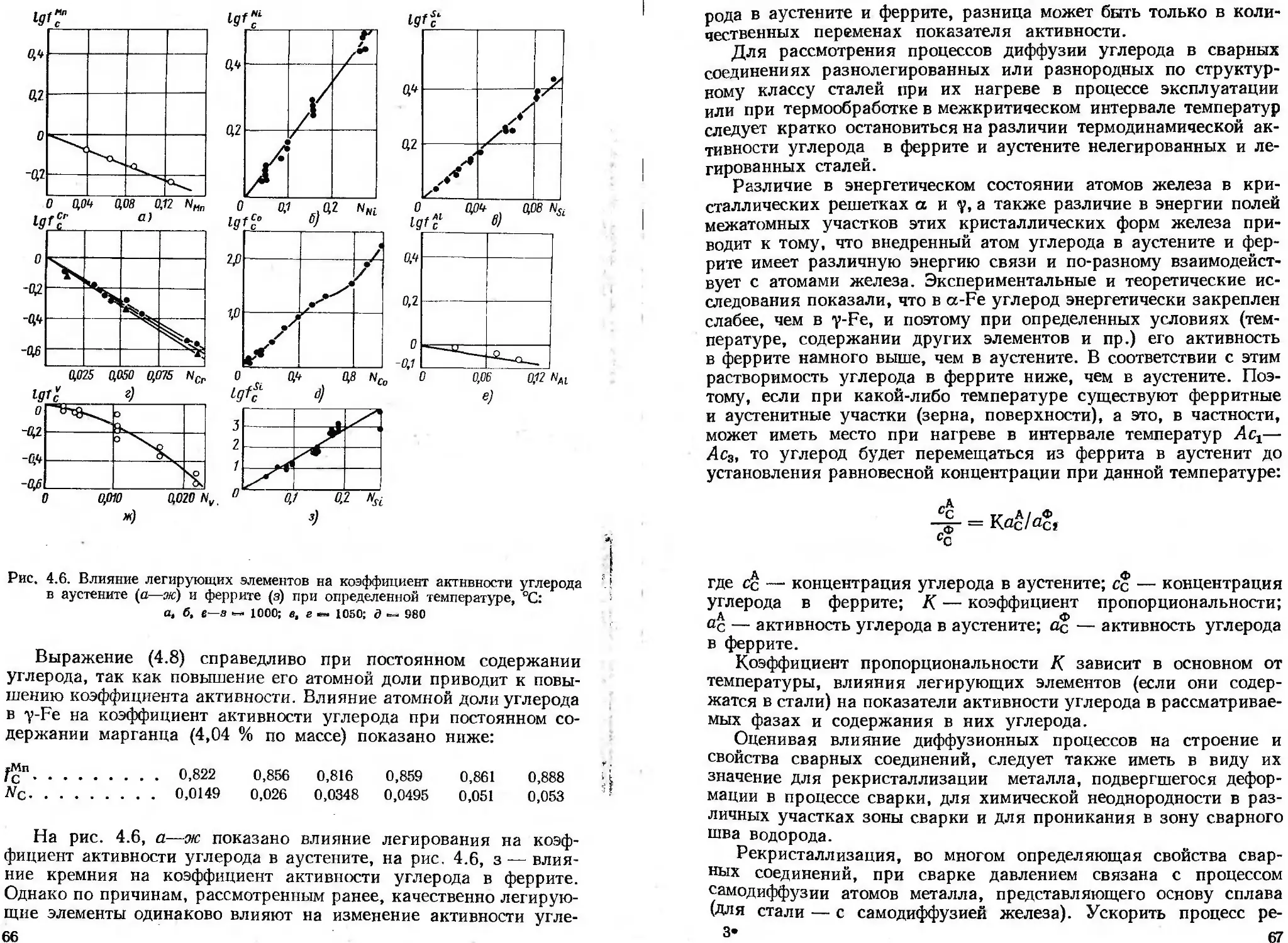
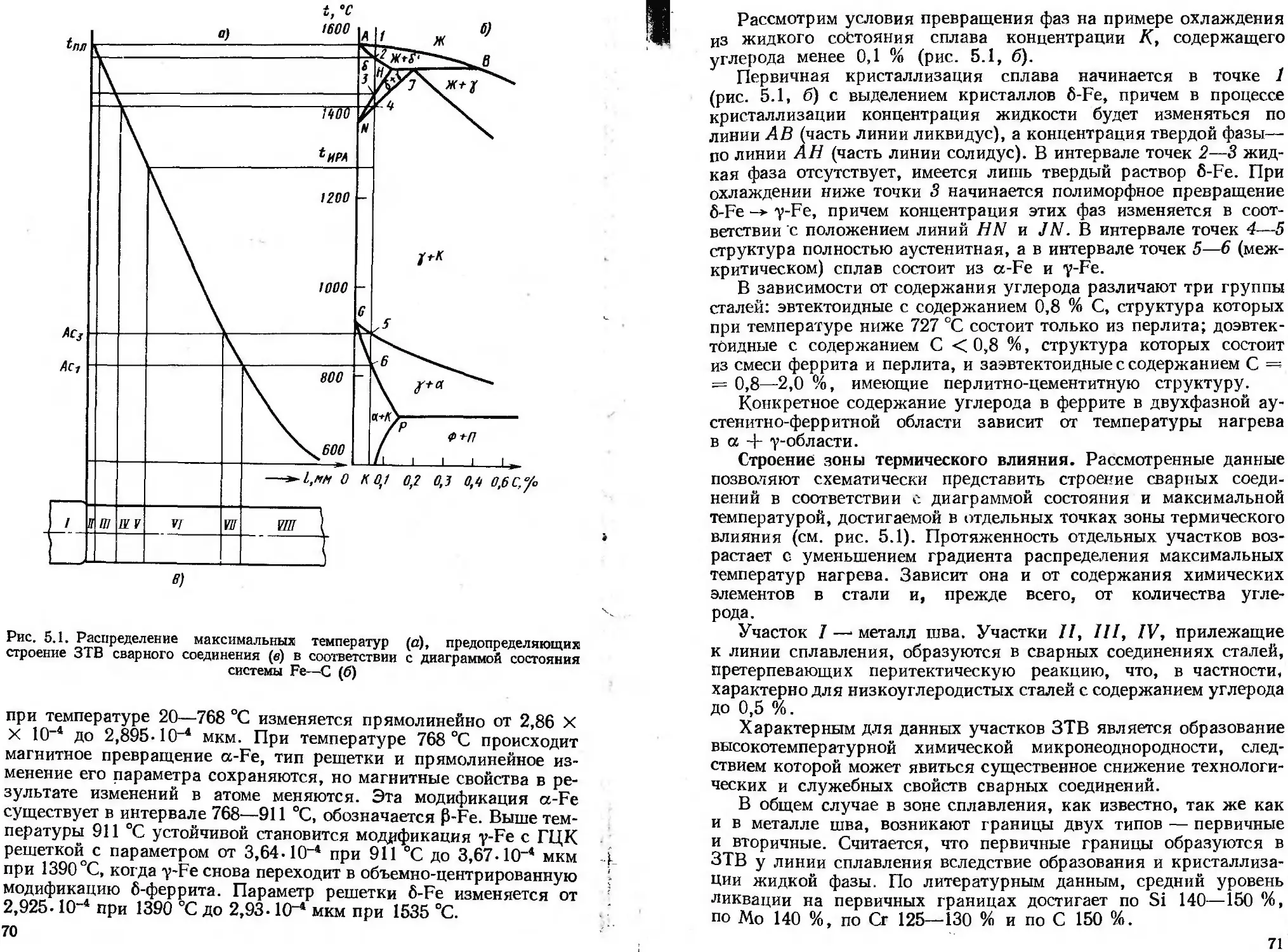
/



Автор: Лившиц Л.С.
Теги: металлургия отдельные машиностроительные и металлообрабатывающие процессы и производства сварка металловедение сварные конструкции термическая обработка металлов
ISBN: 5-217-00438-X
Год: 1979


Текст
СОДЕРЖАНИЕ
Введение............................................................. 3
1. Физическое строение металлов и его значение для сварки........... 4
1.1. Роль атомного строения металлов................................. 4
1.2. Роль кристаллического строения металлов........................ 10
2. Термические циклы сварки, предопределяющие структуру и свойства
сварных соединений................................................. 13
3. Плавление и кристаллизация сплавов и металла сварочной ванны ... 26
3.1. Плавление металлов, сварочная ванна............................ 26
3.2. Закономерности кристаллизации сварного шва..................... 30
3.3. Аллотропические изменения, их роль при сварке.................. 37
3.4. Диаграммы состояния сплавов и их значение при кристаллизации
металла сварных соединений.......................................... 38
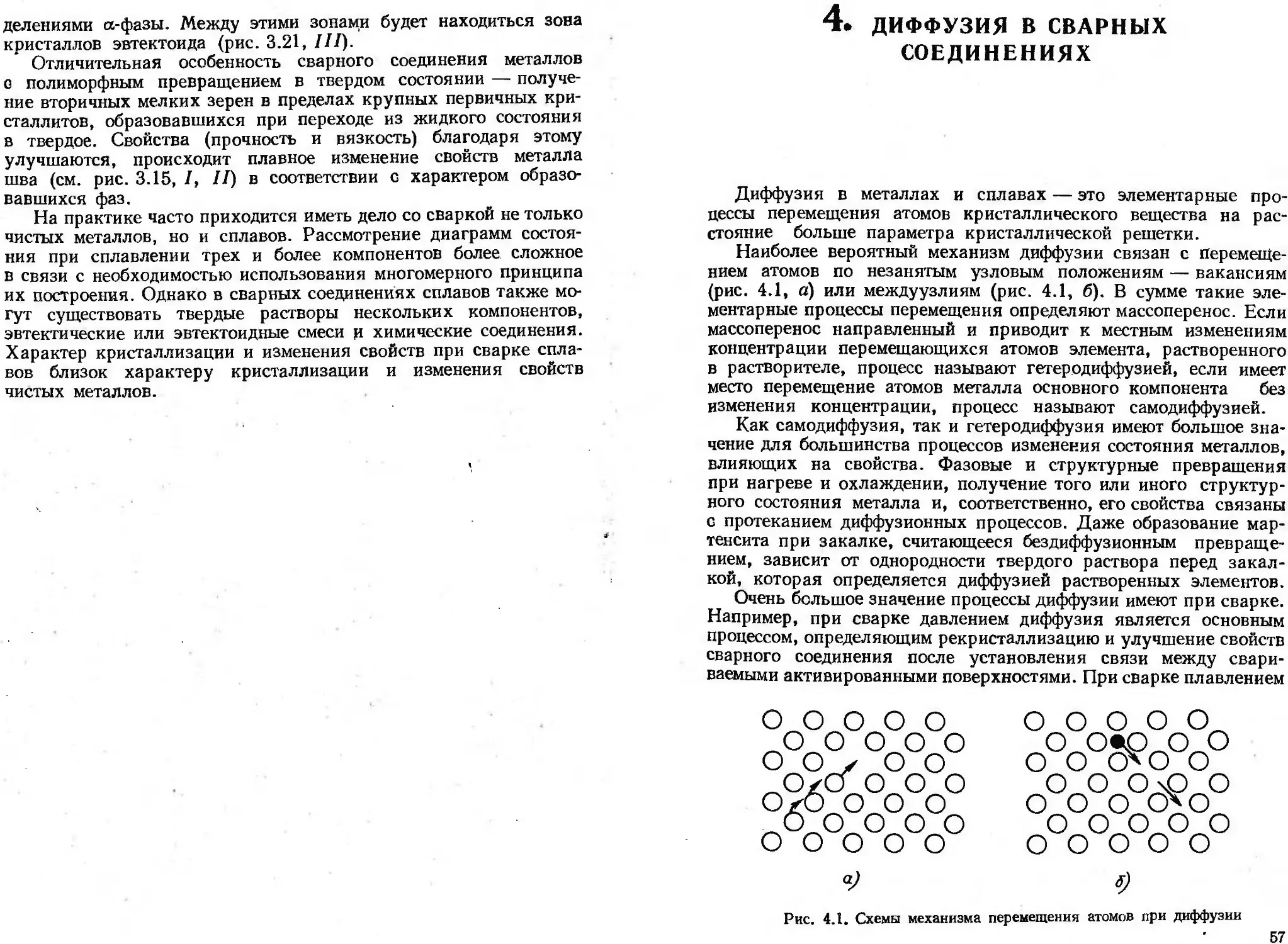
4. Диффузия в сварных соединениях ................................. 67
4.1. Основные закономерности диффузии......................... . 58
4.2. Диффузионные процессы при сварке .............................. 61
5. Структурные и фазовые превращения в сталях при сварке........... 69
5.1. Фазовые превращения в стали при нагреве в процессе сварки. . . 73
5.2. Фазовые превращения при охлаждении............................. 76
5.3. Расчетные методы определения параметров превращения............ 84
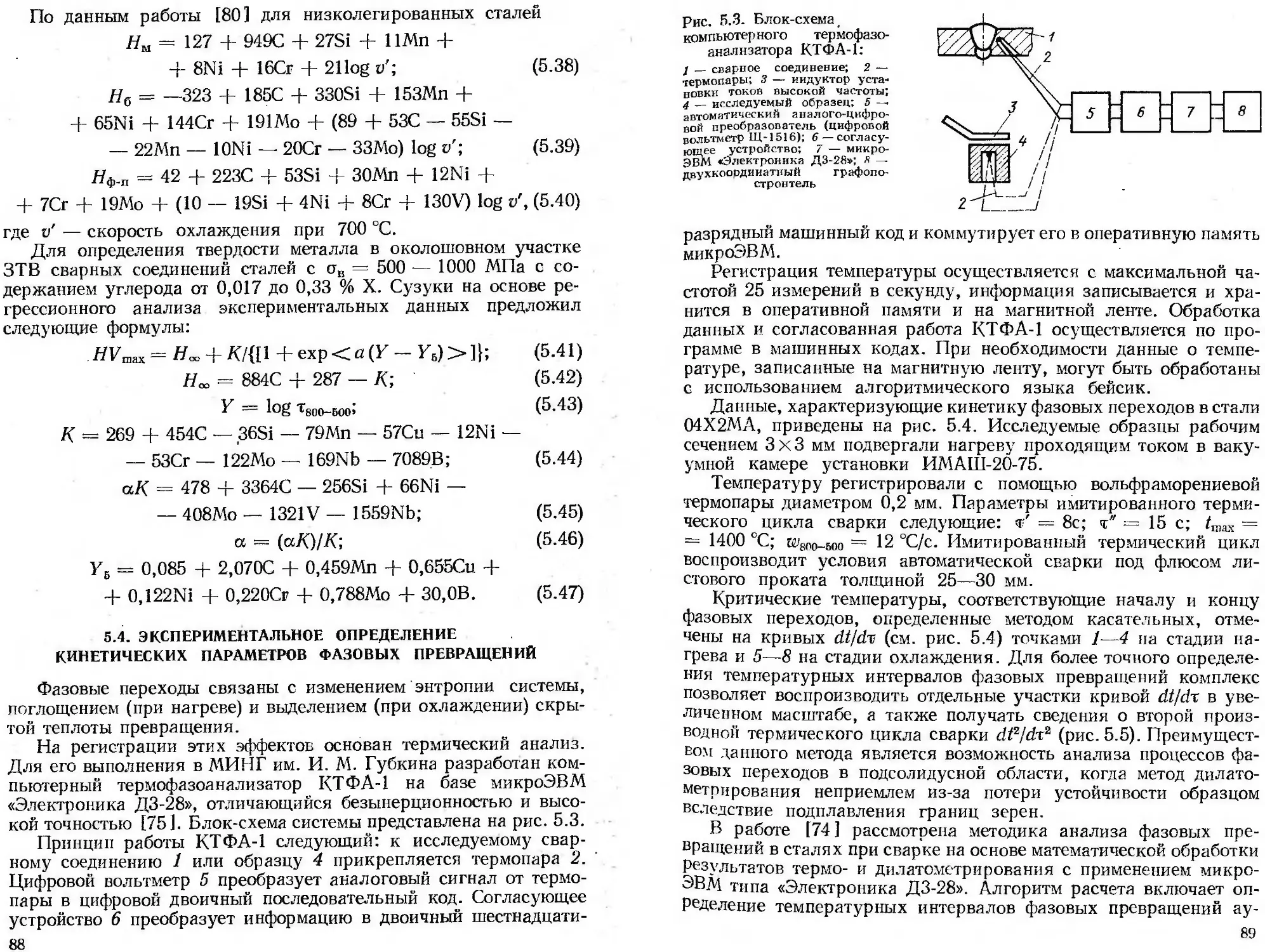
5.4. Экспериментальное определение кинетических параметров фазовых
превращений......................................................... 88
5.5. Влияние максимальной температуры нагрева ...................... 91
5.6. Влияние длительности пребывания выше критической точки Acs ... 96
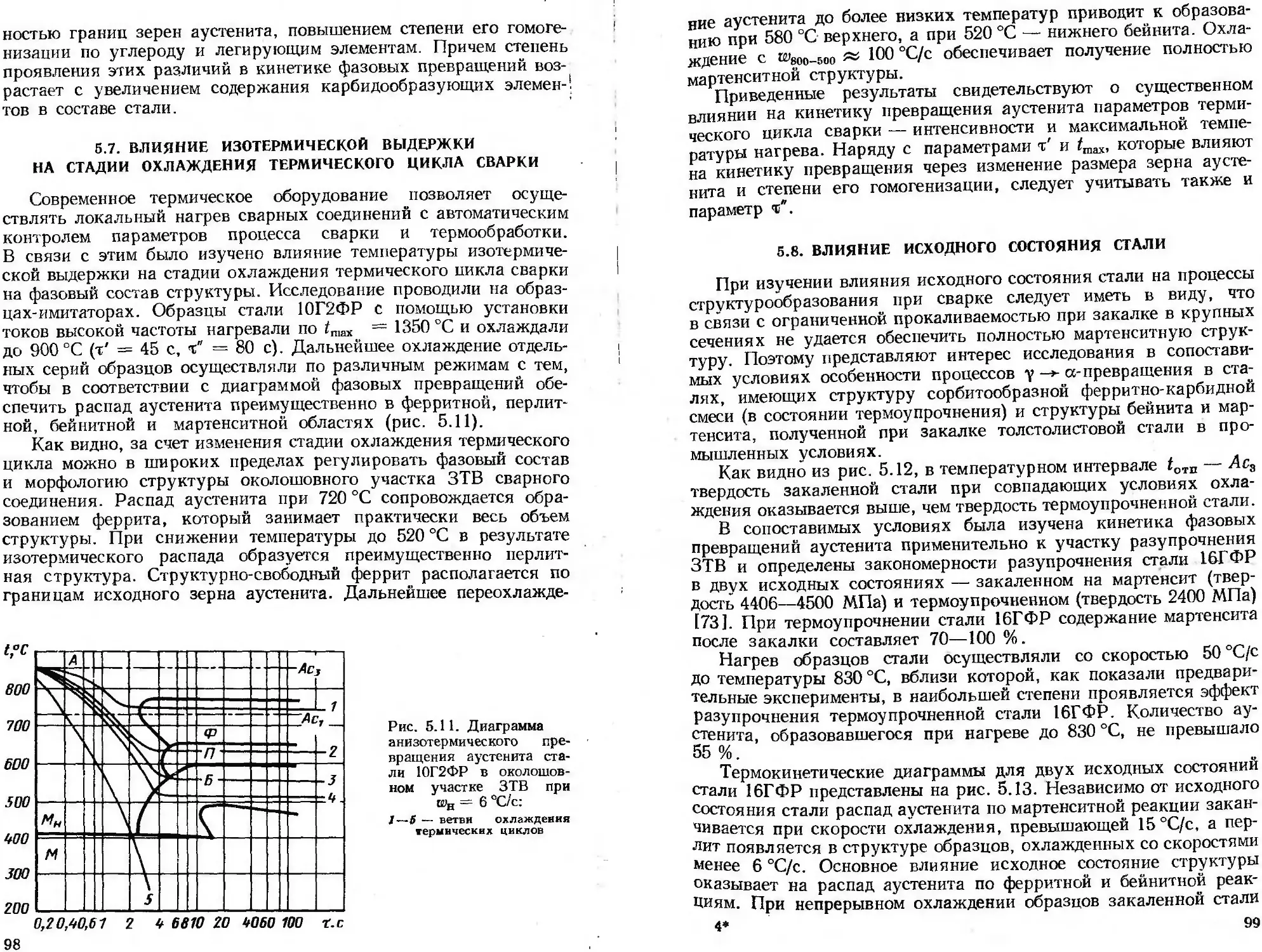
5.7. Влияние изотермической выдержки на стадии охлаждении термиче-
ского цикла сварки ................................................. 98
5.8. Влияние исходного состояния стали ............................. 99
5.9. Влияние термоциклирования на стадии охлаждения термического
цикла сварки....................................................... 102
6. Влияние легирующих элементов иа процессы, протекающие в ста-
лях при сварке ................................................... 104
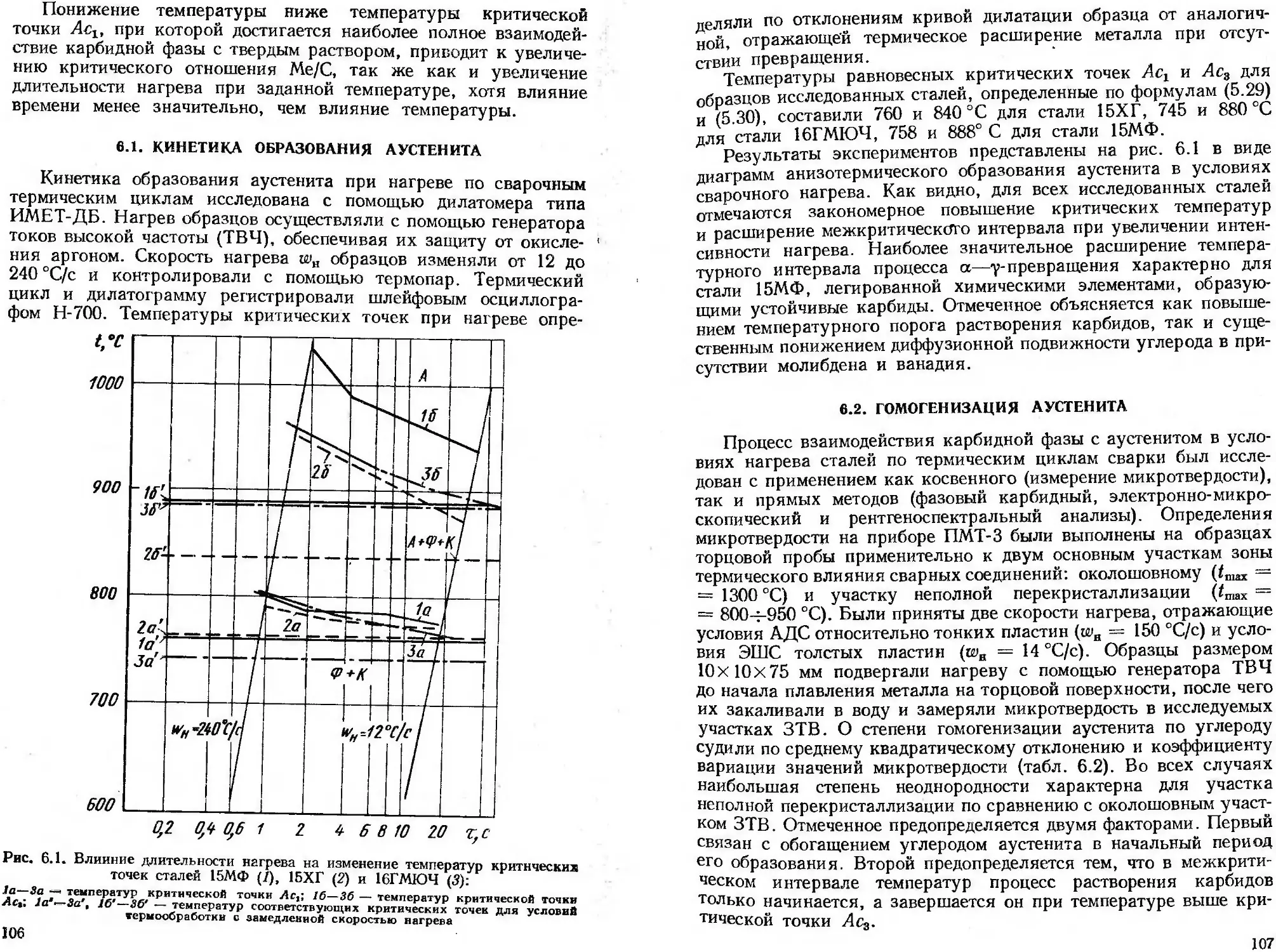
6.1. Кинетика образования аустенита................................ 106
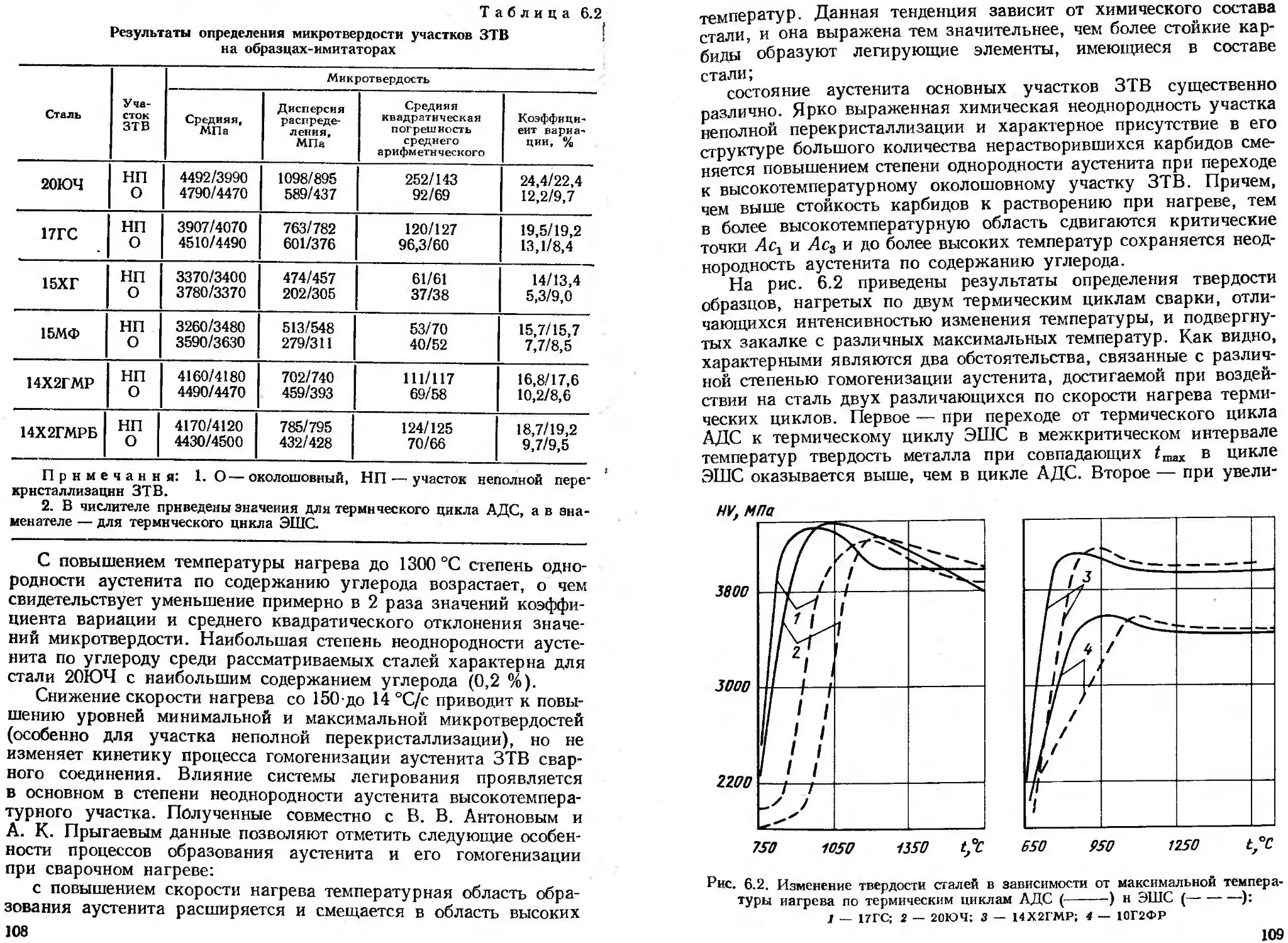
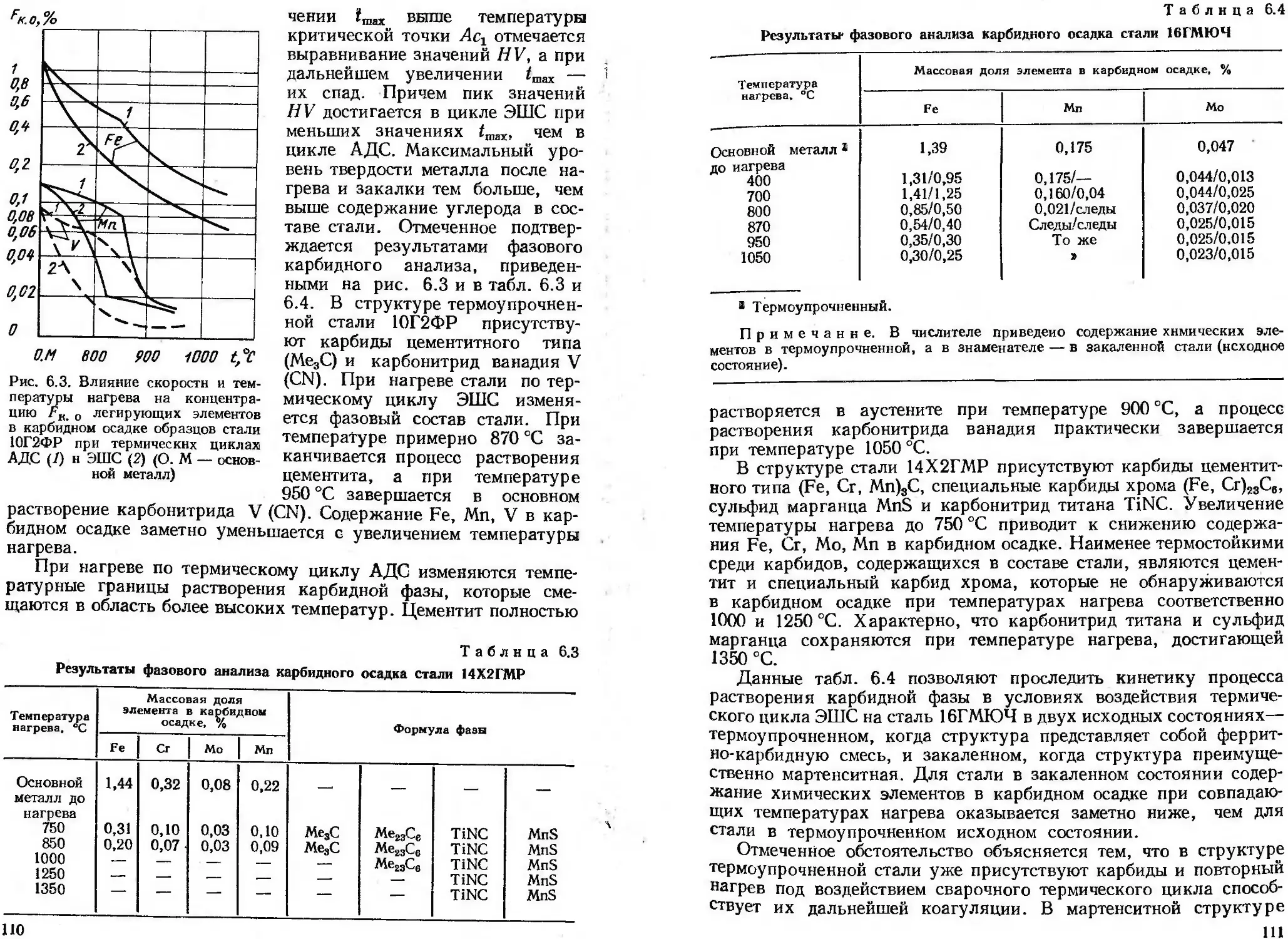
6.2. Гомогенизация аустенита....................................... 107
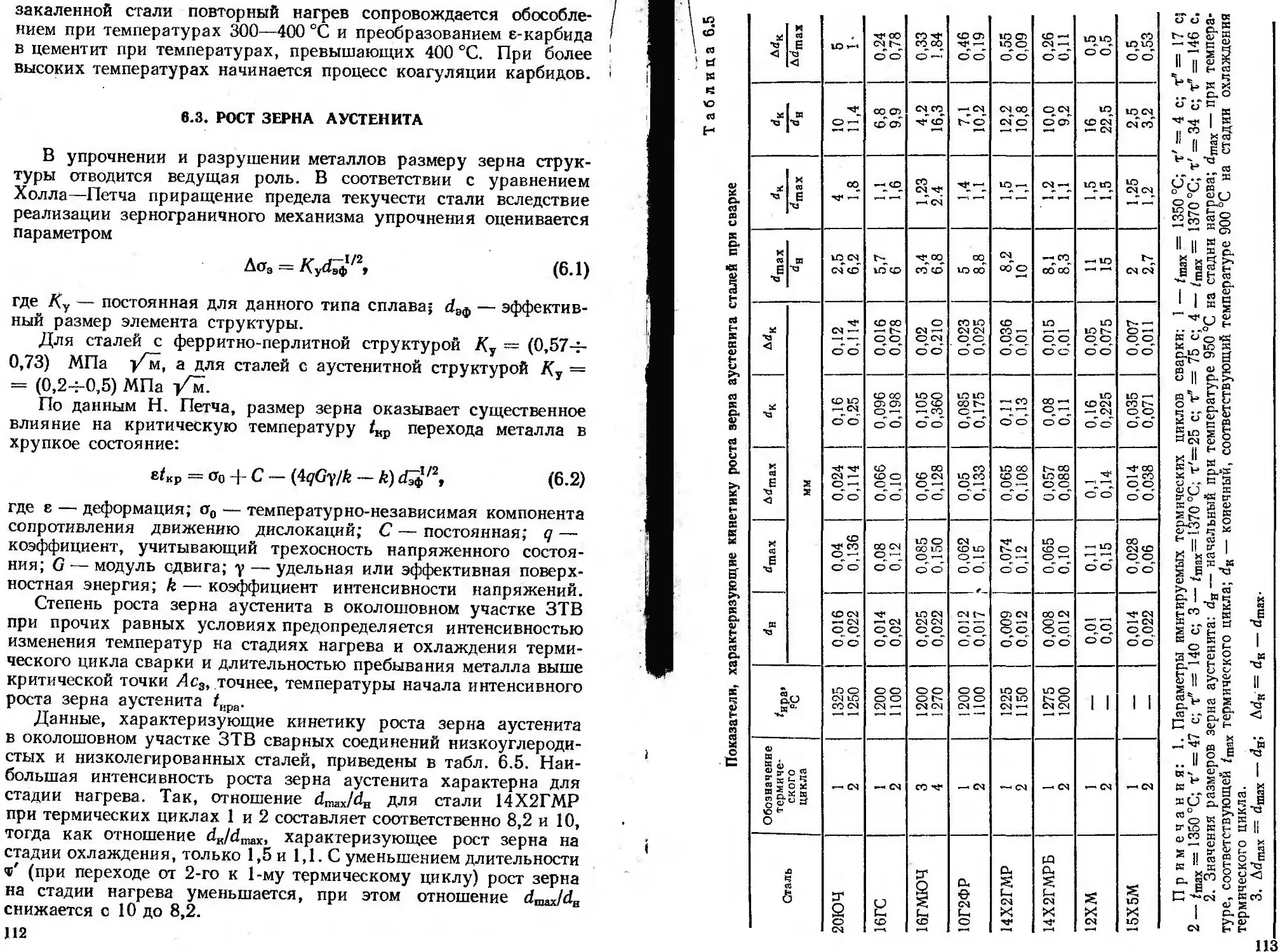
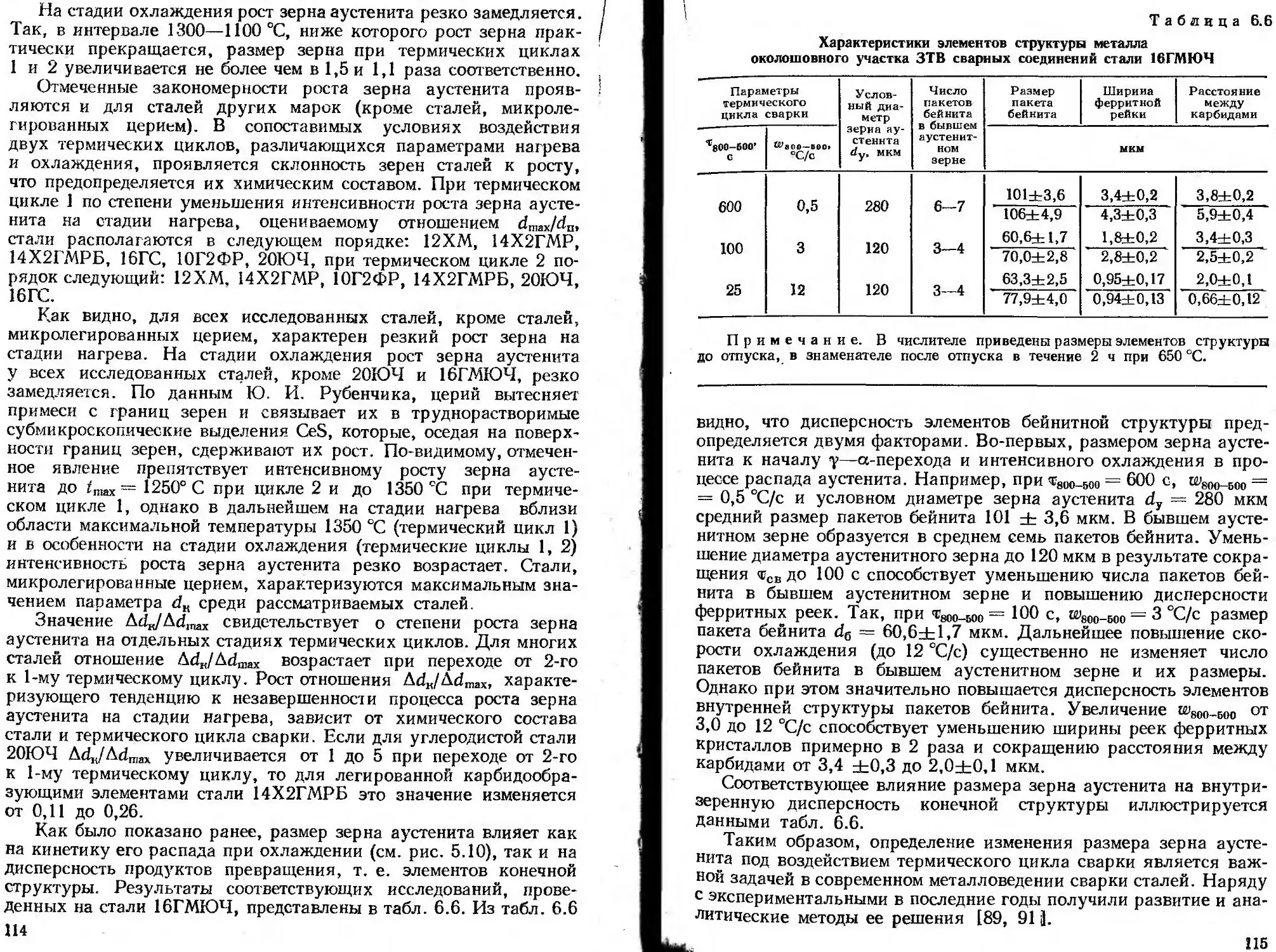
6.3. Рост зерна аустенита.......................................... 112
6.4. Влияние легирующих элементов на кинетику распада аустенита 117
6.5. Анализ превращений аустенита с применением персональных ЭВМ 121
7. Свариваемость сталей .......................................... 123
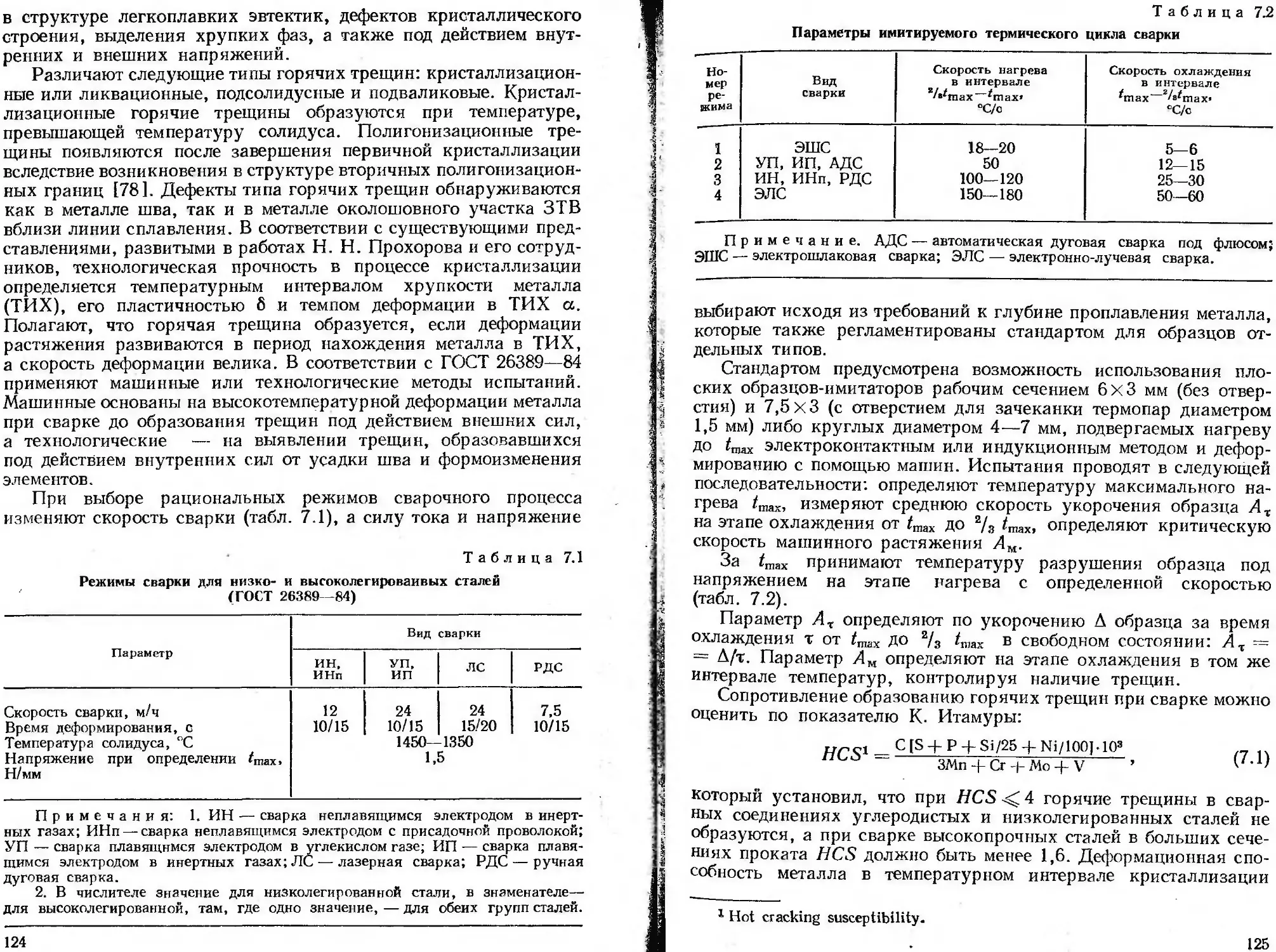
7.1. Горячие трещины .............................................. 123
7.2. Холодные трещины ............................................. 126
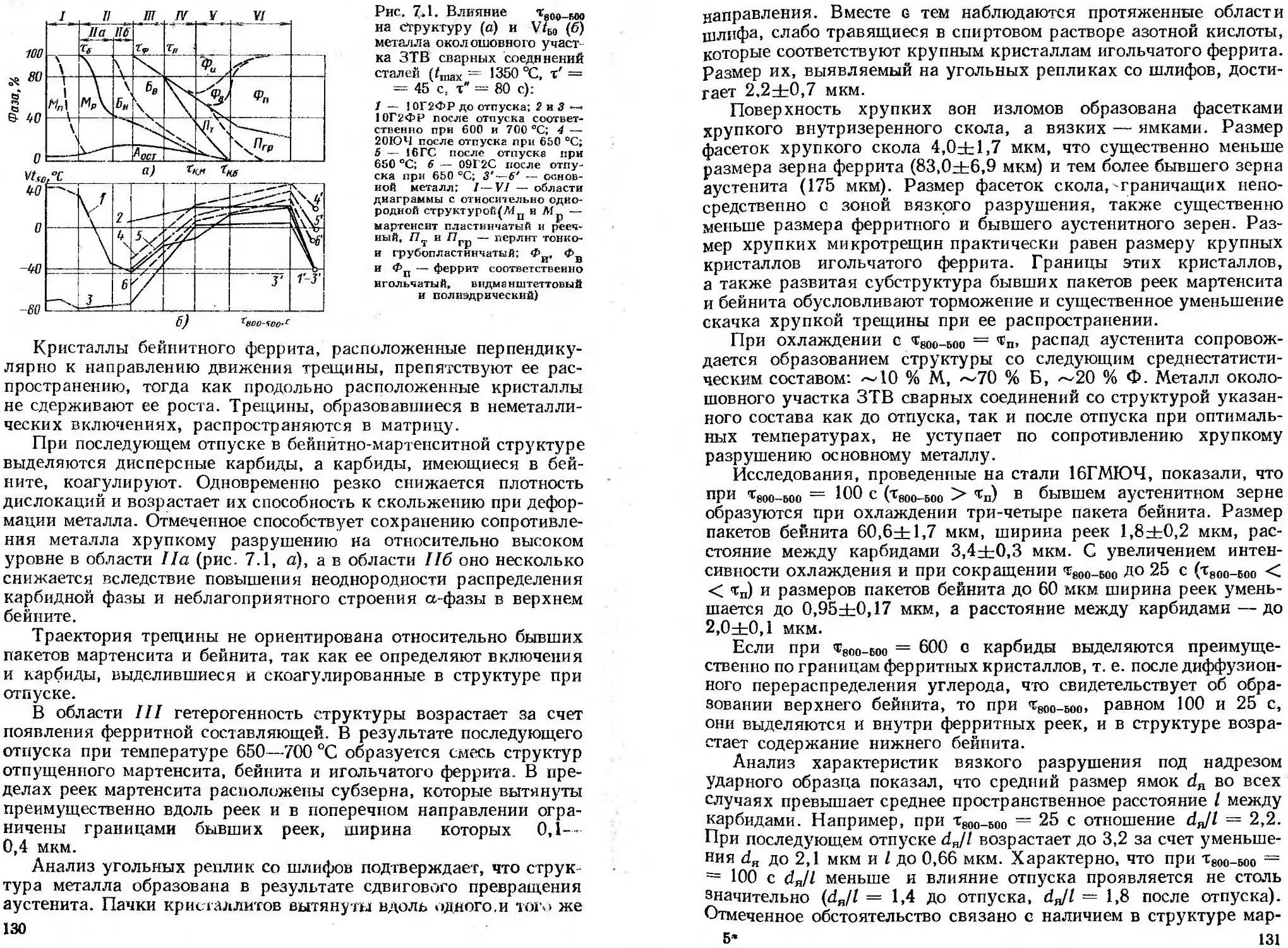
7.3. Хрупкое разрушение............................................ 128
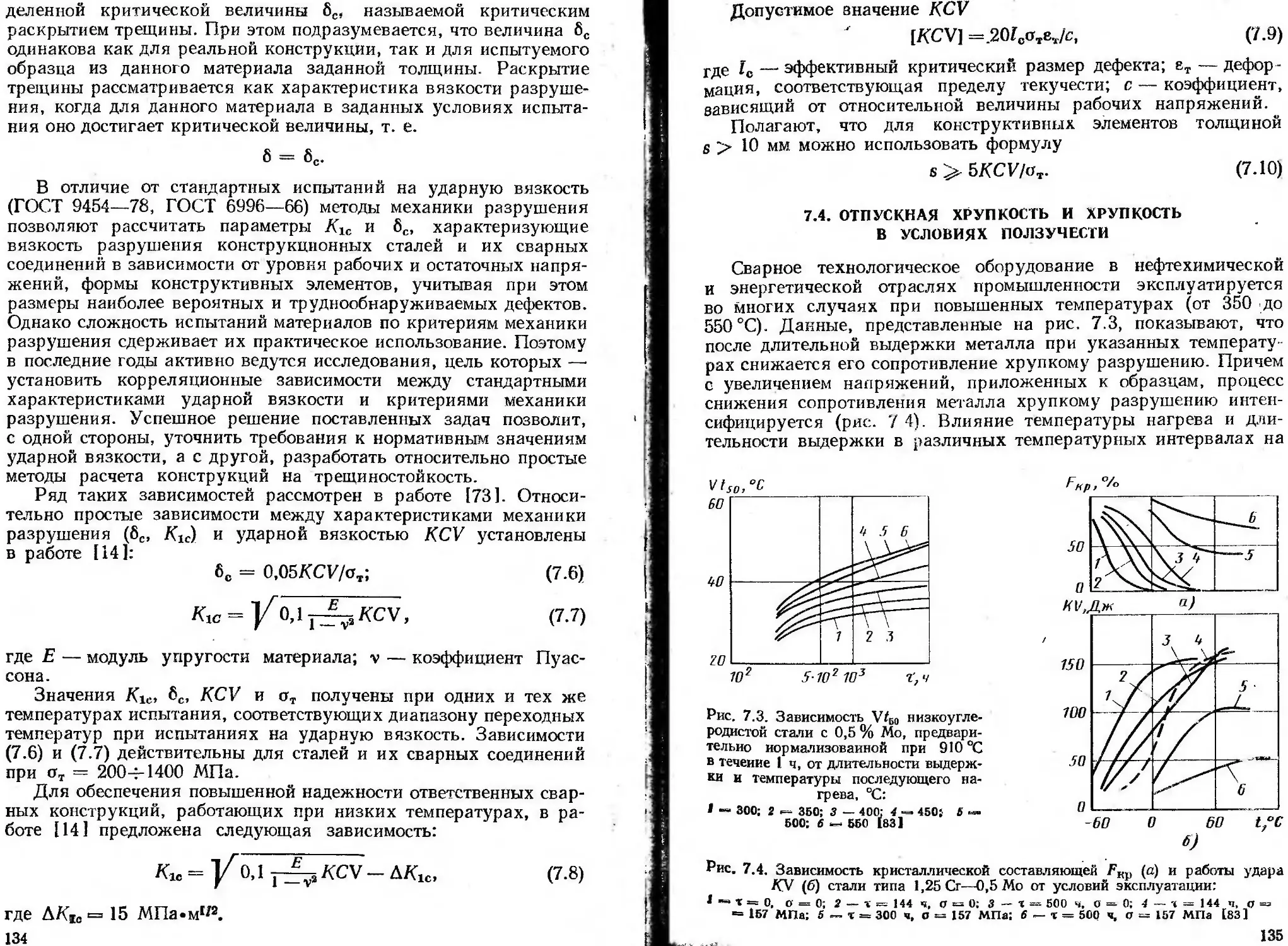
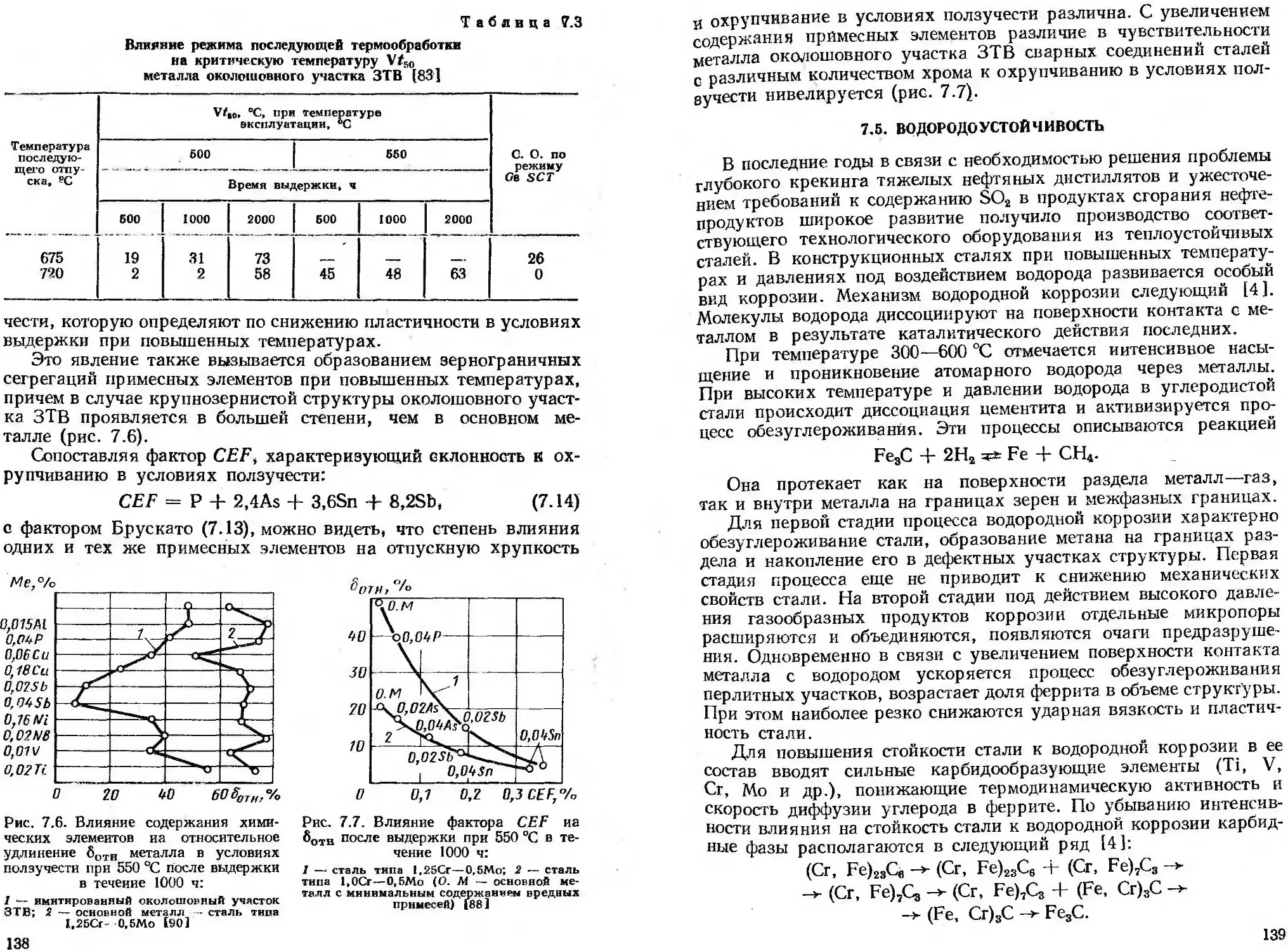
7.4. Отпускная хрупкость и хрупкость в условиях ползучести .... 135
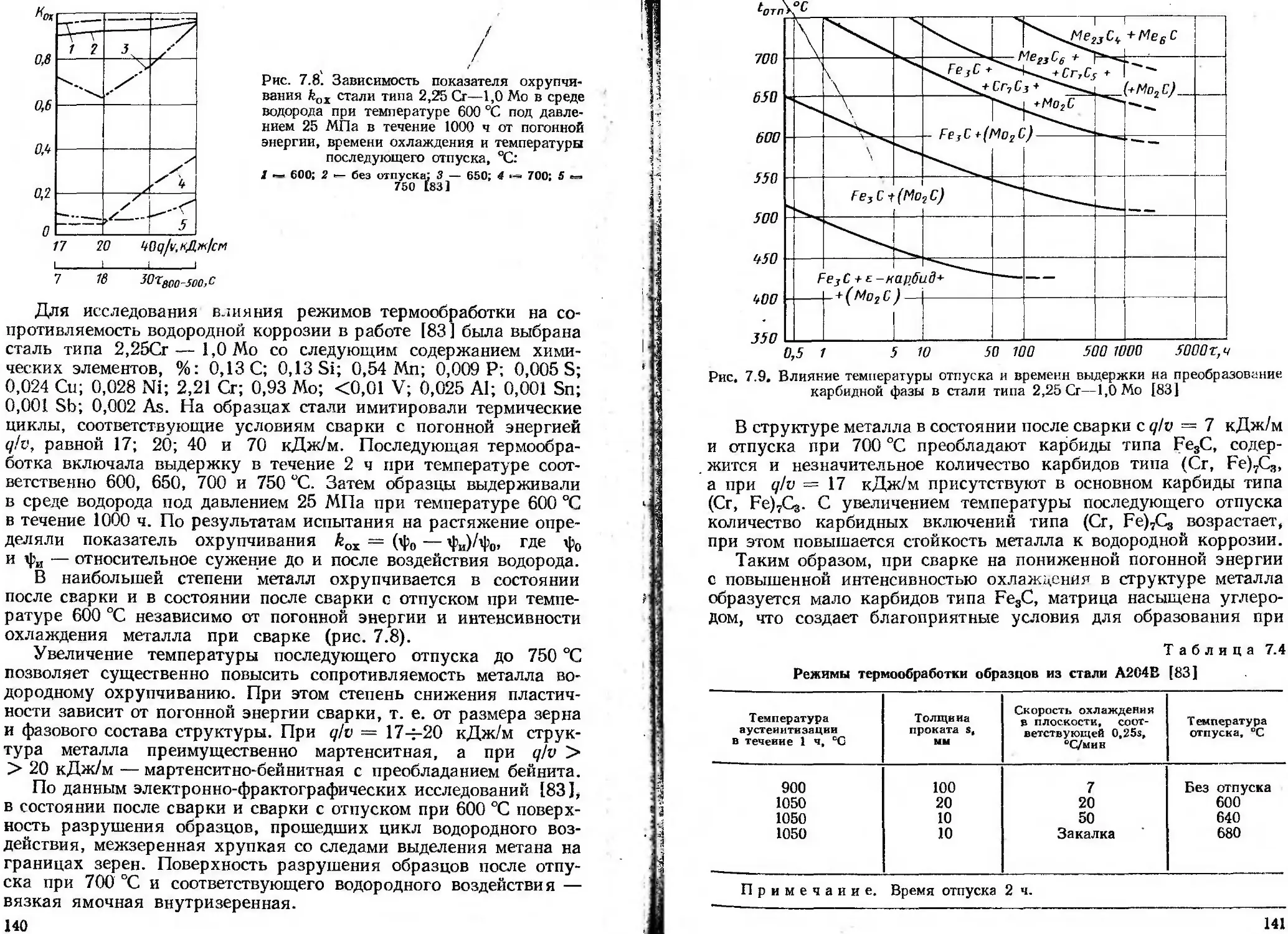
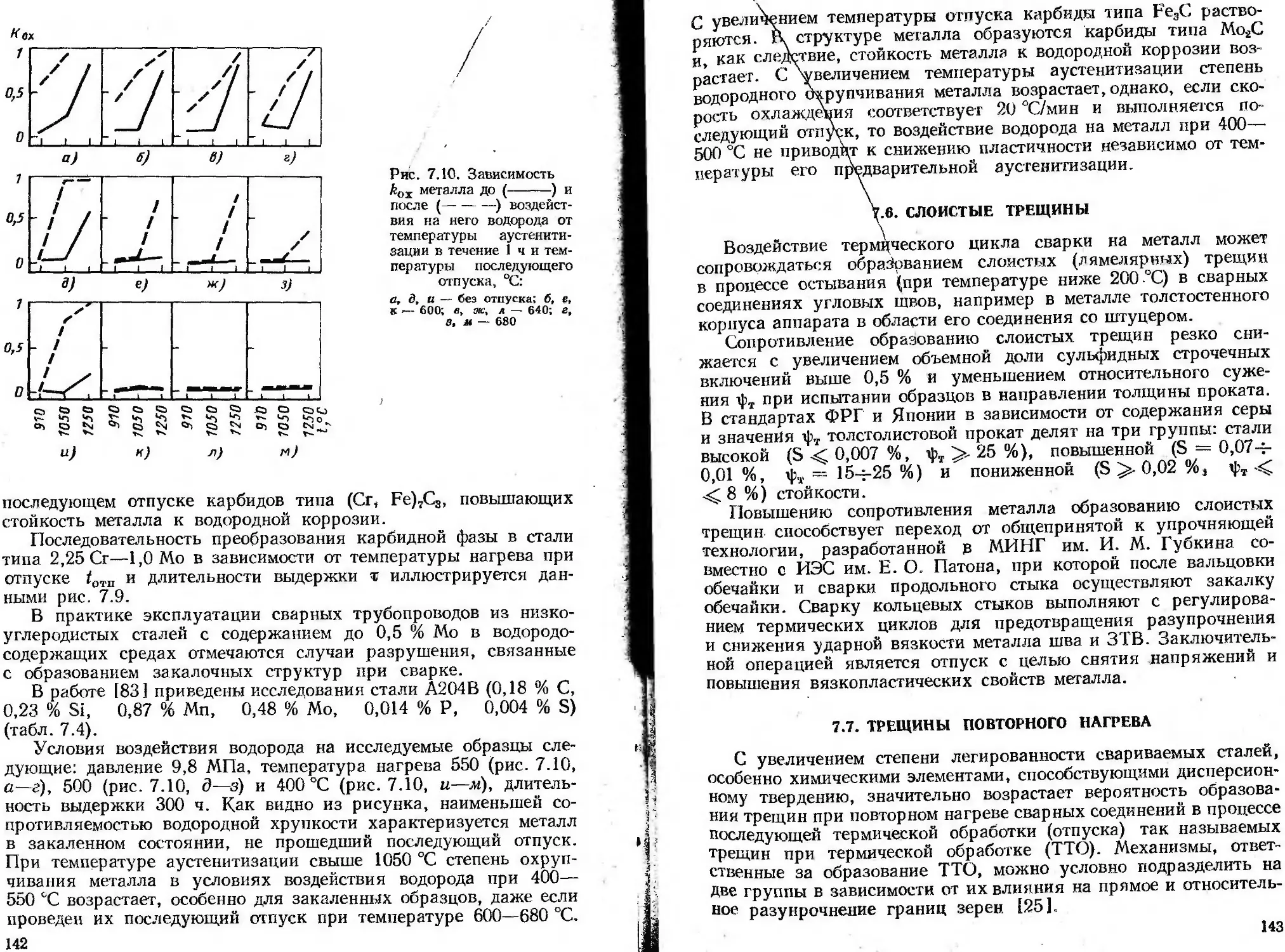
7 Водородоустойчивость ......; ................................ 139
333
7.6. Слоистые трещины.............................................. 143
7.7. Трещины повторного нагрева.................................... 143
7.8. Разупрочнение................................................. 144
7.9. Определение оптимальных параметров технологии с применением
персональных ЭВМ .................................................. 146
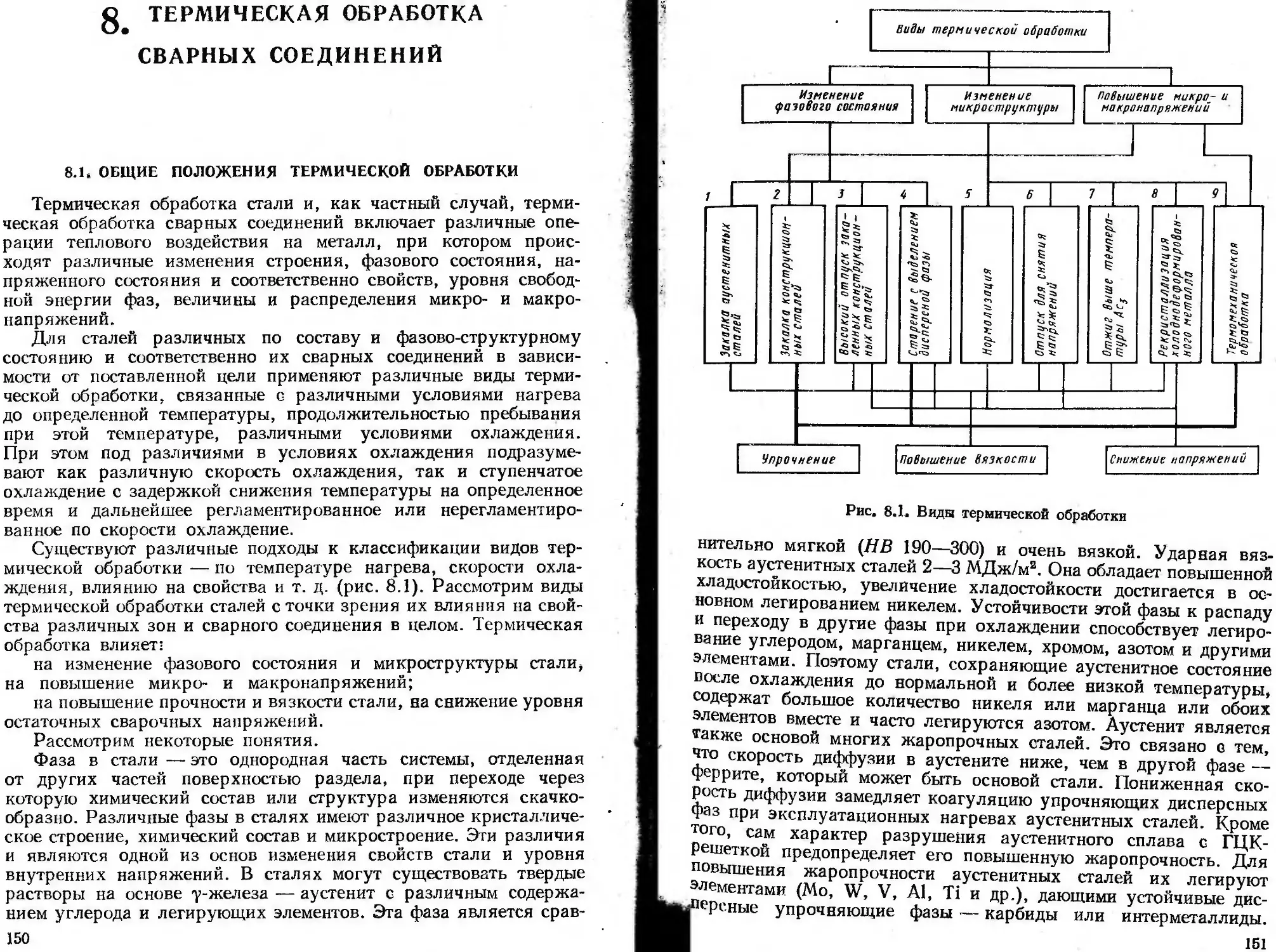
8. Термическая обработка сварных соединений....................... 150
8.1. Общие положения термической обработки.................... 150
8.2. Термическая обработка сварных соединений аустенитных сталей 165
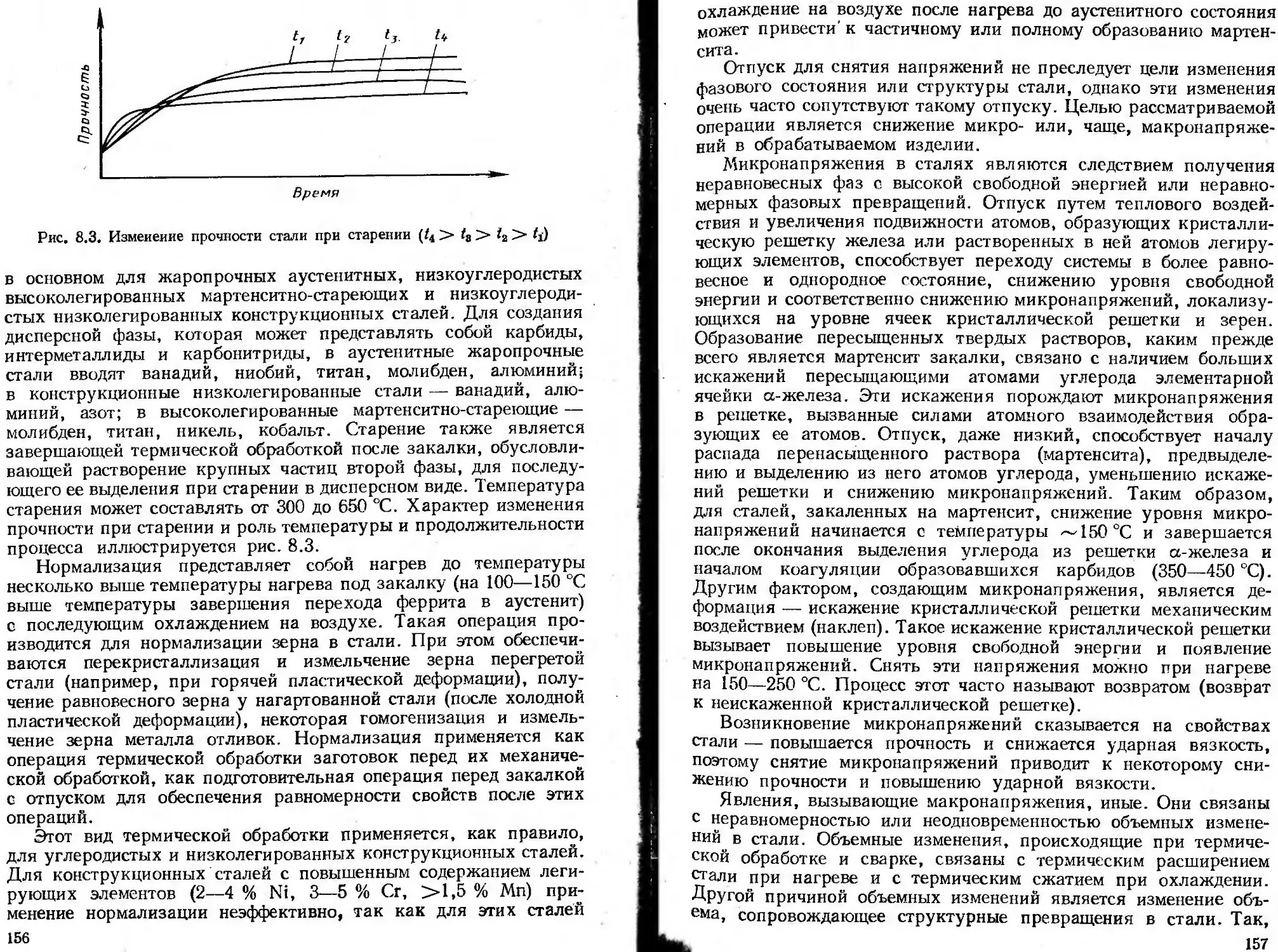
8.3. Термическая обработка сварных соединений низкоуглеродистых
сталей................................................... 174.
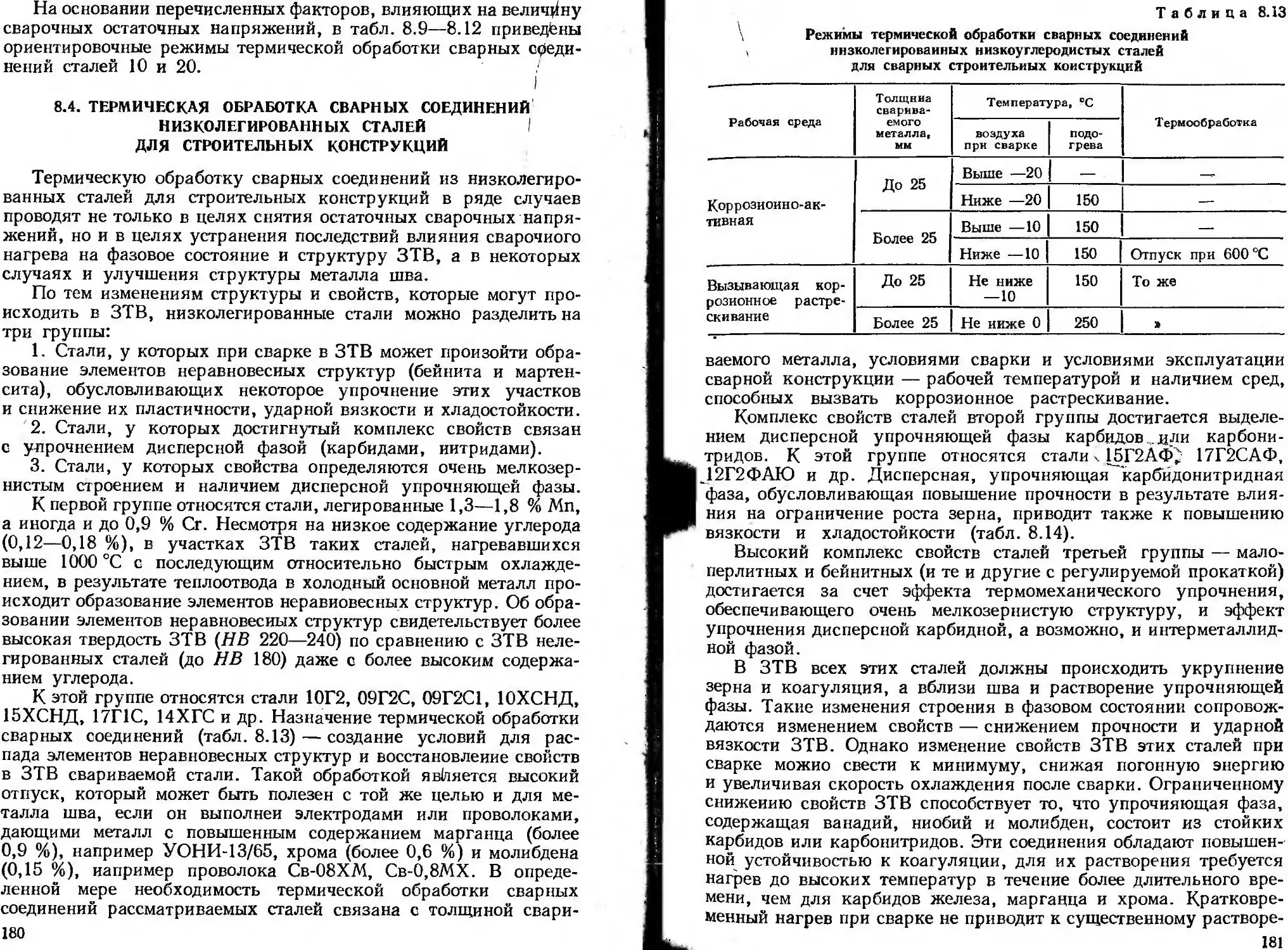
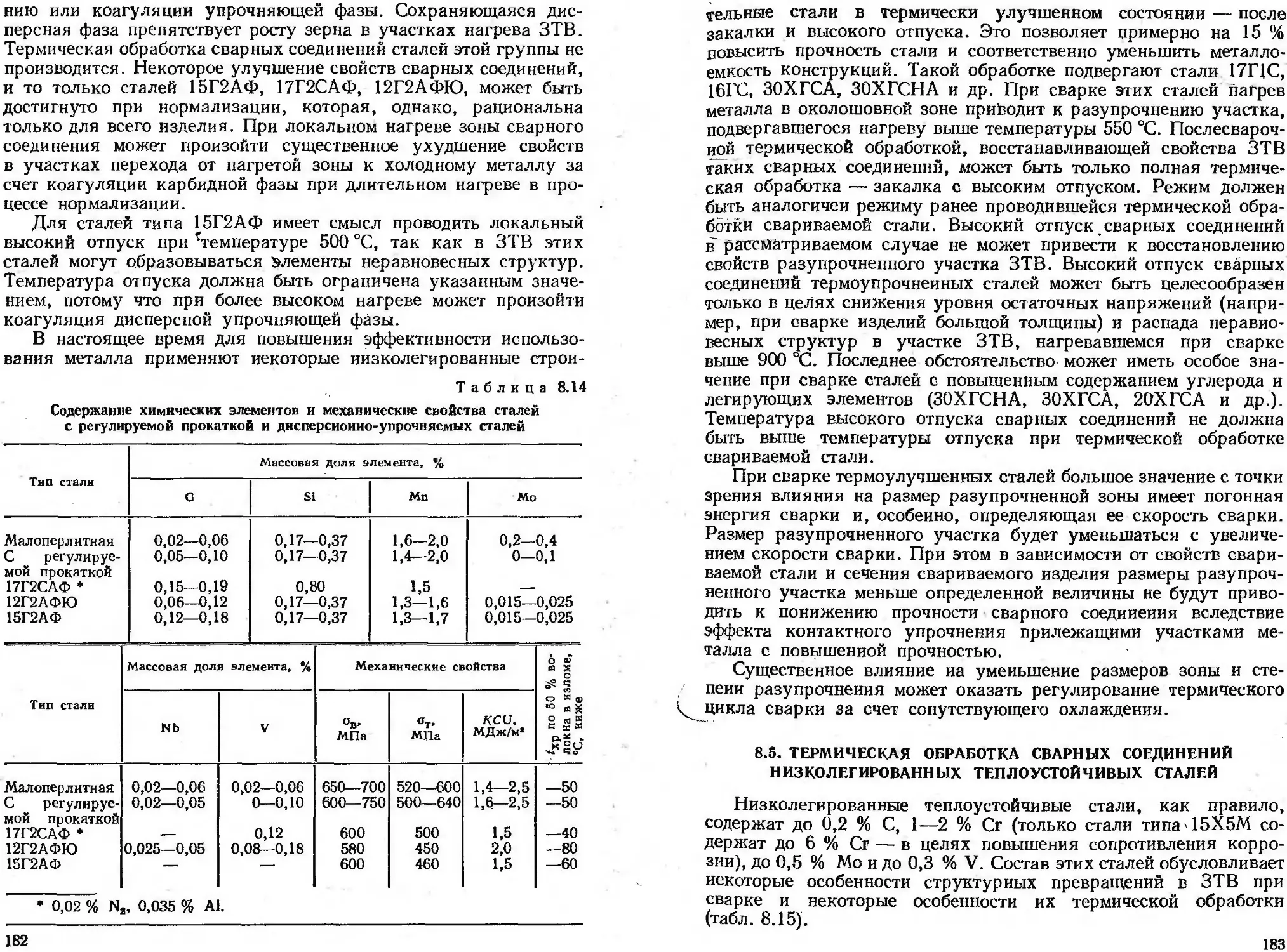
8.4. Термическая обработка сварных соединений низколегированных ста-
лей для строительных конструкций................................... 180
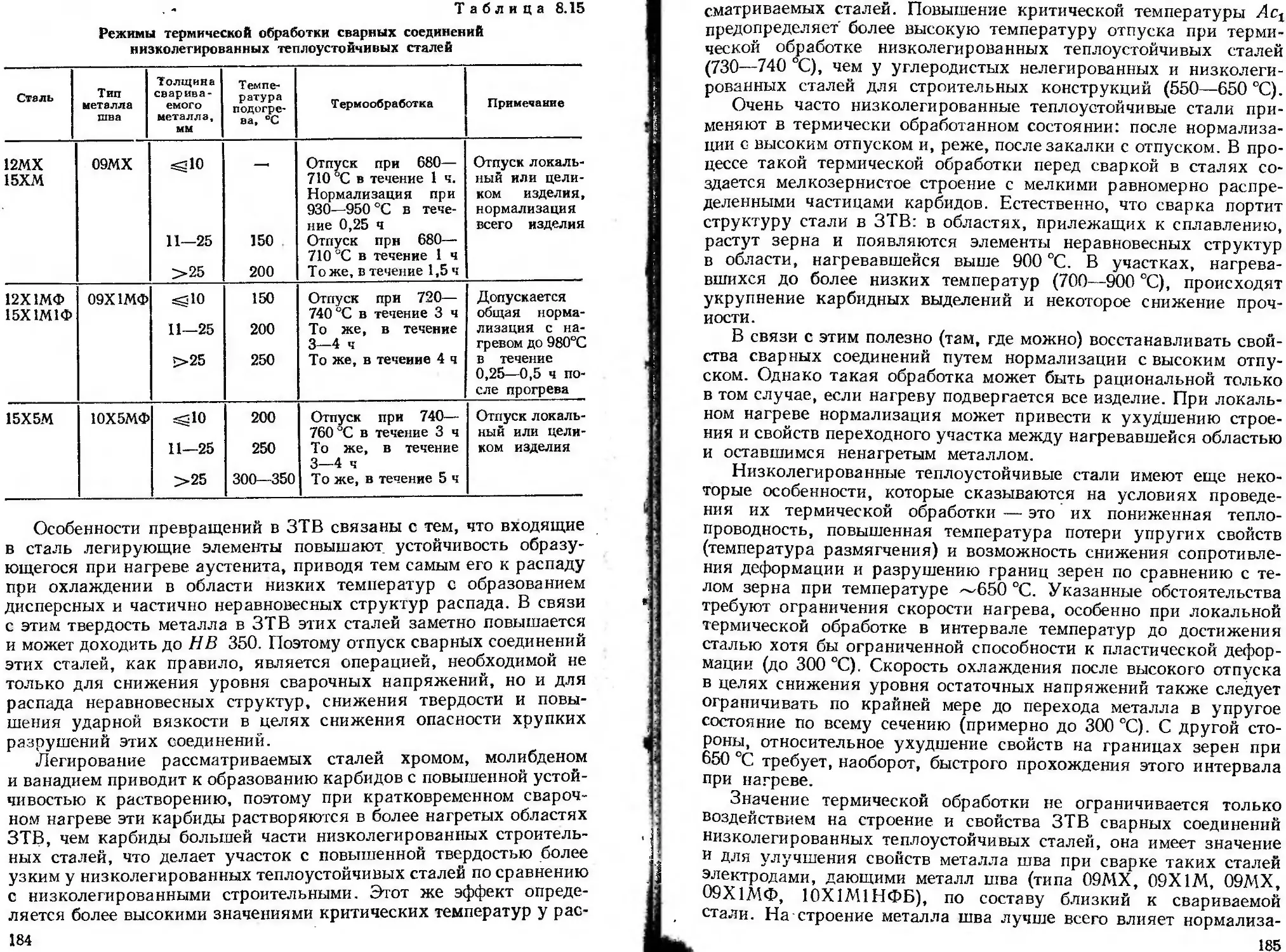
8.5. Термическая обработка сварных соединений низколегированных
теплоустойчивых сталей ............................................ 183
8.6. Термическая обработка сварных соединений высоколегированных
хромистых сталей................................................... 186
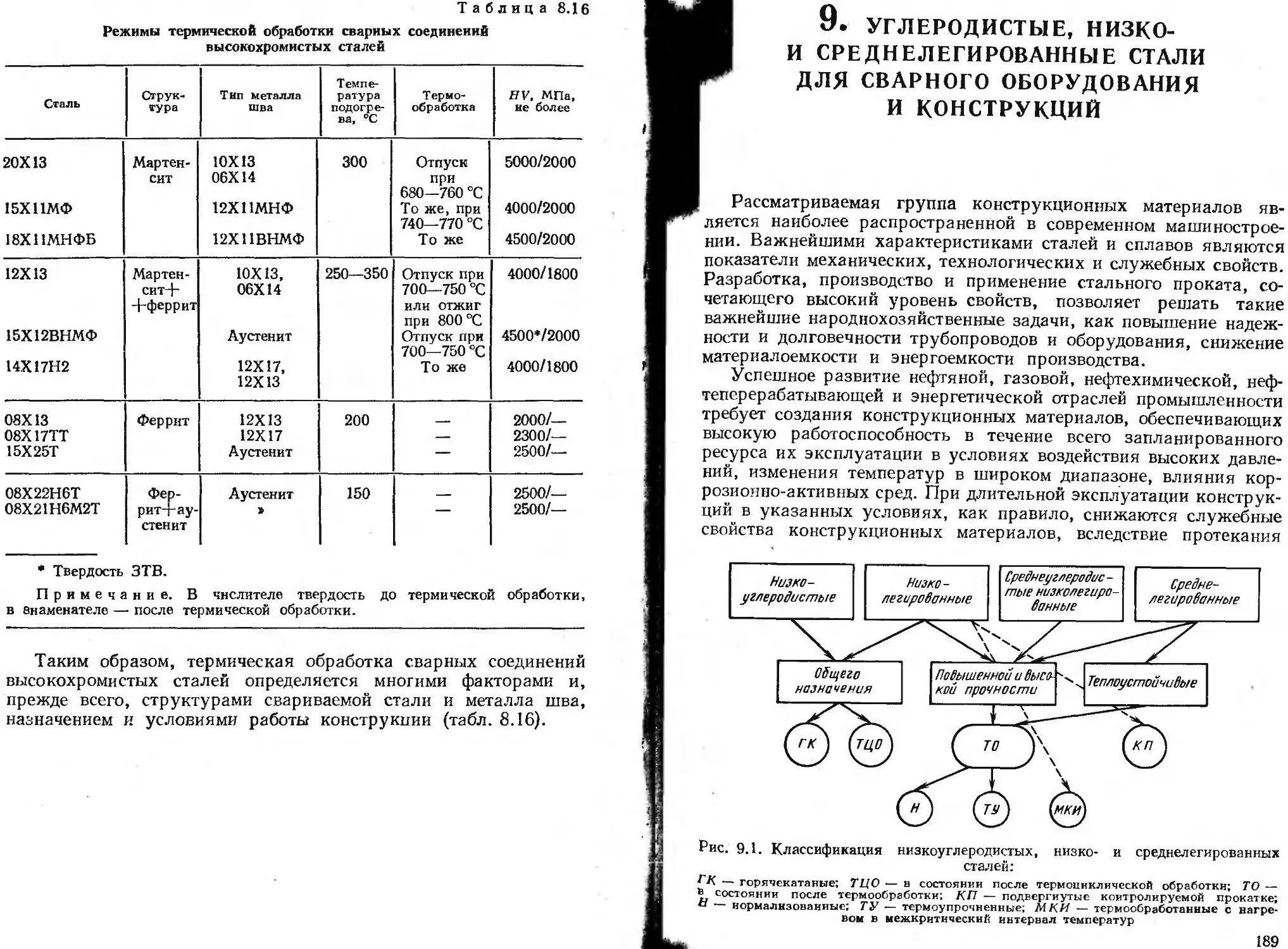
9. Углеродистые, низко- и среднелегированные стали для сварного обо-
рудования и конструкций ........................................... 189
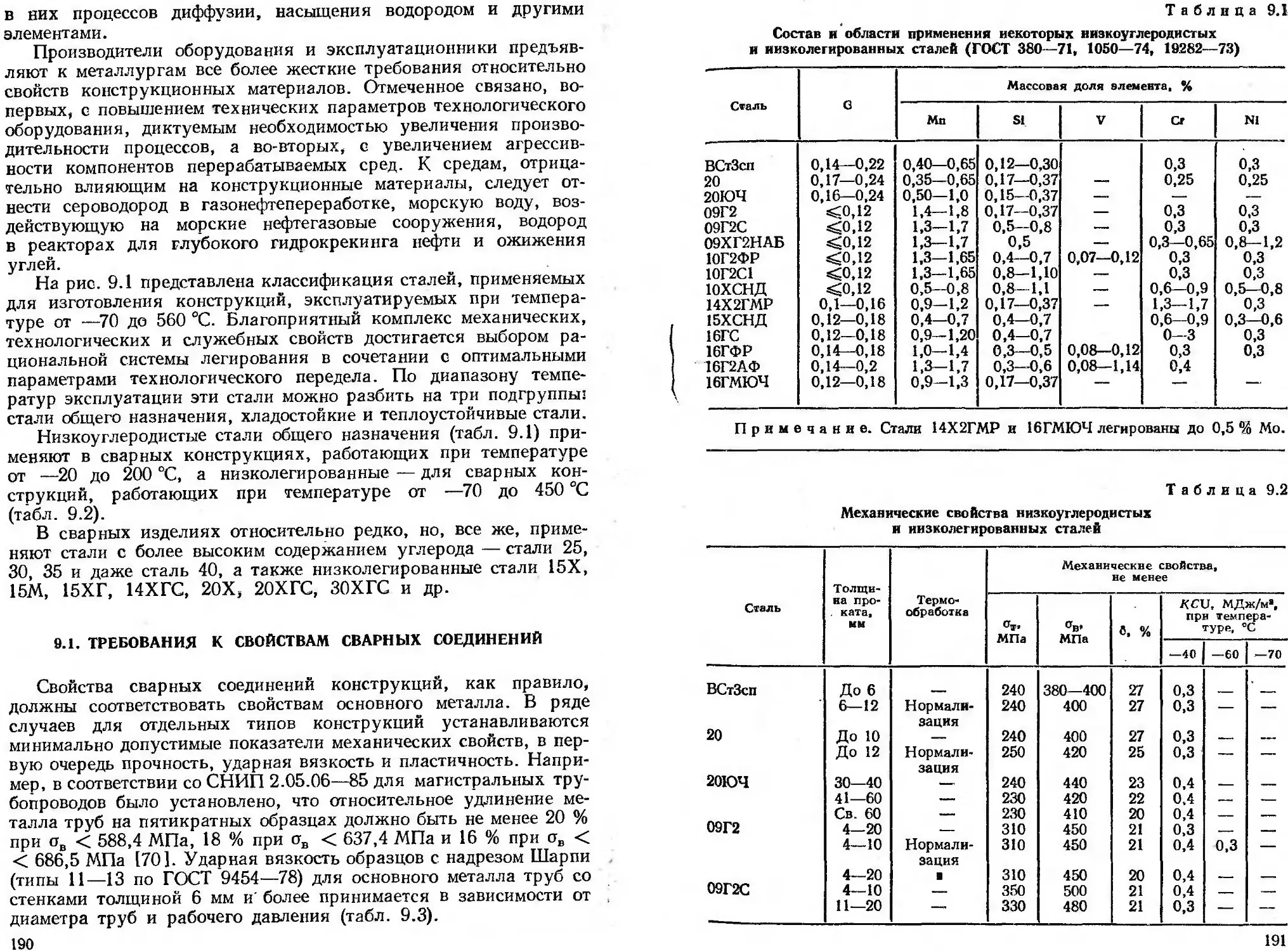
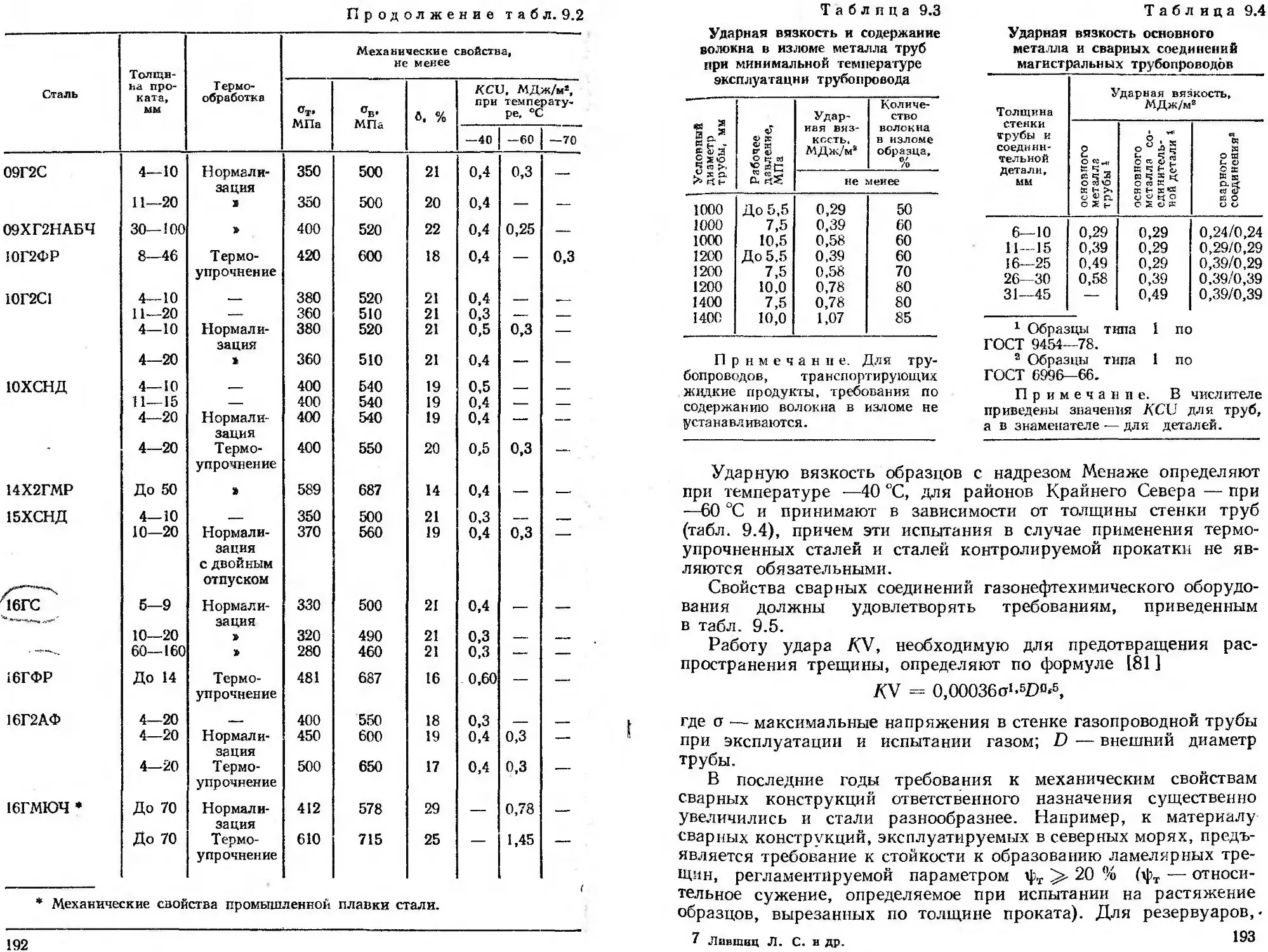
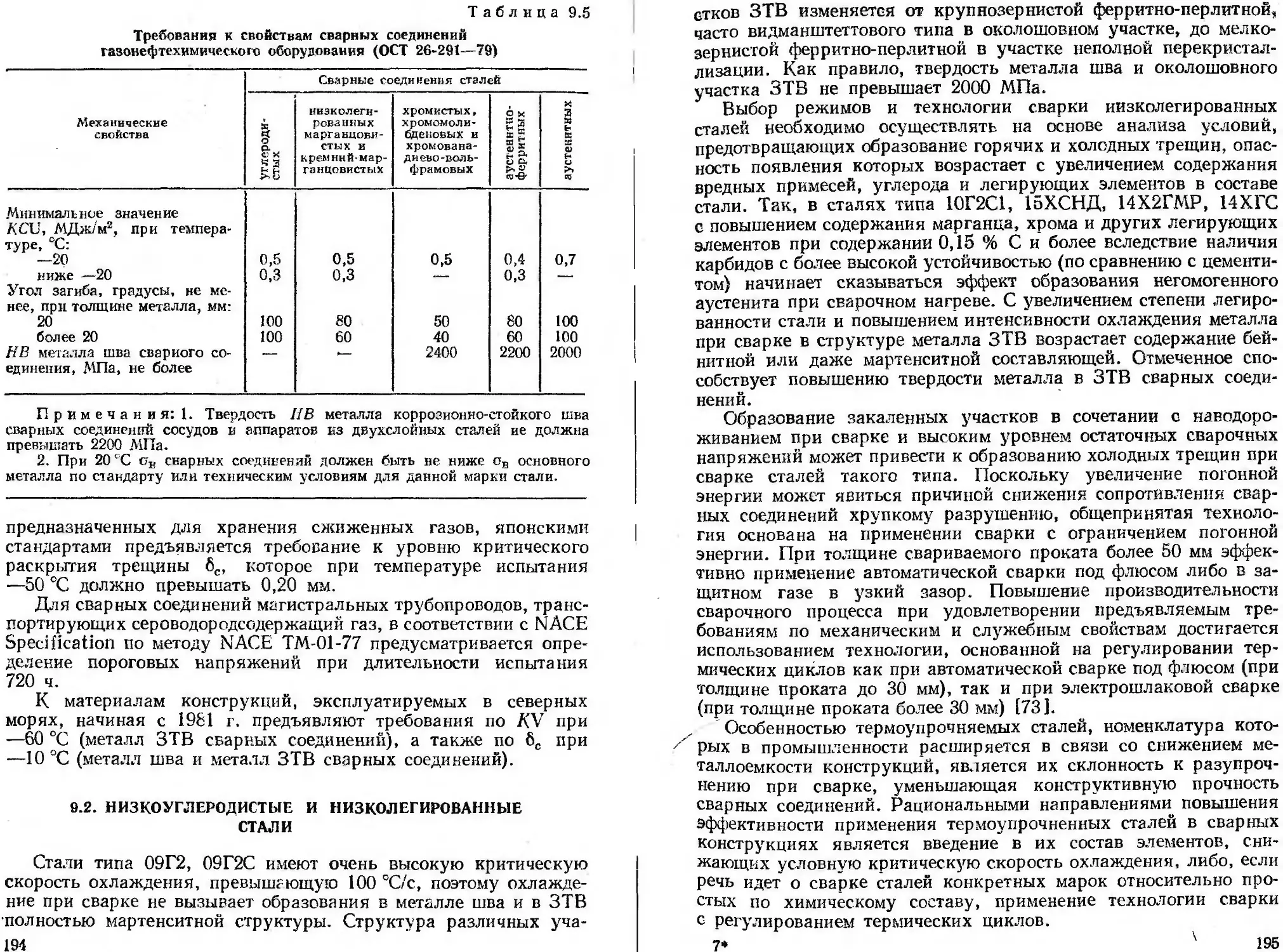
9.1. Требования к свойствам сварных соединений.................... 190
9.2. Низкоуглеродистые и низколегированные стали.................. 194
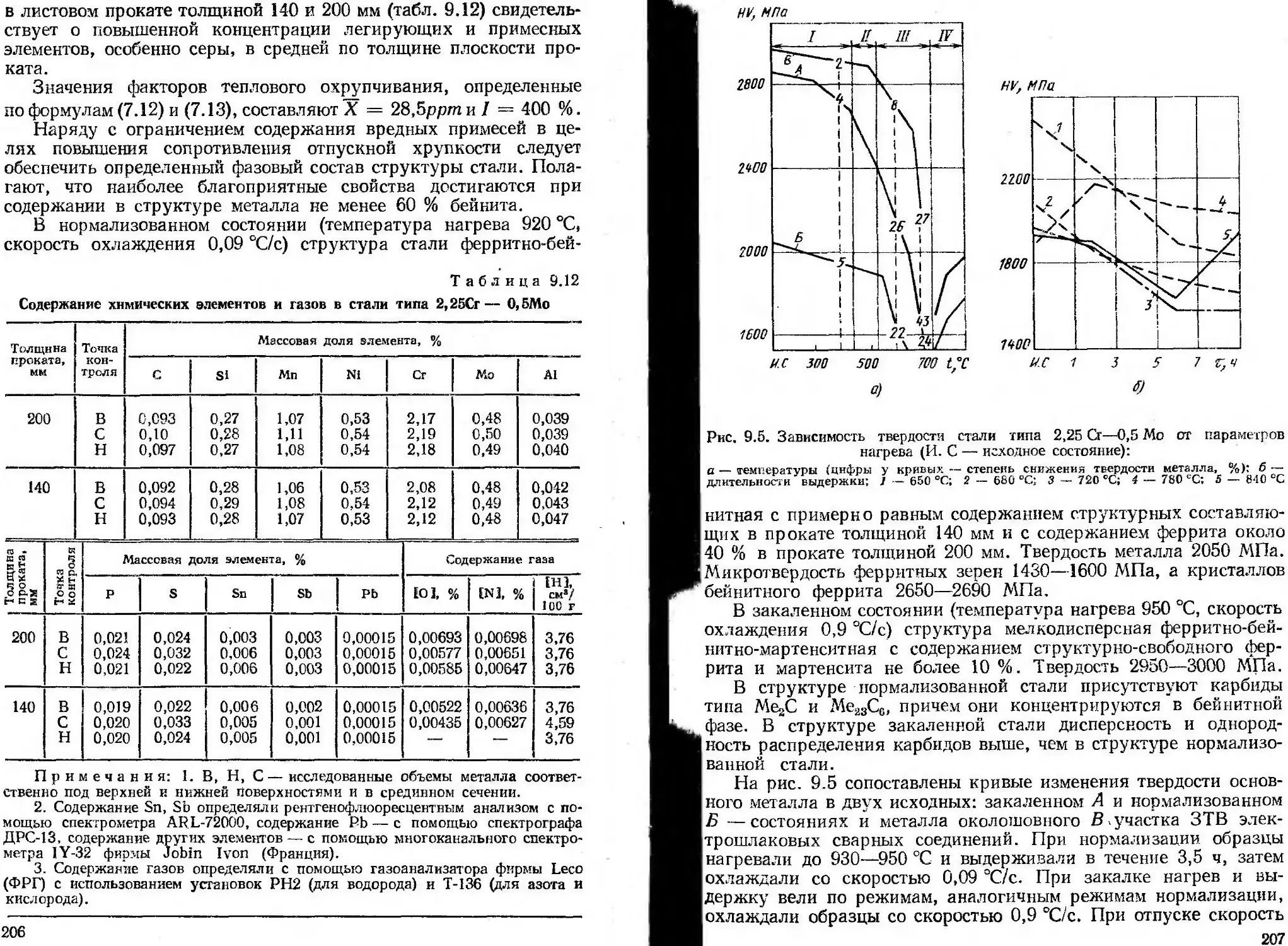
9.3. Теплоустойчивые стали ....................................... 204
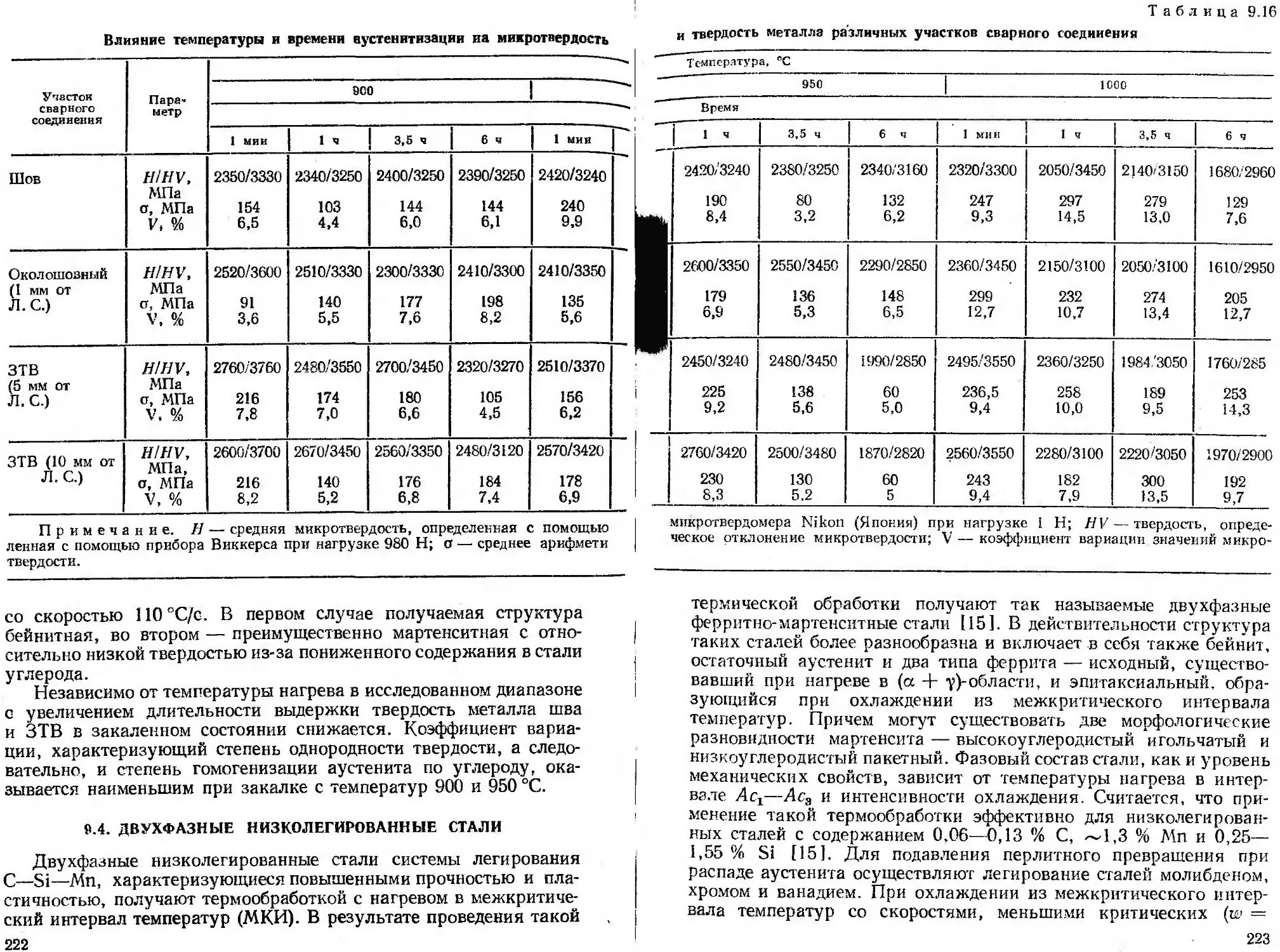
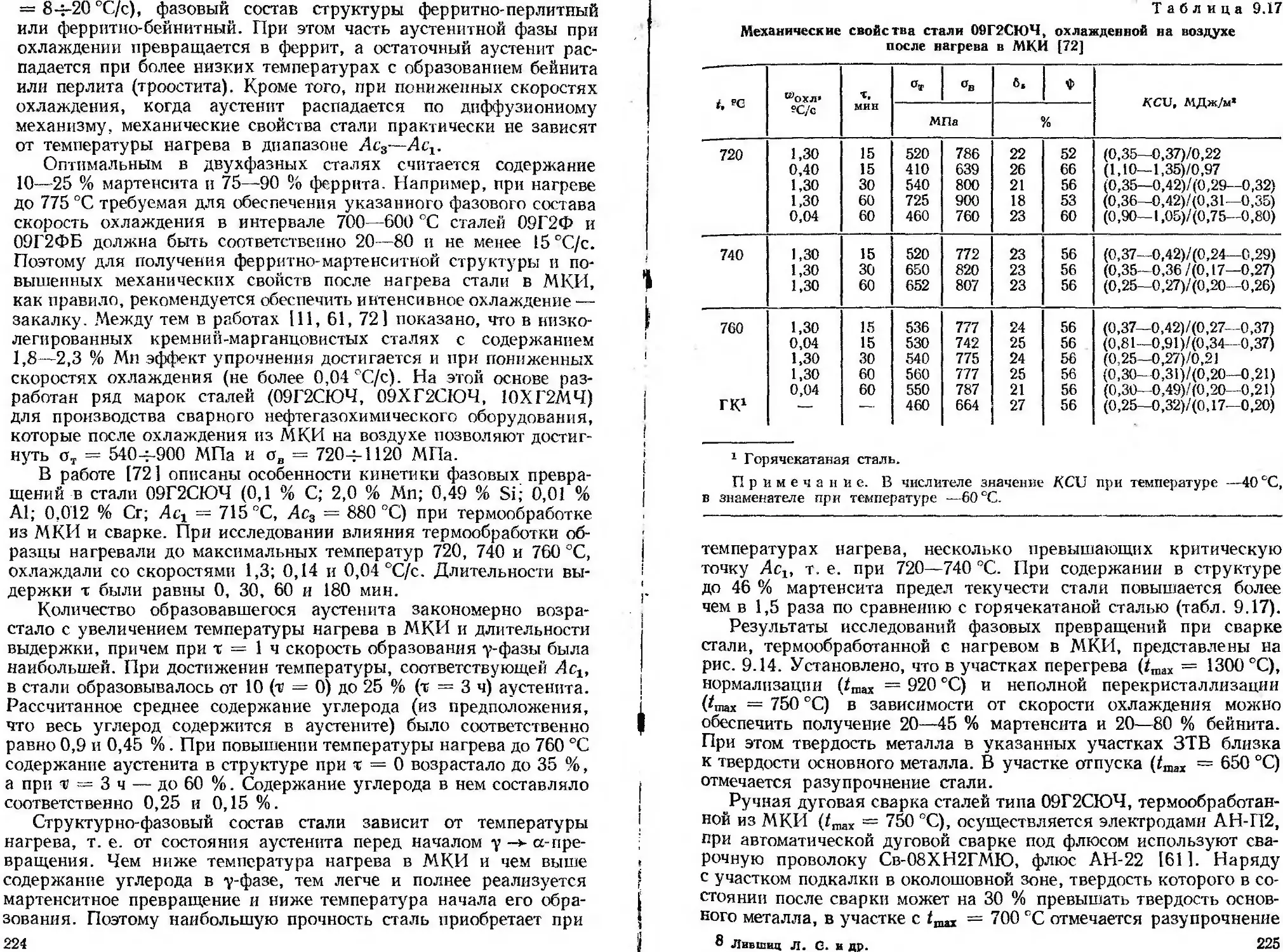
9.4. Двухфазные низколегированные стали........................... 222
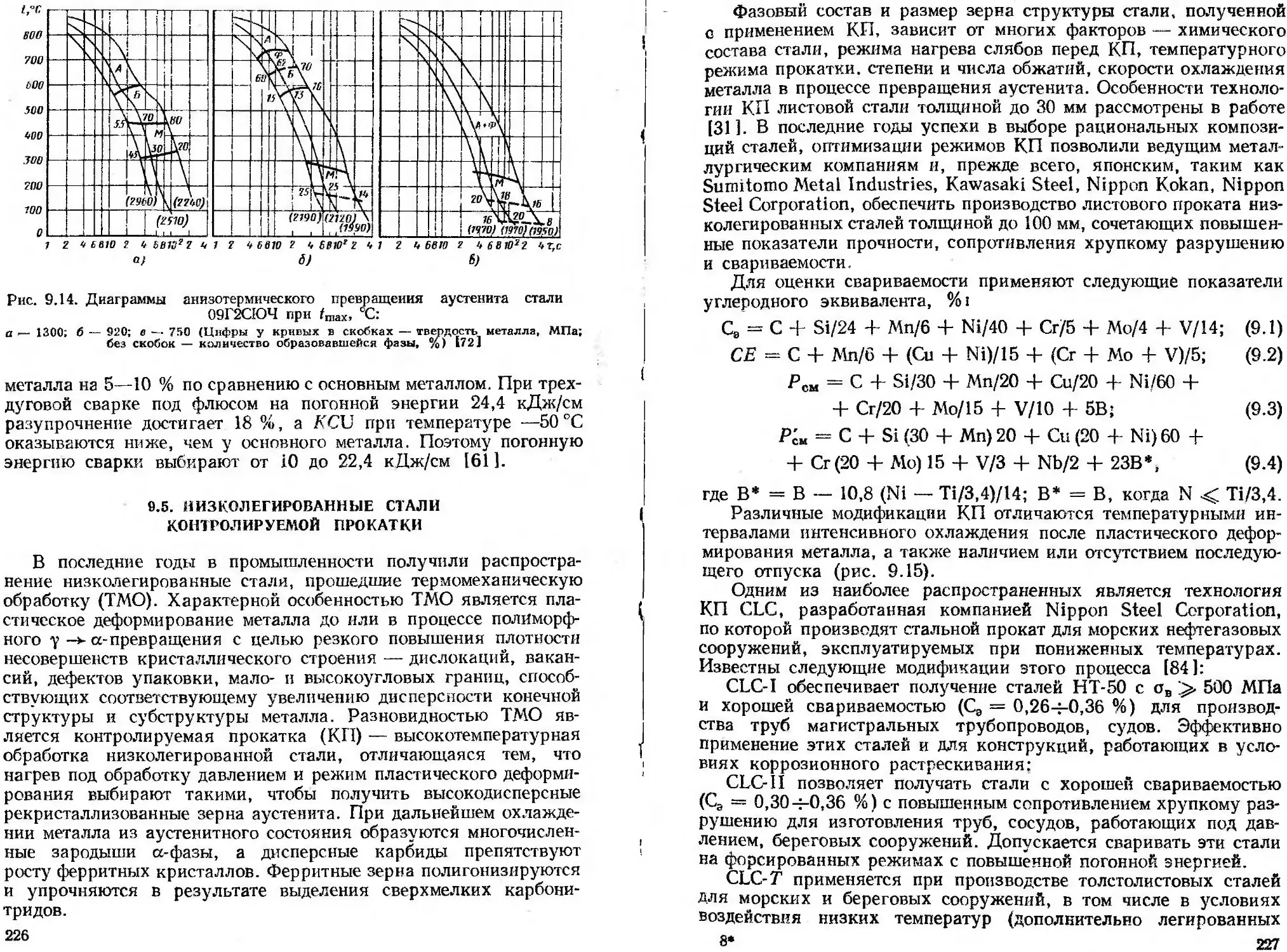
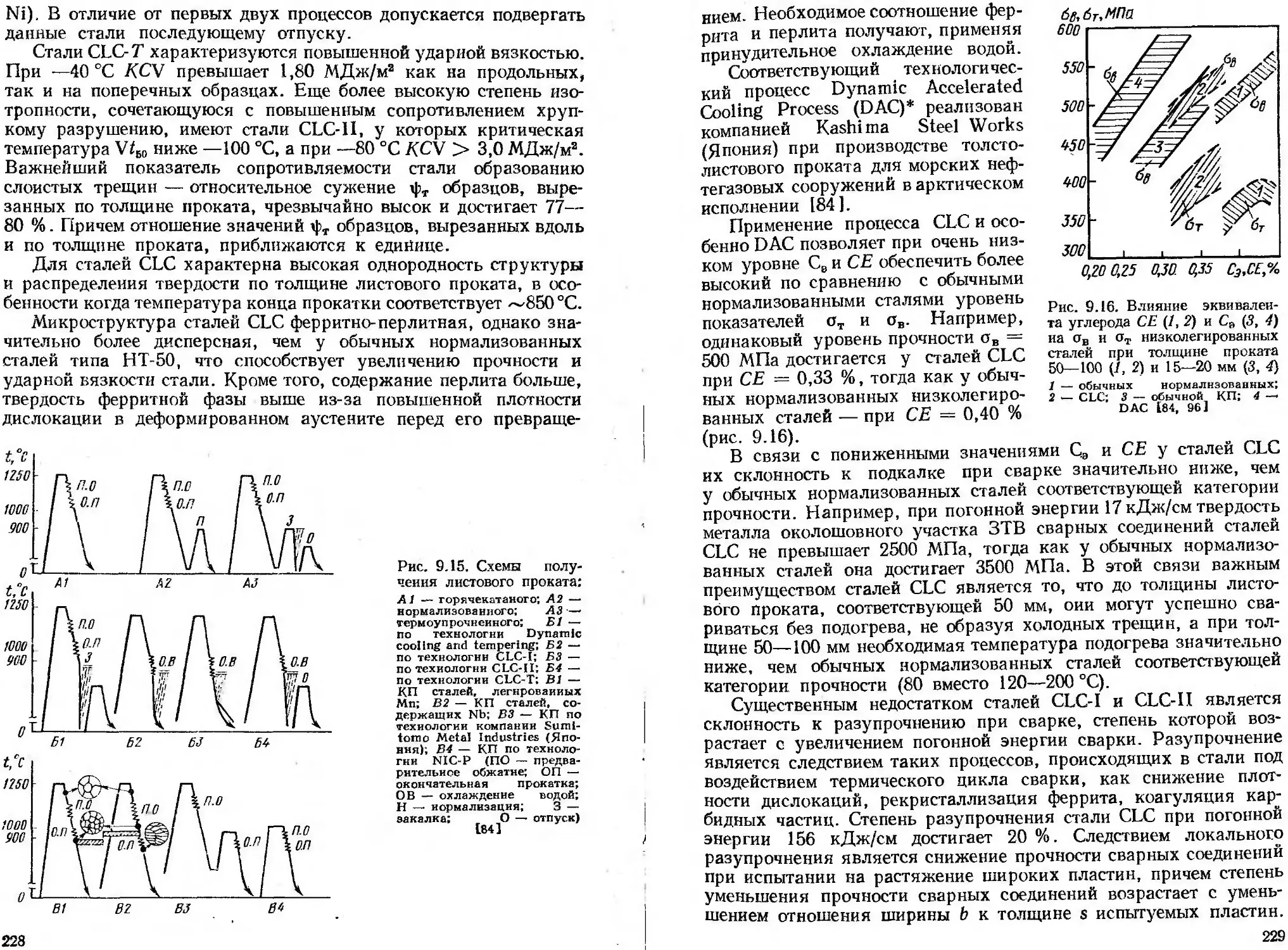
9.5. Низколегированные стали контролируемой прокатки.............. 226
9.6. Среднеуглероднстые низколегированные стали................... 232
9.7. Высокоуглеродистые стали..................................... 235
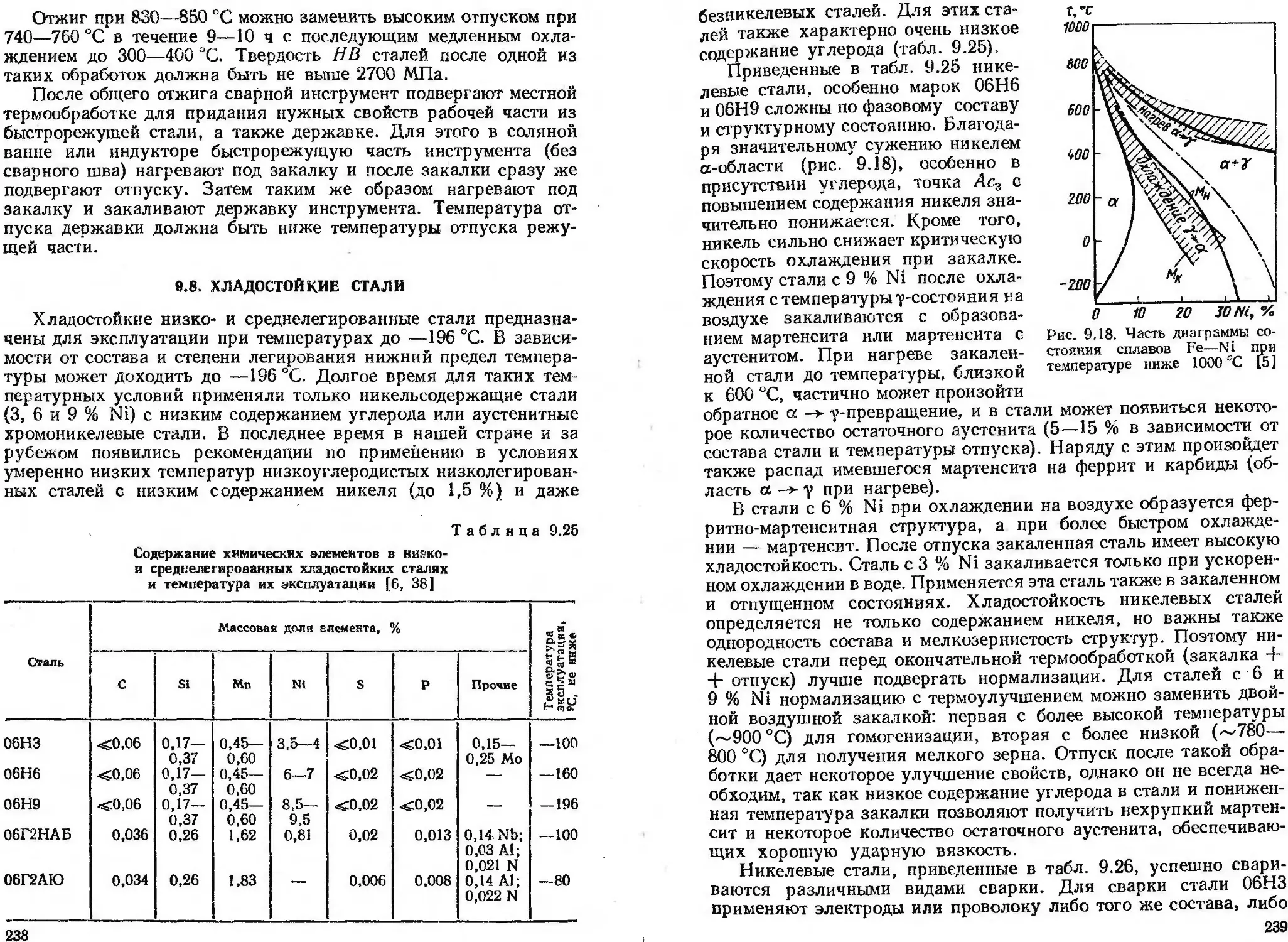
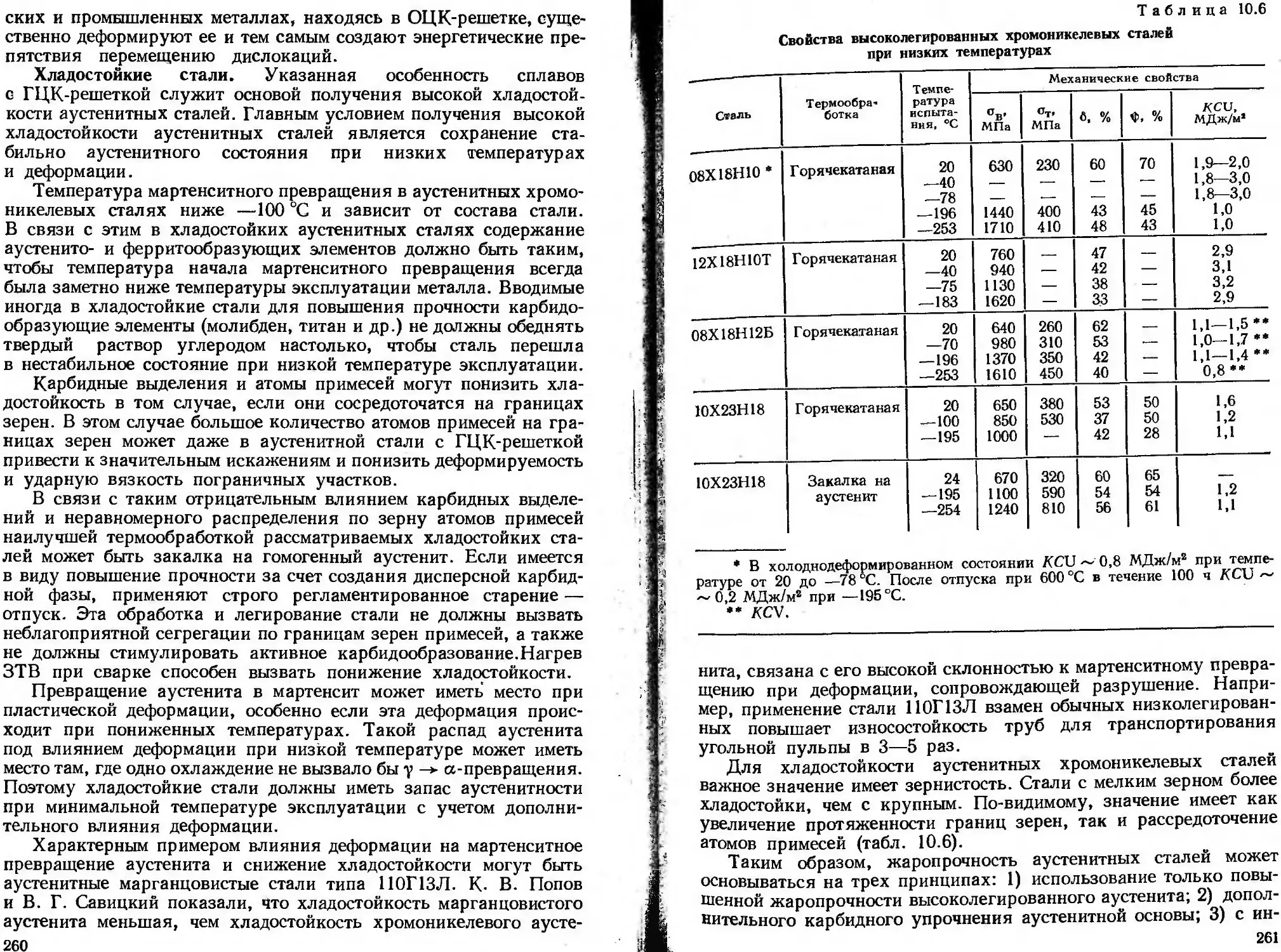
9.8. Хладостойкие стали........................................... 238
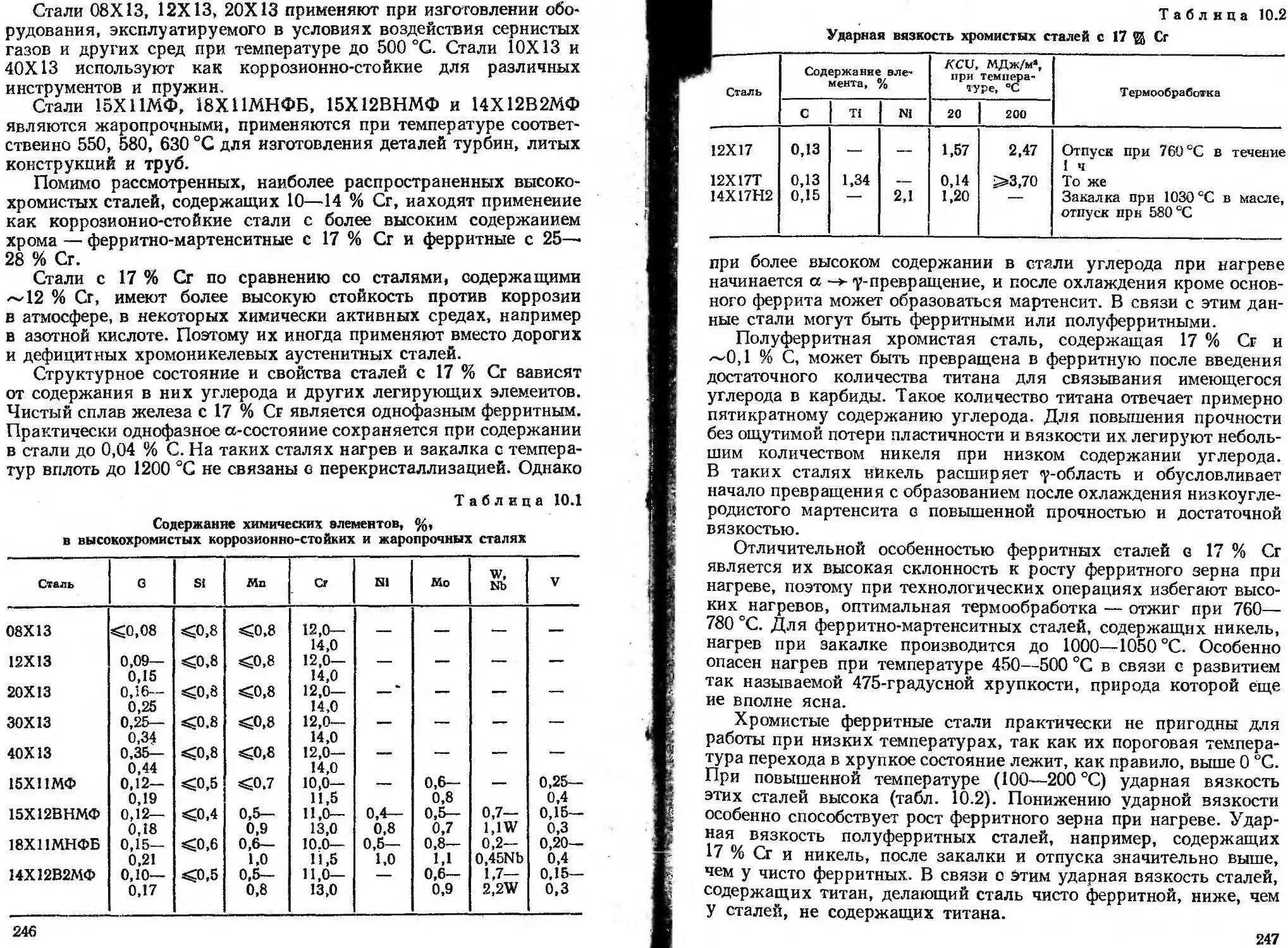
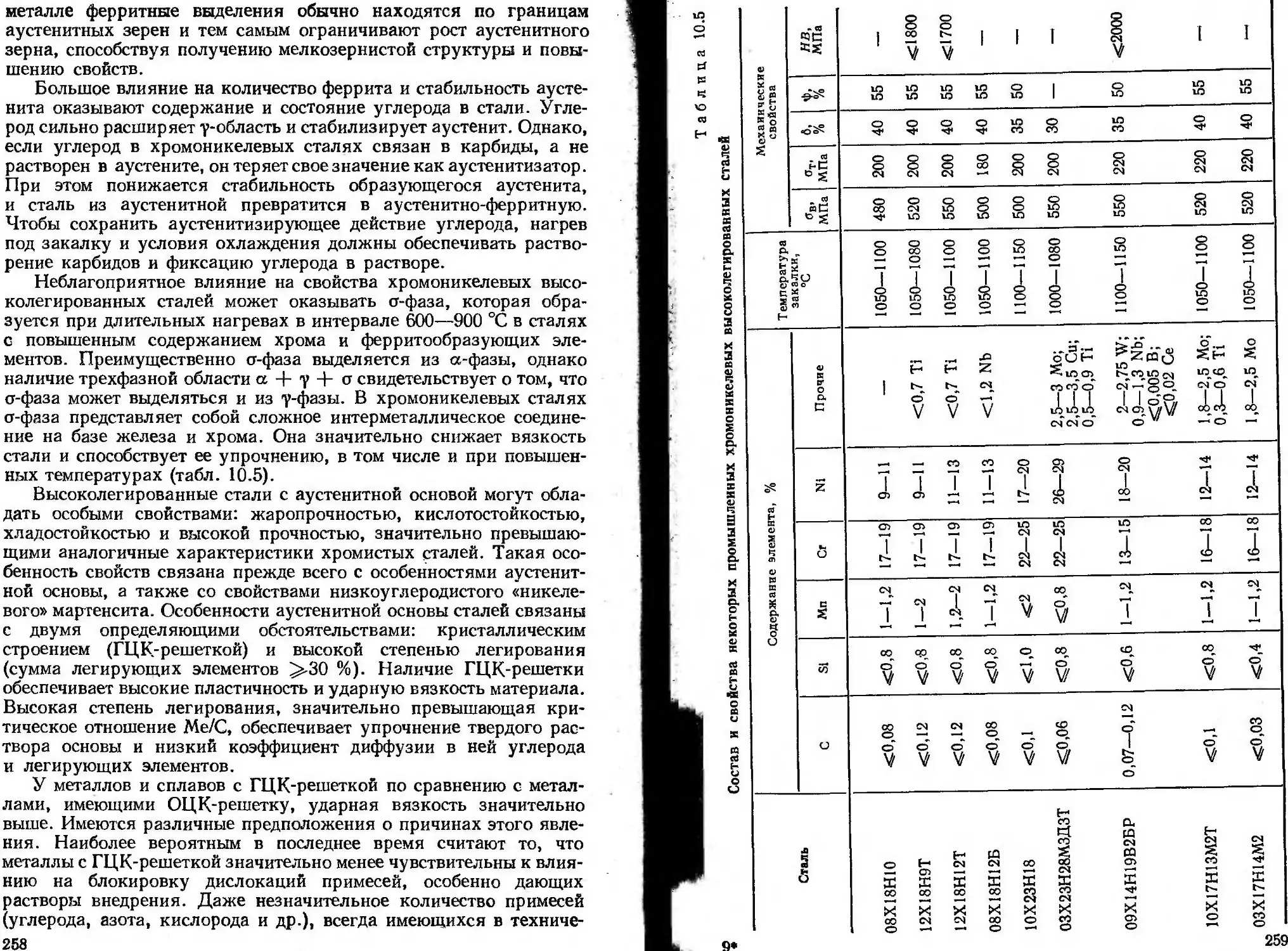
10. Высоколегированные стали .................................... 242
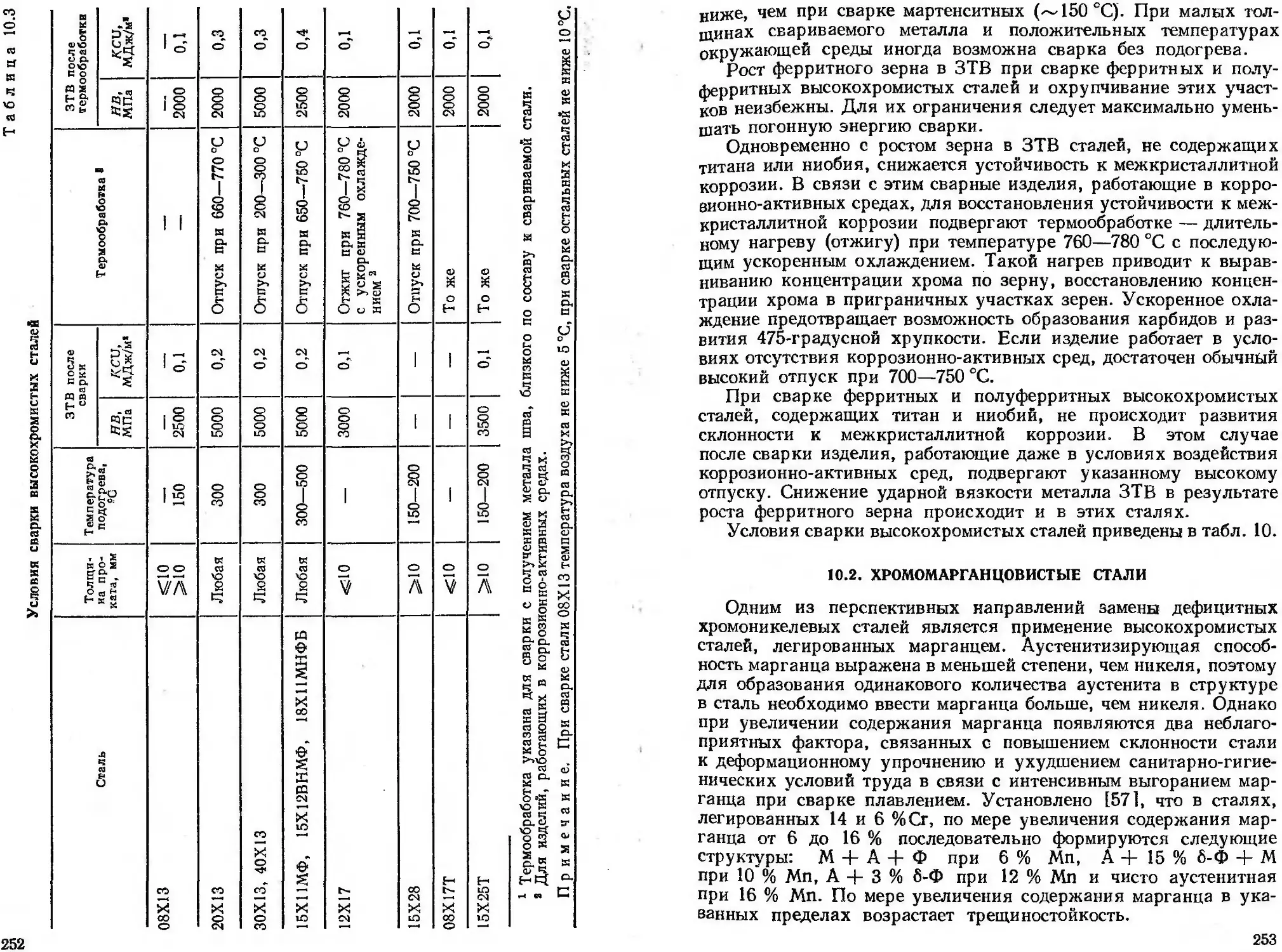
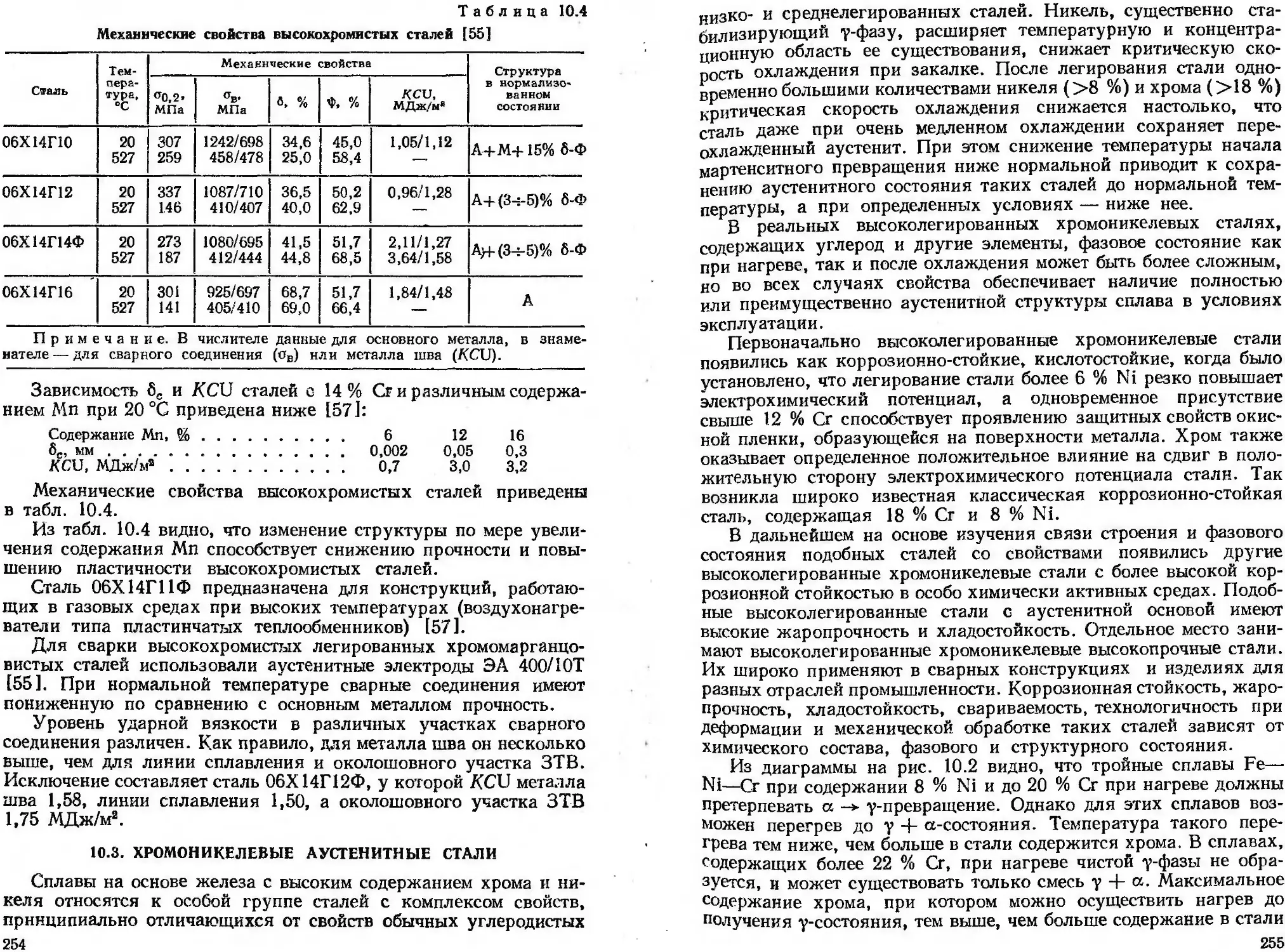
10.1. Хромистые стали.......................................... 243
10.2. Хромомарганцовистые стали................................... 253
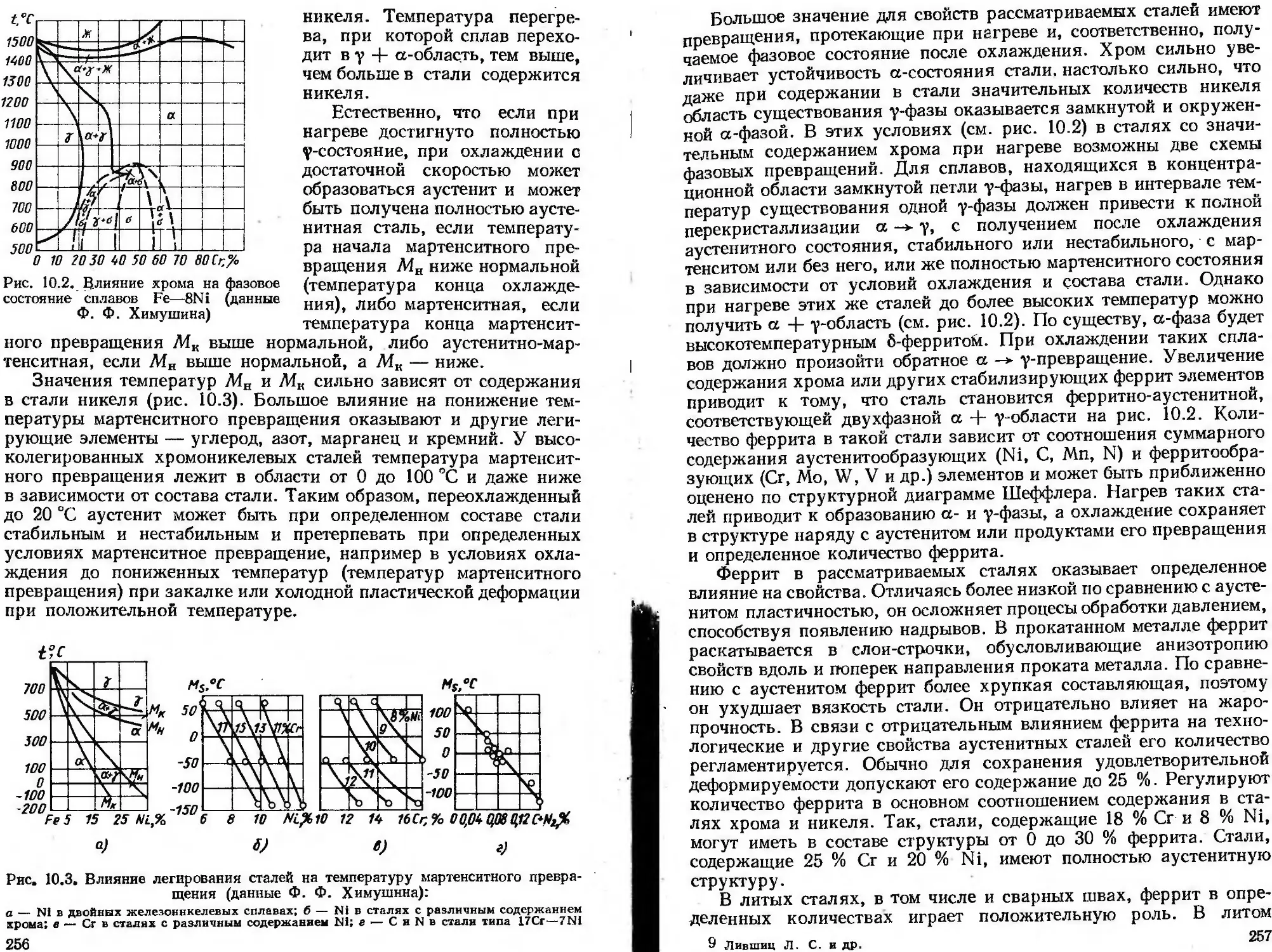
10.3. Хромоникелевые аустенитные стали............................ 254
10.4. Хромоникелевые аустенитно-мартенситные и мартенситно-феррит-
ные стали ........................................................ 264
10.5. Хромоникелевые аустеиитно-ферритные стали................... 267
10.6. Хромоникелькремнистые стали ................................ 271
10.7. Высокомарганцовистые стали ................................. 271
10.8. Свариваемость и особенности технологии сварки высоколегирован-
ных сталей........................................................ 272
11. Сварные соединения сталей, разнородных по составу и структурному
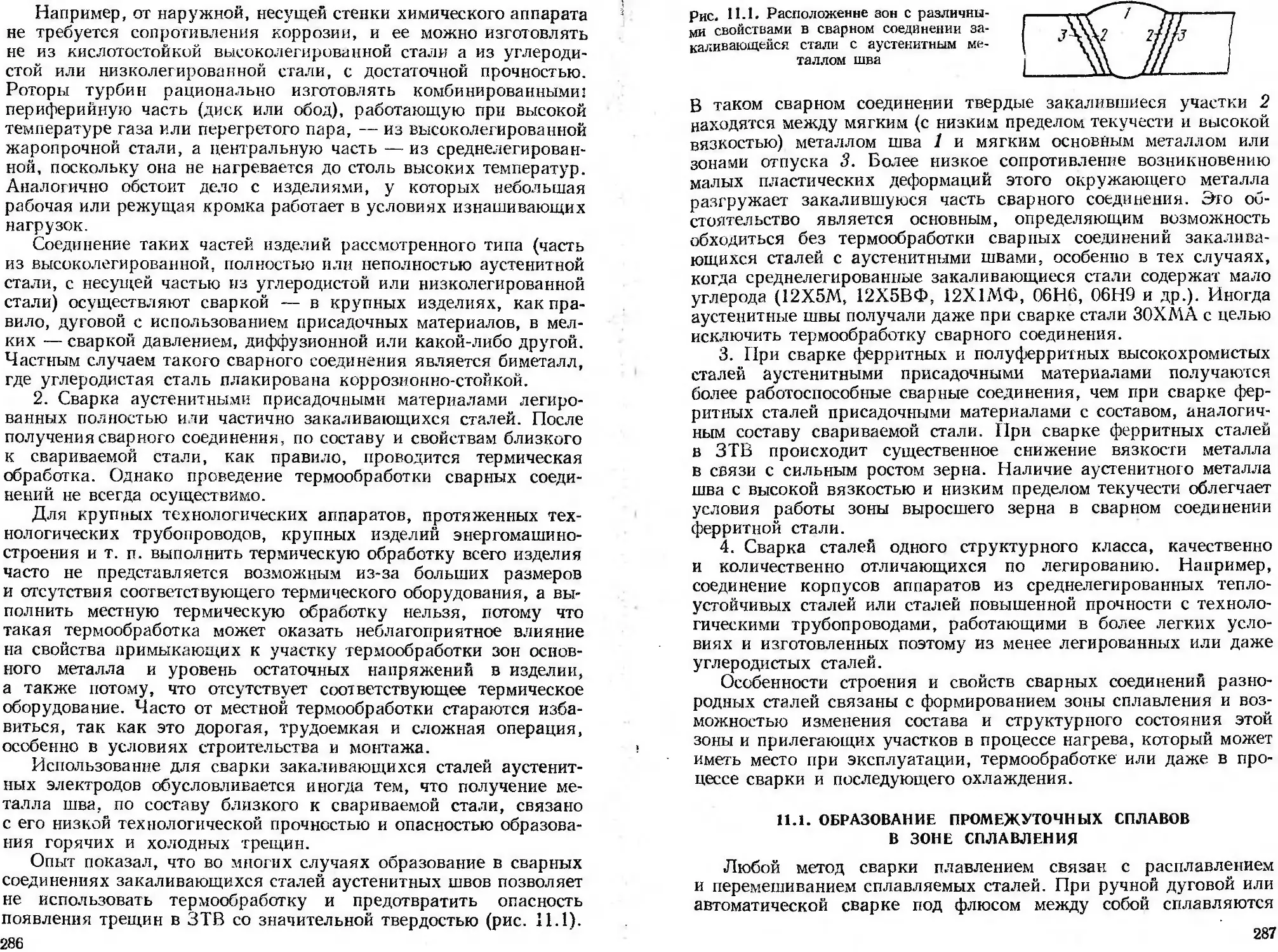
классу............................................................ 285
11.1. Образование промежуточных сплавов в зоне сплавления......... 287
11.2. Диффузионные процессы в твердом состоянии на границе сплавле-
ния разнородных сталей............................................ 295
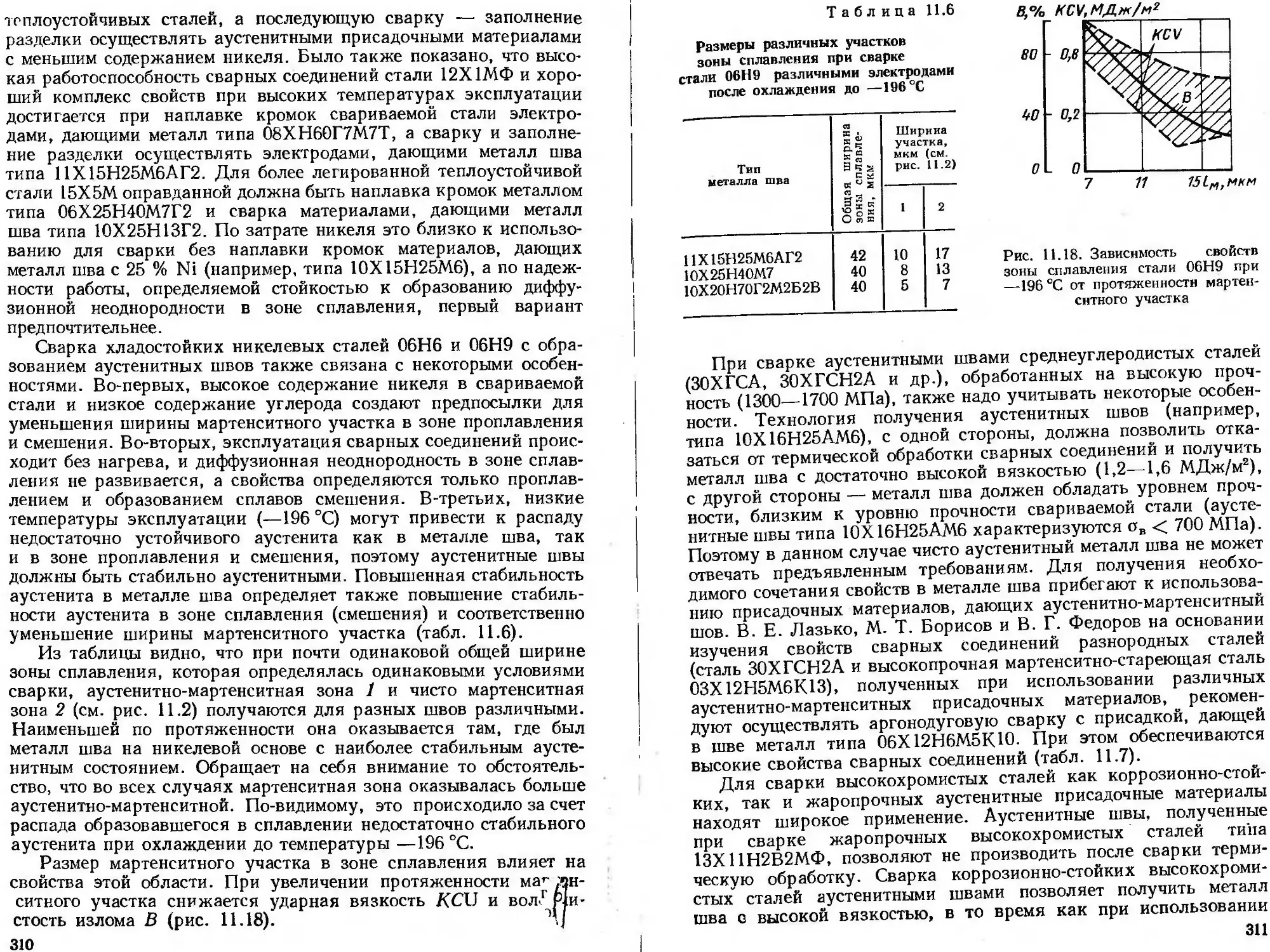
11.3. Особенности сварки разнородных сталей аустенитными швами. . . 308
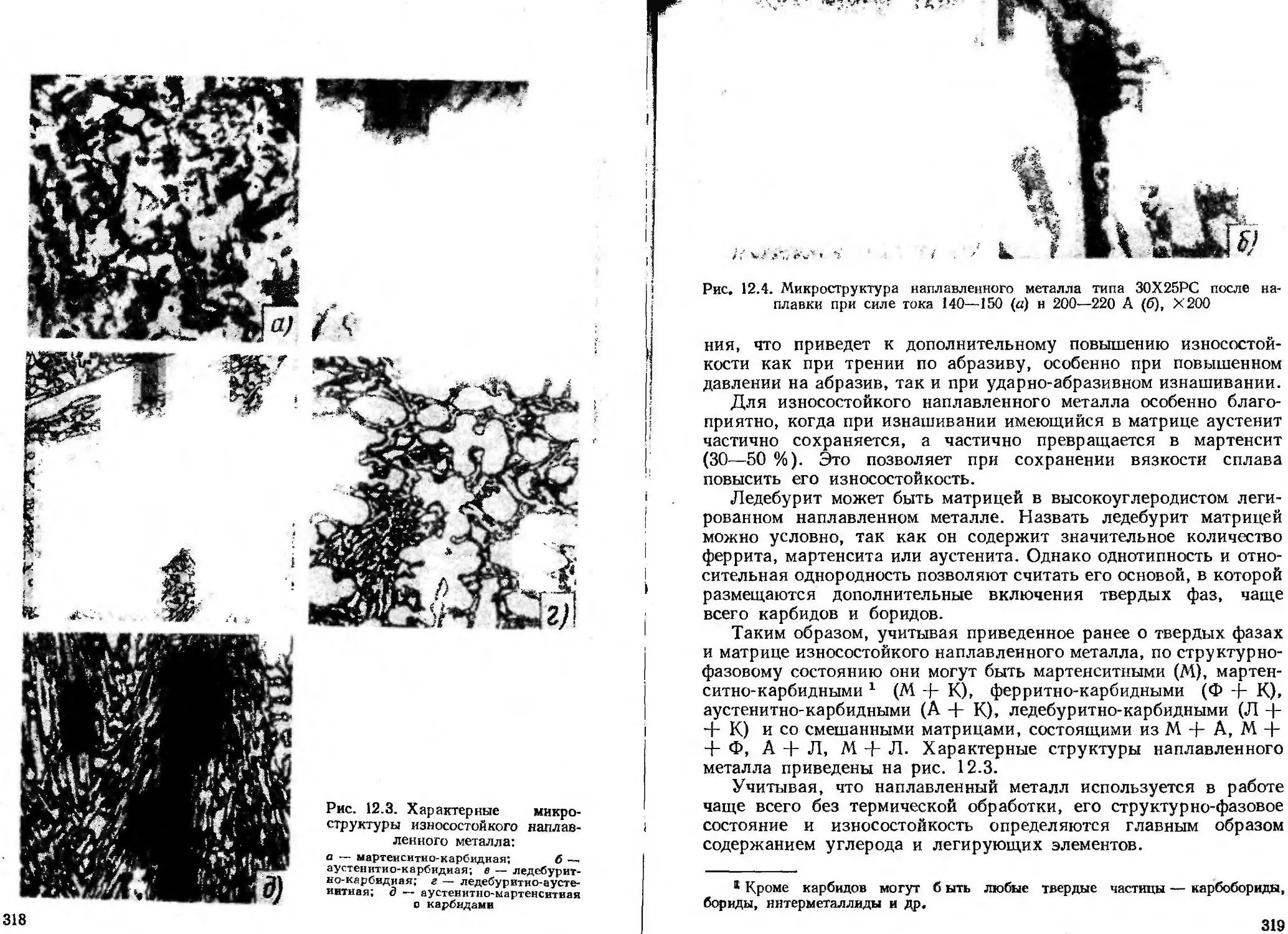
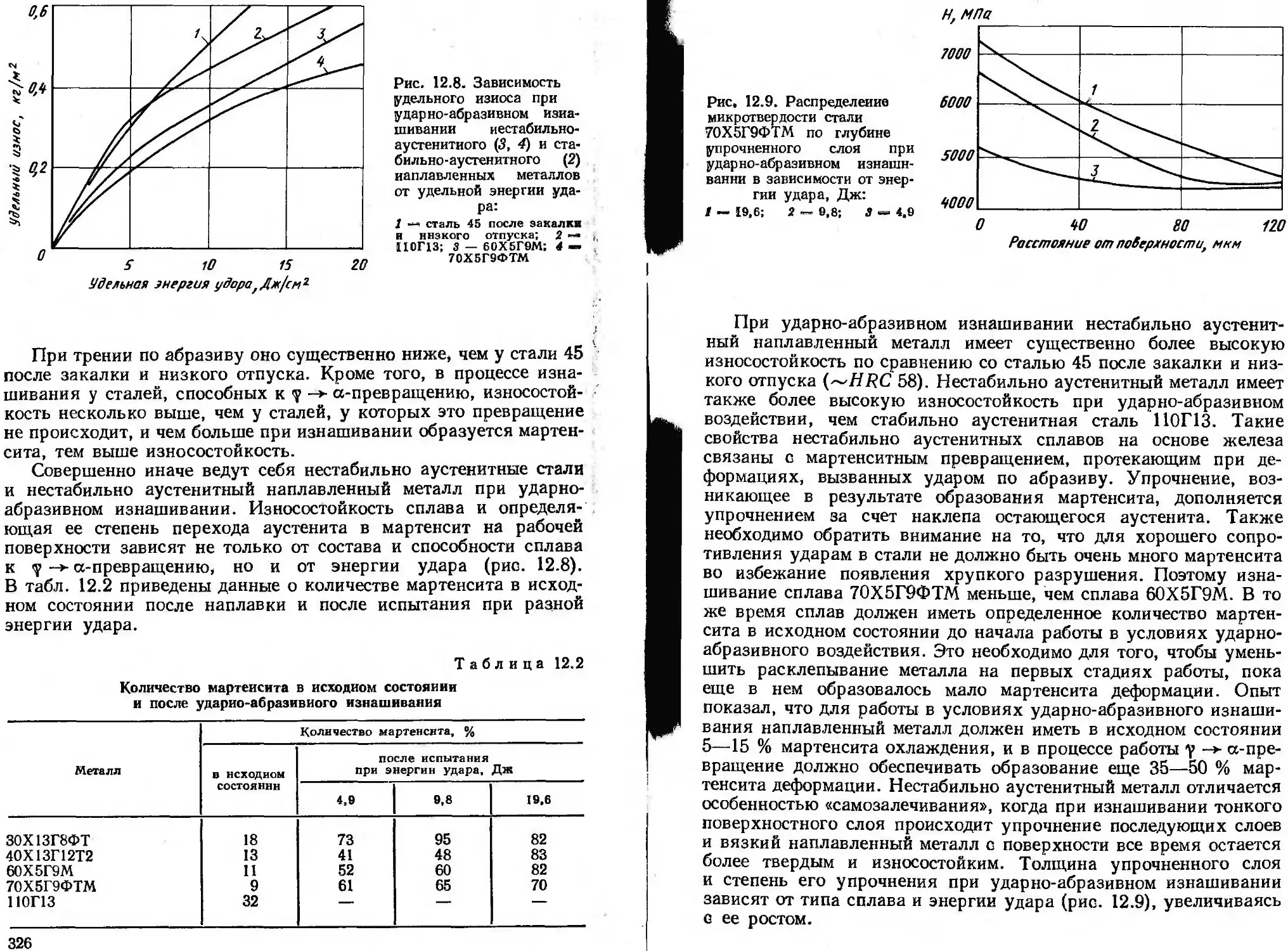
12. Износостойкий наплавленный металл............................ 314
12.1. Особенности строения и свойства износостойких наплавленных
слоев............................................................. 314
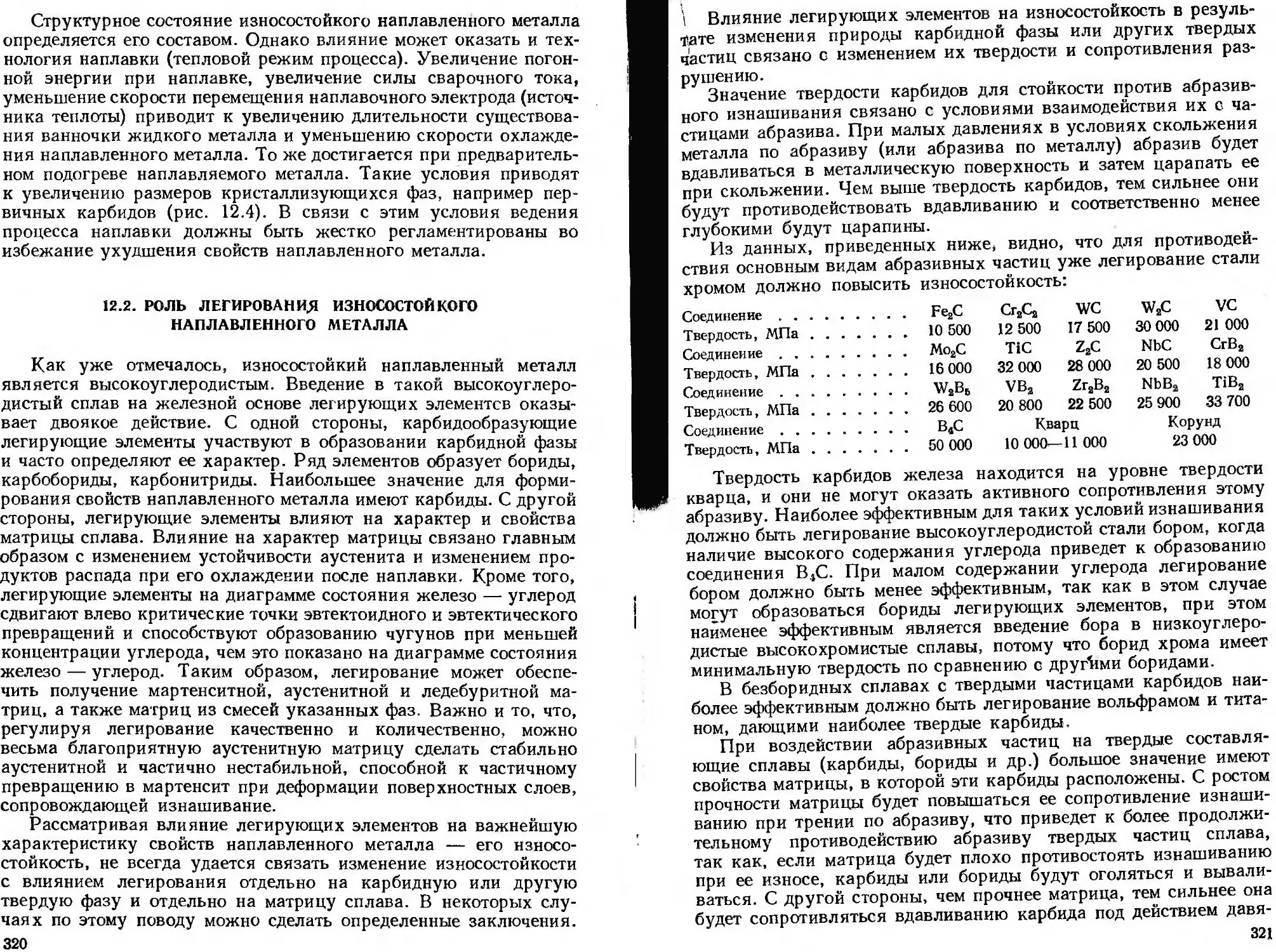
12.2. Роль легирования износостойкого наплавленного металла. . . . 320
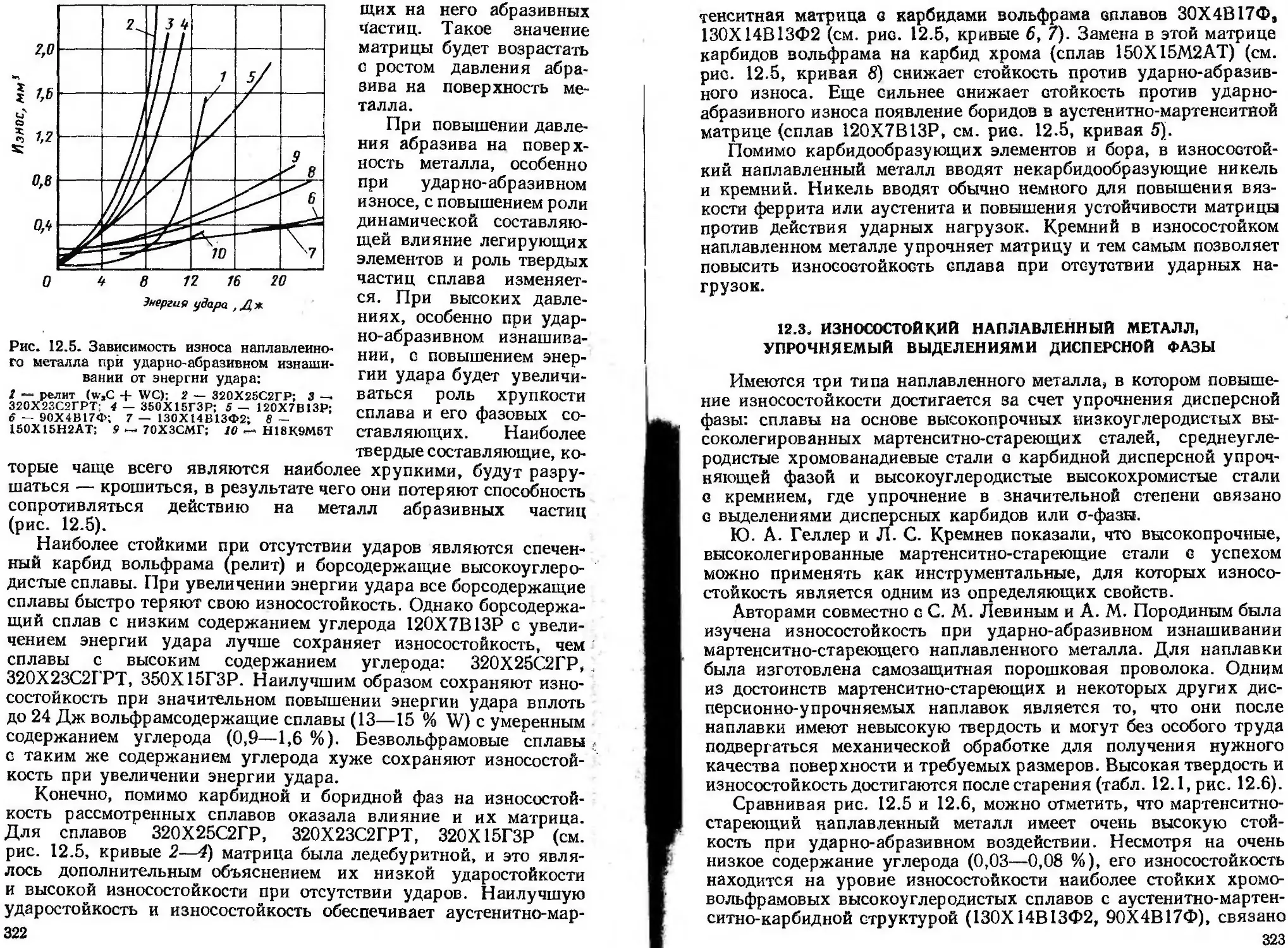
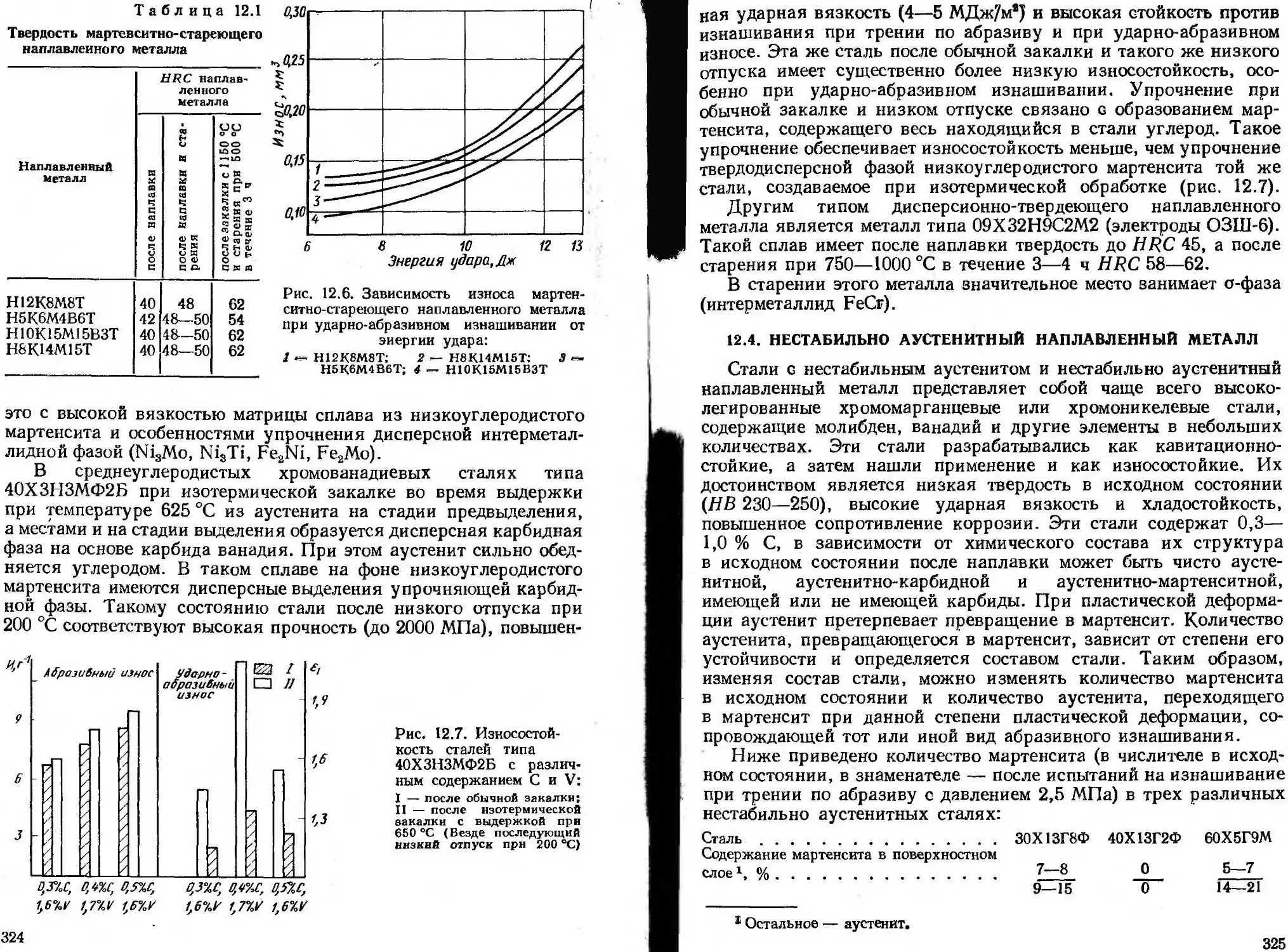
12.3. Износостойкий наплавленный металл, упрочняемый выделениями
дисперсной фазы................................................... 323
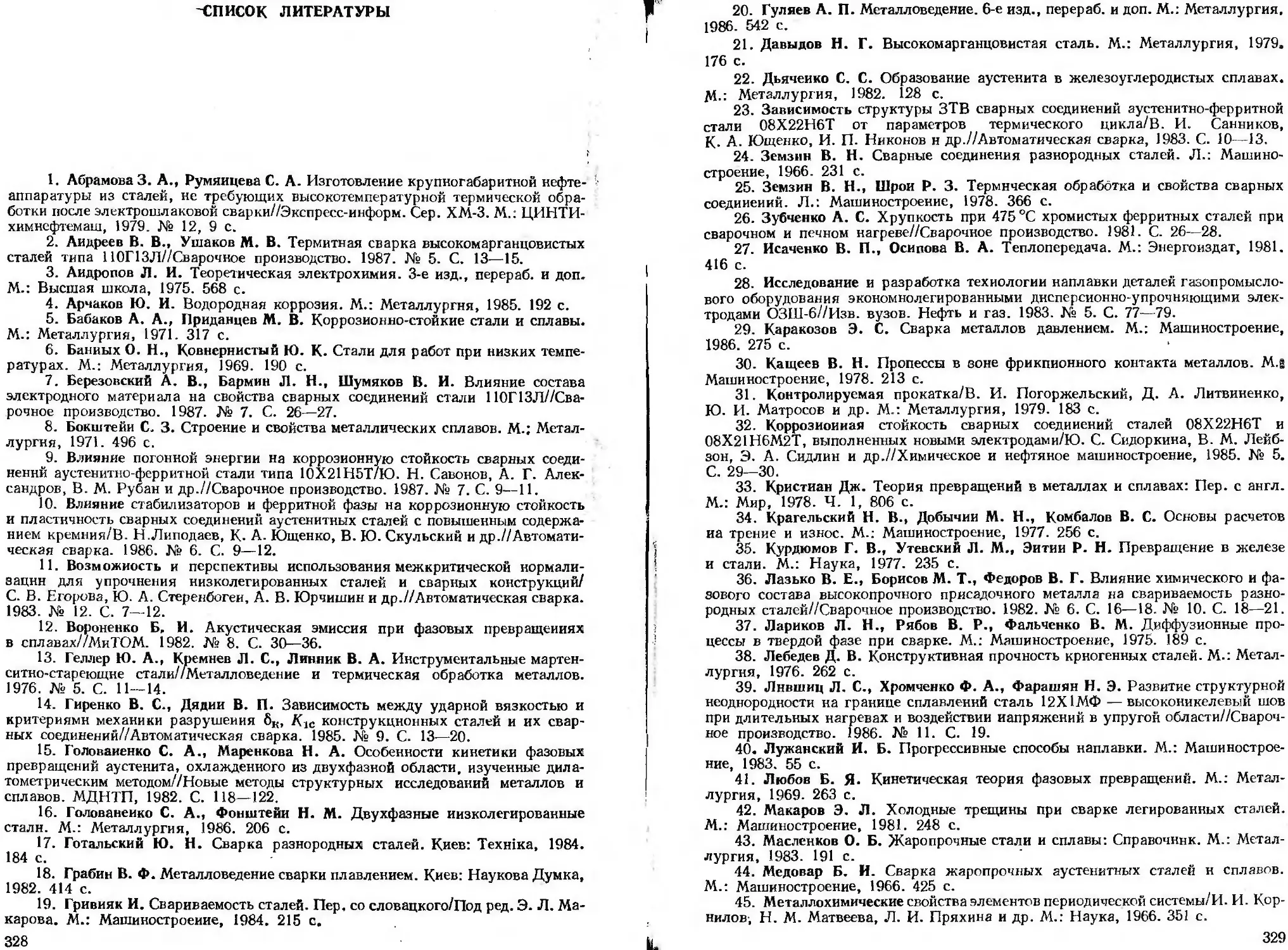
12.4. Нестабильно аустенитный наплавленный металл................. 325
Список литературы................................................. 328
ББК 34.641
Л55
УДК 669.017: 621.791 + 621.78.011 : 621.791.052
Автор 1-го издания Л. С. ЛИВШИЦ
(второго автора —• А. Н. Хакимова — ранее не было в составе авторов)
Рецензент д-р техн наук проф., академик АН УССР
Ь. А. МОВЧАН
ЦВЛЮТЕКД
ЦрМ1 lUUdt'oro
Лившиц Л. С., Хакимов А. Н.
Л55 Металловедение сварки и термическая обработка сварных
соедилений. — 2-е изд., перераб. и доп. —М.: Машино-
строение, 1989. —336 с.: ил.
ISBN 5-217-00438- X
Во втором издании (1-е издание вышло в 1979 г. под заглавием «Ме-
талловедение для сварщиков») рассмотрен механизм сварки сталей раз-
личных классов, в том числе и разнородных по составу, показано влияние
различных факторов на свойства сварного соединения, а также приведена
технология термической обработки сварных соединений для повышения
их долговечности при различных условиях эксплуатации. Даны рекомен-
дации по выбору рациональной технологии сварки и термической обра-
ботки.
Для ИТР, занимающихся разработкой технологических процессов
сварки и термообработки.
_ 2704060000—162
Л 038 (01)—89 ,62“-89
ББК 34.641
ISBN 5-217-00438-Х ©Издательство «Машиностроение», 1979
©Л. С. Лившиц, А. Н. Хакимов, 1989,
с изменениями
ВВЕДЕНИЕ
Основными процессами, определяющими формирование и
свойства сварных соединений, являются металлургические и ме-
талловедческие процессы. Кристаллическое строение сварного
соединения, размер и свойства кристаллических конгломератов,
свойства образующихся сплавов, возможность образования на-
дежных металлических связей и другие характерные факторы,
определяющие свойства соединений, полученных различными
способами сварки, обусловлены закономерностями физического
и прикладного металловедения.
Другая группа явлений, имеющих,место при сварке, связана
с диффузионными закономерностями.
Основным фактором, определяющим протекание всех пере-
численных процессов и явлений прй формировании сварных со-
единений, является тепловое воздействие источника сварочного
нагрева. Рассмотрение комплексного влияния всего изложенного
выше может явиться основой для рационального построения тех-
нологии сварки и получения высоких свойств сварных соедине-
ний.
Особое значение в последнее время приобретают вопросы тех-
нологии сварки легированных и высоколегированных разнородных
сталей для различных условий работы, например при низких и
высоких температурах, вопросы специальных видов наплавки
износостойких, коррозионно-стойких и других армирующих слоев,
вопросы эксплуатации сварных соединений легированных и нели-
гированных сталей в коррозионно-активных и наводороживаю-
щих средах. Обеспечение высокой надежности таких сварных со-
единений должно основываться и на обеспечении надлежащего
протекания процессов и явлений теоретического и прикладного
металловедения.
Особое место в обеспечении работоспособности сварных со-
единений занимает их термическая обработка, условия которой
определяются как природой и составом свариваемых сталей, так
и условиями эксплуатации.
Все описанные выше вопросы металловедения сварки и терми-
ческой обработки сварных соединений рассмотрены в книге.
1*
3
1. ФИЗИЧЕСКОЕ СТРОЕНИЕ МЕТАЛЛОВ
И ЕГО ЗНАЧЕНИЕ ДЛЯ СВАРКИ
Получение качественного соединения как сваркой давлением,
так и сваркой плавлением зависит от атомно-кристаллического
строения свариваемых металлов.
При сварке давлением качественное неразъемное соединение
образуется при сближении свариваемых поверхностей на рас-
стояние, позволяющее реализоваться силам межатомного взаимо-
действия и установить электронный обмен у возбужденных (ак-
тивированных) атомов на свариваемых поверхностях. Поэтому для
данного вида сварки имеют значение природа атомов, вступающих
в контакт, условия активации атомов и факторы, препятствующие
активации, характер межатомных связей свариваемых поверхно-
стей .
При сварке плавлением для совместной кристаллизации ме-
талла шва и металла оплавленной свариваемой поверхности имеет
значение характер взаимодействия атомно-кристаллических ре-
шеток в твердожидком и твердом состояниях, природа связей и
другие факторы, связанные с атомно-кристаллическим строением
этих металлов.
В связи с отмеченным явления, лежащие в основе получения
качественных сварных соединений, надо рассматривать начиная
с закономерностей атомно-кристаллического строения металлов.
1.1. РОЛЬ АТОМНОГО СТРОЕНИЯ МЕТАЛЛОВ
Среди многих показателей, связанных с особенностями атом-
ного строения металлов, для сварки наибольшее значение имеют
следующие:
прочность связи наиболее легко отделяемых электронов внеш-
ней оболочки с ядром или ионом;
тип и прочность связи между атомами;
показатель свободной энергии поверхности.
В атоме электроны внешней оболочки наименее прочно свя-
заны с ядром, что обусловлено как наибольшим удалением этих
электронов от ядра, так и экранирующим влиянием силовых по-
лей электронов промежуточных оболочек. Известно также, что
прочность связи электронов внешней оболочки с ядром тем больше,
чем выше степень заполнения внешнего электронного уровня
электронами. При полностью укомплектованных внешних уров-
4
нях связь этих электронов с атомами настолько велика, что они
практически не могут отделиться и принять участие в электрон-
ном обмене, необходимом для образования сварных или химиче-
ских соединений. Поэтому элементы с полностью достроенной
внешней электронной оболочкой являются инертными.
Для образования сварного соединения при сварке давлением
необходимо, чтобы между атомами свариваемых поверхностей,
сближенных на определенное расстояние, установился электрон-
ный обмен. Только в этом случае может образоваться надежное
неразъемное соединение.
Для установления между свариваемыми поверхностями элек-
тронного обмена необходимо, чтобы наименее прочно связанные
с ядром электроны внешних электронных оболочек были способны
отделиться от своего атома и перейти на внешнюю электронную
оболочку атома другой свариваемой поверхности или же атомы
обеих свариваемых поверхностей были способны «владеть» одно-
временно какими-то электронами внешних оболочек обоих атомов.
Таким образом произойдет объединение атомов свариваемых
поверхностей и образуется прочная связь.
О способности металлов образовывать неразъемное сварное
соединение в результате объединения атомов сближаемых поверх-
ностей можно, в определенной мере, судить по закреплению
электрона на внешнем электронном уровне атома. Чем прочнее
это закрепление и больше энергия связи, тем труднее электрону
оторваться от своего атома и принять участие в электронном об-
мене с атомами другой свариваемой поверхности.
Исходя из изложенных положений, можно попытаться оценить
свариваемость металлов сваркой давлением по особенностям строе-
ния атома и величине энергии (работы), которую надо затратить
на отрыв электрона от атома.
К особенностям строения атома можно отнести атомный ра-
диус — расстояние от центра ядра до внешней электронной обо-
лочки. Чем больше это расстояние, тем меньше энергия связи
внешнего электрона с ядром, и соответственно тем выше способ-
ность электрона к отрыву от атома и к сварке давлением. Ниже
приведены атомные радиусы некоторых элементов:
Элемент.............. Mg Al Ti V Сг Мп Fe Со
Атомный радиус, нм 1,60 1,43 1,47 1,36 1,30 1,27 1,26 1,25
Элемент........... Ni Си Zn Zr Nb Mo Ag Pt
Атомный радиус, нм 1,25 1,28 1,37 1,60 1,47 1,39 1,44 1,39
Элемент........... Au
Атомный радиус, нм 1,46
Данные элементы можно объединить в 13 групп, свариваемость,
определяемая только расстоянием электрона до центра ядра,
должна убывать от 1-й до 13-й группы:
группа.................. 1 2 3 4 5 6 7
Элементы.............. Mg, Zr Ti, Nb Au Ag Al Mo, Pt Zn
Группа.................. 8 9 10 11 12 13
Элементы................ V Cr Cu Mn Fe Co, Ni
5
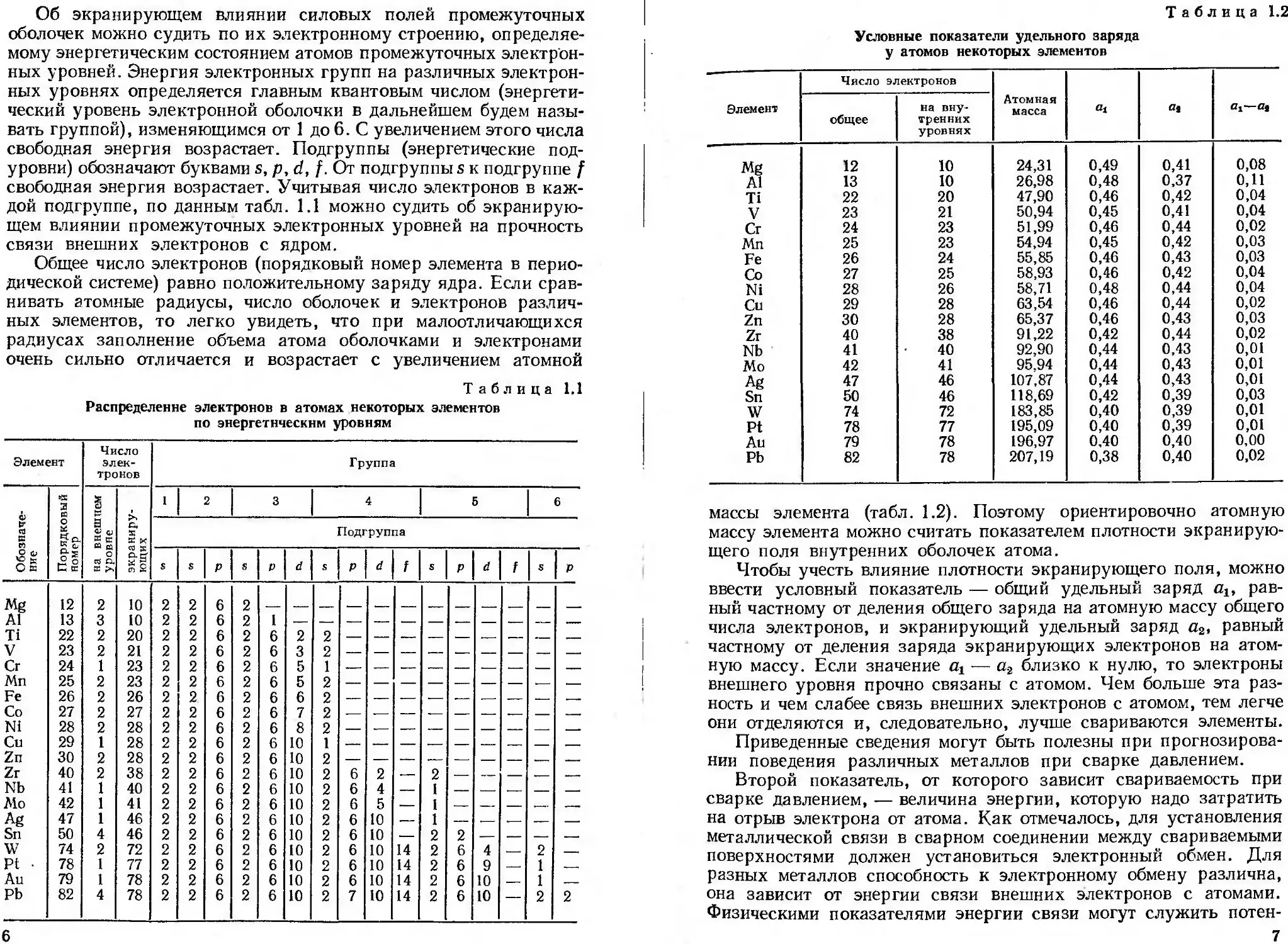
Об экранирующем влиянии силовых полей промежуточных
оболочек можно судить по их электронному строению, определяе-
мому энергетическим состоянием атомов промежуточных электрон-
ных уровней. Энергия электронных групп на различных электрон-
ных уровнях определяется главным квантовым числом (энергети-
ческий уровень электронной оболочки в дальнейшем будем назы-
вать группой), изменяющимся от 1 до 6. С увеличением этого числа
свободная энергия возрастает. Подгруппы (энергетические под-
уровни) обозначают буквами s, р, d, f. От подгруппы s к подгруппе f
свободная энергия возрастает. Учитывая число электронов в каж-
дой подгруппе, по данным табл. 1.1 можно судить об экранирую-
щем влиянии промежуточных электронных уровней на прочность
связи внешних электронов с ядром.
Общее число электронов (порядковый номер элемента в перио-
дической системе) равно положительному заряду ядра. Если срав-
нивать атомные радиусы, число оболочек и электронов различ-
ных элементов, то легко увидеть, что при малоотличающихся
радиусах заполнение объема атома оболочками и электронами
очень сильно отличается и возрастает с увеличением атомной
T а б л и ц a Распределение электронов в атомах некоторых элементов по энергетическим уровням 1.1
Число
Элемент элек- Группа
тронов
Ǥ1 2 3 4 5 6
Р5 » 4
g S £
S S- £ С, is; Подгруппа 5с. и к ± к
О ф £ s О и Пор ном, на : УРО1 экр? ющ> се | сл i •в сл •Q О. СО •о О. —ъ СЛ о f s р
Mg 12 2 10 2 2 6 2
Al 13 3 10 2 2 6 2 1 —
Ti 22 2 20 2262622—
V 23 2 21 2 2 6 2 63 2—
Cr 24 1 23 226265 1
Мп 25 2 23 2262652—
Fe 26 2 26 2262662 — _—. —
Co 27 2 27 2262672 — — —
Ni 28 2 28 2262682—
Cu 29 1 28 22626 10 1
Zn 30 2 28 22626 10 2
Zr 40 2 38 22626 10 262 — 2 — ——
Nb 41 1 40 22626 10 264— 1 -
Mo 42 1 41 22626 10 265— 1 — — .—_
Ag 47 1 46 2 2 6 2 6 10 2 6 10 — 1 .—. — —
Sn 50 4 46 22626 10 26 10 — 22 — — — —
W 74 2 72 2 2 6 2 6 10 2 6 10 14 2 6 4 — 2 —
Pt • 78 1 77 2 2 6 2 6 10 2 6 10 14 2 6 9 — 1 —
Au 79 1 78 2 2 6 2 6 10 2 6 10 14 2 6 10 — 1
Pb 82 4 78 2 2 6 2 6 10 2 7 10 14 2 6 10 — 2 2
6
Таблица 1.2
Условные показатели удельного заряда
у атомов некоторых элементов
Элемент Число электронов Атомная масса «1 ai—as
общее на вну- тренних уровнях
Mg 12 10 24,31 0,49 0,41 0,08
Al 13 10 26,98 0,48 0,37 0,11
Ti 22 20 47,90 0,46 0,42 0,04
V 23 21 50,94 0,45 0,41 0,04
Сг 24 23 51,99 0,46 0,44 0,02
Мп 25 23 54,94 0,45 0,42 0,03
Fe 26 24 55,85 0,46 0,43 0,03
Со 27 25 58,93 0,46 0,42 0,04
Ni 28 26 58,71 0,48 0,44 0,04
Си 29 28 63,54 0,46 0,44 0,02
Zn 30 28 65,37 0,46 0,43 0,03
Zr 40 38 91,22 0,42 0,44 0,02
Nb 41 40 92,90 0,44 0,43 0,01
Mo 42 41 95.94 0,44 0,43 0,01
Ag 47 46 107,87 0,44 0,43 0,01
Sn 50 46 118,69 0,42 0,39 0,03
W 74 72 183,85 0,40 0,39 0,01
Pt 78 77 195,09 0,40 0,39 0,01
Au 79 78 196,97 0.40 0,40 0,00
Pb 82 78 207,19 0,38 0,40 0,02
массы элемента (табл. 1.2). Поэтому ориентировочно атомную
массу элемента можно считать показателем плотности экранирую-
щего поля внутренних оболочек атома.
Чтобы учесть влияние плотности экранирующего поля, можно
ввести условный показатель — общий удельный заряд аг, рав-
ный частному от деления общего заряда на атомную массу общего
числа электронов, и экранирующий удельный заряд п2> равный
частному от деления заряда экранирующих электронов на атом-
ную массу. Если значение аг — аг близко к нулю, то электроны
внешнего уровня прочно связаны с атомом. Чем больше эта раз-
ность и чем слабее связь внешних электронов с атомом, тем легче
они отделяются и, следовательно, лучше свариваются элементы.
Приведенные сведения могут быть полезны при прогнозирова-
нии поведения различных металлов при сварке давлением.
Второй показатель, от которого зависит свариваемость при
сварке давлением,— величина энергии, которую надо затратить
на отрыв электрона от атома. Как отмечалось, для установления
металлической связи в сварном соединении между свариваемыми
поверхностями должен установиться электронный обмен. Для
разных металлов способность к электронному обмену различна,
она зависит от энергии связи внешних электронов с атомами.
Физическими показателями энергии связи могут служить потен-
7
циал ионизации и энергия выхода электронов при образовании
двойного электрического слоя. Потенциал ионизации является
силовым показателем связи того или иного электрона внешней
оболочки с остальной частью атома. Он определяется внешним
напряжением поля, которое надо приложить, чтобы оторвать
электрон от атома. Электроны (даже внешнего уровня) по-разному
связаны с ядром, поэтому может быть несколько потенциалов иони-
зации — первый для отрыва первого электрона, второй — для
отрыва второго электрона и т. д. Наиболее легко отделяется пер-
вый электрон, его отделение достаточно для начала электронного
обмена между свариваемыми поверхностями. Таким образом, чем
ниже ионизационный потенциал, тем легче устанавливается элек-
тронный обмен и тем лучше свариваются металлы.
Другим физическим показателем связи электрона с атомом
является энергия выхода электрона, равная разности энергии
внутреннего и внешнего электронов. Значения первых потенциалов
ионизации и энергии выхода для электронов некоторых элементов
приведены ниже:
Элемент Mg Al Ti Cr Mn Fe Co
Потенциал ионизации, эВ 7,64 5,98 6,82 6,76 7,43 7,87 7,86
Энергия выхода электрона, эВ 3,60 4,20 4,10 4,60 4,70 4,40
Элемент Ni Си Zn Ge Zr Nb Mo
Потенциал ионизации, эВ 7,63 7,72 9,39 7,88 6,84 6,88 7,10
Энергия выхода электрона, эВ 4,50 4,50 4,20 13,90 . 4,30
Элемент Ag Sn W Pt Au Pb
Потенциал ионизации, эВ 7,57 7,34 7,98 9,00 9,22 7,42
Энергия выхода электрона, эВ 4,30 4,30 4,50 4,90 — 4,00
Используя приведенные данные, можно судить о способности
металлов к образованию сварного соединения при надлежащем
контакте в результате установления электронного обмена и соз-
дания металлической связи.
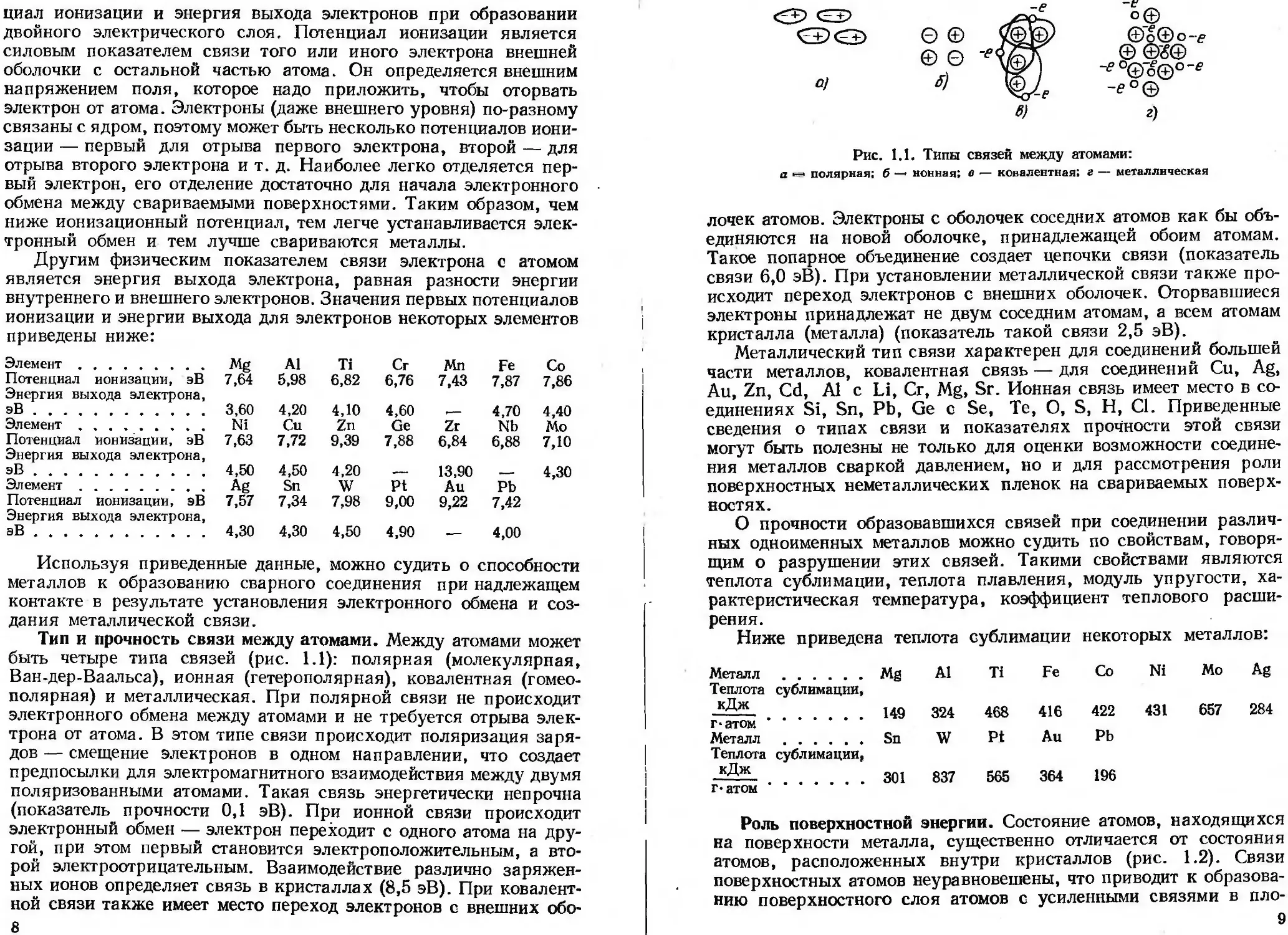
Тип и прочность связи между атомами. Между атомами может
быть четыре типа связей (рис. 1.1): полярная (молекулярная,
Ван-дер-Ваальса), ионная (гетерополярная), ковалентная (гомео-
полярная) и металлическая. При полярной связи не происходит
электронного обмена между атомами и не требуется отрыва элек-
трона от атома. В этом типе связи происходит поляризация заря-
дов — смещение электронов в одном направлении, что создает
предпосылки для электромагнитного взаимодействия между двумя
поляризованными атомами. Такая связь энергетически непрочна
(показатель прочности 0,1 эВ). При ионной связи происходит
электронный обмен — электрон переходит с одного атома на дру-
гой, при этом первый становится электроположительным, а вто-
рой электроотрицательным. Взаимодействие различно заряжен-
ных ионов определяет связь в кристаллах (8,5 эВ). При ковалент-
ной связи также имеет место переход электронов с внешних обо-
8
© ©
© ©
s)
°©
©O©O-f
© ©<5©
^°©o©o-f
-е°@
г)
Рис. 1.1. Типы связей между атомами:
а полярная; б —-1 нонная; в — ковалентная; г — металлическая
лочек атомов. Электроны с оболочек соседних атомов как бы объ-
единяются на новой оболочке, принадлежащей обоим атомам.
Такое попарное объединение создает цепочки связи (показатель
связи 6,0 эВ). При установлении металлической связи также про-
исходит переход электронов с внешних оболочек. Оторвавшиеся
электроны принадлежат не двум соседним атомам, а всем атомам
кристалла (металла) (показатель такой связи 2,5 эВ).
Металлический тип связи характерен для соединений большей
части металлов, ковалентная связь — для соединений Си, Ag,
Au, Zn, Cd, Al с Li, Cr, Mg, Sr. Ионная связь имеет место в со-
единениях Si, Sn, Pb, Ge c Se, Те, О, S, Н, Cl. Приведенные
сведения о типах связи и показателях прочности этой связи
могут быть полезны не только для оценки возможности соедине-
ния металлов сваркой давлением, но и для рассмотрения роли
поверхностных неметаллических пленок на свариваемых поверх-
ностях.
О прочности образовавшихся связей при соединении различ-
ных одноименных металлов можно судить по свойствам, говоря-
щим о разрушении этих связей. Такими свойствами являются
теплота сублимации, теплота плавления, модуль упругости, ха-
рактеристическая температура, коэффициент теплового расши-
рения.
Ниже приведена теплота сублимации некоторых металлов:
Металл Теплота сублимации, Mg Al Ti Fe Co Ni Mo Ag
кДж г*атом Металл Теплота сублимации, 149 Sn 324 W 468 Pt 416 Au 422 Pb 431 657 284
кДж г- атом 301 837 565 364 196
Роль поверхностной энергии. Состояние атомов, находящихся
на поверхности металла, существенно отличается от состояния
атомов, расположенных внутри кристаллов (рис. 1.2). Связи
поверхностных атомов неуравновешены, что приводит к образова-
нию поверхностного слоя атомов с усиленными связями в пло-
9
Рис. 1.2. Схема связей ато-
мов, находящихся на поверх-
ности и внутри кристалла:
1 — поверхность; 2 — отсут-
ствующие связи
образованию сварного
скости поверхности, т. е. к поверхно-
стному натяжению. Поверхностное на-
тяжение (поверхностная энергия) яв-
ляется фактором, обусловливающим
противодействие активации поверхно-
сти, например выходу на поверхность
дислокаций. Оно же затрудняет отрыв
электронов внешней оболочки и уста-
новление электронного обмена, необ-
ходимого при сварке давлением, поэ-
тому значение поверхностной энергии
металлов может служить фактором,
характеризующим противодействие
соединения при сварке давлением:
Металл ....................... Си
Температура измерения, °C. . . 850
Поверхностная энергия, МДж/м2 1640
Ag Au Sn a-Fe у-Fe
750 850 213 1100 20
1310 1480 685 1950 1360
Имеются расчетные методы определения поверхностного натя-
жения у в металлах. Один из них предлагает пользоваться выра-
жением у = 849 Ю^фгЛ2, где ф — работа выхода электронов;
z — число свободных электронов на атом; R — атомный радиус.
Полученные по этой формуле значения поверхностного натяже-
ния приведены ниже:
Металл или сплав. . ЗОХГСА 38ХМЮА Хром БрАЖМцЮ-3-1,5
у, МДж/м2 Металл или сплав. , 1430 1420 1410 1580
БрБ2 БрОФ7-0,2 Медь М2 Никель
у, МДж/м2 Металл или сплав, . 1390 1630 1420 1410
Цинк Олово Алюми- ний Никель
у, МДж/м2 1000 815 893 1480
1.2. РОЛЬ КРИСТАЛЛИЧЕСКОГО СТРОЕНИЯ
МЕТАЛЛОВ
Помимо атомного строения металлов при сварке давлением
и плавлением имеет значение кристаллическое строение метал-
лов, которое наряду с атомным строением определяет условия
взаимодействия соединяемых металлов.
Кристаллическое строение металла — это закономерное и одно-
типное расположение атомов данного элемента, образующее так
называемую пространственную кристаллическую решетку. Ха-
рактер расположения атомов для данного металла и расстояние
между атомами определяются энергетическими условиями взаимо-
действия между ионами и обобществленными электронами метал-
лической связи. Поскольку у разных металлов ионы имеют раз-
личное энергетическое состояние и различное число оставшихся
электронов, то взаимодействие между ионами и «электронным га-
зом» и, соответственно, закономерность расположения ионов и
расстояние между ними будут различными.
10
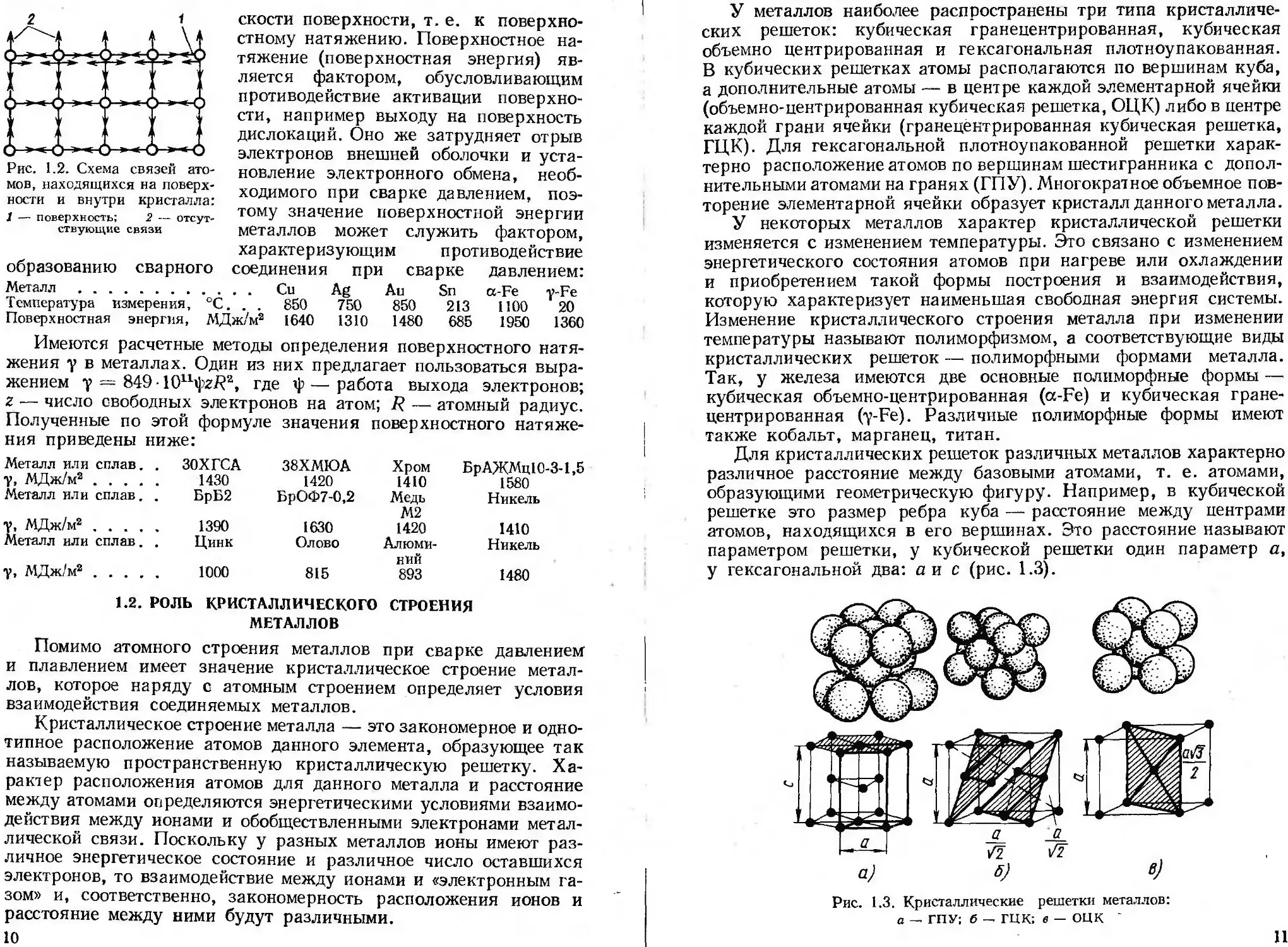
У металлов наиболее распространены три типа кристалличе-
ских решеток: кубическая гранецентрированная, кубическая
объемно центрированная и гексагональная плотноупакованная.
В кубических решетках атомы располагаются по вершинам куба,
а дополнительные атомы — в центре каждой элементарной ячейки
(объемно-центрированная кубическая решетка, ОЦК) либо в центре
каждой грани ячейки (гранецентрированная кубическая решетка,
ГЦК). Для гексагональной плотноупакованной решетки харак-
терно расположение атомов по вершинам шестигранника с допол-
нительными атомами на гранях (ГПУ). Многократное объемное пов-
торение элементарной ячейки образует кристалл данного металла.
У некоторых металлов характер кристаллической решетки
изменяется с изменением температуры. Это связано с изменением
энергетического состояния атомов при нагреве или охлаждении
и приобретением такой формы построения и взаимодействия,
которую характеризует наименьшая свободная энергия системы.
Изменение кристаллического строения металла при изменении
температуры называют полиморфизмом, а соответствующие виды
кристаллических решеток — полиморфными формами металла.
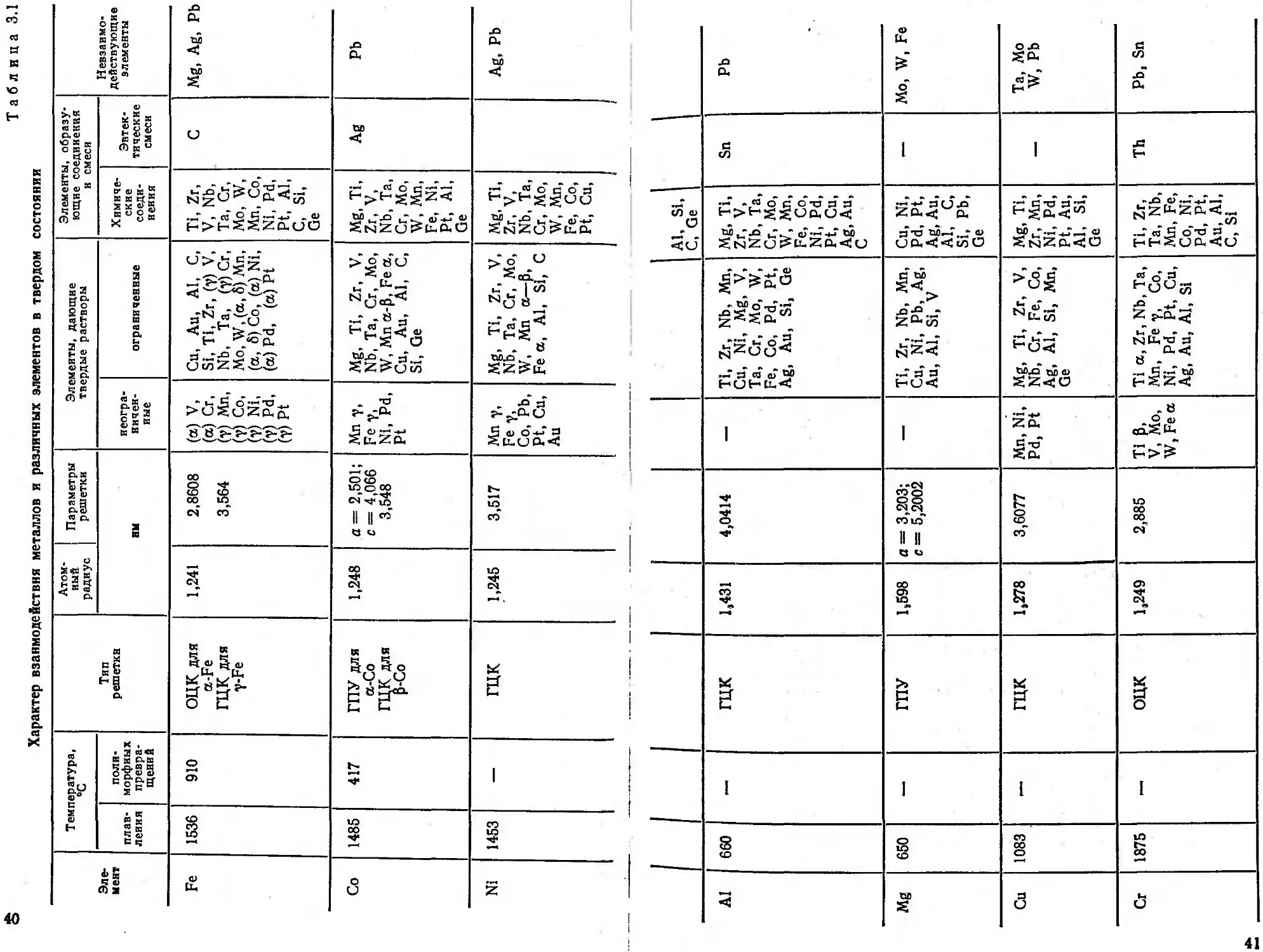
Так, у железа имеются две основные полиморфные формы —
кубическая объемно-центрированная (a-Fe) и кубическая гране-
центрированная (y-Fe). Различные полиморфные формы имеют
также кобальт, марганец, титан.
Для кристаллических решеток различных металлов характерно
различное расстояние между базовыми атомами, т. е. атомами,
образующими геометрическую фигуру. Например, в кубической
решетке это размер ребра куба — расстояние между центрами
атомов, находящихся в его вершинах. Это расстояние называют
параметром решетки, у кубической решетки один параметр а,
у гексагональной два: а и с (рис. 1.3).
Рис. 1.3. Кристаллические решетки металлов:
а — ГПУ; б — ГЦК; в — ОЦК ‘
11
При сварке однородных металлов,
которые имеют идентичные кристалли-
ческие решетки, способность к сое-
динению определяется в основном рас-
смотренными закономерностями элек-
тронного строения атомов данного ме-
талла. При сварке разнородных метал-
лов важное значение приобретает их
атомно-кристаллическое строение. Чем
меньше различие атомно-кристалличе-
ского строения металлов, тем легче они
соединяются при сварке. Близость
атомно-кристаллического строения сое-
диняемых металлов означает близость
энергетического состояния их атомов. А это значит, что атомы
одного свариваемого металла способны энергетически благоприят-
но располагаться в кристаллической решетке другого свариваемо-
го металла. Признаком такой близости является близость атомных
радиусов и близость типов и параметров кристаллических решеток:
Металл a-Fe •y-Fe Ni А1 . Mg Си Сг Мо
Тип решетки . . оцк гцк гцк ГЦК ГПУ ГЦК оцк ОЦК
Параметр решет-
кн, нм . .... 2,9 3,6 3,5 4,0 а= 3,2 с = 5,2 3,6 2,9 3,1
Атомный радиус,
нм . . 1,24 1,24 1,25 1,43 1,60 1,28 1,25 1,36
Металл . W Ag Pt p-Ti РЬ a-Sn
Тип решетки. . . оцк гцк гцк оцк гцк Кубическая
Параметр решет-
ки, нм. . 3,2 4,1 3,9 3,3 4,9 6,5
Атомный радиус,
нм , . . 1,37 1,44 1,39 1,44 1,75 1,54
Атомная решетка реальных кристаллов не является идеаль-
ной по построению. Дефекты кристаллической решетки (рис. 1.4)
в виде вакансий 1 или дислокаций 2 приводят к созданию обла-
стей с повышенной свободной энергией в результате отсутствия
уравновешенных связей. В местах с повышенной свободной энер-
гией активность прилежащих атомов повышена, поэтому выход
дефектов кристаллического строения на свариваемые поверх-
ности создает условия, требуемые для образования центров схва-
тывания. Движению и выходу на поверхность дефектов кристал-
лического строения способствует деформация свариваемых по-
верхностей. Показателем способности металла к выходу дисло-
каций на поверхность при деформации может служить энергия
активации сдвига:
Металл ........... Fe Сг Mo W V Nb Ag Al Си
Энергия активации,
К)'20 Дж ......... 3,52 3,20 3,04 7,85 2,88 3,84 1,35 1,49 1,76
Чем выше этот показатель, тем меньше вероятность выхода
дислокаций на поверхность схватывания при сварке давлением.
12
2. ТЕРМИЧЕСКИЕ ЦИКЛЫ СВАРКИ,
ПРЕДОПРЕДЕЛЯЮЩИЕ СТРУКТУРУ
И СВОЙСТВА СВАРНЫХ СОЕДИНЕНИЙ
Большая часть применяемых на практике видов сварки ос-
нована на локальном концентрированном нагреве участков сва-
риваемых изделий до температур плавления или пластического
течения. К сварке плавлением относятся дуговая, электрошлако-
вая, электронно-лучевая и другие виды сварки. Сварочные про-
цессы с местным нагревом металла до пластического состояния
реализуются при контактной сварке сопротивлением, газопрес-
совой сварке и некоторых других способах. От степени нагрева
металла и характера распределения теплоты и деформаций в из-
делии зависят структурно-фазовые превращения, механические,
технологические и служебные свойства сварных соединений. Воз-
никновение сварочных напряжений также зависит от цикла на-
грева и охлаждения свариваемого изделия. Кроме того, интенсив-
ность протекания тепловых процессов предопределяет такие
важные параметры сварочного процесса, как производительность
и технико-экономическая эффективность. Таким образом, прак-
тически все процессы, протекающие в металлах при сварке, за-
висят от термических циклов сварки и в значительной степени
могут определяться их параметрами. Поэтому в теории сварочных
процессов, разрабатываемой отечественными и зарубежными ис-
следователями, важное место отводится вопросам расчетного и
экспериментального определения термических циклов сварки.
Важнейшими параметрами термических циклов сварки около-
шовного участка зоны термического влияния (ЗТВ) сварных
соединений сталей, претерпевающих полиморфное превращение,
являются следующие: tmsx — максимальная температура цикла;
юн — скорость нагрева в интервале температур от температуры
критической точки Лс3 до 6П0Х; ъ', ъ" и тс — время пребывания
металла выше критической точки Ас3 соответственно при нагреве,
охлаждении и суммарное; KW-soo. ®воо-5оо — скорости охлажде-
ния в интервалах температур превращения аустенита 800—500
и 600—500 °C, а также соответствующие этим интервалам темпера-
тур длительности охлаждения т800_500 и тмю_600; w — мгновенная
скорость охлаждения при температуре наименьшей устойчивости
аустенита £mln.
На основе решения уравнения теплопроводности применительно
к различным условиям схематизации процессов сварки получены
следующие расчетные зависимости, широко используемые для
определения термических циклов сварки и их параметров 158, 911.
13
Схема 1. Имеется точечный быстродвижущийся мощный источник нагрева
в полубесконечном теле, например, наплавка валика иа массивное тело. Уравне-
ние предельного состояния процесса распространения теплоты в точке А ЗТВ
имеет вид:
t (rxt) = —Я---exp f — -4^— ) . (2.1)
' 2ллосвт \ 4ат / ' ’
где гх — плоский радиус-вектор, выражающий расстояние от точки А до оси Ох,
гх — l/1/о + гВ > здесь у0 и гй — неподвижные координаты точки А, связанные
со свариваемым изделием; т — время, отсчитываемое с момента пересечения
источником плоскости у0Ог0, в которой расположена точка A; q = t\UI — эффек-
тивная тепловая мощность источника нагрева при данном коэффициенте полез-
ного действия т), напряжении дуги U и силе тока 7; X — коэффициент теплопро-
водности; исв — скорость сварки; а — коэффициент температуропроводности.
Мгновенную скорость охлаждения определяют по формуле
w = 2лЛ (2,2)
9/Vcb ’
где /пап и t0 — температуры наименьшей устойчивости аустенита и свариваемого
изделия; qlv^ — погонная энергия сварки.
Длительность охлаждения т в интервале 800—500 °C
Твоо—5оо = 2зЛ ( 500 _ to 800 —70 ) ‘ (2,3}
Зависимость <пих от гх до осн перемещения источника дается выражением
, . . 2.0,368g
(2Л)
где с — удельная теплоемкость; у — плотность.
Схема 2. Имеется мощный быстродвижущийся линейный источник в пла-
стине, например, при однопроходной сварке со сквозным проплавлением. Урав-
нение предельного состояния распространения теплоты
t (Уо> т) —-----У— ехр (---Як-----\, (2.5)
осв6’р/4этАсут \ 4от J
где 6=2а/(суб)— коэффициент температуроотдачи; а — коэффициент тепло-
отдачи; у0 — расстояние от точки А до оси шва.
Мгновенная скорость охлаждения
«> = 2^ Уу~Уаа .. (2.6)
[<7/(^св6)]2 '
Для определения длительности охлаждения используют формулу
т _[д/И)12Г 1______________1 1 f27.
Твоо-5оо 4яХс7 [ (500 — 7О)2 (800 —<0)2 ]' ( '
Максимальная температура нагрева на расстоянии yQ данной точки от оси
шва
t 0’484? f, ЪУ1\ /О ОХ
*max (!/о) ~ wS-2^0 V 25" ) • (2’8)
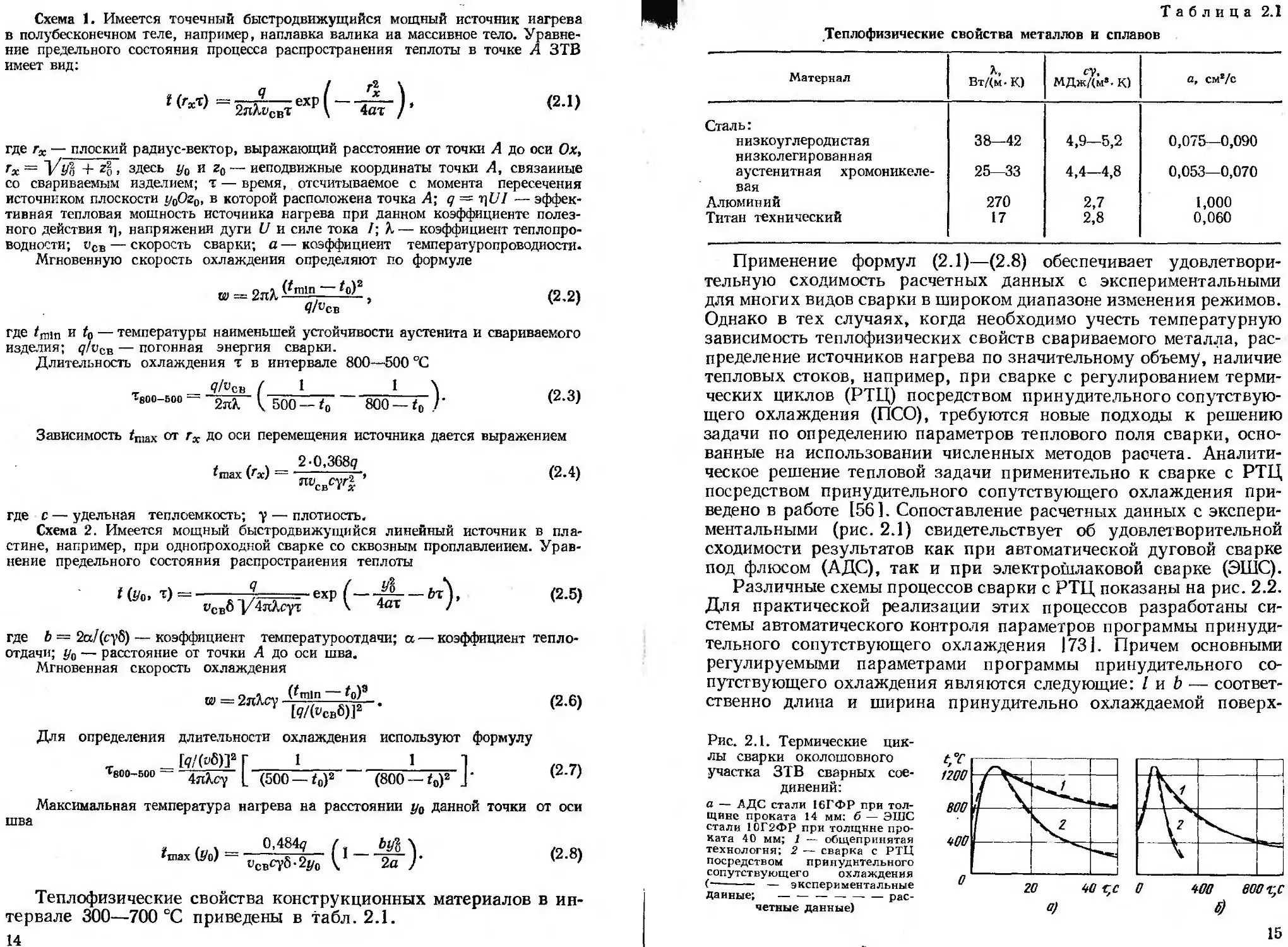
Теплофизические свойства конструкционных материалов в ин-
тервале 300—700 °C приведены в табл. 2.1.
14
Таблица 2.1
.Теплофизические свойства металлов и сплавов
Материал А, Вт/(м- К) С?, МДж/(м«. К) а, см2/с
Сталь: низкоуглеродистая 38—42 4,9—5,2 0,075—0,090
низколегированная аустенитная хромоникеле- 25—33 4,4—4,8 0,053—0,070
вая Алюминий 270 2,7 1,000
Титан технический 17 2,8 0,060
Применение формул (2.1)—(2.8) обеспечивает удовлетвори-
тельную сходимость расчетных данных с экспериментальными
для многих видов сварки в широком диапазоне изменения режимов.
Однако в тех случаях, когда необходимо учесть температурную
зависимость теплофизпческих свойств свариваемого металла, рас-
пределение источников нагрева по значительному объему, наличие
тепловых стоков, например, при сварке с регулированием терми-
ческих циклов (РТЦ) посредством принудительного сопутствую-
щего охлаждения (ПСО), требуются новые подходы к решению
задачи по определению параметров теплового поля сварки, осно-
ванные на использовании численных методов расчета. Аналити-
ческое решение тепловой задачи применительно к сварке с РТЦ
посредством принудительного сопутствующего охлаждения при-
ведено в работе [56]. Сопоставление расчетных данных с экспери-
ментальными (рис. 2.1) свидетельствует об удовлетворительной
сходимости результатов как при автоматической дуговой сварке
под флюсом (АДС), так и при электрошлаковой сварке (ЭШС).
Различные схемы процессов сварки с РТЦ показаны на рис. 2.2.
Для практической реализации этих процессов разработаны си-
стемы автоматического контроля параметров программы принуди-
тельного сопутствующего охлаждения 1731. Причем основными
регулируемыми параметрами программы принудительного со-
путствующего охлаждения являются следующие: I и b — соответ-
ственно длина и ширина принудительно охлаждаемой поверх-
Рис. 2.1. Термические цик-
лы сварки околошовного
участка ЗТВ сварных сое-
динений:
а — АДС стали 16ГФР при тол-
щине проката 14 мм: б — ЭШС
стали 10Г2ФР при толщине про-
ката 40 мм; 1 — общепринятая
технология; 2 — сварка с РТЦ
посредством принудительного
сопутствующего охлаждения
(------— экспериментальные
Данные; — -------------рас-
четные данные)
15
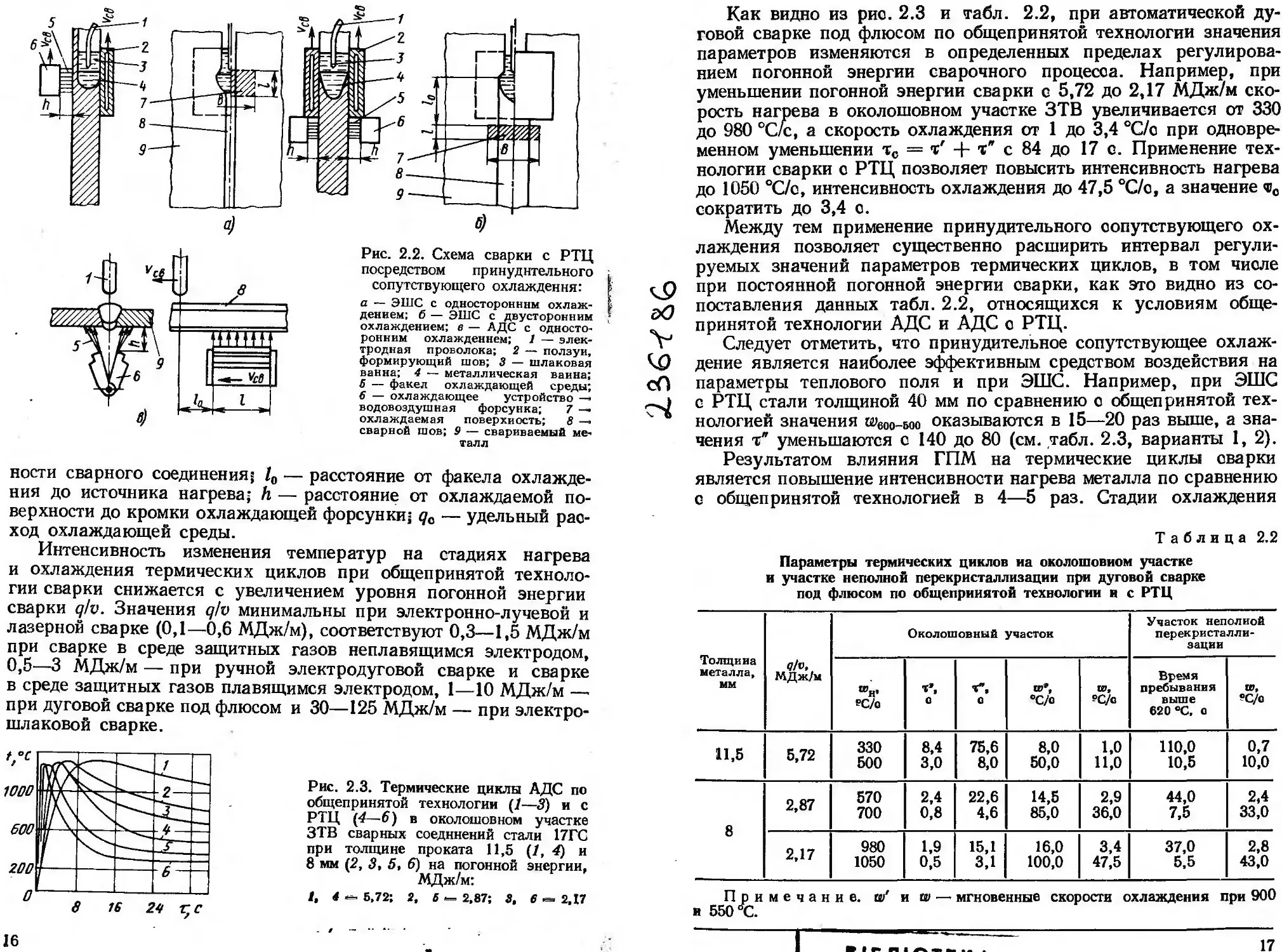
Рис. 2.2. Схема сварки с РТЦ
посредством принудительного
сопутствующего охлаждения:
а — ЭШС с односторонним охлаж-
дением; б — ЭШС с двусторонним
охлаждением; в — АДС с односто-
ронним охлаждением; 1 — элек-
тродная проволока; 2 — ползун,
формирующий шов; 3 — шлаковая
ванна; 4 — металлическая ваина;
5 — факел охлаждающей среды;
6 — охлаждающее устройство —•
водовоздушная форсунка; 7 —*
охлаждаемая поверхность; 8 —*
сварной шов; 9 — свариваемый ме-
талл
ности сварного соединения; 10 — расстояние от факела охлажде-
ния до источника нагрева; h — расстояние от охлаждаемой по-
верхности до кромки охлаждающей форсунки; q0 — удельный рас-
ход охлаждающей среды.
Интенсивность изменения температур на стадиях нагрева
и охлаждения термических циклов при общепринятой техноло-
гии сварки снижается с увеличением уровня погонной энергии
сварки qlv. Значения q/v минимальны при электронно-лучевой и
лазерной сварке (0,1—0,6 МДж/м), соответствуют 0,3—1,5 МДж/м
при сварке в среде защитных газов неплавящимся электродом,
0,5—3 МДж/м — при ручной электродуговой сварке и сварке
в среде защитных газов плавящимся электродом, 1—10 МДж/м —
при дуговой сварке под флюсом и 30—125 МДж/м — при электро-
шлаковой сварке.
Рис. 2.3. Термические циклы АДС по
общепринятой технологии (1—3) и с
РТЦ (4—6) в околошовном участке
ЗТВ сварных соединений стали 17ГС
при толщине проката 11,5 (/, 4) и
8 мм (2, 3, 5, 6) на погонной энергии,
МДж/м:
1, 4 Б,72; 1, 6 — 2,87; S. 6 — 2,17
16
Как видно из рис. 2.3 и табл. 2.2, при автоматической ду-
говой сварке под флюсом по общепринятой технологии значения
параметров изменяются в определенных пределах регулирова-
нием погонной энергии сварочного процесса. Например, при
уменьшении погонной энергии сварки с 5,72 до 2,17 МДж/м ско-
рость нагрева в околошовном участке ЗТВ увеличивается от 330
до 980 °С/с, а скорость охлаждения от 1 до 3,4 °С/с при одновре-
менном уменьшении тс = t' + т" с 84 до 17 с. Применение тех-
нологии сварки с РТЦ позволяет повысить интенсивность нагрева
до 1050 °С/о, интенсивность охлаждения до 47,5 °С/о, а значение т0
сократить до 3,4 с.
Между тем применение принудительного сопутствующего ох-
лаждения позволяет существенно расширить интервал регули-
руемых значений параметров термических циклов, в том числе
при постоянной погонной энергии сварки, как это видно из со-
поставления данных табл. 2.2, относящихся к условиям обще-
принятой технологии АДС и АДС о РТЦ.
v Следует отметить, что принудительное сопутствующее охлаж-
кО дение является наиболее эффективным средством воздействия на
сП параметры теплового поля и при ЭШС. Например, при ЭШС
с РТЦ стали толщиной 40 мм по сравнению о общепринятой тех-
нологией значения ьув00_Б(Ю оказываются в 15—20 раз выше, а зна-
чения т* уменьшаются с 140 до 80 (см. табл. 2.3, варианты 1, 2).
Результатом влияния ГПМ на термические циклы сварки
является повышение интенсивности нагрева металла по сравнению
с общепринятой технологией в 4—5 раз. Стадии охлаждения
Таблица 2.2
Параметры термических циклов иа околошовном участке
и участке неполной перекристаллизации при дуговой сварке
под флюсом по общепринятой технологии и с РТЦ
Толщина металла, мм q/v, МДж/м Околошовный участок Участок неполной перекристалли- зации
ЮН' т’, 0 Xя, О °С/о W, ?С/с Время пребывания выше 620 °C, о W, сС/с
11,5 5,72 330 500 8,4 3,0 75,6 8,0 8,0 50,0 1,0 11,0 110,0 10,5 0,7 10,0
8 2,87 570 700 2,4 0,8 22,6 4,6 14,5 85,0 2,9 36,0 44,0 7,5 2,4 33,0
2,17 980 1050 1,9 0,5 15,1 3,1 16,0 100,0 3,4 47,5 37,0 5,5 2,8 43,0
Примечание, ш' и а> — мгновенные скорости охлаждения при 900
и 550 °C.
17
Таблица 2.3
Параметры термических циклов ЭШС
вариан- Технология ^СВ' X' т" т0 воо>
Р. W сварки мм/с °С/с
S О sS О
Сталь 10Г2ФР (толщина проката 40 мм)
1 Общепринятая 0,61 45—50 140—170 185—220 0,6—1,0
2 с РТЦ 0,61 45—50 80—95 125-145 12,5—14,0
3 с ГПМ 0,122 10—12 140—170 152—180 0,8-1,0
4 С РТЦ и ГПМ 0,122 10—12 80—95 92—105 12,5—14,0
Сталь 09Г2С (толщина проката 60 мм)
5 Общепринятая 0,33 60 180 240 0,8
6 С РТЦ 0,33 43 80 123 2,8
7 С ГПМ 0,38 55 1 140 195 0,9
8 С МСТ 0,33 50 125 175 1,1
Сталь 12ХМ (толщина проката 70 мм)
9 Общепринятая 0,36 40—50 160—180 200—230 0,8
10 С РТЦ 0,36 40—45 120—130 160—185 2,3—2,8
11 С ГПМ 0,58 18—23 150—160 168—183 1,0—1,2
12 С РТЦ н ГПМ 0,58 16—25 110—120 126—145 2,3
13 Узкий зазор 0,61 25—30 80—96 105—126 1,3
Примечания: 1. ГПМ — гранулированный присадочный материал;
МСТ — модулирование сварочного тока.
2. Ширина сварочного зазора в варианте 13 составляла 18 мм.
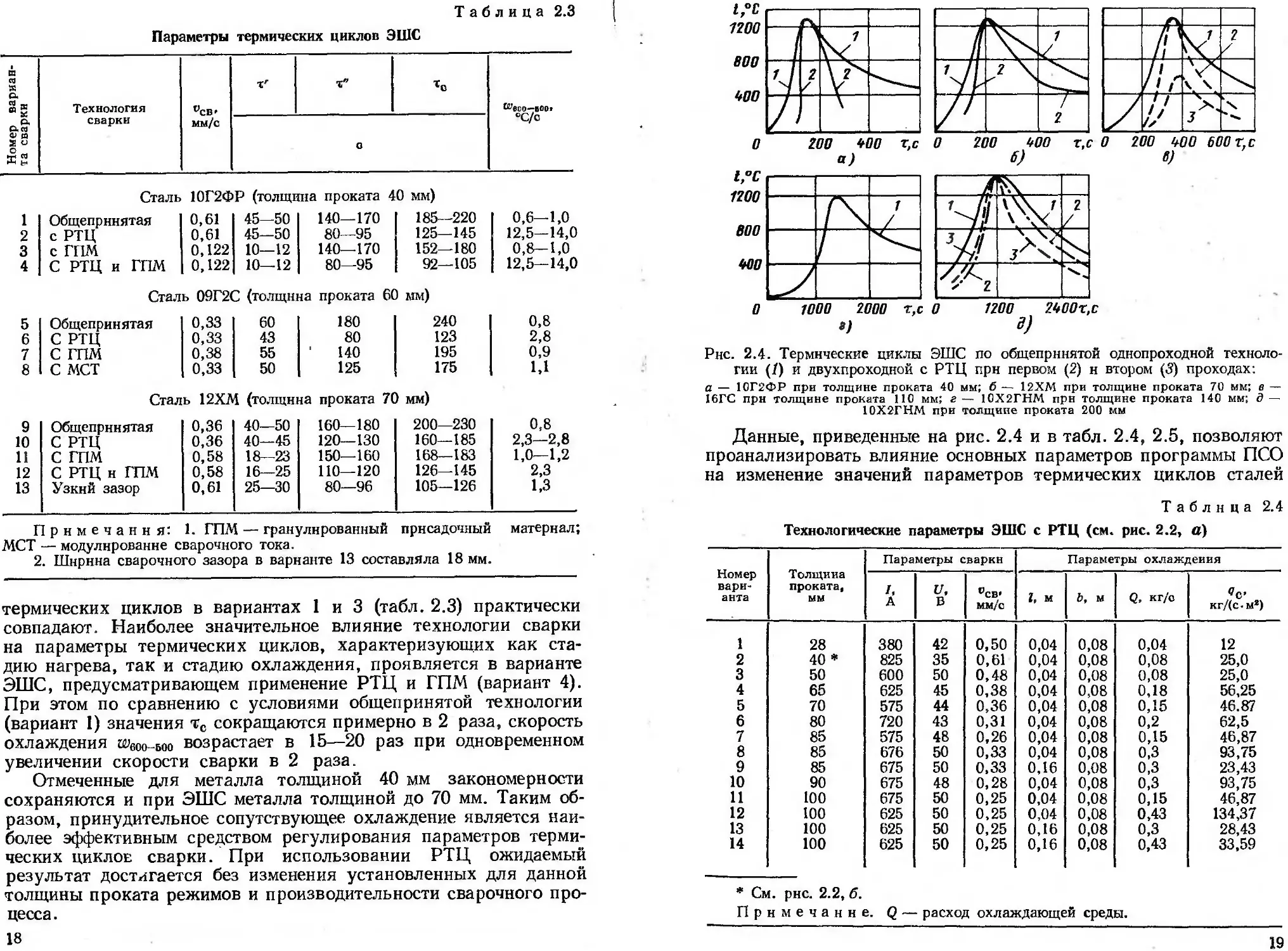
термических циклов в вариантах I и 3 (табл. 2.3) практически
совпадают. Наиболее значительное влияние технологии сварки
на параметры термических циклов, характеризующих как ста-
дию нагрева, так и стадию охлаждения, проявляется в варианте
ЭШС, предусматривающем применение РТЦ и ГПМ (вариант 4).
При этом по сравнению с условиями общепринятой технологии
(вариант 1) значения тс сокращаются примерно в 2 раза, скорость
охлаждения к^оо-боо возрастает в 15—20 раз при одновременном
увеличении скорости сварки в 2 раза.
Отмеченные для металла толщиной 40 мм закономерности
сохраняются и при ЭШС металла толщиной до 70 мм. Таким об-
разом, принудительное сопутствующее охлаждение является наи-
более эффективным средством регулирования параметров терми-
ческих циклов сварки. При использовании РТЦ ожидаемый
результат достигается без изменения установленных для данной
толщины проката режимов и производительности сварочного про-
цесса .
18
Рнс. 2.4. Термические циклы ЭШС по общепринятой однопроходной техноло-
гии (/) и двухпроходной с РТЦ прн первом (2) н втором (3) проходах:
а — 10Г2ФР при толщине проката 40 мм; б — 12ХМ при толщине проката 70 мм; в —
16ГС прн толщине проката ПО мм; г — 10Х2ГНМ прн толщине проката 140 мм; д —
10Х2ГНМ при толщине проката 200 мм
Данные, приведенные на рис. 2.4 и в табл. 2.4, 2.5, позволяют
проанализировать влияние основных параметров программы ПСО
на изменение значений параметров термических циклов сталей
Таблица 2.4
Технологические параметры ЭШС с РТЦ (см. рис. 2.2, а)
Номер вари- анта Толщина проката, мм Параметры сварки Параметры охлаждения
1, А U, В °св» мм/с 1, м Ь, м Q, кг/о «С’ кг/(с«мя)
1 28 380 42 0,50 0,04 0,08 0,04 12
2 40 * 825 35 0,61 0,04 0,08 0,08 25,0
3 50 600 50 0,48 0,04 0,08 0,08 25,0
4 65 625 45 0,38 0,04 0,08 0,18 56,25
5 70 575 44 0,36 0,04 0,08 0,15 46.87
6 80 720 43 0,31 0,04 0,08 0,2 62,5
7 85 575 48 0,26 0,04 0,08 0,15 46,87
8 85 676 50 0,33 0,04 0,08 0,3 93,75
9 85 675 50 0,33 0,16 0,08 0,3 23,43
10 90 675 48 0,28 0,04 0,08 0,3 93,75
И 100 675 50 0,25 0,04 0,08 0,15 46,87
12 100 625 50 0,25 0,04 0,08 0,43 134,37
13 100 625 50 0,25 0,16 0,08 0,3 28,43
14 100 625 50 0,25 0,16 0,08 0,43 33,59
* См. рнс. 2.2, б.
Примечание. Q — расход охлаждающей среды.
19
Т а б л н ц a 2.5 .
л
Параметры термических циклов в околошовном участке ЗТВ,
соответствующие различным вариантам
Номер варианта X" тс ^ВОО—iOO»
(см. табл. 2.4) О ?С/о
I 16/32 56/152 72/184 7,1/0,48
2 45/45 80/140 125/185 14/0,7
3 — —. — 7/0,5
4 — .— .— 5/0,6
5 43/43 125/180 168/223 2,8/0,8
6 — .—_ — 3,31—
7 86/93 138/184 224/277 1,2/0,25
8 80 128 208 1,25
9 45 109 154 1,8
10 -—. — .—. 1,25
11 85/95 162/250 247/345 1,04/0,2
12 85 157 242 1,35
13 55 138 193 2,0
14 52 136 187 2,6
Примечание. В числителе приведены параметры термических цик-
лов прн ЭШС с РТЦ, в знаменателе — прн ЭШС по общепринятой технологии.
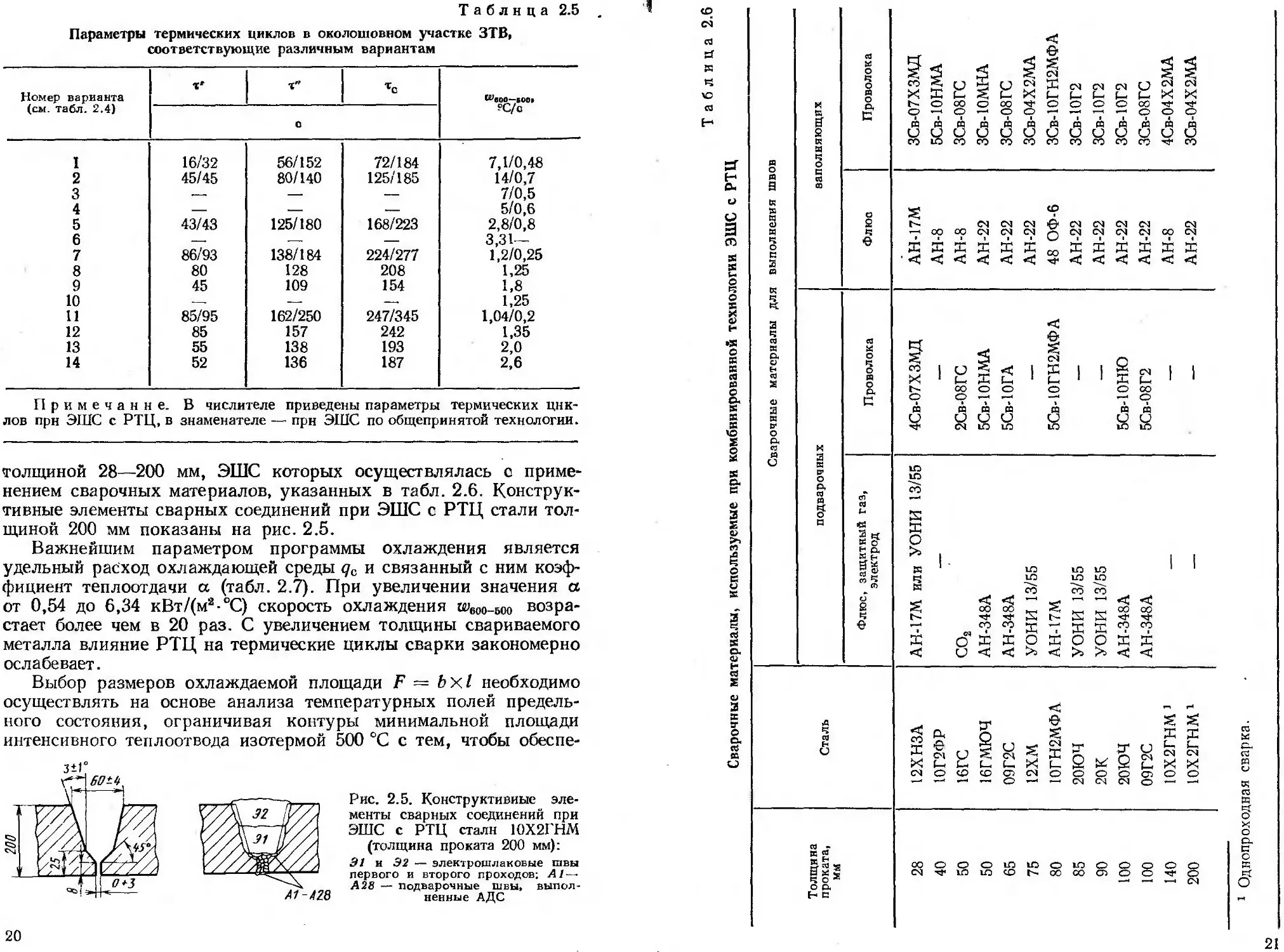
толщиной 28—200 мм, ЭШС которых осуществлялась с приме-
нением сварочных материалов, указанных в табл. 2.6. Конструк-
тивные элементы сварных соединений при ЭШС с РТЦ стали тол-
щиной 200 мм показаны на рис. 2.5.
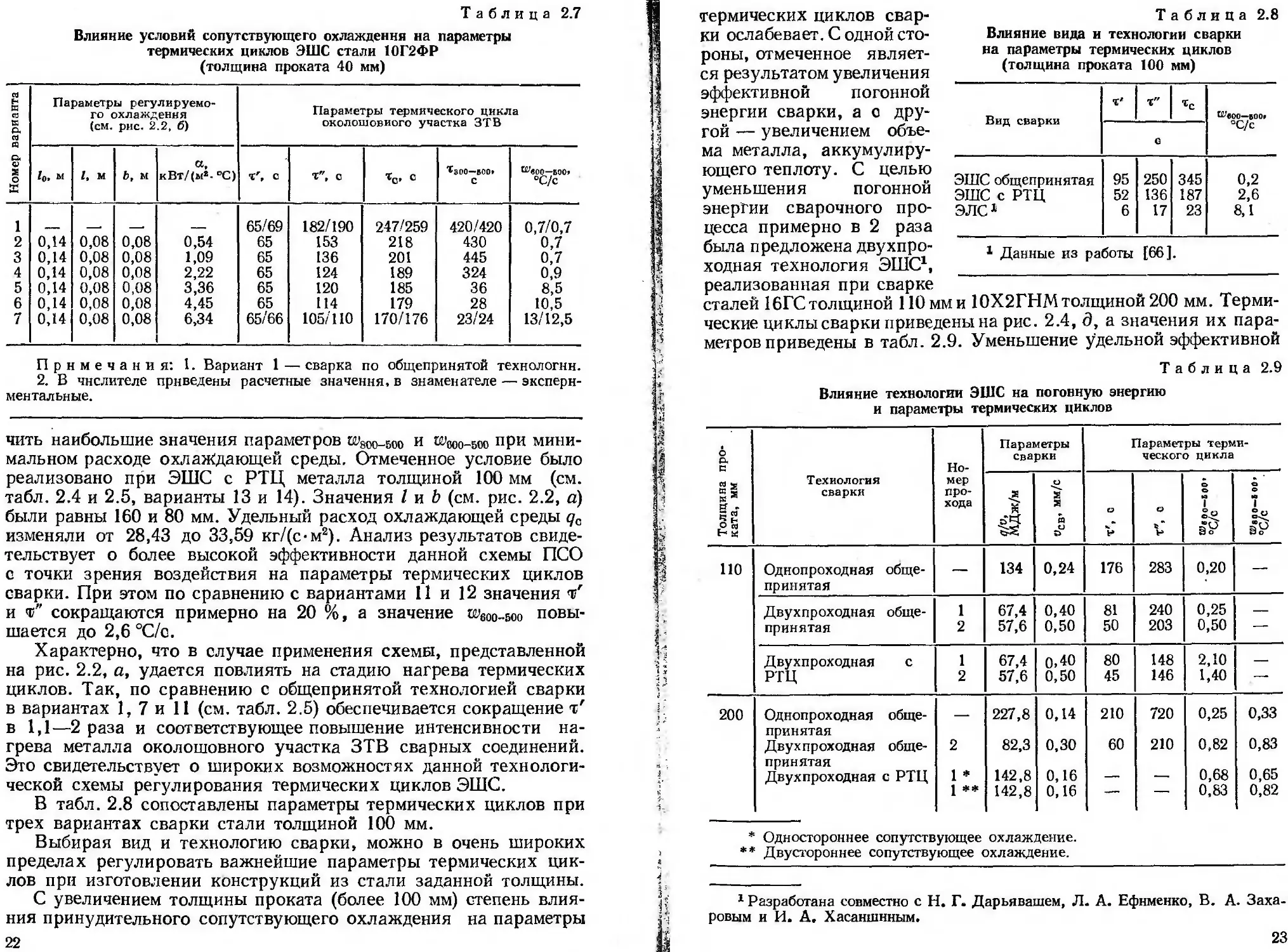
Важнейшим параметром программы охлаждения является
удельный расход охлаждающей среды qc и связанный с ним коэф-
фициент теплоотдачи а (табл. 2.7). При увеличении значения а
от 0,54 до 6,34 кВт/(м2-°С) скорость охлаждения и>60о-8оо возра-
стает более чем в 20 раз. С увеличением толщины свариваемого
металла влияние РТЦ на термические циклы сварки закономерно
ослабевает.
Выбор размеров охлаждаемой площади F — bxl необходимо
осуществлять на основе анализа температурных полей предель-
ного состояния, ограничивая контуры минимальной площади
интенсивного теплоотвода изотермой 500 °C с тем, чтобы обеспе-
//-428
Рис. 2.5. Конструктивные эле-
менты сварных соединений при
ЭШС с РТЦ стали 10Х2ГНМ
(толщина проката 200 мм):
и Э2 — электрошлаковые швы
первого и второго проходов; А1 —
А 28 — подварочные швы, выпол-
ненные АДС
Таблица 2.6 Сварочные материалы, используемые при комбинированной технологии ЭШС с РТЦ Сварочные материалы для выполнения швов заполняющих Проволока § 3 й s’ § s’ s’ Г-ОООООО’ФООООсО’^’^ О-у'О’—'ООО ййййййййййййй О у У О О У У О у У U О О COLOOOCOCOOOCOCOOOOOCO’rt-CO
Флюо Г- cmcmcnAcncncnim сч -у 00 оо CN CN СЧ Q CN СЧ CN CN СО СЧ гт"* 1-г-’ »-т- ’Т” *т_| 'Т- Т* *ТЦ *ТЧ ’“Г"1 Ан Ан А-ч А- Ан А-ч zy, Ан Ан А- Ан Ан Ан < < < < < < тг < < < < «я! <
подварочиых Проволока < 3 § Q й । Е х й । Е । । § е । 1 г- со о о о о со О О -ч о й й й й й й й О ООО О ио "Ф OI LO LO LO Ю Ш
Флюс, защитный газ, электрод АН-17М или УОНИ 13/55 со2 АН-348А АН-348А УОНИ 13/55 АН-17М УОНИ 13/55 УОНИ 13/55 АН-348А АН-348А
Сталь < " . 0 Й о £ £ х ~ 6 S и < EJ u 1 oi U У < X n г w CMOOOOCNOOOOOOO — —'CNC4CNO—' —
к „
чо2
со О О о Ш Ш о
(М Ш ю СО Ь- ОС
ю о
СО О
1 Однопроходная сварка.
20
21
Таблица 2.7
Влияние условий сопутствующего охлаждения на параметры
термических циклов ЭШС стали 10Г2ФР
(толщина проката 40 мм)
| Номер варианта j Параметры регулируемо- го охлаждения (см. рис. 2.2, б) Параметры термического цикла околошовного участка ЗТВ
4, м 1, м Ь, м а, кВт/(м2- °C) тг, с Т", С т0, с Т-зоо—воо» с t^eoo— Б00» °С/с
1 — 65/69 182/190 247/259 420/420 0,7/0,7
2 0,14 0,08 0,08 0,54 65 153 218 430 0,7
3 0,14 0,08 0,08 1,09 65 136 201 445 0,7
4 0,14 0,08 0,08 2,22 65 124 189 324 0,9
5 0,14 0,08 0,08 3,36 65 120 185 36 8,5
6 0,14 0,08 0,08 4,45 65 114 179 28 10,5
7 0,14 0,08 0,08 6,34 65/66 105/110 170/176 23/24 13/12,5
Примечания: 1. Вариант 1 — сварка по общепринятой технологии.
2. В числителе приведены расчетные значения, в знаменателе — экспери-
ментальные.
чить наибольшие значения параметров u^oo-soo и t^eoo-soo при мини-
мальном расходе охлаждающей среды. Отмеченное условие было
реализовано при ЭШС с РТЦ металла толщиной 100 мм (см.
табл. 2.4 и 2.5, варианты 13 и 14). Значения I и Ъ (см. рис. 2.2, а)
были равны 160 и 80 мм. Удельный расход охлаждающей среды qc
изменяли от 28,43 до 33,59 кг/(с-ма). Анализ результатов свиде-
тельствует о более высокой эффективности данной схемы ПСО
с точки зрения воздействия на параметры термических циклов
сварки. При этом по сравнению с вариантами 11 и 12 значения
и 41” сокращаются примерно на 20 %, а значение и^оо-воо повы-
шается до 2,6 °С/с.
Характерно, что в случае применения схемы, представленной
на рис. 2.2, а, удается повлиять на стадию нагрева термических
циклов. Так, по сравнению с общепринятой технологией сварки
в вариантах 1, 7 и 11 (см. табл. 2.5) обеспечивается сокращение т'
в 1,1—2 раза и соответствующее повышение интенсивности на-
грева металла околошовного участка ЗТВ сварных соединений.
Это свидетельствует о широких возможностях данной технологи-
ческой схемы регулирования термических циклов ЭШС.
В табл. 2.8 сопоставлены параметры термических циклов при
трех вариантах сварки стали толщиной 100 мм.
Выбирая вид и технологию сварки, можно в очень широких
пределах регулировать важнейшие параметры термических цик-
лов при изготовлении конструкций из стали заданной толщины.
С увеличением толщины проката (более 100 мм) степень влия-
ния принудительного сопутствующего охлаждения на параметры
22
термических циклов свар-
ки ослабевает. С одной сто-
роны, отмеченное являет-
ся результатом увеличения
эффективной погонной
энергии сварки, а о дру-
гой — увеличением объе-
ма металла, аккумулиру-
ющего теплоту. С целью
уменьшения погонной
энергии сварочного про-
цесса примерно в 2 раза
была предложена двухпро-
ходная технология ЭШС1,
Таблица 2.8
Влияние вида и технологии сварки
на параметры термических циклов
(толщина проката 100 мм)
Вид сварки т' 1" *с С^'воо—воо» °С/с
с
ЭШС общепринятая 95 250 345 0,2
ЭШС с РТЦ 52 136 187 2,6
ЭЛС1 6 17 23 8,1
1 Данные из работы [66].
реализованная при сварке
сталей 16ГС толщиной ПО мм и 10Х2ГНМ толщиной 200 мм. Терми-
ческие циклы сварки приведены на рис. 2.4, д, а значения их пара-
метров приведены в табл. 2.9. Уменьшение удельной эффективной
Таблица 2.9
Влияние технологии ЭШС на погонную энергию
и параметры термических циклов
Толщина про- ката, мм Технология сварки Но- мер Про- хода Параметры сварки Параметры терми- ческого цикла
МДж/м Усв, мм/с о О н о о 1 ёо эУ ДОвоо—воо» сС/е |
по Однопроходная принятая обще- — 134 0,24 176 283 0,20 —
Двухпроходная принятая обще- 1 2 67,4 57,6 0,40 0,50 81 50 240 203 0,25 0,50 —
Двухпроходная РТЦ С 1 2 67,4 57,6 0.40 0,50 80 45 148 146 2,10 1,40 —
200 Однопроходная обще- — 227,8 0,14 210 720 0,25 0,33
принятая Двухпроходная обще- 2 82,3 0,30 60 210 0,82 0,83
принятая Двух проходная с РТЦ 1 * 1 ## 142,8 142,8 0,16 0,16 — 0,68 0,83 0,65 0,82
* Одностороннее сопутствующее охлаждение.
** Двустороннее сопутствующее охлаждение.
1 Разработана совместно с Н. Г. Дарьявашем, Л. А. Ефименко, В. А. Заха-
ровым и И. А. Хасаншнным.
23
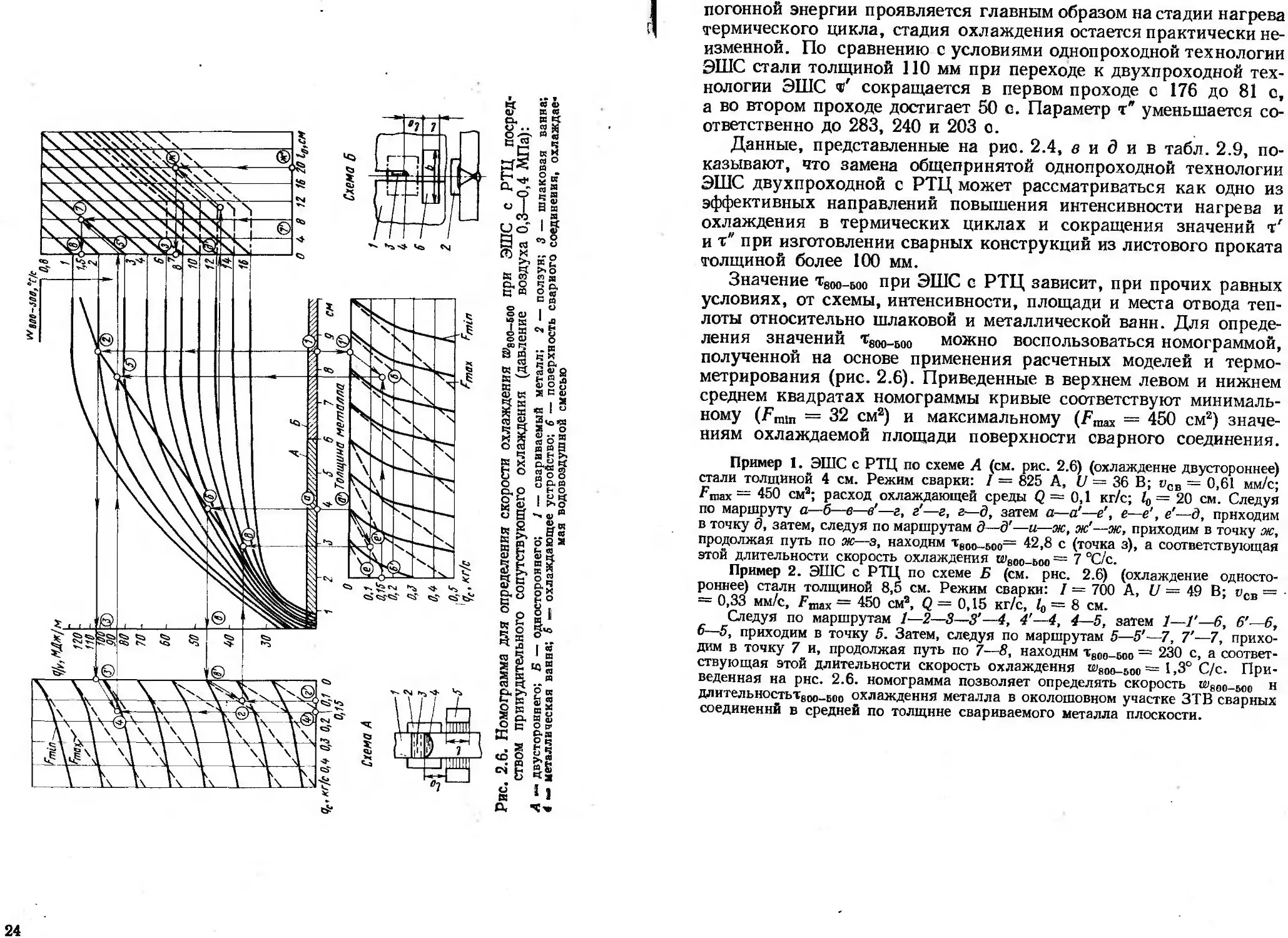
Рис. 2.6. Номограмма для определения скорости охлаждения ш8Оо-соо ПРИ ЭШС с РТЦ посред-
ством принудительного сопутствующего охлаждения (давление воздуха 0,3—0,4 МПа):
А “ двустороннего; Б — одностороннего; 1 — свариваемый металл; 2 — ползун; 3 — шлаковая ванна;
4 <— металлическая ванна; 6 — охлаждающее устройство; 6 — поверхность сварного соединения, охлаждае-
мая водовоздушной смесью
Ш-МО,‘С./С
24
погонной энергии проявляется главным образом на стадии нагрева
термического цикла, стадия охлаждения остается практически не-
изменной. По сравнению с условиями однопроходной технологии
ЭШС стали толщиной 110 мм при переходе к двухпроходной тех-
нологии ЭШС сокращается в первом проходе с 176 до 81 о,
а во втором проходе достигает 50 с. Параметр т" уменьшается со-
ответственно до 283, 240 и 203 о.
Данные, представленные на рис. 2.4, в и д и в табл. 2.9, по-
казывают, что замена общепринятой однопроходной технологии
ЭШС двухпроходной с РТЦ может рассматриваться как одно из
эффективных направлений повышения интенсивности нагрева и
охлаждения в термических циклах и сокращения значений т'
и т" при изготовлении сварных конструкций из листового проката
толщиной более 100 мм.
Значение т800_БОО при ЭШС с РТЦ зависит, при прочих равных
условиях, от схемы, интенсивности, площади и места отвода теп-
лоты относительно шлаковой и металлической ванн. Для опреде-
ления значений т800_600 можно воспользоваться номограммой,
полученной на основе применения расчетных моделей и термо-
метрирования (рис. 2.6). Приведенные в верхнем левом и нижнем
среднем квадратах номограммы кривые соответствуют минималь-
ному (Fmln — 32 см2) и максимальному (Гшах = 450 см2) значе-
ниям охлаждаемой площади поверхности сварного соединения.
Пример 1. ЭШС с РТЦ по схеме А (см. рис. 2.6) (охлаждение двустороннее)
стали толщиной 4 см. Режим сварки: / = 825 A, U = 36 В; псв = 0,61 мм/с;
Fmax — 450 см2; расход охлаждающей среды Q = 0,1 кг/с; 10 = 20 см. Следуя
по маршруту а—б—в—в'—г, г'—г, г—д, затем а—а'—е', е—е’, е'—д, приходим
в точку д, затем, следуя по маршрутам д—д'—и—ж, ж’—ж, приходим в точку ж,
продолжая путь по ж—з, находим теоо_800= 42,8 с (точка з), а соответствующая
этой длительности скорость охлаждения ш8оо-ьоо = 7 °С/с.
Пример 2. ЭШС с РТЦ по схеме Б (см. рнс. 2.6) (охлаждение односто-
роннее) стали толщиной 8,5 см. Режим сварки: / = 700 A, U = 49 В; псв =
= 0,33 мм/с, Fmax — 450 см2, Q — 0,15 кг/с, 10 ~ 8 см.
Следуя по маршрутам 1—2—3—3’—4, 4'—4, 4—5, затем 1—Г—6, 6'—6,
6—5, приходим в точку 5. Затем, следуя по маршрутам 5—5'—7, Т—7, прихо-
дим в точку 7 и, продолжая путь по 7-8, находим тв(|0_Ь00 = 230 с, а соответ-
ствующая этой длительности скорость охлаждения ю8оо-ьоо = 1,3° С/с. При-
веденная на рнс. 2.6. номограмма позволяет определять скорость Щ8Оо-и>о н
длительностьтв0О_8(10 охлаждения металла в околошовном участке ЗТВ сварных
соединений в средней по толщине свариваемого металла плоскости.
3. ПЛАВЛЕНИЕ И КРИСТАЛЛИЗАЦИЯ
СПЛАВОВ
И МЕТАЛЛА
СВАРОЧНОЙ ВАННЫ
При различных методах сварки плавлением кристаллическое
строение металла шва, связанное с условиями перехода сварочной
ванны из жидкого состояния в твердое, является одним из факто-
ров, определяющих качество и свойства этого участка сварного
соединения. Во многом образование сварочной ванны и ее кристал-
лизация зависят, как показано в работах А. А. Ерохина, Г. Л. Пе-
трова, И. К- Походни, Н. Н. Прохорова и др., от технологии свар-
ки, однако существуют общие закономерности плавления и кри-
сталлизации, имеющие важное значение для образования металла
шва при дуговой сварке плавлением.
3.1. ПЛАВЛЕНИЕ МЕТАЛЛОВ, СВАРОЧНАЯ ВАННА
Металлы — кристаллические вещества, характеризующиеся
при данных условиях строго определенным пространственным рас-
положением атомов. Такое расположение атомов у каждого ме-
талла обусловлено их энергетическим состоянием (взаимодейст-
вие электронов с ядром) и соответственно минимумом свободной
энергии F системы атомов. Таким образом, металл в твердом со-
стоянии при данной температуре имеет определенное, энергети-
чески наиболее устойчивое кристаллическое (атомное) строение
с минимумом свободной энергии F.
Нагрев или охлаждение изменяют энергетическое состояние
атомов, т. е. амплитуду колебаний атомов (отклонения от узло-
вых положений), энергетические условия внутри самого атома.
Все это может привести к изменению их взаимного расположения,
которое при данной температуре будет соответствовать минимуму
свободной энергии системы атомов при изменившемся энергети-
ческом состоянии.. Свободная энергия любой системы атомов с по-
вышением температуры уменьшается с определенной скоростью.
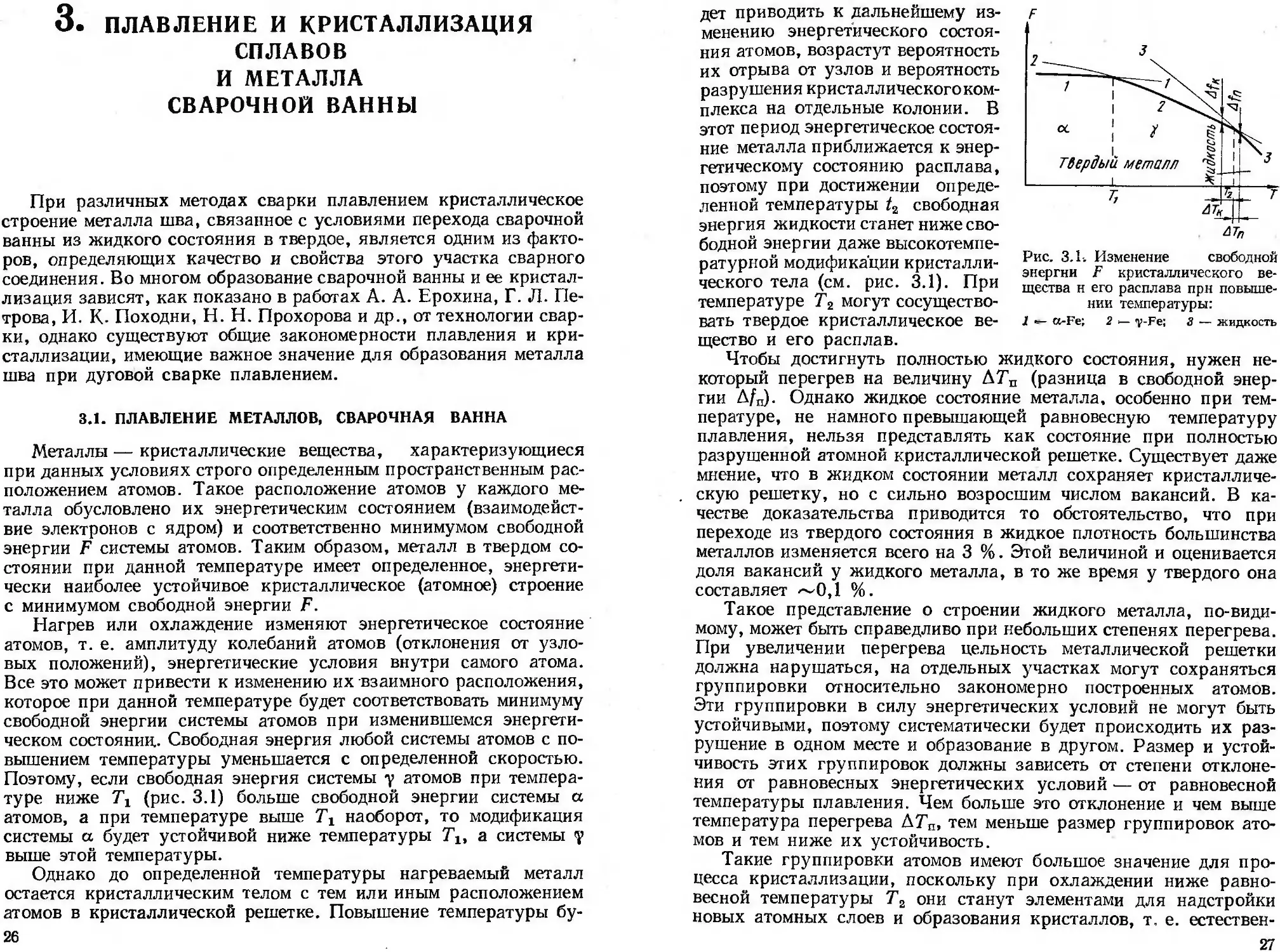
Поэтому, если свободная энергия системы у атомов при темпера-
туре ниже Тг (рис. 3.1) больше свободной энергии системы а
атомов, а при температуре выше 7\ наоборот, то модификация
системы а будет устойчивой ниже температуры Tlt а системы у
выше этой температуры.
Однако до определенной температуры нагреваемый металл
остается кристаллическим телом с тем или иным расположением
атомов в кристаллической решетке. Повышение температуры бу-
26
дет приводить к дальнейшему из-
менению энергетического состоя-
ния атомов, возрастут вероятность
их отрыва от узлов и вероятность
разрушения кристаллического ком-
плекса на отдельные колонии. В
этот период энергетическое состоя-
ние металла приближается к энер-
гетическому состоянию расплава,
поэтому при достижении опреде-
ленной температуры 4 свободная
энергия жидкости станет ниже сво-
бодной энергии даже высокотемпе-
ратурной модификации кристалли-
ческого тела (см. рис. 3.1). При
температуре Т2 могут сосущество-
вать твердое кристаллическое ве-
Рис. 3.1-. Изменение свободной
энергии F кристаллического ве-
щества н его расплава прн повыше-
нии температуры:
1 a-Fe; 2 — y-Fe; 3 — жидкость
щество и его расплав.
Чтобы достигнуть полностью жидкого состояния, нужен не-
который перегрев на величину ЛТП (разница в свободной энер-
гии А/п). Однако жидкое состояние металла, особенно при тем-
пературе, не намного превышающей равновесную температуру
плавления, нельзя представлять как состояние при полностью
разрушенной атомной кристаллической решетке. Существует даже
мнение, что в жидком состоянии металл сохраняет кристалличе-
скую решетку, но с сильно возросшим числом вакансий. В ка-
честве доказательства приводится то обстоятельство, что при
переходе из твердого состояния в жидкое плотность большинства
металлов изменяется всего на 3 %. Этой величиной и оценивается
доля вакансий у жидкого металла, в то же время у твердого она
составляет -~0,1 %.
Такое представление о строении жидкого металла, по-види-
мому, может быть справедливо при небольших степенях перегрева.
При увеличении перегрева цельность металлической решетки
должна нарушаться, на отдельных участках могут сохраняться
группировки относительно закономерно построенных атомов.
Эти группировки в силу энергетических условий не могут быть
устойчивыми, поэтому систематически будет происходить их раз-
рушение в одном месте и образование в другом. Размер и устой-
чивость этих группировок должны зависеть от степени отклоне-
ния от равновесных энергетических условий — от равновесной
температуры плавления. Чем больше это отклонение и чем выше
температура перегрева А7П, тем меньше размер группировок ато-
мов и тем ниже их устойчивость.
Такие группировки атомов имеют большое значение для про-
цесса кристаллизации, поскольку при охлаждении ниже равно-
весной температуры Т2 они станут элементами для надстройки
новых атомных слоев и образования кристаллов, т. е. естествен-
27
ными центрами самопроизвольной кристаллизации. Чем меньше
этих центров, тем крупнее кристаллы при переходе из жидкого
состояния в твердое.
Таким образом, условия плавления металла влияют на про-
цесс последующей кристаллизации и соответственно на свойства
металла сварного шва. Рассматривая влияние условий плавле-
ния на последующую кристаллизацию и свойства, необходимо
остановиться на роли неметаллических включений и карбидов,
неизбежно присутствующих в сталях и металле сварочной ванны.
И те, и другие, сохраняясь после расплавления в жидком металле,
также могут служить центрами несамопроизвольной кристалли-
зации. На практике несамопроизвольную кристаллизацию ис-
пользуют для модификации — измельчения кристаллитов при
затвердевании. Модифицирующее действие таких включений со-
храняется только в том случае, если они не растворяются в ванне
расплавленного металла. В связи с этим представляют интерес
температуры плавления и растворения твердых и тугоплавких
включений, которые могут находиться в стали при ее нагреве
и плавлении. Поведение этих включений при плавлении особенно
большое значение имеет для сварки, так как продолжительность
пребывания металла при высоких температурах в твердом и жид-
ком состояниях очень невелика.
Ниже приведены приближенные значения температур раство-
рения труднорастворимых карбидов различных элементов при
нагреве стали в твердом состоянии:
Элемент, образующий карбид.......... Fe Сг W V
Температура растворения карбида, °C ... . 720 1100 1300 1200
Поскольку растворение карбидов — процесс диффузионный,
оно протекает во времени. Приведенные сведения относятся
к продолжительности нагрева -~3 мин. При меньшей продолжи-
тельности нагрева полного растворения карбидов вольфрама,
ванадия, титана при нагреве стали в твердом состоянии может
не произойти, и карбиды частично перейдут в жидкую ванну.
В принципе, в ванне расплавленной стали даже при небольших
степенях перегрева карбиды всех основных легирующих элемен-
тов должны растворяться в соответствии с данными тройных
диаграмм состояния железо—углерод — легирующий элемент.
Однако процесс их растворения и в этом случае носит диффузион-
ный характер и протекает во времени. Поэтому при быстро про-
текающем нагреве, малых степенях перегрева и малой продолжи-
тельности существования ванны наиболее тугоплавкие карбиды
могут сохраниться. Об относительной скорости растворения в жид-
кой стали различных карбидов и нитридов можно судить по тем-
пературе их плавления:
Соединение................ Fe3C
Температура плавления, °C 1500
Соединение................. ZrC
Температура плавления, °C 3800
Mn3C Сг7С8 WC
1480 1940 2900
VN NbN TiN
2320 2370 3200
VC Мо2С
3100 2900
TiC В4С
3100 2620
28
В основном металле и сварных швах могут находиться также и
нитриды, особенно при сварке сталей, легированных азотом.
Большое влияние на кристаллизацию могут оказывать тугоплав-
кие неметаллические включения. В ванну эти включения могут
попадать из флюсов и электродных покрытий (CaO, MgO, SiO2)
или могут быть продуктами раскисления ванны (SiO2, Л1пО,
А12О3, ТЮ2), частичками шлака (2FeO-SiO2, 2MnO-SiO2, ЗА12О3Х
xSiO2, MnS, FeS) и др. О способности плавиться, всплывать или
оставаться в качестве центров кристаллизации можно судить по
температуре их плавления:
Соединение FeO МпО Сг2Од SiO2 A12O3
Температура плавления, °C 1360 1700 1960 1670 2050
Соединение TiO2 ZrO2 2FeO-SiO2 2MnO- SiO„
Температура плавления, °C 2123 2900 1205 1300
Соединение ЗА12О3- SiO2 FeS MnS
Температура плавления, °C 1800 1193 1620
По температуре и продолжительности существования расплав-
ленного металла в сварочной ванне при различных видах сварки
можно судить о поведении различных включений стали в про-
цессе плавления и формирования сварочной ванны, о их влиянии
на последующую кристаллизацию.
Средняя температура сварочной ванны при дуговой сварке
(ручная, автоматическая под флюсом, в защитных газах) состав-
ляет 1600—1900 °C: наиболее низкая — для дуговой в защитных
газах, наиболее высокая — для автоматической под флюсом.
Температура в ванне под дугой доходит до 2300 °C, однако про-
должительность пребывания ванны при этой температуре крайне
мала, поэтому рассчитывать на полное растворение тугоплавких
примесей не приходится. Продолжительность существования сва-
рочной ванны при разных видах и режимах сварки существенно
различается, однако для трех указанных случаев она, как правило,
не превышает 1—2 мин, если исходить из условия тв = LB/uCB
(тв — средняя продолжительность существования сварочной
ванны, LB — длина сварочной ванны; исв — скорость
сварки).
Исходя из сказанного, можно считать, что к началу кристалли-
зации в сварочной ванне из-за большого перегрева либо нет сов-
сем, либо остается очень мало естественных центров кристалли-
зации, какими могли стать сохранившиеся группировки атомов,
и неизбежно наличие искусственных зародышей кристаллизации,
природа и число которых зависят от состава свариваемого и при-
садочного материалов и условий сварки. Попадание из металла,
электродного покрытия или флюса в ванну соединений таких
металлов, как W, Mo, V, Ti, Zr, Nb, В, использование в качестве
раскислителей Al, Ti, Zr может способствовать сохранению в ванне
к началу кристаллизации тугоплавких частиц.
29
Возникающие в сварочной ванне конвекционные потоки в связи
с воздействием газодинамической и электромагнитной сил должны
приводить к рассредоточению нерастворившихся тугоплавких
частиц.
3.2. ЗАКОНОМЕРНОСТИ КРИСТАЛЛИЗАЦИИ
СВАРНОГО ШВА
Процесс кристаллизации расплавленного металла, как и про-
цесс плавления, связан с переходом к состоянию с меньшей сво-
бодной энергией. Если считать, что при переходе металла из
жидкого состояния в твердое объем его изменяется мало (для
большинства металлов среднее изменение плотности составляет
3 %), то справедливо выражение U = F + TS (U — полная вну-
тренняя энергия системы; F — свободная энергия системы; TS —
связанная энергия системы, здесь Т — абсолютная температура;
S — энтропия — функция вероятности состояния, имеет макси-
мум при равновесии).
С понижением температуры изменение величины F для жидкого
и твердого металла различно (см. рис. 3.1), что обусловливает
существование в определенном интервале температур того или
иного состояния металла с наименьшей свободной энергией. Та-
кой равновесной температурой для системы твердый металл —
жидкость является температура Та на рис. 3.1. Однако при этой
температуре свободные энергии жидкого F№ и твердого Ет метал-
лов равны, поэтому активного перехода одного состояния в дру-
гое не происходит. Для того чтобы начался процесс кристалли-
зации, необходимо отклонение от равновесной температуры —
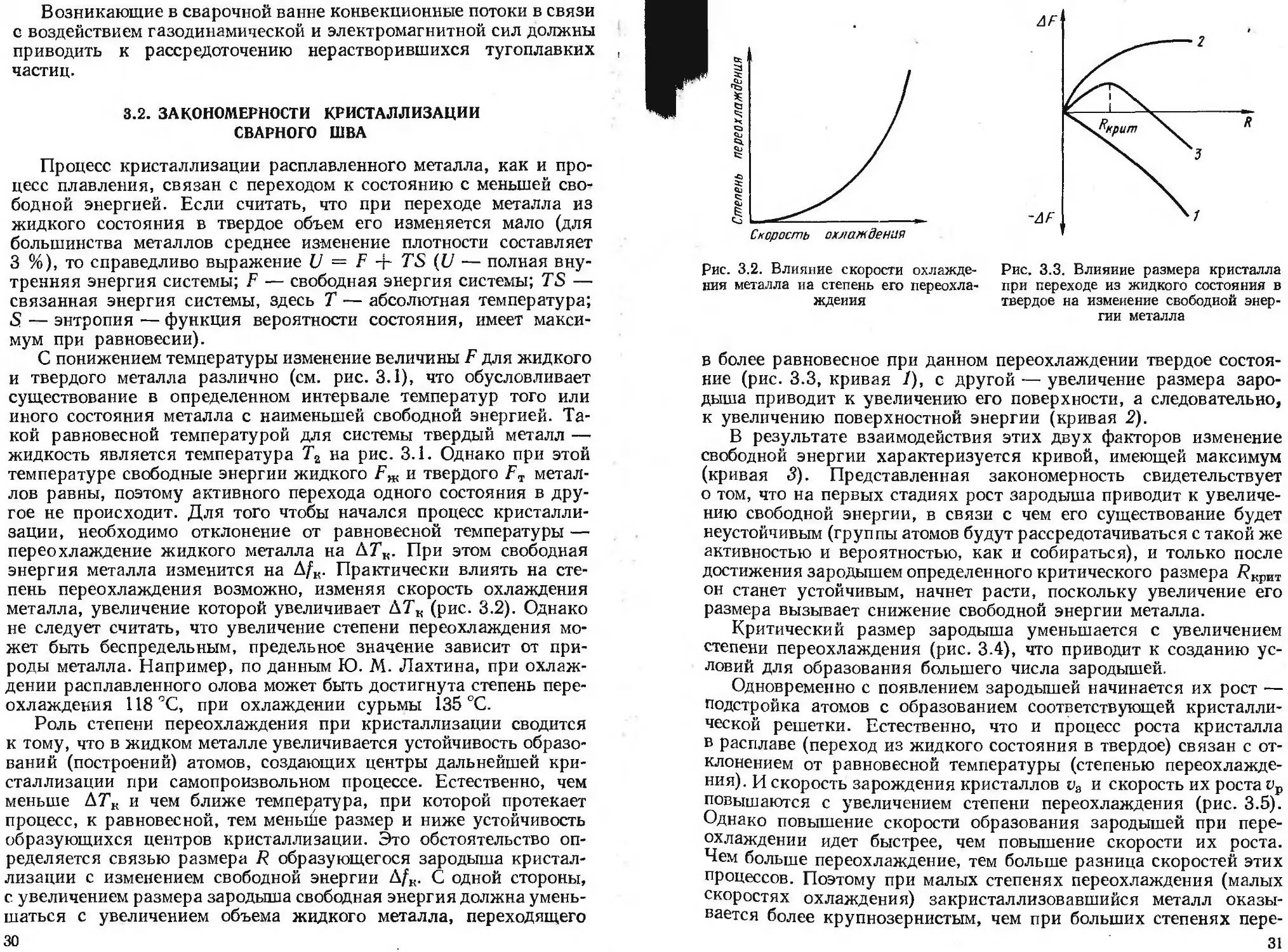
переохлаждение жидкого металла на АТК. При этом свободная
энергия металла изменится на А/к. Практически влиять на сте-
пень переохлаждения возможно, изменяя скорость охлаждения
металла, увеличение которой увеличивает АТК (рис. 3.2). Однако
не следует считать, что увеличение степени переохлаждения мо-
жет быть беспредельным, предельное значение зависит от при-
роды металла. Например, по данным Ю. М. Лахтина, при охлаж-
дении расплавленного олова может быть достигнута степень пере-
охлаждения 118 °C, при охлаждении сурьмы 135 °C.
Роль степени переохлаждения при кристаллизации сводится
к тому, что в жидком металле увеличивается устойчивость образо-
ваний (построений) атомов, создающих центры дальнейшей кри-
сталлизации при самопроизвольном процессе. Естественно, чем
меньше А7\. и чем ближе температура, при которой протекает
процесс, к равновесной, тем меныйе размер и ниже устойчивость
образующихся центров кристаллизации. Это обстоятельство оп-
ределяется связью размера R образующегося зародыша кристал-
лизации с изменением свободной энергии А/к. С одной стороны,
с увеличением размера зародыша свободная энергия должна умень-
шаться с увеличением объема жидкого металла, переходящего
30
Скорость охлаждения
Рис. 3.2. Влияние скорости охлажде-
ния металла па степень его переохла-
ждения
Рис. 3.3. Влияние размера кристалла
при переходе из жидкого состояния в
твердое на изменение свободной энер-
гии металла
Б более равновесное при данном переохлаждении твердое состоя-
ние (рис. 3.3, кривая /), с другой — увеличение размера заро-
дыша приводит к увеличению его поверхности, а следовательно,
к увеличению поверхностной энергии (кривая 2).
В результате взаимодействия этих двух факторов изменение
свободной энергии характеризуется кривой, имеющей максимум
(кривая 3). Представленная закономерность свидетельствует
о том, что на первых стадиях рост зародыша приводит к увеличе-
нию свободной энергии, в связи с чем его существование будет
неустойчивым (группы атомов будут рассредотачиваться с такой же
активностью и вероятностью, как и собираться), и только после
достижения зародышем определенного критического размера 7?крит
он станет устойчивым, начнет расти, поскольку увеличение его
размера вызывает снижение свободной энергии металла.
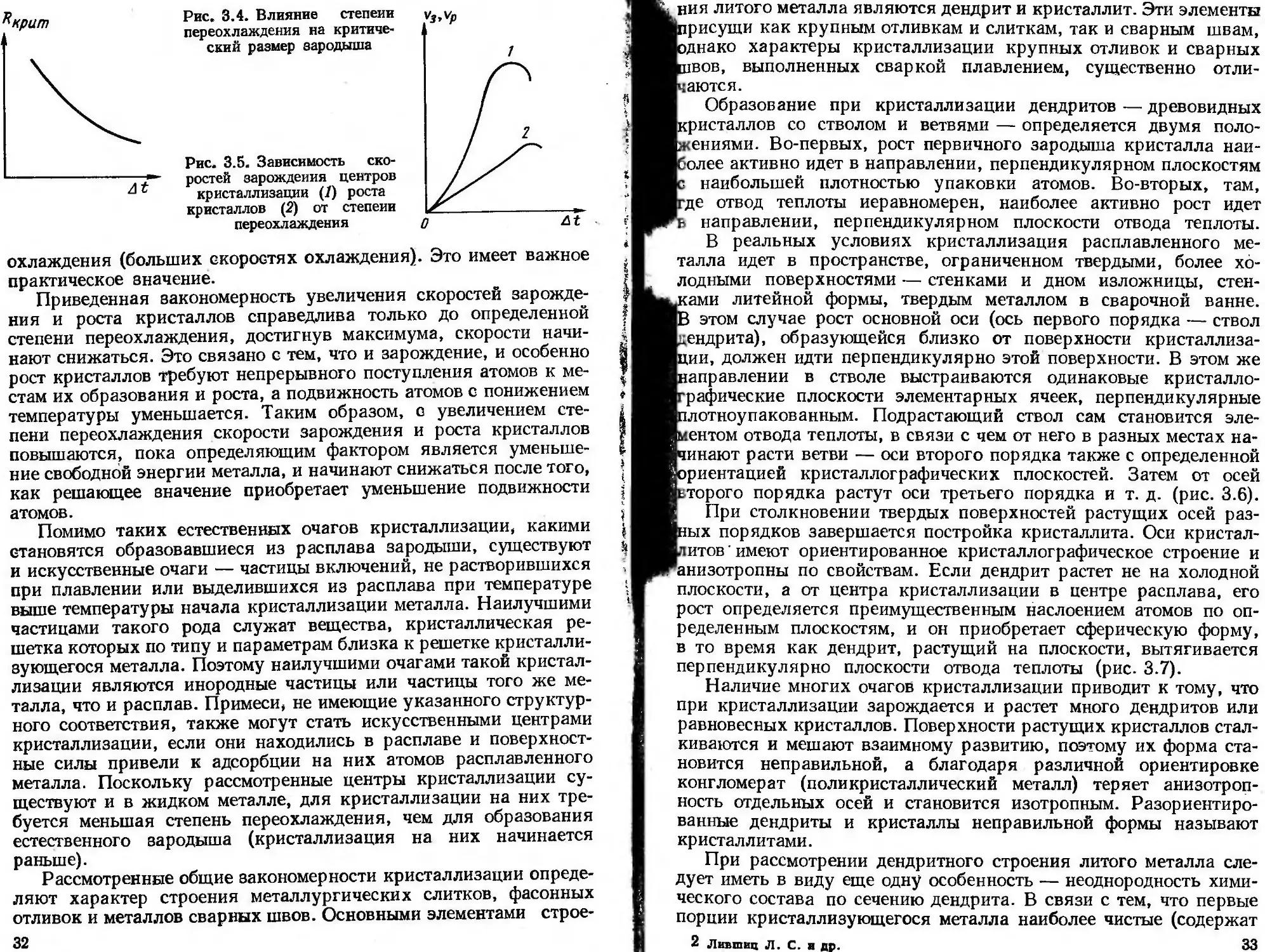
Критический размер зародыша уменьшается с увеличением
степени переохлаждения (рис. 3.4), что приводит к созданию ус-
ловий для образования большего числа зародышей.
Одновременно с появлением зародышей начинается их рост —
подстройка атомов с образованием соответствующей кристалли-
ческой решетки. Естественно, что и процесс роста кристалла
в расплаве (переход из жидкого состояния в твердое) связан с от-
клонением от равновесной температуры (степенью переохлажде-
ния). И скорость зарождения кристаллов v3 и скорость их роста vp
повышаются с увеличением степени переохлаждения (рис. 3.5).
Однако повышение скорости образования зародышей при пере-
охлаждении идет быстрее, чем повышение скорости их роста.
Чем больше переохлаждение, тем больше разница скоростей этих
процессов. Поэтому при малых степенях переохлаждения (малых
скоростях охлаждения) закристаллизовавшийся металл оказы-
вается более крупнозернистым, чем при больших степенях пере-
31
Рис. 3.4. Влияние степени
переохлаждения на критиче-
ский размер зародыша
Рнс. 3.5. Зависимость ско-
ростей зарождения центров
кристаллизации (/) роста
кристаллов (2) от степени
переохлаждения
охлаждения (больших скоростях охлаждения). Это имеет важное
практическое значение.
Приведенная закономерность увеличения скоростей зарожде-
ния и роста кристаллов справедлива только до определенной
степени переохлаждения, достигнув максимума, скорости начи-
нают снижаться. Это связано с тем, что и зарождение, и особенно
рост кристаллов требуют непрерывного поступления атомов к ме-
стам их образования и роста, а подвижность атомов с понижением
температуры уменьшается. Таким образом, с увеличением сте-
пени переохлаждения скорости зарождения и роста кристаллов
повышаются, пока определяющим фактором является уменьше-
ние свободной энергии металла, и начинают снижаться после того,
как решающее значение приобретает уменьшение подвижности
атомов.
Помимо таких естественных очагов кристаллизации, какими
становятся образовавшиеся из расплава зародыши, существуют
и искусственные очаги — частицы включений, не растворившихся
при плавлении или выделившихся из расплава при температуре
выше температуры начала кристаллизации металла. Наилучшими
частицами такого рода служат вещества, кристаллическая ре-
шетка которых по типу и параметрам близка к решетке кристалли-
зующегося металла. Поэтому наилучшими очагами такой кристал-
лизации являются инородные частицы или частицы того же ме-
талла, что и расплав. Примеси, не имеющие указанного структур-
ного соответствия, также могут стать искусственными центрами
кристаллизации, если они находились в расплаве и поверхност-
ные силы привели к адсорбции на них атомов расплавленного
металла. Поскольку рассмотренные центры кристаллизации су-
ществуют и в жидком металле, для кристаллизации на них тре-
буется меньшая степень переохлаждения, чем для образования
естественного зародыша (кристаллизация на них начинается
раньше).
Рассмотренные общие закономерности кристаллизации опреде-
ляют характер строения металлургических слитков, фасонных
отливок и металлов сварных швов. Основными элементами строе-
32
"ния литого металла являются дендрит и кристаллит. Эти элементы
[присуши как крупным отливкам и слиткам, так и сварным швам,
[однако характеры кристаллизации крупных отливок и сварных
[швов, выполненных сваркой плавлением, существенно отли-
ваются.
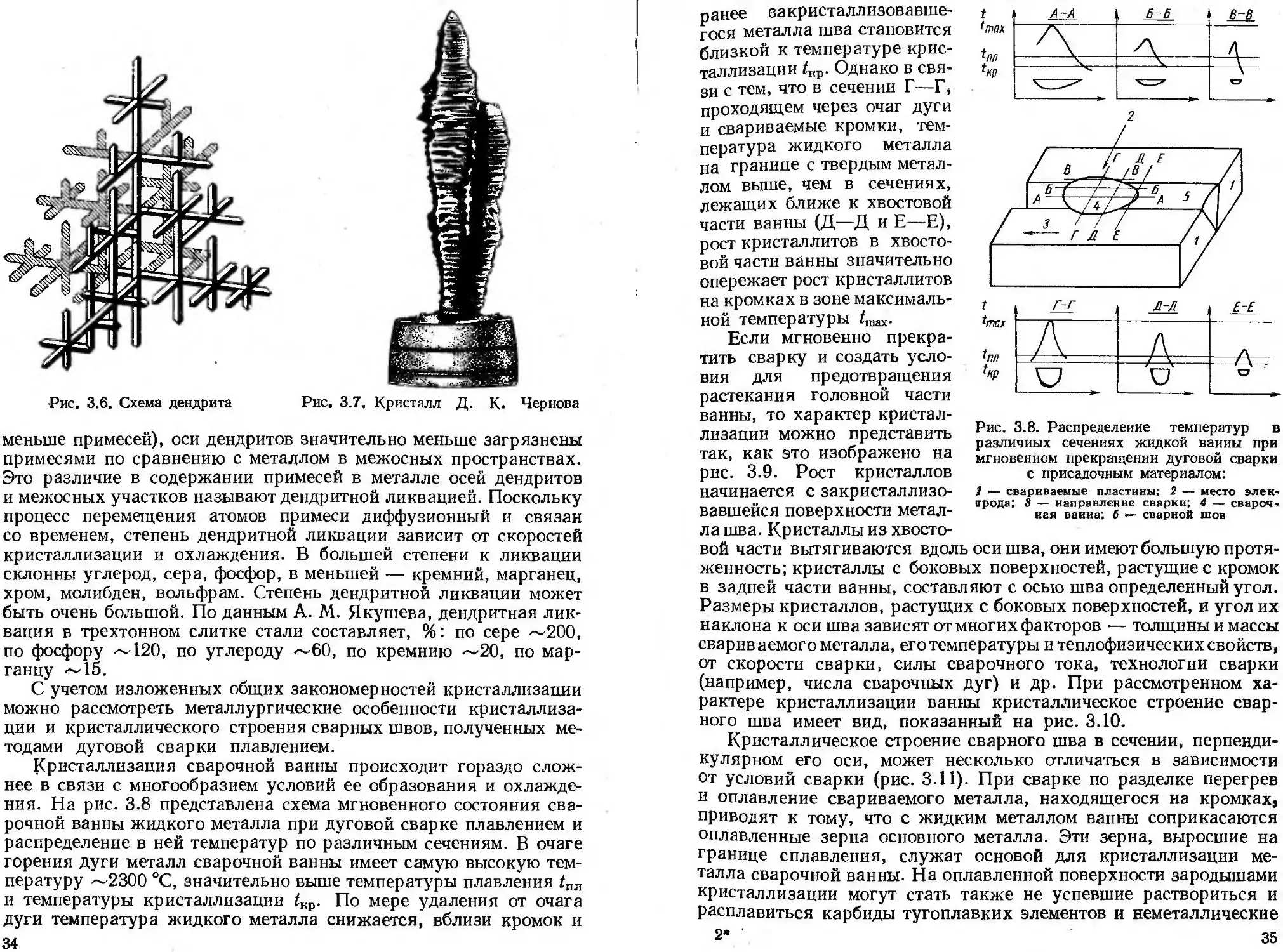
j Образование при кристаллизации дендритов — древовидных
кристаллов со стволом и ветвями — определяется двумя поло-
жениями. Во-первых, рост первичного зародыша кристалла наи-
более активно идет в направлении, перпендикулярном плоскостям
|с наибольшей плотностью упаковки атомов. Во-вторых, там,
|где отвод теплоты неравномерен, наиболее активно рост идет
г направлении, перпендикулярном плоскости отвода теплоты.
В реальных условиях кристаллизация расплавленного ме-
талла идет в пространстве, ограниченном твердыми, более хо-
лодными поверхностями — стенками и дном изложницы, стен-
дами литейной формы, твердым металлом в сварочной ванне.
|В этом случае рост основной оси (ось первого порядка — ствол
Ьендрита), образующейся близко от поверхности кристаллиза-
[ции, должен идти перпендикулярно этой поверхности. В этом же
[направлении в стволе выстраиваются одинаковые кристалло-
графические плоскости элементарных ячеек, перпендикулярные
ллотноупакованным. Подрастающий ствол сам становится эле-
ментом отвода теплоты, в связи с чем от него в разных местах на-
чинают расти ветви — оси второго порядка также с определенной
ориентацией кристаллографических плоскостей. Затем от осей
[второго порядка растут оси третьего порядка и т. д. (рнс. 3.6).
Прн столкновении твердых поверхностей растущих осей раз-
Ьых порядков завершается постройка кристаллита. Осн кристал-
литов ' имеют ориентированное кристаллографическое строение и
’анизотропны по свойствам. Если дендрит растет не на холодной
плоскости, а от центра кристаллизации в центре расплава, его
рост определяется преимущественным наслоением атомов по оп-
ределенным плоскостям, и он приобретает сферическую форму,
в то время как дендрит, растущий на плоскости, вытягивается
перпендикулярно плоскости отвода теплоты (рис. 3.7).
Наличие многих очагов кристаллизации приводит к тому, что
при кристаллизации зарождается и растет много дендритов или
равновесных кристаллов. Поверхности растущих кристаллов стал-
киваются и мешают взаимному развитию, поэтому их форма ста-
новится неправильной, а благодаря различной ориентировке
конгломерат (поликристаллический металл) теряет анизотроп-
ность отдельных осей и становится изотропным. Разориентиро-
ванные дендриты и кристаллы неправильной формы называют
кристаллитами.
При рассмотрении дендритного строения литого металла сле-
дует иметь в виду еще одну особенность — неоднородность хими-
ческого состава по сечению дендрита. В связи с тем, что первые
порции кристаллизующегося металла наиболее чистые (содержат
2 Лившиц Л. С. в др. 33
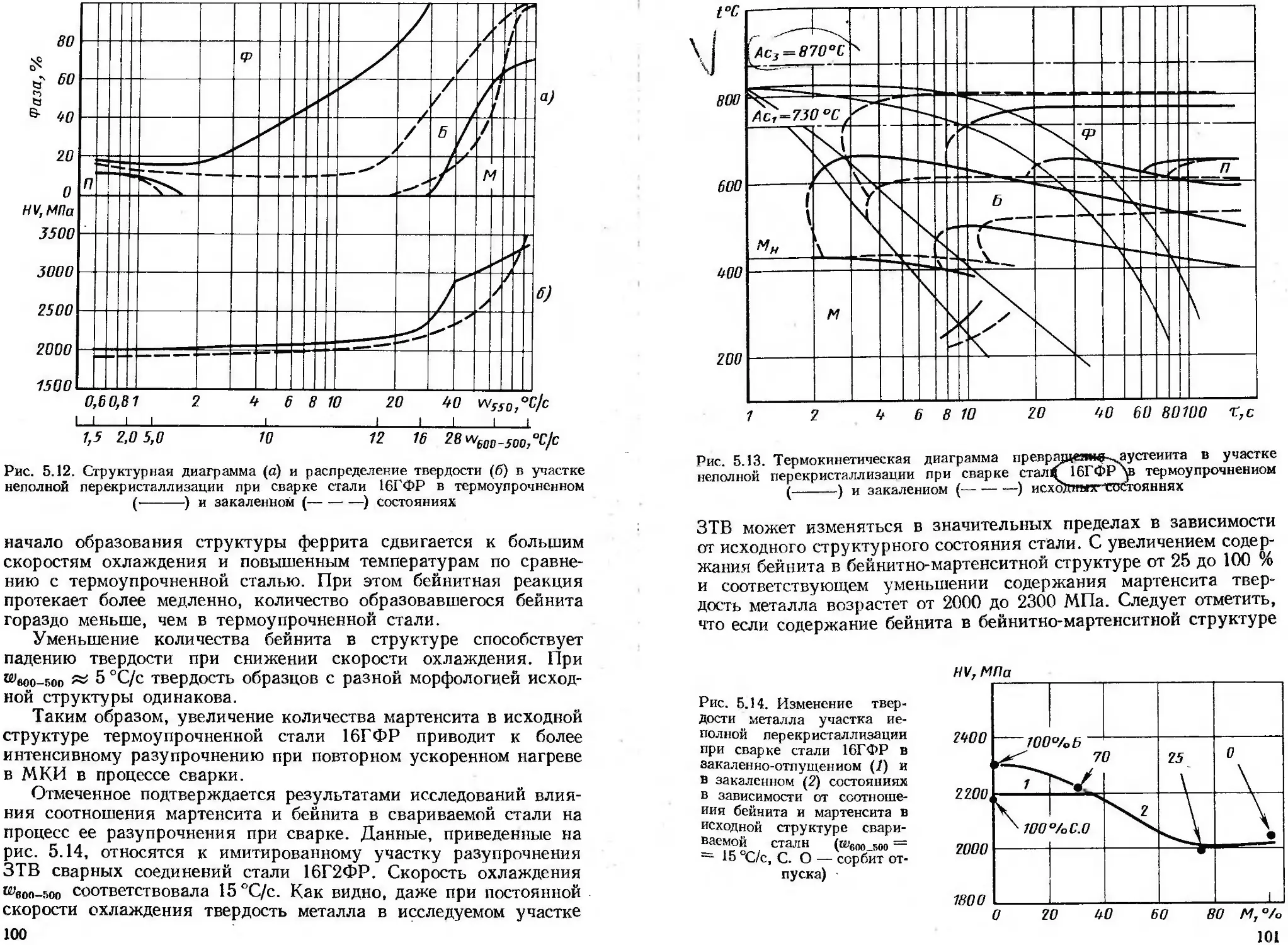
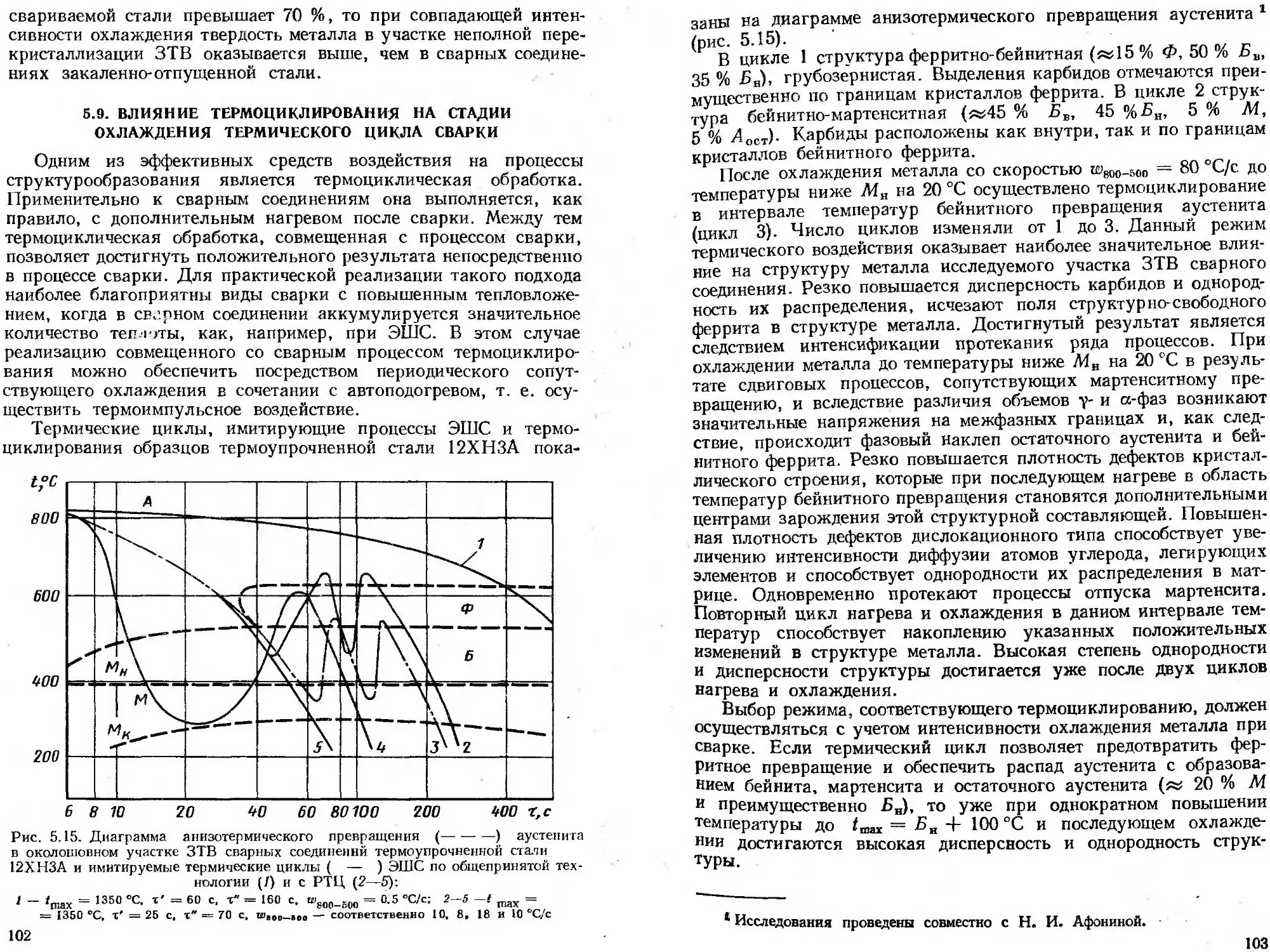
•Рис. 3.6. Схема дендрита
Рис. 3.7. Кристалл Д. К- Чернова
меньше примесей), оси дендритов значительно меньше загрязнены
примесями по сравнению с металлом в межосных пространствах.
Это различие в содержании примесей в металле осей дендритов
и межосных участков называют дендритной ликвацией. Поскольку
процесс перемещения атомов примеси диффузионный и связан
со временем, степень дендритной ликвации зависит от скоростей
кристаллизации и охлаждения. В большей степени к ликвации
склонны углерод, сера, фосфор, в меньшей — кремний, марганец,
хром, молибден, вольфрам. Степень дендритной ликвации может
быть очень большой. По данным А. М. Якушева, дендритная лик-
вация в трехтонном слитке стали составляет, %: по сере -~200,
по фосфору -—120, по углероду ~60, по кремнию -—20, по мар-
ганцу —45.
С учетом изложенных общих закономерностей кристаллизации
можно рассмотреть металлургические особенности кристаллиза-
ции и кристаллического строения сварных швов, полученных ме-
тодами дуговой сварки плавлением.
Кристаллизация сварочной ванны происходит гораздо слож-
нее в связи с многообразием условий ее образования и охлажде-
ния. На рис. 3.8 представлена схема мгновенного состояния сва-
рочной ванны жидкого металла при дуговой сварке плавлением и
распределение в ней температур по различным сечениям. В очаге
горения дуги металл сварочной ванны имеет самую высокую тем-
пературу -~2300 °C, значительно выше температуры плавления /пл
и температуры кристаллизации /кр. По мере удаления от очага
дуги температура жидкого металла снижается, вблизи кромок и
34
ранее закристаллизовавше-
гося металла шва становится
близкой к температуре крис-
таллизации Однако в свя-
зи с тем, что в сечении Г—Г,
проходящем через очаг дуги
и свариваемые кромки, тем-
пература жидкого металла
на границе с твердым метал-
лом выше, чем в сечениях,
лежащих ближе к хвостовой
части ванны (Д—Д и Е—Е),
рост кристаллитов в хвосто-
вой части ванны значительно
опережает рост кристаллитов
на кромках в зоне максималь-
ной температуры /тах.
Если мгновенно прекра-
тить сварку и создать усло-
вия для предотвращения
растекания головной части
Рис. 3.8. Распределение температур в
различных сечениях жидкой ванны при
мгновенном прекращении дуговой сварки
с присадочным материалом:
ванны, то характер кристал-
лизации можно представить
так, как это изображено на
рис. 3.9. Рост кристаллов
1 — свариваемые пластины; 2 — место элек-
трода; 3 — направление сварки; 4 — свароч-
ная ванна; 5 сварной шов
начинается с закристаллизо-
вавшейся поверхности метал-
ла шва. Кристаллы из хвосто-
вой части вытягиваются вдоль оси шва, они имеют большую протя-
женность; кристаллы с боковых поверхностей, растущие с кромок
в задней части ванны, составляют с осью шва определенный угол.
Размеры кристаллов, растущих с боковых поверхностей, и угол их
наклона к оси шва зависят от многих факторов — толщины и массы
сварив аемого металла, его температуры и теплофизических свойств,
от скорости сварки, силы сварочного тока, технологии сварки
(например, числа сварочных дуг) и др. При рассмотренном ха-
рактере кристаллизации ванны кристаллическое строение свар-
ного шва имеет вид, показанный на рис. 3.10.
Кристаллическое строение сварного шва в сечении, перпенди-
кулярном его оси, может несколько отличаться в зависимости
от условий сварки (рис. 3.11). При сварке по разделке перегрев
и оплавление свариваемого металла, находящегося на кромках,
приводят к тому, что с жидким металлом ванны соприкасаются
оплавленные зерна основного металла. Эти зерна, выросшие на
границе сплавления, служат основой для кристаллизации ме-
талла сварочной ванны. На оплавленной поверхности зародышами
кристаллизации могут стать также не успевшие раствориться и
расплавиться карбиды тугоплавких элементов и неметаллические
2*
35
Рис. 3.9. Кристаллическое строение Рис. 3.10. Кристаллическое строение
сварочной ваниы при мгновенном пре- сварного шва в продольном сечении
кращении сварки
включения. Поэтому рост столбчатых кристаллов в жидкой сва-
рочной ванне представляет собой пример кристаллизации на ис-
кусственных зародышах. Эти кристаллы сварочной ванны растут
от кромок и имеют вид дендритов различной величины.
При сравнительно малой продолжительности существования
сварочной ванны (малый объем ванны, повышенная скорость сварки
и др.) столбчатые кристаллы могут расти до встречи в области
центральной линии шва (см. рис. 3.11, а). При большой ванне
и медленной ее кристаллизации в центральной части шва обра-
зуется небольшая зона равновесных кристаллов, возникших
в условиях естественной кристаллизации (см. рис. 3.11, б). При
сварке на охлаждаемой металлической подкладке (см. рис. 3.11, в)
на этой подкладке кристаллизуется тонкий слой мелких разо-
риентнрованных кристаллов, становящихся зародышами для ра-
стущих от них столбчатых кристаллов. При многослойной сварке
(см. рис. 3.11, г) кристаллы каждого предыдущего слоя становятся
основой для кристаллизации последующих слоев. Однако при
многослойной сварке скорости охлаждения каждого слоя обычно
больше скорости охлаждения ванны при однослойной сварке ме-
Рис. 3.11. Кристаллическое строение сварного шва в поперечном сечении
36
Рис. 3.12. Химическая неоднородность
металла сварного шва по слоям кри-
сталлизации
талла такой же толщины, поэ-
тому кристаллическое строение
отдельных слоев и шва в целом
оказывается более мелким и
плотным, с менее выраженной
ликвацией примесей по зонам.
Говоря о ликвации примесей,
необходимо упомянуть еще об
одном явлении — прерывности
кристаллизации и ликвации
примесей по слоям кристал-
лизации. Было замечено, что рост кристаллов идет не непре-
рывно, а с периодическими остановками. Явление это свя-
зывается с остановками кристаллизации, вызванными тепло-
вым эффектом (выделение теплоты) при переходе из жидкого со-
стояния в твердое и другими обстоятельствами. При таком пре-
рывистом росте слоев кристаллизации сначала застывает наибо-
лее чистый металл, а затем металл с большим содержанием при-
месей (рис. 3.12).
3.3. АЛЛОТРОПИЧЕСКИЕ ИЗМЕНЕНИЯ,
ИХ РОЛЬ ПРИ СВАРКЕ
Нагрев или охлаждение металла в твердом состоянии может
вызвать переход одного вида кристаллической решетки в дру-
гой в соответствии с минимумом свободной энергии, отвечающем
тому или иному расположению атомов (см. рис. 3.1). Такой пере-
ход при нагреве или охлаждении металла называют аллотропиче-
ским или полиморфным превращением. Процессы аллотропиче-
ских изменений подчиняются законам кристаллизации (для их
протекания требуется перенагрев или переохлаждение), рост
зерен новой фазы (кристаллов с другой атомной решеткой) под-
чиняется законам образования и роста зародышей.
После кристаллизации из жидкого состояния вторичная кри-
сталлизация (перекристаллизация) в твердом состоянии изменяет
кристаллическое строение — возникают и растут новые зерна,
появляются новые границы зерен. Характерной особенностью
перекристаллизации в твердом состоянии при охлаждении яв-
ляется то, что она может происходить при различных, даже
очень больших, степенях переохлаждения. Поэтому вторичная
кристаллизация может быть диффузионной, связанной с переме-
щением атомов (малые степени переохлаждения) и бездиффузион-
ной (большие степени переохлаждения).
Изменение аллотропических форм в твердом состоянии при-
суще различным металлам: железу (a-Fe, y-Fe), марганцу
(а-Мп, р-Мп, у-Мп, 6-Мп), титану (a-Ti, ₽-Ti), кобальту (а-Со,
₽-Со) и др. Обычно форму, соответствующую более низкой
37
температуре, обозначают а, а соответствующую более высо- !
кой, — Р, у.
Полиморфные превращения как при нагреве, так и при ox-
лаждении имеют большое значение, они влияют на кристалличе- t
скую структуру, зернистость, свойства металлов и сплавов. .
При перекристаллизации зародыши новых зерен возникают, ’
как правило, на границах старых. Число зародышей и скорость >
их роста зависят от скорости нагрева и величины перенагрева, ?
скорости охлаждения и переохлаждения. Это позволяет влиять ;
на размер зерен металлов и сплавов.
Особое значение процессов вторичной кристаллизации для ‘
сварных швов имеет несколько аспектов. Во-первых, при охлаж- »
деннн после сварки, если металл сварного шва (закристаллизо- ;
вавшейся сварочной ванны) подвергается вторичной кристалли-
зации, нарушается неблагоприятное строение в виде вытянутых
столбчатых кристаллов и возникает новая, более мелкозернистая
структура, часто цз мелких равноосных зерен. Во-вторых, пере-
гретые при сварке плавлением или давлением зоны основного ме- j
талла можно вновь сделать мелкозернистыми в результате до- >,
полнительного нагрева с малым перенагревом выше температуры ;
полиморфного превращения с последующим охлаждением с той *
или иной скоростью. I
В-третьих, при сварке металлов давлением в твердом состоя- *
нии после обеспечения надлежащего контакта и создания актив- ’
ных центров при перекристаллизации в твердом состоянии, со- i
провождающейся образованием и ростом новых зерен, проис-
ходит их прорастание через бывшую границу раздела и повышение >
качества и свойств сварного соединения. Немаловажную роль Д.
играют и процессы диффузии, которые существенно ускоряются,
особенно при некоторых видах полиморфных превращений. Та- •-
кой эффект улучшения свойств сварного соединения при полиморф- ;
ном превращении иногда используют, подвергая сварное соеди-
нение при сварке давлением многократным циклическим нагре-
вам и охлаждениям с переходом через температуру превращения.
3.4. ДИАГРАММЫ СОСТОЯНИЯ СПЛАВОВ И ИХ ЗНАЧЕНИЕ
ПРИ КРИСТАЛЛИЗАЦИИ МЕТАЛЛА СВАРНЫХ СОЕДИНЕНИЙ
В промышленности чаще всего применяют не чистые металлы,
а сплавы двух или нескольких элементов на основе какого-либо
одного металла. Так, стали — сплавы на основе железа содержат
углерод, марганец, кремний, а в специальных случаях никель,
хром, молибден и другие элементы. Содержание железа состав-
ляет обычно более 90 % и только у отдельных сталей со специаль-
ными свойствами — более 60 %.
Большое значение имеют сплавы на основе алюминия, содержа-
щие магний, медь, цинк и другие элементы, сплавы на основе меди
38
в добавлением цинка, олова, алюминия и др., сплавы на основе
титана, содержащие железо, и др.
Путем термообработки можно в широких пределах изменять
физические и механические свойства большей части промышлен-
ных сплавов. Возможность изменения свойств сплавов путем
термообработки, их свариваемость, структура и свойства свар-
ных соединений и, что очень важно, возможность получения
надежного соединения при сварке сплавов на основе разных
металлов определяются природой сплавов, их строением, фазо-
вым состоянием и составом, изменениями, происходящими при
нагреве и охлаждении как в процессе термообработки, так и
в процессе сварки.
Как правило, элементы, образующие металлический сплав,
в жидком состоянии полностью взаиморастворимы, т. е. образуют
однородный материал с равномерно распределенными в объеме
атомами элементов. Однако имеется ряд металлов, не смешиваю-
щихся друг с другом даже в жидком состоянии (табл. 3.1). Та-
кие элементы, естественно, не могут образовывать сплавов, сва-
риваемых методами сварки плавлением, а их сварка давлением
в твердом состоянии — сложная задача. При переходе жидкого
однородного сплава в твердое состояние в нем могут происходить
различные изменения, связанные с полиморфными превращениями
основы сплава, с взаимодействием элементов, составляющих
сплав.
Это взаимодействие можно объяснить тем, что элементы до-
бавки и в твердом состоянии полностью или частично растворяются
в металле—основе, предел насыщения раствора может быть огра-
ниченным и изменяться с изменением температуры. В ряде слу-
чаев составляющие сплава образуют механические смеси либо
самих компонентов сплава, либо ограниченных по концентрации
твердых растворов. Составляющие сплава могут образовывать
химические соединения, которые, в свою очередь, могут оставаться
свободными, а могут взаимодействовать с основой, в частности
растворяться в ней. Могут быть и другие формы взаимодействия
составляющих сплава в твердом состоянии. Важно то, что каждая
из них по-своему влияет на свойства сплава и особенно на его
поведение при соединении сваркой, а после образования сварного
соединения — на его свойства.
Сплав двух или нескольких элементов после перехода из
жидкого состояния в твердое может быть в виде твердых раство-
ров, в виде механической смеси фаз и в виде химических соеди-
нений. Кроме того, могут существовать и промежуточные состоя-
ния, а также сочетания указанных состояний. Характер взаимо-
действия элементов, образующих сплав (см. табл. 3.1), имеет
большое значение для сварки. Лучше всего должны свариваться
элементы, дающие непрерывный ряд твердых растворов, хуже —
Дающие ограниченные твердые растворы, еще хуже — дающие
Химические соединения и невзаимодействующие.
$
Таблица 3.1
Характер взаимодействия металлов и различных элементов в твердом состоянии
Эле- мент Температура, °C Тип решетка Атом- ный радиус Параметры решетки Элементы, дающие твердые растворы Элементы, образу- ющие соединения и смеси Невзаимо- действующие элементы
плав- ления поли- морфных превра- щений нм неогра- ничен- ные ограниченные Химиче- ские соеди- нения Эвтек- тические смеси
Fe 1536 910 ОЦК для a-Fe ГЦК для «y-Fe 1,241 2,8608 3,564 (a) V, (а) Сг, (V) Мп, (?) Со, (?) Ni, (?) Pd, (?) Pt Cu, Au, Al, C, Si, Ti, Zr, (y) V, Nb, Ta, (?) Cr, Mo, W,(a,o) Mn, (a, S) Co, (a) Ni, (a) Pd, (a) Pt Ti, Zr, V, Nb, Та, Cr, Mo, W, Mn, Co, Ni, Pd, Pt, Al, C, Si, Ge с Mg, Ag, Pb
Со 1485 417 ГПУ для а-Со ГЦК для р-Со 1,248 а = 2,501; с = 4,066 3,548 Мп 7, Fe v, Ni, Pd, Pt Mg, Ti, Zr, V, Nb, Ta, Cr, Mo, W, Mn a-0, Fe a, Cu, Au, Al, C, Si, Ge Mg, Ti, Zr, V, Nb, Ta, Cr, Mo, W, Mn, Fe, Ni, Pt, Al, Ge Ag Pb
№ 1453 ГЦК 1,245 3,517 Mn v, Fe v, Co, Pb, Pt, Cu, Au Mg, Ti, Zr, V, Nb, Ta, Cr, Mo, W, Mn a—6, Fe a, Al, Si, C Mg, Ti, Zr, V, Nb, Ta, Cr, Mo, W, Mn, Fe, Co, Pt, Cu, Ag, Pb
1 1 1 1 Al, Si, C, Ge
Al 660 ГЦК 1,431 4,0414 Ti, Zr, Nb, Mn, Cu, Ni, Mg, V, Ta, Cr, Mo, W, Fe, Co, Pd, Pt, Ag, Au, Si, Ge Mg, Ti, Zr, V, Nb, Ta, Cr, Mo, W, Mn, Fe, Co, Ni, Pd, Pt, Cu, Ag, Au, C Sn Pb
Mg 650 —’ ГПУ 1,598 a = 3,203; c = 5,2002 — Ti, Zr, Nb, Mn, Cu, Ni, Pb, Ag, Au, Al, Si, V Cu, Ni, Pd, Pt, Ag, Au, Al, C, Si, Pb, Ge Mo, W, Fe
Cu 1083 ГЦК 1,278 3,6077 Mn, Ni, Pd, Pt Mg, Ti, Zr, V, Nb, Cr, Fe, Co, Ag, Al, Si, Mn, Ge Mg, Ti, Zr, Mn, Ni, Pd, Pt, Au, Al, Si, Ge — Ta, Mo W, Pb
Cr 1875 ОЦК 1,249 2,885 Ti ₽, V, Mo, W, Fea Ti a, Zr, Nb, Ta, Mn, Fe y, Co, Ni, Pd, Pt, Cu, Ag, Au, Al, Si Ti, Zr, Ta, Nb, Mn, Fe, Co, Ni, Pd, Pt, Au, Al, C, Si Th Pb, Sn
Й ' Продолжение табл. 3.1
Эле- мент Температура, 1 PC Тип решетки Атом- ный радиус Параметры решетки Элементы, дающие твердые растворы Элементы, образу- ющие соединения н смеси Невзаимо- действующие элементы
плав- ления поли- морфных превра- щений нм неогра- ничен- ные ограниченные Химиче» ские соеди- нения Эвтек- тические смеси
Мо 2620 — оцк 1,36 3,1466 Ti в, V, Nb, Та, Сг, W Ti a, Zr, Mn, Fe, Co, Ni, Pd, Pt, Au, Al, C, Si Zr, Мп, Fe, Со, Ni, Pd, Pt, Al, C, Si, Ge — Mg, Cu, Ag
W 3380 — оцк 1,367 3,1648 V, Nb, Та, Сг, Мо Ti, Zr, Fe, Co, Ni, Pd, Pt, C, Si Zr, Fe, Ni, Pt, Al, C, Si Th Mg, Mn, Cu, Ag, Zn, Pb
Ag 961 — гцк 1,444 4,0778 Pd, Au Mg, Ti, Zr, Mn, Pt, Cu, Zn, Al, Pb, Ge Mo, Ti, Zr, Pd, Al Co, Si V, Ta, Mo, W, Fe, C
Au 1063 г гцк \,441 4,0704 Ni, Pd, Cu, Ag Mg, Ti, Zr, V, Cr, Mo, Mn, Fe, Co, Pt, Al, C Mg, Ti., Zr, V, Nb, Cr, Mn, Al, Pb, Cu, Ag Si Re, Ir
Pt 1760 ГЦК 1,3875 3,9158 Fe у, Со, Ni, Pd, Cu Ti, V, Nb, Ta, Cr, Mo, W, Mn, Fe a, Ag, Au, Al, C, Si Ti, Zr, V, Nb, Ta, Cr, Mo, W, Mn, Co, Ni, Pd, 'Pt, Al, C, Si, Ge — —
Pd 1554 ГЦК 1,375 3,8824 Fe у, Cu, Ni, Pt, Co, Ag, Au Mg, Ti, Zr, V, Nb, Ta, Cr, Mo, W, Mn, Fe a, Al, C, Pb Mg, Ti, Zr, V, Nb, Ta, Cr, Mo, Mn, Fe, Al, Si, Ge, Cu, Ag, Pb —• 1—’
Si 1412 — Алмаза 1,175 5,4198 Ge Ti, Zr, V, Nb, Ta, Cr, Mo, W, Mn, Fe, Co, Ni, Pt, Cu, Al Mg, Ti, Zr, V, Nb, Ta, Cr, Mo, W, Mn, Fe, Co, Pt, Cu, Ni, Pd Mg, Ag, C, Au Zn
Mn 1245 742 a—p 1095 P—? Кубическая для a- и P-Мп ГЦК для у-Мп ОЦК для 6-Мп 1,12 8, 894 (а); 6,3 (р) 3,774 (у) 3,72 (6) (?) Fe, (?) Co, (?) Ni, Cu 1 Mg, Ti, Zr, V, Nb,Ta,Cr,Mo(a, S), Fe (a, p), Co (a, P),Ni,Pd, Pt, Ag, Au, Al, C, Si Mg, Ti, Zr, V, Nb, Ta, Cr, Mo, W, Mn, Fe, Co, Ni, Pd, Pt, Cu, Ag, Au, C W, Pb
Продолжение табл. 3.1
Эле- мент Температура, “С Тип решетки Атом- ный радиус Параметры решетки Элементы, дающие твердые растворы Элементы, образу- ющие соединения и смеси Невзаимо- действующие элементы
плав- ления поли- морфных превра- щений нм неогра- ниченные ограниченные Химиче- ские соеди- нения Эвтек- тические смеси
V 1919 — ОЦК 1,316 3,0338 Ti ₽, Nb, Та, Сг, Мо, W, Fea Zr, Mn, Fe y, Cu, Ni, Pd, Pt, Cr, Al, Au, C, Si, Ge Cu, Ni, Pd, Pt, Ag, Au, Al, C, Si, Ge, Pb Ag, Hg
Ti 1668 882 Гексаго- нальная для а-Т1 ОЦК для fl-Ti 1,444 а = 2,9446; с = 4,6694 3,3132 (a) Zr, (₽) v, (fl) Nb, (fl) Ta, Cr, (fl) Mo Mg (a) V, (a) Nb, (a) Ta, (a) Cr, (a) Mo, W, Mn, Fe, Co, Ni, Pd, Pt, Cu, Ag, Au, Al, Ge, Si, C Mg, Ti, Zr, Mn, Ni, Pd, Pt, Au, Al, Si, Ge i—I ba-W
Nb 2468 — . ОЦК 1.426 3,2941 Ti fl, Zr fl, V, Mo, W, Ta Pb,Mg,Ti a, Zr a, Cr, Mn, Fe, Co, Ni, Pd, Pt, Cu, Al, C, Si Ti, Zr, Ta, Nb, Mn, Fe, Co, Ni,. Pd, Au, Al, C, Si isa sa
Ta 2996 ОЦК 1,43 3,2959 Ti ₽, Zr fl, V, Nb, Mo, W Ti a, Zr a, Cr, Mn, Fe, Co, Ni, Pd, Pt, Al, C, Si Zr, Mn, Fe, Co, Ni, Pd, Pt, Al,' C, Si, Ge — Cu, Ag, Hg
Zr 1852 865 Гексаго- нальная для а-Zr ОЦК для fl-Zr 1,585 а = 3,223; с= 5,123, 3,61 (a. ₽) kTi, Г(fl) Nb, (fl) Ta Mg, V, a-Nb, Ta, Cr, Mo, W, Mn, Fe, Co, Ni, Pd, Pt, Cu, Ag, Au, Al, Si, C V, Cr, Mo, W, Mn, Fe, Cr, Ni, Pd, Pt, Au, Al, Si, Pb, Ge —
Ge 937 — Алмаза — —- Si Mg, Ti, Zr, Mn, Fe, Co, Ni, Cu, Ag, Au, Al Mg, Ti, Zr, V, Nb, Ta, Cr, Mo, Mn, Fe, Co, Ni, Pd, Pt, Cu Zn, C, Pb Hg, в
Pb 327 — ГЦК 1,75 4,9495 — Mg, Ti, Pd, Ag, Si Mg, Ti, Zr, Pd, Pt, Au Ge, S Cr, Mo, W, Mn, Fe, Co, Ni, Cu, Al
Примечание. Модификация в скобках (а), (6), (у), (fl) указывает на модификацию элемента первой графы,
Рис. 3.13. Диаграмма состояния сплавов металла А с металлом Б при их неогра-
ниченной растворимости в жидком и твердом состояниях
То или иное состояние затвердевающего сплава зависит от
взаимодействия между атомами составляющих его компонентов.
Стремление к энергетически более устойчивому состоянию си- t
стемы обусловливает форму взаимодействия. Твердый раствор
имеет определенные отличия от металла растворителя и раство- f
ренного элемента.
Пример неограниченной взаимной растворимости в жидком и
твердом состояниях двух металлов А и Б представлен на рис. 3.13.
Выше линии плавления (ликвидуса) существует однородная жид-
кость (одна фаза), между линиями ликвидуса и солидуса —
жидкость и кристаллы твердого раствора (две фазы), ниже ли-
нии солидуса остается твердый раствор (одна фаза) (рис. 13, I).
Кристаллизация чистого металла происходит при постоянной
температуре, а кристаллизация сплава — в интервале темпера-
тур между ликвидусом и солидусом (рис. 3.13, II). Между ли-
ниями ликвидуса и солидуса наряду с жидким расплавом сущест-
вуют кристаллы твердого сплава. На диаграмме состояния линии,
ограничивающие области существования различных фазовых
систем, характеризуют условия (температуру, концентрацию)
равновесия между фазами.
В точке А на рис. 3.13 чистый металл кристаллизуется при
постоянной температуре. Для сплава, состоящего из 80 % А
46
и 20 % Б, точка а — начало кристаллизации, точка б — конец.
На рис. 3.13, III показано, что в рассматриваемом твердом рас-
творе переход от раствора Б в А к раствору А в Б происходит при
постепенной замене в решетке А атомов А атомами Б без опреде-
ленного порядка мест замещения.
Такого рода взаимодействие возможно для металлов с анало-
гичными типами кристаллических решеток и атомами близких
размеров (см. табл. 3.1). Металлы, дающие сплавы такого типа
с неограниченной растворимостью, должны хорошо соединяться
различными видами сварки. При сварке плавлением, будь то
сварка без присадочного материала (рис. 3.13, IV) или дуговая
сварка плавящимся электродом (рис. 3.13, VI), зоны плавления
и смешивания свариваемых металлов А и Б в жидком состоянии
представляют собой достаточно однородный раствор, может быть,
с несколько большей концентрацией оплавляемого металла у кром-
ки. После кристаллизации сварной шов представляет собой не-
прерывный ряд твердых растворов переменного состава. Раз-
личие в составе первых выпадающих кристаллов и последних кри-
сталлизующихся порций металла, т. е. микрохимическая неодно-
родность, увеличивается с уменьшением разницы между темпера-
турами плавления свариваемых металлов и увеличением темпера-
турного интервала кристаллизации (расстояния между линиями
ликвидуса и солидуса). Иным будет строение шва при сварке дав-
лением (рис. 3.13, V).
При кристаллизации сплава состава X—X (см. рис. 3.13)
состав первых кристаллов, выпадающих из расплава при охлаж-
дении его до температуры /а, соответствует проекции точки в
на горизонтальную ось. Состав кристаллов, образующихся в конце
кристаллизации при температуре /б из последних порций жидкого
расплава, соответствует проекции точки г на эту ось. Таким об-
разом, химическая неоднородность сплава определяется отрезком
между проекциями точек в и б на горизонтальную ось. На
рис. 3.14 видно, что чем больше разница между температурами
плавления компонентов (tr — te > tr — > 4- — (а ), тем
меньше различие составов первых и последних порций кристал-
лизующегося сплава (рис. 3.14, I, отрезки 3, 2, 1). Точно так же
неоднородность по составу уменьшается с сужением интервала
кристаллизации сплавов (рис. 3.14, II, отрезки 4, 5).
В сварных швах влияние рассмотренных факторов на химиче-
скую неоднородность тем больше, чем больше размер сварочной
ванны и чем меньше скорость кристаллизации. При сварке дав-
лением в твердом состоянии (см. рис. 3.13, V) металлы, имеющие
неограниченную взаимную растворимость, при наличии даже са-
мых небольших элементов взаимодиффузии должны обеспечивать
получение однородных твердых растворов в участках, примыкаю-
щих к сварному стыку. В таких соединениях металл должен быть
однофазным, что обеспечивает высокие свойства, хотя в соответ-
ствии с правилом Н. С- Курнакова при непрерывном ряде твердых
47
Рис. 3.14. Влияние разницы температур плавления свариваемых металлов (/)
и температурного интервала кристаллизации их сплавов (II) при непрерывном
ряде твердых растворов иа химическую неоднородность сварных швов
растворов свойства сплавов должны отличаться от свойств обра-
зующих их металлов (рис. 3.15). Для непрерывного ряда твердых
растворов изменение свойств должно происходить плавно
(рис. 3.15, I) по выпуклой или вогнутой кривой, без скачков.
При образовании эвтектик — плавно по прямой (рис. 3.15, //).
Это важно для сварных соединений, так как постепенное, нескачко-
образное изменение свойств благоприятнее влияет на работоспо-
собность сварного соединения, чем скачкообразное, имеющее место
в случае образования в сплавах химического соединения
(рис. 3.15, III).
Неблагоприятно для сварных соединений металлов с рассма-
триваемым типом диаграммы состояния отсутствие аллотропиче-
ских превращений в твердом состоянии. Отсутствие вторичной пере-
Рис. 3.15. Характер возможного изменения свойств сплавов элементов с разными
типами диаграмм состояния
48
кристаллизации в твердом состоянии приводит к сохранению круп-
ных кристаллитов, образующихся при первичной кристаллиза-
ции, в то время как перекристаллизация в связи с полиморфным
превращением в твердом состоянии могла бы привести к измель-
чению зерна и улучшению свойств.
Большое практическое значение имеют сплавы элементов,
образующих равновесные механические смеси —• эвтектики (см.
табл. 3.1) при кристаллизации из жидкого состояния, и эвтек-
тоиды — при вторичной кристаллизации. При образовании таких
смесей для формирования сварных соединений важно, образуют ли
элементы (компоненты) смеси без ограниченных твердых раство-
ров (рис. 3.16) или же имеют ограниченную взаимную раствори-
мость в твердом состоянии (рис. 3.17). При отсутствии у компо-
нентов ограниченной растворимости сварное соединение, полу-
ченное сваркой плавлением (см. рис. 3.16, III—V), имеет вполне
равномерную микроструктуру с постепенным переходом от одного
фазового состояния (кристаллы металла А) к другому (кристаллы
металла Б).
В жидкой сварочной ванне находится равномерный твердый
раствор компонентов А и Б, однако непрерывное контактирова-
ние жидкого раствора на одной кромке с компонентом А делает
расплав вблизи этой кромки обогащенным компонентом Л, а у дру-
гой кромки — компонентом Б. Поэтому кристаллизация металла
у кромок соответствует сечениям X—X у кромки А и Z—Z
у кромки Б (см. рис. 3.16, /). При охлаждении сплава Z до тем-
пературы ликвидуса (рис. 3.16, /, точка а) начнется выпадение
кристаллов Б, которое будет продолжаться до температуры соли-
дуса, которой будет температура эвтектического превращения
(точка е). При этой температуре остаток жидкого расплава превра-
тится в равномерную механическую смесь кристаллов Б и А
(эвтектику), имеющую состав, соответствующий проекции точки О
на горизонтальную ось. Аналогично пройдет кристаллизация
сплавов у кромки металла А с той лишь разницей, что первыми
начнут выпадать кристаллы металла А.
Таким образом, при сварке плавлением микроструктура и
фазовое состояние металла будут постепенно переходить от кри-
сталлов одного металла с малым количеством эвтектики к кристал-
лам другого металла также с малым количеством эвтектики
(см. рис. 3.16, V)- Между этими зонами количество эвтектики бу-
дет постепенно увеличиваться, и где-то на промежуточных уча-
стках должна находиться чисто эвтектическая зона. Поскольку
в участках сварного шва, примыкающих к кромкам каждого из
свариваемых металлов, кристаллизуется металл с подавляющим
количеством кристаллов данного свариваемого металла, обеспе-
чиваются хорошие условия для сплавления основного металла и
металла шва, а постепенное изменение структуры и фазового со-
стояния в пределах металла шва обеспечивает плавный переход
свойств одного металла к свойствам другого (см. рис. 3.15, II).
Рис. 3.16. Диаграмма состояния сплавов металлов А и Б> дающих в твердом
состоянии эвтектические смеси:
I — диаграмма состояния; // — кривые охлаждения; III —* кристаллическое строение
сварного соединения при сварке плавлением без присадочного материала; IV то же,
о присадкой металла А; V — то же, с присадкой металла Б; V7 —• сварное соединение,
полученное сваркой давлением
Рис. 3,17. Диаграмма состояния сплавов металлов А и Б, дающих в твердом со-
стоянии эвтектические смеси и ограниченные твердые растворы:
I — диаграмма состояния: II — элементарные ячейки а- и Р-растворов; III — Кристал-
лическое строение сварного соединен ня при сварке плавлением без прнсадки; IV — свар»
ное соединение, полученное сваркой давлением; V то же, с присадкой металла А
50
При данном типе диаграммы состояния свариваемых металлов
хорошее сплавление металла шва с основными свариваемыми ме-
таллами обусловливается тем, что на кромках каждого металла
из расплава надстраиваются зерна того же металла, т. е. имеет
место полное соответствие атомно-кристаллического строения,
а в связи с этим и создание надлежащей связи. Для работоспособ-
ности сварного соединения имеет положительное значение и плав-
ное изменение свойств в пределах сварного соединения. Образо-
вание химической неоднородности в таком сварном соединении
неизбежно в связи с разной химической природой металлов А
и Б. Градиент химической неоднородности (различие в составе
соседних участков) тем больше, чем больше величина концентра-
ционного интервала между эвтектической точкой О и чистыми ме-
таллами (см. рис. 3.16, отрезки Од и Ог).
При сварке давлением в твердом состоянии образование со-
единения связано с определенными ограничениями. Отсутствие
жидкого раствора и кристаллизации с выделением на кромках
однотипных кристаллов, а также отсутствие взаимной, хотя бы
ограниченной растворимости свариваемых металлов в твердом
состоянии исключают протекание диффузионных процессов на
границе раздела. Возможность получения сварного соединения
в этом случае целиком зависит от получения надлежащего кон-
такта чистых свариваемых поверхностей, создания максимального
количества активных центров и соответствия атомно-кристалли-
ческого строения.
Для металлов, образующих эвтектические смеси, но имеющих
взаимную ограниченную растворимость (см. рис. 3.1), механизм
образования сварного соединения заметно изменяется (см.
рис. 3.17). При сварке плавлением в сварочной ванне на кромках
свариваемых металлов из жидкого расплава кристаллизуются
не чистые металлы, а твердые растворы на основе соответствую-
щих металлов. На кромке свариваемого металла А будут кристал-
лизоваться кристаллы твердого а-раствора (Б в А), а на кромках
металла Б — кристаллы p-раствора (Л в Б).
Растворимость металла £ в Л ограничена и изменяется с из-
менением температуры по линии а—в. Для эвтектической темпера-
туры растворимость максимальна и определяется проекцией точки
а на горизонтальную ось, а для нормальной температуры опреде-
ляется концентрацией, соответствующей точке в. Растворимость А
в Б также ограничена (линия б—г), но от температуры в рассма-
триваемом случае не зависит. Предельная концентрация твердого
раствора А в Б определяется точкой г.
Эвтектическая смесь в такой системе состоит не из чистых ме-
таллов А и Б, а из граничных фаз а- и ^-растворов. Для раство-
ров типа а, где предельная растворимость элемента Б в элементе А
изменяется с температурой, характерно появление в кристаллах
“-частиц p-фазы, которая выделяется при охлаждении в интервале
температур от максимальной растворимости Б в Л до минимальной
51
(интервал между проекциями точек а и в на вертикальную ось).
Эти избыточные кристаллы 0-фазы образуются не из жидкого
расплава, а выделяются в твердом состоянии в результате умень-
шения растворимости при понижении температуры и в отличие
от 0-кристаллов, выделяющихся из жидкого расплава, называют
вторичными 0-кристаллами (Рит).
Эти кристаллы имеют и ту особенность, что, образуясь при
более низкой температуре, чем первичные p-кристаллы, они го-
раздо мельче. Поскольку укрупнение их может происходить только
при длительном пребывании при повышенной температуре, когда
они могут расти за счет диффузионного поступления к ним ато-
мов образующих компонентов, их размер тем меньше, чем меньше
время пребывания при повышенной температуре, т. е., чем больше
скорость охлаждения. Правда, при очень большой скорости ох-
лаждения можно переохладить до нормальной температуры тве-
рдый а-раствор с максимальной концентрацией растворимых ато-
мов Б. Но такой перенасыщенный твердый раствор неустойчив
и может разлагаться со временем с выделением очень мелких дис-
персных частиц 0вт-фазы. При таком старении сплава выделяю-
щиеся дисперсные частички вторичной фазы препятствуют дви-
жению дислокации, что может способствовать его упрочнению,
а также повышению хрупкости.
Таким образом, при сварке плавлением на кромках сваривае-
мых металлов А и Б кристаллизуются твердые а- и 0-растворы.
Атомное и кристаллическое соответствие твердых растворов сва-
риваемым металлам создает хорошие условия для связи металла
шва со свариваемым металлом.
По мере удаления от кромок появляется и увеличивается коли-
чество эвтектики (а + 0) вплоть до чисто эвтектической зоны где-то
в промежуточной области. Однако на стороне а-кристаллов мо-
гут встречаться отдельные зерна а-раствора с выделениями вто-
ричной 0вт-фазы.
Такие кристаллы в определенных условиях обладают повышен-
ными хрупкостью и твердостью. Эти условия — быстрое охлаж-
дение и старение или быстрое охлаждение и небольшой нагрев,
облегчающий выделение вторичной фазы.
Для металлов с рассматриваемым типом диаграммы состояния
характерно также появление диффузионных зон на границе со-
единения. Образование диффузионных зон связано с тем, что
в металл А в соответствии с наличием определенной растворимости
проникает (диффундирует) некоторое количество атомов Б\ либо
из а-раствора при сварке плавлением, либо непосредственно из
металла Б при сварке давлением в твердом состоянии. Точно
так же в металл Б будет диффундировать некоторое количество
атомов А (см. рис. 3.17, V). Одновременно может происходить
и перемещение других атомов в обратном направлении — ато-
мов А в а-раствор или атомов Б — в 0-раствор при сварке плав-
лением иЛвБиБвД при сварке давлением. Наличие таких
52
Рис. 3.18. Диаграмма состояния сплавов металлов А и Б, дающих в твердом
состоянии химическое соединение АтБп—С и эвтектические смесн без ограни-
ченных твердых растворов:
/ — диаграмма состояния; II ’ кристаллическое строение сварного соединения при
вварке плавлением без присадки; III — то же, с присадкой металла Л; IV сварное
соединение, полученное сваркой давлением
зон взаимодиффузии улучшает связь в сварном соединении, так
как при этом происходит более плавное изменение свойств.
Возможность даже ограниченной взаимодиффузии особенно
важна пи сварке давлением в твердом состоянии, когда она может
стать дополнительным фактором улучшения свойств сварных
соединений. Неблагоприятен в сварных соединениях рассмотрен-
ного типа эффект старения в отдельных участках как сварного
шва, так и примыкающей к шву зоне, где могли образоваться кри-
сталлы перенасыщенного твердого раствора.
Элементы А и Б, которые при кристаллизации образуют хи-
мическое соединение АтБп, условно обозначенное как новое ве-
щество С, дают диаграммы состояния типа представленных на
рис. 3.18—3.20. Различие между указанными системами заклю-
чается в том, что в случае, представленном на рис. 3.18, новое
химическое вещество С образует с металлами А и Б эвтектические
смеси без какого-либо растворения одного из веществ в другом.
На рис. 3.19 представлен случай, когда новое вещество образует
ограниченные твердые растворы с исходными компонентами:
твердый а-раствор С в А и твердый р-раствор С в Б. Могут суще-
ствовать случаи, когда образуются ограниченные твердые рас-
творы А в С и Б в С (штриховые линии на рис. 3.19) и когда хи-
мическое соединение С неустойчиво и при нагреве выше темпера-
туры tx распадается (рис. 3.20). Однако ниже этой температуры
вещество вполне устойчиво.
Химическое соединение, всегда состоящее из т атомов метал-
ла Л и л атомов металла Б, с вполне определенными местами этих
атомов в кристаллической решетке, имеет свой тип кристалличе-
53
Рис. 3.19. Диаграмма состояния спла-
вов металлов А и Б, дающих в твердом
состоянии химическое соединение
Ат—Бп—С, эвтектические смеси и
»г|?аниченные твердые растворы
Рис. 3.20. Диаграмма состояния спла-
вов металлов А и Б, дающих в твердом
состоянии химическое соединение
Ат—Бп—С, неустойчивое при повы-
шенной температуре (выше у
ской решетки в отличие от упорядоченного твердого раствора
с типом решетки элемента А или Б. Поэтому свойства нового ве-
щества радикально отличаются от свойств металлов А и Б (см.
рис. 3.15, в). Очень часто химические соединения двух мягких,
пластичных и вязких металлов оказываются твердыми и хруп-
кими (например, соединения железа с алюминием). В связи с этим
особенно важно учитывать возможность образования химических
соединений в сварных соединениях.
Среди систем, дающих химические соединения, для сварки
наиболее благоприятны подобные изображенной на рис. 3.19
с ограниченными твердыми растворами, как обеспечивающие по-
лучение на границе соединения переходных зон твердых раство-
ров.
Для всех типов диаграмм состояния с образованием химиче-
ского соединения характер строения металла шва очень схожий,
с той лишь разницей, что у кромок в случае отсутствия взаимной
растворимости будут находиться кристаллы металлов А и Б
(см. рис. 3.16), а в случае ограниченных растворов — соответст-
венно a-кристаллы (раствор С в Л) и 0-кристаллы (раствор С
в Б). Вдали от кромок (вблизи химического соединения) могут
также появиться кристаллы растворов Л в Си Б в С (пунктирные
линии на рис. 3.19).
Основное влияние на свойства сварного шва, особенно при
сварке давлением (см. рис. 3.18, IV), оказывает зона кристаллов
химического соединения, подчас со свойствами, резко отличаю-
щимися от свойств близлежащих кристаллов, представляющих
твердые растворы или эвтектические смеси. Такая неоднородность
свойств может отрицательно сказаться на работоспособности тем
более, что граница между зоной химического соединения и сва-
риваемыми металлами при отсутствии признаков ограниченной
растворимости должна быть резкой. Если же при образовании
химического соединения имеется какая-либо ограниченная раство-
54
римость, то на границе шва появляется соответствующая зона
взаимодиффузии, приводящая к образованию ограниченных тве-
рдых растворов между швом и кромками основного металла.
Это обстоятельство особенно важно при сварке давлением, так
как при этом улучшается переход от зоны химического соедине-
ния к свариваемым металлам.
Строение металла шва может существенно измениться, если
образующиеся в сварочной ванне сплавы металлов А и Б претер-
певают полиморфные превращения. Существуют различные виды
диаграмм с полиморфными превращениями сплавов в твердом со-
стоянии. В принципе, это сочетание некоторых ранее приведен-
ных диаграмм перехода из жидкого состояния в твердое с последую-
щей перекристаллизацией в твердом состоянии по диаграммам
различного типа.
На рис. 3.21, I показана дальнейшая перекристаллизация
в твердом состоянии в результате полиморфного превращения
Р а только одного компонента А. Это обусловило получение
в определенном интервале концентраций и температур двухфаз-
ной твердой области а + f и области а ограниченных твердых
растворов Б в А.
На рис. 3.21, II компоненты при переходе из жидкого состоя-
ния в твердое дают неограниченные твердые у-растворы, а при
дальнейшем охлаждении компонент А претерпевает полиморфное
превращение у -> а, а компонент Б — превращение у р. Но-
вые аллотропические формы элементов дают эвтектоид Эт —
механическую смесь, образующуюся при вторичной кристалли-
зации, и ограниченные твердые а-растворы (Б в А) и р-растворы
(А в Б). При сварке плавлением у кромок как со стороны шва,
так и со стороны металлов А и Б будут располагаться соответ-
ственно кристаллы твердых а- и Р-растворов, при удалении от
кромки А зона а-кристаллов с третичными выделениями р-фазы,
а со стороны кромки металла Б — p-кристаллы с третичными вы-
Рис. 3.21, Диаграмма состояния сплавов с полиморфным превращением в твер-
дом состоянии
55
делениями a-фазы. Между этими зонами будет находиться зона
кристаллов эвтектоида (рис. 3.21, III).
Отличительная особенность сварного соединения металлов
с полиморфным превращением в твердом состоянии — получе-
ние вторичных мелких зерен в пределах крупных первичных кри-
сталлитов, образовавшихся при переходе из жидкого состояния
в твердое. Свойства (прочность и вязкость) благодаря этому
улучшаются, происходит плавное изменение свойств металла
шва (см. рис. 3.15, I, II) в соответствии с характером образо-
вавшихся фаз.
На практике часто приходится иметь дело со сваркой не только
чистых металлов, но и сплавов. Рассмотрение диаграмм состоя-
ния при сплавлении трех и более компонентов более сложное
в связи с необходимостью использования многомерного принципа
их построения. Однако в сварных соединениях сплавов также мо-
гут существовать твердые растворы нескольких компонентов,
эвтектические или эвтектоидные смеси ц химические соединения.
Характер кристаллизации и изменения свойств при сварке спла-
вов близок характеру кристаллизации и изменения свойств
чистых металлов.
4. ДИФФУЗИЯ В СВАРНЫХ
СОЕДИНЕНИЯХ
Диффузия в металлах и сплавах — это элементарные про-
цессы перемещения атомов кристаллического вещества на рас-
стояние больше параметра кристаллической решетки.
Наиболее вероятный механизм диффузии связан с Перемеще-
нием атомов по незанятым узловым положениям — вакансиям
(рис. 4.1, а) или междуузлиям (рис. 4.1, б). В сумме такие эле-
ментарные процессы перемещения определяют массоперенос. Если
массоперенос направленный и приводит к местным изменениям
концентрации перемещающихся атомов элемента, растворенного
в растворителе, процесс называют гетеродиффузией, если имеет
место перемещение атомов металла основного компонента без
изменения концентрации, процесс называют самодиффузией.
Как самодиффузия, так и гетеродиффузия имеют большое зна-
чение для большинства процессов изменения состояния металлов,
влияющих на свойства. Фазовые и структурные превращения
при нагреве и охлаждении, получение того или иного структур-
ного состояния металла и, соответственно, его свойства связаны
с протеканием диффузионных процессов. Даже образование мар-
тенсита при закалке, считающееся бездиффузионным превраще-
нием, зависит от однородности твердого раствора перед закал-
кой, которая определяется диффузией растворенных элементов.
Очень большое значение процессы диффузии имеют при сварке.
Например, при сварке давлением диффузия является основным
процессом, определяющим рекристаллизацию и улучшение свойств
сварного соединения после установления связи между свари-
ваемыми активированными поверхностями. При сварке плавлением
Рис. 4.1. Схемы механизма перемещения атомов при диффузии
57
процессы диффузии влияют на степень химической и механиче-
ской неоднородности металла шва и сварного соединения. Осо-
бенно большое значение процессы гетеродиффузии имеют для фор-
мирования сварных соединений разнородных сталей и разнород-
ных металлов, так как обычные закономерности диффузионного
процесса осложняются специфическими условиями диффузии —
реакционной диффузией и диффузией, вызванной влиянием со-
става на изменение термодинамической активности растворенного
и диффундирующего вещества.
4.1. ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ДИФФУЗИИ
Основной параметр диффузии — скорость переноса массы
перемещающегося элемента, металла через единицу площади се-
чения за единицу времени. Основной причиной перемещения раст-
воренного вещества служат разность его концентраций в соседних
объемах и стремление к равномерному распределению. В этом
случае масса М перемещающегося вещества пропорциональна
разности концентраций de и обратно пропорциональна интервалу
расстояния dx, на котором имеет место градиент концентрации
dc/dx:
М « —Ddc/dx. (4.1)
Коэффициент пропорциональности D — коэффициент диффу-
зии характеризует количество вещества в граммах или молях,
перемещающегося через единицу площади за единицу времени при
градиенте концентрации, равном единице. Знак минус показы-
вает, что диффузия идет в направлении уменьшения dcldx.
Выражение (4.1) характеризует первый закон диффузии (пер-
вый закон Фика), связывающий массоперенос с перепадом кон-
центрации диффундирующего элемента. Коэффициент диф-
фузии — очень важный показатель данного процесса. При опре-
деленной температуре он зависит в основном от природы раство-
рителя и диффундирующего вещества. Зная, например, коэффи-
циенты диффузии различных элементов в а- и y-Fe, можно судить
о способности соответствующих растворов к гомогенизации или,
наоборот, к гетерогенизации во время пребывания при той или
иной температуре, что имеет значение для регулирования парамет-
ров термообработки, а следовательно, свойств, химической и
механической неоднородности сварных соединений.
Особенно сильно коэффициент диффузии зависит от темпера-
туры:
О =D0 (4.2)
или
In D = In Do — Q/(RT), (4.3)
где Do — предэкспоненциальный множитель; Q — энергия ак-
тивации диффузии; R — газовая постоянная; Т — температура.
58 U
F Предэкспоненциальный множитель зависит от типа кристал-
> лической решетки
Dq = QadfKh), (4.4)
где а — межатомное расстояние; N — число Авогадро; h — по-
стоянная Планка.
Энергия активации диффузии зависит от энергии связи диф-
фундирующего атома в решетке растворителя. Чем выше Q,
тем сильнее удерживается атом в первоначальной позиции, тем
ниже D и меньше скорость диффузии.
По мере протекания процесса диффузии разность концентра-
ций растворенного, диффундирующего вещества уменьшается и
меняется градиент концентрации dddx. Это изменение градиента
концентрации со временем т учитывается вторым законом диф-
фузии (второй закон Фика), который для одноосного потока имеет
вид
>=-£-> <4-5)
или
1 ф-Ф
0я, х — со
(4-6)
гдес0 — исходная концентрация; Ф ( — *— ) —функция Крампа,
\ 2 у Dx /
находят по таблицам зависимости от аргумента
х/(2
Выражение (4.6) служит для определения коэффициента диф-
фузии при разных температурах на основе экспериментально
установленных значений с0, с и х за время т. При этом все рас-
смотренные закономерности справедливы для протекания про-
цессов диффузии при концентрациях, не достигающих предела
насыщения растворенного элемента.
Зная коэффициент диффузии D и продолжительность про-
цесса т, по выражению X ~ можно приближенно оценить
размер диффузионной зоны для данного элемента и растворителя.
Это выражение показывает, что графически зависимость х = /(т)
является параболической, что позволяет судить о характере рас-
сматриваемых процессов и оценивать роль диффузии в их проте-
кании.
Для состояния и свойств сварных соединений, прежде всего
сталей, имеет значение диффузионное перемещение углерода,
водорода, серы, фосфора, железа, марганца, хрома, молибдена,
ванадия, алюминия и некоторых других элементов. Диффузия
этих элементов определяет степень химической и механической
неоднородности сварных соединений, протекание процессов ре-
кристаллизации, изменение свойств при термообработке и т. п.
59
В процессе диффузии пере-
Таблица 4.!
Энергия активации диффузии
различных элементов, дающих
растворы внедрения в a-Fe
- Эле- мент Атом- ный Диа- мет р, им Отличие от атомного диаметра железа, нм Q, Дж/моль
н 0,56 2 15 700
N 1,42 1,14 76 100
С 1,54 1,02 84 100
В 1,78 0,76 88 400
мещение атомов внедрения и
атомов замещения происходит
по-разному, характеризуется
различными энергетическими
параметрами и протекает с раз-
личной скоростью.
Небольшие по размеру ато-
мы внедрения значительно от-
личаются от параметров решет-
ки и размеров атомов раство-
рителя, они удерживаются в
своих положениях менее ус-
тойчиво, чем находящиеся в
узлах атомы замещения. Кроме того, чем меньше размер внед-
ренного атома, чем больше он отличается от атома растворите-
ля, тем слабее он удерживается в кристаллической решетке и тем
меньше его энергия активации диффузии и больше скорость диф-
фузии (табл. 4.1).
Для элементов, образующих растворы замещения, зависимость
энергии активации от физических характеристик элемента оказы-
вается более сложной. Помимо соотношения размеров диффунди-
рующего атома и атома растворителя приобретают значение и дру-
гие факторы, например способность к всестороннему сжатию
растворенного атома, возможность в связи с этим уменьшения
его размеров.
Значения энергии активации некоторых элементов в y-Fe,
дающих растворы замещения, приведены ниже:
Элемент ...........................
Q, кДж/моль ..............
Элемент............................
Q, кДж/моль........................
S Al Мо Си Мп
121 184 247 255 278
Ni Fe Со W Сг
282 284 366 376 406
Наибольшей подвижностью обладают атомы серы, что создает
предпосылки для устранения при нагреве ликвации по сере. Наи-
более трудно устраняется химическая неоднородность по хрому
и вольфраму. Диффузия углерода и легирующих элементов в
а- и y-Fe идет с различной скоростью. В a-Fe энергия активации
диффузии углерода меньше, а скорость диффузии больше:
Элемент ..........................
Q в a-Fe, кДж/моль...........-. . .
Q в y-Fe, кДж/моль................
С Fe Мо W Сг
75 247 272 292 338
151 284 322 326 406
Повышенная скорость диффузии в a-Fe создает предпосылки
для активного протекания процессов при температуре нагрева
несколько ниже Aclt что может иметь место при эксплуатации свар-
ных соединений теплоэнергетического оборудования, химической
и нефтеперерабатывающей промышленности, работающего часто
60
Рис. 4.2. Зависимость коэффициента
диффузии углерода в a-Fe от темпера-
туры
Рис. 4.3. Влияние легирования a-Fe
на коэффициент диффузии углерода
при температуре 700 °C
в интервале температур 500 —650 °C, а также при термообработке
сварных соединений в режиме высокого отпуска.
Для сварных соединений важно, что по границам зерен диф-
фузионные процессы идут активнее, чем по телу зерна, что связано
с большей плотностью несовершенств кристаллического строения по
границам зерен. В результате этого сосредоточение по границам
зерен различного рода примесей и, прежде всего, углерода, водо-
рода и серы определяет возможность значительного изменения
свойств металла этих зон, их поведения при деформации и раз-
рушении. Состояние границ зерен для сварных соединений имеет
большее значение, чем для свариваемого металла в связи с нали-
чием крупных литых кристаллов в металле шва и выросшего зерна
в околошовной зоне.
Поскольку процесс диффузии связан с энергетическими ха-
рактеристиками взаимодействия диффундирующего атома с ре-
шеткой растворителя, большое влияние на процесс оказывают
температура и состояние решетки растворителя — наличие в
ней инородных атомов — атомов легирующих элементов. Таким
образом, скорость диффузии какого-либо элемента в легирован-
ной стали зависит от характера и степени ее легирования. Несом-
ненно, имеет значение и концентрация атомов диффундирующего
элемента.
Зависимость скорости диффузии от температуры — степенная
(рис. 4.2). Влияние легирования a-Fe на коэффициент диффузии
углерода при температуре 700 °C показано на рис. 4.3.
4.2. ДИФФУЗИОННЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
Рассмотренные закономерности диффузии относились к слу-
чаю перемещения растворенных атомов в однородном твердом
растворе при наличии градиента их концентрации, т. е. в твердом
состоянии металлы А и Б неограниченно растворимы друг в друге
61
(рис. 4.4, а). При контактировании •— сварке таких металлов
в твердом состоянии при температуре t распределение концентра-
ций после нагрева в течение какого-то времени будет описываться
графиком на рис. 4.4, а, II. Изменение концентрации А в Б
и Б в А будет зависеть от температуры и продолжительности на-
грева и характеризоваться параболическим законом.
В какой-то начальный период времени т пребывания при тем-
пературе t диффузия металла А в металл Б произойдет на неболь-
шое расстояние, и распределение Л в Б будет характеризоваться
кривой 1, а Б в А — кривой 2 (рис. 4.4, а, II). При увеличении
Этого времени до тг произойдет увеличение глубины взаимодиф-
фузии, распределение концентраций А в Б и Б в А будет соот-
ветствовать кривым Г и 2'. Обе кривые распределения симметри-
чны, если скорость диффузии Л в Б равна скорости диффузии
Б в Л и влияние на диффузию проникших в другой металл
атомов примерно одинаково. Реально же скорости диффузии
Л в Б и Б в Л могут быть различными, и симметрия в распо-
Рис. 4.4. Распределение концентрации диффундирующего элемента в сварных
соединениях металла с неограниченной растворимостью (а) и сложными превра-
щениями (б) в твердом состоянии
62
ложении кривых 1, 2 и 2' относительно плоскости раздела будет
нарушена.
В соответствии с этим плоскость О, соответствующая макси-
мальной концентрации компонентов А и Б, сместится в сторону
металла, в котором скорость перемещения атомов диффундирую-
щего элемента больше. Например, если Л в Б диффундирует
с большей скоростью, чем Б в Л, то плоскость О сместится от
места контакта в сторону металла Б. Согласно характеру изме-
нения свойств в сплавах, дающих неограниченные твердые раст-
воры (см. рис. 3.15), экстремум свойств сварного соединения та-
ких металлов будет на каком-то расстоянии от плоскости контакта.
Не рассматривая всех возможных случаев взаимодиффузии
контактируемых при сварке металлов, остановимся на соединении
металлов А и Б, имеющих диаграмму состояния, представленную
на рис. 4.4, б, I. В этом обобщенном случае металлы в твердом
состоянии дают сплавы с твердыми растворами а, р, у, 6, меха-
ническими смесями-эвтектоидами и 32 и химическое соедине-
ние В. Сварка этих металлов возможна при трех характерных
температурах: ti, когда металл образует непрерывный ряд твер-
дых растворов у; /2, когда сплавы образуют ряд твердых растворов
переменного состава, т. е. концентрация компонентов А и Б
в этих растворах изменяется в определенных пределах; ts, когда
помимо твердых растворов переменной концентрации сущест-
вуют два типа механических смесей и 32 определённой кон-
центрации. В пределах существования этих механических смесей
концентрация растворов не изменяется.
На рис. 4.4, б, II показано распределение концентрации толь-
ко металла Б при диффузии его во время сварки в металл А.
Диффузия металла А в металл Б будет протекать качественно
аналогично, а количественно будет отличаться в зависимости
от различия скоростей диффузии А в Б от Б в А при данной тем-
пературе.
Случай сварки при температуре ti, когда металлы дают непре-
рывный ряд твердых растворов, проиллюстрирован на рис. 4.4, а,
II. После охлаждения такого сварного соединения в различных
его зонах произойдет вторичная кристаллизация непрерывного
ряда твердых растворов с образованием структур, отвечающих
той или иной концентрации компонентов в различных участках
сварного соединения.
Сварка при температуре i2 будет сопровождаться более сложно
протекающими процессами диффузии. Это связано с тем, что по
нормальной диффузионной кинетике процесс перемещения ато-
мов протекает только в интервалах, где имеются твердые растворы
с переменной концентрацией компонентов, т. е. в интервалах 1—2
(раствор а), 3—4 и 7—8 (раствор у), 5—6 (раствор б) и 9—10
(раствор р). Поэтому в этих интервалах распределение диффунди-
рующего элемента будет характеризоваться параболическими
кривыми (рис. 4.4, 6, II). В интервалах 2—3 (смесь растворов а
63
и у переменной концентрации), 4—5 и 6—7 (смесь растворов 6
и 7 переменной концентрации) и 8—9 (смесь растворов 0 и 7
переменной концентрации) диффузия элемента Б будет происхо-
дить в многофазной среде, при этом кинетика перемещения откло-
нится от нормальной параболической. В интервалах 2—3, 4—5,
6—7 и 8—9 распределение элемента Б условно изображено нак-
лонными прямыми участками (рис. 4.4, б, II).
Сварка при температуре /3 связана с существованием механи-
ческих смесей — эвтектоидов неизменного состава. В области твер-
дых растворов 1'—2', 3'—4' и 5'—6' концентрация изменяется по
параболическому закону диффузии. В области существования
эвтектоидов и химического соединения диффузия происходить
не будет, и концентрация резко изменится до концентрации диф-
фундирующего элемента в этих фазах.
Диффузию, сопровождающуюся фазовыми изменениями, назы-
вают реактивной. Для этой диффузии характерно образование зон
неизменной концентрации — зон химических соединений. В свар-
ном соединении эти зоны не обязательно должны располагаться
в плоскости контактирования свариваемых металлов. Они могут
быть сосредоточены в участке с соответствующей концентрацией
компонентов в зависимости от относительной скорости диффузии
при данной температуре. Последующий нагрев (термообработка),
приводящий к дальнейшему развитию диффузионного процесса,
сместит положение этих зон.
Для сварных соединений характерен еще один вид диффузии,
когда процесс перемещения в растворе какого-либо элемента про-
исходит не в связи с разностью его концентраций в растворе, а
в связи с разницей его термодинамической активности: например,
диффузия углерода на границе сварки легированной и нелеги-
рованной сталей или разнолегированных сталей. При исследовании
такой диффузии и вызываемой ею неоднородности состава и строе-
ния сварных соединений было замечено, что если сварное соеди-
нение состоит из сталей с различным содержанием легирующих эле-
ментов, то независимо от содержания в этих сталях углерода на-
правление его перемещения определяется разницей в легировании
контактирующих сталей. Перемещение углерода при этом может
происходить даже из стали с меньшей его концентрацией (рис. 4.5).
Было также замечено, что кремний является элементом, «вытал-
кивающим» углерод, а хром, молибден и ванадий «притягиваю-
щими» его.
Предложенная трактовка механизма такого действия леги-
рующих элементов сводится к следующему. Если у атомов леги-
рующего элемента силы связи с атомами углерода меньше, чем
у атомов железа, то атомы углерода отталкиваются от атомов та-
кого элемента и стремятся попасть в окружение только атомов же-
леза. Следовательно, данный легирующий элемент увеличивает
термодинамическую активность атомов углерода к перемещению
в участки, не содержащие атомов этого легирующего элемента.
64
Рис. 4.5. Образование обезуглероженной и науглероженной зон в сварном соеди-
нении в связи с диффузней углерода, вызванной различием его термодинамической
активности в сваренных сталях
К элементам, увеличивающим термодинамическую активность
углерода в железе, относятся кремний и никель.
С другой стороны, в растворе а- или y-Fe, где имеются атомы
легирующего элемента со сродством к углероду большим, чем
у железа, углерод стремится закрепиться у этих атомов и его
активность к перемещению понизится. Понижают термодинамиче-
скую активность углерода в железе атомы карбидообразующих
элементов (марганец, хром, молибден, вольфрам, ванадий и др.).
Количество вещества, перемещающегося в связи с разностью
его термодинамической активности в растворе, определяется вы-
_' ражением
М ~ Dada!dx, (4.7)
где daidx — градиент термодинамической активности.
Таким образом, по показателю термодинамической активности
углерода в а- или y-Fe сваренных сталей можно судить о склонности
сварного соединения к образованию структурной неоднородности
на границе раздела в связи с диффузией углерода из стали с боль-
шей активностью углерода в сталь с его меньшей активностью.
Коэффициент, определяющий активность перемещения угле-
рода на границе легированной и нелегированной стали,
Nc,
(4.8)
где ас и ас — активность углерода в растворах соответственно
легированной и нелегированной сталей; Л'с — атомная доля
легирующего элемента.
3 ЛИВГПИТГ JT л. Ч ПП 65
Рис. 4.6. Влияние легирующих элементов на коэффициент активности углерода
в аустените (а—ж) и феррите (з) при определенной температуре, °C:
а, б, е—з — 1000; в, е — 1050; д — 980
Выражение (4.8) справедливо при постоянном содержании
углерода, так как повышение его атомной доли приводит к повы-
шению коэффициента активности. Влияние атомной доли углерода
в y-Fe на коэффициент активности углерода при постоянном со-
держании марганца (4,04 % по массе) показано ниже:
f£n.............. 0,822 0,856 0,816 0,859 0,861 0,888
Nc............... 0,0149 0,026 0,0348 0,0495 0,051 0,053
На рис. 4.6, а—ж показано влияние легирования на коэф-
фициент активности углерода в аустените, на рис. 4.6, з — влия-
ние кремния на коэффициент активности углерода в феррите.
Однако по причинам, рассмотренным ранее, качественно легирую-
щие элементы одинаково влияют на изменение активности угле-
66
рода в аустените и феррите, разница может быть только в коли-
чественных переменах показателя активности.
Для рассмотрения процессов диффузии углерода в сварных
соединениях разнолегированных или разнородных по структур-
ному классу сталей при их нагреве в процессе эксплуатации
или при термообработке в межкритическом интервале температур
следует кратко остановиться на различии термодинамической ак-
тивности углерода в феррите и аустените нелегированных и ле-
гированных сталей.
Различие в энергетическом состоянии атомов железа в кри-
сталлических решетках а и у, а также различие в энергии полей
межатомных участков этих кристаллических форм железа при-
водит к тому, что внедренный атом углерода в аустените и фер-
рите имеет различную энергию связи и по-разному взаимодейст-
вует с атомами железа. Экспериментальные и теоретические ис-
следования показали, что в a-Fe углерод энергетически закреплен
слабее, чем в y-Fe, и поэтому при определенных условиях (тем-
пературе, содержании других элементов и пр.) его активность
в феррите намного выше, чем в аустените. В соответствии с этим
растворимость углерода в феррите ниже, чем в аустените. Поэ-
тому, если при какой-либо температуре существуют ферритные
и аустенитные участки (зерна, поверхности), а это, в частности,
может иметь место при нагреве в интервале температур Act—
Acs, то углерод будет перемещаться из феррита в аустенит до
установления равновесной концентрации при данной температуре:
„А
Сс
где Сс — концентрация углерода в аустените; сс — концентрация
углерода в феррите; К. — коэффициент пропорциональности;
«с — активность углерода в аустените; ас — активность углерода
в феррите.
Коэффициент пропорциональности К зависит в основном от
температуры, влияния легирующих элементов (если они содер-
жатся в стали) на показатели активности углерода в рассматривае-
мых фазах и содержания в них углерода.
Оценивая влияние диффузионных процессов на строение и
свойства сварных соединений, следует также иметь в виду их
значение для рекристаллизации металла, подвергшегося дефор-
мации в процессе сварки, для химической неоднородности в раз-
личных участках зоны сварки и для проникания в зону сварного
шва водорода.
Рекристаллизация, во многом определяющая свойства свар-
ных соединений, при сварке давлением связана с процессом
самодиффузии атомов металла, представляющего основу сплава
(для стали — с самодиффузией железа). Ускорить процесс ре-
3* 67
кристаллизации способны повышение температуры и определенная
степень деформации. Сама рекристаллизация в момент ее проте-
кания ускоряет диффузионную подвижность атомов.
Влияние диффузионной подвижности атомов примесей на из-
менение химической неоднородности в сварном соединении сво-
дится к диффузионному выравниванию при нагреве неравномерно
распределившихся при кристаллизации сварочной ванны приме-
сей. При этом имеет значение как коэффициент диффузии примеси
в основе — растворителе при данной температуре, так и взаимо-
влияние на диффузию содержащихся в сплаве элементов. Рассмат-
ривая общие закономерности диффузии, следует отметить роль
деформации. Упругая деформация при растяжении, изменяя меж-
атомные расстояния, ускоряет диффузию. Считают, что и пласти-
ческая деформация, изменяя плотность несовершенств кристалли-
ческого строения, влияет на диффузионную подвижность раст-
воренных атомов.
5. СТРУКТУРНЫЕ И ФАЗОВЫЕ
ПРЕВРАЩЕНИЯ В СТАЛЯХ
ПРИ СВАРКЕ
Механические, технологические и служебные свойства сталей
и сварных соединений определяются структурой, которая явля-
ется гетерофазной системой. Сварка сталей связана с нагревом
и охлаждением металла, которые предопределяют особенности
протекания структурно-фазовых превращений, наличие градиента
температур и напряжений. Для целенаправленного воздействия на
структуру необходимо знать закономерности ее образования.
Среди основных химических элементов, оказывающих опре-
деляющее влияние на процессы структурообразования в сталях
при сварке и термообработке, следует выделить углерод, поэтому
сталь рассматривают прежде всего как сплав железа с углеродом.
Диаграмма стабильного состояния системы Fe—С и соответствую-
щее ей строение зоны термического сварного соединения показаны
на рис. 5.1.
В системе сплавов Fe—FesC имеются следующие фазы: жид-
кий раствор Ж углерода в железе (при растворении цементит
диссоциирует на Fe и С); аустенит — твердый раствор углерода
в y-Fe; феррит — твердый раствор углерода в a-Fe; цементит Ц —
химическое соединение углерода с железом — карбид железа
Fe3C и другие карбиды (К). Кроме цементита в определенных
условиях охлаждения или нагрева в высокоуглеродистых спла-
вах вместо цементита либс! наряду с ним может присутствовать
графит Г — свободный углерод. В высокотемпературной области
возможно существование б-Fe. ,
Кроме перечисленных растворов и химического соединения
в сплавах имеются механические смеси. В области высоких кон-
центраций углерода образуется эвтектика — ледебурит Л (при
кристаллизации из жидкого состояния) и эвтектоид — перлит П
(при вторичной кристаллизации).
Различают первичный цементит выделяющийся при кри-
сталлизации из жидкого состояния, вторичный цементит Ц2,
выделяющийся при вторичной кристаллизации в твердом состоя-
нии, и третичный цементит Ц3, выделяющийся при распаде пере-
сыщенного a-твердого раствора.
Процессы растворения и выделения примесей и легирующих
элементов зависят от типа и параметра решетки растворителя.
Низкотемпературная модификация — a-Fe с ОЦК решеткой су-
ществует при температуре до 911 °C. Параметр решетки a-Fe
69
Рис. 5.1. Распределение максимальных температур (а), предопределяющих
строение ЗТВ сварного соединения (в) в соответствии с диаграммой состояния
системы Fe—С (б)
при температуре 20—768 °C изменяется прямолинейно от 2,86 X
X 10-4 до 2,895-10-4 мкм. При температуре 768 °C происходит
магнитное превращение a-Fe, тип решетки и прямолинейное из-
менение его параметра сохраняются, но магнитные свойства в ре-
зультате изменений в атоме меняются. Эта модификация a-Fe
существует в интервале 768-—911 °C, обозначается P-Fe. Выше тем-
пературы 911 °C устойчивой становится модификация у-Fe с ГЦК
решеткой с параметром от 3,64-10~4 при 911 °C до 3,67-10-4 мкм
при 1390 °C, когда y-Fe снова переходит в объемно-центрированную
модификацию 6-феррита. Параметр решетки б-Fe изменяется от
2,925- IO"4 при 1390 °C до 2,93-10"4 мкм при 1535 °C.
70
Рассмотрим условия превращения фаз на примере охлаждения
из жидкого собтояния сплава концентрации К, содержащего
углерода менее 0,1 % (рис. 5.1, б).
Первичная кристаллизация сплава начинается в точке 1
(рис. 5.1, б) с выделением кристаллов б-Fe, причем в процессе
кристаллизации концентрация жидкости будет изменяться по
линии АВ (часть линии ликвидус), а концентрация твердой фазы—
по линии АН (часть линии солидус). В интервале точек 2—3 жид-
кая фаза отсутствует, имеется лишь твердый раствор б-Fe. При
охлаждении ниже точки 3 начинается полиморфное превращение
б-Fe -> y-Fe, причем концентрация этих фаз изменяется в соот-
ветствии с положением линий HN и JN. В интервале точек 4—5
структура полностью аустенитная, а в интервале точек 5—6 (меж-
критическом) сплав состоит из a-Fe и y-Fe.
В зависимости от содержания углерода различают три группы
сталей: эвтектоидные с содержанием 0,8 % С, структура которых
при температуре ниже 727 °C состоит только из перлита; доэвтек-
тоидные с содержанием С < 0,8 %, структура которых состоит
из смеси феррита и перлита, и заэвтектоидные с содержанием С =
= 0,8—2,0 %, имеющие перлитно-цементитную структуру.
Конкретное содержание углерода в феррите в двухфазной ау-
стенитно-ферритной области зависит от температуры нагрева
в a + у-области.
Строение зоны термического влияния. Рассмотренные данные
позволяют схематически представить строение сварных соеди-
нений в соответствии с диаграммой состояния и максимальной
температурой, достигаемой в отдельных точках зоны термического
влияния (см. рис. 5.1). Протяженность отдельных участков воз-
растает с уменьшением градиента распределения максимальных
температур нагрева. Зависит она и от содержания химических
элементов в стали и, прежде всего, от количества угле-
рода.
Участок I—'металл шва. Участки II, III, IV, прилежащие
к линии сплавления, образуются в сварных соединениях сталей,
претерпевающих перитектическую реакцию, что, в частности,
характерно для низкоуглеродистых сталей с содержанием углерода
до 0,5 %.
Характерным для данных участков ЗТВ является образование
высокотемпературной химической микронеоднородности, след-
ствием которой может явиться существенное снижение технологи-
ческих и служебных свойств сварных соединений.
В общем случае в зоне сплавления, как известно, так же как
и в металле шва, возникают границы двух типов — первичные
и вторичные. Считается, что первичные границы образуются в
ЗТВ у линии сплавления вследствие образования и кристаллиза-
ции жидкой фазы. По литературным данным, средний уровень
ликвации на первичных границах достигает по Si 140—150 %,
по Мо 140 %, по Сг 125—130 % и по С 150 %.
71
Полагают, что в процессе высокотемпературного нагрева под-
плавляются отдельные участки структуры, в первую очередь
границы зерен аустенита, участки сегрегаций легирующих элемен-
тов, неметаллические включения, в частности сульфиды [49].
При охлаждении расплавленные участки ЗТВ кристаллизуются,
образуя первичные границы, а при дальнейшем охлаждении об-
разуются вторичные границы.
Считается, что фактором, способствующим образованию вы-
сокотемпературной химической микронеоднородности, является
процесс у -> 6-превращения при нагреве до температуры 1400 °C,
которому предшествуют подплавление границ аустенитных зерен
и сегрегация в подплавленных участках примесей, в первую очередь
углерода [49]. Этому же способствует различная степень
растворимости отдельных химических элементов в а-, у- и 6-Fe.
Растворимость S в этих модификациях равна соответственно
0,033; 0,09 и -0,24 %.
Полагают, что повышением интенсивности охлаждения свар-
ных соединений после высокотемпературного у -> 6-превращения
можно существенно уменьшить размер зерна аустенита в резуль-
тате полиморфного 6 -> у-превращения при сварке низкоуглеро-
дистых и низколегированных сталей, кристаллизирующихся из
расплава с образованием 6-феррита.
Участок V характеризуется крупнозернистой структурой в ре-
зультате перегрева аустенитных зерен, особенно при сварке с тер-
мическими циклами, характеризующимися пониженной интен-
сивностью нагрева. В низкоуглеродистых и низколегированных
сталях при замедленном последующем охлаждении образуется
ферритно-перлитная структура видманштеттового типа. Макси-
мальные температуры нагрева металла в этом участке превышают
Йша — температуру начала интенсивного роста зерна аустенита.
Участок VI — участок нормализации с температурой нагрева
в интервале /Ира — Acs. Для этого участка характерна относи-
тельно мелкозернистая структура аустенита с повышенной него-
могенностью по содержанию углерода и, особенно, легирующим
элементам.
Участок VII — участок неполной перекристаллизации с мак-
симальной температурой нагрева в интервале Ас3— Aclt струк-
тура стали — аустенитно-ферритная с наличием карбидов. Ау-
стенит характеризуется наибольшей химической негомогенностью
по углероду и элементам замещения. Ряд исследователей отмечает
наличие обогащения периферийных участков вновь образовавших-
ся аустенитных зерен Мп. Образование таких обогащенных зон
снижает термодинамическую активность углерода в аустените при
сохранении относительно низкоуглеродистой сердцевины [16].
Это обстоятельство важно в практическом плане. При умеренных
скоростях охлаждения из межкритического интервала температур
более углеродистая часть у-фазы превращается по мартенситному
механизму, а менее углеродистая — по диффузионному.
Участок VIII — участок отпуска, в котором металл нагрева-
ется до температур Ас\ ~ 600 °C, где наиболее активно происходят
процессы дифференциации феррита и цементита, и коагулируют
карбиды.
В ЗТВ сварных соединений образуются и другие участки
с /шах < 600 °C, при которых в сталях в различной степени могут
развиваться процессы отпускной хрупкости и дисперсионного
упрочнения.
Следует отметить, что во всех участках ЗТВ процессы струк-
турно-фазовых превращений, состав, характеристики конечной стру-
ктуры, а следовательно, и механические свойства сварных соеди-
нений в значительной степени зависят от параметров термических
циклов сварки и термообработки, химического состава и исход-
ного структурного состояния сталей.
5.1. ФАЗОВЫЕ ПРЕВРАЩЕНИЯ В СТАЛИ ПРИ НАГРЕВЕ
В ПРОЦЕССЕ СВАРКИ
Несмотря на большое число исследований, посвященных изу-
чению фазовых переходов в сталях при нагреве, все еще отсут-
ствует единая теория, объясняющая механизм образования аусте-
нита, что свидетельствует о сложности данного явления.
М. Е. Блантер, И. Н. Кидин, И. Л. Миркин, С. С. Штейнберг
полагают, что первые зародыши аустенита с концентрацией угле-
рода, соответствующей его содержанию в стали, образуются при
температуре, соответствующей критической точке Асг в участках
концентрационных флуктуаций по углероду. Подобная флуктуа-
ция в необходимом критическом объеме, по мнению этих исследо-
вателей, имеет место только на границе раздела феррит—цементит,
где образовавшийся зародыш аустенитного зерна закрепляется
вследствие растворения цементита и диффузии углерода.
Результаты исследований, проведенных М. Л. Бронштейном,
С. В. Дьяченко, И. И. Новиковым, позволили уточнить механизм
образования аустенита в железоуглеродистых сплавах при нагреве
с учетом роли структурных несовершенств (вакансий, дислокаций).
Образование аустенита происходит в две стадии. На первой ста-
дии реализуется сдвиговой механизм а ->• у-перестройки кристал-
лической решетки. При этом возникают области метастабильного
аустенита с пониженной концентрацией углерода по сравнению
с той, которая следует из диаграммы состояния при данной тем-
пературе. На второй стадии превращения растворяются карбиды,
и аустенит обогащается углеродом в результате процесса диффу-
зии, приобретая устойчивость к росту при температуре, превыша-
ющей температуру критической точки Лсх.
Участками преимущественного образования аустенита наряду
с поверхностями раздела ферритно-карбидной фаз являются также
границы ферритных зерен и субзерен, границы перлитных ко-
лоний. При этом имеет значение влияние устойчивых сегрегаций
73
атомов углерода как горофильного элемента, хотя при этом сле-
дует иметь в виду, что при температуре нагрева выше 500 °C
эффект сегрегации значительно уменьшается.
Кроме поверхностей раздела фаз существенную роль играют
области структур с повышенным уровнем свободной энергии —
скопления дислокаций, участки локального искажения кристал-
лической решетки в результате внедрения атомов.
С повышением температуры превращения при высоких ско-
ростях нагрева (при перенагреве) свободная энергия системы
возрастает настолько, что число центров зарождения у-фазы
увеличивается за счет их образования в областях структуры с
меньшей плотностью дислокаций. Свободная энергия, существую-
щая вокруг этих зон, исчезая при превращении, передается зароды-
шу новой фазы, понижая энергию его образования. Отмеченное
подтверждается тем обстоятельством, что при быстром нагреве
стали аустенит образуется в первую очередь вокруг деформиро-
ванных участков a-фазы, термодинамический потенциал которых
выше, чем у недеформированной a-фазы, из-за наличия большого
количества дефектов кристаллического строения и низкой устой-
чивости с термодинамической точки зрения. В то же время при
медленном нагреве (со скоростью до 1 °С/мин) в результате ис-
чезновения искажений решетки в образцах с различной исходной
структурой образуется примерно одинаковое количество аусте-
нита, так как при этом участками зарождения у-фазы становятся
поверхности раздела фаз.
Легирующие элементы резко снижают интенсивность образо-
вания у-фазы и существенно повышают энергию активации диф-
фузии углерода в аустените. Граница раздела а- и у-фаз движется
со скоростью, пропорциональной изменению свободной энергии
системы. Легирующие элементы уменьшают скорость роста зерна
аустенита.. Полагают, что скорость у -► «-превращения опреде-
ляется скоростью зарождения новой фазы, а рост устойчивых
зародышей — скоростью диффузии углерода. По данным работы
141], скорость движения границы аустенитного зерна при 740 °C
в стали с 0,56 % С составляет 0,1 мкм/с.
Для аналитической оценки кинетических параметров процес-
сов полиморфных превращений в сталях можно воспользоваться
известным уравнением А. Н. Колмогорова
V (т) = Vo < 1 — ехр — | G (т) ф (т) du
I L о
(5.1)
где V (т) — объемная доля новой фазы в момент времени и; Уо —
исходная объемная доля фазы; G (т) — скорость роста центров
кристаллизации; ф (т) — объем, занятый центром новой фазы
в момент времени <s.
74
Решение уравнения (5.1) , полученное М. Аврами, записыва-
ется в следующем виде [33]:
в = 1 — exp (—kx)n, (5.2)
где в = V (x)/V0 — относительная объемная доля новой фазы;
К — кинетический параметр (константа скорости реакции), за-
висящий от G и скорости образования новой фазы; т — длитель-
ность превращения; п — показатель степени.
По величине показателя п судят о преимущественном типе
и механизме зарождения.
Константа скорости реакции
k = k0 exp (—nQ/RT), (5.3)
где k0 и Q — эффективная частота и кажущаяся энергия актива-
ции процесса соответственно; R — универсальная газовая по-
стоянная.
Значения кинетических параметров процесса структурообра-
зования определяют двойным логарифмированием уравнения (5.2)
с учетом выражения (5.3)1
In [— In (1 — V (т)/Г0)] = п In k0 4- n In <b. (5.4)
Зависимости In [—In (I — V (x)/V0) 1 от 1/T представляют собой
прямые линии с углом наклона, равным п.
Зависимость In [—In (1 — V (t)/V0)J err 1/RT при фиксирован-
ном т используется для определения параметров Q и k0.
Расчетные значения параметров, характеризующих механизм
и кинетику образования аустенита при нагреве стали 20, при-
ведены в работе [22 J.
Для закаленного состояния, характеризующегося структурой
с повышенной плотностью дислокаций, скорость зарождения
центров кристаллизации оказалась в десятки раз больше данной
скорости для отожженного состояния, а скорость роста примерно
в 3 раза меньшей. Значения Q, равные 132,3 и 130,6 кДж/моль
соответственно для закаленной и отожженной сталей, снижаются
до 105,4 кДж/моль для предварительно деформированной стали 20.
Опубликованные в литературе данные о механизме и кинетике
образования аустенита относятся главным образом к условиям
термообработки, когда максимальная температура нагрева не
превышает 950 °C, а скорости нагрева находятся в интервале
0,052 (нагрев стали толщиной 200 мм) — 0,4 °С/с (нагрев стали
толщиной 40 мм). Скорости нагрева при сварке сталей указанных
толщин составляют 7,5 (двухпроходная ЭШС с РТЦ стали тол-
щиной 200 мм) и 30 °С/с (ЭШС с ГПМ стали толщиной 40 мм).
При дуговой сварке под флюсом интенсивность нагрева металла
в ЗТВ сварных соединений достигает сотен градусов в секунду.
В связи с этим необходимо проводить соответствующие исследо-
вания с целью определения кинетических параметров в условиях
быстро изменяющихся температур, характерных для соответствую-
75
щих процессов сварки. Кроме того, большинство исследователей
при рассмотрении влияния параметров термических циклов на
процессы структурообразования в сталях при сварке ограничи-
ваются рассмотрением процессов а -> у-перехода. Максимальные
температуры нагрева при этом не превышают 1350 °C. Поэтому
данные таких исследований не могут быть привлечены для анализа
механизма и кинетики процессов, протекающих в сталях, претер-
певающих перитектическое превращение непосредственно в зоне
сплавления, т. е. в интервале 1350 °C — /пл. Отмеченное особенно
важно для сталей с пониженным содержанием углерода (например,
бесперлитных) и низколегированных сталей, легированных Мо
и Сг.
Наиболее полно к настоящему времени исследовано состояние
фаз в участках IV—VI и недостаточно — в участках II и III
(см. рис. 5.1, в). Отмеченное объясняется в первую очередь труд-
ностями, возникающими при анализе фазовых превращений в ин-
тервале /пл — 1350 °C, так как в этом случае наряду с твердыми
фазами присутствуют жидкие фазы. Для таких систем практи-
чески отсутствуют аналитические методы анализа, а эксперимен-
тальные крайне ограничены и не позволяют определить кинети-
ческих параметров фазовых превращений в области у -> 6 -> у
превращений при наличии жидких фаз.
5.2. ФАЗОВЫЕ ПРЕВРАЩЕНИЯ ПРИ ОХЛАЖДЕНИИ
Важнейшими фазовыми превращениями аустенита при охла-
ждении являются перлитное, бейнитное (промежуточное) и мар-
тенситное. Изучению кинетики и механизма этих превращений
посвящены работы М. Е. Блантера, А. П. Гуляева, Г. В. Кур-
дюмова, Б. Я- Любова, А. Л. Ройтбурда, М. X. Шоршорова,
М. Инагаки, Р. Кана, Дж. Кристиана и др.
Реализуемый в конкретных условиях термообработки или
сварки тип превращения предопределяется двумя основными фак-
торами: термодинамическим стимулом и степенью развития ре-
лаксационных процессов. По данным работы [35], система в про-
цессе превращений аккумулирует упругую энергию из-за разли-
чий кристаллических структур и удельных объемов исходной и
конечной фаз. При этом энергетический баланс системы определя-
ется как накоплением упругой энергии, так и релаксацией. При-
чем в случае образования когерентных границ исходной и конеч-
ной фаз роль поверхностной энергии значительно меньше, чем
упругой. При возникновении некогерентных границ соотношение
указанных энергий обратное. Необходимо также учитывать вклад
в энергетический баланс системы дефектов кристаллического
строения, растворенных атомов примесных элементов, неметалли-
ческих включений. Механизм влияния перечисленных факторов
требует дальнейшего изучения. Поэтому не случайно, что до на-
стоящего времени все еще отсутствует единая теория полиморф-
76
ных превращений в сталях под
воздействием термических цик-
лов сварки и термической об-
работки.
Мерой энергетических ба-
рьеров, которые преодолеваются
атомами при их перемещении в
процессе полиморфных превра-
щений является энергия акти-
вации. По данным работы [35],
энергия активации диффузии уг-
лерода в аустените, составляю-
щая 116—121 кДж/моль, повы-
шается в присутствии Сг, Мо,
W до 150—162 кДж/моль. При-
чем энергия активации диффу-
зии указанных легирующих эле-
ментов в аустените составляет
250—333 кДж/моль. Энергия ак-
тивации самодиффузии железа
при введении в сталь 4—8 % Сг
возрастает от 283 до 312 и 375
кДж/моль соответственно.
Фазовые превращения при
термической обработке сталей и
их сварке протекают в пере-
менных температурно-времен-
Рис. 5.2. Диаграмма анизотермиче-
ского превращения аустенита (а) и
структурная диаграмма (б) низколеги-
рованной стали 15ХГ
ных условиях, поэтому для анализа их кинетики целесообразно ис-
пользовать диаграммы анизотермического превращения аустенита
(рис. 5.2, а), а для анализа состава конечных структур — струк-
турные диаграммы (рис. 5.2, б). Схематизация, принятая на
рис. 5.2, позволяет определить такие важные параметры, харак-
теризующие кинетику процесса у a-превращения, как длитель-
ность охлаждения до появления в структуре бейнита (тб), фер-
рита (Тф), перлита (тп) и сопоставить их с длительностями охла-
ждения ТвОо_5оо и т8ОО_БО0, соответствующими заданным термическим
циклам сварки.
Различают нормальный, сдвиговый (мартенситный) и проме-
жуточный механизмы полиморфных превращений. При нормаль-
ном превращении, характерном для ферритного и перлитного
Т a-переходов, кристаллы новой фазы образуются в результате
неупорядоченных процессов перемещения атомов через границы
исходной и новой фаз.
Линия А —» Ф на диаграмме (см. рис. 5.2, а) характеризует
начало распада переохлажденного аустенита с выделением фер-
рита. Феррит представляет собой твердый раствор углерода в a-Fe.
Растворимость углерода в a-Fe максимальна (0,02 %) при 723 °C,
а при нормальной температуре снижается до 10-7- %.
77
Наличие в объеме у-фазы участков, флуктуационно обедненных
углеродом, предопределяет возможность возникновения феррит-
ной фазы при охлаждении аустенита. В зависимости от температу-
ры аустенитизации, а следовательно, от размера исходного зерна
аустенита при его охлаждении возникают различные разновид-
ности феррита. При медленном охлаждении аустенит распадается
с образованием полиэдрического феррита, а при быстром охлаж-
дении — игольчатого феррита. Местом зарождения полиэдриче-
ского феррита являются преимущественно границы исходного
аустенитного зерна.
По данным работы [35], малые добавки бора (до 0,05 %)
снижают скорость выделения структурно-свободного феррита.
Этот эффект в наибольшей степени проявляется при дополнитель-
ном легировании сталей марганцем. Отмеченное объясняется тем,
что бор снижает коэффициент пограничной самодиффузии железа
и поэтому увеличивает длительность образования зародышей поли-
эдрического феррита. Например, при 500 °C коэффициент погра-
ничной самодиффузии железа в у-фазе в стали без бора равен
10-8 см2/с, а в стали с 0,03 % В — 10-11 см2/с.
В отличие от этого нормального механизма образования фер-
рита крупнозернистый аустенит сталей, содержащих 0,08—
0,4 % С, при относительно быстром охлаждении распадается
с образованием видманштеттового феррита, имеющего четко вы-
раженную крупноигольчатую структуру. Для видманштеттового
феррита, который наиболее часто встречается в сварных соедине-
ниях низкоуглеродистых сталей, выполненных ЭШС, характерны
повышенная плотность дислокаций и отсутствие карбидных вклю-
чений в кристаллах.
Появление в структуре видманштеттового феррита определя-
ется малой удельной поверхностью границ зерен и повышенной
химической однородностью аустенита при относительно низком
содержании углерода. Рядом работ установлено, что механизм
образования такого феррита совпадает с механизмом образования
мартенсита, о чем свидетельствуют появление характерного микро-
рельефа на поверхности шлифа и рост кристаллов в пределах од-
ного зерна аустенита.
Скорость роста ферритного зерна лимитируется скоростью
диффузионного перераспределения углерода и соответствует
0,02—0,08 мкм/с. По данным работ [35, 41 ], скорость роста вид-
манштеттового феррита составляет 1-—10 мкм/с.
С повышением содержания углерода в сталях от 0,10 до 0,4 %
температура начала образования видманштеттового феррита сни-
жается более чем на 100 °C (с 690 до 810 °C), при этом возрастает
объем ферритной фазы в конечной структуре.
Легирование сталей кремнием и марганцем (до 2 %) снижает
скорость роста видманштеттового феррита примерно в 10 раз,
так как при этом рост кристаллов видманштеттового феррита лими-
тируется процессом диффузионного перераспределения углерода.
,78
Схожесть механизмов образования видманштеттового феррита
и мартенсита подтверждается высокой плотностью дислокаций
в кристаллах видманштеттового феррита.
Выделение структурно-свободного феррита предшествует пер-
литному превращению аустенита. При дальнейшем охлаждении
аустенита образуется ферритно-цементитная смесь — перлит, ли-
ния А ->• П (см. рис. 5.2, а). Составляющие этой смеси имеют
пластинчатую форму. С увеличением интенсивности охлаждения
(уменьшением длительности т800_Б00) содержание перлита в струк-
туре сначала увеличивается до максимального значения, а затем
уменьшается.
Зародыши цементита появляются в обогащенных углеродом
участках у-фазы, на границах бывшего зерна аустенита, на нераст-
ворившихся карбидных частицах. Важнейшими характеристиками
перлитной структуры являются межпластиночное расстояние и
размеры колоний.
По мере снижения температурного интервала превращения
условно принято различать перлит (межпластиночное расстояние
0,5—0,7 мкм), сорбит (межпластиночное расстояние 0,3—
0,4 мкм) и троостит (межпластиночное расстояние 0,1—0,2 мкм).
Размер перлитных колоний зависит от соотношения линейных
скоростей роста и скорости зарождения центров перлита. Дисперс-
ность перлитных колоний определяют два процесса — рост зерна
аустенита и повышение степени его гомогенизации. При этом,
с одной стороны, уменьшается число центров зарождения перлит-
ных колоний, а с другой — укрупняются перлитные колонии.
Одновременно уменьшается межпластиночное расстояние, так
как гомогенное и крупное зерно аустенита способно к большему
переохлаждению. Этот процесс ограничивают легирующие эле-
менты, оказывая замедляющее влияние на диффузию углерода.
Замедление перлитного превращения в сталях при их легиро-
вании карбидообразующими элементами связано с процессами
образования специальных карбидов и необходимостью диффузи-
онного перераспределения в аустените легирующих элементов
в процессе охлаждения. Поскольку скорость протекания перлит-
ного превращения определяется процессами диффузии углерода,
то легирование сталей карбидообразующими элементами повы-
шает энергию активации диффузии углерода, существенно замед-
ляет, а в ряде случаев и подавляет перлитное превращение.
По данным работы [41 ], скорость роста перлита в стали с
0,5 % Мо составляет примерно 0,02 мкм/с. Легирование сталей
такими элементами, как Cr, Mo, W, V, Ti, Nb, Zr, способствует
повышению устойчивости аустенита в перлитной области, умень-
шает скорость зарождения и скорость роста перлитной фазы.
С этой точки зрения особенно велика роль таких элементов, как
Cr, Ni, Mo, W, и их сочетаний, существенно повышающих энер-
гию активации образования перлита в результате сильного меж-
атомного взаимодействия [35].
79
Мартенсит является пересыщенным твердым раствором угле-
рода в a-Fe. Концентрация растворенного в нем углерода и леги-
рующих элементов такая же, как и в исходном аустените.
В соответствии с определением Г. В. Курдюмова, отличитель-
ной особенностью образования мартенсита является сдвиговый
механизм фазового превращения, для которого характерно упо-
рядоченное, взаимосвязанное перемещение атомов на расстояния,
меньшие межатомных, без обмена атомов местами таким образом,
что соседи любого атома в исходной фазе остаются его соседями
в новой мартенситной фазе. Следствием упорядоченности про-
цесса является малая энергия активации зарождения и роста кри-
сталлов мартенсита, не превышающая 4,17 кДж/моль [35].
Большая часть существующих гипотез основана на представ-
лении о гетерогенном зарождении мартенсита внутри зерен аусте-
нита в участках, обедненных углеродом. Исследования последних
лет позволяют сделать заключение о том, что в этих участках до
начала мартенситного превращения возникают особые структуры—
области с ближним порядком смещений и аномальным распределе-
нием упругих свойств. Это подтверждают данные о эмиссии звука,
предшествующей мартенситному превращению и свидетельствую-
щей о протекании подготовительных процессов в аустенитной
матрице [12].
В общем случае для мартенситного превращения характерна
многоступенчатость. Различают атермическое, взрывное и пол-
ностью изотермическое мартенситные превращения. Атермическое
превращение реализуется в углеродистых и легированных сталях
с температурой начала мартенситного превращения 44 н выше
100° С; взрывное — в сплавах систем Fe—Ni и Fe—Ni—-1 с Мн
ниже нормальной; полностью изотермическое превращение наблю-
дается в сплавах систем Fe—Ni—Мп и Fe—Ni—tr с 7Ии также
ниже нормальной [52].
Поскольку в конструкционных сталях реализуется атермиче-
ская кинетика образования мартенсита, то важным является воп-
рос о зависимости Мв от интенсивности охлаждения. Полагают,
что при изменении скорости охлаждения до 600 °С/с, т. е. при
условиях, характерных для реальных процессов термообра-
ботки и сварки, значения температуры 44 н углеродистых и низко-
легированных сталей практически не изменяются.
Кристаллы мартенсита в аустените средне- и высокоуглероди-
стых сталей растут со скоростью, достигающей 10а мкм/с [48].
Кристаллическая решетка мартенсита является объемно-центри-
рованной, тетрагональной. Тетрагональность возрастает с увеличе-
нием содержания углерода в твердом растворе. Мартенсит обра-
зуется внутри аустенитного зерна. Все препятствия движению
дислокаций (границы зерен, включения, карбиды) уменьшают
размер мартенситных кристаллов.
В мелком исходном аустенитном зерне образуются дисперсные
кристаллы мартенсита, строение которых не выявляется с помо-
80
пью светового микроскопа. Такой мартенсит называют бесструк-
турным или гарденитом. с
Различают две морфологические разновидности мартенсита,
отличающиеся строением кристаллов, субструктурой, а также
плоскостью габитуса—пластинчатый Щ реечный мартенсит [35,
48 J. ft
Пластинчатый мартенсит (в литераторе его также называют
игольчатым, высоколегированным, низкотемпературным, двой-
никованным, многонаправленным) обр^уется преимущественно
в средне- и высоколегированных сталя
Ширина пластин мартенсита 2—3 мк1 . Субструктура пластин-
чатого мартенсита характеризуется наличием мидриба. Мидриб
представляет собой область с плотным расположением параллель-
ных тонких двойниковых прослоек толщ ной от КН до 10-2 мкм.
Внутри двойникованных кристалле плотность дислокаций
достигает 1011 см-2, а по обе стороны с • мидриба не превышает
1010 см"2 [48]. Скорость роста кристал/)в пластинчатого мартен-
сита достигает 1010 мкм/с.
Реечный мартенсит (в литературе erf также называют пакет-
ным, массивным, дислокационным, ни Делегированным, ячеис-
тым, бездвойниковым, высокотемперат; рным, ненаправленным)
образуется в закаленных малоуглеродистых низко- и средне-
легированных сталях. '
Кристаллы реечного мартенсита имеуг форму реек, вытянутых
в направлении (П1)а ~ II < (0П)?. Р^йки объединяются в па-
кеты, причем в одном бывшем зерне' аустенита, по данным
В. И. Изотова, может быть несколько 1 ткетов (3—10). Границы
между рейками представляют собой ди локационные сетки. Ре-
ечный мартенсит характеризуется высокой плотностью дислока-
ций, достигающей 1012 см-2 [48]. Шири на реечных кристаллов
в пакете составляет примерно 0,1—0,3 Гжм. Она практически не
зависит от скорости охлаждения при ‘|е изменении от 200 до
2ООО0 °С/с. 4
Типичное отношение размеров пласт1 н 1 : 7 : 30, т. е. длина
превышает ширину в 4-—5 раз (по даннымОВ. И. Изотова). Скорость
роста кристаллов реечного мартенсита1 не превышает 10 мкм/с
(по данным Г. В. Коротушенко). д
Полагают, что ведущую роль в обр; ювании реечного мартен-
сита, особенно на первых стадиях у -> а-Перехода, играет дополни-
тельная деформация скольжения, а в оС »азовании пластинчатого
мартенсита —дополнительная деформация двойникования [48].
Поскольку с переохлаждением аустешДа сопротивление сколь-
жению интенсивно возрастает и превышает сопротивление двойни-;
кованию, то при этом реализуются условия, способствующие
подавлению образования реечного мартенсита и активизаций про-
цесса образования пластинчатого мар’.>енсита. Соответственное
влияние оказывает и увеличение содержания углерода в
стали. j
,‘i
81
По данным В. Д. Садовского, алюминий и кобальт повышают
температуру начала мартенситного превращения, а остальные
элементы, кроме кремния, понижают ее. Кремний не влияет
на Л1Н. Наиболее интенсивно температура Л1н понижается с уве-
личением содержания углерода. Элементы, понижающие точку Мп,
увеличивают также содержание остаточного аустенита.
С повышением содержания углерода, легирующих элементов
в закаленной стали происходит плавный переход от структуры
реечного мартенсита к структуре пластинчатого мартенсита,
т. е. растет объемная доля областей превращения, имеющих двой-
ники [35]. Такой переход возможен и в стали заданного химиче-
ского состава в результате увеличения интенсивности охлаждения
металла при закалке.
По данным работы [35] предварительная (до 8 %) пластиче-
ская деформация аустенита активизирует, а большая (до 17 %)
затрудняет мартенситное превращение при последующем охлаж-
дении аустенита, так как создает развитые субзеренные гра-
ницы.
Бейнит представляет собой смесь феррита и дисперсных кар-
бидов, различимых только с помощью электронного микроскопа.
Существуют две морфологические разновидности бейнита — верх-
ний и нижний.
Поскольку бейнитные структуры образуются в температурном
интервале между перлитным и мартенситным превращениями
аустенита, бейнитное превращение часто называют промежуточ-
ным. В начальный момент при охлаждении до температуры начала
бейнитного превращения Би в аустенитных зернах возникают
участки кристаллов бейнитного феррита с пониженным по сравне-
нию со сталью содержанием углерода. При дальнейшем пониже-
нии температуры образуются кристаллы бейнитного феррита с бо-
лее высоким содержанием углерода. Например, в стали с 0,23 % С
концентрация углерода в a-фазе при промежуточном превращении
равна 0,1 % при 300 °C и 0,16 % при 250 °C.
В ходе промежуточного превращения отмечается увеличение
периода решетки остаточного аустенита от 3,579-10-4 до
3,591-Ю-4 мкм. Таким образом, при промежуточном превращении
происходит процесс перераспределения углерода между а и
<р-фазами. Например, в стали с 0,15—0,18 % С содержание угле-
рода в остаточном аустените достигает 0,5—1 %. После оконча-
ния промежуточного превращения из остаточного пересыщенного
углеродом аустенита выделяются карбиды, и он приобретает спо-
собность к дальнейшему распаду по механизму распада перлита.
Причем увеличение в составе стали Si, Mn, Cr, Ni, С стимулирует
процесс карбидообразования в остаточном аустените, в то время
как легирование А1 понижает склонность к карбидообразованию
[35].
В соответствии с моделью Б. Я- Любова в высокотемператур-
ной области бейнитное превращение лимитируется диффузией
82
углерода, а в низкотемпературной — дрейфом атомов углерода.
Смена одного лимитирующего фактора другим и приводит к изме-
нению морфологии бейнитной фазы. В температурной области
образования нижнего бейнита скорость диффузии углерода суще-
ственно снижается, поэтому и образуются пересыщенные углеро-
дом кристаллы бейнитного феррита, в которых затем выделяются
дисперсные карбиды.
Таким образом, в температурном интервале превращения,
близком к перлитному, образуется структура верхнего бейнита,
характеризующаяся перистым строением. Бейнит, образовавший-
ся при температурах, несколько превышающих температуру 7ИН,
имеет игольчатое строение и называется нижним. Рейки бейнита,
как и пластины мартенсита, не могут пересекать исходное аусте-
нитное зерно. Отличительные признаки структур верхнего и
нижнего бейнита определены в работах [35, 48]. В верхнем
бейните частицы карбидов расположены по границам или по гра-
ницам и внутри ферритной фазы. В нижнем бейните карбидные
частицы расположены внутри и поперек ферритного кристалла.
В первом приближении температурная граница между областями
образования этих разновидностей бейнита может быть принята
равной 500—550 °C.
Различие в строении структур верхнего и нижнего бейнита
определяется тем обстоятельством, что в нижнем бейните образу-
ется цементит в ферритных пластинах, пересыщенных углеродом,
а в верхнем образуются карбиды из аустенита.
Для промежуточного превращения, в результате которого
образуется бейнит, характерны признаки как мартенситного,
так и перлитного превращения. Бейнитному превращению пред-
шествуют диффузионное перераспределение углерода в аустените.
Это подтверждается увеличением периода кристаллической ре-
шетки непревратившейся еще части аустенита. Последующее
уменьшение периода кристаллической решетки свидетельствует
о выводе углерода из твердого раствора в карбидную фазу и
способствует реализации сдвигового (мартенситного) механизма
превращения [35]. Скорость продвижения межфазной границы
феррит—аустенит, а следовательно, и скорость роста бейнита
определяются при этом скоростью диффузии углерода. Подтвер-
ждением реализации мартенситного механизма превращения яв-
ляется образование микрорельефа на поверхности шлифа.
Отличие промежуточного превращения от мартенситного —
значительно меньшая скорость роста кристаллов (0,1 —
0,01 мкм/с) [41 ]. Скорость роста кристаллов в поперечном направ-
лении примерно на порядок меньше, чем в продольном.
Малую величину энергии активации роста кристаллов а-фазы
при бейнитном превращении (48—68 кДж/моль) по сравнению
с энергией диффузии углерода в аустените (128—159 кДж/моль)
Ь. Я. Любов объясняет тем, что отвод углерода от фронта расту-
щего кристалла a-фазы осуществляется при дрейфе атомов угле-
83
рода в поле напряжений, возникающих при реализации мартен-
ситного механизма превращения аустенита.
Результатом влияния таких легирующих химических эле-
ментов, как Mn, Cr, Ni, Si, является смещение температурной
области промежуточного превращения в область более низких
температур, при которых резко замедляется диффузионная под-
вижность углерода. В связи с этим содержание углерода в а-фазе
возрастает. Впоследствии углерод отводится на образование
карбидов.
Упругопластическое деформирование аустенита стимулирует
бейнитное превращение, повышая дисперсность элементов, харак-
теризующих его внутреннее строение.
5.3. РАСЧЕТНЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ПАРАМЕТРОВ ПРЕВРАЩЕНИЯ
Для аналитической оценки параметров, характеризующих
кинетику a-превращений при непрерывном охлаждении,
можно воспользоваться формулой (5.1), если, как это показано
в работе [51 ], представить процесс в виде набора квазистационар-
ных состояний (изотермических ступенек). Необходимые данные
о температурах превращения и объемах образовавшихся фаз
определяются с помощью графоаналитического метода анализа
температурных кривых охлаждения и дилатограмм исследуемых
образцов.
Структурно-фазовые превращения применительно к условиям
сварки можно прогнозировать по структурным диаграммам (см.
рис. 5.2, б). При этом, если имеется в виду ручная дуговая сварка
или механизированная сварка под флюсом на ограниченной погон-
ной энергии, для определения характеристических длительностей
до появления отдельных структурных составляющих можно
использовать расчетные зависимости (5.5)—(5.10), полученные
М. Инагаки на основе регрессионного анализа большого массива
экспериментальных данных применительно к сталям с содержа-
нием химических элементов в следующих пределах, %.-(0,07—
0,2) С, (0,01—0,54) Si, (0,34—1,49) Мп, до 3,58 Ni, до 1,59 Сг,
до 0,54 Мо, до 0,18 V, до 0,005 В.
Эти формулы для определения характеристических длительно-
стей охлаждения имеют вид:
1g — б,80Сэ. ф — 0,83;
С3. ф = С + Si/291 + Мп/14 + Сг/16 +
+ Ni/67 + Мо/6 + V/425;
lg<rB = 5,14СЭ.П + 0,06;
С3. п = С + Si/17 + Mn/19 + Ni/25 +
+ Сг/16 + Мо/4 + V/3;
(5.5)
(5-6)
(5-7)
(5-8)
84
1g ф6 = 5,81СЭ. б-1,13; (5.9)
Сэ. в = С + Si/16 + Mn/19 + Ni/48 +
+ Сг/20 + Мо/7 + V/28. (5.10)
Предложены также формулы для определения температур
начала и конца мартенситного превращения:
Мв = 539 — 423С — 30,4Mn — 17,7Ni— 12,1Сг — 7,5Мо; (5.11)
Мк = 346 — 474С — ЗЗМп — 17N1 — 21Мо. (5.12)
Температуры начала и конца бейнитного превращения опре-
деляют по формулам
Бв = 830 — 270С — 90Мо — 37Ni — 70Сг — 88Мо; (5.13)
Бк = Бв — 120. (5.14)
Температура начала перлитного превращения
77н = 650 — ИМп + 17 (Сг + Mo + Ni). (5.15)
Следует отметить, что результаты таких расчетов могут быть
приняты только для ориентировочной оценки, поскольку в фор-
мулах (5.5)—(5.15) не учитывается влияние ряда факторов, в част-
ности размера зерна аустенита к моменту начала <у ->• «-превраще-
ния, а в формулах (5.11)—(5.15) не учитывается влияние интен-
сивности охлаждения металла.
Методическая последовательность, предложенная в работе [91],
позволяет получить данные для построения структурной диа-
граммы для заданного участка ЗТВ сварных соединений по дан-
ным о химическом составе кремний-марганцовистых сталей с со-
держанием химических элементов в следующих пределах, %:
(0,10—0,18) С, (0,41—1,40) Мп, (0,01—0,47) Si.
Характеристические длительности до образования в структуре
50 % объема мартенсита (Дт01БМ) и 50 % объема бейнита (Дт01Бб)
определяются по формулам:
Ig ДЧвм = 8,79Сэ - 1,52; (5.16)
1g Д*о.Бб = 8,84СЭ - 0,74; (5.17)
С8 = (С + Mn/12 + Si/24). (5.18)
Объемную долю ферритно-перлитной фазы Уф.п, образовав-
шейся в течение времени Дт, можно определить из уравнения [91 ]
^Ф-п = 1 — ехр {0,69 (Дт/Д'Го.б)'1}, (5.19)
где Дф01Б — время, необходимое для образования 50 % объема
фазы.
Значение показателя степени п зависит от места зарождения
новой фазы (и = 3 для случайных мест зарождения, зарождения
новой фазы на границах, п — 1 при зарождении новой фазы на
вершинах граней).
85
Если скорость охлаждения достаточно велика, то часть ау-
стенита превращается в феррит и перлит, а остальная часть —
в бейнит и мартенсит, т. е. действительны соотношения:
VM + V6= 1-Уф.п; (5.20)
VK exp {— 0,69 (Ат/Ат0,6М)а}; (5.21)
Ve = exp {— 0,69 (Ат/Ат0>вб)2} — VM. (5.22)
Значения характеристических длительностей зависят от раз-
мера зерна аустенита. Известно, что перлитные колонии прора-
стают в тело зерна аустенита после их зарождения на границах
аустенитных зерен. В предположении, что для заданного размера
аустенитного зерна 'd0 характеристическая длительность до пре-
вращения 50 % объема будет Дто.б, было предложено определить
Уф.п по следующей формуле с учетом фактического размера
зерна аустенита d [91 ]:
Гф.о = 1-ехр{-0,69(4-^1.)"}. (5.23)
Из формулы (5.23) видно, что рост зерна аустенита приводит
к уменьшению количества феррита и перлита в структуре, а объ-
емная доля мартенситной и бейнитной составляющих при этом
будет возрастать, что является следствием уменьшения плотности
внутренних несовершенств, сокращения удельной поверхности
границ крупнозернистого аустенита, повышения степени его го-
могенизации по углероду и легирующим элементам.
С учетом отмеченного в расчетах вместо Ат0,вм и Ат01Вб следует
использовать параметры Ато.бм и Ато.Бб» полученные по следующим
формулам с учетом их зависимости от размера зерна аустенита:
Д4бм = -£-(А*о.6м); (5.24)
Дто.Бб =-^-(Ато.вб)- (5.25)
Количество образовавшегося аустенита при нагреве стали
определяется максимальной температурой термического цикла
^шах*
К max == 9, еСЛИ /щах (5.26)
тг ___ /max — Ас^ । С f Acs — /щах \
И шах— ACs_ Aci Т 0>8з Лс3 —Лсх Л
если Act < /max < Дс8; (5.27)
Vmax === 1> если Фщах Ас^, (5.28)'
86
Для определения значений температур критических точек
можно воспользоваться следующими формулами:
Aci = 750,8 — 26,6С + 17,6Si — 11,6Мп — 22,9Си —
— 23.0N1 + 24,1Сг + 22,5Мо — 39,7V — 5,7Ti +
+ 31,9Zr + 232,6Nb — 169,4A1 — 894,7В; (5.29)
Ac3 = 937,2 — 476,5C + 56,0Si — 19,7Mn — 16,3Cu —
— 26,6Ni — 4,9Cr + 38,lMo + 124,8V + 136,3Ti +
+ 35,0Zr — 19,lNb + 198,4A1 + 3315B. (5.30)
Окончательные формулы для определения объемной доли от-
дельных структур составляющих принимают вид [91 ]
Ум = Vmax exp [- 0,69 (Дт/А4,5М)2]; (5.31)
V6 — V max exp [— 0,69 (Лт/д4,5б)2]; (5.32)
Уф.п = 1 — (VM + V6). (5.33)
Таким образом, изменяя значение Дт = т8ОО-5оо в необходимых
пределах с определенным шагом, можно по формулам (5.31)—
(5.33) получить данные для построения структурной диаграммы
для стали данного состава.
Структурные диаграммы дополняются, как правило, данными
о твердости, соответствующими полученному при заданном Дт
фазовому составу структуры.
Соответствующая расчетная методика основана на учете вклада
отдельных структурных составляющих в .изменение твердости
[911:
Н = ЯМУМ + ЯбУб + Яф-пУф-п. (5.34)
Твердость по Виккерсу отдельных структурных составляющих
низкоуглеродистых сталей определяют по формулам
Ни = 1669См-б — 926CLe + 150; (5.35)
Н6 = 223 + 500См.б; (5.36)
Нф = 150,
где См.б — содержание углерода в аустените и соответственно
в мартенситно-бейнитной составляющей структуры. Значения
См-б зависят от максимальной температуры нагрева. Если Zmax
выше температуры критической точки Ас3, то См.б = С. В меж-
критическом интервале температур См.б определяют по следую-
щей формуле:
См.б = 0,83 - (°’83 ~ С)‘ (5.37)
87
По данным работы [80] для низколегированных сталей
Нм = 127 + 949С + 27S1 + ИМп +
+ 8Ni + 16Сг + 211og v'; (5.38)
Нс = —323 + 185С + 330Si + 153Mn +
+ 65Ni + 144Cr + 191Mo + (89 + 53C — 55Si —
— 22Mn — lONi — 20Cr — 33Mo) log v'; (5.39)
Яф.п = 42 + 223C + 53Si + 30Mn + 12Ni +
4- 7Cr + 19Mo + (10 — 19Si + 4Ni + 8Cr + 130V) log v', (5.40)
где v’ — скорость охлаждения при 700 °C.
Для определения твердости металла в околошовном участке
ЗТВ сварных соединений сталей с ов = 500 — 1000 МПа с со-
держанием углерода от 0,017 до 0,33 % X. Сузуки на основе ре-
грессионного анализа экспериментальных данных предложил
следующие формулы:
HV^ = Ноо + К/{[1 + ехр < а (У - У6) > ]}; (5.41)
= 884С 4- 287 — К; (5.42)
У — log т800_600; (5.43)
К = 269 + 454С — ,36Si — 79Mn — 57Cu — 12Ni —
— 53Сг — 122Мо — 169Nb — 7089В; (5.44)
аК = 478 4- 3364С — 256S1 4- 66Ni —
— 408Мо — 1321V — 1559Nb; (5.45)
а = (аЛ)/Л; (5.46)
УБ = 0,085 4- 2.070С 4- 0,459Мп 4- 0,65501 4-
4- 0.122N1 4- 0,2200 4- 0,788Мо 4- 30,0В. (5.47)
5.4. ЭКСПЕРИМЕНТАЛЬНОЕ ОПРЕДЕЛЕНИЕ
КИНЕТИЧЕСКИХ ПАРАМЕТРОВ ФАЗОВЫХ ПРЕВРАЩЕНИЙ
Фазовые переходы связаны с изменением энтропии системы,
поглощением (при нагреве) и выделением (при охлаждении) скры-
той теплоты превращения.
На регистрации этих эффектов основан термический анализ.
Для его выполнения в МИНГ им. И. М. Губкина разработан ком-
пьютерный термофазоанализатор КТФА-1 на базе микроЭВМ
«Электроника ДЗ-28», отличающийся безынерционностыо и высо-
кой точностью [75]. Блок-схема системы представлена на рис. 5.3.
Принцип работы КТФА-1 следующий: к исследуемому свар-
ному соединению 1 или образцу 4 прикрепляется термопара 2.
Цифровой вольтметр 5 преобразует аналоговый сигнал от термо-
пары в цифровой двоичный последовательный код. Согласующее
устройство 6 преобразует информацию в двоичный шестнадцати-
88
Рис. 5.3. Блок-схема t
компьютерного термофазо-
аналнзатора КТФА-1:
/ — сварное соединение; 2 —
термопары; 3 — индуктор уста-
новки токов высокой частоты;
4___ исследуемый образец; 5 —•
автоматический аналого-цифро-
вой преобразователь (цифровой
вольтметр 1Ц-1516); 6 —согласу-
ющее устройство; 7 — микро-
ЭВМ <Электроника ДЗ-28>; Я —
пвухкооодииатиый графопо-
строитель
разрядный машинный код и коммутирует его в оперативную память
микроЭВМ.
Регистрация температуры осуществляется с максимальной ча-
стотой 25 измерений в секунду, информация записывается и хра-
нится в оперативной памяти и на магнитной ленте. Обработка
данных и согласованная работа КТФА-1 осуществляется по про-
грамме в машинных кодах. При необходимости данные о темпе-
ратуре, записанные на магнитную ленту, могут быть обработаны
с использованием алгоритмического языка бейсик.
Данные, характеризующие кинетику фазовых переходов в стали
04Х2МА, приведены на рис. 5.4. Исследуемые образцы рабочим
сечением 3x3 мм подвергали нагреву проходящим током в ваку-
умной камере установки ИМАШ-20-75.
Температуру регистрировали с помощью вольфраморениевой
термопары диаметром 0,2 мм. Параметры имитированного терми-
ческого цикла сварки следующие: т' = 8с; <г" = 15 с; /тах =
= 1400 °C; ^00-500= 12 °С/с. Имитированный термический цикл
воспроизводит условия автоматической сварки под флюсом ли-
стового проката толщиной 25—30 мм.
Критические температуры, соответствующие началу и концу
фазовых переходов, определенные методом касательных, отме-
чены на кривых dt/dn (см. рис. 5.4) точками 1—4 па стадии на-
грева и 5—8 на стадии охлаждения. Для более точного определе-
ния температурных интервалов фазовых превращений комплекс
позволяет воспроизводить отдельные участки кривой dt/dx в уве-
личенном масштабе, а также получать сведения о второй произ-
водной термического цикла сварки dt2ldt2 (рис. 5.5). Преимущест-
вом данного метода является возможность анализа процессов фа-
зовых переходов в подсолидусной области, когда метод дилато-
метрирования неприемлем из-за потери устойчивости образцом
вследствие подплавления границ зерен.
В работе [74 ] рассмотрена методика анализа фазовых пре-
вращений в сталях при сварке на основе математической обработки
результатов термо- и дилатометрнрования с применением микро-
ЭВМ типа «Электроника ДЗ-28». Алгоритм расчета включает оп-
ределение температурных интервалов фазовых превращений ау-
89
стенита методом термического анализа, объема отдельных фаз,
образующихся в процессе распада аустенита, и соответствующих
значений энергии активации образования различных фаз.
Объем отдельных фаз определяется на основе анализа графи-
ческих зависимостей изменения коэффициента линейного расши-
рения от температуры:
«1 = * (5.48)
4+1 — 4 *о
где Д/г — удлинение образца; tt — температура; 10 — начальная
длина образца; I — порядковый номер измерения с момента на-
чала распада аустенита.
Время с момента начала распада аустенита до t'-ro измерения
определяют из соотношения т = i/f, где f — частота измерений.
На рис. 5.6 представлена зависимость а = f (t) для стали
10ГН2МФА, которая характерна и для других низколегирован-
ных сталей. Площадь, ограниченная контуром АВС, численно
равна линейному эффекту у«-превращения. Линия АВ соот-
ветствует температурному коэффициенту линейного расширения
без скачкообразного изменения удельного объема. Тогда отно-
сительное изменение объема распавшегося аустенита
V. = Е s,isASC. <5-49’
о
где S} — единичная площадь; SABC — площадь, ограниченная
контуром АВС.
Рис. 5.4. Кривая производной тер-
мического цикла сварки стали
04Х2МА
Рис. 5.5. Кривая первой (а) и второй (б)
производных термического цикла сварки
иа стадии охлаждения образца из стали
04Х2МА
90
Рис. 5.6. Дилатограмма (а) и кривая а. = f (/) стали 10ГН2МФА (б) в условиях
воздействия термического цикла сварки
В работе [741 выполнено расчетно-экспериментальное опре-
деление кинетических параметров фазовых превращений аусте-
нита сталей трех марок для двух условий сварки. В цилиндриче-
ских образцах диаметром 6 мм и с толщиной стенки 1 мм воспроиз-
водим термические циклы ЭШС и АДС. Параметры термических
циклов следующие: для ЭШС ф' = 45 с; ф' = 110 с; для АДС
ф' = 5 с; и'= 15 с. Скорость охлаждения в интервале темпера-
тур (800—400 °C) фазовых превращений аустенита 6—18 °С/с.
После математической обработки результатов дилатометри-
рования было установлено [74], что кажущаяся энергия актива-
ции на отдельных ступенях фазовых превращений зависит глав-
ным образом от типа образующейся фазы.
Например, средневзвешенные значения кажущейся энергии
активации Q образования феррита составляют 700—600, верх-
него бейнита 650—390, нижнего бейнцта 400—100, мартенсита
70 кДж/моль. Влияние химического состава, размера зерна и
состояния аустенита перед превращением и скорости охлаждения
на Q при данном типе структурной реакции невелико. Например,
для стали 09Г2С при увеличении скорости охлаждения от 6 до
18 °С/с (и' = 5 с; ф* = 15 с) кажущаяся энергия активации
образования феррита снижается на 30 кДж/моль, а для мартен-
сита возрастает на 30 кДж/моль, для бейнита она остается практи-
чески постоянной. Таким образом, по уровню кажущейся энергии
активации можно определить тип структурных составляющих и
характер фазовых превращений аустенита.
5.6. ВЛИЯНИЕ МАКСИМАЛЬНОЙ ТЕМПЕРАТУРЫ НАГРЕВА
Для сварных соединений термоупрочненных сталей харак-
терны две области структурно-механической неоднородности в
ЗТВ, предопределяющие эффективность их применения в свар-
ных конструкциях.
91
Рис. 5.7. Диаграммы
анизотермического пре-
вращения аустенита тер-
моупрочненной стали
10Г2ФР при wB = 6-5-
8 £С/с:
------ •— околоти овный
участок; i— —~ — — уча-
сток неполной перекристал-
лизации ЗТВ
Первая область — околошовный участок с пониженным сФ
противлением хрупкому разрушению, /тах = /пл — 1350 °C. Вто-
рая область — разупрочненный участок, соответствующий ин-
тервалу = Acs — Ас± или Acj. — /опт в зависимости от си-
стемы легирования стали.
В этой связи были изучёны особенности кинетики фазовых
превращений аустенита применительно к указанным участкам
сварных соединений термоупрочненной стали 10Г2ФР.
На рис. 5.7 приведены анизотермические диаграммы пре-
вращения аустенита стали 10Г2ФР для двух участков ЗТВ с
^гаах = 1350 °C и imax = 880 °C. При сравнении диаграмм видно,
что аустенит высокотемпературного участка характеризуется
большей устойчивостью, Соответствующие кривые на диаграмме
смещаются при переходе от низкотемпературного к высокотем-
пературному участку ЗТВ в область больших длительностей ф
и пониженных температур. Так, температура, соответствующая
началу появления перлита, при распаде аустенита высокотем-
пературного участка равна 665 °C, а низкотемпературного участ-
ка— 730 °C. Изменяются и-значения характеристических скоро-
стей охлаждения, соответствующих началу появления в структуре
избыточного феррита и перлита wa, Для высокотемпературного
участка w$ = 15 °С/с, wn — 25 °С/с, а на низкотемпературном
участке феррит и перлит обнаруживаются во всем диапазоне из-
менения исследованных скоростей охлаждения. Неоднородность
аустенита в наибольшей степени выражена в межкритическом тем-
пературном интервале. Она существенно зависит от интенсивности
нагрева. Повышение температуры нагрева выше температуры кри-
тической точки Ас3 способствует выравниванию твердого раствора
по содержанию химических элементов. Однако при этом начинает
92
проявляться влияние размера зерна на кинетику фазовых пре-
вращений аустенйта, который при термическом цикле ЭШС ока-
зывается значительно большим, чем при термическом цикле АДС.
Анализ структурных диаграмм стали 10Г2ФР показывает,
что при одинаковой интенсивности нагрева и охлаждения металлу
участков ЗТВ с неодинаковой максимальной температурой
нагрева характерна различная степень структурной неоднород-
ности. По мере перехода от высокотемпературного к низкотем-
пературному участку ЗТВ в структуре возрастает содержание
избыточного феррита. Так, для металла околошовного участка
с /max =J350 °C значения характеристических скоростей охлаж-
дения, при которых предотвращается появление феррита, состав-
ляет 12 и 30 °С/с (соответственно при wH, равной 6 и 12 °С/с),
а для участка с /гпах = 1000 °C соответственно 30 и 50 °С/с. Для
участка с /тах = 900 °C выделение структурно-свободного фер-
рита наблюдается и при скоростях охлаждения, превышающих
100 °С/с. В связи с этим, если в условиях электрошлаковой сварки
прн скорости охлаждения 15 °С/с содержание в структуре бейнита
и перлита равно 100 %, то в участке с Ттах « 900 °C, кроме бей-
нита и перлита в количестве 60 %, в структуре отмечается содержа-
ние феррита до 40 %.
Для ограничения содержания структурно-свободного феррита
эффеййвно ’повышение скорости охлаждения, „в особенности в
"интервале температур выделения этой фазы $>00—700 °C). На-
пример, в участке ЗТВ с tmzx = 1000 °C при увеличении скорости
охлаждения с 4 до 30—60 °С/с количество феррита уменьшается
с 60—80 до 0 %.
При анализе влияния максимальной температуры нагрева
в межкритическом интервале температур на у -> а-превращение
следует учесть кинетику образования аустенита при нагреве и
степень его неоднородности по содержанию углерода и легирую-
щим элементам. Как показано в работе [16 ] на примере ряда марок
низколегированных сталей, концентрация углерода в аустените
при температуре, соответствующей 20 % образованию аустенита,
в сталях 10Г2С1 и(17Г1С составляет 0,5—0,7 % С. Мпкролегиро-
рование ванадием набором (стали марок 10Г2Ф иЦбГФР) снижает
концентрацию углерода в аустените до 0,45 %, пр'йчем влияние
указанных химических элементов на концентрацию углерода
уменьшается по мере увеличения доли у-фазы при увеличении
itmx и прекращается при соотношении а- и у-фаз 1:1. При ука-
занном соотношении а- и у-фаз в сталях 10Г2, 10Г2Ф и 09Г2С
концентрация углерода в аустените составляет 0,25 %, а в ста-
лях 16ГФР и 17ГС — 0,35—0,4 %. В работе [16] также показано,
что при выдержке в течение 3 мин при максимальной температуре
нагрева, соответствующей образованию 20 % у-фазы, содержание
углерода в аустените стали 17ГС составляет 0,65 %, стали
10Г1Ф — 0,55 %, стали 16ГФР — 0,5 %. Увеличение выдержки
при указанной температуре до 10 мин уменьшает содержание
93
100, 80, 50 и 30 °С/с; 7—9 — количество
мартенситной составляющей, образовав-
шейся при охлаждении со скоростями соот-
ветственно 150, Ю0 и 80 °С/с
углерода в аустените до 0,45 %
вследствие процессов его диффу-
зионного перераспределения.
Влияние температуры нагре-
ва в межкритическом интервале
(МКИ) на количество образовав-
шегося аустенита в стали 10Г2С1
и полноту его превращения по
диффузионному и бездиффузной-
ному механизмам у «-прев-
ращения при охлаждении мож-
но проследить по номограмме,
представленной на рис. 5.8. На
номограмме выделяются три об-
ласти, отличающиеся степенью
устойчивости аустенита. Первая
область — область наибольшей
устойчивости, соответствует мак-
симальной температуре нагрева,
при которой образуется 10—30%
у-фазы, и наибольшему содер-
жанию углерода. Вторая —•
область минимальной устой-
чивости, соответствующая об-
разованию 40—60 % аустенита для сталей без ванадия и
50—70 % аустенита для сталей, содержащих ванадий. В этой
области для аустенита характерна меньшая насыщенность
.углеродом вследствие его повышенной диффузионной подвижности
на границах рекристаллизованной структуры и выделения спе-
циальных карбидов. В третьей области с содержанием в структуре
более 80 % аустенита отмечаются завершение процессов рекри-
сталлизации и прохождение в определенной степени процессов го-
могенизации. При этом механизм его распада при охлаждении
приближается к механизму у -► a-превращения из однофазной
аустейцтной области.
В работе [50] на примере стали 05Г2С2 показано, что при
охлаждении из МКИ аустенит, образовавшийся при 780 °C, пре-
вращается при всех скоростях охлаждения только в мартенсит.
При увеличении температуры нагрева до 900 °C устойчивость
аустенита уменьшается, появляется ферритная область превра-
щения, область бейнитного превращения смещается в сторону
больших скоростей охлаждения, повышается температура начала
мартенситного превращения. В этом случае аустенит при всех
скоростях охлаждения распадается с образованием избыточного
феррита, а при снижении скорости охлаждения с 70 до 8 °С/с
вместо мартенситной образуется мартенситно-бейнитная смесь
структур, или бейнит. Выделение избыточного феррита при
распаде аустенита способствует образованию трехфазной струк-
94
туры, включающей мартенсит, бейнит и старый феррит, суще-
ствующий при отжиге в (а + у)-области, а также нового (эпи-
таксиального) феррита, образовавшегося при распаде аустенита,
который возникает непосредственно на старом феррите без заро-
ждения новой кристаллической ориентировки. Характерно, что
два указанных типа феррита отличаются друг от друга по содер-
жанию легирующих элементов, так как при охлаждении из МКИ
они не могут перераспределяться между «новым» ферритом и мар-
тенситом [501. Поэтому эпитаксиальный феррит по химическому
составу соответствует аустениту.
Данные, характеризующие влияние максимальной темпера-
туры нагрева в МКИ на фазовый состав структуры и механические
свойства стали 05Г2С2, представлены на рис. 5.9. Максимальная
устойчивость аустенита отмечается при 11пах = 830° С, когда коли-
чество образовавшегося вновь аустенита составляет 10—25 %,
а наименьшая — при <п,ах = 900 °C. Отмеченные изменения в ус-
тойчивости аустенита связаны с уменьшением содержания угле-
рода в его составе при увеличении температуры нагрева.
При содержании аустенита более 75 % его устойчивость воз-
растет в результате увеличения размера зерна аустенита при /тах
950 °C. Кроме того, возрастает степень гомогенности аусте-
нита. Изменяя температуру нагрева, удается в широких преде-
лах регулировать прочность стали. Низкое отношение от/ов
является характерным для двухфазных ферритно-мартенситных
низколегированных сталей и по данным работы {501 способствует
релаксации напряжений при наличии дефектов типа трещин,
а также в условиях наводороживающей агрессивной среды.
Оптимальным соотношением структурных составляющих для
двухфазных низколегированных сталей подобного типа считается
следующее: 10—25 % мартенсита и 75—80 % феррита. Например,
при нагреве до 775 °C требуемая для обеспечения указанного
фазового состава скорость охлаждения сталей 09Г2Ф и 09Г2ФБ
Рис. 5.9. Фазовый состав (а) и механические свойства (б) стали 05Г2С2 после
охлаждения из МКИ со скоростью 30 °С/с:
— бывший аустенит; 2 — мартенсит; 3 — исходный феррит; 4 — эпитаксиальный
феррит [50]
95
в интервале 700—600 °C находится в пределах 20—80 °C/с и не
менее 15°С/с соответственно. Повышение температуры нагрева
в МКИ сужает допустимый интервал скоростей охлаждения.
5.6. ВЛИЯНИЕ ДЛИТЕЛЬНОСТИ ПРЕБЫВАНИЯ
ВЫШЕ КРИТИЧЕСКОЙ ТОЧКИ Ас3
С целью выявления особенностей кинетики фазовых превра-
щений в околошовном участке ЗТВ (fmax = 1350 °C) при различ-
ных видах и методах сварки ряда марок углеродистых и низко-
легированных сталей были выполнены исследования [73] в усло-
виях воздействия термических циклов ЭШС (т' = 25—75 с, "т" =
= 804-250 с, wB = 6-Н8 °С/с), ЭЛС и АДС (т' = 34-5 с, т" =
= 94-20 с, и>н — 904-150 °С/с). Типичные анизотермические диа-
граммы превращения аустенита в стали 16ГС представлены на
рис. 5.10.
При снижении скорости нагрева к’нсо 150 (условия АДС и ЭЛС)
до 6сС/с (ЭШС) интенсифицируются процессы растворенця кар-
бидов и карбонитридов. Например, в сталях системы легирова-
ния Мп—V—В при к'н — 1204-150 °С/с температура растворения
Рис. 5.10. Диаграммы анизотермического превращения аустенита в околошов-
ном участке ЗТВ сварных соединений стали 16ГС (--------АДС и ЭЛС;
---------ЭШС)
96
карбидов и карбонитридов в аустените соответствует 900 и 1050 °C,
а при wB = 64-Ю °С/с — 870 и 900 °C.
Исчезновение барьерного действия включений в результате
их растворения резко активизирует процессы роста зерна аусте-
нита, размер которого в структуре металла околошовного участка
ЗТВ при ЭШС достигает 300 мкм и более (против 10—20 мкм у ос-
новного металла).
Анализируя процессы превращения при непрерывном охла-
кдении относительно мелкозернистого (при АДС и ЭЛС) и круп-
нозернистого (при ЭШС) аустенита, следует отметить следующие
особенности механизма и кинетики его распада. В околошовном
участке ЗТВ при снижении wH со 120 до 6 °С/с повышается устой-
чивость аустенита в области образования бейнита и мартенсита,
снижаются температуры начала выделения доэвтектоидного фер-
рита и бейнитного превращения. При длительности охлаждения
<г800_5оо > (характеристическая длительность до появления
в структуре феррита) обособляется область образования видман-
штеттового феррита. Порядок реакции п и величина кажущейся
энергии активации Q составляют соответственно 1,8 и
134,3 кДж/моль (АДС, ЭЛС); 1,1 и 107,9 кДж/моль (ЭШС
.стали 09Г2С). Уменьшается число центров кристаллизации, а ско-
рость роста кристаллов увеличивается. При этом в сталях системы
легирования Si—Мп отмечается увеличение в 1,4—1,9 раза раз-
мера действительного зерна феррита при совпадающих значениях
параметра т800_500.
Противоположный эффект достигается при повышении интен-
сивности охлаждения. Например, при изменении т8Оо-5оо с 600
до 20 с размер действительного зерна феррита уменьшается в 2,5—
3 раза (ЭШС сталей 09Г2С и 16ГС).
Особенностью бейнитного превращения является практически
постоянный интервал температур образования верхнего (530—
580 °C) и нижнего (430—530 °C) бейнита. Одновременно возра-
стает количество нижнего бейнита в интервале т6—тк. м (харак-
теристические длительности охлаждения соответственно до появле-
ния в структуре бейнита и конца мартенситного превращения).
При сокращении т800_500, например, со 100 до 25 с уменьшается
ширина реек бейнитного феррита в 1,5—1,9 раза, среднее рас-
стояние между карбидами — в 1,7 и 3,8 раза соответственно до
и после отпуска (ЭШС стали 16ГМЮЧ).
В стали 09Г2С мартенситное превращение происходит в два
этапа. На первом этапе в температурном интервале 412—296 °C
образуется реечный мартенсит (Q — 40,24-40,6 кДж/моль),
а в температурном интервале 296—221 °C — пластинчатый мар-
тенсит (Q = 9,24-9,6 кДж/моль).
Указанные изменения в кинетике фазовых превращений при
увеличении длительности пребывания металла выше критической
точки Acs предопределяются уменьшением плотности внутренних
Дефектов кристаллического строения, меньшей удельной поверх-
4 Лившиц Л. С. в др. 97
ностью границ зерен аустенита, повышением степени его гомоге-
низации по углероду и легирующим элементам. Причем степень
проявления этих различий в кинетике фазовых превращений воз-
растает с увеличением содержания карбидообразующих элемен-1.
тов в составе стали.
5.7. ВЛИЯНИЕ ИЗОТЕРМИЧЕСКОЙ ВЫДЕРЖКИ
НА СТАДИИ ОХЛАЖДЕНИЯ ТЕРМИЧЕСКОГО ЦИКЛА СВАРКИ
Современное термическое оборудование позволяет осуще-
ствлять локальный нагрев сварных соединений с автоматическим
контролем параметров процесса сварки и термообработки.
В связи с этим было изучено влияние температуры изотермиче-
ской выдержки на стадии охлаждения термического никла сварки
на фазовый состав структуры. Исследование проводили на образ-
цах-имитаторах. Образцы стали 10Г2ФР с помощью установки
Itokob высокой частоты нагревали по £П1ах — 1350 °C и охлаждали
до 900 °C (т' = 45 с, <г" =80 с). Дальнейшее охлаждение отдель-
ных серий образцов осуществляли по различным режимам с тем,
чтобы в соответствии с диаграммой фазовых превращений обе-
спечить распад аустенита преимущественно в ферритной, перлит-
ной, бейнитной и мартенситной областях (рис. 5.11).
Как видно, за счет изменения стадии охлаждения термического
цикла можно в широких пределах регулировать фазовый состав
и морфологию структуры околошовного участка ЗТВ сварного
соединения. Распад аустенита при 720 °C сопровождается обра-
зованием феррита, который занимает практически весь объем
структуры. При снижении температуры до 520 °C в результате
изотермического распада образуется преимущественно перлит-
ная структура. Структурно-свободный феррит располагается по
границам исходного зерна аустенита. Дальнейшее переохлажде-
Рис. 5.11. Диаграмма
анизотермического пре-
вращения аустенита ста-
ли 10Г2ФР в околошов-
ном участке ЗТВ при
щн = 6 °С/с:
I—5 — ветви охлаждения
термических циклов
98
ние аустенита до более низких температур приводит к образова-
нию при 580 °C верхнего, а при 520 °C — нижнего бейнита. Охла-
ждение с к»8оо-5оо 100 °С/с обеспечивает получение полностью
мартенситной структуры.
Приведенные результаты свидетельствуют о существенном
влиянии на кинетику превращения аустенита параметров терми-
ческого цикла сварки — интенсивности и максимальной темпе-
ратуры нагрева. Наряду с параметрами т' и /тах, которые влияют
на кинетику превращения через изменение размера зерна аусте-
нита и степени его гомогенизации, следует учитывать также и
параметр <е".
5.8. ВЛИЯНИЕ ИСХОДНОГО СОСТОЯНИЯ СТАЛИ
При изучении влияния исходного состояния стали на процессы
структурообразования при сварке следует иметь в виду, что
в связи с ограниченной прокаливаемостью при закалке в крупных
сечениях не удается обеспечить полностью мартенситную струк-
туру- Поэтому представляют интерес исследования в сопостави-
мых условиях особенности процессов у —a-превращения в ста-
лях, имеющих структуру сорбитообразной ферритно-карбидной
смеси (в состоянии термоупрочнения) и структуры бейнита и мар-
тенсита, полученной при закалке толстолистовой стали в про-
мышленных условиях.
Как видно из рис. 5.12, в температурном интервале /отп — Лс3
твердость закаленной стали при совпадающих условиях охла-
ждения оказывается выше, чем твердость термоупрочненной стали.
В сопоставимых условиях была изучена кинетика фазовых
превращений аустенита применительно к участку разупрочнения
ЗТВ и определены закономерности разупрочнения стали 16ГФР
в двух исходных состояниях — закаленном на мартенсит (твер-
дость 4406—4500 МПа) и термоупрочненном (твердость 2400 МПа)
(73]. При термоупрочнении стали 16ГФР содержание мартенсита
после закалки составляет 70—100 %.
Нагрев образцов стали осуществляли со скоростью 50 °С/с
до температуры 830 °C, вблизи которой, как показали предвари-
тельные эксперименты, в наибольшей степени проявляется эффект
разупрочнения термоупрочненной стали 16ГФР. Количество ау-
стенита, образовавшегося при нагреве до 830 °C, не превышало
Термокинетические диаграммы для двух исходных состояний
стали 16ГФР представлены на рис. 5.13. Независимо от исходного
состояния стали распад аустенита по мартенситной реакции закан-
чивается при скорости охлаждения, превышающей 15 °С/с, а пер-
лит появляется в структуре образцов, охлажденных со скоростями
менее 6 °С/с. Основное влияние исходное состояние структуры
оказывает на распад аустенита по ферритной и бейнитной реак-
циям. При непрерывном охлаждении образцов закаленной стали
4* 99
Рис. 5.12. Структурная диаграмма (а) и распределение твердости (б) в участке
неполной перекристаллизации при сварке стали 16ГФР в термоупрочненном
(----------------------) и закаленном (------) состояниях
начало образования структуры феррита сдвигается к большим
скоростям охлаждения и повышенным температурам по сравне-
нию с термоупрочненной сталью. При этом бейнитная реакция
протекает более медленно, количество образовавшегося бейнита
гораздо меньше, чем в термоупрочненной стали.
Уменьшение количества бейнита в структуре способствует
падению твердости при снижении скорости охлаждения. При
^воо-5оо « 5 °С/с твердость образцов с разной морфологией исход-
ной структуры одинакова.
Таким образом, увеличение количества мартенсита в исходной
структуре термоупрочненной стали 16ГФР приводит к более
интенсивному разупрочнению при повторном ускоренном нагреве
в МКИ в процессе сварки.
Отмеченное подтверждается результатами исследований влия-
ния соотношения мартенсита и бейнита в свариваемой стали на
процесс ее разупрочнения при сварке. Данные, приведенные на
рис. 5.14, относятся к имитированному участку разупрочнения
ЗТВ сварных соединений стали 16Г2ФР. Скорость охлаждения
^eon-son соответствовала 15°С/с. Как видно, даже при постоянной
скорости охлаждения твердость металла в исследуемом участке
100
Рис. 5.13. Термокинетическая диаграмма преврщцеянв-^аустеиита в участке
неполной перекристаллизации при сварке стал^ 16ГФР у термоупрочнениом
(-----------------) и закаленном (------) исхоТигакгТОСтояннях
ЗТВ может изменяться в значительных пределах в зависимости
от исходного структурного состояния стали. С увеличением содер-
жания бейнита в бейнитно-мартенситной структуре от 25 до 100 %
и соответствующем уменьшении содержания мартенсита твер-
дость металла возрастет от 2000 до 2300 МПа. Следует отметить,
что если содержание бейнита в бейнитно-мартенситной структуре
Рис. 5.14. Изменение твер-
дости металла участка не-
полной перекристаллизации
при сварке стали 16ГФР в
закаленно-отпущенном (У) и
в закаленном (2) состояниях
в зависимости от соотноше-
ния бейнита и мартенсита в
исходной структуре свари-
ваемой стали (twe(M_50i) =
15 С/с, С. О — сорбит от-
пуска)
О
20
ВО
60
ВО М, °/о
101
свариваемой стали превышает 70 %, то при совпадающей интен-
сивности охлаждения твердость металла в участке неполной пере-
кристаллизации ЗТВ оказывается выше, чем в сварных соедине-
ниях закаленно-отпущенной стали.
5.9. ВЛИЯНИЕ ТЕРМОЦИКЛИРОВАНИЯ НА СТАДИИ
ОХЛАЖДЕНИЯ ТЕРМИЧЕСКОГО ЦИКЛА СВАРКИ
Одним из эффективных средств воздействия на процессы
структурообразования является термоциклическая обработка.
Применительно к сварным соединениям она выполняется, как
правило, с дополнительным нагревом после сварки. Между тем
термоциклическая обработка, совмещенная с процессом сварки,
позволяет достигнуть положительного результата непосредственно
в процессе сварки. Для практической реализации такого подхода
наиболее благоприятны виды сварки с повышенным тепловложе-
нием, когда в сварном соединении аккумулируется значительное
количество теплоты, как, например, при ЭШС. В этом случае
реализацию совмещенного со сварным процессом термоциклиро-
вания можно обеспечить посредством периодического сопут-
ствующего охлаждения в сочетании с автоподогревом, т. е. осу-
ществить термоимпульсное воздействие.
Термические циклы, имитирующие процессы ЭШС и термо-
Рис. 5.15. Диаграмма анизотермического превращения (--------------—) аустенита
в околошовном участке ЗТВ сварных соединений термоупрочненной стали
12ХНЗА и имитируемые термические циклы ( — ) ЭШС по общепринятой тех-
нологии (/) и с РТЦ (2—5)-.
1 ~ = I350 °с- ’’ = 60 с- = 160 с- “’еоо-ооо = °-5 ”С/с: 2~« —' шах =
= 1350 °C, т' = 25 с, т" = 70 с, Wioo-ioo — соответственно 10, 8, 18 и 10 “С/с
102
заны на диаграмме анизотермического превращения аустенита 1
(рис. 5.15).
В цикле 1 структура ферритно-бейнитная («15 % Ф, 50 % Бв,
35 % Бя), грубозернистая. Выделения карбидов отмечаются преи-
мущественно по границам кристаллов феррита. В цикле 2 струк-
тура бейнитно-мартенситная («45 % Б„, 45 %Б„, 5 % М,
5 % А ост) • Карбиды расположены как внутри, так и по границам
кристаллов бейнитного феррита.
После охлаждения металла со скоростью u)8OO_i>oo — 80 °С/с Д°
температуры ниже Мя на 20 °C осуществлено термоциклирование
в интервале температур бейнитного превращения аустенита
(цикл 3). Число циклов изменяли от 1 до 3. Данный режим
термического воздействия оказывает наиболее значительное влия-
ние на структуру металла исследуемого участка ЗТВ сварного
соединения. Резко повышается дисперсность карбидов и однород-
ность их распределения, исчезают поля структур но-свободного
феррита в структуре металла. Достигнутый результат является
следствием интенсификации протекания ряда процессов. При
охлаждении металла до температуры ниже Л4Н на 20 °C в резуль-
тате сдвиговых процессов, сопутствующих мартенситному пре-
вращению, и вследствие различия объемов у- и a-фаз возникают
значительные напряжения на межфазных границах и, как след-
ствие, происходит фазовый Наклеп остаточного аустенита и бей-
нитного феррита. Резко повышается плотность дефектов кристал-
лического строения, которые при последующем нагреве в область
температур бейнитного превращения становятся дополнительными
центрами зарождения этой структурной составляющей. Повышен-
ная плотность дефектов дислокационного типа способствует уве-
личению интенсивности диффузии атомов углерода, легирующих
элементов и способствует однородности их распределения в мат-
рице. Одновременно протекают процессы отпуска мартенсита.
Повторный цикл нагрева и охлаждения в данном интервале тем-
ператур способствует накоплению указанных положительных
изменений в структуре металла. Высокая степень однородности
и дисперсности структуры достигается уже после двух циклов
нагрева и охлаждения.
Выбор режима, соответствующего термоциклированию, должен
осуществляться с учетом интенсивности охлаждения металла при
сварке. Если термический цикл позволяет предотвратить фер-
ритное превращение и обеспечить распад аустенита с образова-
нием бейнита, мартенсита и остаточного аустенита (« 20 % М
и преимущественно Ен), то уже при однократном повышении
температуры до /гоах = Бв 4- 100 °C и последующем охлажде-
нии достигаются высокая дисперсность и однородность струк-
1 Исследования проведены совместно с Н. И. Афониной.
103
6. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
НА ПРОЦЕССЫ, ПРОТЕКАЮЩИЕ В СТАЛЯХ
ПРИ СВАРКЕ
Кинетика процессов структурно-фазовых переходов при нагреве
и охлаждении в значительной, а в ряде случаев в определяющей
степени зависит от характеристик аустенита перед превраще-
нием — размера его зерна и степени гомогенизации по содержа-
нию углерода и легирующих элементов, уровня дефектности.
Поэтому для управления процессами структурообразования при
сварке и термообработке необходимо знать закономерности влия-
ния химических элементов на процессы структурообразования.
В общем случае для структуры реальных сплавов характерна
микро- и микрохимическая неоднородность. Как известно, микро-
химическая неоднородность характерна для литой структуры
металла шва. Тело дендритов обеднено, а междендритные про-
. слойки обогащены углеродом, легирующими и примесными хими-
ческими элементами. Макрохимическая неоднородность пред-
определяется наличием вторых фаз — карбидов, неметалличе-
ских включений в структуре металла шва, ЗТВ и основного ме-
талла.
В сплавах, содержащих неравновесные избыточные фазы,
в процессе нагрева выше критических точек протекают следую-
щие основные процессы: выравнивание концентрации внутри
зерна аустенита, растворение неравновесных избыточных фаз,
рост зерна аустенита.
Одновременно с процессом растворения включений второй
фазы протекает процесс выравнивания химического состава
в объеме всей структуры. Оба процесса контролируются диффу-
зией углерода и легирующих элементов. Легирующие элементы
в составе стали по-разному взаимодействуют с основными ее
компонентами — железом и углеродом, что предопределяет раз-
личия в их влиянии на процессы, протекающие в металле при
нагреве и охлаждении.
С основой стали — железом легирующие элементы дают рас-
творы замещения. Как правило, они повышают прочность, сни-
жают пластичность и вязкость металла. Исключение составляют
марганец и никель, содержание которых в определенных количе-
ствах повышает вязкость стали.
Взаимодействие легирующих элементов с углеродом неодно-
значно. С одной стороны, легирующие элементы, расположенные
в периодической системе элементов левее железа, способны либо
104
непосредственно образовывать с углеродом карбид, либо заме-
нять часть атомов железа в его карбиде. С другой стороны, леги-
руя феррит и изменяя энергетические условия взаимодействия
с решеткой внедренных атомов углерода, легирующие элементы
влияют на кинетику полиморфных превращений. Активность
химических элементов как карбидообразователей тем сильнее и тем
больше устойчивость образовавшихся карбидов, чем менее до-
строена d-электронная полоса у атома. По степени увеличения
степени сродства к углероду и повышения устойчивости элементы
располагаются в следующий ряд: Mn, Cr, W, Mo, V, Ti. Поскольку
карбиды, имеющие одинаковую химическую формулу, способны
взаимно растворяться, то в сталях встречаются карбиды шести
типов, которые можно объединить в две группы (Me — сумма
карбидообразующих металлических элементов) 120]:
I группа — Ме3С, Ме23Св, Ме7С3, МевС;
II группа — МеС, Ме2С.
Карбиды группы I со сложной кристаллической решеткой
при нагреве легко растворяются в аустените. Карбиды группы
II, как фазы внедрения, имеющие простую кристаллическую
решетку и кристаллизующиеся обычно со значительным дефици-
том по углероду, термостойки и даже при высоких температурах
могут не перейти в твердый раствор.
Для каждого карбидообразующего элемента существует опре-
деленное отношение его содержания в стали к содержанию угле-
рода (Ме/С), при котором все количество углерода, имеющегося
в стали, и все количество легирующих элементов оказываются
связанными в виде карбида этого элемента. При Ме/С меньше
критического значения избыток углерода будет образовывать
цементит, при Ме/С больше критического избыток легирующего
элемента будет растворяться, изменяя его свойства, как правило
повышая прочность и снижая ударную вязкость.
Для наиболее равновесных условий существования карбидной
фазы в низко- и среднелегированных сталях значения Ме/С при-
ведены в табл. 6.1.
Таблица 6.1
Зависимость критического значения отношения Ме/С
от температуры нагрева в течение 100 ч
Температу- Легирующие элементы
ра, «С с Мо W V Nb
700 625 550 4,8/1,1 5,0/1,15 6,0/1,4 7,9/0,95 14,3/1,7 16,6/2.0 14,6/0,95 27,0/1,25 30,0/1,95 4,0/0,95 6,0/1,4 7,0/1,65 7,0/0,91 7,0/0,91 8,0/1,04
Примечание. В числителе указано значение в процентах по массе, в Знаменателе — в атомных процентах.
105
Понижение температуры ниже температуры критической
точки Ас1г при которой достигается наиболее полное взаимодей-
ствие карбидной фазы с твердым раствором, приводит к увеличе-
нию критического отношения Ме/С, так же как и увеличение
длительности нагрева при заданной температуре, хотя влияние
времени менее значительно, чем влияние температуры.
6.1. КИНЕТИКА ОБРАЗОВАНИЯ АУСТЕНИТА
Кинетика образования аустенита при нагреве по сварочным
термическим циклам исследована с помощью дилатомера типа
ИМЕТ-ДБ. Нагрев образцов осуществляли с помощью генератора
токов высокой частоты (ТВЧ), обеспечивая их защиту от окисле-
ния аргоном. Скорость нагрева w„ образцов изменяли от 12 до
240 °С/с и контролировали с помощью термопар. Термический
цикл и дилатограмму регистрировали шлейфовым осциллогра-
фом Н-700. Температуры критических точек при нагреве опре-
Рис. 6.1. Влияние длительности нагрева на изменение температур критических
точек сталей 15МФ (/), 15ХГ (2) и 16ГМЮЧ (3):
1а—За «=» температур критической точки Асх', 16—36 — температур критической точки
Ле»; la*"—За', 16"—36' — температур соответствующих критических точек для условий
термообработки с замедленной скоростью нагрева
106
деляли по отклонениям кривой дилатации образца от аналогич-
ной, отражающей термическое расширение металла при отсут-
ствии превращения.
Температуры равновесных критических точек Асг и Ас3 для
образцов исследованных сталей, определенные по формулам (5.29)
и (5 30) составили 760 и 840 °C для стали 15ХГ, 745 и 880 °C
для стали 16ГМЮЧ, 758 и 888° С для стали 15МФ.
Результаты экспериментов представлены на рис. 6.1 в виде
диаграмм анизотермического образования аустенита в условиях
сварочного нагрева. Как видно, для всех исследованных сталей
отмечаются закономерное повышение критических температур
и расширение межкритическсгго интервала при увеличении интен-
сивности нагрева. Наиболее значительное расширение темпера-
турного интервала процесса а—у-превращения характерно для
стали 15МФ, легированной химическими элементами, образую-
щими устойчивые карбиды. Отмеченное объясняется как повыше-
нием температурного порога растворения карбидов, так и суще-
ственным понижением диффузионной подвижности углерода в при-
сутствии молибдена и ванадия.
6.2. ГОМОГЕНИЗАЦИЯ АУСТЕНИТА
Процесс взаимодействия карбидной фазы с аустенитом в усло-
виях нагрева сталей по термическим циклам сварки был иссле-
дован с применением как косвенного (измерение микротвердости),
так и прямых методов (фазовый карбидный, электронно-микро-
скопический и рентгеноспектральный анализы). Определения
микротвердости на приборе ПМТ-3 были выполнены на образцах
торцовой пробы применительно к двум основным участкам зоны
термического влияния сварных соединений: околошовному (/Ш2Х =
= 1300 °C) и участку неполной перекристаллизации (/тах =
= 800-^950 °C). Были приняты две скорости нагрева, отражающие
условия АДС относительно тонких пластин (и>я = 150 °С/с) и усло-
вия ЭШС толстых пластин (щя = 14°С/с). Образцы размером
10x10x75 мм подвергали нагреву с помощью генератора ТВЧ
До начала плавления металла на торцовой поверхности, после чего
их закаливали в воду и замеряли микротвердость в исследуемых
участках ЗТВ. О степени гомогенизации аустенита по углероду
судили по среднему квадратическому отклонению и коэффициенту
вариации значений микротвердости (табл. 6.2). Во всех случаях
наибольшая степень неоднородности характерна для участка
неполной перекристаллизации по сравнению с околошовным участ-
ком ЗТВ. Отмеченное предопределяется двумя факторами. Первый
связан с обогащением углеродом аустенита в начальный период
его образования. Второй предопределяется тем, что в межкрити-
ческом интервале температур процесс растворения карбидов
только начинается, а завершается он при температуре выше кри-
тической точки Ас3.
107
Таблица 6.2
Результаты определения микротвердости участков ЗТВ
на образцах-имитаторах
Сталь Уча- сток ЗТВ Микротвердость
Средняя, МПа Дисперсия распреде- ления, МПа Средняя квадратическая погрешность среднего арифметн ческого Коэффици- ент вариа- ! ЦИИ, %
20ЮЧ НП о 4492/3990 4790/4470 1098/895 589/437 252/143 92/69 24,4/22,4 12,2/9,7
17ГС НП о 3907/4070 4510/4490 763/782 601/376 120/127 96,3/60 19,5/19,2 13,1/8,4
15ХГ НП о 3370/3400 3780/3370 474/457 202/305 61/61 37/38 14/13,4 5,3/9,0
15МФ НП о 3260/3480 3590/3630 513/548 279/311 53/70 40/52 15,7/15,7 7,7/8,5
14Х2ГМР НП о 4160/4180 4490/4470 702/740 459/393 111/117 69/58 16,8/17,6 10,2/8,6
14Х2ГМРБ НП о 4170/4120 4430/4500 785/795 432/428 124/125 70/66 18,7/19,2 9,7/9,5
Примечания: 1. О— околошовный, НП — участок неполной пере-
кристаллизации ЗТВ.
2. В числителе приведены значения для термического цикла АДС, а в зна-
менателе — для термического цикла ЭШС.
С повышением температуры нагрева до 1300 °C степень одно-
родности аустенита по содержанию углерода возрастает, о чем
свидетельствует уменьшение примерно в 2 раза значений коэффи-
циента вариации и среднего квадратического отклонения значе-
ний микротвердости. Наибольшая степень неоднородности аусте-
нита по углероду среди рассматриваемых сталей характерна для
стали 20ЮЧ с наибольшим содержанием углерода (0,2 %).
Снижение скорости нагрева со 150 до 14 °С/с приводит к повы-
шению уровней минимальной и максимальной микротвердостей
(особенно для участка неполной перекристаллизации), но не
изменяет кинетику процесса гомогенизации аустенита ЗТВ свар-
ного соединения. Влияние системы легирования проявляется
в основном в степени неоднородности аустенита высокотемпера-
турного участка. Полученные совместно с В. В. Антоновым и
А. К. Прыгаевым данные позволяют отметить следующие особен-
ности процессов образования аустенита и его гомогенизации
при сварочном нагреве:
с повышением скорости нагрева температурная область обра-
зования аустенита расширяется и смещается в область высоких
108
температур. Данная тенденция зависит от химического состава
стали, и она выражена тем значительнее, чем более стойкие кар-
биды образуют легирующие элементы, имеющиеся в составе
стали;
состояние аустенита основных участков ЗТВ существенно
различно. Ярко выраженная химическая неоднородность участка
неполной перекристаллизации и характерное присутствие в его
структуре большого количества нерастворившихся карбидов сме-
няется повышением степени однородности аустенита при переходе
к высокотемпературному околошовному участку ЗТВ. Причем,
чем выше стойкость карбидов к растворению при нагреве, тем
в более высокотемпературную область сдвигаются критические
точки Асх и Ас3 и до более высоких температур сохраняется неод-
нородность аустенита по содержанию углерода.
На рис. 6.2 приведены результаты определения твердости
образцов, нагретых по двум термическим циклам сварки, отли-
чающихся интенсивностью изменения температуры, и подвергну-
тых закалке с различных максимальных температур. Как видно,
характерными являются два обстоятельства, связанные с различ-
ной степенью гомогенизации аустенита, достигаемой при воздей-
ствии на сталь двух различающихся по скорости нагрева терми-
ческих циклов. Первое — при переходе от термического цикла
АДС к термическому циклу ЭШС в межкритическом интервале
температур твердость металла при совпадающих /шах в цикле
ЭШС оказывается выше, чем в цикле АДС. Второе — при увели-
Рис. 6.2. Изменение твердости сталей в зависимости от максимальной темпера-
туры иагрева по термическим циклам АДС (---------) н ЭШС (--------):
1 — Ш'С; 2 — 20ЮЧ; 3 — 14Х2ГМР; 4 — 10Г2ФР
109
Рис. 6.3. Влияние скорости и тем-
пературы нагрева на концентра-
цию FK 0 легирующих элементов
в карбидном осадке образцов стали
10Г2ФР при термических циклах
АДС (/) н ЭШС (2) (О. М — основ-
ной металл)
чении ?т„ выше температуры
критической точки Асг отмечается
выравнивание значений HV, а при
дальнейшем увеличении <шах —
их спад. Причем пик значений
HV достигается в цикле ЭШС при
меньших значениях tmax, чем в
цикле АДС. Максимальный уро-
вень твердости металла после на-
грева и закалки тем больше, чем
выше содержание углерода в сос-
таве стали. Отмеченное подтвер-
ждается результатами фазового
карбидного анализа, приведен-
ными на рис. 6.3 и в табл. 6.3 и
6.4. В структуре термоупрочнен-
ной стали 10Г2ФР присутству-
ют карбиды цементитного типа
(Ме3С) и карбонитрид ванадия V
(CN). При нагреве стали по тер-
мическому циклу ЭШС изменя-
ется фазовый состав стали. При
температуре примерно 870 °C за-
канчивается процесс растворения
цементита, а при температуре
950 °C завершается в основном
растворение карбонитрида V (CN). Содержание Fe, Mn, V в кар-
бидном осадке заметно уменьшается с увеличением температуры
нагрева.
При нагреве по термическому циклу АДС изменяются темпе-
ратурные границы растворения карбидной фазы, которые сме-
щаются в область более высоких температур. Цементит полностью
Таблица 6.3
Результаты фазового анализа карбидного осадка стали 14Х2ГМР
Температура нагрева, °C Массовая доля элемента в карбидном осадке, % Формула фазы
Fe Cr Mo Мп
Основной 1,44 0,32 0,08 0,22
металл до нагрева 750 0,31 0,10 0,03 0,10 Ме3С Ме2зС6 TiNC MnS
850 0,20 0,07 0,03 0,09 Ме3С •Ме<2зСб TiNC MnS
1000 — — —. — -— Ме23С6 TiNC MnS
1250 — —- — .— .— — TiNC MnS
1350 — — — — — — TiNC MnS
ПО
Таблица 6.4
Результаты- фазового анализа карбидного осадка стали 16ГМЮЧ
~~ Температура нагрева, °C Массовая доля элемента в карбидном осадке, %
Fe Мп Мо
Основной металл1 1,39 0,175 0,047
до нагрева 400 1,31/0,95 0,175/— 0,044/0,013
700 1,41/1,25 0,160/0,04 0,044/0,025
800 0,85/0,50 0,021/следы 0,037/0,020
870 0,54/0,40 Следы/следы 0,025/0,015
950 0,35/0,30 То же 0,025/0,015
1050 0,30/0,25 0,023/0,015
1 Термоупрочненный.
Примечание. В числителе приведено содержание химических эле-
ментов в термоупрочненной, а в знаменателе — в закаленной стали (исходное
состояние).
растворяется в аустените при температуре 900 °C, а процесс
растворения карбонитрида ванадия практически завершается
при температуре 1050 °C.
В структуре стали 14Х2ГМР присутствуют карбиды цементит-
ного типа (Fe, Cr, Мп)3С, специальные карбиды хрома (Fe, Cr)MCe,
сульфид марганца MnS и карбонитрид титана TiNC. Увеличение
температуры нагрева до 750 °C приводит к снижению содержа-
ния Fe, Cr, Mo, Мп в карбидном осадке. Наименее термостойкими
среди карбидов, содержащихся в составе стали, являются цемен-
тит и специальный карбид хрома, которые не обнаруживаются
в карбидном осадке при температурах нагрева соответственно
1000 и 1250 °C. Характерно, что карбонитрид титана и сульфид
марганца сохраняются при температуре нагрева, достигающей
1350 °C.
Данные табл. 6.4 позволяют проследить кинетику процесса
растворения карбидной фазы в условиях воздействия термиче-
ского цикла ЭШС на сталь 16ГМЮЧ в двух исходных состояниях—
термоупрочненном, когда структура представляет собой феррит-
но-карбидную смесь, и закаленном, когда структура преимуще-
ственно мартенситная. Для стали в закаленном состоянии содер-
жание химических элементов в карбидном осадке при совпадаю-
щих температурах нагрева оказывается заметно ниже, чем для
стали в термоупрочненном исходном состоянии.
Отмеченное обстоятельство объясняется тем, что в структуре
термоупрочненной стали уже присутствуют карбиды и повторный
нагрев под воздействием сварочного термического цикла способ-
ствует их дальнейшей коагуляции. В мартенситной структуре
111
закаленной стали повторный нагрев сопровождается обособле-
нием при температурах 300—400 °C и преобразованием е-карбида
в цементит при температурах, превышающих 400 °C. При более
высоких температурах начинается процесс коагуляции карбидов.
6.3. РОСТ ЗЕРНА АУСТЕНИТА
В упрочнении и разрушении металлов размеру зерна струк-
туры отводится ведущая роль. В соответствии с уравнением
Холла—Петча приращение предела текучести стали вследствие
реализации зернограничного механизма упрочнения оценивается
параметром
Дог3 = Kyd^'\ (6.1)
где Ку — постоянная для данного типа сплава; </Эф — эффектив-
ный размер элемента структуры.
Для сталей с ферритно-перлитной структурой Ку = (0,57-4-
0,73) МПа а для сталей с аустенитной структурой Ку =
= (0,24-0,5) МПа у^м.
По данным Н. Петча, размер зерна оказывает существенное
влияние на критическую температуру /кр перехода металла в
хрупкое состояние:
£<кр = По + С — iAqGy/k — k) d^/2, (6.2)
где е — деформация; а0 — температурно-независимая компонента
сопротивления движению дислокаций; С — постоянная; q —
коэффициент, учитывающий трехосность напряженного состоя-
ния; G — модуль сдвига; у — удельная или эффективная поверх-
ностная энергия; k — коэффициент интенсивности напряжений.
Степень роста зерна аустенита в околошовном участке ЗТВ
при прочих равных условиях предопределяется интенсивностью
изменения температур на стадиях нагрева и охлаждения терми-
ческого цикла сварки и длительностью пребывания металла выше
критической точки Ас3, точнее, температуры начала интенсивного
роста зерна аустенита /нра.
Данные, характеризующие кинетику роста зерна аустенита
в околошовном участке ЗТВ сварных соединений низкоуглероди-
стых и низколегированных сталей, приведены в табл. 6.5. Наи-
большая интенсивность роста зерна аустенита характерна для
стадии нагрева. Так, отношение dmaJdn для стали 14Х2ГМР
при термических циклах 1 и 2 составляет соответственно 8,2 и 10,
тогда как отношение dK/dmax, характеризующее рост зерна на
стадии охлаждения, только 1,5 и 1,1. С уменьшением длительности
(при переходе от 2-го к 1-му термическому циклу) рост зерна
на стадии нагрева уменьшается, при этом отношение </ШахМн
снижается с 10 до 8,2.
112
Я
п
сэ
Показатели, характеризующие кинетику роста зериа аустенита сталей при сварке
113
На стадии охлаждения рост зерна аустенита резко замедляется. I
Так, в интервале 1300—1100 °C, ниже которого рост зерна прак- /
тически прекращается, размер зерна при термических циклах
1 и 2 увеличивается не более чем в 1,5 и 1,1 раза соответственно. ,
Отмеченные закономерности роста зерна аустенита прояв- ;
ляются и для сталей других марок (кроме сталей, микроле-
гированных церием). В сопоставимых условиях воздействия
двух термических циклов, различающихся параметрами нагрева
и охлаждения, проявляется склонность зерен сталей к росту,
что предопределяется их химическим составом. При термическом
цикле 1 по степени уменьшения интенсивности роста зерна аусте-
нита на стадии нагрева, оцениваемому отношением dmax/dn,
стали располагаются в следующем порядке: 12ХМ, 14Х2ГМР,
14Х2ГМРБ, 16ГС, 10Г2ФР, 20ЮЧ, при термическом цикле 2 по-
рядок следующий: 12ХМ. 14Х2ГМР, 10Г2ФР, 14Х2ГМРБ, 20ЮЧ,
16ГС.
Как видно, для всех исследованных сталей, кроме сталей,
микролегированных церием, характерен резкий рост зерна на
стадии нагрева. На стадии охлаждения рост зерна аустенита
у всех исследованных сталей, кроме 20ЮЧ и 16ГМЮЧ, резко
замедляется. По данным Ю. И. Рубенчика, церий вытесняет
примеси с границ зерен и связывает их в труднорастворимые
субмикроскопические выделения CeS, которые, оседая на поверх-
ности границ зерен, сдерживают их рост. По-видимому, отмечен-
ное явление препятствует интенсивному росту зерна аусте-
нита до /тах = 1250° С при цикле 2 и до 1350 °C при термиче-
ском цикле 1, однако в дальнейшем на стадии нагрева вблизи
области максимальной температуры 1350 °C (термический цикл 1)
и в особенности на стадии охлаждения (термические циклы 1, 2)
интенсивность роста зерна аустенита резко возрастает. Стали,
микролегированные церием, характеризуются максимальным зна-
чением параметра dK среди рассматриваемых сталей.
Значение Ad^Ad^ свидетельствует о степени роста зерна
аустенита на отдельных стадиях термических циклов. Для многих
сталей отношение Adlt/Admax возрастает при переходе от 2-го
к 1-му термическому циклу. Рост отношения AdK/Admax, характе-
ризующего тенденцию к незавершенности процесса роста зерна
аустенита на стадии нагрева, зависит от химического состава
стали и термического цикла сварки. Если для углеродистой стали
20ЮЧ AdI;/Adraax увеличивается от 1 до 5 при переходе от 2-го
к 1-му термическому циклу, то для легированной карбидообра-
зующими элементами стали 14Х2ГМРБ это значение изменяется
от 0,11 до 0,26.
Как было показано ранее, размер зерна аустенита влияет как
на кинетику его распада при охлаждении (см. рис. 5.10), так и на
дисперсность продуктов превращения, т. е. элементов конечной
структуры. Результаты соответствующих исследований, прове-
денных на стали 16ГМЮЧ, представлены в табл. 6.6. Из табл. 6.6
114
Таблица 6.6
Характеристики элементов структуры металла
околошовного участка ЗТВ сварных соединений стали 16ГМЮЧ
Параметры термического цикла сварки Услов- ный диа- метр Число пакетов бейнита в бывшем аустенит- ном зерне Размер пакета бейнита Ширина ферритной рейки Расстояние между карбидами
*800-600’ с ^800 — 600» °С/с зерна ау- стенита dy, мкм мкм
600 0,5 280 6—7 101±3,6 3,4±0,2 3,8±0,2
106±4,9 4,3±0,3 5,9±0,4
100 3 120 3—4 60,6±1,7 1,8±0,2 3,4±0,3
70,0±2,8 2,8±0,2 2,5±0,2
25 12 120 3—4 63,3±2,5 0,95±0,17 2,0±0,1
77,9±4,0 0,94±0,13 0,66±0,12
Примечание. В числителе приведены размеры элементов структуры
до отпуска, в знаменателе после отпуска в течение 2 ч при 650 °C.
видно, что дисперсность элементов бейнитной структуры пред-
определяется двумя факторами. Во-первых, размером зерна аусте-
нита к началу у—a-перехода и интенсивного охлаждения в про-
цессе распада аустенита. Например, при т8оо-боо = 600 с, к^оо-боо ~
= 0,5 °С/с и условном диаметре зерна аустенита dy — 280 мкм
средний размер пакетов бейнита 101 ± 3,6 мкм. В бывшем аусте-
нитном зерне образуется в среднем семь пакетов бейнита. Умень-
шение диаметра аустенитного зерна до 120 мкм в результате сокра-
щения тси до 100 с способствует уменьшению числа пакетов бей-
нита в бывшем аустенитном зерне и повышению дисперсности
ферритных реек. Так, при чЫ-боо = 100 с, ^800_Б00 = 3 °С/с размер
пакета бейнита d6 = 60,6±1,7 мкм. Дальнейшее повышение ско-
рости охлаждения (до 12 °С/с) существенно не изменяет число
пакетов бейнита в бывшем аустенитном зерне и их размеры.
Однако при этом значительно повышается дисперсность элементов
внутренней структуры пакетов бейнита. Увеличение ву8Оо-боо от
3,0 до 12 °С/с способствует уменьшению ширины реек ферритных
кристаллов примерно в 2 раза и сокращению расстояния между
карбидами от 3,4 ±0,3 до 2,0±0,1 мкм.
Соответствующее влияние размера зерна аустенита на внутри-
зеренную дисперсность конечной структуры иллюстрируется
данными табл. 6.6.
Таким образом, определение изменения размера зерна аусте-
нита под воздействием термического цикла сварки является важ-
ной задачей в современном металловедении сварки сталей. Наряду
с экспериментальными в последние годы получили развитие и ана-
литические методы ее решения [89, 91}.
115
Таблица 6.7
Кинетические параметры роста зерна аустенита
конструкционных сталей [89]
Сталь Массовая доля элемента, %
c Si Mn p s N Al Cr Cl Mo
StE3554 StE355 ? StE3553 StE460 StE690 4 StE690 § 0,15 0,15 0,16 0,15 0,20 0,15 0,37 0,36 0,44 0,33 0,72 0,25 1,30 1,30 1,41 1,40 0,78 0,82 0,011 0,011 0,010 0,012 0,015 0,011 0,007 0,008 0,006 0,013 0,014 0,009 0,007 0,007 0,050 0,012 0,008 0,009 0,028 0,042 0,050 0,008 0,044 0,022 0,21 0,55 0,51 0,27 0,25 0,43
Сталь Массовая доля элемента, % Кинетические параметры 1см. формулу (6.3)1
Ni Nb Ti V Zr В a Vo, C s Q. кДж/ моль
StE355 ® StE3552 StE355 3 StE460 StE690 4 StE690 § 0,63 0,74 0,04 0,014 0,03 0,05 0,15 0,06 0,10 0,001 0,003 4,33 7,92 8,14 6,44 5,95 6,60 2,44-1024 3,76-1031 4,90- IO34 1,42-Ю37 1.50-1034 2,88-Ю32 526 572 1064 754 679 634
Наиболее широко для определения размера зерна аустенита
применяется зависимость вида
da - da0 = vau exp [— Q/(RT)], (6.3)
где d и do — размер зерна аустенита после выдержки при Т
в течение времени т и в начальный момент времени; п0 — скорость
роста зерна; Q — энергия активации процесса роста зерна аусте-
нита; а — показатель степени.
При выполнении расчетов по формуле (6.3) термокинетический
процесс представляют в виде изотермических ступенек, разбивая
термический цикл на отрезки с шагом Ат. Значения параметров Q
Таблица 6.8
Зависимость размера зерна аустенита от отношения Ti/N
в составе стали [89]
Сталь (см. табл. 6.7) Ti/N Размер зерна аустенита при выдержке в течение 2,8 ч при 1400 °C, мкм
StE69O 4 6,3 499
StE690 S 3,3 242
StE355 2 2,0 131
116
и а определяют на основе экспериментов, анализируя рост зерна
аустенита в изотермических условиях. В табл. 6.7 указаны зна-
чения параметров a, v0 и Q для некоторых сталей [89].
Дисперсные термоустойчивые включения второй фазы яв-
ляются эффективными препятствиями для мигрирующих границ
аустенитных зерен и существенно сдерживают их рост. По увели-
чению эффективности с точки зрения роста зерна аустенита в усло-
виях сварки включения располагаются в следующий ряд: ТаС,
VCN, ZrN, AIN, NbCN, TiN. Причем степень влияния включений
TiN (табл. 6.8) зависит от соотношения Ti/N в составе свариваемой
стали. Оптимальное значение Ti/N = 2.
6.4. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ
НА КИНЕТИКУ РАСПАДА АУСТЕНИТА
Наиболее распространенными легирующими элементами при
производстве низколегированных сталей являются Si, Мп, Сг, Мо.
Анализ их влияния на кинетику превращения аустенита при
охлаждении в условиях сварки можно провести по результатам
работ [92—94 ]. Химический состав и механические свойства сталей
представлены в табл. 6.9. Данные, характеризующие влияние
легирующих элементов на характеристические длительности охла-
ждения и фазовый состав структуры, приведены на рис. 6.4.
Таблица 6.9
Химический состав и механические свойства
низколегированных сталей [92—94]
Обозначение стали Массовая доля элемента, % Механические свойства
с Si Мп Сг Мо МПа °в- МПа С, %
Мп — 0 0,11 0,21 281 391 50,9
Мп — 0,5 0,11 0,22 0,46 — — 253 385 55,4
Мп — 1,0 0,11 0,21 1,06 — — 290 438 53,2
Мп — 2,0 0,12 0,21 2,05 —- — 346 561 44,2
Сг —0 0,11 0,21 0,46 253 385 55,4
Сг — 0,5 0,11 0,22 0,35 0,47 — 252 380 49,8
Сг — 1,0 0,10 0,23 0,35 1,00 — 254 395 51,8
Сг — 2,0 0,10 0,23 0,35 1,97 — 258 440 47,1
Сг — 4,0 0,09 0,22 0,37 3,86 — 544 712 29,0
Мо — 0 0,11 0,21 0,46 253 385 55,4
Мо — 0,5 0,12 0,16 0,45 —. 0,48 255 413 44,8
Мо — 1,0 0,11 0,23 0,43 — 0,96 286 486 42,3
Мо — 1,6 0,11 0,22 0,37 — 1,66 376 590 31,0
117
L
н3
I
118
Максимальная температура нагрева 1350 °C, длительность
охлаждения т800_Б00 изменяли от 0,2 до 600 с. Сопоставляя этот
диапазон изменения интенсивности охлаждения, принятый в рабо-
тах {92—94], с данными, представленными в п. 2, можно выде-
лить три характерных интервала изменения значений т800_600:
I соответствует ручной дуговой сварке пластин толщиной до
20 мм; II — сварке в защитных газах и дуговой сварке под флюсом
на ограниченной погонной энергии; III — электрошлаковой сварке
и дуговой сварке под флюсом на повышенной погонной энергии.
Применение принудительного сопутствующего охлаждения позво-
ляет реализовать т800_600 при АДС в интервалах I и II, а при
ЭШС — в интервале II. Отличие диаграмм на рис. 6.4 от структур-
ных заключается в том, что они позволяют прогнозировать струк-
турно-фазовый состав в зависимости от химического состава
стали и длительности охлаждения т800_БОО, но не дают информа-
ции о количественном соотношении структурных составля-
ющих.
В интервале I в низкоуглеродистой стали при у -> «-превра-
щении формируется преимущественно бейнитно-ферритная струк-
тура. С увеличением содержания Si в составе стали в интервале I
в зависимости от т800_Б00 можно получить мартенситно-бейнитную
(при т800_600 < 0,4 с) или бейнитно-перлитно-ферритную струк-
туру (при т800_600 > 1,5—2 с). При легировании > 1 % Мп и
>3 % Сг и низких значениях т800_Б00 образуется полностью мар-
тенситная структура. На диаграмме выделяется область мартен-
ситно-бейнитной структуры, причем в случае легирования хромом
эта область существенно расширяется. В стали, легированной
марганцем, при т800_В00 > 1 с выделяется область трехфазной
бейнитно-перлитно-ферритной структуры. При низких значениях
т8оо-боо в стали, легированной молибденом, формируется мартен-
ситно-бейнитная структура. При т800_Б00=0,4—2 с выделяется двух-
фазная бейнитно-ферритная область, а при т800_Б00 > 2 с — трех-
фазная бейнитно-ферритно-перлитная область.
В интервале II в низкоуглеродистой стали (С < 0,4 %) обра-
зуется ферритная структура. В стали, легированной хромом,
распад аустенита приводит к образованию структуры верхнего
бейнита, феррита и перлита (при т800_600 < 6—20 с) либо феррит-
но-перлитной структуры (при т800_В00 > 20 с). В сталях с содержа-
нием Мп < 1,5 % на диаграмме выделяют две области —фер-
ритно-перлитную и бейнитно-перлитно-ферритную. При содер-
жании Мп > 1,5 % в зависимости от т800_600 можно получить
либо ферритно-бейнитную, либо мартенситно-бейнитную струк-
туру. При содержании Cr < 1 % образуется ферритно-перлитная
структура. При содержании Cr > 1 % в структуре появляется
бейнит, а количество перлита убывает. Широкую область на диа-
грамме занимает область двухфазной бейнитно-ферритной струк-
туры. При содержании Сг > 2,5 % возрастает содержание мар-
тенсита в мартенситно-бейнитной структуре.
119
Таблица 6.10
Влияние т800_500 на твердость
металла околошовного участка ЗТВ
сварных соединений сталей
различных систем легирования
[92—94]
Обозначение Твердость, МПа, металла около- шовного участка ЗТВ прн Твоо—воо» С
с
0,2 S 100
Мп — 0 3500 1600 1300
Мп — 0,5 3500 1600 1300
Мп — 1,0 3700 2400 1800
Мп — 2,0 4000 3500 2000
Сг- -0 3300 1500 1400
Сг - 1,0 3800 2200 1600
Сг- -2,0 3800 2900 2200
Сг- -4,0 3800 3600 3300
Мо — 0 3400 1600 1300
Мо — 0,5 4000 2100 1900
Мо — 1,0 4000 2400 2100
Мо — 1,6 4000 2800 2300
На диаграмме стали, леги-
рованной молибденом, выделя-
ются только две области. Пер-
вая — ферритно-перлитная при
содержании Мо < 1,5 %, а
вторая — бейнитно-ферритно-
перлитная. С увеличением со-
держания молибдена до 1,5 %
количество бейнита возрастает.
В интервале III во всех ста-
лях распад аустенита сопрово-
ждается образованием преиму-
щественно ферритно-перлитной
структуры. В низкоуглеродис-
той стали выделяется область
преимущественно ферритной
структуры. На диаграммах ста-
лей, легированных Cr > 1 %
и Мо > 1,5 %, выделяются об-
ласти с бейнитно-ферритно-пер-
литной структурой.
Все легирующие элементы
снижают температуру начала
у -> а-превращения, причем марганец при увеличении его содер-
жания до 2 % снижает температуру начала ферритного превра-
щения примерно на 150 °C, а мартенситного tM на 100 °C, одно-
временно уменьшая критическую скорость закалки о^оо-боо с 3000
до 100 °С/с. Хром при увеличении его содержания от 0,5 до 4,0 %
снижает /ф на 50—70 °C, a tK — на 70 °C, одновременно уменьшая
^о-боо с 750 до 100 °С/с.
При увеличении содержания Мо до 1,6 %, значение /ф также
уменьшается примерно на 100 °C, a tK — на 30 °C, ^soo-soo прак-
тически не изменяется, сохраняясь на уровне 750 °С/с.
В табл. 6.10 приведена твердость металла околошовного участка
ЗТВ в зависимости от т800-.В00.
Из табл. 6.9 видно, что твердость мартенсита низкоуглероди-
стой стали составляет 3300—3500 МПа. Увеличение содержания
Мп до 2,0 % и Мо до 1,6 % повышает его твердость до 4000 МПа.
Влияние хрома на твердость мартенсита менее выражено. При
’W-soo = 5 с, если содержание Мп 1,0 %, Сг •< 2,0 % и Мо
1,0 %, не следует опасаться подкалки металла околошов-
ного участка. При содержании 4 % Сг подкалка отмечается
даже при <г8оо-боо = 100 с.
6.5. АНАЛИЗ ПРЕВРАЩЕНИЙ АУСТЕНИТА
С ПРИМЕНЕНИЕМ ПЕРСОНАЛЬНЫХ ЭВМ
Для исследования кинетики фазовых превращений к настоя-
щему времени предложен ряд методов: дилатометрический, тер-
мический, металлографический и др. Все они отличаются значи-
тельной трудоемкостью и требуют высокой квалификации иссле-
дователей. Отсутствие стандартов на проведение соответствующих
испытаний вносит субъективный фактор в их проведение и интер-
претацию полученных результатов. В связи с этим заслуживают
внимание попытки применения персональных ЭВМ для опреде-
ления параметров структурно-фазовых превращений и свойств
сварных соединений. В работе [82] приведены принципы форми-
рования базы данных для персональных ЭВМ, в которую зало-
жены результаты исследования кинетики фазовых превращений
примерно 200 марок углеродистых и низколегированных сталей.
Применение этой системы позволяет:
определить структуру и твердость металла околошовного
участка ЗТВ сварных соединений;
проанализировать влияние легирующих элементов на струк-
туру и твердость металла околошовного участка-
построить термокинетическую диаграмму (ТКД) превращения
..аустенита в условиях сварки для стали заданного состава, если
такая отсутствует в базе данных.
Решение первой задачи осуществляется с применением ЭВМ
в следующей последовательности:
ввод параметров режима сварки;
расчетное определение распределения максимальных темпе-
ратур;
расчетное определение термического цикла сварки в заданной
точке ЗТВ;
отображение на дисплее ТКД данной стали-
определение ожидаемой твердости и структурного состава
металла при данном термическом цикле сварки.
Для выбора ТКД из базы данных задается химический состав
стали по 11 элементам (С, Si, Mn, Ni, Cr, Мо, V, Al, Ti, Nb, В).
Рис. 6.5. Диаграммы
анизотермического пре-
вращения аустенита в
стали при сварке
(--------данные из бан-
ка ЭВМ; ...—данные,
полученные методом
экстраполяции; О —
Данные, соответствую-
щие стадии охлаждения
термического цикла свар-
ки) [82 ]
> о "<р
о . .'•п • * ’ "б
м о о
о
1 5 10 50 100 500 Т,С
121
Поскольку в базе данных может не оказаться ТКД для стали
заданного состава, то устанавливают определенный допуск по
содержанию отдельных элементов, в пределах которого ТКД ока-
зываются близкими: [С] ± 0,2 %; [Si] ± 0,4 %. Для Mn, Ni,
Сг, Мо принято [М] ± 0,2 %. Для таких элементов, как V, А1,
Ti, Nb, В, указывается только их наличие или отсутствие в со-
ставе стали. При совпадении химических элементов в указанных
пределах на дисплей выводятся наряду с конкретным составом
стали данные по характеристическим длительностям тф, тп, <гб
и сама ТКД (рис. 6.5). Если же в базе данных нет ТКД для стали
состава, входящего в поле допуска элементов искомой стали, то
построение ТКД на дисплее осуществляется методами экстра-
или интерполяции.
7. СВАРИВАЕМОСТЬ СТАЛЕЙ
Одной из важнейших технологических характеристик сталей,
применяемых в сварных конструкциях, является свариваемость.
В ГОСТ 2601—84 «Сварка металлов. Термины и определения
основных понятий» дано следующее определение: «Сваривае-
мость — свойство металла или сочетания металлов образовы-
вать при установленной технологии сварки соединение, отве-
чающее требованиям, обусловленным конструкцией или эксплуа-
тацией изделия». Свариваемость рассматривается как степень
соответствия свойств сварных соединений одноименным свойствам
основного металла или нормативным значениям свойств. По-
скольку число показателей, характеризующих свойства основного
металла, велико, свариваемость является комплексной техно-
логической характеристикой, включающей следующие показа-
тели [65 ]:
чувствительность металла к окислению при сварке и влиянию
примесей внедрения (для химически активных металлов);
реакция металла на термодеформационный цикл сварки;
сопротивляемость образованию горячих трещин;
сопротивляемость замедленному разрушению при сварке (хо-
лодные трещины);
чувствительность к порообразованию (преимущественно для
алюминиевых сплавов);
соответствие свойств сварного соединения заданным эксплуа-
тационным.
К настоящему времени предложено значительное число методов
определения свариваемости. В последние годы наряду с экспери-
ментальными получают развитие расчетные методы определения
различных характеристик свариваемости. Наиболее часто приме-
няют зависимости, полученные на основе регрессионного анализа
и использования других методов математической обработки экспе-
риментальных данных.
7.1. ГОРЯЧИЕ ТРЕЩИНЫ
Горячие трещины являются одним из видов высокотемпера-
турных межкристаллических разрушений. Они могут возникать
при неблагоприятном сочетании факторов, связанных с пониже-
нием деформационной способности металла вследствие наличия
123
в структуре легкоплавких эвтектик, дефектов кристаллического
строения, выделения хрупких фаз, а также под действием внут-
ренних и внешних напряжений.
Различают следующие типы горячих трещин: кристаллизацион-
ные или ликвационные, подсолидусные и подваликовые. Кристал-
лизационные горячие трещины образуются при температуре,
превышающей температуру солидуса. Полигонизационные тре-
щины появляются после завершения первичной кристаллизации
вследствие возникновения в структуре вторичных полигонизацион-
ных границ [78]. Дефекты типа горячих трещин обнаруживаются
как в металле шва, так и в металле околошовного участка ЗТВ
вблизи линии сплавления. В соответствии с существующими пред-
ставлениями, развитыми в работах Н. Н. Прохорова и его сотруд-
ников, технологическая прочность в процессе кристаллизации
определяется температурным интервалом хрупкости металла
(ТИХ), его пластичностью 6 и темпом деформации в ТИХ а.
Полагают, что горячая трещина образуется, если деформации
растяжения развиваются в период нахождения металла в ТИХ,
а скорость деформации велика. В соответствии с ГОСТ 26389—84
применяют машинные или технологические методы испытаний.
Машинные основаны на высокотемпературной деформации металла
при сварке до образования трещин под действием внешних сил,
а технологические — на выявлении трещин, образовавшихся
под действием внутренних сил от усадки шва и формоизменения
элементов.
При выборе рациональных режимов сварочного процесса
изменяют скорость сварки (табл. 7.1), а силу тока и напряжение
Таблица 7.1
Режимы сварки для низко- и высоколегированных сталей (ГОСТ 26389 84)
Параметр Вид сварки
ИН, ИНп УП. ИП ЛС РДС
Скорость сварки, м/ч Время деформирования, с Температура солидуса, "С Напряжение при определении /щах. Н/мм 12 10/15 24 10/15 1450-- 1, 24 15/20 1350 5 7,5 10/15
Примечания: 1. ИН — сварка неплавящимся электродом в инерт-
ных газах; ИНп — сварка неплавящимся электродом с присадочной проволокой;
УП — сварка плавящимся электродом в углекислом газе; ИП — сварка плавя-
щимся электродом в инертных газах; ЛС— лазерная сварка; РДС — ручная
дуговая сварка.
2. В числителе значение для низколегированной стали, в знаменателе—
для высоколегированной, там, где одно значение,—для обеих групп сталей.
124
Таблица 7.2
Параметры имитируемого термического цикла сварки
Но- мер ре- жима Вид сварки Скорость нагрева в интервале 8/в*гпах *тах» °С/с Скорость охлаждения в интервале ^max“2/a*max» °С/с
I ЭШС 18-20 5—6
2 УП, ИП, АДС 50 12—15
3 ИН, ИНп, РДС 100—120 25—30
4 ЭЛС 150—180 50—60
Примечание. АДС — автоматическая дуговая сварка под флюсом;
ЭШС — электрошлаковая сварка; ЭЛС — электронно-лучевая сварка.
выбирают исходя из требований к глубине проплавления металла,
которые также регламентированы стандартом для образцов от-
дельных типов.
Стандартом предусмотрена возможность использования пло-
ских образцов-имитаторов рабочим сечением 6x3 мм (без отвер-
стия) и 7,5 X 3 (с отверстием для зачеканки термопар диаметром
1,5 мм) либо круглых диаметром 4-—7 мм, подвергаемых нагреву
До tmax электроконтактным или индукционным методом и дефор-
мированию с помощью машин. Испытания проводят в следующей
последовательности: определяют температуру максимального на-
грева /тах, измеряют среднюю скорость укорочения образца Ах
на этапе охлаждения от tmax до 2/3 /пих, определяют критическую
скорость машинного растяжения Ам.
За /тах принимают температуру разрушения образца под
напряжением на этапе нагрева с определенной скоростью
(табл. 7.2).
Параметр Ах определяют по укорочению А образца за время
охлаждения т от /гаах до 2/3 /п,ах в свободном состоянии: Ах —
= А/т. Параметр Лм определяют на этапе охлаждения в том же
интервале температур, контролируя наличие трещин.
Сопротивление образованию горячих трещин при сварке можно
оценить по показателю К. Итамуры:
С [S + Р + Si/25 + Ni/lOOJ- 10s
~ ЗМп + Cr + Мо + V
который установил, что при HCS 4 горячие трещины в свар-
ных соединениях углеродистых и низколегированных сталей не
образуются, а при сварке высокопрочных сталей в больших сече-
ниях проката HCS должно быть менее 1,6. Деформационная спо-
собность металла в температурном интервале кристаллизации
(7-1)
1 Hot cracking susceptibility.
125
зависит от содержания серы, образующей с железом и никелем
легкоплавкие эвтектики (температура плавления FeS равна
1193 °C, FeS2 — 682° С). Поэтому для предотвращения образова-
ния горячих трещин следует применять сварочную проволоку
с пониженным содержанием серы (менее 0,015 %), ограничивать
долю участия основного металла в образовании сварного шва.
Применение предварительного или сопутствующего подогрева
положительно сказывается на уменьшении сварочных напряже-
ний. В ряде случаев, например при сварке сталей с повышенным
содержанием никеля, можно рекомендовать технологию сварки
с сопутствующим охлаждением для сокращения длительности
пребывания металла шва и ЗТВ в ТИХ.
Последовательность определения стойкости металла образо-
ванию горячих трещин, типы образцов и необходимое оборудова-
ние регламентируется ГОСТ 26389—84.
7.2. ХОЛОДНЫЕ ТРЕЩИНЫ
Холодные трещины являются одним из видов локального
разрушения сварных соединений. При образовании холодных
трещин определяющими являются три фактора: закалочные струк-
туры, повышенный уровень напряжений первого рода и насыщен-
ность металла водородом [42]. Установлено, что процесс образо-
вания холодных трещин включает три стадии: подготовительную,
инкубационную и спонтанного разрушения. Первые две стадии
характеризуют процесс зарождения, а третья — процесс рас-
пространения трещин. По данным В. Ф. Мусияченко, холодные
трещины зарождаются по границам действительного зерна аусте-
нита в результате высокотемпературной пластической деформа-
ции, при которой увеличивается плотность подвижных дислока-
ций и возрастает упругая энергия искажений структуры. После-
дующее возникновение субмикротрещин является результатом
проскальзывания по границам зерен и диффузии вакансий к гра-
ницам. Водород и сера, снижающие поверхностную энергию
границ зерен, способствуют росту полостей и субмикротрещин.
ГОСТ 26388—84 предусматривает применение машинных либо
технологических методов выбора рациональных режимов сварки
углеродистых и легированных сталей — основного металла в ЗТВ
и металла шва. Машинный метод основан на доведении металла
сварного соединения до образования холодных трещин при внеш-
ней постоянно действующей нагрузке после сварки в процессе
охлаждения в интервале 150—100 °C. При технологических мето-
дах испытания определяют условия образования холодных тре-
щин под действием остаточных сварочных напряжений. Прило-
жение нагрузки к образцам при машинных методах осуществляют
растяжением либо изгибом со скоростью 5—10 МПа/с, причем
под нагрузкой образцы выдерживают в течение 20 ч. Испытанию
подвергают 30 образцов одного типа при различных нагрузках
и устанавливают минимальное значение нагрузки, при которой
126
в образцах образуются холодные трещины, обнаруживаемые
визуально при контроле с помощью лупы трехкратного увеличе-
ния. Первые три образца испытывают при напряжении О,5о0>2
основного металла, а последующие — при 0,25; 0,15; 0,10 о0>2
в соответствии с наличием или отсутствием трещин. При возникно-
вении трещин в части образцов, испытанных при одних и тех же
напряжениях, дальнейшие испытания ведут, уменьшая напряже-
ния на 50, а затем на 25 МПа, продолжая испытания до устано-
вления минимального значения напряжений, при которых обра-
зуются холодные трещины. Стандарт регламентирует виды, раз-
меры образцов и испытательных приспособлений, режимы ручной
дуговой,аргонодуговой и дуговой сварки под флюсом в зависимости
от толщины свариваемого проката. Технологические испытания
выполняют при невозможности применения машинных методов.
При этом образцы после сварки выдерживают при нормальной
температуре в течение 20 ч в незакрепленном или закрепленном
(в зависимости от типа образца) состоянии. Появление трещин
в процессе испытания контролируется периодически внешним
осмотром с помощью лупы трехкратного увеличения. При обна-
ружении трещин или после разрушения образца испытания
прекращают. Образец разламывают по сечению, в котором обна-
ружена трещина. Участки на поверхности разрушения, имеющие
блестящий кристаллический излом, классифицируют как холод-
ные трещины.
Склонность сталей к возникновению холодных трещин связана
с их закаливаемостью — повышением твердости под воздействием
термического цикла сварки и насыщением металла шва и ЗТВ
сварных соединений водородом. Поскольку закаливаемость ста-
лей возрастает с повышением степени легированности, склон-
ность к образованию холодных трещин ориентировочно оцени-
вается показателем эквивалента углерода Сэкв. Международным
институтом сварки рекомендована следующая формула:
Сэ = С 4- Мп/6 4- Сг/5 4- Мо/5 4- V/5 4- (Ni 4- Cu)/15. (7.2)
Считается, что при С0 0>4 сталь не склонна к образованию
холодных трещин.
Различными исследователями предложены другие формулы
для определения Сэ, отличающиеся значениями коэффициентов,
характеризующих степень влияния различных элементов на этот
показатель. Твердость металла в околошовном участке ЗТВ
можно определить по формуле [19]
= 90 4- Ю50С 4- 47Si 4- 75Mn 4- 30Ni 4- 31Сг. (7.3)
Для предотвращения образования холодных трещин эффек-
тивно применение подогрева при сварке. При этом снижается
скорость охлаждения металла шва и ЗТВ, предотвращается воз-
можность образования мартенсита и создаются благоприятные
Условия для удаления диффузионного водорода.
7.3. ХРУПКОЕ РАЗРУШЕНИЕ
С увеличением толщины металла возрастает структурно-меха-
ническая неоднородность материала, повышается вероятность
появления дефектов. При этом также увеличиваются напряжения
по толщине металла и создаются условия для перехода от пло-
ского напряженного состояния к плоскодеформированному. Ста-
тистический анализ причин разрушения крупногабаритных тол-
стостенных сосудов, работающих под давлением, свидетельствует
о том, что более чем в 80 % случаев разрушение происходит в ре-
зультате образования и роста трещин в сварных соединениях.
Высокая прочность материалов только тогда может быть реали-
зована в конструкциях, когда она сочетается с достаточным запа-
сом других свойств и прежде всего с вязкостью разрушения.
В зависимости от степени деформации материала, предше-
ствующей разрушению, различают хрупкое (внутризеренное и
межзеренное), квазихрупкое и вязкое разрушения.
Одним из наиболее распространенных методов определения
микромеханизма разрушения является исследование поверхности
раздела с помощью растрового электронного микроскопа.
Хрупкое разрушение характеризуется наличием на поверх-
ности излома фасеток скола. Например, в феррите внутризерен-
ный скол происходит вдоль плоскостей типа (100), а направление
распространения трещины совпадает с кристаллографическим
направлением [1101. Межзеренное хрупкое разрушение является
следствием адсорбционного обогащения вредными примесями и,
как следствие, снижения в десятки раз поверхностной энергии
межзеренного сцепления. Степень пластической деформации ме-
талла и энергоемкость процесса при хрупком разрушении мини-
мальны.
Для вязкого разрушения характерна многостадийность про-
цесса, включающего появление пор у частиц второй фазы, обра-
зование чашек в результате разрастания и слияния смежных
микропустот вокруг пор, пластическая деформация материала
вокруг микропустот и его разрыв.
Снижение температуры, переход от плосконапряженного со-
стояния к плоскодеформированному, повышение предела теку-
чести материала способствуют смене вязкого механизма разру-
шения хрупким.
Для изучения влияния состава структуры и морфологии струк-
турных составляющих на кинетику и микромеханизм разрушения
принята следующая методика. После имитации термических
циклов сварки с помощью индуктора ТВЧ на заготовках разме-
рами 11 X11 х55 мм подготавливали стандартные образцы типа II
по ГОСТ 9454—78, которые испытывали на ударный изгиб при
рабочей температуре, установленной для данной марки стали.
Энергию маятника копра подбирали такой, чтобы обеспечить
зарождение трещины и ее распространение на часть сечения,
128
предотвратив полное разрушение образна. Траекторию движения
трещины на этапе зарождения в среднем продольном сечении
образца исследовали на микрошлифах с помощью микроскопа
типа Metaval в металле околошовного участка ЗТВ сварных
соединений низколегированных сталей (73].
Характер распространения трещин в мартенситной структуре
преимущественно межзеренный. При нагружении металла мнкро-
трещины, возникающие по границам пакетов мартенсита, объеди-
няются в магистральную трещину.
Последующий отпуск при температуре 650—700 °C существенно
повышает сопротивление хрупкому разрушению металла с мар-
тенситной структурой. Уже при сравнительно низких темпера-
турах нагрева (300—400 сС) в структуре мартенсита выделяются
дисперсные карбиды преимущественно на больше- и малоугловых
границах. По мере увеличения температуры карбиды коагули-
руют, особенно интенсивно на границах структуры и субструк-
туры, т. е. в зонах, где наиболее значительна скорость диффузии
атомов углерода, железа и легирующих элементов.
Обеднение твердого раствора углеродом, снижение плотности
дислокаций, интенсивная коагуляция карбидов, выделение дис-
персных карбонитридов ванадия и их коагуляция — все это
способствует повышению сопротивления хрупкому разруше-
нию металла с мартенситной структурой в процессе от-
пуска.
Чем выше степень гомогенизации бывшего аустенитного зерна,
особенно в сталях, легированных карбидообразующими элемен-
тами, тем более близки по размеру и выделяющиеся при после-
дующем отпуске карбиды и тем равномернее их распределение.
Отмеченное обстоятельство противодействует тенденции к сниже-
нию ударной вязкости металла в результате увеличения размера
верна при сварочном нагреве с возрастанием длительности пре-
бывания тс, если <г800_600 < <гп и тем более меньше тк. м и <гк. g,
т. е. длительностей, соответствующих концу мартенситного и бей-
нитного превращений аустенита.
С увеличением т800_Б00 в интервале от тб до т$ содержание
мартенсита в структуре уменьшается, а бейнита возрастает.
В рассматриваемом интервале изменения тм0_Б00 превращение
аустенита сопровождается образованием преимущественно рееч-
ного мартенсита и нижнего бейнита.
Разрушение металла со структурой, содержащей более 40 %
мартенсита, квазихрупкое. В пакетах бейнита трещина изменяет
направление движения.
По мере уменьшения содержания мартенсита в структуре
G 40 до 20 % и соответствующего увеличения содержания бейнита
при сокращении т800_Б00 от 75 до 12 с энергоемкость процесса раз-
рушения возрастает. Хрупкая трещина пересекает пакеты мар-
тенсита. При пересечении трещиной границ бывших реек мартен-
сита образуются ступеньки скола.
S Ливв-нц Л. С. и др. 129
Рис. 7*1. Влияние Чоо-воо
иа структуру (а) и V7M (6)
металла околошовного участ-
ка ЗТВ сварных соединений
сталей (^тах = 1350 °C, т' =
= 45 с. т" = 80 с):
/ — 10Г2ФР до отпуска; 2 и 3 —»
10Г2ФР после отпуска соответ-
ственно при 600 и 700 °C; 4 —
20ЮЧ после отпуска при 650 °C;
5 — 16ГС после отпуска при
650 °C; б — 09Г2С после отпу-
ска при 650 °C; 3'—б* — основ-
ной металл; I—VI — области
диаграммы с относительно одно-
родной структурой(Л4П и Afp —
мартенсит пластинчатый и рееч-
ный, и /7Гр — перлит тонко-
и грубопластинчатый; Фи, Фв
и Фп — феррит соответственно
игольчатый, вндманштеттовый
и полиэдрический)
Кристаллы бейнитного феррита, расположенные перпендику-
лярно к направлению движения трещины, препятствуют ее рас-
пространению, тогда как продольно расположенные кристаллы
не сдерживают ее роста. Трещины, образовавшиеся в неметалли-
ческих включениях, распространяются в матрицу.
При последующем отпуске в бейнйтно-мартенситной структуре
выделяются дисперсные карбиды, а карбиды, имеющиеся в бей-
ните, коагулируют. Одновременно резко снижается плотность
дислокаций и возрастает их способность к скольжению при дефор-
мации металла. Отмеченное способствует сохранению сопротивле-
ния металла хрупкому разрушению на относительно высоком
уровне в области Па (рис. 7.1, а), а в области Пб оно несколько
снижается вследствие повышения неоднородности распределения
карбидной фазы и неблагоприятного строения a-фазы в верхнем
бейните.
Траектория трещины не ориентирована относительно бывших
пакетов мартенсита и бейнита, так как ее определяют включения
и карбиды, выделившиеся и скоагулированные в структуре при
отпуске.
В области III гетерогенность структуры возрастает за счет
появления ферритной составляющей. В результате последующего
отпуска при температуре 650—700 °C образуется смесь структур
отпущенного мартенсита, бейнита и игольчатого феррита. В пре-
делах реек мартенсита расположены субзерна, которые вытянуты
преимущественно вдоль реек и в поперечном направлении огра-
ничены границами бывших реек, ширина которых 0,1--
0,4 мкм.
Анализ угольных реплик со шлифов подтверждает, что струк-
тура металла образована в результате сдвигового превращения
аустенита. Пачки кристаллитов вытянуты вдоль одного.и того же
130
направления. Вместе е тем наблюдаются протяженные области
шлифа, слабо травящиеся в спиртовом растворе азотной кислоты,
которые соответствуют крупным кристаллам игольчатого феррита.
Размер их, выявляемый на угольных репликах со шлифов, дости-
гает 2,2±0,7 мкм.
Поверхность хрупких вон изломов образована фасетками
хрупкого внутризеренного скола, а вязких — ямками. Размер
фасеток хрупкого скола 4,0±1,7 мкм, что существенно меньше
размера зерна феррита (83,0±6,9 мкм) и тем более бывшего зерна
аустенита (175 мкм). Размер фасеток скола, граничащих непо-
средственно с зоной вязкого разрушения, также существенно
меньше размера ферритного и бывшего аустенитного зерен. Раз-
мер хрупких микротрещин практически равен размеру крупных
кристаллов игольчатого феррита. Границы этих кристаллов,
а также развитая субструктура бывших пакетов реек мартенсита
и бейнита обусловливают торможение и существенное уменьшение
скачка хрупкой трещины при ее распространении.
При охлаждении с т8(10_6(10 = <гп, распад аустенита сопровож-
дается образованием структуры со следующим среднестатисти-
ческим составом: — 10 % М, ~70 % Б, --20 % Ф. Металл около-
шовного участка ЗТВ сварных соединений со структурой указан-
ного состава как до отпуска, так и после отпуска при оптималь-
ных температурах, не уступает по сопротивлению хрупкому
разрушению основному металлу.
Исследования, проведенные на стали 16ГМЮЧ, показали, что
при т800_в00 — 100 с (т800_в00 > тп) в бывшем аустенитном зерне
образуются при охлаждении три-четыре пакета бейнита. Размер
пакетов бейнита 60,6±1,7 мкм, ширина реек 1,8±0,2 мкм, рас-
стояние между карбидами 3,4±0,3 мкм. С увеличением интен-
сивности охлаждения и при сокращении т800_Б00 до 25 с (т800_Б00 <
< <гп) и размеров пакетов бейнита до 60 мкм ширина реек умень-
шается до 0,95±0,17 мкм, а расстояние между карбидами —до
2,0±0,1 мкм.
Если при т8оо-боо = 600 о карбиды выделяются преимуще-
ственно по границам ферритных кристаллов, т. е. после диффузион-
ного перераспределения углерода, что свидетельствует об обра-
зовании верхнего бейнита, то при т800_в00, равном 100 и 25 с,
они выделяются и внутри ферритных реек, и в структуре возра-
стает содержание нижнего бейнита.
Анализ характеристик вязкого разрушения под надрезом
Ударного образца показал, что средний размер ямок dn во всех
случаях превышает среднее пространственное расстояние I между
карбидами. Например, при т800_в00 = 25 с отношение d^l = 2,2.
При последующем отпуске dn/l возрастает до 3,2 за счет уменьше-
ния dR до 2,1 мкм и I до 0,66 мкм. Характерно, что при т800_в00 =
= 100 с daH меньше и влияние отпуска проявляется не столь
значительно (djl = 1,4 до отпуска, d,Jl = 1,8 после отпуска).
Отмеченное обстоятельство связано с наличием в структуре Map-
s’ 131
Рис. 7.2. Электронные фрактограммы поверхностей разрх .пения металла око-
лошовного участка ЗТВ сварных соединений стали 16ГМЮЧ до (а, 6) и после
(в, г) отпуска (^щах = 1350 °C, т' — 25 с, х" = 75 с)
тенсита и более высоким содержанием нижнего бейнита при
^воо-поо = 25 с.
Анализ электронных фрактограмм поверхностей разрушения
стандартных образцов, испытанных на ударную вязкость в зоне
отрыва на расстоянии 2—4 мм от дна надреза (рис. 7.2), свидетель-
ствует о реализации квазихрупкого механизма разрушения. Для
фасеток транскристаллитного скола характерен ручьистый узор,
образовавшийся при слиянии в единую поверхность раздела микро-
трещин, развившихся в параллельных плоскостях. Примерно 18—
25 % фасеток транскристаллитного скола окружены вязкими
прослойками с ямочным строением излома. По данным рентгено-
спектрального исследования с помощью микроанализатора Super-
probe — 733 инициаторами крупных пор диаметром 3—5 мкм
являются сульфиды железа и марганца.
Последующий отпуск при 650 °C металла околошовного участка
ЗТВ стали 16ГМЮЧ (т800_500 — 25 с) со структурой нижнего бей-
нита практически не изменяет ширины реек. Однако при этом
сокращается расстояние между карбидами от 2,0±0,1 до 0,66±
± 0,12 мкм, оно становится меньше ширины реек бейнитного
феррита. Характерно, что при этом пропорционально умень-
132
щается размер единичного скачка микротрещины и на 30—40 °C
снижается критическая температура хрупкости V /В(|. Существен-
ным является то обстоятельство, что в каждом пакете бейнита
имеет место изменение плоскости транскристаллитного скола,
и чем меньше т800_воо, тем многократнее это изменение. Этот вывод
следует из рассмотрения отношения размеров фасеток транскри-
сталлитного скола dc и пакетов реек бейнита dE. При сокраще-
нии т800_ВОо от 100 до 25 с отношение dc/dB уменьшается в 4 раза
(от 0,4 до 0,1).
Выполненный анализ микромеханизма разрушения и резуль-
таты количественной, оптической и электронной металлографии
позволили определить оптимальный для низкоуглеродистых и
низколегированных сталей состав структуры металла шва и око-
лошовного участка ЗТВ сварных соединений, при котором уро-
вень их показателей сопротивления разрушению приближается
к уровню соответствующих характеристик основного металла [73].
Установлено, что такая структура должна представлять собой
ферритно-бейнитно-мартенситную смесь с ограниченным (до 30 %)
содержанием мартенсита. Для реализации такой структуры необ-
ходимо, чтобы длительность охлаждения металла в процессе
сварки т800_Б00 была меньше уровня характеристической длитель-
ности тп, определенного экспериментально или по формуле (5.7).
Источниками хрупкого разрушения сварных конструкций
являются, как правило, различного рода концентраторы напряже-
ний типа трещин. В этой связи большое значение приобретают
показатели, характеризующие способность материала препятство-
вать стабильному и нестабильному распространению трещин.
В соответствии с положениями механики разрушения, развитыми
на основе идей Гриффитса — Ирвина, сопротивление хрупкому
разрушению характеризуется коэффициентом интенсивности на-
пряжений значение которого в зависимости от уровня номи-
нальных напряжений о и длины трещины I в бесконечной пластине
определяется по формуле
Ki = oy^iii- (7.4)
При переходе к другим схемам в формулу вводится поправоч-
ный коэффициент /к:
^ = 0/7/^. (7.5)
Стабильное разрушение переходит в нестабильное (неконтро-
лируемое) при условии Ki или Ki Kic, где Кс и К1с —
критические коэффициенты интенсивности напряжений соответ-
ственно при плоском напряженном состоянии и в условиях пло-
ской деформации.
Концепция критического раскрытия трещины базируется на
предположении о том, что переход от стабильного разрушения
к нестабильному происходит в том случае, если смещение про-
тивоположных берегов (раскрытие 6) трещины достигает опре-
133
деленной критической величины 6С, называемой критическим
раскрытием трещины. При этом подразумевается, что величина 6С
одинакова как для реальной конструкции, так и для испытуемого
образца из данного материала заданной толщины. Раскрытие
трещины рассматривается как характеристика вязкости разруше-
ния, когда для данного материала в заданных условиях испыта-
ния оно достигает критической величины, т. е.
6 = 6С.
В отличие от стандартных испытаний на ударную вязкость
(ГОСТ 9454—78, ГОСТ 6996—66) методы механики разрушения
позволяют рассчитать параметры /С1с и 6С, характеризующие
вязкость разрушения конструкционных сталей и их сварных
соединений в зависимости от уровня рабочих и остаточных напря-
жений, формы конструктивных элементов, учитывая при этом
размеры наиболее вероятных и труднообнаруживаемых дефектов.
Однако сложность испытаний материалов по критериям механики
разрушения сдерживает их практическое использование. Поэтому
в последние годы активно ведутся исследования, цель которых —
установить корреляционные зависимости между стандартными
характеристиками ударной вязкости и критериями механики
разрушения. Успешное решение поставленных задач позволит,
с одной стороны, уточнить требования к нормативным значениям
ударной вязкости, а с другой, разработать относительно простые
методы расчета конструкций на трещиностойкость.
Ряд таких зависимостей рассмотрен в работе [73]. Относи-
тельно простые зависимости между характеристиками механики
разрушения (6С, К1С) и ударной вязкостью KCV установлены
в работе 114]:
6С = 0,05КСГ/ат; (7.6)
К1с = / OJj-A-KCV, (7.7)
где Е — модуль упругости материала; v — коэффициент Пуас-
сона.
Значения Klc, 6С, KCV и сгт получены при одних и тех же.
температурах испытания, соответствующих диапазону переходных
температур при испытаниях на ударную вязкость. Зависимости
(7.6) и (7.7) действительны для сталей и их сварных соединений
при от — 2004-1400 МПа.
Для обеспечения повышенной надежности ответственных свар-
ных конструкций, работающих при низких температурах, в ра-
боте [141 предложена следующая зависимость:
К1С = ]Ло, 1 KCN - ДК1С, (7.8)
где ЛКцо = 15 МПа«м1/2.
134
Допустимое значение KCV
[KCV] =.207соте.,./с,
(7.9)
где ?с — эффективный критический размер дефекта; ет — дефор-
мация, соответствующая пределу текучести; с — коэффициент,
зависящий от относительной величины рабочих напряжений.
Полагают, что для конструктивных элементов толщиной
s > 10 мм можно использовать формулу
s>5KCV/oT. (7.10)
7.4. ОТПУСКНАЯ ХРУПКОСТЬ И ХРУПКОСТЬ
В УСЛОВИЯХ ПОЛЗУЧЕСТИ
Сварное технологическое оборудование в нефтехимической
и энергетической отраслях промышленности эксплуатируется
во многих случаях при повышенных температурах (от 350 до
550 °C). Данные, представленные на рис. 7.3, показывают, что
после длительной выдержки металла при указанных температу-
рах снижается его сопротивление хрупкому разрушению. Причем
с увеличением напряжений, приложенных к образцам, процесс
снижения сопротивления металла хрупкому разрушению интен-
сифицируется (рис. 7 4). Влияние температуры нагрева и дли-
тельности выдержки в различных температурных интервалах на
Рис. 7.3. Зависимость V^o низкоугле-
родистой стали с 0,5 % Мо, предвари-
тельно нормализованной при 910 °C
в течение 1 ч, от длительности выдерж-
ки и температуры последующего на-
грева, °C:
I — 300; 2 — 360; 3 — 400; 4 — 450; S —
600; 6 — 660 [83]
Рис. 7.4. Зависимость кристаллической составляющей FKp (а) и работы удара
XV (б) стали типа 1,25 Сг-—0,5 Мо от условий эксплуатации:
1 — т = 0. о = 0; 2 — г = 144 ч. 0 = 0; 3 — т = 500 ч. 0 = 0; 4 — т = 144 ч, о =
= 167 МПа; 5 ~ X = 300 ч, о — 157 МПа; 6 — х = 500 «, а = 157 МПа [83 ]
135
Рис. 7.5. Влияние температуры и дли'
тельности выдержки на У/м (см. цифры*
у кривых) низколегированной стали, со-
держащей 0,4% С, 0,8% Мп, 0,65% Сг,
1,25% Ni:
1 •— ступенчатый термический цикл [831
критическую температуру
хрупкости низколегирован-
ной стали показано на
рис. 7.5. На основе анализа
подобного рода кривых было
предложено выявлять склон-
ность металла к проявлению
отпускной хрупкости посред-
ством ступенчатого охлаж-
дения. Наиболее распростра-
ненным является режим сту-
пенчатого охлаждения фир-
мы GESCT: нагрев со ско-
ростью 60 °С/ч до 593 °C,
выдержка в течение 1 ч, ох-
лаждение со скоростью
5,5 °С/ч до 537 °C, выдержка
в течение 15 ч, охлаждение со
скоростью 5,5° С/ч до 523° С, выдержка в течение 24 ч, охлаж-
дение со скоростью 5,5 °С/ч до 496 °C, выдержка в течение 60 ч,
охлаждение со скоростью 3 °С/ч до 468 °C, выдержка в течение
125 ч, охлаждение со скоростью 3 °С/ч до 316 СС и охлаждение
до нормальной температуры на спокойном воздухе.
Степень охрупчивания металла в результате такой термооб-
работки оценивают параметром ТЕР, характеризующим смеще-
ние критической температуры хрупкости или условной крити-
ческой температуры хрупкости V/0>e7, определяемым по ударной
вязкости KCV = 0,67 МДж/м2 (831:
ТЕР = V/o>67 Д 1,5Д/С1в7, (7.11)
ГДе Д/q .67 ~ V^o,67+° ° — V/o.67,
здесь V/o;67+c ° и — условные температуры перехода в
хрупкое состояние, определенные соответственно после и до
ступенчатого охлаждения по указанному выше режиму.
Условием достаточной сопротивляемости металла тепловому
охрупчиванию считается ТЕР 38 °C.
Влияние термообработки по режиму ступенчатого охлаждения
на критическую температуру хрупкости хромомолибденовых сталей
показано ниже:
Угбо В исходном состоянии,
°C.........................
Vfb0 после ступенчатого ох-
лаждения, °C ..............
Vr50 в исходном состоянии,
V/sq после ступенчатого ох-
лаждения, °C .............
Сг-—0,5 Мо 1,25 Сг—0,5 Мо 2,25 Сг—1 Мо
54-15 04-20 -654-5
Он-Ю 04-20 04-60
3 Сг—1 Мо 5 Сг—0,5 Мо 9Сг— 1 Мо
—504-25 754 60 5-г-о
04-75 04-15 54-10
136
Сопротивляемость сталей отпускной хрупкости зависит как
от содержания Сг и Мо в составе стали, так и их соотношения.
Наименее склонны к отпускной хрупкости стали типа 1 Сг—
0,5 Мо, 1,25 Сг — 0,5 Мо и 9 Сг—1Мр. Стали типа 2,25 Сг —
1 Мо, 3 Сг — 1 Мо и 5 Сг—0,5 Мо обнаруживают повышенную
склонность к отпускной хрупкости.
Современные представления о механизме отпускной хрупкости,
основанные на данных исследований с применением метода оже-
спектроскопии, связывают с процессами зернограничной сегре-
гации вредных примесей (Р, Sn, Sb, As) и, как следствие, со сни-
жением когезивной прочности границ зерен, сменой внутризерен-
ного механизма разрушения межзеренным. Причем степень отри-
цательного влияния на сопротивление металла отпускной хруп-
кости вредных, примесных элементов в околошовном участке ЗТВ
выше, чем в основном металле, из-за укрупнения зерна аустенита
и резкого уменьшения вследствие этого удельной поверхности
границ зерен.
Отрицательное влияние примесных элементов усиливается
с увеличением в составе стали марганца и кремния. Условие
обеспечения сопротивления металла отпускной хрупкости учиты-
вается фактором Ватанабе:
I = (Мп 4- Si) (Р + Sn)-104 <200 %. (7.121
Фактор Брускато предложен для оценки сопротивления от-
пускной хрупкости металла шва:
X = (ЮР + 5Sb + 4Sn + As)-100 < 25 ppm *. (7.13)
В работе [83] оценивали склонность к отпускной хрупкости
образцов-имитаторов околошовного участка ЗТВ сварных соеди-
нений стали типа 1,25 Сг—0,5 Мо. После имитации термических
циклов сварки образцы подвергали двум режимам последующей
термообработки: отпуск при 675 °C, отпуск при 720 °C. Затем
образцы подвергали выдержке при температурах эксплуатации
500 и 550 °C, изменяя время выдержки от 500 до 2000 ч, а потом
определяли критическую температуру хрупкости V750. Часть образ-
цов подвергали ступенчатому охлаждению до выдержки при тем-
пературах эксплуатации, а затем определяли V/50. Результаты
испытаний представлены в табл. 7.3.
Выбирая рациональный режим последующей термообработки,
можно существенно снизить склонность металла к отпускной
хрупкости.
Наряду с явлением отпускной хрупкости сталей, которую
определяют по снижению ударной вязкости или повышению кри-
тической температуры перехода в хрупкое состояние после дли-
тельной выдержки образцов в температурном интервале отпуск-
ной хрупкости, различают хрупкость металла в условиях ползу-
Part per million.
137
Таблица 7.3
Влияние режима последующей термообработки
на критическую температуру У750
металла околошовного участка ЗТВ [83]
Температура последую- щего отпу- ска, ₽С VYi0, °C, при температуре эксплуатации, °C С. О. по режиму Ge SCT
500 550
Время выдержки, ч
500 1000 2000 600 1000 2000
675 720 19 2 31 2 73 58 45 48 63 26 0
чести, которую определяют по снижению пластичности в условиях
выдержки при повышенных температурах.
Это явление также вызывается образованием зернограничных
сегрегаций примесных элементов при повышенных температурах,
причем в случае крупнозернистой структуры околошовного участ-
ка ЗТВ проявляется в большей степени, чем в основном ме-
талле (рис. 7.6).
Сопоставляя фактор CEF, характеризующий склонность к ох-
рупчиванию в условиях ползучести:
CEF = Р + 2,4As 4- 3,6Sn + 8,2Sb, (7.14)
с фактором Брускато (7.13), можно видеть, что степень влияния
одних и тех же примесных элементов на отпускную хрупкость
We, %
3,075/11
0,06Си
0,18 Си
0,02Sb
0,04 Sb
0,76 Hi
0,02718
0,01V
0,02 Ti.
Рис. 7.6. Влияние содержания хими-
ческих элементов иа относительное
удлинение 6ОТН металла в условиях
ползучести при 550 °C после выдержки
в течение 1000 ч:
I — имитированный околошовный участок
ЗТВ; 2 — основной металл — сталь типа
1.25Сг- 0,5Мо [90]
Рис. 7.7. Влияние фактора CEF иа
6Отн после выдержки при 550 °C в те-
чение 1000 ч:
1 —< сталь типа 1,25Сг—0,5Мо; 2 — сталь
типа 1,0Сг—0,5Мо (О. М — основной ме-
талл с минимальным содержанием вредных
примесей) (88 ]
138
и охрупчивание в условиях ползучести различна. С увеличением
содержания примесных элементов различие в чувствительности
металла околошовного участка ЗТВ сварных соединений сталей
с различным количеством хрома к охрупчиванию в условиях пол-
зучести нивелируется (рис. 7.7}.
7.5. ВОДОРОДОУСТОЙЧИВОСТЬ
В последние годы в связи с необходимостью решения проблемы
глубокого крекинга тяжелых нефтяных дистиллятов и ужесточе-
нием требований к содержанию SO2 в продуктах сгорания нефте-
продуктов широкое развитие получило производство соответ-
ствующего технологического оборудования из теплоустойчивых
сталей. В конструкционных сталях при повышенных температу-
рах и давлениях под воздействием водорода развивается особый
вид коррозии. Механизм водородной коррозии следующий [4].
Молекулы водорода диссоциируют на поверхности контакта с ме-
таллом в результате каталитического действия последних.
При температуре 300—600 °C отмечается интенсивное насы-
щение и проникновение атомарного водорода через металлы.
При высоких температуре и давлении водорода в углеродистой
стали происходит диссоциация цементита и активизируется про-
цесс обезуглероживания. Эти процессы описываются реакцией
Fe3C + 2Н2 Fe + СН4.
Она протекает как на поверхности раздела металл—газ,
так и внутри металла на границах зерен и межфазных границах.
Для первой стадии процесса водородной коррозии характерно
обезуглероживание стали, образование метана на границах раз-
дела и накопление его в дефектных участках структуры. Первая
стадия процесса еще не приводит к снижению механических
свойств стали. На второй стадии под действием высокого давле-
ния газообразных продуктов коррозии отдельные микропоры
расширяются и объединяются, появляются очаги предразруше-
ния. Одновременно в связи с увеличением поверхности контакта
металла с водородом ускоряется процесс обезуглероживания
перлитных участков, возрастает доля феррита в объеме структуры.
При этом наиболее резко снижаются ударная вязкость и пластич-
ность стали.
Для повышения стойкости стали к водородной коррозии в ее
состав вводят сильные карбидообразующие элементы (Ti, V,
Сг, Мо и др.), понижающие термодинамическую активность и
скорость диффузии углерода в феррите. По убыванию интенсив-
ности влияния на стойкость стали к водородной коррозии карбид-
ные фазы располагаются в следующий ряд [4]:
(Cr, Fe)23Ce ->• (Сг, Fe)23C6 + (Сг, Fe),C3 ->
(Сг, Ре),Сз (Cr, Fe)7C3 + (Fe, Cr)3C
(Fe, Сг)3С Fe3C.
139
Рис. 7.8. Зависимость показателя охрупчи-
вания kox стали типа 2,25 Сг—1,0 Мо в среде
водорода при температуре 600 “С под давле-
нием 25 МПа в течение 1000 ч от погонной
энергии, времени охлаждения и температуры
последующего отпуска, °C:
1 600; 2 — без отпуска: 3 — 650; 4 700; 5 *=*
750 [83]
Для исследования влияния режимов термообработки на со-
противляемость водородной коррозии в работе [83] была выбрана
сталь типа 2,25Сг—1,0 Мо со следующим содержанием хими-
ческих элементов, %: 0,13 С; 0,13 Si; 0,54 Мп; 0,009 Р; 0,005 S;
0,024 Си; 0,028 Ni; 2,21 Сг; 0,93 Мо; <0,01 V; 0,025 А1; 0,001 Sn;
0,001 Sb; 0,002 As. На образцах стали имитировали термические
циклы, соответствующие условиям сварки с погонной энергией
q!v, равной 17; 20; 40 и 70 кДж/м. Последующая термообра-
ботка включала выдержку в течение 2 ч при температуре соот-
ветственно 600, 650, 700 и 750 °C. Затем образцы выдерживали
в среде водорода под давлением 25 МПа при температуре 600 °C
в течение 1000 ч. По результатам испытания на растяжение опре-
деляли показатель охрупчивания £ох — (% — фи)/фо> где Фо
и фи — относительное сужение до и после воздействия водорода.
В наибольшей степени металл охрупчивается в состоянии
после сварки и в состоянии после сварки с отпуском при темпе-
ратуре 600 °C независимо от погонной энергии и интенсивности
охлаждения металла при сварке (рис. 7.8).
Увеличение температуры последующего отпуска до 750 °C
позволяет существенно повысить сопротивляемость металла во-
дородному охрупчиванию. При этом степень снижения пластич-
ности зависит от погонной энергии сварки, т. е. от размера зерна
и фазового состава структуры. При qlv = 17-4-20 кДж/м струк-
тура металла преимущественно мартенситная, а при q/v >
> 20 кДж/м — мартенситно-бейнитная с преобладанием бейнита.
По данным электронно-фрактографических исследований [83],
в состоянии после сварки и сварки с отпуском при 600 °C поверх-
ность разрушения образцов, прошедших цикл водородного воз-
действия, межзеренная хрупкая со следами выделения метана на
границах зерен. Поверхность разрушения образцов после отпу-
ска при 700 °C и соответствующего водородного воздействия —
вязкая ямочная внутризеренная.
140
Рис. 7.9. Влияние температуры отпуска и времени выдержки на преобразование
карбидной фазы в стали типа 2,25 Сг—1,0 Мо [83]
В структуре металла в состоянии после сварки с qlv = 7 кДж/м
и отпуска при 700 °C преобладают карбиды типа Fe3C, содер-
жится и незначительное количество карбидов типа (Cr, Fe)7C3,
а при qlv =17 кДж/м присутствуют в основном карбиды типа
(Cr, Ре)7Сз. С увеличением температуры последующего отпуска
количество карбидных включений типа (Сг, Ре)7Сз возрастает,
при этом повышается стойкость металла к водородной коррозии.
Таким образом, при сварке на пониженной погонной энергии
с повышенной интенсивностью охлаждения в структуре металла
образуется мало карбидов типа Fe3C, матрица насыщена углеро-
дом, что создает благоприятные условия для образования при
Т а б л и ц а 7.4
Режимы термообработки образцов из стали А2С4В [83]
Температура аустенитизации в течение 1 ч, СС Толщина проката S, мм Скорость охлаждения в плоскости, соот- ветствующей 0,25s, ° С/мин Температура отпуска, °C
900 100 7 Без отпуска
1050 20 20 600
1050 10 50 640
1050 10 Закалка 680
Примечание. Время отпуска 2 ч.
141
Рис. 7.10. Зависимость
Лох металла до (------) и
после (-------) воздейст-
вия на него водорода от
температуры аустенити-
зации в течение 1 ч и тем-
пературы последующего
отпуска, °C:
а, д, и — без отпуска; б, а,
к .— 600; в, ж, л — 640; е,
в, м — 680
последующем отпуске карбидов типа (Cr, Fe)7Cs, повышающих
стойкость металла к водородной коррозии.
Последовательность преобразования карбидной фазы в стали
типа 2,25 Сг—1,0 Мо в зависимости от температуры нагрева при
отпуске /отп и длительности выдержки т иллюстрируется дан-
ными рис. 7.9.
В практике эксплуатации сварных трубопроводов из низко-
углеродистых сталей с содержанием до 0,5 % Мо в водородо-
содержащих средах отмечаются случаи разрушения, связанные
с образованием закалочных структур при сварке.
В работе [83] приведены исследования стали А204В (0,18 % С,
0,23 % Si, 0,87 % Мп, 0,48 % Мо, 0,014 % Р, 0,004 % S)
(табл. 7.4).
Условия воздействия водорода на исследуемые образцы сле-
дующие: давление 9,8 МПа, температура нагрева 550 (рис. 7.10,
а—г), 500 (рис. 7.10, д—з) и 400 °C (рис. 7.10, и—м), длитель-
ность выдержки 300 ч. Как видно из рисунка, наименьшей со-
противляемостью водородной хрупкости характеризуется металл
в закаленном состоянии, не прошедший последующий отпуск.
При температуре аустенитизации свыше 1050 °C степень охруп-
чивания металла в условиях воздействия водорода при 400—
550 °C возрастает, особенно для закаленных образцов, даже если
проведен их последующий отпуск при температуре 600—680 °C.
142
С увеличением температуры отпуска карбиды типа Fe3C раство-
ряются. В. структуре мегалла образуются карбиды типа Мо2С
и, как следствие, стойкость металла к водородной коррозии воз-
растает. С 'увеличением температуры аустенитизации степень
водородного Охрупчивания металла возрастает, однако, если ско-
рость охлаждения соответствует 20 °С/мин и выполняется по-
следующий отпуск, то воздействие водорода на металл при 400—
500 °C не приводит к снижению пластичности независимо от тем-
пературы его предварительной аустенитизации.
\.6. СЛОИСТЫЕ ТРЕЩИНЫ
о - \
Воздействие термического цикла сварки на металл может
сопровождаться образованием слоистых (лямелярных) трещин
в процессе остывания (при температуре ниже 200 °C) в сварных
соединениях угловых швов, например в металле толстостенного
корпуса аппарата в области его соединения со штуцером.
Сопротивление образованию слоистых трещин резко сни-
жается с увеличением объемной доли сульфидных строчечных
включений выше 0,5 % и уменьшением относительного суже-
ния фт ПРИ испытании образцов в направлении толщины проката.
В стандартах ФРГ и Японии в зависимости от содержания серы
и значения фт толстолистовой прокат делят на три группы: стали
высокой (S <; 0,007 %, 25 %), повышенной (S = 0,07-^
0,01 %, ф,. — 15-7-25 %) и пониженной (S 0,02 %, фт
<8 %) стойкости.
Повышению сопротивления металла образованию слоистых
трещин способствует переход от общепринятой к упрочняющей
технологии, разработанной в МИНГ им. И. М. Губкина со-
вместно с ИЭС им. Е. О. Патона, при которой после вальцовки
обечайки и сварки продольного стыка осуществляют закалку
обечайки. Сварку кольцевых стыков выполняют с регулирова-
нием термических циклов для предотвращения разупрочнения
и снижения ударной вязкости металла шва и ЗТВ. Заключитель-
ной операцией является отпуск с целью снятия напряжений и
повышения вязкопластических свойств мегалла.
7.7. ТРЕЩИНЫ ПОВТОРНОГО НАГРЕВА
С увеличением степени легированное™ свариваемых сталей,
особенно химическими элементами, способствующими дисперсион-
ному твердению, значительно возрастает вероятность образова-
ния трещин при повторном нагреве сварных соединений в процессе
последующей термической обработки (отпуска) так называемых
трещин при термической обработке (ТТО). Механизмы, ответ-
ственные за образование ТТО, можно условно подразделить на
Две группы в зависимости от их влияния на прямое и относитель-
ное разупрочнение границ зерен. [25].
143
Прямое разупрочнение является следствием зернограничной
сегрегации легирующих и примесных элементов, адсорбции га-
зов, выделения хрупких фаз, появления в результате высоко-
температурного проскальзывания и мартенситного, превращения
высокой плотности несовершенств кристаллической решетки и
образования субмикроскопических или микроскопических заро-
дышевых дефектов.
Относительное разупрочнение, являющееся в большинстве
случаев основным фактором, проявляется в результате процесса
дисперсионного твердения, вызванного выделением частиц тер-
мически стойких вторичных фаз. При выдержке, принятой в про-
цессе термической обработки, дисперсионное твердение низко-
и среднелегированных сталей проявляется в температурном
интервале 500—700 °C, в котором и отмечается появление ТТО,
что вызвано в первую очередь образованием карбидов молибдена
и ванадия.
Для анализа склонности сварных соединений к образованию
трещин при повторном нагреве используются следующие показа-
тели, предложенные различными исследователямиi
для сталей с С 0,18 % и Сг < 1,5 %
AG = Сг + 3,3 Мо + 8,1 V — 2,
для сталей с С = 0,1-=-0,25 %; Мо < 1,5 %, Си<1.%,
V < 0,15 %, Nb < 0,15 %, Ti < 0,15 %
PSR = Cr + Cu + 2Mo + 10V + 7Nb + 5Ti — 2;
Д61 = Cr 4- 3,3Mo _+ 8,1V + 10C — 2,
для сталей типа SA533 (типа 15Г2НМ)
CERL = 0,2Cu + 0,44S + P + l,8As + l,9Sn + 2,7Sb,
для сталей SA508 (типа 15ХГМН) и SA533
Т = 20V + 7С 4- 4Мо 4- Ст 4- Си 4- 1,5 log X — 0,5Мп,
где X = А1, если Al 2N, или X = 2 Л'. если Al > 2N,
для сталей типа 0,5Сг—Мо—V
R = Р + 2,43As 4- 3,57Sn + 8,16Sb.
При AG; PSR > 0; AGl >2; T 0,9 и с увеличением значе-
ний CERL и R возрастает опасность появления ТТО.
7.8. РАЗУПРОЧНЕНИЕ
Одним из важнейших показателей свариваемости термически
упрочненных сталей является склонность к разупрочнению под
воздействием термического цикла сварки. Явление разупрочне-
ния закономерно для сталей с нестабильной структурой, потому
что структура термоупрочненной стали обладает большим запа-
сом свободной энергии, чем равновесная ферритно-карбидная
144
I
у. 11. Распределение твердости
Рис.
в ЗТВ сварных соединений сталей пер-
литного (У), бейнитного (2) и мартен-
ситного (5) классов
нагрева
ные в pa-
железа, искажение которой со-
смесь, образующаяся в условиях
сварочного'нагре'ва и охлажде-
ния в ЗТВ сварных соединений
при общепринятой технологии
сварки. В зависимости от хи-
мического состава стали эффект
разупрочнения проявляется в
определенном интервале макси-
мальных температур
Исследования, опис;
боте [73], свидетельствуют о
значительной разупрочняемости
термоупрочненных старей пер-
литного класса при св'арке по
общепринятой для нормализо-
ванных и горячекатаных сталей
технологии. Термически упроч-
ненные стали с бейнитной и бей-
нитно-мартенситной структура-
ми в меньшей степени подвер-
жены разупрочнению. Отмечен-
ное обстоятельство связано с
воздействием отдельных леги-
рующих элементов на решетку
провождается повышением твердости и прочности металла. Степень
повышения твердости металла зависит от условий охлаждения.
Разупрочнение является результатом проявления ряда прсь'
цессов: коагуляции карбидов, изменения их состава, снижения
плотности дислокаций, уменьшения напряжений второго родж,
роста блоков мозаики, рекристаллизации феррита.
Наряду с разупрочненным участком в зоне термического влия-'
ния наблюдается участок подкалки. Степень повышения твердо-
сти металла этого участка определяется химическим составом
стали и термическим циклом сварки. В ряде случаев наличие
участка подкалки может явиться причиной снижения конструк-
тивной прочности сварных сосудов, работающих под давлением^,
и появления холодных трещин.
Результаты проведенных к настоящему времени исследований
свидетельствуют об отрицательном влиянии разупрочнения на
конструктивную прочность сварных соединений, в особенности
при двухосном напряженном состоянии, характерном для усло-
вий эксплуатации сосудов, работающих под давлением. В связи
с этим склонность к разупрочнению при сварке снижает эффек-
тивность, а в ряде случаев сдерживает промышленное исполь-
зование термоупрочненных сталей в сварных конструкциях,
вызывая обоснованные опасения у проектировщиков и технологов.
Для анализа процессов, предопределяющих разупрочнение
под воздействием термического цикла сварки, воспользуемся гра-
145
фиками, представленными на рис. 7.11, где условно Совмещены
кривые изменения твердости в ЗТВ сталей различных струк-
турных классов (по классификации в соответствии ДО структурой
в нормализованном состоянии). Приведенные графики характе-
ризуют изменение твердости сталей, предварительно закаленных
и отпущенных примерно на одинаковую твердость (кривые А).
Для стали перлитного класса приведена дополнительная кривая
изменения твердости при сварке в закаленном (кривая Б) исход-
ном состоянии.
Склонность сталей к разупрочнению проявляется в зависи-
мости от соотношения скоростей охлаждения w'Kplw, где w'KP —
условная критическая скорость охлаждения, при которой обес-
печивается распад аустенита с образованием структур, твердость
которых соответствует твердости свариваемой стали; w — ско
рость охлаждения при сварке. Чем ближе значение w‘Kpl w к еди-
нице, тем. меньше степень разупрочнения стали. Так как при
переходе от стали 1 к стали 2, а затем к стали 3 (см. рис. 7.11)
значение гКр снижается, разупрочнение сталей 2 и 3 проявляется
в участке отпуска. Оно связано с процессами дифференциации
ферритно-карбидной смеси, коагуляции карбидов по границам
ферритных зерен и в бейните, уменьшением плотности дислокаций.
В производстве сосудов, работающих под давлением, значи-
тельный интерес представляют стали перлитного класса, отно-
сительно простые по химическому составу, сочетающие повышен-
ную прочность и ударную вязкость с достаточной пластичностью.
Устойчивость аустенита повышается с увеличением imax, поэтому
для стали 1 в интервале температур а—б, а для сталей 2 и 3 в ин-
тервале температур б—в отмечается повышение твердости ме-
талла. Причем для сталей 2 и 3, характеризующихся большей
устойчивостью аустенита по сравнению со сталью 1, в интервале
температур а—в появляется участок подкалки. Из рис. 7.11
видно, что именно термически упрочненные и закаленные стали
перлитного класса наиболее склонны к разупрочнению при
сварке в интервале температур в—д по сравнению с твердостью
(Основного металла (интервал д—е).
В работе [73] были проанализированы два подхода к обеспе-
чению равнопрочное™ сварных соединений. Первый основан на
снижении значений г0ар за счет легирования, изменения струк-
турного состава сталей, повышения степени гомогенизации аусте-
нита. Второй основан на повышении w до ш'кр посредством при-
нудительного сопутствующего охлаждения.
7.9. ОПРЕДЕЛЕНИЕ ОПТИМАЛЬНЫХ ПАРАМЕТРОВ 7'
ТЕХНОЛОГИИ СВАРКИ
С ПРИМЕНЕНИЕМ ПЕРСОНАЛЬНЫХ ЭВМ
Определение оптимальных параметров сварки и термообра-
ботки современных конструкционных сталей является сложной
задачей, в настоящее время она решается главным образом на
146
основе экспериментального подхода, что связано с большой тру-
доемкостью' и Длительностью процесса исследования и суще-
ственно ограничивает число возможных вариантов рациональ-
ного построения технологических процессов производства свар-
ных конструкций. Между тем научная база, созданная к настоя-
щему времени трудами отечественных и зарубежных исследова-
телей в области математического моделирования сварочных
процессов, и уровень развития микропроцессорной техники позво-
ляют решать эти задачи аналитически. Для расчетного опреде-
ления влияния параметров технологии сварки и термообработки
на свойства сварных соединений и долговечность сварных кон-
струкций с учетом изменений свойств в процессе эксплуатации
в МИНГ им. И. М. Губкина разработан компьютерный оптими-
затор сварки (КОС), представляющий собой автоматизированное
рабочее место инженера-технолога по сварке.
Компьютерный оптимизатор сварки (КОС) состоит из двух
персональных вычислительных комплексов (ПВК) типа «Электро-
ника МС 0585» с цветными графическими видеомониторами,
печатающего устройства «Роботрон СМ 6329.01 М», графопострои-
теля типа «Электроника МС6501.01». Один из ПВК предназначен
для выполнения расчетных операций, и в его память заложены
математические модели. Другой ПВК используется для систе-
матизированного хранения и поиска информации, а в его память
заложена база данных об областях адекватного применения каждой
из математических моделей, имеющихся в памяти первого ПВК,
составах сталей, их теплофизических и механических свойствах.
Блок-схема расчетной системы КОС представлена на рис. 7.12.
Комплект программ включает 13 блоков, каждым из которых
можно воспользоваться для работы либо в автономном режиме
(например, при решении локальной оптимизационной задачи),
либо с помощью специальной управляющей программы можно
обеспечить решение задачи определения долговечности сварной
конструкции с учетом технологических и эксплуатационных
факторов. В первом случае, например при решении тепловой
задачи, оптимальный термический цикл выводится на видеомо-
нитор в графической форме, выбирается наиболее приемлемая
Для данного случая расчетная модель процесса распространения
тепла при сварке, устанавливаются интервал и шаг варьирова-
ния технологических параметров процесса сварки и начинается
счет. На каждом шаге расчетный термический цикл, который
также выводится на видеомонитор другим цветом, сравнивается
с оптимальным. При достижении удовлетворительного совпаде-
ния расчетного и оптимального термических циклов счет пре-
кращается и соответствующие значения технологических пара-
метров сварочного процесса выводятся на печать, а термический
Цикл — на графопостроитель.
Решение задачи аналитического определения долговечности
сварной конструкции обеспечивается следующим набором мате-
147
Рис. 7.12. Схема расчетного определения влияния основного и сварочных материалов, технологических параметров сварки
термообработки, а также эксплуатационных параметров на структуру, свойства и долговечность сварных конструкций
148
магических моделей и программ (см. рис. 7.12), применяемых
для расчета!
1а—16 — параметров теплового поля сварочного процесса
в зависимости от толщины, теплофизических свойств свариваемой
стали и ее исходного состояния;
2, 3 — состава структуры металла зоны термического влияния
(ЗТВ) в зависимости от содержания химических элементов в стали
и ее исходного состояния;
4 — влияния термических циклов сварки на размер зерна и
состав структуры металла ЗТВ сварных соединений;
5 — влияния режимов последующей термообработки на струк-
туру металла шва и ЗТВ сварных соединений;
6—8 — влияния состава структуры на механические, техно-
логические и служебные свойства сварных соединений;
9 — влияния эксплуатационных параметров на структуру
металла шва и ЗТВ;
10 — влияния сварочных материалов на химический состав
и фазовый состав структуры металла шва;
11—долговечности сварных конструкций с учетом свойств
сварных соединений;
12, 13 — влияния эксплуатационных параметров на долговеч-
ность сварных конструкций.
В качестве расчетных моделей используются зависимости,
полученные в работах А. Н. Колмогорова, Э. Л. Макарова,
В. Ф. Мусияченко, Р. Блонде, И. Гривняка, М. Инагаки,
X. Сузуки, М. Эшби, а также авторами данной работы. В необ-
ходимых случаях на отдельных этапах расчетов могут быть ис-
пользованы экспериментальные данные, заложенные в базу
данных информационной системы.
g ТЕРМИЧЕСКАЯ ОБРАБОТКА
СВАРНЫХ СОЕДИНЕНИЙ
8.1, ОБЩИЕ ПОЛОЖЕНИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Термическая обработка стали и, как частный случай, терми-
ческая обработка сварных соединений включает различные опе-
рации теплового воздействия на металл, при котором проис-
ходят различные изменения строения, фазового состояния, на-
пряженного состояния и соответственно свойств, уровня свобод-
ной энергии фаз, величины и распределения микро- и макро-
напряжений.
Для сталей различных по составу и фазово-структурному
состоянию и соответственно их сварных соединений в зависи-
мости от поставленной цели применяют различные виды терми-
ческой обработки, связанные с различными условиями нагрева
до определенной температуры, продолжительностью пребывания
при этой температуре, различными условиями охлаждения.
При этом под различиями в условиях охлаждения подразуме-
вают как различную скорость охлаждения, так и ступенчатое
охлаждение с задержкой снижения температуры на определенное
время и дальнейшее регламентированное или нерегламентиро-
ванное по скорости охлаждение.
Существуют различные подходы к классификации видов тер-
мической обработки — по температуре нагрева, скорости охла-
ждения, влиянию на свойства и т. д. (рис. 8.1). Рассмотрим виды
термической обработки сталей сточки зрения их влияния на свой-
ства различных зон и сварного соединения в целом. Термическая
обработка влияет-
на изменение фазового состояния и микроструктуры стали,
на повышение микро- и макронапряжений;
на повышение прочности и вязкости стали, на снижение уровня
остаточных сварочных напряжений.
Рассмотрим некоторые понятия.
Фаза в стали — это однородная часть системы, отделенная
от других частей поверхностью раздела, при переходе через
которую химический состав или структура изменяются скачко-
образно. Различные фазы в сталях имеют различное кристалличе-
ское строение, химический состав и микростроение. Эти различия
и являются одной из основ изменения свойств стали и уровня
внутренних напряжений. В сталях могут существовать твердые
растворы на основе у-железа — аустенит с различным содержа-
нием углерода и легирующих элементов. Эта фаза является срав-
150
Виды термической обработки
Рис. 8.1. Виды термической обработки
нительно мягкой (НВ 190—300) и очень вязкой. Ударная вяз-
кость аустенитных сталей 2—3 МДж/м2. Она обладает повышенной
хладостойкостью, увеличение хладостойкости достигается в ос-
новном легированием никелем. Устойчивости этой фазы к распаду
и переходу в другие фазы при охлаждении способствует легиро-
вание углеродом, марганцем, никелем, хромом, азотом и другими
элементами. Поэтому стали, сохраняющие аустенитное состояние
после охлаждения до нормальной и более низкой температуры,
содержат большое количество никеля или марганца или обоих
элементов вместе и часто легируются азотом. Аустенит является
также основой многих жаропрочных сталей. Это связано с тем,
что скорость диффузии в аустените ниже, чем в другой фазе —
феррите, который может быть основой стали. Пониженная ско-
рость диффузии замедляет коагуляцию упрочняющих дисперсных
фаз при эксплуатационных нагревах аустенитных сталей. Кроме
того, сам характер разрушения аустенитного сплава с ГЦК-
решеткой предопределяет его повышенную жаропрочность. Для
повышения жаропрочности аустенитных сталей их легируют
элементами (Мо, W, V, Al, Ti и др.), дающими устойчивые дис-
мипеРсные упрочняющие фазы — карбиды или интерметаллиды.
151
В связи с тем, что аустенитные стали содержат большое коли-
чество никеля и хрома, они обладают повышенным сопротивле-
нием коррозии. Это связано с тем, что при таком легировании
и при таком кристаллическом строении аустенит имеет повышен-
ный электрохимический потенциал, что предопределяет повы-
шение его стойкости к электрохимической коррозии. Кроме того,
наличие в аустените значительных количеств хрома приводит
к образованию на поверхности защитной пассивной пленки.
Таким образом, аустенит является основой (матрицей) вы-
соколегированных сталей, имеющих специальные свойства —
высокие хладостойкость, жаропрочность и кислотостойкость.
Другой фазой, которая может быть основой нелегированных
и низко- или среднелегировапных сталей, является феррит.
Как отмечалось, феррит — раствор углерода в а-железе — также
является мягкой фазой, более мягкой и менее вязкой, чем аусте-
нит (НВ 90—200, КСU = 0,8-j-l,0 МДж/м2). Феррит не обладает
высокой хладостойкостью, жаропрочность сталей на основе
феррита значительно ниже, чем сталей на основе аустенита.
Низко- и среднелегированные ферритные стали не кислото-
стойки, кислотостойки только ферритные стали с большим содер-
жанием хрома за счет наличия на их поверхности пассивной
пленки окислов хрома.
Карбидная фаза представляет собой химическое соединение
углерода с одним или несколькими металлами. Карбиды могут
иметь твердость до НВ 3000, а иногда и несколько выше. Наи-
более мягким является карбид железа, имеющий твердость'
НВ 1050. Карбиды являются хрупкой фазой. Для процессов,
происходящих при термической обработке, наличие карбидов
в стали имеет большое значение, так как одним из условий на-
грева при упрочняющей (см. рис. 8.1, 2) или разупрочняющей
(см. рис. 8.1, /) обработке является растворение карбидов при
нагреве с переходом в у-твердый раствор углерода и легирующих
элементов. Карбиды могут упрочнять сталь и при их выделении
в дисперсной форме из феррита или аустенита в процессе старе-
ния (см. рис. 8.1, 4).
Другое значение карбидов при термической обработке заклю-
чается в том, что при определенных условиях охлаждения кон-
струкционных сталей после нагрева до аустенитного состояния,
чаще всего при охлаждении на воздухе (см. рис. 8.1, 5) или высо-
кого отпуска закаленной стали (см. рис. 8.1, 3), карбиды с опре-
деленной долей феррита образуют новые фазы — перлит и сор-
бит, обладающие хорошим сочетанием прочности и вязкости
(особенно сорбит).
В конструкционных углеродистых, низко- и среднелегирован-
ных сталях особое значение имеет неравновесная фаза — мар-
тенсит. Она представляет собой пересыщенный раствор углерода
в a-железе, образуется по особому механизму и обладает высо
кими прочностью и твердостью (тем выше, чем больше содержится
152
в мартенсите углерода) и низкими пластичностью и ударной
вязкостью.
Происходящие при различных операциях термической обра-
ботки изменения структуры вносят свой вклад в изменение свойств
сталей. Изменение структуры, состоящее в изменении размеров
и состояния фазовых составляющих, определяет изменения в дви-
жении и торможении дислокаций и тем самым сопротивление
деформации и предельную величину деформации при нагруже-
нии стали. Наличие в аустенитной или ферритной матрице избы-
точной фазы в дисперсном состоянии или даже в состоянии пред-
выделения приводит к рассредоточенному множественному бло-
кированию движения дислокаций и тем самым к значительному
упрочнению стали. При этом, естественно, несколько снижаются
пластичность и ударная вязкость стали. К образованию таких
выделений чаще всего приводит нагрев с длительной выдержкой
при температуре 300—600 °C в зависимости от состава стали
(старение).
Увеличение длительности нагрева, а в большей степени повы-
шение его температуры способствует развитию диффузионных
процессов, приводящих к увеличению размеров выделений избы-
точной фазы (карбидов, интерметаллидов). Уменьшается количе-
ство точек блокирования дислокаций, расчищаются отдельные
участки основы стали, что сопровождается разупрочнением и
повышением пластичности и ударной вязкости. Такие процессы
коагуляции избыточной фазы происходят при отпуске и отжиге
стали.
Важным является образование мартенсита. По кинетике
образования, природе разновидностей этой фазы имеется много
интересных публикаций, однако практически важным для тер-
мической обработки является следующее.
При образовании мартенсита из аустенита, что связано с пе-
реходом у-железа, в котором растворимость углерода высока
(>2 %) в а-железо, в котором равновесная растворимость угле-
рода крайне низка (<0,01 %), весь содержавшийся в аустените
'углерод фиксируется в a-железе, образуя сильно пересыщенный
неравновесный раствор. Такое пересыщение a-твердого раствора
углеродом приводит к сильным искажениям кристаллической
решетки а-железа, сдвигам в атомных плоскостях, и, как след-
ствие, к созданию высокой плотности дислокаций. Степень иска-
жения решетки a-железа и плотность дислокаций тем выше, чем
выше содержание углерода в стали.
Высокая плотность дислокаций в мартенсите обусловливает
его высокую прочность и низкую пластичность и ударную вяз-
кость. Мартенситное превращение при непрерывном охлаждении
или изотермической выдержке происходит при температуре ниже
400 °C, когда сталь теряет свою, высокую пластичность, свой-
ственную ей при более высоких температурах. В связи с тем, что
плотность у-железа (8,0—8,1 г/см8) выше, чем а-железа (7,8 г/см3),
153
у -> a-переход связан с увеличением объема. Для стали А -+
-> М-превращение связано с увеличением объема приблизительно
на 1—4 % в зависимости от содержания в стали углерода. По-
скольку это приращение объема происходит во всех элементарных
ячейках кристаллической решетки железа, между этими ячей-
ками возникают высокие микронапряжения, которые, сумми-
руясь по зонам, вызывают образование высоких зональных напря-
жений. При образовании из аустенита в процессе охлаждения
равновесных фаз (феррит и карбиды) также происходит увели-
чение объема, однако меньше (1 %), чем при образовании мартен-
сита, так как в этом случае отсутствует распирающее решетку
действие пересыщающих a-твердый раствор атомов углерода.
При локальном нагреве и охлаждении стальных изделий
между закаленной и незакаленной зонами возникают зональные
напряжения, которые тем выше, чем больше углерода в стали.
Эти напряжения при охлаждении возрастают, благодаря раз-
ности коэффициентов объемного сжатия таких зон.
Надо также иметь в виду, что мартенсит является метастабиль-
ной неустойчивой фазой и при увеличении подвижности атомов
при нагреве начинает переходить в устойчивое фазовое состоя-
ние (Ф + К). При этом из мартенсита выделяются карбиды
в очень мелком (дисперсном) состоянии. Эти карбиды, если сам
мартенсит является низкоуглеродистым, могут его упрочнять,
создавая эффект старения. При дальнейшем повышении темпе-
ратуры нагрева (отпуска) происходят обособление и коагуляция
карбидов с соответствующим изменением свойств.
Теперь следует остановиться на характеристике различных
видов термической обработки, связывая их с процессами изме-
нения свойств, происходящими в зонах сварных соединений,
подвергающихся тепловому воздействию сварочного источника
теплоты.
(Для разных по составу сталей воздействие сварочной теплоты
на зоны свариваемой стали, примыкающие к сварному шву,
будет различным. В соответствии с этим различными будут за-
дачи последующей термической обработки сварных соединений.
Закалка аустенитных сталей заключается в нагреве до тем-
пературы 1050—1200 °C, в зависимости от состава стали, с после-
дующим охлаждением на воздухе, в масле или воде. При такой
обработке в аустените растворяются карбиды, и сталь становится
более гомогенной, однородной, часто чисто аустенитной. Такую
обработку называют аустенитизациейП
Закалка конструкционных сталей заключается в нагреве до
температуры, которая на 50—100 °C выше температуры заверше-
ния перехода феррита в аустенит, небольшой выдержки для обес-
печения завершения этого перехода и охлаждения со скоростью,
большей критической. Обычно для конструкционных сталей
температура нагрева под закалку находится в пределах от 820
до 920 °C в зависимости от содержания в стали углерода и леги-
164
Рис. 8.2. Влияние температуры отпуска на прочность (а), пластичность и удар-
ную вязкость (6) сталей:
1 ~ сталь 10; 2 — I0F2C; 3 — сталь 20; 4 — 15ХСНД; 3 — 12Х1МФ; 6 — 20ХМ
рующих элементов. Продолжительность выдержки после прогрева
около 20 мин. Охлаждение сталей в воде, масле или на воздухе
также зависит от содержания легирующих элементов в стали.
В результате закалки конструкционных сталей основной фазой
в них должен стать мартенсит, обладающий высокой прочностью,
низкой вязкостью и пластичностью. Закалка на мартенсит яв-
ляется операцией промежуточной термической обработки.
Высокий отпуск закаленных конструкционных сталей состоит
в нагреве до температуры, которая ниже температуры перехода
перлита в аустенит (AcJ. Обычно для сталей разного состава тем-
пература высокого отпуска различна и находится в пределах от
550 до 650 °C. При высоком отпуске закаленных конструкционных
сталей происходит распад мартенсита с образованием мелкой
ферритно-цементитной смеси — сорбита. При более высокой тем-
пературе отпуска частицы смеси получаются более крупными.
Распад мартенсита и образование сорбита обусловливают пони-
жение прочности и повышение пластичности и ударной вязкости
стали (рис. 8.2). Высокий отпуск конструкционных сталей яв-
ляется завершающей операцией термической обработки, позво-
ляющей получить хорошее сочетание прочности и ударной вяз-
кости.
Старение с выделением новой фазы в дисперсном виде из твер-
дого раствора приводит к блокированию движения дислокаций
и соответственно к повышению прочности сплава и некоторому
понижению его пластичности и ударной вязкости. Если выде-
ление дисперсной фазы происходит из вязкой матрицы, то опера-
ция старения позволяет получить повышенную прочность в ре-
зультате выделения дисперсной упрочняющей фазы и повышенную
вязкость за счет свойств матрицы. Такая обработка используется
155
Рис. 8.3. Изменение прочности стали при старении (/4 > /8 > 12 >
в основном для жаропрочных аустенитных, низкоуглеродистых
высоколегированных мартенситно-стареющих и низкоуглероди-
стых низколегированных конструкционных сталей. Для создания
дисперсной фазы, которая может представлять собой карбиды,
интерметаллиды и карбонитриды, в аустенитные жаропрочные
стали вводят ванадий, ниобий, титан, молибден, алюминий-
в конструкционные низколегированные стали — ванадий, алю-
миний, азот; в высоколегированные мартенситно-стареющие —
молибден, титан, никель, кобальт. Старение также является
завершающей термической обработкой после закалки, обусловли-
вающей растворение крупных частиц второй фазы, для последу-
ющего ее выделения при старении в дисперсном виде. Температура
старения может составлять от 300 до 650 °C. Характер изменения
прочности при старении и роль температуры и продолжительности
процесса иллюстрируется рис. 8.3.
Нормализация представляет собой нагрев до температуры
несколько выше температуры нагрева под закалку (на 100—150 °C
выше температуры завершения перехода феррита в аустенит)
с последующим охлаждением на воздухе. Такая операция про-
изводится для нормализации зерна в стали. При этом обеспечи-
ваются перекристаллизация и измельчение зерна перегретой
стали (например, при горячей пластической деформации), полу-
чение равновесного зерна у нагартованной стали (после холодной
пластической деформации), некоторая гомогенизация и измель-
чение зерна металла отливок. Нормализация применяется как
операция термической обработки заготовок перед их механиче-
ской обработкой, как подготовительная операция перед закалкой
с отпуском для обеспечения равномерности свойств после этих
операций.
Этот вид термической обработки применяется, как правило,
для углеродистых и низколегированных конструкционных сталей.
Для конструкционных сталей с повышенным содержанием леги-
рующих элементов (2—4 % Ni, 3—5 % Сг, >1,5 % Мп) при-
менение нормализации неэффективно, так как для этих сталей
156
охлаждение на воздухе после нагрева до аустенитного состояния
может привести' к частичному или полному образованию мартен-
сита.
Отпуск для снятия напряжений не преследует цели изменения
фазового состояния или структуры стали, однако эти изменения
очень часто сопутствуют такому отпуску. Целью рассматриваемой
операции является снижение микро- или, чаще, макронапряже-
ний в обрабатываемом изделии.
Микронапряжения в сталях являются следствием получения
неравновесных фаз с высокой свободной энергией или неравно-
мерных фазовых превращений. Отпуск путем теплового воздей-
ствия и увеличения подвижности атомов, образующих кристалли-
ческую решетку железа или растворенных в ней атомов легиру-
ющих элементов, способствует переходу системы в более равно-
весное и однородное состояние, снижению уровня свободной
энергии и соответственно снижению микронапряжений, локализу-
ющихся на уровне ячеек кристаллической решетки и зерен.
Образование пересыщенных твердых растворов, каким прежде
всего является мартенсит закалки, связано с наличием больших
искажений пересыщающими атомами углерода элементарной
ячейки a-железа. Эти искажения порождают микронапряжения
в решетке, вызванные силами атомного взаимодействия обра-
зующих ее атомов. Отпуск, даже низкий, способствует началу
распада перенасыщенного раствора (мартенсита), предвыделе-
нию и выделению из него атомов углерода, уменьшению искаже-
ний решетки и снижению микронапряжений. Таким образом,
для сталей, закаленных на мартенсит, снижение уровня микро-
напряжений начинается с температуры ~ 150 °C и завершается
после окончания выделения углерода из решетки a-железа и
началом коагуляции образовавшихся карбидов (350—450 °C).
Другим фактором, создающим микронапряжения, является де-
формация — искажение кристаллической решетки механическим
воздействием (наклеп). Такое искажение кристаллической решетки
вызывает повышение уровня свободной энергии и появление
микронапряжений. Снять эти напряжения можно при нагреве
на 150—250 °C. Процесс этот часто называют возвратом (возврат
к неискаженной кристаллической решетке).
Возникновение микронапряжений сказывается на свойствах
стали — повышается прочность и снижается ударная вязкость,
поэтому снятие микронапряжений приводит к некоторому сни-
жению прочности и повышению ударной вязкости.
Явления, вызывающие макронапряжения, иные. Они связаны
с неравномерностью или неодновременностью объемных измене-
ний в стали. Объемные изменения, происходящие при термиче-
ской обработке и сварке, связаны с термическим расширением
стали при нагреве и с термическим сжатием при охлаждении.
Другой причиной объемных изменений является изменение объ-
ема, сопровождающее структурные превращения в стали. Так,
157
I
-%—
.J
Jv и)
п>
+СТгт^,—^аД 0)
+^ГГТТПТ1ч^ п)
-ш^Чр)
Рис. 8.4. Схема возникновения временных и остаточных напряжений при тер-
мической обработке
при охлаждении А —► (Ф + 77)-превращение связано с измене-
нием удельного объема металла на 1 %, а А -> Л4-превращение —
с изменением до 4 %. Особенно важно то, что А -* ЛЕпревраще-
ние идет при температуре, при которой металл теряет пластич-
ность, свойственную ему при повышенной температуре (напри-
мер, для нелегированной стали при температуре не выше 450 °C),
и происходящие изменения объема вызывают в основном упругие
деформации, при затруднении возникновения которых появляются
упругие напряжения.
Если упругие изменения объема происходят при нагреве, то
возникающие напряжения являются временными, так как они
исчезнут, когда весь металл изделия или в какой-либо его части
158
перейдет в пластическое состояние и будет легко деформироваться
в результате имевшихся напряжений. Если упругие изменения
объема происходят при охлаждении, то возникающие вследствие
этого напряжения являются остаточными (постоянными).
При термической обработке в период нагрева (рис. 8.4, 7)
за счет одностороннего подвода теплоты (рис. 8.4, а) создается
неравномерное распределение температуры между нагретым сло-
ем 7 и сердцевиной 2. В сечении А—А это распределение темпе-
ратуры I создает аналогичное неравномерное распределение
объема V нагретого слоя У и ненагретой сердцевины 2 (рис. 8.4, б).
Соответственно этому в изделии возникнут временные напряже-
ния (рис. 8.4, в). После полного прогрева распределение темпе-
ратуры и объема по сечению А—А выравнивается (рис. 8.4, г)
и в изделии временные напряжения исчезают.
При охлаждении нагретого изделия (рис. 8.4, 77) отвод теп-
лоты с поверхности (рис. 8.4, д) приводит к тому, что распре-
деление температуры и объема металла в сечении А—А станет
неравномерным, наружный слой остынет и его объем уменьшится
(рис. 8.4, е). Однако благодаря тому, что в самом наружном слое
распределение температуры будет неравномерным, этот градиент
температуры и, соответственно, объемов приведет к образованию
в остывшем, упругом наружном слое временных напряжений
(рис. 8.4, ж). После полного остывания изделия, уменьшение
объема сердцевины приведет к созданию остаточных напряжений
в сечении изделия (рис. 8.4, з). Такое распределение остаточных
напряжений характерно для низкоуглеродистых нелегированных
сталей, у которых структурные превращения Л -> (Ф + 77) или,
тем более, А -> М не вызывают заметных изменений объема.
Для среднеуглеродистых сталей приходится считаться с объем-
ными изменениями в результате структурных превращений.
Эти изменения при охлаждении приводят к увеличению объема.
Сначала это увеличение происходит только в наружном остывшем
слое (рис. 8.4, и). В результате такого распределения объемов
возникают временные напряжения (рис. 8.4, к). После полного
охлаждения изделия распределение объемов металла только
вследствие структурных превращений вблизи сечения А—А
будет характеризоваться рис. 8.4, л, а составляющая остаточных
напряжений, вызванных только структурными превращениями, —
рис. 8.4, м.
Суммарные остаточные напряжения при термической обработке
будут определяться суммированием (наложением) остаточных
напряжений от теплового изменения объема и структурных
изменений. При этом надо иметь в виду, что напряжения от струк-
турных изменений будут зависеть от содержания углерода в стали
и скорости охлаждения. Поэтому для среднеуглеродистой стали
после закалки суммарные остаточные напряжения будут харак-
теризоваться эпюрой на рис. 8.4, н, а после нормализации —
эпюрой на рис. 8.4, о. Для низкоуглеродистой стали после за-
159
Рис» 8,5» Схема возникновения временных и остаточных напряжений при сварке:
1 сварочный шов; 2 — ЗТВ; 3 свариваемая сталь
калки эти напряжения характеризуются эпюрой на рис. 8.4, п,
а после нормализации — эпюрой на рис. 8.4, р.
При термической обработке в период нагрева в изделии могут
возникать значительные временные напряжения, эти напряжения
будут особенно велики, пока при нагреве не произойдет переход
наружных слоев в пластичное состояние. В этом случае напря-
жения между упругим расширившимся внешним слоем и упругой,
не расширившейся сердцевиной будут особенно велики. Такне
условия соответствуют прогреву внешних слоев нетеплоустой-
чивых сталей до 300 °C, а теплоустойчивых сталей даже до 450 °C.
В этот период нагрева под влиянием больших временных напря-
жений в изделии могут возникать трещины. Склонность к обра-
зованию трещин в этот период нагрева может усугубляться изме-
нением свойств стали при указанном нагреве в связи с проявле-
нием охрупчивающего влияния дисперсных выделений, если они
при этом образуются. Поэтому для сталей, склонных к старению
160
кри нагреве на 200—450 °C, мерой предотвращения появления
трещины может быть уменьшение скорости нагрева.
Поскольку при охлаждении после отпуска структурные пре-
вращения не происходят, характер и величина остаточных напря-
жений определяются только тепловым сжатием. Эти напряжения
в изделии по величине могут быть больше, чем напряжения, воз-
никающие после закалки, поскольку нет процессов структурных
превращений, уменьшающих тепловые напряжения. Для сниже-
ния уровня напряжений, возникающих при охлаждении после
отпуска, надо уменьшать скорость охлаждения, а следовательно,
и градиент температур между наружными и внутренними слоями.
Однако надо учитывать тот факт, что у некоторых сталей, склон-
ных к дисперсионному упрочнению в интервале 650—300 °C
или к отпускной хрупкости, замедленное охлаждение может вы-
звать неблагоприятное изменение свойств. Подход к выбору
условий охлаждения после отпуска для каждой стали должен
быть индивидуальным.
Закономерности возникновения остаточных зональных напря-
жений в зоне сварного соединения (рис. 8.5) аналогичны рассмо-
тренным. При сварке решающее значение имеет локальность
нагрева. Поэтому остаточные напряжения в сварном соединении
возникают между нагревавшимся и ненагревавшимся металлом.
Поскольку сварке, как правило, подвергают низкоуглеродистые
стали, решающее значение для возникновения остаточных напря-
жений имеют тепловые изменения объемов, а структурные изме-
нения играют второстепенную роль.
Рассмотрим часть сварного изделия (рис. 8.5, а). Распределе-
ние температуры t и объемов металла V после завершения сварки
в сечении А—А показано на рис. 8.5, б, а распределение времен-
ных напряжений на рис. 8.5, в. Основной причиной возникнове-
ния временных напряжений является разница температур (и соот-
ветствующая ей разница объемов) находящегося в упругом состоя-
нии металла ЗТВ и свариваемой стали. После остывания всего
сечения сказываегся разница в объемных тепловых изменениях
в основном металле шва и ЗТВ, что приводит к возникновению
остаточных напряжений (рис. 8.5, а). Структурные остаточные
напряжения при сварке могут возникать только в зонах, нагре-
вавшихся выше температуры Лсх, — в ЗТВ и шве. Для сварки
низкоуглеродистой стали они будут невелики (рис. 8.5, д). По-
этому суммарные остаточные напряжения (рис. 8.5, е) будут
в основном определяться тепловой составляющей остаточных
напряжений. При сварке низкоуглеродистых, частично закали-
вающихся сталей (15Х5М, 12ХМ и др.) низкоуглеродистыми неза-
каливающимися швами (типа 08А, Х18Н10, Х23Н13) роль струк-
турных напряжений в возникновении остаточных напряжений
несколько увеличивается благодаря структурным превращениям
в ЗТВ. Эпюра структурных напряжений для эгого случая пока-
зана на рис. 8. 5, ж, а суммарных — на рис. 8.5, з. При сварке
6 Лившиц Л. С. и др. 161
тех же сталей аналогичными им по составу сварными швами
возрастает роль структурных превращений и соответствующего
увеличения объема металла шва. Структурные напряжения
в этом случае (рис. 8.5, и) будут уменьшать роль тепловых на-
пряжений и суммарные напряжения будут соответствовать эпюре
на рис. 8.5, к. Исходя из рассмотренной схемы возникновения
остаточных напряжений в сварном соединении, остаточные напря-
жения по высоте однопроходного шва будут соответствовать эпюре
на рис. 8.5, л, а остаточные напряжения в корневом слое — эпюре
на рис. 8.5, м. Обращает на себя внимание то, что зона сварного
шва, а иногда и близлежащие участки околошовной зоны подвер-
гаются действию растягивающих напряжений (рис. 8.6, а). Эти
напряжения находятся в упругой области и могут достигать пре-
дела текучести. При длительном воздействии на металл они могут
вызвать коробление и самопроизвольное разрушение (замедлен-
ное разрушение). На нагруженной конструкции, суммируясь
с напряжением внешних сил, остаточные напряжения способст-
вуют появлению непредусмотренной деформации, а также раз-
рушению.
Способы снижения остаточных сварочных напряжений могут
быть технологическими и термическими. Технологические спо-
собы сводятся в основном к регулированию погонной энергии при
сварке и соблюдению специальной последовательности сварки.
Термическими способами являются предварительный подогрев
перед сваркой или сопугствующий сварке нагрев свариваемых
изделий (локальный или общий) и высокий отпуск. Подогрев
свариваемых изделий уменьшает градиент температур между
различными зонами сварного соединения и уменьшает разницу
температурных объемных изменений в металле. Кроме того, по-
догрев, повышая температуру металла в зоне теплового влияния,
предопределяет протекание распада переохлажденного аустенита
Рис. 8.6. Распределение остаточных напряжений (оост) в свариваемом соедине-
нии листа стали СтЗ размером 500X500X100 мм после ЭШС (а) и после отпуска
при 675 °C в течение 3—5 ч и охлаждения с печью (б):
1 —> осевые напряжения; 2 — поперечные напряжении (О. Ш — ось шва)
162
Рис. 8.7. Зависимость оост в закален-
ном стальном цилиндре от длитель-
ности т отпуска и его температуры, °C:
1 — 150; 2 — 300; 3 — 450; 4 — 550
Рис. 8.8. Зависимость температуры
отпуска конструкционной стали, обе-
спечивающей предел текучести
3600 МПа, от исходного предела те-
кучести ат
при более высокой температуре с образованием более равновес-
ных структур.
Высокий отпуск является основной термической операцией,
позволяющей существенно снизить остаточные сварочные напря-
жения в результате протекания процесса релаксации. Характер
снижения остаточных напряжений в закаленном стальном ци-
линдре при отпуске показан на рис. 8.7. Наибольшее снижение
остаточных напряжений достигается при длительности отпуска
1,5—2 ч. Температура отпуска сталей зависит от их исходного
предела текучести (рис. 8.8).
Отжиг с нагревом выше температуры Ас3 считается гомогени-
зационной термической обработкой. Для гомогенизации состава
стали при отжиге требуется длительный нагрев (несколько часов).
При непродолжительном нагреве гомогенизация будет частичной.
При отжиге конструкционной стали одновременно с гомогениза-
цией снимаются остаточные напряжения и рекристаллизуется
структура, полученная после холодной деформации. Обязатель-
ным условием отжига является медленное охлаждение после
нагрева (50—100 °С/ч). Такое охлаждение обеспечивает получе-
ние крупных скоагулированных карбидных выделений в феррит-
ной матрице, минимальный уровень остаточных напряжений,
низкую твердость и прочность конструкционной стали. Однако
хладостойкость конструкционной стали после отжига невелика
из-за больших размеров зерен феррита.
Вследствие высокой температуры, требуемой для отжига,
большой длительности нагрева и очень медленного охлаждения
такую термообработку не применяют для сварных соединений
с местным нагревом зоны сварки. В некоторых случаях она может
быть полезной при обработке всего сваренного изделия в печи.
6* 163
Рекристаллизация холоднодеформированного металла — ре-
кристаллизационный отпуск (отжиг) является операцией, прово-
димой в целях восстановления свойств и строения металла, под-
вергшегося деформации ниже температуры рекристаллизации
(холодная деформация). Как известно, при холодной деформации
происходит существенное изменение свойств сталей — значи-
тельно повышаются характеристики прочности, снижаются харак-
теристики пластичности и ударная вязкость. Также происходят
изменения структуры — кристаллиты дробятся и приобретают
вытянутую форму.
Нагрев холоднодеформированной стали выше температуры
рекристаллизации приводит к восстановлению структуры с рав-
ноосными зернами, увеличению пластичности и вязкости, сниже-
нию прочности. Температура рекристаллизации конструкцион-
ных сталей 450—500 °C, для теплоустойчивых сталей она несколько
выше. Обычно рекристаллизационный отпуск производится при
температуре высокого отпуска стали.
Рекристаллизационный отпуск может улучшить свойства со-
единений после сварки давлением, так как при этом виде сварки
деформация некоторых зон сварного соединения может протекать
ниже температуры рекристаллизации, вследствие чего пластич-
ность и вязкость металла в этой зоне понижаются. Рекристалли-
зационный нагрев, приводящий к росту новых зерен, способствует
прорастанию зерна через стык и тем самым повышает свойства
сварного соединен и я.
Термомеханическая обработка (ТМО) стали заключается в пла-
стической деформации, проводимой в целях создания повышенной
плотности дислокаций. При последующей термической обработке
эта плотность наследуется, что является фактором дополнитель-
ного повышения прочности. При высокотемпературной термо-
механической обработке (ВТМО) деформация металла происхо-
дит при температуре выше температуры рекристаллизации. Сразу
же после такой деформации следует закалка, а затем отпуск или
старение. При низкотемпературной термомеханической обработке
(НТМО) деформация производится при температуре ниже тем-
пературы рекристаллизации, потом следуют закалка и отпуск
(или старение). При НТМО плотность дислокаций более высокая,
более высокая и прочность, однако пластичность стали ниже,
чем при ВТМО.
ВТМО может быть использована в целях повышения прочности
сварных соединений, в основном углеродистых и низколегирован-
ных сталей. Для этого целесообразно применять проковку или
прокатку сварного шва, нагретого до 850—950 °C. При последу-
ющем охлаждении повышается прочность металла шва и в опреде-
ленной степени наследуется повышенная плотность дислокаций, соз-
данная в процессе деформации. Если металл содержит элементы,
способные вызывать эффект дисперсионного упрочнения (ванадий,
азот, титан и др.), то эффект упрочнения увеличивается.
164
Локальный нагрев хотя и не является видом термической
обработки, но имеет существенное значение для получаемых
после термообработки результатов. С локальным нагревом при
термической обработке сварных соединений связаны два основных
обстоятельства:
Во-первых, при термической обработке, как и при сварке,
локальный нагрев вызывает возникновение остаточных напря-
жений, уравновешивающихся между нагревавшимися и ненагре-
вавшимися зонами. Если локальной термической обработкой
является высокий отпуск, то причиной возникновения остаточных
напряжений являются только тепловые изменения объемов (см.
рис. 8.5, г), если термической обработкой является нормализа-
ция, то остаточные напряжения будут определяться суммарным
влиянием тепловых изменений объемов и структурных превра-
щений. Для снижения уровня остаточных напряжений надо сни-
жать скорость охлаждения после нагрева.
Во-вторых, в зонах перехода от локально нагреваемого участка
к ненагреваемому будет иметь место градиент температур. При
локальном высоком отпуске температуры будут изменяться от
700 до 20 °C, при локальной нормализации от 950 до 20 °C. Нагрев
в указанном интервале температур в разных участках переходной
зоны может вызвать изменение свойств стали. В участках, нагре-
вающихся в интервале 300—450 °C, могут выделяться дисперсная
фаза и упрочняться участки, нагревающиеся до 700 °C (при ло-
кальной нормализации), могут происходить коагуляция карби-
дов и понижение прочности.
8.2. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ
АУСТЕНИТНЫХ СТАЛЕЙ
Высоколегированные хромоникелевые стали даже при отсут-
ствии дополнительного легирования малыми количествами кар-
бидообразующих элементов (молибден, титан, ниобий и др.)
чаще всего не являются однородными аустенитными, а после
горячей или холодной прокатки содержат в различных количе-
ствах феррит и карбиды. Эти фазы аустенитной стали могут
присутствовать одновременно. Наличие феррита и карбидов
в аустенитной стали заметно сказывается на свойствах. Часто эти
фазовые составляющие снижают коррозионную стойкость сталей,
а также отрицательно сказываются на ее пластичности и ударной
вязкости. Для получения однофазного аустенитного состояния
стали подвергают аустенитизации.
Изменение фазового состояния аустенитной стали, определя-
ющее изменение ее свойств, может быть проиллюстрировано диа-
граммой на рис. 8.9. Линия S—Е на этой диаграмме характери-
зует условия растворения карбидов в аустените при нагреве или
выделение их из аустенита при охлаждении. Для аустенитизации
сталей с содержанием углерода до 0,1 % нужен нагрев от 750
165
Рис. 8.9. Влияние содержания углерода
на фазовое состояние хромоникелевых
сталей типа Х18Ш0
до 950 °C в равновесных ус-
ловиях (длительный нагрев).
При наличии в стали карби-
дообразующих элементов ин-
тервал температур будет уве-
личиваться. Поэтому прак-
тически при термической об-
работке температура аусте-
нитизации составляет 1050—
1150 °C. С другой стороны,
при наличии до 1 % С вста-
ли типа Х18Н10, закаленной
на аустенит, при нагреве до
650 С будут выделяться кар-
биды, а при недостаточной
устойчивости аустенита — ct-
фаза.
Последующий нагрев за-
каленной аустенитной стали
также приводит к фазовым изменениям. Нагрев до температуры
500 °C приводит к выделению из закаленного аустенита карбидов.
Это вызывает повышение прочности стали, понижение ее пластич-
ности (табл. 8.1), ударной вязкости и коррозионной стойкости. При
более высоком нагреве (850—900 °C) процесс растворения карби-
дов идет очень медленно, а в стали с активными карбидообразу-
ющими элементами растворения вообще не происходит, наоборот,
может начаться медленное их выделение. При таком протекании
процессов повышение прочности стали и снижение ее пластично-
сти будет меньшим, чем при нагреве до 750 °C. Коррозионная
стойкость стали при нагреве до 900 °C повышается и прибли-
жается к коррозионной стойкости закаленной стали.
При сварке аустенитных сталей распределение температур
в ЗТВ приводит к тому, что в ней создаюгся участки различного
фазового состава. Если учесть, что продолжительность пребыва-
ния металла при высокой температуре в ЗТВ невелика, то рас-
смотренные выше процессы изменения фазового состояния аусте-
нитных сталей при сварке сдвинутся в сторону более высоких
температур. Так, чисто аустенитной зоной будет зона, нагрева-
вшаяся при сварке выше температуры 1100 °C. В зоне, нагрева-
вшейся приблизительно в интервале 900—1000 °C, могут остаться
частицы нерастворившихся карбидов. Однако эта зона будет
близка к чисто аустенитной и по сравнению с более высоко нагре-
вавшейся зоной будет иметь более мелкие зерна аустенита. По
свойствам в состоянии после сварки без дополнительного нагрева
эти зоны будут характеризоваться повышенной вязкостью и кор-
розионной стойкостью. Однако, если при эксплуатации эти уча-
стки будут подвергаться дополнительному нагреву в интервале
500—650 °C, то в них начнется процесс выделения карбидов из
166
Таблица 8.1
Свойства аустенитной стали 10Х18Н10Т
после термической обработки
Состояние стали Т ермообработка Механические свойства
Темпе- ратура нагрева, Выдерж- ка, ч °В* МПа °0.2- МПа в. % Ф. %
Горячекатаная — — 710 550 29 51
После закалки на 1000 10 мин 610 270 58 56
воздухе 1100 590 250 61 54
1200 570 240 66 55
1300 550 220 70 54
После отпуска 750 1 740 610 34 53
3 730 500 35 49
5 710 580 35 50
800 1 720 600 36 48
3 720 570 36 47
5 730 600 36 47
850 1 640 330 49 53
3 630 290 52 53
5 620 290 52 54 <
900 1 620 280 54 54
3 620 250 54 55
5 620 260 55 55
раствора, даже в том случае, если в стали содержатся активные
карбидообразующие элементы (титан или ниобий). Правда, при
наличии этих элементов потребуется больше времени, но если
количество этих элементов близко к нижнему пределу, процесс
выделения карбидов будет заметным.
Причиной понижения кор-
розионной стойкости сварных
соединений аустенитных ста-
лей в указанных зонах счи-
тают обеднение границ зерен
аустенита хромом при выде-
лении из них карбидов, со-
держащих, как правило,
хром. В связи с этим корро-
зия в околошовной зоне про-
текает по границам зерен
(межкристаллитная корро-
зия) (рис. 8.10). Для предо-
твращения такой коррозии
в околошовных зонах свар-
Рис. 8.10. Межкристаллитная кор-
розия в ЗТВ аустенитной стали
167
ных соединений аустенитных сталей, эксплуатирующихся в кор-
розионно-активных средах при повышенных температурах, их
следует подвергать термической обработке, заключающейся в про-
должительном (3—5 ч) нагреве при 900 °C. Такой нагрев одно-
временно с выделением карбидов из аустенита приводит к раз-
витию диффузионных процессов внутри аустенитных зерен и к
обогащению хромом приграничных участков зерна, откуда хром
перешел в карбиды.
Для таких сварных соединений закалка или нормализация
с высоких температур (1000—1150 °C) недопустима, поскольку
они приводят к аустенитизации, выделению карбидов и пониже-
нию стойкости, к межкристаллитной коррозии в околошовной зоне
при 500—650 °C.
Например, сварные соединения стали 08Х18Н10Т, склонные
после сварки к межкристаллитной коррозии при эксплуатаци-
онных нагревах 650 °C, после стабилизирующего отжига при
875 °C в течение 3 ч при последующем эксплуатационном нагреве
при 500 °C в течение 10 000 ч склонности к межкристаллитной
коррозии не обнаруживают.
Нагрев до 600 °C приводит к снижению стойкости не только
к межкристаллитной коррозии, но и стойкости к коррозионному
растрескиванию. Как известно, причиной понижения стойкости
к коррозионному растрескиванию изделий из аустенитных и
неаустенитных сталей, работающих в коррозионно-активных сре-
дах при статических нагрузках ниже предела текучести, является
сегрегация атомов водорода.
Для сварных соединений, которые эксплуатируются в корро-
зионно-активных средах без нагрева (температура до 300 °C),
закалка или нормализация с высокой температуры является
допустимой.
В зоне сварного соединения, нагретой до 900 °C, можно ожи-
дать некоторое повышение прочности и снижение пластичности,
а также коррозионной стойкости металла в результате выделения
из раствора карбидов. Для этой зоны послесварочная закалка
с температуры 1050—1150 °C будег полезна в целях восстановле-
ния свойств. В зоне сварного соединения, нагревающейся до
700 °C, процессы карбидообразования также будут протекать
достаточно активно и скажутся на изменении свойств, поэтому
для этой зоны закалка также будет полезна.
В остальных зонах сварных соединений аустенитных сталей
существенных изменений фазового состояния и свойств не проис-
ходит, хотя длительная эксплуатация при температуре 400—
500 °C может вызвать выделение карбидной фазы в дисперсном
виде, кратковременный нагрев на эту же температуру при сварке
к таким изменениям фазового состояния не приводит.
В заключение можно отметить, что закалка сварных соедине-
ний высоколегированных аустенитных сталей является рацио-
нальной операцией, если сварные соединения не эксплуатируются
168
Таблица 8.2
Работа разрушения ЗТВ сварных соединений
аустенитных сталей прн низкой температуре
Сталь Вид сварки Температура испытания, °C Работа разрушения, Дж, на расстоянии от сплавления, мм
Металл шва 1.6 3,2 12,7
08Х18Н10Т РДС — 196 21 61 69 76
АДС 53 71 87 89
АФС* 16 77 94 .—-
АФС? 14 70 81 79
03Х18Н11 РДС — 196 32 80 84 88
АДС 67 81 77 91
АФС * 34 81 83 —
АФС2 35 82 79 83
10Х23Н18 РДС —196 60 98 102 ИЗ
08Х18Н10Т РДС —253 17 65 76 73
АДС 31 73 86 83
АФС х 28 77 91 .—
АФС? 11 69 83 83
03Х18Н11 РДС —253 19 81 72 76
АДС 62 73 62 88
АФС1 29 73 79 ,—
АФС? 22 72 77 86
10Х23Н18 РДС —253 51 97 98 102
1 Малопроходиая.
8 Многопроходная.
Условные обозначения видов сварки: РДС — ручная дуго-
вая; АДС — аргонодуговая; АФС — автоматическая под флюсом.
в коррозионно-активных средах при температуре 500—>
650 °C.
Аустенитные стали целесообразно применять для конструк-
ций, работающих при низких температурах, так как они обладают
высокой хладостойкостью и сохраняют ударную вязкость. Наи-
более высокую вязкость аустенитных сталей при гомогенном
состоянии и их сварных соединений можно достичь аустенитиза-
цией — закалкой с 1050—1150 °C. Аустенитизация сварных соеди-
нений хладостойких конструкций рациональна и по другой при-
чине. При недостаточной стабильности аустенита в стали, опре-
деляемой ее составом, глубокое охлаждение может привести к рас-
паду аустенита с образованием мартенсита и снижением вязкости.
Наличие в отдельных участках ЗТВ сварки карбидных выделений
приводит к обеднению аустенита в этих участках легирующими
169
элементами и, соответственно, к понижению его устойчивости.
Для повышения устойчивости аустенита в этих участках и, соот-
ветственно, повышения (восстановления) их хладостойкости сле-
дует проводить закалку на аустенит, при которой выделившиеся
карбиды растворяются.
Об изменении ударной вязкости в ЗТВ сварных соединений
разных аустенитных хромоникелевых сталей можно судить по
данным табл. 8.2.
Если принять, что на расстоянии 12,7 мм от линии сплавления
ударная вязкость соответствует ударной вязкости основного
металла (см. табл. 8.2), то можно отметить, что на расстоянии
1,6 мм уже имеет место нагрев, снижающий ударную вязкость
стали.
О роли термической обработки в изменении ударной вязкости
в ЗТВ сварных соединений аустенитной стали типа Х16Н6 можно
судить по данным табл. 8.3. Термическая обработка заключалась
в закалке в воде с 1000 °C, обработка холодом при —70 °C и от-
пуск при 250 °C в течение 1 ч. Термическая обработка улучшает
хладостойкость ЗТВ сварных соединений. Необходимо отметить
очень высокую вязкость и хладостойкость участка сплавления.
По-видимому, это связано с высокой температурой нагрева около-
шовной зоны, в результате нагрева сталь подвергалась аустенити-
зации и приобрела высокую вязкость.
Аустенитный металл шва при одинаковом либо отличающемся
химическом составе металла шва и основного мегалла, как пра-
вило, имеет более низкую вязкость и хладостойкость, чем свари-
ваемая сталь. Это связано с особенностями кристаллического
строения металла шва. В связи с отсутствием перекристаллизации
при охлаждении после сварки металл шва имеет сравнительно
крупнокристаллическое транскристаллитное строение. Однако
аустенитизация, повышая гомогенность металла шва, несколько
повышает его ударную вязкость и хладостойкость (табл. 8.4).
В то же время высокий отпуск (<~650 °C), проводившийся для
Таблица 8.3
Ударная вязкость, МДж/м’, сварных соединений
стали типа Х16Н6
Температура испытания, °C Основной металл После термической обработки и сварки с присадкой типа Х16Н2БМ6 После сварки с при- садкой типа XI6H6 и термической обработки
Сплавление ЗТВ Шов ЗТВ
— 196 100/70 —/по 60/40 80/40 80/50
—253 90/40 -/- —/— 40/30 60/40
Примечание. В числителе значения для концентратора вида U,
в знаменателе — для концентратора вида Т.
170
Таблица 8.4
Работа'разрушения металла шва аустенитных сталей
Тип стали Тип металла шва Термообработка Работа разрушения, Дж, при темпе- ратуре, °C
20 -76 — 196
Х18Н9 Х23Н18 Х20Н10 Х23Н18 Закалка при в воде То же 1066 °C 44/51 50/44 32/41 41/29 26/42 33/26
Х17Н13М2,5 Х19Н13М2 Отпуск при 650 чение 2 ч °C в те- 43/44 36/35 25/19
Х17Н13М2.5 Х19Н13М2 Стабилизация при 843 “С в течение 2 ч 43/39 43/29 43/18
Х17Н13М2,5 Х19Н14М3.5 Х18Н10Т Х18Н12ТБ Х19Н13М2 X19HI4M3.5 . Х20Н9ТБ Х20Н9ТБ Закалка прн в воде То же » 1066 °C 43/47 30/29 44/42 37/42 43/40 23/23 36/44 29/32 43/30 15/20 28/33 36/30
Примечание. В числителе приведены данные, полученные сразу
после сварки, в знаменателе — после термообработки.
снятия напряжений, а также стабилизирующий отжиг с нагревом
до 850 °C ухудшают ударную вязкость и хладостойкость.
Таким образом, для сварных конструкций из аустенитных
сталей, работающих при отрицательных температурах, термиче-
ской обработкой, улучшающей вязкость и хладостойкость, яв-
ляется аустенитизация с нагревом до 1150 °C.
Использование аустенитной стали как жаропрочного мате-
риала имеет место в конструкциях, работающих при температу-
рах до 650 °C. В них наряду с хромоникелевой или хромоникелево-
марганцевой основой содержится значительное количество эле-
ментов (молибдена, ванадия, ниобия и др.), образующих карбид-
ную или интерметаллидную упрочняющую фазу. В целях образо-
вания карбидной упрочняющей фазы и для стабилизации аусте-
нита в эти стали иногда вводят повышенное количество углерода
(до 0,4 %).
Присутствие в стали карбидов титана, ниобия, циркония, да-
ющих устойчивые труднорастворимые карбиды для гомогениза-
ции аустенита при термической обработке, требуют более высокого
нагрева, чем коррозионно-стойкие и хладостойкие аустенитные
стали. Чаще всего для аустенитизации жаропрочных аустенитных
сталей требуется нагрев до 1200 °C, который может и не обеспе-
чивать полного растворения карбидов. Другой особенностью
аустенитных жаропрочных сталей, имеющей значение при тер-
мической обработке, является высокая температура (700—800 °C)
нагрева — старения, необходимая для выделения упрочняющей
фазы. Кроме того, эксплуатация таких сталей при 620—650 °C
связана с возможностью выделения упрочняющих фаз из аусте-
171
нита и изменения в процессе эксплуатации свойств стали. Для
того чтобы при эксплуатации жаропрочные аустенитные стали
находились в стабильном состоянии и претерпевали минимальные
изменения свойств, предэксплуатационной термической обработ-
кой должен быть продолжительный нагрев до температуры не-
сколько выше (на 100—150 °C) температуры эксплуатации. Эффек-
тивным является проведение двойного старения — первого при
более низкой температуре, близкой к температуре эксплуатации
(650 °C), и второго — при 800 °C.
В закаленном состоянии жаропрочная аустенитная сталь
имеет наибольшую ударную вязкость, жаропрочность ее также
не низкая, что обусловлено высокой степенью легирования аусте-
нита и наличием нерастворившихся стойких карбидов. Однако
при старении имеет место существенное повышение жаропрочности
благодаря выпадению дисперсной упрочняющей фазы. Вязкость
при этом снижается. Двойное старение позволяет получить более
высокую вязкость, чем однократное старение. Проведение старе-
ния в две стадии при наличии в стали карбидов различной при-
роды приводит к тому, что в объеме стали создаются локальные
неупрочненные карбидами зоны. При нагружении эти зоны ста-
новятся зонами релаксации напряжений, что приводит к повы-
шению пластичности и ударной вязкости стали.
Термическая обработка сварных соединений жаропрочных
аустенитных сталей имеет и некоторые особенности. В сварных
соединениях жаропрочных сталей металл шва, как правило, по
составу заметно отличается от состава свариваемой стали
(табл. 8.5). В металле шва часто содержится значительно меньше
углерода, чем в свариваемой стали. В ЗТВ имеются участки, где
по-разному прошли процессы растворения и выделения карбид-
ных и интерметаллидных фаз. Все это приводит к тому, что при
последующем длительном эксплуатационном нагреве процессы
Таблица 8.5
Свойства сварного соединения стали 4Х14Н14В2М
с металлом шва типа 09Х19Н11ГЗМ2Ф
Металл Термообработка Темпе- ратура °в С0,2 С Ф KCU,
НИЯ, °C МПа % кДж/м*
4Х14Н14В2М Закалка при 20 720 320 20 25 500
1150-1180 °C, старение при 750 °C в тече- ние 5 ч 650 440 240 12 24 750
Сварное соеди- Старение при 20 730 470 33 48 700
нение 750 °C 450 650 580 450 300 310 32 45 43 29 730 750
172
Таблица 8.6
Влияние термической обработки
на механические свойства металла шва типа Э-07Х19Н11ГЗМ2Ф
Термическая обработка °в от й, % кси, кДк/м’
м Па
Без обработки 650 380 32 140
Отжиг при 800 °C в течение 10 ч 620 320 34 100
Аустенитизация при 1100 °C в течение 1 ч Отжиг при 800 °C в течение 10 ч 600 280 42 120
фазовых превращений и связанные с этим объемные изменения
и изменения свойств разных участков могут протекать по-раз-
ному. Описанное выше приводит иногда к локальным разруше-
ниям по одному из участков ЗТВ. Для получения однородных
свойств сварного соединения следует прибегать к высокому
нагреву (1150—1180 °C) для аустенитизации. Столь высокий на-
грев сварной конструкции практически осуществить трудно,
поэтому для аустенитизации проводится более низкий нагрев
(1050—1100 или 1075—1125 °C). При 1075—1125 °C обеспечи-
вается более полное растворение карбидов, большая стабиль-
ность аустенита, высокие пластичность и ударная вязкость,
более равномерные свойства зон сварного соединения, а следова-
тельно, и большая устойчивость к локальным разрушениям.
Повышение стабильности свойств при длительных эксплуата-
ционных нагревах может быть достигнуто в результате старения
при 750—800 °C в течение 3—10 ч, проводимого после стабилиза-
ции. Правда, в этом случае наблюдается некоторая потеря пла-
стичности и ударной вязкости (табл. 8.6).
Некоторую стабилизацию свойств может дать старение при
650—950 °C в течение 3—5 ч без предварительной аустенитиза-
ции (табл. 8.7 и 8.8). Однако в этом случае сохраняется неодно-
родность свойств сварного соединения и не гарантируется отсут-
ствие локальных разрушений при эксплуатации.
Таблица 8.7
Влияние температуры отжига иа ударную вязкость
сварных швов типа 18-8
Тип металла шва KCU, кДж/м2, после нагрева в течение 2 ч при температуре, °C
Без нагрева 850 875 900 925 950
07Х19Н9 16,0 11,6 14,7 16,1 18.0 15,7
08Х21Н8Ф2 11,6 3,0 4,8 11,4 15,4 П,1
173
Таблиц g 8.8
Влияние нагрева на ударную вязкость
аустенитных сварных швов /
Тип металла шва Темпе- ратура нагрева, °C KCU, кДж/м1, после нагрева в течение времени, ч
Без нагрева 100 200 300 500 1000 3000
Х23Н18 650 183 112 118 125 141 135 118
800 184 167 132 145 104 81 55
875 183 148 160 158 132 85 61
Х25Н2Г4 800 184 119 142 123 — 105 —
875 183 121 112 100 91 69 68
Х25Н20ГЗВ2 650 186 109 142 60 28
800 187 129 86 55 33 24 11
875 187 84 92 78 58 27 —
Х25Н20ГЗМ2 650 183 ИЗ 118 125 135 60 20
800 185 106 60 50 28 16 13
875 185 90 75 60 21 21 15
Сварные соединения жаропрочных аустенитных сталей иа не-
ответственных конструкциях и конструкциях с большим запасом
прочности можно эксплуатировать без всякой термической обра-
ботки после сварки. Естественно, при этом не будут использованы
все возможности жаропрочных аустенитных сталей как по уровню
свойств, так и по их стабильности при эксплуатации и однород-
ности в зоне сварки.
8.3. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ
НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ
Низкоуглеродистые нелегированиые стали термической обра-
ботке не подвергаются. В некоторых случаях в целях измельчения
зерна, снятия следов наклепа, улучшения обрабатываемости реза-
нием эти стали подвергают нормализации. При нормализации
также улучшается их хладостойкость. Вопрос о термической
обработке сварных соединений этих сталей является более слож-
ным. Рациональной термической обработкой для них является
нормализация и высокий отпуск. Назначение того или иного вида
термической обработки или отказ от нее определяются многими
условиями — толщиной свариваемых элементов, условиями свар-
ки, назначением и условиями работы изделия.
Нормализация сварных соединений может обеспечить неко-
торое улучшение свойств вследствие перекристаллизации и из-
мельчения зерна, поэтому термообработка рациональна при
однослойной сварке под флюсом металла большой толщины, при
174
электрошлаковой сварке, при ручной дуговой сварке электро-
дами со стержнем диаметром 5—-6 мм. Нормализация улучшает
микроструктуру металла шва и ЗТВ, повышает вязкость металла
этих вон и их хладостойкость. Нормализация рациональна при
нагреве всего изделия. Локальный нагрев для нормализации
только зоны сварного соединения может привести к созданию
остаточных напряжений растяжения в этой зоне, не меньших
остаточных напряжений, возникающих после сварки. Уменьшать
скорость охлаждения при нормализации нерационально, так как
это не позволяет обеспечивать требуемый эффект — измельчение
зерна.
Высокий отпуск сварных соединений низкоуглеродистых ста-
лей не изменяет структурного состояния металла. Его назначение
состоит в снижении уровня остаточных сварочных напряжений,
которые при эксплуатации могут оказать отрицательное влияние
иа работоспособность конструкции. Высокий отпуск может быть
как локальным, так и общим, скорость охлаждения после локаль-
ного отпуска желательно ограничить, чтобы снизить величину
остаточных напряжений, связанных с локальностью нагрева.
Одним из важнейших условий, определяющих необходимость
проведения термической обработки сварных соединений из низко-
углеродистых сталей, является контактирование их со средами,
способными вызвать коррозионное растрескивание (щелочи, наво-
дораживающие среды). Склонность к коррозионному растрескива-
нию сварных соединений низкоуглеродистых незакаливающихся
сталей определяет наличие упругих или пластических деформа-
ций металла, вызванных внешними или внутренними напряже-
ниями, а чаще их суммой. Внешние напряжения можно изменять,
регулируя нагрузку на изделие, а внутренние — технологией
сварки либо отпуском после сварки.
Роль технологии сварки может быть различной. Подогрев
перед сваркой или в процессе, сварки уменьшает градиент темпе-
ратур между зоной сварного соединения и основным металлом
и тем самым понижает величину остаточных сварочных напря-
жений. Многослойная сварка небольшими валиками будет спо-
собствовать снижению уровня остаточных напряжений, потому что
при сварке каждого последующего слоя будет происходить нагрев
предыдущих и соответственно снижение остаточных напряжений.
Важно также, при какой температуре окружающего воздуха
осуществлялась сварка — низкая температура будет приводить
к увеличению температурного градиента и росту остаточных на-
пряжений. Значение имеет и скорость охлаждения после сварки —
уменьшение скорости охлаждения с помощью теплоизоляции
сварного соединения будет способствовать снижению уровня
остаточных напряжений. К снижению скорости охлаждения будет
вести увеличение погонной энергии при сварке (при прочих
равных условиях). Поэтому проведение термической обработки
зависит от технологии сварки.
17Е
Т а б л и ц у 8.9 Режимы термической обработки сварных соединений / нз стали 10, работающих вне сред, / вызывающих коррозионное растрескивание у
Толщина сварива- емого металла, мм Вид сварки Температура, °C 1 Термообработка
воздуха при сварке подогрева
До 25 Любая Любая Отсутствует Не требуете^
25—45 Многослойная с валиками высо- той до 4 мм Выше —15 Отсутствует То же
Ниже —15 Отсутствует Отпуск при 550 °C
100 Не требуется
Автоматическая под флюсом со слоями более 8 мм, электро- шлаковая Выше —15 Отсутствует То же
Ниже —15 Отсутствует Отпуск при 600 °C
100 Не требуется
Более 45 Многослойная с валиками высо- той до 4 мм Выше —10 Отсутствует Отпуск при 550 °C
150 Не требуется
Ниже —10 Отсутствует Отпуск при 650 °C
200 Не требуется
Автоматическая под флюсом со слоями более 8 мм Выше —10 Отсутствует Отпуск при 600 °C
150 Не требуется
Ниже —10 Отсутствует Отпуск при 600 °C
200 Не требуется
Электрошлаковая Любая Отсутствует Нормализация
Таблица 8.10 Режимы термической обработки сварных соединений из стали 10, работающих в средах, вызывающих коррозионное растрескивание
Толщина сварива- емого металла, мм Вид сварки i Температура, °C Термообработка ! 1
воздуха при сварке подогрева
До 14 Любая Любая Отсутствует Не требуется
14—25 Многослойная с валиками высо- той до 4 мм Выше —5 Отсутствует То же
Ниже —5 Отсутствует Отпуск при 550 °C
100 Не требуется
176
Продолжение табл. 8.10
Толщина сварива- емого металла, мм\ Вид сварки Температура, °C Термообработка
воздуха при сварке подогрева
Автоматическая под флюсом в 1— 2 слоя Выше —5 Отсутствует Отпуск при 550 °C
14—2 1 100 Не требуется
Ниже —5 Отсутствует Отпуск при 550 °C
100 Не требуется
26—40 Многослойная с валиками высо- той до 4 мм Выше —5 Отсутствует Отпуск при 550 °C
100 Не требуется
Ниже — Отсутствует Отпуск при 550 °C
150 Не требуется
Автоматическая под флюсом со слоями 8 мм и более Выше —5 Отсутствует Отпуск при 550 °C
150 Не требуется
Ниже —5 Отсутствует Отпуск при 650 °C
150 Отпуск при 550 °C
Более 40 Многослойная с валиками высо- той до 4 мм Выше 0 Отсутствует Отпуск при 550 °C
200 Не требуется
Ниже 0 Отсутствует Отпуск при 650 °C
200 Отпуск при 550 °C
Автоматическая под флюсом со слоями 8 мм и более Выше 0 Отсутствует Отпуск при 550 °C
200 Не требуется
Ниже 0 Отсутствует Отпуск при 650 °C
200 Отпуск при 550 0
Т абл ица8.11
Режимы термической обработки сварных соединений
из стали 20 и СтЗсп, работающих вие сред,
вызывающих коррозионное растрескивание
Толщина сварива- емого металла, мм Вид сварки Температура, °C Термообработка
воздуха при сварке подогрева
До 20 Любая Любая Отсутствует Не требуется
20—40 Многослойная с валиками высотой до 4 мм Выше —10 Отсутствует Отпуск при 550 °C
150 Не требуется
Ниже —10 Отсутствует Отпуск при 650 °C
200 Не требуется
177
Продолжение табл. £Т1
Толщина сварива- емого металла, мм Вид сварки Температура, °C Т ермообработ^а
воздуха при сварке подогрева
20—40 Автоматическая под флюсом со слоями более 8 мм Выше —10 Отсутствует Отпуск при 5^0 °C
150 Не требуется 1
Ниже —10 Отсутствует Отпуск при 650 °C
200 Не требуется
Более 40 Многослойная с валиками высотой до 4 мм Выше —10 Отсутствует Отпуск при 550 °C
250 Не требуется
Ниже —10 Отсутствует Отпуск при 650 °C
250 Не требуется
Автоматическая под флюсом со слоями более 8 мм Выше —10 Отсутствует Отпуск при 650 °C
250 Не требуется
Ниже —10 Отсутствует Отпуск при 650 °C
250 Отпуск при 550 °C
Таблица 8,12
Режимы термической обработки сварных соединений
из стали 20 и СтЗсп, работающих в средах,
вызывающих коррозиоииое растрескивание
Толщина сварива- емого металла, мм Вид сварки Температура, °C Термообработка
воздуха при сварке подогрева
До 12 Многослойная с валиками высотой до 4 мм Выше 0 Отсутствует Не требуется
Ниже 0 Отсутствует Отпуск при 550 °C
150 Не требуется
Любая в I—2 слоя Выше 0 Отсутствует Отпуск при 550 °C
150 Не требуется
Ниже 0 Отсутствует Отпуск при 600 °C
200 Не требуется
13—20 Многослойная с валиками высотой до 4 мм Выше 0 Отсутствует Отпуск при 550 °C
150 Не требуется
Ниже 0 Отсутствует Отпуск при 600 °C
200 Не требуется
178
Продолжение табл. 8.12
Толщина сварива- емого металла, мм) Вид сварки Температура, °G Термообработка
воздуха при сварке подогрева
13—20 Любая в 1—2 слоя Выше 0 Отсутствует Отпуск при 650 °C
150 Не требуется
Ниже 0 Отсутствует 1 Отпуск при 600 °C
200 | Не требуется
21—35 Многослойная с валиками высотой до 4 мм Выше 0 Отсутствует Отпуск при 600 °C
200 Не требуется
Ниже 0 Отсутствует Отпуск при 600 °C
200 Отпуск при 550 °C
Любая в 1—4 слоя Выше 0 Отсутствует Отпуск при 650 °C
200 Отпуск при 550 °C
Ниже 0 Отсутствует Отпуск при 650 °C
250 Отпуск при 550 °C
Более 35 Многослойная с валиками высотой до 4 мм Выше 5 Отсутствует Отпуск при 600 °C
250 Отпуск при 550 °C
Ниже 5 Отсутствует Отпуск при 650 °C
250 Отпуск при 550 °C
Слоями более 7 мм Выше 5 Отсутствует Отпуск при 650 °C
300 Отпуск при 600 °C
Ниже 5 Отсутствует | Отпуск при 650 °C
300 Отпуск при 600 °C
Определенное значение для назначения термической обработки
имеет содержание углерода в свариваемой стали. У более низко-
углеродистых сталей (сталь 10) предел текучести существенно
ниже, чем у стали с более высоким содержанием углерода (сталь 20,
СтЗ). В первом случае он составляет 180 МПа, во втором —
240 МПа. Такая разница приводит к тому, что и рабочие, и оста-
точные напряжения в сварной конструкции из стали 10 будут
ниже, чем в конструкции из стали 20, и условия, влияющие на
проведение термической обработки сварных соединений, будут
разными.
Надо учитывать и толщину свариваемого металла, так как
с ее увеличением растет величина остаточных напряжений и соот-
ветственно увеличивается необходимость проведения отпуска
после сварки.
179
На основании перечисленных факторов, влияющих на величину
сварочных остаточных напряжений, в табл. 8.9—8.12 приведены
ориентировочные режимы термической обработки сварных соеди-
нений сталей 10 и 20.
I
8.4. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ
НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ I
ДЛЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Термическую обработку сварных соединений из низколегиро-
ванных сталей для строительных конструкций в ряде случаев
проводят не только в целях снятия остаточных сварочных напря-
жений, но и в целях устранения последствий влияния сварочного
нагрева на фазовое состояние и структуру ЗТВ, а в некоторых
случаях и улучшения структуры металла шва.
По тем изменениям структуры и свойств, которые могут про-
исходить в ЗТВ, низколегированные стали можно разделить на
три группы:
1. Стали, у которых при сварке в ЗТВ может произойти обра-
зование элементов неравновесных структур (бейнита и мартен-
сита), обусловливающих некоторое упрочнение этих участков
и снижение их пластичности, ударной вязкости и хладостойкости.
2. Стали, у которых достигнутый комплекс свойств связан
с упрочнением дисперсной фазой (карбидами, нитридами).
3. Стали, у которых свойства определяются очень мелкозер-
нистым строением и наличием дисперсной упрочняющей фазы.
К первой группе относятся стали, легированные 1,3—1,8 % Мп,
а иногда и до 0,9 % Сг. Несмотря на низкое содержание углерода
(0,12—0,18 %), в участках ЗТВ таких сталей, нагревавшихся
выше 1000 °C с последующим относительно быстрым охлажде-
нием, в результате теплоотвода в холодный основной металл про-
исходит образование элементов неравновесных структур. Об обра-
зовании элементов неравновесных структур свидетельствует более
высокая твердость ЗТВ (НВ 220—240) по сравнению с ЗТВ неле-
гированных сталей (до НВ 180) даже с более высоким содержа-
нием углерода.
К этой группе относятся стали 10Г2, 09Г2С, 09Г2С1, 10ХСНД,
15ХСНД, 17Г1С, 14ХГС и др. Назначение термической обработки
сварных соединений (табл. 8.13) — создание условий для рас-
пада элементов неравновесных структур и восстановление свойств
в ЗТВ свариваемой стали. Такой обработкой является высокий
отпуск, который может быть полезен с той же целью и для ме-
талла шва, если он выполнен электродами или проволоками,
дающими металл с повышенным содержанием марганца (более
0,9 %), например УОНИ-13/65, хрома (более 0,6 %) и молибдена
(0,15 %), например проволока Св-08ХМ, Св-0,8МХ. В опреде-
ленной мере необходимость термической обработки сварных
соединений рассматриваемых сталей связана с толщиной свари-
180
Таблица 8.13
Режимы термической обработки сварных соединений
низколегированных низкоуглеродистых сталей
для сварных строительных конструкций
Рабочая среда Толщина сварива- емого металла, мм Температура, °C Термообработка
воздуха при сварке подо- грева
Коррозиоино-ак- тивная До 25 Выше —20 — —f
Ниже —20 150 —
Более 25 Выше —10 150 —
Ниже —10 150 Отпуск при 600 °C
Вызывающая кор- розионное растре- скивание До 25 Не ниже — 10 150 То же
Более 25 Не ниже 0 250 »
ваемого металла, условиями сварки и условиями эксплуатации
сварной конструкции — рабочей температурой и наличием сред,
способных вызвать коррозионное растрескивание.
Комплекс свойств сталей второй группы достигается выделе-
нием дисперсной упрочняющей фазы карбидов... дли карбони-
тридов. К этой группе относятся стали-. 15Г2АФ^ 17Г2САФ,
.12Г2ФАЮ и др. Дисперсная, упрочняющая карбидонитридная
фаза, обусловливающая повышение прочности в результате влия-
ния на ограничение роста зерна, приводит также к повышению
вязкости и хладостойкости (табл. 8.14).
Высокий комплекс свойств сталей третьей группы — мало-
перлитных и бейнитных (и те и другие с регулируемой прокаткой)
достигается за счет эффекта термомеханического упрочнения,
обеспечивающего очень мелкозернистую структуру, и эффект
упрочнения дисперсной карбидной, а возможно, и интерметаллид-
ной фазой.
В ЗТВ всех этих сталей должны происходить укрупнение
зерна и коагуляция, а вблизи шва и растворение упрочняющей
фазы. Такие изменения строения в фазовом состоянии сопровож-
даются изменением свойств — снижением прочности и ударной
вязкости ЗТВ. Однако изменение свойств ЗТВ этих сталей при
сварке можно свести к минимуму, снижая погонную энергию
и увеличивая скорость охлаждения после сварки. Ограниченному
снижению свойств ЗТВ способствует то, что упрочняющая фаза,
содержащая ванадий, ниобий и молибден, состоит из стойких
карбидов или карбонитридов. Эти соединения обладают повышен-
ной устойчивостью к коагуляции, для их растворения требуется
нагрев до высоких температур в течение более длительного вре-
мени, чем для карбидов железа, марганца и хрома. Кратковре-
менный нагрев при сварке не приводит к существенному растворе-
181
нию или коагуляции упрочняющей фазы. Сохраняющаяся дис-
персная фаза препятствует росту зерна в участках нагрева ЗТВ.
Термическая обработка сварных соединений сталей этой группы не
производится. Некоторое улучшение свойств сварных соединений,
и то только сталей 15Г2АФ, 17Г2САФ, 12Г2АФЮ, может быть
достигнуто при нормализации, которая, однако, рациональна
только для всего изделия. При локальном нагреве зоны сварного
соединения может произойти существенное ухудшение свойств
в участках перехода от нагретой зоны к холодному металлу за
счет коагуляции карбидной фазы при длительном нагреве в про-
цессе нормализации.
Для сталей типа 15Г2АФ имеет смысл проводить локальный
высокий отпуск при ^температуре 500 °C, так как в ЗТВ этих
сталей могут образовываться элементы неравновесных структур.
Температура отпуска должна быть ограничена указанным значе-
нием, потому что при более высоком нагреве может произойти
коагуляция дисперсной упрочняющей фазы.
В настоящее время для повышения эффективности использо-
вания металла применяют некоторые низколегированные строи-
Таблица 8.14
Содержание химических элементов и механические свойства сталей
с регулируемой прокаткой и дисперсиоиио-упрочняемых сталей
Тип стали Массовая доля элемента, %
с Si Мп Мо
Малоперлитная 0,02—0,06 0,17—0,37 1,6—2,0 0,2—0,4
С регулируе- 0,05—0,10 0,17—0,37 1,4—2,0 0—0,1
мой прокаткой
17Г2САФ * 0,15—0,19 0,80 1,5 —-
12Г2АФЮ 0,06—0,12 0,17—0,37 1,3—1,6 0,015—0,025
15Г2АФ 0,12—0,18 0,17—0,37 1,3—1,7 0,015—0,025
Тип стали Массовая доля элемента, % Механические свойства /Хр по 50 % во- локна в изломе, 1 °C, ниже ।
Nb V °в- МПа °т- МПа KCU, МДж/м’
Малоперлитная 0,02—0,06 0,02—0,06 650—700 520—600 1,4—2,5 —50
С регулируе- 0,02—0,05 0—0,10 600—750 500—640 1,6—2,5 —50
мой прокаткой 17Г2САФ * 0,12 600 500 1,5 —40
12Г2АФЮ 0,025—0,05 0,08—0,18 580 450 2,0 —80
15Г2АФ — — 600 460 1,5 —60
* 0,02 % N2, 0,035 % Al.
182
тельные стали в термически улучшенном состоянии — после
закалки и высокого отпуска. Это позволяет примерно на 15 %
повысить прочность стали и соответственно уменьшить металло-
емкость конструкций. Такой обработке подвергают стали 17Г1С,
16ГС, ЗОХГСА, ЗОХГСНА и др. При сварке этих сталей нагрев
металла в околошовной зоне приводит к разупрочнению участка,
подвергавшегося нагреву выше температуры 550 °C. Послесвароч-
иой термической обработкой, восстанавливающей свойства ЗТВ
таких сварных соединений, может быть только полная термиче-
ская обработка — закалка с высоким отпуском. Режим должен
быть аналогичен режиму ранее проводившейся термической обра-
ботки свариваемой стали. Высокий отпуск.сварных соединений
в рассматриваемом случае не может привести к восстановлению
свойств разупрочненного участка ЗТВ. Высокий отпуск сварных
соединений термоупрочнеиных сталей может быть целесообразен
только в целях снижения уровня остаточных напряжений (напри-
мер, при сварке изделий большой толщины) и распада неравно-
весных структур в участке ЗТВ, нагревавшемся при сварке
выше 900 °C. Последнее обстоятельство может иметь особое зна-
чение при сварке сталей с повышенным содержанием углерода и
легирующих элементов (ЗОХГСНА, ЗОХГСА, 20ХГСА и др.).
Температура высокого отпуска сварных соединений не должна
быть выше температуры отпуска при термической обработке
свариваемой стали.
При сварке термоулучшенных сталей большое значение с точки
зрения влияния на размер разупрочненной зоны имеет погонная
энергия сварки и, особенно, определяющая ее скорость сварки.
Размер разупрочненного участка будет уменьшаться с увеличе-
нием скорости сварки. При этом в зависимости от свойств свари-
ваемой стали и сечения свариваемого изделия размеры разупроч-
ненного участка меньше определенной величины не будут приво-
дить к понижению прочности сварного соединения вследствие
эффекта контактного упрочнения прилежащими участками ме-
талла с повышенной прочностью.
Существенное влияние иа уменьшение размеров зоны и сте-
пени разупрочнения может оказать регулирование термического
коцикла сварки за счет сопутствующего охлаждения.
8.5. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ
НИЗКОЛЕГИРОВАННЫХ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Низколегированные теплоустойчивые стали, как правило,
содержат до 0,2 % С, 1—2 % Сг (только стали типа'15Х5М со-
держат до 6 % Сг — в целях повышения сопротивления корро-
зии), до 0,5 % Мо и до 0,3 % V. Состав этих сталей обусловливает
некоторые особенности структурных превращений в ЗТВ при
сварке и некоторые особенности их термической обработки
(табл. 8.15).
183
Таблица 8.15
Режимы термической обработки сварных соединений
низколегированных теплоустойчивых сталей
Сталь Тип металла шва Толщина сварива- емого металла, мм Темпе- ратура подогре- ва, °C Термообработка Примечание
12МХ 15ХМ 09МХ ==310 11—25 >25 150 200 Отпуск при 680— 710 °C в течение 1 ч. Нормализация при 930—950 °C в тече- ние 0,25 ч Отпуск при 680— 710 °C в течение 1 ч Тоже, в течение 1,5 ч Отпуск локаль- ный или цели- ком изделия, нормализация всего изделия
12Х1МФ 15Х1М1Ф 09Х1МФ gglO 11—25 >25 150 200 250 Отпуск при 720— 740 “С в течение 3 ч То же, в течение 3—4 ч То же, в течение 4 ч Допускается общая норма- лизация с на- гревом до 980°С в течение 0,25—0,5 ч по- сле прогрева
15Х5М 10Х5МФ =$10 11—25 >25 200 250 300—350 Отпуск при 740— 760 °C в течение 3 ч То же, в течение 3—4 ч То же, в течение 5 ч Отпуск локаль- ный или цели- ком изделия
Особенности превращений в ЗТВ связаны с тем, что входящие
в сталь легирующие элементы повышают устойчивость образу-
ющегося при нагреве аустенита, приводя тем самым его к распаду
при охлаждении в области низких температур с образованием
дисперсных и частично неравновесных структур распада. В связи
с этим твердость металла в ЗТВ этих сталей заметно повышается
и может доходить до НВ 350. Поэтому отпуск сварных соединений
этих сталей, как правило, является операцией, необходимой не
только для снижения уровня сварочных напряжений, но и для
распада неравновесных структур, снижения твердости и повы-
шения ударной вязкости в целях снижения опасности хрупких
разрушений этих соединений.
Легирование рассматриваемых сталей хромом, молибденом
и ванадием приводит к образованию карбидов с повышенной устой-
чивостью к растворению, поэтому при кратковременном свароч-
ном нагреве эти карбиды растворяются в более нагретых областях
ЗТВ, чем карбиды большей части низколегированных строитель-
ных сталей, что делает участок с повышенной твердостью более
узким у низколегированных теплоустойчивых сталей по сравнению
с низколегированными строительными. Этот же эффект опреде-
ляется более высокими значениями критических температур у рас-
184
сматриваемых сталей. Повышение критической температуры Act
предопределяет более высокую температуру отпуска при терми-
ческой обработке низколегированных теплоустойчивых сталей
(730—740 °C), чем у углеродистых нелегированных и низколеги-
рованных сталей для строительных конструкций (550—650 °C).
Очень часто низколегированные теплоустойчивые стали при-
меняют в термически обработанном состоянии: после нормализа-
ции с высоким отпуском и, реже, после закалки с отпуском. В про-
цессе такой термической обработки перед сваркой в сталях со-
здается мелкозернистое строение с мелкими равномерно распре-
деленными частицами карбидов. Естественно, что сварка портит
структуру стали в ЗТВ: в областях, прилежащих к сплавлению,
растут зерна и появляются элементы неравновесных структур
в области, нагревавшейся выше 900 °C. В участках, нагрева-
вшихся до более низких температур (700—900 °C), происходят
укрупнение карбидных выделений и некоторое снижение проч-
ности.
В связи с этим полезно (там, где можно) восстанавливать свой-
ства сварных соединений путем нормализации с высоким отпу-
ском. Однако такая обработка может быть рациональной только
в том случае, если нагреву подвергается все изделие. При локаль-
ном нагреве нормализация может привести к ухудшению строе-
ния и свойств переходного участка между нагревавшейся областью
и оставшимся ненагретым металлом.
Низколегированные теплоустойчивые стали имеют еще неко-
торые особенности, которые сказываются на условиях проведе-
ния их термической обработки — это их пониженная тепло-
проводность, повышенная температура потери упругих свойств
(температура размягчения) и возможность снижения сопротивле-
ния деформации и разрушению границ зерен по сравнению с те-
лом зерна при температуре ~650 °C. Указанные обстоятельства
требуют ограничения скорости нагрева, особенно при локальной
термической обработке в интервале температур до достижения
сталью хотя бы ограниченной способности к пластической дефор-
мации (до 300 °C). Скорость охлаждения после высокого отпуска
в целях снижения уровня остаточных напряжений также следует
ограничивать по крайней мере до перехода металла в упругое
состояние по всему сечению (примерно до 300 °C). С другой сто-
роны, относительное ухудшение свойств на границах зерен при
650 °C требует, наоборот, быстрого прохождения этого интервала
при нагреве.
Значение термической обработки не ограничивается только
воздействием на строение и свойства ЗТВ сварных соединений
низколегированных теплоустойчивых сталей, она имеет значение
и для улучшения свойств металла шва при сварке таких сталей
электродами, дающими металл шва (типа 09МХ, 09Х1М, 09МХ,
09Х1МФ, 10Х1М1НФБ), по составу близкий к свариваемой
стали. На строение металла шва лучше всего влияет нормализа-
185
ция, обеспечивающая перекристаллизацию и измельчение зерна.
Высокий отпуск пригоден только для локального нагрева, так
как и в ЗТВ, и в металле шва приводит к распаду неравновесных
структур, снижению твердости и уровня остаточных напряжений,
повышению ударной вязкости.
Для сталей 12Х1МФ, 15Х1М1Ф, 15Х5М при толщине металла
более 20 мм нагрев до 400 °C ведут со скоростью до 300 °С/ч,
охлаждение после сварки до 300 °C — со скоростью до 300 °С/ч.
Термическая обработка должна производиться не более, чем 3 су-
ток после сварки сталей 12Х1М и 15Х1М1Ф всех толщин и не
более, чем 1 сутки после сварки стали 15Х5М всех толщин.
8.6. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ
ВЫСОКОЛЕГИРОВАННЫХ ХРОМИСТЫХ СТАЛЕЙ
Высоколегированные хромистые стали содержат от 11 до
28 % Сг. Термическая обработка сварных соединений этих ста-
лей определяется фазовым и структурным состоянием ЗТВ и
металла шва после сварки, которое зависит в основном от содер-
жания в стали хрома, углерода и никеля. Некоторое значение
может иметь дополнительное легирование стали небольшими ко-
личествами молибдена, вольфрама, ванадия, ниобия и других
элементов.
О процессах, которые могут протекать в высокохромистых
сталях при нагреве и охлаждении, и соответственно о фазовом и
структурном состоянии металла ЗТВ и шва можно судить по
диаграммам состояния сплавов (рис. 8.11 и 8.12). В безникелевых
высокохромистых сталях в условиях сварочного нагрева может
протекать а 7-превращение, поэтому структура может быть
частично или полностью мартенситной, так как при высоком
Рис. 8.12. Влииние содержания никеля
иа фазовое состояние сплавов железа с
углеродом, содержащих 18% Сг:
а — 2 % Ni; б — 4 % Ni
Рис. 8.11. Влияние содержания
хрома иа сужение у-области в спла-
вах железа с углеродом
186
содержании легирующих элементов в свариваемой стали или
в металле шва у-*- a-превращение при охлаждении, как правило,
происходит в области пониженных температур (ниже Л4Н) с обра-
зованием мартенсита (полностью или частично).
Сплавы, которые при нагреве не претерпевают а у-превра-
щения, остаются ферритными. Особенность однофазных ферритных
сталей — повышенная склонность к росту зерна. Даже наличие
небольшого количества карбидов практически не препятствует
росту зерна. Рост зерна, как правило, сопровождается ухудше-
нием свойств. Для сталей с полным или частичным а у-превра-
щением, у которых в металле шва или ЗТВ может быть значи-
тельное количество мартенсита, рациональной операцией терми-
ческой обработки является отпуск на температуру в пределах
стабильного существования a-фазы. Термическая обработка свар-
ных соединений ферритных сталей без а ч* у-превращения не
может улучшить их свойства. Наоборот, в результате возможного
роста зерна даже при высоком отпуске свойства могут ухудшаться.
При термической обработке сварных соединений высокохроми-
стых сталей необходимо считаться и с другими обстоятельствами.
Высокое содержание хрома и других легирующих элементов сни-
жает теплопроводность сталей, а это ведет к увеличению градиента
температуры по сечению, сопровождающемуся ростом временных
напряжений при нагреве и остаточных при охлаждении. Умень-
шение градиента температур по сечению может быть достигнуто
снижением скорости нагрева и охлаждения при термической
обработке. Однако ферритные и полуферритные хромистые стали
при медленном нагреве в интервале 470—500 ЬС могут охрупчи-
ваться. Поэтому в этом интервале температур нагрев и охлажде-
ние сталей, чувствительных к 475-градусной хрупкости, не
должны происходить с низкими скоростями.
При термической обработке сварных соединений высокохро-
мистых сталей необходимо также учитывать назначение и условия
работы конструкции. Для теплоустойчивых высокохромистых
сталей термическая обработка должна обеспечить требуемые от
конструкции жаропрочность и жаропластичность. Для этого
сварные соединения жаропрочных высокохромистых сталей чаще
всего подвергают отпуску при 720—770 °C.
Если конструкция из высокохромистых сталей работает в кор-
розионно-активных средах, то для предотвращения склонности
к межкристаллитной коррозии проводят стабилизирующий отжиг.
Однако стабилизирующий отжиг при 850—900 °C, обычный для
аустенитных сталей, может привести к ухудшению механических
свойств и стойкости к межкристаллитной коррозии высокохро-
мистых сталей в связи с активным выпадением при этой темпера-
туре избыточных фаз. Для высокохромистых сталей, работающих
в коррозионно-активных средах, применяют либо отпуск при
710—750 °C, либо гомогенизацию при нагреве в пределах 1000—
187
Таблица 8.16
Режимы термической обработки сварных соединений
высокохромистых сталей
Сталь Струк- тура Тип Металла шва Темпе- ратура подогре- ва, °C Термо- обработка HV, МПа, не более
20X13 15Х11МФ 18Х11МНФБ Мартен- сит 10X13 06X14 12X11МНФ 12Х11ВНМФ 300 Отпуск при 680—760 °C То же, при 740—770 °C То же 5000/2000 4000/2000 4500/2000
12X13 15Х12ВНМФ 14X17Н2 Мартен- сит+ +феррит 10X13, 06X14 Аустенит 12X17, 12X13 250—350 Отпуск при 700—750 °C или отжиг при 800 °C Отпуск при 700—750 °C То же 4000/1800 4500*/2000 4000/1800
08X13 08Х17ТТ 15Х25Т Феррит 12X13 12X17 Аустенит 200 —• 2000/— 2300/— 2500/—
08Х22Н6Т 08Х21Н6М2Т Фер- рит-]-ау- стенит Аустенит » 150 — 2500/— 2500/—
* Твердость ЗТВ.
Примечание. В числителе твердость до термической обработки,
в анаменателе — после термической обработки.
Таким образом, термическая обработка сварных соединений
высокохромистых сталей определяется многими факторами и,
прежде всего, структурами свариваемой стали и металла шва,
назначением и условиями работы конструкции (табл. 8.16).
9. УГЛЕРОДИСТЫЕ, НИЗК0-
И СРЕДНЕЛЕГИРОВАННЫЕ СТАЛИ
ДЛЯ СВАРНОГО ОБОРУДОВАНИЯ
И конструкций
Рассматриваемая группа конструкционных материалов яв-
ляется наиболее распространенной в современном машинострое-
нии. Важнейшими характеристиками сталей и сплавов являются
показатели механических, технологических и служебных свойств.
Разработка, производство и применение стального проката, со-
четающего высокий уровень свойств, позволяет решать такие
важнейшие народнохозяйственные задачи, как повышение надеж-
ности и долговечности трубопроводов и оборудования, снижение
материалоемкости и энергоемкости производства.
Успешное развитие нефтяной, газовой, нефтехимической, неф-
теперерабатывающей и энергетической отраслей промышленности
требует создания конструкционных материалов, обеспечивающих
высокую работоспособность в течение всего запланированного
ресурса их эксплуатации в условиях воздействия высоких давле-
ний, изменения температур в широком диапазоне, влияния кор-
розионно-активных сред. При длительной эксплуатации конструк-
ций в указанных условиях, как правило, снижаются служебные
свойства конструкционных материалов, вследствие протекания
Рис. 9.1. Классификация низкоуглеродистых, низко- и среднелегированных
сталей:
ГК — горячекатаные; ТЦО — в состоянии после термоциклической обработки; ТО —
ь состоянии после термообработки; КП — подвергнутые контролируемой прокатке;
Н — нормализованные; ТУ — термоупрочненные; МКИ — термообработанные с нагре-
вом в межкрнтнческнй интервал температур
189
в них процессов диффузии, насыщения водородом и другими
элементами.
Производители оборудования и эксплуатационники предъяв-
ляют к металлургам все более жесткие требования относительно
свойств конструкционных материалов. Отмеченное связано, во-
первых, с повышением технических параметров технологического
оборудования, диктуемым необходимостью увеличения произво-
дительности процессов, а во-вторых, с увеличением агрессив-
ности компонентов перерабатываемых сред. К средам, отрица-
тельно влияющим на конструкционные материалы, следует от-
нести сероводород в газонефтепереработке, морскую воду, воз-
действующую на морские нефтегазовые сооружения, водород
в реакторах для глубокого гидрокрекинга нефти и ожижения
углей.
На рис. 9.1 представлена классификация сталей, применяемых
для изготовления конструкций, эксплуатируемых при темпера-
туре от —70 до 560 °C. Благоприятный комплекс механических,
технологических и служебных свойств достигается выбором ра-
циональной системы легирования в сочетании с оптимальными
параметрами технологического передела. По диапазону темпе-
ратур эксплуатации эти стали можно разбить на три подгруппыз
стали общего назначения, хладостойкие и теплоустойчивые стали.
Низкоуглеродистые стали общего назначения (табл. 9.1) при-
меняют в сварных конструкциях, работающих при температуре
от —20 до 200 °C, а низколегированные — для сварных кон-
струкций, работающих при температуре от —70 до 450 °C
(табл. 9.2).
В сварных изделиях относительно редко, но, все же, приме-
няют стали с более высоким содержанием углерода — стали 25,
30, 35 и даже сталь 40, а также низколегированные стали 15Х,
15М, 15ХГ, 14ХГС, 20Х, 20ХГС, ЗОХГС и др.
».1. ТРЕБОВАНИЯ К СВОЙСТВАМ СВАРНЫХ СОЕДИНЕНИЙ
Свойства сварных соединений конструкций, как правило,
должны соответствовать свойствам основного металла. В ряде
случаев для отдельных типов конструкций устанавливаются
минимально допустимые показатели механических свойств, в пер-
вую очередь прочность, ударная вязкость и пластичность. Напри-
мер, в соответствии со СНИП 2.05.06—85 для магистральных тру-
бопроводов было установлено, что относительное удлинение ме-
талла труб на пятикратных образцах должно быть не менее 20 %
при ов < 588,4 МПа, 18 % при сгв < 637,4 МПа и 16 % при ов <
< 686,5 МПа [70]. Ударная вязкость образцов с надрезом Шарпи
(типы 11—13 по ГОСТ 9454—78) для основного металла труб со
стенками толщиной 6 мм и' более принимается в зависимости от
диаметра труб и рабочего давления (табл. 9.3).
190
Таблица 9.1
Состав и области применения некоторых низкоуглеродистых
и низколегированных сталей (ГОСТ 380—71, 1050—74, 19282—73)
Сталь G Массовая доля элемента, %
Мп S1 V Сг N1
ВСтЗсп 0,14—0,22 0,40-0,65 0,12—0.30 0,3 О.з
20 0,17—0,24 0,35-0,65 0,17—0,37 —. 0,25 0,25
20ЮЧ 0,16—0,24 0,50—1,0 0,15—0,37 —— — —
09Г2 <0,12 1.4—1,8 0,17—0,37 — 0,3 0,3
09Г2С <0,12 1,3—1,7 0,5—0,8 0,3 0,3
09ХГ2НАБ <0,12 1.3—1,7 0,5 —— 0,3—0,65 0,8—1,2
10Г2ФР <0,12 1,3—1,65 0,4—0,7 0,07—0,12 0,3 0,3
10Г2С1 <0,12 1,3—1,65 0,8—1,10 0,3 0,3
10ХСНД <0,12 0,5—0,8 0,8— 1,1 0,6—0,9 0,5—0,8
14Х2ГМР 0,1—0,16 0,9-1,2 0,17—0,37 — 1.3—1,7 0,3
15ХСНД 0,12—0,18 0,4—0,7 0,4—0,7 0,6—0,9 0,3—0,6
16ГС 0,12—0,18 0,9—1,20 0,4—0,7 0—3 0,3
16ГФР 0,14—0,18 1.0—1,4 0,3—0,5 0,08—0,12 0,3 0,3
16Г2АФ 0,14—0,2 1,3—1,7 0,3—0,6 0,08—1,14 0,4
16ГМЮЧ 0,12—0,18 0,9—1,3 0,17—0,37 — — —
Примечание. Стали 14Х2ГМР и 16ГМЮЧ легированы до 0,5 % Мо.
Таблица 9.2
Механические свойства низкоуглеродистых
и низколегированных сталей
Сталь Толщи- на про- . ката, мм Термо- обработка Механические свойства, не менее
МПа °в« МПа в, % КCU, МДж/мя, при темпера- туре, °C
—40 —60 —70
ВСтЗсп До 6 240 380—400 27 0,3
6—12 Нормали- зация 240 400 27 0,3 — —
20 До 10 — 240 400 27 0,3 — —
До 12 Нормали- зация 250 420 25 0,3 — —
20ЮЧ 30—40 240 440 23 0.4 — —
41—60 —• 230 420 22 0.4 —
Св. 60 230 410 20 0,4
09Г2 4—20 — 310 450 21 0,3 —.
4—10 Нормали- зация 310 450 21 0,4 0,3 —
4—20 310 450 20 0,4 —
09Г2С 4—10 — 350 500 21 0,4 — —
11—20 — 330 480 21 0,3 — —
191
Продолжение табл. 9.2
Сталь Толщи-* иа про- ката, мм Термо- обработка Механические свойства, не менее
МПа °в. МПа в. % KCV, МДж/м1, ври температу- ре. °C
—40 —60 —70
09Г2С 4—10 Нормали- зация 350 500 21 0.4 0,3 —
11—20 350 500 20 0.4 — —
09ХГ2НАБЧ 30—100 400 520 22 0,4 0,25 —
10Г2ФР 8—46 Термо- упрочнение 420 600 18 0.4 — 0,3
10Г2С1 4—10 — 380 520 21 0.4 — —
11—20 — 360 510 21 0,3 — —
4—10 Нормали- зация 380 520 21 0,5 0,3 —
4—20 360 510 21 0,4 — —
10ХСНД 4—10 — 400 540 19 0,5 —
11—15 — 400 540 19 0,4 — —
4—20 Нормали- зация 400 540 19 0,4 — —
* 4—20 Термо- упрочнение 400 550 20 0,5 0,3 —..
14Х2ГМР До 50 » 589 687 14 0,4 — —
15ХСНД 4—10 — 350 500 21 0,3 —
10—20 Нормали- зация с двойным отпуском 370 560 19 0,4 0,3
Ч6ГС^ 5—9 Нормали- зация 330 500 21 0,4 — —
10—20 320 490 21 0,3 —
60—160 280 460 21 0,3 — —
16ГФР До 14 Термо- упрочнение 481 687 16 .0,60 — -—
16Г2АФ 4—20 — 400 550 18 0,3 —
4—20 Нормали- зация 450 600 19 0,4 0,3 —
4—20 Термо- упрочнение 500 650 17 0,4 0,3 —
16ГМЮЧ * До 70 Нормали- зация 412 578 29 — 0,78 —
До 70 Термо- упрочнение 610 715 25 — 1,45 —
-------- <
* Механические свойства промышленной плавки стали.
192
Таблица 9.3
Таблица 9.4
Ударная вязкость и содержание
волокна в изломе металла труб
при минимальной температуре
эксплуатации трубопровода
« 3 Э * £ S 3 2 бочее вление, Па Удар- иая вяз- кость, МДж/м2 Количе- ство волокна в изломе образца, %
£ х с-. не менее
1000 До 5,5 0,29 50
1000 7,5 0,39 60
1000 10,5 0,58 60
1200 До 5,5 0,39 60
1200 7,5 0,58 70
1200 10,0 0,78 80
1400 7,5 0,78 80
1400 10,0 1,07 85
Примечание. Для тру-
бопроводов, транспортирующих
жидкие продукты, требования по
содержанию волокна в изломе не
устанавливаются.
Ударная вязкость основного
металла и сварных соединений
магистральных трубопроводов
Толщина Ударная вязкость, МДж/м2
стенки
трубы и 6 ,
соедини- о
тельной О«Н! о * 5 2 о а
детали, мм « ч 3 О SJ КО К Ч J-1 ф и ч g ес fts
Щ Ь- К «я
ОЖн О S О Е о о
6—10 0,29 0,29 0,24/0,24
11—15 0,39 0,29 0,29/0,29
16—25 0,49 0,29 0,39/0,29
26—30 0,58 0,39 0,39/0,39
31—45 — 0,49 0,39/0,39
1 Образцы типа 1 по
ГОСТ 9454—78.
2 Образцы типа 1 по
ГОСТ 6996—66.
Примечание. В числителе
приведены значения Л'С О для труб,
а в знаменателе — для деталей.
Ударную вязкость образцов с надрезом Менаже определяют
при температуре •—40 "С, для районов Крайнего Севера — при
—60 °C и принимают в зависимости от толщины стенки труб
(табл. 9.4), причем эти испытания в случае применения термо-
упрочненных сталей и сталей контролируемой прокатки не яв-
ляются обязательными.
Свойства сварных соединений газонефтехимического оборудо-
вания должны удовлетворять требованиям, приведенным
в табл. 9.5.
Работу удара КУ, необходимую для предотвращения рас-
пространения трещины, определяют по формуле [81 ]
КУ = О.ОООЗбогСБЯсьБ,
где о — максимальные напряжения в стенке газопроводной трубы
при эксплуатации и испытании газом; D — внешний диаметр
трубы.
В последние годы требования к механическим свойствам
сварных конструкций ответственного назначения существенно
увеличились и стали разнообразнее. Например, к материалу
сварных конструкций, эксплуатируемых в северных морях, предъ-
является требование к стойкости к образованию ламелярных тре-
щин, регламентируемой параметром ф.г 'У- 20 % (фт •— относи-
тельное сужение, определяемое при испытании на растяжение
образцов, вырезанных по толщине проката). Для резервуаров,-
7 Лившиц Л. С. и др. 193
Таблица 9.5
Требования к свойствам сварных соединений
газонефтехимического оборудования (ОСТ 26-291—79)
Сварные соединения сталей
иизколеги- хромистых, X 3
Механические рованных хромомоли- а
свойства § мартанцови- еденовых и ® £ а
стых и хромована- S-a. S
g 3 к рем ний-мар- диево-воль-
ганцовистых фрамовых КЗ
Минимальное значение ACL', МДж/м2, при темпера- туре, °C: —20 0,5 0,5 0,5 0,4 0,7
ниже —20 0,3 0,3 — 0,3 —
Угол загиба, градусы, не ме- нее, при толщине металла, мм: 20 100 80 50 80 100
более 20 100 60 40 60 100
НВ металла шва сварного со- — »— 2400 2200 2000
единения, МПа, не более
Примечания:!. Твердость НВ металла коррозионно-стойкого шва
сварных соединений сосудов и аппаратов из двухслойных сталей ие должна
превышать 2200 МПа.
2. При 20 °C ов снарных соединений должен быть ие ниже ов основного
металла по стандарту или техническим условиям для данной марки стали.
предназначенных для хранения сжиженных газов, японскими
стандартами предъявляется требование к уровню критического
раскрытия трещины 6С, которое при температуре испытания
—50 °C должно превышать 0,20 мм.
Для сварных соединений магистральных трубопроводов, транс-
портирующих сероводородсодержащий газ, в соответствии с NACE
Specification по методу NACE ТМ-01-77 предусматривается опре-
деление пороговых напряжений при длительности испытания
720 ч.
К материалам конструкций, эксплуатируемых в северных
морях, начиная с 1981 г. предъявляют требования по A'V при
—60 °C (металл ЗТВ сварных соединений), а также по 6С при
—10 °C (металл шва и металл ЗТВ сварных соединений).
9.2. НИЗКОУГЛЕРОДИСТЫЕ И НИЗКОЛЕГИРОВАННЫЕ
СТАЛИ
Стали типа 09Г2, 09Г2С имеют очень высокую критическую
скорость охлаждения, превышающую 100 °С/с, поэтому охлажде-
ние при сварке не вызывает образования в металле шва и в ЗТВ
полностью мартенситной структуры. Структура различных уча-
194
стков ЗТВ изменяется от крупнозернистой ферритно-перлитной,
часто видманштеттовою типа в околошовном участке, до мелко-
зернистой ферритно-перлитной в участке неполной перекристал-
лизации. Как правило, твердость металла шва и околошовного
участка ЗТВ не превышает 2000 МПа.
Выбор режимов и технологии сварки низколегированных
сталей необходимо осуществлять на основе анализа условий,
предотвращающих образование горячих и холодных трещин, опас-
ность появления которых возрастает с увеличением содержания
вредных примесей, углерода и легирующих элементов в составе
стали. Так, в сталях типа 10Г2С1, 15ХСНД, 14Х2ГМР, 14ХГС
с повышением содержания марганца, хрома и других легирующих
элементов при содержании 0,15 % Си более вследствие наличия
карбидов с более высокой устойчивостью (по сравнению с цементи-
том) начинает сказываться эффект образования негомогенного
аустенита при сварочном нагреве. С увеличением степени легиро-
ванности стали и повышением интенсивности охлаждения металла
при сварке в структуре металла ЗТВ возрастает содержание бей-
нитной или даже мартенситной составляющей. Отмеченное спо-
собствует повышению твердости металла в ЗТВ сварных соеди-
нений.
Образование закаленных участков в сочетании с наводоро-
живанием при сварке и высоким уровнем остаточных сварочных
напряжений может привести к образованию холодных трещин при
сварке сталей такого типа. Поскольку увеличение погонной
энергии может явиться причиной снижения сопротивления свар-
ных соединений хрупкому разрушению, общепринятая техноло-
гия основана на применении сварки с ограничением погонной
энергии. При толщине свариваемого проката более 50 мм эффек-
тивно применение автоматической сварки под флюсом либо в за-
щитном газе в узкий зазор. Повышение производительности
сварочного процесса при удовлетворении предъявляемым тре-
бованиям по механическим и служебным свойствам достигается
использованием технологии, основанной на регулировании тер-
мических циклов как при автоматической сварке под флюсом (при
толщине проката до 30 мм), так и при электрошлаковой сварке
(при толщине проката более 30 мм) [73].
, Особенностью термоупрочняемых сталей, номенклатура кото-
х рых в промышленности расширяется в связи со снижением ме-
таллоемкости конструкций, является их склонность к разупроч-
нению при сварке, уменьшающая конструктивную прочность
сварных соединений. Рациональными направлениями повышения
эффективности применения термоупрочненных сталей в сварных
конструкциях является введение в их состав элементов, сни-
жающих условную критическую скорость охлаждения, либо, если
речь идет о сварке сталей конкретных марок относительно про-
стых по химическому составу, применение технологии сварки
с регулированием термических циклов.
7* Х 195
Таблица 9.6
Сварочные материалы для сварки углеродистых сталей
Сталь Ручная дуговая сварка Автоматическая сварка под флюсом Минимальная температу- ра эксплуатации, °C
Тип электрода (по ГОСТ 9467—75) Марка электрода Сварочная проволока Флюс
ВСтЗкп, ВСтЗпс, ВСтЗсп, ВСтЗГпс, 10, 15 Э42 АНО-5 АНО-6М ОМА-2 Св-08 Св-08А АН-348А ОСЦ-45 —15
20, 15К, 16К, 18К, 20К, 20Л Э46 АНО-4, ОЗС-12, ОЗС-4. ОЗС-6, МР-3. АНО-13, АНО-18
ВСтЗпс и 20 К Э42А Э46А УОНИ-13 45 УОНИ-13/55К Св-08ГА Св-ЮГА АН-348А ОСЦ-45 —30 —40
20ЮЧ Э46 ВП-4 Св-ЮНЮ АН-22 —40
Сварочные материалы, рекомендуемые для применения при
сварке низкоуглеродистых сталей, приведены в табл. 9.6.
Сосуды, аппараты и их элементы из углеродистых и низколе-
гированных сталей, изготовленные с применением сварки, штам-
повки и вальцовки в соответствии с ОСТ 26-291—79, подлежат
обязательной термообработке — высокому отпуску в том случае,
если:
толщина стенки цилиндрической или конической части, днища,
фланца или патрубка сосуда в месте их сварного соединения более
36 мм для углеродистых сталей и более 30 мм для низколегирован-
ных марганцовистых сталей;
они предназначены для эксплуатации в средах, вызывающих
коррозионное растрескивание.
Сварные соединения из углеродистых, низколегированных '
марганцовистых, марганцево-кремнистых и хромомолибденовых
сталей, выполненные ЭШС, подлежат нормализации и высокому
отпуску. Термообработка после сварки обязательна и в некоторых
других случаях, предусмотренных ОСТ 26-291—79.
При соблюдении требований стандартов на подготовку кро-
мок, ограничение погонной энергии сварки и выполнение обяза-
тельных видов термической обработки сварные соединения, полу-
ченные с применением ручной дуговой, автоматической под
196
Таблица 9.7
Сварочные материалы для сварки низколегированных сталей
Сталь Ручная дуговая сварка Автоматическая сварка под флюсом Минимальная температура эксплуатации, °C
Тип электрода (по ГОСТ 9467—75) Марка электрода Сварочная проволока Флюс
16ГС, 17ГС, 17Г1С, 09Г2С Э50А У ОНИ-13/55 К-5А, АНО-11 Св-08ГА АН-348А АН-22 ОСЦ-45 —30 при любой толщине; —40 при толщине металла до 24 мм
09Г2С, 10Г2, 10Г2С1 Э50А У ОНИ-13/55 К-5А АНО-11 Св-08Г2 Св-08ГС АН-22 АН-348А ОСЦ-45 До —70 при лю- бой толщине и ус- ловии нормали- зации сварных соединений
флюсом и в среде защитных газов, характеризуются свойствами не
ниже указанных в табл. 9.5.
При ЭШС сталей ВСтЗсп, ВСтЗпс, 20, 15К, 16К применяют
сварочную проволоку Св-08ГА, а для сталей 18К, 20К, 22К,
20ЮЧ—проволоку Св-10НЮ, Св-10Г2, Св-08ГС в зависимости
от требований к ударной вязкости металла шва и температуры
эксплуатации конструкции. Используют сварочные флюсы АН-8
и АН-22.
Некоторые марки низколегированных сталей, используемых
в химическом и нефтяном машиностроении, и сварочные мате-
риалы, применяемые при их сварке, указаны в табл. 9.7 и 9.8.
Как правило, при соблюдении установленных требований
к режимам сварки и правильном выборе сварочных материалов
и режимов обязательной термообработки сварные соединения
горячекатаных и нормализованных сталей соответствуют требо-
ваниям, предъявляемым к свойствам сварных соединений.
Затруднения возникают при сварке термоупрочненных сталей
в связи с их склонностью к разупрочнению при сварке. Отмечен-
ное иллюстрируется данными испытаний сварных соединений
кольцевых стыков труб размером 0 1420x14 мм из термоупроч-
ненной стали 16ГФЦ_с стЕ — 687 МПа, сгт = 549 МПа. Автомати-
ческая дуговая сварка осуществлялась по общепринятой техноло-
гии (вариант А) и с РТЦ (вариант £) с применением сварочной
проволоки ЗСв-08ХМ и флюса АН-47.
197
Таблица 9.8
Сварочные материалы, применяемые при АДС с РТЦ
Сталь Сварочная проволока (ГОСТ 2246—70) Флюс (ГОСТ 9087—81) Допустимая температура вксплуатации *» *, СС
СтЗ, 20К Св-08. Св-08А; Св-08ГА, Св-ЮГА АН-348 До —20
16ГС, 09Г20 * Св-08ГА АН-348А До —40
10Г2С1 * Св-ЮГА АН-22 До -40
09Г2С • АН-22, АН-348А До —40 в со- четании с про- волокой ЮНМА, 10НЮ, 08МХ
Св-ЮНЮ ** АН 22, АН-348А До -70
16ГМЮЧ * Св-08ГА Св-ЮГА АН-348А, -40-5-475
Св-ЮНМА АН-348А -404-520
* При использовании в качестве основного слоя биметалла,
** По ТУ 14-1-2219—77.
*** При толщине стенки до 36 мм допускается эксплуатация при темпера-
туре —20 °C и выше без последующего отпуска.
В варианте А структура металла шва ферритно-перлитная,
карбидная фаза ориентирована по границам кристаллов феррита.
На участке сплавления структура мелкодисперсная с содержа-
нием ~10 % структурно-свободного феррита, ~Т5 % перлита
и 75 % бейнита. В участке неполной перекристаллизации струк-
тура ферритно-перлитно-бейнитная с содержанием до 50 % бей-
нита. Содержание структурно-свободного феррита здесь дости- 1
гает 20 %, что предопределяет’ пониженную (на 32 %)твердость
металла данного участка по сравнению с основным металлом.
В варианте Б в металле шва предотвращается выделение
структурно-свободного феррита, в околошовном участке обра-
зуется полностью бейнитная структура. В участке неполной I
перекристаллизации содержание структурно-свободного феррита
не превышает 10 %, а твердость металла приближается к твер-
дости основного металла.
Таким образом, переход от варианта сварки А к варианту Б
позволяет снизить разупрочнение стали с 32 до 8 %, а ширину
разупрочненного участка сократить от 10 до 3 мм, при этом проч-
ность сварных соединений при испытании на одноосное растяже-
ние возрастает с 557 МПа, что составляет 84 % прочности основ-
ного металла, до уровня прочности основного металла (700 МПа).
Ударная вязкость металла шва и ЗТВ сварных соединений пре-
вышает регламентируемые требования для сварных соединений
груб диаметром 1420 мм.
198
Применение технологии, основанной на регулировании тер-
мических циклов посредством сопутствующего охлаждения, позво-
ляет осуществлять автоматическую дуговую сварку под флюсом
на форсированных режимах, т. е, при более высокой погонной
энергии по сравнению с условиями сварки без РТЦ. При этом
сокращается число проходов, повышается производительность
сварочного процесса, снижаются энергоемкость производства и
дефектность сварных соединений.
Технология АДС с РТЦ применяется в условиях производства
нефтегазохимического оборудования с толщиной стенки 30—50 мм
и при сварке основного слоя из двухслойных сталей с такой же
толщиной стенки.
При АДС с РТЦ в три прохода стали 16ГМЮЧ толщиной
36 мм использовали сварочный флюс АН-348А, причем при выпол-
нении первого и третьего проходов применяли сварочную прово-
локу БСв-ЮНМЛ, а второго прохода—5Св-08ГА. Площадь
охлаждаемой поверхности составляла 255 см2, расход охлаждаю-
щей воды 0,2 кг/с при давлении воздуха 0,4 МПа. Скорость охла-
ждения к-'воо-Боо в ЗТВ поддерживалась в диапазоне 22—24 °С/с
в среднем по толщине проката сечении. Затем был выполнен
отпуск при 650—680 °C в течение 2 ч. Как показали металло-
графические исследования, для металла шва и околошовного
участка ЗТВ характерна бейнитная структура с отдельными фер-
ритными выделениями. Основной металл характеризуется фер-
ритно-перлитной структурой с равным содержанием составляю-
щих. Твердость металла шва, выполненного сварочной проволо-
кой 5Св-10НМА, составляет 2100—2200 МПа и снижается при
переходе от металла шва к основному металлу до 1750 МПа. Раз-
упрочнение отсутствует. Значения KCU при температуре —40 СС
составляют: для металла шва 0,73-—0,87, околошовного участка
0,6—1,7 и для основного металла 0,74-—0,90 МДж/мг.
В работе [73] показано, что перспективным методом упроч-
нения технологического оборудования, повышения его служебных
свойств непосредственно на машиностроительном предприятии
является применение технологии, предусматривающей следующую
последовательность операций: закалка — сварка — отпуск. При-
чем для сохранения повышенного комплекса механических свойств
сварных соединений сварка должна осуществляться с РТЦ.
Например, при изготовлении циклонных пылеуловителей из
стали 09Г2С толщиной 32 мм корневой подварочный шов кольце-
вых стыков выполняют с внутренней стороны корпуса с примене-
нием АДС на «подушке» из рубленой проволоки 0 2 мм высотой
2 ± 0,5 мм, изготовленной из сварочной проволоки 2Св-08ГА.
Автоматическая дуговая сварка второго и последующего слоев
(всего пять проходов, включая подварочный шов) выполнена с на-
ружной стороны корпуса аппарата с РТЦ. Площадь охлаждаемой
поверхности соответствовала 112 см2. Скорость охлаждения в ин-
тервале 600—500 °C металла околошовного участка ЗТВ соот-
199
9.3. Микроструктуры металла околошовного участка ЗТВ сварных соедн-
1ИЙ, полученных по общепринятой технологии ЭШС, следующих сталей:
а ~~ 09Г2С, тц = 28 с, Х500; б 10Г2ФР, гп = 40 с, Х100
С этих сталей возможна по общепринятой технологии без
юкотемпературной обработки сварных соединений.
к третьей группе относятся стали, комплексно легированные
[ Cr, Ni, Мо, V, у которых значения тп существенно выше
600. ЭШС по общепринятой технологии сталей данной группы
значительных толщин проката возможна по общепринятой
(ологии без высокотемпературной обработки сварных соеди-
|1Й.
уравнивая микроструктуры металла . околошовного участка
jjf электрошлаковых сварных соединений сталей (рис. 9.3),
’но видеть, что с увеличением тп в структуре ограничивается
'^ржание перлита и феррита, характеризующихся пониженной
(«гоемкостью разрушения, и увеличивается содержание бей-
[t.
Характеристики структуры и механических свойств металла
'дошовного участка ЗТВ сварных соединений углеродистых
Таблица 9.10
Характеристики металла околошовного участка ЗТВ
электрошлаковых сварных соединений углеродистых сталей
1— Толщина Услов- ный диа- метр Ширина Содержание, % КСШ КСТ*
проката зерна феррита
аусте- вязкой
ннта феррита состав- МДж/м*
мм в изломе
/ if 85 0.24 0,013 30—40 30 0,44 0,11
90 0,19 0,018 40—50 10 0,51 0,07
100 0,22 0,02 40—50 25 0,75 0,08
100 — — — 25 0,64 0,09
/Бри —20 °C.
Таблица 9.11
Механические свойства сварных соединений
промышленных образцов, выполняемых ЭШС с РТЦ
Сталь Толщина проката, мм ов, МПа, не менее t, °C KCV, МДж/м2
шва околошов- ного участка основного металла
20К 80 490 —20 0,50+0,24 0,72±0,18
100 490 —20 0,73±0,08 1,05±0,20 0,69^=0,11
20ЮЧ 85 530 —20 0,74±0,11 0,67=0,14 0,75=1=0,10
100 520 —20 0,61=1=0,18 0,88±0,37 0,91±0,14
16ГС 60 510 —30 0,60±0,22 0,70±0,38 0,81=1=0,15
100 510 —30 0,63=1=0,17 0,65±0,20 .—
19Г2С 60 520 —60 0,66±0,31 0,76=ь0,31 0,58±0,14
100 510 —60 0,60±0,22 0,70±0,38 0,81=1=0,15
[6ГМЮЧ * 50 530 —40 0,45±0,19 1,18=1=0,24 0,59±0,08
* Для опытного образца.
сталей ЭШС с РТЦ и последующим отпуском при 650 °C приве-
дены в табл. 9.10.
При электрошлаковой сварке сталей 16ГС и 09Г2С рекомен-
дуется применять сварочные проволоки Св-10Г2, Св-08Г2,
Св-08Г2С, Св-08ГСМТ, Св-10НЮ в сочетании со сварочными
флюсами АН-8 или АН-22. При этом обязательно проведение
термообработки, как и для углеродистых сталей. Как показано
в работе [73], регулирование термических циклов при электро-
шлаковой сварке позволяет обеспечить повышенный уровень ме-
ханических свойств сварных соединений в состоянии после сварки
и отпуска без выполнения высокотемпературной термообработки
(табл. 9.11). Сварочные материалы, применяемые при ЭШС с РТЦ,
приведены в табл. 2.5.
При переходе от общепринятой технологии ЭШС к ЭШС с РТЦ
повышаются коррозионная стойкость и механическая прочность
сварных соединений. Например, сварные соединения стали
16ГМЮЧ (сварка с РТЦ и последующим отпуском, имеется под-
варочный шов) в сероводородсодержащих средах по коррозионной
стойкости превосходят основной металл. Пороговые напряжения
составляют 132 МПа, что примерно на 20 % выше соответствую-
щих напряжений основного металла. Благоприятным фактором
с точки зрения повышения коррозионной стойкости электрошла-
ковых сварных соединений является формирование структуры
бейнитного типа в металле шва и околошовного участка ЗТВ.
Увеличение интенсивности охлаждения при ЭШС с РТЦ пред-
отвращает образование структурно-свободного феррита при у -►
a-превращении, препятствует протеканию коррозионных про-
цессов, а уменьшение размеров карбидных частиц, играющих роль
коллекторов водорода, тормозит катодную реакцию.
203
9.3. ТЕПЛОУСТОЙЧИВЫЕ СТАЛИ
Совершенствование сварочного технологического оборудования
в направлении повышения производительности требует про-
ектирования установок со все более возрастающей единичной
мощностью и, как следствие, сопровождается увеличением га-
баритных размеров, толщин стенок. Другой причиной увеличения
габаритных размеров и массы оборудования является переход
к принципиально новым технологическим процессам подготовки
нефти, газа, методам глубокой очистки и переработки сырья,
ожижения и газификации углей, производство оборудования для
атомной промышленности.
Температурные режимы эксплуатации конструкций обусло-
вливают необходимость применения при их изготовлении тол-
столистового проката теплоустойчивых сталей. Масса таких кон-
струкций достигает 300—800 т при толщине стенки корпуса 200—
400 мм.
Низко- и среднелегированные, хромомолибденовые и хромо-
молибденованадиевые стали способны сохранять повышенные ме-
ханические свойства при температуре до 570 °C. Теплоустойчивость
этих сталей обусловлена легированием хромом и молибденом
в количествах выше критического отношения Ме/С. Это при-
водит к тому, что значительная доля легирующих элементов на-
ходится в твердом растворе. При этом он упрочняется и затруд-
няются процессы диффузии и самодиффузии химических элемен-
тов при повышенных температурах. С другой стороны, при леги-
ровании хромом, а особенно молибденом и ванадием, образуются
специальные карбиды этих элементов или комплексные карбиды
на основе этих элементов. Такие карбиды имеют повышенную
устойчивость к коагуляции при нагреве. Этот фактор также
положительно влияет’ на сохранение свойств низкоуглеродистых
хромомолибденовых и хромомолибдеиованадиевых сталей при
повышенных рабочих температурах.
ИЭС им. Е. О. Патона совместно с ВНИИнефтемаш и НПО
Волгограднефтемаш разработана теплоустойчивая сталь улуч-
шенной свариваемости марки 10Х2ГНМ 11]. С увеличением
отношения Ме/С выше критического повышается прочность стали
при повышенных температурах. Особенно это заметно по показа-
телям кратковременных испытаний. Для длительных испытаний
помимо отношения Ме/С имеет значение роль каждого легирующего
элемента. На прочность стали сильнее влияет ванадий (на твер-
дый раствор и карбиды), чем хром и молибден. Низкое содер-
жание углерода — благоприятный фактор с точки зрения свари-
ваемости теплоустойчивых сталей. В то же время при быстро-
протекающем сварочном нагреве образующийся аустенит будет
негомогенным по содержанию углерода, но не будет иметь рез-
кой неоднородности по содержанию легирующих элементов,
хотя в местах, где до нагрева были карбиды, содержание леги-
204
Рис. 9.4. Влияние парциального
давления водорода на температу-
ры эксплуатации сталей следую-
щих типов:
/ _ 7Сг—0,5Мо нлн 6Сг~0,5Мо; 2 —
5Сг—0,5Мо или ЗСг—0,5Мо; 3 —
2,25Сг—JMo или 2Сг—0,5Мо; 4—
1,25Сг—О.оМо; 5 — 1Сг — 0,5Мо; 6 —•
0,5Мо; 7 — 1,25Сг—0,5Мо или 1Сг—♦
0.5Мо: 8 — углеродистая сталь; 9 —
углеродистая сталь после гибки или ее
сварное соединение (----— — обез-
углероживание) (По данным Г. Нель-
сона)
рующих элементов может быть несколько выше, чем в бывших
ферритных участках. В связи с этим образующийся при сварке
в ЗТВ легированный аустенит имеет повышенную устойчивость
даже в зонах, обедненных углеродом, и при охлаждении после
сварки может претерпевать превращение при пониженных тем-
пературах, образуя либо полностью бейнитную, либо ферритно-
бейнитную структуру. Данное обстоятельство, а также то, что
в сталях содержится небольшое количество углерода, определяют
свойства получаемых сварных соединений. Как правило, в ЗТВ
низкоуглеродистых теплоустойчивых сталей сохраняются высо-
кая ударная вязкость и относительно невысокая твердость,
уровень которых зависит от степени легирования.
Наряду с традиционными проблемами повышения производи-
тельности, сокращения длительности технологического цикла,
снижения энергоемкости производства при изготовлении обору-
дования особую актуальность приобретают вопросы защиты ме-
талла и сварных соединений от неблагоприятного воздействия
агрессивных компонентов перерабатываемых сред и, прежде
всего, водорода и сероводорода. При высоких температурах в среде
водорода в конструкционных сталях проявляется особый вид
разрушения — водородная коррозия. Данные Нельсона, полу-
ченные на основе анализа условий эксплуатации большого числа
сварочного оборудования из сталей различных систем легирования,
позволяют выбрать в зависимости от рабочих параметров (тем-
пературы и парциального давления водорода) благоприятную
систему легирования стали (рис. 9.4). Как видно, положительное
влияние с точки зрения сопротивления металла водородной кор-
розии оказывают такие элементы, как хром и молибден.
Важным показателем качества толстолистового проката тепло-
устойчивых сталей является однородность состава и структуры.
Анализ состава промышленной плавки стали типа 2,25Сг—0,5Мо *
* Результаты исследований стали типа 2,25 Сг — 0,5 Мо получены совместно
с О. И. Стекловым, Л. А. Ефименко, О. А. Пушкиной, Н. И. Афониной, Е. К. Ма-
ляревской, И. А. Хасаншиным, Н. Г. Дарьявашем.
205
в листовом прокате толщиной 140 и 200 мм (табл. 9.12) свидетель-
ствует о повышенной концентрации легирующих и примесных
элементов, особенно серы, в средней по толщине плоскости про-
ката.
Значения факторов теплового охрупчивания, определенные
по формулам (7.12) и (7.13), составляют X = 28,5ррти I = 400 %.
Наряду с ограничением содержания вредных примесей в це-
лях повышения сопротивления отпускной хрупкости следует
обеспечить определенный фазовый состав структуры стали. Пола-
гают, что наиболее благоприятные свойства достигаются при
содержании в структуре металла не менее 60 % бейнита.
В нормализованном состоянии (температура нагрева 920 °C,
скорость охлаждения 0,09 °С/с) структура стали ферритно-бей-
Таблица 9.12
Содержание химических элементов и газов в стали типа 2,25Сг— 0,5Мо
Толщина проката, мм Точка кон- троля Массовая доля элемента, %
Мп Ni Cr Мо Al
С S1
200 в с н 0,093 0,10 0,097 0,27 0,28 0,27 1,07 1,11 1,08 0,53 0,54 0,54 2,17 2,19 2,18 0,48 0,50 0,49 0,039 0,039 0,040
140 в с н 0,092 0,094 0,093 0,28 0,29 0,28 1,06 1,08 1,07 0,53 0.54 0,53 2,08 2,12 2,12 0,48 0,49 0,48 0,042 0,043 0,047
Толщина проката, мм Точка контроля Массовая доля элемента, % Содержание газа
Р S Sn Sb Pb IO], % [N], % [Hl, cm’/ 100 F
200 в с н 0,021 0,024 0,021 0,024 0,032 0,022 0,003 0,006 0,006 0,003 0,003 0,003 0,00015 0,00015 0,00015 0,00693 0,00577 0,00585 0,00698 0,00651 0,00647 3,76 3,76 3,76
140 в с н 0,019 0,020 0,020 0,022 0,033 0,024 0,006 0,005 0,005 0,002 0,001 0,001 0,00015 0,00015 0.00015 0,00522 0,00435 0,00636 0,00627 3,76 4,59 3,76
Примечания: 1. В, Н,С — исследованные объемы металла соответ-
ственно под верхней и нижней поверхностями и в срединном сечении.
2. Содержание Sn, Sb определяли рентгенофлюоресцентным анализом с по-
мощью спектрометра ARL-72000, содержание РЬ — с помощью спектрографа
ДРС-13, содержание других элементов — с помощью многоканального спектро-
метра IY-32 фирмы Jobin Ivon (Франция).
3. Содержание газов определяли с помощью газоанализатора фирмы Leco
(ФРГ) с использованием установок РН2 (для водорода) и Т-136 (для азота и
кислорода).
206
Рис, 9.5. Зависимость твердости стали типа 2,25 Сг—0,5 Мо от параметров
нагрева (И. С — исходное состояние):
а — температуры (цифры у кривых — степень снижения твердости металла, %): б —
длительности выдержки: 1 — 650 °C; 2 — 680 °C; 3 — 720 СС; 4 — 780 СС: 5 — 840 °C
нитная с примерно равным содержанием структурных составляю-
щих в прокате толщиной 140 мм и с содержанием феррита около
40 % в прокате толщиной 200 мм. Твердость металла 2050 МПа.
Микротвердость ферритных зерен 1430—1600 МПа, а кристаллов
бейнитного феррита 2650—2690 МПа.
В закаленном состоянии (температура нагрева 950 °C, скорость
охлаждения 0,9 °С/'с) структура мелкодисперсная ферритно-бей-
нитно-мартенситная с содержанием структурно-свободного фер-
рита и мартенсита не более 10 %. Твердость 2950—3000 МПа.
В структуре нормализованной стали присутствуют карбиды
типа MegC и Ме23С0, причем они концентрируются в бейнитной
фазе. В структуре закаленной стали дисперсность и однород-
ность распределения карбидов выше, чем в структуре нормализо-
ванной стали.
На рис. 9.5 сопоставлены кривые изменения твердости основ-
ного металла в двух исходных: закаленном А и нормализованном
Б —состояниях и металла околошовного В-участка ЗТВ элек-
трошлаковых сварных соединений. При нормализации образцы
нагревали до 930—950 °C и выдерживали в течение 3,5 ч, затем
охлаждали со скоростью 0,09 °С/с. При закалке нагрев и вы-
держку вели по режимам, аналогичным режимам нормализации,
охлаждали образцы со скоростью 0,9 °С/с. При отпуске скорость
207
охлаждения металла принималась равной 0,25 °С/с. Интенсив-
ность охлаждения при различных видах термообработки уста-
навливалась на основе анализа термических циклов, соответ-
ствующих принятому виду термообработки листового проката
толщиной 200 мм (для срединного по толщине сечения).
Данные, представленные на рис. 9.5, позволяют сделать
следующие выводы о влиянии температуры нагрева на твердость
металла. С увеличением температуры нагрева от 300 до 440 °C
твердость металла снижается незначительно. При увеличении
температуры нагрева от 440 до 540 °C, в котором эксплуатируются
конструкции данного типа, твердость металла снижается более
интенсивно. Особенно это характерно для стали в исходном за-
каленном состоянии. В интервале 540—650 °C, в котором, как
правило, осуществляют отпуск сварных соединений при изго-
товлении конструкции, твердость снижается наиболее интен-
сивно.
При температурах нагрева от 650 °C до Асг твердость ста-
билизируется на минимальном уровне. Дальнейшее увеличение
температуры нагрева в интервале Асу—Ас3 сопровождается воз-
растанием твердости.
Длительность выдержки влияет на твердость неоднозначно —
в зависимости от температуры нагрева (см. рис. 9.5, б). Для
образцов, нагретых до температур ниже критической точки Ас},
характерно снижение твердости, причем наиболее интенсивно
в первые 6 ч выдержки. Для образцов, нагретых в межкритиче-
ский интервал температур, увеличение длительности выдержки
приводит либо к повышению твердости металла в первые 2 ч,
а затем к ее стабилизации (Zn;ax = 780 °C), либо к снижению
в первые 6 ч выдержки, а затем к повышению (/тах = 840 °C).
Характерно, что при совпадающих режимах термообработки
твердость предварительно закаленной стали оказывается выше,
чем твердость нормализованной стали, что является следствием
рассмотренной ранее различной сопротивляемости отпуску от-
дельных структурных составляющих.
Отмеченные особенности изменения твердости металла с уве-
личением температуры нагрева и длительности выдержки пред-
определяются процессами, протекающими в стали при нагреве.
В интервале 440—600 °C понижение твердости связано с укруп-
нением цементитных выделений в структуре предварительно
нормализованной стали и дифференциацией ферритно-карбидной
смеси в структуре предварительно закаленной стали. В интер-
вале 600—680 °C по мере увеличения длительности выдержки раз-
ница твердости сталей в двух исходных состояниях постепенно
уменьшается в результате интенсивного разупрочнения зака-
ленной стали вследствие интенсификации процессов коагуляции
карбидов.
Уровень твердости металла, нагретого в межкритический
интервал температур, неоднороден. Структура стали, нагретой
208
в межкритический интервал температур мелкодисперсна и пред-
ставляет собой смесь бейнита,, исходного и эпитаксиального
феррита, мартенсита, причем структура предварительно закален-
ной стали более однородна.
Повышение твердости металла при увеличении температуры
выше Ас! связано с образованием высокоуглеродистого аустенита,
который при последующем охлаждении превращается в иголь-
чатый мартенсит. С увеличением длительности выдержки при
температурах, несколько превышающих температуру Ас1г объем
образовавшегося аустенита возрастает, чем и объясняется не-
которое повышение твердости металла.
В структуре металла, нагретого несколько ниже темпера-
туры Асэ, содержание аустенита значительно больше, и он более
однороден по составу. Поэтому твердость металла, нагретого
до 840 °C, после охлаждения без выдержки несколько ниже, чем
при /шах — 780 °C. С увеличением выдержки до 6 ч при t„„ =
= 840 °C возрастает степень гомогенизации аустенита по содержа-
нию углерода, а при дальнейшей выдержке — и по распределению
легирующих элементов (Сг и Мо), с чем связано наблюдаемое воз-
растание твердости металла.
Анализ полученных данных по однородности и дисперсности,
фазовому составу структуры, твердости и прочности металла
позволяет отдать предпочтение технологической схеме изготовле-
ния оборудования из теплоустойчивой стали, включающей за-
калку с последующим отпуском при 600—650 °C. При этом сталь
характеризуется преимущественно структурой отпущенного бей-
нита с достаточно высоким уровнем ударной вязкости (более
0,43 МДж/м2).
Ручная дуговая сварка сталей типа 12ХМ и 15ХМ выполняется
электродами типа Э-09Х1М и Э-09Х1МФ. Последний тип при-
меняют и при сварке стали 12Х1МФ, а при сварке стали 10Х2МА
используют электроды типа Э-05Х2М. В работе [62] при ручной
дуговой сварке сталей типа 15ХМ. и 20ХМ, предназначенных для
эксплуатации при температурах до 520 °C, рекомендуют приме-
нять электроды марки ЦУ-2ХМ.
Исправление дефектов в литых корпусных деталях из сталей
20ХМЛ, 20ХМФЛ, 15Х1М1ФЛ и 12МХЛ, работающих при тем-
пературах до 565 °C, осуществляют электродами ТМЛ-4В (тип
Э-09ХМ). Если элементы конструкций из сталей 15X5, 12Х5МА
и 15Х5МФА работают в агрессивных средах при температурах до
450 °C, то рекомендуется использовать электроды ЦЛ-17 (тип
Э-10Х5МФ). При толщине проката более 12 мм сварку осуще-
ствляют с подогревом до 150—200 °C. Электроды ТМЛ-IV (тип
Э-09ХМ) применяют при сварке стыков трубопроводов из сталей
12МХ, 15МХ, 12Х1МФ, 15Х1М1Ф и 20ХМФЛ, работающих при
температурах до 540 °C. Если температура эксплуатации элемен-
тов конструкций достигает 570 °C, то используют электроды
ТМЛ-ЗУ (тип Э-09Х1МФ) и ЦЛ-20-67, сварку осуществляют
?ис. 9.6. Анизотермические диа-
раммы распада аустенита б сталях
15Х2МФА (с) и 15Х2НМФА (б)
с предварительным подогревом до
200—350 °C с целью предотвра-
щения образования холодных тре-
щин.
Автоматическую сварку под
флюсом стали типа 12МХ осуще-
ствляют с использованием флюса
АН-22 сварочной проволокой
Св-08МХ. Для стали 12ХМ ре-
комендуется использовать флюс
АН-348 в сочетании со сварочной
проволокой Св-08ХМ, Св-04Х2М
или Св-10Х2М, для стали 20Х2МА
— флюс АН-22 и сварочную про-
волоку Св-04Х2МА.
При электрошлаковой сварке
сталей 12МХ и 12ХМ приме-
няются соответственно следую-
щие сварочные материалы: флюс
АН-8 и сварочную проволоку
Св-10ХГ2СМА, флюс АН-22 и
проволоку Св-08ХМ или
Св-10Х2М.
Корпуса реакторов и других крупногабаритных деталей АЭС
изготовляют из сталей 10ГН2МФА, 15Х2МФА и 15Х2НМФА.
Кинетику превращения аустенита в сталях 15Х2МФА и
15Х2НМФА исследовали на быстродействующем дилатометре
(рис. 9.6) 1671. Максимальная температура нагрева 1360 °C,
скорость охлаждения в интервале 800—500 СС изменяли от 3 до
260 'С/с. При скорости охлаждения 3,7—60 °С/с для стали
15Х2МФА и 3,3—28 °С/с для стали 15Х2НМФА в металле около-
шовного участка ЗТВ формировалась бейнитно-мартенситная
структура. При увеличении скорости охлаждения содержание
мартенсита в структуре возрастало. Критическая скорость охла-
ждения, выше которой в околошовном участке ЗТВ аустенит рас-
падается с образованием только мартенситной структуры 67 и
30 сС/с соответственно .для сталей 15Х2МФА и 15Х2НМФА.
Твердость бейнитно-мартенситной структуры соответственно
3700--4150 и 3100—4000 МПа.
В качестве сварочных материалов применяют’
для стали 10ГН2МФА при АДС — сварочную проволоку
Св-10ГН1МА, флюс ФЦ-16, послесварочная термообработка —
отпуск при 625 °C в течение 15 ч, отпуск при 650 °C в течение
30—36 ч; при ЭШС — проволоку Св-ЮГН2МФА, флюс ОФ6,
послесварочная термообработка — нормализация от 920 °C, от-
пуск при 650 °C в течение 10 ч;
для стали 15Х2МФА при АДС — сварочную проволоку
Св-ЮХМФТ, флюс АН-42;
210
для стали 15Х2НМФА при АДС — сварочную проволоку
I Св-08ХГНМТА, флюс 48НФ-18М либо сварочную проволоку
Св-ЮХГНМА-А, флюс ФЦ-16, либо сварочную проволоку
Св-12Х2Н2МА-А, флюс ФЦ-16, послесварочная термообработка —
отпуск при 620 °C в течение 25 ч и отпуск при 650 °C в течение
20 ч; при ЭШС — сварочную проволоку Св-16Х2НМФТА, флюс
ОФ-6, послесварочная термообработка — нормализация от 920 °C,
отпуск при 650 °C в течение 10 ч.
В соответствии с ОСТ 26-291—79 минимальная температура
эксплуатации сварочного оборудования из теплоустойчивых сталей
не должна быть ниже 0 °C, а после ЭШС обязательной термической
обработкой является нормализация с высоким отпуском. В работе
[731 показано, что в случае ЭШС с РТЦ высокий комплекс свойств
сварных соединений стали 12ХМ обеспечивается отпуском при
670 °C. При этом по уровню критического коэффициента интен-
сивности напряжений сварные соединения не уступают норма-
лизованным.
Для определения степени однородности распределения основ-
ных легирующих элементов был выполнен рентгеноспектраль-
ный анализ электрошлаковых сварных соединений стали 12ХМ
на приборах Сатеса и Camebax при различной степени фокуси-
ровки электронного пучка. При увеличении диаметра электронного
пучка от 2,5 до 20 мкм данные о содержании элементов изме-
няются незначительно. Результаты определения содержания основ-
ных легирующих элементов в различных участках сварного соеди-
нения, приведенные на рис. 9.7, свидетельствуют об однородности
их распределения при двух вариантах ЭШС: по общепринятой
технологии (а) и с РТЦ (б).
В связи с расширением применения теплоустойчивых сталей
для производства реакторного оборудования в нефтеперерабаты-
вающей и энергетической отраслях исследованы различные ва-
рианты сварки сталей типа 2,25Сг—0,5Мо толщиной до 200 мм.
При сварке листового проката стали типа 2,25Сг—0,5Мо тол-
щиной 140 мм применен электрошлаковый процесс в однопроход-
ном варианте с двумя электродными проволоками на переменном
токе. Использовали сварочную проволоку 4Св-04Х2МА и флюс
АН-8, скорость сварки 1,25 м/ч. Сварочный зазор составил 40 мм.
По данным термометрирования в точке ЗТВ с twzx = 1200 °C
параметры термических циклов были следующими: ф' = 90 с,
ф" = 500 с, 10800-500 = 1,1 °с/с.
При сварке листового проката той же марки стали толщиной
200 мм была применена комбинированная технология. Подвароч-
ные швы (28 проходов) выполнены с применением АДС, затем была
осуществлена двухпроходная электрошлаковая сварка с целью
уменьшения степени перегрева металла, повышения скорости
сварки в каждом проходе и осуществления термообработки ме-
талла шва первого прохода в результате влияния теплового поля
шлакометаллической ванны второго прохода.
211
шов I зтв
a)
3TB I UloB
I)
Рис. 9.7. Распределение химических элементов в сварных соединениях стали
12ХМ (толщина проката 70 мм):
а — ЭШС по общепринятой технологии; б — ЭШС о РТЦ
Конструктивные элементы подготовки кромок (см. рис. 2.5)
и режимы сварки были выбраны таким образом, чтобы соотноше-
ние площадей электрошлаковых швов в первом и втором проходах
составило примерно 2:1. При осуществлении первого прохода
ЭШС с целью сокращения длительности пребывания выше темпе-
ратуры интенсивного роста зерна аустенита тс и повышения
интенсивности охлаждения в интервале 800—500 °C осуществляли
принудительное сопутствующее охлаждение металла шва и ЗТВ.
При сварке были использованы следующие материалы: при АДС —
сварочная проволока 5Св-04Х2М и флюс АН-348, при ЭШС пер-
1212
вого и второго проходов — сварочная проволока ЗСв-04Х2М и
флюс АН-22. Параметры термических циклов сварки, полученные
Ьсциллографированием, приведены в табл. 2.9.
Химический состав металла шва, определенный с помощью
Методов, указанных в примечании к табл. 9.12, приведен
L табл. 9.13.
Сопоставляя данные табл. 9.13 и результаты определения
Содержания химических элементов в свариваемой стали (см.
рбл. 9.12), можно отметить следующее:
в металле шва, полученном АДС, существенно ниже содержание
углерода, хрома и выше содержание кремния, марганца, чем в ме-
талле шва, полученном ЭШС, причем содержание кремния и фос-
Ьора в шве АДС превышает регламентированный для стали
З.ОХ2ГНМ уровень;
при ЭШС, независимо от толщины свариваемого проката и
технологии сварки, содержание углерода примерно одинаково,
однако в шве, выполненном вторым проходом ЭШС (толщина про-
ката 200 мм), содержание кремния, хрома, молибдена ниже не
Таблица 9.13
Химический состав металла шва сварвых соединений стали
типа 2,25Сг — 0,5Мо
Толщина проката, мм Точка контроля или номер прохода Массовая доля элемента, %
С Si Mn Сг Mo P
140 в с н 0,068 0,070 0,068 0,20 0,21 0,20 0,88 0,90 0,91 2,00 2,00 2,00 0,50 0,49 0,49 0,022 0,023 0,023
200 1 2 3 0,051 0,064 0,065 0,52 0,35 0,15 1,29 0,77 0,91 1,76 2,06 1,59 0,54 0,52 0.43 0,034 0,022 0,025
Толщина проката, мм Точка контроля или номер прохода Массовая доля элемента, %
S А1 Ni Ti Sn Sb
140 в с н 0.022 0,023 0,022 0,012 0,013 0,012 0,31 0,33 0,31 He опре- деляли 0.0001 0,0001 0,0001 0,001 0,001 0,001
200 1 2 3 0.025 0,021 0.017 0.010 0,011 0,009 0,30 0,28 0,20 0.005 0,006 0,006 0,0050 0,0100 0,0008 He опре- деляли
П р и м е ч а н и е. Условные обозначения — см. табл. 9.12.
только по сравнению с их содержанием в металле шва первого
прохода, но и по сравнению с основным металлом.
В работе [87] показано, что содержание марганца в металле
шва желательно ограничить 0,70—0,85 % с целью обеспечения
требований по параметру теплового охрупчивания. Отрицательное
влияние на тепловое охрупчивание оказывает также медь, поэтому
в работе [871 предлагается снизить ее содержание в металле шва,
а гарантированный уровень прочности при повышенных темпера-
турах обеспечить за счет кремния и ванадия.
С увеличением содержания Си с 0,1 до 0,2 % значение \МЪ0
возрастет от 25 до 40 °C в состоянии после сварки и отпуска с па-
раметром Холомона ТР, равным 21,0:
TP = Т (20 + log т)-10-8, (9.2)
где Т — температура выдержки- т — время выдержки.
После ступенчатого отпуска значение \7В0 составило 45 и 65 °C
соответственно при содержании Си в металле шва 0,1 и 0,2 %.
Изменение содержания С от 0,08 до 0,16 %, Сг от 2,25 до 2,55 %,
Мо от 0,93 до 1,07 % и V от 0,005 до 0,037 % на тепловую хруп-
кость металла шва влияет незначительно.
По данным работы [87], положительным фактором в точки
зрения повышения сопротивления тепловой хрупкости является
ускоренное охлаждение электрошлакового шва после отпуска или
термообработки со ступенчатым охлаждением.
Рис. 9.8. Распределение твердости в сварных соединениях стали типа
2,25 Сг—0,5 Мо (толщина проката 140 мм):
1 — ЭШС; 2 — ЭШС 4- кратковременный (1 мин) отпуск при 600 °C; 3 — ЭШС 4*
4- восемь кратковременных отпусков при 600 °C; 4 — ЭШС 4~ закалка; 5 — ЭШС -f- за-
калка + восемь кратковременных отпусков при 600 °C; 5 — ЭШС 4- нормализация;
7 *==• ЭШС 4- нормализация 4- восемь кратковременных отпусков при 600 °C
214
Кривые распределения твердости в шве и ЗТВ в сварных соеди-
нениях стали типа 2,25Сг—0,5Мо представлены на рис. 9.8.
В состоянии после сварки как металл шва, так и металл около-
шовного участка ЗТВ характеризуются ферритно-бейнитной струк-
турой со значительным преобладанием бейнитной составляющей.
Содержание структурно-свободного феррита в металле шва не
превышает 10 %.
В зоне термического влияния электрошлаковых соединений
(как в свариваемой стали, так и в металле шва) отмечаются два
явно выраженных участка неоднородности (рис. 9.8, кривая 1).
Первый участок — участок подкалки в околошовной зоне твер-
достью 2750—2800 МПа; второй — участок разупрочнения твер-
достью 1650—1700 МПа. Степень разупрочнения составляет 20—
22 % относительно твердости основного металла. Протяженность
участка подкалки достигает 15 мм, а участка разупрочнения —
примерно 10 мм. Твердость металла шва составляет -*2400 МПа.
Процессы разупрочнения связаны главным образом с отпуском
бейнитной составляющей, содержание которой в структуре основ-
ного нормализованного металла достигает 50—60 %. Интервал
по температурам нагрева для участка разупрочнения соответствует
от 500 °C до температуры Асл. По мере повышения температуры
нагрева от 720 до 1000 °C отмечается повышение твердости металла
ЗТВ. Характерно, что для ЗТВ, нагреваемой при сварке в интер-
вале критических температур Асг—Ас3, даже несколько (на 150—
200 °C) выше, отмечается' разброс результатов определения микро-
твердости, связанный со значительной неоднородностью аустенита
по химическому составу.
Влияние последующей термической обработки на свойства
электрошлаковых сварных соединений оценивали по образцам,
подвергнутым различным видам термического воздействия. После
закалки распределение твердости в участках ЗТВ с /1Пах = 1ПЛ —
-— Ас3 характеризуется однородностью и соответствует 2600—
2800 МПа (см. рис. 9.8, кривая 4). Наиболее интенсивное повыше-
ние твердости (на 1200 МПа, т. е. на 75 % по сравнению с состоя-
нием непосредственно после сварки) отмечается в участке непол-
ной перекристаллизации. Характерно, что закалка практически
не влияет на твердость металла в центральной зоне шва, которая
составляет 2400—2450 МПа.
Сопоставляя кривые 1 и 4 на рис. 9.8, можно сделать выводы
о склонности к закалке стали типа 2,25Сг—0,5Мо в зависимости
от состава структуры и размера зерна аустенита. Повышенная
устойчивость аустенита и, как следствие, повышенная твердость
характерны для двух участков ЗТВ: первый — с Zmax — 14004-
1250 °C и наибольшим размером исходного зерна аустенита;
второй — с tVlWX — Ас3 — Асг и повышенным содержанием угле-
рода во вновь образовавшемся аустените в результате создания
благоприятных условий для его распада по бездпффузионному
механизму.
215
Таблица 9.14
Влияние термической обработки на ударную вязкость
при —40 °C электрошлаковых сварных соединений
стали типа 2,25 Сг—0,5 Мо (толщина проката 140 мм)
Режим термообработки KCU, МДж/м2, участка сварного соединения
шва ОКОЛО- ШОВНОГО ОСНОВНОГО металла
Отпуск при 650 °C в течение 14 ч 0,71—0,96 0,65—0,67 0,33
Нормализация + отпуск при 600 °C (8 раз) + отпуск при 650 СС в тече- ние 3 ч 0,17—0,19 0,60—0,62 0,44
Нормализация 4- отпуск при 650 °C в течение 14 ч 0,12—0,14 0,92—0,94 0,25
Закалка + отпуск пр и 600 °C (8 раз) 4- + отпуск при 650 'С в течение 3 ч 2,0—2,1 0,97—0,99 0,45
Закалка + отпуск при 650 °C в те- чение 14 ч 1,40—1,46 0,57—0,59 0,43
Отпуск сварных соединений после закалки в результате
процессов коагуляции карбидов, рекристаллизации феррита и
полигонизации, закономерно снижает твердость как металла
шва, так и ЗТВ до 1800—1850 МПа. Характерно, что при этом
существенно повышается однородность распределения твердости
во всех участках ЗТВ сварного соединения (см. рис. 9.8, кри-
вые 4, 5).
Следует отметить, что длительный 14-часовой отпуск способ-
ствует значительному снижению твердости металла шва (до
1400 МПа). Это явление менее выражено при применении много-
кратных отпусков без выдержки при 600 °C и последующего от-
пуска при 650 “С'.в течение 3 ч.
Влияние на твердость последующей нормализации в сочетании
с отпуском иллюстрируется кривой 7 на рис. 9.8. При нормализа-
ции в шве и ЗТВ формируется метастабильная структура преиму-
щественно бейнитного типа, которая при последующем отпуске
распадается на ферритно-карбидную смесь. В результате нормали-
зации твердость металла в ЗТВ в значительной степени выравни-
вается как за счет ее снижения относительно исходной в околошов-
ном участке, так и за счет некоторого повышения в участках,
нагреваемых в интервале температур (отп — Дсх. В околошовном
участке твердость металла, составляющая после сварки 2800 МПа,
снижается до 2350 МПа, а в участке с (гаах = Дсх — 1ОТП повы-
шается с 1650 до 2000 МПа. В участке с 1П1ах = 14004-1250 °C
вследствие повышенной устойчивости аустенита твердость металла
более высокая по сравнению с другими участками ЗТВ. Отпуск
после нормализации снижает примерно на 150—200 МПа твердость
216
металла участка неполной перекристаллизации и отпуска. Твер
дость металла шва в центральной области и в околошовном уча-
стке ЗТВ снижается при этом более интенсивно (на 300—350 МПа)
(см. рис. 9.8, кривые 6, 7). Кратковременные многократные от-
пуски после нормализации приводят к снижению твердости ме-
талла сварного соединения в меньшей степени, чем длительный
отпуск. Вместе с тем при многократных отпусках (до 8 раз) после
нормализации без выдержки твердость металла шва и ЗТВ прибли-
жается к твердости соответствующих участков сварного соедине-
ния, достигаемой после однократного длительного отпуска.
Оценку влияния режимов последующей термообработки на
ударную вязкость электрошлаковых сварных соединений стали
типа 2,25Сг—0,5Мо толщиной 140 мм проводили на образцах
типа VI по ГОСТ 6996—66 (табл. 9.14).
Наиболее стабильная, превышающая нормативные значения
ударная вязкость обеспечивается в околошовном участке ЗТВ
при всех исследованных режимах последующей термообработки.
Причем следует выделить нормализацию с однократным длитель-
ным отпуском при 650 °C и закалку с многократным отпуском
при 600 °C и завершающим отпуском при 650 °C в течение 3 ч,
которые обеспечивают наиболее высокий уровень ACU металла
околошовного участка ЗТВ.
Анализируя данные электронной фрактографии, можно сде-
лать вывод, что в состоянии после сварки с отпуском в течение
14 ч поверхность разрушения металла околошовного участка ЗТВ
характеризуется как хрупкая межзеренная с участками квази-
хрупкого внутризеренного разрушения. Причем площади участков
межзеренного и внутризеренного разрушения на поверхности
излома примерно одинаковы.
Последующая нормализация или закалка с отпуском предот-
вращает проявление межзеренного механизма разрушения металла
околошовного участка ЗТВ, т. е. после нормализации разрушение
внутризеренное квазихрупкое с развитыми гребнями пластиче-
ской деформации. После закалки с отпуском разрушение также
внутризеренное, преимущественно вязкое, ямочное, с наличием
внутри пор неметаллических включений, глобулярных по форме.
Сопоставляя электронные фрактограммы, можно отметить, что
такого типа включения видны и на поверхности разрушения об-
разцов основного металла, как закаленных, так и нормализо-
ванных с последующим отпуском, причем их наличие на по-
верхности разрушения образцов металла околошовного участка
электрошлаковых сварных соединений свидетельствует о том,
что их температура плавления превышает 1350 °C. По данным
рентгеноспектрального анализа эти включения представляют со-
бой сульфиды марганца.
Влияние последующей обработки на ударную вязкость ме-
талла шва не столь однозначно, как на ударную вязкость около-
шовного участка. Требуемый уровень KC\J обеспечивается только
217
для сварных соединений, прошедших последующую термообра-
ботку по режимам отпуска или закалки с последующим отпуском.
Например, при температуре —40 °C значение KCU металла шва
после отпуска при температуре 650 °C в течение 14 ч составляет
0,71—0,96 МДж/м2. Для закаленно^-отпущенных сварных соедине-
ний оно составляет 1,46 и 2,1 МДж/м2 соответственно после дли-
тельного (14 ч) однократного отпуска при температуре 650 °C и
восьми кратковременных отпусков, при температуре 600 °C в со-
четании с трехчасовым отпуском при температуре 650 °C.
Поверхность разрушения металла шва преимущественно ква-
зихрупкая, причем на поверхности после сварки с последующей
закалкой и отпуском видны более развитые гребни пластической
деформации.
Данные, подтверждающие возможность обеспечения высокой
ударной вязкости как металла шва, так и околошовного участка
закаленных сварных соединений при сочетании кратковременных
отпусков при температуре 600 °C с трехчасовым отпуском при
температуре 650 °C, с учетом положительного влияния такой
термообработки на ударную вязкость основного металла и рас-
пределение твердости в ЗТВ сварных соединений (см. рис. 9.8)
позволяют рекомендовать ее для применения в промышленных
условиях при изготовлении сварного оборудования из стали типа
2,25Сг—0,5Мо.
Для обеспечения тепловых условий, близких к тем, которые
реализованы при получении электрошлаковых сварных соеди-
нений стали типа 2,25Сг—0,5Мо толщиной 140 мм, ЭШС стали
той же марки толщиной 200 мм (в закаленном состоянии) была
выполнена в два прохода (см. табл. 2.9). Результаты измерения
твердости в различных сечениях сварных соединений приведены
на рис. 9.9 и 9.10. Сравнивая кривую 1 на рис. 9.8 и кривые А—В
на рис. 9.10, можно отметить, что характер распределения твер-
дости в ЗТВ сварных соединений стали толщиной 140 и 200 мм
одинаков. Область металла, нагретого в интервале 550—700 °C,
интенсивно разу прочняется. Причем в двухпроходном варианте ЭШС
и в металле шва выделяются два разупрочненных участка (рис. 9.9,
кривая 7). При автоматической дуговой сварке под флюсом в
узкий зазор также имеются участки с различным уровнем твердости.
Рис. 9.11 и 9.12 иллюстрируют влияние различных видов
последующей термообработки на распределение твердости в по-
перечных сечениях сварных соединений, выполненных двухпро-
ходной ЭШС (табл. 9.15). Наиболее однородное распределение
твердости в ЗТВ достигается в случае применения последующей
закалки с отпуском. При этом по сравнению с нормализацией
при совпадающих режимах последующего отпуска для случая за-
калки достигается более высокий уровень значений твердости
как в металле шва, так и ЗТВ сварных соединений.
Из табл. 9.15 видно, что, как и в случае однопроходной ЭШС
стали толщиной 140 мм (см. табл. 9.14), при двухпроходной ЭШС
2J8
96
I П
Рис. 9.9. Распределение твердости по оси шва при двухпроходнсй ЭШС (/) i
АДС в узкий зазор (//):
/ — 98 —> номера проходов; А—В — трассы замера твердости в поперечном сечении
(Л. С — линий сплавления)
а) 6)
Рис. 9.10. Распределение твердости в сварных соединениях стали типа
2.25 Сг—0,5 Мо (толщина проката 200 мм):
° — двухпроходная ЭШС; б — АДС в узкий зазор; А—В — трассы замера твердости
(см. рис. 9.14)
219
Рис. 9.12. Влияние последующей тер-
мообработки, включающей закалку, на
распределение твердости в ЗТВ двух-
проходных электрошлаковых сварных
соединений закаленной стали типа
2,25 Сг — 0,5 Мо (толщина проката
200 мм) (см. рис. 9.9, трасса В):
1 — после сварки; 2 — после закалки с
нагревом до 950 °C н выдержкой в течение
2 ч: 3 — после закалки и отпуска при
650 °C в течение 1 мин; 4 — после закалки
и отпуска при 650 СС в течение 3,5 ч (Ско-
рость нагрева при закалке 225°С/ч, ско-
рость охлаждения 1,1 °С/с)
Рис. 9.11. Влияние последующей тер-
мообработки, включающей нормали-
зацию, на распределение твердости в
ЗТВ двухпроходных электрошлако-
вых сварных соединений закаленной
стали типа 2,25 Сг—0,5 Мо (толщина
проката 200 мм) (см. рис. 9.9, трас-
са В):
1 — после сварки; 2 — после нормализа-
ции с нагревом до 950 °C и выдержкой в те-
чение 2 ч; 3 — после нормализации и от-
пуска при 650 °C в течение 1 мин; 4 — пос-
ле нормализации и отпуска при 650 °C в
течение 3,5 ч (Скорость нагрева при нор-
мализации 225 °С/ч, скорость охлаждения
0,09 °С/с)
Таблица 9.15
Влияние термообработки на ударную вязкость
электрошлаковых сварных соединений стали типа 2,25Сг — 0,5Мо
(толщина проката 200 мм)
Режим термообработки KCU, МДж/м2. участка сварного соединения
шва около- шовного
Отпуск при 650 °C в течение 3 ч Отпуск при 650 °C в течение 14 ч Нормализация 4- отпуск без выдержки при 650 °C + отпуск при 650 °C в течение 3 ч Закалка 4- отпуск без выдержки при 650 °C 4- 4- отпуск при 650 °C в течение 3 ч 0,85/— 0,75/0.36 1,65,— 1,25/0,74 / 0,34/0,14 0,81/0,62 0,94,0,59
Примечание. В числителе данные, полученные при —20 °C, в зна-
менателе — при —40 °C.
220
Рис. 9.13. Влияние режимов последующей закалки иа распределение твердости
в сварных двухпроходиых электрошлаковых соединениях стали типа
2,25 Сг—0,5 Мо:
а — /гпах— 1000 СС; б— /щах- 950 °C: / — выдержка 1 мин, В'охл = 110 °С/с; 2 —
выдержка 1 ч, в»охл— 110°С/'е: 3 — выдержка 3,5 ч, t»OXJI— 110°С/с; 4 — выдержка
6 ч, 1%хл~ 1Ю°С/с; 5 — выдержка 2 ч, 1»охл — 1,1 °С/с
стали толщиной 200 мм наиболее высокий уровень KCU металла
шва и околошовного участка ЗТВ при —40 °C обеспечивается по-
следующей высокотемпературной термической обработкой, в осо-
бенности, когда осуществляется закалка.
С целью определения оптимальных условий аустенитизации
при выполнении высокотемпературной термической обработки
осуществляли нагрев отдельных серий образцов из двухпроходных
электрошлаковых сварных соединений со скоростью 225 сС/ч и
закалку в воду со скоростью 110°С/с после выдержки при этих
температурах в течение определенного времени. Затем на при
боре ПМТ-3 замеряли микротвердость металла •. фактерных
участков и определяли распределение твердости в поперечном се-
чении соединений (табл. 9.16, рис. 9.13). Сопоставляя кривые ; ’’ 5
на рис. 9.13, б, можно видеть, что при закалке в воду со ско-
ростью 1,1 сС/с твердость металла шва и ЗТВ при близких значе-
ниях других параметров значительно меньше, чем при закалке
Влияние температуры и времени аустенитизации иа микротвердость
Участок сварного соединения Пара- метр *
800
1 МИИ 1 ч 3,5 ч 6 ч 1 МИИ
Шов HiHV, МПа о, МПа V, % 2350/3330 154 6,5 2340/3250 103 4,4 2400/3250 144 6,0 2390/3250 144 6,1 2420/3240 240 9,9
Околошовный (1 ММ ОТ Л. С.) H/HV, МПа с, МПа V, % 2520/3600 91 3,6 2510/3330 140 5,5 2300/3330 177 7,6 2410/3300 198 8,2 2410/3350 135 5,6
ЗТВ (5 мм от Л. С.) ff/HV, МПа с, МПа V, % 2760/3760 216 7,8 2480/3550 174 7,0 2700/3450 180 6,6 2320/3270 105 4,5 2510/3370 156 6,2
ЗТВ (10 мм от Л. С.) H/HV, МПа, 0, МПа V, % 2600/3700 216 8,2 2670/3450 140 5,2 2560/3350 176 6,8 2480/3120 184 7,4 2570/3420 178 6,9
Примечание. Л — средняя микротвердость, определенная с помощью
ленная с помощью прибора Виккерса при нагрузке 980 Н; о — среднее арифмети
твердости.
со скоростью 110 °С/с. В первом случае получаемая структура
бейнитная, во втором — преимущественно мартенситная с отно-
сительно низкой твердостью из-за пониженного содержания в стали
углерода.
Независимо от температуры нагрева в исследованном диапазоне
с увеличением длительности выдержки твердость металла шва
и ЗТВ в закаленном состоянии снижается. Коэффициент вариа-
ции, характеризующий степень однородности твердости, а следо-
вательно, и степень гомогенизации аустенита по углероду, ока-
зывается наименьшим при закалке с температур 900 и 950 °C.
9.4. ДВУХФАЗНЫЕ НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
Двухфазные низколегированные стали системы легирования
С—Si—Мп, характеризующиеся повышенными прочностью и пла-
стичностью, получают термообработкой с нагревом в межкритиче-
ский интервал температур (МКИ). В результате проведения такой
222
Таблица 9.16
и твердость металла различных участков сварного соединения
Температура, °C
950 1000
Время
1 1 4 3,5 ч 6 ч 1 ми и 1 ч 3,5 ч 6 ч
2420/3240 2380/3250 2340/3160 2320/3300 2050/3450 2140'3150 1680/2960
190 80 132 247 297 279 129
8,4 3,2 6,2 9,3 14,5 13,0 7,6
2600/3350 2550/3450 2290/2850 2360/3450 2150/3100 2050/3100 1610/2950
179 136 148 299 232 274 205
6,9 5,3 6,5 12,7 10,7 13,4 12,7
2450/3240 2480/3450 1990/2850 2495/3550 2360/3250 1984/3050 1760/285
225 138 60 236,5 258 189 253
9,2 5,6 5,0 9,4 10,0 9,5 14,3
2760/3420 2500/3480 1870/2820 2560/3550 2280/3100 2220/3050 1970/2900
230 130 60 243 182 300 192
8,3 5.2 5 9,4 7,9 13,5 9,7
микротвердомера Nikon (Япония) при нагрузке i Н; HV — твердость, опреде-
ческое отклонение микротвердости; V — коэффициент вариации значений микро-
термической обработки получают так называемые двухфазные
ферритно-мартенситные стали 115]. В действительности структура
таких сталей более разнообразна и включает в себя также бейнит,
остаточный аустенит и два типа феррита — исходный, существо-
вавший при нагреве в (а + у)-области, и эпитаксиальный, обра-
зующийся при охлаждении из межкритического интервала
температур. Причем могут существовать две морфологические
разновидности мартенсита — высокоуглеродистый игольчатый и
низкоуглеродистый пакетный. Фазовый состав стали, как и уровень
механических свойств, зависит от температуры нагрева в интер-
вале Асг—Аса и интенсивности охлаждения. Считается, что при-
менение такой термообработки эффективно для низколегирован-
ных сталей с содержанием 0,06—0,13 % С, ~1,3 % Мп и 0,25—
1,55 % Si [15]. Для подавления перлитного превращения при
распаде аустенита осуществляют легирование сталей молибденом,
хромом и ванадием. При охлаждении из межкритического интер-
вала температур со скоростями, меньшими критических (w =
223
— 8-т-20 °C'/с), фазовый состав структуры ферритно-перлитный
или ферритно-бейнитный. При этом часть аустенитной фазы при
охлаждении превращается в феррит, а остаточный аустенит рас-
падается при более низких температурах с образованием бейнита
или перлита (троостита). Кроме того, при пониженных скоростях
охлаждения, когда аустенит распадается по диффузионному
механизму, механические свойства стали практически не зависят
от температуры нагрева в диапазоне Ас3—Асг.
Оптимальным в двухфазных сталях считается содержание
10—25 % мартенсита и 75—90 % феррита. Например, при нагреве
до 775 °C требуемая для обеспечения указанного фазового состава
скорость охлаждения в интервале 700—600 °C сталей 09Г2Ф и
09Г2ФБ должна быть соответственно 20—80 и не менее 15 °С/с.
Поэтому для получения ферритно-мартенситной структуры и по-
вышенных механических свойств после нагрева стали в МКИ,
как правило, рекомендуется обеспечить интенсивное охлаждение —
закалку. Между тем в работах 111, 61, 72] показано, что в низко-
легированных кремний-марганцовистых сталях с содержанием
1,8—2,3 % Мп эффект упрочнения достигается и при пониженных
скоростях охлаждения (не более 0,04 °С/с). На этой основе раз-
работан ряд марок сталей (09Г2СЮЧ, 09ХГ2СЮЧ, 10ХГ2МЧ)
для производства сварного нефтегазохимического оборудования,
которые после охлаждения из МКИ на воздухе позволяют достиг-
нуть от = 540-у900 МПа и ов = 720-=-1120 МПа.
В работе [72] описаны особенности кинетики фазовых превра-
щений в стали 09Г2СЮЧ (0,1 % С; 2,0 % Мп; 0,49 % Si; 0,01 %
Al; 0,012 % Cr; Act = 715 °C, Ac3 = 880 °C) при термообработке
из МКИ и сварке. При исследовании влияния термообработки об-
разцы нагревали до максимальных температур 720 , 740 и 760 °C,
охлаждали со скоростями 1,3; 0,14 и 0,04 °С/с. Длительности вы-
держки т были равны 0, 30, 60 и 180 мин.
Количество образовавшегося аустенита закономерно возра-
стало с увеличением температуры нагрева в МКИ и длительности
выдержки, причем при т = 1 ч скорость образования у-фазы была
наибольшей. При достижении температуры, соответствующей Ас1г
в стали образовывалось от 10 (т = 0 ) до 25 % (т = 3 ч) аустенита.
Рассчитанное среднее содержание углерода (из предположения,
что весь углерод содержится в аустените) было соответственно |
равно 0,9 и 0,45 %. При повышении температуры нагрева до 760 °C
содержание аустенита в структуре при т = 0 возрастало до 35 %,
а при т — 3 ч — до 60 %. Содержание углерода в нем составляло i
соответственно 0,25 и 0,15 %. |
Структурно-фазовый состав стали зависит от температуры |
нагрева, т. е. от состояния аустенита перед началом у а-пре-
вращения. Чем ниже температура нагрева в МКИ и чем выше <
содержание углерода в у-фазе, тем легче и полнее реализуется i
мартенситное превращение и ниже температура начала его обра- 1
зования. Поэтому наибольшую прочность сталь приобретает при 5
224 f
Таблица 9.17
Механические свойства стали 09Г2СЮЧ, охлажденной на воздухе
после нагрева в МКИ [72]
i. °C ^oxjp г. Чг «в 6. Ф Л'си, МДж/м*
?С/с мин МПа %
720 1,30 15 520 786 22 52 (0,35—0,37)/0,22
0,40 15 410 639 26 66 (1,10—1,35)/0,97 (0,35—0,42)7(0,29—0,32)
1,30 30 540 800 21 56
1,30 60 725 900 18 53 (0,36—0,42)7(0,31—0,35)
0,04 60 460 760 23 60 (0,90—1,05)7(0,75—0,80)
740 1,30 15 520 772 23 56 (0,37—0,42)7(0,24—0,29)
1,30 30 650 820 23 56 (0,35—0,36/(0,17—0,27)
1,30 60 652 807 23 56 (0,25—0,27)7(0,20—0,26)
760 1,30 15 536 777 24 56 (0,37—0,42)/(0,27—0,37)
0,04 15 530 742 25 56 (0,81—0,91)7(0,34—0,37)
1,30 30 540 775 24 56 (0.25—0,27)70,21
1,30 60 560 777 25 56 (0,30—0,31)7(0,20—0,21)
0,04 60 550 787 21 56 (0,30—0,49)7(0,20—0,21)
ГК1 — — 460 664 27 56 (0,25—0,32)7(0,17—0,20)
1 Горячекатаная сталь.
Примечание. В числителе значение KCU при температуре —40°C,
в знаменателе при температуре —60 °C.
температурах нагрева, несколько превышающих критическую
точку Zcj, т. е. при 720—740 °C. При содержании в структуре
до 46 % мартенсита предел текучести стали повышается более
чем в 1,5 раза по сравнению с горячекатаной сталью (табл. 9.17).
Результаты исследований фазовых превращений при сварке
стали, термообработанной с нагревом в МКИ, представлены на
рис. 9.14. Установлено, что в участках перегрева (imax = 1300 °C),
нормализации (7шах = 920 °C) и неполной перекристаллизации
(?шах — 750 °C) в зависимости от скорости охлаждения можно
обеспечить получение 20—45 % мартенсита и 20—80 % бейнита.
При этом твердость металла в указанных участках ЗТВ близка
к твердости основного металла. В участке отпуска (7гаах = 650 °C)
отмечается разупрочнение стали.
Ручная дуговая сварка сталей типа 09Г2СЮЧ, термообработан-
ной из МКИ (7гоах = 750 °C), осуществляется электродами АН-П2,
при автоматической дуговой сварке под флюсом используют сва-
рочную проволоку Св-08ХН2ГМЮ, флюс АН-22 [61]. Наряду
с участком подкалки в околошовной зоне, твердость которого в со-
стоянии после сварки может на 30 % превышать твердость основ-
ного металла, в участке с = 700 СС отмечается разупрочнение
£ Лившиц Л. С. и др. 225
Рис. 9.14. Диаграммы анизотермического превращения аустенита стали
09Г2СЮЧ при /П1ах, °C:
а — 1300; б — 920; в — 750 (Цифры у кривых в скобках — твердость металла, МПа;
без скобок — количество образовавшейся фазы, %) 172]
металла на 5—10 % по сравнению с основным металлом. При трех-
дуговой сварке под флюсом на погонной энергии 24,4 кДж/см
разупрочнение достигает 18 %, a KCV при температуре —50°C
оказываются ниже, чем у основного металла. Поэтому погонную
энергию сварки выбирают от 10 до 22,4 кДж/см [61 ].
9.5. НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
КОНТРОЛИРУЕМОЙ ПРОКАТКИ
В последние годы в промышленности получили распростра-
нение низколегированные стали, прошедшие термомеханическую
обработку (ТМО). Характерной особенностью ТМО является пла-
стическое деформирование металла до или в процессе полиморф-
ного у -> a-превращения с целью резкого повышения плотности
несовершенств кристаллического строения — дислокаций, вакан-
сий, дефектов упаковки, мало- и высокоугловых границ, способ-
ствующих соответствующему увеличению дисперсности конечной
структуры и субструктуры металла. Разновидностью ТМО яв-
ляется контролируемая прокатка (КП) — высокотемпературная
обработка низколегированной стали, отличающаяся тем, что
нагрев под обработку давлением и режим пластического деформи-
рования выбирают такими, чтобы получить высокодисперсные
рекристаллизованные зерна аустенита. При дальнейшем охлажде-
нии металла из аустенитного состояния образуются многочислен-
ные зародыши a-фазы, а дисперсные карбиды препятствуют
росту ферритных кристаллов. Ферритные зерна полигонизируются
и упрочняются в результате выделения сверхмелких карбони-
тридов.
226
Фазовый состав и размер зерна структуры стали, полученной
с применением КП, зависит от многих факторов — химического
состава стали, режима нагрева слябов перед КП, температурного
режима прокатки, степени и числа обжатий, скорости охлаждения
металла в процессе превращения аустенита. Особенности техноло-
гии КП листовой стали толщиной до 30 мм рассмотрены в работе
[31]. В последние годы успехи в выборе рациональных компози-
ций сталей, оптимизации режимов КП позволили ведущим метал-
лургическим компаниям и, прежде всего, японским, таким как
Sumitomo Metal Industries, Kawasaki Steel, Nippon Kokan, Nippon
Steel Corporation, обеспечить производство листового проката низ-
колегированных сталей толщиной до 100 мм, сочетающих повышен-
ные показатели прочности, сопротивления хрупкому разрушению
и свариваемости.
Для оценки свариваемости применяют следующие показатели
углеродного эквивалента, % i
С8 = С + Si/24 + Mn/6 + Ni/40 + Cr/5 + Мо/4 + V/I4; (9.1)
СЕ = С + Mn/6 + (Си + Ni)/15 + (Сг + Мо + V)/5; (9.2)
Рем = С + Si/30 + Mn/20 + Си/20 + Ni/60 +
+ Сг/20 + Мо/15 -Ь V/10 + 5В; (9.3)
Рем == С + Si (30 + Мп) 20 + Си (20 + Ni) 60 +
+ Сг(20 + Мо) 15 + V/3 + Nb/2 + 23В*, (9.4)
где В* = В — 10,8 (Ni — Ti/3,4)/14; В* = В, когда N < Ti/3,4.
Различные модификации КП отличаются температурными ин-
тервалами интенсивного охлаждения после пластического дефор-
мирования металла, а также наличием или отсутствием последую-
щего отпуска (рис. 9.15).
Одним из наиболее распространенных является технология
КП CLC, разработанная компанией Nippon Steel Corporation,
по которой производят стальной прокат для морских нефтегазовых
сооружений, эксплуатируемых при пониженных температурах.
Известны следующие модификации этого процесса [84]:
CLC-I обеспечивает получение сталей НТ-50 с ов > 500 МПа
и хорошей свариваемостью (Сэ = 0,26ч-0,36 %) для производ-
ства труб магистральных трубопроводов, судов. Эффективно
применение этих сталей и для конструкций, работающих в усло-
виях коррозионного растрескивания:
CLC-II позволяет получать стали с хорошей свариваемостью
(Са = 0,30-j-0,36 %) с повышенным сопротивлением хрупкому раз-
рушению для изготовления труб, сосудов, работающих под дав-
лением, береговых сооружений. Допускается сваривать эти стали
на форсированных режимах с повышенной погонной энергией.
CLC-7 применяется при производстве толстолистовых сталей
для морских и береговых сооружений, в том числе в условиях
воздействия низких температур (дополнительно легированных
8* 227
Ni). В отличие от первых двух процессов допускается подвергать
данные стали последующему отпуску.
Стали CLC-7 характеризуются повышенной ударной вязкостью.
При —40 °C КС\ превышает 1,80 МДж/м2 как на продольных,
так и на поперечных образцах. Еще более высокую степень изо-
тропности, сочетающуюся с повышенным сопротивлением хруп-
кому разрушению, имеют стали CLC-1I, у которых критическая
температура Nt№ ниже —100 °C, а при —80 °C KCV > 3,0 МДж/м2.
Важнейший показатель сопротивляемости стали образованию
слоистых трещин — относительное сужение образцов, выре-
занных по толщине проката, чрезвычайно высок и достигает 77—
80 %. Причем отношение значений образцов, вырезанных вдоль
и по толщине проката, приближаются к единице.
Для сталей CLC характерна высокая однородность структуры
и распределения твердости по толщине листового проката, в осо-
бенности когда температура конца прокатки соответствует ~850°С.
Микроструктура сталей CLC ферритно-перлитная, однако зна-
чительно более дисперсная, чем у обычных нормализованных
сталей типа НТ-50, что способствует увеличению прочности и
ударной вязкости стали. Кроме того, содержание перлита больше,
твердость ферритной фазы выше из-за повышенной плотности
дислокации в деформированном аустените перед его превраще-
Рис. 9.15. Схемы полу-
чения листового проката:
А1 — горячекатаного; А2 —
нормализованного; ЛЗ —
термоу прочнеиного; Б1 —
по технологии Dynamic
cooling and tempering; Б2 —
по технологии CLC-I; БЗ —
по технологии CLC-П; Б4 —
по технологии С LOT; Bl —
КП сталей, легированных
Mn; В2 — КП сталей, со-
держащих Nb; ВЗ — КП по
технологии компании Sumi-
tomo Metal Industries (Япо-
ния); В 4 — КП по техноло-
гии NIOP (ПО — предва-
рительное обжатие; ОП —
окончательная прокатка;
О В — охлаждение водой;
Н — нормализация; 3 —
закалка; О — отпуск)
184]
228
нием. Необходимое соотношение фер-
рита и перлита получают, применяя
принудительное охлаждение водой.
Соответствующий технологичес-
кий процесс Dynamic Accelerated
Cooling Process (DAC)* реализован
компанией Kashi ma Steel Works
(Япония) при производстве толсто-
листового проката для морских неф-
тегазовых сооружений в арктическом
исполнении [84].
Применение процесса CLC и осо-
бенно DAC позволяет при очень низ-
ком уровне С8 и СЕ обеспечить более
высокий по сравнению с обычными
бв,бт,МПа
300
0,20 0,25 0,30. 0,35 Сд,СЕ,%
Рис. 9.16. Влияние эквивален-
та углерода СЕ (1,2) и Св (3, 4)
иа ав и ат низколегированных
сталей при толщине проката
50—100 (/, 2) и 15—20 мм (3, 4)
1 — обычных нормализованных;
2 — CLC; 3 — обычной КП; 4 —
DAC [84, 96]
нормализованными сталями уровень
показателей от и ов. Например,
одинаковый уровень прочности ов =
500 МПа достигается у сталей CLC
при СЕ — 0,33 %, тогда как у обыч-
ных нормализованных низколегиро-
ванных сталей — при СЕ = 0,40 %
(рис. 9.16).
В связи с пониженными значениями Сэ и СЕ у сталей CLC
их склонность к подкалке при сварке значительно ниже, чем
у обычных нормализованных сталей соответствующей категории
прочности. Например, при погонной энергии 17 кДж/см твердость
металла околошовного участка ЗТВ сварных соединений сталей
CLC не превышает 2500 МПа, тогда как у обычных нормализо-
ванных сталей она достигает 3500 МПа. В этой связи важным
преимуществом сталей CLC является то, что до толщины листо-
вого проката, соответствующей 50 мм, оии могут успешно сва-
риваться без подогрева, не образуя холодных трещин, а при тол-
щине 50—100 мм необходимая температура подогрева значительно
ниже, чем обычных нормализованных сталей соответствующей
категории прочности (80 вместо 120—200 °C).
Существенным недостатком сталей CLC-I и CLC-П является
склонность к разупрочнению при сварке, степень которой воз-
растает с увеличением погонной энергии сварки. Разупрочнение
является следствием таких процессов, происходящих в стали под
воздействием термического цикла сварки, как снижение плот-
ности дислокаций, рекристаллизация феррита, коагуляция кар-
бидных частиц. Степень разупрочнения стали CLC при погонной
энергии 156 кДж/см достигает 20 %. Следствием локального
разупрочнения является снижение прочности сварных соединений
при испытании на растяжение широких пластин, причем степень
уменьшения прочности сварных соединений возрастает с умень-
шением отношения ширины b к толщине s испытуемых пластин.
229
Критическим является отношение b'/s — 6, меньше которого свар-
ные соединения становятся неравнопрочными с основным ме-
таллом.
Особенностью процесса NIC-P (Nippon Steel Intercritical Con-
trol Process) является то, что перед прокаткой нагревают сляб
до температуры примерно 1000 °C [841. Температура нагрева при
NIC-Р значительно ниже, чем при других видах контролируемой
прокатки, соответственно ниже и энергоемкость процесса произ-
водства сталей (см. рис. 9.15).
Особенностью NIC-Р является осуществление точного контроля
за такими процессами, как измельчение зерна, растворение вклю-
чений, а также параметрами температурного и деформационного
циклов, с целью получения сталей, сочетающих повышенную
прочность и сопротивление хрупкому разрушению при отно-
сительно низкой температуре нагрева сляба. Он применяется
для сталей с пониженным содержанием С и S, обработанных Са
и содержащих TiN.
Снижение температуры нагрева сляба сопровождается повы-
шением дисперсности зерна аустенита. Поскольку при низкотем-
пературной прокатке сульфиды марганца, вытягиваясь по внутрен-
ним плоскостям проката, существенно снижают прочность в на-
правлении его толщины, в сталях NIC-Р существенно ограничи-
вают содержание S или осуществляют их обработку Са. Важным
условием, обеспечивающим достижение высокой прочности и вяз-
кости стали при NIC-Р, является оптимальное сочетание степени
пластической деформации в областях рекристаллизованного и пе-
рекристаллизованного аустенита. Поэтому для легирования ста-
лей выбирают элементы, сдерживающие рекристаллизацию аусте-
нита. В производстве толстолистового проката для изготовления
судов, сосудов высокого давления нежелательно, чтобы зона
Таблица 9.18
Содержание химических элементов и значения эквивалентов углерода, %,
в сталях NIC-P [84]
Условное обозначение стали с Si Мп Р S NI Си V Ai С9 СЕ Рем
А 0,09 0,16 1,31 0,012 0,001 0,03 0,033 0,32 0,32 0,16
Б 0,06 0,22 1,32 0,010 0,001 0,26 0,04 0,027 0,30 0,31 0,15
В 0,08 0,27 1,43 0,014 0,002 0,27 0,27 0,05 0,023 0,34 0,36 0,18
Г 0,09 0,26 1,43 0,015 0,001 0,27 0,28 0,04 0,029 0,35 0,38 0,20
Д 0,08 0,26 1,48 0,013 0,002 0,63 0,25 0,06 0,022 0,36 0,40 0,19
Е 0,11 0,38 1,37 0,019 0,002 — — 0,06 0,023 0,36 0,35 0,19
Ж 0,02 0,13 1,89 0,020 0,002 — — — 0,044 0,34 0,34 0,12
3 0,02 0,16 2,01 0,019 0,003 0,32 — — 0,041 0,44 0,43 0,15
230
Таблица 9.19
Механические свойства стали N1C-P [84]
У слов- Тол- Свойства в продольном (числитель) и поперечном (знаменатель) направлениях Свойства по толщине проката
иое щи на
обозиа* про- (Т гт KV, Дж, прн
чение стали ката, мм ив температуре, °C V/,,. -°C ав’ МПа фт. %
МПа *—20 —60
Б 27 380/400 460/480 372/340 330/325 — 120/—125 480 82
В 32 420/440 520/530 300/255 285/265 —100/—100 520 76
Г 43 420/430 520/530 315/290 271/242 —98/—100 520 69
д 30 410/420 500/520 288/281 272/265 — 120/—120 510 81
50 390/410 500/510 292/283 282/269 —120/—110 510 81
Е 410/430 520/520 252/260- 215/187 —86/—88 52 68
Ж 20 -/550 —/670 —/144 -/- —/—80 — —
3 20 —/650 —/760 —/134 -/- —/—80 — —
перекристаллизованного аустенита расширялась больше опреде-
ленного диапазона. Для таких сталей предпочтительнее в ка-
честве легирующего элемента применять ванадий. Возможно
легирование незначительным количеством ниобия. Преимущество
легирования ванадием заключается также в том, что он в мень-
шей степени, чем ниобий, повышает твердость и снижает ударную
вязкость металла в ЗТВ сварных соединений.
Температура нагрева /П1ах, равная 1000 °C, обеспечивает бла-
гоприятное сочетание показателей прочности и сопротивления
хрупкому разрушению как основного металла, так и металла
ЗТВ сварных соединений. Например, при twax = 900 °C KCV —
— 0,6 МДж/ма, при 950 °C— 1,3 МДж/м2, при 1000 °C —
2,4 МДж/м2, при 1050 °C — 0,9 МДж/м2 и при 1150 °C 1,3 МДж/ма.
Критическая температура перехода в хрупкое состояние,
определенная по уровню критического раскрытия трещины 0,2 мм,
изменяется в зависимости от температуры окончания контроли-
руемой прокатки следующим образом [841: —10 °C при tK =
= 650 °C; —45 °C при tK = 700 °C; —70 °C при tK = 750 °C и
tK = 800 °C.
Из табл. 9.18 видно, что из-за пониженного содержания угле-
рода и легирующих элементов стали NIC-Р имеют относительно
низкие показатели Сэ, СЕ, Рсм. Особенно низкое содержание
углерода в сталях Ж и 3, имеющих предел прочности более
670 МПа (см. табл. 9.19). Стали А—Д предназначены для примене-
ния при пониженных температурах, сталь Е устойчива к образо-
ванию слоистых трещин. Стали Ж и 3 со сверхнизким содержа-
нием С являются сталями бейнитного типа. В стали 3 содержится
до 0,3 % Мо, а стали Д—Е микролегированы Ti и обработаны Са.
Обращают на себя внимание высокий уровень показателей,
характеризующих сопротивление сталей хрупкому разрушению,
231
а также изотропность свойств, в том числе прочности и относи-
тельного сужения при испытаниях образцов в направлении тол-
щины проката.
Пониженные показатели С.,, СЕ и Рсм предопределяют от-
носительно низкое значение твердости металла околошовного
участка ЗТВ сварных соединении этих сталей. При погонной энер-
гии 17 кДж/см HV не превышает 2700 МПа. Поэтому стали ха-
рактеризуются высокой стойкостью к образованию холодных
трещин и во многих случаях могут свариваться без предваритель-
ного и сопутствующего подогрева.
I
9.6. СРЕДНЕУГЛЕРОДИСТЫЕ НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
Помимо низкоуглеродистых сталей в сварных конструкциях
иногда используют стали со средним содержанием углерода
(0,25—0,45 %) как нелегированные (например, стали 25, 30, 40),
так и низколегированные (20ХГСА, 30ХГСА, 25ХГМ, 40Х и дру-
гие по ГОСТ 4543—71). Эти конструкционные машиностроитель-
ные стали применяют, как правило, после закалки с отпуском и
реже в нормализованном состоянии. Температурная область при-
менения сварных изделий из этих сталей от —5 до 60 °C. Их удар-
ная вязкость сохраняется достаточно высокой до температуры
—60 °C. После термообработки достигаются прочность до 1000 МПа
(табл. 9.20, 9.21).
Критическая скорость охлаждения среднеуглеродистых леги-
рованных сталей при закалке намного ниже, чем у низкоуглеро-
дистых сталей в связи с заметным увеличением интервала малой
устойчивости аустенита. Поэтому при их охлаждении даже на
воздухе часть аустенита может переохладиться и претерпеть пре-
вращение ниже температуры Мк. В условиях нагрева и охлажде-
ния ЗТВ при сварке даже в наиболее перегретых участках с гомо-
Таблица 9.20
Содержание химических элементов в среднеуглеродистых сталях
и их критические температуры
Массовая доля элемента, % ЛС1 ) Ас^
Сталь с S1 Мп Сг S Не Р юл ее
30 0,27—0,35 0,17—0,37 0,5—0,8 <0,25 0,04 0,035 732 813
40 0,37—0,45 0,17—0,37 0,5—0,8 <0,25 0,04 0,035 727 783
40Х 0,36—0,44 0,17—0,37 0,4—0,7 0,8—1,1 0,04 0,035 743 782
40Г 0.37—0,45 0,17—0,37 0,7—1 <0,25 0,04 0,035 726 790
20ХГСА 0,17—0,23 0,9—1,2 0,8—1,1 0,8—1,1 0,025 0,025 755 840
30ХГСА 0,28—0,34 0,9—1,2 0,8—1,1 0,8—1,1 0,025 0,025 755 830
232
Таблица 9.21
Механические свойства среднеуглеродистых сталей
Т ермообработка °в от Ч>. KCU. МДж/м11, при температуре, °C
МПа % 20 —20 —40 —60
30 Нормализация 500 300 210 50 0,8 -—
Закалка при 870 СС в воде, отпуск при 630 °C 600 400 260 55 1,2 — 0,7 0,6
40 Нормализация 580 340 — 45 0.6 — — —
Закалка при 840 °C в воде, отпуск при 620 “С 620 420 310 40 1.0 — 0,6 0,5
40Х Закалка при 850 °C в масле, отпуск при 550 °C 800 650 380 50 1,1 0,9 0,8 0,6
40Г Закалка при 840 °C в масле, отпуск при 550 °C 840 600 400 1,5 1,2 1,0 0,8
20ХГСА Закалка при 880 °C в масле, отпуск при 500 °C 800 650 — 45 0,7 — — —
ЗОХГСА Закалка при 880 °C в масле, отпуск при 540 °C 1100 850 480 45 0,9 0,6 0,5
генным аустенитом при повышенной скорости охлаждения может
образоваться мартенсит.
На рис. 9.17 приведена термокинетическая диаграмма превра-
щения переохлажденного аустенита двух среднеуглеродистых
сталей с разными уровнями легирования.
При ручной дуговой сварке низколегированной среднеугле-
родистой стали 34ХМ аустенит в ЗТВ полностью превращается
в мартенсит, а при автоматической сварке под флюсом — в бей-
нит — также неравновесную структуру. Даже при ЭШС не исклю-
чено частичное превращение аустенита в бейнит. Ручная дуговая
и автоматическая сварка под флюсом более легированной средне-
углеродистой стали вызывает полный мартенситный распад аусте-
Рис. 9.17. Термокине-
тические диаграммы пре-
вращения переохлажден-
ного аустенита в низко-
легированной 34ХМ (а) и
средиелегироваиной
30Х2Н2М (б) сталях:
1 — многослойная РДС; 2 —•
многослойная АДС под флю-
сом; 3 —- ЭШС
233
вита в ЗТВ- В участках ЗТВ с негомогенным аустенитом образова-
ние мартенсита в местах, обогащенных углеродом, еще более
вероятно.
Образование мартенсита в ЗТВ при сварке среднеуглероди-
стых, низко- и среднелегированиых сталей — основная причина
трудности их сварки в связи со склонностью к образованию хо-
лодных трещин. Холодные трещины могут возникать сразу же
после сварки и через некоторое время. Недостатком сварных
соединений рассматриваемых сталей является также мартенситная
структура ЗТВ, определяющая повышенную хрупкость этих уча-
стков, которая может сказаться при их эксплуатации, особенно
при работе при пониженных температурах, динамических нагруз-
ках и пр.
Во избежание образования холодных трещин при сварке
среднеуглеродистых сталей, особенно легированных, прежде всего
необходимо замедлить скорость охлаждения сварного соединения
и снизить уровень возникающих сварочных напряжений. Для
этого прибегают либо к подогреву свариваемого металла, либо
к увеличению погонной энергии при сварке (увеличению свароч-
ного тока и снижению скорости сварки). Часто приходится одно-
временно использовать подогрев и увеличение погонной энергии.
Снижение скорости охлаждения ЗТВ не всегда позволяет пред-
отвратить превращение аустенита в мартенсит. Но даже если не
удается избежать мартенситного превращения, распад аустенита
в мартенситной зоне переносится в область температур ближе к Мв
(дальше от Л4К), что делает образующийся мартенсит менее на-
пряженным и менее хрупким.
В некоторых случаях, в основном при сварке сталей с пони-
женным содержанием углерода и повышенном легировании (на-
пример, сталь 20ХН2), полезно не уменьшать скорость охлажде-
ния, а, наоборот, увеличивать ее для получения в ЗТВ наряду
с мартенситом значительного количества остаточного аустенита.
Однако это требует большой осторожности и предварительной
проверки путем сварки пробных изделий. Рациональный метод
сварки рассматриваемых сталей — контактная сварка, при кото-
рой вследствие отсутствия жидкого кристаллизующегося металла
и прогрева одновременно всего сечения уменьшаются уровень
сварочных напряжений и опасность появления холодных трещин.
Поскольку на образование холодных трещин влияет водород,
при сварке сталей рассматриваемого типа необходимо принимать
особые меры предосторожности, направленные на предотвращение
попадания в зону сварки источников водорода — влаги и окалины.
Для этого следует тщательно сушить сварочные материалы и очи-
щать перед сваркой кромки свариваемого изделия. Целесооб-
разны также технологические мероприятия, позволяющие снизить
уровень напряжений в сварном изделии, термообработка, чаще
всего высокий отпуск, позволяющий одновременно привести к рас-
паду мартенсита и снизить остаточные сварочные напряжения.
234
Таблица 9.22
Ориентировочные условия сварки среднеуглеродистых сталей
Сталь Толщина металла, мм Температура, “С Т ермообработка сварного соединения Твер- дость ЗТВ после сварки, МПа, не более
воз- духа подогрева
30 До 5 До 15 Более 15 —10 0 10 100—150 150—200 200—250 Отпуск при 620— 640 °C. После ЭШС нор- мализация с отпуском 3500
40 До 5 До 15 Более 15 0 10 10 150—200 200—250 250—300 То же 4000
40Х 40Г До 5 До 15 Более 15 10 15 15 200—250 200—250 250—300 Отпуск при 630— 650 °C сразу после сварки 5500
ЗОХГСА До 5 До 15 Более 15 5 15 15 150—200 200—250 250—300 Закалка с отпуском или местный отпуск при 640 °C 5500
Примечание. Стали 30, 40, ЗОХГСА можно сваривать любыми ви-
дами сварки, стали 40Х и 40Г только ручной дуговой, электрошлаковой, дуговой
в защитном газе и контактной.
Термообработка сварных изделий из среднеуглеродистых леги-
рованных сталей необходима сразу же после сварки, чтобы свести
к минимуму время, за которое может развиться разрушение.
При сварке термоулучшенных среднеуглеродистых сталей еще
в большей мере, чем при сварке низкоуглеродистых сталей в за-
каленном и отпущенном состояниях, происходит разупрочнение
ЗТВ. Устранить это разупрочнение может только общая термооб-
работка всего сварного изделия — закалка и отпуск. Общий или
местный отпуск не повышают прочности разупрочненной зоны.
Условия сварки среднеуглеродистых и среднелегированных
сталей зависят от многих факторов: состава стали, жесткости
конструкции, с которой связан уровень возникающих в сварном
соединении напряжений, толщины свариваемого металла, темпе-
ратуры окружающей среды и т. п. (табл. 9.22). Поэтому нельзя
точно определить и технологические условия их сварки. Стали
рассматриваемой группы относятся к наиболее трудносвари-
ваемым.
9.7. ВЫСОКОУГЛЕРОДИСТЫЕ СТАЛИ
Стали, содержащие более 0,5 % С, не относятся к машинострои-
тельным или конструкционным. Углеродистые и низколегиро-
ванные стали с 0,7 % С применяют для изготовления рельс и как
235
штамповые. При содержании 0,7—1,2 % С углеродистые и легиро-
ванные стали называются инструментальными (табл. 9.23, 9.24).
Характерной особенностью высокоуглеродистых инструмен-
тальных сталей является наличие избыточных заэвтектоидных
карбидов вольфрама и ванадия, стойких к растворению при
нагреве. У легированных высокоуглеродистых сталей очень малы
критические скорости охлаждения при закалке, и при охлажде-
нии на воздухе в них часто образуются неравновесные струк-
туры — мартенсит и бейнит. При ускоренном охлаждении полу-
чаемый мартенсит твердый и хрупкий из-за высокого содержания
в нем углерода. Легированные инструментальные стали имеют
повышенную устойчивость при отпуске. В связи с пониженной
теплопроводностью этих сталей при наличии градиента температур
в процессе охлаждения в них возникают более высокие остаточные
напряжения, чем в низко- и среднелегированных сталях.
В связи с указанными обстоятельствами эти стали имеют
очень высокую склонность к образованию горячих и холодных
трещин при сварке. Сваркой плавлением они практически не сва-
риваются. В то же время некоторые из этих сталей с успехом
свариваются контактной сваркой (ЭКС), обеспечивающей меньший
уровень сварочных напряжений. Неплохо свариваются контактной
сваркой высокоуглеродистые нелегированные стали с содержанием
до 0,9 % С и легированные, вплоть до быстрорежущих со средне-
углеродистыми. Во всех случаях после сварки необходима не-
медленная общая и местная термообработка. Поскольку изде-
Таблица 9.23
Содержание химических элементов в инструментальных сталях
и их критические температуры
Сталь Массовая доля элемент а, % Л с, Мн
Твп Марка с Si Мп Сг W V С
Углероди- стая У7 0,65— 0,74 0,15— 0,35 0,2— 0,4 — — — 700 280
У8 0,75— 0,84 0,15— 0,35 0,2— 0,4 — — — 780 245
Легиро- ванная X 0,95— 1,1 0,15— 0,35 0,15— 0,4 1,3— 1,65 — — — —
ХВСГ 0,95— 1,05 0,65— 1,0 0,6— 0,9 0,6— 1,1 0,7— 1,0 0,05— 0,15 — —
Быстро- режущая Р9 0,85— 0,95 До 0,4 До 0,4 3,5— 4,4 8,5— 10 2—2,6 — 180
Р18 0,7— 0,8 До 0,4 До 0,4 3,8— 4,4 17— 18,5 1—1,4 — 120
236
Механические свойства инструментальных сталей
Сталь Термообработка ”0.2 °в "и KCV, яде
МП! м«
У7 Закалка при 800—830 °C, отпуск при 300—350 °C 1200 1420 2100 0,38 48—51
У8 Закалка при 800 СС, от- пуск при 150—170 °C — 1950 — —• 58
X Закалка при 830—850 °C, отпуск при 130—150 °C 1700 2200 2300 0,05 62—65
ХВСГ Закалка при 860 °C, от- пуск при 150 °C — — 3000— 3200 — 61-63
Р9 Закалка при 1230— 1250 °C, отпуск при 560 °C в течение 1 ч 3 раза — 1900 3400 0,05 61—63
Р18 Закалка при 1270 °C, от- пуск при 560 °C в течение 1 ч 3 раза 2370 3000 0,04 61—65
лиями являются, как правило, режущие инструменты, термооб-
работке можно подвергать только рабочую часть с приваренной
инструментальной пластиной или наконечником.
Контактная сварка инструментальных сталей рациональна и
практически применима для приварки к державке (крепежной
части), изготовленной из углеродистой или низко- и среднеле-
гированной стали, рабочей (режущей части) из дорогой быстро-
режущей стали. В качестве сталей для державок используют
углеродистые стали типа 45, а при требовании повышенной проч-
ности и прокаливаемости — легированную сталь типа 40Х. Для
державок применяют также легированные инструментальные
стали, закаливающиеся при охлаждении на воздухе или в масле
(X, ХВСГ и др.).
Процесс контактной стыковой сварки требует особых условий.
Во избежание возникновения высоких временных внутренних
напряжений при нагреве участок стыка до сварки должен сна-
чала медленно нагреться до 700—900 °C в сварочной машине и
лишь после этого быстро доведен до температуры сварки и осадки.
После осадки и сварки изделие (инструмент небольших размеров)
должно быть немедленно перенесено в печь для отжига, чтобы
предотвратить закалку быстрорежущей стали и создание высоких
местных остаточных напряжений с образованием холодных тре-
щин. Температура печи должна соответствовать температуре
отжига быстрорежущей стали, но быть не ниже Лсг — 730 °C.
При температуре отжига изделия выдерживают в течение 3 ч и
медленно (30—40 °С/ч) охлаждают до 750 °C, выдерживают в тече-
ние 3—4 ч и охлаждают на воздухе.
Отжиг при 830—850 °C можно заменить высоким отпуском при
740—760 °C в течение 9—10 ч с последующим медленным охла-
ждением до 300—400 аС. Твердость НВ сталей после одной из
таких обработок должна быть не выше 2700 МПа.
После общего отжига сварной инструмент подвергают местной
термообработке для придания нужных свойств рабочей части из
быстрорежущей стали, а также державке. Для этого в соляной
ванне или индукторе быстрорежущую часть инструмента (без
сварного шва) нагревают под закалку и после закалки сразу же
подвергают отпуску. Затем таким же образом нагревают под
закалку и закаливают державку инструмента. Температура от-
пуска державки должна быть ниже температуры отпуска режу-
щей части.
Я.8. ХЛАДОСТОЙКИЕ СТАЛИ
Хладостойкие низко- и среднелегированные стали предназна-
чены для эксплуатации при температурах до —196 °C. В зависи-
мости от состава и степени легирования нижний предел темпера-
туры может доходить до —196 °C. Долгое время для таких тем-
пературных условий применяли только никельсодержащие стали
(3, 6 и 9 % Ni) с низким содержанием углерода или аустенитные
хромоникелевые стали. В последнее время в нашей стране и за
рубежом появились рекомендации по применению в условиях
умеренно низких температур низкоуглеродистых низколегирован-
ных. сталей с низким содержанием никеля (до 1,5 %) и даже
Таблица 9.25
Содержание химических элементов в низко-
и среднелегированных хладостойких сталях
и температура их эксплуатации [6, 38]
Сталь Массовая доля влемеита, % Температура эксплуатации, 1 CC, не ниже
с S1 Мп N1 S Р Прочие
06НЗ <0,06 0,17— 0,37 0,45— 0,60 3,5—4 <0,01 <0,01 0,15— 0,25 Мо —100
06Н6 <0,06 0,17— 0,37 0,45— 0,60 6—7 <0,02 <0,02 — —160
06Н9 <0,06 0,17— 0,37 0,45— 0,60 8,5- 9,5 <0,02 <0,02 — — 196
06Г2НАБ 0,036 0,26 1,62 0,81 0,02 0,013 0,14 Nb; 0,03 Al; 0,021 N —100
06Г2АЮ 0,034 0,26 1,83 —— 0,006 0,008 0,14 Al; 0,022 N -80
238
безникелевых сталей. Для этих ста-
лей также характерно очень низкое
содержание углерода (табл. 9.25).
Приведенные в табл. 9.25 нике-
левые стали, особенно марок 06Н6
и 06Н9 сложны по фазовому составу
и структурному состоянию. Благода-
ря значительному сужению никелем
a-области (рис. 9.18), особенно в
присутствии углерода, точка Дс3 с
повышением содержания никеля зна-
чительно понижается. Кроме того,
никель сильно снижает критическую
скорость охлаждения при закалке.
Поэтому стали с 9 % Ni после охла-
ждения с температуры у-состояния на
воздухе закаливаются с образова-
нием мартенсита или мартенсита с
аустенитом. При нагреве закален-
ной стали до температуры, близкой
к 600 °C, частично может произойти
Рис. 9.18. Часть диаграммы со-
стояния сплавов Fe-—Ni при
температуре ниже 1000 СС [5]
обратное а -> ^превращение, и в стали может появиться некото-
рое количество остаточного аустенита (5—15 % в зависимости от
состава стали и температуры отпуска). Наряду с этим произойдет
также распад имевшегося мартенсита на феррит и карбиды (об-
ласть а -> у при нагреве).
В стали с 6 % Ni при охлаждении на воздухе образуется фер-
ритно-мартенситная структура, а при более быстром охлажде-
нии — мартенсит. После отпуска закаленная сталь имеет высокую
хладостойкость. Сталь с 3 % Ni закаливается только при ускорен-
ном охлаждении в воде. Применяется эта сталь также в закаленном
и отпущенном состояниях. Хладостойкость никелевых сталей
определяется не только содержанием никеля, но важны также
однородность состава и мелкозернистость структур. Поэтому ни-
келевые стали перед окончательной термообработкой (закалка +
+ отпуск) лучше подвергать нормализации. Для сталей с 6 и
9 % Ni нормализацию с термоулучшением можно заменить двой-
ной воздушной закалкой: первая с более высокой температуры
(~900°С) для гомогенизации, вторая с более низкой ('-'780—
800 °C) для получения мелкого зерна. Отпуск после такой обра-
ботки дает некоторое улучшение свойств, однако он не всегда не-
обходим, так как низкое содержание углерода в стали и понижен-
ная температура закалки позволяют получить нехрупкий мартен-
сит и некоторое количество остаточного аустенита, обеспечиваю-
щих хорошую ударную вязкость.
Никелевые стали, приведенные в табл. 9.26, успешно свари-
ваются различными видами сварки. Для сварки стали 06НЗ
применяют электроды или проволоку либо того же состава, либо
239
аустенитную хромоникелевую, Для сварки стали 06Н6 в качестве
присадочного материала чаще всего используют проволоку из
аустенитной хромоникелевой стали, а для сварки стали 06Н9 —
материал на никелевой основе (типа инконель).
Одними из основных показателей свариваемости стали яв-
ляются склонность к образованию холодных трещин, изменение
свойств ЗТВ и необходимость принятия специальных технологи-
ческих мер для получения бездефектного сварного соединения
с надлежащими свойствами. Согласно этим положениям все
три никелевые стали можно отнести к хорошо свариваемым. Низ-
кое содержание в сталях углерода обусловливает отсутствие
склонности к холодным трещинам, даже если в ЗТВ после сварки
образуется мартенсит. Мартенсит с низким содержанием угле-
рода при высоком содержании никеля способствует получению
в ЗТВ высокой ударной вязкости и умеренной твердости металла.
При наличии вязкого аустенитного металла шва это обстоятель-
ство обусловливает отсутствие необходимости проведения термо-
обработки после сварки. При сварке эти стали проявляют склон-
ность к росту зерна в ЗТВ. В связи с этим сваривать их целесооб-
разно без большого тепловложения, предпочитая сварку в защит-
ном газе и ручную дуговую сварку. При автоматической сварке
под флюсом лучше использовать тонкую проволоку.
В связи со склонностью к росту зерна никелевые стали при
сварке не следует подогревать. Только при низкой температуре
окружающего воздуха целесообразен небольшой подогрев. При
высоконикелевых и хромоникелевых аустенитных швах термооб-
работка после сварки не требуется. Высокий отпуск сварных соеди-
нений стали 06НЗ проводят при сварных швах такого же состава,
что и свариваемая сталь (табл. 9.27).
Таблица 9.26
Механические свойства хладостойких никелевых сталей [6, 38]
Сталь Термообработка сто,г С. KCU, МДж/м\ при температуре, °C
МПа % 20 — 120 — 160 —196
06НЗ Нормализация при 860 °C Закалка при 860 °C в воде, от- пуск при 630 °C 450 550 350 450 25 25 60 65 1,2 1,5 0,3 0,2 0,6 0,3
06Н6 Закалка при 860 °C в воде, от- пуск при 630 °C 500— 550 450— 470 30—32 70—75 2,0 — 1,0— 1,2 0,4— 0,6
06Н9 Нормализация 650— 680 580— 600 28—30 70 2,5 — — 1,2
240
Т а б л и ц а 9.27
Ориентировочные режимы сварки никелевых хладостойких сталей
и механические свойства ЗТВ сварных соединений
Сталь Предпо- чтитель- иые виды сварки Температура, сС Свойства ЗТВ после сварки
воздуха подогрева Микро- струк- тура НВ, МПа, ие более KCV, МДж/м8, не менее
06НЗ* ин, РДС АДС, экс 5 — м + п 3500 1,0 при 20 °C; 0,7 при —120 °C
—15 150 м+ п 3500
06Н6 г, ин РДС 5 — М + Ф 4200 1,5 при 20 °C 1,0 при —160 °C
—10 150 м + Ф 4200
06Н9 г, ин РДС 5 — м 4000 1,5 при 20 °C; 0,8 при —196 °C
—10 150 м 4000
* При получении аустенитных швов термообработку не проводят,, при полу-
чении перлитных — отпуск при 620 °C.
Стали 06Г2НАБ и 06Г2АЮ благодаря очень низкому содержа-
нию углерода после нормализации (состояние применения) почти
не имеют эвтектоида (перлита), поэтому их иногда называют бес-
пер литными. Высокие свойства, получаемые после нормализации,
особенно высокая хладостойкость, определяются очень мелким
верном, устойчивым к росту благодаря наличию нитридов алюми-
ния и карбонитридов ниобия. Несмотря на повышенную устой-
чивость мелкого зерна к росту при иагреве, высокая температура
нагрева околошовной зоны приводит к некоторому укрупнению
зерна и ухудшению хладостойкости, что на сталях рассматривае-
мого типа ощутимо уже при ручной дуговой сварке. Лучше всего
эти стали соединять сваркой в защитном газе с применением
тонкой проволоки с наименьшим тепловым влиянием на прилегаю-
щий к сварному шву металл. Значения твердости и ударной вяз-
кости ЗТВ в этом случае сохраняются близкими к значениям сва-
риваемой стали.
10. ВЫСОКОЛЕГИРОВАННЫЕ СТАЛИ
В настоящее время уровень производства высоколегированных
коррозионно-стойких сталей рассматривается как один из пока-
зателей технического уровня государства, так как без этих мате-
риалов невозможно представить себе нефтепереработку и нефте-
химию, производство синтетических материалов, минеральных
удобрений, пищевых продуктов и др.
В соответствии с ГОСТ 5632—72 к высоколегированным условно
отнесены сплавы, содержание Fe в которых более 45 %, а суммар-
ное содержание легирующих элементов не менее 10 %, считая
по верхнему пределу, при содержании одного из элементов не
менее 8 % по нижнему пределу.
Различают следующие группы высоколегированных сталей и
сплавов:
коррозионно-стойкие, обладающие стойкостью к электрохими-
ческой и химической коррозии (атмосферной, почвенной, щелоч-
ной, кислотной, солевой и др.), межкристаллитной коррозии
(МКК), коррозии под напряжением и т. д. Коррозионно-стойкими
являются стали, содержащие, как правило, хрома более 12 %;
жаростойкие, обладающие стойкостью против химического
разрушения поверхности в газовых средах при температуре
выше 550 °C, работающие в иенагруженном состоянии или слабо-
нагруженном состоянии. К числу жаростойких до 900 °C относятся
стали 12X17, 08Х17Т и др., к числу жаростойких до 1100 °C —
стали 15X28, 15Х25Т и др.;
жаропрочные, способные работать в нагруженном состоянии
при высоких температурах в течение определенного времени и
обладающие при этом достаточной жаростойкостью. В температур-
ном интервале 585—610 °C могут работать стали 15Х12ВНМФ,
18Х12ВМБФР и др., при температуре до 650 сС — стали 12Х18Н9Т
и 12Х18Н10Т, при температуре до 800 °C—10Х23Н18,
12Х25Н16 и др.
В зависимости от основной структуры, образовавшейся при
охлаждении иа воздухе после высокотемпературного нагрева,
стали подразделяются на классы:
мартенситный — стали со структурой мартенсита (20X13,
30X13, 40X13, 15Х11МФ и др.);
мартенситно-ферритный — стали, содержащие в структуре
кроме мартенсита не менее 10 % феррита (09Х16НЧБ, 14Х17Н2,
12X13 и др.);
242
ферритный — стали, имеющие структуру феррита (08X13,
08Х17Т, 12X17; 15Х25Т и др.);
аустенитно-мартенситный — стали, имеющие структуру аусте-
нита и мартенсита с различным соотношением фаз (07Х16Н6,
08Х17НМЗ, 09Х15Н8Ю, 20Х13Н4Г9 и др.);
аустенитно-ферритный — стали с содержанием более 10 %
феррита в аустеиитно-ферритной структуре (08Х18Г8Н2Т,
08Х21Н6М2Т, 08Х22Н6Т, 20Х23Н13 и др.);
аустенитный — стали, имеющие полностью аустенитную струк-
туру (03X17H14M3, 08Х18Н10, 08Х18Н10Т, 10Х14Г14НЗ,
12Х18Н9, 12Х18Н9Т).
Для определения структурного класса используют диаграмму
Шеффлера.
По системе легирования высоколегированные стали делят
на хромистые, хромоникелевые, хромомаргаицовистые, хромони-
кельмарганцовистые и т. п.
10.1. ХРОМИСТЫЕ СТАЛИ
Хром — основной легирующий элемент для получения корро-
зионно-стойких и жаропрочных сталей — широко используется
и для легирования жаростойких сталей. В коррозионно-стойких
кислотостойких сталях хром играет двоякую роль. При его содер-
жании более 12 % резко повышается электрохимический потен-
циал стали, сталь «облагораживается» и становится более устой-
чивой в растворах электролитов. В то же время хром способ-
ствует образованию на поверхности металла плотной и достаточно
прочной окисной пленки, защищающей металл от воздействия
коррозионно-активной среды. Эта же стойкая пленка хрома защи-
щает сталь от окисления при высоких температурах — повышает
ее жаростойкость. Таким образом, высокохромистые стали ока-
зываются стойкими против химической и электрохимической кор-
розии в окислительных средах.
Наряду с высокой коррозионной стойкостью стали, содержащие
~12 % Сг, имеют высокие прочность и жаропрочность (значи-
тельно выше, чем у низко- и среднелегированных хромистых
и хромомолибденовых сталей). К. А. Ланская считает, что эти
свойства высокохромистых сталей определяются фазовым накле-
пом при превращении, идущем по мартенситному типу, и наличием
дисперсных интерметаллидиых фаз при дополнительном легирова-
нии стали молибденом, ниобием, ванадием и др.
В связи с указанным сочетанием свойств высокохромистые
стали находят широкое применение в различных областях народ-
ного хозяйства. При высоких механических и антикоррозионных
свойствах высокохромистые стали имеют пониженные технологи-
ческие свойства, в том числе пониженную свариваемость. Это
связано с особенностями фазового состояния высокохромистых
сталей и особенностями структурных и фазовых превращений,
происходящих при нагреве и охлаждении.
243
Хром относится к легирую-
щим элементам, стабилизирую-
щим в железных сплавах а-фа-
зу и уменьшающим область су-
ществования 7-фазы (рис. 10.1).
Введение в железохромистые
сплавы других ферритостаби-
лизирующих элементов (Мо, W,
V, Ti, Si и др.) еще больше
сужает у-область, в то же вре-
Рис. 10.1. Диаграмма состояния спла- мя аустенитостабилизирующие
bob Fe—Сг элементы (С, Mn, Ni, Си) ее рас-
ширяют. Углерод, кроме того,
приводит к образованию карбидов хрома, обедняя хромом твер-
дый раствор.
О фазовом и структурном состоянии сплавов железо — хром
и высокохромистых сталей с разным количеством хрома и содер-
жащих углерод и другие легирующие элементы, можно судить по
диаграмме на рис. 10.1.
Хромистые стали, претерпевающие 7 a-превращение, т. е.
находящиеся в пределах концентраций существования 7-фазы,
относятся к мартенситным в связи с очень небольшой критической
скоростью охлаждения сталей, содержащих более 5 % Сг, даже
при небольшом содержании углерода. Мартенситные высокохро-
мистые стали — это основная группа высоколегированных хро-
мистых сталей. Они содержат 8—14 % Сг и 0,06—0,4 % С, а для
придания специальных свойств и другие легирующие элементы.
Наличие в сталях углерода при высоком содержании хрома позво-
ляет получать сочетание коррозионной стойкости и различной
степени упрочнения при мартенситном превращении.
В связи с наличием полиморфного превращения эти стали
можно подвергать термической обработке. Чем выше в стали содер-
жание углерода, тем более высокую прочность можно получить
как после закалки, так и после нормализации. Только сталь
с содержанием углерода менее 0,05 % практически не закали-
вается и является ферритной. Твердость стали после нагрева
выше Ас3 (до у-состояния) и охлаждения как в масле, так и на
воздухе одинаковая, что свидетельствует о том, что при охлажде-
нии в широком интервале скоростей структура стали в основном
мартенситная, хотя при более медленном охлаждении в стали
может сохраняться определенное количество феррита.
Повышение содержания углерода в сталях с 13 % Сг снижает
сопротивление коррозии. Особенно заметно увеличивается ско-
рость коррозии при повышении содержания углерода более 0,3 %.
Объясняется это тем, что при отжиге при наличии углерода в стали
образуются карбиды хрома, в основном СгазС6. При этом твердый
раствор существенно обедняется хромом, что ухудшает электро-
химический потенциал стали и ее коррозионную стойкость. Таким
244
образом, процесс образования карбидов в высокохромистых
сталях неблагоприятно влияет на их коррозионную стойкость.
Хромистые стали рассматриваемой группы помимо высокой
коррозионной стойкости обладают и другими важными свойства-
ми — повышенными жаропрочностью и жаростойкостью. Повы-
шенная жаропрочность высокохромистых сталей даже без допол-
нительного легирования связана с высоким содержанием хрома
в твердом растворе; отношение Сг/С в этих сталях значительно
выше критического. Кроме того, при достаточном содержании
углерода в таких сталях они закаливаются на мартенсит даже при
охлаждении на воздухе. Характерно, что мартенситный распад
в этих сталях происходит при довольно низкой температуре (150—
250 °C), что обусловливает значительное искажение и напряжен-
ность структуры с повышенной плотностью дислокаций. В допол-
нение к этому наличие в такой стали карбида хрома, устойчивого
и относительно трудно коагулируемого (типа Ме23С6) при содер-
жании в стали ~12 % Сг и более, приводит к дополнительному
упрочнению мартенсита за счет блокирования частицами карбида
имеющихся дислокаций.
Такое упрочнение оказывается устойчивым и при высокой
температуре в связи с устойчивостью при нагреве высокохроми-
стого мартенсита и повышенной устойчивостью против коагуляции
карбидной фазы.
Дополнительное повышение жаропрочности высокохромистых
мартенситных сталей достигается введением карбидообразующих—
вольфрама, молибдена, ванадия, ниобия. Эти элементы увеличи-
вают дисперсность карбидной фазы и устойчивость ее против
коагуляции и тем самым увеличивают эффект упрочнения и сохра-
нения прочности при нагреве. Кроме того, при наличии этих
элементов в стали образуется особая интерметаллидная фаза
Fea (W, Мо) в высокодисперсной форме. Ее выделение происходит
по дефектам кристаллического строения в мартенсите, что при
нагреве дает дополнительное устойчивое упрочнение.
Наряду с положительным влиянием молибдена, ванадия и
вольфрама на жаропрочность необходимо считаться с тем, что
эти элементы стабилизируют a-фазу, способствуя сужению у-об-
ласти. Поэтому они могут способствовать увеличению количества
феррита в стали, делая ее ие полностью мартенситной, а мартен-
ситно-ферритной. Появление в таких сталях феррита более 20 %
способствует снижению прочности и жаропрочности.
Для повышения устойчивости у-фазы, расширения ^-области
и уменьшения количества феррита в легированные стали иногда
вводят небольшое количество никеля. Это позволяет одновре-
менно уменьшить критическую скорость охлаждения и снизить
температуру мартенситного распада, получая некоторое повыше-
ние прочности. В табл. 10.1 приведен состав некоторых корро-
зионно-стойких и жаропрочных мартенситных и мартенситно-
ферритных сталей, легированных 10—14 %.
245
Стали 08X13, 12X13, 20X13 применяют при изготовлении обо-
рудования, эксплуатируемого в условиях воздействия сернистых
газов и других сред при температуре до 500 °C. Стали 10X13 и
40X13 используют как коррозионно-стойкие для различных
инструментов и пружин,
Стали 15X11МФ, 18Х11МНФБ, 15Х12ВНМФ и 14Х12В2МФ
являются жаропрочными, применяются при температуре соответ-
ственно 550, 580, 630 °C для изготовления деталей турбин, литых
конструкций и труб.
Помимо рассмотренных, наиболее распространенных высоко-
хромистых сталей, содержащих 10—14 % Сг, находят применение
как коррозионно-стойкие стали с более высоким содержанием
хрома — ферритно-мартенситные с 17 % Сг и ферритные с 25—
28 % Сг.
Стали с 17 % Сг по сравнению со сталями, содержащими
~12 % Сг, имеют более высокую стойкость против коррозии
в атмосфере, в некоторых химически активных средах, например
в азотной кислоте. Поэтому их иногда применяют вместо дорогих
и дефицитных хромоникелевых аустенитных сталей.
Структурное состояние и свойства сталей с 17 % Сг зависят
от содержания в них углерода и других легирующих элементов.
Чистый сплав железа с 17 % Сг является однофазным ферритным.
Практически однофазное ос-состояиие сохраняется при содержании
в стали до 0,04 % С. На таких сталях нагрев и закалка с темпера-
тур вплоть до 1200 °C не связаны е перекристаллизацией. Однако
Таблица 10.1
Содержание химических элементов, %,
в высокохромистых коррозионно-стойких и жаропрочных сталях
Сталь О Si Мп Сг Hi Мо W, Nb V
08X13 <0,08 <0,8 <0,8 12,0— 14,0 — — — —
12X13 0,09— 0,15 <0,8 <0,8 12,0— 14,0 — — — —
20X13 0,16— 0,25 <0,8 <0,8 12,0— 14,0 — — — —*
30X13 0,25— 0,34 <0.8 <0,8 12,0— 14,0 — — — —
40X13 0,35— 0,44 <0,8 <0,8 12,0— 14,0 — — — —
15X11МФ 0,12— 0,19 <0,5 <0.7 10,0— 11,5 — 0,6— 0,8 — 0,25— 0,4
15Х12ВНМФ 0,12— 0,18 <0,4 0,5— 0,9 11,0— 13,0 0,4— 0,8 0,5— 0,7 0,7— 1.1W 0,15— 0,3
18Х11МНФБ 0,15— 0,21 <0,6 0,6— 1,0 10.0— 11,5 0,5— 1.0 0,8— 1,1 0,2— 0,45Nb 0,20— 0,4
14Х12В2МФ 0,10— 0,17 <0,5 0,5— 0,8 11,0— 13,0 — 0,6- 0,9 1,7— 2,2W 0,15— 0,3
246
Таблица 10.2
Ударная вязкость хромистых сталей с 17 Сг
Сталь Содержание эле- мента, % KCU, МДж/м*, при темпера- туре, °C Термообработка
с Ti Ni 20 200
12X17 0,13 — — 1,57 2,47 Отпуск при 760 °C в течение 1 ч
12Х17Т 0,13 1,34 — 0,14 >3,70 То же
14Х17Н2 0,15 —“ 2,1 1,20 — Закалка при 1030 °C в масле, отпуск прн 580 °C
при более высоком содержании в стали углерода при нагреве
начинается а ->• у-превращение, и после охлаждения кроме основ-
ного феррита может образоваться мартенсит. В связи с этим дан-
ные стали могут быть ферритными или полуферритными.
Полуферритная хромистая сталь, содержащая 17 % Сг и
'-—'0,1 % С, может быть превращена в ферритную после введения
достаточного количества титана для связывания имеющегося
углерода в карбиды. Такое количество титана отвечает примерно
пятикратному содержанию углерода. Для повышения прочности
без ощутимой потери пластичности и вязкости их легируют неболь-
шим количеством никеля при низком содержании углерода.
В таких сталях никель расширяет у-область и обусловливает
начало превращения с образованием после охлаждения низкоугле-
родистого мартенсита с повышенной прочностью и достаточной
вязкостью.
Отличительной особенностью ферритных сталей с 17 % Сг
является их высокая склонность к росту ферритного зерна при
нагреве, поэтому при технологических операциях избегают высо-
ких нагревов, оптимальная термообработка — отжиг при 760—
780 °C. Для ферритно-мартенситных сталей, содержащих никель,
нагрев при закалке производится до 1000—1050 °C. Особенно
опасен нагрев при температуре 450—500 °C в связи с развитием
так называемой 475-градусной хрупкости, природа которой еще
ие вполне ясна.
Хромистые ферритные стали практически не пригодны для
работы при низких температурах, так как их пороговая темпера-
тура перехода в хрупкое состояние лежит, как правило, выше 0 °C.
При повышенной температуре (100—200 °C) ударная вязкость
этих сталей высока (табл. 10.2). Понижению ударной вязкости
особенно способствует рост ферритного зерна при нагреве. Удар-
ная вязкость полуферритных сталей, например, содержащих
17 % Сг и никель, после закалки и отпуска значительно выше,
чем у чисто ферритных. В связи с этим ударная вязкость сталей,
содержащих титан, делающий сталь чисто ферритной, ниже, чем
У сталей, не содержащих титана.
247
Дальнейшее повышение сопротивления окислению и коррозии
в ряде химических активных сред наблюдается в стали с более
высоким содержанием хрома (25—28 %). Эти стали чисто феррит-
ные даже при наличии в них -~0,1 % С. Такое фазовое состояние
стали определяет ряд свойств. Прежде всего необходимо иметь
в виду низкую вязкость этих сталей. Температура их перехода
в хрупкое состояние лежит выше нормальной температуры, по-
этому при 20 °C их ударная вязкость очень невелика и может
достигать 0,1 МДж/м2.
Высокохромистые стали рассматриваемой группы обнаружи-
вают повышенную склонность к 475-градусной хрупкости и меж-
кристаллитной коррозии после нагрева до температуры 900 °C.
Склонность к коррозии по границам зерен связана с образованием
по этим границам при нагреве карбидов и в связи с этим обеднением
хромом пограничных участков зерен. Пониженное содержание
хрома на границах зерен приводит к их повышенному пораже-
нию коррозией. Определенное значение может также иметь нали-
чие по границам зерен материалов с отличающимися электрохими-
ческими свойствами — карбидов и феррита. Склонность к меж-
кристаллитной коррозии устраняется при введении в сталь титана
в количестве в 5 раз большем, чем содержание углерода для свя-
зывания углерода и предотвращения образования карбидов хрома
на границах зерен.
Сварка высокохромистых сталей всех трех рассматриваемых
групп связана с рядом трудностей, определяемых их свойствами,
фазовым и структурным состояниями, особенностями процессов,
протекающих при нагреве и охлаждении.
Наиболее интенсивное снижение сопротивления хрупкому
разрушению в сварных соединениях ферритных хромистых сталей
отмечается в участках ЗТВ сварных соединений там, где макси-
мальные температуры нагрева достигают 400—500, 550—850 и
1000—<пл [26, 54]. Как правило, отмеченное связано с выделением
избыточных фаз в матрице, понижающих ударную вязкость, или
процессзми образования сегрегаций примесей по границам зерен.
По данным работ [26, 541, в первом температурном интервале
отмечается дисперсионное твердение, во втором — сигматиза-
ция, в третьем — выделение дисперсных интерметаллидов. Меха-
низм охрупчивания околошовной зоны сварных соединений фер-
ритных сталей, предложенный в работе [54], предусматривает на
стадии нагрева термического цикла сварки полную или частичную
диссоциацию карбидов хрома, в стабилизированных сталях —
карбонитридов титана и ниобия, а также переход элементов вне-
дрения (углерод, азот) в твердый раствор. На стадии охлаждения
термического цикла сварки происходит процесс выделения мелко-
дисперсных упрочняющих фаз по границам зерен в результате
диффузии к границам зерен элементов внедрения, в первую оче-
редь углерода как горофильного элемента. Как следствие сни-
жается вязкость металла.
-248
В этой связи повышения сопротивления сварных соединений
хромистых ферритных сталей можно достигнуть, с одной стороны,
посредством минимизации углерода, азота и кислорода в составе
сталей, а с другой — подавлением рекристаллизационных про-
цессов и уменьшением сегрегаций легированием или модифици-
рованием нитридами. Было установлено, что введение нитридов
ванадия в хромистую ферритную сталь способствует перераспре-
делению карбонитридных фаз от границ в объем зерна [54].
Высокохромистые стали, как и другие высоколегированные,
имеют теплопроводность значительно ниже, чем углеродистые
и низколегированные стали. Это приводит к возникновению в зоне
сварки более высокого градиента температур и вследствие этого
повышенного уровня временных и остаточных сварочных напря-
жений.
Стали, содержащие -—12—14 % Сг, являются мартенситными.
Мартенситное превращение в них имеет две особенности, отри-
цательно влияющие на образование холодных трещин при сварке.
, При охлаждении сталей с температур нагрева аустенитного состоя-
ния (полностью или частично) мартенситный распад происходит
в широком интервале скоростей охлаждения, что обусловливает
обязательное образование в ЗТВ полностью мартенситной струк-
туры иногда даже с некоторым количеством аустенита (повышен-
ное содержание углерода, легирование никелем) или феррита
(низкое содержание углерода, легирование ферритообразующими
элементами).
Другая особенность мартенситного превращения, обусловли-
вающая повышенную склонность к образованию холодных тре-
щин в ЗТВ, состоит в том, что мартенситный распад происходит
при пониженной температуре (~150сС), исключающей протека-
ние процессов самоотпуска. Образующийся в этих условиях мар-
тенсит имеет повышенные уровень микронапряжений и плотность
дислокаций, оказывающихся заблокированными, поэтому обла-
дает повышенной хрупкостью.
Еще одна особенность сталей мартенситного класса осложняет
технологические условия сварки. В связи с тем, что мартенсит-
ные, и в том числе жаропрочные высокохромистые стали, являются
термически улучшаемыми и используются после закалки и высо-
кого отпуска, участки ЗТВ, нагревавшиеся при сварке до темпе-
ратуры, близкой к Aclt разупрочняются. Такое разупрочнение
не может быть ликвидировано в процессе отпуска после сварки
и требует сложной термообработки — нормализации с отпуском.
Однако не во всех случаях такое разупрочнение оказывается
недопустимым. Так же как и при сварке термически улучшенных
углеродистых и низколегированных сталей, при определенных
размерах разупрочненной зоны она может не сказаться на агре-
гатной прочности в связи с эффектом контактного упрочнения.
На степени разупрочнения при сварке участков ЗТВ терми-
чески улучшенных мартенситных сталей сказывается температура
249
отпуска, которому после закалки подвергался свариваемый
металл. Поскольку для этих сталей применимы различные от-
пуски (250—300, 600—700 и 740—760 °C) в зависимости от тре-
буемой твердости, прочности и ударной вязкости, для сварных
изделий следует выбирать сталь после наиболее высокого отпуска,
так как в этом случае будет наименее заметным разупрочнение
ЗТВ.
Для хромистых полуферритных и ферритных сталей с 17 и,
особенно, 25 % Сг сильно ограничивают возможность и услож-
няют технологию сварки быстропротекающий рост ферритного
верна при нагреве в ЗТВ и отсутствие практической возможности
каким-либо путем измельчить это зерно после сварки, поскольку
ферритные стали не претерпевают перекристаллизации в связи
с отсутствием а^±у-превращения. Сильный рост ферритного зерна
приводит к значительному охрупчиванию ЗТВ ферритных сталей
при сварке.
Повышение хрупкости ЗТВ у высокохромистых сталей может
быть связано и с другими явлениями — развитием хрупкости
в участках, нагревавшихся до температуры 500 °C, и выделением
по границам зерен карбидов. Выделение карбидов хрома по гра-
ницам зерен в участках ЗТВ, нагревавшихся до температуры
900 °C и несколько выше, обусловливает понижение их стойкости
к межкристаллитной коррозии. Устранение этого недостатка
достигается использованием для сварки высокохромистых сталей,
легированных титаном или ниобием, которые связывают углерод
в стойкие карбиды. При сварке сталей, не содержащих титана
или ниобия, устранение склонности сварных соединений к меж-
кристаллитной коррозии достигается термообработкой, восстана-
вливающей стабильное состояние границ зерен структуры.
Хотя высокохромистые стали можно сваривать различными
способами, общим условием является использование технологии
с наименее интенсивным тепловым воздействием сварочного
источника теплоты на участки ЗТВ. При сварке мартенситных ста-
лей это уменьшает размер мартенситной зоны. При наличии
в таких сталях феррита это ограничивает рост зерен феррита и
снижает эффект охрупчивания ЗТВ. То же происходит при сварке
полуферритных и ферритных сталей.
Низкая теплопроводность хромистых сталей и повышенный
градиент температур в ЗТВ — факторы неблагоприятные. Чтобы
уменьшить температурный градиент в ЗТВ, который может быть
особенно заметным при сварке с малым тепловложением, хромистые
стали перед сваркой необходимо подогревать. Температура подо-
грева хромистых сталей перед сваркой должна быть разной для
разных сталей. При сварке мартенситных сталей в целях умень-
шения опасности возникновения холодных трещин подогрев
должен быть высоким (~ до 360 °C). Такой подогрев уменьшает
скорость охлаждения после сварки, снижает уровень сварочных
напряжений и способствует протеканию мартенситного распада
250
в более благоприятных условиях. Однако этого мероприятия при
сварке мартенситных высокохромистых сталей может оказаться
недостаточно для предотвращения образования холодных трещин.
Вследствие отмеченных ранее особенностей мартенситного
превращения холодные трещины в этих сталях могут возникать
сразу же после сварки или даже в процессе охлаждения. Чтобы
предотвратить их появление, охлаждение после сварки следует
задержать на уровне температуры мартенситного превращения
100—150 °C и выдержать при этой температуре определенное
время, определяемое составом стали, прежде всего содержанием
в ней углерода и массой (толщиной) свариваемого изделия. В этом
случае мартенситное превращение протекает в более благоприят-
ных условиях, мартенсит оказывается менее хрупким и умень-
шается количество остаточного аустенита. Уменьшение коли-
чества остаточного аустенита при таком режиме охлаждения
может несколько снизить ударную вязкость металла в ЗТВ после
сварки.
Все сварные соединения мартенситных сталей после сварки
обязательно подвергают высокому отпуску для снятия напряже-
ний, распада мартенсита и общего повышения ударной вязкости.
Сохранение перед отпуском остаточного аустенита может привести
к его распаду при отпуске и понижению ударнбй вязкости.
Отпуск сварных соединений высокохромистых сталей назначают
до температуры 680—760 °C в зависимости от состава свариваемой
стали и металла шва: более низкая температура — для сталей
без дополнительного легирования карбидообразующими элемен-
тами, более высокая — для сталей со значительными количе-
ствами молибдена, вольфрама, ванадия.
Как правило, мартенситные жаропрочные стали сваривают
с присадочными материалами, обеспечивающими металл шва, по
составу и свойствам близкий к основному. В этом случае должны
соблюдаться все отмеченные выше условия сварки. Иногда при
монтажных или ремонтных работах, когда проведение термо-
обработки связано с большими трудностями, для сварки можно
применять аустенитные присадочные материалы. Например, при
ручной дуговой сварке стали 08X13 применяют электроды
УОНИ-13/нж, ОЗЛ-6. Температуру эксплуатации сварных изде-
лий ограничивают 350 °C. При автоматической сварке под флюсом
этой стали используют сварочные проволоки Св-06Х25Н 12ТЮ,
Св-07Х25Н12Г2Т и сварочный флюс АН-26 [62].
Сварка ферритных и полуферритных высокохромистых сталей
с 25 и 17 % Сг, а также стали 08 X13 имеет особенности, связанные
с ростом ферритного зерна в ЗТВ и значительным охрупчиванием
этих участков. Пониженная теплопроводность, требующая подо-
грева для уменьшения температурного градиента, с одной сто-
роны, и необходимость ограничения тепловложения — с другой,
приводят к тому, что при сварке ферритных и полуферритных
высокохромистых сталей температура подогрева существенно
251
СО
о
«5
Я
Я
ч
о
СС
н
Условия сварки высокохромистых сталей
и и ь- о ®хо ч « о Р, охо е о кси, МДж/м’ 0,1 0,3 0,3 о О 0,1 го 0,1 и о О <и g
ЗТВ термо НВ, МПа ооог 2000 5000 2500 2000 2000 2000 0005 я ч го Я Я •я <и
Термообработка * 1 1 Отпуск при 660—770°C Отпуск при 200—300 °C Отпуск при 650—750 °C Отжиг при 760—780 °C с ускоренным охлажде- нием л Отпуск при 700—750 °C То же То же «я о S ГО « я сх го я о я >» « й о о о о я ч й о И а я я ч W о я & го « о я и
о
© Ч о к О « к о. И га « /<си, МДж/м ГО 0,2 0,2 О О 1 1 О о я « к ч ХО ю <и к
- «в юс tt;g 2500 5000 о LO 5000 о о со 1 1 | 3500 го" я н о Я й X >»
со
Темпепатуоа подогрева, 150 О о СО о о со 300—500 1 150—200 1 150—200 го . ч и £ 5g S & S. s. » ° >: S g со о ,д г*> Я Я о
И S ч с иа про- ката, мм о о V/A\ к ГО \о 2 к го ХО S е; Любая о V О А\ о V | >ю к S я Ь- О Я Н § 6 2 “ и X ° ё §
ИФБ § Й к g-g. 5 JS сх н 8 о ь
ч СВ 1WIIX8T ‘ФИ1 Я О к А si я 2 S со ГО С1- я S с я 8 >»хо _ Го о
б СО со 13, 40X13 НМФ, 15X12BI- СО 17Т 25Т 1 Термообработка ’ Для изделий, р Примечаии
X со о X с сч X о со 15X1 12X1 X LO 08X1 15X1
252
ниже, чем при сварке мартенситных (~ 150 °C). При малых тол-
щинах свариваемого металла и положительных температурах
окружающей среды иногда возможна сварка без подогрева.
Рост ферритного зерна в ЗТВ при сварке ферритных и полу-
ферритных высокохромистых сталей и охрупчивание этих участ-
ков неизбежны. Для их ограничения следует максимально умень-
шать погонную энергию сварки.
Одновременно с ростом зерна в ЗТВ сталей, не содержащих
титана или ниобия, снижается устойчивость к межкристаллитной
коррозии. В связи с этим сварные изделия, работающие в корро-
вионно-активных средах, для восстановления устойчивости к меж-
кристаллитной коррозии подвергают термообработке — длитель-
ному нагреву (отжигу) при температуре 760—780 °C с последую-
щим ускоренным охлаждением. Такой нагрев приводит к вырав-
ниванию концентрации хрома по зерну, восстановлению концен-
трации хрома в приграничных участках зерен. Ускоренное охла-
ждение предотвращает возможность образования карбидов и раз-
вития 475-градусной хрупкости. Если изделие работает в усло-
виях отсутствия коррозионно-активных сред, достаточен обычный
высокий отпуск при 700—750 °C.
При сварке ферритных и полуферритных высокохромистых
сталей, содержащих титан и ниобий, не происходит развития
склонности к межкристаллитной коррозии. В этом случае
после сварки изделия, работающие даже в условиях воздействия
коррозионно-активных сред, подвергают указанному высокому
отпуску. Снижение ударной вязкости металла ЗТВ в результате
роста ферритного зерна происходит и в этих сталях.
Условия сварки высокохромистых сталей приведены в табл. 10.
10.2. ХРОМОМАРГАНЦОВИСТЫЕ СТАЛИ
Одним из перспективных направлений замены дефицитных
хромоникелевых сталей является применение высокохромистых
сталей, легированных марганцем. Аустенитизирующая способ-
ность марганца выражена в меньшей степени, чем никеля, поэтому
для образования одинакового количества аустенита в структуре
в сталь необходимо ввести марганца больше, чем никеля. Однако
при увеличении содержания марганца появляются два неблаго-
приятных фактора, связанных с повышением склонности стали
к деформационному упрочнению и ухудшением санитарно-гигие-
нических условий труда в связи с интенсивным выгоранием мар-
ганца при сварке плавлением. Установлено [571, что в сталях,
легированных 14 и 6 %Сг, по мере увеличения содержания мар-
ганца от 6 до 16 % последовательно формируются следующие
структуры: М + А + Ф при 6 % Мп, А + 15 % 6-Ф + М
при 10 % Мп, А + 3 % 6-Ф при 12 % Мп и чисто аустенитная
при 16 % Мп. По мере увеличения содержания марганца в ука-
занных пределах возрастает трещиностойкость.
253
Таблица 10.4
Механические свойства высокохромистых сталей [55]
Сталь Тем- пера- тура, °C Механические свойства Структура в нормализо- ванном состоянии
°0,2> МПа МПа в. % Ъ % кси, МДж/мй
06Х14Г10 20 527 307 259 1242/698 458/478 34,6 25,0 45,0 58,4 1,05/1,12 А+М+ 15% 6-Ф
06Х14Г12 20 527 337 146 1087/710 410/407 36,5 40,0 50,2 62,9 0,96/1,28 А+(3-=-5)% 6-Ф
06Х14Г14Ф 20 527 273 187 1080/695 412/444 41,5 44,8 51,7 68,5 2,11/1,27 3,64/1,58 Ан-(Зч-5)% 6-Ф
06Х14Г16 20 527 301 141 925/697 405/410 68,7 69,0 51,7 66,4 1,84/1,48 А
Примечание. В числителе данные для основного металла, в знаме-
нателе— для сварного соединения (аЕ) нли металла шва (KCU).
Зависимость 6С и KCU сталей с 14 % Сг и различным содержа-
нием Мп при 20 °C приведена ниже [571:
Содержание Мп, %................. 6 12 16
6С, мм......................... 0,002 0,05 0,3
KCU, МДж/м®..................... 0,7 3,0 3,2
Механические свойства высокохромистых сталей приведены
в табл. 10.4.
Из табл. 10.4 видно, что изменение структуры по мере увели-
чения содержания Мп способствует снижению прочности и повы-
шению пластичности высокохромистых сталей.
Сталь 06Х14Г11Ф предназначена для конструкций, работаю-
щих в газовых средах при высоких температурах (воздухонагре-
ватели типа пластинчатых теплообменников) [571.
Для сварки высокохромистых легированных хромомарганцо-
вистых сталей использовали аустенитные электроды ЭА 400/10Т
(551. При нормальной температуре сварные соединения имеют
пониженную по сравнению с основным металлом прочность.
Уровень ударной вязкости в различных участках сварного
соединения различен. Как правило, для металла шва он несколько
выше, чем для линии сплавления и околошовного участка ЗТВ.
Исключение составляет сталь 06Х14Г12Ф, у которой KCU металла
шва 1,58, линии сплавления 1,50, а околошовного участка ЗТВ
1,75 МДж/м2.
10.3. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНЫЕ СТАЛИ
Сплавы на основе железа с высоким содержанием хрома и ни-
келя относятся к особой группе сталей с комплексом свойств,
принципиально отличающихся от свойств обычных углеродистых
254
низко- и среднелегированных сталей. Никель, существенно ста-
билизирующий у-фазу, расширяет температурную и концентра-
ционную область ее существования, снижает критическую ско-
рость охлаждения при закалке. После легирования стали одно-
временнобольшими количествами никеля (>8 %) и хрома (>18 %)
критическая скорость охлаждения снижается настолько, что
сталь даже при очень медленном охлаждении сохраняет пере-
охлажденный аустенит. При этом сни.жение температуры начала
мартенситного превращения ниже нормальной приводит к сохра-
нению аустенитного состояния таких сталей до нормальной тем-
пературы, а при определенных условиях — ниже нее.
В реальных высоколегированных хромоникелевых сталях,
содержащих углерод и другие элементы, фазовое состояние как
при нагреве, так и после охлаждения может быть более сложным,
но во всех случаях свойства обеспечивает наличие полностью
или преимущественно аустенитной структуры сплава в условиях
эксплуатации.
Первоначально высоколегированные хромоникелевые стали
появились как коррозионно-стойкие, кислотостойкие, когда было
установлено, что легирование стали более 6 % Ni резко повышает
электрохимический потенциал, а одновременное присутствие
свыше 12 % Сг способствует проявлению защитных свойств окис-
ной пленки, образующейся на поверхности металла. Хром также
оказывает определенное положительное влияние на сдвиг в поло-
жительную сторону электрохимического потенциала сталн. Так
возникла широко известная классическая коррозионно-стойкая
сталь, содержащая 18 % Сг и 8 % Ni.
В дальнейшем на основе изучения связи строения и фазового
состояния подобных сталей со свойствами появились другие
высоколегированные хромоникелевые стали с более высокой кор-
розионной стойкостью в особо химически активных средах. Подоб-
ные высоколегированные стали с аустенитной основой имеют
высокие жаропрочность и хладостойкость. Отдельное место зани-
мают высоколегированные хромоникелевые высокопрочные стали.
Их широко применяют в сварных конструкциях и изделиях для
разных отраслей промышленности. Коррозионная стойкость, жаро-
прочность, хладостойкость, свариваемость, технологичность при
деформации и механической обработке таких сталей зависят от
химического состава, фазового и структурного состояния.
Из диаграммы на рис. 10.2 видно, что тройные сплавы Fe—
Hi—Сг при содержании 8 % Ni и до 20 % Сг при нагреве должны
претерпевать и -> у-превращение. Однако для этих сплавов воз-
можен перегрев до у 4- a-состояния. Температура такого пере-
грева тем ниже, чем больше в стали содержится хрома. В сплавах,
содержащих более 22 % Сг, при нагреве чистой у-фазы не обра-
зуется, и может существовать только смесь у + а. Максимальное
содержание хрома, при котором можно осуществить нагрев до
получения у-состояния, тем выше, чем больше содержание в стали
255
Рис. 10.2. Влияние хрома на фазовое
состояние сплавов Fe—8Ni (данные
Ф. Ф. Химушина)
никеля. Температура перегре-
ва, при которой сплав перехо-
дит в у + a-область, тем выше,
чем больше в стали содержится
никеля.
Естественно, что если при
нагреве достигнуто полностью
у-состояние, при охлаждении с
достаточной скоростью может
образоваться аустенит и может
быть получена полностью аусте-
нитная сталь, если температу-
ра начала мартенситного пре-
вращения Ми ниже нормальной
(температура конца охлажде-
ния), либо мартенситная, если
температура конца мартенсит-
ного превращения 7VfK выше нормальной, либо аустенитно-мар-
тенситная, если Мп выше нормальной, а Мк — ниже.
Значения температур Мв и 7ИК сильно зависят от содержания
в стали никеля (рис. 10.3). Большое влияние на понижение тем-
пературы мартенситного превращения оказывают и другие леги-
рующие элементы — углерод, азот, марганец и кремний. У высо-
колегированных хромоникелевых сталей температура мартенсит-
ного превращения лежит в области от 0 до 100 °C и даже ниже
в зависимости от состава стали. Таким образом, переохлажденный
до 20 °C аустенит может быть при определенном составе стали
стабильным и нестабильным и претерпевать при определенных
условиях мартенситное превращение, например в условиях охла-
ждения до пониженных температур (температур мартенситного
превращения) при закалке или холодной пластической деформации
при положительной температуре.
Рис. 10.3. Влияние легирования сталей на температуру мартенситного превра-
щения (данные Ф. Ф. Химушина):
а — Ni в двойных железоннкелевых сплавах: б — Ni в сталях с различным содержанием
хрома; а — Сг в сталях с различным содержанием Ni; а — С в N в стала типа 17Сг—7N1
256
Большое значение для свойств рассматриваемых сталей имеют
превращения, протекающие при нагреве и, соответственно, полу-
чаемое фазовое состояние после охлаждения. Хром сильно уве-
личивает устойчивость a-состояния стали, настолько сильно, что
даже при содержании в стали значительных количеств никеля
область существования у-фазы оказывается замкнутой и окружен-
ной a-фазой. В этих условиях (см. рис. 10.2) в сталях со значи-
тельным содержанием хрома при нагреве возможны две схемы
фазовых превращений. Для сплавов, находящихся в концентра-
ционной области замкнутой петли у-фазы, нагрев в интервале тем-
ператур существования одной у-фазы должен привести к полной
перекристаллизации а -> у, с получением после охлаждения
аустенитного состояния, стабильного или нестабильного, с мар-
тенситом или без него, или же полностью мартенситного состояния
в зависимости от условий охлаждения и состава стали. Однако
при нагреве этих же сталей до более высоких температур можно
получить а + у-область (см. рис. 10.2). По существу, a-фаза будет
высокотемпературным 6-ферритоМ. При охлаждении таких спла-
вов должно произойти обратное а -* у-превращение. Увеличение
содержания хрома или других стабилизирующих феррит элементов
приводит к тому, что сталь становится ферритно-аустенитной,
соответствующей двухфазной а + у-области на рис. 10.2. Коли-
чество феррита в такой стали зависит от соотношения суммарного
содержания аустенитообразующих (Ni, С, Mn, N) и ферритообра-
зующих (Cr, Мо, W, V и др.) элементов и может быть приближенно
оценено по структурной диаграмме Шеффлера. Нагрев таких ста-
лей приводит к образованию а- и у-фазы, а охлаждение сохраняет
в структуре наряду с аустенитом или продуктами его превращения
и определенное количество феррита.
Феррит в рассматриваемых сталях оказывает определенное
влияние на свойства. Отличаясь более низкой по сравнению с аусте-
нитом пластичностью, он осложняет процесы обработки давлением,
способствуя появлению надрывов. В прокатанном металле феррит
раскатывается в слои-стрючки, обусловливающие анизотропию
свойств вдоль и поперек направления проката металла. По сравне-
нию с аустенитом феррит более хрупкая составляющая, поэтому
он ухудшает вязкость стали. Он отрицательно влияет на жаро-
прочность. В связи с отрицательным влиянием феррита на техно-
логические и другие свойства аустенитных сталей его количество
регламентируется. Обычно для сохранения удовлетворительной
деформируемости допускают его содержание до 25 %. Регулируют
количество феррита в основном соотношением содержания в ста-
лях хрома и никеля. Так, стали, содержащие 18 % Сг и 8 % Ni,
могут иметь в составе структуры от 0 до 30 % феррита. Стали,
содержащие 25 % Сг и 20 % Ni, имеют полностью аустенитную
структуру.
В литых сталях, в том числе и сварных швах, феррит в опре-
деленных количествах играет положительную роль. В литом
9 Лившиц Л. С. и др. 257
металле ферритные выделения обычно находятся по границам
аустенитных зерен и тем самым ограничивают рост аустенитного
зерна, способствуя получению мелкозернистой структуры и повы-
шению свойств.
Большое влияние на количество феррита и стабильность аусте-
нита оказывают содержание и состояние углерода в стали. Угле-
род сильно расширяет у-область и стабилизирует аустенит. Однако,
если углерод в хромоникелевых сталях связан в карбиды, а не
растворен в аустените, он теряет свое значение как аустенитизатор.
При этом понижается стабильность образующегося аустенита,
и сталь из аустенитной превратится в аустенитно-ферритную.
Чтобы сохранить аустенитизирующее действие углерода, нагрев
под закалку и условия охлаждения должны обеспечивать раство-
рение карбидов и фиксацию углерода в растворе.
Неблагоприятное влияние на свойства хромоникелевых высо-
колегированных сталей может оказывать cr-фаза, которая обра-
зуется при длительных нагревах в интервале 600—900 °C в сталях
с повышенным содержанием хрома и ферритообразующих эле-
ментов. Преимущественно сг-фаза выделяется из a-фазы, однако
наличие трехфазной области а + у + о свидетельствует о том, что
сг-фаза может выделяться и из у-фазы. В хромоникелевых сталях
сг-фаза представляет собой сложное интерметаллическое соедине-
ние на базе железа и хрома. Она значительно снижает вязкость
стали и способствует ее упрочнению, в том числе и при повышен-
ных температурах (табл. 10.5).
Высоколегированные стали с аустенитной основой могут обла-
дать особыми свойствами: жаропрочностью, кислотостойкостью,
хладостойкостью и высокой прочностью, значительно превышаю-
щими аналогичные характеристики хромистых сталей. Такая осо-
бенность свойств связана прежде всего с особенностями аустенит-
ной основы, а также со свойствами низкоуглеродистого «никеле-
вого» мартенсита. Особенности аустенитной основы сталей связаны
с двумя определяющими обстоятельствами: кристаллическим
строением (ГЦК-решеткой) и высокой степенью легирования
(сумма легирующих элементов ^-30 %). Наличие ГЦК-решетки
обеспечивает высокие пластичность и ударную вязкость материала.
Высокая степень легирования, значительно превышающая кри-
тическое отношение Ме/С, обеспечивает упрочнение твердого рас-
твора основы и низкий коэффициент диффузии в ней углерода
и легирующих элементов.
У металлов и сплавов с ГЦК-решеткой по сравнению с метал-
лами, имеющими ОЦК-решетку, ударная вязкость значительно
выше. Имеются различные предположения о причинах этого явле-
ния. Наиболее вероятным в последнее время считают то, что
металлы с ГЦК-решеткой значительно менее чувствительны к влия-
нию на блокировку дислокаций примесей, особенно дающих
растворы внедрения. Даже незначительное количество примесей
(углерода, азота, кислорода и др.), всегда имеющихся в техниче-
258
Состав и свойства некоторых промышленных хромоникелевых высоколегированных сталей
ских и промышленных металлах, находясь в ОЦК-решетке, суще-
ственно деформируют ее и тем самым создают энергетические пре-
пятствия перемещению дислокаций.
Хладостойкие стали. Указанная особенность сплавов
с ГЦК-решеткой служит основой получения высокой хладостой-
кости аустенитных сталей. Главным условием получения высокой
хладостойкости аустенитных сталей является сохранение ста-
бильно аустенитного состояния при низких температурах
и деформации.
Температура мартенситного превращения в аустенитных хромо-
никелевых сталях ниже —100 °C и зависит от состава стали.
В связи с этим в хладостойких аустенитных сталях содержание
аустенито- и ферритообразующих элементов должно быть таким,
чтобы температура начала мартенситного превращения всегда
была заметно ниже температуры эксплуатации металла. Вводимые
иногда в хладостойкие стали для повышения прочности карбидо-
образующие элементы (молибден, титан и др.) не должны обеднять
твердый раствор углеродом настолько, чтобы сталь перешла
в нестабильное состояние при низкой температуре эксплуатации.
Карбидные выделения и атомы примесей могут понизить хла-
достойкость в том случае, если они сосредоточатся на границах
зерен. В этом случае большое количество атомов примесей на гра-
ницах зерен может даже в аустенитной стали с ГЦК-решеткой
привести к значительным искажениям и понизить деформируемость
и ударную вязкость пограничных участков.
В связи с таким отрицательным влиянием карбидных выделе-
ний и неравномерного распределения по зерну атомов примесей
наилучшей термообработкой рассматриваемых хладостойких ста-
лей может быть закалка на гомогенный аустенит. Если имеется
в виду повышение прочности за счет создания дисперсной карбид-
ной фазы, применяют строго регламентированное старение —
отпуск. Эта обработка и легирование стали не должны вызвать
неблагоприятной сегрегации по границам зерен примесей, а также
не должны стимулировать активное карбидообразование.Нагрев
ЗТВ при сварке способен вызвать понижение хладостойкости.
Превращение аустенита в мартенсит может иметь место при
пластической деформации, особенно если эта деформация проис-
ходит при пониженных температурах. Такой распад аустенита
под влиянием деформации при низкой температуре может иметь
место там, где одно охлаждение не вызвало бы у —► а-превращения.
Поэтому хладостойкие стали должны иметь запас аустенитности
при минимальной температуре эксплуатации с учетом дополни-
тельного влияния деформации.
Характерным примером влияния деформации на мартенситное
превращение аустенита и снижение хладостойкости могут быть
аустенитные марганцовистые стали типа 110Г13Л. К- В. Попов
и В. Г. Савицкий показали, что хладостойкость марганцовистого
аустенита меньшая, чем хладостойкость хромоникелевого аусте-
260
Таблица 10.6
Свойства высоколегированных хромоникелевых сталей
при низких температурах
Сталь Термообра- ботка Темпе- ратура испыта- ния, °C Механические свойства
°в’ МПа (У-р, МПа 6. % и>, % KCU, МДж/м’
08Х18НЮ • Горячекатаная 20 40 630 230 60 70 1,9—2,0 1,8—3,0 1,8—3,0
—78 — .— — —
—196 1440 400 43 45 1,0
—253 1710 410 48 43 1,0
12Х18Н10Т Горячекатаная 20 760 — 47 — 2,9
—40 940 — 42 — 3,1
—75 ИЗО — 38 — 3,2
—183 1620 — 33 — 2,9
08Х18Н12Б Горячекатаная 20 640 260 62 .— 1,1—1,5 *•
—70 980 310 53 — 1,0—1,7 ••
—196 1370 350 42 — 1,1—1,4 ••
—253 1610 450 40 — 0,8 ••
10Х23Н18 Горячекатаная 20 650 380 53 50 1,6
—100 850 530 37 50 1,2
—195 1000 — 42 28 1,1
10Х23Н18 Закалка на 24 670 320 60 65 —
аустенит — 195 1100 590 54 54 1,2
—254 1240 810 56 61 1.1
* В холоднодеформированном состоянии KCU 0,8 МДж/м2 при темпе-
ратуре от 20 до —78 °C. После отпуска при 600 °C в течение 100 ч KCU ~
~ 0,2 МДж/м2 при —195 °C.
*• KCV.
нита, связана с его высокой склонностью к мартенситному превра-
щению при деформации, сопровождающей разрушение. Напри-
мер, применение стали 110Г13Л взамен обычных низколегирован-
ных повышает износостойкость труб для транспортирования
угольной пульпы в 3—5 раз.
Для хладостойкости аустенитных хромоникелевых сталей
важное значение имеет зернистость. Стали с мелким зерном более
хладостойки, чем с крупным. По-видимому, значение имеет как
увеличение протяженности границ зерен, так и рассредоточение
атомов примесей (табл. 10.6).
Таким образом, жаропрочность аустенитных сталей может
основываться на трех принципах: 1) использование только повы-
шенной жаропрочности высоколегированного аустенита; 2) допол-
нительного карбидного упрочнения аустенитной основы; 3) с ин-
261
терметаллидным или карбидоинтерметаллидным упрочнением ау-
стенитной основы. Стали первого типа — низкоуглеродистые
высоколегированные хромом и никелем стали второго типа имеют
повышенное содержание углерода, стали третьего типа легиро-
ваны специальными карбидо- и интерметаллидообразующими
элементами (молибденом, вольфрамом, ниобием, титаном и др.).
Высокие жаропрочные свойства аустенитных сталей дости-
гаются специальной термообработкой. Для сталей первого типа —
это закалка на аустенит, для сталей второго и третьего типов —
закалка и старение (отпуск). Закалка должна обеспечить одно-
родность распределения углерода и легирующих элементов в мат-
рице, а старение — выделение в матрице дисперсных карбидов
или интерметаллидов. Сохранение этого состояния упрочняющей
фазы при последующих (после старения) технологических опера-
циях изготовления изделия, в том числе и при сварке, является
условием сохранения жаропрочности. Разумеется, и эксплуата-
ционный нагрев не должен привести к изменению состояния упроч-
няющей фазы. Поэтому старение после закалки обычно осуще-
ствляют при температуре, близкой к температуре эксплуатации
изделия.
Кислотостойкие стали. Высокое содержание хрома и никеля
в аустенитных сталях делает их стойкими к химической и электро-
химической коррозии. Сопротивление .коррозии сталей зависит
от их фазовой, структурной и химической однородности, поскольку
все эти факторы определяют прежде всего электрохимическую
однородность и наличие повсеместно необходимой концентрации
легирующих элементов для обеспечения определенного электро-
химического потенциала. В связи с этим наличие в сталях кар-
бидов хрома или других легирующих элементов неблагоприятно
сказывается на их коррозионной стойкости. Это определяет
использование закалки сталей на гомогенный аустенит как опти-
мальной термообработки для повышения коррозионной стойкости.
Все коррозионно-стойкие аустенитные хромоникелевые стали
являются одновременно и жаропрочными и иногда применяются
для изготовления изделий, работающих в химически активных
средах при повышенных температурах. Нагрев таких сталей спо-
собствует стабилизации их фазового состояния, а при наличии
углерода и хрома — выделению из твердого раствора карбидов
хрома (стали 08Х18Н10, 10Х23Н12 и др.). Выделение этих кар-
бидов происходит в энергетически наиболее благоприятных участ-
ках— по границам зерен. Образование карбидов по границам
зерен приводит к тому, что на границах вследствие появления
второй фазы увеличивается склонность к электрохимической кор-
розии. Кроме того, на образование карбида с приграничных
участков зерна хром уходит, приграничная область обедняется,
ее коррозионная стойкость снижается. Процесс карбидообразова-
иия на границах зерен повышает в этих зернах уровень микро-
иапряжений.
262
и, наконец, карбидные выделения на границах приводят
К повышению их хрупкости. Процессы образования карбидных
выделений по границам зерен могут происходить при длитель-
ной эксплуатации при повышенных температурах. В тех случаях,
когда сталь работает только как жаропрочный материал вне кор-
розионно-активной среды, со временем снижаются ее пластич-
ность и ударная вязкость. При наличии химически активной
среды в стали развивается склонность к межкристаллитному
коррозионному разрушению — межкристаллитная коррозия.
Предрасположенность к МКК аустенитных сталей развивается
при нагреве в интервале 500—700 °C. При длительном нагреве
до более высокой температуры (выше 800 °C) на склонность к МКК
начинает влиять другой процесс — диффузионное перемещение
атомов хрома из глубинных участков к обедненным хромом при-
граничным областям. Обогащение приграничных участков повы-
шает стойкость стали к МКК. Поэтому двух-трехчасовой нагрев
стали при температуре 850—900 °C, при котором одновременно
происходят два процесса — выделение карбидов по границам зерен
и восстановление концентрации хрома в приграничных зонах,
используют как термообработку, создающую устойчивость аусте-
нитной стали к МКК- При этом, однако, происходит некоторое сни-
жение ударной вязкости металла.
Разработан ряд способов повышения стойкости стали к МКК,
например ограничение содержания в стали углерода и сведение
тем самым к минимуму процесса карбидообразования. Это привело
к созданию промышленных сталей с очень низким содержанием
углерода (сталь 04X18HI0, 03Х17Н13М2 и др.). Однако столь
низкоуглеродистые стали очень дороги. Другой способ повыше-
ния стойкости аустенитных сталей к МКК — введение в них ста-
билизаторов — элементов, дающих стойкие карбиды титана и
ниобия (сталь 12Х18Н10Т, 08Х18Н12Б и др.).
Количество этих элементов должно соответствовать содержа-
нию в стали углерода с тем, чтобы они связали в стойкие карбиды
весь имеющийся углерод. В этом случае практически исключается
образование карбидов хрома по границам зерен и обеднение хро-
мом пограничных участков, так как весь углерод оказывается
связанным элементами, имеющими с ним значительно большее по
сравнению с хромом химическое сродство. Карбиды титана и нио-
бия выделяются из стали, как правило, при охлаждении в области
высоких температур и располагаются обычно не по границам
зерен, а в самом зерне. Это служит залогом того, что карбидо-
образование не скажется иа склонности к МКК-
В некоторые хромоникелевые аустенитные стали в целях повы-
шения стойкости к коррозии в ряде активных сред вводят молиб-
ден, а иногда и медь (стали 10Х17Н13М2Т, 06Х23Н28МДТ
и др.).
263
10.4. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНО-МАРТЕНСИТНЫЕ
И МАРТЕНСИТНО-ФЕРРИТНЫЕ СТАЛИ
Высоколегированные хромоникелевые коррозионно-стойкие
стали послужили основой для создания высокопрочных сталей,
обладающих одновременно и высокой ударной вязкостью. По
принципу упрочнения эти стали можно подразделить на две груп-
пы — мартенситно-стареющие и аустенитно-мартенситные (про-
межуточные). Стали первой группы условно подразделяют на две
подгруппы — низкоуглеродистые и безуглеродистые (по данным
Я- М. Потака).
Низкоуглеродистые мартенситно-стареющие стали по своему
химическому составу относятся к сталям мартенситного класса.
При закалке таких сталей с температуры аустенитизации ~ 1000 °C
их структура должна состоять из мартенсита и небольшого коли-
чества остаточного аустенита 10 %), поскольку температура
начала и конца мартенситного превращения выше 20 °C (по дан-
ным Я. М. Потака у стали 08Х15Н5Д2Т Мн = 130 °C, Мк —
— 30 °C). Наличие в стали небольшого количества остаточного
аустенита способствует повышению ударной вязкости стали,
а мартенситная основа — повышению прочности. Если количество
аустенита после закалки оказывается слишком большим и отри-
цательно сказывается на прочности, оно может быть снижено
путем охлаждения закаленной стали — обработкой холодом (при
температуре до —70 °C).
Дополнительное повышение прочности закаленной стали дости-
гается при старении — отпуске на температуру ~450 °C, когда
достигается максимальная прочность. Упрочнение при старении
происходит в результате выделения интерметаллидных фаз (NiTi,
NiAl, NisTi, NisAl и др.), т. е. главным образом соединений, содер-
жащих титан и алюминий. Значение легирования титаном состоит
и в том, что титан, связывая углерод в карбиды, уменьшает его
содержание в мартенсите (в виде перенасыщенного раствора)
и тем самым способствует повышению ударной вязкости стали.
Повышению вязкости этих сталей после старения способствует
наличие значительного количества никеля, увеличивающего спо-
собность дислокаций к перемещению (по данным Я. М. Потака).
Безуглеродистые хромоникелевые мартенситно-стареющие
стали содержат до 0,03 % С. Это определяет, с одной стороны,
возможность сохранения мартенситом вязкости, а с другой —
эффективность развития процесса старения, связанногос наличием
в стали титана. В стали также должно быть определенное коли-
чество молибдена для предотвращения чрезмерного охрупчивания
при старении. После закалки стали становятся почти полностью
мартенситными (количество остаточного аустенита ~ 3 %) в связи
с низким содержанием в них углерода. Эти стали наряду с высокой
прочностью имеют хорошие кислотостойкость, хладостойкость и
высокий предел упругости.
264
Стали переходного класса — аустенитно-мартенситные при-
обретают такое состояние после охлаждения из аустенитной
области в связи с тем, что определяемая составом температура
начала их мартенситного превращения находится вблизи нор-
мальной (20—60 °C). Достаточно быстрое охлаждение может зафик-
сировать почти полностью аустенитное состояние стали, но аусте-
нит должен быть нестабильным и распадаться при пластической
деформации с образованием мартенсита. Такой же распад неста-
бильного аустенита достигается обработкой холодом при —50 ~
—70 °C. Отпуск стали, обработанной на мартенситно-аусте-
нитную структуру, как и сталей рассмотренных типов, приводит
к остариванию мартенсита и повышению прочности стали. Содер-
жание углерода в' этих сталях может быть более высоким, чем
в мартенситно-стареющих, так как наличие значительного коли-
чества аустенита обеспечивает получение достаточной ударной
вязкости.
Коррозионно-стойкие высокопрочные стали вполне техноло-
гичны. Их следует обрабатывать в состоянии до старения. После
нагрева до аустенитного состояния и неполного охлаждения
(выше 200 °C), когда стали остаются аустенитными, они хорошо
деформируются (табл. 10.7).
Несмотря на сложный химический состав, высокое содержание
легирующих элементов и в некоторых случаях сложность фазо-
вых и структурных изменений, хромоникелевые высоколегиро-
ванные стали различного назначения можно отнести к удовлетво-
рительно, а иногда и хорошо свариваемым. Однако сварка этих
сталей и обеспечение требуемых свойств сварных соединений часто
требуют принятия специальных мер. Важные исследования по
сварке высоколегированных хромоникелевых сталей были прове-
дены в ИЭС им. Е. О. Патона Б. И. Медоваром, Н. И. Кахов-
ским, К. А. Ющенко и др.
Сложность сварки хромоникелевых высоколегированных сталей
во многом определяется их структурным классом и состоянием,
фазовыми превращениями, которые могут протекать при свароч-
ном нагреве и охлаждении, и специфическими требованиями к свой-
ствам, которыми должны обладать сварные соединения жаропроч-
ных, хладостойких, кислотостойких и высокопрочных сталей.
Основные трудности сварки связаны со склонностью к обра-
зованию горячих трещин в швах и околошовных зонах (аустенит-
ные стали) и склонностью к образованию холодных трещин в ЗТВ
(мартенситные и аустенитно-мартенситные стали), с появлением
после сварочного нагрева в высокотемпературной зоне 6-феррита,
выделением карбидов из аустенита в определенных участках ЗТВ
и ухудшением в этих местах стойкости против межкристаллитной
коррозии (МКК) и других свойств. Определенные осложнения
вносит повышенное, по сравнению, с железом, сродство хрома
к кислороду и вследствие этого его повышенная окисляемость
и возможная в связи с этим загрязненность металла шва. В аусте-
Состав и свойства высокопрочных хромоникелевых сталей (По данным Я. М. Потака)
Л
Kf
S
КЗ
л
ь
KCU, МДж/м* О-ч* сч —Г со СЧ CD ci о 1,4 1 1 0,1—0,2 00 со
с
с с Й % ‘41 СОШ ю со 1 1 О со 1 1 1 60
б. S is й & 0х <О оо 1 1 о сч ХО Т со со
5 5 от, МПа о о 1000 1 1 1150 1100 1750 о ю о 1320
°В’ МПа 1180 1300 с IS О о со о о со О о оо 1250 1570 '
Термообработка сс к ч к W сС СГ с оакалка -j- отпуск । при 450 °C Закалка Зякялкя 4- nrnVCR Закалка при 1000 °C, оораоотка холодом, । отпуск при Закалка при 975 °C, обработка холодом при —70 °C, отпуск при 425 °C. | Нагартовка -|~ отпуск Закалка при 950 °C, обработка холодом при —70 С, отпуск при 450 °C Закалка при 1050 °C, обработка холодом —70 °C, отпуск при 450 °C
Прочие 2,0 Си 0,1 Ti 2,0 Мо 0,8 Ti 1 со 7 о СП о О 3- ю со 1 о со 2,75 Мо
м ь д (У S Й С LC 10,0 о 00 1 о 1О сГ i <э ю in 1О 4,5
< 2 1 О и: 11,0 15,5—17,5 ID со оо 16,0—17,5 15,0
© ос с с \ f <0,03 О о о <о о ел о o' Л о o' 0,06—0,10 0,13
Сталь н сч ю X ю >< со о 03Х12Н10М2Т 07X16Н6 S со X ю Х о о 08Х17Н5МЗ 10Х15Н4АМЗ
266
ните с высоким содержанием никеля растворимость водорода
повышена, что может стать причиной повышенной порис-
тости.
10.5. ХРОМОНИКЕЛЕВЫЕ АУСТЕНИТНО-ФЕРРИТНЫЕ СТАЛИ
Для конструкций, эксплуатируемых в окислительных и окис-
лительно-восстановительных средах, эффективно применение двух-
фазных аустенитно-ферритных сталей типа 22Сг—6Ni взамен
аустенитных хромоникелевых типа 18Сг—9NL В аустенитно-
ферритных сталях по сравнению с аустенитными сочетаются более
высокая прочность и повышенное сопротивление общей, точечной,
межкристаллитной коррозии под напряжением [32, 86, 951.
Химический состав и механические свойства наиболее распро-
страненных марок двухфазных сталей представлены в табл. 10.8.
В последние годы получают также распространение двухфаз-
ные стали типа «микродуплекс» с размером зерна структуры
менее 5 мкм, способные к проявлению сверхпластичности при
деформации в процессе мартенситного превращения в интервале
температур 7ИД — 7ИН, где 7ИД — температура, ниже которой
возможно образование мартенсита при деформации; Ми — темпе-
ратура начала мартенситного превращения при охлаждении без
деформации. Структура, образовавшаяся в условиях сверхплас-
тичности, обеспечивает значительное повышение сопротивления
металла коррозии под напряжением.
По данным работы [631, для изготовления оборудования
эксплуатируемого в расплавах дихлорангидрида изофталевой
кислоты при температуре 50 и 150 °C, эффективно применение
соответственно сталей 08X21Н6М2Т и 06ХН28МДТ, а для обо-
рудования, работающего в расплаве дихлорангидрида терефтале-
вой кислоты при температуре 90 °C — сталь 08Х21Н6М2Т.
Повышенная сопротивляемость коррозии в морской воде и
условиях воздействия сероводорода послужила основанием для
применения двухфазных аустенитно-ферритных сталей при изго-
товлении конструкций морских платформ для добычи нефти и
газа, труб магистральных нефтегазопроводов и технологических
трубопроводов. Минимальные значения от и ов двухфазных ста-
лей, легированных азотом, соответствуют 450 и 680 МПа, что
выше, чем для аустенитных хромоникелевых сталей. Поэтому
применение аустенитно-ферритных сталей взамен аустенитных
хромоникелевых при сохранении соответствующей коррозионной
стойкости позволяет снизить металлоемкость конструкции и обе-
спечить экономию дефицитного никеля до 60 кг на одну тонну
проката.
На диаграмме состояния сплава системы Fe—Сг—Ni, приве-
денной на рис. 10.4, показаны области существования различных
1фаз. Двухфазная у -|- 6-структура сохраняется при температуре
[ниже 1100 °C при содержании Ni от 4 до 10 %.
267
о Я tD 00 tD о ю о оГсГ 04 оГсОтр II 1 III 1 1 II СОСО ОО^ 04tDO —оГ ~-Г ~ о! оГ ID
2,9—3,9 О СЧ О ID СЧ ci CD CO CD ID ID of
СОЮОСОЮО)ЮЮ1ЛЮ ID ID О О 04 Ю
S CD CD» CD CD CD 04 CO CD CD CO 1 1 1 1 II i 1 1 1 co LD CD CO ID CO 00 LD Ю tQ <D J> id" CD ID b-r ID tO ID d
IDIDIDIDID—«СЧ1О'^'«Г 04 ^^llD •<r
о ^COCOCOWOOlClDCON <NCMO4CMC4—• —-OIOJCJ I 1 1 1 1 1 II 1 1 СЧ—'Tf cjciojojd—•’-«счсчсч 24—27 00 OO CO 04 04 — 04 CO d GO d C4 04
04
04 04 C l 04 04 —> —<
ххххххх
СО СО '«г 00 00 00 СО
О О О О О О О
04 04 О
<<<
00 00
— —< 04
со § со со
со со со
gngg
<<<<
Рис. 10.4. Диаграмма состояния Рис. 10.5. Диаграмма изотермического
сплава Fe—Сг—Ni прн постоянном превращения в стали типа 23Сг—5Ni—2Мо
содержании Fe = 75 % 118] [86]
После длительной выдержки при повышенных температурах
внутри ферритных зерен выделяется мелкодисперсная фаза Cr2N,
прилегающие к ней участки феррита обедняются хромом и в
них создаются условия для образования у-фазы (рис. 10.5). Для
предотвращения образования о-фазы необходимо ускоренное
охлаждение металла.
Фазовое состояние рассматриваемых сталей зависит не только
от количества и соотношения в их составе легирующих компонен-
тов, но и от условий нагрева и охлаждения при сварке и терми-
ческой обработке.
Как видно из диаграммы, представленной на рис. 10.4, кри-
сталлизация сталей данного типа при охлаждении из жидкого
состояния происходит с образованием 6-феррита, а при дальней-
шем охлаждении ниже 1400 °C отмечается перекристаллизация
с образованием у-фазы. Повторный нагрев выше 1250 °C сопро-
вождается обратным у -> 6-превращением с образованием прак-
тически однородной 6-фазы и ростом ферритных зерен. Кинетика
6 —► у-превращения в двухфазных сталях в изо- и анизотермиче-
ских условиях иллюстрируется диаграммами, представленными
на рис. 10.6 и 10.7. Процесс превращения при температурах
ниже 1000 °C при изотермической выдержке заканчивается с обра-
зованием примерно 50 % вторичного аустенита.
В анизотермических условиях фазовый состав структуры зави-
сит как от интенсивности охлаждения, так и от химического со-
става стали. С увеличением скорости охлаждения содержание 6-
феррита в структуре возрастает, а содержание вторичного аусте-
нита у' уменьшается (см. рис. 10.7). С увеличением содержания
269
углерода и азота в стали температура начала 6 -> у'-превращения
возрастает, причем тем в большей степени, чем выше интенсивность
охлаждения.
В зависимости от интенсивности охлаждения после нагрева
с температур закалки или при повторном нагреве закаленной
двухфазной аустенитно-ферритной стали наряду с образованием
вторичного аустенита возможно появление в структуре сг-фазы,
способствующей снижению сопротивления металла хрупкому раз-
рушению. По данным работы [52], наиболее интенсивная сигма-
тизация происходит при температуре 850 °C. Например, после
выдержки в течение 5 мин при 850 °C предварительно закаленного
с 1100 °C образца из двухфазной стали на границе раздела аусте-
нит — феррит образуется а-фаза. в._виде_ заостренных ^пластин,
причем с увеличением выдержки до 20 мин происходит рост час-
тиц о-фазы-внутри ферритного зерна, а при более длительной
выдержке выделившиеся фазы коагулируют, и в структуре стали
наблюдаются крупные выделения о-фазы и сложных карбидов
типа Ме28Св и вторичного аустенита у , карбиды и карбонитриды
растворяются. Полагают, что ведущей фазой в процессе 6 —> о —>
-> '/-превращения является о-фаза, образование которой способ-
ствует обеднению хромом смежных областей ферритных зерен
и у'-перестройке кристаллической решетки.
Наиболее высокий комплекс вязких, прочностных и пласти-
ческих свойств двухфазных сталей достигается при содержании
в структуре 40—60 % 6-феррита и 40—60 % аустенита.
Рис. 10.6. Изотермическая диа-
грамма фазовых превращений в
стали, содержащей 0,013% С,
26,9 % Сг, 6,9 % Ni, 0,002 % N
[95]
Рис. 10.7. Аиизотермические диаграммы
фазовых превращений в сталях с различ-
ным содержанием элементов, %:
1 0,028 с, 0.07 Si. 0,13 Мп; 24,3 Сг, 7,3 NI,
0,2 N (температура ферритизации 1360 °C, дли-
тельность 90 с); 2 — 0,02 С, 0,02 Si, 0,02 Мп,
24,7 Сг, 6,8 Ni, 0,056 N (температура феррн-
тизации 1360 °C, длительность 60 с)
(-------— содержание б-феррита в стали I;
—— содержание б-феррита в стали 2)
[95]
270
Рис. 10.8. Микроструктура
электрошлаковых сварных соединений стали
08Х21Н6М2Т:
а н. околошовный участок, Х200; б — основной металл, Х200 (По данным Е. А. Ефи-
менко н М. А. Харитоновой)
10.6. ХРОМОНИКЕЛЬКРЕМНИСТЫЕ СТАЛИ
Легирование кремнием в количестве 5—6 % способствует
существенному повышению коррозионной стойкости хромони-
келевой стали в кипящих растворах азотной кислоты высокой кон-
центрации [10]. В химическом аппаратостроении находит приме-
нение сталь 02Х8Н22С6. Структура стали аустенитная
(рис. 10.8, б), показатели механических свойств при 20 °C сле-
дующие: от 200МПа; ов 520 МПа; 66 = 40 %; XCU —
« 2,5 МДж/м2; угол загиба 180°.
При нагреве и охлаждении в процессе сварки или термообра-
ботки силицидная фаза, имеющаяся в составе структуры высоко-
кремнистой аустенитной стали, может растворяться и вновь
кристаллизоваться, образуя вторичные силициды. Возможно также
ее обогащение легирующими элементами, присутствующими в со-
ставе стали. При этом изменяются дисперсность и плотность рас-
пределения силицидных включений, что влияет на механические
и коррозионные свойства стали. По данным работы [10], в стали,
легированной ниобием, выделения карбидов и карбосилицидов
локализуются по границам первичных силицидов или в их скопле-
ниях и относительно равномерно распределяются в матричном
^-твердом растворе, а сетка границ рекристаллизованных зерен
остается свободной от выделений. При этом сталь, легированная
ниобием, не проявляет склонности к МКК.
10.7. ВЫСОКОМАРГАНЦОВИСТЫЕ СТАЛИ
Высокомарганцовистые (~13 % Мп) стали с содержанием
углерода 0,9—1,5 % характеризуются высокими износостой-
костью и сопротивляемостью ударным нагрузкам при нормаль-
ных и пониженных температурах. Они хладостойки при темпе-
ратуре до —50 °C [21].
Высокомарганцовистые стали применяют в транспортном и до-
рожном машиностроении, а с развитием способа центробежного
литья их стали использовать для изготовления труб магистраль-
271
Таблица 10.9
Химический состав и механические свойства
высокомарганцовистых сталей [2]
Сталь Массовая доля элемента, %
С Мп Si Сг Ni Си Р
110Г13Л ГОСТ 7370—76 110Г13МЛС ГОСТ 21357—75 110Г13Л * ГОСТ 2176—77 120Г13Х2БЛ 130Г14ХМФАЛ 1,0—1,3 0,9—1,2 0,9—1,4 1,0—1,4 1,2—1,4 11,5— 15,5 11,5— 14,5 11,5— 15,0 11,5— 14,5 12,5— 15,0 0,3—0,9 0,4—0,9 0,3—1,0 0,3—1,0 0,6 <0,4 <1,0 1,5—2,5 1,0—1,5 А' А А А . г* ~ р Р i о о о ел <0,3 <0,3 <0,3 <0,3 <0,09 <0,02 <0,025 <0,05 <0,05
Сталь Массовая доля элемента, % Механические свойства после закалки с 1050 °C в воде j
S Прочие °в- МПа °0,2> МПа в, % Ф, % KCU, МДж М2 !
110Г13Л ГОСТ 7370—76 110Г13МЛС ГОСТ 21357—75 110Г13Л * ГОСТ 2176—77 120Г13Х2БЛ 130Г14ХМФАЛ СО,025 <0,02 <0,02 <0,12 <0,10 0,1—0,2 Мо 0,7—1,1 Nb 0,2—0,3 Мо; 0,08—0,12 V; 0,08—0,10 Nb 637 460 750 900 353 400 480 450 14 25 20 50 14 35 30 40 1,57 1,0 1 1,8 2,5
* Механические свойства устанавливаются по соглашению.
ных трубопроводов, предназначенных для транспортирования
нефти, газа, угольной пульпы. Химический состав и механиче-
ские свойства некоторых сталей приведены в табл. 10.9.
Как известно, повышенная износостойкость рассматриваемой
группы сталей предопределяется их способностью к упрочнению |
при наклепе. Повышению прочности высокомарганцовистых ста-
лей способствует увеличение в их составе количества углерода и
карбидообразующих элементов (Cr, Мо, Nb).
10.8. СВАРИВАЕМОСТЬ И ОСОБЕННОСТИ ТЕХНОЛОГИИ
СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
При сварке высоколегированных аустенитных сталей могут
образовываться технологические трещины в металле шва, около-
шовной зоне вблизи сплавления и в ЗТВ на некотором расстоянии
272
|от шва. Причины появления таких трещин могут быть разными.
|При сварке аустенитных сталей одна из причин — отсутствие
|при охлаждении после сварки фазовой перекристаллизации и со-
хранение первичных аустенитных зерен во всем интервале тем-
|ператур, начиная от кристаллизации до полного охлаждения.
|При многослойных швах при сварке плавлением в каждом после-
|дующем слое кристаллизация аустенитных зерен начинается
|с зерен предыдущего слоя, и это приводит к образованию непрерыв-
|ных протяженных границ кристаллитов от первого слоя к послед-
нему с образованием транскристаллитного строения. Такие непре-
рывные границы зерен, проходящие через весь шов, в связи с осо-
бенностями состояния металла в граничных участках являются
«трассой» особой предрасположенности к прохождению трещин.
(Однако одной этой причины для появления кристаллизационных
|или холодных трещин может быть и недостаточно, хотя такое
(строение металла шва обусловливает его повышенную склонность
’к образованию трещин.
Другим фактором, определяющим повышенную склонность
к образованию, прежде всего, кристаллизационных трещин, может
быть повышенная ликвационная загрязненность приграничных
областей. В хромоникелевых сталях при высоком содержании
основных легирующих элементов при высоких температурах, когда
диффузионная подвижность атомов велика, создаются условия
для оттеснения примесей (серы и фосфора) в кристаллизующиеся
последними приграничные области зерен. Здесь же могут собирать-
ся в повышенном количестве атомы других элементов, легирую-
щих сталь в небольших количествах (ниобия, молибдена, титана).
По данным Б. И. Медовара, повышенная склонность к ликвации
примесей по границам зерен в высоколегированных сталях при-
водит к тому, что в этих зонах образуются более легкоплавкие
прослойки с меньшей прочностью при температурах кристаллиза-
ции, когда ранее закристаллизовавшиеся части приобрели доста-
точную прочность. Под влиянием усадочных напряжений в них
возникают надрывы, переходящие в межкристаллитную тре-
щину. В аустенитном металле сварных швов с транскристаллит-
ным строением такая трещина может поразить весь шов, проходя
по непрерывной межзеренной границе. В связи с рассмотренным
для предотвращения появления кристаллизационных трещин
в металле аустенитных швов можно использовать особо чистые
по сере и фосфору свариваемые стали и присадочные материалы.
Хорошо зарекомендовали себя аустенитные стали, рафинирован-
ные электрошлаковым переплавом или каким-либо другим мето-
дом. Поскольку в процессе сварки нельзя обеспечить снижение
содержания фосфора, ибо это достигается окислением, а в стали
имеются более легко окисляющиеся элементы, содержание фосфора
в свариваемой стзли и присадочных материалах ограничивают
0,01 % и избегают использования флюсов и электродных покры-
тий, способных загрязнять металл шва вредными примесями.
Ю Лившиц Л. G. и др. 273
Другой мерой предотвращения образования горячих трещин
может быть нарушение транскристаллитного строения металла
шва. Для этого композицию металла шва (соотношение содержа-
ния элементов ферритизаторов и аустенитизаторов) выбирают
такой, чтобы шов получился не чисто аустенитным, а аустенитно-
ферритным с небольшим количеством феррита (3—5 %). Этот
первичный б-феррит нарушает сплошность аустенитных зерен,
становится прослойкой между аустенитными кристаллитами и на-
рушает транскристаллизацию. Непрерывная транскристаллитная
граница аустенитных зерен прерывается ферритными включе-
ниями. Это важно не столько для локализации кристаллизацион-
ной трещины, сколько для предотвращения ее образования в связи
с тем, что нарушается сплошность межзеренного каркаса легко-
плавкой прослойки при кристаллизации.
Выделения феррита в аустенитном шве не должны образовы-
вать сплошной сетки, ибо ферритный каркас может оказать вред-
ное влияние на требуемые свойства металла. Феррит, как более
хрупкая фаза, находясь в виде каркаса, может повлиять на хладо-
стойкость стали. Он может снизить и пластичность при длительной
работе в условиях высоких температур, феррит в большей мере,
чем аустенит, склонен к выделению о-фазы, снижающей пластич-
ность и ударную вязкость. Поэтому присутствие более 8 % фер-
рита в аустенитных швах нежелательно. В то же время разорван-
ные ферритные выделения в аустенитном металле (обычно до 5 %
феррита) могут даже оказать положительное влияние на свойства,
разрывая непрерывность границ аустенитных зерен.
Помимо горячих кристаллизационных трещин в сварных швах
аустенитных сталей могут возникать горячие высокотемператур-
ные полигонизационные трещины, образующиеся в довольно
узком интервале температур, находящемся несколько ниже тем-
пературы кристаллизации. Б. А. Мовчан показал, что в литом
аустенитном металле при достаточно медленном охлаждении после
кристаллизации дефекты кристаллического строения начинают
мигрировать, сосредоточиваясь с образованием полигональных
границ субзерен. Эти полигональные границы в отдельных местах
могут совпадать со старыми границами аустенитных кристалли-
тов, с участками сосредоточения примесей, здесь могут зарож-
даться трещины под влиянием напряжений, вызываемых усадкой
металла. Для подавления образования таких трещин можно увели-
чивать скорость охлаждения с тем, чтобы не дать развиться поли-
гонизации. Уменьшение опасности появления полигонизапионных
трещин может быть достигнуто специальным легированием,
уменьшающим подвижность полигонизационных границ.
I Горячие трещины могут возникать как в металле шва, так
<и в околошовных зонах в высокотемпературных участках, под-
вергаемых оплавлению с прониканием жидкой фазы по границам
(зерен. При этом оплавленные пограничные обогащенные приме-
сями участки могут иметь двоякое значение для образования тре-
274
щин (по данным Б. И. Медовара). С одной стороны, при кристал-
лизации так же, как и в шве, по рассмотренным выше причинам
они могут стать очагами образования трещин, с другой—расплав мо-
жет играть роль поверхностно-активного вещества и способствовать
образованию трещин на примыкающих неоплавленных границах.
Г В сварных соединениях высоколегированных хромоникелевых
{сталей при определенных условиях могут образовываться и холод-
ные трещины. Б. И. Медовар указывает на возможность образова-
/ния таких трещин в двух температурных зонах — в интервале
; 500—700 °C и после полного охлаждения. Трещины, образующиеся
при 500—700 СС, связаны с фазовыми изменениями, приводящими
к повышению жаропрочности, повышению хрупкости и пониже-
нию пластичности металла. Причины возникновения холодных
трещин были рассмотрены выше.
Процессы, протекающие при сварке различных по назначению
и исходному фазовому и структурному состояниям свариваемых
сталей, имеют много общего. Эта общность процессов связана
со следующим. У всех сталей при сварочном нагреве участки ЗТВ,
примыкающие к сварному шву при сварке плавлением, или
участки свариваемых поверхностей при сварке давлением яв-
ляются в основном аустенитными. В тех случаях, когда при на-
греве дополнительно образуется феррит, количество его не велико,
тем более что небольшое количество феррита оказывает положи-
тельное влияние иа уменьшение возможности образования кри-
сталлизационных трещин.
Получение аустенитного состояния в зоне сварки рассматри-
ваемых сталей после завершения сварочного нагрева обеспечивает
и после охлаждения создание аустенитной основы в определен-
ных участках ЗТВ, примыкающих к участку сплавления или сое-
динения. В указанных участках даже высокопрочных мартенситно-
стареющих и аустенитно-мартенситных сталей после сварки сохра-
няется аустенитная основа. Это обстоятельство обеспечивает
достаточно хорошую свариваемость практически всех высоколе-
гированных хромоникелевых сгалей.
Положительное значение для свариваемости рассматриваемых
сталей имеет и то обстоятельство, что рост аустенитного зерна
в ЗТВ этих сталей происходит в меньшей степени, чем в ЗТВ
углеродистых и низколегированных сталей, и уровень сварочных
остаточных напряжений ниже, чем у низколегированных и даже
углеродистых сталей. Объясняется это более низким пределом
текучести аустенитных сталей. В то же время относительная дефор-
мация отдельных участков металла ЗТВ сварного соединения
аустенитных сталей по той же причине больше и, по данным
В. Н. Земзина, может достигать при растяжении 5—10 %. Повы-
шенная возможность деформации в сварном соединении связана
не только с более низким пределом текучести аустенитных сталей,
но и с более высоким уровнем временных напряжений, обусловли-
ваемых их пониженной теплопроводностью.
10* 275
Сварочный нагрев металла в различных зонах теплового
влияния может приводить к протеканию процессов, неблагоприят-
но влияющих па качество, свойства и работоспособность сварных
соединений. В приграничных участках зерен областей ЗТВ, нагре-
ваемых до более высоких температур, может происходить опла-
вление границ вследствие повышенной загрязненности их приме-
| сями. При этом должно происходить дальнейшее повышение
концентрации примесей в приграничных участках за счет пере-
мещения их атомов из глубины зерна в зону повышенной раство-
римости. Таким образом, в этих высоконагретых участках ЗТВ
в условиях продолжительного сварочного нагрева состояние гра-
ниц зерен может сильно ухудшиться, вследствие чего увеличится
возможность межкристаллитных разрушений как в процессе
сварки, так и при эксплуатации.
В этом же высокотемпературном участке с /гаах несколько
меньшей, чем /пл и участке, нагретом до более низкой темпера-
туры, примыкающем к нему (£тах 1200 СС), может произойти
растворение карбидов таких элементов, как титан, ниобий, цир-
коний, ванадий. Это, с одной стороны, вызовет разупрочнение
металла в тех случаях, если его прочность и жаропрочность были
обусловлены дисперсными карбидными выделениями, и с другой —
растворение карбидов указанных элементов.неблагоприятно ска-
жется на поведении этой части сварного соединения в процессе
эксплуатации при повышенных температурах (450—700 °C). При
этих температурах перешедший ранее в раствор углерод (при рас-
творении карбидов титана, ниобия и др.) перемещается к границам
зерен и выделяется в виде карбида хрома. Это приводит к обедне-
нию границ зерен хромом и потере устойчивости к МКК данного^
участка сварного соединения, несмотря на то что сталь содержит
стабилизирующие элементы — титан, ниобий. Одновременно
в связи с потерей хрома происходят разупрочнение приграничных
зон зерна и повышение хрупкости границ с выделившимися по ним
карбидами. Одновременно перешедшие в раствор титан, ниобий
и другие элементы упрочняют в этих растворах зерно, понижают
его деформационную способность. В целом в результате протека-
ния рассмотренных процессов в высоконагревавшемся участке
ЗТВ резко возрастает склонность к межзеренному разрушению
при длительных нагревах под нагрузкой (локальные разру-
шения).
Предотвратить повышение склонности металла ЗТВ к МКК
и локальным разрушениям можно за счет общего снижения содер-
жания углерода в коррозионно-стойких сталях и вредных приме-
сей в жаропрочных сталях. Стали последнего типа не рекомен-
1дуется легировать такими элементами, как титан и ниобий. Восста-
новить стойкость сварных соединений сталей к МКК можно или
общей термообработкой изделия, соответствующей обработке сва-
риваемой стали, или термообработкой с длительным нагревом
1при 850—900 СС в течение 3—5 ч, приводящим к диффузионному
276
повышению концентрации хрома в обедненных приграничных
участках за счет перемещения его из глубины зерна.
Для сварных соединений, эксплуатируемых без нагрева, повы-
шение стойкости сварных соединений к МКК может быть дости-
гнуто также аустенитизацией примерно при 1050—1100 °C. Аусте-
нитизация обеспечивает получение большей ударной вязкости
и пластичности металла, чем стабилизирующий нагрев при 850—
900 °C за счет растворения карбидов с границ зерен. Термообра-
ботка одновременно снижает уровень остаточных сварочных на-
1п ряже ний.
ЕГ участках ЗТВ, нагревающихся до более низких, чем ука-
зано выше, температур, могут протекать процессы аустенитиза-
ции — получения гомогенного аустенита в сталях типа 18-8,
не содержащих активных карбидообразователей. В этих же участ-
ках ЗТВ сталей, содержащих титан, ниобий, ванадий, должны
сохраняться карбиды указанных элементов в связи с их высокой
стойкостью и кратковременностью нагрева, однакс их коагуляция
может привести к разупрочнению жаростойких сталей на базе
карбидного упрочнения.
В участках ЗТВ, нагреваемых в интервале 750—950 °C, могут
проходить с различной степенью интенсивности процессы обра-
зования карбидов хрома и выделение их по границам зерен в тех
сталях, в которых имеется углерод, не связанный в стойкие кар-
биды с титаном, ниобием и другими элементами, характеризую-
щимися высокой степенью химического сродства к углероду.
Процесс карбидообразования может повысить хрупкость металла
в этом участке.
< В участках, нагретых ниже 750 °C, может выделяться феррит,
а при длительном нагреве и о-фаза. В этой же зоне может разви-
ваться 475-градусная хрупкость. В участках, нагревавшихся
/ниже 300 °C, возможно образование мартенсита, которое может
закончиться, а может и не завершиться — в зависимости от темпе-
ратуры конца мартенситного превращения. Таким образом, строе-
ние ЗТВ высоколегированных хромоникелевых сталей может быть
' очень сложным.
У разных по составу и назначению высоколегированных хромо-
никелевых сталей указанные процессы в ЗТВ могут развиваться
по-разному, но их развитие, как правило, может оказывать отри-
цательное влияние на свойства и работоспособность сварных соеди-
нений, если эти процессы будут активными. Поэтому, хотя рас-
сматриваемые стали свариваются всеми видами сварки, предпочи-
тать следует такие, при которых тепловое воздействие на сваривае-
мый металл будет наименьшим — в среде защитного инертного
газа тонкой проволокой, электронно-лучевую и различные спо-
собы сварки давлением (шовная, точечная, диффузионная и др.).
Кинетика распада аустенита в хромоникелевых аустенитно-
мартенситных и мартенситно-ферритных сталях изучена дилато-
метрическим методом применительно к околошовному участку ЗТВ
277
Рис. 10.9. Лнизотермические диаграммы превращения аустенита в сталях при
сварке:
а — 10Х12НД; б — 06Х12Н2Д; в — 06Х14Н5ДМ [59]
сварных соединений при нагреве образцов сталей 10Х12НД,
06Х12Н2Д и 06Х14Н5ДМ до <тах = 1350 4- 1400 °C с последую-
щим охлаждением со скоростью от 5 до 100 °Схс (рис. 10.9) [59].
В зависимости от соотношения содержания углерода и легирую-
щих элементов в составе высокохромистой стали при 1350—1400 °C
структура металла является либо двухфазной аустеиитно-феррит-
ной с незначительным содержанием 6-феррита (стали 10Х12НД
и 05Х14Н6ДМ), либо однофазной аустенитной (сталь 06Х12Н2Д).
С увеличением содержания никеля в составе стали температура
начала распада аустенита снижается.
Как видно, в околошовном участке ЗТВ сварных соединений
высокохромистых сталей формируется либо полностью мартенсит-
ная структура (сталь 06Х12Н2Д), либо смешанная мартенситно-
ферритная (сталь 10Х12НД), либо аустенитно-ферритно-мартен-
ситная (сталь 06Х14Н5ДМ). Образовавшийся низкоуглеродистый
мартенсит имеет реечную субструктуру, в процессе охлаждения
претерпевает самоотпуск, что обеспечивает повышенные показа-
тели прочности и вязкости металла. Наличие в структуре оста-
точного аустенита способствует дополнительному повышению
вязкости и пластичности металла, обеспечивает повышенное сопро-
тивление сварных соединений образованию холодных трещин.
Полагают 159], что для обеспечения повышенной стойкости
сварных соединений к образованию холодных трещин необхо-
димо, чтобы в металле шва образовалась однородная структура
низкоуглеродистого реечного мартенсита при минимальном содер-
жании 6-феррита и остаточного аустенита. Причем температур-
ный интервал мартенситного превращения металла шва (Л1н —
Л1К) должен быть выше, чем у металла околошовного участка ЗТВ.
Если это различие равно или более 100 °C, то мартенситное превра-
щение начинается в наплавленном металле, сопровождаясь уве-
личением объема, возникновением сжимающих напряжений в шве
и растягивающих напряжений в ЗТВ, которые будут активизиро-
вать начало мартенситного превращения в ЗТВ, сдвигая его в об-
ласть повышенных температур. В связи с тем, что процесс у а-
278
превращения заканчивается в ЗТВ, в ней не возникают дополни-
тельные растягивающие напряжения, обусловленные превраще-
нием в шве и, как следствие, создаются благоприятные условия
для релаксации напряжений в закаленной структуре металла.
Для реализации указанных требований ограничивают содер-
жание углерода и азота в сварочной проволоке (С <5 0,015 %),
дополнительно легируют 1,2—2,5 % Ni для предотвращения
образования 6-феррита в количестве более 10 %, обеспечивая
соотношение (Сг + 1,5 Si)/ [Ni + 0,5 Mn + 30 (С -Т N)] = 3,54-
6,0. При ручной дуговой сварке этим условиям удовлетворяют
электроды ЦЛ-51, а при автоматической дуговой под флюсом —
проволока Св-01 Х12Н2 1591.
Двухфазные аустенигно-ферритные стали обладают высокой
технологической прочностью. При содержании феррита свыше
20 % металл шва характеризуется повышенной сопротивляе-
мостью образованию горячих трещин. Поскольку температура
начала мартенситного превращения ниже 20 ’С, в структуре ме-
талла шва и ЗТВ нет опасности образования закалочных струк-
тур. Кроме того, уровень остаточных напряжений оказывается
ниже, чем у аустенитных хромоникелевых сталей, так как коэффи-
циент теплопроводности аустенитно-ферритных сталей выше,
а коэффициент термического расширения ниже, чем у аустенит-
ных сталей. Поэтому сварные соединения аустенитно-ферритных
сталей имеют высокую сопротивляемость образованию холодных
трещин.
К числу основных проблем, возникающих при сварке аусте-
нитно-ферритных сталей, относятся пониженные пластичность,
|ударная вязкость и склонность к коррозии сварных соединений.
Снижению пластичности и ударной вязкости способствуют такие
^факторы, как низкое содержание вторичного аустенита в конеч-
ной структуре, образование скоплений карбидов типа Ме2ЯС,„
Ькарбидов или карбонитридов титана в сталях, легированных Ti.
"Для повышения ударной вязкости сварных соединений обще-
принятая технология сварки ориентируется на пониженную по-
гонную энергию (0,5—2,5 МДж/м) с целью предотвращения роста
ферритных зерен. В работе [23] показана эффективность техно-
логии сварки, основанной на обеспечении условий, благоприят-
ных для 6 -> ^'-превращения в ЗТВ вследствие снижения ско-
рости охлаждения в интервале 950—900 °C до 1 °С/с посредством
местного сопутствующего подогрева. Эта технология реализована
при однопроходной сварке стали 08Х22Н6Т толщиной 16 мм.
Местный подогрев осуществляли плазменной дугой до 900—950 °C
на поверхности металла. Применение такой обработки позволило
увеличить угол загиба при испытании сварных соединений с 45
до 160 °C.
Технология электрошлаковой сварки двухфазных сталей, раз-
работанная Л. А. Ефименко и М. А. Харитоновой, базируется
на принципе интенсификации 6 ^'-превращения посредством
Рис. 10 10. Микроструктура сварных соединений стали 110Г13Л, выполненных
ручной дуговой (о —б) и контактной сваркой оплавлением (в) (По данным
О. И. Стеклова, II. А. Беляшина и Э. П. Мотуса):
а " шов, Х500; б — ЗТВ, X 500; о — шов, X 120
замедления охлаждения металла околошовного участка ЗТВ
при температурах выше 900 “С, подавления процесса выделения
карбонитридов титана и повышения их дисперсности, увеличением
интенсивности охлаждения металла ниже температуры 900 °C. •
На рис. 10.8 показаны микроструктуры сварного соединения
стали 08Х21Н6М2Т толщиной 30 мм. Электрошлаковая сварка
(ЭШС) выполнена при сопутствующем подогреве с помощью газо-
вых горелок и принудительном сопутствующем охлаждении с по-
мощью водовоздушных форсунок. Параметры термического цикла
ЭШС в околошовном участке с — 1350 "С соответствовали
следующим значениям: т' = 30 с; <г" —- 80 с. Длительность пре-
бывания металла при температурах выше 900 °C составляет 60 о
за счет обеспечения подогрева, а скорость охлаждения на заклю-
чительной стадии цикла повышена до 13 °С/с с помощью прину-
дительного охлаждения водовоздушной смесью при расходе
воды 0,06 м3/ч. Сварку осуществляли сварочной проволокой
ЗСв-06Х20Н11МЗТБ с применением флюса АН-26С. В состоянии
после сварки сварные соединения имеют следующие механические
свойства: ои = 686 МПа, угол загиба 130°, KCU металла около-
шовного участка ЗТВ при—40°C 1,8 МДж/м2. В случае примене-
ния общепринятой технологии ЭШС для обеспечения повышенного
уровня механических свойств сварных соединений выполняют
последующую высокотемпературную термическую обработку —
нормализацию при 1100 °C.
При ручной дуговой сварке двухфазных сталей можно исполь-
зовать аустенитный вариант (электроды марок ЦЛ-Н иЭА-400/10у)
или аустенитно-ферритный вариант (ОЗЛ-40 и ОЗЛ-41). В первом
варианте содержание ферритной фазы в шве не превышает 10 %,
а во втором — феррит является основной фазой в дву хфазной
аустенитно-ферритной структуре. Преимуществом второго ва-
рианта являются равнопрочность швов основному металлу и повы-
280
шейная коррозионная стойкость сварных соединений. В работе
[32] описаны исследования коррозионной стойкости сварных
соединений двухфазных сталей. Установлено, что сварные соеди-
нения стали 08Х22Н6Т после термообработки (нагрев до 1150 °C,
выдержка в течение 20 мин) в случае использования электродов
ОЗЛ-40 и ЦЛ-11 являются коррозионно-стойкими в 55 %-ной
фосфорной кислоте при температуре 90 °C, в 1 %-ной серной и
25 %-пой муравьиной кислотах при температуре 80 °C. Скорость
коррозии не превышает 0,01 мм/год. МКК в металле шва не отме-
чается. При сварке с применением электродов ОЗЛ-40 и ЦЛ-11
МКК отмечена в ЗТВ и у линии сплавления при испытаниях
в 55 %-ной фосфорной кислоте. Металл шва обладает высоким
сопротивлением А4КК в этой среде. В 65 %-ной азотной кислоте
при кипении скорость коррозии достигает 3 мм/год за счет корро-
зионных процессов в ЗТВ, независимо от марки электрода. В этой
среде скорость коррозии металла шва, полученного электродом
ОЗЛ-40, составляет 0,4 мм/год, основного металла 0,14 мм/год,
а ЗТВ — 1,24 мм/год. Соответствующие показатели при сварке
электродами ЦЛ-11 составляют 0,45; 0,2; 0,76 мм/год.
В процессе испытания в 92 %-ной серной кислоте при темпе-
ратуре кипения было установлено, что скорость коррозии свар-
ных соединений, выполненных электродами ЭА-400'Т0у и ОЗЛ-41,
не превышает 0,14 мм/год, а МКК отсутствует. В 80 %-ной фосфор-
ной кислоте скорость коррозии сварных соединений, полученных
электродами указанных марок, не превышает 0,01 мм/год, а МКК
металла шва не обнаруживается. У линии сплавления и в ЗТВ
проявляется слабая МКК- На основе полученных данных в ра-
боте [32] был сделан вывод о целесообразности применения элек-
тродов марок ОЗЛ-40 и ОЗЛ-41 при сварке оборудования из
аустенитно-ферритных сталей, эксплуатируемого в щелочных,
нейтральных и окислительных средах.
В ряде работ было показано, что в аустенитно-ферритных
сталях, находящихся в щелочных средах, преимущественному
коррозионному разрушению подвергается ферритная структура.
Отмеченное подтверждается результатами работы [9], в которой
показано влияние погонной энергии на коррозионную стойкость
сварных соединений стали типа 10Х21Н5Т, выполненных дуговой
сваркой под флюсом. В качестве сварочных материалов исполь-
зовали проволоку 5Св-04Х19Н10Б (аустенитный вариант) и
5Св-10Х21Н5Т (аустенитно-ферритный вариант). С увеличением
погонной энергии от 320 до 3700 кДж/м скорость коррозии свар-
ных соединений при аустенитном варианте в 40 %-ном водном
растворе едкого натра возрастает в 6 раз. Это объясняется, с одной
стороны, увеличением содержания ферритной фазы в металле
околошовного участка ЗТВ, склонной к растворению в коррозион-
но-активной среде, а с другой — возрастанием тока коррозии
в макросистеме аустенитный шов — аустенитно-ферритный основ-
ной металл из-за наличия разности потенциалов между ними.
281
Аустенитно-ферритный вариант сварки предпочтителен аусте-
нитному, так как из-за равенства потенциалов в макросистеме
шов — основной металл токи коррозии отсутствуют. Скорость
коррозии относительно невелика, сварное соединение отличается
повышенной однородностью структуры и механических свойств.
При сварке хромоникелькремнистых сталей в металле шва
в процессе кристаллизации по границам дендритов выделяется
легкоплавкая кремнистая фаза, снижающая сопротивляемость
сварных соединений образованию горячих трещин и их пластич-
ность. Например, сварные соединения, полученные по общеприня-
той технологии с применением ручной аргонодуговой сварки,
имеют следующие показатели механических свойств при
20 °C: оЕ = 620 МПа; KCU = 0,24 МДж/м2, угол загиба 15°.
При нагреве в интервале 950—600 °C в структуре стали по
границам аустенитных зерен выделяется избыточная фаза, со-
стоящая из сложных карбидов хрома, легированных Si и Ni,
и снижающая стойкость сварных соединений к МКК. Ограничен-
ное содержание углерода в составе стали (до 0,015 %) не пред-
отвращает /МКК сварных соединений высококремнистых аусте-
нитных сталей [10]. Поэтому общепринятая технология, как
правило, предусматривает применение последующей высокотем-
пературной обработки с нагревом до температур 1050 °C и уско-
ренным охлаждением. Другой подход к разработке технологии
сварки, обеспечивающей повышенную коррозионную стойкость
сварных соединений, основан на подавлении процессов роста
зерна аустенита и выделения сложных карбидов хрома в ЗТВ
посредством ограничения длительности пребывания металла в ин-
тервале температур, превышающих 400 °C, и ускоренного охла-
ждения в интервале 960—600 °C. Для достижения этих целей
эффективно применение высококонцентрированных источников
нагрева, в частности плазменной дуги. Технология сварки, раз-
работанная в МИНГ им. И. М. Губкина, реализована при сварке
стали 02Х8Н22С6 [53]. Пластины металла толщиной 6 мм свари-
вали плазменной проникающей дугой в импульсном режиме,
а пластины толщиной 11 мм в непрерывном режиме с сопутству-
ющим принудительным охлаждением водовоздушной смесью
с целью обеспечения скорости охлаждения в данном интервале
температур на >-120 °С/с. Аустенитная структура металла шва,
полученного при плазменно-дуговой сварке в импульсном ре-
жиме, отличается повышенной дисперсностью. Междендритные
прослойки силицидной фазы значительно более дисперсны, чем
в шве, полученном аргонодуговой сваркой, и разорнентированы.
Металл околошовного участка ЗТВ имеет аустенитную структу-
ру, выделения вторичной фазы по границам аустенитных зерен
отсутствуют, что является следствием уменьшения длительности
пребывания в интервале 950—600 °C.
Сварка высокомарганцовистых сталей связана с затруднениями
в связи с повышенной склонностью к образованию горячих тре-
282
щин металла шва, пониженной сопротивляемостью металла около-
щовпого участка ЗТВ хрупкому разрушению из-за интенсивного
роста зерна аустенита при температуре выше 1200 °C, образова-
ния карбидов типа (Fe, Мп)аС по границам зерен аустенита при
замедленном охлаждении.
Применяемые для сварки высокомарганцовистых сталей сва-
рочные материалы можно условно разделить иа три группы [7 ]:
высокомарганцевые, хромоникелевые и сложнолегированные
аустенитные. При сварке самозащитной порошковой проволокой
диаметром 2,6 мм на постоянном токе обратной полярности (сила
тока / = 180-4-220 А, напряжение U -- 24-4-26 В, скорость сварки
цсв — 5 мм/с) стали 110Г13Л прочность сварных соединений
при использовании хромосодержащих проволок 10Х19Н9Г2
и 10Х14Г13М составляет 530—540 МПа; б6 == 14-4-16 %, KCV >
^>1,2 МДж/м2, критическая скорость деформации металла
шва vKp, определяющая сопротивляемость образованию горячих
трещин, составила 3,5—3,7 мм/мин. При сварке порошковыми
проволоками 35Х10Г18Н2 и 90Г13Н4 на тех же режимах показа-
тели механических свойств следующие: ов — соответственно 580
и 510 МПа; 65 соответственно 14,5 и 18 %, KCV —соответственно
1,4 и 1,6 МДж/м2, окр—соответственно 0,4 и 0,4 мм/мин. На
основе этих данных в работе [7] сделан вывод об эффективности
применения низкоуглеродистых хромомарганцевых и хромо-
никелевых электродных материалов для сварки стали 110Г13Л
как обеспечивающих повышенную технологическую прочность
сварных соединений в процессе кристаллизации.
Для ручной дуговой сварки сталей типа 110Г13Л применяют
электроды марки ОЗЛ-19 с рутиловоосновным покрытием и стерж-
нем из низкоуглеродистой высоколегированной хромоникелевой
проволоки 07Х25Н13. По данным работы [2], в ряде случаев
электроды ОЗЛ-19 не обеспечивают требуемого уровня прочности
и ударной вязкости, установленных для сталей (см. табл. 10.9),
кроме сталей типа 110Г13МЛС, а химические составы металла
шва и основного металла резко различаются. При этом, есте-
ственно, теряется способность металла шва к упрочнению при
наклепе, а сопротивляемость износу резко снижается. Другим
неблагоприятным фактором является наличие ферритной фазы
в металле шва, которая способна превращаться в о-фазу под
действием высокого уровня структурных напряжений из-за раз-
ницы физических свойств а- и у-фаз, легированных Мп или Сг
и Ni. Отмеченное характерно и для сварных соединений, полу-
ченных с применением электродов марки ЦНИИ-48Г, поэтому
разрабатываются другие виды сварки. К ним относится термитная
сварка, предлагаемая в работе [2] для соединения деталей из
сталей типа 110Г13Л, отличающаяся энергетической автоном-
ностью и способствующая существенному уменьшению длитель-
ности пребывания наплавленного металла при критических тем-
пературах и сокращению протяженности зон неполного расплав-
283
ления и термического влияния по сравнению с ручной дуговой
сваркой. При этом обеспечивается однородность основного и на-
плавленного металлов по химическому составу и механическим
свойствам.
Например, износостойкость крестовин рельсов из стали типа
110Г13Л, полученных термитной сваркой с использованием смеси
0,78 (3Fe3O4 + 8А1) и 0,22 (Mn2O3 + 2А1), составляет не менее
80 % соответствующих характеристик основного металла [2].
Разрушающая нагрузка сварных соединений из стали 110Г13Л
при испытаниях на трехточечный изгиб (на базе 1 м) оказалась на
20—30 % выше, чем для соединений, полученных ручной дуговой
сваркой электродами ЦНИИ-48Т.
В МИНГ им. И. М. Губкина О. И. Стекловым, П. А. Бе-
ляшиным, Э. П. Мотусом была разработана технология сварки
высокомарганцовистых сталей, основанная на применении
плазменно-дуговой и контактной сварки оплавлением. Сварные
соединения стали 110Г13Л толщиной 12 мм с содержанием 1,41 %
С, 10,5 % Мп, 2,3 % Сг, 0,74 % Мп, 0,21 % Si, 0,01 % S и 0,01 % Р
после закалки с 1100 °C имеют ов == 807 МПа, KCU =
= 1,75 МДж/м2.
При ручной дуговой сварке электродами типа ЭА395/9 (свароч-
ная проволока Св-10Х16Н25АМ6, 1 = 120 A; U = 50 В; псв —
= 7 м/ч) в металле шва образуются горячие трещины (см.
рис. 10.10, а) по границам кристаллитов, где отмечается выделение
карбидов (рис. 10.10, б). В околошовной зоне по границам зерен
аустенитной структуры образуются прослойки цементита, легиро-
ванного марганцем. Для этих сварных соединений ов — 560 МПа,
6 = 8%, гр = 7,5 %, /{CU металла шва и ЗТВ составляет
соответственно 1,07 и 0,46 МДж/м2, угол загиба 60°.
При плазменно-дуговой сварке сварочной проволокой
Св-07Х25Н12Г2Т (/ = 300 A, U = 25 В, осв = 10 м/ч) выделения
карбидов по границам кристаллитов в металле шва более дис-
персны, чем при ручной дуговой сварке. Горячие трещины отсут-
ствуют. Механические свойства сварных соединений по отдельным
показателям соответствуют следующим значениям: ов = 683 МПа,
6 = 24,7 %, гр = 21,5, угол загиба 150°; KCU металла шва и ЗТВ
соответственно 1,69 и 1,13 МДж/м2.
При контактной сварке оплавлением на машине К-617 (время
оплавления 135 с, величина осадки 10 мм) сварное соединение
имеет относительно однородную мелкодисперсную аустенитную
структуру, ов = 812 МПа, 6 = 28 %, гр — 18,7 %, угол загиба
110°; KCU шва 1,68, околошовной зоны 1,71 МДж/м2.
11. СВАРНЫЕ СОЕДИНЕНИЯ СТАЛЕЙ,
РАЗНОРОДНЫХ ПО СОСТАВУ
И СТРУКТУРНОМУ КЛАССУ
Использование сварных соединений, разнородных по составу
или структурному классу сталей, рационально в следующих
случаях (табл. 11.1).
1. Применение металлоемких конструкций и изделий, у кото-
рых специфическим условиям (воздействия коррозионной среды,
высоких температур, изнашивающих нагрузок и др.) подвер-
гается не все, а только какая-либо относительно небольшая часть.
Наиболее металлоемкая несущая часть этих объектов работает
в обычных условиях.
Таблица 11.1
Эффективность использования сварных соединений
разнородных сталей
Эффективность использования 1 Свариваемые стали Металл шва
1 2
Экономия дорого- Высоколегиро- Средне- или низ- Аустенитный или
стоящей высоколе- ванная (жаро- колегировамная, аустенитно-фер-
гированной стали прочная, кисло- тостойкая, изно- состойкая и др.) углеродистая ритный
Отказ от термооб- Средне- или ннз- Такая же сталь Аустенитный, ау-
работки сварных коу глер од истая, или другая леги- стенитно-мартен-
соединений легированная, закаливающаяся при охлаждении на воздухе рованная или уг- леродистая ситный или аусте- н итно-фер р итный
Улучшение свойств В ысокох р ом истая Такая же или Аустенитный или
сварного соедине- ферритная или н изкол ег ир ова н- аустенитно-фер-
ния полуферритная пая, или углеро- дистая, или вы- соколегирован- ная хромонике- левая ритный
Замена фланцевого Средне- или низ- Н изколегирова и Перлитный низ-
соединения свар- ным при врезке трубопровода в ап- парат или другой трубопровод колегироваяпая на я другого со- става или угле- родистая колегированный или углеродистый
285
Например, от наружной, несущей стенки химического аппарата
не требуется сопротивления коррозии, и ее можно изготовлять
не из кислотостойкой высоколегированной стали а из углероди-
стой или низколегированной стали, с достаточной прочностью.
Роторы турбин рационально изготовлять комбинированными’
периферийную часть (диск или обод), работающую при высокой
температуре газа или перегретого пара, — из высоколегированной
жаропрочной стали, а центральную часть —из среднелегирован-
ной, поскольку она не нагревается до столь высоких температур.
Аналогично обстоит дело с изделиями, у которых небольшая
рабочая или режущая кромка работает в условиях изнашивающих
нагрузок.
Соединение таких частей изделий рассмотренного типа (часть
из высоколегированной, полностью или неполностью аустенитной
стали, с несущей частью из углеродистой или низколегированной
стали) осуществляют сваркой — в крупных изделиях, как пра-
вило, дуговой с использованием присадочных материалов, в мел-
ких — сваркой давлением, диффузионной или какой-либо другой.
Частным случаем такого сварного соединения является биметалл,
где углеродистая сталь плакирована коррозионно-стойкой.
2. Сварка аустенитными присадочными материалами легиро-
ванных полностью или частично закаливающихся сталей. После
получения сварного соединения, по составу и свойствам близкого
к свариваемой стали, как правило, проводится термическая
обработка. Однако проведение термообработки сварных соеди-
нений не всегда осуществимо.
Для крупных технологических аппаратов, протяженных тех-
нологических трубопроводов, крупных изделий энергомашино-
строения и т. п. выполнить термическую обработку всего изделия
часто не представляется возможным из-за больших размеров
и отсутствия соответствующего термического оборудования, а вы-
полнить местную термическую обработку нельзя, потому что
такая термообработка может оказать неблагоприятное влияние
на свойства примыкающих к участку термообработки зон основ-
ного металла и уровень остаточных напряжений в изделии,
а также потому, что отсутствует соответствующее термическое
оборудование. Часто от местной термообработки стараются изба-
виться, так как это дорогая, трудоемкая и сложная операция,
особенно в условиях строительства и монтажа.
Использование для сварки закаливающихся сталей аустенит-
ных электродов обусловливается иногда тем, что получение ме-
талла шва, по составу близкого к свариваемой стали, связано
с его низкой технологической прочностью и опасностью образова-
ния горячих и холодных трещин.
Опыт показал, что во многих случаях образование в сварных
соединениях закаливающихся сталей аустенитных швов позволяет
не использовать термообработку и предотвратить опасность
появления трещин в ЗТВ со значительной твердостью (рис. 11.1).
286
Рис* H.L Расположение зон с различны-
ми свойствами в сварном соединении за-
каливающейся стали с аустенитным ме-
таллом шва
В таком сварном соединении твердые закалившиеся участки 2
находятся между мягким (с низким пределом текучести и высокой
вязкостью) металлом шва 1 и мягким основным металлом или
зонами отпуска 3. Более низкое сопротивление возникновению
малых пластических деформаций этого окружающего металла
разгружает закалившуюся часть сварного соединения. Эго об-
стоятельство является основным, определяющим возможность
обходиться без термообработки сварных соединений закалива-
ющихся сталей с аустенитными швами, особенно в тех случаях,
когда среднелегированные закаливающиеся стали содержат мало
углерода (12Х5М, 12Х5ВФ, 12Х1МФ, 06Н6, 06Н9 и др.). Иногда
аустенитные швы получали даже при сварке стали 30ХЛ1А с целью
исключить термообработку сварного соединения.
3. При сварке ферритных и полуферритных высокохромистых
сталей аустенитными присадочными материалами получаются
более работоспособные сварные соединения, чем при сварке фер-
ритных сталей присадочными материалами с составом, аналогич-
ным составу свариваемой стали. При сварке ферритных сталей
в ЗТВ происходит существенное снижение вязкости металла
в связи с сильным ростом зерна. Наличие аустенитного металла
шва с высокой вязкостью и низким пределом текучести облегчает
условия работы зоны выросшего зерна в сварном соединении
ферритной стали.
4. Сварка сталей одного структурного класса, качественно
и количественно отличающихся по легированию. Например,
соединение корпусов аппаратов из среднелегированных тепло-
устойчивых сталей или сталей повышенной прочности с техноло-
гическими трубопроводами, работающими в более легких усло-
виях и изготовленных поэтому из менее легированных или даже
углеродистых сталей.
Особенности строения и свойств сварных соединений разно-
родных сталей связаны с формированием зоны сплавления и воз-
можностью изменения состава и структурного состояния этой
зоны и прилегающих участков в процессе нагрева, который может
иметь место при эксплуатации, термообработке или даже в про-
цессе сварки и последующего охлаждения.
11.1. ОБРАЗОВАНИЕ ПРОМЕЖУТОЧНЫХ СПЛАВОВ
В ЗОНЕ СПЛАВЛЕНИЯ
Любой метод сварки плавлением связан с расплавлением
и перемешиванием сплавляемых сталей. При ручной дуговой или
автоматической сварке под флюсом между собой сплавляются
287
металл кромок свариваемого изделия и металл присадочного
материала. Доля участия каждого из этих металлов в образовании
сплавов смешения зависит ог их химического состава и условий
сварки, определяющих степень проплавления кромок сварива-
емого металла дугой. В работе В. Н. Земзина приведены данные
о степени проплавления свариваемых кромок двух сталей —
аустенитной и перлитной, отличающихся по теплофизическим
свойствам (табл. 11.2).
При сварке давлением с оплавлением кромок также проис»,
ходит перемешивание свариваемых металлов, однако зона пере-'
мешивания может быть меньше по протяженности и степени про-)
плавления в связи с тем, что при сжатии свариваемых поверхно-*
стей (осадке) практически весь жидкий металл удаляется (вы-"
давливается) и стали свариваются в твердом высоконагретом
состоянии. В этом случае за счет диффузии в процессе пребывания
при высокой температуре происходит взаимное проникание в при»),
шовные зоны легирующих элементов, по содержанию которых?
различаются свариваемые стали. Однако чаще всего глубина
взаимодиффузии оказывается очень небольшой. Опыт показал,
что даже при сварке давлением без оплавления имеет место вза-
имодиффузия элементов через плоскость сваривания, правда,
на очень небольшую глубину (20—30 мкм).
Наибольшее значение изменение состава и строения зоны
сплавления имеет при дуговых методах сварки плавлением, когда
проплавление может составлять более 50 % (см. табл. 11.2).
Протяженность этой зоны в зависимости от способа сварки и тех-
нологии может доходить до 1 мм на кромках и может быть намного
больше в корне шва V-образной разделки.
Об изменении состава зоны сплавления в различных участках
металла шва при сварке с V-образной разделкой и многослойной
Таблица 11.2
Степень проплавления свариваемых кромок
Вид сварного соединения Свариваемые стали Степень проплавления, %, при сварке
ручной дуговой автома- тической под флюсом наплавке ленточ- ным электро- дом электро- шлако- вой
Наплавка Перлитная Аустенитная 15—40 25—50 25—50 35—60 8-20 15—25 —
Однослойные стыко- вые Перлитная Аустенитная 20—40 30—50 25—50 40—60 — 20—40 30—50
Корневые швы мно- гослойных стыковых и тавровых соединений Перлитная Аустенитная 25-50 35—50 35—60 40—70 — —
288
Таблица 11.3
Доля участия основного металла при РДС и наплавке
Процесс Доля участия, %, слоя
1 2 3 4 S
Сварка Наплавка 50—55 45—50 25-30 20—22 20—23 8—10 14—17 5-7 12—15
наплавке можно судить по данным В. Н. Земзина, приведен-
ным в табл. 11.3.
Таким образом, по высоте шва изменяются размеры и состав
металла зоны сплавления с промежуточными сплавами.
Структурное состояние и свойства промежуточных сплавов
в зоне сплавления будут зависеть от их состава. Естественно, что
при сплавлении, например, нелегированной углеродистой стали
с 0,2 % С с аустенитным металлом шва типа 08Х18Н10 не может
быть дискретного перехода от одного материала к другому. Про-
плавление и смешение этих сталей приводит к образованию в про-
межуточной зоне нового переходного сплава усредненного состава
в соответствии с долей участия основного и присадочного матери-
алов. Участки перехода от этого промежуточного сплава к основ-
ному металлу и металлу шва также не будут дискретными, а будут
характеризоваться градиентом концентрации и иметь ряд посте-
пенно изменяющихся промежуточных составов (рис. 11.2).
На схеме рис. 11.2 показано возможное изменение концентра-
ции какого-либо легирующего элемента Me2, имеющегося в при-
садочном металле и, естественно, в металле шва II, но не име-
ющегося в свариваемой стали I. Такими элементами, например,
могут быть хром и никель при сварке аустенитным или аустенитно-
ферритным присадочным металлом типа 08Х18Н10 нелегирован-
ной или низколегированной стали без хрома и никеля.
Изменение концентрации рассматриваемого элемента будет
определяться-
степенью (глубиной) проплавления- чем больше проплавление,
тем шире и протяженнее зона смешения, состоящая из уча-
стков 1—3;
протеканием диффузионных процессов, которые будут идти
с большей скоростью в жидком металле и с меньшей скоростью
в кристаллизующемся участке вблизи кромки.
Такие условия формирования зоны сплавления в сварных
соединениях разнородных сталей обусловливают образование
в ней трех участков: участка I, представляющего собой основную
часть зоны сплавления относительно однородного состава, кото-
рый выравнялся благодаря большой скорости диффузии в жидком
металле и дополнительного перемешивания вследствие воздей-
289
Рис. 11.2. Изменение состава участков
сплавления сварных соединений разно-
родных сталей при различном содержании
легирующего элемента в металле шва (а,
а', а") и различной степени проплавле-
ния (а, б)
Рис. 11.3. Распределение хрома
и никеля в участке сплавления
аустенитного металла с неаусте-
нитной сталью
ствия сварочной дуги; участка 2, где концентрация легирующего'
элемента Me2 в результате диффузии понижалась от характерной^
для участка смешения 1 (по содержанию этого элемента в сварива-
емой стали) в рассматриваемом случае до нуля; участка 2, где
концентрация легирующего элемента диффузионно на малом
расстоянии изменяется от его концентрации в участке смешения 1
до наиболее высокого содержания в сварном шве.
Участок 2 должен быть больше участка 3, так как диффузия
в нем идет при более низкой температуре в частично закристал-
лизовавшемся или неоплавленном металле. В наиболее нагретом
участке 111 диффузия идет очень быстро. Распределение легиру-
ющего элемента может соответствовать кривой а при меньших
степенях проплавления и кривой б при больших степенях про-
плавления. Конечно, представленные графики схематичны, и ре-
альное распределение элементов в зоне сплавления может быть
несколько иным.
Однако экспериментальные данные Ю. Н. Готальского, относя-
щиеся к распределению хрома и никеля в зоне сплавления аусте-
нитного металла шва с неаустенитной сталью, приведенные на
рис. 11.3, подтверждают рассмотренные закономерности.
Рассматривая химическую и соответствующую ей структур-
ную неоднородность разнородных сталей в участке сплавления,
надо иметь в виду, что говоря о каком-то составе участка сплавле-
ния, определенном степенью проплавления и долей участия в его
формировании основного и присадочного материалов, рассматри-
вают усредненный состав, соответствующий большей части рас-
сматриваемой зоны.
290
Наряду с усредненным составом (см. рис. 11.2, участок 1)
в зоне сплавления будут и другие переменные составы, в основном
в участке, примыкающем к свариваемой стали и в меньшей степени
в участках, примыкающих к металлу шва. Размеры участков 2 и 3
будут зависеть от условий сварки — степени проплавления,
перегрева металла сварочной ванны, продолжительности существо-
вания ванны, продолжительности пребывания при высокой тем-
пературе в твердом состоянии и др.
Состав, фазовое и структурное состояние металла в зоне сплав-
ления, а также его свойства будут зависеть от состава сварива-
емой стали и присадочного материала, степени проплавления.
Учитывая переменный состав зоны сплавления, строение и свой-
ства будут относиться к состоянию, близкому к тому, в котором
находится основная часть этой зоны (участок 1). Оценить состав
и структурное состояние металла, зоны смешения можно по
структурной диаграмме (рис. 11.4).
На структурной диаграмме, представленной на рис. 11.4,
точками 1—9 отмечены структурные состояния, соответствующие
усредненным составам свариваемых сталей и сварочных присадоч-
ных материалов: 1 — свариваемой низколегированной стали;
2 и 3 — присадочных материалов соответственно типа 08X18Н10
и типа Х25Н13; 4 и 5 —свариваемых хромистых сталей соответ-
ственно с 13 и 28 % Сг. Прямые, соединяющие точки 1 и 2, 1 и 3,
Рис. 11.4. Определение структурного состояния зон смешения в сварных соеди-
нениях разнородных сталей по структурной диаграмме
291
Пхарактеризуют структурное состояние всех промежуточных спла-
вов, которые могут создаваться при смешении низколегированной
стали с присадочными металлами соответственно типа Х18Н10
и Х25Н13 при разных соотношениях количеств свариваемой стали
и присадочного металла.
Чем больше в сплаве смешения свариваемой стали, тем ближе
он на прямой 1—2 к точке 1 при сварке присадочным металлом
типа Х18Н10 или на прямой 3—1 при сварке присадочным метал-
лом Х25Н13. Чем больше в сплаве смешения присадочного ме-
талла, тем ближе сплав находится к точкам 2 или 3 на тех же
прямых. При сварке низколегированной стали присадочным ме-
таллом типа Х18Н10 (электроды типа ЭА1, сварочная проволока
Св-04Х19Н9) основная часть зоны смешения будет иметь аусте-
нитно-мартенситную структуру; небольшие участки, примыка-
ющие к свариваемой стали, будут чисто мартенситными, а не-
большие участки, примыкающие к шву, — чисто аустенитными.
Поскольку положение точки 1 для различных свариваемых
низко- и среднеуглеродистых, низко- и среднелегированных сталей
мало изменяется и всегда остается в нижней угловой области, то
можно считать, что при сварке этих сталей с присадочными мате-
риалами типа Х18Н10 в зоне сплавления получаются в основном
сплавы с мартенситно-аустенитной структурой. Мартенсита в них
тем больше, чем выше степень проплавления и доля участия
свариваемой стали. При проплавлении до 20 % зона сплавления
близка к чисто аустенитной, при проплавлении более 50 % зона
сплавления близка к чисто мартенситной. Отсюда можно сделать
заключение, что материал типа Х18Н10 не следует применять
для сварки углеродистых, низко- и среднелегированных сталей.
Недопустимо применение таких материалов для сварки сталей
с повышенным содержанием углерода (более 0,15 %), так как
в этом случае образующийся в зоне сплавления мартенсит будет
высокоуглеродистым и хрупким, что опасно при эксплуатации.
При сварке материалами типа Х18Н10 низкоуглеродистых,
низко- и среднелегированных сталей образующийся мартенсит
будет низкоуглеродистым, менее хрупким и менее опасным (для
разрушения), особенно при ограниченной степени проплавления
(20—25 %), когда наряду с низкоуглеродистым мартенситом
в основной части зоны сплавления будет иметься значительное
количество аустенита. Опыт промышленного применения электро-
дов, дающих металл шва типа Х18Н10 для сварки сталей типа
15Х5М, показал, что сварные стыки, например, труб оказываются
работоспособными при отсутствии высоких нагревов при эксплу-
атации.
Гораздо лучшее структурное состояние (меньше мартенсита)
зоны сплавления получается при сварке присадочным материалом
типа Х25Н13 (точка 3). В этом случае на линии 1—3 составом про-
межуточных сплавов проплавлению 20—40 % соответствует струк-
турное состояние от аустенитно-ферритного (проплавление 20—
292
30 %) до аустенитного (проплавление 30—40 %). При большей
степени проплавления в зоне сплавления может появиться мартен-
сит. Таким образом, присадочный материал типа Х25Н13 поз-
воляет практически избежать присутствия в основной части зоны
сплавления мартенсита, способного повысить хрупкость сварного
соединения.
Роль дальнейшего повышения содержания никеля как аусте-
нитообразующего элемента в металле шва можно проследить,
сравнивая промежуточные сплавы для металла шва, соответству-
ющего точкам 2, 7, 8 на рис. 11.4. При сварке низкоуглеродистой
стали (точка 1) промежуточные сплавы, характеризуемые ли-
ниями 1—2, 1—7 и 1—8, являются качественно одними и теми же,
содержащими А, А + М, М, однако соотношение количеств
этих составляющих при разном количестве никеля в металле шва
будет различным. При повышении содержания никеля будет
возрастать зона аустенита, примыкающая к металлу шва и соот-
ветственно уменьшаться аустенитно-мартенситная и мартенсит-
ная зоны. Это свидетельствует о том, что повышение содержания
никеля в металле шва при сварке перлитных сталей, даже до очень
больших значений, не позволяет полностью исключить образова-
ние в участке сплавления зоны с мартенситом, однако позволяет
существенно уменьшить ее протяженность.
Аналогичное заключение следует из рассмотрения рис. 11.2.
Если принять, что легирующим элементом Me2 является никель,
то представленные линии а, а*, а” и б будут характеризовать
распределение никеля в участке сплавления при сварке безникеле-
вой низкоуглеродистой стали присадочными материалами с раз-
личным содержанием никеля. Условие образования участка сплав-
ления с мартенситом определяется содержанием в нем никеля
(см. рис. 11.4). При содержании никеля ниже определенного
количества и наличии прочих легирующих элементов сталь пере-
стает быть чисто аустенитной, в ее структуре появляется мартен-
сит, количество которого возрастает с понижением содержания
никеля до определенного уровня. Если это минимальное содер-
жание никеля соответствует штриховой линии на рис. 11.2, тогда
отрезки 0—Хг; 0—Х2; 0—Х3 и 0—Х& будут характеризовать
размер зоны сплавления с мартенситной структурой. Размер
участка мартенсита уменьшается с увеличением содержания
никеля в присадочном материале (0—Х4 < 0—Х3 < 0—Х2) и
с уменьшением степени проплавления (О—Х2 < 0—Х±).
Общие закономерности проплавления и формирования пере-
ходных зон и неблагоприятных мартенситных участков при
сварке аустенитными присадочными материалами подтверждаются
экспериментальными данными (рис. 11.5, 11.6). На рис. 11.5
видно, что повышение содержания аустенитообразующего никеля
в металле шва заметно уменьшает мартенситную зону в участке
сплавления его с перлитной сталью и практически не влияет на
размер зоны сплавления при тех же условиях сварки. На
293
вмз,мкм
Рис. 11.5. Влияние содержания никеля в аусте-
нитном металле шва на ширину переходного слоя
fln. с и ширину мартенситной зоны вм. а при свар-
ке аустенитным присадочным материалом пер-
литной стали
Рис. 11.6. Влияние силы
сварочного тока / на вм. 8
при сварке аустенитным при-
садочным материалом пер-
литной стали
рис. 11.6 показано, что увеличение силы сварочного тока при
сварке перлитной стали аустенитным материалом приводит к не-
изменному росту ширины мартенситной зоны за счет увеличения
доли участия перлитной стали в формировании переходного слоя.
Это обстоятельство заставляет при сварке разнородных сталей
предпочитать ручную дуговую сварку.
Все ранее рассмотренное свидетельствует о том, что при сварке
перлитных сталей аустенитными присадочными материалами ра-
дикальным путем снижения отрицательной роли мартенситной
прослойки в зоне сплавления является увеличение содержания
никеля в металле шва. По данным рис. 11.5, присутствие в металле
шва около 40 % никеля должно позволить снизить протяженность
мартенситного участка до минимальных размеров. Дальнейшее
увеличение содержания никеля в металле шва будет оказывать
убывающее влияние. Что касается режима сварки, то, естественно,
для уменьшения проплавления он должен ограничиваться мини-
мальной силой тока и минимальной погонной энергией.
Не принципиально, но несколько иначе сказывается роль
никеля при сварке аустенитными присадочными материалами
высокохромистых сталей с 13 % Сг и более. Из структурной диаг-
раммы на рис. 11.4 видно, что при сварке сталей с 25—27 % Сг
(точка 6) содержание никеля в металле шва от 15 % (точка 2)
до 50 % (точки <8, 9) дает в сплавах смешения только аустенитно-
ферритные составляющие (линии 2—6, 6—7, 6—8 и 6—9) и не
дают мартенситной составляющей. При сварке высокохромистых
сталей с 13 и 17 % Сг содержание никеля в металле шва уже
должно иметь определенное значение, меньшее, чем при сварке
перлитных сталей, поскольку в переходных сплавах (линии 2—4,
4—7, 4—8 и 2—5, 5—7, 5—8) аустенитный шов — хромистая сталь
с 13 или 17 % Сг отсутствуют чисто мартенситные зоны, а про-
294
межуточные сплавы могут быть аустенитно-мартенситно-феррит-
ными. Поэтому при сварке этих сталей можно ограничиться
содержанием никеля в металле шва 20—25 %.
11.2. ДИФФУЗИОННЫЕ ПРОЦЕССЫ В ТВЕРДОМ СОСТОЯНИИ
НА ГРАНИЦЕ СПЛАВЛЕНИЯ РАЗНОРОДНЫХ СТАЛЕЙ
В сварном соединении разнородных сталей существуют раз-
деленные неширокой зоной сплавления промежуточного сплава
две стали, которые существенно отличаются по содержанию леги-
рующих элементов, и прежде всего никеля и хрома, а также угле-
рода и других, в основном карбидообразующих. Различны в этих
сталях содержание железа, а также их фазовые и структурные
состояния, но при этом они объединены схожестью атомно-кри-
сталлического строения и металлической связью.
В области зоны сплавления этих сталей возникают сложные
обменные процессы между атомами различных элементов, стремя-
щиеся привести к минимуму свободную энергию всей разнолеги-
рованной системы сплавов одного кристаллического агрегата.
Протекание этих обменных процессов обусловлено различием
уровней свободных энергий атомов различных элементов, раство-
ренных в находящихся в контакте материалах с различной кри-
сталлической структурой, различным состоянием самой основы
(железа) или разницей концентраций каких-то элементов в кон-
тактирующих сталях.
Эти обменные диффузионные процессы могут развиваться при
высоких температурах, когда обеспечивается повышенная подвиж-
ность атомов растворенных элементов и железа. Поэтому измене-
ние состава, состояния и свойств участков металла в районе зоны
сплавления может происходить либо при термообработке, которую
можно выполнять в широком интервале температур с нагревом
вплоть до 1150 °C, либо при нагреве в процессе эксплуатации,
который обычно ограничен температурой 650 °C.
При рассмотрении сварных соединений разнородных сталей
интерес может представлять диффузия через зону раздела прежде
всего хрома, никеля и железа, по содержанию которых чаще
всего сильно отличаются находящиеся в сварном контакте стали,
а также углерода, поскольку опыт показал, что именно пере-
мещение атомов этого элемента определяет возможность изменения
свойств сварных соединений. Затронув вопрос о диффузии хрома,
никеля, железа и углерода, отметим, что как в y-Fe, так и в a-Fe
скорость диффузии хрома, никеля, железа и других элементов,
Дающих растворы замещения, на несколько порядков ниже, чем
скорость диффузии углерода, Так, по данным М. А. Криштала,
коэффициент диффузии хрома в y-Fe при 1050 °C равен 58 X
X 10-12 см2/с, а углерода при 1000 °C — около 2,6-Ю-’ см2/с.
Коэффициенты диффузии никеля, железа и других элементов
Дают растворы замещения либо одного порядка с коэффициентом
295
диффузии хрома, либо отличаются от него не больше, чем на один
порядок.
Такое различие коэффициентов диффузии углерода и других
перечисленных элементов приводит к тому, что при данных усло-
виях (температура, фазовое состояние основы и т. и.) там, где
перемещение углерода будет значительным, перемещение хрома,
никеля и железа будет мало заметным или даже не ощутимым.
Это обстоятельство — одна из причин того, что диффузия углерода
в сварных соединениях разнородных сталей оказывает большое
влияние на их свойства, а диффузия других легирующих элементов
имеет гораздо меньшее значение.
Диффузия легирующих элементов через границу раздела
разнородных сталей может иметь некоторое значение при длитель-
ных нагревах до высоких температур, значительно превышающих
по этим параметрам возможные условия нагрева при термообра-
ботке или эксплуатации. К. Е. Чарухииа и С. А. Голованенко
получили данные об изменении концентрации хрома в стали
12Х18Н10Т, находящейся в сварном контакте с нелегированной
сталью СтЗ (биметалл) после нагрева при 950 и 1150 °C
(рис. 11.7). Только длительный нагрев при 1150 °C дает заметное
перемещение хрома из высоколегированной стали в нелегирован-
ную и некоторое повышение твердости приграничного участка
нелегированной стали. Такое перемещение хрома (закономерность
перемещения никеля и других элементов в этих условиях практи-
чески аналогична) и связанное с этим очень небольшое изменение
свойств, которое может иметь место только при высокотемператур-
ной термообработке, для агрегатных свойств сварного соединения
практического значения не имеет. Возможные расстояния пере-
мещения тех же элементов при более низких температурах эксплу-
атации (500—600 вплоть до 700 °C) даже при очень большой
продолжительности пребывания при этих температурах значи-
тельно меньше и менее значимы для свойств.
HV,MHa
Расстояние от сплавления
а) б)
Рис. 11.7. Изменение концентрации хрома (а) и твердости (б) сварного соеди-
нения СтЗ— 12Х18Н10Т:
1 — исходное состояние; 2 — после нормализации при 950 °C в течение 10 мин; 3 и 4 —•
после отжига при 1150 °C в течение соответственно 3 и 10 ч, охлаждение в воде
296
Рис. 11.8. Изменение
твердости в участке сплав-
ления стали ЗОХМА со
швом типа 08Х18Н10
после нагрева при 700 °G
в течение 100 ч
Практически важное, а подчас определяющее значение для
свойств и работоспособности сварных соединений разнородных
сталей имеет перемещение углерода через зону сплавления. Это
перемещение углерода способно привести к образованию обез-
углероженной бесперлитной зоны в углеродистой или низколеги-
рованной стали и примыкающей к ней науглероженной зоне,
которая в зависимости от состава этой части сварного соединения
и условий сварки (степени проплавления) может быть мартенсит-
ной, мартенситно-аустенитной, аустенитно-карбидной. Такое
изменение структурного состояния зоны сплавления приводит
к резкому скачкообразному изменению свойств на участке очень
малой протяженности.
На рис. 11.8 показано изменение твердости в участке сплавле-
ния сварного соединения стали ЗОХМА с металлом шва 08Х18Н10.
Перемещение углерода из стали ЗОХМА в аустенитный шов при-
вело к образованию науглероженной зоны с высокой твердостью
HV 5000 и примыкающей к ней обезуглероженной с твердостью
всего HV 1000. Рядом с этой обезуглероженной зоной на стали
ЗОХМА создается неширокая зона частичной закалки с твердостью
HV 3000. Общий размер участка, где так резко изменяются состав
и свойства металла, достаточно велик и составляет в рассматри-
ваемом случае -—5 мм.
Получение таких различных свойств, как следствие хими-
ческой неоднородности по содержанию углерода, способно значи-
тельно ухудшить свойства сварного соединения вообще. Особенно
заметно ухудшаются свойства, связанные с возможностью раз-
вития местных микропластических деформаций, например дли-
тельная прочность и выносливость. Ухудшение этих свойств,
по-видимому, связано с наличием обезуглероженной разупрочнен-
ной зоны, в которой начинает развиваться разрушение (рис. 11.9).
Причиной разрушения может быть и науглероженная зона,
так как она характеризуется повышенной хрупкостью.
Для эффективного использования в промышленности сварных
соединений разнородных сталей необходимо знать причины и усло-
вия протекания диффузионных процессов (в основном углерода)
через границу сплавления, причины образования химической,
297
Рис. 11.9. Разрушение сварного соединения разнородных сталей вблизи учартка
сплавления аустенитного шва типа 08Х18Н10Т со сталью 12Х5М:
с — часть трубы с разрушением; б — фотография места разрушения, Х150
структурной и механической неоднородности в участке сплавле-
ния, разработать способы предотвращения или снижения до ми-
нимума этой неоднородности. Все это в дополнение к тому, что
обеспечивает минимальную химическую и структурную неодно-
родность за счет проплавления и смешения разнолегированных
металлов, должно обеспечить получение надежных в работе
сварных соединений разнородных сталей.
Перемещение углерода в участке сплавления и образование
в нем химической и структурной неоднородности, способной
ухудшить свойства сварных соединений, может быть следствием
ряда причин. Основная причина — различие термодинамической
активности углерода в растворах, находящихся в сварном кон-
такте сталей. Могут быть еще и другие частные причины диффу-
зионного перемещения. Однако они обусловлены указанной глав-
ной. Упомянутыми частными причинами могут быть: 1) разность
концентраций углерода в контактирующих сталях на основе
однотипной по кристаллической природе матрицы (контактируют
стали на основе а-раствора или стали на основе у-раствора);
2) разница в пределах растворимости углерода в твердых раство-
рах контактирующих сталей (аустенит и феррит); 3) образование
химических соединений в стали, куда перемещается углерод,
и стимулирование за счет этого дальнейшего протекания реак-
ционной диффузии. Каждое из приведенных трех явлений связано
с различием показателей термодинамической активности углерода
в контактирующих растворах.
Схематически рассмотренные условия перемещения углерода
через зону сплавления разнородных по составу или фазовому
состоянию сталей представлены на рис. 11.10. Все три частные
причины перемещения углерода через сплавление можно свести
к одной — различию термодинамической активности углерода
в сталях I и II, когда термодинамическая активность углерода
в стали / больше, чем в стали II > ас)- В первом случае это
вызвано влиянием на повышение ас высокого содержания угле-
рода в стали Г, во втором случае — тем, что активность углерода
298
Сталь! СтальП
Рис. 11.10. Схема перемещения углерода в сплавлении
разнородных сталей:
/ •— стали / и II иелегмрованные; 2 — сталь I на ферритной,
сталь II на аустенитной основах: 3 — сталь I не содержит карби-
дообразующих элементов, сталь II содержит; 4 — термодинами-
ческая активность углерода в стали 1 выше термодинамической
активности углерода в стали II (-— — исходная концентра-
ция углерода; — ----------- — концентрация после длительного
нагрева ниже Act)
в феррите выше, чем в аустените, в третьем
случае — влиянием карбидообразующих эле-
ментов на понижение активности углерода, что
делает с" < ас-
В обобщенном четвертом случае более вы-
сокое значение ас по сравнению с а” пред-
определяет возможность перемещения углеро-
да даже из стали с меньшей концентрацией и
образование обезуглероженной и науглерожен-
ной зон. Таким образом, задача предотвраще-
ния образования рассматриваемой неоднородно-
сти в зоне сплавления разнородных сталей
сводится к обеспечению в них близких зна-
чений термодинамической активности углерода в растворах
(са ~ Оси)- Сведения о влиянии легирующих элементов
на активность углерода в твердом растворе, приведенные в п. 4,
относятся в основном к аустениту, но они позволяют каче-
ственно судить о влиянии легирования на активность углерода
в феррите. Из этих данных видно, что активность повышают
никель и кобальт, а понижают марганец, хром и алюминий.
Особенно сильно активность снижает хром, его влияние на пони-
жение активности почти на порядок выше, чем влияние никеля
на повышение активности. Поэтому в аустенитной хромоникелевой
стали, где хрома содержится больше, чем никеля, активность
углерода в аустените оказывается очень низкой. Другие карбидо-
образующие элементы (вольфрам, молибден, ванадий) также
понижают активность углерода в растворе.
Сведений о влиянии легирования на активность углерода в а-
и y-Fe совершенно недостаточно для того, чтобы судить о подвиж-
ности углерода в различных сталях, что важно для рассмотрения
разнородных сварных соединений. Поэтому для оценки актив-
ности углерода в различных сталях можно использовать экспе-
риментальный материал, основанный на измерении глубины
обезуглероженного слоя в сварном контакте нелегированиой
и легированной различными элементами стали после нагрева при
температуре, характерной для условий эксплуатации.
Размеры обезуглероженной зоны получены в результате про-
ведения серии таких опытов, где с нелегированной сталью, содер-
жавшей во всех случаях 0,16 % С, сваривали стали, содержащие
~0,1 % С, легированные порознь разными количествами мар.
Рис. 11.11. Влияние содержания легирующих элементов в легированной стали II,
находящейся в сварном контакте с нелегированной сталью /, иа ширину обезугле-
роженного слоя после нагрева при 700 °C в течение 100 ч
танца, хрома, вольфрама, ванадия, ниобия, кремния и никеля
после нагрева при 700 °C в течение 100 ч (рис. 11.11). Полученные
сведения позволяют судить об относительном влиянии различных
легирующих элементов на активность углерода в феррите.
Если рассматривать влияние легирующих элементов
(рис. 11.11, а), то хром следует отнести к элементам, наиболее
сильно понижающим активность углерода. Только ванадий дей-
ствует более сильно, чем хром. Однако, учитывая, что хром вво-
дится в сталь в значительно больших количествах, чем ванадий,
его следует считать основным легирующим элементом в сталях,
определяющим понижение активности углерода. Марганец также
сильно влияет на активность углерода в растворе, но менее значи-
тельно, чем хром. Вольфрам, дающий более стойкие карбиды,
влияет намного слабее хрома. Это связано, по-видимому, с высо-
кой атомной массой вольфрама.
Действительно, если проследить за влиянием легирования,
исчисляя количество введенных элементов в атомных про-
центах (рис. 11.11,6), то степень их влияния на понижение актив-
ности углерода в растворе возрастает с увеличением степени хими-
ческого сродства легирующего элемента к углероду. Из графика
на рис. 11.11, а видно, что никель и кремний приводят к «вытал-
киванию» углерода и образованию обезуглероженной зоны в ни-
келевой и кремнистой стали, что свидетельствует о повышении
этими элементами активности углерода в растворе. Кремний при
одинаковом содержании по массе повышает активность углерода
сильнее, чем никель.
300
Таким образом, во избежание появления структурной неодно-
родности при эксплуатационном нагреве состав сварных соедине-
ний разнолегированных сталей эффективнее всего регулировать,
изменяя содержание хрома и марганца в целях понижения актив-
ности углерода и изменяя содержание никеля в целях повышения
его активности. Использование кремния для повышения актив-
ности углерода нецелесообразно, так как этот элемент неблаго-
приятно влияет на вязкость. Активные карбидообразователи
(ниобий, вольфрам и молибден) в тех количествах, в каких их
можно вводить в конструкционную сталь (до 0,5 %), мало влияют
на изменение активности углерода. Эффективным может быть
введение небольших количеств ванадия.
Влияние легирующих элементов на активность углерода в рас-
творе зависит от содержания углерода в легированной стали
и определяется критическим значением отношения Ме/С. По-
скольку на энергетическое состояние кристаллической решетки
основы стали (феррита) легирующий карбидообразующий элемент
влияет, только находясь в растворе, при его докритическом содер-
жании (Ме/С < К), когда он в основном связан в карбиды, на
активность углерода в растворе он практически не влияет. Только
когда содержание легирующих элементов в стали при данном
содержании в ней углерода начинает превышать критическое
значение Ме/С, для данного элемента и данных условий нагрева
начинается заметное изменение активности растворенного угле-
рода, о чем можно судить по зависимости глубины обезуглеро-
женного слоя нелегированной стали от отношения Ме/С в леги-
рованной стали (рис. 11.12). При докритической степени легиро-
вания в сварном соединении нелегированной стали нагрев не
вызывает обезуглероживания.
Судя по графикам на рис. 11.11 и 11.12, особенно активное
понижение активности углерода (рост обезуглероженного слоя)
происходит на начальной стадии легирования, дальнейшее леги-
рование приводит к замедлению роста глубины обезуглерожива-
ния, и кривые становятся более пологими. Особенно хорошо это
видно на примере вольфрама. Поэтому можно ожидать, что для
Рис. 11.12. Влияние отношения Ме/С иа глубину обезуглероженного слоя в неле-
гироваиной стали после иагрева при 700 °C в течение 100 ч
301
Рис. 11.13. Зависимость глубины обезугле-
роживания от продолжительности нагрева г
при 700 °C
каждого элемента имеется
характерный уровень ле-
гирования, выше которо-
го он практически не вли-
яет на образование струк-
турной неоднородности в
участке сплавления свар-
ных соединений разнород-
ных сталей. Ю. Н. Готаль-
ский считает, что для хро-
ма при его закритическом
содержании (сверх 6 %)
прекращается дальнейшее
влияние на образование
структурной неоднородности. По-видимому, такое влияние ко-
личества легирующего элемента на величину обезуглероженной
зоны в приваренной нелегированной стали связано не с зату-
ханием влияния на изменение активности углерода в растворе,
а с тем, что процесс обезуглероживания происходит диффузион-
но и подчиняется параболическому закону диффузии. Проверка
соответствия кинетики обезуглероживания диффузионной законо-
мерности полностью подтверждает это предположение (рис. 11.13).
Приведенные на рис. 11.11 и 11.12 графики позволяют ориен-
тировочно определять составы разнородных свариваемых низко-
и среднелегированных сталей, при которых нагрев не будет вы-
зывать образования диффузионной неоднородности по углероду
на границе сплавления. Для этого содержание легирующих
элементов в каждой из сталей должно быть таким, чтобы вызвать
одинаковую степень обезуглероживания в сварном контакте на
нелегированной стали. Собственно, такой же принцип может быть
заложен в основу получения устойчивых к образованию структур-
ной неоднородности в участке сплавления сварных соединений
низко- и среднелегированных сталей с аустенитными сталями или
швами, а также хромистых ферритных сталей с аустенитными.
Высокое содержание хрома в аустенитных сталях, даже при
наличии повышенного содержания углерода, предопределяет вы-
сокое закритическое отношение Сг/С и сильное понижение актив-
ности углерода. Содержание 10 % Ni, повышающего активность
углерода в растворе, оказывается далеко недостаточным, чтобы
компенсировать противоположное действие хрома. Кроме того,
высокая растворимость углерода в аустените также определяет
более низкую активность углерода в аустените, чем в феррите.
Поэтому сварное соединение, в котором сталь типа 08Х18Н10
находится в контакте с углеродистой, низко- или среднелегиро-
ванной сталью, всегда склонно к образованию диффузионной
неоднородности при нагреве (рис 11.14). Если соединение стали 15
со сталью 12Х18Н10Т неустойчиво к образованию структурной
неоднородности на границе сплавления, то соединение сталей
302
12Х5М и 12Х18Н10Т дает зону сплавления,, менее склонную
к развитию диффузионной неоднородности даже при нагреве
до 700 °C.
Использовав нелегированную сталь с 0,16 % С в качестве
эталона, как и в ранее описанных случаях, были нагреты сварные
соединения этой стали с различными по содержанию никеля аусте-
нитными сталями и ферритной сталью 08X13. Приведенные
в табл. 11.4 экспериментальные данные наряду с данными
рис. 11.11 и 11.12 могут служить основой для выбора составов
высоколегированных аустенитных сталей и сплавов, при которых
в участке сплавления с легированными неаустенитными не будет
образовываться, при нагреве диффузионной неоднородности по
углероду.
Например, для сварки стали 15Х5М, дающей с нелегированной
сталью после иагрева при 700 °C в течение 100 ч обезуглероженный
слой толщиной 2,0 мм, могут использоваться присадочные мате-
Рнс. 11.14. Участки зоны сплавления:
а — иелегированной стали с 0,16 % С со сталью 08Х18Н10Т; б — стали 15Х5М со сталью
О8Х18Н10 после иагрева при 700 °C в течение 100 ч, X 500, виг — стали 12Х1МФ со
сталью типа 12Х18Н10Т соответственно сразу после сварки и после длительной эксплуа-
тации при 570 °C. Х500
303
Таблица 11.4
Зависимость глубины обезуглероженного
слоя нелегированной стали с 0,16 % С
в сварном контакте с легированными
сталями от продолжительности иагрева
Легированная
сталь
Глубина обезугле-
роженного слоя,
мм, после нагрева
при 700 °C и
выдержке, ч
1 10 100
08Х18Н10 0,3 0,8 2,4
10Х23Н18 0,3 0,6 1,9
Типа Х25Н40М7 .— — 0,9
Типа Х25Н60МЮ ,— ~— 0,6
08X13 0,3 0,8 2,4
15Х5М — — 2,0
12Х1МФ — — 1,6
риалы, дающие металл шва
типа Х25Н20, Х25Н40М7,
или другие с большим со-
держанием никеля, даю-
щие при тех же условиях
нагрева обезуглерожен-
ный слой толщиной менее
2,0 мм в нелегированной
стали. При этих условиях
в металле шва и в стали
15Х5М активность раство-
ренного углерода будет
близкой, что предотвратит
диффузию этого элемента
из стали 15Х5М в аусте-
нитный шов.
Приведенный подход к
анализу образования хими-
ческой и структурной неоднородностей в участке сплавления при
сварке разнолегированных сталей позволяет объяснить результаты
экспериментальных данных, полученных В. Н. Земзиным, пороли
состава свариваемой стали и металла шва для показателей не-
однородности участка сплавления, связанной с диффузией угле-
Рис. 11.15. Влияние длительности нагрева
при 700 °C на максимальную твердость иа-
углероженной зоны участка сплавления пер-
литных сталей с аустенитными швами:
I — Х25Н20 — сталь 30; 2 — Х25Н20 — 35XH3M;
3 — Х15Н25М6—12Х1МФ; 4 — Х15Н25М6 —
15Х1М1Ф; 5 — Х15Н25М6—15Х2М2ФБС; 6 —
Х251120—25ХЗМВФ; 7 — Х15Н25М6 —
15Х12ВМФ
Рис. 11.16. Твердость участка
сплавления аустенитного шва
типа Х25Н20 со сталями:
1 — Армко-железо; 2 — сталь 30;
3 — сталь У7 после нагрева при
600 °C в течение 20 ч (По данным
В. Н. Земзнна)
а
9
304
Рис. 11.17. Влияние температуры на-
грева на толщину обезуглероженного
слоя в перлитной стали при аустенит-
ном металле шва в случае отсутствия
фазовых изменений (/) и с учетом фа-
зовых изменений при нагреве (2)
1
boS.cn
рода при нагреве после сварки (рис. 11.15). При приблизительно
равном содержании углерода в каждой из групп сваривающихся
сталей различие в твердости науглероженной зоны могло явиться
следствием разницы в активности перемещения (диффузии) угле-
рода из перлитной стали в аустенитный шов с образованием в нем
вблизи границы сплавления мартенситно-карбидного участка.
При этом твердость мартенситного участка (см. рис. 11.2, уча-
сток 3) тем выше, чем больше в него проникло углерода при диф-
фузии из перлитной стали.
Естественно, что на максимальную твердость мартенситной
зоны влияет и содержание углерода в свариваемой стали
(рис. 11.16). Причиной повышения твердости мартенситной зоны
с увеличением содержания углерода в свариваемой стали при
одном и том же составе металла шва и одинаковых условиях
нагрева после сварки может быть повышение активности углерода
в растворе при повышении его содержания в стали и увеличение
за счет этого скорости диффузии углерода через границу сплав-
ления.
Рассматривая факторы, влияющие на развитие диффузионной
неоднородности в участке сплавления разнолегированных сталей,
надо иметь в виду, что помимо рассмотренной разности для актив-
ности углерода в свариваемой стали и металле шва имеют значение
и условия нагрева — температура и продолжительность. Роль
температуры нагрева является двоякой. Прежде всего повышение
температуры нагрева после сварки должно по параболическому
закону ускорять диффузию углерода через границу сплавления.
С другой стороны, такой характер изменения скорости диффузии
нарушится при переходе феррита в аустенит, так как скорость
диффузии в аустените ниже, чем в феррите (рис. 11.17). После
перехода феррита в аустенит скорость диффузии может продол-
жать замедляться при растворении в аустените карбидов за счет
повышения концентрации в аустените углерода и легирующих
элементов и повышения активности углерода. На рисунке видно,
что после нагрева до определенней температуры, сопровожда-
ющегося растворением карбидов B.a'S'ygi сплавления со стороны
аустенитного шва, обезуглерожешнсит^она в участке сплавления
И Лившиц Л. С. и до. .> 305
перлитной стали может начать уменьшаться вследствие того,
что активность углерода в участке сплавления со стороны аусте-
нитного шва может стать выше активности углерода в ставшем
аустенитным участке сплавления сваривавшейся стали. Такое
протекание процесса делает возможным путем нагрева выше
температуры А3 восстанавливать близкое к однородному струк-
турное состояние участка сплавления на сварных соединениях
разнородных сталей, у которых при длительных нагревах ниже
температуры Ах образуется химическая неоднородность по угле-
роду и соответствующая структурная неоднородность.
Все рассмотренные закономерности образования химической
и структурной неоднородностей в зоне сплавления разнородных
сталей относятся к условиям стационарного нагрева в ненапря-
женном состоянии. Однако в реальных условиях работы кон-
струкций они находятся в напряженном состоянии. Эта нагрузка
создает напряжение в сварных элементах, как правило, в области
упругих деформаций менее прочных частей конструкции. Упругие
деформации могут заметно ускорять протекание диффузионных
процессов.
Но к ускорению развития структурной неоднородности на
границе сплавления могут привести не только длительно действу-
ющие напряжения от внешних сил. Различные теплофизические
свойства аустенитного металла шва и неаустенитной свариваемой
стали, в частности различный коэффициент теплового расшире-
ния а, обусловливают возникновение значительных термических
напряжений в таком сварном соединении;
Металлы. . . . . Ннзкоугле- Высокохроми- Хромоникеле- Сплавы на
род истые н стые стали вые аусте- никелевой
низколеги- нитные основе
рованные стали
стали
а-10» ... . . . 13,6—14,4 11,5—12,2 17,0—18,2 12,8—14,9
Использование аустенитных присадочных материалов на основе
железа (хромоникелевые стали) для сварки неаустенитных сталей
должно давать сварные соединения с наибольшей разницей коэф-
фициентов линейного расширения свариваемой стали и металла
шва и соответственно наибольший уровень тепловых напряжений
в сварном соединении. Наименьший уровень остаточных напря-
жений в сварном соединении разнородных сталей будет иметь
место при использовании присадочных материалов на никелевой
основе в связи с наименьшей разницей коэффициентов теплового
расширения металла шва и свариваемой неаустенитной стали.
Следует также иметь в виду, что как было рассмотрено ранее,
высокое содержание никеля в металле шва дает наименее протя-
женную мартенситную зс г ч”~~тке сплавления и наименьшее
диффузионное перемещейй2®А\^ .да через границу сплавления
|При нагреве. \
306 \
Возникновение тепловых на-
пряжений в сварном соедине-
нии разнородных сталей долж-
но также явиться фактором,
оказывающим влияние на об-
разование диффузионной неод-
нородности в участке сплавле-
ния разнородных сталей. При
этом циклические нагревы и
охлаждения могут способство-
вать увеличению напряжений,
ускорению образования и росту
диффузионной неоднородности
на границе сплавления. Это
нашло подтверждение в работе
Н. М. Королева (табл. 11.5).
Растущие при циклических
нагревах остаточные напряже-
ния могут привести к появлению
трещин после определенного числа циклов. Характерно, что чем
выше содержание никеля в металле шва, тем при большем числе
циклов в зоне сплавления разнородных сталей появляются тре-
Таблица 11,5
Зависимость ширины
обезуглероженной зоны сварного
соединения сталей 15Х5М
и Х23Н18 от числа циклических
нагревов в интервале 550— 150 °C
Число циклов Ширина зоны, мм
после сварки после отпуска прн 700 °C
1200 0,06 0,16
2000 0,10 0,18
2500 0,14 0,20
3000 0,20 0,25
После изо- термического нагрева 0.1
щины.
Рассматривая совместное влияние проплавления и образова-
ния промежуточных сплавов в участке сплавления неаустенитной
стали с аустенитным металлом шва, а также диффузии углерода
через границу сплавления, обусловленной разницей активностей
углерода, можно отметить положительное влияние никеля. С од-
ной стороны, никель способствует уменьшению протяженности
мартенситной области в участке сплавления, с другой — никель
повышает активность углерода в аустенитном шве и тем самым
препятствует диффузии в него углерода, ограничивая тем самым
образование диффузионной неоднородности на границе сплавле-
ния. Однако, как следует из ранее сказанного, не во всех случаях
нужно неограниченно повышать содержание никеля в аустенитном
шве вплоть до перехода к аустенитным сплавам на никелевой
основе. Нет нужды и в использовании высоконикелевых сплавов
для сварки сталей с очень низким содержанием углерода (менее
0,1 %), тем более если они легированы карбидообразующими
элементами, особенно элементами, дающими стойкие карбиды
и сильно снижающими активность углерода в растворе этих сталей
(V, Nb, Ti, Мо, W). При малом содержании в свариваемой стали
таких карбидообразующих элементов и повышенном содержании
углерода нужно использовать высоконикелевые электроды. Целе-
сообразно повыгнать содержание никеля в металле шва там. где
отмечено разрушение конструкции по науглероженной, упроч-
ненной зоне вбл3ЧА1 металла шва на участке сплавления или же
разрушение происходит по мартенситному участку зоны сплав-
/ 307
ления. Нет необходимости использовать высоконикелевые швы
при сварке высокохромистых сталей.
При сварке разнолегированных сталей присадочными мате-
риалами, дающими неаустенитный шов, образование мартенсита
в ЗТВ стали, куда может перемещаться углерод, является очень
неблагоприятным обстоятельством, так как науглероживание
в этом случае может привести к опасному повышению хрупкости.
11.3. ОСОБЕННОСТИ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ
АУСТЕНИТНЫМИ ШВАМИ
Использование технологии сварки плавлением неаустенитных
сталей аустенитными швами непрерывно расширяется. В некото-
рых случаях такая технология является наиболее удобной, а в не-
которых практически незаменимой. Особенно удобна технология
сварки аустенитными электродами неаустенитных сталей при
монтажных работах и ремонте крупных аппаратов, где трудно
осуществить термическую обработку сварных соединений после
сварки неаустенитными электродами, дающими металл шва, по
составу близкий к свариваемой стали. Но даже при сварке не
в процессе монтажа, а в цехе использование технологии с образо-
ванием аустенитных швов на неаустенитных сталях имеет преиму-
щества перед технологией с образованием сварного соединения
со швами, по составу близкими к свариваемой стали. Например,
при сварке высокохромистых коррозионно-стойких и жаростойких
сталей использование присадочных материалов, дающих высоко-
хромистый металл шва, нерационально из-за его низкой техно-
логической прочности и высокой хрупкости. При сварке средне-
углеродистых низко- и среднелегированных сталей, термически
обработанных на высокую прочность (ЗОХГСА, ЗОХГСНА и др.),
использование среднеуглеродистых легированных присадочных
материалов связано с опасностью получения в шве трещин, не
говоря уже о том, что и технология сварки в этом случае ослож-
няется необходимостью подогрева, замедленного охлаждения
после сварки и термической обработкой сварных соединений.
Чаще всего создание аустенитных швов при сварке неаустенит-
ных сталей практикуется в следующих случаях:
сварка низкоуглеродистых низко- и среднелегированных тепло-
устойчивых сталей и сталей с повышенным сопротивлением кор-
розии (12Х1МФ, 15Х1М1Ф, 15Х5М, типа 15Х5ВФ и др.);
сварка никелевых хладостойких сталей (типа 06Н6, 06Н9);
сварка среднеуглеродистых низколегированных высокопроч-
ных сталей (ЗОХГСА, ЗОХГСНА и др.);
сварка высокохромистых сталей.
Для сварки плавлением низкоуглеродистых ктзко- и средне-
легированных теплоустойчивых сталей характедлы две особен-
ности. Первая заключается в том, что эти стчик\3содержат эле-
менты (хром, молибден, ванадий, вольфрам и др.) дающие стойкие
308 \
карбиды и снижающие активность углерода в этих сталях. Это
значит, что в сварных соединениях таких сталей с аустенитными
швами при нагреве диффузионная неоднородность будет разви-
ваться менее активно, чем при контакте аустенитных швов с не-
легированными сталями. При сварке этих сталей можно ограни-
читься содержанием в металле шва 25—40 % Ni. Об этом можно
судить по данным табл. 11.4, из которой видно, что после жестких
условий нагрева теплоустойчивая сталь 12Х1МФ имеет активность
углерода не намного выше, чем в аустенитном металле 10Х23Н18
и намного ниже, чем в аустенитном металле типа Х25Н40М7.
Наверное, для сталей с меньшим содержанием активных карбидо-
образующих элементов (12МХ, 15ХМ) обезуглероживание при
нагреве не должно возникать при содержании в шве ~40 % Ni,
а для стали 12Х1МФ оно может быть более низким, например 30 %.
При сварке аустенитными электродами стали 15Х5М активность
углерода в ней еще ниже, чем в стали 12Х1МФ (см. табл. 11.4),
по условиям предотвращения диффузионной неоднородности при
нагреве вполне достаточно содержание в металле шва 20 % Ni
(металл 10Х23Н18). В то же время, учитывая влияние никеля на
химическую неоднородность в участке сплавления, вызванную
образованием промежуточных сплавов за счет проплавления,
а также рациональность унификации типов присадочных мате-
риалов при сварке низко- и среднелегированных низкоуглеро-
дистых теплоустойчивых сталей, целесообразно остановиться для
этого случая на металле шва с 40 % Ni, тем более если в этом
металле будут содержаться такие активные карбидообразующие
элементы, как молибден, вольфрам, ванадий, ниобий, титан, сни-
жающие активность углерода в растворе и требующие увеличения
содержания никеля, повышающего активность углерода.
Вторая особенность, с которой надо считаться при сварке
теплоустойчивых сталей, заключается в том, что эксплуатация
сварных соединений происходит при повышенных температурах
(450—600 °C) в течение очень длительного времени (сотен тысяч ча-
сов), т. е. в условиях, определяющих развитие диффузионных
процессов и образование в участке сплавления химической и
структурной неоднородностей. Поэтому с большим вниманием
следует относиться к развитию диффузионной неоднородности
в сварных соединениях рассматриваемого типа.
Н. В. Кириличев обследовал более 430 тыс. стыков труб из
сталей 15Х5М и 12Х2М1 с металлом шва типа 10Х25Н13Г2
и 06Х25Н40М7Г2, работавших при температуре от 400 до 550 °C.
Было отмечено, что все сварные соединения имели вполне удо-
влетворительную эксплуатационную надежность. Однако в свар-
ных соединениях с металлом шва типа 10Х25Н13Г2 в 0,16 % слу-
чаев появились трещины, в то время как на стыках с металлом шва
06Х25Н40М7Г2 их практически не было (0,005 % случаев),
р целях экономии сварочных материалов с высоким содержа-
нда/ никеля ими можно наплавлять только кромки свариваемых
309
теплоустойчивых сталей, а последующую сварку — заполнение
разделки осуществлять аустенитными присадочными материалами
с меньшим содержанием никеля. Было также показано, что высо-
кая работоспособность сварных соединений стали 12Х1МФ и хоро-
ший комплекс свойств при высоких температурах эксплуатации
достигается при наплавке кромок свариваемой стали электро-
дами, дающими металл типа 08ХН60Г7М7Т, а сварку и заполне-
ние разделки осуществлять электродами, дающими металл шва
типа 11Х15Н25М6АГ2. Для более легированной теплоустойчивой
стали 15Х5М оправданной должна быть наплавка кромок металлом
типа 06Х25Н40М7Г2 и сварка материалами, дающими металл
шва типа 10Х25Н13Г2. По затрате никеля это близко к использо-
ванию для сварки без наплавки кромок материалов, дающих
металл шва с 25 % Ni (например, типа 10Х15Н25М6), а по надеж-
ности работы, определяемой стойкостью к образованию диффу-
зионной неоднородности в зоне сплавления, первый вариант
предпочтительнее.
Сварка хладостойких никелевых сталей 06Н6 и 06Н9 с обра-
зованием аустенитных швов также связана с некоторыми особен-
ностями. Во-первых, высокое содержание никеля в свариваемой
стали и низкое содержание углерода создают предпосылки для
уменьшения ширины мартенситного участка в зоне проплавления
и смешения. Во-вторых, эксплуатация сварных соединений проис-
ходит без нагрева, и диффузионная неоднородность в зоне сплав-
ления не развивается, а свойства определяются только проплав-
лением и образованием сплавов смешения. В-третьих, низкие
температуры эксплуатации (—196 °C) могут привести к распаду
недостаточно устойчивого аустенита как в металле шва, так
и в зоне проплавления и смешения, поэтому аустенитные швы
должны быть стабильно аустенитными. Повышенная стабильность
аустенита в металле шва определяет также повышение стабиль-
ности аустенита в зоне сплавления (смешения) и соответственно
уменьшение ширины мартенситного участка (табл. 11.6).
Из таблицы видно, что при почти одинаковой общей ширине
зоны сплавления, которая определялась одинаковыми условиями
сварки, аустенитно-мартенситная зона 1 и чисто мартенситная
зона 2 (см. рис. 11.2) получаются для разных швов различными.
Наименьшей по протяженности она оказывается там, где был
металл шва на никелевой основе с наиболее стабильным аусте-
нитным состоянием. Обращает на себя внимание то обстоятель-
ство, что во всех случаях мартенситная зона оказывалась больше
аустенитно-мартенситной. По-видимому, это происходило за счет
распада образовавшегося в сплавлении недостаточно стабильного
аустенита при охлаждении до температуры —196 °C.
Размер мартенситного участка в зоне сплавления влияет на
свойства этой области. При увеличении протяженности ма^мн-
ситного участка снижается ударная вязкость KCU и волгр1и-
стость излома В (рис. 11.18). Ч/
310
Таблица 11.6
Размеры различных участков
зоны сплавления при сварке
стали 06Н9 различными электродами
после охлаждения до —196 °C
Тип
металла шва
Ширина
участка,
мкм (см.
рис. 11.2)
3 ч а
F, “
Рис. 11.18. Зависимость свойств
зоны сплавления стали 06Н9 при
—196 °C от протяженности мартен-
ситного участка
11Х15Н25М6АГ2
10Х25Н40М7
10Х20Н70Г2М2Б2В
42 10
40 8
40 5
17
13
7
2
При сварке аустенитными швами среднеуглеродистых сталей
(ЗОХГСА, 30ХГСН2А и др.), обработанных на высокую проч-
ность (1300—1700 МПа), также надо учитывать некоторые особен-
ности. Технология получения аустенитных швов (например,
типа 10Х16Н25АМ6), с одной стороны, должна позволить отка-
заться от термической обработки сварных соединений и получить
металл шва с достаточно высокой вязкостью (1,2—1,6 МДж/м2),
с другой стороны — металл шва должен обладать уровнем проч-
ности, близким к уровню прочности свариваемой стали (аусте-
нитные швы типа 10Х16Н25АМ6 характеризуются ов < 700 МПа).
Поэтому в данном случае чисто аустенитный металл шва не может
отвечать предъявленным требованиям. Для получения необхо-
димого сочетания свойств в металле шва прибегают к использова-
нию присадочных материалов, дающих аустенитно-мартенситный
шов. В. Е. Лазько, М. Т. Борисов и В. Г. Федоров на основании
изучения свойств сварных соединений разнородных сталей
(сталь 30ХГСН2А и высокопрочная мартенситно-стареющая сталь
03Х12Н5М6К13), полученных при использовании различных
аустенитно-мартенситных присадочных материалов, рекомен-
дуют осуществлять аргонодуговую сварку с присадкой, дающей
в шве металл типа 06Х12Н6М5КЮ. При этом обеспечиваются
высокие свойства сварных соединений (табл. 11.7).
Для сварки высокохромистых сталей как коррозионно-стой-
ких, так и жаропрочных аустенитные присадочные материалы
находят широкое применение. Аустенитные швы, полученные
при сварке жаропрочных высокохромистых сталей типа
13Х11Н2В2МФ, позволяют не производить после сварки терми-
ческую обработку. Сварка коррозионно-стойких высокохроми-
стых сталей аустенитными швами позволяет получить металл
шва с высокой вязкостью, в то время как при использовании
311
для сварки электродов, дающих высокохромистый металл шва,
шов обладает низкой ударной вязкостью.
Особенности сварки высокохромистых сталей с получением
аустенитных швов следующие. Первая была рассмотрена
в п. 11.1, связана она с тем, что изменение содержания никеля
в металле шва в широких пределах дает для сталей с 17 и 25 % Сг
в металле зоны сплавления сплавы аустенитно-ферритные, или
для сталей с содержанием хрома 13 % — аустенитно-мартенситно-
ферритные и ферритно-мартенситные. В связи с этим для сварки
высокохромистых сталей нецелесообразно применять швы с очень
высоким содержанием никеля. Обычно содержание никеля в шве
ограничено 25 %.
Вторая особенность сварки связана с тем, что высокое содер-
жание хрома в свариваемой стали сильно снижает активность
в ней углерода, приближая ее к активности углерода в металле
шва, легированном 20—25 % Ni. В результате нагрев таких
сварных соединений не связан с активным перемещением угле-
рода на границе сплавления. Это обстоятельство также позволяет
ограничить содержание никеля в металле шва 25 %. Часто для
сварки высокохромистых жаропрочных сталей применяют элек-
троды, дающие металл шва типа Х16Н25М6, для сварки корро-
зионно-стойких высокохромистых сталей — электроды, дающие
металл шва типа Х23Н18 и даже 08Х17Н10.
Рекомендации по сварке разнородных сталей приведены
в табл. 11.8.
Таблица 11.7
Свойства сварных соединений разнородных высокопрочных
сталей 30ХГСН2А и 03Х12Н5М6К13
Тип металла шва ов, МПа KCV, МДж/м*
шва зоны сплавления со стороны стали
30ХГСН2А 03X12H5M6K13
ЮХ16Н25АМ6 630 1,84/1,57 1,42/4,10 1,58/1,37
06Х12Н6М5КЮ 1100 1,17/0,74 0,45/0,24 1,65/1,42
Примечание. В числителе данные, полученные при 20°C, в зна-
менателе — при —70 °C.
312
Таблица 11.8
Рекомендации по сварке разнородных сталей
Свариваемые стали Условия работы Металл шва Термообработка
Разнолегиро- ванные перлит- ные Без нагрева Должен соответство- вать менее легиро- ванной стали Предназначенная для сварных соеди- нений из более ле- гированной стали
Нагрев до 580 °C С промежуточным содержанием леги- рующих элементов
Перлитная и ферритная или полуферритная Без нагрева Перлитный или ау- стенитный типа Х18Н10, Х25Н13 При перлитном ме- талле высокий отпуск (режим для перлит- ной стали)
Нагрев до 580 °C Аустенитный с со- держанием > 15 % Ni —
Разнолегиро- ванные мартен- ситные Без нагрева Неаустеннтный, со- ответствующий ме- нее легированной стали Высокий отпуск
Аустенитный с 20— 40% Ni —
Нагрев до 520 °C Неаустенитный, со- ответствующий ме- нее легированной стали Высокий отпуск
Охлаждение ниже —20 °C Аустенитный с 40— 60% Ni —
То же —
Разнолегиро- ванные аусте- нитные Без нагрева Аустенитный, соот- ветствующий менее легированной стали —
Нагрев до 650 °C Аустенитный проме- жуточного состава Аустенитизация, ста- билизирующий от- пуск
Перлитная и аустенитная Без нагрева Аустенитный типа Х25Н13 или типа аустенитной стали —
Нагрев до 580 °C Аустенитный с со- держанием >35 % Ni —
Разнолегиро- ванные высоко- прочные Без нагрева Аустеннтно-мартен- ситный с Мо и Со —
Высокохроми- стая ферритная и полуферритная То же Аустенитная с со- держанием 20— 25% Ni —
313
12. ИЗНОСОСТОЙКИЙ НАПЛАВЛЕННЫЙ г
МЕТАЛЛ г
- И
12.1. ОСОБЕННОСТИ СТРОЕНИЯ И СВОЙСТВА
ИЗНОСОСТОЙКИХ НАПЛАВЛЕННЫХ СЛОЕВ
Наплавка рабочих поверхностей изделий твердосплавными
покрытиями разного состава и строения производится, как пра-
вило, в целях повышения сопротивляемости абразивному изнаши-
ванию. Наносят такие покрытия чаще всего методами ручной
и механизированной дуговой, плазменно-дуговой и, реже, газо-
плазменной наплавкой. Твердосплавные покрытия обычно пред-
ставляют собой высокоуглеродистые сплавы на основе железа,
по составу и строению они близки к инструментальным сталям
и чугунам. Реже применяют материалы с невысоким содержанием
углерода (0,4—0,7 %).
В последние годы в целях повышения износостойкости стали
применять материалы на никелевой основе для поверхностного
армирования методами плазменного и газоплазменного напыления
и плазменно-дуговой наплавки. Ниже рассмотрены наиболее ши-
роко применяемые сплавы на основе железа. Условия воздей-
ствия на металл абразивной среды и разрушение его металличе-
ской поверхности предопределяют необходимый состав, микро-
строение, фазовое состояние и свойства наплавленного металла.
В зависимости от размеров и свойств абразивных частиц,
а также характера воздействия абразива на поверхность металла
(трение по монолитному абразиву, трение по сыпучему абразиву,
ударно-абразивное изнашивание и др.) разрушение металла может
быть связано с внедрением в него абразива и последующим про-
цессом микрорезания или процессом деформирования, наклепа
и разрушения наклепанного металла. При ударно-абразивном
изнашивании также может иметь место хрупкое разрушение
металла поверхности. Многократное воздействие на металличе-
скую поверхность абразива способно вызвать усталостное раз-
рушение. Однако во всех отмеченных случаях первоначальным
актом, приводящим к разрушению, является внедрение абразива
в поверхность металла.
Для противодействия такому воздействию абразивной среды
металл должен иметь твердую составляющую. Такой составля-
ющей в металле могут быть карбиды, бориды, карбобориды, карбо-
нитриды, интерметаллические соединения, а в ряде случаев эти
функции в определенной степени может выполнять мартенсит.
Естественно, что твердые частицы карбидов и других соединений
для наиболее эффективного использования должны прочно удер-
314
Рис. 12.1. Влияние содержа-
ния углерода и степени легиро-
вания на износостойкость И при
абразивном изнашивании с дав-
лением 1,27 МПа (а) и относи-
тельную износостойкость при
ударно-абразивном изнашива-
нии при энергии удара 20 Дж (б)
сталей:
/ нелегироваииой после закал-
ки и отпуска при 200 °C; 2 — леги-
рованной после закалки и отпуска
при 600 °C; 3 — легированной
1,6 % V после закалки и отпуска
при 200 °C; 4 и 5 — легированной
12 % V после закалки и отпуска
соответственно при 200 и 600 °C
живаться матрицей — основой сплава. Однако матрица сплава
должна не только хорошо удерживать твердые частицы, но и вно-
сить свой вклад в обеспечение противодействия абразиву и по-
вышение износостойкости. Матрицей, которая вносит свой вклад
в повышение износостойкости, является мартенсит. Свойства
мартенситной матрицы зависят от содержания в ней углерода.
Низкоуглеродистый мартенсит будет иметь пониженную износо-
стойкость, но благодаря высокой по сравнению с высокоуглеро-
дистым мартенситом вязкости будет лучше удерживать включения
твердых износостойких частиц и обеспечивать повышение сопро-
тивления ударным нагрузкам, характерным при ударно-абра-
зивном изнашивании. При повышении содержания углерода
в мартенсите износостойкость при трении по абразиву будет
непрерывно повышаться (рис. 12.1, а). При ударно-абразивном
изнашивании повышение износостойкости будет происходить
только до определенного содержания углерода в мартенсите,
после чего будет снижаться (рис. 12.1, б). В нелегированных
сталях с содержанием углерода примерно до 1,2 % после закалки
и низкого отпуска свободных карбидов в структуре практически
нет, и изменение содержания углерода в стали изменяет содержа-
ние углерода в мартенсите, что позволяет судить об износостой-
кости мартенситной матрицы.
315
Рис. 12.2. Влияние содер*
жания углерода в стали на
интенсивность ее изнашива-
ния &MIQ в газоабразивном
потоке:
2 — иелегироваиная сталь
при скользящем потоке; 3, 4 —•
иелегироваиная сталь при удар-*
и ом потоке; 5 и 6 — сталь ле* f
гироваиная 13 % Сг соответст* ?.
вен ио при скользящем и удар*
иом потоках (--------закалка Г
с отпуском при 200 °C,
--------- закалка с отпуском
при 650 °C; —•—•—• — закалка
с низким отпуском)
После высокого отпуска закаленных сталей структурное со-
стояние их характеризуется ферритной матрицей с карбидами.
Повышение содержания углерода в стали в этом случае является
показателем увеличения количества карбидной фазы. Износо-
стойкость ферритной матрицы существенно ниже, чем мартенсит-
ной, особенно при удар но-абразивном изнашивании, где большое
значение имеет сопротивление материала ударному внедрению
в металл абразива (см. рис. 12.1). Увеличение количества карби-
дов более эффективно влияет на износостойкость при трении по
абразиву и менее эффективно при ударно-абразивном изнаши-
вании.
На рис. 12.2 представлена зависимость интенсивности изна-
шивания (отношение массы потерь металла АЯ к массе абразива
<2, вызвавшего это изнашивание) нелегированных сталей в зави-
симости от содержания в них углерода при воздействии газо-
абразивного потока, движущегося со скоростью 120 м/с. При
скользящем действии абразивного потока на поверхность металла
(малый угол атаки 15°) реализуются условия, аналогичные сколь-
жению по абразиву (абразивное изнашивание). При вертикальном
падении потока на поверхность металла (угол атаки 90°) реали-
зуются условия, аналогичные ударно-абразивному изнашиванию.
При скользящем потоке (абразивное изнашивание) повышение
содержания углерода в нелегированной стали ведет к суще-
ственному повышению износостойкости у сталей как в мартен-
ситном состоянии, так и в ферритно-карбидном. При ударно-
абразивном воздействии при повышении содержания углерода
имеет место непрерывное понижение износостойкости (повышение
интенсивности изнашивания). Более интенсивно изменяется изно-
316
1 ---------------------------------------------------- --- ----
1 состойкость при газоабразивном изнашивании при малых и боль-
ших углах атаки (см. рис. 12.2), менее — при трении по абразиву
и ударно-абразивном изнашивании (см. рис. 12.1), что связано,
по-видимому, с более активным изнашивающим ударным дей-
ствием абразивных частиц в газоабразивном потоке.
Влияние содержания углерода в наплавленном металле при
абразивном и ударно-абразивном изнашивании связано с характе-
ром разрушения изнашиваемой поверхности. При абразивном
изнашивании скольжению или трению по абразиву основное
значение имеет его сопротивление внедрению и перемещению
внедренной абразивной частицы. Этот комплекс характеристик
определяется сопротивлением металла упругим и пластическим
деформациям (силовой показатель). Показательной характеристи-
кой свойств при этом может быть твердость металла и твердость
его отдельных фазовых составляющих. Хотя не всегда твердость
может однозначно характеризовать стойкость наплавленного ме-
талла против абразивного изнашивания. Например, при одина-
ковой твердости металла в мартенситном и мартенситно-карбид-
ном состояниях износостойкость в последнем состоянии будет
выше.
При ударно-абразивном изнашивании важное, а иногда и опре-
деляющее значение приобретает энергетический показатель
свойств металла, связанный с его сопротивлением динамическому
воздействию абразива. В этом случае рост силового показателя
свойств металла, например твердости, не свидетельствует о росте
износостойкости, если при этом одновременно не будет возрастать
энергетический показатель разрушения. В то же время нельзя
отрицать и роли твердости или другого силового показателя
свойств металла, поскольку даже при ударно-абразивном изна-
шивании имеет значение сопротивление металла внедрению абра-
зива. Скорее всего показателем стойкости против ударно-абразив-
ного изнашивания может быть сочетание силового и энергети-
ческого показателей свойств (прочности и вязкости). Например,
при скольжении по абразиву более износостойкими являются
стали после закалки и низкого отпуска (более твердые и менее
вязкие), а при ударно-абразивном износе — стали после закалки
и высокого отпуска (менее твердые и более вязкие).
Кроме мартенсита и феррита, матрицами износостойкого на-
плавленного металла могут быть аустенит и ледебурит. Аустенит-
ная матрица имеет ряд преимуществ перед ферритной. Прежде
всего аустенит характеризуется более высокими вязкостью и
прочностью, чем феррит. С одной стороны, это способствует улуч-
шению удержания в ней твердых частиц карбидов и других вы-
делений, а с другой — общему повышению износостойкости,
особенно при ударно-абразивном изнашивании. Кроме того,
аустенит может быть полностью или частично неустойчивым
(нестабильным) и претерпевать превращение в мартенсит при
пластической деформации, сопровождающей процесс изнашива-
317
Рис. 12.3. Характерные микро-
структуры износостойкого наплав-
ленного металла:
а — мартеиситио-карбидиая; б —
аустенитио-карбидиая; в — ледебурит-
но-карбидиая; г — ледебур итио-аусте-
интиая; д — аустенитно-мартенситная
о карбидами
318
Рис. 12.4. Микроструктура наплавленного металла типа 30Х25РС после на-
плавки при силе тока 140—150 (а) н 200—220 А (б), Х200
ния, что приведет к дополнительному повышению износостой-
кости как при трении по абразиву, особенно при повышенном
давлении на абразив, так и при ударно-абразивном изнашивании.
Для износостойкого наплавленного металла особенно благо-
приятно, когда при изнашивании имеющийся в матрице аустенит
частично сохраняется, а частично превращается в мартенсит
(30—50 %). Это позволяет при сохранении вязкости сплава
повысить его износостойкость.
Ледебурит может быть матрицей в высокоуглеродистом леги-
рованном наплавленном металле. Назвать ледебурит матрицей
можно условно, так как он содержит значительное количество
феррита, мартенсита или аустенита. Однако однотипность и отно-
сительная однородность позволяют считать его основой, в которой
размещаются дополнительные включения твердых фаз, чаще
всего карбидов и боридов.
Таким образом, учитывая приведенное ранее о твердых фазах
и матрице износостойкого наплавленного металла, по структурно-
фазовому состоянию они могут быть мартенситными (М), мартен-
ситно-карбидными 1 (М + К), ферритно-карбидными (Ф + К),
аустенитно-карбидными (А + К), ледебуритно-карбидными (Л +
+ К) и со смешанными матрицами, состоящими из М + А, М +
4- Ф, А + Л, М + Л. Характерные структуры наплавленного
металла приведены на рис. 12.3.
Учитывая, что наплавленный металл используется в работе
чаще всего без термической обработки, его структурно-фазовое
состояние и износостойкость определяются главным образом
содержанием углерода и легирующих элементов.
1 Кроме карбидов могут б ыть любые твердые частицы — карбобориды,
бориды, ннтерметаллиды и др.
319
Структурное состояние износостойкого наплавленного металла
определяется его составом. Однако влияние может оказать и тех-
нология наплавки (тепловой режим процесса). Увеличение погон-
ной энергии при наплавке, увеличение силы сварочного тока,
уменьшение скорости перемещения наплавочного электрода (источ-
ника теплоты) приводит к увеличению длительности существова-
ния ванночки жидкого металла и уменьшению скорости охлажде-
ния наплавленного металла. То же достигается при предваритель-
ном подогреве наплавляемого металла. Такие условия приводят
к увеличению размеров кристаллизующихся фаз, например пер-
вичных карбидов (рис. 12.4). В связи с этим условия ведения
процесса наплавки должны быть жестко регламентированы во
избежание ухудшения свойств наплавленного металла.
12.2. РОЛЬ ЛЕГИРОВАНИЯ ИЗНОСОСТОЙКОГО
НАПЛАВЛЕННОГО МЕТАЛЛА
Как уже отмечалось, износостойкий наплавленный металл
является высокоуглеродистым. Введение в такой высокоуглеро-
дистый сплав на железной основе легирующих элементов оказы-
вает двоякое действие. С одной стороны, карбидообразующие
легирующие элементы участвуют в образовании карбидной фазы
и часто определяют ее характер. Ряд элементов образует бориды,
карбобориды, карбонитриды. Наибольшее значение для форми-
рования свойств наплавленного металла имеют карбиды. С другой
стороны, легирующие элементы влияют на характер и свойства
матрицы сплава. Влияние на характер матрицы связано главным
образом с изменением устойчивости аустенита и изменением про-
дуктов распада при его охлаждении после наплавки. Кроме того,
легирующие элементы на диаграмме состояния железо — углерод
сдвигают влево критические точки эвтектоидного и эвтектического
превращений и способствуют образованию чугунов при меньшей
концентрации углерода, чем это показано на диаграмме состояния
железо — углерод. Таким образом, легирование может обеспе-
чить получение мартенситной, аустенитной и ледебуритной ма-
триц, а также матриц из смесей указанных фаз. Важно и то, что,
регулируя легирование качественно и количественно, можно
весьма благоприятную аустенитную матрицу сделать стабильно
аустенитной и частично нестабильной, способной к частичному
превращению в мартенсит при деформации поверхностных слоев,
сопровождающей изнашивание.
Рассматривая влияние легирующих элементов на важнейшую
характеристику свойств наплавленного металла — его износо-
стойкость, не всегда удается связать изменение износостойкости
с влиянием легирования отдельно на карбидную или другую
твердую фазу и отдельно на матрицу сплава. В некоторых слу-
чаях по этому поводу можно сделать определенные заключения.
320
I Влияние легирующих элементов на износостойкость в резуль-
тате изменения природы карбидной фазы или других твердых
частиц связано с изменением их твердости и сопротивления раз-
рушению.
Значение твердости карбидов для стойкости против абразив-
ного изнашивания связано с условиями взаимодействия их с ча-
стицами абразива. При малых давлениях в условиях скольжения
металла по абразиву (или абразива по металлу) абразив будет
вдавливаться в металлическую поверхность и затем царапать ее
при скольжении. Чем выше твердость карбидов, тем сильнее они
будут противодействовать вдавливанию и соответственно менее
глубокими будут царапины.
Из данных, приведенных ниже, видно, что для противодей-
ствия основным видам абразивных частиц уже легирование стали
хромом должно повысить износостойкость:
Соединение . . . Fe2C СГ2С2 wc W2C VC
Твердость, МПа . . . . . . . 10 500 12 500 17 500 30 000 21 000
Соединение TiC z2c NbC CrB2
Твердость, МПа . . . . . . . 16 000 32 000 28 000 20 500 18 000
Соединение . . . W2B6 VB2 Zr2B2 NbB2 TiB2
Твердость, МПа . . . . . . . 26 600 20 800 22 500 25 900 33 700
Соединение ... в4с Ква PH Kop унд
Твердость, МПа . . . . . . . 50 000 10 000- 11 000 23' 000
Твердость карбидов железа находится на уровне твердости
кварца, и они не могут оказать активного сопротивления этому
абразиву. Наиболее эффективным для таких условий изнашивания
должно быть легирование высокоуглеродистой стали бором, когда
наличие высокого содержания углерода приведет к образованию
соединения В4С. При малом содержании углерода легирование
бором должно быть менее эффективным, так как в этом случае
могут образоваться бориды легирующих элементов, при этом
наименее эффективным является введение бора в низкоуглеро-
дистые высокохромистые сплавы, потому что борид хрома имеет
минимальную твердость по сравнению с другими боридами.
В безборидных сплавах с твердыми частицами карбидов наи-
более эффективным должно быть легирование вольфрамом и тита-
ном, дающими наиболее твердые карбиды.
При воздействии абразивных частиц на твердые составля-
ющие сплавы (карбиды, бориды и др.) большое значение имеют
свойства матрицы, в которой эти карбиды расположены. С ростом
прочности матрицы будет повышаться ее сопротивление изнаши-
ванию при трении по абразиву, что приведет к более продолжи-
тельному противодействию абразиву твердых частиц сплава,
так как, если матрица будет плохо противостоять изнашиванию
при ее износе, карбиды или бориды будут оголяться и вывали-
ваться. С другой стороны, чем прочнее матрица, тем сильнее она
будет сопротивляться вдавливанию карбида под действием давя-
321
Рис. 12.5. Зависимость износа наплавленно-
го металла при ударно-абразивном изнаши-
вании от энергии удара:
1 — релит (w,C + WC); 2 — 320Х25С2ГР; 3 —
320Х23С2ГРТ; 4 — 350Х15ГЗР; 5 — 120X7B13P;
6 — 90Х4В17Ф; 7 — 130ХНВ13Ф2; 8 —
150Х15Н2АТ: S — 70ХЗСМГ; 10 — Н18К9М5Т
щих на него абразивных
частиц. Такое значение
матрицы будет возрастать
с ростом давления абра-
зива на поверхность ме-
талла.
При повышении давле-
ния абразива на поверх-
ность металла, особенно
при ударно-абразивном
износе, с повышением роли
динамической составляю-
щей влияние легирующих
элементов и роль твердых
частиц сплава изменяет-
ся. При высоких давле-
ниях, особенно при удар-
но-абразивном изнашива-
нии, с повышением энер-
гии удара будет увеличи-
ваться роль хрупкости
сплава и его фазовых со-
ставляющих. Наиболее
твердые составляющие, ко-
торые чаще всего являются наиболее хрупкими, будут разру-
шаться — крошиться, в результате чего они потеряют способность
сопротивляться действию на металл абразивных частиц
(рис. 12.5).
Наиболее стойкими при отсутствии ударов являются спечен-
ный карбид вольфрама (релит) и борсодержащие высокоуглеро-
дистые сплавы. При увеличении энергии удара все борсодержащие
сплавы быстро теряют свою износостойкость. Однако борсодержа-
щий сплав с низким содержанием углерода 120Х7В13Р с увели-
чением энергии удара лучше сохраняет износостойкость, чем
сплавы с высоким содержанием углерода: 320Х25С2ГР, ..
320Х23С2ГРТ, 350Х15ГЗР. Наилучшим образом сохраняют изно-
состойкость при значительном повышении энергии удара вплоть
до 24 Дж вольфрамсодержащие сплавы (13—15 % W) с умеренным
содержанием углерода (0,9—1,6 %). Безвольфрамовые сплавы
с таким же содержанием углерода хуже сохраняют износостой-
кость при увеличении энергии удара.
Конечно, помимо карбидной и боридной фаз на износостой-
кость рассмотренных сплавов оказала влияние и их матрица.
Для сплавов 320Х25С2ГР, 320Х23С2ГРТ, 320Х15ГЗР (см.
рис. 12.5, кривые 2—4) матрица была ледебуритной, и это явля-
лось дополнительным объяснением их низкой ударостойкости
и высокой износостойкости при отсутствии ударов. Наилучшую
ударостойкость и износостойкость обеспечивает аустенитно-мар-
322
тенситная матрица о карбидами вольфрама сплавов 30Х4В17Ф,
130Х14В13Ф2 (см. рис. 12.5, кривые 6, 7). Замена в этой матрице
карбидов вольфрама на карбид хрома (сплав 150Х15М2АТ) (см.
рис. 12.5, кривая 8) снижает стойкость против ударно-абразив-
ного износа. Еще сильнее снижает стойкость против ударно-
абразивного износа появление боридов в аустенитно-мартенситной
матрице (сплав 120Х7В13Р, см. рис. 12.5, кривая 5).
Помимо карбидообразующих элементов и бора, в износостой-
кий наплавленный металл вводят некарбидообразующие никель
и кремний. Никель вводят обычно немного для повышения вяз-
кости феррита или аустенита и повышения устойчивости матрицы
против действия ударных нагрузок. Кремний в износостойком
наплавленном металле упрочняет матрицу и тем самым позволяет
повысить износостойкость сплава при отсутствии ударных на-
грузок.
12.3. ИЗНОСОСТОЙКИЙ НАПЛАВЛЕННЫЙ МЕТАЛЛ,
УПРОЧНЯЕМЫЙ ВЫДЕЛЕНИЯМИ ДИСПЕРСНОЙ ФАЗЫ
Имеются три типа наплавленного металла, в котором повыше-
ние износостойкости достигается за счет упрочнения дисперсной
фазы: сплавы на основе высокопрочных низкоуглеродистых вы-
соколегированных мартенситно-стареющих сталей, среднеугле-
родистые хромованадиевые стали с карбидной дисперсной упроч-
няющей фазой и высокоуглеродистые высокохромистые стали
с кремнием, где упрочнение в значительной степени связано
с выделениями дисперсных карбидов или о-фазы.
Ю. А. Геллер и Л. С. Кремнев показали, что высокопрочные,
высоколегированные мартенситно-стареющие стали с успехом
можно применять как инструментальные, для которых износо-
стойкость является одним из определяющих свойств.
Авторами совместно с С. М. Левиным и А. М. Породиным была
изучена износостойкость при ударно-абразивном изнашивании
мартенситно-стареющего наплавленного металла. Для наплавки
была изготовлена самозащитная порошковая проволока. Одним
из достоинств мартенситно-стареющих и некоторых других дис-
персионно-упрочняемых наплавок является то, что они после
наплавки имеют невысокую твердость и могут без особого труда
подвергаться механической обработке для получения нужного
качества поверхности и требуемых размеров. Высокая твердость и
износостойкость достигаются после старения (табл. 12.1, рис. 12.6).
Сравнивая рис. 12.5 и 12.6, можно отметить, что мартенситно-
стареющий наплавленный металл имеет очень высокую стой-
кость при ударно-абразивном воздействии. Несмотря на очень
низкое содержание углерода (0,03—0,08 %), его износостойкость
находится на уровне износостойкости наиболее стойких хромо-
вольфрамовых высокоуглеродистых сплавов с аустенитно-мартен-
ситно-карбидной структурой (130Х14В13Ф2, 90Х4В17Ф), связано
323
Твердость мартевситно-стареющего
наплавленного металла
Наплавленный
металл
URC наплав-
ленного
металла
Таблица 12.1
Рис. 12.6. Зависимость износа мартен-
ситно-стареющего наплавленного металла
при ударно-абразивном изнашивании от
энергии удара:
1 «- Н12К8М8Т; 2 — Н8К14М15Т: 3 —
Н5К6М4В6Т; 4 — Н10К15М15ВЗТ
Н12К8М8Т
Н5К6М4В6Т
Н10К15М15ВЗТ
Н8К14М15Т
40
42
40
40
48
48—50
48—50
48—50
62
54
62
62
это с высокой вязкостью матрицы сплава из низкоуглеродистого
мартенсита и особенностями упрочнения дисперсной интерметал-
лидной фазой (Ni3Mo, NisTi, Fe2Ni, Fe2Mo).
В среднеуглеродистых хромованадиевых сталях типа
40ХЗНЗМФ2Б при изотермической закалке во время выдержки
при температуре 625 °C из аустенита на стадии предвыделения,
а местами и на стадии выделения образуется дисперсная карбидная
фаза на основе карбида ванадия. При этом аустенит сильно обед-
няется углеродом. В таком сплаве на фоне низкоуглеродистого
мартенсита имеются дисперсные выделения упрочняющей карбид-
ной фазы. Такому состоянию стали после низкого отпуска при
200 °C соответствуют высокая прочность (до 2000 МПа), повышен-
Рис. 12.7. Износостой-
кость сталей типа
40ХЗНЗМФ2Б с различ-
ным содержанием С и V:
I — после обычной закалки;
II — после изотермической
закалки с выдержкой при
650 °C (Везде последующий
низкий отпуск прн 200 °C)
324
ная ударная вязкость (4—5 МДж/м®) и высокая стойкость против
изнашивания при трении по абразиву и при ударно-абразивном
износе. Эта же сталь после обычной закалки и такого же низкого
отпуска имеет существенно более низкую износостойкость, осо-
бенно при ударно-абразивном изнашивании. Упрочнение при
обычной закалке и низком отпуске связано с образованием мар-
тенсита, содержащего весь находящийся в стали углерод. Такое
упрочнение обеспечивает износостойкость меньше, чем упрочнение
твердодисперсной фазой низкоуглеродистого мартенсита той же
стали, создаваемое при изотермической обработке (рис. 12.7).
Другим типом дисперсионно-твердеюгцего наплавленного
металла является металл типа 09Х32Н9С2М2 (электроды ОЗШ-6).
Такой сплав имеет после наплавки твердость до HRC 45, а после
старения при 750—1000 °C в течение 3—4 ч HRC 58—62.
В старении этого металла значительное место занимает о-фаза
(интерметаллид FeCr).
12.4. НЕСТАБИЛЬНО АУСТЕНИТНЫЙ НАПЛАВЛЕННЫЙ МЕТАЛЛ
Стали с нестабильным аустенитом и нестабильно аустенитный
наплавленный металл представляет собой чаще всего высоко-
легированные хромомарганцевые или хромоникелевые стали,
содержащие молибден, ванадий и другие элементы в небольших
количествах. Эти стали разрабатывались как кавитационно-
стойкие, а затем нашли применение и как износостойкие. Их
достоинством является низкая твердость в исходном состоянии
(НВ 230—250), высокие ударная вязкость и хладостойкость,
повышенное сопротивление коррозии. Эти стали содержат 0,3—
1,0 % С, в зависимости от химического состава их структура
в исходном состоянии после наплавки может быть чисто аусте-
нитной, аустенитно-карбидной и аустенитно-мартенситной,
имеющей или не имеющей карбиды. При пластической деформа-
ции аустенит претерпевает превращение в мартенсит. Количество
аустенита, превращающегося в мартенсит, зависит от степени его
устойчивости и определяется составом стали. Таким образом,
изменяя состав стали, можно изменять количество мартенсита
в исходном состоянии и количество аустенита, переходящего
в мартенсит при данной степени пластической деформации, со-
провождающей тот или иной вид абразивного изнашивания.
Ниже приведено количество мартенсита (в числителе в исход-
ном состоянии, в знаменателе — после испытаний на изнашивание
при трении по абразиву с давлением 2,5 МПа) в трех различных
нестабильно аустенитных сталях:
Сталь..........................30Х13Г8Ф 40Х13Г2Ф 60Х5Г9М
Содержание мартенсита в поверхностном
слое1, %....................... 7—8 0 5 7
9—15 0 14—21
1 Остальное — аустенит.
325
Рис. 12.8. Зависимость
удельного износа при
ударно-абразивном изна-
шивании иестабильно-
аустенитиого (3, 4) и ста-
бильно-аустенитного (2)
наплавленных металлов
от удельной энергии уда-
ра:
1 сталь 45 после закалки
и низкого отпуска; 2 —• ь
110Г13; 3 — 60Х5Г9М; 4 —
70Х5Г9ФТМ
При трении по абразиву оно существенно ниже, чем у стали 45
после закалки и низкого отпуска. Кроме того, в процессе изна-
шивания у сталей, способных к у -► а-превращению, износостой-
кость несколько выше, чем у сталей, у которых это превращение
не происходит, и чем больше при изнашивании образуется мартен-
сита, тем выше износостойкость.
Совершенно иначе ведут себя нестабильно аустенитные стали
и нестабильно аустенитный наплавленный металл при ударно-
абразивном изнашивании. Износостойкость сплава и определя-
ющая ее степень перехода аустенита в мартенсит на рабочей
поверхности зависят не только от состава и способности сплава
к -> а-превращению, но и от энергии удара (рис. 12.8).
В табл. 12.2 приведены данные о количестве мартенсита в исход-
ном состоянии после наплавки и после испытания при разной
энергии удара.
Таблица 12.2
Количество мартенсита в исходном состоянии
и после ударно-абразивного изнашивания
Иеталл Количество мартенсита, %
в исходном состоянии после испытания при энергии удара, Дж
4,В В, 8 19.6
30Х13Г8ФТ 18 73 95 82
40Х13Г12Т2 13 41 48 83
60Х5Г9М 11 52 60 82
70Х5Г9ФТМ 9 61 65 70
110Г13 32 — — —
326
Рис. 12.9. Распределение
микротвердости стали
70Х5Г9ФТМ по глубине
упрочненного слоя при
удар но-абразивном изнаши-
вании в зависимости от энер-
гии удара, Дж:
I — 19,6; 2 — 9,8; 3 — 4.9
Н, МПа
При ударно-абразивном изнашивании нестабильно аустенит-
ный наплавленный металл имеет существенно более высокую
износостойкость по сравнению со сталью 45 после закалки и низ-
кого отпуска (~HRC 58). Нестабильно аустенитный металл имеет
также более высокую износостойкость при ударно-абразивном
воздействии, чем стабильно аустенитная сталь 110Г13. Такие
свойства нестабильно аустенитных сплавов на основе железа
связаны с мартенситным превращением, протекающим при де-
формациях, вызванных ударом по абразиву. Упрочнение, воз-
никающее в результате образования мартенсита, дополняется
упрочнением за счет наклепа остающегося аустенита. Также
необходимо обратить внимание на то, что для хорошего сопро-
тивления ударам в стали не должно быть очень много мартенсита
во избежание появления хрупкого разрушения. Поэтому изна-
шивание сплава 70Х5Г9ФТМ меньше, чем сплава 60Х5Г9М. В то
же время сплав должен иметь определенное количество мартен-
сита в исходном состоянии до начала работы в условиях ударно-
абразивного воздействия. Это необходимо для того, чтобы умень-
шить расклепывание металла на первых стадиях работы, пока
еще в нем образовалось мало мартенсита деформации. Опыт
показал, что для работы в условиях ударно-абразивного изнаши-
вания наплавленный металл должен иметь в исходном состоянии
5—45 % мартенсита охлаждения, и в процессе работы у «-пре-
вращение должно обеспечивать образование еще 35—50 % мар-
тенсита деформации. Нестабильно аустенитный металл отличается
особенностью «самозалечивания», когда при изнашивании тонкого
поверхностного слоя происходит упрочнение последующих слоев
и вязкий наплавленный металл с поверхности все время остается
более твердым и износостойким. Толщина упрочненного слоя
и степень его упрочнения при ударно-абразивном изнашивании
зависят от типа сплава и энергии удара (рис. 12.9), увеличиваясь
с ее ростом.
-СПИСОК ЛИТЕРАТУРЫ
1. Абрамова 3. А., Румянцева С. А. Изготовление крупногабаритной нефте- 1-
аппаратуры из сталей, не требующих высокотемпературной термической обра-
ботки после электрошлаковой сварки//Экспресс-информ. Сер. ХМ-3. М.: ЦИНТИ-
химнефтемаш, 1979. № 12, 9 с.
2. Андреев В. В., Ушаков М. В. Термитная сварка высокомарганцовистых
сталей типа 110Г13Л//Сварочное производство. 1987. № 5. С. 13—15.
3. Андропов Л. И. Теоретическая электрохимия. 3-е изд., перераб. и доп.
М.: Высшая школа, 1975. 568 с.
4. Арчаков Ю. И. Водородная коррозия. М.: Металлургия, 1985. 192 с.
5. Бабаков А. А., Приданцев М. В. Коррозионно-стойкие стали и сплавы.
М.: Металлургия, 1971. 317 с.
6. Банных О. И., Ковнернистый Ю. К. Стали для работ при низких темпе-
ратурах. М.: Металлургия, 1969. 190 с.
7. Березовский А. В., Бармин Л. Н., Шумяков В. И. Влияние состава
электродного материала на свойства сварных соединений стали 110Г13Л//Сва-
рочное производство. 1987. № 7. С. 26—27.
8. Бокштейи С. 3. Строение и свойства металлических сплавов. М.; Метал-
лургия, 1971. 496 с.
9. Влияние погонной энергии на коррозионную стойкость сварных соеди-
нений аустенитно-ферритной стали типа 10X21Н5Т/Ю. Н. Савонов, А. Г. Алек-
сандров, В. М. Рубан и др.//Сварочное производство. 1987. № 7. С. 9—11.
10. Влияние стабилизаторов и ферритной фазы на коррозионную стойкость
и пластичность сварных соединений аустенитных сталей с повышенным содержа-
нием кремния/В. Н.Липодаев, К. А. Ющенко, В. Ю. Скульский и др .//Автомати-
ческая сварка. 1986. № 6. С. 9—12.
11. Возможность и перспективы использования межкритической нормали-
зации для упрочнения низколегированных сталей и сварных конструкций/
С. В. Егорова, Ю. А. Стеренбогеи, А. В. Юрчишин и др.//Автоматическая сварка.
1983. № 12. С. 7—12.
12. Вороненко Б, И. Акустическая эмиссия при фазовых превращениях
в сплавах//МиТОМ. 1982. № 8. С. 30—36.
13. Геллер Ю. А., Кремнев Л. С., Линник В. А. Инструментальные мартен-
ситно-стареющне стали//Металловедение и термическая обработка металлов.
1976. № 5. С. 11—14.
14. Гиренко В. С., Дядии В. П. Зависимость между ударной вязкостью и
критериями механики разрушения 6К, К1е конструкционных сталей и их свар-
ных соединений//Автоматическая сварка. 1985. № 9. С. 13—20.
15. Головаиенко С. А., Маренкова Н. А. Особенности кинетики фазовых
превращений аустенита, охлажденного из двухфазной области, изученные дила-
тометрическим методом//Новые методы структурных исследований металлов и
сплавов. МДНТП, 1982. С. 118—122.
16. Голованеико С. А., Фонштейи Н. М. Двухфазные низколегированные
стали. М.: Металлургия, 1986. 206 с.
184 17. Готальский Ю. Н. Сварка разнородных сталей. Киев: Техшка, 1984.
18. Грабин В. Ф. Металловедение сварки плавлением. Киев: Наукова Думка,
1982. 414 с.
19. Гривияк И. Свариваемость сталей. Пер. со словацкого/Под ред. Э. Л. Ма-
карова. М.: Машиностроение, 1984. 215 с.
328
20. Гуляев А. П. Металловедение. 6-е изд., перераб. и доп. М.: Металлургия,
1986. 542 с.
21. Давыдов Н. Г. Высокомарганцовистая сталь. М.: Металлургия, 1979.
176 с.
22. Дьяченко С. С. Образование аустенита в железоуглеродистых сплавах.
М-: Металлургия, 1982. 128 с.
23. Зависимость структуры ЗТВ сварных соединений аустенитно-ферритной
стали 08Х22Н6Т от параметров термического цикла/В. И. Санников,
К. А. Ющенко, И. П. Никонов н др.//Автоматическая сварка, 1983. С. 10—13.
24. Земзин В. Н. Сварные соединения разнородных сталей. Л.: Машино-
строение, 1966. 231 с.
25. Земзин В. Н., Шрои Р. 3. Термическая обработка и свойства сварных
соединений. Л.: Машиностроение, 1978. 366 с.
26. Зубченко А. С. Хрупкость при 475 °C хромистых ферритных сталей при
сварочном и печном нагреве//Сварочное производство. 1981. С. 26—28.
27. Исаченко В. П., Осипова В. А. Теплопередача. М.: Энергоиздат, 1981.
416 с.
28. Исследование и разработка технологии наплавки деталей газопромысло-
вого оборудования экономнолегированными днсперсионно-упрочняющими элек-
тродами ОЗШ-б//Изв. вузов. Нефть и газ. 1983. № 5. С. 77—79.
29. Каракозов Э. С. Сварка металлов давлением. М.: Машиностроение,
1986. 275 с.
30. Кащеев В. И. Процессы в воне фрикционного контакта металлов. M.S
Машиностроение, 1978. 213 с.
31. Контролируемая прокатка/В. И. Погоржельский, Д. А. Литвиненко,
Ю. И. Матросов и др. М.: Металлургия, 1979. 183 с.
32. Коррозиоииая стойкость сварных соединений сталей 08Х22Н6Т и
08Х21Н6М2Т, выполненных новыми электродами/Ю. С. Сидоркина, В. М. Лейб-
зон, Э. А. Сидлин и др.//Химическое и нефтяное машиностроение, 1985. № 5.
С. 29—30.
33. Кристиан Дж. Теория превращений в металлах и сплавах: Пер. с англ.
М.: Мир, 1978. Ч. 1, 806 с.
34. Крагельский Н. В., Добычии М. Н., Комбалов В. С. Основы расчетов
иа трение и износ. М.: Машиностроение, 1977. 256 с.
35. Курдюмов Г. В., Утевский Л. М., Эитии Р. Н. Превращение в железе
и стали. М.: Наука, 1977. 235 с.
36. Лазько В. Е., Борисов М. Т., Федоров В. Г. Влияние химического и фа-
зового состава высокопрочного присадочного металла на свариваемость разно-
родных сталей//Сварочное производство. 1982. № 6. С. 16—18. № 10. С. 18—21.
37. Лариков Л. Н., Рябов В. Р., Фальченко В. М. Диффузионные про-
цессы в твердой фазе при сварке. М.: Машиностроение, 1975. 189 с.
38. Лебедев Д. В. Конструктивная прочность криогенных сталей. М.: Метал-
лургия, 1976. 262 с.
39. Лившиц Л. С., Хромченко Ф. А., Фарашян Н. Э. Развитие структурной
неоднородности на границе сплавлений сталь 12Х1МФ —высоконикелевый шов
при длительных нагревах и воздействии напряжений в упругой области//Свароч-
ное производство. 1986. № 11. С. 19.
40. Лужанский И. Б. Прогрессивные способы наплавки. М.: Машинострое-
ние, 1983. 55 с.
41. Любов Б. Я. Кинетическая теория фазовых превращений. М.: Метал-
лургия, 1969. 263 с.
42. Макаров Э. Л. Холодные трещины при сварке легированных сталей.
М.: Машиностроение, 1981. 248 с.
43. Масленков О. Б. Жаропрочные стали и сплавы: Справочник. М.: Метал-
лургия, 1983. 191 с.
44. Медовар Б. И. Сварка жаропрочных аустенитных сталей н сплавов.
М.: Машиностроение, 1966. 425 с.
45. Металлохимические свойства элементов периодической системы/И. И. Кор-
нилов-, Н. М. Матвеева, Л. И. Пряхина и др. М.: Наука, 1966. 351 с.
329
46. Мусиячеико В. Ф., Миходуй Л. И. Дуговая сварка высокопрочных
легированных сталей. М.: Машиностроение, 1987. 79 с.
47. Николаев Г. А., Куркин С. А., Винокуров В. А. Сварные конструкции.
Прочность сварных соединений и деформации конструкций. М.: Высшая школа,
1982. 272 с.
48. Новиков И. И. Теория термической обработки металлов. 4-е изд., пере-
раб. и доп. М.: Металлургия, 1986. 480 с.
49. Об особенностях структурных превращений низкоуглеродистых и низко-
легированных сталей при электрошлаковой сварке с регулированием терми-
ческих циклов/Б. А. Федосеев, Ю. И. Рубенчик, В. В. Панков и др.//Сварочное
производство. 1982. № 11. С. 2—4. <
50. Образование эпитаксиального феррита в малоуглеродистой низколеги-
рованной стали после охлаждения из межкритического интервала темпе-
ратур/Б. М. Бронфин, М. И. Гольдштейн, А. А. Емельянов и др.//Физика ме-
таллов и металловедение. 1985. Т. 59. Вып. 1. С. 144—151.
51. Оиучии Л. Г., Шоршоров М. X. О распаде аустенита при непрерывном
охлаждении//Докл. АН СССР. Изд. АН СССР. 1983. Т. 27. С. 1165—1170.
52. Особенности превращения 6-феррита в двухфазной хромоникелевой
стали//Г. Г. Колчии, А. Н. Данилов, Б. С. Ермаков и др.//Металлы. 1986. № 2.
С. 109—111.
53. Плазменно-дуговая сварка высококремнистой коррозионно-стойкой
стали 02Х8Н22С6/О. И. Стеклов, А. В. Алексеев, О. Ю. Кулаков и др.//Свароч-
ное производство. 1987. № 7. С. 1—3.
54. Повышение свариваемости хромистых ферритных сталей/В. Н. Липо-
даев, К. А. Ющеико, Р. И. Морозов и др.//Автоматическая сварка. 1984. № 2.
С. 44—47.
55. Полетаев Ю. В., Зубченко А. С. Структура и свойства сварных соеди-
нений хромомарганцевых сталей//Сварочное производство. 1987. № 7. С. 20—22.
56. Расчет эффективного коэффициента теплообмена при спреерном охлажде-
нии/В. Д. Нуяндин, А. Н. Хакимов, М. С. Кенис, Б. Ф. Трахтенберг//Теория
расчета и конструирование деформирующего и формообразующего инструмента.
Куйбышев: КПП. 1981. С. 105—107.
57. Решанов В. А., Зубчеико А. С., Латышев В. Б. Влияние марганца на
пластичность и структуру сварных соединений 14 %-ных хромистых сталей//Сва-
рочное производство. 1982. № 3. С. 23—25.
58. Рыкалин Н. Н. Расчеты тепловых процессов при сварке. М.: Машгиз,
1951. 296 с.
59. Рымкевнч А. И. Вь;бор электродов для сварки высокопрочных корро-
зионно-стойких сталей//Автоматическая сварка, 1986. № 6. С. 57—60.
60. Сагалевич В. М., Савельев В. Ф. Стабильность сварных соединений и
конструкций. М.: Машиностроение, 1986. 264 с.
61. Свариваемость низколегированных сталей, упрочненных нормализа-
цией из межкритического интервала температур/С. В. Егорова, Ю. А. Стерен-
богеи, А. В. Юрчишин и др.//Автоматическая сварка. 1987. № 2. С. 20—23.
62. Сидлин 3. А., Афаиасеико Е. А. Современные сварочные электроды для
химического машиностроения//Обзорная информ. С. ХМ-9. М.: ЦИНТИхим-
ртемаш, 1985. 50 с.
63. Смолии В. В. Коррозионная стойкость конструкционных материалов
в расплавах дихлорангидридов изо- и терефталевой кислот//Химическое и нефтя-
ное машиностроение. 1985. № 5. С. 33—34.
64. Сопротивление коррозионному разрушению сварных соединений из
стали 16ГМЮЧ/О. И. Стеклов, А. Н. Хакимов, Л. А. Ефнмеико и др.//Хими-
ческое и нефтяное машиностроение. 1985. № 5. С. 31—32.
65. Стеклов О. И. Свариваемость металлов и сплавов//ВИНИТИ. Сер. Сварка.
Итоги науки и техники. 1972. Т. 14. 240 с.
66. Стронский А. Е., Левин В. В. Расчет температурного поля в околошов-
иой зоне при электронно-лучевой сварке металлов большой толщины//Сварочное
производство. 1982. № 5. С. 3—4.
67. Суслова Е. А., Зубчеико А. С., Игнатов В. А. Структура и свойства
металла ОШЗ сварных соединений сталей 15Х2МФА и 15Х2НМФА и изменение
830
их в процессе повторного нагрева//Сварочное производство. 1987. № 10. С. 8—11.
68. Температурное поле при сварке пластин ограниченной толщины с интен-
сивным теплоотводом/В. Д. Нуяндин, М. С. Кенис, Б. Ф. Трахтенберг и др.//Сва-
рочное производство. 1980. № 1. С. 1—3.
69. Таниеибаум М. М. Износостойкость конструкционных материалов и
деталей машин при абразивном изнашивании. М.: Машиностроение, 1966. 300 с.
70. Тамура X., Ямадзаки Я-. Коио К. Сварка сталей, используемых при
низких температурах: Пер. с японского. М.- Машиностроение, 1978. 158 с.
71. Технология электрической сварки металлов и сплавов плавлением/Под
общ. ред. Б. Е. Патона. М.: Машиностроение, 1974. 759 с.
72. Фазовые превращения в стали 09Г2СЮЧ при термической обработке
из межкритического интервала температур и сварке./С. В. Егорова, В. Г. Ва-
сильев, Ю. А. Стеренбоген и др.//Автоматическая сварка. 1986. № 6. С. 5—9.
73. Хакимов А. Н. Электрошлаковая сварка с регулированием термических
циклов. М.: Машиностроение, 1984. 208 с.
74. Хакимов А. Н., Дарья ваш Н. Г. Методика расчета с помощью вычисли-
тельного комплекса на базе микроЭВМ кинетических параметров фазовых превра-
щений аустенита прн сварке//Сварочное производство. 1986. № 11. С. 12—14.
75. Хакимов А. Н., Дарьяваш Н. Г., Магницкий О. А. Применение микро-
ЭВМ для термического анализа фазовых превращений в сталях при сварке//Сва-
рочиое производство. 1986. № 8. С. 24—25.
76. Хори Ф. Атлас структур сварных соединений: Пер. с немецкого. М.:
Металлургия, 1977. 288 с.
77. Хромченко Ф. А., Фарашян Н. Э. Работоспособность сварных соеди-
нений стали 12Х1МФ с аустенитными швами/'Сварочное производство. 1983.
№ 4. С. 18—21,.
78. Чернышова Т. А. Границы зерен в металле сварных соединений. М,:
Наука, 1986. 126 с.
79. Ющенко К- А., Авдеев А. К. Повышение пластичности сварных соеди-
нений двухфазных сталей типа 0Х21Н5Т (ЭП-53)//Автоматическая сварка. 1982.
№ 4. С. 45—47.
80. Blondeau R., Maynier Р., Dollet I. Mathematical model for the calcu-
lation of mechanical properties of low-alloy steel metallurgical products: a few
examples of its application. — Met. Scient. Revue de Metallurgic, 1976. V. 73.
№ 5. P. 311—351.
81. Canadian Standards Association (CSA z. 184—M 1983), Gas Pipiline Systems.
Toronto, Ontario, Canada, M9W 1R3. 252 p.
82. CCT Diagram Data Base System by Interactive Personal Computer/А. Okada,
T. Kasugai, K- Ei et al. — Trans, of Nat. Research Inst, for Metals. 1987. V. 29.
N 1. p. 15—20.
83. Degration of mechanical properties of low-alloy steels during service at
elevated temperature/K. Hashimito, T. Saito, T. Takeda et а!.//Ацирёку Гидзюцу,
Pressure Eng., 1986. V. 24. N 1. P. 31—39.
84. Development and Future Prospect of New controlled Plate Rolling Techni-
que.— Termo-Mechanical Control Process/H. Matsuda, Y. Опое, K- Mariama et
al.//Nippon Steel Technical report. 1983. N 21. P. 217—233.
85. Dhooge A., Vinckier A. Reheat Cracking — a Review of Recent Studies. —
Int. I. Pres. Ves. and Piping. 1987. V. 27. P. 239—269.
86. Duplex—Stable—ihre Verarbeitung und geeignete Schweifizusatze/
H. Feihn, R. Spahn., H. Wehner, H. Zurn-DVS-ber. 1986. V. 105. P. 29—35.
87. Electroslag welding of Heavy Section 2,25Cr—IMo Steel./М. Okumura,
M. Kamagai, H. Nakamura et al. — Welding Journal. 1976. N 12. P. 389—399.
88. Gooch D. J., Haigh J. R., King B. L. Relationship between engineering
and metallurgical factors in creep crack growth//Metal Science. 1977. V. 11. P.545—
550.
89. Hertel J., Zotter V., Pircher H. Austenitkornwachstum normalgegluher
und verguteter Feinkornbaustahle in der Warmeeinflu zone einer SchweiBnaht/ZSteel
research. 1986. V. 57. N 5. P. 216—225.
90. Impact of welding research on Steel composition development/N. Yrioka,
M. Koike, N. Mori et al. — 11W DOC. IX 1313—84. 36 p.
331
91. len J. C., Easterling К. E., Ashby M. F. A Second Report on diagrams
of microstructure and Hardness for Heat-Affected Zones in welds//Acta metall.
V. 32. N 11. 1984. P. 1949—1962.
92. Kasugal T., Inagaki M. Effect of Mn on Transformation Behaviors of
Synthetic Weld Heat-Affected Zone of Steels.ZZTrans. of Nat. Res. Inst, for Me-
tals. 1980. V. 22. N 4. P. 74—81.
93. Kasugai T-, Inagaki M; Effect of Gr on Transformation Behavior of Synt-
hetic Weld Heat-Affected Zone of SteelsZ/Trans. of Nat. Res. Inst, for Metals.
1981. V. 23. N 3. P. 43—55.
94. Kasugai T., Inagaki M. Effect of Mo on Transformation Behavior of Synt-
hetic Weld Heat-Affected Zone of SteelsZ/Trans. of Nat. Res. Inst. for. Metals,
1981. V. 23. N 2. P. 39—50.
95. Mundt R., Hoffmeister H. Effect of chemical composition and weld ther-
mal cycles on phase transformation and microstructures of ferritic-austenitic
steels/ZStainless Steels’84. Proc. Conf., Goteborg, 1984, 3—4 Sept. London. 1985.
P. 315-322.
96. New HT 50 Steels for marine and offshore constractions with superior welder
bility/H. Suzuki, Y. Sogo, K. Iwanaga et al./ZlIW DOC. IX—1314—84. P. 17,'