/































































































Автор: Фетисова М.В.
Теги: рабочие чертежи станки токарные станки винторезный станок станкостроение
Год: 1970



Текст
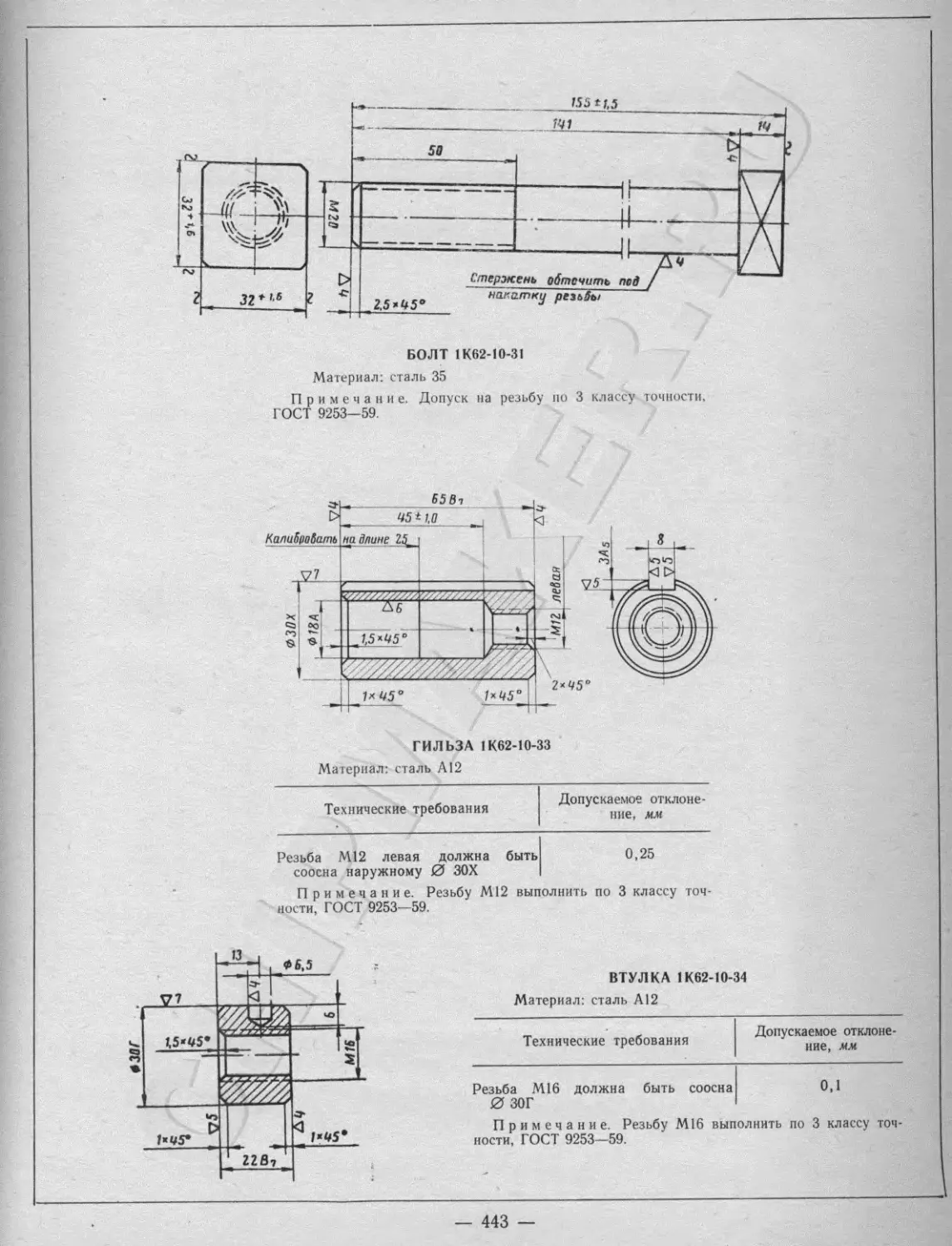
БОЛТ 1K62-10-31
Материал: сталь 35
Примечание. Допуск па резьбу по 3 классу точности,
ГОСТ 9253-59.
ГИЛЬЗА 1К62-10-33
Материал: сталь А12
Технические требования
Допускаемое отклоне-
ние, мм
0,25
Резьба М12 левая должна быть
соосна наружному 0 ЗОХ
Примечание. Резьбу М12 выполнить по 3 классу точ-
ности, ГОСТ 9253—59.
*30Г
ВТУЛКА 1К62-10-34
Материал: сталь А12
_ , Допускаемое отклоне
Технические требования J ние мм
Резьба М16 должна быть соосна 0,1
0 ЗОГ
Примечание. Резьбу М16 выполнить по 3 классу точ-
ности, ГОСТ 9253—59.
— 443 —
0.5*45°
1*45° _ _
0.5*45°
РОЛИК 1К62-10-38
/Материал: сталь 45
Термическая обработка 45-В42
Технические требования Допускаемое отклоне- ние, мм
0 20X4 не должен иметь биения относительно оси 0 12Л 0,05
ПАЛЕЦ 1К62-10-39
Материал: сталь А12
ОСЬ РУКОЯТКИ 1К62-10-40
Материал: сталь 45
Термическая обработка эксцентрика и шлица 45-ТВЧ-50
Технические требования Допускаемое отклоне- ние, мм
0 20С не должен иметь биения от- носительно 0 16С 0,02
— 444 —
ОСЬ ЗАПОРА 1К62-10-41
Материал: сталь А12
Примечание. Дополнительная обработка штифта
12ГХ55; К44-1.
По а -а
СТОПОР 1К62-10-42
Материал: сталь 45 круглая 18-IV — оксидировать вмес-
те со штифтом 6ГХ40; К44-1
Примечание. Допуск на резьбу по 3 классу точности
по ГОСТ 9253-59.
Материал: сталь А12. Оксидировать.
Примечание. Резьбу выполнить по 3 классу точности,
ГОСТ 9253—59.
— 445 —
027.7
ГАЙКА 1К62-10-44
Материал; сталь А12.
Термическая обработка А12-ЦН. Оксидировать
П р и м с ч а и и е. Резьбу выполнить по 3 классу точности,
ГОСТ 9253-59.
— 446 —
Обозначение Номер листа Наименование Куда входит или к детали Коли- чество на узел Вес 1 шт. . кг на узел Материал
1К62-15-01 Сборочный чертеж мо- торной установки
Чугунные детали
1К62-15-tll Плита подмоторная 1 14 — СЧ 15-32
1К62-15-15 Шкив для мотора с 60 1 6,72 — СЧ 15-32
периодами
1К62-15-41/1 Втулка 1 1,43 — СЧ 15-32
Стальные детали
1К62-15-21 5 Гайка 1 1,2 — Сталь 45 |холоднотянутая
1К62-15-22 Стержень 1 2,5 — Сталь 45 1 калиброванная
1К62-15-28 Шайба 1 0,039 — МСт. 2
1К62-15-29 Шпилька 3 0,18 0,54 Сталь А12
1К62-15-30 Шпилька 1 0,01 — Сталь А12
1К62-П5-40 Шкив 1 1,35 — Волокнит
1К62-15-31 Шайба 4 0,02 0,08 Сталь 45
1К62-15-41 Шкив 1 1,7 1,7 Волокнит
№ пози- ции Обозначе- ние Наимено- вание Количество на узел К детали Примечание
НОРМАЛИ МИНИСТЕРСТВА
КП-1 Гайка нормальной высоты
1 М16 4 к мотору
2 М20 1 1К62-15-27
3 М12 4 1К62-15-29 и
4 1К62-15-30
6
К21-1 Винт чистый с шестигранной головкой
8 М16Х60 4 К •ОТОру
9 М20Х100 1
К 22-4 Винт установочный
10 М10Х12 2 1К62-15-40
11
12
13
№ пози- ции Обозначе- ние Наимено- вание Количество на узел К детали Примеча- ние
14 15 20 К51-1 Шайба чиста 1 я 1К62-15-27
16 17 16 К74-1 Найба пружинная 4 1 к поз. 8
18 19 20 62 НОР С9-139 МАЛИ ЗАВС Кольцо замк 1 >ДА овое 1К62-15-40
Б22-40 ПОКУПНЫЕ ДЕТАЛИ М50-5 Ремень клиновой 1 1 5 1 гост 1284-45
— 447
ПЛИТА ПОДМОТОРНАЯ 1K62-15-II
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
1. Плоскость А должна быть прямо- Шуп 0,3
линейной
2. Платик 52X140 обработать как
чисто.
Два отверстия 0 30А5 должны
быть соосны (оправка 0 30X4,
изготовленная по верхнему преде-
лу, должна свободно проходить)
3. Ось отверстия 0 ЗОА5 должна 0,2 на длине 300 мм
быть параллельна плоскости А
4. Ось паза шириной 24+2 должна 1 мм на длине паза
быть параллельна оси отверстия
0 30А5
5. Ось отверстия 0 25А5 должна
быть перпендикулярна оси отвер-
стия 0 30А5 (обеспечить техноло-
гией)
Примечания: 1. Окраска необработанных поверхно-
стей К-Н.
2. Чертеж изменен по просьбе «Станколита».
— 448 —
29—760 — 449
ШКИВ К МОТОРУ 1К62-15-15
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
1. Образующие кольцевых канавок не должны иметь биения относительно 0 45А 0,1
2. Шпоночный паз 14АЗ должен быть параллелен оси 0,05
3. Шпоночный паз 14АЗ должен быть симметричен оси 0,05
4. 0 70 не должен иметь биения от- носительно 0 45А 0,2
Примечание. Чертеж годен только для экспортных
станков (частота тока питающей электросети 60 пер/сек).
СБОРОЧНЫЙ ЧЕРТЕЖ МОТОРНОЙ УСТАНОВКИ
1К62-15-01
6
По 6-6
СБОРОЧНЫЙ ЧЕРТЕЖ МОТОРНОЙ УСТАНОВКИ
1KB2-1S-O1
ГАЙКА 1K62-15-2I
Материал: сталь 45. Термическая обработка 0 60X20
45-ТВЧ-40-15
Технические требования
Допускаемое
отклонение, мм
Несоосность резьбы относительно
диаметра 0 55X4 не более
0,15
Примечание. Резьба М27 должна быть изготовлена по
допускам 3 класса точности
Материал: сталь 45 холоднотянутая калиброванная,
ГОСТ 7417—57
945
<г>7^о,5
7М
ШАЙБА 1К62-15-28
Материал: МСт. 2
Примечание. Шайба не должна иметь заусенцев с
двух сторон.
— 450 —
По a-If
ШПИЛЬКА 1К62-15-29
Материал: сталь А12
П р и меча и и е. Допуски на резьбу по 3 классу точ-
ности, ОСТ/НКТП 1255 и 1252
ШПИЛЬКА 1К62-15-30
Материал: сталь А12
П р и м е ч а и и е. Допуски на резьбу по 3 классу точности.
ОСТ/НКТП 1255 и 1252.
— 451
ШАЙБА 1К62-15-31
Материал: сталь 45.
Примечание. Шайба черная, штампованная, без зау-
сенцев с двух сторон.
1М
ШКИВ (изделие 2421) 1К62-15-40
Материал: волокнит, ГОСТ 5689—60
Технические требования Допускаемое отклонение, мм
1. Биение образующих кольцевых ка- навок 0 142 относительно 0 45А, не более 0,3
2. Шпоночный паз должен быть па- раллелен и симметричен оси отвер- стия 0 45А 0,05
Примечания: I. По профилю зубьев допускается след
от разъема матриц.
2. Свободные размеры по 7 классу точности.
3. Чертеж действителен с 1901 комплекта 1961 г. взамен
1К62-1512
— 452 —
Ф1з2
tna
Ф100
Технические требования
1. Биение образующих кольцевых ка-
навок 0 142 относительно 0 45А,
не более
2. Шпоночный паз должен быть па-
раллелен и симметричен оси от-
верстия 0 45А
Допускаемое
отклонение, мм
0,3
0,05
Примечания: 1. По профилю зубьев допускается след
от разъема матриц.
2. Свободные размеры по 7 классу точности.
3. Чертеж действителен с 4201 комплекта 1965 г. взамен
1К62-15-40.
— 453 —
v Застал anas
ФЗВА}(тем)
Технические требования
0,1
Допускаемое
отклонение, мм
Шпоночный паз 12 должен быть
параллелен и симметричен оси от-
верстия 0 36А
ВТУЛКА 1К62-15-41/1
Материал: чугун СЧ 15-32. Оксидировать
31
Обозначение Номер листа Наименование Куда входит или к детали Коли- чество на узел Вес. кг Материал
1 шт. на узел
Количество узлов в станке — 1
Сборочный чертеж
IK62-16-01
IK62-16-11
1K62-I6-12
1K62-I6-13A
1К62-16-14
1К62-16-15
IK62-16-16
IK62-16-17
1К62-16-21
IK62-16-22
Детали чугунные
— Направляющий крон- —-- 1 20 20 СЧ 15-32
штейн
— Конусная линейка 1К62-16-11 1 11 11 СЧ 21-40
— Направляющий крон- 1К62-16-11 1 9 9 СЧ 15-32
штейн
— Зажимной кронштейн 1К62-16-41 1 10,5 10,5 СЧ 15-32
— Скользящий камень 1К62-16-16 1 3,5 3,5 СЧ 21-40
— Направляющая обойма 1К62-16-31 1 3,6 3,6 СЧ 15-32
.— Фланец 1K62-05-1I 1 1,4 1,4 СЧ 15-32
Детали из цветных металлов
— Палец 1К62-16-14 2 0,001 0,002 Бр. ОЦС6-6-3
Проставок 1К62-16-40 1 0,001 0,001 Бр. ОЦС6-6-3
1К62-16-31
1К62-16-32
1К62-16-33
1К62-16-34
1К62-16-35
1К62-16-36
1К62-16-37
1К62-16-38
1К62-16-39
1К62-16-40
1К62-16-41
1К62-16-42
1К62-16-43
1К62-16-44
IK62-16-45
1К62-16-46
1К62-16-47
1К62-16-48
1К62-16-49
1К62-16-50
1К62-16-51
1К62-16-52
1К62-16-53
1К62-16-54
1К62-16-55/1
1К62-16-55/2
1K62-16-56
Детали стальные
Направляющая линейка 1К62-16-45 1 4,6 4,6 Сталь 45
Клин 1К62-16-П; 12 1 0,8 0,8 Сталь 45
Планка зажимная 1К62-16-50 1 0,9 0,9 Сталь 35
Планка 1К62-16-15 2 0,45 0,9 Сталь 35
Планка 1К62-16-31 1 0,33 0,33 Сталь 45
Планка установочная 1К62-16-12 1 0,2 0,2 Сталь 35
Винт 1К62-05-21; 22 1 2,108 2,108 Сталь А40
Валик 1К62-16-17 1 0,483 0,483 Сталь 45
Шестерня 1К62-16-37 1 0,6 0,6 Сталь 45
Гайка 1К62-16-16 1 0,25 0,25 Сталь А12
Зажимная штанга 1К62-16-12 1 1,6 1,6 Сталь 45
Установочный винт 1К62-16-47 1 0,2 0,2 Сталь 45
Проставок 1К62-16-49 1 0,3 0,3 Сталь 35
Проставок 1К62-16-37 1 0,02 0,02 Сталь 35
Палец направляющей 1К62-16-12 1 0,22 0,22 Сталь 45
линейки
Установочная кнопка 1К62-16-42 1 0,3 0,3 Сталь 45
Болт направляющей 1К62-16-12; 31 1 0,2 0,2 Сталь 45
линейки
Болт направляющей IK62-I6-I2; 31 1 0,2 0,2 Сталь 45
линейки
Винт 1К62-16-11 1 0,2 0,2 Сталь А 12
Винт 1K62-16-I4 2 0,1 0,2 Сталь А 12
Винт 1К62-16-14 2 0,06 0,12 Сталь 45
Винт к клину IK62-I6 11; 32 1 0,03 0,03 Сталь А12
Щиток 1К62-50-11 1 0,99 0,99 МСт. 2
Шайба штампованная 1 0,003 0,003 МСт. 2
Ребро 2 0,27 0,54 Ст. 3
Планка 2 0,42 0,84 Ст. 3
Труба 1 0,37 0,37 Труба газовая Чг
— 455 —
Обозначение Номер листа Наименование Куда входит или к детали Количест- во на узел Вес, кг Материал
1 шт. на узел
1К62-16-60 Клеммная коробка 1 0,714 0,714 Алюминий 26
1К62-16-61 Кронштейн сварной 1 Сварной чертеж
1К62-16-62 'Груба (РМЦ 1400) 1 1,6 1,6 Труба газовая *//'
1К62-16-63 Труба (РМЦ 1000) 1 1,3 1,3 Труба газовая 3/«"
1К62-16-64 Труба (РМЦ 710) 1 1,05 1,05 Труба газовая 3/4"
Детали, подвергающиеся дополнительной обработке
1К62-05-11 Каретка 1
1К62-50-11 Кронштейн кожуха 1
1К62-18-46/1 Кронштейн 1
Детали каретки, аннулируемые с введением конусной линейки
1К62-05-13 Фланец 1
1К62-05-15 Втулка 1
1К62-05-49 Шестерня 1
1К62-05-50 Винт 1
Детали 18 узла, аннулируемые с введением конусной линейки
1К62-18-24 Труба 1
1К62-18-46 Кронштейн сварной 1
1К62-18-46/2 Планка 2
1К62-18-117 Труба 1
1К62-18-118 Труба 1
1К62-18-119 Труба 1
1К62-18-124 Клеммная коробка 1
— 456 —
СБОРОЧНЫЙ ЧЕРТЕЖ КОНУСНОЙ ЛИНЕЙКИ 1К62-16-01
Примечание. Упаковка станков 1К62 с конусной ли-
нейкой производится по чертежу УП-1К62-П2.
— 457 —
направляющий кронштейн конусной линейки
1К62-16-11
Материал: чугун СЧ 15-32
Технические требования
Допускаемое
отклонение, мм
1. Плоскости А должны быть прямо-
линейны и лежать в одной плос-
кости
2. Профиль направляющих проверять
по шаблону
3. Плоскость Б должна быть перпен-
дикулярна плоскостям А
4. Окраска наружных необработан-
ных поверхностей К-4Ш2
О 04
Щуп 0,04
0,05 на длине детали
— 458 —
ЗАЖИМНОЙ КРОНШТЕЙН 1К62-16-14
Материал: чугун СЧ 15-32
Технические требования
1. Отверстие 0 22А должно быть па-
раллельно плоскости Б
2. Плоскость К должна быть перпен-
дикулярна плоскости Б
3. Окраска необработанных наруж-
ных поверхностей К-4Ш2
Допускаемое
отклонение, мм
0,02 на 100
0,03 на длине детали
— 459 —
м
т
1. Плоек
линей
ст и
2. Плоек
лельн.
3. Проф|
по ша
4. Ось о
парал.
5. Ось о
nepnei
6. Окраа
повер:
7. Окрас
НЫХ П1
КОНУСНАЯ ЛИНЕЙКА 1K62-16-I2
Материал: чугун СЧ 21-40
Технические требования
I. Плоскости А должны быть прямо-
линейны и лежать в одной плоско-
сти
2. Плоскости Б должны быть парал-
лельны плоскостям А
3. Профиль направляющих проверять
по шаблону
4. Ось отверстия 0 16А должна быть
параллельна плоскостям А
5. Ось отверстия 0 22А должна быть
перпендикулярна плоскости Б
6. Окраска наружных необработанных
поверхностей К-4Ш2
7. Окраска внутренних необработан-
ных поверхностей К-В4
Допускаемое
отклонение, мм
0,0
0,0
Щуп 0,05
0,02 на 100
0,02 на 100
7 отв Ф11
153 ±0.1
M
ФЗЬ
220
НАПРАВЛЯЮЩИЙ KF
Материал: чугун (
Технические треб
E
В
E
ФП
mt 0.1
1. Направляющие плоск<
должны быть пер:
плоскости Б
2. Плоскости А должны
дикулярны пазу 80А
3. Окраска необработа!
ностей К-4Ш2
IS
вол
IS
НАПРАВЛЯЮЩИЙ КРОНШТЕЙН КОНУСНОЙ ЛИНЕЙКИ
1К62-16-13А
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
1. Направляющие плоскости паза 80А должны быть перпендикулярны плоскости Б 2. Плоскости А должны быть перпен- дикулярны пазу 80А 3. Окраска необработанных поверх- ностей К-4Ш2 0,04 на длине паза 0,02
ФЗО^
wc
СКОЛЬЗЯЩИЙ КАМЕНЬ 1К62-16-15
Материал: чугун СЧ 21-40
Технические требования Допускаемое отклонение, мм
1. Опорная плоскость К должна быть прямолинейна Щуп 0,04
2. Плоскости С должны быть парал- лельны плоскости К 0,03 на 100
3. Ось отверстия 0 38А должна быть перпендикулярна плоскости К 0,02 на 100
4. Ось отверстия 0 17А должна быть параллельна плоскости К 0,02 на 100
5. Плоскости М должны быть парал- лельны плоскостям С 0,02 на 100
6. Торцы А должны быть перпенди- кулярны оси отверстия 0 I17A 0,02 на R 15
Примечания: 1. Окраска наружных необработанных
поверхностей К-4Ш1.
2. Деталь одинаковая с деталью 3-11-12.
,Цик фг' , . Zomt М8
НАПРАВЛЯЮЩАЯ ОБОЙМА 1К62-16-16
Материал: чугун СЧ 15-32
Технические требования Допускаемое отклонение, мм
1. Плоскость К должна быть прямо- линейна 0,04
2. Плоскость М должна быть перпен- дикулярна плоскости К 0,03
3. Плоскость С должна быть парал- лельна плоскости К 0,03
4. Ось 0 38С должна быть перпенди- кулярна плоскости К 0,02 на 100
Примечания: 1. Окраска наружных необработанных
поверхностей К-4Ш1.
2. Деталь одинаковая с деталью 4-II-12.
ф^-0,б2
*Z6A,
ФЮЬ
ФЛАНЕЦ 1К62-16-17
Материал: чугун СЧ 15-32
Технические требования
1. 0 46С не должен иметь биения
относительно отверстия 0 26АЗ
2. Торец А не должен иметь биения
относительно оси отверстия 0 26АЗ
3, Торец Б не должен иметь биения
относительно оси отверстия 0 26АЗ
Допускаемое
отклонение, мм
0,03
0,03
0,03 на R 50
Примечание. Буквы и риску чернить.
ПАЛЕЦ 1K62-16-2I
Материал: бронза ОЦС6-6-3
Деталь одинаковая с деталью 8-11-12
Обработка кругом wp
ПРОСТАВОК 1К62-16-22
Материал: бронза ОЦС6-6-3
Деталь одинаковая с деталью 9-II-12
— 463 —
ЛИНЕЙКА 1К62-16-31
Материал: сталь 45
Технические требования
Допускаемое
отклонение, лея
1. Плоскости А и Б должны взаимно параллельны быть 0,02
2. Плоскости В и Г должны взаимно параллельны быть 0,02
3. Плоскости А и Б должны быть перпендикулярны плоскостям В и Г 0,02 на длине детали
4. Ось отверстия 0 25А должна быть перпендикулярна плоскости Б 0,02 на 100
Примечание. Деталь одинаковая с деталью 15-11-12.
6.05™
КЛИН 1K62-16-32
Материал: сталь 45
Примечание. Деталь одинаковая с деталью 16-11-12.
Й1 ZornO М1б по дет 1K6Z -16-и,
ПЛАНКА ЗАЖИМНАЯ 1К62-16-33
Материал: сталь 35
Примечал и е. Деталь одинаковая с деталью 27-11-12.
ПЛАНКА 1К62-16-34
Материал: сталь 35
Примечание. Деталь одинаковая с деталью 25-11-12.
— 466 —
ПЛАНКА УСТАНОВОЧНАЯ 1К62-16-36
Материал: сталь 35
Технические требования Допускаемое отклонение, мм
Отверстие 0 12А должно быть пер- пендикулярно плоскости А 0,03 на 100
Примечание. Деталь одинаковая с деталью 20-П-12.
— 467 —
Ф16С
no
Материал: сталь А40
’Б-К
Технические требования
Допускаемое
отклонение, мм
1. Шейки 0 22Л, 016С, 0 17Х не
должны иметь биения относительно
оси
2. Торец А не должен иметь биения
относительно оси винта
3. Трапецеидальную резьбу 22X5 вы-
полнить по 3 классу точности
4. Наибольшая накопленная ошибка
шага на длине 300
0,05
0,02
0,035
Ф16.5
ВАЛИК 1K62-I6-38
Материал: сталь 45
I
ШЕСТЕРНЯ 1K62-16-39
Материал: сталь 45.
Термическая обработка зубьев 45-ТВЧ-50
Венец г=20; т=2
Класс точности и группа шумности III
Технические требования Допускаемое отклонение, мм
Толщина зуба (длина общей норма- ли) IK Q9 0,100 1*М<_0,180
За оборот колеса биение: начальной окружности 0,11
на одном зубе Биения не должно быть: 0,04
по торцу А 0,04
по торцу Б 0,04
Отклонение направления зуба ДВ 0,015
0 26А и 0 16А должны быть со- 0,02
осны
ГАЙКА 1К62-16-40
Материал: сталь А12.
Термическая обработка Л12-ЦН
Примечание. Деталь одинаковая с деталью ЗО-П-12.
— 470 —
УСТАНОВОЧНЫЙ ВИНТ 1К62-16-42
Материал: сталь 45
Примечание. Допуск на резьбу М12 по 3 классу точ-
ности, ОСТ/НКТП 1252—1255.
ПРОСТАВОК 1К62-16-43
Материал: сталь 35
а
с
Технические требования
Торцы должны быть параллельны
Допускаемое
отклонение, леи
0,06
Примечание. Деталь одинаковая с деталью 28-11-12.
— 471 —
ПРОСТАВОК 1К62-16-44
Материал: сталь 35
Технические требования Допускаемое отклонение, мм
Торцы должны быть взаимно парал- лельны 0,02
Примечание. Деталь одинаковая с деталью 33-11-12
ПАЛЕЦ НАПРАВЛЯЮЩЕЙ ЛИНЕЙКИ 1К62-16-45
Материал: сталь 45
Технические требования Допускаемое отклонение, мм
0 25С и 0 22Н должны быть соосны 0,02
УСТАНОВОЧНАЯ КНОПКА 1К62-16-46
Материал: сталь 45
Примечание. Деталь одинаковая с деталью 18-11-12.
БОЛТ НАПРАВЛЯЮЩЕЙ ЛИНЕЙКИ 1К62-16-47
Материал: сталь 45
— 472 —
БОЛТ НАПРАВЛЯЮЩЕЙ ЛИНЕЙКИ 1К62-16-48
VU о ста л он не
Материал: сталь 45
ВИНТ 1К62-16-49
Материал: сталь А12.
Термическая обработка головки А12-ЦН
.. и м е ч а н и е. Допуск на резьбу по 3 классу точности
ОСТ/НКТП 1252 и 1255. Деталь одинаковая с деталью 35-11-12.
Крагой V5
ВИНТ 1К62-16-50
Материал: сталь А12. Термическая обработка головки
А12-ЦН
Примечание. Допуск иа резьбу по 3 классу точности,
ОСТ/НКТП 1252 и 1255.
— 473 —
ВИНГ 1К62-16-51
Материал: сталь 45.
Термическая обработка головки и хвоста 45М40
П р и м е ч а н и е. Допуск на резьбу по 3 классу точности,
ОСТ/НКТП 1252 и 1255.
ВИНТ К КЛИНУ 1К62-16-52
Материал: сталь А12.
Термическая обработка головки А12-ЦН
П р и м е ч а н и е. Резьба М10 должна быть изготовлена по
3 классу точности. Деталь одинаковая с деталью 26-11-12.
— 474 —
ЩИТОК 1К62-16-53
ШАЙБА ШТАМПОВАННАЯ 1К62-16-54
Материал: МСт. 2
Примечание. Размеры развертки 1,5X287 X 295.
Материал: МСт. 2
— 475 —
Примечания: 1. Плоскости А и Б параллельны.
2. Допускаемое отклонение от параллельности не более
±0,5.
3. Окраска К-Н.
320
КРОНШТЕЙН 1К62-16-55. СВАРОЧНЫЙ ЧЕРТЕЖ
Примечания: 1. Плоскости Л и Б параллельны.
2. Допускаемое отклонение от параллельности не более
±0,5.
3. Окраска К-Н.
76
— 476 —
ПЛАНКА 1К62-16-53/3
ТРУБА 1К62-16-56
Материал: труба газовая 1/2"
Примечай и е. Окраска К-Н.
— 477 —
ТРУБА 1К62-16-57
Материал: труба 3/4"
Примечания: 1. Ставить станки с конусной линейкой
взамен детали 1К62-18-118.
2. Изготовлять для станков с РМЦ 710 мм и РМЦ 1000 мм.
3. Заусенцы на концах трубы не допускаются.
4. Развернутая длина 827 мм.
5. Окраска К-Н.
— 478 —
7?/
rf3/9‘
ТРУБА 1K62-16-58
Материал: труба газовая 3/4"
Примечания: 1. Ставить иа станки с конусной линей-
кой взамен детали 1K62-18-I19.
2. Изготовлять для станков с РМЦ 1400 мм.
3. Заусенцы на концах трубы не допускаются.
4. Развернутая длина 1030 мм.
5. Окраска К-Н.
=п
з.
4.
5.
ТРУБА 1К62-16-59
Материал: труба газовая 3/4"
Примечания: 1. Ставить станки с конусной линейкой
взамен детали 1К62-18-117.
2. Изготовлять для станков с РМЦ 710 мм.
Заусенцы на концах трубы не допускаются.
Развернутая длина 690 мм.
Окраска К-Н.
— 479 —
480
Пи A-A
По стрелке К
КЛЕММНАЯ КОРОБКА 1К62-16 60
Материал: алюминий 26
Примечания. 1. Окраска внутренних поверхностей К-В
2. Окраска наружных поверхностей К-Н.
75/
ТРУБА 1К62-16-62
Материал: труба газовая 3/4"
Примечания: 1. Ставить на станки с конусной линей-
кой взамен детали 1К62-18-119.
2. Изготовлять для станков с РМЦ 1400 мм.
3. Заусенцы на концах труб не. допускаются.
4. Развернутая длина 990 .н.п.
5. Окраска К-Н.
ТРУБА 1К62-16-63
Материал: труба газовая 3/4"
П р и м е ч а н и я: 1. Ставить на станки с конусной линейкой
взамен детали 1К62-18-118.
2.
3.
4.
5.
Изготовлять для станков с РМЦ 1000 мм.
Заусенцы на концах трубы не допускаются.
Развернутая длина 787 лл.
Окраска К-Н.
31-760
— 481 —
'HI
ТРУБА 1K62-16-64
Материал: труба газовая 3/4"
Примечания: 1. Ставить на станки с конусной линейкой
взамен детали 1К62-18-117.
2. Изготовлять для станков с РМЦ 710 мм.
3. Заусенцы на концах трубы не допускаются.
4. Развернутая длина 650 мм.
5. Окраска К-Н.
— 482 —
Обозначение Номер листа Наименование Куда входит или к детали Количество на узел Все, кг Материал
1 шт. ia узел
1К62-50-01 1К62-50-11 IK62-50-21 1К62-50-22 1К62-50-23 1К62-50-23/1 1К62-50-23/3 IK62-50-24 1К62-50-25 1К62-50-25/1 1К62-50-25/2 1К62-50-25/3 1К62-50-25/4 1К62-50-25/5 1К62-50-25/10 1К62-50-25/7 1К62-50-25/9 1К62-50-26 1К62-50-27 IK62-50-28 1К62-50-30 1К62-50-31 IK62-50-32 IK62-50-25/11 1К62-50-23/4 1K62-50-25/I2 IK62-50-41 1К62-50-42 2 3 4 4 16 5 6 6 7 8 9 9 10 10 11 11 11 12 12 12 13 13 14 12 16 16 15 15 Сборочный чертеж за- щитного кожуха Детали Кронштейн кожуха Детали Ось кожуха Пружина Верхний щит Бобышка Верхний щит Щиток для стекла Защитный кожух Верхняя часть защит- ного кожуха Обечайка Обечайка Угольник Бобышка Бобышка Упор Планка Пружина Прижимная планка Втулка Гайка Ось Сетка Планка Бобышка Бобышка Детали из др Косынка Экран <угунные зтальные угих материа 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 лов 1 1 2,9 0,48 0,335 0,017 0,69 0,4 1,0 0,59 0,59 1,09 0,13 0,017 0,1 0,063 0,003 0,145 0,22 0,042 0,023 0,58 0,33 0,019 0,025 0,3 0,65 Свар Свар СЧ 15-32 Сталь 45 Проволока 65Г очный чертеж МСт. 2 Сталь 08-Ш-ВГ Сталь 08-Ш-ВГ очный чертеж МСт. 2 МСт. 2 МСт. 2 Угольник 45x45x5, ОСТ 10014-39 Сталь 45, точное литье МСт. 2 Ст. 3 Сталь 35 Сталь 65Г МСт. 2 Сталь 45 Сталь А12 Сталь А12 Сталь декапированная листовая МСт. 2 МСт. 2 МСт. 2 Прорезиненная ткань Триплекс
№ по- зи- ции Обозначение Наименование Количество на узел № К детали ции Обозначение 1 аименование Количество на узел К детали
1 2 3 4 5 8 К11-1 Мб М8 М10 М12 КН М10 4ОРМАЛИ /V айки шести! -2 Гайки ше ШНИСТЕРС тайные норм 3 2 1 2 стигранные н 2 ТВА альной высоты 11 1К62-50-41 12 1К62-50-29 1К72-50-31 (5 1К62-50-21 изкие 1К62-11; 25 1й J о К21-1 В^ М6Х16 М10Х22 К21-9 Ви М10Х30 К2 М8Х30 М8Х12 нты с наруз нты с ннут| 2-6 Винты у кным шестиг 3 2 >енним шести 3 становочные 1 1 >анником 1К62-50-41 1К62-50-24 гранником 1К62-50-11 1К62-50-28
— 483 —
320
КРОНШТЕЙН СВАРНОЙ 1К62-16 61
Примечания: 1. Плоскости Л и Б параллельны.
2. Допускаемое отклонение от параллельности не более
±0,5 лл.
3. Окраска К-Н.
КРОНШТЕЙН СВАРНОЙ 1К62-16 61
Примечания: 1. Плоскости Л и Б параллельны.
2. Допускаемое отклонение от параллельности не более
±0,5 мм.
3. Окраска К-Н.
№ пози- ции ; Обозначение Наименование Количество на узел К детали № пози- ции Обозначение Наименование Количество на узел К детали
К22-9 Винты установочные ЗАВОДСКИЕ НОРМАЛИ
19 М10Х40 1 1К62-50-11
20 М10Х40 1 1К62-50-25 С10-20 Проставки на вал
38 16x22x5 1 1К62-50-21
К41-1 Штифты конические К5-1
23 5X30 1 1К62-50-28 М10 2 IK62-50-24
К51-1 Шайбы чистые
26 ПОКУПНЫЕ ДЕТАЛИ
27 16 1 1К62-50-21 Ткань прорезиненная
К74-1 Шайбы пружинные
31 10 2 1К62-50-24 0,5X20X640 1 1К62-50-42
32 10 1 1К62-50-31
— 484 —
КРОНШТЕЙН КОЖУХА 1К62-50-11
Материал: чугун СЧ 15-32
Технические требования Допускаемое от- клонение, мм
1. Отверстия 0 35А5 и 0 16А5 долж-
ны быть соосны 0,4
2. Оси отверстий 0 35А5 и 0 16А5
должны быть параллельны плоскос-
ти А 0,5
Примечания: 1. Окраска необработанных наружных
поверхностей К-4Ш1.
2. Окраска необработанных внутренних поверхностей К-В.
3. Острые края притупить.
ОСЬ КОЖУХА 1К62-50-21
Материал: сталь 45 холоднотянутая калиброванная
Технические требования Допускаемое откло- нение, мм
0 16X4 и 0 12Г должны быть соос- ны 0,3
Примечание. Резьба М12 должна быть изготовлена по
допускам 3 класса точности.
ПРУЖИНА 1К62-50-22
Материал: проволока 65Г. Термическая обработка
65Г-М42
Развернутая длина — 1572
Спираль — левая
Фво
БОБЫШКА 1К62-50-23/1
Материал: МСт. 2
Примечания: 1. Заусенцы зачистить.
2. Углы притупить.
Обработка по контуру у?
Рабицем 0 и 7 уточнить
опытным путем
ВЕРХНИЙ ЩИТ 1К62-50-23/3
Материал: сталь 08-Ш-ВГ
Примечания: 1. Толщина листа 1,5 мм.
2. Заусенцы зачистить.
БОБЫШКА 1К62-50-23/4
Материал: МСт. 2
Примечание. Острые углы притупить.
По /- 4
Обработка по контуру 7 S
10
2ит0
Развертка
ЩИТОК ДЛЯ СТЕКЛА 1К62-50-24
Материал: сталь 08-Ш-ВГ
Примечания: 1. Заусенцы зачистить.
2. Толщина листа 1,5 мм.
3. Окраска всех поверхностей К-Н.
ЗАЩИТНЫЙ КОЖУХ 1 К62-50-25
Сварочный чертеж
Технические требования
Допускаемое
отклонение, мм
1. Отверстия 0 35А5 и 0 16Л5 дол-
жны быть соосны
2. Окраска необработанных поверх-
ностей К-Н
0,3
II р и м е ч а н и я: 1. Сварку производить прерывистым
швом.
2. Сетку приварить точечной сваркой.
— 492 —
Радиус Р Выяснить опытным путем
Заусенцы зачистить
ВЕРХНЯЯ ЧАСТЬ ЗАЩИТНОГО КОЖУХА 1К62-50-25/1
Материал: МСт. 2
— 493 —
494
Обработки по контуру V 3
32
ОБЕЧАЙКА 1К62-50-25/2
Материал: МСт. 2
При м е ч а и и е. Заусенцы зачистить.
ОБЕЧАЙКА 1 К62-50-25/3
Материал: МСт. 2
Примечание. Заусенцы зачистить.
06работка да кнтюц vj
УПОР 1К62-50-25/7
Материал: Ст. 3
Примечай и с. Острые углы притупить.
21
/Ш-Л
030
ПЛАНКА 1К62-50-25/9
Материал: сталь 35
Примечание. Острые углы притупить.
БОБЫШКА 1К62-50-25/10
Материал: МСт. 2
Примечания: 1. Заусенцы зачистить.
2. Углы притупить.
ПЛАНКА 1К62-50-25/11
Материал: МСт. 2
— 496 —
918
928
ПРУЖИНА 1К62-50-26
Материал: 65Г
Термическая обработка 65Г-М48. Оксидировать
П р и м е ч а и и я: 1. Острые края притупить.
ПРИЖИМНАЯ ПЛАНКА 1К62-50-27
Материал: МСт. 2
Примечания: 1. Острые края притупить.
2. Развернутая длина 40.
30—760
— 497 —
ВТУЛКА I K62-5Q-28
Материал: сталь 45. Оксидировать
Технические требования
0 35С4 и 0 12АЗ должны быть соос-
ны
Допускаемое отклоне
ние, мм
0,10
ОСЬ 1К62-50-31
Материал: сталь А12. Оксидировать
Примечания: 1. Резьба М10 должна быть изготовлена
по допускам 3 класса точности.
2. Острые углы притупить.
- 498 —
499
ЭКРАН 1К62-50-42
Материал: триплекс толщиной 6,5 мм
— 500 —
1ест- узел Вес, кг
Обозначение 2 и Наименование Куда входит или к детали S ЯЗ Материал
о 5 х! 5s 1 шт. на узел
1К62-78-01 2 Сборочный чертеж
сменных шестерен
1KG2-78-01 3 Сборочный чертеж
сменных шестерен
Детали чугунные
1KG2-78-11 4 Приклон IK62-07-20 3,75 3,75 СЧ 15-32
Детали из цветных материалов
1К62-78-21 Втулка 1К62-78-62 11 0,18 0,18 Бр. ОЦС 6-6-3
Детали стальные
1К62-78-31 6 Сменная шестерня 1К62-07-107 1 3,74 3,74 Сталь 45
1К62-78-32 6 Сменная шестерня 1К62-78-21 1 2,2 2,2 Сталь 45
IK62-78-33 7 Сменная шестерня 1К62-02-137 1 1,81 1,81 Сталь 45
IK62-78-34 8 Сменная шестерня 1 0,44 0,44 Сталь 45
1К62-78-35 8 • Сменная шестерня 1 0,52 0,52 Сталь 45
1K62-78-3G 8 Сменная шестерня 1 0,76 0,76 Сталь 45
1 К.62-78-37 8 Сменная шестерня 1 1,09 1,09 Сталь 45
1К62-78-38 8 Сменная шестерня — 1 1,59 1,59 Сталь 45
1К62-78-39 8 Сменная шестерня — 1 1,73 1,73 Сталь 45
1К62-78-40 8 Сменная шестерня — 1 2,84 2,84 Сталь 45
1К62-78-41 8 Сменная шестерня — 1 3,59 — Сталь 45
1К62-78-42 8 Сменная шестерня 1 1,0 — Сталь 40Х
1К62-78-43 8 Сменная шестерня — 1 1,1 — Сталь 40Х
1К62-78-44 8 Сменная шестерня — 1 1,8 — Сталь 40Х
1К62-78-45 8 Сменная шестерня — 1 2,0 — Сталь 40Х
1К62-78-46 8а Сменная шестерня — 1 0,38 — Сталь 45
1 К.62-78-47 8а Сменная шестерня — 1 0,41 — Сталь 45
1К62-78-48 8а Сменная шестерня —- 1 0,54 — Сталь 45
1К62-78-49 8а Сменная шестерня — 1 0,64 — Сталь 45
1К62-78-50 8а Сменная шестерня — 1 0,7 — Сталь 45
1К62-78-51 8а Сменная шестерня — 1 0,75 — Сталь 45
1К62-78-52 8а Сменная шестерня — 2 0,87 1.74 Сталь 45
1К62-78-53 8а Сменная шестерня — 1 1,69 — Сталь 45
IK62-78-54 8а Сменная шестерня — 1 2,8 — Сталь 45
1К62-78-55 8а Сменная шестерня — 1 4,0 — Сталь 45
1К62-78-56 8а Сменная шестерня — 1 4,1 — Сталь 45
1К62-78-57 8а Сменная шестерня — 1 1,22 — Сталь 40Х
1К62-78-58 8а Сменная шестерня — 1 2,82 — Сталь 40Х
1К62-78-60 9 Сухарь 1K62-78-GI 1 0,18 — Точное литье
Сталь 45
IK62-78-61 9 Палец 1К62-78-60; 62 1 0,24 — Сталь 45
IK62-78-62 9 Палец IK62-78-61 1 0,24 — Сталь 40Х
1К62-78-64 10а Винт — 2 0,01 0,02 Сталь А12
1К62-78-66 10 Таблица — 1 0,244 — Холоднокатаная
Сталь 15
IK62-78-67 10а Таблица — 1 0,063 — Холоднокатаная
Сталь 15
1К62-78-72 8а Сменная шестерня — 1 0,80 — Сталь 45
1К62-78-73 8а Сменная шестерня — 1 1,75 — Сталь 45
501
Продолжение
д 4 «а Вес, кг
Обозначение Наименование Куда входит или к детали $ X СО Материал
xi 5s 1 шт. на узел
1К62-78-63 — Сменная шестерня — 1 2,9 — Сталь 45
1К62-78-75 12 Стенка левая кожуха — 1 — — Сварочный чертеж
1К62-78-75/1 13 Стенка левая — 1 4,7 — Сталь 08-П-В Г
1К62-78-75/3 14 Планка — 1 0,22 — МСт. 2
1К62-78-75.4 14 Планка 1 0,05 — МСт. 2
1К62-78-75/5 15 Планка 1 0,095 — МСт. 2
1К62-78-75/6 15 Планка 1 0,078 — МСт. 2
1К62-78-75/7 15 Петля 1 0,02 — МСт. 2
1К62-78-75/8 15 Планка 3 0,005 0,015 МСт. 2
1К62-78-75/9 21 Планка верхняя 1 0,076 0,076 МСт. 2
1К62-78-76 16 Стенка правая кожуха 1 — — Сварочный чертеж
1К62-78-76/1 17 Стенка передняя 1 3,2 — Сталь 08-П-ВГ
1К62-78-76/2 18 Стенка боковая 1 1,12 — Сталь 08-П-ВГ
1К62-78-76/3 19 Стенка верхняя 1 0,74 — Сталь 08-П-ВГ
1К62-78-76/6 20 Лапка 2 0,01 — МСт. 2
1К62-78-76/7 20 Планка кожуха 1 0,056 — МСт. 2
1К62-78-76/8 20 Уголок кожуха 1 0,01 — МСт. 2
1К62-78-76/9 5 Планка 1 0,03 — МСт. 2
1К62-78-76/10 21 Петля 1 0,012 — МСт. 2
1К62-78-77 22 Маслоотражатель 1 — — Сварочный чертеж
1К62-78-77/1 23 Маслоотражатель 1 0,67 — МСт. 2
1К62-78-77/2 23 Лапка 1 0,076 — МСт. 2
1К62-78-77/3 23 Петля 1 0,094 — МСт. 2
1К62-78-78 24 Кольцо компенсаторное 1 0,004 — Ст. 3
0,008
0,012
1К62-78-79 24 Кольцо компенсаторное 1 0,06 — Ст. 3
0,011
0,012
1К62-78-76/11 26 Петля 1 0,02 — МСт. 2
1К62-78-75/10 27 Обечайка 1 0,3 — Сталь 08-П-ВГ
1К62-78-59 — Шайба 1 0,03 — МСт. 2
Детали стальные, пр именяемые для станка с гыемко й
1К62-78-81 Кожух 1 — — Сварочный чертеж
1К62-78-81/1 Кожух 1 — — Чертеж дополнитель- ной обработки детали 1К62-78-75 и 78-76
1К62-78-81/2 Обечайка 1 1,4 1,4 Сталь 08-П-ВГ
1К62-78-81/3 Планка 2 0,1 0,2 МСт. 2
1К62-78-81/4 Планка 1 0,15 0,15 МСт. 2
1К62-78-81/5 Петля 1 0,2 0,2 МСт. 2
1К62-78-82 Маслоотражатель 1 1 1 МСт. 2
Применяются взамен деталей 1К62-78-75; 76 1К62-78-77
— 502 —
пози- 1 Обозначение Наименование Количество на узел К детали
S
НОРМАЛИ МИНИСТЕРСТВА
К21-1 Винты с шестигранной головкой
1 М10х26 2 1К62-78-31; 33
К21-9 Винты с внутренним шестигранником
2 М10Х15 1 1К62-78-77; 82
С77-13 Масленка колпачковая — ГОСТ 1303—45
II-12M
1 1К62-78-61
S т О = = .©• S < 3 Обозначение Наименование Количество на узел К детали
K83-I Гвозди для металла
5 2,6x6 4 1К62-78-67
6 2,6x6 4 1К62-78-66
К21-4 Винты с полукруглой головкой
9 М6Х10 3 1К62-78-76
10
НОРМАЛИ ЗАВОДА
К7-15 Шайба съемная
15 11 2 1К62-78-31; 33
16 19 1 1К62-78-61
503 —
Л-fi
Набор шестерен
для нарезания
особо точных
резьб при прямом
включении
ходового винта и
торцевых резьб
Набор шестерен
для нарезания
резьбы
19 ниток на 1’
1Х62-78-34;2=40
1КБ2~78-35;2=Ч2
1КБ?.-78~36;2=50
1X52-78-37; Z=60
1X82-73-38 2=72
1X62-78-39; 2=75 7 /77-7,75
1X62-78-40; Z=96
11(62-78-41; Z=W8
1662-78-69; 2 = ‘!7
-1X62-78-70; Z = 79
-1X62-78-71; 2=89
1X62-78-42; Z=70
1X62-78-43; 2=72
1X62-78-44; 2=90
1Х62-78-Ч5; 2=96
/77=7,5
-1X62-78-46; Z = 28
1X62-78-47; Z=32
-1X62 -78-48; Z=36
-1X62-78-49; Z = 40
-1X62-78-50; Z=42
1X62-78-51; Z=44
1X62 - 78-52; Z = 48
-1X62 -78-53; Z=71
-1X62-78-54; Z=96
-1X62.-78-55; Z=II2
-1X62-78-56; Z=113
-1X62- 78-72; Z=56
-1X62-78-73; Z=58
-1X62-78-74; Z=86
-1X62-78-57; Z=71
ЧН62-78-58; Z=tl3
т-1,75
ПРИКЛОН И СМЕННЫЕ ШЕСТЕРНИ 1К62-78-91
СБОРОЧНЫЙ ЧЕРТЕЖ. ЛИСТ 1
— 504 —
Разрез по 8-г
я
6-
ПРИКЛОН И СМЕННЫЕ ШЕСТЕРНИ 1К62-78-01
СБОРОЧНЫЙ ЧЕРТЕЖ. ЛИСТ 2
Примечая и е. Детали 1К62-78-81 и 1К62-78-82 приме-
няются только для станка с выемкой взамен деталей
1 К.62-78-75; 76 и 1К62-78-77.
— 505 —
Ш и)
Qaa a (itfit
zi
резать npujKOH^qme/ib
ntii MeriiHuwMilotoaihMe
Ф10А
ПРИКЛОН 1K62-78-11
Материал: чугун СЧ 15-32
Технические требования Допускаемое откло- нение, мм
1. Плоскости А и Б должны быть 0,05 на длину детали
прямолинейны
2. Плоскости А и Б должны быть па- раллельны между собой 0,05
3. Отверстие 0 80А должно быть перпендикулярно плоскости А 0,1 на R. 60
Примечания: I. Литейный уклон по контуру детали
и у двух ребер 5%.
2. Пазы шириной 28 и 30 .ил выполнить параллельными
без уклонов.
3. Острые края после механической обработки запилить.
4. Необработанные поверхности красить К-В.
— 506 —
ВТУЛКА IK62-78-21
Материал: бронза ОЦС6-6-3
_ , Допускаемое откло-
Технические требования „„
пспИС, .И.И
1. 0 38Д не должен иметь биения 0,02
относительно оси отверстия 0 25А
2. Торны втулки не должны иметь 0,03
биения относительно оси отверстия
0 25А
II р и меча н и е. Шлицевое соединение выполнять по
ГОСТ 1139-55.
— 507 —
Материал: сталь 45. Термическая обработка
45-ТВЧ-45-50
4J_-JL3L
7=9l,m=1,75
СМЕННАЯ ШЕСТЕРНЯ 1К62-78-31
7 *0,017
if010
Зубья шебингоВать
7=50, т= 1,75
В
к
*Ьг2
Венец г=97, т—1,75; z=50, m=l,75
Наибольшая окружная скорость 5,9 3,85
Класс точности и группа шумности 11(2) 11(2)
Допускаемое откло-
нение, мм
Технические требования
Толщина зуба (длина общей нормали' 56.62Zo;;' 29,64zg:09
За оборот колеса биение
начальной окружности 0,07 0,06
на одном зубе 0,025 0,025
Биения не должно быть:
по торцу А 0,03
по торцу Б 0,04
Отклонение направления зуба ДВ ±0,01 ±0,01
Примечания: 1. Клеймить число зубьев и модуль.
2. Шлицевое соединение выполнять по ГОСТ 1139—55.
Ф113,25 С,,
Пескоструить
— 508 —
СМЕННАЯ ШЕСТЕРНЯ 1К62-78-32
Материал: сталь 45
Термическая обработка 45-ТВЧ-45-50
Венец г=97, т Наибольшая окружная скорость, м/сек Класс точности и группа шумности = 1,75; 5,9 11(2)
Технические требования Допускаемое откло- нение, мм
Толщина зуба (длина общей нормали) За оборот колеса биение начальной окружности на одном зубе Биения не должно быть: по торцу А по торцу Б по торцу В Отклонение направления зуба ДВ 56,57zg:;i 0,09 0,025 0,04 0,03 0,03 ±0,01
Примечания: 1. Шлицевое соединение по ГОСТ
1139—55.
2. Клеймить число зубцов и модуль.
— 509 —
СМЕННАЯ ШЕСТЕРНЯ 1К62-78-33
Материал: сталь 45
Термическая обработка зубьев 45-ТВЧ-45-50
Венец г = 64, т=1,75, г = 42, т=1,75
Наибольшая окружная скорость, м!сек 5,9 3,85
Класс точности и группа шумности 11(2) 11(2)
Технические требования Допускаемое откло- нение, мм
Толщина зуба (длина общей нормали) За оборот колеса биение начальной окружности на одном зубе Биения не должно быть: по торцу А по торцу Б Отклонение направления зуба ДВ 40,321°;]' 24,281°;?° 0,07 0,06 0,025 0,025 0,04 0,03 ±0,01 ±0,01
Примечания: 1. Клеймить число зубцов и модуль.
2. Шлицевое соединение выполнять по ГОСТ 1139—55.
3. Зубья шевинговать.
— 510 —
Зуб шебингобать
о
о
, 16
R1
ФЗЗ Ау
СМЕННЫЕ ШЕСТЕРНИ ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ
РЕЗЬБ (МЕТРИЧЕСКИХ МОДУЛЬНЫХ И ТОРЦОВЫХ)
1К62-78-34-45
Материал: сталь 45 (сталь 40Х)
Примечания: 1. Клеймить число зубцов и модуль.
2. Шестерни с лг=1,5 изготовлять из стали 40Х.
3. Шлицевые соединения исполнять по ГОСТ 1139—55.
По стрелке 5
г>№?
ь*М10
Р
Номера деталей 1К62-78- 34 1К62-78- 35 1К-62 78-36 1К62- 78-37 IK62- 78-38 1 К.62- 78-39 1К62- 78-40 IK62- 78-41 1К62- 78-42 1К62- 78-43 1К62- 78-44 1К62- 78-45
Число зубцов Z= 40 42 50 60 72 75 96 108 70 72 90 96
Модуль т= 1,75
ддо 70 73,5 87,5 105 126 131,25 168 189 105 108 135 144
Д 73,5 77 91 108,5 129,5 134,75 171,5 192,5 108 111 138 147
д, — .— 75 95 100 140 160 75 78 105 115
Дг — — — 50 50 50 50 50 50 50 50 50
Вес, кг 0,44 0,52 0,76 1,09 1.59 1 ,73 2,84 3,59 1,0 1,1 1,8 2,0
Количество в полном наборе 1 1 1 1 1 1 1 1 1 1 1 1
Технические требования
Класс точности
Толщина зуба (тангенциальное измерение) н'о— 60'0— । —0,09 24,28“ °-14 —0,09 29,64~°'14 —0,11 34.05—°,18 -0,11 40,51—°,18 8Г0—52'94 п'о- — СО со 1 1 •0 0 LT3 81'0—oZ'Z9 ПО- 1Г0—8948 90'0— П'О—32'45 90'0— —0,06 48,39—°-11 <0 — О — оо 1 1 S 00*
Биения не ДНО Допускаемое должно быть а отклонение по торцу А 0,06 0,03 0,06 0,03 0,06 0,03 0,07 0,04 0,07 0,04 0,07 0,04 0,07 0,04 0,07 0,04 0,07 0,04 0,07 0,04 0,07 0,04 0,07 0,04
Число впадин в промере п= 4 4 5 6 7 8 10 12 7 7 10 10
— 511 —
ШЛИ БА 1К62-78-59
Материал: МСт. 2. Оксидировать
Технические требования
Допускаемое
отклонение, мм
Торцы должны быть взаимно парал-
лельны
0,02
Примечая и е. Деталь одинаковая с деталью 332-1А62-8.
СУХАРЬ 1К62-78-60
Материал: сталь 45 (точное литье). Оксидировать
1. На поверхности детали не должно
быть трещин, волосовин, плен, ра-
ковин, забоин и мелкой сыпи.
2. Допуск на резьбу по 3 классу точ-
ности, ОСТ/НКТП 1255 и 1252.
— 512 —
Материал: сталь 45
Термическая обработка 45 Ул.-270
Оксидировать
Технические требования
Допускаемое откло-
нение, .4.4
1. Торец А не должен иметь биения
относительно 0 18С
2. Допуск на резьбу по 3 классу точ-
ности.
0,03
ПАЛЕЦ 1К62-78-62
Материал: сталь 40Х
Термическая обработка 40Х улучшенная 250
Технические требования Допускаемое откло- нение, мм
1. Выступ 25В7 должен быть симмет- ричен относительно оси 0 25Х 0,2
2. Торец А не должен иметь биения относительно 0 25Х 0,03
3. Поверхности А, Б и В должны ле- жать в одной плоскости 0,05
4. Плоскости Б и В должны быть перпендикулярны оси 0 25Х 0,05
33—760
— 513 —
ВИНТ 1 К62-78-64
Материал: сталь А12
Резьба М10 должна быть изготовлена по допускам
3 класса точности
ТАБЛИЦА 1К62-78-67
Материал: сталь 15 холоднокатаная
Примечание. Фон — черный, буквы — белые.
— 514 —
г
Ременные шестерни (поставляются по особому заказу^
х
А
6
Z- число заходов
П- число ниток на 1
мл А Г 9Г mZ Модульная в в~- (2 Метрическая 4—4 0 0 14 питче5ая ; 6r='^z Дюймовая А ~Т X
В г-
1 01 1 ЙГн X
НАСТРОЙКА СТЯНКА ДЛЯ нарезания_резьб
Особо точно!при прямом включении ход винтЛ
------------- ----—---------
Рукоятки
на перед-
ней вавке
трическая
г_
з_
9_
5_
6
Рукоятки
кор подач
Число зубцов
| Модульная
12,5-2000
Б___________
В или Д
Выдвигается на себя
Ходовой бинт
Торцевых
(рукоятки Фартука
126ключ iSbiH/iI
12,5-90
А
ВилиД -~
АС 3/в" АС 7//F~
г
1
Шаг
в
ММ
15
1,75
2___
LL.
3___
3,5
9___
9,5
5
А
36
42
98
36
28
32_
36
90
fl
5
108
95
«2
пг
60
72
Шаг
ММ
55
6
7
8
96
9
10
11
12
Число зуб.
А В Б
99 95 96
98
28 108 98
32
36
90
99
98
мо- дуль Число зубцов Шаг Число зубцов
А В Г Б А В Б
1 1,25 71 96 90 50 /13 %" 7/l6 108 58
1.5 60
1.75 71” 9? 7(Г ni т — 1,75 мм 'т = 1,5 мм " Шестерни установлены на станке
2 71 72 60 113
2.25 71* 95. 9Of id
2.5 71 72 75 113
3 71 ‘ 72 90 113
Для нарезания резьбы 19 ниток на I"
Сменные шестерни ставить;!^—— ,рукоятку 6 6положен
метрич резьба, рукоятку 5 6 положен. 0,87___________
Реечную шестерню вывести из зацепления с рейкой.'
Для нарезания резьб на оборотах 12,5-90 метрических
с шагом 14,16; <8,20,22,29 ставить сменные
02-об
шестерни ,„п -.модульных-3,25,3,5,9; 9,5;5; 5,5; 6
“*/• 1UU 32.-95
и питчевых-3'/г;9;5;6~ ’ А значения шагов
на таблице барабана 5-8 2 раза большие f_______
м
150
9 отв. Ф2,6
ТАБЛИЦА 1К62-78-66
Материал; сталь 15 холоднокатаная
— 515 —
СТЕНКА ЛЕВАЯ КОЖУХА 1К62-78-75
СВАРОЧНЫЙ ЧЕРТЕЖ
Примечания: 1. Окраска наружных поверхностей К-Н.
2. Окраска внутренних поверхностей К-В.
- 516 —
>чгч
СТЕНКА ПРАВАЯ КОЖУХА 1К62-78-76
СВАРОЧНЫЙ ЧЕРТЕЖ
Примечание. Окраска внутренней по-
верхности К-В, наружной—К-П.
— 517 —
Поуказанию сборка
lZjMZJu1
КОЛЬЦО КОМПЕНСАТОРНОЕ 1К62-78-78
Материал: Ст. 3
Технические требования Допускаемое откло- нение, мм
Торцы должны быть параллельны между собой 0,04
Примечание. Количество деталей определенной тол-
щины по указанию сборочного цеха.
МАСЛООТРАЖАТЕЛЬ 1К62-78-77
П р и м е ч а и и е. Окраска всех поверхностей К -В.
КОЛЬЦО КОМПЕНСАТОРНОЕ 1К62-78-79
Материал: Ст. 3
Технические требования Допускаемое откло- нение, мм
Торцы должны быть параллельны между собой 0,04
По указанию сборки
Ш^1? IV1
П р и м е ч а н и е. Количество деталей определенной толщи-
ны по указанию сборочного цеха.
— 518 —
Зуб шеВингоВать
/6
HI
По стрелке b
СМЕННЫЕ ШЕСТЕРНИ ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ
РЕЗЬБ (МЕТРИЧЕСКИХ, МОДУЛЬНЫХ И ТОРЦОВЫХ)
1К62-78-46+73
Примечание. Клеймить число зубцов и модуль
Шестерни с т=1,5 изготовлять из стали 40Х.
Шлицевые соединения — по ГОСТ 1139—55.
7 • 0.0f7
'^шо
* Ф?ЧЛ5
Номера деталей IK62- 78-46 IK62- 78-47 1К62- 78-18 IK62- 78-49 1К62- 78-50 1К62- 78-51 1К62- 78-52 1К62- 78-53 1К62- 78-54 1К62- 78-55 1К62- 78-56 1К62- 78-57 1К62- 78-58 1К62- 78-63 1К62- 78-72 1К62- 78-73
Число зубьев г — Модуль т= 28 32 36 40 42 44 48 72 96 112 113 71 113 100 46 58
1,75 1,5 1,75
ддо 49 56 63 70 73,5 77 84 124,25 168 196 197,75 106,5 169,5 175 80,5 101,5
Д 52,5 59,5 66,5 73,5 77 80,5 87,5 127,75 171,5 199,5 201,25 109,5 172,5 178,5 84 105
д. — — — — -• — — 60 95 140 165 165 75 140 145 — 70
д2 — — — — — — 40 40 40 40 40 40 40 40 — 40
Вес, кг 0,38 0,41 0,54 0,64 0,7 0,75 0,87 1.69 2,8 4,0 4,1 1,22 2,82 29 0,8 1,75
Количество в пол- ном наборе 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1
Технические требования
Класс точности
Толщина зуба (тангенциальное изме- рение) Ц‘0-^‘81 60'0— 82 оо 1 L 0О со —0,09 18,96- 0'14 —0,09 24,23—0,14 —0,09 24,28—О*I4 —0,09 24,32—°-14 -0,09 29,59—°’14 — ао ОО 1 1 о о —30 оо 1 1 S о ю 81 ‘0— 1Г0- — ОО ю со о —0,06 34,70-О'11 8= ТТ О» 1О -0,11 61,84—°,18 -.СО ft 1Q О сч 81*0—00'98 П'О—
Бие- ния не долж- но быть ддо по торцу А Допускав- i мое откло- нение 0,06 0,06 0,06 0,06 0,06 0,06 0,06 0,07 0,07 0,07 0,07 0,07 0,07 0,07 0,06 0,07
0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,04 0,04 0,04 0,04 0,04 0,04 0,04 0,03 0,04
Число впадин в промере 3 3 3 4 4 4 5 7 10 12 12 7 12 11 5 6
519 —
Обозначение Номер листа Наименование Куда входит или к детали Количество на узел Вес, кг Материал
1 шт. на узел
1К62-99-01 1К62-99-11 2 3 Сборочный чертеж повод- кового патрона I Корпус поводкового пат- .етали чугунные 1 19,5 19,5 СЧ 32-52
1К62-99-12 4 рона Фланец четырехкулачко- 1 7,5 7,5 СЧ 21-40
1К62-99-13 вого патрона Фланец трехкулачкового — 1 9,9 9,9 СЧ 21-40
1К62-99-21 5 патрона Детали с Винт гальные 12 -0,12 1,44 Сталь 40Х
1К62-99-22 6 Гайка — 12 0,03 0,36 Сталь 35
1К62-09-22 — Детали, примен Поводок яемые от 9 узла станка 1К62 1 0,57 Сталь 45
№ пози- ции Обозначение Наименование Количество на узел К детали
№ пози- ции Обозначение Наименование Ко пичество на узел К детали
10 М12Х35 К22-2 Винты установочны 1 е 1К62-99-22
11
12
НОРМАЛИ СТАНКОСТРОЕНИЯ
КП-2 Гайки низкие
1 М16 1 1К62-09-22
2
3
4
5
6
К74-1 Шайбы пружинные
13
16
1К62-09-22
К21-9 Винты с внутренним шестигранником
7 М16Х90 4 1К62-99-12
8 М12Х35 3 1К62-99-13
9
ПОКУПНЫЕ ДЕТАЛИ
Трехкулачковый патрон 0 250 с двумя комплектами целых
каленых кулачков (1 комплект прямых и 1 комплект — об-
ратных)
Четырехкулачковый патрон 0 400
520
»w
А-Б
ПОВОДКОВЫЙ ПАТРОН 1К62-99-01
СБОРОЧНЫЙ ЧЕРТЕЖ
Технические требования
1. Наружные поверхности не должны иметь раковин, острых
углов, забоин, задиров, заусенцев.
2. Патрон в свободном виде должен быть статически уравно-
вешен. Уравновешивающая сила, приложенная на наружной
поверхности патрона, не должна превышать 45 г
Материал: чугун МСЧ 32-52
Ф1Я.5А
Технические требования Допускаемое откло- нение, леи
1. 0 315 не должен иметь биения относительно оси конуса 2. Торец А не должен иметь биения относительно оси конуса 3. Торец В не должен иметь биения относительно оси конуса 4. Ось конуса должна совпадать с осью отверстия 0 102А 0,05 для экспорта 0,08 на внутренний рынок 0,1 0,02 0,05
Технические требования Допускаемое отклонение, мм
5. Торец Б не должен иметь биения относительно оси конуса 6. Наружные поверхности не должны иметь раковин, острых углов, за- боин, задиров, заусенцев 7. Четыре отверстия М16 должны быть перпендикулярны плоскости В 8. Торец В должен плотно прилегать к торцу шпинделя 0,1 0,1 Щуп 0,04
HO A-A
Технические требования
ФЛАНЕЦ ЧЕТЫРЕХКУЛАЧКОВОГО ПАТРОНА 1K62-99-12
Материал: чугун СЧ 21-40
1. Торец А не должен иметь биения
относительно оси конуса
2. Ось конуса должна совпадать с
осью отверстия 0 I02A
3. Торец А должен плотно прилегать
к торцу шпинделя
4. Четыре отверстия М16 должны
быть перпендикулярны плоскости
А (на 0 133, 36±0,15)
5. Наружные поверхности не должны
иметь раковин, острых углов, за-
боин, задиров, заусенцев
Допускаемое откло-
нение, мм
0,02
0,05
Щуп 0,04
0,1
Ф??В’-0,1
1'45
45
1,5'45
1'45
ФЛАНЕЦ
Технические требования
о
125)
фланец с припуском по всему торцу
по штригпунктиру
ДО
1'45
Окончательно притачивается
по патрону заказчиком
Расстояние межВу горцем
калибра и фланцем 0,05.^
50 ; j _ Механическому цеху изготавливать
4
25
1'45'
Допускаемое
отклонение, .«.и
ТРЕХКУЛАЧКОВОГО ПАТРОНА 250,
ГОСТ 2675—63, 1К62-99-13
Материал: чугун СЧ 21-40
Технические требования Допускаемое откло- нение. мм
I. Торец А не должен иметь биения относительно оси конуса 0,02
2. Ось конуса должна совпадать с осью отверстия 0 80А 0,05
3. Торец А должен плотно прилегать к торцу шпинделя Щуп 0,04
4. Четыре отверстия М16 (на
0 133,36±0,5) должны быть пер-
пендикулярны плоскости А
5. Торцы Б и В должны лежать в од-
ной плоскости (плоскость Б долж-
на быть ниже плоскости В при
окончательной приточке)
6. Наружные поверхности не должны
иметь раковин, острых углов, за-
боин, задиров, заусенцев
0,1
0,03
Примечание. Допускается прорыв стенки при сверле-
нии отверстий под резьбу М10.____________
ВИНТ 1К62-99-21
Материал: сталь 40Х
Термическая обработка 40Х-М39. Оксидировать
— 525 —
ц н и и т э и м с
Редактор /И. В. Фетисова
Техн, редактор Л. П. Шепотинник-Товстоног
Корректоры: Н. Л1. Иорданская. Т. М. Мешкова
Л-54906 от 15/V 1970 г. Ред. № 1142.
Формат 60X90% Объем 66,0 п. л. + 13 вкл.
Заказ 1030/760 Jfj |;) Тираж 3000 экз.
Типография НИИМАШ, ст. Щербинка