/









































































































































































































Текст
j 1?ЛЬНЬ?? Г
МОСКОВСКИЙ ОРДЕНА ЛЕНИНА АВИАЦИОННЫЙ
ИНСТИТУТ имени СЕРГО ОРДЖОНИКИДЗЕ
А. Н. ГАВРИЛОВ
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
В АВИАПРИБОРОСТРОЕНИИ
☆
МОСКВА — 1949
„1961 гЛ
«ЯВНЫЙ зил
МОСКОВСКИЙ ОРДЕНА ЛЕНИНА АВИАЦИОННЫЙ
ИНСТИТУТ имени СЕРГО ОРДЖОНИКИДЗЕ
е чт
На правах рукописи •
Доцент, канд. техн, наук
А. Н. ГАВРИЛОВ
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
В АВИАПРИБОРОСТРОЕНИИ
кТ * Институт/Вф
МОСКВА-1949
с$с?
АННОТАЦИЯ
Книга сострит из двух частей,
В первой части изложена условия экоплоа-
тации и требования к производству авиационных
приборов, характерные особенности авиаприборо-
строения и возможности проектирования прогрес
сивных методов производства в приборостроении.
Во второй части рассмотрены технологичес-
кие процессы на типовые детали авиационных при-
боров, При рассмотрении технологических процес-
сов изготовления характерных деталей дается
анализ возможных вариантов, что позволяет не
только ознакомиться с типовыми технологически-
ми процессами, но и овладеть методами проекти-
рования их.
Книга является учебным пособием для
ВТУЗ«ов по специальным разделам курса «Техноло-
гия авиаприборостроения”.
~3~
ОГЛАВЛЕНИЕ
Предисловие .....................► — &
ЧАСТЬ 1.ВВЕДЕНИЕ В ТЕХНОЛОГИИ АВИАПРИБОРО-
СТРОЕНИЯ .................•............ it
Глава 1.Особенности авиаприборостроения и
исходные данные для проектирования
технологических процессов 12
1 .Условия эксплоатации и требования к
производству авиационных приборов ... 12
А.Надежность работы .............. 12
Б.Точность показаний .............
В.Простота эксплоатации.........
Г, Вес и габариты ................
2 .Характерные особенности авиаприборо-
строения ............................. 19
А.Малые габариты деталей у©
Б,Малые сечения стружки .......... 21
В.Специфические требования к взаи-
мозаменяемости ............... . гг
Г.Многообразие методов и видов об-
работки ......................... 23
Д.Значительный удельный вес зара-
ботной платы в себестоимости ... 24
Глава П.Пути повышения производительности
в приборостроении и методы расчета
эффективности технологических процес-
сов •
1 .Пути повышения производительности ....
2 .Характеристика технологических путей
повышения производительности ........ ге
3. Методы расчета наивыгоднейших вариан-
тов технологического процесса ...... 37
А. По себестоимости ............ 37
Б,По производительности ...........
4.технологические пути повышения произ-ч
водительности при механической обработ-
ке в приборостроении ................ 49
А.Структура нормы времени,удельный
вес и значение' отдельных элемен-
тов ................................
БДСлассификация технологичес-
ких путей повышения произвс-
ДИТвЛ ЬН ОС ТИ .......... . 86
В в Техн ол огиче с кие мер©приятия
повышения производительности
и расчет эффективности их
внедрения .................... €4
Глава Ш,Возможности и пути внедрения в при-
боростроении прогрессивных методов
производства ...................».«»...••
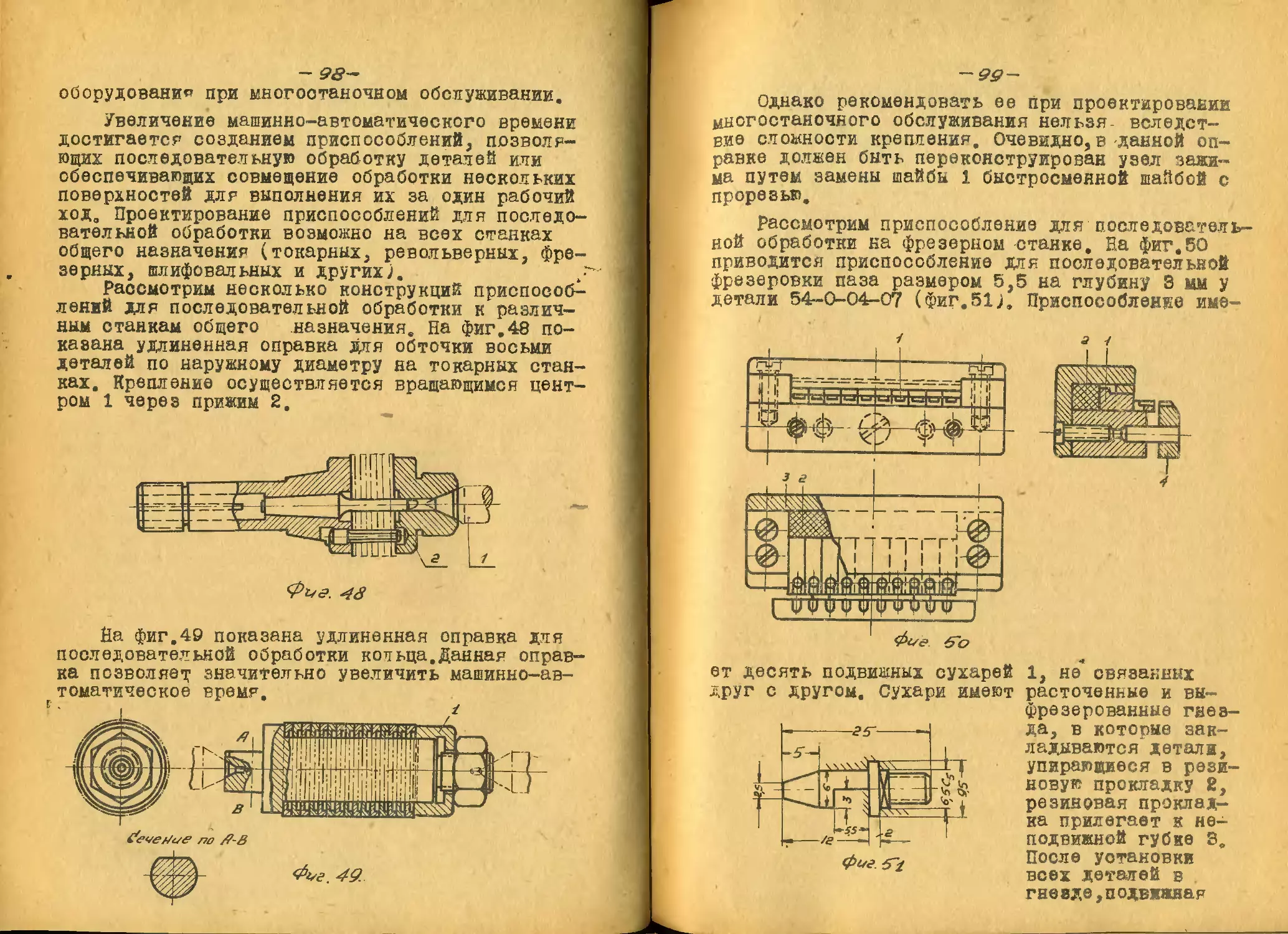
1,Многостаночное обслуживание в приборо-
строении .......... 88
А,Некоторые особенности приборо-
строения ..................... 88
Б.Исходные данные и принципы ор-
ганизации многостаночного об-
служивания ................. 97
В.Техническая подготовка к мно- .
поставочному обслуживание ... ^
Г,Организационная подготовка к
многостаночному обслуживанию w
Д.Многостаночное обслуживание
на автоматах и полуавтоматах но
Е.Примеры организации многоста-
ночного обслуживания на стан-
ках общего назначения ...... иг
2.Поточное производство в приборострое-
нии ...................................
А.Сущность поточного производ-
ства и возможности его внедре-
ния в авиаприборостроении ... 124
В„Исходные данные и методы рас-
чета при проектировании поточ-
ного производства ............. ^7
В.Эффективность и практика орга-
низации поточного производст-
ва в авиаприбороотроении .... лг/
ЧАСТЬ П. ТЕХНОЛОГИЯ ТИПОВЫХ ДЕТАЛЕЙ АВИАЦИОН-
НЫХ ПРИБОРОВ ,. ,. ............... нгз
Глава 1.0си и валики ......... w
1.Общие положения ............ * „„
А.Исходные данные тля проекти-
рования .................... л/4
Б.Основные требования .......
в. Кл ассификация ............ ц5
Г.Применяемые материалы ,... i41
2.Технология осей и валиков .... ^7
А.Характерные схемы обработки м/
Б.Заготовительные операции ..
В,Обтачивание ..............
Г.Отделочные операции ...... f56
Л. *"ермо обработка ......... 1ез
3,Точность обработки .............
А.Погрешности изготовления 164
Б.Основные причины погрешно-
стей ....................... ш
4.Рас че т эноноыичности
..................... 176
А.При выборе токарных или револь-
ных станков .......................
Б.При «ыборе револьверных стан-
ко° или а^^оматол .......... /75
Глава П.Детали зубчатых зацеплений .... 1&г
1.Общие положения .......ё.......... it?
А. Назначенце .............. 1&г
В,требования к детелям зубчатых
зацеплений .................. ?<?з
В.Особенности зубчатых зацеплений
я ачиаприборостроении .....
Г. Классификация ...-.........•' ^$6
Д.Применяемые материалы .....
г.^ехночогин характерных деталей зубча-
тых зацеплении ................... ies
А.Грибки .................... ¥8е
Б.секторы ...................
В.Цилиндрические шестерни ... gO(?
Г, Конические шестерни го^>
Д.Червячные шестерни ........ 2W
S.Некоторые вопросы рационализации
технологических процессе10 ....... г/з
-6-
А.По сокращению основного техно-
логического времени ........ 213
Б.По сокращению вспомогательного
времени ...................... гм
З.По сокращению подготовительно-
заключительного времени ....
4.Анализ точности изготовления .... г1^
А.Основные погрешности изготов-
ления деталей зубчатых зацеп-
лений ...................... 21S
Б.Влияние погрешностей изготовле-г
ния зубчатого зацепления на
ошибку положения стрелки в ме-
ханизмах авиационных приборов ггг
Глава Ш.В и н т Ы ...................«... ггь
1. Общие положения .................а гг&
А.Назначение и классификация ,. ггб
Б.Особенности винтов, применяе-
мых в авиаприборостроении ... аге
В.Применяемые материалы ...... гг7
2.Технология крепежных винтов ..... гг7
А.Обработка со снятием стружни гг?
Б.Обработка без снятия стружки 231
3,Технология точных винтов ........• гц
Глава 1У.Платинки .................... 249
1.Общие положения ............... 249
А.Назначение и требования .... 249
Б.Классификация ............. гео
В.Применяемый материал ....... 2е$
2.Получение заготовок .............. г^о
3.обработка отверстий ............ аег
А.Сверление по кондуктору .... г5г
Б.Пробивание отверстий в штампе гее
В.Сверление по координатам .... гее
Г.Сверление по методу установоч-
ных ШабЛОНОВ ............... 2S7
Д,Сверление отверстий по кернам гев
Е.Калибровка отверстий в штампе гсг
4.Анализ точности получения межцент-
ровых расстояний ............... 269
Глава У.Корпусы ....................... 27f
1 .Назначение и конструктивные особен-
ности ............................ . . 271
-7-
2 . Материал . ........ „........... 2 72
3 .Методы получения заготовок ...... г%
-^.Технология корпусов ............. 277
А. Изготовление корпусов из заго-
товок, получаемых литьем в ко-
киль ....................Г. Л... 277
В,Изготовление корпусов из заго-
товок, получаемых литьем под
давлением ..................... Зоо
В.Технология штампованных корпу-
сов .......................... зоо
Г.Технология корпусов из пласт-
масс ........................ згг
Глава У1. Циферблаты ......~............ 3Z9
1.Общие положения ................ згэ
А.Характеристика циферблатов ... Зг9
В.Основные технические требова-
ния на шкалы авиационных прибо-
ров ........................... 331
В. Материалы .................... 331
2.Получение заготовок ............... 33Z
3,Методы нанесения делений и знаков зц
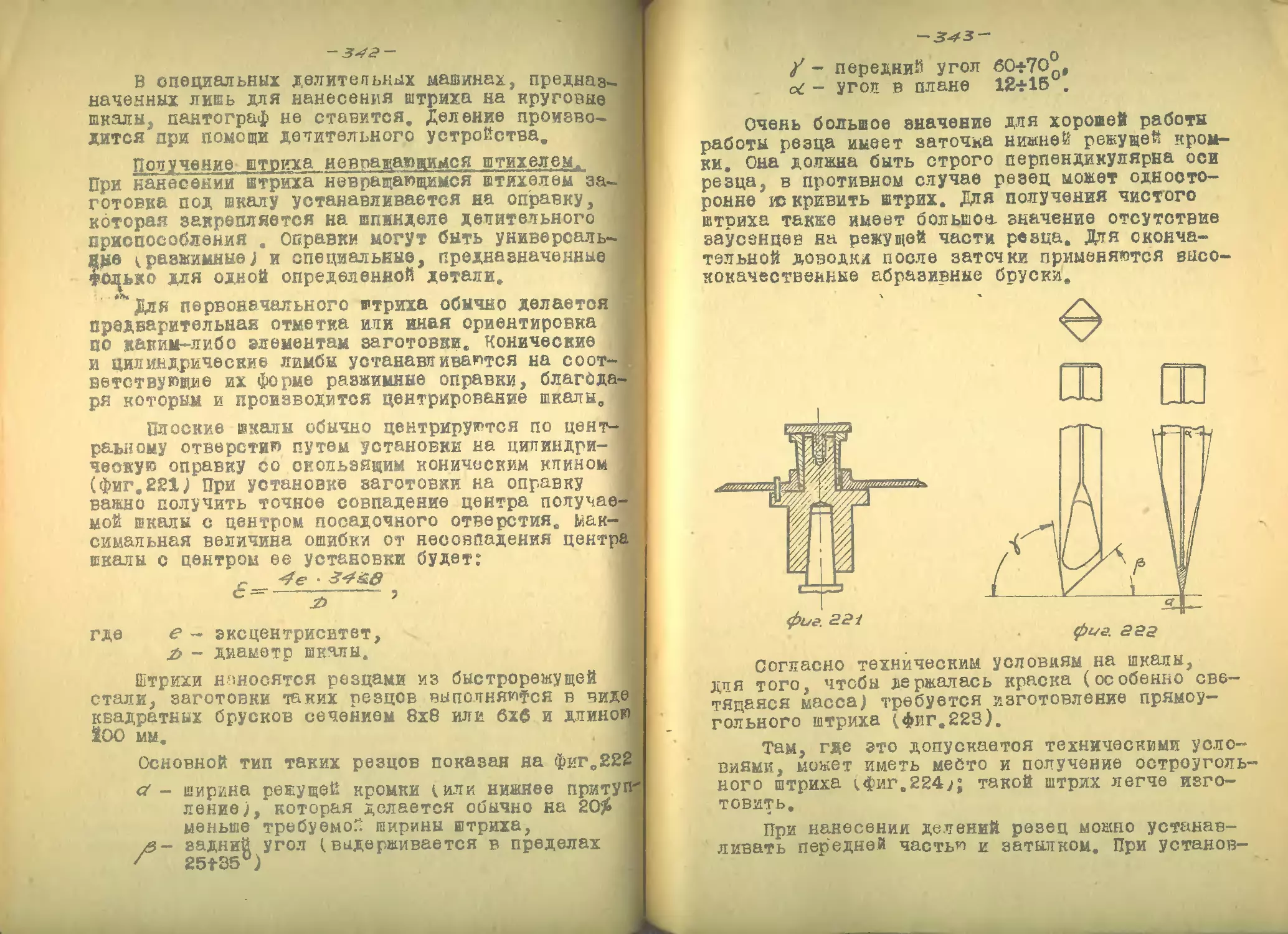
А. Гравирование ................. 341
Б.Тиснение и набивка ............ 3S3
В.Механо-химический метод ..... зос
Г.-Методы фотографирования ... зво
Приложения:
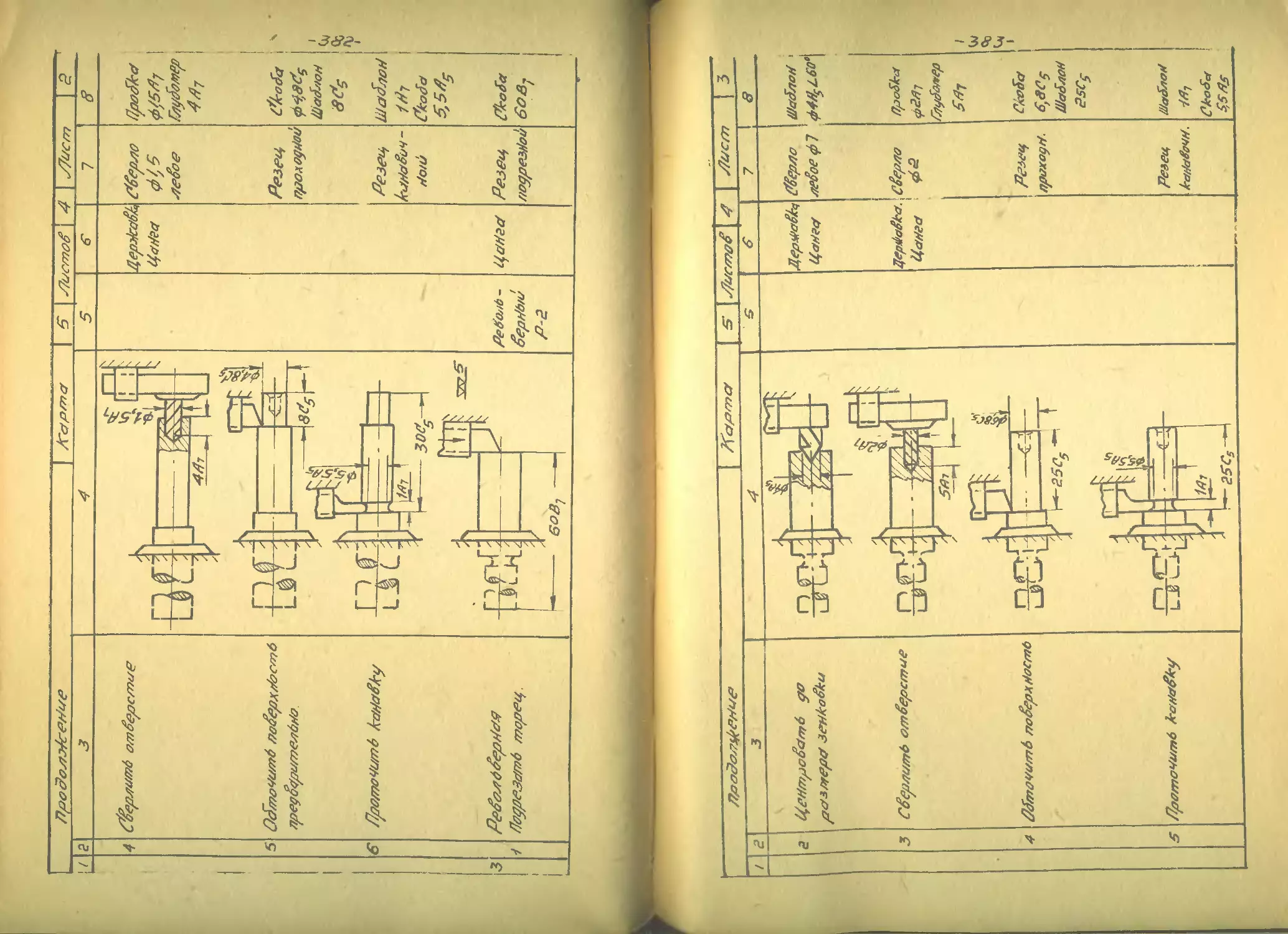
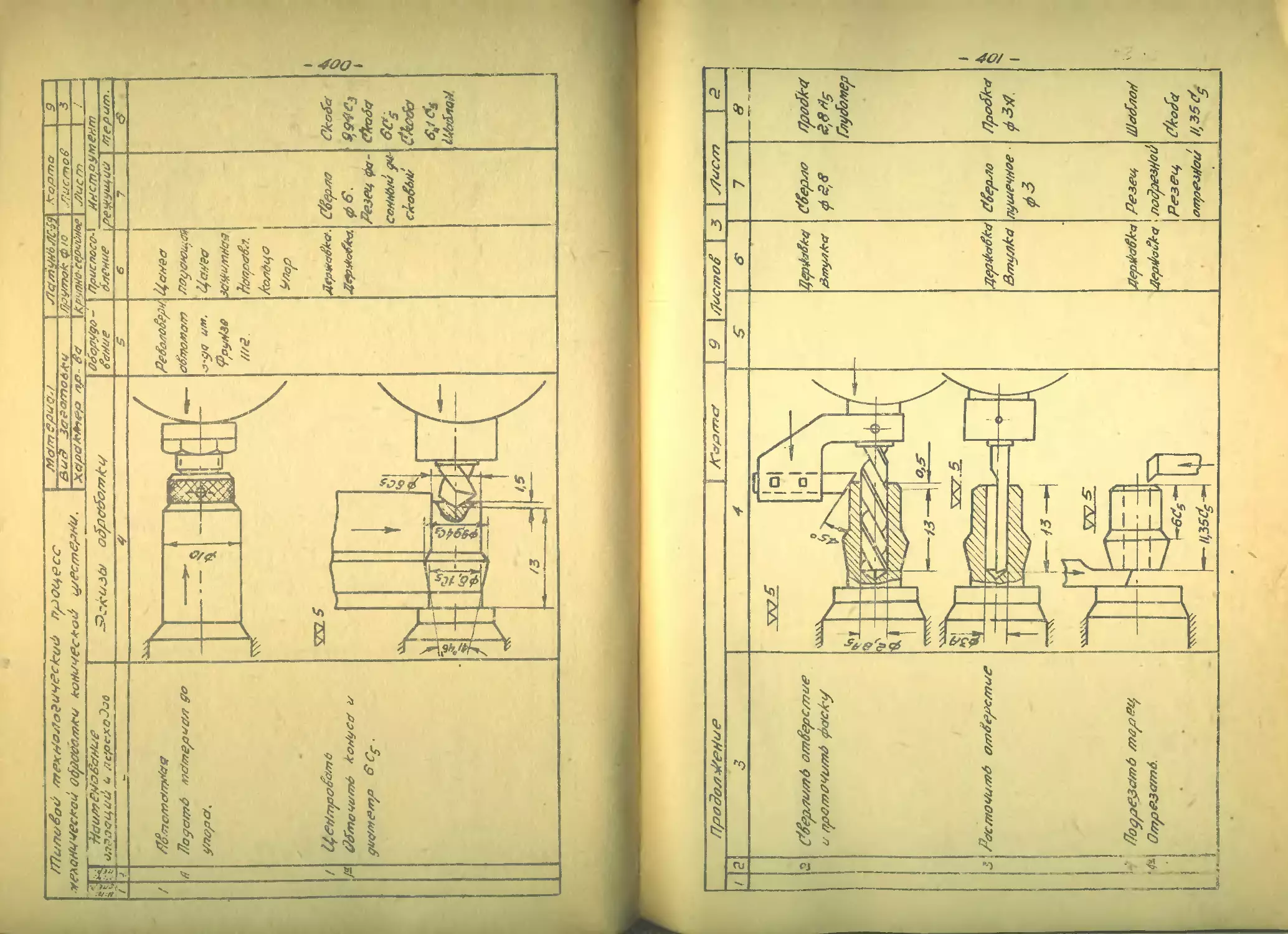
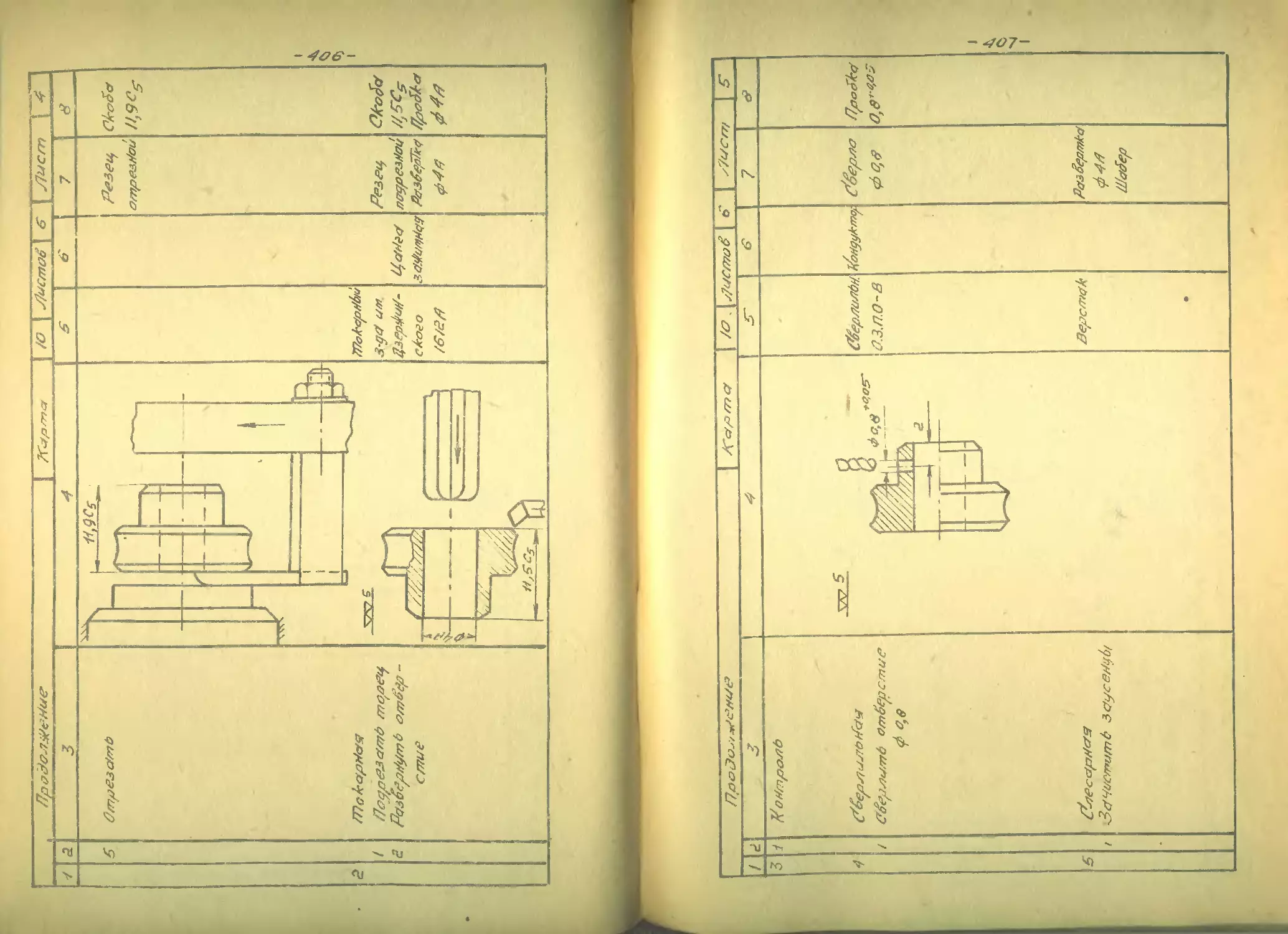
Технологичесйие капты §G9~44s
ПРЕДИСЛОВИЕ
Курс «Технология авиаприборостроения" яв-
ляется учением о процессах изготовления авиаци-
онных приборов и автоматов. Эта дисциплина за-
нимается решением комплексных проблем, связан-
ных о изготовлением изделий и имеет своим со-
держанием: проектирование операционной последо-
вательности изготовления, выбор оборудования,
проектирование инструментария, проектирование
межоперационных допусков и припусков,, проекти-
рование режимов работы на базе технико-экономи-
ческих расчетов.
Учение о специальной технологии в своем
историческом развитии проходит путь от система-
тизации опытных заводских материалов до созда-
ния теоретических основ проектирования техноло-
гических процессов, которые служили базой для
формирования технологических курсов как науч-
ных дисциплин.
Советские ученые являются основоположни-
ками учения о технологии машиностроения и при-
боростроения. Ими созданы теоретические основы
для детальной разработки технологических про-
цессов.
Особое значение при детальной разработке
технологических процессов имеют расчеты на точ-
ность. Большой вклад при разработке э?их проб-
лем сделан академиком Бруевичем Н,^профессора-
ми Соколовским А.П.,Яхиным А.Б.,Балакшиным Б.О.
и др.
Вопросы проектирования оптимальных меж-
операционных допусков, припусков и чистоты об-
работки нашли отражение в трудах профессоров
КованаВ.М. и Каширина А.И.
Трудами доктора технических наук Борода-
чева Н.А. представлены работы по комплексной
-9~
(экономической) оценке технологических процес-
сов.
Кроме того, следует отметить большую работу
в разработке теоретических вопросов проектиро-
вании технологических процессов применительно
к приборостроению, которая проводится специаль-
ными технологическими кафедрами ВТУЗ”ов (МВТУ
им.Баумана, МАИ им.С.Орджоникидзе и др.)
Настоящая работа является учебным пособием
по специальной части курса "Технология авиапри-
бопостроения"; общие вопросы проектирования
технологических процессов здесь не рассматрива-
ются, так как по ним имеется соответствующая
литература.
Для облегчения овладения методами рациональ-
ного проектирования технологических процессов
применительно к конкретным условиям авиаприбо-
роотроэния в книге дана вводная часть, Зта часть
посвящена характеристике условий эксплоатации
авиационных приборов и, в связи с этим, требо-
ваниям, предъявляемым к их производству. ‘Здесь
же даны характеристики производственных особен-
ностей, подробно рассмотрены пути повышения
производительности и возможности внедрения прог-
рессивных методов производства, как необходимые
условия для решения проблем развития отечест-
венного авиаприборостроения.
В главах, относящихся к технологии типовых
и специальных изделий при характеристике суще-
ствующих технологических процессов, особое вни-
мание обращено ня технико-экономический анализ
этих процессов и на возможные пути их со-
вершенствования. Описание и разбор конкретных
примеров проектирования технологических процес-
сов мы стремились давать с той направленностью,
которая позволила бы овладеть методами проекти-
рования технологических процессов в авиаприбо-
ростроении на базе теоретических предпосылок
Для детальной разработки технологических про-
цессов, широкого использования достижений оте-
чественных заводов машиностроения и приборост-
-ю-
роения и учета заграничного опыта в приборостро-
ении.
Работа состоит из двух частей:
порван - введение в технологию авиаприборо-
строения;
вторая - технология типовых деталей авиаци-
онных приборов.
В заключение считаю своим долгом выразить
благодарность всему коллективу сотрудников ка-
федры “технология авиаприборостроения", возглав-
ляемой мною в МАИ им.Орджоникидзе, за ту боль-
шую помощь, которая была оказана мне при подго-
товке рукописи к изданию.
Автор.
ЧАСТЬ 1
введшие в технологию авиаприборостроения
- /<?-
ГЛАВА 1.
ОСОБЕННОСТИ АВИАПРИБОРОСТРОЕНИЯ И ИСХОД-
НЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИ-
ЧЕСКИХ ПРОЦЕССОВ
1.Условия эксплоатации и требования к
производству авиационных приборов
Полет на современных самолетах обусловли-
вает весьма жесткие требование к приборам и ав-
томатам.
Основные требование, предъявляемые к ави-
ационным приборам, являются; надежность, точ-
ность, простота в эксплоатации, малый вес и га-
бариты.
А„Надежность работы
Возможность отказа приборов в работе
должна быть исключена, этому основному требова-
нию должны быть подчинены расчет, конструирова-
ние е‘ производство авиационных приборов. Надеж-
ность работы авиационных приборов должна рас-’
сматриватьоя в связи с условиями эксплоатации.
Условия эксплоатации в значительной мере пре-
допределяют требования к конструкциям приборов
и к их производству.
Рассмотрим характерные условия эксплоата-
ции и связанные с ними требования к производ-
ству.
Температурные условия. Авиационные прибо-
ры работают в’широком диапазоне температура от
+60 до -бО°Ц^.Для обеспечения нормальной рабо-
ты требуется вводить специальные незамерзаю-
щие масла, проектировать такие методы соедине-
~^з~
ния (сборки), которое обеспечивают нормальные
сопряжения даже при отсутствии смазки.
Для того, чтобы обеспечить постоянство и
устойчивость показаний при разных температурах,
прибегают к введению в конструкцию приборов спе-
циальных компенсационных элементов.
Введение компенсационных элементов усложня-
ет технологию изготовления приборов, а также вы-
зывает дополнительные трудности в подборе соот-
ветствующих материалов.
Условия влажности. Авиационные приборы рабо-
тают в различных атмосферных условиях, вызываю-
щих усиленное корродирование деталей.
Даже по деталям, подвергающимся тщательной
отделке и термической обработке ( пале-
ные детали гироскопических приборов?, как пока-
зывает вскрытие приборов, находившихся в экспло-
атации, наблюдается значительное корродирование,
достигающее 20-30$, А по другим деталям (секто-
ры, трибо, оси анероидно^мембранных приборов)
этот процент увеличивается до 50-70$. 7
Это обстоятельство требует усиления внима-
ния к технологическим проблемам, связанным с
отделкой деталей авиационных приборов.
Диапазон давлений.Авиационные приборы рабо-
тают в широком диапазоне давлений от десятых
долей атмосферы до 60-80 ат. '
В связи с этим необходимо качественное изготов-
ление чувствительных элементов,, качественное из-
готовление механизмов и соблюдение жестких требо-
ваний по герметичности в отдельных узлах и др.
Вибрация и толчки. Вследствие вибраций и
толчков необходимо применение износоустойчивых
деталей. Выполнение этого требования в значи-
тельной мере может быть достигнуто проектирова-
х7смаТехнические бюллетени W18,27 отдела экс-
плоатации 5 ГУ МАП изд.1943г.
хх/В условиях таких высоких давлений работают
приборы на самолетах со сверхзвуковыми скоро-
стями.
нием соответствующих методов термической обра-
ботки.
Большое значение имеет также проектирова-
ние таких методов сборки, которые исключают
возможность разрегулирования в процессе экспло-
атации. Условия изменения положения и наличке
внешних ускорений предъявляют особые /требования
и качеству балансировки узлов и даже отдельных
леталей.
Если рассматривать вопрос о надежности ави-
ационных приборов в более широком смысле, то
под надежностью надо понимать не только безот-
казность в эксплоатации, но и точность показа-
ний.
Б.Точность показаний
Точность показаний обусловливается специ-
альными допусками на погрешности авиационных
приборов в зависимости от различных факторов.
От точности работы авиационных приборов в зна-
чительной степени зависит правильность исполь-
зования летных качеств самолета. Если точность
показаний отдельных авиационных приборов выхо-
дит за пределы установленных допусков, то целе-
сообразность их применения резко снижается или
вообще пропадает.
Все ошибки авиационных приборов могут быть
разбиты на две группы: методические и инстру-
ментальные.
Методические ошибки обусловлены методами
измерения, положенными в основу действия прибо-
ра и, следовательно, заложены в самой физичес-
кой сущности измерения (например, измерение вы-
соты или скорости самолета через давление). '
Здесь методические ошибки не рассматрива-
ются, так как они не зависят от технологии из-
готовления.
х/Подробно о методических ошибках см.С.О.Тихме-
нев "Теория авиационных приборовн1940г.Изд.
ВВИА им,Чуковского.
инструментальным ошиокам относятся тахи> ошибки,
которые обусловлены конструктивными особенно-
стями самого прибора, качеством материала, не-
точностью изготовление отдельных деталей, сбор-
ной отдельных узлов и прибора в целом.
Таким образом, технология изготовление де-
талей и технология сборки оказывает влияние на
величину инструментальных ошибок, причем это
влияние, как правило, весьма значительно.
Рассмотрим основные инструментальные ошиб-
ки в свези с технологией производства,
Шкаловые ошибки, Шкаловыё ошибки являются
результатом неточности изготовления шкал цифер-
блатов тарируемых приборов или неточности регу-
лировки приборов, имеющих стандартные шкалы.
Стандартные (равномерные; шкалы изготовля-
ются сериями,и уже под готовые шкалы регулиру-
ются приборы.
Погрешности гистерезиса и упругого после-
действия. 3 авиаприборостроении широко распро-
странены различные виды и формы пружин (фиг.1;.
Эти пружины имеют самое разнообразное примене-
ние ‘чкак чувствительные элементы приборов, как
аккумуляторы энергии, как амортизаторы и т.д.)
В абсолютном большинстве случаев пружины
должны быть однородны.
Однако, ввиду недостаточной изученности
многих физических явлений трудно производить
достаточно точные расчеты, а также затрудняет
проектирование правильных технологических про-
цессов, что и порождает различные величины де-
формации пружин.
Расхождение, которое зависит только от ве-
личины нагрузки,называется гистерезисом(фиГо2;
эта циклично замкнутая кривая не зависит ст ха-
рактера приложения нагрузки и от числа циклов
"нагрузка-разгрузка", "'а же часть расхождения,
которая зависит от скорости приложений нагруз-
ки и времени ее действия, называется упругим
,. • ..»•>*
V. .
-17-
послбдействивм (фиг.3),как видно из фиг.З пру-
жина деформируете? при постоянной нагрузке.
Погрешности трения. Эти погрешности проис-
ходят от трения в подшипниках,цапфах и других
деталях, имеющих раз’емные соединения.
К ошибкам трения относится также затирание,
происходящее от наличия на сопрягаемых деталях
царапин, забоин, заусениц и т.п.
Погрешности трения происходят из-за несоб-
людения чистоты обработки поверхностей, а так-
же несоблюдения геометрической формы.
Погрешности, вызываемые люфтами. Наличие
ненормальных люфтов может оказывать существен-
ное влияние на точность показаний приборов.Эта
погрешность зависит как от конструктивных, так
и от технологических факторов.
При конструировании важно запроектировать
оптимальные допуски и посадки. Диапазон рассе-
кания посадочных размеров и отступление от
правильной геометрической формы также оказыва-
ем весьма существенное влияние на действитель-
но зазоры.
н Большое значение для обеспечения оптималь-
“X люфтов может иметь примецениа-Днрлективной
РКИ« | М
ГЛ! Б
~J8~
Температурные погрешности. Основными причи-
нами появления инструментальных температурных
ошибок являются: непропорциональное изменение
размеров деталей и изменение упругости. Решаю-
щим фактором, могущим ослабить влияние этих пог-
решностей, является подбор соответствующих мате-
риалов и изыскание методов обработки их»
К числу инструментальных погрешностей могут
быть также отнесены погрешности,вызываемые:виб-
рацией стрелки, негерметичностью узлов и прибо-
ра в целом, параллаксом .
Эти погрешности в значительной мере зави-
сят от процессов сборки.
В.Простота эксштоатации
Простота эксштоатации авиационных приборов
в пределах принятых принципиальных схем заклю-
чается: 1>в обеспечении легкости пользования
приборами в полете,2;в простоте ухода за прибо-
рами.
Конкретное содержание этих требований сво-
дится к обеспечению: доступности и удобства
размещения пусковых рукояток, кнопок, регули-
ровочных устройств и т.п., а также к созданию ус-
ловий простого монтажа и демонтажа приборов,Вы-
полнение этих требований осуществляется при
конструировании приборов и при проектировании
методов соединение (сборки) приборов.
Г. Вес и габариты
К авиационным приборам предиявляются весь-
ма жесткие требования в отношении обеспечения
малых габаритов и весав Выполнение этих требо-
ваний и особенно требования по сокращению веса
зависит: 1)от степени насыщенности конструкций
5/Погрешность параллакса возникает при отсче-
те показаний прибора сбоку;они будут тем
больше, чем больше расстояние стрелки от шка-
лы прибора.
-19~
rrnwdoDOB деталями из специальных легких спла-
ов‘ 2) от принятых методов получения заготовок
кия’наиболее крупных'деталей (корпусов, крышек,
оснований, рам и т.д.)
2.Характерные особенности авиа-
приборостроения
А.Малые габариты деталей
Эта характерная особенность вытекает из так-
тикодгехнических требований, пред»являемых к га-
баритам авиационных приборов. Малые габариты де-
талей обусловливают: широкое применение малых
диаметров, часто меньше 1 мм; применение малых
модулей у деталей зубчатых зацеплений, мелких
резьб, Это затрудняет пользование таблицей нор-
мальных размеров по- ООТ’у. Малые габариты при-
боров обусловливают также проектирование недо-
статочно жестких деталей типа осей и валиков.
Малые габариты деталей предопределяют высокие
абсолютные точности при относительно низком
классе точности.
Авиаприборостроение имеет среднюю точность,
близкую к 8-4 классу.
В машиностроении такой класс точности можно
выдерживать без особых трудностей, так как аб-
солютная величина допуска при 3 и 4 классах со-
ставляет 0,06-0,08 мм, в то время,как в прибо-
ростроении абсолютная величина допуска при том
же классе для характерных размеров составляет
0,02-0,03 мм.
На Фиг,4 представлены удельные веса посадои-
ных размеров, применяемых в авиаприбороотроении.
Как видно,наибольший удельный вес (около
70j0 составляют размеры до 6 мм. Совершенно ана-
логичное положение наблюдается и по отдельным
группам авиационных приборов.
Для осуществления обработки малогабаритных
деталей требуется проектирование специфичного
оборудования, которое должно удовлетворять сие-
дующим основным требованием: большие числа обо-
ротов, высокая точность, достаточно полнее ос-
нащение.
Лишь в определенной мере этим требованиям
удовлетворяет то оборудование, которое в насто-
ящее время применяется в авиаприборостроении.
Свои особенности имеет и проектируемый ин-
струмент. Широко применяется фасонный инстру-
мент для обработки как внутренних, так и наруж-
ных поверхностей, например, различного вида цап-
фенборы (сверла с направлениями), дисковые рез-
цы, комбинированные резцы.
По измерительным инструментам характерно
применение миниметров, индикаторов, пассамет-
ров и др.
Что касается приспособлений, то при их про-
ектировании особое внимание обращается на сок-
ращение вспомогательного времени, связанного с
установом и с’емом деталей. В связи с выполне-
нием этих требований, а также учитывая малые
усилия, широко применяются быстродействующие
эксцентриковые и пружинные зажимы. Малогабарит-
нссть деталей создает условия и необходимость
проектировать многоместные приспособления.
«Едя малогабаритных деталей характерны свои
«гехнологичоские приемы, межоперационные допус-
ки и припуски, базы и другие технологические
особоянасти.
Б,Малые сечения стружки
Эта особенность в значительной мере обго-
няется малыми габаритами деталей и,кроме того,
характером распространенных в авиаприборострое-
нии заготовок (литье в кокиль и под давлением,
штампование, а также сортовых, главным образом,
круглых прутковых материалов).
Анализ и расчет позволяют выявить характер
использования металлорежущих станков в приборо-
строении, вскрыть недостатки действующего парка
оборудования и определить пути устранения их.
Рассмотрим использование мощностных и скоро-
стных возможностей металлорежущих станков в авиа-
приборостроении на конкретном примере.
Возьмем для расчета характерные данные;
1)материал латунь 75 кг/мм2
2^глубина резания t = 1 мм
З/Подача на один оборот S=O,1 мм
4)чиоло оборотов п=» 2000 об/мин'
5ддраметр изделия с! =5 мм
б/операция - обтачивание
Рассчитаем, использование по мощности,поль-
зуясь формулой:
Р-$К& = i.Qfl .75*7,5ке.
Скорость резания (V j по нормативам рекомен-
ду.ется в пределах 100-150 м/мин. Однако в нашем
случае, скорость1резания лимитируется возможно,
стяыи станков, т.е. в данном примере значение
П= 2000 об/мин.
Следовательно, скорость резания будет со-
ставлять:
v- W ‘ 5-&00D 4 -S-
V ~ 1000 /оин
t
Таким образом, использование станка по мощ-
ности составит
Учитывая, что наиболее характерцами мощно-
стями для металлорежущих станков, на которых
осуществляется обтачивание, являются О,5-1,5 л.с.
имеем использование станкор по мощности в преде-
лах 5-10$.
Этот расчет позволяет сделать некоторые вы-
воды;
1')отанки, распространенные в авиаприборо-
строении, не обеспечивают возможности проектиро-
вать оптимальные ск'орости резания из-за относи-
тельно малого числа оборотов;
8)мощностные возможности металлорежущих
станков в приборостроении используются ничтож-
но (в пределах 5-10$).
Эти выводы предопределяют и основную зада-
чу - создание специализированных станков для
приборостроения»
В.Специфические требования к взаимоза-
меняемости
В условиях почти всех отраслей машиностро-
ения вопросы взаимозаменяемости ограничиваются,
как правило, геометрической (размерной; взаимо-
заменяемостью.
Совершенно иное положение наблюдается в ус-
ловиях авиаприборостроения. Здесь, наряду с ре-
шением вопросов, связанных с внедрением геомет-
рической взаимозаменяемости, приходится решать
проблему, так называемой, физической взаимоза-
меняемости, Решение этой проблемы связано с
обеспечением идентичности отдельных элементов
по их Физическим свойствам. Сюда относится обес—
-гз-
печение:упругости мембран и мембранных хоробок,
JnnyrocTH пружин (спиральных и пластинчатых./,
магнитных свойств отдельных магнитов или целых
систем и т.Д.
выполнение требований идентичности чувстви
тельных элементов приборов зависит от учета и
выполнения значительного количества факторов,
как расчетно-конструкторского порядка, так и,
особенно, технологических факторов»
Неизученность многих физических явлений или
невозможность при существующем уровне техники
обеспечить выполнение ряда технологических тре-
бований затрудняет получение чувствительных
элементов одинаковых по физическим свойствам и
делает невозможным осуществление их взаимозаме-
няемости. Это обстоятельство вызывает необходи-
мость усложнения конструкций авиационных прибо-
ров (введением специальных компенсационных эле-
ментов J, а значит и усложнение процессов произ-
водства, особенно сборочных процессов, за счет
регулировки.
Г.Многообразие методов и видов обработки,
Широкая номенклатура материалов в авиапри-
боростроении предопределяет многообразие мето-
дов и видов обработки при изготовлении деталей.
Малые габариты и вес деталей, высокие тре-
бования к точности и невысокие требования к
прочности большинства деталей обусловливают
применение самых разнообразных методов и видов
получения заготовок для отдельных деталей,осо-
бенно литья (в кокиль, под давлением, прецизи-
онного литья и других) самых различных видов
штампования, а также самых различных методов и
видов получения заготовок из пластмасс и неме-
таллических материалов.
Для характеристики достаточно указать, на-
пгимер,что только при штамповании из листового
материала применяется около 30 различных видов
штампования.
Вместе с тем, не исключается, а наоборот,
усложняется, ввиду специфики и разнообразия де-
талей, применение методов обработки со снятием
стружки.*То же самое касается"и отделочных опе-
раций. Такое многообразие технологических прин-
ципов изготовления и многообразие видов обработ-
ки в пределах этих технологических принципов
требует особого внимания к технико-экономичес-
кому анализу при проектировании Технологических
процессов.
В авиаприборостроении крайне многообразны
также методы и виды осуществления процессов
сборки. Особенно это многообразие относится к
процессам получения неразумных соединений, а'
также к специфическим процессам регулировки.
Д.Значительный удельный вес заработной
платы в себестоимости
Весьма характерной особенностью авиаприборо-
строения является значительный удельный вес за-
работой платы в себестоимости отдельных дета-
• ’Ч
В отличие от общего машиностроения, где ха-
рактерными отношениями заработной платы и стои-
мости материала является:
А? ,
в авиаприборостроении это соотношение достигает
до 10 и более.
В табл.1 даны расходы по основным элементам
себестоимости дл^ характерных деталей авиацион-
ных приборов. В таблице в полной мере подтверж-
дено это положение.
Следует учитывать, что на отношение боль-^
шое влияние оказывает метод получения заготовок.
Так например, при получении заготовок наиболее
х/У дельный' вес заработной платы в себестоимо-
сти приборов значительно ниже. Это обгоняется
наличием в приборах дорогостоящих полуфабрика-
тов (агатовые камни, подшипники, волоски, спе-
циальные шариковые подшипники и др.;
ей со
во *.*
&
S
Я
хэ
й
8-0
О чМ
Ф Й
И
, ₽’
О___
аса
ОФ «
о S3
3 Й
6н
ни
о <г>
М 3!
О Ф
ОО
>»
21,9 10 го 3,0 3,8 •ч д‘т со •» «О •S
28 43 53 о о с о
л вч *ч «ч *ч «ч
со <“*4 го
5 го го <0 о
д.
&;
О
о
а
Е-
ей
Я S
nJ
СО
О
<0
го
05
СО
xf
• го
ГО
О о.
ф
Й Е-.
со й5
ГО «Г СО
I О»
S ю
о»
л к
К ОЙ 10.
К *
fc
й
н
ф
ГС
С? г**
ей —
Р
О Й 05
..... юяю
К <3*010 й о
Г- Ь~1
ей
£Г
С
£- Об
Й а
сз
ей
S
s . н
й й Н
Е- Е- о
Я
ф
И kJ
Ф
Е-
Н й
О _ Ч
ей И к 03
ККйй S
сз Р,о ОчР* Л
Л Ф Е- ф te Ф
М.й СМ3 о ей
ф ,
OS 1
о
I
S
р
О
I
м
F S
О
I
ф
§ 3
к
о л
t- fc
U Е'
Г
о
о
о Л
Сч Б
о
ф
Е
ф
Е
Й
Ж? деталей ГО чм <н с о о со <# г- ю е « ГО £”- Ю СО ГО r-J Го cl <1 4» d d d> л й 3 3 £££
й₽ п/п Наииеновавие З.вч-алей 1, 0 с ь 2, Грибка 3, Сектор 4. Зхоцентриковая втулка 5, р а м а ’ 6. Корпус ротора 7„Ось кардана 8е Ротор
-2&-
совершенным методом-литьем под давлением (см,
детали: рам#, корпус ротора), резко снижается
трудоемкость при изготовлении, в результате че-
го отношение получается в пределах 2-х.
При изготовлении деталей из прутка
(см.детали: трибка, ось 126-28-
63) эти отношения достигают значительных вели-
чин 20-30 и более.
Анализ удельных весов отдельных элементов
себестоимости имеет большое практическое зна-
чение, так как полученные*** гезультате анализа
данные позволяют целеустремить проектирование
технологических процессов.
ГЛАВА П.
ПУТИ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ В ПРИ-
БОРОСТРОЕНИИ И ИЕТОДО РАСЧЕТА З^ЕКТИВНО-
СТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Х.Пути повышения производительности
(
Пути повышения производительности труда
весьма многообсазны, однако они могут быть при-
ведены к мероприятиям трех основных направле-
ний: конструктивным, организационным и техноло-
гическим.
Конструктивные мероприятия„ Проектировани-
ем конструкций, отвечающих требованиям техно-
логичности, решается комплекс экономических
вопросов: уменьшение трудовых затрат на изго-
товление, экономия материала, сокпащение про-
изводственных площадей и т.Д,
Проблеме комплексного решения вопросов соз-
дания технологических конструкций в машиностро-
ении посвящены специальные работы. Назрела не-
обходимость в создании таких работ применитель-
но к приборостроению.
-27-
В данном случав мы ограничимся лишь переч-
нем ряда основных мероприятий, которые обеспе-
чивают повышение производительности: •
а)уменьшениб обиема работ путем проектиро-
вания заготовок, не требующих последующей тру-
доемкой обработки, а также за счет проектирова-
ния оптимальных допусков;
б)создание удобства обработки за рчет про-
ектирования соответствующих баз;
в)создание более жестких деталей, что поз-
воляет значительно повысить режимы резания;
г)применение нормальных и стандартных дета-
лей, что позволяет даже в условиях неспециали-
зированного завода запускать детали большими
сериями, т.е. применять высокопроизводительные
методы производства и др.
Организационные мероприятия-:
а)организация рабочего места;
б^организация производственных процессов
(расчет и запуск оптимальных партий, техничес-
кое, материальное и другие виды обслуживания/;
некооперированно производства и другие ор-
ганизационные* мероприятия, направленные на по-
вышение производительности труда.
Перечисленные мероприятия «ваяются предме-
том подробного рассмотрения в курсе,,Организа-
ция производства.”
К числу организационных мероприятий, в оп-
ределенной мере, могут быть отнесены также ме-
роприятия по организации и внедрению многоста-
ночного обслуживания и поточного производства.
Однако следует отметить, что определяю-
щим фактором при внедрении многостаночного об-
служивания и поточного производства, особенно
в условиях приборостроения, является необходи-
мость проведения комплекса технологических ме-
роприятий. Учитывая эту особенность, а также
и то, что внедрение этих наиболее совершенных
методов производства дает значительный эффект
повышения производительности, они рассматрива-
-28-
ются в отдельной главе,,
Технологические мероприятия. • Из всех меро-
приятий” (конструктивных, организационных и тех-
нологических) наиболее многообразными и имеющи-
ми наибольшие возможности повышения производи-
тельности и снижения себестоимости являются тех-
нологические мероприятия.
2.Характеристика технологических путей
повышения проиэводительности
При изготовлении деталей приборов основные
технологические мероприятия, связанные с повы-
шением производительности труда, могут осущест-
вляться по следующим операциям:
а) заготовительным,
б) отделочным и
в) механической обработке..
По заготовительным операциям. Специфические
особейНости приборостроенияХнеоольшие габариты,
невысокие требования к прочности деталей, изго-
товление деталей из цветных металлов, значитель-
ные серии и др.) создают предпосылки для внед-
рения высокопроизводительных методов получения
заготовок: литья под давлением, литья в кокиль,
йр^цйвионного литья, горячей штамповки, штампо-
вания деталей из листового‘материала i/прессо-
вания пластмасс. * . " -
Из перечисленных методов производства заго-
товок малоизвестным и распространенным в прибо- .
построении является прецизионное литье. Преци-
зионное литье раньше применялось лишь при изго-
товлении. ювелирных изделий и зубных протезов.
Сущность процесса заключается в следующем.
Сначала изготовляется прецизионная модель-
эталонл которая соответствует детали, подлежа-
щей отливке. Модели-эталоны, как правилу изго-
товляются из легкоформируемых материалов (мо-
дельный цемент,.гипс, пластмассы, алюминиевые
сплавы, латунь и другие;; при изготовлении их
—29—
в размерах учитывается усадка. По модели-этало-
ну упрощенным способом, такие из легко формируе-
мых материалов, чаше всего путем холодной или
горячей заливки, изготовляется форма (прессфор
ма5, в которую отливаются восковые модели. В ка-
честве исходного материала для восковой модели
применяются: воск, парафин, канифоль; -Температу-
ра плавления массы для модели 50-70 .
На фиг.5 показан последовательный технологи-
ческий процесс изготовления детали при прецизи-
онном литье, начиная с получение восковой моде-
ли (Фиг.5а). Восковые модели должны быть доста-
точно просты; однако путем агрегатирования они
фие. 5.
могут быть доведены до сложной конфигурации.
На фиг.56 показана восковая модель со стерж-
нем, в таком виде она покрывается пленкой из
жидкого я>йг .его вещества (силикат, жидкое
CTssa^j >нанин в ванну -или на пульверж-
затор- С Далее восковая модель с опокой
F” го материала заливается формовок-
ной массой под давлением 4-6 ат с помощью шпри-
ца или специальных устройств.
На фиг.бг показана восковая модель,залитая
формовочной массой. Формовочный материал пред-
ставляет собой сметанообразное вещество, где
наполнителем является кварцевый песок, магнезит
корундовая пыль и др., а связующим веществом то
же вещество, что и для образования пленки.
Перед отливкой из формы выплавляется воск
(фнг.бд), а форма (часто в той же печи) прока-
ливается при температуре несколько более высо-
кой, чем температура плавления отливаемой дета-
ли.
Плавка металла производится в электропла-
вильных почах. Заливка металла в форму!фиг.бе)
производится следующими основными способами:
заливкой в центробежных машинах (фиг.б), при
вакууме (фиг.7) и под давлением (фиг.8),
Применение преци-
зионного литья дает
возможность получать
довольно сложные,точ-
ные и качественные
отливки из стали и
различных сплавов.
Точность отливок для
характерных деталей
приборов составляет
0,05-0,1 мм, Основные
преимущества в отно-
шении качества - от-
сутствие деформации
детали. Это достига-
ло таль отливается в
горячую форму. Весьма значительный эффект дает
применение прецизионного литья и по производи-
тельности.
Ниже помещаются примеры, характеризующие
эффект по производительности.
$&/<?. S'
етоя благодаря тому, что
9
-зз-
t ! £ >1 $ d t **) Q4j {* II § 4j nt § 41
x! 4> >
1 I в £ 4> *0 I 3 1 4®' 1 4» О h H
N)
1 Aj X Ai Aj V 'D 41 fl § § ч"> <? . II 14 I о Bi Xc n V
1* ’ sh G Aj
Маимею&мие де/псмей J § ^4 1 t $ tl § $ ?» -y & t s S4» ии»аии>«'11ычи1ич||«ч 4 £ Ц H
— '33~
весьма большое преимущество прецизионного
пйтья заключается еще в том, что детали могут
Изготовляться почти любой конфигурации и из са-
разнообразных сплавов.
Экономичность применения прецизионного
литья ограничивается значительной стоимостью
восковых моделей, формовочного материала, спе-
циальных печей для плавки и применением специ-
альных машин.
При проектировании прецизионного литья,как
правило, необходимо производить расчеты эконо-
мичности его применения.
Мы здесь не будем останавливаться на дру-
гих методах получения заготовок, так как они
нашли уже освещение в учебной литературе. z
Характерным для всех перечисленных методов
получения заготовок является;
во-первых, их высокая производительность
по сравнению с другими методами получения заго-
товок (литьем в землю, свободной ковкой, изго-
товлением заготовок из сортового материала и
т.п.
во-вторых, они резко снижают затраты време-
ни при последующей механической обработке.
Для решения вопроса о том,какой из методов
получения заготовок является наиболее целесооб-
разным, необходимо произвести предварительно
расчеты,.
Методы расчета наивыгоднейшид вариантов
технологического процесса как по сеоестоимости,
так и по производительности, нами будут рассмот-
рены ниже.
По отделочным операциям. Отделочные опера-
ции, особенно для ответственных деталей прибо-
ров, должны привлекать внимание, главным обра-
зом, в связи с решением технических вопросов
Vкачество, точность).
х /см, труд "проф, Яхина А. Б.’’Технология то
приборостроения*’0боронгиз, 1940г. ,стр.loo-lW.
Такие требования к отделочным операциям мо-
гут быть об”яснены:
во-первыхз .условиями эксплоатации приборов;
во-вторых, незначительным удельным весом
времени, затрачиваемого на отделочные операции,
от общего времени изготовления деталей приборов.
.. Однако в тех случаях, когда значительная
номенклатура деталей прибора треоует отделочных
операций, причем требования к качеству обраба-
тываемых поверхностей определяются не точностью
размеров или геометрических форм, а требования-
ми к антикоррозийной устойчивости или* требова-
ниями декоративной отделки, - вопросы проекти-
рования производительных методов отделки приоб-
ретают первостепенное значение.
В связи с этим, особого внимания заслу£<ива-
ят высокопроизводительна© методы отделки: окси-
дйровочные процесса и гальванические покрытия.
Касаясь высокопроизводительных методов от-
делки, следует подробнее остановиться на элект-
ролитической полировке. Этот метод имеет осно-
вания получить широкое распространение в прибо-
ростроении. Он заключаемся в электрохимическом
методе обработки,^ основанном на анодном раство-
рении, при котором происходит избирательное
(только выступающих частей) разрушение шерохо-
ватостей, Полируемая деталь завешивается в ван-
ну и представляет собой анод; катодом служит
металлическая пластинка (Фиг,9). Электролит и
соответствующий режим вызывают образование за-
щитной окисной пленки во впадинах, вследствие
чего там наблюдается пассивность процесса,Бла-
годаря применению этого метода обеспечивается
высокая производительность, обработка недоступ-
ных мест, экономил абразивных материалов, кор-
розийная устойчивость и получение ^качественно-
го (недеформированного) слоя.
К числу недостатков этого метода следует
отнести нарушение размеров и геометрической
формы. Однако этот недостаток может быть в зна-
чительной мере устранен проектированием соот-
ветствующих режимов процесса,.
К числу современных методов отделки, обес-
печикающих выполнение технических требований -
и являющихся высокопроизводительными, следует
отнести тонкое точение.
Тонкое точение характеризуется следующими
те хниче с ними данными:
скорость резания 200-1000 м/еян;
подача 0,02-0,12 шц
глубина резания 0,05-0,5 мм.
При применении такого метода отделки дости-
гается получение высокой степени чистоты по-
верхности (высота гребешка-- ).
Этот метод отделки должен найти широкое
распространение в условиях приборостроении,
т.к, значительное количество прецизионного обо-
рудования в приборостроении может быть исполь-
зовано для внедрения этого метода. Кроме того,
основное препятствие - использование дорогосто-
ящих инструментов с алмазом в настоящее время
устранено,в связи с освоением для тонкой обточ-
ки инструментов о пластинками из твердых спла-
вов.
Большой интерес представляют современные
методы отделки зубьев у деталей зубчатых зацеп-
лений для приборов.
©ти вопросы подробно будут нами рассмотре-
ны во второй части, в главе изготовление дета-
лей зубчатых зацеплений.
В связи с тем, что технологические меропри-
ятия повышения производительности по операциям
механической обработки осуществляются в широких
масштабах и являются весьма разнообразными-они
рассматриваются в этой главе отдельно.
Для того, чтобы остановиться на том или
ином варианте технологического процесса при вы-
боре метода обработки (механическая обработка,
штамповка, литье под давлением, прессование
пластмасс и другие) или при выборе процесса в
пределах выбранного метода (обработка на токар-
ном станке, револьверном или автомате и т.д.;,
нельзя ограничиться лишь принципиальными и об-
щими соображениями, требуется произвести расче-
ты.
Ниже мы остановимся на методах расчета наи-
выгоднейшего варианта технологического процес-
са.
Содержание расчетов при выборе наивнгодней-
шего варианта, технологического процесса своди-
тся к определению критической партии (х ),т.е.
к определению такой партии,.при которой стано-
вится целесообразным наиболее совершенный в
техническом отношении вариант.
Критерием целесообразности может быть себе-
стоимость или производительность,
Учитывая, что для сравниваемых вариантов,в
зависимости от принятого критерия, критические
партии бывают различны, нами рассматриваются
методы расчета наивыгоднейшего варианта и по
себестоимости,и по производительности.
37~
3 Методы расчета наивыгоднейших вариан-
тов технологического процесса
А.По себестоимости
В общем виде
ется формулой:
себестоимость детали выраыа-
</ =
где: М- стоимость основных материалов,
- Заработная плата,
Н - накладные расходы.
расчет стоимости основных материалов про-
изводится по формуле:
ЛУ= /77<Г-
где: /77- норма расхода материала в кг,
а - цена кг материала,
е - норма реализуемых или утилизируемых
отходов в кг,
а - цена кг отходов.
Заработная плата £ определяется как сум-
ма расценок, рассчитанных по операциям на осно-
вании норм штучного калькуляционного времени
(Ти/гп.к.)
Накладные расходы И обычно даются средни-
ми по цеху, в процентах от производственной
зарплаты.
Такой метод расчета накладных расходов,вво-
димых в себестоимость детали, далеко неточен и
во многих случаях искажает действительную кар-
Тину .
Поэтому при расчете наивыгоднейших вариан-
тов технологического процесса им нельзя руко-
водствоваться. Наиболее правильно производить
расчеты накладных расходов, хотя бы по видам
работ.
рассматривая значение себестоимости в об-
щем виде, надо еще раз подчеркнуть, что в усло-
виях приборостроения из двух исходных элементов
-з&-
себестоимости (&,м) наибольший удельный вес
составляет зарплата (з) .
Зта особенность нами подробно рассмотвена в
первой главе.
Однако, учитывая, что в условиях авиаприбо-
рротроения преобладают цветные металлы, вопрос
их экономии, при решении проблемы экономичности
производства, приобретает также весьма сущест-
венное значение, тем более,потому, что сокраще-
ние затрат материала обычно влечет за собой и
сокращение норм времени на изготовление по дан-
ной детали. Решение вопросов экономичности про-
ектируемых технологических процессов может быть
правильным, когда достаточно точно определяется
себестоимость изготовления деталей по двум или
более сравниваемым вариантам технологического
процесса.
Для получения более точных данных о себесто-
имости конкретных деталей целесообразно расходы,
из которых складывается себестоимость детали,де-
лить на две следующие основные группы:
1-группа - т₽кушйэ расходы, т.е.расходы,'
повторяющиеся с каждой отдельной деталью; •
2-группа - единовременные расходы, т.е.рас-
ходы, идущие на все количество деталей, или на
партию»
Текущие затраты.» Z4Z К текущим расходам на
одну деталь относится заработная плата произ-
водственных рабочих с учетом накладных расходов
и стоимость материала.
Расходы на заработную плату производственных
рабочих с учетом накладных расходов для каждой
операции определяются по формуле:
/л ;
р ёсг (1 doo ;
где: норма штучного времени в мин,
. $> - часовая заработная плата рабочих,
Нр - накладные расходы на зарплату про-
изводственных рабочих в
-39-
Стоимость материала определяется по изве-
чной нам формуле:
ЯТ=та-е£
Таким образом, текущие расходы на одну де-
таль можно выразить формулой:
Единовременные затраты /в/, к еддновремен-
ным расходам относятся:
1;расходы, связанные с наполнением работ,
относящихся к подготовительно-заключительному
времени (зарплата и накладные расходы);
2)расходы на специальное оборудование и на
специальное оснащение (штампы,прессЬормы^спец'
приспособления, специальные инструменты и т.д,;
Расходы по наладке для одной операции опре-
деляются по формуле: „
где: Д, - стоимость расходов, связанных с под-'
готовитсяьно-заключьтельным временем;
Тпл - подготовительно-заключительное время
на одну партию;
— часовая заработная плата наладчика;
— ©акладные расходы на заработную пла-'
ту наладчика в
П - количество наладок в год,
Пги определении расходов на специальное
оборудование и оснащение W необходимо учиты-
вать срок службы оснащения, а равно и темп вы-
пуска, могущий по отдельным позициям специаль-
ного оснащения вызвать необходимость изготовле-
ния нескольких комплектов.
Единовременные затраты могут быть выражены
формулой:
Решающим фактором при .определении экономич-
ности того или иного варианта технологического
~*w-
процесса является заданная годовая партия.
Обычно при расчетах сравниваются два,три и
более вариантов технологического процесса; прй
этом характерным для сравниваемых вариантов во
всех случаях является то, что в наиболее оовер .
шенном варианте мы имеем большие единовременные
затраты и меньшие текущие затраты.
Таким образом, расчеты при выборе наивыгод-
нейшего варианта технологического процесса по
себестоимости должны сводиться к определению
партии, пои которой наиболее совепшенный вари-
ант становится экономически целесообразным.
Критическая партия/Х^/ определяется урав-
нением:
г =
где - единовременные затраты для первого
и второго варианта технологического
процесса,
- текущие затраты для первого и второ,
го варианта технологического ппоцео
са._
Наиболее совершенный в техническом отноше-
нии вариант технологического процесса бывает
экономически целесообразен в том случае, когда
критическая партия равна или меньше заданной
годовой партии.
Определение критической партии может произ-
водиться графически.
Составим уравнения себестоимости годовых
партий для трех вариантов технологического про-
где; - себестоимость годовой партии по
трем вариантам технологического
процесса;
- текущие затраты по трем вариан-
там технологического процесс^
- единовременные затраты по
трем вариантам технологичес-
кого процесса;
х - годовая партия.
Очевидно, полученные уравнения представляет
собой уравнения прямой. На Фиг.10 нанесены пря-
мые этих уравнении для всех трех вариантов тех-
нологического процесса.
Из графика ясно видно, что первый вариант целе-
сообразен для партий от О до хс' } второй - для
партий от Jce' до хс" и третий - свыше хс"
Рассмотрим методику расчета наивыгоднейшего
варианта технологического процесса по себестои-
мости на конкретном примере.
Возьмем для примера деталь ’’Пробка рамы*’,
материал Х7 // .
Сравним два варианта технологического про-
цесса: литье в кокиль и литье под давлением. '
На основе произведенных расчетов по каждому
варианту имеем данные:
l/по заработной плате производственных рабо
чих, с учетом накладных расходов /^₽/ и едино-
временным затратам /Л, И W/,
Ниже помечаются необходимые данные для pac-
счета.
П-му руб W' \ 1 о о о © о СУ со со су О 1 ,гЧ СО чЧ |П М! ’5200
о со й Р»> Я Ь £- а Со G5 П, М 1 О ! О О | О Ь- Ю W О тЧ КН .it Ч; <6 ЛЕ WS п
Ь & «3 ей со со <О OJt . W т-i ю гЧ *ч «Ч -хЦ 00 СО j п { Л «ч п п ч О О О О О О , ’Ч И О W И
>» = S’o i Ph хЧ с О О О О О О | 1 ю оэ оо со щ | й- СО • \ о £ о» о It
раты по ианту в по О О Q О О О О г- о hj* tn I vj* О О СУ тЧ W н тЧ J‘ CD ч *• 4t) со и 00 Vy су II
Е- р Й Сй СО С А с .’ t с w х* n о е X? н Ч тй ч]< W o' о* o’* o’* О* О* ГЧ* сГ 05 ^°* Ч?) «
Г,. 1 Наименование i операций Револьверные Токарные фрезерные Сверлильные Резьбонарезные Слесарные Литейные Термические •
U/U • voo»ao»
—43—•
^Стоимость материала;
для заготовок,отливаемых в кокиль /V = <?,/«?
для заготовок,отливаемых под давлением м"~о.ов
Себестоимость годовых партий, для 1-го и
П-го варианта будет выражаться:
А, =/^Х +в~(г,9в+о,1е)зс*2'1дс>+газуэс+зоуз, в.
=4е^с^вг-^,01 +о/м)-х+-52оо+юг,4-гозэс +S36г, 4
Рассчитаем критическую партии по себестои-
мости /х>/
х шг.
x'~ я,-яг ^-г.оя
Пользуясь составленными уравнениями, пост-
роим также график (фиг.ИЛ
Из расчета и графика видно, что для годо-
вой партии деталей до 2267 штук целесообразно
проектировать, первый вариант технологического
процесса (литье в кокиль;, а при годовой пар-
тии свыше 2267 штук, - второй вариант (литье
под давлением;.
-46-
1-ый вариант
Операции Нормы в минутах
- — т„' ~Tiut
Высадка заготовок на вы-
садочном автомате 250 0,02 '
Накатка резьбы на полу-
автомате 40 0,06
фрезеровка шлица 30 0,1
- . , _ .. . . - _ . . ^?32О ?&'0,18
2-ой вариант
Операции Нормы в минутах
Тяз" ~г ,f ! WT
Изготовление заготовки на револьверном станке 60 0,3
Нарезка резьбы на токар- ном станке 25 0,4
Фрезеровка шлица 30 0,1
^=115 *#0,8
Трудовые затраты на единовременно запускае-
мые партии будут выражаться:
1дщя определения при сравнении двух ва-
риантов полного изготовления винтов
л;--£ T^'-x *зго
/Ге = + + Н5~
2)для определения -X,? при сравнении двух
вариантов изготовления резьбы
-47-
К, ^ТштПх'*' Гпз = +
3)для определения и при сравнении двух
вариантов получения заготовок
Л/ = Тшта;Х + 7^= +s&>
+ 60.
Рассчитаем критические партии /х„ /;
1;для случая полного изготовления винтов
„ ^-27^' 3^0^
” £Т„’-ТТ„>
2)для случая изготовления резьбы двумя мето-
дами
„ 40-г5 ..
п Тшгт-Тшг” ~ о,4^~
3)для случая изготовления заготовок двумя
методами р
тг - Глз ~ Tni~ - 67о
'Х‘п Т ' Т а ^з~с,оё
‘и/Т ‘ит
Пользуясь составленными уравнениями для всех
трех случаев соответственно, построены графики
(фиг,12,15,14).
— 44 —
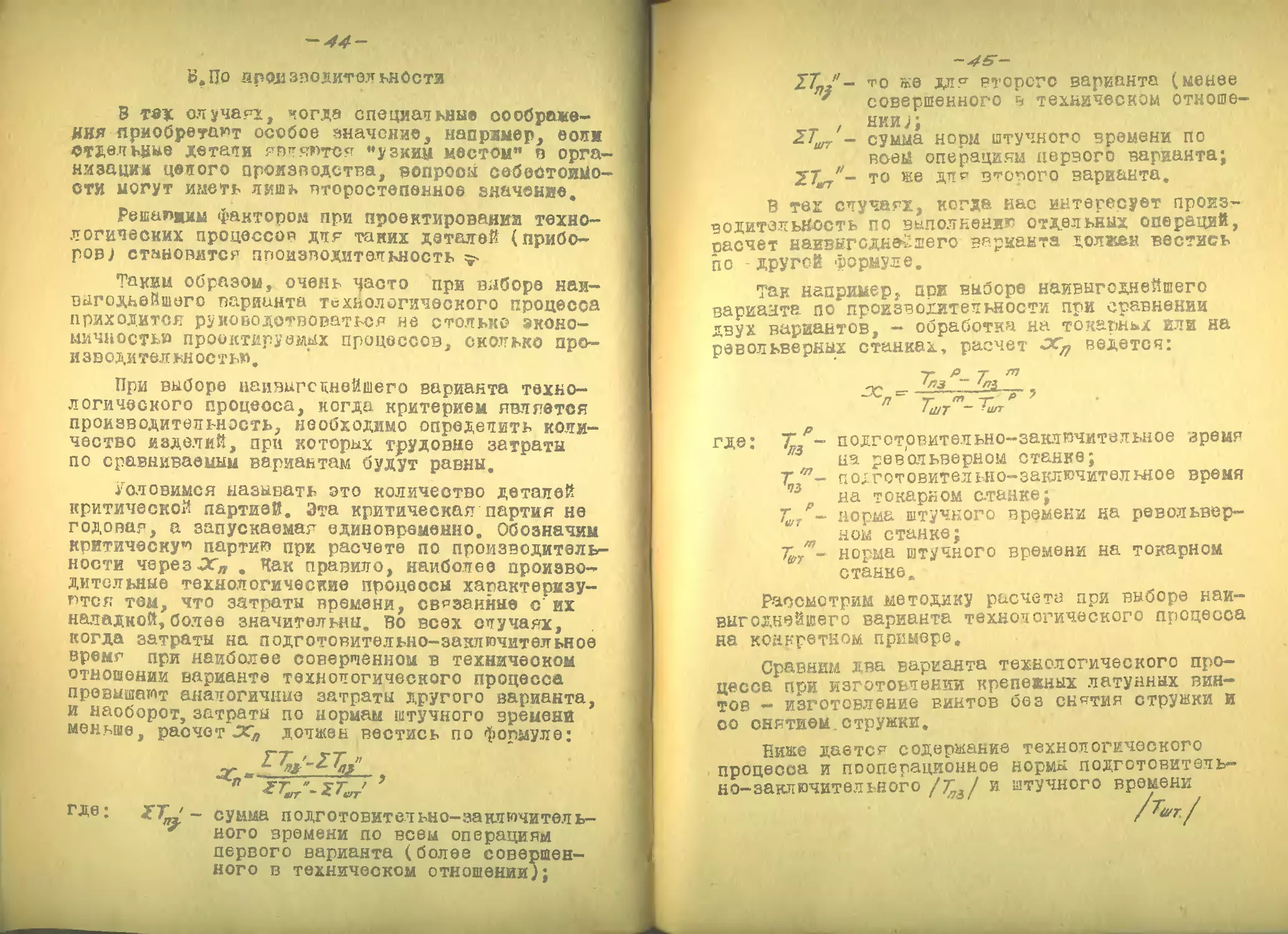
Б.ПР ЯРОЙ ЗЯОДИТСЛЬНОСТИ
3 тех случаях, когда специальные соображе-
ния приобретает особое значение, например, еоли
отдельные детали являются «узким местом" в орга-
низации целого производства, вопросы себестоимо-
сти могут иметь лишь второстепенное значение.
Решаюдим Фактором при проектировании техно-
логических процессов для таких деталей (прибо-
ров j становится ппоизводительность
Таким образом, очень часто при выборе нан-
тыгоднейшого варианта технологического процесса
приходится руководствоваться не столько эконо-
мичность» проектируемых процессов, сколько про-
и з в о ди тел ьн ос т ью,
При выборе наичыгскнейшего варианта техно-
логического процесса, когда критерием является
производительность, необходимо определить коли-
чество изделий, при которых трудовые затраты
по сравниваемым вариантам будут равны.
Условимся называть это количество деталей
критической партией. Эта критическая партия не
годовая, а запускаемая единовременно. Обозначим
критическую партию при расчете по производитель-
ности через Хп . Как правило, наиболее произво-
дительные технологические процессы характеризу-
ются тем, что затраты времени, связанные с их
наладкой, более значительны. Во всех случаях,
когда затраты на подготовительно-заключительное
время при наиболее совершенном в техническом
отношении варианте технологического процесса
превышаю? аналогичные затраты другого варианта,
и наоборот, затраты по нормам штучного времени
меньше, расчет^ должен вестись по формуле:
где: tT'~ сумма подготовительно-заключитель-
ного времени по всем операциям
первого варианта (более совершен-
ного в техническом отношении);
2.7^'- то же для второго варианта (менее
совершенного % техническом отноше-
_т , нии;;
^‘шт “ сумма норм штучного времени по
воем операциям первого варианта;
УТ^"- то же дир второго варианта»
В тех случаях, когда нас интересует произ-
водительность по заполнению отдельных операций,
расчет наивнгодн^шего варианта должен взстись
по - другой формуле.
Так например, поя выборе наивыгоднейшего
варианта по производительности при сравнении
двух вариантов, - обработка на токарных или на
револьверных станках, расчет ведется:
у Р -у m
'Г - ~ ~ ,
/? т m ~Г
IшТ ~ -шт
где: Г, - подготовительно-заключительное время
3 на револьверном станке;
Т'л- подготовительно-заключительное время
’ на токарном станке;
Тшг - норма штучного времени на револьвер-
ном станке;
- норма штучного времени на токарном
станке»
Рассмотрим методику расчета при выборе наи-
выгоднейшего варианта технологического процесса
на конкретном примере.
Сравним два варианта технологического про-
цесса при изготовлении крепежных латунных вин-
тов — изготовление винтов без снятия стружки и
со снятием.струнки.
Вине дается содержание технологического
процесса и пооперационное нормы подготовитель-
но-заключительного /Т„,/ и штучного времени
-48-
Пример расчета весьма характерен. Он наг-
лядно показывает целесообразность расчета
не только для сравнения вариантов полного из-
готовления деталей, но и для сравнение вариан-
тов по отдельным операциям.
/4.
-49-
4.технологические пути повышення про-
изводительности прй ме ханиче обработке
в приборостроении
Л.Структура нормы времени, удельный
вес и значение отдельных элементов
В условиях приборостроения норма времени
является основным и определяющим элементом се-
бестоимости. В себестоимость входит штучное
калькуляционное время.
Штучное калькуляционное врем;? рассчитыва-
ется по формуле:
т ~ .Удя, х т
VT.lv п ,и/г?
где ^ГЛ. - штучное калькуляционное время в
мин,
7^4 - подготовительно-заключительное вре-
мя на партию в мян„
гг - число изделий б партии,
Тат. - норма штучного времени в мин.
Поема штучного времени обычно рассчитывав
ется по формуле:
7о<г
где - основное (технологическое) время в
ыии,
Q - неиерекрнваедое вспомогательное вре-
мя в мин,
d - коэфцциент времени технического и ор-
ганизационного обенуовання рабочего
места а
с/ — -. " •
JO0 *
с* - число процентов от оперативного вре-
мени,
з - коэфициент времени на отдых и естест-
z венное надобность^
$ - число процентов от оперативного вре-
мени.
-&о-
Врем<=г по обслуживанию рабочего места и вре-
мя на отдых и естественные надобности в практи-
ке нормирования принято называть прибавочным
временем ( tnp ), Оно дается в процентах от опе-
ративного времени. Рас* читнвая прибавочное время
от оперативного, мы делаем некоторое допущение,
так как расчет времени на техничеокое обслужи-
вание рабочего места надо вести только от основ-
ного технологического времени i to ), Однако
практически такое допущение вполне возможно.
В штучное калькуляционное время и в норму
штучного времени при расчетах включается толь-
ко- необходимое рабочее время и необходимое время
мя перерывов.
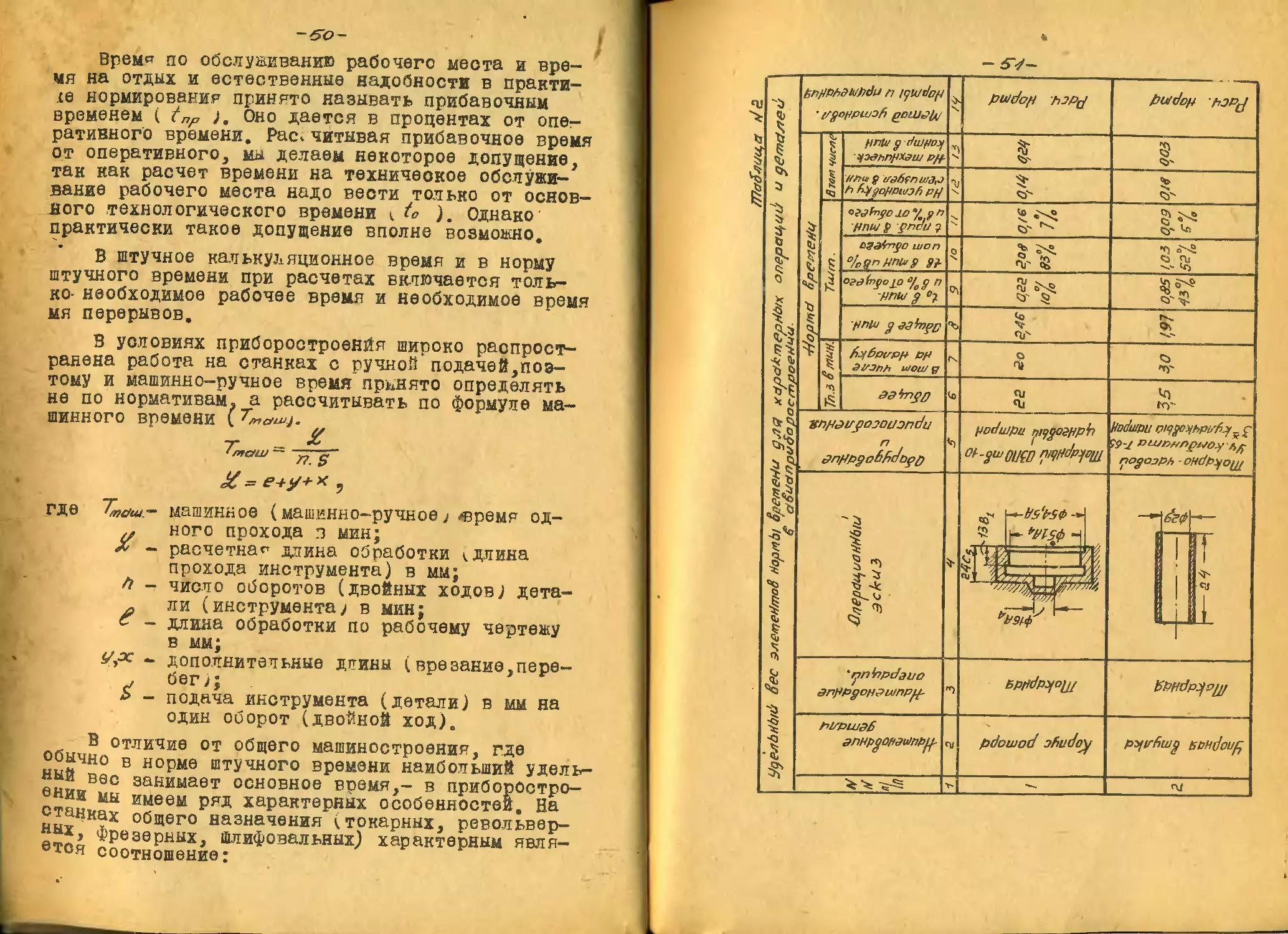
В условиях приборостроенйя широко распрост-
ранена работа на станках с ручной*подачей,поэ-
тому и машинно-ручное время принято определять
не по нормативам, а рассчитывать по формуле ма-
шинного времени (
где TndM- машинное (машинно-ручное; /время од-
кого прохода в мин;
X - расчетная длина обработки <длина
прохода инструмента) в мм;
- число оборотов (двойных ходов; дета-
р ли (инструмента; в мин;
- длина обработки по рабочему чертежу
в мм;
- дополнительные длины (врезание,пере-
, бег;;
* - подача инструмента (детали) в мм на
один оборот (двойной ход).
В отличие от общего машиностроения, где
обычно в норме штучного времени наибольший удель-
ный вес занимает основное время,- в приборостро-
ении мы имеем ряд характерных особенностей. На
станках общего назначения (токарных, револьвер-
д х> Фрезерных, Шлифовальных) характерным явля-
ется соотношение:
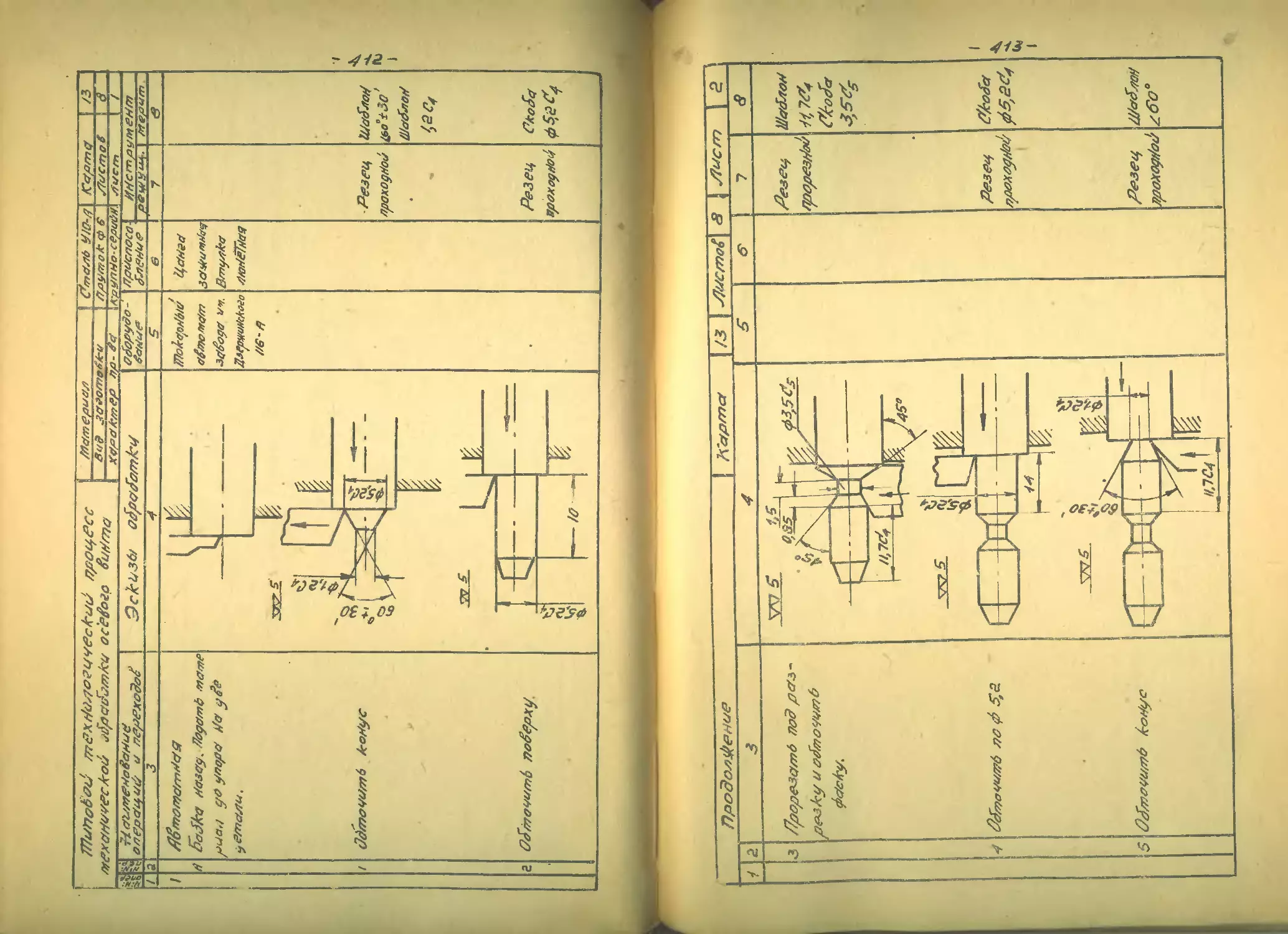
ч> ъ s ь C; 0 4/ 3 О $4 > 0 c ПгЧ *< « $ <&* i 4j 1 1 Jb % -$ ~CJ -5 BnpPhSk/hdu n iqu/dop ’ (fgoppuizfi gO’UPlp X pwdof] рзр^ pudop hZPfj
<u J '& и $ I 1 1 43 tmiu д rhugog уэзьпдхзш Pff 1 У
pnui д tsd6fr) uid,J h fygol/Dwjfi ptf X °o
Tium . ог^^дою*/ on ffnw д gndu 7 X гх» <гг- x Ci"
C^A^ngO won °/Dgnpniug 9)- 0 X о Hi' S lfi3 gpal
огпкдо/р °/од n цпш д °i. 0\ °/01 fa eeb feo-S 'S- *> q -з-
gnui % 'o V ОЛ
Tn. i 6MUH. faTwpp pp Эропр ЫОШ ff <x c ru <з> <*>'
ЭЗкпдд to <u 4i tn"
vnpgirffozouzndu n gnppgodhdopD pndujpu rptjgosgph ^S^OUfO Mft"fyDUl Hoduipu piagoubpiffa _ g- DIJJOPOQ/^O.y f>p подоэрь онс/рдощ
Cpepdctj uoHdbiu Эскиз > 5 —* jr »^»д ^1
-M Ш 1
'ynhpdauo зпррдорзыпр^- bpridpgof^ №Hdpyo[y
hirpiudd anHpgoftdUttfp П/ pdoLuod zhudoy pyirfitut) bVHljoufr
v- nj
- 52-
PlA'doft ht>PG' pu/dof-l- hJPfJ
*i — Lhe'o > У'
fh 41 V $ t
t ^5 h r. h>' r. <® \e % ot!/? *7*
ьмг >-•!? <b' "/.is bf7O‘l \
Ch 88M 4Ge/ /О ^5 > 5U 5^5. 4j Vj tr-
•ъ чГ' %
г- £> 0 о ^p'
*>
fiDC/lL/pU oi-st'oueo rw&'yr’u/ Hor/ufDU mfgafhpvfij/ 7e Be Otf DdfD -PWJ t>?/-/r'r? ^/-c/ Pl.'W^d -pUJJ
<1- - - -2 O<fz<# Г5, L Cn 4 F ЧГ| к oj F ?k>- ъ-гг R ; \ - -3$5 . Z/Z<5 t* S ' L . c ^53ф >— г h^>- |n 1я-1 *3 tn I I
«•Z
^Z>//<ZCA/£Z. bP/JcfoggisogPc/
ru bj^t/dtxy pyf7»Qtfy
Y- 44
-53-
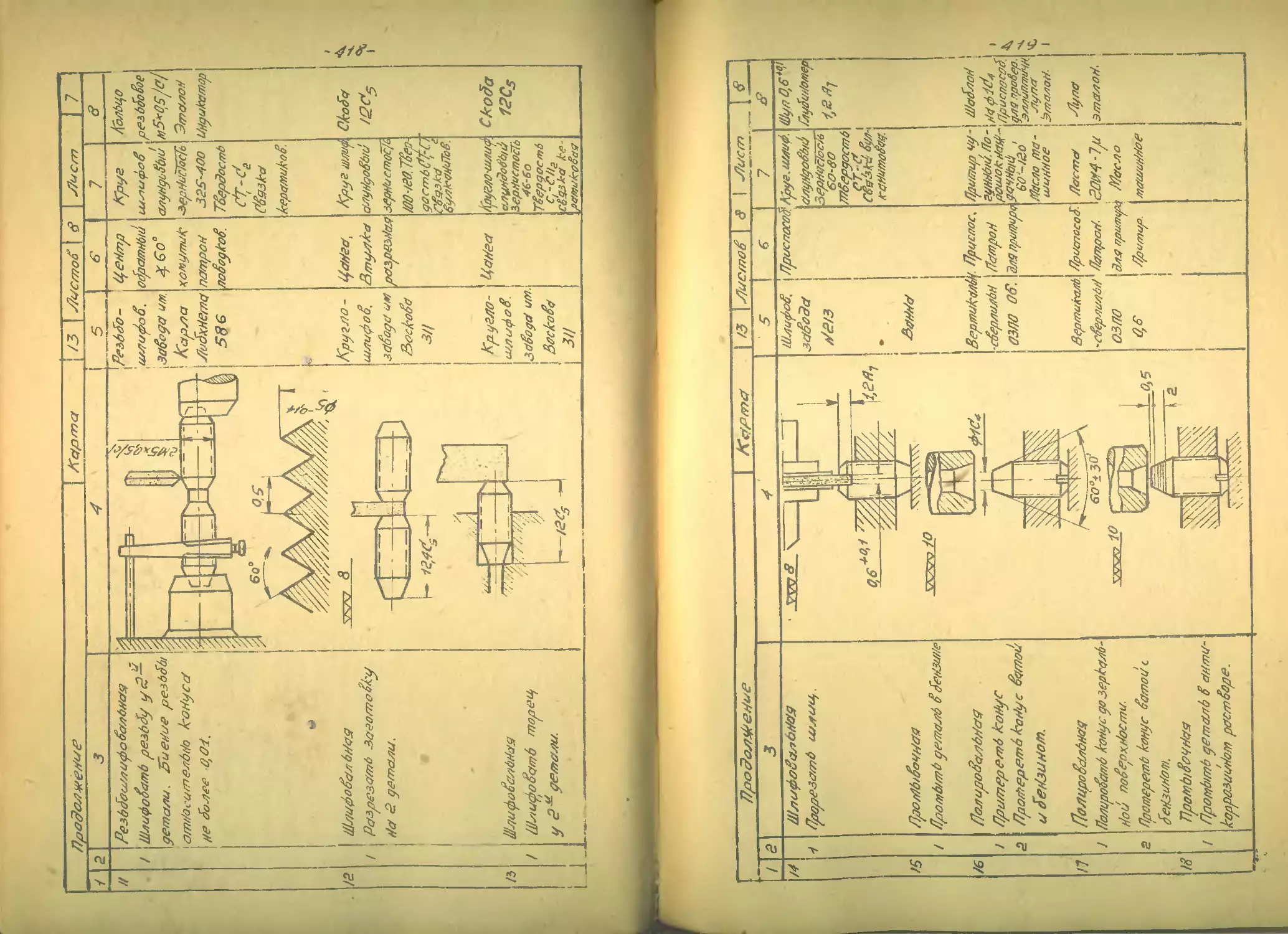
buwfy wpuoui^p-Sf. 'S pwt/op U/3h.7Pd '' pwc/otf 'hlptf штд/ pp pWr/r LThjptf
1 «V «ь-
*4. 1 «5' if1 ru
§ o4"-? 55' =O 5) <?X 5Г °/i /o< $£?Ь
о §> ’8* $ S > 6,&h «7.
£n oXg 14 *5? >- $ X3 ?V С -V®
40 55' •> §
r- vn V 1
<0 •S *> 4> aj
Kr> WPjJPtlf ‘Pty/cfc 1/OfffQne сири/ои^Ц dew pity'Qirr'trifegJ •urm $/ , OU no.yr>pr> pr)pl)’'UdEy lp^gpatio г 1храш -Hff^ f.' Si - ф/> oueo TjVQpoefittfi^
*ргр' Sh’ ЩЗ.&М5 |Г£Й^-*' |_t,u-’
-.’T) c * г • 1 V. £.J x-l
*0 PPp wpWoujgtf ЁРН^РРРЗр^р bpfid<s f&dfb
П» pypoLup IQLJpd P^odjj pynpeduific)/
-- r^.
Я/эодолэ/сеНие
-£-4~
Рш/WhJPc/
\ 1
01 О
nj Ч>
о 7f* /'/
о 7” 5‘г
<ъ "О4
Ч) st- •
оо 'ч'
кг> „>. и/гт>^/ pfv pMfii/м i>f?*6pire Н/ОЫО&О)/ ‘p-F
X" Ч> f Л. Л V f Ч i
шжь
ь-~и \Soo-ce'g/^ ।
Л^Л?^у<г^2>^5>/’£'
Q1 ДА'г^гг/^'Т?
CJJ
- 65~
а)основноо <технологическое/ время 20-40%;
сюда относим и машинно-автоматическое и машин-
но-ручное время;
б)ручное (вспомогательное/время 60-80%,
При этом, как правило, для деталей, изготов
ляемых из отдельных заготовок, удельный вес ос-
новного (технологического) времени еще падает
(см,например,позиции 1,4 в табл.2/, а для дета-
лей, изготовляемых из прутка,удельный вес основ-
ного времени повышается <см.например,позиции 2,
3,5 в табл,2).
Для работ на автоматах и полуавтоматах
удельный вес основного времени значительно по-
вышается (см,например,позиции 9,6 в табл,2),И
наоборот, на сверлильных станках удельный вес
основного времени резко падает, составляя ча
’LCTQ всего лишь 5-10% (см, например, позицию 7 в
табл,2, где даже при наличии обработки 7 отвер-
стий составляет 13%).
Значительная доля вспомогательного времени
падает на элементы работы, связанные с устано-
вом и сиемом деталей, а также на элемента,свя-
занные с техническим контролем, В табл,2 эти
элементы нами выделены.
Из приведенных примеров видно, что очень
часто эти элементы составляют 40-50 и более
процентов от вспомогательного времени, а иног-
да и от всего штучного (ом.например,позиции.4,
5,7,8,9/. Во многих случаях только длительность
на элементы, связанные с установом и с*'емом
или с контролем деталей, в несколько раз превы-
шает основное время (см.например, позиции 4,7,
8 в табл,2).
Произведенный нами анализ удельного веса и
значения отдельных элементов нормы времени в
условиях приборостроения в зависимости от ха-
рактера деталей и операций требует от лиц,про-
ектирующих технологические процессы, в каждом
отдельном случае, сосредоточивать свое внима-
ние на содержание тех элементов технологическо-
. го процесса, которые являются наиболее важными
-66'-
для получения большего экономического эффекта.
Б.Классификация технологических путей
повышения производительности
В расчеты наивыгоднейвего варианта техноло-
гического процесса до цроизводительности/х'^/
входят все элементы «тучного калькуляционного
времени /т^гд-/ , а именно;
1.Основное (технологическое) время
2.Вспомогательное время
3.Прибавочное время ~ пр
4.Подготовительно-заключительное время-^з-
Сумма первых трех элементов, как известно,
составляет норму штучного времени /Тшт/.
Из всех 4-х элементов наибольшие возможно-
сти повышения производительности имеют основ-
ное время и вспомогательное время.
третий элемент - прибавочное время-иами во-
обще не рассматривается по следующим причинам:
во-первых, удельный вес этого элемента в
норме времени незначителен;
во-вторых, прибавочное время дается по нор-
мативам, ориентированным на нормальные условия
организации производства. По этому элементу
об”ектом рассмотрения могли быть, в основном,
’ лишь фактические отклонения от нормальных усло-
вий организации производства, а эти вопросы от-
носятся к вопросам чйОто организационным, а не
т е хм ол огиче с ким.
Четвертый элемент - подготовительно-заклю-
чительное время.В условиях массового и крупно-
серийного производства фактор сокращения этого
времени во многих случаях играет второстепен- •
кую роль.
Однако это относятся не ко всем станкам,При
расчете намвыгоднейшего варианта технологичес-
кого -процесса по производительности, когда в
сравниваемых вариантах имеются процессы,проек-
тируемые на автоматы, револьверные, фрезерные
-58-
и другие станки, где аосолютная величина этого
элемента велика, вопросы сокращения подготови-
тельно-заключительного времени могут иметь суще-
ственное значение. Особенно на это должно обра-
щаться внимание в условиях серийного и мелко-
серийного производства.
Рассмотрим основные пути сокращения подгото-
вительно-заключительного времени. Как нами уже
было установлено (см.табл,2), наибольший удель-
ный вес в подготовительно-заключительном време-
ни падает на наладку. Поэтому здесь следует ра-
зобрать пути сокращения подготовительно-заключи-
тельного времени за счет наладки и применитель-
но к тем видам оборудования, где нормы времени
на наладку велики.
Остановимся на, наиболее эффективных меропри-
ятиях по сокращению времени на наладку.
Применение "стандартных" настроек. Это меро-
приятие широко может быть осуществлено на ре-
вольверных станках. Сущность этого мероприятия
заключается в том, что на каждый станок плани-
руются детали и операции,аналогичныепо содер-
жанию и последовательности переходов. Наладка
держаиок и режущего инструмента производится по
наиболее сложной детали,
Державки для инструментов располагаются та-
ким образом, чтобы при переходе от обработки
одной детали к другой не было необходимости ме-
нять их. В том же случае, когда отдельные дер-
жавки оказываются ненужными, они со станка, как
правило, не снимаются. Ненужный режущий инстру-
мент иногда снимаете”, если он мешает в работе
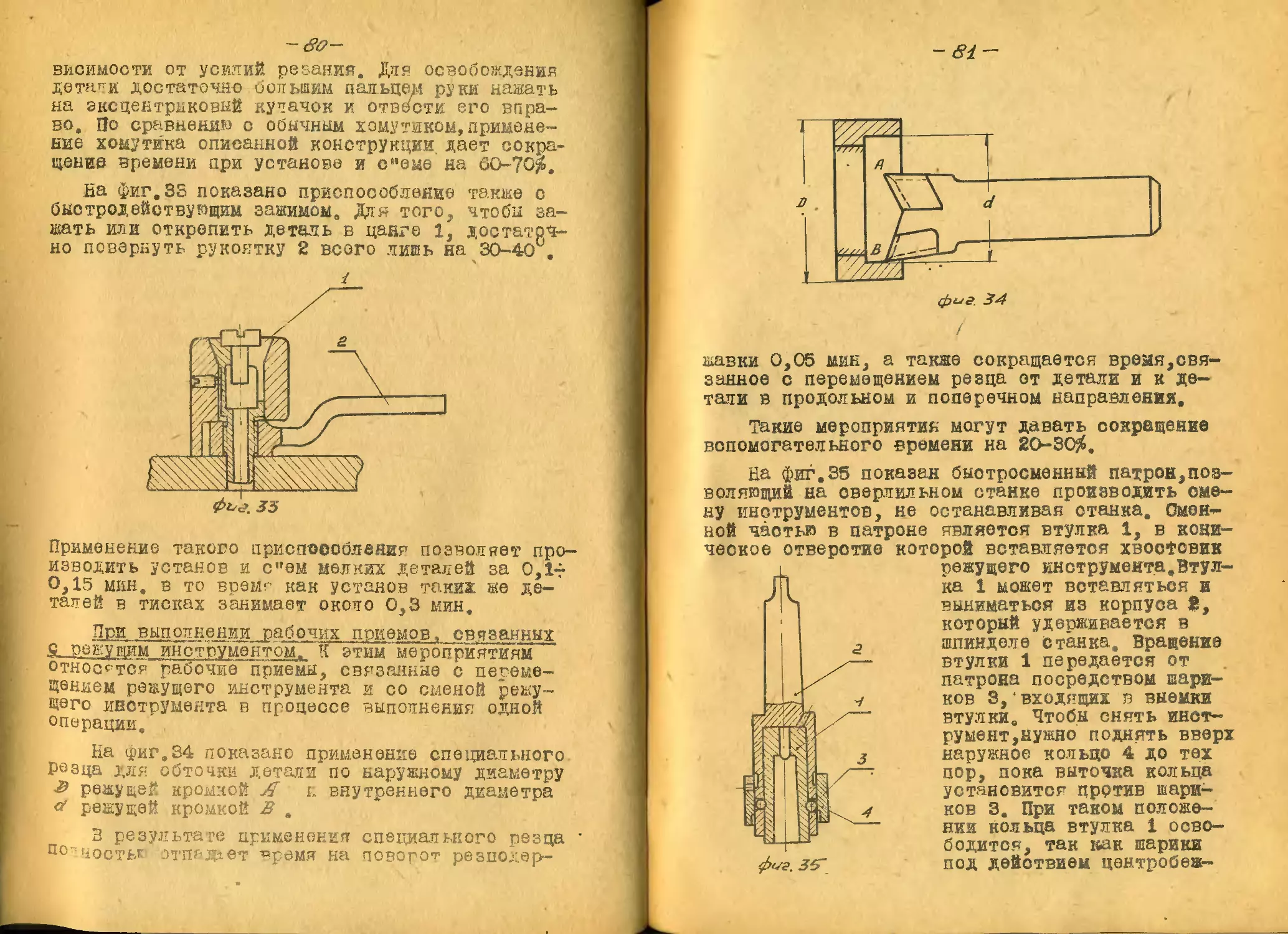
при изготовлении других деталей. На фиг,15 по-
казана настройка по лимитирующей детали (фиг,16)
На фиг.17 показана та же настройка с незначи-
тельными изменениями <заменены два резца на суп-
портах и снят один резец;.Она предназначена для
обработки детали, показанной на фиг.18.
Ко второй разновидности "стандартных" наст-
роек могут быть отнесены такие настройки, когда
по окончании изготовления партии деталей цели—
У no
- б~о-
ком снимается ре-
вольвеоная. готов-
ка со всеми наст-
роенными на ней
инструментами и
хранится до ..омой
та запуска*очеред
ной партии. Такой
метод применяется
главным образом,
для сложных наст-
роек.
Применение. "стандартных*1 кулачков на авто-
матах, сущность этого мероприятия заключается
в том, что за определенным автоматом закрепля-
ются аналогичные по конфигурации детали; приме-
нительно к ним изготовляется комплект кулачков
с расчетом на наиболее сложную деталь.
Совершенно очевидно, что применением этого
♦’стандартного»* комплекта кулачков при обработке
детали менее сложной конфигурации и меныией по
размерам увеличивается норма штучного времени
/ТыТ/»
Однако при этом методе в результате сокраще-
ния времени на Настройку значительно расширя-
ются возможности применения автоматов, даже
для условий мепко-серийного производства.
Применение эталонных де тал ей и шабл о нов при,
настройке_ Эти мероприятия дают наиболее" зна-
читвльннй эффект. Эталонные детали и шаблоны
могут широко применяться на револьверных, фре-
зерных, а также токарных станках. Рассмотрим
насколько конкретных примеров.
На фиг.1& показана настройка парных фрез по
эталонной детали для Фрезеровки лысок у детали
-6‘V'
19
•’горизонтальная ось баланса”, Основное требова-
ние к детали при выполнении фрезерной операции
- выдержать допуск 0,04 мм на смещение Фрезеруе-
мых плоскостей относительно диаметра « .Сни-
жение времени на настройку Фрез достигается еле-?
дующим образом. Изготовляется эталонная деталь,
у которой размер а меньше, чем у серийной дета-
ли на О,1-0,2 мм; допуск на смещение плоскостей
относительно d выдерживается с точностью 0,01
мм.
Парные фрезы устанавливаются таким образом,
чтооы зазор (* был одинаковый по величине; за-
зор этот измеряется щупом. Применение эталонной
детали для настройки парных фрез дало сокраще-
ние времени на 40$.
Установка 4-х резцов'в специал»той державке
по эталонной детали (Фиг.20) для обработки на
токарном станке ‘’валика центробежного узла” да-
ло сокращение времени на настройку более 50$.
Введение шаблонов (эталонных деталей) на ре-
— Ре-
вольверном участке механического цеха одного
из авиаприборостроительных заводов дало в сред-
нем сокращение времени по настройке револьвер-
ных станков на 30/.
Как уже указывалось, основные мероприятия
повышения производительности могут быть достиг-
нуты за счет сокращения оперативного времени
(основного и вспомогательного).
Ниже дается классификация тбхнол отческих
путей повышении производительности за счет сок-
ращения оперативного времени при механической
обработке.
-<53~
Классификация технологических путей
повышение производительности
Элементы
нормы
WT
п/п
Пути повышение производительности
времени
Основное
технологи-
ческое
время (ма-
шинное ,ма-
шинно-руч-
ное;
to
2.
3.
б.
в.
7.
Одновременная обработка несколь-
ких деталей
Одновременная обработка нескольких
поверхностей за счет наладки
Одновременная обработка несколь-
ких поверхностей за счет специаль-
ного режущего инструмента
Совмещение операций
Уменьшение дополнительных длин
(врезание, перебег, выход;
Замена одного метода механической
обработки другим
Повышение режимов резания
8.Сокращение длины пути режущего ин-
струмента
Вспомога-
тельное
время
1;3а счет установки и с"ема детали
2.3а счет рабочих приемов, связан-
•аых с режущим инструментом
Э.За счет рабочих приемов, связан-
ных с контролем
4,3а счет рабочих приемов, связанных
'с управлением станком
5.Концентрация обработки на одном
рабочем месте
Разработанные нами направления повышения
производительности по основному (технологичес-
кому) времени - 8 направлений,и по вспомога-
тельному времени - 5 направлений-исчерпывают
основные пути повышения производительности в
приборостроении.
В соответствии с данной классификацией рас-
смотрим конкретные мероприятия и методы расче-
та их эффективности для повышения проивводитель-
пеета.
В,Технологические мероприятия повышения
производительности и расчет эффективности
их внедрения
113а счет
основного (технологического)
времени
Одновременная обработка нескольких деталей
На фиг.21 показано приспособление для одновре-
менной обработки (фрезеровки; шести деталей.Де-
тали устанавливаются в неподвижной губке тисков
су
6Б
и закрепляются при помощи эластичного зажима,
смонтированного в подвижной губке тисков,
эффективность при проведении мероприятия
по одновременной обработке нескольких деталей
рассчитывается как разность затрат сановного
времени на одну деталь при обработке по одной
штуке / to’ / и при обработке по Л' штук /^'7-
При обработке по одной детали расчет основ-
ного времени ведется по формуле;
, / е+у+х.
-о = У
где длина обработки по чертежу,
у- врезание фрезы,
х- перебег фрезы,
4?- подача в минуту.
При обработке одновременно по Я штук расчет
основного времени на одну штуку ведется пр фор-
муле;
/" €+у->.х. ,
образом, экономия основного времени
Таким
р может быть определена;
p-d:-
(‘-i)
’Одновременная обработка нескольких поверх-
HooTeF за счб¥^астро|кК7^Ёа‘''Фиг7й2 показана
настройка револьвернсТгсловки для одновремен-
ной обработки по наружному диаметру и сверле-
нию отверстия.
Такой метод обработки дает возможность
сократить основное время на, величину, необхо-
димую для выполнения нелимитирующёго перехода
(имеющего меньшую по длине обработку) в данном
случае на сверление.
Расчет экономии основного технологического
времени может быть представлен в общем виде
для аналогичных настроек следующи обраэбг-н
-б'б'-
I
Время на сверление и обточку при условии
раздельного выполнения двух переходов может
быть рассчитано по формуле:
• - ,/ е,+у ее^
где - длина сверления по чертежу,
<?«? - длина обточки по чертежу,
У ~ величина срезания при сверл ении« 0,3^,
п - число оборотов изделия в мин,
-X -дополнительная длина (врезание и пе-
ребег; при обточке*
При одновременной обработке нескольких по-
верхностей должно рассчитываться.и включаться
в норму штучного времени только время, потреб-
ное для выполнения лимитирующего перехода („пе-
реход, при выполнении которого обрабатывается .
наибольшая по длине поверхность). Это время для
заданной настройки должно рассчитываться на об-
точку
Таким образом, экономия основного времени
/pjможет быть рассчитана как разность
В тех случаях, когда настройка проектиру-
ется для одновременной обработки не двух поверх-
ностей, а более, экономия основного времени бу-
дет равна сумме всех затрат основного времени
для нелимитирующих переходов при раздельном их
выполнении,
£ля того, чтобы наглядней представить эффект
по сокращению основного времени при применении
метода одновременной обработки нескольких по-
верхностей, возьмем для той же детали (фиг.22)
"втулка” числовые значения:
/с /п/f j = 24 /пл ; d= S' /пЛ
X - о-
далее определим и to"
jS
П $ ~/000-008
^-£±-
& Ot47 mud.
1 и &l+X ~ пл
~ ~/РОС 0,08 ~ >
отсюда р = ^" = °, 77 /пи//.
Таким образом, экономия по основному време-
ни для данного конкретного примера составляет
Зб£.
В числовом примере, разобранном нами при
расчете Ц подачи ( X j для сверления и обта-
чивания, были приняты равными.
В тех случаях, когда рекомендуемые подачи
для обработки нескольких одновременно обраба-
тываемых поверхностей различны, то надо брать
в расчет меныпие подачи. Это обстоятельство
всегда надо учитывать, чтобы на допустить нару-
шения требований к качеству обработки поверхно-
- ев-
стой и не исказить действительную картину по
экономии основного времени при проектировании
методов одновременной обработки нескольких по-
верхностей.
Одновременная обработка нескольких поверх-
ностей за счет специального режущего инструмен-
та. В приборостроении на всех металлорежущих
станках встречаются самые разнообразные конст-
рукции специального режущего инструмента,обес-
печивающие возможность производить одновремен-
ную обработку двух и более поверхностей у од-
ной детали.
На фиг.23 дан эскиз обработки отверстий на
ливней камеры компаса на сверлильном станке.По
казанное вверху специальное сверло позволяет
производить едновремен-
ное сверление под?,
На фиг.24 показана
настройка настольного',
токарного станка на од-
новременную обработку
двух поверхностей торца
по / 4 и фаски 0,3x45,
- #9
Методы расчета эффективности при проведении
таких мероприятий аналогичны методам расчета
дл» определения эффективности по мероприятиям
одновременной обработки нескольких поверхно-
стей за счет настройки.
СрвлнзЕ^ение.опер^-ЛИЙ. На фиг.25 показана на-
стройка зубофрезеряого станка, позволяющая септ-
мещать две операции: нарезку зубьев и зачистку
заусенцев, которые образуются на нижнем торце
шестерни при нарезке зубьев.
Последняя операция з обычных условиях выпол-
няется на токарных станках.
Проведение такого мероприятия требует не-
которой специализации зубофреверного станка.
Эта специализация заключается в создании спе-
циального суппорта, который укрепляете» на
стойке станка, поддерживающей центр,
На фиг.26 приведен второй пример совмещу
ния двух операций на полировочном станке "Стан
-70-
дар?»'. Здесь,благодаря установке резца в по-
душку, служащую опорной базой для полируемой
детали, удалось совместить операцию полировки
цапфы с операцией снятия фаски 0,3x45°. Снятие
фаски у аналогичных деталей обычно производи-
тся на настольно-токарных станках.
Эффект по сокращению основного времени оп-
ределяется полной экономией времени, затрачи-
ваемого на выполнение нелимитирующих операций
при раздельном выполнении совмещаемых операций
Из рассмотренных примеров видно, что полно-
стью экономится время, затрачиваемое на «сня-
тие заусенцев” в первом случае, и на «снятие
фаски 0,3x45 « во втором случае. Кроме эконо-
мии основного времени,имеет место экономия и
вспомогательного времени.
Однако, как правило, время на настройку бол
шо при совмещенной обработке, чем при раздель-
ном выполнении операций.
-7d~
Уменьшение дополнительных длин (врезания,
перебега, выхода), ~В условиях приборостроения,
где мы имеем Телос обработкой малогабаритных
деталей, мероприятия по сокращению основного •
времени за счет уменьшения дополнительных длин
приобретают особое значение.
Эффект может достигаться двумя путями: во-
первых, путем уменьшения абсолютных величин на
дополнительные длины за счет уменьшения диамет-
ра Фрезы, увеличения угла сверла и других;во-
вторых, путем сокращения величин дополнитель-
яых'длин, падающих на одну деталь,без уменьше-
ния их величин за счет введения последователь-
. ной обработки деталей в одном приспособлении.
Второй путь, как правило, дает наибольший
эффект. На фиг.2? показан эскиз Фрезерного при-
способления 'для Фрезерования детали "конусный
наконечник”. Приспособление предусматривает
последовательную обработку'нескольких‘деталей.
Зажим осуществляется при помощи призм.
<?7.
На эскизе даны условные обозначения:
£ - длина обработки деталей (в данном случае
сумма длин обработки отдельных деталей и холо-
стых промежутков между деталями)#
d - диаметр изделия ( с/=<? - длине обработ-
ки одной детали по рабочему чертежу);
£ - диаметр фрезы,
-72-
Для расчетов необходимы дополнительно сле-
дующие данные:
у- врезание, при фрезеровании в данном слу-
чае у = Vt
t - глубина фрезеровании
х- перебег фрезы
5^- подача в мм/мин
Пользуясь приведенными обозначениями, про-
изведем расчет экономичности в общем виде.
Основное время для одной детали, при обрй
ботке по одной штуке, рассчитываем по формуле:
, z е+у+эс
Основное время для одной детали при обр-
ботке по .¥ штук рассчитываем по формулет
Таким образом, экономия основного времени
/ Р/ мокет быть расочитана как разность t'-t"
т.е.
П _ X •* У+ЭС
р ~ j
Если обозначим: — е+у+ос
Xt ,
тогда
Дадим конкретный пример. На фиг.28 изобра-
жен эскиз, показывающий последовательную обра-
ботку (развертку; в специальном приспособлении
11 штук заготовок под шестерню. При разверты-
вании дополнительной длиной будет лишь величи-
на врезания, в данном случае' заборный конус
развертки.
-7S-
<2 и г. S3
По нормативам взято значение у«5 мм,
число оборотов д»500 оо/мин
подача на 1 оборот изделия .6^= 0,2 мм
Пользуясь формулой для расчета экономично-
сти, определяем абсолютную величину экономии
основного технологического времени;
При обработке по одной детали
° пр '
Таким образом, сокращение основного време-
ни составляет более 70>ь.
Замена одного метода механической обработ-
ки другим. Здесь значительный 'эффект по сокра-
щению основного времени моает быть достигнут
при замене механической обработки на станках
высокопроизводительными методами механической
обработки: холодной штамповкой,'протяжкой,воло-
чением специальных профилей и т.д. Такая заме-
на, как правило, требует технологической модер-
низации конструкции деталей. Наряду с такими
-74-
коренными изменениями технологических принци-
пов обработки может применяться замена одного
метода другим в пределах обработки деталей на
металлорежущих станках.
На фиг.29 показано изготовление шлица у
винта на токарном станке, деталь 1 закрепля-
ется при помощи цанги 2 в призматическом ди-
ноле 3 , который от руки подается на фрезу 4,
закрепленную на оправке. Оправка 5 устанавли-
вается в шпиндель передней бабки. В данном слу-
чае, мы имеем пример замены типичной фрезерной
операции обработкой на токарном станке. Такая
замена дает значительное сокращение основного
времени, так как совершенно отпадает время;
идущее на врезание при Фрезерной обпаботке.
29
Произведем расчет экономии основного вре-
мени.
При работе на фрезерном станке имеем:
- 76"-
где x - перебег (по нормативам 5 мм;
4»?- подача (.по нормативам 80 мм/мин;
Следовательно:
[ ---?Г7~—*— w й «3 /
&о '
При работе на токарном станке
^ст ~ Qo
Таким образом, экономия основного техноло-
гического времени составляет 74$,
Повышение режимов резания» В первой главе
была рассмотрена характерная особенность авиа-
приборостроения - недостаточное использование
станков по мощности. Основным фактором, ограни-
чивающкм возможность использования станков по
мО’щНО'ОТИ, является относительно малые числа
оборотов станков.
Как правило, скоростные возможности стан-
ков, применяемых в приборостроении, использу-
ются полностью. Повышение же производительности
за счет увеличения глубины и подачи (сечения
стружки) очень часто ограничивается недостаточ-
ной жесткостью детали.
Если преодоление первой трудности" связано
с решением большой проблемы создания специали-
зированных высокоскоростных станков для прибо-
ростроения, то решение второй задачи - придание
жесткости обрабатываемым изделиям, возможно до-
стигнуть при рациональном проектировании техно-
логических процессов на том же оборудовании.Во
многих случаях повышение жесткости обрабатыва-
емых деталей может быть осуществленобез проек-
тирование специальных приспособлений.
Я числу таких мероприятий может быть отне-
сена обработка деталей из прутка на токарных
и револьверных станках, когда для придания же-
сткости пруток перемещается на всю длину дета—
” 7G-
ли не за один раз, а за два .или три раза.Такой
метод позволяет повысить режимы резания, так
как усилия резания при обработке всех поверх-
ностей прилагаются ближе к месту зажима детали
(прутка;.
Однако такой метод имеет свои недостатки:
во-первых, снижается точность, так как обра-
ботка происходит как бы при двух или нескольких
установах;
во-вторых, увеличивается вспомогательное
время (на установ и пуск станка, на открепление
и закрепление приспособления, перемещение прут-
И»
Эти недостатки могут быть устранены при при-
менении специальных приспособлений.
Державка с резцом, показанная на фиг.30,име-
ет отверстие для направления материала Примене-
ние такой державки позволило перейти с обточки
детали^за- три прохода на обточку за один проход,
Таким образом,экономия основного времени со-
ставила 66$.
Наряду с перечисленными мероприятиями ь ус-
ловиях приборостроения при обработке деталей,
когда режимы резания лимитируются недостаточ-
ной жесткостью детали, можно рекомендовать под-
пор деталей центром.
за
- 77—
Как известно, прогиб в случае подпора цент-
ром составляет:»
48 ЕЯ
а ооз подпора центром
И -Л'**
J™*”
Следовательно, при > т.е.при
выполнении тех же требований по точности vno
геометрической форме, обуслоаленной прогибом
детали;, сечение стружки для варианта обработ-
ки с центром будет в 16 раз больше.
Здесь мы делаем некоторое допущение.
Точный расчет для конкретных примеров даст
несколько иные соотношения по допустимым сече-
ниям стружки для различных методов‘Установки.
Однако для получения общего представления об
эффекте увеличения сечения стружки в зависимо-
сти от метода установки, это допущение вполне
приемлемо.
Волее подробно этот вопрос будет рассмот-
рен в главе технология изготовления осей и
валиков .
Сокращение пути режущего инструмента. Наи-
более наглядно можно представить проведение
этого мероприятия на примере замены обточки
детали в продольном направлении на обточку в
поперечном.направлении.
На фиг.31 дан эскиз обточки детали ’’золот-
ник” изделия 042 в поперечном направлении.Де-
таль ’’золотник” после обточки проходит опера-
цию шлифовки, следовательно,жестких требований
к чистоте обрабатываемой поверхности при обточ-
ке не пред"является; поэтому здесь вполне мо-
жет быть применена поперечная обточка,
Произведем расчет экономичности.
При обточке детали в продольном напр^вле-
- 78-
КИИ
имеем затраты основного времени:
4 *
оо+з+о,
о, у • iooo
= Ot&5 MWft.
При этой же операции с применением специаль-
ной державки для трех резцов основное время бу-
дет составлять:
*/ 8+у+х
Ъ “ ~Т~п~= ~ °> Si^-
При обточке детали тремя резцами в попереч-
ном направлении:
, " У О, 3+0,3
Таким образом, в результате введения попереч-
ной обточки достигаете* значительное сокращение
основного времени: в одном случав в 7 раз, а в
другом более, чем в 28 раз.
31
Обозначения при
расчетах даны те же,
что и в предыдущих
примерах. Величины
врезания у , пере-
бега х , продоль-
ной подачи dnp
брались по нормати-
вам. Длина обработ-
ки при поперечной
подаче представляет
собой припуск на об-
точку, который запро-
ектирован в техноло-
гии (0,3 мм).
- 79-
2} За счет рспомсгательмого воецеци
Пш; установке и с*еые детей, Как нами ус-
тановлено ранее, время на уставов и с"ем дета-
ли занимает бояшси удельный вес от вспомога-
тельного и птучного времени.
Основным путем сот^ащенля зартат вспомога-
тельного времени является применение быстродей-
стеу^ВД вам {шов как у приспособлений, предназ-
наченнчх для обработки деталей по одной штуке,
тай *[ При обработке по несколько штук.
X числу быстродействующих зажимов могут
быть отнесены замйп: энсцзнтрамоэне,’пружин-
ные, пневматические, элехтродагиитные,
На фиг. 32 показан хсыутяк с быстродействУ-
»щим пружинным зажимом. в корпусе 1 имеятся
два болта 4, предназначенных для настройки хо^-
мутака на определенный размер; эксцентриковой
кулачок 2 прижимаетсявинтовой пружиной 3 к
обрабатываемой деталл, В работе палец планпай-
бн 5 упираясь в кулачок, зажимает детель,При
этом'зажимное усиление будет возрастать в за-
- 8&-
висимости от усилий резания. Для освобождения
детали достаточно большим пальцем руки нажать
на эксцентриковый кулачок и отвести его впра-
во. Пс сравнению с обычным хомутиком,примене-
ние хомутика описанной конструкции, дает сокра-
щение времени при установи и с"еме на <30-70$.
На фиг.S3 показано приспособление также с
быстродействующим зажимом. Для того, чтобы за-
жать или открепить деталь в цанге 1, достаточ-
но повернуть рукоятку 2 всего лишь на 30-40°.
Применение такого приспособления позволяет про-
изводить уставов и с "ем мелких деталей за 0,1т
0,15 мин. в то время как уставов таких же де-
талей в тисках занимает около 0,3 мин.
При выполнении рабочих приемов, связанных
&..режущйм инструментом, К этим ’мероприятиям
относятся рабочие приемы, связанные с переме-
щением режущего инструмента и со сменой режу-
щего инструмента в процессе выполнения одной
операции.
На фиг.34 показано применение специального
розца для обточки детали по наружному диаметру
& ревущей кромкой £ и внутреннего диаметра
<* режущей кромкой В .
3 результате применения специального резца '
Псп,1остьк' отпадает время на поворот резподер-
-81-
ческое отверстье
фиг. 35~
шавки 0,05 мин, а также сокращается время,свя-
занное с перемещением резца от детали и к де-
тали в продольном и поперечном направления.
Такие мероприятия могут Давать сокращение
вспомогательного времени на 20-30$.
На фиг.35 показан быстросменный патрон^,поз-
воляющий на сверлильном станке производить сме-
ну инструментов, не останавливая станка. Смен-
ной частью в патроне является втулка 1, в кони-
кэторой вставляется хвостовик
режущего инструментатВтул-
ка 1 может вставляться и
выниматься из корпуса 2,
который удерживается в
шпинделе Станка. Вращение
втулки 1 передается от
патрона посредством шари-
ков 3,'входящих в выемки
втулки. Чтобы снять инст-
румент,нужно поднять вверх
наружное кольцо 4 до тех
пор, пока виточка кольца
установится против шари-
ков 3. При таком положе-
ния кольца втулка 1 осво-
бодится, так как шарики
под действиям центробеж-
По НВ
— <зз-~
ной силы выйдут из втулки и войдут в выточку
кольца 4. Тогда втулку вместе о инструментом
можно вынуть из патрона.
При осуществлении рабочих приемов, связанных
ных с контролем.Наряду с затратами вспомогатель-
ного времени на установ и снятие большой удель-
ный вес занимает вспомогательное время, затра-
чиваемое на рабочие приемы, связанные с контро-
лем деталей.
, Пути сокращения этого времени многообразны,
начиная от применения наиболее производительно-
го универсального и нормального мерительного ин-
струментария и кончая созданием специальных из-
мерительных инструментов и сложных установок,
позволяющих осуществлять автоматический конт-
роль.
Рассмотрим характерные примеры.
На фиг.Зб показана универсальная резьбовая
скоба. Установка регулируемых роликов*на раз-
мер производится с помощью эксцентриковых вали-
ков 2 в пределах экцентриситета е по резьбо-
вой пробке-эталону 3.
Применение резьбовой ско'бы по сравнению с
резьоовым кольцом дает экономию вспомогательно-
го времени,примерно,на 8О>.
На фиг. 37 показана деталь «кольцо»’, в кото-
ром надо замерить глубину выточки. Измерение
глубины производилось микрометром*за два приема;
вначале замерялся размер Д (фиг. 38а), затем
размер В (фиг, 386), разность этих размеров да-
вала измеряемый размер.
На фиг.39 показан индикаторный глубомер,
позволивший сократить затраты времени на конт-
роля одной детали с 0,20 мин до 0,1 мин.
При выполнении рабочих приемов, связанных
с управлением станком.Возможности сокращени"
вспомогательного времени, связанного с выполне-
нием элементов работы по управлению станками,
велики. Основные мероприятия в этом напраяле-
Ёмм идут по липки автоматизации и механизации,
обеспечивающих упрощение управления станком и
его отдельными частями.
Например, примене-
ние на токарно-настоль-
ных станках упоров о
вращающимся барабаном
сокращает время на эле-
менты вспомогательного
времени, .связанные о
установкой резца на
стружку, примерно,в 4
разаь Время на установ-
ку резцов по лимбу со-
ставляет 0,3 мин,, а
впемя на установку рез-
цов по упору 0,08 мин.
- сРб"-
Концентрация обработки на одном рабочем
месте. Технологический процесс для обработки
одно!* и той tee детали может быть рааработан3 ис-
ходя из двух различных принципов:диференцйро-
ванных операций и принципы концентрированных.
Первый принцип характеризуется выполнением
большего количества элементарных операций, как
правило, на простых станках или простых наст-
ройках инструмента.
Принцип концентрированных операций при из-
готовлении деталей характеризуется выполнением
небольшого количества операций, как правило,
на более сложных станках и при сложных настрой-
ках.
Второй принцип дает значительное сокраще-
ние вспомогательного времени. Это сокращение
достигаете^ за счет: уменьшения количества,
установов и с"емов при обработке детали, одно-
временной обработки детали несколькими инстру-
ментами, а также за счет большей механизации
станков.
Однако при применении принципа концентри-
рованной обработки всегда надо учитывать, чтс
подготовительно-заключительное время на наст-
ройку увеличивается.
ГЛАВА Ш.
ВОЗМОЖНОСТИ И ПУТИ ВНЕДРЕНИЯ В ПРИБОРО-
СТРОЕНИИ ПРОГРЕССИВНЫХ МЕТОДОВ ПРОИЗВОДСТВА
1.Многостаночное обслуживание в прибо-
ростроении
А.Некоторые особенности приборостроения
Вследствие малых габаритов деталей и пре-
обладание цветных металлов обработка деталей
приборов производится при больших числах обо-
ротов. Характерными грляются числа оборотов
-ее-
от 1500 до 3000 об/мин. Отсюда следует, что аб-
солютная величина машинного времени в приборо-
строении мала и многие операции или отдельные
переходы приходится выполнить при ручной пода-
че.
Абсолютная величина вспомогательного'време-
ни в штучном времени также незначительна, так
например, продолжительность вспомогательного
времени, связанного с перемещением режущего ин-
струмента, закрепленного на суппорте токарного
станка, составляет 0,02-0,04 мин. Продолжитель-
ность вспомогательного времени, связанного с
установок,съемом одной детали для харак-
терных операций составляет:
1 .При работе на токарных станках, когда об-
работка производится в центрах с применением
нормального ияструмента-С.1-0,2 мин, а в случае
обработки в цанге-0,05-0,1 мин.
2 .При работе на фрезерных станках, когда
обработка производится в универсальных приспо-
соблениях-0,25-0,3 мин. В’случае применения
специальных приспособлений продолжительность
значительно уменьшается,
В условиях приборостроения при обычной орга-
низационно-технической подготовке производства
на станках общего назначения (токарных, револь-
верных, Фрезерных, шлифовальных) характерно
следующее соотношение времени:
Основное время ,машинное + машинно-ручное) 20-40$
Вспомогательное время 6>3-80$
Если учесть, что для организации многоста-
ночного обслуживания решающую роль играет отно-
ситольная величина машинно-автоматического, а
не вообще основного технологического времени,
то приведенное соотношение еще ухудшается. Ма-
лый удельный вес машинно-автоматического вре-
мени является основным препятствием при орга-
низации и развитии многостаночного обслужива-
ния в приборостроении.
Однако целеустремленное проведение органа-
-87~
зационно-технических мероприятий, направленных
на увеличение удельного веса машинно-автомати-
ческого времени создает условиа:
1;для организации многостаночного обслужива-
ния на станках общего назначения;
2)для увеличения нормы обслуживания на стан-
ках-полуавтоматах л автоматах.
В.Исходные данные и принципы организа-
ции многостаночного обслуживания
Условия для организации многостаночного об-
служивания. Для организации многостаночного об-
служивания необходимо такое соотношение непре-
рывного машинно-автоматического времени и
других затрат времени изготовления Тр (вспо-
могательного времени, а также машинно-ручной
работы; сюда же будем относить и время на пере-
ходы от станка к станку при кооперированной ра-
боте;, при котором
* Л?
Однако в тех случаях, когда параллельно е
непрерывным машинно-автоматическим временем,на
том же станке идет ручное время (например ох-
лаждение детали вручную во время обтачивания
при автоматической подаче), которое как перек-
рываемое в Тр не учтено, тогда приведенное не-
равенство будет непригодно.
Для таких случаев машинно-автоматическое
время должно перекрывать н<=» только Тр других
“станков, но и рунное время, которое может итти
параллельно с машинно-автоматическим на данном
станке.
Если учитывать это условие, то приведенное
ранее неравенство для организации многостаноч-
ного обслуживания должно принять вид:
Тр УД ~ t-р.п,
где tp n - ручное время, перекрываемое машинно-
автоматическим на том же станке.
-<5<3~
Однако такие случаи в приборостроении ред-
ки, поэтому основным остается соблюдение усло-
вия Тм > Тр .
Расчет норм обслуживания станков одним ра-
бочим. Весьма существенное значение для опреде-
ления норм обслуживания станков имеет занятость
рабочего.
Коэфициент занятости рабочего определяется:
! • * ОП
где о о/7 - оперативное время.
Число слагаемых коэфициентов занятости в
пределах единицы, определяет норму обслуживания
станков одним рабочим, т.е,
/Г, + Ks+ -hKn $ i
Норма обслуживания станков может быть рас-
считана в общем виде по формуле:
. — Тл?. тгл + Тр
гг ?
' ср
где /г - количество одновременно обслуживае-
мых станков <норма обслуживания);
минимальное машинно-автоматическое
времр;
Тр - соответствующее Тм. min. ручное времст;
т - средняя величина ручного времени
р' всех операций.
При проектировании многостеночного обслу-
живания для одинаковых операций норма обслужи-
вания может быть рассчитана по упрощенной фор-
муле : т
£р
Возможность организации и эффект многоста-
ночного обслуживания в значительной мере зави-
сит от структуры операций. Может быть суммарно
благоприятное соотношение между Т„ и Тг или
невысокий коэфициент занятости /а/; но из-за
прерывности ручного, а значит и машинно-авто-
матического времени, бывает невозможна и^и ма-
ло эффективна организация многостаночного об-
-<5У-
слущивания.
Еа фиг.40 показан график совмещения опера-'
ций со сложной структурой оперативного времени.
Иоэрициент занятости К=0,45. Однако зна-
чительная прерывность машинно-автоматического
времени в пределах операции и неблагоприятное
структурное размещение элементов оперативного
времени не позволяют организовать многостаноч-
ное обслуживание.
для обеспечения условий организации много-
станочного обслуживания в таких случаях необхо-
димо идти по пути упрощения структуры оператив-
ного времени, ётого можно достигать разделением
сложных ^многопереходннх) операций на более про-
стые и еще лучше на однопереходные операции.
На фиг.41 дан график совмещения однопере-
ходных операций. Как видно, здесь при том же
коэфициенте занятости К= 0,45 один рабочий мо-
жет обслуживать два станка.
Ппактика показывает, что даже при весьма
—
небольшом 7%. , но при соблюдении изложенных
требований, имеется полная возможность органи-
зовать многостаночное обслуживание. Так, при
организации многостаночного обслуживания на
участке зубополировальных станков одного из
приборостроительных заводов у однопереходной
операции Тм составляло 0,20 мин, а Тр — С,08
мин.
На фиг.42 видно,каким образом была органи-
зована работа на двух зубополировальных стан-
ках. Время ручной работы /тР/ на одном станке
совмещается с машинно-автоматическим временем
/7^/на другом станке. В данном примере к ручно-
му времени относится время на установку и сня-
тие детали ^трибки;, подвод и отвод полироваль-
ного круга и промер.
Crnatiok i
Сгпо и ok 2
/7/iocmou
paf&Weo
f-ywtoe бренд |—\<nmonon<. 'pc/aoveeo
fae. 42
Следовательно, в то гремя, когда полиров-
щик занят вспомогательной работой на одном стан-
ке, на другом станке без участия исполнителя
автоматически идет процесс полирования. Из это-
го примера видно также, что полировщик, обслу-
живая два станка, имеет еще простой, который
мог бы быть использован для обслуживания третье-
го полировального станка.
Это же подтверждает и расчет:
Характерным моментом, определяющим эффек-
тивность многостаночного обслуживания, является
использование рабочим его вынужденного простоя
ели, так называемого, перекрывающегося времени
и использование оборудования. Вынужденные про-
стои, особенно длительные, во многих случаях
подрывают трудовую дисциплину, так как отвлека-
ют исполнителя от работы. При использовании та-
ких простоев ^перекрывающегося рабочего време-
ни} работа идет напряженно, но ровно, сам рабо-
чий все время находится ”в форме**, работа мно-
гостаночника приобретает определенный ритм.Все
это вызывает резкое повышение- производительно-
сти труда и, почти во всех случаях, увеличение
сиема продукции с каждого станка»
Возможности организации многостаночного об-
служивания не ограничены однотипными станками.
В крупносерийном и массовом производстве, при
расположении оборудования по потоку, организо-
вать многостаночное обслуживание однотипных
станков часто не представляется возможным. В
этом случае организация многостаночного обслу-
живания должна повлечь за собой совмещение про-
фессий. рабочие должны освоить работу на разных
станках, совмещая профессии револьверщика, Фре-
зеровщика, токаря, сверловщика и др. Цель таких
мероприятий - обеспечить лучшее использование
рабочих, повысить норму обслуживания станков.
Однако во всех случаях проведения такого рода
мероприятий по повышению*нормы обслуживание
станков необходимо учитывать и степень исполь-
зования оборудования.
Основными критериями, определяющими рацио-
нальность запроектированных вариантов многоста-
ночного обслуживания является: коэфициент заг-
рузки рабочего и коэфициент загрузки оборудова-
ния.
Расчет коэфициентов, загрузки рабочего, и
оборудования.'Ноэфицие н т загрузки рабочего рас-
считывается по формуле: >
т £
где 1иг. длительность цикла совмещения,
Пикл совмещения устанавливается по наиболее
длительной операции.
—gs~~
При переходе на многостаночное обслужива-
ние действительная загрузка /£,/ обычно бывает
ниже,, чем расчетная, которая определяется как
сумма коэфициентов занятости, т.е.
Это обгоняется тем, что при совпадении машин-
но-автоматического времени с ручным у рабочего
происходят простои (фиг.43;.
С/п<Мок 1
CmdHok <1
Ставок 3
<Риг. 43
Определим разницу между действительной и
расчетной загрузкой рабочего на примере совме-
щения неравных операций, графически представ-
ленных на фиг,43.
Для указанных операций имеем следующую
структуру:
1 опер. П опер. Ш опер.
Т ~р 1,0 0,5 0,5
т„ 1,0 2,5 2,0
т +Т V 2,0 3,0 2,5
Наибольшую длительность имеет вторая опе-
рации < см,станок 2 на фиг.43), следовательно,
^г=3 мин; сумма ручного времени ^7^2 мин.
Отсюда коэффициент действительной загрузки
рабочего будет равен*
Определим расчетный коэфициент загрузки
rr .
1 г -* лг л > "з з,5 ’
~S>3~
отсюда: 5’A';-^«5’7.
Таким образом., для данного примера коэфици-
ент действительное загрузки рабочего ниже рас-
четного более, чем на 2О£,
Коэфициент загрузки оборудования при много-
станочном обслуживании определяется“из отноше-
ния суммы затрат ручного и машинно-автоматичес-
кого времени по всем операциям к общему фонду
времени кооперируемых станков за период цикла
совмещения, т.е,
'•с.т. Л 7с
Пользуясь этой формулой, определим коэфици-
ент загрузки кооперируемых станков для рассмот-
ренного выше примера:
_ 2 + 5, 5
Ъ.г~ 3-3
=а,вз.
Повышение коэфициентов загрузки и обеспече-
ние правильного использования рабочего и обо-
рудования в значительной мере зависит от пра-
вильности подбора работ на кооперируемые стан-
ки.
Создание рациональных вариантов комбиниро-
вания работ на кооперируемых станках является
сложной организационной задачей. При подборе
работ необходимо учитывать следующие основные
факторы: квалификации работ, коэфициенты заня-
тости рабочих, структуру операций, длительно-
сти операций.
Перейдем -теперь к анализу содержания орга-
низационно-технической подготовки. Основная
задача этой подготовки в условиях приборостро-
ения сводится к созданию благоприятных соотно-
шений между машинно-автоматическим и руч-
ным временем Тр
-94-
В.Техническая подготовка к многостаноч-
ному обслуживанию
Требования к технологичности конструкций.
Еще при разработке' рабочих ’чертежей на отдель-
ные детали могут решаться вопросы создания пред-
посылок для организации многостаночного обслужи-
вания.
Ути вопросы должны решаться по линии:
1}создания возможностей концентрированной
обработки детали, что повышает удедьный вес
машинно-автоматического времени,
^конструирования деталей, позволяющих про-
ектировать последовательную обработку в много-
местных приспособлениях,
3)проектирования баз в разрабатываемых кон-
струкциях, позволяющих быстрый уставов и с”ем
деталей.
Для примера рассмотрим два'варианта конст-
рукции детали 043-2100. На фиг.44 дан первый
вариант конструкции. По этому варианту требу-
ется обработка (фрезеровка,/ квадрату по сечению
а о чразмеру 2,2 с допуском по третьему классу/
Такой жесткий допуск 0,02 мм затрудняет проек-
тирование последовательного фрезерования всех
поверхностей квадрата за одну операцию (в пово-
ротном приспособлении) без поворота каждой де-
тали в отдельности. Указанный вариант конструк-
ции потребует также создания весьма сложного
приспособления для параллельно-последовательно-
го фрезерования. Это экономически не оправдыва-
ет себя. Следовательно, такая конструкция изде-
лия предопределяет Фрезеровку малопроизводитель-
ным методом по одной штуке с применением дели-
тельного приспособления. Между тем,условия экс-
лоатации позволяют заменить квадрат на круглое
сечение с двумя лысками. На фиг,,45 показан вто-
рой вариант конструкции детали 043-2100. Такая
конструкция детали позволяет проектировать пос-
ледовательную фрезеровку на многоместном одно-
родном приспособлении.
tftise 45^
Проектирование технологии.Рациональное по-
строение технологических процессов в связи с
организацией многостаночного обслуживания ох-
ватывает весь комплекс вопросов, связанных с
проектированием технологического процесса,т.е,
наряду с проектированием пооперационного и по-
переходного содержания и последовательности
обработки, выбором баз, проектированием мсжопе-
рационных размеров и допусков, должно преду-
сматриваться также проектирование инструмента-
рия и оборудования. Однако последние два воп-
роса - проектирование инструментария и оборудо-
вания будут рассмотрены самостоятельно.
-д&-
Рассмотрим основные направления мероприятий
по организации многостаночного обслуживания при
проектировании новых технологических процессов
или йри пересмотре действующей технологии.
1.Удлинение непрерывного машинно-автомати-
ческого времени.
Это достигается за счет концентрации навив-
ного времени путем проектирования комбинирован-
ных настроек, позволяющих без применения специ-
ального инструментария осуществлять ооработку
нескольких поверхностей, в том числе и*поверх-
ностей малой длины за один рабочий ход. Это не
только обеспечивает увеличение абсолютной вели-
чины машинно-автоматического времени, но и зна-
чительно сокращает вспомогательное время и ос-
новное, входящее в 7Р' , тем самым создается
благоприятное соотношение между Т„ и Тр „
г.Диференциация операций, позволяющая выде-
ление в самостоятельные операции таких элемен-
тов работы, для которых соотношения Т„ и Тр
позволяют организовать многостаночное оборудо-
вание ,
□.Изменения межоперационных размеров,допус-
ков,баз с целью создания требуемых соотно-
шений между Тм и Тр.
Значение и возможности третьего пути рас-
смотрим на конкретном примере, взятом из прак-
тики одного приборостроительного завода.
На фиг.4й показана установка детали 453-0103
при фрезеровании. Основной базой является ци-
линдрическая поверхность диаметром З-З-з/,
а упорной базой для выдерживания глубины и+о,24
- конус изделия. При таком методе фрезерования
не Требовался жесткий технологический допуск
на общую длину. Допуск на размер 50 мм по рабе •
чему чертежу составлял 0,4 мч. Для введения
последовательного фрезерования как основного
условия, обеспечивающего организацию многоста-
ночного обслуживания, упорная база в виде кону-
са непригодна. Проектирование торцевой поверх-
ности со- стороны шлица как упорной базы потре-
бовало бы весьма сложной конструкции приспособ-
-97-
4>ис. 46
ления, так как указанная поверхность, очевидно,
была бы откидной или перемещающейся. Наилучшим
вариантом является выбор упорной базы со сторо-
ны просверленного отверстия (фиг,47). Такая ба-
за потребовала изменение технологии в части пе-
ресмотра межоперационного допуска. Допуск 0,4
на размер 50 мм, который выдерживается на'пре-
дыдущих операциях, был изменен на технологи-
ческий допуск в 0,1 мм) это позволило обеспе-
чить выдерживание допуска 0,24 мм на глубину
паза,
Подготовка инструментария.Сюда относится
подготовка рабочих и вспомогательных приспособ-
лений, режущих и мерительных инструментов.
Подготовка приспособлений должна итти в та-
ких направлениях, которые бы обеспечили: увели-
ченье машинно-автоматического времени, сокраще-
ние вспомогательного времени, сокращение време-
ни на наладку и пОДнададку,'
Необходимость в сокращении времени на на-
ладку и подналадку обусловливается стремлением
обеспечить нормальный ход основной работы и не
допускать снийвнгя коэфициента использования
- 93-
оборудование при многостаночном обслуживании.
Увеличение машинно-автоматического времени
достигается созданием приспособлений, позволя-
ющих последовательную обработку деталей или
обеспечивающих совмещение обработки нескольких
поверхностей для выполнения их за один рабочий
ход. Проектирование приспособлений для последо-
вательной обработки возможно на всех станках
общего назначения (токарных, револьверных, фре-
зерных, шлифовальных и других).
Рассмотрим несколько конструкций приспособ^-
лений для последовательной обработки к различ-
ным станкам общего назначения. На фиг.48 по-
казана удлиненная оправка для обточки восьми
деталей по наружному диаметру на токарных стан-
ках. Крепление осуществляется вращающимся цент-
ром 1 через прижим 2,
<43
На фиг,49 показана удлиненная оправка для
последовательной обработки кольца,Данная оправ-
ка позволяет значительно увеличить машинно-ав-
томатическое время.
~дд-
Однако рекомендовать ее при проектировании
многостаночного обслуживания нельзя- вследст-
вие сложности крепления. Очевидно,в-данной оп-
равке должен быть переконструирован узел зажи-
ма путем замены шайбы 1 быстросменной шайбой с
прорезью.
рассмотрим приспособление для последователь-
ной обработки на фрезерном станке. На фиг.50
приводится приспособление для последовательной
фрезеровки паза размером 5,5 на глубину 3 мм у
детали 54-0-04-07 (фиг.51), Приспособление име-
ет десять подвижных сухарей
друг с другом. Сухари имеют
1, не связанных
расточенные и вы-
фрезерованные гнез-
да, в которые зак-
ладываются детали,
упирающиеся в рези-
новую прокладку 2,
резиновая проклад-
ка прилегает к не-
подвижной губке 3.
После установки
всех деталей в
гнезде,подвижная
/
фие. 52
губка 4 под действием эксцентрика прижимает де-
тали к сухарям, несмотря на то, что размер 12
изготовляется с широким допуском, а упорная по-
верхность берется от него, фрезеруемый паз у
всех деталей получается одинаковым, так нац су-
хари могут отжиматься на различную величину за
счет резиновой прокладки. Это приспособление
закрепляется на месте обычных губок машинных
тисков с эксцентриковым зажимом. П1иски устанав-
ливаются на столе фрезерного станка,, -
ha фиг.52 показано
приспособление к плоско-
шлифовальному станку, -
оно служит для шлифовки
торцов изделия 54-O-O1-O2
(фит.53Л Визирующие по-
верхности (отверстия) у
приспособления для уста-
+о,о^5
новки детали по^зозо
не связаны между собой
точными размерами,по это-
му их изготовление весь-
ма упрощается. Приспособ-
ление представляет собой
рамку к имеющемуся на
станке универсальному
устройству. В это приспо-
собление одновременно устанавливается 800 дета-
лей Особо обращает на себя внимание то, что
здесь осуществляется не только последователь-
ная, но и параллельная обработка. Установ и
с”ем деталей требует незначительных затрат вре-
мени.
Все рассмотренные нами приспособления обес-
печивают увеличение машинно-автоматического
времени за счет последовательной обработки.
Второй путь, как мы ужо отметили, - путь
увеличения машинно-автоматического времени за
счет увеличения длины обработки при одном ра-
бочем ходе, этого можно достигнуть специальны-
ми настройками, а также применением копиров на
станках.
-
На фиг.54 показан корпус прибора, переведен
ный на обточку по копиру. Копир (фиг.55) для
корпуса спроектирован к револьверному станку,он
прост в изготовлении и не вызывает затруднений
при настройке.
На фиг.53 дан операционный черте® оси тахо-
метра после токарней обработки. Эта операция
осуществлялась при многостаночном обслуживании.
Для обеспечения организации многостаночного об-
служивания на токарных станках при изготовле-
нии оси были проведены следующие мероприятия:
запроектирован специализированный токарный ста-
нок, обеспечивающий одновременную автоматичес-
кую продольную обточку двух концов а попереч-
ную обточку шара, применен быстродействующий
поводковый патрон с эксцентриковыми кулачками
(см.фиг.57j. Патрон представляет собой доста-
точно сложную конструкцию, в направляющих обой-
мы патрона 1 перемещается ползун 2, это переме-
щение ограничивается величиной зазора между •
торцами ползуна и винтами 7. Кулачки 3 враща-
ются ла винтах 4, ввернутых в ползун. Рабочие
поверхности кулачков расположены несколько экс-
центрично по отношению, к оси вращения,благода-
ря чему они могут зажимать изделие в центрах.
- /<73-
Установ и сиеы детали осуществляются следующим
образом: один конец детали ставит на центр зад-
ней бабки, а другой с помощью этого же центра
прижимают к скошенным
кромкам кулачковв Если
при ©том деталь пово-
рачивать против
часовой стрелки,
то кулачки разойду-
тся и деталь может
быть установлена на
передний центр 9,по-
саженный в переход-
ную втулку 8,После
того,как деталь от-
пущена, кулачки 3
-
прижимаются пружиной 5 и занимают рабочее по-
ложение. В процессе работы деталь под действи-
ем усилия резанис стремится повернуться от-
. <2Vc» S'7
носительно патрона в направлении часовой стрел-
ки, это заставляет кулачки вращаться на своих
осях, в результате чего захим автоматически
усиливается. Остановив станок, деталь можно
легко снять, повернув ее в обратном направле-
нии. 7дя обработки разноразмерных по диаметру
деталей требуется иметь набор сменных кулач-
ков. На длинном конце детали (фиг.56) под ку-
лачками остается необработанный участок.
Лия данной детали это не является недостат-
ком, так как небольшой участок’этого конца
подлежит последующей обработке.
Такая конструкции патрона относится к чис-
лу быстродействующих.
Ыы не будем здесь останавливаться на рас-
смотрении других конструкций приспособлений,
сокращающих вспомогательное время, так как
этот впрос Достаточно подробно' рассмотрен во
второй главе.
Подготовка режущего инструмента осуществля-
ется в направлениях:
-^05-
1 увеличения стойкости режущего инструмен-
та, что сводит до минимума подналадку в процес-
се работы,
*'2)специализации режущего инструмента для
создания благоприятных соотношений между T^yjTp
Пользование мерительным инструментом долж-
но быть организовано так, чтобы освободить мно-
гостаночника от контроле в процессе работы пу-
тем автоматизации контроля или в значительной
мере сократить время на выполнение рабочих при-
емов, связанных с контролем. Конкретные приме-
ры сокращения времени на выполнение рабочих
приемов по контролю деталей рассмотрены во вто-
рой главе. •
Требования к оборудованию.Мероприятия, свя-
занные с технической подготовкой оборудования
для многостаночного обслуживания, могут быть
разбиты на две группы:
1)мероприятир по приведению действующего
оборудование в нормальное состояние и обеспече-
ние полного использование всех возможностей
его, особенно тех, которые осуществляют автома-
тическую работу станка;
2^мероприятия по оснащению новыми механиз-
мами и принадлежностями, повышающими степень
автоматизации станков.
Цель мероприятий первой группы состоит в
приведении оборудование*в такое состояние, при
котором исключаются случаи подналадки и регули-
ровки, выходящие за пределы нормы. Весьма важ-
ным мероприятием является также обеспечение ис-
пользования уже имеющихся механизмов станка
как механизмов, повышающих степень автоматиза-
ции. Так например, на токарно-револьверных и
токарных автоматах часто не используются шли-
цовочные аппараты при изготовлении винтов.Ыеж-
ду тем, применение шлицовочных аппаратов зна-
чительно повышает степень автоматизации и уве-
личивает норму обслуживания станков.
Восстановление загрузочных аппаратов на зу-
бофрезерных станках, как показывает практика
-
приборостроительных заводов, также дает значи-
тельный эффект по увеличению нормы обслуживания
станков.
Мы привели примеры для автоматов и полуавто-
матов, но это в равной мере относится к станкам
общего назначения.
Так например, восстановление поперечной ав-
томатической подачи на мелкошлифовальных стан-
ках ОЗПО позволило в ряде случаев перейти на
обслуживание двух и даже трех станков.
Мероприятия второй группы могут быть также
самыми разнообразными: начиная от введения эле-
ментарных дополнительных устройств автоматиза-
ции отдельных элементов управления станком и
кончая созданием автоматических линий, обеспе-
чивающих полную автоматизацию технологических
процессов. Опыт заводов приборостроения показы-
вает, что путем введения простейших устройств
можно механизировать и даже автоматизировать
процессы; причем мероприятия, связанные с осу-
ществлением механизации, очень часто не требу-
ют больших затрат, ’ 1
Вопросы механизации оборудования особенно
актуальны для приборостроения, так как здесь
во многих случаях сокращение ручного времени,
связанного с управлением станков или перемеще-
нием его отдельных частей, всего лишь на не -
сколько секунд может решить вопрос о переходе
на многостаночное обслуживание,
К числу характерных мероприятий , которые
могут"быть проведены в приборостроении, отно-
сятся: введение рычажных затяжек взамен винто-
вых, введение механизированных устройств для
торможения станка при остановке, оснащение
станков автоматическими упорами"и выключателя-
ми, автоматическими отводами инструмента, суп-
портов и револьверных головок, автоматизацией
механизмов.подач и т.п.
На фиг658 показана схема устройства для
автоматического останова. На валик 1, вращаю-
- 107-
du? 58
щийср во время рабо-
ты станка, посажен
диск 2. В пазу диска
укрепляется кулачок
3, который при враще-
нии диска выключает
муфту 4 на линии по-
дач,
В приборострое-
нии имеют широкое
распространение стан-
ки о ручной подачей.
На таких станках иск-
лючена возможность
организации многоста-
ночного обслуживания,
0 связи о этим, воп-
рос автоматизации ме-
. ханизмов подач про-
стых станков в прибо-
ростроении приобрета-
ет особое значение.
В практике авиаприборостроеиия еще нет при-
меров полной автоматизации технологических про-
цессов при изготовлении деталей. Однако поста-
новка этого вопроса вполне своевременна, тем бо-
лее, что содержание технологических процессов
изготовления деталей приборов не вызовет необхо-
димости создания особо сложных станков - комбай-
нов или. смежных автоматических линий.
Вместе с тем необходимо знать, что полная
автоматизация технологии изготовления путем
создания автоматических линий требует ремееия
следующих основных задач:
1^автоматизация цикла обработки, включая
установку, закрепление ,и снятие детали,
2Автоматизация транспортировки деталей в
соответствии с запроектированной последователь-
ностью обработки,
3Автоматизации контроля.
Г,Организационная подготовка к много-
станочному обслуживанию
решающий Фактором в организационной подго-
товке для перехода на многостаночное обслужива-
ние является организация рабочего места в широ-
ком смысле этого слова, т. е.
1/организация внешних производственных фак-
торов - организация планово-диспетчерской служ-
бы, организация снабжения рабочйх мест, органи-
зация -обслуживания рабочих мест;
2 Организация отдельных рабочих мест много-
станочников—рациональная расстановка станков,
рациональное размещение рабочего инвентаря и
инструмента и т.п.
Здесь мы не будем подробно останавливаться
на организационных мероприятиях, так как эти
вопросы рассматриваются в курсе ’’Организация
производства’’.
Однако рассматривая комплекс вопросов, свя-
занных с проектированием многостаночного обслу-
живания даже в технологической части, как это
мы сделали, нельзя не разобрать вопроса плани-
рования работ при многостаночном обслуживании.
Вопросы планирования <подбора; работ для
условий многостаночного обслуживания в приборо-
строении, как правило, необходимо решать парал-
лельно с технологической подготовкой. Зта необ-
ходимость обусловливается тем, что в приборо-
строении мы имеем дело с малотрудоемкими дета-
лями, в силу чего для: одного исполнителя, даже
при многостаночном обслуживании однотипных стан-
ков, ' приходится часто планировать различные де-
тали.
Надо учитывать, что эффективность многоста-
ночного обслуживания определяется степенью ис-
пользования рабочего времени и оборудования,
Эффект внедрения многостаночного обслуживания
может быть различен а зависимости от того, в
каком сочетании запускаются детали.
-jog—
Предварительный расчет при планировании ра-
бот на многостаночное обслуживание может целе-
устремить технологическую подготовку и обеспе-
чить большую эффективность.
Для примера возьмем содержание затрат опера-
ционного времени по деталям, переведенным на
многостаночное обслуживание на участке фрезер-
них станков: 77-.^* мим- ТР & миН- Итого
Деталь №1 6,44 1,46 7,87
Д-еталь №2 7,61 1,61 9,22
Деталь №3 4,81 1,26 6,07
Возьмем два варианта подбора деталей при
норме обслуживания 3-х станков.
1-ый вариант. На трех станках обрабатыва-
ются три различные детали №1,$2 и №3.
2-ой вариант. На двух станках обрабатыва-
ете я деталь 1&2 и на одном станке деталь №3,
Пользуюсь известными нам методами расчета
коэфициентов загрузки рабочего и оборудования,
определим их значение для 1-го и 2-го вариан-
тов.
Для 1-го варианта:
Коэфициент загрузки рабочего равен
39-г& '
Коэфициент загрузки оборудования
/_ %Тр. + £?*? _ 4,33-nW, 60
7Г,~ 7-ч.с ” 3 9-гг
^ттр 2-го варианта будем иметь соответствен-
но: с--»- —
9, аг
' $Т„ 4 ^в-^ао.оз . „
fl ----------— —£ --------— С/ о V
(ст - з 9,2г
Таким образом, подбор деталей для трех ко-
оперируемых станков по второму варианту являн
~^о-
ется наиболее целесообразным.
Такие расчеты не только обеспечивают более
эффективное использование рабочего и оборудова-
ния в пределах принятой нормы обслуживания стан-
ков по деталям, ужо. подготовленным к переводу
на многостаночное обслуживание, но и вскрывают
часто возможности повышения нормы обслуживания,
а также долеустремляют технологическую подготов-
ку о
Д,Многостаночное обслуживание на авто-
матах и полуавтоматах
В приборостроении широко применяются: токар-
но-револьверные автоматы, продольно-токарные ав-
томаты, полуавтоматы (особенно зубофрезерные;.
Перевод на многостаночное обслуживание та-
ких станков, как правило, не вызывает трудно-
стей. Многостаночное обслуживание этих'станков
'вл^ется давно установившимся правилом.
Однако в период широкого развития многоста-
ночного обслуживания в приборостроении остро
встал вопрос о нормах обслуживания автоматов и
полуавтоматов. Нормы обслуживания токарных ав-
томатов одним рабочим 3-4 станка или зубона-
резных полуавтоматов 2-3 станке стали счита-
ться недостаточными.
£дя увеличения нормы обслуживания автоматов
решающим фактором являются организационные меро-
приятия, направленные на рациональное использо-
вание рабочего времени и правильное планирова-
ние работ по станкам. Ярким подтверждением это-
му может служить опыт работы на участке продоль-
нш-токарных автоматов, где обычно наладчик то-
карных автоматов обслуживал тси-четыре разно-
типных автомата. Вместе с ним работал автомат
чик-оператор. Таким образом,два человека обслу-
живали четыре токарных автомата.После подбора
однотипных станков и деталей, своевременной за-
точки концов у прутков, тщательной подготовки
полных комплектов инструмента к каждому станку,
что резко сокращало время на наладку и подна-
-///-
лаДкУ, перехода на более стойкие резцы с навар-
ными пластинками из быстрорежущей стали, орга-
низации контроля деталей со стороны ОТК непо-
средственно на рабочем месте,'упорядочения об-
служивания рабочего места и т.д.
На этом участйе было организовано обслужи-
вание восьми продольно-токарных автоматов заво-
да им.дзержинского одним наладчиком. При этом
он же совмещал функции наладчика и автоматчика
оператора.
Весьма характерным примером по увеличении
нормы обслуживания является переход с трех на
шесть зубо-фрезерных станков. Работа на зубофре-
зерных полуавтоматах состояла из следующих эле-
ментов: установи и с"ема детали, подвода и от-
вода режущего инструмента, пуска и останова
станка, нарезания и контроля готовой детали.Ха-
рактерными соотношениями между Т„ и £ были,со-
ответственно, 2-4 мин и О,5-0,б мин. Значитель-
ная часть времени уделялась контролю. Кроме то-
го, много времени затрачивалось на обслужива-
- иие рабочего места и, в частности, на подналад-
ку станков. На зубофрезерных станках были прове-
дены следующие организационно-технические меро-
приятия:
по сокращению вспомогательного времени вве-
дены ведущие центры с насечкой, позволявшие
сократить время на установ и с"вм деталей,орга-
низован контроль на рабочем месте, произведена
перестановка оборудования, позволившая сокра-
тить время на переходы от одного станка к дру-
гому, введены автоматические выключатели;
по сокращению затрат, связанных о обслужи-
ванием рабочего места, введены'регулируемые оп-
равки, сократившие время на подналадку, упоря-
дочена заточка фрез, введены жесткий контроль
заготовок и рациональная тара для готовых дета-
лей и друг. Кроме того, за всеми шестью зубофре-
зерными станками были закреплены определенные
детали,
В результате проведения этих мероприятий
ч-/г-
вспомогательное время^резко сократилось и ста-
ло составлять в среднем 0,33 мин.на один ста-
нок. Время машинно-автоматической работы в зави-
симости от деталей и* станков было"различно;
для одного станка - 3,8 мин,
для четырех станков по 2,28 мин и
для одного станка - 2,2 мин.
На фиг.59 показан график работы
на шести зубофрезерных, станках.
Машинное
время
Прет Я
ручной
работы
Суммарное Простой
бремя рабочего
ручнойработы
Простой станк'й
U330 Занятости
рабочееа на уругот
стаНРе
Е.Примеры организации многостаночного
обслуживания на станках общего назначения
В отличие от организации многостаночного
обслуживания на автоматах и полуавтоматах орга-
низация многостаночного обслуживания на стан-
ках- общего назначения встречает большие трудно-
сти.
Как известно, соотношения и на стан-
ках общего назначения в приборостроении бывают
неблагоприятные для организации многостаночно-
го обслуживания.
Возьмем для примера характерные детали на
фрезерном участке одного приборостроительного
завода.
— //.J —
W деталей Основное время в мин — — Вспомогатель-Оператив-
ное время в мин ное время в мин
453-01-03 0,92 0,95 1,87
453-01-01 0,68 0,85 1,48
41-сб1-1 0,8 1,05 1,85
13-01-01 0,57 0,9 1,47
Следует отметить, что часто Фрезерование
ввиду малых длин обработки производилось с руч-
ной подачей.
Для организации многостаночного обслужива-
ния на этом участке было проведено значительное
количество технических и организационных меро-
приятий. Участок, в значительной своей части,
был укомплектован станками Горьковского завода
<фиг.бО).
? &О
кого выключения станков
Рассмотрим основ-
ные мероприятия,про-
веденные на этом уча-
стке.
Подготовка оборудо-
ва.нля.лля сообщения
большей устойчивости
Фрезе и уменьшения ра-
диального и бокового бич.
ения Фрез к станку были
изготовлены специаль-
ные оправки, Изготов-
ление новых оправок поз-
волило приблизить уста-
новку фрез к основанию
станка (Фиг.61/.Восста-
новление автоматичео-
„ и постанов автоматических
>поров позволили сократить ручное я увеличить
машинно-автоматическое -время. Такой же эффект
дал и подвод индивидуальных шлангов для счисти
ки приспособлений воздухом и для охлаждения при
фрезеровании.
j Технологическая подготовка. Технологическая
подготовка к переходу на многостаночное обслу-
живание была проведена по многим деталям,Наибо-
лее характерные из них показаны на фиг.62а-г
Деталь 453-01-03 (фиг.62аJ изготовляется из
стали ШХ-15. Основным техническим требованием,
предиявляеаым к детали, является точное распо-
ложение паза относительно наружного диаметра
8,3 мм.
Детали 41-4)61-2 и 42-сб1-1 (фиг.626) анало-
гичные по конфигурации имеют различную длину.
Деталь 41-сб1-1 (слева) изготовляется из латуни,
а деталь 42-сб1 (справа) из стали 30. Основное
техническое требование состоит в том, что бие-
ние фрезерованной плоскости по размеру 6с5 от-
носительно оси ДВ не должно превышать 0,2 мм.
Деталь 043-14 (62в) изготовляется из стали,
основным требованием является выдерживание при
Фрезеровании размера 2об от одного из торцов и
глубины 1,5 Д7
Деталь 13-0-05-10 (фиг.62г) изготовляется
из латуни. Основным техническим требованием яв-
ляется выдерживание размера паза 4,5/7? и вели-
чины бортика 0,5-0,1 мм.
Содержание технологических мероприятий бы-
ло самое разнообразное: изменение межоперациоН-
45,5В-!
<рс/е. es.
fse
-Л/б1-
'йых размеров и допусков, изменение установочных
баз, изменение конструкций оснастки, однако ос-
новная задача при изменении технологических про-
цессов сводилась к тому, чтобы создать условия
для применения методов последовательного фрезе-
рования, Поэтому особое внимание обращалось на
создание многоместных Фрезерных приспособлений
для последовательного фрезерования,. которые бы
обеспечили выполнение технических требований,
г.редгяаляе^ых к деталям.
На фиг.63 показано приспособление дл* пос-
леде зателиного Фрезерования девяти деталей
453-01-03.
Основан.*в приспособления представляет сталь
#ую плиту с профрезерованным; а затем, за один
уфТ&вов проЕлчфованньа пазом. Для легкости хода
призм между направляющими и обеспечения быстро-
го уставов» и ст,ема деталей основание сделано
цеотаы ‘Ктаду боковыми стенками паза помещены
приимм 3. Призмы должны быть достаточно широки
и г.ксога, чтобы обеспечить хорошее направление.
Для того, чтобы избежать поломок, призмы1 поя.-
вергогуоя цементации и последующей какие.
К нижней плите 4 привернута винтами стойка
являющаяся упорной базой для установки дета-
лей, Сверху к основанию привертываются две план-
ки б, удерживающие приемы 3 при зажатии деталей.
Планки б достаточно жестки, чтобы исключить воз
мощность выжимания прием вверх. Крепление дета-
лей осуществляется посредством винта 7, помеща-
ющегося в стойке 8, последняя привернута к ос-
нованию приспособления и подвижней планке ©.Ши-
рина упорной базы стойки 5 меньше ширины призм;
таким образом, с правой и левой сторон получа-
ются окна для свободного выхода стружки при про-
дувке приспособления.
Приспособление для Фрезерования деталей
41-сб1-1 и 42-сб1-2 сконструировано по такому
же принципу. В этом приспособлении упорная ба-
за - стойка 5 является сменной, что позволяет
расширить номенклатуру изготовления однотипных
деталей.
Конструкция приспособления для последователь-
ной фрезеровки паза у 10 Деталей 13-0-05-10
(фиг,64; также аналогична рассмотренным конст-
рукциям. Изменена лишь призма 1, чтобы исклю-
чить образование вмятин при зажатии латунной
детали в трех точках. Гнезда под базу в призмах
растачивались за один уставов.
Приспособление для последовательной фрезе-
ровки детали 043-14 (фиг,65; более сложной и
оригинальной конструкции с быстродействующим
эксцентриковым зажимом. В этом приспособлении
последовательно фрезеруются 10 деталей. Основа-
ние vобойма; 1 представляет коробку, открытую
с двух сторон, в дне обоймы имеется десять па-
зов 2, в которых помещены разрезанные до поло-
вины цанги 3, сжимающиеся и разжимающиеся под
действием клиньев 4. Цанги изготовлены по дли-
не детали со специально расточенными отверсти-
ями по диаметру детали. Между цангами перемеща-
ются клинья, в центре которых проходит эксцент-
рик 5, соединенный с рукояткой б. При опускании
рукоятки клинья поднимаются и, попадая между
цангами, заставляют их сжиматься, обеспечивая
крепление деталей. К одной из боковых сторон
основания привернута планка 7; имеющая отдель-
ные для каждой детали упоры 8. Для удобства
крепления приспособления на столе фрезерного
станка сделано второе специальное основание 9,
внутрь которого вставляется приспособление кре-
пящееся посредством рукоятки 10,винта 11 и под-
вижной губки 12. Приспособление крепится к сто-
лу фрезерного станка двумя болтами, проходящи-
ми в пазы основания 9.
Наряду с технологической подготовкой на
этом участке была проведена и организационная
подготовка, особенно,в части организации рабо-
чих мест многостаночников.
В результате проведения комплекса организа-
ционно-технических мероприятий на Фрезерном
участке значительно изменилось соотношение меж-
ду машинно-автоматическим временем 7\ и ручным
временам 7_ и стало составлять:
№издолий Иашинно-автом. время Т„ мин Ручное врем^ Тр мин Итого мин
453-01-03 9,47 1,29 11,06
453-01-01 4,81 1,26 6,07
41сб—1—1 7,61 1,61 9,22
13-01-01 6,46 ——— 1,41 7,87
Создание таких соотношений между Т„ и Тр
вполне позволило организовать многостаночное
обслуживаниепри этом фронт кооперируемых стан-
ков не ограничивался двумя и даже тремя станка-
ми.
Второй пример относится к организации много-
станочного обслуживания на характерных для при-
боростроения токарных станках СЗПО, модель ТВ-10.
- л? 7-
рассмотрим подготовку и введение многоста-
ночного' обслуживания для массовой детали 71-00-
17 (фиг.66).
уос4
фаз. &&
Токарным операциям предшествует обработка
на револьверном станке. На фиг.67 дан операци-
онный чертеж для револьверной обработки. В та-
ком виде де-
' таль поступа-
ла на токар-
ную обработку.
Обработка про-
изводилась за
две операции:
1-ая токарная
-предваритель-
ная обточкау
2-ая п-окарная-
окончательная
сбточка.
резьбовой оправ-
ке < фиг. 68;,
>
%
V
Ч
иг/и//ш
V7727 7^.^777^7777-
Г
- вМ4—
- SB —
fae S7
ч»
ибе операции выполнялись на
- -/22-
При работе на резьбовой оправке продолжи-
тельность отдельных элементов трудового процес-
са составляла:
Предварительная обточка
1.Пустить станок и навернуть деталь
на оправку 0,28 мин
2.Подвести каретку и задний центр и закрепить 0,08 мин
3.Включить подачу 0,02 мин
4.Обточить деталь 0,45 мин
5.Выключить подачу, снять деталь, .отвести центр и каретку 0,1 мин
б^Положить деталь 0,05 мин
7.Измерить одну деталь 0,03 мин
Итого:машинное время ручное время 0,45 мин 0,51 мин
Чистовая обточка
1.Пустить станок и навернуть деталь .на оправку 0,2 мин
2.Подвести каретку и задний центр .и закрепить 0,11мин
3.Включить подачу 0,02мин
4.Обточить деталь 0,43мин
5.Выключить подачу, снять деталь, отвести центр и каретку 0,1Эмин
б.Положить деталь 0,03мин
7.Измерить деталь 0,03мин
Итого:машинное время ручное время 0,43мин 0,52мин
Нормы ручного времени для всех элементов
трудового процесса взяты на основе хронометра-
жа, а длительность машинного времени установле-
- 723-
на расчетом по запроектированному режимупро-
верена хронометражем.
Из итоговых данных видно, что согласно при-
нятым нами условием, ориентированным на обеспе-
чение полного чбез простоев? использования обо-
рудования не может быть организовано многоста-
ночное обслуживание, так как условие Т„^ТР
не соблюдено. Следует отметить также, что в
итоговых затратах на ручное время не учтено вре-
мя на переход от одного станка к другому при
многостаночном обслуживании.
Таким образом, как и в примере для Фрезер-
ного участка, задача сводилась к проведений тех-
нических и организационных мероприятий, которые
бы изменили соотношения и ~Тр о
При подготовке к переводу на многостаночное
обслуживание были проведены следующие основные
технические и организационные мероприятия:
1/введена внутренняя фаска перед резьбой
(фаска показана на фиг.66/, что позволило отка-
заться от резьбовой оправки и перейти на уста-
новку в центрах;
2)вместо нормального введен быстродействую-
щий хомутик, работа с которым показана на фиг,
б©.
3)на станках по-
ставлены самовык-
лючающие ср упоры,
4.у станки рас-
ставлены цод уг-
лом и производст-
венный инвентарь
рационально раз-
мещен vФиг.70/,
что привело к ми-
нимуму расход
времени на пере-
ходы от одного •‘
станка к другому.
424
70
В результате
проведения этих меро
приятий создались
условия для органи-
зации .многостаночно-
го обслуживания,так
как изменились соот-
ношения Т„ и Тр ,
Лал ее приводим
содержание трудово-
го процесса и про-
должительности от-
дел ьных элементов,
полученные после
проведения органи-
зационно-технических мероприятий.
Предварительная обточка
1.Установить деталь 0,08 мин
2,Пустить станок и включить
подачу о,оз мин
3.Обточить деталь 4.Снять деталь и отвести 0,45 МИН
каретку 0,08 МИН
5.Положить деталь 0,03 МИН
б.Измерить деталь 7.Перейти от одного станка 0,03 мин
к другому 0,05 мин
Итого; машинное’время 0,45 мин
ручное время 0,30 мин
— ^5-
Окончательна^ обточка •
1,Установить деталь 2.Пустит^ станок и включить 0,08 мин
подачу 0,03 МИЯ
3,Обточить деталь 0,43 мин
4.Снять деталь и отвести подачи 0,07 мин
5.Измерить деталь 0,03 мин
б.Положить деталь 7.Перейти от одного станка 0,03 мин
к другому о, OS мин
Итого: Машинное время 0,43 мин
ручное время 0,29 мин
Таким образом,основное требование для пе-
ревода на многостаночное обслуживание соблюде-
/ но и для предварительной и для 'окончательной
обточки > Тр .
«
2.Поточное производство в приборо-
строении
I
А «.Сущность поточного производства и
возможности ого внедрения в авиаприбо
построении
Поточное производство св^ется наиболее со-
вершенной формой построение производственных
процессов. Оно характеризуется:
а)равномерннм выпуском продукции (деталей, уз-
нов, изделий;, б;законченным циклом изготовле-
ния* заданных об**октов (деталей, узлов, изделий)
при строгой пооперационной последовательности
технологического процесса, вjзакреплением за
каждым рабочим местом ^исполнителем) вполне
определенной работы.
Для условий авиаприборостроения последняя
характеристика имеет сво’»'» особенность, Зта осо-
бенности заключается в том^ что за одним испол-
нителем во многих случаях целесообразно зак-
реплять не одну, а несколько операций, Обиясня
стоя это тем, что трудоемкость отдельных опера-
ций находится в широких пределах, причем абсов
лютная величина малотрудоемких, но совершенно
самостоятельных операций бывает значительно
меньше расчетного или принятого ритма. Такое по-
ложение и вызывает необходимость часто закреп-
лять за одним рабочим две и более операции,Эти
операции могут быть по своим технологическим
особенностям самые разнообразные. Например свер-
ление отверстий под штифты на сверлильном стан-
ке, зачистка заусенцев надфилем и заштифтовка
при сборке, сверление, зенковка на сверлиль-
ных станках и нарезка резьбы на резьбонарезном
станке, - в процессе механической обработки.
Организация поточного производства возмож-
на ц эффективна не только в условиях массового
и крупносерийного производства, но и в услови-
ях серийного производства.
Однако, вообще, и особенно в последнем слу-
чае, долины быть следующие предпосылки:
1/постоянство номенклатуры по выпуску на данном
заводе,
2)постоянство конструкции, что,конечно, не иск-
лючает возможности и целесообразности мелкой
модернизации,
3;постоянство количества и равномерность выпус-
ка по срокам,
4,взаимозаменяемость деталей и узлов.
Если первые три требования являются общими
для всех отраслей машиностроения, й том числе,
и для авиаприборостроения, то четвертое требо-
вание имеет иной, более широкий, омысл для уело
вий производства авиационных приборов. Общее
машиностроение, как правило, при организации
поточного производства ограничивается геоиетри
— J27 —
ческой >чразмерной) взаимозаменяемостью, Для ус-
ловий авиаприбороотроения наряду с размерной
взаимозаменяемостью весьма важной и характер-
ной является и физическая взаимозаменяемоть
Однако вопросы физической взаимозаменяемо-
сти, в своем*большинстве, в авиаприборостроении
не разрешены. Авиаприборостроение, стремись ос-
лабить влияние этого фактора чотсутствие физи-
ческой взаимозаменяемости), идет двумя путями:
1 введением тарирования отдельных приборов,
2 ..введением в конструкции авиационных приборов
самых разнообразных специальных конструктив-
ных элементов, позволяющих посредством регу-
лировки компенсировать эти погрешности.
Необходимо отметить, что отличительной осо-
бенностью операции регулировки при сборке ави-
ационных^приборов является их индивидуальность,
требующая часто но только высокой квалификации,
но чисто субиективных свойств, присущих весьма
ограниченному числу исполнителей-сборщиков.
Все это, совершенно очевидно, является серь-
езным фактором, который никак не может быть упу-
щен при подготовке к внедрению поточного произ-
водства в авиаприборостроениив
Существенную роль в устранении этого недо-
статка может и должен сыграть пересмотр конст-
рукций компенсаторов, что расширит возможности
оставления регулировочных операций в процессах
поточного производства. Основная задача при
этом должна сводится к упрощению способов регу-
лировки и подчинения их совершенно-определен-
ным приемам,равным по длительности.
Наряду с рассмотренными основными предпосыл-
ками весьма важную роль при организации поточно-
го производства должны сыграть также следующие
мероприятия:
1 стандартизация и нормализации деталей и уз-
лов; это особенно важно для авиаприборостро-
- J2&-
ения, так как здесь мы имеем крайне малые
трудоемкости на изготовление основной массы
деталей, что ограничивает возможности орга-
низации поточного производства;
кооперация как путь очищения отдельных заво-
дов от несвойственных процессов и сосредото-
чивание внимания на основных объектах (дета-
лях, узлах, изделиях;;
типизация технологических процессов как путь,
позволяющий притти к выявлению обиектов для
организации поточного производства на базе
глубокого изучения технологических процессов.
Эти мероприятия должны, как правило, пред-
шествовать или сопутствовать организации поточ-
ного производства.
Рассмотрение основных условий, необходимых
для организации поточного производства и ана- •
^из тех из них, выполнение которых связано в
той или иной мере с трудностью в авиаприборо-
строении, дают все основание сделать вывод,что
в авиаприборостроении есть все необходимые пред-
посылки дл*~ организации поточного производства.
Б.Исходные данные и методы расчета при
проектировании поточного производства
Определение и расчет ритма, Исходной ра-
счетной величиной, характеризующей работу по-
точным методом , является ритм. Ритм потока—-
неизменный промежуток времени, через кптлрмй__
додано выходить с поточной линии одно-изделие,
Обычна ритм определяется формул ой:
а. п. /г
” // '
где я ритм в минутах,
н - длительность смены в часах,
а - число смен в сутки,
Л - количество рабочих дней в году
V - годовая программа в штуках,
- 429 ~
к- коэфициент, учитывающий проектируемое
время на отдых, а'также потери на ре-
монт оборудования.
Годовая партия должна учитывать комплект-
ность, запасные детали, а также потери на тех-
нически неизбежный брак.
Расчет годовой партии ведется по Формуле;
+Too)
J
где: - годовая программа по плановому вада-
3 ни»;
в - количество деталей (или углов) вхо-
дящих в комплект изделий ;
<? - количество деталей (или увлов)иду-
щих в запасные части в штуках на
сто готовых изделий;
о! - количестве изделий, планируемых на
покрытие технически неизбежного бра-
ка в штуках на сто готовых изделий.
По большинству изделий (деталей,узлев,при-
боров), проектируемых в условиях приборострое-
ния,на 'поточный метод производства ритм в нео-
волькб раз превышает время для характерных
операций. Это обгоняется отсутствием массово-
го выпуска и малой трудоемкостью операций,Рас-
четный ритм при изготовлении 10-20 тысяч изде-
лий лежит в пределах 15-80 минут; трудоемкость
же большинства характерных операций значитель-
но ниже, - от Десятых долей минуты до 8-5 ми-
нут (максимум).
При таком значительном превышении ритма*
над длительностью операций не может быть для
отдельных изделий организован поток, так как
запуск таких деталей на поток будет давать Не-
допустимо низкий кезфи’лент загркйии оборудо-
вания и исполнителей. Эта характерная особен-
ность привела к необходимости введения суще-
ственных изменений в принципы - проектирования
методов поточного производства в прибороетро-
— Ум-
ении.
Возможности организации поточного производ-
ства была найдена в создании, так называемых,
'•групповых поточных линий".
Сущность организации групповых поточных ли-
ний заключаетсг в том, что на одну поточную ли-
нию проектируется не одно, а несколько техноло-
гически сходных изделий,
Характерной особенностью "группового пото-
ка" является его своеобразный ритм ("принятый
ритм"?.
В отличие от расчетного ритма, определяемо-
го из годового фонда времени и годового плано-
вого задания, "принятый ритм" подбирается, ос-
новываясь на нормах отдельных операций, таким
образом, чтобы он совладал по своей абсолютной
величине с подавляющим бодызинстяом нерм времени
ни отдельных операций производственного продэе-
са или был бы кратен им,
Расчет «принятого ритма" можно вести по
формуле:
где /?Л/,- принятый ритм в минутах,
Т - фонд времени на заданный календарный
период в минутах с учетом отдыха в
процессе работы и потерь на ремонт
оборудования,
/у - заданная программа на тот же период,
"Групповой поток" будет иметь столько «при-
нятых ритмов", сколько различных номенклатур
запроектировано на поточную линию. Количество
рабочих мест и оборудования к ним Для групповых
поточных линий проектируется по лимитирующему
изделию (детали, узлу, прибору), т„е, по изде-
лию, имеющему наибольшее количество операций.
Отсюда ясно, чем меньшое количество опера-
ций имеет изделие, запроектированное на группо-
вую поточную линью^ тем меньше'коэфипиэьт ис-
пользования оборудования.
— 131-
Однако всегда надо учитывать, что часть
свободного оборудования на действующей групповой
поточной линии в период изготовления нелимитиру-
ющего изделия, могет быть использована на других
работах*
Синхронизация операций.Подготовка к внедре
нию поточного производства сводится к решению
основной проблемы, - созданию равенства или крат-
ности всех операций ритму.
решение этой проблемы может быть обеспечейо
соблюдением следующего равенства:
где; t t t3 . . t - продолжительность в минутах
первой и последующих опера-
,ций на потоке,
A«? *$ • • • */? “ количество рабочих мест для
выполнения первой и последу-
ющих операций на потоке.
Поли затраты во временй по всем операциям
потока равны между собой и равны ритму
тогда поток имеэт вид, изображенный на фиг071.
В тех случаях, когда в запроектированном
технологическом процессе для потопа имеются опе-
77
рации, двукратно или многократно превышающие
' ритм, структура потока принимает более сложный
вид (см.фигЛЮ. Для поточных линяй второго ви-
да значительно труднее создавать «групповые по-
токи*’.
Для обеспечения равенства
-/32-
Фиг. 72
необходимо синхронизировать во времени все опе-
рации производственных процессов изделий, про-
ектируемых на поток.
Синхронизация операций представляет собой
наиболее ответственный и сложный этап во всей
подготовке к организации поточного производст-
ва, Выполнение этого этапа является, в основном,
технологической функцией. Методы достижения
синхронизации операций в производственном про-
цессе весьма разнообразны. Синхронность опера-
ций может быть достигнута простым делением или
укрупнением операций. Однако чаще всего синхро-
низация достигается в результате проведения серь-
езных технических и организационных мероприятий,
проектированием специального оборудования, инст-
рументария, изменением технологических принципов
обработки, изменением режимов работы, освобожде-
нием операторов от вспомогательных функций и др.
Рассмотрим содержание синхронизации на кон-
кретном примере запуска детали “крышка корпуса"
на поток.
Для указанной детали был рассчитан ритм 0,5
мин. В первом варианте разработанный технологи-
ческий процесс по содержанию и длительности опе-
раций п
редставлял:
№№операц. 1 г 3 4 5 6 7
Наименован, операций Ре&>лЬв Торарн. Токарн. 2/>ерл. РРерн Рнзй^Ов. fffeps/
Нсрпйп времена о, as 0,65 1,11 0,41 0,44 0,3 o,s
73
-134-
Как видно, длительности отдельных операций
колеблются в широких пределах от 0,2 до 1,11
мин. При этом большинство норм времени неравны
и некратны ритму. Следовательно,такой техноло-
гический процесс требует синхронизации.
Рассмотрим проведенные мероприятия по опе-
рациям.
Операция ^1, Заготовка с литья в кокиль пе-
реведена на литье под давлением, что сократило
три перехода. Запроектирован специальный трех-
кулачковый патрон о пневматическим зажимом,В
результате норма времени на выполнение револь-
верной операции сократилась с 0,86 до 0,43 мин.
Операция №2 Запроектирован специальный
(комбинированный) резец, применен поперечный
упор. Время на операцию сократилось с 0,65 до
0,46 мин.
Операция №3.Применен пневматический патрон.
'Время на операцию сократилось с 1,11 до 1,0мин.
Организовано два параллельных рабочих места.
По операциям №4 и №5 никаких'мероприятий н
не проводилось.
Операции ^6 и Wf были об"единены в одну
операцию, для них запроектировано одно рабочее
место,
Еа фиг.73 показана диаграмма синхронизации
производственного процесса по операциям для
детали “крышка корпуса1' в связи с переводом ее
на поточное производство.
Успешное проведение синхронизации операций
обеспечивает высокие коэфициенты загрузки ис-
л- полнителей и коэфициент загрузки оборудования.
Расчет коэфициентов загрузки исполнителей
и коэфициентов загрузки оборудования, ЧЕэФи'ди-
ьнты загрузки р&оочйх по отдельным рабочим ме-
стам рассчитываются: , ,
в_Х . 6 ............ .
~ /3 S'-
где ii ; -h ; л . . ъ - коэфициент загрузки ис-
/?/ (рг (pi (рп полнителей на первой и
последующих операциях;
к ; /г • к . .к - количество исполнителей
ч р для выполнения первой
и последующих операций
, , , на потоке;
( ; t ; t. . . t - объемы работ во времени,
п закрепленные за каждым
исполнителем.
Коэфициент загрузки рабочих (исполнителей)
на всей поточной линии рассчитывается по форму-
ле :
7г KfHKn*knt- 'tKr-
Коэфициент загрузки оборудования по отдель-
ным станкам рассчитывается:
где ъ < ъ -л . . . л - коэфицивнты загрузки
icm' (ср^ (ст сп? оборудования на первой
и последующих операциях;
л* ;/г ,'Л: .../г - количество станков для
<г/пу с^г стп выполнения цервой и по -
следующих операций на
потоке.
Чоэфициенты загрузки оборудвания по всей
поточной линии рассчитываются по формуле:
, __ Jfcrrn ^сгп, ^?с/па ^стд + fyemn
Ч ~ /Г +А- -г- Л~ ->< -f-/г
(си? ст4 суп ст. стп
Ниже помещаются данные, которые характери-
зуют коэффициенты загрузки исполнителей и коэ-
ффициенты загрузки оборудования при изготовле-
нии детали "крышка корпуса", переведенной на
поточное производство.
- У364-
№№ операций i 2 3 4 5 6 7
в/аименование операций Ревел. Товар Токар. Скерл Сверл. Резйво- -нарез. вберл.
Ритм 1 0,5 0,5 °P 0,6 0,5 0,6 0,6
Йорма бремени O/fi 0,46 1 о,н 0,44 ор <?г
Роличество рабочих мест. » 1 i 2 1 1 1
ррсфициент использования исполнителей по отд. рав. мест. /Чр> j type • • / 0,88 0,92 У _ - • о,ев 4
РозбициентМ заерузри обор. ПО ОП€р. / Ътр ^СТз. • • •/ 0,86 0,42 1 0,34 0,88 °Р 0,4
/fanfayueHmbt использования исполнителей на поточной линии /14 ' . О 9 3
Роэ4>ициен/п загрузки оЗору* уооания на по - тачной линии т„/ О . 8 4 .
-131-
Коэфициенты загрузки исполнителей и коэфи-
циенты загрузки оборудования на поточных линиях
в приборостроении, превышающие С,8, характеризуют
собой рационально запроектированные поточные ли-
нии.
Характеристика методов работы непрерывным
п.от.оком, tfpeзвычайн о~ большое значение при про-
ектировании поточных линий имеет правильный вы-
бор методов и форм работы непрерывным потоком.
Существуют разнообразные формы организационного
и технического построения производственных пото-
ков.
Однако в основу классификации этих многооб-
разных форм производственных потоков могут быть
положены следующие признаки:
1)по ритмичности работы - с принудительным
и свободным ритмом;
2)по способам транспортировки - с ручной и
механизированной передачей;
Sjno способам исполнения работ - с исполне-
нием работ на стационарных и на подвижных рабо-
чих местах;
4)по средствам сигнализации - со световой
а звуковой сигнализацией и др.
Здесь подробно не рассматриваются вопросы
проектирования методов и форм работы непрерыв-
ным потоком, так как они лишь косвенно связаны
с технологической подготовкой.
В.НЧ’бктивнооть и практика организации
поточного производства в авпаппиборостроении
Рассмотренные нами характерные особенности
поточного производства в значительной мере спо-
собствуют решению двух основных задач: сниже-
нию себестоимости и повышению качества.
Решение этих задач обусловливается улучше-
нием основных технико-экономических показателей
работы на заводе.
Рассмотрим эти вопросы более подробно.
- 138 ~
Снижение себестоимости прй внедрении поточ-
ного производства осуществляется, главным обра-
зом, в результате:
а^внедрения новой техники и рациональной
технологии, как результат глубокого исследова-
ния технологических и трудовых процессов, про-
водимых при подготовке и внедрении поточного
производства;
б)повышения производительности труда за
счет: специализации рабочих, повышения трудо-
вой дисциплинытак как повышается ответствен-
ность исполнителя, от которого зависят последу-
ющие операции, уменьшения количества рабочих
не выполняющих нормы, облегчения условий труда,
так как рабочее место становится более оснащен-
ным, резко снижается утомляемость;
-БЛменьЕвния накладных расходов, этого ос-
новного элемента себестоимости за счет: сокра-
щения производственного цикла и обяема незавер-
шенного производства, сокращения пути, проходи-
мого изделием, сокращения производственных и
вспомогательных рабочих площадей и, как след-
ствие, затрат, связанных со всякого рода орга-
низационно-техническим обслуживанием;
г)резкого снижения потребной для производ-
ства тех не изделий квалификации производствен-
ных рабочих, как результат расчленения техноло-
гических процессов и закрепления за исполните-
лем определенных операций.
Повышение качества достигается за счет:
а)сокращения брака, так как легче выявите
причины его и осуществлять профилактику;
б)повышения общей культуры производства, -
поддержание чистоты и порядка как на отдельных
рабочих местах, так и на целых пролетах;
в Повышения технологической дисциплины,так.
как невыполнение запроектированных операций или
выполнение их не в з?ой последовательности в ус-
ловиях поточного производства совершенно исклю-
чено.
Таковы организационно-технические возмож-;
- -/39~
ности, которые могут быть в принципе реализова-
ны при внедрении поточного производства. Однако
необходимо пожить, что эти возможности лишь
потенциально заложены в самой прйроде поточного
производства и бывают в достаточно полной мере
эффективна только тогда, когда и подготовками
внедрение, и работа поточных линий строятся на
основе расчетно-теоретических данных и учета
практического опыта.
Рассмотрим конкретные примеры внедрения по-
точного производства на авиаприборостроитель-
ных заводах и сделаем из этого опыта некоторые
выводы.
Конкретные примеры подготовки и внедрения
поточного производства можно наблюдать почти
на каждом авиаприборостроительном заводе .йти
примеры имеют место как в сборочном, так и ме-
ханическом производствах, Ниже мы приводим нес-
колько примеров, взятых из практики авиаприбо-
ростроенип, В таблице S дается характеристика
процессов и эффективность по наиболее характер-
ным технико-экономическим показателям, Эти при-
меры в определенной мере характеризуют практи-
ку внедрения поточного производства в авиапри-
боростроении, Однако эти примеры еще не дают
общего представления ни об имеющейся и могущей
быть эффективности от внедрения поточного про-
изводства, ни о недостатках, а равно и задачах,
стоящих в этой области.
Касаясь 'общих проблем проектирования поточ-
ного производства в приборостроении, необходи-
мо рассмотреть недостатки и причи-
ны, их порождающие.
1,В авиаприборостроонии крайне мал удель-
ный вес потокоспособных приборов. Такое положе-
ние обгоняется следующими основными причинами:
наличием многочисленной (часто неоправдываемой
в экепиоатационном отношении) номенклатуры,ма-
лой устойчивостью запускаемых в серию конструк-
ций, сложностью процессов регулирования или от-
сутствием элементов для регулирования, что тор-
-1-JO-
/7?с/&шца S.
—«V
Hl Hi №№ ПутЬ, проходи- /rfbiu детвлЬю или изделием Лроизёодстёен- ный ритл на ме- сячную програм- му б сменах. ТрддоетбостЬ на 1шт 5 тин у/пах.
% U сбор. До внедрения потока После внедрения потоки До (журения потока После внедрения потока До внедрения потока После внедрения потека
У 2 3 4 6 6 7 6
i. Поточная линия обработки лит(пх деталей/цех литЬ/х деталей/
У 75 1795 320 до /У 70 52,15
a 1 08 945 134 35 9 27,53 22,13
3 58 875 82 30 7 44,45 9,07
4 51 1275 167 43 16 20,45 14,37
5 60 750 117 35 9 49,77 41,05
o' C6.J1 685 237 30 9 21,2 14,9
7 Ct. 24 1670 S83 50 18 49,56 45,4
в Ct 32 400 39 35 10 38,5 28,0
7Г. Поточная линия обработки точнб/х деталей /ц ех точнЬ/х деталей/.
У 07 605 78 35 6 61,53 37,2
a О1 640 78 40 8 49,49 13,3
ffr. Поточная линия odt 'оабатки литЬ/х деталей /дез штс’Мпо&аННПх дет/
1 94 765 63 48 13 7,9 14,1
a 45 965 63 50 21 50,2 40,1
!V_. ЛотоЧНЯЯ линия сборки изделий 6-45 и 6- 17 /цех. шти/ппобаннЗи дет/.
/ CJ.16 320 115 42 ia 28,65 17,2
2 С8.17 470 Ю4 45 12 29,67 20,8
)
- 7-7/ —
ыозит постановку изделий на поток.
2.Крайне низкий удельный вес потокоспособ-
ных деталей, что ограничивает возможность внед-
рения поточного производства в механическом про-
изводстве как результат слабого развития коопе-
рации, малого распространения стандартных и нор-
мальных деталей, а также недостаточной работой
по типизации технологических процессов.
3.Относительно малая эффективность от внед-
рения поточного производства по основному пока-
зателю, - снижение трудоемкости как результат
того, что в большинстве случаев подготовка к
внедрению отдельных поточных линий ограничива-
ется механической подгонкой трудоемкости опера-
ций под расчетный или принятый ритм, а не прове-
дением серьезных организационно-технических ме-
роприятий', особенно в направлении оснащения от-
дельных операций специальным оборудованием и
инструментом.
Здесь следует отметить, что рациональное
проектирование поточных линий, основанное на
анализе содержания производственных процессов
изделий, проектируемых на поток, соответствую-
щих расчетах и реализации всех возможностей,за-
ложенных в методах поточного производства,может
резко повысить эффективность.
Лучшим подтверждением этрму могут служить
приведенные в табл.З проектные данные, характе-
ризующие эффективность/внедрения поточных линий
в авмаприборостровниих/..
В заключение необходимо отметить, что в
подготовке к внедрению поточного производства
весьма большое значение имеют следующие вопросы
организации работына поточных линиях:
1/'управление и обслуживание потоков,
2)планирование оборудования и рабочих мест
в потоке,
3;организация рабочих мест,
'х7По“7йатериалам 10 ГСПИ МАП.
- /-/<?-
4;режиы работы потока,
5)реверв оборудования, инструмента и ра-
бочих,
б)литание потока,
7)меиоперационные заделы полуфабрикатов,
буконтроль работы,
9)ремонт оборудования,
10)зарплата рабочих и служащих потока.
Несмотря на большую значимость организации
работ на потоке здесь эти вопросы не рассматри
ваются, так как они являются предметом изучения
курса «Организация производства”.
- ХОЗ-
ЧАСТЬ П
ТЕХНОЛОГИЯ ТИПОВЫХ ДЕТАЛЕЙ АВИАЦИОННЫХ
ПРИБОРОВ
-
ГЛАВА 1
ОСИ И ВАЛИКИ
1,Общие положения
АоИсходные данные для проектирования
Оси и валики является ответственными дета-
лями в авиационных приборах, дефекты их изго-
товления являются причинами значительных инст-
рументальных погрешностей.
Оси и валики, применяемые в авиаприборостро-
ении, изготовляются, в большинстве случаев, не-
носредетвенно из прутка, более крупные и длин-
ные детали - из заготовок, отрезанных из прут-
кового материала. Применение литых или штампо-
ванных заготовок может оказаться рациональным
в тех случаях, когда требуется изготовить ось
крупных размеров сложной конфигурации с большой
разницей между диаметрами отдельных ступеней и,
в особенности,из дорогого или дефицитного мате-
риала. Вопрос о целесообразности применения ли-
ты® или штампованных заготовок следует разре-
шать в каждом отдельном случае отдельно на ос-
нове сопоставжния стоимости сэкономленного
материала и дополнительных затрат как на заго-
товительные операции, так и на механическую об-
работку.
Ввиду того, что заготовки для осей и вали-
ков методом питья или штампования применяются
редко, и процесс механической обработки зтих де-
талей не имеет каких-либо спэцг -лог гд особен-
ностей, такие процессы не рассматрква тся.
Операции - сверление, фрезерование, нареза-
ние резьбы и др. не являются характерными в тех-
нологическом процессе осей и валиков, поэтому
они также в этом разделе не рассматриваются.
- У45'-
Б.Основные требования
При разрешении основной технологической за-
дачи - обеспечение качества, необходимо, как
правило, выполнять следующие требования:
1Прямолинейность и соосность всех участ-
ков оси;
2Правильность поперечного сечения, т.е, от-
сутствие эллиптичности, огранности и прочих от
отуплений от окружности;
3Правильность продольного сечения, т.е. от-
сутствие конусности и прочих отступлений от пря-
моугольника;
4)ооблюдение диаметральных и линейных разме-
ров;
5)соблюдение перпендикулярности к продольной
оси в пределах заданных допусков;
б)соблюдение требуемого качества поверхности.
Наиболее характерные из встречающихся на
практике погрешностей обработки осей и валиков
утрированно показаны на фиг.74.
В.Классификация
Класс «оси и валики* состоит из деталей,
имеющих различные наименования; оси, валики,
штоки, цапфы, пальцы, стойки и т.п.
К классу ооей и валиков относятся детали-с
Цилиндрической поверхностью, длины которых пре-
вышают диаметр, Они могут быть гладкие или со-
- /-Л5'-
/
XcpdkmepMte ao груллал?
OCtiQ&Hb.’?
&«£> 75~
-447-
стоять из нескольких участков разных диаметров,
но лежать на одной оси,Отдельные участки могут
иметь не цилиндрическую форму, а коническую
или сферическую. Элементы' других Форм (напри-
мер, квадратного сечения;, хотя и встречаются,
но получение их не может быть отнесено к числу
технологических задач, общих для данного клас-
са.
Профессор Соколовский А.П. классифицирует
эти детали по следующим признакам: 1)гладиие,
£)ступенчатые, 3/пустотелые, кроме того,он их,
в свою очередь, подразделяет на мелкие, средние
и крупные*7.В условиях авиаприборостроения та-
кая классификация не вполне приемлема, так как
большинство осей и валиков мелкие; пустотелые
валики также встречаются редко,, поэтому они не
являются характерными для авиап’риборостроения.
Наиболее характерные разновидности осей и
валиков, применяемых в авиаприборостроении,при-
ведены на фигв75.
Г.Применяемые материалы
Д1ля изготовления осей и валиков в авиапри-
боростроении применяются главным образов,сле-
дующие материалы: сталь марок ЭЯ-1,ЭЯ-2, ЭВ-1,
ЭВ-2,У8А,У1ОА,бО,ЗС, латунь ЛС-59^дайзмльбер.ха-
рактерные размеры пруткового материала от 0,5
до 10 мм.
2.Технология осей и валиков
А.Характерные схемы обработки
Несмотря на разнообразие имеющихся техноло-
гических процессов,они имеют общие три этапа
операций: заготовительные, обтачивание и отде-
лочные.
Эти три этапа могут быть наглядно представ-
лены в виде схемы:
х/доколовскиЙ А.П. Основы технологии машиностро-
ения. ч.1,Машгжз 1938.
- -
" 1 Этапы ! обработка Характерные варн- т анты выполнения Характерное оборудование
-1 л. 2 S
1-Й этап- заготови- тельные операции Правка и резка прут- ков из бухты Правильно отрез- ные автоматы . Ручная заготовка
Резка отдельных за- готовок 1 эксцентриковые прессы^токарно- отрезные станки
Шлифовка в прутках Бесцентрово-шли- фовальные станки Тульского завода тип 3181
Шлифовка отдельных заготовок То же
На токарных станках До 6 мм то- карно-часовые станки.Учкомби- нат Т-65. Свыше </= 6 мм т о карн. О8ОДТО-3 тв-ю и др;
2-й этап- обтачива- ни® На револьверных станках Р-2,Р-12,Р-22, 1336
На револьверных авто- матах - з-да им.Фрукце 1112
На продольно-токар- ных автоматах з-да им.Дзержин ского 11в-А и 1110
—J49 —
1 2 3
3-й этап- отдел оч- ные опе- рации Шлифование (редко; 311 з-да им.Носко- ва и озпо
Притирка то карн о-час свой при притирке па- стой ГОИ, спецстан- ки для притирки с помощью ’’Грибка'*.
Тонкое точение (редко; Специальные или нормальные высоко- скоростные (вибро- устойчивые )
Отделка победитовым диском "Стандарт”
Оболтка Спец,оботточный барабан
Рассмотрим подробно эти три характерных эта-
па при изготовлении осей и валиков.
Б.Заготовительные операции
Оси и валики вытачиваются либо непосредст-
венно из прутка (см.карты технологических про-
цессов 1,2,8)*' либо из заготовок, отрезанных
от пруткового материала (см.карты 4,5).
Наиболее целесообразным способом резки за-
готовок из прутков является их рубка на эксцент-
риковых прессах (до </=12-15 им). Резка загото-
вок может производиться на токарно-отрезных
^танках, но в этом случае процесс менее произ-
водителен.
х/Вс в т ехнол огиче с кие карты даны п конце книги.
-4S.O-
В тех случаях, когда не имеется в наличии
прутков требуемого размера, используются прутки
большего размера с дополнительным шлифованием
их на бесцентрово-ш-тифевалиных станках до нужно-
го размера,
Шлифование прутков применяется также для
обеспечения изготовления деталей с высокой сте-|
пенью точности. Повышение точности деталей при
автоматной обработке достигается за счет умено-
пения зазора между прутком и отверстием люнет- I
ной втулки, так как точность по диаметру шлифо-
ванных пруткев выше тянутых. Большая точность
прутков по диаметру и лучшее направление их в
люнетной втулке обеспечивают большее постоян-
ство по диаметру обработанных деталей.
В табл,4 приведены требования к пруткам пс-|
вишенной точности.
Таблица 4,
Номинальный диаметр в мм Допускаемое отклонение от номиналь- ного диамет- ра в мм Допускаемая эллиптичность в мм Допуска- емое от- клонение °т дай; в мм
1-8 0,007 0 ,002 0,004
8,1-6 0,008 0,003 0,005
6,1-10 0,009 0,04 0,005
10.5-18 0,011 0,006 0,006
Детали, обрабатываемые из шлифованных прут-
ков, дают более высокую точность.
На основании ряда экспериментальных работ
можйо принять точность Изготовления на продель-
но-токарных автоматах: для тянутых прутков 0,02
мм, для шлифовальных 0,01 мм.
- /67--
ф&е. 78
-452-
B.Обтачивание
Обтачивание на токарных станках.Оси и ва-
лики могут обрабатываться на токарных станках
(см.карты технологических операций 4,1,5.2 для
изготовления деталей, показанных на фиг.76,77,
78).
Процесс обработки на токарном станке обыч-
но ведется по методу пробных проходов, заклю-
чающийся в том, что для получения требуемого
размера рабочий должен при обработке каждой де-
тали произвести установку на стружку, сто явля-
ется малопроизводительным и дорогим процессом
и требует квалифицированной рабочей силы.
В некоторых случаях токарный станок неслож-
но приспособить для работы по принципу автома-
тического получения размеров; для этого необхо-
димо к суппортам поставить специально изготов-
ленные переставные упоры, работающие по принци-
пу упоров револьверных станков (фиг,7^;.Пере-
ставной упор состоит из основания 1, которое
вырезом в виде ласточкиного хвоста одевается
на суппорт станка и закрепляется болтом 3. В
отверстие основания вставлен барабан 2, кото-
рый может вращаться и устанавливаться в одном
из четырех положений при помощи фиксатора 5.
В барабан ввернуты четыре упора 4, которые мо-
гут устанавливаться в осевом направлении на тре-
буемую величину и закрепляться гайками 6. Эти
упоры ограничивают перемещение суппорта. Токар-
ный станок с успехом также может быть использо-
ван для многопередодних операций, как и револь-
верный станок. Для этого в заднюю бабку вставля-
ется специальная револьверная головка (фиг.80).
Эта головка может быть также использована для
изготовления центровых отверстий.
Токарные станки обеспечивают более высокую
точность обработки. Для получения точных разме-
ров обтачивание обычно осуществляется за два
прохода: черновой и чистовой. Окончательная,
чистовая обточка, как правило, производится
- 153 ~
всегда на прецизионных токарных станках (см.
карту 5д
Обтачивание на револьверных станках.Повы-
сить производительность можно обработкой на ре-
вольверных станках, где обработка строится по
принципу автоматического получения размеров.
Примерами этих операций, при которых размер по-
лучается автоматически, могут служить операции:
в карте 1 - операция 1; в нарте 5 - операция 2;
в карте 5 - операция 3; в карте 2 - операция 1.
В машиностроении вопрос построения операций
по принципу автоматического получения размеров
нередко существенного значения не имеет, так
как затрачиваемое время на установку и разметку
-154-
фоотавляет лишь незначительную часть от общего
времени обработки. В противоположность этому в
авиаприборостроении время, потребное идя размет-
ки или для установки на стружку, обычно во мно-
го раз превышает время обработки.
фие во
Кроме повышения производительности труда,
принцип автоматического получения размеров поз-
воляет использовать менее квалифицированную ра
бочую силу.
Обтачивание на автоматах продольно-токарного
типа. Автоматы продольно-токарного типа следует
применять для обработки малоустойчивых осей с
большим отношением длины к диаметру (см.картузJ.
Основные преимущества этих автоматов:
1;весьма малый прогиб обрабатываемой детали,
так как давление резания всегда приложено у ию-
не тной втулки;
2)возможность обточки методом продольной по-
- 75-S--
дачи ступеней, расположенных за участками боль-
шого диаметра (при автоматах обычного типа это
возможно лишь с помощью особых устройств;;
3возможность обточки ступеней различных ди-
аметров, а также участков конической формы и фа-
сок одним резцом.
Высокопрецизионный автомат 116А з-да им.
«Дзержинского позволяет изготовлять в одну опера-
цию детали с точностью 10-15 микрон.
В качестве примера для анализа можно приве-
сти два варианта технологического процесса од-
ной и той же малоустойчивой оси, выполняемые
соответственно на револьверном станке (ом.кар-
ту 2) и на продольно-токарном автомате (см.кар-
ту 3). В этих вариантах следует дать характери-
стику обточки конусов, так как сна специфична.
Обработка конуса детали (фиг.78) на продоль-
но-токарном автомате (см.карту 3) осуществляет-
ся весьма просто, путем совмещения продольной и
поперечной подач.
При обработке на револьверном станке типа
Р-2 (см,карту 2) получение конусной поверхности
достигается применением линейки о копиром (фиг.
81), которая устанавливается на станке. Специ-
альный упор, закрепленный против резца в ре вол ь-
верной головке станка, скользит по наклонной
плоскости копира, перенося тем самым этот угол
на форму образующей детали. Подобные устройст-
ва имеют револьверные станки типа 1336,
Из двух сопоставляемых процессов вариант
изготовления на продольно-токарных автоматах
обладает совершенно очевидным преимуществом и
в отношении точности. Что касается экономично-
сти, то этот вопрос для сопоставляемых вариан-
тов подробно рассматривается далее.
Обтачивание на токарно-револьверном автома-
те з-да им.Фрунзе. Ось,показанная на фиг, *7 В, мо-
жет Ь'ыть обработана на токарно-револьверном ав-
томате. Обработка на токарно-револьверном имеет
преимущество по сравнению с обработкой на револь-
верном станке. Однако обработка малоустойчивых
осей с большим отношением длины к диаметру и на
токарно-рело льверных автоматах нецелесообразна.
Несмотря на то, что при обработке на токарно-
револьверных автоматах обеспечивается точное
взаимное расположение поверхностей, точность са-
мих размеров не может быть.выдержана, вследст-
вие прогиба прутка при большом' вылете конца де-
тали. Уменьшить вылет конца детали можно путем
двойной подачи до упора, предварительно обраба-
тывая конец о небольшим вылетом, но это повлечет
за собой дополнительную неточность от второй
установки прутка.
Г.Отделочные операции
Отделка осей и валиков производится с целью
повышения точности и улучшения качества поверх-
ности (для уменьшения коэффициента трения и повы-
шения износоустойчивости деталей)*
Основными методами отделки осей и валиков
являются следующие: шлифование, притирка, тон-
кое точение, отделка победитовым диском, оболт-
ка в барабане.
ГЦлифоваяивхПри обработке типовых небольших
осей и валиков zв авиаприборостроении, шлифова-
хуТехнология специальных осей здесь не рассмат-
ривается.
— 457—
ние как промежуточная операция, предшествующая
притирке или другому методу отделки, применяет-
ся редко. Обычно обтачивание в авиацриборостро-
ении производится путем снятия мелкой стружки
на станках прецизионного типа. Остающиеся после
обтачивания неровности поверхности сглаживаются
притиркой, следующей непосредственно за обтачи-
ванием.
Для валиков без уступов применяется шлифова-
ние на бесцентрово-шлифовальных станках. Для по-
лучения особенно чистых поверхностей следует шли-
фовать кругами с очень мелким зерном и бакелито-
вой связкой. В этом случае шлифование производит-
ся в три операции: а)предваритекьное шлифование
с большой глубиной резания при этом применяются
мягкие, крупнозернистые круги; б Последующее шли-
фование с малой глубиной резания мелко-зернистым
твердым кругом, неокончательное шлифование с ми-
нимальной глубиной резания мелкозернистым баке-
литовым кругом.
Притирка. Притирка наружных цилиндрических
поверхностейосей и валиков производится плоским
чугунным притиром (фигоВ2}с Деталь закрепляется
S3
в цанге на токарно-часовом станке и получает вра-
щательное движение. Притиру вручную сообщается
возвратно-поступательное движение. При этом упот-
ребляется паста ГОИ.
Более точная отделка может быть получена спо-
собом, схематически показанным на фиг.83, В этом
случае притирка производится при помощи прямоу-
гольной призмы 1. Призма одной плоскостью прижи-
мается к притираемой оси, а другой—к неподвижной
агатовой подушке 2, В процессе притирки деталь
- S5&-
вращается, а ппизма осверкая возвратцо-псступа-
тельное движение. Скорость движения призмы пре-
решает окружную скорость детали, поэтому при
^одинаковом направлении их движение призмы будет
опережать деталь. Таким образом в ппЬцессе по-
лировки перемещение призмы относительно детали
будет происходить в обе стороны, это способст-
вует улучшению качества поверхности детали.
фиг. S3
Тонкое обтачивание. Перед тонким обтачива-
нием поверхность должна быть предварительно чи-
сто обработана обычным резцом. Тонков точение
может производиться как алмазными резцами, так
я резцами, изготовленными из твердых сплавов,По-
верхности, обработанные таким методом, обычно
не подвергаются дальнейшей отделке. При тонком
точении может быть достигнута чистота порядка
Такая чистота достигается благодаря тому,
что процесс осуществляется при весьма высокой
скорости резания, а, как известно, при работе в
воне высоких скоростей поверхность получается
чище благодаря тому, что кристаллы обрабатывае-
мого материала разрезаются лезвием, а не выкра-
шиваются и не заминаются* Явление "нароста» на
резце, которое обычно наблюдается при обработке
в зоне средних скоростей, при тонном точении от-
сутствует. Подача при тонном точении измеряется
сотыми 'долями миллиметра и даже микронами. Ре-
зец имеет небольшой всномогательный угол в пиа-
не (£-3 ), вследствие чего он не только режет,
но и заглаживает неровности обрабатываемой по-
верхности.
Основными факторами, ограничивающими широ-
кое распространение указанного метода,являются
-
по„ДВ*
/7
- 1ЕО-
следующие:
1/необходимость применения специальных стан-
ков, обладающих высокими скоростями резания, ма-
лыми подачами и виброустойчивостью;
2)трудности, связанные с балансировкой при
весьма высоком числе оборотов детали и зажимно-
го устройства.
Отделка победитовым диском.В картах техноло-
гического процесса 2 операции 4 и б^и 3 операции
2 и 3-отделка цапф оси-производится победитовым
диском.
Сущность этого процесса заключается в следу-
ющем: ось за среднюю часть закрепляется в цанге
шпинделя станка и получает вращательное и воз-
вратно-поступательное движения, а обрабатываемая
цапфа оси ложится на опору, называемую ’’спицей”.
Сверху к обрабатываемой цапфе прижимается враща-
ющийся диск ’’воронило”, на наружной цилиндричес-
кой части и торцах которого имеются риски, нане-
сенные крупнозернистым шлифовальным кругом, бла-
годаря которым производится срезание и заглажива-
ние гребешков на обрабатываемой поверхности.
ддя стальных закаленных деталей применяется
диск из твердого сплава, для незакаленных сталь-
ных и латунных деталей применяется диск из зака-
ленной стали.
Далее приводится описание наиболее распрост-
раненного станка для отделки цапф победитовым '
диском, который схематично изображен на фиг.84.
Ступенчатый шкив 1, на который передается
вращение от привода, свободно вращается на вали-
ке 2 и может быть сцеплен с ним при помощи ку-
лачковой муфты 3, Кулачковая муфта 3 под дейст-
вием пружины 4 саморазмыкается, В процессе рабо-
ты включение муфты осуществляется педаль» (на
чертеже не показана), которая посредством рыча-
гов действует на вилку 5. На'валике 2 закреплены
две шестерни 6 и 7. Шестерня 6 сцепляется с ше-
стерней 8, которая свободно вращается на шпинде-
ле 9, Вращение передается шпинделю от шестерни 8
нри помощи поводковых штифтов Ю.Епиндель имеет
--/6-1-
возвратно-поступательное движение, которое сооб-
щается ему вручную посредством рычага 13. При
возвратно-поступательном движении шпиндель так-
же перемещается внутри шестерни 8, которая удер-
живается от продольного перемещения вилкой 1.4,
входящей в кольцевую канавку шестерни, В шпинде-
ле 9 имеется цанга 11, которая находится в зажа-
том состоянии под действием пружины 12. Освобож-
дение цанги осуществляется подачей шпинделя оы-
чагом 13 в правое крайнее положение, цока шток
15, вставленный в отверстие шпинделя, упрется и
упор 16 и нажмет другим концом на винт-затяжку
17.
Шестерня 7 сцепляется с шестерней 18, кото
рая закреплена на одном валике 19 с шестерней
20. Шестерня 20 через паразитную шестерню 21,
заключенную' внутри рычага 23, передает вращение
воронику 22. Воронило вращается на валике 19а,
смонтированном в рычаге 23, который имеет воз-
можность качаться вокруг оси валика 19. Ба рыча-
ге 23 шарнирно укреплена трубка 24 с вставленным
в нее фитилем 25, который при откидывании рыча-
га 23 опускается в резервуар 26 о маслом. В ра-
бочем положении Фитиль выходит из бачка и ДрУ-
гим концом прикасается к воронику, тем самым
смазывая егов
Регулировка параллельности воронила с образу-
ющей обрабатываемой цапфы производится путем
наклона оси валика 19, который осуществляется
вращением бабки 39 вокруг оси 27; установка и
закрепление производится болтами 28.
Г Для поддерживания': полируемого конца цапфы пред-
назначена опора £9, называемая спицей. Спица
закрепляется в бабке SO, которая регулируется
по высоте винтом 31 и закрепляется болтами 32.
По мере износа опорной поверхности спицы -она мо-
жет быть повернута в новое рабочее положение не-
изношенной канавкой. Это положение фиксируется
Диском S3 и штифтом 34.
Для ограничения подачи воронила 22 имеется
Упор Зб, смонтированный в стойке 36, Упор 35
-4&г-
имеет овальный вырез для свободного прохода
хвостовика спицы 29. Ограничение подачи осуще-
ствляется касанием второй гладкой цилиндричес-
кой ступени воронила 22 к упору 35. Регулиров-
ка упора 35 осуществляется гайкой с делениями
37, закрепление упора в отрегулированном поло-
жении производится стопорным болтом 38.
Преимуществом этого процесса является обра-
ботка без абразива. При обработке другими спо-
собами с абразивными материалами получается
опасность внедрения их в обработанную поверх-
ность, что может привести к сильному износу от-
верстий в платинках при работе прибора.
Основной недостаток этого станка - трудность
уловить момент окончания обработки. При длитель-
ной выдержке рычага на упоре,обработанные детали
получаются по размеру меньше, чем при короткой.
Хдя устранения этого недостатка на станках может
быть применено' специальное устройство, которое
ко сигналу позволяет точно определить момент ка-
сания рычага к упору.
Применение этого усовершенствования дает
значительно меньшее рассеивание размеров.Весьма
убедительным подтверждением значения специально-
го контактного устройства является эксперимент,
проведенный на часовом заводе под руководством
проф.Яхина А.Б.
При проведении эксперимента было произведе-
но измерение партии деталей до отделки после об-
работки на автомате "116А" и после отделки побе-
дитовым кругом на станке «Стандарт". На основа-
нии измерений были построены соответствующие
кривые распределения (фиг.85) и определены сред-
ние квадратические отклонения. Из сопоставления
кривых распределения, а также значений средних
квадратических отклонений (до отделки 9 микрон
и после отделки 12 микрон) ясно видно, что в ре-
зультате отделки, рассеивание размеров не толь-
ко не уменьшается, но значительно увеличивается.
После применения электроионтактного устройства
среднее квадратичес-котэ отклонение оказалось раз-
- /б'З’—
йЫМ 5 микрон. Таким образом, при применении
радиального устройства рассеивание в резуль-
тате операции отделки не увеличивается, так это
имело место при обычном методе обработки побе-
дитовым диском, а уменьшается примерно в два ра-
за.
фие. SS"
^.Термообработка
Термообработка осей и валиков производится
обычным способом, но в некоторых случаях, ког-
да приходится подвергать термообработке оси
сложной конфигурации, прибегают к местной за-
калке рабочих поверхностей - цапф.
Далее приводится описание контактного наг-
ревателя, применяемого для переходных осей ане-
роидно-мембранных приборов (фиг.86).
При закалке цапфа
оси 1 устанавливает-
ся и зажимается меж-
ду двумя контактами
2 и S. Цепь ABCfc бу-
дет замкнута и по
ней пойдет силовой
ток. Ввиду большого
сопротивления сталь-
ной цапфы и малого
сопротивления осталь-
ной цепи цапфе будет
сильно нагреваться.
Продолжительность
нагрева определяет
специальный регуля-
- 4-
тор времени 4, историй включается орк прохонде-,
нии тока по цепи АВСЭ. После установленного вре
мени регулятор срабатывает,и ток выключается;
медные контакты, расположенные на стержнях 5 и
б, омываемых внутри холодной водой, производят
быстрое охлаждение оси. Рабочий отводит подвиж-
ной стержень б вправо и вынимает ось, одновре-
менно замыкая цепь ЕЦКСЧ> , чем производится
автоматическое включение силовой цепи и подго-
товка часового механизма к следующей операции.
Этот способ закалки дает очень высокую про-
изводительность, прост в применении и, благода-
ря местному нагреву, не вызывает деформации де-
тали, что дает возможность производить закалку
осей сложной конфигурации.
После термообработки необходима отделка цапф
осей, так кац остаются следы в местах контакти-
рования.
3,Точность обработки
. А.Погрешности изготовления
Основными погрешностями при обработке осей
и валиков являются:
1Погрешности по диаметру и продольным раз-
мерам:
3) отступление от соосности фиг.87а);
3)отступление контура поперечного сечения
от окружности -эллиптичность, огранность и т.п.
(фиг.87^);
4)отступление от цилиндричес-кой формы - ко-
нусность, криволинейность образующей и т.п.
(фиг,87<?);
5;неправильное расположение торцевых поверх'
ностей.
Б.Основные причины погрешностей
Погрешности установки детали. При разработ-
ке способа" установки детали необходимо соблюсти
условие:
— 7^-
е / _____________________
где /С=-о - коэфициент, зависящий от аниона рас-
сеивания результативной погрешности
данного метода обработки, т„е„ без
погрешности базировки;
/\£ - коэфициент, зависящий от закона рас-
сеивания погрешности базировки.
х7при'веденное неравенство для определения допу-’
стимой погрешности установки получено из основ-
ного условия; J1
Последнее характеризует собой условие до обес-
печению допуска на изготовление детали вообще.
Согласно этому условию все причины возможных
погрешностей при станочных операциях, построен-
ных по принципу автоматического получения разме-
ров, делятся на три группы:
х.причины, порождающие погрешности установки
детали ( е) ;
2.причины,непосредственно связанные о данным
видом обработки(эта группа охватывает со-
бой всю сумму причин, порождающих погрешности
при данном виде обработки, за исключением пог-
решностей, связанных с установом детали и наст-
ройкой режущего инструмента
. - 'f&e —
Принимая, что закон рассеивания близок к н
мыльному , коэфициенты AV и можно принять
равными единице,
"огяа £ s
Рассмотрим установку детали в цанге при об-
работке ее на токарном станке (опер.3,карта teg,
лля получения размера -!5-о,л , при условии,чт
исходная база (торец детали} упирается в цангу
которая в зависимости от колебания установочной
базы цилиндра мм будет занимать раз-
личные положения в осевом направлении^ 6^4о
Исходя из неравенства 6 =зт/(р-у)г~
ь л/
И приняв = 6} &=6* &,O-i =0OG} '^=0,03
--------------—- '1 Г-----------
<£чг аз)8
определим значение 6 для конкретной детали
к фиг. 88).
Величину перемещения цапги в зависимости от
допуска на деталь определим из треугольника с
катетами е м У
J^min
а
/,£- 653
а
= 0,01
Saпогрешности, связанные с неточностью уста
новки режущего инструмента^^ ,
Подробно это излагается в начале курса при
изучении раздела Основы построения техночогичоо
ких процессов" (проф.Ядин А,Б, "Проектирование
технологических процессов механической обработки
Сборонгиз, 1С4б).
х/Значенйе’ & и у берется из нормативов, кото-
рые каждое предприятие без особых трудов и зат- ’
рат может создать для всех типовых станочных one;
раций.
- '/6’О>-
„ У во-*
Подставляя значение £ в неравенство, по-
лучим 0,037 «» 0,036, убеждаемся, что неравен-
ство не соблюдено. При установке детали по на-
меченному способу может получиться брак.
Для соблюдения не-
равенства нужно изме-
нить метод установки,
т,о0 исходную базу, -
торец детали прижимать
к неподвижному упору.
Это можно осуществить
закреплением специаль-
ного упора в винтовой
затяжке станка, кото-
рнй в процессе закреп-
ления детали не имеет
•севого перемещения, В
э^ом случае $ — о
Конструкция такой за-
тяжки приведена на фиг,89,
Неточность станка. Неправильность направля-
ющих станины дает криволинейную образующую или
конусность. Подобную неточность дадут: несовпа-
дение центров бабок, перекос и криволинейность
направляющих задней бабки, неточность поворота
револьверной головки, неточность кулачковых кри-
вых. Биение центра передней бабки выразится в
перекосе обработанной поверхности относительно
линий центровых отверстий.
Дефо рмация с танка„ Деформация станка получа-
ется под действием усилий резания. Наиболее су-
щественным являются деформации суппорта, перед-
ней и задней бабок (особенно сильно сказывается
при больших сечениях стружки). В авиаприборо-
строении при работе с малыми сечениями стружки,
а, следе® ательноэ и с небольшими усилиями, дефор-
мация станка будет сказываться в незначительной
степени. Гораздо большую погрешность вызывает
- -/ед -
реформация малоустойчивых осей,
Деформация обрабатываемых деталей^ При об-
точке о Jpa скатываемая деталь прогибается в вер-
тикальном направлений под действием тангенциаль-
ной составляющей усилия резания и в ради-
альном направлении под действием радиальной со-
ставляющей усилия резания Ру .
Предположим, что вследствие прогиба детали,
центр ее переместится из точки d в точку .
Обозначим перемещение центра в вертикальном нап-
равлено через л2. и в радиальном направлении че-
рез zj у (Фиг.90,у. При
этих условиях радиус об-
работанной поверхности
после обточки получит-
ся равным не Od >
т.е. увеличится на
ОС-ос'* '/(oc'+ayf->д?г -ОС = у/ос£+ёоСду+лу2-4-д%г -od
Величины ^Уги по сравнению с sod лу весь-
ма малы. Поэтому мы можем ими пренебречь, т.в.
полагать, что изменение радиуса обрабатываемой
детали вызнвается лишь радиальной составляющей
под действием силы Ру .
В условиях авиаприборостроения при обработ-
ке очень малых диаметров допускаемая нагрузка
Ау вообще незначительна и поэтому более пра-
вильно будет производить расчет максимально до-
пустимого сечения стружки, исходя из устойчиво-
сти детали при'-.максимальной стреле прогиба.
-Таким образом, для случая крепления сталь-
ных деталей в центрах будем пользоваться фор-
мулой:
- 17о-
откуда
ssaood4/
M/VS
, Ре3
Для случая крепления в патроне: уа.~Л-у •>
ОС. о
откуда р~ ЗЗООсРР г
кз-е3
Для случая крепления в
нием центром задней бнбки:
г 7ре3
' 768£7
12О68&Л4 J
К £ в3
патроне с поддерна-
откуда
г.
Л?М *
где Р - нагрузка в кг, равная при некотором
упрощении произведению ,
А/- коэфициент резания,
с - сечение стружки в мм,
€ - длина валика в им,
£ - модуль упругости к Для стали равен
22000 кг/см^),
У - момент инерции (для круглого сечения
равен 0,05 с14),
f - стрела прогиба в мм.
В практической работе вместо расчетов по
формулам удобнее пользоваться номограммами.Та-
кие номограммы мы здесь приводим для всех трех
случаев. При расчете надо задаваться допустимой
стрелой прогиба.. Если, например, максимальный до-
пустимый прогиб,при работе в центрах,считать
0,1 мм, то.произойдет утолщение вала в середине
на 0,2 мм. бта последняя величина, при некото-
ром допущении, может быть принята как* заданный
допуск на обработку. Далее необходимо взять ма-
ДисГтет/э orfe)&<>4/n6/&7e*>oeo изделия £МЛ .
териал, который всегда может быть отнесен к ка-
кому-либо определенному значение л Номограм-
мы изображены на фиг.91,
Примеры пользования номограммами
Пример 1. Обработка в центрах. Определим до-
пустимое сечение стружки при обработке валика,
изображенного на фиг.77 в центрах Юм.карту 5,
опер,4) материал ст.30, допуск 0,025 им, длина
детали 60 мм, диаметр детали б мм.
Пользуясь номограммой, изображенной на фиг,
91А, соединяем точку, соответствующую ст.30 о
точкой 0,025 на шкала допускав, ‘"'очку пересече-
ния проведенной прямой со авалей * соединяем
с точкой 60 на шкале длин. Через точку пересече-
ния последней соединительной линии со шкалой у
проводим горизонталь. Далее, лэ точки б на шкале
диаметров восстанавливаем перпендикуляр. Точка
пересечений проведенной горизонтальной прямой с
восстановленным перпендикуляром на одной из нак-
лонных линий дает искомую величину допустимоrog
сечения стружки, в данном случае равную 0,€4мм .
Пример 2, Обработка в патроне. Определим, до-
пустимое сечение стружки при обработке валика,
изображенного на фиг.77 в патроне (см.карту 5,
опер.2), материал ст.30,дбиуск 0,2 мм, вылет де-
тали 35 мм, диаметр детали 6,8 мм. Пользуясь мо-
нограммой, изображенной на фиг.©1Б, соединяем,
точку, соответствующую ст. 30 с точкой 0,2 по
шкале Допусков. Точку пересечения проведенной
прямой со шкалой X соединяем с тачкой 35 на
шкале длин. Через точку пересечения последней
соединительной линии со шкалой У проводам го-
ризонталь. Аалеа, из точки 6,8 на шкале диамет-
ров восстанавливаем перявяхяяуляр. Точка пере-
сечения проведенной горизонтали с восстановлен-
ным перпендикуляром на одной из наклонных линий
дает искомую величину допустимого сечения струж-
ки, в данном случаемо, 15 мм .
Пример 3, Обработка в патроне с поддержива-
нием второго конца центром. Определим допусти-
~ J73-
мое печение стружки при обработке оси, изобра-
женной на фиг.78 I см.карту 2,опер.1); материал
ст.У8А, допуск 0,06 мм, длина детали 25 мм,ди-
аметр детали 1,6 мм. Пользуясь номограммой
(фиг.91в) соединяем точку, соответствующую ст.
У8А с точкой 0,06 мм на шкале допусков.Точку
пересечения проведенной прямой со шкалой Л
соединяем'с точкой 25 на шкале длин. Через точ-
ку пересечения последней соединительной*линии
со шкалой У проводим горизонталь, Далее, из
точки 1,6 на шкале диаметров восстанавливаем
перпендикуляр. Точка пересечения проведенной
горизонтали с восстановленным перпендикуляром
на одной из наклонных линий даст искомую вели-
чину допустимого сечения стружки, в данном
случае равную 0,01 мм*.
На соответствующих номограммах проведены
соединительные линии для приведенных трех при-
меров.
Неточность заготовок. Неточность загото-
вок вызывает соответствующее изменение глубины,
а следовательно, и усилия резания. Изменение
усилия резания, в свою очередь, вызывает изме-
нение деформации и, как следствие, увеличение
или уменьшение размеров обработанного изделия.
Одной из основных неточностей заготовок яв-
ляется эллиптичность. В процессе обработки эл-
лиятической заготовки наибольшая глубина пеза-
няв имеет место при горизонтальном располо-
жении'оси эллипса, а наименьшая при верти-
кальное (Фиг.©2).
Деформация детали, при глубине резания бу-
дет бельмо, чем прж с а., следовательно, разни-
ца в прогибе этой детали при двух положениях
эллипса даст разность между большой и малой ося-
ми эллипса обработанной детали.
разница в прогибе по двум осям эллипса бу«*
дет рвносильна прогибу детали при снятии с нее'
стружки глубиной , тос. равной пой ори-
-174 -
не эллиптичности заготовки = ta ?
т.н.величина прогиба / прямо пропорциональна
усилию Р ; а следовательно, и t. Это видно
из формулы
Определим эллиптич-
ность на конце дета-
ли после обточки ва-
лика, рассмотренного
в примере 2 при опре-
делении допустимого,
сечения стружки, учи-
тывая деформацию де-
тали, если заготовка
имела эллиптичность
в пределах допуска
м, 0,1 или
З^заа ~ 0,05
В примере допусти-
2 мое сечение стружки
было определено 0,15 мм . Пгубина резания (по
карте 5, операция 2) t = 0,6 мм, следователь-
но, подача
< <- V_
Принимая глубину резания t=a3c(e~ 0,05,
получим сечение стружки = qo/ss;
принимая ЛА-355 кг/мм2; ^=22000 кг/мм2;
-7-0,05205 мм4,
определим /’«Лд Л= 35S • 0,0/25 =4,
отсюда: 4,45 • ззг '
J 3 • saooo - <205 ~ ч
Это будет являться эллиптичностью на конце
детали^ эллиптичность укладывается в пределах
допуска на диаметр 6,8 б5.
В этом случае эллиптичность заготовки 0,1мм
- У7£--
переходит на обработанный диаметр с величиной
0,014 мм, следует иметь ввиду, что нами расочи-
тана погрешность изготовления, исходя лишь из
деформации детали, я не всей системы.
Вообще говоря, любая неточность заготовки
отражается на изделии в виде подобной же неточ-
ности; например, конусность заготовки даст конус-
ность изделия, но погрешность заготовки копиру-
ется на изделии в уменьшенном виде.
Неоднородность материала, различие в твер-
дости материала в различных точках заготовки бу-
дет давать погрешность, аналогичную изменению
толщины снимаемого слоя. В местах более твердых
усилие будет возрастать, а вместе с ним будет
увеличиваться прогиб детали, что даст увеличен-
ный размер в этом месте.
Неточность зацентровки.Если оси переднего и
ааднего центровых отверстии не будут совпадать,
то они будут работать одной стороной (фиг.93) и
их поверхности быстро износятся, вследствие че-
го орь вращения сме-
стится и участки, про-
.___ точенные при различ -
I ной степени износа
------------------------------W— центров будут некон-
rjj -------------------I центричными.
. В случае несовпаде-
* ния оси центровых от-
верстий с осью заго-
товки получается не-
равномерная глубина резания и, значит, различные
усилия, действующие на прогиб детали, В случае
неточной зацентровки по длине трудно выдержи-
вать продольные размеры.
Изчос резца.При обработке мелких осей на
настроенных станках вызывается дополнительное
рассеивание размеров деталей, вследствие изно-
са резца и его подналадки.
Температурная деформация, Температурные де-
формации," происходящие под действием нагрева,
вследствие трения в частях станка при обработ-
ке на револьверных станках и в особенности на
- /7<Я~
автоматах, могут оказать существегное влияние
на точность обработки. Если передняя бабка и
шпиндель нагреваются, а револьверная головка с
инструментами останется холодной, то произойдет
смещение шпинделя как в горизонтальном, так и
в вертикальном направлениях. &то обстоятельство
естественно отразится на диаметре обрабатывае-
мых деталей,
Неточность установки резца. При обточке ци-
линдрических поверхностей неточность установки
резца сказывается на*диаметре, но не отражается
на форме. При обточке конических поверхностей
смещение вершины резца по отношению к центровой
линии в вертикальном направлении вызывает иска-
жение геометрической формы изделия; конус прев-
ращается в гиперболоид.
4„Расчет экономичности
А.При выборе тонарных или револьверных
станков
Обработка на револьверных станках,по сравне-
нию с обработкой на токарных, имеет следующие
преимущества;
Uотпадает время установки на стружку, так
как револьверные станки по своему устройству
предназначены для работы по принципу автомати-
ческого получения размеров;
2;время, затрачиваемое на смену инструмен-
та, заменяется временем, потребным для поворо-
та револьверной головки;
3)создаются благоприятные условия для сов-
мещения переходов, которые могут быть осущест-
влены путем обработки детали несколькими инст-
рументами одновременно;
4;при обработке деталей простой конфигура-
ции можно применить двойную настройку, т.е.ус-
тановить в револьверной головке два комплекта
инструментов, потребных для обработки детали,
в этом случае отпадают холостые повороты ре-
вольверной головки;
5)обработяу на револьверных станках может
- /77-
выпотнять рабочий невысокой квалификации, чаще
всего 2-3 разряда.
Благодаря этим преимуществам kв условиях се-
рийного производства, обработка небольших дета-
лей сложной конфигурации производится,главным
образом,на револьверных станках,
В то же время следует учитывать, что при об-
работке на револьверном станке имеется повышен-
ные расходы на настройку, а в ряде случаев при-
ходится применять специальные державки и приспо-
собления. Поэтому вопрос об экономичности револь-
верного станка по сравнению с токарным зависит
от общего количества деталей, подлежащих обработ-
ке, и от количества деталей в партии.
При решении вопроса о выборе токарного или
револьверного станка основным критерием являет-
ся себестоимость детали. Обработка на револьвер-
ном станке экономичнее, чем на токарном,' если
количество деталей в партии не меньше, чем
, в'-в'" */
с~
Рассмотрим два варианта технологического
процесса изготовления одной и той же оси, изоб-
раженной на фиг,76:
^обработка на револьверном станке(см.кар-
ту 1, опер.1);
2)две операции другого, варианта обработки
на токарном станке (см.карту 4 опер.2 и 4),со-
ответствующие этой револьверной операции.
Учитывая, что ни при первом, ни при втором
вариантах не применяется специальная оснастка
имеем:
и 3^3^'
хДТето'хика расчета нэивыгоднейшего варианта при
проектировании технологических процессов подроб-
но изложена во П главе 1 части.
— J 78 —
Здесь Зн и затраты по подготовитель-
но-заключительному времени, соответственно для
револьверных и токарных станков. Что касается
стоимости материала ( м) , то она для двух срав-
ниваемых вариантов одинакова, поэтому при расче-
тах ее не учитываем: тогда текущие затраты (А)
выразятся: /7^-зр и Зр у где зР и з/”
- расценки штучного времени. Числовые значения
3/} Зн\ Зр, сведены в табл,5х/.
Таблица 5.
. карт. опер |Наименование .операции Тшт '• В МИН ~Гпз в мин г-7—« в руб Зр в руб
1 1 Револьверная 0,504 43 3,51 0.03
ч 4 2 Токарная 0,837 18,1 0,75 0,035
' Л 4 Токарная 0,441 18,1 0,75 0,018
Пользуясь данными, помещенными в таблице 5,
определим Хс :
X - Зн’-З'/” 35-7,5
ЛС ftm-Зр'-Зр7 ~
Иа основании расчетов видно, что применение
револьверного станка уже целесообразно при еди-
новременно запускаемой партии в 87 штук.
Если исходить из производительности, то ре-
вольверный станок следует применять при количе-
стве деталей не меньше:
Х/ТТрй' расчетах пользовались нормативами для тех-
нического нормирования изд.БИВ 5 ГУ МАП 1946г.
Накладные расходы были приняты: для токарных ра-
бот - 80$, для револьверных работ - 200$.
хх/Расчет затрат по подготовительно-заключитель-
ному времени дается не на годовую серию деталей,
а на единовременяо запускаемую партию.
- /7<?-
Р гп
~Гл.з — Тп.з
~ у _ -г- -°
' ШП) шгп
где - подготовительно-заключительное время
при работе на револьверном станке/
Tn.i - то же при работе на токарном станке,
Ти^ - норма штучного времени на токарном
станке,
7LX - тоже на револьверном ставкео
Подставляя значения из таблицы, получим:
v _ Н~зв,&
Лл ~ 1,27#-О^О? ~8>в ~
Б,При выборе револьверных станков
или автоматов
При решении вопроса о выборе револьверного
«танка или автомата надо учитывать, что обра-
ботка на автоматах по сравнению с обработкой
на револьверном ртанже обладает следующими пре-
имуществами:
1)сокращается вспомогательное время,
,2Создаются благоприятные условия для одно-
временной обработки детали несколькими инстру-
ментами, '
-3)один рабочий обычно обслуживает не один,а
небкольио автоматов,
Благодаря этим преимуществам при обработке
на* токарно-револьверных автоматах,по сравнению’
о обработкой на револьверном станке, значитель-
но повыиается производительность.
В то же время следует учитывать, что
накладные расходы при обработке на автоматах
значительно выше (500£ и больше), чем при обра-
ботке на револьверных станках (150-^200$/.Несмот-
ря на цовивенннй > накладных расходов.общая сум-
ма текущих расходов на обработку одной детали
на автоматах получается значительно ниже, чем
при работе на револьверном станке. Факторами,
— -f8O~
лимитирующими целесообразность применения авто-
мата при недостаточном количестве деталей, яв-
ляется стоимость настройки и затраты на изго-
товление кулачков. Общее количество деталей,под-
лежащих обработке, должно быть достаточным для
того, чтобы оправдать затраты на кулачки. Вели-
чина этих затрат зависит от сложности детали и
ее точности.
Чтобы иметь возможность использовать авто-
мат при небольших количествах деталей, можно
применить метод «стандартных кулачков",изготов-
ленных с расчетом на наиболее сложную и крупную
деталь из серий деталей одного класса. Благода-
ря этому мы получим несколько меньшую произво-
дительность ,чем та, которую можно было бы до-
стичь, изготовляя для данной детали специальные
кулачки, но зато и экономически целесообразно
применять автомат, даже при мелкосерийном харак-
тере производства.
При решении вопроса о том, какой станок вы .
годнее применить, следует, в соответствии с об
щей методикой подобных расчетов, определить^.
Рассмотрим два варианта технологического
процесса изготовления одной и той же оси,изоб-
раженной на фиг.78:
1)обработка на револьверном станке с после-
дующей доработкой на токарном станке (см.карту
2, опер.1,2,3;;
^соответствующая этим операциям обработка
на продольно-токарном автомате (см.карту 3,
опер.1).
<7 Р а( Р q р —.ОС
Числовые значения Зр? 3Hj3N) т^т}
помещены в табл.в.
t
г"аблица б
карт, № , опер 1 Наименование в операции р-. 1,,. , Тшгп. в МИН ТпЗ в мин в руб 3 р в руб
2 1 Револьверная 0,531 45 44,2 0,011
2 2 1 токарная 0,477 16 7’90 0,010
2 3 2 токарная 0,500 16 7,90 0,009
3 1 Автоматная 0,238 108 344 0,005
Другие значения приняты следующие:
стоимость кулачков 6^=-150 руб, ^-8С>,
Нр = 200$, /£=600$.
Подставляя значения в известную нам формулу,
имеем:
у _ " J __ /Зм ) ~* м ( '50 +3-4-4)-6C> 437
с~8°-/?а ~ Зр — з* ЦОЗя-деаГ ~ooes~3 'OtuT
Таким образом, вариант изготовления на авто-
мате целесообразен при годовой серии свыше
17350 штук.
При расчете наивыгоднейшего варианта по
производительности (Хп) для единовременно за-
пускаемой партии имеем:
</ Таз Тп.з _ /08 — 71
П Т^т - 7^г ~ 7,508-0'238 = S'
*7Расчет“затрат по подготовительно-заключитель-
ному времени произведен на всю годовую серию.
При этом принято, что тг-1?., где Л - число за-
пусков в год.
-/#2 ~
ГЛАВА П
ДЕТАЛИ ЗУБЧАТЫХ ЗАЦЕПЛЕНИЙ
1.Общие положений
А.Назначение
Зубчатые зацепления в авиаприборостроении
применяются для тех же целей, что и в общем ма-«
шиностроении, т.е. для передачи движения с одной
оси на другую, в зависимости от относительного
расположения этих 'осей в пространстве, в авиа-
приборостроении применяются четыре основных ви-
да зубчатых передач:
Хуцилиндричёскими колесами с прямым зубом
(фиг„94),Примером таких передач могут служить
передачи- в манометрических приборах (маномет-
ры, аэротермометры, высотомеры, указатели ско-
рости и др„);
2)цилиндрическими косозубыми колесами (фиг.
95;;
3^коническими колесами (фиг.96);
4)червячной парой (фиг.97;,(например,диффе-
ренциалы отдельных автоматов автопилота).
- а?з —
Фие. 96. 91-
Б.Требования к деталям зубчатых
зацеплений
Рассмотрим основные требования, пред*’явля-
емые к зубчатым зацеплениям:
Плавность передачи от одной оси к другой,
Это означает, что отношение угловых скоростей
сцепляющихся колес должно быть величиной посто-
янной. Для этого необходимо, чтобы профили зуб-
цов были очерчены по вполне определенным мате-
матическим кривым и чтобы продолжитепьность за-
цепления была больше единицы.
Точность межцентровых расстояний.Доли меж-
центровое расстояние больше расчетного, то уве-
личивается зазор между зубьями; если межцентро-
вое расстояние меньше расчетного, то увеличива-
ется затирание. В том и другом случае получает-
ся неправильная работа передачи.
Выдерживание люфтов.Если в зубчатом зацепле-
нии будут большие лю^'ты, то это приведет к ко-
лебаниям стрелки при вибрации.
Зубчатое зацепление должно обеспечить зада-
ваемую точность, т.е, допуск на угловую погреш-
ность,, Надо, однако, отметить, что требования вы-
сокой точности к зубчатым зацеплениям не долж-
ны быть одинаковые. При проектировании и разра-
ботке технологического процесса необходимо учи-
тывать условия работы зубчатого зацепления,не-
обходимо всегда помнить, что лучшее зубчатое
зацепление то, которое выполняет свою функцию
и изготовляется наиболее дешево.
Антикоррозийность деталей.Как известно,де-
тали зубчатых зацеплений в авиаприборостроении
работают в условиях, благоприятствующих корро-
зии. Для предупреждения коррозии деталей зубча-
тых зацеплений применяются: а^антикоррозийные
материала, б Обработка с высокой степенью чистоты
так как чем лучше обработана поверхность, тем
она меньше подвергается коррозии, е)антикорро-
эийные покрытия.
В.Особенности зубчатых зацеплений в авиа-
приборостроении
работа при малых усилиях зубчатых зацепле-
ний. В противоположность зубчатым зацеплениям,
применяемым в машиностроении, зубчатые зацепле-
ния в авиаприборостроении предназначаются для
передачи весьма незначительных усилий,
В связи с Цтим, расчет на прочность в авиа-
приборостроениц не применяется, так как даже
минимальные размеры зубьев имеют многократный
запас прочности. В отдельных случаях необходи-
мо производить проверку на смятие.
Применение передачи с большими передаточ-
ными числами (10: if 20; 1Т"в~ одной паре. Для
осуществления таких больших передаточных чисел
в авиаприборостроении применяются специфичные
детали. Одно из пары колес с числом зубцов
10-12 изготовляется за одно целое с осью и на-
зывается трибкоЙ; другое колесо пары имеет 200-
300 зубцов и называется сектором, у которого
зубцы нарезаны только на части окружности.Воз-
можность размещения таких зубчатых передач в
сравнительно небольших габаритах прибора обус-
ловливает применение малых модулей (До 0,5ым).
Проектирование малых модулей затрудняет при-
менение таких совершенных методов отделки зубь-
ев, как шевинг-процесс, шлифование и др.
Применение эвольвентного грцепления с углом
20 \ Одно время в авиаприборостроении применя-
лось наряду с эвольвентным зацеплением'циклон-
- /г? s'-
дал ьное, Ликлоидальное зацепление (фиг.Рыда-
ет возможность уменьшить число зубцов трибки
до б, оставляя продолжительность зацепления
больше единицы, Износ зубьев при циклоидальном
пгофиле меньше, чем при эвольвентном профиле,
так как соприкосновение выпуклой части головки
происходит по вогнутой поверхности ножки,Недо-
статок циклоидального зацепления - невозмож-
ность изготовления его инструментом с прямоли-
нейным очертанием профиля на станках, работаю-
щих по методу обкатки, так как головка и ножка
зуба очерчены разными кривыми. Для каждого ко-
леса определенного модуля и числа зубцов надо
иметь специальную Фрезу. Кроме того, циклои-
дальные зубчатые колеса требуют более высокой
точности выдерживания межцентровых расстояний
к иначе вод&икает неравномерность вращенияj,
ёти недостатки оказались настолько серьез-
ными, что в настоящее время циклоидальное за-
цепление совершенно не применяется в авиапри-
боростроении,
^вольвентное зацепление (фиг,98) не имеет
недостатков, присущих циклоидальному зацепле-
нию, Очень большим преимуществом эвольвентного
зацепления является возможность изготовлять
зубья методом обкатки, причем для одного и то-
го же модуля, независимо от числа зубцов, тре-
буется один инструмент с прямолинейным профи-
лем; кроме того,, колеса с эвочьвентным зацеп-
- /«Уб--
лениим допускаю! без вреда для равномерности
вращения изменения расстояния между центрами
колес при их сборке.
Как известно, наименьшее число зубцов,кото-
рое можно получить бе» подрезания иетодом об-
катки при угле зацепления 20 , определяется по
формуле
у' _.. _____----- у 7
Г7!ггг Sin3 а£ Sinseo° J
где - угол зацепления, В случаях меньшего
числа зубцов необходимо применять коррегирова-
ние или производить обработку методом деления
(копирование).
Г.Классификация
Весьма разнообразные формы выполнения .зуб-
чатых кслес можно разбить на две большие груп-
пы.
1-я группа, зубчатые колеса, изготовляемые
со снятием стружки. К этой группе относятся:
трибки, шестерни, изготовляемые из прутка^ци-
линдрическме, конические, червячные).
2-я группа. Зубчатые колеса, изготовляемые
без снятия стружки. К этой группе относятся ше-
стерни, изготовляемые холодным штампованием
вместе с зубьями, литьем под давлением и воло-
чением.
Штампование применяется для изготовления
тонких1 шестерен пби '#> О,б, в условиях авиапри-
боростроения такой метод находит весьма ограни-
ченное применение; в таких случаях чаще всего
изготовляют штампованием Заготовку, а нарезку
зуба производят на зубофрезерных станках.^итье
под давлением и волочение применяется редко,
^.Применяемые материалы
При выборе материалов для деталей зубчатых
зацеплений учитываются особенности авиаприб^ро-
строения: малые габариты колес и малые давления
-Ji3Q~
иа зубья и др.
В авиаприбсрсстроевии часто применяется ла-
тунь, бронза и другие цветные сплавы, Решающими
факторами при выборе материала является: стои-
мость обработки, меньший износ детали и высокая
антикоррозийная стойкость, Для уменьшения изно-
са следует применять, по возможности, разные ма-
териалы для одной пары. Например сталь и латунь
бронзу разных сортов и т.п.
i
Латунь (марка ДС -58) применяется для тихо-
ходных зубчатых передач. Ей отдают предпочте-
ние перед сталь?» потому, что она легко обраба-
тывается и не подвергается коррозии. Стали ма-
рок У8А, У10А применяются для изготовления,
главным образом, трибок и червяков. Эти детали,
ввиду своих малых размеров больше изнашиваются,
поэтому их приходится подвергать термической
обработке. Бронза марок А-16 и АМц-9-2 применя-
ется для изготовления червячных шестерен, глав-
ным эбразом?н тех случаях, когда предиявляются
большие требования к износоустойчивости деталей
В качестве материала применяется также
лит - многослойные прессованные ткани,
ные бакелитовой смолой.
T0RCTO-
пропи
тан-
2,Технология характерных де талей
зубчатых зацеплений
А,ТриОки
Рассмотрим типовой технологический процесс
производства трибки, изображенной на Фиг.100
(см.карту в/. Заготовительные операции заключа-
ющая в правке и резке материала, Дальнейшая об-
работка до нарезки зуба производится на авто-
матах ЗиД-ИбД, 1110 или на револьверных стан-
ках з-да №3 тип Р-2 и дро При выборе револьвер-
ного станка или автомата следует руководствова-
ться соображениями, которые приведены в главе
"Оси и валики", так как заготовку под трибку
следует рассматривать как ось.
Нарезание зуба производится методом деления
Стак как трибки обычно имеют число зубцов мень-
- 7^ —
me 17) на станках з-да ОЗПО.
В качестве режущего инструмента применяет-
ся модульная фреза (фиг.101у. Как известно из
теории зацепления, каждому числу зубцов сост-
ветств ует свой профиль. Поэтому для получения
точного профиля,при нарезании его по методу
копирования, для каждого числа зубцов необхо-
дима своя фреза. На практике специальные фрезы
изготовляют лишь в условиях крупносерийного и
массового производства. Обычно же пользуются
наборами из 8, 15 или даже 2б фрез, каждая из
которых предназначена для нарезания шестерни
с определённым числом зубцов (таби.7).
Необходимость получения высокой точности и
чистоты профиля зуба заставляет прибегать к
обработке в несколько проходов (в нашем случае
3 прохода/, в зависимости от типа станка это
можно осуществлять двумя способами.
Каждый из предодев,выполняется отдельной
Фре'зоУ С Фиг. 1Q2 )/Прй 'йом "способе на оправке
Устанавливаются S фреза фиг .-103 у. Первая яв-
ляется обычной шлицевой фрезой, вторая фреза
по размерам и форме близка к требуемому профи-
лю (припуск 0,1-0 2 мм), третья фрезе имеет
окончательный профиль. Вначале вступает в ра-
боту 1-я фреза/После того,, когда она прорежет
все зубья, происходит перемещение суппорта фре-
- 490 ~
Фс&ица 7
/кмплеЫ:! фрез и число нарезаемых фрезатй зуоцоо.
Комплект из 3 фрез Комплект из в фрез Комплект из -/5 фрез ' Комплект из 25 фрез.
/JS фрез Число зубцов нареза- емого колеса V* фрез Число зубцов нареза- емого колеса фрез Число зубцов нареза- емого колеса Iе Фрез Число Зубцов нареза- емого колеса.
fl 12-20 1 d2-13 1 12 1 12
14> 13 ii 13
2 14-15 2 14 2 14
15~16 ai 15
Н 16
3 11-20 3 ГМ8 3 11
Зт 48
Зе" 15-20 3i 45
3$ ёО
3 2/54 4 21-25, 4 21-22 4 21
22
flj 23-25 23
24-25
5 26-34 5 25-29 5 20-27
6* 28-29
5i 30-34 30-31
5^- 32-34
€ 35-51 е 35-47 а 35 37
Gt 38-4/
б£ 42-54 бТ 42-48
5* 47-54
56со 7 55-/34 7 55-79 7 58-55
7* 66-79
7ё 30-/34 7i 50-/02
7т 703-734
8 /35со в 735«> 8 735со
- /<7-7-
A/e. iOQ
за и в рабочем положении оказывается вторая
фреза. В качестве второй фрезы может быть ис-
пользована изношенная третья фреза.
Все проходы выполня-
ются одной фрезой.Йри
этом способе на оправ-
ке шпинделя устанавли-
вается одна Фреза, ко-
торая при первом про-
ходе углубляется не на
всю глубину зуба, вы*
полняя только черновое
прорезание. После того,
когда все зубья
будут прорезаны, проис-
ходит дальнейшее углуб-
ление фрезы в изделие.
Сравнивая эти два метода, можно сказать,что
недостатком первого способа является неточность
установки фрез по оси изделия, что при незначи-
тельных припусках, оставляемых на чистовые про-
ходы, может привести к образованию лысин.
Недостаток второго способа - усиленный из-
нос фрезы, так как одна и та же фреза произво
дит как чистовое, так и черновое нарезание.
За последнее время на заводах применяют
специальные приспособления для точной установ-
ки £резы по центру изделия, вследствие чего пер-
вый способ следует считать более целесообразным,
так как при этом удлиняется период работы Фрезы
-192-
без переточки и тем самым облегчается наблюде-
ние за станком.
/станов и крепление деталей производится с
помощью двух бабок. Если цапфа трибки достаточ-
но жесткая, крепление производится ведущим цент-
ром с насечкой (фиг.104>, устанавливаемым в пе-
редней бабке. Если одна из цапф недостаточно же-
стка, то ведущий
центр упирается в
торец (фиг.105).
Конструкция ве-
дущего центра,при-
меняемого на стан-
ках ОЗПО, показана
на фиг.106. Как
видно из фиг,106,
ведущий центр пред-
ставляет собой
внутренний центр с
насечкой. Угол ко-
-/OS'
ется 30-50° для того, чтобы
влялось за больший.диаметр,
ся обычно 16.
нуса насечки дела-
крепление осущест-
Число зубцов деяает-
Воо1 770 /7
/ое
— /^3 -
Конструкция центра для задней бабки показа-
на на фиг.107,
Термическая обработка является одной из важ-
нейших операций при изготовлении трибки. Терми-
ческая обработка состоит из закалки и последую-
/07
того отпуска. Нагрев производится в специальной
трубчатой печи, в'защитной от окисления среде.
Нейтральная среда создается диссоциацией аммиа-
ка с частичным смиганием водорода.
Обычный состав для нейтральной среды:
/£-75%; /£-25%.
Нагрев в газовой среде (нейтральной) произ-
водится до 78О-8ООСЦ, с последующим охлаждением
в масле. После закалки детали подвергаются от-
пуску путем нагрева их до 400-450иЦ с последую-
щим охлаждением в масле (30-40 Ц>. Закаленные
таким образом трибки имеют совершенно чистую,
свободную от каких-либо окислений поверхность,
по внешнему виду не отличающуюся от поверхности,
полученной после механической обработки.
Для устранения шероховатостей, получаемых
при нарезании зуба требуется дополнительная от-
делка. Для этой цели пользуются приспособления-
ми к токарным станкам или же специальными зубо-
-
полировальными станками.
Инструментом является полировальник, изго-
товленный из твердых сортов дерева: самшит,паль-
ма, липа или из мягких свинцовых сплавов и имею-
щий на цилиндрической поверхности винтовую на-
резку данного модуля. Диск вращается со скоро-
стью 1б м/сек и приводит во вращение деталь.Од-
новременно деталь совершает возвратно-поступа-
тельное движение 180-200 ходов в минуту (Фиг.
108), В качестве абразивного материала применя-
ется паста ГОИ. Деталь опирается на люнет (фиг
109), представляющий собой диск, на окружности
Фие. 108
которого сделан ряд канавок для опоры детали.
По мере износа канавок диск поворачивается.
Полировка цапф производится на станках
“Стандарт"победитовым кругом (ом.гл.иОси и вали-
ки").
Контроль после токарной обработки произво-
дится обычными методами (снобы,шаблоны,индика-
тор).
После нарезки зуба проверяется профиль и
шаг зуба на компараторе при увеличении в 60-
100 раз. При этой проварке трибна устанавлива-
ется в центры я поворачивается от руки для сов-
мещения профиля зуба с экраном. Такимчепособом
— S9F-
можно проверить и биение. В этом случае применя-
ется специальный экран, представляющий ряд па-
раллельных линий, проведенных на расстоянии 1мм
Друг от друга. Наружный диаметр трибки совмеща-
ется с одной из линий экрана. Поворачивая триб-
ку, можно определить биение. Одна из схем опти-
ческой системы проектора дана на фиг,110,Лучи
света, выходя из точки А, проходят через линзы
3 и . Линзы микроскопа F и </ проектируют
Увеличенное изображение контура детали Е на
призму Н L которая отражает это изображение на
утолив 1, Сменой линз F и & и изменением рас-
стояния можно получать изображения, увеличенные
—
от 20 до 500 раз.
Наружный диаметр трибки проверяется специ--
альным калибром, называемым кольцом (фиг.111),
4>иг. т
Непроходная сторона калибра ( с/не) отличается
от проходной апр наличием специального выре-
за, После полировки проверяется эллиптичность
цапф при помощи индикатора со специальными
ножками (фиг.112}
ь\ секторы
Рассмотрим типовой технологический процесс
изготовления сектора, изображенного на фиг.118
(см.карту 7). Зтот технологический процесс яв-
ляется характерным для всех шестерен, изготов-
ляемых из листового материала. Вырубка заготов
ки производится на эксцентриковых прессах с
доследующей правкой. Затеи производится зачин
отка и венковка отверстия. В некоторых случаях:
производятся проточка по наружному диаметру.Н»
резание аубьов ос у шестая не тс я обычно методом
обкатки на станках типа завода Комсо^о^ец или
- /^7 -
“Г
. I
di
Фиг.иг
методом деления на
станках типа 03П0.
Нарезание зубцов по
методу обкатки имеет
следующие преимущества:
ljБольшая точность,,
Зто объясняется тем,
что в случае авольвент-
ного зацепления фреза
имеет прямолинейный
профиль (форма трапе-
ции с углом’ о^=20
фиг.114). Такую Форму
легко изготовить и
проверить. Кроме того,
при нарезании шестерен
методом обкатывания
отсутствует основная
причина, вызывающая
угловую неточность -
ошибка делительного
механизма станка. На
^4{,в
т- о,3
Z ~ 2оЗ
(на полной
okfyy/cHocmu
30 а 2 ___
/Материал
лат/Нб
У7СП9 0cm420j
Зас^гплепи» ЗиилЬОе'НепНое ^~^0_
экаценп-узоситет <$2,5/?з
отНос cj/пелбно центре' долее О Of
<^ие. ИЗ
- 198-
основании исследований, проведенных Тарасовым
С.В. (МВТУ им.Баумана) установлено, что при на-
резании зуба по методу копирования
можно выдерживать толщину зуба с до-
пуском 0,02 мм, а при нарезании методом обкаты-
вания _ .с допуском ОГО1 мм.
Вольжад дгоизводитедмость. Машинное время
при работе по методу деления определяется пс
формуле:
Т _ X* XZ у-
4 —jr~ *' S~
где 7L - машинное время обработки^для одного^
прохода в мин.
X —идяина прохода фрезы, равная длине зу-
ба плюс врезание и перебег (расчет-
ная длина) в мм;
Z ~ число зубцов шестерни;
Д»- подача при рабочем ходе в мм/мин;
Жж- скорость обратного перемещения стола
в ММ/мЙ^ф ’ ч
С - время, необходимое для поворота триб-,
кч в минутах.
Величина врезания поде:итывается по форму-
ле’: ,
где У- вретаяие в lus;
d- диаметр фрезы в им;
t - глубина резания в им;
<f - угол наклона зуба иестерни.
В ел?«аз нарезания прямого зуба ^-О
Машинное время при работе по методу обка-
тывания определяется по формуле;
где Тм- машинное время на один проход в мин,
Z - длина прохода фрезы, ранная длине зу-
ба плюс врезание и перебег (расчет-
ная длина) в мм,
Z - число зубцов нарезаемой шестерни,
X - подача не один оборот фрезы в мм,
л - число оборотов фреэы s mih,
i - число заходов Фрезы.
Величина врезания подсчитывается по формуле
у-Ц5 tff/з(т Ji
где t - глубина фрезерования,
d~ диаметр Фрезы,
/в- угол установа фрезы,
хг,- модуль нарезаемой шестерни,
£ - число зубцов нарезаемой шестерни.
Из сравнения формул видно, что при нареза-
нии зубцов до методу обкатки, процесс резания
совершается непрерывно, поэтому полностью отпа-
дают холостые ходы и время, необходимое на по-
ворот.
ЗуМеньшее количество инструмента.Для наре-
зания колеса определенного модуля требуется,
независимо от числа его зубцов, только одна
червячная Фреза, тогда как при методе деления
трзбузтея целый комплект, состоящий из 8,15 и
даже 25 фрез.
Несмотря не явные преимущества метода об-
катки, в условиях авиаприборостроения, прихо-
дится в некоторых случаях применять кетод дела-
ния. Например;
— 200 —
а у при нарезании храп овых, так как применя-
ются другие формы зубцов;
б упри нарезании секторов-может оказаться,
что метод обкатки неэкономичен из-за большого
холостого хода;
в упри нарезании зубцов у специальных дета-
лей , где >>? ( Фиг. 115).
г Упри нарезание деталей с малым числом
зубьев
Контроль сектора после нарезкй зуба сво-
дится к проверке профиля по экрану и к измере-
нию наружного радиуса сектора специальным ка-
либром (фиг. 116 у.
В.Цилиндрические шестерни
Рассмотрим технологический процесс изго-
товления шеетепни, изображенной на Фиг.117 (см.
карту 8). Токарная обработка часто выполняется
на револьверных станках или автоматах .Наре-
зание зуба производится на станках, работающих
по методу обкатки. При нарезке зуба деталь уста
навливается на жесткую оправку и крепится гай-
кой или вращающимся центром. Для обеспечения
требуемой точности зубьев технологический про-
цесс необходимо строить таким образом, чтобы
предшествующие опе-
рации обеспечивали
достаточную точность
базирующих поверхно-
стей (в нашем случае
отверстий и торцов;.
Внутреннее отверстие
должно быть обработа-
но по 2-му классу
точности. Оправка из-
готовляется по про-
ходной стороне рабо-
чего калибра, что
обеспечивает посадку
шестерни с минималь-
ным зазором,
В случае высоких требований в отношении точ-
ности зуба, применяют набор оправок. Например,
если шестерня имеет отверстие 6А, то делают три
оправки с размерами рабочей части:
'> ~^О<Л-о,с>о/ 3 .
При этом необходимо шестерни предварительно ра-
зобрать по группам.
Другим мероприятием для повышения точности
является применение устанавливаемых оправок
i фиг. 118;. Основание 1 оправки неподвижно крепит-
ся к столу станка. К основанию при помощи 4-х
фиг. 118
—2оа -
болтов привинчивается переходная втулка 2,Болты
имеют в верхней части зазор, дающий возможность
смещать втулку относительно основания. Выверка
производится при помощи индикатора,
В тех случаях, когда указанные мероприятия
не приводят к желаемым результатам, приходится
вводить операцию расточки отверстия на базе на-
резанного зуба. При этом необходимо предусмот-
реть припуск на расточку отверстия.
Технология обработки шестерен со спиральным
зубом мало отличается от обработки шестерен с
прямым зубом, В тех случаях, когда нарезание зу-
ба производится модульной фрезой по методу деле-
ния, фреза подбирается для фиктивного числа зуб-
цов по формуле:
где Z - число зубцов нарезаемой шестерни,
фиктивное число зубцов,
ое - угол зацепления,.
Если нарезание производится по методу обкат-
ки червячной фрезой, то угол наклона оси фрезы
определяется как алгебраическая сумма угла нак-
лона опирали фрезы и угла наклона зуба по отно-
шению оси шестерни, т.е, при одинаковом направ-
лении спиралей у на шестерне и фрезе) углы скла-
дываются при разных - из угла наклона зуба ше-
стерни вычитается угол наклона спирали фрезы,
В некоторых случаях, после нарезки зубцов
для повышения точности и чистоты применяются
отделочные операции. Примером шестерни, для ко-
торой небходимы отделочные операции после нарез-
ки зуба, может служить шестерня диференциала,
которая изготовляется по следующим допускам:по
магу - б микрон, по профилю - 4 микрона, по
толщине зуба - 7 микрон, по эксцентриситету на-
чальной, окружности - 8 микрон. Кроме того, по-
верхность зуба должна быть весьма тщательно об-
работана, Для выполнения таких требований могут
быть применены следующие виды отделочных опера-
ций.
-203 —
Приработка, Этот способ является наиболее
старым и чаато еще встречается на заводах.Зак-
лючается он в том, что две спаренные шестерни
ставятся в специальное приспособление в приво-
дятся во вращение (фиг,119), При этом способе
заметного улучшения качества профиля и чистоты
вубцов не наблюдается. Этот метод не обеспечи
вает взаимозаменяемости деталей зубчатых зацеп-
719
обкатка. Данный метод отличается от прира-
ботки тем, что здесь обкатка обрабатываемой ше-
стерни производится относительно закаленной
эталонной шестерни, изготовленной с максималь-
ной точностью. Под влиянием давления, создава-
емого между эталоном и заготовкой в процессе
их вращения, производится обработка зубьев ше-
стерни . Способ этот пригоден только для сырых
шестерен. Поверхность зуба после обработки за-
метно улучшается.
На наиболее распространенном станке, работа-
ющем по принципу обкатки (фиг,120), обрабатыва-
емая заготовка вращается в сцеплении с 3-мя
эталонными шестернями, которые йроизводят дав-
ление на заготовку с &-х сторон. Вращение сооб-
щает заготовка,
, В других конструкциях станков (фиг.121 вра-
щение осуществляется от эталонной шестерни, к
которой заготовка прижимается с помощью двух
паразиток.
de о
Шевинг-процесс, В целях увеличения произво-
дительности и обеспечения более высокого каче-
ства ста~и применять метод шевингования для
/еу.
мелкомодульных шестерен. Метод шевингования
дал возможность получить высокое качество про-
филя зуба и высокую степень чистоты,' Этот ме-
тод обеспечивает наибольшую точность. Рассмот-
рим st-от метод подробнее.
Отделка зубьев сырых шестерен шевинговани-
ем заключается в соскабливании волосообразной
тонкой стружки с боковой поверхности зуба с
-<205~
помощью специального инструмента - шевера, ко-
торый выполняется в виде рейки (фиг,122; или
шестерни (фиг,123), для отделки прямозубых ше-
стерен применяется рейка с наклонно расположен-
ными зубьями (фиг,124); в случае обработки косо-
зубых колес — зубья на рейке берутся прямыми.
Такое условие введено для усиления скольжения
зубцов и их равномерного износа, рейка соверша-
ет возвратно-поступательное движение, сообщая
этим вращение обрабатываемой заготовке, кото-
рая поджимается сверху к рейке под некоторым
-206-
давлением. Заготовка в процессе работы посте-
пенно перемещается вдоль своей оси (для равно-
мерного износа рейки;. В результате усиленного
скольжения сопряженных зубцов, режущими канав-
ками инструмента производится соскабливание
тонких стружек с обрабатываемой поверхности зу
ба. Этим способом достигается1очень высокая точ
ность обрабатываемых иестерен. Основным недо
статном является сложность инструмента.
Завод ^Комсомолец" выпускает станки, где
режущим инструментом служит шевер, представля- •
ющий собой шестерню, имеющую поперечные канавки.
В этом случае, оси обрабатываемой шестерни и
шевера скрещиваются (фиг.125). Процесс резания
происходит аналогично
предшествующему спосо-
// х бу. Шевер-шеотерня
вращается, а заготовка
ргЧ подается продольно
' \\/1 (осевое движение; и
’ вертикально для обес-
—— =______ печения поджима к ше-
г-(- = ---у веру. Как показала
Н(-:------х практика, шевингова-
ние режущей шестерней
в может дать точность:
по профилю 8 микрон,
по шагу 8 микрон.по
эксцентриситету 5 мик-
рон, а также хорошее
качество поверхности зуба.
ПритирНВ. Метод притирки заключается в об-
работке шестерен посредством искусственного,
усиленного износа зубьев при помощи притира
(обычно из мелкозернистого чугуна) и абразива. *
На станках завода "Комсомолец"; модель 673,
процесс притирки протекает следующим образом
(фиг.126). У двух притиров имеются косые зубья,
которые,соприкасаясь с прямыми зубьями заготов-
ки, создают винтовую передачу, благоприятствую-
щую равномерному износу зубьев по профилю, Вра-
- го 7~
1SG
щение шестерен происходит в зацеплении с 3-ия
притирами, причем оси двух притиров пересекает-
ся в пространстве с осью шестерни. Ось 3-го
притира параллельна.Обрабатываемая заготовка
одновременно имеет возвратно-поступательное
движение. Притиры-поджимаются к шестерне под
некоторым давлением.
На других станках (фиг.127) имеется медлен-
ное вращение притира и шестерни, быстрое
возвратно-поступательное движение притира
(вверх и вниз) и шестерни в радиальном направ-
лении.
По данным опытов, приведенных в ЭНШ20 при-
тирка по 1-му способу вполне обеспечивает сле-
дующую точность:
по биению 0,01 - 0,03 мм
по шагу 0,01 •
по профилю 0,005 - О,010»
После притирки боковая поверхность получа-
ется гладкой, с зеркальным блеском; качество ее
во много раз выше, чем шлифованной поверхности.
Недостатком притирки является шаржирование по-
верхности зубьев абразивными зернами, которые,
несмотря на промывку, остаются в зубьях и слу-
жат причиной их преждевременного износа при
вксплоатации. Это обстоятельство имеет особен-
-<208-
но важное значение в условиях авиаприборострое-
ния.
Шлифованиел Метод шлифования зубцов, несмот
ря на ряд своих достоинств (образование теорети
чески правильного профиля большой точности и вы
сокого качества поверхности/,совершенно не при-
меним в условиях авиаприборостроения по следую-
щим причинам: малый модуль шестерен, применение
цветного металла и малая производительность
(например, при припуске 0,3 им на толщинухзуба
требуется 2-3 мин на шлифование одного зуба).
Г.Конические шестерни
Рассмотрим типовой технологический процесс
изготовления конической шестерни, изображенной
на фиг,128 (см.нарту 9). Получение заготовок до
нарезки зубцов аналогично получению заготовок
для цилиндрических шестерен. Нарезка зуба произ
водится на зубострогальных станках
резцом с прямолинейными режущими кромками (фиг.
129). Станки.такого типа- производят строгание
зуба двумя резцами, с 2-х сторон одновременно,
причем эти два резца образуют при движении как
бы зубья конической плоской шестерни. Нарезае-
мая шестерня находится в постоянном зацеплении
фиг /28
- 209 —
с воображаемой плоской шестерней и, совершая
вращательное движение около оси плоской шестер-
ни, одновременно вращается около своей оси. Та-
Фиг. 12 д
умноженному на время
"люльки" станка.
ким образом, за одно двойное качание "люльки"
зуб обрабатывается с 2-х сторон (фиг.180),Время
обработки шестерни равно числу зубьев шестерни,
одного двойного качания
В среднем можно счи-
тать, что время на об-
работку одного зуба ше-
стерни малых модулей
составляет от 2-х до
10 секунд. Скорость ре-
зания вычисляется по
формуле:
V- sen
1000 '
«&/<? 130
где е - длина зуба
плюс перебег (3-5 мм)
72 - число двойных ходов в мин (200800)
К - скорость резания в м/мин
У конических колес главными элементами, оп-
ределяющими качество зацепления являются также
как и у цилиндрических колес: шаг,профиль,кон-
центричность зубьев.
Проверка профиля как отдельного элемента у
конических колес, в отличие от цилиндрических,
-гш-
не практикуется.
В кпупно-серийном производстве проверка
производится на зацепление с эталонными шестер-
нями. На фиг.131 представлено такое приспособ-
ление. В корпусе приспособления 1 находится оп-
равка 2, в средней части которой имеются зубья,
образующие рейку. В зацеплении с рейкой находит-
ся длинная шестер-
ня 4, которая вра-
щением маховика 5
будет поднимать
или опускать оправ-
ку 2 и эталонную
шестерню 3. На ва-
лике 7, в отойкеб
установлена прове-
ряемая шестерня 8.
Удерживая одной
рукой шестерню 3,
производят покачи-
вание шестерни 8.
Разность показа-
ний индикатора 5
представляет величину бокового зазора.
Существует целый ряд других приборов для
проверки конических колес*'.
1,. Червячные шестерни
Рассмотрим типовой технологический процесс
червячной шестерни, изображенной на фиг,132
(карта 10).
Первая операция может выполняться на револь
верных станках Ижевского завода 1836,
Нарезка зуба производится на зуборезных
станках, работающих по методу обкатки.
В отличив от червячных фрез, применяемых
для нарезания цилиндрических колес, профиль
червячной фрезы для нарезания червячных колес
х/пймкин Н.В? "Измерение зубчатых колес”,ОНТИ
1935.
— 211-
4ч,е 132
должен в точности соответствовать Профилю и
размерам, который должен сцепляться с червяч-
ным колесом, с учетом дополнительного зазора
при вершине нарезки. Поэтому наружный диаметр
червячной Фрезы делают на 0,32 модуля больше
наружного диаметра червяка. Таким образом, об-
щая высота зуба фрезы будет равна 2,81 м* При
такой высоте зуба фрезы будут снимать струзйУ
и с вершин зубцов червячного колеса. Это дела-
ется для того, чтобы наружная окружность чер-
вячного колеса была строго кояцентрична о ее
х начальной окружностью, чем можно воопользовать-
ся для проверки концентричности. Такой же ме-
тод часто применяется и для рассмотренных дета-
лей (трибки, секторы, шестерни).
Машинное время обработки подсчитывается по
Формуле:
- 2ia —
т 3"'z
Л. 72 .1
где Тп - машинное время обработки в ми^
m - модуль нарезаемой шестерни,
г - число зубцов нарезаемой шестерни,
£ - радиальная подача в мм на один
оборот изделия,
Л - число оборотов фрезы,
1 - заходиость.
Путь фрезн за время обработки шестерни оп-
ределяется исходя из следующих соображений:нор-
мальная высота зуба равна 2,166^ Величина вре-
зания Фре«н, которая в данном случае является
следствием различной кривизны радиусов наружно-
го и внутреннего диаметров червячной фрезы (фиг,
183), составляет 25$ высоты зуба. Следовательно,
133
длина пути фрезн с учетом врезания равна
2,766 * 1^35 = /г>
Кроме того, необходимо после прохода фрезы на
(расчетную глубину дать при выключенной радиаль-
ной подаче 1-2 оборота нарезаемой шестерни. Та-
ким образом, среднюю величину пути Фрезы можно
принять равной ^з^-
-213-
После нарезания зуба червячные колеса про-
веряются на биение и на зацепление. Проверка
правильности зацепления производится на особых
приспособлениях,* путем сцепления с образцовым
червяком.
В,Некоторые вопросы рационализации
технологических процессов
Во П главе первой части подробно рассмотре-
ны технологические пути повышения производитель-
ности. В настоящем разделе рассмотрим лишь неко-
торые пути повышения производительности зуборез-
ных работ, пользуясь приведенной ранее классифи-
кацией.
А,По сокращению основного техноло-
гического времени
Последовательная обработка нескольких дета-
лей уменьшает долю врезания, падающую на одну
fdT.fipib. Например, при “обработке сектора“( фиг.
15) по методу деления, длина врезания фрезы
равна; ________
. у з=-
или
Таким образом, при обработке одной детали
Длина обработки:
£— +S—H, 65 (veperfee прижгл?
При обработке 8 деталей
^5-8 + 5-,4+6 _
& ~ '
Следовательно, длина обработки, приходящаяся на
1 деталь, сокращается,примерно,в 5 раз.
Применение многоэаходных фрез дает значи-
ХельныЙ эффект. Как видно из Формулы~
производительность при Фрезеровании по методу
— 2*4~
обкатки зависит от числа заходов фрезы, однако
надо иметь в виду, что многозаходное фрезй могу»
применяться только для обработки шестерен, к Ко^
торым не предъявляется жестких требований' в от-"
ношении точности, т.е, допуска на основные эле-
менты профиля больше, чем 0,01-0,02 мм. Зисло
заходов фрезы надо выбирать таким образом, что-
бы угол под”ема байтовой линии Фрезы не превос-
ходил 5°.
Совмещение операций. Как известно, в процес-
се Фрезерования зубьев со стороны выхода фрезы
образуются заусенцы. Снятие заусенцев представ-
ляет собой трудоемкую операцию и выполняется на
токарных станках при помощи надфиля, шабера и
т.п. Fa станках, работающих по методу обкатки, I
можно использовать вращение шестерни для снятия
заусенцев путем установки дополнительного резца
в суппорт.
Б.По сокращению вспомогательного
времени
Сокращение вспомогательного времени может 1
быть достигнуто, главным образом,«за счет уско-
рения процесса с"ема деталей.7 для этой цели,кро-
ме обычных методов закрепления деталей при помо-
щи быстросменных шайб и уже рассмотренного чами
метода закрепления при помощи ведущих центров,
при фрезеровании зубьев широко применяется зак-
репление при помошй вращающихся прижимов (фиг.
134 и фиг.535При указанных методах на закреп-
ление детали уходит значительно меньше времени,
ф&е 13*
чем’при обычных методах крепления
как для снятия деталей достаточно
щающийся центр, после чего летали
свободно сняты с оправки.
гайкой, так
отвести вра-
мсгут быть
^е. 135~
В.По сокращение подготовительно-
заключительного времени
для ускорения процесса нДладки большое зна-
чение имеет тщательность составления технологи-
ческих карт. В технологических картах должны
быть указаны, кроме режимов резания, сменные
шестерни гитары деления, угол установки Фразы,
величина хода, способы наладки.
Л. Анализ точности изготовления
А„Основные погрешности изготовления
деталей зубчатых зацеплений
Эксцентричность зубьев,Погрешность эксцонт-
рис-итета выражается в т*5м, что деталь, вращаю-
щаяся при изготовлении вокруг одного центра,при
работе механизма вращается вокруг другого цент-
ра, отстоящего от первого на \фиг.13в).
Наибольшая угловая ошибка от эксцентриситета
определяется по формуле:
Kt
где Л' - угловая ошибка от эксцентриситета,
- радиус делительной окружности.
~ г-fs—
Пример: дано: 4=0,03 Л^20
л <з&оз ' , /
Надо иметь в виду, что кроме угловой ошиб-
ки эксцентриситет колеса вызывает пульсирующий
шум с периодически-уменьшающейся и увеличиваю-
щейся интенсивностью. Это обстоятельство имеет
значение для быстроходных зубчатых передач (нап-
ример, зубчатой передачи тахометра).
Как видно из формулы и примера, величина уг-
ловой ошибки от эксцентриситета может быть умень
шена ва счет уменьшения величины эксцентриситета
Это может быть достигнуто: а)путем ужесточения
допуска по внутреннему диаметру детали, бприме-
нением набора оправок и в)за счет ужесточения
допуска на изготовление оправок.
Перекос торцов.При перекосе торцов шестерни
вследствие неправильной подрезки торца, получает*
ей зацепление, подобное показанному на фиг.137.
Наибольшая угловая'ошибка может быть подсчитана
по формуле:
где угловая ошибка от перекоса,
- ширина зуба,
ошибка от переноса торца,
q - радиус начальной окружности.
Пример: дано 6=4; <х=ао°;
- <?/<?-
Й8 приведенного расчета видно, что при кон-
струировании точных колес надо стремиться созда
вать длину зуба минимальной. При изготовлении
заготовок под нарезку зуба следует большое вни-
мание обращать на правильность торцевых поверх-
ностей деталей и оправок, служащих для крепле-
ния деталей.
Погрешность профиля (фиг.138). Погрешность
профиля вызывает, кроме угловой ошибки колеса,
быстрый износ и неплавность передачи. Основной
причиной погрешности профиля при нарезке зубча-
тых i&'iec червячной фрезой является то обстоя-
тельство, что сечение*Фрезы, вследствие накло-
на- под углом, не представляет собой точной рей-
ки. Величина этой ошибки тем меньше, чем мень-
ше угол подъема спирали. Вследствие малых раз-
меров модулей, применяемых в авчаприборострое-
нии, величина этой ошибки будет ничтожна
В случав нарезки зубчатых колес модульной
Фрезой ошибка.профиля может получаться за счет
неточности изготовления Фрезы или несоответ
ствия номера Фрезы числу зубцов нарезаемого ко-
леса.
Возможными причинами, вызывающими погреш-
ность профиля, является также неправильная за-
точка фразы (т.е. заточка режущей грани Фрезы
на по радиусу>, радиальное биение фрезы, дефор-
мация оправки и т.п* Погрешность профиля вызы-
вает угловую ошибку, которую можно подсчитать
по формуле:
S44O^
где с^с- угловая ошибка, вызываемая неправиль-
ным профилем,
т - модуль,
J%- местная ошибка станка,
А - погрешность резания.
Пример:
дано
Л =<?<v«7 faoos;
Р _ 45- o,ooes +&,5 &O6QQ
2o /
= й, <?6‘
В табл^.8 приведено значение ошибок зубчатых ко-
лесх'*
Величина угловой ошибки, вызываемая непра-
вильным профилем, может быть уменьшена за счет
применения высококачественных фрез и правильной
их эксплоатации.
Ошибка станка,чфиг.139).Угловая неточность
при нарезании шестерен модульной фрезой состав-
ляет 1-2', при методе обкатывания 30-50/
Наибольшая суммарная сшибка колеса опреде-
ляется по формуле:
4^ +-^^3440'+—^- С
' a С . С
где (£f + <fyo f г
Для получения достаточно точных данных суммиро-
вание членов можно производить по правилу счо-
х/Цукк’ерман о,Т.Точные механизмы, Об оронФ'из,
1941.
— зге—
жения независимых ошибок, за исключением <fyCT ,
которое должно арифметически складываться с ре-
зультатом.
Золи принять Л» = /' , то для нашего
примера /с
“ fycT + ^(fye) г^(+(fy») £
На основании формулы, при определении сум-
марной ошибки и табл.8 построена кривая по сумме
ошибок (фиг.140).
— 224 —
ц класс mawf.
4^0
Таблица 8
Допустимое отступление 1класс| Пкласс Еялаос
Ошибка станка Jycw Эксцентриситет^, Погрешность ПрОфИЛЯ (Р/, w Торцевое биение Допуск на половину угла профиля <?<*. Местная ошибка fyo,/>cy/ie Ошибка реваняя 01’67(40*0 0,008 0,008 0,04: 5' 5/206000 0,002 1',о( бсо 0,0? 5 0,010 0,06 ю' 6/506000 0,003 Г, 5[9(Я 0,025 0,014 0,10 15" э/гобооо С,006.
-г?.г-
Б,Влияние погрешностей изготовления
зубчатого зацепления на ошибку по-
ложения стрелки в механизмах авиа-
ционных приборов
Далее приведены схбмч механизмов (бэз чув-
ствительного элемента; мановакууметра (фиг.141)
и высотомера (фиг*142). В сцепляющихся зубчатых
парах 1 и 2 <фиг.
141), имеющих пере-
даточное число
7’~’
любой угол поворо-
та сектора вызовет
поворот трибки 2 .
на угол
Следовательно, уг-
ловая ошибка коле-
са 1 даст угловую
ошибку, на колесе
2
Величина будет
еще больше за счет
собственной ошибки
//£ трибки, 2.ТОГ-
да
Пока рассмотрим,
влияние только од-
ной ошибки колеса
1 на ошибку положе-
ния стрелки.
Угловая ошибка положения стрелки:
Для механизма, показанного на фиг.142;
4^44^
— 223 —
//<?
^инейная величина ошибки положения конца стрел
кй будет зависать от длины € стрелки и может
быть определена по формуле:
где Л/ выражается в минутах.
-224-
Пример (фиг.141)
4^'
~ 32
я, =S7o
Z£ = /2
^стР=^ cty=^5~^2,S '=1°5а'зо" •
<Рстр = $000297 ест/3 (Ру^уоооао/.за//а,^~ /,&5ы.
Пример (фиг.142)
4-6-'
£er^S
zt = -7&О
£а = 33
г. - а/з
о
=
А/ л 2з 430 2/2 , _ / о
гУсгр “ 4717 5- =735 - /3
Рсгр=ц, 00020 естр <Рстр= (7,00020/. 32 720 = /^лг.
Угловая ошибка трибки 2 (фиг.141) вы-
зовет также угловую ошибку стрелки. При отсут-
ствии ошибок в секторе 1 угловая ошибка трибки
8^5 вызовет ^инейную ошибку положения конца
стрелки, равную;
ЛГ/О. = (700029/ ест^ J*yz =$000297 ес^. <fyC7)Oi
cPCTfi = $000297 • 32- S --=<? O/f&9 /ПЛ7^
угловая ошибка трибки 2 вызовет следующую ошиб-
ку положения стрелки (фиг,142)
что при ранее выбранных величинах даст счедучк-
щуш погрешность:
ГстР Zi 32
б'^зз^з'^^зз'^"
Линейная ошибка положения конца стрелки:
/ = е (fa
стр ’ стр 7стр
^сГр ~ 32- 33J5 — 0,31 '
В табл.9 дается величина угловой и линейной
ошибок стрелки в зависимости от угловой ошибки
сектора и трибки*
ЛЧа&луцс? 9.
Уас/пеяо&сже Прибора & ktTko/У) колесе С/фСеТсЯ сш^ка/ Ocaudkaf положе/к/д crnpe^kv (уеж вад я лиреорря) Яри уело Зой ошс/Зре koAecot
Уе^0^с/9 Линей- ная пая над
5' <s'
MaWofatypiernp сектор 6^ f rt 15г зо 1,05 J^s' 3/ £°3в' 3,15
&£мсотолгер сектор /г° 7 24° 13,36 36° eo
Sbicomomep mpuSkcf О°339" Of3i I6‘igu 0,00 10393o 0,93
Допустимая угловая погрешность по IV для
иа^овакууметра ИВ-16-5 , для высотомера 556-
-226-
ГУАВА Ш
ВИНТЯ
1. Общие положения
А.Назначение и классификация
В зависимости от назначения все винты,при-
меняемые в авиаприбороотроении, можно разде-
лить на 2 больвие группы:
Крепежно-монтажные винты.К этой группе от-
носятся винты, служащие для разумных соедине-
ний отдельных деталей между собой. Резьба на
винтах этой группы выполняется по 2-му или 3-
му классам точности,.
Точные винты. К этой группе относятся вин-
ты, служащее, главным образом, для перемещания
одной детали относительно другой. Таким обра-
зом, сюда относятся центровые и осевые винты ги-
роприборов, регулировочные винты анероидно-
мембранных приборов и др.
ревьба на винтах 2-оЙ группы выполняется
по 1-му и Й-иу классам точности.
Б,Особенности винтов, применяемых в
авнепряб оростроения
К характерами особенностям относятся:
1)Малый шаг рееъбн (меньше 1 мм). Применение
малого вага реаьбы обгоняется стремлением по-
лучить необходимуз» длину свинчиваеыооти при не-
больших габаритах деталей.
Й) Применение», как правило, винтов с цилиндри-
ческими и коническими головками (оо шлицами).
О такими винтами проке обращаться, так как ци-
линдрическая головка при большой прочности хо-
рово держит отвертку.
в)Малые усилия, поэтому расчет на прочность
не производится.
-227^-
4)Примененио для винтовых соединений первой и
второй групп, в большинстве случаев метричес-
кой резьбы основной по ОСТ-94 и мелких метря-
чесвйх резьб по ОСТ-271 и Др»
В.Применяемые материалы
Наиболее распространенными материалами для
винтов в авиаприборостроэний служат сталь и ла-
тунь. Сталь‘применяется, главным образом, для
изготовления точных винтов, которые подверга-
ются термической обработке (заъалка, отпуск).
Во всех остальных случаях при выборе материа- •
ла можно руководствоваться соображениями стои-
мости винтов.
Чан видно из фиг.143,для вднтфз диаметром до
4 мм, изготовляемых методом механической обра-
ботки со снятием стружки, решающим фактором яв-
ляется стоимость обработки, а не Стоимость ма-
териала.
fae М3
Технология, крепежных винтов
А.Обработка со снятием отруики
Рассмотрим типовой технологический процесс
изготовления винта, изображенного на фиг.144
(см.карту 11). Первая операция выполняется на
5СЛ—J
* □
, , токарных автоматах
д- -// завода им.ДЭержинско-
го типов 11МСШОД,
В мелко-серийном
производстве 1-я опе-
рация выполняется на 1
различных мадогаба.
ритных револьверных
станках, нарезка' резь
бы производится плаш-
ками, которые бывает
2 ти-цоВд. " неразразан
ные (фиг, 145; д раз-
резанные (фиг. 144/.
Неразрезанные плашки дают более точную резь
бу, а разрезанные плашки допускают некоторое ре.
гулирование размеров, инструментальные заводы
выпускает обычно неразрезанные плашки, кото-
рые после соответствующего использования могут
быть обращены в разрезанные. Разрезанными и не-
разрезанными плашками нельзя нарезать резьбы
повышенной точности, Это обгоняется тем, что
резьба у плашек не шлифуется и в результате
термической обработки такие важные элементы,как
профиль, шаг и др,,получаются искаженными.
по диаметру нес-
_____’.лее распро-
ТТри нарезании резьбы плашками материал вы^
тягивается и увеличивается в диаметре. ' Поэтому
заготовку обтачивают на размер по диаметру нес-
колько меньший, чем нормальный. Наиболее распро-
страненной схемой для выбора диаметра заготовки
под нарезку резьбы, является схема, предложенная
'ОлуСХ
проф.Городецким И.Е.(фиг,147 л
На многих заводах авиаприборостроения заго-
товка под резьбу выполняется с посадкой 24,что
также обеспечивает
__________________I________.гарантийный запас на
'ем подмем резьбы и дает
Д W/^уск'Л ВОЗМОЖНОСТЬ исполь-
6Д заготоНф зовать для промера
\ V//////A заготовок нормальные
скобы,
Большое значение
имеет правильное
закрепление плашки.
На фиг.148 дана кон-
струкция патрона дня
устроен следующим об-
I
§
J S
V
I
a
g H
4
крепления плашки. Патрон
разок: хвостовик 1 закрепляется в револьверную
головку станка. На другой конец хвостовика яа-
5&z<?. 148
дет плат коде ржатель 2. В плашкодержателе имеет-
ся гнездо? в которое вставляется пружина 4 и
поводковый пачец 5, Палец 5, перемещаясь,надав-
ливает на пружину, в хвостовик закрепляется
неподвижный палец 3. оба пальца на торцевой -ча-
сти снабжены наклонными срезами для легкого со-
скакивания, После того, как плашка нарежет до
конца заготовку, наклонный сред, одного пальца
-
(й/е. ^49
—23/ —
заедет на наклонный ores другого и, нанимая на
пружину., дает возможность плашкодержателю сво-
бодно проворачиваться вокруг хвостовика, пре-
дотвращая срыв резьбы и поломку плашки. Затем
станок переводится на обратный ход и плашка
свинчивается с заготовки.
Нарезка резьбы резьбонарезными головками и
гребенками применяется редко, так как ввиду ма-
лых размеров винтов-(малая длина/, получается
очень незначительная экономия за счет ускорен-
ного холостого хода.
Если обработка преявводятся на автоматах,
имеющих шлифовочно» приспособление, то с авто-
мата получается законченный винт, в тех случа-
ях, когда автомат не имеет специального устрой-
ства, шлицевание вынсситоя а отдельную опера-
ции которая осуществляется на токарных стан-
ках или на специальных приспособлениях к фрезер-
ным станкам (фиг,149).
Приспособление состоит цэ плиты 1, прикреп-
ляемой бол .теми 2 к о тод у отедНВ. Рычаг 8 вра-
щается вокруг оси, т.в,. центровых винтов б,ко-
торые закреплены в стойках б, Центровые винты
имеют головни о накаткой,для удобства их уста-
новки они закрепляется контргайками 7. в смен-
ную каленую втулку 4 устанавливается обрабаты-
ваемый винт А, Яа плите укреплена стойка 8, в
которой помешан упорный винт 9, служащий для
регулирования глубины шлица, После установки
на‘нужную глубину шлица винт контрится гайкой
10,деталь, установленная во втулку, подводится
к дисковой Фрезе до упора в винт 9, после это-
го рычаг отводится назад и выталкиватель 11,
укрепленный в стойке 12, выбрасывает винт.
Б,Обработка без снятия стружки
I см.карту 12/
Получение заготовок. Заготовка винта произ-
водится на специальных высадочных станках-авто-
матах <тип 52ВА г.Харьков) в три перехода:1^от-
резание проволоки, 2>выса-дка головки начерно,
-2i£~
3)высадка головки начисто <фиг,150^Изготовле-
ние заготовки на болтозаклепочяых автоматах да-
ет больную экономию материала. Так например.
расход латуни при изготовлении винта <Фиг.144)
для токарных авто-
матов составляет
2,05 кг на 1000 шт,
а при изготовлении
на болтозаклепочном
н^томате только О,б
кг. Таким образом,
экономия составля-
ет 72^. Весь про-
цесс полностью ав-
томатизирован. Ма-
териал подается за-
жимным патроном,ре-
жется по длине на •
куски и особым устройством подается к матрице.
Затем ползун производит два удара: при первом
ударе головка высаживается начерно, при втором
начисто, одновременно отрезается новый ^усок
Проволоки нужной длины. После второго удара
винт выбрасывается выталкивателем.
Производительность 2-х ударного пресса
52ВА 2-го инструментального завода (г.Харьков)
120 шт в мин, в то время как на револьверном
станке за это же время можно изготовить только
3-5 шт, на автомате-5-10 шт. Из сравнения этих
данных видно, что способ получения заготовки
на высадочных станках является самым производи-
тельным.
Кроме того, этот способ обеспечивает высо-
кую точность заготовки (0,03*0-,04 мм) и более
высокие механические качества, так как волокна
располагаются не параллельно оси винта, Физи-
ческие структуры расположения волокон в заго-
товках, полученных без сйятия и со снятием
стружки, показаны на фиг.151, Следующей опера-
цией является шлицевание готовки и зачистка зау
сенцев путем оболтки в барабане. Резьба получа-
ется путем накатывания. В настоящее время при-
меняется два метода накатки-резьбы: п~оскими
плашками и цилиндрическими.
^4/С>. ’ / S 1
При первом методе (фиг.152; заготовка про-
катывается между двумя плоскими закаленными
стальными плашками, на которых нарезан ряд греб-
ней, являющихся негативным отпечатком изготовля-
емой резьбы'с трм же шагом и углом подъема вин-
товой линии. Когда заготовка прокатывается меж-
ду плашками, резьбовой профиль вдавливается в
ее поверхность. При втором методе, накатка вы-
полняется посредством цилиндрических плашек
(фиг,153Зти плашки также имеют на своей по
/S3
верхнооти негативный отпечаток резьбы того же
самого профиля, шага и угла подъема-винтовой
линии-, что и у накатываемой детали..Тля соблюде-
ния этого условия необходимо ияеть диаметр пла-
шек кратным диаметру накатываемой резьбы, а.
число заходов кратным числу заходов накатывае-
мой резьбы, Таким образом, изменяя число захо-
дов резьбы у плашки, мы можем изменить ее диа-
метр, По данным некоторых заводов,в случае шли-
фованной заготовки и точных плашек можно полу-
чить следующую точность? при работе по первому
методу - 2-'i класс точности, при работе по вто-
рому методу - точность по среднему диаметру
0,и2-0,03'мм, по концентричности - 0,001 мм и
-гз4-
по шагу-в пределах допусков 1-го класса точно-
сти, Поскольку при накатке резьбы металл «е сни-
мается., диаметр заготовки должен быть выдержан
в тех же, если не более точных, пределах, что и
диаметр резьбы окончательно нарезанных болтов.
Размер заготовки но диаметру должен быть меньме
наружного диаметра резьбы, поскольку для обра-
зования витков резьбы метали в процессе накаты-*
вания выдавиваетоя наружу. Некатка резьбы яв-
ляется, по оувёотву, операцией холодной высад-
ки, при которой металл смекается, а не снимает-
ся. Поскольку заготовка прокатывается между
плашками, гребни поверхностей плашки ъдавлила-
ются в заготовку, приблизительно, на половину
своей глубины, образуя впадины' винтовой нарез-
ки. В то же время металл заготовки вдавливается
в канавки плашек, образуя гребни накатываемой
реэьбьц Вследствие этого получается увеличение
диаметра накатываемой резьбыд(фиг.154и.
Длн определения диаметра стержня, при нака-
тывании резьбы плоскими платками, существует
много различных формул, но все они дают только
приближенные результаты, поскольку не учитывают
профиль резьбы, род материала, точность изготов-
ления и т.д.
В качестве первого приближения можно поль-
зоваться формулой:
где г/ - диаметр заготовки,
и</- соответственно наружный и
* диаметры резьбы.
^утренний
При расчете по этой Формуле диаметр заго-
товки* превышает средний диаметр резьбы на 0,03-
0,08 ММ.
Обычно диамэтр заготовки определяется по
формуле и окончательно уточняется опытным пу-
тем. Изготовление резьбы накатыванием имеет це-
лый ряд. преимуществ по сравнению с изготовлени-
ем резьбы другими методами. Важнейшие из них
следующие:
1) Более высокая производительность.Например,
производительность резьбонакатного автомата
модель 130-С составляет при
бункерной загрузке - 150 шт/мин, при ручной -
60 шт/мин. Другими словами, производительность
при накатывании резьбы плоскими плашками в 9
раз выше, чем нарезание плавкой.и в 6-раз •выше,
чем при нарезании резьбонарезной головкой.Изго-
товление резьбы накаткой становится невыгодным
только при малом количестве изготовляемых дета-
лей.
^Поверхность резьбы получается очень чистой
(близкой к полированыой7~й твердой, это проис-
ходит по той причине, что рабочие поверхности
плашек являются весьма чистыми, а винтовая по-
верхность, оораэоваыная на детали, является
точной копией поверхности профиля плашек.
3-)Большая прочность резьбы.На фиг, 155 показа-
но расположение волокон при‘изготовлении резь-
бы накаткой, а на фиг.156 расположение волойой
<2$rz<s /ЗУ
ХЯг
—237—
при изготовлении резьбы со снятием стружки.Как
видно, волокна, образующие профиль резьбы, не
остаются прямолинейными и параллельными оси за-
готовки при изготовлении ее накатыванием* а из-
гибаются и сжимаются соответственно профилю на-
резки. В результате этого, создается большее
сопротивление разрыву, срезу и усталости. Уве-
личение прочности достигает 25$ по сравнению с
резьбой, изготовленной со снятием стружки.
4)Волее продолжительный срок службы инстру-
мента, Плоские плашки отличаются продолжитель-
ным сроком службы и дают точную резьбу вплоть
до полного их разрушения. Продолжительность ра-
боты плашек, обрабатывающих сталь средней твер-
дости, составляет 2ОООС - ЗОООО деталей. В слу-
чае обработки винтов из цветных металлов стой-
кость плашек достигает миллиона и болтов штук.
Это обгоняется тем, что давление, производимое
на обрабатываемую деталь, вместо концентрации
его на нескольких относительно хрупких режущих'
кромках, распределяется по большой аоверхвости.
Схема станка для накатки резьбы плоскими
плашками показана на фиг.157. Одна плашка 1
удерживается в неподвижном положении, в то вре-
мя, как другая 3 двигается возвратно-поступатель-
но , Плашки должны быть отрегулированы таким об-
разом, чтобы в начале рабочего хода, когда тол-
катель 2 подает заготовку 4 непосредственно к
плашкам, вершины реььбовых гребней одной плашки
в месте соприкосновения о заготовкой были распо-
ложены против впадин резьбовых канавок другой
плашки. Когда ползун 5 двигается вперед, заго-
товка вращается вокруг оси и пф вмещается со
скоростью, приблизительно, равной половине скоро-
сти ползуна до тех пор, пока она не достигнет
конца неподвижной плашки и не выключится из ра-
боты. В это время другая заготовка должна нахо-
диться у заслонки б к началу следующего хода
ползуна. Для точных работ на станках с ручной
подачей скорость составляет около 30 ходов в
минуту. Большое значение имеет точность установ-
ки плашек. даже незначительный сдвиг от их пра-
вильного положения вызывает появление напусков
<z>^
- 239-
ъ складок металла.
На фиг,158 показан станок, работающий круглы-
ми плавками (роликами/,установленными на гори-
зонтальных опорах,Ролики 1 закалены и резьба на
них шлифована. “Они имеют диаметр в пределах 150-
160 мм в зависимости от размера обрабатываемой
детали. Один ролик вращается по часовой стрелке
в неподвижном подшипнике,а другой вращаясь в
том же направлении на перемещающейся каретке 2,
подается по направлению к первому ролику посред-
ством гидравлической подачи. Заготовка 3 покоит-
ся в горизонтальном-положении на опорном ноже
между роликами и в течение процесса накатки вра-
щается, не перемещаясь в осевом направлении.Ро-
лики получают вращение от приводного вала 4 че-
рез эластичную муфту 5, Максимальная величина
рабочего давления, оказываемого роликами, может
изменяться соответственно шагу нарезки,особен-
ностям материала и характеру обрабатываемой де-
тали, Как только достигнут необходимый средний
диаметр резьбы, автоматически выключается гид-
равлическая подача, и ролик, смонтированный на
подвижной каретке, возвращается в первоначаль-
ное положение.
Одним из важнейших преимуществ цилиндричес-
ких плашек,по сравнению с плоскими, является
возможность непрерывной накатки. При этом ско-
рость проникновения в заготовку может быть
очень плавной. В случае обработки полых деталей
слишком быстрое проникновение плашек можот выз-
вать повреждение внутренней стенки.
Контроль крепежных винтов, после изготовле-
ния резьбы, осуществляется комплексным методом,
который характеризуется, в основном, проверкой
приведенного среднего диаметра. Для проверки
применяются жесткие резьбовые кольца (фиг.159).
Проточка да накатанной поверхности является от-
личит8лы1ым,-признаком непроходных резьбовых ко-
лец. уменьшение длины нарезанной части достига-
ется выточками (фиг.160), На проходном кольце
такие выточки делаются для того, чтобы длина на-
резанной части возможно меньше отличалась от
- 24U-
длины свинчивнемости. В авиаприборостроении
очень часто встречаются детали с ненормальной
длиной свинчиваемости. Поэтому при проектиро-
фи<? /59
фие /50
вании технологического процесса всегда надо х
следить за тем, чтобы длина проходного кольца
была равна или больше длины свинчиваемости.Не-
соблюдение этого правила приводит к нарушению
взаимозаменяемости.
Из разнообразных конструкций регулируемых
резьбовых колец наиболее широкое применение по-
лучили резьбовые регулируемые кольца, показан-
ные на фиг.161.
та компенсированы
Деталь считается
годной, если проходное
кольцо свободно навин-
чивается на проверяемый
болт. Свинчиваемость ка-
либра с винтом не толь-
ко гарантирует, что
средний диаметр резьбы
болта не выходит за ус-
тановленный наибольший
предел, но и что имею-
щиеся ошибки шага и уг-
ла профиля резьбы бол—
соответствующим уменьшением
среднего диаметра. Одновременно этим калибром
проверяется внутренний диаметр болта. Еепроход-
ное кольцо не должно навинчиваться на проверяе-
мый болт, - оно может навинчиваться частично,
— z? <4- /
но,во всадом случае, резьба болта не должна на-
ходить с сротивопопожной навинчиванию стороны
кольца.
За последнее время, для контроля резьба вин-
тов применяют резьбовые регулируемые*саЬба,кото-
рые имеют елвдуюшиз преимущества перед кольцами:
^резьбовые скобы позволяют производить из-
мерение изделий, изготовляемых в центрах, не
снимая изделий со станка;‘
^значительно снижается воемя на контроль
(примерно,в W раз) и
8/создается возможность более удобного и
надб^ногогсоитроля элементов резьбы скоб. Не
ФйГ»1в2 показаны схемы проверки резьбовой ско-
бой роликового типа. Проверка резьбовыми коль-
цами (скобами) не исклю-
чает проверки наружного
диаметра винта гладкой
скобой.
З.Техкология точных винтов
Точные винты изготовляются со снятием струж-
ки. Рассмотрим типовой технологический процесс
осевого винта, изоорааенного на фиГ.163 с см.кас-
ту 13).
В зависимости от характера производства,
первая операция выполняется на револьверных
станках или токарных автоматах. После термооб-
работки vзакалка и отпуск) шлифуются коническая,
ци индрическая и торцевая поверхности винта,
Нарезание резьбы производится шлифовальным
кругом. Общеизвестны три метода шлифования резь-
бы.
-242-
Шлифование с помощью однониточного круга,
подаваемого вдоль оси изделия (фиг.164).Подоб-
ный метод используется в тех случаях, когда тре-
, буется максимальная точность при шлифовании
резьбы. Мелкая резьба, примерно до шага 1,5 мм,
всегда шлифуется без предварительной нарезки.
Пользуясь однониточным кругом, можно получить
точность в пределах 0,0025 мм - по среднему ди-
аметру; +10’по профилю; 0,0025 мм - по шагу на
длине 25 мм.
Шлифование врезанием с помощью многониточ-
Нбго"круга (фиг. 165).Мет'од шлифования по спосо-
•^4*3-
бу врезания многониточным кругом применяется
для ускорения производственного процесса,Шлифо-
вальный круг по всей ширине снабжен кольцевыми
канавками, имеющими профиль и шаг нарезаемой
резьбы. Когда деталь делает один оборот, кр^г
подается вдоль поверхности на величину шага
резьбы. Шлифование многониточным кругом менее
точно.
Многониточный шлифовальный круг правится с
помощью закаленного ролика, имеющего кольцевые
канавки, точно соответствующие профилю нарезае-
мой резьбы.
Шлифование многониточным коническим кругом,
перемещаемым вдоль оси i Фиг'3.66).Этот способ "
применяется, главным образом, при шлифовании
длинной"резьбы. Коничес-
кий шлифовальный круг
представляет собой- как
бы ряд однониточных
дисков, причем каждый
последующий имеет нес-
колько больший диаметр,
чем предыдущий широко-
го круга. Каждый диск
делает сравнительно
166 легкий надрез, поэтому
этот метод особенно при-
годен для шлифования длинных, малоустойчивых де-
талей. Точность, получаемая при использовании
конического многониточного круга является сред-
ней между точностью, получаемой при шлифовании
однониточным кругом и при шлифовании по методу
врезания цилиндрическим многониточным кругом,
Таким образом, этот способ дает возможность по-
лучить достаточную точность при высокой произво-
дительности. Шлифовальный круг делается коничес-
ким только на 2/3 его ширины, последняя треть -
Цилиндрическая, так что, если ребро цилиндричес-
кой части тупится, то вступает в работу второе
И Т.Д,
За последнее время начали применять совер-
шенно новый метод бесцентрового шлифования резь-
-244-
бы, этом методе можно получить следующую
точность: по шагу О,О1-ОгО2 мм на длине 85 мм;
по среднему диаметру до 0,005 мм. Точность у г-
* па профиля зависит от точности роликов, приме-
няемых лд я правки круга, В тех случаях, когда
наружный диаметр шлифуется, средний диаметр
остается концентричным по отношению к наружно-
му диаметру. Представление о возможной произ-
водительности дает следующий пример: заготовка
ймм,длиной 12, при шаге 1 мм шлифуется^
Винт контролируется
и измеряются в процессе шлифования, другого до-
полнительного контроля но требуется. Рассеива-
ние размеров получается значительно меньше,чем
при Других способах шлифования. Разница между
первыми и последними винтами в изготовляемой
партии заключается в величине внутреннего диа-
метра. Вначале воршина резьбы должна быть узкой
и внутренний диаметр должен быть близок к допу- I
.с^аемому минимальному. Постепенно, по мере изно-
са шлифовального круга, вершина резьбы psсмиря-
ете л и внутренний диаметр болта приближается к
допускаемому. В обоих случаях вершина получает-
ся закругленной ввиду тога,что гребни резьбо-
вого профиля шлифовального круга не могут оста-
ваться острыми в течение продолжительного вре-
МЭНЧ»
Принципиальное устройство станка для бесцент-
рового шлифования резьба показано на фиг.167,Ос-
новные элюенты бесцентрового резьбошлифовальноЛ
го станка такие жо, как и элементы обычного бее-1
центрового шлифовального станка. Станок имеет
ШЛИфОВаПЬНЫЙ Круг, регулирующий КРУГ И ОПОру ДЛЯ]
изделия^ Шлифовальный круг может смещаться в по-*!
перечном напрезлении, чтобы увеличить или умень-
вить расстояние между шлифующим и регулирующим
кругами. При немощи маховична можно переставлять
шлифовальный круг с точностью до 0,0025 мй.Регу-
лврующий’?кругли основание его суппорта могут со-
вершать универсальные движения, этот круг мз^ет ,
перемещаться в поперечном направлении, чтобы
246-
i‘€7
уъюжчзмъ или уменьшить расстояние между круга-
ми и для установки регулирующего круга, п соот-
ветствии с различными диаметрами изделий относи-
тельно неподвижного опорного ножа. Этот круг
io^Ho также переставлять взад и вперед. Поворот-
ная плита позволяет регулировать положение осно-
вания регулирующего круга таким образом, чтобы
он располагался параллельно шлифующему яругу
или под углом к нему. Установочный винт градуи-
рован и дает возможность отрегулировать угол
наклона«с точностью до минуты.
Рассмотрим математическую теорию бесцентро-
вого шлифования (фиг,168).
Пусть Уг окружная скопость точки О на ре-
гулирующем круге. Эта скорость равна произве-
дению диаметра регулирующего яруга на его число
оборотов, Угол сг яв-
ляется углом наклона, вектор V* представляет
скорость изделия вдоль поверхности регулирующе-
го круга Vw = Ке ос вектор vc представ-
ляет окружную скорость точки О на изделии.
Vc - Уг оС
Расположение составляющих сил показано на
фиг.16©. Здесь тангенциальная сила Гг в точке
О на ругулирующем круге является равнодейству?*-
щей сил F<? ‘ и , Сила Fe представляет танген-
циальное усилие в точке О на поверхности изде-
лия, a Fw усилие, вызывающее продольное дви-
жение изделия, сг - угол под"ема шлифуемой
резьбы является углом между траекторией центра
болта и осью шпинделя регулирующего круга.
Чтобы приспособит^ обыкновенный бесцентро-
вый шлифовальный станок для бесцентрового шли-
- 247-
фования резьбы, необходимо иметь специальное
приспособление для правки круга.
/69
Приспособление для прав-
ки состоит из правильных
роликов, при помощи кото-
рых накатывается желатель-
ный профиль резьбы. Ролик
представляет собon цилиндр
из закаленной стали, на
которой нанесены кольцевые
канавки с профилем, соот-
ветствующим профилю шлифу-
емой резьбы, Окружная ско-
рость ролика,примерно, 45
м/мин для правки шлифоваль-
ного круга шириной в 100мм.
Для того, чтобы уменьшить радиус шлифоваль-
ного круга на 0,025 мм,надо править его в тече-
ние одной минуты.
На шлифовальном круге, кроме канавок по фор-
ме соответствующих резьбе, снимается фаска„фас-
ка имеет двоякое назначение: во-первых, для бес-
центрового шлифования наружного диаметра загото-
вок до шлифовки резьбы; во-вторых, для постепен-
ного образования профиля резьбы, таким образом,
чтобы металл снимался равномерно по всей по-
верхности круга, а желобки полного профиля зачи-
щали резьбу болта и придавали ей правильную гео-
метрическую форму. Ось шлифовального круга рас-
полагается под углом к траектории изделия, рав-
ным углу подяема резьбы болта.
Зернистость круга должна выбираться исходя
из числа ниток шлифуемой резьбы ,;для
резьбы с шагом до 1 мм зернистость круга должна
быть в пределах 300-400.
Опорный нож у станка для бесцентрового шли-
фования резьбы сильно отличается от опорного но-
ша, применяемого при обычном бесцентровом шлифо-
вании. У бесцентрового шлифовального станка для
резьбы опорный нож имеет боновые плрстинки, дви-
жущиеся параллельно одна другой ’’’ак, что образу-
ется канал постоянной ширины, через который
должна пройти обрабатываемая деталь независимо
от угла образующей попасти.
Дальнейшие операции после нарезания резьбы
(отделка и др,; для рассматриваемой детали про-
изводятся такими же методами, как у осей,Конт-
роль резьбы производится как комплексным, так
и диференцированным методом,
Хиференцировашшй метод применяется для конт-
роля особенно точных винтов. При этом методе
контроля отдельные элементы резьбы (шаг, полови-
на угла профиля, собственно средний диаметр) про-
веряются независимо друг от друга с помощью уни-
версальных измерительных средств (универсальный
микроскоп, инструментальный микроскоп).
з
(pise -/7о
-249-
I
У винта, показанного на Фиг.168, проверя-
ется эллиптичность конуса г приспособлении,по-
казанном на Фиг,170, При етой проверке винт ус-
танавливается в сменной втулке 4 и подводится
под, стальной каленый шток 3. который направля-
ется втулкой 2, закрепленной в Kopnycel. П'ток
имеет острые грани, которые при поворачивании
делают на*винте риску. Если винт не имеет эл-
липтичности, то риска получается сплошной и рав-
номерной ширины по всей окружности осевого сече-
ния конуса. Равномерность ширины риски проверя-
ется при помощи лупы.
ГЛАВА 1У
ПЛАТИНКИ
1.Общие п ол ожения
А.Назначение и требования
Платинки, мостики и им подобные летали в
приборах представляют собой основания, на кото-
рых монтируются механизмы. Платинки несут на
себе опоры (или имеют отверстия, являющиеся опо—
рами) для осей, валиков, трябок и других дета-
лей механизма. Они имеют также опорные поверхно-
сти, служащие для крепления различных деталей
и узлов.
Основными технологическими задачами для пла-
тиной является получение ровной плоскости и от-
верстий, точно расположенных по отношению друг-
к другу, перпендикулярных к плоскости и точных
по размеру. Последнее необходимо для получения
требуемых зазоров или натягов. Точное расположе-
ние отверстий необходимо для соблюдения правиль-
ного зацепления. Погрешности по межцентровому
расстоянию, кроме того, влияют на качество сбор-
ки. Пепегпендикупярность отверстий к плоскости
вызывает* затирание осей.
Б,Классификация
Общность технологического процесса изготов-
ления платинок будет определяться методом полу-
чения заготовки, поэтому штатники можно класси-
фицировать по методу получения заготовок.
1)Вырубка из листового или ленточного
материала.
йДЯитье под давлением, в кокиль и в землю.
3)Штампование горячим способом.
4)Прессование из пластмасс.
В.Применяемый материал
Материал, применяемый для платинок, должен
отвечать разнообразным, в зависимости от конст-
руктивного оформления их, требованиям. Если
цапфы осей, валиков илй трибок непосредственно
вращаются в отверстиях платинйи, материал дол-
жен обеспечивать минимальный коэфициент трения,
хорошо обрабатываться, чтобы получить достаточ-
ную чистоту поверхности, отверстий, плоскостей
и должен обладать антикоррозийной устойчивостью,
Для такого типа платинок применяется латунь.
Если подшипники изготовляются отдельно и
затем запрессовываются в платинку, то в этом
случав применяются также алюминиевые сплавы и
пластмассы. 2,Получение заготовок
Наиболее распространённый вариант изготов-
ления платинок, - вырубка из листового материа-
ла (фиг, 171 .и карта 14, 15,операция 2) с после-
дующим отжигом для снятия внутренних напряжений
(см.те же карты опер.З). Для получения чистой
поверхности и хорошего внешнего вида производит-
ся отбел и травление (опер,4). Для получения
ровной поверхности производится правка на фрик-
ционном прессе между двумя плитамиСсм.опер.5).
Процесс вырубки подробно рассмотрен в главе
"Циферблаты".
- 251~
14- о£4
14+ope
$4*°46
Hj
ИЗ
13,3-a,ai
1O+q&3
ff6- o,ec
0LS3. /71
Л'v
4>
K3,5
1OtO'O3
еот£0е+°-аг
'3£»Гфё,449О'
Serifr $3'44 9o°
1,5 C^
S- OJG
3om4.$1, i ^0'04
Основными методами получения плоскостей яв-
ляются обтачивание и фреверование. В рассмотрен-
ных процессах (см.карту 14,опер.11 и карту 15,
опер,9) плоскость получается путем обработки на
токарном станке, одновременно с обточкой уступа
4>8 ' Поскольку на платинке требуется обточ$£ь
08*4 } т0 получение плоскости обтачиванием У
этом случае является единственно целесообразная
вариантом,
В некоторых случаях, чтобы получить ровчуй
и чистую опорную плоскость для торца оси или ва-
лика, прибегают к обработке плоскости зенковкой
только на небольшом участке, непосредственно
около отверстия, на небольшую глубину (фиг.172)
В тех случаях, когда в платинку запрессовы-
ваются подшипники и торец оси или валика непос-
редственно з платинку не упирается (фиг.173),
чистая обработка плоскости на обязательна, об-
рабатываются только те участки, которыми птга-
т/нка сопрягается с другими деталями
Фиг. 172
Фи* 173
3,Обработка отверстий
Как известно, основными требованиями при
ивготовлении отверстий являются: обеспечение
точности расстояний между центрами, точности
отверстий по диаметру, перпендикулярность к п по-
дл се кости и чистота сопрягаемых поверхностей.
К числу применяемых методов получения отвер-
стий, при изготовлении деталей класса платйнок;
могут быть отмечены: сверление по кондуктору,про-
бивание в штампе; какерниванио штампом и сверле-
ние бее кондуктора, сверление и расточка по коор-
динатам, с я ер®ние по методу установочных кабло-
Нов I с последующей калибровкой в штампе.
А,Сверление по кондуктору
Сверление по кондуктору является наиболее
распространениям методом, но недостаточно точ-
~253 -
ним, вследствие неточного изготовления самого
кондуктора и наличия зазора между сверлом и
кондукторной втулкой.
Погрешиости кондуктора складываются из пог-
решностей изготовления отверстий по межцентро-
вому расстоянию под контурные втулки и эксцент-
ричности отверстия втулки по отношению к ее по-
садочному наружному диаметру. Эти погрешности
увеличиваются при применении кондуктора со
сменными втулками. При наличии зазора между
сверлом и кондукторной втулкой ось сверла может
не совпадать с осью втулки. Величина зазора меж-
ду сверлом и кондукторной втулкой обусловливает-
ся не только особенностями самого процесса свер-
ления, но и допуском по диаметру сверла. При
сверлении по кондуктору расстояние между цент-
рами отверстий можно выдержать в пределах 0,025
-0,05 мм. В тех случаях, когда необходимо обес-
печить более точное расположение отверстий,при-
меняются другие методы.
Произведем анализ погрешности по межцентро-
вому расстоянию, получающейся в результате свер-
ления платинки по кондуктору (см0карту 15,опер,
б).
Точность расстояния между отверстиями под
втулки в кондукторе может быть получена в пре-
делах 0,005 мм. допуск на сверле Ф 0.75 мм по
ГОСТ 885-41 составляет 0,015 мм, допуск на
отверстие во втулке по посадке х для 4
УЛ S мм составляет +0,008
+0,022 мм
Сверло может иметь размеры:
= °’ 75'”/п ; ^cgmin ~0>
Отверстие во втулке может иметь размеры:
//?г = О. 7 72 л?/я • ofer ~ *-z 7555
Определим зазор между отверстиям втулки и свер-
лом:
Z — 0772-0 735=0 037^
/?7<ГХ />?&* т2П * л '
- -
«
? - = c/ffr. snia — dc&./nax. ~ O75B~O. 75 ~O O&&/n/n.
/njn ’
7 = 2™*+?^ =
Ч> 2. s s’
S
Эксцентриситет отверстий втулок относитель-
но наружного диаметра может быть получен в пре-
делах 0,005 мы.
Анализ произведем по формуле:
Л- ,
где сп - допуск на межцентровое расстояние
между отверстиями обрабатываемой де-
тали (в рассматриваемом примере -
0,02 мм);
Z. * гг - средние зазоры между сверлом и втул-
кой кондуктора (в рассматриваемом
примере ^, = 2^= 0,0225 мм);
<4 - допуск на межцентровое расстояние
отверстий под втулки в кондукторе(в
рассматриваемом примере 0,005мм)
ег - эксцентричность втулок (в рассмат-
риваемом случае <^=€’г=г 0,005мм)
Подставляя значения величин в приведенную
Формулу, имеем:
В BBSS -f- С 033О
о, OS -*------• S5tO55-se,005^005=с^75лгт.
Неравенство не соблюдено, возможен брак.
Расчет точности получения межцентровых расстоя-
ний произведен по максимуму и минимуму. Как из-
вестно, существуют более точные расчеты, позво-
ляющие получить более вероятную величину откло-
нения.
Определим вероятность получения годных де-
талей ори сверления по кондуктогу по формуле:
~S6^5~
Ы~О,б[ ?(Z„) + 4>(Zb)] )
где W'- вероятность получения годных деталей,
<Р(ъ)~ значение приведенного интегратгах\
Принимая с некоторым приближением базу рас-
сеивания, твео разность между наибольшим и наи-
меньшим межцентровыми расстояниями С=<?б>з,75'
(см.результат, подсчитанный выше;,
далее принимая £ = , определим сред-
нее квадратическое отклонение
G<= 7 =, ц оовгъ
Принимая кривую распределения симметричной,
де. xff и
где Х„ъХ3- ординаты, ограничивающие кривую
* п распределения;
J - допуск на межцентровое расстояние
между отверстиями обрабатываемой
детали, равный 0,02 мм;
определим отношения:
т ___7 7
~ 0/ювгб 1 в в' 0,00635
по таблице находим = ^(z3)=o,6904’f
подставляя полученные значения в приведенную
формулу,получим
[у - <£? 5 (б>9 8&O4+0,8904) = <7 8904.
т.е. составляет 8^ годных деталей.*Поэтому при
изготовлении пкатинок таким методом отверстия
обрабатываются не окончательно, - оставляется
припуск.
х/Значение приведенного интеграла взято по
таблицам.
~35-6 —
Производительность при сверлении зависит,в
первую очередь, от конструкции кондуктора^
Удачно конструированный кондуктор позволяет
значительно сократить вспомогательное вгемя на
установку и с"ем детали. Обычно сверление про-
изводится на многошпиндеяьном станке (или на
нескольких станках, установленных в ряд) с ко-
личеством шпинделей, соответствующих количест-
ву разных диаметров отверстий. Производитель-
ность можно увеличить за"счет совмещения пере-
ходов, применяя многошпиндельные сверлильные
головки, которые дают возможность сверлить одно
временно несколько отверстий по специальному
кондуктору.
Б,Пробивание отверстий в штампе
Пробивание отверстий в штампе является весь
ма производительным методом, но применяется
редко по следующим причинам: высокая стоимость
штампа, частые-поломки пуансонов, рваные края
отверстий.
В.Сверление по координатам
Сверление по координатам осуществляется на
специальных координатыо-свертнльных станках.
При атом методе достигается наивысшая степень
точности (до О,СО2 мм). Вследствие малой произ-
водительности и необходимости иметь специальное
дорогостоящее оборудование, этот метод в серий-
ном производстве применяется редко. Сверление
по координатам применяется при изготовлении не-
больших серий деталей или для деталей, требую-
щих высокой степени точности расположения от-
верстий.
Свертение по координатам может осуществлять
ся двумя способами: по системе прямоугольных и
полярных координат. В случае сверления по мето-
ду полярных координат, необходим точный поворот
ный стол, который ч*еют не все расточные станки
При изготовлении отверстий большого диамет-
ра их обработка производится резцом, закреплен-
ным в специальном патроне на шпинделе станка,
который позволяет ппи помощи микрометрического
винта установить резец на требуемый размер.При
изготовлении небольших отверстий (меньше 3 мм;
ограничиваются сверлением без растачивания.Что-
бы отверстие не сместилось в начале сверления,
предварительно производится центрованиеПри
этом сверло должно быть правильно заточено,ина-
че возможно смещение сверла в начале работы
(подробно о смещении сверла см.далее "Сверле-
ние по кернам").
Г.Сверление по методу установочных
шаблонов
Этот метод применяется в тех случаях, когда
требуется выдержать расположение отверстий бо-
лее точно, чем этого можно добиться при сверле-
нии по кондукторам. Он уступает по точности об-
работки на координатно-сверлильных станка®, но
значительно производительнее и дешевле,так как
при этом используется простой токарный станок.
<&1ге 174
Сущность этого мето-
да можно уяснить из
схемы, показанной на
фиг.1?4. Деталь,подле-
жащая обработке, закреп-
ляется при помощи резь-
бового кольца 3 и кры-
шек 4 и 5 со специаль--
ным шаблоном 2. Этот
шаблон представляет со-
бой каленую шлифован-
ную плиту с отверстия-
ми, расположение кото-
рых должно точно соот-
ветствовать требуемому
расположению отверстий
у обрабатываемой дета-
ли. Отверстия шаблона
2 делаются на коорди-
-
натно-оверлильном станке строго одного диамет-
ра (о допуском 0,001-0,003 мм).Шаблон 2, свин-
ченный с деталью, одевается одним из отверстий,
расположенным против того места, где должно
быть просверлено отверстие в детали, на.точно
отшлифованный каленый палец 1, впрессованный в
планшайбу, навинченную на шпиндель токарного
станка, Крышка 5 закрепляется на планшайбе прих-
ватами. Сверление, а также и растачивание произ-
водится инструментами, закрепленными в задней
бабке станка. Просверлив одно отверстие, осво-
бождают прихваты и, не развинчивая крышек 4 и
б, надевают шаблон на палец 1 следующим отвер-
стием.
При сверлении отверстий по методу установоч-
ных шаблонов, достигается высокая степень точно-
сти, вследствие того, что ось отверстия совпада-
ет с осью вращения шпинделя токарного станка.
Палец, на который одевается шаблон, обрабатыва-
ется на месте, чем достигается концентричность
его с осью вращения детали. Посадочный*диаметр
пальца точно пригоняется по отверстиям шаблона,
обеспечивая минимальное зазоры. Отверстия в шаб-
лоне. расположены по отношению jpyr к другу весь-
ма точно.
Д.Сверление отверстий по кернам
Сверление отверстий по кернам, размеченным
керновочным штампом, применяется в крупно-серий-
ном и массовом производстве. Деталь, размечен-
ная керновочным штампом, обрабатывается без кон-
дуктора, »то значительно облегчает операцию
сверления и увеличивает производительность.
Процесс кернения осуществляется следующим
способом, Пяатинка одной стороной опирается на
плоскость, с другой стороны к ней подходят керн-
пуансоны, расположенные точно по тем координа-
там, где затем будут просверлены отверстия,Иерн-
пуансоны в зависимости от конструкции штампа мо-
гут быть расположены в верхней или в нижней ча-
сти штампа* концы их выполнены в виде конуса.
Погружаясь в тело платинки, керн-пуансоны остав-
-259-
ляют конусные отпечатки (лунки), по которым за-
тем направляется сверло в начале сверления.При
вытеснении материала на поверхности платинки
образуется вспученный буртик. Если лунка распо-
ложена близко к контуру изделия, то на боковой
поверхности его также может образоваться вспу
ченность. При накернивании лунок размером от
0,5 до 2 мм величина вспученности колеблется
от 0,1 до 0,3 мм. Сверление отверстий после кер-
нения производится на подставках легкого типа
с тем, чтобы сверло могло центрировать изделие
по лунке. На фиг.175 показана конструкция под-
ставки для сверле-
ния накернованнрх
деталей. Она ссото »
ит из основания 1
и фиксирующей карты
2, прикрепленной к
основанию винтами
На фиг.176 показаны четыре случая получения
Формы и размеров лунки в сравнении с формой и
и угол конуса меньше рабочих размеров сверла,то
сверло в начале операции будет направляться ре-
жущими кромками по кромке основания конуса лун-
ки (фиг.17ба). Вспученность, полученная при кер-
нении, будет удалена, в этом случае рекоменду-
ется размеры лунок под сверла от 1 до 3 мм де-
лать меньше на величину от 0,2 До 0,8 мм.Если
одна из граней сверла, в этом случае, будет за-
точена несимметрично противоположной, то в нача-
• - -
ле сверления произойдет увод сверла (пис,177аУш
Воле© благоприятные результата получаются пг-и
размерах лунки больше диаметра сверла к с углом
п]зи вершине меньшем, чем у сверла (фиг,1766;.В
этом случае сверло направляется точками сопряже-
ния своих нижних и боковых режущих граней по по-
верхности конуса. Ьто придает сверлу большую ус
l/стиллое ' I
Мел/габи/гЫл //ебе/н/а&гмая С&е/зло
177
юменли изЭелич
Я 1“4
тойчибооть в начале резания. Несимметричность
кромок не скажется на точном направлении свер-
ла в начале сверления, лиеь бы были симметрич-
ны точки сопряжения боковых и нижних режущих
кромок сверла. Недостатком этого случая являет-
ся то, что вспученность в процессе сверления
не удаляется и для этого приходится вводить
специальную операцию, при неправильной заточке
сверла возможен увод сверла несколько меньший,
чем в первом случае (фиг.1776), В третьем слу-
чае (фиг.17бв) имеется в накерненной лунке не-
большая цилиндрическая направляющая, являющая-
ся наиболее удачной в Смысле направления свер-
ла, но прй этом требуется большее усилие при
кернении и получается увеличенная вспученность.
Такие лунки могут быть получены небольших раз-
меров (до 1,5 мм). Их также нельзя применять к
отверстиям, расположенным близко к контуру.,так
как при этом может образоваться большая вспучен
ность на боковой стене.
Во всех рассмотренных трех случаях угол
кернения был меньше, чем угол при вершине свер-
ла, это обеспечивает лучшее направление, чем
при-угле кернения большем или равном углу при
вершине сверла, который рассматривается в чет-
вертом случае (Фиг.17бг)* Сверло в начале свер-
ления направляется своим острием ио вершине ко-
нуса накерненной лунки, Если вершина сверла при
заточке будет смещена относительно его оси то
сверло будет уводить, как показано на фиг.177гид.
То же будет происходить, если вершина на-
ле гнойной лунки будет несимметрична диаметру от-
печатка, Из Фиг,177® можно убедиться, что в этом
случае максимальный увод будет при сверлах, у
которых угол при вершине будет меньше угла кер-
нения.
В приведенном технологическом процессе (см.
карту 14 операция б) для повышения точности
применена глубокая лунка,одинаковая для двух
диаметров сверл с углом 90. Лунки выбраны оди-
накового размера для облегчения изготовления
штампа, так как керн-пуансоны в нем будут одина-
ковых размеров.Вспученность, полученная по краям
лунок,в процессе сверления удаляется специальной
операцией-зенкованием (см.операцию 8).
Часто в приборах имеются две ппатинки, рас-
положенные одна над другой (платиика и мост),у
которых отверстия находятся по одним и тем не
координатам. В этом случае можно запроектировать
один керновочный штамп для двух деталей, .что
значительно улучшит соосность отверстий в двух
платинках после сборки.
По точности обработки сверление по кернам
не уступает сверлению по кондукторам и(как пока-
зала практика часовых заводов;, кроме того,эко-
номичнее и производительнее.
На фиг.178 приведен тип керновочного штампа
с пружинным выталкивателем. В этой конструкции
скользящий штифт 1 выступает над верхней плоско-
стью кернодержателя. После кеонения скользящий
штифт под действием пружины 2 сбрасывает изде-
лие с кернов, а окончательное удаление обрабаты-
ваемой детали производится рабочим с помощью пин-
цета через канавки 3. Усилие пружин, действующих
на штифты, регулируется винтами 4.
- гаа-
Рс/З/эеэ па
<^us. па
Е. Калибровка отверстий в штампе
Калибрование является методом окончательной
обработки отверстий и устраняет все ошибки.нако-
пи вкиеса при предварительной обработке как по
точности отверстия и чистоте их поверхности.так
и по расстоянию между центрами. При этом обеспе-
чивается точность обработки отверстий С,01-0 03
мм по диаметру и 0,0С5—0,02 мм по расстоянин*
-ааз-
меьду центрами„
Отверстия перед калибровкой предварительно
сверлятся или пробиваются штампом, при этом
оставляется н&болыпо1! припуск. Пуаноожы калибро-
вочных штампов работают без сопряженных режущих
кромок со стороны матрицы, так как усилия при
этом развиваются небольшие и нет опасности про-
гкба детали. Матрицей служит установочная плита
о укрепленными на ней фиксирующими штифтами а
набольшими углублениями для выхода пуансонов к
стружки, равными полутора диаметрам калибруемо-
го отверстия.
Калибровочные штампы с большой эффективно-
сть» могут быть применены в крупно-серийном и
массовом производстве так как они дают высокую
производительность 1350-600 деталей в час>, но
в некоторых случаях их можно с выгодой применять
и при изготовлении мелких партий порядка 200 -
500 атук в месяц.
Рассеивание размеров кал саыих отверстий,
так и их расположения при применении калибровоч-
ных штампов является минимальным , что имеет
исключительно важное значение при массовом про-
изводстве.
При калибровании штампом образуется стружка
в виде трубки с блестящей внутренней поверхно-
стью и матовой нарушай. На фиг. 179 показаны
три последовательных момента образования струж-
ки. После калибрования отверстия получаются е
довольно чистой поверхностью, с незаметными для
глаз следами обработки.
Припуск на калибрование назначается в зависи-
мости: от толщины и рода материала, диаметра ка-
либруемого отверстия и от размера максимальных
ошибок, допущенных при предварительной обработ-
ке отверстий. Если толщина снимаемого слоя не
перекроет накопившихся ошибок при предваритель-
ной обработке, то возможны случаи получения эл-
липтических отверстий после калибровки. Припуск
на калибровку Л может быть рассчитан, исходя
- 264-
tfae. У 79
из точности предварительно# обработки (фиг.180,
Максимальный эксцентриситет высверленного от-
верстая е относительно истомного центра можно
Фие. 1<3о
определить по формуле:
где Х± и - максимальные отклонения по коор-
динатам высверленного отверстия
от истинного центра.
Максимальное значение е будет иметь при
или е^к=\
Для получения чистых цилиндрических отвер-
стий после калибрования величина припуска на ка-
либровку берется по формуле:
подставляя в эту формулу значение <г г соответ-
ствующее , будем иметь:
/г"-'+ к^at8ext-t-K
Значения X, и А' приведены в табл,Х//1О и 11а
Величина х, зависит от толщины материала и от
способа предварительной обработки отверстий.
Таблица 10.
Толщина мате-
риала в мм
Значение Xt в мм
При предваритель-
ном сверлении от-
верстий по кернам
От 0,5 до 1,5
Свыше 1,5 до 2
Свыше 2 до 3,5
0,04
0,05
0,06
При пробивке
отверстий
прецизионны-
ми штампами
0,02
0,03
0,04
Величина /г является компенсирующим допол-
нением к припуску. Эта величина учитывает:
. «
1)возможные отклонения калибровочных пуансо-
нов от истинного центра,
хТПо““данны5ГШишкова Б.м, "Конструкция штампов
в часовом производстве" Оборонгйз,Г£41,
- —
2)смещения калибруемого изделия, связанные
с люфтом, имеющимся между фиксирующими отверсти-
ями и штифтами или между Фиксирующей рамкой и
изделием и положением этих точек относительно
истинных осей.
Величина К зависит;
1;от способа фиксации изделия,
2)от расстояния между калибруемыми отверсти-
ями и центром базовых штифтов или контура изде-
лия.
Значения коэфициента К приведены я табл,
И.
Таблица 11,
Расстояние между центра-
ми базирующихся или ка-
либруемых отверстий или
между центрами калибруе-
мых отверстий и контура-
ми в мм.
До 10
Свыше 10 до 20
Свыше 20 до 40
Поправочный коэфициент
А-
При базирова- нии на отвер- стия При бази- ровании на контур
0,02 0,04
0,03 0,06
0,04 С,08
Сделаем пример расчета припуска-на калибро-
вание (си.карту 14 операции 7 и 10;,Толщина ка-
либруемой платинки 2 мм, Деталь при калиброва-
нии базируется на отверстия. Расстояние между
центром базирующихся отверстий и калибруемыми
отверстиями не превышает 20 мм. Калибруемые от-
верстия предварительно сверлятся по кернам,Сог-
ласно табл.10 находим 0,05, согласно табл,
Д1. находим К— 0,03.
Подставляя значения и /г в формулу, будем
иметь:
Z » s,93x = = о, -Qi ~
~^G7-
фиаметры предварительно просверленных отвер-
стий должны быть:для
и дня $zJ <?,е +%%*
Если учесть допуски на диаметр отверстий по
0,05 мм и округлить их до размеров стандартных
сверл,будем иметь:
= 1/75+0,05 И da=0,6+0,05.
На фиг, 181 показана конструкция калибровоч—
него штампа. Верхняя плита 18 -направляется отно-
сительно нижней плиты 9 колонками 17. Колонки в
нижней плите для предохранения от осевого пере-
мещения снабжены кольцами 10. В верхнюю плиту
запрессованы втулки 15, которыми она направляет-
ся по колонкам. Пуансоны 14 запрессованы в пуан-
сон о держат© ль 3 и вместе с каленой прокладкой
19, в которую упираются головки пуансонов, ук-
реплены при помощи винтов 7 и штифтов 8 к верх-
ней плите. Направление пуансонов в с"ешшке 1
осуществляется посредством запрессованных в не-
го направляющих каленых втулок 2, В пуансонодер-
жатель кроме пуансонов посажаны направляющие
штифты 20, скользящие во втулке £1 с’’емника, для
более надежного направления его, так как сами
пуансоны могут весьма „ быть “малых размеров. На
съемник давит пружина 4 через прокладку 5 и’вин-
ты б’, упираясь другим концом в хвостовик 16,Пру-
жина, действуя на с"емник, прижимает деталь в
начале работы и по окончании снимает ее с пуан-
сонов. На нижней плите укреплена матрица 12 при
помощи винтов 22 и штифтов 11, В матрице укреп-
лены фиксирующие штифты 13, Для удаления детали
из штампа предусмотрены выталкиватели 28, кото-
рые поднимаются рычагом 25 черев плитку 24,06-
ратно рычаг возвращается пружиной 28, приклепан-
-£7&-
раздельном их изготовлении методом сверления
по кондуктору и последующей сборка через проме-
жуточные детали стойки сумма всех погрешностей
может быть настолько большой, что требования в
отношении соосности отверстии в двух платинках
могут быть не выдержаны. В этом случае прибега-
ем к сверлению платиной в собранном виде,Схемы
таких кондукторов показаны на фиг,182 и 183.
Фиг 182.
Недостатками этого метода являются:
1;несоблюдение взаимозаменяемости, так как
в прибор могут ставиться только спаренные пла-
тинки, что вызывает необходимость обязательного
хранения обоих платиноч вместе;
^необходимость исполнения сверлильной опе-
рации в сборочном цехе;
Занижение производительности, так как в
процессе сверления платинки необходимо собирать
и разбирать.
Обработка методом калибрования на калибро-
вочных штампах исключает эти недостатки, так
заь при этом достигается большая точность,кото-
рая может быть еще увеличена за счет изготовке-
-274~
ниЯ обеих платинок на одном штампе. Погрешно-
сти штампа по отклонению отверстий от истинно-
го центра будут перенесены на обе платинки в
одном и том же направлении, что не будет вли-
ять на погрешность по соосности этих отверстий.
Точность иаготэвленяя платинок на калибро-
вочных штампах по этому способу является впол-
не достаточной, чтобы производить их сборку по
принципу полной взаимозаменяемости.
Вторым преимуществом применения одного штам-
па для двух платинок является снижение затрат
на инструмент, так как вместо двух штампов изго-
товляется только один.
На первый взгляд k-й вариант ( при сверлении
по кондуктору, см.карту 16) технологического
процесса более производителен (вместо трех опе-
раций 6,7 и 1о первого варианта, см,нарту 14,
по второму варианту только однаб). Однако, в
действительности производительность при втором
варианте ниже, так как требуемый допуск по меж-
центровому расстоянию 0,02 не выдерживается ж
приходится прибегать к селективной сборке и под-
гонке; что значительно снижает производитель-
ность.
В первом варианте, помимо точности получе-
ния межцентровых расстояний, сами отверстия по-
лучаются точными по размеру и геометрической
форме, а также достаточно хорошими по чистоте
поверхности.
ГЛАВА У.
КОРПУСЫ
1»Назначение и конотруктивные
особенноеги
Корпус входит в группу монтажных деталей.
Основное назначение корпусов — защищать меха-
низм прибора от вредных внешних воздействий,ук-
- 272-
реплять прибор на самолете я обеспечивать под-
вод к механизму сил, которые он измеряет или
которые приводят его в движение.
Конструкция корпуса определяется, главным
образом, помещаемым в него механизмом и техни-
ческими требованиями на работу прибора.Стремле-
ние к экономии места на приборной доске самоле-
та вызывает необходимость уменьшения габаритов
прибора, особенно для его поперечных размеров,
которые связаны с площадью приборной доски.По -
этому одним из эксплоатационных требований к при-
бору является уменьшение ‘его размеров. Относи-
тельно самого корпуса это требование будет озна-
чать, что форма корпуса должна мало отличаться
от контура, описанного вокруг заключенного в
нем механизма, с учетом наивысших положений дви-
жущихся частей.
К корпусам авиационных приборов пред”явля-
ются следующие основные требования:
^минимальные стандартные габариты*, возмож-
ность легкого крепления на стандартной прибор-
ной доске самолета,
2;малый вес,
В^надежность защиты механизма от воздейст-
вия внешних факторов,
4>удобство установки и закрепления механиз-
ма, обеспечение надежных установочных баз,-
5)прочность, малая пористость материала
(особенно важно для герметичных корпусов авиа-
ционных приборов^, малый удельный вес, стабиль-
ность структуры и размеров в процессе эксплоа-
тации, антикоррозийность и Др.
выполнение перечисленных требований должно
сочетаться с обеспечением второго необходимого
условия - экономичности при изготовлении. Основ-
ным критерием экономичности является себестои-
мость изделия.
2.Материал
При выборе материала необходимо сочетание
технических требований на деталь с условием эко-
-273 ~
номичностп изготовления.
Исходя из этого, необходимо учитывать:ли-
тейные свойства материала, если заготовка полу-
чается литьем; свойства и особенности при штам-
повании, если заготовка получается штампованием,
а также'пегкообрабатываемость при последующей
механической обработке. Наряду с этим учитыва-
ется и стоимость материала, а также его дефицит-
ность. Основными материалами, применяемыми для
изготовления корпусов авиационных приборов,яв-
ляются: алюминиевые и магниевые сплавы, сталь-
ные листы, ленты и пластмассы.
Алюминиевые сплавы и пластмассы находят наи-
более широкое применение при изготовлении корпу-
сов авиационных приборов.
Алюминиевые сплавы широко применяются для
изготовления корпусов гироскопических приборов,
конструкция механизмов которых и характер рабо-
ты предъявляют высокие требования к прочности
материала корпуса. Сложность же форма и сравни-
тельно большие размеры таких корпусов определя-
ют целесообразность получения заготовок для них
метолом литья.
Наряду с алюминиевыми сплавами для этой же
группы приборов применяются и магниевые сплавы.
Однако магниевые сплавы не находят в настоящее
время широкого применения, главным образом,вви-
ду необходимости*применения специальных машин
ДЛИ их литья,
До применения пластмасс алюминий являлся
почти единственным материалом для изготовления
корпусов. Нс в последнее время, особенно для
манометрических И электрических приборов,имею-
щих сравнительно легкие механизмы, алюминий вы-
тесняется пластмассой, которая имеет целый ряд
преимуществ. Основными преимуществами пластмасс
являются'Получение прессованием изделий сложной
формы, требующих минимальной последующей меха-
нической обработки, антикоррозийная устойчивость
И малый вес.
Стальнвй ленты и листы находят меньвее при-
-
менение. Они применяются обычно для корпусов с
равномерной стенкой малой толщины и малым отнсы.
иенчем длины к диаметру.
8,Методы полцчения заготовок
В авиаприборостроении распространэны три
метода получения заготовок:
Хулитье под давлением, в кокиль, в землю,
2)лрессованиэ из пластмасс и
З^штампованиэ.
Применение указанных методов получения за-
готовок для корпусов ничем не отличается от при-
• иенения их для получения других деталей, Необхо-
димо лишь особое внимание уделять получению тре-
буемой плотности материала заготовки для дости-
жения герметичности.
При конструировании корпуса следует ориенти-
роваться на наиболее передовые методы производ-1
ства, дающие возможность получать более качест-
венную заготовку, не требующую значительной пос-
ледующей механической обработки.
Так,например, способы литья под давлением
и прессования из пластмассы дают возможность по-
лучить точные размеры, чистую поверхность,чаще
всего не требующую последующей механической об-
работки.
При выборе метода следует учитывать целесо-
образность его, исходя из технических требова-
нии на деталь, матери ала детали, данных технико-
экономического расчета, возможности применения
высокопроизводительного оборудования, штампов,
цре<зсч10рм, специальных приспособлений и т,д,5,а
также учитывать программу выпуска.
При переводе корпуса на литье под давлением
или на прессование из пластмасс необходимо учи-
тывать конусность стенок, как внутри, так и сна-
ружи,для облегчения удобств выема изделия из
фермы, Так-ке не должно быть резких переходов по
толщине. Мелкие отверстия также не могут быть
~275~-
доиучены отливкой или прессованием. Их получают
досл0ДУюЩей механической обработкой.
За последнее время литье пол давлением наш-
ло широкое применение особенно в условиях круп-
носерийного и массового производства,
итье под давлением дает большую точность
размеров (порядка 4-го класса), высокое качест-
во поверхности, при большой плотности поверхно-
стного слоя, в большей степени уменьшает обием
последующей механической обработки, позволяет
поручать корпус сложной конфигурации,
Прессование корпусов из пластмасс находит
все более широкое применение в крупносерийном
и массовом производство. Сравнительно неболь-
шая стоимость материала, высокая производитель-
ность, небольшой обмем последующей механической
обработки, возможность легкого соединения баке-
литовой части корпуса с металлической арматурой
при прессовании - ставит этот способ получения
заготовки на одно из первых мест, Нздостатками
данного метода являются: невозможность получения
резьб шагом до 1 мм и мелких отверстий, а такие
недостаточная механическая прочность материала.
Последнее ограничивает применение пластмасс для
корпусов гирочрибооов. Следует отметитьi что
конструктивно этот недостаток может быть значи-
тельно уменьшен путам введения промежуточной
детали между механизмом и корпусом (метапличэе-
кого каркаса или металлической пиитыj.
Кроме того, широко мигут применяться конст-
рукции сборных корпусов или металлических частей
и пластмассы,Недостатком получения корпусов из
пластмасснявляется также меньшая точность (по-
рядка 5-7 классов). Невысокая точность деталей
обгоняется специфическими особенностями прессо-
вания ( усадка пои затвердевании •
и ДР.).
Литье под давлением и прессование из пласт-
масс являются наиболее совершенными методами
получения заготовок для корпусов в условиях
— 277~~
крупносерийного и массового производства,ввиду
уменьшения себестоимости за счет высокой, произ-
водительности заготовительных операций/ эконо-
мии материала и уменьшения обиема последующей
механической обработки.
Эти два метода в наибольшей степени удов-
летворяют также одному из важнейших требований
- герметичности корпусов. Нарушение этого тре-
бования иногда наблюдается у алюминиевых корпу-
сов, у которых во время литья, при неправильно
поставленном процессе, могут появляться воздуш-
ные прослойки. Последние можно выявить иногда
лишь только у собранного и направленного на ис-
пытание прибора.
Применяемый в широких масштабах < при полу-
чении заготовок литьем в землю или литьем в ко-
киль) способ страховки путем установления из-
лишних припусков на обработку (до 2,5-3 мм/нель-
зя считать удовлетворительным, ввиду своей нена-
дежности, а также повышения об«ема механической
обработки и излишней траты материала,Заготовки,
получаемые литьем под давлением, наиболее удов-
летворяют требованию герметичности, так как соз-
дают плотный поверхностный'слой, Но*в этом слу-
чае на ответственных поверхностях необходимо из-
бегать снятия плотного слоя при последующей об-
работке.
Чтобы, обеспечить герметичность для корпу-
сов из пластмасс и отливаемых под давлением, не-v
обходимо проектировать толщину стенок не менее
1,5 мм, а у заготовок, отпиваемых в землю и ко-
киль, - не менее 2-2,5 мм.
4.Технология корпусов
А,Изготовление корпусов из заготовок,
получаемых литьем в кокиль.
В качестве примера изготовления корпуса это-
го типа рассмотрим механическую обработку корпу-
Са, указанного на фиг.184, На фиг.1£5 дается
Чертеж заготовки для этого корпуса^
- 2<ЗО —
чить производительность за счет увеличения режи-
мов резания.
Устройство упорных винтов 2 позволяет про-
изводить установку детали по внутренней поверх-
ности дна, чем исключается погрешность установ-
ки ( 8=о ; при подрезке торца. Для автоматичес-
кого получения размеров 108 и 70 fls \ см,опера-
цию itiy применена специальные державки (фиг. 187
и фиг,188), позволяющие работать по упору,
по
(fa#. i8J.
На фиг.187 показана специальная державка,
устанавливаемая на суппорт станка. Массивней
корпус 1, обеспечивающий жесткость всей конст-
рукции, устанавливается на суппорт токарного
станка. Установочными базами для корпуса явля-
ются: отверстие , в котором невозможно пере-
мещение корпуса относительно суппорта и отвер-
стие , в которое входит штифт для предотвра-
щения вращения корпуса державки.
В отверстие корпуса вставляется 2-х рез-
цовая державка для наружной обточки ( фиг.188).
Последняя закрепляется в корпусе посредством
~281 -
болта 2 и сухаря 3 (фиг,187). В солдатиках дор-
ыавки 1 (Фиг,188) винтами 2 закрепляются про-
ходной и радиусный резцы. Для подрезки хна кор-
пуса в паз корпуса державки (фиг.167) вставля-
ется и закрепляется винтами 4 подрезной резец.
1дв
Применение специальной державки позволяет
вести работу по упорам. После обработки наруж-
ных базовых поверхностей производится обработка
внутренней части корпуса (см.операцию №2;,Опера-
ция запроектирована на револьверный станок Ижев—
кого завода (модель 1336). Применение револьвер-
ного станка позволяет производить всю обработку
внутренней части корпуса за один установ детали,
работая по упорам на настроенном станке,
Чрепление детали производится в 2-х кулачко-
вом патроне с сырыми кулачками, позволяющими вы-
держивать с большой точностью соосность обраба-
тываемой поверхности относительно наружной упа-
ковочной базы, Державки и резцы для этой опера-
ции применяются стандартного типа, что сокращает
единовременные расходы на специальное оборудова-
-284-
репляется корпус 3. Снаружи в верхней части кор-
пуса имеется резьба, на которую при помощи ручки
навинчивается специальное резьбовое кольцо 7,
фие. 190,
Последнее имеет в центре отверстие, в которое
может свободно проходить корпус прибора, В вы-
точку верхней части корпуса, на штифте 4, уста-
навливается конусное кольцо 5. По внутренней ча-
сти этого кольца скользит разрезное кольцо б,
имеющее соответствующий наружный конус. Послед-
нее своим верхним торцом упирается в резьбовое
кольцо 7. При навинчивании резьбового кольца
кольцо б будет сжиматься и своей цилиндрической
частью эажймать корпус прибора. Резьба корпуса
• и резьбового кольца должна быть самотормозящей-
Установочной поверхностью является торец
корпуса (см.операцию №4), так как для выдержива-
емого размера 3,5ds торец является исходной ба-
зой, то в этом случае погрешность установки бу-
дет равна нулю ( е~о j.
£ля контроля толщины дна применяется специ-
альное приспособление (фиг, 191.)
Фрезерование прилива по наибольшему радиусу
-<2<S5-
-2<8S-
(см.операцию IPS/ обычно проектируется на гори-
зонтально-фрезерные станки'типа 681-Г Тульско-
го завода, 680-М завода им,Кагановича или по-
добные им модели, для установки и крепления де-
тали целесообразно применять специальные 2-х
местные приспособления. Один из типов таких
приспособлений показан на фиг.192, Приспособле-
ние состоит из корпуса 1, представляющего собой
сварную конструкцию из нижней плиты, 2-х край-
них и одной средней стоек, для установки корпу-
са на стол фрезерного станка,приспособление
снабжено 2-мя сухарями 2, привинченными к осно-
ванию корпуса винтами 3. На поперечной средней
стойке корпуса установлены штырь 4 и кольцо б,
служащие установочными базами при центрирова-
нии корпуса. При установке фиксирование корпу-
са производится по отверстию кремальеры на фик-
сатор 5, Упорной базой приспособления для тор-
ца корпуса служит сама поперечная стойка.
Закрепление производится одновременно 2-х
деталей путем поворота ручки 9, вращающей экс-
центрик 8. Последний при своем повороте сводит
прихваты 7, несущие прижимы 10, которые и будут
закреплять'корпус детали по торцу дна.
Габаритный размер 92^ должен быть выдер-
жан с достаточной точностью, так как он являет-
ся посадочным размером при установке прибора в
приборной доске. Этот размер выполняется при
фрезеровании в приспособлении специальной фре-
аой.
Ладим пример расчета точности получения
размера при работе в данном приспособле-
нии. Установка производится по <?> и
отверстию 0 6,5 . Допуск на изготовле-
ние установочного штыря приспособления по
будет колебаться в.пределах 0,08 мм.
Смещение оси корпуса будет равно величине
зазора между установочным штырем или кольцом
и установочной поверхностью корпуса, принимая
диаметр штыря или кольца, выполненным по наи-
меньшему допустимому диаметру (фиг.193)
Дадим пример расчета точности получения
размера 9г<?5 при работе в данном приспособ-
лении» Установка производится по Ф 73-о,ое
и отверстию Ф на срезанный фиксатор.
Корпус при установке всегда принимается к верх-
ней поверхности штыря. Таким образом, неточность
изготовления штыря, не будет влиять на погрешность
установки {€), так как ее можно исн.шочп^ь при на-
рт^ойке.
Исходной базой для размера 9г-<?^е являет-
оя^нжняя часть наружного диаметра 1Э?5
=дго/
Пользуясь принятым методом определения пог-
реши ости установки (€ ) будем иметь:
-
Допустиную погрешность базировки определим
по общей формуле;
*4 Я
Для этого, пользуясь практическими данными по
определении характера кривых рассеивания для
конкретной операции, находим величину среднего
квадратического отклонения & и погрешность
постоянного характера 9
Считая для нашего случая & = <%оа и
и принимая: £о—6V /гГо= У
и (считаем, что рассеивание базисных
размеров и рассеивание результативной погрешно-
сти подчиняется закону нормального распределе-
ния получим" 1
(ot4c~с^оз)2 - о^ае -
т.е.условие вполне удовлетворяется.
При применении 2-х местного приспособления
сокращается штучное tосновное и вспомогательное)
время, а также изменяется соотношение между ма-
шинно-автоматическим и ручным временем, "то соз-
дает благоприятные условия для внедрения много- *
станочного обслуживания.
Сокращение машинного времени. Суммарная дли-
на обрабатываемых аоверхностеТ“составляет:
-а& 5а
расчетная длина;
~ 5а / у / х
у - — /5wn
По нормативам — 5ш>
Таким образом, расчетная длина при фрезеров-
ке двух деталей будет;
» 5'а + /5+ 3 5 70, 5^л1
- 289-
Но из конструкции приспособления (фйГ.192)
замечаем, что длина рабочего хода Фрезы будет"
больше на толщину поперечной стойки <10 ммлт ев
действительный рабочий ход будет: °
-FiO - £> mm.
Соответственно для одной детали:
— 40, 25тт.
Рабочий ход на 1 деталь при Фрезеровании
по одной детали без приспособления:
.^-<36 5 - 44, 5 mm ,
т.е. применяя двухместное приспособление, полу-
чим сокращение рабочего хода на:
44,5
*^9,5% ,
получим такие сокращение и машинного времени.
Сокращение вспомогательного времени.Сокра-
щение вспомогательного времени видно из следую-
щих данных.
Наименование элементов При работе в одноместном приспособления При работе в 2-х местном приспособленки
в минутах
1,Установить корпус в приспособление 8о Зажать эксцентри- ковым зажимом 3.Освободить деталь Снять детали с приспособлений 0,08 0,04 0,04 0,06 0,08 о,о2 О.»ОД — Q Г)О
A v vJC 0,05
Всего 0,21 6,17
Таким образоь?эконом«я вспомогательного
времени выразится:
7 __ 0,г1-о,п
Scnom 0,ё/
400*19%
Определим возможность введемся многостаноч—
ноге обслуживания при Фреаероваям,
При обработке в 2-х местном приспособлении
неврернвное машинно-автоматическое время будет
равно:
Ьпи#- взято по нормативам
Общее ручное время 7> , боди учесть ручной
отвод стола (О21б мин)и переход от одного стан-
ка и другому (0,1 мйн) будет составлять:
Тр ~О, 17+0,15+0,1 =* 0,43 mart.
тагов соотноенмио между 7L ж 7р позволяет
организовать многостаночное обслуживание,
Количество кооперируемых станков будет рав-
но-:
т„
Гр
Z?«
+1— icm см/rot.
l+. 'G
фрезерование паза под шестерик» кремальеры
(операция 8) является специфичной операцией
для данного типг, корпуса, она запроектирована
на горивончаяьно-фрезерясм ётанке типа €81
Тульского зав>да, не можно также применять ста-
нок 680М Горьковского завода им,Кагановича и
другие сходные модели
раббчиц инструментом йвляетсж нормальная
трехсторанняя дисковая фреза.
Рассмотрим специальная приспособления (Фиг.
194) для вмпопнения данной операции.
- 291-
194
ъе. -£95
-S93-
прйото по конструкции и представляет’собой
угольник X, закрепляемый на столе станка,Верти-
кальная часть угольника имеет выточку, являющу-
юся установочной базой,и круглое отверстие до
статочного диаметра для свободного прохода фре-
зы. В вертикальную часть угольника такие запрес-
совываются фиксаторы 2 для фиксации детали по
отверстию для кремальеры. Часть приспособления,
служащая для кропления, состоит из двух массив-
ных стоек 3, ввинченных в нижнюю часть угольни-
ка, Стойки несут откидную планку 4, на которой
и устанавливаются рабочие детали закрепляющего
устройства: рукоятка 5, винт в и прижим 7.При-
способление просто по конструкции и обеспечива-
ет высокую точность (погрешность установки^ О),
Фрезерование жпоночно^ канавки для Фикси-
рующего штифта платинки является типичней опе-
рацией для большей части конструкций корпусов
авиационных приборов, В качестве примера рас -
смотриза случаи обработки корпуса высотомера,для
которого при Фрезеровании шпоночной канавки фик-
сирующего штифта используется токарный станок
ОЗПО. типа 03 с применением автоматической дрели.
<Еля закрепления детали и установки дрели
применяется специальное приспособление <фига195у
Приспособление рассчитано на применение токарно-
го станка ОЗПО типа 03, но для этой цели можно
использовать лишь суппорт станка.
Угольник 1 посредством шпильки 2 и рукоят-
кц 8 непосредственно закрепляется на станине
стайка. К угольнику тремя винтами 4 укрепляется
кольцо 5, которое служит установочной базой для
корпуса. Фиксация положения корпуса производит-
ся фиксатором б. После установки корпус закреп-
ляется пятой 7, соединенной через планшайбу 8
со шпиндельной бабкой станка. Державка 9, кото-
рая несет угловую удлиненную.насадку, двумя
болтами привинчивается к суппорту станка.Подача
при фрезеровании осуществляется подачей супорта.
Режущими инструментами могут быть концевая фре-
за, обыкновенный зенкер, или специально заточен-
ное сверло. Заточка нормального св'ерла для фре-
зерования показана на фиг.196.
фи&. 197
~297~
/£?б~
Двя корпусов аналогичной конфигурации,ио
не имеющих дна (фиг.197), при получении заго-
товки (фнг.198) методом литья в кокиль, меха-
ническая обработка строится по той же схеме.
Посадочное-отверстие 070/?3 начерно может
обрабатываться при выполнении первой токарной
операции, когда обрабатываются наружные поверх-
ности и производится подрезка торца.
После токарной обработки производится обра-
ботка внутренних поверхностей на револьверном
станке. Яро&е того, для этого типа корпусов
прибавляются операции по сверлению и зенковке
отверстий под винты заглушки дна. Сверление
обычно производится в кондукторе (типовой кон-
дуктор фиг.199) на быстроходном сверлильном
станке типа ЕС-б завода Масленникова.,
Корпусы аналогичной конфигурации, но но
имеющие прилива, обрабатываются по такой же
схеме. В этом слунае обработка будет сильно уп-
рощена исключением основных Фрезерных операций
W 5,б,7,8.
Из рассмотренных технологических процессов
видно,что -Обработка корпусов данного типа из
заготовок, полученных литьем в кокиль, начина-
ется с обработки их поверху и подрезки торца
со стороны дна, как баз для последующих опе-
раций. На последующих операциях (револьверная,
фрезерная и сверлильная) установочными базами
являются уже обработанные поверхности, чем
обеспечивается точность установки.
Применение револьверного станка для второй
операции дает возможность с одной установки
произвести всю обработку внутренних поверхно-
стей, чем обеспечивается точность их взаимного
расположения, а также экономится время на вспо-
могательные приемы.
Soo
i8
Фиг. 2 6/
—300 —
Сверление отверстий, если они не являются
базовыми, относится к конечным операциям техно-
логического процесса,,
Б,Изготовление корпусов из заготовок,
получаемых литьем под давлением к карта 17)
Рассмотрим технологический процесс механи-
ческой обработки корпуса (фиг.200? для загото-
вок, получаемых методом литья под давлением
(см.заготовку на фиг.801?.
Как известно, литье под давлением обеспечи-
вает высокую точность (3-5 классов? и хорошую
чистоту поверхности. Поэтому отпадает необходи-
мость в первоначальной обработке поверху с целью
получения базовых поверхностей для дальнейших
операций. В данном случае, базовыми поверхностя-
ми для дальнейшей обработки будут опушить наруж-
ные поверхности, полученные непосредственно ли-
тьем под давлением. Ввиду небольшого числа пе-
реходов, основную операцию обработки внутрен-
них посадочных поверхностей.корпусов данного
тина цеяееообраано проектировать на токарные
станки-
Лей корпусов, имеющих более сложную конфигу-
рацию посадочных поверхностей, обработку следу-
ет проектировать на револьверные станки.
Последовательность к содержание дальнейших
операций аналогично технологическом^ процессу
в карте №16. После основной токарной или револь-
верной обработки производится сверление и наре-
зание резьбы.
З.Технология штампованных корпусов
, г
Получение заготовок корпусов методом штам-
пования-вытяжки резко отличается от ранее ра-
зобранных методов. Способ холодной вытяжки тре-
бует сравнительно больших первоначальных затрат
на штампы, поэтому является экономичным лишь
для крупносерийного и массового производства.
Основными положительными сторонами этого мето-
-301-
да являются: высокая производительность, высо-
кая точность получения размеров, большая эко-
номия материала.
Все это позволяет отнести холодное итампо
вание к одному из наиболее совершенных методов
получения заготовок. Однако удельный вес это-
го метода при изготовлении корпусов авиаприбо
ров не велик; частично это можно об”яснить не
достаточной жесткостью корпусов, получаемых вы-
тяжкой, а также довольно значительными затрата-
ми на штампы. Обычно этот способ широко приме-
няется только для изготовления корпусов элект-
рических приборов, в условиях крупносерийного
и массового производства.
Изменение конструкции путем введения допол-
нительных ребер жесткости может расширить воз-
можности применения этого способа и для других
групп приборов,.
На Фиг.202 дана схема вытяжки в простейшем
вытяжном штампе. При вытяжке плоская заготовка
втягивается пуансоном в матрицу и приобретает
форму последней. Площадь поверхности детали,по-
лучаемой вытяжкой (цилиндрическая форма; отли-
<2^«й SO&
чается от площади заготовки (диска) на величи-
ну .заштрихованных треугольников (фиг.203).Поэ-
тому на свободной поверхности заготовки, не
зажатой между матрицей и пуансоном, образуются
складки. Если образование складок незначительно,
а зазор между матрицей и пуансоном равен толщи-
не материала, то складки будут разглажены в
штампе и изделие будет отштамповано. При интен-
— 302-
сивном складкообразовании изделие монет закли-
ниваться при входе в зазор к дно его будет отор-
вано. в этом случае усложняй* «жому мтампования
применением прижимного кольца. Последнее будет
прижимать свободный край заготовки к матрице,
препятствуя, тем самым, складкообразованию
(фиг.204>.
зоз
Фие. 804
При вытяжке получается сложная деформация
материала изделия, ввиду непрерывного (в тече-
ние всего процесса вытяжки) изменения в направ-
лении и величине действующих на материал сил.
Изделие в процессе вытяжки подвергается нап-
ряжениям от различных сид: в дне заготовки будут
напряжения от всестороннего растязения, стенки
испытывают растягивающие напряжения, на вытяжном
ребре пуансона один раз, а на вытяжном ребре мат-
рицы непрерывно возникают изгибающие напряжения;
под прижимом появляются сжимающие напряжения от
тангенциальных оил сжатия, в зазоре и под прижи-
мом напряжения-от оил трения. Взаимодействие
всех этих сил вызывает сложную деформацию изде-
лия, в результате которой толщина заготовки по-
лучается неоднородной. Примернее ияыамение тол-
щины изделия после вытяжки'от иоходнои толщины
1,8 мм показано на фиг.205. Сложность схемы нап-
ряженного состояния материала при йтЯжовамми -
вытяжке, наряду с многочисленностью факторов,
влияющих на процесс и недостаточностью исследо-
вания этих явлений, приводит к тому, что теория
пека не дает полных и точных количественных дам-
—303 —
ных для расчета.
я ом
так
Выбор материала.В прибороотр
для вытяжки являются сталь (
и мягкая), латунь,
оений матерка-
как жесткая,
Чем больше
вязкость материала,
чем ниже его предел
текучести, больие от-
носительное удлинение
и меиьяе предел упру-
гости, тем лучае он
поддается вытяжке.
Вытяжке также спо-
собствует:
алюминий
фие е?О?3
2)гладкость
структура.
1J отсутствие окалины
на наружной поверхно-
сти, что достигается
протравлю анием,
поверхности и S? мелкозернистая
Большое значение для пластичности имеет
термическая обработка металла, Для стали,лату-
ни и меди применяется отжиг, для сплавов типа
дюралюминиЙ-как отжиг, так и закалка.
Ниже дается характеристика термообработки
ЛИСТОВЫ) [ металлов при штамповании — вытяжке
Материал Тертоовравотка л> е же ит >
HaepeHe'lg Охлаждение >
Стало Отжиг при низкой температуре. Из оот - жиг. ООО -&5OQ ). вагрев 080± 70° ej. Перенос О печб с темп 5оо-500° На воздухе
ЛатуИб Отжиг НормалбрЬ/и Отжиг для снятия внутрен- них напряжений нагартовки 7во - воо“ 220-240° ,/ в воде
ДюралютиН 1 Закалка //арталбнТшй отжиг Отжиг для достижения йолои/еи эластичности 490-303° 34О-з?о° 400-420° в воде да воздухе Охлаждение с лечбю до280°со скоростью 30° в час. Охлаждение навозд
— зо 4-
Определение размеров и Формы заготовки для
вытяжки. В случае получения цилиндра вытяжкой’
из диска (фиг.206) диаметр последнего опреде-
лится до формуле:
откуда
где 27 - диаметр заготовки,
а, - наружный диаметр изделия,
h - внутренняя высота изделия.
При вытяжке из круглой заготовки ^-27
цилиндра диаметром а 3 высота h такого ци-
линдра Сбудет больше, чем , так как.
об"ем материала кольцевой части заготовки боль-
ше, чем об”см цилиндрической части изделия той
же толщины и высоты.
Так как при вытяжке не происходит потери
материала или изменения его удельного веса, то
мошю считать# что вес и об*ем заготовки равен
весу и общему готового изделия, это и будет ис-
ходным положением для определения размеров за-
готовки.
Me,тодд ОАрел^яакдя -pawwe заготовки для
тел вражамжя» Оуаеотвует я основных гатолов:
Аналитические методм - метод вдоцрдей,объемный
и весовой метод;
Графические методы - графоаналитический и гра-
фический.
Рассмотрим основные из них.
Методом площадей можно пользоваться при вы-
тяжке без изменения толщины. В этом случае пло-
щадь изделия будет ранна нлокадн заготовки.при
этом для тонкого надорвала недочет поверхности
изделия производится по наружному диаметру и
по внутренней высоте; при толстом материале -
по нейтральной средней поверхности.
где; - сумма эледеытарвмк поверхностей
J * изделия.
Об"емкыа методом мекче пользоваться в слу-
чае вытяжки с утонением
где
/ - толщина заготовки,
>г/- об*еч заготовка,
V - об*ем изделия.
-30<S~-
При весовом методе:
r-ё
/х. >
где - вес заготовки,
Л,- удельный вес материала,
(?' - вес изделия.
Кроме разобранных, существуют и другие (гра-
фические j методы определения площади заготовки,
Форма заготовки должна соответствовать форме
изделия1)
Дня определения формы заготовки сложной
конфигурации на практике часто пользуются про-
стым методом пробного штампования из мягкого
материала (бумага, целлулоид и т,д.j с последу-
ющим развертыванием.
Определение числа операндй д их последова-
тельность при вытяжке. Для случая глубокой вы-
тяжки необходимо проектировать последовательную
вытяжку, чтобы не допустить большой деформации
материала.. Во всех случаях вытяжки напряжения в
материале не должны превосходить его временное
сопротивление]яа разрыв во избежание отрыва дна
изделия.
Коэфициент, определяющий уменьшение диамет-
ра плоской заготовки & до диаметра изделия
для одной операции вытяжки, называется коэфициен-
том вытяжки /х ,
Величина Д' зависит от следующих основных фак-
торов:
1)от материала (пластичности,термообработки,
состояния поверхности и т.д.);
х/Определение формы контура заготовки ом.Зубцов
йХОЛОДНаЯ ШТамПОВКа” Маи/гиз 794/г
—307 —
2jot формы изделия;
3)от способа вытяжки (с прижимом или без
прижима);
4)от конструктивных параметров матрицы и пу-
ансона (зазора между ними, радиусов,закреплений
и t.x.j;.
5jot скорости вытяжки и других факторов (ма-
териала штампа, чистоты'поверхности его рабо-
чих частей, смазки и твд„).
Коэфициент вытяжки меньше в случае вытяжки
о прижимом, ввиду уменьшения складкообразования.
Основным условием для выбора способа вытяжки с
прижимом и без него является отношение толщины
материала к диаметру заготовки, а для последую-
щих операций - к диаметру изделия предшествую-
щей операции.
По некоторым данным принимается:
К-~ 700
Для первой операции при
А< 1,5 - следует применять вытяжку
с прижимом, <
/Г > 2,0 - вытяжку без прижима.
Для последующих операций при
/г< 1,25 -вытяжку с прижимом,'
1,25 -вытяжку без прижима.
Определение числа переходов при вытяжке
цилиндрических изделий"без утонения. Примем ко-
эфициент вытяжки для всех последующих операций
равным , тогда при изготовлении изделия с
окончательным диаметром cln и высотой из
плоской заготовки диаметром Ъ путем о после-
довательных операций вытяжки \фиг,2О7; будем
имвть: У = /Г2>
(к я)
-зо&-~
5 — операции
операция
i —оле/мщиц
откуда;
ffgdn - €д(‘^£>)
£
due. 807
Койфайжентн вытяжек А" и берутся иэ таб-
Я.цж ов&тнмх дакияж, в эавияимоотя. от приведен-
ЖВД flATOptB.
Эг&*д;вже®вв высоты вытягиваемого цплиндри-
ИООКСГО ЙВД6УМЯ О ЦлОСИНЙ днол-производится;
1)дяя витяжки беа утонения:
fi (равенство гяощ&дей)
— 309 —
2 Для вытадки с утонением
/ 4
К7 (равенство об”емов )
OTJ>3 х Jtrdn / , _Z Л /
——г_—_-------с + Ла^Л^ъ
L • tS-^S t
п Un t'
Определение потребиой мощности ппи вытяжке.
Усилием вытяжки называется сила, необходимая
хан получения из плоской заготовки полого^иэ-
делия.
Можно считать, что усилие вытяжки слагается
из 3-х основных элементов:
1^сжкмающого усилия tфиг.208), действующего
в тангенциальном направлении и распределенного
по всей кольцевой площади круга-заготовки;
2)изгибающего усилия л/ , действующего в
вертикальном и горизонтальном напргвланкях в
месте входа материала в вытяжную ^атрицу (Фиг
209);
3;силы трения И? , возникающей вследствие
скольжения материале заготовки между стенками
прижимного кольца и вытяжной матрицы (фиг.210)
рим
Лля вывода формулы усилия вытяжки рассмот-
псведение какого-либо элемента /рж/д
лы,
за-
готовки в процессе
вытяжки (фиг.211)„
Элемент в
процессе вытяжки втя^-
гивается в отверстие
матрицы и в момент,
когда наружный край
ЯД примет положе-
ние ЯF } в коль-
цевом секторе радиу-
сов И ?^э ПО-
ЯВЯТСЯ сжимающие си-
действующие в тангенциальном направлении.
SdO
Сумма сжимающих сил £> определяется интег-
ралом: Z/
где <7/ - элемент поверхности,
- сопротивление сжатию (напряжение)
в тангенциальном направлении.
<$ие. Sdl.
— за —
Исходя из гипотезы наибольшего главного нап-
ряжения можно считать, -&/'?= б\ , т.е,
сопротивление сжатию в тангенциальное направле-
нии принимается равным сопротивлению деформации.
Согласно атому допущению величина может быть
взята из эффективной разрывной диаграммы, для
которой нагрузка считается отнесенной не к пер-
воначальной' площади сечения образца, а к изме-
ненной.
«Допуская равномерное рас треде лонге давления
прижимного кольца на всю заготовку,полу-
чим усилив, действующее на элемент площади сек-
тора д'У :
Приняв средний кеэфициент
кости и поверхности вытяжного
трения для элемента заготовки
трения для плос-
ребра , сйлу
можно выразисьс
Если принять, что силы трения возникают на
верхней и нииней поверхности заготовки, а сжима-
ющие силы с обоих сторон, то усилив */?' , стре-
мящееся перемостить элемент в горизонтальном
направлении с^иг.йИ^ можно выразить
f>in
/
При равномерней распредел энии 2
атг
получим
Для всего диска заготовки,допуская—,
-312-
получим:
Согласно формуле Эйлера зависимость между
л с, з” при трении склльжения имеет вид:
где е - основание натуральных логарифмов.
Считая, что никакого радиального смещения
заготовки на самом пуансоне не происходит,опре-
делим усилие»для вытяжки уравнением:
Z>e — 2
подставляем вместо Я его выражения через
2' и /У , получим
=(<2^- 23Г^) е 6/77 ОС
При небольших глубинах вытяжки с прижимом
угол втягивания 20 о Уравнение для опреде-
ления усилия вытяжки (без учета изгиба) примет
Формула определения усилия вытяйски с уче-
том усилия на изгиб будет иметь вид:
Известно, что усилия изгиба, если
последний происходит в качестве дополнительных
деформаций при вытяжке, незначительно и дости-
гает при листах толщиною 1,5 мм от идеально-
го усилий вытяжки. При определении общего уси-
лия вытяжки усилие на изгиб обычно учитывается
введением поправочного коэфициента.
Для определения усилия вытяжки пользуются
и Другой упрощенной формулой:
з7з —
где в- коэфициент, (6-0,0- 0,1);
Р -/te/t^td,
где d ~ коэфидиент, зависящий о*" коэфипиеита
вытяжки Д- .
При выборе усилия пресса з первом прибли-
жении можно считать, что его максимальное уси-
лив должно быть равно усилию, необходимому для
отрыва дна изделия при вытяжки ^в этом случае
мощность пресса обеспечит пластическую деформа-
цию).
Определение скорости вытяжки.Скорость вы-
тяжки играет существенную роль. При чрезмерной
скорости вытяжки может быть разрыв журнала.
Для определения зкорости вытяжки обычно пользу-
ются эмпирическими формулами. Например,формула
для определения минимального потребного време-
ни вытяжки имеет вид:
-г- / /3" /’
71 • — °, 075 г /Р~<я
При этом наиоольшая скорость вытяжки:
К,ак = ^3('*★*)
К лежит в пределах 100-430 мм/сек;
исходя из этих соотношений, конструируются
прессы.йаксимальная мощность пресса определяет-
ся из максимально допустимого числа оборотов:
z, бО 5 0 -3О И~гпа/х ос//
''max -г- , ~~3н ~~ н /тин >
'mm -уР----- п
где И - ход пресса; обычно
Z, Угпо'* об/ ,
тик — / МиН у
где /7 - высота изделия
Л/ - бТТкпНх
где /7 - работе, затрачиваемая на вытяжку.
<=/<?.
-3S&-
' 1000
Pep. — среднее усилие при вытяжке
Обычно Рср. находят по формуле:
Р ~ р • &
' ср. — /7?ак у
где <f - коэфициент, зависящий от /г
мощность мотора —гх-
(пер ztao
где - к.п.д. передачи, 1,36 - коэфициент
‘ перевода л, с, в квт;
Тип корпуса, получаемого способом штампо-
вания вытяжки, показан на фиг.212. Вид заготов-
ки, полученной после штампования, показан на
фиг,213.
Механическая обработка.ие ханическая об ра-
ботка корпусов данного типа осуществляется,
главным образом, на токарных станках, где про-
изводится обработка поверху для получения тре-
буемой конфигурации, а также базовых поверхно-
стей для дальнейших операций ^см.картУ №18).
В случае, если корпус имеет стенку без ус-
тупов, обработка поверху не является обязатель-
ной, ввиду достаточной точности размеров и хо-
рошего качества позерхности, получаемой пооле
холодной вытяжкив
Деформация тонкостенного корпуса при ггрреп
лении в патроне, При закреплении тонкостенных
к о рпу с ов, ос обе нн о корпусов, не имеющий дна,
следует учитывать их деформацию. Практически
величина деформации при закреплении корпусов
может достигать сотых долей миллиметра.
В качестве примера рассмотрим деформацию
стенок корпуса, показанного на фиг.214 при его
закреплении в э-х.кулачковом патроне. Схема де
формацийэ возниааюдих цри закреплении, показа-
на на фиг.215.
фиг. 214
Для случая определения деформаций, возни-
кающих при закреплении корпусов, можно считать
последние брусами малой кривизны:
где /? - толщина стенки,
Р - радиус кривизны.
~3/7~
3/5
В этом случае для нахождения перемещений
пользуемся формулой :
rF s' Г/лъмр t Qp
°fp~^ (~ёз~+ТТ*крГ) ’
где /,р - переивяение в направлении от труп-
ПЫ СИЛ,
/г?р — момент в текущем сечении от задан-
ных сил,
- момент в текущем сечении от еди-
ничных сил,
M^Q, - изгибающий момент, нормальная и
цоп^) ечные силы от единичной наг-
рузки,
MpNpQp- изгибающий момент, нормальная и
поперечная сиян в текущем сечения
от заданных нагрузок.
- суммирует отдельные интегралы всех
участков схемы.
Методика нахождения значений A7, 3, М дня
случая трижды статически неопределимой системы
(фиг.215) рассмотрены в статьейО. И. Блинника х/
Г/Опредалеяие деформации кольца, вакрепленногс в
8-х кулачковом патроне.«Точная пндустриям193б,»8.
Для нахождения перемещения в- нашем
случае мы прикладываем 3 единичных силы под уг-
лом 120 . Согласно полученным значениям
Блинником даются окончательные формулы для рас-
чета деформации кольца под действием 3-х сим-
метрично расположенных сил:
1)Под силой Р
2)в среднем сечении между двумя кулачками
J? _ 0,оо&б7РЯл
fl
Знак минус показывает, что деформация пойдет
в обратном направлении действия сил. Пользуясь
этими формулами, в качестве примера определим
величину возможной деформации при закреплении
корпуса, указанного на фиг.214.
Для определения усилия на кулачке при за-
жиме в самоцентрующем 3-х кулачков ом патроне ,
воспользуемся приближенной формулой Решетова*'
/>=4?Л£.----------------------
где 0 - шаг спирали,
Я - средний радиус спирали,
Р к г - средние радиусы конических шесте-
рен,
€ - длина рукоятки ключа,
- высота направляющих кулачков,на-
ходящихся в зацеплении,
<7 - плечо от середины рабочей губки
до опорной поверхности направля-
ющих,
- коофициент трения между кулачком
и корпусом,
у - угол трения в механизме патрона,
/г - коэфициент, учитывающий дополни-
х/реяетов «Расчет и конструирование кулачковых
патронов” "Станки и инструмент" 1942г.№4-6.
—349—
тельное трение между
корпусом в механизме
учитываемый основным
лишенной формулы,
Q - усилие на рукоятке.
кулачком и
патрона,не
членом приб-
При расчетах можно принимать: >
л= 43.
Для нормальных патронов можнр пользоваться
формулой P=K,Q , Значение Л7 берется
из табл$2.
Таблица12.
Диаметр патрона в ом 13 16,6 24 32,5 38
Длина рукоятки клича в см 14 20 26 4С 45
Коэфициент 25, е J 33,2 38,3 58,5 55,3
Принимая усилие на рукоятке <?= з ке сог-
ласно формуле р-к<* и та б л. 12 находим уси-
лие на кулачке:
Р = 23,<3 в — 20б>оГ.
Из чертежа детали (фиг.214} имеем:
. 4<3-0,33
~7а ~ —7г— = ^<5?/z7<y см
Деформация в среднем сечении между двумя кулач-
ками:
1 4 ease? - 30$. з,г
о — • 'g.-------——----=0
2/0 -00/03 ' '
~32O —
деформация под кулачком
<2,0/35 305-3,£^ _ ______
Общее искажение формы внутюеннего диаметра бу-
дет равно сумме найденных деформаций
&f £784/»л>.
Из разобранного примера видно, что при за-
жиме в 8-х кулачковом патроне корпуса деформа-
ция последнего может достигать значительной ве-
личины, что всегда должно учитываться при проек-
тировании технологического процесса.
Получение отверстий в стенках и дне корпу-
са, Отверстия в стенках или дне штампованного
корпуса, имеющие достаточно большой диаметр,
получают
просечкой в штампе.
Способ получения отверстий пробивкой в
штампе имеет преимущество перед методом свер-
ления как по;производительности, так и по точно-
сти.
Точность при вырубке и дыропробивании зави-
сит от размера и материала детали, толщины, а
также от точности работы штампа.
Применение зачистных штампов дает возмож-
ность повысить точность до 3-го и даже 2-го
классов.
Метод штампования отверстий дает еще луч-
шие рец? льтаты,по сращению с методом сверле-
ния, в отношении выдерживания точности межцент-
ровых расстояний. При прхмеденкг калибровочных
итампов допуски на расстояние между центрами
отверстий на линейные размеры до 80 мм состав-
ляют 0,005-0,02 мм.
дальней»®? операции по обработке корпуса
сводятся к сверлению тех отверстий, которые
нерационально получать способом вырубки из-за
- 32J-
iix малого диаметра или неудобного расположения,
что вызывает чрезмерное усложнение штампа,Зен-
кование вырубленных и просверленных отверстий
производится на обычных сверлильных станках'
зенковкой или специально заточенным сверлом.
Сверление отверстий небольшого диаметра в
стенках и дне корпуса производится в "кондукторе.
При наличии обработанного торца и достаточной
точности наружного диаметра можно применять нак-
ладной кондуктор. В качестве примера на фиг,216
показан кондуктор, применяющийся на операции ®2
— 322 —
(технологическая карта №18;. Последний состоит
из плиты 1, в которой запрессованы кондуктор-
ные втулки 2. Штырь 3 служит для правильной ус-
тановки кондукторной плиты относительно корпу-
са, Ввиду незначительного диаметра отверстий,
а отсюда и небольшого крутящего момента при
сверлении, исключается необходимость в примене-
нии каких-либо закрепляющих корпус устройств.
Простота конструкции кондукторов этого типа да-
ет сокращение вспомогательного времени на уста-
вов и снятие детали.
Г.Технология корпусов из пластмасс
Выбор пластмассы, для изготовления корпу-
сов применяются термореактивные пластмассы,ко-
торые в процессе прессования при соответству-
ющей температуре и давлении, проходят необрати-
мый процесс полимеризации. Изделия, получаемые
методом горячего прессования из данного вида
пластмасс, обладают наибольшей механической
прочностью и температурной устойчивостью.
Большинство пластмасс, обрабатываемых мето-
дом горячего йрессования, является композицион-
ным материалом’, состоящим из следующих компо-
нентов:
1)образующего (связывающего; вещества,
2^наполняющего вещества (волокнистого или
неволокнистого),
3)красителя и специальных соединений.
Связывающее вещество занимает в композиции
центральное место и, в основном, определяет ее
тип.
Наполнитель вводится как с целью понижения
стоимости пластмассы (в большинстве случаев
его стоимость ниже стоимости связывающего веще-
ства;, так и для повышения механической прочно-
сти изделия, снижения хрупкости и т.д.
В качестве наполнителей приненяются:асбест
(способствует термоустойчивости при высоких
температурах) древесная мука, целлюлоза, оче-
- 323 ~
он хлопка, мелконарезанные и растрепанные тка-
ни и т.д. Для достижения большей химической ус-
тойчивости и нерастворимости вводятся тяжелый
шпат, гипс, тальк, каолин и др.
В качестве красителя применяются анилиновые
краски или их заменители.
Специальные вещества добавляются, главным
образом, для повышения пластик о ат и и получения
лучшей поверхности. Сюда также относятся «'ката-
лизаторы, необходимые для приготовления пласт-
масс.
Оборудование для прессования пластмасс,Основ-
ным видом оборудования при прессовании пласт-
масс являются гидравлические прессы. Прессы
обычно применяются с верхним давлением, что
особенно удобно для работы с нес"емными прес-
формами.
Прессы этого типа работают на 2-х давлениях.
Для заполнения рабочего цилиндра и начала прес-
сования изделия применяется Давление до 50 ат,
затем в рабочий цилиндр подается высокое давле-
ние 200 ат. Под этим высоким давлением и проис-
ходит окончательное прессование с заполнением
всех углублений формы. Управление прессом про-
изводится с помощью распределителя воды, назы-
ваемого дистрибутором. В конструкции последнего
должно быть предусмотрено такое давление, при
котором будет наименьшая затрата сил рабочего,
а также наименьшая изнашиваемость.
Выбор пресса.
При выборе пресса следует исходить из его кон-
структивных особенностей с учетом удовлетворе-
ния режимов запроектированного технологического
процесса, производительности и мощности.
При оценке конструкции пресса необходамо
учитывать рабочую площадь стола, максимальный
ход пресса, удобство снятия и закрепления‘дан-
ной прессформы, удобство управления и т.д. Пот-
ребная мощность при прессовании будет зависеть’
от размеров детали, а также от вида пластмассы,
Для композиций типа карболитов удельное дав-
-зз^-
ление при прессовании составляет 160 кг/см2
для композиции типа бакелитов - от 250 до 600
кг/смг.
Мощность гидравлического пресса определяет-
ся как произведение из площади поперечного се-
чения поршня на максимальное рабочее давление
води в магистрали.
VP 1О00
где -мощность пресса в т,
-диаметр цилиндра в flhu
^/-давление воды в кг/см .
Необходимая мощность пресса для прессования
данной детали из данного материала находится по
Формуле:
л z £>gf’m -
/-> =L 1 '
mP p7aa
где /^p- требуемая мощность пресса,-» т,
$дет~ площадь в сМг разреза детали по
наибольшему периметру плоскостью
перпендикулярной ходу пресса,
уде-п-ьное давление в кг/см2
При окончательном расчете мощности также
необходимо учитывать коэфициант полезного дей-
ствия, исходя из того, что потери составляют
10-15$. Последние особенно значительны в быстро-
ходных прессах верхнего давления о‘отдельными
цилиндрами для опускания и под”ема„
Прессформы для прессования пластмасс приме-
няются 2-х типов: Семные и стационарные.
Схемные или переносные прессформы применя-
ются на прессах с горячей плитой. После каждой
запрессовки они снимаются на верстак, где раскры
ваютоя для снятия изделия. Прессформы такого‘ти-
па применяются при небольших партиях изделий.Их
основное преимущество - простота конструкции,
легкость (не более 25 кг), меньшая стоимость в
сравнении с прессформами других типов.
-зг$-
Стационарными прессформами ( обычно полуав-
томатического типа, называются прессформы, у
которых верхняя (пуансон) и нижняя части <мат-
рица) неподвижно крепятся на прессе, этот тип
прессформ, ввиду своей большой производительно-
сти, наиболее распространен в крупносерийном
и массовом производстве, Для мелких изделий,
изготовляемых в больших количествах, применяют-
ся многогнездные прессформы.
При выборе материала для прессформ необхо-
димо учитывать их назначение, Для опытных прео«-
Форм и для небольшого числа деталей применяются
цементируемые стали или даже легкие сплавы(нап-
ример, алюминий), которые легко подаются механи-
ческой обработке, Для прессформ массового про-
изводства применяются инструментальные и леги-
рованные стали. Все рабочие поверхности для по-
вышения износоустойчивости и предохранения от
химического действия порошков хромируются слоем
толщиною в 6-8 микрон.
Каленые поверхности прессформ должны иметь
твердость 42—48Rс .Глубина цементации дается
не менее 0,5 мм. Шпильки калятся с последующим
отпуском при t°= 250 Ц.
Для обогрева прессформ применяется электри-
ческий или паровой обогрев. Электрический обо-
грев осуществляется применением элементов из
нихромовой ленты сечением 0,15 х 3 им, намотан-
ной на смоляные пластинки и изолированной свер-
ху асбестовым картоном. Элементы закладываются
в специальные каналы в матрице и пуансоне пресс-
форм. Напряжение тока обогрева должно быть транс-
формировано до безопасных величин*
При паровом обогреве применяется пар давле-
нием в 12-15 ат. Для прохода пара в прессах
предусматриваются каналы, которые соединяются с
трубопроводом. Температура при прессовании,в за-
висимости от вида пластмассы, колеблется в пре-
делах от 120 до 175 Ц. Время выдержки изделия в
прессформе пог давлением в перйом приближении
принимается равным t (30-60 сек), где t -
толщина стенки в мм. Коэфициент 30-60 берется
-
в зависимости от состава пластмасс.
Требования к конструкции деталей из пласу--
мао о. При конструировании деталей из пластмасс
^обходимо учитывать следующие основные треб о-
вання;
1)равномерное распределение материала,
2)конусность для лучшего выема изделия из
прессформы делается 2-3 ,
3)углы и края должны быть, по возможности,
- закруглены,
4)отверстия изготовляются диаметром не ме-
нее 5 мм. При отверстиях меньшего диаметра не-
обходимо при прессовании делать только наметку
для последующей сверловки, или же вводить ме-
тал личио кую арматуру; длина отверстий делается
не более 2-х диаметров,
б)отверстия должны быть расположены не ме-
нее 3-х мм от края или угла изделия (во избежа-
ние выкрашивания материала),
б)наружную и внутреннюю резьбу диаметром
более 5 мм можно получать непосредственно в
прессформе,при более мелкой резьбе необходимо
вводить металлическую арматуру или производить
ее нарезку резьбовым инструментом в готовой де-
тали.
Как видно многие из этих требований анало-
гичны требованиям, пред«являемым к заготовкам,
получаемым литьем под давлением.
Точность изделий из пластмасс.При прессова-
нии пластмасс точность размеров детали получа-
ется ниже, чем при литье под давлением. Послед
нее обгоняется особенностью технологического
процесса прессования. Усадка пластмасс, в зав»
пимости от их состава, колеблется от 0,1% до
i-i Средних ' точность при прессовании пластмасс
можно считать равной 5—7 классу.. Значения до-
пусков, рекомендуемых "Союэхимпластмассом" для
изделии из пластмасс, указаны в табл.13,
—337 —
Таблица 13.
Поминальный размер ' Допуск на размер
изделия в ми . в мм
5 0,2
5-10 0,25
10-20 0,3
20-30 0,35
30-60 0,4
60-70 0,45
70-100 0,5
100-150 0,55
150-170 0,6
170-180 0,7
180—1ЫО 0,75
190—210 0,8
210-220 0,85
220-240 0,9
240-250 1,0
Механическая обработка.Ввиду плохой обраба-
тываемости пластмасс, механическая обработка
сильно повышает стоимость изделий, поэтому при
конструировании основное внимание должно обра-
щаться на сведение к минимуму механической об-
работки.
Трудность механжеской обработки пластмасс
обусловливается следующими причинами:
1/низкой теплопроводностью пластмасс, что
вызывает сильный нагрев инструмента. При этом
охлаждающие смеси не применяются, так как вы-
зывают скольжение инструмента по обрабатывае-
мой поверхности;
2/необходимостью применения для режущего
инструмента специальных сплавов (победит,иног-
да алмаз;, ввиду быстрого затупления инструмен-
та из обычных сортов стали;
3/быстрым износом направляющих станка пыле-
видной стружкой;
— зге —
^необходимость» дальнейшей полировки об-
работанных резцом поверхностей.
Обычно обием последующей механической, об-
работки для изданий из пластмасс очень неве-
лик и, в основном, сводится к зачистке, снятию
облоя, сверлению отверстий, проточке узких ка-
навок и нарезке резьбы, т.е. обработке только
тех элементов, которые нельзя получить непос-
редственно при прессовании.
Проектирование технологического процесса
механической обработки. в качестве примера ме-
ханической "обработки корпуса, получаемого прес-
сованием из пластмасс, рассмотрим типовой тех-
нологический процесс обработки корпуса бензино-
мера \технологическая карта 19;.
Как видно из приведенной карты, вся механи-
ческая обработка данного типа корпуса сводится
к проточке посадочной канавки, прочистке отвер-
стия (снятию облояПроточка канавок произво-
дится на токарном станке. Закрепление корпусов
простой конфигурации может производиться как
в обычном 3-х кулачковом патроне с сырыми кулач
ками при базировке на наружную поверхность кор-
пуса, так и при помощи разжимного кольца, при
базировке на внутреннюю поверхность, в случае,
если корпус имеет сквозное дно. При сложной
конфигурации корпуса, как правило, применяются
специальные приспособления.
Установочными базами служат поверхности,
полученные нецосредсчв енно после прессования.
-
ГЛАВА У1
ЦИФЕРБЛАТЫ
1, Общие положения
А.Характеристика циферблатов
• Циферблатами (шкалами) и лимбами называются
детали, представляющие собою диски и втулки с
нанесенными на них круговыми шкалами.
Основными характеристиками круговой шкалы
являются:
1)наименьший угловой интервал между смежны-
ми штрихами}
2'начальный радиус шкапы, взятый по внешне-
му или внутреннему краю штрихов,
3)длина штрихов,
4;ширина ^толщина/ штрихов.
В зависимости от формы поверхности, на кото-
рой нанесены деления, шкалы делятся на S группы:
плоские, конические и цилиндрические.
Плоская форма шкалы наиболее удобна для.на-
несения делении с минимальными ошибками. Кроме
того, плоская форма шкалы йаиболео благоприятна
для внедрения высокопроизводительных методов -
точное фотографирование, фототравление, штампо-
вание .
Конические лимбы применяются для горизон-
тальных кругов технических теодолитов Г и 3O'Z
точности, точных геодезических и астрономичес-
ких универсалов 10”,5"и 2"точности. Угол при
вершине конуса таких лимбов берется,примерно,
150°. Конические лимбы также проектируются для
некоторых военных приборов и в станочном обору-
довании. В авиационных приборах этот тип лимбов
употребляется очень редко (в некоторых образцах
жидкостных компасов Л
-33<9-
Дилиндрические лимбы применяются для верти-
кальных геодезических теодолитов и тахометров,
в виде отсчетных шкал на оптико-механичеоких
приборах и на ходовых винтах измерительных ин-
струментов; в авиационных приборах находят ши-
рокое применение для гироскопической группы
приборов (авиагоризонт,"гирокомпас, автомат кур-
са, автопилоты;.
Наиболее широкое распространение имеют плос-
кие шкалы, применяющиеся для большинства элект-
рических и манометрических авиационных приборов.
В зависимости от точности, шкалы можно разде-
лить на 3 группы: грубые, средней точности и вы-
сокоточные.
Точность шкалы определяется точность® выпол-
нения ж делений и величиной интервала между деле-
ниями.' Чем точнее шкала, тем меньше интервалы
между ее соседними штрихами и тем тоньше штрихи,
Для точных шкап геодезических и астрономи-
ческих инструментов толщина штриха берется рав-
ной 0,006-0,008 мм при 5^- точности нанесения
делений. Отсчеты производятся при 40 * 50 крат-
ном увеличении.
У грубых‘шкап расстояние между соседними
делениями делается не менее 1 мм. Толщина штри-
ха обычно борется от 1/10 до 1/5 ширины интер-
вала, Для шкал, на которые не наносится счет-
масса или специальная краска, практически шири
на штриха берется равной от 0,3 до 0,1 мм.
Для авиационных приборов, приборов танковой
группы,для некоторых военно-морских приборов,
ввиду неблагоприятных условий наблюдения, предъ-
являются очень высокие требования к рельефности
ш калы. Для шкал этих приборов применяется рель-
ефный шрифт. Толщина делений таких шкал доходит
до 1*2 мм пси интервале между делениями до 5 и
более мм. Обычно для та них шкап делаются углуб-
ленные деления с последующим нянерен^ем на них
светящейся массы.
-331~
БвОсновное технические требования
на шкалы авиационных приборов
1;фон циферблата должен быть черным, мато-
вым и ровным, без потеков, царапин и других де-
фектов,
2)цифры и другие знаки должны быть нанесе-
ны четко и прочно,
3;все цифры должны быть расположены верти-
кально,
4).основные отметки и цифры к ним покрывают-
ся светящейся массой только в части шкалы,наи-
более употребительной при эксплоатации,
5)цена деления равномерных и неравномерных
шкал должна быть одинаковой на всем протяжении
шкалы. Цену деления устанавливают из ряда, по-
строенного по формуле:
Д'* 40 ,
где для А приняты значения 1,2 и 5
?1 - любое целое число или нуль.
б)цена деления по своей величине не должна
быть менее величины погрешности прибора.
В.Материалы
Для изготовления шкал применяются самые раз-
личные материалы; стекло, -целлулоид, железо,
сталь, латунь, алюминий и т,дэ
В настоящее время для авиационных приборов,-
в основном, применяются: апюмин'ий, латунь, цел-
лулоид.
Шкалы из целлулоида находят широкое примене-
ние для различной радиоаппаратуры, ввиду возмож-
ности легкого получения из этого материала проз-
рачной шкалы самой различной окраски.
Алюминии применяется для шкал в чистом виде
и в виде сплавов. Он находит ширококе применение
для циферблатов авиационных приборов, так как
имеет ряд положительных качеств (малый удельный
вес, легкость обработки, антикоррозийность,лег-
—ззз —
кость подготовки поверхности под покрытие крас-
кой, сравнительно малая изнашиваемость штампов
при нанесении делений/,
Латунь также широко применяется для цифер-
блатов авиационных приборов. Поверхность лату-
ни хорошо поддается отделке и обработке вытяжкой,
имеет большую прочность; на латунь хорошо нано-
сится тонкий штрих. Для шкал обычно применяется
гравировальная латунь / Си 66; ЯпЗЗ,- P6d/.
. В авиационном приборостроении применяется чаще
всего латунь Л-62.
За последнее время ж лают попытки изготов-
лять циферблаты из пластмасс.
2,Получение заготовок
Основными способами получения заготовок яв-
ляется:
1)штампопание - вырубка из листового мате-
риала,
2/штампование-вытяжка из листового материа-
ла,
3/механическая обгаботка из трубы (очень
редко).
Штампование-вырубка является почти единст-
венным, способом получения плоских металлических
шкал, ввиду целого ряда своих достоинств, из ко-
торых главными являются:высокая производитель-
ность, точность и возможность легкого получения
шкалы сложного контура,
Штампование-вытяжка применяется обычно для
изготовления конических и цилиндрических лимбов
Этот процесс является значительно более сложным,
чем штампование-вырубка. Вытяжку заготовки де-
лают с дном. Для получения нужной формы лимба
дйо на последующей операции отрезается целиком
или частично.
Способом штампования-вытяжки изготовляются
шкалы некоторых гироскопических приборов.
Механическое изготовление цилиндрических
— ззз —
шкал из трубы применяете# редко, ввиду большой
трудоемкости процесса и трудности подбора соот-
ветствующего сортамента труб.
Далее подробно рассматрж ается метод штам-
пование-вырубка как наиболее распространенный
в авиаприборостроении.
Штампование-вырубка заготовок. Процесс вы-
резки осуществляется в следующей"-последователь-
ности; сначала пуансон и матрица деформируют
наружные слои металла, причем в местах наиболь-
шего напряжения возникают трещины, а волокна
металла изгибаются и растягиваются, особенно в
наружных слоях листа.. При дальнейшем движении
пуансона трещины, образовавшиеся в материале,
смыкаются и вырезанная часть отделяется от ли-
ста и проталкивается пуансоном вниз. Изгиб ма-
териала будет тем больше, чем толще материал и
чем больше величина зазора между матрицей и пу-
ансоном.
Большой зазор приводит к образованию заусен-
цев на штампованном изделии. Чтобы получить чи-
стый срез необходимы минимальный зазор и острые
края штампа. Однако чрезмерное уменьшение зазо-
ра недопустимо, так как это приводит к рваной
поверхности среза, вследствие заклинивания метал-
ла между матрицей и пуансоном ‘и к сильному уве-
личению усилия вырезки. Величина зазора берется
в зависимости от твердости материала и его тол-
щины. В табл,14 приводятся величины номинальных
зазоров.
Зазор выполняется или за счет уменьшения
размера пуансона, или за счет увеличения разме-
ров матрицы. Та-к как наружные размеры вырезаемо-
го контура определяются размерами матриц, то
при вырезке наружного контура, матрицу выполня-
ют с номинальными размерами, равными размеру из-
делия, а зазор получают, уменьшая размеры пуан-
сона. При вырезке отверстия следует поступать
наоборот, так как размеры пробиваемого отверстия
зависят от размеров пуенсона.
-334-
777ад/гаца
Толщ ин а лютеоиала 6 Л1М. МеЭб, латунб, алюминий , мягкая смалЬ. Сталй средн, тбердости, дюралюминий. Твердая сталЬ Немете-час Hr cpve материален
^Зазор & % от толщинб/
0.2 - 4,0 5 S 7 ^aiipcl 3- 4
d.2- 3,0 5 7 г ~s~ Рекстолит - S
2,2 ~ 3, ° 7 8 9 Гетина^а Лтинеерисл
3,5 - 5,0 8 9 ю &gmd?a) /еоона- иддаЁидуалб - t/cfs npueodkcL с тиНамаоддо ёоРтолсдО/т Зазоро/п.
6,0-7,о 9 Ю и
ТЯд&нща /Б.
335
Схема расположения зазоров и допусков вы-
рубных штампов показана на фиг.217.
Действительные зазоры будут отличаться от
указанных номинальных, вследствие неточности
изготовления матрицы и пуансона. Величины до-
пусков на изготовление круглых матриц и пуансо-
нов приведены в табл.15.
/7- про бб/резке ko/fmyp&; t>-лрч от&рстия
J- Цопуск изделия //а сторону /£тело/, ё-зазор на староНу,
3-уалуск матриц^ На сторону//>птос/ р-допуск нусШсаНа
Ра старо*/ /£ оз а Нус/
Раскрой материала,Су шественную роль в эко-
номии материала играет его правильный раскрой
при вырубке.
Для получения минимума отходов (обрезков;
необходимо располагать вырезки из листа таким
образом, чтобы остающиеся промежутки между ни-
ми были возможно наименьшими. Минимальная ширина
на промежутков между вырезками зависит от тол-
щины листа и Формы штампуемого изделия. Ширину
промежутков выбирают, пользуясь следующей фор-
мулой: /г=асР
где - толщина листа,
X - КОЭфЙцИеНТ,
д- - ширина промежутка.
Б практика mojcho пользоваться табл.?6.
Таблица 16.
Толщина листа (f1 в мм Коэфициент X Ширина проме- жутка А*
0,1 + 0,5 — 1 мм
0,6 + 1,0 1,5 1,5
1,1 + 2,0 1,25 1,25
2,1 + 5,0 1,25 - 0,8 1,25 - 0?8
Однорядная и многорядная вырубка. Пример *
однорядной вырубки показан на фиг.218. Обозна-
чим через ’Диаметр круга вырубки. Тогда йи-
рина полосы может быть определена по формуле:
& = /1 + зк
расстояние между центрами 2-х смежных кругов бу-
дет:
площадь отхода: г
/> к) - .
выход годного в процентах будет:
у-- ---г -
При двухрядной и многорядной вырезке дости-
гается экономия в Металле, т.е, повышается про-
цент выхода годного в сравнении с однорядной
вырезкой. При этом более выгодно производить вы-
резку при шахматном расположении кружков (Фиг.
219)
В этом случае получаем:
Длину полосы, идущую на вырубку 2-х кружков:
-337-
Определлм ширину полосы из треугольника
D & _Z)+
также: &rfodoc=о£
Ширина полосе:
но /^= поэтому
или
^/<9
£19
~ззв~
Процент выхода годного:
—----\
С увеличением числа рядов выход годного увели-
чивается при прочих равных условиях.
Выбор оборудования. Штампование-вырубка за-
готовок для циферблатов обычно производится на
эксцентриковых прессах. При выборе пресса сле-
дует обращать внимание на его конструктивные
данные, из которых основными является:мощность,
величина рабочего хода, полезная площадь стола
и расстояние от стола до нижней части пуансона
а также другие данные (производительность,
удобство управления, точность направляющих и
ДР.)
Мощность пресса определяется в зависимости
от потребного усилия при вырубке, _1
Усилие при вырубке определяется по формуле:
I
где f - площадь среза в мм2,
временное сопротивление срезу в
кг/мм*,
Л- определяется как произведение длины
контура з£ на толщину материала J
тогда: ’
Поскольку стандартных испытаний материала
на срез не делают, то удобно ввести в формулу
вместо величину , связанную с
зависимостью:
где А — коэфициент, зависящий от материала
и равный для стали 0,8, для латуни
й алюминия 0,7, для дуралюминия 0,6
❖0,7.
Кроме того, при определении необходимого
Усилия требуется учитывать изгиб материала при'
-339-
рыоубке, вследствие которого усилие соответст-
евнно будет больше. Проф.Неймаер принимает ко-
эфидиент, учитывающий наличие изгиба.порядка
1 7. Тогда окончательная формула для определе-
ния усилия вырубки примет вид:
7 А
Точность пресса. При вырубке в штампе про-
стого типа без направляющих точность работы
пресса будет зависеть от точности направляющих
ползуна. В этом случае требуется выбирать более
точный пресс, имеющий хорошо выполненные направ-
ляющие. В случае же работы в штампе, имеющем
направляющие, точность работы будет зависеть от
точности выполнения самого штампа. В этом слу-
чае можно работать на менее точном прессе.
Выбор типа штампа зависит от конструкции
детали, формы заготовки (поноса, лист?, типа
пресса, я также от характера производства.
Получение заготовок лимбов способом штампо-
вания-вытяжки ничем не отличается от обычной
вытяжки из листового материала,(Вопросы вытяжки
из листового материала здесь не рассматриваются,
так как они подробно описаны в главе •’Корпусы’*.)
После вытяжки производится отрезка всего
или части дна, обычно на токарном станкэ.Опера-
ция отрезки дна может заменяться его вырубкой.
Последний способ является более производитель-
ным. После вырубки должна предусматриваться
операция зачистки заусенцев.
Получение заготовок путем механической обра-
ботки из трубы применяется очень редко. Способ
ничем не отличается от обычных способов механи-
ческой обработки, поэтому нами отдельно не рас-
сматривается.
320
3.Методы нанесения делений
и. знаков
U
А.Гравирование
*
При этом методе штрихи непосредственно на-
носятся резцами на делительных машинах. По прин-
ципу нанесения штриха, гравировальные станин
разбиваются на 2 основные группы. Станки первой
группы имеют вращающийся шпиндель, несущий шти
хель или Фрезу. Станки этого типа предназначе-
ны для обработки мягких материалов.
Станки второй группы имеют извращающийся
шпиндель, представляющий как бы державку с ин-
струментом. Нанесение делений на этих станках
производится строганием. Станки этого типе мо-
гут применяться как для нанесения штриха на
мягкие материалы, так и на особо твердые мате-
риалы (стекло, закаленная сталь). Граверная
операция в этом случае состоит только в нанесе-
нии" рисунка .на оси ото защити ом покрытии, после
чего производится травление по атому рисунку.
В зависимости от количества одновременно
работающих режущих инструментов различают одно-
миндальные и многошпиндэльные гравировальные
станки. Гравировальные станки могут быть
простые, без механизма для автоматической пода-
чи и автоматические. Все гравировальные станки
работают по одному принципу действия, основан-
ному на передаче изображения от шаблона к изде-
лию с помощью пантографа.
Принцип работы пантографа показан на Фиг.
220. Пантограф представляет собой шаюнирный па-
рат ле л ограм со шпинделем 1 и направляющим паль-
цем 2 и осью вращения 3, расположенными на од-
ной» прямой.роли пальцу 2 сообщить перемещение
согласно профилю шаблона, то ось шпинделя 1 опи-
шет фигуру, соответствующую очертанию шаблона,
повернутого на 180°. соотношение размеров шабло-
на и рисунка наг изделии зависит от соотношения
плач .48 и
- 343 -
В специальных делительных машинах, предназ-
наченных лишь для нанесения штриха на круговые
шкалы, пантограф не ставится, Деление произво-
дится при помощи делительного устройства.
Получение штриха невращающимся штихелем.
При нанесении штриха 'извращающимся штихелем за-
готовка под шкалу устанавливается на оправку,
которая закрепляется на шпинделе делительного
приспособления . Оправки могут быть универсаль-
5це <разжимные} и специальные, предназначенные
цько для одной определенной детали,
' ***Для первоначального штриха обычно делается
предварительная отметка или иная ориентировка
по каким-либо элементам заготовки. Конические
и цилиндрические лимбы устанавливаются на соот-
ветствующие их форме разжимные оправки, благода-
ря которым и производится центрирование шкалы.
Плоские шкалы обычно центрируются по цент-
раьному отверстию путем установки на цилиндри-
ческую опраьку со скользящим коническим клином
(фиг,£21} При установке заготовки на оправку
важно получить точное совпадение центра получае-
мой шкалы с центром посадочного отверстия, мак-
симальная величина ошибки от несовпадения центра
шкалы с центром ее установки будет:
с -“Ре •
t 11 ~ -ь - - *
где е - эксцентриситет,
- диаметр шкалы.
Штрихи износятся резцами из быстрорежущей
стали, заготовки таких резцов выполняются в виде
квадратных брусков сечением 8x8 или бхб и длиною
1ОО мм.
Основной тип таких резцов показан на фиг.222
а - ширина режущей кромки (или нижнее притуп-*
ленив), которая делается обычно на 20$
меньше требуемой ширины штриха,
/з- задний угол (выдерживается в пределах
' 25t35°)
/ - передний угол 60*70°
сг - угон в плане 12*15 .
Очень большое значение для хорошей работы
работы резца имеет заточка нижней рекущей кром-
ки. Она должна быть строго перпендикулярна оси
резца, в противном случае резец может односто-
ронне ’ж кривить штрих. Для получения чистого
штриха также имеет большой значение отсутствие
заусенцев на режущей части резца. Для оконча-
тельной доводки после заточки применяются внсо-
коиачественные абразивные бруски.
Согласно техническим условиям на шкалы,
для того, чтобы держалась краска (особенно све-
тящаяся масса) требуется изготовление прямоу-
гольного штриха (фиг.223).
Там, где это допускается техническими усло-
виями, может иметь место и получение остроуголь-
ного штриха ;фиг.224>; такой штрих легче изго-
товить.
При нанесении делений резец можно устанав-
ливать передней частью и затылком. При установ-
3-44
ке резца передней частью, при переднем угле
70-60 , резец лучше реьет » дает*меньше заусен-
цев; однако при резании хрупкого материала штрих
моыет получаться рваным. В последнем случае
лучше производить резание затылком к передний
угол 25-35°). При резании с таким
малым передним углом будет иметь место
как бы продавливание штриха и обра-
зование больших заусенцев. Но после полировки
штрих получается ровным и чистым. Работа затыл-
ком осуществляется в тех случаях, когда реза-
ние производится с края циферблата. Давление
на резец производится в зависимости от прореза-
емого им сечения, геометрии резца и обрабатыва-
емого материала.
При прорезании глубокого и широкого штриха,
для уменьшения нагрузки на резец и получения
чистого штриха, изготовление производится за 2
прохода.
В процессе изготовления извращающимся шти-
хелем мо&ет получаться рваный штрих, это проис-
ходит:
1)При применении слишком вязкого или слишком
хрупкого материала,
2)при неправильной геометрии резца и его за-
ту плении.
3)от вибрации резца или изделия в процессе
резания.
При выборе материала для циферблатов следу-
ет учитывать дальнейшую их обработку. Выб-ирать
нуъшо такой материал, который хорошо обрабаты-
вается и дает чистый штрих. В случае резания
вязкого материала штрих получается чище при
- ЗГ-/5" —
применении смазки машинным маслом.
От геометрии резца также в большой степени
зависит чистота штриха, Следует точно соблюдать
углы резца, которые берутся в зависимости от об-
рабатываемого материала, Для лучшего выдержива-
ния углов заточку резцов следует производить
на специальных заточных станках.
Заточный станок представляет собой шлифоваль-
ный станок с двумя абразивными кругами. Станок
имеет устройство для закрепления и подачи зата-
чиваемого резца под любым углом к камню. Угол
предварительно устанавливается по лимбу. На од-
ном камне, имеющем средний размер зерен, произ-
водится предварительная заточка. На втором
мелкозернистом камне или планшайбе с абразивным
порошком производится доводка и полировка режу-
щих граней резца. Общее время заточки 2-4 мину-
ты. Наклеп на режущие грани резца в процессе
резания в большой степени влияет на образование
рваного штриха, Этот наклеп особенно интенсивно
образуется при резке вязких материалов. Предот-
вращают наклеп применением соответствующей смаз-
ки или уменьшением давления на резец за счет ре-
зания в несколько проходов.
Вибрация резца и изделия в процессе резания
также оказывает большое влияние на образование
рваного штриха. Изделие следует закреплять до-
статочно надежно, исключая его вибрацию при ре-'
зании. Резец должен иметь достаточную жесткость.
Вылет резца при закреплении следует делать мини-
мальным.
Для предотвращения углубления режущей кром-
ки в материал от изгиба- резца во время работы,
желательно плоскость установки резца выно-
сить за его режущую грань „ (фиг.225;. Это
достигается или соответствующей формой резца,
или установкой резца под углом. В последнем слу-
чае, пои определении режущих и вспомогательных
углов резца следует учитывать угол его установ-
ки.
c/- J&fyaevt/r&Siw
/7ОУ70 £e/3usu#6//2ЛГЦ&
<fa>. S£5~
Получение штрихов .и знаков вращающимся шти-
хелеп, Конструкция 'бабки станка с вращающймся
штихелем значительно сложнее, чем для случая
невращеющегося штихеля, Ввиду незначительной
ширины гравирования (не более 2 мм), для дости-
жения рекомендуемых скоростей резания требует-
ся большое число оборотов шпинделя. Конструкция
головки в большинстве случаев усложняется необ-
ходимостью применения регулирующихся шарикопод-
шипников, которые- исключают вибрацию при боль-
ших скоростях вращения.
На фиг,226 показана бабка штихеля гравиро-
вального станка. Шпиндель 1 вращается в 2-х ша-
риковых подшипниках регулирующего типа. Надле-
жащая посадка шпинделя в подшипниках осущест-
вляется с помощью пружины 3, действующей на
обойму 4, удерживаемую от проворачивания штиф-
' том 9, Вращательное движение сообщается шпинде-
лю с помощью шкива 2, который устанавливается
лепосредстЕенно на шпинделе, Быстрое перемеще-
ние штихеля вверх или вниз, для нерабочих хо-
дов, совершается нажимом выступа рукоятки 7 на
поверхность упорного винта 6. Чалая подача при
рабочем ходе осуществляется также рукояткой 7,
путем перемещения ее влево, в результате чего
— 3*77 —
поворачивается кольцо 5, навертывающееся на
упорный винт 8. При этом штихель'будет углуб-
ляться в обрабатываемой материал., в тех случа-
ях, когда требуется точно выдержать глубину гра-
вирования, применяется специальный ограничитель
хода. Принцип работы его показан не Фиг,2270 0°
шпинделем связан рычаьок 1, нижний конец кото-
рого имеет небольтое утолщение полусферической
формы. Рычажок устанавливается таким образом,
что,находясь {.ядом со штихелем 2, его полусфери-
ческая часть будет касаться поверхности изделия,
заставляя шпиндель и штихель следовать за всеми
ее неровностями.
- з*?з-
Штихели.Режущим
инструментом при гра-
вировании является вра-
щающ^йоя штихель, конст-
рукция которого анало-
гична конструкции обыч-
ного режущего инструмен
та, применяемогодля
металлообработки» Про-
филь штихеля имеет са-
мые различные Формы, в
зависимости от назначе-
ния и характера работы.
На фиге228 показаны
наиболее раепространен-
применяемих при гравирова-
нье формы штихелей
нии. Внизу указаны соответствующие каждому шти-
хелю формы сечения штриха,
Ж0 WiSW
333
Наиболее распространенные формы режущих гра-
ней штихелей показаны на фиг»229о Чистота штри-
ха в большой степени зависит от точного выдер-
живания требуемых углов режущих граней мжхеля.
Последние назначаются в зависимости от обраба-
тываемого материала. Рекомендуемые значения уг-
лов заточки для вращающихся штихелей приведены
в табл,17.
z
<х
9Э<хг. 223
— 34ff-
Taf&WUall'h
Обрабатываемый материал Угол заточ- ки ог в гра- дусах ...... Угол заточ- ки Р в гра- дусах
Инструментальная угле- родистая сталь 5-10 12-15
Маниноподелочная сталь 10-15 20-25
Твердая латунь 15-20 25-35
Мягкая латунь 15-20 35-40
Твердый алюминий 20-25 40
Мягкий алюминий, целлулоид 20-25 40-60
Иертинакс 20-25 ' 45-60
Дерево, £ибра 20-25 45-50
Материалом для вращающихся штихелей служит
быстрорежущая сталь, электросталь и твердые
сплавы,
Золи ревущее ребро должно быть очень острым,
а скорости резания берутся сравнительно невысо-
кими, рекомендуется применять инструментальную
углеродистую сталь.
Твердые сплавы следует применять при обра-
ботке бакелита, твердой резины, целлудоида.Для
такого рода материалов, штихели из твердых спла-
вов имеют стойкость в 15-20 раз выше, чем шти
холи из лучжей быстрорежущей стали,
Шаблоны.Гравирование цифр и букв на шкалах
производится на станках, работающих по принци-
пу пантографа с применением специального набора
таблонов. Форма шаблонов очень разнообразна и
зависит не только от очертания рисунка, но и
от характера выполняемой работы.
Граверные работы можно разделить на два
—35<У —
следующих вида:
Х^нанесение делений
2>нанесение цифр и надписей и т.д.
В первом случае, работа производится на
станках,имеющих пантографы,и на станках, рабо-
тающих простым строганием и снабженных делитель-
ным устройством. Ввиду последующего нанесения
на деления краски, при изготовлении шкал, как
правило, применяется углубленный штрих.
В зависимости от формы поверхности детали
различают гравирование на плоскости и гравиро-
вание на цилиндрической или конической поверх-
ности. Гравирование на плоскости не требует,
кроме шаблонов, никаких специальных приспособле-
ний. в случае массового производства, может
быть выгодно изготовление специальных шаблонов,
дающих полностью соответствующие изображения.
При серийном производстве возможно пользование
набором шаблонов, который составляется из стан-
дартных букв и цифр. Эти шаблоны легко устанав-
ливаются в специальные держатели, ппикрепляемне
к столу станка.
Процесс гравирования по шаблону показан на
Фиг.230; палец 1 движется по шаблону 2, движе-
ние пальца с помощью пантографа копирует режу-
щий штихель.
При гравировании
цилиндрической или ко-
нусной поверхности из-
делие устанавливается
в делительной головке,
а шаблон устанавлива-
ется на круглом столе
или делительном прис-
пособлении. По мере
перехода от одного
изображения к следующе-
му, поворачивают делительную готовку с издели-
ем и круглый стол с шаблоном.
Для изготовления шаблонов применяется са-
мый разнообразный материал. Специальные шабло-
— 35-J —
ны обычно изготавливаются из легкообрабатывае-
мых сплавов (свинцовистые, оловянистые/, или
даже, в случае небольших партий, из целлулоида
или линолеума.
Стандартные шаблоны (цифры, буквы) обычно
изготовляются из специальных сортов латуни,обес-
печивающей длительную службу шаблона даже при
тяжелых условиях работы.
Для цифр и знаков, имеющих толщину штриха
свыше 0,1 мм применяется фрезерный пантограф,
который работает с нагрузкой на Фрезу, дающей•
прижим последней к обрабатываемой поверхности.
В этом случае, снятие металла происходит более
интенсивно: в 2-Злрбхода можно получить штрих
шириною 0,3-0,4 мм.
, Фрезерным пантографом необходимо пользовать-
ся при нанесении знаков на крашеные детали,так
как в этом случае не требуется последующая за-
чистка.
Установка заготовок при гравировании,При на-
несении делений способом гравирования особое
^внимание следует обращать на правильность уста-
новки заготовки. Перед гравированием заготовка
должна тщательно правиться, поверхность ее под-
вергается зачистке с выведением неровностей,ца-
рапин и т.д.
Ддя получения одинаковой глубины штриха боль-
шое значение имеет допуск на параллельность плос-
костей заготовки. При изготовлении плоских цифер-
блатов ошибка установки может вызвать несовпаде-
ние центра шкалы с центром ее установочного от-
верстия при сборке в приборе. Неточность установ-
ки при гравировании может также вызвать получе-
ние штриха различной длины. Колебание в толщинев
заготовки, а также непаралдельность обрабатыва-
емой поверхности относительно установочной плос-
кости станка может вызвать различную глубину на-
резаемого штриха.
Наиболее важное значение имеет правильная
установка и равномерность толщины цилиндричоо-
ких и конических лимбов.
Установка их обычно производится на оправке,
Цилиндрические оправки обычно делаются разжим-
ными с небольшой конусностью. При установке на
цилиндрическую оправку необходимо соблюдение
следующих условий:
1;заготовка должна надежно закрепляться на
оправке и не иметь каких-либо перемещений,
2)при закреплении заготовки центр ее наруж-
ной поверхности должен точно совпадать с цент-
ром вращения оправки от делительного устройства,
Зулюфт в оси оправки должен быть минимальным
с тем, чтобы ее геометрическая ось, а значит и
ось наружной цилиндрической поверхности лимба,
не изменяла своего положения в течение всего
процесса обработки.
Для исключения люфта оправки делаются разрез-
ними пружинящими (фиг.231). Такие оправки внутри
имеют конусную поверхность, по которой перемеща-
ется (обычно от винта) конус. При закреплении
лимба конус втягивается винтом и разжимает разре-
занную часть оправки.
Достоинством такого
способа установки явля-
ется то, что внутренняя
поверхность лимба приле-
гает всеми точками к по-
верхности оправки, при-
нимая при этом форму*
последней. При равномер
ной толщине лимба, если
даже до установки на оправку заготовка и не име-
ет правильной цилиндрической формы, то она при-
обретает ее при закреплении на оправке.
Принцип установки по внутренней поверхности
при обработке наружной поверхности вызывает ошиб-
ки от неравномерности толщины. Поэтому требуется
учитывать допуск на толщину.
Получение заготовок под шкалы конической Фор-
мы аналогично цилиндрическим. При нанесейии деле-
ний для этих жкал установка производится на кони-
— 3^3 —
ческую оправку. Требования к допускам на парал-
лельность и равномерность толщины стенок заго-
товки остается те же, что и для цилиндрических
шкал.
Фрезерование делений дисковой фрезой. Вместо
строгания делений или получения их вращающимся
штихелем можно применить способ их фрезерования
тонной дисковой фрезой на фрезерном станке с
применением делительного приспособления. Фрезе-
рование делений более производительно и, кроме
того, штрих получается с меньшими зауаенцами,
чистый я розный. Особенно хорошие результаты
дает этот способ при изготовлении широкого и
глубокого штриха прямоугольной формы, который
не может быть получен за один проход при стро-
гании. При этом способе особое внимание следует
обращать на точность установки заготовки в дели-
тельном приспособлении, а также на равномерность
по толщине.
Способ гравирования шкал имеет очень низку»
производительность. В условиях крупносерийного
и массового производства его применение объясня-
емся только тем, что не имеется других,.практи-
чески оправдавших себя, способов нанесения глу-
бокого рельефного штриха,.
Ом применяется также в случаях изготовления
нестандартных, тарируемых шкал.
Способ гравирования шкал в настоящее время
применяется заводами для изготовления цилиндри-
ческих шкал гироскопических приборов и,очень
редко, для анероидно-мембранных электрических
и других приборов, так как абсолютное большин-
ство этих приборов переведено на стандартные
шкалы.
Б.Тиснение и набивка
Подготовка заготовки под тиснение.При вы-
рубке кружков под шкалу следует обращать внима-
ние на точное получение установочных базовых
поверхностей для последующих операций, а также
для установки шкалы в прибор»
Перед тиснением заготовка проходит специаль
ную обработку, заключающуюся в снятии зауренцеБ"
правке и обдувке поверхности песком на пескост-’
руйном аппарате» Пескоструйная обработка придает
поверхности ровный матовы вид, способствуя на-
несению чистого штриха. Пескоструйная обработка
применяется также и после операции тиснения пе-
ред нанесением краски, так как в сильной степе-
ни способствует оцеплению.
Имеются самые различные конструкции аппара-
тов для пескоструйной обработки. Один из них,
наиболее удобный для обработки шкал, показан на
фиг*. 232. Воронка 1 наполняется хорошо просеян-
ным и просушенным кварцевым песком. Для просушки
23Q
применяются специальные газовые горелки. Песок
из бункера 1 просыпается через регулируемое за-
слонкой 2 отверстие 3, вниз. К отверстию 3 тру-
ба 4 подводит сматый воздух под давлением 2-3
ат. Песок, распыляясь в струе сжатого воздуха,
о большой скоростью ударяется о поверхность ци-
ферблатов 5, придает последним,специфичный для
этого вида обработки, ровный матовый вид. Цифер-
блаты, во избежание прогибания от струи воздуха
q песком, должны лежать на плоском твердом ос-
новании, Обработанный песок падает в располо-
женный внизу ящик б, Из которого, по мере на-
копления, он выгружается, вновь просушивается,
просеивается для отделения пыли, загружается
снова в воронку 1,
Недопустим кустарный метод обдувки цифербла-
тов песком,путем придерживания их, в про-
цессе обдувки руками. Кроме низкой производитель-
ности этот метод вызывает коробление и неравно-
мерность обработки.
Имеются попытки вместо песка при этом спосо-
бе применять мелкую стальную или чугунную дробь
Последняя почти не дает пыли и требует меньшей
предварительной подготовки. Стойкость стальной
дроби несравнимо 'больше стойкости кварцевого
песка, зерна которого очень быстро теряют свою
форму, В случае применения стальной дроби мож-
но производить без ее замены более 1ООО обду-
вок,
Давление воздуха в этом случав следует ува
личить Собйчно до 5 ат>. Производительность при
обдувке стальной дробью выше, чем при обдувке
Песком, Величина отдельных дробинок зависит от
рода работ. Для обработки поверхности грубых
отливок, диаметр их может доходить до 3 мм, для
получения чистой поверхности у мелких деталей
диаметр дробинок берется в пределах десятых и
даже сотых долей миллиметра.
Тиснение. При методе тиснения работа обычно
производится на прессах пневматического или
гидравлического действия, дающих продолжитель-
ное рабочее усилие.
Заготовка укладывается на клише, установлен-
ное на столе пресса. При раб очем ходе пресса
верхний гладкий пуансон 1 прижимает заготовку2
к клиле 3 и она при этом, получает рельеф пос-
леднего (фиг.233).
Метод тиснения'изображений применяется для
шкал невысокой точности, так как не дает резко-
-35G —
рельефного профиля знаков.
Благодаря своей высокой производительности,
возможности получения крупного, глубокого штри-
ха он широко применяется для изготовления плос-
ких шкал авиационных приборов. Недостатком его
является невозможность получения острых углов
штриха, поэтому создаются худшие условия для
удержания краски, чем при фрезеровании делений,
Кроме метода медленного тиснения на прессах
гидравлического 'или пневматического типа для
мелких шкал, главным образом,при малых сериях*
."гимсняетоя ручной способ тиснения (набивка Л
Клише изготовляются из инструментальной или
специальных сортов стали. После изготовления
производится закалка и отпуск при температуре
230-240°Ц.
Изготовление клише производится механичес-
ким и фотохимическим путем, т.е. фотографирова-
нием с последующим травлением. Последний способ
более производителен. Обычно на практике изго-
товляют клише сочетанием этих 2-х способов.
Изготовление клише является весьма трудоем-
ким процессом, поэтому способ штампования шкал
может быть экономичным для достаточно больших
серий изготовляемых деталей, Д,ля мол ко серийно-
го производства обычно пользуются не цельным
клише, а набором стандартных букв и цифр, про-
изводя работу с помощью различных приспособле-
ний вручную или на прессах.
Характеристика технологического
процесса
Изготовление циферблатов является весьма
трудоемким процессом, содержащим большое число
различных операций.
Хотя способ штампования Iтиснения; шкал
является белое производительным по сравнение
со способом гравирования за счет исключения
трудоемких граверных операций,, все же чист п»-
межуточных операций перед и после тисненая *>
также операций покрытия, доходит до пслуто
двух десятков,
Характерный технологический процесс гзгстов-
тения циферблата высотомера показан на техноло-
гической карте $20,
Получение заготовки циферблата сводится к
подготовке полос и штампованию-вырубке ( операция
5).
Важно, чтобы штампуемый материал перед штам-
повкой имел совершенно чистую поверхность, во
избежание наслаивания и получения неоднородной
поверхности под шкалу. Поэтому нарезанные поло-
сы предварительно проходят обработку на пескост-
руйном аппарате, после чего тщательно промывают-
ся, В случае необходимости, перед штампованием
заготовки подвергаются термической обработке
(отжигу) с последующим травлением и промывкой.
Штампование-вырубка заготовок производится
на эксцентриковом прессе, ввиду его большей про-
изводительности для данного типа работ. Ход прес-
са выбирается небольшим (толщина материала 0,8мм,
Усилие и другие параметры пресса выбираются сог-
ласно соображениям, приведенным в общей части.
Штампование-вырубка контура к отверстий может
производиться как сложным штампом(компаунд),так
и штампами простого действия (последовательное
штампование). При вырубке штампом•• компаунд с од-
ного удара производится вырубка и наружного кон-
тура, и внутренних отверстий. Устройство таких
штампов намного сложнее, чем простых для вырубки
того же изделия.
Сложный штамп изготовляется из высококачест-
венного материала, при изготовлении таких штам-
пов предъявляются высокие требования по точности.
Ремонт сложного штампа обходится дороже, чем со-
ответствующих ему простых штампов.
Применение сложных штампов вызывается, в
большинстве случаев, не требованием повышения
производительности (производительность простых
штампов, при автоматической подаче материала,
не ниже;, а требованием повышения точности вза-
имного расположения наружного контура и внутрен-
них элементов вырубки.
Штамп компаунд обеспечивает большую точность
расположения внутреннего отверстия, относитесь- ♦
но наружного контура, что имеет большое значение
для снижения шкаловои ошибки из-за эксцентриси-
тета. В представленной технологической карте
большое место занимают промежуточные вспомога-
тельные операции как зачистка, промывка, правка
и т.п. Назначение последних- - обеспечить одно-
родность материала поверхности шкалы, исключить
наличие случайных ее загрязнений перед штампо-
вочными операциями. При наличии инородных частиц
на поверхности последние в процессе штампования
могут завальцоваться в материал, это вызовет по-
лучение нечистого штриха или выкрашивание этих
частиц в дальнейшем при эксплоатации^ При хорошо
налаженном технологическом процессе,особенно при
поточном производстве, число вспомогательных опе-
раций можно значительно сократить.
Указанная в технологической карте токарная
зачистка заусенцев после штампования ..путем про-
точки по контуру по 30-40 шт. циферблатов одно-
временно,не является обязательной для всех типов
шкал. Ее применение вызывается техническими тре-
бованиями для данных типов шкал. Токарная обра-
-359 — ,
ботка может, в этом случае, также заменяться
обработкой в зачистном штампе.
Перед покрытием поверхность шкалы подверга-
ется специальной обработке, проходя последова-
тельно пескоструйную операцию, травление, про-
мывку и сушку.
Состав для травильной ванны выбирается в
зависимости от материала шкала. Последователь-
ность операций покрытия шкал этого типа следую-
щая;
1/окраска всей поверхности шкалы обычно про-
изводится в вытяжном шкафе путем распыления
краски,
2/нанесение кистью белой гуаши на мелкие
деления и надписи,
3)покрытие всей поверхности бесцветным ла-
ком, предохраняющим ее от загрязнения,
4)покрытие светящейся массой ориентирующих
делений и цифр.
Занесение белой гуаеи и покрытие светмассой
обычно производится ручным способом. Эти опера-
ции могут производиться и механически путем при-
менения специальных приспособлений, действующих
по принципу печатания.
После каждой операции покрытия циферблаты
должны подвергаться сушке.
В случае крупносерийного изготовления не-
стандартных шкал, подвергающихся индивидуальной
тарировке, на пневматическом или гидравлическом
прессе,при помощи клише, производится тиснение
только стандартной части шкалы, а получение ее
нестандартной части— путем гравирования на пан
тографах, после предварительной разметки (тари-
ровки/, Трудоемкость изготовления нестандартных
шкал много выше, чем стандартных,поэтому, с
этой точки зрения, является весьма желательной
конструкция прибора со стандартной шкалой.
В,Механо-химический мотод
При этом способе заготовка под шкалу покры-
вается кислотоупорной смолой. На пантографе меха-
ническим способом снимается только слой смолы,
обнажая металл по очертанию, соответствующему
получаемому знаку. Дальнейшее снятие металла
производится химическим способом путем погруже-
ния размеченной заготовки в соответствующим раст-
вор, В растворе производится растворение незащи-
щенного смолой металла в соответствии с предва-
рительно намеченным рисунком.
Следует отметить, что данный способ находит
незначительное применение в крупносерийном про-
изводстве, ввиду своей большой трудоемкости,Он
включает 2 сложных процесса; нанесение рисунка
на пантографе и последующее травление. Обычно
предпочитают применение или только механическо-
го способа (например,при изготовлении цилиндри-
ческих шкал гироскопических приборов;, или спо-
соба фототравления (обычно для мелких типов шкал)
Г.Методы фотографирования
Методы фотографирования применяются для из-
готовления шкал и сеток в массовом и крупносе-
рийном производстве. При хорошо налаженном тех-
нологическом процессе они эффективны и обеспечи-
вают получение качественных стандартных шкал и
сеток.
Особое распространение эти, методы имеют в
радиопромышленности при получении сеток и шкал
различных радиоприемных и радиопередающих уст-
ройств. Эти методы также широко применяются и
для изготовления сеток оптических приборов и
прицелов.
Основное практическое применение имеет два
метода фотографирования; фототравление и точное
фотографирование.
Фототравление.Изготовление шкал фототравле-
— 33/-
нием состоит из трех этапов:
1 занесение на поверхность заготовки кисло-
тоупорного слоя обычно смолы/;
2)нанесение на кислотоупорный слой рисунка
методом фотографирования с последующим раство-
рением и удалением слоя смолы, соответственно
рисунку;
S/травление кислотой нозачищенного смолой
материала, чем достигается нанесение рисунка
требуемой глубины. Росло травления производится
последующая отделка, шкалы, заключающаяся в уда-
лении остатков смолы, нейтрализации кислотных
остатков, чистке и промывке, в. также в последу-
ющей окраске цифр и знаков.
Производственный процесс фототравления осно-
ван на принципах "ниепсетии”. по этому принципу
на пластинку наливают слой светочувствительной
смолы (обычно -асфальт;, после чего производится
ее судака в темноте или при очень слабом освеще-
нии.
После сушки на слое копируется изображение
с коллодионного негатива, которое затем прояв-
ляется в специальном растворе. При проявлении
смола растворяется только в неосвещенных местах
слоя. Таким образом, получается смоляной рельеф
дня последующего травления.
Травление производят соответствующе^ lb за-
висимости от материала заготовки) кислотой или
ее раствором.
При травлении сеток и шкап на метаплнчзежах
заготовках вид покрытия берется в зависимости
от состава ванн. Состав ванны подбирается в за-
висимости от обрабатываемого материала. «Цля sojt-
рытия металлических шкал обычно применяется хрц_
мированный коллоид или различные светочувстви-
тельные смолы. Толщина слоя покрытия зависит о»
глубины получаемого изображения, чем больше глу-
бина изображения, тем длительнее должно быть
воздействие кислоты и тем толще делается защит-
ное покрытие.
Б производственных условиях для покрытия
металлов чаще всего пользуются хромированным
клеем» Для травления металлов обычно пользуют-
ся ваннами, различного состава в зависимости
от материала (табл.18)
Таблица 18.
№ Материал п/п_— Состав ванны для травления
1. Медь 2. Латунь 3» Сталь 4. железо 2-10# раствор хлорного железа 2-10# раствор азотной кислоты 2-10# раствор хлорного железа 1)4 части уксусной кислоты 1 часть азотной кислоты 1 часть спирта или
5.Алюминий 2у10# азотная кислота, 2# хлорное железо, персульфат , аммония
6.Серебро Ослабитель «Фармера*’ металличес- кая ртуть
Для травления по хромированному рельефу
растворы коллоидов готовят на спирту. Для трав-
ления по смоляному рельефу, припудренному ас-
фальтом, растворы готовят на воде.
Так как при травлении металлов применяются
очень сильные реактивы, хромированный слой с иль
но разрушается и становится проникаемам. Послед
нее вызывает необходимость прекращения процесса
травления до получения нужной глубины рисунка.
Поатому для получения глубокого травления
следует применять покрытие светочувствительны-
ми смолами, хотя приготовление их растворов
значительно сложнее, чем приготовление раство-
ров хромированного коллоида.
Однако для массового и крупносерийного про-
— -3 —
изводства,при достаточно хорошо налаженном тех-
нологическом процессе, сложность приготовления
растворов светочувствительных смол не имеет су-
щественного значения.
В последнее время в качестве покрытия при-
меняются хромированные пластмассы,
£ля получения большой глубины покрытия мо-
жет применяться также и двойное покрытие; ниж-
ний слой смоляной, верхний - хромированного кол-
лоида, Хдя производства травления применяются
специальные установки, одна их схем которых по-
казана на фиг.234.
/} - подЯиьМой Сто/!
g - /пра/би/эМую
W - форсурк-и} лоддющие Заду дуг я про/ибг^Ач/ .
*/- npucnoco<£/retfue Зле ето/д
J° - JX/WcmtM/rcf, тр&£лми/о
тур&Мд ,
фи». 234.
Способом фототравления можно изготовлять
шкалы из самого разнообразного материалачисто-
го отекла^ стекла покрытого металлом) целлулои-
да) различного вида пластмасс и т.д.
CvlqcqG изготовления шкал путем травления на
стекле основан на том, что травильная жидкость
раз”едаэт незащищенную смолой поверхность рисуя
ка и делает ее матовой, отличной от остальной
глянцевой поверхности стекла.
Кроме получения изображений путем травления
чистого стекла, применяются способы получения
изображений и сеток на посеребрено^ и освинцо-
ванном стеклг), Последние способы применяются
для получен; я сеток очень точных приборов. Спо-
соб фототрав’ синя .шкал весьма производителен.
При хорошо налаженном технологическом процессе
он дает восьми низкую себестоимость продукции,
очень мало уступает по производительности спо-
собу тискания о клише, имеет преимущество перед
псс.:едни1 , так н"к обзспечх-1вает возможность на-
несеная акал на самые различные материалы, а
также сокращает единовременные затраты. Затраты
на изготовление негатива весьма малы, Зтот спо-
соб может широко применяться для мелкосерийного
производства.
Недостатком способа является получение
ха с неровными краями в случае, глубокого
ния,При длительном действии кислота будет
шаться слой покрытия по контуру рисунка.
штри-
травле-
разру-
Зотографированне. Сущность этого метода по-
добна? обычному фотоп’ечатевию с негатива, т.е.с
предварительно изготовленного негатива скалы
производят массовое печатание на заготовках под
шкалу, покрытых светочувствительной пленкой с
последующим проявлением и закреплением отпечат-
ка. Большое значение в этом методе имеет получе-
ние качественного негатива, так как все ошибки
негатива будут копироваться на шкале. Процесс
изготовления негатива заключается в следующем:
Предварительно делается увеличенный чертеж
изготовляемой шкалы. Масштаб увеличения берется
30:1 - 100:1, в зависимости от точности делений
Увеличение необходимо для того, чтобы уменьшить
влияние сшибок вычерчивания шкалы и‘ ошибок даль-
нейшей репродукции. Вое элементы чертежа выпол-
"36 S—
няются черной тушью. Повреждения светлых мест
заделываются после изготовления чертежа гуашью
или белилами с гуммиарабиком. При изготовлении
очень точных шкап может производиться уменьши-
тельная с"емка с чертежа в несколько ступеней.
При менее точных шкалах обычно производится од-
ноступенчатая репродукция с чертежа не негатив.
Заготовкой для негативов обычно служит стек-
ло, предварительно отобранное тщательным наруж-
ным осмотром.
Д'ля очищения и обевжирквания поверхности
заготовку предварительно протравливают в хлор-
ной ванне или крепкой азотной киспотб в течение
9-12 часов. После сушки заготовку чистят смесью
состава: спирт 2 см , прованское масло 3 см ,от-
мученный крокус 2 гр .
для репродукции чертЬжей пользуются не сухи-
ми пластинками, а иодистыми, которые употребля-
ются сейчас же после изготовления ; коллодионный
процесс).
Для того, чтобы коллодионный спой держался
на пластинке во время проявления и дальнейшей
обработки изображения, поверхность пластиной
покрывается тонкой пленкой раствора, надежно
пристающего к стеклу. Обычно применяется каучу-
ковый подслой следующего состава:
1)каучук сырой 1 гр
2?бензол 100 гр
или желатиновый подслой:
1)вода 100 гр
В)желатин 1-1,5 гр 3
Зухромовые квасцы к 10£ раствор? 5 см ,
После покрытия таким раствором пластинку
сушат до полного высыхания.
Затем поверхность пластинки покрывается
слоем колгодиона. Покрытие производится путем
обливания в темной камере. При этом необходимо
соблюдать равномерность толщины слоя.
После покрытия споем коллодиона пластинки
—
сушат, затем погружают в ванну со следующим со-
ставом: вода 100 см , азотНо-кислое серебро 10гр
азотная кислота 4—6 см . ’
В серебряной ванне пластинка выдерживается
до побеления слоя коллодиона, после чего ее вы-'
нимают и тут же,не дав ей просохнуть, производят
Фотографирование, Экспонированную, еще сырую
пластинку, сразу же проявляют железным прояви-
телем, Последний приготовляется заранее и тща-
тельно Фильтруется,
Обычно пользуются проявителем, имеющим состав;
1)вода SCO см8,
2;железный купорос 12 гр,
3)медны$ купорос 3 гр,
4$спирт 1,5 см ,
бууксусная кислота 15 см®.
После проявления может производиться пусиле-
ниеи или "ослабление" коллодионных снимков путем
погружения их в специальные реактивы. После сут-
ки негативы осматриваются, при необходимости мо-
v жет производиться.ретушь.
Аналогичным способом получают негативы и Дйя
способа фототравления.
И^готовление цветных сеток и шкал
Цветные сетки и шкалы находят очень широкое
применение в различных приборах, особенно в ра-
диоаппаратуре, Применение разной расцветки сок-
ращает размеры шкал и повышает удобство пользо-
вания, ввиду сочетания в одной шкале различных
измеряемых параметров. Последнее особенно важ-
но для авиационных приборов.
В качестве материала для изготовления цвет-
ных сеток и шкал для радиоаппаратуры служит цел-
лулоид, благодаря ряду своих положительных ка-
честв, из которых основными являются; хорошая
обрабатываемость, прозрачность и способность
качественного травления и окраски.
Метод штампования шкал из целлулоида метал-
-3&7-
лическим клише под давлением с предваритель-
ным нагревом целлулоида, не дает хороших резуль-
татов для получения точных шкал Последнее обус-
ловливается тем, что расширившийся от тепла и
расползшийся от давления целлулоид, остывая бу-
дет сжиматься различно.
Кроме наличия остаточной деформации, недо- .
статном способа является также то, что получен-
ные штрихи и знаки на поверхности целлулоида
будут расплывчаты и не будут хорошо держать
краску„
Сектор фотографии ГОИ разработал фотомеха-
нический метод изготовления точных сеток на цел-
лулоиде, отличающихся большой, стойкостью, эле-
менты таких шкал получаются внутри целлулоида
и поэтому не подвергаются внешним воздействиям.
Метод изготовления шкал из целлулоида фотогра-
фическим путем основан ня способности последне-
го растворяться в некоторых жидкостях и окраши-
ваться анилиновыми красителями.
Метод заключается в следующем.
Заготовка под шкалу из целлулоида обливает-
ся хромированным раствором. Может применяться
раствор, имеющий состав:
1)вода 100 гр.
2)клей рыбий (лепажа> 37 гр,
3)двухромовокислый аммоний 3 гр,
или: '
1)вода 100 гр,
2)белок яичный 10 гр,
3)двухромовокислый аммоний 0,3 гр.
После получения ровного слоя покрытия про-
изводится сушка (без"подогрева).
Копировку производят при освещении вольто-
вой дугой, после чего заготовку промывают в хо-
лодной <для первого состава) и подогретой (для
второго состава) воде. Травление производят
смесью винного спирта с серным эфиром или амил-
ацетатом с небольшим количеством ацетона.
Полученное после травления рельефное изоб-
-ЗЯ?-
ражение не затирается краской, как это делает-
ся для стекла и металла, а прокрашивается не-
растворимой в воде анилиновой краской, раство-
ренной в спирте или эфире. Если не имеется на-
добности в получении глубокого травления, то
краска вводится в травильный раствор и окраши-
вание производится в процессе травления.
При травлении задняя сторона пластины обли-
вается плотным, слоем смолы или воска.
для получения желаемого цвета нужно приме-
нять соответствующий краситель.
После окраски пластинки опускаются в едкую
щелочь для снятия э них слоя коллоида. Затем
производится тщательная промывка и сушкаэ
Сетки и шкалы двух л более цветов изготов-
ляются повторно* обливкой хромированным коллои-
дом с проведением всего процесса обработки для
каждого цвета с начала до* конца.
Так как в процессе травления, в местах штри-
хов и цифр» будет разрушение глянцевой поверхно-
сти целлулоида, то вытравленная поверхность мо-
жет подвергаться всякого рода воздействиям и
загрязнению. Во избежание этбго окрашенная шкала
.покрывается бесцветным лаком,
370-
- 377-
'372—
373-
~374~
- 37 S'—
- 376-
। |^zW|-rr—_
-377-
- 373~
~ 379-
-18£-
~3&?-
3&4-
-336-
- з&&-
* 3
-337-
3&в~
-з&9-
-39С-
-39i~
394 -
| К4рл?а | 7 Y/facsno# \ 3 j ^ист
<?Z Iff#——
Лс0
jssassBBSBBB^B Qi
'v t [ k\w^4\w\44 j KM j^
- 399-
- 399-
- «Л267-
- 40/ -
- 402-
403-
404-
4&5~
- 4O7~
408-
-409-
0 £
л
4
')
tQ
b
V
a
il
J
II
£
J
4
I
i
<to
0
$
<J
Г
4
ft
£
i
h
SJ
I 5
5 £
1 '$
•S' ~<£
9»
г
*>
I
t
p
to
u
Tgwl
,L«ifrl
ъ
I
£
&
I
%
£
Й 5
£
I
ъ
g К л
*?94
§
§
ft
I
-ft
I
1
§
t 5
412
- 413-
414-
-415-
- 4
- 1-
- </«=>г-
-423-
•/iMDwm
pynwnlf
L
MPffiUrOlfa
rUWFJVWi
Wqirtfi
Uwpujff]
<fhpu
- oJu/jmtc
0003 >с{-
iqhnfi
-AO/i ОЮН
-//пшоущ
8!
ООЭ —
'^Oh O'^S
ацпс/шнэр
PPH81X
8
шпРэй,
uJhou.
/ ШРП^Г HpnddOOfiLifiPy cfeu/^.o&PX
Я' you/onor UJpr>lP xtptxocuogpe e^e
Рг/ PUJCfP^f QPfiUjpi/- VPncfOOPPpy
A
hy ujoppctyO. WWC
OP# lb Q
I
f
ГЧиО^ОО ПШОМоЭРф t>0,6<}6
oc/ijuwoy oypfic'iqg
' OQISOlf P^VOtf
gopoxadoo л P'l'nodairo
* dWOJQpdkjnDH
nya/pppctyo ^o^pp^nppjt^Ov
pp&hoi/t/ рруоэлъео^о^х'эсц nopouru/t
3
/
г
/
- -4г е-
- 4d7-
- 42#-
- 429-
-
- ггл -
- *34-
435
- 43G-
' _________________________________________________
437
?‘e* Pyforty qtf^dnb pupit/u/fn ‘’bi up HowppfTj Э Ф *7 5/ ггро^ичэ lo'prffwn fit>H>>t>6*rH • поньпи ynfUHrnuDfr n/Qu ноэоф I puc/jgo Bub HoHujpu Ьщ/вр£у6 t-iodwPlf j/pa^j n^hDU^ bDUtoxpHpU Bprwnttpuy nitfgObhtwfof ^енофири HDwicfog 9-PH °9° •WHHJVMW • Ш» b£-f •Цфггчг&рд iop-HJ. CU/pOHDUJJfi" PWJ»C/lLi п/чрНвцо^ SLOf 1 21Ф . - -! . ..y*4^ 'fбзшпбоуепр^и PH hhbpJpuo bopfo Ррушэ - и/бэшо ncfa / Ф хеьи/зс/рдшо— £ H £/d> пурс/рэшр noppo qutBHj 'ffp^'^HPQ д*ВФ pdphbwrr Pnippcfyu/o qufnujjnhodu t^Hbujj i^Diup pp wphdpiu дури'рб ди/npo^pip2^ ’BPfW"wtyj ftp dour r> pfyi6pdри/ли/2Пьор n^ppppjf ри/РлОШОСЦ ’ nUWHXCdgOU nop Khfep op QtmtwfypF H нобш -PU § qi/pu/iS gumfPHDWOfi. Kpudoncj- / H г / H F г i
j । _ jC
7*^»» 1^. 1
s ~~T“ 9 S ir f . -- QD
•UJnc'Jlu ‘mnuncf P^HHl'P •OJOUJnau dPHD# -ot^cfopO WtHtyPttyn QOP&X&d&t/ n rn*>DdpUO phffppap^p/ppff В
LLW&Wfi cfUJJflft
/ lupnlf HpntfepotuHWx Op-HU cteu<*bc/p\ - DjAudoy nyu/pfjocffp ^P^dfTPHOifpUf 1 “ ,J^3hodU pnJvPJPP90t'OH*PU/ pPfOUHj. 1
/ ffOU/pH^ PiffOPJJtfy РА/доииОЛОР бпъ
6f PuuHPPf РЭРОи/ШЭРЩ/ pphn^u/Ptu
ppHgdf.h
-рренрищ
$Ъ=Э
'bwcyfilf?
w<f>
K^ffCHHJf
s's>?
P^ppg
Я'/?,
LAtyOCy
at/rbfa?
с/ми^бны/
nof/faWy
•u/rr>g
pgojff^/uifje^
wn рб-р
9-JH
UnuU pgc
ШР p6-F
girognu/o'jff Сд
st
snu/jctya/o n $'£•<£ Fmoj
-dpgu/o p^6 pu/PgOJ'HJg'
tfowo PH u/ph
'ррнщгтл/^р
, 9вРФ
Hrwjcfyuio f guffttrCPfi?
'(fou/sffi&HOf pCf/PiVHtM
tflf/ЛЛгСМГСН r> Ptf.V/O HOW
PH pt&Wfrf fUHTycHOWJfi
бРНО/'/ч-'dp^p
Г
i ' г
pwdPJ/ |
1 $oippw\ g/ [
f/Wjuregort/
~ 440 -
pqrWUV ffQUPP/^ fJOWPlP^ Qf'trjf ’BfCUflX'JUf ”W -HPpscbr o065nppc/iu -OOP? UOffi oi/d<?£j y/tfQl'rWPft • \oFod oof/6o*ocfy 'qocu -Ol/viv ntpH •Mtfscbb ptfpff MptfUOty fWty Pqp/^Il pwnuu Ppgou/ni/ - (wpPfJL -pptppty/ ynwfiwx 'pygpJug РОУГИ'// j>pym гщрвш/iffl yru/ocbg WOdPUUX) dwjtnpofj 90 OIKV ycWPLUP ifOPPUfP pippcfoJfOJ^ typu/oc/pg vxkxaxxxs^ f0l .! ' •у"ч">л??:: .г* 1 tfpjnmfijodu^ риррыгс'у firpqi'r,pptyf T'O wytfWq1 FA*tro6fn<?O(fa '(& ^6ap fiufppfrrpu^ Q[/y 9"ndwppy PU/nPU pp^O'^nL'- - oct/p^rjpj pp fepu'fy ppd -Bb a/tVftbfph pp/ppprf/р ff-p/bpfidu/yp^po// ’b'ru/jdppipo^ pwppbp^pp Bpppypi'caf^) PaPWfc&fr>h O<?J/f&>C'POU P P qfyw/fPF pp/p^-} fcfaupojr OU piOr>bPU^)Q iwvwjfy pppc/p^o^ fti/o^oti/ BCpdpppirp г 7 Л A X г ? / Л If St и г/ ?z
cz л । um.'...— 2 □ s
ЬМ III; T ]1
fi L a s > £ ? z
? | | s> j <?е»| Z?Z4/C<Py |
' no won O c/oUJ -DjnSfyf ypUJOlJ’Oltf itynh JofP/f OOLuoUOKf' (wouondy &nonirf -UU/puPff] ри/.№Ц P/WPf bPp ho^uodo 3/PU>odoff _ oopc/u ппулмлго -рщору уршрс/рд yMqtrmnfy ypusoi/jff - * P/T- trr±) * '7\ t£ ‘3 Du/cp/pg x2x. -tz^.z / // // //// /^/ s n dpu/o/s n/pfcyfee/oo yu/py/pp '&p//ctypcS/ Mnf fiu/opmpp^ ou njonudpfj n рпрриоб пшоо^шрЬ ’ gu-ockufsojf £о‘о-вЪ *>fi pusnffi&e/i <?opu6p# n n*nt/afffl iq&pym pnppff -padovp 'pwoyouwpu/ffl '6pfMapoawpu//ff njffou/oepg' pu/ngpify Popc/pO^n^ t?f"prr>foctfa p pu/tyu/ucfa gppboQ'<?“'<?o'u f- b // 0! 6 e
& L & .S' > ? z
£ 1 U/pnir | [fOOWZSl Off] OU/cbDjf>| pnff<9^^pep<yo
-
45-
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стра- Ва Строка Напечатано Должно быть
26 4 снизу технологических технологичных
39 6 сверху А — та—eb 1 v / 7шт Зр ( Нр \ \ 60 \ 100 /' А — ^та—ebj + , Гшт.зр / Нр \ 60 1 100 /
39 3 снизу W + S ЙП 1+ — «И 100/ B=iU7+v— (1+—— I во у loo /
66 7 сверху срезание врезание
83 9 снизу нзмернемый искомый
* 85 109 4-5 сверху дифференцированных опера* цнй, и принципы концентриро- ванных: ХТр 1,464-1,61 + 1,26 дифференцированных и концентри- рованных операций. , Х-7р 1,46+1,61 + 1,26
9 снизу р “ Тцс. “ 3, 9.22 = 0,47. 1Р “ Тцс. ~ 9,22 = 0,47.
114 3 снизу бортика буртика
136 1 снизу 081 0,81
136 2 снизу 093 0,93
140 148 9 снизу точных в графе 2 обработка иа токар- ных станках отнесена к 1-му втапу точеных в графе 2 обработка на токар- ных станках отнесена ко 2-му втапу.
158 1 сверху совершая совершает
166 13 сверху Е = 6; о = 6 X 0,01 = 0,06; Е=6о = 6Х0,01 =0,06;
170 9 сверху Ks q, Ks. F.
1Q8 7 сверху Большая производительность 2. Большая производительность.
287 287 11 сверху 19 С8 нет номера фигуры 79 с8 фиг. 193.
Л. Н. Гаврвлов.