде-
лия; По — количество оригинальных типоразмеров.
2. Коэффициент унификации изделия:
где Еу — количество унифицированных сборочных единиц в изделии; Ду — ко-
личество унифицированных деталей, являющихся составными частями изде-
579
лия и не вошедших в Еу; Е — общее количество сборочных единиц в изделии;
д___количество деталей, являющихся составными частями изделия.
3. Коэффициент повторяемости:
п°в Е + Д’
где q _ количество наименований составных частей; Е + Д — общее количе-
ство составных частей в изделии.
4. Коэффициент применяемости по типоразмерам:
К = ~
2о >
где 20б — общее количество типоразмеров составных частей изделия (деталей
или сборочных единиц); So — количество типоразмеров оригинальных состав-
ных частей.
5. Коэффициент повторяемости по типоразмерам:
V _ ^об шт
*S1.T V •
zo6
где £об шт — общее количество составных частей, входящих в изделия, шт.
Различают три вида унификации:
1) типоразмерную, которая осуществляется в изделиях одинакового функ-
ционального назначения, отличающихся друг от друга числовым значением
главного параметра;
2) внутритиповую, которая осуществляется в изделиях одинакового функ-
ционального назначения с одинаковыми значениями главного параметра, но
отличающихся конструктивным исполнением составных частей;
3) межтиповую, которая осуществляется в изделиях (их группе) различно-
го типа с разными конструктивными решениями.
Критерии целесообразности унификации конструкций
Успешное решение задач унификации конструкций способствует созданию
БКСМ с высокими качественными показателями и современными техниче-
скими параметрами. Все вопросы унификации могут и должны решаться при
проектировании, так как сроки разработки и внедрения таких машин длитель-
ны и составляют 3—10 лет.
Надо учитывать высокую стоимость данных машин и длительность их дей-
ствия. В этой связи становится очевидной технико-экономическая обоснован-
ность постановки задачи унификации конструкций быстроизнашивающихся
частей, создание технических и экономических предпосылок для модерниза-
ции действующих машин с помощью унифицированных конструкций, а также
выбор первоочередных объектов унификации.
580
Для бумагоделательного машиностроения наиболее подходит метод груп-
пирования сборочных единиц по функциональному признаку. По этому при-
знаку можно выделить основные группы конструкций сборочных единиц меха-
нической части машины:
Фундаменто-опорные Металлоконструкции несущие Транспортирующие: газ жидкости пар, парообразующую смесь конденсат одежду полотно Перемешивающие и распределяющие: суспензию пар воду воздух Обезвоживающие: бумажное полотно сукна, сетки Передающие энергию Крутящий момент Тепло Регенерирующие силовые: пневматические электрические гидравлические комбинированные Обрабатывающие поверхность бумажного полотна Управляющие ходом одежды Регулирующие расход суспензии Укрывающие ... Шины, плиты фундаментные ... Балки первого и второго этажа машины, фермы вентиляционного колпака, станины ... Воздухопровод ... Водопровод ... Паропровод, система вентиляции ... Конденсатопровод ... Трубчатые валы ... Сукна, сетки, канатиковая заправка ... Напорный ящик ... Пароконденсатные устройства ... Спрыски ... Обдув сукон, валов каландра, колпаки скоростной сушки ... Гидропланки, отсасывающие ящики ... Сукномойки ... Паразитный привод, специальные приводные устройства, сушильные цилиндры ... Тепловентагрегаты ... Привод осциллирования шабера ... Электромагнитные устройства ... Гидроцилиндры, маслостанции ... Гидро-, пневмоаккумуляторы ... Каландры ... Сеткоправки, сукнонатяжки ... Задвижки, заслонки, клапаны ... Вентиляционные колпаки, укрытия сеточной части
581
Такое распределение сборочных единиц позволяет выявить общие призна-
ки конструкций, которые могут быть положены в основу их унификации неза-
висимо от принадлежности к той или иной части машины или к какой-либо
машине в целом. Это частная задача. Необходимо выявить технико-экономиче-
ские предпосылки проведения таких мероприятий в целом для бумагоделатель-
ного машиностроения. Для этого прежде всего надо найти факторы, определя-
ющие степень целесообразности унификации тех или иных конструкций, а
также экономическую выгоду от реализации таких работ.
Эффективность унификации зависит от экономических и технических фак-
торов конструкций. Количественно она может быть представлена критериаль-
ным уравнением общего вида
Ef=fO, Т),
где э — критерий экономической эффективности унификации; Т — критерий
технической целесообразности унификации.
Критерий Т является комплексной величиной, которая зависит от ряда
технических факторов, независимых друг от друга и характеризуемых собствен-
ными критериями.
1. Критерий технического уровня гц — технический показатель, отражаю-
щий степень соответствия изделия его лучшим аналогам.
В общепринятой системе оценки качества изделия как комплексного поня-
тия, включающей в себя и показатели технического уровня, предусмотрено
три категории: высшая, первая и вторая.
Высшая категория позволяет присвоить изделию Знак качества, первая по
техническим параметрам и качеству определяет их современный уровень, вто-
рая позволяет выпускать такие изделия лишь ограниченное время, так как они
не соответствуют современным требованиям.
Категории технического уровня имеют следующие показатели:
Высшая..........................................2,00
Первая..........................................1,00
Вторая..........................................0,25
При аттестации изделий экспертным путем по утвержденным показателям
определяют принадлежность их к соответствующим категориям качества, поэто-
му в каждом случае можно установить значение критерия технического уровня.
2. Критерий перспективности изделия т]2 — технический параметр, харак-
теризующий ожидаемый период использования изделий в промышленности
без конструктивных изменений.
Представим критерий перспективности как функцию времени:
П2 = ф(0,
где <р — функция; t— предполагаемое время морального старения конструк-
ции, год.
Основываясь на установленном периоде развития народного хозяйства,
равном 10—15 годам, экспертным путем оценивают перспективность тех или
иных конструкций, используемых в бумагоделательных машинах в этот период:
582
Время морального старения, год 5 Ю 15
Критерий перспективности 0,075 0,600 2,025
3. Критерий частоты использования характеризует частоту применения кон-
струкции в бумагоделательных машинах. Этот критерий необходим для опреде-
ления годовой потребности той или иной конструкции в зависимости от воз-
можности ее использования в новых машинах и уже задействованных в народном
хозяйстве, а в какой-то мере — возможность и необходимость организации ее
серийного, мелкосерийного производства.
Критерий частоты использования конструкции т)з — параметр, определяю-
щий степень применимости данного изделия в бумагоделательных машинах:
«з
где У т — общее количество изделий; У N — общее количество бумагодела-
тельных машин на момент унификации их конструкций.
4. Критерием технической целесообразности унификации называется тех-
нический параметр, определяющий достаточные условия для возможности раз-
работки унифицированной конструкции.
По совокупности критериев технического уровня т]р перспективности кон-
струкции т]2, частоты использования Лз и технической целесообразности уни-
фикации т]4 можно дать общую оценку технической эффективности унифика-
ции изделия. Значение технической эффективности унификации изделия есть
функция указанных выше критериев, независимых друг от друга:
Г = /(П1 Т12 Пз Th)- (2.14.9)
Решение уравнения (2.14.9) позволяет определить критерий технической
целесообразности унификации:
7’ = ПП,.
/=1
Экономический критерий унификации
Техническим предпосылкам унификации сопутствуют экономические. Од-
нако технический и экономический эффекты базируются на разных основах,
так как затраты на проведение работ по унификации в каждом конкретном
случае существенно изменяются. Например, если унифицированная конструк-
ция без особых перестроек производства может изготовляться на существую-
щем оборудовании, то затраты на проведение унификации складываются из
средств, затраченных на исследования и разработку технической документа-
ции, а также на подготовку к выпуску таких изделий.
Если требуется организация специализированного производства, то затра-
ты существенно возрастут, хотя это еще не значит, что суммарный экономи-
ческий эффект будет меньше.
583
Экономический критерий унификации Э определяет экономическую эф-
фективность от проведенных работ по унификации:
Э = Пу/Яу,
где П — прибыль от проведенных работ по унификации; Ку — затраты на про-
ведение унификации.
Каждый из рассмотренных критериев в отдельности, характеризуя соответ-
ствующую сторону унификации конструкций, не дает полного представления
о суммарном эффекте от проведения этих работ. Поэтому необходима общая
оценка эффективности унификации, которую можно представить как произве-
дение двух обобщающих критериев:
П 4
Q = T- Э = -ЛПП,- (2.14.10)
Л у / = i
С помощью уравнения (2.14.10) можно не только определить эффектив-
ность унификации той или иной конструкции, но и из всего многообразия
работ по унификации выбрать первоочередные, обладающие наибольшей эф-
фективностью.
2.14.5. Оценка экономической эффективности машины
। Достижение оптимальных уровней указанных выше частных критериев эф-
фективности БКСМ еще не является достаточным условием максимальной эф-
фективности данной машины. Это порождает проблему установления норм,
гарантирующих наиболее эффективную выработку продукции на машине.
В качестве обобщающего критерия эффективности принята экономическая
эффективность машины.
Экономическую эффективность использования БДМ (КДМ, СМ) можно
определить по следующему уравнению:
Э = (2.14.11)
IV
где Ц — стоимость продукции; С — себестоимость; К — капитальные затраты.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите основные критерии оценки эффективности БКСМ.
2. В чем заключается трансформация качества бумаги (картона) в процессе изготов-
ления на машине?
3. Расскажите о рейтинге БКДМ.
4. Расскажите о надежности как сложном свойстве машины.
^.Перечислите классификационные признаки БКСМ с точки зрения надежности.
6. Перечислите основные показатели для оценки надежности БКСМ.
7. В чем заключается унификация бумаго-, картоноделательных и сушильных машин?
8. Назовите критерий экономической эффективности использования БКСМ.
|584
2.15. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
ПРИ ЭКСПЛУАТАЦИИ БКСМ
Согласно ГОСТ 12.0.002—80 техника безопасности есть система организа-
ционных и технических мероприятий и средств, предотвращающих воздействие
на работающих опасных производственных факторов.
Выполняя правила технической эксплуатации и техники безопасности,
можно максимально использовать оборудование, повышать его производитель-
ность, сохранять оборудование, обеспечивать безопасность условий труда.
В правилах технической эксплуатации и правилах по технике безопасности
рассмотрены: а) порядок подготовки к пуску машины, наладки и пуска;
б) технологический процесс и уход за оборудованием; в) останов оборудова-
ния; г) ремонт оборудования; д) обязанности обслуживающего персонала;
е) специальные требования по технике безопасности, производственной сани-
тарии и противопожарному делу.
При эксплуатации бумаге-, картоноделательных и сушильных машин не-
обходимо соблюдать следующие требования:
1. Возможность экстренной аварийной остановки механизмов при помощи
специальной кнопки.
2. Агрегаты, работающие в режиме автоматического включения и отключе-
ния (насосы, компрессоры и пр.) должны иметь предупреждающие надписи с
двух сторон.
3. Неиспользуемые из-за изменения технологической схемы аппараты, тру-
бопроводы и запорно-регулирующую арматуру необходимо отсоединить от дей-
ствующих магистралей, очистить и законсервировать, при этом концы трубо-
проводов должны быть заглушены.
4. Плановые виды ремонта и поверочные испытания следует выполнять в
соответствии с графиком планово-предупредительных ремонтов и правилами
испытаний сосудов, находящихся под давлением, и грузоподъемного оборудо-
вания.
5. Машины, механизмы, оборудование и приспособления должны иметь
паспорта и инвентарные номера, по которым их записывают в журналы учета и
периодических осмотров.
6. Работа на машинах (агрегатах) должна проводиться в соответствии с
требованиями, изложенными в паспорте, инструкции завода-изготовителя по
эксплуатации и инструкции по технике безопасности, утвержденной главным
инженером предприятия.
7. Запрещается эксплуатация закрытой емкостной аппаратуры без указате-
ля уровня и прерывателя вакуума, образующегося при ее опорожнении.
8. Каналы, люки, лазы, колодцы должны быть перекрыты щитами или
крышками.
9. Движущиеся части машин и аппаратов (валы, муфты, приводные рем-
ни, различного рода передачи и др.), расположенные на высоте менее 2 м над
Уровнем пола, или площадки обслуживания должны иметь сплошное или сет-
чатое ограждение.
585
10. Ограждения на машинах окрашивают в цвет оборудования, а места,
подлежащие закрытию, — в красный цвет, хорошо видимый при снятии ог-
раждения.
11 Рабочие места, расположенные на высоте 1 м и выше, должны быть
ограждены, а сама конструкция ограждения (перила) — состоять из стоек, по-
ручня, расположенного на высоте не менее 1 м от рабочего настила, из одного
горизонтального элемента и бортовой доски высотой не менее 150 мм. Для ог-
раждения рабочих мест допускается применять металлическую сетку высотой
не менее 1 м.
12. Перила должны выдерживать сосредоточенную нагрузку не менее
0 7 кН. Бортовые доски следует устанавливать на настил, элементы перил —
крепить к стойкам с внутренней стороны. Поручни деревянных перил должны
быть отстроганы.
13. Снимать ограждения для ремонта можно только после остановки ма-
шин. Пуск машин после ремонта, осмотра, чистки и т. п. разрешается только
после установки ограждения на место.
14. При пуске БКСМ (после предварительного тщательного осмотра, про-
верки оборудования и подачи сигнала) в первую очередь начинает работать
сушильная часть для прогрева сушильных цилиндров. Прогревать сушильные
цилиндры следует постепенно. Время прогрева после длительной остановки —
не менее 60 мин. До прогрева сушильных цилиндров необходимо продуть паром
паропровод и цилиндры для удаления воздуха и конденсата. Давление пара в
цилиндрах не должно превышать установленной инспекцией Котлонадзора ве-
личины давления для данной машины.
15. При останове БКСМ необходимо поднять валы прессов и каландров,
ослабить прессовые и сушильные сукна.
Для безопасности обслуживающего персонала при заправке бумаги поверх-
ность сукноведущих валиков на сушильной части в местах заправки бумаги дол-
жна отстоять от поверхности сушильного цилиндра не менее чем на 120 мм.
Расстояние между поверхностями смежных сукноведущих валиков — не менее
50 мм.
16. Во время работы БКСМ запрещается очистка руками поверхности сук-
но- и сетковедущих валиков, прессовых валов и сушильных цилиндров от при-
ставших к ним бумажной массы и бумаги. Для очистки шаберов сушильных
цилиндров следует применять багры и жесткие щетки.
17. В целях противопожарной безопасности необходимо систематически
удалять пыль с сушильной части БКСМ, каландра и наката, своевременно уби-
рать бумажный брак, хранить смазочные материалы в металлических ящиках.
Курить разрешается только в определенных местах.
18. На аппаратах и коммуникациях, находящихся в ремонте, вывешивают
предупредительные плакаты, которые снимают только с разрешения началь-
ника цеха, уполномоченного или ответственного лица.
ВНИМАНИЕ! Для измерения влажности и массы 1 м2 бумаги на БДМ
часто применяют радиоактивные датчики, при обслуживании которых следует
строго соблюдать правила специальных инструкций.
586
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что включают в себя правила техники безопасности?
2. Что рассматривается в правилах технической эксплуатации и техники безопас-
ности?
3. Что должны иметь агрегаты БКСМ, работающие в режиме автоматического вклю-
чения и отключения?
4. Как должны содержаться аппараты и трубопроводы, не используемые при прове-
дении технологического процесса?
5. Как должны проводиться плановые виды ремонта и поверочные испытания?
6. Расскажите о порядке пуска БКСМ.
7. Каковы должны быть действия персонала при остановке БКСМ?
8. Перечислите меры по обеспечению противопожарной безопасности БКСМ.
Учебное издание
Кугушев Илья Дмитриевич
Терентьев Отто Алексеевич
Куров Виктор Сергеевич
Кокушин Николай Николаевич
Бельский Александр Петрович
Кондрашкова Галина Анатольевна
Коновалов Александр Борисович
Королев Владимир Иванович
Новиков Николай Евгеньевич
Подковырин Анатолий Иванович
Смолин Александр Семенович
Швецов Юрий Николаевич
Шульман Григорий Зямович
ТЕОРИЯ И КОНСТРУКЦИЯ МАШИН И ОБОРУДОВАНИЯ ОТРАСЛИ
БУМАГО- И КАРТОНОДЕЛАТЕЛЬНЫЕ МАШИНЫ
Учебное пособие
Редактор О, В. Махрова
Технический редактор А. И. Колодяжная
Корректор А. И. Рогозин
Компьютерная верстка Р.Е. Мурашова
Дизайн обложки Т.М. Ивановой
Директор Издательства Политехнического университета А. В. Иванов
Свод, темплан 2006 г.
Лицензия ЛР № 020593 от 07.08.97
Налоговая льгота — Общероссийский классификатор продукции
ОК 005-93, т. 2; 95 3005 — учебная литература
Подписано в печать 12.10.2006. Формат 70x100/16. Печать офсетная.
Усл. печ. л. 47,5. Уч.-изд. л. 47,5. Тираж 300. Заказ 273.
Санкт-Петербургский государственный политехнический университет.
Издательство Политехнического университета,
член Издательско-полиграфической ассоциации университетов России.
Адрес университета и издательства:
195251, Санкт-Петербург, Политехническая ул., 29.