








































































































































Автор: Лукасевич Б.И. Трунов Н.Б. Драгунов Ю.Г. Давиденко С.Е.
Теги: общее машиностроение технология машиностроения электротехника ядерная энергетика (атомная энергетика) энергетика парогенераторы атомные электростанции
ISBN: 5-94628-178-X
Год: 2004



ФГУП ОКБ «ГИДРОПРЕСС
Б.И. Лукасевич, Н.Б. Трунов,
Ю.Г. Драгунов, С.Е. Давиденко
ЖГЖАЖЛ
ЭЛсХГИОСГАМНЯЙ
ОГЛАВЛЕНИЕ
МОСКВА
2004
Оцифровано для нужд будующих атомщиков
Техническая поддержка lib.wwer.ru
УДК 621.039+621.31
ББК 31.46+31.47
Л84
Лукасевич Б.И., Трунов Н.Б., Драгунов Ю.Г., Давиденко С.Е.
Парогенераторы реакторных установок ВВЭР для атомных
электростанций. - М.: ИКЦ «Академкнига», 2004. - 391 с.: ил.
ISBN 5-94628-178-Х
Настоящая публикация содержит информацию о решении важнейших тех-
нических вопросов при разработке в ОКБ «Гидропресс» конструкций пароге-
нераторов реакторных установок с ВВЭР и освоении их эксплуатации на АЭС.
Книга написана с использованием документов, находящихся в фондах и
архиве ОКБ «Гидропресс», а также по информации непосредственных испол-
нителей и участников этих работ.
Книга может быть полезна в качестве справочного материала инженерам-
атомщикам и энергетикам, имеющим отношение к проектированию и эксплу-
атации атомных станций и реакторных установок, а также студентам вузов
энергетических специальностей.
ISBN 5-94628-178-Х
© ОКБ «Гидропресс», 2004
© ИКЦ «Академкнига», 2004
Предисловие
В атомных электростанциях с легководными реакторами типа ВВЭР
(реакторами с водой под давлением — PWR) важнейшим элементом
первого контура реакторной установки (РУ) является парогенератор
(ПГ). В нем за счет тепла, получаемого в реакторе, вырабатывается
пар, который затем используется как рабочее тело турбины для про-
изводства электроэнергии.
Главным отличием парогенераторов атомных электростанций
(АЭС) от паровых котлов тепловых электростанций является то, что
кроме выработки пара, они должны надежно и постоянно во всех ре-
жимах работы АЭС обеспечивать охлаждение активной зоны реак-
тора.
Второй важной особенностью ПГ АЭС являются высокие требо-
вания по межконтурной плотности, т.е. по исключению повреждения
теплопередающих и иных элементов, разуплотнение которых приво-
дит к попаданию радиоактивной воды первого контура в пароводя-
ной контур АЭС (турбина, конденсаторы, подогреватели и т.п.) с воз-
можностью выхода радиоактивных продуктов в окружающую среду.
Эти особенности обусловливают высокие требования к конструк-
ции, качеству изготовления и надежности эксплуатации ПГ.
При работе ПГ через него прокачивается высокорадиоактивный
теплоноситель первого контура. В связи с этим, он практически не-
доступен для непосредственного осмотра и обслуживания при экс-
плуатации, а во время останова его основные узлы и полости имеют
весьма высокий уровень остаточной радиоактивности даже после
специальной отмывки (дезактивации). По этой причине инспекции
и ревизии, контрольные проверки состояния металла и узлов ПГ, а
также ремонтные работы существенно осложнены, но вместе с тем
они должны быть очень надежны и однозначны и выполняться в пол-
ном соответствии с требованиями эксплуатационной документации
и регламентов.
В связи с изложенным для создания надежно работающих ПГ по-
требовалось решить много материаловедческих, технологических,
3
Предисловие
теплогидравлических, физико-химических и иных проблем, в том
числе и таких, которые, казалось, были уже решены ранее для паро-
вых котлов и теплообменных аппаратов обычной энергетики.
Дополнительные требования имеются и в области весовых и осо-
бенно габаритных характеристик, так как парогенераторы современ-
ных АЭС располагаются внутри защитной оболочки (контейнмента)
и их габариты, естественно, влияют на размеры этой оболочки. Огра-
ничение габаритных размеров ПГ также очень важно для обеспече-
ния транспортировки ПГ от предприятия-изготовителя до АЭС. Все
парогенераторы крупных АЭС требуют специальных решений при
перевозке их по суше.
Несмотря на огромный объем научно-исследовательских и конст-
рукторских работ, выполненных при разработке и создании ПГ, про-
блема обеспечения их надежной эксплуатации и проектного ресурса
остается весьма актуальной. Это касается как работающих ПГ, так и
ПГ для новых АЭС.
Следует отметить, что все парогенераторы работающих АЭС с
ВВЭР были разработаны в ОКБ «Гидропресс» Минатома России.
Книга написана на основе работ, выполненных в ОКБ «Гидро-
пресс», ряд сотрудников участвовал в составлении, подготовке и
оформлении материалов.
Авторы признательны им в высшей степени.
Главы и разделы 1, 2 (общая часть)—6 и 11 подготовлены Лукасе-
вичем Б.И., главы и разделы: 2 и И — Давиденко С.Е., 7.2 — Дружи-
ниным В.В. и Григорьевым В.А., 7.3 — Логвиновым С.А., 7.4 — Селез-
невым А.В., 8 - Брыковым С.И., 9 - Симоновой О.Н. при участии
Лукасевича Б.И.
В доработке и дополнении ряда разделов участвовал Трунов Н.Б., им
написаны разделы 7.1 и 7.3 совместно с Логвиновым С.А. и Лукасевичем
Б.И. Главы и разделы 7.4, 8—10 написаны с участием Драгунова Ю.Г
Ценный вклад в подбор материалов, справок, а также с точки зре-
ния замечаний и предложений внесли Денисов В.П., Денисов В.В.,
Качалин Н.А., Смирнов А.М., Коротаев Н.Ф., Карсонов В.И., Илю-
шин В.Ф., Сметанина Н.Т., сотрудники ОКБ Пономарева В.К., Хай-
ретдинов В.У. и другие сотрудники ОКБ «Гидропресс».
Очень важны были корректировки и замечания, высказанные
экспертами-рецензентами Денисовым В.В. и Некрасовым А.В. Сле-
дует отметить, что эти вышеперечисленные работники ОКБ «Гидро-
пресс» являются ведущими специалистами по разработке парогене-
раторов и оборудованию реакторных установок.
4
Предисловие
Большую работу провел Пастушенок Э.А. по переработке и
оформлению рисунков, таблиц и форматированию текста.
При выполнении этой работы мы отдаем должное специалистам
ОКБ «Гидропресс» и других предприятий, которые внесли огромный
вклад в разработку, создание и освоение этих изделий и всего напра-
вления горизонтальных парогенераторов для АЭС с ВВЭР, в их чис-
ле: ,Хохлачев А.А., Богданович П.Н., Стекольников В.В., Денисов
В.П., Титов В.Ф., Таранков Г.А., Тестов И.Н., Банюк Г.Ф., Резепова
А.В., Гришаков В.И., Брыков С.И., Сиряпина Л.А., Дмитриев А.И.,
Логвинов С.А., Ситник Ю.К., Илюшин В.Ф., Гринкевич И.Л. (ОКБ
«Гидропресс»), Агеев А.Г. (ЭНИЦ), Пикус В.Ю., Некрасов А.В., Ко-
рольков Б.М., Свистунов Е.П., Эскин Н.Б. (ВНИИАМ), Гуцев Д.Ф.,
Мамет В.А., Гетман А.Ф. (ВНИИАЭС), Горбатых В.П. (МЭИ), Коз-
лов Ю.В. (ВТИ), Игнатов В.А., Карзов Г.П., Марголин Б.З. (ЦНИ-
ИКМ «Прометей»), Мамаева Е.И., Харина И.Л. (ЦНИИТМАШ) и
многие другие.
Работники АЭС были первыми (после изготовителей ПГ), кто
оценил нашу непосредственную продукцию — проектную и констру-
кторскую документацию.
В книге значительное внимание уделено модернизации и разви-
тию конструкции ПГ. Естественно, в этом было существенное уча-
стие специалистов АЭС, которые выявляли недостатки ПГ в услови-
ях работы в составе РУ и помогали нам их устранять.
Авторы будут признательны всем специалистам и другим лицам,
которые выскажут замечания по книге, укажут на ошибки, пробелы
и недоработки.
5
Перечень принятых сокращений и обозначений
АЗ — аварийная защита
АПЭН — аварийный питательный электронасос
АЭС - атомная электростанция
БЩУ — блочный щит управления
ВВ — взрывчатые вещества
ВВЭР — водо-водяной энергетический реактор
ВКУ — внутрикорпусные устройства
ВПЭН — вспомогательный питательный электронасос
ВТК — вихретоковый контроль
ВХР — водно-химический режим
ГИУ — гидростатический индикатор уровня
ГЦК — главный циркуляционный контур
ГЦНА — главный циркуляционный насосный агрегат
ГЦТ — главный циркуляционный трубопровод
ИВС — информационная вычислительная система
КДП — кондуктометрический датчик положения
КИП - контрольно-измерительные приборы
МПА — максимальная проектная авария
МПП — межпрокладочная полость
ННУЭ — нарушение нормальных условий эксплуатации
НУЭ - нормальные условия эксплуатации
ПГ - парогенератор
ПГВ — парогенератор ВВЭР
ПДЛ — погруженный дырчатый лист
ППР — планово-предупредительный ремонт
ПРК - пусковой регулирующий клапан
РПК — регулирующий питательный клапан
РУ — реакторная установка
РЩУ — резервный щит управления
СПОТ - система пассивного отвода тепла
СРК - стопорный регулирующий клапан
ТОТ - теплообменные трубы
ФГУ — функциональная группа управления
УВС — управляющая вычислительная система
УЗК — ультразвуковой контроль
УС - уравнительный сосуд
G — расход питательной воды в ПГ, т/ч
Н - уровень воды в ПГ, м
HL19 — показания уровнемера L19 с базой 1000 мм
HL33 - показания уровнемера L33 с базой 1000 мм
6
Перечень принятых сокращений и обозначений
L19, L33 - позиции датчика уровнемера
PWR — реакторы с водой под давлением
/> — давление в ПГ, кг/см2 (МПа)
5 — концентрация натрия в пробе пара из паропровода, мкг/л
у1из^ _ концентрация натрия в пробе котловой воды из нижнего отбора
индикатора уровня, мкг/л
^верх _ концентрация натрия в пробе котловой воды из верхнего отбора
индикатора уровня, мкг/л
S — концентрация натрия в пробе из парового объема, мкг/л
7*— температура корпуса ПГ, °C
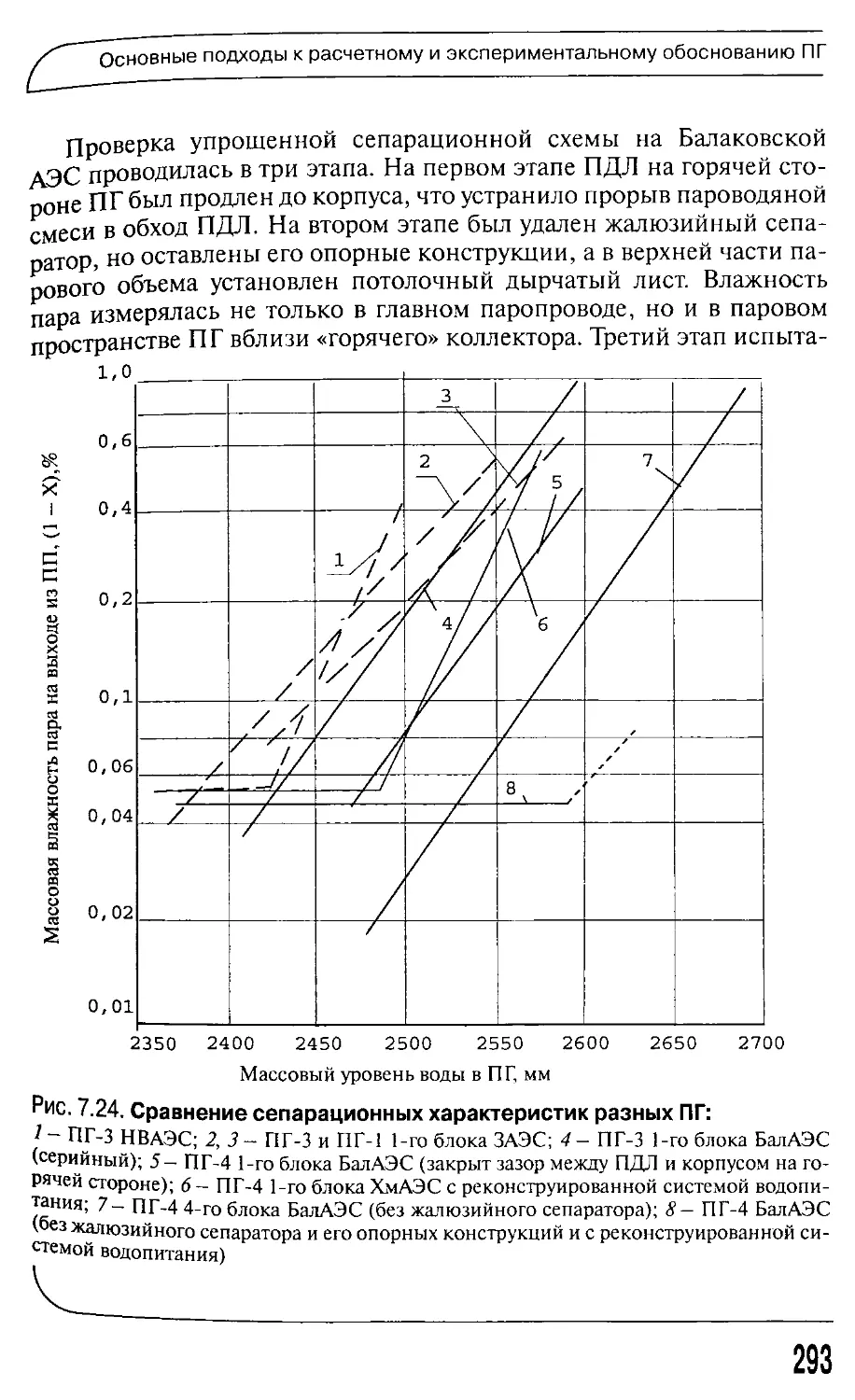
(1 — X) — массовая влажность пара, %
(1 - Х)к — массовая влажность пара в паровом объеме ПГ, %
(1 - Х)п — массовая влажность пара в паропроводе, %
131I, 22Na ,42К — изотопы йода, натрия и калия
МВт (эл) - электрическая мощность
МВт (т) — тепловая мощность
7
Глава
Парогенераторы для РУ с водой под давлением
1.1
ИСТОРИЧЕСКАЯ СПРАВКА
Началом атомной энергетики считается 1954 г., когда в СССР (г. Об-
нинск) была введена в эксплуатацию Первая в мире атомная электро-
станция электрической мощностью 5000 кВт.
Реакторная установка состояла из легководного уран-графитово-
го реактора и парогенераторов. Парогенераторы были разработаны в
ОКБ «Гидропресс» и изготовлены Подольским машиностроитель-
ным заводом им. С. Орджоникидзе.
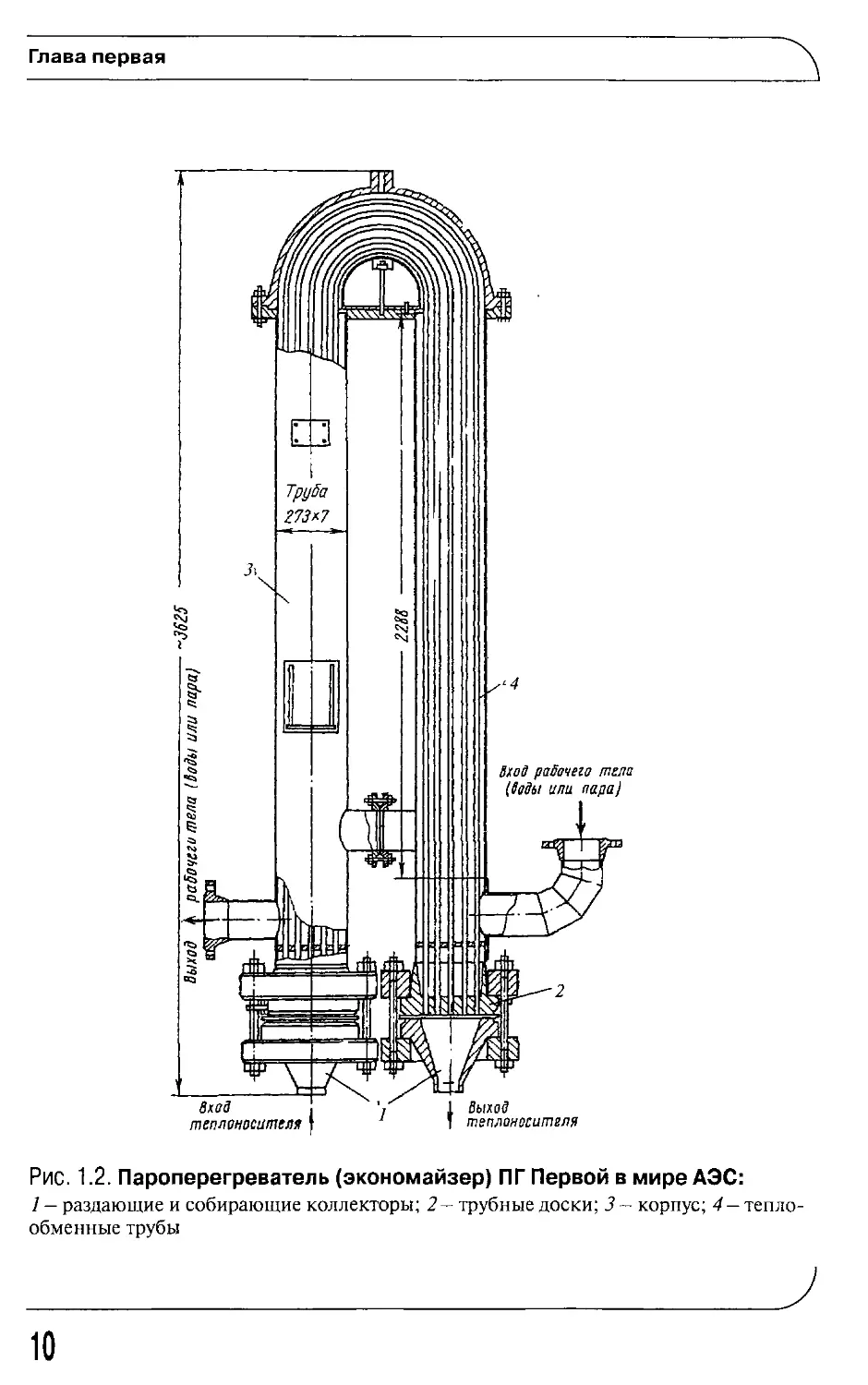
Парогенератор для Первый в мире АЭС состоит из последователь-
но включенных пароперегревателя, испарителя и экономайзера
(рис. 1.1). Пароперегреватель и экономайзер имеют одинаковую кон-
струкцию (рис. 1.2).
Поверхность теплообмена этих аппаратов набрана из 55 U-образ-
ных труб диаметром 22 мм. Прямые участки каждой трубы заключе-
ны в трубы-чехлы, рабочее тело (пар, вода) движется по кольцевым
каналам, продольно омывая поверхности нагрева. Трубы крепятся к
трубным доскам при помощи развальцовки и обварки торцев.
В испарителе (рис. 1.3) осуществляются генерация пара и его се-
парация. Для обеспечения равномерного выхода пара с зеркала испа-
рения установлен погруженный дырчатый лист. Поверхность тепло-
обмена, расположенная в водяном объеме, представляет собой вер-
тикальный трубный пучок из 36 плоских змеевиков. Питательная во-
да из экономайзера вводится в верхнюю часть испарителя. Охлажде-
ние теплоносителя первого контура осуществляется с помощью есте-
ственной циркуляции воды второго контура.
Материал корпусов — углеродистая сталь. Трубы выполнены из
стали IX18H9T.
8
Парогенераторы для РУ с водой под давлением
Вход Выход
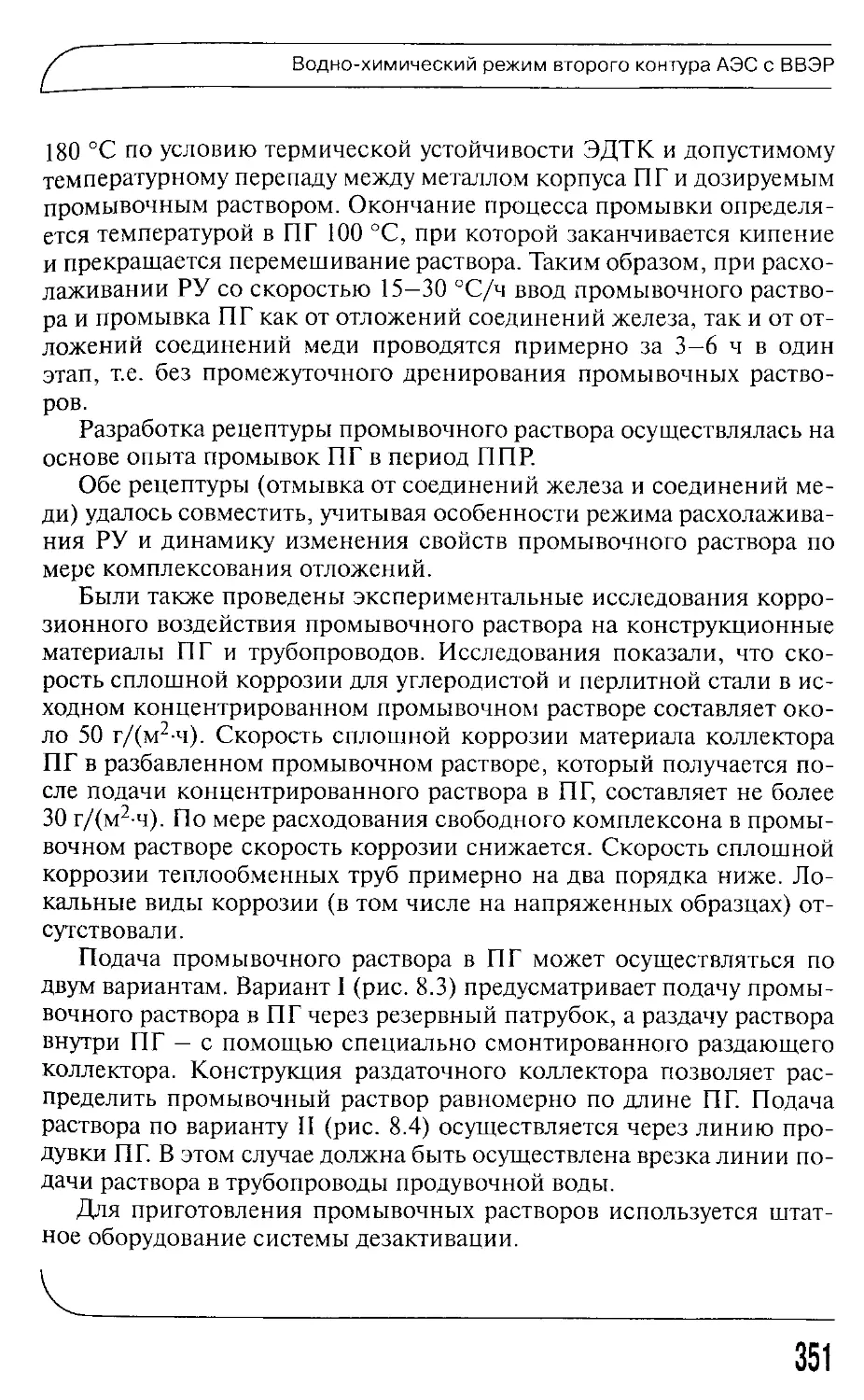
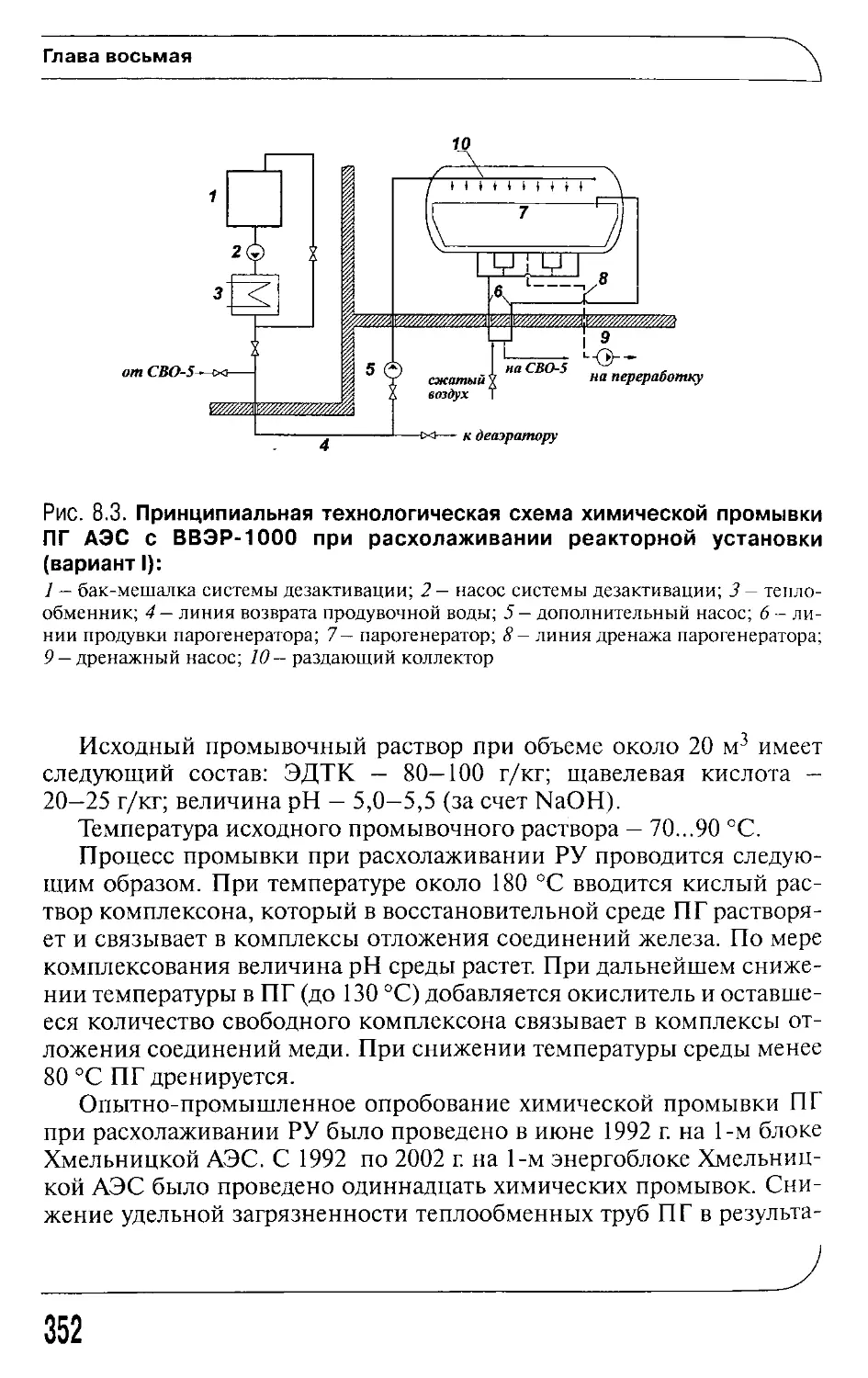
Рис. 1.1. Принципиальная схема ПГ Первой в мире АЭС:
1 — испаритель; 2 - пароперегреватель; 3 - экономайзер
9
Глава первая
Рис. 1.2. Пароперегреватель (экономайзер) ПГ Первой в мире АЭС:
1 — раздающие и собирающие коллекторы; 2 — трубные доски; 3 — корпус; 4 — тепло-
обменные трубы
10
Парогенераторы для РУ с водой под давлением
Рис. 1.3. Испаритель ПГ Первой в мире АЭС:
1 — коллекторы теплоносителя: 2 — сепарационный объем; 3 - жалюзийный
сепаратор; 4 - корпус; 5 - патрубок выхода пара; б - поверхность теплообмена; 7 -
погруженный дырчатый лист
11
Глава первая
В 1957 г. была пущена первая очередь Сибирских АЭС (Краснояр-
ская АЭС мощностью 100 МВт (эл)). На этой АЭС в качестве греюще-
го теплоносителя использовалась вода, охлаждающая активную зону
уран-графитовых реакторов — наработчиков плутония.
Вода имела очень низкие параметры: давление 1-1,5 кг/см2, тем-
пературу 124...155 °C.
Тем не менее, в 50-х годах прошлого века были созданы парогене-
раторы на эти параметры, а также и полная теплоэнергетическая си-
стема, позволяющие утилизировать избыточное тепло охлаждающей
воды и использовать его для получения электроэнергии и отопления
жилых поселков. Документация выпускалась под индексом «70», это
был наш первый опыт создания и эксплуатации ПГ с горизонтальны-
ми трубками из стали типа 08Х18Н10Т.
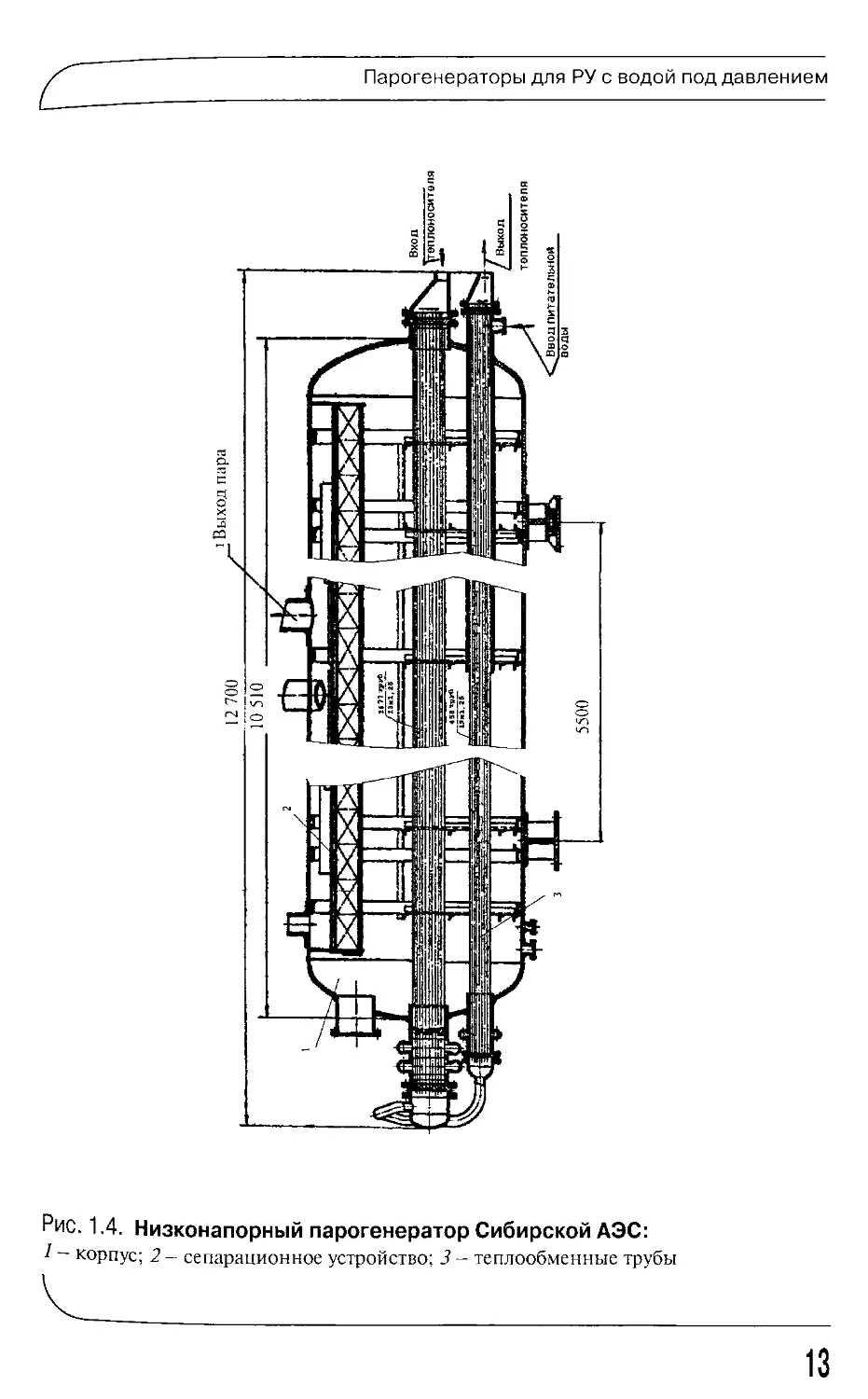
Парогенераторы (серии ПГТ-65, ПГТ-68, ПГТ-90 и др.) работали
на АЭС двойного назначения, подвергаясь ремонту и модернизации.
Один из характерных типов этих аппаратов показан на рис. 1.4.
В то время уже были известны проекты некоторых американских
АЭС с PWR и принципиальные решения по конструкции парогене-
раторов этих АЭС.
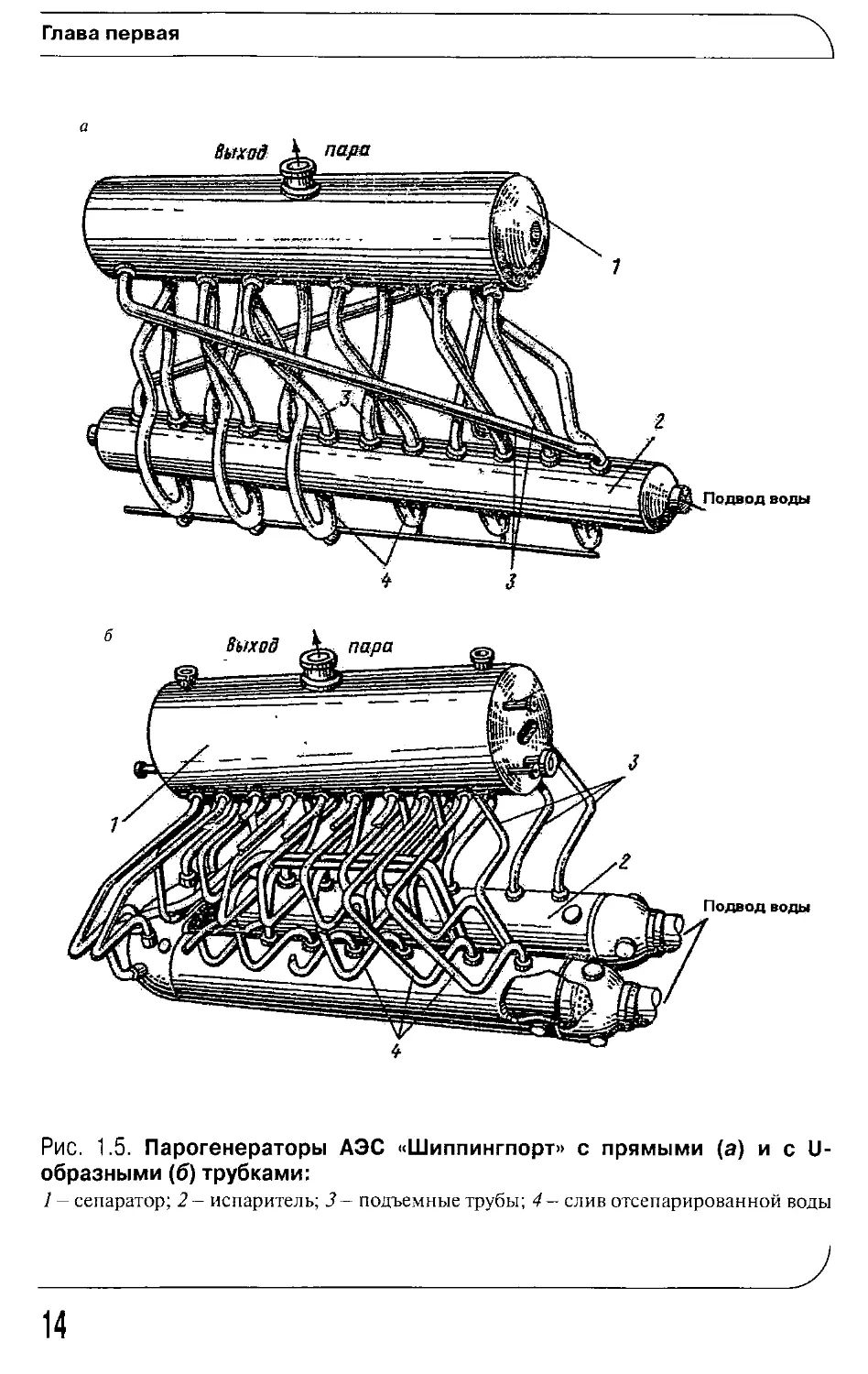
В 1957 г. была введена в эксплуатацию АЭС «Шиппингпорт» с че-
тырьмя парогенераторами, разработанными американской фирмой
«Вестингауз» (рис. 1.5). Это были парогенераторы с горизонтальны-
ми теплообменными трубками из стали типа 18-8 и вынесенным ба-
рабаном-сепаратором.
Известен также парогенератор фирмы «United Nuclear Industries»
(США) с горизонтальным корпусом и присоединенными к вертикаль-
ному коллектору трубами, изготовленными из нержавеющей стали.
Уже было известно, что в дальнейшем в других американских АЭС
с PWR будут применяться парогенераторы вертикального типа с вер-
тикальными теплопередающими трубками из различных никелевых
сплавов по причине негативных результатов работы парогенераторов
с трубами из нержавеющей стали.
Опыт разработки и освоения указанных ПГ, в том числе зарубеж-
ных, был использован при развертывании работ по парогенераторам
для АЭС с ВВЭР.
Следует учесть, что многие работники ОКБ «Гидропресс» имели
опыт работы по паровым котлам, изготавливаемым на Подольском
машиностроительном заводе им. С. Орджоникидзе, в состав которо-
го входило тогда ОКБ «Гидропресс». Этот опыт также оказался очень
полезным.
12
Парогенераторы для РУ с водой под давлением
Рис. 1.4. Низконапорный парогенератор Сибирской АЭС:
I — корпус; 2- сепарационное устройство; 3 - теплообменные трубы
13
Глава первая
Рис. 1.5. Парогенераторы АЭС «Шиппингпорт» с прямыми (а) и с 11-
образными (б) трубками:
1 - сепаратор; 2- испаритель; 3— подъемные трубы; 4— слив отсепарированной воды
14
Парогенераторы для РУ с водой под давлением
12
НАЧАЛО РАБОТ ПО ГОРИЗОНТАЛЬНЫМ ПГ
В 1955 г. в соответствии с постановлением правительства СССР, на
основе технического задания, разработанного под непосредствен-
ным руководством академика И.В. Курчатова, были начаты работы
по проекту первого отечественного водо-водяного энергетического
реактора (ВВЭР) для АЭС электрической мощностью 210 МВт.
Разработка реактора и парогенератора была поручена ОКБ «Гид-
ропресс».
Работая в составе АЭС, парогенераторы должны отвечать следую-
щим требованиям:
• обеспечивать получение заданных паропроизводительности и пара-
метров пара;
• обладать максимально возможной при заданных условиях единич-
ной мощностью;
• элементы парогенератора должны обладать безусловной надежно-
стью и обеспечивать безопасность РУ;
• соединения элементов и деталей парогенератора должны обеспечи-
вать плотность, предотвращающую возможность перетечек из од-
ного контура в другой;
• исключать опасность интенсификации коррозионных процессов;
• вырабатывать пар необходимой чистоты и влажности, что способ-
ствует надежной и экономичной работе турбины;
•простота и компактность конструкции элементов, обеспечивание
удобства монтажа и эксплуатации, обнаружения дефектов и ре-
монта, возможности полного дренирования воды.
При разработке АЭС с легководным реактором (ВВЭР) возник во-
прос о выборе типа парогенератора.
Конструкция вертикальных ПГ АЭС с PWR, известная в то время из ли-
тературы, предполагает наличие мощной трубной доски для закрепления
вертикальных теплопередающих труб; ее толщина достигает 400—800 мм.
Характерный тип вертикального ПГ АЭС с PWR конструкции
фирмы «Вестингауз» представлен на рис. 1.6.
Изготовление трубных досок большой толщины, как у вертикальных
ПГ PWR, на наших заводах в то время было сопряжено с известными
трудностями с точки зрения получения качественных поковок большо-
го размера и точного сверления отверстий требуемых параметров.
15
Глава первая
Рис. 1.6. Вертикальный ПГ:
1 — корпус; 2 — трубная доска; 3. 4 - камеры соответственно подвода и отвода
теплоносителя; 5- вертикальные трубы (змеевики); 6- сепараторы предварительной
и тонкой очистки пара; 7- разделительная перегородка
Специалистами ОКБ «Гидропресс» было найдено удачное реше-
ние по разработке ПГ нового типа и применению вертикальных кол-
16
Парогенераторы для РУ с водой под давлением
лекторов в качестве раздающих и принимающих устройств распреде-
ления теплоносителя по трубам теплообменного пучка. Толщина
стенки таких коллекторов может быть существенно меньше, чем у
плоских трубных досок.
Это решение имело ряд дополнительных достоинств:
• исключался температурный перепад между частями трубной дос-
ки, который обусловлен наличием входа и выхода теплоносителя
в каждой половине доски;
• исключалась опасность выпадения шлама на трубной доске благо-
даря отсутствию горизонтальной поверхности, имеющейся в
трубных досках;
• более легко решались вопросы обеспечения прочности (примене-
ние цилиндра вместо плоской пластины).
Предложенная концепция ПГ содержала следующие основные
схемные решения по созданию парогенераторов:
• парогенератор рекуперативного типа состоит из одного корпуса
без вынесенных экономайзера, сепаратора, перегревателя пара;
• применение горизонтального корпуса с патрубками входа и выхо-
да теплоносителя, подвода питательной воды и отвода пара;
• использование вертикальных коллекторов для раздачи воды по
теплообменным трубам и приема ее;
• применение горизонтального трубного пучка из U-образных
трубчатых элементов;
• обеспечение естественной циркуляции в пароводяном контуре
внутри ПГ;
• обеспечение умеренных нагрузок зеркала испарения и наличие
свободного уровня непосредственно над трубным пучком;
• осушение пара с помощью наклонных жалюзи из гофрированных
нержавеющих пластин, размещенных в верхней части корпуса ПГ.
На первом этапе предусматривалось получение сухого насыщен-
ного пара, в будущем не исключалась разработка схемы и конструк-
ции ПГ с перегревом пара.
При выборе материалов для элементов ПГ использовался опыт
котельной техники с учетом имеющихся к тому времени требований
к контурам реакторных установок. Качество питательной воды, тре-
бования к количеству и качеству продувочной воды на первом этапе
были приняты по опыту эксплуатации паровых котлов того времени.
Забегая вперед, следует отметить, что и в настоящее время пароге-
нераторы АЭС с ВВЭР сохраняют принципы, определенные в начале
становления атомной энергетики.
17
Глава
Парогенераторы для РУ АЭС «малой» мощности
2.1
ХАРАКТЕРИСТИКА ПГ «МАЛОЙ» МОЩНОСТИ
К РУ (и АЭС) «малой» мощности мы отнесли энергетические реакто-
ры и станции первого поколения, появившиеся в нашей стране пос-
ле освоения ряда экспериментальных установок различного назначе-
ния. Это РУ следующих блоков:
1-й блок Нововоронежской АЭС мощностью 210 МВт (эл);
2-й блок этой АЭС мощностью 365 МВт (эл);
блоки АЭС номинальной мощностью 440 МВт (эл), сооружавши-
еся в разных районах СССР и за рубежом. Первым блоком такого ти-
па был 3-й блок НВАЭС.
Реакторные установки с ВВЭР были оснащены следующими ПГ:
ПГВ-1 - парогенераторы 1-го блока НВАЭС тепловой мощно-
стью 127 МВт, паропроизводительностью 230 т/ч;
ПГВ-3 - парогенераторы 2-го блока НВАЭС тепловой мощно-
стью 179 МВт, паропроизводительностью 324 т/ч;
ПГВ-4 - парогенераторы реакторных установок с ВВЭР-440 теп-
ловой мощностью 230 МВт, паропроизводительностью 452 т/ч.
18
Парогенераторы для РУ АЭС «малой» мощности
22
ПАРОГЕНЕРАТОР ПГВ-1 (РУ В-1)
2.2.1
Особенности конструкции
Первые парогенераторы АЭС с ВВЭР, имеющие обозначение ПГВ-1,
были изготовлены на Подольском машиностроительном заводе им.
С. Орджоникидзе и начали эксплуатироваться на 1-м блоке Новово-
ронежской АЭС в 1964 г. Электрическая мощность блока составляла
210 МВт, блок был оснащен шестью парогенераторами, по одному в
каждой петле.
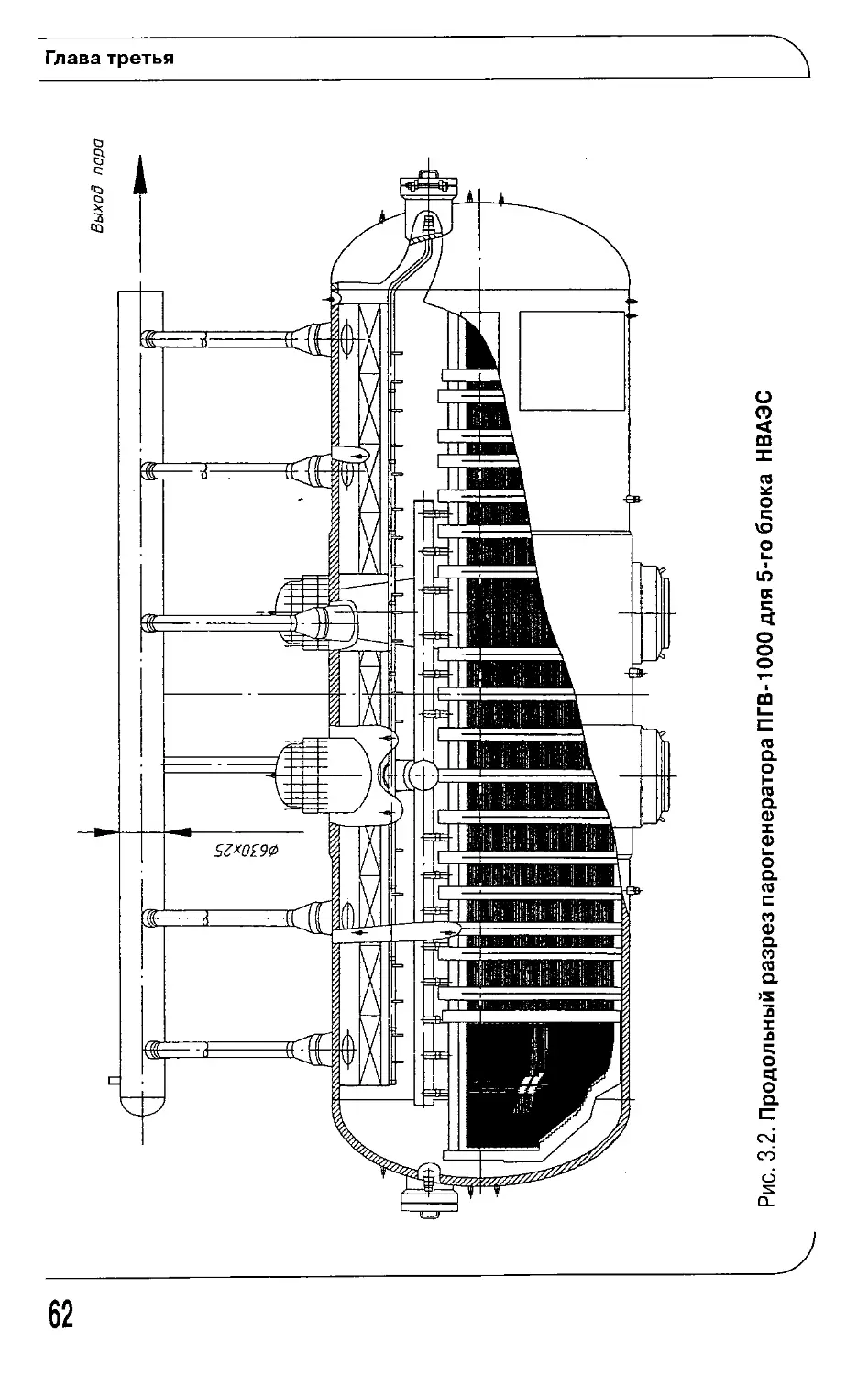
Конструкция ПГВ-1 показана на рис. 2.1.
Рис. 2.1. Парогенератор ПГВ-1:
1 — корпус; 2 - коллектор теплоносителя; 3 - теплообменные трубы; 4 -
сепарационные жалюзи; 5 - коллектор подачи питательной воды
19
Глава вторая
Внутри корпуса ПГ имеется два вертикальных коллектора, распо-
ложенных в центре на поперечной оси ПГ. Верхняя часть коллектора
заканчивается приварной эллиптической крышкой и заключена в за-
щитный кожух, предназначенный для смягчения влияния термо-
пульсаций на металл сварного соединения, связанного с колебанием
физического уровня воды второго контура в зоне раздела фаз во-
да-пар, а также от агрессивного влияния коррозионно-активных от-
ложений на поверхности коллектора в этом районе. Из кожуха в па-
ровое пространство выведены дыхательные трубки Г-образного типа
для разгрузки кожуха от наружного давления.
Нижняя часть каждого коллектора присоединена к корпусу и вы-
полнена в виде «тройника». Часть коллектора, расположенная вне
корпуса имеет два патрубка. Один предназначен для подсоединения
трубопроводов Ду 500, подводящих или отводящих теплоноситель
первого контура, второй, вертикально расположенный, закрыт, уп-
лотнен фланцевой крышкой и служит для доступа персонала или ди-
станционного инструмента в полость коллектора при осмотре или
обслуживании его внутренней поверхности в период планово-преду-
предительного ремонта (ППР).
Врезка коллекторов в корпус приводила к ослаблению его мест-
ной несущей способности и поэтому вокруг коллекторов на корпусе
были установлены приварные укрепляющие кольца.
Теплообменные трубы (ТОТ) с размерами 21x1,5 мм закреплены в
стенке коллекторов с помощью механической завальцовки на глуби-
ну 40 мм с обваркой торцев. В месте установки труб толщина коллек-
тора составляет 75 мм. Трубы имеют U-образную форму (максималь-
ное число рядов по высоте - 45), дистанционируются и закрепляют-
ся с помощью волнистых и прямых полос, в которых трубы имеют
возможность перемещаться вдоль своей оси при тепловых расшире-
ниях. Трубы в трубном пучке расположены в коридорном порядке с
продольными и поперечными шагами 36 мм. Общее количество
труб - 2074. Максимальная длина теплообменных труб —12 м. Трубы
изготавливались без сварных стыков по длине и термообрабатыва-
лись после гибки. Питательная вода поступает в коллектор Ду 300 и
по четырем раздающим трубам подается в середину трубного пучка
на «горячую» сторону с целью выравнивания паровой нагрузки по се-
чению ПГ.
20
Парогенераторы для РУ АЭС «малой» мощности
2.2,2
Основные технические характеристики
Параметры и характеристики парогенератора ПГВ-1 приведены в
табл. 2.1.
Парогенератор имеет две ступени сепарации:
1-я — гравитационная — в паровом объеме;
2-я — в пакетах горизонтальных жалюзи.
Жалюзи выполнены из листов толщиной 1 мм и расположены в
пакете с шагом 19 мм.
Внутрикорпусные устройства, теплообменные трубы, коллектор,
листы жалюзи изготовлены из стали 0Х18Н ЮТ, корпус с патрубками -
из стали 22К.
Таблица 2.1. Основные технические характеристики парогенерато-
ров ПГВ-1 и ПГВ-3
Характеристика ПГВ-1 (1-й блок НВАЭС) ПГВ-3 (2-й блок НВАЭС)
Тепловая мощность, МВт 127 179
Паропроизводительность, т/ч 230 324
Давление генерируемого пара на выходе из ПГ, МПа 3,2 3,3
Температура генерируемого пара, °C 236 238
» теплоносителя первого контура на входе в ПГ, °C 270 280
То же на выходе из ПГ, °C 252 252
Температура питательной воды, °C 189 195
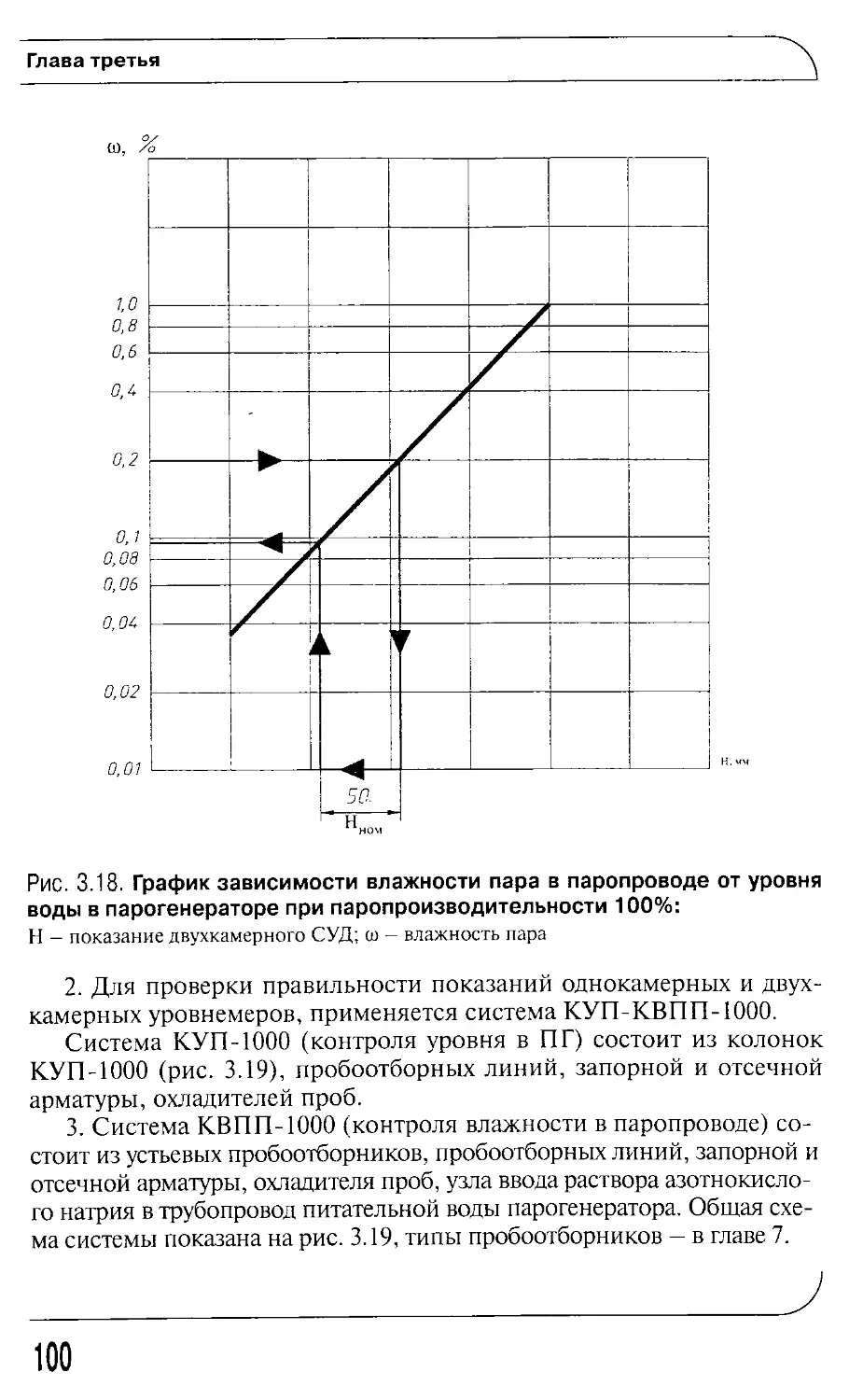
Влажность пара на выходе из ПГ, %, не выше 0,2 0,2
Давление теплоносителя первого контура на входе в ПГ, МПа 10 10,5
Площадь поверхности теплообмена, м2 1300 1800
Общее число теплообменных труб 2074 3664
21
Глава вторая\
2.2.3
Схема работы
Парогенератор работает следующим образом. Теплоноситель, посту-
пающий из реактора во входной коллектор, распределяется по тепло-
обменным трубам, пройдя которые поступает в выходной коллектор.
За счет тепла теплоносителя вода парогенератора нагревается и
генерируется пар. После осушки пар отводится из ПГ через пять пат-
рубков, расположенных на верхней образующей корпуса.
В парогенераторе поддерживается заданный массовый уровень,
обеспечивающий необходимую влажность (сухость) пара. Массовый
уровень измеряется и поддерживается по сигналам от уравнительных
сосудов, действие которых основано на принципе измерения уровня
воды гидростатическим методом.
Конструкция и принципы работы уровнемеров расмотрены в под-
разделах 3.3 и 3.4. Показания уровнемеров используются для автома-
тического поддержания уровня воды в ПГ, аварийной сигнализации
и защиты при недопустимом снижении или повышении уровня воды.
Питательная вода подается в парогенераторы в количестве, соот-
ветствующем паропроизводительности ПГ с учетом величин посто-
янной и периодической продувок.
В объеме ПГ осуществляется естественная циркуляция воды: подъ-
емное движение в пределах теплообменного пучка, опускное движение
в вертикальных каналах между секциями теплообменного пучка.
23
ОСОБЕННОСТИ КОНСТРУКЦИИ ПАРОГЕНЕРАТОРА
ПГВ-З(РУВ-ЗМ)
Для 2-го блока Нововоронежской АЭС (НВАЭС) в 1963—1964 гг. бы-
ли разработаны более мощные парогенераторы — ПГВ-3. Это обозна-
чение (после ПГВ-1) было присвоено парогенераторам 2-го блока
НВАЭС, так как название ПГВ-2 было присвоено парогенераторам
22
Парогенераторы для РУ АЭС «малой» мощности
АЭС «Райнсберг» в ГДР (РУ В-2), где были применены вертикальные
парогенераторы, разработанные специалистами ГДР, и конструкция
которых не имела какого-либо продолжения или применения в АЭС
с ВВЭР.
В 1969 г. был введен в эксплуатацию 2-й блок НВАЭС. Он имел
электрическую мощность 365 МВт и был оснащен восемью парогене-
раторами. В основу проекта ПГ положена та же концепция, что и
пгв-1, за исключением ряда конструктивных и технологических ре-
шений, направленных на повышение эксплуатационной надежно-
сти:
• увеличены мощность и паропроизводительность ПГ за счет боль-
шего количества теплообменных труб - 3664 шт.;
• принят размер труб 16x1,4 мм, который явился характерным для
будущего ряда парогенераторов более высокой мощности. Такие
трубы были применены в ПГ для АЭС с ВВЭР-4, а с увеличением
толщины до 1,5 мм в ПГ для АЭС с ВВЭР-1000;
• трубы при изготовлении ПГ такого типа впервые были закрепле-
ны на всю толщину коллектора путем запрессовки методом взры-
ва;
• увеличена толщина средней части корпуса в зоне отверстий под
проход коллекторов, тем самым устранена необходимость привар-
ных укрепляющих колец на корпусе;
• усовершенствована система крепления трубного пучка и дистан-
ционирования труб в пучке;
• защитный кожух верхней части коллектора выполнен герметич-
ным, в отличие от конструкции, примененной в ПГВ-1.
Теплообменные трубы размером 16x1,4 мм расположены в кори-
дорном порядке с шагами по вертикали 30 мм, а по горизонтали 28
мм. Трубы после гибки в холодном состоянии не подвергались термо-
обработке.
Парогенераторы рассматриваемых типов были изготовлены на
Подольском машиностроительном заводе им. С. Орджоникидзе.
Основные параметры и характеристики ПГВ-3 приведены в
табл. 2.1.
После истечения проектного срока службы (20 лет) 1-й и 2-й бло-
ки НВАЭС были сняты с эксплуатации. Парогенераторы удовлетво-
рительно отработали этот срок.
23
Глава вторая
2.4
ПАРОГЕНЕРАТОРЫ ТИПА ПГВ-4
2.4.1
Особенности конструкции парогенератора ПГВ-4М
В 1971 г. был введен в эксплуатацию 3-й блок Нововоронежской
АЭС с установленной номинальной электрической мощностью 440
МВт. Каждая из шести петель была оснащена парогенератором
ПГВ-4.
Реакторная установка этого блока положила начало практически
серийному сооружению подобных АЭС. С некоторыми различиями
в исполнении было сооружено и пущено в эксплуатацию 35 блоков
с 210 парогенераторами. Парогенераторы этого типа изготавлива-
лись не только в России (СССР), но и в Чехии (Чехословакии) на за-
воде «Витковице» (г. Острава). Кроме увеличенной мощности, паро-
генератор отличается от своих прототипов (ПГВ-1 и ПГВ-3) выпол-
нением коллекторов проходными через корпус с возможностью дос-
тупа в полости коллекторов сверху. Верхняя часть коллектора (фла-
нец) уплотняется плоской крышкой двадцатью шпильками М48 и
двумя никелевыми прокладками, а нижняя часть коллектора через
переходное кольцо соединяется с трубопроводом ГЦК первого кон-
тура. Это решение исключило необходимость иметь специальные
подвальные помещения для обслуживания ПГ и упростило их обслу-
живание, особенно с точки зрения контроля и ремонта теплообмен-
ных труб.
Коллекторы были сдвинуты вдоль продольной оси корпуса в про-
тивоположных направлениях от поперечной оси, что облегчило ре-
шение задачи обеспечения прочности корпуса в месте подсоедине-
ния патрубков коллекторов, а также упростило компоновку оборудо-
вания первого контура за счет более экономичного «звездного» рас-
положения парогенераторов в боксе.
24
Парогенераторы для РУ АЭС «малой» мощности
2.4.2
Основные модификации ПГВ-4
Характеристики и технические параметры различных модификаций
парогенераторов типа ПГВ-4 представлены в табл. 2.2.
Парогенераторы ПГВ-1, ПГВ-3 и ПГВ-4 закреплялись в боксах на
подвесках (вертикальных тягах). Парогенераторы, работающие в
сейсмичных условиях, оснащались гидроамортизаторами, обеспечи-
вающими восприятие ударных нагрузок в горизонтальной плоскости
до 300 т.
Парогенераторы типа ПГВ-4 (их также именуют ПГВ-440) к нача-
лу 2000-ных годов проработали более 30 лет на 3-м и 4-м блоках
НВАЭС (проект В-179 парогенераторов ПГВ-4М) и несколько мень-
ше на других блоках разных АЭС. В главе 10 описаны работы и проб-
лемы, связанные с продолжением эксплуатации этих блоков и ПГ. За
это время проводились доработки, модернизации и выпуск различ-
ных модификаций этого ПГ.
Перечень введенных в эксплуатацию, эксплуатирующихся и сня-
тых с эксплуатации АЭС с парогенераторами типа ПГВ-4 первого по-
коления приведен в подразделе 2.6.2.
В общем случае парогенератор ПГВ-4 с опорами состоит из паро-
генератора, коллектора пара, опорных и крепежных конструкций,
уравнительных сосудов и прочей обвязки ПГ.
Собственно парогенератор имеет следующие основные элементы:
• корпус с патрубками различного назначения;
• теплообменную поверхность с опорными узлами;
• коллекторы теплоносителя первого контура;
• устройства подвода и раздачи питательной воды;
• жалюзийный сепаратор;
• пароприемный дырчатый лист.
На корпусе парогенератора имеются:
• два люка второго контура для обслуживания коллекторов первого
контура
• Ду 700;
• люк-лаз для доступа в объем второго контура - Ду 500;
• пять патрубков отвода пара - Ду 250;
• патрубок для подвода питательной воды - Ду 250;
• штуцера продувки;
• штуцер дренажа Ду 80;
25
Глава вторая
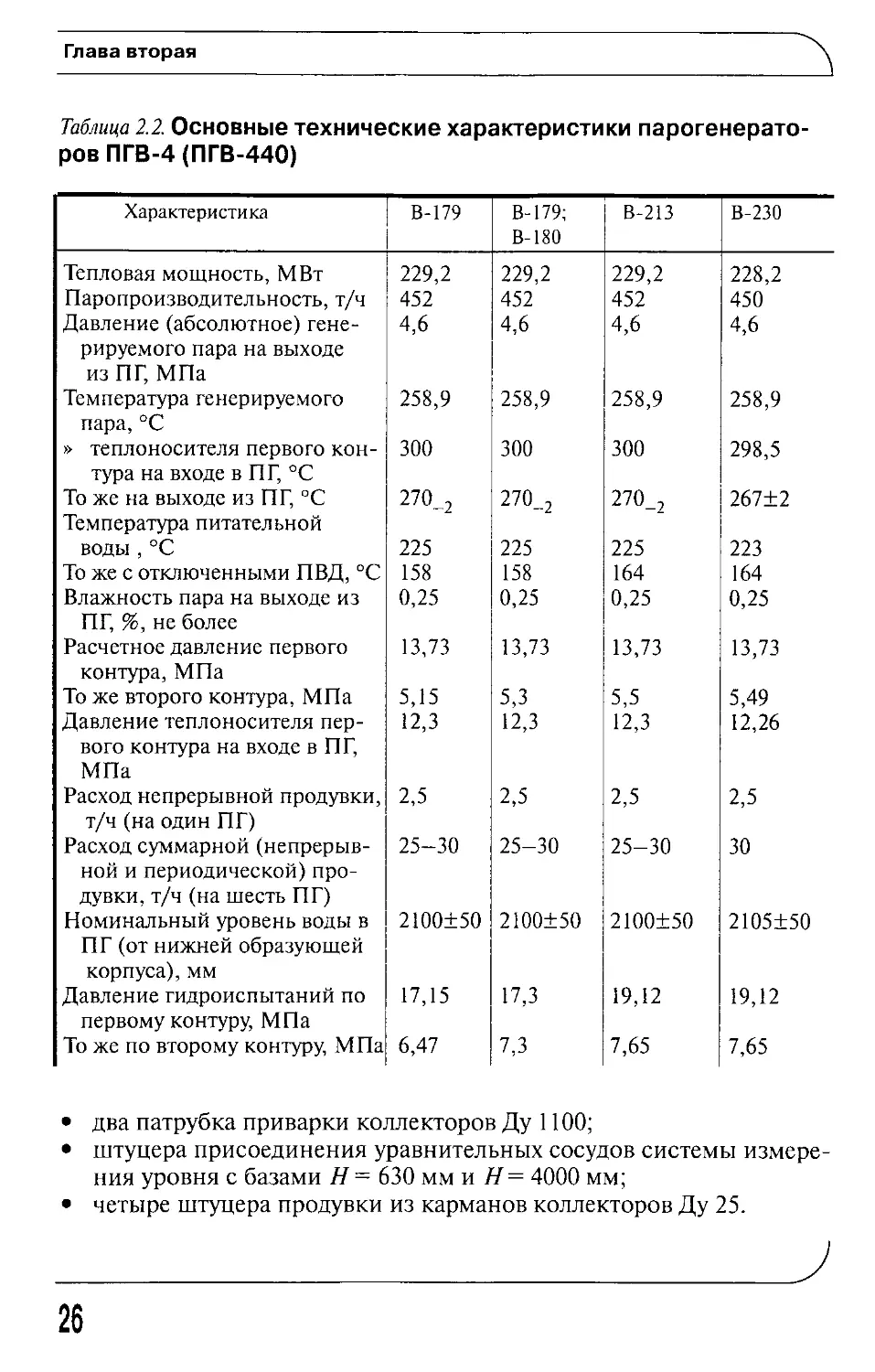
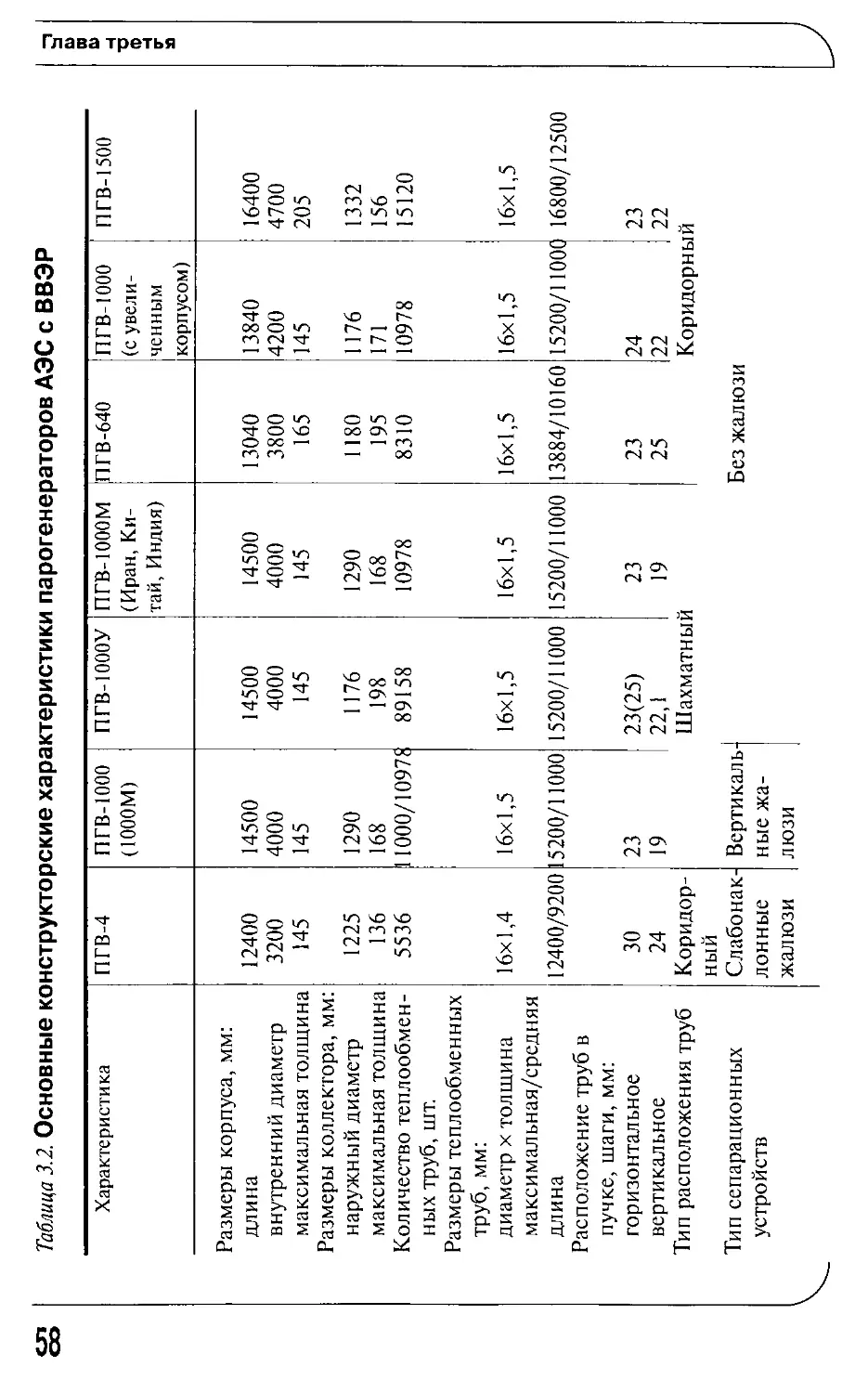
Таблица 2.2. Основные технические характеристики парогенерато-
ров ПГВ-4 (ПГВ-44О)
Характеристика В-179 В-179; В-180 В-213 В-230
Тепловая мощность, МВт 229,2 229,2 229,2 228,2
Паропроизводительность, т/ч 452 452 452 450
Давление (абсолютное) гене- рируемого пара на выходе из ПГ, МПа 4,6 4,6 4,6 4,6
Температура генерируемого пара, °C 258,9 258,9 258,9 258,9
» теплоносителя первого кон- тура на входе в ПГ, °C 300 300 300 298,5
То же на выходе из ПГ, °C Температура питательной 270_3 270_2 270_2 267±2
воды , °C 225 225 225 223
То же с отключенными ПВД, °C 158 158 164 164
Влажность пара на выходе из ПГ, %, не более 0,25 0,25 0,25 0,25
Расчетное давление первого контура, МПа 13,73 13,73 13,73 13,73
То же второго контура, МПа 5,15 5,3 5,5 5,49
Давление теплоносителя пер- вого контура на входе в ПГ, МПа 12,3 12,3 12,3 12,26
Расход непрерывной продувки, т/ч (на один ПГ) 2,5 2,5 2,5 2,5
Расход суммарной (непрерыв- ной и периодической) про- дувки, т/ч (на шесть ПГ) 25-30 25-30 25-30 30
Номинальный уровень воды в ПГ (от нижней образующей корпуса), мм 2100±50 2100+50 2100±50 2105±50
Давление гидроиспытаний по первому контуру, МПа 17,15 17,3 19,12 19,12
То же по второму контуру, МПа 6,47 7,3 7,65 7,65
• два патрубка приварки коллекторов Ду 1100;
• штуцера присоединения уравнительных сосудов системы измере-
ния уровня с базами Н = 630 мм и Н= 4000 мм;
• четыре штуцера продувки из карманов коллекторов Ду 25.
26
Парогенераторы для РУ АЭС «малой» мощности
2.5
ПЕРВЫЕ ОБРАЗЦЫ ПГВ-4 (РУ В-179 И ДРУГИЕ)
2.5.1
Парогенератор ПГВ-4М (НВАЭС)
Поданному проекту были изготовлены парогенераторы ПГВ-4М для
3-го и 4-го блоков НВАЭС (проект парогенератора 179-01). Предпри-
ятие-изготовитель — Подольский машиностроительный завод
им. С. Орджоникидзе. Предприятие-изготовитель корпуса — ПО
«Ижорский завод».
Даты пуска в эксплуатацию (на НВАЭС): 3-й блок - 1971 г.; 4-й
блок — 1972 г.
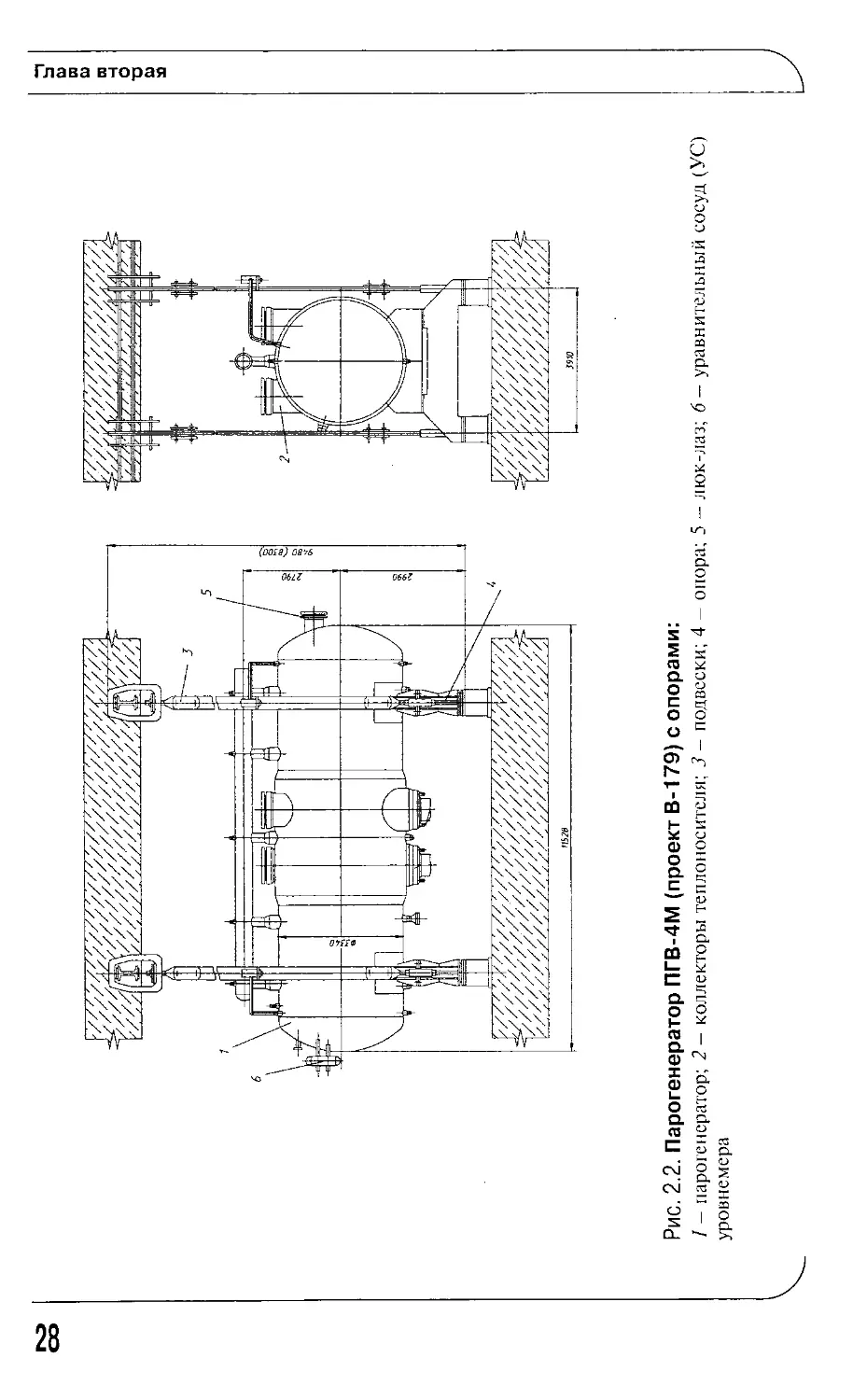
Общий вид парогенератора ПГВ-4М с опорами показан на рис. 2.2
(внутреннее устройство см. на рис. 2.3).
Характерной особенностью парогенераторов 3-го и 4-го блоков
НВАЭС является наличие плоских крышек, уплотняющих люки па-
рогенераторов по второму контуру.
2.5.2
Парогенераторы ПГВ-4М (КАЭС)
Парогенераторы 1-го блока Кольской АЭС (КАЭС) были аналогичны
разработанным для НВАЭС парогенераторам ПГВ-4М. Конструк-
тивное отличие состояло в том, что крышка люка второго контура
была выполнена эллиптической. Незначительные отличия имели
змеевики теплообменных труб.
Парогенераторы 2-го блока КАЭС были несколько модернизиро-
ваны в области крепления трубного пучка увеличением количества
дистанционирующих решеток.
Парогенераторы 1-го и 2-го блоков КАЭС входили в состав реак-
торной установки проекта В-230 и имели некоторое отличие в техни-
ческих характеристиках, что указано в табл. 2.2.
Парогенераторы 2-го блока КАЭС были несколько модернизиро-
ваны в области закрепления теплообменного пучка увеличением ко-
личества дистанционирующих решеток.
27
го
GO
Рис. 2.2. Парогенератор ПГВ-4М (проект В-179) с опорами:
/ - парогенератор; 2- коллекторы теплоносителя; 3 - подвески; 4 - опора; 5 - люк-лаз; 6- уравнительный сосуд (УС)
уровнемера
Глава вторая
Парогенераторы для РУ АЭС «малой» мощности
2.6
ДАЛЬНЕЙШЕЕ РАЗВИТИЕ ПГВ-4
2.6.1
Парогенератор да Армянской АЭС (РУ В-270)
Для АЭС в Армении были созданы парогенераторы специальной
конструкции. Главное отличие состояло в том, что данный проект
учитывал сейсмичность района, где располагалась станция, поэтому
для закрепления парогенераторов в боксе были предусмотрены гид-
роамортизаторы. Год ввода в эксплуатацию блоков указан в табл. 2.3.
В декабре 1988 г. в Армении произошло сильнейшее землетрясе-
ние, достигающее в отдельных районах около 10 баллов, а на площад-
ке АЭС — 4,5—6 баллов по шкале МСК-64. При этом энергоблоки ос-
тались в работе, и комиссия, обследовавшая АЭС после землетрясе-
ния, сделала вывод, что оборудование АЭС (в том числе и ПГ) выдер-
жало прошедшее землетрясение. Тем не менее, Межведомственный
Научно-технический Совет по АЭС (МВНТС) на заседании 24.12.88 г.
рекомендовал прекратить эксплуатацию блоков Армянской АЭС (АА-
ЭС), на основании чего Совмином СССР было принто постановле-
ние от 06.01.1989 г. об остановке АЭС. В феврале-марте 1989 г. блоки
ААЭС были остановлены.
Повторный пуск 2-го блока ААЭС был произведен в ноябре 1995 г.
Этому предшествовала большая работа по доведению оборудования,
парогенератора и обслуживающих его систем до уровня, соответству-
ющего современным нормативным требованиям.
2.6.2
Сооружение последующих блоков первого поколения
Эксплуатация первых блоков АЭС в ВВЭР-440 была успешной, что
позволило выйти на поставку оборудования и строительство АЭС за
рубежом.
29
Глава вторая
Таблица 2.3. АЭС с парогенераторами ПГВ-4 первого поколения
Обозначение проекта РУ и ПГ Страна, АЭС Год пуска Примечание
В-179 Россия, 3-й блок 1971 Срок эксплуатации
(проект ПГ-179) НВАЭС продлен
Россия, 4-й блок НВАЭС 1972 То же
В-230 (проект ПГ-180) Россия, 1-й блок КАЭС 1973 »
Россия, 2-й блок КАЭС 1974 —
Болгария, АЭС «Козлодуй», 1-й блок Болгария, АЭС 1974 Блок временно оста новлен 31.12.2002 г.
«Козлодуй», 2-й блок Болгария, АЭС 1975 То же
«Козлодуй», 3-й блок Болгария, АЭС 1980 —
«Козлодуй», 4-й блок 1982
В-270 (проект ПГ-270) Армения, 1-й блок 1976 Блок остановлен 18.03.1989 г. по реше- нию правительства
Армения, 2-й блок 1980 Блок остановлен 25.03.1989 г., пущен вновь в 1995 г.
В-230 (проект ПГ-180) Словакия, АЭС «Богунице», 1-й блок 1979 —
Словакия, АЭС «Богунице», 2-й блок 1980 —
Германия (ГДР) АЭС «Норд», 1-й блок 1973 Блок снят с эксплуа- тации по решению правительства Германии
Германия (ГДР)АЭС «Норд», 2-й блок 1974 То же
Германия (ГДР) АЭС «Норд», 3-й блок 1978 »
Германия (ГДР) АЭС «Норд», 4-й блок 1979 »
30
Парогенераторы для РУ АЭС «малой» мощности
В Восточной Германии (ГДР), начиная с 1973 г., были пущены в экс-
плуатацию четыре блока с парогенераторами проекта 180 (РУ В-230).
В 1974 г. и далее были введены в эксплуатацию четыре блока с
ВВЭР-440 на АЭС «Козлодуй» (Республика Болгария).
На АЭС «Богунице» (Словакия) были пущены в эксплуатацию два
блока АЭС с ВВЭР-440, использующие парогенераторы проекта 180
(РУ В-230).
Перечень АЭС с парогенераторами первого поколения приведен в
табл. 2.3.
2.6.3
Парогенераторы второго поколения АЭС с РУ ВВЭР-440
2.6.3.1
Парогенераторы да АЭС в Финляндии (РУ В-213)
Параллельно с пуском новых АЭС с РУ проекта В-230 (парогенераторы
проекта 180) велась большая конструкторская работа по усовершенство-
ванию и модернизации существующих блоков с ВВЭР-440. Это было
связано, в первую очередь, со строительством АЭС с ВВЭР-440 в Фин-
ляндии (АЭС «Ловииза»). Жесткие требования Заказчика потребовали
основательной переработки существующих проектов АЭС с ВВЭР-440, в
основном связанной с безопасностью и надежностью работы установки.
Ко времени начала работ по АЭС «Ловииза» у нас не было четкого систе-
матизированного комплекса нормативно-технической документации.
Именно тогда появился комплекс НТД, в частности:
Правила устройства и безопасной эксплуатации оборудования и
трубопроводов атомных электростанций, опытных и исследователь-
ских ядерных реакторов и установок, 1973 г.;
Основные положения по сварке и наплавке узлов и конструкций
атомных электростанций, опытных и исследовательских ядерных ре-
акторов и установок, ОП 1513-72;
Правила контроля сварных соединений и наплавки узлов и конст-
рукций атомных электростанций, опытных и исследовательских
ядерных реакторов и установок, ПК 1514-72;
31
Глава вторая
Нормы радиационной безопасности, НРБ-76;
Нормы расчета на прочность элементов реакторов, парогенерато-
ров, сосудов и трубопроводов атомных электростанций, опытных и
исследовательских ядерных реакторов и установок, 1973 г.
Эти документы стали основой для создания современного комп-
лекса правил и норм в атомной энергетике.
В 1977 г. был введен в эксплуатацию 1-й блок АЭС «Ловииза», а
в 1980 г. - 2-й блок этой АЭС. До настоящего времени АЭС «Лови-
иза» остается в Европе одной из самых рентабельных и безопасных
АЭС.
2.6.3.2
Развитие работ по ПГ проекта В-213
На основе опыта разработки проекта В-213 для АЭС «Ловииза» был
разработан унифицированный проект реакторной установки В-213 и
соответственно парогенератора. Парогенераторы установок второго
поколения АЭС с ВВЭР-440 под индексом У213 установлены на Ро-
венской АЭС (РАЭС), КАЭС, АЭС «Пакш» (Республика Венгрия),
АЭС «Богунице» (Словакия), АЭС «Дукованы» (Чехия). На основе
проектной документации ОКБ «Гидропресс» изготовлены парогене-
раторы для АЭС «Моховце» (Словакия). В табл. 2.4 приведен пере-
чень АЭС с ВВЭР-440 с парогенераторами второго поколения с ука-
занием года их пуска в эксплуатацию.
В унифицированных парогенераторах были учтены выявившиеся
при эксплуатации недостатки парогенераторов АЭС с ВВЭР-440 пер-
вого поколения, в частности введены: жесткие защитные выгородки
коллекторов теплоносителя с системой контроля плотности (см. раз-
дел 2.7); индивидуальный патрубок подачи аварийной питательной
воды; штуцера под дополнительные уровнемеры системы измерения
уровня.
Парогенератор ПГВ-213 изображен на рис. 2.3.
32
оо
со
Рис. 2.3. Парогенератор ПГВ-213 (проект У213):
1 - коллектор пара; 2- люк-лаз; 3. 4 - штуцера продувки; 5- штуцер дренажа; 6- выгородка; 7 коллектор; 8- теп-
лообменные трубы; 9 — корпус; 10 — стойки; 11 — жалюзийный сепаратор; 12 — труба подвода питательной воды; 13 —
раздающий коллектор; 14- патрубок аварийной подачи питательной воды
Парогенераторы для РУ АЭС «малой» мощности
Глава вторая
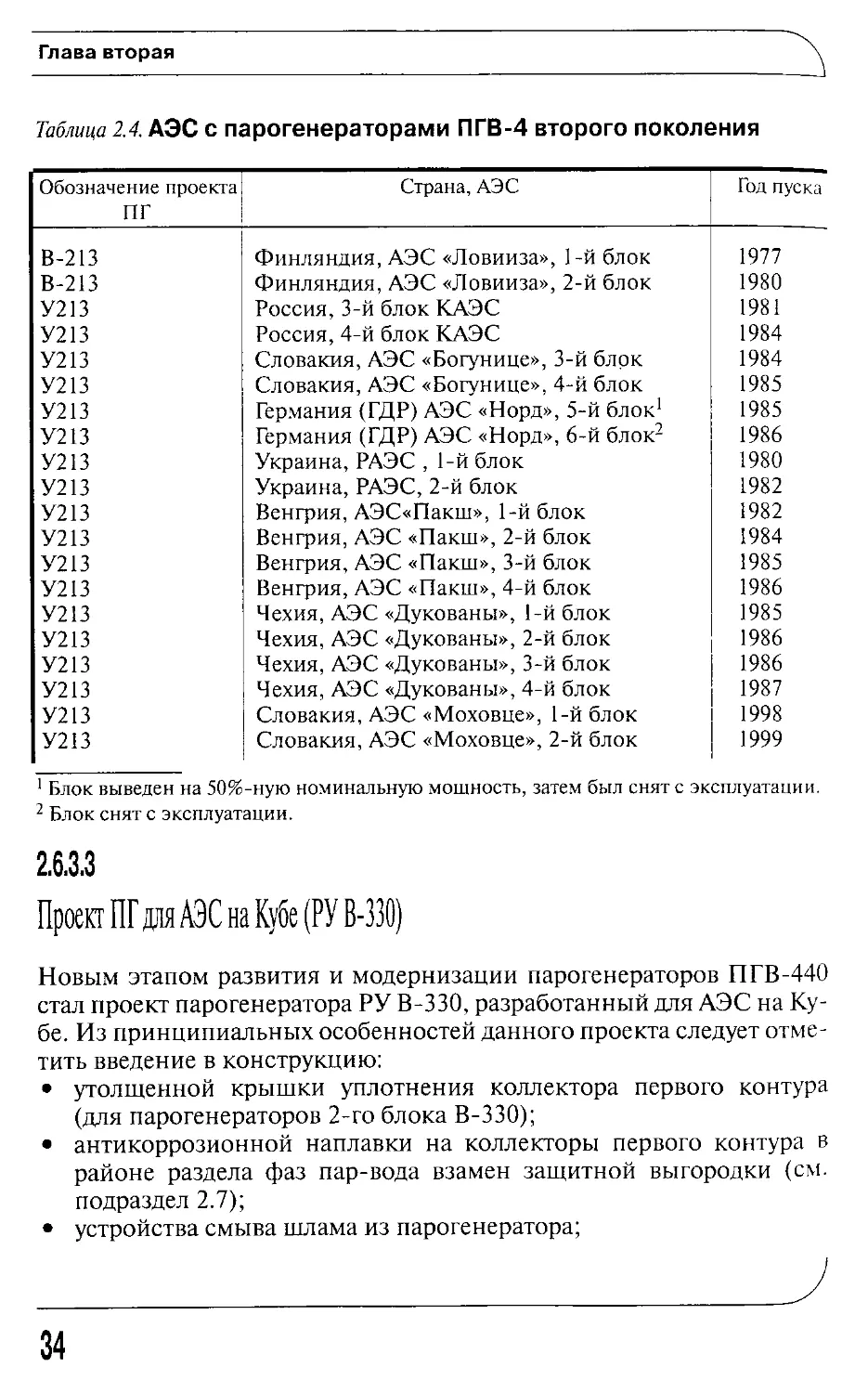
Таблица 2.4. АЭС с парогенераторами ПГВ-4 второго поколения
Обозначение проекта ПГ Страна, АЭС Год пуска
В-213 Финляндия, АЭС «Ловииза», 1-й блок 1977
В-213 Финляндия, АЭС «Ловииза», 2-й блок 1980
У213 Россия, 3-й блок КАЭС 1981
У213 Россия, 4-й блок КАЭС 1984
У213 Словакия, АЭС «Богунице», 3-й блок 1984
У213 Словакия, АЭС «Богунице», 4-й блок 1985
У213 Германия (ГДР) АЭС «Норд», 5-й блок1 1985
У213 Германия (ГДР) АЭС «Норд», 6-й блок2 1986
У213 Украина, РАЭС , 1-й блок 1980
У213 Украина, РАЭС, 2-й блок 1982
У213 Венгрия, АЭС«Пакш», 1-й блок 1982
У213 Венгрия, АЭС «Пакш», 2-й блок 1984
У213 Венгрия, АЭС «Пакш», 3-й блок 1985
У213 Венгрия, АЭС «Пакш», 4-й блок 1986
У213 Чехия, АЭС «Дукованы», 1-й блок 1985
У213 Чехия, АЭС «Дукованы», 2-й блок 1986
У213 Чехия, АЭС «Дукованы», 3-й блок 1986
У213 Чехия, АЭС «Дукованы», 4-й блок 1987
У213 Словакия, АЭС «Моховце», 1-й блок 1998
У213 Словакия, АЭС «Моховце», 2-й блок 1999
1 Блок выведен на 50%-ную номинальную мощность, затем был снят с эксплуатации.
2 Блок снят с эксплуатации.
2.6.3.3
Проект ПГ для АЭС на Кубе (РУ В-ЗЗО)
Новым этапом развития и модернизации парогенераторов ПГВ-440
стал проект парогенератора РУ В-ЗЗО, разработанный для АЭС на Ку-
бе. Из принципиальных особенностей данного проекта следует отме-
тить введение в конструкцию:
• утолщенной крышки уплотнения коллектора первого контура
(для парогенераторов 2-го блока В-ЗЗО);
• антикоррозионной наплавки на коллекторы первого контура в
районе раздела фаз пар-вода взамен защитной выгородки (см.
подраздел 2.7);
• устройства смыва шлама из парогенератора;
34
Парогенераторы для РУ АЭС «малой» мощности
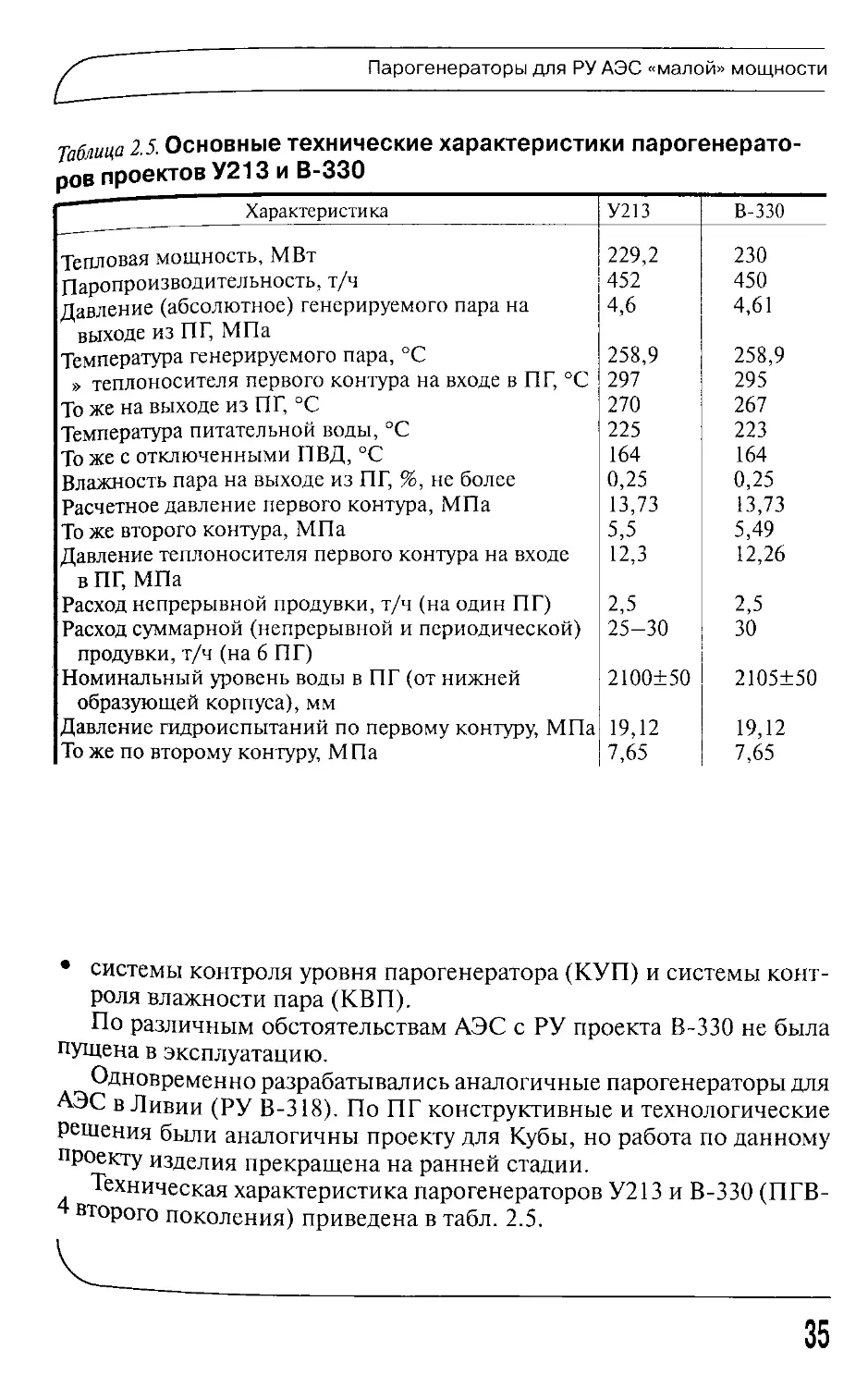
Таблица 2.5. Основные технические характеристики парогенерато-
ров проектов У213 и В-330
Характеристи ка У213 В-ЗЗО
Тепловая мощность, МВт 229,2 230
Паропроизводительность, т/ч 452 450
Давление (абсолютное) генерируемого пара на 4,6 4,61
выходе из ПГ, МПа Температура генерируемого пара, °C 258,9 258,9
» теплоносителя первого контура на входе в ПГ, °C 297 295
То же на выходе из ПГ, °C 270 267
Температура питательной воды, °C 225 223
То же с отключенными ПВД, °C 164 164
Влажность пара на выходе из ПГ, %, не более 0,25 0,25
Расчетное давление первого контура, МПа 13,73 13,73
То же второго контура, МПа 5,5 5,49
Давление теплоносителя первого контура на входе 12,3 12,26
в ПГ, МПа Расход непрерывной продувки, т/ч (на один ПГ) 2,5 2,5
Расход суммарной (непрерывной и периодической) 25-30 30
продувки, т/ч (на 6 ПГ) Номинальный уровень воды в ПГ (от нижней 2100±50 2105±50
образующей корпуса), мм Давление гидроиспытаний по первому контуру, МПа 19,12 19,12
То же по второму контуру, М Па 7,65 7,65
• системы контроля уровня парогенератора (КУП) и системы конт-
роля влажности пара (КВП).
По различным обстоятельствам АЭС с РУ проекта В-ЗЗО не была
пущена в эксплуатацию.
Одновременно разрабатывались аналогичные парогенераторы для
АЭС в Ливии (РУ В-318). По ПГ конструктивные и технологические
Решения были аналогичны проекту для Кубы, но работа по данному
проекту изделия прекращена на ранней стадии.
Техническая характеристика парогенераторов У213 и В-ЗЗО (ПГВ-
второго поколения) приведена в табл. 2.5.
35
Глава вторая
2.6.4
Основные системы ПГ типа ПГВ-440
Нормальное функционирование парогенераторов обеспечивают сле-
дующие системы:
• контроля плотности фланцевых соединений (система межпрокла-
дочных полостей — МПП);
• технологического контроля (протечек из первого контура во второй кон-
тур , уровня, давления пара, расхода непрерывной и периодической про-
дувки, расхода питательной воды, температуры корпуса парогенератора);
• дренажей и воздушников;
• централизованной подачи газа;
• подачи питательной воды;
• подачи аварийной питательной воды;
• дополнительной подачи питательной воды;
• паропроводов свежего пара;
• продувки парогенераторов;
• защиты ПГ от повышения давления (импульсно-предохранитель-
ные клапаны ПГ);
• контроля герметичности защитных выгородок коллекторов ПГ;
• продувочно-промывочная система защитных выгородок для
ПГЗ,5 КАЭС и ПГ АЭС «Ловииза»;
• продувки датчиков контрольно-измерительных приборов (КИП);
• поддержания и корректировки водно-химического режима (ВХР).
Эти системы присущи всем блокам АЭС с ВВЭР-440 и могут раз-
личаться лишь исполнением и технологическими схемами. Напри-
мер, система контроля уровня на парогенераторах первого поколе-
ния (для РУ В-179; В-230; В-270) предусматривала наличие одного
уровнемера с базой измерения Н = 4000 мм и трех уровнемеров мало-
го диапазона измерения Н= 630 мм.
Аварийная подача питательной воды в парогенераторах первого по-
коления и АЭС «Ловииза» осуществляется в основной трубопровод
питательной воды, а на парогенераторах серии У213 имеется индиви-
дуальный патрубок подачи аварийной питательной воды с устройст-
вом, обеспечивающим подачу воды сверху на теплообменные трубы.
В связи с повышением нормативных требований к безопасности
работы блоков и работами по продлению срока эксплуатации АЭС с
ВВЭР-440 изменился перечень защит и блокировок по уровню воды
в ПГ. На парогенераторах разных АЭС внедрен или намечен к внедре-
36
Парогенераторы для РУ АЭС «малой» мощности
нию алгоритм срабатывания зашит и блокировок, соответствующий
принятым для парогенераторов проекта У213.
Для дополнительной системы аварийной подачи питательной во-
ды предусмотрен подвод воды через патрубок, стыкуемый с фланцем
дренажного патрубка ПГ.
Система продувки парогенератора имеет характерные особенно-
сти на ряде блоков АЭС с ВВЭР-440, что главным образом связано с
временем ввода АЭС в эксплуатацию и, соответственно, временем
проведения реконструкции.
Отказы в некоторых системах и желание повысить их эффектив-
ность явились причинами внесения конструктивных и технологиче-
ских изменений, проведения модернизации ПГ и отдельных его эле-
ментов. Имелись также серьезные повреждения элементов ПГ, в свя-
зи с чем приходилось решать весьма сложные конструкторские, тех-
нологические и эксплуатационные проблемы.
2.7
ОТКАЗЫ И ПОВРЕЖДЕНИЯ, УСОВЕРШЕНСТВОВАНИЯ ПГ
ПО РЕЗУЛЬТАТАМ ЭКСПЛУАТАЦИИ
2.7.1
Характерные типы повреждений
Повреждениями ПГ являются:
• коррозионное повреждение коллекторов теплоносителя;
• коррозионное повреждение шпилек М48 уплотнения коллекторов;
• механические повреждения шпилечных гнезд фланца коллектора;
• коррозионно-механические повреждения импульсных труб конт-
роля МПП и воздушников;
• механические повреждения уплотнительных поверхностей флан-
цевых разъемов коллекторов;
повреждения композитного шва приварки переходного кольца
патрубка Ду 1100;
Дефекты сварки и коррозионные повреждения композитных швов
* приварки и штуцеров уровнемеров;
коррозионные повреждения теплообменных труб.
37
Глава вторая'
2.7.2
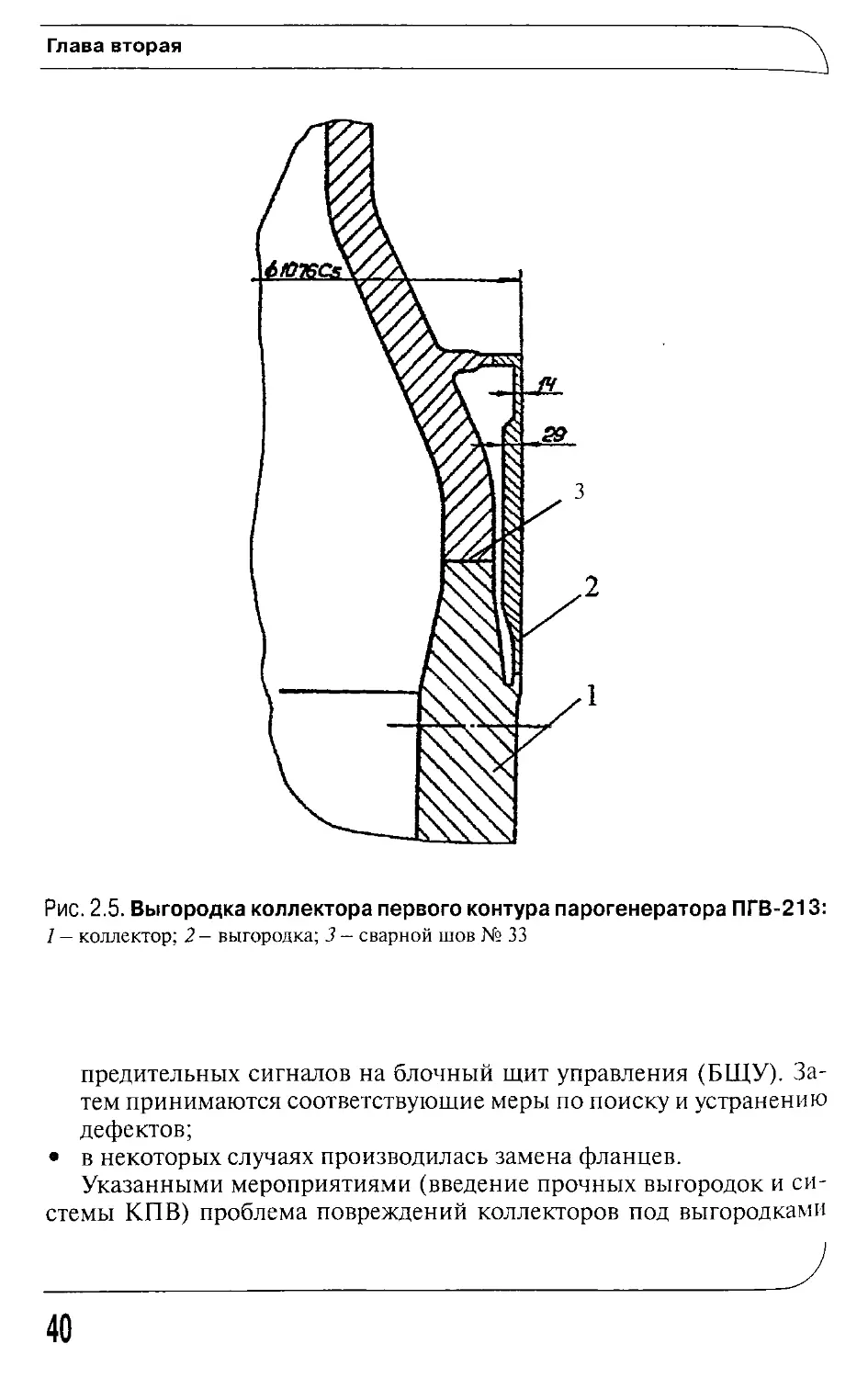
Коррозионное повреждение коллекторов теплоносителя
Повреждение коллекторов под выгородками (рис. 2.4) произошло
впервые в 1975 г. на «горячем» коллекторе парогенератора ПГ-1 3-го
блока НВАЭС, при этом трещины вышли на внутреннюю поверхность
коллектора. Повреждения объяснялись следующими причинами:
• негерметичностью защитной выгородки, вследствие чего в нее
попадала и доупаривалась вода второго контура парогенератора;
• недостатками организации контроля герметичности, заключаю-
щимися в применении коррозионно-активных веществ (фреон,
азот с содержанием влаги);
• забросами влаги (непроектное превышение уровня) на поверх-
ность коллекторов и их фланцевые разъемы.
Повреждения могли возникать в условиях нарушения ВХР (пре-
вышение нормируемых значений хлор-ионов) и значительного на-
пряженного состояния элементов фланцевых разъемов.
Возникновению дефектов способствовали причины конструктор-
ского и технологического характера, в частности, это относится к упо-
мянутой выгородке, выполнявшей роль защиты сварного шва коллекто-
ра от термического влияния при колебаниях уровня воды в ПГ. При этом
первоначально ее конструкция не отвечала требованиям прочности, не
было соблюдено условий, обеспечивающих ее герметичность при всех
режимах эксплуатации, не было жестких требований к контролю герме-
тичности выгородок, как при изготовлении, так и при эксплуатации.
Совокупность этих обстоятельств приводила к попаданию воды в по-
лость выгородок, с дальнейшим доупариванием, концентрированием
хлор-ионов в полости выгородки и возникновению дефектов в металле
коллектора по механизму коррозионного растрескивания. По разрабо-
танной технологии поврежденная часть коллектора (зона коррозионных
трещин) была вырезана, и фланец был вновь приварен к коллектору.
Указанные повреждения коллекторов потребовали конструктив-
ных изменений рассматриваемого узла. Были приняты меры преду-
преждения аналогичных явлений на ПГ других блоков:
• в период плановых ревизий блоков АЭС в течение 1975—1978 гг.
были проверены выгородки всех работающих ПГ (всего 144 выго-
родки). При проверке 24 из них оказались негерметичными, на 20
коллекторах были обнаружены трещины различной глубины. Тре-
щины были вышлифованы и заварены с помощью сварки.
38
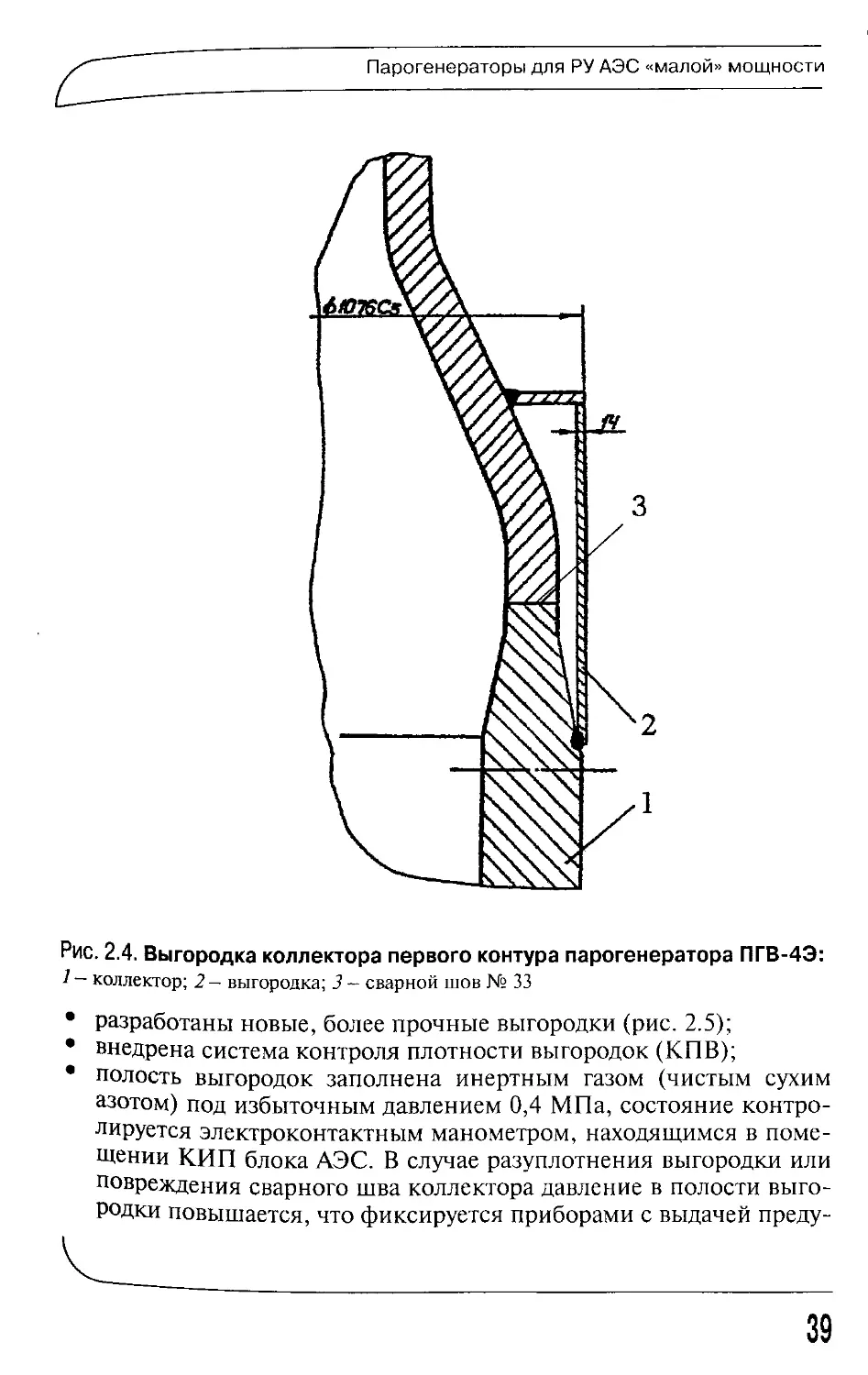
Парогенераторы для РУ АЭС «малой» мощности
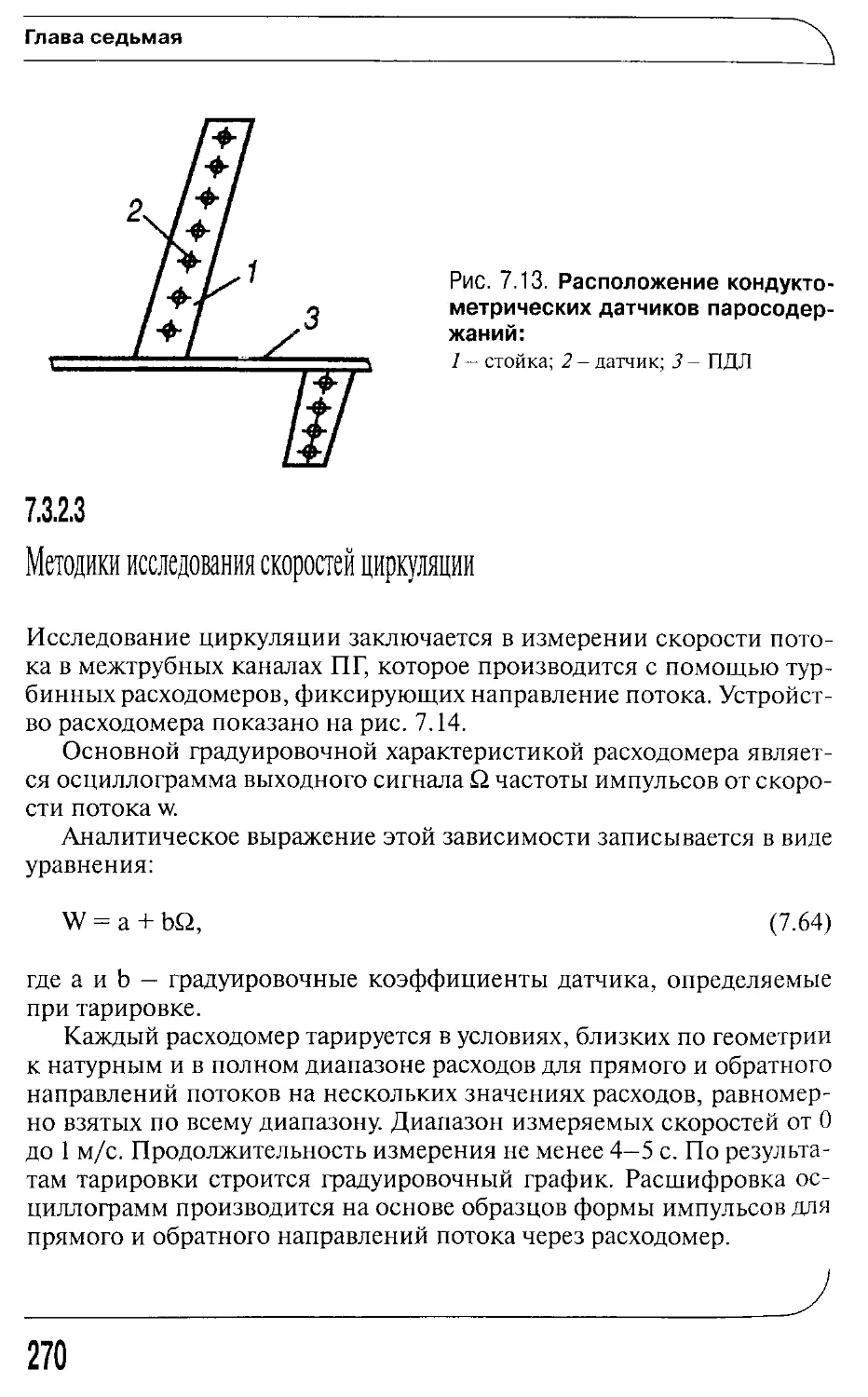
Рис. 2.4. Выгородка коллектора первого контура парогенератора ПГВ-4Э:
1— коллектор; 2- выгородка; 3 - сварной шов № 33
• разработаны новые, более прочные выгородки (рис. 2.5);
• внедрена система контроля плотности выгородок (КПВ);
• полость выгородок заполнена инертным газом (чистым сухим
азотом) под избыточным давлением 0,4 МПа, состояние контро-
лируется электроконтактным манометром, находящимся в поме-
щении КИП блока АЭС. В случае разуплотнения выгородки или
повреждения сварного шва коллектора давление в полости выго-
родки повышается, что фиксируется приборами с выдачей преду-
39
Глава вторая
Рис. 2.5. Выгородка коллектора первого контура парогенератора ПГВ-213:
1 - коллектор; 2 - выгородка; 3 - сварной шов № 33
предительных сигналов на блочный щит управления (БЩУ). За-
тем принимаются соответствующие меры по поиску и устранению
дефектов;
• в некоторых случаях производилась замена фланцев.
Указанными мероприятиями (введение прочных выгородок и си-
стемы КПВ) проблема повреждений коллекторов под выгородками
40
Парогенераторы для РУ АЭС «малой» мощности
была решена, во всяком случае после этого потери плотности выго-
родок и коррозионного повреждения коллекторов под ними не отме-
чалось.
На парогенераторах АЭС «Ловииза» в Финляндии, а также на двух
парогенераторах 1-го блока КАЭС выгородки были выполнены не-
герметичными (по аналогии с конструкцией на ПГВ-1), с выводом из
них дыхательных трубок. Для предотвращения коррозионных повре-
ждений при возможном попадании влаги с коррозионно-активными
примесями в полость выгородок (например, при гидроиспытаниях
ПГ по второму контуру) организована продувочно-промывочная си-
стема выгородок. Там же, на 2-м блоке КАЭС, был проверен вариант
защиты верхней части коллекторов путем нанесения антикоррозион-
ной наплавки. Это решение позднее было реализовано в парогенера-
торах проекта В-ЗЗО, а также при изготовлении ПГ в Чехословакии.
2.7.3
Повреждения шпилек М48 и фланцев коллекторов теплоносителя
Первый случай с повреждением шпилек на 1-м блоке КАЭС произо-
шел в ППР-74, когда при затяге разрушилась шпилька М48 из стали
ЭИ-10. В дальнейшем шпильки стали изготавливать из высоконике-
левой стали ЭИ-612 (ХН35ВТ), а затем с целью повышения надежно-
сти — из стали ХН35ВТ-ВД вакуумно-дугового переплава, что обес-
печивало высокую структурную стабильность и практически неиз-
менность свойств металла при температурах эксплуатации. Однако и
эта мера не предотвратила массовое повреждение шпилек коллекто-
ров первого контура, в связи со склонностью высоконикелевых сталей
к коррозионному растрескиванию под напряжением при воздействии
коррозионно-активных элементов воды первого или второго контура.
Повреждения шпилек в виде коррозионных трещин были зафик-
сированы методом цветной дефектоскопии. Количество отбракован-
ных шпилек на ряде АЭС составило:
на КАЭС — около сотни шпилек, причем основная часть — на 1 -м
и 2-м блоках;
на НВАЭС — более сотни шпилек, примерно одинаковое количе-
ство на 3-м и 4-м блоках;
на РАЭС - 68 шпилек на парогенераторах 1-го блока и 73 шпиль-
ки — 2-го блока.
41
Глава вторая
На 2-м блоке РАЭС в результате возникновения трещин на
шпильках произошел их разрыв с отрывом крышек первого контура
и выходом небольшого количества активного теплоносителя в окру-
жающую среду, при этом были зафиксированы повреждения шпи-
лечных гнезд во фланцах горячих коллекторов. Дефекты представля-
ли собой транскристаллитные трещины, распространяющиеся от
внутренней поверхности резьбовых отверстий в сторону первого
контура и к соседним отверстиям.
На АЭС «Козлодуй» с ППР-83 по ППР-86 методами цветной (ЦД)
и ультразвуковой (УЗД) дефектоскопии на 1-4-м блоках было забра-
ковано 762 шпильки, из них 118 по результатам УЗД.
На АЭС «Богунице» в ППР-83 и ППР-84 на 1-м и 2-м блоках бы-
ло забраковано по наличию трещин 78 шпилек (по ЦД) и около 100
по остаточной деформации (по удлинению шпилек).
В то же время на АЭС «Ловииза» и АЭС «Пакш» не было случаев
повреждения элементов фланцевых разъемов коллекторов первого
контура.
Напряжения в шпильках узла уплотнения коллектора при их про-
ектном затяге превышали допустимые значения, однако такие напря-
жения не могут вызвать чисто механического разрушения шпилек.
Повреждения шпилек возникали при их высоконапряженном состоя-
нии, вследствие влияния среды второго контура при забросах воды на
фланцевые разъемы ПГ и, соответственно, доупаривании и концент-
рировании коррозионно-активных элементов (хлор-ионов) на поверх-
ностях элементов разъемов. В рамках работ по устранению причин по-
вреждения элементов фланцевых разъемов были обнаружены и другие
возможные варианты механизма повреждений указанных элементов:
• щелочное растрескивание металла из-за протечек из первого кон-
тура во второй контур;
• повреждения металла под действием сероводорода, источником об-
разования которого может быть дисульфидмолибденовая смазка;
• повреждения металла возможны и под действием комплекса ука-
занных причин.
Исходя из этого, был сделан вывод, что для надежной работы
фланцевых разъемов коллектора (при соблюдении нормативных тре-
бований по ВХР и уровню воды в ПГ) необходимо выполнение одно-
временно следующих условий:
• соблюдение герметичности фланцевого разъема (устранение про-
течек из первого контура во второй);
• снижение напряжений в шпильках и фланцах.
42
Парогенераторы для РУ АЭС «малой» мощности
В рамках решения рассматриваемой проблемы повреждений элемен-
тов фланцевых разъемов были реализованы следующие мероприятия:
1) введены дополнительные ограничения по эксплуатации ПГ и
обеспечен вывод их из работы при течах через прокладки разъема;
2) установлены пределы нормальной и безопасной эксплуатации
ПГ контролируемые по величине протечек и удельной активности
радионуклидов в продувке;
3) изменена последовательность контроля герметичности разъема
(введен контроль элементов МПП);
4) введено ограничение по вытяжке шпилек (0,27-0,02 мм);
5) запрещено использование гайковертов без ограничения крутя-
щего момента;
6) исключена из употребления дисульфидмолибденовая смазка с
заменой на графитовую или медно-графитовую.
Реализация указанных мероприятий оказала положительное вли-
яние на работу узла уплотнения. Однако не был решен основной во-
прос о напряженном состоянии рассматриваемого узла. В режиме за-
тяга напряжения, возникающие в шпильках коллектора, превышали
допускаемые, разрешенные нормами прочности. Были рассмотрены
различные варианты решения проблемы снижения напряжения в
элементах фланцевого разъема:
• утолщение крышки коллектора (реализовано в проекте В-330);
• замена плоской крышки на сферическую;
• замена материала шпилек и крепежных деталей на сталь, имею-
щую требуемые механические свойства и высокую коррозионную
стойкость к хлоридам и щелочам (например сталь 07X16Н4Б);
• предварительная вытяжка шпилек на 2—3%;
• селективный отбор материала шпилек с повышенными механиче-
скими свойствами;
• изменение регламента уплотнения с вытяжкой (0,29 ±0,01) мм и
последующим снижением до (0,22±0,01) мм;
• применение прокладок из расширенного графита.
Все приведенные варианты неравнозначны по затратам на их реа-
лизацию, и наиболее приемлемым из них оказался вариант с приме-
нением прокладок из расширенного графита, так как по его разра-
ботке имелся определенный экспериментально-исследовательский
задел, и при реализации требуются минимальные конструктивные
изменения узла уплотнения.
Это мероприятие позволило снизить напряженное состояние в
элементах узла уплотнения примерно в 1,5 раза и, соответственно,
43
Глава вторая
значительно уменьшить вероятность повреждений элементов флан-
цевых разъемов коллекторов. Соответствующая конструктивная до-
работка уплотнительных поверхностей фланцев и переход на уплот-
нение прокладками из расширенного графита были проведены на па-
рогенераторах 3-го и 4-го блоков НВАЭС и блоков КАЭС.
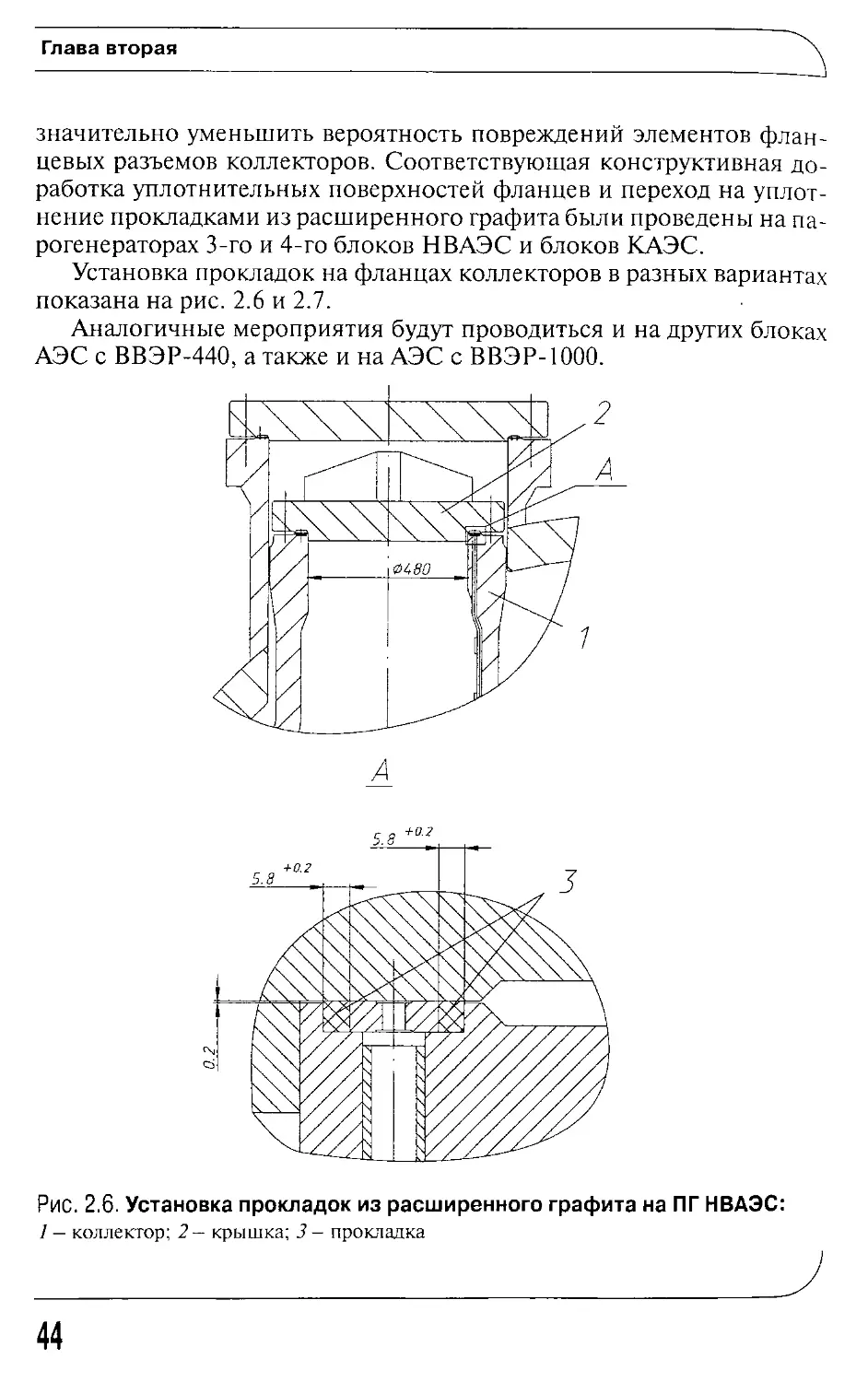
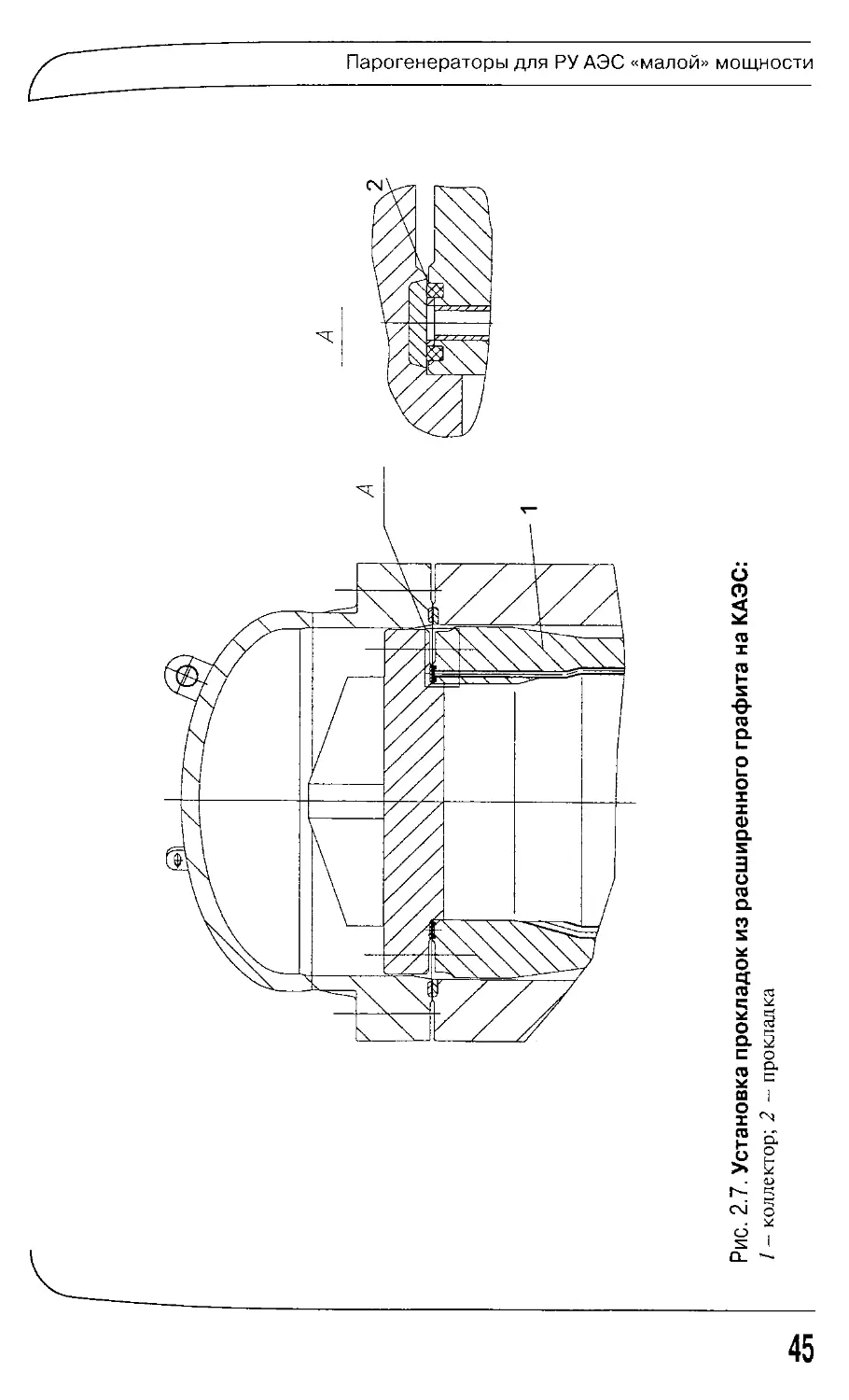
Установка прокладок на фланцах коллекторов в разных вариантах
показана на рис. 2.6 и 2.7.
Аналогичные мероприятия будут проводиться и на других блоках
АЭС с ВВЭР-440, а также и на АЭС с ВВЭР-1000.
Рис. 2.6. Установка прокладок из расширенного графита на ПГ НВАЭС:
1 - коллектор; 2 - крышка; 3 - прокладка
44
Рис. 2.7. Установка прокладок из расширенного графита на КАЭС:
/ — коллектор; 2 — прокладка
Парогенераторы для РУ АЭС «малой» мощности
Глава вторая
2.7.4
Повреждения резьбы в шпилечных гнездах
Механические повреждения резьбы в шпилечных гнездах происхо-
дили при несоблюдении технологии уплотнения-разуплотнения
фланцевых разъемов, чему способствовала практика перетяжки шпи-
лек, что делалось, якобы, для создания герметичности фланцевых
разъемов. В результате в некоторых гнездах фланцев коллекторов и
люков Ду 700 было повреждено значительное количество витков
резьбы, что создало трудности для проектного уплотнения.
Механические повреждения уплотнительных разъемов пароге-
нераторов (риски, забоины и т.п.) приводили к тому, что для уплот-
нения коллекторов требовалось усилие (вытяжка шпилек) значи-
тельно выше проектного значения, что, в свою очередь, создавало
условия для повреждения шпилек и шпилечных гнезд во фланцах.
Для ремонта уплотнительных поверхностей разработана соответст-
вующая конструкторская документация. Отказ от уплотнения нике-
левыми прокладками и переход на уплотнение прокладками из рас-
ширенного графита в значительной степени решают и проблему уп-
лотнительных поверхностей, снижая вероятность их механических
повреждений.
Следует отметить, что парогенераторы 1-го и 2-го блоков РАЭС
оснащены локальными дырчатыми листами в зоне горячих коллекто-
ров, что обеспечивает снижение набухания уровня в районе макси-
мальной паровой нагрузки и, соответственно, снижение вероятности
забросов влаги на фланцевые разъемы, что может инициировать про-
цессы коррозионного растрескивания. Расположение локального
дырчатого листа показано на рис. 2.8.
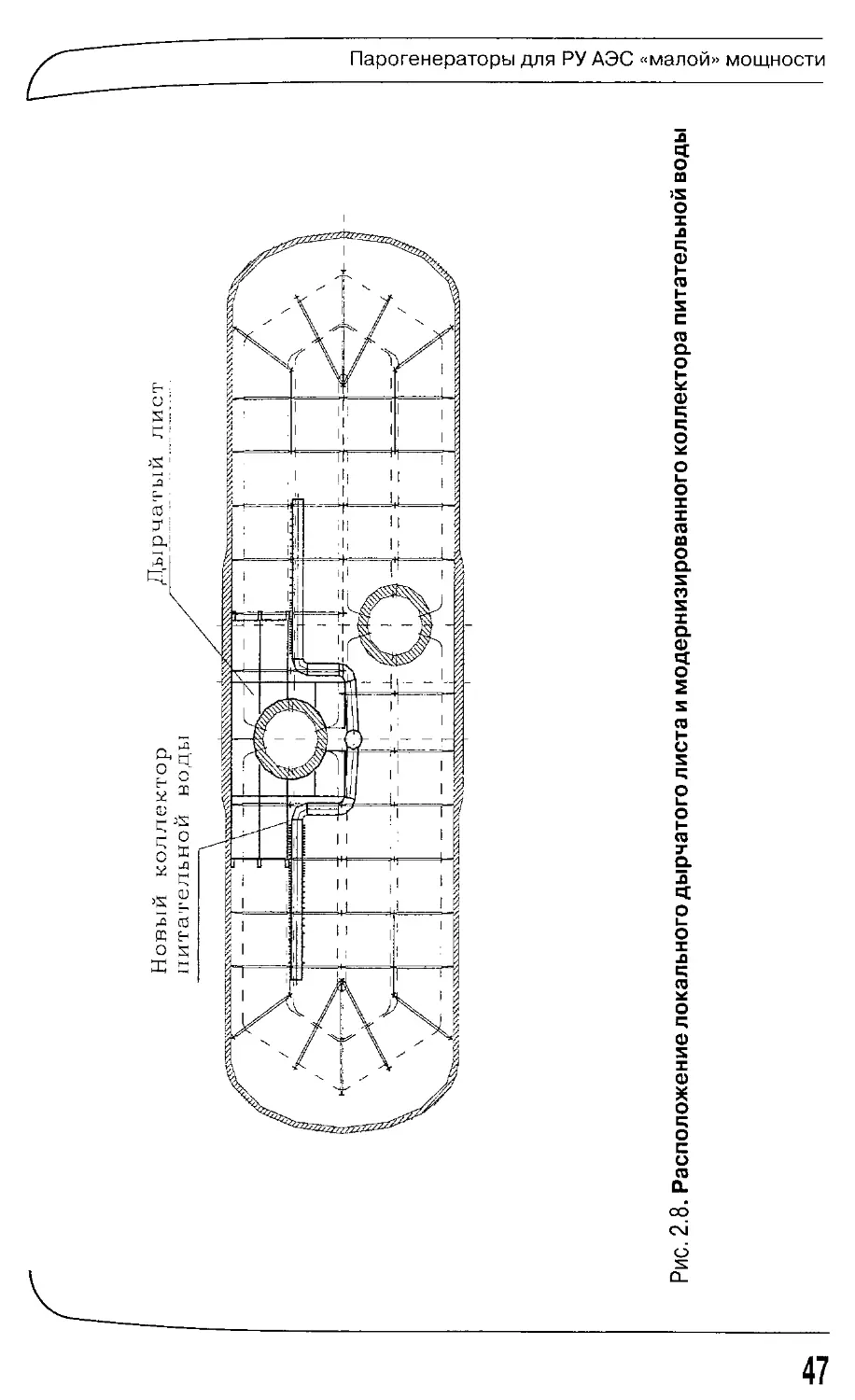
Дополнительно с введением графитовых прокладок с целью по-
вышения надежной и безопасной работы узла уплотнения коллек-
торов и ПГ, в том числе исключения аварийной ситуации с отрывом
крышек коллекторов, произошедшей на Ровенской АЭС, была реа-
лизована установка на крышках коллекторов, так называемых вы-
теснителей, которые являются ограничителями течи из первого
контура во второй при аварии с разрушением шпилек и отрывом
крышки коллектора контура. Установка вытеснителя показана на
рис. 2.9.
46
Рис. 2.8. Расположение локального дырчатого листа и модернизированного коллектора питательной воды
Парогенераторы для РУ АЭС «малой» мощности
Глава вторая
1
Рис. 2.9. Крышка коллектора с вытеснителем:
1 — коллектор; 2 — вытеснитель
48
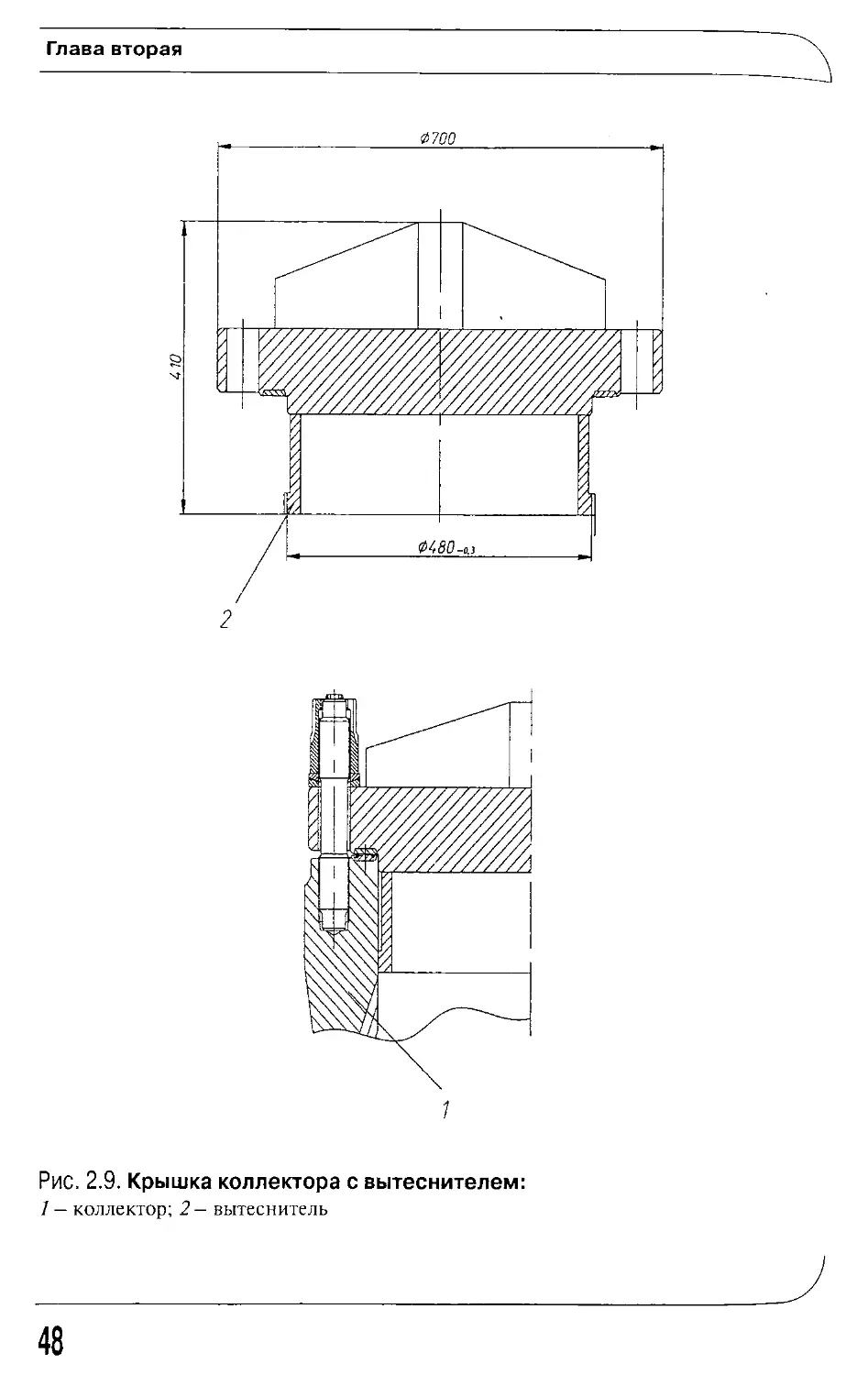
Парогенераторы для РУ АЭС «малой» мощности
РИС. 2.10. Варианты конструкции раздающего коллектора питательной во-
ды на парогенераторах:
° - 1-го и 2-го блоков РАЭС; б - АЭС «Ловииза»; в - АЭС «Дукованы»
49
Глава вторая
2.7.5
Повреждения элементов системы раздачи питательной воды
Раздающие трубы и коллекторы системы раздачи питательной воды
были изготовлены из углеродистой стали, подверженной в условиях
эксплуатации коррозионно-эрозионному износу. Так на ряде пароге-
нераторов АЭС, в частности АЭС «Ловииза», АЭС «Пакш», РАЭС,
были повреждены патрубки раздающих коллекторов, вплоть до их
отрыва от раздающего коллектора, а также произошли размывы сте-
нок раздающих трубопроводов и коллекторов до сквозных отверстий.
Такие повреждения приводят к нарушению гидродинамических про-
цессов в парогенераторе и могут привести к отклонениям теплофизи-
ческих параметров ПГ.
Вследствие того, что подводящие и раздающие трубы системы
раздачи питательной воды расположены в пучке теплообменных труб
и не ремонтопригодны, для решения данной проблемы был разрабо-
тан проект по восстановлению рассматриваемой системы путем уста-
новки коллектора раздачи питательной воды над трубным пучком с от-
сечением дефектной части системы. Углеродистая сталь в элементах
системы была заменена на нержавеющую 0Х18Н10Т. Данный проект
реализован на парогенераторах упомянутых АЭС. Вариант реконст-
рукции системы раздачи питательной воды на ПГ РАЭС показан на
рис. 2.8, а различные варианты раздающего коллектора - на рис. 2.10.
2.7.6
Повреждения композитного шва приварки переходного кольца
патрубка Ду 1100
На сварном шве приварки переходного кольца патрубка Ду 1100 па-
рогенераторов 1-го блока КАЭС обнаруживались поверхностные го-
рячие трещины. Причиной этого дефекта явилось нарушение техно-
логии сварки при изготовлении, выявившееся при эксплуатации па-
рогенераторов. Для устранения выявленных дефектов была разрабо-
тана технология выборки трещин с последующей подваркой выбор-
ки при дефекте глубиной более 4 мм или без подварки при меньшей
глубине дефекта.
50
Парогенераторы для РУ АЭС «малой» мощности
2.7.7
Повреждения композитных швов приварки штуцеров
уровнемеров к импульсным линиям
Эти дефекты возникали в связи с наличием разнородных композит-
ных швов, выполняемых без подборки соответствующих материалов.
Для предотвращения возникновения дефектов сварки и коррози-
онных повреждений композитных швов приварки штуцеров уровне-
меров из углеродистой стали к нержавеющей импульсной трубке
сварка выполняется на монтаже через переходную вставку, обеспечи-
вающую однородность материалов, либо используется технология
приварки нержавеющего штуцера к корпусу ПГ через аустенитную
наплавку.
2.7.8
Повреждения теплообменных труб
Повреждения теплообменных труб парогенераторов от коррозион-
ных воздействий воды второго контура являются одним из важней-
ших факторов, влияющих на ресурс парогенераторов блока. Теплооб-
менные трубы установлены в отверстия коллекторов, развальцованы
и обварены на внутренней поверхности коллекторов аргонодуговой
сваркой. Существует некоторая недовальцовка труб в теле коллекто-
ра (порядка 20 мм до наружной стенки коллектора при вальцовке
взрывом), однако значительных повреждений коррозионного харак-
тера в зоне недовальцовки в ПГ типа ПГВ-4 не наблюдалось.
Повреждения теплообменных труб ПГ обнаружены, главным об-
разом, под дистанционирующими решетками, а также между послед-
ними. Они происходят при совместном действии механических на-
пряжений, коррозионно-активных элементов (хлор-ионов) и окис-
лителя (кислорода или окиси меди). Опыт эксплуатации и имеющи-
еся наработки по проблеме повреждения ТОТ показывают, что фак-
торами, влияющими на образование дефектов, являются:
• чрезмерные отложения на трубах;
• величина теплового потока на поверхности трубы;
• концентрация коррозионно-активных примесей (хлоридов) в во-
де ПГ.
51
Глава вторая
Осаждение меди, попадающей в воду парогенератора из медьсодер-
жащих элементов оборудования второго контура на поверхности ТОТ,
инициирует образование на ней язв, которые в свою очередь являются
местом зарождения трещин при действии указанных факторов.
При больших толщинах отложений создаются условия концент-
рирования в них хлор-ионов вследствие доупаривания воды (за счет
кипения в пористых структурах отложений). Чем больше толщина
отложений, тем интенсивнее идет концентрирование хлоридов на
поверхности ТОТ. Коэффициент концентрации хлоридов при силь-
нозагрязненных поверхностях может достигать 103—104. Особенно
это заметно в местах дистанционирования труб, где под решетками
образуются отложения значительного объема и тем самым создаются
условия для коррозионного растрескивания (КР) металла в этих мес-
тах. Увеличение содержания хлор-ионов в воде ПГ ускоряет процесс
КР теплообменных труб.
Отложения на теплообменных трубах парогенераторов располо-
жены неравномерно. Наблюдается изменение загрязненности отло-
жениями по высоте трубного пучка и по длине ТОТ. Следует отме-
тить, что применяемая практика отбора отложений (соскобы рыхлых
отложений с предписанных участков поверхности теплообменной
трубы) не отражает в значительной степени объективную картину со-
стояния загрязненности контролируемых районов.
Глушение дефектных теплообменных труб парогенераторов ранее
осуществлялось по факту течи, т.е. при образовании сквозных дефе-
ктов на трубах. С внедрением контроля металла труб вихретоковым
методом (ВТК) создалась возможность превентивного глушения труб
по определенным образом рассчитанному критерию повреждения
металла стенки. В настоящее время таким критерием является «не-
хватка материала» стенки теплообменной трубы. Превентивное глу-
шение ТОТ является важным параметром, влияющим на работоспо-
собность парогенератора и блока в целом.
Количество заглушенных теплообменных труб на некоторых АЭС
с ПГВ-4 растет, но запас по теплообменной поверхности, даже для
максимально поврежденных парогенераторов, при существующей
интенсивности глушения обеспечивает возможность эксплуатации
ПГ в течение проектного и более срока службы без нарушений
эксплуатационных пределов и, соответственно, без снижения мощ-
ности.
Следует отметить, что повреждение ТОТ на парогенераторах типа
ПГВ-4 не является критическим фактором при эксплуатации ПГ, хо-
52
Парогенераторы для РУ АЭС «малой» мощности
тя и вызывает значительные осложнения: необходимость останова
блока при недопустимых протечках, поиск и глушение дефектных
труб, выполнение последующих проверок плотности и т.п.
Опыт показывает, что парогенераторы типа ПГВ-4 отрабатывают
проектный срок службы и при соответствующем обосновании срок
их эксплуатации может быть продлен (см. главу 10).
На парогенераторах ПГВ-ЮОО(ЮООМ) дело обстоит несколько ху-
же, о чем подробно описано в подразделе 3.4.5.
53
Глава
Парогенератор ПГВ-1 ООО
ai
НОВЫЙ ЭТАП РАЗВИТИЯ АЭС И ПГ
Для середины 6О-х годов характерна интенсивная работа ученых и
планирующих органов правительства по разработке перспективы
дальнейшего развития атомной энергетики. Введен в строй 1-й блок
НВАЭС - первенец АЭС с ВВЭР, разворачивается строительство
энергоблоков мощностью 440 МВт, готовятся планы сооружения бо-
лее мощной и прогрессивной установки - ВВЭР-1000.
Рассматривается вопрос создания одновременно установок
ВВЭР-1000 и ВВЭР-500 с максимальной унификацией основных
проектных и конструкторских решений.
Была поставлена задача создать установку большой мощности, повы-
сить единичную мощность отдельных агрегатов РУ и одновременно по-
лучить приемлемые весовые и габаритные показатели. Последнее выте-
кало из требований размещения оборудования в пределах защитной обо-
лочки (контейнмента) и транспортировки его по железной дороге.
В 1964—1968 гг. были выполнены проработки парогенератора для
РУ мощностью 1000 МВт, определялись схема, структура и его основ-
ные параметры.
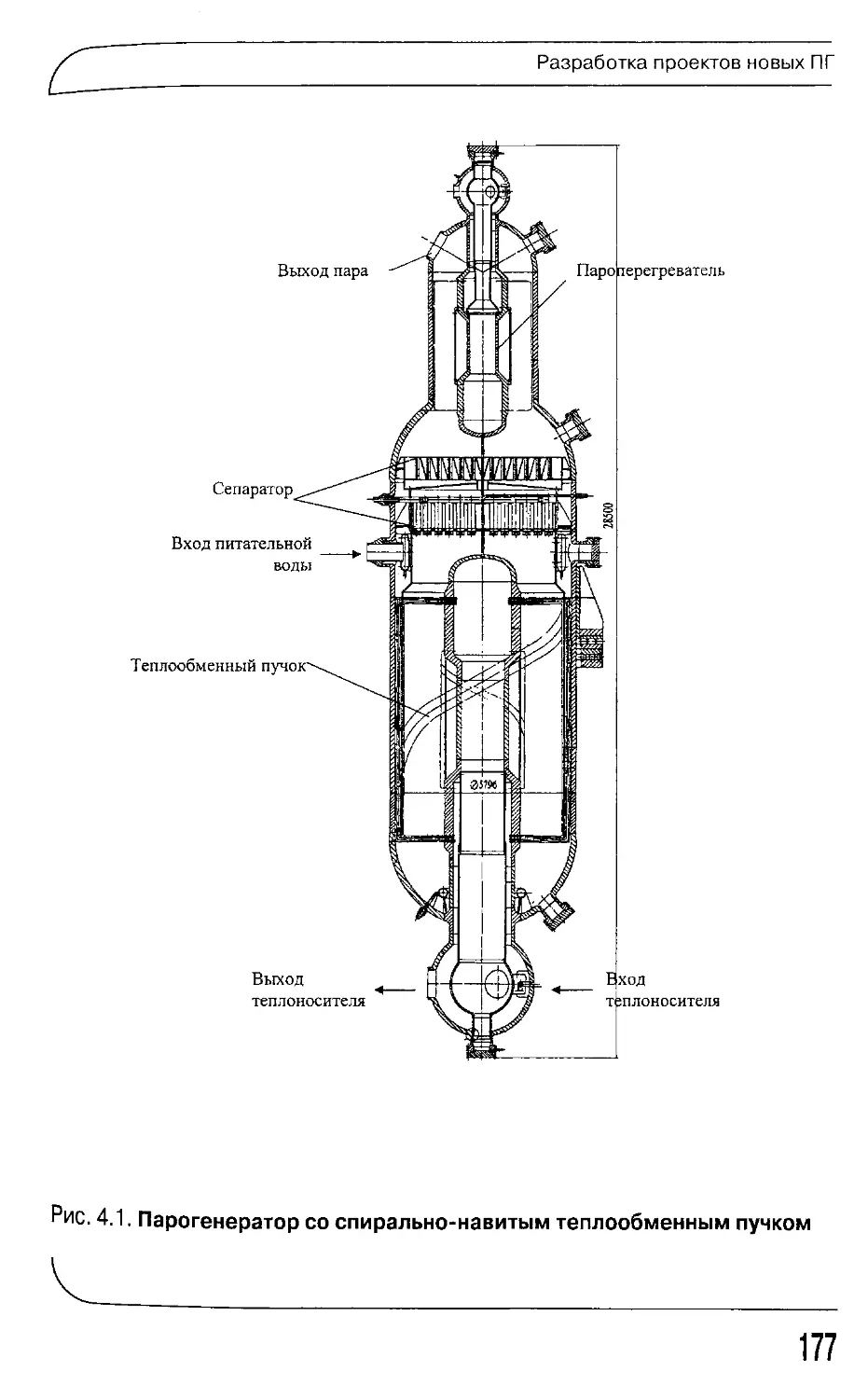
Для 4-петлевой РУ было предложено рассмотреть парогенераторы
вертикального и горизонтального исполнения. Разрабатывались ва-
рианты вертикальных парогенераторов с ширмовым и спирально-на-
витым трубными пучками, с перегревательным теплообменным пуч-
ком и без него, с экономайзером и без него и т.п. Варианты горизон-
тальных ПГ в основном базировались на U-образном пучке из гори-
зонтально расположенных труб, как это уже было выполнено в про-
ектах ПГ для АЭС с ВВЭР-440. Для этих ПГ также были разработаны
проекты с перегревом пара и экономайзерным участком.
Варьировались различные типоразмеры теплообменных труб — от труб
с наружным диаметром 12 мм до труб с наружным диаметром 18 мм. В ито-
54
Парогенератор ПГВ-1 ООО
ге из-за освоенности производства ПГ с трубами диаметром 16 мм и на ос-
нове технико-экономических оценок был принят типоразмер 16x1,5 мм.
Было намерение разработать парогенератор, в котором главный
циркуляционный насос располагался бы в коллекторе теплоносителя.
Проработки и варианты рассматривались на совещаниях различ-
ного уровня, в результате которых принимались решения о дальней-
шем направлении работ.
В 1967 г. был рассмотрен эскизный проект РУ В-1000 и для даль-
нейшей разработки было рекомендовано принять горизонтальные
парогенераторы, имеющие лучшие сепарационные характеристики
по сравнению с вертикальными, обеспечивающие удовлетворитель-
ную компоновку и позволяющие использовать имеющийся опыт из-
готовления парогенераторов на заводах СССР.
В 1970 г. состоялось рассмотрение технического проекта в 16 ГУ, а в
1971 г проект был утвержден Министром среднего машиностроения СССР
Повышение параметров и удельных нагрузок ПГ потребовало
применения новых, более прочных и коррозионностойких конструк-
ционных материалов. Решение о выборе материала для оборудования
РУ принималось на уровне министерств в обстановке неосвоенности про-
изводства и отсутствия аттестации предлагаемых материалов, что предпо-
лагало проведение крупных экспериментально-исследовательских работ.
Особое внимание уделялось выбору материала для корпуса и коллектора
ПГ, имея в виду необходимость повышения прочности этих элементов и
обеспечение коррозионной стойкости в воде первого и второго контуров.
Ведущими материаловедческими организациями страны ЦНИ-
ИТМАШ и ЦНИИКМ «Прометей» (в то время ЦНИИМС Минсуд-
прома) были предложены новые марки сталей для применения в пер-
спективной реакторной установке с ВВЭР-1000. Победителем ока-
зался ЦНИИТМАШ, и для изготовления корпусов оборудования и
трубопроводов первого контура (КД, САОЗ, ГЦК), а также корпуса и
коллектора ПГ была принята сталь 10ГН2МФА. Решение о примене-
нии стали этой марки было принято в 1974 г. предприятиями ПО
«Ижорский завод», ЦНИИ КМ «Прометей», НПО ЦНИИТМАШ,
ОКБ «Гидропресс» и утверждено руководителями Минсредмаша и
Минэнергомаша СССР. В 1997 г. решение было подтверждено Госа-
томнадзором СССР (в то время Госгортехнадзор СССР).
Эта сталь требовала разработки специальных технологических
приемов, касающихся необходимости предварительного подогрева
перед сваркой и последующей высокотемпературной термообработ-
ки. В процессе выполнения проекта проводилась технологическая
55
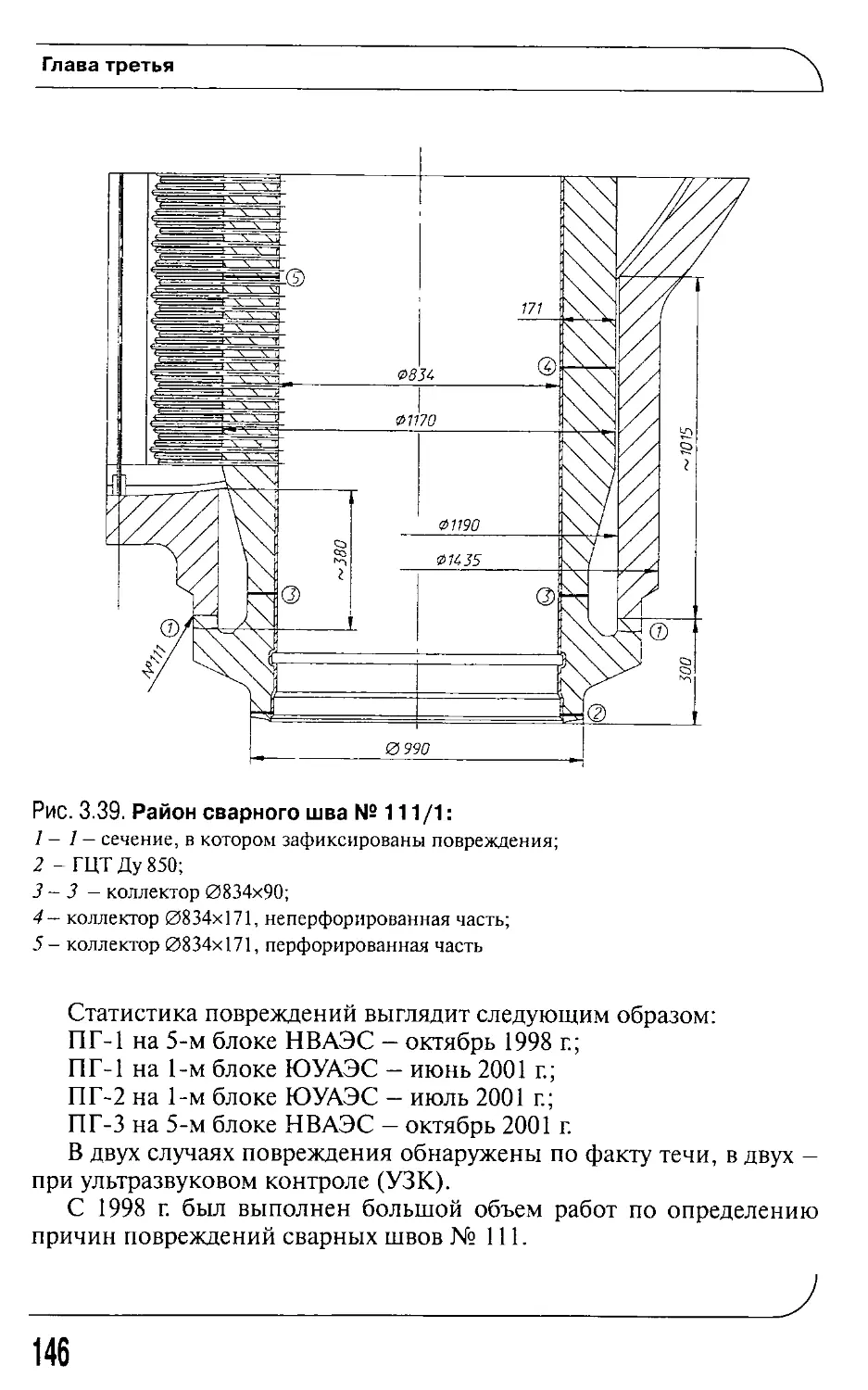
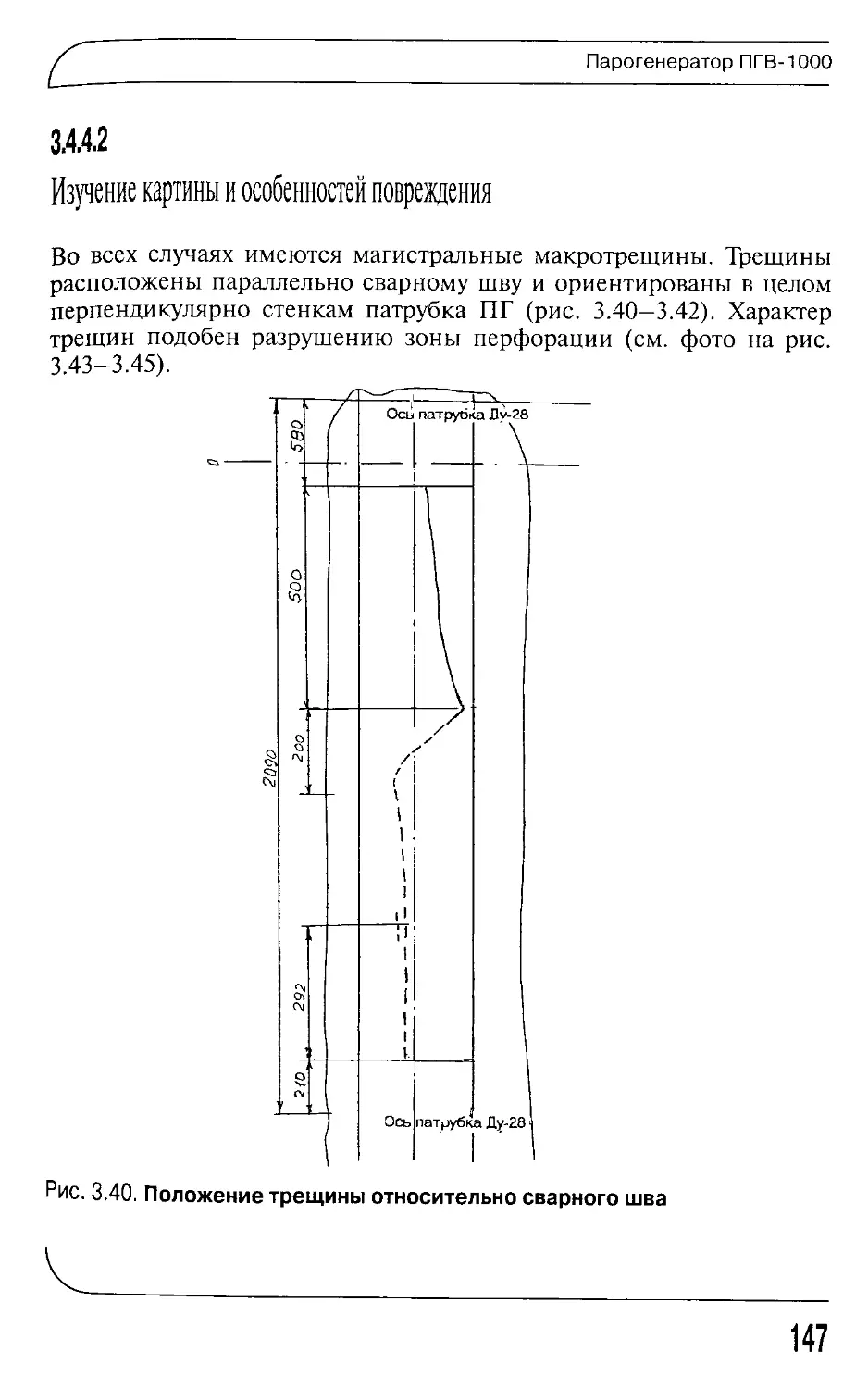
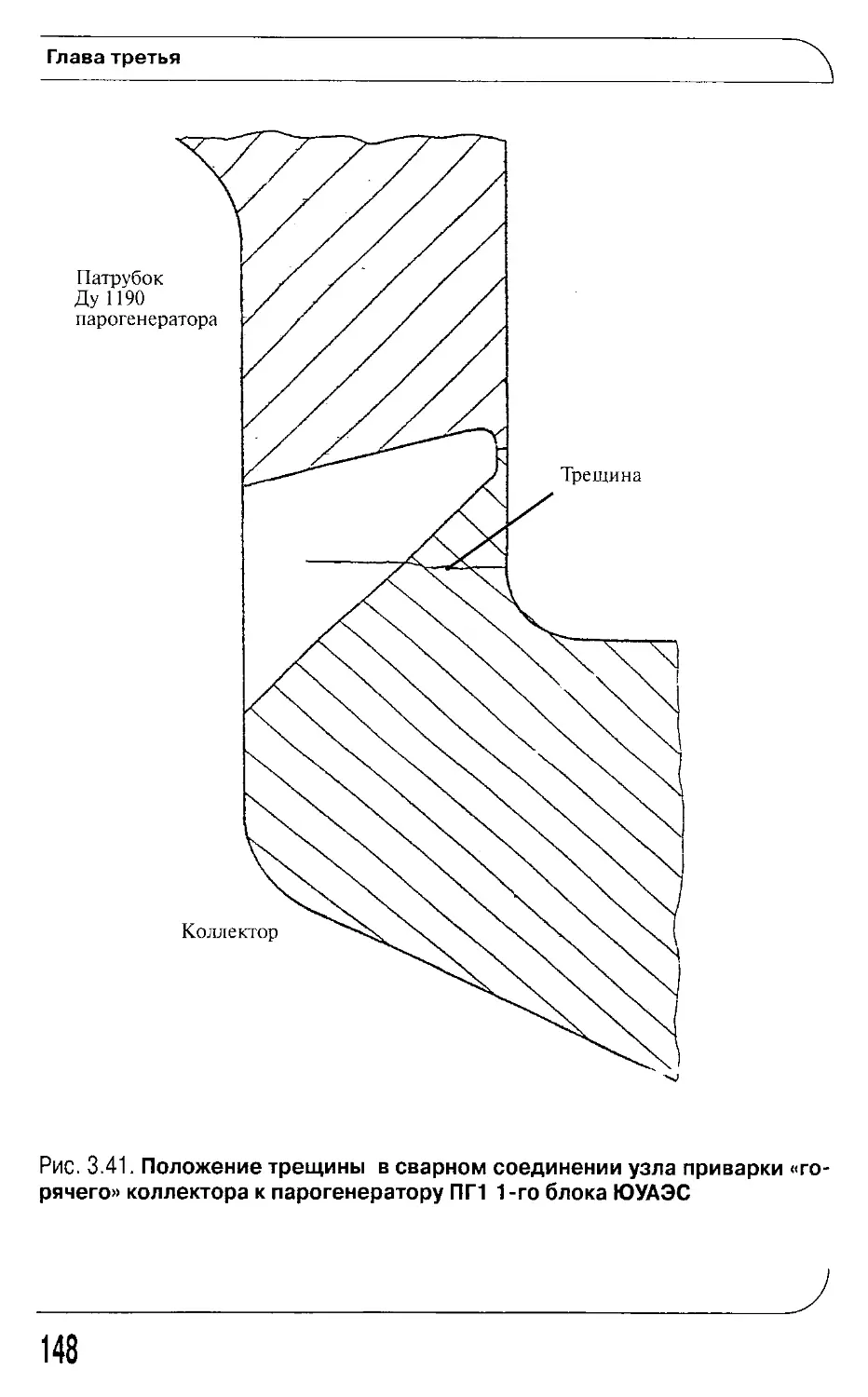
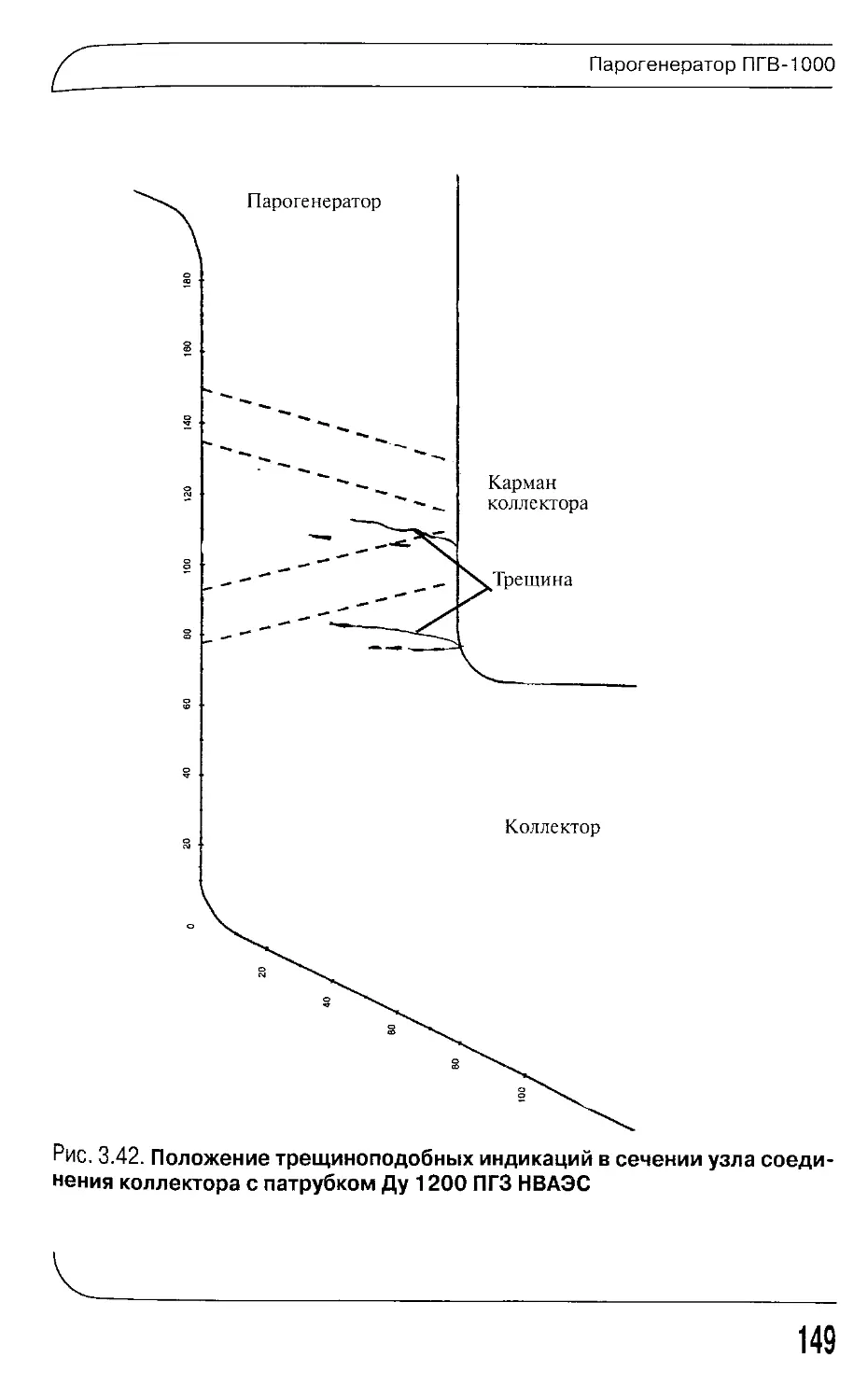
Глава третья
отработка изготовления ПГ как на ИЗ, так и на Подольском машино-
строительном заводе им. С. Орджоникидзе. Так, для изготовления
центральных обечаек на ПО «Ижорский завод» было испытано до пя-
ти вариантов конструктивного и технологического исполнения с из-
готовлением полномасштабных макетов (опытных изделий). На По-
дольском машиностроительном заводе им. С. Орджоникидзе прово-
дилась отработка конструкции узла приварки коллектора теплоноси-
теля к корпусу ПГ. Были изготовлены три полномасштабные модели
этого узла, на которых отрабатывались режимы сварки и термообра-
ботки с использованием различных сварочных материалов, техноло-
гия выполнения предварительных наплавок, измерялись остаточные
напряжения после сварки и термообработки. Такая сложная работа
была проведена по причине обнаружения многих дефектов в сварном
шве упомянутого узла. Отрабатывались и другие узлы конструкции.
Начало сооружению реакторных установок с ВВЭР мощностью
1000 МВт (эл) было положено решением Постановления ЦК КПСС
и СМ СССР № 684-200 от 16.09.71 г. Разработчиком реактора и ПГ
было определено ОКБ «Гидропресс».
Правительственными постановлениями и ведомственными реше-
ниями было определено следующее распределение обязанностей при
выполнении работ по ПГ:
• головная конструкторская организация — ОКБ «Гидропресс»;
• головная организация по разработке материалов, технологии произ-
водства и методов контроля качества оборудования для АЭС, отно-
сящегося к номенклатуре Минэнергомаша, - ЦНИИТМАШ;
• головная межведомственная организация по разработке и выбору ос-
новных конструкционных и сварочных материалов для оборудования,
а также методов контроля их качества — ЦНИИКМ «Прометей».
Далее будут описаны типы и исполнения парогенераторов реактор-
ных установок, так называемой «большой мощности», в первую очередь
для РУ с ВВЭР-1000. Во всех работах ясно просматривается определен-
ная идеологическая и конструкторская направленность. Это позволило
постоянно совершенствовать и модернизировать существующие образ-
цы ПГ, а также создавать новые, базируясь на проверенных решениях.
В таблицах 3.1 и 3.2 представлены технические конструкторские харак-
теристики практически всех ПГ «большой мощности» реакторных установ-
ок с ВВЭР для АЭС, разработанных, введенных в эксплуатацию, а также на-
ходящихся в серьезных проектных и конструкторских проработках.
Для сравнения в таблицах 3.1 и 3.2 представлены характеристики
ПГВ-4.
56
s'" Таблица 3.1. Основные технические характеристики горизонтальных парогенераторов АЭС с
[ ВВЭР, находящихся в эксплуатации и разработке
Характеристика ПГВ-4 ПГВ-1000 (ПГВ-1000М) ПГВ-ЮООУ ПГВ-1000М (Иран, Ки- тай, Индия) П ГВ-640 ПГВ-1000 (увели- ченный корпус) ПГВ-1500
Тепловая мощность, МВт 230 750 750 750 450 753 1062,5
Паропроизводительность 450 1470 1470 1470 913 1470 2067
(расчетная), т/ч Давление генерируемого пара (на 4,70 6,27 6,27 6,27 7,06 6,27 7,34
выходе из ПГ), МПа Температура пара, °C 259 278 278 278 286,5 278 289
» питательной воды, °C » теплоносителя, °C: 164-223 164-220 164-220 164-220 230 230 230
на входе в ПГ 300 320 322 320 322 321 330
на выходе из ПГ 295 290 292 290 294 291 297
Расход теплоносителя, м3/ч 1390 22000 22 000 22 000 13370 21 500 27 000
Давление теплоносителя, МПа 12,5 16 16 16 15,7 15,64 15,7
Скорость теплоносителя в трубках, м/с 2,71 4,20 4,90 4,20 3,52 4,20 4,0
Коэффициент теплопередачи (средний, с учетом загрязнения), кВт/(м2-К) 4,30 5,40 6,10 5,50 5,62 5,50 5,40
Удельный тепловой поток 90 123 122 123 102 123 112
(средний) кВт/м2 Полная поверхность теплообмена, м2 2570 6115 5126 6115 4222 6105 9490
Гидравлическое сопротивление по тракту теплоносителя, МПа 0,10 0,13 0,17 0,13 0,07 0,131 0,13
Приведенная скорость выхода пара с зеркала испарения, м/с 0,240 0,382 0,382 0,390 0,240 0,350 0,280
Влажность пара (расчетная), %, не более Менее 0,25 Менее 0,20 Менее 0,20 0,20 0,25 0,20 0,20
Величина непрерывной продувки, % паропроизводительности 1,0 1,0 1,0 1,0 0,5 1,0 0,5
Парогенератор ПГВ-1000
Таблица 3.2. Основные конструкторские характеристики парогенераторов АЭС с ВВЭР
Характеристика ПГВ-4 ПГВ-1000 (1000М) ПГВ-ЮООУ ПГВ-ЮООМ (Иран, Ки- тай, Индия) П ГВ-640 ПГВ-1000 (с увели- ченным корпусом) ПГВ-1500
Размеры корпуса, мм: длина 12400 14500 14500 14500 13040 13840 16400
внутренний диаметр 3200 4000 4000 4000 3800 4200 4700
максимальная толщина 145 145 145 145 165 145 205
Размеры коллектора, мм: наружный диаметр 1225 1290 1176 1290 1180 1176 1332
максимальная толщина 136 168 198 168 195 171 156
Количество теплообмен- 5536 1000/10971 89158 10978 8310 10978 15120
ных труб, шт. Размеры теплообменных труб, мм: диаметр х толщина 16x1,4 16x1,5 16x1,5 16x1,5 16x1,5 16x1,5 16x1,5
максимальная/средняя длина 12400/9200 15200/11000 15200/11000 15200/11000 13884/10160 15200/11001 16800/12500
Расположение труб в пучке, шаги, мм: горизонтальное 30 23 23(25) 23 23 24 23
вертикальное 24 19 22,1 19 25 22 22
Тип расположения труб Тип сепарационных устройств Коридор- ный Слабонак- лонные жалюзи Вертикаль ные жа- люзи Шахматный Без жалюзи Коридорный
Глава третья
z— Масса ПГ, т: / без коллектора пара и 151,4 285,0
опорных устройств
в сборе с коллектором и опорами 250 375,0
то же в рабочем состоя- нии 305 445,0
Марки основных материя лов (сталей):
корпус 22К-ВД или ЭШП 10ГН2МФ
коллектор 08Х18Н10Т 10ГН2МФА (ВД, ЭШП)
теплообменные трубы 08Х18Н10Т 08Х18Н10Т
сепарационные устрой- ОХ18НЮТ 0Х18НЮТ
ства или без жалюзи
Погруженный дырчатый лист, перфорация 8% 12Х18Н10Т 12Х18Н10Т
Пароприемный лист, перфорация 5% — СтЗ
Ориентировочное значение.
СП
со
290,0 295 270 330 530
377,0 380 350,3 450 660*
450,0 460 411 530* 750*
10ГН2МФА 10ГН2МФА 10ГН2МФА 10ГН2МФА 10ГН2МФА
ЭШП 10ГН2МФА 10ГН2МФА 10ГН2МФА 10ГН2МФА
08Х18Н10Т-ВД ЭШП ЭШП ЭШП ЭШП
O8XI8HI0T-BJ 1
08Х18Н10Т 08XI8H10T 08Х18Н10Т О8Х18Н1ОТ 08Х18Н10Т
Без жалюзи
12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т 12Х18Н10Т
СтЗ СтЗ СтЗ СтЗ СтЗ
Парогенератор ПГВ-1 ООО
Глава третья
3.2
ПАРОГЕНЕРАТОР ДЛЯ 5-ГО БЛОКА НВАЭС (РУ В-187) И
ДРУГИХ АЭС «МАЛОЙ» СЕРИИ (РУ В-302 и В-338)
Первым блоком АЭС с ВВЭР-1000 был определен 5-й блок НВАЭС.
Он был введен в эксплуатацию в 1980 г. В его составе работает четы-
ре парогенератора ПГВ-1000. По схеме и конструктивному исполне-
нию он похож на своих предшественников (ПГВ-4) и представляет
собой дальнейшее развитие советской (российской) концепции го-
ризонтальных парогенераторов.
Общий вид парогенератора ПГВ-ЮООМ показан на рис.3.1 и 3.2, а
основные характеристики и параметры даны в табл. 3.1 и 3.2.
Этот парогенератор существенно более напряжен по паровым, те-
пловым и механическим показателям на единицу веса, чем ПГВ-4.
Как видно из таблиц, сохранена (как близкая по значению) лишь ве-
личина среднего теплового потока теплообменной трубы. Мощность
каждого парогенератора составляет 750 МВт (т), что в 3,25 раза пре-
восходит мощность ПГВ-4. В то же время вес ПГ только в 1,7 раза
больше веса ПГВ-4 (в сопоставимой комплектации).
Требование к повышению напряженности ПГ вытекало не только
из желания улучшить удельные весовые (массовые) характеристики
этого изделия. Как уже было сказано, ограничения по габаритным
размерам исходили из условий компоновки в защитной оболочке ог-
раниченного диаметра и требования перевозки по железной дороге.
Для перевозки этого ПГ используется железнодорожный транспортер,
доработанный с целью достижения максимально возможного низкого
положения ПГ над уровнем головок рельс при транспортировке.
В первых вариантах исполнения транспортировки корпус ПГ ис-
пользовался в качестве связывающего и несущего элементов системы
перевозки. На днищах корпуса были выполнены специальные при-
варные обечайки с резьбовыми отверстиями, а на тележках транспор-
тера устанавливались вертикальные диски, к которым болтами при-
крепляли ПГ (см. рис. 3.25). После монтажа приварные обечайки
срезались, а поверхность днищ зашлифовывалась.
При разработке проекта применялись новые правила и нормы
разработки и эксплуатации АЭС, введенные в середине 70-х годов
(см. подраздел 2.6.3). Впервые было проведено расчетное обоснова-
60
Парогенератор ПГВ-1000
Рис. 3.1. Поперечный разрез парогенератора ПГВ-1000 для 5-го блока
НВАЭС:
1 - корпус; 2 - теплообменный пучок; 3 - выходной («холодный») коллектор; 4 -
паровой коллектор; 5 подвод аварийной питательной воды; 6— подвод питательной
воды; 7 - жалюзи паросепарирующего устройства; 8 - опора трубного пучка; 9 -
входной («горячий») коллектор
61
го
Рис. 3.2. Продольный разрез парогенератора ПГВ-1000 для 5-го блока НВАЭС
Глава третья
Парогенератор ПГВ-1000
ние прочности в соответствии с действующими на тот период Норма-
ми расчета на прочность, требующими выполнения поверочных рас-
четов. Это был период начала широкого использования ЭВМ для
проведения расчетов нормальных и аварийных режимов работы РУ и
обоснования прочности оборудования (проекты РУ В-1000 и В-213).
Важнейшее значение имело применение для корпуса и коллекто-
ров теплоносителя этого ПГ стали 10ГН2МФА, имеющей более вы-
сокие механические свойства, чем стали 22К и 0Х18Н10Т. Эта сталь
обладает также достаточной стойкостью к таким видам коррозии, как
хлоридное растрескивание под напряжением и т.п.
Парогенератор, как видно из рис. 3.1 и 3.2, имеет принципиально
те же основные элементы, что и ПГВ-4. Внутренний диаметр корпу-
са равен 4000 мм, масса с коллектором пара и опорными устройства-
ми составляет 375 т (см. табл. 3.2). Парогенератор установлен на двух
двухъярусных роликовых опорах, обеспечивающих перемещение ПГ
при тепловых расширениях трубопроводов, а длинные болты-тяги
удерживают ПГ от перемещений в вертикальном направлении.
Подробно конструкция ПГ, тепло гидравлическая схема и функ-
циональное назначение и взаимосвязь отдельных элементов описаны
в разделе 3.3.
В период строительства и пуска 5-го блока НВАЭС было начато
сооружение блоков РУ ВВЭР-1000 на площадках других будущих
АЭС. На Калининской АЭС (КлнАЭС) (1-й и 2-й блоки) и на Юж-
ноукраинсккой АЭС (ЮУАЭС) (1 -й и 2-й блоки) было принято реше-
ние установить парогенераторы ПГВ-1000 типа примененных на
НВАЭС. Эти блоки, включая 5-й блок НВАЭС, получили наименова-
ние «малой» серии, в отличие от других (серийных), сооружаемых,
начиная с 1-го блока Запорожской АЭС (ЗаАЭС).
Даты пуска этих блоков, как и других, приведены в табл. 3.3. Реа-
кторная установка 1-го блока ЮУАЭС получила обозначение В-302,
остальных трех блоков — В-338. Эти блоки были несколько доработа-
ны и оснащены дополнительными системами.
На парогенераторах РУ ЮУАЭС было установлено по четыре гид-
роамортизатора (ГА) на каждом ПГ (рис. 3.3). Воспринимаемая на-
грузка каждого ГА — 450 тс (4410 кН). На КлнАЭС устанавливались
по два ГА на парогенератор с допустимой нагрузкой 170 тс каждый. В
дальнейшем все ПГ оснащались ГА с нагрузкой 450 тс, в различном
количестве в зависимости от условий сейсмичности площадки разме-
щения АЭС. Парогенераторы этих АЭС были дооборудованы систе-
мой подачи аварийной питательной воды.
63
ь
Q)
a
&>
Рис. 3.3. Парогенератор ПГВ-1 ООО. Установка гидроамортизаторов на ЮУАЭС
третья
Парогенератор ПГВ-1000
3.3
ПАРОГЕНЕРАТОРЫ ПГВ-ЮООМ СЕРИЙНЫХ АЭС (РУ В-320)
3.3.1
Общие характеристики
В 1981 г. решением Государственной комиссии по 5-му блоку НВАЭС
парогенератор ПГВ-1000 был рекомендован к серийному изготовле-
нию. Он получил наименование ПГВ-ЮООМ и поставлялся в даль-
нейшем на все АЭС, начиная с 1-го блока Запорожской АЭС с неко-
торыми изменениями и доработками.
В настоящее время (на 2003 г.) в составе АЭС с ВВЭР-1000 работа-
ют 84 парогенератора ПГВ-ЮОО(ЮООМ) (табл. 3.3). Кроме того, во-
семь парогенераторов, изготовленных по проектам ОКБ «Гидро-
пресс» работают на двух блоках АЭС «Темелин» (Чехия).
В табл. 3.3 указана дата начала работы блока в целом и последнего ком-
плекта ПГ в тех случаях, когда производилась замена ПГ. Максимальная
наработка ресурса ПГВ-1000 на 01.01.2003 г. составляет около 130 тыс. ч
(1-й блок КлнАЭС, пуск в 1984 г.). Парогенераторы этого типа примене-
ны в проектах новых АЭС в Иране, Китае, Индии (см. подраздел 3.6).
В течение всего периода с начала эксплуатации (1980 г.) парогене-
раторы существенно модернизировались, сохраняя свое наименова-
ние и основную концепцию. Существо основных мероприятий по
модернизации и усовершенствованию изложено в подразделе 3.4.
Парогенераторы типа ПГВ-ЮООМ предназначены для выработки
сухого насыщенного пара за счет тепла, получаемого от реактора, и
обеспечивают съем тепла с активной зоны реактора во всех эксплуа-
тационных режимах. Они могут использоваться в сейсмоопасных
районах при землетрясениях до 8 баллов.
Конструкция парогенератора и его закрепление обеспечивают:
• нормальную эксплуатацию реакторной установки в составе АЭС
при сейсмическом воздействии, меньшем или равном проектному
землетрясению;
• расхолаживание реакторной установки при землетрясении интен-
сивностью от проектного до максимально расчетного включи-
тельно;
65
Глава третья
Таблица 3.3. Энергоблоки АЭС с ВВЭР-1000
Наименование АЭС и РУ, страна место- нахождения Номер энерго- блока на АЭС Год пуска блока Год пуска работающих ПГ Примечание
НВАЭС, РУ В-187, Россия 5 1980 1989 Замена ПГ
ЮУАЭС, РУ В-302, 1 1982 1989 Замена ПГ
РУ В-338, 2 1985 1991 То же
РУ В-320, Украина 3 1989 1989 —
КлнАЭС, РУ В-338, 1 1984 1984 —
Россия 2 1986 1986 —
БалАЭС, РУ В-320, 1 1985 1990 Замена ПГ
Россия 2 1987 1987 и 1990 То же и ре- монт одного ПГ (ПГ-3)
2* 2000 2000 —
3 1988 1988 —
4 1993 1993 —
ЗаАЭС, РУ В-320, 1 1984 1989 Замена ПГ
Украина 2 1985 1990 То же
3 1986 1992 »
4 1987 1987 —
5 1989 1989 —
6 1995 1995 —
РАЭС, РУ В-320, Украина 3 1986 1986 —
ХмАЭС, РУ В-320, Украина 1 1987 1987 —
АЭС «Козлодуй», 5 1987 1987 —
РУ В-320, Болгария 6 1993 1993 —
Россия, РУ В-320, Волгодонская АЭС 1 2001 2001 —
* В 2000 г. на 2-м блоке заменены все ПГ из-за массового повреждения труб.
• возможность свободного перемещения парогенератора относи-
тельно корпуса реактора при термическом удлинении трубопро-
водов при разогреве и расхолаживании РУ;
66
Парогенератор ПГВ-1 ООО
• восприятие усилий от разрыва трубопровода питательной воды и
паропровода и исключение при этом возможности самопроиз-
вольного смещения парогенератора и его воздействия на другие
конструкции;
• исключение повреждения парогенераторами другого оборудова-
ния или трубопроводов при сочетании нагрузок в режиме макси-
мальной проектной аварии и проектного землетрясения и режиме
нарушения нормальных условий эксплуатации и максимального
расчетного землетрясения.
Парогенераторы сохраняют работоспособность в течение срока
службы в режимах, предусмотренных проектом РУ.
3.3.2
Расчетные параметры и теплогидравлические характеристики
Проектные теплогидравлические характеристики парогенератора
при нормальных условиях эксплуатации приведены в табл. 3.4.
Таблица 3.4. Теплогидравлические характеристики парогенератора в
номинальном режиме эксплуатации
Наименование Величина (номинал и проектные отклонения)
Паропроизводительность, т/ч Давление генерируемого пара на выходе из коллектора пара, рабочее, абсолютное, МПа Температура генерируемого пара, °C Влажность пара на выходе из коллектора пара парогенератора, % Температура теплоносителя первого контура на выходе из парогенератора (температура тепло- носителя на входе в реактор), °C Гидравлическое сопротивление парогенератора по первому контуру (расчетное при расходе теплоносителя 21500 м3/ч), МПа, не более То же по второму контуру (расчетное при номиналь- ной паропроизводительности), МПа, не более 1470 6,28 278,5 0,2 291 0,13 0,11
67
Глава третья
Таблица 3.5. Рабочие условия
Характеристика Номинальное значение и проектные отклонения
Температура питательной воды при номиналь- ной мощности, °C 220±5
» теплоносителя первого контура на входе в парогенератор (средняя температура тепло- носителя на выходе из реактора), °C Давление (абсолютное) теплоносителя первого контура на входе в парогенератор (давление теплоносителя на выходе из активной зоны), МПа Расход теплоносителя первого контура через парогенератор, м3/ч Величина непрерывной продувки парогене- ратора из «солевого» отсека, т/ч Точность поддержания уровня воды второго контура в парогенераторе (отклонение от номинального уровня), мм 321±5 15,7±0,3 215ОО+1000 15 ±50
Основные характеристики парогенератора, указанные в табл. 3.4,
обеспечиваются:
• при соблюдении рабочих условий, приведенных в табл. 3.5;
• при соответствии ВХР первого и второго контуров нормативным
требованиям;
• при поддержании чистоты поверхности теплообменных труб па-
рогенератора со стороны второго контура в соответствии с требо-
ваниями технических условий на эксплуатацию ПГ;
• при поддержании требуемой величины продувки парогенератора
из «солевого» отсека и объединенной линии продувки;
• при поддержании предписанного уровня воды второго контура в
парогенераторах.
Расчетные параметры парогенераторов приведены в табл. 3.6.
68
Парогенератор ПГВ-1 ООО
Таблица 3.6. Расчетные параметры
Параметр Номинальное значение и проектные отклонения
Расчетные параметры первого контура (на проч- ность): давление (избыточное), МПа 17,64
температура, °C 350
Расчетные параметры второго контура (на прочность): давление (избыточное), МПа 7,84
температура, °C 300
Давление (избыточное) гидравлических испытаний, МПа: первого контура 24,5
второго контура 10,78
Давление (избыточное) испытаний на плотность, МПа: первого контура 17,64
второго контура 7,84
Характеристики массы и объемов рабочик тел:
Масса парогенератора, т: ...........................
в сухом состоянии (собственно парогенератор, коллектор
пара, опора, закладные детали, уравнительные сосуды и
гидроамортизаторы)................................ 424,2
собственно парогенератор (рисунки 3.1, 3.2, 3.6).. 307
Масса воды в парогенераторе, т:
по второму контуру на нулевой мощности при
номинальном уровне ............................... 52
во втором контуре на номинальной мощности при
номинальном уровне ............................... 42
Полный объем, м3, теплоносителя по первому контуру
(коллекторы первого контура, теплообменные трубы), при
рабочих параметрах.................................... 21
Полный объем, м3, воды в парогенераторе по второму
контуру (собственно парогенератор и коллектор пара)
при температуре заполнения ........................ 125
69
Глава третья
3.3.3
Конструкция парогенератора
3.3.3.1
Устройство основных составных частей
Парогенератор ПГВ-1000М с опорами состоит из следующих основ-
ных составных частей (рис. 3.4 и 3.5): собственно парогенератор; кол-
лектор пара; опоры; уравнительные сосуды (однокамерные и двухка-
мерные); гидроамортизаторы; закладные детали.
Для связи с внешними системами РУ и обслуживания ПГ предна-
значены патрубки, штуцера, люки.
Парогенератор (собственно парогенератор) ПГВ-1000М, конст-
рукция которого показана на рис. 3.6, а также на рис. 3.2, состоит из
следующих частей: корпус, коллекторы теплоносителя, теплообмен-
ная поверхность, сепарационное устройство, устройство раздачи пи-
тательной воды и аварийной питательной воды, погруженный дыр-
чатый лист, устройства для отвода воды в продувку и внутрикорпус-
ные устройства.
Как видно из рис. 3.1, 3.2 и 3.6, внутреннее устройство ПГ «малой»
серии и серии «320», практически одинаково и отличается принци-
пиально расположением патрубка подвода питательной воды по от-
ношению к расположению коллекторов теплоносителя и расположе-
нием узлов подвода и распределения питательной воды внутри ПГ.
Корпус парогенератора представляет собой сварной цилиндриче-
ский сосуд, состоящий из кованых механически обработанных обе-
чаек, патрубков, люков, штуцеров и штампованных эллиптических
днищ. Общая длина корпуса 14500 мм, максимальный внутренний
диаметр — 4000 мм, толщина средней обечайки - 140 мм.
Корпус воспринимает давление второго контура; прочность кор-
пуса подтверждена расчетами, проведенными для эксплуатационных
и аварийных режимов и с учетом сейсмических нагрузок. Толщины
стенок элементов корпуса рассчитаны с учетом прибавки на корро-
зию за проектный срок службы.
Продольные и кольцевые сварные соединения выполнены без
усилений, заподлицо с основным металлом и полностью доступны
для проведения ультразвукового, капиллярного или магнитопорош-
70
Рис. 3.4. Парогенератор ПГВ-ЮООМ с опорами:
1 — парогенератор (собственно ПГ); 2 — коллектор пара; 3— опора; 4, 5 — соответственно однокамерный и двухкамерный
уравнительные сосуды
Парогенератор ПГВ-
Глава третья
Рис. 3.5. Парогенератор ПГВ-1000М сопорами:
7- закладные детали и шпилька М140; 2- патрубок Ду 400 подвода питательной воды;
3 - люк-лаз внутренней полости ПГ; 4 - патрубки Ду 200 для отвода пара; 5 - люк Ду
800 второго контура; 6- гидроамортизатор; 7- закладная деталь
72
Парогенератор ПГВ-1000
Рис. 3.6. Парогенератор ПГВ-1000М:
1 — корпус; 2А - коллектор первого контура входной («горячий»); 2Б- коллектор пер-
вого контура выходной («холодный»); 3 - теплообменные трубы; 4 - сепарационное
устройство; 5 - устройство раздачи питательной воды; 6 — устройство раздачи аварий-
ной питательной воды; 7- погруженный дырчатый лист; 8-опорное устройство тепло-
обменного пучка; 9 - уплотняющие фланцы первого и второго контуров коллектора
73
Глава третья
кового контроля (как на заводе, так и на АЭС). Поверхности угловых
сварных соединений также подготовлены для этих видов контроля.
Обечайки, штампованные эллиптические днища корпуса, эллип-
тические крышки люков второго контура, плоские крышки люков-
лазов, патрубки с условным диаметром от 400 мм и более изготовле-
ны из легированной конструкционной стали марки 10ГН2МФА.
Патрубки и штуцера диаметром от 200 мм и менее изготовлены из
качественной углеродистой стали марок 22К и 22К-ВД.
Патрубок для подвода аварийной питательной воды и резервный
патрубок изготовлены из хромоникелевой стали аустенитного класса
марки 08Х18Н10Т.
Коллектор первого контура представляет собой толстостенный
сварной сосуд сложной формы, изготовленный из двух поковок. Ма-
ксимальный диаметр - 1290 мм, толщина перфорированной части —
168 мм.
Коллекторы первого контура и змеевики являются частями паро-
генератора и, одновременно, элементами главного циркуляционного
контура, т.е. барьером, отделяющим первый — активный контур от
второго.
Коллектор, в который входит теплоноситель от реактора, называ-
ется «горячим», второй коллектор, через который теплоноситель вы-
ходит из ПГ и поступает на всас главного циркуляционного насосно-
го агрегата (ГЦНА), называется «холодным». Верхняя часть коллек-
тора имеет конический переход от цилиндра к фланцевому соедине-
нию люка, который снабжен плоской крышкой с приваренным к ней
вытеснителем.
Вытеснитель на крышке выполняет роль дросселирующего уст-
ройства, предназначенного для уменьшения проходного сечения до
условного прохода диаметром менее 100 мм и ограничения истечения
теплоносителя первого контура во второй при отрыве крышки колле-
ктора (см. подраздел 2.7.4 по ПГВ-4).
В средней, цилиндрической части коллектора, перфорированной
отверстиями (около 11 000 отв.), закреплены змеевики. Отверстия в
коллекторе с номинальным диаметром 16,25 мм расположены с ша-
гом 19 мм по вертикали и 30,78 мм по горизонтали (по наружному
диаметру коллектора).
Нижняя часть коллектора выполнена в виде цилиндра с перехо-
дом на массивную часть — переходное кольцо, посредством которого
коллектор соединяется с патрубком Ду 1200 корпуса парогенератора,
а с нижней стороны — с главным циркуляционным трубопроводом.
74
Парогенератор ПГВ-1 ООО
В нижней части коллектора имеется кольцевая проточка прямо-
угольного профиля, предназначенная для закрепления специальной
заглушки при гидроиспытаниях ПГ на предприятии-изготовителе.
Эта канавка может быть использована для установки опорной пло-
щадки при освидетельствовании коллектора, а также для установки
отсекающей или предохранительной заглушки по первому контуру и
крепления к ней нижней части установки дезактивации.
Внутренняя поверхность коллектора, включая и крышку, плаки-
рована антикоррозионной наплавкой.
Коллектор изготовлен из легированной конструкционной стали
марки 10ГН2МФА-Ш (электрошлакового переплава).
Теплообменная поверхность состоит из 10 978 змеевиков (в ПГ, из-
готовленных до 1992 г. было 11 000 труб). Теплообменные трубы в ви-
де U-образных змеевиков скомпонованы в трубный пучок. Располо-
жение труб в пучке шахматное с шагом по высоте пучка 19 мм, по ши-
рине 23 мм.
В трубном пучке имеются три вертикальных коридора для обеспе-
чения организованной циркуляции воды в парогенераторе.
Технологическая последовательность закрепления змеевиков в
отверстиях коллектора следующая:
• змеевики вводятся в отверстия коллектора на полную толщину его
стенки;
• концы змеевиков подвальцовываются механической вальцовкой
и привариваются к стенке коллектора аргонодуговой сваркой ме-
тодом оплавления конца трубы;
• гидравлическая раздача концов змеевиков выполняется на пол-
ную толщину стенки коллектора;
• производится механическая довальцовка участков змеевиков у
наружной поверхности коллектора.
Теплообменные трубы (наружный диаметр 16 мм, толщина стенки
1,5 мм) изготовлены из хромоникелевой стали аустенитного класса
марки 08Х18Н10Т.
Сепарационное устройство состоит из пакетов жалюзи волнистой
формы. Пакеты располагаются под углом 26° к вертикали в паровом
объеме ПГ на высоте 750 мм от погруженного дырчатого листа.
Сепарат из жалюзи стекает в короба каркаса и оттуда по опускным
трубам поступает в водяной объем парогенератора.
Жалюзи волнообразного профиля изготовлены из хромоникеле-
вой стали аустенитного класса марки 08X18Н ЮТ, толщина листов -
0,8 мм.
75
Глава третья
После проведения испытаний на стендах и ПГ на АЭС в 1995 г.
было принято решение об исключении жалюзи и введении паропри-
емного листа. Это был переход на одноступенчатую сепарацию, в ре-
зультате чего получены определенные преимущества по сравнению с
исходным вариантом. Более подробно об этом см. в разделах 3.4 и 7.3.
После удаления жалюзи в верхней части корпуса устанавливается
пароприемный дырчатый лист, предназначенный для выравнивания
скоростей пара перед входом в патрубки парового коллектора. Он
имеет отверстия диаметром 10 мм по всей поверхности, расположен-
ные по коридорной разбивке с шагом 40x40 мм.
Вид ПГ без жалюзи показан на рис. 3.7.
Устройство раздачи питательной воды состоит из коллектора
Ду 250, проходящего вдоль парогенератора и соединенного с вход-
ным патрубком на боковой стороне корпуса. К коллектору Ду 250 под-
соединены раздающие коллекторы Ду 80, имеющие по всей длине
трубки Ду 15 для выхода питательной воды в водопаровой объем ПГ.
Питательная вода подается на «горячую» сторону трубного пучка че-
рез десять и на «холодную» сторону через пять раздающих коллекторов.
Материал раздающих коллекторов - хромоникелевая сталь аусте-
нитного класса марок 08Х18Н10Т, 12Х18Н10Т.
Устройство раздачи аварийной питательной воды состоит из колле-
ктора и раздающих труб. Коллектор находится в паровом пространст-
ве парогенератора и закреплен на каркасе сепарационного устройства.
Вода по трубопроводу от аварийных питательных насосов подво-
дится к коллектору через патрубок, расположенный на «холодном»
днище парогенератора (со стороны «холодного» коллектора).
Коллектор, как показано на рис. 3.6, проходит по всей длине па-
рогенератора. Из раздающих труб с отверстиями малого диаметра во-
да в виде струй вытекает в паровое пространство, прогревается за счет
теплообмена при конденсации и попадает либо в воду над погружен-
ным дырчатым листом, либо на дырчатый лист, когда уровень в паро-
генераторе находится ниже дырчатого листа.
Трубы выполнены из хромоникелевой стали аустенитного класса
марок О8Х18Н1ОТ, 12Х18Н10Т.
Погруженный дырчатый лист служит для выравнивания скоростей
пароводяной смеси на выходе с зеркала испарения и гашения дина-
мических эффектов при генерации пара.
Весь комплекс состоит из каркаса, сваренного из профильной
стали (швеллер, двутавр), и съемных перфорированных отверстиями
листов.
76
Парогенератор ПГВ-1000
<3990
Рис. 3.7. Парогенератор ПГВ-ЮООМ (без жалюзи)
Ширина любого листа не превышает диаметра люка-лаза, что по-
зволяет производить монтаж-демонтаж этих листов при их замене, из-
влекая их из корпуса ПГ. Листы крепятся к каркасу болтами. Отвер-
стия на листах расположены по коридорной сетке с шагом 35x35 мм,
диаметр отверстий 13 мм, степень перфорации 8%.
77
Глава третья
На каркасе погруженного дырчатого листа закреплены раздаю-
щие коллекторы устройств раздачи питательной воды.
Материал каркаса - конструкционная углеродистая качественная
сталь, дырчатых листов — хромоникелевая сталь аустенитного класса
марок 08Х18Н10Т, 12Х18Н10Т.
Устройство для отвода воды в продувку. Система раздачи питатель-
ной воды и продувки обеспечивает снижение концентраций корро-
зионно-активных примесей в воде парогенератора в зоне «горячего»
и «холодного» коллекторов и улучшение ВХР за счет перераспределе-
ния питательной воды по длине парогенератора, вызывающего пере-
ток воды в сторону «холодного» днища, где организован «солевой»
отсек (см. раздел 3.4). Из «солевого» отсека вода парогенератора от-
водится на непрерывную продувку через короб, предотвращающий
захват пара.
Периодическая продувка парогенератора осуществляется через
два патрубка на нижней образующей корпуса и четыре штуцера из
«карманов» коллекторов первого контура.
Для продувочных трубопроводов используются трубы из хромо-
никелевой стали аустенитного класса марок 08Х18Н10Т, 12Х18Н10Т.
К внутрикорпусным устройствам (кроме описанных) относятся:
• каркас сепарационного устройства;
• система опор трубного пучка;
• закраина погруженного дырчатого листа;
• опускные трубы для стока сепарата в водяной объем ПГ;
• защитные устройства на минусовых отборах однокамерных уров-
немеров;
• успокоительные устройства на минусовых отборах двухкамерных
уровнемеров;
• колонка КУП-КВПП-1000 (индикатор уровня);
• импульсные линии от колонки КУП-1000
Материал внутрикорпусных устройств - конструкционная угле-
родистая качественная сталь.
3.3,3.2
Коллектор пара
Коллектор пара, конструкция которого видна на рис. 3.1, 3.2, 3.4 и
3.5, служит для приема генерируемого в парогенераторе пара и пода-
чи его в главный паропровод.
78
Парогенератор ПГВ-1000
Коллектор состоит из следующих частей: трубы Ду 600, днища, де-
сяти пароотводящих труб, десяти патрубков для присоединения па-
роотводящих труб к патрубкам коллектора и десяти конических пе-
реходников для присоединения пароотводящих труб к патрубкам па-
рогенератора.
Труба коллектора изготовлена из низколегированной кремнемар-
ганцевой стали марки 16ГС; остальные элементы - из углеродистой
качественной конструкционной стали.
3.3.3.3
Опора
Парогенератор, как показано на рис. 3.4 и 3.5, установлен на две
опорные конструкции, каждая из которых включает в себя опорный
ложемент, роликовую опору и соединительные тяги.
Двухярусная роликовая опора обеспечивает возможность переме-
щения парогенератора при тепловом расширении (удлинении) глав-
ных циркуляционных трубопроводов (ГЦТ) в продольном и попереч-
ном направлениях.
Для изготовления опорных конструкций применены углероди-
стые качественные стали марок 20, 35, 45, углеродистая сталь обык-
новенного качества, сталь теплоустойчивая марки 25Х1МФ, сталь ле-
гированная конструкционная марки 40Х, сталь шарико- и ролико-
подшипниковая марки ШХ15СГ, сталь хромоникелевая марки
20Х2Н4А.
3.3.3.4
Гидроамортизатор и размещение ПГ в боксе РУ
Парогенераторы закреплены в боксе РУ с помощью гидроамортиза-
торов, расположение которых показано на рис. 3.8.
На всех серийных РУ устанавливается по восемь гидроамортиза-
торов в два яруса (см. рис. 3.3 и 3.5).
Характеристика гидроамортизатора при восприятии динамиче-
ских нагрузок, вызванных сейсмическим воздействием или аварий-
ными ситуациями:
79
Глава третья
Рис. 3.8. Схема закрепления парогенераторов гидроамортизаторами
• максимальная нагрузка на гидроамортизатор - не менее 4410 кН
(450 тс);
• минимальная скорость перемещения гидроамортизатора, при ко-
торой происходит восприятие гидроамортизатором динамических
нагрузок, находится в пределах (1-^3)-1О~3 м/с;
• динамические нагрузки воспринимаются гидроамортизатором
при движении поршня в прямом и обратном направлениях;
• динамические нагрузки воспринимаются гидроамортизатором на
фоне компенсации термического перемещения парогенератора и
трубопроводов и вибрации трубопроводов, характеризующейся
частотой в пределах 0,5—50 Гц.
80
Парогенератор ПГВ-1000
Размеры, мм
Цпах Цпш 1 D d R I 1, *2 ч
1780 1420 | 480 130 160 90 125 310
Масса, кг
795
Рис. 3.9. Гидроамортизатор Р-450:
1 — корпус; 2 — поршень со штоком; 3 — крышка с проушиной; 4 — палец; 5 — жид-
кость; 6— проушина; 7- датчик указателя положения поршня; 8— клапанная короб-
ка; 9 - бак с жидкостью; 10 - датчик-реле уровня жидкости
При термическом перемещении парогенератора и трубопроводов:
• сила сопротивления перемещению парогенератора, создаваемая
гидроамортизатором, не превышает 29,4 кН;
• скорость перемещения поршня гидроамортизатора должна быть
не более 110 3 м/с;
• ход поршня гидроамортизатора обеспечивается в пределах 0—100
мм.
Устройство гидроамортизатора показано на рис. 3.9.
81
Глава третья
3.3.3.5
Закладные детали
Опоры парогенератора прикреплены к закладным деталям посредст-
вом шпилек и резьбовых тяг. Гидроамортизаторы подсоединяются к
закладным деталям механическим способом (оси, проушины).
Опорная плита под парогенератором состоит из плиты и ребер,
сваренных между собой. Опорная плита после сварки термообрабо-
тана, количество плит — две на один ПГ. Материал плиты и ребер —
углеродистая сталь обыкновенного качества.
Закладная деталь под гидроамортизатор состоит из плиты, ребер и
стержней из арматурной стали. Ребра и стержни сварены с плитой.
Закладная деталь после сварки термообработана. Материал плиты и
ребер — углеродистая сталь обыкновенного качества, стержней —
сталь марки 18ГС2.
Шпилька М140 мм для крепления парогенератора, материал - ле-
гированная конструкционная сталь марки 38ХНЗМФА. Количество
шпилек — 12 на один ПГ (см. рис. 3.5).
Гайка М140 наружным диаметром 236 мм для фиксации шпильки,
материал - легированная конструкционная сталь марки 38ХНЗМФА.
Количество гаек — 12 на один ПГ.
3.3.3.6
Уравнительные однокамерные и двухкамерные сосуды
Сосуды являются частью системы измерения уровня воды в пароге-
нераторе. Устройство сосудов и принцип действия системы см. в под-
разделе 3.3.5.
3.3.3.7
Фланцевые соединения
Полости ПГ (корпуса и коллекторов первого контура) уплотняются с
помощью фланцевых соединений. На фланцах и крышках каждого
фланцевого соединения (см. рис. 3.1, 3.2 и 3.5) в местах установки уп-
82
Парогенератор ПГВ-1 ООО
лотнительных прокладок имеются твердые антикоррозионные на-
плавки. На фланцах люков коллекторов первого контура, люков вто-
рого контура и крышках люков-лазов выполнены уплотнительные
канавки. На крышках люков коллекторов первого контура, люков
второго контура и фланцев люков-лазов — плоские уплотнительные
поверхности.
Каждое фланцевое соединение уплотняется двумя никелевыми
прокладками круглого сечения диаметром 6 мм. Прокладки уклады-
ваются в канавки фланцев или крышек (люк-лаз). Герметичность
фланцевых соединений контролируется (см. подраздел 3.3.5).
Затяг фланцевых соединений производится с помощью гайковер-
тов или специальных ключей.
Гайки фланцевых соединений цилиндрической формы, имеют
шлицы, обеспечивающие их надежное соединение с ключом или го-
ловкой гайковерта для передачи крутящего момента.
Конструкция шпилек предусматривает измерения величин их вы-
тяжек при затягах. Затяг фланцевого соединения может производить-
ся также вытяжным гайковертом, создающим растягивающие уси-
лия, прилагаемые к выступающему над гайкой резьбовому концу
шпильки.
Конструкцию шпильки и схему затяга фланцевого соединения см.
в подразделе 3.3.5.
Материал шпилек - легированная конструкционная сталь марки
38ХНЗМФА, гаек — легированная сталь марки 25X1МФА.
3.3.4
Общие сведения о принципе действия парогенератора
3.3.4.1
Схема движения теплоносителя и воды-пара, устройство продувки
Теплоноситель поступает по трубопроводу Ду 850 в «горячий» колле-
ктор, откуда распределяется по змеевикам. Проходя внутри змееви-
ков, теплоноситель отдает свое тепло воде парогенератора и, охлаж-
даясь, выходит в «холодный» коллектор, далее поступает по трубо-
проводу Ду 850 на всас ГЦНА.
83
Глава третья
Питательная вода по трубопроводу Ду 400 подается в парогенера-
тор, в устройство раздачи питательной воды и распределяется в про-
странстве между трубным пучком и погруженным дырчатым листом
(ПДЛ). Циркуляция котловой воды в парогенераторе - естественная.
Пар, выходя с зеркала испарения, осушается в паровом объеме за
счет гравитационных сил, поступает на пароприемный дырчатый
лист и затем через 10 патрубков входит в коллектор пара.
В ПГВ-ЮОО(ЮООМ), изготовленных до 1995 г., вторичная (окон-
чательная) осушка пара производилась в сепарирующих жалюзи, как
об этом описывалось ранее. Пароприемный лист при этом отсутство-
вал.
Осушенный пар выходит из коллектора пара, а далее паропрово-
дами подается на турбину.
Продувка парогенератора необходима для поддержания водно-
химического режима второго контура парогенератора в соответствии
с требованиями норм ВХР второго контура. Система продувки паро-
генераторов состоит из двух индивидуальных для каждого парогене-
ратора продувочных трубопроводов Ду 80, предназначенных для про-
ведения независимо друг от друга непрерывной и периодической
продувок.
Влияние продувки отдельных ПГ друг на друга исключено.
Отбор для непрерывной продувки осуществляется из «солевого» от-
сека в «холодном» торце парогенератора с расходом не менее 7,5 т/ч.
Отбор для периодической продувки осуществляется из линий
продувки патрубков Ду 80 и из «карманов» коллекторов (штуцера
Ду 20). Общий расход продувочной воды из объединенной линии од-
ного из ПГ должен быть не менее 20 т/ч.
При подключении периодической продувки одного ПГ суммар-
ный расход продувочной воды от всех парогенераторов должен быть
не менее 50 т/ч, а для вновь строящихся блоков около 90 т/ч.
В настоящее время для новых блоков АЭС и при реконструкции
действующих приняты унифицированные решения, позволяющие
оптимальным образом обеспечить функции системы продувки.
Принципиальная модернизированная схема системы продувки
показана на рис. 3.10.
При этом предполагаются:
• выполнить вывод непрерывной продувки из «солевого» отсека че-
рез один штуцер Ду 50 (на ПГ, имеющих вывод воды из «солевого»
отсека, - через аварийный патрубок питательной воды Ду 100 или
через четыре штуцера Ду 20 , поз. 1);
84
Парогенератор ПГВ-1 ООО
отПГ-4
от ПГ-3
от ПГ-2
отПГ-2
отПГ-З
от ПГ4
На охладители дренажа
►Ч - запорный клапан (нормально закрытый)
IX3 - запорный клапан (нормально открытый)
- запорный клапан с пневмоприводом
Д] - запорный клапан с электроприводом
04 - запорпо-регулируюший клапан с электроприводом
- запорная арматура с ручным приводом
О - расходомерпая шайба
Рис. 3.10. Модернизированная схема продувки
85
Глава третья
• заменить трубопроводы системы продувки из углеродистой стали
на трубопроводы из коррозионно-стойкой стали аустенитного
класса (08X18НЮТ);
• выполнить раздельную продувку «карманов» коллекторов и пат-
рубков Ду 80 нижней образующей корпуса ПГ;
• в герметичном объеме РУ, на каждом из трубопроводов продувки
патрубков Ду 80 нижней образующей корпуса ПГ установить
электроприводную арматуру, выполненную из нержавеющей ста-
ли (поз. 3). Вновь устанавливаемую арматуру разместить в доступ-
ном для обслуживания и ремонта месте, вне боксов ПГ (поз. 2);
• в герметичном объеме, на трубопроводе Ду 50 объединенной ли-
нии продувки из карманов коллекторов, установить электропри-
водную арматуру (поз. 4);
• предусмотреть на объединенной линии продувки из карманов
коллекторов, патрубков Ду 80 нижней образующей корпуса ПГ и
патрубка дренажа Ду 100 одного из парогенераторов (вне герме-
тичного объема) байпасную линию прогрева общего коллектора
периодической продувки с установкой не ней ручной запорной
арматуры для обеспечения расхода до 2 т/ч (поз. 5);
• на линиях непрерывной продувки из «солевого» отсека устано-
вить запорно-регулирующие клапаны (ЗРК) с диапазоном регули-
рования 0—30 т/ч (поз. 6);
• на линиях непрерывной продувки установить ЗРК с диапазоном
регулирования 0-10 т/ч (поз. 7);
• вместо дроссельной шайбы на общем коллекторе периодической
продувки установить электроприводной ЗРК с диапазоном регу-
лирования 0-40 т/ч (поз. 8);
• коллекторы непрерывной и периодической продувки выполнить
раздельными до врезки их в соединительный трубопровод расши-
рителей продувки. На вновь монтируемом коллекторе периодиче-
ской продувки (поз. 9) установить электроприводную арматуру
(поз. 10), работающую в блокировках параллельно с существую-
щей арматурой (поз. 77);
• на трубопроводах продувки из «карманов» коллекторов предусмо-
треть установку температурных датчиков контроля проходимости
трубопроводов (на расстоянии не менее 1000 мм от штуцеров)
(поз. 12).
86
(Парогенератор ПГВ-1000
3.3.4.2
Требования к внешним системам ПГ и связь с ними
Парогенератор работает в составе реакторной установки, поэтому на-
дежность его эксплуатации непосредственным образом зависит от
надлежащего функционирования обеспечивающих и связанных с
ним внешних систем.
При разработке проекта РУ специальным документом выдаются
требования к внешним системам Генеральному проектанту АЭС,
включающие в себя перечень и содержание функций, выполняемых
внешними системами во всех режимах эксплуатации РУ.
На рис. 3.11 представлена схема связей парогенератора с внешни-
ми системами, относящимися к ПГ, а в табл. 3.7 — их проектная мар-
кировка с указанием функционального назначения систем. Работа
ряда внешних систем описана также в соответствующих подразделах
книги. Трудно переоценить значение для работы ПГ таких систем,
как подготовки и подачи питательной воды, контроля уровня воды и
пара, продувки воды из ПГ, химических промывок и др.
Повреждения элементов ПГ или их отказы в значительной мере
происходят из-за нарушения работы вспомогательных систем. Это
характерно и в целом для всей АЭС.
KUD — Система контроля уровня и влажности пара парогенерато-
ров КУП-КВПП-1000 предназначена для оперативного контроля
уровня в парогенераторе, определения влажности пара в паропрово-
де на этапе энергетического пуска и при паропроизводительности
100%, периодического контроля влажности пара в паропроводе, уста-
новления зависимости между положением уровня воды в ПГ и влаж-
ностью пара в паропроводе.
КТА — Система дренажа оборудования здания реактора предна-
значена для организованного сбора и возврата в систему реактора ор-
ганизованных протечек.
JET — Система отвода протечек основного теплоносителя и систе-
ма обнаружения протечек предназначена для обнаружения, сбора и
определения количества протечек.
КТВ2 — Система аварийного газоудаления предназначена для уда-
ления парогазовой смеси из первого контура и снижения давления в
запроектных авариях.
LAB — Система питательной воды предназначена для:
87
Рис. 3.11. Связь парогенератора с внешними системами
Глава третья
Парогенератор ПГВ-1000
Таблица 3.7. Проектная маркировка систем АЭС, связанных с
парогенератором
Обозначение системы Наименование системы
KUD Система контроля уровня и влажности пара парогенерато- ров КУП-К.ВПП-1000
КТА JET Система дренажа оборудования здания реактора Система отвода протечек основного теплоносителя и система обнаружения протечек
КТВ2 LAB LAR LBA LCQ1 LFG Система аварийного газоудаления Система питательной воды Система аварийной питательной воды Система паропроводов и паросбросных устройств Система продувки парогенераторов Система химической промывки парогенераторов по второму контуру
QCN KRK KTF Система приготовления и ввода раствора NaNO3 Система азота низкого давления Система спецканализации здания реактора
• деаэрации чистого конденсата;
• обеспечения парогенератора питательной водой во всех режимах
нормальной эксплуатации (см. главу 8);
• регенеративного подогрева питательной воды;
• регулирования уровня в парогенераторах;
• отсечения линии питательной воды в случае разрыва трубопрово-
да или переполнения парогенератора.
LAR — Система аварийной питательной воды предназначена для
обеспечения питательной водой парогенераторов при нарушениях
нормальных условий эксплуатации и проектных авариях, когда пода-
ча питательной воды от системы LAB невозможна.
LBA — Система паропроводов и паросбросных устройств предна-
значена для подачи свежего пара от парогенераторов к турбине во
всех режимах эксплуатации турбины, сброса пара из парогенераторов
в конденсатор турбины (БРУ-К) при внезапных сбросах нагрузки с
целью предотвращения чрезмерного роста давления в парогенерато-
рах, а также для сброса пара в режимах пуска и расхолаживания.
LCQ1 - Система продувки парогенераторов предназначена для
вывода воды из парогенератора с целью поддержания требуемого ка-
чества воды второго контура в ПГ.
89
Глава третья
LFG — Система химической промывки парогенераторов по второ-
му контуру предназначена для периодического удаления эксплуата-
ционных отложений с теплообменных труб со стороны второго кон-
тура.
QCN — Система приготовления и ввода раствора NaNO3 приме-
няется при сепарационных испытаниях парогенератора для опреде-
ления влажности пара.
KRK - Система азота низкого давления предназначена для пода-
чи азота потребителям.
KTF — Система спецканализации здания реактора предназначена
для сбора трапных вод.
Границы стыковки парогенератора с внешними системами обо-
значены на рис. 3.11 значком х-х.
3.3.5
Системы контроля парогенератора
3.3.5.1
Система измерения уровня
1. Система измерения уровня воды в парогенераторе базируется на
принципе измерения уровня воды гидростатическим методом.
На парогенераторе предусмотрены штуцера для отбора статиче-
ского давления. К штуцерам присоединены однокамерные и двухка-
мерные уравнительные сосуды (УС) в комплекте с дифманометрами.
Уравнительный сосуд в комплекте с дифманометром будет имено-
ваться в дальнейшем уровнемером однокамерным (СУО) или двухка-
мерным (СУД)).
Импульсные линии от уравнительных сосудов выводятся в поме-
щения датчиков КИП.
Схема установки уравнительных сосудов на парогенераторе пока-
зана на рис. 3.12.
На разных ПГ может быть различное расположение УС, что связано
с наличием свободных штуцеров на корпусе П Г, временем проведения
модернизации системы, но это не влияет на принципы работы УС.
Некоторые варианты исполнения показаны на рис. 3.13.
90
Парогенератор ПГВ-1000
Дифманометр
Рис. 3.12. Схема установки уравнительных сосудов на парогенератор
91
Глава третья
«холодный» коллектор
& «горячий» коллектор
СУО
Рис. 3.13. Схемы обвязки парогенератора уравнительными сосудами на
различных блоках АЭС:
а-г - варианты исполнения
92
Парогенератор ПГВ-1000
Б
(защитное устройство)
Рис. 3.14. Взаимное расположение однокамерный уровнемер-парогене-
ратор
А—А
93
Глава третья
Рис. 3.15. Взаимное расположение системы двухкамерный уровне-
мер-парогенератор:
а - расположение сосудов № 6,7; б- расположение сосуда № 5
Диапазон измерения уровня воды однокамерных уровнемеров
0-4000 мм, двухкамерных 0—1000 мм.
Схемы расположения системы уровнемер-парогенератор предста-
влены на рис. 3.14 и 3.15.
2. Функциональное назначение уровнемеров, величины уставок в
защиты и блокировки указаны в табл.3.8.
Сигналы на регулирование расхода питательной воды и блокиров-
ки на отключение ГЦН и закрытие стопорных регулирующих клапа-
94
Парогенератор ПГВ-1 ООО
Таблица 3.8. Функциональное назначение уровнемеров
Номер УС Функциональное назначение Уставка, мм
1 Отключение ГЦН БЩУ — показания, сигнализация УВС — показания, регистрация, ФГУ второго контура -500
Аварийный регулятор питания -900
2 Первый комплект АЗ -650
3 Аварийный регулятор питания БЩУ — показания, регистрация
УВС — регистрация РЩУ — показания ФГУ второго контура -900
4 Второй комплект АЗ -650*
5 УВС — показания —
6 Регулирующий питательный клапан РЩУ — показания, сигнализация УВС — показания, регистрация Пусковой регулирующий клапан Блокировки по повышению уровня:
закрытие задвижек на линии питательной воды (RL) перед РПК и ПРК; + 150
отключение ГЦНА с выдержкой т = 30 с; + 150
отключение ГЦНА; +200
закрытие задвижек на линии питательной воды перед ПРК +80
7 Закрытие СРК при работающем ГЦНА +300
Закрытие СРК +450
Включение ВПЭН -100
Примечание. Сокращения, применяемые в таблице, см. в «Списке условных сокра-
щений и обозначений».
нов турбины по повышению уровня воды в ПГ выполнены от двухка-
мерных уровнемеров.
Сигналы в систему аварийной защиты (АЗ), на отключение ГЦН,
включение АПН выполнены от однокамерных уровнемеров.
На «минусовых» отборах однокамерных уровнемеров установле-
ны защитные устройства, а на двухкамерных уровнемерах — успоко-
ительные устройства, показанные на рис. 3.14 и 3.15.
95
Глава третья
Гильза под измеритель
темпер ату ры
Штуцер i-у 20. Плособая линия
Штуцер Лу 25 к
сороВомц одьему ПГ
Рис. 3.16. Однокамерный уравнительный сосуд
3. Сосуд уравнительный однокамерный (рис. 3.16) состоит из кор-
пуса, штуцеров и донышек.Через верхний штуцер сосуд соединяется
с паровым объемом парогенератора, к нижнему штуцеру подсоеди-
няется плюсовая линия дифманометра, как показано на рис. 3.12 и
3.13, и далее — с водяным объемом парогенератора.
При конденсации пара за счет теплоотдачи через стенку в окружа-
ющую среду в сосуде образуется конденсат, который заполняет сосуд
96
Парогенератор ПГВ-1000
до уровня верхнего штуцера. Излишки конденсата сливаются в паро-
генератор по соединительному трубопроводу, таким образом в сосуде
поддерживается постоянный уровень конденсата.
Принцип действия сосуда основан на сравнении гидростатиче-
ского столба воды в парогенераторе с постоянным гидростатическим
столбом конденсата в сосуде.
На корпусе сосуда имеется гильза для установки термоэлектриче-
ского преобразователя для контроля температуры конденсата в
сосуде.
Материал сосуда - хромоникелевая сталь аустенитного класса ма-
рок 08Х18Н10Т, 12Х18Н10Т.
4. Сосуд уравнительный двухкамерный (рис. 3.17) состоит из кор-
пуса, донышек, штуцеров и внутрикорпусных устройств.
Внутри корпуса находится камера 1 постоянного уровня, которая
подключается к плюсовой линии дифманометра. Для уменьшения
теплоотвода камера постоянного уровня защищена экраном 2.
Пространство между корпусом и экраном называется камерой 3 пере-
менного уровня, которая соединяется с водяным объемом парогенерато-
ра и минусовой линией дифманометра, как показано на рис. 3.15.
Пространство между донышком и заслонкой, находящейся над
камерой постоянного уровня, называется конденсатной камерой 4.
Конденсатная камера соединяется с паровым объемом парогенерато-
ра. При конденсации пара за счет теплоотдачи через стенку в окружа-
ющую среду, в конденсатной камере образуется конденсат, который
попадает на заслонку и стекает в камеру постоянного уровня, напол-
няя ее доверху. Излишки конденсата переливаются через край каме-
ры постоянного уровня и стекают в камеру переменного уровня.
Таким образом, в камере постоянного уровня самопроизвольно
поддерживается постоянный столб конденсата.
Принцип действия сосуда основан на сравнении гидростатиче-
ского столба воды в парогенераторе с постоянным столбом конден-
сата в сосуде, в камере постоянного уровня.
Наличие защитного экрана обеспечивает поддержание в камере
постоянного уровня температуры конденсата близкой к температуре
насыщения воды в парогенераторе, что уменьшает погрешность при
измерении уровня воды в парогенераторе.
Дифманометр в соответствии с рис. 3.14 и 3.15 измеряет разность
давлений между постоянным столбом конденсата («плюс») в камере
постоянного уровня и столбом воды в камере переменного уровня,
соответствующим уровню воды в парогенераторе («минус»).
97
Глава третья
к паровому объему
1000
Минусовая линия
А —А
Плособая линия
К бодянсму объему измеряемого уровня
Рис. 3.17. Двухкамерный уравнительный сосуд
98
Парогенератор ПГВ-1000
Двухкамерные уравнительные сосуды изготовлены из хромонике-
левой стали аустенитного класса марок 08Х18Н10Т, 12Х18Н10Т.
5. Отсчет показаний всех уровнемеров, указанных выше, осущест-
вляется от нижней внутренней образующей корпуса ПГ.
Начало шкал однокамерных уровнемеров обозначено нулем (0),
начало шкал двухкамерных уровнемеров - размером Н j (расстояние
от нижней внутренней образующей корпуса парогенератора). Таким
образом, диапазон измерения уровня двухкамерными уровнемерами
при рабочих параметрах парогенератора составляет Hj - Н2, где Н2 -
верхний предел измерения УС.
Базовым является двухкамерный уровнемер № 6 или № 7, по ко-
торым устанавливается значение номинального уровня.
При поддержании номинального уровня с запасом не менее 50 мм
обеспечивается влажность пара на выходе из парогенератора (в паро-
проводе) не более 0,2% при 100%-ной паропроизводительности па-
рогенератора (рис. 3.18). Номинальный уровень Нном устанавливает-
ся на основании результатов сепарационных испытаний.
При работе парогенератора с разной паропроизводительностью
необходимо не реже одного раза в неделю сверять показания всех
уровнемеров. Показания уровнемеров в процессе снижения-повы-
шения уровня и паропроизводительности ПГ оформляются в таблич-
ной и графической форме в виде зависимостей показаний уровнеме-
ра от времени:
Hj = f(T),
где Hj - показания уровнемеров, мм; т — время, мин.
3.3.5.2
Система контроля влажности пара и уровня воды парогенератора
1. Нормируемая влажность пара на выходе из парогенератора (не бо-
лее 0,2% по массе) обеспечивается поддержанием номинального
уровня воды в ПГ.
Для каждого парогенератора в период энергопуска по результатам
сепарационных испытаний устанавливается связь между показания-
ми базового уровнемера (двухкамерного уровнемера № 6 или № 7) и
влажностью пара в паропроводе (см. подраздел 3.3.5.1 и рис. 3.18).
99
Глава третья
Рис. 3.18. График зависимости влажности пара в паропроводе от уровня
воды в парогенераторе при паропроизводительности 100%:
Н - показание двухкамерного СУД; ш - влажность пара
2. Для проверки правильности показаний однокамерных и двух-
камерных уровнемеров, применяется система КУП-КВПП-1000.
Система КУП-1000 (контроля уровня в ПГ) состоит из колонок
КУП-1000 (рис. 3.19), пробоотборных линий, запорной и отсечной
арматуры, охладителей проб.
3. Система КВПП-1000 (контроля влажности в паропроводе) со-
стоит из устьевых пробоотборников, пробоотборных линий, запорной и
отсечной арматуры, охладителя проб, узла ввода раствора азотнокисло-
го натрия в трубопровод питательной воды парогенератора. Общая схе-
ма системы показана на рис. 3.19, типы пробоотборников - в главе 7.
100
Парогенератор ПГВ-1 ООО
A ox/iadume/ic проб системы КУП-КВПП-ЮОО
Рис. 3.19. Колонка КУП-КВПП-1000 - уравнительный сосуд № 5
Проверка влажности пара в паропроводе каждого парогенератора
проводится по солевой методике. Для этого в трубопроводы пита-
тельной воды каждого парогенератора поочередно должен вводиться
раствор азотнокислого натрия с помощью насоса-дозатора.
Отборы проб берутся в системах КУП и КВПП.
Расходы этих проб определяются возможностями охладителей
проб и составляют 50—60 кг/ч.
101
Глава третья
При измерениях концентрации натрия в конденсате проб пара из
подсистемы КВПП-1000 должен быть обеспечен порог чувствитель-
ности метода по влажности пара не хуже 0,02%.
При этом условии расход отбираемой пробы должен определяться
по формуле
где D — паропроизводительность ПГ, кг/ч; dt - диаметр входного отвер-
стия в пробоотборник, мм; d2 - внутренний диаметр паропровода, мм.
Измерения влажности пара осуществляются при ступенчатом из-
менении уровня воды в парогенераторе с соответствующими времен-
ными выдержками на каждой ступени до достижения либо предель-
но допустимой по условиям безопасной работы турбины влажности,
либо получения четкой зависимости величины влажности пара от
уровня без достижения предельно допустимой влажности.
Предельно допустимая влажность пара - не более 1 % в течение
кратковременного промежутка времени (30 мин) работы турбины.
Влажность пара в результате испытаний определяется по формуле
Sn
0)=—В_ 100%,
Skb
где Sp — содержание натрия в паре, мг/кг, Skb - содержание натрия в
воде, отобранной из нижнего пробоотборника подсистемы
КУП-1000, мг/кг.
При использовании настоящей формулы необходимо иметь значения
содержания натрия в паре и воде в один и тот же момент времени, т.е. не-
обходимо учитывать время прохождения пробы по пробоотборным ли-
ниям и технологическим коммуникациям реакторной установки.
На основании полученных данных измерений должен быть по-
строен график зависимости влажности пара в паропроводе от уровня
воды в парогенераторе
со = f(H),
где Н - показания уровнемера № 6 или № 7.
В качестве примера ориентировочный характер зависимости
влажность пара в паропроводе от уровня воды в парогенераторе при-
веден на рис. 3.18.
102
Парогенератор ПГВ-1000
3.3.5.3
Контроль герметичности фланцевых соединений
Для непрерывного контроля плотности фланцевых соединений пре-
дусмотрена система проверки межпрокладочных полостей соедине-
ний. Из межпрокладочной полости каждого фланцевого соединения
выведены импульсные трубки, подсоединенные к манометрам, рас-
положенным в специальном обслуживаемом помещении АЭС. Поя-
вление давления по манометру сигнализирует о течи хотя бы через
одну из прокладок. По величине давления можно судить о том, из ка-
кого контура имеется течь.
Предусмотрены соответствующие конструкторские и технологи-
ческие решения об эксплуатации ПГ в этих случаях см. подраздел
3.3.5.4.
На рис. 3.20 и 3.21 показаны конструкция шпильки, устройство-
глубиномер, схемы сборки и затяга фланцевого соединения (на при-
мере соединения первого контура).
Эксплуатация парогенератора при протечках через обе прокладки
люка коллектора первого контура не допускается, парогенератор
должен быть выведен из работы в течение смены.
Рис. 3.20. Шпилька
103
Номер прохода (мотяга) Величина п, мм
'/ 0.06
2 0.10
3 0.1S
0.20
5 0.25
Ок оняя/пельный 0.5+0.02
Шпилька затянута Шпилька отпущена
Рис. 3.21. Сборка фланцевого соединения люка коллектора первого контура
0)
а
о
третья
Парогенератор ПГВ-1000
При нарушении герметичности только одной из прокладок во
фланцевом соединении люка коллектора первого контура, а также в
уплотнениях люка-лаза, допускается по согласованию с Главным
конструктором ограниченная во времени эксплуатация парогенера-
тора, как правило, до очередных ППР с последующим переуплотне-
нием люка.
3.3.5.4
Межконтурная плотность
1. Причинами межконтурной неплотности могут быть протечки че-
рез фланцевые уплотнения первого контура и через дефекты в тепло-
обменных трубах, сварных швах приварки их к коллектору, неплот-
ности в коллекторах теплоносителя и в импульсных трубах.
Необходимость обеспечения межконтурной плотности (отсутст-
вия протечек) обусловлена опасностью перетечки воды первого кон-
тура во второй и повышением по этой причине активности во втором
контуре до недопустимого уровня. Кроме того, протечка через не-
плотность (дефект) в металле какого-либо элемента почти всегда со-
держит опасность развития этого дефекта и перерастания в большую,
некомпенсируемую течь.
2. Контроль протечек из первого контура во второй выполняется
периодически по методу расчета приведенной активности изотопа
1311 в продувочной воде из «солевого» отсека ПГ.
Отбор проб теплоносителя первого контура производится один
раз в неделю для определения удельной активности реперных радио-
нуклидов 131-133,135j, 22]\[а, 42^ отбор проб из «солевого» отсека ПГ
осуществляется один раз в сутки для определения суммарной удель-
ной активности по «сухому» остатку. Путем расчетного сравнения оп-
ределяется величина протечки. Фиксируется также активность воды
второго контура.
Проектом ПГ предусмотрены предельные состояния контура ПГ,
которыми следует руководствоваться при эксплуатации РУ.
Предел безопасной эксплуатации:
• протечка теплоносителя первого контура в каждом ПГ — не более
5 кт/ч;
• удельная активность изотопа 1311 в продувочной воде из «солево-
го» отсека каждого ПГ - не более 740 Бк/кг.
105
Глава третья
Эксплуатационный предел:
• протечка теплоносителя первого контура в каждом ПГ - не более
4 кг/ч.;
• удельная активность изотопа 1311 в продувочной воде из «солево-
го» отсека каждого ПГ — не более 370 Бк/кг.
При превышении значения хотя бы одного эксплуатационного
предела (после повторной проверки) блок переводится в «холодное»
состояние для поиска и устранения протечки.
При достижении предела безопасности блок переводится в «хо-
лодное» состояние сразу без повторной проверки.
3.3,5.5
Поиск дефектов (течи) в теплообменных трубах
1. Предусмотрены следующие способы обнаружения дефектных (те-
кущих) труб:
• гидравлический с визуальным контролем протечек (ГВК);
• гидравлический с дистанционным контролем протечек (ГДК);
• гидравлический с люминесцентным индикаторным покрытием
(ГЛИП);
• пневмогидравлический аквариумный способ контроля проте-
че^П ГА).
При всех методах поиска течи следует вести наблюдение — визу-
альное или приборное внутренней поверхности коллектора (в районе
выхода труб).
Имеется специальное технологическое уплотнение полости вто-
рого контура ПГ (рис. 3.22), устанавливаемое на верхней части флан-
цев корпуса и коллектора. С использованием штатного крепежа, спе-
циальных фланцев и прокладок уплотняется зазор между фланцами
коллектора и патрубка корпуса и обеспечивается доступ во внутрен-
нее пространство коллектора при наличии испытательного давления
в полости второго контура ПГ.
2. Гидравлический способ с визуальным контролем протечек
Парогенератор заполняется по второму контуру до уровня 2600 мм
водой с температурой 80...90 °C, охлаждается до температуры 25...30 °C,
давление в парогенераторе поднимается до 1,96-2,45 МПа.
Производится поиск дефекта путем непосредственного осмотра
внутренней поверхности коллекторов первого контура. Обнаружение
106
Парогенератор ПГВ-1000
Рис. 3.22. Технологическое уплотнение второго контура ПГ
107
Глава третья
протечек воды свидетельствует о наличии дефекта. Следует зафикси-
ровать координаты дефектной трубы. Давление не снижается в тече-
ние всего периода поиска.
3. Гидравлический способ с дистанционным контролем протечек.
Способ ТДК предусматривает выполнение тех же операций, что и
при ГВК, но с применением перископа или телевизионной камеры.
4. Гидравлический с люминесцентным индикаторным покрытием
способ контроля протечек. Способ ГЛИП используется в случае сом-
нений в результатах поиска течи способами ГВК и ГДК.
На внутреннюю, предварительно тщательно очищенную поверх-
ность коллектора, наносится слой люминесцентной индикаторной
суспензии. Парогенератор заполняется водой как при ГВК и ГДК.
Производится осмотр поверхности коллектора в лучах ультрафиоле-
тового света в условиях полного или частичного затемнения (осве-
щенность не более 10 лк). Со стороны второго контура поддержива-
ется давление 1,96—2,45 МПа. Температура воды в ПГ не выше 40 °C.
В месте контакта суспензии с водой (в случае протечки) появляет-
ся зеленое свечение. Как и в предыдущих случаях, место протечки
следует зафиксировать.
После завершения контроля суспензию нужно тщательно удалить
путем протирки ветошью, смоченной в спирте.
5. Пневмогидравлический аквариумный способ контроля проте-
чек. Способ ПГА позволяет определить место протечки по сварному
шву, выявить поврежденную теплообменную трубу. Его принцип за-
ключается в обнаружении протечек по появлению пузырьков воздуха
на поверхности зеркала воды в коллекторе, при этом со стороны вто-
рого контура должно поддерживаться избыточное давление воздуха
не менее 0,196 МПа (2 кгс/см2).
Изменяя уровень воды в коллекторе, можно весьма точно опреде-
лить координату текущей трубы.
Метод наблюдения за появлением пуырьков воздуха может быть
визуальным и инструментальным (перископом, телекамерой) под во-
дой внутри коллектора первого контура. Этот способ получил высо-
кую оценку при эксплуатации на АЭС. Показано, что эффективность
обнаружения течи повышается при увеличении давления вплоть до 2
МПа и времени наблюдения (выдержки) до 4-10 часов.
6. Устранение (ремонт) дефектного узла. После обнаружения и ус-
тановления типа дефекта (повреждение сварного шва или стенки
трубы) производится ремонт путем подварки шва (рис. 3.23) или глу-
шения трубы.
108
Парогенератор ПГВ-1000
Рис. 3.23. Ремонтное сварное соединение:
а, б — торцовка по 023; в - ремонтный шов
Наиболее используемый в настоящее время тип заглушки и спо-
соб глушения труб показаны на рис. 3.24. Выполнение операций
показано на образцах.
109
Глава третья
Рис. 3.24. Один из принятых способов глушения теплообменных труб:
а - расточка отверстий; б - установка заглушки; в - обварка заглушки
110
(Парогенератор ПГВ-1000
3.3.5.6
Контроль за состоянием металла парогенератора
1. Контроль основного металла и сварных соединений проводится в
соответствии с требованиями Правил устройства и безопасной экс-
плуатации оборудования и трубопроводов атомных энергетических
установок ПН АЭ Г-7-008—89.
Целью контроля являются:
• выявление и фиксация дефектов металла и сварных соединений;
• выявление и фиксация изменения физико-механических свойств,
структуры металла и сварных соединений;
• оценка состояния металла и сварных соединений.
Определена периодичность контроля металла и сварных соедине-
ний.
Первый контроль:
• на первом парогенераторе - после одного года эксплуатации;
• на втором и третьем парогенераторе — после двух лет эксплуата-
ции;
• на четвертом парогенераторе — после трех лет эксплуатации.
Последующий контроль — не реже одного раза в четыре года пос-
ле предыдущего контроля для каждого парогенератора.
При изготовлении и эксплуатации применяются следующие виды
контроля:
• визуальный и измерительный контроль с применением средств
увеличения изображения;
• капиллярный или магнитопорошковый контроль поверхности;
• ультразвуковая дефектоскопия;
• просвечивание рентгеновское или с использованием радиоактив-
ных источников;
• вихретоковый контроль металла (ВТК).
2. В последнее время широкое применение получило использова-
ние для ВТ-контроля металла. Этод метод применяется для контроля
металла перемычек коллекторов первого контура и теплообменных
труб.
Контроль приобрел особое значение после известных событий с по-
вреждением холодных коллекторов ПГ в 1986-1991 гг., а также в связи
с повреждениями труб в ПГВ-1000М (подробно см. в подразделе 3.4).
Отработаны системы, позволяющие в автоматическом (или руч-
ном) режиме проверять металл заданного числа перемычек коллекто-
111
Глава третья
ров путем ввода специального датчика (зонда) в отверстия труб и пе-
ремещения его в пределах толщины коллектора. Прибор позволяет
выявлять дефекты (трещины) глубиной 0,1-0,3 мм и длиной 2—5 мм.
Вихретоковый контроль металла теплообменных труб проводится
для определения состояния металла и оценки динамики износа труб
путем сравнения результатов последующего контроля с предыдущими.
Для контроля труб применяются электронно-механические комп-
лексы, позволяющие в автоматическом режиме наводить датчик на
намеченные для контроля отверстия (из внутренней полости коллек-
тора), перемещать его по всей длине трубы, снимать показания и пе-
редавать данные на монитор, записывающий и анализирующий при-
бор. Датчик и измерительное устройство могут фиксировать утонче-
ние стенки трубы (в виде трещин, язв, забоин и пр.) в пределах
20%—100% от толщины стенки трубы, а также наличие иных повреж-
дений труб.
Этот метод принципиально отличается от описанных выше спо-
собов контроля межконтурной плотности, которые могут обнаружи-
вать только сквозные, т.е. уже проявившиеся дефекты.
Вихретоковый контроль позволяет зафиксировать наличие не-
сквозного дефекта (сквозного также) в металле стенки трубы, его ме-
сторасположение, глубину. В настоящее время (2003 г.) результаты
ВТК не являются абсолютно достоверными (хотя методики и прибо-
ры постоянно совершенствуются), однако, анализируя полученные
данные, можно принимать решения о превентивном глушении де-
фектных труб и избегать во время эксплуатации возможного раскры-
тия имеющегося дефекта до сквозного и, соответственно, внеплано-
вого останова реакторной установки. ВТ-контроль также позволяет
своевременно обнаружить деградацию (начало коррозионного по-
вреждения) ТОТ, путем последовательных проверок установить ее
динамику в пределах конкретного ПГ и принять необходимые воз-
можные меры для замедления или прекращения этого процесса.
По результатам ВТК в настоящее время заглушено подавляющее
количество теплообменных труб, особенно на парогенераторах энер-
гоблоков, имеющих массовые коррозионные повреждения трубчат-
ки. Величина критерия глушения дефектных теплообменных труб по
результатам ВТК (по глубине коррозионной трещины — так называе-
мая «нехватка материала») для различных РУ различна, зависит от ха-
рактера дефектов и их количества. Даже при наличии большого чис-
ла повреждений в ТОТ, выявленных с помощью ВТК, течь может
быть незначительной и не фиксироваться другими способами, но ре-
112
Парогенератор ПГВ-1 ООО
зультаты этого контроля позволяют судить о состоянии металла труб.
Поэтому вихретоковый метод на сегодня является одним из основ-
ных инструментов контроля и оценки технического состояния ТОТ
ПГ. Наличие дефекта, его месторасположение и глубина определяют-
ся при использовании так называемого проходного (bobbin) датчика,
который на данный момент наиболее распространен. При использо-
вании других типов датчиков (например, вращающихся) возможно
определить объемные геометрические характеристики дефекта, а
также дать более точно интерпретацию его типа.
Мнения специалистов различных стран по оценке достоверности
результатов ВТК существенно расходятся. Достаточно много иссле-
дований проведено по оценке параметров систем контроля.
Анализ эффективности вихретокового метода контроля с учетом
результатов экспериментальных исследований показал, что:
• чувствительность использованной аппаратуры составляет при-
мерно 20% от толщины стенки теплообменной трубы;
• дефекты с глубиной более 40% толщины стенки теплообменной
трубы выявляются с высокой вероятностью, около 0,8;
• выявляемость дефектов на наших ПГ достаточно хорошо сопоста-
вима с литературными данными по выявляемое™ дефектов вих-
ретоковым методом контроля в США (для дефектов глубиной
свыше 75% толщины стенки, вероятность выявления около 0,9).
Более подробно о повреждениях труб и подходе к критериям их
глушения см. в подразделе 3.4.5.
3.3.5.7
Гидравлические испытания
Гидравлические испытания являются важнейшим средством провер-
ки прочности оборудования и его плотности.
Гидроиспытания на прочность для ПГВ-ЮООМ выполняются при
изготовлении парогенератора:
• по первому контуру давлением 24,5 МПа;
• по второму контуру давлением 10,78 МПа.
Величины давления гидравлических испытаний парогенератора
после монтажа и соединения с трубопроводами, а также при эксплу-
атации должны определяться с учетом взаимосвязи ПГ с другими си-
стемами и в зависимости от времени наработки ПГ и РУ.
113
Глава третья
При проведении гидравлических испытаний парогенератора по
второму контуру в период эксплуатации давление в первом контуре
должно быть выше давления во втором, во избежание разбавления
борированной воды первого контура водой из ПГ (если не произве-
дена выгрузка активной зоны).
Гидравлические испытания на плотность проводятся при давле-
нии:
• по первому контуру — 17,64 МПа;
• по второму контуру — 8,62 МПа.
Температура стенок элементов первого и второго контуров при
гидроиспытаниях парогенератора совместно с реактором и трубо-
проводами второго контура должна быть в пределах 70... 130 °C для
исключения опасности хрупкого разрушения металла перлитного
класса и назначаться с учетом требований по допустимым температу-
рам реактора и оборудования второго контура.
При испытании ПГ на плотность производится осмотр корпуса и
других наружных узлов ПГ. Поверяется отсутствие протечек, види-
мых деформаций, местных запотеваний, а также снижения давления,
если такая проверка предусмотрена документацией.
3.3.5.8
Техническое освидетельствование парогенератора
Парогенератор проходит техническое освидетельствование (ТО) пос-
ле регистрации до пуска ПГ, а затем периодически в процессе эксплу-
атации. Может быть и досрочное освидетельствование.
В объем работ в период ТО включаются:
• проверка документации;
• наружный осмотр ПГ;
• внутренний осмотр ПГ;
• гидравлические испытания;
• оформление результатов ТО.
Первое техническое освидетельствование в течение эксплуатации
проводится:
• на одном парогенераторе — после одного года с начала эксплуата-
ции;
• на двух других парогенераторах - после двух лет с начала эксплу-
атации;
114
Парогенератор ПГВ-1000
• на последнем парогенераторе - после трех лет с начала эксплуатации.
Последующие технические освидетельствования в процессе эксплу-
атаци проводятся не реже одного раза в четыре года после предыдуще-
го технического освидетельствования для каждого парогенератора.
3.4
ЭКСПЛУАТАЦИЯ, ОТКАЗЫ, ПОВРЕЖДЕНИЯ
И РЕМОНТ УЗЛОВ ПГ
3.4.1
Проверка гидродинамики пароводяного объема и
обеспечение сепарационных характеристик
3.4.1.1
Проверка расчетных характеристик ПГ по результатам пуска и
эксплуатации первых блоков АЭС
После пуска первых блоков АЭС с ВВЭР-1000 был проведен ряд ис-
следований и проверок на парогенераторах ПГВ-1000 (ПГВ-ЮООМ).
Проведенные испытания парогенераторов ПГВ-1000 и ПГВ-
ЮООМ на действующих блоках АЭС показали, что ПГ обеспечивают
генерацию пара с влажностью не более 0,2% при паропроизводитель-
ности до 107% номинальной.
При этом проводились проверка характеристик и параметров ПГ,
их сравнение с расчетными значениями.
Показано, что во всех случаях и на всех АЭС парогенераторы
обеспечивали выдачу требуемой мощности (паропроизводительно-
сти) и проектные выходные параметры реакторных установок.
На ряде действующих блоков АЭС с ВВЭР-1000 была собрана ин-
формация, необходимая для оценки характеристик теплопередачи в
теплообменном пучке ПГ:
115
Глава третья
• расход питательной воды в каждом парогенераторе;
• температура питательной воды в каждом ПГ;
• давление во втором контуре ПГ;
• расход теплоносителя по петлям;
• температура теплоносителя на входе каждого ПГ (на выходе из ре-
актора);
• температура теплоносителя на выходе из каждого ПГ (на входе в
реактор).
В результате исследований показано, что сходимость полученных
значений с расчетными вполне приемлема (более полно см. раз-
дел 7.3).
В процессе пусконаладочных работ и эксплуатации парогенерато-
ров, кроме проверки входных и выходных характеристик ПГ, прово-
дились также измерения параметров гидродинамики, сепарации, пе-
ремещения, деформации и напряженно-деформированного состоя-
ния узлов и участков парогенератора.
Эти измерения имели цели:
• проверить методики расчетов и внести в них необходимые корре-
ктировки;
• проверить конструкторские и технологические решения и внести
необходимые изменения в действующие изделия, в эксплуатаци-
онные инструкции и в конструкторскую документацию для новых
ПГ. В результате измерений и исследований, проведенных наряде
АЭС, были внесены коррективы во многие методики расчетов и
экспериментов, а также проведены изменения отдельных узлов и
систем ПГ, о чем будет сказано далее.
3.4.1.2
Доработка узлов ПГ по результатам пуска и эксплуатации
блоков АЭС
По результатам эксплуатации и после проведения дополнительных
проверок на крупномасштабных моделях в ОКБ «Гидропресс» в про-
ект парогенераторов ПГВ-1000 (1000М), а также в действующие ПГ
на АЭС были внесены изменения, устраняющие замеченные недос-
татки, повышающие надежность ПГ и удобство его эксплуатации. В
числе таких решений:
116
Парогенератор ПГВ-1000
• установка отбойных козырьков в верхней части корпуса ПГ в районе
«горячего» коллектора для устранения локального прорыва пара;
• перекрытие опускного канала циркуляции в теплообменном пучке для
предотвращения прорыва и выброса пароводяной смеси у корпуса;
• изменение величины (увеличение) перфорации погруженного дырча-
того листа до 8% с целью улучшения гидродинамики водяного объема;
• изменение мест отбора среды на уравнительные сосуды для изме-
рения уровня с целью повышения стабильности и однозначности
получаемых значений;
• организация «солевого» отсека и изменения в системе раздачи пи-
тательной воды и продувки (а также отбора проб), с целью сниже-
ния содержания примесей в районах коллекторов максимальной
тепловой напряженности;
• оптимизация и реконструкция системы измерения уровня;
оптимизация и реконструкция системы водопитания и продувки;
• введение упрощенной схемы сепарации пара с исключением жа-
люзи и установкой потолочного пароприемного листа;
• введение устройства раздачи химических реагентов для использо-
вания при химических промывках ТОТ.
С внесением этих изменений парогенераторы ПГВ-1000 (1000М)
надежно обеспечивают получение предусмотренных проектных спе-
цификационных характеристик.
Все решения были реализованы в конструкторской документации
для изготовления новых ПГ.
В подразделе 7.3 более подробно описаны результаты исследова-
ний и принятые решения, касающиеся вышеупомянутых вопросов в
части гидродинамики и сепарации пароводяного тракта ПГ.
3.4.2
Работа элементов ПГ
3.4.2.1
Общая характеристика работы ПГ
Парогенераторы ПГВ-ЮООМ на всем протяжении проводимой экс-
плуатации обеспечивают параметры и характеристики, предусмот-
ренные проектом.
117
Глава третья
По причине повреждений и обнаружения дефектов в узлах ПГ
(кроме повреждения «холодных» коллекторов и сварного шва пат-
рубка корпуса с «горячим» коллектором, о чем будет сказано ниже)
практически не отмечено существенных простоев или недовыработ-
ки электроэнергии на АЭС, так как большая часть проверок, работ по
модернизации и усовершенствованию узлов ПГ выполнялась, как
правило, в период плановых остановов блоков. Ниже приведены
краткие сведения по основным узлам.
3.4.2.2
Корпус парогенератора и коллектор пара
Не зафиксировано ни одной остановки блока АЭС из-за отказов кор-
пуса или коллектора пара. Не обнаружено каких-либо дефектов соб-
ственно корпуса и при плановых ревизиях.
Характерными дефектами на корпусе парогенератора, обнару-
женными на стадии монтажа ПГ, были поломки мелких (Ду 20) шту-
церов и погибы стыкуемых кромок патрубков, как следствие транс-
портировки.
Дефекты устранялись путем ремонта. После введения защитных ме-
роприятий при транспортировке подобных явлений не наблюдалось.
На парогенераторах первых лет изготовления (НВАЭС, КнАЭС,
ЮУАЭС) были обнаружены повреждения (трещины) сварных швов
приварки подкладных листов к корпусу.
Начало и конец трещин были засверлены, парогенераторы на
АЭС эксплуатируются с этими дефектами до настоящего времени
(т.е. до 2003 г.) без дальнейшего развития дефектов.
На парогенераторах ПГВ-ЮООМ для исключения трещин в свар-
ных швах, возникающих от температурных напряжений, была изме-
нена конструкция опорных ложементов. Опорный ложемент и под-
кладной лист выполнены из двух частей каждый, в связи с чем умень-
шились температурные напряжения в сварных швах. После этого де-
фектов не обнаруживали.
Перевозка парогенераторов с 1973 по 1986 г. осуществлялась по
железной дороге на транспортере грузоподъемностью 400 т. Пароге-
нератор закреплялся на транспортере с помощью транспортных обе-
чаек, которые были приварены сплошным швом к днищам парогене-
ратора, о чем было сказано в разделе 3.2.
118
Рис. 3.25. Первоначальная схема погрузки ПГ с торцевыми транспортными обечайками
Рис. 3.26. Схема погрузки ПГ с соединительной балкой между тележками транспортера
Парогенератор ПГВ-1000
Глава третья
На площадке АЭС перед монтажом парогенератора транспортные
обечайки подлежали срезке, в результате чего были обнаружены мел-
кие дефекты (трещины), которые приходилось вышлифовывать.
В 1986 г. было разработано и согласовано с МПС новое решение.
Сейчас парогенераторы транспортируются по железной дороге на
специальной платформе без транспортных обечаек. Тележки соеди-
нены балкой, парогенератор закреплен опорными узлами. Схемы по-
грузки (транспортировки) ПГ показаны на рис. 3.25 и 3.26.
3.4.2,3
Фланцевые соединения
Многолетний опыт работы парогенераторов показывает высокую
эксплуатационную надежность фланцевых соединений.
Уплотнения фланцевых соединений надежно обеспечивают гер-
метичность парогенераторов ПГВ-ЮООМ по первому и второму кон-
турам, непрерывный контроль плотности фланцевого соединения по
протечкам и выдачу предупредительного сигнала в случае протечки
через прокладки по повышению давления в межпрокладочной
полости.
Высокая надежность узла уплотнения на фланцевом соединении
достигнута за счет:
• удачного сочетания твердых уплотнительных поверхностей и
«мягких» прокладок, что исключило деформации проточек на
фланце и плоскостей на крышке при затяге и работе соедине-
ний;
• исключения коррозии уплотнительных поверхностей, благодаря
наплавке, выполненной из нержавеющих материалов;
• взаимозаменяемости однотипных прокладок.
Фланцевое соединение ремонтопригодно. Для восстановления
проточек на фланце и уплотнительных поверхностей на крышке раз-
работана ремонтная технология с применением сварки и специаль-
ного расточного станка. В конце 90-х годов для ПГВ-4 были разрабо-
таны и освоены прокладки из расширенного графита (см. рис. 2.7).
Их внедрение предполагается и на парогенераторах ПГВ-ЮООМ, что
еще более повысит надежность и работоспособность фланцевых со-
единений.
120
(Парогенератор ПГВ-1000
3.4.2.4
Шпилечные соединения фланцев
При эксплуатации парогенераторов не обнаружено заедания резьбо-
вых пар шпилька—гайка, шпилька-резьбовое гнездо (см. рис. 3.20).
Это обеспечено за счет применения правильно подобранных марок
сталей и разной твердости резьбовых пар.
В отдельных случаях на крепежных деталях появляются механиче-
ские повреждения резьб (забоины, задиры, риски). Повреждения
устраняются зачисткой с восстановлением профиля витка резьбы.
В 1985 г. на шпильках фланцевого соединения коллекторов перво-
го контура 1-го блока Калининской АЭС были обнаружены коррози-
онные повреждения. Коррозия произошла от применения смазки,
имевшей в своем составе сульфиды. При температуре 270...280 °C в
среде насыщенного пара смазка разлагалась с образованием коррози-
онно-активной среды (сернистой и серной кислот), результатом чего
явилось язвенное повреждение витков резьбы.
В документации на ПГ и инструкциях по эксплуатации приняты
меры, исключающие такое явление. В настоящее время применяют-
ся графитовые смазки без коррозионно-активных и опасных примесей.
3.4.2.5
Сепарационные устройства
В сепарационных устройствах парогенераторов (жалюзи, каркас, узлы крепе-
жа) за все время эксплуатации не было отмечено каких-либо повреждений.
В начале 90-х годов было принято решение об исключении сепа-
рирующих жалюзи и переходе к гравитационной сепарации в паро-
вом объеме ПГ. О работах по усовершенствованию гидродинамики и
сепарации ПГ см. в разделе 7.3.
3.4.2.6
Устройства раздачи питательной воды
В 1988 г. на некоторых АЭС были отмечены коррозионно-эрозион-
ные повреждения элементов устройств раздачи питательной воды -
коллекторов и труб. Причинами этого явления были:
121
Глава третья
• периодические нарушения норм водно-химического режима вто-
рого контура;
• низкая коррозионно-эрозионная стойкость стали 20, применяе-
мой для изготовления элементов раздачи питательной воды;
• повышенные скорости воды и турбулизация ее течения в отдель-
ных участках труб;
• низкая коррозионно-эрозионная стойкость стали 20, применяе-
мой для изготовления элементов раздачи питательной воды.
К настоящему времени на всех работающих ПГ проведена замена
трубных элементов из стали 20 на сталь 08Х18Н10Т Эти изменения вне-
дрены и реализуются при изготовлении всех новых ПГтипа ПГВ- 1000М.
После проведения модернизации элементов водопитания и заме-
ны материала повреждений труб и коллекторов раздачи питательной
воды не было.
3.4.2.7
Уравнительные сосуды и система измерения уровня
Система измерения уровня, предусмотренная первоначальным
проектом, была модернизирована по результатам пусконаладочных
измерений и проверок.
Исходя из результатов проведенных исследований в период
1984—1990 гг. приняты решения по реконструкции системы измере-
ний уровня на парогенераторах ПГВ-ЮООМ:
• все уравнительные сосуды установлены в одном месте — в районе
«холодного» днища;
• сигналы от уравнительных сосудов для организации защит и бло-
кировок выполнены по независимым каналам;
• импульсы для отсчета измерения уровня для всех уравнительных
сосудов принимаются из одного, наиболее «спокойного» места —
района «холодного» днища;
• на минусовых линиях однокамерных уравнительных сосудов устано-
влены защитные устройства, исключающие забивание их шламом.
Эти мероприятия проводились поэтапно и были выполнены в за-
висимости от количества резервных штуцеров КиП на корпусах па-
рогенераторов. В максимально возможном объеме было реализовано
требование — индивидуальная линия отбора гидростатического дав-
ления к каждому уравнительному сосуду;
122
Парогенератор ПГВ-1000
Проведенные мероприятия позволили: повысить надежность экс-
плуатации АЭС и снизить вероятность ложных срабатываний АЗ по
понижению уровня воды в ПГ из-за неправильно сформированных
сигналов от уровнемеров.
Было проработано решение о введении датчика оперативного
контроля уровня, который был установлен в районе плюсовых и ми-
нусовых отборов гидростатического давления уровнемеров и под-
ключен к подсистеме КУП-1000.
Это позволило:
• ввести независимый (альтернативный) метод контроля массового
уровня воды в ПГ;
• проводить проверки правильности показаний однокамерных и
двухкамерных уровнемеров при работе ПГ.
3.4.2.8
Прочие узлы
За период эксплуатации не было отмечено отказов или повреждений:
• погруженного дырчатого листа и узлов его крепления;
• опорных конструкций (после их доработки ) и гидроамортизаторов;
• узлов системы контроля влажности пара и правильности показа-
ний уровнемеров;
• оборудования системы продувки парогенераторов.
3.4.3.
Повреждения коллекторов первого контура
3.4.3.1
Общие сведения
До обнаружения дефектов в перемычках отверстий в коллекторах
первого контура характерным типом фиксируемых повреждений бы-
ли течи в сварных швах закрепления и уплотнения теплообменных
труб (см. рис. 3.23).
123
Глава третья
Место повреждения устанавливали методами, описанными в под-
разделе 3.3.5, т.е. путем обнаружения капель воды, протекающей че-
рез дефект.
Дефект устраняли чаще всего глушением дефектной трубы. Общее
количество таких случаев было невелико. Для основной массы нор-
мально работающих ПГ количество заглушенных труб по причине
течей в заделках и в самих трубах не превышало до 1996 г. 0,1% обще-
го количества труб.
3.4.3.2
Начало проблемы
По состоянию на конец 1986 г. в эксплуатации или в состоянии вво-
да в эксплуатацию находились семь блоков АЭС с ВВЭР-1000, серь-
езных замечаний по их работе не было.
В октябре 1986 г. в связи с поиском места течи, вызвавшей повы-
шение радиоактивности воды второго контура, на выходном, «холод-
ном» коллекторе ПГ-1 2-го блока Южно-Украинской АЭС (пятом по
счету введенном блоке АЭС с ВВЭР-1000) обнаружено повреждение
в виде трещин в перемычках между отверстиями в перфорированной
части коллектора.
В дальнейшем в период 1987—1991 гг. повреждения на коллекторах
были обнаружены еще на 24 ПГ (табл. 3.9).
Количество поврежденных ПГ по годам:
1986 ... .1 1989 ......7 1991 .........3
1987 ... .1 1990 ......2 1995 .........1
1988 ... .10
Всего 25 ПГ, из них 2 ПГ отремонтированы и продолжают эксплу-
атироваться, 23 заменены.
Повреждения были обнаружены только на «холодных» коллекто-
рах и в местах, связанных с геометрической неоднородностью перфо-
рации коллектора, т.е. по обе стороны вертикальной оси, проходя-
щей через вершину так называемого неперфорированного клина.
Следует отметить, что приборов для контроля металла перемычек
коллекторов в то время не было, и наличие трещин определялось
124
Парогенератор ПГВ-1000
Таблица 3.9. Данные по поврежденным парогенераторам
Наименование энергоблоков АЭС Дата ввода в эксплуа- тацию Дата обна- ружения повреждение коллекторов ПГ Количество ПГ с пов- режденными коллекто- рами Время на- работки до поврежде- ния, тыс. ч Примечание
1-й блок ЮУАЭС (1-й комплект) 12.82 08.88 2 39,0-43,0 -
2-й блок ЮУАЭС (1-й комплект) 01.85 10.86 02.87 4 11,7-16,9 —
2-й блок ЮУАЭС (2-й комплект) 11.87 08.88 03.89 07.89 2 13,3 —
5-й блок НВАЭС (1-й комплект) 05.80 06.88 4 58,8-59,1 —
1-й блок ЗаАЭС (1-й комплект) 12.84 12.88 2 26,0 —
2-й блок ЗаАЭС (1-й комплект) 07.85 05.89 3 15,3 —
1-й блок БлкАЭС (1-й комплект) 12.85 11.89 2 24,9 —
2-й блок БлкАЭС (1-й комплект) 03.87 12.90 1 23,6 —
1 -й блок ЮУАЭС (2-й комплект) 11.89 10.90 09.91 1 1 7,0 12,7 Один ПГ (ПГ-3) отремон- тирован
3-й блок ЗаАЭС (1 -й комплект) 12.87 10.91 2 34,4
2-й блок БалАЭС 03.87 05.95 1 50,0 Отремон- тирован
125
Глава третья
(подтверждалось) путем высверловки труб и дефектоскопии поверх-
ности отверстий.
Из табл. 3.9 видно, что время наработки ПГ до повреждений со-
ставляло от =7 тыс. ч (ЮУАЭС) до =60 тыс. ч (НВАЭС). Поврежден-
ные парогенераторы были заменены по технологии и силами ПО
«Энергоремонт» с участием ОКБ «Гидропресс».
В ряде случаев требовалась серьезная конструкторская доработка,
в частности при установке парогенераторов типа ПГВ-1 ОООМ в РУ
«малой серии», где стояли ПГВ-1000. Одновременно велись работы
по выяснению причин повреждения. С 1991 г. замены ПГ не было.
В 1995 г. были обнаружены дефекты в нескольких перемычках хо-
лодного коллектора третьего парогенератора 2-го блока Балаковской
АЭС.
Коллектор был отремонтирован так же, как и ранее на 1-м блоке
Южноукраинской АЭС. Способ и технология ремонта описаны
далее.
3.4.3.3
Исследование причин повреждений
В связи с обнаруженными повреждениями «холодных» коллекторов
ПГВ-1000 коллективами и учеными страны выполнен большой объ-
ем прочностных, технологических, металловедческих, коррозионно-
механических, водно-химических, теплогидравлических исследова-
ний, которые имели целью изучить механизм и причины поврежде-
ния коллекторов ПГВ-1000 и на этой основе разработать, обосновать
и внедрить комплекс мероприятий и технологий, направленных на
предотвращение обнаруженного явления и обеспечение возможно-
сти безопасной эксплуатации ПГВ-1000.
Необходимо подчеркнуть, что на Западных АЭС с PWR проблемы
обеспечения эксплуатационной надежности вертикальных ПГ воз-
никли раньше, чем на ПГ АЭС с ВВЭР, и до настоящего времени там
не найдены эффективные меры для решения этих вопросов; произве-
дена замена более 100 парогенераторов. Проблемы на АЭС с PWR
связаны в основном с коррозионными повреждениями труб, что про-
явилось сейчас и на наших ПГ, о чем будет сказано далее.
Все вышесказанное отражает общее состояние с ПГ в мире и от-
ношение к надежности их работы.
126
Парогенератор ПГВ-1000
В результате исследований причин и механизма повреждения
коллекторов, которые были проведены в период 1987-1991 гг. в ряде
предприятий и институтов СССР, установлено, что имело место но-
вое в практике парогенераторостроения явление, характеризующееся
следующим:
• процесс, приводящий к возникновению коррозионно-механиче-
ских трещин в перемычках между отверстиями перфорированной
зоны, многофакторный, воздействие повреждающих факторов —
комплексное;
• важнейшие среди этих факторов - качество металла, напряжен-
но-деформированное состояние узла с учетом влияния остаточ-
ных технологических и действующих рабочих нагрузок, качество
рабочей среды (воды второго контура).
Повреждения в виде трещин обнаруживались только на «холод-
ных» коллекторах, что давало повод считать важным фактором рабо-
чую температуру металла «холодного» коллектора, при которой при
воздействии коррозионной среды, наблюдалось резкое снижение (в
8-10 раз) пластических свойств металла.
Установлено также, что при рабочей температуре «холодного»
коллектора и суммарных напряжениях, близких к пределу текучести,
сталь 10ГН2МФА обладает свойством низкотемпературной ползуче-
сти. Некоторая иллюстрация характера изменения пластических
свойств показана на рис. 3.27-3.31. Из трех последних рисунков вид-
но, что пластичность стали достигает минимума при температуре, ха-
рактерной для рабочего состояния «холодного» коллектора.
На рис. 3.32 и 3.33 показана характерная картина повреждений
(трещин) в «холодном» и «горячем» коллекторах, подтверждающая,
что температурные условия работы являются важнейшим фактором,
влияющим на процесс зарождения и развития трещин и определяю-
щим степень повреждения коллекторов. На «горячем» коллекторе
развития трещины нет.
Отмечено, что ни один из перечисленных факторов не мог бы сам
по себе привести к повреждению коллекторов. На основе получен-
ных результатов было сформулировано заключение о механизме по-
вреждения «холодных» коллекторов - коррозионно-механическое
растрескивание в условиях накопления деформаций, проходящих с
низкой скоростью при воздействии коррозионной среды. Были раз-
работаны, обоснованы и внедрены мероприятия по повышению экс-
плуатационной надежности и ресурса ПГ АЭС с ВВЭР-1000, имею-
щие следующую направленность:
127
го
GO
о, МРа Т = 290 °C
4UU 300
200 Т = 450 °C
100 п Время, ч
5 10 15 20
Рис. 3.27. Результаты испытаний на релаксацию стали 10ГН2МФА
0)
а
Q>
третья
Парогенератор ПГВ-1000
б
Рис. 3.28. Накопление деформации Д1 в процессе ступенчатого цикличе-
ского растяжения Р = 0+Ртах при температурах 280 °C (а) и 320 °C (б).
N6a3 = 50 циклов
129
Глава третья
200 220 240 260 280 300 320
Температура, °C
Рис. 3.29. Влияние температуры среды на склонность к хрупкому разруше-
нию стали 10ГН2МФА мартеновской выплавки при испытаниях в воде вы-
соких параметров при растяжении с малой скоростью деформации
(10'6+10'8 1/с)%
1 - [Na+] = 0,5; [Cl'] = 0,5; [02] = 3 мг/кг; 2 - бидистиллат, [О2] = Змг/кг; 3 - биди-
стиллат, [О2] = 1,3 мг/кг
130
Парогенератор ПГВ-1000
а
ЧЛ %
100
90
80
70
60
50
40
30
20
10
0
I I I I I । ' I I I I
10ГН2М5А, 270 S‘C
— вода, [Й 5 < 0,5 мг/кг
0£0,005 мг/кг
pH
Рис. 3.30. Изменение пластичности стали 10ГН2МФА:
а - влияние водородного показателя водной среды при испытаниях на коррозионное
растрескивание Е, = const; б - влияние скорости деформации при испытаниях в водной
среде на коррозионное растрескивание = const
131
Глава третья
v, %
so
70
SO
50
40
30
20
IO
О
0 1 2 34567 [С1"]/мг/кг
Рис. 3.31. Изменение пластичности стали 10ГН2МФА:
а - влияние концентрации хлорид-ионов в водной среде; б - влияние водородного
показателя водной среды, содержащей кислород
132
Парогенератор ПГВ-1000
Рис. 3.32. Характерный вид повреждений поверхности ложа трубок в
«холодном» коллекторе (13 мм от поверхности второго контура)
133
Глава третья
б
Рис. 3.33. Характерный вид повреждений поверхности ложа трубок в «го-
рячем» коллекторе:
а — 1 мм; б—З мм от поверхности второго контура, т.е. в зоне недовальцовки
134
Парогенератор ПГВ-1000
• применение для коллекторов стали 10ГН2МФА высокой чистоты,
электрошлакового или вакуумно-дугового переплава (ЭШП или
ВД) взамен мартеновской стали открытой выплавки;
• максимально возможное снижение уровня остаточных технологи-
ческих и рабочих напряжений;
• повышение качества ВХР.
Были разработаны процессы и решения, обеспечивающие реали-
зацию намеченных направлений.
3.4.3.4
Разработка и внедрение реабилитирующих мероприятий
1. Степень и объемы фактической реализации мероприятий на ПГ
зависели от состояний ПГ:
• ПГ, изготовленные по первоначальной технологии (запрессовка
труб взрывчатыми веществами), на которых реабилитирующие
мероприятия внедрялись уже в процессе их эксплуатации и в ко-
торых к моменту внедрения мероприятий коллектора уже накопи-
лась некоторая повреждаемость;
• ПГ, изготовленные по первоначальной технологии (запрессовка
ВВ), на которых реабилитирующие мероприятия внедрялись до
пуска их в эксплуатацию;
• ПГ, вновь изготавливаемые.
2. На парогенераторах, находящихся в эксплуатации, были прове-
дены следующие мероприятия:
• разневоливание (освобождение от защемления) верхней части
коллекторов;
• проведение низкотемпературной (450 °C) термообработки перфо-
рированной части коллекторов (НТО-1);
• введение и реализация требований по безусловному поддержанию
норм ВХР и ужесточение этих норм (см. главу 8).
3. В изготовленных парогенераторах, находящихся на АЭС или
предприятиях-изготовителях, до ввода в эксплуатацию дополнитель-
но была проведена довальцовка труб на выходе из коллектора.
Это мероприятие устранило зазор, в котором могли происходить
накопление и концентрация примесей, а также, что особенно важно,
разгрузило металл внешней поверхности коллектора от растягиваю-
щих напряжений (как следствие недовальцовки при изготовлении).
135
Глава третья
4. Как видно, мероприятия, указанные в пп. 2 и 3, не могли в пол-
ной мере устранить исходные факторы и причины повреждений, тем
более для уже работавших ПГ с определенной накопленной повреж-
даемостью, но условия работы металла были кардинально улучшены.
Внедрение мероприятий и их завершение (1991 г.) оказали реша-
ющее влияние на работу ПГ в дальнейшем. С этого периода замены
ПГ на АЭС не было.
5. Для вновь изготавливаемых ПГ комплекс мероприятий являет-
ся наиболее полным и включает в себя следующие решения:
• коллектор изготавливается из стали 10ГН2МФА электрошлаково-
го переплава, т.е. стали повышенной чистоты с точки зрения за-
грязненности неметаллическими примесями. Особое внимание
обращено на снижение содержания серы до уровня не выше
0,005% и фосфора не выше 0,008%;
• разработана специальная технология сверления отверстий с пос-
ледующим развертыванием для снятия нагартованного сверлени-
ем слоя металла;
• запрессовка взрывом заменена на гидравлическую запрессовку
труб с последующей механической довальцовкой выходных участ-
ков с целью полного устранения недовальцованных щелей;
• исключено заневоливание верхней части коллекторов;
• перфорация в зоне «клина» сглажена, в ограниченном районе уве-
личены шаги между отверстиями;
• выполняется заводской контроль целостности перемычек и теп-
лообменных труб вихретоковым методом, этим же методом конт-
ролируются эти элементы в процессе эксплуатации;
• ужесточены нормы ведения ВХР, в частности, по соблюдению ве-
личины pH;
• модернизирована система водопитания и продувки ПГ.
В результате проведенных технологических и конструкторских меро-
приятий были значительно снижены остаточные напряжения в коллекто-
ре, что сыграло важнейшую роль в повышении надежности и ресурса ПГ.
Решающее значение имел переход на гидравлическую запрессов-
ку труб при закреплении их в коллекторе вместо запрессовки взры-
вом. Это позволило исключить деформацию коллектора и много-
кратно снизило уровень остаточных технологических напряжений.
Характер деформации коллекторов при взрывной запрессовке
труб показан на рис. 3.34. После введения гидрозапрессовки труб об-
щая деформация коллектора была исключена полностью, а деформа-
ция в перемычках коллектора снизилась в десятки раз.
136
Парогенератор ПГВ-1000
в
Рис. 3.34. Деформация коллектора при запрессовке труб взрывом:
а — деформация перфорированной части коллектора в штатном парогенераторе; б —
смещение верхнего фланца коллектора на окончательно изготовленном парогенерато-
ре; в - изгиб свободного коллектора
Полная
вальцовка
137
Глава третья
а
Антикоррозионная наплавка
Рис. 3.35. Закрепление труб развальцовкой энергией ВВ:
а - сборка, механическая подвальцовка, подрезка труб, сварка; б - развальцовка труб
энергией ВВ с использованием воды в качестве передающей среды («мокрый» заряд);
в - развальцовка труб энергией ВВ («сухой» заряд)
138
Парогенератор ПГВ-1000
Г идрадлический зонд
Рис. 3.36. Закрепление труб с применением гидровальцовки:
а — сборка, механическая подвальцовка, подрезка труб, сварка; б - гидровальцовка на
толщину стенки коллектора
139
Глава третья
Рис. 3.37. Зависимость времени t до повреждения коллекторов ПГВ-1000
от среднего эффективного значения pH продувочной воды
Существо процесса взрывной и гидравлической технологии за-
прессовки показано на рис. 3.35 и 3.36.
Влияние водно-химического режима и, в частности фактического
значения pH, на процесс повреждения коллекторов ПГ на разных
АЭС показано на рис.3.37. При этом следует иметь в виду влияние
этого фактора в комплексе с другими условиями эксплуатации.
3.4.3.5
Результаты работ
1. Внедрение мероприятий, как показано расчетами, обеспечивает
проектный ресурс вновь изготавливаемых парогенераторов ПГВ-
1000М продолжительностью не менее 30 лет. Это объясняется тем,
что в результате проведенных мероприятий повреждающие факторы
140
Парогенератор ПГВ-1000
или исключены, или доведены до такого уровня, что формирование
описанного выше механизма повреждения исключено. В частности,
уровень остаточных технологических напряжений снижен по сравне-
нию с первоначальной технологией изготовления в 15 раз.
2. Проведенные исследования, в том числе с учетом выполненных
мероприятий, включали в себя проверку сопутствующих дополни-
тельных факторов, которые могли бы влиять на возникновение по-
вреждений коллекторов.
3. Эксплуатационные теплогидравлические нагружения коллек-
торов ПГ исследовались непосредственно на АЭС с целью выявления
возможности контакта воды ПГ, недогретой до температуры насыще-
ния (Т), с коллекторами, а также воздействия на коллекторы тепло-
химической неравномерности воды в объеме ПГ и нестабильности
полей скоростей и паросодержаний. Такие воздействия, как предпо-
лагалось, могли существовать в связи с неравномерностью паровой
нагрузки по объему ПГ и подачей питательной воды только на «горя-
чую» часть трубного пучка. При исследованиях на ПГ Нововоронеж-
ской, Хмельницкой и Калининской АЭС не обнаружены какие-либо
зоны циклических термических нагружений коллектора со стороны
воды второго контура при эксплуатации ПГ в проектных режимах.
Было показано, что разность температур воды на выходе из сосед-
них труб в «холодном» коллекторе в районе «клина» не превышала
погрешности измерений (3 °C). Таким образом, отсутствуют и сколь-
либо заметные температурные влияния на коллекторы со стороны те-
плоносителя первого контура. Во втором контуре ПГ зафиксирован
стабильный температурный режим водяного объема ПГ. Способы из-
мерения температур в объеме воды показаны в подразделе 7.4.4.
4. Экспериментальные исследования НДС коллекторов проводи-
лись комплексно на крупномасштабных фотоупругих моделях, а так-
же при тензо- и термометрировании штатных изделий на предпри-
ятиях-изготовителях и на АЭС при гидроиспытаниях и в период экс-
плуатации (см. раздел 7.4).
Измерялись виброхарактеристики системы коллектор—трубный
пучок, перемещения фланца коллектора до и после разневоливания.
Комплексные исследования причин повреждения коллекторов и
выявленный при этом вклад технологии взрывной запрессовки труб
в НДС коллекторов позволили подтвердить эффективность предло-
женных мероприятий по повышению прочности и ресурса ПГ, вклю-
чая действующие, уже изготовленные и находящиеся в стадии произ-
водства.
141
Глава третья
5. Были проведены расчетные и экспериментальные исследования опасно-
сти возникновения и наличия в перфорированной зоне трещин различного
размера. С позиции безопасности выхода теплоносителя эквивалентное сече-
ние трещины длиной до 1 м не должно быть больше Ду 100, а это достигается
при раскрытии ее более, чем на 6 мм. Выполнены оценки по определению рас-
крытия магистральных меридиональных трещин длиной 1000 и 1079,75 мм в
двухмерной (плоской) и трехмерной (объемной) постановках задач.
Экспериментальные и численные оценки раскрытия магистральных
трещин дают основания утверждать, что для трещин д линой 1000 мм не
возникает опасности течи из первого контура во второй эквивалентным
сечением более Ду 100. При этом штатные диагностические устройства,
имеющие чувствительность менее 0,5 л/ч, заранее зафиксируют повреж-
дение коллектора ПГ по факту повышения активности воды второго
контура задолго до образования трещины указанной величины.
Для оценки несущей способности коллектора с магистральной тре-
щиной выполнено экспериментальное исследование на металлической
модели. В пересчете на натурный коллектор длина трещины, располо-
женной в перфорированной зоне, была равна 2000 мм. Вершины тре-
щин упираются в сплошной металл, т.е. трещина распространяется на
всю высоту перфорированной зоны. Модель нагружалась внутренним
давлением, которое в пересчете на натурный коллектор достигает 27,4
МПа, что в 1,56 раза выше возможного внутреннего давления при пол-
ном осушении второго контура в процессе эксплуатации. Трещина при
заметном упругопластическом деформировании оставалась стабиль-
ной, что свидетельствует о ее торможении в сплошном материале.
Расчетные и экспериментальные исследования по определению
раскрытия трещины в коллекторе и величины ее сечения позволили
обосновать возможность безопасной эксплуатации реакторных уста-
новок с ПГВ-1000 (1000М) даже в условиях гипотетических предпо-
сылок (отдельные подробности расчетного экспериментального
обоснования приведены в разделах 7.2 и 7.4).
3.4.3.6
Ремонт поврежденного коллектора
Разработана, опробована на образцах и внедрена на АЭС (ЮУАЭС и
БалАЭС по одному ПГ) технология ремонта коллекторов с трещина-
ми в перемычках между отверстиями, суть которой заключается в
следующем (рис. 3.38):
142
Парогенератор ПГВ-1000
А-А О
Рис. 3.38. Ремонт коллектора парогенератора
Труба 16x1,5
143
Глава третья
• прибором вихретокового контроля определяется граница повреж-
дения;
• высверливаются трубки в границах трещины. Рассверленные от-
верстия завариваются послойно тонкостенными заглушками-
шайбами (около 45 шт. на отверстие);
• проводится контроль у-трассированием через соседние отверстия;
• восстанавливается наплавка электродами с перекрытием заглу-
шенных отверстий;
• проводится контроль мест ремонта цветной дефектоскопией и
гидравлическими испытаниями на изделии.
Было разработано и изготовлено оборудование для автоматиче-
ской сварки с собственным источником питания.
3.4.3.7
Выводы по решению проблемы повреждения коллекторов
Указанные мероприятия, результаты исследовательских работ для
их обоснования дают основание утверждать, что для парогенерато-
ров ПГВ-ЮООМ, изготовленных с внедрением этих мероприятий,
обеспечивается срок службы 30 лет и более при условиях поддержа-
ния водно-химического режима в соответствии с требованиями
норм и выполнения других требований руководства по эксплуата-
ции
К настоящему времени общая наработка блоков с ВВЭР-1000
составила более 210 блоколет, в том числе почти 150 после послед-
ней замены ПГ. В составе 21 блока АЭС работает 84 парогенерато-
ра, из которых 75 изготовлены с применением запрессовки труб
взрывом, на 50 ПГ мероприятия проведены после ввода их в экс-
плуатацию и не в полном объеме. Тем не менее, большинство из
них наработало 50-130 тыс. ч, и это подтверждает уверенность в
том, что причины и меры по предотвращению повреждений были
определены правильно, а вновь изготовленные ПГ, в которых уст-
ранены исходные факторы повреждений, применена новая техно-
логия закрепления труб в коллекторах, строго выполняются требо-
вания по ведению эксплуатации и особенно ВХР и регулярно про-
водится предписанный контроль перемычек, отработают 30 лет
эксплуатации и более.
144
Парогенератор ПГВ-1000
3.4.4
Повреждения в районе сварного шва № Ш/1
3.4.4.1
Хронология и статистика повреждений
В октябре 1998 г., когда вопрос о повреждениях перфорированной ча-
сти коллекторов ушел в область воспоминаний, мы получили очеред-
ное напоминание о том, что природа и техника не дают нам возмож-
ности успокоиться.
На ПГ-1 5-го блока НВАЭС была визуально во время ППР обна-
ружена течь воды в узле присоединения «горячего» коллектора к па-
трубку Ду 1200 корпуса ПГ (рис. 3.39). В 1998-1999 гг. был выполнен
большой объем работ по определению причин повреждений сварно-
го шва № 111. По результатам исследований были сделаны предполо-
жения о возможных причинах возникновения дефектов:
• особенность конструкции - несимметричность патрубка корпуса
и наличие «кольцевого зазора», в котором могут накапливаться
продукты коррозии с увеличением концентрации коррозионно-
активных элементов;
• недостатки изготовления — отклонение от требований конструк-
торской документации к чистоте обрабатываемой поверхности
«кольцевого зазора» (была обнаружена высота неровностей
до 1 мм);
• неизвестная причина силового характера, в результате которой
возникли первоначальные трещины глубиной 2—3 мм; предполо-
жительно, нагрузки от монтажного натяга трубопроводов при ус-
тановке ПГ или нарушение свободного перемещения роликовых
опор при разогреве контура;
• совместное воздействие в зоне разрушения коррозионно-актив-
ной среды и циклической эксплуатационной нагрузки.
Однако, до конца причина повреждений не была понята. Было за-
манчиво считать, что это — следствие случайного совокупного воз-
действия некоторых невыясненных факторов и в дальнейшем это яв-
ление не повторится.
Однако, в 2001 г. аналогичные повреждения были обнаружены на
ЮУАЭС и вновь на НВАЭС.
145
Глава третья
Рис. 3.39. Район сварного шва №111/1:
1 - 1 - сечение, в котором зафиксированы повреждения;
2 - ГЦТ Ду 850;
3 - 3 - коллектор 0834x90;
4- коллектор 0834x171, неперфорированная часть;
5 - коллектор 0834x171, перфорированная часть
Статистика повреждений выглядит следующим образом:
ПГ-1 на 5-м блоке НВАЭС - октябрь 1998 г.;
ПГ-1 на 1-м блоке ЮУАЭС - июнь 2001 г.;
ПГ-2 на 1-м блоке ЮУАЭС - июль 2001 г.;
ПГ-3 на 5-м блоке НВАЭС — октябрь 2001 г.
В двух случаях повреждения обнаружены по факту течи, в двух -
при ультразвуковом контроле (УЗК).
С 1998 г. был выполнен большой объем работ по определению
причин повреждений сварных швов № 111.
146
Парогенератор ПГВ-1000
3.4.4.2
Изучение картины и особенностей повреждения
Во всех случаях имеются магистральные макротрещины. Трещины
расположены параллельно сварному шву и ориентированы в целом
перпендикулярно стенкам патрубка ПГ (рис. 3.40-3.42). Характер
трещин подобен разрушению зоны перфорации (см. фото на рис.
3.43-3.45).
Рис. 3.40. Положение трещины относительно сварного шва
147
Глава третья
Рис. 3.41. Положение трещины в сварном соединении узла приварки «го-
рячего» коллектора к парогенератору ПГ1 1-го блока ЮУАЭС
148
Рис. 3.42. Положение трещиноподобных индикаций в сечении узла соеди-
нения коллектора с патрубком Ду 1200 ПГЗ НВАЭС
149
Глава третья
Рис. 3.43. Вид трещины
150
Парогенератор ПГВ-1000
151
Глава третья
Рис. 3.45. Вид трещины
152
Парогенератор ПГВ-1000
Все повреждения были обнаружены на горячей петле в парогене-
раторах, изготовленных на ПО «Атоммаш» и установленных взамен
поврежденных (замена производилась в конце 80-х годов вследствие
повреждения перфорации «холодных» коллекторов).
Все ПГ изготавливались с применением запрессовки труб мето-
дом взрыва при максимальном количестве одновременно устанавли-
ваемых зарядов.
Отмечается, что трещины начинаются либо в местах с непроект-
ной чистотой поверхности, либо из коррозионных язв. Во всех случа-
ях они начинали развиваться в основном металле от галтели R20.
3.4.4.3
Рассмотрение и анализ причин
При расследовании причин повреждений дополнительно к сказан-
ному было выявлено наличие связи появления дефектов в районе
сварного соединения № 111/1 с процессом запрессовки труб методом
ВВ при изготовлении на заводе. По крайней мере, максимум напря-
жений по расчетным оценкам соответствовал расположению цент-
ральной части трещины в зеркальной симметрии (рис. 3.46—3.48).
При этом, как видно из этих же рисунков, характер эпюры напря-
жения и расположение трещин показывают взаимозависимость со
способами запрессовки труб. На рис. 3.46, а—в и рис. 3.47 показаны
последствия так называемой несимметричной запрессовки, когда в
начале запрессовываются трубы правой (или левой) половины колле-
ктора, а затем другой.
На рис. 3.46, г и эпюре рис. 3.48 показана картина при смешанной
(симметричной, кольцевой) запрессовке труб.
Таким образом, при рассмотрении этой гипотезы решающими
факторами, определившими возможность, степень повреждения и
место локализации трещины, можно считать следующие особенно-
сти технологии запрессовки ТОТ методом ВВ:
• заневоливание коллектора перед операцией;
• степень сопротивления осевому перемещению коллектора в про-
цессе запрессовки;
• последовательность запрессовки (вальцевания) по расположению
зарядов ВВ;
• количество одновременно взрываемых зарядов;
153
СП
-fa*
б
ЮУАЭС
1-й блок
ПГ-1
2001 г.
ЮУАЭС
1-й блок
ПГ-1
2001 г.
Глава третья
Рис. 3.46. Места повреждения патрубка ПГ
Парогенератор ПГВ-1000
Рис. 3.47. Эпюры напряжений:
1 — изгибные напряжения в сечении I в первом цикле ВВ; 2 — изгибные напряжения
после вальцовки; 3 - напряжения от осевой силы; - положение трещины на
5ПГ-1, 5ПГ-3 и ШГ-1
• уровень механических свойств металла коллектора, в том числе
ударной вязкости.
При изготовлении ПГ на заводе, а тем более на разных предпри-
ятиях, количественное значение этих факторов может привести к
различным конечным результатам.
В эксплуатации на подрастание трещины могут оказать влияние
эксплуатационные теплогидравлические проектные и непроектные
циклические нагрузки, наличие шлама в «кармане» коллектора.
155
Глава третья
Рис. 3.48. Кольцевая вальцовка теплообменных труб взрывом. Эпюры на-
пряжений и деформаций при несимметричной кольцевой вальцовке ТОТ
ПГ взрывом:
1 - эпюра деформаций от действия Мизг; 2 - эпюра деформаций от действия Мизг и
Мосевая; ™ - место расположения трещины на 1ПГ-2 ЮУАЭС
Были рассмотрены и другие гипотезы (версии) причин поврежде-
ния.
156
Парогенератор ПГВ-1000
3.4.44
Результаты анализа причин повреждения и принятые меры
В результате анализа всего комплекса выполненных работ в качестве
основных причин повреждений следует рассматривать:
• остаточные напряжения от запрессовки ВВ;
• напряжения от сварки и ремонта с применением сварки при изго-
товлении;
• коррозионное воздействие отложений и среды;
• защемление опор ГЦТ или ПГ при температурных перемещениях.
Важно отметить, что каждый в отдельности фактор не мог вызвать повре-
ждения металла в зоне швов № 111 и возникновение дефектов произошло
вероятно в первоначальный период эксплуатации ПГ Последнее вытекает
из результатов макро- и микроисследований металла в районе трещины.
В настоящее время:
• поврежденные элементы в районе сварного шва № 111 на всех ПГ,
где это было отмечено, отремонтированы с применением сварки,
и парогенераторы допущены к эксплуатации. Замечаний по ре-
зультатам последующей эксплуатации на сегодня нет;
• на ПГ АЭС малой серии проведен и периодически проводится
УЗК по усовершенствованной методике;
• проведен контроль и при необходимости регулировка элементов
опор ГЦТ и ПГ, заклинивание которых могло препятствовать сво-
бодному перемещению ПГ при разогреве и расхолаживании блока;
• проводится периодический контроль района сварного шва №111
и на других ПГ, изготовленных с применением ВВ.
Особое внимание уделено организации периодического контроля
за состоянием металла зоны швов № 111, совершенствованию аппа-
ратуры и методов контроля.
3.4.4.5
Выводы по обеспечению надежности зоны сварного шва № 111/1
1. В результате проведенных исследований показано, что запрессов-
ка труб взрывом приводит к возникновению остаточных напряжений
высокого уровня, что является решающим силовым фактором в на-
пряженном состоянии металла, как в зоне перфорации, так и в зоне
повреждения сварного шва № 111.
157
Глава третья
2. В парогенераторах, изготовленных после 1990 г. и вновь изгота-
вливаемых, опасные факторы, выявленные в процессе исследования
причин повреждения коллекторов, устранены. Закрепление теплооб-
менных труб производится методом гидрозапрессовки в разневолен-
ные коллекторы, строго соблюдается применение металла предпи-
санного качества. Эти и другие упомянутые меры позволяют обеспе-
чить проектный ресурс ПГ.
3. В проекте предусмотрены дополнительные мероприятия по
обеспечению целостности металла в районе сварного шва № 111:
• внедрены смывные устройства для удаления отложений (шлама)
из «карманов»;
• изменена технология сварки сварного шва № 111/1 и повышены
требования к качеству обработки поверхности в зоне зарождения
дефектов;
• конструкция опор ПГ исключает их заклинивание, предусмотрен
эксплуатационный контроль перемещений;
• на всех эксплуатирующихся ПГ ужесточен ультразвуковой конт-
роль данного сварного соединения по специально разработанной
методике контроля.
4. Для вновь строящихся энергоблоков предусмотрены более же-
сткие требования к водно-химическому режиму второго контура, со-
ответствующие достигнутому мировому уровню.
5. Тем не менее, на период завершения книги нельзя сказать, что
определенно установлена причина (причины) возникновения повре-
ждений и принятые меры гарантируют отсутствие возможности поя-
вления описанных выше дефектов. Это присуще многим сложным
изделиям, работающим в напряженных, многофакторных условиях.
3.4.5
Повреждения теплообменных труб
3.4.5.1
Работа теплообменных труб
Обеспечение надежной работы ТОТ парогенераторов является важ-
нейшей задачей для АЭС различного типа во всем мире. Как показы-
158
Парогенератор ПГВ-1000
вает опыт эксплуатации, основным фактором, влияющим на работо-
способность трубчатки, является водно-химический режим. Поэтому
наблюдаются значительные различия в работоспособности трубчат-
ки на ПГ различных энергоблоков, а в отдельных случаях даже в пре-
делах одного энергоблока. Имеют значение и другие условия работы
и конструктивные особенности ПГ. В разделе 2.7 мы ознакомились с
состоянием ТОТ на парогенераторах АЭС с ВВЭР-440 и отметили от-
носительно благополучное положение. Иную картину мы видим в ПГ
АЭС с ВВЭР-1000 (1000-М).
Это хорошо иллюстрируется диаграммой (рис. 3.49). На диаграм-
ме показан общий процент заглушенных труб ПГ по энергоблокам.
Рис. 3.49. Диаграмма глушения ТОТ
159
Глава третья
Как уже было отмечено в разделе 2.7, при описании вопроса о со-
стоянии ТОТ ПГВ-4 основным механизмом повреждения теплооб-
менных труб парогенераторов АЭС с ВВЭР является коррозионное
растрескивание под напряжением. Коррозионное растрескивание
теплообменных труб парогенераторов происходит при наличии рас-
тягивающих напряжений и особенно интенсивно в среде, содержа-
щей активаторы (хлор- или фторид-ионы) и окислитель (кислород,
медь). Часто растрескивание инициируется в месте образования язв,
вызванных присутствием меди. Воздействие указанных активаторов
усугубляется наличием на теплообменных поверхностях пористых
отложений, в которых интенсивно происходит процесс доупарива-
ния воды и концентрирования коррозионно-активных элементов,
особенно при нарушениях ВХР второго контура. Так как довольно
сложно полностью исключить случаи нарушения ВХР, продолжают-
ся загрязнения труб продуктами коррозии конденсатно-питательно-
го тракта и повреждения ТОТ.
3.4.5.2
Борьба с течами в теплообменных трубах
Контроль плотности теплообменных труб ПГ ВВЭР производится в
основном гидравлическим или пневмогидравлическим аквариумным
способом. Теплообменные трубы с обнаруженными в них сквозными
дефектами подлежат глушению (см. подраздел 3.3.5.5).
Для оценки состояния ТОТ ПГ в процессе эксплуатации прово-
дится контроль целостности труб методом ВТК различными прибор-
ными комплексами. Применение этого метода позволяет прогнози-
ровать развитие повреждения трубы и применять возможные профи-
лактические меры.
Результаты ВТК не являются абсолютно достоверными, однако по
этим результатам производится превентивное глушение дефектных
труб и заглушено подавляющее количество теплообменных труб (см.
подраздел 3.3.5.6).
На повреждаемость труб решающее вляние оказывает качество
водно-химического режима (см. главу 8).
Мы до сих пор не вышли на уровень норм содержания коррозион-
но-активных примесей в питательной и продувочной воде ПГ, какой
имеется на АЭС ведущих ядерных стран (США, Франция, Япония).
160
Парогенератор ПГВ-1000
Металлографические исследования образцов теплообменных
труб, вырезанных из различных ПГ АЭС с ВВЭР-1000, свидетельст-
вует о том, что, как правило, причиной повреждения теплообменных
труб является недопустимый уровень удельной загрязненности отло-
жениями (локально до 1000—2000 г/м2 при допустимой величине
100-150 г/м2). При наличии таких отложений на теплообменных тру-
бах вопрос может состоять только в том, насколько будет длителен
период до их повреждения.
О повреждениях теплообменных труб ПГ АЭС с ВВЭР-1000 на
действующих энергоблоках можно судить по количеству заглушен-
ных труб.
Наиболее неблагоприятная ситуация сложилась на ряде энерго-
блоков Балаковской, Южно-Украинской и Ровенской АЭС. Как уже
указывалось, трубы были заглушены в основном по результатам ВТК.
В то же время на ряде АЭС с ВВЭР-1000 наблюдается низкий уро-
вень повреждаемости теплообменных труб ПГ (Хмельницкая АЭС,
Нововоронежская АЭС, блоки Калининской АЭС, Запорожская
АЭС, 5-й и 6-й блоки АЭС «Козлодуй», 1-й и 4-й блоки Балаковской
АЭС, 3-й блок ЮУАЭС).
Недопустимо высокое количество заглушенных ТОТ на 2-м блоке
Балаковской АЭС привело к необходимости замены парогенераторов
этого блока.
На рис. 3.50 приведена зависимость количества заглушенных теп-
лообменных труб ПГ АЭС с ВВЭР-1000 от средней расчетной удель-
ной загрязненности по длине труб к моменту проведения первой хи-
мической промывки. При этом средняя загрязненность рассчитана,
исходя из фактических данных содержания железа в питательной во-
де ПГ (Fe3O4).
Из рисунка следует, что накопление отложений со средней удель-
ной загрязненностью более 150 г/м2 приводит к коррозионным по-
вреждениям теплообменных труб ПГ, и чем выше загрязненность
ТОТ ПГ, тем больше количество заглушенных труб на этом ПГ. Этот
факт позволяет обоснованно предположить, что коренной причиной
повреждений ТОТ являются условия эксплуатации ПГ, а определяю-
щим фактором - недопустимый уровень удельной загрязненности
отложениями теплообменных труб ПГ.
Расчетные оценки величины кратности упаривания воды в пори-
стых отложениях применительно к тепловым характеристикам ПГ
АЭС с ВВЭР-1000 показывают, что кратность упаривания резко рас-
тет с увеличением загрязненности теплообменной поверхности и уже
161
S 1000
н 900
£ н 800
Э
gg 700
600
н в
£ ьг 500
Я
5 “ 400
S g
£ Й 300
я
rt 5 200
м
со ш
g = 100
БалАЭС-2 ПГ-1(2178 шт.),ПГ-2(1060 шт.)
50 75 100 125 150 175 200 225 250 275 300
Средняя расчетная удельная загрязненность т/о труб
(Fe,O4) к моменту первой химической промывки, г/м2
Рис. 3.50. Зависимость количества заглушенных ТОТ ПГ (по данным ПГА и
ВТК) АЭС с ВВЭР-10ОО от средней расчетной удельной загрязненности по
длине (Балаковская АЭС, 2-й блок - до замены второго комплекта ПГ в
1999-2000 гг.)
при удельной загрязненности 300—400 г/м2 может достигать значе-
ния более 100 раз с учетом неравномерности отложений и скопления
их на отдельных участках трубного пучка. Таким образом, из вышеиз-
ложенного следует, что основной причиной, влияющей на развитие
коррозионных повреждений трубного пучка ПГ большинства энер-
гоблоков АЭС с ВВЭР-1000, можно считать эксплуатацию ПГ с вели-
чиной отложений продуктов коррозии на трубном пучке, во много
раз превышающей величину, допускаемую руководством по эксплуа-
тации ПГ.
На ранних стадиях эксплуатации ПГ это привело к развитию мно-
жественных коррозионных повреждений теплообменных труб ПГ по
механизму:
• развитие первичных питтинговых повреждений в результате при-
сутствия значительных количеств меди в отложениях;
162
Парогенератор ПГВ-1000
• высокая концентрация коррозионно-агрессивных примесей в
мощных пористых отложениях;
• развитие коррозионных трещин, в большинстве случаев начинаю-
щихся из вершин первичных питтингов, вплоть до сквозного раз-
рушения трубок.
При разработке и сооружении новых АЭС принимаются все воз-
можные меры и решения для обеспечения современного уровня ВХР
и надежной эксплуатации ПГ.
Причины ускоренного повреждения теплообменных труб не все-
гда удается обьяснить однозначно. По-разному ведут себя трубы да-
же на разных блоках одной и той же АЭС, о чем указывалось выше.
Тем не менее, следует учитывать следующие факторы, неодно-
значные для разных АЭС:
• постоянное повышение требований к качеству воды в нормах
ВХР;
• повышение культуры тщательности ведения процесса ВХР;
• повышение надежности оборудования водопитательного тракта, в
частности борьба с присосами в конденсаторах турбин;
• начало проведения регулярных химических промывок трубного
пучка.
3.5
ПАРОГЕНЕРАТОР ПГВ-ЮООУ
Важным этапом в развитии парогенераторов ПГВ-1000 было созда-
ние новой модификации ПГВ-ЮООУ. Разработка этого варианта бы-
ла обусловлена тем, что в период 1986—1990 гг. произошло поврежде-
ние более 20 коллекторов теплоносителя ПГВ-1000 (1000М), не-
сколько лет продолжались исследования, эксперименты и расчеты с
целью выяснения причины повреждения (подробно об этом описано
в разделе 3.4).
Одновременно проводились работы по реализации реабилитиру-
ющих мероприятий, в результате чего появление дефектов с 1991 г.
прекратилось.
Однако, в конце 80-х годов прошлого столетия ситуация была
очень напряженной. Под сомнение ставилась работоспособность
эксплуатируемых парогенераторов ПГВ-1000 (1000М) в части обес-
печения проектного ресурса, а, следовательно, и всей РУ с
163
Глава третья
ВВЭР-1000. Было не ясно, чем можно заменить эти ПГ в случае про-
должения возникновения повреждений.
Появились соображения о том, что следует вновь вернуться к ста-
ли 08Х18Н10Т для коллекторов теплоносителя, как это было в ПГВ-4,
которые к этому времени проработали более 15 лет и не имели подоб-
ных повреждений.
Было предложено выполнить нержавеющей центральную перфо-
рированную часть коллектора, так как переход на нержавеющий кол-
лектор целиком приводил к значительному изменению конструкции
ПГ в целом, главным образом по соображениям обеспечения проч-
ности.
Механические свойства стали 08Х18Н10Т почти в два раза ниже,
чем для стали 10ГН2МФА. Пришлось в допустимых пределах увели-
чить толщину коллектора в зоне перфорации и величину перемычек
между отверстиями для теплообменных труб. Вследствие этого коли-
чество труб в ПГ снизилось до 9157 вместо 11 000 в ПГВ-1000М.
Было показано, что тепловые характеристики ПГВ-ЮООУ остают-
ся в допустимых пределах с точки зрения обеспечения требуемой па-
ропроизводительности и температурного режима активной зоны ре-
актора.
В остальном ПГВ-ЮООУ практически не отличается от ПГВ-
1000М (рис. 3.51).
Центральная часть коллектора присоединялась к остальным час-
тям коллектора сваркой с силовыми 2-слойными наплавками и анти-
коррозионными наплавками с двух сторон сварного шва (рис. 3.52).
Для обоснования этого ПГ был выполнен большой объем конст-
рукторских, расчетных, технологических и экспериментальных ра-
бот. Эксперименты проводились на методических моделях, узлах из
фотоупругой смолы и непосредственно на натурном ПГ путем тензо-
метрирования и термометрирования основных исследуемых узлов
(см. пример в разделе 7.4).
Работы проводились весьма интенсивно. В августе 1991 г. вышло
решение министра атомной энергетики и промышленности (МАЭП)
В.Ф. Коновалова № 320.05.ТП-391-ЗПР-1, предусматривающее за-
вершение изготовления ПГВ-ЮООМ, находящихся в производстве, а
в дальнейшем, с 1992 г. развертывание работ только по ПГВ-ЮООУ на
Подольском машиностроительном заводе им. С. Орджоникидзе
(ЗиО).
Однако изготовление ПГВ-ЮООУ в указанное время не было нача-
то. Причиной явились затруднения с финансированием, промедле-
164
Парогенератор ПГВ-1000
Рис. 3.51. Поперечный разрез парогенератора ПГВ-1000У
165
Глава третья
Рис. 3.52. Композитные сварные соединения коллектора парогенератора
ПГВ-ЮООУ:
а - нержавеющая часть; б - перлитная часть; в - переходная силовая наплавка; г -
антикоррозионная защитная наплавка
166
б
Рис. 3.53. Термоциклические испытания опытного коллектора парогенератора ПГВ-ЮООУ:
а — принципиальная схема стенда; 1 — циркуляционный насос ЦЭН-148; 2 — электронагреватель; 3 — опытный коллектор
парогенератора ПГВ-ЮООУ; 4-теплообменник; 5-охладитель проб воды; 6-механический фильтр; 7- компенсатор объ-
ема; б — устройство коллектора; 1 — штатный фланец; 2—5— вытеснители (бетонные блоки в обечайках); 6— заглушка; 7 —
нажимное кольцо
Парогенератор ПГВ-1000
Глава третья
ние с изготовлением поковок и других полуфабрикатов с использова-
нием новой стали, а, главное, с 1991 г. прекратились повреждения
коллекторов на АЭС.
Тем не менее, позже по инициативе ЗиО и Ровенской АЭС было
начато изготовление партии ПГВ-1000У для этой АЭС с целью иметь
резерв в случае повреждения ПГ.
К 1998 г. было изготовлено четыре парогенератора. Однако их ус-
тановка в контур РУ и эксплуатация требовали специальных реше-
ний.
При рассмотрении технического проекта ПГВ-1000У на НТС МАЭП
в 1995 г. было рекомендовано провести опытную эксплуатацию этих ПГ
с пошаговым продлением ресурса после 10 лет эксплуатации, а также
разработать значительный комплект документации для проведения
опытной эксплуатации.
В ОКБ «Гидропресс» был сооружен стенд испытания натурного
коллектора на термоциклы «пуск-останов ПГ». Принципиальная
схема стенда и вид коллектора показаны на рис. 3.53.
На стенде были проведены испытания коллектора на 230 циклов,
что в пересчете на реальные условия соответствует 40 годам работы
ПГ.
Однако исследования металла в полном объеме не были заверше-
ны. Отставание и задержки в этой работе объяснялись теми же при-
чинами, главная из которых заключалась в потере остроты в вопросе
замены ПГВ-1000 (1000М) на ПГВ-1000У, так как с 1991 г. поврежде-
ний коллекторов ПГ не было.
В это же время мы получили задание на разработку проектов РУ
в Иране и Китае, и встал вопрос о типе применяемых парогенера-
торов. Было принято решение о том, что для проектов АЭС, соору-
жаемых за рубежом, надо применять усовершенствованные ПГВ-
ЮООМ (см. раздел 3.6). К этому времени (см. раздел 3.4) было обос-
новано, что после проведения реабилитирующих мероприятий и
доработки конструкции парогенератор ПГВ-ЮООМ полностью
обеспечивает надежность и безопасность эксплуатации РУ ВВЭР-
1000. Это подтверждала и практика эксплуатации ПГВ-ЮООМ на
АЭС с 1991 г. По существу, на этом история ПГВ-Ю00У закончена.
Тем не менее, весьма значительный объем работ, выполненных при
обосновании этого проекта, способствовал пониманию ряда воп-
росов разработки, изготовления и эксплуатации парогенераторов
РУ с ВВЭР и способствовал существенному повышению уровня
надежности ПГВ-ЮООМ.
168
Парогенератор ПГВ-1000
3.6
ПАРОГЕНЕРАТОРЫ ПГВ-ЮООМ ДНЯ ЭКСПОРТА
В СТРАНЫ ВОСТОКА
3.6.1
Начало работ
Разработка РУ для экспорта, в том числе в страны Востока, по суще-
ству началась с 90-х годов прошлого столетия в процессе сотрудниче-
ства с финской национальной электрической компанией ИВО-ИН в
рамках проекта РУ ВВЭР-1000 (АЭС-91, В-428). Этот проект основы-
вался на имеющемся опыте создания и эксплуатации РУ серии В-
320, но учитывал также опыт работы западных фирм по PWR. Пред-
полагалось, что по разработанному проекту будут сооружаться РУ и
АЭС в «третьих» странах.
Действительно, проведенные работы привлекли внимание руко-
водства Китая и других стран Востока к сооружению АЭС по нашим
проектам. Еще ранее, в 1988 г. был заключен контракт с Индией на
разработку проекта двух блоков АЭС с ВВЭР-1000, а в 1992 г. состоя-
лось Соглашение Правительства КНР и Правительства России о сот-
рудничестве в сооружении АЭС в Китае.
Однако, реальные работы по разработке проектов ПГ и их изгото-
влению начались после 1995 г. для АЭС «Бушер» в Иране.
3.6.2
Парогенератор ПГВ-ЮООМ(В) для АЭС «Бушер»
В 1995 г. был подписан контракт на завершение строительства 1-го
блока АЭС «Бушер» в Иране. Около 20 лет тому назад там было пре-
кращено строительство АЭС с PWR. Был выполнен значительный
объем строительных работ, смонтировано или поставлено некоторое
оборудование неядерного тракта.
169
Глава третья
В связи с этим, компоновка петель ГЦК, расположение и закреп-
ление отдельного оборудования, в частности ПГ, требовали специ-
альных решений, отличных от серийных РУ.
Но были и другие осложнения.
Как уже упоминалось в разделе 3.5, было предписано прекратить
изготовление ПГВ-ЮООМ и приступить к изготовлению ПГВ-ЮООУ.
Поэтому был выпущен и оформлен документ, утвержденный Гене-
ральным конструктором ОКБ «Гидропресс», в котором были обосно-
ваны возможность и целесообразность применения в проектах РУ
для АЭС за рубежом парогенераторов ПГВ-ЮООМ, естественно, с
учетом всех решений по модернизации конструкции, совершенство-
ванию технологии изготовления и эксплуатации ПГ, принятых и про-
веренных к тому времени.
Парогенератор для АЭС «Бушер» (В-446) получил наименование
ПГВ-ЮООМ(В). Литера «В» латинского алфавита означала «Bushehr»,
что было сделано не очень удачно, так как остальная часть обозначе-
ния (ПГВ-ЮООМ) пишется в русской транскрипции.
Общий вид ПГ показан на рис. 3.54 и 3.55.
Как видно, по конструкции парогенератор полностью соответст-
вует ПГ-ЮООМ (см. раздел 3.3) со всеми усовершенствованиями,
описанными в разделе 3.4.
Компоновка ПГ в боксе, размещение его на опорах, установка
гидроамортизаторов были выполнены с учетом существующих поме-
щений (рис. 3.56).
В ряде случаев приходилось врезаться в бетонные стены и распо-
лагать гидроамортизаторы вынужденным образом.
Изготовление парогенераторов производилось на Подольском
машиностроительном заводе им. С. Орджоникидзе с авторским над-
зором специалистов ОКБ «Гидропресс».
В числе основных особенностей этой работы следует отметить,
что передача документов иранской стороне сопровождалась длитель-
ной и многократной перепиской с вопросами и ответами по ряду тех-
нических проблем. Пуск этого блока АЭС намечен в 2004 г.
170
Рис. 3.54. Продольный разрез парогенератора ПГВ-1 ОООМ(В) для АЭС «Бушер>
Глава третья
Рис. 3.55. Поперечный разрез парогенератора ПГВ-1 ОООМ(В) для
АЭС «Бушер»
172
Парогенератор ПГВ-1000
Рис. 3.56. Схема расположения парогенераторов ПГВ-ЮООМ(В) в боксе
173
Глава третья
3.6.3
Парогенератор для Тяньваньской АЭС в Китае
В декабре 1999 г. было принято совместное с китайской стороной ре-
шение о разработке документации для строительства Ляньюньган-
ской АЭС. Впоследствии эта АЭС была переименована в Тяньвань-
скую АЭС.
В проекте РУ ВВЭР-1000 (В-428) был принят парогенератор ПГВ-
1000М. В нем реализованы те же решения, что и в ПГВ-ЮООМ(В) для
АЭС в Иране.
Дополнительно в этом проекте имеется следующее:
• все уравнительные сосуды расположены на одном днище ПГ;
• в нижней врезке УС усовершенствовано защитное устройство,
предохраняющее подводящую линию от забивания шламом;
• линии продувки из ПГ выполнены с электро приводной армату-
рой, что позволяет гибко управлять расходом продувки по отдель-
ным линиям и влиять на распределение солей и примесей в объе-
ме ПГ;
• общая величина продувки из ПГ увеличена до 90 т.
На первом этапе шли длительные переговоры и объяснения с ки-
тайскими специалистами по поводу выбора парогенератора, так как
вначале им было объявлено, что будет применен ПГВ-ЮООУ. Строи-
тельство АЭС ведется весьма интенсивно.
3.6.4
Парогенератор для АЭС «Куданкулам» в Индии
Контракт на разработку технического проекта был подписан в
1988 г., однако реализация его началась значительно позже.
Этот проект (В-412) базируется на решениях РУ В-392 (см. раз-
дел 4.3).
Парогенератор ПГВ-1000М для Индии содержит те же принципи-
альные основные решения, что и ПГ, разработанные для АЭС в Ира-
не и Китае.
Дополнительно предусмотренно:
• подсоединение ПГ к системе пассивного отвода тепла (СПОТ),
которая должна обеспечивать отвод остаточных тепловыделений
174
Парогенератор ПГВ-1000
и снижение температуры теплоносителя со скоростью не более
60 °С/ч при полном обесточивании АЭС;
• увеличение количества однокамерных уравнительных сосудов и
более высокая отметка их присоединения к корпусу в нижней ча-
сти;
• система продувки устроена таким образом, что отбираемая из ПГ
вода после очистки в высокотемпературном фильтре вновь воз-
вращается в ПГ.
Эти нововведения повышают надежность и экономичность РУ.
175
Глава
Разработка проектов новых ПГ
Л
4.1
ПОИСКИ И РЕШЕНИЯ
В период 70-80-х годов прошлого века выполнялись проработки
конструкций различных вариантов ПГВ-4 иПГВ-1000:
• с экономайзером;
• с перегревом пара;
• с вынесенными сепараторами пара;
• с погруженными под уровень воды коллекторами;
• с различными решениями по выводу пара из ПГ;
• с различными решениями по исполнению внутрикорпусных уст-
ройств;
• с различными параметрами пара и характеристиками элементов и
систем.
В числе выполненных разработок были вертикальные ПГ с витым
змеевиком и перегревом пара; ПГ в вертикальном корпусе с горизон-
тальными змеевиками. Представлял интерес ПГ с одним коллектором в
вертикальном корпусе.
Коллектор был разделен на две, три или четыре вертикальные по-
лости для раздачи теплоносителя по змеевикам и сбора его. Вариан-
ты ПГ в вертикальном корпусе с горизонтальными змеевиками про-
рабатывались тяжело, уступали по весогабаритным показателям ПГ с
витыми или вертикальными змеевиками, но привлекали освоенно-
стью и отработанностью, полученной в горизонтальных ПГ. Мощ-
ность РУ, для которых разрабатывались конструкции ПГ, была в пре-
делах 1000-1600 МВт (эл).
На рис. 4.1-4.3 показаны некоторые из упомянутых конструкций
ПГ.
Для ряда проектов реакторных установок использовались сущест-
вующие проекты ПГ.
176
Разработка проектов новых ПГ
Рис. 4.1. Парогенератор со спирально-навитым теплообменным пучком
177
Глава четвертая
Рис. 4.2. Парогенератор с ширмовым теплообменным пучком и паропере
гревателем
178
Разработка проектов новых ПГ
Рис. 4.3. Парогенератор с горизонтальными трубами теплообменного пуч-
ка
179
Глава четвертая
В реакторной установке ВВЭР-500 (В-271) предполагалось приме-
нить решения по парогенератору ПГВ-1000, проект которого завер-
шался в середине 70-х годов прошлого века. При создании этой уста-
новки предписывалась максимальная унификация оборудования и
решений с РУ ВВЭР-1000. Поэтому каких-либо специальных работ
по ПГ для ВВЭР-500 не проводили, а вскоре вопрос о создании такой
установки был снят. В этот же период выполнялись разработки РУ
ВВЭР-2000, ВВЭР-15ОО(18ОО) и ВВЭР-1100(В-410). Проекты пароге-
нераторов для этих РУ прорабатывались на основе существующего
проекта ПГВ-1000, но в то же время были проведены широкомасштаб-
ные конструкторские разработки ПГ вертикального типа для обеспе-
чения электрической мощности от одного ПГ, равной и более 250 М Вт.
Эти работы велись в обстановке конкурсных разработок, так как
по вертикальным ПГ были к тому времени выполнены и выполня-
лись проекты специалистами ЗиО, ВНИИАМ и ЦКТИ. Проекты от-
личались разнообразностью исполнения трубного теплообменного
пучка: плоско-ширмовые, спиральные, эвольвентные, прямотруб-
ные и др.
Разработка проектов новых РУ была обусловлена требованиями к
повышению безопасности РУ, надежности, экономичности и увели-
чения ресурса ПГ (более 30 лет).
В дальнейшем тяжелые аварии на АЭС «Три Майл Айленд»
(США) и Чернобыльской АЭС (СССР) потребовали решения ряда
новых вопросов по значительному повышению безопасности экс-
плуатации АЭС.
В проектах РУ рассматривались соответствующие решения по ПГ.
42
ПАРОГЕНЕРАТОР ПГВ-640 (РУ ВВЭР-640, В-407)
4,2.1
Основные положения проекта
В начале 90-х годов прошлого века были разработаны основные по-
ложения по установке ВВЭР-500. Проект разрабатывался в соответ-
ствии с Государственной научно-технической программой «Экологи-
180
Разработка проектов новых ПГ
чески чистая энергетика. Безопасная АС. Проект АЭС нового поко-
ления с реакторами ВВЭР-500».
В процессе разработки проекта РУ В-407 была оптимизирована
мощность реактора на уровне 1800 МВт (т) для получения электриче-
ской мощности 640 МВт, а РУ-407 стала именоваться РУ ВВЭР-640.
Установка были предназначена для работы в базовом режиме и ре-
жимах регулирования частоты и мощности.
Предъявлены требования обеспечения жизнеспособности при ря-
де воздействий типа сейсмики, падения самолетов, различных кли-
матических условий и т.п.
С этой РУ предполагалось начать строить АЭС в отдаленных рай-
онах нашей страны с автономной энергосистемой и в странах с мало-
мощными энергосистемами.
Для корпуса реактора и ряда других узлов РУ выдвигалось требо-
вание обеспечения ресурса 50 лет.
4.2.2
Технические характеристики и описание
Парогенератор является составной частью циркуляционной петли
ядерной паропроизводящей установки (ЯППУ) атомной станции и
предназначен для выработки сухого насыщенного пара. ЯППУ име-
ет четыре петли по теплоносителю первого контура.
Технические характеристики ПГ приведены в табл. 4.1.
Таблица 4.1. Технические характеристики ПГВ-640
Характеристика Значение
Тепловая мощность, МВт 450
Паропроизводительность, т/ч Расход теплоносителя первого контура через ПГ (при 913
температуре выхода), м3/ч Давление теплоносителя по первому контуру на входе 13370
в парогенератор, МПа Температура теплоносителя первого контура, °C: 15,7
на входе 322
на выходе 294
181
Глава четвертая
Таблица 4.1. (окончание)
Характеристика Значение
Давление генерируемого пара на выходе из парового коллектора ПГ, МПа 7,06
Влажность пара на выходе из парового коллектора ПГ, %, не более 0,25
Температура генерируемого пара, °C Температура питательной воды, °C: 286,5
в номинальном режиме 230
при отключении подогревателей высокого давления и сохранении номинальной тепловой мощности 194
Уровень воды в парогенераторе, мм 2450
Запас по теплообменной поверхности, % 10
Величина непрерывной продувки парогенератора по второму контуру от номинальной паропроизводительности % (максимальная) 0,5 (1,0)
Давление во втором контуре (в корпусе) ПГ, МПа Расчетное давление, МПа: 7,1
по первому контуру 17,64
по второму контуру Расчетная температура, °C: 10
по первому контуру 350
по второму контуру Температура гидроиспытаний, °C, не менее: 310
по первому контуру 70
по второму контуру Давление при гидроиспытаниях в составе РУ, МПа, на прочность: 70
по первому контуру 24,5
по второму контуру То же на плотность, МПа: 14,6
по первому контуру 19,6
по второму контуру П,7
Потери напора по тракту теплоносителя, МПа, не более , 0,077
Гидравлическое сопротивление по паровому тракту, МПа, не более Масса парогенератора составляет, кг: 0,04
с коллектором пара 305000
с опорами с опорами, заполненного водой по первому и второму контурам: 350340
полное заполнение при температуре 20 °C 475700
номинальный уровень при рабочих параметрах 411100
182
Разработка проектов новых ПГ
Выход
теллонаситзля
I Вход
I теплоносителя
£670_____________ |___________________3300
Рис. 4.4. Поперечный разрез парогенератора ПГВ-640
183
fi)
n
ь>
Рис. 4.5. Продольный разрез парогенератора ПГВ-640
четвертая
Разработка проектов новых ПГ
Устройство и общие размеры ПГ показаны на рис. 4.4 и 4.5. На-
значение основных узлов такое же, как в ПГВ-4 и ПГВ-1000. Связи с
внешними системами, привязка уравнительных сосудов и назначе-
ние уровнемеров принципиально аналогичны решениям в
пгв-юоом.
4.2.3
Требования к проекту
В основу проектирования заложены требования технического, кон-
структивного, технологического и эксплуатационного характера, как
и для других ПГВ:
1) обеспечение охлаждения теплоносителя первого контура до
требуемого уровня температур во всех проектных режимах;
2) обеспечение охлаждения теплоносителя первого контура за
счет его естественной циркуляции в связи с выбранной схемой и ком-
поновкой главного циркуляционного контура и парогенераторов;
3) обеспечение за счет конструкции парогенератора требуемых те-
плотехнических и сепарационных характеристик;
4) работоспособность и надежность парогенератора и его элемен-
тов при воздействии нагрузок, возникающих в проектных режимах в
течение всего срока службы;
5) отработанность технологии, блочность и полная собираемость
его в заводских условиях (кроме парового коллектора, уравнитель-
ных сосудов и опор); возможность проведения всех видов производ-
ственных контрольных испытаний на заводе;
7) транспортабельность собранного парогенератора, возможность
доставки его на площадку АЭС железнодорожным или автомобиль-
ным транспортом;
8) удобство и технологичность монтажа в условиях строительства
атомной станции, минимальное количество сварочных работ в мон-
тажных условиях;
9) удобство и простота обслуживания парогенератора;
10) обеспечение возможности проведения контроля сварных со-
единений и основного металла с помощью современных диагности-
ческих средств, в том числе возможность инспекции и глушения те-
плообменных труб.
185
Глава четвертая
4.2.4
Новые решения
На корпусе парогенератора предусмотрены отдельный патрубок по-
дачи пара к системе пассивного отвода тепла СПОТ(см. подраздел
3.6.4) и отдельный патрубок возврата конденсата на днище ПГ.
В нижней части корпуса ПГ размещены смывные устройства,
предназначенные для удаления осаждающегося там шлама.
Для изготовления нижней и средней (перфорированной) частей
коллекторов теплоносителя применена сталь 08Х18Н10Т-ВД (ваку-
умно-дугового переплава). Со стороны второго контура в зоне свар-
ного шва и переменного уровня нанесена высоконикелевая наплавка
Св-03Х20Н65Г5М5БЗВ.
Решение о применении стали аустенитного класса для коллекто-
ров теплоносителя было принято в то же время, как и для ПГВ-
ЮООУ.
Остальные материалы узлов такие же, как в ПГВ-ЮООМ.
Ряд прогрессивных решений, принятых в проекте, будут исполь-
зованы для других проектов ПГ, в частности разработки по СПОТ ре-
ализованы в проекте ПГ для АЭС в Индии.
В настоящее время (2002 г.) работа по проекту ПГВ-640 приоста-
новлена.
4.3
ПАРОГЕНЕРАТОР ПГВ-ЮООМ (РУ ВВЭР-1000, В-392)
Проект РУ В-392 является дальнейшим развитием проекта РУ ВВЭР-
1000 (В-320) в направлении повышения ядерной безопасности.
Эту РУ намечено использовать во второй очереди Нововоронеж-
ской АЭС .
Предполагалось, что она будет референтной для будущих экс-
портных поставок при сооружении АЭС за рубежом.
В настоящее время имеется лицензия Госатомнадзора России на
начало строительства 6-го энергоблока НВАЭС.
Для РУ В-392 были выполнены проработки в двух вариантах:
1) парогенератор ПГВ-ЮООУ (392.05);
2) парогенератор ПГВ-ЮООМ с доработкой (392.28).
186
Разработка проектов новых ПГ
Парогенератор ПГВ-ЮООУ с нержавеющей перфорированной ча-
стью коллектора первого контура был создан в начале 90-х годов про-
шлого столетия для замены выходящих из строя ПГВ-1000 (1000М) и
установки на новых блоках (см. раздел 3.5).
В связи с прекращением повреждений коллекторов работающих
ПГ он не был применен для замены, но был использован в проекте
РУ В-392, так как в период повреждений на ПГВ-1000 рассматривал-
ся в качестве перспективного.
Однако в проектах ПГ для АЭС в Иране, Китае и Индии (см. раз-
дел 3.6) был применен доработанный с реализацией всех новых ре-
шений парогенератор ПГВ-ЮООМ.
Логичным было решение об использовании такого же ПГ и в про-
екте РУ В-392 (392.28).
Основные сведения о конструкции, рисунки и особенности этого
ПГ приведены в разделах 3.3, 3.4 и 3.6. В парогенератор введены все
усовершенствования, принятые для ПГВ-ЮООМ серии В-320, в част-
ности, солевой отсек, новая схема раздачи питательной воды, удале-
ние жалюзи. Характеристики этого ПГ те же, что и ПГВ-ЮООМ.
Проработан также вариант реакторной установки В-392 с приме-
нением ПГ с увеличенным корпусом. Конструкция этого ПГ описа-
на в разделе 4.4 под обозначением (индексом) 468.
44
ПАРОГЕНЕРАТОР ПГВ-1000 С УВЕЛИЧЕННЫМ
КОРПУСОМ (В-468)
4.4.1
Исходные положения
Проект парогенератора ПГВ-1000 с увеличенным диаметром корпуса
разработан применительно к реакторной установке ВВЭР-1000.
Разработка выполнена на основе опыта конструирования, изгото-
вления и эксплуатации парогенераторов типа ПГВ-1000 и его более
поздней модификации ПГВ-ЮООМ с учетом новых требований, на-
187
Глава четвертая
правленных на повышение надежности работы теплообменного
трубного пучка.
Выше было описано, что при эксплуатации ПГВ-ЮООМ отмечены
случаи повреждения значительного количества теплообменных труб
на ряде АЭС, забивание шламом отдельных зон межтрубного про-
странства (см. раздел 3.4 и главу 8).
В то же время на парогенераторах РУ типа ВВЭР-440 с коридор-
ной компоновкой трубных пучков в сравнении с парогенераторами
РУ типа ВВЭР-1000 с шахматной компоновкой эти явления имеют
значительно меньшее распространение, особенно с точки зрения за-
бивания шламом пространства между трубами, несмотря на то, что в
начальный период парогенераторы ПГВ-440 работали при сущест-
венно худшем качестве питательной воды, чем ПГВ-1000. Как уже
упоминалось, опыт показал, что решающее значение для работоспо-
собности теплообменных труб имеет величина локальной загрязнен-
ности их поверхности.
Поэтому для повышения надежности работы теплообменных труб
ПГВ-1000, наряду со стремлением довести нормы водно-химическо-
го режима ПГ и второго контура в целом до требований, предъявляе-
мых к ним в РУ ведущих ядерных стран, в ОКБ «Гидропресс» разра-
ботан технический проект парогенератора ПГВ-ЮООМ с увеличен-
ным внутренним диаметром корпуса до 4200 мм и разреженной кори-
дорной компоновкой труб в теплообменном пучке.
При этом сохраняются все основные, положительно зарекомендо-
вавшие себя, технические решения, апробированные в конструкции
ПГВ-ЮООМ, количество труб, основные требования к внешним систе-
мам: присоединительные размеры, закладные детали крепления ПГ.
Это позволяет применить этот ПГ в составе РУ типа В-320 и со-
хранить основное оборудование ГЦК с расчетным обоснованием
проекта РУ.
Применение разреженной коридорной компоновки труб в тепло-
обменном пучке дает возможности:
• увеличить скорость циркуляции воды в трубном пучке, что приве-
дет к снижению скорости роста отложений на теплообменных
трубах и уменьшит вероятность их повреждения от воздействия
коррозионно-активных примесей под ними;
• снизить опасность забивания межтрубного пространства отслоив-
шимся шламом;
• облегчить доступ в межтрубное пространство для инспекции теп-
лообменных труб и очистки их при необходимости;
188
Разработка проектов новых ПГ
• увеличить запас воды в парогенераторе;
• увеличить пространство под трубным пучком для облегчения уда-
ления шлама;
• улучшить напряженное состояние нижнего узла коллектора теп-
лоносителя в связи с доработкой его конструкции.
Для удаления шлама с нижней образующей корпуса, предусмотре-
ны специальные смывные устройства.
В проекте реализованы и некоторые другие новые решения:
• часть расхода питательной воды подается через вертикальные
перфорированные трубы в межтрубные опускные коридоры (по
опыту, полученному на БалАЭС), тем самым увеличена интенсив-
ность циркуляции;
• для уплотнения фланцевых разъемов ПГ применены прокладки
из расширенного графита, что позволяет снизить усилия затяга
при уплотнении, уменьшить эксплуатационное нагружение флан-
цевых разъемов и обеспечить основу для увеличения ресурса па-
рогенератора;
• увеличены радиусы гибов теплообменных труб, что важно для
проведения ВТК.
4.4.2
Техническая характеристика и описание конструкции
Технические параметры ПГ представлены в табл. 4.2.
Таблица 4.2. Технические характеристики ПГ в номинальном режиме
Характеристика Значение
Номинальная тепловая мощность, М Вт 753
Максимальная тепловая мощность (107% номинальной 806
тепловой мощности), МВт Паропроизводительность (при /п в = 220 °C и продувке 1470
15 т/ч), т/ч Давление генерируемого пара на выходе из коллектора пара 6,27
ПГ, абсолютное, МПа Температура генерируемого пара, °C 278,5
Температура теплоносителя первого контура на 321±5
входе в ПГ, °C
189
Глава четвертая
Таблица 4.2. (окончание)
Характеристика Значение
То же на выходе из ПГ, °C 291
Температура питательной воды, °C 220±5
Влажность пара на выходе из ПГ, % масс., не более 0,2
Расход теплоносителя первого контура через ПГ (на выходе из ПГ), м3/ч 21500
Давление теплоносителя первого контура на входе в ПГ, абсолютное, МПа 15,64±0,30
Расход непрерывной продувки из «солевого» отсека через патрубок Ду 100 на «холодном» днище, т/ч 15
Расход периодической продувки из «солевого» отсека через патрубок Ду 100 на «холодном» днище, т/ч 40
Расход периодической продувки из патрубков Ду 50 на корпусе и штуцеров Ду 30 из карманов коллекторов, т/ч 25
Расход непрерывной продувки из патрубков Ду 50 на корпусе и штуцеров Ду 30 из карманов коллекторов, т/ч 5
Гидравлическое сопротивление ПГ по первому контуру (расчетное при расходе теплоносителя 21500 м3/ч), МПа, не более 0,131
То же по паровому тракту (расчетное при номинальной паропроизводительности), МПа, не более 0,113
То же по тракту питательной воды (расчетное при номинальной паропроизводительности), МПа, не более 0,064
Остальные параметры следующие:
Расчетное давление первого контура, МПа...............17,64
То же второго контура, МПа ............................7,84
Расчетная температура по первому контуру, °C............350
То же по второму контуру, °C............................300
Площадь поверхности теплообмена трубного пучка ПГ, м2 .. .6105
Масса парогенератора с коллектором пара и опорами без
рабочих сред, т.........................................450
Масса собственно парогенератора, т .....................330
Парогенератор ПГВ-1000 с увеличенным диаметром корпуса, его
основные части и размеры показаны на рис. 4.6 и 4.7.
Устройство ПГ и назначение его систем и узлов в целом такие же,
как у парогенераторов типа ПГВ-ЮООМ. Во всех основных узлах ре-
ализованы решения, проверенные в ПГВ-ЮООМ.
190
Рис. 4.6. Продольный разрез парогенератора ПГВ-ЮООМ с увеличенным
диаметром корпуса
1. Корпус ПГ представляет собой сварной цилиндрический сосуд
длиной 13840 мм с внутренним диаметром 4200 мм, по торцам с двух
сторон приварены эллиптические днища.
На корпусе имеются патрубки, штуцера, люки и другие устройства
для присоединения ПГ к другим системам РУ, для закрепления ПГ и
доступа во внутреннюю полость корпуса и коллекторов теплоносителя.
Корпус выполнен из стали 10ГН2МФА.
2. Коллектор теплоносителя первого контура — это толстостенный
цилиндр переменных диаметров и толщины. Общая высота (без
крышки с вытеснителем) 5100 мм, максимальный диаметр 1176 мм
при толщине стенки 171 мм.
Коллектор выполнен из стали 10ГН2МФА вакуумно-дугового или
электрошлакового переплава. На внутреннюю поверхность нанесена
защитная антикоррозионная наплавка.
В центральной цилиндрической части коллектора имеется 10978
отверстий с номинальным диаметром 16,25 мм. Расположение отвер-
стий шахматное: шаг отверстий 44 мм по вертикали и 30,8 мм по го-
ризонтали (на наружной поверхности). Отверстия служат для закре-
пления в них концов теплообменных труб.
В верхней части коллектора имеется разъем, состоящий из флан-
ца коллектора Ду 500 с резьбовыми гнездами и плоской крышки.
Шпильки разъема изготовлены из стали 38ХНЗМФА, гайки — из ста-
ли 25Х1МФ.
191
Глава четвертая
Рис. 4.7. Поперечный разрез парогенератора ПГВ-ЮООМ с увеличенным
диаметром корпуса:
1 — корпус; 2 — патрубок питательной воды; 3 — коллектор первого контура; 4 -
трубный пучок
На нижнем (переходном) кольце коллектора расположены два
штуцера непрерывной и периодической продувки из «карманов» и
два штуцера смывных устройств — Ду 30. Штуцера смывных уст-
ройств уплотняются с помощью прокладок из расширенного графи-
та и резьбовых пробок с накидными контргайками. Это исполнение
имеет целью улучшить условия для удаления шлама и отложений из
«карманов» коллектора-корпуса.
3. Теплообменная поверхность состоит из 10978 труб 16x1,5 мм из
стали 08Х18Н10Т. Теплообменные трубы выполнены в виде U-образ-
ных змеевиков и скомпонованы в теплообменный пучок. Расположе-
ние труб в пучке коридорное с шагами по высоте 22 мм, по горизон-
тали — 24 мм.
192
Разработка проектов новых ПГ
Змеевики расположены с уклоном к коллекторам (20 мм на длине
змеевика) для обеспечения возможности полного дренирования труб.
4. В корпусе располагаются внутрикорпусные устройства, анало-
гичные принятым для ПГВ-ЮООМ. Реализовано решение об исклю-
чении жалюзи в схеме сепарации парогенератора, как и в проектах
ПГ для АЭС в Иране, Китае, Индии.
5. Решены вопросы перевозки ПГ сухопутным и водным путями.
4.4.3
Некоторые особенности конструкторских решений
Особое значение придается коридорному построению теплооб-
менного пучка, для возможности реализации которого и принято ре-
шение об увеличении диаметра корпуса.
При использовании коридорной компоновки трубного пучка его
гидравлическое сопротивление по второму контуру будет ниже, чем в
ПГВ-ЮООМ. Коридорная компоновка на 30% более свободна по
межтрубному пространству.
При этом минимальный зазор между трубами составляет 6 мм, что фак-
тически равно минимальному зазору в шахматной компоновке ПГВ-1000.
Это дает основание считать, что положительные особенности гидродина-
мики, исследованные в ПГВ-1000, сохранятся и в данной конструкции.
В разрабатываемом ПГ при увеличении высоты пучка практиче-
ски сохранена высота сепарационного пространства, что при сниже-
нии скоростей выхода пара с зеркала испарения (из-за увеличения
диаметра корпуса) обеспечит проектную влажность пара.
Расчетное обоснование прочности парогенератора ПГВ-1000 с
увеличенным диаметром корпуса выполнено по обычной схеме, при-
нятой для ПГ такого типа.
Увеличение диаметра корпуса ПГ привело к незначительным из-
менениям геометрии основных напряженных частей (патрубков Ду
1200, Ду 800 и др.); это позволяет применить результаты исследова-
ний, выполненных для ПГВ-ЮООМ, в данной конструкции ПГ.
Работы явились ценным материалом для разработки последую-
щих проектов, в первую очередь ПГВ-1500 (см. главы 5 и 6).
В конце 2003 г. приняты принципиальные решения о применении
этого ПГ при сооружении новых АЭС с ВВЭР-1000, в частности для
5-го блока Балаковской АЭС.
193
Глава
Вертикальные парогенераторы для РУ ВВЭР-1500 \
5
5.1
ПРЕДПОСЫЛКИ НОВЫХ РЕШЕНИЙ
В конце 9О-х годов прошлого столетия начали разрабатывать новый
проект РУ на мощность 1500 МВт (э).
В требованиях к проекту предусмотрено повышение безопасности
и надежности, увеличение срока службы корпуса реактора до 60 лет,
а оборудования РУ до 50—60 лет.
Для этой установки были проработаны варианты ПГ различного
типа с рядом новых решений.
При проработке схемы и компоновки реакторных установок вы-
сокой мощности имелись соображения о том, что применение верти-
кальных ПГ может дать определенный выигрыш в улучшении неко-
торых характеристик РУ, в первую очередь, с точки зрения размеще-
ния оборудования под защитной оболочкой, а также отдельных тех-
нологических и эксплуатационных вопросов.
С этой целью были разработаны проекты вертикальных парогене-
раторов различных конструкций.
52
ВАРИАНТЫ ВЕРТИКАЛЬНЫХ ПГВ-1500 (448.02)
5.2.1
Сравнительные характеристики
При проектировании вертикального парогенератора для АЭС боль-
шой мощности учитывались критерии и современные тенденции па-
рогенераторостроения, в частности:
194
Вертикальные парогенераторы для РУ ВВЭР-1500
• применение максимально возможной длины теплообменных
труб;
• наличие экономайзерного участка;
• минимизация количества теплообменных труб;
• достаточная высота контура естественной циркуляции;
• внедрение ремонтной и диагностической робототехники.
Сравнительные характеристики различных ПГ для РУ ВВЭР-1500
и РУ EPR представлены в табл. 5.1.
Таблица 5.1. Основные технические характеристики ПГ для энерго-
блоков большой мощности
Характеристика Вертикаль- ный одно- коллектор- ный Вертикаль- ный двух- коллектор- ный Горизон- тальный EPR1 (NPJ)
Тепловая мощность, МВт 1062,5 1062,5 1062,5 1062,5
Паропроизводительность, т/ч 2150 2150 2067 2147
Номинальное давление пара на 7,34 7,34 7,34 7,25
выходе из ПГ, МПа Количество трубок, шт.:
в одном ряду 21 56 — —
в парогенераторе 8442 19992 15120 —
Количество рядов трубок, шт.:
в парогенераторе 402 367 144 —
в экономайзерном участке Средняя длина трубки, мм 160 17100 227 8400 В верхнем ряду 12500 -
Поверхность теплообмена по наружному диаметру теплообмен- ной трубки, м2:
парогенератора 7256 8511 8630 7300
экономайзерного участка 2888 1177 — —
Высота теплообменного пучка, мм:
общая 7640 6780 2730 —
экономайзерного участка 3040 4300 — —
Высота ПГ, мм 16000 14650 16400 16070
Наружный диаметр корпуса ПГ, мм 4630 5240 (длина) 5110
Вес 111, т 390 450 530 565
1 Данные опубликованы в 2001 г.
195
Глава пятая
5.2.2
Вертикальный двухколлекторный парогенератор
5.2.2.1
Описание конструкции
Конструкция парогенератора показана на рис. 5.1 и 5.2. Парогенератор
выполнен однокорпусным, вертикальным, с естественной циркуляци-
ей по второму контуру, состоит из корпуса, снабженного необходимы-
ми патрубками и опорами, коллекторов теплоносителя, теплообмен-
ных труб с системой дистанционирования, разделенных на две части —
экономайзерную и испарительную, и сепарационных устройств.
Корпус парогенератора представляет собой расположенный вер-
тикально цилиндр с верхним и нижним эллиптическими днищами.
На верхнем днище парогенератора расположены патрубки отбора па-
ра на турбину и СПОТ, а также люк-лаз для обслуживания верхней
части парогенератора.
На нижнем днище размещены штуцеры дренажа, люк-лаз, пат-
рубки входа и выхода теплоносителя, подвода питательной воды. На
боковой (цилиндрической) части корпуса парогенератора располо-
жены патрубок аварийного подвода питательной воды, штуцер СПОТ,
штуцер подвода раствора для отмывки ПГ, штуцера уровнемеров.
Коллекторы теплоносителя идентичны по геометрическим разме-
рам, перфорации и материалу. Коллекторы внизу жестко крепятся че-
рез переходники к патрубкам теплоносителя, а вверху «заводятся» в ди-
стан ционирующие кольца и имеют возможность продольных переме-
щений при температурных расширениях. Верхние концы коллекторов
закрыты крышками с эллиптическими днищами, обеспечивающими
возможность доступа в коллекторы теплоносителя для их обслужива-
ния. К корпусу изнутри приварены упоры для крепления внутрикор-
пусных устройств и элементов системы дистанционирования.
Теплообменные трубы Z-образной формы с гибами радиусом
80 мм присоединены к коллекторам теплоносителя и в средней части
пучка собраны в плоские горизонтальные ширмы. Трубы в пучке рас-
положены в шахматном порядке, с различными шагами в продоль-
ном (вдоль оси коллекторов) и поперечном направлениях. Фиксация
теплообменных труб в пучке осуществляется дистанционируюшими
196
Вертикальные парогенераторы для РУ ВВЭР-1500
14650
Рис. 5.1. Двухколлекторный ПГ
197
Глава пятая
Рис. 5.2. Поперечный разрез двухколлекторного ПГ
планками. Пучок теплообменных труб заключен в кожух.
Система дистанционирования выполнена в виде каркаса, кото-
рый крепится к нижней части корпуса парогенератора. По высоте
каркаса расположены упоры, которые фиксируют положение карка-
са в корпусе парогенератора в радиальном направлении и позволяют
ему перемещаться вертикально при температурном расширении.
Каркас является сборной конструкцией и состоит из нижней (опор-
ной) и верхней (прижимной) рам, соединенных вертикальными
стойками, к которым крепятся дистанционирующие планки, по кон-
струкции аналогичные применяемым в горизонтальных парогенера-
торах. Дистанционирующие планки выполнены двух типов: с гофра-
198
Вертикальные парогенераторы для РУ ВВЭР-1500
ми и плоские; оба типа планок имеют вентиляционные отверстия. На
прямых участках трубного пучка дистанционирующие элементы на-
бираются из чередующхся планок с гофрами и без них. На гибовых уча-
стках применяются прямые планки. Сепарационная система состоит из
268 осевых центробежных сепараторов внешним диаметром 236 мм и
высотой 2555 мм, парового объема и «потолочного» дырчатого листа.
Нижние концы сепараторов крепятся к крышке распределительной ка-
меры, назначение которой - обеспечить равномерную нагрузку сепара-
торов в условиях определенной неравномерности выхода потока паро-
водяной смеси после трубного пучка. Верхние концы жестко заделаны в
решетке, которая имеет возможность вертикального перемещения.
5222
Схемы работы ПГ и движения рабочих тел
От патрубка питательной воды, расположенного на нижнем днище
парогенератора (см.рис. 5.1 и 5.3), организован подвод воды к эконо-
майзерному участку, отделенному вертикальными перегородками от
нижнего ряда теплообменных труб до 205-го ряда труб. Остальные
трубы вне экономайзерного участка составляют испаритель — это
трубы полной длины выше экономайзерного участка и часть длины
труб от нижнего (первого) до 205-го ряда труб, не выделенного верти-
кальными перегородками. Для обеспечения равномерной раздачи
питательной воды перед входом в экономайзерный участок располо-
жен перфорированный дырчатый лист. Нижняя часть собирающего
коллектора теплоносителя на экономайзерном участке защищена эк-
раном в целях исключения воздействия температурных перепадов.
Аварийная подача питательной воды к парогенератору осуществ-
лена отдельным трубопроводом. Вода подается на теплообменную
поверхность через кольцевой перфорированный коллектор, разме-
щенный над теплообменной поверхностью. В этот же коллектор по-
дается вода из системы пассивного отвода тепла.
Отбор воды для продувки осуществляется в зоне воды ПГ с
максимальным солесодержанием. Для периодической продувки мо-
жет использоваться патрубок дренажа, размещенный в нижней части
парогенератора.
К корпусу парогенератора в нижней его части приварены три
опорных ложемента для установки парогенератора в боксе на роли-
199
Глава пятая
^Вижение ересь? ' контура
движение срейы 2 контуре
Рис. 5.3. Схема движения теплоносителя
200
Вертикальные парогенераторы для РУ ВВЭР-1500
ковые опоры, допускающие перемещение парогенератора в горизон-
тальной плоскости. В верхней части корпуса предусмотрены также
элементы для установки антисейсмических опор.
Горячий теплоноситель контура (см. рис. 5.3) через входной пат-
рубок поступает в раздающий коллектор парогенератора, где распре-
деляется по теплообменным трубам. Проходя по пучку теплообмен-
ных труб, теплоноситель охлаждается и поступает в собирающий
коллектор, откуда через выходной патрубок отводится за пределы па-
рогенератора.
Питательная вода подводится к нижнему ряду теплообменных
труб экономайзерного участка и поднимается вверх, омывая тепло-
обменные трубы. По мере подъема внутри экономайзера температу-
ра потока изменяется от температуры питательной воды до темпера-
туры насыщения. Далее вода поступает на испарительный участок,
где часть ее испаряется: пароводяная смесь проходит через осевые се-
параторы, где достигается требуемая степень осушки, после чего пар
поступает в паровой объем парогенератора, проходит через верхний
дырчатый лист и отводится на турбину. Отсепарированная вода, сме-
шиваясь с водой ПГ, поступает в опускной канал, далее по опускно-
му каналу, с поворотом на 180°, подводится к нижнему ряду теплооб-
менных труб испарительного участка.
Как и в ПГ горизонтального типа, в этом ПГ теплоотвод от реактора
может осуществляться даже при частичной потере теплоносителя пер-
вого контура, пока хотя бы через часть ТОТ возможна его циркуляция.
Для вертикальных ПГ АЭС с PWR с П-образными трубами это не-
возможно из-за разрыва контура циркуляции.
5.2.3
Вертикальный одноколлекторный парогенератор
Конструкция парогенератора показана на рис. 5.4 и 5.5. Парогенера-
тор выполнен однокорпусным, вертикальным, с естественной цир-
куляцией по второму контуру.
Парогенератор состоит из корпуса, снабженного необходимыми
патрубками и опорами, коллектора теплоносителя, разделенного пе-
регородкой на «горячую» и «холодную» части, горизонтальных тепло-
обменных труб с системой дистанционирования, разделенных на две ча-
сти — экономайзерную и испарительную, и сепарационных устройств.
201
Глава пятая
Рис. 5.4. Продольный разрез одноколлекторного ПГ
202
Вертикальные парогенераторы для РУ ВВЭР-1500
Рис. 5.5. Поперечный разрез одноколлекторного ПГ
Парогенераторы такого типа разрабатывались и ранее, о чем упоми-
налось в главе 4. Здесь представлены проработки одного из вариантов.
Описанные выше конструкции вертикальных ПГ несомненно
представляют интерес с точки зрения схемы работы и исполнения от-
дельных узлов. Проработки их размещения в составе проектов наших
РУ не показали существенного выигрыша в экономии места или
удобстве расположения оборудования и его обслуживания, однако,
возникли новые вопросы по перекомпоновке частей РУ, где уже име-
лись отработанные решения.
Сам парогенератор тоже требовал перестройки принятой и при-
вычной для нас идеологии, решения новых вопросов при разработке
и изготовлении. Поэтому проекты для этих ПГ не выполнялись даже
на уровне эскизных проработок.
203
Глава
Горизонтальный парогенератор ПГВ-1500
(РУ ВВЭР-1500, В-448)
9
6.1
ПОСТАНОВКАЗАДАЧИ
При разработке РУ ВВЭР-1500 ставилась цель, чтобы показатели
уровня безопасности, эксплуатационной надежности и экономично-
сти превосходили характеристики РУ с ВВЭР-1000 и обеспечивали
конкурентоспособность проекта на мировом рынке.
Поставленная задача достигается за счет (в части ПП):
• реализации повышенных параметров парогенератора, при кото-
рых характеристики реакторной установки ВВЭР-1500 сравнимы
с показателями современных PWR;
• максимального использования результатов научно-исследова-
тельских и опытно-конструкторских работ в обоснование проек-
тов парогенераторов для РУ ВВЭР и с учетом опыта их эксплуата-
ции;
• эволюционного развития и совершенствования конструкций па-
рогенераторов ПГВ-1000 с исключением предпосылок для прояв-
ления имевшихся при эксплуатации отказов и нарушений;
• повышения срока службы парогенератора;
• ориентации на имеющуюся промышленную базу России при соз-
дании парогенератора;
• минимальных и реалистичных вложений для модернизации име-
ющихся производственных технологий и экспериментальной
базы.
204
Горизонтальный парогенератор ПГВ-1500 (РУ ВВЭР-1500, В-448)
62
ОСНОВНЫЕ ДАННЫЕ ПО ПГ
6.2.1
Технические характеристики
Технические характеристики парогенератора ПГВ-1500 представле-
ны в табл. 6.1, геометрические - в табл. 6.2.
Таблица 6.1. Технические характеристики ПГ
Характеристика Значение
Номинальная тепловая мощность, МВт Паропроизводительность в номинальном режиме, т/ч Рабочая среда: в первом контуре во втором контуре Расход теплоносителя в номинальном режиме, т/ч Номинальное давление стационарного режима на выходе из активной зоны (абсолютное), МПа Температура генерируемого пара на выходе из ПГ, °C Температура теплоносителя в номинальном режиме, °C: на входе в парогенератор на выходе из парогенератора Давление (абсолютное) генерируемого насыщенного пара на выходе из ПГ при номинальной нагрузке, МПа Температура питательной воды в номинальном режиме, °C То же при отключении ПВД, °C Влажность генерируемого пара на выходе из ПГ в нормальных условиях эксплуатации, %, не более Расчетное давление по первому контуру, МПа То же по второму контуру, МПа Расчетная температура по первому контуру, °C То же по второму контуру, °C Расход непрерывной продувки из «солевого» отсека через патрубок Ду 100 на «холодном» днище, т/ч Расход периодической продувки из «солевого» отсека через патрубок Ду 100 на «холодном» днище, т/ч Расход непрерывной продувки из патрубков Ду 80 на корпусе и штуцеров Ду 30 из карманов коллекторов, т/ч Расход периодической продувки из патрубков Ду 80 на корпусе и штуцеров Ду 30 из карманов коллекторов, т/ч ВДРавлическое сопротивление ПГ по первому контуру, МПа, То же по паровому тракту, МПа, не более 1062,3 2067 Вода Вода—пар 27 000 15,7 289,0 330,0 297,6 7,34 230 187 0,2 17,64 9,50 350,0 325,0 20 50 5 30 0,13 0,11
205
Глава шестая
Таблица 6.2. Геометрические характеристики ПГ
Характеристика Значение
Расчетная поверхность теплообмена по наружному диаметру
теплообменной трубы, м2 8630
Конструктивная поверхность теплообмена по наружному
диаметру теплообменной трубки, м2 9490
Средняя длина теплообменных труб, м:
расчетная Н,4
конструктивная 12,5
Максимальная конструктивная длина теплообменных труб, м 16,8
Количество теплообменных труб, шт. 15120
Расположение труб в пучке Кори-
Наружный диаметр ТОТ, мм дорное 16
Толщина стенки ТОТ, мм 1,5
Шаг теплообменных труб по вертикали ПГ, мм 22
То же по горизонтали, мм 23
Размеры коллектора первого контура (перфорированная часть — перфорация отверстий в шахматном порядке), мм:
наружный диаметр 1332
толщина стенки 156
шаг отверстий по вертикали 44
шаг отверстий по горизонтали (по срединной поверхности) 25,7
Размеры корпуса парогенератора, мм:
внутренний диаметр 4700
толщина стенки центральной обечайки, мм 205
толщина стенки боковой обечайки, мм 150
толщина стенки эллиптических днищ, мм 170
длина, м 15 600
Внутренние диаметры патрубков, мм:
приварки коллектора первого контура 1350
подвода питательной воды 480
аварийного расхолаживания парогенератора 170
пара 480
люка-лаза 500
продувки 77
дренажа, непрерывной продувки из «солевого» отсека 96
возврата конденсата из СПОТ 96
Конструкционные материалы основных составных частей пароге-
нератора приведены в табл. 6.3.
Как видно материалы аналогичны используемым для ПГВ-ЮООМ
(см. главу 9).
206
Горизонтальный парогенератор ПГВ-1500 (РУ ВВЭР-1500, В-448)
таблица 6.3. Конструкционные материалы
Составная часть 111 Марка стали
— Корпус 10ГН2МФА
Патрубки подвода питательном воды, приварки коллектора первого контура, пара, люка-лаза, люка второго контура 10ГН2МФА
Патрубки продувки, дренажа, штуцер контроля плотности второго контура, штуцер воздушника второго контура 22К и
Патрубок для аварийного расхолаживания, возврата конденсата из СПОТ, патрубок непрерывной продувки из «солевого» отсека О8Х18Н1ОТ О8Х18Н1ОТ
Штуцера для установки смывных устройств, штуцера под однокамерный и двухкамерный уравнительные сосуды, индикатора уровня, воздушника первого контура, контроля плотности первого контура, продувки из кармана коллектора 08Х18Н10Т
Коллектор первого контура 10ГН2МФА-Ш
Трубный пучок О8Х18Н1ОТ
Устройство подвода и раздачи питательной воды 08Х18Н10Т
То же в аварийных режимах О8Х18Н1ОТ
Устройство раздачи химического раствора 08Х18Н10Т
Пароприемный дырчатый лист 3
Погруженный дырчатый лист 12Х18Н10Т
6.2.2
Конструкция парогенератора
В данном проекте к 2004 г. разработан только собственно парогенератор.
Опоры, гидроамортизаторы, уравнительные сосуды и другие внешние
элементы предполагается использовать того же типа, что и в ПГВ-1000М.
Общий вид парогенератора показан на рис. 6.1-6.3 (см. также
табл. 6.2 и 6.3). Исполнение и назначение составных частей ПГ ана-
логичны соответствующим в ПГВ-ЮООМ.
Трубный пучок состоит из 15120 теплообменных труб диаметром
16x1,5 из стали 08Х18Н10Т.
Теплообменные трубы выполнены в виде U-образных змеевиков.
Расположение труб в пучке — коридорное. Пучок разбит на четыре
пакета, между которыми организованы опускные коридоры. Ширина
Центрального межтрубного коридора 260 мм, ширина боковых меж-
трубных коридоров 250 мм.
207
Рис. 6.1. Парогенератор ПГВ-1500:
1 — люк-лаз второго контура; 2 - двухкамерный уравнительный сосуд; 3 - однокамер-
ный уравнительный сосуд; 4 — отвод пара; 5 — крышка люка доступа к коллектору те-
плоносителя
Змеевики подлине корпуса ПГ устанавливаются на опорных кон-
струкциях. В опорных конструкциях трубы дистанцируются с помо-
щью волнообразных полос и плоских планок. Дистанционирующие
планки имеют перфорацию в месте контакта с трубками. Конструк-
ция закрепления позволяет трубам перемещаться при тепловом рас-
ширении. В коллекторах первого контура трубы закрепляются так же,
как и в ПГВ-ЮООМ.
Устройство подвода и раздачи питательной воды состоит из трубо-
проводов и раздающих труб над горячей стороной трубного пучка,
имеющих по длине патрубки для выхода питательной воды. Часть
питательной воды по перфорированным трубам, расположенным
вертикально в межтрубных опускных коридорах, подается в объем
второго контура для улучшения циркуляции воды.
Уплотнение всех разъемов первого и второго контуров обеспечи-
вается прокладками из расширенного графита.
Внутрикорпусные устройства для аварийного расхолаживания и
для раздачи химических растворов, пароприемный и погруженный
дырчатые листы выполнены как в ПГВ-ЮООМ.
В ПГВ-1500 реализован проверенный в ПГВ-ЮООМ принцип сту-
пенчатого испарения, позволяющий снизить концентрации раство-
римых примесей в водяном объеме и повысить эффективность их
удаления с непрерывной продувкой. «Солевой» отсек и устройство
продувки выполнены по тому же типу как в ПГВ-ЮООМ.
208
Горизонтальный парогенератор ПГВ-1500 (РУ ВВЭР-1500, В-448)
15620
Рис. 6.2. Продольный разрез парогенератора ПГВ-1500
209
Глава шестая
Рис. 6.3. Поперечный разрез парогенератора ПГВ-1500:
1 - корпус; 2 - коллектор; 3 - трубный пучок; 4 - подвод питательной воды; 5 - уст-
ройство подвода аварийной питательной воды; 6 - коллектор раздачи химрастворов; 7.
8- соответственно пароприемный и погруженный дырчатые листы
210
Горизонтальный парогенератор ПГВ-1500 (РУ ВВЭР-1500, В-448)
Для измерения уровня в парогенераторе применяются однока-
мерные и двухкамерные уравнительные сосуды.
6.2.3
Принцип работы парогенератора
Парогенератор ПГВ-1500 работает в составе реакторной установки
В-448 с ВВЭР-1500. В составе РУ имеется четыре парогенератора, по
одному на петлю. Тракты теплоносителя и воды-пара организованы
как в ПГВ-ЮООМ.
Съем тепла обеспечивается в нормальных и аварийных режимах ра-
боты реакторной установки, в том числе в режимах естественной цирку-
ляции воды в первом контуре, при полном обесточивании АЭС; при этом
отвод остаточных тепловыделений от активной зоны происходит через
парогенератор при помощи СПОТ (см. в подразделе 3.6.4 и разделе 4.2).
6.2.4
Обоснование конструкции парогенератора
Основным принципом, положенным в основу разработки горизон-
тального парогенератора большой мощности ПГВ-1500, является со-
хранение преемственности основных апробированных технических
решений, принятых при разработке конструкции ПГВ-1000. Вместе с
тем применяется ряд прогрессивных решений, которые внедрялись и
проверялись в процессе эксплуатации, или находятся в стадии вне-
дрения для опытно-промышленной эксплуатации.
С целью повышения экономических показателей энергоблока
обосновано повышение давления пара на выходе из парогенератора
до 7,34 МПа и температуры теплоносителя на входе в парогенератор
до 330 °C.
При реализации этих параметров характеристики ПГВ-1500 срав-
нимы с характеристиками современных PWR (табл. 6.4).
Одним из направлений повышения эффективности реакторной
установки является оптимизация ее проектных параметров. Эффек-
тивность использования теплообменной поверхности ПГ в значи-
тельной мере зависит от температуры теплоносителя первого конту-
211
Глава шестая
Таблица 6.4. Сравнительные характеристики ПГ
Характеристика ПГВ-1500 EPR
Тепловая мощность, МВт 1062,5 1062,5
Давление первого контура, МПа: номинальное 15,7 15,5
расчетное 17,64 17,60
Температура теплоносителя, °C на входе в парогенератор 330,0 327,1
на выходе из парогенератора 297,6 291,8
Расход теплоносителя через ПГ, м3/ч 27 000 25 500/26 750
Тип парогенератора Горизонтальный Вертикальный
Паропроизводительность, т/ч 2067 2147
Давление пара на выходе из ПГ, МПа 7,34 7,25
Температура питательной воды, °C 230 230
Расчетное давление по второму контуру, МПа 9,5 9,7
ра на входе в парогенератор, давления второго контура, скорости те-
плоносителя в теплообменных трубах.
На практике область оптимизации значительно сужается из-за ог-
раничений по расходу через активную зону реактора при выбранном
ГЦНА, а также с достижением предельной конструктивной длины
теплообменных труб и соответственно корпуса ПГ.
Для горизонтального ПГВ-1500 имеется условие размещения в защит-
ной оболочке диаметром не более 47 м. В процессе конструкторских прора-
боток было установлено, что в оболочке такого размера может быть разме-
щен парогенератор со следующими геометрическими характеристиками:
• наружный диаметр корпуса ПГ - не более 5,4 м;
• длина корпуса ПГ — не более 16,4 м.
Средняя длина теплообменных труб принята равной 12,5 м, при
этом средняя скорость теплоносителя первого контура в теплообмен-
ных трубах парогенератора ПГВ-1500 составляет около 4 м/с (в ПГВ-
1000 - около 4,6 м/с).
Одной из основных величин, определяющих эффективность исполь-
зования теплообменной поверхности, является температурный напор.
Пределы его повышения ограничены, с одной стороны, невозможно-
стью увеличения температуры теплоносителя на выходе из активной зо-
ны реактора выше допустимой. С другой стороны, температурный напор
увеличивается при снижении давления пара на выходе из ПГ, но это при-
водит к снижению КПД всей паропроизводяшей установки. Расчетные
212
Горизонтальный парогенератор ПГВ-1500 (РУ ВВЭР-1500, В-448)
оценки показали, что оптимальная величина минимального температур-
ного напора на выходе ПГ находится в пределах 5... 10 °C.
Важными вопросами являются влияние скорости циркуляции паро-
водяной смеси вблизи «горячего» коллектора на работоспособность
трубчатки и связанная с ней проблема интенсификации циркуляции. По
опыту эксплуатации ряда энергоблоков ВВЭР-1000 можно констатиро-
вать что существующая величина кратности циркуляции в ПГВ-1000
приемлема для обеспечения надежной работы трубчатки при соблюде-
нии всех требований к ВХР. Расчетные оценки кратности циркуляции
для ПГВ-1500 позволяют утверждать, что величина кратности циркуля-
ции для ПГВ-1500 не ниже, чем для ПГВ-1000, и оценивается величиной
около трех, что является вполне удовлетворительным.
Для интенсификации циркуляции, помимо снижения гидравлического
сопротивления теплообменного пучка, приняты меры по обеспечению
конденсации пара, захватываемого в опускные каналы, что достигается, как
уже указывалось, подачей части питательной воды в опускной коридор.
Преимуществом коридорного пучка теплообменных труб, по сравне-
нию с шахматным, является его меньшая затесненность, что улучшает
циркуляционные характеристики и снижает вероятность забивания
межтрубного пространства отслоившимся шламом.
Дополнительно с целью повышения надежности ПГ и удобства его
эксплуатации в проект ПГ введены следующие коррективы по сравне-
нию с прототипом - парогенератором ПГВ-ЮООМ:
• установлен профилированный пароприемный дырчатый лист для
обеспечения равномерного выхода пара из сепарационного объема в
верхнюю часть корпуса, что позволяет исключить вынесенный паро-
вой коллектор, а отвод пара осуществлять через два патрубка на кор-
пусе парогенератора;
• увеличен радиус гиба теплообменных труб с 60 до 120 мм, что повышает
достоверность и удобство контроля металла трубчатки автоматизирован-
ными средствами, уменьшает степень их деформации при изготовлении;
• предусмотрено применение разъемных штуцеров на нижней об-
разующей корпуса и переходных кольцах коллекторов теплоноси-
теля, что позволяет в период ППР применять специальные смыв-
ные устройства для удаления отложений с труб и корпуса ПГ. Кро-
ме этого, данные штуцера могут использоваться для визуального
осмотра внутренних поверхностей ПГ, а также подачи химическо-
го раствора и воздуха при химической отмывке;
предусмотрены регулярные химические промывки при расхола-
живании ПГ.
213
Глава шестая
В требованиях к внешним системам АЭС поставлено обязатель-
ное условие, чтобы теплообменные поверхности оборудования кон-
денсатно-питательного тракта (конденсатор турбины, ПНД, ПВД)
были изготовлены из коррозионно-стойких сталей или сплавов. Ме-
десодержашие сплавы должны быть исключены.
Во всех режимах работы РУ должен быть обеспечен требуемый ВХР
ПГ со стороны второго контура.
Основные принципы и требования, положенные в основу разра-
ботки этого ПГ, такие же, как и для парогенераторов типа ПГВ-1000.
Проведенные проработки позволяют считать, что такой ПГ мож-
но будет транспортировать по суше и водным путем.
6.3
РЕЗУЛЬТАТЫ РАБОТЫ
Приведенные выше данные позволяют считать, что цели, поставленные
при разработке проекта достигнуты.
1. В проекте парогенератора ПГВ-1500 в составе реакторной установки
В-448 в полной мере использован имеющийся опыт конструирования, из-
готовления и эксплуатации парогенераторов для АЭС с ВВЭР в России.
2. При заданных основных параметрах реакторной установки
ВВЭР-1500 парогенератор обеспечивает съем заданной тепловой
мощности, равной 1062,5 МВт.
3. Анализ сравнительных характеристик парогенераторов различ-
ной мощности свидетельствует о том, что средняя тепловая нагрузка
поверхности теплообмена ПГВ-1500 несколько ниже средней тепло-
вой нагрузки поверхности теплообмена парогенератора ПГВ-1000.
Это является положительным фактором.
5. Конструкция ПГВ-1500 обеспечивает следующие преимущест-
ва перед ПГВ-1000:
• обеспечение менее плотного пучка с коридорным расположением
труб и увеличенным расстоянием между пакетами, что улучшает
циркуляцию и снижает опасность образования отложений на
ТОТ;
• повышение эффективности отмывки и шламоудаления из меж-
трубного пространства и с нижней образующей корпуса;
• повышение удобства контроля и осмотра теплообменных труб со
стороны второго контура;
214
Горизонтальный парогенератор ПГВ-1500 (РУ ВВЭР-1500, В-448)
Таблица 6.5. Сравнительные характеристики ПГВ-440, ПГВ-1000 и
ПГВ-1500 _______________________________________________
Характеристика ПГВ-440 ПГВ-1000 ПГВ-1500
Тепловая мощность, МВт 229 753 1062,5
Паропроизводительность, т/ч 450 1470 2067
Давление генерируемого пара, МПа 4,61 6,27 7,34
Температура пара, °C 258,9 278,5 288,9
Температура теплоносителя на входе, °C 297,0 321,0 330,0
То же на выходе, °C 270,0 291,0 297,6
Давление теплоносителя, МПа 12,26 15,70 15,70
Средняя приведенная скорость пара на 0,21* * 0,31** 0,28**
зеркале испарения, м/с
Площадь поверхности теплообмена, м2 2577 6036 9490
Средняя тепловая нагрузка поверхности 90 123 112
теплообмена, кВт/м2
Диаметр корпуса (внутренний), м 3,2 4,0 4,7
Шаг (вертикальный/горизонтальный), мм 24/29,5 19/23 23/22
Расположение труб в пучке Коридор- Шахматное Коридор-
ное ное
Количество труб, шт. 5536 11000 15120
Средняя длина труб, м 9,26 11,10 12,50
Высота трубного пучка испарителя, м 1,85 2,09 2,73
Запас воды в ПГ, м3*** 48 70 120
Удельный запас воды в ПГ, м3/МВт*** 0,21 0,09 0,13
Масса ПГ (без учета опор), т 183 307 530
Удельная масса, т/МВт 0,799 0,409 0,499
* Приведенная к площади, ограниченной крайними рядами труб со стороны корпуса.
** Приведенная к площади ПДЛ.
*** Ориентировочно.
• повышение достоверности и удобства контроля металла труб авто-
матизированными средствами за счет увеличения радиуса гиба;
• увеличение запаса воды в ПГ;
упрощение монтажа ПГ за счет отсутствия парового коллектора.
Парогенератор ПГВ-1500 является новым существенным шагом в
развитии атомной энергетики России. Это видно из табл. 6.5, в которой
представлены сравнительные характеристики горизонтальных ПГ.
215
Глава
Основные подходы к расчетному и
экспериментальному обоснованию ПГ
7.1
РАСЧЕТНОЕ ОБОСНОВАНИЕ ТЕПЛОГИДРАВЛИКИ ПГ
7.1.1
Цель и особенности теплогидравлических расчетов
Назначение теплогидравлического расчета ПГ- подтверждение ос-
новных проектных характеристик ПГ, к которым относятся тепловая
мощность (и соответственно паропроизводительность) и гидравли-
ческое сопротивление по первому и второму контуру. Данные пара-
метры требуются при моделировании ПГ в составе РУ. Детали про-
цессов массообмена — распределение температур, паросодержаний,
при решении данной задачи не рассматриваются. Важно лишь, как
они влияют на параметры теплоносителя на выходе из ПГ. В этом
случае ПГ рассматривается как «черный ящик», обеспечивающий те-
плосъем и генерацию пара. При решении задач, не связанных с суще-
ственным изменением уровня в ПГ, на практике подходит упрощен-
ная модель, хорошо описывающая коэффициент теплопередачи, ко-
торый не зависит от уровня в достаточно широких пределах. Данный
подход дает достаточно точный результат по коэффициенту теплопе-
редачи ПГ в целом, что подтверждено данными статистической обра-
ботки реальных параметров эксплуатации.
Сложность теплогидравлических процессов в ПГ АЭС с ВВЭР,
включая наличие разверки тепловой нагрузки по различным тепло-
обменным трубам и по их длине, определяет проблемы учета этих
особенностей при проведении теплогидравлического расчета ПГ. Из-
менение тепловой нагрузки по длине труб обусловлено падением ме-
стного температурного напора при охлаждении теплоносителя в тру-
216
Основные подходы к расчетному и экспериментальному обоснованию ПГ
fi v разверка нагрузки между теплообменными трубами вызвана раз-
ицей расходов теплоносителя (и, как следствие, коэффициентов те-
плоотдачи) из-за различных длины и места расположения труб. Учет
указанных факторов при проектировании ПГ или при коррекции па-
раметров паропроизводящей части АЭС позволяет проводить уточ-
ненный расчет поверхности теплообмена, необходимой для достиже-
ния проектного теплосъема. Отметим, что роль разверки расходов по
теплообменным трубкам в расчете коэффициента теплопередачи не
превышает нескольких процентов, что дает возможность в некото-
рых случаях производить упрощенный тепловой расчет ПГ без учета
этих факторов по средней длине трубки.
Низкие величины температурных напоров, которые принимаются
для ПГ АЭС с ВВЭР, обусловливают значительную зависимость рас-
четной поверхности теплообмена от уровня температур теплоносите-
ля первого контура, что вызывает необходимость тщательного учета
допуска температур теплоносителя и, как следствие, допусков расхо-
да теплоносителя первого контура, а также давления второго конту-
ра. Указанное обстоятельство влияет также на подход к вопросу вы-
бора запаса поверхности теплообмена при проектировании.
В процессе проектирования ПГ необходимы данные о паропроиз-
водительности по участкам трубного пучка. Эти данные используют-
ся затем в качестве исходных для других расчетов, например расчетов
сепарации, ВХР или температурных полей.
7.1.2
Входные параметры и принципы выполнения расчета
В ОКБ «Гидропресс» разработаны математическая модель и универ-
сальная программа теплогидравлического расчета ПГ АЭС с ВВЭР,
предназначенные для расчета в стационарных режимах.
Входными параметрами являются:
• геометрические характеристики теплообменных труб и коллекторов;
• теплопроводность материала теплообменных труб;
• расход и температура теплоносителя первого контура на входе;
• расход питательной воды и давление второго контура.
В результате расчета определяются:
паропроизводительности и температуры стенок труб по участкам
трубного пучка;
217
Глава седьмая
• расходы по теплообменным трубам;
• гидравлическое сопротивление трубного пучка и коллекторов;
• суммарная паропроизводительность по группам типоразмеров
труб и ПГ в целом, с учетом конденсации пара питательной водой.
Расчет гидравлического сопротивления ПГ по второму контуру не
вызывает особых проблем и проводится с использованием известных
зависимостей.
На проектной стадии проводится также расчет гравитационной
сепарации, однако значительная неопределенность исходных дан-
ных приводит к необходимости подтверждения расчета данными се-
парационных испытаний, которые являются частью программы пус-
коналадочных работ при вводе П Г в эксплуатацию.
7.1.3
Средства и методы проведения расчетов
Для исследования процессов во втором контуре ПГ применяются как
универсальные компьютерные коды, содержащие основные фунда-
ментальные теплогидравлические зависимости, так и коды, написан-
ные специально для расчета тех или иных параметров ПГ и решения
конкретных задач. Универсальные коды применяются, как правило,
для моделирования реакторной установки в целом. Они позволяют
решать комплексные нестационарные задачи. Практика показывает
что, несмотря на универсальность этих кодов, они не всегда позволя-
ют достаточно адекватно описывать процессы в горизонтальных ПГ.
Это связано как с отсутствием в кодах необходимых уравнений и кор-
реляций, так и в некоторых случаях с устойчивостью расчетного про-
цесса и ограничениями расчетных мощностей. При решении таких
задач приходится сталкиваться с необходимостью введения в расчет-
ные модели определенных упрощений, которые часто искажают по-
лученные результаты. Такие явления как, например, циркуляция па-
роводяной смеси через ПДЛ, вряд ли могут быть адекватно описаны
с помощью универсальных уравнений баланса масс моментов и энер-
гии. Вместо этого целесообразно использовать эмпирические и полу-
эмпирические зависимости. Это же относится к процессу течения
двухфазной смеси в невыгороженном пучке горизонтальных труб,
процессу захвата пара и некоторым другим. Упрощение этих слож-
ных явлений часто не позволяет получить результат, даже качествен-
218
Основные подходы к расчетному и экспериментальному обоснованию ПГ
о соответствующий эксперименту. В таких случаях приходится при-
бегать к написанию специальных кодов для расчета отдельных пара-
метров и описания специфических процессов, таких как, например,
естественная циркуляция в невыгороженных пучках труб или рас-
пределение примесей в объеме. Известны расчетные коды, написан-
ные специально для описания стационарных и нестационарных про-
цессов в объеме второго контура горизонтального ПГ.
7.1.4
Практический метод расчета теплогидравлических
характеристик ПГ
7.1.4.1
Общий ПОДХОД
Тепловые и гидравлические расчеты парогенераторов, описанных
выше, в настоящее время выполняются с помощью специальных
программ, которые позволяют решать многовариантные задачи с
большим количеством исходных данных.
Это очень важно, ибо расчеты ПГ, как правило, выполняются не
как решение самостоятельной поисковой задачи, а должны удовле-
творять требованиям технического задания, выдаваемого разработ-
чиком реакторной установки. Необходимо не только обеспечить за-
данные производительность и параметры, но и выполнить требова-
ния по габаритным и весовым показателям.
Программа позволяет получать многовариантные результаты, а
затем оптимизировать их применительно к конкретным требованиям
и условиям.
7.1.4.2
Исходные данные
Исходными данными для расчетов являются следующие показатели:
номинальная тепловая мощность, МВт; максимальная тепловая
219
Глава седьмая
мощность, МВт; давление генерируемого пара на выходе из парового
коллектора ПГ, МПа; давление теплоносителя первого контура на
входе в ПГ, МПа; расход теплоносителя первого контура через ПГ (на
выходе из ПГ), м3/ч; температура питательной воды при номиналь-
ной мощности, °C; температура воды, подаваемой в аварийных ре-
жимах, °C; расход непрерывной продувки ПГ по второму контуру,
т/ч; максимальный расход воды, подаваемой в аварийных режимах,
м3/ч; влажность пара на выходе из ПГ, %, не более.
Для проведения расчетов используются теплофизические параме-
тры отложений на внешней поверхности теплообменных труб: пори-
стость отложений, %; плотность отложений, г/см3; удельная загряз-
ненность на внешней поверхности теплообменных труб, г/м2; коэф-
фициент теплопроводности материала теплообменной трубки,
Вт/(м°С).
7.1.4.3
Расчетная схема
1. В расчетной схеме ПГ теплообменный пучок парогенератора раз-
бит на принятое в расчете количество типоразмеров труб и слоев по
высоте.
2. Давление второго контура внутри ПГ
Р2ПГ = Р2 + ДР2п> С7-1)
где Р2 - давление генерируемого пара на выходе из парового коллек-
тора ПГ; значение давления принимается с учетом допусков на соот-
ветствующий параметр; ДР2п — потеря давления по паровому тракту.
3. Принимается максимально допустимое количество заглушен-
ных теплообменных труб, оно составляет обычно 2—3%;
4. Толщина отложений на внешней поверхности теплообменных
труб рассчитывается исходя из допустимой удельной загрязненности
по формуле:
В = U/(10p(100 - а), (7.2)
где U — удельная загрязненность, г/м2; р — плотность, кг/м2; а — по-
ристость отложений, %
220
(S' основные подходы к расчетному и экспериментальному обоснованию ПГ
5 Коэффициент теплопроводности отложений принимается, ис-
ходя из известного состава.
Практика расчетов показывает, что эта величина соответствует
снижению коэффициента теплопередачи для ПГ примерно на 10%,
по сравнению с коэффициентом теплопередачи для ПГ, имеющего
трубы с чистой поверхностью. Это подтверждается опытными дан-
ными, полученными при эксплуатации ПГ.
6. Расчет проводится без учета отложений на внутренней поверх-
ности теплообменных труб, так как величина этих отложений прене-
брежимо мала.
7.1.4.4
Расчет паропроизводительности
Для расчета паропроизводительности ПГ используется уравнение те-
плового баланса ПГ, связывающее мощность Q, передаваемую от те-
плоносителя первого контура, с параметрами и расходами отводимо-
го из ПГ пара, отводимой в систему продувки воды парогенератора и
подводимой питательной воды:
D[(l - w)i" + coi'] . .
Q---------збоо------- Gr,p 1 пг ° “ G'-1-”10 ’ (73)
где Q — расход теплоносителя, т/ч; w — скорость движения воды, м/с;
i', i" — энтальпии соответственно воды и пара на линии насыщения
при давлении генерируемого пара на выходе из парового коллектора
ПГ, кДж/кг ; i'nr — энтальпия воды на линии насыщения при давле-
нии второго контура в корпусе ПГ; inB — энтальпия питательной воды
при давлении на входе в ПГ.
Из уравнения материального баланса ПГ по второму контуру:
°пв 3,6 + Gn₽
(7.4)
получаем
221
Глава седьмая
Q = [(1 - W)i" +wi' - + Gnp<i ПГ - inB) 10-3, (7.5)
откуда:
D_ [Q-GnpQnr-W1Q~313600
(1 - w)i" + wi' - inB
(7.6)
Многочисленные проверки параметров ПГ на АЭС показали
хорошую сходимость измеренных данных с расчетными значе-
ниями.
Расчет гидравлических характеристик проводится по известным
из литературных источников методикам.
7.1.5
Результаты расчета
В результате теплогидравлического расчета получаются значения
температур теплоносителя первого контура, при которых парогене-
ратор обеспечивает съем заданной тепловой мощности. При этом
значения температур теплоносителя первого контура получают с уче-
том проектных допусков основных параметров реакторной установ-
ки (мощности, давления генерируемого пара, расхода теплоносителя
первого контура), а также наличия отложений на теплообменных
трубах и глушения теплообменных труб.
Учитываются также требования по геометрическим параметрам
элементов ПГ - размеры труб, располагаемые габариты корпуса
и т. п.
Это относится и к расчетам сепарационных и гидравлических ха-
рактеристик ПГ, что крайне важно для правильной и реальной увяз-
ки последнего со смежными системами.
222
Основные подходы к расчетному и экспериментальному обоснованию ПГ
12
РАСЧЕТЫ ПРОЧНОСТИ И НАДЕЖНОСТИ
7.2.1
Особенности рассчитываемых конструкций
Парогенератор представляет собой сложную конструкцию, состоя-
щую из корпуса с системой патрубков, двух коллекторов теплоноси-
теля, соединенных трубным пучком, коллектора пара и внутри кор-
пусных устройств.
Такую конструкцию невозможно описать одной расчетной моде-
лью, поэтому парогенератор при обосновании прочности разбивают
на ряд отдельных расчетных узлов с границами, при которых влияние
других узлов не сказывается или не оказывает существенного влия-
ния на принятую модель. Количество и границы расчетных узлов в
большой степени зависят от наличия программных продуктов и па-
раметров вычислительной техники. Главная задача при обосновании
прочности — создать такую модель, в которой все принятые допуще-
ния идут, по крайней мере, в запас расчета по уровню получаемых на-
пряжений.
7.2.2
Средства, применяемые для расчетов
Расчеты прочности первых парогенераторов проводились при отсут-
ствии вычислительных машин и специальных программных средств.
Понятно, что в таких условиях невозможно было просчитать все уз-
лы парогенератора и все проектные режимы, поэтому обоснование
прочности строилось на тщательном анализе конструкции узлов и
условий их нагружения, чтобы выбрать наиболее нагруженные узлы
и наиболее характерные режимы. Анализ расчетов того времени по-
казывает, что люди, занимавшиеся обоснованием прочности, справ-
лялись со своей задачей, так как и рассмотренные узлы, и принятые
Допущения позволили достоверно, хотя иногда и консервативно оце-
ить прочность парогенераторов.
223
Глава седьмая
Появление вычислительных машин и специальных программ по-
зволило значительно увеличить возможности для проведения более
детальных расчетов, снять ряд консервативных предпосылок и оце-
нивать не только статическую, но и циклическую прочность. Про-
цесс совершенствования вычислительной техники и программных
средств продолжается постоянно.
Большим достижением стало появление нормирующего докумен-
та по критериям прочности для оборудования и трубопроводов АЭС.
Нормы определили необходимый объем анализа прочности и пред-
писывали критерии, которые необходимо было соблюсти при обос-
новании прочности. Нормирующие документы также постоянно со-
вершенствуются, происходит их адаптация к новым программным
средствам, расширяются рамки их применения.
7.2.3
Расчет напряженно-деформированного состояния
Расчет прочности парогенераторов, как и другого оборудования реа-
кторных установок, практически для всех проектов, кроме разрабо-
танных в новом веке, проводился с применением программ для ре-
шения плоских и осесимметричных задач. Сначала это были про-
граммы, основанные на теории пластин и оболочек, позднее — на ме-
тоде конечных элементов. В то же время, как отмечалось выше, паро-
генератор является сложной конструкцией, многие узлы которой не
являются плоскими и не имеют осевой симметрии. Все это потребо-
вало с особой тщательностью подходить к допущениям, которые
принимались при разработке расчетных моделей. Многие рекомен-
дации по допущениям были представлены в нормирующем докумен-
те, но полную убежденность в правильности выбранных допущений
можно было получить только по результатам экспериментальных ис-
следований.
Наиболее полную картину по напряженному состоянию узлов да-
вали результаты исследований на моделях из оптически чувствитель-
ного материала. В связи с этим у первых парогенераторов исследова-
ния проводились практически для всех узлов. Сравнение результа-
тов, полученных на расчетных и экспериментальных моделях, позво-
ляло внести коррективы в расчетные модели или получить поправоч-
ные коэффициенты к расчетным результатам. Такой подход позволял
224
Основные подходы к расчетному и экспериментальному обоснованию ПГ
надеяться, что выполненные расчеты отражали реальное положение
вешей или были на консервативной стороне с точки зрения прочно-
сти Опыт эксплуатации подтвердил правильность таких подходов.
В настоящее время с появлением мощной вычислительной техни-
ки и современных программных средств для многих узлов отпала не-
обходимость вводить допущения, так как узел может быть описан в
расчетной модели с полным соответствием своей геометрии и усло-
виям нагружения. Правда, даже в настоящее время не для всех узлов
парогенератора можно описать их геометрию, основываясь на воз-
можностях вычислительной техники, особенно это касается перфо-
рированной зоны коллектора теплоносителя и трубного пучка, поэ-
тому при моделировании таких зон все еще приходится прибегать к
некоторым допущениям.
7.2.4
Структура расчетов
Действующие нормы расчета на прочность оборудования и трубо-
проводов АЭС требуют проводить для парогенераторов реакторных
установок с ВВЭР следующие расчеты:
• на статическую прочность;
• на циклическую прочность;
• на устойчивость;
• на сопротивление хрупкому разрушению;
• на прогрессирующее формоизменение;
• на сейсмические воздействия;
• на вибропрочность;
• надежности.
7.2.5.
Расчеты прочности проводят в два этапа: расчет по выбору основных
размеров и поверочный расчет.
етс ри„выполнении расчета по выбору основных размеров учитыва-
деиствующее на парогенератор давление со стороны первого и
225
Глава седьмая
второго контуров, а для болтов и шпилек усилие их затяга. Из рассма-
триваемых воздействий видно, что при выборе основных размеров
проверяются статическая прочность элементов парогенератора от
этих нагрузок, а также устойчивость оболочек при действии наруж-
ного давления. В парогенераторе устойчивость проверяется для кол-
лектора теплоносителя при одностороннем действии давления вто-
рого контура.
Оценки влияния остальных нагружений проводятся при выпол-
нении поверочных расчетов.
Применительно к парогенератору статическая прочность, кроме
расчета по выбору основных размеров, рассматривается и в повероч-
ном расчете для узлов, весовая нагрузка на которые существенна.
Расчет на прогрессирующее формоизменение проводится только
для узлов уплотнения и теплообменных труб, где запрещаются остаточ-
ные деформации, так как формоизменение может отразиться на уплот-
няющей способности узлов или поведении труб в опорных устройствах.
Вибропрочность рассматривается только для теплообменных труб,
в которых может возникнуть вибрация при обтекании их испаряю-
щейся водой. Расчет на вибропрочность основывается на результатах
натурных измерений виброхарактеристик на действующих блоках.
Основное внимание в поверочных расчетах уделяется цикличе-
ской прочности, анализу на сопротивление хрупкому разрушению и
учету сейсмических нагрузок.
При проведении первых двух видов расчетов рассматривается весь
спектр проектных режимов, включая режимы нормальных условий
эксплуатации, нарушения нормальных условий эксплуатации и про-
ектные аварии.
Третий вид расчета (учет сейсмики) наиболее актуален для внут-
рикорпусных устройств и элементов закрепления парогенератора,
где основным видом нагружения являются весовые нагрузки.
7.2.6
Примеры решения задач
В качестве примера, иллюстрирующего эволюцию подходов к обос-
нованию прочности парогенераторов для реакторных установок с
ВВЭР, на рис. 7.1 и 7.2 приведены расчетные схемы соединения кол-
лектора первого контура с корпусом парогенератора.
226
и экспериментальному обоснованию ПГ
Основные подходы к расчетному
Рис. 7.1. Осесимметричная расчетная
схема узла коллектор-корпус
При обосновании прочности проектов прошлого века применя-
лись программы, позволяющие решать только плоские и осесиммет-
ричные задачи теории упругости.
Как уже описывалось в подразделе 3.4.3, напряженное состояние
коллекторов с трещинами различной протяженности в перфориро-
ванной зоне исследовалось расчетными и экспериментальными ме-
тодами. В частности, параллельно с испытаниями были проведены
расчеты металлической модели (см. подраздел 7.4.3.2).
Для расчета указанной модели были построены конечноэлемент-
ные сетки в двухмерном и трехмерном исполнении. Трехмерная ко-
227
Глава седьмая
Рис. 7.2. Расчетная схема узла коллектор-корпус в трехмерной поста-
новке
нечноэлементная дискретная модель состояла из 288 изопараметри-
ческих квадратичных объемных элементов. Она содержит 1685 узло-
вых точек, что эквивалентно 5055 степеням свободы.
Численное решение для деформирования металлической модели
в линейно-упругой постановке весьма громоздко, счет только одного
варианта на вычислительной технике того вреиени (1991 г.) длится
более 12 мин (всего вариантов — несколько сотен). Результаты расче-
та хорошо совпали с экспериментальными данными (см. табл. 7.8 в
подразделе 7.4.3.2).
Новые программы и расчетные схемы позволяют учесть ряд фак-
торов, связанных с асимметрией узла, особенностью его деформиро-
вания и выявить наиболее нагруженные зоны по периметру узла. Од-
нако даже новый подход не полностью отражает все геометрические
особенности узла. Так, перфорированная зона коллектора имеет око-
ло 11 000 отверстий для присоединения теплообменных труб. Для то-
го чтобы их отразить в расчетной схеме, необходимо иметь програм-
му со специальными функциями, а в существующей расчетной схеме
перфорированная зона коллектора представлена материалом с при-
228
Основные подходы к расчетному и экспериментальному обоснованию ПГ
веденной жесткостью, что не позволяет отразить в полной мере взаи-
модействие коллектора и теплообменных труб.
Эти вопросы находятся в стадии проработки, и подходы к обосно-
ванию прочности парогенераторов с каждым новым проектом совер-
шенствуются.
Тем не менее, применение трехмерной модели уже сейчас позво-
лило выявить повышенный уровень напряжений на локальном уча-
стке в зоне присоединения коллектора к корпусу парогенератора
(сварной шов № 111, см. подраздел 3.4.4), не приводящих к наруше-
нию критериев прочности, но оказывающих существенное влияние
на НДС этого узла.
Дальнейшим этапом развития моделей такого типа является, в ча-
стности, моделирование перфорированной зоны коллектора с пол-
ным количеством отверстий, что позволит уточнить напряженное со-
стояние металла района сварного шва № 111/1 в переходных режимах
и учесть более полно влияние трубного пучка. Первый опыт выпол-
нения такого расчета имеется.
7.2.7
Анализ надежности парогенераторов ПГВ-ЮООМ
на основе вероятностных методов механики разрушения*
7.2.7.1
Постановка задачи
В соответствии с требованиями ОПБ-88/97 проекты реакторных ус-
тановок должны содержать анализ надежности оборудования РУ, от-
несенных к классам безопасности 1 и 2. В настоящее время ведется
разработка методологии анализа надежности основного оборудова-
ных°ДРаЗДеЛ 7 2-7 П° своему содержанию выходит за рамки описания расчет-
смо ПОДХОДОВ и методик, в сравнении с другими материалами главы 7, не-
ниям Т°’ ЧТ° °Н ПРИВОДИТСЯ со значительными сокращениями и упроще-
спешГ Т° новая область расчетного анализа, представляющая интерес для
получиЛИСТ°В ра3работчиков и более подробную информацию можно
ть из работ авторов описанной далее методики Л [39,40, 58].
229
Глава седьмая
ния РУ, учитывающей как опыт эксплуатации аналогичного оборудо-
вания, так и физико-механическое моделирование возникновения
отказов, связанных с разрушением элементов рассматриваемого обо-
рудования.
Определение показателей надежности (безотказности, долговеч-
ности, ремонтопригодности) парогенератора основано на классифи-
кации элементов парогенератора на группы в зависимости от типа
отказа, который нужно учитывать при выполнении анализа надежно-
сти. Для каждой группы элементов реализуется свой метод определе-
ния интенсивности отказа.
При этом анализ надежности парогенератора должен проводиться
в такой последовательности:
1) формулировка критериев состояния (отказ или переход в пре-
дельное состояние);
2) формирование структурных схем расчета для определения по-
казателей безотказности, ремонтопригодности и долговечности;
3) выбор номенклатуры показателей надежности;
4) определение интенсивностей отказов и перехода в предельное
состояние;
5) расчет показателей надежности;
6) вывод об уровне надежности парогенератора.
При этом под отказами корпусов оборудования или трубопровода
понимаются следующие типы отказов:
• несквозные дефекты, требующие ремонта;
• течь более 5 кг/ч теплоносителя из первого контура во второй;
• нарушение герметичности узлов уплотнения, фланцевых разъе-
мов по первому и второму контурам;
• ложные показания уровнемеров;
• повышение влажности пара на выходе из парогенератора более
0,2%.
Под предельным состоянием понимаются:
• возникновение крупномасштабного разрушения, которое означа-
ет для начальных дефектов, ориентированных в окружном напра-
влении, - разрыв по полному сечению рассматриваемого элемен-
та, а для начальных дефектов, ориентированных в осевом направ-
лении, - образование сквозного дефекта длиной, превышающей
характерный размер элемента (например, размер, равный окруж-
ности поперечного сечения этого элемента);
• сквозные дефекты, приводящие к невозможности ремонта;
• превышение допустимого количества заглушенных теплообмен-
230
Основные подходы к расчетному и экспериментальному обоснованию ПГ
ныхтруб, при котором обеспечивается выполнение парогенерато-
ром своих теплотехнических функций.
В соответствии с существующими стандартами ГОСТ 26291-84,
ГОСТ 27.002—89, ГОСТ 27.003—90, определяющими необходимый
перечень показателей надежности, для парогенератора требуется оп-
ределить следующие показатели надежности:
• безотказности (средняя наработка до отказа, у-процентная нара-
ботка до отказа);
• долговечности (средний ресурс, у-процентный ресурс);
• ремонтопригодности (среднее время восстановления);
• комплексный показатель (коэффициент готовности).
Для элементов структурной схемы показателей безотказности и
ремонтопригодности, по которым имеются данные из опыта эксплу-
атации, интенсивность отказов
= (2г> + 1)/2Ц, (7.7)
где Xj — интенсивность отказа i-ro элемента, 1/год; г1] - число отка-
зов, зафиксированных за период времени П; П; — суммарная продол-
жительность эксплуатации i-ro элемента, ч.
Для элементов структурной схемы при определении показателей
долговечности, имеющих данные по опыту эксплуатации, интенсив-
ности отказов определяются по формуле:
+ (7.8)
где XJ, — интенсивность перехода i-ro элемента в предельное состоя-
ние, 1/год; rjj — число замен парогенераторов по причине перехода i-
го элемента в предельное состояние за период времени Пр
При построении физико-механической модели возникновения
отказов, связанных с разрушением элементов парогенератора, ис-
пользуются следующие термины.
Составная единица — составная часть парогенератора (например,
корпус, коллектор теплоносителя первого контура, теплообменные
трубы, узлы уплотнения первого и второго контуров). Составная еди-
ница разбивается на элементы.
Элемент — составная часть, на которые разбивается составная
единица для анализа роста дефектов. Элемент разбивается на ячейки.
чеика — составная часть, на которые разбивается элемент для
ализа зарождения дефектов.
231
Глава седьмая \
7.2.72
Порядок определения показателей надежности
Для определения показателей надежности парогенератора строится
физико-механическая модель разрушения элементов составных еди-
ниц. Эта модель, включающая все стадии разрушения, - зарождение,
усталостный рост, критический рост дефектов при коррозионных и
механических воздействиях, называется объединенной моделью раз-
рушения. Перед началом эксплуатации в элементе составной едини-
цы могут существовать как дефекты, которые были пропущены при
проведении контроля металла, так и зародыши будущих дефектов.
При этом могут одновременно происходить процессы зарождения
новых дефектов и развитие уже имеющихся с начала эксплуатации.
Особый интерес представляют два случая. Первый случай заклю-
чается в том, что процесс зарождения новых дефектов происходит
значительно медленнее, чем процесс развития уже имеющихся дефе-
ктов. В этом случае при определении показателей надежности паро-
генератора процессом зарождения новых дефектов практически
можно пренебречь.
Второй случай заключается в том, что скорость зарождения новых
дефектов превосходит скорость развития имеющихся дефектов, что
приводит к слиянию зародившихся и имеющихся дефектов.
Зарождение новых дефектов в этом случае имеет превалирующее
значение с точки зрения определения показателей надежности паро-
генератора.
Определение интенсивностей отказов и перехода элементов со-
ставных единиц парогенератора в предельное состояние выполняет-
ся в соответствии с комплексом процедур (рис. 7.3).
При определении интенсивности отказа или перехода элемента
составной единицы парогенератора в предельное состояние приме-
нен комбинированный подход, так как при решении задачи по каж-
дой процедуре используются в комбинации или отдельно как чис-
ленные и аналитические методы, так и методы статистического мо-
делирования (метод Монте-Карло).
Предполагается, что начальные размеры и количество дефектов,
механические свойства, характеристики разрушения материала эле-
мента РУ, отказ которого может привести к исходному событию, а
также водно-химическое состояние теплоносителя первого и второго
контуров имеют статистический разброс. Статистические распреде-
232
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Рис. 7.3. Укрупненная блок-схема определения интенсивностей отказов и
перехода в предельное состояние
ления исходных данных, являющихся случайными величинами, раз-
биваются на интервалы.
Точность значений математического ожидания и дисперсии при
этом зависят от количества опытных данных, по которым они были
233
Глава седьмая
построены. С изменением этого количества могут меняться матема-
тическое ожидание и дисперсия. В общем случае оценки математиче-
ского ожидания М и дисперсии D также могут быть описаны стати-
стическими распределениями.
7.2.7.3
Построение модели зарождения новых дефектов
Для построения вероятностной модели зарождения новых дефектов
должны быть решены четыре задачи:
• выявлены факторы, которые влияют на зарождение дефектов из
опыта эксплуатации и экспериментальных исследований;
• построены математические модели влияния факторов на зарожде-
ние дефектов;
• определена вероятность зарождения одного дефекта от выявлен-
ных факторов;
• построена математическая модель, объединяющая зарождение
всех дефектов.
При этом для перлитных сталей можно выделить следующие фак-
торы:
• механическое усталостное накопление повреждений (малоцикло-
вая усталость);
• вибрационное воздействие (многоцикловая усталость);
• водородное охрупчивание.
Для аустенитных сталей можно выделить следующие факторы:
• механическое усталостное накопление повреждений (малоцикло-
вая усталость);
• вибрационное воздействие (многоцикловая усталость);
• кислородное и хлоридное растрескивание;
• образование дефектов возле отложений меди.
В основу математической модели зарождения дефектов положена
повреждаемость ап, как характеристика накопления повреждений,
приводящих к образованию дефектов. Критерием зарождения дефе-
ктов является условие:
ап - 1.
Для определения механических усталостных повреждений амп ис-
пользуются нормативные подходы. В этом случае
234
Основные подходы
к расчетному и экспериментальному обоснованию ПГ
1 N=
- У ——
r=ilNoi]
(7.Ю)
е N- - число циклов при i-м типе расчетного режима изменения на-
пряжений; [N j] - разрушающее число циклов при i-м типе расчет-
ного режима изменения напряжений.
Повреждаемости для каждого коррозионного фактора
dr
^КП Т
О КЗ
(7.11)
где а^ - повреждаемость от коррозионных факторов в момент времени
гт - время до зарождения дефектов при коррозионных воздействиях.
Предполагается, что совместное воздействие механических и кор-
розионных факторов приводит к повреждаемости, которая определя-
ется нелинейным суммированием повреждаемостей от каждого фак-
тора.
Исходя из этого, повреждаемость от совместного действия всех
факторов
а" О - %)О-%)<!-%)•• ’ (7'12)
где аП1—аП4 — ранжированные повреждаемости от каждого фактора.
Таким образом, формулы (7.9) и (7.12) определяют условия, при
которых может произойти зарождение дефектов от совместного дей-
ствия механических и коррозионных факторов.
Ранжированные повреждаемости от коррозионных факторов,
входящие в формулу (7.12), в соответствии с (7.11) выражаются через
время зарождения дефектов. Повреждаемости от механических фак-
торов определяются в соответствии с (7.10). Предполагается, что ха-
рактеристики, входящие в формулы для определения повреждаемо-
стей от механических и коррозионных факторов, являются случай-
ными величинами и описываются статистическими распределения-
ми. На основании сказанного может быть определена вероятность
зарождения дефектов в любом месте конструкции. Эта вероятность в
соответствии с критерием зарождения дефектов (7.9)
235
Р3 = Р(ап>1), (7.13)
где Р3 - вероятность зарождения дефекта в любом месте конструкции.
Учитывая большое количество характеристик с соответствующими
статистическими распределениями и нелинейность зависимостей, по ко-
торым определяются повреждаемости, вероятность зарождения оценива-
ется методом статистического моделирования (методом Монте-Карло).
Для решения задачи об определении количества зарождаемых де-
фектов в зависимости от времени эксплуатации составная единица
разбивается на элементы по признакам конструкции с учетом значе-
ний параметров нагружения: давления и температуры, однородности
напряженно-деформированного состояния, степени дефектности и
свойств материалов. Элементы разбиваются на ячейки; предполага-
ется, что в каждой ячейке находится зародыш для будущего дефекта.
В общем случае металл конструкции разбивается на кубические
элементы, площадь одной грани которого равна площади, соответст-
вующей чувствительности контроля металла (F ). При этом разные
ячейки в рамках одного элемента по-разному подвергнуты воздейст-
вию разных факторов, влияющих на зарождение дефектов. Поэтому
для анализа количества зарождающихся дефектов ячейки группиру-
ются в группы ячеек, находящихся в одинаковых условиях при экс-
плуатации, например, по слоям по толщине стенки конструкции. Ве-
роятность образования одного дефекта в любой ячейке каждой из
групп ячеек определяется по формуле (7.13).
Допустим, i-й элемент конструкции разделяется на j ячеек. Ячей-
ки сгруппированы в jj групп с количеством Ц ячеек в каждой группе.
Для каждой группы определена вероятностьТ^^) зарождения одно-
го дефекта в любой ячейке в момент времени TjP^Tj).
Для определения количества зародившихся дефектов в jj-й группе
ячеек предполагается, что зарождение дефектов в группе описывает-
ся биноминальным распределением, т.е. ячейки независимы и Р^(д)
одинаковы для всех ячеек одной группы
р1/^-)(Д) = C^(Pjj(T1))k[l - PFCTj)]^,
(7.14)
где Р^(к/п)(тр - вероятность зарождения к дефектов в jj-й группе 1-го
элемента в момент времени п = Ц - количество ячеек в jj-й груп-
пе, Ск - биноминальный коэффициент, определяемый как
236
Основные подходы к расчетному и экспериментальному обоснованию ПГ
(7.15)
к_____п'
Сп " к!(п - к)
Исходя из свойств биноминального распределения, математиче-
ское ожидание числа зародившихся дефектов в jj-й группе i-ro эле-
мента в момент времени
у(-(т,) = ЦхрМ <7Л6)
Тогда для i-ro элемента математическое ожидание числа зародив-
шихся дефектов в момент времени т.
JJ
У/т,).
jj=i
(7.17)
При этом за промежуток времени At( математическое ожидание
числа зародившихся дефектов
Ч(ДтР = v‘3(Ti) - Ч(т1-1)-
(7.18)
Учитывая, что зародившиеся дефекты равновероятны в любой
ячейке из группы ячеек, то можно предположить, что дефекты заро-
ждаются как в удалении друг от друга, так и в соседних ячейках.
Предполагается, что если дефект зародился в ячейке, удаленной от
других ячеек, размер зародившегося дефекта соответствует чувстви-
тельности контроля металла
a0,05 = 0,54^F4yB,
(7.19)
Если дефекты зародились в соседних ячейках, то предполагается,
что эти дефекты сливаются в один. При этом предполагается, что
среднее значение размеров зародившихся и слившихся дефектов за
промежуток времени ДТ] определяется следующим образом:
р0,5 = к‘0>5(Дт,)хЕчув,
(7.20)
е к о,5(Дт1) - параметр, соответствующий среднему размеру зародив-
ств °СЯ ДеФекта и зависящий от разбиения элемента на ячейки, количе-
этих ячеек и вероятности зарождения дефекта в i-м элементе.
237
Глава седьмая
Предполагая, что глубины и длины зародившихся дефектов опи-
сываются, например, логнормальным распределением, из формул
(7.19) и (7.20) определяем математические ожидания
MJa^Ax,)] (7-21)
и дисперсию
D3[a>(AT1)J. (7.22)
Корректировка распределения глубин дефектов проводится сле-
дующим образом:
vi(T1_1)xpH[ai(T1_1)] + v‘(Ax1)xp3[ai(Ax1)]
Pja'CC]) ] =----------------:,
v’Ctp (7.23)
где ри[а1(х1)], ри[а‘(х1_1)] — плотности распределения глубин дефектов,
имеющихся в i-ом элементе составной единицы, соответственно в
моменты времени Xj и х1ч; р3[а‘(Ах1)| — плотность распределения глу-
бин зародившихся дефектов в i-м элементе конструкции за промежу-
ток времени Ax(; у’Ц) - математическое ожидание числа дефектов в
i-м элементе конструкции в момент времени X] после учета зародив-
шихся дефектов;
v'(x,) - v'Cc^j) + v^(AT]). (7.24)
Корректировка распределения длин дефектов происходит анало-
гично корректировке распределения глубин дефектов. Корректиров-
ка распределения количества дефектов происходит всегда при зарож-
дении дефектов, независимо ни от каких условий и сводится к вы-
числению математического ожидания по формуле (7.24).
Корректировка распределений глубин, длин и количества дефек-
тов, имевшихся в конструкции, из-за зарождения новых дефектов за
промежуток времени Атр сводится к следующему.
1. Распределение глубин дефектов корректируется, корректиров-
ка сопровождается:
увеличением математического ожидания
MJa^)] = MXvp] + М3[а1п(Ах1)]; (7.25)
увеличением дисперсии
DJaKx,)] = DnlaXv,)] + D3[ain(Ax1)]. (7.26)
238
Основные подходы к расчетному и экспериментальному обоснованию ПГ
2. Распределение длин дефектов не корректируется;
3. Распределения количества дефектов по металлу конструкции не
корректируется.
Таким образом, корректировка распределения глубин дефектов
сопровождается «смещением» распределения вправо на величину
математического ожидания глубин зародившихся дефектов и «рас-
тяжкой» по отношению к математическому ожиданию по оси глубин
дефектов в -^D[ а (т1)]/°и[а (Ti-i)] раз
7.27.4
Учет коррозионно-усталостного роста дефектов
Коэффициенты интенсивности напряжений К^о'О^)» a^Tj j),
1‘(Т]_1)]; К^оЧт!-]), a'^ j), I'Cc^j)] и, соответственно, размах коэф-
фициентов интенсивности напряжений AK|(ATj) зависят от размеров
(глубин и длин) дефектов, поэтому являются случайными величинами.
Математическое ожидание и дисперсия размаха коэффициентов
интенсивности напряжений за промежуток времени Ат, будут равны:
MfAK^Ax,)] = М[К‘(Т])] - MfK^Tj j)]; (7.27)
DfAK^ATj) = D[K‘(T,)] - DIK^Vj)]. (7.28)
Корректировка распределений глубин и длин дефектов из-за их
коррозионно-усталостного подрастания за промежуток времени Ат(
при условии, что за этот промежуток времени не зародились новые
дефекты, сводится к следующему.
1. Распределение глубин дефектов корректируется, корректиров-
ка сопровождается:
увеличением математического ожидания
MfaXi])] = М^аЧт,.!)] + М[Аа‘(АТ])];
увеличением дисперсии
О[а;(т,)] = DJa^)] + О[Аа'(Ат,)].
(7.29)
(7.30)
239
Глава седьмая
2. Распределение длин дефектов корректируется аналогично рас-
пределению глубин дефектов.
Таким образом, корректировка распределений глубин и длин де-
фектов из-за их коррозионно-усталостного подрастания за промежу-
ток времени АТ| при условии, что за этот промежуток времени не за-
родились новые дефекты, сопровождается:
«смещением» распределений вправо на величину математическо-
го ожидания глубин или длин дефектов;
«растяжкой» по отношению к математическому ожиданию по
оси глубин или длин дефектов соответственно в
-^о[а (т])]/ои[а (тм)] и ^DH [ раз
7.27.5
Учет контроля металла
При проведении контроля могут быть выявлены дефекты, которые
не удовлетворяют требованиям к качеству металла. На последующей
стадии ремонта эти дефекты устраняются. Это приводит к необходи-
мости корректировать распределения размеров (глубин и длин) и ко-
личества дефектов в металле конструкции. При выполнении коррек-
тировки вышеуказанных распределений должны быть учтены следу-
ющие основные характеристики контроля металла:
1) периодичность контроля металла (tk);
2) требования к качеству металла — допустимые размеры дефектов
(допустимая глубина (а^сч) и допустимая длина (1‘рем), допустимое ко-
личество дефектов (к1 );
3) эффективность средств контроля металла, характеризуемая за-
висимостью вероятности обнаружения дефектов от размеров дефек-
тов (Рк(а’), Рк(1‘));
4) продолжительность контроля металла и последующего ремонта (Atk).
При этом корректировка распределений размеров и количества
дефектов в металле конструкции из-за контроля металла и последую-
щего ремонта различна:
• на начальной стадии эксплуатации, например, на стадии предэкс-
плуатационного контроля;
240
основные подходы к расчетному и экспериментальному обоснованию ПГ
• на последующих стадиях эксплуатации, например, на стадии экс-
плуатационного контроля.
При выполнении расчетного анализа для начальной стадии экс-
плуатации характерна следующая ситуация:
1) исходными распределениями глубин и длин расчетных дефек-
тов являются распределения, построенные на основе выявленных де-
фектов при проведении контроля металла р0(а1), р0(Г);
2) прогнозируемые распределения глубин и длин расчетных де-
фектов определяются на основе учета пропущенных дефектов с по-
мощью вероятности обнаружения, а прогнозируемые распределе-
ния глубин расчетных дефектов определяются следующим
образом:
Рд(а’) = [р0(а‘)/Рк(а‘)]/Сн при а> < а^ем, (7.31)
& рем ^тах
где Сн = j [p0(ai)/Pk(ai)]xdai + j {[p0(ai)/Pk(ai)] - р0(а‘)}хбФ;
О арем
3) математическое ожидание числа дефектов в i-м элементе кон-
струкции
VW = CHxvl0(T0), (7.32)
где v^(t0) - математическое ожидание числа прогнозируемых дефек-
тов в i-м элементе после контроля металла в начальный период экс-
плуатации конструкции; v^Tq) — математическое ожидание числа
обнаруженных дефектов в i-м элементе конструкции во время конт-
роля металла в начальный период эксплуатации конструкции.
Графическая схема корректировки распределения глубин дефек-
тов при контроле металла в начальный период эксплуатации конст-
рукции представлена на рис. 7.4.
Если предположить, что в момент времени Т] начинается контроль
металла, то прогнозируемые распределения глубин расчетных дефек-
тов после выполнения контроля металла и ремонтных работ опреде-
ляются следующим образом:
рд[а’(т1 + Агк)1 = Рд[а’(т1)]/Сн при а' < а^ем;
241
Глава седьмая
Рис. 7.4. Корректировка распределения глубин дефектов при контроле
металла в начальный период эксплуатации конструкции:
-----— зависимость вероятности обнаружения от глубины трещины;
------ - распределение глубин обнаруженных трещин до ремонта;
------ — ненормированное распределение дефектов с учетом вероятности их
пропуска;
---------распределение трещин с учетом ремонта дефектов;
>— — прогнозируемое нормированное распределение глубин трещин после
ремонта
рд[а'(т1 + Atk)] = [рд[а‘(т1)] - Pk(ai)xpJJ[ai(T1)]]/CH (7.33)
при а1 > а^ем,
^рем a max
где Сн = J pJl[ai(T1)]xdai + j {pfl[ai(xI)] - Pk(ai)xpfl[ai(T1)]}xdai.
О а'рем
Тогда математическое ожидание числа дефектов в i-м элементе
конструкции в соответствии с [3]
vjj(Ti + Atk) = Снхуд(т,), (7.34)
где v1 (Tj + Atk) -математическое ожидание числа прогнозируемых де
фектов в i-м элементе после контроля металла в последующие пери
242
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Рис. 7.5. Корректировка распределения глубин дефектов при контроле
металла в последующие периоды эксплуатации конструкции:
____- зависимость вероятности обнаружения от глубины трещины;
____ — распределение глубин трещины до ремонта;
_-------ненормированное распределение трещин с учетом ремонта дефектов;
----- — прогнозируемое нормированное распределение глубин трещин после ре-
монта
оды эксплуатации конструкции; v^(Tj) - математическое ожидание
числа прогнозируемых дефектов в i-м элементе до контроля металла
в последующие периоды эксплуатации конструкции.
Графическая схема корректировки распределения глубин дефек-
тов при контроле металла в последующие периоды эксплуатации
конструкции представлена на рис. 7.5.
727.6
Определение вероятности разрушения
При определении вероятности разрушения конструкции должны
быть определены:
условные вероятности образования сквозного дефекта и крупно-
масштабного разрушения от одного дефекта в элементе при усло-
вии возникновения расчетного события РСк;
условные вероятности образования сквозного дефекта и крупно-
масштабного разрушения от нескольких дефектов в элементе при
условии возникновения расчетного события РСк;
243
Глава седьмая
• вероятности образования сквозных дефектов и крупномасштаб-
ного разрушения в элементе с учетом вероятностей возникнове-
ния расчетных событий;
• полные вероятности образования сквозных дефектов и крупно-
масштабного разрушения в конструкции.
При анализе образования сквозных дефектов рассматриваются
причины их возникновения.
Условная вероятность образования сквозного дефекта в i-м эле-
менте в момент времени Т] при возникновении расчетного события
РСк из-за:
коррозионно-механического зарождения и коррозионно-устало-
стного роста дефекта
оо
Р!су/РСк(^) = Ьд[а1<т1)1хс1а'; (7.35)
критического роста дефекта
S
piicK/PCk(Ti) Pa[ai(T1)]xF[a1Kp(T1)]xdai,
(7.36)
где F[aJcp(T1)] - функция распределения критических дефектов для
i-ro элемента конструкции в момент времени тр определяемых для
каждой области разрушения по соответствующим критическим хара-
ктеристикам для образования сквозных дефектов.
Условная вероятность образования сквозного дефекта, учитываю-
щая причины его возникновения
р11скв/РСк(Т1) = р11ск/РСк(Т1) + Р'1су/РСк(Т1)Х11 “ Р‘|ск/РСк(ТР1- (7.37)
Образовавшийся сквозной дефект может быть либо устойчивым,
либо неустойчивым, т.е. может продолжать развиваться и привести к
крупномасштабному разрушению. Условная вероятность того, что
образовавшийся дефект будет неустойчивым и может привести к
крупномасштабному разрушению.
244
Основные подходы к расчетному и экспериментальному обоснованию ПГ
2л R
{ Pj*,’ 1XF! 1'кр<т,)]ХСН‘, (7.38)
где F[1‘ С^)] ~ функция распределения критических длин дефектов
для i-roPэлемента конструкции в момент времени тр определяемых
для каждой области разрушения по соответствующим критическим
характеристикам для крупномасштабного разрушения.
Если известны вероятность образования сквозного дефекта и ве-
роятность ее развития в крупномасштабное разрушение, то условная
вероятность крупномасштабного разрушения Р‘1кр/рСк(т1) при нали-
чии одного дефекта в i-м элементе в момент времени Т] при возник-
новении расчетного события РСк определяется следующим образом:
р11кр/РСк(ТР = р11скв/РСк(Т1) Х р1|ну/РСк^т1)' (7.39)
Условная вероятность течи через устойчивый сквозной дефект
P‘iT/PCk(Ti) в i- м элементе в момент времени Tj при возникновении
расчетного события РСк
Р1т/РСк(т1) = Р1скв/РСк^Т1) х [1 ~ Р'1ну/РСк(т1)]- (7-40)
Условная вероятность возникновения течи через сквозной дефект
длиной, находящейся в диапазоне 1- < IX^) < 1-+1, определяется на ос-
нове формул (7.39) и (7.40) следующим образом:
'it1
Р11т/РСкП5 < р(^) < !’ +1] = PicKB/PCk(^l)iJ Рд[1Ч^)1Х
X{!-F[W]}< (7.41)
Объем металла составной единицы разбивается на Q эталонных
° ъемов. При наличии в эталонном объеме п дефектов условная ве-
роятность разрушения (образования сквозных дефектов или крупно-
асштабного разрушения) i- го элемента Р^/рСк(Т]) в момент времени
1 ри возникновении расчетного события РСк
Pn/Pck(Ti) = 1 - [1 - Pi1/Pck(Ti)]nQ, (7.42)
245
Глава седьмая
где Р']д>с ('гр — условная вероятность образования сквозного дефекта
или крупномасштабного разрушения при наличии одного дефекта в
i-м элементе в момент времени Tj при возникновении расчетного со-
бытия РСк.
Условная вероятность разрушения (образования сквозных дефек-
тов или крупномасштабного разрушения) i-ro элемента конструкции
P‘/PCk(Tj) при возникновении расчетного события РСК для расчет-
ных дефектов, определяется следующим образом:
Р/рс/'Ч) = ^/рс^Ж (7.43)
п
где P!/pck(Ti) — условная вероятность образования сквозного дефекта
или крупномасштабного разрушения в i-м элементе в момент време-
ни Tj при возникновении расчетного события PCk; P^Tj) - вероят-
ность наличия в эталонном объеме i-ro элемента п дефектов, опреде-
ляемая по закону Пуассона.
Определение полной вероятности разрушения (образования
сквозных дефектов или крупномасштабного разрушения) элемента
составной единицы Р‘(Т]) сводится к суммированию произведений
условных вероятностей разрушения P/pq.(tj) на вероятности возник-
новения соответствующих расчетных событий РрСк:
NPC
pi(Ti) = X Р>ск^1)РРск> (7.44)
к=1
где NPC — количество расчетных событий РС^.
Определение полной вероятности разрушения (образования
сквозных дефектов или крупномасштабного разрушения) конструк-
ции сводится к суммированию полных вероятностей разрушения
элементов Р‘(Т]) в соответствии со структурной схемой, разработан-
ной в начале анализа:
I i- 1
P(Tj) = Р1^) + XpW П (l-Pj^)), (7.45)
i=2 j = 1
где I — количество элементов, составляющих структурную модель
конструкции.
246
Основные подходы к расчетному и экспериментальному обоснованию ПГ
12.1.1
Определение показателей надежности
Для определения показателей надежности должны быть определены
следующие функции распределения:
1) для определения показателей безотказности и ремонтопригод-
ности - функции распределения времени до отказа
F‘(t) = РЦЙ(т) < 1LJ + РЦаЧт) > а^ем
X {1 — Ру[Р(т) < 1рем]},
где Рт[1(Т) 1'рем] — вероятность образования устойчивых сквозных
дефектов, которые могут быть отремонтированы, в i-м элементе, оп-
ределяемая с использованием формул (7.41) и (7.44);
2) для определения показателей долговечности — функции рас-
пределения времени до перехода в предельное состояние
(7.46)
Fi,(T) = РЦг) + РЦР(т) > Ррем] х [1 - Р‘кр(т)], (7.47)
где PJ[P(t) > I1 ] — вероятность образования устойчивых сквозных
дефектов, которые не могут быть отремонтированы, в i-м элементе,
определяемая с использованием формул (7.41) и (7.44); Р'кр(т) - веро-
ятность крупномасштабного разрушения в i-м элементе, определяе-
мая по формуле (7.44).
Если определены функции распределения времени до отказа F‘j (т)
идо перехода в предельное состояние F’2(t), то соответствующие им
интенсивности отказов Л|(т) и перехода в предельное состояние A’2(t)
определяются следующим образом:
dFi«> /г 1
М(О =-------57—/[1 - F‘j(t)]; (7.48)
Х2(0 = /[ 1 - Р‘п(т)]. (7.49)
Структурная схема рассматриваемого парогенератора, как прави-
ло) представляется в виде последовательно соединенных элементов,
247
Глава седьмая
для которых определялись интенсивности отказов и перехода в пре-
дельное состояние. Поэтому показатели безотказности всего пароге-
нератора определяются следующим образом:
средняя наработка до отказа То:
То = j exp - j £ (т) х dr dt;
О
о i=i
(7.50)
у-процентная наработка до отказа Ту находится из уравнения:
у/100 = ехр - J
о i=l
(7.51)
Показатели долговечности для последовательного соединения
элементов равны:
средний ресурс до списания (полный) Т
^ср'
(7.52)
у-процентный ресурс до списания (полный) Тр находится из
уравнения: Y
у/100 = ехр
(7.53)
При анализе готовности и ремонтопригодности предполагалось,
что во время восстановления любого элемента другие элементы рабо-
тают. Показатель ремонтопригодности для последовательного соеди-
нения элементов — среднее время восстановления
248
Основные подходы к расчетному и экспериментальному обоснованию ПГ
ТРср =ТохХ[ТвСРхЛ‘1Й (7-54)
i=i
При этом коэффициент готовности Кг (комплексный показатель)
определяется следующим образом:
КГ=П^’
i=i + Ч (7.55)
где ро_ средняя наработка до отказа i-ro элемента составной едини-
цы- р — среднее время восстановления i-ro элемента составной еди-
ницы.
Формулы (7.50), (7.51), (7.54), (7.55) учитывают показатели надеж-
ности до первого отказа. Средние показатели надежности элементов
на отказ для процесса восстановления с возрастающей интенсивно-
стью отказа определяются на основе формул, приведенных в подраз-
деле 7.2.6. Некоторые примеры использования вероятностных мето-
дов анализа надежности элементов ПГ приведены ниже.
7.27.8
Критерий надежности
Развитие вероятностных методов механики разрушения позволило
создать концепцию применения вероятностных методов механики
разрушения для анализа надежности оборудования и трубопроводов
РУ- Ядром этой концепции является критерий надежности оборудо-
вания и трубопроводов. Критерий надежности основан на сравнении
показателей надежности рассматриваемого оборудования с допусти-
мым уровнем показателей надежности или вероятности возникнове-
ния соответствующего исходного события, который определяется на
основе требований технических заданий на разработку реакторных
SH0B0K’ исходя из безопасной работы оборудования и АЭС в це-
В основу определения допустимого уровня показателей надежно-
или вероятности возникновения соответствующего исходного
ытия для парогенератора положены три основных принципа.
249
Глава седьмая
1. Надежная работа элементов парогенератора должна обеспечи-
вать безопасную работу активной зоны и АЭС в целом.
2. Надежная работа парогенератора должна обеспечивать выпол-
нение функций.
3. Надежная работа парогенератора должна обеспечивать необхо-
димое значение коэффициента готовности для реакторной установки
и АЭС в целом.
На основе 1-го принципа допустимый уровень показателей на-
дежности или вероятности крупномасштабного разрушения, вклю-
чая гильотинный разрыв, определяется по данным вероятностного
анализа безопасности (ВАБ) соответствующего энергоблока и обоб-
щенным литературным данным, в частности, МАГАТЭ.
На основе 2-го принципа по конструкторской и нормативной до-
кументации определяется допустимый уровень показателей надеж-
ности или вероятности образования сквозных трещин с точки зрения
обеспечения парогенератором своих функций.
Рассмотрение третьего принципа основывается, исходя из коэф-
фициента готовности ПГ, который в соответствии с ГОСТ 24722—81
принимается не менее 0,972.
Критерий надежности обеспечен, если одновременно обеспечены
три принципа надежности парогенератора.
Применение вышеуказанного подхода при анализе надежности
парогенератора показано на двух примерах:
• при оценке допустимых размеров дефектов в сварном шве №111
парогенератора ПГВ-ЮООМ;
• при оценке показателей надежности парогенератора ПГВ-ЮООМ.
7.27.9
Вероятностная оценка допустимых размеров дефектов в сварном шве №111
Оценка допустимых размеров дефектов проведена на основе сопос-
тавления вероятностей образования сквозных трещин и крупномас-
штабного разрушения для разных уровней дефектности, характери-
зующихся максимальными размерами дефектов с вероятностью их
существования 0,95, с соответствующими допустимыми значениями
этих вероятностей.
Рассмотрены следующие варианты исходных данных:
а) задание критического коэффициента интенсивности напряже-
ний, соответствующего коррозионному растрескиванию под напря-
250
Основные подходы к расчетному и экспериментальному обоснованию ПГ
хением в рамках феноменологического подхода, в виде нормального
закона распределения;
б) задание остаточных напряжений;
в) задание коэффициента Ад, учитывающего влияние коррозион-
ной среды на скорость роста усталостных трещин.
Для определения допустимых размеров дефектов:
выполнены расчеты вероятности образования сквозных трещин и
крупномасштабного разрушения для шести уровней дефектности и
для разных периодов эксплуатации (4 года, 10 лет, 15 лет, 20 лет, 25
лет, 30 лет):
• построены зависимости вероятностей образования сквозных тре-
щин и крупномасштабного разрушения от уровня дефектности и
времени эксплуатации на основе полученных результатов;
• допустимые уровни дефектности, обеспечивающие выполнение
критерия, в результате пересечения зависимостей вероятности об-
разования сквозных трещин и крупномасштабного разрушения от
уровней дефектности с критериальной прямой, соответствующей
уровню вероятности 10-7 на парогенератор в год;
• выявлены общие границы диапазонов изменения глубин и длин
трещин по вкладу в вероятность разрушения.
Эти общие границы соответствуют 99% квантили соответствую-
щего распределения.
График изменения вероятности старта трещин по критерию кор-
розионного растрескивания для разного уровня дефектности пред-
ставлен на рис. 7.6.
График изменения вероятности образования течи из-за коррози-
онно-усталостного роста дефектов в зависимости от периода эксплу-
атации для разного уровня дефектности а* представлен на рис. 7.7.
График изменения вероятности образования течи из-за коррози-
онно-усталостного роста дефектов в зависимости от периода эксплу-
атации для разного уровня дефектности, представлен на рис. 7.8.
График изменения вероятности образования течи из-за коррози-
онно-усталостного роста дефектов и коррозионного растрескивания
в зависимости от периода эксплуатации для разного уровня дефект-
ности, представлен на рис. 7.9.
График изменения вероятности крупномасштабного разрушения
сварного соединения № 111 в зависимости от уровня дефектности
Для периода эксплуатации 10 лет представлен на рис. 7.10.
График изменения вероятности крупномасштабного разрушения
сварного соединения № 111 в случае применения проволоки
251
Глава седьмая
95% квантиль распределения глубин трещин, мм
Рис. 7.6. Вероятность коррозионного растрескивания соединения №111
для разных уровней дефектности:
---♦---- - для проволоки Св-1ОГН1 МА;
------- - для электродов УОНИИ-13/55;
---•--- — критериальное значение 10“7 на парогенератор в год
10ГН1МА в зависимости от периода эксплуатации для разного уров-
ня дефектности по критерию критического раскрытия трещины
представлен на рис. 7.11.
Критические размеры дефектов определяются в результате пере-
сечения зависимости вероятности крупномасштабного разрушения
от уровней дефектности с критериальной прямой, соответствующей
уровню вероятности 10-7 на 1 ПГ в год. В результате сопоставления
этих зависимостей (см. рис. 7.10 и 7.11) с «жестким» критериальным
значением определяются критические размеры дефектов.
Для проволоки Св-1 ОГН 1 МА:
• для периода эксплуатации 4 года (периодичность контроля метал-
ла) — глубина 19 мм, длина 95 мм;
252
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Рис. 7.7. Вероятность образования сквозной трещины при коррозионно-
усталостном росте дефектов для разных уровней дефектности (первая
оценка):
---о--- — первый уровень дефектности (а* =3 мм);
---•--- - второй уровень дефектности (а* =6 мм);
---»--- - третий уровень дефектности (а* =9 мм);
---*--- - четвертый уровень дефектности (а* =12 мм);
---*--- — пятый уровень дефектности (а* =15 мм);
---------шестой уровень дефектности (а* =18 мм);
—-•-------критериальное значение К)7 на парогенератор в год
для периода эксплуатации 30 лет - глубина 14 мм, длина 70 мм.
Для электродов УОНИИ-13/55:
• для периода эксплуатации 4 года (периодичность контроля метал-
* ла) - глубина 21,5 мм, длина 107,5 мм;
Для периода эксплуатации 30 лет — глубина 17 мм, длина 85 мм.
Результаты оценок вероятностей образования сквозных трещин и
крупномасштабного разрушения сведены в табл. 7.1.
екомендуется для оценки допустимых размеров дефектов ис-
льзовать среднее значение, являющееся средним арифметическим
253
Глава седьмая
Рис. 7.8. Вероятность образования сквозной трещины при коррозионно-
усталостном росте дефектов для разных уровней дефектности (вторая
оценка):
___о____ — первый уровень дефектности (а* =3 мм);
____«___ — второй уровень дефектности (а* =6 мм);
___*____ — третий уровень дефектности (а* =9 мм);
— четвертый уровень дефектности (а* =12 мм);
,___ — пятый уровень дефектности (а* =15 мм);
------- - шестой уровень дефектности (а* =18 мм);
---•---- — критериальное значение 10~7 на парогенератор в год
254
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Рис. 7.9. Вероятность образования сквозной трещины при коррозионно-
усталостном росте дефектов для разных уровней дефектности (третья
оценка):
°--- - первый уровень дефектности (а* =3 мм);
♦--- — второй уровень дефектности (а* =6 мм);
” — третий уровень дефектности (а* =9 мм);
*--- — четвертый уровень дефектности (а* =12 мм);
*--- — пятый уровень дефектности (а* =15 мм);
--- — шестой уровень дефектности (а* =18 мм);
* — критериальное значение 10-7 на парогенератор в год
255
Рис. 7.10. Крупномасштабное разрушение сварного соединения № 111
для разного уровня дефектности за период эксплуатации 10 лет:
---♦--- - для проволоки Св-ЮГШМА;
------ - для электродов УОНИИ-13/15;
---•--- - критериальное значение 10-7 на 1 ПГ в год
256
Рис. 7.11.
соединения № 111 для разных уровней дефектности:
— °---- - первый уровень дефектности (а* =3 мм);
— •----второй уровень дефектности (а* =6 мм);
— *----третий уровень дефектности (а* =9 мм);
‘----- - четвертый уровень дефектности (а* =12 мм);
* •- - пятый уровень дефектности (а* =15 мм);
--- - шестой уровень дефектности (а* =18 мм);
• " — критериальное значение 10-7 на 1 ПГ в год
Вероятность крупномасштабного разрушения для сварного
257
<л
сю
Таблица 7.1. Сводные результаты вероятностной оценки допустимых и критических размеров
дефектов по различным критериям разрушения
Событие Критерий Расчетная оценка Допустимые и критические глубины и длины дефектов*, мм
Период 4 года Период 30 лет
Св-10ГН1МА УОНИИ-13/55 Св-10ГН1МА УОНИИ-13/55
По крите- рию Среднее По крите- рию Среднее
Коррозион- 3,2 3,2 5,5 3,2 3,2 5,5
ное растрес- кивание (16) (16) (27,5) (16) (16) (27,5)
Образование Коррозион- Первая 15 7
СКВОЗНЫХ но-усталост- (75) 10 (35)
трещин ный рост Вторая 12 (50) 10(50) Менее 3
трещин** (60) (менее 15) 2,5 2,5
Третья 2,5 Менее 3 (12,5) (12,5)
(12,5) (менее 15)
Крупно- Критическое 19 19 21,5 14 14 17
масштабное раскрытие — (95) (95) (107,5) (70) (70) (85)
разрушение трещин***
* В качестве результатов ио каждому критерию представлены: допустимая или критическая глубины дефекта, а в скобках
указана соответствующая ей допустимая или критическая длина с учетом плотности дефектов.
* * Допустимые размеры дефектов определялись по коррозионно-усталостному росту дефектов с учетом коррозионного
растрескивания.
* ** Критические размеры дефектов определяются по критерию критического раскрытия трещин с учетом коррозионного
растрескивания и коррозионно-усталостного роста дефектов.
лава седьмая
Основные подходы к расчетному и экспериментальному обоснованию ПГ
первой, второй и третьей оценок вероятностей образования сквозных
трешин из-за их коррозионно-усталостного развития.
В этом случае допустимые размеры дефектов соответственно рав-
ны:
• для периода эксплуатации 4 года (периодичность контроля метал-
ла) - глубина 10 мм, длина 50 мм;
• для периода эксплуатации 30 лет — глубина менее 2,5 мм, длина
менее 12,5 мм.
Из анализа полученных результатов, представленных в табл. 7.2,
можно сделать следующие выводы:
• критические размеры дефектов определяются упругопластиче-
ским разрушением, способным привести к крупномасштабному
разрушению;
• допустимые размеры дефектов определяются коррозионно-уста-
лостным ростом совместно с коррозионным растрескиванием,
способными эти размеры дефектов увеличить до критических раз-
меров трещин.
7.2.7.10
Оценка показателей надежности парогенератора ПГВ-ЮООМ
Оценка показателей надежности проектируемых парогенераторов ти-
па ПГВ-ЮООМ проводилась на основе подхода, представленного вы-
ше. Интенсивности отказа 1, и перехода в предельное состояние 7.‘ц
составных единиц парогенератора были определены на основе опыта
эксплуатации и применения вероятностных методов механики разру-
шения. Перечень составных единиц парогенератора и соответствую-
щие им интенсивности отказов и перехода в предельное состояние
приведены в табл. 7.2.
В таблице 7.3 приведены результаты оценки основных показате-
лей надежности парогенератора ПГВ-ЮООМ.
Полученные расчетные оценки с доверительной вероятностью не
менее у = 0,85 могут быть использованы для назначения показателей
безотказности, долговечности и ремонтопригодности в технической
документации парогенератора при условии, что будут соблюдены все
правила и нормы при изготовлении, монтаже и эксплуатации пароге-
нераторов. При этом особое значение придается достоверности конт-
259
го
СУ>
Таблица 7.2 Интенсивностиотказовипереходав предельноесостояниесоставных единиц
парогенератора
Составные единицы Характеристика Состояние Основа расчетной оценки Интенсив- ность собы- тия, 1/год
Теплообменные трубы М Отказ (течь более 5 кг/ч из менее 2% общего количества трубок) Опыт эксплуатации и механика разрушения 2,82-Ю-2
xj. Переход в предельное состояние (течь более 5 кг/ч из более 2% общего количества трубок) Механика разрушения 4,35-10—4
Уровнемеры Ц Отказ (ложные показания) Опыт эксплуатации 1,17-10-2
Узлы уплотнени парогенератора 1 X] Отказ (разгерметизация) Опыт эксплуатации и механика разрушения 2,07-10“3
Корпус паро- генератора х« Отказ (течь теплоносителя из-за образования сквозных дефектов) Опыт эксплуатации и механика разрушения 7,90-Ю-3
Хр Переход в предельное состояние (крупномасштабное разрушение) Механика разрушения Менее 10 7
Коллектор пара Х5 Отказ (течь из-за образования сквозных дефектов, либо крупно- масштабного разрушения) Механика разрушения 1,88-10“6
Коллектор первого контура x<i Отказ (течь теплоносителя из-за образования сквозных дефектов ДУ< ЮО) Механика разрушения 4,0-10“3
Хр Переход в предельное состояние (течь Ду 100) Механика разрушения 2,010-3
лава седьмая
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Таблица 7.3. Результаты оценки показателей надежности
парогенератора
Показатель Характеристика Доверительная вероятность Расчетная оценка
Безотказность Наработка до отказа Т у = 0,85 24 400
Долговечность у-процентный срок службы (полный) ТСЛу, год у = 0,90 52
у-процентный ресурс (полный) Тр , ч £у у = 0,90 567 000
Тёмонтопригод- ность Среднее время восстанов- ления , Т„ , ч вср у = 0,50 149
Комплексный Коэффициент готовности К 0,99
роля металла элементов парогенератора на всех стадиях эксплуата-
ции.
73
ЭКСПЕРИМЕНТАЛЬНОЕ ОБОСНОВАНИЕ
ТЕПЛОГИДРАВЛИЧЕСКИХ И СЕПАРАЦИОННЫХ
ХАРАКТЕРИСТИК
7,3.1
О целях экспериментального обоснования
Исключительная сложность горизонтального ПГ как объекта моде-
лирования не позволяет в полной мере проводить обоснование теп-
логидравлических и сепарационных процессов расчетным путем.
Проектные предпосылки, как правило, проверяются эксперимен-
тально. Отдельные явления могут быть исследованы на моделях, но
наиболее полное представление о процессах в ПГ дают результаты
261
Глава седьмая
натурных измерений. Проведение испытаний ПГ на АЭС, особенно
головных образцов, требует дополнительного измерительного осна-
щения. При выборе номенклатуры, количества и мест установки до-
полнительных средств измерений приходится идти на компромисс. С
одной стороны, сложный характер процессов внутри ПГ требует воз-
можно большего количества измерений (и точек измерений). С дру-
гой стороны, существуют объективные трудности в расширении их
числа, связанные с ограниченным количеством герметичных выво-
дов кабельных и импульсных линий из ПГ и их проходок через кон-
тейнмент.
Только экспериментальным путем можно установить характер
процессов внутри ПГ и их соответствие проектным данным, выявить
непредвиденные аномалии и выбрать способы их устранения. Суще-
ствуют определенные условия, которым необходимо следовать для
обеспечения работоспособности ПГ и его компонентов. В частности,
для теплообменных труб необходима устойчивая циркуляция паро-
водяной смеси с кратностью, обеспечивающей надежное охлаждение
труб, исключающая кризисные явления при теплообмене и появле-
ние зон с чрезмерным накоплением коррозионно-активных приме-
сей. Для обеспечения приемлемой влажности пара необходимо со-
блюдать ограничения по скорости его выхода в паровой объем и вхо-
да в жалюзи.
Эти показатели определяются теплогидравлическими процессами
в водяном объеме ПГ и сепарацией пара в паровом объеме.
Рассмотрим методы экспериментального исследования этих про-
цессов.
Экспериментальные данные о паросодержаниях в водяном объе-
ме ПГ являются одним из важных элементов верификации (т.е. про-
верки) расчетных кодов.
Паросодержания в различных точках отличаются количественно
и имеют разнообразный профиль изменения по высоте. Их профиль
в межтрубных коридорах определяется совокупностью явлений вы-
хода пара из пучка в коридоры и захвата пара опускным потоком во-
ды. В трубном пучке паросодержание зависит от кратности циркуля-
ции, зависящей, в свою очередь, от гидравлического сопротивления
пучка. Следует отметить, что кратность циркуляции определяется в
значительной степени величиной движущего напора, зависящей так-
же от паросодержания в межтрубных коридорах. Интегрирование па-
росодержаний по объему позволяет получить величину запаса воды в
ПГ, важную для анализов безопасности РУ при переходных проиес-
262
Основные подходы к расчетному и экспериментальному обоснованию ПГ
сах. Среднеинтегральная величина паросодержания определяет дей-
ствительный уровень в ПГ, работу системы поддержания уровня в ПГ
и коэффициент теплопередачи в ПГ при снижении уровня.
Результаты исследований циркуляции потоков в элементах ПГ
позволяют установить значения следующих зависимостей и законо-
мерностей:
• скорости и расходы среды на «горячей» и «холодной» сторонах ПГ
в зонах с различными тепловыми и паровыми нагрузками, мест-
ную и общую циркуляцию;
• изменения и колебания расхода среды по высоте межтрубных ко-
ридоров, что дает возможность определить в реальных условиях
особенности омывания свободнопогруженных пучков;
• кратность и характер циркуляции воды через дырчатый лист и
трубный пучок при наличии дырчатого листа.
Кратность циркуляции (кц) в определенной мере характеризует
условия тепло- и массообмена в трубчатке ПГ. Слишком низкая ве-
личина кц при определенных условиях может привести к возникнове-
нию ухудшения теплоотдачи во втором контуре в результате частич-
ного или полного высыхания трубчатки, известного преимуществен-
но теоретически как эффект «запаривания». Другим аспектом явля-
ется то, что низкая кратность циркуляции ведет к высокому паросо-
держанию в верхних рядах труб и слабому омыванию трубчатки, что
усугубляет процессы коррозии на ее наружной поверхности. Вопрос
о минимально допустимой кратности циркуляции является достаточ-
но спорным. Существует точка зрения, что при кц > 2 не возникает
проблем с работоспособностью трубчатки.
В отношении влияния кратности циркуляции на интенсивность
коррозии трубчатки однозначный вывод сделать труднее. До сих пор
преобладания коррозии в верхних рядах трубчатки действующих ПГ,
где существует максимальное паросодержание, не отмечено, напро-
тив, в ряде случаев дефекты труб преобладают в нижних рядах, где
могут скапливаться отложения. Это свидетельствует о том, что для
снижения скорости коррозии ТОТ, помимо факторов, связанных с
водной химией, важны скорее не паросодержания, а улучшение усло-
вий омывания трубчатки, т.е. повышение скорости циркуляции воды.
В связи с высокой вибростойкостью трубчатки вопрос о макси-
мально допустимой величине кратности циркуляции в существую-
щих горизонтальных ПГ не стоит.
При оценке кратности циркуляции в различных зонах ПГ необходимо
Учитывать специфические условия его гидродинамики и теплообмена:
263
Глава седьмая
• неравномерность тепловой нагрузки по длине трубок, в результа-
те чего, например, паровая нагрузка большого «горячего» и мало-
го «холодного» пакетов максимально в одном поперечном сече-
нии ПГ отличается в 12 раз;
• часть воды, выходящая из большого «горячего» пакета в межтруб-
ный коридор вместе с паром, не достигает верха пакета и замыка-
ет локальный контур циркуляции в его нижней части, причем
протяженность по высоте этого контура не определена;
• гидродинамика в зоне малого «горячего» пакета в значительной
мере определяется условиями, возникающими в результате вы-
броса пароводяной смеси из «горячего» межтрубного коридора
под ПДЛ;
• контур циркуляции «горячих» пакетов замыкается через другие
межтрубные каналы (с «холодной» стороны), менее нагруженные
выходящим паром;
• нестабильность гидродинамических характеристик двухфазного
потока, наиболее существенно выраженная в зоне, непосредст-
венно примыкающей к «горячему» коллектору, по мере удаления
от «горячего» коллектора в продольном и поперечном направле-
ниях заметно уменьшается.
Одной из важнейших проектных характеристик ПГ является
влажность генерируемого пара. Ее обеспечение связано с особенно-
стями распределения тепловой нагрузки (парообразования) внутри
ПГ, циркуляции пароводяной смеси, выравниванием паровой на-
грузки, обеспечением достоверного измерения уровня и рядом дру-
гих факторов. Зависимость влажности генерируемого пара от уровня
воды в ПГ называют сепарационной характеристикой. Из практики
известно, что сепарационные характеристики однотипных ПГ могут
существенно отличаться. Причины этих различий не вполне изучены
и в некоторой степени затрагиваются ниже. Одной из причин может
служить недостаточная воспроизводимость показаний уровнемеров,
контролирующих уровень в опускном канале на холодном торце ПГ.
Там в пределах измерения уровня имеется некоторое количество па-
ра в результате захвата его водой, сливающейся с ПДЛ. Процесс за-
хвата пара очень чуствителен к геометрии перелива. При сравнении
сепарационных характеристик по уровню над ПДЛ их различия су-
щественно меньше.
В настоящий момент сепарационные испытания являются обяза-
тельной частью всех пусконаладочных работ на АЭС. На основании
результатов испытаний может корректироваться величина номи-
264
Основные подходы к расчетному и экспериментальному обоснованию ПГ
нального уровня и уставки по уровню для организации сигнализации
и защиты.
Ниже приведено описание методов исследований и некоторые их
результаты на примере ПГВ-1000.
7.3.2
Методы исследования теплогидравлических характеристик
7.3.2.1
Методика исследования коэффициента теплопередачи
Коэффициент теплопередачи определяется, как правило, в процессе
пусконаладочных работ, для подтверждения проектных характери-
стик ПГ. Тепловая мощность ПГ может рассчитываться по парамет-
рам первого контура или второго контура, поскольку потери тепла в
окружающую среду через теплоизоляцию ПГ пренебрежимо малы.
В первом случае:
= (7-56)
где G, - расход теплоносителя первого контура; iBX, iBbIX - энтальпии
теплоносителя соответственно на входе и выходе из ПГ.
Во втором случае, пренебрегая влажностью пара, получаем
Nn = GnB(i"-inB)-Gnp(r-i'), (7.57)
где GnB~ расход питательной воды; G - расход воды непрерывной
продувки; i"- энтальпия генерируемого пара; Г- энтальпия воды на
линии насыщения; inB — энтальпия питательной воды.
Коэффициент теплопередачи
k = _Q_
HAt/
(7.58)
265
Глава седьмая
где Q — тепловая мощность ПГ; Н - площадь поверхности теплооб-
мена; Дгл - среднелогарифмический температурный напор.
Напор
In *вх -Ь-
(7.59)
ВЫХ S
где tBX, tBblx - температуры теплоносителя первого контура соответст-
венно на входе в ПГ и выходе из ПГ; ts — температура насыщения те-
плоносителя второго контура внутри ПГ.
При расчете необходимо учитывать ряд факторов:
• неточность определения расхода первого контура по петлям из-за
отсутствия средств ее прямого измерения;
• значительную чувствительность коэффициента теплопередачи к
разности температур теплоносителя, т.е. погрешности ее измере-
ния;
• различие давлений в ПГ и в паровом коллекторе, где находится
измерительная точка (штатных каналов измерения температуры и
давления внутри корпуса ПГ не предусмотрено).
Вышесказанное делает необходимым проведение статистического
анализа результатов измерений для определения коэффициента теп-
лопередачи на различных энергоблоках с учетом погрешности изме-
рений. При этом для измерения давления в ПГ должны применяться
образцовые манометры с отбором давления из полости корпуса ПГ.
При измерениях должны учитываться высота расположения мано-
метра, а также поправка на отличие абсолютного и избыточного дав-
лений при измерении давления и определении ts.
При проведении статистического анализа результатов измерений
рассчитанные величины коэффициента теплопередачи составляют
выборку, объем которой достаточен для статистического анализа с
использованием закона нормального распределения.
В анализе определяют:
среднее значение
k- ^ki
п
где п — объем выборки;
(7.60)
266
Основные подходы к расчетному и экспериментальному обоснованию ПГ
среднеквадратичное (стандартное) отклонение
V п-1
(7.61)
ошибка среднего значения
(7.62)
7.3.2.2
Методики исследования паросодержаний
Паросодержания в ПГ исследовались на различных энергоблоках
при помощи датчиков гидростатического и кондуктометрического
типов.
Гидростатические датчики, как правило, используются при изме-
рениях паросодержаний в межтрубных коридорах путем измерений
разности статических давлений в точках, расположенных на различ-
ной высоте. Такие измерения позволяют получить величину средне-
го (интегрального) паросодержания по высоте между отборами дав-
ления. Датчики гидростатического типа устанавливаются на специ-
альные сборки — измерительные штанги. Импульсы давления от то-
чек отборов передаются к измерительным приборам по импульсным
линиям. Для точного определения перепада между двумя точками от-
бора импульсные линии прокладываются с небольшим уклоном в
сторону вторичных приборов и имеют состояние, идентичное рабо-
чей жидкости, что достигается путем охлаждения вертикальных уча-
стков импульсных линий ниже температуры насыщения посредством
подачи питательной воды в измерительные приборы. В качестве из-
мерительных приборов используются преобразователи перепада дав-
ления — дифференциальные манометры (дифманометры).
Схема измерения паросодержания гидростатическим датчиком
показана на рис. 7.12. Датчики паросодержания выполнены в виде
отборов статического давления, размещенных вдоль вертикальной
267
Глава седьмая
Вход охлаждающей Воды
Выход охлаждающей Воды
Рис.7.12. Схема измерения паросодержания гидростатическим датчиком:
1 — штанга; 2 — турбинный расходомер; 3 — отборы статического давления
оси с небольшим разворотом по отношению друг к другу. Для обеспе-
чения постоянной плотности рабочей среды, заполняющей верти-
кальные участки импульсных линий внутри ПГ, данные участки рас-
положены внутри штанг, через которые проходит охлаждающая вода.
Между отборами давления устанавливают также турбинный рас-
ходомер для измерения скорости потока.
Истинное объемное паросодержание определяется по перепаду
давления и с учетом потерь, обусловленных сопротивлением участка:
АРизм ± ДРг ~ h<PTp ~ PZ>
h(p' - р")
(7.63)
где ЛРИЗМ — измеренный перепад на вторичном приборе, Па; ЛРГ-
гидравлическое сопротивление участка между точками отбора, Па;
268
Основные подходы к расчетному и экспериментальному обоснованию ПГ
h - разность высот между точками отбора (база измерения), м;
р/, р"_ плотность воды и пара на линии насыщения, кг/м3; ртр -
плотность воды в импульсной трубке, кг/м3.
При определении паросодержания в межтрубных коридорах, за-
зоре между закраиной ПДЛ и корпусом ПГ, а также высоты паровой
подушки, величиной гидравлического сопротивления между точка-
ми отбора давления можно пренебречь. Измерение паросодержаний
проводится в стационарных режимах работы.
Кондуктометрический метод предназначен для измерения истин-
ного объемного паросодержания в области пузырькового режима те-
чения и применяется для изучения паросодержаний в отдельных ло-
кальных зонах, например, под ПДЛ и над ним. Кондуктометрические
датчики (КДП) основаны на измерении электропроводимости среды.
Чувствительным элементом датчика является измерительная ячейка,
состоящая из пары микроэлектродов. Нахождение ячейки то в воде,
то в паре регистрируется чередой импульсов тока в измерительной
цепи. Сумма продолжительности импульсов, соответствующих пре-
быванию ячейки в паре, отнесенная к общему времени регистрации
сигнала, дает величину ср. Вследствие того, что электропроводимости
воды и пара при температурах 300 °C различаются более чем на шесть
порядков, паровые включения в жидкой фазе можно рассматривать
как непроводящие. Поэтому изменение доли непроводящих включе-
ний, а следовательно, истинного объемного паросодержания, влечет
за собой изменение электропроводимости двухфазного потока, что и
положено в основу измерения величины кондуктометрическим ме-
тодом. Изменения электропроводимости во времени позволяют су-
дить о прохождении пузырька пара через датчик, а после интегриро-
вания получить величину истинного паросодержания в данной
точке.
Измерение паросодержания кондуктометрическим методом про-
изводится в стационарных режимах. Датчики паросодержаний обыч-
но устанавливают на стойках группами, друг над другом, с неболь-
шим шагом по высоте и сдвигом по горизонтали, что позволяет избе-
жать взаимного влияния датчиков (рис. 7.13).
Такое расположение позволяет установить распределение вели-
чин паросодержаний по высоте барботажного слоя и в опускных уча-
стках. При измерениях над ПДЛ, интегрирование полученных вели-
чин по высоте позволяет судить о массовом уровне на данном
Участке.
269
Глава седьмая
Рис. 7.13. Расположение кондукто-
метрических датчиков паросодер-
жаний:
1 — стойка; 2 — датчик; 3 - ПДЛ
7.3.2.3
Методики исследования скоростей циркуляции
Исследование циркуляции заключается в измерении скорости пото-
ка в межтрубных каналах ПГ, которое производится с помощью тур-
бинных расходомеров, фиксирующих направление потока. Устройст-
во расходомера показано на рис. 7.14.
Основной градуировочной характеристикой расходомера являет-
ся осциллограмма выходного сигнала Q частоты импульсов от скоро-
сти потока w.
Аналитическое выражение этой зависимости записывается в виде
уравнения:
W = а + ЬО, (7.64)
где а и b — градуировочные коэффициенты датчика, определяемые
при тарировке.
Каждый расходомер тарируется в условиях, близких по геометрии
к натурным и в полном диапазоне расходов для прямого и обратного
направлений потоков на нескольких значениях расходов, равномер-
но взятых по всему диапазону. Диапазон измеряемых скоростей от О
до 1 м/с. Продолжительность измерения не менее 4—5 с. По результа-
там тарировки строится градуировочный график. Расшифровка ос-
циллограмм производится на основе образцов формы импульсов для
прямого и обратного направлений потока через расходомер.
270
Основные подходы к расчетному и экспериментальному обоснованию ПГ
10
Рис. 7.14. Устройство турбинно-
го расходомера:
15 - соответственно верхняя и ниж-
няя траверсы; 2 - крыльчатка; 3 -
корпус расходомера; 4 — лопасть; 6 —
нижняя опора крыльчатки; 7 - кор-
пус индукционной катушки; 8 - ин-
дукционная катушка; 9 - постоян-
ный магнит; 10 - провод
Максимальная относительная погрешность измерения скорости
потока с помощью турбинных расходомеров оценивается величиной
±15% при допущении возможности протекания через турбинный
расходомер однофазного потока (воды).
Следует иметь в виду, что наличие пара в потоке вносит элемент
неопределенности в результаты измерений. Для расчета расхода воды
в канале, кроме показаний расходомеров, необходимо учесть долю
сечения, занятую водой (1 — ср) в месте установки датчика, и относи-
тельное время однонаправленного вращения датчика в период изме-
рений. Расчетная скорость воды
W' = WH3M(1 ~Ф)П,
(7.65)
где wh3m _ показания турбинного расходомера, м/с; <р - среднее паро-
содержание в зоне датчика; г) - относительное время однонаправлен-
ного вращения турбинного расходомера.
Измерение скоростей потока производится в статических и пере-
ходных режимах.
Отметим, что ограниченный ресурс данного вида расходомеров на
первых этапах исследований часто ограничивал объем получаемых
Данных.
271
Глава седьмая
7.3.2.4
Методики исследования сепарационных характеристик
Сепарационные испытания ПГ АЭС с ВВЭР проводятся, как прави-
ло, с использованием солевой методики. Сущность методики состо-
ит в сравнении концентрации соли-индикатора в паре и в водяном
объеме ПГ. Измерение влажности пара в паропроводе производится
при помощи специального пробоотборника, конструкция которого
показана на рис. 7.15 (см. также подразделы 3.3.5.1 и 3.3.5.2). Такой
пробоотборник должен обеспечивать изокинетичность отбора про-
бы, т.е. равенство скоростей пара в паропроводе и в устье пробоот-
борника. Для этого рассчитывается расход воды при отборе пробы.
Устье пробоотборника должно располагаться с учетом профиля ско-
ростей в паропроводе, в точке, где скорость равняется среднеприве-
денной по сечению. Необходимо также наличие прямого участка тру-
бопровода перед пробоотборником.
Рис. 7.15. Пробоотборник для измерения влажности пара в паропроводе
272
Рис. 7.16. Пробоотборник в паровом объеме
Распределение влажности в паровом объеме изучается с помощью
специальных пробоотборников (рис. 7.16). Пробоотборники выпол-
нены таким образом, чтобы вся влага из отбираемой пароводяной
смеси попадала в пробоотборник.
В качестве вещества-индикатора используется азотнокислый на-
трий (NaNO3). Измерения проводятся в стационарных режимах ра-
боты ПГ. Солевой раствор готовится в специальном узле и затем на-
сосом-дозатором вводится в ПГ через питательный трубопровод.
Величина концентрации индикатора в водяном объеме измеряет-
ся в пробах из линии непрерывной продувки и в точках непосредст-
венно из водяного объема. Перед началом испытаний в продувочной
воде достигается концентрация индикатора около 20 мг/кг. Данная
величина считается неопасной для работоспособности трубчатки,
при условии кратковременного воздействия. Для поддержания тре-
буемой концентрации индикатора во время опыта непрерывная про-
дувка на этот период прекращается. Контроль накопления примесей
происходит по пробам из дополнительных пробоотборников.
Сепарационные испытания проводятся в виде серий опытов при
постоянной нагрузке и изменении уровня малыми ступенями с дли-
тельной выдержкой на каждой ступени для проведения нескольких
замеров подряд.
273
Глава седьмая
График зависимости влажности от уровня в ПГ при различных на-
грузках строится, как правило, в полулогарифмических координатах.
При этом основной точкой определения влажности является влаж-
ность в паропроводе. Точки в паровом объеме служат для изучения
обстановки внутри ПГ (профиль уровня, влажности) и определения
условий, при которых начинается интенсивный унос влаги в паро-
провод.
Влажность пара определяется по формуле:
® = Сп/Сво, (7.66)
где Сп и Сво — концентрации соли индикатора в паре и водяном объ-
еме соответственно.
Важным моментом при определении влажности является обосно-
вание представительности проб воды и пара. Отдельным вопросом
является место отбора проб из водяного объема, где концентрация
солей, как и тепловая нагрузка, существенно неравномерны. Условия
для уноса влаги складываются, прежде всего, вблизи «горячего» кол-
лектора, где скорость пара и набухание уровня максимальны. До ре-
конструкции системы водопитания зоны с максимальной тепловой
нагрузкой и максимальным солесодержанием практически совпада-
ли. Поэтому проба воды отбиралась из линии непрерывной продув-
ки, которая велась из средней части ПГ. При новой схеме водопита-
ния, которая принята для ПГВ-1000, зона повышенной концентра-
ции соли, как и других примесей, смещена к «холодному» торцу ПГ,
чему способствует намеренно избыточная подача питательной воды в
зону у «горячего» торца и непрерывная продувка из «холодного» тор-
ца. В качестве пробы воды из объема ПГ используется отбор пробы из
индикатора уровня, расположенного вблизи «горячего» коллектора.
В этих условиях при предельно допускаемой средней концентрации
иона Na в водяном объеме (20 мг/кг) его концентрация вблизи «горя-
чего» коллектора оказывается очень низкой (порядка 1—2 мг/кг), а
отбор пробы из линии непрерывной продувки становится непредста-
вительным. Соответственно в пробе пара концентрация может быть
порядка 0,2-2 мкг/кг. В связи с этим резко возрастают требования по
обращению с пробами, не допускающие их случайного загрязнения.
Кроме того, для измерения концентрации соли в пробах пара требу-
ются анализаторы с высокой чувствительностью. Если раньше для
измерения концентрации иона Na как в воде, так и паре применя-
лись пламенные фотометры типа ПФМ, ПАЖ-1, ПАЖ-2 с предела-
274
Основные подходы к расчетному и экспериментальному обоснованию ПГ
ми измерения 0,005-50 мг/кг, то теперь для анализа пробы пара тре-
буется анализатор типа pNa-201 с пределами измерения 0,1 —
-100 мкг/кг.
При измерении влажности пара в паровом объеме применяют
аналогичную методику. При этом референтная точка отбора воды
должна находиться непосредственно под точкой расположения про-
боотборника из парового объема.
Для измерения влажности пара в паропроводе используются так-
же другие методы.
7.3.3
Исследования процессов гидродинамики и сепарации на моделях
В описанных ниже моделях проверялась эффективность ПДЛ при
ожидаемой неравномерности выхода пара в паровой объем. Предпо-
лагалось оптимизировать степень перфорации ПДЛ как с точки зре-
ния сепарации пара и гидродинамики водяного объема.
В дальнейшем результаты исследований на моделях были прове-
рены испытаниями на АЭС.
В конструкции модели, показанной на рис. 7.17, воспроизведена в
натуральную величину половина поперечного сечения сепарацион-
ного устройства ПГВ-1000 с размером вдоль оси 350 мм, что было
обусловлено имеющимся источником пара.
Насыщенный пар равномерно подавался в водяной объем под
трубный пучок с геометрией ПГВ-1000, состоящий из десяти рядов.
Основные конструктивные характеристики моделей приведены в
табл. 7.4.
Во всех моделях в паровом объеме размещалось по десять отбор-
ников проб пара.
Массовый уровень воды над ПДЛ измерялся в двух точках по его
ширине. Для контроля правильности показаний уровнемеров ис-
пользовались индикаторы уровня. Положение уровня внутри них
контролировалось КДП, расположенными на заданных высотных
отметках.
Изменением подачи пара в модели можно было воспроизводить
зоны ПГ с различной тепловой нагрузкой, включая максимальную.
Мухой лист над половиной трубного пучка позволял создавать сосре-
доточенную неравномерность выхода пара из пучка, какой нет в ре-
275
Глава седьмая
Рис. 7.17. Модель ПГВ-1000:
1 — верхняя часть трубного пучка; 2 — глухая пластина; 3 — ПДЛ; 4 - закраина ПДЛ;
5 - жалюзийный сепаратор; 6 - индикатор уровня; • - точки измерения паросодержа-
ния кондуктометрическим методом; Нцдд и Нф — соответственно массовый и физиче-
ский уровни над ПДЛ
альном ПГ. Таким образом, сложные трехмерные процессы, имею-
щиеся в ПГ, на моделях не воспроизводились. Опыты на моделях но-
сили консервативный характер, так как условия выравнивания ско-
ростей пара в паровом пространстве были затруднены. Если считать,
что весь пар проходит через ПДЛ, результаты опытов на моделях мо-
гут быть перенесены на ПГ с некоторым запасом. Испытания ПГ на
АЭС показали, что проблема сепарации осложняется из-за непредви-
денного байпаса ПДЛ на «горячей» стороне ПГ.
Испытания всех моделей проводились при давлении 6,1-
6,5 МПа, скоростях выхода пара в паровой объем 0,32-0,48 м/с и при
различных положениях уровня над ПДЛ.
На основании сепарационных характеристик моделей строились
зависимости между нагрузкой и положением уровня, когда выходная
влажность пара достигает нормируемой величины 0,2%.
276
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Таблица 7.4. Конструктивные характеристики моделей
Номер модели Степень перфорации ПДЛу, % Выход пара в паровой объем Жалюзийный сепаратор
1 4 Равномерный Установлен
2 4 Неравномерный »
3 7,3 » »
4 12,5 » »
5 4 Равномерный Отсутствует
При неравномерном подводе пара под ПДЛ в моделях 2-4 пре-
дельная нагрузка оказалась несколько ниже, чем в базовой модели 1,
имевшей такие же сепарационные устройства, как и в ПГВ-1000. Од-
нако это снижение оказалось незначительным, и при номинальной
средней скорости выхода пара в паровой объем, равной 0,32 м/с, до-
пускаемый уровень над ПДЛ в этих моделях был порядка 300 мм. Раз-
личие в степени перфорации ПДЛ в моделях 2, 3 и 4 (4; 7,3 и 12,5%
соответственно) практически не оказало влияния на сепарационные
характеристики.
Допускаемая нагрузка в модели 5, не имевшей жалюзийного сепа-
ратора, оказалась выше, чем в базовой модели 1 за счет более эффек-
тивной гравитационной сепарации в паровом пространстве увели-
ченной высоты.
Модель ПГВ-1000 предназначалась, главным образом, для сепа-
рационных испытаний. Несмотря на неполное моделирование водя-
ного объема, были получены некоторые полезные данные относи-
тельно гидродинамики водяного объема при использовании ПДЛ с
различной степенью перфорации и неравномерном выходе пара из
пучка.
Работа ПДЛ оценивалась по величинам объемных паросодержа-
ний под и над ПДЛ, а также в опускном канале между корпусом и за-
краиной ПДЛ. Схема измерений показана на рис. 7.17. Измерения
проводились при средних скоростях выхода пара в паровой обьем
0,32; 0,38 и 0,48 м/с, что соответствует средним нагрузкам в ПГВ-1000
соответственно 104,124 и 150%. Массовый уровень над ПДЛ поддержи-
вался в пределах 100—150 мм, что близко к номинальному значению.
Было показано, что распределение паросодержания под ПДЛ при
степени его перфорации 4% практически равномерно. При степени
перфорации 7,3% имеется небольшая остаточная неравномерность.
277
Глава седьмая
Паросодержание
Рис. 7.18. Изменение паросодержания над и под ПДЛ (а) и зависимость фи-
зического уровня над ПДЛ от массового (б) при скорости пара wn = 0,38 м/с
и степень перфорации ПДЛ у = 4%
Из зависимости паросодержания под ПДЛ от его перфорации и
паровой нагрузки было получено, что степень перфорации 7-8 % яв-
ляется оптимальной величиной. При \|/ = 4% наблюдался прорыв па-
278
Основные подходы к расчетному и экспериментальному обоснованию ПГ
ра из-под закраины ПДЛ, при у = 12,5% - захват пара водой, слива-
ющейся с ПДЛ в опускной канал. Эти данные являлись ориентиро-
вочными и требовали проверки при испытаниях на АЭС. Что касает-
ся набухания уровня над ПДЛ, то здесь получены вполне представи-
тельные данные. Так, на рис. 7.18, а показано распределение паросо-
держания под и над ПДЛ при равномерном выходе пара. Можно ви-
деть, что непосредственно под ПДЛ паросодержание резко возраста-
ет и образуется своего рода паровая подушка, способствующая пере-
току пара из более нагруженной зоны ПГ в менее нагруженную. Фи-
зический уровень пароводяной смеси над ПДЛ, от которого отсчиты-
вается высота парового пространства, находится гораздо выше мас-
сового, как видно из рис. 7.18, б.
7.3.4
Некоторые результаты исследований ПГ действующих
энергоблоков АЭС «малой» мощности
7.3.4.1
Первый опыт проведения исследований на ПГ
Принципиальная проверка отдельных характеристик парогенерато-
ров ПГВ-1 и ПГВ-3 была проведена на малых, методических моделях
в ОКБ «Гидропресс», ВТИ, ЦКТИ и ЭНИН.
Экспериментальная база предприятия и отрасли была недостаточ-
на для всестороннего исследования всех характеристик ПГ, как это
делалось позже, о чем описано в предшествующих подразделах. В
стендовых условиях сложно было обеспечить необходимые парамет-
ры и модельность испытаний, поэтому основные исследования про-
водились на действующих натурных объектах после ввода их в экс-
плуатацию. В первую очередь определялась влажность пара на выхо-
де из ПГ, температурные и расходные параметры, необходимые для
подтверждения выдачи требуемой мощности. Как и в модельных
(стендовых) испытаниях использовались подходы, методы и опыт,
известные из котельной энергетики. Испытания и исследования при
пуске АЭС и выводе ее на мощность с тех пор являются неотъемле-
279
Глава седьмая
мым этапом освоения АЭС и, в частности, парогенераторов. На го-
ловных и последующих блоках действуют Программы пусконаладоч-
ных работ и освоения мощности РУ и основного оборудования. Ни-
же приведено описание некоторых работ, проведенных на парогене-
раторах АЭС с ВВЭР-440.
7.3.4.2
Исследования влажности пара на Нововоронежской и Кольской АЭС
На парогенераторе ПГ-1 3-го энергоблока НВАЭС проводилось из-
мерение влажности пара как одного из важнейших параметров РУ в
рамках пусконаладочных испытаний и при выходе на мощность.
Испытания проводились методом определения солесодержания в
пробах пара на выходе из парогенератора (см. подробно в подразде-
лах 3.3.5.2 и 7.3.2.4). Они показали, что при номинальных параметрах
влажность пара на выходе из парогенератора ниже 0,25%, что соот-
ветствует проектным требованиям, однако в зоне входного (горячего)
коллектора была выявлена зона повышенных паровых нагрузок и на-
бухания уровня.
Для перспективы повышения надежности существующей конст-
рукции парогенератора (при сохранении низких значений влажности
пара) должна быть уменьшена неравномерность нагрузки зеркала ис-
парения, что можно достичь за счет установки погруженного дырча-
того листа, что широко используется в сепараторах пара котельной
техники. Этот вывод оказался весьма актуальным и был реализован
при создании парогенератора ПГВ-1000.
Более тщательные эксперименты по влиянию дырчатого листа на
выравнивание паровой нагрузки были проведены на парогенераторах
2-го энергоблока Кольской АЭС, где на одном из ПГ был установлен
дырчатый лист, перфорированный отверстиями диаметром 8 мм с ша-
гом 30x30 мм. Выбор основных геометрических характеристик погру-
женного дырчатого листа был произведен в соответствии с существую-
щей компоновкой внутрикорпусных устройств этого ПГ, но также с ус-
ловиями размещения дырчатого листа в парогенераторе ПГВ-1000.
Результаты испытаний показали:
• влажность пара на выходе из парогенераторов при номинальной
нагрузке и среднем положении уровня воды ниже допустимого
значения, равного 0,25%;
280
Основные подходы к расчетному и экспериментальному обоснованию ПГ
• в парогенераторе, снабженном погруженным дырчатым листом,
возможно большее, по сравнению с парогенераторами без листа,
повышение уровня над пучком, не вызывающее заметного увели-
чения влажности;
• погруженный дырчатый лист уменьшил исходную неравномер-
ность нагрузки зеркала испарения примерно в 1,5 раза, что под-
твердило целесообразность использования дырчатого листа в па-
рогенераторах горизонтального типа, в том числе ПГВ-1000.
7.3.4.3
Исследования поведения уровня в ПГ с целью устранения заброса воды
в верхнюю часть коллекторов
В период после 1975 г. участились случаи повреждения верхней части
коллекторов и элементов фланцевых разъемов. Одной из причин это-
го явления были непроектные забросы воды на поверхности элемен-
тов коллектора, последующее ее доупаривание и концентрирование
корррозионно-активных примесей (хлорид-ионов), что инициирова-
ло процесс коррозионного растрескивания металла элементов паро-
генератора, выполненных из нержавеющей стали. С целью устране-
ния таких явлений были разработаны мероприятия по улучшению
работы системы водопитания парогенераторов, включающие, в том
числе, изучение поведения уровня воды в статических и динамиче-
ских режимах при работе проектных систем поддержания, регулиро-
вания и измерения уровня воды в парогенераторе.
Для изучения поведения уровня использовались данные по рас-
пределению паросодержания в водяном объеме над трубным пучком
и влагосодержания в паровом объеме парогенератора. Измерение
этих характеристик производилось двумя методами распределения
паросодержания:
• в водяном объеме кондуктометрическим методом;
• в паровом объеме методом измерения солесодержания проб пара.
Сопоставление результатов, полученных двумя разными метода-
ми, дало наглядную картину распределения физического уровня в
парогенераторе по всему зеркалу испарения. Результаты измерений
фиксировались как экспериментальными датчиками, так и штатной
системой измерений. Для получения данных по поведению уровня
были реализованы следующие режимы работы блока:
281
Глава седьмая
Уровень над трубчаткой, мм
Рис. 7.19. Сепарационные характеристики парогенераторов при номи-
нальной нагрузке в зависимости от уровня воды:
-------- Ч -ПГ-6
....... I - ПГ-4 2-й блок КАЭС;
---------J -ПГ-5
---------ПГ-1 3-й блок НВАЭС;
° - ПГ-2 4-й блок КАЭС
• работа парогенератора на номинальных параметрах с нулевой па-
ропроизводительностью;
• стационарный режим работы блока на мощностях 30%, 50%, 90%,
100%, 107% NH0M;
• ступенчатое изменение нагрузки на 10% NH0M в диапазоне от 80/о
NHom№100%Nhom;
• отключение-подключение подогревателя высокого давления
(ПВД);
• отключение-подключение ГЦНА;
• прекращение подачи питательной воды в парогенератор;
• сброс нагрузки со 100 до 50% NH0M;
282
Основные подходы к расчетному и экспериментальному обоснованию ПГ
• увеличение нагрузки с 50 до 100% NH0M;
• сброс нагрузки со 100% NHOM до собственных нужд;
• аварийный останов блока (АЗ-1).
Результаты проведенных испытаний показали, что в режимах со
значительным изменением нагрузки существующая система водопи-
тания не справляется с проектными требованиями по поддержанию
уровня воды в парогенераторе (±75 мм). Исследование поведения
уровня показало возможность расширения диапазона регулирования
уровня воды в динамических режимах, в связи с чем был изменен ал-
горитм защит и блокировок по уровню воды в парогенераторах АЭС
с ВВЭР-440.
Сепарационные характеристики парогенераторов при номиналь-
ной нагрузке в зависимости от уровня воды в парогенераторе на ос-
нове полученных данных приведены на рис.7.19. Из рисунка видно,
что влажность пара на выходе из парогенераторов различных блоков
значительно ниже проектного значения 0,25% при номинальном
значении уровня воды в них.
7.3.44
Исследование номинальных показаний уровнемеров
С целью обоснования номинальных показаний уровнемеров на паро-
генераторах Ровенской АЭС были проведены следующие работы:
• проверка расчетных тарировочных характеристик уровнемеров;
• тарировка уровнемеров на минимально контролируемом уровне
мощности (МКУ);
• контроль, сопоставление и проверка показаний уровнемеров при
выходе блока на номинальную мощность.
Для обеспечения технической возможности проведения тариров-
ки уровнемеров без нарушения пределов безопасной эксплуатации и
для контроля массового уровня пароводяной смеси над трубным пуч-
ком парогенераторов при различных уровнях мощности блока на па-
рогенераторах 1-го блока был установлен гидростатический индика-
тор уровня (ГИУ), выполненный на базе уравнительного сосуда с ми-
нусовым отбором давления из успокоительной колонки на высоте
примерно 40 мм над трубным пучком. Кроме того, для снижения
Уровня пароводяной смеси в районе «горячего» коллектора были ус-
тановлены местные дырчатые листы.
283
Глава седьмая
По результатам проведенных исследований сделаны выводы, что
установка ГПУ позволяет:
• провести тарировку уровнемеров на МКУ и получить метрологи-
ческие поправки к их показаниям;
• получить зависимость расположения массового уровня над верх-
ним рядом теплообменных труб;
• получить расчетные реперные точки для номинального уровня
мощности.
Гидростатический индикатор уровня является эквивалентом сис-
темы контроля уровня парогенератора (КУП) и может быть исполь-
зован для тарировки уровнемеров вместо системы КУП.
Однако проведенные испытания выявили некоторые погрешно-
сти в работе системы с ГИУ, и распространения на других блоках она
не получила.
7.3.5
Некоторые результаты исследований ПГ на АЭС с ВВЭР-1000
7.3.5.1
Определение коэффициента теплопередачи
Ниже приведен пример статистической обработки данных о коэффи-
циенте к теплопередачи в ПГВ-1000. Использованы данные для на-
чального периода работы шести энергоблоков различных АЭС (всего
24 ПГ), а также после длительной (более 24 мес) работы для семи
энергоблоков различных АЭС (всего 28 ПГ).
Было установлено, что отличия в величинах к, определенных раз-
личными способами, являются незначимыми на фоне среднеквадра-
тичной ошибки среднего. Поэтому данные по двум способам измере-
ний усреднялись. В результате получены следующие величины к.
Для ПГ, находящихся в работе не более 12 мес, величина
к = (61601340) Вт/м2К, а согласно расчету для чистой поверхности
трубчатки она равна 6100 Вт/м2 К. Для ПГ, находящихся в работе от
17 мес до 8 лет, к = (55201200) Вт/м2-К. Согласно расчету, для загряз-
ненной поверхности трубчатки к = 5000 Вт/м2-К, т.е. на 10% меньше.
284
Основные подходы к расчетному и экспериментальному обоснованию ПГ
чем для чистой поверхности. Как можно видеть, согласие между
опытными и расчетными значениями к вполне удовлетворительное.
Основанием для усреднения данных для ПГ, длительность работы
которых сильно различается, послужил тот факт, что влияние отло-
жений на трубчатке через некоторое время стабилизируется.
Однако, даже при наличии весьма существенных отложений,
как в отдельных зонах, так и на всей трубчатке, штатными средст-
вами измерений ни разу не было зафиксировано снижения тепло-
передачи в ПГ, приводящего к недовыработке электроэнергии
энергоблоком.
7.3.5.2
Измерения паросодержаний
На различных энергоблоках, оснащенных парогенераторами
ПГВ-1000, был проведен значительный объем измерений паросодер-
жаний.
Обобщенная диаграмма распределения паросодержаний ср в раз-
личных сечениях 1—6 межтрубных коридоров по данным измерений
на различных энергоблоках на номинальной мощности с номиналь-
ным уровнем показана на рис. 7.20.
Приведенные данные относятся к верхней части межтрубных ко-
ридоров, а в сечениях 1 и 4 показаны также данные измерений с на-
ружной стороны закраины. Принципиальных отличий для энерго-
блоков с различной степенью перфорации ПДЛ (3,7 и 7,8%) не отме-
чено, поэтому данные объединены в одной диаграмме. Как видим, на
«горячей» стороне, снаружи закраины, паросодержание максималь-
но (до 0,8 в верхней части канала) и определяется выбросом парово-
дяной смеси из-под закраины ПДЛ. Ликвидация выброса путем за-
крытия зазора между корпусом и закраиной перфорированным лис-
том привела к снижению (р до 0,53. В остальном перекрытие зазора
дырчатым листом не отразилось существенно на величинах паросо-
держаний в водяном объеме.
По направлению к торцам ПГ паросодержание в межтрубных ка-
налах убывает. Наблюдается тенденция к выравниванию паросодер-
жания в сечениях возле «горячего» коллектора, т.е. в холодном меж-
трубном канале паросодержание достаточно велико, несмотря на су-
щественно меньшую паровую нагрузку. Это свидетельствует о том,
285
Глава седьмая
Ф
Рис. 7.20. Обобщенная диаграмма паросодержаний в верхней части
межтрубных коридоров в различных сечениях ПГВ-1000:
ГК. и Х.К. - соответственно «горячий» и «холодный» коллекторы
что на «холодной» стороне паросодержание определяется процессом
захвата пара. Такой же вывод можно сделать и по результатам измере-
ния скоростей потока, приведенным ниже. Данная тенденция на-
блюдалась и по результатам измерений в ПГВ-440.
В зоне над ПДЛ также наблюдается значительная неравномерность
распределения паросодержаний. Профили паросодержаний над ПДЛ,
полученные кондуктометрическим методом, для варианта конструк-
ции ПГ с перекрытым «горячим» каналом показан на рис. 7.21.
Паросодержания над трубным пучком (под ПДЛ) ПГВ-1000 суще-
ственно отличаются в различных зонах ПГ. Их величины определя-
ются процессами выхода пара из пучка теплообменных труб вверх и
боковыми перетоками пара при его выравнивании под ПДЛ. Кроме
того, на паросодержания влияет поток питательной воды, конденси-
рующий значительную часть пара в зоне ее раздачи.
286
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Рис. 7.21. Профили паросодержаний над ПДЛ:
1, 2 — в «горячем» торце при уровнях h = 2,45 м и h = 2,60 м; 3, 4 — у «горячего»
коллектора при уровнях h = 2,45 м и h = 2,60 м
Основной объем данных о паросодержаниях в этой зоне получен
при помощи кондуктометрических измерений. На различных энер-
гоблоках этим методом получены величины паросодержаний под
ПДЛ от 0,2 до 1,0. Значительно отличаются и профили паросодержа-
ния по высоте. Низкие величины паросодержания (0,2) связывают с
расположением датчиков вблизи зоны раздачи питательной воды.
При живом сечении ПДЛ 3,7%, паросодержание вблизи «горячего»
коллектора достигает 0,9—1,0, а при живом сечении 7,8% оно
287
Глава седьмая
ниже 0,8. Несмотря на некоторые количественные расхождения ре-
зультатов гидростатических и кондуктометрических измерений, пос-
ледние дают незаменимую качественную информацию о характере
распределения двухфазного потока.
В целом, из приведенных опытных данных можно сделать вывод,
что распределения паросодержаний не противоречат общим предста-
влениям о гидродинамике водяного объема. Значимость полученных
результатов состоит, во-первых, в оценке процессов, определяющих
поля паросодержаний, а во-вторых, в получении исходных данных
для определения запаса воды в ПГ и отработки методов моделирова-
ния гидродинамических процессов.
7.3.5.3
Измерение скоростей циркуляции
Измерение скорости потока в каналах между трубными пакетами па-
рогенератора ПГВ-1000 на различных энергоблоках осуществлялось
при помощи турбинных расходомеров 1—17, размещение которых
представлено на рис. 7.22.
Впервые такие исследования проводились на 5-м блоке НВАЭС.
Показания расходомеров и величины паросодержаний в зоне их уста-
новки, обобщенные для нескольких энергоблоков с различным уст-
ройством ПДЛ, приведены в табл. 7.5.
Рис. 7.22. Схема размещения турбинных расходомеров в водяном объеме
ПГВ-1000
288
Таблица 7.5. Обобщенные данные для энергоблоков с различным устройством ПДЛ Г
Номер Расстояние от Показания расходомера, WH3M> М/С Преобладающее направление движения по- тока Истинное объемное паросодержание База гидростати- ческого датчика мм Расчетная скорость воды w, м/с Примечания 1
датчика ПДЛ, мм
1 420 0,08-0,25 Вниз/Вверх 0,15-0,2 700 0,07
2 1300 0,3 Вниз 0,4 1000 0,18 ПДЛ с
3 1260 0,3 Вниз 0,4 1010 0,18 1|/ = 3,7%
4 410 0,55 Вниз 0,4 1000 0,33
5 670 1,0 Вверх 0,7 700 0,30
6 1250 0,12 Вверх — 0,10
7 340 0,8 Вниз 0,4 700 0,48 ПДЛ с
8 360 0,45 Вниз 0,6 700 0,18 V = 7,8%
9 960 0,18-0,24 Вниз/Вверх 0,25 — 0,15
10 640 0,31-0,35 Вниз/Вверх 0,5 680* 0,08 ПДЛ с
11 340 1,6 Вверх 0,53 680* 0,60 V = 7,8%,
12 660 0,8 Вниз 0,37 700* 0,40 «горячий»
13 610 0,47 Вниз/Вверх 0,35 700 0,13 канал зак-
рыт сск-
циями ПДЛ
14 1000 0,25-0,5 Вниз 0,4-0,45** — 0,14-0,3 ПДЛ с
15 500 0,25-0,35 Вверх/Вниз 0,4-0,45 1000 0,10-0,15 V = 7,8%
16 1000 0,15-0,5 Вниз 0,37** — 0,09-0,3
Верхний отбор давления на 140 мм выше трубного пакета.
По аналогии с соседней точкой измерений.
го
со СО
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Глава седьмая
Все данные, приведенные в таблице, кроме датчиков №№ 6, 8, 9,
получены при нагрузке, близкой к номинальной.
При измерениях в различных точках фиксировалось подъемное,
опускное, а также разнонаправленное движение. Преимущественное
направление потока зависело как от нагрузки рассматриваемой зоны,
так и от высоты ее расположения. В конструкции ПГ с открытым за-
зором между закраиной ПДЛ и корпусом в районе «горячего» колле-
ктора датчик № 5, расположенный в этой зоне, фиксировал устойчи-
вое подъемное движение со скоростью 1 м/с. После закрытия зазора
дополнительными секциями ПДЛ там отмечалось подъемное движе-
ние, но с несколько меньшей скоростью 0,85 м/с. Датчик № 14 в ко-
ридоре между пучками на стороне «холодного» коллектора в диапазо-
не изменения уровня 2570-2710 мм зафиксировал практически ус-
тойчивое опускное течение со скоростью 0,25-0,5 м/с, что не проти-
воречит показаниям датчика № 4, возле «холодного» коллектора.
Датчик же № 15, установленный в том же коридоре на расстоянии
примерно 1700 мм от датчика № 14 ближе к «горячему» торцу ПГ, за-
фиксировал неустойчивое течение потока с преимущественным вос-
ходящим направлением и с фиксируемым непродолжительное время
межтрубным движением. Датчик № 10, установленный на другом ПГ
в той же зоне, также зафиксировал как опускное, так и подъемное
движение. Как видим, нестабильность опускного движения в меж-
трубном коридоре растет по мере удаления от «холодного» коллекто-
ра в сторону «горячего» торца, где нагрузки выше.
Характер циркуляции не вполне однозначно изменяется в зависи-
мости от нагрузки (рис. 7.23). Это свидетельствует об определенных
перестроениях в движении потоков, связанных в частности с нача-
лом прорыва пара из-под закраины ПДЛ. При повышении мощности
циркуляция интенсифицируется, и скорости потока в большинстве
точек возрастают. Исключением является, например, датчик № 2. В
точке расположения датчика № 2 («горячий» канал) имеется макси-
мум значения около 75% NH0M.
При более высоких мощностях часть расхода циркуляции реали-
зуется уже через другие каналы, менее загруженные выходящим па-
ром, также через зазор между закраиной ПДЛ и корпусом ПГ.
Характерные скорости циркуляции в межтрубных каналах по по-
казаниям расходомеров находятся в пределах 0,25—0,5 м/с. Относи-
тельная скорость паровой фазы для условий ПГВ-1000 составляет
около 0,40 м/с. Как видим, скорости циркуляции близки к скорости
всплытия пузырей пара. Расчетные величины скоростей с учетом паро-
290
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Рис. 7.23. Зависимость скоростей потока от нагрузки
содержания и разнонаправленности потока существенно меньше — до
0,30 м/с. Исключением является точка расположения датчика № 7 ме-
жду закраиной и корпусом у «холодного» коллектора, где паровая на-
грузка недостаточна, чтобы воспрепятствовать интенсивному меж-
трубному движению воды, скорость которого составляет до 0,80 м/с.
Существенной зависимости скорости циркуляции от уровня воды
в диапазоне ±100 мм от номинального значения для большинства из-
мерительных точек не зафиксировано. Для ряда точек с повышением
мощности отмечена тенденция к увеличению скоростей циркуляции
с повышением уровня.
В целом, измерения выявили сложный характер циркуляции в
различных зонах ПГ. В зависимости от расположения и высоты уста-
новки расходомера можно обнаружить как устойчивое подъемное
или опускное движение, так и неустойчивое, с переменой направле-
291
Глава седьмая
ния, движение. В ряде случаев нельзя установить даже преимущест-
венное направление потока. Можно констатировать, что такой хара-
ктер движения пароводяной смеси является характерным для сво-
боднопогруженных невыгороженных трубных пучков с ограничен-
ной площадью опускных межтрубных коридоров и высокой удельной
нагрузкой.
7.3.5.4
Исследования сепарации
При первом выходе на полную мощность на 5-м блоке Нововоронеж-
ской АЭС было обнаружено, что влажность пара на выходе из ПГВ-
1000 неприемлемо высока, начиная с мощности 85-90%. Повышен-
ная влажность сохранялась и при снижении уровня в опускном кана-
ле на холодном торце ПГ до отметки 2150—2190 мм относительно
ПДЛ. В это время массовый уровень над ПДЛ около «горячего» кол-
лектора находился в интервале 2535—2635 мм. Здесь и далее для опи-
сания сепарационных характеристик будут использоваться два ука-
занных уровня, отсчитываемых от нижней образующей корпуса ПГ.
Благодаря дополнительным средствам измерений, смонтированным
внутри ПГ, была установлена причина повышенной влажности и этот
недостаток был ликвидирован установкой козырька (см. раздел 3.4).
Была увеличена степень перфорации ПДЛ с 3,7 до 7%, поскольку
предполагалось, что прорыв связан с повышенным гидравлическим со-
противлением ПДЛ и чрезмерной высотой паровой подушки под ним.
Это проверялось на модели при степени перфорации ПДЛ 4%, од-
нако на модели ПДЛ имел меньшую высоту закраины из-за ограни-
ченности возможностей моделирования водяного объема ПГ. Увели-
чение степени перфорации ПДЛ, в отличие от стендовой модели, не
привело к устранению прорыва и заметному улучшению сепарацион-
ной характеристики ПГ.
Увеличение степени перфорации до 14% не дало ощутимого ре-
зультата, так как это противоречит идее выравнивания скоростей вы-
хода пара в паровой объем. Действительно, когда на одном из ПГ был
временно удален ПДЛ, влажность пара превышала 0,2% даже при
мощности значительно ниже номинальной.
Для серийного ПГ (ПГВ-ЮООМ) была выбрана степень перфора-
ции ПДЛ 7,8%, а защитный козырек на «горячей» стороне ПГ был со-
хранен.
292
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Проверка упрошенной сепарационной схемы на Балаковской
АЭС проводилась в три этапа. На первом этапе ПДЛ на горячей сто-
лоне ПГ был продлен до корпуса, что устранило прорыв пароводяной
смеси в обход ПДЛ. На втором этапе был удален жалюзийный сепа-
ратор, но оставлены его опорные конструкции, а в верхней части па-
рового объема установлен потолочный дырчатый лист. Влажность
пара измерялась не только в главном паропроводе, но и в паровом
пространстве ПГ вблизи «горячего» коллектора. Третий этап испыта-
Массовый уровень воды в ПГ, мм
Рис. 7.24. Сравнение сепарационных характеристик разных ПГ:
1 ~ ПГ-3 НВАЭС; 2, 3 - ПГ-3 и ПГ-1 1-го блока ЗАЭС; 4 - ПГ-3 1-го блока БалАЭС
(серийный); 5- ПГ-4 1-го блока БалАЭС (закрыт зазор между ПДЛ и корпусом на го-
рячей стороне); 6— ПГ-4 1-го блока ХмАЭС с реконструированной системой водопи-
тания; 7- ПГ-4 4-го блока БалАЭС (без жалюзийного сепаратора); 8- ПГ-4 БалАЭС
(ост жалюзийного сепаратора и его опорных конструкций и с реконструированной си-
стемой водопитания)
293
Глава седьмая
Таблица 7.6. Совершенствование сепарационных характеристик
Этапы модернизации Уровень над ПДЛ, мм Контролируемый уровень в торце ПГ, мм
Исходная конструкция ПГ Ниже 2350 Ниже 2150
Установлен защитный козырек на «горячей» стороне ПГ 2630-2650 До 2500
Увеличена степень перфорации ПДЛ с 3,7 до 6,1% 2630-2650 » 2500
Закрыт зазор на «горячей» стороне ПГ между ПДЛ и корпусом 2630-2650 » 2550
Удален жалюзийный сепаратор, но сохранены его опорные конструкции 2680 » 2600
Последняя модификация ПГВ-ЮООМ Более 2680 Более 2650
ний был проведен после замены ПГ. В новом ПГ все внутрикорпус-
ные устройства были приведены в полное соответствие с последней
модификацией ПГВ-ЮООМ.
На рис. 7.24 дано сравнение сепарационных характеристик ПГ,
полученных на первом, втором и третьем этапах испытаний, с харак-
теристиками серийных ПГ. Конструктивно эти ПГ не отличаются
друг от друга и имеют перфорацию ПДЛ 7,8%, кроме ПГ-3 5-го бло-
ка Нововоронежской АЭС, где перфорация ПДЛ равна 6,1%. Влаж-
ность пара показана в зависимости от величины контролируемого
уровня.
Результаты совершенствования сепарационных устройств ПГВ-
1000 сведены в табл. 7.6, в которой указано возможное повышение
уровня в ПГ при номинальной мощности и сохранении установлен-
ной выходной влажности пара не выше 0,2%.
В завершение этого этапа работ на Волгодонской АЭС были про-
ведены испытания трех ПГ последней модификации. Результаты
полностью подтвердили ранее полученные и приведенные на рис.
7.24 и в табл. 7.6 данные.
294
Основные подходы к расчетному и экспериментальному обоснованию ПГ
7.3.5.5
Исследования сепарации с использованием безбарботажных насадок
На ПГ-1 Хмельницкой АЭС и ПГ-3 1-го блока Волгодонской АЭС были
проведены исследования ПДЛ с безбарботажными насадками (ББН).
Вместо штатного ПДЛ был установлен ПДЛ с ББН (рис. 7.25), а
вместо жалюзи - пароприемный дырчатый лист (ППДЛ) на высоте
1,2 м от ПДЛ. Зазор между корпусом ПГ и закраиной ПДЛ со стороны
горячего коллектора был закрыт дополнительными глухими листами.
Для измерения влажности пара внутри парового объема в районе
«горячего» коллектора ПГ-3 под ППДЛ установлен пароотборник ти-
па «колокольчик».
Каждый насадок представляет собой цилиндр, который опреде-
ленным образом перфорирован как под ПДЛ, так и над ним. Внутри
насадков установлены завихрители. Благодаря такому устройству
внутри насадка происходит отделение влаги от пара. Таким образом,
частично осушенный пар поступает в паровой объем без барботажа
через слой воды над ПДЛ. Благодаря этому удается существенно сни-
зить уровень набухания воды над ПДЛ и увеличить запас по распола-
гаемой высоте парового пространства.
Установка безбарботажных насадков над ПДЛ и схема их располо-
жения в ПГ-3 показаны на рис. 7.26 и 7.27.
Зависимость влажности пара в паропроводе и в паровом объеме
ПГ от положения уровня по уровнемерам HL19 и HL33 приведена на
рис. 7.28. Полученные результаты свидетельствуют о том, что в диа-
пазоне значений уровня от 2380 до 2600 мм (по показаниям уровнеме-
ра HL19) влажность пара в паропроводе остается постоянной и нахо-
дится в диапазоне 0,18-0,36% при ее среднем значении 0,28-0,29%,
т.е. превышает проектное предельное значение, равное 0,2%. С увели-
чением уровня свыше 2600 мм влажность пара в паропроводе снижа-
ется и составляет при уровне 2800 мм (по уровнемеру HL19) величину
не более 0,07%. Влажность пара в паровом объеме в районе «горячего»
коллектора оказалась существенно ниже, чем в паропроводе.
Для сравнения сепарационные характеристики всех четырех па-
рогенераторов (с перфорированным ПДЛ) приведены на рис. 7.29.
Полученные результаты говорят о том, что использование безбар-
отажных насадок является перспективным направлением совер-
шенствования сепарационных схем, особенно для вновь проектируе-
мых АЭС. Примение ББН позволяет существенно снизить уровень
295
Глава седьмая
4 ряда отв. 020+0,52
Рис. 7.25. Безбарботажный насадок:
1 — стержень; 2 - корпус; 5 - завихритель; 4 — кольцо
296
го
со
45
Рис. 7.26. Установка безбарботажных насадков на ПДЛ:
1 - тип 1 безбарботажного насадка; 2 - тип 2 безбарботажного насадка; 3 - глухой лист; 4- раздающая труба коллектора
питательной воды; 5- кольцо
Основные подходы к расчетному и экспериментальному обоснованию П
Глава седьмая
Рис. 7.27. Схема расположения насадков безбарботажных на ПДЛ (в пла-
не):
1 - тип 1 безбарботажного насадка; 2 - тип 2 безбарботажного насадка; 3 глухие ли-
сты; 4 — корпус ПГ
Рис. 7.28. Зависимость влажности пара из паропровода и парового объе-
ма ПГ-3 от уровней HL19 и HL33:
Д - паровой объем; ♦ - паропровод
298
Основные подходы к расчетному и экспериментальному обоснованию ПГ
2300
2400 2300 2600 2700 2S00
Рис. 7.29. Зависимости влажности пара в паропроводе всех ПГ от уровня
HL19:
. - ПГ-1; - ПГ-2; ♦ - ПГ-3; ▲ - ПГ-4
набухания воды над ПДЛ и увеличить запас по располагаемой высо-
те парового объема.
Ограниченность объема проведенных исследований и некоторые
недоработки в оценке и анализе методических вопросов не позволи-
ли принять сейчас решение об использовании ПДЛ с безбарботаж-
ными насадками в ПГ на АЭС.
Для подтверждения обоснованности применения ББН и доработ-
ки конструкции необходимо провести повторные сепарационные ис-
пытания, что в настоящее время (2004 г.) еще не выполнено.
7.3.6
Исследование и оптимизация системы водопитания и продувки
В первоначальном проектном исполнении питательная вода подава-
лась с равномерным распределением на теплообменную поверхность
ПГ в его «горячей» части, т.е. примыкающей к стороне «горячего»
коллектора ПГ. Это объяснялось желанием уменьшить по возможно-
сти естественную неравномерность тепловой нагрузки пучка.
Последующие расчетные оценки и исследования, а затем экспе-
риментальные измерения на ряде АЭС выявили имеющиеся недос-
татки данной схемы, в том числе, наличие зон неконтролируемого
повышенного солесодержания в водяном объеме. В результате экспе-
риментальных исследований на Хмельницкой и других АЭС удалось
построить математическую модель процессов массообмена и распре-
299
Глава седьмая
б
Рис. 7.30. Процентная концентрация примесей в воде парогенератора
ПГВ-ЮООМ:
а - до реконструкции; б — после реконструкции
деления примесей в объеме ПГ. Было показано, что существующая
схема может быть оптимизирована путем изменения места отбора
продувки из ПГ и перераспределения питательной воды внутри ПГ.
Было предложено и реализовано решение о перераспределении
расходов питательной воды по объему парогенератора и организации
солевого отсека:
300
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Рис. 7.31. Изменение относительного солесодержания S в ПГВ-1000 по
длине L парогенератора до и после реконструкции и расчетные кривые:
1,4— опытные данные соответственно до и после реконструкции; 2. 3- расчеты соот-
ветственно до и после реконструкции
• изменена схема подвода питательной воды в объем ПГ с целью
уменьшения ее количества, подводимого на сторону «холодного»
торца ПГ;
• в «холодном» торце ПГ была установлена перегородка в водяной
зоне, над и под погруженным дырчатым листом;
• непрерывная продувка осуществляется из зоны с максимальной
концентрацией растворенных примесей;
• периодическая продувка рассредоточена по длине ПГ с целью
обеспечения удаления нерастворенных примесей;
• экспериментальные проверки и измерения в ПГ на АЭС после
проведенной реконструкции показали хорошие результаты и под-
твердили сделанные расчетно-экспериментальные предположе-
ния;
• получено радикальное перераспределение примесей по длине и в
объеме ПГ (рис. 7.30 и 7.31).
Проведенные мероприятия позволили в значительной мере опти-
мизировать распределение солесодержания в объеме воды в пределах
трубного пучка, а также снизить солесодержание в зоне расположе-
ния коллекторов теплоносителя и их перфорированной части.
301
Глава седьмая
1А
ЭКСПЕРИМЕНТАЛЬНОЕ ОБОСНОВАНИЕ ПРОЧНОСТИ
И НАДЕЖНОСТИ
7.4.1
Цели и задачи экспериментальных исследований
Экспериментальные исследования в обоснование прочности и на-
дежности проектируемого оборудования РУ, а также с целью под-
тверждения расчетных методик, используемых при разработке кон-
струкций оборудования, проводятся на моделях и натурных фраг-
ментах и непосредственно на штатном оборудовании в процессе из-
готовления, монтажа, при вводе его в эксплуатацию и эксплуатации.
В результате исследований определяется механическая, термоме-
ханическая и вибронагруженность узлов оборудования и, в конечном
счете, работоспособность и надежность элементов парогенераторов в
условиях эксплуатационных нагружений.
7.4.2
Виды и методы экспериментальных исследований
На различных стадиях разработки и создания оборудования РУ ши-
роко используются специализированные методы экспериментально-
го определения механической, термомеханической и вибронагру-
женности элементов этого оборудования, к числу которых относятся
поляризационно-оптический, голографический, тензометрический
методы, а также термометрирование.
По результатам исследований нагруженности элементов изделия
(ПГ) расчетными и экспериментальными методами, а также на осно-
вании анализа технологических процессов и опыта эксплуатации
аналогичного оборудования принимается решение о проведении ре-
сурсных, в том числе коррозионных, испытаний.
302
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Первый этап исследования напряженно-деформированного со-
стояния (НДС) элементов представляет собой испытание моделей
различной масштабности из реальных материалов или оптически
чувствительной пластмассы.
На втором этапе исследования проводятся на штатных парогене-
раторах при изготовлении или эксплуатации.
7.4.2.1
Тензометрический метод определения НДС и термометрирование
Используемые методы и средства тензо- и термометрии обеспечи-
вают длительные измерения напряжений в эксплуатационных усло-
виях (давление среды до 25 МПа, температура до 320 °C) при скоро-
стях изменения температуры до 15 °С/с .
Схемы установки тензорезисторов на моделях или оборудовании
РУ, в том числе на ПГ разрабатываются по результатам поляризаци-
онно-оптических исследований, расчетного анализа напряжений и
охватывают наиболее характерные и нагруженные элементы: коллек-
торы теплоносителя и узлы их стыковки с корпусом, патрубки отво-
да пара и подачи питательной воды, опорные конструкции, места с
неустойчивым температурным режимом и т.п.
В каждой точке измерения устанавливаются, как правило, два ра-
бочих тензорезистора по направлению главных деформаций. В тех
случаях, когда направление главных деформаций неизвестно, в изме-
рительной точке устанавливается розетка из трех рабочих тензорези-
сторов и обычно две термопары. Для конструктивных элементов, ко-
торые работают в нестационарных температурных условиях, прово-
дится анализ напряжений на внутренних поверхностях. Если эти по-
верхности недоступны для непосредственных измерений, измеряют-
ся напряжения и температура на наружной поверхности, по этим
данным восстанавливаются изменения температуры и проводится
оценка напряжений на внутренней поверхности.
В отдельных случаях проводится детальное измерение температур
(термометрирование) поверхности элементов ПГ и рабочих сред (те-
плоносителя). Эти измерения проводились на моделях в стендовых
условиях и на ПГ при их эксплуатации. С этой целью узлы и районы
водопаровой полости ПГ оснащались термопарами в необходимом
количестве, обеспечивающем получение представительной инфор-
мации о температурном состоянии объекта изучения.
303
Глава седьмая
Описание проведения некоторых исследований и их результатов
приведено ниже.
7.422
Голографический метод
Этот метод используется на натурном оборудовании и на моделях
различного масштаба путем высокоточных измерений полей малых
перемещений элементов при действии квазистатических (механиче-
ских и тепловых) и вибрационных нагрузок. В сочетании с ЭВМ и
программным обеспечением, осуществляющим в рамках теории уп-
ругости переход от вектора перемещений к компонентам тензора на-
пряжений и решение краевых задач теории упругости и пластично-
сти, метод голографии выступает как надежное средство изучения
реального деформирования объектов.
С применением голографического метода исследованы собствен-
ные частоты и формы колебаний элементов, находящихся по услови-
ям эксплуатации под действием гидродинамических и быстропере-
менных механических нагрузок. Метод голографической интерферо-
метрии использован также для определения остаточных технологи-
ческих напряжений в узлах ПГ на различных стадиях производства.
Остаточные напряжения определяются по картине интерференцион-
ных полос вокруг глухих отверстий, высверливаемых в исследуемых
зонах и имеющих весьма малые размеры, не влияющие на прочность
конструкции.
7.4.2.3
Поляризационно-оптический метод
Этот метод применяется, как правило, на стадии проектирования и
используется для исследования полей напряжений в основных кон-
структивных элементах оборудования первого контура: корпусов
оборудования (на стадии оптимизации формы) и элементов сложной
формы с высокой концентрацией напряжений с целью использова-
ния результатов в расчетах прочности.
В ПГ этим методом были исследованы практически все элементы
и узлы: корпуса ПГ в целом, зоны перфорации и присоединения кол-
лекторов к корпусу, зоны патрубков, узел заделки труб и другие. Этот
304
Основные подходы к расчетному и экспериментальному обоснованию ПГ
метод эффективно использовался также при исследовании аварий-
ных ситуаций с повреждением узлов ПГ, например, перфорирован-
ной части коллекторов теплоносителя, района сварного шва № 111.
Одной из важных особенностей применения поляризационно-
оптического метода является возможность многофакторного изуче-
ния концентрации напряжений в типовых элементах энергетическо-
го оборудования при широком варьировании их форм и геометрии.
Такие исследования, как правило, проводятся с использованием тео-
рии планирования эксперимента и завершаются разработкой инже-
нерных методик, базирующихся на систематизированных экспери-
ментальных данных и отличающихся весьма высокой точностью рас-
чета напряжений в зонах концентрации.
Масштаб геометрического подобия оптических моделей опреде-
ляется задачами исследования и возможностями используемого тех-
нологического оборудования и составляет 1:10-5-1:20 при воспроизве-
дении конструкции в целом, 1:2-5-1:10 - при моделировании отдель-
ных зон конструкций; в отдельных случаях масштаб геометрического
подобия составляет 1:1 и более.
Напряжения определяются в пределах упругости от действия ос-
новных видов нагрузок: затяга шпилек, внутреннего давления, тем-
пературных перепадов, усилий самокомпенсации трубопроводов. Ве-
личина и характер приложения механических и температурных на-
грузок определяются из анализа эксплуатационных режимов, а также
из условий прочности нагружаемой модели и четкости картины ин-
терференционных полос.
Пересчет данных, получаемых на оптических моделях, на натур-
ную конструкцию проводится в соответствии с теорией подобия с
учетом различия механических свойств материалов модели и натуры.
74.2.4
Ресурсные испытания
Ресурсные испытания проводятся с целью обоснования работоспо-
собности проектируемого оборудования на проектный срок службы
по критериям прочности. Испытываются натурные узлы и (или) эле-
менты конструкций, модели либо образцы, моделирующие узлы и
соединения. Для обоснования работоспособности проектируемых
парогенераторов испытывался ряд моделей, о чем будет сказано ни-
же.
305
Глава седьмая
7.425
Коррозионно-механические испытания
Наряду с ресурсными испытаниями при циклическом или термоци-
клическом нагружении, для обоснования прочности и проектного
ресурса проектируемого теплообменного оборудования проводятся
коррозионно-механические испытания узлов и элементов конструк-
ций. Эти испытания носят, как правило, сравнительный характер и
проводятся по ускоренным программам. При испытаниях также мо-
делируются применяемые материалы, технологические процессы из-
готовления, механические и температурные напряжения. В качестве
сред используются растворы на основе химически обессоленной во-
ды, содержащей добавки кислот, щелочей или солей необходимой
концентрации, позволяющей получить коррозионное повреждение
металла за время испытаний.
7.426
Оценка результатов испытаний
После проведения циклических, термоциклических, коррозионно-
механических и ресурсных испытаний проводится контроль состоя-
ния металла неразрушающими и разрушающими методами. По ре-
зультатам контроля определяются:
• при испытаниях до разрушения — место разрушения (так называ-
емое слабое звено), число циклов до разрушения и степень повре-
ждения остальных элементов конструкции;
• при испытаниях на заданной базе с моделированием накопленно-
го циклического повреждения — отсутствие в металле испытывае-
мого оборудования дефектов (трещин, надрывов) усталостного
характера;
• при коррозионных испытаниях - размеры и плотность дефектов,
их характер и места образования.
На основании проведенных испытаний ресурс исследованного
узла считается обоснованным. При необходимости проводится до-
полнительное расчетное обоснование оборудования с учетом полу-
ченных данных, либо принимается решение о доработке конструк-
ции.
306
Основные подходы к расчетному и экспериментальному обоснованию ПГ
7.4.3
Некоторые примеры исследования узлов ПГ на моделях
7.4.3.1
Исследования поляризационно-оптическим методом
В качестве примера подхода к использованию поляризационно-оп-
тического метода при обосновании прочности ПГ представлено ис-
следование напряжений в узлах корпуса парогенератора ПГВ-ЮООМ.
Учитывая особенности конструкции корпуса парогенератора —
большие габаритные размеры, относительно малые размеры отдель-
ных его элементов, потребовалось использовать серию зональных
моделей для детального воспроизведения всех исследуемых зон. По-
этому исследования напряженного состояния элементов парогенера-
тора были выполнены на отдельных моделях: модель средней части
корпуса парогенератора, модель эллиптического днища и модель
коллектора пара. Выбранные масштабы зональных моделей позволи-
ли получить полную информацию о напряженном состоянии корпу-
са парогенератора, включая зоны концентрации напряжений.
Модели были изготовлены из оптически чувствительной пласт-
массы. Исследования напряженного состояния проводились по ме-
тоду «замораживания» деформаций, когда находящуюся под дейст-
вием предварительной нагрузки модель нагревали до температуры
высокоэластичного состояния материала модели (температура «за-
мораживания»), выдерживали при этой температуре, в конце вы-
держки плавно нагружали до полной нагрузки и, поддерживая эту на-
грузку постоянной, медленно охлаждали до комнатной температуры,
затем нагрузку снимали. Величины прикладываемых нагрузок опре-
делялись расчетом из условий прочности моделей и достаточной для
измерения интенсивности интерференционных полос.
Так как исследования напряженного состояния проводились ме-
тодом «замораживания» деформаций, каждый вид нагрузки потребо-
вал изготовления отдельной модели.
Модель средней части корпуса парогенератора (рис. 7.32), вклю-
чающая в себя среднюю утолщенную часть корпуса с примыкающи-
ми к ней боковыми обечайками, патрубки Ду 800 с люками второго
307
Глава седьмая
639,3
Рис. 7.32. Модель средней части ПГ для исследований поляризационным
методом
контура, патрубки Ду 1200 с коленом Ду 850, патрубок питательной
воды и паровые патрубки, была изготовлена в трех экземплярах; для
исследования напряженного состояния от действия давлений в пер-
вом и втором контурах; от действия осевых усилий на патрубок
Ду 1200, патрубок питательной воды и паровой патрубок; от действия
изгибающих моментов на те же патрубки. Все три модели средней ча-
сти корпуса парогенератора были выполнены в масштабе геометри-
ческого подобия 1:15. Модели других узлов ПГ имели различный
масштаб.
Например, модель коллектора пара, состоящая из цилиндриче-
ской оболочки и двух патрубков пара, имела масштаб геометрическо-
го подобия 1:5.
Исследование напряженного состояния нагруженных моделей с
«замороженными» деформациями проводили по сечениям, охваты-
308
Основные подходы к расчетному и экспериментальному обоснованию ПГ
вающим наиболее напряженные зоны, путем выполнения срезов и
«подсрезов». Срезы вырезали по плоскостям симметрии моделей,
проходящим через оси патрубков. Просвечивая срезы и подсрезы по-
ляризованным светом на полярископе 050 «Фотоэластик» (США),
проводили измерения порядков интерференционных полос т, ис-
пользуя метод компенсации. Учитывая толщины срезов t и оптиче-
скую постоянную а0 материала моделей, по известным из литерату-
ры зависимостям определяли напряжения в модели стм.
По значениям напряжений в моделях ом определяли напряжения
в натурной конструкции он, используя формулы, полученные из ус-
ловия подобия напряженных состояний модели и натуры:
= °М₽’
(7.67)
где Р — масштаб силового подобия.
Так, при действии равномерно распределенной нагрузки (давле-
ния Рм) величины ом и Р определяются следующим образом:
(7.68)
(7.69)
В результате экспериментальных исследований, проведенных по-
ляризационно-оптическим методом на зональных моделях из опти-
чески чувствительного материала, получены картины распределения
напряжений в корпусе парогенератора и коллекторе пара от действия
внутреннего давления в первом и втором контурах и усилий само-
компенсации трубопроводов. Выявлены зоны действия максималь-
ных напряжений в исследуемых сечениях.
Экспериментальные данные, полученные в результате проведен-
ных исследований, использованы при расчетном обосновании проч-
ности элементов ПГ.
Этот метод был успешно применен и при определении несущей
способности коллектора теплоносителя с продольной косой трещи-
ной в зоне «клина» размером до 1000 мм (см. подраздел 3.4.3).
309
Глава седьмая
7.4.3.2
Исследования с применением тензометрии и термометрии
Эти методы в большей мере применяются при исследованиях, прово-
димых на натурных изделиях, но ряд измерений был выполнен и на
моделях.
В 1991 г. проведены исследования величины раскрытия трещин и
НДС в зоне трещины в перфорированной части коллектора
ПГВ-ЮООМ (см. подраздел 3.4.3). Стальная модель была изготовлена
в масштабе 1:16.
Вид модели и установка на ней датчиков (тензорезисторов) пока-
заны на рис. 7.33 и 7.34. Исследования модели дополняли результаты,
полученные на поляризационно-оптической модели того же назна-
чения.
Испытания модели, измерения напряжений и перемещений по-
казали, что перфорированная часть коллектора сохраняет несущую
способность при воздействии рабочего давления при исходной длине
трещины до 2000 мм, а условное проходное сечение трещины не пре-
высит Ду 170 мм.
Следует отметить, что проведенные экспериментальные исследо-
вания совместно с расчетами (см. раздел 7.2) позволили принять оп-
ределенные решения по оценке безопасного состояния коллекторов
с возможным возникновением трещин в перфорированной зоне (см.
подраздел 3.4.3).
Из табл. 7.7 видна сходимость результатов расчетов и эксперимен-
тов, выполненных с различными подходами и методиками.
Тензо- и термометрические измерения были проведены также при
ресурсных термоциклических испытаниях полномасштабного колле-
ктора ПГВ-ЮООУ (см. раздел 3.5).
310
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Рис. 7.33. Модель коллектора с трещиной:
£— корпус парогенератора; 2 - уплотнительная трубка; 3 - воздушник; 4 - трубка; 5 -
Фланец; 6— крышка; 7- клиновая пробка; 8- сухарь; 9- накидной фланец
311
Глава седьмая
Рис. 7.34. Схема установки терморезисторов на модели коллектора:
1-10 - точки, в которых установлено по одному тензорезистору; 11—13 — точки, в ко-
торых установлено потри тензорезистора (схема типа розетка); 14 16- точки, в кото-
рых установлено по два тензорезистора (схема типа крест); ДП — датчик для замера
раскрытия трещин
312
со
со
s'" Таблица 7.7. Результаты анализа расчетов и исследований раскрытия трещины перфорирован-
( ной части коллектора
Виды рас- четов и проверок Резуль- таты ре- визии повреж- денных коллек- торов Расчет отгиба 3-угольного элемента Оптическая модель пер- форированной части коллек- тора Расчетная оценка штатного узла коллектора Металлическая модель
Двухмерная постановка Трехмерная постановка Эксперимент Расчет
Давление, МПа 9,8- 17,6 9,8 17,6 9,8 17,6 9,8 17,6 9,8 17,6 9,8 17,6 9,8 17,6
Длина тре- щины, мм 25- 1040 1420 1000 1000 1079,75 2000 2000
Величина раскрытия трещины, мм 0,1- 1,3 1 1 0,608 1,138 1,46 2,57 1,32 2,38 13 33 5,2 9,4
Диаметр отверстия, эквива- лентный проходно- му сеченик трещины, мм 2-42 48 60 28 38 38 51 29 66 171 270 115 155
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Глава седьмая
7.4.3.3
Ресурсные и коррозионные исследования элементов ПГ
На различных стадиях разработки и обоснования ПГ были проведе-
ны испытания и исследования, в том числе:
• полномасштабного коллектора ПГВ-1000У, изготовленного по
штатной технологии;
• натурных узлов уплотнения коллектора первого контура и люков
на корпусе;
• узлов врезки патрубка подачи аварийной питательной воды и
штуцеров уравнительного сосуда;
• узла заделки труб в коллектор и соединения трубы раздачи пита-
тельной воды с патрубком подачи питательной воды (наличие ще-
левого концентратора).
Ресурсные испытания проводятся до разрушения исследуемого
узла либо на заданное число циклов нагружения, которое выбирает-
ся из условия моделирования величины накопленного усталостного
повреждения. В первом случае определяются фактические запасы по
числу циклов нагружения для испытываемого конструктивного узла.
Во втором случае обосновывается проектный ресурс изделия по кри-
териям циклической прочности.
Важными факторами при проведении ресурсных испытаний яв-
ляются:
• моделирование условий эксплуатации по нагрузкам, температуре,
и скоростям их изменения;
• моделирование условий воздействия теплоносителя и окружаю-
щей среды;
• учет реальных свойств основных и сварочных материалов;
• прогнозирование деградации свойств металлов и учет этого про-
цесса при выборе базы испытаний;
• наличие моделей либо образцов-свидетелей, на которых изучает-
ся состояние металла после изготовления;
• контроль дефектности материалов неразрушающими методами,
используемыми при изготовлении и эксплуатации оборудования.
Для обоснования принятых проектных решений при разработке и
модернизации парогенераторов проводились коррозионные испыта-
ния металла коллектора в условиях разгерметизации защитной выго-
родки ПГВ-4, испытания металла коллекторов ПГВ-1000 после тех-
нологической операции «вальцовка труб энергией взрывчатых ве-
314
Основные подходы к расчетному и экспериментальному обоснованию ПГ
ществ», испытания металла теплообменных труб в зоне механиче-
ской довальцовки, приводящей к структурным превращениям аусте-
нита, испытания модернизированных решеток в узле дистанциони-
рования труб трубного пучка и другие.
Эти испытания позволили принять правильные решения для реа-
лизации в штатных ПГ.
7.4.4
Исследования и измерения на АЭС
7.4.4.1
Тензометрические исследования напряжений и виброхарактеристик
Программы тензометрирования оборудования включают проведение
работ, практически при всех пусконаладочных и эксплуатационных
режимах. Напряжения определяются для каждой расчетной нагрузки
и каждого расчетного случая. Полученная в результате эксперимен-
тального анализа информация о величинах напряжений, вызванных
действием соответствующих нагрузок, используется для проверки уз-
ла, деталей или конструкции на прочность по возможным предель-
ным состояниям. При этом по полученным значениям главных на-
пряжений определяются приведенные напряжения, которые сравни-
ваются с допускаемыми напряжениями для соответствующих катего-
рий напряжений. За критерий приемлемости результатов принимает-
ся превышение допускаемых напряжений над измеренными. Резуль-
таты учитываются при корректировке проекта и последующих разра-
ботках ПГ.
Широко использовалась тензометрия (как и термометрия) при
выяснении причин возникновения аварийных ситуаций или непро-
ектной работы узлов ПГ.
На рис. 7.34 и 7.35 показаны схемы установки датчиков на элемен-
тах ПГ при измерениях в условиях АЭС. Тензорезисторы и термопа-
ры размещены в узле соединения коллектора с патрубком корпуса в
районе сварного шва № 111. Повреждения были обнаружены в этом
районе на некоторых ПГ (см. подраздел 3.4.4). Измерения с помо-
315
Рис. 7.35. Установка тензорезисторов на патрубках ПГ в условиях АЭС
щью установленных датчиков позволили уточнить НДС этого узла и
использовать результаты при выяснении причин повреждения.
Когда проводилось разневоливание (освобождение) коллекторов
на заводах и АЭС (см. подраздел 3.4.3), возникли опасения, что раз-
неволивание их верхней части может привести к возникновению ви-
брации коллекторов и теплообменных труб.
Расчетные оценки не подтверждали этих опасений. Для проверки
состояния указанных узлов были проведены измерения на 5-м блоке
316
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Рис. 7.36. Расположение тензорезисторов на патрубке ПГ (к рис. 7.34)
НВАЭС, 2-м блоке КАЭС, 5-м блоке АЭС «Козлодуй» и 1-м блоке
ХмАЭС. На рис. 7.36 и 7.37 показана установка датчиков на крышках
коллекторов и теплообменных трубках.
На части этих ПГ коллекторы были уже разневолены, часть рабо-
тала в первоначальном состоянии, что позволяло провести сравнение
результатов и получить ответ на поставленный вопрос.
Сравнение показало, что уровни статической и динамической на-
груженностей коллекторов после разневоливания не изменились, не
отмечено также повышения вибрации ТОТ. Вибрация находится на
317
Глава седьмая
А-А
Рис. 7.37. Размещение преобразователей перемещения и акселеромет-
ров на крышках коллекторов:
1 - преобразователи перемещения; 2 - крышка ПГ; 3 - акселерометры; 4 - крышка
коллектора; 5— корпус коллектора; 6- корпус парогенератора; ИТБ1-5 - преобразо-
ватели перемещения на «горячем» коллекторе; (ИТБ6-10) - преобразователи переме-
щения на «холодном» коллекторе
318
Основные подходы к расчетному и экспериментальному обоснованию ПГ
уровне 1,2—3,0 мкм, ускорение 0,3-1,2g, а величина перемещений не
превышает 80-120 мкм, что не вызывает какой-либо тревоги.
7А4.2
Термометрирование пароводяного объема ПГ
Измерение температуры в объеме ПГ проводилось неоднократно при
изучении гидродинамики второго контура парогенератора. Эти ис-
следования были использованы и при оптимизации водопитания и
продувки ПГ, о чем было сказано в разделе 7.3.
Значительный объем термометрических исследований был прове-
ден в процессе изучения причин повреждения коллекторов ПГВ-4 и
ПГВ-ЮООМ.
Когда исследовались причины повреждения коллекторов ПГВ-4
под выгородками (см. подраздел 2.7.) и на Кольской АЭС проводил-
ся эксперимент с нанесением антикоррозионной наплавки на по-
верхность коллектора вместо установки выгородки, было выполнено
термометрирование верхней части коллектора с целью получения
информации о температурном поле в районе расчетного расположе-
ния массового уровня. На площадке прямоугольного сечения разме-
ром 500x300 мм устанавливалось около 40 термопар. Впоследствии
измерения уточнялись с установкой 8—10 термопар по высоте на «го-
рячем» и «холодном» коллекторах над трубным пучком. Измерения
проводились в стационарных и динамических режимах. Было пока-
зано, что колебание физического уровня происходит в пределах
0—200 мм и его верхнее положение не превышает 400 мм от трубчат-
ки. Таким образом, были подтверждены необходимость защиты кол-
лектора в этом месте и правильность расположения выгородки или
защитной наплавки.
При изучении причин повреждения коллекторов ПГВ-1000
(см. подраздел 3.4.3) имелись предположения, что в район коллекто-
ров и непосредственно на коллекторы может попадать питательная
вода, недогретая до Т , что может приводить к температурным пуль-
сациям, возникновению напряжений и появлению трещин.
На парогенераторах 5-го блока НВАЭС и 1-го блока ХмАЭС был
проведен значительный объем измерений температур в различных точ-
ках водяного объема, включая зону раздачи питательной воды, при ана-
логичных схемах расположения термопреобразователей (термопар).
319
Глава седьмая
Рис. 7.38. Схема расстановки тензоакселерометров на трубных пучках па-
рогенератора 1-19 - акселерометры (обозначения по проекту ИТА1 -
ИТА19):
- места установки акселерометров
Рис. 7.39. Расположение штанг с термопреобразователями в водяном
объеме ПГ(НВАЭС)
320
Основные подходы к расчетному и экспериментальному обоснованию ПГ
Измерение температуры в водяном объеме и длины участка сме-
шения питательной воды проводилось во всем диапазоне нагрузок
при помощи термопреобразователей, закрепленных на штангах, раз-
мещенных в опускных коридорах в этой зоне. На рис. 7.38 и 7.39 по-
казаны в плане места расположения штанг, на каждой штанге было
установлено 5-10 терморезисторов.
Результаты измерений показали, что питательная вода прогрева-
ется до Ts на расстоянии менее 300 мм от выхода из сопл и не может
оказывать какого-либо влияния на металл коллекторов. Температур-
ные поля в водяном объеме ПГ, в том числе в районе коллекторов, во
всех режимах эксплуатации от МКУ до работы на 100%-ной мощно-
сти, при снижении уровня воды на 500 мм, отключении ТПН и дру-
гих были стабильными, а отклонения температуры воды от Ts не пре-
вышали 1—2 °C.
Таким образом, не обнаружены зоны термоциклических нагруже-
ний коллекторов со стороны воды второго контура при работе ПГ в
проектных режимах.
В качестве причин повреждения коллекторов также рассматрива-
лись термопульсации поверхности металла, вызванные возможной
неравномерностью теплоотдачи в водяном объеме, различными ус-
ловиями охлаждения труб и разницей температур на выходе из них,
объективно обусловленной гидравлической разверкой как по шири-
не, так и по высоте трубного пучка.
Исследования температур теплоносителя первого контура на вхо-
де и выходе из теплообменных труб, внутренней поверхности метал-
ла коллекторов и воды второго контура проводились в статических и
некоторых динамических режимах. В частности, такие измерения
были проведены на ПГ 5-го блока НВАЭС с помощью термопреобра-
зователей, схема расположения которых и способ установки показа-
ны на рис. 7.40, 7.41 и 7.42.
В результате измерений выявлено, что при разогреве РУ теплоно-
ситель первого контура на выходе из коллектора и внутренняя по-
верхность коллекторов прогревались равномерно. В течение всего
времени подъема и снижения мощности реакторной установки тем-
пературы теплоносителя и внутренней поверхности в «горячем» кол-
лекторе во всех точках были одинаковы. На внутренней поверхности
«холодного» коллектора в районе образующей, обращенной к сере-
дине ПГ (куда подходят короткие трубы пучка), температура выше,
чем у образующей, обращенной к корпусу ПГ (длинные трубы пуч-
ка). Разность температур составляет около 1 °C при мощности 5% и
321
Рис. 7.40. Расположение штанг с термопреобразователями в водяном объеме ПГ ХмАЭС
лава седьмая
Основные подходы к расчетному и экспериментальному обоснованию ПГ
ось 1
А-А развернуто
ось 3
95 ряд
вертикальные
ряды трубок
Расположение осей 1-4 на
внутренней поверхности коллектора
Нижний (N110)
ряд трубок
Нижняя образующая
внутренней
поверхности корпуса
ПГ (повернуто)
Горизонтальная ось
корпуса
Погруженный
дырчатый лист
Верхний (N1) ряд
14 ряд
горизонтальные
ряды трубок
Рис. 7.41. Схема расположения термопреобразователей в теплообменных
трубах и на внутренней поверхности холодного коллектора ПГ НВАЭС
323
Глава седьмая
Горячий спай ТП Ф олъга^——\ П Защитный кожух ТП z / \\ 1-2 б Горячий спай ТП J ш трубка / теплообменная / 2-3 /////\ Наплавки на корпусе /////Л коллектора Защитный кожух ТП у 5_ Ч \\ Наплавки на корпусе X коллектора
Рис. 7.42. Установка горячих спаев термопреобразователей в ПГ:
а — на внутренней поверхности коллекторов теплоносителя первого контура; б - в те-
плообменных трубках
324
Основные подходы к расчетному и экспериментальному обоснованию ПГ
достигает 7 °C при номинальной мощности, что примерно согласует-
ся с расчетным значением. Заметных пульсаций температуры тепло-
носителя не зафиксировано.
Во всех исследованных режимах разность температур воды перво-
го контура на выходе из соседних труб, измеренная на выходе из зме-
евиков одного типоразмера, не превышала погрешности измерений
(±3 °C). Таким образом, испытания показали отсутствие температур-
ных возмущений, действующих на коллектор со стороны первого
контура.
7.4.5
Оценка проведенных работ
Комплекс работ по экспериментальному анализу напряжений при-
менительно к серийной реакторной установке ВВЭР-1000 дал поло-
жительные результаты и подтвердил приемлемость конструкции по
условиям прочности.
Результаты, полученные при измерении напряжений и темпера-
тур элементов коллекторов теплоносителя ПГ, совместно с другими
расчетными и экспериментальными исследованиями позволили
принять правильные решения по проблеме обеспечения надежной
работы коллекторов. Натурные измерения напряжений и темпера-
тур, проведенные на 5-м блоке АЭС «Козлодуй» в объеме программы
для головной установки (750 точек измерения напряжений и темпе-
ратур), показали, что протекание эксплуатационных режимов, в ос-
новном, соответствует проектным требованиям. Уточнена также тер-
мическая нагруженность узлов РУ, которые в переходных режимах
работы установки находятся в нестационарных температурных усло-
виях. Для этих узлов получено, что их циклическая прочность обес-
печивается при проектных условиях работы внешних систем и пол-
ном использовании технических средств, заложенных в проекте.
Подтверждение циклической прочности данных узлов проведено с
привлечением расчетного анализа напряжений.
325
Глава
Водно-химический режим второго контура АЭС
с ВВЭР. Химические промывки и дезактивация ПГ
&1
ОСНОВЫ НОРМИРОВАНИЯ ВОДНО-ХИМИЧЕСКОГО
РЕЖИМА ВТОРОГО КОНТУРА РУ
Водно-химический режим второго контура является одним из важ-
нейших факторов, обеспечивающих надежную и безопасную эксплу-
атацию АЭС с ВВЭР.
В соответствии с требованиями ПНАЭ Г-01-011-97 «Общие поло-
жения обеспечения безопасности атомных станций ОПБ-88/97» ВХР
второго контура должен быть организован таким образом, чтобы
обеспечить целостность третьего защитного барьера, т.е. «границ
контура теплоносителя» (теплообменные трубки и коллектор тепло-
носителя первого контура ПГ).
При этом необходимо рассматривать два аспекта проблем безопасно-
сти, связанных с обеспечением целостности третьего защитного барьера:
• коррозионные процессы, вызывающие непосредственное разру-
шение защитного барьера;
• коррозионные процессы, ослабляющие защитный барьер так, что
хотя он и остается целым во время эксплуатации, возможные по-
вреждения его во время переходных процессов могут повышать
уровень аварийной ситуации.
Согласно имеющемуся опыту эксплуатации, основные вопросы,
которые следует рассматривать при установлении норм ВХР и выбо-
ре технологии его ведения, сводятся к обеспечению стойкости конст-
рукционных материалов ПГ, оборудования и трубопроводов второго
контура к различным видам коррозии и минимизации отложений на
теплообменных поверхностях ПГ.
При установлении норм должны учитываться следующие обшие
критерии:
326
Водно-химический режим второго контура АЭС с ВВЭР
• максимально допустимые концентрации примесей воды должны
определяться на основании имеющихся экспериментальных дан-
ных об условиях коррозионного поведения конструкционных ма-
териалов ПГ и других элементов второго контура;
• поступление примесей в ПГ должно поддерживаться на мини-
мально возможном, но практически достижимом уровне с учетом
технологических возможностей систем поддержания водного ре-
жима;
• реально достижимая точность химических анализов с помощью
лабораторных методов или автоматических приборов контроля
должна обеспечивать надежное определение концентраций нор-
мируемых примесей в заданном интервале.
Исследования различных типов коррозии конструкционных ма-
териалов ПГ и оборудования второго контура АЭС с ВВЭР (а также с
PWR) показали, что, поскольку стабильность оксидных пленок на
конструкционных материалах определяется в основном величиной
pH, практически все виды коррозии в значительной степени зависят
от местного значения величины pH. Для многих сталей и сплавов как
очень низкие (кислые), так и очень высокие (щелочные) значения
величины pH приводят к недопустимым скоростям коррозии.
Для установления нормируемых показателей качества воды ПГ и
их значений необходимо оценить коррозионную агрессивность воды
при рабочих параметрах для конструкционных материалов ПГ, преж-
де всего для материала теплообменных труб — нержавеющей хромо-
никелевой стали аустенитного класса 08Х18Н10Т, и материала колле-
кторов теплоносителя первого контура - стали перлитного класса
10ГН2МФАдля ПГВ-1000, стали О8Х18Н1ОТ для АЭС с ВВЭР-440.
В настоящее время накоплен опыт более чем тридцатилетней экс-
плуатации ПГ АЭС с ВВЭР-440 и двадцатилетний - ПГ АЭС с ВВЭР-
1000, проведены обширные коррозионные испытания и исследования
стали 08Х18Н10Т и стали 10ГН2МФА, а также других сталей, близких
по химическому составу, как на устойчивость против сплошной и то-
чечной коррозии, так и на склонность к коррозионному растрескива-
нию под напряжением и межкристаллитной коррозии (МКК).
По обобщенным данным и их статистической обработке макси-
мальная скорость коррозии стали 08Х18Н10Т со стороны теплоноси-
теля первого контура находится на уровне 1,0 мкм/год, со стороны
второго контура - 0,5 мкм/год, что соответствует утонению (сплош-
ной коррозии) 30 и 15 мкм за 30 лет работы реакторной установки,
соответственно.
327
Глава восьмая
Питтинговая коррозия теплообменных труб ПГ может быть на
АЭС, где имеется сочетание воздушных присосов в конденсаторе
турбин, наличие хлорид-ионов и ионов меди в воде ПГ, образующих
в отложениях на трубах локальные коррозионные пары с металлом.
Обычно питтинговые поражения представляют собой ряд язвин не-
большого диаметра. Как правило, питтинг имеет место под отложе-
ниями и в слое рыхлого шлама. Питтинг может развиваться также
при неудовлетворительной эксплуатации конденсатоочистки: иони-
товая мелочь, выносимая из фильтров, при рабочей температуре во-
ды в ПГ может подвергаться термолизу с образованием кислых суль-
фатов.
К настоящему времени накоплен значительный эксперименталь-
ный материал по коррозионному растрескиванию аустенитных не-
ржавеющих сталей различного класса и их сварных соединений в за-
висимости от совместного воздействия хлор-ионов и кислорода. Ос-
новная сложность заключается в том, что большинство эксперимен-
тов по коррозионному растрескиванию аустенитных нержавеющих
сталей проводились при значительных концентрациях хлорид-ионов
и кислорода и при относительно небольшой продолжительности экс-
перимента. Значение предельной концентрации хлор-ионов зависит
от ряда факторов и не может быть указано точно. Общепризнанным
считается, что величина критической концентрации хлор-ионов тес-
но связана с концентрацией кислорода: в некоторых работах указано,
что коррозионное растрескивание не происходит при полном отсут-
ствии кислорода. Помимо кислорода, сильное влияние оказывают и
другие окислители, сильнее всего — ионы меди.
В настоящее время отсутствуют надежные расчетные методы, по-
зволяющие оценить влияние коррозионно-агрессивных примесей
воды ПГ на скорость развития коррозионных повреждений нержаве-
ющей хромоникелевой стали аустенитного класса 08X18Н ЮТ, из ко-
торой выполнены теплообменные трубки ПГ АЭС с ВВЭР.
Общие принципы влияния качества водной среды на скорость
развития коррозионных трещин сводятся к следующему:
• при развитии трещины контролирующим процессом является от-
вод продуктов реакции из вершины трещины. В очень чистых сре-
дах скорость развития трещины невелика;
• скорость роста трещины увеличивается с понижением pH водной
среды;
• при улучшении качества воды рост даже уже образовавшейся тре-
щины замедляется;
328
Водно-химический режим второго контура АЭС с ВВЭР
• присутствие окислителей (кислород, оксиды меди и высшие ок-
сиды железа) в воде, содержащей хлориды приводит к созданию
кислой среды в коррозионных язвах, даже если основной раствор
остается щелочным;
• коррозионное повреждение стали способны вызывать не только
хлор-ионы, но и другие анионы.
Коррозионная агрессивность различных анионов по отношению
к нержавеющим сталям аустенитного класса характеризуется следую-
щим рядом:
so24-=СК » NO7 » СО2 » со2-.
(8.1)
Одна только концентрация хлор-ионов еще не определяет ско-
рость развития коррозионного процесса, т.е. влияние кислых и нейт-
ральных хлоридов неодинаково. Строго говоря, для нормирования
концентрации хлор-ионов необходимо ввести величину мольной до-
ли потенциально кислых солей и предусматривать необходимые дей-
ствия при отклонении этой величины от нормируемой. Инициатора-
ми коррозионного растрескивания, как правило, являются питтинги
и язвы.
Для ориентировочного расчета времени до начала коррозионного
растрескивания под напряжением нержавеющей хромоникелевой
стали аустенитного класса специалистами ОКБ «Гидропресс» предло-
жена формула, учитывающая концентрацию хлорид-ионов и кисло-
рода в воде.
Формула имеет вид:
1g т = 1g т0 — 1,5 х 1g CQ_ - 0,5 х 1g Cq2, (8.2)
где Сс1_, С02 - концентрации соответственно хлорид-ионов и кисло-
рода в воде ПГ, мг/кг; lgTQ — константа.
Для температуры 300 °C значение lgT() согласно теоретическим
оценкам равно 3,6, экспериментально полученная величина — 3,3.
Принимая концентрацию растворенного в воде ПГ кислорода
равной 5 мкг/кг, получим, что отсутствие повреждения теплообмен-
ных труб за срок службы 30 лет обеспечивается при концентрации
хлорид-ионов, не превышающей 260 мкг/кг. Если же концентрация
окислителей в котловой воде будет эквивалентна 10 мкг/кг кислоро-
329
Глава восьмая
да, то допустимая концентрация хлорид-ионов составит уже 170
мкг/кг.
Расчетные оценки повреждаемости теплообменных труб ПГ дей-
ствующих АЭС с ВВЭР-1000 в России (до исчерпания технологиче-
ского запаса труб) дают несколько другие, более пессимистические
результаты. Методика расчета основана на предположении, что по-
вреждаемость испытываемых образцов из нержавеющей хромонике-
левой стали аустенитного класса 08Х18Н10Т в результате коррозии
под напряжением подчиняется некоторому закону распределения, в
частности нормальному или, по другим данным, Вейбулла. Так, для
обеспечения проектного ресурса ПГ АЭС с ВВЭР-1000 по критерию
коррозионного повреждения (Балаковская, Калининская АЭС, Но-
воворонежская АЭС) концентрацию хлорид-ионов в продувочной
воде ПГ из «солевого» отсека, рассчитанную по этой методике, необ-
ходимо поддерживать не более 100 мкг/кг (при наличии отложений
на теплообменных трубах до 150 г/м2).
Отсутствие межкристаллитной коррозии (МКК) на нержавеющей
хромоникелевой стали аустенитного класса марки 08Х18Н10Т и ее
сварных соединениях при работе в условиях второго контура АЭС с
ВВЭР обеспечивается за счет контроля отсутствия склонности к
МКК при поставках основных и сварочных материалов, контроля в
процессе изготовления и монтажа оборудования, периодического
контроля в процессе эксплуатации, контроля условий эксплуатации
и качества водной среды.
В подразделе 3.4.3 было сказано о повреждениях металла «холод-
ных» коллекторов (сталь 10ГН2МФА) парогенераторов ПГВ-1000.
На интенсификацию коррозионных процессов, имевших место в
этих явлениях, значительное влияние оказывают состояние ВХР и
наличие коррозионно-активных примесей в воде. Ниже кратко рас-
смотрено влияние различных примесей водной среды.
Кислород. Стабильность оксидных пленок сильно зависит от кон-
центрации кислорода в воде и паре, соприкасающихся с металлом.
Области стабильности зависят также от величины pH, электрохими-
ческого потенциала, температуры и растворенных примесей. В воде
при высокой температуре и при очень низких концентрациях кисло-
рода, стабильность оксидных пленок на стали увеличивается с рос-
том величины pH, по крайней мере, до величины pH около 10 (при
25 °C).
Хлорид-ионы. Хлорид-ионы в значительной степени определяют
следующие виды коррозии:
330
Водно-химический режим второго контура АЭС с ВВЭР
• коррозионное растрескивание под напряжением аустенитных не-
ржавеющих сталей;
• точечная (питтинговая, язвенная) коррозия.
Основной источник хлорид-ионов — присосы охлаждающей воды
в конденсаторе турбины. Возможно также поступление хлорид-ио-
нов с добавочной водой.
Сульфат-ионы. Концентрированные сульфат-ионы могут быть аг-
рессивны по отношению к нержавеющей хромоникелевой стали ау-
стенитного класса и вызывать межкристаллитное и транскристаллит-
ное коррозионное растрескивание. Дополнительно сульфат-ионы
могут ускорять коррозию углеродистой и перлитной сталей и таким
образом приводить к дентингу (разрушению труб при сжатии, харак-
терно для ПГ АЭС с PWR). Возможны также процессы восстановле-
ния и последующего окисления сульфат-ионов с образованием со-
единений, стимулирующих процессы коррозионного растрескива-
ния (например, сульфид меди). Основным источником сульфат-ио-
нов являются присосы охлаждающей воды в конденсаторе турбины,
вынос реагентов или ионитовой мелочи из фильтров конденсатоочи-
стки и установки добавочной воды.
Натрий. Концентрированные растворы едкого натра являются ос-
новной причиной МКК и межкристаллитного коррозионного рас-
трескивания стали. Основной источник натрия — присосы охлажда-
ющей воды в конденсаторе турбины и проскок натрия в фильтрах
конденсатоочистки и установки приготовления добавочной воды.
Масла и тяжелые нефтепродукты (органические соединения). Орга-
нические соединения непосредственно не участвуют в специфиче-
ских процессах коррозии ПГ, однако при попадании в воду ПГ они
могут разлагаться до агрессивных соединений. Источники поступле-
ния органических соединений в ПГ — присосы охлаждающей воды в
конденсаторе турбины, добавочная вода, ионитовая пыль или сма-
зочные масла.
Соединения меди и железа. Медь и оксиды меди совместно с дру-
гими примесями, такими как хлорид-ионы, значительно ускоряют
процессы точечной коррозии (язвенной, питтинговой) конструкци-
онных материалов ПГ и могут также интенсифицировать щелочное
растрескивание. Кроме того, соединения железа и меди участвуют в
образовании отложений на теплообменных трубах и шлама на ниж-
ней образующей корпуса ПГ. Отложения оксидов железа на теплооб-
менных трубах ПГ и наличие шлама ускоряют локальное концентри-
рование в них коррозионно-активных примесей, которые приводят к
331
Глава восьмая
коррозионному повреждению типа МКК, КР и точечной (питтинго-
вой, язвенной) коррозии металла теплообменных труб ПГ. Основной
источник соединений железа и меди - коррозия трубопроводов и те-
плообменного оборудования второго контура, изготовленного из уг-
леродистых сталей и медьсодержащих сплавов. В зависимости от тол-
щины, пористости отложений, а также величины теплового потока в
отложениях происходит концентрирование коррозионно-активных
примесей воды ПГ до концентраций, опасных для работы металла.
Степень концентрирования по различным литературным данным
оценивается от 102 до 104. Поэтому даже при незначительных отложе-
ниях возможно создание условий для коррозионного повреждения
труб. Несмотря на то, что отложения продуктов коррозии всегда при-
сутствуют на теплообменных поверхностях, имеется сравнительно
небольшой объем экспериментально полученных данных по степени
концентрирования примесей в зависимости от толщины и морфоло-
гии отложений, их пористости, а также величины теплового потока.
82
НОРМИРОВАНИЕ ВХР ВТОРОГО КОНТУРА АЭС С ВВЭР
В ПРОЦЕССЕ ЕГО РАЗВИТИЯ
Совершенствование ВХР на АЭС с ВВЭР проводилось, в принципе,
в том же направлении, что и на зарубежных АЭС с PWR. Для первых
АЭС с ВВЭР в начальный период их эксплуатации требования к ка-
честву устанавливались по разным документам для различных энер-
гоблоков.
В 1973 г. на основании опыта эксплуатации 1-2-го блоков Ново-
воронежской АЭС (ВВЭР-210 и ВВЭР-365) были установлены еди-
ные нормы ВХР второго контура — на всех блоках АЭС с ВВЭР под-
держивался бескоррекционный ВХР.
В 1976 г. с целью снижения коррозионно-эрозионного износа
оборудования конденсатно-питательного тракта и уменьшения по-
ступления в ПГ соединений железа и меди с питательной водой все
АЭС с ВВЭР перешли на ведение гидразинно-аммиачного ВХР. В со-
ответствии с этим на Армянской АЭС была введена коррекционная
обработка питательной воды ПГ аммиаком, а на Кольской АЭС - ам-
миаком и гидразин-гидратом. В 1981 г. были разработаны и введены
332
Водно-химический режим второго контура АЭС с ВВЭР
в действие нормы ВХР для блоков с конденсатоочисткой и без кон-
денсатоочистки. Был принят ВХР с дозированием в питательную во-
ду гидразин-гидрата для связывания кислорода и поддержания вели-
чины pH в щелочной области. Данные нормы были включены во всю
действующую документацию по эксплуатации парогенераторов
HfB-440 и ПГВ-1000.
Опыт эксплуатации первых блоков АЭС с ВВЭР-1000, введенных
в эксплуатацию до 1986 г., выявил несовершенство действовавших
норм. Отсутствовало нормирование величины pH продувочной воды
ПГ, что в случае присоса охлаждающей воды в конденсаторе не дава-
ло достаточной информации о поступлении в ПГ ненормируемых
примесей (сульфат-ионов, фторид-ионов и др.) и качестве воды ПГ в
этой ситуации. Нижняя граница диапазона избыточной концентра-
ции гидразин-гидрата не позволяла удерживать величину pH пита-
тельной воды на нормируемом нижнем пределе. Отсутствовало нор-
мирование натрия в продувочной воде ПГ, поэтому было трудно су-
дить об эффективности блочной конденсатоочистки и появлении
(или влиянии) присосов охлаждающей воды в конденсаторе турби-
ны.
Отсутствовали требования к средствам поддержания и контроля
ВХР, к качеству воды при послемонтажных и предпусковых промыв-
ках оборудования и трубопроводов второго контура, химическим
промывкам ПГ. Все это приводило к снижению эксплуатационной
надежности ПГ и коррозионным повреждениям теплообменных
труб, что и имело место на ряде АЭС. Указанные недостатки в норми-
ровании ВХР были устранены в 1986 г., однако и это оказалось недо-
статочным для существенного улучшения ВХР второго контура. Из-
за присосов охлаждающей воды в конденсаторе турбины содержание
хлорид-ионов и натрия в продувочной воде ПГ часто превышало
норму. Широкий интервал допустимой величины pH и нестабиль-
ность ввода гидразин-гидрата не способствовали поддержанию кон-
центрации железа в питательной воде на нормируемом уровне.
В конце 1990 г. на АЭС с ВВЭР-440 и ВВЭР-1000 были введены
новые нормы ВХР. В них было предусмотрено повышение величины
pH питательной воды до 9,0 ± 0,2 и продувочной воды до 8,0—9,2.
Норма содержания хлорид-ионов в продувочной воде ПГ снижена с
500 до 150 мкг/кг, а натрия с 1000 до 300 мкг/кг. Кроме того, в прак-
тику нормирования и ведения ВХР впервые введены три уровня дей-
ствия персонала, регламентирующие режим работы блока в случае
отклонения показателей качества продувочной воды: величины pH,
333
Глава восьмая
содержания хлорид-ионов, натрия и удельной электрической прово-
димости Н-катионированной пробы.
При соблюдении установленных норм по ионогенным примесям
в питательной и продувочной воде (по натрию, хлорид-ионам,
удельной электрической проводимости Н-катионированной про-
бы) нормы допускают полное или частичное отключение конденса-
тоочистки (так как было установлено, что фильтры часто становят-
ся сами источником загрязнения конденсата ионогенными приме-
сями, в частности, сульфат-ионами). Повышение величины pH пи-
тательной воды до 9,0±0,2 позволило снизить содержание железа в
питательной воде до 10-15 мкг/кг и менее при работе в стационар-
ном режиме. Кроме того, был проведен комплекс работ, направлен-
ный на повышение эффективности работы фильтров конденсато-
очистки, качества используемых ионообменных смол, повышение
эффективности разделения смол и их регенерации, обеспечение
плотности конденсаторов турбин; проведены организационные ме-
роприятия, направленные на улучшение культуры эксплуатации.
Все это позволило до некоторой степени стабилизировать ВХР вто-
рого контура.
Важным аспектом в повышении надежности ПГ, как сказано вы-
ше, было проведение модернизации системы продувки и водопита-
ния ПГ. Результаты проведенных исследований парогенератора ПГВ-
1000 на 1-м блоке Хмельницкой АЭС и расчетных оценок свидетель-
ствовали, что максимальная концентрация растворенных примесей
имела место в зоне между «горячим» коллектором и «горячим» тор-
цом ПГ. Неравномерность распределения примесей подлине ПГ вы-
звана различной паропроизводительностью по его длине и несоот-
ветствием расхода питательной воды, подаваемой в каждую зону теп-
лообменного пучка ее паропроизводительности. Результаты испыта-
ний ПГ, проведенных после модернизации системы водопитания,
свидетельствуют о том, что содержание растворимых примесей в
продувочной воде из объединенной линии продувки (из «карманов»
коллекторов и из штуцера корпуса Ду 80 «холодного» торца) в 2—3
раза ниже, чем из «солевого» отсека. При этом содержание примесей
в районе «холодного» коллектора в 3—4 раза ниже, чем в «солевом»
отсеке. Результаты испытаний также показали, что содержание рас-
творимых примесей из штатного пробоотбора объединенной линии
продувки из штуцеров корпуса Ду 80 и штуцеров «карманов» коллек-
торов Ду 20 в основном определяется содержанием примесей из шту-
цера Ду 80 «холодного» торца.
334
Водно-химический режим второго контура АЭС с ВВЭР
В 1996 г. в действующие нормы ВХР было введено нормирование
качества продувочной воды ПГ из «солевых» отсеков для АЭС с
ВВЭР-1000 в России:
Показатель pH.................................. 8,0—9,2
Хлорид-ионы, мкг/кг, не более ................... 150
Натрий, мкг/кг, не более ........................ 300
Сульфат-ионы, мкг/кг, не более .................. 300
Удельная электрическая проводимость
Н-катионированной пробы, мкСм/см, не более ..... 6
Специалистами ОКБ «Гидропресс» и ВНИИАЭС в 1996—1999 гг.
была проведена работа по пересмотру существующих норм ВХР вто-
рого контура. Результатом этой работы явилась разработка новых
норм для АЭС с ВВЭР-1000 России, действующих с 2000 г. Разработ-
ке новых норм предшествовала большая работа по анализу ведения
ВХР энергоблоков АЭС с ВВЭР-1000 в России и на Украине, прове-
дение расчетных оценок повреждаемости теплообменных труб ПГ,
распределения коррозионно-активных примесей в объеме ПГ и на-
копления отложений на теплообменных трубках ПГ
В новых нормах впервые в практике нормирования ВХР АЭС с
ВВЭР-1000 введено понятие нормируемых и диагностических пока-
зателей качества, как это принято для большинства АЭС с PWR веду-
щих зарубежных фирм, а также введен нормируемый показатель ка-
чества продувочной воды — сульфат-ионы. Кроме того, пересмотре-
ны ограничения по эксплуатации энергоблока при отклонении пока-
зателей качества продувочной воды и уровни отклонений: введены
области нормальной эксплуатации и две области допустимых значе-
ний корреляции удельной электропроводимости Н-катионирован-
ной пробы продувочной воды и концентрации натрия. Существен-
ным моментом в нормировании качества продувочной воды ПГ в но-
вом нормативном документе является снижение нормы по содержа-
нию хлорид-ионов со 150 до 100 мкг/кг и повышение нижнего преде-
ла величины pH с 8,0 до 8,5. Следует отметить, что, хотя ВХР второго
контура АЭС с ВВЭР-1000 и называется аммиачно-гидразинный, ам-
миак во второй контур специально не вводится, так как необходимое
количество аммиака образуется в результате разложения избытка
гидразина по реакции:
3N2H4 -э 4NH-J + N2 (8.3)
Основной же функцией вводимого в конденсатный тракт гидра-
зина является связывание кислорода по реакции:
335
Глава восьмая
N2H4 + о2 « N2 + 2Н2О (8.4)
В табл. 8.1 приведены нормы качества питательной и продувочной
воды ПГ АЭС с ВВЭР-1000 в процессе их развития.
Для действующих энергоблоков АЭС с ВВЭР-1000 в Российской
Федерации в качестве охлаждающей воды в конденсаторах турбин
используется речная или оборотная вода с умеренной минерализаци-
ей. Для вновь проектируемых АЭС с ВВЭР-1000 (АЭС «Бушер» в
Иране, Тяньваньская АЭС в Китае и АЭС «Куданкулам» в Индии),
охлаждение конденсаторов на которых будет осуществляться мор-
ской водой, вопросы выбора и нормирования ВХР парогенераторов
ПГВ-1000 и второго контура в целом потребовали проведения анали-
за и расчетных оценок при назначении нормируемых показателей, а
также выработки жестких требований к выбору конструкционных
материалов, допустимой величины присоса в конденсаторах турби-
ны, эксплуатационному контролю ВХР.
Для вновь проектируемых энергоблоков безусловным требовани-
ем является исключение из оборудования второго контура конструк-
ционных материалов, содержащих медь. Другим важным требовани-
ем было снижение поступления продуктов коррозии в ПГ с питатель-
ной водой, т.е. ужесточение нормы по железу. Общеизвестно, что
принципиальным методом управления переносом продуктов корро-
зии во втором контуре является регулирование величины pH рабочей
среды корректирующими реагентами. Отечественный и зарубежный
опыт эксплуатации показывает удовлетворительные результаты при
регулировании величины pH аммиаком и гидразином.
Для АЭС «Бушер», Тяньваньской АЭС и АЭС «Куданкулам» с
ВВЭР-1000 показатели качества охлаждающей морской воды на не-
сколько порядков хуже показателей качества речной воды. Так, на-
пример, содержание хлоридов в охлаждающей воде конденсаторов
турбины для Калининской, Нововоронежской и Балаковской АЭС
составляет 5 мг/кг, 37 мг/кг и 144 мг/кг соответственно, тогда как, на-
пример, для АЭС «Бушер» эта величина составляет 19620 мг/кг (для
Тяньваньской АЭС и АЭС «Куданкулам» содержание хлоридов в ох-
лаждающей воде конденсаторов турбины примерно такое же). В этом
случае величина присоса в конденсаторах турбины должна быть
очень низкой и составлять величину порядка 0,05 л/ч. В связи с этим
для АЭС «Бушер», Тяньваньской АЭС и АЭС «Куданкулам» целесо-
образно поддерживать гидразинно-аммиачный ВХР с повышенным
амминированием питательной воды. При этом величину pH пита-
тельной воды рекомендуется поддерживать в диапазоне 9,4-9,6, а
336
Таблица 8.1. Нормы качества питательной и продувочной воды ПГАЭС с ВВЭР-1000 в процессе
их развития
Наименование показателя Питательная вода Продувочная вода
1981- 1986 гг. 1986- 1989 гг. 1989- 1996 гг. 1996— 2000 гг. С 2000 г. 1981- 1 986 гг. 1986- 1989 гг 1989— 1996 гг. 1996- 2000 гг. С 2000 г.
Концентрация железа, мкг/кг, не более Концентрация меди2), мкг/кг, не более Удельная электропро- водимость Н-катио- нированной пробы при 25 °C, мкСм/см, не более Концентрация хлорид- ионов, мкг/кг, не более Концентрация сульфат- ионов, мкг/кг, не более Концентрация натрия, мкг/кг, не более Общая жесткость, мкг-экв/кг, не более 20 103> 0,3 Не нор- мируется То же 15 5(3)3) 0,3 Не норл То же 5 0,2 15 5(3)3) 0,3 тируется Не но 15 5(3)3) 0,3 змируетс То же 15') з‘> 0,34> ЗЯ 2,0 500 Не но Не нор- мируется 3,0 500 рмируе 1000 Не нор То * 5,0 150 тся 300 Не н< мируетс! е 6,0 150 300 300 зрмирует 5,04> 1004> 2004’ 3004> ся
Водно-химический режим второго контура АЭС с ВВЭР
оо
оо
со
Таблица 8.1. (окончание)
Наименование показателя Питательная вода Продувочная вода
1981— 1986 гг. 1986— 1989 гг. 1989 1996 гг. 1996— 2000 гг. С 2000 г. 1981- 1986 гг. 1986— 1989 гг. 1989- 1996 гг. 1996— 2000 гг. С 2000 г.
Концентрация крем- ниевой кислоты, мкг/кг, не более Концентрация кисло- рода5', мкг/кг, не более Величина рН25 Избыток гидразина, мкг/кг Концентрация гидразина, мкг/кг, более Концентрация масел и тяжелых нефтепродуктов, мкг/кг, не более 10 8,5-9,2 20-60 Не нор 100 Не норм 10 7,5-8,5 40-70 иируется 100 ируется 10 9,0±0,2 Не н 40 100 10 9,0±0,2 ормирус'! 40 100 10 9,010,2'’ гея 20') юо') Не нор-|7,8-8,8 мируется Не нормируется То же 8,0-9,0 8,0-9,2 8,5-9,2'> Не нормируется То же То же
Й Диагностический показатель. 2> Контролируется в конденсате турбины после ПНД. В скобках приведены величины при оснащении конденсатного тракта ПНД с трубками из нержавеющей стали. 4) Нормируемый показатель. 5) После деаэратора.
лава восьмая
Таблица 8.2. Нормы качества питательной и продувочной воды ПГ новых АЭС с ВВЭР-1000,
охлаждаемых морской водой, в сравнении с нормами действующих АЭС с ВВЭР-1000
и АЭС с PWR (фирма «Вестингауз»)
Наименование показателя Питательная вода Продувочная вода
АЭС с PWR (фирма «Вестингауз») Действующие АЭС с ВВЭР-1000 в России Новые АЭС с ВВЭР-1000, охлаждаемые морской водой АЭС с PWR (фирма «Вестингауз») Действующие АЭС с ВВЭР-1000 в России Новые АЭС с ВВЭР-1000, охла- ждаемые морской водой
Величина рН25:
стальной контур 9,3-9,6 — 9,4-9,6 9,0-9,5 — 9,0-9,5
железо/медь 8,8-9,2 9,0±0,2 — 8,5-9,0 8,5-9,2 —
Удельная электри- 0,2 0,3 0,15 0,8 5,0 1,5
ческая проводи-
мость Н-катиони-
рованной пробы
при 25 °C,
мкСм/см,
не более
Концентрация 20 15 10 Не нормируется
железа, мкг/кг,
не более
Концентрация 2 3 1 То же
меди]\ мкг/кг,
не более
Концентрация Не нормируется 20 100 50
хлоридов, мкг/кг,
не более
Концентрация 3 Не нормируется 20 300 100
натрия, мкг/кг,
не более
Водно-химический режим второго контура АЭС с ВВЭР
Таблица 8.2 (окончание)
Наименование Питательная вода Продувочная вода
показателя АЭС с PWR (фирма «Вестингауз») Действующие АЭС с ВВЭР-1000 в России Новые АЭС с ВВЭР-1000, охлаждаемые морской водой АЭС с PWR (фирма «Вестингауз») Действующие АЭС с ВВЭР-1000 в России Новые АЭС с ВВЭР-1000, охла- ждаемые морской водой
Концентрация сульфатов, мкг/кг, не более Концентрация кислорода1 2), мкг/кг, не более Концентрация гидразина, мкг/кг Концентрация аммиака, мкг/кг: стальной контур железо/медь Концентрация масел и тяжелых нефтепродуктов, мкг/кг, не более 5 >20 700-2000 150-600 Не нор- мируется Не нормир 10 >40 Не нор- мируется 100 /СТС я 10 >20 1000-2000 2003> 20 200 Не нормируете То же То же То же 50
1) Контролируется в конденсате турбины за последним по ходу конденсата ПНД.
2) После деаэратора.
3) Концентрация общего органического углерода.
Водно-химический режим второго контура АЭС с ВВЭР
продувочной воды ПГ - в диапазоне 9,0—9,5 (для АЭС «Бушер»
9,0-9,2 и 8,5—9,0 соответственно), организовав работу блочной обес-
соливающей установки (БОУ) в NH4 - ОН-форме.
В качестве конструкционного материала теплообменных трубок
конденсаторов данных АЭС принят титан — более коррозионно-
стойкий материал по сравнению с медьсодержащим сплавом
МНЖ-5-1. Опыт эксплуатации зарубежных АЭС, работающих на
морской воде с конденсаторами турбин, изготовленными из титана,
показывает, что присосы охлаждающей воды находятся на уровне
25-50 мл/ч.
В табл. 8.2 приведены нормы качества питательной и продувочной
воды ПГ АЭС с ВВЭР-1000, в сравнении с нормами ПГ АЭС с PWR
(фирма «Вестингауз») и ПГ действующих АЭС с ВВЭР-1000 в России.
&3
ХИМИЧЕСКИЕ ПРОМЫВКИ ПГ АЭС С ВВЭР
Для обеспечения надежной и безопасной эксплуатации парогенера-
торов АЭС с ВВЭР-1000 необходимо своевременно удалять отложе-
ния с теплообменной поверхности труб и из объема ПГ (об этом уже
упоминалось в ряде разделов книги). В отложениях происходит кон-
центрирование коррозионно-активных примесей котловой воды, ко-
торое зависит от толщины и пористости отложений, а также от вели-
чины теплового потока. При этом даже при относительно небольших
концентрациях коррозионно-агрессивных примесей в котловой воде
концентрация этих примесей в зоне максимальных отложений может
достигать величин, приводящих к развитию коррозионного растрес-
кивания теплообменных труб ПГ.
Существенный вклад в развитие локальных видов коррозии вно-
сит содержащаяся в отложениях медь. В условиях восстановительно-
го ВХР второго контура медь может существовать как в виде оксидов,
так и в металлическом виде. Как правило, медь откладывается в ниж-
них слоях отложений непосредственно на поверхности теплообмен-
ных труб и является одним из факторов, способствующих развитию
коррозионных дефектов (вплоть до сквозных).
Начиная с некоторой величины удельной загрязненности (при-
мерно 300-400 г/м2), отложения на трубчатке ПГ либо уплотняются,
341
Глава восьмая
в результате чего затрудняется их последующее удаление, либо час-
тично отслаиваются и осыпаются, накапливаясь в межтрубном про-
странстве вплоть до полного его перекрытия. На рис. 8.1 видны четы-
ре горизонтальные теплообменные трубы, пространство между кото-
рыми плотно забито отложениями в виде плоских чешуек. Исходя из
этих соображений, а также с учетом запаса на неравномерность рас-
пределения отложений по теплообменной поверхности ПГ АЭС с
ВВЭР, предельная величина удельной загрязненности нормируется
на уровне не более 150 г/м2, а для ПГ АЭС нового поколения — не бо-
лее 100 г/м2. При превышении этого уровня необходимо удаление от-
ложений. Химический состав отложений в первую очередь зависит от
набора конструкционных материалов второго контура. Отложения
преимущественно состоят из окислов железа (более 70%). Содержа-
ние меди определяется материалом, из которого изготовлены тепло-
обменные трубы ПНД, и может достигать 30%, если трубы ПНД из-
готовлены из медьсодержащих сплавов. При трубах ПНД из коррози-
онно-стойкой стали содержание меди в отложениях на теплообмен-
ной поверхности ПГ будет не более 5%. Содержание в отложениях
других соединений, среди которых можно выделить соли жесткости,
соединения кремния, органические вещества, невелико.
В соответствие с этим, к технологии удаления отложений с тепло-
обменной поверхности ПГ предъявляются следующие требования:
• удаление отложений со всей теплообменной поверхности ПГ, в
том числе из труднодоступных зон;
• технология должна быть, в первую очередь, оптимизирована с
точки зрения удаления окислов железа (основной компонент от-
ложений) и соединений меди (компоненты, провоцирующие ло-
кальные виды коррозии);
• технология очистки не должна приводить к коррозионным или
механическим повреждениям теплообменной поверхности и вну-
трикорпусных устройств (ВКУ) ПГ и вспомогательных систем,
участвующих в химической промывке.
Единственным способом удаления отложений продуктов корро-
зии с теплообменной поверхности ПГ, удовлетворяющим этим тре-
бованиям, на настоящий момент является химическая промывка.
Сейчас на энергоблоках АЭС с ВВЭР используются два способа
химической промывки:
• в период останова блока на планово-предупредительный ремонт;
• при расхолаживании реакторной установки.
342
Рис. 8.1. Фотография трубчатки ПГ
Одной из важных проблем проведения химической промывки яв-
ляется выбор рецептуры промывочного раствора для эффективного
удаления соединений железа и меди. В настоящее время в отечест-
венной энергетике, и в ведущих ядерных странах наибольшее рас-
пространение получили композиции на основе комплексообразую-
щих соединений - этилендиаминтетрауксусной кислоты (ЭДТК) и ее
солей. Необходимость удаления большого количества отложений
привела к использованию многоэтапной технологии. На каждом эта-
пе производятся приготовление промывочного раствора, подача его в
ПГ, промывка и дренирование ПГ. Состав раствора каждого этапа оп-
тимизирован для удаления окислов железа либо меди.
В качестве моющего раствора для удаления отложений окислов
железа используется композиция на основе ЭДТК (или Трилона Б),
лимонной (или щавелевой) кислоты и гидразин-гидрата.
343
Глава восьмая
Для удаления отложений окислов меди используется композиция
на основе ЭДТК (или 2—4-замещенной аммонийной соли ЭДТК) и
перекиси водорода при величине pH исходного раствора 10,0-10,5.
Перекись водорода играет роль окислителя, переводя металлическую
медь в окисел. Оксид меди образует с ЭДТК в присутствии аммиака
и кислорода растворимое комплексное соединение.
Экспериментально было показано, что скорость коррозии нержа-
веющей аустенитной стали в таких растворах не превышает 0,1—0,2
г/(м2 ч), а скорость коррозии углеродистой стали - не более 30
г/(м2-ч). По мере снижения содержания свободного комплексона в
растворе скорость коррозии падает. При этом коррозия носит равно-
мерный характер и каких-либо локальных повреждений (питтинги,
трещины) не возникает.
Принципиальная схема химической промывки ПГ АЭС с ВВЭР-
1000 в период ППР приведена на рис. 8.2. Для приготовления про-
мывочных растворов и подачи их в ПГ используется оборудование
системы дезактивации. В процессе приготовления для лучшего рас-
творения реагентов и подогрева раствора насос узла дезактивации
перемешивает раствор через теплообменник. Готовый раствор пода-
ется насосом дезактивации по специально смонтированным трубо-
проводам в ПГ, который предварительно заполняется обессоленной
водой.
Одним из факторов, определяющим эффективность удаления от-
ложений с теплообменных труб, является организация перемешива-
ния промывочного раствора внутри ПГ. Первые химические промыв-
ки ПГ АЭС с ВВЭР в период ППР проводились путем заполнения ПГ
промывочным раствором с последующей выдержкой его в ПГ либо
перемешиванием раствора с помощью сжатого воздуха, подаваемого
в линии продувки. Эффективность таких промывок была невысока,
так как в объеме ПГ практически отсутствовало перемешивание про-
мывочного раствора. Начиная с середины 80-х годов, перемешива-
ние промывочного раствора внутри ПГ стало осуществляться с помо-
щью пароводяных инжекторов, устанавливаемых с внутренней сто-
роны технологических крышек люков-лазов (см. рис. 8.2). В техноло-
гических крышках имеются штуцеры для подачи промывочного рас-
твора, пара и сжатого воздуха на инжекторы, штуцеры отбора проб.
Сопло инжектора находится выше поверхности промывочного рас-
твора. При подаче на инжектор сжатого воздуха или пара промывоч-
ный раствор засасывается через шланг из нижней части объема ПГ и
с потоком воздуха или пара отбрасывается к средней части ПГ.
344
Водно-химический режим второго контура АЭС с ВВЭР
Рис. 8.2. Принципиальная технологическая схема химической промывки
ПГАЭС с ВВЭР-1000 в период ППР:
/ - бак-мешалка системы дезактивации; 2 - насос системы дезактивации; 3 - тепло-
обменник; 4— парогенератор; 5- пароводяные инжекторы; 6- линии продувки паро-
генератора; 7— линия дренажа парогенератора; 8 — дренажный насос
Расчетный расход промывочного раствора через инжектор при
подаче на него пара составляет до 80 т/ч. Дренирование растворов
после каждого этапа химической промывки проводится по линии
дренажа в баки спецканализации с последующей переработкой рас-
творов на выпарных аппаратах одной из систем очистки РУ. Попере-
менная подача в инжекторы пара и сжатого воздуха обеспечивает ре-
гулирование температуры в ПГ.
Кроме того, на этапе удаления окислов меди, кислород подавае-
мого через инжектор воздуха играет роль окислителя наряду с пере-
кисью водорода в промывочном растворе. Впервые такой способ пе-
ремешивания был применен болгарскими и российскими специали-
стами при проведении химической промывки ПГ 2-го блока АЭС
«Козлодуй» (АЭС с ВВЭР-440). Осмотр ПГ после проведения хими-
ческой промывки с использованием пароводяных инжекторов пока-
зал значительную эффективность удаления сложных железо-, медно-
и цинковых отложений с трубных пучков ПГ.
При проведении химической промывки ПГ АЭС с ВВЭР-1000 для
удаления плотносцепленных отложений, содержащих окислы железа
345
Глава восьмая
и меди, применяется технология двухэтапной химической промывки
(содержание в отложениях соединений железа — более 95%, меди -
менее 5%) или трехэтапной (содержание в отложениях соединений
железа — менее 95%, меди - более 5%). В табл. 8.3 и 8.4 приведены со-
ставы промывочных растворов в ПГ, которые используются в насто-
ящее время для трех- и двухэтапной химических промывок в период
ППР.
При типичной средней удельной загрязненности (150-200 г/м2)
промывка проводится в три этапа. При более высокой загрязненно-
сти количество этапов может быть увеличено, при более низкой —
уменьшено до двух.
На АЭС с ВВЭР России химическая промывка ПГ с использова-
нием пароводяных инжекторов впервые была проведена в период
ППР—90 при промывке ПГ 2-го блока Калининской АЭС.
Опыт проведения химических промывок парогенераторов ПГВ-
1000 в период ППР (1—2-й блоки Калининской АЭС, 1—4-й блоки
Балаковской АЭС, 1-6-й блоки Запорожской АЭС, ПГ-3, ПГ-4
Таблица 8.3. Состав промывочного раствора в парогенераторе
ПГВ-1000 при трехэтапной химической промывке в период ППР
Параметр Этапы*
I (удаление медь- содержащей составляющей отложений) II (удаление железосодер- жащей состав- ляющей отло- жений) III (удаление остатков медь- содержащей со- ставляющей от- ложений и пас- сивация)
ЭДТК, г/кг 10-30 20-30 3-10
Перекись водорода, г/кг 2-3 — 2-3
Лимонная [С3Н4(ОН)(СО2Н)3] или щавелевая [Н2С2О4] кис- лота, г/кг 20-30
Гидразин, г/кг — 1 —
Величина pH (добавлением аммиака или гидроокиси натрия) 10,0—10,5 5,0-5,5** 10,0-10,5**
* Продолжительность промывки на первом и втором этапах - не более 10 ч, на
третьем этапе — не более 5 ч.
** Начальная величина pH промывочного раствора.
346
Водно-химический режим второго контура АЭС с ВВЭР
Таблица 8.4. Состав промывочного раствора в парогенераторе
ПГВ-1000 при двухэтапной химической промывке в период ППР
Параметр Этапы* *
I (удаление железосодер- жащей составляющей отложений) II (удаление медьсодер- жащей составляющей от- ложений и пассивация)
ЭДТК, г/кг 25-30 5-10
Перекись водорода, г/кг — 2-3
Лимонная [С3Н4(ОН)(СО2Н)3] или щавелевая [Н2С2О4] кислота, г/кг 10-15
Гидразин, г/кг 1-2 —
Величина pH (добавлением аммиака) 5,0-5,5 ** 10,0-10,5 **
* Продолжительность промывки на каждом этапе не более 10 ч.
** Начальная величина pH промывочного раствора.
5-го блока АЭС «Козлодуй» в Болгарии, 5-го блока Нововоронеж-
ской АЭС) свидетельствует об эффективном удалении отложений с
большим содержанием соединений меди. Количество отложений,
удаляемое при проведении промывки, составляет от 500 до 2000 кг,
что обеспечивает снижение удельной загрязненности теплообмен-
ной поверхности ПГ на 100—300 г/м2. Основными преимуществами
данной технологии являются ее высокие эффективность и гибкость:
изменяя количество этапов и подбирая состав промывочного раство-
ра на каждом этапе, можно удалить практически любое количество
отложений из ПГ.
В табл. 8.5 в качестве примера приведены результаты химических
промывок ПГ ряда АЭС с ВВЭР-1000 в период ППР.
Анализ проведенных химических промывок парогенераторов
АЭС с ВВЭР-1000 в период ППР выявил определенные недостатки
данной технологии:
• возможность вторичного осаждения металлической меди из про-
мывочного раствора на отмываемых поверхностях;
• необходимость монтажа временных трубопроводов и пароводя-
ных инжекторов для ввода и перемешивания растворов внутри
ПГ, что увеличивает длительность простоя оборудования.
347
Глава восьмая
Таблица 8.5. Результаты химических промывок ПГ АЭС с ВВЭР-1ООО
в период ППР
АЭС Блок ПГ Длительность эксплуатации ПГ до промыв- ки, ч Количество удаленных отложе- ний, кг
Окислов железа (Ре?0Д Окислов меди (СиО) Сум- марно
Калининская АЭС 2 1 2 3 4 25000 (ППР—90) 770 56 826
800 90 890
760 42 802
1100 50 1150
Балаковская АЭС 1 1 2 3 4 29000 (ППР—96) 493 348 841
478 280 758
481 290 770
508 319 827
1 2 3 4 56000 (ППР—2001) 290 286 576
216 308 524
322 517 839
135 402 537
2 1 3 4 57000 (ППР—97) 1117 711 1828
914 605 1519
811 668 1479
3 1 2 3 4 52000 (ППР—97) 923 598 1522
1089 576 1665
1058 506 1565
966 506 1472
4 1 2 3 4 30000 (ППР—97) 484 260 744
458 234 692
454 277 731
484 285 769
Запорожская АЭС 2 1 2 3 4 62000 (ППР—99) 800 270 1070
834 300 1134
506 296 802
726 291 1017
Н ововоронежская АЭС 5 3 53000 (ППР—97) 504 112 616
348
Водно-химический режим второго контура АЭС с ВВЭР
Возможность вторичного осаждения металлической меди на по-
верхностях ПГ связана в основном с использованием в качестве
окислителя перекиси водорода, весьма нестойкой в условиях про-
мывки. Кроме того, отсутствие перемешивания раствора из-за паде-
ния давления пара или сжатого воздуха в подводящей магистрали к
пароводяным инжекторам и длительное дренирование промывочных
растворов из ПГ также приводят к вторичному осаждению металли-
ческой меди. Специалистами ОКБ «Гидропресс», НИТИ и ВНИИА-
ЭС по результатам анализа химических промывок и эксперименталь-
ных исследований была предложена усовершенствованная техноло-
гия химической промывки парогенераторов АЭС с ВВЭР-1000 в пе-
риод ППР.
Предлагаемая технология химической промывки парогенерато-
ров предусматривает использование в качестве одного из основных
компонентов композиции для растворения медьсодержащей состав-
ляющей отложений ацетат аммония (NH4Ac), а в качестве окислите-
ля на этапах отмывки парогенераторов от медьсодержащей составля-
ющей отложений - кислорода воздуха или нитрита натрия.
Механизм вторичного осаждения меди реализуется на этапе от-
мывки от соединений меди в отсутствии свободной ЭДТК и наличии
значительного количества отложений даже при незначительном сни-
жении величины pH. В растворах на основе NH4Ac при аналогичных
условиях эксперимента вторичного осаждения меди не отмечено.
Скорость коррозии стали 10ГН2МФА в процессе отмывки не превы-
сила 0,01 г/(м2-ч).
Эффективность растворов NH4Ac и NaNO2, взятых в оптималь-
ном соотношении по растворению медьсодержащих отложений в
сравнении с принятой в настоящее время на АЭС с ВВЭР-1000 обра-
боткой раствором ЭДТК и Н2О2, проверялась на натурных образцах
отложений ПГ одного из блоков Балаковской АЭС. Полученные ре-
зультаты однозначно свидетельствуют о более высокой эффективно-
сти раствора NH4Ac и NaNO2. В результате проведенной работы бы-
ла принята для ПГ АЭС с ВВЭР-1000 России следующая рецептура
промывочного раствора:
Первый этап (удаление медьсодержащей составляющей отложений)
Вариант 1
Ацетат аммония (NH4Ac), г/л............10—30
Аммиак (NH3) до величины pH............10,0—10,5
Окислитель.............................кислород сжатого
воздуха
349
Глава восьмая
Перемешивание промывочного раствора......сжатым воздухом
Температура раствора, °C ................40—60
Вариант 2
Ацетат аммония (NH4Ac), г/л..............10—30
Аммиак (NH3) до величины pH ...........10,0-10,5
Окислитель NaNO2, г/л....................3-10
Перемешивание и нагрев промывочного .....паром
раствора
Температура раствора, °C ................60—80
Второй этап (удаление железооксидной составляющей отложений)
ЭДТК, г/л ...............................10-40
Ацетат аммония (NH4Ac), г/л..............5—20
Гидразин (N2H4), г/л ....................1—4
Начальное значение pH....................5,0—5,5
Нагрев промывочного раствора.............паром
Температура раствора, °C ................85—95
Перемешивание промывочного раствора .....паром и сжатым воздухом
Третий этап (удаление медьсодержащей составляющей отложений
и пассивация)
Ацетат аммония (NH4Ac), г/л..............3—10
Аммиак (NH3) до значения pH..............10,0—10,5
Окислитель...............................кислород сжатого воздуха
Температура раствора, °C ................40—60
Перемешивание промывочного раствора......сжатым воздухом
Результаты проведенного в 2000—2001 гг. на 1-м энергоблоке Бала-
ковской АЭС опытно-промышленного опробования технологии хи-
мической промывки ПГ с использованием ацетата аммония подтвер-
дили эффективность удаления отложений, содержащих до 30% оки-
слов меди и металлической меди.
Способ промывки ПГ в период ППР наряду с преимуществами
имеет ряд недостатков, из которых следует отметить большие объемы
аммиачных отмывочных растворов, подлежащих переработке, дли-
тельность процесса промывки и необходимость монтирования паро-
водяных инжекторов для перемешивания раствора.
Кардинальным решением проблемы является применение более
технологичного способа промывки ПГ - при расхолаживании РУ,
так как в этом режиме промывочный раствор перемешивается без
применения дополнительных устройств только за счет кипения. Тем-
пературные и временные особенности режима расхолаживания РУ
предъявляют жесткие требования к технологии процесса промывки.
Начало подачи раствора ограничивается температурой в ПГ не более
350
Водно-химический режим второго контура АЭС с ВВЭР
180 °C по условию термической устойчивости ЭДТК и допустимому
температурному перепаду между металлом корпуса ПГ и дозируемым
промывочным раствором. Окончание процесса промывки определя-
ется температурой в ПГ 100 °C, при которой заканчивается кипение
и прекращается перемешивание раствора. Таким образом, при расхо-
лаживании РУ со скоростью 15—30 °С/ч ввод промывочного раство-
ра и промывка ПГ как от отложений соединений железа, так и от от-
ложений соединений меди проводятся примерно за 3-6 ч в один
этап, т.е. без промежуточного дренирования промывочных раство-
ров.
Разработка рецептуры промывочного раствора осуществлялась на
основе опыта промывок ПГ в период ППР.
Обе рецептуры (отмывка от соединений железа и соединений ме-
ди) удалось совместить, учитывая особенности режима расхолажива-
ния РУ и динамику изменения свойств промывочного раствора по
мере комплексования отложений.
Были также проведены экспериментальные исследования корро-
зионного воздействия промывочного раствора на конструкционные
материалы ПГ и трубопроводов. Исследования показали, что ско-
рость сплошной коррозии для углеродистой и перлитной стали в ис-
ходном концентрированном промывочном растворе составляет око-
ло 50 г/(м2-ч). Скорость сплошной коррозии материала коллектора
ПГ в разбавленном промывочном растворе, который получается по-
сле подачи концентрированного раствора в ПГ, составляет не более
30 г/(м2-ч). По мере расходования свободного комплексона в промы-
вочном растворе скорость коррозии снижается. Скорость сплошной
коррозии теплообменных труб примерно на два порядка ниже. Ло-
кальные виды коррозии (в том числе на напряженных образцах) от-
сутствовали.
Подача промывочного раствора в ПГ может осуществляться по
двум вариантам. Вариант I (рис. 8.3) предусматривает подачу промы-
вочного раствора в ПГ через резервный патрубок, а раздачу раствора
внутри ПГ - с помощью специально смонтированного раздающего
коллектора. Конструкция раздаточного коллектора позволяет рас-
пределить промывочный раствор равномерно по длине ПГ. Подача
раствора по варианту II (рис. 8.4) осуществляется через линию про-
дувки ПГ. В этом случае должна быть осуществлена врезка линии по-
дачи раствора в трубопроводы продувочной воды.
Для приготовления промывочных растворов используется штат-
ное оборудование системы дезактивации.
351
Глава восьмая
Рис. 8.3. Принципиальная технологическая схема химической промывки
ПГ АЭС с ВВЭР-1000 при расхолаживании реакторной установки
(вариант I):
1 — бак-мешалка системы дезактивации; 2 - насос системы дезактивации; 3 - тепло-
обменник; 4 — линия возврата продувочной воды; 5- дополнительный насос; 6 - ли-
нии продувки парогенератора; 7 — парогенератор; 8 - линия дренажа парогенератора;
9 —дренажный насос; 10— раздающий коллектор
Исходный промывочный раствор при объеме около 20 м3 имеет
следующий состав: ЭДТК — 80—100 г/кг; щавелевая кислота —
20—25 г/кг; величина pH - 5,0-5,5 (за счет NaOH).
Температура исходного промывочного раствора - 70...90 °C.
Процесс промывки при расхолаживании РУ проводится следую-
щим образом. При температуре около 180 °C вводится кислый рас-
твор комплексона, который в восстановительной среде ПГ растворя-
ет и связывает в комплексы отложения соединений железа. По мере
комплексования величина pH среды растет. При дальнейшем сниже-
нии температуры в ПГ (до 130 °C) добавляется окислитель и оставше-
еся количество свободного комплексона связывает в комплексы от-
ложения соединений меди. При снижении температуры среды менее
80 °C ПГ дренируется.
Опытно-промышленное опробование химической промывки ПГ
при расхолаживании РУ было проведено в июне 1992 г. на 1-м блоке
Хмельницкой АЭС. С 1992 по 2002 г. на 1-м энергоблоке Хмельниц-
кой АЭС было проведено одиннадцать химических промывок. Сни-
жение удельной загрязненности теплообменных труб ПГ в результа-
352
Водно-химический режим второго контура АЭС с ВВЭР
Рис. 8.4. Принципиальная технологическая схема химической промывки ПГ
АЭС с ВВЭР-1000 при расхолаживании реакторной установки (вариант II):
1 — бак-мешалка системы дезактивации; 2 - насос системы дезактивации; 3 - тепло-
обменник; 4 - линия возврата продувочной воды; 5 - дополнительный насос; 6 - ли-
нии продувки парогенератора; 7- парогенератор; 8 - линия дренажа парогенератора;
9-дренажный насос
те проведения однократной промывки составляет 40—80 г/м2. Резуль-
таты осмотров и отбора отложений с теплообменных труб ПГ 1-го
энергоблока Хмельницкой АЭС свидетельствуют, что такой эффек-
тивности достаточно для поддержания удельной загрязненности теп-
лообменной поверхности ПГ в пределах нормы (менее 150 г/м2) при
периодичности промывки каждого ПГ один раз в 4 года. Следует от-
метить, что за весь период эксплуатации 1 -го энергоблока Хмельниц-
кой АЭС было заглушено всего 13 теплообменных труб П Г, что соста-
вляет 0,03% их общего количества. При этом ни в одном случае при-
чиной глушения не является коррозионное повреждение металла
труб.
Промышленное применение способа промывки ПГ при расхола-
живании РУ подтвердило его основное преимущество — высокую
технологичность:
• нет необходимости монтировать на ПГ перемешивающие устрой-
ства и прокладывать временные трубопроводы подачи промывоч-
ного раствора;
• промывка не требует длительного времени, проводится парал-
лельно с расхолаживанием РУ и не задерживает ППР;
353
Глава восьмая
• объемы отработанных растворов, подлежащих переработке, срав-
нительно невелики и содержат аммиак в небольшом количестве.
Недостатки и ограничения технологии промывки ПГ при расхо-
лаживании РУ являются следствием компромиссов, заложенных в ее
основу с целью достижения высокой технологичности, но они не яв-
ляются проблемой при условии тщательной подготовки персонала к
проведению промывки.
После проведения промывок в некоторых случаях наблюдалось
локальное осаждение меди на корпусе ПГ. Несмотря на то, что повы-
шенное содержание меди в отложениях на корпусе ПГ не представля-
ет опасности, в 1997 г. в технологию промывки были внесены изме-
нения, направленные на исключение этого явления.
Как показали результаты проведенных химических промывок, ее
общая эффективность после доработки технологии значительно воз-
росла, а эффективность отмывки от соединений меди оказалась на
приемлемом уровне. При дренировании ПГ после промывки соотно-
шение содержания меди и железа в сливаемом растворе примерно со-
ответствует их соотношению в отложениях. При осмотре ПГ после
промывки вторичного осаждения меди не обнаружено, что подтвер-
ждено анализом химического состава отложений.
Кроме перечисленных мер, положительную роль в повышении эф-
фективности промывки сыграло также введение операции барботиро-
вания промывочного раствора сжатым воздухом при дренировании ПГ.
84
ДЕЗАКТИВАЦИЯ ПАРОГЕНЕРАТОРОВ АЭС С ВВЭР
В процессе эксплуатации РУ на поверхностях коллекторов теплоно-
сителя и теплообменных труб парогенераторов АЭС с ВВЭР со сторо-
ны первого контура происходит рост защитной окисной пленки и
слоя радиоактивных отложений. При этом присутствующие в тепло-
носителе радиоактивные загрязнения глубоко инкорпорированы
(внедрены) в защитную окисную пленку вплоть до металла. С целью
уменьшения дозовых нагрузок на оперативный и ремонтный персо-
нал в период проведения контроля металла, технического обслужи-
вания и ремонта оборудования необходимо удаление радиоактивных
отложений и защитной окисной пленки путем проведения дезакти-
вации ПГ со стороны первого контура.
354
Водно-химический режим второго контура АЭС с ВВЭР
Удовлетворительная эффективность дезактивации достигается при
условиях растворения и удаления с раствором не только слоя отложе-
ний, но и обогащенной радиоактивными продуктами коррозии защит-
ной окисной пленки. Эффективность дезактивации ПГ определяется
по результатам контроля мощности дозы у-излучения от «горячего» и
«холодного» коллекторов (в средней части по высоте коллекторов) до
и после дезактивации. Дезактивация ПГ по первому контуру прово-
дится в период ППР при полностью выгруженной активной зоне.
Дезактивация ПГ АЭС с ВВЭР проводится с помощью установок
дезактивации.
Установка дезактивации ПГ АЭС с ВВЭР-1000, конструкции ОКБ
«Гидропресс» приведена на рис. 8.5. В состав установки дезактивации
входят:
• отсекающие устройства, устанавливаемые в кольцевые проточки
нижней части каждого коллектора;
• электронасосный агрегат, монтируемый на фланце «горячего»
коллектора теплоносителя первого контура;
• крышка, устанавливаемая на фланце «холодного» коллектора теп-
лоносителя первого контура. В крышке имеется патрубок Ду 65
для подсоединения трубопровода подачи и дренирования дезак-
тивирующего раствора и патрубок Ду 25 для подсоединения тру-
бопровода подачи сжатого воздуха для вытеснения отработанного
дезактивирующего раствора, сигнализатор уровня и отверстие с
пробкой для отбора проб;
• сопло, скрепленное с выходным патрубком электронасосного аг-
регата и обеспечивающее распределение дезактивирующего рас-
твора по сектору из трех—пяти вертикальных рядов теплообмен-
ных труб ПГ;
• электропривод, осуществляющий вращение распределительного
сопла;
• щит управления, соединенный электрокабелями с электродвигате-
лем электронасосного агрегата и электродвигателем электропривода.
Дезактивация проводится следующим образом:
• на дезактивируемом ПГ демонтируются крышки люков второго
контура и крышки коллекторов теплоносителя;
• в коллекторах теплоносителя первого контура устанавливаются
отсекающие устройства, а на фланцах коллекторов монтируется
установка дезактивации;
• дезактивируемый ПГ заполняется по второму контуру обессолен-
ной водой с температурой от 100 до 110 °C;
355
Глава восьмая
Рис. 8.5. Установка дезактивации ПГ АЭС с ВВЭР-1000
356
Водно-химический режим второго контура АЭС с ВВЭР
• в «холодный» коллектор ПГ из установки приготовления дезакти-
вирующих растворов дозируется дезактивирующий раствор пер-
вой стадии с температурой 60...90 °C;
• дезактивация ПГ осуществляется за счет прокачки дезактивирую-
щего раствора с температурой 80...90 °C из «горячего» коллектора
теплоносителя в «холодный» последовательно через секторы из
трех-пяти вертикальных рядов теплообменных труб. Раскрытие
сопла около 15 градусов;
• распределение дезактивирующего раствора по трубам осуществ-
ляется вертикальным соплом, соединенным с электронасосным
агрегатом. Из «холодного» коллектора дезактивирующий раствор
вновь возвращается в «горячий» коллектор. В процессе дезактива-
ции электронасосный агрегат с соплом осуществляет вращательное
движение вокруг вертикальной оси коллектора теплоносителя;
• по окончании первой стадии дезактивации отключается электрона-
сосный агрегат, и при подаче в «холодный» коллектор ПГ сжатого
воздуха под давлением 0,3 МПа часть дезактивирующего раствора
первой стадии вытесняется в спецканализацию и далее в систему
хранения и переработки жидких радиоактивных отходов АЭС;
• затем в ПГ вводится такое же количество концентрированного
раствора оксиэтилидендифосфоновой или щавелевой кислоты и
производится аналогичная прокачка его через трубы;
• по окончании второй стадии дезактивации раствор удаляется в
спецканализацию;
• в ПГ подается промывочная вода и производится промывка, пос-
ле чего промывочная вода также дренируется в спецканализацию.
Таким образом, дезактивация ПГ проводится однованным мето-
дом в две стадии.
Первая стадия - окислительная обработка с раствором следующе-
го состава: калий марганцовокислый (КМпО4) — 0,5—1,0 г/дм3; азот-
ная кислота (HNO3) - 5,0—10,0 г/д3.
Продолжительность обработки - до 4 ч.
Вторая стадия - комплексующая обработка. В окислительный
раствор первой стадии дозируется раствор оксиэтилидендифосфоно-
вой кислоты (ОЭДФ) или щавелевой кислоты (Н2С2О4-2Н2О) до по-
лучения их концентрации в растворе 20—30 г/дм3.
Продолжительность обработки — до 4 ч.
После завершения дезактивации проводится водная промывка ПГ
продолжительностью 2 ч.
357
Глава
Конструкционные материалы парогенераторов
9
9.1
ТРЕБОВАНИЕ К МАТЕРИАЛАМ ПГ
Выбор материала для узлов и деталей парогенератора имеет крайне
важное значение, ибо безотказная работа ПГ предопределяет надеж-
ную продолжительную работу элементов оборудования всей АЭС и
безаварийное состояние станции.
Процессы тепломассообмена, гидродинамики и физико-химиче-
ские процессы, протекающие одновременно на теплопередающих
поверхностях, в сильной степени оказывают влияние на стойкость
материалов, из которых изготовлены элементы парогенератора. Зна-
ние механизмов протекания этих процессов позволяет с достаточной
гарантией обосновать выбор конструкционных материалов и гаран-
тировать назначенный срок службы парогенератора. С этой целью
осуществлялся широкий комплекс экспериментальных исследова-
ний на моделях и штатных парогенераторах, а также использовался
опыт эксплуатации парогенераторов.
Материалы, применяемые для изготовления парогенераторов,
должны удовлетворять следующим требованиям:
• быть достаточно коррозионно- и эрозионно-устойчивыми в среде
теплоносителя;
• иметь высокие механические свойства при заданном температур-
ном режиме работы;
• обладать высокой жаростойкостью и стабильностью свойств в ра-
бочих условиях;
• хорошо свариваться и подвергаться механической обработке;
• иметь удовлетворительные теплофизические характеристики, в
частности высокий коэффициент теплопроводности.
Материалы, применяемые для узлов ПГ, контактирующих со сре-
дой первого или второго контура, должны обладать высокой обшей
358
Конструкционные материалы парогенераторов
коррозионной стойкостью в воде прежде всего потому, что продукты
коррозии при переносе потоком теплоносителя могут вызывать ряд
осложнений:
• ухудшение теплоотдачи тепловыделяющих элементов при отло-
жении продуктов коррозии на теплопередающих поверхностях;
• ухудшение радиационной обстановки всего контура;
• засорение каналов, уменьшающее расход теплоносителя;
• ухудшение условий работы пар трения вплоть до заклинивания
движущихся частей;
• инициирование коррозии при контакте с некоторыми материалами.
92
МАТЕРИАЛЫ ДЛЯ ПГ АЭС С ВВЭР
Материалы основных элементов парогенераторов разных типов и по-
колений представлены в табл. 9.1.
Таблица 9.1. Материалы основных элементов конструкций
парогенераторов
Элемент узла ПГВ-1 ПГВ-3 ПГВ-4 ПГВ-1000
Корпус паро- Сталь 22К Сталь 22 К Сталь 22К-ВД Сталь
генератора Трубный пучо (сварной из вальцованных листов толщи- ной 60—70 мм) с: (сварной из вальцованных обечаек тол- щиной 60— 145 мм с пат- рубками из поковок) или 22К-Ш (сварной из вальцованных обечаек тол- щиной 75— 145 мм с пат- рубками из поковок) 10ГН2МФА (сварной из кованых обе- чаек толщиной 105—145 мм с патрубками из поковок)
материал 08Х18Н10Т 08Х18Н10Т 08Х18Н10Т 08Х18Н10Т
размер, мм Коллектор теплоносител5 021x1,5 мм :: 016x1,4 мм 016x1,4 мм 016x1,5 мм
материал 1Х18Н9Т, 12Х18Н10Т 08Х18Н10Т 10ГН2МФА, 10ГН2МФА-Ш с антикоррози- онной наплав- кой
359
Глава девятая
Таблица 9.1 (окончание)
Элемент узла ПГВ-1 ПГВ-3 ПГВ-4 ПГВ-1000
внутренний диаметр и тол- щина стенки в перфорирован ной части, мм 750x75 750x80 800x136 834x168
Сепарацион- ное устройство 08Х18Н10Т 08Х18Н10Т 08Х18Н10Т 08Х18Н10Т
Дистанцио- нирующие элементы 08Х18Н10Т 08Х18Н10Т 08Х18Н10Т 08Х18Н10Т
Устройство подвода и раздачи пи- тательной воды Сталь 20 Сталь 20 Сталь 20, 0Х18Н10Т Сталь 20, 08Х18Н10Т
Коллектор пара — — Сталь 20, 20К Сталь 16ГС, сталь 20
Патрубки и Сталь 22К, Сталь 22К, Сталь 22К, Сталь 22К,
штуцера кор- пуса ПГ сталь 20 сталь 20 сталь 20 сталь 20
Крепежные детали — ХН35ВТ, 08Х18Н10Т, 25Х1МФ, 40Х ХН35ВТ-ВД 08Х18Н10Т, 25Х1МФ, 40Х 38ХНЗМФА, 25Х1МФ, 40Х
Стали и сплавы оборудования элементов первого контура по
стойкости к общей равномерной поверхностной коррозии не долж-
ны иметь скорость более 0,01 мм/год.
Низколегированные стали перлитного класса могут обеспечить
указанные характеристики коррозионной стойкости в воде первого
контура в период работы реактора на мощности. Для этого необходи-
мо обеспечить низкое содержание кислорода в теплоносителе и по-
вышенную величину pH (порядка 10).
Обеспечение этих условий во время стояночных режимов затруд-
нено. Это приводит к существенному увеличению выхода продуктов
коррозии перлитных сталей в контур.
Пониженная коррозионная стойкость, а также ряд других обстоя-
тельств обусловливает применение коррозионностойких сталей и
360
Конструкционные материалы парогенераторов
сплавов для деталей и узлов, работающих в контакте с водой первого
контура, и аустенитных наплавок для защиты корпусных конструк-
ций из перлитных сталей.
В отечественных парогенераторах для установок с ВВЭР широко
применяется сталь на базе классической композиции 18-8, имеющая
в основном аустенитную структуру.
Хромоникелевые стали типа 18-8 в воде первого контура имеют
скорость общей коррозии не более 0,001—0,002 мм/год. Высокая тех-
нологичность при металлургических переделах, а также хорошая сва-
риваемость являются важными особенностями хромоникелевых ста-
лей. Изготавливаются трубы различных размеров, листы и поковки
из слитков массой в несколько десятков тонн. Сварка различными
способами может производиться для любых применяемых толщин
без предварительного подогрева и последующей термической обра-
ботки. Хорошая свариваемость и высокая металлургическая техноло-
гичность обеспечиваются ограничением содержания ферритной фа-
зы от 0,5 до 10%.
Регламентация ферритной составляющей обеспечивает хромони-
келевым сталям, их сварным соединениям и наплавкам высокую ста-
бильность свойств при длительных выдержках в области рабочей
температуры.
Легирование титаном обеспечивает стойкость против межкристал-
литной коррозии и некоторое дополнительное упрочнение стали.
д_3
РАБОТА МАТЕРИАЛОВ В ЭЛЕМЕНТАХ ПГ
В подразделах 2.7.2 и 3.4.3 описаны ситуации с повреждением колле-
кторов теплоносителей в парогенераторах типов ПГВ-4 и ПГВ-1000.
Были приняты соответствующие решения. Особенно остро стоял во-
прос относительно ПГВ-1000 (1000М).
Для коллекторов теплоносителя этих ПГ была применена высоко-
прочная теплостойкая сталь перлитного класса 10ГН2МФА, разрабо-
танная специально для ПГВ-1000.
На внутреннюю поверхность коллекторов нанесена антикоррози-
онная наплавка (07Х25Н13+08Х19Н10Г2Б или 04Х20Н10Г2Б), кото-
рая позволяет предотвратить коррозионное воздействие среды пер-
вого контура.
361
Глава девятая
Тем не менее, дефекты были обнаружены на 25 парогенераторах
этого типа.
Причины повреждения холодных коллекторов исследовались в
течение нескольких лет.
В числе разработанных и внедренных организационно-техниче-
ских мероприятий значительное место было уделено вопросам повы-
шения надежности работы металла.
Для изготовления коллекторов теплоносителя было решено ис-
пользовать сталь 10ГН2МФА вакуумно-дугового или электрошлако-
вого переплава с повышенными требованиями по ограничению со-
держания неметаллических включений — серы до 0,005% и фосфора
до 0,008%, что повысило устойчивость стали к снижению пластично-
сти во всем диапазоне эксплуатационных условий (см. табл. 9.2 и 9.3).
В технические условия на заготовки из стали 10ГН2МФАдля кол-
лекторов были введены требования по критической температуре
хрупкости, которая не должна превышать минус 10 °C, а также по
проведению сдаточных механических испытаний заготовок коллек-
торов на тангенциальных образцах.
В разделе 3.5 сказано о проводимых работах по парогенератору
ПГВ-1000У с перфорированной частью из коррозионностойкой аусте-
нитной стали. Хотя этот вариант не был реализован, в процессе отработ-
ки применения этой стали были решены многие материаловедческие
проблемы, имеющие значение для будущих работ по оборудованию РУ:
• оптимизация химического состава стали 08Х18Н10Т-ВД в преде-
лах марочного состава с целью получения о(,52 > 176 МПа на тан-
генциальных образцах;
• освоение металлургического производства поковок для коллекто-
ра из крупных слитков с обеспечением Oq 2° >176 МПа в сечении
200-^300 мм;
• обеспечение металлургического качества крупногабаритных по-
ковок на уровне требований ОСТ 108.109.01-79;
• разработка и аттестация производственной технологии сварки и
наплавки разнородного композитного шва аустенитной стали со
сталью 10ГН2МФА-Ш при толщине 120 мм;
• разработка технологии сварки и наплавки применительно к изго-
товлению коллектора.
Вернемся к вопросу о материалах существующих ПГ. Из всех уз-
лов АЭС, находящихся вне реактора, в наиболее жестких условиях
эксплуатации находится трубная система парогенератора.
362
Конструкционные материалы парогенераторов
Таблица 9.2. Химический состав легированной конструкционной ста-
ли (табл. 2 из ТУ108.766-86)
Марка стали Массовая доля элементов, %
С Si Мп Ni Мо
10ГН2МФА Таблица 9.2 (О1 0,08-0,12 юнчание) 0,17-0,37 0,80-1,10 1,80-2,30 0,040-0,70
Марка стали Массовая доля элементов, %
V Сг | S 1 Си 1 Р
Не более
10ГН2МФА 0,03-0,07 0,30 0,020* 0,30 0,020*
*Для коллекторов ЭШП соответственно 0,005 и 0,008.
Таблица 9.3. Механические свойства легированной конструкционной
стали (табл. 3 из ТУ108.766-86)
Марка стали Т = 20 °C
Временное сопротив- ление раз- рыву Rm, МПа Предел те- кучести Rp0 2, МПа Относитель- ное удлине- ние а5, % Относитель- ное суже- ние Z, % Ударная вяз- кость KCV, кДж/см2
Не менее
10ГН2МФА 540 345 16 55 390
10ГН2МФА-Ш, 540 345 18 60 600
10ГН2МФА-ВД
Таблица 9.3 (окончание)
Марка стали Т = 350 °C Т = -10°С Критическая температура хрупкости ТКд, °C
Времен- ное со- против- ление разрыву МПа Предел текучести ^0,2, МПа Относи тельное удли- нение а5, % Относи- - тельное сужение Z, % Ударная вязкость KCV, кДж/см2
Не менее Не выше
ЮГН2МФА 10ГН2МФА-Ш, ЮГН2МФА-ВД 490 490 295 295 14 15 50 55 245 390 + 15 -10
363
Глава девятая
Трубы подвергаются двухстороннему коррозионному воздейст-
вию агрессивных сред разного состава в условиях теплового потока и
термических нагружений.
Для оценки влияния качества поверхности труб на их общую кор-
розионную стойкость были проведены автоклавные испытания об-
разцов со шлифованной и электрохимполированной поверхностями.
По результатам испытаний и опыту эксплуатации парогенерато-
ров на действующих АЭС получены выводы, что применение тепло-
обменных труб с внутренней электрохимполированной и наружной
шлифованной поверхностями наиболее целесообразно с точки зре-
ния обеспечения качества и стоимости парогенератора.
Все материалы, применяемые для ПГВ-ЮООМ, отвечают требова-
ниям Правил устройства и безопасной эксплуатации оборудования и
трубопроводов АЭС ПНАЭ Г-7-008-89, аттестованы и разрешены
Госатомнадзором (ГАН) РФ для применения в оборудовании АЭС,
освоены промышленностью и производятся по государственным
стандартам и техническим условиям.
Легированная конструкционная сталь 10ГН2МФА, используемая в
виде поковок и листов для изготовления корпуса ПГ и коллектора теп-
лоносителя, освоена в производстве, удовлетворительно сваривается в
толщинах до 300 мм, устойчива к коррозионному воздействию со сто-
роны водной среды второго контура, обладает хорошей пластичностью
и высокими механическими свойствами. Для сварки стали использу-
ются электроды ПТ-30, УОНИИ-13/45А, проволока Св-10ГН1МА.
Основная масса стали 08X18НЮТ используется в виде труб
016x1,5 мм для изготовления змеевиков трубной теплопередающей
поверхности.
Трубы поставляются на предприятие-изготовитель ПГ длиной до
16 метров, что позволяет изготавливать змеевики без сварных стыков.
U-образные змеевики поверхности теплообмена ПГ изготавлива-
ются путем холодной гибки труб, после этого они термически не об-
рабатываются. При изготовлении змеевиков обеспечивается выпол-
нение следующих требований:
• овальность на гнутых участках должна быть не более 10% номи-
нального наружного диаметра трубы;
• утонение стенки в местах гиба не должно превышать 12% номи-
нальной толщины стенки трубы.
Нержавеющие трубы из стали 08Х18НЮТ используются в пароге-
нераторах АЭС в СССР начиная с 1954 г. (Первая в мире АЭС - в
г. Обнинске).
364
Конструкционные материалы парогенераторов
Стойкость труб в водной среде ПГ, в условиях теплопередачи и па-
рообразования, с учетом наличия коррозионно-активных компонен-
тов проверена лабораторными методами, стендовыми эксперимента-
ми и натурным опытом эксплуатации на АЭС с ВВЭР.
Анализ результатов испытаний холоднодеформированной стали
08Х18Н10Т на стойкость против коррозионного растрескивания и
коррозионной усталости, а также результатов эксплуатации пароге-
нераторов ПГВ-440 и ПГВ-ЮООМ с теплообменными змеевиками из
холоднодеформированных труб подтверждают вывод о возможности
использования таких труб в составе ПГВ-440 и ПГВ-ЮООМ при под-
держании качества воды второго контура в соответствии с требовани-
ями Норм ВХР (см. главу 8).
Для сварки основных конструкционных материалов применяются
сварочные материалы, рекомендованные документом «Оборудова-
ние и трубопроводы атомных энергетических установок. Сварка и
наплавка. Основные положения». ПНАЭ Г-7-009—89. М.: Энергоа-
томиздат, 1991. Все они аттестованы.
Ниже приведены сварочные материалы, рекомендованные и атте-
стованные для сварки и наплавки деталей парогенератора: электроды
марок УОНН И-13/45А, УОНИИ-13/45, УОНИИ-13/55, ПТ-30, ЦУ-
7, ЦУ-7А, ЭА-395/9, ЦТ-10, ЭА-400/ЮТ, ЭА-400/ЮУ, ЗИО-8, ЦЛ-
25/1, ЦЛ-25/2, ЭА-898/21Б, ЦТ-15К, ЦЛ-59; проволока в среде арго-
на Св-04Х19Н11 М3, Св-08ГС, Св-08Г2С, Св-08ГСМТ, Св-07Х25Н13,
Св-ЮХ16Н25АМ6; проволока Св-08А под флюсом АН-42, АН-42М,
ФЦ-16, Св-08АА под флюсом АН-42, Св-08ГС под флюсом ФЦ-11,
ФЦ-16, Св-ОбА под флюсом АН-42, АН-42М, Св-ЮГНМА (Св-
08ГНМА) под флюсом ФЦ-16, Св-ЮГН1МАили Св-ЮН2ГМА-2 под
флюсом ФЦ-16 или ФЦ-16А, Св-08Х14Н8СЗБ под флюсом ОФ-6;
проволока или лента Св-04Х19Н11МЗ под флюсом ОФ-6, ОФ-Ю,
Св-07Х25Н13 под флюсом ОФ-Ю, Св-04Х20НЮГ2Б под флюсом
ОФ-Ю, ФЦ-17, Св-08Х19НЮГ2Б под флюсом ОФ-Ю, ФЦ-18, Св-
10Х16Н25АМ6 под флюсом ОФ-Ю; проволока Св-08Г2С в СО2.
Для антикоррозионной наплавки на внутренние поверхности
коллектора теплоносителя и наплавок на уплотнительные поверхно-
сти корпуса и коллекторов теплоносителя ПГ используются матери-
алы: Св-07Х25Н13 — первый слой; Св-04Х20Н 10Г2Б или Св-
08Х19НЮГ2Б — второй слой.
365
Глава девятая
9,4
НОВЫЕ МАТЕРИАЛЫ
9.4.1
Коллекторы ПГ
В связи с повреждением коллекторов ПГВ-ЮОО(ЮООМ) рассматри-
вался вопрос о применении других материалов, так как одним из
главных факторов, приводящих к возникновению дефектов (трещин)
в металле, считали некоторые негативные особенности стали
10ГН2МФА (см. 3.4.3).
В разделе 3.5 описывалась попытка создания конструкции ПГ с
коллектором, в котором центральная, перфорированная часть вы-
полнялась из стали 0Х18Н10Т.
В то же время в качестве альтернативных материалов для изготов-
ления коллекторов парогенераторов ПГВ-1000 предлагалось исполь-
зовать сталь феррито-перлитного класса 10НЗМФА и сталь мартен-
ситного класса 07Х16Н4Б. Химический состав и механические свой-
ства указанных сталей приведены в табл. 9.4 и 9.5.
Сталь 10НЗМФА была разработана и успешно применялась для
изготовления крупногабаритных заготовок в толщинах до 1000 мм в
конструкциях судовых реакторных установок. Сталь обеспечивает
требуемый уровень механических свойств в толщинах до 400 мм, она
идентична по свариваемости стали 10ГН2МФА, для ее сварки приме-
няются те же материалы.
Считается, что эта сталь не имеет низкотемпературной ползучести
в такой степени, как 10ГН2МФА, и поэтому в меньшей мере будет
склонна к коррозионному растрескиванию при малых скоростях де-
формации (см. 3.4.3).
По заявлению металловедческого института ЦНИИКМ Проме-
тей, применение стали 10НЗМФА не потребует изменений в техноло-
гии изготовления парогенераторов по сравнению с применяемой ста-
лью, однако требуется проведение специальных исследований в ус-
ловиях представительно моделирующих условия эксплуатации ПГ.
Сталь 07X16Н4Б предназначена для изготовления высоконагру-
женных деталей и сварных узлов энергетического оборудования АЭУ,
366
Конструкционные материалы парогенераторов
Таблица 9.4. Химический состав
Марка стали Содержание химических элементов, %
С Si Мп Ni Cr 1 S
Не более
10НЗМФА 0,08-0,12 0,17-0,37 0,30-0,60 3,10—3,71 0,30 0,020
07Х16Н4Б 0,05-0,10 0,60 0,20—0,56 3,5-4,5 15,0-16,5 0,020
Таблица 9.4 (окончание)
Марка стали Содержание химических элементов, %,, не более
Р Си Со As Мо Nb V
10НЗМФА 0,020 0,25 0,025 0,04 0,40— 0,60 0,03— 0,08
07Х 16Н4Б 0,025 0,20 .— — — 0,20— 0,40 —
Таблица 9.5. Механические свойства
Марка стали Т = 20 °C
Временное сопротив- ление раз- рыву Rm, МПа Предел текучести Rp0 2, МПа Относитель- ное удлине- ние А5, % Относитель- ное сужение Z, % Ударная вяз- кость КС и, Дж/см2
Не менее
10НЗМФА 07X16Н4Б 540 882 345 690 18 12 55 40 39 59
Таблица 9.5(окончание)
Марка стали Т = 350 °C, не менее
Временное сопротив- ление раз- рыву Rm, МПа Предел текучести Rp0, МПа Относитель- ное удлине- ние А5, % Относитель- ное сужение Z, % Критическая температура хрупкости Т °C 1 КО’
10НЗМФА 490 295 17 50 + 15...-10
07Х16Н4Б — 637 — — —
367
Глава девятая
работающего в контакте с хлорсодержащими и щелочными средами
(дистиллят, пар, морская вода, морская атмосфера и т.д.) в условиях
статического и циклического нагружения при температурах от -40 до
+350 °C. Промышленностью освоена выплавка слитков из стали
07Х16Н4Б массой до 15 т и заготовок из этих слитков. Сталь в толщи-
нах до 150 мм сваривается без подогрева аргонодуговым ручным и ав-
томатическим способами с использованием сварочной проволоки
химического состава близкого к основному металлу. Применительно
к коллекторам требуются аттестация технологии сварки стали
07X16Н4Б с корпусной сталью 10ГН2МФА, технологии наплавки
внутренней перфорированной части коллекторов аустенитными ма-
териалами, проведение дополнительных исследований в обоснова-
ние работоспособности стали 07Х16Н4Б и ее сварных соединений в
условиях работы коллекторов ПГВ-1000.
9.4.2
Теплообменные трубы
Как известно, в парогенераторах АЭС с PWR, после первых попыток
применить для трубчатки сталь типа 18-8 (аналог 0Х18Н10Т), ис-
пользуют трубы из высоконикелевых сплавов:
Monel-400 (60% Ni, 15% Cr, 9% Fe);
Inconel 600 (15% Ni, 15% Cr, 9% Fe);
Thermal treatment alloy 600ТТ;
Inconel 690TT (30% Ni, 30% Cr, 10% Fe);
Incoloy 800 (40% Fe, 20-30% Cr);
Alljy 800 (35% Ni,5% Cr, 44% Fe).
По-видимому, было намерение путем применения высоконикеле-
вых материалов избавиться от различных видов коррозии и обеспе-
чить надежную работу теплообменных труб. Жизнь показала, что эти
надежды не оправдались, процент поврежденных труб на ПГ АЭС с
PWR выше, чем на АЭС с ВВЭР. Более сотни ПГ на АЭС с PWR заме-
нено по причине повреждения теплообменных труб.
В конце 70-х, в начале 80-х годов прошлого века анализировался
вопрос о применении у нас труб из материалов с повышенным содер-
жанием никеля. В этом случае можно было бы иметь меньшую тол-
368
Конструкционные материалы парогенераторов
щинутруб (до 1 мм, как на ПГ АЭС с PWR) и более высокий коэффи-
циент теплопередачи, что могло бы улучшить технико-экономиче-
ские характеристики ПГ. Однако проработки показали, что эту цель
достигнуть не просто, трубы с высоким содержанием никеля более до-
рогие, требуются серьезные работы по освоению новой технологии.
Тем не менее, предложения о применении новых материалов для
ТОТ периодически возникают, например, в некоторых проектах РУ
малой мощности предлагается применить для ТОТ даже титановые
сплавы.
Это дело будущего, а сегодня первостепенной задачей является за-
мена медьсодержащих материалов в оборудовании водопитательного
тракта на нержавеющую сталь и труб конденсаторов турбин на тита-
новые материалы, что кардинальным образом улучшит условия рабо-
ты ТОТ.
Это не исключает возможности, что для новых ПГ, с новыми усло-
виями работы возникнет целесообразность или необходимость при-
менения труб из новых материалов.
369
Глава
Продление срока службы ПГВ-4
10.1
ПОСТАНОВКА ЗАДАЧИ
В 2001 г. истек назначенный проектный срок службы 3-го блока
НВАЭС — головного из блоков АЭС первого поколения (см. разделы
2.4 и 2.5). В связи с этим стал актуальным вопрос оценки остаточно-
го ресурса оборудования реакторной установки и возможности экс-
плуатации незаменяемого оборудования, в том числе парогенерато-
ров, за пределами проектного срока службы. Следует отметить, что
замена ПГ также возможна, если это окажется более выгодным реше-
нием, чем модернизация и доработка старых.
Проекты блоков АЭС с ВВЭР-440 (НВАЭС, КАЭС, ААЭС, АЭС
«Козлодуй», АЭС «Богунице») разрабатывались в соответствии с нор-
мами и правилами, действовавшими на конец 60-х годов прошлого
века, и в основу безопасности блока было положено, что эксплуата-
ционным контролем, необходимым качеством изготовления, прави-
лами, действовавшими на то время, можно исключить крупномасштаб-
ную аварию и ограничить течь теплоносителя разрывом трубопровода
Ду 32, что и было принято в качестве максимальной проектной аварии.
Опыт эксплуатации блока подтвердил правильность заложенных в про-
ект принципов безопасности и предусмотренных технических мер.
370
Продление срока службы ПГВ-4
102
ПЕРЕЧЕНЬ НАМЕЧЕННЫХ РАБОТ И МЕРОПРИЯТИЙ
Продление срока службы оборудования сверх проектного предполагает:
• комплексную оценку технического состояния парогенератора;
• анализ повреждений и проведенных ремонтов на парогенераторах
блока;
• оценку состояния металла элементов парогенератора с прогнозом
на продлеваемый срок службы;
• анализ режимов работы парогенератора по номенклатуре, количе-
ству и алгоритму протекания с учетом продления срока службы;
• анализ проектных расчетов прочности;
• выбор критических с точки зрения прочности узлов и элементов
парогенератора, требующих расчетного обоснования, в том числе
расчетов прочности;
• заключение (решение) о возможности дальнейшей эксплуатации
парогенератора, разработанное на основе вышеприведенных работ.
Ужесточение требований современных НТД потребовало выпол-
нения определенных мероприятий, направленных на повышение на-
дежности и безопасной эксплуатации оборудования АЭС. Соответст-
вующими экспертизами были отмечены наиболее слабые места про-
екта парогенератора, а также намечены и реализованы мероприятия
по устранению таких мест и приведения оборудования в соответствие
современным нормативным требованиям, в частности:
• внедрение вытеснителей на крышки коллекторов с целью ограни-
чения величины течи теплоносителя при аварии с отрывом кры-
шек коллектора первого контура;
• модернизация узла фланцевого разъема с применением прокла-
док из расширенного графита, что снижает напряженное состоя-
ние данного узла;
• внедрение дополнительной системы подачи аварийной питатель-
ной воды в парогенератор;
• установка дополнительных уровнемеров с диапазоном Н-4 м, для
реализации аварийной защиты по сигналу снижения уровня (по-
теря охлаждающей воды) в двух из шести ПГ блока;
• введение дополнительных защит и блокировок по уровню в ПГ,
направленных на защиту реактора и собственно парогене-
ратора.
371
Глава десятая
10.3
Оценка работоспособности узлов ПГ
10.3.1
Конструкционные материалы
Все конструкционные материалы, использованные при изготовле-
нии парогенераторов, были аттестованы и разрешены ГАН РФ. Пе-
речень материалов основных узлов парогенератора приведен в
главе 9.
Анализ результатов натурного контроля физико-механических
свойств металла элементов парогенератора на момент окончания
проектного срока службы энергоблока показал, что механические
свойства сталей аустенитного и перлитного классов находятся в пол-
ном соответствии с требованиями нормативной документации. Ре-
зультаты комплекса исследований по оценке влияния длительных
сроков эксплуатации на служебные свойства материалов позволили
сделать однозначный вывод, что механические свойства сталей ау-
стенитного и перлитного классов элементов парогенератора при экс-
плуатации в течение 15 лет сверх проектного срока будут соответст-
вовать нормативным требованиям, а это обеспечивает возможность
продления срока их работы.
Парогенератор за время эксплуатации проходил периодические
технические обследования и освидетельствования. Эксплуатацион-
ный контроль металла элементов ПГ проводился в соответствии с
инструкцией по эксплуатационному контролю, которая периодиче-
ски пересматривалась и дополнялась. При неразрушающих методах
эксплуатационного контроля применялись: просвечивание проника-
ющим излучением, ультразвуковая дефектоскопия, капиллярная де-
фектоскопия, магнитопорошковая дефектоскопия, гидравлические
испытания, контроль плотности и герметичности гелием, вихретоко-
вый контроль.
При необходимости проводились лабораторные методы испыта-
ний, включающие в себя механические испытания, металлографиче-
ские исследования, испытания на стойкость против межкристаллит-
372
Продление срока службы ПГВ-4
ной коррозии (для нержавеющих сталей аустенитного класса) и
другие, предписанные эксплуатационной документацией.
Проводимый за время эксплуатации контроль в вышеприведен-
ном объеме не выявил существенных дефектов в большинстве эле-
ментов парогенератора. Отмечавшиеся повреждения некоторых уз-
лов устранялись по разработанным технологиям на основании соот-
ветствующих согласованных решений (см. разд. 2.7), устранялись
также и причины возникновения этих явлений.
В объеме работ по продлению срока службы блоков проводится
при необходимости отмывка всех парогенераторов, с целью удаления
с поверхности труб отложений, являющихся областью концентриро-
вания коррозионно-активных примесей и, как следствие, местом за-
рождения и развития коррозионных дефектов.
10.3.2
Анализ воздействия на металл эксплуатационных факторов
Существуют следующие потенциальные механизмы старения метал-
ла оборудования установок с ВВЭР-440: термическое старение, кор-
розия, радиационное охрупчивание и циклическая усталость.
Как показывает практика, под действием эксплуатационных фак-
торов, металл оборудования может быть подвержен одновременно
воздействию нескольких механизмов старения. В каждом случае ус-
танавливается доминирующий механизм старения для конкретного
элемента или узла.
По опыту эксплуатации известно, что механизм термического
старения для парогенераторов АЭС с ВВЭР-440 не характерен и в
расчетах прочности не учитывается.
Так как парогенератор находится вне зоны облучения нейтронами
высоких энергий, то механизм радиационного охрупчивания из рас-
смотрения исключается.
Механизмы старения под коррозионным воздействием среды на
металл можно разделить на следующие:
• коррозионная усталость;
• коррозионное растескивание под напряжением;
• межкристаллитное растрескивание;
• общая коррозия;
373
Глава десятая
• локальная коррозия;
• коррозионно-эрозионный процесс.
В процессе эксплуатации парогенераторов, как сказано выше, на-
блюдались следующие дефекты, вызванные коррозионными процес-
сами:
• коррозионное растрескивание фланцев коллекторов;
• коррозионное повреждение шпилек М48 первого контура;
• коррозионные повреждения теплообменных труб;
• язвы как следствие локальной коррозии.
Коррозионные процессы могут являться доминирующими при
определении остаточного ресурса в узлах, где они проявляются. Это
в первую очередь касается теплообменных труб парогенератора.
Основным же, доминирующим механизмом старения для боль-
шинства элементов парогенератора является циклическая уста-
лость.
104
ОЦЕНКА РЕСУРСА
10.4.1
Наиболее нагруженные узлы ПГ
Для определения работоспособности парогенератора, т.е. его ресурса
с учетом продления срока службы, рассмотрены наиболее критиче-
ские, с точки зрения повреждений по различным механизмам, эле-
менты парогенератора. Так как доминирующим механизмом старе-
ния является циклическая усталость, то рассмотрены наиболее на-
груженные узлы парогенератора, лимитирующие его прочность, и уз-
лы, конструктивно отличающиеся от узлов парогенераторов проекта
ПГВ-213, для которых выполнен полный комплекс расчетов в соот-
ветствии с современными нормативными требованиями.
Такими узлами являются:
• патрубок питательной воды;
• патрубки пара и коллектор пара;
• узел соединения коллектора первого контура с корпусом пароге-
нератора;
374
Продление срока службы ПГВ-4
• люк Ду 700;
• выгородка коллектора.
Расчеты по обоснованию прочности этих элементов выполнены
для расширенной номенклатуры режимов, включающей режимы с
НУЭ, ННУЭ и АС, и в количестве, соответствующем 45 годам рабо-
ты. В качестве исходных данных приняты параметры пароге-
нератора, результаты теплогидравлических расчетов и тем-
пературных полей в узлах парогенератора применительно ко всему
спектру проектных режимов, данные экспериментальных исследова-
ний. По результатам проведенных расчетов повреждаемость рассмат-
риваемых узлов за прогнозируемый срок в 45 лет не превышает нор-
мируемую величину а =1.
Кроме того, рассмотрены и проанализированы ранее выполнен-
ные расчеты отдельных узлов парогенератора и выполнены различ-
ные экспертные оценки.
10.4.2
Теплообменные трубы
Вопрос работоспособности теплообменных труб решался вероятно-
стными методами механики разрушения. В рассматриваемой задаче
вероятность сохранения работоспособности теплообменных труб с
коррозионными дефектами определяется уровнем вероятности их
разрушения, при этом допустимый уровень определяется данными
ВАБ соответствующего блока и требованиями ОПБ-88/97 с точки
зрения безопасности работы активной зоны. Сопоставлением полу-
ченных вероятностей с допустимым уровнем определены допусти-
мые размеры дефектов, обнаруживаемых вихретоковым контролем,
и рекомендованы критерии глушения дефектных труб. Кроме того,
был выполнен расчет по влиянию заглушенных труб парогенерато-
ров (с различным объемом глушения — 5, 10 и 15% общего количест-
ва теплообменных труб в ПГ) на работоспособность реакторной уста-
новки в статических и динамических режимах. Проведенные расчеты
показали достаточный запас теплообменной поверхности для обес-
печения работоспособности РУ блоков АЭС, а также отсутствие за-
метного влияния на параметры первого контура РУ глушения тепло-
обменных труб ПГ в вышеуказанном количестве. Тем не менее, ТОТ
могут стать решающим фактором продления работы ПГ.
375
Глава девятая
105
РЕЗУЛЬТАТЫ РАБОТ
По результатам проверки технического состояния парогенератора,
проведенных модернизаций, выполненных ремонтов на элементах
парогенераторов и результатов расчетов прочности была подтвержде-
на возможность продолжения парогенераторами 3-го и 4-го блоков
НВАЭС выполнения своих проектных функций в течение продлева-
емого на 15 лет срока службы с обеспечением требований по ядер-
ной, радиационной и технической безопасности при условии:
• установки на фланцах коллекторов первого контура прокладок из
расширенного графита, что реализовано на блоках 3-м и 4-м
НВАЭС и 1-4-м КАЭС;
• отсутствия роста дефектов в сварных швах приварки проставок к
патрубкам пара, что контролируется при каждых ППР (для блоков
НВАЭС);
• глушения дефектных теплообменных труб в соответствии с реко-
мендованными критериями.
Так как циклическая прочность критичных элементов парогене-
ратора обоснована проведенными расчетами, то на место основного
доминирующего механизма старения (деградации) парогенератора
выходят коррозионные процессы в теплообменных трубах, в связи с
чем важнейшими вопросами дальнейшей эксплуатации являются со-
блюдение норм водно-химического режима, проведение своевремен-
ных химических отмывок ТОТ и ПГ от отложений.
Анализ результатов ВТ-контроля показал несовершенство мето-
дики контроля, значительную погрешность в определении размеров
дефектов. В этой связи было рекомендовано и принято к реализации
выполнение комплекса экспериментальных работ по совершенство-
ванию методики ВТК, влиянию различных факторов на результаты
контроля и ряд иных мероприятий, связанных с повреждением и
оценкой дефектности теплообменных труб. В решениях по продле-
нию срока службы блоков рекомендовано проводить постоянный
контроль за состоянием теплообменного пучка, анализируя результа-
ты ВТК и ведения ВХР второго контура, на основании чего делать за-
ключение о коррозионном состоянии теплообменных труб и ПГ за
пятилетный сроке выдачей рекомендаций по дальнейшей эксплуата-
ции ПГ.
376
Заключение
В данной книге представлено описание основных разработок по па-
рогенераторам, выполненных в ОКБ «Гидропресс» при создании РУ
для АЭС с ВВЭР, а также некоторых поисковых работ по ПГ без при-
вязки к конкретным РУ. Выполненных работ было больше, чем опи-
сано в книге, многие из них были весьма интересны, но объем книги
не дал возможности охватить все известные материалы и проработки.
Из содержания книги видно, что создание парогенераторов явля-
ется длительным эволюционным процессом, в течение которого ос-
мысливаются и решаются вопросы различных плана и направлений.
Вместе с тем явно просматривается определенная идейная конструк-
торская и схемная направленность творческой деятельности испол-
нителей, благодаря чему удалось сохранить все лучшее, имеющееся в
ранних разработках, наряду с желанием внести новые, но не всегда
проверенные и оправданные решения. Однако, это не может исклю-
чить необходимости новых разработок.
Книга не охватывает ряд вопросов и проблем, сопутствующих
процессу разработки и создания парогенераторов.
Мало уделено внимания отражению развития частных решений на
различных стадиях проектирования, было бы интересно проследить,
как изменялось отношение к конструкции в процессе разработки.
Не описаны значение и влияние программ контроля качества.
Не показаны наши отношения с изготовителями ПГ, их взаимное
влияние на разработку и изготовление оборудования ПГ.
Специальные вопросы, входящие в комплекс работ по проектиро-
ванию ПГ, расчетное и экспериментальное обоснование, организа-
ция водно-химического режима, выбор конструкционных материа-
лов ПГ приведенны в сокращенном и упрощенном виде. Сейчас в
ОКБ «Гидропресс» готовятся к изданию публикаций (книг), содержа-
щих подробное, детальное изложение этих вопросов, но мы считали
целесообразным и полезным осветить их и в нашей книге.
377
Заключение
В этих книгах более подробно будут представлены и описаны
взаимосвязи частей и систем РУ, а также процессы освоения мощно-
сти и эксплуатации реакторных установок с ВВЭР.
Надеемся, что мы получим возможность дополнить наши матери-
алы и исправить допущенные ошибки или неточности по замечани-
ям специалистов, ознакомившихся с книгой.
Заранее благодарны будущим читателям.
378
Список использованной литературы
1. Трунов Н.Б., Логвинов С.А., Драгунов Ю.Г. Гидродинамические и
теплохимические процессы в парогенераторах АЭС с ВВЭР. М.:
Энергоатомиздат, 2001.
2. Денисов В.П., Драгунов Ю.Г. Реакторные установки ВВЭР для
атомных электростанций. М.: ИЗДАТ, 2002.
3. Федоров Л. Ф., Титов В.Ф., Рассохин Н.Г. Парогенераторы атом-
ных электростанций. М.: Энергоатомиздат, 1992.
4. Титов В.Ф., Таранков Г.А., Лукасевич Б. И. Основные направле-
ния исследований и разработок парогенераторов горизонтального
типа для АЭС с ВВЭР // «Энергомашиностроение», 1986. № 5.
5. ОКБ «Гидропресс» 50 лет. г. Подольск, 2000.
6. Нормы расчета на прочность оборудования и трубопроводов
атомных энергетических установок, ПНАЭГ-7-002-86.М.: Энерго-
атомиздат, 1989.
7. Физические проблемы эффективного и безопасного использо-
вания ядерных материалов. XII школа-семинар по проблемам физи-
ки реакторов «Волга—2002». Москва, 2-6 октября 2002.
8. Финк К., Рорбах X. Измерения напряжений и деформаций. М.:
Машгиз, 1961.
9. Дранченко Б.Н., Портнов Б. Б., Селезнев А.В. и др. Вопросы ме-
тодологии экспериментальных исследований тройниковых соедине-
ний в связи с проектированием оборудования АЭС // Теплоэнергети-
ка, № 11, 1990.
10. Дранченко Б.Н., Портнов Б.Б., Селезнев А.В. и др. Разработка
инженерного метода по автоматизированному расчету напряженного
состояния тройниковых соединений трубопроводов АЭС // Пробле-
мы машиностроения и надежности машин, 1990. № 3.
11. Бугаенко С.Е. Моделирование напряжений методом заморажи-
вания деформаций. М.: Энергоатомиздат, 1987.
12. Пригоровский Н.И. Методы и средства определения полей де-
формаций и напряжений: Справочник. М.: Машиностроение, 1975.
379
Список использованной литературы
13. Тензометрия в машиностроении. М.: Машиностроение, 1975.
14. Safety aspects of water chemistry in light water reactors: IAEA-
TECDOC-489, Vienna, 1988.
15. Proceedings: The Second EPRI Workshop on Support-Structure
Corrosion in Nuclear Plant Steam Generators. EPRI - NP-3924-SR,
March, 1985.
16. Герасимов В.В. Коррозия реакторных материалов. М.: Атомиз-
дат, 1980.
17. Локальная коррозия металла теплоэнергетического оборудо-
вания / Под ред. В.П. Горбатых. М.: Энергоатомиздат, 1992.
18. Эскин Н.Б. и др. Промышленные теплохимические испытания
парогенератора ПГВ-ЮООМ // Электрические станции. 1990. С.
27-31. № 4.
19. Козлов Ю.В. и др. Исследования распределения солей в водя-
ном объеме парогенератора ПГВ-ЮООМ с модернизированными си-
стемами раздачи питательной воды и продувки // Электрические
станции. 1991. С. 30—32, № 9.
20. Методика расчета распределения растворимых примесей в па-
рогенераторе ПГВ-1000. Некоторые особенности наладки и эксплуа-
тации АЭС: Сб. статей под ред. Саакова Э.С. Г 1 // Информэнерго,
1991. С. 30-42.
21. Мамет А.А., Ерпылева С.Ф., Банюк Г.Ф. и др. О подходе к нор-
мированию водного режима второго контура АЭС с ВВЭР-1000 // Те-
плоэнергетика. 1998. № 11.
22. Маргулова Т.Х., Мартынова О.И. Водные режимы тепловых и
атомных электростанций. М.: Высшая школа, 1981.
23. Петрова Л.В., Якимец Е.М. О поведении металлической меди
при растворении накипи композициями на основе трилона Б // Теп-
лоэнергетика. 1969. № 7. С. 45—47.
24. Брыков С.И., Архипов О.П., Сиряпина Л.А. и др. Опыт проведе-
ния химических промывок парогенераторов АЭС с ВВЭР-1000 в пе-
риод ППР И Теплоэнергетика. 1999. № 6.
25. Химические очистки теплоэнергетического оборудования.
Вып. 2 / Под общ. ред. Т.Х. Маргуловой. М.: Энергия, 1978.
26. Balakrishman P.U., Lister D.H. Chemical cleaning of nuclear steam
generator: Water chemistry 2 BNES. 1980. P. 417-422.
27. Брыков С.И., Банюк Г.Ф., Ерпылева С.Ф. и др. Опытно-про-
мышленное проведение химической отмывки парогенератора ПГВ-
1000 при расхолаживании энергоблока // Теплоэнергетика. № 7.
1993.
380
Список использованной литературы
28. Архипов О.П., Брыков С.И., Сиряпина Л.А., Кривобокое В.В.,
Андрианов А.К.и др. Совершенствование технологии химических про-
мывок парогенераторов АЭС с ВВЭР // Теплоэнергетика. 2001. № 8.
29. Идельчик И.Е. Справочник по гидравлическим сопротивлени-
ям. М.: Машиностроение, 1975.
30. Melikov V.L et al. Numerical modelling of secondary side thermo-
hydraulics of horizontal steam generator: Proceedings of third internation-
al seminar on horizontal steam generators. Lappeenranta. Finland. 1995. p.
249-270.
31. Titov V.F., Zorin V.M, Gorburov V.L. Mathematical simulation of
Processes in Horizontal Steam Generators and the Program of Calculation
of Its Characteristics: Proceedings of third international seminar on hori-
zontal steam generators. Lappeenranta. Finland. 1995. P. 64-70.
32. Юрьев Ю.С., Лукьянов A.A., Канухина С.В. и др. Математиче-
ское моделирование тепломассообмена в межтрубном пространстве
горизонтального парогенератора ВВЭР. ФЭИ-2823. Обнинск, 2000.
33. Trunov N.B., Melikhov О.I., Melikhov V.L, Parfenov I. V.. Analysis of
thermal hydraulics and soluble impurity distribution in horizontal steam
generator PGV-1000 with STEG code: Uth International Conference on
Nuclear Engineering. Tokyo, JAPAN, April, 20—23, 2003.
34. Голубев Б.П., Смирнов C.H., Лукашов Ю.М. и др. Электрофизи-
ческие методы исследования свойств теплоносителей. М.: Энерго-
атомиздат, 1985.
35. Корольков Б.М., Данц В.Г., Белов В.И. и др. Тахометрические
расходомеры для измерения параметров циркуляции в парогенерато-
рах//Тяжелое машиностроение. 1990. № 12, С. 8-10.
36. Агеев А.Г., Корольков Б.М.,Данц В.Г. и др. Исследования сепа-
рационных и гидродинамических характеристик парогенератора се-
рийного блока АЭС с ВВЭР-1000 // Электрические станции. 1992.
№ 1. С. 29-33.
37. Свистунов Е.П., Таранков Г.А., Козлов Ю.В. и др. Особенности
изменения паросодержания в водяном объеме и уровня воды в паро-
генераторе ПГВ-ЮООМ // Электрические станции. 1992. № 1.
С. 32-36.
38. Таранков Г.А., Титов В.Ф., Логвинов С.А. и др. Исследование
парогенераторов головного блока АЭС с ВВЭР-1000 // Энергомаши-
ностроение. 1986. № 5.
39. Григорьев В.А. Концепция применения вероятностных методов
механики разрушения для анализа надежности оборудования и тру-
бопроводов РУ с ВВЭР: Сборник докладов второй Всероссийской
381
Список использованной литературы
научно-технической конференции «Обеспечение безопасности АЭС
с ВВЭР». Подольск, 2001.
40. Жуков Р.Ю., Григорьев В.А. Комплексный подход к анализу на-
дежности оборудования реакторной установки: Сборник докладов
второй Всероссийской научно-технической конференции «Обеспе-
чение безопасности АЭС с ВВЭР». Подольск, 2001.
41. Болотин В.В. Ресурс машин и конструкций. М.: Машиностро-
ение, 1990.
42. Горбатых В.П. Влияние сочетания аммиака и медьсодержащих
сплавов на коррозионное растрескивание трубных пучков парогене-
раторов из аустенитных сталей: Материалы регионального семинара
МАГАТЭ. Удомля, 27-30 ноября 2000 г., М.: ЭНИЦ ВНИИАЭС, 2001.
43. Соболь И.М. Численные методы Монте-Карло. М.: Наука,
1973.
44. Ермаков С.М., Михайлов Г.А. Курс статистического моделиро-
вания. М.: Наука, 1976.
45. Методические рекомендации: МР 125-02-95: Правила состав-
ления расчетных схем и определение параметров нагруженности эле-
ментов конструкций с выявленными дефектами / ЦНИИТМАШ, М.,
1995.
46.. Тутнов А.А., Ткачев В.В. Расчет вероятности начала хрупкого
разрушения сосудов под давлением // Атомная энергия. Т. 64. Вып. 3.
Март 1988. С. 188-194.
47. Гнеденко Б.В., Беляев Ю.К., Соловьев А.Д. Математические ме-
тоды в теории надежности. М.: Наука, 1965.
48. Капур К, Ламберсон Л. Надежность и проектирование систем,
М.: Мир, 1980.
49. Трунов Н.Б., Григорьев В.А., Бергункер В.Д. и др. (ФГУП ОКБ
«Гидропресс». Подольск) Обеспечение безопасности, надежности и
ресурса работы трубчатки ПГ АЭС с ВВЭР, 3-я научно-техническая
конференция «Обеспечение безопасности АЭС с ВВЭР». Подольск,
2003.
50. Давиденко С.Е., Трунов Н.Б., Смирнов А.М. и др. Поведение
уровня в парогенераторах и его влияния на надежность и безопас-
ность эксплуатации ПГ и блока АЭС с ВВЭР-440: 3-я научно-техни-
ческая конференция «Обеспечение безопасности АЭС с ВВЭР». По-
дольск, 2003.
51. Лукасевич Б.И., Денисов В.В., Качалин Н.А. и др. (ФГУП «Гид-
ропресс», Подольск) «Исследование причин повреждения сварного
шва № 111 ПГВ-1000 (оценка влияния технологии) 3-я научно-тех-
382
Список использованной литературы
ническая конференция «Обеспечение безопасности АЭС с ВВЭР».
Подольск, 2003.
52. Харченко С.А., Лукасевич Б.И., Смирнов А.М. и др. (ФГУП ОКБ
«Гидропресс», Подольск) Парогенератор ПГВ-1500: Новые задача,
проблемы, решения: 3-я научно-техническая конференция «Обеспе-
чение безопасности АЭС с ВВЭР». Подольск, 2003.
53. Трунов Н.Б., Драгунов Ю.Г. (ФГУП ОКБ «Гидропресс», По-
дольск) Оптимизация компоновки трубных пучков горизонтальных
парогенераторов: 3-я научно-техническая конференция «Обеспече-
ние безопасности АЭС с ВВЭР». Подольск, 2003.
54. Испытания парогенераторов ПГВ-440 Ш блока Нововоронеж-
ской АЭС: Отчет / ВТИ, ОКБ «Гидропресс», НВАЭС, 1973.
55. Сепарационные и теплогидравлические исследования пароге-
нераторов П блока Кольской АЭС: Отчет. 180-0-008 / ОКБ «Гидро-
пресс», ВТИ, КАЭС, 1976.
56. Парогенератор ПГВ-213: Анализ поведения уровня в пароге-
нераторе ПГВ-440 по результатам испытаний на 4ПГ-2 КАЭС: У213-
И-1728 / ОКБ «Гидропресс», 1988.
57. Отчет: Анализ результатов проверки показаний уровнемеров
парогенераторовв бл.№ 1 РАЭС: Договор 15/02/94 / Центрэнерго,
ОКБ «Гидропресс», РАЭС, 1994.
58. Григорьев В.А. Прикладное значение критерия надежности при
оценке ресурса элементов реакторных установок: Proceedings of the
seventh international conference on material issues in design, manufactur-
ing and operation of nuclear power plants equipment. V. 3. St. Petersburg,
17-21, June, 2002. P. 150-162.
383
Оглавление
ПРЕДИСЛОВИЕ..................................................... 3
ПЕРЕЧЕНЬ ПРИНЯТЫХ СОКРАЩЕНИЙ И ОБОЗНАЧЕНИЙ ..................... 6
Глава 1
ПАРОГЕНЕРАТОРЫ РУ С ВОДОЙ И ПОД ДАВЛЕНИЕМ....................... 8
1.1. Историческая справка....................................... 8
1.2. Начало работ по горизонтальным ПГ......................... 15
Глава 2
ПАРОГЕНЕРАТОРЫ ДЛЯ РУ АЭС «МАЛОЙ» МОЩНОСТИ..................... 18
2.1. Характеристика ПГ «малой» мощности ....................... 18
2.2. Парогенератор ПГВ-1 (РУ В-1).............................. 19
2.2.1. Особенности конструкции ........................... 19
2.2.2. Основные технические характеристики ............... 21
2.2.3. Схема работы ...................................... 22
2.3. Особенности конструкции парогенератора ПГВ-3 (РУ В-ЗМ) . . 22
2.4. Парогенераторы типа ПГВ-4 ................................ 24
2.4.1. Особенности конструкции парогенератора ПГВ-4М... 24
2.4.2. Основные модификации ПГВ-4......................... 25
2.5. Первые образцы ПГВ-4 (РУ В-179 и другие).................. 27
2.5.1. Парогенератор ПГВ-4М (НВАЭС)....................... 27
2.5.2. Парогенераторы ПГВ-4М (КАЭС)....................... 27
2.6. Дальнейшее развитие ПГВ-4 ................................ 29
2.6.1. Парогенератор для Армянской АЭС (РУ В-270)......... 29
2.6.2. Сооружение последующих блоков первого поколения ... 29
2.6.3. Парогенераторы второго поколения АЭС с РУ ВВЭР-440. 31
2.6.3.1. Парогенераторы для АЭС в Финляндии
(РУ В-213)........................................ 31
2.6.3.2. Развитие работ по ПГ проекта В-213.......... 32
2.6.3.3. Проект ПГ для АЭС на Кубе (РУ В-ЗЗО)..... 34
2.6.4. Основные системы ПГ типа ПГВ-440 .................. 36
2.7. Отказы и повреждения, усовершенствования ПГ по
результатам эксплуатации ................................... 37
384
Оглавление
2.7.1. Характерные типы повреждений ........................ 37
2.7.2. Коррозионное повреждение коллекторов теплоносителя . 38
2.7.3. Повреждения шпилек М48 и фланцев коллекторов
теплоносителя............................................. 41
2.7.4. Повреждения резьбы в шпилечных гнездах .............. 46
2.7.5. Повреждения элементов системы раздачи питательной
воды...................................................... 50
2.7.6. Повреждения композитного шва приварки
переходного кольца патрубка Ду 1100....................... 50
2.7.7. Повреждения композитных швов приварки
штуцеров уровнемеров к импульсным линиям ................. 51
2.7.8. Повреждения теплообменных труб ...................... 51
Глава 3
ПАРОГЕНЕРАТОР ПГВ-1000 ......................................... 54
3.1. Новый этап развития АЭС и ПГ .............................. 54
3.2. Парогенератор для 5-го блока НВАЭС ( РУ В-187) и других
АЭС «малой» серии (РУ В-302 и В-338) ....................... 60
3.3. Парогенераторы ПГВ-ЮООМ серийных АЭС (РУ В-320)............ 65
3.3.1. Обшие характеристики ................................ 65
3.3.2. Расчетные параметры и теплогидравлические
характеристики ........................................... 67
3.3.3. Конструкция парогенератора .......................... 70
3.3.3.1. Устройство основных составных частей ......... 70
3.3.3.2. Коллектор пара ............................... 78
3.3.3.3. Опора......................................... 79
3.3.3.4. Гидроамортизатор и размещение ПГ в боксе РУ . . 79
3.3.3.5. Закладные детали.............................. 82
3.3.3.6. Уравнительные однокамерные и двухкамерные
сосуды .............................................. 82
3.3.3.7. Фланцевые соединения ......................... 82
3.3.4. Общие сведения о принципе действия парогенератора .. 83
3.3.4.1. Схема движения теплоносителя и воды-пара,
устройство продувки ................................ 83
3.3.4.2. Требования к внешним системам ПГ и связь
с ними............................................... 87
3.3.5. Системы контроля парогенератора ..................... 90
3.3.5.1. Система измерения уровня...................... 90
3.3.5.2. Система контроля влажности пара и
уровня воды парогенератора.......................... 99
3.3.5.3. Контроль герметичности фланцевых соединений . 103
385
Оглавление
3.3.5.4. Межконтурная плотность..................... 105
3.3.5.5. Поиск дефектов (течи) в теплообменных трубах . . 106
3.3.5.6. Контроль за состоянием металла парогенератора . 111
3.3.5.7. Гидравлические испытания................... 113
3.3.5.8. Техническое освидетельствование парогенератора 114
3.4. Эксплуатация, отказы, повреждения и ремонт узлов ПГ.... 115
3.4.1. Проверка гидродинамики пароводяного объема
и обеспечение сепарационных характеристик................ 115
3.4.1.1. Проверка расчетных характеристик ПГ по
результатам пуска и эксплуатации первых
блоков АЭС ........................................ 115
3.4.1.2. Доработка узлов ПГ по результатам пуска и
эксплуатации блоков АЭС ........................... 116
3.4.2. Работа элементов ПГ............................... 117
3.4.2.1. Общая характеристика работы ПГ............. 117
3.4.2.2. Корпус парогенератора и коллектор пара.... 118
3.4.2.3. Фланцевые соединения....................... 120
3.4.2.4. Шпилечные соединения фланцев .............. 121
3.4.2.5. Сепарационные устройства .................. 121
3.4.2.6. Устройства раздачи питательной воды ....... 121
3.4.2.7. Уравнительные сосуды и система измерения
уровня ............................................ 122
3.4.2.8. Прочие узлы................................ 123
3.4.3. Повреждения коллекторов первого контура........... 123
3.4.3.1. Общие сведения............................. 123
3.4.3.2. Начало проблемы............................ 124
3.4.3.3. Исследование причин повреждений ........... 126
3.4.3.4. Разработка и внедрение
реабилитирующих мероприятий......................... 135
3.4.3.5. Результаты работ.......................... 140
3.4.3.6. Ремонт поврежденного коллектора .......... 142
3.4.3.7. Выводы по решению проблемы повреждения
коллекторов........................................ 144
3.4.4. Повреждения в районе сварного шва № 111/1 ........ 145
3.4.4.1. Хронология и статистика повреждений ....... 145
3.4.4.2. Изучение картины и особенностей повреждения. 147
3.4.4.3. Рассмотрение и анализ причин .............. 153
3.4.4.4. Результаты анализа причин повреждения и
принятые меры....................................... 157
386
Оглавление
3.4.4.5. Выводы по обеспечению надежности зоны
сварного шва № 111/1 ............................. 157
3.4.5. Повреждения теплообменных труб ................. 158
3.4.5.1. Работа теплообменных труб................ 158
3.4.5.2. Борьба с течами в теплообменных трубах... 160
3.5. Парогенератор ПГВ-ЮООУ................................ 163
3.6. Парогенераторы ПГВ-ЮООМ для экспорта в страны Востока ... 169
3.6.1. Начало работ.................................... 169
3.6.2. Парогенератор ПГВ-ЮООМ(В) для АЭС «Бушер» ...... 169
3.6.3. Парогенератор для Тяньваньской АЭС в Китае ..... 174
3.6.4. Парогенератор для АЭС «Куданкулам» в Индии ..... 174
Глава 4
РАЗРАБОТКА ПРОЕКТОВ НОВЫХ ПГ .............................. 176
4.1. Поиски и решения...................................... 176
4.2. Парогенератор ПГВ-640 (РУ ВВЭР-640 , В-407)........... 180
4.2.1. Основные положения проекта ..................... 180
4.2.2. Технические характеристики и описание .......... 181
4.2.3. Требования к проекту............................ 185
4.2.4. Новые решения................................... 186
4.3. Парогенератор ПГВ-ЮООМ (РУ ВВЭР-1000, В-392).......... 186
4.4. Парогенератор ПГВ-1000 с увеличенным корпусом (В-468) .... 187
4.4.1. Исходные положения.............................. 187
4.4.2. Техническая характеристика и описание конструкции ... 189
4.4.3. Некоторые особенности конструкторских решений .. 193
Глава 5
ВЕРТИКАЛЬНЫЕ ПАРОГЕНЕРАТОРЫ ДЛЯ РУ ВВЭР-1500 .............. 194
5.1. Предпосылки новых решений ............................ 194
5.2. Варианты вертикальных ПГВ-1500 (448.02)............... 194
5.2.1. Сравнительные характеристики.................... 194
5.2.2. Вертикальный двухколлекторный парогенератор .... 196
5.2.2.1. Описание конструкции..................... 196
5.2.2.2. Схемы работы ПГ и движения рабочих тел .. 199
5.2.3. Вертикальный одноколлекторный парогенератор..... 201
Глава 6
ГОРИЗОНТАЛЬНЫЙ ПАРОГЕНЕРАТОР ПГВ-1500 (РУ ВВЭР-1500, В-448)
6.1. Постановка задачи..................................... 204
6.2. Основные данные по ПГ ................................ 205
6.2.1. Технические характеристики...................... 205
387
Оглавление
6.2.2. Конструкция парогенератора ....................... 207
6.2.3. Принцип работы парогенератора..................... 211
6.2.4. Обоснование конструкции парогенератора............ 211
6.3. Результаты работы........................................ 214
Глава?
ОСНОВНЫЕ ПОДХОДЫ К РАСЧЕТНОМУ И ЭКСПЕРИМЕНТАЛЬНОМУ
ОБОСНОВАНИЮ ПГ................................................ 216
7.1. Расчетное обоснование теплогидравлики ПГ ................ 216
7.1.1. Цель и особенности теплогидравлических расчетов .. 216
7.1.2. Входные параметры и принципы выполнения расчета ... 217
7.1.3. Средства и методы проведения расчетов............. 218
7.1.4. Практический метод расчета теплогидравлических
характеристик ПГ........................................ 219
7.1.4.1. Общий подход .............................. 219
7.1.4.2. Исходные данные............................ 219
7.1.4.3. Расчетная схема ........................... 220
7.1.4.4. Расчет паропроизводительности ............. 221
7.1.5. Результаты расчета ............................... 222
7.2. Расчеты прочности и надежности........................... 223
7.2.1. Особенности рассчитываемых конструкций............ 223
7.2.2. Средства, применяемые для расчетов ............... 223
7.2.3. Расчет напряженно-деформированного состояния..... 224
7.2.4. Структура расчетов................................ 225
7.2.5. Этапы выполнения расчетов......................... 225
7.2.6. Примеры решения задач ............................ 226
7.2.7. Анализ надежности парогенераторов ПГВ-ЮООМ на
основе вероятностных методов механики разрушения . . . 229
7.2.7.1. Постановка задачи ......................... 229
7.2.7.2. Порядок определения показателей надежности . . . 232
7.2.7.3. Построение модели зарождения новых дефектов . . 234
7.2.7.4. Учет коррозионно-усталостного роста дефектов .. . 239
7.2.7.5. Учет контроля металла...................... 240
7.2.7.6. Определение вероятности разрушения ........ 243
7.2.7.7 Определение показателей надежности ......... 247
7.2.7.8. Критерий надежности ....................... 249
7.2.7.9. Вероятностная оценка допустимых размеров
дефектов в сварном шве № 111........................ 250
7.2.7.10. Оценка показателей надежности парогенератора
ПГВ-ЮООМ .......................................... 259
388
Оглавление
7.3. Экспериментальное обоснование теплогидравлических
и сепарационных характеристик............................... 261
7.3.1. О целях экспериментального обоснования............... 261
7.3.2. Методы исследования теплогидравлических
характеристик........................................... 265
7.3.2.1. Методика исследования коэффициента
теплопередачи ..................................... 265
7.3.2.2. Методики исследования паросодержаний ......... 267
7.3.2.3. Методики исследования скоростей циркуляции . . 270
7.3.2.4. Методики исследования сепарационных
характеристик...................................... 272
7.3.3. Исследования процессов гидродинамики и сепарации
на моделях ............................................ 275
7.3.4. Некоторые результаты исследований ПГ действующих
энергоблоков АЭС «малой» мощности...................... 279
7.3.4.1. Первый опыт проведения исследований на П Г ... 279
7.3.4.2. Исследования влажности пара на
Нововоронежской и Кольской АЭС ................... 280
7.3.4.3. Исследования поведения уровня в ПГ с целью
устранения заброса воды в верхнюю часть
коллекторов....................................... 281
7.3.4.4. Исследование номинальных показаний
уровнемеров....................................... 283
7.3.5. Некоторые результаты исследований ПГ на АЭС с
ВВЭР-1000 .............................................. 284
7.3.5.1. Определение коэффициента теплопередачи... 284
7.3.5.2. Измерения паросодержаний...................... 285
7.3.5.3. Измерение скоростей циркуляции ............... 288
7.3.5.4. Исследования сепарации ....................... 292
7.3.5.5. Исследования сепарации с использованием
безбарботажных насадок............................ 295
7.3.6. Исследование и оптимизация системы водопитания и
продувки............................................... 299
7.4. Экспериментальное обоснование прочности и надежности .... 302
7.4.1. Цели и задачи экспериментальных исследований ........ 302
7.4.2. Виды и методы экспериментальных исследований ........ 302
7.4.2.1. Тензометрический метод определения НДС
и термометрирование .............................. 303
7.4.2.2. Голографический метод......................... 304
7.4.2.3. Поляризационно-оптический метод............... 304
389
Оглавление
7.4.2.4. Ресурсные испытания.................... 305
7.4.2.5. Коррозионно-механические испытания .... 306
7.4.2.6. Оценка результатов испытаний........... 306
7.4.3. Некоторые примеры исследования узлов ПГ на моделях . 307
7.4.3.1. Исследования поляризационно-оптическим
методом ........................................ 307
7.4.3.2. Исследования с применением тензометрии и
термометрии...................................... 310
7.4.3.3. Ресурсные и коррозионные исследования
элементов ПГ ................................... 314
7.4.4. Исследования и измерения на АЭС............... 315
7.4.4.1. Тензометрические исследования напряжений
и виброхарактеристик ........................... 315
7.4.4.2. Термометрирование пароводяного объема ПГ .... 319
7.4.5. Оценка проведенных работ...................... 325
Глава 8
ВОДНО-ХИМИЧЕСКИЙ РЕЖИМ ВТОРОГО КОНТУРА АЭС С ВВЭР.
ХИМИЧЕСКИЕ ПРОМЫВКИ И ДЕЗАКТИВАЦИЯ ПГ..................... 326
8.1. Основы нормирования водно-химического режима второго
контура РУ ................................................ 326
8.2. Нормирование ВХР второго контура АЭС с ВВЭР в процессе
его развития.............................................. 332
8.3. Химические промывки ПГ АЭС с ВВЭР ................... 341
8.4. Дезактивация парогенераторов АЭС с ВВЭР.............. 354
Глава 9
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ ПАРОГЕНЕРАТОРОВ ................ 358
9.1. Требования к материалам ПГ........................... 358
9.2. Материалы для ПГ АЭС с ВВЭР ......................... 359
9.3. Работа материалов в элементах ПГ..................... 361
9.4. Новые материалы ..................................... 366
9.4.1. Коллекторы П Г................................ 366
9.4.2. Теплообменные трубы .......................... 368
Глава 10
ПРОДЛЕНИЕ СРОКА СЛУЖБЫ ПГВ-4 ............................. 370
10.1. Постановка задачи................................... 370
10.2. Перечень намеченных работ и мероприятий............. 371
390
Оглавление
10.3. Оценка работоспособности узлов ПГ................... 372
10.3.1. Конструкционные материалы ................... 372
10.3.2. Анализ воздействия на металл эксплуатационных
факторов............................................. 373
10.4. Оценка ресурса ..................................... 374
10.4.1. Наиболее нагруженные узлы ПГ................. 374
10.4.2. Теплообменные трубы.......................... 375
10.5. Результаты работ ................................... 376
ЗАКЛЮЧЕНИЕ................................................ 376
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ ......................... 379
391
Научное издание
Лукасевич Борис Иванович, Трунов Николай Борисович,
Драгунов Юрий Григорьевич, Давиденко Станислав Евгеньевич
ПАРОГЕНЕРАТОРЫ РЕАКТОРНЫХ УСТАНОВОК ВВЭР
ДЛЯ АТОМНЫХ ЭЛЕКТРОСТАНЦИЙ
Редактор Н. В. Пинчук
Художник Л. С, Скороход
Дизайнер обложки А.А. Зернов
Корректор В. Т. Агеева
Компьютерный дизайн и верстка С.Н. Лаврентьева
ИД № 04284 от 15.03.2001.
Подписано в печать 12.4.2004. Формат 60x90/16. Гарнитура NewtonC.
Печать офсетная. Печ. л. 24.5. Тираж 1000 экз. Тип. зак. 1047
Издательско-книготорговый центр «Академкнига»
117997, Москва, Профсоюзная ул., 90
Отпечатано в ООО «Внешторгиздат-полиграф»
127576, Москва, ул. Илимская, 7
Б.И. Лукасевич, Н.Б. Трунов,
Ю.Г. Драгунов, С.Е. Давиденко
ПАРОГЕНЕРАТОРЫ
РЕАКТОРНЫХ УСТАНОВОК
ВВЭР ДЛЯ АТОМНЫХ
ЭЛЕКТРОСТАНЦИЙ
PeaKmgp ВВЭР-1!
Компоновка
реакторной установки ВВЭР-1500
ССГ*
АЭС с ВВЭР:
Кольская АЭС, Россия
Нововоронежская АЭС, Россия
Балаковская АЭС, Россия
Ростовская АЭС, Россия
Калининская АЭС, Россия
Армянская АЭС. Армения
Ровенская АЭС, Украина
Запорожская АЭС, Украина
Хмельницкая АЭС. Украина
Южно-Украинская АЭС, Украина
АЭС <Козлодуй>, Болгария
АЭС <!Пакш>, Венгрия
АЭС <Богуниие>, Словакия
АЭС <Моховце>, Словакия
АЭС <Дукованы®>, Чехия
АЭС <Темелин>. Чехия
АЭС <Ловиыза>, Фик v нргч
АЭС <Тяньванъ-, Китай
АЭС <Куданкулам®>, Индия
АЭС <Бушер>, Иран
ГОУ NO» СЕКТ
1W
СЕРТИФИКАТ
Орган по сертификации TtiV CERT
технадзорного общества
TUV NORD CERT GmbH & Со. KG
в соответствии с
методикой TOV CERT удостоверяет, что предприятие
«Опытное конструкторски бюро «Гидропресс» (ФГУП ОКБ «Гидропресс»)
Россия, 142103, г. Подольск, Московская область
внедрило и применяет систему
менеджмента качества в следующих областях
проектирование и конструирование реакторных установок с
одо-водяными реакторами с водой под давлением и реакторами
на жидкометаллическом теплоносителя для атомных стгнций
(блоков атомных станций) и конструирование оборудования и
трубс^^олодов для реакторных установок атомных стгнций,
сооружений и комшн ксов с исследовательскими ядерными
реакторами.
Проверочный аудит. Ns отчёта 8000 309 154
подтвердил, что требования
EN ISO 9001 : 2000
выполнены
Данный сертификат действителен до 2005-06-26
Регистрационный номер сертификата 78100 3565
г, Ганновер, 2003-12-10
ФГУП ОКБ 'ГИДРОПРЕСС
K*El ЙХ- Vi кявл М Ф»< хеео CIW) 54 .7-33
Лукасевич Борис Иванович -
главный специалист по парогенепэтсрам, в период 1973 - 1988 гг.
озглаьлял тематическое направление ОКЬ «Гидропресс»
по парогенераторам и теплообменному оборудованию для АЭС
Лауреат Государственной премии СССР, награжден орденами
Отечественной войны II степени Дружбы народов, Почёта
и меда 1ями. Работает в ОКБ «Гидропресс» с 1956 г., ветеран
атомной энергетики и промышленности
Трунов Николай Борисович -
главный конструктор • начальник отделения по парогенераторам
и теплообменномуоборудованию для АЭС с 2001 г, кандидат
технических наук. Работав! в ОКБ «Гидропресс» с 1982 г.
Драгунов Юрий Григорьевич -
циректор-генепяльний конструктор ОКБ «Гидропресс» с 1998 г.
Доктор технических наук, заслуженный конструктор РФ,
лауреат премии Совета Министров СССР, действительный
член Международной Академии менеджмента, награжден
орденом Почета и медалями. Работает в ОКБ «Гидропресс»
с 1Q66 г„ ветеран атомной энергетики и промышленности.
Давиденко Станислав Евгеньевич -
ведущий специалист по разработка > парогег'”раторио реакторных
установок ВВЭР для АЭС саботае г в ОКБ «Гидропресс» с 1971 г.,
ветеран атомной энергетики и промышленности.