/











































































































































































































































































































































































































































































































Автор: Тронов В.П.
Теги: горные работы при разработке месторождений полезных ископаемых технология топлива горное дело нефтегазовое производство
ISBN: 5-7544-0191-4
Год: 2002




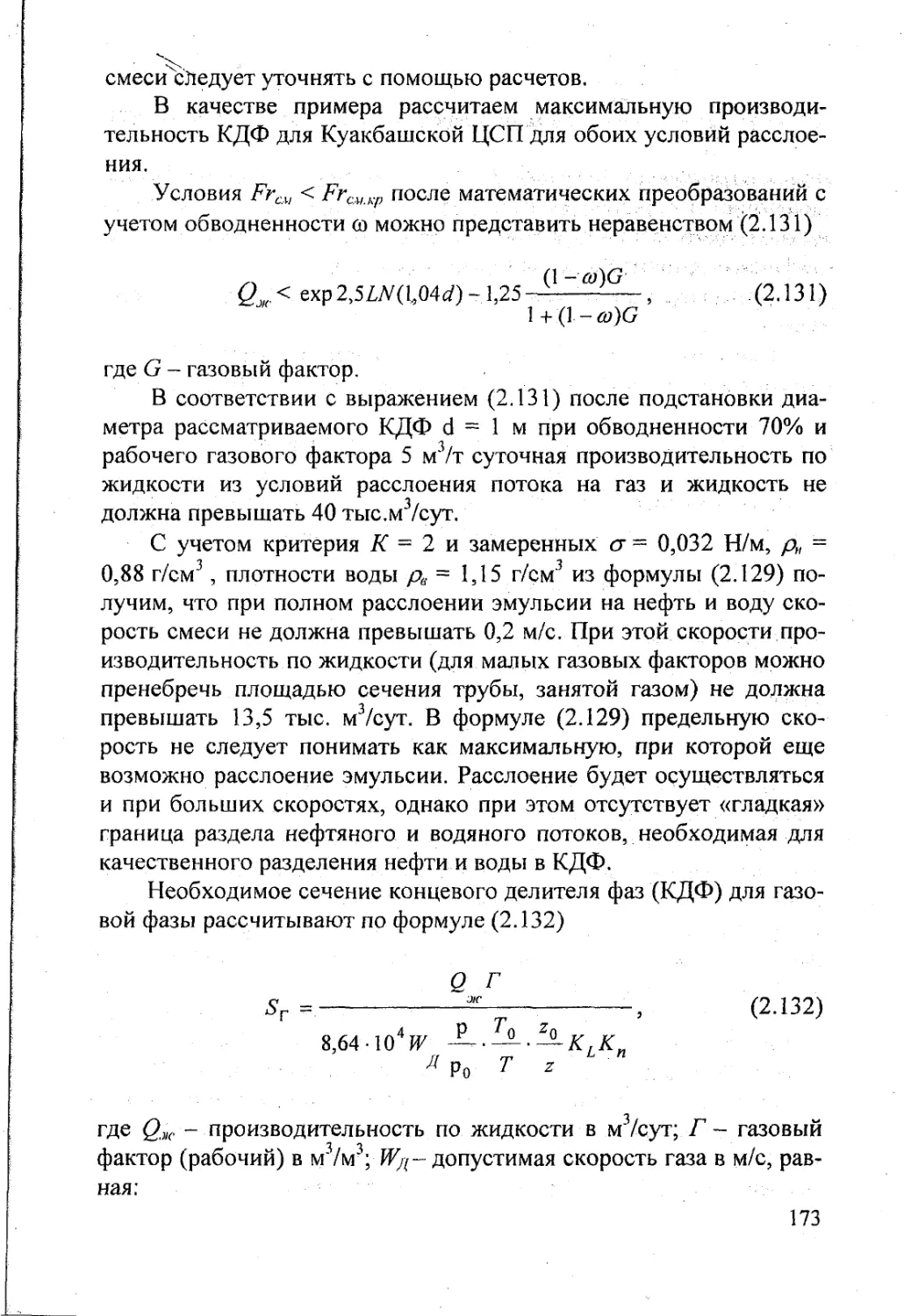
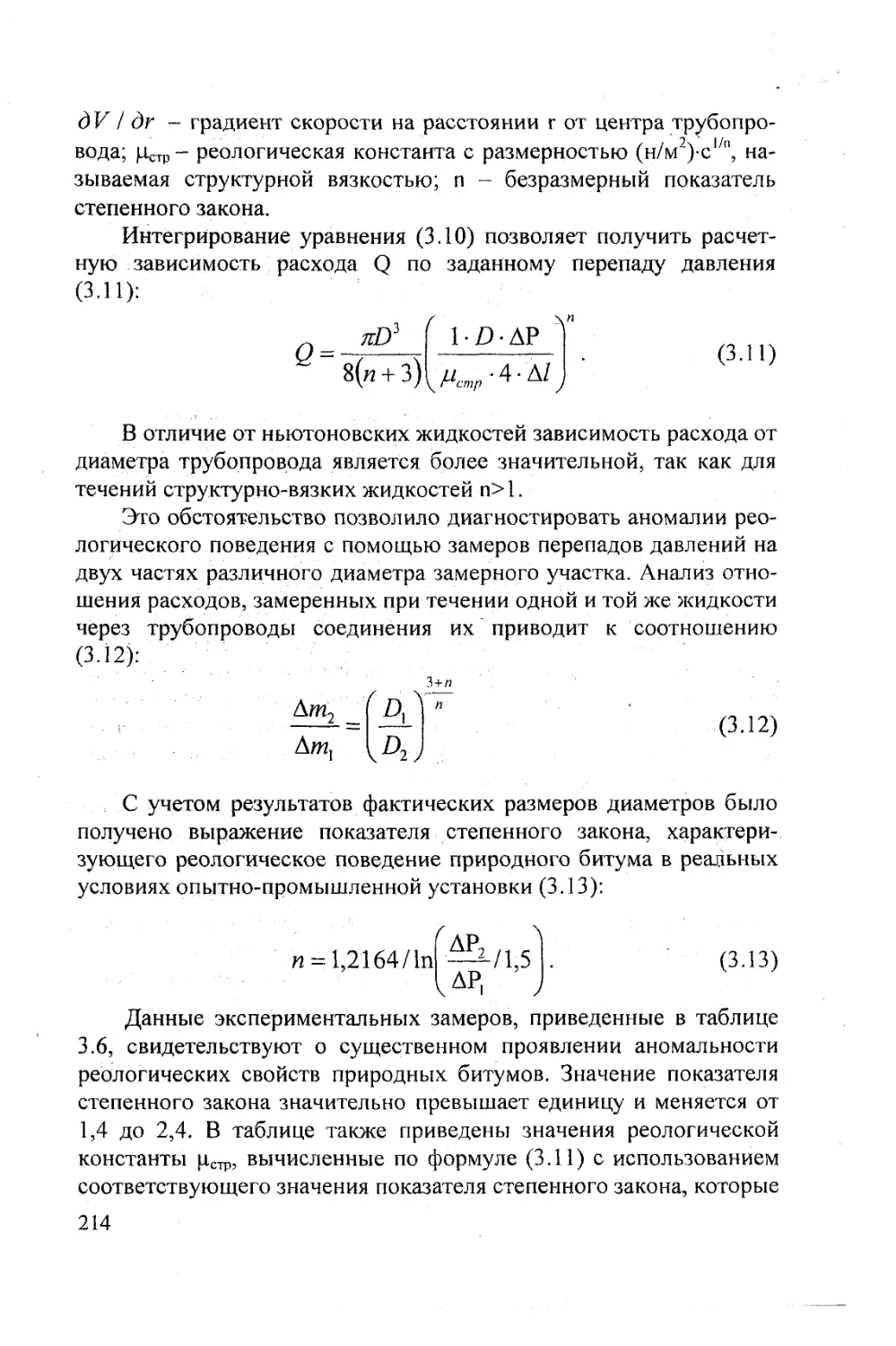
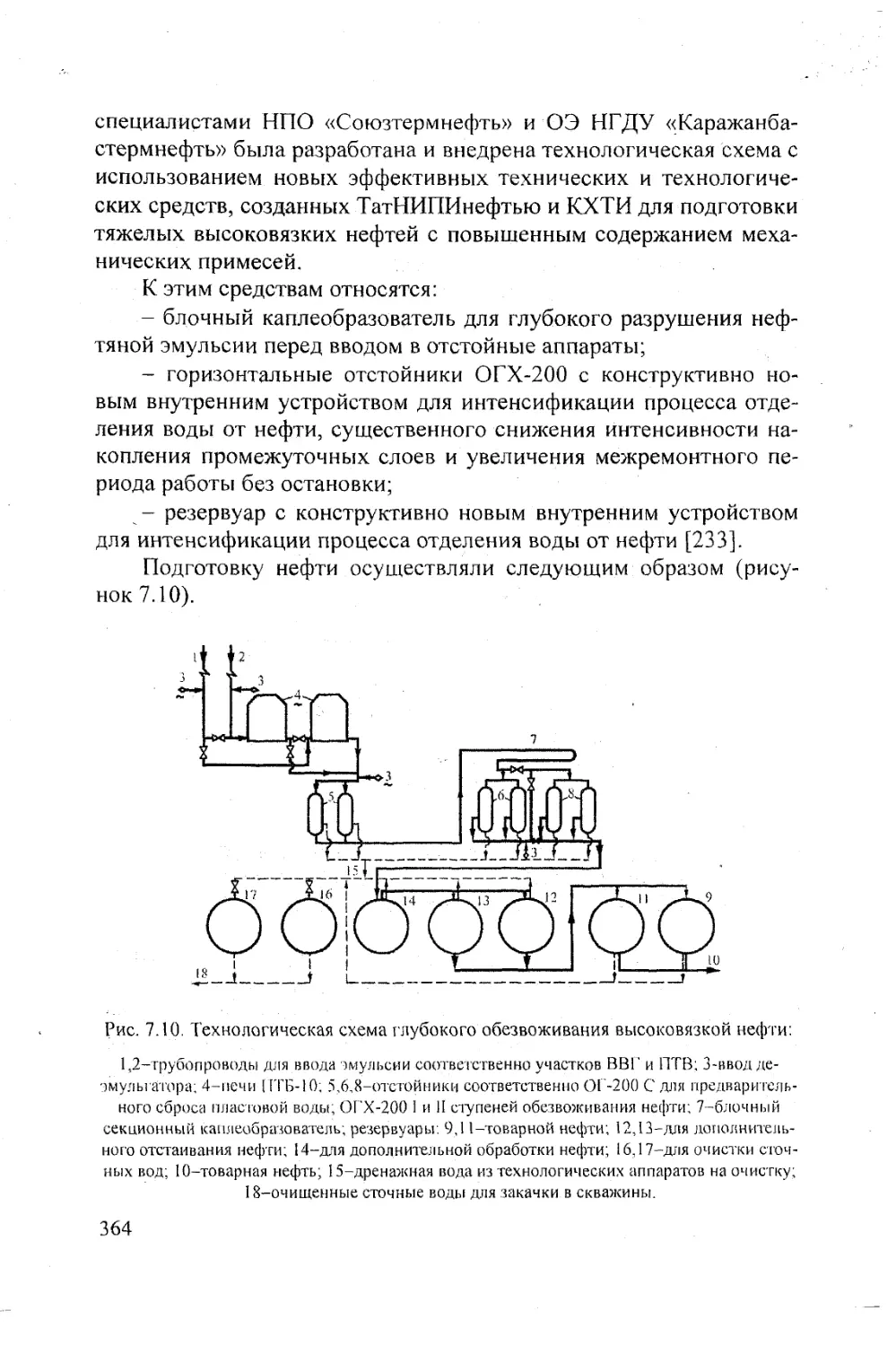
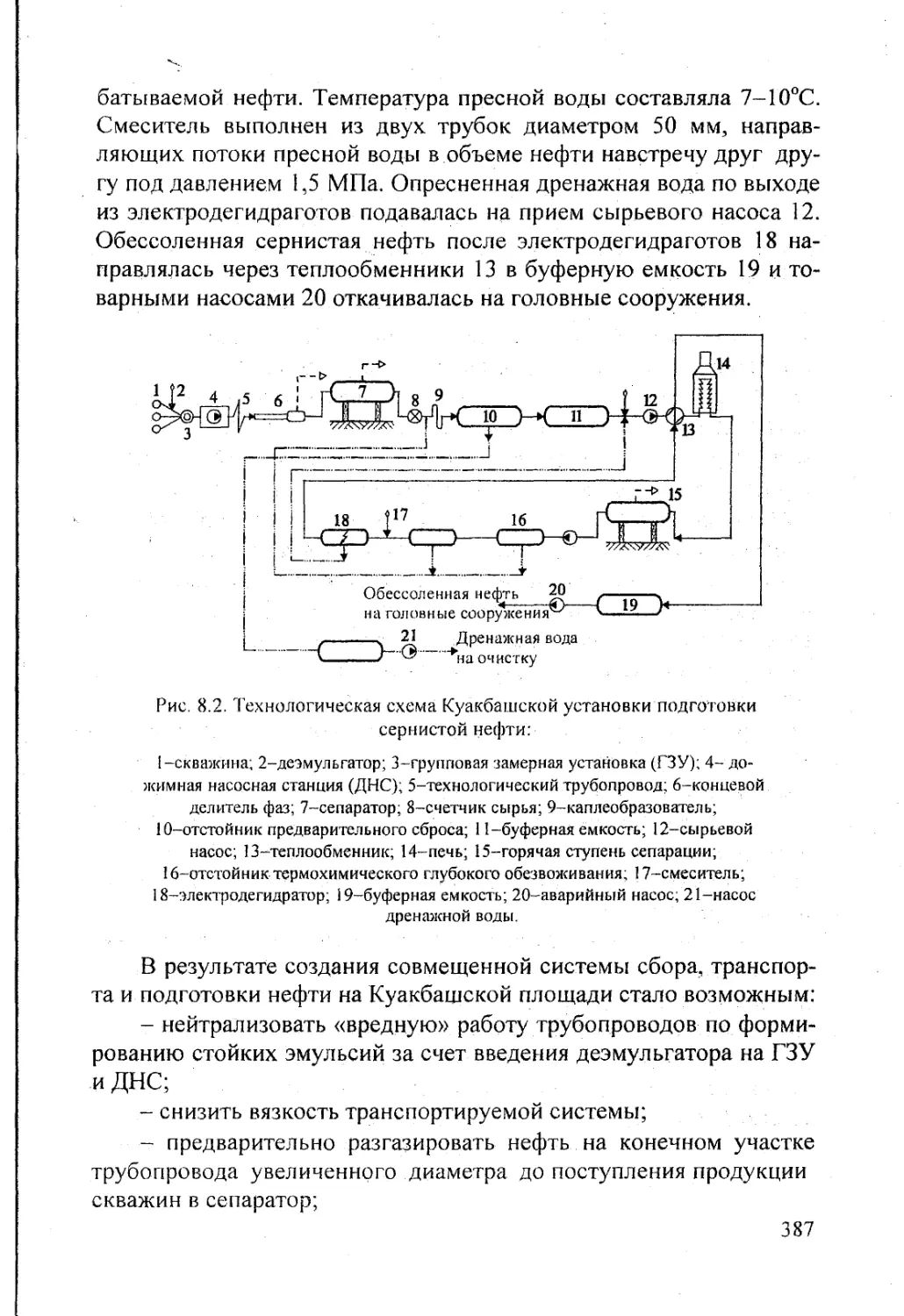
Текст
АКАДЕМИЯ НАУК РЕСПУБЛИКИ ТАТАРСТАН
ТРОНОВ в.п.
СИСТЕМЫ НЕФТЕГАЗОСБОР А И
ГИДРОДИНАМИКА ОСНОВНЫХ
ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
Казань
Издательство «Фэн»
2002
УДК 622.276.8;,
ББК 35.5141.7
Т73
Печатается по постановлению
Редакционно-издательского совета АН РТ
Т 73 Тронов В.П. СИСТЕМЫ НЕФТЕГАЗОСБОРА И
ГИДРОДИНАМИКА ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ. Казань: Фэн. 2002. 512 с.
В монографии рассмотрены современные требования к системам нефтегазосбора с
учетом осуществления в них важнейших технологических операций по предварительной
сепарации газа, разрушению эмульсий и очистке попутных пластовых вод, что существенно
повышает эффективность их использования. Рассмотрены традиционные региональные
технологические схемы нефгазосбора, применявшиеся ранее.
Приведены классификация и гидравлические характеристики промысловых трубопро-
водов различного назначения, включая транспортирование вязкопластичных нефтей и
эмульсий, теоретические предпосылки их разрушения, расслоения потока, тепловые расчеты
и т.д.
Рассмотрены реологические свойства нефтей повышенной вязкости и эмульсий при-
родных битумов, классификация нефтяных эмульсий, кинетическая и агрегативная устойчи-
вость, теории их стабилизации, влияние мехпримесей на устойчивость эмульсий.
Представлена информация о деэмульгаторах различных видов, роли стенок трубопро-
водов и гидродинамических эффектов в разрушении эмульсий, а также о технологических
процессах подготовки ловушечных нефтей на промыслах и НПЗ, гидродинамике процессов
обессоливания нефти, параметрах отстойных аппаратов, операциях по замеру и сдаче товар-
ной нефти.
Монография подготовлена в институте ТатНИПИнефть с соисполнителями по заказу
ОАО «Татнефть» (договор № 99.1479.00 - «Анализ современных методов, подготовки и
гранспорта продукции скважин». В работе над рукописью принимали участие Калинина
Л.М., Савельева И.В., Савельева Ю.А., Тронов Л.А.
Монография рассчитана на инженерно-технических и научных работников, препода-
вателей и студентов вузов.
ISBN 5-7544-0191-4
© Издательство «Фэн», 2002
ГЛАВА I
ПРОМЫСЛОВЫЕ СИСТЕМЫ НЕФТЕГАЗОСБОРА
,1.1. СОВРЕМЕННЫЕ ТРЕБОВАНИЯ К СИСТЕМАМ
НЕФТЕГАЗОСБОРА
Промысловая система сбора, транспорта и обработки продук-
ции скважин представляет собой сложный комплекс инженерных
сооружений и коммуникаций, обеспечивающий замер, экономич-
ное транспортирование продукции скважин к технологическим ап-
паратам и пунктам ее реализации, сепарацию и подготовку нефти,
газа и воды до требуемого качества и эффективную утилизацию
всех попутно добываемых и возникающих в процессе производства
продуктов и вредных веществ.
Современная система нефтегазосбора должна отвечать ком-
плексу требований, обеспечивающих снижение материальных за-
трат, а также повышение качества добываемой нефти [1-4, 105].
1. С учетом многообразия различных, участков месторождения,
рассмотренных вариантов следует использовать четыре основные
схемы рационального обустройства нефтяных месторождений:
- однотрубное транспортирование продукции скважин (нефть
-газ);
- двухтрубное транспортирование раздельными потоками без-
водной и обводненной нефти;
- бескомпрессорное транспортирование газа и перекачка газо-
насыщенной нефти после предварительного сброса воды;
- бескомпрессорное транспортирование газа и перекачка газо-
насыщенной обводненной нефти (без сброса воды).
2. При однотрубном транспортировании рекомендуется поддержи-
вать следующие давления на устье скважин:
- при фонтанно-механизированном способе добычи нефти -
до 1,5 МПа;
3
- при механизированном - до 2,5 МПа.
3. Максимальное использование пластовой энергии или напо-
ра, создаваемого скважинными насосами для сбора и транспорти-
рования продукции скважин до ЦППН, а также обеспечения про-
хождения обрабатываемой продукции через технологические узлы
(блоки) и установки подготовки нефти и очистки сточных вод.
4. При недостаче пластовой энергии или напора скважинных
насосов газонасыщенные или частично разгазированные нефти пе-
рекачивают дополнительными двухфазными насосами на ЦППН.
5. Низкая капитале- и материалоемкость объектов всех назна-
чений на базе технологий, увеличивающих универсальность техно-
логических аппаратов.
6. Минимальная протяженность трубопроводов, дорог, линий
электропередач, вспомогательных коммуникаций.
7. Минимальные количество и размеры технологических
площадок, а так же число аппаратов и другого оборудования на них
на базе использования каплеобразователей, гасителей пены,
концевых делителей фаз ТатНИПИнефти и других средств
интенсификации процессов.
8. Полная герметизация резервуарных парков, аппаратов низ-
кого и высокого давления с применением систем УЛФ ТатНИПИ-
нефти (как для нефтяных объектов, так и для установок очистки
воды).
9. Высокая степень надежности автоматизации управления
технологическими процессами и оборудованием всех видов, осо-
бенно за счет рассредоточения в СНГС различных подпроцессов и
создания в связи с этим запаса технологического времени по мето-
дикам ТатНИПИнефти.
10. Максимальная экологическая безопасность, исключающая
попадание вредных веществ в атмосферу, почву, подземные воды и
открытые водоемы за счет повышения надежности оборудования и
улучшения качества флюидов.
11. Обеспечение эффективного сбора и обработки продукции
скважин на всех стадиях разработки нефтегазовых месторождений
без существенных работ и затрат на реконструкцию, за счет приме-
нения высоких технологий и многофункциональных возможностей
применяемого оборудования с использованием высокопроизводи-
тельных аппаратов ТатНИПИнефти.
12. Реализация идеи раздельного сбора безводной и обводнен-
4
ной нефти в варианте трубопроводов «неравных диаметров», суще-
ственно сокращающего металлоемкость, стоимость установок и
объемы подготовки нефти, а так же число порывов трубопроводов
и ремонтных работ на них.
13. Рассредоточение подпроцессов подготовки скважин (пред-
варительный сброс воды, обезвоживание нефти и обессоливание) в
интервале «скважина-промысловый резервуарный парк - головные
сооружения транспортных управлений-нефтеперерабатывающие
заводы» (совмещенная схема) и их осуществление при низких
энерго-и материалозатратах по методикам и технологиям ТатНИ-
ПИнефти.
14. Введение в турбулентный поток продукции скважин де-
эмульгаторов при обводненности нефти более 10% и осуществле-
ние на этой основе процесса расслоения продукции скважин с оп-
ределением основных режимных параметров (размеры капель
эмульсии, участки их коалесценции и т.д.) по методикам ТатНИ-
ПИнефть, что обеспечивает снижение вязкости и увеличивает сте-
пень разрушения бронирующих оболочек на глобулах пластовой
воды.
15. Создание по методикам ТатНИПИнефти приемлемых гид-
родинамических условий для расслоения потоков на нефть, газ и
воду на конечных участках сборных трубопроводов (КДФ).
16. Совмещение процессов транспортирования и передачи
продукции скважин в функциональные аппараты с уже завершен-
ными технологическими операциями по эффективному формиро-
ванию зародышей пузырьков газа, их росту, коалесценции; разру-
шению пены и расслоению потока на жидкость и газ; очистке газа
от капельной жидкости и сероводорода перед поступлением в се-
параторы; разрушению бронирующих оболочек на глобулах пла-
стовой воды, их коалесценции и расслоению жидкости на малооб-
водненную нефть и воду еще до поступления в отстойную аппара-
туру и резервуары; обессоливания и улучшения качества нефти
компаундированием и другими методами в трубопроводах различ-
ного назначения (включая магистральные) и резервуарных парках
на промыслах, перекачивающих станциях и НПЗ по инструкциям и
РД ТатНИПИнефти.
17. Смешение нефтей девона и карбона осуществляется только
в расчетных соотношениях по методикам ТатНИПИнефти с приме-
нением технологических приемов по нейтрализации вредных по-
5
следствий от формирования сульфида железа для обеспечения по-
следующей подготовки нефти и очистки воды с приемлемыми тех-
нологическими параметрами.
18. Полная или частичная нейтрализация сероводорода про-
дукции скважин ионами железа одних горизонтов, содержащимся в
водах других горизонтов, в пределах нефтяных месторождений по
технологии ТатНИПИнефтй.
19. Обеспечение равномерных режимов перекачки водонефтя-
ных эмульсий в интервале «ДНС - УПН - ТП» для исключения пи-
ковых перегрузок функциональных аппаратов.
20. Исключение подачи в систему сбора несовместимых с де-
эмульгаторами химреагентов.
21. Применение технологий и организация производства в ре-
жиме, исключающем неконтролируемый сброс дисперсной фазы и
химикатов смежных производств в систему НГС, нарушающих
нормальный режим ее работы и ухудшающих качество нефти, газа
и воды.
22. Осуществление предварительного отбора газа на конечных
участках трубопроводов.
23. Расчет, осуществление и поддержание оптимальных давле-
ний по ступеням сепарации и режимов в аппаратах в соответствии
с регламентами ТатНИПИнефтй, разрабатываемыми для каждого
технологического объекта.
24. Ввод расслоенных потоков газированных эмульсией в со-
ответствующие технологические аппараты отдельными потоками
без штуцирования по технологиям ТатНИПИнефтй, исключающим
нейтрализацию положительных эффектов, достигнутых на преды-
дущих участках оборудования.
25. Применение 2 -ступенчатой сепарации нефти с рециркуля-
цией газа последующих ступеней на первую и последующим бес-
компрессорным транспортированием газа после первой ступени
сепарации до потребителя - (ГПЗ).
26. Работа системы УЛФ и перекачки газа II ступени в режиме
одной компрессорной станции по технологии ТатНИПИнефтй.
27. Очистка газа от сероводорода в условиях ДНС или ЦПС с
использованием каталитических абсорбентов по технологиям
ТатНИПИнефтй.
28. Обеспечение предварительного сброса качественных по-
путных вод на скважинах, групповых установках и дожимных на-
6
сосных станциях (в зависимости от обстоятельств), максимально
приближенных к объектам системы поддержания пластового дав-
ления (ППД) по технологиям ТатНИПИнефти.
29. Глубокая очистка сточных и других типов вод должна
осуществляться по каскадной технологии и сопровождаться извле-
чением из них ценных веществ типа брома, йода, солей и т.д.
30. Поддержание пластового давления должно осуществляться
путем адресной закачки в скважины нужного объема воды и тре-
буемого качества под нужным давлением в соответствии с основ-
ными положениями каскадной технологии.
31. Одним из наиболее важных требований, обеспечивающих
получение более качественной воды на очистных сооружениях,
является отказ от практики одновременного использования несо-
вместимых деэмульгаторов, вводимых в промысловую систему
нефтегазосбора.
32. Осуществление периодической очистки оборудования и
аппаратов всех типов, обеспечивающее сокращение энергозатрат и
более высокое качество нефти, воды и газа.
33. С учетом требований охраны природы весь комплекс неф-
тепромыслового оборудования должен быть герметизирован и ос-
нащен приборами контроля давления, производительности и тем-
пературы в блоке с соответствующими датчиками и исполнитель-
ными механизмами для ограничения поступления жидкости и газа
в аппараты или отключения источников нагрева при увеличении
давления или температуры процесса выше рабочего.
34. Технологические параметры процессов в нефтепромысло-
вых аппаратах (производительность, давление, температура, уро-
вень раздела фаз, показатели качества продукции и т.д.) должны
быть выведены на пульт диспетчерского пункта.
35. В связи с наличием сероводорода в продукции скважин
(газ, нефть, вода) оборудование должно изготавливаться из корро-
зионностойкой к сероводороду стали, иметь специальные защит-
ные покрытия, либо должно быть защищено ингибиторами корро-
зии.
36. Заводские аппараты (сепараторы, буллиты - отстойники,
резервуары) должны иметь специальные устройства для интенси-
фикации процессов сепарации нефти и разрушения устойчивых
эмульсий (концевые делители фаз, линейные или секционные кап-
леобразователи). Расчет параметров использования в технологиче-
7
ских целях трубопроводов, каплеобразователей и концевых дели-
телей фаз должен осуществляться по методикам ТатНИПИнефть.
37. Система нефтегазосбора должна обеспечить высокую про-
изводительность, безопасность труда и минимальную численность
обслуживающего персонала.
1.2. ОСНОВНЫЕ ЭЛЕМЕНТЫ СИСТЕМ НЕФТЕГАЗОСБОРА
И ИХ ТЕХНОЛОГИЧЕСКИЕ ФУНКЦИИ
Система нефтегазосбора имеет следующие основные элемен-
ты.
1. Добывающие, нагнетательные, поглощающие, контрольные
и другие виды скважин ( кусты скважин). Бурятся на те или иные
горизонты в соответствии со своим функциональным назначением.
На добывающих скважинах кроме насосных установок могут уста-
навливаться компрессоры для отбора затрубного газа, дозаторы
деэмульгаторов и ингибиторов коррозии.
2. Подвесные компрессоры. Предназначены для отбора газа из
затрубного пространства скважин, утилизации товарной продукции
и улучшения условий охраны окружающей среды (ОС).
3. Групповые замерные установки (ГУ). Осуществляют по за-
данной программе замер количества и качества (обводненность,
газовый фактор, плотность и т.д.) добываемых нефти, газа и воды
из каждой или групп скважин и передают информацию на
диспетчерский пункт для оперативного контроля.
4. Дозаторные установки. В соответствии с заданным режи-
мом вводят в продукцию скважин реагенты-деэмульгаторы для
разрушения эмульсии в процессе транспортирования по трубопро-
водам, ингибиторы коррозии и другие необходимые химикаты. Ус-
танавливаются на групповых установках, дожимных насосных ус-
тановках, кустах скважин и отдельных (по технологическим пока-
заниям) скважинах, удобных для обслуживания, и на других объек-
тах [24 - 32, 34, 36 - 39].
5. Путевые нагреватели. Нагревательные печи (газовые, элек-
трические). Осуществляют нагрев продукции скважин для сниже-
ния ее вязкости и обеспечения транспортабельности, разрушения
эмульсии в процессе движения по трубопроводам, осуществления
предварительного сброса воды и улучшения процесса сепарации
газа. По технологическим показаниям устанавливаются на отдель-
8
ных скважинах, ГУ, ДНС. Однако сжигаемый газ, содержащий H2S,
должен быть предварительно очищен, либо сжигаться по особой
технологии.
6. Сепараторы газа. Должны работать:
- на I стадии - как двухфазные системы (в продукции скважин
нет воды);
- на II стадии - как трехфазные с предварительным сбросом
чистой воды или допускать применение блоков очистки воды. Се-
параторы в комплексе с трубчатым газовым коалесцентором (ТГК)
и концевым делителем фаз (КДФ) обеспечивают увеличение про-
изводительности аппаратов в 4-6 раз;
- на III стадии - как трехфазые при ослабленных функциях се-
парации и возрастании функций предварительной очистки воды, но
без реконструкции.
7. Аппараты АОСВ-2. Использование в полном объеме само-
очищающего потенциала добываемой жидкости, в том числе для
очистки воды, энергии изначально растворенного в воде и загряз-
нениях газа, способного, выделяясь, увеличивать размеры капель
нефти и флотировать загрязняющие частицы из воды.
8. Дожимные насосные станции. Мулътифазные насосы. В за-
висимости от режима работы обеспечивают:
- совместный или раздельный транспорт нефти, газа и воды на
другие промысловые объекты;
- раздельное, при давлении сепарации, транспортирование
части отсепарированного газа на ГПЗ и частично газированной
нефти вместе с водой на объекты подготовки нефти;
- в сочетании с КДФ, ГЖФ, АОСВ-2 осуществляют на ДНС
сброс, очистку и перекачку пластовой воды на кустовые станции
системы ППД для закачки в продуктивные горизонты.
9. Коммуникационные трубопроводы. Выполняя традицион-
ные функции, не должны нейтрализовать положительные техноло-
гические эффекты, достигнутые на предыдущих участках, и вы-
полнять функции технологических аппаратов различного типа, а
концевые участки должны выполнять роль КДФ.
10. Установки подготовки нефти. В варианте высокой удель-
ной производительности обеспечивают: обезвоживание и обессо-
ливание нефти, снижение содержания в ней механических приме-
сей до допустимого уровня. В перспективе должны быть исключе-
9
ны и заменены набором малогабаритных трубчатых аппаратов, ра-
ботающих в блоке с резервуарными парками.
11. Очистные сооружения. В необходимых наборах аппаратов
(отстойники, ЖГФ, АОСВ-2, резервуары, КДФ, циклоны, фильтры)
осуществляют очистку воды до установленных норм, в том числе
отбираемой на водозаборах, промливневых стоков, технологиче-
ских потоков воды, а так же пластовой воды, сбрасываемой из тех-
нологических аппаратов всех типов.
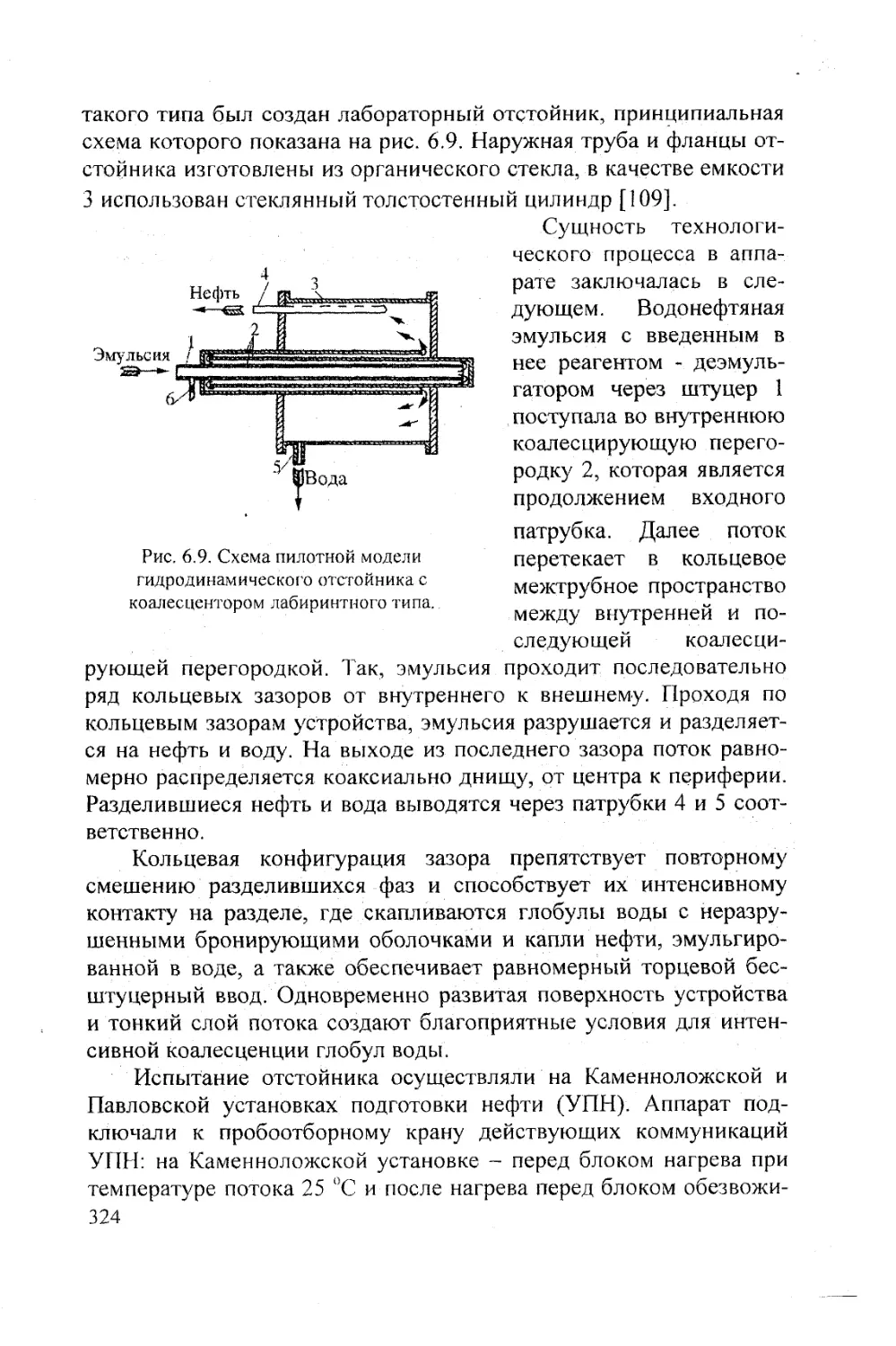
12. Резервуарные парки. Герметизированные системой УЛФ:
- обеспечивают прием и хранение сырой (поступающей с про-
мыслов) нефти для стабильной работы ДНС и УПН при временных
отключениях скважин на промыслах;
- создают приемные и запасные емкости для подготовленной
до установленных норм по содержанию солей, воды и мехпримесей
нефти для ее сдачи транспортным организациям, а так же хранения
нефти на случай выполнения аварийных работ на трубопроводах,
временного неприема нефти на НПЗ и т.д.;
- выполняют функции аппаратов предварительного сброса во-
ды, буферных емкостей, отстойников для улучшения качества неф-
ти, концевых ступеней сепарации, накопителей шламов, аппара-
тов очистки воды и т.д.
13. Компрессорные станции и системы улавливания паров
нефти (УЛФ). Принимают газ из сетей газосбора, аппаратов и ре-
зервуаров низкого и среднего давления, дожимают его до давления,
обеспечивающего транспортирование газа до ГПЗ или до магист-
рального газопровода высокого давления. Компримированию мо-
гут сопутствовать первичная очистка газа от паров воды,, углеки-
слого газа, конденсата. Одна из станций, например УЛФ, может
выполнять одновременно и функцию КС.
14. Блоки очистки газа от сероводорода. Пока широко не при-
меняются, но полезны на ГУ и ДНС для очистки небольших объе-
мов газа с превращением сероводорода в элементарную серу с
помощью каталитических абсорбентов (по технологии ТатНИПИ-
нефть).
15. Мини-электростанции. Предназначены для получения
эл/энергии необходимого качества при сжигании факельных газов,
улучшения условий охраны окружающей среды.
. 16. Головные сооружения. Резервуарные парки, насосные стан-
ции, магистральные трубопроводы предназначены для приема,
10
обработки и последующей транспортировки нефти на НПЗ из раз-
личных НГДУ, улучшения качества нефти.
17. Система ППД. Очистные сооружения, водозаборы, насос-
ные станции (компрессорные станции) и система трубопроводов
обеспечивают очистку по каскадной технологии для более эффек-
тивного воздействия на пласт и сокращения затрат на очистку во-
ды.
18. Установки по переработке нефтешламов. Обеспечивают
извлечение нефти, воды и твердых взвесей из нефтесодержащих
шламов с качеством, позволяющим использовать их в виде товар-
ных продуктов.
1.3. САМОТЕЧНАЯ СИСТЕМА СБОРА
Самотечная (или двухтрубная) система, предназначалась для
раздельного сбора нефти и газа, в основном применялась на вос-
точных месторождениях Советского Союза [5].
При использовании самотечной системы сбора нефти продук-
ция скважин замерялась в индивидуальных замерно- сепарацион-
ных емкостях, установленных на устье каждой скважины, а также в
емкостях, установленных на групповом замерном пункте и рассчи-
танных на прием продукции из нескольких скважин (рис. 1.1).
Рис. 1.1. Самотечная система сбора нефти, газа и воды
Ф и Н - скважины фонтанная и насосная; 1 - трап первой ступени; 2 - трап второй ступени;
3 - замерный трап; 4 - мерник; 5 - распределительная батарея; 6 - компрессорная; 7 - регу-
лятор давления «до себя»; 8 - газобензиновый завод; 9 - самотечные сборные коллекторы
(«нефть+вода»); 10 - участковые резервуары; 11 - центробежный насос; 12 - сборный
коллектор («нефть+вода»); 13 - сырьевые резервуары; 14 - установка подготовки нефти
(УПН).
11
Самотечная система сбора нефти работала следующим обра-
зом. Нефть, добываемая из фонтанных скважин Ф вместе с водой,
если последняя имелась, по выкидной линии длиной до 2 км на-
правлялась в распределительную батарею 5, а затем поступала в
трап (сепаратор) первой ступени 1, расположенный на территории
групповой замерной установки, из которого перепускалась в трап
второй ступени 2. Нефть, добываемая из насосных скважин Н, по
выкидным линиям также направлялась в распределительную бата-
рею 5, а затем поступала в трап первой 1 и второй 2 ступени. Газ,
выделившийся в трапе 1, в котором поддерживалось давление око-
ло 0,588 МН/м2 (6 кг/см2), пройдя регулятор давления «до себя» 7,
направлялся в общую кольцевую или лучевую газосборную сеть и
транспортировался под собственным давлением до промысловой
компрессорной станции 6. Отсюда газ, сжатый до 0,393-^-0,686
МН/м2 (44-7 кг/см2), подавался по газопроводу на газобензиновый
завод 8, где из него получали сжиженные газы (пропан, бутан) и
нестабильный бензин. Газ, выходящий из трапа второй ступени 2,
обычно использовался для отопления или сжигался в факелах.
Нефть с водой и частично оставшимся газом из трапа второй сту-
пени и мерника 4 поступала в самотечные сборные коллекторы 9,
по которым подавалась в негерметизированные резервуары 10 уча-
стковых сборных пунктов. Нефть вместе с пластовой водой из ре-
зервуаров 10, число которых обычно не превышало трех по 400 м3
каждый, откачивалась 7 насосами 11 по сборному коллектору 12 в
сырьевые Негерметизированные резервуары 13, размещаемые на
площади центральной установки подготовки нефти или на терри-
тории товарного парка. Из сырьевых резервуаров нефть и вода по-
давалась на установки подготовки нефти 14.
Анализ работы самотечной системы сбора нефти как с инди-
видуальным замерно- сепарационным оборудованием, установлен-
ным на устье каждой скважины, так и с оборудованием для обслу-
живания нескольких скважин приводит к следующим выводам.
1. Самотечные нефтепроводы работали за счет напора, созда-
ваемого разностью геометрических отметок в начале и в конце
нефтепровода, поэтому мерник должен быть поднят над уровнем
земли, а в условиях гористой местности необходимо изыскание
соответствующей трассы нефтепроводов, чтобы обеспечить нуж-
ный напор, а следовательно, и их пропускную способность.
12
2. При самотечной системе необходима глубокая сепарация
нефти, газа для предотвращения возможного образования в нефте-
проводах (см. позицию 9 на рис. 1.1) газовых мешков, могущих
существенно снизить пропускную способность нефтепроводов.
3. Самотечные выкидные линии и сборные коллекторы не мо-
гут быть приспособлены к возможному увеличению дебитов сква-
жин или к сезонным изменениям вязкости нефти в связи с их огра-
ниченной пропускной способностью.
4. В самотечных системах скорость потока жидкостей невели-
ка, поэтому происходят отложения механических примесей, солей
и парафина, в результате чего уменьшается сечение нефтепрово-
дов, а следовательно, уменьшается и их пропускная способность.
5. Для строительства самотечной системы требуются большие
затраты металла на сепараторы и мерники для каждой скважины
или группы скважин.
6. Потери нефти от испарения при самотечной системе дости-
гали 2-3 % от общей добычи нефти.
Перечисленные недостатки самотечной системы сбора и
транспорта нефти оказались настолько существенными, что в на-
стоящее время от ее применения отказались.
1.4. ОДНОТРУБНАЯ НАПОРНАЯ СИСТЕМА СБОРА
БАРОНЯНА-ВЕЗИРОВА
Однотрубная напорная система с групповым герметизирован-
ным замерносепарационным оборудованием впервые была пред-
ложена бакинскими инженерами Ф.Г. Бароняном и С.А. Везировым
в 1946 г. Применялась она в основном на площадях нефтяных ме-
сторождений южных районов.
Основные особенности этой системы (рис. 1.2) следующие:
- групповые замерные установки обслуживают несколько
скважин с разными способами эксплуатации;
- продукция фонтанных скважин проходит двухступенчатую
сепарацию;
- газ фонтанных скважин, выделившийся на первой ступени
сепарации, под собственным давлением транспортируется дальним
потребителям или используется для компрессорной эксплуатации;
- перед замером продукция скважин разделяется на газ и жид-
кость, которые после замера вновь направляются в один сборный
коллектор;
13
- продукция любой скважины поступает на замерно-
сепарационную установку по одному трубопроводу;
- затрубный газ насосных скважин отбирается подвесными
компрессорами, приводимыми в действие балансиром станка-
качалки, и подается в сборный коллектор; .
- продукция всех скважин транспортируется до сборного
пункта под давлением, поддерживаемым на устьях скважин
(0,393-0,588 МН/м2=4-6 кГ/см2);
- на сборном пункте нефть доводится до товарной кондиции в
результате отделения от нее воды и механических примесей;
- для сбора выделившихся из нефти легких фракций в водоот-
делителях и резервуарах предусматриваются вакуумные линии и
вакуум-компрессоры.
На компрессорные
скважины
Рис. 1.2. Принципиальная схема сбора нефти и газа Бароняна-Везирова
1 - фонтанная скважина; 2 -сепаратор высокого давления; 3 - станок-качалка с подвесным
компрессором; 4 - компрессорная скважина; 5 - групповая замерная установка; 6 - замер-
ный трап; 7 - сепаратор газа; 8 - отстойники; 9 - сборники нефти; 10 - насос; 11 - сырьевые
резервуары установки подготовки нефти; 12 - вакуум-компрессор; 13 - компрессоры;
14 - маслоотделитель.
Преимущества системы Бароняна-Везирова:
- сокращается сеть газосборных трубопроводов и ликвидиру-
ется промысловая сеть вакуумных газопроводов;
- сооружения по очистке нефти от воды и песка сосредоточи-
14
ваются на участковом сборном пункте, в результате чего улучша-
ется их обслуживание и сокращается канализационная система;
- резко уменьшаются потери газа и паров нефти;
- улучшается и удешевляется обслуживание установок, распо-
ложенных на центральном сборном пункте.
К основным недостаткам системы относятся:
- сложность осуществления герметизации большого количест-
ва участковых сборных пунктов;
- ограниченная протяженность участков однотрубного сбора
продукции скважин, осуществляемого за счет энергий пласта;
- необходимость строительства на площади нефтяного место-
рождения большого числа мелких участковых пунктов сбора с очи-
стными сооружениями, парком резервуаров, насосными и компрес-
сорными станциями.
Отсутствие системы предварительного сброса и очистки воды,
а также УЛФ в резервуарных парках.
1.4.1. ОБ ОДНОЙ ВАЖНОЙ ОСОБЕННОСТИ ОДНОТРУБНОЙ
СИСТЕМЫ НЕФТЕГАЗОСБОРА
Как было отмечено, однотрубная система сбора нефти и газа
значительно упрощает схему обустройства месторождений, облег-
чает их автоматизацию и уменьшает затраты на внутрипромысло-
вую перекачку нефти и сбор нефтяного газа [128].
Так как при однотрубной системе сбора глубинные насосы в
скважинах одновременно являются и средством создания напора в
нефтегазопроводах, важно установить фактическую зависимость
основных параметров работы глубиннонасосной установки от ве-
личины давления на устье скважины.
Промысловые исследования работы системы - эксплуатируе-
мая глубинным штанговым насосом скважина - нефтегазопровод -
были выполнены на одной из скважин Зай-Каратайской площади с
высоким динамическим уровнем жидкости в затрубном простран-
стве. Это обеспечило устойчивую работу скважины в процессе ис-
следования в широком интервале изменения затрубного давления.
Поскольку в условиях однотрубной системы сбора для скважин с
механизированной добычей экономически наиболее приемлема
эксплуатация в режиме, когда затрубное пространство соединено
через обратный клапан с выкидом, важно было получить зависи-
15
мость параметров глубиннонасосной установки от давления на вы-
киде именно в этом режиме, т.е. при поддержании в затрубном
пространстве скважин давлений, равных давлению на устье [128].
Ниже приведена геологопромысловая характеристика иссле-
дованной скважины и нефтепровода до групповой установки.
Выкидная линия от скважины до ГУ имела диаметр 4 и про-
тяженность 1100 м.
Эксплуатационный горизонт
Интервал перфорации, м
Пластовое давление, кГ/см2
Динамический уровень при Ру 5,2 кГ/см2
Коэффициент продуктивности, т/сутки ат
Обводненность нефти, %
Вязкость жидкости при +20°С, сст.
Плотность жидкости при +20°С, t/cmj
Давление насыщения нефти, кГ/см2
Тип скважины
Смещение забоя, м
Диаметр эксплуатационной колонны, дюймы
Тип глубинного насоса
Глубина спуска насоса, м
Насосно-компрессорные трубы
Диаметр штанги, дюймы
Тип СКН
Электродвигатель СКН
Длина хода полированного штока, м
Число двойных ходов в минуту
-д
- 1841-1842
- 150
- 327 м от устья
-3,7
-5,2
- 15
- 0,872
-85,5
- Наклонная
-537
- 5
- НГН-2-68 (14 втулок,
II группа посадки)
- 900 (в т. ч. 800 м
остеклованных труб)
- 3 -25 м,
-2,5"- 875 м
-7/8 (111шт.)
- 7СК8-3, 5-4000
- АОП 2-81-6
(30 квт, 0=970 об/мин)
- 3
-6,5
Исследованиями предусматривалось установить зависимость
следующих параметров работы установки от давления на устье (на
начальном участке сбора):
а) производительности глубиннонасосной установки при не-
изменных длине хода и числе ходов;
б) максимальной нагрузки на полированный шток;
16
в) потребляемой электродвигателем СКН активной и реактив-
ной энергии (мощности);
г) коэффициента мощности установки;
д) коэффициента полезного действия глубинно-насосной уста-
новки;
е) гидравлических потерь в нефтегазопроводе от скважины.
Необходимое давление в системе сбора и давление на устье
скважины устанавливали прикрытием задвижки в конце
нефтепровода, на приемной гребенке ГУ.
Скважину исследовали при давлениях на устье в интервале от
5,2 до 36,1 кГ/см2. При этом на всех режимах работы в затрубном
пространстве поддерживали давление, равное давлению на устье
скважины, путем стравливания части газа в атмосферу.
Производительность глубинного штангового насоса на раз-
личных режимах работы измеряли счетчиком «Тор» замерной ус-
тановки «Спутник А-40» на ГУ №11. Погрешность измерений со-
ставляла не более ±2,5 %. Давление измеряли образцовым мано-
метром с точностью показаний 0,1 кГ/см2. Потребляемую электро-
двигателем СКН активную энергию Wa измеряли трехфазным
счетчиком активной энергии САЧУ-И672М, ГОСТ 6570-60, класс
точности 2,0, а потребляемую реактивную энергию Wp-трехфазным
счетчиком реактивной энергии СРЧУ-И673М, ГОСТ 657—60,
класс точности 2,0.
Фактическая нагрузка на полированный шток определялась
снятием динамограммы. Динамический уровень в скважине изме-
ряли волномером. Замеры всех параметров работы установки и
нефтепровода осуществляли после тщательного уравновешивания
СКН при установившемся режиме работы системы скважина- неф-
тегазопровод. Производительность установки и расход электро-
энергии измеряли за четырехчасовое время работы скважины при
установившемся режиме.
По результатам измерений определяли:
а) среднее значение потребляемой электродвигателем станка-
качалки активной Na и реактивной Np мощности;
б) коэффициент подачи глубинного насоса а;
в) коэффициент мощности установки cos ср;
г) мощность, реализованную на полированном штоке, Кш;
д) удельный расход электроэнергии на тонну жидкости q;
17
е) удельный расход электроэнергии на один тоннометр подня-
той жидкости q';
ж) полезную мощность системы Nn;
з) общий к.п.д. глубиннонасосной установки т|.
Мощность на полированном штоке Nin определяли путем
планиметрирования площади динамограммы скважины по
методике [129].
Удельный расход электроэнергии, выраженный в вт-ч/т-м
поднятой жидкости, определяли как (1.1) [130]:
2,73
q'= ---- ,
где т]~ к.п.д. глубиннонасосной установки.
Полезная мощность системы [129]:
(1.1)
Q -v Н
N ---Д кГ.м = 0,11410“3 Q -v Н КВТ, (1.2)
24-75-3600 ж ж Д
гДе Q5K- фактическая производительность установки, м3/сутки; vж-
плотность жидкости, г/см3; Нд - глубина динамического уровня в
скважине от устья, м.
Общий к.п.д. глубиннонасосной установки (1.3):
Nn
(1.3)
Изменение параметров глубинно-насосной установки в зави-
симости от давления на устье представлено на рис. 1.3.
Производительность глубинно-насосной установки. Произво-
дительность насосной установки с повышением давления на устье
скважины с 5,2 до 36,1 кГ/см2 уменьшилась соответственно с 67,3
до 56,2 м3/сутки. Падение производительности на всем интервале
пропорционально росту устьевого давления. Последнее имело ме-
сто в связи с увеличением потерь длины хода плунжера от упруго-
го растяжения штанг и труб, увеличения утечек жидкости через
зазор между плунжером и цилиндром насоса и возросшим проти-
водавлением на пласт. Сравнение фактического снижения произво-
дительности установки с расчетным дает небольшое расхождение
18
результатов. Так, при повышении давлений на устье с 5,2 до
15,2 кГ/см2 расчетное снижение производительности по [131] со-
ставляет 5,1 %, а фактическое снижение равно 6,4 %.
Нагрузка на насосные штанги (рис. 1.3, рис. 1.4). , • • .
Рис. 1.3. Показатели работы
глубинно-насосной
установки (скважина
№ 9223) при различных
давлениях на устье:
1 - среднее значение потребляе-
мой активной мощности N» ,
квт; 2- потребляемая реактивная
мощность Np, ква; 3- произво-
дительность установки по жид-
кости Q,< м3/сутки; 4 - коэффи-
циент мощности cos ср; 5 -
удельный расход электроэнер-
гии на Г т жидкости q, квт ч/т;
6 - максимальная нагрузка на
полированный шток Р, т; 7-
к.п.д. глубинно- насосной уста-
новки р; удельный расход элек-
троэнергии на 1 т м поднятой
жидкости q', вт-ч/т м.
Рис. 1.4. Динамограммы
работы глубинного насоса
(скважина № 9223) при раз-
личных давлениях на устье
Ру
1-5,2 кГ/см2; II- 10,4 кГ/см2;
III-17,6 кГ/см2;
IV - 24 кГ/см2; V - 32,3 кГ/см2;
VI-36,1 кГ/см2.
При повышении давления на выкиде нагрузка на насосные
штанги увеличивается пропорционально росту давления. Сравне-
ние фактического увеличения нагрузки с расчетным показывает
схождение результатов. Так, при повышении давления на выкиде
скважины с 5,2 до 36,1 кГ/см2 расчетное увеличение максимальной
нагрузки на полированный шток для 68- миллиметрового насоса
19
равно 1000 кг, а фактическое увеличение (по динамограмме) со-
ставляет 980 кг.
Расход электроэнергии. При повышении давления на устье
скважины потребление активной энергии двигателем станка - ка-
чалки возрастает при неизменном уровне потребления реактивной
энергии, за счет чего увеличивается коэффициент мощности потре-
бителя. Увеличение потребления активной энергии пропорцио-
нально повышению давления на плунжер глубинного насоса. Так,
при повышении давления на выкиде скважины с 5,2 до 6,1 кГ/см2
удельный расход электроэнергии на 1 т жидкости увеличился с 2,86
до 4,93 квт-ч, или на 72 %. Однако следует учитывать, что при по-
вышении давления на выкиде скважины электроэнергия расходует-
ся не только на добычу жидкости (т.е. на подъем ее от динамиче-
ского уровня' до устья), но и на создание определенного Запаса по-
тенциальной энергии жидкости, поднятой на устье скважины. В
дальнейшем за счет этой энергии происходит транспортирование
жидкости по нефтесборным сетям. Поэтому более полной характе-
ристикой режимов работы установки, различающихся величиной
производительности и устьевого давления, является удельный рас-
ход электроэнергии на один тоннометр поднятой жидкости [130].
Как видно из рис. 1.3. , удельный расход электроэнергии, выражен-
ный в вт-ч/т м поднятой жидкости, с повышением давления на вы-
киде с 5,2 до 36,1 кГ/см2 уменьшается с 8,65 до 7,45.
Потери давления в нефтегазопроводе от скважины до ГУ.
Перепад давлений между начальной и конечной точками нефтега-
зопровода на различных режимах работы колеблется в.пределах
1,4-0,9 кГ/см2 без видимой закономерности изменения от величи-
ны среднего давления в нефтегазопроводе, что объясняется пуль-
сациями нефтегазового потока на данном профиле трубопровода.
К.п.д. глубиннонасосной установки. При повышении давления
на выкиде общий к.п.д. установки увеличился с 0,316 до 0,367. Из-
вестно, что к.п.д. глубиннонасосной штанговой установки т| равен
Л = Г1г- По Лм Лек • Лэ, (I -4)
где Лг~ гидравлический к.п.д. подземной части установки, харак-
теризующий потери на гидродинамическое трение жидкости о тру-
бы и штанги; т]0- объемный к.п.д. насоса, отражающий потери
производительности из-за его ненаполнения и утечек; г)м- механи-
20
ческий к.п.д. подземной части, оценивающий потери на трение в
насосе и колонне штанг о стенки труб; Г|ск—к.п.д. станка-качалки;
т]э- эксплуатационный к.п.д. электродвигателя.
Анализ составляющих общего к.п.д. глубиннонасосной уста-
новки показывает, что с повышением давления на выкиде и, следо-
вательно, с увеличением потребляемой активной мощности элек-
тродвигателем СКН т]г, г|ск, т|э растут, т]0 уменьшается, а т|м остает-
ся практически постоянным. Поскольку для практических расчетов
рекомендуется принимать т]г = 1 [130], увеличение к.п.д. установки
произошло в основном за счет увеличения i]CK и т|э.
Коэффициент полезного действия станка-качалки\
Чек =
Ul
(1.5)
где Ыш - мощность, реализованная на полированном штоке и опре-
деляемая площадью динамограммы; NCK - суммарные потери мощ-
ности в станке-качалке, определяемые по графику, который по-
строен на основе экспериментальных данных В.О. Саркисяна [130].
Расчеты показывают, что при повышении давления на устье
скважины с 5,2 до 36,1 кГ/см2 г|ск увеличился с 0,84 до 0,89.
Эксплуатационный к.п.д. электродвигателя [130]:
--------т----, (1.6)
Г + А' К
где Г|- номинальный к.п.д. электродвигателя (по паспорту); К3-
коэффициент загрузки двигателя, определяемый по среднеквадра-
тичной мощности; Кф - коэффициент формы суммарного графика
момента на валу двигателя.
Из приведенной формулы видно, что с повышением давления
на устье скважины т]э увеличивается за счет увеличения коэффици-
ента загрузки двигателя К3.
Как показывает анализ, увеличение к.п.д. глубинно-насосной
штанговой установки при увеличении давления на устье не являет-
ся случайным и закономерно для подавляющего большинства дей-
ствующих глубинно-насосных штанговых установок. Это связано с
большой недогрузкой станков-качалок и электродвигателей СКН.
21
По данным В.М. Мининского [132], из 474 обследованных глубин-
но-насосных скважин объединения «Башнефть» 55% электродвига-
телей СКН загружено всего на 10-30 %, а около 93 % электродвига-
телей загружено не выше 80 %. Следовательно, простое повышение
загрузки существующего оборудования на этих скважинах приве-
дет к повышению к.п.д. глубинно-насосных установок до 93%.
Из изложенного следует, что повышение давления на устьях
скважин, эксплуатируемых глубинным штанговым насосом,
повышает энергетические показатели глубинно-насосных
установок и обеспечивает возможность поддержания необходимо
высоких устьевых давлений на скважинах в условиях однотрубной
системы сбора продукции.
Однако известны и другие технологии, предусматривающие
применение мультифазных насосов, обеспечивающие снижение
давления на устье скважин, увеличение добычи нефти и большую
безопасность эксплуатации системы нефтегазосбора.
1.4.2. СОВМЕСТНАЯ ПЕРЕКАЧКА НЕФТИ И ГАЗА
ВИНТОВЫМИ НАСОСАМИ
Без учета некоторых технических преимуществ, рассмотрен-
ных выше, индустриальная картина промысла претерпевает тем не
менее существенные изменения в связи с применением мультифаз-
ных насосов.
Мультифазные насосы (МФН) обеспечивают совместную пе-
рекачку жидкости и газа по одной системе трубопроводов. Выде-
ляются следующие области использования МФН:
- для перекачивания газожидкостной продукции добывающих
скважин до существующих узлов подготовки нефти без предвари-
тельной сепарации газа, что позволяет отказаться от строительства
традиционных ДНС (последнее особенно актуально при обустрой-
стве вновь вводимых в разработку месторождений);
— для увеличения отбора газоводонефтяной эмульсии из добы-
вающих скважин за счет снижения устьевых давлений;
- для снижения давления в промысловой системе нефтегазос-
бора с целью снижения числа порывов трубопроводов;
- для повышения давления первой ступени сепарации газа с
целью улучшения протекания процессов предварительного сброса
воды;
22
- для ликвидации газовых факелов путем транспортирования
газа вместе с жидкостью до объектов, обустроенных системой га-
зосбора. ,
Необходимо также отметить, что МФН в отличие от насосов
ЦНС на традиционных ДНС работают в постоянном режиме, что
благоприятно отражается на состоянии напорных трубопроводов,
улучшает работу узлов сепарации, подготовки нефти и воды, по-
зволяя осуществлять процессы деэмульсации нефти при более мяг-
ких режимах и с меньшим набором оборудования [133].
Из компаний, производящих винтовые МФН, видное положе-
ние на мировом рынке занимают «БОРНЕМАНН», ТатНИИнефте-
маш совместно с Казанским компрессорным заводом, ИПТЭР, Во-
ронежский «ТУРБОНАСОС», ЗАО НТЦ «Ермак-Экология» с ОАО
«Ливгидромаш» - крупнейшее предприятие по производству двух-
винтовых насосов в России. Совместно с ЗАО НТЦ «Ливгидро-
маш» (бывший филиал «опытного производства» ВНИИгидрома-
ша, после 1997 г. вошедший в состав ОАО «Ливгидромаш») к
концу 1998 г. была завершена работа по созданию МФН марок
АЗ и А5, которые успешно прошли промысловые испытания еще в
1999 г. и получили разрешение Госгортехнадзора России на изго-
товление и применение (№ РРС 03-290 от 16.06.99 г.). Насос разра-
ботан на базе двухвинтового насоса и оборудован сменными вин-
тами, сменной обоймой из антифрикционного чугуна, торцевыми
уплотнениями.
Технические характеристики насоса АЗ 2ВВ 63/25 приведены
ниже и на рис. 1.5.
Подача ГЖС, м3/ч -63 100
Содержание газа в ГЖС,% - до 90
Давление нагнетания, МПа - до 2,0
Максимальное давление корпуса, МПа -4,1
Мощность электродвигателя, кВт - НО
Частота вращения, мин'1 - 1490
Содержание сероводорода в газе, % -ДО 2
Температура среды, °C - от 5 до 80
Содержание механических примесей,% - до 0,02
Срок службы до капитального ремонта, -1,5
год
23
Давление нагнетания,МПа
Рис. 1.5.
Осредненные
зависимости
подачи
газожидкостной
смеси Г от
давления
.нагнетания при
различном со-
держании газа
(насосом АЗ 2ВВ
63/25).
В 1999 г. мультифазные насосы АЗ и А5 были введены в экс-
плуатацию на ДНС-72 НГДУ Лениногорскнефть с целью снижения
давления в промысловой системе нефтегазосбора. Схема грузопо-
токов ДНС-72 представлена на рис. 1.6 (возле номера каждой ГЗУ
проставлены общее количество добываемой жидкости - числитель
и количество нефти - знаменатель).
160/23
Рис. 1.6.
Система сбора
ДНС 72.
Насосы (рис. 1.7) работают в автоматическом режиме по схеме
«рабочий+резервный». Подключение и отключение резервного на-
соса осуществляется от ЭКМ на приемном трубопроводе. Обслу-
живающий персонал на объекте отсутствует. Периодический кон-
24
троль за работой насосов осуществляется оператором ЦДНГ [133].
В результате применения насосов устьевое давление понизи-
лось в среднем на 5,5 атм (0,55 МПа).
Рис. 1.7. Насосы АЗ и А5 «ВВ 63/25 - 50/25 на ДНС 72 НГДУ
Лениногорскнефть ОАО «Татнефть».
Общий прирост добычи жидкости по фонду скважин ДНС
составил 200 м3/сут, из них нефти - 11,5 т/сут. За счет непрерывной
(24 ч/сут) откачки жидкости, в сравнении с позиционной откачкой
жидкости с ДНС насосом ЦНС-180, давление в напорном трубо-
проводе снизилось с 1,8 МПа (на период откачки) до 0,8 МПа, что
существенно понизило угрозу аварийности трубопровода.
За период эксплуатации 1 год и 2 мес. были проведены сле-
дующие ремонтные работы: заменены подшипник на АЗ и два
подшипника на А5; заменены торцевое уплотнение на АЗ и три
торцевых уплотнения на А5. Опыт эксплуатации показал некоторое
преимущество конструкции АЗ над А5, в связи с чем модификация
А5 (с укороченными винтами для уменьшения их прогиба) будет
выпускаться лишь для случая высоких давлений на приеме насоса.
В целом работу насосов на ДНС-72 можно характеризовать как
стабильную без каких-либо проблем, что обусловлено, прежде все-
го, достаточно мягкими условиями эксплуатации, а именно: невы-
соким давлением нагнетания - не более 0,7...0,8 МПа.
На ДНС-13 НГДУ Бузулукнефть насос АЗ 2ВВ 63/25-50/25 во
время пробной эксплуатации для проверки работоспособности в
экстремальных условиях работал в гораздо более жестких услови-
ях. Насос перекачивал в среднем 850 м3/сут жидкости и 1300 м3/сут
25
газа с давлением на приеме 0,3 МПа и на выкиде насоса 2,5...2,7
МПа. При эксплуатации в таком режиме в течение 2 мес. у насоса
начали разрушаться торцевые уплотнения вследствие появления
значительной вибрации валов, выработки подшипников и посадоч-
ных гнезд подшипников. Причиной такого быстрого разрушения
рабочих органов насоса явилось постоянное превышение давления
нагнетания (ЛР=2,2 МПа), при которой возникает значительный
поперечный прогиб винтов, что приводит к быстрому износу вин-
тов и обоймы, вибрации и т.д. При прохождении газовых пробок
через насос происходили перегрев валов и подгорание уплотни-
тельных резиновых колец в торцевых уплотнениях, поскольку из-
начально не была предусмотрена принудительная жидкостная под-
питка насоса. Поэтому схема обвязки насоса была изменена. Для
тепловой разгрузки винтов насоса и торцевых уплотнений, а также
для создания жидкостного уплотнения зазоров между винтами и
обоймой на случай прихода на прием насоса газа без жидкости (га-
зовых пробок) насос был забайпасирован частью перекачиваемой
жидкости с выкидной линии на прием насоса. Исходя из условия
минимального содержания жидкости в перекачиваемой ГЖС «
10%, предотвращения заклинивания винтов и увеличения срока
службы торцевых уплотнений, на выкиде насоса был установлен
участок трубопровода увеличенного диаметра - 500 мм, длиной 10
м для накопления жидкости, с байпасом диаметром 1 . Схема об-
вязки, которую в принципе можно рекомендовать в качестве обяза-
тельной, приведена на рис. 1.8.
д
4
с уклоном вниз по
ходу движения ГЖС
Рис. 1.8. Схема обвязки АЗ 2ВВ 63/25 - 50/25
1 - вход ГЖС; 2 - предохранительный клапан; 3 - обратный клапан; 4 - выход ГЖС;
5 - линия рециркуляции жидкости для тепловой разгрузки винтов и уплотнения
технологических зазоров в насосе в момент прохождения газовых пробок.
26
После внесения всех изменений в схему обвязки насос был
включен в работу с давлением нагнетания 1,7...1,8 МПа. Работа
насоса оказалась стабильной, а цель установки МФН - погасить
газовый факел (®.1,5 млн м3/год при Н.У.) была достигнута.
В июле 2000 г. были введены в эксплуатацию МФН в НГДУ
Иркеннефть. В результате давление в промысловой системе сбора
было снижено с 1,6 до 0,3 МПа. Давление нагнетания насоса соста-
вило 2,0 МПа.
Использование МФН в промысловой системе сбора эффектив-
но в тех случаях, когда давление, необходимое для перекачки всего
объема ГЖС, превышает давление нагнетания МФН. Это характер-
но для объектов, удаленное расположение которых и профиль
трассы не позволяют в силу слишком высоких гидравлических по-
терь осуществить совместный транспорт газа и жидкости по одно-
му трубопроводу, используя только МФН. В таких случаях воз-
можно несколько технологических решений:
- использовать промежуточные станции МФН;
- применить тандем МФН+УЭВН для создания повышенного
давления нагнетания;
- откачивать не весь объем газа, находящегося на объекте.
Использование первого варианта возможно при перекачивании
ГЖС на незначительные расстояния (до 20 км), при относительно
равных участках трубопроводов, а также в случаях, когда система
сборных трубопроводов стара и нельзя допустить ее эксплуатацию
при повышенных давлениях.
В случаях, когда система сбора нова, или обустройство место-
рождения только проектируется и есть возможность применить
толстостенные трубопроводы, можно использовать связку насосов
УЭВН и АЗ. УЭВН - одновинтовой скважинный насос, способный
перекачивать ГЖС с содержанием газа до 40 %, с давлением нагне-
тания до 12,0 МПа. Рабочее положение УЭВН может быть гори-
зонтальным. В этом случае роль МФН сводится к предварительно-
му сжатию ГЖС. При использовании связки АЗ+УЭВН ограниче-
ния по давлению нагнетания определены лишь прочностными
свойствами трубопроводов системы сбора [133].
Интересен так же третий вариант, касающийся неполной от-
качки газа из объекта на примере Матросовского месторождения,
разрабатываемого НГДУ Бавлынефть (ОАО «Татнефть»). На ме-
сторождении сжигается около 15 млн м3 газа в год из-за отсутствия
27
системы газосбора. В вопросе утилизации газа НГДУ ориентирова-
но на выработку электроэнергии с помощью маломощных газовых
электростанций. Однако рассмотрение состава газа Матросовского
месторождения показывает, что он является также и ценным сырь-
ем для выработки бензина. Состав газа приведен ниже. Расчеты,
выполненные для существующего трубопровода (профиль трассы
приведен на рис. 1.9), по которому можно было бы при совместном
транспорте газа и жидкости довести газ до ближайшего объекта,
обустроенного системой газосбора, с конечной целью доставки газа
до ГПЗ, обусловливают необходимость наличия по трассе четырех
дожимных мультифазных станций. Реализация этой же идеи на
трассах сложного профиля ведет к необходимости создания опре-
деленной инфраструктуры: дорог, линий подвода электроэнергии и
т.д. С экономической точки зрения это делает проект перекачки
газа и жидкости по одному трубопроводу с использованием лишь
МФН убыточным.
Р ис. 1' .9. П ро{] иль трассы
ДНС-163...ДНС-10
(Матросовское месторождение).
В этой связи возникает промежуточный вариант, по которому
имеется возможность утилизации части газа с помощью мульти-
фазных насосов, например Матросовского месторождения.
Состав газа Матросовского месторождения:
Ct с2 С3 пС4 iC4 пС5 iC5 с6 со2 H2s р
23,0± 21,0+ 19,0 13,0 5,0 5,0 2,5 0,2 0,2 До 1,29
2,0 2,0 ±2,0 ±2,0 ±2,0 ±2,0 +0,5 ±0,1 +0,1 0,1 кг/м3
Из приведенного состава газа в нефти Матросовского место-
28
рождения следует, что при поддержании давления сепарации газа
на ДНС-163 на уровне около 0,6 МПа и минимального давления
транспортирования в конечной точке трубопровода «0,4 МПа мож-
но транспортировать вместе с нефтью в растворенном виде до 75%
газа. При этом исключаются значительные гидравлические потери,
характерные для транспорта газожидкостных смесей. В этом слу-
чае задача МФН сводится к повышению давления на первой ступе-
ни сепарации газа и далее - по технологической цепочке. Часть га-
за, которая не может раствориться при давлении 0,6 МПа (сухой
газ: метан, этан, частично пропан), может быть использована для
выработки электроэнергии. Жирный газ (до 75% мае.) в этом слу-
чае перейдет в состав жидкости и доведен до ГПЗ.
Общая картина системы сбора при этом выглядит следующим
образом. С помощью насосов АЗ 2ВВ 160/25 давление сепарации
на ДНС-163 повышается до 0,6 МПа. Газ из сепаратора (преимуще-
ственно метан и этан) подается на выработку электроэнергии (в
крайнем случае - на свечу). Однако при этом количество сжигае-
мого газа уменьшается примерно в 4 раза, а Сз и выше откачивают-
ся в растворенном виде вместе с нефтью с ДНС-163 насосом АЗ
2ВВ 63/25 до ЦПС-102. Потоки с ДНС-163 и ЦПС-102 должны
объединиться под давлением 0,6 МПа. Для этого на гребенке ЦПС-
102 необходимо установить АЗ 2ВВ 63/25. Объединенный поток
откачивается от ЦПС-102 до ДНС-10 насосом АЗ 2ВВ 63/25 под
давлением « 1,6 МПа. Для реализации проекта необходимо 2 насо-
са АЗ 2ВВ 160/25 и 3 насоса АЗ 63/25. Схема сбора с использова-
нием МФН приведена на рис. 1.10.
Рис. 1.10. Схема сбора и транспорта продукции скважин с использованием МФН.
Примерный срок окупаемости такой технологии доведения
жирного газа до системы сбора ГПЗ составляет 2,5...3,0 года в за-
29
висимоети от закупочной цены газа. Размещение МФН непосред-
ственно на ДНС и ЦПС позволяет непрерывно контролировать их
работу персоналом объектов. Повышение давления по технологи-
ческой цепочке в случае организации предварительного сброса во-
ды (на ДНС-163 и ЦПС-102), а также ее очистки положительно
влияет на технологию, поскольку отделение воды от эмульсии под
повышенным давлением происходит более качественно. Кроме
этого, появляется возможность использования для очистки воды
эффектов автофлотации - сброс воды под давлением со штудиро-
ванием потока, что позволяет за счет выделения растворенного в
воде газа удалить до 40...50 % ТВВ и эмульгированных нефтепро-
дуктов.
В рассмотренном выше случае использования МФН можно
варьировать количеством газа, откачанного и затраченного на вы-
работку электроэнергии. Это может быть интересным также и по
той причине, что существует тарификация стоимости электроэнер-
гии в дневное и ночное время суток, а вырабатываемая на газе
Матросовского месторождения электроэнергия может расходовать-
ся непосредственно на нужды промысла.
В целом у технологических схем с использованием МФН до-
вольно большие перспективы, особенно с учетом ценового вопро-
са. В сравнении с зарубежными аналогами отечественные стоят
практически в 4 раза дешевле [82].
1.5. ГРОЗНЕНСКАЯ СИСТЕМА СБОРА
Отличительной особенностью грозненской системы нефтега-
зоводосбора [5, 6], разработанной Грозненским нефтяным институ-
том совместно с объединением Грознефть и впервые примененной
в 1958 г., является осуществление совместного транспорта нефти и
газа на расстояние двух-трех десятков километров под устьевым
давлением 5,884-6,87 МН/м2 (6О-Г7О кг/см2). При этом совместный
транспорт газа и нефти возможен с самого начала разработки ме-
сторождения при использовании резерва пропускной способности
нефтепровода.
Грозненская система сбора исключает необходимость строи-
тельства насосных и компрессорных станций, так как нефть и газ
подаются потребителям под собственным давлением, т.е. за счет
рационального использования энергии пласта. Это принципиально
30
новая система сбора нефти и газа отличается максимальной кон-
центрацией технологических объектов, в результате чего резко со-
кращается расход металла и денежных средств на обустройство
площадей нефтяных месторождений. В отличие от самотечной сис-
темы и системы Бароняна-Везирова, для которых характерны мно-
гочисленные мелкие объекты нефтепромыслового хозяйства, гроз-
ненская система основана на организации крупных централизован-
ных сепарационных сборных пунктов, значительно сокращающих
расход средств на обслуживание и сооружение системы. Устране-
ние в системе сбора и транспорта нефти и газа многочисленных
промежуточных технологических объектов приводит к большей
герметичности ее, а следовательно, к сокращению потерь ценного
сырья для нефтехимического синтеза. В результате применения
высокопроизводительных сепараторов значительно сокращается и
расход металла.
При грозненской системе сбора нефти и газа (рис. 1.11) на ка-
ждой разрабатываемой площади сооружается централизованная
сепарационная установка, на которой осуществляется
одноступенчатая сепарация под высоким давлением - до 4,90
МН/м1 2 (50 кг/см2).
Рис. 1.11. Грозненская высоконапорная система нефтегазосбора
1 - выкидные линии от скважин; 2 - сепаратор первой ступени (высокого давления);
3 - сепаратор после холодильной установки; 4 - газосборный коллектор; 5 - нефтегазосбор-
ный коллектор; 6 - сепараторы второй ступени на центральной установке подготовки нефти.
VX - установка холодильная; М|, М2, М3, М4 - нефтяные месторождения; УПН - установка
подготовки нефти; ГБЗ- газобензиновый завод.
31
Отделившийся в сепараторе 2 газ направляется в холодильную
установку (УХ) для снижения температуры газа и максимального
извлечения конденсата, а затем поступает в газопровод для подачи
его на ГБЗ. Нефть же с оставшимся в ней растворенным газом по
одному трубопроводу под собственным давлением транспортиру-
ется на конечный сборный пункт, на котором осуществляются
окончательная сепарация нефти от газа, подготовка нефти к транс-
порту и газа к переработке на ГБЗ .
В грозненской системе нефтегазоводосбора продукция сква-
жин замеряется на центральном пункте с применением автомати-
зированных мобильных станций.
Таким образом, грозненская система сбора нефти имеет сле-
дующие достоинства'.
- осуществление однотрубного транспорта нефтегазовой сме-
си по трубам большого диаметра на значительные расстояния
обеспечивает большую экономию металла для труб и создает воз-
можность подключения новых эксплуатационных скважин за счет
резерва пропускной способности коллектора;
- рационально используется пластовая энергия, обеспечиваю-
щая подачу нефти и газа потребителям под собственным давлени-
ем;
- на крупных сборных пунктах (какими являются отдельные
площади нефтяных месторождений М]з М2) имеется возможность
отделять нефть от воды и использовать последнюю для закачки в
пласт с целью поддержания давления;
- применение однотрубной системы транспорта нефти и газа,
и организация централизованных пунктов сбора создают условия
для объединения отдельных площадей нефтяных месторождений в
более крупные административно-хозяйственные единицы - нефте-
газодобывающее управление (НГДУ), которые предусматривались
новой структурой управления.
К недостаткам высоконапорной системы сбора нефти, газа и
воды относятся:
- система применима на месторождениях с высоким пласто-
вым давлением;
- возможность возникновения на некоторых режимах течения
смеси значительных пульсаций давления и неравномерности пото-
ка вследствие образования по длине нефтегазосбора коллектора 5
газовых и жидкостных пробок;
32
- под действием пульсаций давления коллекторы вибрируют,
что может вызвать нарушение сварных соединений и привести к
аварии;
- возможность образования стойких эмульсий;
- неравномерность потока смеси в коллекторах вызывает
неравномерную подачу газонефтяной струи в сепараторы,
вследствие чего создаются кратковременные перегрузки
сепараторов по нефти, достигающие иногда 200 %;
- для обеспечения нормальной сепарации в этих случаях тре-
буется дополнительно устанавливать сепараторы, и число их в 1,5-
2 раза превышает расчетное.
1.6. НАПОРНАЯ СИСТЕМА СБОРА
ИНСТИТУТА ГИПРОВОСТОКНЕФТЬ
Одной из разновидностей системы Бароняна-Везирова являет-
ся напорная однотрубная система сбора нефти и газа, разработан-
ная институтом Гипровостокнефть [5, 6] и применяемая на площа-
дях нефтяных месторождений Куйбышевской области (рис. 1.12).
Рис. 1.12. Напорная система сбора нефти, газа и воды института
Гипровостокнефть
1 - выкидные линии; 2 - гидроциклонный сепаратор; 3 - расходомер жидкости; 4 - сборный
напорный коллектор; 5 - сепаратор первой ступени; 6 - центробежные насосы; 7 - сепаратор
второй ступени; 8 - сепаратор третьей ступени; 9 - сырьевые резервуары.
КС - компрессорные станции; ГПЗ - газоперерабатывающий завод.
Система нефтегазосбора Гипровостокнефти работает следую-
щим образом. Продукция скважин по выкидным линиям I под
устьевым давлением 0,588+0,687 МН/м2 (6+7 кг/см2) направляется
33
на автоматизированную групповую замерную установку (АГЗУ),
условно показанную под номерами 2 и 3.
Одна из скважин автоматически подключается на замер через
гидроциклонный сепаратор 2 и расходомер жидкости 3, в то время
как продукция других скважин, минуя сепаратор 2, по байпасному
напорному коллектору 4 направляется на участковую сепарацион-
ную установку (УСУ), расположенную на расстоянии 2-3 км от
АГЗУ, в сепаратор первой ступени 5, работающий под давлением
0,2944-0,392 МН/м2 (Зн-4 кг/см2). Продукция подключенной на за-
мер скважины разделяется в сепараторе 2 на газ и жидкость, авто-
матически измеряется, а затем смешивается и также направляется в
сепаратор первой ступени. Выделившийся в сепараторе 5 газ про-
ходит регулятор давления «до себя» и под собственным давлением
транспортируется на газоперерабатывающий завод (ГПЗ), а нефть
вместе с частью растворенного в ней газа и пластовой водой заби-
рается насосом 6 (если давление в сепараторе 5 недостаточное) или
под давлением в сепараторе 5 подается на центральный сборный
пункт, находящийся на расстоянии до 100 км. На центральном
сборном пункте осуществляется вторая ступень сепарации в сепа-
раторах 7. Газ второй ступени направляется через замерную диа-
фрагму на компрессорную станцию КС, а нефть - в концевые сепа-
раторы 8, из которых она может поступать как в сырьевые резер-
вуары 9, так и непосредственно на установку комплексной подго-
товки нефти (УКПН).
Основными преимуществами напорной системы Гипровосток-
нефти являются:
- полная герметизация системы сбора продукции скважин;
- возможность бескомпрессорного транспорта газа на ГПЗ под
давлением первой ступени сепарации;
- газ из сепаратора второй ступени сепарации, находящегося
на территории расположения УКПН, которая обслуживает не-
сколько площадей нефтяных месторождений, собирается в одной
компрессорной станции и также подается на ГПЗ;
- в результате транспорта нефти после первой ступени сепара-
ции вместе с растворенным в ней газом значительно снижается ее
вязкость, а следовательно, уменьшаются и затраты энергии, по-
требляемой насосами.
К основным недостаткам этой системы нефтегазоводосбора
относятся:
34
- совместный транспорт нефти и пластовой воды на значи-
тельные расстояния, достигающие 100 км, в связи с чем сущест-
венно увеличиваются эксплуатационные расходы, особенно в пе-
риод повышенной обводненности скважин;
- возможность образования стойких нефтяных эмульсий в свя-
зи с большими расстояниями совместного транспорта нефти и пла-
стовой воды [20, 21, 22];
- большой расход энергии и труб на сооружение системы для
обратного транспорта пластовой воды, получаемой на УКПН, до
того месторождения, где она должна использоваться для закачки в
пласт;
- потери паров нефти из резервуаров в связи с отсутствием
системы УЛФ;
- отсутствие предварительного сброса пластовой воды,
1.7. СИСТЕМЫ СБОРА НА МЕСТОРОЖДЕНИЯХ
ЗАПАДНОЙ СИБИРИ
На разрабатываемых нефтяных месторождениях Западной Си-
бири [5, 6] применяют несколько разновидностей напорных систем
сбора, специфика которых в основном связана с кустовым спосо-
бом разбуривания скважин (рис. 1.13). Сепарация нефти осуществ-
ляется в две-три ступени. Первая ступень сепарации нефти проис-
ходит при давлении 0,4-0,8 МПа перед дожимными насосными
станциями (ДНС) или на комплексных сборных пунктах (КСП).
Газ первой ступени после сепарационных установок при дав-
лении сепарации может транспортироваться до ГПЗ на расстояние
более 100 км. В зависимости от того, какие технологические про-
цессы ведут на КСП, схемы сбора на месторождениях Западной
Сибири классифицируют на две группы [2]. К первой относят схе-
мы сбора, в которых всю обводненную нефть окончательно подго-
тавливают на ЦППН, В этом случае на КСП осуществляют 1 сту-
пень сепарации нефти и ввод деэмульгатора в обводненную нефть
до сепараторов. В сепараторах или напорных емкостях, установ-
ленных после сепараторов, не только отделяется газ, но и происхо-
дит частичное обезвоживание нефти. Этот процесс осуществляется
без подогрева обводненной нефти. Частично обезвоженную нефть с
растворенным в ней газом по отдельному трубопроводу перекачи-
вают с КСП насосами на ЦППН, где происходит сепарация II и III
ступени при давлениях соответственно 0,25-0,105 МПа и ее окон-
35
нательное термохимическое или термоэлектрохимическое обезво-
живание. Ко второй группе относят схемы сбора, у которых на
КСП полностью подготавливают нефть в газонасыщенном состоя-
нии. В этом случае на КС, кроме сепараторов 1 ступени и напор-
ных аппаратов предварительного сброса имеются блочные (или
стационарные) нагреватели и отстойники (электродегидраторы)
для глубокого обезвоживания нефти.
Первая группа
Вторая группа
Рис. 1.13. Схема сбора на месторождениях Западной Сибири
1 - скважины; 2 - замерные установки; 3 - блоки дозирования деэмульгатора; 4 - сепарато-
ры 1 ступени; 5 - аппараты предварительного сброса; 6 - отстойники (электродегидратор);
7 - блоки нагрева; 8 - дожимные насосные станции; 9,10 - сепараторы II и III ступени
сепарации; 11 - деэмульсаторы
1 - газ на ГБЗ; II - вода на КНС; Ill - газ потребителю; IV - товарная нефть.
В этих схемах реагент-деэмул ьгатор и горячую воду из от-
стойников обезвоживания нефти подают в трубопровод перед се-
параторами 1 ступени. Свободную воду отводят из сепараторов 1
ступени или аппаратов предварительного сброса, а частично обез-
воженная нефть под давлением сепарации проходит блок нагрева,
трубопровод-каплеобразователь и окончательно ее обезвоживают в
отстойниках. Затем газонасыщенную обезвоженную нефть смеши-
вают с аналогичным потоком безводной нефти, прошедшей только
1 ступень сепарации, и откачивают насосами на ЦППС, где проис-
36
ходит сепарация нефти II и III ступени перед поступлением ее в
магистральные трубопроводы. Газ II и III ступеней на ЦППС ис-
пользуют на собственные нужды или подают на ГПЗ.
1.8. УНИФИЦИРОВАННАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА
СБОРА И ПОДГОТОВКИ НЕФТИ
Унифицированные технологические схемы [6] комплексов
сбора и подготовки нефти, газа и воды нефтедобывающих районов
(РД 39-1-159-72) разработаны институтами Гипровостокнефть и
ВНИИСПТнефть на основании анализа и обобщения последних
достижений и научных исследований в этой области, выполненных
институтами отрасли (ТатНИИ, С ибНИИ), а также отечественного
и зарубежного опыта проектирования, строительства и эксплуата-
ции нефтяных месторождений (рис. 1.14).
—*-Нэфгь -»-Газ —Вода — ►-Шгам
Рис. 1.14. Унифицированная технологическая схема сбора и подготовки нефти,
газа и воды нефтедобывающих районов
1 - скважина; 2 - групповая замерная установка (спутник); 3 - блок подачи реагента; 4 -
сепаратор 1 ступени; 5 - емкость предварительного сброса воды; 6 - печь; 7 - каплеобразо-
ватель; 8 - отстойник; 9 - смеситель; 10 - электродегидратор; 11 - сепаратор горячей ступе-
ни; 12 - насос; 13 - установка подготовки газа; 14 - узел учета товарной нефти; 15 - узел
качества; 16 - резервуар товарной нефти; 17 - резервуар некондиционной нефти; 18 - резер-
вуар пластовой воды; 19 - узел замера расхода воды; 20 - блок дегазатора с насосом; 21 -
блок приема и откачки стоков; 22 - емкость шламонакопитель; 23 - мультигидроциклон;
24 - блок приема и откачки уловленной нефти; 25 - блок очистки; 26 - блок подачи
ингибитора; 27 - септик.
37
В основу этих схем вслед за технологией ТатНИПИнефти по-
ложено совмещение в системе нефтегазосбора гидродинамических
и физико-химических процессов для подготовки продукции сква-
жин (нефть, газ и вода) для ее разделения на фазы в специальном
оборудовании повышенной производительности при максимальном
концентрировании основного оборудования по подготовке нефти,
газа и воды на центральных нефтесборных пунктах.
В связи с разнообразными условиями размещения и разработ-
ки месторождений, их энергетических возможностей, физико - хи-
мических свойств продукции скважин, а также особых условий от-
дельных нефтедобывающих районов возможно применение насо-
сов для транспортирования газонасыщенной нефти и бескомпрес-
сорного транспортирования газа 1 ступени сепарации на централь-
ный нефтесборный пункт. В этом случае комплекс сбора может
иметь два варианта технологической схемы.
Вариант 1 предусматривает размещение на месторождении 1
ступени сепарации с дожимной насосной станцией (ДНС), с пред-
варительным обезвоживанием нефти. При этом процесс предвари-
тельного обезвоживания необходимо проводить при давлении 1
ступени сепарации. В процессе предварительного обезвоживания
нефти необходимо обеспечивать такое качество сбрасываемой пла-
стовой воды, которое удовлетворяло бы требованиям при закачке
ее в трещиновато-пористые коллекторы (как наиболее распростра-
ненные).
Вариант 2 предусматривает размещение на месторождении се-
парационной установки с насосной откачкой без сброса воды.
При выборе варианта технологической схемы сбора учитыва-
ют: энергетические возможности месторождения в основной пери-
од его разработки; способ эксплуатации скважин; физико-
химические свойства нефти и водонефтяной эмульсии; рельеф ме-
стности, который характеризуется суммой геодезических подъемов
на один километр трассы.
Работа системы может быть прослежена по рис. 1.14.
1.9. СОВМЕЩЕННАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА СБОРА И
ПОДГОТОВКИ ПРОДУКЦИИ СКВАЖИН ТАТНИПИНЕФТИ
Обширные теоретические и экспериментальные исследования,
проведенные институтом ТатНИПИнефть совместно со специали-
38
стами объединения «Татнефть», показали, что эффективное реше-
ние проблемы подготовки высокосернистых и девонских нефтей с
минимальным набором технологического оборудования на ступе-
нях предварительного и глубокого обезвоживания, а также обессо-
ливания возможно на основе применения новых технологических
схем, в основу которых заложены принципы совмещения процес-
сов сбора и транспорта нефтяных эмульсий с их разрушением в
трубопроводах различного назначения в присутствии реагента-
деэмульгатора [7]. Было установлено, что производительность от-
стойных аппаратов зависит от размеров глобул пластовой воды во
второй степени, а остальные параметры (длина и радиус аппарата,
вязкость и плотность нефти и воды) влияют на его производитель-
ность линейно. Такими устройствами, которые обеспечивают раз-
рушение эмульсий и укрупнение капель воды до заданных разме-
ров (150-200 мкм) и увеличение производительности технологиче-
ских отстойных аппаратов, являются трубчатые линейные и секци-
онные каплеобразователи и концевые делители фаз расчетных па-
раметров, а также трубопроводы промысловых систем сбора и
транспорта нефти. При этом высвобождающаяся часть отстойной
аппаратуры (резервуары-отстойники-булиты) используется в каче-
стве резервного блока, которая может подключиться в технологи-
ческую схему установки при выполнении ремонтных работ на ос-
новном блоке, изменении стойкости эмульсий на поздней стадии
разработки месторождений или для увеличения производительно-
сти ступеней обезвоживания или обессоливания.
Принципиальные совмещенные технологические схемы сбора
и подготовки как сероводородсодержащих, так и нормальных неф-
тей показаны на рисунке 1.15. Основными отличительными техно-
логическими и техническими элементами являются:
- подача деэмульгатора 2 на начальных участках сборных
трубопроводов, разрушение эмульсии на 70-80% путем увеличения
технологического времени до 120 и более минут и доведение раз-
мера глобул пластовой воды перед установками предварительного
сброса пластовых вод (УПС) до 100-200 мкм;
- монтаж перед УПС в условиях дожимной насосной станции
(ДНС) или установки подготовки нефти (УПН) концевых делите-
лей фаз (КДФ) 5 для расслоения газированного потока эмульсии на
нефть, газ и воду;
- применение линейных и секционных каплеобразователей 8,
11 перед отстойниками 9, 12 и 15;
39
- безштуцерный ввод расслоенного потока в отстойные аппа-
раты 9, 12, 15;
- возврат опресненной воды после отстойных аппаратов 15 на
прием насоса 7;
- возврат дренажной воды после аппаратов 12 на прием УПС
перед КДФ 5;
Рис. 1.15. Принципиальные совмещенные схемы
подготовки сернистых (а) и девонских (б) нефтей:
1 - скважина; 2 - реагент; 3 - ГЗУ; 4 - технологический трубопровод; 5 - КДФ; 6 -
сепаратор-УПС; 7 - насос; 8 - линейный каплеобразователь; 9 - УПС; 10 - печь; 11 -
секционный каплеобразователь; 12,15 - отстойник (электродегидратор); 13 - пресная вода;
14- смеситель; 16-технологический резервуар (булит); 17 - гидрофобный фильтр;
18 - трубный аппарат; 19 - блок стабилизации.
- применение регулируемых смесителей 14 для подачи пре-
сной воды 13;
- монтаж в аппаратах 9, 12, 15 внутренних лучевых распреде-
лительных устройств, исключающих накопление стойких проме-
жуточных слоев;
- монтаж на очистных сооружениях трубчатых аппаратов 16,
позволяющих использовать для глубокой очистки воды поверхно-
стные и флотационные эффекты;
- использование резервуаров 9 и 17 в качестве гидрофильных
и гидрофобных фильтров путем монтажа соответствующих внут-
ренних устройств;
- порционный ввод пресной воды 13 (не менее чем в двух точ-
ках);
40
- использование трубопроводов между аппаратами 15, 19 в ка-
честве технологических для доразрушения малодисперсной эмуль-
сии;
- монтаж системы улавливания легких фракций (УЛФ) в ре-
зервуарах 6, 9 и 19;
- рециркуляция газа второй ступени на 1 ступень сепарации.
Внедрение разработанных в институте ТатНИПИнефть ос-
новных элементов совмещенной схемы подготовки нефти позволя-
ет:
- повысить качество товарной нефти в 2-3 раза;
- увеличить производительность отстойных аппаратов в 1,5-2
раза;
- повысить производительность сепараторов в 1,5 раза;
- исключить при подготовке девонских нефтей с применением
системы УЛФ вторую ступень сепарации;
- совместить ступень предварительного сброса пластовых вод
с первой ступенью обезвоживания в герметизированных булитах
(при отсутствии системы УЛФ в резервуарах);
- повысить качество подготовленных сточных вод в 1,5-2 раза.
Совмещенная схема ТатНИПИнефти является технологиче-
ской основой излишне усложненной унифицированной схемы сбо-
ра и подготовки продукции скважин, рассмотренной ранее.
1.9.1 РАЗВИТИЕ СОВМЕЩЕННОЙ ТЕХНОЛОГИИ
ПРОМЫСЛОВОЙ ПОДГОТОВКИ НЕФТИ В ТАТАРСТАНЕ
Научные достижения последних лет в области технологии
сбора, сепарации, подготовки нефти, газа и воды существенно из-
менили привычные представления о рациональной технологии
процессов и необходимом комплексе технологических сооружений
на промыслах [134]. Решающий вклад в развитие новых направле-
ний в этой области внесен институтом ТатНИПИнефть и объеди-
нением Татнефть, разработки которых получили широкое приме-
нение и дальнейшее развитие на промыслах страны. Так, работами,
выполненными в Татарии, было показано, что при разработке во-
доплавающих и быстро обводняющихся залежей и месторождений
целесообразно использование двухтрубной системы сбора обвод-
ненной и безводной нефти в варианте «неравных диаметров». В
этом случае при незначительном увеличении металлоемкости сис-
41
темы сбора необходимая мощность объектов подготовки нефти
может быть уменьшена более чем в два раза с большим экономиче-
ским эффектом [3]. Последующее использование этого принципа
при обустройстве месторождений Западной Сибири подтвердило
его высокую экономичность. Коренным образом изменились такие
представления о функциях и назначении промысловой системы
сбора. Была показана целесообразность осуществления в промы-
словой системе сбора важных технологических функций по сепа-
рации газа, подготовке нефти и очистке сточных вод перед поступ-
лением продукции скважин в функциональные аппараты. В наи-
большей степени изменение этих функций отразилось на технике и
технологии подготовки нефти.
Технические и технологические усовершенствования в облас-
ти подготовки нефти, в основу которых были положены традици-
онные представления о механизме разрушения нефтяных эмульсий,
практически исчерпали имевшиеся резервы. Анализ структуры за-
трат на подготовку нефти и очистку сточных вод как автономных
технологических операций показал, что в них нет таких статей,
уменьшение которых привело бы к резкому снижению капитало-
вложений при обустройстве промыслов и себестоимости добычи
нефти. Качественный скачок в этой области оказался возможен на
основе технологических предпосылок, разработанных в 1964-1965
гг. (отчет по теме 17/64, Г часть, отчет по теме 26/66), в которых
была сформулирована идея использования трубопроводов промы-
словых систем сбора в качестве технологических аппаратов, при-
годных для осуществления процессов разрушения эмульсии и рас-
слоения потока на нефть и воду. Применение микрокиносъемки
позволило однозначно установить сущность протекающих при
этом процессов, заключающихся в укрупнении капель, размеры
которых были фиксированы бронирующими оболочками на пре-
дыдущих этапах движения потока. Возможность эффективной их
эксплуатации в таком качестве на примере трубопроводов различ-
ных типов (включая промысловые системы сбора, коммуникации
действующих установок, специально встроенные технологические,
межпромысловые и магистральные трубопроводы) была показана
обширными экспериментальными исследованиями. Работами
Я.М.Кагана и В.Х.Латыпова, впоследствии - В.Ф.Медведева [23,
137, 139] показано, что трубная деэмульсация как новый самостоя-
тельный метод промысловой подготовки нефти разработана в Та-
42
тарии и связана с признанием за трубопроводом технологических
функций. В частности, авторы цитируют работу [3], в которой
впервые опубликованы результаты исследований, доказывающие,
что «трубопровод можно рассматривать как высокоэффективный
аппарат для деэмульсации нефти». Показательно, что развитие
трубной деэмульсации нефти было осуществлено в период, когда
за трубопроводами признавались лишь функции смесителей с де-
эмульгатором и указывалось на бесперспективность их использо-
вания в технологических целях. Так, в [140] отмечалось, что, не-
смотря на увеличение протяженности системы трубопроводов и
теплообменной аппаратуры (на Бавлинской установке она состав-
ляла 2 км), удельный расход реагента оставался высоким и для
улучшения работы объекта необходимо применять электрическое
поле. В отличие от утверждений [140], не подкрепленных каки-
ми-либо теоретическими или экспериментальными данными (и
поэтому являющихся неустановленными), о том, что «процесс раз-
рушения эмульсии совершается при движении нефти в смеси с де-
эмульгатором до отстойной аппаратуры», в работах [3, 33] научно
обоснованно и экспериментально (с применением микрокиносъем-
ки) показано, что при определенных гидродинамических режим-
ных параметрах движения потока эмульсия может интенсивно ук-
рупняться в трубопроводах расчетных параметров вплоть до рас-
слоения. Вместе с тем было показано [3], что «действующие уста-
новки спроектированы и построены без учета необходимости путе-
вой обработки нагретой эмульсии с реагентом непосредственно в
коммуникационных трубопроводах и процесс разрушения эмуль-
сии переложен на отстойную аппаратуру». В связи с этим и «учи-
тывая изложенные выше результаты исследований, вполне логично
предложить перенести процесс предварительного укрупнения гло-
бул в трубопроводы», используя для этих целей промысловые сис-
темы сбора и встроенные каплеобразователи расчетных парамет-
ров» [35, 41, 43-48, 51-53, 58-65, 69-73, 75, 80, 85,91, 98-106].
Институт ТатНИПИнефть и объединение «Татнефть» [52] ока-
зались, к сожалению, единственными в отрасли предприятиями,
которыми выполнены комплексные исследования эффективности
разрушения эмульсии в трубопроводах самого различного назначе-
ния (выкидные линии, сборные трубопроводы, коммуникационные
трубопроводы и внутрипромысловой перекачки, магистральные
трубопроводы) в интервале скважина - промысловый ТП - голов-
43
ные сооружения - НПЗ. Высокая эффективность трубной деэмуль-
сации нефти была показана на примере самых различных месторо-
ждений, в том числе Татарии, Оренбургской области, Мангышлака,
Коми АССР, а также магистральных трубопроводов Альметьевск -
Горький, Узень - Жетыбай - Шевченко, Узень - Гурьев - Куйбы-
шев, Альметьевск - Рязань и т.д. Применение трубной деэмульса-
ции [143] позволило значительно снизить капитальные и эксплуа-
тационные затраты при подготовке нефти, улучшить качество неф-
ти и в несколько раз повысить производительность труда обслужи-
вающего персонала. Выявленные в результате исследований воз-
можности глубокого разрушения эмульсии в трубопроводах, со-
вмещения процессов отделения воды от нефти с товар-
но-транспортными операциями и сброса воды из технологических
резервуаров при их работе на режиме транзита [142] позволили
значительно сократить строительство металлоемких установок по
подготовке нефти. Впервые было показано, что существующие
системы сбора в подавляющем большинстве случаев гидродинами-
чески идеально приспособлены для укрупнения глобул пластовой
воды и расслоения потока на нефть и воду, разработана методика и
инструкция по оценке этого эффекта [2]. Применение трубной де-
эмульсации при наличии на промыслах резервуарных товарных
парков и отсутствия установок подготовки нефти позволяет решать
следующие технологические задачи:
- предварительный сброс пластовых вод при низкой темпера-
туре без строительства и эксплуатации дорогостоящих установок
типа УПС при снижении капиталовложений, себестоимости и ме-
таллоемкости по сравнению с традиционными вариантами соответ-
ственно в 4,63; 4,6 и 1,68 раза [138];
- осуществление обезвоживания нефти до 1 % остаточной во-
ды на промысловых товарных парках при меньших капиталовло-
жениях и себестоимости процессов против традиционных вариан-
тов соответственно в 18 и 5,5 раза [136, 138];
- глубокое обезвоживание или обессоливание нефти в интер-
вале «промысловый ТП - головные сооружения» при себестоимо-
сти и капвложениях в 4,34 и 4,14 раза ниже, чем на установках тра-
диционного типа [135];
- глубокое обессоливание нефти на НПЗ за счет использова-
ния в технологических целях магистральных трубопроводов [52]
при дополнительных затратах не более 3 коп/т.
44
Применение трубной деэмульсации для обезвоживания и обес-
соливания нефти с использованием блочных дозаторов, печей и
герметизированных резервуаров позволяет частично отказаться от
строительства установок подготовки нефти. Применение трубной
деэмульсации как вспомогательного метода, а также в сочетании с
действующими установками подготовки нефти и использование
промысловых систем сбора для решения технологических задач,
связанных с улучшением процессов сепарации и очистки сточных
вод, привели к созданию совмещенных схем, впервые разработан-
ных и внедренных в Татарии. Технология предусматривает макси-
мальное совмещение различных технологических операций в тех
или иных промысловых аппаратах и оборудованиии, необходимых
на любой стадии разработки нефтяных месторождений. В отличие
от ранее применявшихся методов совмещения случайных, и неред-
ко несовместимых, операций в одном аппарате, например в де-
эмульсаторах, в основу новой системы положен принцип подбора
естественно сочетаемых друг с другом процессов и осуществления
их в такой технологической последовательности, которая обеспе-
чивает наиболее глубокое обезвоживание и обессоливание нефти,
очистку сточных вод, отбор и перекачку легких фракций при горя-
чей сепарации нефти [2, 52]. Естественно, что в основу совмещен-
ной технологии была положена гидродинамическая теория опти-
мальных условий деэмульсации нефти, основополагающие идеи
которой выполнены на уровне мировой новизны и защищены ав-
торскими свидетельствами на изобретения. Так, была выдвинута
идея об использовании для интенсификации процессов деэмульса-
ции нефти эффекта дробления капель - явления, считавшегося ра-
нее технологически недопустимым и вредным [52]. Было установ-
лено, что эффективность деэмульсации нефти может быть значи-
тельно повышена при разделении процесса на три технологических
этапа, два из которых - разрушение бронирующих оболочек на
глобулах пластовой воды и коалесценция капель - осуществляются
в турбулентном режиме высоких параметров, а третий - расслое-
ние потока на нефть и воду - в турбулентном потоке с низкими
значениями параметра Re. Как известно, в соответствии с прежни-
ми представлениями об оптимальных условиях деэмульсации неф-
ти оба процесса осуществлялись в одном и том же аппара-
те-отстойнике при одном и том же глубоко ламинарном режиме
движения. Турбулентный режим, да и то исключающий дробление
45
глобул пластовой воды, допускался лишь при осуществлении про-
цесса смешения эмульсии с реагентом. При осуществлении совме-
щенной технологической схемы подготовки нефти предусматрива-
ется соблюдение следующих принципов:
- дифференцирование операций и выбор критериев совмести-
мости технологических процессов;
- расчленение процесса подготовки нефти на три фазы и осу-
ществление каждой из них в гидродинамическом режиме опти-
мальных параметров (разрушение бронирующих оболочек, коалес-
ценция капель, расслоение потока).
Теоретические предпосылки и классификация технологически
совместимых факторов сформулированы в [1, 2]. Исследования
[33], выполненные в институте с применением микрокиносъемки,
подтвердили правильность сформулированной здесь же идеи о
важной роли в разрушении эмульсии стенок аппаратов (трубопро-
водов), в которых осуществляются эти процессы. Было показано,
что при определенных режимах движения эмульсии в аппаратах
стенки выполняют роль инверсирующих экранов по переводу ка-
пель пластовой эмульсии в пленочную водную фазу, стекающую в
нижнюю часть трубопроводов. Это открыло перспективы создания
эффективной технологий деэмульсации нефтц и применения от-
стойной аппаратуры с развитой поверхностью и большими разме-
рами каналов (трубчатых устройств), исключающими возможность
их засорения и заиливания [2]. Совершенствование конструкции
отстойных аппаратов ранее развивалось в двух основных направ-
лениях:
- улучшение гидродинамики потока внутри аппарата для бо-
лее полного использования его полезного объема (распределитель-
ные устройства, отстойники и т.д.);
- интенсификация процессов коалесценции и отделения воды
от нефти внутри аппарата (ввод эмульсии под слой воды, примене-
ние коалесцирующих набивок, электрического поля, вибровоздей-
ствия на граничный слой и т.д.).
Некоторые конструкции нашли применение на практике, од-
нако большинство из них оказалось сложными в изготовлении и
ненадежными в эксплуатации. Одновременно с этим достигнутый
уровень увеличения производительности оказался невысоким. Так,
средняя нагрузка отстойных аппаратов объемом 200 м3 обычно не
превышала 0,2-0,3 млн.т жидкости в год. Задача же состояла в том,
46
чтобы создать аппараты, превышающие этот уровень в несколько
раз. Исследования и расчеты, выполненные в этой области в 1964
г., показали реальную возможность решения этой проблемы на ос-
нове новых технических и технологических идей. В решении этой
проблемы прослеживается 5 этапов. На первом этапе (1964 г.) ин-
ститутом ТатНИПИнефть была выдвинута идея об укрупнении ка-
пель пластовой воды в трубопроводах промысловой системы неф-
тегазосбора и трубчатых каплеобразователях перед их входом в
отстойную зону аппаратов. Применение линейных каплеобразова-
телей [144] позволило перешагнуть миллионный рубеж производи-
тельности уже в 1967 г. (ТХУ - 33 сб.пункт НГДУ «Лениногорск-
нефть»), а затем трехмиллионный (Кама-Исмагиловская УКПН) -
в 1969 г. [52]. Это был качественный скачок, позволивший специа-
листам отрасли преодолеть складывающийся десятилетиями тех-
нический и психологический барьер в создании отстойной аппара-
туры высокой производительности. Трубчатый каплеобразователь
как эффективное средство коалесценции глобул воды и интенси-
фикации процесса подготовки нефти принят ведомственной комис-
сией МНП и рекомендован к широкому применению на промыслах
отрасли.
Если на первом этапе решение проблемы увеличения произво-
дительности отстойников достигалось с помощью трубчатых кап-
леобразователей, рассчитанных на разрушение межфазных пленок
на глобулах воды и их укрупнение, то на втором этапе предусмат-
ривалось также и предварительное расслоение потока перед вхо-
дом в отстойник на нефть и воду при явно выраженном турбулент-
ном режиме движения. Это достигалось с помощью секционных
каплеобразователей [145], имеющих секцию расслоения.
Третий этап характеризуется отказом от промывки эмульсии в
водном слое, использовавшемся ранее в качестве коалесцирующего
элемента, и увеличением в связи с этим времени пребывания и
объема аппарата, занятого нефтью.
На четвертом этапе институтом ТатНИПИнефть был введен
еще один элемент, интенсифицирующий процесс отделения воды
от нефти, состоящий в исключении вертикальной составляющей
скорости потока и замене нижнего распределенного ввода торце-
вым распределенным. Это позволило улучшить качество нефти при
работе отстойных аппаратов с производительностью более 3,8
млн.т. в год. Аппарат с этой производительностью был успешно
47
сдан ведомственной комиссии и рекомендован к применению в от-
расли. При низкой производительности отстойников использование
водного слоя в качестве еще одного (в дополнение к каплеобразо-
вателю) коалесцирующего элемента является вполне оправданным
и эффективным. С другой стороны, применение торцевого распре-
деленного ввода и вывода целесообразно лишь в случаях, когда
достигается эффективное укрупнение капель воды в нефти на вхо-
де в аппарат (с помощью каплеобразователя или промысловой сис-
темы сбора).Высокая производительность отстойных аппаратов
открыла широкие перспективы встраивания блоков подготовки
нефти в технологическую цепочку ЦСП, не выделяя объекты под-
готовки нефти в автономные сооружения, требующие отдельных
служб для их обслуживания. Наряду с этим была решена проблема
значительного повышения качества подготовки нефти без сниже-
ния производительности действующих установок и перевода обез-
воживающих термохимических установок на режим обессоливания
без снижения их производительности.
Дальнейшие исследования института ТатНИПИнефть в этом
направлении (пятый этап) позволили найти новые пути, ведущие к
созданию отстойных аппаратов, принципиально отличающихся как
по своему конструктивному исполнению, так и по гидродинамиче-
ским параметрам отделения воды от нефти. Так, институтом [2]
была установлена возможность быстрого расслоения эмульсии в
горизонтальных трубчатых аппаратах, диаметр которых значитель-
но меньше 3 м. На основании этих исследований было показано,
что осуществление принципа предварительного укрупнения капель
перед направлением эмульсий на отстой открывает возможности
по созданию и использованию малогабаритной высокопроизводи-
тельной аппаратуры, выполненной из труб нефтяного сортамента
[146]. Это в свою очередь, позволяет решать проблему строитель-
ства объектов подготовки нефти в стесненных условиях и трудно-
доступной местности, например, в шельфовой зоне на морских
промыслах и месторождениях Западной Сибири [2, 1]. На основа-
нии результатов испытаний экспериментального трубчатого от-
стойника в НГДУ «Бавлынефть» конструкторское бюро «Саратов-
нефтегаз» и институт ТатНИПИнефть разработали блочный труб-
чатый отстойник (разделитель эмульсии). Опытный образец труб-
чатого отстойника испытан на Кичуйской обезвоживающей уста-
новке объединения «Татнефть» при обработке нефти девонских
48
горизонтов. Испытания показали его высокую эффективность.
Удельная часовая производительность трубчатого отстойника,
включая объем секционного каплеобразователя, составила 4,4
т/чм3, а объемного расширителя - 10 т/чм3, что соответствует про-
изводительности объемного отстойника (V=200 м’) не менее 7,7 и
17,5 млн.т/год соответственно. Отстойник трубчатого типа (d=lООО
мм, - 20 м) в процессе испытаний на Бирючевском товарном парке
показал производительность 5 м3/м3ч, что соответствует произво-
дительности 8,8 млн.т./год для отстойника объемного типа. Воз-
можности этого аппарата далеко не исчерпаны, и его производи-
тельность будет существенно увеличена.
Также впервые были выдвинуты и разработаны в Татарии сле-
дующие задачи:
- использование энергии расширяющегося газа для прямого
вытеснения глобул пластовой воды в состав дренажной при транс-
портировании продукции скважин и сепарации газа;
- использование для интенсификации процесса обезвоживания
и обессоливания нефти дренажных вод в качестве подвижной гид-
рофильной среды вместо твердых фильтров, исключающей про-
блему ее регенерации;
- совмещение операций по улучшению качества нефти с то-
варно-транспортными операциями;
- улучшение качества нефти в режиме транзита при ее пере-
качке в интервале «промысловый товарный парк - головные со-
оружения»;
- использование адгезионных свойств жидкостей различной
полярности для взаимной очистки воды и нефти при движении в
турбулентном режиме;
- применение низкоконцентрированных растворов деэмульга-
торов - на установках и высококонцентрированных - в полевых
условиях систем сбора и транспорта нефти;
- повышение производительности действующих установок и
качества нефти за счет их перевода на режим работы в блоке с
промысловой системой сбора, товарными парками, встроенными
трубопроводами-каплеобразователями;
- эксплуатация установок в режиме сдвоенных ступеней без
сброса дренажной воды на первой из них (при обессоливании -
возврат дренажных вод с последующих ступеней на предыдущие и
49
в необходимых случаях с предыдущих на последующие), саморе-
гулирование блоков обезвоживания и эксплуатация отстойников в
режиме оптимального контроля.
Институтом ТатНИПИнефть и объединением «Татнефть» была
предложена [147, 148] и осуществлена на Куакбашском узле сбора
и подготовки продукции скважин идея расслоения потока на нефть,
газ и воду перед функциональными аппаратами в концевых дели-
телях фаз расчетных параметров, что практически исключает необ-
ходимость в сепараторах первой (возможно и последующих) сту-
пени, аппаратах предварительного сброса пластовых вод и уста-
новках для их очистки, так как на выходе из КДФ была получена
(1976 г.) предварительно обезвоженная нефть, чистый газ и чистая
дренажная вода, пригодная для закачки в пласт без дополнитель-
ной очистки [1, 141]. Разработаны, испытаны и применены сле-
дующие совмещенные технологические подсхемы и процессы [52,
2,1,141]:
- получение качественного газа 1 ступени сепарации непо-
средственно из КДФ или сепараторов, работающих при предельно
высокой производительности, и качественно отсепарированной
нефти и воды;
- получение предварительно обезвоженной нефти из КДФ или
аппаратов предварительного сброса (и резервуаров) при предельно
высокой производительности аппаратов этого типа при низкой
температуре (5-6°С); а также из отстойной аппаратуры первой сту-
пени существующих установок;
- получение чистой дренажной воды, пригодной для закачки в
пласт без дополнительной обработки, непосредственно из КДФ или
узлов предварительного сброса, из резервуаров с гидрофобными
жидкостными фильтрами, из аппаратов обезвоживания и обессоли-
вания действующих установок, из резервуаров промысловых то-
варных парков и головных сооружений;
- технология эксплуатации обезвоживающих установок подго-
товки нефти в блоке с промысловой системой сбора, что позволяет
увеличить их производительность в 2-3 раза при сохранении высо-
кого качества подготовленной нефти; обеспечить получение обес-
соленной нефти на обезвоживающих установках без снижения их
производительности делением отстойной аппаратуры на два блока
и использованием встроенных трубчатых каплеобразователей, за
50
счет использования гидродинамических эффектов в интервале
«обезвоживающая установка - промысловый ТП»;
- технология обезвоживания и обессоливания нефти при низ-
кой температуре (до 40°С);
- технология подготовки нефти при сниженных (на 20-30%)
расходах реагентов;
- технология обессоливания нефти при низких (0,1-3%) рас-
ходах пресной промывочной воды;
- технология увеличения производительности существующих
обессоливающих комплексов без их расширения;
- технология глубокого обезвоживания высоковязкой серни-
стой нефти и ее смеси с девонской (дегазированный вариант);
- технология обессоливания смеси угленосной и девонской
нефти (газированный вариант);
- технология глубокого обезвоживания высокопарафинистых
нефтей (мангышлакских).
В Татарстане был разработан и осуществлен важный техноло-
гический принцип априорного и полного использования техноло-
гических возможностей промысловой системы сбора с последую-
щим включением недостающих элементов для решения возникаю-
щих перед объединением проблем. В частности, когда на первом
этапе (1965 г.) перед объединением «Татнефть» стояла такая важ-
нейшая проблема, как осуществление обезвоживания всего объема
добываемой нефти в условиях острейшего дефицита установок для
ее обработки (56%), она была решена, в основном, только за счет
использования технологических возможностей промысловых сис-
тем сбора по деэмульсации нефти. Таким же образом была решена
проблема второго этапа - глубокого обезвоживания (до 1%) и
обессоливания нефти при одновременном отказе от использования
электрического поля на целом ряде установок (Азнакаевская-1,
Азнакаевская-2, C-Альметьевская, Миннибаевская, К-Исмагилов-
ская, Якеевская, Павловская, Горкинская, Акташская и др.). Однако
с этим предусматривалось применение недостающих технических
и технологических элементов, дополняющих технологические воз-
можности систем сбора и установок подготовки нефти новыми
средствами интенсификации процессов, например встроенных кап-
леобразователей, дренажных вод и т.д. Эти же приемы использова-
ны при решении проблемы увеличения производительности объек-
51
тов и улучшения качества подготавливаемой на них нефти. На но-
вом этапе, связанном с добычей и обработкой высокосёрнистой,
сероводородсодержащей нефти, применение технологических воз-
можностей промысловых систем сбора и термохимических мето-
дов разрушения эмульсии позволило объединений “Татнефть” без
применения пресной промывочной воды решить, в основном, про-
блему глубокого обезвоживания сернистой нефти (остаточное со-
держание воды 0,1-0,5 %). Для решения новой проблемы - обессо-
ливания сернистой нефти - было разработано несколько вариантов
привлечения дополнительных средств интенсификации процесса,
например электрического поля и гидрофильных коалесцирующих
систем.
Таким образом, опираясь на технологические возможности
промысловых систем сбора как на основу, объединение «Тат-
нефть» и институт ТатНИПИнефть в соответствии с особенностями
решаемой проблемы привлекали тот или иной набор необходимых
дополнительных средств интенсификации деэмульсации нефти.
Это и обеспечило высокую экономичность и эффективность про-
цессов подготовки нефти на различных этапах решения этой про-
блемы. Так, совмещение операций по сбросу воды с заполнением
емкостей (сырьевые резервуары) позволило эффективно решить
проблему предварительного обезвоживания нефти перед поступле-
нием жидкости на объекты окончательной обработки нефти. При
этом оказалось возможным снизить удельные капвложения, себе-
стоимость и металлоемкость против традиционных вариантов
предварительного сброса пластовых вод в 4,63; 4,6 и 1,68 раза со-
ответственно (табл. 1.1)
Т а б л и ц а 1.1
Технология предварительного сброса пластовых вод Удельные капвложе- ния, коп/т Себестоимость, коп/т Металлоем- кость, кг/м3 Улучшение показателей, число раз
Удельн. капвло- жения Себестои- мость Уд. метал- лоем- кость
Традиционная Совмещенная [1] 5,97 1,28 0.6 0,13 15,2 9,0 1 4,63 1 4,6 1 1,68
Применение совмещенных схем на обустроенных месторож-
дениях, оснащенных резервуарными парками, но не имеющих ус-
52
тановок для обезвоживания нефти, позволяет успешно решить эту
проблему с помощью имеющегося промыслового оборудования, не
прибегая к строительству установок. Дополнительными элемента-
ми в этом случае, встраиваемыми в технологическую цепочку сбо-
ра и транспорта нефти, являются дозаторы реагента и, при необхо-
димости, нагревательные элементы. В таблице 1.2 представлены
технико-экономические показатели обезвоживания нефти с при-
менением совмещенных схем в трех нефтедобывающих районах
страны - Татарии, Башкирии, на Мангышлаке [136, 138].
Таблица 1.2
Тип нефти Объекты, применяемая технология Удельные Капвложения, коп/т Себестоимость, коп/т Улучшение показателей, число раз
капвложения себестоимость
Девонская Чишминский ТП
Ромашкинская типовая установка 45 25,0 1,0 1,0
блочная установка (УДО) 11,5 15,1 3,9 3,35
совмещенная схема 2,5 4,5 18,0 5,55
Арланская, Южно -Арланский ТП
смолистая типовая установка 17,66 12,8 1,0 1,0
совмещенная схема 0,17 6,4 103,8 2,0
Мангышлакская, Узеньский ТП
высокопарафи- типовая установка 48,0 32,9 1,0 1,0
нистая совмещенная схема 5,0 9 9,60 3,65
Жетыбай ТП
блочная установка (УДО) 28,0 16,0 1,0 1,0
совмещенная схема 0,17 5,0 160 3,2
Обезвоживание нефти в Татарии на объектах, не оснащенных
установками, совмещалось с транспортированием по трубопрово-
дам, а сброс воды осуществлялся из сырьевых резервуаров товар-
ных парков (Лениногорский, Чишминский и др.). Как известно, это
позволило объединению «Татнефть» своевременно отказаться от
строительства целого ряда установок общей мощностью 20 млн.т в
год и сэкономить огромные государственные средства.
Перевод действующих обезвоживающих установок на режим
работы по совмещенной схеме в блоке с промысловыми системами
53
сбора и товарными парками позволяет улучшить качество подго-
тавливаемой на них нефти и одновременно с этим повысить произ-
водительность в 2-3 раза против проектной (табл. 1.3).
Таблица 1.3
Наименование объекта Производительность, млн.т/год Увеличение производительносьти, %
проектная достигнутая
Чишминская ТХУ 1,6 4,4 . 275
Лениногорская ТХУ 2,0 5,5 275
Кроме того, оказалось возможным значительно улучшить це-
лый ряд других технико-экономических показателей (табл. 1.4).
Т аб л и ц а 1.4
Название установки Работа установки по техно- логиче- ской схеме Показатели
Удельные кап. вло- жения, коп/т Производи- тельность труда, тыс.т на 1 чел. Метал- лоем- кость, т/млн.т нефти Расход топлив- ного газа, м3/т Себе- стои- мость, коп/т
Чишминская ТХУ Улучше совме- щенная типовая ние показатс 16 50 ;лей при раб 3,12 173,0 36,4 эте по совмещ 4,75 106 325 енной cxeiv 3,0 2,9 5,5 ie, число р; 1,89 15,0 20,8 13 1,38
Использование в технологических целях промысловых систем
сбора и встроенных каплеобразователей позволило осуществить
перевод обезвоживающих установок на режим обессоливания и
одновременно с этим увеличить производительность, не прибегая к
их расширению. По конечному эффекту (получение обессоленной
нефти вместо обезвоженной) применение новой технологии экви-
валентно увеличению производительности этих объектов на 200-
333 % (табл. 1.5) Сравнивая основные технико-экономические по-
казатели традиционных обессоливающих комплексов, действую-
щих в Татарии, с новыми, построенными с учетом новой техноло-
гии, следует отметить явные преимущества последних (табл. 1.6).
Внедрение технологии, предусматривающей разрушение
эмульсии в трубопроводах промысловых систем сбора по пути
движения к объектам подготовки нефти, позволило повысить про-
54
изводигеньность крупных действующих установок для обессоли-
вания нефти на 29-72 %. Данные о некоторых из них представлены
в таблице 1.7.
Таблица 1.5
Наименование установок Производительность, млн.т/год, в расчете на обессоленную нефть Увеличение производительности против
проектная достигнутая проектной,%
Бирюлевская ТХУ 0,9 3,0 333
C-Альметьевская ТХУ 1,4 3,9 278
Акташская ТХУ 1,0 2,0 200
Таблица 1.6
Наименование установок Применяемая технологическая схема Показатели
уд. кап. вло- жения, коп/т производитель- ность труда, 1 тыс.т на 1 чел. металлоемкость, т на млн. т неф- ти— расход газа м7т расход пресной воды, %/т нефти себестоимость, коп/т
Карабашская УКПН (обессоливающий блок) Бирюлевская установка Улучшение показ типовая совме- щенная ателей при 105,0 30,14 приме] 3,26 | 34,68 140,0 <ении сое 4,36 | 530 220 мещенно 2,4 | 12,8 2,9 й схе? 4,41 | 15,0 2,0 ЛЫ, ЧИСЛС 7,5 49,7 20,1 раз 2,38
Таблица 1.7
Наименование установок Производительность, млн.т/год, в расчете на обессоленную нефть Увеличение производительности против
проектная достигнутая проектной,%
Карабашская УКПН 6,0 7,9 131
Павловская УКПН 5,4 7,0 129
C-Альметьевская УКПН 3,3 5,7 172
Использование для обессоливания нефти промысловых и ма-
гистральных трубопроводов позволяет решить эту проблему при
очень небольших, по сравнению с традиционными вариантами, за-
тратах, не прибегая к строительству установок [138].
55
В таблице 1.8 приведены результаты расчетов себестоимости
предварительно обезвоженной нефти при использовании различ-
ных методов и оборудования.
Таблица!.8
Тип нефти Объект подготовки (установка или интервал транспор- тирования Применяемая технология Уд. капвложния, коп/м3 Себестоимость коп/т Улучшение показателей при применении совмещенной схемы, число раз
уд. кап- вложения себе- стои- мость
Девон- екая ромаш- кинская блок обессоли- вающей установки традиционная 23,5 21,8 1,0 1,0
промысловый товарный парк - головные сооруже- ния совмещенная 4,34 4,14 5,41 5,26
Смесь тюмен- ской и девон- ской блок обессоли- вающей установки традиционная 53,3 61,0 1,0 1,0
головные сооруже- ния в Альметьевске - Лопатине совмещенная методом компаунди- рования 1,15 0,35 46,34 134,0
Ман- гышлак- ская, высоко- пара- финистая блок обессоли- вающей установки (расчет) традиционная 22,8 13,6 1,0 1,0
головные сооруже- ния - НПЗ совмещенная 2,64 2,34 8,63 5,8
Из данных таблицы видно, что обессоливание девонской, ро-
машкинской, тюменской и мангышлакской нефтей совмещенными
методами при транспортировании намного экономичней подготов-
ки нефти на установках традицонного типа. Эти методы оказыва-
ются более эффективными даже в сравнении с такими экономич-
ными вариантами, как перевод обессоливающих установок на ре-
жим обессоливания. Применение совмещенного метода очистки
пластовых вод путем контакта их с нефтью позволило отказаться
от строительства очистных сооружений традиционного типа, резко
снизить удельные капиталовложения, себестоимость очистки и
улучшить условия охраны окружающей среды (табл. 1.9).
56
В целом применение совмещенной технологии на промыслах
Татарии дало увеличение мощности в среднем на 31,3% и
поддержание на этом уровне в течение трех пятилеток всего
имевшегося в объединении «Татнефть» оборудования.
Таблица 1.9
Технология Удельные капвложе- ния, коп/м3 Себестои- мость, коп/м3 Улучшение показателей, число раз
Удельные капвложения Себестои- мость
Традиционная (Якеевский ТП) 43,2 12,2 1,0 1,0
Совмещенная (Бирючевский ТП) 10,5 1,9 4,И 6,42
Коренная перестройка системы подготовки нефти и очистки
пластовых вод на этой основе позволяла:
- создать технологическую основу для успешного выполнения
планов добычи нефти и довести ее за период 1965-1979 гг. только
в Татарии до 1,44 млрд.т за счет ускоренного ввода в разработку
обводненных площадей и месторождений;
- осуществить подготовку всей добываемой нефти в Тата-
рии (и значительной ее части в Западной Сибири), в том числе
378 млн.т, не обеспеченных установками для ее обработки (табли-
ца 1.10), и одновременно с этим отказаться от строительства целого
ряда дорогостоящих установок традиционного типа;
- решить проблему улучшения качества всей товарной про-
дукции, снизить содержание балласта (воды, солей, механических
примесей) в нефти за этот же период в 7,9 раза, увеличить объем
обессоленной нефти (за период 1965-1979 гг.) почти в 3 раза, и
обеспечить загрузку трансъевропейского нефтепровода «Дружба»
обессоленной нефтью с первых дней его эксплуатации;
- значительно улучшить технико-экономические показатели
подготовки нефти и получить экономический эффект на факти-
ческий объем внедрения по объединению «Татнефть» в сумме
448,5 млн.руб (табл. 1.11), а по нефтегазодобывающей отрасли (за
девятую пятилетку, кроме указанных районов) 391 млн.руб. по ка-
питаловложению и эксплуатационным затратам.
57
Таблица 1.10
Год Обработано жидкости млн.т Получено нефти, млн.т Суммарн. мощн. имеющихся установок, млн.т Превышение объема обвод- нен. нефти над. суммарн. мощн. установок, млн.т Содержание балласта в нефти, %
до обработки в обезвоженной в обезвоженной и обессоленной
1 2 3 4 5 6 7 8
1965 86,7 76,4 33,6 42,8 11,86 2,768 1,891
1966 99,7 83,2 44,5 38,7 16,54 1,078 1,303
1967 111,9 99,1 50,0 39,1 20,36 1,706 1,083
1968 121,5 93,5 56,7 36,8 23,0 1,387 0,848
1969 129,2 96,9 63,1 37,8 24,9 1,163 0,697
1970 137,6 100,3 71,6 28,7 27,1 0,979 0,541
1971 147,1' 101,0 73,55 27,55 31,2 0,876 0,439
1972 155,9 102,1 75,22 26,85 34,5 0,704 0,362
1973 164,3 102,4 82,2 20,2 3.7,2 0,60 0,340
1974 176,0 103,6 82,4 21,2 41,1 0,530 0,260
1975 191,6 102,8 83,9 18,9 45,9 0,52 0,220
1976 204,0 101,1 83,9 17,2 50,3 0,5 0,220
1977 217,0 97,9 89,3 9,6 53,9 0,5 0,232
1978 224,6 95,1 83,9 11,2 57,7 0,54 0,230
1979 224,6 95,1 83,9 11,2 57,7 0,54 0,230
Всего 2391,7 1450,5 1057,8 387,8
В результате внедрения комплексной совмещенной техноло-
гии подготовки нефти достигнуто значительное снижение потреб-
ления дефицитной нефтеаппаратуры, пресной воды, химреагентов,
топливного газа и электроэнергии, резко уменьшена площадь зе-
мель, отводимых под строительство промысловых объектов, улуч-
шены условия охраны окружающей природы.
Новая технология позволяет улучшить технико -экономиче-
ские показатели промысловых объектов в среднем: по производи-
тельности труда - в 4,36, по удельным капиталовложениям - в
3,26, по металлоемкости - в 2,4, по расходу топлива - в 4,4, по рас-
ходу воды - в 3,5 и по себестоимости - в 2,38 раза.
Основные принципы совмещенной технологии и ее элементы
могут быть использованы в нефтеперерабатывающей и химической
промышленности, на танкерном флоте и других областях народно-
го хозяйства.
58
I
Таблица 1.11
Год Подготовлено нефти, т Удельные капвложения на подготовку 1 т нефти, руб Себестоимость подготовки 1т нефти, руб Годовой эко- номический эффект, млн.руб.*
всего в т.н. план факт план факт
обезвож. обессол.
1965 47,9 22,8 25,1 2-75,16 0-88,6 0-45 28 0-20,1 22,9
1966 62,9 30,3 32,6 2-75,82 0-79,6 0-45,27 0-20,7 30,3
1967 76,3 42,2 34,1 2-71,58 0-74,5 0-45,09 0-24,1 34,0
1968 88,1 48,8 39,3 2-71,53 0-70,4 0-45,08 0-24,1 39,7
1969 97,3 54,9 42,4 2-70,09 0-77,7 0-45,06 0-24,4 42,6
1970 99,0 49,5 49,5 2-74,74 0-0,80 0-45,22 0-26,3 38,4
1971 100,4 43,9 56,5 2-78,48 1-13,3 0-45,з8 0-28,1 37,8
1972 101,2 42,7 58,5 2-79,39 1-34,8 0-45,42 0-29,8 32,3
1973 102,4 40,5 61,9 2-80,96 1-38,6 0-45,48 0-30,6 32,3
1974 102,7 32,2 70,5 2-85,84 1-47,3 0-45,69 0-32,1 31,0
1975 103,7 30,0 73,7 2-87,28 1-55,2 0-45,75 0-36,3 26,1
1976 101,4 28,4 73,0 2-87,83 1-76,6 0-45,77 0-36,3 24,1
1977 97,9 24,8 73,1 2-12,23 1-36,5 0-45,83 0-38,7 16,6
1978 94,3 20,2 74,4 2-26,67 0-73,9 0-45,93 0-44,0 19,8
1979 94,3 20,2 74,4 2-26,67 0-73,9 0-45,93 0-44,0 19,8
Всего 531,4 839,0
* - по методике ТатНИПИнефти с учетом соотношения объемов обезвоженной и обессоленной нефти
Коллегия министерства нефтяной промышленности приняла
решение о внедрении новой технологии подготовки нефти во всех
нефтедобывающих объединениях отрасли. В настоящее время она
широко применяется на промыслах Татарстана, Башкортостана,
Западной Сибири, Мангышлака, Куйбышевской и Оренбургской
областей, Ставропольского и Краснодарского краев, Удмуртии,
Коми АССР, Украины, Грозного, Белоруссии и в других регионах.
В соответствии с РД-1-159-79 она является технологической ос-
новой унифицированных схем сбора и подготовки нефти, приме-
няемых в отрасли.
Технология приобрела важное народнохозяйственное значение
и была отмечена в 1969 г. Дипломом I степени и первой премией
им. академика И.М.Губкина, а также Диплом I степени и Золотыми
медалями ВДНХ СССР. Совмещенная технология широко обсуж-
далась в печати и получила одобрение.
1.9.2. ОБ ИСКЛЮЧЕНИИ КОНЦЕВОЙ СТУПЕНИ (КС) ИЛИ
СИСТЕМЫ УЛФ ПРИ СОВМЕЩЕНИИ ПРЕДВАРИТЕЛЬНОГО
СБРОСА ВОДЫ С СЕПАРАЦИЕЙ ГАЗА В
ГЕРМЕТИЗИРОВАННЫХ РЕЗЕРВУАРАХ
К перспективным следует отнести технологические схемы
процесса, обеспечивающие исключение традиционных концевых
ступеней сепарации и совмещение предварительного сброса воды с
сепарацией газа в резервуарах, оснащенных системами УЛФ.
Основной задачей при совмещении процессов сепарации и
обезвоживания нефти в совмещенных аппаратах является создание
условий, исключающих чрезмерное перемешивание разделившихся
фаз и нарушение процесса разделения уже готовых к расслоению
нефти и воды [149].
Для определения технологических параметров и условий со-
вмещения процессов разделения газожидкостных смесей на фазы и
очистки воды при использовании аппаратов для сепарации и пред-
варительного обезвоживания нефти были осуществлены соответст-
вующие исследования по влиянию выделяющегося при сепарации
газа на степень обезвоживания нефти и качества отделяющейся
воды.
Основная задача исследований на первом этапе заключалась в
определении предельного объемного расхода газа (газосодержания
60
нефти), при котором эмульгирование нефти в опасных пределах не
происходит. Исследовались нефти девонских и угленосных (карбо-
натных) отложений:
- девонская нефть Бавлинского месторождения (р, = 8,7 мПас;
р = 850 кг/м3);
- угленосная нефть Бавлинского месторождения (р - 17,9
мПа-c; р = 885 кг/м3);
- смесь угленосных нефтей Чегодаевского и Ашальчинского
месторождений (ц = 70,0 мПа-c; р = 910 кг/м3) [149].
Результаты исследований представлены на рис. 1.16-1.18.
На рис. 1.16 приведены зависимости содержания воды в нефти
от приведенной скорости газа (расход газа, отнесенный к единице
поверхности) при времени барботирования уровня раздела нефть-
вода в течение 1 мин.
Рис. 1.16. Зависимость содержания воды в нефти от приведенной скорости газа:
I - девонская нефть Бавлинского месторождения; 2 - угленосная нефть Бавлинского место-
рождения; 3 - смесь угленосных нефтей Чегодаевского и Ашальчинского месторождений.
Как следует из рис. 1.16, содержание воды в пробах девонской
и угленосной нефтей Бавлинского месторождения с увеличением
приведенной скорости газа монотонно возрастает при низких рас-
ходах газа, а затем увеличивается пропорционально его расходу,
что объясняется сменой режимов истечения газа. Зафиксированный
в ходе экспериментов переход от пузырькового режима истечения
газа в жидкости к струйному имел место при приведенной скоро-
сти газа порядка 0,18...0,2 cmj/(c-cm2). В сериях опытов с угленос-
61
ной нефтью интенсивное возрастание содержания водной фазы в
ней начинается при значениях приведенной скорости газа около
0,15...0,2 см3/(с-см2). С увеличением вязкости нефти (кривая 3 на
рис. 1.16) зависимость содержания в ней воды от приведенной ско-
рости газа приближается к линейной, что указывает на низкую ин-
тенсивность оседания капель воды из слоя вязкой нефти даже при
небольших значениях расхода газа. Зависимость содержания вод-
ной фазы в нефти от времени отстоя при различной начальной при-
веденной скорости газа после прекращения его подачи пред-
ставлена на рис. 1.17. а и б.
Рис. 1.17. Зависимость содержания воды в нефти от времени отстоя
при различных значениях приведенной скорости газа (Vnp) и времени
барботирования (tg):
а - девонская нефть Бавлинского месторождения:
I, Г -16 = I и 15 мин, соответственно при Vnp = 0,38 см3/(с-см2); 2, 2' - то же при Vllp = 0,65 см’/(с-см');
б - смесь угленосных нефтей Чегодаевского и Ашальчинского месторождений
I, Г - tfi = 1 и 15 мин, соответственно при V„p = 0,42 см3/(с-см2); 2, 2' - то же при V,Ip = 0,67 см3/(с-см2).
Из рис. 1.17 видно, что основной объем воды из слоя нефти невы-
сокой вязкости отстаивается в родственную водную фазу в течение
62
первых минут, причем при отстаивании нефти в течение 10... 15
мин остаточное содержание воды составило не более 2,0..4,0% пер-
воначального ее значения. Это указывает на то, что при барботиро-
вании газом поверхности раздела фаз «нефть-вода» при деэмуль-
сации девонских или угленосных нефтей невысокой вязкости стой-
ких эмульсионных структур с высоким содержанием воды не обра-
зуется. Для угленосной нефти повышенной вязкости и плотности
зависимость изменения содержания в ней воды от времени отстоя
носит несколько иной характер.
При невысокой начальной приведенной скорости газа динами-
ка ее отстоя почти соответствует динамике отстоя девонской и уг-
леносной нефтей малой вязкости и отличается лишь более высоким
конечным содержанием воды.
Время барботирования при подаче газа под уровень раздела
фаз «нефть-вода» исследованных нефтей на значение содержания
воды в слое нефти (рис. 1.18) почти не повлияло.
Vnp-0.21 [
, ,........,.......... ,—ь ,
% 2-4 6 8 10 12 14 1 „„„16
L_, A'iHri
Рис. 1.18. Зависимость содержания воды в нефти от времени
барботирования /б при различной приведенной скорости газа
1 - девонская нефть Бавлинского месторождения; 2 - смесь угленосных
нефтей Чегодаевского и Ашальчинского месторождений.
Как видно из рис. 1.18 , при повышении времени прохождения
газа через слой жидкости от 1 до 15 мин при различных значениях
приведенной скорости газа содержание воды в нефти увеличилось
незначительно, что подтверждает вывод о возвращении водной фа-
зы, выносимой газом в нефть, в водяной слой. С повышением вяз-
кости нефти (смесь нефтей Чегодаевского и Ашальчинского место-
рождений) влияние времени барботирования оказывается более
63
существенным, особенно при высокой приведенной скорости газа.
Для обеспечения благоприятных условий обезвоживания газо-
содержащих нефтей в совмещенных аппаратах значения приведен-
ных скоростей газа в зависимости от свойств нефти необходимо
поддерживать в пределах до 0,12.., 0,3 см3/(с-см2).
На рис. 1.19 представлена зависимость приведенной скорости
газа от газового фактора нефти при различном ее расходе, когда
рабочая поверхность резервуара, через которую барботирует выде-
ляющийся газ, составляет 10,0% (коэффициент равномерности рас-
пределения газовой фазы по сечению резервуара равен 0,1). При
этом принято, что интенсивность барботирования одинакова по
всей рабочей поверхности. Значение газосодержания нефти приня-
то до 10,0 м3/м3, расход нефти через резервуар - до 5000 м3/сут, т.е.
до значений, характерных в реальных промысловых условиях ОАО
«Татнефть» при поступлении жидкости на концевую ступень
сепарации и в резервуары предварительного сброса воды.
Рис. 1.19. Зависимость приведенной скорости газа от газового фактора и расхода
нефти при рабочей поверхности резервуара, равной 10% (РВС-5000):
1 - 1000 м3/сут; 2 - 2000 м3/сут; 3 - 3000 м3/сут; 4 - 4000 м3/сут; 5 - 5000 м3/сут.
Из рис. 1.19 следует, что для предотвращения возможности
интенсивного выноса газовыми пузырьками водной фазы в объем
нефти и обеспечения ее минимальной обводненности, соответст-
вующей значениям приведенной скорости газа порядка 0,12...0,3
см3/(с-см2), сочетание расхода нефти и ее газосодержания не долж-
но превышать значений в интервале 5000 м3/сут при газовом фак-
торе 1,8 м3/м3 и 1000 м3/сут при газосодержании 9,0 м3/м3, т.е. не
превышать объемного расхода газа, равного 9000 м3/сут. Зависи-
мость приведенной скорости газа при различных значениях рабо-
64
чей поверхности резервуара от объемного выхода газа представле-
на на рис. 1.20.
Рис. 1.20. Зависимость приведенной скорости газа при различной
рабочей поверхности резервуара от объемного выхода газа (РВС-5000).
Эти зависимости позволяют оценить возможность совмещения
процессов сепарации и обезвоживания нефти в сырьевых резервуа-
рах и правильно подобрать технологические параметры с учетом
расходных характеристик нефти и ее газосодержания. Например,
для проведения совместных операции по сепарации и деэмульса-
ции нефти в резервуарах при подготовке девонской нефти Бавлин-
ского месторождения при рабочей поверхности резервуара, равной
20% (по отношению к выделяющему газу), условия качественного
обезвоживания нефти, при которых негативное воздействие газа
будет исключено либо пренебрежимо мало, заключаются в обеспе-
чении объемного выхода газа не более 18000 м3/сут (расход нефти
через резервуар не более 5000 м3/сут при газовом факторе порядка
3,5 м3/м3 или же расход нефти не более 2000 м3/сут при газовом
факторе не более 9,0 м3/м3). Причем при подготовке угленосной
нефти этого же месторождения одно из указанных значений долж-
но быть уменьшено не менее чем в 2 раза. При использовании ре-
зервуаров РВС-2000 значения приведенной скорости газа, полу-
ченные для РВС-5000 (рис. 1.19 и 1.20), следует увеличивать в 1,9-
2,0 раза, при использовании резервуаров РВС-10000 - уменьшать в
1,9.. .2,0 раза, что соответствует отношению площадей поверхности
жидкости в резервуарах. При более высоком коэффициенте равно-
мерности распределения газовой фазы по сечению резервуара и,
65
следовательно, большей рабочей площади поверхности диапазоь
допустимых расходов нефти и газосо держаний увеличивается.
Из рис. 1.21. видно, что содержание нефти в воде, отобранно!
в непосредственной близости от уровня раздела фаз (5,5 см), с уве
личением расхода газа плавно растет, достигая максимального зна
чения при приведенной скорости газа около 0,8...0,9 см3/(с-см2)
Кривая 1 на рис. 1.21 достаточно точно описывается степенно!
функцией.
Рис. 1.21. Зависимость содержания нефти в воде от приведенной скорости газа:
I - (н/п-КУ1) 5,5 см ниже уровня раздела фаз; 2 - 18,0 см ниже уровня раздела фаз.
Таким образом оказалось, что для обеспечения благоприятны?
условий обезвоживания газосодержащих нефтей в совмещенные
аппаратах при нижнем вводе продукции значение приведенно!
скорости газа необходимо поддерживать в пределах не выш<
0,12...0,3 см3/(с-см2) в зависимости от типа нефти. С увеличение1\
вязкости и плотности нефти верхний предел допустимых значенш
приведенной скорости газа снижается.
Время барботирования уровня раздела фаз нефть-вода и врем;
отстоя нефти оказываются существенным для нефтей повышенно!
вязкости и при высоких значениях приведенной скорости газа, ;
качество сбрасываемой воды существенно зависит от высоты вод
ного слоя и времени пребывания воды в аппарате.
Разумеется, что при среднем вводе продукции скважин в аппа
раты качество разделения нефти, газа и воды будет намного лучше
а производительность объекта выше. Отсюда следует, что при ос
66
нащении резервуаров системами УЛФ потребность в концевой
ступени сепарации отпадает, что существенно изменяет индустри-
альную картину этой части системы нефтегазосбора. При оснаще-
нии резервуаров системами УЛФ, параметры которых позволяют
транспортировать весь газ II ступени сепарации до ГБЗ, отпадает
потребность в операции подпитки системы газом и традиционных
компрессорных станций. При оснащении существующих компрес-
сорных станций автоматикой, применяемой на УЛФ, и соответст-
вующей обвязке резервуаров отпадает потребность уже в автоном-
ных системах УЛФ.
1.9.3. СОВМЕЩЕННЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
ПОДГОТОВКИ НЕФТИ И ОЧИСТКИ СТОЧНЫХ ВОД
Жидкостные гидрофобные фильтры являются одним из основ-
ных элементов совмещенной технологической схемы очистки
сточных вод. В них осуществляется процесс удаления примесей из
сточных вод.
Жидкостные гидрофобные фильтры в том виде, в каком они
внедрены в промышленности, представляют собой стандартные
стальные вертикальные резервуары, оборудованные распределите-
лем очищаемой воды в слое нефти, устройствами для отвода очи-
щенной воды и уловленной нефти и подвижным гидрозатвором для
поддержания поверхности раздела «нефть-вода» на заданной высо-
те. Простота конструкции и низкая металлоемкость жидкостных
гидрофобных фильтров способствовали широкому их применению
в нефтедобывающей отрасли. Только на промыслах Татарии и Уд-
муртии находилось в эксплуатации более 70 жидкостных гидро-
фобных фильтров с общей производительностью 330 тыс.м3/сут.
Как показал анализ работы этих фильтров, основными техно-
логическими достоинствами их являются:
- устойчивость процесса очистки сточных вод при значитель-
ных колебаниях содержания в них нефти и других гидрофобных
примесей,
- высокая производительность,
- минимальная потребность в средствах автоматики,
- предотвращение засолонения почвы и загрязнения окру-
жающей среды углеводородным газом.
Недостатком жидкостных гидрофобных фильтров в резервуар-
67
ном варианте является незначительный отток отработанной нефти
из зоны фильтрации воды. Вследствие этого находящаяся в стати-
ческих условиях основная масса нефти обогащается твердыми
взвесями, уловленными из очищаемых сточных вод.
Твердые взвеси постепенно осаждаются и накапливаются в
нижнем слое жидкостного фильтра, что в дальнейшем снижает эф-
фект очистки сточных вод. Поэтому периодически необходимо их
останавливать для полной замены загрязненной фильтрующей сре-
ды, что несколько снижает коэффициент их эксплуатации.
Это явление устраняется путем фильтрации сточной воды че-
рез слой нефти, движущийся в горизонтальном направлении.
В соответствии со схемой (рис. 1.22) фильтрующий слой неф-
ти отводится из зоны очистки сточной воды непрерывно, что ис-
ключает возможность накопления в нем твердых взвесей в боль-
ших концентрациях.
Здесь же представлены различные варианты совмещенной
схемы подготовки нефти и очистки сточных вод с применением
движущегося жидкостного фильтра.
Первый вариант схемы рассчитан на работу объекта, не преду-
сматривающего возврат дренажной воды из дегидраторов ступеней
обезвоживания и обессоливания нефти. В данном случае пластовая
вода из ступеней предварительного обезвоживания нефти и дре-
нажная вода из дегидраторов очищаются в отстойнике с движу-
щимся жидкостным гидрофобным фильтром, который создается
путем подачи в него части подготовленной нефти.
В случае необходимости обработки нефти, выходящей из от-
стойника, добавляют в нее необходимое количество горячей
дренажной воды с остатками деэмульгатора.
Второй вариант предусматривает возврат дренажной воды в
голову процесса. Часть обезвоженной нефти из дегидратора отво-
дят в отстойник для создания движущегося гидрофобного фильтра.
В этом случае в него вводят смесь пластовой и дренажной во-
ды, сбрасываемой из резервуара предварительного обезвоживания
нефти. Обработанная нефть из отстойника возвращается в начало
процесса.
Третий вариант отличается от рассмотренного тем, что в каче-
стве движущегося жидкостного фильтра в отстойнике используется
вся предварительно обезвоженная нефть и отдельный блок очистки
не предусматривается.
68
ш
Рис. 1.22. Совмещенные схемы подготовки нефти и очистки воды
(-трубопровод разгазированной эмульсии; 2-дозировка деэмульгатора;
3-технологический трубопровод; 4-аппараты предварительного обезвоживания
эмульсии; 5-насосы; 6-теплообменники; 7-секционные каплеобразователи;
8-дегидраторы ступени обезвоживания нефти; 9-дозировка пресной воды;
10-дегидраторы ступени обессоливания; И-трубопроводы сточной воды;
12-грубопроводы для отвода подготовленной нефти; 13-отстойник с жидкостным
гидрофобным фильтром; 14-трубопровод для отвода части сточной воды для обра-
ботки нефти, выходящей из отстойника; 15-трубопровод для возврата отработанной
нефти в голову процесса; 16-трубопровод для возврата сточной воды в голову
процесса.
Отличительная особенность четвертого варианта состоит в
том, что обезвоживание нефти и очистка сточной воды осуществ-
ляются одновременно в дегидраторе, внутренняя полость которого
69
разделена перегородкой на два отсека. В первом отсеке создается
небольшой слой нефти, плавающий на поверхности чистой воды.
Через слой воды пропускают предварительно обезвоженную нефть
в виде капель для разделения ее на составные части, а через слой
нефти фильтруют очищаемую воду в виде капель.
Из верхней части второго отсека отводится обезвоженная
нефть для ее обессоливания, а из нижней части - очищенная вода
для закачки в пласты.
Следует так же отметить, что рассмотренные выше варианты
схемы очистки сточных вод в процессе подготовки нефти просты и
поэтому надежны в эксплуатации. Кроме того, они отвечают со-
временным требованиям блочности при обустройстве объектов ох-
раны окружающей среды, и их осуществление не требует больших
затрат материальных средств, труда и времени.
1.9.4. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ СОВМЕЩЕННЫХ
СХЕМ ПОДГОТОВКИ НЕФТИ
Значительные успехи в совершенствовании техники и техно-
логии подготовки нефти и очистки пластовых вод, достигнутые вс
многих объединениях отрасли, позволили существенно улучшить
качество нефти, поставляемой с промыслов на нефтеперерабаты-
вающие заводы. Однако капиталовложения и эксплуатационные
затраты по большинству из них продолжали оставаться крайне вы-
сокими и не могли быть объяснены различием в свойствах добы-
ваемой нефти или спецификой климатических условий. Более того,
в различных объединениях эти параметры изменялись в широких
пределах [150].
Как следует из данных таблицы 1.12, удельные капиталовло-
жения на строительство объектов для обезвоживания нефти в раз-
личных объединениях отрасли изменяются в очень широких пре-
делах: от 5 коп/т (объединение Мангышлакнефть, Узень) до 26С
коп/т (Главтюменнефтегаз, Шаимская ТХУ), т.е. в 52 раза, а себе-
стоимость - от 9 коп/т (объединение Мангышлакнефть, Узень) дс
72 коп/т, то есть в 8 раз. Значительно изменяются удельные капи-
таловложения по объектам одинаковой мощности (например, 6,6
млн. т/год), эксплуатирующихся в одних и тех же климатических
условиях. Так, удельные капиталовложения обезвоживающих бло-
70
ков Первомайской УКПН (Куйбышевнефть) в три с лишним раза
ниже таковых по Аксаковской ЭЛОУ (Башнефть).
Та б л и ц а 1 .12
Производи- тельность установок, млн.т.год Удельные капитало- вложения, руб/т С еб естои- мость обез- воживания, руб./т । Объединение, установка '
Обработка нефти по совмещенной схеме на товарном парке
14,5 0,05** 0,09 «Мангышлакнефть» (Узень)
Стационарные установки очень большой мощности
6,6 0,70 0,72 «Башнефть» (Аксаковская ЭЛОУ)
6,6 0,44 0,16 «Татнефть»(Горкинская УКПН)* «Куйбышевнефть» (Первомайская
6,6 0,21 0,17 УКПН-2)
6,6 0,36 0,13 «Туркменнефть» (Комсомольская ТХУ)
Стационарные установки большой мощности
4,0 0,80 0,18 Главтюменнефтегаз», (Нижневар-
3,0 2,60 0,22 товская УКПН)
2,8 0,18 0,15 «Татнефть» (Северо- Альметьевская ТХУ)
2,5 0,57 0,50 «Башнефть» (Манчаровская ЭЛОУ)
Стационарные установки средней мощности
2,0 1,50 0,48 «Коминефть» (Тэбукская ТХУ)
2,0 0,90 0,26 «Укрнефть» (Долинская ТХУ)
2,0 0,15 0,23 <П ермшф т^Я ринскаяГХУ)
Блочные установки УДО-2М и др.
3,6 1,97 024 «Саратовнефтегаз»
3,8 0,28 0,16 «Мангышлакнефть (Жетыбай)
0,4 1,20 0,49 «Сахалиннефть»
Примечание.* Производительность установок за счет использования элементов
совмещенных схем повышена против проектной на 78 %.
** Стоимость реконструкции имевшегося промыслового оборудования и товар-
ных парков, применявшихся ранее только для сбора нефти, при использовании его
для подготовки нефти по совмещенной схеме составляла 700 тыс.руб.
Велика была разница и в себестоимости обезвоживания нефти.
Так, себестоимость обезвоживания на Комсомольской ТХУ (объе-
динение «Туркменнефть») в 5,5 раз ниже, чем на Аксаковской
ЭЛОУ. Примерно такие же соотношения характерны и для устано-
вок средней и небольшой мощностей. Весьма показательно, что
удельные капиталовложения и себестоимость обезвоживания неф-
71
ти оказались самыми низкими по отрасли именно в объединении
«Мангышлакнефть», где нефть отличается высокой вязкостью,
большим содержанием парафина и застывает при температуре,
близкой к 30°С. Это становится понятным, если учесть, что в этом
объединении нефть обрабатывается практически в полном объеме
по наиболее эффективной в настоящее время совмещенной техно-
логии.
Анализ показал, что огромная разница в затратах и их высокий
абсолютный уровень являются следствием сложившейся практики
выделения процессов подготовки нефти из общего цикла промы-
словых работ и строительства громоздких установок в качестве са-
мостоятельных объектов, предназначенных только для этих целей,
и разработки технологических схем и Проектов установок без учета
последних достижений науки и техники.
В частности, «автономизация» процессов подготовки нефти и
очистки пластовых вод требует отчуждения значительных площа-
дей, как правило, пахотной земли для строительства капитальных
зданий производственного и бытового назначений, систем канали-
зации, дополнительных насосных станций, усиленного энерго-
снабжения, дорог, бетонных или асфальтированных площадок и
т.д., а применяемая на таких установках технология отличается
крайней неэкономичностью из-за неизбежности обработки заста-
ревших эмульсий и связанных с этим высокой температурой, дли-
тельным временем отстоя, повышенным расходом электроэнергии,
воды, пара деэмульгаторов, различных материалов и др.
Кроме того, анализ показал, что технологическое разделение
процессов транспортирования эмульсии по промысловым системам
сбора, сепарации газа, деэмульсации нефти и очистки пластовых
вод, а также выделение установок подготовки нефти из' комплекса
другого промыслового оборудования в крупные самостоятельные
объекты, наряду с высоким уровнем капитальных и эксплуатаци-
онных затрат на подготовку нефти и очистку пластовых вод , по-
рождает и такие проблемы, как отставание строительства объектов
нефтеводоподготовки от объемов добываемой обводненной нефти,
недоиспользование мощностей деэмульсационного оборудования в
районах со снижающейся добычей нефти и связанное с этим - сни-
жение фондоотдачи и невозможность глубокого обессоливания
нефти на НПЗ при содержании в ней балласта до 1-2 % без допол-
нительных технологических мероприятий на промыслах или заво-
дах.
72
Таблица 1.13
Годы Сдано I нефти, млн.т Мощность имею- | щихся установок, млн.т/год Дефицит мощностей по подготовке нефти, млн.т/год Объем | некондиционной нефти, млн.т
1972 385,765 311,0 74,765 14,764
1973 414,511 335,8 78,711 21,035
Из данных табл. 1.13 видно, что в условиях высоких темпов
прироста добычи нефти строительство установок традиционного
типа приводит к созданию огромного дефицита в мощностях для
подготовки нефти по отрасли в целом, который составил в 1973 г.
78,7 млн.т. Одновременно с этим возрос объем некондиционной
нефти, поставленной на НПЗ (с 14,76 до 21,03 млн.т в год). Вместе
с тем, при недостатке мощностей установок в новых нефтедобы-
вающих районах имеет место недоиспользование их на ранее вве-
денных в разработку месторождениях из-за естественного падения
добычи нефти (табл. 1.14).
Таблица!.14
НГДУ Загруженность установок по годам, %
1968 1969 1970 1971 1972 1973 1974
«Туймазанефть» 100 75 58 50 46 42 38
«Октябрьскнефть» — — — — 33 32 31
Аналогичная ситуация складывается с течением времени во
многих нефтедобывающих районах страны.
По данным института «ВНИИСПТнефть», при сохранении в
течение пяти лет сложившейся в области подготовки нефти тради-
ционной технической политик, абсолютные затраты на деэмульса-
цию нефти превышают миллиард руб.
Так, при обезвоживании всей добываемой нефти до остаточно-
го содержания воды не более 1 % и солей 300 мг/л суммарные ка-
питаловложения и эксплуатационные затраты по отрасли за 1973 -
1980 г.г. составят соответственно 330,49 и 1422,35 млн. руб., а
удельные - 143 и 35 коп/т. Для обессоливания всей добываемой
нефти до 40 мг/л капитальные и эксплуатационные затраты за этот
же период увеличатся соответственно до 733,624 и 1849,14 млн.
руб., а удельные затраты составляли 152 и 47 коп/т.
Анализ проблемы показал, что прогресс в области подготовки
нефти и очистки пластовых вод [3, 52] невозможен без отказа от
73
устаревшей в новых условиях технической политики строительстве
и эксплуатации автономных объектов подготовки нефти и очистки
пластовых вод. Прогресс в этой области связан с ориентацией про-
мышленности на широкое внедрение совмещенной технологии
подготовки нефти, очистки пластовых вод, встраивание необходи-
мых аппаратов в промысловую систему сбора, транспорта, сепара-
ции нефти и газа, расчленение процессов на отдельные элементы v
осуществление каждого из них в оптимальном гидродинамическом
режиме в наиболее пригодной для этих целей промысловой аппа-
ратуре.
В обустроенных районах применение совмещенных схем при-
водило к значительному снижению эксплуатационных затрат р
улучшению качества подготовленной нефти и воды, а во внове
обустраиваемых наряду с этим - к резкому уменьшению капитало-
вложений и упрощению обслуживания объектов. Расчеты показа-
ли, что внедрение совмещенных схем в отрасли в полном объеме
при решении задачи обезвоживания нефти до 1% и солей 300 мг/г
позволяло получить экономический эффект за период до 1980 г. пс
капиталовложениям 220,36 млн. руб. и эксплуатационным затратам
- 711,17 млн.руб., а при решении проблемы обессоливания де
40 мг/л - 488 млн. и 948 млн.руб. [150].
Ликвидация цехов и комплексное обслуживание всех объектог
ЦСП одним и тем же персоналом позволяет уменьшить эти затрать
в еще большей степени.
Так, применение совмещенной схемы в объединении «Ман-
гышлакнефть», где отсутствовал цех подготовки нефти, а все рабо-
ты, включая операции по обезвоживанию нефти, выполнялисе
комплексно на товарном парке одним и тем же обслуживающим
персоналом, обеспечило самую низкую себестоимость подготовке
нефти в отрасли - 9,1 коп. и самую высокую производительцост!
труда (табл. 1.15), Из таблицы видно, что в объединениях, осна
щенных преимущественно установками традиционного типа, себе
стоимость подготовки нефти значительно выше (24-47 коп/т).
Что касается блочных деэмульсаторов, то из данных таблш
1.12, 1.16 следует, что использование их менее эффективно, чем
применение совмещенных схем. Так, себестоимость обезвоживанш
нефти в НГДУ «Жетыбай», обрабатывающем с помощью блочные
деэмульсаторов УДО -2М такую же нефть, как в НГДУ «Узен
нефть», составила в 1973 г. 16 коп., на 71,5 % выше.
74
Т а б л и ц a 1.15
Объединения Наличие традиционных установок к объему добываемой нефти, % Себестоимость обезвоживания, коп/т
* «Башнефть» 130 47,0
** «Куйбышевнефть» 103 24,0
«Татнефть» 80 18,0
«Мангышлакнефть» 0 09,1
(НГДУ «Узеннефть») * **
Примечание: - Совмещенные схемы практически не применяются. - Использование
***
отдельных элементов совмещенных схем в блоке с установками. - Значительная часть
****
нефти обезвоживается по совмещенной схеме. - Вся нефть обрабатывается по совме-
щенной схеме с использованием обычного оборудования промысловой системы сбора.
Применение блочных деэмульсаторов может быть эффектив-
ным лишь при условии их встраивания в технологическую цепочку
сбора и транспорта нефти и обслуживания в числе других аппара-
тов этой системы. Именно такое использование деэмульсаторов,
являющееся частным случаем совмещенной схемы, обеспечивает
зарубежным фирмам относительно низкий уровень капиталовло-
жений и эксплуатационных затрат при подготовке нефти, не пре-
вышающей, как правило, пяти и восьми центов соответственно,
хотя применение деэмульсаторов на зарубежных промыслах явля-
ется следствием их небольших размеров и специфики частнокапи-
талистического способа производства.
При формировании блочными установками узлов подготовки
нефти по принципу автономного выделения этих объектов в само-
стоятельные комплексы удельные капиталовложения остаются ог-
ромными и равны соответственно 197 и 120 коп/т (Саратовнефте-
газ, Сахалиннефть). Высокой является и себестоимость подготовки
нефти на них, равная соответственно 24 и 49 коп/т (табл. 1.16). Со-
вмещенная схема подготовки нефти и пластовых вод, вытекающая
из новых теоретических представлений об оптимальных условиях
разрушения эмульсий и процессов взаимоочистки воды и нефти,
разработанная институтом «ТатНИПИнефть» совместно с объеди-
нением Татнефть, в сочетании с преимуществами социалистиче-
ского способа хозяйствования создает все необходимые предпо-
сылки для значительного улучшения технико-экономических пока-
75
Таблица 1.16
04
Объединения Объем добытой нефти, млн.т Обводненность нефти % Наличие стационар- ных установок для подготовки нефти Сдано нефти Себестои- мость, коп/т
Обезвоженной Обессоленной Некондици- онной
млн.т год в % к добываемой нефти млн.т в % к добываемой нефти млн.т 1 в % к добываемой нефти । млн.т в % к добываемой нефти обезвоживание обессоливание
«Башнефть» 39,6 66 51,0 129 26,72 67,4 12,88 32,6 0,742 1,88 47 29
«Татнефть» 100,9 34 83,8 83 39,0 38,6 61,9 61 0,279 0,27 18 21
«Мангышлак-нефть» НГДУ «Узень» 13,13( 15 — — 13,13 100 — — — — 9,1 —
НГДУ «Жетыбай» 3,8 16 II аппа- ратов УДО-2М - 3,8 100 16
* В объединении «Мангышлакнефть» в НГДУ «Узень» подготовка нефти осуществлялась по совмещенной схеме в
полном объеме. Установок не имелось.
зателей в этой области по сравнению с зарубежными. Преимущест-
ва совмещенной технологии подготовки нефти перед зарубежными
методами обусловлены: возможностью совмещения процессов сбо-
ра, транспорта, подготовки нефти, сепарации газа и очистки пла-
стовых вод на всем пути движения продукции Скважин до конеч-
ных пунктов сбора, а при необходимости и до нефтеперерабаты-
вающих заводов; технологически обоснованным расчленением
процессов подготовки нефти и очистки пластовых вод на отдель-
ные элементы и осуществлением каждого из них при наиболее бла-
гоприятных гидродинамических режимах в наиболее пригодном
для этих целей промысловом оборудовании, необходимом на лю-
бых стадиях разработки нефтяных месторождений; совмещением
процессов подготовки нефти и очистки пластовых вод и возможно-
стью отказа от строительства дорогостоящих сооружений; исполь-
зованием для улучшения качества нефти в режиме транзита трубо-
проводов и товарных парков практически любых типов, независи-
мо от их принадлежности тем иным предприятиям, снижением
удельных капиталовложений за счет обработки нефти в больших
объемах на крупных товарных парках и комплексных центральных
сборных пунктах [150].
При коренной разнице в подходе и методах решения этой про-
блемы общим для отечественной и зарубежной технологий являет-
ся вывод о целесообразности включения процессов подготовки
нефти в цикл общепромысловых работ.
Сравнительные расчеты, выполненные для ряда площадей Ро-
машкинского месторождения, различной величины и удаленности
от головных сооружений, с учетом всех операций, включая горя-
чую сепарацию, сокращение потерь и утилизацию попутного газа и
т.д., показали (отчет ТатНИПИнефть за 1972 г. по теме 24/72), что
отказ от выделения в автономные объекты подготовки нефти и
очистки пластовых вод из комплекса других промысловых процес-
сов при одновременном применении совмещенных схем и расчле-
нении процессов на основе принципов технологической совмести-
мости позволяет (табл. 1.17): ликвидировать отставание в создании
мощностей подготовки нефти и очистки пластовых вод от уровня
добычи обводненной нефти, независимо от темпов прироста ее до-
бычи; снизить затраты на сепарацию, обезвоживание, обессолива-
ние нефти, горячую сепарацию, очистку пластовых вод и перекач-
ку по капиталовложениям в три - пять раз и по эксплуатационным
77
X
Таблица 1.17
Показатели НГДУ
«Альметьевнефть» «Джалильнефть»
Варианты Варианты
1 Существующий Совмещенный Выигрыш в число раз при использовании совмещенных схем Существующий Совмещенный . Выигрыш в число раз при использовании совмещенной схемы
Объем товарной продукции, тыс.т в т.ч. обессоленной, тыс.т Капитальные вложения, тыс.руб. Удельные капиталовложения, руб/т Эксплуатационные затраты, тыс.руб Себестоимость, коп/т Приведенные затраты с учетом обес- соливания всего объема нефти, руб/т Численность обслуживающего пер- сонала на 1 млн.т/г, чел. Производительность труда, т\год Годовой экономический эффект, млн. руб 18677 11900 39733,0 2-12,7 7125,0 38,4 0-71,0 19,6 51030 18677 18677 7826,0 0-41,0 4730,0 25,3 0-30,3 5,4 185000 7,6 1,57 5,07 5,07 1,5 1,5 2,36 3,62 3,62 8599 3700 10445,0 1-21,5 4173,0 58,7 0-76,6 14,3 69910 8599 8599 2949,0 0-34,3 175,3 20,4 0-24,6 3,1 318000 4,48 2,38 3,53 4,53 2,38 2,38 3,2 4,6 . 4,6
затратам в среднем в два раза, увеличить фондоотдачу и практиче-
ски исключить недоиспользование оборудования; решить пробле-
му очистки пластовых вод непосредственно в технологическом
цикле подготовки нефти при одновременном снижении затрат по
этой статье в десять-двенадцать раз против среднеотраслевых в на-
стоящее время и отказаться от строительства громоздких очистных
сооружений; улучшить качество нефти на действующих объектах и
повысить их производительность практически без дополнительных
капитальных затрат; повысить производительность труда в три -
пять раз; снизить расход реагента на 20-25 %, расход промывочной
воды в два раза, расход газа на топливо на 30 %; уменьшить потери
легких фракций и улучшить состояние охраны воздушного бассей-
на и условия охраны окружающей среды; повысить надежность
работы отстойных и сепарационных аппаратов и обеспечить работу
в режиме саморегулирования, уменьшить потребности в КИП и А;
отказаться на многих объектах от использования дорогостоящей и
сложной в эксплуатации теплообменной аппаратуры и строитель-
ства бетонированных площадок для их размещения; уменьшить
потребность в землях, отводимых под промышленные объект. Про-
водившаяся в соответствии с результатами этих исследований тех-
ническая политика в объединении «Татнефть» позволила в корот-
кие сроки решить проблему подготовки нефти с большим эконо-
мическим эффектом в условиях роста обводненности продукции
скважин и значительного превышения объемов обводненной нефти
над проектной мощностью существовавших типовых установок.
Данные об обеспеченности объединения Татнефть установками
традиционного типа и качестве нефти, получаемой за счет их экс-
плуатации в комплексе с промысловыми системами сбора и ис-
пользования совмещенных схем, в относительно чистом виде при-
ведены в табл. 1.18. Из данных таблицы 1.18 видно, что несмотря
на сохраняющийся в течение всего периода, начиная с 1965 г., ог-
ромный дефицит в мощностях подготовки нефти, обработке под-
вергался весь объем добываемой нефти, качество ее систематиче-
ски улучшалось. За весь рассматриваемый период с помощью со-
вмещенных схем, а также за счет повышения производительности
существующих установок путем использования различных ее эле-
ментов в Татарии подвергнуто обезвоживанию и обессоливанию
286,4 млн. т. нефти. Среднее содержание балласта в нефти, сдавае-
мой как обезвоженная, в 1974 г. составило 0,53 % , а из расчета на
всю подготовленную нефть (включая обессоленную) - 0,26 %.
79
Таблица 1.18
Годы Обработано жидкости, млн.т Получено нефти, млн.т Суммарная мощность имевшихся установок, млн. т Превышение объ- ема обводненной нефти над сум- марной мощно- стью установок, млн. т Содержание балласта в нефти, %
до обработки в обезвоженной в обезвоженной соленой
1965 86,7 76,4 33,6 42,8 11,86 2,768 1,891
1966 99,7 83,2 44,5 38,7 16,54 1,078 1,303
1967 111,9 89,1 50,0 39,1 20,36 1,706 1,083
1968 121,5 93,5 56,7 36,8 23,0 1,387 0,848
1969 129,2 96,9 63,1 37,8 24,9 1,163 0,697
1970 137,6 100,3 71,6 28,7 27,1 0,979 0,541
1971 147,1 101,0 73,55 27,55 31,2 0,876 0,439
1972 155,9 102,1 75,22 26,85 34,5 0,704 0,362
1973 164,3 102,4 82,2 22,00 37,2 0,680 0,340
1974 176,0 103,6 82,4 21,2 41,1 0,530 0,260
Всего 632,9 321,5
Большой объем внедрения и проверка метода в различных ус-
ловиях в течение длительного периода позволяют оценить эффек-
тивность его применения в Татарии. В соответствии с расчетами,
выполненными в объединении «Татнефть», экономический эффект
от применения совмещенных схем на промыслах Татарии за пери-
од с 1965 по 1972 гг. оценивался в 92,8 млн. руб.
В последующем экономическая эффективность возросла в еще
большей степени. Однако, если за период с 1965 по 1972 г.г. в
большинстве случаев было возможно оценить эффективность при-
менения совмещенных схем по отдельным технологическим опе-
рациям, то в последние годы в связи с массовым их внедрением и
проявлением суммарного эффекта это оказывается практически
невозможным из-за отсутствия базы для сравнения, так как на всех
объектах использовались те или иные элементы совмещенных
схем. Возможно несколько вариантов расчета экономической эф-
фективности. Один из них - путем сравнения суммарных затрат на
подготовку нефти и очистку сточных вод в объединении «Тат-
нефть» с суммарными затратами по этим же статьям родственного
нефтяного района с аналогичными климатическими условиями,
свойствами нефти и пластовых вод, в котором, однако, применены
другие методы подготовки нефти и очистки воды.
80
В качестве такого предприятия было принято объединение
Башнефть, в котором подготовка нефти осуществлялась в основ-
ном традиционными методами на стационарных типовых установ-
ках, работающих по типовым технологическим схемам.
В основу расчета приняты данные пояснительной записки объ-
единения «Башнефть» Министерству нефтяной промышленности
от И.VI. 1973 г. за №20- 17/92.
Расчет экономического эффекта производился на основании
типовой методики Госплана СССР, Госстроя СССР и АН СССР от
1969 г. по укрупненным показателям. Были использованы данные
годовых отчетов объединений «Татнефть» и «Башнефть». Учиты-
вались также данные исследователей и производственников Баш-
кирии о результатах промышленных испытаний, себестоимости
подготовки тяжелой арланской нефти в Башкирии методами труб-
ной деэмульсации, положенными в основу совмещенных схем и
широко применяемыми в Татарии. В частности, работами башкир-
ских исследователей было показано [151, 152], что себестоимость
обезвоживания арланской нефти при использовании трубной де-
эмульсации составляла 4,6-6,4 коп/т, что эквивалентно затратам на
подготовку нефти такими же методами в объединении «Татнефть»
[136]. Следовательно, в этом отношении возможности сравнивае-
мых районов практически одинаковы. Более высокое содержание
воды в нефти в Башкирии по сравнению с Татарией в расчетах учи-
тывается по двум позициям: по затратам на предварительный сброс
и очистку сточных вод, отнесенных к одной тонне подготовленной
нефти. При этом учитывалось, что проблема предварительного
сброса воды во всех районах страны решается практически одина-
ково (применение дренажных вод, трубная деэмульсация) и требу-
ет для своего осуществления затрат порядка 1,5- 2 коп/т нефти.
Поэтому в этом отношении условия обоих районов также являлись
сопоставимыми. Удорожание себестоимости (у) подготовки нефти
в объединении Башнефть за счет очистки больших объемов сточ-
ных вод учитывалось в расчетах с помощью выражений (1.7 - 1.9).
у = х{ -х2, (1.7)
е.
. Xj = —-х0, (1.8)
".
В2
х2=~М, (1.9)
/7 2
81
где X], х2 -затраты, приходящиеся на 1 т подготовленной нефти за
счет очистки пластовых вод, соответственно в Татарии и Башки-
рии; В|, В2 - содержание воды в жидкости в Татарии и Башкирии
соответственно 34и 65 %; Нь Н2 - содержание в жидкости нефти в
Татарии и Башкирии соответственно 66 и 35 %; 0 - себестоимость
очистки пластовых вод в передовом районе (5,4) коп/м3.
Все остальные затраты являются следствием проведения раз-
личной технологической политики в области подготовки нефти в
сравниваемых районах.
Расчет экономической эффективности подготовки нефти и
очистки пластовых вод осуществляется на основе сравнения себе-
стоимости и удельных капитальных затрат подготовки нефти в
сравниваемых районах по формулам:
(i.io)
эЛ =[(с;-с0+5(^'-^)]хл2; он)
где С|, С2 - себестоимость обезвоживания нефти в Башкирии и
Татарии (47 и 18 коп/т); С{9С2- себестоимость обессоливания
нефти в Башкирии и Татарии (29 и 21 коп/т); Кь К2 - удельные
капиталовложения при обезвоживании нефти в сравниваемых
районах Башкирии и Татарии соответственно 129,5 коп/т и 38
коп/т; К', К'2 - удельные капиталовложения на блоки
обессоливания в Башкирии и Татарии соответственно 42,7 коп/т и
46,3 коп/т; А], А2 - объем обезвоженной и обессоленной нефтей в
Татарии соответственно (101,2 млн/т и 58,51 млн/т); Е-
нормативный коэффициент сравнительной эффективности
капитальных затрат для нефтяной и газовой промышленности
принимается равным 0,17; У -удорожание процесса подготовки
нефти за счет ее высокой обводненности, составляющее 7,22 коп/т.
После подстановки числовых значений в формулы (1.10, 1.11)
экономический эффект составил.
Эобезв =[(47-18)+0,17(129,5-38) -7,22]х101,2 млн.т =37,6 млн.руб.
Удельный экономический эффект из расчета на одну тонну
обезвоженной нефти по приведенным затратам составил 37,28
коп/т.
Эобес=[(29-21)+0,17(42,7-46,3)]х58,51 млн.т=4,32 млн.руб.
82
Удельный экономический эффект из расчета на одну тонну
обессоленной нефти по приведенным затратам составил 7,39 коп/т.
Суммарный экономический эффект от применения совмещенных
схем подготовки нефти на объем внедрения 1972 г. составил 41,92
млн.руб.
Следует отметить, что результаты расчета экономической эф-
фективности несколько занижены в связи с невозможностью учета
дополнительных эффектов, возникающих при использовании но-
вой технологии: уменьшения интенсивности парафинизации про-
мысловых трубопроводов; снижения объема ремонтных работ, свя-
занных с депарафинизацией оборудования и сохранением заданно-
го уровня добычи нефти; увеличения добычи нефти за счет снятия
противодавления в системах сбора при снижении вязкости эмуль-
сии в связи с ее разрушением; уменьшения расхода электроэнергии
на перекачку ; повышения коэффициента использования сущест-
вующих товарных парков и другого промыслового оборудования,
быстрого решения проблемы обезвоживания и обессоливания неф-
ти в Татарии в заданных объемах; обеспечения прибыли в виде
надбавок к цене на нефть повышенного качества.
Объем подготовки нефти и основные технико-экономические
показатели в 1973-1974 гг. по объединению «Татнефть» и «Баш-
нефть» остались на том же уровне, что и в 1972 г. В этом случае
суммарный экономический эффект за весь период применения со-
вмещенных схем в Татарии составил Эсс= 92,8+41,92+41,92
=176,64 млн.руб. Однако эта цифра значительно занижена в связи с
неполными расчетами эффективности за период 1965-1972 гг.
Таким образом, своевременная ориентация подготовки нефти в
Татарии на применение совмещенных схем позволила объедине-
нию «Татнефть» избежать непроизводительных затрат на сумму
более 176,64 млн.руб и в свое время не ставить вопроса об их вы-
делении перед Министерством нефтяной промышленности. Со-
вмещенная технология подготовки нефти с высокой эффективно-
стью применялась в большинстве нефтяных районов страны (таб-
лица 1.49).
Однако возможности отрасли по снижению капитальных и
эксплуатационных затрат в области подготовки нефти были ис-
пользованы далеко неполностью.
Утверждение МиннефтепромоМ 25.11.76 г. унифицированных
схем, технологической основой которых является совмещенная
технология, дало огромный экономический эффект.
83
Таблица 1.19
Объединения Обработано нефти по совмещенной схеме, млн.т/год
197 Г г. 1972 г. 1973 г.
«Г лавтюменнефтегаз» — — . 7,0
«Грознефть» 0,477 19,700 12,1
«Мангышлакнефть»* 10,00 11,040 13,2
«Коминефть» 2,3 3,709 3,9
«Краснодарнефтегаз» 1,9 2,562 3,2
«Каспморнефть» — — 1,4
«Нижневолжскнефть» 1,0 4,500 3,7
«Туркменнефть» — — 1,5
«Башнефть» — — 0,3
«Саратовнефтегаз» 0,119 0,780 0,9
«Пермнефть» — — 1,2
«Оренбургнефть» 1,4 4,400 3,2
«Белоруснефть» 0,195 0,400 0,8
«Куйбышевнефть» 19,0 19,200 18,2
«Ставропольнефтегаз» 5,6 6,456 6,456
«Укрнефть» 3,9 3,860 3,86
Разработанная и внедренная на промыслах совмещенная тех-
нология подготовки нефти и очистки пластовых вод в сочетании с
преимуществами социалистического способа производства объек-
тивно позволила ликвидировать возникший разрыв между объема-
ми добываемой обводненной нефти и производительностью объек-
тов для ее подготовки, снизить удельные капиталовложения и экс-
плуатационные расходы ниже зарубежного уровня, резко повысить
качество товарной нефти, улучшить охрану окружающей среды,
повысить производительность труда и обеспечить экономический
эффект, исчисляемый сотнями миллионов рублей.
1.9.5. ЭЛЕМЕНТЫ ЭНЕРГОСБЕРЕГАЮЩИХ ТЕХНОЛОГИЙ ПРИ
ПОДГОТОВКЕ ПРОДУКЦИИ СКВАЖИН ЗА РУБЕЖОМ
Значительная экономия энергозатрат, материальных и люд-
ских ресурсов обеспечивается автоматизацией основных техноло-
гических процессов и контролем за разработкой нефтяных место-
рождений, что показывает пример обустройства месторождения
Белма Сима Санд (США), разрабатываемого с поддержанием пла-
стового давления путем закачки в пласт газа и воды. Система сбора
нефти на этом месторождении включала в себя 12 групповых уста-
новок, на каждой из которых производился замер объемов добы-
84
ваемой Нефти и определялось ее качество. Отсепарированный на
групповых установках газ очищался от примесей и тяжелых фрак-
ций, после чего через 12 нагнетательных скважин закачивался в
пласт в объеме 448 тыс.м3/сут. Вода с групповых установок посту-
пает на кустовую насосную станцию для закачки в пласт [153].
Нефть продавалась потребителю через систему ЛАКТ, распо-
ложенную в центре месторождения. Известно, что энергозатраты
для закачки 1 м3 воды в пласт эквивалентны сжиганию 7 кг нефти,
поэтому разумное ограничение закачки позволяет существенно со-
кратить энергозатраты на добычу нефти. Кроме того, применение
заводнения требует периодического анализа и быстрого внесения
изменений в программу отбора нефти и закачки воды с точки зре-
ния снижения ее обводненности, в результате чего характеристики
добывающих скважин все время изменяются. Управление скважи-
нами, установками, оптимальное использование необходимого
оборудования, обработка призабойной зоны (гидроразрывов) тре-
бует поступления определенной информации для принятия пра-
вильных решений. Оперативное управление обслуживает такие
объекты, как: контрольные, добывающие скважины; обеспечивает
контроль за закачкой воды; системы аварийной сигнализации; воз-
можность оперативной реакции на сигналы; выбор времени устра-
нения неполадок для достижения максимальной добычи нефти.
Автоматическая система контроля, разработанная в 1971 году
и прогнозировавшая снижение добычи нефти, обошлась потреби-
телю в 380 тыс. долларов и окупилась уже за 3,2 года. Диспетчер-
ский пункт системы укомплектован миникомпьютерами и соеди-
нен с групповыми установками, кустовыми станциями нагревания
воды и системой ЛАКТ кабельной связью. На каждом из объектов
имелись системы контроля и печатающие машинки. Для обеспече-
ния работы объектов при отключении энергии предусмотрены за-
пасные энергетические установки, которые могут обеспечить их
энергией в течение 8 часов, а на диспетчерском пункте предусмот-
рена система аварийного ручного управления энергетическим
снабжением всех объектов.
Система контроля за добычей нефти оснащена устройствами
для централизации основных функций управления, аварийной сиг-
нализации, передачи оперативных данных об объемах добычи и
закачки, для испытания скважин и замера, контроля за уровнем
жидкости в резервуарах и аппаратах. Система датчиков, установ-
ленная на ключевых точках всей системы, опрашивает датчики
85
аварийного состояния каждые 15 минут, обращая внимание на уро-
вень жидкости в аппаратах и резервуарах, поступление некондици-
онной нефти, отключение электроэнергии, подачу или отсутствие
продукции скважин, химических реагентов (отключение насосов),
пожарную ситуацию, превышение или снижение давления против
нормального; отключение электроэнергий в деэмульсаторах; попа-
дание нефти в водяные резервуары . Если аварийная ситуация воз-
никает, время, место и характер аварий фиксируются телетайпом .
Различные сведения о нарушениях в работе системы являются
основанием для немедленного начала ремонтных работ еще до то-
го, как нарушение в режиме выведет объект из строя, что значи-
тельно сокращает время простаивания скважин и пяти газовых
турбин (приводов центробежных насосов), используемых для за-
качки воды в пласт.
Система предусматривает чтение результатов, измерение и
суммирование объемов добываемой нефти, газа, закачиваемой во-
ды и т.д. В ежедневных сводках добычи нефти указывается количе-
ство добытой и прошедшей через систему ЛАКТ нефти как в це-
лом, так и по отдельным групповым установкам. В конце месяца
автоматически составляются сводные отчеты. Сводка о закачке во-
ды содержит данные о количестве воды, закачанной в каждую
скважину каждым из насосов. Это обеспечивает точность измере-
ний^ и позволяет обнаружить утечки в системе закачки. Если балан-
са нет, на машинке заполняется бланк аварии. Газовый фактор и
содержание воды в нефти определяются при каждой замерной опе-
рации на скважине. На каждой групповой установке замеряется
дебит 2-4 скважин в сутки из расчета 6 часов на каждую скважину.
Использование системы позволило компании оптимизировать
разработку месторождения в целом при минимальных энергозатра-
тах, более эффективно использовать обслуживающий персонал и
свести к минимуму время простоя скважин.
Автоматизация процессов добычи и замера нефти, газа и воды
с применением компьютерной техники позволяет промышленни-
кам извлекать огромные выгоды не только за счет сокращения
энергозатрат, но и за счет экономии оборудования и трудовых ре-
сурсов. В табл. 1.20 приведены данные компании «Галф Коаст Ди-
вижен оф Сан Ойл» о снижении затрат при использовании системы
Компьютер Продакшн Контрол на ряде участков, разрабатываемых
в шельфовой зоне.
86
Таблица 1.20
Показатели Тыс. долларов В процентах к базовому вари- анту
Снижение капитальных вложений на приобретение: резервуаров 303 50
труб и фитингов 36 6
другого оборудования 137 23
платформ, установленных в шельфовой зоне 128 21
Всего 604 100
Увеличение прибыли от продажи нефти и газа за счет: снижения плотности нефти 51 41
более эффективного использо- вания оборудования 41 33
продажи уловленных легких фракций нефти 19 15
экономии газа 13 11
Всего 124 100
Снижение эксплуатационных за- трат (в год) арендная плата 177 41
эксплуатация оборудования 48 19
транспортирование продукции 16 6
Всего 251 100
Из данных табл. 1.20 видно, что только текущие доходы ком-
пании увеличились на 375 тыс. долларов в год.
На месторождении Сигнал Хил (окрестности Лос-Анжелеса,
США) применена технология обезвоживания нефти отстаиванием
около 1 суток (остаточное содержание воды около 3%) без нагрева
и электрополя (имевшие здесь ранее электродегидраторы как по-
требители энергии демонтированы) при естественной температуре
потока ~ 20°. Нефть поставляется заводам с указанной обводненно-
стью и нагревается только в одном месте - на НПЗ - при ее пере-
работке, что, естественно, неизбежно. Таким образом, двойные за-
траты на нагрев продукции скважин (один раз на промысле, второй
- на НПЗ) исключаются
Месторождение расположено в окрестностях крупного города
(Лос-Анжелес) и разрабатывается компанией Шелл. Годовой объ-
ем добычи невелик и составляет около 0,5 млн.т/год. Нефть обез-
87
воживается в двух промывных резервуарах объемом 830 м" каж-
дый. Замер нефти и определение ее качества осуществляются с по-
мощью объемного счетчика и влагомера системы ЛАКТ. Несмотря
на небольшое количество газа и нефти, резервуары герметизирова-
ны, используются в качестве концевой ступени сепарации и обору-
дованы системой отбора легких фракций, включающей небольшой
вакуум-компрессор. Отобранный газ полностью утилизируется.
Отличительными особенностями пункта сбора и подготовки
нефти этого месторождения являются: комплексное проведение
всех промысловых операций на одной площадке, что сокращает до
минимума энергозатраты на перекачку (сепарация газа, предвари-
тельный сброс воды, обезвоживание, очистка воды, закачка ее в
пласт и т.д.), использование резервуаров в качестве концевой сту-
пени сепарации, одновременно выполняющих функции отстойной
аппаратуры и резервуаров товарной нефти; осуществление обезво-
живания при естественной температуре нефти (21 °C), отсутствие
нагревательной и теплообменной аппаратуры; полная герметизация
процессов и оборудования при эксплуатации месторождения и
предотвращение в связи с этим потерь добываемых углеводородов.
Систему устройства и подготовки нефти небольших месторо-
ждений разрабатывающих залежи нефти, содержащей сероводород,
можно рассмотреть на примере месторождения Магнолия (США,
штат Арканзас). Основными особенностями месторождения и при-
нятой системы обустройства являются полная герметизация техно-
логических процессов; применение системы улавливания легких
фракций из резервуаров и емкостей; применение групповой герме-
тизированной системы сбора и обработки продукции скважин (че-
тыре групповые установки для замера и учета нефти), направляе-
мой на центральный пункт; ежедневное измерение добытого газа
счетчиками; автоматический замер скважин по предварительно со-
ставленной программе; применение раздельной системы сбора и
оборудования для обводненной и безводной нефти. Система сбора
рассчитана на сбор и обработку 2777 м3 нефти/сут. Производитель-
ность скважин на месторождении изменялась от 16 до 317 м3/сут,
продукция которых сосредотачивалась на четырех групповых про-
межуточных пунктах, расположенных в различных частях место-
рождения.
На групповой установке расположены 3 сепаратора: один -
для обводненной нефти, другой - для безводной, третий является
замерным. Раздельный сбор обводненной и безводной нефти обу-
88
словлснэкономичсскими соображениями, так как позволяет резко
уменьшить эксплуатационные затраты на деэмульсацию нефти.
Безводная нефть направляется на центральный сборный пункт, ми-
нуя деэмульсатор, входящий в состав оборудования групповой ус-
тановки.
Распределительная гребенка позволяет направлять продукцию
скважин в любой из сепараторов или деэмульсатор. Направление
продукции скважин на замер осуществляется автоматически по
программе. На ЦСП имеется система улавливания легких фракций,
позволяющая завершить герметизацию всего объема. Один из объ-
ектов герметизации - буферный резервуар, в котором поддержива-
ется избыточное давление. Паровое пространство резервуара со-
единено с всасывающей линией роторного компрессора установки
улавливания легких фракций. В качестве привода компрессора ис-
пользован двухскоростной электродвигатель. Работа двигателя
контролируется датчиками давления на всасывающей линии ком-
прессора. В зависимости от давления двигатель работает на той
или иной скорости либо отключается совсем. Газ на выкиде из
компрессора, сжимающего газ до давления, необходимого для
транспортирования газа, направляется к потребителям.
В Нигерии технологические схемы подготовки нефти преду-
сматривали различные варианты экономии топливного газа. На од-
ном из них, разрабатываемом в шельфовой зоне Атлантического
океана, это достигается за счет предварительного отстоя и отбора
товарной нефти из верхней части резервуаров при естественной
температуре жидкости и последующей обработке в деэмульсаторах
при высокой температуре процесса (70-85°С) только промежуточ-
ного слоя, объем которого, по сравнению со всей массой нефти,
невелик. Показательно, что деэмульгатор вводится в поток только
при обработке промежуточного слоя, что приводит к его сущест-
венной экономии.
На этом месторождении добывается около 12,7 млн.м3 нефти в
год. Обводненность нефти составляла 2,5%, минерализация пла-
стовой воды 12 г/л, а pH - 8. Деэмульсация нефти в значительной
мере затруднена в связи с большим количеством в ней кристалли-
ческого парафина. Нефть на месторождении обезвоживается в гер-
метизированных резервуарах, а блочные деэмульсаторы использу-
ются лишь для обработки промежуточного слоя.
Нефть с остаточным содержанием воды менее 1% с помощью
поворотных труб отбирается из верхней части резервуаров и насо-
89
сами откачивается в резервуары товарной нефти, расположенные в
порту и снабженные плавающими крышами для снижения потерь
легких фракций нефти.
Основная особенность рассмотренной технологической схемы
- обезвоживание нефти в больших объемах (12,7 млн.м3 в год) в
герметизированных технологических резервуарах при естествен-
ной температуре потока. В связи с тем, что затраты на тепло обыч-
но намного превышают затраты на деэмульгатор, тепловой обра-
ботке подвергается лишь концентрированный донный осадок.
Существенно снизились общие энергозатраты при отказе от
использования теплообменной аппаратуры и нагреве нефти даже
до высоких температур гидрофильным энергоносителем (водой)
путем их прямого контакта. Так, на месторождении Бачакеро (Ве-
несуэла) тяжелая нефть (плотность 0,972 г/см3) нагревается до
82-85°С путем прямого контакта с горячей оборотной водой, по-
догреваемой в печах. Годовая добыча нефти на месторождении со-
ставляла около 35 млн.т/год. Расчеты, выполненные Бразильской
компанией, показали, что, по сравнению с применением деэмульга-
торов, гораздо экономичнее подготавливать нефть в ^вух техноло-
гических резервуарах больших объемов в комплексе с нагреватель-
ной печью, используя эффекты предварительной обработки эмуль-
сии реагентом в трубопроводах, соединяющих групповые установ-
ки на эксплуатационных платформах с товарным парком.
Применение этой схемы позволило эффективно решить про-
блему обезвоживания 13 млн.т/год тяжелой нефти. Компания счи-
тает, что эффективность этой технологии, низкая себестоимость и
несложность управления процессом позволяют рекомендовать ее
для подготовки меньших объемов легких нефтей.
Считается эффективной энергосберегающая технология закач-
ки воды в пласт, предусматривающая сохранение природного тепла
высокообводненной нефти (содержание воды до 90%) и даже до-
полнительный подогрев всего объема продукции скважин до 60°С
при условии сброса воды непосредственно в месте ее добычи.
Технология успешно применена на месторождении Грэнд Бэй
(США), расположенном в заболоченной дельте Миссисипи в
102 км юго-восточнее Нового Орлеана и принадлежащем компа-
нии «Галф».
Оборудование сборного пункта обеспечивало обработку про-
дукции 31 нефтяной и одной газовой скважин. Поскольку участки
и скважины принадлежали 15 различным хозяевам, для определе-
90
ния объема добычи нефти и газа и осуществления технологических
операций используются 23 индивидуальных сепарато-
ра-деэмульсатора. С учетом повышения нефтеотдачи считалось
экономичным вести подогрев всей продукции скважин вплоть до
90°С.
Тенденция сокращения энергозатрат за счет исключения из
технологической схемы подготовки нефти электродегидраторов
как крупных потребителей электроэнергии прослеживается на
примере обустройства месторождения Вест-Дельта 73 (США).
Продукция скважин с платформ попадает на центральный
сборный пункт - Грэнд Айл, который одновременно является базой
для персонала, обслуживающего платформы. Нефть плотностью
0,86 г/м3 в количестве 15 тыс.м3/сут с оставшимися в ней газом и
водой поступала с платформ на концевую ступень сепарации,
представляющую собой герметизированный технологический ре-
зервуар, сблокированный с вертикальными сепараторами. Газовый
фактор на концевой ступени сепарации достигал 150 м3/м3. Давле-
ние в сепараторах составляло 0,017 МПа. После отбора газа нефть
подвергалась деэмульсации в электродегидраторах фирмы “Натко”
с теоретической производительностью одного аппарата 2,9
млн.м3/год. Деэмульсаторы работали в блоке с четырьмя нагрева-
телями и двумя нагревателями-делителями потока. Остаточное
содержание воды в нефти составляло 0,2-2-%, что отвечало допус-
тимому поддержанию балласта в нефти, поставляемой с этого уча-
стка на НПЗ Батан Руж, принадлежащий компании «Эксон». Хотя
деэмульсаторы рассчитаны на работу в течение 20 лет, специали-
стами фирмы проведена реконструкция ЦСП по схеме, предусмат-
ривающей использование резервуаров товарных парков в техноло-
гических целях.
Для улучшения процесса деэмульсации нефти и более эффек-
тивного использования оборудования резервуар объемом 7155 м3
был реконструирован в промывной технологический резервуар.
Распределитель нефти был уложен над дном резервуара. Система
поддержания уровня воды была смонтирована внутри него. Преду-
смотрена также возможность отбора эмульсии с границы раздела
фаз нефть-вода в период нарушения работы объекта. Непосредст-
венно перед резервуаром установлен сепаратор, позволяющий
осуществлять сепарацию газа перед поступлением смеси в резерву-
ар, что уменьшало степень перемешивания в нем эмульсии и
91
улучшало условия его эксплуатации. Слой воды толщиной 2 м
обеспечивал смачивание и выпадение на дно резервуара твердых
частиц и песка, а также разрушение эмульсии. В результате рекон-
струкции резервуар превратился в отличный деэмульсатор, имею-
щий много неоспоримых преимуществ по сравнению с химэлек-
тродегидраторами.
В резервуаре накапливалось до 0,5 м3 песка в сутки, что требо-
вало периодического его отключения для удаления песка. Шлам,
удаленный со дна резервуара, использовался как материал для от-
сыпки грунта в пределах ЦСП, дренажная вода из резервуаров по-
сле очистки в 5 отстойных прудах сбрасывалась в залив. Экономия
за счет исключения топливного газа, необходимого ранее при рабо-
те химэлектродегидраторов, составила 132 тыс.долл, в год. Кроме
того, эффективность принятой технологии позволила свести к ми-
нимуму расход реагента (Брексит 7937), который обычно не пре-
вышал 25 г/т, и полностью исключить использование электроэнер-
гии, потреблявшейся ранее электродегидраторами.
Важным резервом экономии энергии являются принципы са-
моэнергообеспечения промыслов. Так, месторождение Прадхо Бэй
(США) разрабатывается в сложных климатических условиях По-
лярного круга и отличается от других тем, что здесь полностью
решена проблема самообеспечения промысловых объектов энерги-
ей в виде тепла, электроэнергии, пара. Производство и потребление
электроэнергии в удобной для тех или иных технологических про-
цессов форме на месте добычи исключает потери, обычные при
передаче энергоносителей и энергии на большие расстояния. Ме-
сторождение обустроено по участковой групповой схеме с исполь-
зованием только блочного оборудования. Средний дебит скважин
составлял 1600 м3/сут, но на некоторых достигает 3,2 тыс.м3 нефти
в сутки. Газовый фактор - около 120 м3/м3, плотность воды -
0,89 г/см3. Основными элементами системы обустройства место-
рождения являются: куст скважин -групповая установка, разме-
щаемая на площадке с гравийной подушкой и устьевым оборудо-
ванием для 6 и более добывающих скважин; выкидные линии -
трубопроводы, соединяющие устье добывающих скважин с мани-
фольдом групповой установки; манифоль-обвязка, соединяющая
выкидные линии скважин с общим коллектором и замерным сепа-
ратором, устанавливаемым на групповой установке; сборный кол-
лектор большого диаметра, соединяющий манифольд групповой
92
установкй'со сборным пунктом; манифольд сборного пункта - об-
вязка, соединяющая коллектор групповых установок и технологи-
ческие линии сепарации газа и сброса воды на сборном пункте;
общий нефтяной коллектор большого диаметра, соединяющий
сборные пункты с центральной насосной станцией Прадхо Бэй
трансаляскинского трубопровода; газосборные трубопроводы
большого диаметра, соединяющие сборные пункты с центральной
компрессорной станцией Прадхо Бэй; центральная компрессорная
станция высокой производительности для сжатия, закачки газа в
пласт или подачи его в магистральный газопровод; газовые нагне-
тательные трубопроводы, соединяющие центральную компрессор-
ную станцию с нагнетательными скважинами; групповые установ-
ки нагнетательных скважин - площадки с оборудованием нагнета-
тельных скважин для закачки газа в пласт, размещаемые на гра-
вийных подушках; установка для осушки газа и отбора жидких уг-
леводородов методом низкотемпературной сепарации производи-
тельностью 2,8 млн.м3/сут; гравийные дороги к основным объектам
(групповым установкам, сборным пунктам, установкам обработки
газа и т.д.) толщиной 1,5 м и шириной 15 м.
Каждая добывающая скважина оснащена устьевым оборудова-
нием, рассчитанным на давление 35,0 МПа. Теплоизоляция трубо-
проводов выполнена из полиуретановых пенопластов толщиной от
50 до 100 мм в зависимости от назначения и диаметра трубопрово-
дов. Это не только сокращает потери тепла, но и исключает неко-
торые неприятные технологические проблемы, связанные, напри-
мер, с выпадением конденсата в газопроводах. Трубопроводы уло-
жены на наземных опорах с теплоизолирующими элементами над
гравийной отсыпкой толщиной 1,2 м и шириной 8 м.
Для поддержания положительной температуры в местах раз-
мещения технологического оборудования и устройств запуска и
приема скребков применяются укрытия с полиуретановой изоляци-
ей на крыше и стенках. Обработка нефти в аппаратах осуществля-
ется при давлении 0,24 МПа и естественной температуре потока ~
66°С и завершается ее глубоким обезвоживанием (остаточное со-
держание воды в нефти 0,2 %).Это удовлетворяет требованиям
компании «Аляска Пайплайн сервис Комп», эксплуатирующей ма-
гистральный нефтепровод. На каждой групповой установке имеет-
ся нагнетательная скважина для сброса пластовой воды. Коммуни-
кации к этим скважинам снабжены трубопроводами-спутниками
93
для обогрева с помощью водогликолевых растворов, предотвра-
щающих замерзание водоводов во время их остановки. Около
3 млн.м3 газа используется на энергообеспечение промысла и сжи-
гается в связи с этим на энергетических установках, обеспечи-
вающих электроэнергией и теплом также и насосные станции
трансаляскинского трубопровода.
В целом основными отличительными особенностями системы
обустройства месторождения Прадхо Бэй, разрабатываемого в ус-
ловиях Полярного круга, являются: применение герметизирован-
ной участково-групповой системы сбора; использование блочного
автоматизированного оборудования, позволяющего быстро обуст-
раивать месторождение даже в наиболее тяжелых климатических
условиях; полная утилизация попутного газа и его закачка в пласт
при отсутствии потребителя; ограничение процесса подготовки
нефти глубоким обезвоживанием и утилизация пластовой воды с
помощью нагнетательных скважин непосредственно на групповых
установках; максимальное использование благоприятных природ-
ных факторов (высокая температура нефти) для упрощения тех-
нологической схемы сбора и обработки продукции скважин; энер-
гообеспечение всех объектов на основе использования попутного
газа.
Определенный интерес представляет вариант утилизации теп-
ла промышленных установок для обогрева производственных по-
мещений на крупном узле подготовки нефти Трайдинг-Бэй, распо-
ложенном на западном берегу залива Кука (США, Аляска).
Обращает на себя внимание объединение деэмульгаторов и
путевых нагревателей в единое производственное помещение с по-
мощью металлических, ребристых панелей. Это позволяет получит,
обогреваемое деэмульсаторами помещение для размещения ком-
муникаций, пультов управления, блоков переключающих задви-
жек, вспомогательной аппаратуры и оборудования. Аналогичным
образом построены помещения компрессорных станций, а также
других объектов, обогреваемых за счет утилизации тепла деэмуль-
саторов, компрессоров и гликолевых установок осушки газа.
Жилые и служебные помещения также обогреваются теплом
горячего гликоля установок осушки газа, причем обогревающие
трубы проложены под чердачными перекрытиями этих помещений
и в других необходимых местах. При этом расходы на отопление
промышленных и жилых зданий сводятся к величине амортизации
недорогого оборудования в виде труб или облегченных щитовых
94
панелей. Теплообменная аппаратура не применяется, нагретая
нефть поступает в товарные резервуары, оснащенные системой
УЛФ и выполняющие таким образом роль горячей ступени сепара-
ции.
Большое внимание на промыслах ФРГ уделяется экономии
энергии при деэмульсации нефти. Фирмы «БАСФ» и «Хехст» счи-
тают холодное деэмульгирование более выгодным за счет сниже-
ния расходов на подогревание и ремонт деэмульсаторов, несмотря
на несколько увеличенный расход реагента. Предельно низкой
температурой, при которой целесообразно осуществлять подготов-
ку нефти, считается естественная температура нефти на промысле,
которая на 10 °C должна быть выше температуры застывания сы-
рой нефти. К таким деэмульгаторам фирмы «БАСФ» относят сепа-
рол 28. Так, применение сепароля 28 в количестве 45 г/т вместо
обычного деэмульгатора на одном из объектов позволило снизить
содержание воды в нефти на первой ступени обработки с 30 до
1-2 % при температуре процесса 15 °C.Дополнительный, холодный
отстой нефти в резервуаре в течение 3 ч позволил снизить содер-
жание балласта в ней до 0,2-0,5 %. До применения сепароля 28 та-
кие же результаты достигались лишь при температуре 50 °C, хотя
расход деэмульгатора при этом был несколько меньшим и состав-
лял 30 г/т.
В 1979 году министерство энергетики США приняло програм-
му поощрения архитекторов общественных и административных
зданий, в которых используется солнечная энергия. В результате
появилось новое поколение зданий, которые потребляют на 60%
меньше энергии, причем их стоимость не превышает стоимости
аналогичных зданий обычного типа.
Новые здания, рассредоточенные по всей территории США,
включая Аляску, отличаются не только экономным расходом энер-
гии и низкой стоимостью строительства, но и удобством эксплуа-
тации и высшей степенью удовлетворительной средой для работы
и обитания.
Для снижения тепловых потерь в трубопроводах, перекачи-
вающих нефть и нефтепродукты в подогретом состоянии, приме-
няются различные виды тепловой изоляции, в основном, на основе
пенополиуретана.
Фирма «Dough Chemical» (США) разработала эффективную
изоляционную систему типа «Стирофор». Изоляционное покрытие
изготавливается в виде автономных блоков, защищенных алюми-
95
ниевым покрытием, накладываемым на трубопроводы (типа тран-
саляскинского) и позволяет получить экономический эффект от
сокращения потерь нефти на перекачку ~ 14 млн. долларов. Изоля-
ция работоспособна при перепадах температуры от 200 до 269 °К.
Финской фирмой «Fishars» для теплоизоляции трубопроводов
применяются пенополиуретановые блоки с покрытием из поли-
этилена толщиной 2,5-5 мм, , которые накладываются на первич-
ную изоляцию из стеклопластика толщиной 22-40 мм.
В ФРГ основан выпуск теплоизоляционных оболочек «Jsover»
в виде полуцилиндров с толщиной стенки 20-60 мм и длиной 12 м
для трубопроводов диаметром до 219 мм.
Из других методов, направленных на сокращение энергозатрат
на промыслах, следует отметить разрабатываемый для арктических
условий способ перекачки нефти в соленой воде в виде эмульсии,
что позволяет снизить вязкость перекачиваемой жидкости до вяз-
кости воды. Приготовление эмульсии предполагается осуществлять
с помощью звуковых генераторов с одновременным введением в
нее деэмульгаторов от 0,1 до 5 % по массе.
Ведутся интенсивные работы по нагреву нефти с помощью
химических веществ, вводимых в трубопровод в виде парафиновых
капсул и выделяющих тепло в результате экзотермической химиче-
ской реакции окислителя нефти. Изменением толщины растворяе-
мой в нефти парафиновой оболочки капсул окислителя можно вли-
ять на время и место выделения тепла по длине трубопровода.
Компанией «Alberta Research Council» (США) разрабатывается ме-
тод транспортирования замороженных капсул нефти сферической
или цилиндрической формы в потоке сжиженного газа, что может,
кроме сокращения энергетических затрат на перекачку, привести к
экономии около 1 млрд, долларов в условиях Крайнего Севера
США и Канады за счет сокращения строительства одного из двух
трубопроводов, проектируемых обычно для осуществления раз-
дельной перекачки этих продуктов.
ГЛАВА II
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ ПРОМЫСЛОВЫХ
ТРУБОПРОВОДОВ
2.1. КЛАССИФИКАЦИЯ ПРОМЫСЛОВЫХ ТРУБОПРОВОДОВ
Трубопроводы, применяемые на нефтяных месторождениях,
. подразделяются на несколько видов [8].
1. По назначению - нефтепроводы, газопроводы, нефтегазо-
проводы, водопроводы.
В нефтепроводах и нефтегазопроводах наряду с нефтью и га-
зом может двигаться и пластовая вода.
2. По функции - выкидные линии и коллекторы. Выкидные
линии - трубопроводы от устья скважин до групповых замерных
установок. Коллекторы - трубопроводы, собирающие продукцию
скважин от групповых установок к сборным пунктам.
3. По величине рабочего давления - низкого (до 1,6 МПа),
среднего (от 1,6 до 2,5 МПа) и высокого давления (выше 2,5 МПа).
Трубопроводы среднего и высокого давления - напорные.
Трубопроводы низкого давления могут быть напорными и само-
течными. Если в самотечных трубопроводах движение жидкости
происходит при полном заполнении ею объема трубы, то движение
напорно-самотечное, если же заполнение неполное, то движение
характеризуется как свободно-самотечное.
4. По гидравлической схеме работы - простые и сложные.
Простые - трубопроводы, имеющие неизменные диаметр и массо-
вый расход транспортируемой среды по всей длине. Сложные -
трубопроводы, имеющие различные ответвления или изменяющий-
ся по длине диаметр. Сложные трубопроводы можно разбить на
участки, каждый из которых является простым трубопроводом.
97
По способам прокладки - подземные, надземные, подводные и
подвесные.
2.2. ГИДРАВЛИЧЕСКИЙ РАСЧЕТ НЕФТЕПРОВОДОВ
Гидравлический расчет трубопровода [8] предусматривает оп-
ределение его диаметра или пропускной способности или необхо-
димого перепада давления. Гидравлические расчеты трубопрово-
дов ведут на основе формулы Бернулли (2.1)
где: Zi-Zi — геодезические отметки, м; ptp2 - давления, Па; р - плот-
ность жидкости, кг/м3; g- ускорение свободного падения, м/с2; 69-
средняя скорость жидкости, м/с; а/ а2 - коэффициенты Кориолиса
(в практических расчетах для турбулентного режима движения
а^]); hn - путевые потери напора, м.
Путевые потери в общем случае складываются из потерь на
внутреннее трение жидкости по длине трубопровода (hyp) и из по-
терь на местные сопротивления (внезапные сужения и расширения
потока, повороты и г. д.) (2.2):
h^hTP + hM. (2 2)
При гидравлическом расчете напорного нефтепровода мест-
ными'сопротивлениями можно пренебречь. Так как в этом случае
скорость жидкости по длине не меняется,то формула (2 .1) для про-
стого трубопровода принимает вид (2.3):
h h , - X/. (2.3)
Pg
где: h - напор, создаваемый в начальной точке трубопровода- (в
метрах столба перекачиваемой жидкости); AZ, - разность геодези-
ческих отметок начальной и конечной точек трубопровода; Др -
перепад давления.
98
Формула (2.3) может быть представлена также в виде (2.4) -
Др = ЬрТР - AZpg, (2.4)
где: АрТр - потери давления на трение по длине трубопровода.
Потери напора на трение по длине трубопровода при
установившемся движении определяют по формуле Дарси-
Вейсбаха (2.5)
или потери давления на трение (2.6)
Дрг, (2.6)
где: I - длина трубопровода, м; D - внутренний диаметр
трубопровода, м; Л - коэффициент гидравлического сопротивления,
зависящий в общем случае от режима движения и относительной
шероховатости внутренней стенки трубы, т.е. Л = f (Re, f), где Re
~ число Рейнольдса, определяющее режим движения; s = 2e/D,
где е - абсолютная шероховатость стенок трубы, м.
Число Рейнольдса определяется по формуле (2.7)
Re -coDp]р, (2.7)
где: р - плотность жидкости, кг/м3; р - динамическая вязкость
жидкости, Па с. Средняя скорость определяется как
a) = 4Q/aD\ (2.8)
где: Q — объемный расход жидкости, м3/с.
Если Re <2320, то течение жидкости ламинарное (послойное),
в этом случае шероховатость стенки не оказывает влияния на
коэффициент гидравлического сопротивления и X определяется по
формуле Стокса
Л = 64/Re. (2.9)
99
Если Re > 2320, то течение жидкости турбулентное (точнее,
турбулентное течение наступает при Re > 2800, а в области 2320 <
Re <2800 - переходный режим, однако в практических расчетах эту
область можно считать турбулентной).
Турбулентное течение характеризуется хаотичным беспоря-
дочным движением частиц жидкости в ядре потока и ламинарным
подслоем у стенки трубы.
Хаотичность движения частиц жидкости вызывает увеличение
затрат энергии на трение жидкости, что приводит к росту коэффи-
циента гидравлического сопротивления. Природа хаотичности
движения частиц в трубопроводе двояка - с одной стороны - обра-
зование вихрей при обтекании выступов шероховатости.
Область турбулентного течения подразделяется на три зоны:
гладкостенного сопротивления, смешанного и квадратичного со-
противления.
В зоне гладкостенного сопротивления выступы шероховатости
находятся в пределах ламинарного подслоя и не оказывают влия-
ния на коэффициент гидравлического сопротивления. Эта область
определяется числом Рейнольдса 2330 <Re <ReInEp> где (2.10)
Re,„EI, =59,5/Л7. . (2.10)
В зоне гладкостенного сопротивления коэффициент гидравли-
ческого сопротивления может быть определен по формуле Альт-
шуля(2.11)
Л = 0,3164/Яе°'и. ' (2.11)
Зона смешанного сопротивления определяется как Reini;P < Re
<Re2nEP, где (2.12.)
_ 665-7651g£
К-е 2 ПЕР =
£
(2-12)
В зоне смешанного сопротивления коэффициент гидравличе-
ского сопротивления может быть определен по формуле Альтшуля
(2-13)
100
(2.13)
При Re > Re2nEP определяющее влияние на коэффициент гид-
равлического сопротивления оказывает шероховатость, В этом
случае коэффициент гидравлического сопротивления не зависит от
числа Рейнольдса (режим автомодельности) и его определяют по
формуле Никурадзе (2,14)
(l,74-21gf)2’
или по формуле Шифринсона (2.15)
Л = 0,11г0-25.
(2.14)
(2.15)
Такие же результаты дает формула Альшуля (2.13) при
£>>68/Re.
Так как промышленные трубы обладают неравномерной высо-
той выступов шероховатости, то пользуются понятием эквивалент-
ной шероховатости кэ, которую определяют на основании гидрав-
лических испытаний трубопроводов и пересчета их результатов по
соответствующим формулам. В этом случае относительная шеро-
ховатость определяется, как e = k3/D. Значение к по Альтшулю
приведено ниже.
Значение эквивалентной шероховатости внутренней поверхности
труб:
Трубы кэ, 10'3м кэ, 10'3м
Новые цельнотянутые 0,04-0,17
Стальные цельнотянутые, находившиеся в непро-
должительной эксплуатации (с незначительной кор- 0,12-0,20
розией)
Старые стальные 0,60
Потери напора на трение Rtp в простых трубопроводах можно
определить также по обобщенной формуле Лейбин, которую полу-
чают подстановкой в (2.8) выражений для Я с учетом (2.16):
101
2g
(2.16)
(2.17)
где: а = 64, т - 1 - для ламинарного течения жидкости; а - 0,3164,
т - 0,25 - для турбулентного течения жидкости в зоне гладкостен-
ного сопротивления; а - 0,ll/),2j, т = 0 - для турбулентного тече-
ния жидкости в зоне квадратичного сопротивления.
Формула (2.16) удобна для записи в общем виде гидравличе-
ского уклона трубопровода. Гидравлический уклон представляет
собой отношение потерь напора на трение к длине трубопровода
(2.18)
i =
г, , ,т
h^= Q v
1 1 г\5-т
(2.18)
Гидравлический расчет нефтепроводов обычно выполняют для
наиболее сложных условий работы трубопровода: за расчетную
температуру выбирают возможно низкую температуру нефти в пе-
риод эксплуатации.
Приведенные формулы позволяют выполнять расчет перепада
давления по длине трубопровода и, следовательно, определить на-
чальное давление перекачки. Если же требуется определить пропу-
скную способность трубопровода или его диаметр, то предвари-
тельно необходимо задаться режимом движения жидкости, т.е.
значениями а и т в формуле (2.16) и по этой формуле определить
расход или диаметр, после чего обязательно выполнить проверку
правильности выбора режима движения по числу Рейнольдса.
Гидравлический расчет трубопроводов, проложенных по пере-
сеченной местности, должен завершаться проверкой на преодоле-
ние перевальной точки. Сущность проверки состоит в нанесении на
сжатый профиль трассы трубопровода линии гидравлического ук-
лона. Перевальной точкой называется такая точка трассы трубо-
провода, которая наибольшим образом выступает за линию гид-
равлического уклона. Если такая точка имеется, то для обеспечения
заданной производительности трубопровода по жидкости началь-
102
ный напор необходимо увеличить на такую величину, чтобы новая
линия гидравлического уклона не имела перевальных точек.
В практике наиболее часто встречается турбулентный режим
течения - зона гладкостенного сопротивления. Режим, соответст-
вующий квадратичному закону сопротивления, встречается только
при аварийных порывах трубопроводов.
Сложные трубопроводы можно рассчитывать по участкам,
представляющим собой простые трубопроводы, но иногда можно
получить общую формулу для всего сложного трубопровода.
Практический интерес представляют следующие случаи рабо-
ты сложных нефтепроводов: трубопровод со вставкой; трубопро-
вод с параллельным участком (лупинг).
Нефтепровод со вставкой. Обозначим длину нефтепровода /,
внутренний диаметр основного трубопровода D()) внутренний диа-
метр и длину вставки соответственно Da и 1в.
Если режим движения жидкости в основном трубопроводе и
во вставке одинаков, то можно получить расчетную формулу для
определения потерь напора на таком сложном трубопроводе.
Гидравлические уклоны в основном трубопроводе и во вставке
определяются соответственно (2.19)
и (2.20)
(2-19)
(2.20)
Отсюда видно, что (2.21)
J
(2.21)
Поэтому потери напора в трубопроводе, имеющем вставку (2.22)
/2 = z0 (Z - Z,) + iBlB = i0 [I - lB if -1)], (2.22)
где (2.23)
103
5-т
in — Iq
(2.23)
Аналогично можно получить расчетную формулу для определения
потерь напора в трубопроводе, когда параллельно основному,
имеющему длину / и внутренний диаметр Do, на участке длиной 1П
проложен трубопровод внутренним диаметром Dn, если режим
движения жидкости на всех участках одинаков.
Гидравлический уклон в основном трубопроводе до разветв-
ления и после него (2.24)
(2.24)
На участке с лупингом жидкость распределяется на два пото-
ка, так что расход в основном трубопроводе - Qo и в параллельном
- Qn- При этом (2.25)
(2-25)
Гидравлический уклон на участке с лупингом будет, как в ос-
новном, так и в параллельном трубопроводе одинаков, поскольку
перепады давления на них и их длины одинаковы, т.е. (2.26)
(2.26)
Из (2.24) и (2.26) видно, что (2.27)
П ~ 10
(2.27)
А из (2.25) и (2.26) имеем (2.28)
Q f \
{^DnIDay-"
(2.28)
104
Следовательно, (2.29)
(2.29)
2.3. ГИДРАВЛИЧЕСКИЙ РАСЧЕТ ТРУБОПРОВОДОВ
ВЯЗКОПЛАСТИЧНЫХ НЕФТЕЙ
Парафинистые и застывающие нефти при понижении темпера-
туры [8] приобретают вязкопластичные свойства вследствие обра-
зования в них пространственной структуры (например, кристалли-
ческой решетки парафина). В этом случае течение нефтей не нач-
нется до тех пор, пока не будет достигнуто предельное напряжение
сдвига, необходимое для разрушения пространственной структуры,
и только после начала течения наблюдается пропорциональность
между градиентом скорости и разностью напряжения т- т(). Таким
образом, поведение вязкопластичных жидкостей отклоняется от
закона Ньютона и описывается уравнением Шведова-Бингама
(2.30)
du
(2-30)
dn
где: то - предельное напряжение сдвига; цт - пластическая вяз-
кость; du/dn - градиент скорости сдвига.
Профиль скоростей при движении вязкопластичной жидкости
в круглой трубе существенно отличается от профиля скорости
ньютоновской жидкости. Так как напряжение сдвига убывает от
стенки трубы и оси, на некотором радиусе г() напряжение сдвига
становится равным предельному напряжению сдвига т(), и жидкость
в цилиндре радиусом го движется в виде «ядра», внутри которого
скорость по сечению не изменяется. Радиус цилиндрического ядра
г0 определяют по формуле (2.31)
21
r,=TQ-—. (2.31)
105
При структурном (ламинарном) течении вязкопластичных
жидкостей в трубах расход определяют по уравнению Букингема
(2.32)
(2.32)
которое с учетом (2.31) можно записывать в виде (2.33)
п4 .
nR Др
^пл
(2.33)
3
Использование уравнения Букингема для решения практиче-
ских задач затруднительно, поскольку оно не решается относи-
тельно Др. Однако при rQ/R< 0,5 можно пользоваться уравнением
Букингема без третьего члена. При этом погрешность не превыша-
ет 6 %. Другое направление упрощения расчетов - это применение
для вязкопластичных жидкостей формулы Стокса для коэффициен-
та гидравлического сопротивления в виде (2.34) •
Л = 64/Re* ,
(2.34)
где: Re* - обобщенный параметр Рейнольдса, который выводится с
использованием уравнения Букингема в виде (2.35)
Re =
(odp
рпл (1 + и / б)
(2-35)
где: И- параметр пластичности (параметр Ильюшина)
(2.36)
Исследованиями С.А. Абдурашитова и Д.Э. Шихлинской ус-
тановлено, что при турбулентном движении парафинистых нефтей,
являющихся вязкопластичными жидкостями, коэффициент гидрав-
лического сопротивления не зависит от Re. Численное значение 2 в
турбулентном режиме в зависимости от содержания парафина из-
меняется от 0,028 до 0,038, причем 2 возрастает с ростом концен-
трации твердого парафина.
2.4. ГИДРАВЛИЧЕСКИЙ РАСЧЕТ ТРУБОПРОВОДОВ ДЛЯ
НЕФТЯНЫХ ЭМУЛЬСИЙ
Основной задачей, [8] возникающей при гидравлическом рас-
чете трубопроводов, транспортирующих нефтяные эмульсии, явля-
ется определение перепадов давления.
Расчетной формулой при этом является формула Дарси-
Вейсбаха (2.5), в которой коэффициент гидравлического сопротив-
ления определяют с учетом дисперсности эмульсии.
Устойчивые высокодисперсные эмульсии ведут себя как одно-
родные жидкости, и поэтому гидравлический расчет трубопрово-
дов в этом случае не отличается от гидравлического расчета про-
стого нефтепровода.
Различие гидродинамического поведения неустойчивых и ус-
тойчивых эмульсий проявляется в эффекте гашения турбулентных
пульсаций дисперсионной среды каплями дисперсной фазы.
С учетом этого эффекта коэффициент гидравлического сопро-
тивления неустойчивых эмульсий определяют следующим обра-
зом:
2Э = 64/Re*3,Re<2320
0,3164
Я, =--------------—2320<Ке.э<105,
(1 + 1,125/,^) Re./’25
где: - число Рейнольдса, определяемое по формуле
Re*3 = —
Аз
^Ррэ
у И
]+£А_
6
(2.37)
(2-38)
(2.39)
где величина уо указывает, является ли неустойчивая эмульсия
ньютоновской или неньютоновской жидкостью, ее определяют по
выражению:
107
О, О <0,524
1, 0,524 <(рф <0,741’
И — TqD/рэа> - параметр пластичности; со - средняя скорость
течения, р~и р,- плотность и вязкость эмульсии; D - внутренней
диаметр трубопровода; - дополнительное напряжение сдвига
плотной эмульсии
г 0--(О 195<р ф -О \02)a/d ,
(2 40)
где: сг- межфазное натяжение; d-диаметр капель; срф - содержание
дисперсной фазы и эмульсии; плотная (устойчивая) эмульсия су-
ществует при следующих условиях: 0,524 <(рф<0,741.
Множитель (1 + 1, 125/,^ )-1 в формуле (2.38) учитывает эф-
фект гашения турбулентности. Символ у। указывает, проявляется
ли в потоке неустойчивой эмульсии эффект гашения турбулентно-
сти. Его величина определяется следующим образом
Xi =1
0, Re*3
—) + <0,9
\D) р,
(2.41)
где: d - средний объемно-поверхностный диаметр капель неустой-
чивой эмульсии; d = l,4DWe0’6; We = с/ рс\ рф, рс - плотность
дисперсной фазы и дисперсной среды эмульсии.
Сбор нефти на нефтяных месторождениях часто осуществля-
ется с помощью нескольких нефтесборных коллекторов, так что
продукция отдельных скважин может направляться в тот или иной
коллектор. Поскольку на одном месторождении степень обводнен-
ности скважин отличается, то переключением скважин на группо-
вых установках можно обеспечить различную обводненность неф-
ти в нефтесборных коллекторах, регулируя тем самым не только
режим внутритрубной деэмульсации, но и величину гидродинами-
ческих сопротивлений. Снижение давления при преодолении гид-
родинамического сопротивления при турбулентном течении неус-
108
тойчивь!х>^мульсий в промысловых трубопроводах зависит от со-
держания дисперсной фазы в неустойчивой эмульсии. Содержание
дисперсной фазы в эмульсии, при котором потери давления будут
минимальны, является оптимальным.
Оптимальное содержание дисперсной фазы в неустойчивой
эмульсии определяют по формуле (2.42):
<Рфо = 0,68 - 0,4^ / рс, 0,6 < Рф < 1,4 (2.42)
Важное значение для нефтепромысловой практики имеет оп-
ределение области, в которой перепад давления при течении
эмульсии не превышает перепада давления при течении нефти с
той же скоростью. Эта область при 1 < рф1 рс < 1,4 описывается
формулой (2.43):
<Рф* = 1,2 -ЬРрф1рс. (2.43)
Таким образом, при 0 < срф < фф* перепад давления в трубо-
проводе меньше, чем для чистой нефти. За пределами этой области
перепад давления для эмульсии превышает перепад давления для
чистой нефти.
2.5. ГИДРАВЛИЧЕСКИЙ РАСЧЕТ ТРУБОПРОВОДОВ В
СИСТЕМАХ СОВМЕСТНОГО СБОРА И ТРАНСПОРТА НЕФТИ,
ГАЗА И ВОДЫ
Многофазное многокомпонентное движение в трубах [8] по
своей природе значительно сложнее, чем движение однофазных
сред. Это обусловлено:
- наличием внутренней границы раздела между фазами, поло-
жение которой в общем случае меняется в пространстве и времени,
образуя многообразные структурные формы течения;
- относительным движением фаз, зависящим от различных
физических свойств и от расположения трубопровода на местно-
сти;
- появлением дополнительных гидродинамических затрат
энергии, вызванных пульсацией концентраций фаз в потоке и не-
полной компенсацией потерь напора на преодоление веса столба
109
смеси на восходящих и нисходящих участках трубопроводов
вследствие различной плотности смеси на этих участках;
- взаимным влиянием фаз потока, проявляющимся в эффектах
ранней турбулизации при расслоении течения, росте динамической
вязкости и гашении турбулентных пульсаций в диспергированных
эмульсионных течениях;
- непрерывным изменением состояния системы, вызывающим
массообменные процессы между фазами.
При визуальных наблюдениях за состоянием поверхности раз-
дела газожидкостных смесей типа вода-воздух, нефть-газ, углево-
дородный конденсат-газ при движении в трубах были установлены
следующие наиболее характерные формы течения: расслоенная
(раздельная), пробковая, эмульсионная, пленочно-дисперсная. На-
ряду с указанными формами существуют и промежуточные: пу-
зырьковая, пенная, пробково-диспергированная и распыленная.
Возникновение и устойчивость того или иного режима течения
двухфазного потока определяются совокупностью независимых
переменных, которыми являются физические свойства фаз (плот-
ность, вязкость, поверхностное натяжение), расходные параметры
(скорость смеси, объемное расходное газосодержание), геометрии
и ориентация канала в поле массовых сил. Так, в восходящем тече-
нии основными формами течения являются пробковая, эмульсион-
ная (или пузырьковая) и пленочно-дисперсная. При горизонталь-
ном и нисходящем течениях, наряду с названными, существует
расслоенная форма..
Исследованиями движения газожидкостных смесей с массооб-
меном между фазами, таких как «нефть-газ», особенно при высо-
ких давлениях, было выявлено, что формы течения такого рода по-
токов имеют специфические особенности по сравнению с газожид-
костными потоками без массообмена между фазами, например, во-
да-воздух. Это обусловлено тем, что при снижении давления по
длине канала в жидкой фазе происходит непрерывное образование
газовой фазы в виде небольших по размеру газовых пузырьков, ко-
торые способствуют образованию газированной жидкости и пены.
Поэтому в газонефтяных потоках не происходит полного гравита-
ционного разделения фаз, что оказывает определенное влияние на
закономерности изменения гидравлических характеристик потока.
Из применения метода подобия к многофазным потокам сле-
дует, что основными безразмерными параметрами, входящими в
110
уравнение установившегося одномерного движения, являются:
число Эйлера р = р(О1, число Рейнольдса Re = Q)Dpjр, число
Фруда Fr - O)J Dg, число Вебера We = ст/pDaj1, отношение
кр/р, Fc.Jp и геометрический наклон трубопровода i = Sin3,
где р - давление, D - диаметр трубопровода; со - средняя скорость
смеси; р, сг- поверхностные натяжения на границе раздела фаз; рСЛ1
- динамическая вязкость смеси; 0 - угол наклона трубопровода;
см - расходное объемное газосодержание в потоке;
/Зф = йф /Qa ~ объемная доля дисперсной фазы в эмульсии.
Для определения соотношения фаз в потоке та или иная форма
течения может устанавливаться при определенном соотношении
между параметром Frp/^p, характеризующим способность сис-
темы к расслоению, и числом We, характеризующим способность
системы к диспергированию. Таким образом, критерий устойчиво-
сти Кутателадзе (2.44)
К =
ч We&p J
(2.44)
характеризует форму течения многофазного потока.
При моделировании газожидкостных потоков без массообмена
между фазами при низких давлениях используется подобие по чис-
лу Fr, что приемлемо, когда P\pj р и су-idem. Однако, при
высоких давлениях в системах нефтегазосбора, наличии массооб-
мена между нефтью и газом и введении деэмульгатора в газо-
эмульсионный поток необходимо учитывать физические свойства
фаз, т.е. выполнять моделирование по критерию устойчивости Ку-
тателадзе.
Граница перехода от расслоенного течения газонефтяных сме-
сей к пробковому в нисходящих трубах определяется соотношени-
ем (2.45)
К = 2,25 (1 + Ъррр) р~Рг),
(2.45)
где: Лэ - коэффициент гидравлического сопротивления при безна-
порном течении жидкости (эмульсии).
111
Если при течении газоэмульсионной смеси по трубопроводу
внешняя работа не совершается, то уравнение баланса удельной
энергии (для единицы массы смеси) в дифференциальной форме
может быть записано в виде (2.46)
— + g _dz + axle) + gdh х = 0 ,. (2.46)
Рс
где: р - давление в системе; рс - плотность смеси; со - средняя ско-
рость смеси; z - расстояние по оси трубопровода; gz - проекция ус-
корения сил тяжести на ось z; h- - потери напора на внутреннее
трение.
Уравнение (2.46) в конечных разностях, разрешенное относи-
тельно общего перепада давления при течении газоэмульсионной
смеси в реальном трубопроводе длиной I, имеет вид (2.47)
Ьрс = \ра. + кртр + Дри, (2.47)
где: Дре - общий перепад давления при течении газоэмульсионной
смеси по трубопроводу длиной /; Дрст - потери давления за счет
сил гравитации; ДрТР - перепад давления за счет сил трения; Дри -
инерционные потери давления.
Перепад давления за счет сил гравитации определяют по
уравнению (2.48)
к к
&Рст = '«gp „-Tji «gP (2.48)
/=1 /=|
где: Hni и - высоты отдельных подъемных и спусковых участков
трубопровода; pni и рс1 - истинные плотности смеси соответственно
на подъемных и спусковых участках, определяемые по истинным
содержаниям фаз (2.49), (2.50)
Рф = Рф 0 - <Рл УРфф + Рц (1 - <Рф )(1 - Рф»,) + Рг<Р*, (2.49)
Рф = Рф (1 - <Рф )<Рфс1 + Ря О - <Рф )(1 - <Рфф ) + Рг<Ра > (2-50)
где: рф, рд и рг - плотности дисперсной фазы, дисперсионной сре-
ды и газа; (pni и cpci - истинное газосодержание на подъемных и
112
спусковых участках; (рфп1 и (рФс1 - истинное содержание дисперсной
фазы в эмульсии на подъемных и спусковых участках.
Понятие плотности смеси в условиях раздельного течения газа
и эмульсии теряет физический смысл, а гравитационные потери в
этом случае определяются весом столба перекачиваемого газа.
При определении перепада давления, вызываемого потерями
на внутреннее трение, следует иметь в виду, что энергия диффе-
ренциального элемента смеси, входящего в трубопровод и выхо-
дящего из него, является функцией свойств смеси на выходе и вхо-
де, но не функцией положения, поэтому (2.51)
2
^Ртр-Лс-------(2.51)
D 2
где: D - внутренний диаметр трубопровода; Л - коэффициент гид-
родинамического сопротивления при движении смеси; р^ - плот-
ность смеси, определяемая по расходным параметрам (2.52)
Л/?) = Р^Х~ Р<Р> + Р)Рф + РгР> (2-52)
где: fl - объемное расходное газосодержание; рф - объемная доля
дисперсной фазы в эмульсии. Формула (2.51) справедлива только
для перемежающихся форм газоэмульсионного потока (пробковая,
пробково-диспергированная). При расчете потерь давления на тре-
ние в нисходящих участках, при раздельном движении газа и
эмульсии можно использовать формулу (2.53)
. 2
Л о РГЮГ п гоч
&Ртр - Л'р > (2.53)
Dr 2
где: Dr - гидравлический диаметр газового потока; ар - средняя
скорость газа; Лг - коэффициент гидродинамического сопротивле-
ния для газового потока.
Специальный анализ показал, что потери давления, вызывае-
мые ускорением газоэмульсионного потока Лри, становятся суще-
ственными (более 3 % от Лрс) при скоростях потока, превышающих
10 м/с, и давлении, близком к атмосферному, что в нефтегазопро-
мысловой практике бывает обычно при р>0,98. При меньших ско-
ростях и высоких давлениях величиной Лри можно пренебречь.
113
Анализ работы большого числа промысловых трубопроводов
показывает, что наиболее распространенной формой течения газо-
жидкостных смесей в реальных условиях является пробковая.
Теперь уже четко определяется тенденция обобщения данных
по истинному газосодержанию для каждой отдельной формы тече-
ния. Из всего многообразия способов аналитической обработки
опытных данных по истинному газосодержанию для пробкового
газожидкостного потока можно выделить два направления: 1) ус-
тановление функциональной зависимости истинного газосодержа-
ния (р от определяющих параметров и 2) установление функцио-
нальной зависимости истиной скорости газа сор от определяющих
параметров.
В первом направлении экспериментально устанавливается
влияние на ^определяющих параметров, полученных из уравнений
гидродинамики или теории размерности, без раскрытия физиче-
ской сущности влияния того или иного параметра.
Второе направление в обработке экспериментальных данных
по истинной скорости газа позволяет дать физическое объяснение
некоторым особенностям течения газожидкостных смесей, напри-
мер, автомодельности истинного газосодержания, более четко
вскрыть влияние отдельных параметров на ср. В этом направлении
создано несколько моделей потока, отличающихся выбором пере-
носной скорости. Наиболее интересной представляется модель по-
тока дрейфа, в которой переносной скоростью является вполне оп-
ределенная величина - средняя скорость смеси (о: (2.54)
Wr~co + coOT, (2.54)
где: а>0-г - относительная скорость газа.
Используя модель потока дрейфа, истинное газосодержание
газоэмульсионного потока можно рассчитать по формуле (2.55)
Фг = й / 2 Y1Q5 (2.55)
1+ [(1 ,6A€.w +2^81 Г )
В этой формуле знак минус принимается, если
1,62СЛ/ +2,15Д2 < 0. Для восходящих трубопроводов 3 = -1 и для
горизонтальных 5 = 0; ХСм - коэффициент гидравлического сопро-
тивления, определяемый как (2.56)
114
<2-56)
где: Лэ - коэффициент гидравлического сопротивления для эмуль-
сий, у/ - поправочный множитель, учитывающий действие макро-
турбулентных пульсаций в пробковом газоэмульсионном потоке.
Особенностью газоэмульсионных течений является то, что в
них при большом размере капель дисперсной фазы проявляется
гашение турбулентности дисперсионной среды. Укрупнение капель
эмульсии может происходить при проведении внутритрубной де-
эмульсации нефти или при высоких температурах, когда на по-
верхности капель отсутствуют прочные бронирующие оболочки,
препятствующие слиянию капель. Кроме того, при плотной упа-
ковке капель эмульсии проявляются неньютоновские свойства. По-
этому коэффициент гидравлического сопротивления эмульсий оп-
ределяют по формулам (2.52), (2.41).
Величину ^/при расчете epi -в первом приближении можно оп-
ределить по формуле (2.57)
(2-57)
с погрешностью +5 %, описывающей как опытные данные по дви-
жению газонефтяных смесей, так и опытные данные по движению
воздуховодяных смесей в области 0</Зг<0,95.
Более точное выражение для у/, необходимое при вычислении
гидравлического сопротивления, можно получить, используя
уравнение (2.58)
Д/9 й)пг
у/ = 1 + 0,5^.—^—-^- (2.58)
Рем сос
(О
и формулы (2.54) и (2.55) с учетом (рг = (3-. При этом (2.59)
6УГ
(2.59)
115
Приведенные расчетные зависимости учитывают влияние фи-
зических свойств фаз, обводненности эмульсии и режима движения
на основные гидродинамические характеристики газожидкостного
потока [8].
2.6. ТЕОРЕТИЧЕСКИЕ ПРЕДПОСЫЛКИ ПРОЦЕССА
РАЗРУШЕНИЯ ЭМУЛЬСИИ
Технология внутритрубной деэмульсации нефти, лидером раз-
работки которой был институт «ТатНИПИнефть», появилась в
конце 60-х годов [Г]. Технология широко применяется на промыс-
лах как в Татарстане, так и за ее пределами. Особенно заметна бы-
ла ее роль в период быстрого роста добычи нефти. Она позволяла в
условиях нехватки мощностей для подготовки нефти обеспечивать
ее качество при запредельно больших объемах за счет переноса
процессов разрушения эмульсии из аппаратов в промысловые тру-
бопроводы. В «ТатНИПИнефть» была разработана наиболее со-
вершенная теория и на ее основе - методики соответствующих
расчетов [155-157]. Несколько более упрощенные, менее выходя-
щие за рамки эмпирических данных аналогии были разработаны в
СибНИИНП [158, 159]. Кроме того, в этот период времени появи-
лись отдельные публикации, в которых авторы предлагали свои
формулы, как результат обобщения данных;, полученных на лабо-
раторных или промысловых стендах.
На основе теорий и эмпирического опыта строились специаль-
ные трубопроводы - каплеобразователи. Они совершенствовались
увеличением числа и длины секций, перехода от линейных к теле-
скопическим, вариаций ввода и вывода эмульсии и т.д. [154, 160].
С переходом месторождений в позднюю стадию эксплуатации,
характеризующуюся падением добычи и прогрессирующим обвод-
нением скважин, переносом точек подачи деэмульгаторов в про-
мысловую систему нефтегазосбора, использование каплеобразова-
телей несколько утратило свое значение. Это связано с тем, что вы-
сокообводненные эмульсии, как правило, обладают низкой устой-
чивостью и успевают разрушиться в промысловых трубопроводах.
После закрытия ряда из установок подготовки нефти и соответст-
вующего увеличения мощности оставшихся до величины, прибли-
жающейся к проектной, каплеобразователи вновь восстановили
свое значение, как элемента, необходимого для достижения высо-
116
кой эффективности процесса обессоливания нефти. Именно в мас-
сообменных секциях каплеобразователей обеспечивается смешение
подаваемой в обезвоженную нефть пресной воды (в тонкодиспер-
гированном виде) и остаточной пластовой (соленой) воды. Затем в
коалесцирующей секции вся диспергированная вода укрупняется,
после чего эмульсию вводят в секцию расслоения или непосредст-
венно в отстойные аппараты.
Высокая обводненность и относительно быстрое расслоение
эмульсии привело к появлению и развитию технологии сброса во-
ды на ДНС. В «ТатНИПИнефть» были разработаны и нашли широ-
кое применение на промыслах концевые делители фаз (КДФ). В
простейшем случае - это секция расслоения каплеобразователя,
оборудованная устройством раздельного отбора фаз. КДФ посто-
янно совершенствуется: в них устанавливают перегородки, осна-
щают устройствами поддержания уровня раздела фаз и т.д. От-
дельные модификации КДФ более схожи с малогабаритными труб-
ными отстойниками. Тем не менее, в условиях ДНС предпочти-
тельней применять самые простые варианты КДФ.
В целом все это представляет естественную эволюцию техно-
логии внутритрубной деэмульсации, отражающую различные ста-
дии разработки месторождений. При этом основа ее оставалась не-
изменной - введение деэмульгатора в начале системы сбора с це-
лью снизить потери давления в трубопроводах и разрушить эмуль-
сию. Обычно оба явления наблюдаются вместе, поскольку в основе
их лежит укрупнение дисперсной фазы.
Наряду с положительной ролью теории как системы взглядов
на происходящие процессы и теории как основы методов расчета
оборудования необходимо отметить, что накопление знаний и опы-
та их применения делают видимыми недостатки и ошибочность
отдельных постулатов, принципов, лежащих в основе теорий.
Использование в теории трубной деэмульсации представлений
об эмульсии как монодисперсной системе, т.е. нефть, а в ее объеме
- капли воды одинакового размера, позволяет получить решение
ряда задач в виде формул, как, например, зависимость диаметра
капель на конце трубопровода от его диаметра и длины, расхода
эмульсии и ее обводненности, вязкости нефти и других параметров
[67]. Подобное оказывается невозможным при переходе к полидис-
персной модели, характеризуемой спектром размеров капель [161].
117
Однако, численные модели, компьютер и графический интерфейс
компенсируют отсутствие привычных формул. Тем более, что при
большом числе параметров в задаче аналитическое решение ее ока-
зывается громоздким, трудновоспринимаемым или же вообще
невозможным.
Покажем, как может меняться решение при переходе от моно-
дисперсной эмульсии к полидисперсной.
На рис. 2.1 представлены результаты расчета процесса укруп-
нения капель воды в трубопроводе диаметром 300 мм при транс-
портировании по нему эмульсии в объеме 4500 т/сут. В расчетах
принято, что в начале трубопровода эмульсия монодисперсна, диа-
метр капель составляет 20 мкм. Расчеты выполнены для различных
моделей.
Рис. 2.1.
Зависимость
саутеровского
диаметра dcp от
времени
укрупнения Т
1,2-полидисперсная
и монодисперсная
эмульсии соответст-
венно, 3 -полидис-
пёрсная эмульсия с
учетом дробления
капель.
Из рисунка видно, что при качественной схожести процесса
укрупнения глобул воды для монодисперсной (кривая 2) и поли-
дисперсной (кривая 1) моделей эмульсии более быстрый рост раз-
меров капель имеет место именно в последнем случае. Следова-
тельно, эффект Мюллера, установленный для коллоидных систем,
справедлив и для более грубых жидкостных дисперсий, к которым
относятся и эмульсии.
Еще более информативным в части разъяснения сути процесса
является рисунок 2.2. На нем представлены гистограммы, прояс-
няющие эволюцию исходной монодисперсной эмульсии.
118
Рис. 2.2. Распределение относительного объема дисперсной фазы и числа капель
по фракциям для времени процесса укрупнения, равного 0, 15, 35 и 55 секундам.
Из гистограмм видно, что с увеличением времени процесса
имеет место сдвиг объемов воды вправо, в область крупных капель,
появляющихся в результате коалесценции. Однако, число исход-
ных мелких капель после быстрого снижения в начале процесса
затем изменяется незначительно, оставаясь на уровне 50%. Отсюда
следует, что укрупняются преимущественно крупные капли. При
этом исходная монодисперсная эмульсия становится все более и
более полидисперсной. Другой важной особенностью процесса яв-
ляется то, что значительная часть мелких глобул практически не
участвует в процессе, выполняя лишь роль фона [154].
К другому важному моменту в теории следует отнести тот
факт, что в ней не учитывался процесс параллельного дробления
капель. Это было естественным допущением, поскольку рассмат-
ривалось не диспергирование, а укрупнение дисперсной фазы
эмульсии. И это справедливо при одной существенной оговорке -
эмульсия должна быть монодисперсной или близкой к таковой.
Поэтому учет дробления является необходимым. Расчеты полно-
стью подтвердили это (рис. 2.3). Обращает на себя внимание тот
факт, что, несмотря на практически нулевой вклад мелких фракций
в обводненность (верхняя правая гистограмма на рис. 2.3), они со-
ставляют наибольшую долю в общем числе капель (нижняя правая
гистограмма).
119
20 40 40 80 120 0 40 80 160 240 320
Диаметр капель, мкм
Рис. 2.3. Распределение относительного объема и числа капель по размерам
в различные моменты времени процесса укрупнения:
(a) t =0; (б) t =22,3 с; (в) t =130 с.
Интегральную оценку различным моделям дает рисунок 2.1,
где кривые 1 и 2 соответствуют монодисперсной и полидисперсной
моделям без учета дробления, а кривая 3 - полидисперсной моде-
ли, учитывающей дробление капель. Из полученных данных следу-
ет, что в начале укрупнения капель влияние дробления на процесс
в целом практически малозаметно. В дальнейшем характер укруп-
нения для модели с учетом дробления меняется и имеет место
плавный выход кривой 3 на равновесный диаметр. Как уже отмеча-
лось, в силу эффекта Мюллера [162] укрупнение по монодисперс-
ной модели (см. кривую 1) имеет заметно меньшую скорость.
В целях сравнения были выполнены расчеты по модели, пред-
ложенной в работе [163]. На рис. 2.4 представлены результаты рас-
четов с использованием экспериментальных значений констант
коалесценции и дробления, предложенных Barat Tavlarides - кри-
вая 1 и Coulaloglou-кривая 2.
Налицо большое расхождение в скоростях укрупнения и в ве-
личинах равновесного диаметра капель. Расчеты по нашей модели
дают промежуточные результаты (кривые 3 и 4).
120
Рис. 2.4.
Влияние
констант модели
на /Характер
укрупнения.
В практическом отношении наиболее важными являются от-
личия в значениях времени укрупнения от исходных размеров до
равновесных. Это время оказалось равным: для кривой 1 - 200, 2 -
1000, 3 - 100 и 4 - 200 секунд, что в пересчете на длину трубопро-
вода составляет: 1 - 240, 2 - 2400, 3 - 120, 4 - 240 м. Отсюда сле-
дует, что результат укрупнения определяется не столько особенно-
стями моделей, сколько значениями ее констант. Последние харак-
теризуют индивидуальные свойства дисперсной системы и должны
определяться для каждой конкретной эмульсии аналогично тому,
как это делается для плотности, вязкости фаз и т.п.
Ранее в «ТатНИПИнефть» были проведены лабораторные ис-
следования процесса укрупнения с целью получения зависимости
констант коалесценции для водонефтяной эмульсии от различных
параметров [164]. К наиболее важным из них относятся температу-
ра процесса, концентрация реагента-деэмульгатора и начальная
прочность бронирующих оболочек на глобулах эмульсии. Оказа-
лось, что значения констант на два-три порядка ниже значений,
найденных прямыми измерениями в работе [165]. Последние опре-
делялись для модельных эмульсий. Как известно, нефть не являет-
ся чистой жидкостью, а представляет коллоидную, сложную дис-
персную систему [166]. Другой причиной является невозможность
идеального разрушения бронирующих оболочек капель воды. Осо-
бенно это касается мелких капель [167]. Большое значение имеет
121
тип стабилизатора. Для его определения можно воспользоваться
исследованиями Позднышева [168].
Интересны результаты исследований процесса укрупнения ка-
пель эмульсии при значениях констант коалесценции, найденных в
работе [164]. Расчеты для значений констант, соответствующих
температуре 20°С и расходу деэмульгатора 40 г/т (дисолван -
4411), определили, что длина трубопровода, необходимая для ук-
рупнения капель от 30 мкм до равновесного значения, составляет
около 12 км. При времени укрупнения, равном 375 секунд (соот-
ветствует длине трубы равной 450 м), размер капель увеличивается
от 30 до 41 мкм. В интервале от 1000 до 1300 (соответствует 360 м)
размер капель меняется от 60 до 72 мкм. Это позволяет придти к
заключению, что эффективное разрушение эмульсии при низкой
температуре возможно лишь в трубопроводе большой длины.
Полидисперсная модель с учетом дробления позволяет оцени-
вать влияние внутритрубной деэмульсации на качество разделения
водонефтяных эмульсий и в отстойных аппаратах. Здесь интересны
два случая: в отстойнике осядут все капли крупнее 50 мкм (первый
случай), а во втором - капли крупнее 100 мкм. На рис. 2.5 пред-
ставлены данные, иллюстрирующие изменение объема мелкодис-
персной составляющей эмульсии в зависимости от времени про-
цесса. •
Рис. 2.5.
Зависимость отно-
сительного объема
мелкодисперсной
составляющей
эмульсии Г| от вре-
мени укрупнения Т
1,2 -доля объема
воды, содержащейся
в каплях диаметром
меньших 100 и 50
соответственно; 3, 4
-также для монодис-
персной модели.
122
Кривая 1 характеризует зависимость изменения доли обвод-
ненности, приходящейся на капли с диаметром, равным и меньше
50 мкм от времени укрупнения. Кривая 2 - для обводненности, от-
носящейся к каплям диаметром равным или менее 100 мкм. Для
сравнения здесь же приведены данные, рассчитанные по монодис-
персной модели - вертикальные линии 3 и 4. Согласно монодис-
персной модели до момента времени 1600 (линия 3) капли диамет-
ром 50 мкм отстой не обеспечивают и только затем он имеет место.
Иную картину дает полидисперсная модель - количество воды,
неспособной осесть в отстойнике, монотонно падает. После 600
секунд отстоя остаточная обводненность нефти на выходе из моде-
ли отстойника составила около 18 %.
Естественно, что в реальных условиях остаточное содержание
воды в нефти на выходе из отстойников определяется не только
распределением капель по размерам на входе в аппараты, но и вре-
менем пребывания капель в аппарате, состоянием межфазных обо-
лочек и рядом других факторов. Поэтому эффект от каждого из них
в целом будет сглажен суммарным действием остальных. Тем не
менее, рассмотренные предельные случаи полезны с точки зрения
оценки технологического воздействия системы сбора на качество
подготовки нефти.
2.7. МОДЕЛИРОВАНИЕ УСЛОВИЙ ФОРМИРОВАНИЯ И
РАЗРУШЕНИЯ ДИСПЕРСНОЙ ФАЗЫ
В ТУРБУЛЕНТНОМ ПОТОКЕ ЭМУЛЬСИЙ
Образование и разрушение жидкостных эмульсий при смеши-
вании взаимно нерастворимых жидкостей является основой значи-
тельного числа технологических процессов, применяемых в хими-
ческой, нефтяной, нефтеперерабатывающей и других отраслях про-
мышленности. Отсутствие эффективных методик расчета,
сложность, а зачастую и отсутствие методов контроля основных
параметров эмульсационных процессов затрудняют расчет и про-
ектирование промышленной аппаратуры. Так, например, наличие в
сплошной или дисперсной фазах поверхностно-активных веществ
(иногда и целый набор ПАВ, состав которого не поддается анализу)
определяет эффективность экстракционных процессов, технологию
разрушения водо-нефтяных эмульсий, очистки сточных вод. Ана-
литически учесть влияние этих факторов без привлечения данных
123
эксперимента с реальными жидкостями, полученных на модельных
установках, практически невозможно [169].
Вместе с тем известно [203], что достичь подобия реального и
модельного течений, используя одни и те же жидкости, нельзя. Это
связано с необходимостью одновременного выполнения равенства
чисел Рейнольдса и Фруда, которые в данном случае несовмести-
мы. Подобие достигается лишь при использовании в модельной
установке жидкостей с другими вязкостями и плотностями, обес-
печивающими равенство чисел Рейнольдса и Фруда. Таким обра-
зом, лабораторные модели аппаратов не позволяют учитывать спе-
цифику реальных эмульсий, что сдерживает, например, внедрение
перспективной технологии разрушения водо-нефтяных эмульсий в
трубопроводах промысловых систем на основе лабораторных дан-
ных при проектировании и обустройстве новых месторождений без
промысловых, экспериментов [2]. Это связано со сложностью про-
цессов дробления и коалесценции капель пластовой воды с защит-
ными оболочками из природных эмульгаторов при транспортиро-
вании обводненной нефти совместно с реагентом-деэмульгатором
по трубопроводам в турбулентном режиме. Аналогичные процессы
имеют место в трубчатых аппаратах различного типа, жидкостных
экстракторах, в трубопроводах между камерами смешения и от-
стаивания и т.д. [182].
Оказалось, что ограничение, связанное с применением мо-
дельных жидкостей, снимается, если моделирование турбулентного
движения жидкостных эмульсий по трубопроводам осуществлять в
аппарате с мешалкой с отражательными перегородками. Верти-
кальные перегородки исключают образование центрального вихря
и, тем самым, необходимость учета критерия Фруда, который в
данном случае характеризует вращательное движение жидкости.
Обычно стандартные мешалки оборудуют 4 вертикальными пере-
городками шириной в 0,1 диаметра смесительной емкости. Допус-
кая, что теория локально изотропной турбулентности [172] приме-
нима к турбулентному потоку в трубопроводе и в мешалке с тур-
бинкой [191], величину пульсаций скорости можно охарактеризо-
вать внутренним масштабом турбулентности
4=(v3/£)1/4, (2.60)
где: v- кинематическая вязкость; s - скорость диссипации энергии
на единицу массы жидкости.
124
В соответствии с работой Хинце [187], деформацию и после-
дующее дробление капель в турбулентном потоке жидкости обу-
словливают 3 силы: т - внешняя сила, действующая на поверх-
ность капли, а также а/8 - поверхностная сила и pd / сг^т/ pd -
сила вязких напряжений в капле диаметром 8, препятствующие её
деформации (ст- поверхностное натяжение, д/, Pd~ динамическая
вязкость и плотность дисперсной фазы соответственно). В качестве
внешней силы на диспергированные капли жидкости в турбулент-
ном потоке эмульсии могут воздействовать силы динамического
давления пульсаций скорости или вязкие напряжения, обусловлен-
ные как градиентом осредненной скорости турбулентного потока,
так и среднеквадратичным градиентом поля пульсационных скоро-
стей. Решение вопроса о том, под воздействием какой внешней си-
лы (или комбинации сил) происходит процесс дробления, зависит
от соотношения размера капель и внутреннего масштаба турбу-
лентности Л(1. Так, капли, размер которых намного превышает мас-
штаб Д,, дробятся главным образом под воздействием разности ди-
намических напоров, создаваемых на поверхности раздела фаз
пульсациями скорости. В противном случае, когда размер капель
меньше масштаба Д,, нельзя пренебрегать вязкими напряжениями.
Таким образом, для моделирования поведения неустойчивых
эмульсий типа жидкость - жидкость в условиях турбулентного пе-
ремешивания наряду с равенством максимальных (или средних)
диаметров капель дисперсной фазы необходимо обеспечить и ра-
венство внутренних масштабов турбулентности. Последнее при
моделировании на реальных жидкостях сводится к равенству ско-
ростей диссипации энергии.
Максимальный размер капель, образующихся при турбулент-
ном перемешивании в мешалке, оборудованной шестилопастной
турбинкой, определен по литературным данным [263]
(2.61)
где: рн - плотность непрерывной фазы; п - частота вращения; dM -
диаметр турбинки мешалки.
Максимальный размер капель, устойчивый в турбулентном
125
потоке жидкости в условиях трубопровода, определен на основе
экспериментальных данных [188, 206]:
О-'-5 1 +0,7
Я/
(2.62)
где: и - средняя по расходу скорость жидкости; D - диаметр трубо-
провода; д, - динамическая вязкость непрерывной фазы.
В мешалках скорость диссипации энергии связана с мощно-
стью N, затрачиваемой на перемешивание. Зависимость мощности,
потребляемой мешалкой, представляют на графиках в безразмер-
ных координатах критерия мощности = N / р • п2, - d5vl и числа
Рейнольдса мешалки Reм -п- d2M- plр , где р - динамическая
вязкость, а р - плотность перемешиваемой жидкости. По данным
работы Раштона с соавторами [264], существуют три основных ре-
жима течения жидкости в мешалках: ламинарный при Re <10, тур-
булентный при Re > 10 000 и переходный при промежуточных чис-
лах Рейнольдса. Аналитические зависимости, которые позволяют
рассчитать затрачиваемую на перемешивание мощность, получены
лишь для двух первых режимов. Однако скорость диссипации
энергии в реальных трубопроводах при движении жидкости в тур-
булентном режиме, по данным предварительных расчетов, соответ-
ствует переходному режиме в мешалке. Поэтому при расчетах
мощности N необходимо пользоваться графиками^ взятыми из
справочников [198], построенными для мешалок различного типа.
С учетом сказанного, скорость диссипации энергии в мешалке
записывается следующим образом:
V-p
(2.63)
где: V, L, Н - объем, диаметр и высота заполнения емкости мешал-
ки соответственно.
Величина диссипации энергии в единицу времени на единицу
126
массы жидкости, движущейся по трубопроводу диаметром D со
средней по расходу скоростью и, определена в работе [186]:
I2D, (2.64)
где: Л - коэффициент гидравлического сопротивления для турбу-
лентного режима течения 2 = 0,3164 / VRe .
Оптимальная высота заполнения мешалки чаще всего равна
диаметру емкости, в которой производится перемешивание [265],
поэтому примем Н =' L. В результате для определения скорости
вращения и диаметра турбинки, а также диаметра емкости мешалки
имеются следующие уравнения:
д = дм, £ = £ и .
(2.65), (2.66)
Поскольку переменных на 1 больше, чем число уравнений, то
на практике удобно подбирать диаметр и число оборотов турбинки
для мешалки со стандартной емкостью. Однако в этом случае сис-
тему уравнений (2.65) и (2.66) разрешить относительноn.ndM нель-
зя, поскольку они входят в выражение критерия мощности, опреде-
ляемого по экспериментальным кривым «К^- ReM». Задача решает-
ся следующим образом.
При некотором заданном значении диаметра турбинки решает-
ся уравнение (2.65) относительно частоты вращения п\
п =
„,2,083 гч 0,083 0,333 ,,0,417
U D 'Рн 'Pd
102-<т0-7’
. <Г'66’
м
-10,833
(2.67)
Затем по известным п, dM, и рИ вычисляется 7&ЛГ, по соответст-
вующей экспериментальной кривой «KN - ReMy> находят величину
Км и из уравнения определяют диаметр емкости мешалки:
KN-n-d5M 0,3164 z?
,3 Re0,25 2Z)’
: * X/
4
где Re = и - Dp!р .
(2.68)
127
Указанные вычисления повторяют несколько раз для других
значений диаметра шестилопастной турбинки, которые подбирают
так, чтобы величина диаметра емкости стандартной мешалки попа-
ла в зону расчетных значений. Затем строят вспомогательный гра-
фик зависимости диаметра емкости мешалки от диаметра турбинки
и с помощью построенной кривой решают основную задачу: под-
бирают диаметр турбинки по известной величине диаметра емко-
сти мешалки. Число оборотов мешалки определяют затем по фор-
муле (2.68).
Так, для водно-нефтяной эмульсии, транспортируемой по тру-
бопроводу диаметром 20 см со скоростью 100 см/сек, параметры
мешалки, моделирующей условия трубопровода, могут быть сле-
дующими: динамическая вязкость нефти - 20 спз, плотность - 0,85
г/см3, поверхностное натяжение - 20 дин/см. Диаметр стандартной
емкости мешалки принят равным 10 см. Расчет диаметра емкости
осуществлялся при значениях диаметра турбинки в 2,5; 5; 7,5 и 10
см (на рис. 2.6 приведена соответствующая вспомогательная кри-
вая).
Рис. 2.6. Вспомогательный график
для выбора диаметра турбинки L
(см) при заданном диаметре емко-
сти мешалки dv (см).
Затем по этой кривой определяем необходимый диаметр тур-
бинки в 6,5 см и по формуле (2.68) - скорость вращения турбинки в
2,24 об/сек. Числа Рейнольдса мешалки и в трубопроводе состав-
ляют соответственно 400 и 8500.Полученную систему жидкость-
жидкость, состоящую из реальных эмульсионных компонентов,
можно использовать для оценки скорости расслоения как в стати-
ческих, так и динамических условиях турбулентного перемешива-
ния. С этой целью в мешалке стандартной конструкции замеряют
частоту коалесценции капель, например, по методике, изложенной
в литературе [190], и решают задачу, обратную рассмотренной вы-
ше: по заданным размерам мешалки и физико-химическим свойст-
вам системы «жидкость-жидкость» определяют диаметр трубопро-
128
вода и скорость движения жидкости. Укрупнение дисперсной фазы
по результатам лабораторных экспериментов рассчитывают с по-
мощью ранее найденных зависимостей [180], причем в данном
случае с учетом влияния эмульгаторов, присущих конкретной
эмульсионной системе. В зависимости от характера защитных пле-
нок, образуемых на поверхности капель эмульгаторами, частота
коалесценции может изменяться в широких пределах (от10‘3до
10'7 сек-1) [162]. В этих условиях особый интерес представляет ин-
тенсификация разделения фаз эмульсий за счет укрупнения дис-
персной фазы турбулизацией в коммуникациях перед отстойника-
ми.
Моделирование условий образования эмульсии с помощью
мешалки позволяет в лабораторных условиях изучить такие важ-
ные свойства реальных систем «жидкость-жидкость», как стабиль-
ность, прочность адсорбционных пленок на межфазной поверхно-
сти, реологические свойства, а также правильно подобрать про-
мышленное оборудование.
2.8. О ДРОБЛЕНИИ КАПЕЛЬ В ТРУБОПРОВОДЕ
Анализ дробления капель выполнен Хинце с позиций гидро-
динамической теории, развитой Тейлором и Колмогоровым. В ча-
стности, он подчеркнул стохастическую природу явления, ввел ти-
пы деформации дробящихся капель, а также показал их связь с ти-
пом течения (равномерное, ускоренное, сдвиговое, вращательное).
Им же были получены выражения для критериальных чисел про-
цесса дробления [ 171]:
= fustier Id), N„ = IJp^ad (2.69)
Дробление капель происходит при Nw больше критического
значения. Последнее в свою очередь зависит от соотношения вяз-
костей фаз или, что тоже самое, от значения и может меняться
в широком диапазоне значений. Для фаз, вязкости которых очень
сильно отличаются, процесс диспергирования идет трудно [170].
При высокой интенсивности турбулентного потока, когда мо-
лекулярная вязкость сплошной фазы намного меньше турбулент-
ной, и малых значениях N*. Колмогоровым [172] и независимо от
129
него Хинце [171] было получено следующее выражение для мак-
симально устойчивого к дроблению размера капель
d- = С(а/р)°-6/^, (2.70)
где: С - эмпирическая константа, по оценке Хинце С == 0,725. Для
круглой трубы е = krf/(2D). С учетом этих соотношений формула
(2.70) может быть преобразована к виду
d^D^\,5l6Re‘l/W^fi (2.71)
где: Re = pcpD/pc\ We = ppcD/a.
Иная зависимость была получена Слейчером [173]. Из анализа
как собственных экспериментальных данных, так и данных Клея,
использованных Хинце, он показал, что d с точностью до 35 % под-
чиняется уравнению:
Им же было отмечено, что дробление происходит у стенок
трубы, где турбулентность является менее всего изотропной и од-
нородной. При этом наблюдаются преимущественно два типа
дробления: в первом капля деформируется и при длине ее пример-
но в 4 раза большем поперечного размера распадается на две; во
втором образуются мелкие капельки путем отделения от одной
большой капли.
Для обратных нефтяных эмульсий безразмерный комплекс
Д/гУсг обычно много меньше единицы и уравнение (2.72) преобра-
зуется к виду, аналогичному (2.71)
d,/D = ^Re]'5We~v5. (2.73)
В отличие от теории Колмогорова-Хинце (2.71), где вязкие
силы практически не играют роли, в соотношении (2.73) их вклад в
размер оказывается весьма заметным. Однако более существенно
на размер капель влияет скорость потока. Нетрудно видеть, что по
Колмогорову-Хинце d* ос и-1’1, а по Слейчеру d* се и"1,5. Это проти-
130
воречие удалось разрешить Розенцвайгу. Он показал, что учет в
теории Колмогорова-Хинце деформации капли, возникающей под
воздействием градиента осредненной скорости, дает зависимость
для максимально устойчивого размера, близкую к формуле Спей-
чера. Выражение, полученное Розенцвайгом [174], имее вид
d(pcd*u2 /сг) = C0(jdD / d* ) ’ , (2.74)
где коэффициент пропорциональности Со является функцией от-
ношения вязкостей фаз. Статической обработкой эмпирических
данных Розенцвайг получил следующие выражения для Со
С„ = 4,27(ца/Но)‘ОМ,Ц<|/ц«<1,05; (2.75)
С„ = 4,2, 1,05< |Lid4Lc < 1,05; (2.76)
С„ = 3,45(ца/цс)-°’22, < 2,40. (2.77)
Применительно к трубопроводу и трубчатым аппаратам неод-
нородность турбулентного поля вблизи стенок приводит к сущест-
венному усилению роли вязких сил в дроблении капель. Из выра-
жений (2.75-2.77) следует, что эффект будет максимальным, т.е.
размер капель окажется минимальным в случае, когда вязкости фаз
близки друг другу.
Для обратных нефтяных эмульсий необходимо использовать
выражение (2.75). Подстановка его в уравнение (2.74) и разрешение
относительно d*/D дают следующую формулу:
d*/D = 52,68 (/ШГ’54 Ле0’41 Ге"1’43. (2.78)
Из сравнения (2.78) с (2.73) следует, что связь между <7*, We и
Re имеет практически один и тот же вид. Однако формула (2.78)
является более общей, поскольку в отличии от (2.73), а также (2.71)
она имеет сомножитель, учитывающий различие между вязкостями
фаз. Если обратиться к численным значениям, то для трубопровода
диаметром 0,2 м при плотности и вязкости нефти 870 кг/м и 0,01
Па с соответственно и межфазном натяжении 0,02 н/м получим
диаметр капель воды 3,48 мм для формулы (2.71) и 1,24 мм для
формулы (2,73). Формула (2.78) при тех же параметрах дает значе-
ния 1,34 и 4,64 мм для равных 1,0 и 0,1 соответственно. По-
131
следнее значение 4,64 мм соответствует обратной нефтяной эмуль-
сии и с увеличением цс будет расти по степенному закону с показа-
телем 0,13 (см. формулу (2.78). В то же время, согласно формуле
(2.73), диаметр капель с повышением вязкости сплошной фазы
уменьшается по степенному закону с показателем 0,5. Столь про-
тивоположное поведение зависимости диаметра капель от вязкости
сплошной среды является следствием эмпирического характера
формул (2.73) и (2.78). Так, связи (2.75-2.77) были установлены на
дисперсных системах, вязкость фаз которых менялась в пределах
0,96 < цс < 1,8 мПа с; 0,5 < д < 32,1 мПа-c. В экспериментах Слей-
чера вязкость дисперсной фазы имела те же пределы, а диапазон
изменения вязкости сплошной фазы был шире и равнялся
(0,96-3,96) мПас.
Степень адекватности рассмотренных связей по эксперимен-
тальным данным легче всего установить, используя рис. 2.7 и 2.8.
Рис. 2.7. Зависимость размера капель
от вязкой сплошной среды.: 1-по
Слейчеру; 2-по Розенцвайгу, d* ,м; цс,
Пас.
Рис. 2.8. Зависимость размера капель
от отношения вязкостей фаз: 1-по
Розенцвайгу; 2- по Слейчеру; 3-по
Лапласу; 4-по Колмогорову-Хинце.
d* , D, м: p.d, цс, Па с.
132
При построении рис. 2.7 связи (2.73) и (2.78) тождественными
преобразованиями были приведены к виду
lg(d*/A) = Blgpc, (2.79)
где константа Л для формулы Слейчера
A=AS^38^-5/(pc^5), В--0,5, (2.80)
а для формулы Розенцвайга
А = AR = 56,246а' 43/(рс'02 fl0'54 u24S), В = 0,3. (2.81)
На рис. 2.7 в верхней полуплоскости представлены экспери-
ментальные данные и прямая, характеризующие зависимости
Слейчера, а в нижней полуплоскости - зависимости Розенцвайга.
Экспериментальные данные в обоих случаях одни и те же [173].
Очевидно, что в отсутствие нижней левой экспериментальной
точки ни одной из формул отдать явного предпочтения нельзя. Од-
нако эта точка, а также характер расположения прямых относи-
тельно областей, занятых экспериментальными данными, оправды-
вают выбор формулы (2.73) применительно к обратным нефтяным
эмульсиям.
Аналогичным образом оценивается адекватность формул
(2.73) и (2.78) экспериментальным данным в отношении параметра
Ра/рс- Рис.2.8 , где для формул Слейчера и Розенцвайга а = 1,5 и
1,43, (3 = 0,5 и 0,41 соответственно, подтверждает правильность
сделанного ранее вывода. На этом же рисунке (рис. 2.8) приведены
данные, обработанные до зависимости Колмогорова-Хинце. Вид-
но, что формула (2.71) по отношению к экспериментальным дан-
ным Слейчера имеет заниженное значение константы. Значительно
большая площадь, занятая экспериментальными точками по срав-
нению с 1 и 2, говорит о том, что степень адекватности для форму-
лы (2.71) значительно ниже таковой для формул (2.73) и (2.78).
Размер капель в потоке при условии, что капли дробятся, если
осредненная величина пульсаций давления, имеющая порядок
рсрр сравняется или превзойдет величину избыточного давления в
капле, оценивается следующим образом. Для круглой трубы, со-
гласно Левину, рр2 = constp/Re] 25. После некоторых преобразова-
ний получена следующая формула:
133
dVD =constR^25We‘l) (282)
Экспериментальные данные Слейчера и зависимость (2.82) по-
казаны на рис. 2.8 под номером 3. Сплошная линия соответствует
(2.82), где константа, оцененная по данным Слейчера, равна 14, 25.
В сравнении с ранее рассмотренными случаями зависимость (2.89)
лишь незначительно уступает (2.73) и (2.78) по величине области
разброса экспериментальных данных. В то же время из (2.82) сле-
дует, что d* - и'1'15, и таким образом эта зависимость является про-
межуточной между формулами Колмогорова-Хинце и Слейчера
/[170].
Все приведенные соотношения являются частными случаями
следующей общей формулы:
d*/D = const RepWea . (2.83)
Путем численных исследований для различных величин аи Д
перебираемых с шагом 0,1, были найдены такие пары их значений,
для которых разброс экспериментальных точек (по оси ординат)
оказывался минимальным. Они приведены в таблице 2.1. Там же
даны значения разброса, определяемого по формуле:
[, (d, . ( f d, ЖеяУ|
А = max 1g i - min : 1g i (2.84)
\ D Re J J [ \ D Re' .7 J
где d*c - экспериментальные значения размера капель.
Как видно из таблицы, разность между оптимальными значе-
ниями а и /3 сохраняется практически неизменной. Из этого факта
и выражения (2.83) следует, что экспериментальные данные Слей-
чера подчиняются зависимости d* . Для сравнения - анало-
гичные связи из формул (2.71), (2.73) и (2.78) имеют показатели,
равные соответственно 0,5 и -0,02. Это необходимо учитывать при
использовании формул для расчетов трубопроводов большого диа-
метра.
Согласно таблице, минимальный разброс соответствует значе-
ниям а~ 1,4 4-1,5 и р - 0,6. Из приведенных в таблице результатов
анализа формул (2.71), (2.73), (2.78) и (2.82) наиболее близкой по
величине разброса к минимальному значению оказалась формула
Слейчера [170].
134
Таблица 2.1
Оптимальные значения а, /За формуле (2.83)
а Р а-Р у=2а~Р А
0,9 0,1 0,8 1,7 0,586
1,0 0,2 0,8 1,8 0,245
1,1 0,3 0,8 1,9 0,216
1,3 0,4 0,9 2,2 0,208
1,2 0,4 0,8 2,0 0,209
1,4—1,3 0,5 0,8-0,9 2,1-2,3 0,207
1,5-1,5 0,6 0,8-0,9 2,2-2,4 0,206
1,6 0,7 0,9 2,5 0,207
1,7 0,8 0,9 2,6 0,241
1,7 0,9 0,8 2,5 0,283
1,8 1,0 0,8 2,6 0,332
а)0,6 0,1 0,5 1,1 0,346
6)1,5 0,5 1,5 2,5 0,209
в)1,43 0,41 1,02 2,45 0,212
г) 1,0 0,25 0,75 1,75 0,236
Примечание: а - по формуле (2.71); б - (2.73); в - (2.78); г-(2.82).
Значения показателя / в таблице для зависимости d*, & и 7 по-
казывают, что они вполне могут находиться в диапазоне 1,9-2,5.
Резюмируя, можно отметить, что во всех анализах предпочти-
тельней оказалась формула Слейчера. Тем не менее, отвергать дру-
гие соотношения нет оснований до тех пор, пока не будет накопле-
но достаточное количество экспериментальных данных. В реаль-
ных эмульсиях существенное влияние на дробление капель оказы-
вает неоднородность состава сплошной фазы, наличие в ней мель-
чайших газовых включений и твердых частиц. Последние при раз-
мерах порядка 1,0-0,01 мкм при достаточной их численной кон-
центрации облегчают процесс дробления и таким образом снижают
реальную величину <7*.
Для расчета максимального размера капель в трубопроводе,
устойчивых к дроблению, рекомендуется пользоваться формулой:
ddD = 6,45Re(46/We1'4,
где в этой и других формулах d, D - диаметр капель и трубопрово-
135
да; д р- вязкость и плотность фаз; ст - межфазное натяжение; $ -
максимальный градиент скорости; £~ энергия диссипации; и - ско-
рость потока; Л - коэффициент гидравлического сопротивления;
Re, We - числа Рейнольдса и Вебера; ир - среднеквадратичная
пульсационная скорость; индексы с, d- соответствуют сплошной и
дисперсной фазам.
2.9. О ПЕРЕХОДНОМ РЕЖИМЕ КОАЛЕСЦЕНЦИИ В
РАЗБАВЛЕННЫХ ЭМУЛЬСИЯХ
Основной проблемой при моделировании процессов химиче-
ской технологии, таких как массообмен и химические реакции в
дисперсной фазе жидкостных эмульсий, является перенос опытных
данных по коалесценции капель в турбулентном потоке жидкост-
ных эмульсий, полученных на лабораторной или пилотной уста-
новке, в натурные условия на стадии проектирования [176]. Так,
производительность технологического процесса связана со скоро-
стью движения эмульсионной системы и определяет гидродинами-
ческий режим, от которого зависят как кинетические коэффициен-
ты, так и механизм взаимодействия капель дисперсной фазы в по-
токе несмешивающейся с ней жидкости. В свою очередь, измене-
ние геометрических размеров аппаратуры и замена рабочих жидко-
стей ведут к изменению не только гидродинамического режима
потока, но и механизма взаимодействия дисперсной фазы с пото-
ком сплошной среды [175].
Следует отметить также, что изменение характеристик дис-
персной фазы по ходу осуществления процесса (концентрации,
дисперсности, устойчивости) оказывает обратное влияние на гид-
родинамику потока, причем это влияние в модельных и реальных
условиях может проявляться в различной степени. Непосредствен-
ный перенос опытных данных с модельной установки на аппараты
промышленного масштаба, пользуясь теорией подобия или размер-
ностей, для сложных химических процессов дает поэтому весьма
ограниченные результаты. Однако, при наличии адекватной мате-
матической модели данные эксперимента могут служить основой
при оценивании с помощью ЭВМ влияния различных масштабных
параметров [177]. В данной работе предложенная ранее полу фено-
менологическая модель взаимодействия дисперсной фазы с учетом
неоднородности капель по размерам и константам частоты слияний
136
использована для изучения области перехода от вязкого к инерци-
альному механизму коалесценции при движении эмульсии по тру-
бопроводу.
Частота слияний капель в турбулентном потоке. В соответ-
ствии с теорией локально-изотропной турбулентности взаимодей-
ствие капель дисперсной фазы, размеры которых не превышают
микромасштаба турбулентности, носит вязкий характер и характе-
ризуется константой частоты слияния 6g- При этом поведение дис-
персной фазы определяется осредненным градиентом поля турбу-
лентных пульсаций G, и для единичной капли имеет место зависи-
мость:
0G=4/3KG-n-8’-G, 8к<Хо, (2.85)
где: п - количество капель в единице объема эмульсии; Д, - мик-
ромасштаб турбулентных пульсаций; Kg - константа эффективно-
сти столкновений капель в вязком режиме, определяемая как отно-
сительная часть столкновений, заканчивающихся слиянием капель;
8К - эффективный диаметр коалесценции.
В инерциальном интервале области универсального статисти-
ческого равновесия взаимодействие капель с диаметром, который
больше микромасштаба, происходит под воздействием пульсаций
скорости. В этом случае частоту слияний капель 0р можно выра-
зить через коэффициент турбулентной диффузии Dr, поскольку
перемещения их под воздействием пульсаций скорости аналогичны
броуновскому движению коллоидных частиц
0р - п8к ‘ DT, 5К>ХО, (2.86)
где: Кр - константа эффективности столкновений капель в инерци-
альном режиме.
Модель неоднородной коалесценции, сопровож-
дащейся массообменом. Укрупнение дисперсной фазы при
разрушении устойчивых эмульсий с помощью деэмульгаторов в
реальных условиях является неоднородным процессом. Для по-
строения математической модели все капли относят к двум клас-
сам, которые характеризуются осредненным диаметром Д и Л2, а
также числом их в единице объема ni и п2 соответственно. Первый
класс состоит из капель, стабилизированных адсорбционными обо-
137
ломками, второй - из капель, содержащих реагент и способных при
столкновениях между собой сливаться. Частота слияний капель в
зависимости от их принадлежности к выделенным классам будет
различной главным образом из-за влияния бронирующих оболочек
на эффективность столкновений. Причем имеющие бронирующие
оболочки капли при столкновениях между собой не сливаются и
сохраняют первоначальный диаметр <5/. В случае столкновений и
последующих слияний капель различного типа полагается наличие
достаточного для полного разрушения бронирующих оболочек ко-
личества реагента.
Изменение размеров и количества капель эмульсионной сис-
темы описывается следующей системой двух дифференциальных
уравнений первого порядка и одного алгебраического уравнения:
dn,
U— .= -1 !20ппх - 0}2п2 ’
dl
dn-,
U— = -0„п,-1/20„и7, (2.87)
Zli ZZ Z < '
при граничных условиях
/'i=o = Si = const, n2li~o = n20 (2.88)
Здесь I - длина трубопровода, U - средняя по расходу скорость
потока, индексы при константе частоты слияний (это могут быть 0g
или #р) указывают классы сталкивающихся капель
Для удобства дальнейшего анализа система уравнений упро-
щена с учетом сделанных допущений и приведена к безмерному
виду. В связи с этим введены новые переменные величины Nt =
ni/n °,N2 ~ п2/п2°, d = 82/8i, ао = l-nlSl3/(6W). Алгебраическое урав-
нение системы заменено на дифференциальное путем дифференци-
рования его по переменной I и подстановки выражений для dN[/dl и
dN2/dl из первых двух уравнений системы. Учитывая, что К\ i = 0, а
количество капель, содержащих реагент, уменьшается только при
слиянии их между собой, т.е. s 0, получаем
138
(2.89)
при граничных условиях
N]/1^о= 1 при а0Л), Ni = 0 при а„= 1, N2/i=o=1, dh=o = J (2.90)
Вид коэффициентов Ai, А2, Аз, А4 определяется выражениями
частоты слияний капель (2.85) и (2.86) [175].
Переходный режим коалесценции. При соответст-
вующем подборе констант эффективности столкновений Кп и К22 с
учетом характера фаз бинарных жидкостных систем уравнения
(2.89) с граничными условиями (2.90) описывают коалесценцию
капель двух размеров, один из которых <Л() остается постоянным,
а другой 82 может возрастать от 8; до величины 8<А(1. В результате
при укрупнении дисперсной фазы, если одна часть капель продол-
жает коалесцировать по градиентному, а другая — по пульсацион-
ному механизму, то эти капли также взаимодействуют и между со-
бой. В процессе численного исследования были приняты и рас-
смотрены следующие варианты расчета этой переходной зоны.
1. Механизм взаимодействия капель в переходном режиме оп-
ределяется с помощью диаметра коалесценции 8К - (81 +82)/2. При
82<ЛО вязкий характер коалесценции дисперсной фазы имеет место
при сочетаниях пар капель с диаметрами 8[ и 82. После подстановки
определенных по формуле (2.85) выражений Q\2 и Q22 в систему
(2.87) получены следующие зависимости для коэффициентов сис-
темы дифференциальных уравнений (2.89 )
£12G ' ао w •G ‘ (1 + 4Kt2G -a-W-G-d3
-----------------------------------------------=----------------------------------------------=
7tU---------------------------------------------------7lU
Kaa (/-«»)»'• G(1 + d)3
ЗлШ2
,A4 - -A2d/3.
139
При Зк < Х(),< 82 вязкий характер коалесценции сохраняется
только для смешанных пар капель, а капли с диаметром 82 взаимо-
действуют в соответствии с инерциальным механизмом. Поэтому в
системе (2.87) выражение для <Я2 записывается в соответствии с
формулой (2.86), а для (912 остается без изменения. Коэффициенты
системы дифференциальных уравнений (2.89) выражаются в этом
случае таким образом
л K^-^WGU + d-)3 л l2Km;-a„IVDTd
А =------------------, А. =---=-----:-----
1 7tU ~ яи
>(2.92)
А3 ~
? , Ла — ^7 а / J.
w
2. В переходной зоне взаимодействия коалесценция капель,
превышающих микромасштаб турбулентности, с мелкими проис-
ходит более эффективно, чем это допускается градиентным
механизмом. Однако, пульсационный характер взаимодействия
капель диаметром 82 > может иметь место лишь с
сопоставимыми по величине турбулентными вихрями сплошной
среды, заключающими в себе мелкие капли с 81 « Ло. Если
допустить, что возможная частота столкновений капель с вихрями
выражается формулой (2.86), то вероятность слияния капель с
диаметрами 3/ и 32 уменьшается пропорционально отношению
размеров вихря и содержащейся в нем капли 82/8]. Примем
некоторую убывающую функцию соответствующую
указанной выше зависимости, где £ = d-1. Из физических
соображений зададим два граничных условия, которым должна
удовлетворять функция у(^): у(0) = 1 и у —> 0 при £ —> оо. Тогда
формула (2.86) примет вид:
в - 4я Кр-п 8К -Dm-у(^). (2.93)
Повторение процедуры получения коэффициентов системы
(2.89) с учетом выражения (2.91) для $2 и выражения (2.86) для 022
дает следующий результат:
140
nKnpao.W-Dr(\ + ^-y^)
us2
nKnvao-W-Drd3 ;
(2.94)
(a -1)/4]
Л3 = ---- - 9-L, Л =-Л2(//3.
J 3a() -d~
B вязкой области коалесценции, которая предшествует пере-
ходной, используются полученные ранее коэффициенты (2.91).
3. Переходной режим отсутствует. Расчет ведется на основе
системы (2.89) с коэффициентами (2.91) при 32 < А.о и с коэффици-
ентами (2.92), полагая у (£,) = 1, при S2 > Ло. В этом случае решение
получают на основе условия сращивания, аналогичного принятому
в работе [178].
Результаты численного анализа моделей переход-
ного режима коалесценции. Процесс укрупнения неодно-
родной бидисперсной фазы жидкостных эмульсий при движении
по трубопроводу в турбулентном режиме исследовался путем чис-
ленного анализа на ЭВМ ЕС-1030. Система безразмерных уравне-
ний (2.89) с коэффициентами (2.91), (2.92) и (2.94) и граничными
условиями (2.90) решалась методом Рунге-Кутта с переменным
шагом интегрирования. Расчеты осуществлялись для размеров ка-
пель в диапазоне от 10-5 до 10~3 м, которые не превышали величи-
ны D рс / рд - Re-, соответствующей литературным данным
[179]. Разбавленную эмульсию можно считать подобной однород-
ной жидкости. Плотности сплошной и дисперсной фаз рс и р(-> яв-
ляются величинами одного порядка. В дальнейшем приняты значе-
ния числа Рейнольдса Re = 20000, диаметр трубопровода D = 0,2 м,
концентрация дисперсной фазы W = 0,01.
С учетом сделанных допущений осредненный градиент пуль-
саций турбулентного потока G - у/Л • Re/15 / D, где коэффициент
гидравлического сопротивления вычисляется по формуле Блазиуса
Л = 0,3164/Ле°’2;). Коэффициент турбулентной диффузии в предпо-
ложении однородности потока по всей площади поперечного сече-
ния трубопровода выражается как Dm = 0,0033-U-D/ReQ'2S [175].
141
Константы эффективности столкновений между каплями, ли-
шенными бронирующих оболочек, в вязком К22С, и в инерциальном
режимах К22р оценены по ранее полученным экспериментальным
данным [175, 180] и равны 0,02 и 0,0001 соответственно. Констан-
ты эффективности смешанных столкновений K/2G и К/2р в зависи-
мости от состава бронирующих оболочек и активности деэмульга-
тора могут изменяться в диапазоне от нуля до величины констант
K22G и К22Р. В данной работе значение K;2G принято равным 0,006,
К12р- 0,0001.
Вид вспомогательной величины у(0) = 1, у(оо) = 0, в широких
пределах можно аппроксимировать двухпараметрическими семей-
ствами аналитических кривых (рис. 2.9). При модельных расчетах
процесса коалесценции в данном случае выбор функции у(4) не
имеет принципиального значения, и в качестве ее принята зависи-
мость у (£)= 1/(0,1^-1).
Рис. 2.9. Зависимость вероятно-
сти столкновения от соотноше-
ния размеров капель.
1 - у = 1/(а£-1)’, 2 -у=ехр (-bf/1), где
а = 0,1, b = 0,01, 0 = 2.3-у = 1/(0,1^-1).
На рис. 2.10 представлены результаты расчетов степени ук-
рупнения капель дисперсной фазы в зависимости от длины трубо-
провода L(8), соответствующие трем вариантам моделирования
переходного режима коалесценции. Кривые 1-4, соответствуют
первому варианту оценки зоны перехода от вязкого к инерциаль-
ному характеру взаимодействия капель по эффективному диаметру
коалесценции. Треугольниками на кривых 2 и 3 представлены ре-
зультаты расчетов по второму варианту, крестиками на кривых 1 и
4 - по третьему варианту. Для всех исследованных вариантов на-
блюдается практически полное совпадение расчетных данных.
142
При смене режима коалесценции с вязкого на пульсационный
происходит значительное увеличение скорости процесса при
небольших размерах переходной зоны II Варьирование параметра
ц(), характеризующего относительное содержание способных к
коалесценции капель исходного размера 3/ в начальный момент
времени, общего характера кривых не меняет и ведет только к
сокращению общей длины трубопровода, необходимой для
укрупнения капель дисперсной фазы до заданного уровня. Так,
например, увеличение а() от 0,2 до 0,8 при прочих равных условиях
позволяет достичь заданной степени укрупнения на участке
трубопровода длиной не 1600, а 1200 м.
Рис. 2.10. Степень
укрупнения неодно-
родной дисперсной
фазы 82/5| в трубо-
проводах различной
длины L (м)
а^Т - 0,8; 2 - 0,6; 3 -
0,4; 4 - 0,2.
Область:
I-градиентного
механизма;
П-переходная;
1П-пульсационного
механизма
коалесценции.
Влияние неоднородности дисперсной фазы по размерам, эф-
фективности столкновений капель и связанного с этим распределе-
ния деэмульгатора характеризовалось безразмерным параметром т],
равным отношению LO(32)/L(<52). Здесь через Lo обозначена длина
трубопровода, которая необходима для укрупнения дисперсной
фазы однородной эмульсии до размера 32, вычисленная по формуле
(2.90) [178]. Из рассмотрения данных рис. 2.11 видно, что область
малых значений (ап< 0,1) соответствует низкой эффективности
процесса укрупнения капель по отношению к случаю с однородной
дисперсной фазой. Однако темп возрастания параметра ту при этом
143
большой. При достижении параметром аа значений 0,4-0,6 проис-
ходит заметная стабилизация процесса укрупнения.
Рис. 2.11. Влияние неодно-
родности дисперсной фазы ао
на относительную эффектив-
ность укрупнения капель д
при 82/6] = 100
1 -n = U52)/L(32);
2 - 1] = Lo(830)/L(82).
Для кривой 2 рис. 2.11, которая рассчитана для 52 = 530 [175,
181], существует вторая область быстрого возрастания эффектив-
ности коалесценции при 0,9 < а0 < 1,0. Отличие в поведении двух
кривых связано с заменой диаметра 82 на учитывающего нали-
чие пассивных по отношению к коалесценции мелких капель, ко-
торые сохраняют исходный размер 8/. Это позволяет прогнозиро-
вать возможные отклонения процесса в реальных условиях от
идеализированной расчетной схемы [175] и обеспечивать устойчи-
вость его в заданных границах изменения рассматриваемого в ка-
честве возмущающего параметра размера дисперсной фазы.
Массообменные процессы при распределении реагента вслед-
ствие коалесценции в неоднородной дисперсной фазе характеризо-
вались дополнительным параметром а = 1 - Д(1-<я„), который
представляет участвующую в эффективных столкновениях часть
капель, первоначально разную а(). На рис. 2.12 приведены данные,
отражающие изменение параметра а, которые рассчитаны на осно-
ве трех принятых моделей переходного режима коалесценции с
использованием принятых на рис. 2.10 обозначений.
Оказалось, что завершенность массообмена в дисперсной фазе,
отражающая степень участия в укрупнении некоалесцирующей
мелкодисперсной части капель, будет совершенно различной. Наи-
более интенсивным распределение реагента будет при пульсацион-
ном механизме с учетом отношения размеров взаимодействующих
144
капель. При расчете переходного режима с помощью эффективного
диаметра коалесценции массообмен происходит с меньшей скоро-
стью, а минимальная скорость массообмена соответствует расче-
там, допускающим отсутствие переходного режима коалесценции.
Рис. 2.12. Измене-
ние коалесцирую-
щей части дисперс-
ной фазы а в зави-
симости от длины
трубопровода L(м)
а,,: 1 - 0,8; 2 - 0,6;
3 - 0,4; 4 - 0,2.
Область:
1-градиентного меха-
низма; П-переходная;
П1-пульсационного
механизма
коалесценции.
Интересно отметить, что третья модель переходного режима
коалесценции является предельным выражением модели, пренеб-
регающей влиянием полидисперсности на укрупнение капель, а
первая модель дает промежуточные по отношению к ним результа-
ты. Поэтому при соответствующем подборе функции у(Е) в форму-
ле (2.113) результаты всех представленных на рис. 2.12 расчетов
можно получить на основе второй модели.
В целом следует иметь в виду, что при расчете массообменных
процессов в коалесцирующей дисперсной фазе жидкостных эмуль-
сий необходимо принимать во внимание данные, характеризующие
распределение капель по размерам.
Важно также не упускать из виду, что наиболее приемлемой
моделью переходного (от вязкого к пульсационному) режима коа-
лесценции является взаимодействие дисперсной фазы за счет пуль-
саций скорости с учетом отношения размеров капель [175].
2.10. МОДЕЛИ КОАЛЕСЦЕНЦИИ КАПЕЛЬ ВОДЫ
В МЕЛКОДИСПЕРСНЫХ ЭМУЛЬСИЯХ
Эффективность и качество осуществления таких важных тех-
нологических процессов в дисперсных системах жид-
кость-жидкость, как массообменные или экстракционные, во мно-
145
гом определяются скоростью коалесценции капель дисперсной фа-
зы. Условия перемешивания неустойчивых эмульсий в камерах
смешения, а также в коммуникационных трубопроводах техноло-
гических установок влияют не только на пропускную способность
отстойников самых разнообразных конструкций, но и предопреде-
ляют аппаратурное оформление и рациональные параметры всего
технологического процесса [182].
Известно, что капли дисперсной фазы размером меньше мик-
ромасштаба турбулентности стремятся следовать за турбулентны-
ми вихрями любого масштаба. Однако если размер капель превы-
шает интегральный масштаб турбулентности, то движение капель
определяется полем осредненных скоростей. Это накладывает ес-
тественное ограничение на применимость к описанию коалесцен-
ции капель механизма турбулентной диффузии, в соответствии с
теорией М. Смолуховского, областью их диаметров, превышающих
внутренний (микромасштаб) турбулентности [178].
На практике, однако, складываются условия, когда капли дис-
персной фазы не могут подвергаться воздействию турбулентных
пульсаций, поскольку не превышают размеров самых мелких вих-
рей. Так, например, при разрушении водо-нефтяных эмульсий в
трубопроводах укрупнению подвергаются капли пластовой воды
размером до 5-10 мкм. В таких условиях относительному переме-
щению капель способствует неоднородность турбулентного поля
скоростей аналогично градиенту скорости ламинарного потока
[183].
При проведении теоретического анализа коалесценции капель
воды считается, что турбулентный поток нефти в трубопроводе
локально-изотропный, а капли воды полностью увлекаются пуль-
сациями скорости. Эмульсия принимается монодисперсной и раз-
бавленной, поэтому влияние концентрации дисперсной фазы на
вязкость потока и параметры турбулентности незначительно. В ли-
тературе [184] убедительно показано, что частота столкновений е
частиц дисперсной фазы с диаметром 3, не превышающим микро-
масштаба турбулентности, определяется следующей зависимостью
4 а
z=-n3 Г, (2.95)
3
где: п - количество капель в единице объема.
146
При локально-изотропной турбулентности осредненный гра-
диент пульсаций скорости Г = / 15v [185]. Энергия диссипа-
ции в турбулентном потоке за единицу времени на единицу массы
в трубопроводе диаметром D определяется как е = 2v072Z). Коэф-
фициент гидравлического сопротивления записывается через кри-
терий Рейнольдса Re - Dv,/v с помощью формулы Блазиуса: Я -
0,3164/Re0 25, где ц, - средняя по расходу скорость потока, v - ки-
нематическая вязкость нефти [178].
Соотношение (2.95) можно использовать для расчета частоты
слияний капель в, если ввести константу эффективности столкно-
вений Кг, учитывающую долю общего числа возможных столкно-
вений под воздействием осредненного градиента пульсаций, при-
водящих к коалесценции. Заменяя количество капель п относи-
тельным объемным содержанием воды W = пл$/6 и подставляя
выражение для градиента поля скоростей, после преобразований
получаем зависимость частоты слияний капель
8 Я Re
в = -KrW — J---
тс D \ 15
(2.96)
На основании общего баланса объема диспергированных ка-
пель с учетом изменения их количества за счет коалесценции ранее
нами была получена система двух дифференциальных уравнений,
которая описывает процесс укрупнения дисперсной фазы в эмуль-
сиях
dS 8 dn
dl Зп dl
dn 1 0n
dl 2 v0 ’
Решение системы уравнений (2.97) после подстановки соот-
ношения (2.96) относительно размера капель с граничным услови-
ем 8i^o = 80 имеет вид
8 (£rlPRe3
— = exp --------
80 <16,227)
(2.97)
147
где: 4/4/ - степень укрупнения капель от исходного размера 4, до
величины 8после прохождения эмульсий участка трубопровода Z.
Аналогичной зависимостью отражается уменьшение исходно-
го количества капель п„.
- Область применения уравнения (2.98) ограничена, в соответст-
вии с теорией локально-изотропной турбулентности А.Н. Колмо-
горова, внутренним масштабом турбулентности Д, = D/Re 4. В слу-
чае, когда размер капель превосходит размер вихрей с достаточной
для относительного перемещения капель энергией, длина трубо-
провода, необходимая для увеличения диаметра капель от dojw-d,
определяется по формуле
2 - jRe0,125
0,0264/СИ7/}
(2.99)
где: К - константа эффективности столкновений капель под воз-
действием турбулентных пульсаций.
В [192] показано, что лишь незначительная часть сталкиваю-
щихся капель сливается, и рекомендуется при инженерных расче-
тах коалесценции неустойчивых эмульсий, капли в которых не
имеют защитных адсорбционных слоев, принимать К = 0,0001
[178].
Укрупнение капель под воздействием турбулентных пульса-
ций ограничено предельной величиной dmax, являющейся макси-
мальным устойчивым размером. В области размеров d>dmax капли
под воздействием динамических и сдвиговых деформаций дробятся
[187]. Для исключения противоположного процессу коалесценции
дробления при осуществлении технологических операций по ук-
рупнению дисперсной фазы используют зависимость максимально-
го устойчивого размера капель от гидродинамических, физи-
ко-химических и конструктивных параметров [188]. Задаваясь из
технологических условий с помощью такой зависимости необхо-
димой степенью укрупнения капель, выбирают диаметр трубопро-
вода, температуру или объемный расход, обеспечивающий сущест-
вование капель заданных размеров.
Кроме того, коалесценция капель может сопровождаться гра-
витационным расслоением потока эмульсии, когда турбулентное
перемешивание не поддерживает однородного состояния капель с
148
диаметром dil3. Тенденция к расслоению в области d> dB3 снижает
эффективность коалесценции в целом, поскольку часть капель не
участвует в технологическом процессе. Расслоение также исключа-
ется путем выбора условий проведения процесса коалесценции или
параметров коалесцирующих устройств аналогичным образом
[189].
Сращивание решений уравнений (2.118) и (2.119) при условии
8 = d0 позволяет получить полное выражение для расчета дли-
ны трубчатого коалесцирующего аппарата
16,220 G2-4)Re0’125
х-ЧтТ 1п — +----------'
WKr Re0’375 8О 0,0264/^0
(2.100)
Применение этой формулы ограничено условием d<min(de3, dmax).
Зависимости степени укрупнения капель от времени пребыва-
ния в турбулентном потоке представлены на рис. 2.13 при различ-
ных значениях критерия Рейнольдса и диаметра трубопровода.
Рис. 2.13. Зависимость степе-
ни укрупнения dL/d0 капель
воды в турбулентном потоке
нефти от длины трубопрово-
да L (м) при Кг=0,5
Диаметр трубопровода D (м): 1 - 0,10;
2 - 0,15; 3 - 0,20; 4 - 0,25; 5 - 0,30; 6
-0,35. Re: а - 10 000; б- 20 000;
в - 60 000.
dL/d0
dl/do
149
Значения параметров формулы (2.100) принимались следую-
щими: = 10 мкм, К = 0,0001, Kr=0,5, W=0,01. Низкое значение
концентрации обусловлено тем, что анализ проведен для разбав-
ленной эмульсии. Анализ кривых 1-6 показывает, что наиболее
медленной фазой процесса коалесценции является укрупнение ка-
пель до размеров, превышающих микромасштаб турбулентности
(на кривых эта величина выделена кружком). Оказалось, что когда
капли Л<Л0, продолжительность процесса резко возрастает, что не
учитывается формулой (2.99). Это является важным выводом, по-
скольку становится понятной необходимость в некоторых случаях
большого запаса времени для завершения коалесценции.
Большое значение для осуществления коалесценции в мелко-
дисперсных эмульсиях имеет величина константы эффективности
столкновений капель под воздействием градиента скорости Кг, ко-
торая изменяет общую эффективность процесса укрупнения в
очень широких пределах.
На рис. 2.14 представлены кривые, характеризующие укрупне-
ние капель с начальным диаметром 10 мкм, диаметром трубопро-
вода 0,2 м, турбулентность потока характеризуется Re = 40 000.
Так, необходимая для 20-кратного укрупнения капель длина тру-
бопровода при Кг= 0,5 составляет 50 м, а при Кг = 0,005 - превы-
шает 200 м. С дальнейшим уменьшением Кг в принципе технологи-
ческий процесс практически прекращается, что имеет место в ус-
тойчивых эмульсиях, капли дисперсной фазы которых имеют за-
щитные оболочки, препятствующие их слиянию.
Рис. 2.14. Влияние константы эффективности столкновений Кг на укрупнение
dL/d0 капель воды в трубопроводе диаметром 0,2 м
L - длина трубопровода (м); Кг~ I - 1,0; 2 - 0,5; 3 - 0,1; 4 - 0,05; 5 - 0,01; 6 - 0,005.
150
Кривая, соответствующая Кг= 1, построена на рис. 2.14 услов-
но, поскольку в реальных условиях подобный процесс не реализу-
ется. Это объясняется в первую очередь тем, что при слиянии ка-
пель для утоньшения разделяющей их пленки сплошной среды не-
обходим определенный промежуток времени [190], который при
многократном повторении актов слияния является достаточно
большим, чтобы величина Кг была всегда меньше единицы. Нали-
чие других стабилизирующих факторов, например аномальных
реологических свойств поверхностных слоев [191], явлений диф-
фузиофореза и электрофореза [193], характер и скорость прорыва
жидкостной пленки между каплями, затрудняют аналитический
расчет продолжительности слияния капель в условиях турбулент-
ного перемешивания жидкостных эмульсий. Оценку величины
константы эффективности столкновений Кг для использования в
инженерных расчетах можно получить сопоставлением данных
экспериментального определения скорости укрупнения в реальных
эмульсиях (3/3О), например по нашей методике [194], и теоретиче-
ски возможной степени укрупнения в соответствии с формулой
(2.98).
Однако эффективность коалесценции определяется не только
физико-химическими свойствами фаз, но и гидродинамическими
условиями осуществления технологического процесса. Так, на рис.
2.13 видно, что с увеличением диаметра трубопровода от 0,1 до
0,35 м при фиксированном числе Рейнольдса скорость укрупнения
увеличивается в 2-4 раза. Причиной этого является снижение ско-
рости потока, в результате чего менее эффективная стадия гради-
ентной коалесценции переходит в более быструю стадию при
большем размере капель. Учет подобных особенностей укрупни-
тельных процессов позволит существенно повысить эффективность
разрабатываемой технологической аппаратуры [178].
Таким образом, математическая модель процессов укрупнения
в мелкодисперсных эмульсиях, осредненный размер капель в кото-
рых не превышает микромасштаба турбулентности, позволила сде-
лать ряд важных выводов. С учетом величины константы эффек-
тивности столкновений мелких капель Кг, определенной для реаль-
ных жидкостных смесей, формула (2.120) может использоваться
для оценки достижимой степени укрупнения дисперсной фазы в
технологических аппаратах и трубопроводах при осуществлении
процессов, связанных с коалесценцией дисперсной фазы [178].
151
2.11. ПОТЕРИ ДАВЛЕНИЯ В ТРУБОПРОВОДЕ ПРИ
ТУРБУЛЕНТНОМ ТЕЧЕНИИ НЕУСТОЙЧИВЫХ ЭМУЛЬСИЙ
Известно, что [195] на нефтяных месторождениях страны ши-
рокое распространение получила внутритрубопроводная деэмуль-
сация нефти, которая оказалась эффективным методом промысло-
вой подготовки нефти, в ряде случаев полностью заменяющим
подготовку ее на специальных установках [2].
При введении деэмульгатора в турбулентный поток обводнен-
ной нефти в трубопроводе происходят интенсивное разрушение
бронирующих оболочек на глобулах пластовой воды и укрупнение
незащищенных глобул в десятки и сотни раз. В результате этого в
трубопроводе появляется неустойчивая . макроэмульсия, которая
существует под действием турбулентных пульсаций одной жидко-
сти на другую и легко расслаивается на нефть и воду при ламинар-
ном режиме течения или в отстойных резервуарах [195].
Транспортировка неустойчивых эмульсий осуществляется за-
частую на значительные расстояния, достигающие 100 км. При
расчете трубопроводов, транспортирующих нефтяные эмульсии,
коэффициент гидравлического сопротивления определяется обыч-
но по формуле Блазиуса с подстановкой в число Рейнольдса плот-
ности эмульсии и ее эффективной вязкости [196].
Для неустойчивых грубодисперсных эмульсий такой подход
не учитывает влияния глобул дисперсной фазы на интенсивность
турбулентности дисперсионной среды, что приводит к существен-
ному завышению расчетных коэффициентов гидравлического со-
противления и к росту капитальных затрат при строительстве тру-
бопроводов [195]. '
Ранее авторами были получены расчетные формулы для опре-
деления коэффициента гидравлического сопротивления при турбу-
лентном течении разбавленных эмульсий* в зоне гладкостенного
сопротивления. При выводе этих зависимостей диаметр глобул
эмульсии определяли по формуле А.Н. Колмогорова. Однако, это
допущение применимо лишь в первом приближении, так как ука-
занная формула устанавливает зависимость критического (макси-
мального) диаметра глобул от основных параметров потока.
* ,
Под разбавленной эмульсией понимается такая, в которой глобулы дисперсной фазы
могут свободно перемещаться относительно друг друга и с содержанием дисперсной фазы р
<0,524.
152
В целяхуточнения формул, выведенных ранее, были выполне-
ны исследования распределения глобул в эмульсии по размерам, в
результате чего получена формула среднего объемного диаметра
глобул эмульсии при ее турбулентном течении в трубе [195]
d
ср
(2.101)
Применение формулы (2.121) позволило внести коррективы в
выражение для безразмерного коэффициента длины пути смешения
при турбулентном течении эмульсии в трубе. В результате этого
формулы для определения коэффициента гидравлического сопро-
тивления /Ц при турбулентном течении неустойчивых эмульсий
принимают следующий вид [195]
(2.102)
coDp^
Ьэ
5 3
аэ = 0,39(1 -1,85/М/°-'5); М = -^Ц-; рэ = -Д) + рфР,
Dpca
где: со - средняя скорость течения эмульсий в трубопроводе; д, д
-динамическая вязкость эмульсии и дисперсионной среды; рэ, рс и
Рф - плотность эмульсии, дисперсионной среды и дисперсной фа-
зы; ст- межфазное натяжение; р - объемная доля дисперсной фазы;
153
D - внутренний диаметр трубы; 8()= —- - безразмерная толщина
г
ламинарного подслоя, определяемая аналогично [197] из соотно-
шения Ужэ 8Л / иэ = 7,8 .
Параметр Ьэ определяется авторами как отношение кинемати-
ческой вязкости эмульсии к произведению радиуса трубы на дина-
мическую скорость
b = у /rV .
При выводе формул (2.102) была использована концепция тур-
булентной вязкости [197], при этом было учтено влияние глобул
диспергированной жидкости на коэффициенты динамической и
турбулентной вязкости [195].
Динамическая вязкость неустойчивой эмульсии определяется
по уравнению Бринкмана
/гэ (2.103)
На основании реологических исследований показана приме-
нимость уравнения (2.123) при скоростях сдвига Vc (1001 /с. В ре-
альных промысловых трубопроводах скорость сдвига не бывает
выше указанного предела. В этих условиях деформация глобул
дисперсной фазы незначительна и не приводит к возникновению
дополнительного напряжения сдвига и проявлению неньютонов-
ского поведения неустойчивых эмульсий [195].
Глобулы диспергированной жидкости оказывают влияние на
турбулентную кинематическую вязкость, что проявляется в
уменьшении участка смешения по сравнению с турбулентным те-
чением однофазной жидкости. Это обусловливается прежде всего
уменьшением объема, в котором происходит диссипация турбу-
лентной энергии, поскольку пленка поверхностно-активных ве-
ществ, адсорбируемых на поверхности раздела жидкостей, препят-
ствует проникновению пульсационных движений внутрь глобул.
Кроме того, вследствие превышения размеров капелек изучаемых
эмульсий внутреннего масштаба турбулентности дисперсионной
среды происходит гашение турбулентных пульсаций дисперсион-
ной среды на поверхности капелек [195].
154
Влияйте этих двух факторов на величину коэффициента гид-
равлического сопротивления растет с увеличением содержания
дисперсной фазы и степени дисперсности эмульсии. В результате
этого при развитом турбулентном режиме течения по трубопрово-
ду неустойчивых эмульсий имеет место снижение удельных потерь
давления при возрастании содержания дисперсной фазы, несмотря
на рост коэффициента динамической вязкости эмульсии по сравне-
А
нию с вязкостью нефти (при /? = 0,3 —- = 2,44).
Рс
Полученные с учетом этого явления формулы (2.102) (Медве-
дев В.Д., Гужов А.И., Медведева Л.П.) дают существенно меньшие
значения Д,, нежели расчет по Блазиусу
0,3164
= 0,25 ’
Re3
(2.104)
который рекомендуется в некоторых работах для определения гид-
равлических сопротивлений при течении эмульсий в трубах.
В [195] приведены результаты экспериментальной проверки
формул (2.102) в широкой области изменения содержания дис-
персной фазы. Неустойчивые эмульсии типа масло - вода образо-
вывались при турбулентном течении трансформаторного масла с
0,02%-ным водным раствором дисолвана 4411 в горизонтальном
трубопроводе диаметром 39,4 мм (<т= 14,2 • 10‘3 Н/м, д. = 1,17 • 10’3
кг/м-с). Опыты проводили при а)= 1,3 м/с и а) = 1,7 м/с; содержание
дисперсной фазы изменяли от 0 до 0,5.
Авторы отмечают [195], что введение в эмульсию поверхност-
но-активных веществ приводило к росту степени дисперсности
эмульсии и более равномерному распределению глобул по потоку,
чем при течении двух жидкостей без ПАВ. Поэтому в присутствии
дисолвана эффект гашения турбулентных пульсаций проявился
более четко.
На рис. 2.15 приведена зависимость удельных потерь давления
от содержания дисперсной фазы. Опытные точки сопоставляются с
расчетными по формулам (2.102 и 2.104). Видно, что расчет потерь
давления с определением Л по Блазиусу существенно превышает
опытные значения удельных потерь давления (при /?= 0,4-4),5
155
расхождение достигает 45%). В то же время отклонение опытных
точек от расчетной кривой с определением Лэ по (2.102) не превы-
шает ± 6%. Это позволяет рекомендовать формулы (2.102) для гид-
равлического расчета трубопроводов, транспортирующих неустой-
чивые эмульсии при внутритрубопроводной деэмульсации нефти
[195].
Рис. 2.15. Зависимость удель-
ных потерь давления от со-
держания дисперсной фазы
при сосм, равных 1,7 (1) и 1,3
м/с (2)
Расчетные Х3: 3 - по формуле
(2.102); 4 - по Блазиусу.
2.12. РАССЛОЕНИЕ ЭМУЛЬСИИ В ТРУБОПРОВОДЕ
При проектировании систем нефтегазосбора с применением
внутритрубной деэмульсации правильно подобранный диаметр
трубопровода (в дальнейшем называемый рациональным) должен
обеспечивать разрушение бронирующих оболочек и укрупнение
капель до размера, при котором будет эффективно работать от-
стойная аппаратура. В тоже время этот диаметр должен быть та-
ким, чтобы в трубопроводе, когда это нежелательно, не возникало
расслоения потока.
Формально выбор рационального диаметра трубопровода мог
бы быть осуществлен с помощью диаграмм структур потока, полу-
ченных для лабораторных условий [198-200]. Однако, области зна-
чений чисел Рейнольдса, Вебера и Фруда, соответствующих лабо-
156
раторным и промысловым условиям, не перекрываются и перенос
результатов оказывается проблематичным.
В работах [198, 200] для монодисперсных эмульсий предложен
метод расчета труб из условия, что расслоение потока возникает в
тех случаях, когда скорость седиментации капель оказывается рав-
ной или выше среднеквадратичной пульсационной скорости. Ме-
тод дает приемлемые значения диаметра трубопровода и применя-
ется на нефтяных промыслах, где подготовка продукции скважин
ведется по совмещенной технологии с использованием трубной
деэмульсации. Однако этот метод не учитывает полидисперсности
и степени обводненности эмульсии. Кроме того, как это будет по-
казано, даже статические условия возникновения расслоения
эмульсии не совсем верно отвечают реальной динамической карти-
не формирования структуры потока, в том числе перехода его из
эмульсионного в расслоенное состояние. Метод отражает картину
только предельных состояний, исключая промежуточные: движе-
ние в трубе жидкости в виде эмульсии или же полностью рассло-
енного потока. В дальнейшем метод был модифицирован в работе
[200], где концентрация дисперсной фазы была учтена косвенным
образом через коэффициент гидравлического сопротивления. По-
скольку допущения и основа метода расчета остались неизменны-
ми, то результаты и в этом случае остаются не адекватны реаль-
ным.
В работе изложены результаты компьютерного моделирования
процесса расслоения в трубопроводе. Для этого была построена
динамическая модель движения эмульсии, которая с учетом поли-
дисперсности описывает изменение распределения капель дис-
персной фазы по размерам (РКР), обусловленное процессами тур-
булентной диффузии и седиментации. Процессы дробления и коа-
лесценции учтены путем задания исходного эмпирического РКР.
Модель седиментационно-турбулентного равновесия. Диффу-
зионные процессы являются выравнивающими. Гравитационный
эффект относится к разделяющим. Совместное действие столь про-
тивоположных по конечному результату механизмов приводит к
известному явлению изменения числа частиц в объеме по высоте.
Для количественного описания явления целесообразно использо-
вать методологию работы [201], разработанную для коллоидных
систем [212].
Согласно первому закону Фика, диффузионный поток частиц
157
дисперсной фазы, принадлежащих к i-й фракции (интервал разме-
ров ,<5/+1), определяется по формуле (2.105):
Jd,,=~DT \dni Idy), (2.105)
где: Dp - коэффициент турбулентной диффузии; п, - число частиц
i-й фракции в единице объема; у - ось, направленная вверх для
случая более тяжелой дисперсной фазы и вниз, если она легче
сплошной фазы [212].
Тогда седиментационный поток частиц может быть отражен
выражением (2.106):
A(=V(.77z, (2.106)
где: V, скорость седиментации частиц i-й фракции.
Условие динамического равновесия наступает тогда, когда
Это позволяет придти к обыкновенному дифференци-
альному уравнению первого порядка (2.107)
dn. / ni = ~(yj / DT) • dy QAtfT)
Предполагая в 1-м приближении, что величины vz, DT не зави-
сят от у, после интегрирования получим следующее выражение для
численной концентрации i-й фракции
Ч (Т) = (о) • ехр(-«(у), (2.108)
где
a, = (2.109)
Если принять, что до начала установления седиментационно-
турбулентного равновесия распределение частиц от высоты не за-
висит и, обозначив через п it0 исходную численную концентрацию
для i-й фракции, а через Н - размер области, занятой дисперсной
системой по оси у, получим уравнение баланса по дисперсной фазе
до и после установления равновесия для столба эмульсии высотой
Ни единичного сечения в виде [212].
а
п,$Н =Ап,(уРу (2.110)
158
Учитывая (2.108), связь неизвестной величины п/О) с исход-
ной численной концентрацией п , о определяется выражением
(2.111):
п, (0 = Н • а, /[1 - ехр(«, Н)] (2.111)
Переход к расслоенному течению произойдет, если величина
концентрации дисперсной фазы на дне сосуда или трубопровода,
т.е. при у = 0, достигнет критического значения Ж*. Поскольку объ-
емная концентрация связана с численным соотношением
=й,/,.(Я:.<,)/6, (2.112)
где: <532 z - саутеровский диаметр для частиц i-й фракции, то, сум-
мируя (2.111) по фракциям с учетом (2.112), оказывается справед-
ливым следующее выражение для условий перехода к расслоенно-
му течению:
Я г 1
W(H = 0) = X.W- Н а: /1-ехр(-а- Я) = W*, (2.113)
/=1 1,0 < '
где: У-число фракций.
Применительно к специфике трубопроводов параметры моде-
ли могут быть конкретизированы следующим образом.
Очевидно, что Н=D, где D - диаметр трубы.
Коэффициент турбулентной диффузии DT оценивается произ-
ведением линейного масштаба L на среднеквадратичную пульсаци-
онную скорость Vp [212]:
Dy=L-Vp. (2.114)
Величину vp аппроксимируют скоростью трения м* Последняя
рассчитывается по формуле, взятой из работы [202]
ц* = 0,2 w/Re0,125, (2.115)
где: и - средняя по расходу скорость потока; Re - число Рейнольдса
потока.
Согласно [203] за линейный масштаб принимается величина
L = D/6Q (2.116)
159
Скорость седиментации определяется по формуле Стокса
vt = kp-g-$l2jIWI рс, (2.117)
где: A/? - разность плотностей фаз; рс - динамическая вязкость
сплошной фазы; g = 9,81лг 1с.
Величины nio,322,Wio, характеризующие i-ю фракцию, на-
ходят следующим образом. Пусть Р() (х) есть плотность распреде-
ления объема дисперсной фазы по диаметрам частиц, т.е. Ро (x)dx -
это объем, заключенный в частицах диаметром от х до х +dx. Тогда
имеем:
Ж,„= Jp„(x)<&, (2.118)
S32j =^= р>„(х)Л/ jUw/xJfr, (2.119)
д', ь
где через Sji0 обозначена поверхность, приходящаяся на частицы
i-й фракции. Оставшаяся величина рассчитывается из соотно-
шения (2.112).
В качестве функции Р0(х) использовано распределение капель
по размерам, полученное в работах [204, 205]. Если воспользовать-
ся безразмерными переменными R = х / 3() и Z = Р() - /W() , где
д0 характерный размер частиц, a Wo - объемная концентрация
дисперсной фазы, то нормированная плотность распределения объ-
ема дисперсной фазы по размерам капель имеет вид:
(2.120)
где параметр распределения s есть отношение саутеровского диа-
метра к максимальному диаметру капель
= = я32/я+ (2.121)
160
Для равновесного распределения капель по размерам в трубо-
проводе, обусловленного процессами коалесценции и дробления,
максимальный размер определяется из следующего эмпирического
соотношения, приведенного в работе [206]
(2.142)
где: рс - плотность сплошной фазы; - динамическая вязкость
дисперсной фазы; ст - межфазное натяжение.
Оценка величины £ по промысловым данным, приведенным в
работе [207], позволила получить значение, равное 0,15.
Для дальнейших исследований была выбрана эмульсия со сле-
дующими характеристиками: плотность сплошной и дисперсной
фаз равна соответственно 870 и 1150 кг/м3; динамические вязкости
- = 0,015 и = 0,00177« ‘С. Межфазное натяжение на гра-
нице раздела фаз ст было принято равным 0,010 н/м.
Алгоритм расчета был выбран итерационным. Расчёт Прекра-
щался, когда условие (2.113) выполнялось с требуемой точностью.
Значение W* в выражении (2.113) было принято равным 1,0.
Анализ результатов численных исследований показал, что рас-
слоение потока происходит при определенном значении комплекса
Q/D2, где Q - расход жидкости в трубе. Поскольку этот комплекс, с
точностью до постоянного коэффициента, есть не что иное, как
скорость потока, то полученный результат означает, что переход
эмульсионной структуры течения в расслоенную происходит при
скорости потока, меньшей некоторой критической величины. По-
следняя существенно зависит от концентрации дисперсной фазы.
Характер зависимости показан на рис. 2.16. Особенно значительное
изменение критической скорости наблюдается в области низких
концентраций дисперсной фазы. Так, при изменении концентрации
от 1 до 10 % значение критической скорости увеличивается с 0,34
до 0,51 м/с [154].
Здесь же, на рис. 2.16 представлены результаты расчета по ме-
тодам работ [189, 200]. Напомним, что эти методы не учитывают
полидисперсность эмульсии, а для определения критической ско-
рости используют статическое условие в виде равенства скорости
161
седиментации капель среднеквадратичной скорости турбулентных
пульсаций.
Рис. 2.16. Зависимость
критической скорости
потока и() от концентра-
ции дисперсной фазы W() в
объемных долях.
Сравнение всех трех методов (рис. 2.16) показывает, что толь-
ко динамическая модель с учетом полидисперсности позволяет
раскрыть влияние на переход от одной структуры потока к другой
таких важных параметров, как концентрация дисперсной фазы и ее
распределение по размерам капель [154].
Для выбора рационального диаметра трубопровода необходи-
мо задать обводненность эмульсии и из рис. 2.16 найти значение
критической скорости. Диаметр трубопровода рассчитывается из
известного соотношения между расходом Q и скоростью течения:
Q = (kD1 /4)• р -и.
Рассмотрим вопрос о размере капель, соответствующем пере-
ходу течения из эмульсионной структуры в расслоенное.
Пусть деэмульгатор не подается в систему сбора. В этом слу-
чае имеем стабильную эмульсию, и процессами коалесценции ка-
пель на линейных участках трубопроводов можно пренебречь.
Расход жидкости считаем постоянным и равным 31,7 кг/с,
варьируются только диаметр трубопровода и обводнённость.
Полученные результаты представлены на рис. 2.17 в виде кор-
реляционной связи между размером капель и диаметром трубопро-
вода (см. рис. 2.17 а); размером капель и величиной обводненности
эмульсии (см. рис. 2.17 б). Линии 2-4 и 6 на рис. 2.17 а соответст-
вуют значениям обводненности 40, 10, 1 и 0,1 объемных процента.
Линии 1-7 на рис. 2.17 б соответствуют значениям диаметра трубо-
провода 0,10; 0,15; 0,20; 0,25; 0,30; 0,35; 0,40м.
162
5
6
Диаметр трубопровода, мм
Рис. 2.17 а. Корреляционная связь между диаметром трубопровода
и глобул воды (Q = 31,7 кг/с)
Кривые 5,3,1— зависимость максимального диаметра капель, способных
витать в потоке, от диаметра трубопровода при обводненности эмульсии,
равной 0,1; 1; 10 и 40%; кривая 4 - то же, но в рамках старой теории; кривая
6 - зависимость максимального диаметра капель, устойчивых к дроблению,
от диаметра трубопровода (по Слейчеру); кривая 7 - пересчет кривой 6 на
саутеровский диаметр.
Рис. 2.17 б.
Корреляционная связь
между обводненностью
эмульсии и диаметром
глобул
Кривые 1-7 - для диамегра
трубы,равного
0,10; 0,15; 0,20; 0,25; 0,30;
0,35, 0,40 м.
Из рис. 2.17 следует, что в логарифмических переменных свя-
зи имеют линейный характер и справедлива формула
(2.123)
где А, В, С - постоянные.
163
При А = -1 и В = -0,5 формула приводится к виду
dv-D = C/JlK (2.124)
Для обводненности не выше 10% оценка константы С дала
величину 31,2 ±1,5 мм2. При более высокой обводненности данные
отклоняются от линейного закона (рис. 2.17 б ) и для 40% эмульсии
С=26,0±1,0 мм2.
В целях сравнения на рис. 2.17 а (линия 5) приведены резуль-
таты расчета по методу [1, 189]. Согласно этим работам, витание
капель в потоке возможно при условии, когда среднеквадратичная
пульсационная скорость не меньше скорости осаждения капель.
При осаждении капель по закону Стокса это условие приводит к
формуле [154]. .
8В = 7?,6 -и-/и с /(Re0’125 -Др•g), (2.125)
где <5,; - диаметр капель, начиная с которого возможно витание их
в потоке. Анализ показал, что качественно оба метода приводят к
одинаковым закономерностям поведения размера капель в потоке в
зависимости от диаметра трубопровода. Однако при этом в первом
из них не учитывается обводненность эмульсии и количественно
методы совпадают в узком диапазоне значений обводненности - от
0,3 до 0,4%.
В случае, когда деэмульгатор подается в систему нефтегазос-
бора, на линейных участках трубопроводов бронирующие оболоч-
ки капель разрушаются и эмульсия становится нестабильной. В
конце концов процессы коалесценции и дробления капель приво-
дят к установлению динамического равновесия.
В этом случае задача состоит в определении наибольшего раз-
мера капель (саутеровского диаметра), при котором поток еще не
будет расслаиваться. Процессы коалесценции и дробления учиты-
ваются с использованием уравнения (2.122).
Необходимо более подробно рассмотреть специфику принятой
методологии оценки возможности расслоения потока в трубопро-
водах. Имеется достаточное число публикаций по этому вопросу,
принципиально мало отличающихся друг от друга. Как правило,
осуществляются лабораторные исследования, по которым в резуль-
164
тате обработки получают формулы. Отдельные работы поднима-
ются до уровня определения критериальных чисел. Однако это ма-
ло что дает в практическом плане. Перенос таких лабораторных
данных на промысловые условия не совсем корректен. В лучшем
случае речь может идти о достижении частичного подобия лабора-
торных условий реальным промысловым. И практика подтвержда-
ет это: обилие различных формул, хорошо описывающих те опыт-
ные данные, на которых они были получены, мало пригодны за их
пределами.
Рассмотрим методологию определения критической скоро-
сти, лежащей в основе большинства работ. Её можно изложить так:
есть капля; под действием силы Архимеда она движется в окру-
жающей среде (если легче, то всплывает; когда тяжелее среды - то
оседает); скорость ее движения зависит от режима - для не очень
крупных капель режим ламинарный и можно пользоваться извест-
ной формулой Стокса; кроме гравитационного движения капля
участвует в пульсационном движении среды; капля не способна
осесть и оказывается взвешенной в потоке, если среднеквадратич-
ная скорость турбулентных пульсаций выше скорости ее осажде-
ния; для определения критической скорости потока приравнивают
указанные скорости. В конечном итоге получают связь между раз-
мером капель, способных витать в потоке, и скоростью потока [1,
200,208].
Внешне методология логична. Тем не менее, она дает размеры
капель, способных витать в потоке, намного превышающие реаль-
но наблюдаемые. Соответственно, она завышает значение критиче-
ской скорости.
Более правилен другой подход к решению этой задачи по сле-
дующей схеме:
- эмульсия рассматривается не как «одиночная капля - окру-
жающая среда», а как дисперсная система, причем не моно-, а по-
ли-;
- замена статического условия равновесия динамическим;
- применение имитационного моделирования, рассчитывая на
компьютере варианты развития системы во времени и пространстве
[212].
В такой методологии первый пункт уже раскрыт на примере
рассмотренной задачи укрупнения капель. Последний пункт реали-
зуется по нижеследующей схеме: сечение трубопровода разделяет-
165
Ся горизонтальными плоскостями от нижней образующей (дно тру-
бы) до верхней на несколько слоев. Их число должно быть доста-
точно большим, но не настолько, чтобы нарушалось понятие физи-
чески малого (элементарного) объема. Под последним имеется
ввиду то, что понимал Ландау [209], с той лишь разницей, что роль
молекул в нашей схеме выполняют капли. Для каждого слоя со-
ставляется уравнение баланса числа капель. Смысл его состоит в
том, что, если известно число капель в слоях в какой-то момент
времени, то за малое приращение времени произойдет фиксируе-
мое изменение числа капель в каждом из слоев в связи с поступле-
нием в него капель, осаждающихся из вышележащего слоя и ухода
капель по той же причине в нижележащий слой. Кроме того, на
границе слоев, имеющих различную концентрацию капель, будут
существовать диффузионные потоки. Поэтому в уравнение баланса
войдут члены, описывающие изменение числа капель в слое за счет
диффузионного обмена с соседними слоями. Шаг за шагом во вре-
мени или, что эквивалентно, по длине трубопровода, прослежива-
ется изменение профиля концентрации по высоте трубы. По дос-
тижению определенного времени, соответствующей некоторой
длине трубопровода, профиль перестает меняться. Устанавливается
динамическое равновесие - на каждом уровне по высоте трубы
число оседающих капель оказывается равным числу капель, выно-
симых диффузионными токами.
Что касается второго пункта этой методологии, то очевидно,
что расслоение возникает тогда, когда объемная концентрация во-
ды на нижнем уровне трубопровода достигает критического значе-
ния при отсутствии на глобулах бронирующих оболочек. Мини-
мальная скорость потока, при которой это может произойти, и при-
нимается за критическую скорость.
Результаты компьютерного моделирования движения девон-
ской эмульсии по трубопроводу представлены в [210, 211], они по-
казали, что в начале трубопровода капли воды распределены рав-
номерно, т.е. эмульсия однородна по сечению трубопровода.
Распределение капель по размерам в различных вариантах
рассчитано на основе работ [204, 205, 207]. Наиболее интересные
из них связаны с изменением расхода жидкости при
фиксированном диаметре трубопровода и изменением диаметра
трубопроводов при постоянном расходе жидкости.
Во всех случаях обводненность нефти изменялась в широких
166
пределах. Первый вариант моделировал группу скважин, подклю-
ченных к общему трубопроводу. Расход жидкости при этом изме-
нялся за счет числа работающих скважин или в связи с изменением
дебитов некоторых из них. Второй вариант связан с решением за-
дач предварительного сброса воды с помощью КДФ в местах, мак-
симально приближенных к объектам закачки воды в продуктивные
пласты.
Анализ результатов расчетов показал, что для возникновения
эффекта расслоения потока важно не только значение расхода Q
или диаметра трубы D, а значение комплекса Q/D/D в целом. В
обоих вариантах имело место расслоение потока, если значение
комплекса было меньше определенной величины, зависящей от
обводненности нефти. Поскольку комплекс с точностью до посто-
янного значения коэффициента есть не что иное, как скорость по-
тока, то тем самым правомерно признать существование критиче-
ской скорости. Причем, последняя существенно зависит от обвод-
ненности нефти. Характер зависимости представлен на рис. 2.16
(кривая 2). Особенно существенное изменение критической скоро-
сти имеет место в области низких значений обводненности. Так,
при изменении обводненности от 1 до 10% значение критической
скорости увеличивается с 0,34 до 0,51 м/с.
Для сравнения на рис. 2.18 приведены данные, полученные по
методам [200, 212] (прямая 1) и (кривая 3).
Рис. 2.18.
Нормированная плот-
ность распределения
объема дисперсной
фазы W по диаметрам
капель d: 0 - исходное
распределение; 1,2,3 -
соответственно в ниж-
ней, средней и верхней
части трубопровода.
Известные методы не учитывают обводненность эмульсии, за-
то принимают в расчет разрушенность бронирующих оболочек на
глобулах воды. В работе [200] была сделана попытка учесть обвод-
ненность косвенным путем через коэффициент гидравлического
сопротивления. Как видно из рис. 2.18 (кривая 3), в целом это дало
меньшие значения критической скорости, чем по методу [200].
Сравнивая все три метода, видно, что уточненная методология по-
зволяет в более полной мере понять эффекты трубной деэмульса-
ции и получить количественные данные о влиянии на переход от
одной структуры потока к другой такого важного параметра, как
концентрация дисперсной фазы в разрушаемой эмульсии.
Практическая ценность кривой 2 (рис. 2.18) связана с возмож-
ностью по заданной обводненности найти значение скорости, при
которой наступает расслоение потока с разрушенными бронирую-
щими оболочками на глобулах воды. Это позволяет рассчитать не-
обходимый диаметр трубопровода, пользуясь при этом известным
соотношением между расходом жидкости и скоростью течения по-
тока.
Полидисперсная модель дает возможность получить информа-
цию об изменении по сечению потока распределения капель по
размерам. Расчеты, выполненные для 10 % эмульсии при диаметре
трубы 0,3 м, показали, что в условиях перехода от эмульсионной к
расслоенной структуре потока {Q = 32,8 кг/с) наблюдается концен-
трация крупных капель в тонком слое нижней части трубы. Харак-
тер изменения нормированной плотности распределения объема
дисперсной фазы по диаметрам капель для различных уровней по
высоте потока показан на рис. 2.18. Для слоя толщиной 1,6см в
нижней части трубы объем дисперсной фазы распределен.по фрак-
циям почти равномерно (кривая 1). Для средней части трубы и вы-
ше (кривые 2 и 3) происходит обеднение эмульсии каплями круп-
ных размеров. Распределения характеризуются острым максиму-
мом, несколько смещенным в область малых размеров по сравне-
нию с исходным распределением.
2.13. РАСЧЕТ ДИАМЕТРА И ДЛИНЫ КДФ
Расчет диаметра и длины КДФ можно осуществлять и с при-
менением соответствующего математического аппарата.
При выборе диаметра и длины КДФ следует руководствовать-
168
ся такжеТем, что, во-первых, для разделения газожидкостной сис-
темы на фазы структура потока должна быть расслоенной; во-
вторых, необходимо, чтобы капли воды достаточно эффективно
коалесцировали и, как следствие, водонефтяная эмульсия расслаи-
валась. Методы расчета минимального диаметра концевого участка
трубопровода приведены в работах [6, 214, 215, 216].
Очевидно, что при увеличении диаметра КДФ его работа как
сепарирующего элемента не ухудшится. В некоторых случаях КДФ
выбирают с учетом границы существования расслоенной структу-
ры течения при максимальной скорости смеси 1-2 м/с. При этом
рассчитывают диаметры для различных расходных газосодержаний
/?=0г/щ-+ад
где: Qr и Q,K - расход газа и жидкости соответственно
В работе [216] рассчитана необходимая площадь сечения, за-
нятая газом, Fr из условия седиментации большей части взвешен-
ных в газе капель нефти по методике, аналогичной методике расче-
та пропускной способности сепаратора по газу.
Необходимую площадь сечения КДФ F можно вычислить че-
рез истинное газосодержание (р = Fr / Тдля расслоенной структу-
ры течения, причем, поскольку диаметр входит в формулу для оп-
ределения Fr, процесс вычисления диаметра будет итерационным.
Переход от одной структуры течения к другой определяется
характером поверхности раздела газа и жидкости. Структура такой
поверхности связана с гравитационными волнами, математической
и физической характеристиками которых является безразмерный
критерий Фруда Fr см, показывающий соотношение сил - инерци-
онных и тяжести. В работе [218] структурная диаграмма газожид-
костного потока разделена на зоны в координатах 0, Fr см, являю-
щихся основными определяющими параметрами пробковой и рас-
слоенной структур течения газожидкостного потока. Граница меж-
ду ними в горизонтальной трубе со свободным концом определена
по эмпирической формуле [218]
0,2ехр(-2,5Д) п
IrKf,=---Л-/Л2 ’ при 'й >0’2 (2Л26)
169
В работе [219] граница существования расслоенной и пробко-
вой структур определена зависимостью критического FrCM кр от р,
записанной в виде экспоненты от полинома третьей степени пара-
метра x=LN(l-P)
FrCMKp = exp (-4,62-3,757х - 0,481х2-0,0207х3) (2.127)
Поскольку экспериментальные данные при этом были получены
для Р=0,99-0,2, не следует использовать эту зависимость вне ука-
занного интервала. На рисунке 2.19 показаны границы существова-
ния пробковой и расслоенной структур в логарифмических коор-
динатах In(l~P)-lnFrCM по данным работ [218, 219].
Рис. 2.19.
Логарифмическая зависимость
критерия Фруда FrCM от газосо-
держания Р:
1, П - соответственно расслоенная
пробковая структура; 1,2- соответ-
ственно по данным работ [219] и
[215].
Так как граница, определяемая по уравнению (2.126), сужает об-
ласть существования расслоенной структуры по сравнению с гра-
ницей, получаемой из уравнения (2.127) для промысловых газовых
факторов, в дальнейшем будем использовать уравнение (2.126).
В действительности переходная зона от одной структуры тече-
ния газожидкостной смеси к другой имеет большую ширину, по-
этому саму границу условно проводят где-то в середине переход-
ной области. Выражая р через расходы фаз, минимальный диаметр
КДФ определяется, исходя из условия FrCM < FrCM кр, по формуле:
= 0,965 exp
2,50г
(2.128)
170
Здесь под"^. имеется ввиду сумма расходов нефти и воды.
В работе [220] граница перехода от полностью расслоенной
структуры к эмульсионной определена через максимальную ско-
рость жидкости по формуле;
и
(2.129)
где ст- поверхностное натяжение на границе раздела фаз нефть -
вода: Ар - разность плотностей этих фаз; g - ускорение свободного
падения; рн - плотность нефти. Полученный при этом критерий
устойчивости по Кутателадзе для границы расслоенной и эмульси-
онной структур К= 3,13.
Под скоростью жидкости следует понимать усредненную ско-
рость нефти и воды, поскольку скорости Этих фаз несколько раз-
личны. В работе [220] были приведены результаты эксперимента,
которые незначительно отличались от параметров, определенных
по формуле (2.129) для обводненности 50 %. В то же время при
увеличении обводненности до 80 % критерий К снижается до 2
(при движении смеси керосин - вода).
Для смесей трансформаторное масло - вода, трансформатор-
ное масло -водный раствор дисолвана критерий К в экспериментах
работы [6] оказался несколько выше, т.е. приняв К - 2, получим
максимальную скорость с некоторым запасом. Для малых рабочих
газовых факторов принимается, что жидкость занимает все сечение
трубы. Исходя из этого, оценочная формула для минимального
диаметра трубы из условия необходимости полного расслоения
водонефтяной эмульсии принимает вид (2.130):
min
(2.130)
Однако, следует не упускать из виду, что жидкость все же за-
нимает не все сечение трубы. Площадь КДФ, занятую ею, рассчи-
тывают в соответствии с алгоритмом, предложенным в работе
[221], авторы которой, проанализировав некоторые методики рас-
чета расслоенного двухфазного течения, предложили новую мето-
171
дику, подтвержденную экспериментом. Суть ее заключается в
предположении отсутствия градиента давления в любом сечении
трубопровода. Исходя из произвольно взятой высоты уровня жид-
кости в трубе, рассчитывают перепады давления на единицу длины
для газовой и жидкой фаз с учетом напряжения сдвига на границе
их раздела. При несовпадении этих величин соответственно увели-
чивают или уменьшают высоту уровня и вновь определяют, а затем
сравнивают перепады давления для обеих фаз. Таким образом,
процесс вычисления площадей сечения, занятых газовой и жидкой
фазами, является итерационным.
Коэффициенты гидравлического сопротивления определяют
по формулам гидравлики для ламинарного и турбулентного тече-.
ний, причем при расчете числа Рейнольдса газовой фазы в формуле
для эквивалентного диаметра смоченный периметр берут с учетом
границы раздела фаз. Однако, при определении гидравлического
сопротивления жидкой фазы следует использовать не истинную
среднюю скорость жидкости, а псевдосреднюю, для вычисления
которой необходимо численное интегрирование. При уровне жид-
кости выше оси трубы истинная средняя скорость не превышает
псевдосреднюю более чем на 10%, поэтому в данном случае для
инженерных расчетов используют среднюю скорость.
Длину КДФ следует рассчитывать из условия разрушения бро-
нирующих оболочек на глобулах воды, полной коалесценции и
расслоения потока в соответствии с инструкцией. При отсутствии
специально рассчитанной коалесцирующей секции степень укруп-
нения или размер капель воды необходимо рассчитывать из усло-
вия транспортирования водонефтяной смеси в подводящем трубо-
проводе после определения и исключения из его общей длины
длины массообменной секции.
Очевидно, что при нахождении диаметра кроме других извест-
ных решений следует руководствоваться формулами (2.130) и
(2.128), выбирая максимальное его значение из двух расчетных.
Кроме того, следует иметь в виду, что поверхностное натяжение на
границе раздела вода-нефть при технологических условиях обычно
несколько меньше величины, определенной сталагмометром, точно
также, как плотность нефти меньше таковой, полученной при стан-
дартных условиях. Это объясняется переходом части легких угле-
водородов из газа в жидкость. Истинные плотности и поверхно-
стное натяжение в условиях транспортирования водонефтяной
172
смеси'г'Ледует уточнять с помощью расчетов.
В качестве примера рассчитаем максимальную производи-
тельность КДФ для Куакбашской ЦСП для обоих условий расслое-
ния.
Условия Frcsl < FrCMKp после математических преобразований с
учетом обводненности ® можно представить неравенством (2.131)
QM.< exp2,5£У(1.,04б0- 1,25 (1 ~°3-G , (2.131)
1 + (1 -0})G
где G - газовый фактор.
В соответствии с выражением (2.131) после подстановки диа-
метра рассматриваемого КДФ d = 1 м при обводненности 70% и
рабочего газового фактора 5 м3/т суточная производительность по
жидкости из условий расслоения потока на газ и жидкость не
должна превышать 40 тыс.м3/сут.
С учетом критерия К = 2 и замеренных сг = 0,032 Н/м, =
0,88 г/см3, плотности воды рв = 1,15 г/см3 из формулы (2.129) по-
лучим, что при полном расслоении эмульсии на нефть и воду ско-
рость смеси не должна превышать 0,2 м/с. При этой скорости про-
изводительность по жидкости (для малых газовых факторов можно
пренебречь площадью сечения трубы, занятой газом) не должна
превышать 13,5 тыс. м3/сут. В формуле (2.129) предельную ско-
рость не следует понимать как максимальную, при которой еще
возможно расслоение эмульсии. Расслоение будет осуществляться
и при больших скоростях, однако при этом отсутствует «гладкая»
граница раздела нефтяного и водяного потоков, необходимая для
качественного разделения нефти и воды в КДФ.
Необходимое сечение концевого делителя фаз (КДФ) для газо-
вой фазы рассчитывают по формуле (2.132)
Q Г
Sr =---------------, (2.132)
8,64-104РГ — • —• —
А Рь Т z
где Q,)le - производительность по жидкости в м3/сут; F ~ газовый
фактор (рабочий) в м3/м3; №д- допустимая скорость газа в м/с, рав-
ная;
173
]УД = i)r , где р, р() - давление, соответственно сепара-
N Рг
ции и атмосферное в кгс/см2; Т, То - температура, соответственно
сепарации и стандартная в °К; z, z() - коэффициент сжимаемости
газа, соответственно в рабочих и стандартных условиях; - ко-
эффициент длины; Кп-коэффициент пульсации; иг- скорость; рЖ),
Рг~ плотность, соответственно жидкости и газа в рабочих условиях
в кг/м3.
Скорость иг = 0,075 м/с, что соответствует уносу 2000 см3
жидкости на 1000 м3 газа (при р кТ сепарации). Кп = 0,75-г0,8. При
0,56
определении KL =
исходят из условия, что L = 9 -Л 2D
(где L и D - .соответственно длина и диаметр КДФ). Это уточняется
после расчета разделения жидкой фазы на нефть и воду:
I S
D = J-----; длина аппарата рассчитывается из условий расслоения
эмульсии на нефть и воду.
Полная площадь поперечного сечения КДФ определяется как
сумма:
S = Sr + SM.,
где Sr - площадь сечения, занятая газом, в м2; 8Ж - площадь сече-
ния слоя жидкости в КДФ в м2.
Предложенная схема разделения газоводонефтяной смеси
впервые была испытана на Куакбашском сборном пункте серни-
стой нефти НГДУ Лениногорскнефть. Вязкость нефти 60 сПз при
20 °C, содержание воды в ней превышало 40 %. Время и режим
движения эмульсии от групповых установок до центрального
сборного пункта приведены в таблице 2.2.
При исследованиях использовали деэмульгатор прохинор, ко-
торый дозировали в неразбавленном виде в поток нефти на ГЗУ из
расчета 80-100 г/т. В связи с применением плунжерных насосов для
дозировки реагента подача деэмульгаторов в поток нефти носила
пульсирующий характер. Это обстоятельство, а также высокая вяз-
кость дозируемого деэмульгатора, низкие турбулентность потока и
температура (5-7 °C) обусловили недостаточную эффективность
174
обработки эмульсии при ее движении по трубопроводам. Однако,
даже в этих условиях КДФ оказался способным выполнять функ-
ции аппаратов предварительного сброса пластовой воды или уст-
ройства, повышающего их производительность.
Таблица 22
ГЗУ Ок, м3/см Ц м D, мм Re(без учета газо- вой фазы) Время движения с учетом газовой фазы, мин Скорость движе- ния с учетом газо- вой фазы, см/с
1 598 1800 159 2340 25,4 103,2
3 3865 4500 325 8820 39,6 190,2
6 994 5000 159 3900 48,6 171,6
7 1000 80 250 2420 1,97 67,8
9 673 6000 159 2650 8,6 116,4
КДФ представлял собой трубу диаметром 1000 мм и длиной
70 м без регуляторов уровня, КИП и автоматики и имел следую-
щую техническую характеристику:
Производительность по жидкости, 7000
м3/сутки...............
Осредненная скорость продвижения газоводонефтяной
смеси, м/с........................................ 0,33
Средняя скорость, м/с:
жидкости......................................... 0,2
газа............................................... 0,45
Давление, кгс/см2'.
в КДФ................................................ 4-5
сепарации................................................ 3,8
Температура сепарации, °C......................... 5-7
Газовый ф актор, м7т:
в КДФ (1 ступень)................................... 8,4
остаточный (II ступень).............................. 4,6
суммарный........................................ 13,0
Характер расслоения потока на нефть, газ и воду изучали с
помощью специальных устройств, установленных по длине КДФ и
позволявших отбирать пробы нефти, газа и воды послойно по его
сечению. Работу аппарата исследовали при производительности по
жидкости 500, 3000 и 7000 м3/сут.
Эффективность сепарации и количество газа, находящегося в
нефти в окклюдированной форме, а также в виде всплывающих
175
более крупных пузырьков определяли путем отбора и последующе-
го анализа проб нефти в КДФ на уровне 30-40 см от его нижней
образующей. Даже при такой вязкой нефти, как угленосная, поток
расслаивался на нефть и газ, в основном, на расстоянии 25-30 м от
входа в КДФ. В дальнейшем на расстоянии до 50-60 м завершают-
ся процессы всплытия мелких пузырьков газа и разрушение пены
(табл. 2.3).
Таблица 2.3
Параметры Точки отбора проб по длине КДФ
4 7 12 концевой участок
Содержание свободного газа в нефти в условиях сепарации, % об. 26 10 0 0
Количество окклюдированного газа в 1 м3 нефти в условиях сепарации, м3/м ’ 0,35 0,11 0 0
Газовый фактор при последующем разгази- ровании проб в нормальных условиях, м3/м? 5,96 5,07 4,60 4,60
Высокая эффективность сепарации газа по длине аппарата
подтверждалась результатами анализа содержания его в нефти в
средней части и конце КДФ. Установлено, что остаточное содер-
жание газа в нефти в этих точках практически одинаково, соответ-
ствует растворимости его в нефти в условиях опытов и составляет
4,6 м3/м3.
Анализ качества отбираемого из КДФ газа показал, что размер
уносимых потоком капель нефти не превышал 45 мкм, а количест-
во их ничтожно (фильтровальная бумага, установленная на пути
газового потока, оставалась чистой). Это свидетельствует о проте-
кающих в КДФ процессах самоочистки газа и приближении усло-
вий сепарации к равновесным. Время, необходимое для заверше-
ния этих процессов, составляло 8-10 мин.
Установлено, что продукция скважин при движении по КДФ
эффективно расслаивается не только на нефть и газ, но и на сво-
бодную воду. Однако в состав последней переходят только наибо-
лее крупные капли, возникающие в коммуникациях промысловых
систем сбора и отделяющиеся от нефти на участке КДФ длиной
60 м. Тонкодисперсные глобулы по длине КДФ практически не от-
стаивались и оставались в нефти.
176
Вместе с тем, остаточное содержание воды в нефти на выходе
из КДФ даже в зимний период в среднем не превышало 30%, что
полностью соответствовало задачам аппаратов предварительного
сброса свободной пластовой воды. При улучшении процесса раз-
рушения эмульсии в промысловой системе сбора и в летний период
эксплуатации результаты оказываются значительно лучше: содер-
жание воды в нефти уменьшалось до 10-25 % и менее.
В результате исследований установлено, что КДФ способен
одновременно выполнять функции нескольких аппаратов: первой
ступени сепарации, аппарата предварительного сброса и устройст-
ва первичной очистки воды. Аналогичные функции (без предвари-
тельной очистки воды) способны выполнить только трехфазные
сепараторы.
Общее количество пластовой воды, сбрасываемой из КДФ и
технологических отстойников, колебалось от 3,2 до 3,5 тыс.м3/сут.
Без дополнительной очистки вода отводилась в буферную емкость
объемом 200 м3, откуда перекачивалась на кустовые насосные
станции системы ППД. Качество ее оказалось довольно высоким:
содержание нефти составляло57,5 мг/л, твердых взвешенных час-
тиц - 27-83 мг/л. Еще более высокие качества имеет пластовая во-
да, отбираемая из буферного резервуара, играющего одновременно
роль отстойной емкости. Это и позволило решить проблему ее за-
качки в пласт без дополнительной очистки.
Необходимая длина КДФ для обработки угленосных нефтей,
где практически полностью завершаются процессы сепарации газа
(при производительности до 7000 т/сут) и расслоения потока на
свободную воду и эмульсию с содержанием воды до 30 %, состави-
ла 50-60 м. Для девонских нефтей она может быть значительно
меньше.
Таким образом, на примере высоковязкой угленосной нефти
показано, что совмещение операций по транспортированию про-
дукции скважин с сепарацией газа и отделением свободной воды на
конечных участках сборных коммуникаций (применение КДФ)
практически позволяет либо изъять из технологических схем обу-
стройства промыслов сепараторы I ступени и аппараты предвари-
тельного сброса воды, либо резко повысить их производительность
при одновременном улучшении качества разделения продукции
скважин на нефть (эмульсию), газ и воду [1,213,216].
177
2.14. ГИДРОДИНАМИЧЕСКИЕ ПРЕДПОСЫЛКИ РАЗРУШЕНИЯ
ЭМУЛЬСИЙ В МАГИСТРАЛЬНЫХ ТРУБОПРОВОДАХ
Теоретическими исследованиями, выполненными в институте
ТатНИПИнефть, было установлено, что в магистральных нефте-
проводах, как и в промысловых трубопроводах систем сбора, рас-
пределение равновесных диаметров глобул пластовой воды по
площади и в поперечном сечении, взвешенных в потоке турбу-
лентными пульсациями скорости, имеет седловидную форму. Это
обеспечивает возможность многократного повторения процессов
дробления и коалесценции капель в различных точках поперечного
сечения потока, создавая идеальные условия для осуществления
массообменных процессов, реализации физико-химического по-
тенциала нефти и доведения реагента до каждой глобулы воды, со-
провождающихся разрушением бронирующих оболочек.
Причем скорость процесса распределения реагента зависит,
главным образом, от исходной обводненности нефти, турбулентно-
сти потока и времени процесса.
Отсюда следует, что массообменные процессы в малообвод-
ненных эмульсиях протекают менее интенсивно, чем в высокооб-
водненных. Для эффективной обработки таких эмульсий, при огра-
ниченном технологическом времени, деэмульгатор, целесообразно
вводить в виде слабоконцентрированных растворов в больших объ-
емах, что обеспечивает достаточную частоту столкновений капель
различного качества и повышает эффективность процесса разру-
шения бронирующих оболочек на глобулах пластовой воды.
Уменьшение диаметра капель диспергированной фазы, при сохра-
нении общего количества воды в нефти, приводит к ускорению
процесса обработки водонефтяной эмульсии, так как с уменьшени-
ем диаметра капель увеличивается их число, сокращается расстоя-
ние между глобулами и возрастают вероятность и частота их столк-
новений.
По пути движения слабо концентрированной эмульсии от ГС
до НПЗ дисперсность ее непрерывно изменяется. Наибольшее
дробление капель воды происходит в центробежных насосах, су-
жениях задвижек, прямых углах поворота нефтепроводов, где ве-
личина диаметра капель, как и в коммуникациях промысловых сис-
тем сбора, снижается до размера 5-11 мкм. Учитывая большой за-
пас технологического времени и многократное осуществление
178
дробления й коалесценции капель в магистральных нефтепроводах,
можно сделать вывод, что магистральные нефтепроводы идеально
отвечают требованиям, предъявляемым к массообменной аппара-
туре, предназначенной для осуществления процессов массообмена
с высокой степенью эффективности. При определенных условиях в
магистральных нефтепроводах возможно укрупнение капель пла-
стовой воды до значительных размеров.
Максимальные размеры устойчивых капель, которые могут
существовать в турбулентном потоке при движении по трубопро-
водам, зависят от многих факторов, в том числе от скорости пото-
ка, поверхностного натяжения на границе раздела фаз нефть-вода,
вязкости нефти и воды, режима движения.
В целом диаметр капель, взвешенных в потоке, снижается с
уменьшением поверхностного натяжения, увеличением скорости и
турбулентности потока, вязкости нефти и эмульсии, плотности
нефти. При движении по нефтепроводу эмульсии, диаметр капель
воды в которой меньше dmax, будет проявляться тенденция к их ук-
рупнению, а в случае, если параметры потока не способствуют дос-
таточно длительному существованию капель такого размера - к их
дроблению (рис. 2.20).
Рис. 2.20.
Зависимость
максимально
устойчивого раз-
мера капель в
потоке от произ-
водительности
нефтепровода
1, 2, 3, 4-для неф-
тепроводов
529,720,820 и 1020
мм соответственно.
Поверхностное
натяжение о=10
дин/см; 5,6,7,8-для
нефтепроводов
529,720,820,1020
мм соответственно.
Поверхностное
натяжение сг=30
дин/см.
, см
179
На рис. 2.20 представлен график максимально устойчивого
размера капель в турбулентном потоке от производительности
нефтепровода при различных фиксированных величинах диаметра
для двух значений межфазного натяжения ст = 7- и 30 дин/см.
Из графика видно, что в турбулентном потоке возможно суще-
ствование капель разного диаметра, и с увеличением производи-
тельности нефтепровода диаметр максимально устойчивых капель
dmax уменьшается.
Следовательно, магистральные нефтепроводы можно рассмат-
ривать как гигантские естественные каплеобразователи (коалес-
центоры), в которых возможно осуществлять автоматическое ук-
рупнение глобул воды, вплоть до расслоения эмульсии перед
поступлением в емкости или аппараты других типов на НПЗ.
2.15. ГИДРАВЛИЧЕСКИЙ РАСЧЕТ ГАЗОПРОВОДОВ
Уравнение стационарного одномерного движения газа в круг-
лой трубе имеет вид [8] (2.133)
dp z da> 4тcr
~~~ = gp cos(g, x) + apco — + —, (2.133)
dx dx D
где: p - давление; p - плотность газа; тст - касательное напряже-
ние на стенке трубы; средняя по сечению скорость газа;
2
Т(7. =2^-, (2.134)
О
где: 2 - коэффициент гидравлического сопротивления; D-диаметр
трубы; g - ускорение свободного падения; а - коэффициент Ко-
риолиса (для турбулентных потоков а~Г).
Левая часть (2.133) представляет собой градиент сил давления,
правая - сумму градиентов сил: тяжести, инерции и гидравличе-
ского сопротивления.
Так как плотность и линейная скорость газа зависят от давле-
ния, то к уравнению движения необходимо добавить уравнение
баланса количества газа (2.135)
M = pa>F (2.135)
180
и уравнений состояния (2.136)
где: М- массовый расход газа; F - площадь сечения трубопровода;
z - коэффициент сжимаемости газа; R - газовая постоянная; Т -
температура газа.
При интегрировании (2.133) принимают следующие условия и
допущения. Газопровод имеет равномерный постоянный подъем
или уклон. Тогда cos(g,x) = dh/dx = Ah/1, где; Ah - разность от-
меток конечной и начальной точек газопровода; I - длина рассмат-
риваемого участка газопровода. Температура газа по всей длине
газопровода постоянная (Т-Const). Коэффициент сжимаемости z
принимают по среднему давлению в газопроводе.
С учетом принятых допущений интегрирование уравнения
(2.133) в пределах от x=0(a)i,pi) до х=1(й)2,Р2) дает (2.137)
2 з .Л/W I l-e~tc
р, е =л------------------------------
71 Г2 F2 D b
(2.137)
Коэффициент Ъ учитывает влияние разности отметок начала и
конца газопровода (2.138)
2gAA
о —----
zRT
(2.138)
Коэффициент С учитывает влияние изменения линейной ско-
рости газа (2.139)
ad . Q-gAhD + Alto,2
— In--------------4
Al 2gAhD + Ala>2'
(2.139)
В практических расчетах можно пренебречь влиянием разно-
сти отметок крайних точек газопровода и изменением линейной
скорости газа.
Тогда формула (2.137) упрощается: (2.140)
2 . M2zRT I
Р\ ~Р2^=Л—ГГ—’Т
(2.140)
181
Формула (2.140) - основная расчетная формула. При расчетах
часто пользуются объемным расходом газа (Q()=M/po) при нор-
мальных условиях (температура 273 К и давление 0,1 МПа). С уче-
том уравнения состояния газа при нормальных условиях
Pq = PqRT (zo=1) расчетная формула принимает вид (2.141)
(2.141)
Значение коэффициента гидравлического сопротивления А в
формуле (2.160) рассчитывают в зависимости от режима движения
газа и шероховатости труб по формулам (2.9 -2.15).
Обычно течение газа происходит при высоких скоростях, ко-
гда сопротивление определяется только шероховатостью труб (об-
ласть квадратичного сопротивления). При этом, принимая во вни-
мание, что коэффициент эквивалентной шероховатости не зависит
от диаметра трубопровода, можно считать, что коэффициент гид-
равлического сопротивления зависит только от диаметра газопро-
вода.
Одной из формул типа Л = f{D\, получившей широкое рас-
пространение, является формула Веймаута (2.142),
0,009407
ЧБ
(2.142)
Формулу Веймаута можно использовать при ориентировочных
расчетах диаметра или пропускной способности простого газопро-
вода. В этом случае расчетные формулы имеют вид
D =
M2zRTI
2 2~
65(/?t - р2 )_
3/16
М
D% 65<Pl2 ~Р22)
1 zRTl
(2.143)
(2.144)
Иногда для увеличения надежности работы газосборной сети
прокладывают две или несколько параллельных ниток.
182
Пропускная способность всей серии газопроводов (2.145)
(2.145)
В частном случае, часто встречающемся на практике, диамет-
ры параллельных ниток одинаковы (Dj=D2=... =Dn-D), тогда
I 2 2
M = , (2.146)
V Л V zRTl
где п - число параллельных ниток.
При расчете газопровода может оказаться, что стандартный
диаметр труб существенно отличается от расчетного.
Обычно принимают больший ближайший диаметр, а это при-
водит к значительному расходу металла. В этом случае для эконо-
мии металла трубопровод делают составным из труб двух разме-
ров. В начале трубопровода укладываются трубы диаметром мень-
ше, а в конце - больше расчетного.
Увеличение перепада давления в трубах меньшего диаметра
компенсируется уменьшением перепада давления на конечном уча-
стке газопровода в трубах большего диаметра. Наряду с уменьше-
нием расхода металла снижается также среднее давление перекач-
ки.
Пропускная способность газопровода переменного диаметра
(2.147)
Формулы для определения длины участков газопровода 1\ и 12‘.
(2.148)
183
где
Предыдущую задачу можно решить и другим способом. Ос-
новную нитку газопровода прокладывают из труб диаметром
меньше расчетного, а на определенном участке прокладывают вто-
рую нитку (лупинг) такого диаметра.
Для параллельной линии при требуемой пропускной способ-
ности газопровода:
Место установки ее по длине газопровода не влияет на общий
перепад давления. Поэтому параллельные нитки можно проклады-
вать в любом месте газопровода.
Существуют газовые коллекторы трех типов: линейный, луче-
вой и кольцевой. Линейный и каждую нитку лучевого коллектора
рассчитывают следующим образом:
э
2 2 V* 2 i ZiRTJi
Ри ~Pk >2 '
' (2.150)
или, принимая по всей длине трубопровода T=Const и определяя
при среднем давлении в газопроводе,
W Л D,
Если газопровод на всех участках выполнен из труб одного
диаметра, то расчетная формула имеет вид:
184
Рн" ~Рк~ =
(2.152)
Диаметр трубопровода определяется из формулы (2.152) для
области квадратического сопротивления, т.е. когда Л не зависит от
Re,.
При расчете кольцевого газосборного коллектора исходят из
следующих предположений. Кольцевой газосборной коллектор
(рис. 2.21) можно представить в виде двух ниток газопровода, вы-
ходящих из нулевой точки В, где движение газа отсутствует, и схо-
дящихся в точке А - в пункте сдачи газа магистральному газопро-
воду.
Участок ab, на котором
расположена точка В, также
является нулевым, так как тео-
ретически по этому участку газ
не течет. Практически во время
эксплуатации за счет колебания
дебита скважин газ перетекает
то в одну, то в другую сторону.
Однако, эти перетоки несуще-
ственны.
Рис. 2.21. Расчетная схема кольцевого
газосборного коллектора.
Задача расчета заключается в нахождении положения точки А
при условии равенства перепадов давления на расчетных ветвях
коллектора аА и Z)A.
Обозначим длину участка Cd через Z, тогда Zn+Zm=Z.
Принимая диаметр коллектора постоянным, а также пренебре-
гая изменением /L,z,T, имеем
/7-1 2 ffl-1 2.
1„ =------------—-2----------—--------- (2.153)
М„2
При расчете может оказаться, что Zn>Z. Это указывает на то, что
точка А находится за точкой d. Если же величина Zn получится от-
рицательной, то точка А лежит за точкой С. В этом случае необхо-
димо изменить соответственно расчетную схему и снова провести
расчет.
185
После нахождения точки А можно определить диаметр газо-
провода по (2.153), используя данные по одной из расчетных вет-
вей коллектора.
В исключительных случаях, когда положение точки А предре-
шено и не может быть передвинуто по условиям местности, для
расчета диаметра трубопровода необходимо предварительно уста-
новить нулевой участок.
Для этого намечают несколько произвольных нулевых участ-
ков и по формуле (2.153) рассчитывают длину 7П. За расчетный при-
нимают тот участок, на котором значение /п в меньшей степени
отличается от фактической длины. Затем для каждой ветви коллек-
тора определяют диаметр трубопровода, и из них выбирают наи-
больший.
2.16. ТЕПЛОВЫЕ РАСЧЕТЫ ТРУБОПРОВОДОВ
Парафинистые и застывшие нефти обычно перекачивают с по-
догревом для снижения вязкости и, следовательно, гидравлическо-
го сопротивления трубопроводов [8]. В процессе перекачки темпе-
ратура снижается вследствие теплообмена с окружающей средой.
Для правильной расстановки подогревателей и установления их
режима работы необходимо знать закон распределения температу-
ры вдоль трубопровода.
Падение температуры нефти по длине трубопровода можно
определить из уравнения теплового баланса для элементарного
участка
к(1 T:i)xl)<lx (;(‘гсП\ (2.154)
где: к - коэффициент теплопередачи от нефти в окружающую сре-
ду; Т - температура жидкости на расстоянии х от начала трубопро-
вода ; То - температура окружающей среды; D - диаметр трубопро-
вода; G - массовый расход нефти; Ср - удельная массовая теплоем-
кость нефти.
Интегрируя формулу В.Г. Шухова, получаем для расчета тем-
пературы в любой точке трубопровода
knDx
Т = Т0+(Т,,-Т0)е . (2.155)
186
Таким образом, температура в конечной точке трубопровода Тк
при х-l рассчитывается по формуле
Тк=Т0+(Т„-Т0)е-Шг, (2.156)
где Шу - параметр Шухова (2.177)
(2.157)
Если парафинистая нефть в трубопроводе охлаждается и вы-
падает парафин, то нужно учитывать скрытую теплоту кристалли-
зации парафина. В.И. Черникин предложил для этого внести соот-
ветствующие изменения в параметр Шухова (2.158)
(2.158)
где К - скрытая теплота кристаллизации парафина, равная
226-230 кДж/кг; Е - относительное содержание парафина, выпа-
дающего из нефти; - температура, при которой начинается вы-
падение парафина; Те - температура, для которой известно Е.
Формула (2.158) применима в диапазоне температур, в котором
происходит выделение парафина.
Л.С. Лейбензон внес поправку в формулу В.Г. Шухова (2.156),
учитывающую работу трения потока жидкости, превращающуюся
в теплоту. Формула Л.С. Лейбензона записывается так: (2.159)
Т, =Т0 + в + (Г,-Т0-вуш>, (2.159)
в =
(2.160)
где i - средний гидравлический уклон.
Коэффициент теплопередачи от жидкости в окружающую сре-
ду определяется по уравнению (2.161)
187
к =--------------—--------- , (2.161)
In^i-
1 De 1 n -A Dei
«i D„ a> m 2A,
где ccx - внутренний коэффициент теплоотдачи (от жидкости к
стенке трубы); а2 - внешний коэффициент теплоотдачи (от стенки
трубы к окружающей среде); Dei и DHi - внутренний и наружный
диаметр трубы, слоя отложений, изоляции и т.д.; Л, - коэффици-
ент теплопроводности материала трубы, слоя отложений, изоляции
и Т.д.
Для труб среднего и большого диаметра коэффициент тепло-
передачи можно.определить по уравнению (2.162)
где <5( - толщина стенки трубы, изоляции и т.д.
Внутренний коэффициент теплоотдачи определяют по форму-
ле М.Л. Михеева
а) для ламинарного режима
Ум =0,17 Re033 >г“’43Сг°’1
(2.163)
б) для турбулентного режима (Re>I04)
Ум = 0,021 Re0’80
Pr°’43
I*.
(2.164)
где Nu - параметр Нуссельта
Nu = (axDe)/Л,
(2.165)
188
Pr - параметр Прандля
Pr = (уср)! Л ,
Cr - параметр Грасгофа
I/2
(2.166)
(2.167)
где /3 - коэффициент объемного расширения; А - коэффициент
теплопроводности жидкости. Все параметры в формулах (2.163) и
(2.164) рассчитывают при средней температуре потока, кроме Ргст,
который рассчитывают при температуре стенки.
В области от Re=2320 j\o Re=104 В.И. Черникин рекомендует
определять приближенно интерполяцией между значениями,
рассчитанными по формулам (2.163) и (2.164).
Внешний коэффициент теплоотдачи от стенки в грунт опреде-
ляют по формуле Власова-Форхгеймера (2.168)
(2.168)
где ho - глубина заложения оси трубопровода; А - коэффициент
теплопроводности грунта.
При наземной прокладке трубопровода внешний коэффициент теп-
лоотдачи определяют по приближенной формуле Вт/(м2-К)
а2 -11,63 + ?Vw ,
(2.169)
где w - скорость ветра, м/с.
/г0
При глубине заложения трубопровода-----< 3 и при ho < 0,7 в
формуле (2.168) необходимо учитывать тепловое сопротивление на
границе грунт-воздух и тепловое сопротивление снегового покро-
189
ва. С учетом этих сопротивлений расчетную глубину заложения
трубопровода принимают равной (2.170)
/?0 — hQ
(2.170)
где ав - коэффициент теплоотдачи от грунта в воздух;
ав =11,5 —17,5 Вт/(м2-К); 3С11 - толщина снегового покрова, м;
- коэффициент теплопроводности снега, Ясн =0,1-0,45 Вт/(м2-К).
Коэффициент теплопроводности грунта Л определяют по
таблице 2.4. (для талых и мерзлых грунтов) и находят по графику
(рис. 2.22).
Табл и ца 2.4
Усредненные значения коэффициента теплопроводности
грунтов в талом и мерзлом состоянии
Грунт Влажность от массы сухого веще- ства, % Коэффициент теплопро- водности, Вт/(мК)
в талом состоянии в мерзлом состоянии ,
Песок крупный (1-2 мм):
плотный 10 1,74-1.35 1,98-1,35
плотный 18 2,78 3,11
рыхлый 10 1,28 1,4
рыхлый 18 1,97 2,68
Песок мелкий и средний (0,25-Гмм):
плотный 10 2,44 2,5
плотный 18 2,60 3,8
рыхлый 10 1,74 2,0
рыхлый 18 3,36 3,5
Песок сухой различной крупности 1 0,27-0,48 0,27-0,38
Супеси, суглинки, пылеватые грун- 15-26 1,39-1,62 1,74-2,32
ты, земля талая
Г лины 5-20 0,93-1,39 1,39-1,74
Торф спрессованный, насыщенный — — 0,8
водой
Торф не спрессованный 270-235 0,36-0,53 0,37-0,66
190
При расчете значений zZj и сг2
температуру стенки трубопровода
определяют методом последователь-
ных приближений и проверяют по
уравнению теплового баланса (2.171)
a2^fcm • (2.171)
В ориентировочных расчетах
коэффициент теплопередачи при-
ближенно принимается: для сухого
0,6 - 0,7
песка, суглинка, глины К =-------;
D
0,8 - 0,9
для сырых грунтов К ---------; для
D
грунтов, насыщенных водой „ „ , ,
Рис. 2.22. Коэффициент
~ теплопроводности грунта
D 1 - глина; 2 - суглинок;
Тепловой расчет газопроводов 3~ песок
выполняют по тем же формулам, что
и тепловой расчет нефтепроводов, только с учетом поглощения
теплоты на расширение газа (2.172):
= аЛРСр,
(2.172)
где а - коэффициент дросселирования; Др - общий перепад дав-
ления в трубопроводе. Это поглощение теплоты, согласно реко-
мендации В.И. Черникина, учитывается при расчете параметра
Шухова (2.193):
(2.173)
191
При тепловом расчете газопроводов с выпадением или испаре-
нием конденсата, а также при тепловом расчете нефтегазопроводов
следует учитывать также выделение или поглощение теплоты фа-
зового превращения (2.174)
<7 2 = +AGr ,
(2.174)
где AG - количество испарившейся (+) или сконденсировавшейся
(-) жидкости; г - теплота фазового превращения.
В этом случае параметр Шухова необходимо рассчитывать по
формуле (2.175):
knDl
G^Cр - аЬРСр ± &g\
(2.175)
Г Л A В A III
РЕОЛОГИЧЕСКИЕ СВОЙСТВА НЕФТЕЙ
ПОВЫШЕННОЙ ВЯЗКОСТИ
3.1. ИЗМЕНЕНИЕ РЕОЛОГИЧЕСКИХ СВОЙСТВ НЕФТЕЙ
ВСЛЕДСТВИЕ ИСПАРЕНИЯ
Температура и вязкость нефти при движении в системе нефте-
газосбора и подготовки изменяются в широких пределах, сущест-
венно влияя на изменение перепадов давления на различных участ-
ках трубопроводов [83, 84, 86-90, 92-94, 96, 97]. Поэтому важно
располагать точными данными об изменении вязкости нефти по
пути ее движения не только под влиянием обводненности продук-
ции скважин, степени дисперсности эмульсии и температуры, но и
перехода в газовую фазу части углеводородов и более правильно
интерпретировать результаты измерений [95]. Измерение вязкости
жидкости вискозиметрами типа RHEOTEST, Fann основано на за-
мере силы, действующей на один из коаксиальных цилиндров при
вращении другого с постоянной скоростью, в то время как про-
странство между ними заполнено исследуемой жидкостью. Рас-
сматриваемый метод определения динамической вязкости является
одним из наиболее точных. Вискозиметры этого типа имеют дис-
кретный набор скоростей вращения цилиндра, что позволяет по-
строить реограмму - зависимость напряжения сдвига от градиента
dV п
скорости г = f—. Реограмма дает наиболее полную вязкостную
dr
характеристику жидкости для рассматриваемой температуры и в
общем случае описывается зависимостью (3.1)
193
Однако для большинства нефтей начальное напряжение сдвига
т0 мало по сравнению с т, а степенной показатель и близок к еди-
нице, вследствие чего нефть рассматривается как ньютоновская
жидкость, а коэффициент пропорциональности называется дина-
мической вязкостью, которая не зависит от градиента скорости
(скорости вращения цилиндра) [112].
Если проба нефти, предназначенная для исследований, отбира-
ется при атмосферном давлении и температуре ниже температуры
нагревания, то увеличение плотности нефти в вискозиметре явля-
ется следствием дальнейшей сепарации газа, что обнаруживается
по выделявшимся пузырькам газа в термостатируемом стакане при
нагревании. Если температура нефти при отборе выше 20 °C, то с
повышением температуры отобранной пробы значения плотности и
вязкости, замеренные при стандартных условиях, возрастают
вследствие перехода части легких углеводородов в газовое состоя-
ние. Таким образом, для более точной характеристики нефти
необходимо указывать ее температуру при отборе пробы.
Плотность нефти увеличивается частично и при испарении легких
фракций. Так, при повторном снятии температурной зависимости
вязкости нефти в результате испарения появляется вторая петля
гистерезиса, хотя и несколько меньшая (рис. 3.1).
Рис. 3.1. Изменение вязкости ц нефти
от температуры Т °C
1 - при нагревании; 2 - при охлаждении.
По этой же причине длитель-
ное хранение отобранной пробы
приводит к увеличению плотно-
сти и повышению вязкости нефти.
Однако не всегда существует воз-
можность измерения вязкости
нефти сразу же после отбора про-
бы, но плотность нефти практиче-
ски в любых условиях с приемле-
мой точностью можно измерить
ареометром [112].
Поэтому важно определить
истинное значение вязкости неф-
ти по изменению ее плотности
при испарении. Использование
существующей корреляции, свя-
зывающей динамическую вяз-
кость нефти с температурой и
194
ц,мПа«с
плотностью, завышает истинное значение динамической вязкости
при стандартных условиях (рис. 3.2). Кривая зависимости динами-
ческой вязкости от плотности при 20 °C построена по эксперимен-
тальным данным, а для 54,5 °C (130 °F) перенесена с графика Била,
также построенного по экспериментальным данным. Использова-
ние этой корреляции, разработанной для широкого диапазона тем-
ператур (21 - 146 °C), объясняется большими погрешностями оп-
ределения разности на конечных участках этого интервала. При
повышении температуры погрешность существенно уменьшается
(рис. 3.2). Для промысловых условий обычно определяют вязкость
в интервале температур 5 - 20...60 °C [112].
Для разработки корреля-
ции в диапазоне температур
20 - 60 °C за основу была взята
трехточечная формула Вальте-
ра зависимости кинематиче-
ской вязкости от температуры
(3.2)
lglg(v + с)= А + lltf, (3.2)
где: V - кинематическая вяз-
кость; Т - температура в граду-
сах Кельвина; А, В, С - коэф-
фициенты, определяемые по
трем известным значениям вяз-
кости для трех температур.
Использование этой фор-
мулы позволяет получить хо-
рошую сходимость значений
вязкости для нефтепродуктов.
Если коэффициент С принять
равным 1 и нанести на график
значения lglg(/z + l) в зависи-
мости от величин, обратных
плотностям нефти 1/р при фик-
сированной температуре, то в
декартовых координатах корреляция хорошо описывается линей-
ной зависимостью (3.3)
195
0,8 0,82 0,84 0,86 0,88 0,9 0,92 0,94 р^з
Рис. 3.2. Зависимость динамиче-
ской вязкости ц нефти от
плотности р
1, 2 - корреляция Бегса и Робинсона для
20°С и 54,5°С соответственно; 3 - экспе-
риментальные данные института Ги-
провостокнефть для 20°С; 4 - экспери-
ментальные данные Била для 54 5,°С .
lglg(//+l)=—+ в
p
(3.3)
ковы.
Рис. 3.3. Зависимость lglg(/z + 1)от 1/р
по данным института
Гипровостокнефть для 20 °C.
Коэффициенты а и в для 200 экспериментальных значений
вязкости нефти при температуре 20 °C, по данным Гипровосток-
нефти, вычислены из условия минимума суммы квадратов откло-
нений а=-3,727, 6=4,383. Для натуральных логарифмов зависимость
динамической вязкости от плотности можно выразить в явном виде
= ехр(ехр(10,926 - 8,582/р))-1. * • (3.4)
Эту формулу можно использовать только для ориентировоч-
ного определения вязкости при стандартных условиях, так как
плотность нефти не всегда адекватно отражает ее состав и, следова-
тельно, вязкость. На графике (рис. 3.3) отрезки прямых 2 и 3, со-
еди-няющие точки значений вязкости до и после испарения нефти,
полученные для двух проб, и углы наклона прямых 1, 2 и 3 одина-
Поэтому зависимость
(3.4) можно использовать
для определения истинного
значения динамической
вязкости нефти (для кон-
кретной нефти при подста-
новке значения вязкости ц2
и плотности р2, замерен-
ных через некоторое время
хранения пробы):
3 727
в = 1g lg(//2 + 0 + ~-(3-5)
Pi
По плотности рь из-
меренной непосредственно
после отбора пробы, и вы-
численному коэффициенту
в определяется истинная
динамическая вязкость нефти по формуле [112] (3.6):
196
= 3,727 —. (3.6)
ад+ 1) ' \P2 p\)
Аналогично этому, поскольку выражение температуры в фор-
муле Вальтера BlgT является постоянной величиной для любой
фиксированной температуры, погрешность определения вязкости
вследствие испарения Можно найти при установлении температур-
ной зависимости вязкости нефти, если при этом измерить темпера-
туру нагрева, плотность р2 и вязкость нефти ц2. Для этого по одной
из формул зависимости плотности от температуры необходимо
рассчитать плотность нефти pi при данной температуре без испа-
рения легких фракций. Затем по измеренной вязкости ц2 и пересчи-
танной плотности pt с помощью формулы (3.6) определяется ис-
тинная динамическая вязкость нефти при данной температуре. Та-
ким образом устанавливается увеличение вязкости нефти за счет
испарения легких фракций. '
Эффект сепарации газа учитывался по изменению компонент-
ного состава исследуемой нефти [112].
3.2. РЕОЛОГИЧЕСКИЕ СВОЙСТВА НЕФТЕЙ ВЕРХНИХ
ГОРИЗОНТОВ РОМАШКИНСКОГО МЕСТОРОЖДЕНИЯ
Отличительные особенности физико-химических свойств неф-
тей угленосных горизонтов и недостаточная изученность их реоло-
гических свойств выдвинули перед технологами ряд задач, реше-
ние которых имеет важное технико-экономическое значение. В ча-
стности, возникла проблема разработки экономичной технологии
транспортирования вязких нефтей применительно к существующей
системе сбора и транспорта [113, 115, 116].
Наличие воды в нефти повышает вязкость системы. Этому же
способствует снижение температуры водогазонефтяной смеси при
транспорте ее по трубопроводам в зимний и весенне-осенний пе-
риоды времени. Повышению вязкости смеси и приданию ей тиксо-
тропных свойств при пониженных температурах способствует на-
личие в составе нефти тяжелых углеводородов, таких как парафин,
масла, а также смол и асфальтенов. Значительное влияние на вяз-
костно-пластичные свойства оказывают газ и форма его существо-
вания в потоке (в растворенном или свободном виде). Таким обра-
197
зом, в промысловых системах собираются и транспортируются не-
равновесные трехфазные и четырехкомпонентные смеси, количест-
венное и качественное соотношение компонентов которых посто-
янно меняется в связи с изменением режимов и условий транспор-
тирования.
Исследованиями преследовалась цель установить качествен-
ное влияние различных факторов на вязкость газоводонефтяных
смесей, оценка и отбор наиболее существенных из них для опреде-
ления их количественных характеристик [113].
Эксперименты осуществлялись на участках в НГДУ «Ленино-
горскнефть», «Сулеевнефть». В каждый из экспериментальных
участков включались следующие интервалы трубопроводов: от
скважины до ГЗУ, от ГЗУ до ДНС, от ДНС до товарного парка или
ЦСП. По трубопроводу в интервале скважина-ГЗУ транспортиро-
валась газированная эмульсия с параметрами, характерными для
одной скважины. В интервале ГЗУ-ДНС прокачивалась газирован-
ная водонефтяная эмульсия, представляющая собой смесь потоков
со всех скважин, подключенных к ГЗУ. На ДНС происходило
разгазирование газонефтяных смесей и по участку ДНС-товарный
парк транспортировалась практически разгазированная эмульсия.
Кроме указанных особенностей, каждый участок характеризовался
различными значениями давлений, температуры, производительно-
сти и т.д., что позволило выявить влияние этих параметров на рео-
логические свойства эмульсий и гидравлические сопротивления.
Для определения гидравлических потерь, а также выявления
зависимости изменения реологических свойств эмульсий по длине
трубопроводов от скважин до товарного парка предусматривались
отборные устройства, установленные в начале и в конце каждого
интервала трубопроводов. Кроме того, в интервалах ГЗУ-ДНС и
ДНС-товарный парк такие же устройства были установлены в сред-
ней части трубопроводов.
Для оценки вязкостных свойств водонефтяных эмульсий были
использованы ротационный вискозиметр типа «Реотест» и виско-
зиметр ВВДУ-1. Вязкости эмульсий на ротационном вискозиметре
определялись'при температурах 0, 2, 5, 10, 20 °C. Результаты изме-
рений сведены в табл.3.1, по ним построены графики рис. 3.4.
Из данных видно, что наибольший темп увеличения вязкости
системы отмечается у эмульсий с объемным содержанием воды от
34 % и выше.
198
При повышении тем-
пературы от 0 до 20°С вяз-
кость снижается примерно
в два раза. Причем, влияние
температуры в большей
степени сказывается при
повышенных объемных
содержаниях воды в эмуль-
сиях [113]. Результаты из-
мерения вязкости газиро-
ванных и разгазированных
эмульсий представлены в
табл 3 2 Сопоставляя дан-
ные, следует отметить, что
в трех из пяти случаев на-
блюдается снижение вязко-
сти для газированных
эмульсий, в двух случаях
были получены примерно
одинаковые результаты.
Для оценки эффектив-
ности воздействия де-
Рис 3 4 Изменение вязкости эмульсий
от температуры
1,2, 3, 4, 5 - соответственно для эмульсий
обводненностью 56,0, 46,8, 34,0, 18,8
эмульгаторов на снижение вязкости эмульсий в одинаковых усло-
виях были испытаны четыре неионогенных продукта: дисолван-
4411, доуфакс, сепарол-29 и сепарол-25 с ингибитором коррозии-3.
С этой целью были отобраны водонефтяные эмульсии из вы-
кидной линии одной из скважин НГДУ «Лениногорскнефть» Об-
водненность эмульсии составляла 48 %. Перед дозировкой реаген-
тов определялась исходная вязкость эмульсии при температурах 0,
2, 5, 10 °C. Данные замеров сведены в таблице 3 3 (позиция 1). Из
таблицы 3.3 видно, что вязкость эмульсий оказалась очень высо-
кой, особенно при низких температурах. Так, при 0 - 2 °C она со-
ставляла 10 - 11 пз.
Затем для каждого типа деэмульгатора были приготовлены три
одинаковых пробы исходной эмульсии. В пробы дозировалось со-
ответственно 15, 25 и 35 г реагента на 1тонну нефти. Условия раз-
рушения эмульсии подбирались в соответствии с существующим в
промысловом трубопроводе режимом движения водонефтяной
смеси
199
IO
о
о
Табл ца 3.1
Место отбора проб Плотность при 20°С, г/см3 Содержание воды (объемн.), % Вязкость (т0, ,т|) при температуре °C
0 2 5 10 20
То, дин/см2 п, пз То, дин/см2 П, пз То, дин/см2 П, пз То, дин/см2 п, пз т0, дин/см" П, пз
НГДУ «Лениногорскнефть»
Скв.1 0,895 1,1 - 1,28 1,18 - 0,84 - 0,74 - 0,37
Скв.2 0,944 18,8 - 2,20 - 2,0 1,58 • 0,99 - 0,6
Скв.З 0,987 34,0 190 4,05 170 3,83 170 2,97 140 1,97 20 1,36
Скв.4 1,032 46,8 800 11,3 700 10,4 600 8,0 560 5,56 540 2,95
НГДУ «Сулеевнефть»
Скв.5 0,897 2,3 - 1,18 - 1,04 - 0,85 - 0,61 - 0,31
Скв.6 0,951 19,6 - 1,92 - 1,73 - 1,32 - 0,90 - 0,48
Скв.7 1,064 56,0 1080 15,8 1020 14,1 750 13,2 600 10,75 300 6,43
Таблица 3.2
Место отбора проб Проба Способ определе- ния вязко- сти Плот- ность при 20°С, г/см3 Содержа- ние воды (объемн.), % Вязкость, пз, при темпер ату ре, °C
0 2 5 10 15 20
Скв.1 газированная ВВДУ-1 I ЗГДУ «Лени 2,6 ногорскнеф ть» - 0,38 0,32 0,24
Скв.1 разгазированная RV 0,8905 2,6 1,28 1,18 0,84 0,74 - 0,37
Скв.З газированная ВВДУ-1 - 46,0 - - - 0,44 0,41 0,8
Скв.З разгазированная RV 1,036 46,0 11,3 10,4 8,0 5,56 - 2,95
Скв.4 газированная ВВДУ-1 . - 58,0 - - - 1,55 1,09 0,85
Скв.4 р азгаз ированная RV 1,055 58,0 12,83 12,0 8,62 6,85 - 3,71
Скв.6 газированная ВВДУ-1 - НГДУ «С> 1,8 'леевнефть: > 0,85 0,6 0,48 -
Скв.6 разгазированная RV 0,895 1,8 1,02 0,84 0,72 0,5 - 0,33
Скв.7 газированная ВВДУ-1 - 34,0 - - * 1,69 1,12 0,83
Скв.7 разгазированная RV 0,989 34,0 3,11 2,78 2,34 1,56 0,7
Таблица 3.3
Номер скважи- ны Содержание воды в сырье, % Расход и тип реагента, г/т Темпера- тура опыта, °C Остаточное содержание воды, % Плотность, г/см3 Вязкость, спз, при Т, °C
0 2 5 10
4 48,0 - - 48,0 1,032 ИЗО 1040 800 556
4 48,0 ]5(дисолван) 16 22,4 0,969 365,07 371,3 259,3 171,15
25(дисолван) - 11,3 0,935 240,6 218,17 184,0 121,76
30 (дисолван) - 7,6 0,916 185,35 161,57 116,66 85,36
4 48,0 15 (доуфакс) 16 17,6 0,957 321,17 - 248,56 148,05
25 (доуфакс) - 5,2 0,902 174,55 - 131,48 97,8
35 (доуфакс) - 2,7 0,899 125,0 - 112,76 90,62
4 48,0 15 (сепарол -29) 16 23,2 358,8 - 277,3 198,41
25 (сепарол -29) - 12,8 298,3 - 173,7 114,09
35 (сепарол -29) - . 8,4 261,7 - 204,8 110,7
После этого производились измерения вязкости каждой эмульсии
на ротационном вискозиметре при тех же температурах (табл. 3.3 и
рис. 3.5). По результатам измерений был сделан вывод о том, что
введение деэмульгатора значи-
тельно снижает вязкость эмуль-
сии во всем интервале исследуе-
мых температур. При сравнении
абсолютных величин полученных
вязкостей можно сделать вывод,
что наиболее эффективным из
испытанных оказался доуфакс,
затем следуют дисолван и сепаро-
ли 29 и 25. Испытаниям реагентов
сепарол-29 и сепарол-25 с инги-
битором 3 было уделено особое
внимание, поскольку первый из
них был рекомендован в свое
время западно-германской фир-
мой «БАСФ» как низкотемпера-
турный реагент, а второй содер-
жал ингибитор коррозии. Однако
в лабораторных условиях для
эмульсий угленосных горизонтов
этот реагент оказался менее эф-
фективным.
Результаты измерений тем-
пературы по длине трубопроводов
на экспериментальных участках
представлены на рис. 3.6. Так, для
интервала трубопровода*, скв. 7 -
ГЗУ 9с - ДНС - ТХУ (НГДУ «Су-
леевнефть») рис. 3.6 а наблюдает-
ся постоянное снижение темпера-
туры, абсолютное изменение ко-
торой в конечной точке достигает
4°С. На рис. 3.6 б, в представле-
ны температурные профили для
двух интервалов трубопроводов
НГДУ «Лениногорскнефть».
Рис. 3.5. Влияние удельного
расхода деэмульгаторов на
снижение вязкости эмульсий:
а, б, в - соответственно деэмульгаторы
дисолван 4411, доуфакс и сепарол 29;
1, 2, 3 - соответственно для расхода
деэмульгаторов 15, 25 и 35 г/т.
203
Рис. 3.6. Изменение температуры (1)
и вязкости (2) нефти по длине
трубопроводов L, км
а - скв. 7; б, в - скв. 3, 4 соответственно.
По профилям видно, что
при общей. тенденции
снижения температуры
по длине трубопровода
после насосов ДНС во
всех случаях наблюда-
ется локальное повы-
шение температуры.
Это объясняется подог-
ревом жидкости перека-
чивающим насосом, а
также и тем, что жид-
кость, приходящая на
ДНС с других ГЗУ,
имеет несколько повы-
шенную температуру.
Следует отметить, что
темп изменения темпе-
ратуры снижается в на-
правлении от скважины
к ДНС и товарным пар-
кам. Наибольшее сни-
жение температуры
происходит, в основ-
ном, на участке трубо-
провода длиной 3 км от
скважины. Затем темпе-
ратура потока стабили-
зируется и при после-
дующем движении из-
меняется незначитель-
но. Для зимнего периода она находится в пределах 3-5 °C.
Учитывая то, что снижение температуры повышает вязкость
водонефтяных эмульсий, были произведены замеры вязкости
эмульсий, отобранных в точках замера температуры. Профили вяз-
кости эмульсий представлены на рис. 3.6, что касается интервала
трубопровода от скв. 3 до точки 3 км, то профиль вязкости вполне
согласуется с изменением температуры эмульсии на этом интерва-
ле. Скачки вязкости объясняются, в основном, различной степенью
204
обводнения эмульсий: от 63% до 4,4% после смешения с нефтями
других скважин. Учитывая существенное влияние дисперсной фа-
зы на вязкость эмульсии, становится понятным несоответствие
профиля температуры по трубопроводам изменению вязкости
эмульсий. Это еще раз подчеркивает, насколько существенное
влияние оказывает обводненность нефти на её вязкость. Таким об-
разом, для правильного выбора диаметра трубопровода на том или
ином участке, а также давлений перекачки при проектировании
систем сбора и транспорта гидравлические потери в трубопроводах
следует рассчитывать в соответствии с перспективными данными
по добыче нефти и ее обводненности вообще и на каждом проекти-
руемом участке трубопровода, в частности.
Одним из приемлемых способов снижения вязкости эмульсий
угленосных горизонтов, а значит, и гидравлических потерь при их
транспорте по трубопроводам является смешение их в определен-
ных соотношениях с маловязкими девонскими нефтями или эмуль-
сиями. Исследование физико-химических процессов, происходя-
щих при смешении угленосных и девонских эмульсий с полностью
сформированными бронирующими оболочками, показало, что ус-
ловия деэмульсации смесей по сравнению с исходными эмульсия-
ми, хотя и изменяются [113], но эти затруднения преодолимы.
Для количественной оценки возможности снижения вязкости
смесей угленосных и девонских эмульсий в зависимости от их объ-
емных соотношений были проведены лабораторные исследования.
С этой целью производилось смешение в различных процентных
соотношениях угленосной и девонской эмульсий, и затем измеря-
лась вязкость при температурах 0, 10, 20, 30, 40, 50 °C. Каждая се-
рия исследований характеризовалась различной обводненностью
принятых для смешения эмульсий. Кроме того, в каждой серии для
сравнения замерялась вязкость чистых эмульсий (угленосной и де-
вонской) при соответствующих данной серии обводненностях. Ре-
зультаты исследований приведены в табл. 3.4.
Рассматривая эти результаты, можно отметить следующее.
При всех принятых соотношениях девонской и угленосной эмуль-
сий наблюдается значительное снижение вязкости смеси по срав-
нению со 100 % угленосной эмульсией. Причем это наблюдается во
всем интервале исследуемых температур. Следует также отметить,
что наибольшее снижение вязкости наблюдается при смешении
высокообводненных эмульсий. Так, при смешении угле-
205
Табл и ц а 3.4
Соотношение, % Плотность при 20°С, г/см3 Содержание воды, % Вязкость, пз, при температуре, °C
девон карбон 0 10 20 зо 40 50
100 0,856 0,0 0,63 0,21 0,14 0,1 0,07 0,06
75 . 25 0,867 0,06 0,76 о,з - 0,18 0,12 0,086 0,07
50 50 0,875 0,12 0,85 0,37 0,23 0,15 0,1 0,08
25 75 0,881 0,18 1,3 0,52 0,3 0,19 0,13 о,н
- 100 0,888 0,24 2,02 0,82 0,41 0,23 0,16 0,12
100 - 0,890 17,2 1,20 0,48 0,29 0,18 0,10 0,087
75 25 0,908 18,4 - 0,49 0,30 0,18 0,135 о,ю
50 50 0,919 18,4 0,72 0,40 0,23 0,16 0,11
25 75 0,935 18,4 2,0 1,32 0,58 0,42 0,25 0,17
- 100 0,945 20,0 2,5 1,35 0,75 0,42 0,35 0,21
100 - 0,957 40,0 2,19 1,18 0,68 0,37 0,26 0,21
75 25 0,974 42,0 3,0 1,69 0,90 0,53 0,36 0,29
50 50 0,987 42,0 4,37 2,0 1,14 0,65 0,48 0,35
25 75 0,9985 43,0 4,7 2,6 1,44 0,81 0,58 0,44
100 1,012 44,0 6,2 3,5 2,06 0,96 0,62 0,52
100 -> 0,974 46,0 2,88 1,98 1,05 0,72 0,46 0,43
75 25 0,995 48,0 4,3 2,5 1,68 0,89 0.69 0,52
50 50 1,022 51,0 5,83 2,66 2,0 1,45 1,09 0,76
25 75 1,046 52,0 - 6,4 4,8 2,8 1,73 1,43
100 1,071 55,0 14,9 10,0 6,81 3,78 2,49 1,93
носной и девонской эмульсий 1:1. вязкость низкообводненной сме-
си снижается примерно в два раза, а высокообводненной смеси при
таком же соотношении - в 3-4 раза. Последнее, очевидно, справед-
ливо лишь для обводненности порядка 50 % и выше, так как при
обводненности в 40 % этого уже не наблюдается.
Анализируя данные табл. 3.4, нетрудно заметить, что сниже-
ние вязкости смеси угленосной и девонской эмульсий не всегда
является результатом средневзвешенного представительства неф-
тей этих типов. Это особенно четко наблюдается для высокообвод-
ненных смесей. Рассматривая позицию соотношения смеси 50:50
табл.3.4, можно отметить, что при температуре 10 °C вязкость сме-
си равна 2,66 пз, в то время как по средневзвешенным данным она
должна быть равна 6 пз, при 20 °C вместо 2 пз должна быть равна 4
пз и т.д. Это характерно опять-таки для высокообводненных сме-
сей. Во всех других случаях вязкость эмульсий при смешении на-
ходится на средневзвешенном уровне с возможными небольшими
отклонениями в ту или другую стороны. Однако, чтобы рекомен-
довать наиболее оптимальные соотношения угленосных и девон-
ских эмульсий при их смешении, необходимо оценить в количест-
венном отношении возможные осадкообразования при взаимодей-
ствии различных по химическому составу пластовых вод, входя-
щих в состав эмульсий. Пластовые воды девона содержат до 100
мг/л ионов бария и около 200 мг/л ионов закисного железа. В водах
угленосных горизонтов содержится свыше 300 мг/л сульфат-ионов
и более 100 мг/л H2S. При химическом взаимодействии этих вод
образуются осадки в виде сульфида железа (FeS) и сульфата бария
(BaSO4). Количество образовавшегося твердого осадка зависит от
процентного соотношения смешиваемых вод. Исследованиями
ТатНИПИнефть [114] было доказано, что минимальное количество
осадков образуется в смесях, содержащих равное количество пла-
стовых вод обоих горизонтов. Наибольшее количество осадков об-
разуется при смешении девонских и угленосных вод в соотноше-
нии 1:3. При таком же соотношении вод образуются наиболее
стойкие эмульсии, если ко времени смешения процесс формирова-
ния бронирующих оболочек на глобулах эмульгированной воды не
закончен.
На основании выполненных исследований было сделано за-
ключение, что снижение вязкости водонефтяных эмульсий может
быть достигнуто следующими способами:
207
- подогревом транспортируемом эмульсии в зимнее время: так,
подогрев эмульсии с 5 до 20 °C позволяет снизить ее вязкость в 2
раза, независимо от степени обезвоживания нефти;
- обработкой эмульсии реагентом-деэмульгатором: подача
реагента (30 г/т нефти) в систему сбора и транспорта позволяет
снизить вязкость эмульсии в 4-5 раз, независимо от ее температу-
ры;
- смешением нефтей различных физико-химических свойств:
так, при смешении угленосной и девонской эмульсий в соотноше-
нии 1:1 вязкость низкообводненной смеси снижается примерно в
два раза, а высокообводненной - в 3-4 раза; наиболее оптимальным
соотношением при смешении является 1:1;
- совокупностью воздействия нескольких способов: смешени-
ем различных нефтей с вводом деэмульгатора; подогревом со сме-
шением нефтей различных горизонтов.
Все это и следует учитывать при выборе средств снижения
вязкости во время проектирования систем сбора и транспорта про-
дукции скважин любых месторождений.
3.3. РЕОЛОГИЧЕСКИЕ СВОЙСТВА ЭМУЛЬСИЙ
ТЯЖЕЛЫХ НЕФТЕЙ
Высокообводненные эмульсии тяжелых нефтей проявляют при
течении в трубопроводах неньютоновские свойства. Для изучения
закономерностей изменения реологических свойств эмульсий тя-
желых нефтей в зависимости от обводненности, температуры и
градиента скорости были выполнены исследования на искусствен-
ных эмульсиях обводненностью от 10 до 90 %. В исследованиях
использовали тяжелую безводную нефть угленосного горизонта,
плотность которой при температуре 15 °C составляла 930 кг/м3. В
качестве дисперсной фазы использовали пластовую воду угленос-
ного горизонта плотностью 1,169 кг/м3 при минерализации ее
219718 мг/л. Пробы нефти, используемые в процессе исследований,
отбирались непосредственно из трубопровода на выходе из рабо-
тающего сепаратора. Длительность хранения отобранной пробы
при первом приготовлении эмульсии составляла 1 сут., последую-
щих - от 2 до 10 суток. В качестве диспергатора при смешении
нефти и воды в турбулентном режиме использовали четырехлопа-
стную мешалку при скоростях вращения вала (п) = 9000, 11000 и
208
13000 об/мин. Режим перемешивания нефти и воды в специальной
емкости объемом 1000 см3 был принят следующим; для обводнен-
ности 10, 20, 30 % п = 9000 об/мин; время перемешивания (Т) со-
ставляло 1 мин; для обводненности - 40, 50, 60 % п =13000 об/мин,
Т=5 мин. При данных режимах перемешивания размер глобул пла-
стовой воды в эмульсии составлял 3-7 мк.
Для проверки стабильности приготовленной эмульсии опреде-
ляли ее устойчивость. Эмульсию считали стабильной и пригодной
для замера вязкости, если количество выделившейся воды при тем-
пературе 24 °C в течение 120 мин не превышало 0,1 мл. [116].
Исследования осуществлялись на ротационным вискозиметре
типа ФАНН «Viscometer».
Динамическая вязкость нефти т] определялась по формуле (3.7)
r] = S0-f, (3.7)
где S - фактор скорости, при п= 600, 300, 200 и 100 об/мин. S= 0,5;
1,5; 3,0 соответственно; 0 - показание шкалы;/- коэффициент пру-
жины (для F-1 = 1; F-10=10).
Структурная вязкость т]с определялась по формуле (3.8)
^б=йбоо-^зоо, (3.8)
где <7боо - показание шкалы при п= 600 об/мин; 4?зоо - показание шка-
лы при п= 300 об/мин.
Предельное напряжение сдвига рассчитывалось по формуле
(3.9):
г = %оо~7с (3-9)
где т]3оо - значение динамической вязкости, соответствующее пока-
занию при п= 300 об/мин; т|с- структурная вязкость.
Результаты замеров вязкости исследованных эмульсий пред-
ставлены в таблице 3.5. Из полученных данных следует, что при
обводненности 10 % эмульсии проявляют пластичные свойства.
Так, при уменьшении градиента скорости от 1,1 до 0,2 м/с вязкость
эмульсии обводненностью 10 % повышается от 192 до 225; от 150
до 180; от 65 до 85 и от 45 до 60 спз для температуры 20, 30, 50 и
60 °C соответственно.
209
Таблица 3.5
Параметр Обводненность
0 10 20 30 40 50 60 70 80 90
Темпе- 20 1 1 Стр} 90 1 /ктурн зю 1: ая вяз; 380 1 (ОСТЬ ,спз 56046 1- I- 115Г0| 5 1 10
ратура, °C 30 116 150 210 330 0 - - 5 5 10
50 46 Б0 90 160 Ьзо 450 5 5 10
60 33 40 60 80 170 400 530 - 5 10
Скорость 600 д инам? 192 | теска; 325 |. 1 вязке 390 И )СТЬ при 550 |- 20° С 1 0 |2 5 1 75
ротора вис- 300 175 195 340 430 600 1750 1800 45 45 15
козиметра, 200 177 202 360 450 685 1995 2445 60 60 15
об/мин 100 177 225 390 480 750 2190 3750 ; 120 120 30
Скорость 600 116 Дина 150 мичес 220 кая вя: 322 3кость г 500 ри 30° С 27 25 13
ротора вис- 300 120 165 240 340 540 1450 1800 45 45 15
козиметра, 200 123 170 255 345 570 1545 2325 60 60 15
об/мин 100 123 180 300 360 600 1680 3090 120 120 30
Скорость 600 47 Дин; 65 амичее 100 жая вя 150 зкость 235 зри 50° ;525 С 22,5 22,5 13
ротора вис- 300 48 70 120 155 250 600, 1380 40 40 15
козиметра, 200 48 75 128 173 285 660 1500 60 60 15
об/мин 100 51 85 135 195 270 780 1710 120 120 30
Скорость 600 7 33,5 ,инамр 45 1ческа 70 я вязке 85 зсть при 175 i60°C 412 675 22,5 |22,5 110
ротора вис- 300 34,0 50 80 90 180 500 990 40 40 15
козиметра. 200 34,5 52 90 105 195 525 1110 60 60 15
об/мин 100 36,0 60 105 129 200 600 1260 120 120 30
Наиболее резко неньютоновское (пластичное) поведение
эмульсии проявляется при обводненности 50-60 % и предельные
напряжения сдвига этих эмульсий характеризуются высокими зна-
чениями, т.е. 396-2254 дин/см2. Вязкость эмульсий обводненностью
50-60 % при снижении градиента скоростей вращения ротора от
600 до 100 об/мин увеличивается с 1750 до 3750 спз и с 412 до 1260
спз при температуре 20 и 60°С соответственно. Поэтому при уве-
210
личении обводненности продукции скважин более 30% с целью
снижения энергозатрат на перекачку газоводонефтяной смеси не-
обходимо дозировать реагент-деэмульгатор на скважинах или в
начальных точках сборных трубопроводов.
Это же необходимо осуществлять с момента появления в неф-
ти воды для повышения эфективности деэмульсации нефти.
В целом установлено, что эмульсии тяжелых нефтей проявля-
ют неньютоновские свойства при всех значениях обводненности и
принятых температурах нагрева нефти (30, 50, 60 °C).
График изменения усредненных значений вязкости нефти ис-
кусственных эмульсий в зависимости от обводненности и темпера-
туры представлен на рис. 3.7.
Из анализа полученных
данных следует, что значения
динамической вязкости неф-
ти и эмульсий значительно
отличаются. Так, вязкость
эмульсии с повышением об-
водненности от 10 до 60 %
при температуре 20 °C изме-
няется от 192-225 спз до
1800-3750 спз.
Увеличение температу-
ры эмульсий до 60°С позво-
лит снизить эти значения до
34-36 спз и 675-1260 спз со-
ответственно. При повыше-
нии обводненности до 70-90
% наблюдается резкое сни-
жение вязкости, обусловлен-
ное тем, что внешней средой
является вода.
Результаты оценки влия-
ния реагента-деэмульгатора
на вязкость дегазированных
эмульсий обводненностью
10, 20, 30, 40, 50 и 60 °C при
среднем расходе реагента 170
г/т приведены на рис. 3.8)
Рис. 3.7. Изменение вязкости
нефти в зависимости от
обводненности и
температуры
1, 2, 3, 4 - при температуре 20, 30,
50, 60° С соответственно.
211
Рис.3.8. Изменение
вязкости эмульсии от
температуры
1,2, 3, 4, 5, 6 ' для обвод-
ненности 60, 50, 40,30, 20,
10% соответственно 1 , 2 ,
3,4,5,6 - для обводнен-
ности 60, 50, 40,30,20,
10% соответственно (при
расходе деэмульгатора
170 г/т).
Из рисунка следует, что обработка деэмульгатором свежепри-
готовленных дегазированных эмульсий обводненностью 60, 50
40% позволяет, как и в остальных случаях, рассмотренных в других
разделах, снизить их динамическую вязкость.
3.4. РЕОЛОГИЧЕСКИЕ СВОЙСТВА ЭМУЛЬСИЙ ПРИРОДНЫХ
БИТУМОВ
Продукция скважин природных битумов, полученных из перм-
ских отложений (методом внутрипластового горения) на опытном
участке Мордово-Кармальского месторождения, обладает специ-
фическими с точки зрения промыслового сбора и транспорта ха-
рактеристиками. В частности, установлены высокая плотность
(948... 1062 кг/м3), значительное массовое содержание механиче-
ских примесей (до 0,96 %), а также повышенная вязкость, дости-
гающая при температуре 20 °C нескольких тысяч МПа с. Исследо-
вания реологических характеристик осуществлялись на опытно-
промышленной установке, схема которой представлена на рис. 3.9.
Установка была оборудована поршневым насосом 9 МГР, позво-
ляющим прокачивать любые дисперсные системы через замерный
участок трубопровода, состоящий из двух последовательно соеди-
ненных частей диаметрами 150 и 100 мм, длиной по 300 м.
212
Рис. 3.9. Технологическая схема опытно-промышленной установки:
1-нефть; Il-вода; Ш-реагент-деэмульгатор; А-1 -А-4 - амбары № 1-4; Н-I, Н-2, Н-3 -
насосы для подачи нефти, химреагентов, деэмульгатора; Н-4 - насос для подачи нефти 9
МГР; Е-1, Е-2, Е-3 - емкости соответственно приемная, под химреактивы, под деэмульгатор;
С-1, С-2- нефтяной и водяной счетчики; Д-1 - диспергатор.
В технологическую схему установки (рис. 3.9) введены узлы,
предназначенные для исследования в промысловых условиях
различных способов перекачки высоковязкой продукции скважин,
разработанные ТатНИПИнефтью. В частности, предусмотрены
устройства для введения в поток холодной воды, дозировки реаген-
тов - деэмульгаторов, а также приготовления и дозировки химиче-
ских композиций, обеспечивающих гидрофилизацию стенок тру-
бопровода при изучении эффективности некоторых вариантов гид-
ротранспорта, а также диспергатор.
Анализы показали высокую обводненность извлекаемого
скважинным способом природного битума, составляющую 70% и
выше. В сочетании с высокой вязкостью самого природного битума
это априори обусловило аномалии реологических характеристик.
Учитывая тот факт, что природные битумы характеризуются высо-
ким содержанием АСПО, в качестве модели неньютоновского те-
чения эмульсий природных битумов по трубопроводам принят сте-
пенной реологический закон:
где: АР- перепад давления на участке трубопровода длиной А I;
213
dV I dr - градиент скорости на расстоянии г от центра трубопро-
вода; Цстр - реологическая константа с размерностью (н/м2)-с|/п, на-
зываемая структурной вязкостью; п - безразмерный показатель
степенного закона.
Интегрирование уравнения (3.10) позволяет получить расчет-
ную зависимость расхода Q по заданному перепаду давления
(3.11):
л£>3 Г 1£> АР *
У_8(и + 3)(^-4-Д/?
(З.Н)
В отличие от ньютоновских жидкостей зависимость расхода от
диаметра трубопровода является более значительной, так как для
течений структурно-вязких жидкостей n> 1.
Это обстоятельство позволило диагностировать аномалии рео-
логического поведения с помощью замеров перепадов давлений на
двух частях различного диаметра замерного участка. Анализ отно-
шения расходов, замеренных при течении одной и той же жидкости
через трубопроводы соединения их приводит к соотношению
(3.12):
Лт2
A^i
(3-12)
С учетом результатов фактических размеров диаметров было
получено выражение показателя степенного закона, характери-
зующего реологическое поведение природного битума в реальных
условиях опытно-промышленной установки (3.13):
п = 1,2164/In
^/1,5
АР.
(3-13)
Данные экспериментальных замеров, приведенные в таблице
3.6, свидетельствуют о существенном проявлении аномальности
реологических свойств природных битумов. Значение показателя
степенного закона значительно превышает единицу и меняется от
1,4 до 2,4. В таблице также приведены значения реологической
константы цстр, вычисленные по формуле (3.11) с использованием
соответствующего значения показателя степенного закона, которые
214
также изменяются в широких пределах; причем эти изменения
нельзя связать с каким-либо из внешних факторов.
Таблица 3.6
Q м7ч Pl, МПа Р2, МПа п Негр, н-с|/л/м2 1 1^71 с ШФФ1, мПа с 1 У^А с ГЬфф2, мПас
1,9 2,3 4,8 33,3 37,7 47,6 прир 0,128 0,190 0,272 0,101 0,196 0,221 По г юднь U стр 0,471 0,672 0,673 0,359 0,564 0,598 юлуч< [X биз акУ дг } 1,356 1,418 2,433 1,410 1,870 2,062 гнныл умов /и , вь 10,41 13,54 16,60 1,09 1,12 1,48 4 данным как othoi шисленнь 1,59 1,93 4,02 27,92 31,61 39,91 рассчитг ление вел [х по реол 9314,0 11189,0 7305,0 415,0 225,0 222,0 ша эффе [ИЧИНЫ Нс огическо! 5,38 6,51 13,60 94,22 105,67 134,7 ктивная в шряжений 4 модели ( 6951,0 7865,0 3558,0 292,0 128,0 118,0 язкость сдвига 3.10), к
дИ 322
среднему градиенту скорости в трубопроводе --=-----г. Резуль-
дг tcD
таты соответствующих расчетов также приведены в таблице 3.6.
На рис. 3.10 представлены результаты расчетов зависимости
перепада давления на замерном участке трубопровода опытно-
промышленной установки.
Рис. 3.10. Сравнение
расчетных перепадов
давления с использо-
ванием ньютонов-
ских (1, 3, 5)и струк-
турно-вязких (2, 4, 6)
реологических
моделей:
1,2-Q=2,3 м7ч; 3,4-
Q=4,8 м3/ч; 5,6-
Q=47,7 м7ч.
Кривые 2, 4 и 6 соответствуют течению структурно-вязких
жидкостей с реологическими константами, полученными при рас-
215
ходах 2,3; 4,8 и 47,6 м3/ч, в соответствии с выражением (3.11). Ана-
логичные расчеты выполнены с использованием эффективной вяз-
кости цЭфф, взятой из таблицы 3.5 и расчитанной на основе форму-
лы Пуазейля при и=1. Анализ графиков показывает, что ньютонов-
ская модель даже при высоких значениях эффективной вязкости
(порядка 10 Па-с) не обеспечивает соответствия фактическим дан-
ным. В целом очевидно, что обработка экспериментальных данных
приводит к гораздо меньшим значениям вязкости природных би-
тумов, чем это следует из данных предварительных лабораторных
исследований.
Таким образом, экспериментальными промысловыми исследо-
ваниями установлено аномальное реологическое поведение высо-
кообводненных природных битумов; получены константы степен-
ного реологического закона.
Обработка данных по замеру перепадов давления при различ-
ных расходах показала широкое варьирование значений реологиче-
ских констант рстр и п.
Фактические значения эффективной вязкости высокообвод-
ненных природных битумов, полученные в реальных условиях их
добычи и транспорта, значительно ниже соответствующих вели-
чин, полученных в лабораторных условиях, что и следует учиты-
вать в практической деятельности
ГЛАВА IV
ЭМУЛЬСИИ, ФОРМИРОВАНИЕ И НЕКОТОРЫЕ
ФАКТОРЫ, ОСЛОЖНЯЮЩИЕ ИХ УСТОЙЧИВОСТЬ
4.1. КЛАССИФИКАЦИЯ НЕФТЯНЫХ ЭМУЛЬСИЙ
' Все нефтяные эмульсии делятся на три группы.
Эмульсии обратного типа (вода в нефти) -1 группа. В ней со-
держание дисперсной фазы (воды) в дисперсионной среде (нефти)
может колебаться от следов до 90-95%; такой тип нефтяных
эмульсий охватывает диапазон разбавленных и высококонцентри-
рованных эмульсионных систем, где в большой степени проявля-
ются различия в факторах их стабилизации [9, 10].
Эмульсия прямого типа (нефть в воде) — II группа. Они обра-
зуются в процессах разрушения обратных эмульсий, при высоком
содержании воды в продукции скважин и при деэмульсации нефти.
Стойкие эмульсии прямого типа могут формироваться также в про-
цессе паротеплового воздействия на пласт.
«Множественная эмульсия» - III группа. Это эмульсия в
эмульсиях: вода-нефть-вода и т.д., либо - нефть-вода-нефть. Та-
кие эмульсии характеризуются обычно повышенным содержанием
различных механических примесей, в результате чего накаплива-
ются на границе раздела фаз в аппаратах подготовки нефти и воды
и являются одной из причин срыва технологических режимов их
работы.
4.2. УСТОЙЧИВОСТЬ ЭМУЛЬСИИ
При диспергировании двух несмешивающихся жидкостей об-
разуются одновременно эмульсии прямого М/В и обратного В/М
217
типов. При этом различают два периода «жизни» капель: Т] - время
«жизни» капель масла в воде и т? - время «жизни» капель воды в
масле. Отношение /3 = - является мерой способности сис-
темы к обращению фаз: Р>1 система из двух нерастворимых жид-
костей при их диспергировании предрасположена к образованию
эмульсии прямого типа (М/В), а при р<1, наоборот, - к образова-
нию эмульсии типа В/М. Способность системы к образованию
эмульсий типа М/В возрастает с повышением величины у —-
. с t ъ v\
, где Г( и Г2 - соответственно объемы водной и масляной фаз.
С уменьшением / преимущественно образуется эмульсия типа
В/М. Все эмульсии как прямого, так и обратного типа термодина-
мически неустойчивы , стремятся к расслоению.
При оценке стойкости нефтяных эмульсий следует различать
два понятия: кинетическую и агрегативную устойчивость.
4.2.1. КИНЕТИЧЕСКАЯ (ИЛИ СЕДИМЕНТАЦИОННАЯ)
УСТОЙЧИВОСТЬ
Это способность системы противостоять оседанию или всплы-
ванию частиц дисперсной фазы под действием архимедовых сил.
Для разбавленных эмульсий, когда содержание дисперсной фазы
менее 3%, кинетическая устойчивость может быть представлена
выражением (4,1) [9]:
1 9т;
— - ’
V КР6-Рн)т S
(4-1)
где v - скорость оседания или всплытия частиц дисперсной фазы с
радиусом т; (рв —рр) - разность плотностей дисперсной фазы и дис-
персионной среды; г] - вязкость дисперсионной среды; g - ускоре-
ние свободного падения. Из (4.1) следует, что кинетическая устой-
чивость разбавленных водонефтяных эмульсий пропорциональна
вязкостным характеристикам нефти и обратно пропорциональная
разности плотностей нефти, эмульгированных глобул воды и квад-
рату радиуса этих глобул.
218
4.2.2. АГРЕГАТИВНАЯ УСТОЙЧИВОСТЬ ЭМУЛЬСИЙ
Это способность глобул дисперсной фазы при их столкнове-
нии друг с другом или границей раздела фаз сохранять свой перво-
начальный размер. В этой связи следует различать два процесса:
коалесценцию и флокуляцию [9].
Флокуляция - слипание глобул при столкновении с образова-
нием агрегатов из двух и более глобул.
Коалесценция - процесс слияния (укрупнения) глобул при
столкновении друг с другом или границей раздела фаз.
Время существования эмульсионного слоя определяют по
уравнению (4.2)
г = Н/р, (4.2)
где Н - высота слоя, о - средняя скорость самопроизвольного рас-
слоения.
Поскольку большинство нефтяных эмульсий обладает чрезвы-
чайно высокой агрегативной устойчивостью, величину ее целесо-
образно оценивать по формуле (4.3):
W -W
А, =-^-100, (4.3)
где Wo - общее содержание дисперсионной фазы и анализируемой
эмульсии; W - количество дисперсионной фазы, расслоившейся в
процессе центрифугирования.
Сущность нового подхода к процессу предварительной подго-
товки эмульсии к расслоению заключается в максимальном сниже-
нии ее агрегативной и кинетической устойчивости еще на подходах
к отстойникам.
4.3. ТЕОРИЯ СТАБИЛИЗАЦИИ ДИСПЕРСНЫХ СИСТЕМ
4.3.1. ТЕОРИЯ ДВОЙНОГО ЭЛЕКТРИЧЕСКОГО СЛОЯ
Теория связывает агрегативную устойчивость эмульсионных
систем с образованием на поверхности глобул двойного электриче-
ского слоя, обусловливающего возникновение энергетического
барьера, препятствующего сближению глобул на расстояние дейст-
вия молекулярных сил притяжения.
219
Такой слой может возникнуть как за счет избирательной ад-
сорбции одного из ионов электролита, присутствующего в системе,
так и в результате взаимодействия веществ дисперсионной фазы со
средой и ионизации молекул.
Показано, что в неполярных маслах может происходить иони-
зация, в результате которой в присутствии электролита на межфаз-
ной границе возникает двойной электрический слой, диффузно пе-
реходящий в объем дисперсионной среды. Основное различие ме-
жду двойными электрическими слоями в эмульсиях типа М/В и
В/М заключается в том, что если дебаевская толщина двойного
электрического слоя в эмульсиях типа М/В 10-3 -10-2 мкм, то для
эмульсий обратного типа она может достигать величины 10-20
мкм [9].
При сближении двух капель воды радиусом г в масляной фазе
энергия отталкивания этих капель имеет величину
E„s£,,ripL (4-4)
где £Л1 - диэлектрическая постоянная масла; <рм - падение
потенциала в масляной фазе.
Поскольку ем«ев, то отталкивание капель воды в масле на-
много меньше, чем отталкивание капель масла в воде.
4.3.2. СОЛЬВАТНАЯ ТЕОРИЯ
Объясняет зависимость высокой агрегативной устойчивости от
образования на поверхности глобул мощного сольватного слоя из
молекул дисперсионной среды. Такой слой исключает слипание
частиц при соударении как в результате своих упругих свойств, так
и вследствие того, что на границе сольватного слоя и свободной
среды отсутствует поверхностное натяжение [9].
К веществам, поверхность которых способна сольватироваться
без растворения при взаимодействии с водой, относятся стекло,
кварц, целлюлоза.
Для эмульсий полярных систем «вода-нефть» сродство моле-
кул незначительно, и объяснить устойчивость эмульсионных сис-
тем за счет формирования сольватных оболочек нельзя.
220
4.3.3. ТЕОРИЯ РАСКЛИНИВАЮЩЕГО ДАВЛЕНИЯ Б.В. ДЕРЯГИНА
Энергетические факторы стабилизации в эмульсионной систе-
ме отчетливо проявляются при утоньшении пленок дисперсионной
среды [9].
Б.В. Дерягиным для объяснения устойчивости тонких просло-
ек дисперсионной среды между сближающимися каплями дисперс-
ной фазы разработана теория «расклинивающего давления» - энер-
гетического барьера E(h), препятствующего утоньшению пленок
жидкости в соответствии с равенствами (4.5)
р(й) = -^2
dh
h
(4.5)
О
Появление «расклинивающего давления» с утоньшением
пленки рассматривается как результат образования адсорбционных
слоев стабилизатора и связано с повышением толщины сольватной
оболочки. При этом природа переходного слоя и сил, которые обу-
словливают расклинивающее давление, может быть различной, так
как стабилизирующий слой может быть ионным или представлен
ориентированными адсорбционными слоями ПАВ.
Вероятность разрыва пленки дисперсионной среды при сбли-
жении капель дисперсной фазы обратно пропорциональна ее тол-
щине и, как правило, наступает при утоньшении пленки до 10-5
мкм.
А.А. Петров и С.А. Блатова установили, что сопротивление
выдавливанию с уменьшением толщины прослойки (h) сначала
имеет почти постоянное значение 0-0,05 Н/м2, а начиная с толщи-
ны около 200-250 мкм, резко возрастает, достигая максимального
значения 0,2 н/м2 при толщине около 100 мкм. При дальнейшем
утоньшении пленок сопротивление выдавливанию резко падает и
иногда переходит в область отрицательных значений, что соответ-
ствует процессу разрыва пленки. Введение деэмульгатора в систе-
му приводит не только к резкому снижению р, но и к разрыву неф-
тяных пленок при значительных, почти в 2 раза больших, толщи-
нах.
221
4.3.4. ТЕОРИЯ СТРУКТУРНО-МЕХАНИЧЕСКОГО БАРЬЕРА
В соответствии с этой теорией, устойчивость эмульсионных
систем определяется образованием на поверхности капель дис-
персной фазы адсорбционных оболочек с высокой структурной
вязкостью. К таким оболочкам относят близкие к насыщению ад-
сорбционные слои ориентированных высокомолекулярных поверх-
ностно-активных веществ, образующих двухмерные кристал-
ло-подобные структуры [11].
Особенно сильным стабилизирующим действием обладают
коллоидные адсорбционные слои, являющиеся своеобразными пле-
ночными студнями-лиогелями, сильно сольватированными
дисперсионной средой и диффузно в нее переходящими. К вещест-
вам, способным образовывать также слои, относится большинство
высокомолекулярных коллоиднорастворимых веществ: для эмуль-
сии типа масло в воде - белки, щелочные мыла, крахмал; для
эмульсии типа вода в масле - асфальтены, смолы, порфирины, вы-
сокоплавкие парафины и т.д.
Установлено [9], что состав защитных слоев нефтяных эмуль-
сий весьма различен. Кроме основных стабилизаторов - асфальте-
нов и смол в них входят: соли нафтеновых кислот и тяжелых ме-
таллов; микрокристаллы парафина и твердые частицы минераль-
ных и углистых суспензий с поверхностью, модифицированной
полярными компонентами нефти; порфирины и их окислы, содер-
жащие тяжелые металлы и т.д.
4.3.5. СОСТАВ ПРИРОДНЫХ СТАБИЛИЗАТОРОВ НЕФТЕЙ .
Известно, что нефти даже с близкими характеристиками могут
значительно отличаться по составу стабилизирующих компонен-
тов. Более того, эмульсионные пробы нефтей, отобранные в разное
время из различных точек системы сбора одного и того же
месторождения, также могут значительно отличаться по
устойчивости и составу их бронирующих оболочек.
В таблице 4.1 Представлен состав бронирующих оболочек
промысловых нефтяных эмульсий для некоторых месторождений
[9]. Из таблицы 4.1 видно, что наряду с основными стабилизатора-
ми нефтяных эмульсий, асфальтенами и смолами в состав брони-
рующих оболочек практически везде входят высокоплавкие пара-
222
фииовые компоненты (примерно до 75%) и различные механиче-
ские примеси. В количественном отношении они могут быть пред-
ставлены в самых разных сочетаниях.
Таблица 4.1
л
Состав природных стабилизаторов
Месторождение нефти Мехпри- меси, % Бензолорастворимая часть, % С+А II Тип стабилизатора
II С А
Ромашкинское Д 5,4 60,3 30,5 9,2 0,5 Парафиновый
Ромашкинское С 21,2 74,0 21,0 . 5,0 0,4
Жетыбайское 3,7 68,4 21,7 9,9 0,4
Усть-Балыкское 5,3 37,3 30,8 21,9 1,6 Асфальтеновый
Арланское 1,2 38,2 8,7 57,1 1,7 ft
Бузовнинское 40,0 51,3 15,9 33,6 1,0 Смешанный
v В зависимости от соотношения (С+А)/П, суммарного содержа-
ния основных («черных») компонентов стабилизирующего слоя и
содержания высокоплавких парафиновых углеводородов стабили-
заторы нефтяных эмульсий могут быть подразделены на следую-
щие три типа [9, 12]: асфальтеновый (С+А)/П > 1,0;
парафиновый (С+А)/П < 1,0;
смешанный (С+А)/П « 1,0(0,8-1,2).
Возрастание в составе «бронирующих» оболочек доли меха-
нических примесей приводит к повышению стойкости нефтяных
эмульсий, и как следствие этого, - к увеличению удельного расхо-
да деэмульгатора, необходимого для их разрушения [9, 13].
На рис. 4.1 представлен характер изменения стойкости нефтя-
ных эмульсий в зависимости от общей величины адсорбции на гра-
нице раздела фаз «нефть-газ» природных стабилизаторов.
Приведенные данные указывают на существование прямой
связи между устойчивостью эмульсий и общей величиной адсорб-
ции природных стабилизаторов.
Характерно, что если устойчивость нефтяных эмульсий при
условии постоянного содержания в защитном слое парафиновых
компонентов составляет например, Гп = 14± КГ8 г/см2 - const, то
расход деэмульгатора рис. 4.1 б, необходимого для разрушения
этих эмульсий с ростом адсорбции асфальтосмолистых компонен-
тов увеличивается экспоненциально.
223
О 20 40 60 80ги10 д/сл? О 50 100 150 Г11вш-10я,г/смг
Рис, 4.1 . Зависимость расходных показателей (Q)
реагента-деэмульгатора (дисолван 4411) от:
а) от общей величины адсорбции ГобШ природных стабилизаторов нефтей
различных месторождений; б) от суммарной величины адсорбции смол и
асфальтенов (Га+с) при адсорбции парафина Гп при Гп= 14 10s-3 10‘s г/см2 -
const; в) от адсорбции парафина Гп при Га+С=46 10‘8 -8 10‘8 г/см2 - const; г) от
общей величины адсорбции Го6и1 для деэмульгатора типа дисолван 4411 и
эффективного смачивателя оксифоса - 6.
В то же время, для разрушения нефтяных эмульсий с прибли-
зительно равной адсорбцией асфальтосмолистых веществ в защит-
ном слое, например Га+с = 47± 8-10“8 - const, при увеличении в со-
ставе бронирующих оболочек относительной доли высокоплавких
парафиновых компонентов необходимо увеличивать удельный рас-
ход деэмульгатора рис. 4.16 [9, 14—19].
4.4. КРИТЕРИИ ОЦЕНКИ СТОЙКОСТИ ЭМУЛЬСИИ
ПО ОБЪЕКТИВНЫМ ПАРАМЕТРАМ
Основными факторами, влияющими на стойкость эмульсии и
определяющими технико-экономические показатели обезвожива-
ния нефти, являются прочность межфазных пленок, вязкость неф-
ти, разность плотностей дисперсной фазы и дисперсной среды и
224
размеры капель, которые в конечном счете и определяют темпера-
туру нагреЪа при обезвоживании и обессоливании нефти, время
отстоя, тип и расход деэмульгаторов, необходимый набор средств
для интенсификации коалесценции капель и расслоения потока [19,
58,59,65,79].
Отсутствие обоснованных критериев оценки повышенной
стойкости эмульсий различных типов и затрат по важнейшим
статьям подготовки нефти не позволяет прогнозировать техни-
ко-экономические показатели вновь проектируемых установок и
добиваться снижения себестоимость на действующих объектах.
Следовательно, необходимость в таких критериях очевидна. Для
объективной оценки влияния физико-химических свойств нефти
на стойкость эмульсии и затрат на ее подготовку предложено вве-
сти две группы критериев, описывающих количественное соотно-
шение объемных и других свойств сравниваемых нефтей и харак-
теризующих уровень неизбежных затрат.
Первая группа критериев отражает изменение прочностных
свойств межфазных пленок и способность глобул воды с разру-
шенными бронирующими оболочками к коалесценции капель и
укрупнению капель до заданных размеров и выражается через
прочность формируемых и разрушаемых пленок (Кт, t, q). Второй
тип критериев отражает соотношение объемных свойств сравни-
ваемых нефтей (вязкость и плотность нефти, разность плотностей
пластовой воды и нефти), влияющих на скорость и соответственно
время осаждения капель, и расслоение потока на нефть и воду (Кп,
р, t). Превышение стойкости эмульсии одного типа Э] над стойко-
стью эмульсии другого типа Э2 определяется с помощью коэффи-
циентов кратности К, рассчитываемых как соотношение соответ-
Э,
ствующих критериев Кг= В табл. 4.2 приведены значения
"Л
критериев Кт, t, q прочности межфазных пленок в зависимости от
температуры (20-50 °C) и расхода реагента (0-30 г/т) для пленок,
сформированных в течение 24 ч, и коэффициентов кратности
r KiTj.,,)
Kj= — , для нефтей угленосного и девонского горизонтов,
KK{T,t.q
характеризуемых различными физико-химическими свойствами.
Из анализа данных табл. 4.2 следует, что коэффициент кратно-
225
сти К,для прочности межфазных пленок нефтей угленосного гори -
зонта при изменении температуры в интервале от 20 до 50 °C и
расхода реагента от 10 до 30 г/т составляет 1,1-1,29. Для снижения
прочности межфазных пленок этой нефти до уровня, позволяюще-
го осуществлять процесс коалесценции капель с такой же степенью
эффективности, как и для нефти девонского горизонта, необходи-
мо повысить температуру нагрева t и расход реагента q до значе-
ния: (t. q)y = (t. q)g Kj (t. q). Коэффициент кратности К; (t. q) при-
нимается равным 1,3 (по большему значению данных табл. 4.2)
Т аб л и ц а 4 2
Г оризонт-показатель Расход реаген- та,г/т Прочность межфазных пленок, Па, при температуре °C
20 25 30 34 I 40 45 1 "Ю
Девонский Kg(T. t.q) 0 70 67 1 67 64 1 62 62 1 61
Угленосный Ку(т. t.q) 0 77 77 74,5 74,5 72 70 70
Коэффициент кратно- 0 U 1,15 1,11 1,11 1,16 1,13 1,14
сти К(т. t .q) Девонский Kg(T. t.q) 10 58 55 55 52 50 50 49
Угленосный Ку(т. t.q) 10 68 68,5 65,5 65,5 63 61 60,5
Коэффициент Kj(T. t.q) 10 1,2 1,23 1,19 1,26 1,26 1,22 1,23
Девонский Kg(T. t.q) 20 56 53 53 50 48 48 47
Угленосный Ку(т. t.q) 20 60 66 68,5 63,5 61,5 59,5 59
Коэффициент К,(т. t.q) 20 1,18 1,25 1,19 1,27 1,28 1,24 1,25
Девонский К/тЛ q) 30 53 50 50 47 45 45 44
Угленосный Ку(т. t.q) 30 64 64 61,5 61,5 59,5 57,5 57
Коэффициент Kj(T, t.q) | 30 I 1,2 I 1,28 1 1,28 1 1,3 1 1,з 1 1,27 I 1,29
Примечание, т - время формирования пленок - 24 ч; t - температура нагрева
- 20-25 °C; g - расход реагента - 0-30 г/т
Таким образом, стойкость эмульсий нефтей угленосного гори-
зонта по сравнению со стойкостью эмульсий нефтей девонских
горизонтов, с точки зрения прочностных свойств межфазных
пленок, оказывается выше в 1,3 раза, чем и обусловливается увели-
чение температуры нагрева и расхода реагента в соответствии с
коэффициентом кратности К(т. t.q).
Вторая группа критериев и коэффициент кратности характери-
зуют время расслоения систем на нефть и воду в зависимости от
изменения разности плотностей пластовой воды и нефти (параметр
Apt), вязкости нефти (параметр T|t) и скорости осаждения глобул
воды (параметр Vt). В конечном счете эти параметры входят в ка-
честве составляющих в формулу Стокса (4.6)
226
r/ 2 2 (Pl ~ Pl)
V = — Г-------:-----
9 7
(4.6)
где г2 -радиус глобул воды; pt - плотность воды; p2 - плотность
нефти; т| - вязкость нефти; g - ускорение силы тяжести.
Значения параметров Vt для случая при г = 100 мкм и Н = 200
см (высота слоя нефти в отстойнике) с учетом изменения вязкости
и плотности нефти и воды в зависимости от температуры и коэф-
фициентов кратности К; приведены в табл. 4.3
Таблица 4.3
Параметр (горизонт) Температура, 0С
30 35 40 45 50 55 60
Скорость осаждения, см/с (угленосный) 0,017 0,018 0,02 0,025 0,052 0,056 0,058
Время отстоя, мин при Н=200 см (угленос- ный) КуСп.р. t) 196 185 166 133 64 59 57
Скорость осаждения, см/с (девонский) 0,046 0,047 0,052 0,063 0,076 0,83 0,085
Время отстоя, мин при Н=200 см (девон- ский) Kg(p.p) / \ 72 70 64 53 44 40 39
2,7 2,6 2,59 2,5 1,5 1,48 1,46
Из данных табл. 4.3 следует, что при одинаковых условиях
скорость осаждения глобул пластовой воды ниже и соответственно
время отстоя для нефти угленосного горизонта выше, чем девон-
ского, а значение коэффициента кратности Kj(t) при температуре
нефти в интервале 50-60 °C оказывается равным 1,5. Таким обра-
зом, время отстоя для эмульсий нефтей угленосных горизонтов при
всех прочих равных условиях должно превышать в 1,5 раза время
отстоя эмульсии нефтей девонских горизонтов.
Из данных табл. 4.2 и рис. 4.2 следует, что увеличение темпе-
ратуры нагрева нефти от 50 °C до 60 °C в незначительной степени
влияет на изменение вязкости нефти, прочности межфазных пле-
нок, скорости и времени отстоя. Коэффициент кратности для вре-
мени отстоя нефти угленосного горизонта значительно изменяется
в интервале температур 30-50 °C.
227
Из данных рис, 4.2 также следует, что коэффициент кратности
для прочности межфазных пленок К(т, q) при увеличении расхода
реагента от 10 до 30 г/т изменяется незначительно и при темпера-
туре 45-50°С составляет 1,25. Поэтому увеличение расхода де-
эмульгатора более 30; г/т практически не приведет к снижению
прочности межфазных пленок. Это открывает возможности для
снижения расхода реагента на промыслах до минимального значе-
ния, что может быть компенсировано увеличением технологиче-
ского времени обработки эмульсии либо в промысловых трубопро-
водах, либо в трубчатых каплеобразователях.
Рис. 4.2. Зависимость вязкости, времени отстоя нефти и коэффициента
кратности К от температуры:
1,3- для нефти угленосного горизонта; 2, 4 - для нефти девонского горизонта;
5 - коэффициент кратности для времени отстоя нефти угленосного горизонта;
6-9 - коэффициент кратности для прочности межфазной пленки нефти
угленосного горизонта при расходе реагента 0, 10, 20 и 30 г/т соответственно.
При наличии на действующих установках большого количест-
ва отстойных аппаратов температура нагрева нефти угленосного
горизонта может быть снижена до уровня температуры нефти де-
вонского горизонта за счет увеличения времени отстоя ( с учетом
значений К;(т, t, q) и Kj(r|, р, t) при различных температурах табл,
4.2, 4.3 и рис. 4.2.)
При прогнозировании и расчете удорожания себестоимости
подготовки нефти необходимо также учитывать изменение обвод-
ненности нефти и долю затрат, отнесенных на очистку пластовой
воды. Суммарный объем добываемой жидкости (нефть+вода) в
расчетах принимается равным 100 %. С учетом себестоимости под-
228
готовки сточной воды(С , кой if дополнительные удельные затраты
на единицу объема подготовленной нефти определяются из соот-
ношения:
(4.7)
где У - удорожание себестоимости подготовки нф ти; С сб.е-
стоимость подготовки сточной воды; В - объем добываемой воды.
С учетом реальной себе-
стоимости подготовки сточной
воды в зависимости от приня-
той технологической схемы
удорожание себестоимости под-
готовки нефти (в том числе и
угленосной) при различной об-
водненности продукции сква-
жин определяется по формуле
или из графика, представленно-
го на рис. 4.3.
Таким образом, основными
показателями, влияющими на
технологические параметры и
себестоимость подготовки неф-
ти, являются ее свойства, об-
водненность и прочность меж-
фазных пленок, которые необ-
ходимо учитывать с помощью
принятых критериев.
Рис. 4.3. Зависимость удорожания
(С - количество раз) себестоимости
подготовки нефти от
обводненности V.
4.5. КИНЕТИКА ВОЗНИКНОВЕНИЯ И РАЗРУШЕНИЯ
ПРОМЕЖУТОЧНОГО СЛОЯ, НЕ ОСЛОЖНЕННОГО
МЕХПРИМЕСЯМИ
Работа отстойной аппаратуры при деэмульсации нефти в об-
щем случае характеризуется соотношением таких параметров, как
скорость возникновения промежуточного слоя и скорость перехода
капель эмульсии в состав дренажной воды [50].
229
Скорость формирования промежуточного слоя определяется
способностью капель эмульсии быстро войти в зону границы раз-
дела фаз и выйти из неё в состав дренажной воды, что зависит от
их размеров, вязкости нефти, соотношения удельного веса фаз
эмульсии, скорости восходящего потока нефти и конвекционных
токов, вызываемых разницей температуры в различных частях ап-
парата, и некоторых других параметров. Одним из контролируе-
мых и наиболее важных параметров этой группы является размер
оседающих капель и степень разрушенности их бронирующих обо-
лочек. Скорость перехода капель из промежуточного слоя в состав
дренажной воды зависит от интенсивности процессов их взаимной
коалесценции, а также от состояния плоской границы раздела фаз
«эмульсия - дренажная вода» в нижней части отстойного аппарата.
Идеальная работа отстойника будет иметь место только в том
случае, если скорость оседания капель на границу раздела фаз бу-
дет равной скорости перехода капель в состав дренажной воды.
Работа аппарата может быть весьма эффективной и в том слу-
чае, если после возникновения небольшого по толщине промежу-
точного слоя наступает динамическое равновесие и скорость пере-
хода капель в состав дренажной воды будет равной скорости их
входа в зону промежуточного слоя.
В любом случае деэмульсация нефти не будет обеспечена, ес-
ли капли эмульсии по какой-либо причине не могут в заданное
время войти в зону промежуточного слоя. Это, в свою очередь, при
всех прочих равных условиях определяется размерами капель воды
и равномерностью распределения реагента в каждой из них в ре-
зультате последовательно протекающих процессов дробления и
коалесценции капель пластовой воды и реагентоносителя -при тур-
булизации эмульсии.
Установлено, что на эффективность этих процессов большое
влияние оказывают уровень турбулентности потока и время про-
цесса, температура и расход деэмульгатора. Влияние некоторых из
этих факторов на скорость и глубину деэмульсации нефти оцени-
валось нами в следующей группе опытов.
В подогретую (40 °C - 70 °C) эмульсию вводился раствор ди-
солвана из расчета 10-20-30-40-50 г/т. Затем эмульсия яурбулизи-
ровалась в течение 1 и 10 минут на лабораторной мешалке при од-
них и тех же параметрах и ставилась на отстой в течение 30-60-90 и
120-150-180-210-240 минут. По истечении заданного времени оп-
230
ределялась концентрация воды в промежуточном слое и в объеме
частично обезвоженной нефти. По полученным данным строили
графики динамики возникновения промежуточного слоя и скоро-
сти перехода капель эмульсии в состав дренажной воды. Сопостав-
ляя характер кривых обоих типов, можно установить влияние на
них отдельных из перечисленных выше параметров.
На рис. 4.4 представлены результаты исследований кинетики
изменения концентрации воды в промежуточном слое и остаточно-
го содержания воды в нефти с течением времени при температуре
40-50°С и времени перемешивания на мешалке в течение 1 минуты.
Как видно из графика, начальное содержание воды в нефти состав-
ляло 20%. При расходе реагента 10 г/т темп увеличения концентра-
ции воды в промежуточном слое возрастал вплоть до 180 минут
отстоя и только затем стал снижаться.
Рис. 4.4. Изменение концентра-
ции воды в промежуточном слое
и остаточного содержания воды в
нефти. Температура опыта 40-
50°С; время турбулизации - 1
минута
I, Г - расход реагента 10 г/т; II, II’ - расход
реагента 20 г/т; III, ИГ - расход реагента 30
г/т; IV, IV' - расход реагента 40 г/т; V, V' -
расход реагента 50 г/т. Кривые I-V - со-
держание воды в промежуточном слое, %;
кривые I'-V' - содержание остаточной
воды в нефти, %.
Характер кривой свидетельствует о том, что скорость перехода
капель эмульсии в состав дренажной воды была чрезвычайно низ-
кой (это подтверждается формой кривой изменения содержания
воды в нефти, соответствующей данному расходу реагента). С дру-
гой стороны, это говорит и о низкой интенсивности слияния глобул
эмульсии в самом промежуточном слое, что, в свою очередь, обу-
словлено низким коэффициентом распределения реагента внутри
капель пластовой эмульсии и высокой прочностью бронирующих
оболочек глобул при температуре опыта. С увеличением расхода
реагента вплоть до 40 г/т включительно характер изменения кон-
центрации воды в промежуточном слое оставался аналогичным,
231
хотя кривые располагались ближе к оси абсцисс. Снижению кон-
центрации воды в промежуточном слое соответствует увеличение
глубины обезвоживания и уменьшение остаточного содержания
воды в нефти. Интересен ход кривой, соответствующей расходу
реагента порядка 50 г/т. Из графика видно, что в первые 30-60 ми-
нут отстоя содержание воды в промежуточном слое было весьма
близким к остаточному содержанию воды в нефти, затем концен-
трация стала расти вплоть до 90 минут отстоя и только потом стала
медленно снижаться.
Такой характер кривой свидетельствует о том, что при расходе
реагента 50 г/т в процессе перемешивания эмульсии часть глобул
воды укрупнилась и была близка к тому, чтобы слиться в самое
незначительное время и быстро перейти в состав дренажной воды.
К концу этого периода промежуточного слоя практически не суще-
ствовало. Затем на границу раздела фаз стали приходить глобулы
другого качества, скорость слияния которых с дренажной водой
была относительно низка. В связи с этим стал возникать промежу-
точный слой, который впоследствии медленно разрушился.
При повышении температуры рис. 4.5 основной характер ра-
положения кривых обеих групп остался прежним.
30 60 90 120 150 180 210 240
Время отстоя, мин.
опыта 60-70°С; время
турбулизации — 1 минута
I, Г - расход реагента 10 г/т;
II, 1Г - расход реагента 20
г/т; III, III' - расход реагента
30 г/т; IV, IV' - расход реа-
гента 40 г/т; V, V' - расход
реагента 50 г/т. Кривые 1-V -
содержание воды в промежу-
точном слое, %; кривые I'-V'
- содержание остаточной
воды в нефти,%.
Как и в предыдущей серии испытаний, в начальной период от-
стоя эти две группы кривых расположены по разные стороны ли-
нии первоначальной концентрации воды в нефти. Однако процесс
расслоения воды в нефти осуществлялся с более высокой степенью
интенсивности, и кривые расположены к оси абсцисс на нисходя-
щих участках более круто.
232
Характерно, что при расходе реагента 50 г/т форма кривой
концентрации оказалась такой же, как и в предыдущем случае.
Общий вывод, который можно было бы сделать из результатов
этой серии исследований, состоит в том, что в условиях турбулиза-
ции нефти с низким уровнем интенсивности в течение незначи-
тельного времени турбулизации при невысоких температурах и
умеренных расходах реагента процесс деэмульсации нефти сопро-
вождался образованием промежуточного слоя. Причем, для этого
случая в начальный период характерно опережение темпа возрас-
тания концентрации воды в промежуточном слое над скоростью
перехода глобул в состав дренажных вод. В качестве особой отли-
чительной черты отметим, что повышение температуры до 60-70 °C
во второй серии опытов при низком уровне турбулентности и вре-
мени процесса к сдвигу обеих групп кривых ниже оси начальной
концентрации не привело. В целом это характеризует невыгодный
режим работы отстойной аппаратуры из-за неподготовленности
эмульсии к отстою в связи с недостаточной эффективностью про-
цессов по доведению реагента до глобул пластовой воды и предва-
рительного их слияния в процессе турбулизации [49].
Такие явления имеют место при обработке устойчивых эмуль-
сий и в ряде случаев сопровождаются образованием мощного про-
межуточного слоя над границей раздела фаз, делающего работу
отстойной аппаратуры крайне неэффективной. Для ликвидации
такого слоя перед поступлением эмульсии в отстойную аппаратуру
необходимо увеличить интенсивность и время её турбулизации в
присутствии реагента. При обработке менее стойких эмульсий
(рис. 4.6, рис. 4.7) процессы накопления промежуточного слоя про-
исходят с меньшей степенью интенсивности.
Рис. 4.6. Температура опыта 60-
70°С; время турбулизации -
1 минута
I, Г - расход реагента 20 г/т; II, II' - расход
реагента 30 г/т; III, III' - расход реагента
40 г/т; IV, IV' - расход реагента 50 г/т.
Кривые I-IV - содержание воды в проме-
жуточном слое, %; кривые I'-IV' - содер-
жание остаточной воды в нефти, %.
233
Увеличение времени турбулизации от 1 мин (рис. 4 6) до 10
мин (рис. 4.7) привело к более эффективному разрушению эмуль-
сии перед её отстоем, что и обусловило более резкий наклон кри-
вых обеих групп к оси абсцисс, указывающий на интенсивное рас-
слоение воды и нефти и повышение глубины ее обезвоживания.
Рис. 4.7. Температура опыта
60-70 °C; время турбулизации
-10 минут; исходное содержа-
ние воды в нефти - 20 %\
удельный вес пластовой воды -
1,186
I, Г - расход реагента 20 г/т; II, П' -
расход реагента 30 г/т: III, ПГ - расход
реагента.40 г/т; IV, IV' - расход реаген-
та 50 г/т. Кривые I-IV - содержание
воды в промежуточном слое, %; кривые
Г-1 V' - содержание остаточной воды в
нефти, %.
Максимальное сближение кривых обеих групп, располагаю-
щихся ниже контрольной линии начальной концентрации (рис.
4.8), свидетельствует о наступлении динамического равновесия
между скоростью формирования промежуточного слоя и перехо-
дом глобул эмульсии в состав дренажной воды.
Рис. 4.8, Температура опыта 60-
70 °C; время турбулизаций -
10 минут
I, Г - расход реагента 20 г/т; П, 1Г - расход
реагента 30 г/т; III, ПГ - расход реагента
40 г/т; IV, IV' - расход реагента 50 г/т.
Кривые I-IV - содержание воды в проме-
жуточном слое, %; кривые Г-1 V' - содер-
жание остаточной воды в нефти, %.
Этот режим разрушения эмульсии близок к идеальному и осу-
ществляется в короткое время. Основные процессы по отделению
234
воды от нефти после интенсивной турбулизации в данном случае
имели место в первые 30 минут отстоя. Именно такая картина и
наблюдается в отстойниках или резервуарах после поступления в
них разрушенной в трубопроводах эмульсии при ее совместном
движении с реагентом-деэмульгатором по промысловым коммуни-
кациям.
Отсюда следует, что решающим условием эффективной рабо-
ты отстойной аппаратуры является глубокое разрушение эмульсии
перед её поступлением в эту аппаратуру. В данном случае время
отделения воды от нефти может быть снижено до 30 минут, а ме-
таллоемкость установок в связи с уменьшением отстойной аппара-
туры резко снижена.
При этом необходимо иметь в виду, что наибольший эффект за
счет турбулизации потока достигается при обработке стойких
эмульсий, средний диаметр глобул которых меньше среднего диа-
метра капель воды в нефти и которые могут существовать при вы-
бранных параметрах турбулентности. Однако если средние разме-
ры капель обрабатываемой эмульсии значительно превышают
средний устойчивый диаметр капель при выбранной степени тур-
булентности, то эффект гидродинамического воздействия окажется
частично нейтрализован процессом дробления капель, и для интен-
сификации процесса разрушения эмульсии в этом случае необхо-
димо подобрать более мягкий режим турбулизации, таблица 4.4.
Таблица 4.4
Содержание в сырье Расход 1 реагента, г/т Время турбулизации, мин. Время оТстоя, мин. Качество обработанной нефти
содержание ВОДЬ I, % содержание хло- ристых солей, мг/л
воды, % хлори- стых солей, мг/л
при турбу- лизаии в покое при турбу- лизации в покое
1 2 3 4 5 6 7 8 9
Сулеевская эмульсия
2 40 3,0. 2,2 1033 896
2 50 1,8 1,57 3238 2067
6 45 0,42 0,54 930 1102
27,2 47272 40 4 60 1 32 143 2825 2102
8 40 , 0,42 0,72 1202 1575
10 35 | 0,42 0,72 1256 2243
235
Продолжение таблицы 4.4
1 2 3 . 4 5 6 7 8 9
Кама-исмагиловская эмульсия
4 90 0,54 0,42 1223 1257.
6 65 0,66 0,42 1903 1359
8 45 0,60 0,84 1223 1631
16,8 29501 50 10 35 0,12 0,54 782 1631
12 45 0,78 1,12 1427 2243
Миннибаевская эмульсия
2 90 1,1 5,6 1380 5647
4 50 0,42 2,9 888 3414
6 30 0,12 4,7 751 5492
34 4200 0,04 8 10 0,18 1,2 468 1516
10 5 0,12 1,6 695 1481
12 5 0,24 2,3 490 1791
Азнакаевская эмульсия
2 85 0,26 0,18 1119 1000
4 25 0,06 0,36 557 2220
6 ю 0,12 1,2 940 2660
18 29800 0,04 8 10 0,22 1,2 887 3404
10 10 0,12 0,36 ' 692 1568
12 14 0,15 0,42 950 2016
1 20 10 0,48 0,6 1229 2110
4.6. СРАВНИТЕЛЬНЫЕ РЕЖИМНЫЕ ПОКАЗАТЕЛИ
ПРОЦЕССОВ ДЕЭМУЛЬСАЦИИ УГЛЕНОСНЫХ
И ДЕВОНСКИХ НЕФТЕЙ
Исследования физико-химических реологических свойств и
устойчивости водонефтяных эмульсий нефтей различных горизон-
тов всегда являлись необходимым условием для составления про-
ектов разработки и расчета оптимальных режимов сбора, транспор-
та и подготовки продукции скважин [234].
Из [235, 236, 237, 239 ] известно, что в Башкирии, Татарии и
других нефтедобывающих районах подготовка угленосной нефти
на «типовых» установках осуществляется при «жестких» режим-
ных параметрах и себестоимость ее подготовки на (10ч-15) коп/т
236
выше, чем девонских (1978 г). Обезвоживание и обессоливание де-
вонских нефтей осуществлялось термохимическим методом при
следующих усредненных режимных параметрах: расход деэмуль-
гаторов - 50 г/т; температура нагрева - 60 °C; расход пресной воды
по технологии смешения - до 10 %.; время отстоя на ступенях
обезвоживания и обессоливания - (120-480) мин. Качество нефти
после установок характеризовалось содержанием воды (0,24),5 %),
солей 40—100 мг/л. При этом себестоимость подготовки (обезвожи-
вание и обессоливание) составляет 30-40 коп/т [238]. Технология
обессоливания и технико-экономические показатели установок
при подготовке угленосных нефтей значительно отличаются от де-
вонских. Так, например, в Башкирии и Куйбышевской области уг-
леносные нефти обессоливали термохимическим и термоэлектри-
ческим методами при следующих режимных показателях: расход
деэмульгаторов - 90 г/т; температура нагрева - 65-80 °C; расход
пресной воды - 15 %; время отстоя 240 мин. Качество нефти после
установок по содержанию воды составляет 0,1-0,5 %, солей-(40
100 мг/л) [234]. В Татарии при подготовке угленосных нефтей
на «типовых» установках обессоливание их также осуществлялось
при «жестких» режимных параметрах и повышенных затратах
[237, 238]. Промысловыми исследованиями, выполненными в
НГДУ Бавлынефть, Ямашнефть и Сулеевнефть, было установлено,
что технология и режимы, широко применяемые при подготовке
девонских нефтей, могут быть распространены и на угленосные
нефти. Так, при использовании в технологических целях промы-
словых трубопроводов, а на горячих участках между теплообмен-
никами и отстойной аппаратурой трубчатых комплексов, угленос-
ные нефти можно обезвоживать и обессоливать при следующих
режимных параметрах: расход деэмульгатора - 50 г/т, температура
нагрева - 60°С, расход пресной воды - 8 % (по технологии заме-
щения - 2 %), время отстоя - 120 мин. [235, 237]. При этом затраты
на подготовку угленосных нефтей незначительно превышают уро-
вень девонских [234].
Для сравнения режимных параметров обезвоживания и обес-
соливания угленосных и девонских нефтей примем коэффициент
Нугл.
кратности К, равный отношению показателей нефтей К-
1 юевон.
(см. табл 4.5).
237
Таблица 4.5
Показатели . Нефть Кратноность пока- зателей К
девонская, ромашкинская угленосная, бавлинская угленосная, ромашкинская । 2 1 смесь угленосной и девонской (1:1)
Прочность межфазных пленок без реагента, дин/см2 720 — 750-800 — 1,1
Прочность пленок с подачей 30 г/т реагента, дин/см2 530 — 640 — 1,2
Вязкость нефти при Т =20 °C, сст Вязкость нефти при Т=20 °C 14,2 25,8 34,8 25 1,5
(W=20 %/(W=40%)) 30/60 50/120 80/240 45/100 2,4
Расход деэмульгатора обезвоживание, г/т (354-40) (20*) 50 (30*) 60 (30*) 60 1,5
Температура нагрева (обезвоживание) °C 40 60 65 (40*) 65 (30*) 1,5
Температура нагрева °C (обезвоживание, обессоливание) 60 60 60 — 1
Число ступеней: обезвоживание 1 (1-2) 2 — 2
обессоливание (14-2) 1 2(1*) — 1
Время отстоя: обезвоживание 60 90 120(60*) , 120 1,5
(мин.) обессоливание 60 60 120 — 1,5
Суточная производительность, t/mj 10(50*) 8(30*) 6(15*) — 0,8
Время обработки в каплеобразо- вателях, мин (4^6) 10 12 2
Удельный расход электроэнер- гии (обезвоживание, обессолива- ние), квтч/т 2,88 — 3,19 — U
Содержание воды после предва- рительного сброса, % Качество нефти после установок. 5 (104-12) 10 — 2
вода, % соли, мг/л Качество нефти по актам сдачи, 0,5 50 0,5—1 (504-100) 0,5 300 2
вода, % 0,2 0,2 0,3 0,5 1-2
соли, мг/л 40 40 100 500
Себестоимость: обезвоживание 14,8 20,9 20 22 1,3
( коп/т, 1978г) обессоливание 17,4 20,4 — — 1,1
Примечание:*- показатель при использовании совмещенных схем.
или отдельных элементов.
238
Ниже приведен сравнительный анализ каждого показателя для
угленосной и девонской нефтей.
1. Прочность бронирующих оболочек капель пластовой воды
определяет условия разрушения водонефтяной эмульсии. Критиче-
ское давление, при котором происходит разрыв межфазной пленки
при одинаковых условиях для угленосной нефти составляет
750-800 дин/см2, для девонской 720 дин/см2. Время старения для
девонской эмульсии составляет 25 часов. Наибольшая прочность
пленки для угленосной нефти достигается уже через 15 часов, К =
1,1.
2. После введения деэмульгатора (q= 30 г/т) прочность пленок
уменьшается, и через 30 мин. критическое давление составляет для
угленосной нефти - 640 дин/см2, а для девонской - 530 дин/см2,
К=1,2.
3. Вязкость нефтей и эмульсий угленосных горизонтов в 2-?-4
раза выше девонских, что значительно влияет на технологию под-
готовки. Для снижения вязкости, разрушения эмульсий и, соответ-
ственно, снижения гидравлических сопротивлений необходимо
вводить деэмульгатор в систему сбора. Минимальный расход де-
эмульгатора - 20 г/т.
4. С повышением температуры в значительной степени улуч-
шаются условия разрушения бронирующих оболочек, осаждения
капель воды и снижения вязкости системы. Оптимальная темпера-
тура нагрева для угленосной нефти на ТХУ -50 °C, УКПН -60 °C.
При использовании элементов совмещенной схемы температура
нагрева может быть снижена до 40 °C, К=1,5.
5. Одним из основных режимных параметров при обезвожива-
нии и обессоливании нефти является расход деэмульгатора. В по-
следние годы широко применяются высокоэффективные маслорас-
творимые деэмульгаторы. При соответствующем расчетном подбо-
ре диаметра трубы, и соответственно, гидродинамики потока (в
присутствии реагента) в интервале «насос-отстойник» расход де-
эмульгатора может быть снижен для девонской нефти д о 20 г/т,
соответственно для угленосной -30 г/т, К~-4,5.
6. При обессоливании угленосных нефтей та ТХУ по © вме-
щенной технологической схеме число ступеней должно быть три* .
предварительный сброс, ступень обезвоживания и обессоливания.
При этом электрическое поле на ступени обессоливания не приме-
239
няется, К=1. При обессоливании же угленосных нефтей «на типо-
вых установках» К=2.
7. Оптимальное время отстоя зависит от степени разрушенно-
сти эмульсии перед поступлением в отстойную аппаратуру. При
использовании в технологических целях промысловых трубопро-
водов и на горячих участках линейных и секционных каплеобразо-
вателей время отстоя на ступени обезвоживания для сернистых
нефтей составляет 60 мин, К= 1,5. Время обработки эмульсий в сек-
ционных каплеобразователях составляло для девонской эмульсии -
(4-4-6) мин., угленосной - (12-4-15) мин., К=2.
8. Суточная производительность отстойных аппаратов в пере-
счете на Один м3 полезного объема составляла для разных нефтей
(5-4-10) т/м3. Исследованиями, выполненными в институте ТатНИ-
ПИнефть совместно с НГДУ Азнакаевскнефть, была доказана
принципиальная возможность увеличения производительности ап-
паратов в 5 и более раз. При использовании перед отстойными ап-
паратами секционных каплеобразователей и оборудования булитов
верхним торцевым распределенным вводом и выводом суточная
производительность может быть увеличена до (25-4-50) т/м3, К=-
(0,64-0,8).
9. Удельный расход электроэнергии для перекачки жидкости
через коммуникации и аппараты для угленосных нефтей на
(10-4-15) % выше, чем для девонских. Использование электрическо-
го поля на ступени обессоливания увеличивает расход электро-
энергии на 0,8 квт ч/т. Для снижения расхода электроэнергии необ-
ходимо исключать электрическое поле из технологии, активно
включать в технологию промысловые трубопроводы и, соответст-
венно, за счет этого доводить содержание воды в нефти после
предварительного сброса до 2-5%, К= 1,1.
10. Качество нефти после «типовых» установок по ходовым
анализам характеризуется содержанием воды 0,1-1%, солей -
30-500 мг/л. Для получения обессоленной до 40 мг/л нефти непо-
средственно на выходе из установок необходимо на вновь проекти-
руемых и построенных установках предусмотреть строительство
основных интенсифицирующих процессы разрушения аппаратов
совмещенной технологии (каплеобразователи и т.д.), К= 1,5.
11. Себестоимость подготовки нефти определяется затратами:
реагентов, электроэнергии, топлива, пара, воды, заработной платы,
амортизации и цеховых расходов. В связи в тем, что при подготов-
240
ке угленосных нефтей затраты на реагенты и тепло увеличиваются,
то, соответственно, себестоимость обезвоживания и обессоливания
их на (64-10) коп/т выше (1978 г.), чем для девонских, К=1,3.
Итак, режимные технико-экономические показатели процес-
сов обезвоживания и обессоливания угленосных нефтей месторож-
дений Татарии на «типовых» установках отличаются от девонских
в 1,2-2 раза. Однако при одинаковых коэффициентах кратности
режимных показателей (К= 1,24-2) себестоимость подготовки угле-
носных нефтей в различных нефтедобывающих районах (Башки-
рии, Татарии и др.) неодинаковая. Это несоответствие объясняется
тем, что в зависимости от физико-химических свойств добывае-
мых угленосных нефтей и обводненности подготовка их осуществ-
ляется при различных основных режимных параметрах: температу-
ре нагрева, расходе реагента и воды, времени отстоя. При этом не-
обходимо также отметить, что при одинаковых проектных решени-
ях себестоимость подготовки угленосной нефти всегда больше, чем.
девонской. Поэтому для значительного снижения себестоимости
подготовки угленосной нефти и частичной нейтрализации разницы
по сравнению с девонской необходимо принимать в проектах наи-
более эффективную технологию подготовки нефти - совмещен-
ную. Опыт подготовки вязких сернистых нефтей на промыслах Та-
тарии и Башкирии показал, что наиболее эффективно осуществлять
предварительное обезвоживание методом трубной деэмульсации.
Так, в работе [238] показано, что себестоимость обезвоживания
нефти этим методом на Арланском месторождении составила всего
6,4 коп/т, против 12,8 коп/т при обезвоживании ее на термохимиче-
ской установке.
Особое внимание должно быть уделено подбору наиболее эф-
фективных деэмульгаторов и их оптимальных расходов, так как в
структуре себестоимости расходы по статье «деэмульгаторы» со-
ставляют до 20%. При подборе для разрушения угленосных эмуль-
сий наиболее эффективных нефтерастворимых деэмульгаторов
расход их при обессоливании аналогичных нефтей не превышает
уровня девонских. При проектировании технологических схем для
подготовки угленосных нефтей необходимо закладывать частичное
удорожание себестоимости за счет увеличения времени отстоя на
204-25% или строительства дополнительных трубчатых каплеобра-
зователей. При этом расходы на деэмульгатор и нагрев принима-
ются на уровне девонских нефтей. Эксплуатационные расходы на
241
подготовку угленосных нефтей не увеличиваются по сравнению с
девонскими, а себестоимость повышается только на амортизацию.
Так, при подготовке ромашкинских девонских нефтей в структуре
себестоимости реагенты-деэмульгаторы, топливо и вода составля-
ют 39,7 %, амортизация - 21,4 % [238]. Монтаж дополнительных
отстойников для повышения степени подготовки угленосной нефти
до уровня девонской повышает себестоимость подготовки на амор-;
тизацию на 20-25 %, что составляет порядка (2+2,5) коп/т. При
средней себестоимости подготовки угленосной нефти 45 коп/т уве-
личение затрат на деэмульгаторы и топливо только на 20% обу-
словливает повышение себестоимости на 4-5 коп/т. Фактические
же затраты на топливо при подготовке угленосных нефтей на “ти-
повых” установках в 2 раза больше, чем для девонских [236, 238,
239].
Таким образом, основные технологические принципы и гидро-
динамические условия деэмульсации для сернистых нефтей угле-
носных горизонтов практически не отличаются от девонских. Од-
нако затраты на подготовку угленосных нефтей на «типовых» ус-
тановках на 30-50 % больше, чем девонских (К=1,1-2,4). При под-
готовке угленосных нефтей по “совмещенной” схеме затраты уве-
личиваются только на 10+1 5%.
4.7. ОБ ОДНОЙ ИЗ ПРИЧИН УВЕЛИЧЕНИЯ УСТОЙЧИВОСТИ
СМЕСЕЙ ЭМУЛЬСИЙ НЕФТЕЙ РАЗЛИЧНЫХ ГОРИЗОНТОВ
Из опыта Добычи и подготовки нефти известно, что смешение
обводненных нефтей различных горизонтов даже одного и-того же
месторождения иногда приводит к образованию эмульсий, более
устойчивых, чем «чистые» эмульсии отдельных горизонтов. Очень
важно объяснить это явление с точки зрения физико-химических
свойств самих Нефтей, так как правильный прогноз о целесообраз-
ности смешения эмульсий позволит удешевить процесс подготовки
сборных нефтей, сократив непроизводительные расходы деэмуль-
гатора на обезвоживание [240].
Устойчивость эмульсий согласно современным представлени-
ям зависит От величины расклинивающего давления, возникающе-
го в тонком слое между капельками эмульсии, когда они прибли-
жаются друг к другу на расстояние менее 10'5 см. Однако такой ме-
ханизм устойчивости имеют эмульсии, стабилизованные молеку-
242
лами поверхностно-активных веществ. Устойчивость нефтяных
эмульсий определяется главным образом прочностью защитного
слоя, образуемого коллоидными частичками асфальтенов, парафи-
нов, породы и др. вокруг капелек воды и дисперсностью воды в
нефти. Смешение двух эмульсий, одна из которых имеет высокую
дисперсность, но малую механическую прочность защитного слоя
вокруг капелек диспергированной воды, а другая - низкую дис-
персность, но большую Механическую прочность защитных слоев
приведет к увеличению устойчивости смешанной эмульсии, так как
мельчайшие капельки первой эмульсии, стабилизованные лишь
мономолекулярными слоями, попадая в среду, где имеется избыток
твердого эмульгатора, начинают обрастать защитными панцирны-
ми слоями, образуя очень устойчивую эмульсию.
В различных работах приводится физическая картина диспер-
гирования струи одной жидкости, затопленной в другой, под влия-
нием турбулентности потока, при условии, что плотность и вяз-
кость этих жидкостей одинаковы, а поверхностное натяжение на
границе взятых жидкостей отличается значительно и им нельзя
пренебречь. Из формулы (4.8):
(4.8)
видно, что средний размер капелек do в эмульсии зависит от вязко-
сти г|, плотности р, диаметра трубы D, коэффициента поверхносто-
го натяжения и на границе этих жидкостей и средней скорости по-
тока и. Легкие, вязкие, медленно движущиеся в широкой трубе
жидкости с большим поверхностным натяжением дают грубую
эмульсию, а тяжелые, текучие, быстродвижущиеся в узкой трубе
жидкости с небольшим поверхностным натяжением дают тонко-
дисперсную эмульсию. Используя формулу (4.8), можно заранее
предсказать какая из эмульсий будет иметь больший или меньший
средний диаметр капель при эмульгировании в одинаковых усло-
виях. Эти сведения позволяют осуществлять прогноз последствий
смешения эмульсий, если будет известна также концентрация
твердого эмульгатора в смешиваемых эмульсиях, не производя
трудоемких работ по изучению устойчивости эмульсий различных
нефтей.
243
Для установления целесообразности смешения нефтяных
эмульсий было изучено несколько безводных нефтей северо-
западных районов Башкирии. Стандартными, методами была опре-
делена плотность, вязкость и коэффициент поверхностного натя-
жения на границе с дистиллированной водой.
Для сравнительной оценки содержания твердых эмульгаторов
(асфальтенов) в нефтях измерялась электропроводность X разбав-
ленных (1 %) растворов этих нефтей в бензоле. Присутствие в неф-
ти твердых эмульгаторов другой природы обычно мешает прогно-
зам и требует дополнительных исследований. Из взятых для иссле-
дований нефтей были приготовлены 30 % (объемные) эмульсии с
дистиллированной водой в одинаковых условиях [240].
Из равных частей двух «чистых» эмульсий сформировали
смешанную эмульсию при слабом перемешивании, и три образца -
две «чистые» эмульсии и одна смешенная. Затем эмульсии стави-
лись на «старение» в одних и тех же условиях в течение одних су-
ток. После «старения» эмульсии слегка встряхивали в течение двух
минут для размешивания осевшей на дно эмульсии и затем в них
вводился деэмульгатор (4411) из расчета 50 г/т при слабом пере-
мешивании в течение одной минуты для равномерного распределе-
ния в эмульсии деэмульгатора. Дозировка деэмульгатора не явля-
лась оптимальной, так как целью ставилось не полное обезвожива-
ние эмульсий, а обнаружение разницы в их устойчивости в одина-
ковых условиях. При больших дозировках деэмульгатора сравни-
ваемые эмульсии могут дать одинаковую кривую отстоя, т.е. раз-
личие между эмульсиями может оказаться стертым избытком де-
эмульгатора. .
Кинетика отстоя воды в изучаемых эмульсиях определялась
общепринятым способом: эмульсии помещались в отстойники и
ставились в термостат при 60 °C. Через определенные промежутки
времени по шкале отстойников отсчитывали количество выделив-
шейся воды. Из кривых отстоя воды вычислялись значения устой-
чивости эмульсий, за количественную меру которой была взята ве-
личина, обратная относительному объему выделившейся в единицу
времени воды, что, по видимому, допустимо для сравнения не-
большого числа эмульсий. Большее число должно соответствовать
эмульсии с большей устойчивостью, меньшее - эмульсии с мень-
шей устойчивостью. Затем полученные числа сравнивались с
прогнозом.
244
На рис. 4.9 (а, б, в) даны кривые отстоя для трех сравниваемых
пар эмульсий.
Рис.4.9. Кинетика отстоя воды в «чистых» и смешанных эмульсиях:
а - г]7=24 спз (20°С), А,7:=40-10*11мо см'1; Пг47=27 спз (20°С), X247=85-10'iimo-cm'1;
б - Л24=37 спз (20°С), 7.24=133-Ю'"мо см''; д7=24 спз (20°С), 7.7=40•I0',,мo•cм',;
в - T15ti=:34 спз (20°С), Х511=6010'11мо-см‘|; г]з44=1 1 спз (20°С), X344=70 10'11mo-cm'1.
а. Смесь эмульсий нефтей месторождения Чераул-Орьебаш скв.7
(девон) и скв.247 (угленосная). Согласно формуле (4.8) средний
размер капелек эмульсии определяется вязкостью ц, плотностью р,
коэффициентом поверхностного натяжения и скоростью потока и.
Как показали измерения, плотность и коэффициент поверхностного
натяжения исследованных нефтей изменялись незначительно, в то
время как их вязкость изменялась в несколько раз. Поэтому ясно,
что дисперсность нефтяных эмульсий при одной и той же скорости
потока определяется вязкостью. Размер капель в эмульсии всегда
будет меньше у той нефти, вязкость которой так же меньше, в дан-
ном случае у нефти скв.7. Концентрация асфальтенов, как видно из
электропроводности бензольного раствора 1, больше в нефти
скв.247. Поэтому следовало ожидать, что смешение эмульсий этих
нефтей приведет к увеличению устойчивости смеси. Из кривых ки-
нетики отстоя воды можно видеть, что смешанная эмульсия устой-
чивее, чем исходные. Расчет количественной меры устойчивости
дает числа: 140 (скв.247), 130 (скв.7) и 170 (смесь).
245
б. Смесь эмульсий скв.24 и скв.7 (Чераул-Орьебаш, турней и де-
вон). Степень дисперсности эмульсии скв. 24 ниже, чем скв.7, так
как вязкость первой нефти больше. Содержание асфальтенов в
нефти скв. 24 так же выше. Смешение эмульсий привело к тому,
что мелкодисперсная эмульсия скв.7 приобрела после смешения
более прочную защитную оболочку. Устойчивость эмульсий: 90
(скв.24), 90 (скв.7) и 100 (смесь). Следовательно смешивать такие
эмульсии нецелесообразно.
в. Смесь эмульсий нефтей скв.511 и 344 (Сергеевка, девон и тур-
ней).Величины вязкости этих нефтей различаются в несколько раз,
а концентрация асфальтенов в обеих нефтях практически одинако-
ва. Как видно из кривых отстоя, мера устойчивости смешанной
эмульсии выражается числом 60, промежуточным между 55 и 64,
характеризующими «чистые» эмульсии. Поэтому правомерно за-
ключение, что такие эмульсии смешивать можно.
Исследования девяти пар нефтей различных горизонтов пока-
зали, что для прогнозирования изменения устойчивости эмульсий
при смешении достаточно знать вязкость нефтей и содержание ас-
фальтенов. При проявлении нефтями большой поверхностной ак-
тивности необходимо учитывать и коэффициент поверхностного
натяжения. Все полученные данные относятся к эмульсии нефти с
дистилированной водой. Минерализация диспергированной в неф-
ти воды может вызвать при смешении эмульсий химические реак-
ции, дающие продукты, которые могут служить твердыми эмульга-
торами, дополнительно стабилизующими эмульсию. Однако это
явление может вызвать дополнительные возражения против таких
смешений эмульсий.
В целом физическая картина эмульгирования и роста'защит-
ных слоев вокруг капелек воды в эмульсии позволяет утверждать,
что смешивать две эмульсии нельзя, если:
- одна из них тонкодисперсная и не содержит (либо содержит
мало) свободного твердого эмульгатора (асфальтенов), а другая -
грубодисперсная и содержит свободный твердый эмульгатор (в
большом количестве);
- обе эмульсий имеют одинаковую дисперсность, но одна из
них не содержит свободного твердого эмульгатора (либо содержит
мало), а другая содержит большое количество свободного твердого
эмульгатора. Устойчивость смеси будет приближаться к устойчи-
вости более устойчивой эмульсии [240].
246
4.8. О СОДЕРЖАНИИ МЕХПРИМЕСЕЙ В ЭМУЛЬСИИ
ПО ПУТИ ДВИЖЕНИЯ ПОТОКА
К основным причинам появления мехпримесей в нефти можно
отнести суффозию пласта, смешивание водных и нефтяных фаз
эмульсий в процессе их добычи и транспорта к месту подготовки,
коррозию и ремонт нефтепромыслового оборудования, ремонт
скважин и трубопроводов.
Водонефтяные эмульсии различных горизонтов смешиваются
как в стволе добывающих скважин из-за негерметичности обсад-
ной колонны, так и в процессе транспорта продукции к месту под-
готовки. При этом не исключено образование механических при-
месей вследствие смешивания различных водных фаз (например,
сероводород- и железосодержащих), а также нефтяных фаз с раз-
ным углеводородным составом [241].
Результаты исследования механических примесей и их распре-
деления по отдельным ступеням подготовки нефти (предваритель-
ного обезвоживания, глубокого обезвоживания и обессоливания)
на примере блока 1 НСП НГДУ «Первомайнефть» приведены ниже
[241]. Технологическая схема подготовки нефти на блоке 1 приве-
дена на рисунке 4.10.
Рис. 4.10. Технологическая схема УКПН-2 на блоке 1
НГДУ «Первомайнефть»
1-сепаратор; 2-резервуар РВС-5000; 3, 8-насосы; 4-теплообменники;
5-отстойник; 6-электродегидраторы; 7-буферная емкость.
Обводненная нефть после ступени сепарации и узла предвари-
тельного обезвоживания в резервуаре РВС-5000 через теплооб-
247
менники подается на ступень глубокого обезвоживания (два шаро-
вых отстойника), затем на ступень обессоливания и далее - на ста-
билизацию. Деэмульгатор вводят перед ступенью сепарации, пре-
сную воду (в количестве 6-8 % от объема обрабатываемой нефти)
- перед ступенью глубокого обезвоживания и обессоливания. Дре-
нажная вода со ступени глубокого обезвоживания и обессоливания
возвращается на ступень предварительного обезвоживания.
Пробы для исследований отбирали через 4 ч. в течение 3 сут в
точках технологической схемы подготовки нефти, представлены в
таблице 4.6 [241].
Таблица 4.6
Место отбора проб № Общее содержание в пробе Компоненты, входя- щие в состав механи- ческих примесей Содержание в образцах компонентов механиче- ских примесей
механических примесей, г/м3 воды, % органиче- ские мине- ральные органиче- ские мине- ральные
1 250 48,4 22,18 77,82 55,45 194,55
2 175 6,5 20,34 79,66 35,59 159,40
3 122 0,3 45,22 54,78 55,17 66,85
4 79 0,25 84,34 15,66 66,63 12,37
5 3860 63,6 21,84 78,16 843,06 3016,98
6 3370 80,8 39,97 60,03 1347 2023
Из данных таблицы следует, что на ступень предварительного
сброса воды поступает водонефтяная эмульсия со значительным
содержанием механических примесей. Содержание механических
примесей в обрабатываемой нефти снижается в среднем на 32% с
каждой следующей ступенью подготовки нефти.
В связи с тем, что в нефтяной части дренажной жидкости со
ступеней глубокого обезвоживания и обессоливания содержится
большое количество механических примесей, целесообразно повы-
сить уровень отбора промежуточных слоев из этих ступеней [241].
В процессе промысловой подготовки нефти изменяется не
только количественное содержание в ней механических примесей,
но и их состав. Так, на ступень предварительного сброса воды по-
ступает нефть с механическими примесями, содержащими, в ос-
новном, минеральные компоненты. В промежуточных слоях на
248
ступени предварительного сброса воды практически одинаково за-
держиваются как органические, так и минеральные механические
примеси. Это подтверждается составом проб нефти, отобранных
на входе на ступень предварительного сброса (т.1) и выходе из нее
(т.2).
На ступенях глубокого обезвоживания минеральные компо-
ненты частично вымываются пресной водой, подаваемой на эти
ступени, и составляют основную долю механических примесей,
содержащихся в дренажных водах ступеней глубокого обезвожи-
вания и обессоливания. Основу механических примесей, содержа-
щихся в товарной нефти (после ступени обессоливания), состав-
ляют органические вещества.
Практически все количество механических примесей, находя-
щихся в двухфазной системе «нефть-вода», сосредоточено на гра-
нице раздела фаз, не переходящее полностью ни в одну из них.
Разделение механических примесей, поступающих с нефтью на
ступени глубокого обезвоживания и обессоливания, на минераль-
ную и органическую составляющие указывает на наличие в нефтях
органических механических примесей типа АСПО.
Мехпримеси и глобулы неразрушенных тонкодисперсных
эмульсий неизбежно формируют промежуточные слои в аппарате
подготовки нефти. В процессе формирования промежуточные слои
способны структурироваться и при определенной толщине и кон-
систенции могут полностью подавить процесс перехода укрупнив-
шихся водяных глобул в слой дренажной воды. Это приводит к
срыву режима деэмульсации нефти, так как в отстойной аппаратуре
исчезает слой отделившейся воды, и резко повышается обводнен-
ность нефти на выходе из аппаратов [241].
В таких случаях из отстойных аппаратов осуществляют «под-
резки», то есть сбрасывают промежуточные слои в систему подго-
товки воды. Частые «подрезки» приводят к накоплению значитель-
ных объемов ловушечных нефтей. На некоторых УПН делаются
попытки подготовить такие ловушечные нефти (или непосредст-
венно «подрезки») путем их возврата в поток добываемой нефти на
начало процесса подготовки. Однако, смешиваясь с промысловой
эмульсией, в некоторых случаях она настолько стабилизирует ее,
что деэмульсация становится практически невозможной даже при
значительном повышении температуры, дозировки деэмульгатора
249
и применении других средств интенсификации процесса.
Применение подобных технологий, например на Киенгопских
головных сооружениях объединения «Удмуртнефть», привело к
тому, что в свое время нефтепарки были полностью затоварены
нефтью [241]. В этот период резко ухудшился отстой во всех аппа-
ратах, содержание солей после ступени обезвоживания в среднем
за 1 сут достигало 7000 мг/л, а после ступени обессоливания -
5000 мг/л. Из отстойных аппаратов с дренажной водой сбрасывали
до 50 % нефти. После чего уловленная нефть из системы очистки
сточных вод вновь откачивалась на вход установок подготовки
нефти [241].
В этот период ВНИИСПТнефть совместно со специалистами
НГДУ «Ижевскнефть» были осуществлены исследования свойств
эмульсий в различных точках технологической схемы установок.
Обнаружено,' что ни в одной из проб, отобранных в разных точках
технологической схемы, эмульсия не разделялась полностью при
естественном отстое даже за 24 ч. Вместе с тем эти же пробы
эмульсии практически полностью расслаивались при минимальном
наложении центробежных сил. Анализ показал, что глобулы воды в
эмульсиях на входе всех отстойных аппаратов были сравнительно
крупными, а в пробах, отобранных из промежуточных слоев, дос-
тигали сотен микрон.
Но вместе с ними были обнаружены соизмеримые с размерами
глобул воды агрегаты из частиц твердых мехпримесей и микрокри-
сталлов парафина, что делало невозможным отделение крупных
капель воды от нефти.
Некоторые результаты исследований приведены в таблице 4.7.
Характерно, что, несмотря на небольшое содержание концентриро-
ванного осадка в пробах, в связи с усиленным дренированием из
аппаратов воды до нефти, сами осадки на 40-70 % состояли из ме-
ханических примесей и тяжелых асфальтеновых компонентов. Это
свидетельствует о значительной структурной прочности промежу-
точных слоев. Особенно показательна с этой точки зрения нефть,
уловленная в системе водоподготовки, степень загрязнения кото-
рой достигала 1 %. Эта величина в сотни раз выше, чем обычное
содержание мехпримесей в промысловых нефтяных эмульсиях при
нормальной эксплуатации скважин и систем сбора и на порядок
выше, чем в сильнозагрязненной добываемой нефти. Последнее
250
свидетельствует о недопустимости подкачки таких эмульсионных
систем на установки подготовки нефти [242] в начало процесса.
Скорость накопления загрязнений в аппаратах обычно соот-
ветствует содержанию механических примесей в добываемой неф-
ти. Для ликвидации промежуточных слоев нужен их периодиче-
ский сброс из этих аппаратов и обработка по автономной техноло-
гической схеме.
Таблица 4.7
Место отбора пробы Выход (г) отмытого концентра- та на 1 л промежу- точного слоя . Массовое содержание состава отмытого концентрата, % Состав мехпримесей
г"‘ । воды мехприме- сей । органиче- ской части раство- ряющихся в НС1 не раство- ряющихся в НС1
Отстойник О Г-2 (1 поток УПН-6) Электродегидратор Э-2 33,2 45,0 16,0 39,0 50 50
(1 поток УПН-6) Отстойник ОГ-5 16,5 49,0 53.0 7,8 44,2 30 70
(Ш поток УПН-6) Деэмульсатор УДО-3 20.5 7.0 40.0 40 60
(ТХУ-3) Аппарат РВС-700 17,8 54,0 19,7 23,7 60 40
очистки воды с гидро- фобным (нефтяным) фильтром Аппарат РВС-200 «уловленная» нефть из 11,9 22,0 41,0 37,0 50 50
системы водоподготовки Добываемая нефть с Ножовского и Мишкин- 13,3 18,5 45,8 35,7 70 30
ского месторождений 1,6 20,0 40,0 4,0 50 50
4.9. ФОРМИРОВАНИЕ НЕКОТОРЫХ ВИДОВ МЕХПРИМЕСЕЙ
В ПОТОКЕ НА ПРОМЫСЛАХ ТАТАРСТАНА
В связи с вводом в разработку залежей карбонатных отложе-
ний и частичным смешением продукции скважин этих залежей с
251
нефтями девонских горизонтов, пдастовые воды которых содержат
ионы железа, а так же заражением продукции скважин девонских
горизонтов сероводородом возникла проблема подготовки тяжелых
нефтей, содержащих сульфид железа.
Решение этой проблемы связано с возможностью нейтрализа-
ции сероводорода, содержащегося в газе, нефти и воде карбонат-
ных отложений, ионами железа девонских пластовых вод и про-
дуктами коррозии нефтепромыслового оборудования. Реакции свя-
зывания сероводорода ионами двух и трехвалентного железа вы-
глядят следующим образом:
Fe7+ + H2S <=$> FeS Ф - сульфид железа;
2Fe3+ + H2S о FeS3 - серное железо.
В промысловых условиях при существующих концентрациях
ионов железа в пластовых водах девонского горизонта до 60 мг/л и
сероводорода в продукции скважин карбонатных отложений до
1000 мг/л произведение этих ионов всегда выше произведения рас-
творимости, и поэтому реакции будут смещены вправо с образова-
нием осадков нерастворимых в воде солей.
Некоторые данные о содержании сероводорода и сульфида
железа в продукции скважин девонских горизонтов приведены в
таблице. Заражение продукции скважин этих горизонтов сероводо-
родом происходит не только за счет жизнедеятельности сульфат-
восстанавливающих бактерий (последствия закачки в пласт пре-
сной воды, не обработанной бактерицидами), но и вследствие не-
герметичности обсадных колонн и частичного подмешивания в де-
вонскую систему сбора транспорта и подготовки газированной се-
роводородосодержащей нефти. При совместном сборе газирован-
ных угленосных и девонских нефтей содержание сульфида железа
в потоке достигает 200 и более мг/л. В продукции скважин карбо-
натных отложений сульфид железа содержится порядка 50-80 мг/л.
Как уже отмечалось, коллоидно-дисперсные частицы сульфида
железа, содержащиеся в продукции скважин в количестве более 50
мг/л, приводят к тяжелым осложнениям в процессах подготовки
нефти.
252
В таблице 4.8 приведены результаты лабораторных исследова-
ний по определению содержания сероводорода и сульфида железа
в нефтях на различных объектах подготовки нефти ОАО «Тат-
нефть».
Для частичной нейтрализации вредного влияния сульфидов
железа на процесс подготовки нефти в режиме обессоливания вы-
сокосернистой нефти до 100 мг/л было рекомендовано:
- осуществлять ввод деэмульгаторов доуфакс, сепарол 5084,
дисолван 4490 в промысловую систему нефтегазосбора из расчета
100 г/т нефти при времени обработки эмульсии в трубопроводах не
менее 90 мин;
- поддерживать температуру процесса обработки нефти на
ступени предварительного обезвоживания - не менее 20°С, а обез-
воживания и обессоливания - 60-65 °C;
- время отстоя на ступенях предварительного сброса и обез-
воживания должно составлять не менее 120 мин;
- на ступенях обезвоживания и обессоливания необходимо ис-
пользование трубчатых каплеобразователей;
- остаточное содержание воды после предварительного сбро-
са не должно превышать 5-10 %, на ступени обезвоживания, 0,2-
0,5 %, а обессоливания - до 0,5 %; содержание солей в товарной
нефти в этом случае не должно превышать 100 мг/л.
Режимные параметры разрушения ловушечных нефтей, приве-
денные в таблице 4.9, оказались следующими: расход деэмульгато-
ра сепарол 5084 должен составлять 500 г/т; температура нагрева
поддерживалась на уровне 80-85 °C; время турбулизации потока -
250, а отстаивания - 60 мин. Содержание воды в обезвоженной ло-
вушечной нефти в этом случае составило 1-2 %.
Свежеобразованные промежуточные эмульсионные слои, со-
держащие 1,5-3 % механических примесей, могут разрушаться с
помощью композиции химических реагентов, состоящей из жидко-
го стекла и даже нейтрализованного черного контакта (НЧК), взя-
тых в соотношении 1:1.
Рекомендуемый расход композиции химреагентов - 1% к объ-
ему ловушечной нефти. Степень обезвоживания такой эмульсии
при температуре нагрева 80°С и времени отстоя 120 мин. определя-
ется остаточным содержанием воды в нефти не более 1 %.
253
Т аб лица 4.8
Наименование объекта Содержание в нефти, мг/л
серовоДОрода (H--S) сульфида железа (FeS)
в сырье после ступени преДваРи“ тельДОго сброса поСде ступени обезВожи- вания после ступени обессоли- вания в сы р,е после ступени предвари- тельного сброса после ступени обезвожи- вания после ступени обессоли- вания
Кама-Исмагиловская г 28,0 7,8 — 10,6 “141,2 12^2 16F0 138,2
УКПН Тихоновская УКПН 28,2 11,2 12’2 ' 12,2 1815 203’5 249’2 163,3
Карабашская УКПН 16,2 17,0 — 6,8 98, —* ЧО СА О N 4 ч6 ’р ср О см ОО г—< 88,0
Северо-Альметь- евская УКПН 24,3 20,0 12,4 7,5 138,° 190,9 170,8
463’3 7й 5? оо 1гГ с 40 40
Павловская УКПн 20,7 11,3 7’6 165,4
Азнакаевская УКПН-1 10,2 — 13,6 6,2 115,5 144,8
УКПН-2 — — 1°,7 12,0 . — 305’3 25и’4 154,7
Сулеевская УКПн 15,6 3,2 4’5 13,6 127,7 291’! 13% 184’9 79,6
Якеевская УКПН — 4,0 4’3 — — 92’2 101,8
Коркинская У 1<ПН 5,0 9,7 6’2 — 235,7 1144’° 242’6 318’6 325’8 323’9 475,1
Миннибаевская УКПН 12,9 7,3 8’5 2,3 77А3 55% 317,4
Акгашская ТХУ 7,2 2,6 9’1 — 254,° —
Примечание: Содержание сульфида же,те3а в промежУточных слоях технологических аппараТОв 1300-34% мг/л-
Таблица 4.9
Деэмульгатор Время, мин. Температура, °C Отстой ВОДЫ, MJ I, за время, мин. Содержание воды, %
О? X сч X
X X
ПЗ се JX S
со tx са с; о - *
Е? S о X О a s о ь
марка о а & й Н а & а ь 0 15 30 60 120 180 240 300 “ О .
О ВЗ Q. S о £Х О S о и £Х • б я с s о
X X
Сепарол ВФ-41 150 10 300 20 80 0 0 0 0 0 0 0 0 59,6 59,0
300 0 10 38 38 50 60 60 60 58,2 13,2
500 5 20 25 50 50 57 57 60 57,0 12.0
Сепарол 5084 150 5 15 20 27 29 29 36 42 54,0 26,0
300 10 31 38 38 55 58 60 60 60,0 15,0
500 15 32 34 49 57 57 69 72 52,0 3,6
Без - 0 0 0 0 13 23 27 . 38 54,3 29,0
деэмульгатора
Сепарол ВФ-41 150 250 60 20 80 48 58 58 58 49,2 10,4
300 50 58 65 68 48,6 3,2
500 55 63 69 69 48,6 2,5
Сепарол 5084 150 50 55 57 57 49,8 11,6
300 50 58 68 72 50,5 2,4
500 60 58 70 79 52,8 0,12
Без - 28 29 46 46 49,5 18,8
деэмульгатора
Примечание: Объем взятой навески эмульсии - 150 мл. Содержание сульфида железа в нефти 1150-2600 мг/л.
4.10. СОСТАВ И ХАРАКТЕР МЕХАНИЧЕСКИХ ПРИМЕСЕЙ
В ЭМУЛЬСИЯХ ПЕРМСКОЙ ОБЛАСТИ
В [243] авторы отмечают, что по своей природе возникновения
и составу механические примеси могут быть подразделены на три
типа:
- продукты разрушения продуктивного пласта;
- составляющие различных жидкостей глушения и буровых
растворов;
- сульфид железа.
Заметим, что сюда же следует добавить продукты коррозии,
частицы различной природы, попадающие в продукцию скважин
при осуществлении ремонтных работ в системе нефтегазосбора и
на скважинах, методов повышения нефтеотдачи, кристаллы ве-
ществ, возникающих при смешении несовместимых вод и т.д.
Авторы отмечают, что механические примеси всех трех типов
накапливаются на уровне раздела фаз, и наличие их в эмульсии в
количестве примерно 0,1—02 % приводит к образованию стойких
промежуточных слоев. Постепенно слои заполняют значительный
объем отстойной аппаратуры, а затем приводят к полному наруше-
нию отстоя й выделения воды. Возврат на установку таких проме-
жуточных слоев, содержащих 0,5-0,6 % механических примесей,
существенно ухудшает качество подготовки нефти, а при степени
загрязнения 1 %, как правило, вообще выводит ее из режима [243].
Для поддержания нормальной работы ТХУ необходимо постоянно
сбрасывать эти слои из системы подготовки нефти. В связи с этим
на установках накапливается большое количество ловушечных
эмульсий, содержащих до 40-50 % нефти. Извлечь эту нефть, при-
меняя обычные методы, обычно не удается, потому что механиче-
ские примеси являются активнейшими адсорбентами деэмульгато-
ров и кроме того создают непреодолимые в нормальных условиях
стерические препятствия для коалесценции глобул. Так, для пол-
ного насыщения эмульсии, содержащей 2-5 % механических при-
месей, необходимо затратить 5-10 кг деэмульгаторов из расчета на
1 т этой эмульсии.
Наиболее активно деэмульгатор поглощает глина (при ее со-
держании 0,1 % по весу она связывает 80 % деэмульгатора), а
окись железа (Fe20s) и сульфид железа (FeS) при суммарном со-
256
держании 2 % связывают до 60-70 % вводимого реагента. Накоп-
ление промежуточного слоя с повышенным содержанием механи-
ческих примесей неоднократно наблюдалось авторами [243] на
Ножовской ТХУ, что и послужило для них поводом для осуществ-
ления обстоятельных исследований существа проблемы. Содержа-
ние механических примесей в пробах, отобранных на ДНС и сква-
жинах Ножовского месторождения, составило:
Точка отбора пробы
Массовое содержание
механических примесей, %
ДНС-1; ДНС-2; ДНС-3; ДНС-4;.
Скв. 342; Скв. 252; Скв. 355; Скв. 306;
Скв. 364; Скв. 249; Скв. 249; Скв. 143;
Скв. 143
0,175; 0,092; 0,024; 0,031;
0,087; 0,075; 0,092; 0,302;
0,219; 0,507; 0,294; 0,593;
0,228
Неоднократно отмечалось, что увеличение содержания меха-
нических примесей в продукции скважин совпадало по времени с
вводом скважин в эксплуатацию после капитального ремонта. Ха-
рактерный черный цвет отцентрифугированных механических
примесей свидетельствовал о наличии в нефти сульфида железа.
Поэтому изучение причин появления механических примесей в сы-
рье Ножовской ТХУ было осуществлено комплексно.
В первую очередь центрифугированием были выделены меха-
нические примеси и обнаружено, что последние представлены в
основном частицами песка и глины, причем их содержание в про-
бах значительно превышало допустимые нормы. Все обследован-
ные скважины оказались высокодебитными и были оборудованы
электропогружными насосами [243].
Для оценки количества поступающих механических примесей
в поток эмульсии из вновь вводимых в эксплуатацию скважин бы-
ли обследованы две из них. Обнаружено, что в первый день экс-
плуатации содержание мехпримесей в ее продукции вдвое выше,
чем во второй.
Проявление осложнений в подготовке нефти в связи с вводом
в эксплуатацию новых скважин отмечалось во многих случаях.
Так, при вводе в эксплуатацию после ремонта скв. 363, заглушен-
ной с использованием ССБ, ожидая повышения стойкости эмуль-
сии расход реагента увеличили с 60 до 145 г/т.
257
Однако агрегативная устойчивость (Ау) эмульсии в начальный мо-
мент сразу же возросла до 85% (рис. 4.11). По истечении 2 ч Ау,
снизилась до 17 % и поддерживалась на этом уровне 12 ч, после
чего стала снижаться. Ожидаемое значительное увеличение содер-
жания механических примесей в этом случае, однако, не подтвер-
дилось. Это свидетельствовало о том, что ввод скважин в эксплуа-
тацию после капитального ремонта не только влечет за собой до-
полнительное количество механических примесей, но и повышает
стойкость эмульсии привнесением в нее жидкостей глушения.
Рис. 4.11.
Изменение агрегативной
устойчивости эмульсии на ДНС
при вводе в эксплуатацию
скважины после ремонта.
Совместный сбор продукции различных горизонтов нередко
приводит к осложнениям в подготовке в связи с образованием
сульфида железа, являющегося стабилизатором эмульсии. В ре-
зультате анализа было выявлено, что в водах яснополянского над-
горизонта содержалось до 80 мг/л ионов двухвалентного железа, а
в водах турнейского яруса - до 30 мг/л сероводорода.
Допустимое содержание сульфида железа на Ножовской ТХУ
составляло около 5 г/м3 эмульсии. Но в результате увеличения доли
турнейской нефти и повышения обводненности сырья образование
сульфида железа могло увеличиться до 100 г/м3 и выше.
Более общими исследованиями установлено, что если объем
сульфида железа в эмульсии превышает 50 - 100 г/м3, то обезво-
живание нефти неизбежно сопровождается активным формирова-
нием промежуточного слоя и необходимостью его периодического
258
сброса из отстойной аппаратуры. Если содержание сульфида желе-
за оказывается меньше 50 г/м3, то угрожающего накопления про-
межуточного слоя не происходит, но качество подготавливаемой
нефти и сбрасываемой воды ухудшается. Однако для разрушения
такой эмульсии необходимы повышенные температуры и расход
реагента.
Ввод деэмульгатора в систему нефтегазосбора, который был
внедрен для улучшения реологических свойств нефти в условиях
Ножовского месторождения, также существенно осложнялся на-
личием большого количества механических примесей типа глины и
песка в потоке, поглощавших большое количество деэмульгатора.
На Ярино-Каменноложском месторождении содержание
сульфида железа достигало 200 г/м3. Анализ проб показал, что ве-
личина образующегося промежуточного слоя зависит от соотно-
шения объемов жидкости среднего карбона и воды нижнего карбо-
на. При этом объем промежуточного слоя существенно возрастает
при увеличении доли среднего карбона от 60 до 80 % (рис. 4.12,
кривая 1), а решающее значение при этом имеют флюиды Яри-
но-Каменноложского месторождения. Продукция месторождений
- спутников сама по себе не образует стойких промежуточных сло-
ев, однако в общем балансе привносит дополнительный сероводо-
род и тем самым сдвигает реакцию формирования сульфида в сто-
рону увеличения промежуточного слоя.
Рис. 4.12.
Зависимость
образования
промежуточного слоя
от соотношения
вода С।/жидкость С2
1-величина промежу-
точного слоя в пробе;
2-содержание стабили-
затора в пробе;
3-содержание механи-
ческих примесей в
пробе.
259
Анализ промежуточного слоя показал, что его объем находит-
ся в прямой зависимости от содержания стабилизатора в эмульсии
(см. рис. 4.12 , кривая 2), а также от содержания механических при-
месей в эмульсии (рис. 4.12,.кривая 3) [244].
Выделившийся промежуточный слой центрифугированием
был разделен на три части: нефть, концентрированный слой и вода.
Содержание нефти в отдельных пробах составило от 10 до 50%,
воды от 40 до 70% и концентрированного слоя от 10 до 18%.
В свою очередь, концентрированный слой содержал воду,
мехпримеси и органические стабилизаторы (асфальтены, смолы и
парафины); состав концентрированного слоя приведен в таблице
4.10.
Таблица 4.10
Место отбора пробы Соотношение вода/ жидкость - с,/с2 Массовое содержание, % Состав мехпримесей
воды мех- приме- сей органи- ческих частей раство- римых в HCI не рас- твори- мых в HCI
Яринский СП 50,9/49,1 72,4 12,9 14,7 95,6 4,4
ДНС-1 54,3/45,7 62,5 8,8 28,7 98,0 2,0
ДПС-3 52,6/47,4 73,4 16,4 10,2 99,2 0,8
ГЗУ-13 9,5/90,5 74,2 12,5 13,3 98,4 1,6
ГЗУ-ЗО 34,3/65,7 72,8 14,7 12,5 98,7 1,3
ГЗУ-15 22,7/77,3 61,2 12,6 26,2 92,0 8,0
УППН 47,8/52,2 75,9 14,0 10,1 94,2 5,8
Как видно из таблицы, основную часть концентрированного
слоя составляет вода, причем чем выше отношение мехпримесей к
органической части, тем больше воды захватывается стабилизато-
ром (рис. 4.13).
Следовательно совокупный стабилизатор обладает большей
эмульгирующей способностью при увеличении в нем доли мине-
ральной составляющей [244].
Мехпримеси более чем на 90% растворились в НС1, причем эта
часть была в основном представлена сульфидами.
При сравнительно медленном накоплении промежуточного
слоя целесообразно применять совместную систему сбора эмуль-
260
сий с последующей периодической обработкой промежуточных
слоев и осуществлять предварительный сброс воды.
Рис. 4.13. Зависимость содер-
жания воды в промежуточном
слое от соотношения механи-
ческих.примесей и органиче-
ских веществ в стабилизаторе
эмульсии.
На этом объекте эффективно использовался метод предвари-
тельного сброса воды на отдельных участках, что давало возмож-
ность сбрасывать значительную часть сероводород- и железосо-
держащих вод еще до их смешения и снижать в связи с этим коли-
чество образующегося сульфида железа. Предварительный сброс
воды был организован и на СП Яринской площади и ДНС-1, что
позволило сократить интенсивность формирования промежуточно-
го слоя в 2,2 раза [244].
Данные по Павловской ТХУ показали, что водонефтяная
эмульсия как сырье установки имеет высокую плотность и значи-
тельное массовое содержание концентрированного слоя (3%) на
границе раздела фаз этой эмульсии. Последнее объяснялось повы-
шенным содержанием как асфальтосмолистых и парафиновых со-
единений, так и механических примесей, что несвойственно для
чистых эмульсий нефтей Павловского месторождения. Качество
сырья сказалось на образовании промежуточного слоя в отстойни-
ках установки, откуда он сбрасывался в резервуар-накопитель.
Пробы характеризовались высоким содержанием асфальтосмоли-
стых и парафиновых углеводородов и мехпримесей. Массовое со-
держание мехпримесей в концентрированном слое сырья составля-
ло 10%, а в концентрированных промежуточных слоях колебалось
261
представлял собой очень стойкую вязкую эмульсию и располагался
послойно. Осаждения мехпримесей за счет сил гравитации не про -
исходило. Во всех пробах наблюдалось преобладание кислоторас-
творимых примесей. При анализе водных и кислотных фильтратов
отмечено, что основное количество кислоторастворимых мехпри-
месей представлено соединениями трехвалентного железа, а суль-
фида железа оказалось немного. Фильтраты характеризовались по-
вышенным содержанием ионов Са2+ и Mg2+. Петрографический
анализ нерастворимой в 10%-ной НС1 части механических приме-
сей показал, что они состоят в основном из кварцевого песка раз-
мером частиц 260 мкм с органическими включениями карбоидного
типа. Содержание и тип органических включений соответствует
характеристике кернов нефтеносных горизонтов Павловского ме-
сторождения, что свидетельствует о выносе частиц из продуктив-
ного пласта [245].
Сырье Кокуйской ТХУ существенно легче, чем Павловской, и
промежуточный слой на границе раздела отличается меньшим со-
держанием мехпримесей. Однако количества стабилизаторов в сы-
рье оказалось достаточно, чтобы на установке происходило накоп-
ление промежуточного слоя, отстаивающегося во времени, на что
указывает изменение содержания механических примесей по высо-
те резервуара-накопителя. Большую долю частиц из этого слоя со-
ставляли растворимые в 10 %-ной НС1 мехпримеси. Ионный анализ
водного и кислотного фильтратов подтвердил значительное содер-
жание трехвалентного железа (13 %), ионов Са2н - 4 % и Mg2+ -
1,6 %, в то время как количество сульфида железа оказалось неве-
лико и составляло примерно 2 %. Нерастворимая часть механиче-
ских примесей представлена частицами песка и глины. ,
Для выяснения причин загрязнения нефтяных потоков мех-
примесями были проанализированы различные операции, произво-
дившиеся на скважинах в течение месяца, предшествующего отбо-
ру проб и во время их отбора. Установлено, что в это время на
промыслах интенсивно проводили операции по повышению нефте-
отдачи и усилению притока нефти, удалению парафиносмолистых
отложений, капитальному и текущему ремонтам, а также ввод но-
вых скважин из бурения. При этом на Кокуйском месторождении
значительно больше, чем на Павловском, вводили в эксплуатацию
новые скважины после разбуривания. Наличие большого количест-
ва растворимых в НС1 мехпримесей (при малом содержании суль-
262
фида железа), в состав которых входят соли кальция, магния и же-
леза, свидетельствует о том, что имеет место попадание в систему
сбора водонефтяных эмульсий задавочных жидкостей и буровых
растворов, обогащенных шламом цементных пород, а также про-
дуктов коррозии нефтепромыслового оборудования. Кроме того,
более ранними исследованиями доказано, что при механизирован-
ной добыче нефти нередко происходит интенсивный вынос частиц
породы из продуктивного пласта. На Павловском и Кокуйском ме-
сторождениях этот факт подтверждает наличие в нерастворимой
части мехпримесей кварцевого песка [245].
В целом оказалось, что для Павловского и Кокуйского место-
рождений содержание и влияние на формирование промежуточных
слоев сульфида железа невелико. Количество и соотношение типов
механических примесей в водонефтяных эмульсиях существенно
меняется в зависимости от операций, проводимых на скважинах.
Поэтому технологии и действия всех служб, занятых в разработке
нефтяных месторождений, должны быть согласованными и на-
правлены на недопущение загрязнения продукции скважин любы-
ми ингредиентами, пагубно влияющими на технологические про-
цессы сепарации газа, транспортирование и подготовку продукции
скважин, очистку и закачку в пласты дренажных вод.
4.11. ВЛИЯНИЕ МЕХПРИМЕСЕЙ В НЕФТИ НА
ЭФФЕКТИВНОСТЬ ИСПОЛЬЗОВАНИЯ ДЕЭМУЛЬГАТОРОВ
Кроме участия в формировании промежуточных слоев и бро-
нировании оболочек на глобулах воды мехпримеси нейтрализуют
значительную часть применяемых деэмульгаторов.
Явление адсорбционного «связывания» реагентов - деэмуль-
гаторов [217] асфальтеновыми компонентами нефти играет суще-
ственную роль в процессах подготовки, поскольку с ним связаны
повышенные расходы реагентов и селективность действия де-
эмульгаторов.
Это же справедливо и в отношении влияния других дисперс-
ных включений, содержащихся в нефти (например, мехпримесей),
на «связывание» деэмульгаторов. В связи с этим [266] выполнены
исследования, предусматривающие введение различных мехприме-
сей в водную и нефтяную фазы.
263
В частности, изучалась активность деэмульгатора дисолван
4411 из водной фазы (С=40 г/т) на границе с бензолом при дози-
ровке в воду 0,1-2% мехпримесей различного типа: глины, серни-
стого железа FeS, окиси железа РезО3. Аналогичные исследования
были выполнены с введением мехпримесей в растворы девонской
нефти Сергеевского месторожденияреагента деэмульгатора (дисол-
вана 4411 с расходом С=40 г/т). Поверхностное натяжение измеря-
лось на границе нефть-дистиллированная вода.
Результаты исследований приведены в табл,4.11.
Таблица 4. I I
Концентрация мехпримесей, % Fe2O3 FeS Глина
о, эрг/см2 Со, г/т а, эрг/см2 Со, г/т а, эрг/см2 Со, г/т
1 2 3 4 5 6 7
Первая серия опытов
0 12,1 40 12,1 40 12,1 40
0,1 18,1 20 16,8 23 35,9 9
0,25 18,1 20 17,5 21 43,6 —
0,5 19,5 19 17,5 21 — —
1,0 20,0 18 17,5 21 — —
1,5 21,7 16 19,0 20 — —
2,0 25,0 15 23,0 17 — —
Вторая серия опытов
0 18,2 40,0 18,2 40,0 18,2 40
0,1 24,3 23,0 19,1 39,0 29,5 —
0,25 24,5 22,4 19,1 39,0 32,8 ' —
0,5 24,5 22,4 19,8 31,6 37,1 . —
1,0 25,2 19,7 24,1 25,5 39,3 —
1,5 25,2 19,7 24,1 25,5 40,4 —
2,0 25,2 19,7 24,1 25,5 41,4 —
Примечание. Содержание дисолвана 4411 в водных растворах составляет
40 г/т.
Из табл. 4.11 следует, что и в водной, и в нефтяной фазах ад-
сорбция деэмульгатора наиболее активно происходит на глине. Со-
держание последней даже в нефтяных растворах в количестве ме-
264
нее 0,1 % приводит практически к полному «связыванию» реагента
(40 г/т) за счет адсорбции его на поверхности глины. В свою оче-
редь, окись железа «связывает» реагент заметно лучше, чем серни-
стое железо. Так, в водных дисперсиях Ре20з и FeS половина вве-
денного реагента (20 г/т) «связывается» при концентрациях соот-
ветственно 0,1 и 1,5 % [266].
Для выяснения характера протекания процесса «связывания»
деэмульгатора во времени было измерено поверхностное натяже-
ние модельных систем на границе с водой непосредственно после
их приготовления и суточной выдержки соответственно.
Таблица! 12.
Концентрация мехпримесей, % ст, эрг/см2
без реагента после приготов- ления систем после суточной выдержки
1 2 3 4
Глина
0 44,5 15,6 15,6
0,1 43,8 27,5 27,5
0,25 43,8 38,0 42,0
0,5 43,8 42,0 42,0
0,8 43,8 43,8 43,8
1,0 43,8 43,8 43,8
1,25 43,8 43,8 43,8
5,0 44,0 43,8 42,8
Ил (земля)
0 44,5 15,6 15,6
0,05 45,3 14,6 16,3
0,1 48,5 12,9 17,7
0,25 48,0 12,8 14,4
0,5 44,7 14,4 14,4
0,8 44,7 14,4 14,4
1,0 44,7 14,4 14,4
3,0 44,8 16,1 23,2
5,0 45,0 19,3 25,0
Из табл. 4.12 видно, что при концентрации глины в смеси 0,1%
и выше происходит весьма быстрое связывание реагента. На иле
265
(земле) этот процесс протекает медленнее и выражен слабее. Это
свидетельствует о более крепкой связи молекул деэмульгатора в
сорбционных центрах глин [266]. На высокие адсорбционные свой-
ства глинистых материалов пород-коллекторов по отношению к
асфальтосмолистым компонентам указывается в работе [246], при-
чем с этими свойствами связываются физико-химические парамет-
ры извлекаемой нефти.
Явление «связывания» реагента-деэмульгатора твердыми
включениями в водной и нефтяной фазах играет важную роль в
процессах разрушения эмульсий с повышенным содержанием мех-
примесей, особенно ловушечных. В частности, именно этим об-
стоятельством можно было объяснить повышенные расходы де-
эмульгаторов на ТХУ-2 (Кереметово) НГДУ «Южарл ан нефть» и
имевшие ранее место срывы технологического режима подготовки
нефти. Содержание мехпримесей в поступавшем сырье в то время
иногда достигало до 0,3 %. Поэтому в процессах добычи нефти не-
обходимы особые мероприятия, направленные на предотвращение
попадания в продукцию скважин механических примесей, особен-
но глинистых.
ГЛАВА V
ДЕЭМУЛЬГАТОРЫ И ПОДГОТОВКА НЕФТИ,
ОСЛОЖНЕННОЙ МЕХПРИМЕСЯМИ
5.1. О РОЛИ ДЕЭМУЛЬГАТОРОВ В ПОДГОТОВКЕ НЕФТИ
Эффективное использование деэмульгаторов и совершенство-
вание технологии подготовки нефти предполагают более точное,
чем ранее, определение круга технологических задач, решаемых с
помощью реагентов и других средств интенсификации разрушения
эмульсий. Необходимость этого вызвана широким распростране-
нием ошибочной точки зрения, состоящей в том, что использова-
ние эффективных реагентов якобы автоматически обеспечивает
получение качественной подготовки нефти на промышленных объ-
ектах. Однако это не так. В связи с этим необходимо указать, что с
помощью деэмульгаторов решается лишь одна задача - устранение
бронирующих оболочек на глобулах воды, препятствующих их
коалесценции. Устранение оболочек на глобулах пластовой воды
действительно необходимо, но оно еще не гарантирует высокой
степени подготовки нефти и низкой себестоимости процесса, так
как определяющими факторами во всех случаях являются принятая
технология и аппаратурное оформление объекта. Хорошая техно-
логия обеспечивает получение нефти высокого качества даже при
использовании такого неэффективного деэмульгатора, каким в
прошлом являлся НЧК [117, 255].
Исследованиями установлено, что на скорость отделения воды
от нефти при последующем отстое в значительной степени влияют
длительность турбулизации потока и ее интенсивность. Увеличе-
ние времени турбулизации предварительно стабилизированной и
затем обработанной реагентом эмульсии с 1 до 20 мин привело к
сокращению необходимого времени отстоя при равной глубине
обезвоживания с 45 до 10 мин, т.е. в 4,5 раза. Общее время обра-
ботки эмульсии, включая турбулизацию и отстой, оказалось рав-
267
ным соответственно 46 (1+45) и 30 (20+10) мин, т.е. на 35% мень-
ше.
Ранее полагали, что возрастание скорости отстоя при увеличе-
нии времени турбулизации эмульсии связано, в основном, с улуч-
шением массообмена и более глубоким разрушением бронирую-
щих оболочек. Однако данные, полученные в работе [1], исключа-
ют возможность такого объяснения. В частности было установле-
но, что темп отделения воды от нефти при отстое эмульсии, сфор-
мированной смешением нефти с водой, в которую предварительно
был введен деэмульгатор и в связи с чем необходимость в доведе-
нии реагента до каждой глобулы пластовой воды не возникала,
оказался практически таким же, как и при обработке реагентом
стойких, сформированных эмульсий. Этот необычный факт требует
особых разъяснений. Ранее нами было рассмотрено влияние на за-
вершенность массообменных процессов таких факторов, как об-
водненность и степень дисперсности эмульсии, время и турбулент-
ность процесса, температура и коэффициент эффективности столк-
новений глобул.
Однако, значение только этих факторов не позволяет объяс-
нить причины и механизм процесса, приводящего к повышению
степени обезвоживания эмульсии с увеличением времени ее турбу-
лизации при условии предварительного введения, деэмульгатора в
воду. Необходимо выдвижение новых гипотез механизма деэмуль-
сации нефти и их экспериментальная проверка [117].
Известное в литературе понятие «длительность контактирова-
ния» деэмульгатора с эмульсией не раскрывает смысла происходя-
щих процессов, не содержит никакой количественной информации
об изменении физико-механических свойств межфазных пленок и
допускает возможность произвольного толкованиям целях и ре-
зул ьтатах такого контактирования.
В целом же «длительное контактирование» реагента с эмуль-
сией своей целью всегда имело «доведение реагента до каждой гло-
булы». Однако этих представлений для объяснений сущности
процессов, протекающих при этом, недостаточно. В качестве рабо-
чей гипотезы нами было выдвинуто предпожение о том, что меха-
низм утраты стабильности эмульсии при ее обработке водораство-
римым деэмульгатором связан с последовательным протеканием
процессов контакта глобул, содержащих деэмульгатор, с глобула-
ми пластовой воды, переход молекул реагента на межфазные плен-
ки, сообщение частицам, входящим в состав бронирующих оболо-
268
чек, индуцированной растворимости, удалении их из оболочки и
перевод в состав нефти, приход к границе раздела фаз новых час-
тиц природных деэмульгаторов, частичное восстановление прочно-
сти пленок, адсорбция на них молекул деэмульгатора и возвраще-
ние частиц в объем нефти. Эти процессы должны протекать до тех
пор, пока все коллоидные частицы, являющиеся природными
^Эмульгаторами, не получат своей «порции» молекул деэмульгатора
и их адсорбционная активность не будет подавлена. В этом случае
оказываются понятными причины повышения степени обезвожи-
вания эмульсии с увеличением времени турбулизации при условии
предварительного введения деэмульгатора в нефть или воду. В
процессе турбулизации эффективность всех этих процессов возрас-
тает. Предложенная гипотеза может быть справедливой только при
проявлении и экспериментальном обнаружении следующих эффек-
тов:
- некоторое возрастание прочности пленки с течением време-
ни (подход к границе раздела адсорбционного материала) при кон-
такте воды, содержащей деэмульгатор, с нефтью;
- увеличение степени обезвоживания при обработке эмульсии
нефтерастворимым деэмульгатором с возрастанием времени тур-
булизации (должно иметь место подавление активности природных
эмульгаторов и одновременно с этим - разрушение бронирующих
оболочек).
В этой связи были осуществлены замеры прочности межфаз-
ных пленок, как функции различных параметров, методом «па-
дающих шариков» для безводных угленосной и девонской нефтей.
Весьма показательно, что кривая, характеризующая изменение
разрывающего пленку критического давления для угленосной неф-
ти, всегда располагается значительно выше кривой, полученной
для девонской нефти. Отсюда ясны причины большей стойкости
угленосных эмульсий по сравнению с девонскими: для угленосной
эмульсии характерно более быстрое старение - уже через 14 ч
прочность пленки угленосной нефти достигает максимальной ве-
личины, в то время как для пленки девонской нефти этот предел
достигается через 20 ч. Стойкость свежеобразованной пленки угле-
носной нефти оказалась такой же, как и девонской через 15 ч ста-
рения. Если принять в качестве критерия стойкости эмульсии ко-
эффициент К - отношение критических давлений, разрывающих
пленку угленосной и девонской нефтей соответственно (ру/рл), то
окажется, что К = 1,13. Оказалось, что прочность пленок с течени-
269
ем времени действительно несколько возрастает, что полностью
соответствует упомянутой выше гипотезе. Увеличение прочности
происходит в условиях конкурентной адсорбции молекул природ-
ных ПАВ и введенного в воду реагента, сопровождаемой перехо-
дом молекул деэмульгатора на поверхность коллоидных частиц
асфальтенов и других веществ (в результате адсорбционных про-
цессов), возвратом одной части из них в объем нефти и включени-
ем другой части в состав адсорбционного слоя. Одновременно с
этим снижается концентрация деэмульгатора в водной фазе.
Установлено, что в условиях статики прочность пленки воз-
растает наиболее быстро в течение первых 2-3 ч. Однако, конечная
прочность этих пленок при одинаковом времени выдерживания
проб значительно ниже, чем пленок, сформированных на поверх-
ности воды в отсутствии деэмульгатора. Это обстоятельство и обу-
словливает целесообразность раннего ввода деэмульгатора в поток
нефти для предотвращения образования стойких эмульсий.
Исследования прочностных свойств пленок на этой стадии по-
зволяют сделать следующие обобщения:
- увеличение температуры от 20 до 45°С приводит к снижению
прочности пленок для девонской и угленосной нефтей на 12%;
- разрушение пленок под воздействием регента в покое явля-
ется неполным; остаточная прочность разрушенной пленки, фор-
мировавшейся в течение нескольких часов, всегда выше прочности
свежеобразованной, а также выше прочности пленки, возникшей
при «мгновенном» контакте воды и нефти;
- температура, расход реагента м время обработки эмульсии в
известных пределах являются взаимно компенсируемыми парамет-
рами;
- прочность пленок угленосной нефти в сравниваемых усло-
виях всегда выше прочности пленок, возникающих при контакте
Воды с девонской нефтью;
- с увеличением расхода реагента прочность пленки и необхо-
димое время его воздействия уменьшаются;
- при формировании эмульсий нефти с водой, содержащей де-
эмульгатор, мероприятия по их разрушению должны предусматри-
вать возможность осуществления этого процесса в наиболее корот-
кое время;
- при транспортировании по трубопроводам и коммуникациям
установок свежесформированных эмульсий, содержащих в воде
270
деэмульгатор, прочность бронирующих оболочек с течением вре-
мени также несколько возрастает, однако этот эффект компенсиру-
ется полезной работой трубопроводов по укрупнению капель с об-
щим превышением положительных последствий над отрицатель-
ными; при транспортировании стойких эмульсий, сформировав-
шихся ранее, чем в них был введен деэмульгатор, при последую-
щем введении реагента прочность межфазных пленок снижается;
- прочность пленок, сформированных на границе раздела фаз с
водой для девонской и угленосной нефтей, с течением времени
увеличивается не только при контакте воды и нефти, не содержа-
щих деэмульгатора, но и в его присутствии [117].
С целью проверки гипотезы о необходимости подавления ак-
тивности природных эмульгаторов и разрушения бронирующих
оболочек в течение длительного для преодоления стойкости эмуль-
сий промежутка времени были выполнены исследования с нефте-
растворимыми деэмульгаторами (таблица 5.1).
Таблица 5.1
Деэмульга- тор, нефть Время турбулиз ации, мин. Количество отделившейся воды, мл, за время отстоя, мин. Остаточное содержание воды в нефти, %
15 30 60 90
Сепарол 5084 Девонская угленосная Сепарол 34 Девонская угленосная Турбулиз 10 30 60 Турбулиз 10 30 60 (ация на ка1 4,0 11,8/1.4 13,8/17,8. ация на ка1 1,5/0 18/10,2 21/20 4а <а 1лке п = Г 5,0 13,0/17,5 18,3/18,5 лке п~ \ 5,0/0 20/20 21,7/21, 4 1 1 4 5 двойных 6,0 3,5/18,2 8,7/19,5 двойных 8,0/15 20,5/2 22,2/23 XOJ И 19 хо/ 1 ,2 юв/мин 6,5 5,0/19 ,0/22,5 юв/мин 13,5/2 21,0/: 22,2/2 0,5 21 3,5 1,1 2,5 0,6 3,30 следы следы
Тур 1 5 15 30 )булизация следы/ следы следы/ следы следы/ следы 5,5/3,0 н а мешалке п следы/ следы следы/ следы 0,5/12,2 14,5/14,5 = 500 об/мг следы/ следы 0,5/14,2 2,5/15,2 19.75/18,2 н следы/ 14,5 0,5/16,7 11,7/18 20,5/19,5 13,0 12,6 6,6 1,15
11 р и м е ч а н и е: Навеска 150 мл, содержание воды 13,6 %, температура процесса 20 °C.
271
Уровень турбулизации и расход реагентов в этих случаях
должны быть меньшими, чем при использовании водорастворимых
реагентов.
В таблице 5.1 представлены результаты изменения степени
обезвоживания нефти угленосного и девонского горизонтов с при-
менением нефтерастворимых деэмульгаторов различных типов в
лабораторных условиях. В качестве одного из основных изменяе-
мых параметров были приняты время, режим и степень турбулиза-
ции эмульсии после введения в неё деэмульгатора.
Из данных таблицы видно, что при использовании нефтерас-
творимых деэмульгаторов с увеличением времени турбулизации
степень обезвоживания как девонской, так и угленосной нефтей
при последующем отстое возрастает, а чрезмерное увеличение сте-
пени турбулизации приводит к отрицательным последствиям. Ка-
залось бы, использование нефтерастворимых деэмульгаторов по-
зволяет исключить длительную стадию массообменных процессов,
характерных для водорастворимых реагентов, так как переход мо-
лекул деэмульгаторов на бронирующие оболочки капель не связан
с необходимостью столкновения глобул воды друг с другом. При-
чем, с увеличением времени турбулизации эмульсии, например, на
мешалке при скорости вращения вала пропеллерной насадки
500 об/мин, сверх определенного предела, гарантирующего «дове-
дение реагента до каждой глобулы», результаты, казалось бы, не
должны были бы улучшаться и, в лучшем случае, должны оста-
ваться стабильными. Экспериментальные данные противоречат
этому. В самом деле, если считать, что при увеличении времени
турбулизации эмульсии от 1 до 30 мин во всем исследованном ин-
тервале улучшались условия для перехода молекул реагента на
межфазную поверхность и разрушения бронирующих оболочек
капель, и это является главным в технологии подготовки нефти,
становится неясным, почему качество нефти оказывается стабиль-
но хуже в случае интенсивного смешения эмульсии с реагентом на
мешалке по сравнению с вариантом обработки этой же нефти в бо-
лее мягком режиме (на качалке).
Однако эти эффекты имеют объяснение. Для этого необходимо
сопоставить и проанализировать следующие факты:
- увеличение степени обезвоживания эмульсии при возраста-
нии времени турбулизации в условиях, когда в воду был предвари-
272
тельно введен деэмульгатор (разрушать практически нечего в связи
с отсутствием бронирующих оболочек на глобулах пластовой во-
ды);
- упрочнение межфазных пленок с течением времени при ее
формировании на слое воды, содержащей деэмульгатор;
- улучшение качества нефти при увеличении интенсивности и
длительности турбулизации эмульсии с нефтерастворимыми де-
эмульгаторами.
Эти факты свидетельствуют о том, что механизм процесса дес-
табилизации эмульсии включает в себя не только операции по раз-
рушению бронирующих оболочек на глобулах пластовой воды, но
и нейтрализацию коллоидных компонентов (сообщение им инду-
цированной растворимости), находящихся в объеме нефти и потен-
циально могущих входить в состав бронирующих оболочек. Если
эти процессы по какой-либо причине не завершены, деэмульсация
нефти не может быть эффективной.
Именно поэтому увеличение времени турбулизации воды, со-
держащей деэмульгатор с нефтью, привело к улучшению результа-
тов при последующем отстое. В процессе турбулизации осуществ-
лялся переход молекул ПАВ из водной фазы на коллоидные ком-
поненты нефти и подавлялась их способность формировать проч-
ные межфазные пленки. Снижением концентрации в воде ПАВ за
счет перехода некоторой его части в нефть и конкурирующей ад-
сорбцией коллоидных компонентов нефти на границе раздела фаз
объясняется возрастание прочности межфазной пленки с течением
времени в условиях статики, сформированной на слое воды, со-
держащей деэмульгатор [117].
Процессами глубокого и достаточно длительного по времени
разрушения бронирующих оболочек на глобулах пластовой воды и
подавлением адсорбционной активности природных ПАВ объясня-
ется повышение степени обезвоживания нефти с увеличением вре-
мени турбулизации эмульсии, обработанной нефтерастворимыми
деэмульгаторами. Выполненные исследования позволяют сделать
вывод, что механизм дестабилизации эмульсии при обработке во-
до-и нефтерастворимыми деэмульгаторами также различен. В пер-
вом случае сначала происходит разрушение бронирующих оболо-
чек на глобулах пластовой воды и только затем имеет место подав-
ление адсорбционной активности коллоидных ПАВ, входящих в
состав нефти (капли реагента выполняют эту функцию с момента
273
ввода в эмульсию). При использовании нефтерастворимых ПАВ, в
первую очередь, происходит подавление адсорбционной активно-
сти природных эмульгаторов, а разрушение бронирующих оболо-
чек происходит позднее или параллельно с первым процессом. При
осуществлении процессов подготовки нефти по традиционной тех-
нологии все эти эффекты вынужденно совмещались с отстоем
эмульсии, что и обусловливало ее низкую активность.
Таким образом, установлено, что эффективное использование
деэмульгаторов и технологически правильное осуществление про-
цесса подготовки нефти предполагают необходимость не только
разрушения бронирующих оболочек на глобулах пластовой воды,
но и подавления адсорбционной активности природных эмульгато-
ров. Поэтому, после доведения реагента до каждой глобулы, необ-
ходимо предусматривать дополнительное технологическое время и
только после-«созревания» эмульсии осуществлять операции по
коалесценции капель и затем - расслоение потока и последующий
отстой воды от нефти в соответствующих аппаратах [117].
Процессы разрушения бронирующих оболочек и подавление
активности природных ПАВ могут быть совмещены в одной опе-
рации при турбулентном режиме движения потока.
Отсюда следует, что технологический эффект, получаемый в
промысловых условиях при раннем введении как водораствори-
мых, так и нефтерастворимых деэмульгаторов, следует связывать
прежде всего с этими явлениями и гидродинамическими характе-
ристиками потока, его предрасположенностью к укрупнению ка-
пель в процессе транспортирования эмульсии по промысловым
системам сбора и временем движения эмульсии по трубопроводам,
являющимся по существу технологическим временем, в течение
которого и протекают процессы завершения массообмена, коалес-
ценции глобул и в отдельных случаях - расслоения потока на
нефть и воду.
Дальнейшими исследованиями было установлено, что осуще-
ствление процесса коалесценции капель сопровождается увеличе-
нием концентрации реагента как в нефти, так и на границе раздела
фаз укрупнившихся глобул воды и нефти. Это связано с резким со-
кращением свободной поверхности эмульсионной системы при
слиянии капель. Отсюда следует, что деэмульгирующая способ-
ность нефти по мере удаления из нее воды возрастает, а способ-
ность глобул к коалесценции увеличивается. Указанное явление
274
было положено в основу подготовки нефти методом компаундиро-
вания путем смешения части обработанной деэмульгатором нефти
после сброса из нее балласта с сырой или нефтью более низкого
качества. Эти же процессы происходят и в отстойной аппаратуре,
где завершается коалесценция капель и в нефть, либо промежуточ-
ный слой, вытесняется огромное количество активного деэмульга-
тора, концентрация которого может расти. Поэтому введение в от-
стойники свежей нефти, не обработанной ранее деэмульгаторами,
позволяет осуществлять ее деэмульсацию без дополнительных за-
трат на реагенты [117].
Из вышеизложенного следует, что правильное понимание роли
деэмульгатора при подготовке нефти предполагает совершенство-
вание технологии ее подготовки и достижение в связи с этим эко-
номического эффекта и определенного технического прогресса.
5.2. ИЗМЕНЕНИЕ МЕЖФАЗНОГО НАТЯЖЕНИЯ НА ГРАНИЦЕ
«НЕФТЬ-РАСТВОРЫ ДЕЭМУЛЬГАТОРОВ»
В свое время среди промысловых и некоторых научных спе-
циалистов сложилось убеждение в том, что смеси реагентов 4411 и
НЧК более эффективны, чем каждый из них в отдельности. Однако
результаты многочисленных исследований в целом не подтвердили
этого мнения [118].
В подавляющем большинстве случаев добавление НЧК к рас-
творам дисолвана при его расходе порядка 30 г/т и выше к улучше-
нию результатов при деэмульсации нефти не приводило. Это по-
зволило сомневаться в необходимости повсеместного применения
НЧК в таких количествах, в каких он использовался на промыслах.
Поскольку об эффективности того или другого реагента в числе
других показателей можно судить и по его способности снижать
поверхностное натяжение на границе раздела фаз «нефть-вода», то
с этих же позиций можно подойти и к оценке смеси деэмульгато-
ров.
Синэнергетический эффект при применении смеси дисолвана
и НЧК можно считать установленным только в том случае, если
при контакте растворов смеси этих реагентов с нефтью удается по-
лучить меньшее значение поверхностного натяжения, чем это воз-
можно достигнуть, применяя любой из входящих в смесь деэмуль-
гаторов отдельно. Установлено, что 2 %-ный водный раствор ди-
275
Рис. 5.1. Изменение о водных растворов
дисолвана, НЧК и их смеси на границе
раздела с нефтью
. 1-П-Ш-1V - для различных комбинаций
деэмульгаторов по табл .5 2.
солвана на границе раздела с ромашкинской нефтью позволяет по -
лучить величину поверхностного натяжения порядка 5 6, эрг/см2 .
Эта цифра близка к тому минимальному пределу ,ниже которого
поверхностное натяжение получается довольно редко. Уже одий
только этот факт позволяет сомневаться в эффективности смеше-
ния реагента 4411 с таким слабым поверхностно активным вещест-
вом, как НЧК. Результаты исследований выражены графически.
Из графика ,представ -
ленного на рис. 5.1, таб-
лицы 5.2 видно, что в дей-
ствительности существует
обратная зависимость.
Элементарная сумма ак -
тивностей (кривая IV) ди-
солвана и НЧК оказывает-
ся значительно выше той ,
которая получается при
смешении этих реагентов
(кривая III) в эквивалент-
ных количествах. П слу-
ченные данные позволяют
считать, что объяснение
причины повышения эф-
фективности работы уста-
новок на смеси реагентов
с этой точки зрения кри-
тики не выдерживают.
Т аблица 5 2
: Кривая 1 Кривая П Кривая Ш Крива? IV, о0 = 25,44
№ пп Расход НЧК, эрг/см2 Рас- ход 4411 _wo/jdt Смесь 4411 г/т +НЧК, эрг/см2 Дсг= По- Дс> - °0~ ЛС?44| | +Детнчк
кг/т ь г/т о кг/т о ^4411 <*4411
1 0,500 23,91 0,01 20,84 0,01+2,5 20,23 4,6 2,53 7,31
2 1,000 22,07 0,02 16,86 0,02+1,0 15,33 8,58 3,37 11,95
3 1,500 22,07 0,03 14,71 0,03+1,5 12,87 10,73 3,37 14,10
4 2,000 19,92 0,04 14,10 0,04+2,0 12,57 11,34 5,52 16,86
5 2,500 19,19 0,05 14,41 0,05+2,5 11,95 11,03 6,44 17,43
6 3,000 18,39 0,06 13,18 12,26 7,05 19,31
276
Естественно, что при добавлении к дисолвану НЧК снижение
поверхностного натяжения должно иметь и действительно имеет
место. Это отчетливо видно и из графиков, представленных на рис.
5.2-5.3.
Рис. 5.2. Влияние концентрации дисол-
вана на эффективность снижения ст на
границе раздела фаз вода-нефть при
различных расходах НЧК (кг/т).
(ПГ1.0 1-5 2,0 2,5 3,0 ЗД 4,0 4,5 5,0 5,5 11Ч1<
।...................2—....— .......-.............. 441 ]
0 0,01 0.03 0,05 0,07 0.09 0,1
Расход реагента. и т
Рис. 5.3. Влияние добавления НЧК к
раствору дисолвана на изменение ст на
границе раздела «раствор - нефть»:
1-5-смесь 4411 и НЧК
ступенями по 0,001 кг/т.
Наибольший интерес представляют результаты исследований,
представленных на рис. 5.2. График отражает зависимость между
темпом снижения поверхностного натяжения на границе раздела
«вода-нефть» при добавлении НЧК в зависимости от содержания в
растворе дисолвана. Из графика видно, что наибольшее снижение
поверхностного натяжения на границе раздела фаз при добавлении
НЧК к растворам дисолвана имеет место при минимальных расхо-
дах последнего, а при одном и том же расходе дисолвана оказыва-
ется тем выше, чем больше расход НЧК. Так, например, при
расходах дисолвана порядка 10 г/т добавление к нему 1 кг/т НЧК
26 %-ной активности приводит к дополнительному снижению по-
верхностного натяжения на 1,5 эрг/см”.
К такому же по абсолютной величине снижению а приводит и
добавление к раствору дисолвана (при расходе 40 г/т) НЧК в коли-
честве 2 кг/т. Это подчеркивает справедливость высказанного нами
277
предположения о том, что применение НЧК может быть эффектив-
ным только при низких расходах дисолвана. Добавление НЧК в
любых количествах к раствору, содержащему дисолван в концен-
трации, соответствующей расходу 30 г/т и выше, приводит к незна-
чительным изменениям общего поверхностного натяжения и, как
следствие этого - практически ничтожному эффекту с точки зре-
ния увеличения деэмульгирующей способности смеси. При этом
следует обратить внимание на то обстоятельство, что при любых
расходах дисолвана снижение (рис. 5.2 и 5.3) поверхностного на-
тяжения на границе раздела фаз гораздо выгоднее вести за счет до-
бавления реагента 4411, а не НЧК.
В самом деле, при стоимости 0,5 кг НЧК 26%-ной активности
2,25 коп и 10 г дисолвана 1,3 коп (цены 1966 г) снижение а от на-
чального значения, например 21 эрг/см2 (соответствует содержа-
нию в растворе 0,010 г дисолвана на 1 л раствора), за счет добавле-
ния следующих 10 мг дисолвана обеспечивается на 4 эрг/см2, а за
счет прибавления НЧК - на 0,7 эрг/см2. т.е. почти в 6 раз меньше.
Такое же значение с достигается в этом случае только при добав-
лении к раствору 1,5 кг НЧК, что оказывается дороже примерно в 5
раз.
В области высоких концентраций дисолвана картина оказыва-
ется аналогичной. Поэтому идея использования НЧК в качестве
добавки к дисолвану с целью снижения поверхностного натяжения
на границе раздела фаз «нефть-вода» оказывается несостоятельной
как с научной, так и с практической точки зрения. Приведенные
выше результаты исследований полностью подтверждают это. Ха-
рактерно, что дисолван и другие аналогичные реагенты за рубежом
применяются в смеси с ингибиторами коррозии при дозировках
минимум в 2 раза меньше тех, которые сложились на наших про-
мыслах. Очевидно, одна из главных причин эффективного исполь-
зования реагентов такого типа кроется в технологических особен-
ностях ввода, диспергирования и удержания в объеме эмульсии
раствора реагента, применяемого для этих целей.
Учитывая полученные результаты, необходимо обратить осо-
бое внимание на эту сторону технологического процесса подготов-
ки нефти.
Большой интерес представляют собой результаты исследова-
ний по определению влияния температуры на снижение поверхно-
стного натяжения на границе раздела раствор «деэмульгато-
278
pa-нефть». Из таблицы 5.3 следует, что увеличение температуры от
20 до 40 °C приводит к существенному снижению натяжения на
границе раздела фаз при всех расходах реагентов. Разница возрас-
тает особенно сильно при повышенных расходах реагента. Однако
с увеличением температуры выше 40 °C отмечается увеличение
межфазного натяжения. Такие изменения связаны с образованием
при высоких температурах продуктов гидролиза деэмульгатора,
которые выпадают в осадок. Поэтому с точки зрения создания оп-
тимальных температурных условий для действия деэмульгатора
температура смеси не должна повышаться более, чем до 50 °C. Од-
нако этому условию противоречит другое, требующее повышения
температуры выше этого значения. При повышении температуры
более 50°С имеют место существенные изменения в вязкости неф-
ти, расплавляются твердые углеводороды, входящие в состав обо-
лочек, которые в общем улучшают условия, способствующие раз-
рушению эмульсии в целом. Поэтому на практике приходится под-
держивать температуру выше той, которая отвечает оптимальным
условиям действия деэмульгатора.
Существенный интерес представляют результаты исследова-
ний по изменению поверхностного натяжения смеси дисолвана и
NaOH. Результаты опытов представлены в табл. 5.4, откуда видно,
что общие закономерности ничем не отличаются от тех, которые
были выведены для смеси дисолвана с НЧК. Рассматривая влияние
NaOH на изменение натяжения на границе раздела водный раствор
дисолвана-нефть, можно отметить, что добавление NaOH по сво-
ему эффекту аналогично добавке высокомолекулярных ПАВ. Ха-
рактерно, что с экономической точки зрения введение в раствор
NaOH оказывается более выгодным, чем добавление НЧК [118].
Ранее отмечали, что снижение су от 21 до 20,3 эрг/см2 при до-
бавлении НЧК в количестве 0,5 кг к раствору, содержащему дисол-
ван из расчета 10 мг/л, обходится в 2,25 коп (цены 1966 г.). Для
достижения этого же значения <з с помощью NaOH его требуется
затратить всего 10 г/т при стоимости 1,32 коп (химически чистый
препарат), что оказывается дешевле почти в два раза. Таким обра-
зом, замена НЧК щелочью оказывается довольно выгодной. Те же
результаты с точки зрения изменения активности смеси могут быть
достигнуты с гораздо меньшими расходами. Если учесть стабиль-
ность раствора щелочи и ее способность улучшить среду, обеспе-
чивающую меньшую коррозию оборудования, то переход на ще-
лочь вместо НЧК оказывается более оправданным.
279
Таблиц a 5.3
При температуре 20°С При температуре 60°С При температуре 40°С При температуре 30°С При температуре 5 0°С
Расход реагента, г/л ст, эрг/см2 Расход 1 реагента, г/л ст, эрг/см2 Расход реагента, г/л ст, эрг/см2 Расход реагента, г/л ст, эрг/см2 Расход реагента, г/л ст, эрг/см2
0,0 25,44 0,0 24,77 0,0 25,31 0,0 25,64 0,0 25,14
0,01 20,84 0,01 18,58 0,01 18,65 0,01 20,19 0,01 18,69
0,02 16,86 0,02 16,17 0,02 15,32 0,02 16,99 0,02 15,29
0,03 14,71 0,03 13,07 0,03 11,32 0,03 13,78 0,03 10,87
0,04 14,10 0,04 11,07 0,04 10,32 0,04 22,82 0,04 10,19
0,05 14,41 0,05 10,66 0,05 9,66 0,05 11,54 0,05 9,51
0,06 13,18 0,06 9,98 0,06 8,99 0,06 10,9 0,06 8,83
0,07 12,87 0,07 9,63 0,07 7,99 0,07 10,26 0,07 7,81
0,08 12,57 0,08 9,29 0,08 6,99 0,08 9,94 0,08 7,13
0,09 11,65 0,09 8,69 0,09 5,99 0,09 9,62 0,09 6,80
0,10 11,65 0,10 8,26 0,10 5,33 . 0,10 9,30 0,10 6,11
о о р о о р о р о р — о о о о о о о о о 04000'-10^(-A4^WNJi—> Расход 4411, г/л
- — — — — — NJ — ~ У* Р Р +j ~J 04 40 NJ 4^ — О 40 00 о, эрг/см
р о р о р р р р р р — О О о о о о о о о O4OQO-J04U>-£‘4OtO>— Расход NaOH, г/л
Н- — — t'J W W 1ч) 00 00 00 00 40<)О — NJbJ kJ 41 41 kJ SI 41 41 kJ kJ kJ —> >— >— 4^ Lu 40 N) NJ 4^- OJ ст, эрг/см
p p p p p p p p p p о о о о о о “о о о о + + + + + + + + + + р р р р р р р р р р — о о о о о о о о о О 40 ОО -J С\ U 4i w W -• Расход смеси 4411+NaOH, г/л
— 1— —' NJ 4Л4Л Ui ^l р 4 ^4 00 40 0 04 04 40 NJ NJ NJ 00 — О NJ о, эрг/см
О О О О О О О p О О О О О О О о О О О О NJ NJNJNJNJNJNJNJNJNJ + + + + + + + + + + о р р р о р р р р р о о о о о о о о “о 04000-J044Jl4^tUNJl— Расход смеси 4411+NaOH, г/л
w w 4^ 4» ш 4к 'л у, tji kJkJM4JkJkJ4B«J4Jk> 00 00 4^1—‘^OOI—‘ О 04 4U ст, эрг/см
OOOOOOOOOO M kJ М Ч1 41 kJ kJ 41 <J м oooooooooo CULUUJLULULULULULULU + + + + + + + + + + OOOOOOOOOO 4»к>к>к>к14>ММк1М — ooooooooo 04000~-JQ4Lh4^UJNJH- Расход смеси 4411+NaOH, г/л
>—k )—* »—U t-и. ►—* >—* »—* JQ JQ JQ JQ JQ bJ J-U U) L*J UJ UJ UJ Ъ\ 40 Lh 00 0© “>-* ст, эрг/см
oooooooooo oooooooooo 4^.4i,^. ^. 4b.4b.^.^.^.4s>, + + + + + + + + + + P «Р P J0 „O P P P “>-* о о о о о о о о о 040CO'J04<-Ji 44' UJNJi—‘ Расход смеси 4411+NaOH, г/л
н-* к—* 1—* Н-* )—* Н-* Н— ►—* Ь—1 н—* kJ кл kJ kJ kJ kJ kJ kJ kJ SI 4DLULU<_ua44OSONJt-Zl&3 ст, эрг/см
О О О О О О О’ ООО оооооо. о о о о + + + + + + + + + + OOOO OOOOOO <J kJ kJ kJ kJ kJ kJ kJ kJ kJ •—ooooooooo О 40 OO kJ СЛ 4Л CO NJ >— Расход смеси 4411+NaOH, г/л
»_h—* >—* И—* >—•* *-* JQ JQ JQ JsJ yj 40 UJ UJ ”O4 40 bJ 4Л ст, эрг/см
oooooooooo kJ 41 kJ kJ kJ kJ kJ kJ kJ kJ OOOOOOOOOO 00 00 00 00 00 00 00 00 0000 + + + + + + + + + + oooooooooo — ooooooooo 04000k^a4<-Z14^UJNJ — Расход смеси 4411+NaOH, г/л
— — м N) SJkJkJkJkJkJkJkJkJkJ ^u^-^j^^j4D4O4O^>O\ ст, эрг/см
Таблица 5.4
5.3. ИЗМЕНЕНИЕ ПРОЧНОСТИ МЕЖФАЗНЫХ
АДСОРБЦИОННЫХ ПЛЕНОК НА ГРАНИЦЕ «НЕФТЬ-ВОДА»
ПОД ВОЗДЕЙСТВИЕМ ДЕЭМУЛЬГАТОРОВ
Ранее нами показано [119], что перенесение процесса обессо-
ливания нефти с промыслов на нефтеперерабатывающие заводы,
при условии активного использования трубопроводов для разру-
шения бронирующих оболочек на глобулах пластовой воды, позво-
ляет решить проблему ее глубокого обессоливания без строитель-
ства дополнительных блоков ЭЛОУ или ужесточения режимных
параметров. Перенесение этого процесса на промысловые товар-
ные парки или НПЗ позволяет решить и такую проблему, как эф-
фективное и глубокое отделение пресной промывочной воды, при-
меняемой при обессоливании нефти и которую отделить, зачастую,
бывает довольно трудно. Оба эти эффекта объясняются снижением
прочности межфазной пленки под воздействием деэмульгатора во
времени и обнаруживаются с помощью метода «падающих шари-
ков» [120].
Исследованиями установлено, что с увеличением времени
хранения нефти перед ее контактированием с пресной водой от 1
до 30 суток прочность пленок, сформированных на границе раздела
«нефть-вода» в течение 5 ч, снижалась в условиях опытов с 646 до
602 дин/см2. Применение метода «падающих шариков» позволило
установить ряд важных закономерностей, проявляющихся при воз-
действии на межфазные пленки водо-и нефтерастворимых де-
эмульгаторов [120].
Методика исследований предусматривала формирование пло-
ских пленок в течение 5 часов на границе «нефть-вода» и после-
дующее воздействие на них деэмульгаторов, которые использова-
лись в виде растворов 0,1 % концентрации в бензоле, изопропило-
вом спирте и воде. Дозировка реагентов осуществлялась с помо-
щью микрометрического шприца через калиброванную иглу, что
позволяло учитывать количество введенного деэмульгатора. Пере-
мешивание нефти, после введения реагента в центр пленки, не про-
водилось. После введения раствора деэмульгатора на поверхность
пленки молекулы ПАВ диффундировали с определенной скоро-
стью в объеме и по поверхности границы раздела фаз и разрушали
пленку, вызывая тем самым изменение ее прочности. Результаты
282
измерений прочности адсорбционных плоских пленок под воздей-
ствием деэмульгаторов с течением времени приведены в таблице
5.5.
Таб л и ца 5.5
Тип деэмульг атора Растворитель Изменение ДР' от расхода деэмульгатора, дин/см2
пределы расходов, мг
1-2 2-3 3-4 4-5 5-6 6-7
Онапен вода 46 ' — 109 — — 116
Дисолван 4411 вода 89 — 108 —- 76
Доуфакс спирт изопропиловый 46 128 126 — —
Доуфакс бензол 98 144 — 162
R—11 бензол 210 — 224 — 270 —
Примечание: Изменение прочности ДР = Рн-Рк фиксировалось через 180 с с
начала воздействия деэмульгатора.
Из данных табл. 5.5 видно, что с течением времени прочность
пленок в присутствии деэмульгаторов снижается. Наибольшее
снижение прочности достигнуто при использовании нефтераство-
римых деэмульгаторов (доуфакс, R-l 1). Менее эффективными ока-
зались водорастворимые реагенты (дисолван, онапен). Это связано
со способностью маслорастворимых деэмульгаторов, действующих
из нефтяной фазы, более быстро проникать в глубь пленки, отде-
лять от нее отдельные частицы и, вследствие возникновения эф-
фекта индуцированной растворимости, переводить их в состав
нефти. Установлено, что доуфакс в растворе бензола оказался бо-
лее эффективным, чем в растворе изопропилового спирта.
Для разрушения межфазных пленок различным деэмульгато-
рам требуется разное время. Наиболее быстро разрушают защит-
ные оболочки реагенты R-11 и доуфакс. Водорастворимые де-
эмульгаторы при их воздействии на пленку со стороны нефтяной
фазы по сравнению с нефтерастворимыми можно отнести к мед-
ленно действующим. Одной из наиболее важных особенностей,
обнаруженных при проведении этой серии исследований, является
существование длительного периода времени, необходимого для
разрушения пленки с начала воздействия на неё реагента. Этот пе-
риод можно назвать временем разрушения. Введение этого терми-
283
на необходимо в дополнение к таким, как время смешения, время
коалесценции, время отстоя.
Снижение прочности пленки под воздействием, например,
онапена продолжается в течение 3 мин. Следовательно, направлять
эмульсию в секцию коалесценции сразу же после завершения опе-
рации по смешению ее деэмульгатором нельзя. До этого необходи-
мо предусмотреть технологическое время для разрушения межфаз-
ных пленок на глобулах пластовой воды и только после этой опе-
рации коалесценция лишенных бронирующих оболочек глобул
может произойти эффективно. Однако до настоящего времени опе-
рации по разрушению бронирующих оболочек на каплях воды по-
сле смешения эмульсии с деэмульгатором в технологии подготовки
нефти не предусматривались. В расчет принималось только время
смешения, «контактирования» эмульсии с деэмульгатором, в тече-
ние которого завершался процесс распределения реагента между
глобулами. Естественно, что это вносило существенные ошибки в
расчеты и снижало эффективность процесса подготовки нефти.
Из данных табл. 5.5 следует, что с увеличением расхода де-
эмульгатора темпы и степень разрушения межфазных пленок воз-
растают. Однако в известной мере продолжительность воздействия
и количество деэмульгатора, приводящие к разрушению пленки,
являются взаимно компенсируемыми параметрами. Поэтому высо-
кие расходы деэмульгаторов неизбежны только тогда, когда про-
цесс необходимо завершить в течение небольшого промежутка
времени. При большом запасе технологического времени расход
деэмульгатора может и должен быть уменьшен.
Установлено, что увеличение расхода реагента против опти-
мальных значений к дальнейшему снижению прочности межфаз-
ных пленок не приводит. При расходах деэмульгатора R—11, рав-
ных 7,41 и 10,63 мг, прочность в центре пленки снижалась в тех же
пределах, что и при расходах в 3,189 и 5,315 мг. Отсюда следует,
что адсорбционные пленки под воздействием деэмульгатора сни-
жают прочность до определенного минимума, который зависит от
физико-химических свойств веществ, входящих в их состав, и ряда
других факторов. Вместе с тем необходимо отметить, что значи-
тельное снижение прочности сформированных плоских адсорбци-
онных пленок на границе «нефть-вода» возможно даже при не-
больших расходах деэмульгатора. Отсюда следует, что необходи-
мости в больших расходах деэмульгатора для разрушения эмуль-
сий нет.
284
Значительный интерес представляют исследования изменения
прочности пленок на различных расстояниях от точки ввода де-
эмульгатора (R-l 1). Замеры выполнялись как в точке его ввода, так
и концентрическим окружностям от нее через 1-2 см. Результаты
измерений представлены в таблице 5.6.
Таблица 5.6
Прочность, дин/см2; за время, с, на расстоянии, см
0 2 L 0 2
те б (D 2 о те S о О. <и 3 те X о те S о о< <и X е; X Q те о Он <D X F те . • (D О- о X ч X у те <D Он о X е; X
со со >> со со со
Девонская нефть Угленосная нефть
Для расхода 1,063 мг
0 658 0 658 0 658 0 768 — — 0 768
20 545 140 613 140 636 10 678 — — 25 724
70 477 350 545 430 613 20 565 — — 50 701
— — 450 522 440 590 200 542 — 220 678
Для расхода 3,189 мг
0 681 0 681 0 681 0 791 0 791 0 814
50 613 75 676 145 613 30 655 25 746 50 746
120 499 220 590 260 590 90 565 60 588 130 655
140 477 380 522 420 567 70 542 120 565 210 588
Для расхода 5,315 мг
0 681 0 636 0 636 0 791 0 791 0 791
30 522 50 590 200 590 40 610 30 746 60 678
120 454 280 545 310 567 60 542 100 665 100 633
170 409 400 522 360 545 130 497 130 542 190 565
Показано, что наиболее четкая зависимость изменения проч-
ности пленок по мере отделения от точки ввода деэмульгатора
проявляется при небольших его расходах Для больших расходов
R—11 (5,315 мг) значения прочности пленки на границе раздела
фаз, измеренные на расстояниях 2 и 4 см, близки по своей
величине. Вместе с тем, время, необходимое для достижения
пленкой определенных величин прочности, характеризуемой
усилием прорыва 477 дин/см2, быстродействующему
деэмульгатору R-11 в количестве 1,063 и 5,315 мг потребовалось
соответственно 35 и 70 с.
285
Снижение темпа и абсолютной прочности пленок по мере уда-
ления от точки ввода деэмульгатора определяется падением кон-
центрации реагента в этом направлении и скоростью диффузии
реагента в среде растворителя и вдоль границы раздела фаз.
Угленосные нефти, образующие на границе с водой более
прочные пленки, также сравнительно легко поддаются воздейст-
вию деэмульгатора R—11. При введении 1,063 мг R-11 в течение
56 с прочность пленки в точке ввода деэмульгатора уменьшилась
от 768,4 до 542,0 дин/см2. При увеличении расхода деэмульгатора
до 3,189 и 5,315 мг прочность пленки угленосной нефти изменяется
незначительно. Это особенно характерно для расстояния в 4 см от
точки ввода реагента: прочность пленки в этой зоне остается высо-
кой и через 200 с воздействия составляет 678, 588 и 563 дин/см~
соответственно для расходов R-l 1 1,063, 3,189 и 5,315 мг. Следо-
вательно, в угленосных нефтях происходит интенсивный процесс
адсорбции молекул ПАВ коллоидными частицами асфаль-
то-смолистых веществ и других компонентов. Переход деэмульга-
тора из активного состояния в связанное состояние сопровождается
снижением разрушающего эффекта [40].
В таблице 5.7 представлены результаты исследований по из-
менению прочности межфазных пленок девонских нефтей на
больших расстояниях от точки ввода деэмульгатора R-11. Де-
эмульгатор дозировался в минимальных количествах (1,063 мг) с
тем, чтобы иметь возможность оценивать границы его действия на
пленку. Пленка девонской нефти формировалась в сосуде большо-
го диаметра, что позволяло измерять прочность на расстояниях 0,
2, 5, 6, 7 и 8 см от точки ввода ПАВ.
Таблица 5.7
Г",и" " f Количество R11 ! ММ Время, с и усилие прорыва, дин/см2, на расстоянии, см
0 2 5 6 7 8
1 время 1 усилие время 1 . 1 ‘ усилие время усилие i 1 1 ' [ время 1 усилие i время усилие время усилие
1,063 0 30 681 612 0 90 680 635,5 0 87 680,9 658,2 0 135 680,9 658,2 0 300 680,9 680,9 0 300 680,9 680,9
Как видно из табл. 5.7, изменение прочности пленки отмечено
на расстояния 2, 5, 6 см от точки ввода деэмульгатора. Однако на
286
расстоянии 7 и 8 см от точки ввода деэмульгатора прочность плен-
ки оставалась постоянной и появление ПАВ в количествах, способ-
ных изменить ее прочность в этой зоне, не отмечалось. Диффузия
R-l 1 в количестве 1,063 мг на поверхности круга с радиусом 6 см
подтверждает его высокую поверхностную активность и указывает
на принципиальную возможность разрушать адсорбционные плен-
ки до требуемого уровня при минимальных расходах. Результаты
других исследований, связанных с изучением прочностных свойств
межфазных пленок, рассмотрены [121].
5.4. О СМАЧИВАЮЩЕЙ СПОСОБНОСТИ НЕКОТОРЫХ
ДЕЭМУЛЬГАТОРОВ И ЕЁ ВЛИЯНИИ НА ДЕЭМУЛЬСАЦИЮ
НЕФТИ
Результаты исследований по определению смачивающей спо-
собности различных деэмульгаторов приведены на рис. 5.4 [122].
Представленные на рисунке зависимости времени смачивания гид-
рофобного порошка т вод-
ными растворами деэмульга-
торов от их концентрации С
выражаются прямыми ли-
ниями, имеющими излом,
приходящийся на определен-
ную для каждого деэмульга-
тора концентрацию.
Наклон прямой смачивания
определяет скорость смачи-
вания: чем круче прямая, тем
выше скорость смачивания.
За критерий скорости смачи-
вания растворами ПАВ
угольного порошка принята
Г 1
[122] производная — при С
de
-> 0, что дает возможность
оценить скорость смачивания
ПАВ в любом интервале кон-
центраций.
В зависимости от ре-
Рис. 5.4. Зависимость времени смачивания
угольного порошка водными растворами
ПАВ от их концентрации:
1 - прогалит НМ 20/40 Е; 2 - прогалит ДМ 43/43;
3 - реапон 4; 4 - проксанол 305; 5 - дисолван 4411.
287
шаемых задач количественное выражение смачивающей способно-
сти растворов деэмульгаторов может быть представлено, по кри-
вым смачивания, временем, необходимым для перехода половины
навески гидрофобного порошка с поверхности раздела фаз в объем
водного раствора при определенной, одинаковой для всех деэмуль-
гаторов концентрации их водных растворов, или концентрацией
водных растворов деэмульгаторов, при которой этот переход осу-
ществляется за одно и то же время [122].
Значения смачивающей способности ряда деэмульгаторов приве-
дены в табл. 5.8 и 5.9.
Таблица 5.8
Концен- трация ПАВ, г/л Время смачивания угольного порошка водными растворами ПАВ, с
Прогалит НМ‘20/40 Е Прогалит ДМ 43/43 Реапон 4 Проксанол 305 Дисолван 4411
[ 7,5* 12,5* 33* 133* Более 600*
4 32 44 36 186 4000
5 20 26 19 100 470
6 13.5 18 10 60 80
Примечание:* Время смачивания, мин.
Таблица 5.9
Время смачива- НИЯ, с Концентрация водных растворов ПАВ, г/л
Прогалит НМ 20/40 Е Пр о галит ДМ 43/43 Реапон 4 Проксанол 305 Дисолван 4411
4 7,0 9,3 7,0 12,0 ,8,1
10 6,9 8,0 6,5 11,0 7,5
50 3,2 3,7 3,5 6,5 6,5
100 2,2 2,65 2,8 5,0 6,0
250 1,4 1,7 2,05 3,5 5,4
Из приведенных данных следует, что из группы исследован-
ных деэмульгаторов наибольшей смачивающей способностью об-
ладают водные растворы деэмульгаторов про галит НМ 20/40 Е,
реапон 4, прогалит ДМ 43/43, которые при концентрации растворов
I г/т смачивают половину навески за 7,5-33 мин, при увеличении
концентрации растворов до 4 г/т время смачивания сокращается
почти на порядок, достигая 32-44 с. Эти деэмульгаторы почти
288
мгновенно смачивают угольный порошок (за 4 с) при концентраци-
ях их в водном растворе 7-9,3 г/л. [122].
Кривые, характеризующие изменение скорости смачивания
гидрофобного порошка растворами деэмульгатора (рис. 5.5.) в за-
висимости от их концентрации, имеют излом, приходящийся на
определенную для каждого деэмульгатора концентрацию. При
концентрациях растворов деэмульгаторов, соответствующих точке
излома кривой, наблюдается резкое изменение скорости смачива-
ния (происходит почти мгновенное смачивание гидрофобного по-
рошка), которое объясняется авторами [122] изменением объемных
свойств растворов деэмульгаторов в зависимости от концентрации,
а, следовательно, и состоянием деэмульгатора в объеме водной фа-
зы.
Показательно, что природа
ет на скорость его сма-
'чивания (рис. 5.5).
Кривые, характери-
зующие смачиваемость
мехпримесей водными
растворами деэмульга-
торов, аналогичны кри-
вым смачивания уголь-
ного порошка теми же
растворами ПАВ (рис.
5.4 и 5.5), но несколько
смещены в область
меньших концентраций.
Полученные дан-
ные с определенной
степенью достоверности
по мнению авторов
[122] могут быть рас-
пространены и на сма-
чиваемость минераль-
ных частиц, стабилизи-
рующих нефтяные
эмульсии.
Лабораторными ис-
следованиями по обра-
гидрофобного порошка мало влия-
Концеитрация раствора реагента 1g С. г/л
Рис. 5.5. Сравнительная зависимость
времени смачивания угольного порошка и
порошка мехпримесей водными растворами
ПАВ от их концентрации:
1 - прогалит НМ 20/40 Е (на поверхности мехпримесей; 2
- прогалит НМ 20/40 Е (на поверхности угольного по-
рошка); 3 - дисолван 4411 (на поверхности мехприме-
сей); 4 - дисолван 4411 (на поверхности угольного
порошка).
289
ботке эмульсий нефти, поступающей на УКПН Нефтегорского
НСП и содержащей 80-110 мг/л мехпримесей, установлено, что ряд
водорастворимых деэмульгаторов дисолван 4411, прогалит НМ
20/40 Е, проксанол 305-50 обладают примерно одинаковой де-
эмульгирующей способностью. Однако наибольшую смачиваю-
щую способность из указанной группы реагентов, (табл. 5.10) по-
казал прогалит НМ 20/40 Е. Согласно этим данным, для подготовки
нефти, поступающей на УКПН Нефтегорского НСП, прогалит НМ
20/40 Е наиболее предпочтителен из исследованной группы де-
эмульгаторов. Это подтвердили промысловые исследования на
УКПН Нефтегорского ЦСП [122].
Анализ работы отстойников глубокого обезвоживания на
УКПН показал, что при применении дисолвана 4411 содержание
сульфида железа в нефти на выходе из отстойников оказалось при-
мерно в два раза ниже, чем на входе (табл. 5.10) и колеблется в
пределах 25-26 мг/л.
Таблица 5.10
Реагент Содержание сульфида железа в нефти, мг/л
на выходе из резервуаров на выходе из отстойников обезвоживания
1 2 3
Дисолван 4411 40-46 25-26
Прогалит НМ 20/40 Е 42-46 12-14
Применение прогалита НМ 20/40 Е, обладающего большей
смачивающей способностью, чем диссолван 4411, привело к сни-
жению содержания сульфида железа в нефти, поступающей на сту-
пень обессоливания УКПН, до 12-14 мг/л (табл. 5.10) и стабилиза-
ции процесса обессоливания нефти.
Таким образом, при подборе деэмульгаторов для обработки
эмульсий нефтей, стабилизированных мехпримесями, необходимо
учитывать смачивающую способность реагентов. При прочих рав-
ных условиях наибольшую эффективность в этих процессах будут
проявлять деэмульгаторы, обладающие наибольшей смачивающей
способностью гидрофобных частиц [122].
290
5.5. О ВЛИЯНИИ СМАЧИВАТЕЛЕЙ НА ОБРАБОТКУ ЭМУЛЬСИЙ
С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ СПЕЦИФИЧЕСКИХ
МЕХПРИМЕСЕЙ
Механические примеси не только адсорбируют часть деэмуль-
гаторов и тем самым снижают эффективность их применения. Вхо-
дя в состав бронирующих оболочек на глобулах воды, они затруд-
няют их удаление в состав нефти или воды, препятствуя тем самым
коалесценции капель и снижая в последующем эффективность
процесса деэмульсации нефти в целом. Для преодоления этих пре-
пятствий в состав деэмульгаторов должны входить так называемые
смачиватели, широко известные по применению в технологиях
очистки поверхностей и материалов различной природы. В таблице
5.10 приведены результаты применения различных типов деэмуль-
гаторов для обработки высокопенистых, вязких мехпримесей
эмульсий НГДУ «Каражанбас», разрабатывавшего участки пароте-
плового (ПТВ) воздействия на пласт.
Установлено, что остаточное содержание воды в обработанной
дисолваном 4411 нефти с содержанием воды 18 % после 20 ч от-
стоя при 70°С составляет не менее 2 % даже при повышенных
удельных расходах 400-500 г/т [123].
Когда смесь эмульсий участков ВВГ и ПТВ с содержанием во-
ды 32% обрабатывали реагентом деэмульзифиром М-228 при
меньших удельных расходах 200-300 г/т нефти, то после 20 ч от-
стоя остаточное содержание воды в нефти проявлялось в виде
«следов». Это свидетельствует о большей эффективности дисолва-
на, чем деэмульзифира М-228. Затем смесь эмульсий участков
ВВГ и ПТВ с содержанием воды 32 % обрабатывали композицией
реагентов, состоящей из дисолвана 4411 и водорастворимого сма-
чивателя СВ-102 отечественного производства. Каждый из реаген-
тов в виде 1 %-ного водного раствора вводили в обрабатываемую
пробу эмульсии автономно. Исследования осуществляли при раз-
личных удельных расходах и соотношениях применяемых компо-
нентов. При удельных расходах дисолвана 4411 и смачивателя
СВ-102 в количестве 250+100, 250+200, 250+350 г/т достигается
глубокое разрушение эмульсий. Остаточное содержание воды в
нефти после 20 ч отстоя в этих случаях также проявляется в виде
«следов» (таблица 5.11). Эти обстоятельства должны всегда учиты-
ваться технологами при обработке нефтей с большим содержанием
мехпримесей.
291
Таблица 5.11
Расход реагента, г/т Объем отделившейся воды, %, во времени, час Остаточное содержание воды в нефти, %
I 2 1 4 . 5 6 7 ’ 8 20
Дисолван 4411
150 1 8.9 10,0 11,2 12,0 12,6 13.1 13,5 13.95 14,0 4,0
200 6.9 8,9 10,2 11,0 11,7 12,3 12,7 13.1 13.3 3,0
250 5,1 7,0 8,8 9,0 9,6 10,1 10,6 11,2 11,4 6.0
300 5,5 6,9 7,9 8,5 9,0 9,6 10,0 10,5 10,9 4,0
400 9,0 10,4 11,2 11,6 12,0 12,4 12,8 13,0 13,7 2,0
450 4,9 6,7 7,7 8,6 9,3 9,9 10,5 10,9 11,4 4,0
500 .6,4 8,4 9,4 10,1 10,9 11,6 11,8 11,8 12,0 4,0
Деэмульзифир М -2?8
50 2,8 6,0 7,5 8,0 8,5 9,0 9,0 9,5 U,o 8,0
100 7,0 13.0 14,0 14,5 15,0 15,0 15,0 15,0 16,0 6.5
150 9,0 В,5 15,0 15,5 15,5 15,5 16,0 16,0 115 5,0
200 9,5 15.0 16,0 17,0 17,5 17,5 18,0 18.0 2°,0 Следы
250 12,0 15,0 16,5 17,0 17,5 17,5 17,5 18,0 2°,0
300 11.5 15,5 17,0 17,0 18,0 18.0 18,0 18,0 19,0
0,2 3,0 3,5 3,5 4,2 5,0 5,5 7,0 8,5 12,0
Дисолван 44И.- н смачиватель ^В-1 q2
100+100 2,2 6,0 8,5 9,0 10,0 10,0 10,0 11,0 14,0 2,0
150+150 4,0 8,5 10,0 11,0 12,0 12.0 1-2’5 12,5 15,0 1,7
200+100 4,8 8.5 10,0 11,5 12,5 13.0 13,0 13,0 15,5 2.0
200+200 3,8 8.0 9,5 . 10,5 10,5 11,0 12,0 12,0 14,0 1,8
250+Ю0 5,5 10,0 11,5 13,5 13,5 14.5 15,0 15,5 16,0 Следы
250+200 6,0 10,0 12,5 13,5 14,5 15,0 15,0 15,0 16,0 *•
250+250 7,5 11,0 13,5 14,5 14,5 15,0 (5,0 15,0 р,0
Примечание: На промысл а* расход Дисолвана 4411 в системе сбора (на рз^) составлял 4^ г/т что явно недостаточно, время турбудй"
зации составляло 10 мин, температУра проиесса 70 °C, кинематическая вязкость эмуЛЬсии при пРимеНен.ии указанных реаГентОв Составила
соответственно 938,4J 733’6 и 1730 5 мм7с.
" 5.6. ВЛИЯНИЕ РАБОЧЕГО СОСТАВА И СПОСОБА ВВОДА
ДЕЭМУЛЬГАТОРА В ЭМУЛЬСИЮ НА ЕЕ РАЗРУШЕНИЕ
На эффективность разрушения водо-нефтяных эмульсий,, кро-
ме рассмотренных выше факторов, большое влияние оказывает ра-
бочий состав и способ ввода реагента в поток обрабатываемой
жидкости. Правильность этого положения может быть подтвер-
ждена результатами следующих экспериментальных данных. Из-
вестно, что дисолван 4411 относится к числу водорастворимых.
При введении водного раствора деэмульгатора на прием сырьевого
насоса характер перемешивания его с нефтью фактически не кон-
тролируется.
Создавая условия, при которых вероятность столкновений
глобул реагентоносителя с каплями воды в нефти увеличится,
можно добиться повышения коэффициента полезного использова-
ния деэмульгатора. Этого можно достигнуть следующим образом.
Если растворить деэмульгатор не в воде, а в спиртобензоле (табли-
це 5.12, 5.13), взятом в соотношении примерно 1:2, то полученная
смесь делается растворимой в углеводородах, если объем углево-
дородной жидкости не очень велик. При смешении спиртобензоль-
ного раствора с большим количеством углеводородной жидкости,
например, керосина, спиртовая смесь, составляющая раствор и за-
ключающая в себе деэмульгатор, образует громадное количество
мелкодисперсных частиц вплоть до коллоидных размеров, которые
пронизывают весь объем приготовленной смеси. Это обеспечивает
большое число столкновений глобул реагентоносителя с любой
находящейся в смеси взвесью и, следовательно, более высокий его
коэффициент полезного использования.
Для исследований была взята павловская эмульсия с содержа-
нием воды в сырье порядка 8 % и солей 18800 мг/л. Обработка
эмульсии осуществлялась в две ступени при температуре 76-80 °C
и времени отстоя в течение 2 ч на 1 ступени и 4 ч на II. Подача де-
эмульгатора осуществлялась на 1 ступень из расчета 20-40-60 г на
1 т эмульсии. На II ступень вводилась промывная вода в количест-
ве 15 % на обезвоженную нефть [118].
Все исследуемые пробы были разбиты на две группы. В пер-
вые три воронки реагент вводился в виде 2%-ного водного раство-
ра, а в остальные - в виде 2 %-ного спиртобензольного раствора.
Результаты исследований представлены в табл. 5.12, откуда видно,
293
Т а б л и ц а 5.12
□3 1 ступень (76-78 °C) II ступень (80 °C)
Способ ь X Г', (U Расход Отстой Остаточное Расход про- Остаточное
приго- О S S X деэмульга- воды, мл содержание мышленной Отстой воды, мл содержание
товления о Ci, >т С-> то за воды
с о воды, % солей, воды. % солей,
кг/т мл 1 ч 2 ч поД.С. мг/л % мл 1 ч 2 ч 3 ч 4 ч по Д.С. мг/л
Водный 1 0,02 0,15 3,6 6,0 4,0 9499 15 11 6 6 6 6 5,2 8812
раствор 2 0,04 0,30 3,4 8,0 2,1 6417 15 11 6 8 8 8 6.4 4700
4411 3 0,06 0,45 5,5 9,5 1,4 3911 15 11 9 9 10 10 сл. 352
Спирто- 4 0,02 0,15 11,0 13,00 6,6 894 15 11 10 10 10 10 « 88
бензель- 5 0,04 0,30 13,5 14,00 4 335 15 И 10 10 10 10 0,6 85
ный 6 0,06 0,45 14,0 14,5 сл. 279 15 11 10 10 10 10 0,4 73
раствор
4411
х Таблица 5.13
Способ приготовления Номер экспе- римен- та Исходное содержание в сырье о Расход 4411 Расход керосинобе игольной смеси Отстой воды, мл Остаточное содержание
воды, % по Д/С солей, мг/л кг/т мл 1 ч 2ч воды, % по Д/С солей, мг/л
2%-ный раствор 1 12,0 268222 70 0,06 1,5 . — 60,0 60,0 0,72 1676
4411 в керози- но-бензоле, взятый в равных объемах Смесь из 24,5 мл 2 13,2 70 0,06 1,5 60,0 70,0 0,40 670
керосина и 25,5 мл 3 — — 70 — — 1,5 2,0 2,0 14,0 —
бензола 4 — — 70 — — 1,5 1,0 1,0 12,0 26822
что в том случае, когда деэмульгатор вводился в эмульсию в виде
раствора, остаточное содержание воды и солей в нефти после 1
ступени изменялось, соответственно, от 1,4 до 4 % и от 3911 до
9499 мг/л.
Влияние природы растворителя реагента на результаты опыта
здесь видно отчетливо.У второй группы воронок (4; 5, 6) остаточ-
ное содержание воды и солей в зависимости от расхода деэмульга-
тора колебалось в пределах «следы» - 0,66 % и 279-894 мг/л, т.е. в
5 раз лучше по содержанию остаточной воды и более чем в 10 раз -
по содержанию солей при одних и тех же расходах реагента.
Результаты опытов после II ступени отличаются друг от друга
еще больше.
В то время, как остаточное содержание солей в первой группе
опытов при расходе деэмульгатора 20 г/т составляло 8812 мг/л, то
во второй группе опытов - всего лишь 88 мг/л.
Показательно, что результаты опытов со спиртобензольной
смесью оказались практически одинаковыми при расходах реагента
4411 от 20 до 60 г/т как по содержанию остаточной воды в нефти,
так и по содержанию солей, чего никак нельзя сказать о первой
группе опытов. Очевидно, что в этих специфических условиях эф-
фективное использование реагента значительно возрастает, а в на-
шем конкретном случае более чем в 3 раза. Для того чтобы исклю-
чить подозрение о влиянии на степень обезвоживания и обессоли-
вания бензола, была осуществлена и другая группа опытов с такой
же эмульсией. В этом случае на обработку были поставлены две
воронки, к эмульсии которых добавлялся 2 %-ный раствор реаген-
та 4411 в керосинобензоле, взятых в соотношении 1:1. В две другие
воронки добавлена только керосинобензольная смесь без деэмуль-
гатора.
Сравнивая результаты опытов табл. 5.12, а также табл. 5.13,
можно увидеть, что присутствие бензола в растворе в расчетном
количестве на изменение результатов опыта практически не по-
влияло.
5.7. О ЗАЩИТНОЙ СПОСОБНОСТИ ДЕЭМУЛЬГАТОРОВ
Коррозия оборудования является одним из источников появ-
ления в эмульсии большого количества механических примесей.
В настоящее время разработаны и широко применяются ком-
295
плексно-действующие деэмульгаторы-ингибиторы коррозии, у ко-
торых выражены и деэмульгирующие, и ингибирующие свойства.
К их числу относятся реагенты серии Реапон: Реапон-ИФ, РИФиД,
выпускаемый АО «Напор», а также СНПХ-4480, СНПХ-4501,
СНПХ-43.
Исследования показали [124], что практически все деэмульга-
торы, не принадлежащие к реагентам бинарного действия, облада-
ют определенным защитным действием в нефтепромысловых жид-
костях, добываемых как из девонских горизонтов, так и угленос-
ных.
Исследованы реагенты отечественного производства - ДИН 4,
СНПХ-4480, СНПХ-4501, Реапон-ИФ и импортного - Доуфакс DF
70 и LML 4312. В качестве агрессивной среды использовали пла-
стовую воду со скважины №26717 (карбон) и №1727 (девон) ЦДНГ
№1 НГДУ «Лениногорскнёфть».
В отобранную со скважины пластовую воду дозировали рас-
твор деэмульгатора из расчета 30-75 г\м3 воды и затем при переме-
шивании на магнитной мешалке замеряли скорость коррозии. Та-
кие расходы были выбраны на основании литературных и получен-
ных экспериментальным путем данных о том, что при использова-
нии деэмульгаторов для разрушения нефтяных эмульсий обвод-
ненностью 50-60% около половины реагента остается в водной фа-
зе, расход деэмульгаторов для разрушения таких эмульсий колеб-
лется от 60 до 150 г\т. Поэтому при моделировании в лабораторных
условиях коррозионных процессов, происходящих в нефтесборе,
предполагалось, что в воде содержится 50 % от общего количества
деэмульгатора, подаваемого в систему.
Скорость коррозии стальных образцов определяли ’методом
линейного поляризационного сопротивления коррозиметром сис-
темы «Corrater» модели RCS 9000HS. Система позволяла измерить
скорость равномерной коррозии и склонность к образованию пит-
тингов или язв. В таблице 5.14 приведены результаты серии экспе-
риментов, которые свидетельствуют о том, что все исследуемые
реагенты способны защищать внутреннюю поверхность нефтепро-
вода от коррозионных разрушений. В пластовой воде девонских
горизонтов наиболее ярко защитные свойства выражены у реаген-
тов СНПХ-4480, LML 4312, Дин-4, Доуфакс. Защитное действие
составляет 70-90 % при изменении расхода реагента от 45 до 75 г\т.
Следует отметить, что увеличение расхода реагентов практически
296
не повлияло на изменение защитного эффекта. Исключение соста-
вил деэмульгатор СНПХ-4501. При увеличении его расхода от 45
до 75г\т защитное действие возросло в три раза. В сероводородсо-
держащей среде (таблица 5.14) данный реагент показал наиболь-
ший эффект защиты - 74-95 %.
• ; Г а б л и ц а 5.14
Результаты определения защитной способности деэмульгаторов
в пластовой воде
№№ п/п Марка деэмульгатора Рас,ход, г\т Защитное действие, %
девон карбон
1. Доуфакс 45 51,2 42,1
2. 50 75,6 57,9
3. 60 78,0 63,1
4. 75 82,9 73,7
5. СНПХ-4480 45 78,0 39,5
6. 50 82,5 52,6
7. 60 85,4 73,7
8. 75 90,2 78,9
9. Реапон-ИФ 45 65,8 31,6
10. 50 70,7 34,2
11. 60 68,2 73,7
12. 75 68,2 86,8
13. LML4312 45 70,7 31,6
14. 50 75,6 36,8
15. 60 73,2 42,1
16. 75 75,6 47,4
17. СНПХ-4501 45 31,7 73,7
18. 50 60,9 73,7
19. 60 60,9 89,5
20. 75 90,2 94,7
21. ДИН-4 45 87,8 42,1
22. 50 87,8 52,6
23. 60 87,8 68,4
24. 75 85,3 73,7
С увеличением расхода защитное действие деэмульгаторов в
пластовой воде угленосного горизонта в основном растет. Наибо-
лее слабо защитные свойства выражены у реагента LML 4312. За-
щитный эффект в лабораторных условиях составил 32-47 %.
Однако, применяемые в добыче нефти химикаты нередко уве-
личивают коррозионную активность среды, нанося, таким образом,
297
огромный ущерб промышленности В этой связи необходим тща -
тельный анализ применяемых продуктов с целью их возможного
исключения или ограничения применения
Так, например /закачиваемая с целью повышения нефтеотдачи
в продуктивный пласт двуокись углерода через определенный про-
межуток времени, величина которого зависит от геолого-
физической характеристики пласта и пластовых флюидов, будет
присутствовать в составе продукции нефтяных скважин.
В связи с этим возникает проблема защиты от коррозии неф-
тепромыслового оборудования в системе сбора и утилизации сточ-
ных вод, требующая исследований коррозионной активности тех-
нологических средств нефтепромыслов в присутствии СО2.
Исследования коррозионного поведения конструкционных ма-
териалов нефтепромыслового оборудования в коррозионноактив-
ных рабочих средах, содержащих СО2, позволяют выявить корро-
зионноопасные участки систем нефтесброса и одновременно пред-
ложить меры уменьшения коррозионных потерь металла в процес-
се эксплуатации.
В [125] представлены результаты изучения коррозионной ак-
тивности водонефтяных эмульсий в присутствии СО2. Содержание
СО2 в водонефтяных эмульсиях определено расчетом параметров
разработки месторождений.
В качестве объёма исследований использовали конструкцион-
ные материалы трубопроводов - углеродистые стали: ст. 20 или
08KII.
Исследования коррозионного поведения конструкционных ма-
териалов проводили гравиметрическим методом в лабораторных
условиях.
Для приготовления эмульсий использовали модель девонской
пластовой воды и девонской нефти с содержанием воды в эмульсии
80%. Проведенные исследования [125] показали, что данная модель
эмульсии (20% нефти, 80% воды) обладает наибольшей коррозион-
ной активностью. Исследованиями установлено, что в водной фазе
нефтяных эмульсий, добываемых из скважин, содержится мини-
мальное количество кислорода, поэтому модель водонефтяных
эмульсий обескислороживали кипячением и продувкой СО2 до со-
держания кислорода 0,2 мг/л. Присутствие кислорода в данных
нейтральных средах могло привести коррозии металлов с кисло-
родной деполяризацией.
298
Исследования коррозионной активности нефтяных эмульсий
по методике [126], в основу которой был положен «бутылочный
метод», проводились в динамических условиях в контейнерах вы-
сокого давления объёмом 350 см3. Образцы помещали во вращаю-
щиеся контейнеры с водонефтяной эмульсией, которая насыщалась
углекислым газом до избыточного давления 2,5 МПа. Аналогичный
эксперимент проводился с использованием инертного газа гелия.
Недостатком данной методики при оценке коррозионной ак-
тивности исследуемых сред является продолжительность времени
насыщения сред двуокисью углерода (8-9 час), так как метод пред-
полагает слабое перемешивание сред (бутылочный метод). При ак-
тивном перемешивании среды время насыщения её СО2 снижается,
что было достигнуто применением усовершенствованной конст-
рукции автоклава с механическим устройством для перемешивания
исследуемой среды (рис. 5,6).
Рис. 5.6. Схема установки для проведения
испытаний нефтяных эмульсий при по-
вышенном давлении СО2
1 - электродвигатель, 2 - редуктор, 3 - мано-
метр, 4 - держатель образцов, 5 - нпуцера, 6 -
ячейка автоклава, 7 - мещалка, 8 - баллон с
газом, 9 - станина.
Ячейка автоклава (6), представляющая собой цилиндр, изго-
товленный из стали 12Х18Н10Т, с электродвигателем (1) и мешал-
кой (7), жестко закреплены на станине (9). Электродвигатель снаб-
жен устройством, позволяющим регулировать число оборотов ме-
шалки от 90 до 800 об./мин. На крышке автоклава предусмотрены
два штуцера (5) для подачи в автоклаве коррозионно-авктивной
среды и для снижения давления, манометр (3) - для регистрации
давления в ячейке и гнездо для крепления держателя с образцами
(4).
Герметизация автоклава осуществляется креплением его с по-
мощью болтов с крышкой автоклава при наличии кольцевой про-
299
кладки из фторопласта. При помощи медной трубки диаметром 4-5
мм автоклав через редуктор (2) соединен с баллоном углекислого
газа (8).
Давление в автоклаве устанавливают 2,5 МПа. Предваритель-
ные Испытания по подбору оптимального режима перемешивания
среды для создания стойких нефтяных эмульсий показали, что при
малых оборотах не происходит образования устойчивой эмульсии;
370-500 об/мин обеспечивают её стойкость, поэтому в наших экс-
периментах с водонефтяными эмульсиями устанавиливалась ско-
рость перемешивания 370 об./мин.
При контрольном опыте для оценки влияния двуокиси углеро-
да на коррозионную активность водонефтяных эмульсий был про-
веден в аналогичных условиях эксперимент с использованием ге-
лия вместо СО2 [267].
На рис. 5.7-(а и б) приведены кривые, характеризующие изме-
нения скорости коррозии образцов ст. 20 в средах водонефтяных
эмульсий под давлением в присутствии двуокиси углерода и гелия.
Рис. 5.7. Кинетика изменения скорости коррозии ст.20 в водонефтяной эмульсии:
а - эксперимент а автоклаве; б - эксперимент в контейнере.
' 1,2 -в прйсутствии двуокиси углерода;3,4 - в присутствии гелия.
Результаты исследования кинетики скорости коррозии ст. 20 в
водонефтяных эмульсиях по методике СТП 991-3909-79 и по усо-
вершенствованной методике показали увеличение скорости корро-
зии в присутствии двуокиси углерода. Кривые кинетики скорости
коррозии имеют идентичный характер. Установившейся скоростью
коррозии металла в водонефтяной эмульсии, насыщенной СО2 (или
300
гелием), следует считать отрезок кривой, имеющий одинаковое
значение (параллельный от времени).
При использовании автоклава с устройством для механическо-
го перемешивания среды стабилизация скорости коррозии (кривые
2 и 4, рис. 5.7 а) происходит в течение 6-9 час. Время стабилизации
скорости коррозии при использовании контейнеров (рис. 5.7 б, кри-
вые I, 3) составляет не менее 40 час.
Из рис. 5.7 (а и б) также видно, что скорость коррозии ст. 20 в
водонефтяной эмульсии в присутствии двуокиси углерода в экспе-
рименте с автоклавом уменьшается до 0,22 г/м3 (скорость коррозии
ст. 20 по методике СТП 991-3903-79 - 0,4 г/м3 ч).
Характер кривых коррозионного процесса в средах, содержа-
щих СО2, объясняется образованием на поверхности металла за-
щитных коррозит-сидеритных пленок. Поскольку первичной ста-
дией является образование коррозита - рыхлого, легкопроницаемо-
го вещества, металл корродирует со значительной скоростью. Об-
разование сидеритных слоев, закупоривающих поры коррозита,
должно экранировать поверхность металла, соответственно сни-
жать скорость коррозии металла. Условием образования сидерита
является контакт слоев металл-коррозит с углекислотой. Данное
условие достигается применением автоклава с механическим пере-
мешиванием, т.е. усовершенствованной методикой эксперимента.
При сравнении кривых 1-2 видно, что кривая I имеет более по-
логий характер, это объясняется низким объёмным обменом «по-
верхность образца - коррозионная среда», т.е. нестабильностью
нефтяной эмульсии, разделением ее в контейнере на фазы (нефть и
вода) и переменным смачиванием поверхности металла. Условия
смачивания в этом случае не способствуют быстрому образованию
коррозит-сидеритных защитных слоев и стабилизация скорости
коррозии затягивается во времени.
Кривая , характеризует коррозионный процесс, при котором
объёмный обмен «испытываемая среда - поверхность металла» но-
сит более интенсивный характер, что сказывается на уменьшении
времени стабилизации процесса. Кривые изменения скорости кор-
розии металлов в средах, не имеющих СО2, т.е. в присутствии ге-
лия, носят также идентичный характер. В присутствии СО2 ско-
рость коррозии увеличивается до 0,22 г/м2-ч против 0,11 г/м2-ч без
СО2 [127].
ГЛАВ A VI
РАЗРУШЕНИЕ ЭМУЛЬСИИ ПРИ ВЗАИМОДЕЙСТВИИ
ГЛОБУЛ ВОДЫ СО СТЕНКАМИ ТРУБОПРОВОДОВ И
АППАРАТОВ
6.1. ГИДРОМЕХАНИКА ВЗАИМОДЕЙСТВИЯ ГЛОБУЛ
ЭМУЛЬСИИ СО СТЕНКАМИ ТРУБОПРОВОДОВ И АППАРАТОВ
Большое значение на разрушение эмульсии имеет активное
влияние гидрофильных стенок трубопроводов, поверхность кото-
рых огромна. В пределе каждая капля воды, находящаяся в нефти,
может контактировать со стенками трубопровода хотя бы один раз
на пути, длина которого равна половине радиуса трубопровода.
Другими словами, теоретически при движении эмульсии по трубо-
проводу диаметром 20 см и длиной 10 км каждая капля может
сталкиваться с поверхностью трубопровода около 200000 раз при
общем времени контакта (скорость движения 1 м/с) около 18 мин.
Такое время контакта капель с гидрофильной поверхностью невоз-
можно ни в одном блочном деэмульсаторе, имеющем гидрофиль-
ную набивку. Учитывая, что развиваемая при контакте частицы со
стенкой трубы энергия удара может быть весьма значительной, ве-
роятность деформации и разрушения бронирующих оболочек и
последующий переход капли в состав водной пленки значительно
возрастает. Это позволяет использовать внутреннюю поверхность
труб в качестве инверсирующего экрана [2, 56]
По мере утолщения пленки (воды) за счет новых капель рас-
твора реагента и глобул пластовой воды, привносимых из движу-
щегося потока, под действием силы тяжести вода постепенно сте-
кает в нижнюю часть трубы и накапливается там. Критическая
толщина пленки определяется ее вязкостью и динамическим воз-
действием со стороны потока. Разрушение этой пленки и возвра-
302
щение воды из сплошной в дисперсную фазу водонефтяной эмуль-
сии, однако, не будет означать ее перехода в прежнее качество.
Вновь образованная дисперсная фаза будет содержать ПАВ, кото-
рые, адсорбируясь на поверхности капель, препятствуют образова-
нию прочных защитных бронирующих оболочек.
Многократные удары капель о стенки могут обусловить и аб-
разивный износ бронирующих оболочек. Основным фактором воз-
действия взвеси на поверхность, ограничивающую поток нефти,
является косой удар глобул с коротким временем касания (милли-
онные доли секунды) и значительными, развивающимися в момент
удара нормальными и тангенциальными усилиями, способными
создать на поверхности воздействия концентрацию напряжений,
достаточную для необратимой деформации бронирующих оболо-
чек. При ударе нормальные к поверхности воздействия усилия пре-
вышают вес самих глобул в тысячи раз [78]. Удар капель о твердую
поверхность, ограничивающую поток, характеризуется следующи-
ми основными параметрами: тангенциальной составляющей скоро-
сти глобул в момент удара Ut в м/с; нормальной составляющей UN
в м/с (скорость сближения частицы со стенкой); углом удара гло-
булы с поверхностью 0; нормальной составляющей удара PN в г;
тангенциальной составляющей удара Pt в г; временем удара t в с.
Время удара капли о поверхность с учетом пластической де-
формации, не заканчивающееся слиянием капли с пленкой жидко-
сти на поверхности, можно оценить по уравнению (6.1):
ЯГ
t = - г-= , (6.1)
2 • - --
У ^cmS
где асм - предел прочности частицы на смятие; г - радиус частицы;
vs- плотность частицы; g- сила тяжести.
Из формулы видно, что длительность удара не зависит от на-
чальной скорости частицы и исчисляется она миллионными долями
секунды.
Максимальная составляющая нормального усилия при ударе:
Ры = 2aUNr4'^, (6.2)
V 2g
303
как правило, на несколько порядков больше массы капель, что за-
частую приводит к их растеканию по поверхности. i
Деформация капель в момент удара может быть приближенно
оценена по выражению (6.3):
h/' (6-3) 1
V 2cr«,g
Если нормальная составляющая удара определяется величиной
нормальной составляющей скорости, то тангенциальная состав-
ляющая определяется углом трения капли о поверхность оборудо-
вания.
Расчеты показали, что потеря энергии поступательного движе- i
ния капли во время удара не превышает нескольких процентов, так ;
как реакция удара не проходит через ее центр тяжести и капля при-
обретает вращательное движение.
Большой интерес представляют исследования по регистрации
суммарного воздействия глобул на стенки оборудования, в частно-
сти, трубопроводов.
На рис. 6.1 представлены интегральные спектры ударов для
нормальных и тангенциальных составляющих косых ударов частиц
о стенки труб при транспортировании 2 м3 гидросмеси с объемной
концентрацией частиц 0,28.
а)
Рис. 6.1.
Интегральные
спектры ударов
капель для нижней
точки трубы.
а - от нормальных
составляющих косых
ударов (усиление 500):
1 - 5 - и
соответственно 6; 5; 4;
3; 2 м/с; б - от
тангенциальных
составляющих
(усиление 2000).
Обозначения те же.
304
Из графиков видно, что наибольшее количество представляют
слабые удары. С возрастанием скорости потока [2, 76, 78] увеличи-
вается количество ударов на единицу площади, а также и их сред-
няя сила (рис. 6.2).
Рис. 6.2.
Распределение ударов п
(UN) в нижней точке трубы
(для шариков d=4 мм)
UNnp=0,16 м/с;
1 -4-соответственно
1,8;2,25;3;5 м/с.
Отсюда следует, что в разрушении эмульсии большую роль
играют не только процессы, происходящие в объеме нефти. Ог-
ромное воздействие на бронирующие оболочки оказывают при-
стенные эффекты, абразивный износ оболочек и расплющивание
капель о стенки оборудования и трубопроводов. Поэтому сводить
все исследования к изучению взаимодействия глобул воды друг с
другом только в потоке нефти, как это делалось ранее, явно непра-
вильно.
На рис. 6.3 и 6.4 представлены графики, позволяющие оценить
скорость разрушения эмульсии на стенках трубы и в центре потока.
По приведенной ниже формуле можно рассчитать длину тру-
бы, необходимую для достижения заданной глубины разрушения
нефтяной эмульсии за счет разрушения капель на стенках трубы
(6-4):
____________х
100 Re178 5- о
(6.4)
где ]ll01 - корни функции Бесселя I рода нулевого порядка;------- те-
fl
305
кущая координата по оси трубы (а - радиус трубы, х - расстояние
от начала отсчета - длина трубопровода); Sc ~ число Шмидта.
°0 100 200 300 400 *х/а
Рис. 6.3. Изменение расчетного числа капель пластовой воды, переводимых
в свободное состояние, на внутренней поверхности трубопровода.
Uo2a
Параметр -число Рейнольдса Re =---
V
Рис. 6.4. Изменение
расчетного числа капель
пластовой воды, не
участвовавших в
массообменных
процессах, по оси
трубопровода.
п„ - первоначальное
количество капель; п -
текущее количество капель;
х - длина трубопровода;
D - диаметр трубопровода.
Sc=},2. Параметр - число
UD
Рейнольдса Re = —— .
v
Задаваясь степенью разрушения эмульсии, по кривым рис. 6.3
и 6.4 при соответствующем числе Рейнольдса можно определить
длину трубопровода и время, в течение которого будет достигнута
заданная глубина разрушения эмульсии.
Приведем конкретный пример расчета по приведенной форму-
ле времени, требуемого для разрушения эмульсии. Если принять
диаметр трубы 2<я = 200 мм, то для доведения деэмульгатора до
306
99,9 % капель пластовой воды потребуется трубопровод длиной
около. 400 а, т.е. 40 м при числе Рейнольдса 50 000, и около 480 а,
или 48 м при числе Рейнольдса 100 000.
Увеличение длины трубопровода во втором случае не означает
ухудшения процесса разрушения эмульсии при ее движении: при
увеличении числа Рейнольдса скорость потока возросла в 2 раза.
Если в первом случае (при вязкости нефти //= 0,14 Пз) для разру-
шения эмульсии требуется 1,9 мин, то во втором случае эмульсия
освобождается от бронирующих оболочек за 1 мин.
Этим и объясняется кажущееся противоречие. С ростом числа
Рейнольдса общий диффузионный поток на фиксированный уча-
сток внутренней поверхности трубы из одиночного объема эмуль-
сии уменьшается. Это происходит в результате того, что возраста-
ние диффузионного потока на единичную поверхность в единицу
времени не может компенсировать уменьшения времени прохож-
дения единичного объема эмульсии вдоль фиксированной поверх-
ности. Поэтому в целом диффузионный поток капель на внутрен-
нюю поверхность трубопровода фиксированной длины с увеличе-
нием скорости снижается [2, 74].
С другой стороны, при увеличении числа Рейнольдса увеличи-
вается скорость крупномасштабных пульсаций и уменьшается
толщина вязкого слоя, препятствующего контакту глобул опреде-
ленного размера со стенкой трубы, которой они достигнуть не мо-
гут. Поэтому, хотя в целом количество глобул, переносимых к фик-
сированному участку трубы, уменьшается, резко возрастает их ки-
нетическая энергия, вероятность преодоления ими вязкого слоя и в
конечном итоге - разрушения на стенке с переходом в пленочное
состояние.
В результате суммарное количество глобул, разрушаемых на
внутренней поверхности трубы при больших числах Рейнольдса,
увеличивается. Отсюда видно, что необходимая величина числа
Рейнольдса определяется размерами глобул, которые надо разру-
шить. В связи с этим в расчетах должно учитываться у стенки, ог-
раничивающей турбулентный поток, существование вязкого под-
слоя, толщина которого зависит от величины числа Рейнольдса.
Турбулентные пульсации, развивающиеся в ядре турбулентного
потока, занимающего центральную часть трубы, где они имеют
максимальную интенсивность, при прохождении вязкого слоя те-
ряют свою энергию. Это относится в первую очередь к крупно-
307
масштабным турбулентным пульсациям, которые способны пере-
носить глобулы к стенкам и вырождаются в этой зоне в мелкомас-
штабные вихри, обтекающие глобулы и не способные к их даль-
нейшему переносу. По этой причине зону вязкого слоя за счет тур-
булентной диффузии всегда преодолевает лишь определенная
часть глобул, представленная наиболее быстрыми частицами.
Однако в области чисел Рейнольдса, где процесс разруше-
ния эмульсии возможен с достаточной степенью эффективности
(50 000-100 000 для диаметра трубы 200 мм), толщина вязкого под-
слоя, Представляющего основное диффузионное сопротивление,
составляет около 0,1 мм, что соизмеримо с высотой естественных
шероховатостей трубы.
6.2. МЕХАНИЗМ ВЗАИМОДЕЙСТВИЯ КАПЕЛЬ
ДЕЭМУЛЬГАТОРА С ГЛОБУЛАМИ ПЛАСТОВОЙ ВОДЫ
НАД ТВЕРДОЙ ПОВЕРХНОСТЬЮ
Обширная литература о применении реагентов - деэмульгато-
ров с целью изменения свойств эмульсий при их транспортирова-
нии по промысловым коммуникациям, детально освещая конечный
результат такой обработки, как правило, обходит молчанием физи-
ческую сущность происходящих при этом процессов. После введе-
ния реагент распределяется в потоке нефти в виде капель и образуй
ет с ней эмульсию. Все дальнейшие явления, приводящие к изме-
нению стойкости эмульсии и ее реологических свойств, обусловле-
ны характером взаимодействия капель этих двух типов. Конечный
результат такого взаимодействия - разрушение бронирующих обо-
лочек на каплях пластовой воды, их укрупнение, переход в пленоч-
ное состояние и расслоение потока на нефть и воду. Определяю-
щий момент в цепи этих событий - разрушение бронирующих обо-
лочек [1, 54, 55].
Бронирующие оболочки под воздействием деэмульгаторов бу-
дут разрушаться только при переходе реагента на бронирующую
оболочку капли пластовой воды. При описании процессов, проис-
ходящих в потоке нефти после введения в него реагента, применя-
лась различная терминология: «смешение реагента с эмульсией»,
«контактирование эмульсии с реагентом», «доведение реагента до
глобул пластовой воды» и т.д. Неопределенность нашла отражение
и в терминологии, определяющей ряд процессов и аппаратов
308
(«контакторы», «смесители» и т.д.). Например, в аппарате с назва-
нием «смеситель» можно было предполагать возможность осуще-
ствления минимум трех совершенно различных процессов: смеше-
ния, когда под этим подразумевается равномерное распределение
капель реагента среди пластовой воды; смешения, когда имеется в
виду исчезновение капель этих двух типов за счет образования ка-
пель третьего типа: комбинированный вариант из рассмотренных
выше процессов и т.д. Наряду с этим здесь могут накладываться
процессы механического разрушения бронирующих оболочек на
каплях пластовой воды за счет их дробления при перемешивании,
частичного разрушения бронирующих оболочек реагента при его
воздействии на них из нефтяной фазы.
Для установления механизма разрушения эмульсии при обра-
ботке ее водорастворимым деэмульгатором институтом ТатНИПИ-
нефть была разработана и применена специальная методика, по-
зволяющая вскрыть сущность протекающих при этом процессов. В
основу методики была положена идея контроля за поведением «ме-
ченых» капель с применением микрокиносъемки [2, 3, 77].
Было установлено, что процесс разрушения эмульсий в при-
сутствии капель реагента и «доведения» реагента до глобул пла-
стовой воды осуществляется за счет ряда сложных процессов: вза-
имного и прямого слияния капель друг с другом при столкновении
в потоке и последующего смешения их содержимого; разрушения
капель на ограничивающих поток стенках, сопровождаемого пере-
ходом содержимого капель в пленочное состояние и возвратом
части жидкости, обогащенной реагентом, в поток. В результате
этих явлений появляются «смешанные» капли.
В условиях покоя количество слияний капель с деэмульгато-
ром с каплями исходной эмульсии весьма невелико. Здесь, в ос-
новном, взаимно сливаются капли с реагентом. Интенсивная тур-
булизация смеси вследствие встряхивания эмульсии, содержащей
примерно равное количество деэмульгаторных и исходных капель,
даже в течение небольшого времени (5 с) приводит к взаимному
слиянию большого числа различного качества непосредственно в
объеме нефти и появлению смешанных глобул. Время взаимного
контакта таких капель в «защемленных» зонах турбулентных пуль-
саций внутри потока, естественно, исчисляется долями секунды.
При сближении капель и вытеснении разделяющей их пленки
нефти возникает жесткий контакт между ними (обеспечивающий
309
деформацию бронирующих оболочек и смачивание ее содержимым
капли, имеющей реагент), пептизация и «размалывание» вещества
бронирующей оболочки и затем - взаимное слияние капель.
Далеко не каждое столкновение капель приводит к их слия-
нию. Для полного осуществления процесса необходимы много-
кратное повторение столкновений, время и турбулизация потока,
обеспечивающая возможность сближения капель. Характерно, что
после интенсивной турбулизации в течение длительного времени в
потоке остается определенное количество исходных капель эмуль-
сии. Некоторые данные о соотношении типов капель после турбу-
лизации эмульсии приведены в таблице 6.1.
Таблица 6.1
Капли Количество капель (в %) при времени турбулизации, с
5 30 150 240
Исходные 9,8 11,0 33,0 11,3
С деэмульгатором 13,2 6,0 1,4 2,2
Смешанные 77,0 83,0 65,6 86,5
Интересно, что количество деэмульгаторных капель с увели-
чением времени турбулизации проб эмульсии уменьшилось, и они
сливались, в основном, со смешанными, получившими часть де-
эмульгатора ранее, в то время как содержание исходных капель
эмульсии в нефти в этих опытах оставалось все время высоким.
Время, необходимое для слияния капель различного сорта,
между которыми установлен жесткий контакт, при умеренном их
движении исчисляется долями секунды, иногда возрастая до не-
скольких секунд. Однако, как уже отмечалось ранее, не всякий же-
сткий контакт между каплями завершается их слиянием. Увлекае-
мые турбулентными пульсациями, капли могут отходить друг от
друга. Вместе с тем было бы ошибочно полагать, что такие контак-
ты капель с деэмульгаторами и исходными остаются бесследными
для капель эмульсии. Хотя оболочки на каплях пластовой воды
окончательно не разрушаются, их прочность частично ослабляется
за счет адсорбции части реагента из деэмульгаторной капли на
элементах бронирующих оболочек. Поэтому такие капли после
многократных столкновений с каплями реагента имеют ослаблен-
ную бронирующую оболочку и очередное столкновение может за-
кончиться их слиянием.
310
Смешанные капли легко коалесцируют друг с другом при не-
большом времени контакта на участках, где, казалось б ы, нет реа-
гента (в литературе указывается, что смешивание содержимого ка-
пель за счет диффузионных процессов может происходить в тече-
ние длительного времени). Однако для разрушения бронирующей
оболочки на всей поверхности глобулы вовсе не обязательно про-
никновение реагента к ней из внутренних областей капли. Процесс
разрушения бронирующих оболочек идет весьма эффективно за
счет быстрого продвижения молекул поверхностно-активных ве-
ществ непосредственно на поверхности капли.
Учитывая высокую активность капель деэмульгатора и их спо-
собность поглощать капли исходной эмульсии, легко понять их
роль в процессе деэмульсации нефти при длительном транспорти-
ровании по трубопроводам. Дробление таких капель в потоке соз-
дает чрезвычайно большое количество активных глобул, способ-
ных, вследствие многочисленных ударов по каплям пластовой во-
ды, с течением времени разрушить самые прочные из них.
Говоря о дроблении капель, следует отметить, что механиче-
ское разрушение бронирующих оболочек на каплях пластовой во-
ды при их дроблении за счет интенсивной турбулизации способст-
вует появлению большого числа смешанных глобул, лавинообраз-
ный рост числа которых обеспечивает быструю деэмульсацию
нефти. Этим и объясняется эффективность разрушения эмульсий,
турбулизированных непосредственно перед введением реагента
или в его присутствии. Таким образом, механизм доведения водо-
растворимого реагента до глобул пластовой воды при турбулиза-
ции потока, в основном, состоит в прямом переходе поверхностно-
активных веществ на глобулы пластовой воды при столкновении
капель и включает ряд последовательно протекающих процессов:
сближение капель, деформацию бронирующих оболочек, смачива-
ние и разрушение ее поверхностно-активными веществами в про-
цессе контакта, слияние содержимого капель, сопровождаемое бы-
строй ликвидацией бронирующих оболочек на других участках ка-
пель за счет поверхностных эффектов. Многочисленные столкно-
вения капель, содержащих реагент, с глобулами пластовой воды, не
закачивающиеся на определенном временном интервале их слия-
нием, приводят к постепенному разрушению бронирующих оболо-
чек на каплях пластовой воды за счет процессов адсорбции, проис-
ходящих даже при их кратковременном контакте.
311
63. ЭКСПЕРИМЕНТАЛЬНАЯ ОЦЕНКА ВЗАИМОДЕЙСТВИЯ
ГЛОБУЛ РАЗЛИЧНОГО КАЧЕСТВА НА ТВЕРДОЙ
ПОВЕРХНОСТИ
Исключительно важную роль в разрушении эмульсий и дове-
дении реагента до всех капель пластовой воды играют ограничи-
вающие поток оболочки, г.с. стенки аппаратов, труб, насосов и т.д.
.Благодаря смачивающей способности водные растворы деэмульга-
торов при постоянной бомбардировке каплями ограничивающих
поток стенок оборудования делают их гидрофильными. В резуль-
тате на них проявляются сначала линзы, а затем сплошная тонкая
пленка раствора реагента [1,56, 57, 68]. Капли пластовой эмульсии,
сталкиваясь с неподвижной поверхностью стенок оборудования,
например, труб, переходят в состав водной пленки. Достигнув кри-
тической толщины, пленка частично срывается потоком в виде ка-
пель, обогащённых реагентами, прочная бронирующая оболочка на
которых возникнуть не может. Естественно, что с неподвижными
стенками оборудования сталкиваются капли различного качества,
как содержащие, так и не содержащие деэмульгатор. Постоянный
обмен каплями со стороны потока и пленки на поверхности обору-
дования с течением времени обеспечивает возможность доведения
реагента практически до любой глобулы, транспортируемой пото-
ком. Об эффективности процессов разрушения капель на стенках
оборудования и возникших на них линзах обогащенной реагентом
воды можно судить по данным таблицы 6.2.
Таблица 6.2
Место слияний Количество слияний, %
Всего в том числе
д+д д+и с+с на стенке с линзой
В потоке 19,6 9,5 9,1 1 -—
На поверхности 80,4 — — — 24,4 56 |
где: Д- капли с деэмульгатором; И - исходные капли эмульсии; С - смешанные.
Подавляющее большинство зафиксированных при исследова-
ниях слияний (после турбулизации потока) приходится на стенки и
возникшие на них водные линзы. Поэтому стенки трубопровода
или другого аппарата могут играть роль не только ограничиваю-
щей поток, непроницаемой для жидкости оболочки, но и инверси-
312
рующего экрана, активно разрушающего эмульсию и в значитель-
ной мере способствующего доведению реагента до каждой глобулы
[2].
На этой основе возможно создание нескольких новых направ-
лений в технологии подготовки нефти. Трудности реализации од-
ного из них ограничиваются лишь подбором режима, обеспечи-
вающего максимальный диффузионный потоку глобул на стенку за
счет турбулентных пульсаций и броуновской диффузии. Другое
направление может быть связано с разрушением эмульсии на смо-
ченных деэмульгатором стенках аппаратов и в тонких зазорах, на-
пример, вращающихся барабанов, плоскостей, которые могут быть
неподвижными или совершать возвратно-поступательные движе-
ния, а также в трубчатых элементах с развитой поверхностью и т.д.
Таким образом, экспериментальные исследования, выполнен-
ные методом «меченых» капель с применением микрокиносъемки,
показали, что при турбулизации эмульсии совместно с реагентом-
деэмульгатором протекает сложный комплекс процессов, в том
числе: механическое дробление капель, сопровождаемое разруше-
нием их бронирующих оболочек; слияние капель различного каче-
ства в результате прямых столкновений в потоке и смешение их
содержимого; интенсивное разрушение капель на стенках труб и
аппаратов, сопровождаемое образованием водных линз и пленок,
периодически срываемых потоком; разрушение бронирующих обо-
лочек капель под воздействием ПАВ за счет миграционных эффек-
тов непосредственно на поверхности капель; равномерное распре-
деление капель различного качества в объеме нефти; накопление
поверхностно-активных веществ на бронирующих оболочках ка-
пель за счет многократных столкновений до концентраций, приво-
дящих их к разрушению [2].
6.4. ВЛИЯНИЕ ДИАМЕТРОВ СОСУДОВ НА РАЗРУШЕНИЕ
ЭМУЛЬСИЙ НА ИХ СТЕНКАХ
Влияние стенок аппаратов и трубопроводов на процесс разру-
шения эмульсии при турбулизации потока очевидно из результатов
следующих исследований. Нефть обводненностью 15 % подверга-
лась в смеси с деэмульгатором (из расчета 50 г/т) турбулизации в
сосудах различного диаметра (172, 85 и 70 мм) с помощью мешал-
ки со скоростью 1000 об/мин в течение 1 мин. Равный уровень
313
эмульсии в сосудах обеспечивал одинаковую глубину погружения
турбинки мешалки в объем жидкости. После турбулизации, отбра-
сывающей капли к стенкам сосудов, пробы эмульсии отстаивали
при температуре 50°С. Результаты приведены в таблице 6.3.
Таблица 63
Диаметр сосуда, мм Отстой воды, %
15 30 60
70 3,7 6,0 12,7
85 2,5 5,0 10,0
172 0,6 .4,0 8,7
Из данных таблицы 6.3 видно, что наиболее интенсивно раз-
рушение эмульсии имело место в сосуде наименьшего диаметра.
Наиболее медленно выделение воды из пробы характерно для со-
суда наибольшего диаметра. Поэтому бесспорным является факт
влияния стенок аппаратов на процесс разрушения эмульсии [1, 2].
6.5. РАЗРУШЕНИЕ ЭМУЛЬСИИ НА СТЕНКАХ СОСУДОВ
ПРИ ОТСТОЕ
Аналогичные выводы следуют из результатов исследований в
условиях статики путем замера количества воды, выделившейся
непосредственно на стенках сосуда и в объеме нефти при ее отстое.
Для этого использовали специальный прибор, позволяющий отво-
дить воду, выделяющуюся из эмульсии, на стенках аппарата [2].
Результаты приведены в таблице 6.4 (содержание воды в сырье со-
ставляло 30 %).
Т а б л и ц а 6.4
Количество выделившейся воды, %
в объеме нефти на стенках сосуда
абсолютное значение от общего количества выделившейся воды
15,0 6,0 28,6
9,5 6,3 40,0
11,0 7,5 40,5
10,0 4,5 31,0
Среднее — 35,0
Из приведенных данных следует, что на стенках сосуда даже в
условиях покоя только за счет броуновской диффузии и после-
314
дующего разрушения капель выделяется от 28 до 40 % воды (в
среднем около 35 %) от ее общего первоначального содержания в
нефти. Отсюда следует, что пристенный эффект разрушения
эмульсии весьма значителен.
6.6. ВЛИЯНИЕ ПРИРОДЫ СТЕНОК ОБОРУДОВАНИЯ
НА РАЗРУШЕНИЕ ЭМУЛЬСИИ
Исследования показали, что природа стенок оборудования
оказывает существенное влияние на состояние глобул воды в неф-
ти и, следовательно, на их стойкость. При контакте с гидрофобной
поверхностью (метал или смолопарафиновые отложения) оборудо-
вания глобула воды не претерпевает никаких изменений и продол-
жает двигаться вместе с потоком, что сопровождается, в отсутст-
вии деэмульгатора, увеличением прочности ее оболочки. При кон-
такте глобул воды с гидрофильной поверхностью существо проте-
кающих при этом процессов имеет принципиально иные отличия.
Наблюдения показали, что контакт глобул воды свежеобразован-
ной эмульсии с гидрофильной поверхностью (стекла) сопровожда-
ется разрывом защитной оболочки и растеканием капли по поверх-
ности стекла с каким-то конечным углом смачивания.
В результате систематической бомбардировки глобулами воды
гидрофильной стенки на ней формируется водонефтяная пленка,
толщина которой растет до известного предела. С какого-то мо-
мента в условиях насосно-компрессорных труб и другого оборудо-
вания процесс формирования водяной пленки сопровождается час-
тичным ее разрушением с формированием новых глобул эмульсии.
Систематический обмен частицами воды между пристенным слоем
и объемом нефти в условиях динамического равновесия обуслов-
ливает снижение среднего возраста эмульсии в целом и снижение
ее стойкости. При движении смеси по наземным коммуникациям
динамическое равновесие не наступает, так как вода получает воз-
можность стекать в нижнюю часть выкидных и сборных линий, что
сопровождается расслаиванием потока и возможным сбросом от-
делившейся воды.
Таким образом, применение гидрофильных покрытий в нефте-
промысловом оборудовании (например, стекла или бакелита и дру-
гих полярных материалов) позволяет не только снизить стойкость
315
образующейся эмульсии, но и автоматически осуществлять час-
тичную Деэмульсацию нефти по пути еедЕйжения[33].
Экспериментальная проверка этого положения была осущест-
влена в лабораторных условиях [33]. Эмульсия (20%) воды в нефти
разделялась на две части, одна из которых ставилась на отстой, а
вторая пропускалась через модель трубопровода из стеклянных
трубок диаметром 4 мм и длиной 37,5 м. Отбирались следующие
пробы эмульсии:
1) перед прохождением через модель трубопровода с гидро-
фильными стенками;
2) первые капли нефти на выходе из трубопровода;
3) средняя проба из емкости, куда стекала эмульсия после
движения по мбдели.
Оказалось, что первая проба нефти, прошедшей через модель
трубопровода с гидрофильными стенками, практически безводна,
степень дисперсности средней пробы после прохождения через
трубки значительно ниже, чем в исходной смеси.
Осмотр модели трубопровода показал, что его поверхность
покрыта линзами воды, размеры которых достигают 5-8 мм в дли-
ну. Отсюда следует, что процесс разрушения эмульсии при контак-
те с гидрофильной поверхностью действительно имеет место. О
снижении стойкости эмульсии и полноте деэмульсации можно су-
дить по данным, представленным в табл. 6.5.
Таблица 6.5
Наименование Расход деэмульгатора t° С Время отстоя, ч Содержание остаточной воды, %'
г/т мл номер эксперимента
1 2
Исходная эмульсия без — — 80 4 5,6 4,8
деэмульгатора После прохождения по без деэм> /льгатора 80 4 1,60 3,40
модели Исходная эмульсия 80 0,4 80 4 0,42 0,84
После прохождения по модели 80 0,4 80 4 0,24 0,54
Из таблицы видно, что свежеобразованная эмульсия может
316
дать самоотстой при тепловой обработке без добавления деэмуль-
гатора. При этом содержание остаточной воды в нефти после про-
хождения эмульсии по модели трубопровода с гидрофильными
стенками намного меньше, чем в исходной. Снижение содержания
остаточной воды по сравнению с исходной эмульсией имеет место
и при обезвоживании с помощью деэмульгатора 4411.
Таким образом, применение гидрофильных покрытий в про-
мысловом оборудовании может привести к существенному сниже-
нию стойкости образующейся при движении нефти и воды эмуль-
сии, что в свою очередь обусловливает снижение себестоимости
подготовки нефти.
6.7. РАЗРУШЕНИЕ ЭМУЛЬСИИ В МОДЕЛЯХ АППАРАТОВ
С РАЗВИТОЙ ГИДРОФИЛЬНОЙ ПОВЕРХНОСТЬЮ КОНТАКТА
Исследования возможности интенсификации разрушения
эмульсии в оборудовании с развитой поверхностью были осущест-
влены следующим образом. Отстой эмульсии осуществляли в де-
лительных воронках, заполненных по всему объему стеклянными
трубками диаметром 5 мм и длиной, равной высоте воронки. Па-
раллельно ставили пробы для отстоя в обычных делительных во-
ронках. Воронки с пробами нефти помещали горизонтально для
отстоя в термостате. Эмульсию нефти обводненностью до 30 %
предварительно подогревали до температуры отстоя, перемешива-
ли в течение 1 мин лабораторной мешалкой с дисолваном 4411 из
расчета 30 г/т и ставили для отстоя на 15,30,45 и 60 мин. Темпера-
тура подогрева и отстоя в двух сериях опытов была принята соот-
ветственно 30 и 40°С. Результаты исследований приведены в таб-
лице 6.6, откуда видно, что с течением времени количество выде-
ляющейся на дно сосудов воды возрастает. Причем в пробах, по-
мещенных в воронки, снабженные коалесцирующими трубками,
количество отстоя гораздо выше, чем в обычных параллельных
пробах. Остаточное содержание воды в нефти при разных интерва-
лах отстоя при использовании воронок, снабженных коалесци-
рующими трубками, несколько ниже содержания воды в нефти,
отстаивавшейся в обычных воронках [2].
Процессы разрушения глобул воды на стенках аппаратов на-
блюдались и при изменении вязкости эмульсий ротационными
317
вискозиметрами. Отмечалось снижение вязкости эмульсий, обра-
ботанныхдисолваном 441Г, особенно при повышенных температу-
рах, что обусловлено выделением воды.
Таблица 6.6
№№ п/п Содержание ВОДЫ В сырье, % Температура отстоя, °C Отстой воды (в мл) за время, мин Содержание остаточной воды, %
25 30 45 60
1. 28,0 30 23,0 - - 11,2
2. 28,0 30 20,0 - - - 16,0
3. 28,0 30 - 28,0 - - 5,6
4. 28,0 30 - 19,0 - - 20,0
5. 28,0 30 - - 37,0 3,2
6. 28,0 . 30 - 27,5 - 11,2
7. 28,0 30 - - - 38,0 4,8
8. 28,0 30 - - 28,0 9,6
9. 32,0 . 30 37,0 - - 9,6
10. 32,0 . 30 35,0. - • - 12,0
1 1. 32,0 30 - 38.0 - - 8,8
12. 32,0 30 - 31,0 - - 13,6
13. 32,0 30 - - 48,0 - 1,2
14. 32,0 30 - - 31,5 - 15,2
15. 32,0 30 - - - 36,0 8,0
16. 32,0 30 - - - 30,0' 14,4
17. 29,6 40 31,0 - - 12,0
18. 29,6 40 23,0 - - - 20,0
19. 29,6 40 - 39,0 - - 7,2
20. 29,6 40 - 32,0 - - 16,8
21. 29,6 40 - - 48,0 - 0,0
22. 29,6 40 - - 37,0 - 12,0
23. 29,6 40 - - - 49,0 2,4'
24. 29,6 40 - - - 45,0 3,0
П р и м е ч а н и е: Нечетные воронки заполнены стеклянными коалесцирующими трубками.
Для более детального исследования этого явления и установ-
ления возможности интенсификации процессов деэмульсации неф-
ти за счет разрушения глобул в тонких слоях были выполнены спе-
циальные исследования, в процессе которых измеряли вязкость
эмульсии в тонких зазорах и определяли последующую динамику
ее расслоения при температуре 20 °C (рис. 6.5). Поверхности изме-
рительных цилиндров вискозиметра обрабатывали 2 %-ным рас-
твором дисолвана 4411. После испарения воды на поверхности ци-
линдров и образования поверхностно-активного слоя дисолвана
318
2 4 6 8 10 12 1,мин
Рис. 6.5. Изменение вязкости
эмульсии вследствие ее разрушения в
тонком зазоре при вращении ротора
вискозиметра.
1,2 - эмульсии, соответственно обводненные
до 20 и 31,2 %.
определяли зависимость глубины и темпов отделения воды от вре-
мени обработки эмульсии вращением в тонком зазоре.
Была принята следующая
методика исследований. При
включении прибора и затем
по мере изменения вязкости с
увеличением времени враще-
ния измерительного цилиндра
фиксировали ее значение; по
окончании опытов было
измерено количество выде-
лившейся воды и определено
ее остаточное содержание в
нефти (содержание воды в
нефти 31,2 %). Пробы
эмульсии обрабатывали в
тонком зазоре (0,4 мм) от 1 до
10 мин при постоянной
скорости вращения внутрен-
него цилиндра. Затем их пе-
реливали в отстойник для за-
мера количества выделившей-
ся воды в течение заданного
времени при комнатной тем-
пературе. С первых минут
вращения во всех пробах отмечается появление воды, количество
которой с увеличением
табл. 6.7).
времени вращения возрастает (рис. 6.6,
Рис. 6.6.
Изменение количества
выделившейся воды в
зависимости от времени
вращения ротора
вискозиметра
1-3 - для 10, 5 и I мин вращения
ротока вискозиметра
соответственно.
319
Таблица 67
Продолжи- тельность вращения, мин Количество выделившейся воды (в % от общего со- держания) при времени отстоя, мин. Содержа- ние оста- точной воды, %
0 5 10 15 30 60 90 120
1 10,1 23,4 25,4 .35,6 56.0 71.2 76,4 76,4 9,4
2 13,5 13,5 26,9 33,7 60,6 74,0 80,8 80,8 5,7
3 12,7 12,7 12,8 25,7 51,5 70,8 77,2 77,2 7,1
4 0,0 0,0 16,3 21,8 71,0 79,5 79,5 79,5 6,7
5 11,6 32,1 34,3 57,9 75,0 80,9 80,9 80,9 6,6
6 11,4 22,8 34,2 39,9 79,8 79,8 79,8 79,8 7,1
7 12,5 18,6 25,0 37,6 62,8 81,5 81,5 81,5 5,9
8 31,2 37,5 43,8 50,0 56,5 87,5 87,5 87,5 4,0
9 14,2 28,4 35,4 71.2 71,2 71,2 78,2 85,5 4,1
10. 13,4 33,4 67,0 74,0 80.5 80,5 87,5 87,5 3,8
Таким образом, результаты исследований кроме подтвержде-
ния выдвинутого положения о влиянии стенок могут быть квали-
фицированы как новый способ разрушения эмульсии, который мо-
жет быть с высокой степенью эффективности использован в техно-
логии подготовки нефти и при конструировании высокопроизводи-
тельных деэмульсаторов непрерывного действия. Кроме того, при
применении этого способа показана возможность оценки стойкости
обработанной реагентом эмульсии по изменению ее вязкости на
ротационном вискозиметре во времени [2].
6.8. ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ РАЗРУШЕНИЯ
ЭМУЛЬСИИ В ПРИСТЕННОМ СЛОЕ МОДЕЛЕЙ ОТСТОЙНЫХ
АППАРАТОВ
Поскольку стенка отстойного аппарата как инверсирующий
экран может играть значительную роль в интенсификации процес-
сов разрушения и отстоя эмульсии, для более детального исследо-
вания этого явления были изготовлены лабораторные отстойные
аппараты. Первый тип отстойников представлял собой цилиндр и
воронку, вклеенные коаксиально друг к другу в днище, снабженное
дренажными кранами. Второй тип имел два цилиндра и соответст-
венно две воронки с кранами. При этом внутренний цилиндр может
быть убран, тогда отстойник будет соответствовать первому виду,
но с возможностью замера отделившейся воды в трех сечени-
ях: в пристенном слое; в зазоре между воронками; в малой воронке.
320
Диаметры отстойников каждого вида приведены в таблице 6.8. .
Таблица 6.8
Номер аппарата Диаметр цилиндра, мл Диаметр воронки, мл
наружного D| внутреннего 1)2 большой dt малой d2
1 2 3 4 5
U 28,70 — 26,72 —
1,2 35,85 34,15 —
1,3 50,15 — 47,75 —
1,4 57,45 — 55,65 —
1,5 90,60 — ... 88,60 . —
1,6 101,05 — 99,55 —
1.7 101,30 — 99,55 —
1,8 101,65 — 99,55 —
1,9 101,70 — 98,70 —
1,10 114,30 — 112,00 —
1,11 120,40 — 118,20 —
2,1 101,65 42,20 99,55 44,60
2,2 101,65 52,60 99,55 55,40
2,3 101,65 67,50 99,55 69,80
2,4 101,65 75,60 99,55 77,80
2,5 120,40 42,20 118,20 44,60
2,6 120,40 52,60 118,20 55,40
1,7 120,40 67,50 118,20 69,80
2,8 120,40 75,60 118,20 77,80
2,9 120,40 99,80 118,20 95,50
Исследования осуществляли на искусственной эмульсии. В ка-
честве углеводородной фазы использовали прямогонную дизель-
ную фракцию плотностью 0,835 г/см3, кинематической вязкостью,
равной 4,9 мм2/с при 20 °C и температурой застывания - 10 °C, с
добавкой 2 % нефти Кокуйского месторождения. В качестве вод-
ной фазы применяли раствор хлористого натрия плотностью
1,065 г/см’. Диспергирование осуществляли на миксере «Воронеж»
в течение 2 мин при частоте оборотов 5000 мин-1. Компоненты и
параметры подобраны опытным путем с таким расчетом, чтобы
обеспечить равномерное и полное выделение воды в течение 30
мин при температуре 20 °C. Расход деэмульгатора при этом состав-
лял 4 г/т [68].
Приготовленную таким образом 20 %-ную мульсию вводили
321
в отстойники до одинакового во всех сериях опытов уровня. По
мере появления воды устанавливали уровень раздела фаз: в при-
стенном зазоре на 3-5 мм ниже края воронки; в воронке на 3-5 мм
ниже уровня, и поддерживали указанный раздел фаз на протяжении
всего опыта. Скорость истечения воды регулировали кранами. По
окончании выделения воды ее дренировали до появления углево-
дородной фазы. Объем выделенной воды замеряли мерными ци-
линдрами. По результатам исследований рассчитывали удельный
объем воды, выделившейся на единицу площади в пристенном за-
зоре и в объеме отстойника.
Результаты исследований показали, что наиболее интенсивно
коалесценция проходит в пристенном слое толщиной примерно
2 мл (рис. 6.7, кривая 1). Кривая 2 (относительный объем воды, вы-
Wrp.%
•AS,%
Рис. 6.7. Зависимость
коалесценции воды в пристенном слое
от величины зазора:
1- удельный объем воды, выделившейся на
единицу площади в пристенном слое; 2
-относительный объем воды, выделившейся
в пристенном слое; 3 - удельный объем
воды, выделившейся на единицу площади в
объеме.
делившийся в пристенном
слое) указывает, что интен-
сивность отделения воды
за пределами слоя в 1 мм -
существенно снижается.
Удельный объем воды,
выделившейся в объеме на
единицу площади, в 3 раза
меньше, чем у стенки
(кривая 3, рис. 6.7). На
основании контрольной
серии опытов на отстойни-
ках со снятым внутренним
цилиндром установлено,
что удельный объем воды,
выделившейся в объеме
воронок, как большой, так
и малой, является постоян-
ным, т.е. различие в интен-
сивности коалесценции
глобул воды наблюдается
только у стенки аппарата и
отсутствует в объеме [68].
С учетом результатов этих исследований в последующем диа-
метры цилиндра и воронки в каждом* опыте подбирали таким обра-
зом, чтобы зазор между ними был близок к 1 мм.
322
Рис. 6.8. Относительный объем
воды, выделившейся в пристенном
слое отстойников второго вида (1),
первого вида (2), на внешнем цилин-
дре (3), на внутреннем цилиндре (4).
воды, выделившейся в пристенном
В процессе дальнейших исследований установлено, что выде-
ление воды в пристенном слое в значительной мере зависит от ра-
диуса отстойника. На рис. 6.8 представлена зависимость относи-
тельного объема воды, выделившейся в пристенном слое, от радиу-
са цилиндра для отстойников первого вида (кривая 2) и от разности
радиусов внешнего и внутреннего цилиндров для отстойников вто-
рого вида (кривая 1).
Кривые 3 и 4 отражают
зависимость объема воды,
выделившейся в пристенном
слое соответственно внеш-
него и внутреннего цилинд-
ров. Характер кривых пока-
зывает, что чем меньше ра-
диус цилиндра или линей-
ный зазор между цилиндра-
ми, тем больше воды выде-
ляется в пристенном слое. А
при значении этих величин,
равном 13-15 мм, выделение
воды в пристенном слое
возрастает асимптоти-
чески. При этом же значении
практически выравниваются
количества воды, выделив-
шейся на стенках внешнего и
внутреннего цилиндров.
Причем удельный объем
слое на единицу площади, сохраняется примерно на одном уровне
в отстойниках обоих видов и равен 2,5-2,8 %.
Таким образом, сравнительный анализ кривых 1 и 2 показыва-
ет, что в полом цилиндрическом отстойном аппарате, как и в тру-
бопроводах, в которых поток движется в турбулентном режиме,
стенка может являться существенным инверсирующим экраном, но
при малых габаритах аппарата. Выполнение же отстойника в виде
коаксиально установленных друг в друге цилиндров позволяет соз-
дать высокопроизводительный аппарат любых габаритов с разви-
тым инверсирующим экраном [68].
Для исследования технологических возможностей аппарата
323
такого типа был создан лабораторный отстойник, принципиальная
схема которого показана на рис. 6.9. Наружная труба и фланцы от-
стойника изготовлены из органического стекла, в качестве емкости
3 использован стеклянный толстостенный цилиндр [109].
Сущность технологи-
Рис. 6.9. Схема пилотной модели
гидродинамического отстойника с
коалесцентором лабиринтного типа.
рующей перегородкой. Так, эмульсия
ческого процесса в аппа-
рате заключалась в сле-
дующем. Водонефтяная
эмульсия с введенным в
нее реагентом - деэмуль-
гатором через штуцер 1
поступала во внутреннюю
коалесцирующую перего-
родку 2, которая является
продолжением входного
патрубка. Далее поток
перетекает в кольцевое
межтрубное пространство
между внутренней и по-
следующей коалесци-
проходит последовательно
ряд кольцевых зазоров от внутреннего к внешнему. Проходя по
кольцевым зазорам устройства, эмульсия разрушается и разделяет-
ся на нефть и воду. На выходе из последнего зазора поток равно-
мерно распределяется коаксиально днищу, от центра к периферии.
Разделившиеся нефть и вода выводятся через патрубки 4 и 5 соот-
ветственно.
Кольцевая конфигурация зазора препятствует повторному
смешению разделившихся фаз и способствует их интенсивному
контакту на разделе, где скапливаются глобулы воды с неразру-
шенными бронирующими оболочками и капли нефти, эмульгиро-
ванной в воде, а также обеспечивает равномерный торцевой бес-
штуцерный ввод. Одновременно развитая поверхность устройства
и тонкий слой потока создают благоприятные условия для интен-
сивной коалесценции глобул воды.
Испытание отстойника осуществляли на Каменноложской и
Павловской установках подготовки нефти (УПН). Аппарат под-
ключали к пробоотборному крану действующих коммуникаций
УПН: на Каменноложской установке - перед блоком нагрева при
температуре потока 25 °C и после нагрева перед блоком обезвожи-
324
вания при температуре потока 42°С, подачу реагента осуществляли
на сырьевой гребенке; на Павловской установке - перед резервуа-
ром предварительного сброса при температуре потока 24°С3 реа-
гент подавали в систему сбора. Нефть Каменноложской УПН отно-
сится к легкому типу и имеет плотность 0,828 г/см3, нефть Павлов-
ской УКПН - к тяжелому с плотностью 0,885 г/см3.
Продолжительность непрерывной работы отстойника состав-
ляла 3-6 ч. При этом контролировали обводненность сырья через
пробоотборный кран 6 каждыеЗО мин; качество обезвоженной неф-
ти из патрубка 4 - каждые 15 мин, качество сбрасываемой воды из
патрубка 5 дважды за время каждого опыта, а производительность
по сумме выходящих объемов нефти и воды - каждые 30 мин.
На установках установлены отстойники типа ОГ-200, обору-
дованные распределителями в виде одной перфорированной трубы
на Павловской и двух - на Каменноложской УКПН, а также кол-
лекторами для забора нефти и воды.
Результаты исследований показали, что отстойник способен
обработать до 25-28 объемов эмульсии в 1 ч с лучшим качеством
нефти на выходе по сравнению с базовыми отстойниками, имею-
щими производительность 0,25-0,4 по объему.
Одновременно с испытанием аппарата исследовали кинетику
разделения эмульсии в статических условиях. В начале каждого
опыта из крана 6 отбирали пробу эмульсии в градуированные от-
стойники, которые помещали в термостат и в течение 2 ч следили
за кинетикой выделения воды. Средние результаты этих исследо-
ваний представлены на рис. 6.10.
Рис. 6.10. Кинетика выделения
воды в статических условиях для
ярино-каменноложской нефти
при 25 и 42°С
(1,2- соответственно) и для
павловской нефти при 24°С (3).
Необходимо отметить, что в статических условиях получали
325
нефть достаточным содержанием воды 1,5-6 %, т.е. значительно
худшего качества, чем из базовых отстойников.
Вместе с тем необходимо отметить, что производительность
отстойника и качество обезвоженной на ней нефти в большей мере
зависят от времени контакта эмульсии с реагентом. Так, несмотря
на то, что нефть Павловской УКПН значительно тяжелее, за счет
ранней подачи реагента (в систему сбора) производительность мо-
дели здесь оказалась выше и при лучшем качестве обезвоженной
нефти.
Таким образом, было показано, что отстойники с коалесценто-
ром телескопического типа могут обеспечить значительное повы-
шение производительности отстойной аппаратуры с одновремен-
ным улучшением качества подготовки нефти [109].
Вариант такого отстойника разработан ПермНИПИнефть, а
объединение «Пермнефть» изготовило отстойник с телескопиче-
ским коалесцентором (рис. 6.11) и с успехом испытало его.
Рис. 6.11.
Принципиальная
технологическая схема
отстойника с телескопи-
ческим коалесцентором.
Технологический процесс, осуществляемый в аппарате, за-
ключался в следующем. Подогретая водонефтяная эмульсия с вве-
денным в нее реагентом-деэмульгатором через штуцер 1 поступает
во внутреннюю коалесцирующую перегородку 6, которая является
продолжением входного патрубка. Затем поток перетекает в коль-
цевое межтрубное пространство между внутренней и последующей
коалесцирующей перегородкой 5. Таким образом, эмульсия прохо-
дит последовательно ряд кольцевых зазоров от внутреннего к
внешнему. Проходя по кольцевым зазорам коалесцирующего уст-
ройства, эмульсия разрушается и разделяется на нефть и воду. На
выходе из последнего зазора поток равномерно распределяется ко-
аксиально днищу, от центра к периферии при помощи отбойника 2.
Обезвоженная нефть поднимается в верхнюю часть аппарата и вы-
водится через патрубок 3 со сборным коллектором. Пластовая вода,
326
осаждаясь в нижнюю часть, также отводится из аппарата через
сборный коллектор и патрубок 4 [110].
Кольцевая конфигурация зазора препятствует повторному
смешению разделившихся фаз и способствует их интенсивному
контакту на разделе, где скапливаются глобулы воды с неразру-
шенными бронирующими оболочками и капли нефти, эмульгиро-
ванной в воде, а также обеспечивает равномерный торцовый бес-
штуцерный ввод, т.е. создает благоприятную гидродинамику пото-
ков в аппарате.
Теоретические и практические исследования, выполненные в
ТатНИПИнефть, показали, что скорость разрушения эмульсии на
порядок выше при наличии инверсирующего экрана. Роль инвер-
сирующего экрана могут играть стенки аппарата, уровень раздела
фаз, концентрированный слой эмульсии с неразрушенными или
частично разрушенными оболочками глобул воды и т.д. Роль стен-
ки аппарата как инверсирующего экрана состоит в том, что на ней
образуется пленка воды. Достигнув определенной толщины плен-
ки, вода стекает по стенке в нижнюю часть аппарата, обеспечивая
быстрое и качественное разделение фаз. Достигнуть стенки и пе-
рейти в пленочное состояние могут только глобулы, имеющие дос-
таточную энергию, т.е. способные преодолеть вязкий пристенный
слой потока. В условиях кольцевого зазора, благодаря высоким
скоростям, пристенный слой будет мал, а благодаря той же скоро-
сти глобулы имеют значительную энергию. Одновременно, благо-
даря малой величине линейного зазора, величина поперечных
пульсаций будет ограничена, что также способствует расслоению
эмульсии.
Вышеприведенное положение показывает, что лабиринтный
коалесцентор имеет большие преимущества перед линейным. При
равной площади сечения потока лабиринтный коалесцентор имеет
значительно большую коалесцирующую поверхность (инверсион-
ный экран), чем коалесцентор линейного типа. Коалесцирующая
поверхность линейного коалесцентора выражается через площадь
внутренней поверхности трубы.
Коалесцирующая поверхность лабиринтного коалесцентора
слагается из внутренней и внешней поверхностей каждой цилинд-
рической перегородки. Поскольку толщина стенки перегородок
несравнимо меньше их диаметра, то ею можно пренебречь и при-
нять, что внутренняя и внешняя поверхности каждой перегородки
равны [110].
327
Лабиринтный коалесцентор с равной площадью сечения пото-
ка и при большей длине перегородок, равной длине линейного коа-
П Г'
TL л1п
лесцентора, будет иметь коалесцирующую поверхность в —-------
п
раз большую (п — количество перегородок в коалесценторе). Зави-
симость этого коэффициента от числа перегородок в коалесценторе
представлена на рис. 6.12.
Лабиринтный коалесцен-
тор, выполненный из труб
нефтяного сортамента и встав-
ленный в стандартный отстой-
ник емкостью 200 м1, имеет
коалесцирующую поверхность
около 400 м2, в то время как
линейный коалесцентор с се-
чением, равным сечению
внутренней перегородки, и
длиной, равной сумме длин
перегородок, имеет коалесци-
рующую поверхность всего 96
м2[110].
В литературе широко из-
вестен так называемый эффект
«периодического воздейст-
Рис. 6.12. Зависимость
коэффициента повышения
коалесцирующей поверхности от
числа перегородок.
вия», когда с целью интенсификации разрушения концентрирован-
ный промежуточный слой подвергают кратковременному воздей-
ствию звуковых или механических колебаний. Лабиринтный коа-
лесцентор, благодаря своей конструкции, автоматически включает
в себя эффект «периодического воздействия» - это разворот потока
на 180° при переходе его из одного зазора в другой, что способст-
вует интенсивному разрушению бронирующих оболочек при ударе
о днище устройства.
Кроме того, размещение коалесцентора внутри емкости дает
целый ряд преимуществ:
- сокращение размеров технологических площадок;
- сокращение потерь тепла и расходов на теплоизоляцию;
- снижение удельного расхода металла, поскольку перегород-
ки коалесцентора значительных механических нагрузок не несут и
328
могут быть достаточно тонкими, кроме того, в отличие от линейно-
го лабиринтный коалесцентор имеет более развитую коалесци-
рующую поверхность и, следовательно, может иметь меньшую со-
вокупную длину перегородок, более того, в целях повышения кор-
розионной стойкости и предотвращения смолопарафиновых отло-
жений перегородки целесообразнее выполнять из гидрофильных
пластических материалов, тем самым увеличивая одновременно
коалесцирующую активность;
- отсутствие какого-либо переходного устройства между коа-
лесцентором и емкостью [110].
Традиционное расположение коалесценторов и емкостей обя-
зательно предполагает наличие соединяющей их обвязки, которая
включает переходные и распределяющие патрубки, вертикальные
участки трубопроводов, различные устройства для ввода потока в
емкость и т.п. Все эти элементы в большей или меньшей степени
снижают эффект, полученный в коалесценторе т.е., если эти эле-
менты и не приводят к значительному передиспергированию
эмульсии, то обязательно приводят к полному повторному смеше-
нию частично разделившихся потоков нефти и воды. Таким обра-
зом, расположение коалесцентора в емкости исключает наличие
каких-либо соединяющих патрубков и вертикальных участков
подводящих трубопроводов между коалесцентором и емкостью.
Кольцевая же конфигурация вводного канала в предполагаемой
конструкции, в отличие от любых маточников или ввода эмульсии
в емкость, обеспечивает ввод разделившихся потоков нефти и воды
в строго противоположных направлениях, т.е. нефти в верхнюю
часть емкости, а воды - в нижнюю, не допуская их повторного сме-
шения. Кроме того, такая конструкция наиболее полно отвечает
принципу бесштуцерного ввода, а, следовательно, не допускает
диспергирования скоалесцировавшихся ранее глобул воды.
Известно, что скорость осаждения капли воды пропорцио-
нальна ее диаметру во второй степени. При наличии штуцерного
эффекта капля воды на входе в отстойник дробится, по крайней
мере, на две капли. При этом объем каждой образовавшейся капли
будет либо равен половине исходной, либо же одна из них будет
меньше половины исходной капли. Отсюда следует, что диаметр
хотя бы одной из вновь образовавшихся капель будет в 1,26 раза
меньше исходной. Скорость осаждения глобул воды, а также и
производительность отстойника определяются каплями большей
329
дисперсности. Следовательно, бесштуцерный ввод эмульсии обес-
печивает увеличение производительности не менее чем в 1,6 раза
[НО].
В зависимости от конкретно поставленной задачи - достичь
частичного или полного расслоения водонефтяной эмульсии в коа-
лесценторе, число перегородок и величина площади сечения пото-
ка могут сохраняться или изменяться, обеспечивая наиболее благо-
приятные гидродинамические условия для разрушения водонефтя-
ной эмульсии.
Таким образом, трубчатые или емкостные отстойники с лаби-
ринтным коалесцентром, обеспечивающим бесштуцерный ввод,
могут составить перспективное направление в совершенствовании
аппаратуры для обезвоживания и обессоливания нефти.
6.9. РАЗРУШЕНИЕ ЭМУЛЬСИИ В ТРУБОПРОВОДАХ
БОЛЬШОЙ ДЛИНЫ С РАЗВИТОЙ ПОВЕРХНОСТЬЮ
В течение1972—1975 гг. институтом «ТатНИПИнефть» совме-
стно со специалистами НГДУ «Джалильнефть» и Управления Се-
веро-Западными магистральными нефтепроводами разработана,
испытана и внедрена технология разрушения эмульсии и улучше-
ния на этой основе качества нефти в режиме транзита в интервале
«промысловый товарный парк - головные сооружения». Техноло-
гия позволила значительно улучшить качество нефти с высокоми-
нерализованной водой за счет использования гидродинамических и
пристенных эффектов, проявляющихся при транспортировании ее
по трубопроводу Чишма -Азнакаево с увеличивающимся по ходу
потока диаметром (следовательно, поверхностью) при низких тем-
пературах. Согласно разработанной технологической схеме, на
прием магистральных насосов Чишминского товарного парка вво-
дился деэмульгатор из расчета 25 г/т. Для подачи реагента на пло-
щадке Чишминского товарного парка смонтирована насосная уста-
новка на базе дозировочного насоса НД-25-40 [111]. Глубоко раз-
рушенная в магистральном трубопроводе эмульсия поступала в
железобетонные резервуары Азнакаевской НПС, в которых осуще-
ствлялись отстой и сброс отделившейся воды. Среднее время от-
стоя нефти в резервуарах составляло 6 ч. Качество нефти, откачи-
ваемой из Чишминского ТП, характеризовалось содержанием воды
2 %, солей - 300 мг/л.
330
В результате использования этой технологии было достигнуто
снижение содержания солей в сдаваемой нефти с 3000 до 1800 мг/л
и соответственно воды с 2 до 1%, что соответствовало качеству
нефти III группы (по ГОСТ 5295).
Расчет годового экономического эффекта от внедрения техно-
логии улучшения качества нефти в режиме транзита в интервале
«промысловый товарный парк-головные сооружения» производил-
ся по формуле (6.5):
Э = [(С.+ЕК1) - (С2+ЕК2)]-А, (6.5)
где Э - годовой экономический эффект, тыс. руб.; А - годовой объ-
ем внедрения, тыс.т; Е - нормативный коэффициент сравнительной
эффективности капитальных вложений, для нефтяной промышлен-
ности равный 0,17; С/ - себестоимость обезвоживания 1 т нефти по
базовому варианту, руб/т; С2 = С + С” - себестоимость обезво-
живания 1 т нефти по новой технологии, руб/т; С' - себестоимость
обезвоживания 1 т нефти на термохимической установке (ТХУ),
руб/т; С" - себестоимость подготовки 1 т нефти в трубопроводе с
содержанием солей до 1800 мг/, руб/т ; Kt- удельные капитальные
затраты на 1 т нефти по базовому варианту, руб/т; К2 = К' + К" -
удельные капитальные затраты на тонну нефти по новой техноло-
гии, руб/т; К' - удельные капитальные затраты на 1 т нефти на
термохимической установке (ТХУ), руб/т; К" - удельные капи-
тальные затраты на 1 т нефти в трубопроводе, руб/т, и представле-
ны в таблице 6.9.
До внедрения данной технологии подготовка нефти, посту-
пающей с промыслов на Чишминский товарный парк, осуществля-
лась на ТХУ, в УДО и технологических резервуарах до остаточного
содержания в ней воды - 2 % и солей - порядка 3000-3600 мг/л.
По технологии улучшения качества в режиме транзита нефть
из Чишминского товарного парка, обработанная на ТХУ (воды -
2 %, солей -3600 мг/л), подавалась в магистральный нефтепровод
Чишма-Азнакаево, где на прием насосов Чишминского товарного
парка вводился деэмульгатор. В процессе совершения товаро-
транспортных операций осуществлялся сброс отделившейся воды
из резервуаров Азнакаевских головных сооружений и достигалось
снижение содержания воды в нефти до 1 % и солей до 1800 мг/л.
331
Таблица 6.9
Показатели 1971 г. 1972 г. 1973 г. 1974 г. 1975 г. Итого 1971- 1975 гг.
ДО вне- дрения после вне- дрения до вне- дрения после вне- дрения до вне- дрения после вне- дрения . до вне- дрения после вне- дрения до вне- дрения после вне- дрения
1 2 3 4 5 6 7 8 9 10 11 12
Объем внедрения, млн.т — 5,5 — 6,0 — 5,8 — 5,8 — 6,533 29,633
Себестоимость обезвожива- ния 1 т нефти (на УКПН) по базовому варианту - Сь руб./т 0-20,9 — 0-21,2 —' 0-22,7 — 0-21,0 — 0- 19,84 — —
Себестоимость обезвожива- ния 1 т нефти на термохими- ческой установке (ТХУ) - С', руб/т Себестоимость подготовки 0-12,3 — 0-11,6 — 0-10,7 — 0-11,6 — 0-06,7 — —
нефти до кондиции третьей группы - С" , руб.т Себестоимость обезвожива- — 0-01,6 — 0-01,6 — 0-01,6 — 0-01,6 — 0-01,6 —
ния 1 т нефти по внедряемо- му варианту С? = С + С , руб/т — 0-13,9 . — 0-13,2 — 0-12.3 — 0-13,2 — 0-08,3 —
Удельные капитальные за-
траты по базовому варианту (обезвоживающего блока УКПН) К,, руб/т 0-75,7 — 0-77,2 — 0-77,5 — 0-74,9 — 0-62,5 — —
Продолжение таблицы 6.9
1 2 3 4 5 6 7 8 9 10 11 12
Удельные капитальные за- траты на 1 т нефти на термо- химической установке (ТХУ) - К' , руб/т 0-32,0 0-29,4 0-30,6 0-30,2 0-16,3
Удельные капитальные за- траты на подготовку 1 т неф- ти нефти до кондиции треть- ей группы -К'', руб/т 0-00,3 0-00,5 0-00,5 0-00,5 0-21,8
Удельные капитальные за- траты на 1 т нефти по вне- дряемому варианту - К2~ К' + К", руб/т 0-32,5 0-29,9 0-31,1 0-30,7 0-38,1
Экономия: эксплуатационных затрат, тыс.руб. ' 385,0 480,0 603,2 452,4 751,3 2671,9
приведенных затрат, тыс.руб — 792,0 — 960,0 — 1061,0 — 887,4 — 1021,9 4722,2
то же на 1 т подготовленной нефти, руб/т. — 0-14,4 — 0-16,0 — 0-18,3 — 0-15,3 — 0-15,6 0-15,9
В практике промысловой подготовки нефти такое качество
обеспечивается на выходе обезвоживающего блока установок ком-
плексной подготовки нефти (УКПН), работавших при повышенных
температурах подогрева нефти и увеличенном времени отстоя. Так,
часть нефти из Чишминского товарного парка с содержанием воды
2 % и солей порядка 3600 мг/л направлялась для обессоливания на
Якеевскую УКПН НГДУ «Джалильнефть»; обезвоживающий блок
этой установки обеспечивал получение нефти той же группы, что и
трубная деэмульсация нефти (содержание солей 500 -1800 мг/л),
при температурах обработки до 80 °C и времени отстоя от 6 до
12 ч. Получение нефти такого же качества на ТХУ при Чишмин-
ском товарном парке (температура обработки 30°С, время отстоя -
до 4 ч при качестве подготовленной нефти: содержание воды - 2 %,
солей - до 3600 мг/л) традиционными средствами было практиче-
ски не осуществимо без дополнительных капитальных вложений на
расширение ТХУ и удорожания себестоимости подготовки нефти
до уровня Якеевской УКПН. В качестве базового варианта при
подсчете экономического эффекта были приняты затраты на обез-
воживание нефти на Якеевской УКПН. Затраты на подготовку неф-
ти по сравниваемому варианту слагались из затрат на обезвожива-
ние нефти на Чишминской ТХУ с учетом дополнительных затрат
на подготовку нефти до кондиции третьей группы в трубопроводе.
Такой подход был правомерен, так как обе установки работали в
блоке с промысловой системой сбора, которая обеспечивала нор-
мальную их работу при значительной перегрузке против проект-
ной. Качество получаемой нефти после обработки по новой техно-
логии и на обезвоживающем блоке Якеевской УКПН принималось
одинаковым.
В таблице 6.9 приведены объемы внедрения технологии за
1971-1975 гг. При расчете экономического эффекта принимались
фактические данные по себестоимости обезвоживания нефти и
удельным капитальным затратам в НГДУ «Джалильнефть» по
Якеевской УКПН, Чишминской ТХУ и подготовки нефти до
кондиции третьей группы в трубопроводе в те годы.
Суммарный экономический эффект от применения технологии за
период 1971-1975 гг. на фактический объем внедрения составил
4722,2 тыс.руб. в ценах 1975 г.
ГЛАВА VII
РАЗРУШЕНИЕ ЭМУЛЬСИЙ ПОВЫШЕННОЙ СТОЙКОСТИ
7.1. ТЕХНОЛОГИЯ ПОДГОТОВКИ СМЕСИ ДЕВОНСКОЙ
И УГЛЕНОСНОЙ НЕФТЕЙ
На многих современных объектах нефтедобычи осуществля-
ются совместный сбор и подготовка смеси высоковязкой угленос-
ной и девонской нефтей, добыча которой в общем объеме, как на-
пример, в НГДУ Нурлатнефть, составляет около 10...15 %. В ре-
зультате нейтрализации сероводорода ионами железа девонских
пластовых вод содержание сульфида железа в продукции скважин
увеличивается до 80-200 мг/л. Продукция скважин отличается по-
вышенной вязкостью и при 10 °C и обводненности нефти 30...65 %
составляет 0,23...0,51 Па-с.
Практика показала, что образование и накопление в аппаратах
сульфида железа в сочетании с другими природными эмульгатора-
ми и механическими примесями существенно повышают стойкость
нефтяной эмульсии и осложняют подготовку нефти. В этих усло-
виях подготовка нефти осложняется, особенно в связи с использо-
ванием отстойных аппаратов с нижним распределенным вводом
эмульсии через перфорированные коллекторы в слой водной по-
душки. Содержание воды в предварительно обезвоженной нефти
после отстойников ОВД составляло 5...25 %. В аппаратах этого ти-
па на границе раздела фаз «нефть-вода» накапливался плотный
промежуточный эмульсионный слой, толщина которого постепен-
но увеличивалась. Из верхней зоны отстойного аппарата этот слой
вместе с нефтью перетекал в следующие технологические аппара-
ты. Уплотненные различными примесями промежуточные слои
существенно препятствовали оседанию капель воды. В результате
нарушался режим работы отстойных аппаратов, а также установки
335
подготовки нефти УПН, что приводило к снижению качества сда-
ваемой нефти.
Для ускорения процесса отделения воды от нефти, снижения
интенсивности накопления стойких промежуточных эмульсионных
слоев и повышения качества товарной нефти в дополнение к прин-
ципу разрушения эмульсий по совмещенным схемам было усовер-
шенствовано и реконструировано внутреннее устройство отстой-
ных аппаратов на ДНС и ступени обезвоживания УПН. Горячая
дренажная вода из отстойников ступеней обезвоживания и обессо-
ливания нефти возвращена в начало технологического процесса,
установлен смеситель для пресной промывочной воды, стабилизи-
рован процесс утилизации сточных вод [222].
Обезвоживание и обессоливание нефти осуществлялось по но-
вой технологической схеме, представленной на рисунке 7.1.
Рис. 7.1. Технологическая схема обезвоживания и обессоливания нефти
Нурлатской ТХУ:
1-эмульсия; 2-групповые установки; 3-ввод деэмульгатора; 4,6-технологические трубопро-
воды системы сбора продукции скважин; 5-ДНС с предварительным сбросом пластовой
воды; 7-теплообменники; 8-отстойники ОВД-200 дополнительного сброса пластовой воды;
9,16-буферные емкости; 10,17-нефтяные насосы; 11-печи; 12-отстойники ОГХ-200 ступени
обезвоживания нефти; 13-ввод пресной промывочной воды; 14-смеситель; 15-отстойники
ступени обессоливания нефти; 18-узел учета товарной нефти; 19-товарная нефть;
20-отстойники для очистки воды; 21-насос для воды; 22-очищенная сточная вода на сква-
жины;23-дренажная вода из отстойников; 24-дренажная вода после УПС на очистку.
Водонефтяная эмульсия смеси угленосной и девонской нефтей
(обводненность нефти до 60%) из групповых установок вместе с
введенным деэмульгатором поступала в две центральные ДНС, где
нагревалась до 30...40 °C, а затем вводилась в отстойный аппарат
ОГХ-200 скоростными струями в промежуточный слой. Из отстой-
336
ника отделившаяся дренажная вода направлялась на очистку и за-
тем утилизировалась непосредственно на месторождении в системе
заводнения пластов. Предварительно обезвоженная нефть с оста-
точным содержанием воды 2,5...5 % направлялась по трубопроводу
большой протяженности на УПН.
Общий удельный расход деэмульгатора в системе сбора про-
дукции скважин составлял 100...110 г/т нефти.
Предварительно обезвоженную нефть с дренажной водой
вводили в два горизонтальных отстойника (ОВД-200), откуда
осуществлялся дополнительный сброс воды, направляемой для
очистки в отстойник. Очищенную от нефтепродуктов и
механических примесей воду закачивали в скважину. После
нагревав печи до 58...63 °C нефть с содержанием воды 1,5...4,5 %
через буферные емкости перекачивали в два горизонтальных
отстойника (разработка ТатНИПИнефтй и КХТИ).
Обезвоженная нефть (остаточное содержание воды 0,8... 1,5%)
с пресной промывочной водой (8... 10 % при 15...25 °C) через смеси-
тельное устройство вводилось в два горизонтальных отстойника
вместимостью 200 м3 каждый. Оттуда нефть с остаточным содер-
жанием воды 0,18...0,5 % и солей 50...280 мг/л поступала в буфер-
ные емкости вместимостью 200 м3. Отделившаяся от нефти дре-
нажная вода из отстойных аппаратов ступеней обезвоживания и
обессоливания направлялась на прием сырьевого насоса.
Обессоленная нефть из буферных емкостей с остаточным со-
держанием воды 0,12...0,45 % и солей 40... 100 мг/л сдавалась как
товарная продукция. Производительность УПН составляла около
3000 т/сут. Необходимо остановиться на особенностях использо-
ванного отстойника ОГХ-200
В процессе промысловых испытаний отстойника (схема от-
стойника приведена на рис.7.2) на ДНС «Кутема» водонефтяная
эмульсия смеси угленасосной и девонской нефтей в количестве
3000 т/сут, предварительно разрушенная в промысловой системе
сбора в соответствии с принципами совмещенных схем в присутст-
вии деэмульгатора доуфакс при удельном расходе около 100 г/т
нефти, после нагрева в печи до температуры 30...40 °C через шту-
цер 2, горизонтальный коллектор 10 и сопла 9 вводилась в проме-
жуточный слой скоростными струями распределенно по всей гори-
зонтальной плоскости и его толщине. За счет постоянного механи-
ческого возмущения промежуточного слоя на границе раздела фаз
337
Рис. 7.2. Конструктивная схема
отстойника:
[-эмульсия; П-нефть; Ш-вода;
[-корпус; 2-патрубок для ввода
эмульсии; 3-патрубок для вывода
нефти; 4-груба с верхним щелевым
отверстием для отбора нефти,
5-датчик уровня раздела фаз
«нефть-воды»;6-патрубок для выво-
да воды; 7-труба с нижним щелевым
отверстием; 8-перегородка; 9-сопла;
I О-горизонтальный коллектор.
с водой структура этого слоя
становилась более рыхлой и
вязкость эмульсии существен-
но снижалась. При этом капли
воды получали возможность
интенсивно проходить через
промежуточный слой и осе-
дать на дно аппарата. Отде-
лившаяся от нефти вода из от-
стойника направлялась на очи-
стку и утилизацию непосред-
ственно на месторождении в
системе поддержания пласто-
вого давления. Предваритель-
но обезвоженная нефть с оста-
точным содержанием воды
1...3 % направлялась на уста-
новку подготовки нефти [223].
Промысловые испытания
отстойника проводились без
изменения технологических
режимных параметров работы
системы сбора продукции
скважин.
В целом промысловые ис-
пытания показали высокую
эффективность работы отстой-
ника такого типа для предва-
рительного сброса пластовой
воды в условиях дожимных
насосных станций до 1-3 % и
позволило повысить устойчи-
вость работы установки подго-
товки нефти.
Отстойник в свое время был рекомендован к постоянной рабо-
те на ДНС «Кутема» в НГДУ Нурлатнефть.
Таким образом, в результате совершенствования техники и
технологии подготовки нефти и очистки сточных вод существенно
стабилизировался технологический режим работы объектов пред-
338
варительного сброса пластовой воды в условиях ДНС и УПН, соот-
ветственно значительно повысилось качество сдаваемой товарной
j нефти.
7.2. РАССЛОЕНИЕ ПРОДУКЦИИ СКВАЖИН С
ОСЛОЖНЕННЫМИ ФИЗИКО-ХИМИЧЕСКИМИ СВОЙСТВАМИ
В процессе разработки нефтяных месторождений происходят
существенные изменения физико-химических и реологических
свойств продукции скважин, что связано с увеличением обводнен-
ности, вязкости, плотности, пенообразования нефти, стойкости пен,
повышением содержания сульфида железа и сажи (до 60 мг/л) про-
дукции отдельных скважин и других физико-химических образо-
ваний, попадающих в нефть в результате использования геоло-
го-технических мероприятий, применения ингибиторов коррозии и
различных химических реагентов для интенсификации процессов
добычи нефти [224].
Например, инструментальный замер основных параметров, ха-
рактеризующих технологические свойства продукции скважин уг-
леносного горизонта и поступающих на Дюсюмовскую УПВСН
НГДУ Джалильнефть, показал, что:
- продукция скважин плотностью 920-960 кг/м3 поступает на
установку при температуре 15—17°С в пульсирующем режиме, про-
изводительность меняется от 3500 до 11000 м3/сут, давление
0,3... 1,2 МПа с интервалом 2...3 ч;
- обводненность изменяется от 20 до 90%, а содержание суль-
фида железа в пределах 75—1600 мг/л;
- вязкость эмульсии по отдельным скважинам достигает
4,8 Па-с;
- массовая доля механических примесей в сырье по отдельным
скважинам составляет 0,2...0,6 %, а содержание сульфида железа -
до 1000...4000 мг/л;
- за счет прорыва к забоям скважин соленых пластовых вод
плотность воды в продукции скважин составляла 1,1643 г/см3, на
других участках, наоборот, происходило опреснение до 1,11 г/см3,
что уменьшало скорость осаждения капель воды на 5 %;
- дисперсность капель воды в эмульсии составляла 3...10 мкм
вместо 10...30 мкм в начальный период эксплуатации;
339
- устойчивость эмульсии к разрушению повысилась на 30 %, о
чем свидетельствовала степень ее разрушения только на 70...80 %
при дозировке реагента даже из расчета 100 г/т;
- пеностойкость, ухудшающая сепарацию, повысилась в не-
сколько раз, газовый фактор в продукции скважин перед установ-
кой подготовки нефти колебался от 1,5 до 3,1 Нм3/м3, при нахожде-
нии в сепараторах продукции скважин от 50 мин до 2 ч остаточный
газовый фактор составлял 1,1... 1,9 Нм3/м3.
Изменение этих параметров в таких пределах неизбежно при-
водит к осложнению процессов расслоения продукции скважин,
ухудшает подготовку нефти и соответственно качество товарной
нефти.
В этих случаях применение КДФ, обеспечивающего движение
продукции скважин при наиболее благоприятных термодинамиче-
ских и гидродинамических режимах для каждого из происходящих
подпроцессов (коалесценция газовых пузырьков, переход их в со-
став газовой фазы, гашение пены, трубная деэмульсация, исключе-
ние образования промежуточных слоев), позволяет решить и эту
проблему.
КДФ для обработки продукции скважин с изменяющимися
реологическими и физико-химическими свойствами впервые был
смонтирован и испытан на Дюсюмовской УПВСН НГДУ Джалиль-
нефть в течение продолжительного времени в различные периоды
года. КДФ изготовлен из труб нефтяного сортамента и состоит из
двух последовательных секций. Из приемного коллектора продук-
ция скважин поступала в первую секцию диаметром 720 мм длиной
60 м, которая поворотом на 90° переходит во вторую секцию диа-
метром 1220 мм, длиной 60 м. Внутри концевого участка второй
секции смонтирован приемный бункер для отбора отделившейся
нефти.
КДФ снабжен патрубками отбора газа, нефти и воды. На пат-
рубках газа и воды установлены регулирующие клапаны.
Сигнализатор уровня раздела фаз (СУРФ), установленный в
концевой части второй секции на высоте 300 мм от нижней
образующей, при отсутствии нефти в отделившейся пластовой воде
дает команду на открытие регулирующего клапана на водяном
патрубке. При наличии нефти в воде весь поток поступает в
приемный бункер и затем - на установку подготовки нефти. На
газовом патрубке внутри второй 'сбкции установлен газовый
отсекатель [224].
340
В табл. 7.1 приведены сравнительные технические характери-
стики КДФ для разделения продукции скважин на различных уста-
новках.
Продукция скважин верхних горизонтов с вязкостью нефти
0,1...0,15 Па-с при высокой степени разрушенности бронирующих
оболочек на глобулах пластовой воды и их коалесценции на трубо-
проводах промысловой системы нефтегазосбора в соответствии с
принципами совмещенных схем расслаивается при скорости дви-
жения жидкости 0,2 м/с. Расслоение потока на газ, нефть и воду
осуществляется в основном на расстоянии 25...30 мот точки входа
в КДФ.
На расстоянии 50...60 м завершается всплытие мелких пузырь-
ков газа и разрушение малостойкой пены. Установлено, что оста-
точное содержание газа в нефти составляет 0,013 mj7m3. Размеры
уносимых потоком газа капель нефти не превышают 45 мкм, а ко-
личество их незначительно. Продукция скважин верхних горизон-
тов с высокой вязкостью нефти до 4 Па-с при упомянутых выше
условиях расслаивается при скоростях движения потока не более
0,1 м/с. Отделение свободного газа от нефти не наблюдалось.
Сформировавшаяся пена эффективно разрушается в процессе дви-
жения по длине КДФ.
Установлено, что пенообразование (до 50%) имеет место в
подводящих трубопроводах диаметром 250 мм перед КДФ. В са-
мом КДФ дополнительно переходит в пену около 12% газа. При
нагревании нефти до 30°С газовый фактор увеличивается только на
5%.
Характер расслоения потока продукции скважин изучали с
помощью пробоотборных устройств, позволяющих отбирать пробы
газа, нефти и воды послойно по сечению и по длине секций КДФ.
Результаты приведены в табл. 7.2 [224, 225].
Таблица 7,2
Точка отбора проб, м Диаметр секции, мм Скорость движения потока, м/с Обводненность, % Наличие уровня раздела фаз, мм
верх середина низ
40 700 0,3 14 40 85 Отсутствует
50 1200 0,1 20,8 47,6 100 600
100 1200 0,1 2,8 28,8 100 700
П р и меча н и е. Во всех точках отбора свободного газа в нефти не обнаружено, отмечена
пена.
341
Таблица 7.1
УПВСН ь о S X о <и < Давление, мПа Газовый фактор, Нм3/м3 Размеры КДФ Режим движения газоводонефтяной смеси Обводненность продукции скважин, % Остаточное содержание воды в нефти, % р Качество воды*
о « X S -а Е- диаметр, мм длина, м о х s' X X ь
Троизводител по жидкое м3/сут Скорость дви жидкости, |._ Содержа! окклюдировг газа в нес] м3/м'’
Куак- башская 7000 0,2 0,4...0,5 8,4 1000 70 Расслоенный с выделени- ем свободно- го газа 62 8...20 Пены нет 120/150
Куак- башская 6000 0,176 0,25...0,3 5 4,2 1000 70 То же 48 2...4 0,013 45/60
Куак- башская 6000 0,157 0,25...0,4 4,1 1200 70 « 37 0,5-2 Пены нет —
Дюсю- мовская 10000 0,1 0,4...!,2 1,5...3,1 720 1220 60 60 Расслоенный Отсутствует свободный газ 87 1,5-11 Наличие пены 300/400
Примечание: * В числителе - нефтепродукты (мг/л), в знаменателе - КВЧ (мг/л).
В первой секции диаметром 720 мм расслоение потока не об-
наружено. При переходе во вторую секцию диаметром 1200 мм
поток расслоился на нефть и свободную воду, причем уровень во-
ды оказался выше оси трубы. В концевой части второй секции
уровень отделившейся воды возрос до 700 мм. Качество отбирае-
мой воды приведено в таблице 7.2.
В результате исследований установлено, что КДФ при обра-
ботке продукции скважин с осложненными реологическими и фи-
зико-химическими свойствами способен одновременно выполнять
функции нескольких аппаратов: ступени сепарации, предваритель-
ного сброса пластовой воды и первичной очистки пластовой воды
перед ее закачкой в пласт. В КДФ эффективно сглаживаются и
пульсации расхода жидкости, поступающей с промыслов.
На Дюсюмовской УПВСН внедрение КДФ позволило высво-
бодить для других технологических целей 6 отстойных аппаратов
объемом по 200 м3 каждый и снизить металлоемкость объекта на
110 т. При этом остаточное содержание воды в нефти уменьшилось
с 30 до 3...11 %, Общее количество пластовой воды, сбрасываемой
из КДФ, составляло 7...5 тыс.м3/сут.
7.3. ПОДГОТОВКА ЛОВУШЕЧНЫХ НЕФТЕЙ
Одним из источников загрязнения окружающей среды на неф-
тяных месторождениях являются установки подготовки нефти, на
которых наряду с товарной нефтью образуются и накапливаются
значительные количества производственных отходов: вода, отде-
лившаяся в процессе обезвоживания и обессоливания продукции
скважин, нефтяная эмульсия и тяжелый илообразный осадок (неф-
тепромысловый шлам). Наличие этих отходов обусловливает необ-
ходимость использования значительных производственных мощ-
ностей для их сбора и хранения, что ведет в свою очередь к загряз-
нению земельных угодий и загазованности окружающей среды
[229].
Вопрос утилизации нефтепромысловых отходов нельзя решить
однозначно, так как они различаются как по химическому составу,
так и по физическим свойствам. Проблема использования нефте-
промысловых сточных вод успешно решена путем закачки их в
продуктивные пласты в качестве рабочего агента вытеснения неф-
ти. Это позволило получить значительный экономический эффект
343
за счет повышения нефтеотдачи пластов и сбережения большого
количества пресной воды.
Так же эффективно может быть решен вопрос утилизации
нефтепродуктов , уловленных в процессе водоподготовки. При этом
конечной Целью обработки как ловушечной нефти, так и нефте-
промыслового шлама является разделение их на нефть, пригодную
для дальнейшей переработки, качественную воду и твердый транс-
портабельный осадок с минимальным содержанием нефтепродук-
тов, пригодный для использования при отсыпке технологических
площадок и т.д. Следует отметить, что термин «ловушечная нефть»
включает в себя понятие всех органических веществ, уловленных с
поверхности водоочистных сооружений, без разделения их на неф-
тяную и эмульсионную составляющие.
Сложность переработки ловушечной нефти обусловлена
большим содержанием в ней стойкой эмульсии и механических
примесей. Введение в сырье даже незначительных объемов необ-
работанной ловушечной нефти заметно отражается на режиме ра-
боты дегидраторов. Установлено, что основным источником лову-
шечной нефти является так называемый «промежуточный слой»,
образующийся в аппаратах обезвоживания и обессоливания нефти
на границе раздела фаз «нефть-вода». Формированию этого слоя
способствует нарушение режима подготовки нефти, причем сни-
жение уровня раздела фаз в технологических аппаратах сопровож-
дается выносом в канализацию части промежуточного слоя, содер-
жащего до 300 000 мг/л эмульгированной нефти и до 2 000 мг/л
механических примесей. В состав механических примесей входят
различные соединения железа, кварц, доломиты, суспензии гидро-
окисей металлов и др. Более 50 % этих частиц имеют размеры до
20 мкм [226]. Прилипая к поверхности эмульгированной нефти,
они образуют прочные бронирующие оболочки, препятствующие
слиянию капель [229].
Сформированный таким образом слой стойкой эмульсии скап-
ливается в канализационной сети и в очистных сооружениях,
уменьшая их полезный объем и затрудняя сбор нефти с поверхно-
сти отстойников. На нефтепромыслах имеются пруды, заполнен-
ные нефтяной эмульсией, вследствие чего они полностью отклю-
чены от системы водоподготовки. Обследование резервуаров пред-
варительного обезвоживания нефти «на Азнакаевском, Бирючев-
ском и Кама-Исмагиловском товарных парках показало наличие в
344
них промежуточного слоя эмульсии толщиной до 3 м. Подсчитано,
что количество нефтяной эмульсии только в одном резервуаре ем-
костью 5 000 м3 при ежегодной очистке составляет 360-600 м3
[227],
Наблюдениями установлено, что количество ловушечной неф-
ти зависит от ряда факторов, в том числе от обводненности про-
дукции скважин, технологии подготовки нефти на установках и
климатических условий. Последнее особенно характерно для неф-
теловушек в открытых системах водоподготовки. Так, на поверх-
ности прудов-отстойников Карабашской УКПН в зимний период
времени скапливался слой ловушечной нефти толщиной более 1 м.
С понижением температуры вязкость этого слоя увеличивается в
несколько раз, а контакт с окружающей средой способствует окис-
лению нефти и частичному испарению легких фракций в атмосфе-
ру. Удалить слой накопленной нефти известными способами ока-
залось невозможно, поэтому один из трех прудов в свое время
пришлось полностью вывести из технологического цикла до лета.
Результаты обследования системы сбора и подготовки ловушечной
нефти на промыслах объединения «Татнефть» приведены в таблице
7.3. Из нее видно, что свыше 2 % всей годовой добычи нефти в Та-
тарии этого периода (100 млн.т. год) составляла ловушечная нефть.
При этом на подавляющем большинстве нефтепромыслов отсутст-
вовала ее эффективная предварительная подготовка. Как правило,
нефть, уловленная в аппаратах водоподготовки, самотеком собира-
лась в специальных накопителях, откуда без отстоя закачивалась в
сырьевую линию.
Следует отметить, что на нефтеперерабатывающих заводах на-
коплен обширный опыт обработки ловушечных нефтей. Здесь при-
меняются, в основном, методы продолжительного отстоя (от трех
до четырнадцати суток) в специальных разделочных резервуарах
объемом до 5000 м3. Резервуары оборудованы линиями пароподог-
рева и ввода реагента. Для снижения вязкости ловушечной нефти и
ее разрушения на заводах применяют деэмульгаторы и такие рас-
творители, как нестабильный бензин и другие, а также центрифуги
типа «Флотвег».
Эффективность способа обработки ловушечной нефти опреде-
ляется показателями качества подготовленной нефти, воды и твер-
дого осадка при минимальных производственных затратах. Поэто-
му при осуществлении соответствующих исследований были рас-
345
смотрены наиболее простые и доступные в промысловых условиях
способы [229]. К их числу относятся обработка ловушечной нефти
различными реагентами, промывка горячей сточной водой, с до-
бавлением реагентов и без них, и пропаривание ловушечной нефти.
Таблица 73
Наименование установки подготовки нефти Количество ловушечной нефти, м7год Способ предвари- тельной обработки ловушечной нефти Место подачи ловушечной нефти на под- готовку
Лениногорская 62 000 Без подготовки Сырьевые
резервуары
Сулеевская 44 000 « То же
Горкинская 240 000 « «
Чишминская 1 000 « «
Альметьевская . 73 000 « «
Северо-Альметьевская 172 000 « «
Тихоновская 4 800 « «
Бирючевская 46 700 « «
Павловская 197 000 Отстой 4-6 час. «
Кама-Исмагиловская 110 000 Отстой 8 час. Товарные
резервуары
Карабашская 73 000 Отстой с подогревом Сырьевые ре-
зервуары
Азнакаевская 365 000 Без подготовки То же
Первомайская 7 300 То же Отстойники
ТХУ
Бондюжская 132 000 Отстой в емкости Сырьевые
25 м3 резервуары
Якеевская 182 000 Без подготовки То же
Акташская 36 000 « «
Бавлинская 24 000 « • «
Кичуйская 175 000 « «
Минибаевская 220 000 « «
Итого: 2 164 800
Для сравнения эффективности того или иного способа обра-
ботки особое внимание было уделено подбору одинаковых исход-
ных параметров проводимых опытов. Все исследования осуществ-
лялись с одинаковыми объемами ловушечной нефти при темпера-
туре окружающей среды +20 °C и атмосферном давлении. Время
перемешивания ловушечной нефти с реагентами ограничивалось
пятью минутами, продолжительность отстаивания во всех опытах-
120 минут. В процессе исследований использовалась ловушечная
346
нефть Азнакаевской УКПН, отобранная из накопителя перед закач-
кой в сырьевую линию.
Характеристика ловушечной нефти:
удельный вес вязкость 0°С вязкость 20°С - 0,92 г/см2 - 71,9 ст - 23,4 сст
хлориды механические примеси асфальтены смолы парафины вода: отделившаяся оставшаяся - 13534 мг/л -8,18% -3616% - 20,92% -3,44% -25,98% - 3,8%
Обработка ловушечной нефти реагентами. В качестве рас-
творителя, способного разделить стойкую ловушечную эмульсию,
было опробовано два реагента: нестабильный бензин и четырех-
хлористый углерод (СС14). Предполагалось, что их введение в сре-
ду ловушечной нефти будет способствовать снижению ее вязкости
и быстрому расслоению по фазам - нефть, вода, твердый осадок
[228,229].
Опыты осуществлялись на установке, которая представляла
собой набор делительных воронок емкостью по 1,5 л, укрепленных
на отдельных штативах. В каждую воронку вводилось по 1 л лову-
шечной нефти и добавлялось: в первую воронку - 10, во вторую -
20, в третью - 30 и т.д. до 100 мл растворителя. Затем смесь интен-
сивно перемешивалась в течение пяти минут и ставилась на отстой.
Пробы нефти и воды отбирались после двух часов отстоя, причем
для определения эффективности исследуемого растворителя в од-
ной из делительных воронок производился отстой нефти без рас-
творителя. В отобранных пробах нефти определялось содержание
воды и механических примесей, а в отделившейся после отстоя во-
де - содержание эмульгированной нефти и количество взвешенных
механических примесей. Выпадающий твердый осадок фиксиро-
вался в каждой воронке.
В результате исследований, приведенных в таблице 7.4, оказа-
лось, что во всех случаях имеется тенденция к улучшению качества
ловушечной нефти и отделившейся воды по мере увеличения дозы
растворителей.
347
Табл и ц а 7.4
1 S сх Обработка ловушечной нефти
нестабильным бензином четыреххлористым углеродом
о Й Содержание Соде ржание
о о м й й <и р ч S в нефти, % в воде, мг/л о § в нефти, % в воде, мг/л о 9
У ~ S о ч S о о ос со cd Ю О Ч теля воды ! тханических примесей нефти звешенных частиц Твердый ос mmj воды панических примесей нефти взвешен- 1ых частиц Твердый ос ммэ
S Й S
— 16,3 6,2 125,65 93 9 13,8 9,3 272,5 232 0
10 14,6 5,0 127,79 52 0 12,6 9,8 256,2 234 0
20 14,0 3,7 128,28 28 0 11,9 9,2 115,7 178 0
30 9.3 4,8 107,53 52 0 11,5 6,1 171,8 97 0
40 9,2 1.4 110,87 36 2.0 12,6 7,3 95,5 83 0
50 6,2 0,8 88,42 32 6,0 10,3 6,0 118,3 114 0
60 6.5 6,4 77,37 64 6,0 7,6 3,2 120,0 71 0
70 6,9 0,6 75,81 48 6,0 6,0 3,7 100,0 65 0
80 4.8 0,2 76,59 47 8,0 6,1 2,0 119,5 87 0
90 4,4 0,2 79,14 32 8,0 6,0 2,3 118,1 93 0
100 4,4 0,2 84,4 22 8,0 6,0 1,6 97,1 52 0
Так, в первой серии исследований ловушечная нефть заметно
снижает свою обводненность и содержание механических приме-
сей при введении 40 мл нестабильного бензина; во второй серии
при дозировании 60 мл и более - четыреххлористого углерода.
Аналогично изменяется и качество отделившейся воды. В пер-
вом опыте содержание нефтепродуктов в воде снизилось от 125 до
75 мг/л, а количество взвешенных частиц - от 93 до 22 мг/л. Час-
тичному осветлению воды способствовало выпадение твердого
осадка, количество которого при концентрации 70 мг/л достигло
8 мм3. Повышенное содержание нефтепродуктов в этом опыте
можно объяснить переходом избыточного количества нестабильно-
го бензина в эмульсионное состояние.
Во втором опыте качество воды оказалось несколько хуже, чем
в первом. Это обусловлено тем, что четыреххлористый углерод из-
вестен как экстрагент и имеет свой предел насыщения. Условия
опыта способствует быстрому достижению этого предела. Обладая
большим удельным весом, насыщенный четыреххлористый угле-
род скапливается на дне делительнбй*воронки, не оказывая суще-
ственного влияния на процесс дальнейшей обработки. Твердый
348
осадок полностью поглощается средой четыреххлористого углеро-
да, что создает дополнительные трудности при его регенерации.
Таким образом, опыты дают наглядное представление о пре-
имуществе использования нестабильного бензина для обработки
ловушечной нефти перед четыреххлористым углеродом. Опти-
мальная доза нестабильного бензина должна быть в пределах 40-
60 мл на I л ловушечной нефти.
Промывка ловушечной нефти горячей сточной водой. Ме-
тодика исследований аналогична приведенной выше с той разни-
цей, что вместо растворителя в делительные воронки с ловушечной
нефтью добавлялась сточная вода при температуре 61 °C. В первую
воронку добавлялось 100 мл воды, во вторую - 200 и т.д. до
1000 мл. Смесь интенсивно перемешивалась в течение пяти минут
и ставилась на двухчасовой отстой. Было отмечено, что температу-
ра смеси в воронках увеличивалась на 2 °C пропорционально коли-
честву добавляемой воды: в первой воронке температура смеси
равна 31 °C, во второй -33 °C, в третьей -35 °C и т.д., в десятой -
49°С.
Вторая серия опытов проведена с ловушечной нефтью, пред-
варительно обработанной нестабильным бензином. Доза неста-
бильного бензина в каждой воронке равна 40 мл. Температура сме-
си, также как и в первом опыте, последовательно увеличивалась на
2 °C. Эффективность способа обработки определялась путем срав-
нения качества нефти и воды в обоих опытах, причем в каждом из
них исходным показателем являлось качество нефти и воды, полу-
ченное после отстоя без добавления компонентов. Результаты ана-
лиза проб нефти и воды, отобранных после двухчасового отстоя,
приведены в таблице 7.5.
Полученные данные показали, что эффективность обработки
ловушечной нефти горячей сточной водой зависит от её количества
и температурного режима. В первом опыте (промывка горячей
сточной водой) обводненность ловушечной нефти снизилась от
15,9 до 9,6 %, а содержание механических примесей - от 9,5 до
5,4 %. Во втором опыте предварительная обработка ловушечной
нефти нестабильным бензином позволила снизить содержание во-
ды от 16,1 до 1,4 %, а механических примесей - от 10,9 % до сле-
дов. Наиболее качественная нефть была получена в смеси лову-
шечной нефти и воды при соотношении 1:1 и температурном ре-
жиме 40 - 49 °C.
349
Таблица 7.5
Обработка ловушечной нефти
о 5 горячей сточной водой сточной водой и нестабильным
<и п « .3 бензином
CQ я-Г Содержание о Содержание
Ю Е(’ О о в нефти. в воде, о X в нефти, в воде, й
гз оз о xs % мг/л о к 2 % мг/л X о
со о Н Ж- 1 X 3 £ 1
о х О о Е ° S о Ц о воды леханиче- сих приме нефти ;вешенны частиц CJ о >s 3 Ч а о S й я 2 и ч воды леханиче- сих приме нефти (вешенны частиц О О xs а О
о СО Н о О CQ
— 15,9 9,5 282,1 232 0 — 16,1 10,9 248,3 160 0
100 15,2 8,8 235,1 204 0 40 12,4 4,6 226,3 162 0
200 13.5 7,6 257,3 115 2,5 40 10,3 3,4 244,6 108 0
300 12,2 8,0 222,4 140 1,5 40 7,3. 3,3 144,5 120 2,0
400 12,0 6,5 225,4 66 2,5 40 9,8 1,5 111,3 132 2,0
500 13.1 7,0 93,8 115 2,0 40 5,2 0,3 103,0 140 2,0
600 9,4 6,2 76,5 133 2,0 40 8,0 0.2 101,8 125 2,0
700 10,1 5,8 163,9 85 5,5 40 4,7 1,5 93,3 73 2,0
800, 9,8 7,4 84,8 65 5,5 40 5,5 0,3 125,6 48 7,0
900 10,4 5,9 80,3 60 5,5 40 2,08 Сл. 166,8 50 7,0
1000 9,6 5,4 64,3 53 7,0 40 1,4 Сл. 164,3 36 7,0
Анализ данных, характеризующих изменение качества отсто-
явшейся воды, показывает преимущество обработки ловушечной
нефти дренажной водой без добавления нестабильного бензина.
Так, во втором опыте в воде наблюдается повышенное содержание
растворенных нефтепродуктов, что можно объяснить переходом
части нестабильного бензина в эмульсионное состояние. Содержа-
ние взвешенных твердых частиц в обоих опытах уменьшилось от
232-248 до 53-36 мг/л, что сопровождалось выпадением 7 мм3 осад-
ка.
На основании этих исследований было сделано заключение,
что промывка ловушечной нефти сточной водой при высокой тем-
пературе, содержании в ней остаточных реагентов-деэмульгаторов
является одним из эффективных способов подготовки ловушечной
нефти.
Обработка ловушечной нефти пароконденсатом. Для опыта
использовались пять стеклянных термостойких сосудов емкостью
по 2 л каждый. Сосуды цилиндрической формы имели диаметр 80
мм, высоту 430 мм и оборудовались двумя штуцерами в нижней и
350
верхней частях. В каждый сосуд заливалось по 1 л исследуемой
ловушечной нефти, а затем в один из нижних штуцеров через рас-
пределитель вводился пароконденсат с температурой 157 °C. Рас-
ход пароконденсата - 0,25 л/сек. Второй нижний штуцер служил
для отвода отделившейся воды, а два верхних, расположенных на
расстоянии 60 мм по вертикали один от другого, - для подачи ло-
вушечной и слива обработанной нефти. Ловушечная нефть в каж-
дом сосуде барботировалась пароконденсатом в течение опреде-
ленного времени, после чего ставилась на двухчасовой отстой.
Методика осуществления второго опыта отличалась от перво-
го тем, что в нефть перед пропаркой добавлялось по 40 мл неста-
бильного бензина. Эффективность рассматриваемых способов оп-
ределялась путем сравнения результатов анализов проб нефти и
воды, отобранных после пропарки и двухчасового отстоя (таблице
7.6). Исходными данными в обоих опытах служили показатели ка-
чества нефти и воды, полученные после отстоя без обработки па-
роконденсатом.
Таблица 7.6
Обработка ловушечной нефти
о пароконденсатом пароконденсатом с добавлением
о. cd нестабильного бензина
Е X Содержание S S и о о Содержание гп
аботк мин. в нефти, % в воде, мг/л о я и 5 s S в нефти, % в воде, мг/л S м о
О. Tfr * 3 X ZI 3 ю а
о > <6 i X S о о )S н я cj s СО । <£> « s х й S да X X д д 1Й ос
о Си CQ ч о да мехаш ских пр е- я <D Р s й да Си о X х л U g ю Й д о со к & са с X X! <и « •е <U ас <L> f- д « г да а о да
да н о & * о да н
13,4 11,5 167 90 1 12,8 8,6 104 56 0
15 6,9 0,8 453 316 9 40 2,0 0,55 163 73 25
30 6,1 0.5 364 308 12 40 2,1 0,3 143 88 21
60 7,3 0,1 476 263 14 40 2,4 0,1 166 74 26
120 4,2 0,1 418 214 14 40 2,4 0,1 201 109 26 ,
Анализ результатов показывает, что наиболее эффективно
процесс обработки нефти происходит в первые пять-десять минут.
Добавление нестабильного бензина во втором опыте позволило
снизить обводненность нефти от 12,3 до 2,0 %.
351
Качество воды после парообработки и отстоя оказалось хуже,
чем у воды отделившейся в параллельных опытах только после от-
стоя в течение двух часов. Увеличение времени пропарки лову-
шечной нефти более пятнадцати минут ухудшает качество отде-
ляющейся воды (по содержанию нефти и механических Примесей)
вдвое по сравнению с исходными данными. Это можно объяснять
тем, что продолжительное воздействие высоких температур при
интенсивном барботаже нефтяного слоя пароконденсатом способ-
ствует образованию сложной смеси, состоящей из прямой, обрат-
ной эмульсий, механических примесей, близкой по плотности к
воде и находящейся во взвешенном состоянии. Четкие границы
раздела фаз в сосудах обозначились только после шести часов от-
стоя. Количество выпавшего осадка в первом опыте достигает 14,
во втором - 26 мм3.
Таким образом, из рассмотренных способов наиболее
эффективным является обработка ловушечной нефти
пароконденсатом в течение пяти -десяти минут с последующим
отстоем продолжительностью шесть-восемь часов.
7.4. ПОДГОТОВКА ЛОВУ ЩЕЧНЫХ ЭМУЛЬСИЙ НА НПЗ
Основным источником высокообводненных стойких эмульсий
в общезаводском балансе сточных вод служат электрообессоли-
вающие установки. В системах промышленной канализации эти
эмульсии обогащаются механическими примесями, которые стаби-
лизируют и без того стойкую эмульсию, эмульгируют сточные во-
ды других объектов, «стареют» при накоплении в резервуарах и
амбарах, становясь при этом еще более стойкими [230].
Опыт эксплуатации ЭЛОУ (московский НПЗ) показал, что в
процессе работы в дегидраторах непрерывно образуется промежу-
точный слой эмульсии в количестве около 1 % от перерабатывае-
мого сырья, накопление которого периодически приводит, как и на
промыслах к полному нарушению режима работы дегидраторов.
Для разрушения эмульсии промежуточного слоя необходимо было
отключать аппарат на 40-50 ч, что значительно снижало эффектив-
ность работы установок. Чтобы избежать этого, масса промежу-
точного слоя заблаговременно удалялась с дренажными водами в
промышленную канализацию. По улучшенной схеме дренажные
воды ЭЛОУ вместе с эмульсией промежуточного слоя направля-
352
лись непосредственно в отстойник емкостью 4600 м3, обеспечи-
вающий отстой суммарного потока сточных вод в течение 50 ч, в
котором осуществлялось [230]:
- усреднение качества сточных вод, поступающих из различ-
ных аппаратов;
- гашение колебаний давления в системе ЭЛОУ при дрениро-
вании отдельных аппаратов;
- устранение влияния эффектов «старения» эмульсии.
Для обработки эмульсии использовались теплые дренажные
воды и содержащийся в них деэмульгатор, что позволяло значи-
тельно снизить содержание нефти в сточных водах ЭЛОУ, а следо-
вательно, и ее потери.
Резервуар был оборудован плавающей приемной трубой и
распределительным коллектором в нижней части резервуара,
имеющим отверстия диаметром 8 мм, с шагом 40-50 мм.
Обводненность и скорость разрушения эмульсии по высоте ре-
зервуара в период эксплуатации представлены на рис. 7.3.
Рис. 7.3. Скорость разрушения эмульсии (а) и обводненность (б)
по высоте резервуара:
1-с водяной подушкой; 2-без водяной подушки.
Из представленных данных видно, что концентрация эмульсии
по высоте резервуара имеет две переходные зоны: нижняя - от во-
ды к слою эмульсии с содержанием воды порядка 60 % и верхняя -
от слоя эмульсии с содержанием воды около 40 % - к слою мало-
353
обводненной эмульсии с содержанием воды 1,8-2,0 % . Скорость
разрушения эмульсии особенно возрастает при прохождении верх-
ней переходной зоны. Там же показано преимущество ввода стоков
ЭЛОУ через водяную подушку (слой горячей воды с деэмульгато-
ром высотой 2-2,5 м), поддерживаемой в резервуаре над входным
коллектором [230].
Отделением эмульсионных сточных вод ЭЛОУ от канализаци-
онной системы завода была решена первая часть задачи.
Для переработки собственно ловушечных эмульсий, как вновь
полученных, так и накопившихся в течение ряда лет, их стали по-
давать в распределительный коллектор отстойника. Однако такая
эмульсия разрушалась намного медленнее. На рисунке 7.4 приве-
дены данные зависимости обводненности
резервуара от его производительности.
эмульсии на выходе из
Вынужденная не-
равномерность закач-
ки жидкости в резер-
вуар (от 0 до 150 м3/ч)
нарушала стабиль-
ность его работы. В
связи с этим для
дополнительного от-
стоя обводненной
эмульсии, отбираемой
из верхней части
отстойника при высо-
ких скоростях подачи
ловушечной эмуль-
сии, в схему последо-
вательно был включен
еще один резервуар
Содержание водм^ %
Рис. 7.4. Зависимость содержания воды в
эмульсии, выходящей из отстойника,
отего производительности.
емкостью 4600 м’, оборудованный поплавковым приемом и авто-
матическим сбросом отстоявшейся воды. Заполнение резервуара
составляло более 8,5 м. Такая система последовательной двухсту-
пенчатой обработки ловушечной эмульсии позволила авторам до-
вести содержание воды в эмульсии из зоны отстоя в среднем до 7%
при переработке ее в количестве 16-17 тыс.м3/мес. Количество
предварительно очищенных сточных вод ЭЛОУ составляло
72 тыс.м3/мес, [230].
354
Дренажные воды, сбрасываемые в канализацию из отстойни-
ков, содержали от 200 до 3000 мг нефтепродуктов на 1 л сточной
воды. В отдельные периоды в эмульсии, выходящей из второго ре-
зервуара, наблюдалось повышенное (выше 10 %) содержание воды,
что продолжало нарушать режим электрообессоливающих устано-
вок. Для окончательной стабилизации качества получаемого неф-
тепродукта, не поддающегося дополнительному обезвоживанию в
резервуарах, в систему были дополнительно включены 8 электро-
дегидраторов системы «Нефтезаводпроекта» (рис.7.5).
Рис. 7.5. Принципиальная схема подготовки ловушечной эмульсии
к переработке:
I-резервуар; 2-распределительный коллектор; 3-сборный коллектор;
4-дренажный коллектор; 5-поплавковый прием; 6-дренажный сифон; 7-
дренажно-смотровой фонарь; 8-пароподогреватель; 9-электродегидраторы;
10-паровой насос; 11-холодильник;
12-сырьевой насос ЭЛОУ; 13-поплавки; 14-счетчик; 15-фильтр.
Потоки: I-дренажные воды; П-эмульсия с очистных сооружений; 1П-
деэмульгатор; lV-нефть из резервуаров; V-подготовленная эмульсия на
ЭЛОУ.
Электродегидраторы емкостью по. 30 м3 каждый соединены в
три последовательные ступени, в первой из которых - четыре ап-
парата, а во второй и третьей - по два. В схеме предусмотрены па-
роподогреватели и подача в эмульсию деэмульгатора. Как видно из
приведенных в таблице 7.7 данных, из ловушечной эмульсии уда-
355
лось получить нефтепродукт с содержанием воды до 1 %, но только
при обработке эмульсии в электрополе высокого напряжения про-
мышленной частоты. Однако на практике первые две ступени пе-
риодически работали без напряжения из-за большой электропро-
водности ловушечной эмульсии даже при низкой обводненности
последней вследствие большого содержания в ней механических
примесей [230].
Получение малообводненного нефтепродукта оказалось воз-
можным и без введения в эмульсию деэмульгатора перед электро-
дегидраторами при условии предварительного контактирования ее
в отстойниках с горячей дренажной водой, уже содержащей де-
эмульгатор. Для надежной эксплуатации такой сложной техноло-
гической схемы оказалась необходимой автоматизация дренажной
системы электрогидраторов, а также поддержание постоянного
уровня водяной подушки в отстойниках и производительности всей
системы ловушечной эмульсии. После электродегидраторов охла-
жденная в холодильниках эмульсия через счетчики направлялась
на прием сырьевых насосов ЭЛОУ.
По этой схеме специалистам завода удалось переработать за-
пасы старой ловушечной эмульсии, накапливавшейся в течение
ряда лет, исключить закачку ее непосредственно в сырьевые резер-
вуары ЭЛОУ и, в конечном итоге, значительно улучшить качество
работы электрообессоливающих установок (табл. 7.7).
Как видно из рассмотренной схемы, в ней, в отличие от про-
мыслов, к сожалению, не применяются современные методы, то
есть гидродинамические эффекты, позволяющие решать эти же за-
дачи более надежными средствами. Следует отметить, что для об-
работки ловушечных эмульсий на Горьковском НПЗ применены
центрифуги «Флотвег», которые позволяют отделять от жидкой
фазы механические примеси.
7.5. ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПОДГОТОВКИ НЕФТЕЙ
С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ МЕХПРИМЕСЕЙ
В основу одной из таких технологий, предусматривающих
подготовку смеси девонских и угленосных нефтей с повышенным
содержанием мехпримесей, положен принцип использования в ка-
честве аппарата предварительного сброса резервуара-отстойника,
оборудованного четырехслойными перфорированными маточни-
356
Таблица 7.7
Произво- дитель- ность, м7ч Расход деэмульгатора, г/т Температура, °C Содержание воды. % Глубина обезвоживания, % Примечание
сырье после I ст. после II ст. после Шет.
10 105 70 36,9 19,8 15,7 9,4 74,8 Без подачи
15 105 60 45,0 36,2 26,0 12,0 73,3 напряжения
25 50 60 24,1 9,6 7,4 7,2 70,0 на электроды
35 35 70 19,7 14,3 12,0 6,4 67,5
; 25 70 70 14,4 1,1 0,9 0,6 95,8 С подачей
30 50 50 37,0 5,5 2,6 1,1 97,0 напряжения на
40 — 70 19,7 1,4 0,7 0,6 97,0 электроды 16,5
55 60 11,0 0,8 0,6 0,1 99,1 кв. (на I сту- пень напряже- ние подается периодически)
ками из облегченных (фанерных) труб, обработанных эпоксидной
смолой. Использование в технологической схеме (рис. 7.6) подго-
товки нефти резервуара такой конструкции позволило через маточ-
ник «С» равномерно по всей площади с небольшой скоростью вво-
дить эмульсионную нефть, подготовленную к расслоению на нефть
и воду, а через маточники «А» и «Д» равномерно по всей площади
отбирать нефть и воду. С помощью маточника «Б» периодически
или постоянно отбирали промежуточный эмульсионный слой над
границей раздела фаз, т.е. слой, где возможно накопление нераз-
рушенной нефтяной эмульсии с повышенным содержанием меха-
нических примесей [231].
Рис. 7.6. Технологическая схема подготовки нефти
1-резервуар предварительного сброса воды; 2-смеситель-нагреватель; 3-отетойники;
4-резервуар товарной нефти; 5-насос; 6-ввод деэмульгатора; 7-линии дренажной воды
I-Серафимовская нефть; П-Субханкуловская нефть; III-смесь девонской и угленосной
нефти; IV-товарная нефть.
Разрушенная в трубопроводах, в соответствии с принципами
совмещенных схем, смесь нефтей обводненностью 36-45 % в кол-
лекторе за 200 м до технологического резервуара 1 смешивалась с
рециркулируемой в него дренажной водой из отстойников 3 и рас-
твором реагента-деэмульгатора и через маточник «С» поступала на
предварительный сброс в технологический резервуар. С уровня
верхнего маточника «А» технологического резервуара кондицион-
ную нефть перепускали в товарный резервуар 4, а из области ниж-
358
него маточника «Д» грязную воду отводили в канализацию. Водо-
нефтяную эмульсию (промежуточный слой), не успевшую разру-
шиться в технологическом резервуаре 1, с помощью маточника «Б»
отбирали насосом 5, смешивали с раствором деэмульгатора, про-
пускали через теплообменник 2, где подогревали до 60-70°С и на-
правляли в отстойники 3. Из последних нефть отводилась в товар-
ный резервуар 4. При работе по этой схеме расход деэмульгатора
4411 составлял перед предварительным сбросом в среднем 30 г/т, а
перед насосом - 40 г/т жидкости.
Температура потока перед резервуаром составляла 20-27°С.
Высота водяной подушки в технологическом резервуаре 1 поддер-
живалась на уровне распределительного маточника «С», т.е. коле-
балась в пределах 2,5-3,5 м.
Установка по такой схеме проработала в течение нескольких
лет. Несмотря на некомпактность и практически полное отсутствие
какой-либо работоспособной автоматизации процесса для случая
подготовки смеси девонской и угленосных нефтей, эта установка
(рис. 7.6) позволила полностью исключить повторные обработки
нефтей подрезкой нижней части товарных резервуаров. Если коли-
чество повторно обрабатываемой нефти при работе по традицион-
ной схеме без указанного резервуара достигло 30%, то с его вклю-
чением в схему этого блока вся нефть сдавалась с первой обработ-
ки с качеством, соответствующим ГОСТ 9965-76.
На рис. 7.7 приведены кривые, характеризующие работу ком-
плекса за определенный период его функционирования.
Содержание воды в нефти на уровне верхнего маточника (кри-
вая 3) было при этом менее 0,5 %,на выходе из отстойников ТХУ
(кривая 2) - меньше 2 %, а в промежуточном слое (кривая 1)
7-18%. Содержание солей в нефти на уровне верхнего маточника
резервуара за время испытаний не превышало 300 мг/л.
Количество качественной нефти составило 30—50 % от объема,
поступившего на обработку.
Отсюда следовало, что резервуар предварительного сброса во-
ды, оборудованный распределительными маточниками и обвязан-
ный по схеме, которая представлена на рис. 7.6, может с успехом
работать, выдавая при t=20—27 °C 30-50 % нефти, соответствую-
щей второй группе (ГОСТ 9965-76) даже на нефтях, образующих
сравнительно устойчивые эмульсии из-за повышенного содержа-
ния в них механических примесей. К недостаткам схемы следует
359
отнести отсутствие в ее составе систем УЛФ, которые к тому вре-
мени разработаны еще не были.
Рис.7.7. Показатели работы
комплекса подготовки
нефти
Содержание воды в нефти:
1 - в промежуточном слое;
2 -- на выходе из отстойников
ТХУ;
3 - на выходе с уровня «А» из
резервуара предварительного
сброса воды;
4 - содержание солей в нефти на
уровне «А»;
I - Серафимовская нефть;
II - Субханкуловская нефть.
7.6. ОБ ОТБОРЕ МЕХПРИМЕСЕЙ ИЗ ПОТОКА
Для повышения эффективности процесса подготовки нефти
типа Каражанбасской целесообразно отбирать мехпримеси из по-
тока, как можно раньше. Это тем более важно, что мехпримеси со-
стоят из частиц глины и песка, обладающих высокой адсорбцион-
ной способностью по отношению к применяемым деэмульгаторам.
Сбор продукции скважин на двух опытных участках промыш-
ленного опробования процессов паротеплового воздействия (ПТВ)
и влажного внутрипластового горения (ВВГ) месторождения Ка-
ражанбас осуществлялся по типовой унифицированной схеме без
учета специфических особенностей добываемой продукции.
При термическом воздействии на пласт нарушается устойчи-
вость продуктивного коллектора и в процессе эксплуатации сква-
жин на поверхность вместе с продукцией выносятся песок, глина и
другие механические примеси, осаждающиеся в наземном обору-
довании и трубопроводах. Эффективность осаждения механиче-
360
ских примесей в отстойниках и при измерении продукции скважин
в трапах и автоматизированных установках «Спутник» низка из-за
наличия окклюдированного газа (газовый фактор более 100 м3/т
нефти). Высокая вязкость нефти (при 20 °C более 700-10'6 м2/с)
увеличивает время осаждения твердых частиц и не позволяет про-
изводить измерение продукции скважин.
В работе [232] предлагается осаждение твердых частиц осуще-
ствлять на сборных групповых установках, что позволяет улучшать
работу деэмульсационных установок типа ОГ-200 на центральном
пункте подготовки нефти, где никакие средства удаления механи-
ческих примесей не предусмотрены. Помимо этого, как правильно
отмечают авторы, очистка продукции скважин от твердых частиц
повышает надежность работы перекачивающих насосов и предот-
вращает их отложение в сборном напорном коллекторе [232].
Количество и фракционный состав механических примесей,
поступающих с продукцией скважин на групповую установку ГЗУ-
3, представлены в таблице 7.8.
Таблица 7.8
Номер пробы Содержание механических примесей Фракционный состав, мм
1-0,5 0,5-0,25 0,25-0,1 0,1-0,01
1 0,274 4,17 62,5 11,81 21,52
2 0,38 0,4 17,87 77,82 4,01
3 1,61 1,85 17,74 57,65 23,36
Установлено, что максимальное осаждение механических
примесей имеет место при температуре 90 °C. При поддержании
температуры на таком уровне вязкость нефти составляет
(25т30)-10'6 м2/с, что видно из рисунка 7.8.
Эффективность осаждения твердых частиц возрастает при ста-
тическом режиме, т.е. когда отстой осуществляется в отключенных
из технологического процесса аппаратах. Статический режим экс-
плуатации позволяет поддерживать постоянную температуру в от-
стойниках, осуществлять полную дегазацию нефти и удалять из
них накопленные механические примеси [232].
Продолжительность осаждения твердых частиц в отстойниках
при статическом режиме зависит от вязкости среды, размера твер-
дых частиц и высоты осаждения. Время осаждения твердых частиц
361
уменьшается при повышении температуры или снижении вязкости,
а также увеличении диаметра осаждаемых частиц. Наличие водя-
ной подушки в отстойниках в этих случаях ускоряет процесс осаж-
дения частиц. Так, для частиц диаметром 0,15 мм при температуре
90 °C время осаждения с высоты 1 м составляет 0,34 ч, для 0,1 мм -
0,75 ч, для 0,05 мм - 3 ч. В пескоуловителях-отстойниках осажда-
ются все фракции механических примесей, выносимые на поверх-
ность [232].
Рис, 7.8. Зависимость
вязкости нефтей и их
смесей месторождений
Каражанбас и Каламкас от
температуры
Товарная нефть месторожде-
ния: I - Каражанбас; 4 - Ка-
ламкас; 2 - каражанбаская
нефть + 10 % каламкаской; 3 -
каражанбаская нефть + 30 %
каламкаской.
Авторы [232] считают, что на сборных групповых установках
для высоковязких нефтей основное количество твердых частиц
может быть извлечено из продукции скважин в герметичных теп-
лоизолированных отстойниках с приспособлениями для удаления
песка при температуре 90 °C, что невозможно осуществить в резер-
вуарах обычных конструкций.
Принципиальная схема подключения пескоуловителей -
отстойников представлена на рисунке 7.9. Загрузка отстойников
подогретой в печах продукцией скважин происходит попеременно.
Задвижка 8 на сброс нефти в буферную емкость из отстойника «Б»
открывается на 1-1,5 ч до заполнения отстойника «А». После за-
полнения отстойника «А» открываются задвижки 3, 4, 7, закрыва-
ются 1,5 и 2 и начинает заполняться отстойник «Б». После напол-
нения отстойника «Б» переключение задвижек осуществляется в
обратном порядке. За 1-1,5 ч до его наполнения открывается за-
362
движка 6, а после наполнения - задвижки 1, 2, 5, а закрываются - 3,
4 и 7.
Во время отстаивания в статических условиях происходит
окончательное отделение воды и механических примесей. Предва-
рительно очищенная от мехпримесей нефть направляется на подго-
товку, механические примеси вымываются водой с помощью спе-
циального устройства для удаления твердых частиц. Для поддер-
жания постоянной температуры отстойник снабжен змеевиковым
нагревателем [232].
Рис. 7.9. Схема обвязки горизонтальных пескоуловителей-отстойников
на ГЗУ-З месторождения Каражанбас:
I - нефть от печи; II - горячая нефть на теплообменник; III - газ на трап; IV -
холодная нефть от теплообменника, V - нефть на
подготовку; VI - вода на промывку.
7.7. ТЕХНОЛОГИЧЕСКАЯ СХЕМА ГЛУБОКОГО
ОБЕЗВОЖИВАНИЯ ВЫСОКОВЯЗКОЙ НЕФТИ,
СОДЕРЖАЩЕЙ МЕХАНИЧЕСКИЕ ПРИМЕСИ
Высоковязкая нефть на месторождении «Каражанбас» НПО
«Союзтермнефть» добывалась с использованием термических ме-
тодов. На одном из участков применяли внутрипластовое горение
(ВВГ), на другом - паротепловое воздействие (ПТВ). Продукция
скважин на этих участках представляет собой высокостойкую к
разрушению нефтяную эмульсию [233].
С целью повышения эффективности процессов разрушения
эмульсий, глубокого обезвоживания нефти и существенного улуч-
шения качества товарной нефти ТатНИПИнефтью совместно со
363
специалистами НПО «Союзтермнефть» и ОЭ НГДУ «Каражанба-
стермнефть» была разработана и внедрена технологическая схема с
использованием новых эффективных технических и технологиче-
ских средств, созданных ТатНИПИнефтью и КХТИ для подготовки
тяжелых высоковязких нефтей с повышенным содержанием меха-
нических примесей.
К этим средствам относятся:
- блочный каплеобразователь для глубокого разрушения неф-
тяной эмульсии перед вводом в отстойные аппараты;
- горизонтальные отстойники ОГХ-200 с конструктивно но-
вым внутренним устройством для интенсификации процесса отде-
ления воды от нефти, существенного снижения интенсивности на-
копления промежуточных слоев и увеличения межремонтного пе-
риода работы без остановки;
- резервуар с конструктивно новым внутренним устройством
для интенсификации процесса отделения воды от нефти [233].
Подготовку нефти осуществляли следующим образом (рису-
нок 7.10).
Рис. 7.10. Технологическая схема глубокого обезвоживания высоковязкой нефти:
1,2-трубопроводы для ввода эмульсии соответственно участков ВВГ и ПТВ; 3-ввод де-
эмульгатора; 4-печи ЦТБ-10; 5,6,8-отстойники соответственно ОГ-200 С для предвари тель-
ного сброса пластовой воды; ОГХ-200 I и II ступеней обезвоживания нефти; 7-блочный
секционный каплеобразователь; резервуары: 9,11-товарной нефти; 12,13-для дополнитель-
ного отстаивания нефти; 14-для дополнительной обработки нефти; 16,17-для очистки сточ-
ных вод; 10-товарная нефть; 15-дренажная вода из технологических аппаратов на очистку;
18-очищенные сточные воды для закачки в скважины.
364
Продукция скважин обводненностью до 60 % после I ступени
сепарации на групповых установках участках ВВГ и ПТВ по от-
дельным трубопроводам направлялась на установку подготовки и
перекачки нефти ЦПС «Каражанбас». Перед нагревом в эмульсию
вводили дисолван 4411 с удельным расходом 50-60 г/т нефти, за-
тем дополнительно в эмульсию после ее нагрева в печах ПТБ-10, из
расчета 80-90 г/т нефти. Водонефтяная эмульсия с температурой
60-70 °C после нагрева в печах поступала в два горизонтальных
отстойника ОГ-200С, работавших с нижним распределенным вво-
дом эмульсии под слой водной подушки.
В этих отстойниках осуществлялись предварительный сброс
пластовой воды и отделение основного объема механических при-
месей. Нефть с остаточным содержанием воды 20-50 % через сек-
ционный трубчатый каплеобразователь поступала в два параллель-
но работающих горизонтальных отстойника ОГХ-200 со скорост-
ным вводом эмульсии в промежуточный слой.
Нефть с остаточным содержанием воды в пределах «следы»
-2% из отстойников направлялась в резервуар 14 (РВС-5000) с
внутренним устройством для дополнительной обработки нефти
путем использования механической энергии струй вводимой
эмульсии.
Резервуар (рис. 7,11) представлял собой вертикальную емкость
1 объемом 5000 м3, снабженную внутри кольцевым коллектором,
изготовленным из трубы диаметром 300 мм.
Рис. 7.11. Схема резервуара
1-резервуар; 2-трубы для отбора
нефти; 3-коллсктор для вывода
дренажной воды; 4-кольцевой
коллектор для ввода эмульсии; 5-
горизонтально расположенные
сопла.
365
’ Кольцевой коллектор имел сопла на наружной и внутренней обра-
зующих и расположен в зоне промежуточного слоя. При введении
эмульсии через сопла в слой нефти несколько выше уровня раздела
фаз «нефть-вода» промежуточный слой начинал вращаться, посто-
янно находясь в возмущенном состоянии. Такой слой приобретает
рыхлую структуру и в меньшей мере препятствует осаждению ка-
пель воды и свободному их переходу в водную зону аппарата.
После интенсивной механической обработки в резервуаре 14
(рис. 7.10) нефть поступала в резервуары 9, 11-13 для окончатель-
ного отстаивания. Глубоко обезвоженная нефть из этих резервуа-
ров после 2-6 ч отстоя сдавалась как товарная продукция с оста-
точным содержанием воды до 0,5 % и солей до 40-180 мг/л по I и II
группам качества Южному управлению магистральными нефте-
проводами.
Сточные воды после очистки в резервуаре 16 или 17 (РВС-
5000) закачивались в пласт.
Технология глубокого обезвоживания высоковязкой нефти с
повышенным содержанием механических примесей после промы-
словых испытаний успешно использовалась на ЦПС «Каражанбас».
Разрушение ловушечных эмульсий в лабораторных условиях
месторождения Каражанбас для использования в более современ-
ных технологических схемах осуществлялось следующим образом.
Ловушечные эмульсии:
- из резервуара товарной нефти на установке подготовки неф-
ти вместе с введенным деэмульгатором перемешивали в течение
10 мин на лабораторной мешалке при частоте вращения 1000 мин-1
и отстаивали при температуре 70 °C. Кинетика отделения воды от
нефти отмечалась через каждый час. Отделение воды завершалось
во всех пробах через 4 часа.
Фильтрующий нефтяной слой, гидрофобный фильтр, отобран-
ный из резервуара для очистки сточных вод, представлял собой
стойкую высоковязкую эмульсию обводненностью 10 %. При 20 °C
плотность равнялась 950 кг/м3, вязкость 8,15-10~4 м2/с, содержание
механических примесей достигало 0,14 %, а сульфида железа -
20,5 мг/л.
Повторная эмульсия представляла собой высоковязкую стой-
кую массу обводненностью 23 %, плотностью 959 кг/м3 и вязко-
стью 9,22-10’4 м2/с при 20 °C, содержащую 0,06 % механических
366
примесей и сульфида железа - 15,6 мг/л. Результаты исследований
представлены в таблице 7.9.
Таблица 7.9
Деэмульгатор Остаточное содержа- ние воды в нефти
Марка удельный расход, г/т
Ловушечная эмульсия (фильтрующий нефтяной слой) из резервуара для очитки
воды (содержание воды 10 %)
Дисолван 4411 400 Следы
Сепарол—25 400 Следы
Доуфакс 400 0,0
Реапон—4 В 500 Следы
Дипроксамин 157-65М 600 Следы
Без деэмульгатора — 9,0
Ловушечная (подтоварная) эмульсия из резервуара товарной нефти
(содержание воды 23 %)
Дисолван 4411 400 0,0
Сепарол—25 400 0,0
Доуфакс 400 0,0
Реапон—4В 500 Следы
Дипроксамин 157-65М 600 Следы
Без деэмульгатора •— 20,0
Смесь ловушечной и промысловой эмульсий в соотношении 1:50 соответственно
(содержание воды 15%)
Дисолван 4411 300 0,0
Сепарол—25 300 Следы
Доуфакс 300 Следы
Реапон—4В 400 Следы
Дипроксамин 157-65М 500 Следы
Без деэмульгатора — 4,3
Из таблицы видно, что глубокое обезвоживание (остаточное
содержание воды в нефти 0,0...следы) ловушечной нефти двух ти-
пов достигается при удельном расходе деэмульгаторов дисол-
ван 4411, сепарол-25 и доуфакс - 400 г/т, а деэмульгаторов реа-
пон-4В и дипроксамин 157-65М - 500 и 600 г/т соответственно
[268].
Смесь ловушечных и промысловых эмульсий в соотношении
1:50, содержащая 15 % воды , вязкостью 8,05-10-4 м2/с при 20 °C,
механических примесей 0,08 % и сульфида железа 17,2 мг/л, была
обезвожена при более легких режимных параметрах.
ГЛАВА VIII
ГИДРОДИНАМИКА ПРОЦЕССОВ ОБЕЗВОЖИВАНИЯ
И ОБЕССОЛИВАНИЯ НЕФТИ
8.1. НЕКОТОРЫЕ МЕТОДЫ УЛУЧШЕНИЯ КАЧЕСТВА
ПОДГОТОВКИ НЕФТИ
В результате исследований, выполненных институтом ТатНИ-
ПИнефть [247], установлено, что нефть, обработанная эффектив-
ным деэмульгатором и прошедшая промысловую подготовку, об-
ладает высоким остаточным физико-химическим потенциалом,
способным активно воздействовать на необработанные эмульсии
или нефть более низкого качества [247].
Это позволяет успешно решать следующие проблемы: осуще-
ствление предварительного сброса пластовых вод; обезвоживание
добываемой нефти с помощью обезвоженной или обессоленной
нефти; обессоливание обезвоженной нефти с помощью обессолен-
ной; глубокое обессоливание нефти на НПЗ. При этом значительно
сокращается объем капиталовложений в строительство установок
подготовки нефти, резко уменьшается расход деэмульгаторов, эф-
фективно решается проблема устранения многосортности нефти на
промысловых товарных парках и при ее транспортировании по ма-
гистральным трубопроводам.
Обезвоживание нефти. В результате лабораторных и промы-
словых исследований установлена возможность обезвоживания
добываемой нефти смешением в определенных пропорциях с неф-
тью, содержащей остаточный деэмульгатор. Процесс эффективен
даже при сравнительно низких температурах. Так, после обработки
ромашкинской нефти с помощью обезвоженной в соотношении 1:1,
турбулизации в течение 10 мин и последующего отстоя в течение
2 ч, остаточное содержание воды в смеси изменяется от 0,4 до 2 %.
368
Содержание воды в исходной обезвоженной нефти составляло
0,8 %, а в добываемой - 24-34 %. Остаточное содержание масло-
растворимого деэмульгатора в исходной обезвоженной нефти со-
ставляло 20-25 г/т. Эффект обезвоживания смеси достигнут за счет
ее турбулизации и объединения коалесцирующего (высокая обвод-
ненность) и физико-химического (присутствие реагента) потен-
циалов смешиваемых нефтей. При увеличении температуры про-
цесса до 30 °C остаточное содержание воды в нефти снижается до
0,5 % [247],
В промышленных масштабах обезвоживание нефти за счет по-
вторного использования остаточного деэмульгатора было осущест-
влено на Альметьевской ТХУ. Разрушенная с помощью деэмульга-
тора в промысловых трубопроводах эмульсия в объеме 4000 т/сут
обводненностью 45 % после предварительного сброса пластовых
вод в резервуаре смешивалась с 2000 т/сут добываемой, не обрабо-
танной реагентом, нефтью. После подогрева смесь разделялась на
нефть и воду в отстойниках ТХУ. В дальнейшем товарная нефть,
содержащая остаточный деэмульгатор, смешивалась в товарном
парке с холодной нефтью, содержащей 5-10 % воды. После отстоя
в резервуарах нефть сдавали с содержанием воды не более 2 %. Это
позволило на ТХУ проектной производительностью 2 млн.т/год
обезвоживать 2,9 млн.т нефти. Одновременно сэкономлено боль-
шое количество деэмульгатора [247].
Последующие исследования подтвердили высокую эффектив-
ность этого метода и в условиях периодической подачи деэмульга-
тора в поток эмульсии на установке подготовки нефти. В этом слу-
чае свежие порции эмульсии, не обработанные реагентом до по-
ступления в отстойные аппараты, разрушались под воздействием
деэмульгатора, накапливающегося в промежуточном эмульсион-
ном слое, возникающем над уровнем отделившейся дренажной во-
ды.
Обессоливание обезвоженной нефти. Смешение обезвоженной
и обессоленной нефтей в определенных соотношениях в товарном
парке при заполнении резервуаров для последующей откачки по-
зволяет получить всю нефть в качестве обессоленной. При обра-
ботке такой нефти на НПЗ также достигается ее глубокое обессо-
ливание. Представляет значительный интерес еще и то, что процесс
может быть осуществлен при температуре 20-25 °C без дополни-
тельных расходов деэмульгатора. Следовательно, производитель-
369
ность обезвоживающей установки может составлять 50% от объема
обрабатываемой нефти, что необходимо учитывать при проектиро-
вании и строительстве объектов подготовки нефти. Смешение неф-
ти и сброс балласта может осуществляться также при подготовке
нефти к откачке и товарно-транспортных операциях. В таблице 8.1
приведены результаты обессоливания нефти Ромашкинского ме-
сторождения методом компаундирования при температуре 30 °C.
Смешению и последующей турбулизации, моделирующей движе-
ние смеси по трубопроводу, подвергалась обезвоженная нефть с
содержанием 1,8% воды и 1594 мг/л солей и обессоленная нефть,
содержащая 0,3% воды и 28 мг/л солей. Время турбулизации и от-
стоя принято 1 и 2 ч соответственно (условия промыслового товар-
ного парка).
Та блица 8.1
Нефть, % Содержание в нефти
обезвоженная* обессоленная** в момент смешения после обработки
воды, % солей, мг/л воды, % солей, мг/л
100 — 1,8 1594 — —
50 50 1,0 578 0,48 253
40 60 0,9 487 0,6 187
30 70 0,9 271 0,4 148
20 80 0,6 240 0,3 90
10 90 0,3 187 0,2 60
Примечание: * Карабашская УКПН. ** Азнакаевская УКПН.
Из табл. 8.1 видно, что при смешении обессоленной нефти в
соотношении 50:50 вместо двух сортов или одного со средним со-
держанием 578 мг/л солей и 1 % воды была получена нефть базо-
вой группы с содержанием солей менее 300 мг/л (258 мг/л) и менее
0,5 % (0,48 %) воды, что в два с лишним раза меньше расчетных
средних величин. При соотношении 20:80 возможно получение
обессоленной до 100 мг/л нефти при содержании не более 0,3 %
воды. Это открывает возможности не только для получения нефти
одного (высшего) качества в условиях промысловых товарных пар-
ков, в которых имелось два сорта нефти, но и повысить маневрен-
ность в использовании резервуаров, насосных и другого оборудо-
вания.
Аналогичные результаты были получены при увеличении вре-
мени турбулизации до 3 ч (условия перекачки нефти в интервале
370
«промысловый товарный парк - головные сооружения» или про-
межуточный товарный парк), что позволяет решить проблему по-
лучения всего объема обрабатываемой нефти только высшего каче-
ства в пределах нефтедобывающих районов.
Еще более перспективным является получение обессоленной
нефти в больших объемах при смешении обессоленной нефти с
обезвоженной повышенного качества (табл. 8.2).
Таблица 8.2
Нефть, % Содержание в нефти
обезвоженная* обессоленная** в момент смешения после обработки
воды, % солей, мг/л воды, % солей, мг/л
100 — 0,60 453,5 0,24 159
90 10 0,60 417,0 0,00 125
80 20 0,48 291,0 0,12 114
70 30 0,54 252,0 Следы 97
60 40 0,40 204,0 Следы 83
50 50 0,54 195,0 Следы 73
40 60 0,30 149,0 Следы 65
30 70 0,42 128,0 Следы 39
20 80 0,24 117,0 Следы 39
10 90 0,24 68,5 Следы 23
— 100 0,24 57,0 Следы 16
Примечание: * Кичуйская ТХУ. ** Нефтепровод.
Технологическая схема легко осуществима в пределах товар-
ных парков или в интервале «промысловый товарный парк -
головные сооружения».
Из таблицы 8.2 следует, что получение в полном объеме обес-
соленной до 100 мг/л нефти достигается при соотношении смеши-
ваемых обезвоженной и обессоленной нефтей 7:3, а до 40 мг/л -
при соотношении 3:7. Введение в обессоленную нефть до 30 %
глубокообезвоженной нефти во всех случаях не приводит к ухуд-
шению качества исходной обессоленной нефти после турбулизации
в течение заданного времени и сброса выделившегося балласта.
Турбулизация потока с последующим сбросом балласта также по-
зволяет существенно повысить качество исходной обессоленной
нефти (содержание солей снижается с 57 до 16 мг/л).
Таким образом, использование гидродинамических эффектов и
остаточного деэмульгатора при компаундировании и транспорти-
ровании нефти различного качества позволяет эффективно решить
371
. проблему исключения многосортное™ нефти на промысловых
объектах с получением нефти одного, высшего качества, не прибе-
гая к строительству дополнительных установок или блоков. Кроме
того, значительно снижается удельный расход деэмульгаторов.
Особенно широкие возможности открывает этот метод для по-
вышения качества нефти средствами транспортных управлений.
При этом достигается улучшение условий эксплуатации трубопро-
водов и создаются возможности для более оперативного маневра
насосными станциями, товарными парками и трубопроводами, что
позволяет более эффективно решать проблему загрузки нефтепро-
водов и повышения фондоотдачи линейного оборудования.
Детальные исследования в этой области позволили ТатНИПИ-
нефти и Управлению северо-западными магистральными нефте-
проводами в свое время разработать и внедрить в широких про-
мышленных масштабах новую технологию обессоливания нефти
без дополнительного применения пресной промывочной воды и
реагента (методом компаундирования), не подвергая ее дополни-
тельной обработке на установках подготовки нефти традиционного
типа. Качество обессоленной нефти Татарии при компаундирова-
нии характеризовалось содержанием 0,1-0,2 % воды и 30-60 мг/л
солей, температура ее составляла 28-30 °C. Средневзвешенное со-
держание солей в пробах нефти непосредственно после смешения
не превышало 80-150 мг/л, а воды - 0,2-0,5%.
После транспортирования смеси нефти по магистральному
нефтепроводу в течение 38 ч, пребывания в течение 1 ч в резервуа-
рах НПС и сброса выделившейся свободной воды содержание со-
лей в ней по всем сечениям резервуара составляло 20-30 мг/л (табл.
8.3).
Увеличение времени пребывания нефти в резервуарах до 2 ч
технологически нецелесообразно, так как практически не приводит
к улучшению результатов. Отбор проб производили из резервуара
РВС-20000. Высота резервуара Н = 1302 см, высота взлива 815 см,
температура нефти 22-27 °C [247].
Приведенные результаты были достигнуты при подготовке
нефти на установках с помощью водорастворимых реагентов. Есте-
ственно, что при использовании маслорастворимых деэмульгато-
ров эффективность процесса обессоливания нефти методом компа-
ундирования повысится, так как в смещиваемых нефтях будет со-
держаться больше количество активного деэмульгатора.
372
Табл и ц а 8.3
Точка Содержание в сырье Время отстоя, ч
отбора проб 1 2
от зеркала воды, солей, при содержании
взлива, % мг/л воды, солей, воды, солей,
см % мг/л % мг/л
130 0,1 40 0,12 23 Следы 21
0,35 120
260 — — 0,30 22 0,12 28
390 — — 0,12 27 Следы 14
520 — — 0,15 31 0,06 23
650 — — 0,24 30 Следы 17
780 — — 0,12 31 Следы 31
800 — — 0,15 20 0,18 34
При низкой температуре процесса (5-7 °C) и смешивании неф-
ти различной вязкости, в нижней части резервуаров может накап-
ливаться промежуточный слой из неразрушенной эмульсии. В этом
случае целесообразно подвергать обработке только этот объем
концентрированной эмульсии, что чрезвычайно выгодно. При этом
из резервуаров отбирается основное количество нефти без ее обра-
ботки в деэмульсаторах или установках другого типа.
Применение компаундирования для глубокого обессоливания
нефти на НПЗ. Эффективность этого метода для решения пробле-
мы глубокого обессоливания нефти на НПЗ была показана автором
еще в 1970 г. Так, при обессоливании на заводских ЭЛОУ смеси
обезвоженной и обессоленной нефти содержание солей на выходе
из ЭЛОУ было снижено до 8 мг/л по сравнению с 14 мг/л во время
работы ЭЛОУ на обезвоженной нефти с таким же исходным со-
держанием солей. Следовательно, проблема глубокого обессолива-
ния нефти на НПЗ имеет еще одно эффективное решение, не свя-
занное с необходимостью строительства и эксплуатации дополни-
тельных установок или обессоливающих блоков ни на промыслах,
ни на НПЗ.
Таким образом, метод компаундирования позволяет решать
такие важные народнохозяйственные задачи как обезвоживание и
обессоливание больших объемов нефти, не прибегая к строитель-
ству установок традиционного типа. Он обеспечивает значительное
(1,5-2-раза) снижение капиталовложений на строительство промы-
словых объектов, уменьшение эксплуатационных затрат (несколько
373
раз), экономию деэмульгаторов, топливного газа и пресной воды,
повышение производительности труда, способствует улучшению
условий охраны окружающей среды [247].
8.2. УЛУЧШЕНИЕ КАЧЕСТВА И ОБЕССОЛИВАНИЕ НЕФТИ
КОМПАУНДИРОВАНИЕМ В БОЛЬШИХ ОБЪЕМАХ
Качество больших объемов нефти, направляемой на НПЗ, так
же может быть существенно улучшено методом компаундирова-
ния. Так, на основании исследований, выполненных ТатНИПИнеф-
тью совместно с Управлением северо-западными магистральными
нефтепроводами, установлено, что улучшить, например, качество
нефти Западной Сибири можно при транспортировке ее по магист-
ральным нефтепроводам путем смешения с обессоленной нефтью
Татарии за счет проявления квазисинергетического и гидродина-
мического эффектов. Значительно повышается качество тюменской
нефти и при смешении ее с обессоленной нефтью Башкирии и по-
следующем кратковременном отстое смеси (в течение 2-4 ч) в ре-
зервуарах промежуточных станций в процессе ее транспортировки
по магистральным нефтепроводам. Результаты исследований пока-
зали, что после отстоя смеси тюменской, шкаповской и арланской
нефтей качество их улучшается в 1,5 -2 раза (табл. 8.4) [248].
Таблица 8.4
Соотношение нефти в смесях, % Средневзве- шенное содержание солей в сме- сях, мг/л Содержание в нефти после отстоя
тюмен- ской- шкапо- вской арлан- ской в пробоот- борниках в отстойниках
солей, мг/л воды, % солей, мг/л
100 я— — . . — 107,4 0,48 103,2
75 25 — 143,3 59,0 0,12 112,0
50 50 — 107,5 44,2 0,12 67,4
25 75 — 71,7 48,5 0,0 67,4
0 100 — — 38,0 0,0 33,0
75 ' — . 25 143,2 101,1 0,36 94,8
50 — 50 107,4 75,8 0,0 75,8
25 — 75 71,6 40,0 0,24 35,8
— — 100 — 46,3 0,0 < 38,0
Промысловые исследования улучшения качества западно-
сибирской нефти путем смешения ее с башкирской, транспорти-
374
ровки смеси по нефтепроводу Субханкулово-Азнакаево и отстоя в
железобетонных резервуарах (ЖБР) головных сооружений под-
твердили такие возможности. На первом этапе исследований ре-
жим смешения и транспортировки заключался в подаче в нефте-
провод 4440 т/сут арланской и 32700 т/сут тюменской нефти при
движении смеси по нему в течение обычного времени (26-30 ч).
Объемное содержание воды и солей в смеси нефти перед транспор-
тировкой при поступлении в резервуар и после отстоя приведены в
табл. 8.5.
На втором этапе исследований 2740 т/сут тюменской нефти
смешивали с 5500 т/сут арланской, 4700 т/сут шкаповской и
3910 т/сут Пономаревской нефти. Время движения смеси по нефте-
проводу составляло 30-35 ч. Результаты приведены в табл. 8.5.
Из таблицы 8.5 видно, что после транспортировки по нефте-
проводу Субханкулово-Азнакаево смеси, состоящей из тюменской
' и арланской нефтей, содержание солей в ней снизилось по всем
сечениям железобетонного резервуара Азнакаевских головных со-
оружений до 40 мг/л уже через 1 ч после его заполнения. Значи-
тельно улучшается качество и при перекачке смеси, состоящей из
нефти четырех различных месторождений [248].
Для улучшения качества тюменской нефти было достаточно
смешивать ее с обессоленной нефтью Татарии или Башкирии,
содержащей в себе деэмульгаторы, и осуществлять процесс отстоя
при температуре 20 °C в течение 2 ч.
С целью исследования возможной степени обессоливания
тюменской нефти при транспортировке ее в смеси с обессоленной
нефтью Татарии по магистральному трубопроводу Калейки-
но-Куйбышев были отобраны пробы смеси нефти (из верхних сло-
ев) на нефтеперекачивающих станциях и определено содержание в
них воды и солей после отбора проб и отстоя их в течение 120 мин.
В период исследований по нефтепроводу перекачивалась смесь
тюменской с содержанием солей 130-180 мг/л и обессоленной та-
тарской нефти с содержанием солей 30-50 мг/л в соотношении 1:3.
При перекачке по нефтепроводу качество смеси нефти было суще-
ственно улучшено. Так, содержание солей в пробах ее, отобранных
на НПС Калиновый Ключ, составило 39-58,5 мг/л против началь-
ных 81,2-101,3 мг/л на НПС Калейкино. При дальнейшей транс-
портировке смеси до НПС Самара содержание солей в ней снизи-
лось еще почти в 2 раза.
375
Таблица 8.5
Температура смеси нефтей перед транспортированием,' С Качество смеси . нефтей перед транспортирова- нием Глубина отбора проб нефти от зеркала взлива ее в резервуаре, см Содержание в нефти после отстоя, ч
0 1 3 4 17 18
массо- вая доля воды, % содерж ание солей, мг/л воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л
0 0 52,3 0 27,5 0 33,9 0 12,85 0 24,78 0 65,2
16 0,3-1,0 75-300 НО 0 50,5 0 22,94 0,24 45,9 0 29,37 0 23,86 0 42,21
к 230 0 56,9 0,24 27,53 0,12 27,5 0 38,54 0 36,71 0 49,55
х 340 0 66,1 0 32,12 0,24 66,1 0 41,3 0 32,12 0. 49,55
430 0,24 176,2 1,6 246,9 0,36 116,5 0 47,72 0 43,18 0,72 115,0
/ ( ) 18 19 20
0 0,48 202,0 0,12 .188,1 0,0 167,0 0,0 215,0 0,0 184,0
' 4-5 0,8-0,9 200-600 120 0,136 153,1 0,0 174,6 0,0 153,0 0,0 269,0 0,0 148,0
240 0,72 174,6 0,0 174,6 0,64 121,0 0,0 110,2 0,0 148,0
360 0,48 148,0 0,0 153,1 0,0 ’ 177,3 0,12 121,0 0,0 142,0
480 4,8 4852,0 3,8 2393,0 1,4 — 3,6 1901,4 1,6 1355,0
С учетом результатов лабораторных и промысловых исследо-
ваний ТатНИПИнефтыю совместно с УСЗМН была разработана,
испытана и внедрена технологическая схема обессоливания нефти
Западной Сибири методом компаундирования в режиме транзита
со сбросом балласта на НПС Самара.
Новая технология позволила обессолить за два года 30 млн.т
обезвоженной тюменской нефти.
Таким образом, принцип использования квазисинергетических
эффектов, проявляющихся при объединении физико-химического
потенциала обессоленной нефти с гравитационными и
коалесцирующим потенциалами обезвоженной, позволяет
обессоливать обезвоженную нефть при минимальных затратах.
8.3. ОБЕССОЛИВАНИЕ НЕФТИ НА УКПН С МИНИМАЛЬНЫМ
РАСХОДОМ ПРЕСНОЙ ПРОМЫВОЧНОЙ ВОДЫ
Очень важно процесс обессоливания нефти осуществлять с
минимальным расходом пресной промывочной воды на ступени
обессоливания или на выходе из установок по пути в резервуарный
парк.
По традиционной технологии на ступенях обессоливания ус-
тановок подготовки нефти, построенных по типовым проектам,
расход пресной промывочной воды предусматривали в объеме
15 % на 1 т нефти (перед первой ступенью обессоливания - 10 %, а
перед второй ступенью - 5 %). При этом качество нефти после вто-
рой ступени обессоливания характеризовалось сравнительно высо-
ким содержанием остаточной воды (0,3-0,6 %) и хлористых солей
в пределах 50-250 мг/л. Содержание этих компонентов в обессо-
ленной нефти иногда бывало значительно больше.
Установки эксплуатировали с одной ступенью обезвоживания
(горизонтальные отстойники объемом 200 м3) и с двумя последова-
тельными ступенями обессоливания нефти (по одному шаровому
отстойнику объемом по 600 м3 на каждой ступени). В отстойных
аппаратах, как на ступени обезвоживания, так и на ступенях обес-
соливания, поддерживали высокий уровень водной подушки. Это
было связано с тем, что по традиционной технологии нефть про-
мывали через слой воды, так как отсутствовали средства для ин-
тенсификации процесса разрушения эмульсии и отделения воды от
нефти в отстойных аппаратах.
377
ТатНИПИнефтью совместно с НГДУ Сулеевнефть была вне-
дрена технология обессоливания нефти на установках без приме-
нения пресной промывочной воды на ступенях обессоливания. Для
осуществления этой технологии был использован комплекс техни-
ческих и технологических средств: определение оптимальных гид-
родинамических характеристик массообменных процессов и коа-
лесценции капель воды; эффективное использование промысловых
систем сбора продукций скважин для разрушения водонефтяной
эмульсии; применение коммуникационных трубопроводов в техно-
логических целях; использование новых элементов в отстойных
аппаратах для интенсификации процесса отделения воды от нефти
и средств (каплеобразователей) при обработке эмульсии перед ее
вводом в отстойные аппараты; применение метода увеличения по-
лезного рабочего объема отстойника путем снижения уровня вод-
ной подушки; использование трубных водоотделителей на ступени
обезвоживания [249].
Сулеевская УКПН работала по следующей приведенной тех-
нологической схеме (рисунок 8.1).
Рис. 8.1. Технологическая схема обессоливания нефти на
Сулеевской УКПН без применения пресной промывочной
воды в пределах установки:
1 - групповая замерная установка (ГЗУ); 2 - подача реагента; 3 - первая сту-
пень сепарации; 4 - вторая ступень сепарации; 5 - резервуар предварительно-
го сброса воды; 6 - горячая дренажная вода; 7 - сырьевой насос; 8 - теплооб-
менник; 9 - трубный водоотделитель на ступени обезвоживания; 10 - отстой-
ник ступени обессоливания; 11 - теплообменник блока стабилизации; 12 -
лечь; 13 - стабилизационная колонна; 14 - нестабильный бензин; 15 - подача
пресной воды; 16 - резервуар готовой нефти; 17 - насос товарной нефти.
378
Предварительно разрушенная в системе сбора эмульсия девон-
ской нефти (обводненность 60-80 %) в присутствии реаген-
та-деэмульгатора в количестве 27-30 г/т из групповых установок
поступала на первую ступень сепарации, затем на вторую, а далее -
вместе с теплой дренажной водой, сбрасываемой из отстойников
установки, в сырьевые технологические резервуары для предвари-
тельного сброса основного объема пластовой воды. Из технологи-
ческих резервуаров нефть с остаточным содержанием воды 1-2 %
сырьевыми насосами, на прием которых дополнительно подавался
реагент-деэмульгатор из расчета 7-8 г/т нефти, через теплообмен-
ники вводилась в трубный водоотделитель, установленный на сту-
пени обезвоживания вместо вышедших из строя объемных гори-
зонтальных отстойников. Установка состояла из двух одинаковых
блоков производительностью по 300 м3 нефти. В теплообменниках
эмульсия нагребалась до температуры 55-60 °C. В трубном водоот-
делителе (по одному на каждом блоке) осуществлялось обезвожи-
вание нефти, т.е. сброс отделившейся от нефти воды и отбор обез-
воженной нефти с остаточным содержанием воды в пределах
0,3—0,5 % (Re = 10000, скорость движения 0,12 м/с, время движе-
ния 14 мин). Дренажная вода из трубных водоотделителей направ-
лялась на узел предварительного сброса в трубопровод перед сырь-
евыми технологическими резервуарами. Обезвоженная нефть из
трубного водоотделителя поступала в два последовательно рабо-
тающих шаровых отстойника ступени обессоливания нефти объе-
мом по 600 м3. Пресную промывочную воду на ступени обессоли-
вания не применяли. В коммуникационных трубопроводах в ин-
тервале «ступень обезвоживания - ступени обессоливания нефти»
осуществлялось дополнительное разрушение бронирующих обо-
лочках на части глобул пластовой воды, уцелевших на ступени
обезвоживания, столкновение, слияние и их укрупнение. При этом
качество нефти после ступени обезвоживания характеризуется ос-
таточным содержанием воды в пределах 0,1-0,2 % и солей -
40-^70 мг/л. Затем нефть через теплообменник, печи и блок стаби-
лизации направляется в товарные резервуары. Для отмывки остав-
шихся солей в трубопровод (интервал «установка-товарный парк»)
подавалась пресная промывочная вода всего лишь в количестве
1-2 %. После сброса отделившейся воды из резервуаров обессо-
ленная нефть сдавалась нефтепроводному управлению по высшей
379
категории качества. Дренажная вода из сырьевых и товарных тех-
нологических резервуаров направлялась на очистку.
За счет внедрения новой технологии на Сулеевской УКПН
снизился расход пресной промывочной воды с 15 до 1,5 % из рас-
чета на объем обрабатываемой нефти, то есть в 10 раз. При этом
содержание солей в нефти после ступени обессоливания с 250 мг/л
уменьшилось до 40 мг/л. Увеличение этих показателей было дос-
тигнуто, как отмечалось ранее, за счет глубокого разрушения
эмульсии в трубопроводах и удаления солей по схеме замещения
[249].
8.4. ИСПОЛЬЗОВАНИЕ ВОДЫ, ПРИМЕНЯЕМОЙ
ПРИ ОХЛАЖДЕНИИ САЛЬНИКОВ НАСОСОВ,
ДЛЯ ОБЕССОЛИВАНИЯ НЕФТИ
На объектах подготовки нефти для обессоливания нефти ис-
пользуется пресная техническая вода в количестве от 3 % до 15 %
от объема обрабатываемой нефти. С целью снижения расхода пре-
сной промывочной воды в технологических процессах обессолива-
ния нефти институтом ТатНИПИнефть исследовалась возможность
использования воды для этих целей из других источников - на
примере обезвоживания нефти Азнакаевской УКПН-1 с содержа-
нием в ней воды в пределах 0,12-0,4 % и солей -70-300 мг/л.
Для промывки нефти использовалась оборотная вода, отби-
раемая из лотков после охлаждения сальников нефтяных насосов
(содержание КВЧ - 10-32 мг/л, нефтепродуктов - 4,3-189 мг/л) и
после бензиновых насосов (содержание КВЧ - 10-14 мг/л, нефте-
продуктов - 4,6-5,8 мг/л). Пробы нефти (температура - 50 °C) с
введенной в них промывочной водой в количестве от 1 до 10 %
подвергались перемешиванию на мешалке с 60 двойными ходами в
минуту в течение 10-20 минут и затем ставились на отстой в водя-
ной бане в течение 2 часов при температуре 50 °C, соответствую-
щей температуре нагрева нефти на установке. При этом контроли-
ровалась кинетика отделения воды от нефти через каждые 15 ми-
нут. Параллельно на отстой при этой же температуре ставились
контрольные пробы обезвоженной нефти без использования про-
мывочной воды. После разделения воды и нефти в последней опре-
делялось остаточное содержание воды и солей. Анализ полученных
данных свидетельствует о том, что при использовании оборотной
380
воды, применявшейся для охлаждения сальников насосов, возмож-
но получение вполне удовлетворительных результатов. Так, при
использовании промывочной воды в количестве 1-5% по отноше-
нию к объему нефти была получена нефть с остаточным содержа-
нием в ней воды и солей в среднем 0,15% и 70 мг/л соответственно.
При работе установки в обычном для ее режиме (расход пре-
сной промывочной воды составляет 3-5 %) нефть на выходе из от-
стойников ступени обессоливания характеризовалась остаточным
содержанием воды и солей в среднем 0,1 % и 75 мг/л соответствен-
но. Контроль за кинетикой отделения воды от нефти показал, что
основная масса воды отделяется от нефти, в основном, уже через
30-45 минут.
Из вышеизложенного следует, что вода, используемая для ох-
лаждения сальников насосов, может быть повторно использована в
технологическом цикле подготовки нефти путем добавки ее к пре-
сной промывочной воде с целью экономии последней.
8.5. ПОВЕДЕНИЕ ЭМУЛЬСИИ ПРИ НАЛОЖЕНИИ
ЭЛЕКТРИЧЕСКОГО ПОЛЯ
Практика показала, что воздействие высокочастотного элек-
трического поля на эмульсию воды в нефти к существенному улуч-
шению режима работы установок и качества полученной при этом
продукции не приводит. По этой причине на многих действующих
установках электрическая часть была отключена, а на вновь
введенных в эксплуатацию в работу не включалась. Положитель-
ный опыт работы ПЧ на Бавлинской установке дал надежду на
расширение этого способа воздействия на эмульсию в качестве до-
полнительного средства интенсификации процесса.
Известно, что эффективность действия электродегидратора за-
висит не только от времени пребывания глобул воды в электриче-
ском поле, его напряженности, скорости потока и т.д., но и от та-
ких факторов, как форма электродов и их взаимное расположение.
Выбор рациональной формы и расположение электродов наряду с
другими факторами обусловливаются характером поведения гло-
бул воды в поле при их большой концентрации в рабочем объеме
нефти [250].
Исследования были осуществлены с целью изучения поведе-
ния большого количества глобул воды натуральной эмульсии, раз-
381
бавленной трансформаторным маслом, в полях промышленной
частоты и постоянного тока.
Для этого эмульсия, отмытая от нефти петролейным эфиром,
вводилась в кювету с плоскопараллельными стенками, куда поме-
щались два электрода из платины на расстоянии 5 мм друг от дру-
га. Это позволило с помощью выпрямителя на 1000 в получить на-
пряженность поля порядка 2000 в/см. Поле между электродами
рассматривалось в микроскоп при общем увеличении 120-140 раз.
Сблокированная с микроскопом фотонасадка позволила получить
микрофотографии, характеризующие поведение глобул воды как в
отдельные моменты, так и в целом в процессе опытов. Напряжение
ПЧ подавалось прямо из сети, а постоянный ток получали с помо-
щью выпрямителя. Минимальное напряжение, подаваемое на элек-
троды, на которое реагировали капельки взвешенной между ними
воды, оказалось равным 150 в [250].
Время формирования цепочек из глобул воды в условиях ис-
следований определялось в 1-2 мин. Было отмечено, что в строи-
тельстве цепочек принимают участие не все взвешенные в объеме
глобулы, если напряжение подавалось только один раз. На основе
этих данных был сделан вывод о том, что применение каскадного
воздействия поля на эмульсию при меньших напряженностях в ка-
ждом каскаде должно привести к лучшим результатам, чем при од-
нократном воздействии поля большой мощности. В этом случае
охват воздействием поля глобул воды окажется большим.
Исследование при постоянном токе. До подачи напряжения
глобулы эмульсии разных размеров относительно равномерно рас-
пределены по всему полю. По достижении минимального напря-
жения глобулы , воды приходят в движение и образуют цепочки
между электродами. Часть цепочек представляет собой сплошные
водные «каналы» между электродами [250], а некоторые из них
образуют структуру, напоминающую бусы. При снижении напря-
жения картина не изменяется, зато при его увеличении глобулы
воды в движение не приходят до тех пор, пока напряжение не пре-
высит имевшего место ранее. Однако, с течением времени это яв-
ление исчезает и капли воды начинают сразу же реагировать на
напряжение при его появлении. Образующиеся цепочки ориенти-
руются преимущественно вдоль силовых линий, однако, испыты-
вая влияние окружающих их отдельных глобул и цепей, совершают
382
колебательное движение в направлении, перпендикулярном к си-
ловым линиям [250],
Некоторые цепи имеют ответвления, расположение которых в
пространстве систематизации не поддается. Осуществление опытов
почти во всех случаях сопровождалось (начиная с 165 в/см) интен-
сивным выделением газа, возникающего на электродах, что в зна-
чительной мере мешало коалесценции капель. Причем, с увеличе-
нием напряжения интенсивность выделения газа возрастала.
При напряженности поля порядка 170 в/см капли приходили в
интенсивное движение и образовывали четко различаемые цепоч-
ки. Некоторые слившиеся капли имели очень большие размеры.
При повышении напряженности до 400-500 в/см размеры капель
все время увеличивались. Некоторые капли содержали в себе кри-
сталлы солей.
В другой серии опытов оказалось, что подача напряжения 50 в
на электроды к существенному изменению картины в поле зрения
микроскопа не привела. При напряженности в 200 в/см было отме-
чено начало формирования цепочек, а при возрастании ее до
400 в/см цепочки стали разрушаться за счет отделения «хвостов»,
наиболее удаленных от положительного электрода.
Отделившиеся части цепочек приближались к положительно-
му электроду и закреплялись на нем. Повышение напряженности
до 500 в/см к существенному изменению картины не привело. Ос-
новные перемещения глобул к этому времени уже завершились,
хотя отдельные группы глобул продолжали двигаться с большой
скоростью в направлении к положительному электроду. Интенсив-
ное слияние осевших на электроде капель и цепочек имело место
при напряженности поля порядка 1000 в/см. Слияние капель со-
провождалось разрядами, которые регистрировались соответст-
вующими приборами. Через 3-5 мин слияние глобул практически
прекратилось, а при напряженности в 1200 в/см произошло объе-
динение в цепочки очень мелких глобул воды.
В третьей серии наиболее интересные явления заключались в
том, что при напряженности поля 600 в/см группы цепочек, со-
стоящих из очень мелких капелек воды, перезаряжаясь, периодиче-
ски притягивались и отталкивались от электрода до тех пор, пока
они, не слившись с другими такими же мелкодисперсными цепоч-
ками, не отрывались от положительного электрода и двигались в
направлении отрицательного. Периодически простое отталкивание
383
сменялось бурными выбросами целых гроздей глобул, которые в
основной своей массе затем возвращались на электрод. При мень-
ших напряженностях таких выбросов не отмечалось. В ряде случа-
ев колебательные движения около электродов сопровождались пе-
ремещением их вдоль образующей.
Наблюдения за отрицательным электродом показали, что про-
цессы, протекающие здесь, аналогичны тем, которые имели место
и на положительном. Скорость движения крупных глобул намного
больше таковой для мелких частиц. При встрече глобул во время
их движения к отрицательному электроду происходит их слияние,
которое протекает тем быстрее, чем выше напряженность поля.
Исследование при переменном токе (ПЧ). Общее увеличе-
ние микроскопа при осуществлении опытов соответствовало 160.
Приборы использовались те же самые, что и в первой группе опы-
тов, за исключением выпрямителя.
В первой серии опытов при подаче напряжения глобулы воды
начинали двигаться при несколько большей напряженности, а
именно при 340 в/см. Повышение напряжения сопровождалось
усилением движения частиц, которое при напряженности поля 600-
800 в/см приводило к интенсивному слиянию взвешенных в потоке
частиц. Отмечено, что на одном из электродов возникла единичная
очень крупная капля, которая сама сформировалась из нескольких
маленьких и играла роль центра слияния радиально направленных
к ней нескольких цепочек из мелких глобул. Повышение напря-
женности поля до 800 в/см и выше к существенному изменению
структуры эмульсии не привело [250].
Во время второй серии опытов движение глобул воды и об-
разование цепочек было отмечено при напряженности поля в
160 в/см. На нижнем электроде возникли цепочки, которые за 1
мин своего существования удлинялись почти в два раза.
Формирование цепочек и слияние отдельных глобул продол-
жалось и при повышении напряженности поля до 400 в/см и выше,
но общее число слияний уменьшилось. При напряженности поля в
800 в/см цепи сливаются между собой, образуя при этом на элек-
тродах крупные капли. Поддержание напряженности на этом уров-
не в течение нескольких минут к изменению картины не привело.
В третьей серии опытов существенный интерес представляли
собой результаты исследований, выполненных при высокой на-
пряженности поля. При подаче напряжения на электроды в 1 кв,
384
которое поддерживалось в течение 10 мин, как и в предыдущих
случаях, сформировавшиеся цепочки и отдельные глобулы слива-
лись друг с другом. После снятия напряжения цепочки, сформиро-
ванные из глобул различной величины, падали на нижний элек-
трод. .
При напряженности поля 3000 в/см отмечались выбросы и
«взрывы», которые наблюдались в поле постоянного тока при зна-
чительно меньших напряженностях (около 600 в/см). После 10 мин
обработки эмульсии полем постоянного тока в ее объеме остались
только очень мелкие глобулы. Остальные слились друг с другом и,
образовав крупные капли, были выведены из потока.
В результате установлено, что при наложении электрического
поля (как постоянного, так и переменного тока) находящиеся в
объеме свежеприготовленной эмульсии глобулы воды движутся к
электродам, формируя цепочки и сливаясь друг с другом при нор-
мальной температуре даже без добавления деэмульгатора.
Поведение отдельных глобул в объеме свидетельствует о су-
щественном их влиянии друг, на друга, выражающемся, в частно-
сти, в том, что крупные капли служат центрами сосредоточения
более мелких, которые, сливаясь друг с другом, впоследствии вхо-
дят в состав крупных.
При кратковременном пребывании эмульсии в поле даже
большой напряженности (до 300 в/см) не все глобулы охватывают-
ся его влиянием. После снятия поля в течение небольшого проме-
жутка времени оставшиеся в объеме капли на его появление в пер-
вое время не реагируют, однако, через несколько минут такая спо-
собность обнаруживается, и не слившиеся ранее капли начинают
объединяться в цепочки и друг с другом.
Периодическая (каскадная) обработка эмульсии полем приво-
дит к более глубокому извлечению воды из нефти, чем
единовременное воздействие поля большой мощности.
8.6. ОБЕССОЛИВАНИЕ СЕРНИСТОЙ НЕФТИ С ПРИМЕНЕНИЕМ
ЭЛЕКТРОДЕГИДРАТОРОВ
Наиболее эффективным способом разрушения нефтяных
эмульсий, в том числе и нефтей угленосного горизонта, является
совмещение процессов укрупнения капель воды в нефти в трубо-
проводах промысловой системы сбора под воздействием гидроди-
385
намических эффектов. С учетом этого сернистые нефти угленосно-
го горизонта Ромашкинского месторождения обезвоживают на
термохимических установках, работающих по совмещенной техно-
логической схеме. При этом за счет глубокого обезвоживания то-
варная сернистая нефть после УПН характеризуется содержанием
воды (следы - 0,2%), солей 100-300 мг/л. В качестве отстойных
аппаратов на ступенях обезвоживания и обессоливания применяют
напорные герметичные емкости объемом 200 м3 с распределенным
нижним вводом и точечным верхним отбором [251].
Более глубокое обезвоживание этих нефтей с использованием
пресной промывочной воды из расчета 8-12% ограничивается уси-
лением коррозионных процессов и высоким остаточным содержа-
нием пресной воды в нефти из-за возникновения прочных брони-
рующих оболочек на поверхности капли из тонкодисперсных час-
тиц сульфида железа. Проверка принципиальной возможности по-
вышения глубины обессоливания сернистой нефти по совмещен-
ной технологической схеме с применением на ступени обессолива-
ния электродегидраторов типа 1ЭГ-160 была осуществлена на Ку-
акбашской УПН НГДУ Лениногорскнефть. Технологическая схема
Куакбашской УПН приведена на рисунке 8.2.
В период исследований, согласно разработанной схеме, газо-
водонефтяная эмульсия с содержанием воды более 64 %,,разру-
шенная в присутствии деэмульгатора 2 (расход 90-100 г/т) в техно-
логическом трубопроводе 5 системы сбора и транспорта, поступала
в концевой делитель фаз (КДФ) 6, который состоял из трубы диа-
метром 1 м, длиной 100 м. Предварительно расслоенный и разгази-
рованный поток нефти из КДФ направлялся через сепаратор 7,
счетчик 8 и каплеобразователь 9 (D = 600 мм, I = 80 м) в отстойни-
ки предварительного сброса 10. Нефть.после частичного сброса
воды при t = 5-7 °C с остаточным содержанием ее 15—20 % из бу-
ферной емкости сырьевыми насосами 12 откачивалась через тепло-
обменники 13, печь 14 и горячую ступень сепарации 15 в отстой-
ники термохимического глубокого обезвоживания 16. На прием
сырьевого насоса вводили деэмульгатор 5-10 г/т. Температура
нефти после гурьевских печей составляла 50-54 °C, в отстойниках
.. 42-:-44 °C.
Перед электродегидраторами 18 в поток обезвоженной нефти
через смеситель 17 вводили 1,5-4-% пресной воды к объему обра-
386
батываемой нефти. Температура пресной воды составляла 7-10°С.
Смеситель выполнен из двух трубок диаметром 50 мм, направ-
ляющих потоки пресной воды в объеме нефти навстречу друг дру-
гу под давлением 1,5 МПа. Опресненная дренажная вода по выходе
из электродегидраготов подавалась на прием сырьевого насоса 12.
Обессоленная сернистая нефть после электродегидраготов 18 на-
правлялась через теплообменники 13 в буферную емкость 19 и то-
варными насосами 20 откачивалась на головные сооружения.
Обессоленная нефть 20 _—
на головные сооружения4-' '-------'
(-----Дренажная вода
V *на очистку
Рис. 8.2. Технологическая схема Куакбашской установки подготовки
сернистой нефти:
1-скважина; 2-деэмульгатор; 3-групповая замерная установка (ГЗУ); 4- до-
жимная насосная станция (ДНС); 5-технологический трубопровод; 6-концевой
делитель фаз; 7-сепаратор; 8-счетчик сырья; 9-каплеобразователь;
10-отстойник предварительного сброса; 1 l-буферная емкость; 12-сырьевой
насос; 13-теплообменник; 14-печь; 15-горячая ступень сепарации;
16-отстойник термохимического глубокого обезвоживания; 17-смеситель;
18-электродегидратор; 19-буферная емкость; 20-аварийный насос; 21-насос
дренажной воды.
В результате создания совмещенной системы сбора, транспор-
та и подготовки нефти на Куакбащской площади стало возможным:
- нейтрализовать «вредную» работу трубопроводов по форми-
рованию стойких эмульсий за счет введения деэмульгатора на ГЗУ
иДНС;
- снизить вязкость транспортируемой системы;
- предварительно разгазировать нефть на конечном участке
трубопровода увеличенного диаметра до поступления продукции
скважин в сепаратор;
387
- разрушить бронирующие оболочки на каплях пластовой во-
ды;
- укрупнить капли в трубопроводах и расслоить поток на
нефть и воду перед отстойниками предварительного сброса.
За счет использования в технологических целях трубопрово-
дов промысловых систем сбора и транспорта стали направлять в
технологические аппараты глубокоразрушенную эмульсию. В свя-
зи с ростом количества поступающей на УПН жидкости и перегру-
женностью отстойников предварительного сброса содержание во-
ды в нефти после нулевой ступени в период исследований состави-
ло 17-20 %. Было исследовано пять технологических режимов ра-
боты УПН (табл. 8.6). При работе УПН по каждому из пяти режи-
мов качество глубокообезвоженной нефти после отстойников 1
ступени характеризовалось содержанием воды не более 0,19-
0,23 %, солей 250-350 мг/л, что свидетельствует о глубоком раз-
рушении эмульсии в промысловой системе сбора. В отстойниках II
ступени обезвоживания вода практически не сбрасывалась, но за
счет укрупнения мелких капель соленой пластовой воды и перехо-
да их в дренаж содержание солей в нефти снижалосьь до 140-240
мг/л (первый режим). Обработка этой же нефти на III ступени
(электродегидраторы с отключенным полем, пресная вода не пода-
ется) позволила уменьшить содержание солей в нефти до 110-
190 мг/л (второй режим), при включенном поле без подачи воды
содержание солей в нефти после электродегидраторов составляло
105-190 мг/л (третий режим). Отсюда следует, что включение
электрического поля без введения в поток нефти пресной воды,
формирующей в нефти нестойкую эмульсию, оказывается беспо-
лезным (третий режим).
Практический интерес представляют результаты исследований
по определению глубины обессоливания сернистой нефти с приме-
нением промывочной воды при низких ее расходах (1,5-4 %). При
отключенном электрическом поле (четвертый режим) остаточное
содержание воды в нефти составило 0,3-1,2 % и солей 80-120 мг/л.
Повышенное содержание остаточной воды в обессоленной нефти
(более 1 %) объясняется тем, что глобулы пресной воды из-за не-
большой разности плотностей (пресной воды и нефти) не успевали
за 40 мин отстояться в аппаратах и перейти в состав дренажа, хотя
388
Таблица 8.6
Вариант Содержание в нефти после Примечание
предва- ригель- ного сброса (нулевая ступень) воды, % обезвоживания обессоливания
1 ступени II ступени III ступени (электродегидратор)
воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л
1 2 3 4 5 6 7 8 9
Термохимическое обез- воживание в три ступе- ни (включая нулевую) 14—21 18,6 0,1-0.3 0,19 П 250-350 300 ервый режим 0,04-0,12 0,07 140-240 170 — Содержание воды в сырье 64,4 %, температура неф- ти после печи 56°С, пресная вода не подается
Термохимическое обез- воживание в четыре ступени (включая нуле- вую) 17-22 17,2 0,1-0.32 0,23 В 260-360 300 торой режим 0,03-0,12 0,06 140-240 172 0,03-0,15 0,04 110-190. 131 Электрическое поле отключено, пресная вода не подается
Термоэлектрохимиче- ское обезвоживание в четыре ступени (вклю- чая нулевую) 18-22 20,2 0.1-0,3 0,23 Т 160-320 180 эетий режим 0,03-0,13 0,08 120-250 166 0,04-0,43 0,05 105-190 145 Электрическое поле включено, пресная вода не подается
Продол жене таблицы 8.6
1 2 3 4 5 6 . 7 - 8 9
Термохимическое обез- Чет вертый режи м Электрическое
воживание в три ступе- ни (включая нулевую) и обессоливание в одну ступень Термохимическое обез- 15-23 20 0,1-0,31 0.21 П 0,03-0,12 0,13 [ятый режим 120-200 160 0,3—1,2 0,30 80-120 90 поле отключено. Расход пресной воды 2 %. Возврат воды после элек- тродегидратор о в на прием насоса Электрическое
воживание в три ступе- 10-23 0,1-0,36 140-260 0,03-044 120-180 0,04-0,2 50-90 поле включено.
ни (включая нулевую) и термоэлектрохимиче- ское обессоливание в одну ступень 15 0,21 150 0,10 134 0,05 65 Расход пресной воды 2 %. Возврат воды после элек- тродегидраторов на прием насоса
Примечание: Содержание нефти в дренажной воде после отстойника предварительного сброса составляло не более 15-
мг/л. В числителе приведены минимальные и максимальные, а в знаменателе - средневзвешенные значения содержания воды и
солей в нефти.
при том же времени отстоя (первый-пятый режимы) глобулы пла-
стовой воды успевали войти в состав дренажа и содержание ее в
нефти после второй ступени обезвоживания УПН составило
0,06-0,13 %. Глубокое обезвоживание нефти на П ступени объяс-
няется тем, что в промысловых системах сбора и в присутствии
реагента полностью разрушается даже тонкодисперсная часть
эмульсии за счет проявления гидродинамических эффектов. В свя-
зи с ухудшением качества товарной нефти (по содержанию воды)
после УПН промышленные испытания технологии обессоливания
нефти на термохимическом режиме с отключенным электрическим
полем (четвертый режим) были прекращены.
Стабильное содержание солей в товарной нефти менее
100 мг/л было получено при включенном электрическом поле (пя-
тый режим). В период исследований производительность электро-
дегидраторов составила в среднем 150 м3/ч, время отстоя - 40 мин;
ввод обезвоженной нефти осуществляли непосредственно в вод-
ную подушку через распределительное устройство на расстоянии
0,7 м от нижней образующей электродегидратора; напряжение ме-
жду электродами составило 2 кВ, сила тока - 30-40 А. Результаты
исследований глубины обессоливания нефти при включенном
электрическом поле и подаче пресной воды представлены в табли-
це (пятый режим). Из данных таблицы следует, что при стабильной
подаче пресной воды перед электродегидраторами при включен-
ном электрическом поле получают обессоленную сернистую нефть,
содержащую 50-90 мг/л солей, 0,04-0,2 % воды.
Однако необходимо отметить, что при «залповом» возврате на
прием сырьевого насоса стойкой эмульсии после резервуа-
ров-отстойников для очистки воды часто наблюдалось автомати-
ческое отключение электрического поля и резкое ухудшение каче-
ства обессоленной нефти на выходе из электродегидраторов. Так,
при возврате более 300 м3/сут этой нефти содержание солей в то-
варной нефти составляло 170-800 мг/л. Для нормальной работы
Куакбашской УПН подкачка стойкой эмульсии на прием насоса
(после накопления в резервуарах-отстойниках) должна была осу-
ществляться 2-3 раза в неделю из расчета 50—60 м3/сут.
Таким образом, для нормальной работы установок подготовки
нефти (особенно высоковязкой сернистой) необходимо предвари-
тельно глубоко разрушить эмульсию и расслоить поток на нефть и
воду за счет использования промысловых систем сбора еще до по-
391
ступления эмульсии в технологические аппараты. Качество товар-
ной нефти, обезвоженной на термохимической установке по со-
вмещенной технологической схеме характеризуется: содержанием
воды (следы-0,2 %), солей - 100-300 мг/л; применением промы-
вочной воды Ил расчета 1,5-4 % от объема нефти; использованием
электрического поля на ступенях обессоливания. Эксплуатация Ку-
акбашской установки подготовки сернистой нефти, работающей по
совмещенной схеме, позволила получить товарную нефть с содер-
жанием 50-90 мг/л солей и 0,04-0,2 % воды.
8.7. ПОВЫШЕНИЕ ЭФЕКТИВНОСТИ РАБОТЫ
ЭЛЕКТРОДЕГИДРАТОРОВ С ПРИМЕНЕНИЕМ
ГИДРОДИНАМИЧЕСКИХ ЭФФЕКТОВ
Индустриализация сооружений объектов промысловой подго-
товки нефти путем применения блочного автоматизированного
оборудования, изготовляемого на заводах, в принципе позволяет
эффективно решать многие проблемы, связанные с промысловым
обустройством, в частности: снижение капиталовложений, метал-
лоемкости, уменьшение размеров технологических площадок и т.д.
Однако эти вопросы могут быть решены лишь в том случае, если
выпускаемые отстойные аппараты обладают высокой удельной
производительностью и обеспечивают получение нефти высокого
качества.
На Чишминской установке подготовки нефти АО «Татнефть»
были осуществлены промысловые исследования по определению
производительности электродегидраторов типа «Марско» .в блоке с
промысловой системой нефтегазосбора, каплеобразователем и дру-
гими устройствами и достигаемой при этом степени обессоливания
нефти по данным «ходовых анализов». Общая цель исследований -
оценка возможности получения обессоленной нефти с содержани-
ем солей до 30 мг/л в две электрические ступени «сходу» при по-
вышенной производительности аппаратов. В период исследований
сбор и подготовка нефти осуществлялись по следующей техноло-
гической схеме (рисунок 8.3). Эмульсия на Чишминскую УПН по-
ступала с групповых установок Ташлиярской площади Ромашкин-
ского месторождения четырьмя потоками, подключаемыми перио-
дически. Средняя обводненность нефти в период испытаний со-
ставляла 32-34 %.
392
Рис. 8.3. Технологическая схема ТХУ при Чишминском товарном парке
1-скважина; 2-ГЗУ; 3-реагент; 4—II ступень сепарации; 5-технологический резервуар;
6-буферный резервуар; 7-насос; 8-печь; 9-электродегидратор; 10-подача пресной воды
через смеситель; 11-двухсекционный каплеобразователь; 13-горячая ступень сепарации;
14-технолог ический резервуар; 15-буферный резервуар; 16-ЖБР-10000 Азнакаевской
НПС.
Физико-химическая характеристика безводной нефти: удель-
ный вес - 0,85 г/см3, кинематическая вязкость при 20 °C - 17,2 сст,
содержание смол -25,2%, асфальтенов - 3,15 %, парафинов-
5,0 %, серы - 1,6 %. Пластовая вода: плотность - 1,14 %, общая
минерализация - 200 г/т.
Деэмульгатор сепарол 5084 вводился в систему сбора на 8
групповых установках из 30 действующих в количестве 20 г/т то-
варной нефти [143]. Постепенно расход реагента снижался до 9 г/т.
Обработанная реагентом эмульсия поступала в резервуар предва-
рительного сброса воды РВС-5000, а затем - в буферный резерву-
ар, из которого направлялась на прием сырьевого насоса и далее
прокачивалась через печь нагрева (Унифлюкс), каплеобразователь
[145] и два последовательно работающих электродегидратора
«Марско».
Максимальная производительность установки по товарной
нефти составляла 3,5 млн.т/год и была ограничена допустимым ра-
бочим давлением на электродегидраторах 6 кг/см2. Результаты ис-
пытаний электродегидраторов без средств интенсификации (но в
блоке с системой нефтегазосбора) приведены в таблице 8.7.
393
О 04 СЛ 4^ Ml Ю >— л p д io* io1
Ml Ml Ml Ml СЛ Ml Mi о о о о о о о о о о о о о о Производительность, м3/ч
СЛ LA LA LA LA LA LA на ГУ Удельный расход реагента
Ml M> Ml L1J Ml Ml M на установке
00 00 00 oo 00 ° ° I ступени Напряжение на электродах
Ю IO ю м м ю Ю LA LA LA LA LA LA II ступени
Ю KJ KJ to to to to Температура нефти в электродегидраторе, °C
Ji 4i Д Расход промывочной воды,% объемных
О О JO О О p JO oo L oo oo oo Lj L । воды, сырье Содержание в нефти
>—* — ui i— —• -о сл — о -pi -£- 00 04 UJ w о о о Ml 40 04 04 о о о солей, мгл -
р р р р р , о ГО to — to . io V V — -О 00 -о 'Л ** воды, % 1 U i I ступень
UJ Ml 4S. 4S- Ю 40 (54 00 40 00 О 04 00 Ml Ю О СЛ СЛ 40 О солей, мгл
р р р р р р р to “>-• to to Ml Ml Ml Js. OO ►— 4s. о О СЛ воды, % ; Пступень
io 4}.. о й S 4s. >1 >—< -4; CO UJ QQ солей, мгл 1 1
Т абл и ц а 8.7
В период предварительных испытаний было установлено сле-
дующее:
- использование промысловых систем сбора в технологиче-
ских целях приводит к глубокому разрушению эмульсии и ее обез-
воживанию до 0,5-1,5 % на объекте предварительного сброса (тех-
нологические резервуары) при температуре 20 °C, однако, даже при
такой обработке сырья и принятой технологии процесса, примене-
ние электрического поля в две ступени не обеспечивало получения
обессоленной нефти до 30 мг/л «сходу», в связи с чем потребова-
лось дополнительное введение деэмульгатора на прием сырьевого
насоса и изменение других технологических параметров;
- повышение напряжения на электродегидраторе второй сту-
пени с 20 до 25 кв также не оказало заметного влияния на степень
обессоливания.
Вместе с тем было обнаружено, что прекращение подачи дре-
нажной воды на прием сырьевого насоса приводит к существенно-
му ухудшению процесса обессоливания.
В связи с этим были осуществлены работы по подбору опти-
мального режима работы диспергатора: перепад давления установ-
лен - 11 кг/см2, а расход промывной воды - 4,1-4,4 %.
В результате последующих исследований было установлено,
что обессоленная нефть со средним содержанием воды 0,17 %, со-
лей 28 мг/л может быть получена при следующих режимных пара-
метрах и использованных технических средствах:
- содержание воды в нефти после предварительного сброса -
1,1-1,2;
- производительность (по товарной нефти) - 3,3-3,4 млн.т/год;
- температура обработки на ступени обессоливания -38-39 °C;
- расход реагента сепарол 5084 в систему сбора - 20 г/т, на
прием насоса - 12-13 г/т;
- расход промывной воды - 4,3-4,5 %;
- ввод воды через перфорированную вставку и смешение на
смесительной задвижке при перепаде давления 0,3 кг/см2.
Качество нефти, соответствующее среднему содержанию воды
0,21 %, солей 29 мг/л, при колебаниях соответственно воды
0,1-0,7 % и солей 12-46 мг/л, было также достигнуто при идентич-
ных показателях технологического режима и с использованием
вместо смесительной задвижки линейного двухсекционного капле-
образователя длиной 260 метров.
395
Заданное качество обессоленной нефти по содержанию воды
(0,18 %) и солей (29 мг/л) при повышенном содержании воды в сы-
рье (6 %), большая часть которой существует в потоке в свободном
виде, было достигнуто также при следующем технологическом ре-
жиме и использованных технических средствах:
- производительность (по товарной нефти) - 3,5 млн.т/год;
- температура обработки на ступени обессоливания - 40 °C;
- расход реагента сепарол 5084 в систему сбора -9 г/т, на при-
ем насоса - 21 г/т;.
- расход промывочной воды - 4,2 %;
-ввод воды через диспергатор Укргипрониинефти при перепа-
де давления 10,5 кг/см2, перепаде на смесительной задвижке
0,25 кг/см2 и включенной массообменной секции линейного капле-
образователя длиной 60 метров.
Установлено также, что при снижении расхода реагента на
прием насоса до 12-16 г/т и при включенных технических средст-
вах - диспергаторе длиной 60 м или диспергаторе и смесительной
задвижке при перепаде давления 0,4 кг/см2 качество обессоленной
нефти, соответствующее содержанию солей до 30 мг/л, не достига-
ется. Отсюда следует, что хотя применение электрического поля и
следует признать положительным, эффективность его низка.
Следующий этап исследований предусматривал изучение сте-
пени обессоливания нефти при отключенном электрическом поле
на первой и второй ступенях. Учитывая высокую степень эффек-
тивности разрушения эмульсии в промысловой системе сбора, рас-
ход реагента на ГУ был увеличен до 20 г/т. Сравнительные резуль-
таты исследований представлены в таблице 8.8.
Режим № 1. Включенный каплеобразователь (/ = 260 м) на
второй ступени; электрическое поле на первой и второй ступени;
расход деэмульгатора СЕ-5084 в систему сбора -20 г/т, на прием
насоса - 17 г/т; расход пресной воды - 3,3 %, производительность
по товарной нефти - 4,3 млн.т/год. При этих параметрах и более
высокой, чем раньше, производительности среднее содержание со-
лей в нефти после электродегидраторов составило 21 мг/л.
Режим № 2. Технологические параметры и технические сред-
ства отличаются от первого режима лишь отключением электриче-
ского поля на второй ступени. Среднее содержание солей в товар-
ной нефти также оказалось невысоким и составило 32 мг/л при не-
396
сколько увеличенном содержании в нефти пресной воды - 0,56 %.
Это свидетельствовало о том, что основная работа по удалению
воды и солей из нефти достигалась применением термохимических
средств.
Режим №. 3. Отличался от первого отключенным электриче-
ским полем на обеих ступенях (первой и второй). Содержание со-
лей в товарной нефти в этом случае возросло и составило 68 мг/л
при остаточном содержании пресной воды в нефти 0,9 %. Отсюда
следует, что при обработке нефти по чисто совмещенной схеме при
производительности на 26 % более высокой, чем в первой серии
исследований, достигается получение обессоленной нефти до
70 мг/л, что удовлетворяло требованиям ГОСТ.
Режим № 4. Отличался тем, что блок работал с отключенными
каплеобразователем и электрическим полем на первой ступени.
Содержание солей в товарной нефти в этом случае оказалось рав-
ным 150 мг/л, воды - 0,28 %.
Т а б л и ц а 8.8
J3 ь о о Д' 7^ cd О О X из е; Напря- жение на электро- дах 5 Й CQ 2 о Содержание в нефти
сырье I ступень II ступень
№№? пп ь S * о Ч о гл S Я ОИЗВОДИТЕ м7ч S. я С S д и С С К м S Я Е", О, 0J Е? е 2 ст.? гей, мгл 3 1ей, мгл 3 _ гей, мгл
С О. С о О о *—t о о о
1 24 580 + + 260 1,4 2850 0,06 38 сл. 21
2 22 580 + — 260 1,5 1600 0,28 42 0,56 32
3 6 575 — — 260 1,5 1300 0,82 287 0,90 68
4 8 580 — + 0 2,4 5030 0,66 581 0,28 150
Весьма интересно сравнить между собой второй и четвертый
режимы. В обоих случаях на одной из ступеней было включено
электрическое поле. Кроме того, на втором режиме использовался
каплеобразователь. Содержание солей в нефти при работе на вто-
ром режиме оказалось в 5 раз меньше, чем на 4-м- режиме. Срав-
нивая результаты 3-го и 4-го режимов, следует обратить внимание
на тот факт, что подключение поля на П ступени (4-й режим) ока-
залось малоэффективным и содержание солей на выходе из аппара-
397
та не удалось снизить менее чем до 150 мг/л, что не удовлетворяло
требованиям ГОСТ 9965-76.
Таким образом, из анализа результатов испытаний различных
вариантов обессоливания нефти с использованием
электродегидраторов «Марско» вытекает следующее:
- степень обессоливания нефти до 30 мг/л «сходу» была полу-
чена при подготовке нефти по совмещенной технологической схе-
ме с одновременным использованием следующих технологических
средств; промысловой системы нефтегазосбора, диспергатора Укр-
гипрониинефти, смесительной задвижки, массообменной секции
каплеобразователя длиной 60 м;
- получение стабильных показателей качества обессоленной
нефти обеспечивается, в основном, глубоким разрушением эмуль-
сии в трубопроводах промысловой системы каплеобразователя и
технологических аппаратах до ее обработки электрическим полем;
- производительность системы при подготовке девонских
нефтей по совмещенной технологической схеме составляет
4 млн.т/год;
- при снижении степени разрушенности эмульсии в промы-
словых трубопроводах (расход реагента 9-12 г/т) производитель-
ность системы снижается на 26 % и составляет 3,4 млн.т/год;
- при отключенном электрическом поле на второй ступени со-
держание солей в товарной нефти составляет 32 мг/л при остаточ-
ном содержании воды в нефти 0,56 %;
- при полном отключении электрического поля содержание
солей в нефти составляет 68 мг/л, что отвечало требованиям ГОСТ
9965-76, но не заданным 30 мг/л;
- работоспособность поля проявляется в условиях глубокого
предварительного разрушения эмульсии термохимогидродинами-
ческими средствами, а при обработке эмульсий средней стойкости
эффективность его резко снижается, при этом содержание солей на
выходе из аппарата возрастает до 150 мг/л
8.8. ГЛУБОКОЕ ОБЕССОЛИВАНИЕ НЕФТИ С РАЗЛИЧНЫМ
СОДЕРЖАНИЕМ БАЛЛАСТА
Качественная подготовка нефти на промыслах и глубокое
обессоливание нефти на нефтедобывающих заводах (НПЗ) перед ее
переработкой имеют важное народнохозяйственное значение. Эко-
398
номический эффект, достигаемый от снижения содержания солей в
перерабатываемой нефти с 40 до 3 мг/л, составляет для заводов
США 75-150 центов на 1 т нефти, а снижение содержания солей с
40 до 5-7 мг/л на отечественных НПЗ позволяет сэкономить (по
данным ВНИИНП) 62 коп. на каждой тонне перерабатываемой
нефти (здесь и далее в ценах 1985 г.).
Долгое время в литературе поддерживалось мнение, что глу-
бокое обессоливание нефти (до 5-7 мг/л) на НПЗ возможно лишь в
том случае, если на промыслах будет осуществляться предвари-
тельное ее обессоливание до 40 мг/л. При большем содержании
солей в поступающей с промыслов нефти добиться глубокого обес-
соливания на заводах считалось невозможным при любом числе
обессоливающих ступеней.
Исследованиями ТатНИПИнефть, выполненными в 1969 г.,
впервые было доказано, что проблема глубокого обессоливания
нефти на НПЗ может быть решена другими, более эффективными
средствами, не требующими для своего осуществления затрат на
строительство дополнительных установок ни на промыслах, ни на
заводах.
Было установлено, что решение этой проблемы достигается:
- использованием гидродинамических эффектов для разруше-
ния наиболее тонкодисперсной части глобул пластовой воды в
процессе перекачки нефти на НПЗ по магистральным трубопрово-
дам;
- обезвоживанием всей добываемой на промыслах нефти ме-
тодами трубной деэмульсации и совершенствованием технологии
подготовки на промыслах, исключающей возможность сохранения
прочных бронирующих оболочек на всех каплях пластовой воды;
- применением метода компаундирования нефтей с различным
содержанием балласта;
- сочетанием этих факторов с совершенствованием техноло-
гии обессоливания нефти на НПЗ.
В таблице 8.9 приведены данные о качестве обессоленной неф-
ти на некоторых НПЗ, достигнутом еще к 1972 г. Как видно из
данных таблицы, содержание солей в сырье отдельных заводов из-
менилось в пределах от 90 до 2200 мг/л. Это, однако, не послужило
препятствием для снижения остаточного содержания солей в неф-
ти на заводских электрообессоливающих установках (ЭЛОУ) до 4
- 17 мг/л.
399
Таблица 8.9
Условные номера заводов Число ступеней Содержание в нефти
до обработки после обработки
воды, % солей, мг/л воды, % солей, мг/л
1 3 0,7 1520 0,2 10
3 3 1,0 1638 0,1 17
3 2 U 2200 0,1 13
4 3 0,2 230 Следы 14
5 3 0,2 497 Следы 12
6 2 1,1 148 0,1 6
7 — 1,0 200 0,1 4
8 — 1,о 250 0,1 8
9 4 Следы 90 0,0 7
10 3 1,0 1200 — 5
И — 1,2 138 0,2 6
В 1973-1974 гг. степень обессоливания нефти на ряде НПЗ
возросла в еще большей мере. Это определялось, в основном, со-
вершенствованием технологии обработки нефти и на промыслах, и
на НПЗ. Некоторое влияние на улучшение качества нефти после
заводских ЭЛОУ оказало снижение минерализации пластовых вод
в результате поставок слабоминерализованных тюменских нефтей,
а также опреснения пластовых вод на месторождениях, разрабаты-
ваемых с применением замкнутого и внутриконтурного заводне-
ний. Из данных табл. 8.10 видно, что содержание солей в смеси
нефтей Татарской и Коми АССР, а также в последнее время - тю-
менской нефти, поставляемой на завод № 3, из года в год снижа-
лось, что свидетельствовало об улучшении качества нефти после ее
обезвоживания на промыслах. Одновременно с этим систематиче-
ски улучшалось качество нефти на выходе заводских ЭЛОУ.
Таблица 8.10
Объекты Содержание солей в нефти, по годам
1966 1967 1968 1969 1970 1971 1972 1973 1974
При поступле-
нии на НПЗ 2600 2700 2500 1800 1400 1300 1030 1200 810
На выходе из:
ЭЛОУ-2 28 22 19,5 16,0 14,0 16,0 14,0 14,0 11,0
ЭЛОУ-АТ-6 — —— — 23 13 10 9,5 7,5 5,5
ЭЛОУ-АВТ-6 — — — — — — 10,5 9,0 6,0
ЭЛОУ-крекинг — — — — — 11,5 7,5
400
Повышение степени обессоливания достигалось и тогда, когда
общее содержание солей в поступающей нефти было наибольшим.
Так, содержание солей в нефти, поступающей на НПЗ в 1967 г., по
сравнению с 1966 г. увеличилось на 100 мг/л, а в обессоленной
нефти снизилось с 28 до 22 мг/л. При увеличении содержания со-
лей в нефти с 1030 мг/л в 1972 г. до 1200 мг/л в 1973 г. качество
обессоленной нефти осталось постоянным и характеризовалось со-
держанием солей в ней, равным 14 мг/л. С другой стороны, сниже-
ние содержания солей в обессоливаемой нефти с 1800 мг/л в 1969 г.
до 1300 мг/л в 1971 г. к повышению степени обессоливания не
привело, и в обоих случаях остаточное содержание солей составля-
ло 16 мг/л. Обращает на себя внимание, что при одинаковом со-
держании солей в обрабатываемой на ЭЛОУ нефти (кроме
ЭЛОУ-крекинг, на которой обрабатывалась ловушечная нефть)
степень обессоливания на них различна (табл. 8.10). Это свидетель-
ствует о том, что на степень обессоливания нефти, в основном,
влияют свойства эмульсии, разрушенность бронирующих оболочек
на глобулах воды и совершенство применяемой технологии.
Некоторые данные о работе ряда ЭЛОУ НПЗ № 3 за 1974 г.
приведены в табл. 8.11, откуда видно, что, несмотря на изменение
содержания солей в сырой нефти в довольно широких пределах,
остаточное содержание в ней после ЭЛОУ колеблется, в основном,
в пределах 4-7 мг/л.
Весьма характерен пример систематического снижения содер-
жания солей в обессоленной нефти на НПЗ № 6 в условиях времен-
ного увеличения их количества в поставляемой на завод нефти
(таблица 8.12).
Таблица 8.12
Годы Плотность ! . ,з нефти, г/см Содержание в сырье Расход деэмуль- гатора, г/т Расход пре- сной воды, % Содержание в обработанной нефти
воды, % солей, мг/л воды, % солей, мг/л
1970 0,863 0,9 164 20 5 0,2 12
1971 0,861 0,7 223 30 10 0,2 7
1972 0,860 0,4 384 16 10 0,1 6
1973 0,856 0,5 541 16 10 0,2 3
401
Таблица 8.11
периода угалам ЭЛОУ-2 ЭЛОУ-А1-6 ЭЛОУ-АВТ-6 ЭЛОУ-ТКР
сырая нефть обессоленная сырая нефть обессоленная сырая нефть обессоленная сырая нефть обессоленная
нес )ТЬ не< )ТЬ нес )ТЬ нес )ТЬ
св ьс X Е— CJ X О- 1 по квар соль, вода, соль, вода, соль, вода, соль, вода, соль, вода, соль, вода, соль, вода, соль, вода.
Е- Е- мг/л %об. мг/л %об. мг/л % об. . мг/л % об. мг/л % об. мг/л % об. мг/л % об. мг/л % об.
сб CL ю й
X
I 1095 1,3 13,1 0,13 913 2,1 5,1 . 0,17 1030 2,4 6,4 0,16 — 7,7 0,27
II 826 0,93 11,5 0,10 752 2,0 4,9 0,16 831 1,2 6,3 0,14 757 1,9 7,0 0,21
III 459 0,7 10,4 0,10 456 1,3 5,2 0,10 478 0,74 6,1 0,10 — — 5,6 0,26
IV 556 0,8 9,3 0,12 706 1,5 7,1 0,13 645 1,07 7,0 0,08 739 1,1 10,2 0,17
оо S о X 734 0,94 НД 0,11 707 1,7 5,5 0,14 746 1,3 6,4 0,12 — — 7,6 0,23
ез <u Cl. О о\
CQ
Из таблицы 8.12 видно, что остаточное содержание солей в
обессоленной на ЭЛОУ нефти из года в год снижалось, хотя коли-
чество солей в исходной нефти за этот же период систематически
возрастало. Это убедительно свидетельствует о том, что примене-
ние на заводах более эффективной технологии и повышение степе-
ни разрушенности бронирующих оболочек на глобулах пластовой
воды за счет улучшения обработки нефти на промыслах позволяет
решить проблему глубокого ее обессоливания на НПЗ (до 3 мг/л)
при содержании солей в исходной нефти до 540 мг/л и выше.
При обессоливании в 1974 г. на ЭЛОУ АВТ-6 нефти с содер-
жанием солей от 25 до 266 мг/л остаточное содержание солей в ней
изменилось незначительно и составило в среднем 2,3 мг/л (таблица
8.13). Следует, однако, отметить, что при обработке на
ЭЛОУ-АТ-8 предварительно обессоленной на промыслах нефти с
содержанием солей от 24 до 78 мг/л была получена глубоко обес-
соленная нефть, содержащая не 5-7 мг/л, как это ожидалось в соот-
ветствии с прежними представлениями, а 1,9 мг/л. В связи с этим
коррозия аппаратуры на НПЗ № 6 была резко снижена, установки
работали в среднем 1,5 года без остановок для ремонта.
Таблица 8.13
Месяцы ЭЛОУ-АТ-8 ЭЛОУ-АВ1 р-6
сырая нефть обессоленная нефть сырая нефть обессолен- ная нефть
плот- ность, г/см3 соли, мг/л вода, % соли, мг/л плот- ность, г/см3 вода, % соли, мг/л вода, % соли, мг/л
Январь 0,864 78,5 0,04 2,2 0,860 0,27 61 0,11 2,2
Февраль 0,868 30,7 0,03 2,8 0,861 0,23 25 0,13 3,2
Март 0,872 30,3 0,03 2,9 0,860 0,19 48 0,13 3,3
Апрель 0,870 28,2 0,01 2,1 0,856 0,25 61 0,13 2,4
Май 0,860 24,1 0,02 1,7 0,855 0,42 266 0,11 2,4
Июнь 0,852 26,0 0,02 1,6 0,857 0,25 53 0,07 2,0
Июль 0,859 41,9 0,03 1,7 0,858 0,30 78 0,06 2,0
Август В сред- нем за 0,856 27,0 0,02 1,8 0,858 0,57 100 0,09 2,0
1974 г. ' 0,864 36,4 0,02 1,9 0,858 0,27 86 0,12 2,3
Наряду с глубоким обессоливанием нефти на НПЗ № 6 эффек-
тивно решена проблема снижения потерь углеводородов и расхода
403
пресной промывочной воды за счет использования при обессоли-
вании отработанной воды и конденсата, сбрасываемых в различных
технологических узлах и объектах АВТ. В соответствии с расчета-
ми специалистов завода, общий объем обработанной воды, кото-
рый может быть использован на ЭЛОУ-АВТ-6, превышает по-
требность в воде, необходимой для промывки солей, и составляет
более 1 млн.м3 в год. Использование отработанной воды для обес-
соливания нефти привело не только к сокращению расхода пресной
воды, но и к возвращению в переработку содержащихся в ней неф-
тепродуктов, что уменьшило общие потери нефти, имевшиеся ра-
нее на очистных сооружениях от 2,3 % в 1970 г. до 0,45% в 1974 г.
й улучшило состояние окружающей среды.
Систематически снижалось содержание солей в нефти, постав-
ляемой и на другие заводы. За период с 1971 по 1974 гг. на НПЗ
№2, перерабатывающем смесь ромашкинских и нефтей Коми
АССР, содержание солей в нефти после ЭЛОУ-2 было снижено с
23 до 9 мг/л при уменьшении содержания солей в сырой нефти от
1738 до 1200 мг/л.
На НПЗ № 10, обрабатывающем нефти Башкирии (в последнее
время и тюменские), обессоливание нефтей до 7 мг/л солей оказа-
лось достигнутым в 1973 г. при содержании солей в исходной неф-
ти 270 мг/л, а в 1974 г. остаточное содержание солей было снижено
даже до 4 мг/л (таблица 8.14).
Таблица 8.14
Годы Содержание солей, мг/л Годы Содержание солей, мгл
до обработки после обработки до обработки после обработки
1964 3020 135 1968 1050 24
1962 4500 100 1969 760 25
1963 4800 52 1970 750 20
1964 3200 37 1971 390 18
1965 2500 38 1972 256 8
1966 1500 28 1973 270 7
1967 1900 25 1974 240 4
Аналогичная картина сложилась при обессоливании на заво-
дских ЭЛОУ НПЗ № 5 мангышлакских, ромашкинских и куйбы-
шевских нефтей (табл. 8.15). Из данных таблицы видно, что, не-
смотря на различие в свойствах обрабатываемой нефти и различное
404
содержание в ней солей (от 18 до 3045 мг/л), на НПЗ № 5 достигну-
то глубокое обессоливание нефти по всем ЭЛОУ, включая уста-
новку, обрабатывающую высокопарафинистую мангышлакскую
нефть. Увеличение глубины обессоливания нефти до 5 мг/л и ниже
позволило резко снизить коррозию оборудования и увеличить пе-
риод пробега установок с 35 до 80 сут.
Таблица 8.15
Электрообессоли- вающие установки Обрабатываемая нефть Содержание солей, мг/л
до обработки после обработки
ЭЛОУ-1 Туймазинская 97-700 4,5
ЭЛОУ-2 Ромашкинская 90-1700 4,5
ЭЛОУ-3 Мухановская 18-30 4,5
ЭЛОУ-4 Прикамская 87-3045 5,6
ЭЛОУ-5 Куликовская 1875 4,5
ЭЛОУ-6 Мангышлакская 60-200 3,0
Особенно показательны результаты глубокого обессоливания
мангышлакской нефти, поставляемой на НПЗ по протяженному
магистральному трубопроводу с применением путевого подогрева.
Качественная подготовка нефти по совмещенным схемам на про-
мыслах в Узени и Жетыбае, прогрессирующее опреснение пласто-
вых вод, эффективное разрушение эмульсии в магистральном тру-
бопроводе и совершенствование технологии обессоливания на
ЭЛОУ НПЗ № 5 обеспечили обессоливание мангышлакской нефти
до 3 мг/л в одну-две ступени (таблица 8.16) без обессоливания ее
на промыслах.
Таблица 8.16
Параметры Периоды исследований
1 II III IV
Производительность 100 100 100 100
Температура, °C нефти 100 115 125 125
воды 50 50 50 50
Расход деэмульгатора, г/т 12 22 12 12
Расход пресной воды, % 16 17,4 17,0 21,3
В том числе по ступеням: I 7,6 9,0 8,8 9,5
II 4,2 4,2 4,1 7,1
III 4,2 4,2 4,1 4,7
405
Продолжение таблицы 8.16
1 2 3 4 5
Содержание в сырой нефти: воды, % 1,0 0,5 0,5 0,5
солей, мгл 170 76 69 70
Содержание в обессоленной нефти: воды, % 0.1 0,08 0,07 0,07
солей по ступеням, мг/л 1 16,5 6,5 9,0 56
II 3,5 4,4 4,2 2,9
III 3,0 2,9 2,6 2,0
Снижение содержания солей в мангышлакской нефти со 170
до 70 мг/л мало что изменило в качестве обессоленной нефти после
ее обработки в электродегидраторах типа 2 ЭГФ 160/3. Так, при
исходном содержании нефти 170 и 70 мг/л солей остаточное со-
держание в ней после трех ступеней обработки оказалось равным
соответственно 3 и 2 мг/л. Весьма показательно, что в связи с глу-
боким разрушением эмульсии в магистральном трубопроводе со-
держание солей в мангышлакской нефти, поступающей на НПК в
1973 г., составляло 30-170 мг/л, хотя на промыслах эта нефть под-
вергалась только обезвоживанию, а содержание солей в ней после
этой операции достигало 500 мг/л.
Таким образом, в отношении мангышлакской нефти оказались
решены все основные проблемы:
- осуществлено глубокое обезвоживание нефти при самой
низкой в отрасли в то время себестоимости непосредственно на
промыслах;
- достигнуто глубокое обессоливание этой нефти на НПЗ, ос-
таточное содержание солей в нефти при работе ЭЛОУ в одну сту-
пень в среднем составляло 5-7 мг/л, две ступени - 3-4 мг/л, три
ступени - 2-3 мг/л. Успешное решение этих проблем свидетельст-
вует о том, что вопрос обессоливания мангышлакской нефти на
промыслах в Узени не вытекал из практических потребностей ни
нефтедобывающей, ни нефтеперерабатывающей отраслей.
В связи с совершенствованием технологии подготовки нефти
на основе применения элементов совмещенных схем качество по-
ставляемой нефти с промыслов на НПЗ систематически улучша-
лось (таблица 8.17).
406
Таблица 8.17
Условные номера заводов Содержание в нефти на ЭЛОУ
1971 г. 1973 г. 1975 г.
на входе на выходе на входе на выходе на входе на выходе
воды. % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л
1 0,8 Г 1592 0,2 11 1,2 1531 0,1 И 0.5 200 0,1 3
3 0,8 1357 0,1 И 1,4 1213 0,1 9 1,3 580 0,1 8
4 0,6 1035 Следы 19 0,6 800 Следы 5 0,8 115 Следый’ 5 .
5 0,4 543 0,1 17 0,5 570 0,1 8 0,1 257 0,1 4
6 0,2 447 0,1 9 0,5 230 0,1 3 0,2 37 0,1 3
7 1,1 145 0,05 4 1,5 230 Следы 2 0,7 91 0,1 2
8 — — ' 0,1 8 2,2 378 0,1 8 1,4 211 0,2 7
10 0,6 390 — — 0,7 240 0,1 9 0,3 135 0,1 4
11 0,7 1354 0,2 22 1,0 ИЗО 0,2 12 0,5 726 0,2 10
12 1,1 1559 0,1 21 1,3 ИЗО 0,1 7 0.7 372 Следы 3
13 Следы 208 Следы — 0,2 270 Следы — 0,2 240 0,0
14 1,2 1279 0,1 25 1,3 1440 0,1 14 0.6 399 0,2 4
15 0,6 1128 Следы 14 0,5 712 Следы 12 0.2 350 0,1 10
16 1,4 2555 0,2 31 0,8 1300 0,2 27 0,6 809 0,2 13
17 0.4 600 Следы 50 0,3 400 Следы 44 0,2 290 0,2 25
Только за IX пятилетку содержание балласта в нефти, постав-
ляемой с промыслов отрасли на НПЗ, было уменьшено более чем в
2 раза. Значительные успехи были достигнуты и на нефтеперераба-
тывающих заводах (см. табл. 8.18). Несмотря на сравнительно вы-
сокое содержание солей в нефти, поступавшей на заводы в 1975 г.,
более 20 % перерабатываемой нефти было обессолено до 3 мг/л;
28,7 % - до 5-10 мг/л; 8,7% - до 10-15 мг/л; 14,6 % - 20 мг/л и
только 2,8 % - более 20 мг/л.
Глубокое обессоливание при переработке нефти с высоким со-
держанием солей достигалось и на нефтеперерабатывающих заво-
дах США. Некоторое представление о качестве нефти, поставляе-
мой на нефтеперерабатывающие заводы США, можно получить по
данным таблицы 8.18.
Таблица 8.18
Параметры Месторождения и штаты
Г арлен (Вайо- минг) Уилминг- тон (Кали- форния) Уэст (Канада) Графство (Техас) Кирикири (Венесу- эла)
Плотность, г/см3 0,9328 0,9200 0,8373 0,8408 0,9561
Содержание воды, % 0,5 0,4 0,15 0,2 1,3
Содержание солей, мг/л 4,6 143 188 596 117
Осадок, г/л Минерали- 259 252 212 456 —
зация воды, % 0,1 . 3,7 12,5 29,8 °’9
На многих заводах США одноступенчатым обессоливанием
достигали снижения содержания солей в нефти до 8-10 мг/л, ис-
пользуя встроенную в технологический процесс дегидрирующую
аппаратуру. Это позволяло значительно уменьшить капитальные
затраты и эксплуатационные расходы на промыслах. Капитальные
затраты уменьшались за счет меньшей стоимости технологических
блоков по сравнению с отдельно стоящими установками, снижения
затрат на сооружение инженерных коммуникаций, дорог, умень-
шения размеров площадок. Оборудование поставлялось в собран-
ном виде с полным набором соединительных труб, задвижек и дру-
гих элементов. Для установки и монтажа оборудования при обес-
408
соливании нефти в две ступени в заводских условиях было необхо-
димо затратить 500 человека-часов рабочего времени. При пра-
вильной эксплуатации этого оборудования обессоливание нефти на
заводах обычно приводило к снижению содержания хлоридов в
нефти до 3 мг/л при обработке нефти в одну ступень и менее 1 мг/л
•- в две ступени.
В 1974 г. в эксплуатации находилось более 500 электростати-
ческих обессоливающих аппаратов, обрабатывающих 4,2 млн.м3
нефти в день. Мощность типичной установки 16,8 тыс.м3/сут.
Однако, существовали установки мощностью до 33 тыс.м3/сут.
В среднем производительность одного аппарата составляла
8,3 тыс.м 7сут или 3 млн.м3/год. Наряду с этим на заводах эксплуа-
тировалось около 350 электрических аппаратов, используемых для
обработки дистиллятов. Производительность этих установок изме-
нялась от 330 до 6600 м3/сут, а общая их производительность дос-
тигала 580 тыс.м3 дистиллята в день. Содержание хлоридов в них
обычно снижалось до 1 мг/л.
Возможность глубокого обессоливания нефти при осуществ-
лении значительной части процессов в отечественных магистраль-
ных трубопроводах может быть показана на следующем примере
[‘252, 277]. Так, по ходовым анализам проб, отобранных из трубо-
провода перед резервуарами товарно-сырьевой базы Горьковского
НПЗ № 15, содержание воды в нефти составляло следы - 0,4 %,
солей - 25-50 мг/л. Скорость движения нефти в трубопроводе со-
ставляла 1,9 м/с, режим движения турбулентный, Re = 95000. В
процессе заполнения резервуаров ТСБ отстаивание и сброс воды, а
также откачка нефти в резервуары промежуточного товарного пар-
ка осуществлялись непрерывно. Данные о качестве нефти по слоям
резервуара после отстоя представлены в таблице 8.19. Средняя
температура нефти в резервуаре не превышала 15 °C. В этих усло-
виях качество нефти по сравнению с исходным было улучшено в
среднем в два раза. Улучшение качества достигалось практически
сразу же после заполнения резервуара. Это свидетельствует о том,
что свободная вода переходит в состав дренажа в процессе запол-
нения резервуара. Из результатов исследований следует, что улуч-
шение качества нефти, вплоть до экспортных кондиций, можно
решить более экономичными средствами и в короткие сроки за
счет использования гидродинамических эффектов, возникающих
при ее транспортировании.
409
Таблица 8.19
Высота Время отстоя, ч
отбора 0 2 3 4
от Содержание в не< )ТИ
зерка- воды, со- воды, со- воды, со- воды, со- воды, со-
ла, см % лей, % лей, % лей, % лей, % лей,
мг/л мг/л мг/л мг/л мг/л
0 0 20 0 13 11 11 0 8 8
395 0 20 Сле- 14 Сле- 11 Сле- 10 Сле- 9
ды ды ды ды
770 Сле- 30 Сле- 27 24 24 0,2 28 27
ды ды
Обессоливание нефти выполнялось на ЭЛОУ, которая состоя-
ла из шести горизонтальных и двух шаровых отстойников объемом
100 и 500 м3 соответственно. Горизонтальные отстойники работали
как первая и вторая ступени термохимического обессоливания, а
шаровые использовались в электротермохимическом режиме. Про-
изводительность установки составляла 500 м3/ч, температура на-
грева нефти - 100 °C, общий расход пресной воды на установке
был высоким - 10 % объемн. В первые три ступени подавалось 9,
четвертую - 1 % воды. Деэмульгатор (15 г/т) вводился перед 3 и 4
ступенями. В таблице 8.20 представлены данные о качестве нефти
по ступеням ЭЛОУ.
Таблица 8.20
Содержание в нефти
на входе после I ступени после Пступени после электро- дегидратора-1 после эдектро- дегидратора-2
воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л
0,06 19 0,74 7,9 0,08 2,66 0,18 1,1 0,09 2,2
0,09 8 0,58 6 0,17 4,3 0,02 0,2 Следы 0,9
0,08 9 0,57 7,0 0,11 1,2 0,10 2,3 Следы 2,8
0,03 12 0,06 8,4 0,04 5,7 0,07 4,4 0,03 5,9
0,03 5 0,27 2,6 0,28 4,4 0,03 0,7 Следы 3,0
0,02 . 7 0,03 5,0 0,28 4,4 0,13 1,9 0,07 3,1
0.1 18 0,21 2,6 0,12 1,6 0,03 0,5 0,07 0,1
0,03 14 0,15 3,9 0,12 4,0 0,04 0,9 0,03 1,9
0,1 12 0,12 9,6 0,12 8,0 0,90 3,3 0,06 3,0
0,18 11 0,18 10,0 0,10 4,2 0.06 3,7 0,09 2,6
0,05 14 0.12 9,9 0,15 5,2 0,21 2,6 0,06 5,1
410
Качество сырья, поступающего на установку, резко улучши-
лось за Счет эффективного разрушения глобул воды в магистраль-
ном трубопроводе и непрерывного сброса воды, отделившейся от
нефти, из резервуаров промежуточного товарного парка, и содер-
жание солей в нефти снизилось до 5-19 мг/л. Глубокое обессоли-
вание нефти (до содержания воды 0,1-0,2%, солей - 1-4 мг/л) на
заводских ЭЛОУ может быть осуществлено даже в термохимиче-
ском режиме при использовании в технологических целях магист-
ральных трубопроводов, резервуаров головных сооружений и тех-
нологических сырьевых баз.
Улучшение качества при транспортировании по трубопрово-
дам хорошо подготовленной на промыслах смеси ромашкинской,
удмуртской и прикамской нефтей видно в табл. 8.21 [252, 277].
Таблица 8.21
Тип нефти Содержание в нефти
до смешения до резервуара после резервуара
воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л
Ромашкинская 0,49 86 — — — —
Удмуртская 0,25 198 0,41 137 0,14 89
Прикамская 0,40 127 — — —
После транспортирования по магистральному трубопроводу на
НПЗ № 18 и сброса части балласта в резервуарах комбината каче-
ство нефти стало удовлетворять требованиям первой группы и ха-
рактеризоваться содержанием воды 0,14 % и солей 89 мг/л, т.е. со-
держание воды и солей в нефти было снижено на 66 и 35 % соот-
ветственно. Нефть повышенного качества из резервуаров товарно-
го парка направлялась на ЭЛОУ производительностью 7 млн.т в
год, работавшую в две ступени (по четыре электродегидратора ти-
па ЭГ-160 на каждой), где подвергалась глубокому обессолива-
нию. Температура нагрева составляла 110—120 °C, расход деэмуль-
гатора не превышал 40 г/т, количество воды, применявшейся для
промывки, составляло 9,4 %. Пресная вода вводилась только на
вторую ступень. Отработанная на этой ступени вода подавалась на
первую ступень. Уровень дренажной воды в аппаратах поддержи-
вался не более 0,5 м. Очистные сооружения были представлены
ловушками открытого типа и четырьмя резервуарами объемом
411
400 м3 каждый для до отстоя ловушечной нефти. Содержание в
воде нефти изменялось от 15 до 176 мг/л и составляло в среднем
55,6 мг/л.
Значительный интерес представляют данные о качестве нефти
на входе и выходе из ЭЛОУ, представленные в табл. 8.22, 8.23.
Табл и ц а 8 22
Дата, апрель 1980 г. Содержание солей, мг/л Дата, апрель 1980 г. ('одержание солей, мг/л Дата, апрель 1980 г. Содержание солей, мг/л
в сырье 1980 г. 1980 г. на выходе в сырье на выходе
1 58 5 11 156 7 22 140 3
2 80 6 12 145 4 23 141 3
3 63 7 13 114 6 24 317 8
4 61 3 14 136 8 25 115 6
5 49 • 5 15 125 6 26 127 6
6 46 3 16 160 5 27 109 4
7 108 6 18 231 4 28 87 2
8 64 6 19 166 13 29 186 2
9 65 7 20 130 2 30 227 6
10 59 9 21 149 4
Таблица 8.23
Показатели
Содержание 87 46 1.09 49 90 63 136 50 166
солей в 130 61 145 58 102 65 317 — — •
сырье, мг/л 186 140 149 160 118 156 —. — —
— 141 231 — 170 — — •*— —
Среднее значение 134 97 158 89 120 94 226 59 166
Содержание солей в обессоленной нефти 2 3 4 5 6 7 8 9 13
Из данных табл. 8.22 видно, что содержание солей в нефти на
входе изменялось в широких пределах (от 46 до 317 мг/л), в то
время как содержание солей в ней на выходе из аппаратов состав-
ляло в основном 3-6 мг/л или в среднем 5,2 мг/л. Содержание со-
лей в нефти после ее обессоливания практически не коррелируется
с их количеством на входе в аппараты. Очевидно, нет никакой не-
обходимости (кроме охраны окружающей среды) тратить на про-
мыслах огромные материальные ресурсы для обессоливания нефти
до 40 мг/л. Практически и то же количество солей в нефти, как и
412
при их исходном содержании порядка 50 мг/л, так и при 250 мг/л.
Весьма показательно (табл. 8.23), что остаточное количество солей
в нефти на уровне 2 мг/л было получено при их исходном содержа-
нии в ней от 87 до 186 мг/л (среднее 134 мг/л), а, например, 7 мг/л,
т.е. в 3,5 раза больше, - при меньшем среднем содержании солей в
нефти (94 мг/л). Математическая обработка результатов анализов
зависимости остаточного содержания солей в нефти на выходе
(SBblx) на заводских ЭЛОУ от содержания солей в сырье (SBX) пока-
зали, что график функции выражается в виде пологой прямой типа
(SBb(x = а+б SBX., где а и б - коэффициенты практически параллель-
ной оси абсцесс в широком диапазоне SBX с неизвестным характе-
ром этой зависимости в области малых значений параметра SBblx. в
интервале 0-50 мг/л) [252, 277].
Таким образом, проблема глубокого обессоливания на НПЗ (на
примере нефтей различных месторождений) может быть эффек-
тивно разрешена и без предварительного ее обессоливания на про-
мыслах до содержания 40 мг/л. Решение этой проблемы достигает-
ся при глубоком обезвоживании нефти в промысловых условиях и
последующем разрушении глобул эмульгированной воды в процес-
се транспортирования по магистральным трубопроводам.
8.9. ОЦЕНКА ТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ
ОБЕССОЛИВАНИЯ СТАТИЧЕСКИМИ МЕТОДАМИ
На практике качество обессоливания нефти на промысловых
установках оценивают обычно осуществлением повторных измере-
ний содержания солей в нефти через определенные интервалы вре-
мени. Замеренные величины существенно отличаются друг от дру-
га. Это объясняется статистической природой технологического
процесса обессоливания нефти, когда результатом замера является
случайная величина [253].
Случайность первичных актов процесса обессоливания объяс-
няется, в основном, сущностью протекающих при этом физических
процессов. При прочих равных условиях остаточное содержание
солей определяется степенью захвата пластовых глобул каплями
пресной промывочной воды, которая зависит от состояния брони-
рующих оболочек на поверхности глобул, размеров капель обоих
типов и количественного их соотношения. Разрушение бронирую-
щих оболочек достигается на ступени обезвоживания при обработ-
413
ке эмульсии реагентом-деэмульгатором. Однако взаимодействие в
объеме потока нефти большого количества капель раствора реаген-
та и пластовой воды, а также капель, содержащих соленую и пре-
сную воду в поле скоростей турбулентного потока, носит случай-
ный характер.
На рисунке 8.4 показан характер изменения содержания солей
в нефти в течение 5 суток, обессоливаемой на Бавлинской ЭЛОУ-1
(кривая 1).
Рис. 8.4. Характер
изменения содержания
солей в нефти Бавлинской
ЭЛОУ-1;
I - обычный режим работы
ЭЛОУ-1; 2 - автономный
режим каплеобразователя; 3
- режим совместной работы
каплеобразователя в блоке с
ЭЛОУ-1.
______I_____!_____1_____1______1
О 1 2 3 4 5
Сутки
Был выполнен 41 замер, однако, широкий разброс значений
содержания солей в каждом анализе х, не позволяет надежно оце-
нить качество нефти, достигаемое при использовании принятой
технологии обессоливания нефти. Полученные выборочные данные
позволяют с помощью методов математической статистики рассчи-
тать выборочное среднее х
(8.1)
которое характеризует положение центра случайной величины, и
выборочную дисперсию S?
(8.2)
П -1 ;
где: и - общее количество замеров, определяющее рассеивание
случайной величины относительно её среднего значения. Для пред-
414
ставленного выше режима работы ЭЛОУ-1 величина х = 129,17
мг/л, S2X = 2731,32 (мг/л)2.
На основе выборочных характеристик х и S2, выражающих
качество (содержание солей) нефти за произвольно взятые 5 сут,
можно оценить с выбранной доверительной вероятностью среднее
значение и дисперсию количества солей в нефти всего технологи-
ческого процесса в целом. Так, симметричный доверительный ин-
тервал для среднего значения содержания солей процесса обес-
соливания можно записать с помощью неравенства
s' sx
Х-‘ a—j=^^A^+t а'-7=> (8-3)
1~2 чП '-у у!п
где: а = 1 -- Р; Р - доверительная вероятность; / а - критический
коэффициент, определяемый с помощью таблиц распределения
г - л а 1
Стьюдента по доверительной вероятности 1 — — и п - 1 степени
свободы.
Задаваясь 95 %-ной доверительной вероятностью и принимая п
- 1 = 40, находят из таблиц распределения Стьюдента /0,975 = 2,021.
Таким образом, можно утверждать с 95 %-ной вероятностью, что
средняя величина содержания солей находится в интервале между
145,66 и 112,68 мг/л.
Доверительный интервал для дисперсии всего процесса обес-
соливания crv определяется неравенством
где: а , %2а - коэффициенты для оценки дисперсии с помощью
1~2~ 2
таблиц ^-распределения.
При 95 %-ной доверительной вероятности и п - 1 = 40 степе-
нями свободы /о975 = 59,549, /о025 = 24,231, а среднеквадратич-
415
ное отклонение содержания солей от средней величины находится
в интервале между 1619,47 и 5403,74 (мг/л)2.
В дальнейшем установка подготовки нефти (Бавлинская
ЭЛОУ-1) была переведена на режим работы в блоке с секционным
каплеобразователем. Качество обессоливания нефти оценивалось
как для секционного каплеобразователя, работающего автономно
(кривая 2), так и для установки в целом с учетом работающего кап-
леобразователя.
Технологическая схема обессоливания нефти на ЭЛОУ-1, ко-
торая предусматривает, кроме работы электродегидраторов, три
ступени обессоливания в обычном режиме, подключение секцион-
ного каплеобразователя в блоке с электродегидраторами и без них,
представлена на рисунке 8.5.
Нефть с
концевой
ступени [
сепарации}
j Дренажная
|вода
обессоленная нефть
Рис. 8.5. Технологическая схема Бавлинской ЭЛОУ-1:
1 - резервуар предварительного сброса; 2 - теплообменник; 3 - отстойники ступени обезво-
живания; 4 - место подачи промывной воды; 5 - электродегидраторы ступени обессолива-
ния; 6 - секционный каплеобразователь; 7 - резервуары товарного парка.
Объемный расход процесса обессоливания (по товарной неф-
ти) составлял 2200...2500 т/сут, расход пресной промывочной воды
8... 10 %. Диаметр I секции секционного каплеобразователя 150 мм,
длина 400 м, II секции - соответственно 250 мм и 400 м, III секции
- соответственно 350 мм и 200 м. В конце третьей секции преду-
смотрен сброс отделившейся воды и отбор обессоленной нефти.
Поскольку методика отбора проб и анализы содержания солей
оставались постоянными при всех режимах, погрешность отдель-
ных замеров в расчет не принималась. Результаты полной стати-
стической обработки данных содержания солей в подготовленной
нефти на всех трех режимах приведены в таблице 8.24. Расчеты
416
показали, что по сравнению с обычным режимом при работе ЭЛОУ
в блоке с каплеобразователем среднее по 48 замерам значение со-
держания солей снизилось в 2,5 раза, а дисперсия, характеризую-
щая среднеквадратичное отклонение показателя процесса от его
средней величины более, чем в 8 раз. Это указывает на значитель-
ное повышение качества процесса обессоливания при использова-
нии каплеобразователя.
Таблица 8.24
Наименование и размерность параметров Обычный режим работы ЭЛОУ Обессоливание с помощью капле- образователя Режим работы ЭЛОУ в блоке с каплеобразовате- лем
1 2 3 4
п _ мг х , — л ( X1 мг А А л J 41 129,17 2731,32 46 87,48 1068,08 48 49,25 335,51
X со А* + 1 se , 551 сч 55 рч т—< гч 1 гч Ц аг' г | — гч & | гч — Со •К- ~ 'N СЧ ✓ х Р = 2,021 59,549 24,231 32,98 6325,79 95% 2,015 67,091 28,695 19,42 2388,76 2,013 69,605 30,183 10,62 747,45
417
Продолжение.табл и цы 8,24
1 2 3 4
Р = 99%
7 - Д» 1 й 2,704 67,032 2,692 75,048 2,688 77,720
' см j гм 7 £ , «(гч О « 7 Г— гч _1 ГЧ н «1еч - 0Q N СЧ V > X X 20,447 44,13 6970,33 24,443 25,95 2605,05 25,775 14,19 812,10
X ОГНИ S~ отн ?r Z/ • .— отн 1 1 ~т~+ . \ 2 2 J xSj(n-l) X 1 1 0,68 0,39 0,59 0,38 0,38 0,12 0,32 0,12
Для оценки устойчивости технологического процесса осуще-
ствлялось сравнение диапазона доверительного интервала, в кото-
ром с заданной доверительной вероятностью находятся средняя
величина содержания солей и дисперсия этой величины, характе-
418
ризующее технологический процесс в целом. Приняв за единицу
величины доверительных интервалов обычного режима ЭЛОУ-1,
оказалось, что при доверительных вероятностях в 95 и 99 % дове-
рительный интервал среднего значения содержания солей при
обессоливании с помощью одного каплеобразователя сужается
почти в 2 раза, а при работе его в блоке с ЭЛОУ-1 - в 3 раза. Ана-
логично доверительный интервал среднеквадратичного отклонения
от среднего значения сужается почти в 2,5 раза в первом случае и в
8 раз - во втором.
Последний результат является значительным. Диапазон сим-
метричного доверительного интервала средней величины с учетом
неравенства (8.3) составляет 2/ а диапазон доверительного
Ь2 '
интервала дисперсии также определяется суммарным среднеквад-
ратичным отклонением от средней величины в соответствии с не-
равенством (8.4)и определяется как
Тот факт, что при обоих режимах работы каплеобразователя дове-
рительные интервалы статистических оценок сужаются, указывает
на повышение устойчивости технологического процесса. Причем
сравнение размеров доверительных интервалов, полученных для
различных режимов, дает количественную оценку изменения ус-
тойчивости выходных параметров технологического процесса.
Таким образом, применение методов математической стати-
стики позволяет количественно оценить качество и устойчивость
такого сложного технологического процесса, как обессоливание, и
эффективность применяемого оборудования, например, каплеобра-
зователя.
ГЛАВА IX
ОТСТОЙНЫЕ АППАРАТЫ И ИХ ОСОБЕННОСТИ
9.1. ИЗМЕНЕНИЕ ТЕРМОДИНАМИЧЕСКОГО РЕЖИМА
ПОТОКА НЕФТИ В ЭЛЕМЕНТАХ ТРАДИЦИОННЫХ
УСТАНОВОК
Теоретические предпосылки формирования рационального
технологического процесса деэмульсации нефти требуют соблю-
дения определенных закономерностей в режиме движения эмуль-
сии по технологическим узлам установок: уровень турбулентно-
сти потока от сырьевого насоса к водоотделительной аппаратуре
должен снижаться. Это обусловливает возможность систематиче-
ского укрупнения капель вплоть до расслоения потока на нефть и
воду. Одно из частных требований состоит в том, что при де-
эмульсации стойких эмульсий необходимо обеспечить одно- или
многократное дробление укрупненных капель пластовой воды,
содержащих раствор реагента. Это позволит создать в потоке
большое количество центров коалесценции.
Рассмотрим, насколько отвечает этим требованиям режим
движения эмульсии в технологическом оборудовании реальных
установок. Поскольку вопрос о нем ранее не поднимался и в про-
ектах не учитывался, трудно ожидать больших совпадений. Ре-
жим движения эмульсии на типовых УКПН от сырьевого насоса
до выкида из отстойной аппаратуры изменяется одиннадцать раз
самым произвольным образом. Соответственно изменялись и кри-
тические размеры капель, которые могли существовать в потоке.
Так, в трубопроводе на выходе из насоса в потоке могли сущест-
вовать капли диаметром около 300 мк, в подводящем коммуника-
ционном трубопроводе перед холодильниками - только 170 мк, в
холодильниках 360 мк, в выкидном трубопроводе холодильника
320 мк, в теплообменнике 625 мк. В подводящих коммуникациях
420
перед отстойниками капли снова испытывают тенденции к дроб-
лению, укрупнившиеся в теплообменниках до 625 мк, они оказы-
ваются снова раздробленными перед входом в отстойники до 320
мк[2].
В отстойниках капли могут принимать какие угодно большие
размеры. При нормальном режиме их работы, когда невозможно
увлечение потоком крупных капель дренажной воды, дополни-
тельная турбулизация в трубопроводе, связывающая первую и
вторую ступени, будет играть положительную роль (при обессо-
ливании). Вопрос состоит в том, какой уровень турбулентности
приемлем. Это зависит от размеров капель, поступающих с неф-
тью из предыдущей ступени.
Во всех случаях трубопровод, связывающий ступени на уча-
стке после смесительного клапана, должен выполнять функцию
каплеобразователя, т.е. режим движения в нем эмульсии должен
обеспечивать возможность коалесценции капель. В качестве оп-
тимального в этом интервале может быть принят режим, характе-
ризуемый числами Рейнольдса 5000-10000. В самих отстойниках
скорость потока может быть повышена в несколько раз. В данном
случае отделение воды от нефти в отстойной аппаратуре осущест-
влялось при Ле=980. Ведение этого процесса возможно и при
7?е>3 000-5000.
Не лучшими оказались термодинамические режимы и на
многих других УКПН. Во всех случаях коммуникации, связы-
вающие насосы с теплообменной и отстойной аппаратурой, и теп-
лообменная аппаратура ограничивают возможность укрупнения
капель.
Идеализированная схема режима движения эмульсии в тех-
нологической аппаратуре установок, выраженная через критиче-
ские диаметры капель, применительно к одной из УКПН пред-
ставлена на рисунке 9.1 (кривая 5).
Более широкая оценка характера разрушения эмульсии после
введения реагента по пути ее движения от сырьевых насосов до
отстойной аппаратуры на ряде УКПН может быть сделана на ос-
нове данных таблицы 9.1.
Таким образом, движение эмульсии в смеси с реагентом по
коммуникациям установок в интервале «насос-отстойник» во
всех случаях сопровождается глубоким разрушением эмульсии,
обеспечивающим последующее эффективное отделение воды от
нефти.
421
Рис, 9.1. Термодинамическая характеристика потока в
коммуникациях УКПН и идеализированной установки
1-4-изменение диаметра капель, Re, скорости потока и температуры соответственно;
5-необходимое изменение диаметра капель
Я-насос; Л'-холодильник; 7-теплообменник; (Э-/,<9-Г/,О-Я/-отстойники; Н-Х.Х-Х.Х-Ти
т.д.-время движения эмульсии в оборудовании и связующих их трубопроводах.
Таблица 9.1
№№ проб Место отбора проб Расстояние от точки ввода реа- гента до места отбора проб, м Содержа- ние оста- точной воды, % Глубина обезво- живания, %
УКПН-1
1 До насоса 0 14,4 0,0
2 После насоса 10 10,4 • 27,8
3 После теплообменников 111 4,0 72,1
4 Перед 1-ым отстойником 249 4,0 72,1
5 Перед 8-ым отстойником 310 0,96 93,3
У КПН-2
1 До насоса 0 11,2 0,0
2 После насоса 5 3,6 67,8
3 После теплообменника 91 0,24 97,9
4 Перед 1 -ым отстойником 206 0,0 100,0
5 Перед 4-ым отстойником 233 0,36 96,8
У КПН-3
1 Сырье без реагента — 17,6 0,0
2 Перед холодильником — 18,4 0,0
3 После теплообменников 15 12,0 3 1,9
4 Перед отстойником 100 5,6 68.2
422
Эффективность разрушения эмульсии по пути ее движения на
участке от теплообменников до отстойной аппаратуры 1 ступени на
«горячем» и «холодном» участках различна. «Горячий» участок
коммуникаций (теплообменники-отстойники) более эффективен,
чем его «холодная» часть (от насосов до теплообменников). Одна-
ко интенсивное разрушение эмульсии при ее совместном движении
с реагентом имеет место в коммуникациях установки и при низких
температурах, что и говорит о целесообразности выноса точек по-
дачи реагента на товарные парки и промысловые системы сбора.
Кроме этого, в целях улучшения работы установок по подготовке
нефти необходимо, в первую очередь, правильно рассчитать режим
движения эмульсии от насосов до отстойной аппаратуры и обеспе-
чить укрупнение капель пластовой воды перед входом в отстойную
аппаратуру за счет применения каплеобразователя.
9.2. КОАЛЕСЦЕНЦИЯ КАПЕЛЬ ПРИ ОТСТОЕ
В соответствии со сложившимися ранее теоретическими пред-
ставлениями об оптимальных условиях деэмульсации нефти тер-
мохимическим и другими методами считалось, что коалесценция
глобул пластовой воды в отстойной аппаратуре и отстойных зонах
электродегидраторов достигается в основном в результате так на-
зываемого эффекта дождевания. Под эффектом дождевания имелся
в виду процесс укрупнения мелких глобул по типу цепной реакции
и захвата мелких капель крупными при прохождении последних
через слой эмульсии из верхней ее зоны в нижнюю часть.
Исследования, посвященные изучению коалесценции и осаж-
дения капель пластовой воды в водонефтяной эмульсии [3], не под-
твердили этих предложений и теоретических расчетов. Дальней-
ший анализ [42] показал, что отсутствие эффекта дождевания в от-
стойной аппаратуре имеет и теоретическое объяснение.
Известно, что слиянию капель пластовой воды, диспергиро-
ванных в нефти, препятствуют такие явления, как наличие брони-
рующих оболочек, стабилизирующих эмульсию, действие раскли-
нивающего давления слоя нефти, заключенного между сближаю-
щимися каплями, недостаточная скорость их сближения. Наряду с
этим имеются и другие причины, объясняющие малую вероятность
захвата крупными каплями более мелких в процессе седиментации.
423
При осаждении двух капель в объеме нефти, одна из которых
значительно меньше другой, нетрудно заметить, что меньшая прак-
тически не влияет на общее поле скоростей, возникающее при
движении более крупной капли. Поэтому задача о возможности
захвата мелких капель крупнымиоказывается весьма неопределен-
ной. Установлено [1, 42, 203, 254], что мелкие капли при осажде-
нии крупных испытывают тенденцию к огибанию их под влиянием
микропотоков нефти, и только небольшая их часть может войти в
контакт с крупной [42].
Форма траекторий движения частиц относительно крупной ка-
пли свидетельствует о том, что из-за незначительной разности -
плотностей частицы и нефти частица, как правило, следует за дви-
жением жидкости и обтекает каплю [42, 121]. Этим эмульсионные
системы отличаются от капель в газовой среде, в которой жидкие
или твердые частицы под воздействием инерционных сил могут
отклоняться от движения сплошной среды и сталкиваться с телом,
обтекаемым газовой средой. Для системы «вода в нефти» харак-
терно отсутствие пересечения траекторий жидких частиц с поверх-
ностью крупной капли, за исключением тех случаев, когда траек-
тории их движения близки к центральной линии, являющейся про-
должением диаметра крупной капли. Поэтому размер зоны эффек-
тивных контактов частиц с каплей и их число по отношению к мак-
симально возможным оцениваются в данном случае величиной
около 5 %.
Такой характер взаимодействия капель воды в отстаивающей-
ся нефти объясняет причины отсутствия эффекта дождевания в от-
стойной аппаратуре. Установлено, что уменьшение числа столкно-
вений особенно существенно в случае значительного различия в
размерах сталкивающихся капель. Поэтому при расчете коалесцен-
ции капель водонефтяных эмульсий в условиях покоя необходимо
вводить коэффициент в выражения для частоты контактов, величи-
на которого всегда меньше единицы.
Поэтому процесс отстоя нефти целесообразно осуществлять не
в условиях покоя, а в турбулентном режиме, характеризующемся
небольшими числами Рейнольдса. Тогда коэффициент эффектив-
ности столкновений резко возрастает, так как возникает возмож-
ность центральных соударений мелких капель с крупными в ре-
зультате турбулентных пульсаций. Например, увеличением числа
центральных столкновений объясняется эффективность использо-
424
вания дренажной воды, вводимой в поток нефти в виде крупных
капель и транспортируемой в турбулентном режиме.
Отсюда же становятся ясными причины эффективного разру-
шения эмульсии в зонах повышенных концентраций (промежуточ-
ный слой), когда практически каждое столкновение капель может
оказаться центральным, а также на границе раздела фаз «нефть-
дренажная вода» при контактировании частиц с плоской поверхно-
стью воды и поверхностью трубопроводов, оборудования, играю-
щих роль инверсирующих экранов.
Для оценки эффекта «дождевания» и интенсивности оседания
глобул пластовой воды в отстойниках первой ступени Кама-
Исмагиловской установки подготовки нефти были произведены
микроскопический и стандартный лабораторный анализ на содер-
жание остаточной воды в нефти по высоте аппарата в сечении, рас-
положенном от точки выхода готовой нефти на расстоянии 2,5 м.
Результаты исследований показали, что остаточное содержание
воды в нефти во всех сечениях отстойника (таблица 9.2) остается
практически неизменным.
Таблица 9.2
Серии опытов N пробы Время между отборами, мин Уровень отбора от верха, см Содержание воды, %
[ 2 3 4 5
1 10 0 1,6
2 - 40 1,4
I 3 5 80 0,48
4 5 120 1,2
5 3 160 0,24
1 5 0 0,3
2 40 1,0
3 5 30 0,8
II 4 5 120 1,0
5 5 160 1,0
6 5 200 1,2.
7 5 240 1,2
8 3 280 1,6
1 0 0,3
2 5 40 0,03
3 6 80 0,12
III 4 9 120 0,24
5 8 160 0,3
6 7 200 Сл.
425
Продолжение таблицы 9.2
1 2 3 4 5
7 10 240 0 ,12
8 20 280 0?4
1 0 0,6
2 5 40 0,48
3 5 80 0,6
IV 4 8 120 0,8
5 7 160 1,2
6 5 260 0,6
7 5 240 0,3
8 5 280 100,0
1 0 0,42
2 5 40 036
3 5 80 0,18
V 4 5 120 0,36
5 5 160 0,36
• 6 5 200 0,3
7 5 240 0,42
8 5 280 100,0
1 0 0,18
2 3 40 0,12
3 5 80 0,18
VI 4 5 120 0,8
5 5 160 0,6
6 . 5 200 0,18
7 5 240 0,18
8 5 280 0,41
Отсюда следует, что полый отстойник работает практически
как водоотделитель, а основное влияние на разрушение эмульсии в
этом случае оказывают процессы, происходящие при движении
нефти в теплообменной аппаратуре и трубопроводах от сырьевых
насосов до отстойников.
В самом деле, расчеты подтвердили, что для обеспечения нор-
мального оседания глобул воды с высоты 3 м за 4 часа их диаметр
должен быть не менее одного миллиметра. Вместе с тем известно,
что глобул воды с такими размерами в стойких эмульсиях мало, и
не они определяют процесс ее эффективного разрушения. Отсюда
нельзя не сделать вывод о том, что в тех случаях когда при движе-
нии нефти по трубопроводам до отстойников первой ступени про-
цесс разрушения эмульсии достаточно глубок, то и отстойники,
выполняя свое назначение в качестве водоотделителей, также ока-
426
жутся достаточно эффективными. Если процесс разрушения эмуль-
сии по каким-либо причинам оказывается перенесенным в отстой-
ники, то ожидать высокого качества обработанной нефти при всех
прочих равных условиях, очевидно, нельзя.
Однако если отстойная аппаратура с точки зрения осаждения
мелких глобул оказывается малоэффективной, то в таком случае
законно возникает вопрос о том, каким образом удается снизить
остаточное содержание воды в нефти на следующих термохимиче-
ских ступенях и при дополнительном отстое в резервуарах товар-
ных парков. Здесь можно отметить два обстоятельства. При выходе
из отстойной аппаратуры первой ступени нефть определенное вре-
мя движется по коммуникациям, проложенным к дегидраторам
второй ступени. Обычно транспортировка нефти в этих случаях
осуществляется с большими скоростями, обеспечивающими воз-
можность соударения глобул друг с другом в пристенных участках
труб и самими стенками. С другой стороны, в качестве второй сту-
пени применяются обычно дегидраторы, обеспечивающие ввод
эмульсии под уровень дренажных вод, что так же несколько улуч-
шает процесс подготовки нефти [3, 52, 12 Г].
Исследования и промысловая практика показали, что кроме
проявления эффекта известного под названием «промывка», здесь
имеет место и другое явление, обеспечивающее дополнительное
разрушение эмульсии на поверхности контакта нефть-дренаж. Ме-
ханизм этого явления состоит в следующем. При всплывании неф-
ти на уровень границы раздела фаз последняя распределяется по
ней тонким слоем таким же образом, как если бы над ней не было
никакого столба жидкости, оттесняя вышележащие слои нефти. В
это время глобулы воды, контактируя с границей раздела фаз, лег-
ко разрушаются и переходят в состав дренажной воды. Глобулы
воды, которые при этом не разрушились, будут вынесены потоком
нефти. Отделиться от нее они смогут только либо при очередном
введении ее под уровень раздела фаз, либо после пребывания в
электрическом поле или при длительном отстое, который может
быть осуществлен только в резервуарах товарных парков.
Для проверки гипотезы об отсутствии эффекта «дождевания»
были поставлены специальные опыты. Для этой цели над одной из
двух групп открытых воронок подогретой до 60 °C эмульсии, пла-
вающей на водной подушке из дистиллированной воды, с помощью
пульверизатора в течение 2 минут было распылено 25 см3 2 %-ного
427
раствора реагента 4411, окрашенного тушью, что соответствовало
его расходу порядка 3 кг на тонну жидкости. При этом тонкодис-
персная взвесь окрашенных шариков реагентоносителя в течение
5 минут пронизала весь объем взятой для исследований эмульсии и
вошла в состав подстилающей ее дренажной воды, что было хоро-
шо заметно по изменению окраски этого слоя. Через 5 минут после
прекращения распыления реагента и оседания глобул из объма
нефти была взята первая проба эмульсии для анализа на остаточное
содержание воды.
Предполагалось, что если столкновение глобул пластовой во-
ды с шариками реагентоносителя в объеме нефти приводит к их
слиянию и возникающему при этом эффекту дождевания, то после
распыления реагента остаточное содержание воды в нефти должно
быть ниже, чем в контрольных воронках. Результаты анализа этого
не подтвердили (таблица 9.3).
Т а б л и ц а 9.3
Изменение содержания воды в эмульсии при оценке эффекта дождевания
Содержа- ние воды в сырье, % № эонки Остаточное содержание воды, %
после дождевания в контрольных пробах
О CQ 5 10 15 5 10 15
Сулеевская эмульсия
12,8 Г 13,0 13,0 12,8 12,5 12,5 12,3
12,8 2 12,0 11,5 12,3 12,0 12,0 12,0
Тихоновская эмульсия
18,0 1 - 17,0 17,0 18,0 - 18,0
18.0 2 - 18,0 - 16,5 - ' 18,0
18,0 3 - 18,0 - - 18,0 -
Не изменилось остаточное содержание воды в нефти и после
10, а также 15 минут дополнительного отстоя. Отсюда следует, что
слияния глобул пластовой воды с шариками реагентоносителя в
объеме нефти в условиях покоя практически не происходит.
9.3. ОБЪЕМНЫЕ ОТСТОЙНИКИ ПОВЫШЕННОЙ
ПРОИЗВОДИТЕЛЬНОСТИ
Наиболее широкое применение на объектах подготовки нефти
в свое время получили отстойники с нижним распределенным вво-
428
дом эмульсии через слой водяной подушки высотой 1 — 1,5 м и бо-
лее. Однако отстойники этого типа имеют сравнительно низкую
производительность (0,5-1 млн.т/год) и являются препятствием на
пути создания компактных пунктов обработки нефти в составе не-
большого количества аппаратов.
Основной причиной низкой эффективности работы отстойни-
ков традиционного типа является введение в них неразрушенной
эмульсии и необходимость поддержания водяной подушки значи-
тельной высоты, уменьшающей полезный рабочий объем аппарата,
существование противоточного движения поднимающейся жидко-
сти и оседающих на дно аппарата капель воды. Кроме того, в них
совмещены технологически несовместимые процессы: разрушение
бронирующих оболочек на глобулах пластовой воды, укрупнение и
седиментация капель воды, расслоение эмульсии на нефть и воду и
отбор разделенных объемов нефти и воды.
Выполненные в ТатНИПИнефть теоретические расчеты и ис-
следования показали, что производительность отстойных аппара-
тов может быть резко увеличена. Проблема решается за счет пред-
варительного укрупнения капель воды в нефти при турбулентном
режиме движения еще до ввода эмульсии в отстойник, исключения
процесса промывки нефти через слой дренажной воды как ненуж-
ной в этом случае операции, поддержания минимального уровня
дренажной воды и равномерного распределения глубокоразрушен-
ной эмульсии по верхней части сечения нефтяного потока в от-
стойнике.
В соответствии с этими представлениями в ТатНИПИнефти
разработан технологический аппарат - секционный трубчатый ка-
плеобразователь [145], предназначенный для глубокого разруше-
ния эмульсии с использованием принципа ступенчатого снижения
турбулентности потока от секции к секции в направлении его дви-
жения. Расчетные параметры линейного секционного каплеобразо-
вателя для различных производительностей приведены в таблице
9.4, которые одновременно выполняют функции коммуникацион-
ных трубопроводов, связывающих различные аппараты друг с дру-
гом.
Секционные каплеобразователи внедрены на многих установ-
ках объединения «Татнефть» и других нефтедобывающих районов
страны. Устройства эффективны как на ступени предварительного
сброса пластовой воды, так и на ступени глубокого обезвоживания
429
и обессоливания нефти. Применение секционных каплеобразовате-
лей позволяет существенно увеличить производительность устано-
вок, улучшить качество подготовленной нефти, снизить расход де-
эмульгатора и температуру процесса, уменьшить капитальные и
эксплуатационные затраты, снизить расход пресной промывочной
воды до 2-3 %, осуществить процесс обессоливания нефти различ-
ных типов без применения электрического поля, перевести обезво-
живающие установки на режим обессоливания нефти без их рас-
ширения, стабилизировать режим их работы.
Табл и ц а 9.4
Производи- тельность отстойника млн т/год Объем от - стойника, м3 Первая секция Вторая секция Третья секция
длина, м диаметр5 мм длина, м | диаметр, | . мм длина, м диаметр, мм L.
1.0 50 34 250 170 350 15 500
2,0 100 36 350 130 550 55 600
3,0 160 36 400 145 600 30 800
4,0-5,0 200 37 550 150 | 750 | 95 | 900 |
Применение секционных каплеобразователей и исключение
водяной подушки в аппаратах позволяют повысить производитель-
ность существующих отстойников до 3-4 млнт/год по глубоко-
обезвоженной и обессоленной нефти (таблица 9.5).
Та б лица 9.5
Установка U5 Н О О ,о Д О'-, и К <и "о Я Я Ю О ТемператУра 1 процесса> °C РаСх°Д дСэмульгатора, гД Произво- дитель - ность од- ного от- стойника объемом 200 к? , млн.т/год Содержание в обра - ботанной не^ти
воды, % солей, мг/л
1 2 3 4 5 6 7
Бирюлевская ТХУ 10 30-40 30 3,6 0,0-0,2 20-40
Бондюжская ТХУ 30 35-40 60 2,0 0,06-0,3 11-50
Первомайская ТХУ 2 50-60 60 2,0 0,03-0,3 28-45
Сулеевская ТХУ 20 50-65 40 1,0 0,0-0,2 30-100
Акташская ТХУ | 8 35-45 40 2,7 0,03-0,3 25-40
430
Продолжение таблицы 9.5
1 2 3 4 5 6 7
Азнакаевская УКПН -1 (при работе су- ществующих от- стойников) 5-30 40-65 28 3,6 0,6-1,8 600-1750
Азнакаевская УКПН -1 (при работе ОВП -3,8) 5-30 40-65 28 3,8 0,0-0,5 60-600
В принципе удельная производительность отстойных аппара-
тов может быть повышена еще в большей степени.
Так, в ТатНИПИнефти разработан горизонтальный отстойник,
снабженный торцевыми распределительными устройствами для
ввода глубокоразрушенной эмульсии и вывода нефти (рис. 9.2).
Рис. 9.2. Отстойник высокой производительности с торцевыми
распределительными устройствами
I-корпус; 2-секционный каплеобразователь; 3, 4-торцевые распределительные
устройства для ввода эмульсии и вывода нефти.
Жидкость в аппарате движется параллельно, и застойные зоны
практически отсутствуют.Уровень раздела фаз «нефть-вода» под-
держивается на минимальной высоте (0,2-0,3 м), необходимой для
осуществления процесса сброса отделившейся воды.
Коэффициент использования объема отстойника составляет
0,93 против 0,6-0,7 в традиционном варианте. В этом случае в ап-
парате осуществляется лишь операция расслоения жидкости на
нефть и воду.
Максимальная производительность горизонтального отстой-
ника при движении жидкости перпендикулярно направлению силы
тяжести (торцевой распределенный ввод эмульсии и вывод нефти)
определяется уравнением:
431
L
Q' = S’-y;K „3600, м’/ч (9.1)
где S' - площадь сечения отстойника выше уровня раздела фаз
нефть-вода, м2; V'oc - скорость оседания капель воды по Стоку,
м/с; L - длина пути движения скорости, м; Н - высота осаждения
капель воды, м.
Максимальная производительность горизонтального отстой-
ника с нижним распределенным вводом эмульсии через слой дре-
нажной воды определяется равенством скоростей восходящего по-
тока жидкости и осаждения капель воды
г.",Ж (тХ.-тД (9.2)
в зоне границы раздела фаз «нефть-вода»
Q" = S" • И" 3600, м3/час (9.3)
При противоточном движении поднимающейся жидкости и
осаждающихся капель воды в зоне выше уровня раздела фаз спра-
ведливы равенства:
ОС. -rrff *> Ж jrff
' ОС. Г Ж
V" =V' -V” V" =V" (9 4)
' ОС У ОС. ' Ж’ ' Ж‘, ' ОС.
Д Voc-H
V" = V -V ~~ V" =
ОС ОС. ОС. н ’ ОС. | д ’
где S" - площадь нормального к потоку сечения отстойника, м2;
~ скорость оседания капель воды по Стоксу, м/с; V”, - ско-
рость подъема жидкости, м/с; Т". - время подъема жидкости, с; Д
- диаметр отстойника, м; Т"с - время осаждения капель воды.
При Н=Д уравнение (9.3) принимает вид:
V
Q" =S" “ -3600, м’/час (9.5)
432
Из анализа этих формул видно, что производительность от-
стойника с торцевыми распределительными устройствами в реаль-
ных условиях может быть значительно выше производительности
отстойника с нижним распределенным вводом эмульсии через вод-
ную подушку, поскольку V'K » V”.
Отстойник высокой производительности ОВП (рис. 9.2) состо-
ит из емкости 1, секционного трубчатого каплеобразователя 2 в
блочном исполнении, торцевых распределительных устройств 3 и
4, установленных симметрично в емкости, соответственно для вво-
да разрушенной эмульсии и вывода Нефти выше уровня раздела
фаз «нефть-вода», узел отбора нефти может быть уменьшен и мак-
симально приближен к верхней образующей отстойника.
Стендовые испытания модели этого отстойника в промысловых
условиях (табл. 9.6-9.8) показали, что производительность одного
' отстойника объемом 200 м3 при получении глубокообезвоженной
нефти может быть увеличена до 4,0 млн.т/год, а при получении
нефти с содержанием воды I % - до 9,0 млн.т/год.
Таблица 9.6
Производительность. м3/час Температура, °C Давление, кгс/см2 Расход деэмульгатора, г/т Содержание воды, % Содер- жание нефти в дренаж- ной воде, мг/л
по сырой нефти по обезвожен- ной нефти в сырой нефти после отстой- ника
300 277,5 64 7,0 20-25 7,5 следы 168
300 270,9 62 7,0 20-25 9,7 следы 170
300 236,8 55 7,5 20-25 10,4 следы 167
300 324,1 50 7,5 20-25 9,2 следы 175
300 324,0 60 8,0 20-25 10,0 следы 155
400 238,4 55 8,0 20-25 15,4 следы 165
400 572,0 50 9.0 20-25 15,5 следы 160
430 406,0 40 8,5 20-25 5.0 следы 178
430 301,0 65 9,0 20-25 30,0 следы 165
400 362,8 65 8,5 20-25 9,3 следы 86
420 348,6 60 8,5 20-25 17,0 0,2 140
420 402,1 65 9,0 20-25 7,5 0,16 133
420 352,8 67 9,0 20-25 16,0 0,12 160
410 371,1 60 8,5 20-25 9,5 следы 77
433
Таблица 9.7
Произво- Количество
Отстойная дитель- ность -fl н о 2Г d <3 о Температура процесса, °C работающих отстойников
аппаратура <и ю м3 час млн .т год )Дн£Н) ЫрЬЯ, О н X cd О U cd иО Cl. с: содержание воды в обезвоженной не<(>ти
о со u ю о . деэму. 4 3 2 I
Отстойник с 200 300 2,6 5- 20- 40- 0,0- 0,1- 0,3- 0,5-
нижним распре- деленным вво- 30 25 65 0,2 0,5 0,8 1,2
дом эмульсии через слой вод- ной подушки с каплеобразова- телем (традици- онный) Отстойник ОПВ 200 430 3,8 5- 20- 40- 0,0-
-3,8 с каплеоб- разователем 30 25 65 0,5
Таблица 9.8
Среднее содержание в обработанной неф- ти после установки Примечание
воды, % солей, мг/л
1,0 800 При работе отстойников ступени обезвоживания с вод- ной подушкой без секционного каплеобразователя
0,3 250 При работе отстойников ступени обезвоживания без водной подушки и с подключенным секционным кап- леобразователем.
0,38 127 При работе отстойников ступени обессоливания (после реконструкции) с водной подушкой и подключенным секционным каплеобразователем.
0,15 38 При работе отстойников ступени обессоливания (после реконструкции) без водной подушкой с подключен- ным секционным каплеобразователем.
Первый промышленный образец отстойника высокой произво-
дительности был изготовлен и внедрен на первой ступени (обезво-
живание) Азнакаевской УКПН-1, обрабатывающей эмульсию де-
вонской нефти средней стойкости (рисунок 9.3).
434
Вбдонефтяная эмульсия (обводненность нефти - до 50 %) из
групповых установок и Яшляуского товарного парка вместе с вве-
денной дренажной водой (расстояние от точки ввода до технологи-
ческого резервуара - около 50 м) поступалла в технологический
резервуар i (РВС-2000) Азнакаевского товарного парка, откуда
сбрасывался основной объем пластовой воды. Нефть с остаточным
содержанием воды 5-30 % через буферный резервуар 2 поступала
на прием насоса 3, куда подавалось 20-25 г/т деэмульгатора типа
сепарол. Смесь эмульсии и деэмульгатора в теплообменниках 4
нагревалась до температуры 40-65 °C и поступала в каплеобразо-
ватель 5, гле осуществлялось разрушение бронирующих оболочек
на глобулах пластовой воды и их укрупнение при турбулентном
режиме движения.
Рис. 9.3. Технологическая схема работы отстойника ОПВ-3,8
I -водонефтяная эмульсия; П-вода на очистку; Ш-реагент-деэмульгатор; 1 V-дренажная
вода; V--обезвоженная нефть. I-технологический резервуар; 2-буферный резервуар;
3-насос нефтяной; 4-теплообменники; 5-каплеобразователь (линейный); 6-отстойник с
торцевыми распределительными устройствами
Разрушенная эмульсия в количестве до 430 м3/ч из каплеобра-
зователя через торцевое распределительное устройство поступала в
отстойник 6 объемом 200 м3, где осуществлялось разделение
эмульсии на нефть и воду. Глубокообезвоженная нефть с остаточ-
ным содержанием воды (сл. -0,2%) тоже через торцевое распреде-
лительное устройство, расположенное на противоположном вводу
конце аппарата, выводилась из отстойника и направлялась на обес-
соливание. Отделившаяся от нефти дренажная вода из отстойника
сбрасывалась через горизонтальную торцевую трубу и направля-
лась на узел предварительного сброса пластовой воды, т.е. трубо-
провод сырой нефти перед технологическим резервуаром. Уровень
435
раздела фаз «нефть-вода» поддерживался на высоте 0,3 -0,3 м и
фиксировался с помощью регулятора уровня РУМФ-1 и клапана,
установленного на трубопроводе для сброса дренажной воды.
Максимальная производительность отстойника объемом
200 м3 составляла 3,8 млн.т/год при получении высококачествен-
ной нефти. Таким образом, отстойник ОВП-3,8 может быть отне-
сен к высокопроизводительным аппаратам.
Отстойники этого типа испытаны и эксплуатировались на сту-
пенях обезвоживания и обессоливания Сулеевской ТХУ, обрабаты-
вавшей эмульсию высокосернистой угленосной нефти. Производи-
тельность отстойника объемом 200 м3 при получении безводной
нефти составляла 1,0 млн.т/год. Из-за небольших объемов обраба-
тываемой нефти на этом объекте максимальная производитель-
ность аппарата при подготовке угленосных нефтей пока не опреде-
лена.
Отстойник высокой производительности был предъявлен ве-
домственной комиссии, успешно прошел приемочные испытания и
рекомендован к широкому применению в отрасли.
Применение отстойников повышенной производительности на
Акташской ТХУ. Акташская термохимическая установка проект-
ной производительностью 2,0 млн.т/год была рассчитана для обез-
воживания нефти с остаточным содержанием в ней воды 1-2-%.
При работе установки в режиме обезвоживания качество нефти на
выходе с установки характеризовалось содержанием воды около 1
% и солей порядка 800 мг/л (табл. 9.8). После улучшения конст-
рукции отстойных аппаратов по схеме, исключающей на 70 % эф-
фект противотока, что характерно для аппаратов высокой произво-
дительности, Акташская ТХУ была переведена на режим Обессоли-
вания без ее расширения. Обессоливание нефти осуществлялось по
технологической схеме, представленной на рис. 9.4. В сырую нефть
в количестве 16500 т/сут с содержанием воды до 50 % на дожим-
ных насосных станциях 1 вводился деэмульгатор из расчета 10 г/т
обрабатываемой нефти для предварительного разрушения эмуль-
сии в нефтесборных трубопроводах. Водонефтяная эмульсия после
концевой ступени сепарации 2 вместе с веденной дренажной водой,
нагреваясь в теплообменниках 3 типа «нефть-пар» до температуры
25 °C, поступала в технологический резервуар 4 для предваритель-
ного сброса пластовой воды. Из резервуара нефть с остаточным
содержанием воды в пределах 1,5-8 % вместе с дополнительно ве-
436
денным деэмульгатором в количестве 30 г/т насосом 5 подавалась в
теплообменники типа «нефть-вода», где за счет тепла горячей цир-
куляционной воды (температура 70-80 °C), поступавшей из водо-
нагревательной печи, нагревалась до температуры 38-45 °C. Затем
эмульсия глубоко разрушалась в секционном трубчатом каплеобра-
зователе 7 и поступала в три параллельно работающих горизон-
тальных отстойника ступени обезвоживания 8 объемом 200 м3 ка-
ждый. Качество обезвоженной нефти на выходе из отстойников
характеризовалось остаточным содержанием воды в пределах
0,3-1,2 %.
Рис. 9.4. Технологическая схема обессоливания нефти на Акташской ТХУ
1-групповая установка; 2-концевая ступень сепарации; 3-теплообменники «нефть-пар»;
4-технологический резервуар; 5-насос нефтяной; 6-теплообменник «нефть-вода»;
7-секционный каплеобразователь на ступени обезвоживания нефти; 8-отстойники на
ступени обезвоживания нефти; 9-секционный каплеобразователь на ступени обессоливания
нефти; 10-отстойники на ступени обессоливания нефти; 11-резервуар готовой нефти.
Обезвоженная нефть обрабатывалась горячей (80-90°С) пре-
сной промывочной водой в количестве 2-3-% в секционном труб-
чатом каплеобразователе 9 и поступала в 2 параллельно работаю-
щих горизонтальных отстойника ступени обессоливания 10 объе-
мом 200 м1 каждый. Качество нефти на выходе из отстойников ха-
рактеризовалось содержанием воды до 0,4% и солей - до 150 мг/л.
Отмеченное выше качество характеризовало работу отстойников с
437
водной подушкой высотой 1 м. Следует отметить, что по проекту
на этой установке предусматривалось применение горизонтальных
электродегидраторов, снабженных двумя парами горизонтальных
распределительных устройств для ввода эмульсии, вывода нефти и
сброса дренажной воды. Расстояние между распределительными
устройствами для ввода эмульсии и вывода нефти составляло 70 см
(рис. 9.4). Так как электродегидраторы в аппаратах смонтированы
не были, что связано с низкими эксплуатационными характеристи-
ками применения электрического поля, аппараты эксплуатирова-
лись в режиме обычных термохимических отстойников (рис. 9.4).
Снижение уровня раздела фаз «нефть-вода» до 40 см, частич-
ное исключение противотока, увеличение пути движения жидкости
в отстойниках путем отключения большей части распределитель-
ных вводов и выводов (рис. 9.4) значительно повысило эффектив-
ность работы отстойников. Так, после отстойников ступени обес-
соливания содержание воды в нефти снизилось в среднем с 0,38 до
0,15 % и солей - от 127 до 38 мг/л (табл. 9.8). Качество обессолен-
ной нефти после установки характеризовалось содержанием воды в
пределах 0,03-0,25 % и солей -25-45 мг/л.
Результаты применения в течение длительного времени под-
твердили эффективность работы отстойников без водной подушки
в блоке с секционным каплеобразователем и снабженных торцевы-
ми распределительными устройствами, исключающими возмож-
ность противотока чистой нефти и оседающих глобул пластовой
воды.
Для более глубокого обессоливания нефти в трубопровод после
установки вводилась горячая пресная промывочная вода в количе-
стве 1 %. Обессоленная нефть из двух резервуаров товарного парка
(РВС-5000) сдавалась на экспорт с содержанием солей не более 40
мг/л [1,2, 121, 141, 144, 145,223, 269-276].
Таким образом, опыт работы Акташской ТХУ также показал,
что обессоливание нефти на обезвоживающих установках без их
расширения достигается при использовании в технологических це-
лях промысловых Систем сбора (предварительное разрушение
эмульсии), встроенных секционных трубчатых каплеобразователей
(глубокое разрушение эмульсии) и работе отстойных аппаратов без
водной подушки с распределителями потока, исключающими про-
тивоток очищаемой нефти и оседающих в аппаратах глобул пла-
стовой воды.
438
9.4. ПАРАМЕТРИЧЕСКИЙ РЯД ОБЪЕМНЫХ ОТСТОЙНИКОВ
ВЫСОКОЙ ПРОИЗВОДИТЕЛЬНОСТИ В КОМПЛЕКСЕ
С БЛОЧНЫМ СЕКЦИОННЫМ КАПЛЕОБРАЗОВАТЕЛЕМ
Промышленные испытания и эксплуатация на установках под-
готовки нефти объемного отстойника с торцевыми распределите-
лями потока и секционного трубчатого каплеобразователя (рисунок
9.5) показали их высокую эффективность.
глубоко разрушенная
П вариант
Рис. 9.5. Блок секционного каплеобразователя.
В связи с этим стала целесообразной разработка параметриче-
ского ряда объемных отстойников высокой производительности
[145] для их использования на установках подготовки нефти раз-
личной производительности согласно нормального ряда унифици-
рованных схем (ВРМ-03-76) и рекомендаций, разработанных ин-
ститутами «Гипровостокнефть» и «ВНИИСПТнефть».
Отстойники изготавливаются из емкостей, выпускаемых заво-
дом по нормалям ОН‘26-02-133-69 и ОН 26-02-151-69, и снаб-
жаются соответствующими устройствами для ввода эмульсии и
вывода нефти (табл. 9.9 - 9.10). Допустимое рабочее давление от-
стойников принято 16 кгс/см2.
Для расчета необходимого объема отстойника, снабженного
соответствующими устройствами для ввода эмульсии и вывода
нефти, обводненность нефти после резервуара предварительного
439
Таблица 9.9
№ № пп Производительность установок по сырой нефти, млн.т/год Характеристика отстойников высокой производительности, работающих в комплексе с каплеобразователем
Производитель-; ность по готовой^ нефти, т/сутки Расчетный объем при времени отстоя 0,5 час., м3 Максимальное время отстоя, час. Технические параметры емкостей, выбранных по нормалям
Количество и объем, шт/м3 Диаметр, мм Длина, мм Вес, т Шифр нормали
1 2 3 4 5 6 7 8 9 10
1. 0,16 400 10,9 0,73 1/16 2000 4200 4,6 ОН’26-02-133-69
2. 0,20 500 13.6 0,59 1/16 2000 4200 4.6 ОН*26-02-133-69
3. 0,25 630 17,2 0,46 1/16 2000 4200 4,6 ОН-26-02—133-69
4. 0,32 800 21.8 0,73 1/32 2400 6200 8,2 ОН-26-02-133-69
5. 0,40 1000 27,2 0,59 1/32 2400 6200 8,2 014*26-02-133-69
6. 0,50 1250 34,0 0,73 1/50 2400 10000 11,6 ОН-26-02-133-69
7. 0.64 1600 43,6 0,57 1/50 2400 10000 11,6 ОН’26-02-133-69
8. 0,75 1875 51,1 0,49 1/50 2400 10000 11,6 ОН-26-02-133-69
9. 0,80 .2000 54.5 0,73 1/80 3000 10000 18,8 ОН-26-02-133-69
10. 1,00 2500 68,0 0,59 1/80 3000 10000 18,8 ОН*26-02-133-69
11. 1,26 3150 85,8 0,58 1/100 3000 13000 22,6 ОН*26-02-151-69
12. 1.50 3750 102,1 0,49 1/100 3000 13000 22,6 ОН-26-02-151-69
13. 1.60 4000 108,9 0,73 1/160 3400 16400 42,0 ОН*26-02-151-69
14. 2.00 5000 136,2 0,59 1/160 3400 16400 42,0 ОН*26-02-151-69
Продолжение таблицы 9.9
1 2 3 4 5 6 7 8 9 10
15. 2,52 6300 171.6 0,58 1/200 3400 20800 51,4 ОН*26-02-151-69
16. 3,00 7500 204,2 0,49 1/200 3400 20800 51,4 ОН-26-02-151-69
17. 3,20 8000 217,9 0,46 1/200 3400 20800 51,4 ОН’26-02-151-69
18. 4,00 10000 272,3 0,58 2/160 3400 16400 42,0 ОН-26-02-151-69
19. 5,00 12500 340,4 0,59 2/200 3400 20800 51,4 ОН’26-02-151-69
20. 6,00 15000 408,5 0,49 2/200 3400 20800 51,4 ОН‘26-02-151-69
21. 6,40 16000 435,7 0,73 4/160 3400 16400 42,0 ОН-26-02-151-69
22. 8,00 20000 544,7 0,59 4/160 3400 16400 42,0 ОН-26-02-151-69
23. 10,00 25000 680,8 0,59 4/200 3400 20800 51,4 , ОН-26-02-151-69
24. 12,00 30000 816,9 0,49 4/200 3400 20800 514 ОН-26-02-151-69
25. 12,60 31500 857,8 0,56 6/160 (+2/160) 3400 16400 42,0 ОН«26-02-151-69
26. 16,00 40000 1089,3 0,55 6/200 (+2/200) 3400 20800 51,4 ОН’26-02—151-69
27. 18,00 45000 1225,4 0,49 6/200 (+2/200) 3400 20800 51,4 ОН-26-02-151-69
28. 20,00 50000 1361,6 0,59 8/200 (+2/200) 3400 20800 51,4 ОН’26-02-151-69
Таблица 9.10
Производи- тельность установки по жидкости м‘7час 1 - секция (массообменная) 2 - секция (коалесцирующая)
диаметр трубы, мм длина трубы, м Число Re скорость движения, м/сек время движения, мин. ! диаметр ; трубы, мм . i длина трубы, м Число Re скорость движения, м/сек время движения, мин.
21 50 15 13390 3,0 0,08 100 50 6688 0,74 1,05
26,3 100 20 8373 0,93 0,35 150 60 5583 0,41 2,35
33,2 100 25 10550 1,17 0,34 200 75 5286 0,29 4,31
42,1 150 30 8932 0,66 0,75 250 95 5363 0,23 6,88
52.6 150 40 11167 0,82 300 120 5583 0,2 10.0
65.8 150 20 13962 1,03 0,27 250 185 8382 0,37 8,24
84,2 150 20 17870 1,32 0,21 250 185 10726 0,47 6,48
105,2 150 20 22337 1,65 0,19 300 170 11168 0,41 6,95
131,5 200 20 20943 1,16 0,28 300 175 13959 0,51 5,71
165,7 200 20 26386 1,46 0,22 400 165 13193 0,36 7,59
210,4 200 20 33508 1,86 0,17 400 165 16751 0,46 5,94
263 250 20 33508 1,48 0,23 450 150 18613 0,45 5,48
331,4 250 25 42220 1,3 0,28 500 140 21108 0,46 5,0
420,9 250 60 53614 2,38 ’ 0,41 500 155 26810 0,59 4,4
526,1 300 75 55848 2,06 0,6 500 140 33510 0,74 3,17
657.6 350 85 59000 1.89 0,74 600 165 34900 0,64 4.29
841,8 350 85 76600 2,43 0,58 600 175 44700 0,82 3,55
1052,2 400 95 83800 2,32 0,68 700 180 17870 0,75 4,0
сброса пластовой воды п ринимается в среднем равной 10 %, тем-
пература процесса - 40 °C и вязкость эмульсии -12 сст.
Параметры секционного трубчатого каплеобразователя рас-
считываются по методике, разработанной институтом ТатНИПИ-
нефть. Блок секционного каплеобразователя разработан для объек-
тов подготовки нефти различной производительности. Блок транс-
портабелен, устанавливается на общей площадке с отстойниками и
подключается к ним с помощью соединительных фланцев. Капле-
образователь монтируется на общей раме или санях (рис. 9.5) обез-
воживания и обессоливания нефти. Как уже частично отмечалось,
их использование позволяет:
- увеличить производительность установок;
- улучшить качество подготовленной нефти;
- снизить расход деэмульгаторов, пресной промывочной воды,
температуру процесса, капитальные вложения и эксплуатационные
затраты;
- перевести действующие обезвоживающие установки на ре-
жим обессоливания нефти без существенных затрат;
- снизить металлоемкость установок;
- обессоливать нефть различных типов до экспортных конди-
ций без применения электрического поля;
- стабилизировать режим работы установок;
- сократить размеры технологических площадок.
Применение параметрического ряда отстойников высокой произ-
водительности позволяет «встроить» процесс подготовки нефти в
общепромысловую цепочку сбора и обработки продукции скважин,
не выделяя аппараты в автономные объекты традиционного типа,
характеризующиеся высокой металлоемкостью, стоимостью, слож-
ностью в обслуживании и, нередко, низкой эффективностью.
9.5. СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА ОТСТОЙНЫХ
АППАРАТОВ РАЗЛИЧНОГО ТИПА
Опыт применения отстойных аппаратов различного типа, ра-
ботающих в блоке с промысловой системой сбора или встроенны-
ми каплеобразователями, подтверждает их высокую эффективность
и правильность выбранных направлений в совершенствовании их
конструкций.
443
Применение гидродинамических средств разрушения брони-
рующих оболочек на глобулах пластовой воды, их коалесценции
(параметры каплеобразователей в табл. 9.11) и предварительного
расслоения потока на нефть и воду перед поступлением жидкости в
функциональные аппараты, а также совмещение этих процессов с
транспортированием эмульсии от скважин к объектам подготовки
нефти позволяет решать такие задачи, как:
- увеличение удельной производительности аппаратов;
- снижение металлоемкости объектов;
- уменьшение размеров технологических площадок и отказ от
строительства на этой основе автономных установок подготовки
нефти;
- улучшение качества нефти и перевод обезвоживающих уста-
новок на режим обессоливания или выделение части отстойной
аппаратуры для предварительного сброса пластовых вод;
- снижение расхода деэмульгатора, температуры процесса и
пресной промывочной воды (обессоливание).
Показано, что лучшие отстойные аппараты могут развивать
производительность до 10 и более объемов в час (табл. 9.12), а с
лабиринтными каплеобразователями - 27 объемов. Характерно, что
лучшими аппаратами оказались не электродегидраторы.
Наряду с повышенной металлоемкостью, необходимостью ос-
нащения электродегидраторов дорогостоящим электрооборудова-
нием и средствами КИП и А, последние оказываются работоспо-
собными лишь при обработке предварительно глубоко разрушен-
ных легких эмульсий. В сложной обстановке, когда стойкость
эмульсий оказывается по тем или иным причинам более высокой
(образование промежуточного слоя) и качество товарной нефти
ухудшается, всегда необходимо включение дополнительных
средств для разрушения эмульсии. Однако, электродегидраторы
ведут себя прямо противоположным образом и вообще отключают-
ся из работы, ухудшая в связи с этим в еще большей степени рабо-
ту объекта в целом. Неработоспособны аппараты этого типа и при
попадании в них нефти, содержащей свободный газ в завышенных
против расчетных количествах. Это и целый ряд других причин
обусловливают наметившиеся тенденции и в зарубежной практике,
связанные с отказом от применения электродегидраторов в поле-
вых условиях (Гренд-Айл-США, Маракайбо-Венесуэлла, Нигерия,
Иран, ФРГ, Франция и др.). Более успешно электродегидраторы
444
Таблица 9.11
Наименование установки НГДУ Объединение Ступени обезвоживания -1, обессоливания -2 Произво- дитель- ность по жидкости, т/сут Параметры каплеобразователей Тип нефти
массообменной секции коалесцирующей секции
диаметр, см длина, м диаметр, см длина, м
1 2 3 4 5 6 7 8 9 10
ГКуединская Чернышка- Пермнефть 1 17000 40 180 50 110 тяжелая
ТХУ нефть
2. Осинская ТХУ Осинскнефть Пермнефть 1 20000 — — 40 350 средняя
3. ТХУ-1 Тэбукнефть Ко.минефть 1 11000 — — 40 800 средняя
4. ЦППН Арчединск- Нижневолж- 1 1800 22 45 27 180 легкая
нефть скнефть
5. ЦППН Жирновск- Нижневолж- 1 6000 15 40 35 80 средняя
нефть скнефть
6. Радаевская Сергиевск- Куйбышев- 1 8890 20 18 . 35 100 тяжелая
ТХУ нефть нефть 2 50 50 30 120
7. Якушкиская Сергиевск- Куйбышев- 1 5630 15 8 25 50 тяжелая
ТХУ нефть нефть 2 15 10 25 50
8. УПН-8 Юганскнефть Главтюменеф- тегаз 1 1500 70 890 100 70 средняя
9. Бирючев- Актюбанефть Татнефть 1 8400 25 450 30 150 средняя
ская ТХУ 2 30 180 35 100
10. Бавлинская ЭЛОУ-1 Бавлынефть Татнефть 2 3000 25 400 35 200 средняя
11. Акташская Елховнефть Татнефть 2 9600 35 216 35 40 средняя
ТХУ 1 30 518 40 60
12. Сулеевская ТХУ Сулеевнефть Татнефть 1 3000 — 30 80 средняя
Продолжение таблицы 9.11
1 2 3 4 5 6 7 8 9 10
13. Бондюж- Прикамнефть Татнефть 1 8400 35 50 50 400 тяжелая
екая ТХУ 2 35 50 50 100
14. Первомай- Прикамнефть Татнефть 2 6900 35 50 50 600 Средняя
екая ТХУ
15. Елабуж- Прикамнефть Татнефть 1 1800 30 300 средняя
ская ТХУ 2 30 200
16. Азнакаев- Азнакаевнефть Татнефть 1 7800 25 200 25 200 средняя
ская УКПН 2
17. Ново-Бав- Бавлы нефть -Татнефть 2 4500 — —. 25 1.00 тяжелая
линская ТХУ
18.Северо-Аль Альметьевск- Татнефть 1 13500 — — 25 600 средняя
метьевская нефть
19. ТХУ «Ан- Южарлан- Башнефть 1 6000 30 220 40 110 тяжелая
гасян» нефть
20. ТХУ «Ке- Южарлан- Башнефть 1 9000 — '— 50 80 тяжелая
реметово» нефть
21. Карабаш- Лениногорск- Татнефть 1 3500 — — 30 230 средняя
ская ЭЛОУ нефть
22. ЦСП «Ва- Лениногорск- Татнефть 1 3500 30 75 50 75 тяжелая
сильево» нефть 2 30 75 50 75
23. Куакбаш- Лениногорск- Татнефть I 6000 — 50 100 средняя
ская ЦСП нефть
24. Тайфун Прикамнефть Татнефть 1 2000 20 40 25 40 тяжелая
1-1000
2 5. Сургутская Сургутнефть Г лавтюмен- 1 18000 — — 50 300 средняя
УПН нефтегаз
26. Уршакский Ишимбай- Башнефть 1 3000 219 100 325 средняя
НСП нефть 273
Таблица 9.12
№ п/п Тип аппарата Объем отстойника, mj Производительность Температура нагрева нефти. °C Содержа- ние воды в сырье, % Содержание воды в товар- ной нефти, %
млн.м7 год м7 час м7м7 час
1 2 3 4 5 6 7 8 9
1. Отстойник с нижним вводом без к/о (Юганскнефть) 200 1,14 132 0,66 45 33 1-1,8
2. Отстойник с нижним вводом с к/о (Юганскнефть) 200 1,14 132 0,66 55 33 0,1-0,2
3. Электродегидратор Лурги (Татнефть) 160 1,9 220 1,37 60 10 0,1-0,3
4. Отстойник СибНИИНП с каплеоб- разователем 200 2,6 300 1,50 50 3-10 0,15
5. Электродегидратор Марско (Глав- тюменьнефтегаз), газированная нефть 230 3,45 400 1,74 40 5 0,2
6. Отстойник ОВП-3,8 с к/о (Татнефть) 200 3,8 450 2,15 60 5—30 0,0-0,2
7. Электродегидратор Марско в бло- ке с промысловой системой сбора (Татнефть), дегазированная нефть 230 4,4 510 2,25 40 5 0,1-0,2
8. *Отстойник ВолгоградНИПЙ в блоке с промысловой системой 200 7,2 840 4,16 85 3 0,37
9. Малогабаритный трубный отстойник с к/о 16 0,7 80 5,00 40 10 0,1-0,3
10. Объемный расширитель РЭБСТ-1 в блоке с промысловой системой и к/о 16 1,4 160 10,00 35 40 0,2-0,5
Примечание: * Плотность нефти составляет 821,2 кг/м3
эксплуатируются на нефтеперерабатывающих заводах при обра-
ботке глубоко разрушенной на промыслах и в процессе транспор-
тирования эмульсии низкой стойкости. Намечаются тенденции ис-
пользования в качестве отстойной аппаратуры и концевой ступени
сепарации герметизированных резервуаров. Особенно четко это
проявляется на крупных объектах, обрабатывающих нефть в коли-
честве нескольких миллионов тонн в год. В периодической печати
все чаще публикуются материалы, в которых отмечаются недос-
татки аппаратов этого типа и рекламируется термохимическая от-
стойная аппаратура с более надежными коалесцирующими элемен-
тами, являющимися секретом фирм. Использование в технологиче-
ских целях промысловой системы сбора и разрушение эмульсии до
поступления в электродегидратор гидродинамическими средствами
существенно исправляют присущие им дефекты и позволяют уве-
личить производительность до 2,15 м3/м3/час. Свободны от общих
недостатков электродегидраторы и термохимические отстойники
ТатНИПИнефтй, использующие для разрушения эмульсии гидро-
динамические эффекты.
Из данных таблицы видно, что производительность аппарата с
нижним вводом, испытанного в НГДУ Юганскнефть без каплеоб-
разователя, едва достигала 0,7 м3/м3/час. Применение группового
каплеобразователя позволило улучшить качество нефти в 10 раз и
одновременно с этим увеличить производительность отстойника
более чем в два раза. Еще более высокая производительность дос-
тигнута при использовании аппаратов типа ОВП-3,8 и отстойника
ВолгоградНИПИнефть, работающего на глубоко разрушенной в
промысловой системе сбора и частично расслоенной эмульсии.
Наиболее высокая производительность (до 5-10 м3/м3/час) дос-
тигнута при применении трубчатых отстойников с торцевым
распределенным вводом, работающих в блоке с
каплеобразователями. Этот тип отстойных аппаратов обеспечивает
использование полезного объема его емкости практически до 100
%, отличается низкой металлоемкостью, отвечает требованиям
блочности и индустриализации строительства объектов и
рекомендуется для применения на объектах низкой (1-2 млн.) и
средней производительности (2-4 млн.т год). На объектах
производительностью более 4 млн.т рекомендуется применение
объемных или компактный блок трубчатых отстойников Тат-
НИПИнефти.
448
9.6. ТРУБОПРОВОДЫ-КАПЛЕОБРАЗОВАТЕЛИ И ТРУБНЫЕ
ОТСТОЙНИКИ
Первые целенаправленные исследования показали, что при
удлинении коммуникаций и правильном выборе их диаметра ис-
пользуемые трубопроводы способны выполнять функции капле-
образователей - аппаратов, в которых происходит укрупнение
капель пластовой воды и даже расслоение потока на нефть и воду
перед его поступлением в отстойную аппаратуру. Это резко со-
кращает необходимое время пребывания нефти в отстойной аппа-
ратуре, улучшает ее качество, повышает производительность от-
дельного блока или установки в целом. Поэтому правильный вы-
бор параметров режима движения по коммуникациям установки
обработанной реагентом и подогретой эмульсии имеет большое
значение [2].
Из графиков (рис. 9.6), построенных по результатам исследо-
ваний, видно, что с увеличением времени движения эмульсии в
турбулентном режиме содержание остаточной воды в нефти после
ее отстоя в течение заданного времени снижается.
Рис. 9.6. Влияние времени обработки и уровня турбулентности
на степень обезвоживания нефти
а-1 -) 2 - для расходов соответственно 320,300,280,260,240,220,200,180,160,140,120,100 м’/ч;
6-1-9 - время обработки в каплеобразователе Re, соответственно 0,5; i ,0; 1,5;2,0;2,5;3,0;3,5;4,0 мин.
В целом зависимость между этими параметрами имеет вид
гиперболы [81] и время, необходимое для снижения остаточного
449
содержания воды в нефти на каждые 0,1 % в области низких кон-
центраций, резко возрастает. Поэтому для глубокого обезвожива-
ния и обессоливания нефти необходимое время пребывания
эмульсии в каплеобразователе будет намного больше времени,
достаточного для разрушения эмульсии при высокой начальной
концентрации воды в нефти.
Отсекаемый, на рис. 9.6а участок оси ординат при времени
т=0 характеризует остаточное содержание воды в нефти после ее
отстоя для случая отбора пробы на входе в каплеобразователь и
дает представление о глубине разрушения эмульсии при ее про-
хождении по коммуникациям установки от сырьевых насосов до
каплеобразователя.
С гидродинамической точки зрения процесс деэмульсации
нефти, содержащей капли воды малых размеров, в традиционной
отстойной аппаратуре не эффективен. Это в первую очередь отно-
сится к возможности отстоя воды от нефти за счет осаждения ка-
пелек пластовой воды на границу раздела фаз или дно аппарата.
Например, в ромашкинских эмульсиях содержится от 15 до 98 %
глобул воды размером около 3 мк, которые при 80 °C могут осе-
дать со скоростью около 0.5 см/ч. При среднем времени пребыва-
ния нефти в отстойной аппаратуре 2 ч от глобул таких размеров
может освободиться лишь небольшой слой нефти (около 1 см),
находящийся непосредственно над уровнем контакта с дренажной
водой. Остальные глобулы будут вынесены потоком нефти рань-
ше, чем успеют осесть на дно аппаратов. Для успешного отделе-
ния воды от нефти за это время необходимо, чтобы глобулы воды
имели размеры не менее 100 мк в диаметре, либо (при сохранении
размеров глобул без изменения) время пребывания нефти в аппа-
ратах должно увеличиться до 400 ч [2].
Считалось, что после нагрева нефти и введения в нее реагента
размеры глобул воды резко увеличиваются вследствие взаимного
их слияния при отстое. Но в условиях покоя или четко выражен-
ного ламинарного режима движения нефти слияние глобул пла-
стовой воды происходит чрезвычайно неэффективно и не может
служить причиной глубокого и быстрого обезвоживания нефти.
Все это говорит о том, что решающие процессы, обусловливаю-
щие эффективную работу установок, осуществляются не в от-
стойной аппаратуре. И не только от конструктивных особенно-
стей аппаратуры зависит резкое повышение ее работоспособности
450
и снижение металлоемкости установок в целом. Расчеты показа-
ли, что укрупнение глобул пластовой воды до 200-300 мк и более
еще до поступления нефти в отстойники позволяет многократно
уменьшить время пребывания нефти в них и во столько же раз
сократить их число на площадке, упростить обслуживание уста-
новок в целом, снизить их металлоемкость и себестоимость обез-
воживания (скорость осаждения капель в нефти зависит от их
размеров во второй степени).
На протяжении многих лет промышленность выпускала от-
стойные аппараты, внутренняя полость которых была оборудова-
на горизонтальными полками для «приближения» границы разде-
ла фаз «нефть-вода» к верхним слоям нефти. Впоследствии от
применения таких аппаратов отказались из-за их неэффективно-
сти, так как качество уходящей из отстойной аппаратуры нефти от
наличия в них полок зависело мало.
Для расслоения эмульсии под действием гравитационного
поля в процессе ее движения по трубопроводам в турбулентном
режиме необходимо, чтобы величина скорости падения капель
воды в объеме покоящейся нефти, определяемая законом Стокса,
была выше вертикальной составляющей скорости турбулентных
пульсаций. Если вертикальные составляющие скорости турбу-
лентных пульсаций равны или превышают скорость осаждения
капель, то их осаждение становится проблематичным и многие
капли транспортируются потоком во взвешенном состоянии [66].
Можно показать, что возможность расслоения эмульсий на-
ряду с другими факторами определяется также собственными па-
раметрами потока и трубопровода. Фиксируя число Рейнольдса,
являющееся одной из основных режимных характеристик движе-
ния эмульсии по трубопроводу, можно выделить связь величины
турбулентных пульсаций с диаметром трубопровода (рис.9.7а).
Установлено, что диаметр трубопровода, при всех прочих равных
условиях, является определяющим параметром, влияющим на
возможность расслоения эмульсии в процессе ее движения при
умеренном турбулентном режиме (7?е=5000-20000, эмульсия ха-
рактеризуется крупностью капель не менее 100-150 мк). С
уменьшением диаметра трубопровода до 30 или 20 см величина
турбулентных пульсаций скорости резко увеличивается и грави-
тационное расслоение потока становится практически невозмож-
ным. В трубопроводах диаметром 200-300 см величина турбу-
451
лентных пульсаций настолько мала, что оказывает на расслоение
лишь незначительное тормозящее действие.
2
В
Рис. 9.7, Условия расслоения жидкости в трубчатых отстойниках
а—зависимое гь турбулентных пульсаций Г от диаметра трубопровода I) и скорости осаждения капель
11„„ от их размера с| (/^,=0,8759; д= 1,1778; и=14,9 сП при 20"С); 1-4-для температуры эмульсии 80.60,40
и 20°С соответственно; б-влияние размера капель на длину трубопровода, достаточную для расслоения
потока; 1-6-диаметры труб 10,20,50,100,200 и 300см соответственно; в-изменение содержания воды по
сечению трубчатого отстойника в его начале (1) и в конце (2). Цифры в кружках - время с момента
остановки трубопровода; l-Y-сечение трубопровода.
Аналогичная связь имеет место между турбулентными пуль-
сациями и вязкостью потока. Поскольку диаметр трубопровода и
вязкость жидкости в формуле для определения числа Рейнольдса
связаны обратно пропорциональной зависимостью, снижение вяз-
кости влияет на величину турбулентных пульсаций так же, как и
возрастание диаметра. С увеличением числа Рейнольдса возраста-
452
ет величина турбулентных пульсаций и возможность расслоения
потока уменьшается. Таким образом, возможность расслоения
эмульсии при движении ее по трубопроводу в турбулентном ре-
жиме кроме закона Стокса определяется также уровнем турбу-
лентнных пульсаций и в этой связи зависит от диаметра трубо-
провода, вязкости потока и числа Рейнольдса.
Расчетные значения предельных размеров капель, которые
могут осаждаться при заданных размерах трубопровода и темпе-
ратуре потока, представлены на рис. 9.7а. Так, при температуре
потока 20 °C, Re= 10000 и диаметре трубопровода 100 см возмож-
но осаждение капель, диаметр которых более 800 мк, а при темпе-
ратуре 80 °C и диаметре трубопровода 14 см - капель размером
500 мк. Графическое сравнение скорости турбулентных пульса-
ций в зависимости от диаметра трубопроводов и скорости осаж-
дения капель от их диаметра при различной температуре эмуль-
сии позволяет оценить возможность расслоения потока или по-
добрать для данного размера капель диаметр трубы отстойника и
температуру процесса, обеспечивающие гравитационное расслое-
ние эмульсии.
Из рис. 9.7а следует, что гравитационное расслоение эмуль-
сии при движении по промысловым трубопроводам в обычном
для нее режиме (7?е= 10000) возможно лишь в трубах значительно-
го диаметра.
Достаточно эффективно осаждаются капли пластовой воды,
диаметр которых превышает 100-150 мк. Капли, размеры которых
находятся в пределах десятка микрон, также смогут осесть в ниж-
нюю часть трубопроводов.
На рис. 9.76 представлена зависимость длины трубопровода
от диаметра капель воды, необходимой для осаждения из турбу-
лентного потока эмульсии на нижнюю поверхность трубопровода
для различных его диаметров. С увеличением диаметра капель
необходимая длина трубопровода концевого делителя фаз (КДФ)
или трубчатого отстойника уменьшается до нескольких метров.
Анализ кривых (рис. 9.7 б) позволяет сделать вывод о воз-
можности быстрого расслоения эмульсии при турбулентном ре-
жиме в горизонтальных трубчатых аппаратах, диаметр которых
значительно меньше 300 см. Так, при предварительном укрупне-
нии капель до 400 мк расслоение потока на нефть и воду в стан-
дартном отстойном аппарате диаметром 300 см осуществляется на
453
участке длиной около 6 м, а в отстойнике диаметром 200 см - на
участке длиной 7 м.
При уменьшении диметра отстойного аппарата до 100 см не-
обходимая длина его возрастает до 8 м. Эти же процессы вполне
осуществимы в трубопроводе-отстойнике диаметром 50 см, дли-
на которого так же невелика и составляет около 12,5 м, что прак-
тически в два раза короче длины стандартного отстойника. Рас-
слоение потока на нефть и воду при укрупнении капель до 500 и
700 мк возможно также и в трубопроводах диаметром 20 и 10 см
соответственно.
Отсюда следует, что предварительное укрупнение капель от-
крывает возможности по использованию малогабаритной высоко-
производительной водоотделительной аппаратуры, выполненной
из труб нефтяного сортамента, способной работать при более вы-
соких гидродинамических параметрах потока, чем это имеет ме-
сто при эксплуатации типовых отстойников (рис. 9.7в).
Эффективность расслоения эмульсии в значительной мере
усиливается за счет турбулентной диффузии капель на стенки ап-
паратов и границу раздела фаз «нефть-дренажная вода», играю-
щих роль инверсирующих экранов.
В определенных случаях расслоение потока на нефть и воду
оказывается возможным только за счет турбулентной диффузии
капель.
Исследования с применением микрокиносъемки подтверди-
ли, что в стандартных отстойниках эффект дождевания практиче-
ски не происходит, а сами отстойники не играют той роли, кото-
рая им до сих пор приписывалась. Многократный отбор проб по
сечению отстойных аппаратов подтвердил правильность этих вы-
водов (таблица 9.13).
Таблица 9.13
Отбор проб от верха, см Содержание воды (в %) в пробах различных серий исследований
1 2 3
0 0,42 0,60 0,30
40 0,36 0,48 0,03
80 0,18 0,60 0,12
120 0,36 0,80 0,24
160 0,36 1,20 0,30
200 0,30 0,60 следы
240 0,42 0,30 0,12
280 100,00 100,00 0,24
454
Поэтому было предложено не вступать в противоречие с при-
родой и сохранить за отстойниками в основном функцию водоот-
делителей, а процессы разрушения эмульсии переложить на про-
мысловые системы сбора, коммуникационные и специальные
смонтированные трубопроводы-каплеобразовател и [2].
Технически хорошо оформленный отбор дренажной воды и
небольшая высота водного слоя обусловили возможность приме-
нения высокоэффективных трубных отстойников, изготавливаемых
из труб нефтяного сортамента, удельная производительность кото-
рых существенно превосходит удельную производительность объ-
емных аппаратов.
Другими достоинствами трубных отстойников является их бо-
лее низкая металлоемкость, компактность, простота обслуживания,
возможность доставки в любые труднодоступные места.
В институте ТатНИПИнефть разработан и в объединении Тат-
нефть изготовлен малогабаритный трубный отстойник, снабжен-
ный торцевыми распределительными устройствами для ввода
эмульсии и вывода нефти, объемом 16 м'\ Промысловые испытания
трубного отстойника осуществлялись на ступени обезвоживания
Бирючевского ТХУ в НГДУ Актюбанефть. Отстойник подключал-
ся на байпасной линии к секционному трубчатому каплеобразова-
телю, в котором осуществлялось укрупнение капель воды в эмуль-
сии перед входом в отстойный аппарат ступени обезвоживания.
Корпус отстойника был изготовлен из трубы диаметром 1000 мм и
имел длину 20 м (рисунок 9.8). Параметры секционного трубчатого
каплеобразователя, используемого на ступени обезвоживания ус-
тановки, были следующими:
- первая секция (массообменная): диаметр трубы - 250 мм;
длина трубы - 400 мм; число Рейнольдса - 50 000; время движения
- 3,3 мин;
- вторая секция (коалесцирующая): диаметр трубы - 300 мм;
длина трубы - 150 м; число Рейнольдса - 44 000; время движения -
1,5 мин.
Обводненность поступающей на установку нефти после резер-
вуара предварительного сброса изменялась в пределах от 2 до
20 %, температура процесса отстоя нефти -от 40 до 50 °C, расход
деэмульгатора (сепароль-25) - от 18 до 20 г/т. Исследования по ра-
ботоспособности трубного отстойника осуществлялись в соответ-
ствии с технологической схемой, представленной на рис. 9.9.
455
Рис. 9.8. Малогабаритный трубный отстойник
I - корпус отстойника; 2,3 — распределители потока; 4 - перфорированная труба
для сброса дренажной воды; 1-8 - пробоотборные краны.
Рис. 9.9. Технологическая схема испытания малогабаритного
трубного отстойника.
I - газоводонефтяная эмульсия; 11 - газ на КС; 111 - дренажная вода; IV - готовая нефть;
V - сточная вода на КНС; VI - циркуляционная вода; VII - деэмульгатор.
1 - узел сепарации; 2 - резервуар предвари тельного сброса с гидрофильным жидкостным
фильтром; 3 - буферный резервуар: 4 - насос сырой нефти; 5 - печь для нагрева воды; 6 -
теплообменники; 7 - секционный трубчатый каплеобразователь; 8 - трубчатый отстойник с
торцевыми распределительными устройствами; 9 - счетчик для обезвоженной нефти; 10 -
отстойники ступени обессоливания нефти; 11 - резервуар готовой нефти; 12 - насос головой
нефти; 13 - резервуар с гидрофобным жидкостным фильтром для очистки воды; 14 - буфер-
ный резервуар для воды; 15 - насос для очищенной воды; 16 - насос для откачки нефти; 17,
18 - технологические трубопроводы.
456
Водонефтяная эмульсия с содержанием воды до 55 % из узла
сепарации 1 вместе с дренажной водой, возвращаемой в начало
процесса из отстойных аппаратов установки, поступала в техноло-
гический резервуар 2, откуда после предварительного сброса ос-
новного объема пластовой воды нефть достаточным содержанием
воды 2-20 % через буферный резервуар 3 насосом 4 вместе с вве-
денным деэмульгатором в количестве не более 20 г/т направлялась
по холодному технологическому трубопроводу 18 длиной 1200 м и
диаметром 500 м на установку и нагревалась в теплообменниках 6
до 40-50 °C. Предварительно разрушенная в трубопроводе 18
эмульсия поступала в секционный трубчатый каплеобразователь 7,
где осуществлялось окончательное разрушение бронирующих обо-
лочек на глобулах пластовой воды, а также достигалось слияние и
укрупнение в связи с этим капель. Глубоко разрушенная эмульсия
(размеры капель воды до 500 мкм) из секционного каплеобразова-
теля поступала в действующие на установке объемные отстойники
и трубный отстойник 8 через торцевое распределительное устрой-
ство. Жидкость в отстойнике двигалась параллельными горизон-
тальными потоками по всей его длине от зоны ввода к зоне вывода
готовой нефти. Отделившаяся от нефти вода осаждалась на дно
отстойника и отводилась через горизонтальную перфорированную
трубу, уложенную на дне трубного отстойника, в систему сбора
дренажных вод и вводилась в трубопровод сырой нефти перед вхо-
дом в технологическийц резервуар 2. Глубоко обезвоженная нефть
с остаточным содержанием воды в ней в пределах от «следы» до
0,2 % при поддержании в трубном отстойнике уровня дренажной
воды не более 0,2 м направлялась на ступень обессоливания. Ре-
зультаты испытаний трубного отстойника приведены в табл. 9.14.
Таблица 9.14
Производитель- ность по нефти, м3/час Температура процесса, °C Высота слоя дренажной воды, м Содержание воды в нефти, %
на входе в отстойник на выходе из отстойника
8 50 0,1 10 0,0-0,03
20 51 0,2 5 0,0-0,3
30 50 0,1 20 0,0-0,2
40 48 0,15 2 0,12-0,2
50 50 0,1 3 0,08-0,2
80 40-50 0,08-0,15 2-20 0,0-0,2
80 40-45 0,4-0,45 10 0,3-0,6
80 40-45 0,1-0,15 8 0,15-0,2
457
В период испытаний производительность трубного отстойника
по готовой нефти постепенно увеличивалась от 8 м3/час (время
пребывания нефти в аппаратах - 2 часа) до 80 м7час (время отстоя
нефти - 0^2 часа, т.е. 12 мин.). Испытания показали, что при
производительности отстойника 80 м3/час по готовой нефти
(0,7 млн.т/год) достигается глубокое обезвоживание нефти при ста-
бильно высоких показателях ее качества (остаточное содержание
воды - не более 0,2 %. В процессе испытаний уровень слоя дре-
нажной воды в отстойнике поддерживался на высоте от 0,08 м до
0,45 м. Как следует из данных таблицы 9.14 , для получения глубо-
ко обезвоженной нефти (содержание воды не более 0,2 %) уровень
слоя дренажной воды должен поддерживаться на высоте не более
0,2 м. Оптимальным значением является 0,1-0,15 м. Повышение
уровня воды в отстойнике приводит к ухудшению качества нефти в
связи с засасыванием свободной воды из области раздела фаз
«нефть-вода» через нижние нефтесборные трубы торцевого рас-
пределительного устройства для вывода нефти, который следует
приподнять выше к образующей отстойника.
Удельная производительность трубного отстойника при полу-
чении глубоко обезвоженной нефти составляет 5 м3/час/ м3, а
удельная металлоемкость не превышает 0,06 т/м3. Это очень высо-
кие показатели.
Удельная металлоемкость у объемных отстойников колеблется
от 0,1 до 1,0 т/м3.
С целью изучения кинетики отделения воды от нефти в труб-
ном отстойнике и определения рациональной его длины через про-
боотборные устройства отбирались пробы нефти по его длине и
сечению. Результаты исследований приведены в табл. 9.15^ откуда
видно, что основной объем пластовой воды отделяется от нефти
уже на длине трубного отстойника, равной 3 м (время отстоя нефти
— 1,8 мин.). Глубокое обезвоживание нефти при производительно-
сти 80 м3/час достигается при длине отстойника, равной 7 м (время
отстоя нефти - 4,2 мин.). Отсюда следует, что длина трубного от-
стойника может быть короче экспериментальной, что полностью
соответствует теоретическим предпосылкам, изложенным в работе
[1,2, 121, 141, 144, 145,223,269-276].
Таким образом, промысловые испытания показали высокую
эффективность трубного отстойника, снабженного торцевыми рас-
пределительными устройствами для ввода эмульсии и вывода неф-
458
ти, при работе в блоке с секционным трубчатым каплеобразовате-
лем. Применение этого аппарата эффективно как при строительст-
ве новых, так и реконструкции действующих объектов подготовки
нефти. При этом необходимо иметь ввиду, что блок из девяти та-
ких трубных отстойников, установленных, например «этажеркой»,
занимая даже меньшую плошадь, чем один объемный отстойник (V
= 200 м3), обеспечивает нормальную работу объекта производи-
тельностью 6,3 млн.т/год.
Таблица 9.15
№№ точек отбора проб Удаление точки отбора проб нефти от начала отстойника, м Высота отбора проб нефти от дна отстойника, см Высота слоя воды в отстойнике, см Остаточное содержание воды в обезвоженной нефти, %
1 2 3 4 5
2 3 30 10 0,6-0,80
50 0,5-0,60
70 0,2-0,30
4 7 30 12 0,2-0,30
50 0,18-0,20
70 0,0-0,20
5 10 30 12 0,0-0,60
50 0,0-0,20
70 0,0-0,20
6 13 30 ] 1 0,0-0,40
50 0,0-0,20
70 0,0-0,20
7 16 30 10 0,4-0,40
50 0,0-0,15
70 0,0-0,20
8 19 30 10 0,0-0,40
50 0,0-0,18
70 0,0-1,15
9.7. ПОДГОТОВКА ВЯЗКОЙ НЕФТИ С ИСПОЛЬЗОВАНИЕМ
ТРУБЧАТЫХ РАССЛОИТЕЛЕЙ
Осложнения в подготовке нефти в значительной мере связаны
с вовлечением в разработку залежей вязкой нефти верхних гори-
зонтов. Вязкость водонефтяных эмульсий этих нефтей, в основном,
зависит от объемного содержания воды, размеров капель и темпе-
ратуры. Физико-химическая характеристика этих нефтей приведена
в таблице 9.16.
459
Таблица 9.16
Нефть месторождений Горизонт, свита, ярус р20 М V 20, сСт 50, сСт Содержание, % -
| серы j 1 азота I парафина сернокислот- ных смол силикагелевых | асфальтенов
Ромаш- кин- ского Дево некий 0,8620 232 14,2 5,9 1,61 0,17 5,1 34 10,24 4,0
Балин- ского Угле- нос- ный 0,8831 290 25,8 9,8 2,80 0,25 4,1 38 13,80 6,1
Ромаш- кин- ского Угле- нос- ный 0,8909 300 34,8 12,3 3,50 0,20 3,5 50 14,00 5,2
По данным исследований промысловых эмульсий было уста-
новлено, что угленосная нефть Бавлинского и особенно Ромашкин-
ского месторождений и их смеси с девонскими (безводные и об-
водненные) имеют вязкость в интервале температур 0-50 °C в 1,5-2
раза выше, чем девонские (табл.9.16, рис. 9.10).
Рис. 9.10. Изменение вязкости нефти и эмульсий в зависимости от
температуры при обводненности 0 (а), 18,5 (б), 42 (в) %:
1 - девонская нефть; 2 - смесь девонской и угленосной нефтей (3:1);
3 - смесь девонской и угленосной нефтей (1:1); 4 — смесь девонской и угленосной
нефтей (1:3); 5 - угленосная нефть.
460
Для деэмульсации таких нефтей на типовых установках тре-
буются высокая температура нагрева, большой расход деэмульга-
тора и пресной воды, а на ступени обессоливания нередко преду-
смотрено применение электрического поля и т.д. Вместе с тем, ис-
следованиями было установлено, что для решения проблемы под-
готовки нефти этого типа, повышению, качества на установки не-
обходимо направлять глубокоразрушенные эмульсии. Это достига-
ется за счет использования гидродинамических эффектов, прояв-
ляющихся при транспортировании нефти в трубопроводах промы-
словых систем сбора, и запаса технологического времени. Иссле-
дованиями установлено, что перевод, обессоливающих установок
на работу по совмещенной схеме в блоке с промысловыми систе-
мами сбора позволяет существенно улучшить качество обессолен-
ной нефти. Наряду с этим значительно повышается стабильность
их работы.
Известно, что коммуникационные трубопроводы между сырь-
евыми насосами и отстойной аппаратурой выполняют технологи-
ческие функции. Однако длина и диаметр этих трубопроводов на
горячих участках перед I и II ступенями не соответствуют опти-
мальным значениям. Применение трубопроводов с расчетными
значениями диаметров и длины позволяет намного улучшить каче-
ство обезвоженной и обессоленной нефти и сократить время пре-
бывания ее в отстойных аппаратах. В этом случае в технологиче-
скую схему деэмульсации нефти вводится аппарат - трубчатый ка-
плеобразователь и расслоитель эмульсии. Проверка возможности
расслоения предварительно укрупненной эмульсии на нефть и воду
в трубчатых элементах при турбулентном режиме была осуществ-
лена при ЭЛОУ-1 НГДУ «Бавлынефть» (объединение «Татнефть»)
Разрушение эмульсии и гидродинамическое укрупнение ка-
пель осуществлялись с помощью экспериментального секционного
каплеобразователя. Расслоение потока на нефть и воду достигалось
в экспериментальном трубчатом отстойнике, конструкция которого
позволяла осуществлять контроль за состоянием эмульсии по его
длине и сечению, а также отбор нефти и воды соответственно из
его верхней и нижней частей. Секционный каплеобразователь со-
стоял из последовательно соединенных теплоизолированных труб-
чатых элементов диаметром 150, 250 мм, уложенных на основании.
Теплоизолированный трубчатый отстойник выполнен из трубы
диаметром 350 мм, в конце которого имелись два отвода: для сбро-
461
са отделившейся воды и отбора подготовленной нефти. По цен-
тральной 150 мм трубе отводилась смесь воды и нефти, возникаю-
щая в промежуточной турбулентной зоне, быстро расслаивающая-
ся при последующем отстое. Расход отбираемый готовой нефти и
дренажной воды контролировался счетчиками Вольтмана. Время
движения нефти в 1-й секции каплеобразователя составляло 5 мин
(при Re=21000), во 2-й секции - 12 мин (при Re 14000) и трубчатом
отстойнике - 12 мин (при Re=7000). Подготовку нефти с использо-
ванием трубчатого отстойника и каплеобразователя осуществляли
по следующей технологической схеме. При обезвоживании нефть
угленосных горизонтов в количестве 4000-4300 т/сут с содержани-
ем воды 30-40% поступала в резервуар предварительного сброса и
оттуда с остаточным содержанием воды до 12 % и введенным в нее
реагентом ( из расчета 50 г/т) - в теплообменники, где нагревалась
до 60 °C, и затем, пройдя секции каплеобразователя, направлялась
в трубчатый отстойник. Цель исследований на этом этапе состояла
в оценке способности трубчатого отстойника осуществлять с дос-
таточной степенью эффективности расслоение потока на нефть и
воду при явно выраженном турбулентном режиме.
Оказалось, что при глубоком разрушении бронирующих обо-
лочек и предварительном укрупнении глобул эмульсии в секциях
каплеобразователя, подключенного к ступени обезвоживания, рас-
слоение потока на нефть и воду в трубопроводе диаметром 35 см
осуществляется при значениях Re^7000. Отсюда следует, что до
этих же значений Re может быть повышена производительность и
стандартной аппаратуры. В нижней части отстойника двигался
слой довольно чистой дренажной воды. Средняя часть его, включая
зону контакта с водой, была представлена обезвоженной нефтью до
1,6-2 %, а верхняя - нефтью со следами воды.
Хорошие результаты были получены при использовании труб-
чатого комплекса на ступени обессоливания. При этом пресная во-
да подавалась вначале в 6-дюймовые секции каплеобразователя.
Расход пресной воды при работе трубчатых элементов в режиме
обессоливания нефти был определен экспериментально. В ходе ис-
следований было установлено, что оптимальный расход холодной
воды при обессоливании угленосной нефти составляет 8 %, а не
14 %. В процессе совместного движения угленосной нефти и пре-
сной воды по секционному каплеобразователю происходит эффек-
тивное ее обессоливание, а при снижении уровня турбулентности
462
до значений Re=l4000 (в конце 250 мм секции каплеобразователя)
основное количество промывочной воды выделяется в нижнюю
часть трубы. Завершение процесса расслоения эмульсии при
Re=7000 осуществлялось в отстойнике на участке длиной 10 м
(таблица 9.17).
Таблица 9.17
Оборудование Длина ли- нейной части отстойника, м Слои по сечению Отстой воды, мл, за время, мин Содержание в товарной нефти
0 15 30 60 воды, % солей, мг/л
Отстойник 10 Верх 0 0 0 0 0,1-0,5 30-60
трубчатый с Середина 1 4 4 5 0,24 40-60
каплеобразо- Низ 200 200 200 200 - -
вателем 100 Верх 0 0 0 0 0,12 20-50
Середина 1 4 5 5 0,48 40-50
Низ 200 200 200 200 -
200 Верх 0 0 0 0 0,0 20-50
Середина 2 4 4 4 0,24 30-50
Низ 200 200 200 200 - *
П р и меч ан ие. Навеска - 200 мл, температура отстоя - 40 °C, расход пресной воды - 8%.
Содержание солей в нефти, непосредственно отобранной из
верхней части трубчатого отстойника, составляло 30-50 мг/л. Об-
щее количество обессоленной до 50-120 мг/л нефти, отбираемой
непосредственно из трубчатого отстойника, достигало 25 % от
производительности установки. Одновременно с отбором обессо-
ленной нефти из трубчатого отстойника осуществлялся сброс дре-
нажной воды, количество которой составляло 85-90 % от общего ее
содержания в нефти.
Нестойкая смесь воды и нефти из промежуточной зоны, для
расслаивания которой необходимо несколько минут, направлялась
по трубопроводу диаметром 150 мм в электродегидраторы.
Практическое осуществление расслаивания эмульсии в трубо-
проводе диаметром 0,350 м как при обезвоживании, так и при обес-
соливании показало, что для отделения воды от нефти нет никакой
необходимости в использовании отстойной аппаратуры диаметром
3,6 м и тем более 6 м. (шаровые дегидраторы).
Для этого достаточно применять трубчатые отстойники диа-
метром 0,35; 0,500; 1,0 м, снабженные регуляторами раздела, уста-
463
новленными либо непосредственно в трубчатых отстойниках, либо
в расширителях, число модификаций которых может быть весьма
большим [256].
9.8. БЛОЧНЫЙ ОБЪЕМНО-ТРУБЧАТЫЙ РАЗДЕЛИТЕЛЬ
ЭМУЛЬСИИ
Ранее отмечалось, что для отделения воды от нефти достаточ-
но применять трубчатые отстойники диаметром 0,35; 0,5 и 1 м,
снабженные регуляторами раздела фаз, установленными либо не-
посредственно в трубчатых отстойниках, либо в объемных расши-
рителях. Институтом ТатНИПИнефть и конструкторским бюро
объединения «Саратовнефтегаз» разработаны рабочие чертежи
блочного разделителя эмульсии РЭБСТ-1. Сызранский механиче-
ский завод изготовил опытный образец, а ТатНИПИнефть совмест-
но с заинтересованными организациями осуществил промысловые
испытания.
Блочный секционный трубчатый разделитель эмульсии
РЭБСТ-1 предназначен для: осуществления всего комплекса под-
процессов подготовки нефти в одном аппарате, разрушения брони-
рующих оболочек на каплях пластовой воды и их укрупнения в
турбулентном режиме, расслоения потока на нефть и воду в труб-
ном отстойнике и объемном расширителе, получения обезвожен-
ной и обессоленной нефти в зависимости от применения его на
ступени обезвоживания или обессоливания. РЭБСТ-1- является
блочным отстойным аппаратом, поставляемым к месту его приме-
нения в виде модулей, комплекта контрольно-измерительных при-
боров, регуляторов и предохранительной аппаратуры. Аппарат со-
стоит из блока секционного каплеобразователя и блока трубчатого
отстойника с объемным расширителем (рис. 9.11, табл.9.18) [144,
145]. Сброс отделившейся из нефти дренажной воды осуществля-
ется автономно из трубчатого отстойника и объемного расширите-
ля. Индивидуальные регуляторы уровня раздела фаз «нефть-вода»
(типа РУМ-18) монтируются в объемном расширителе и камере
сброса воды. Блок секционного каплеобразователя и блок трубча-
того отстойника с объемным расширителем устанавливаются на
отдельных рамах-основаниях. Для удобства обслуживания прибо-
ров контроля за технологическими параметрами на верхней части
объемного расширителя смонтирована площадка и лестница.
464
Рис. 9.11. Общий вид РЭБСТ-1
1 - рама; 2 - 1 секция каплеобразователя; 3-2 секция каплеобразователя;
4 - трубчатый отстойник; 5 - объемный расширитель; 6 - камера сброса воды;
7 - лестница; 8 - труба отбора нефти; 9 - труба отбора воды.
Таблица 9.18
Параметры Каплеобразователь Отстойник
I секция II секция трубный отстойник объемный расшири- тель
1 2 3 4 5
Диаметр труб, мм 250 400 500 аппарат V= 16 м3
Длина груб, м 132 30 50
Время обработки эмульсии, 3 1,5 5 15
мин.
Масса в нерабочем состоя- 11250 18400 30860
НИИ, кг Габаритные размеры аппарата: длина, мм 15000 15000 15000
ширина, мм 3000 3100 7920
высота, мм 2427 3348 3910
Габаритные размеры объ- емного расширителя: диаметр, мм 2000
длина, мм 5300
465
Техническая характеристика РЭБСТ-1:
1. Рабочая среда - нефть, пластовая вода
2. Давление, кгс/см2: рабочее -6
пробное -9
3. Температура среды, °C - + 40
4. Производительность по жидкости, т/сут
5. Содержание воды в эмульсии, %
-3000
- до 30
6. Содержание воды в нефти на выходе из
аппарата, % -0,5
Промысловые испытания РЭБСТ-1 на ступени обезвоживания.
Промысловые испытания с целью определения эффективности
опытного образца разделителя эмульсии РЭБСТ-1 при работе на
ступени обезвоживания были осуществлены на термохимической
установке (ТХУ-2) НГДУ «Елховнефть» (рис. 9.12).
Рис. 9.12. Схема привязки РЭБСТ-1 на Кичуйской ТХУ.
1 - технологический резервуар; 2 - сырьевой насос; 3 - теплообменник; 4 - отстойник;
5 - фильтр; 6 - расходомер; 7 - манометр; 8 - блок каплеобразователя; 9 - трубный отстой-
ник; 10 - камера сброса воды; 11 - блок отстойника.
Согласно технологической схеме обезвоживающей установки,
девонская нефть с содержанием воды до 50% поступала в техноло-
гический резервуар РВС-5000, где осуществлялся предварительный
сброс отделившейся воды. Для интенсификации процессов разру-
шения эмульсии в промысловых трубопроводах на групповых ус-
466
тановках дозировался дисолван 4411 из расчета 20г/т [143]. Перед
резервуаром предварительного сброса в сырьевой трубопровод
вводилась активная дренажная вода после отстойников ступени
обезвоживания. Предварительно обезвоженная до 5-30 % нефть из
буферного резервуара ЖБР-10000 сырьевым насосом направлялась
через теплообменники и вертикальные деэмульсаторы в два гори-
зонтальных отстойника и трубчатый разделитель эмульсии, обвя-
занный последовательно и параллельно с существующими отстой-
никами. На прием сырьевого насоса дополнительно вводился де-
эмульгатор из расчета 38 г/т. Обезвоженная нефть после отстойни-
ков и трубчатого разделителя эмульсии направлялась в товарные
резервуары Кичуйского товарного парка. Производительность ТХУ
составляла 3500-4500 т/сут обезвоженной нефти.
Промысловые испытания РЭБСТа были осуществлены на трех
режимах: расход жидкости - 125, 135, 160 м3/ч; температура нагре-
ва нефти соответственно составляла 30, 35, 40 °C. В период испы-
таний обводненность нефти Ново-Елховского месторождения со-
ставляла 40-45 %. Технологическая схема обезвоживания нефти с
использованием в качестве отстойника трубчатого разделителя
эмульсии была принята следующей (рис. 9.12): сырая нефть после
резервуара предварительного сброса воды (обводненность 25-40 %)
и ввода деэмульгатора дисолвана 4411 насосом через турбинный
расходомер НОРД-100 и через каплеобразователь вводилась в
трубный отстойник и объемный расширитель. Данные по исследо-
ванию приведены в таблице 9.19.
Таблица 9.19
Концевой участок к/о 0 = 400 мм Концевой участок к/о 0 = 500 мм Объемный расширитель 0 - 2000 мм
Высота точки Солер- Высота точ- . Содержа- Высота точки Содержа-
отбора жание ки отбора ние воды в отбора ние воды
от верхней воды в от верхней нефти, % от верхней в нефти,
образующей. нефти, % образующей, образующей. %
мм мм мм
10 0,7 10 0,32 200 0,2
125 3,6 125 1,2 500 0,2
300 58 300 48 800 0,8
400 100 500 100 1200 2,0
— 1700 3,2
2000 100
467
Для исследования степени разрушения эмульсии по длине и
сечению каплеобразователя, трубного отстойника и объемного
расширителя из концевых участков этих аппаратов отбирали по-
слойные пробы нефти, в которых определяли содержание воды. И
из данных таблицы 9.19 видно, что эмульсия по мере движения по
трубчатому разделителю эмульсии эффективно разрушается и при
отстое в течение 15 мин расслаивается на нефть и воду.
При глубоком разрушении бронирующих оболочек и предва-
рительном укрупнении глобул пластовой воды в секционном кап-
леобразователе содержание воды в нефти в верхнем сечении
трубчатого отстойника составляет 0,3 %, объемного расширителя
- 0,2 %. Из линейной части трубного отстойника через счетчик
НОРД-100 также осуществлялся отбор части обезвоженной нефти.
Отделившаяся вода из трубного отстойника поступала в камеру
предварительного сброса и далее через регулятор уровня РУМ-18
на очистные ‘сооружения. Через каждые 2 часа контролировали
следующие параметры: расход по сырью и обезвоженной нефти.
Усредненные результаты испытаний представлены в таблицах 9.20
- 9.21, из которых следует, что при производительности разделите-
ля эмульсии РЭБСТ-1 по жидкости 4000 м3/сут, обводненности сы-
рья 30-35 %, температуре нагрева 35-40 °C содержание воды в
обезвоженной нефти составляло не более 0,5 % против 0,9-2,3 в
горизонтальных отстойниках ОГ-160, подключенных параллельно
с РЭБСТ-1.
Т а б л и ц а 9.20
Производительность, м3 за 2 часа S h С 1 Содержание воды в нефти, %
по обезвоженной нефти *©<о о й 2 8- о 1 )S S а
и О 2 о
2 ей cd "2 >Ч Е m >43 н о о cd
£- 3 о о С РЭБСТа О 1“. <и О Н и £ S я и S 3 Ю Q О cd трубного отстойник; Температур на входе в после резер! предварител сброса после трубного от ника После объемного р рителя
1 2 3 4 5 6 7 8
250 101 71 30 29 60 1,20 0,20
260 125 95 30 32 52 0,60 0,12
270 202 182 24 30 24 1,00 0,20
300 205 187 18 32 32 0,36 0,20
310 234 218 16 32 25 0,40 0,40
31 38 0,71 0,22
468
Продолжение таблицы 9.20
1 2 3 4 5 6 7 8
250 219 171 48 37 13 0,20 0,20
260 196 185 11 37 25 0,36 0,24
270 163 147 16 34 40 0,40 0,36
290 238 215 23 36 18 0,20 0,20
320 243 218 25 37 24 0,08 0,04
330 226 200 26 34 32 0,60 0,16
36 25 0,31 0,20
250 181 148 33 38 28 0,40 0,60
260 178 158 20 38 32 0,80 0,40
270 192 175 17 38 29 0,20 0,08
280 180 155 25 40 36 0,40 0,12
300 169 145 24 38 44 0,40 0,20
310 123 102 21 40 40 0,80 Сл.
330 252 226 26 42 24 0,40 0,60
39 33 0,48 0,28
Таблица 9.21
№ № Наименование показателей Размер- ность Режим работы
РЭБСТ-1 ОТ-160
п/п 1 2 3 1 2. 3
1 2 3 4 5 6 7 8 9
1. Расход сырой нефти м7час 125 135 160 125 135 160
2. Содержание воды на %
выходе из объ- 33 34 34 33 34 34
каплеобразователя емн.
3. Температура нагрева °C 30 30 30 30 30 30
40 40 40 40 40 40
4. Расход деэмульгатора г/т 38 38 38 38 38 38
5. Давление кГс/см2 3 3 3 3 3 3
6. Скорость потока: в каплеобразователе 0 250 мм м/сек 0,7 0.76 0,85
0 400 мм м/сек 0,28 0,3 0,34
в трубном отстойнике 0 500 мм м/сек 0,18 0,19 022
7. Режим движения: в каплеобразователе 0 250 мм Re 18000 19000 21000
0 400 мм Re 11000 12000 13000
в трубном отстойнике Re 9000 9500 10000 1400 1500 1700
469
Продолжение та б л и ц ы 9.21
1 2 3 4 5 6 7 8 9
8. Время обработки: в каплеобразователе в трубном отстойнике в объемном расширите- мин. мин. мин. 5 4,4 10 4,5 4,3 9 4 3,9 8 52 50 42
9. ле Содержание воды в нефти на выходе: из трубного отстойника % 0,94 0,96 0,90 2,30 2,30 2.30
из объемного объем. 0,76 0,50 0,55 0,97 0,97 0,97
10. расширителя Содержание нефти в % объем, мг/л 0,41 0,34 94 0,43 0,30 94 0,38 0,27 94 94 94 94
В пун дренажной воде кте 9 в числителе значения п ш темпера пуре 30' С, в зна иенателе - при 4 0"С.
Из работы [1, 77] известно, что для увеличения производи-
тельности отстойных аппаратов необходимо:
- осуществлять предварительное укрупнение капель эмульсии
до их введения в зону отстоя;
- обеспечить торцевой равномерный ввод жидкости по сече-
нию аппарата;
- поддерживать низкий уровень водяной подушки;
- исключить из отстойной зоны аппарата операцию «промыв-
ки» эмульсии через слой дренажной воды.
Всем этим требованиям отвечает трубчатый разделитель
эмульсии РЭБСТ-1. Именно поэтому производительность аппарата
РЭБСТ-1 (при суммарном объеме каплеобразователя, трубчатого
отстойника и объемного расширителя всего 36 м3) и составляла по
жидкости 1,4 млн.т/год. Производительность лучших традицион-
ных отстойных аппаратов по жидкости объемом 200 м3 составляла
в тот период 1,8 млн.т/год. Удельная часовая производительность
трубчатого разделителя эмульсии составляет 4,4 т/м3 против
1,02 т/м3 для 200 м3 объемных отстойников.
Из результатов исследований также следовало:
- размеры, конструкции отдельных узлов отвечают требовани-
ям действующих стандартов;
- РЭБСТ-1 по производительности и качеству подготовленной
нефти существенно превышает параметры объемных аппаратов.
470
Разделитель,эмульсии РЭБСТ-1 принят ведомственной комис-
сией МНП (приказ № 694 от 16.12.77 г., акт от 30.03.78 г.) и реко-
мендован для выпуска установочной серии.
Металлоемкость опытного образца РЭБСТ-1 с каплеобразова-
телем составляла 30,8 т. За счет применения встроенного телеско-
пического лабиринтного каплеобразователя и совмещения его с
трубчатым отстойником металлоемкость РЭБСТа может составлять
всего лишь 21 т. Металлоемкость же объемного отстойника ОГ-200
с каплеобразователем составляет в среднем 59 т. По металлоемко-
сти, приведенной к одинаковой производительности, РЭБСТ имеет
существенные преимущества перед объемными отстойниками.
Промысловые испытания РЭБСТ-1 на ступени обессоливания.
Промысловые испытания по определению эффективности
опытного образца разделителя эмульсии РЭБСТ-1 при работе на
ступени обессоливания были осуществлены на термохимической
установке (ТХУ-2) при Кичуйском товарном парке НГДУ «Елхов-
нефть».
Согласно технологической схеме обезвоживающей установки,
девонская нефть с содержанием воды до 55 % поступала в техноло-
гический резервуар РВС-5000, где осуществляется предваритель-
ный сброс пластовой воды. Для интенсификации процессов разру-
шения эмульсий в промысловых трубопроводах в систему сбора
вводился деэмульгатор 4411 из расчета 20 г/т [143]. Предваритель-
но обезвоженная до 154-50 % эмульсия с введенным в неё реаген-
том из расчета 25-30 г/т поступала через теплообменники в два го-
ризонтальных отстойника, объемом 160 м3 каждый.
Температура нагрева нефти в теплообменниках составляла
25^-28 °C. В процессе проведения испытаний РЭБСТ-1 подключал-
ся последовательно с отстойником ОГ-160. Холодная промывочная
вода через счетчик Вольтмана подавалась в трубопровод обезво-
женной нефти перед каплеобразователем разделителя эмульсии.
Отбор дренажной воды из камеры предварительного сброса не
осуществлялся. Отделившаяся из нефти пластовая и пресная вода
сбрасывалась из объемного расширителя периодически. В период
осуществления исследований через каждые 2 часа контролирова-
лись следующие параметры: расход обезвоженной нефти, промы-
вочной воды и реагента, температура нагрева нефти, качество сы-
рья, обезвоженной нефти после горизонтального отстойника, обес-
471
соленной нефти после трубного отстойника и объемного расшири-
теля.
Промысловые испытания выполнялись при среднем расходе
промывочной воды 8,5 %, производительность РЭБСТа по обессо-
ленной нефти - 2500 т/сут. Средняя температура нефти на входе в
каплеобразователь РЭБСТа составляла 22 °C.
Режимные параметры и результаты испытаний представлены в
таблице 9.22. Из результатов исследований следовало, что при
производительности разделителя эмульсии 2500-2600 т/сут, сред-
нем расходе промывочной воды 8,5 %, содержании воды в обезво-
женной нефти до 1-4 % и низкой температуре нагрева (22-23 °C)
была получена обессоленная нефть со средним содержанием солей
до 150 мг/л. При этом среднее содержание солей в нефти на входе в
РЭБСТ составляло 2000^-5000 мг/л.
Для исследования закономерности распределения промывоч-
ной воды по длине и сечению трубчатого каплеобразователя и от-
стойника отбирали послойные пробы нефти в начале каплеобразо-
вателя и в конце трубы диаметром 400 и 500 мм и определяли со-
держание воды в них. Результаты представлены в таблице 9.23 , из
которой видно, что в верхних сечениях потока нефти в каплеобра-
зователе и отстойнике содержание воды в ней составляет 0-2%, а в
нижних 12,2-100 %, т.е. по мере движения смесь искусственной
эмульсии эффективно разделяется на нефть и воду.
Таблица 9.23
№№ п/п Точка отбора 0, мм Расстояние от верхней образующей трубы, мм
содержание воды, %
1 капл. 400 0 2,0 100 4,0 200 6,2 300 8,4 400 12,2
2. труб. 0 125 250 375 500
отст. — — - —
500 0 0,4 9,6 100 100
Содержание воды в нефти на входе в каплеобразователь составляло 8+9 %.
В камере предварительного сброса отделившаяся в трубчатом
отстойнике вода на сбрасывалась, поэтому содержание воды в неф-
ти после трубчатого отстойника было высокое и составляло 2-4 %.
472
Таблица 9.22
Производительность по обессоленной нефти, м3/час JS о До Содержание Содержание в нее обессоленной )ТИ
№ № п/п cd Н О объемного трубного >д пресн оды. % >атура не >де в к/о, в сырье в обезвоженной нефти после трубного отстойника после объемного расширителя
UQ CD Сц расширителя отстойника X ® Q cd Р- О. U о х е оа S cd щ Н воды, % воды, % солей, мг/л воды, % солей, мг/л воды, % солей, мг/л
1 2 3 4 5 6 7. 8 9 10 11 12 13
1. 104 93 И 8,7 23 48 2,0 2960 2,0 102 0,2 85
2. 105 90 15 8,7 23 42 2,0 2830 3,2 1013 1,6 124
3. 107 94 13 8,5 22 40 1,2 1484 3,0 161 2,0 114
4. 105 75 30 8,7 22 54 1,6 2604 4,0 1793 0,4 173
5. 102 76 26 8,9 23 56 14,0 19929 3.2 874 1,2 247
6. 115 86 29 6,5 24 64 Сл. 620 0,8 198 1.2 238
Содержание солей в нефти после объемного расширителя состав-
ляло 85-238 мг/л, что отвечало II группе качества нефти по дейст-
вовавшему ГОСТу.
Испытания показали высокую работоспособность аппарата в
чрезвычайно жестких условиях, характеризующихся высоким со-
держанием воды в нефти на входе в аппарат (2-14 %), низкой тем-
пературой нефти, поступающей на каплеобразователь (22-23 °C),
повышенной вязкостью искусственной эмульсии (0,2-0,25 сст).
При температуре процесса 21 °C качество нефти по содержа-
нию солей на выходе из дегидраторов I ступени фирмы «Марско»
при удельной производительности дегидратора 2,25 м3/м3-час ока-
залось хуже, а удельная производительность против РЭБСТа в 2
раза ниже.
Отсюда следует, что аппарат РЭБСТ работает достаточно эф-
фективно и при низких температурах.
Расчет экономической эффективности от внедрения трубчато-
го разделителя РЭБСТ-1. Трубчатый разделитель эмульсии РЭБСТ-
1 может быть использован на ступени предварительного сброса
пластовой воды, на ступени обезвоживания и обессоливания вме-
сто применяемых для этой цели резервуаров типа РВС или стацио-
нарных булитов-отстойников, объемом 80-200 м3. На момент рас-
чета экономического эффекта аппарат был внедрён на Кичуйской
ТХУ-2 НГДУ «Елховнефть» на ступени предварительного сброса
воды.
Для оценки экономической эффективности (в ценах 1978 г.) за
базу сравнения приняты технико-экономические показатели були-
тов-отстойников, объемом 200 м3. Однако в связи с тем, что для
получения одинакового качества нефти необходимо иметь' на рав-
ный объем 2 аппарата ОГ-200, в расчете принята стоимость двух
аппаратов против одного РЭБСТ-1. Технико-экономические пока-
затели приведены в таблице 9.24.
Таблица 9.24
Показатели Трубчатый отстой- ник РЭБСТ-1 Бу л ит-отсто й н и к ОГ-200 м3
Производительность, тыс. т/сут 3 1,5
Металлоемкость, т 25 48,2
Габариты: длина, м 15 22,6
ширина, м 4 3,4
Сметная стоимость, тыс.руб. 12 26,9
474
Расчет экономической эффективности осуществлялся путем
сравнения приведенных затрат по трубчатому разделителю эмуль-
сии с булитами-отстойниками (ОГ-200) при работе их на ступени
обезвоживания.
Экономический эффект достигается за счет увеличения произ-
водительности трубчатого разделителя эмульсии (на 50 %) и сни-
жения удельных эксплуатационных и капитальных затрат.
Расчет экономического эффекта осуществлялся на один аппа-
рат РЭБСТ-1 при производительности 1 млн. тонн в год в соответ-
ствии с методикой определения экономической эффективности ис-
пользования в народном хозяйстве новой техники, изобретений и
рационализаторских предложений, утвержденной Госпланом
СССР, Академией наук СССР, Государственным комитетом Совета
Министров СССР по делам изобретений и открытий 14 февраля
1977 года.
Экономическая эффективность определялась по формуле:
Э^[(С[+ЕК\)-(С2 + ЕК2)\-В2, (9.6)
где: С/ и С2 - себестоимость деэмульсации нефти по базовому и
внедряемому аппарату, руб/т; Ki и К2 - удельные капительные
вложения по базовому и внедряемому аппарату, руб/т; В2 - годовой
объем жидкости, пропущенной через трубчатый отстойник, т/год;
Е - нормативный коэффициент сравнительной эффективности ка-
питальных вложений, равной для нефтяной промышленности 0,15.
Годовой объем жидкости, прошедшей через отстойник, опре-
делялся по формуле:
B = Qcym-K3-y365, (9.7)
где: QCym - суточная производительность отстойника; К-} - коэффи-
циент эксплуатации аппарата - 0,963; /- плотность жидкости, при-
нимаемая равной 1 (при обводненности 50 %).
По базовому варианту:
Bi = 300 т/сут 0,963 • 365 = 1054485 т/сут (2 аппарата ОГ-200).
По внедряемому варианту годовой объем жидкости, прошед-
шей через трубчатый разделитель эмульсии, составил:
В2 - 3000 т/сут • 0,963 365 = 1054485 т/год (1 РЭБСТ-1).
Удельные капитальные затраты по базовому (А/) и внедряе-
мому варианту (А?) определяются, исходя из стоимости аппаратов
475
(Ej и Бу) и годового объема жидкости, прошедшей через них - Bi и
52.
По базовому варианту (£/) равна 53,8 тыс. руб. (26,9 тыс/руб. х 2).
По новому варианту (Б2) ~ 12,0 тыс. руб.
Удельные капитальные вложения составят:
26,9тыс.руб.х2 \2тыс.руб.
К, - —-------=---- = 5,10 руб./т; =------------— = 1,14 руб./т
1054485m 1054485m
Себестоимость обезвоженной нефти по базовому (С/) и новому
варианту (С2) определяется, исходя из объема обработанной жид-
кости через отстойники (Bt и В2) и затрат на амортизацию эксплуа-
тационного оборудования и текущего ремонта. Затраты по осталь-
ным статьям калькуляции обезвоживания нефти принимаются оди-
наковыми для обоих вариантов в связи с одинаковым набором ра-
бот при их обслуживании.
Норма амортизации принималась равной - 7,5%, текущий ре-
монт - 15% от суммы амортизации.
По базовому варианту сумма амортизации и затраты на теку-
щий ремонт:
26,9-2-7,5
Я _-----------= 4035 руб.
100
соответственно по новому варианту:
\2тыс.руб. 7,5
А ----------------- 9QQ pyg
4035-15
------— = 605 руб,
100
900-15
—------= 135 руб.
100
Отсюда эксплуатационные затраты составят:
по базовому варианту - 4640 руб. (3 = 4035 + 605)
по новому варианту— 1045 руб. • (Э = 900 + 135).
4640 руб. ХОЗ 5 руб.
(j _--------— = 0,44 руб/т С---------------------0,10 руб/т,
1 1054485m z 1054485m
Экономический эффект от применения одного трубчатого от-
стойника - РЭБСТ-1 на ступени обезвоживания в ценах 1978 г. со-
ставил: Э= [(0-00,44 + 0,15 0-05,10)-(0,-00,10+ 0,15 0,-01,14)]
х 1054485 = 98,1 тыс. руб.
476
9.9. КИНЕТИКА ОСАДКОНАКОПЛЕНИЯ
В ОТСТОЙНЫХ АППАРАТАХ
При длительной эксплуатации резервуаров в них накапливает-
ся значительное количество придонных осадков (шлама). Так, по
данным работы [257], толщина отложений в резервуаре вместимо-
стью 5000 м3 за 1,5 года его работы на нефтеперекачивающей стан-
ции составила 80 см (320 м3).
Применительно к промысловой подготовке нефти наиболее
интенсивное отложение осадков происходит в резервуарах предва-
рительного сброса пластовой воды, поскольку они расположены в
начале технологического процесса подготовки нефти. Остальное
количество осадков приходится на отстойные аппараты установок
подготовки нефти, где этому способствует уменьшение вязкости,
вызванное подогревом эмульсии [261].
В осадок выпадают частицы самой различной природы. Преж-
де всего, это частицы пород, выносимые из пласта: песок, глина,
гипс, кальцит и другие минералы. Другим источником частиц яв-
ляются продукты коррозии, химических реакций (сульфид железа),
а также продукты фазовых изменений (кристаллы парафина). На
пути от источника до места выпадения размер частиц меняется.
Так, вязкие компоненты нефти (смолы) способствуют агломерации
субмикронных частиц в сложные, более крупные частицы (асфаль-
то-смолопарафиновые комплексы). Другие частицы, наоборот, об-
разуются путем разрушения ранее сформировавшихся пространст-
венных структур. Так, крупные, бесформенные частицы в виде
пленок образуются при недостаточно эффективном разрушении
деэмульгатором бронирующих оболочек капель.
Значительную часть объема осадка занимает вода. Задача сни-
жения осадконакопления в оборудовании тесно связана с основны-
ми технологическими операциями - обезвоживанием нефти и очи-
сткой сбрасываемых вод [257]. Большое время пребывания жидко-
сти в аппаратах, малая скорость движения эмульсии благоприятст-
вуют возникновению придонных отложений взвешенных в потоке
частиц. Фактором, увеличивающим этот эффект, является крупный
размер взвешенных частиц и более высокая их концентрация (объ-
емная) в случае неудачной технологии обезвоживания.
Под действием силы тяжести происходит осаждение частиц и
рост их концентрации в нижних слоях жидкости и возникает гра-
477
диент концентрации по высоте аппарата, что согласно закону Фика,
вызывает определенный диффузионный поток, стремящийся
уменьшить этот градиент. По истечении некоторого времени фор-
мируется следующая картина (рис. 9.13): внизу формируется слой
осадка.5; выше - размещена диффузионная зона 4, непрерывно пе-
реходящая в слой очищенной воды 3. Здесь остаются частицы раз-
мером менее 5 мкм, которые взвешены микротоками окружающей
среды, поддерживая постоянно их концентрацию в этой зоне. Слой
2 - представлен зоной, сформированной после разделения потока
на нефть и воду. Она содержит мельчайшие капельки воды; раз-
личные частицы, имеющие промежуточную плотность (между во-
дой и нефтью) или же являющиеся настолько мелкими, что по-
следние не способны преодолеть сопротивление слоя и перейти в
маловязкую, чисто водную фазу. Слой 2 играет для нефтяной зоны
роль слоя осадка. Схема отстоя в нефтяном слое повторяет картину
отстоя в водном слое, и потому на рис. 9.13 она не показана.
Процесс осадконакопления подчиняется уравнению Фоккера -
Планка - Колмогорова [258], которое сводится к более известной и
Рис. 9.13. Схема
осадконакопления в
резервуаре.
1 - слой нефти; 2 - промежуточный
слой; 3 - слой чистой воды; 4 - диффу-
зионная зона; 5 - слой осадка; о - капли
воды; • - твердые частицы.
простой форме, имеющей в одно-
мерном случае следующий вид
[259]:
2
дС дС д С
— = V—+D—у
dt dZ dZ
(9.8)
где: С - концентрация частиц; V -
скорость осаждения; D - коэффици-
ент диффузии частиц; t - время про-
цесса; Z - вертикальная ось.
Для решения задачи кинетики
осадконакопления необходимо знать
распределение твердой взвеси по
высоте аппарата в начальный мо-
мент, а также краевые условия на
верхней и нижней границах, т.е. за-
кон изменения во времени концен-
трации взвеси на поверхности и
вблизи дна.
478
Ее аналитическое решение возможно лишь в отдельных част-
ных случаях. Так, при бесконечно большом времени отстоя, когда
распределение числа частиц по высоте аппарата перестает менять-
ся, известен аналог формулы Больцмана [260]. Из нее следует, что
концентрация частиц вблизи верхней границы равна:
nQ = п11Ре/(ехтр(Ре') -1), (9.9)
где: nif - начальная концентрация частиц; Ре - число Пекле, равное
HV/D-, Н — высота заполнения аппарата.
Из приведенной формулы следует, что даже в верхней части
аппарата концентрация будет отличной от нуля, если число Пекле
не слишком велико.
В работах [258-260] получены аналитические решения неста-
. ционарной задачи для случая цилиндрического и плоского отстой-
ников соответственно. Однако решения сложны и не во всех случа-
ях применимы из-за использования частного вида граничных усло-
вий.
При наличии персонального компьютера можно построить
имитационную модель осадконакопления и провести расчеты для
различных аппаратов.
Простейшая модель такого класса МОДД (модель отстоя дис-
кретная, диффузионная) оказывается следующей.
Объем жидкости по вертикали рассекается на N одинаковых
горизонтальных слоев высотой VZ - h/N. Внутри каждого слоя
концентрация частиц принимается постоянной.
Для слоя к уравнение баланса может быть записано следую-
щим образом:
^к У + ^0 ~ (0 + ак + 1,к + ак,к-\ + Pk + \J< + Рк,к-\ ’ (9-10)
где: - объем дисперсной фазы (или число частиц) в слое к в
момент времени t; - объем фазы, содержащийся в частицах,
перешедших за время At из слоя «i» в слой «j» под действием ар-
химедовой силы (гравитационные члены); - диффузионный
поток из слоя i в слой] (диффузионные члены).
Перейдя к значениям концентрации, получим:
с к С1 + = G (0 + А+1 ,к + Л,а-1 + Вк+\,к + Вк,к-\ •> <9-11)
479
где:
Вк+\,к
Лк+\,к
™Ск+\ . , ™Ск .
AZ ’ k,k~l AZ
(9.12)
^Ск+Х ~Ск} М
AZ AZ ’ к,к~1
D(Ck -C^) м
MZ MZ
(9.13)
Индекс к (номер слоя) меняется от 2 до N - 1. Величина шага
по времени (А/) и толщина слоя (AZ = Н / jV) при расчетах долж-
ны удовлетворять следующим условиям:
VM
DM
(9.14)
Граничные условия для верхнего слоя (K=N) определяются выра-
жением (9.15)
. ^N+l,N^’^N+\,N ~ 0 (9-15)
Для придонного слоя (К - 1) возможны различные варианты.
Наиболее интересна картина процесса накопления частиц в при-
донной зоне. Частицы, осевшие на дно, или закрепляются на нем,
формируя осадок, или диффузионными токами выносятся обратно
в объем жидкости. Вероятность каждого из событий зависит от
многих факторов и, в первую очередь, от сил адгезии частиц с ма-
териалом дна и между собой. Им противодействуют диффузионные
силы. Из условия адекватности модели экспериментальным дан-
ным были найдены следующие зависимости:
где коэффициенты /3 и а находятся из экспериментальных дан-
ных, причем С* - концентрация твердой фазы в осадке и в зависи-
мости от размера и формы частиц может меняться в широких пре-
делах (от нескольких процентов до 70 % и более от объема осадка)
[261].
480
Применение модели требует знания значений ряда параметров,
принято, что:
- скорость осаждения частиц подчиняется закону Стокса;
коэффициент диффузии постоянен и равен 5 10‘7 для воды и
3-10‘8 м2/с для нефти;
- основной вклад в накопление осадков вносят частицы диа-
метром от 5 до 50 мкм;
- распределение частиц по массе подчиняется логнормальному
закону;
- в начальный момент времени частицы распределены в объе-
ме жидкости равномерно;
- объемная доля воды в эмульсии составляет 0,10;
- плотность и вязкость нефти равна 870 и 0,018, (СИ);
- те же параметры для воды - 1080 и 0,001 (СИ);
- концентрация твердой фазы в воде равна 1000 мг/л, в нефти
- 500 мг/л, плотность твердой фазы равна 1200, (СИ);
Прежде чем перейти к анализу результатов расчета осадкона-
копления в отстойной аппаратуре, следует рассмотреть ее типы.
При добыче и подготовке нефти наиболее распространенными
являются отстойники:
- (сепараторы) горизонтальные непрерывного действия без
внутренних устройств (ОГНД/БУ);
- (сепараторы) горизонтальные непрерывного действия с
внутренним устройством (ОГНД/У);
- вертикальные непрерывного действия без внутренних уст-
ройств (ОВНД/БУ);
- вертикальные непрерывного действия с внутренними уст-
ройствами (ОВНД/У);
- горизонтальные и вертикальные периодического действия
без внутренних устройств (ОГПД/БУ и ОВПД/БУ).
Особенностью осадконакопления, например, в отстойнике
ОГНД/БУ является ортогональность векторов гравитационной си-
лы и направления движения жидкости в аппарате. Поскольку МО-
ОД в чистом виде отражает отстой в аппаратах периодического
действия, то необходимо ее дополнить связями
L = Ut-U = Q!S, (9.17)
481
где: Q - расход фазы эмульсии; 5 - площадь вертикального сече-
ния аппарата, занятая фазой; L - расстояние до рассматриваемого
сечения аппарата.
Принятые связи соответствуют так называемой поршневой
модели движения эмульсии в аппарате, причем фазы движутся ка-
ждая со своей скоростью. Это справедливо, если промежуточный
слой незначителен, а разделение на нефть в воде происходит в на-
чале аппарата.
Расчет по МОДД с учетом связей (9.16) позволяет проследить
за выделенным объемом нефти или воды от входа в аппарат и до
момента выхода жидкости из аппарата. МООД дает распределение
концентрации твердых частиц по высоте водяного или нефтяного
слоя (рассчитываются автономно) для любого момента времени.
Количество твердой фазы, выпавшей в отстойнике, находят из
уравнения баланса для твердой фазы, т.е. определяется по разнице
между количеством твердой фазы, которое было при t = 0, и тем,
которое оказывается в жидкости перед ее выходом из аппарата в
момент времени, to - La /U, где La - длина аппарата. Эта разница
умножается на объем фазы эмульсии, содержащейся в аппарате.
Для анализа используется скорость осадконакопления, определяе-
мая как отношение количества осадка ко времени его накопления,
равному времени нахождения фазы в аппарате (оно различно для
нефти и воды) [261].
На рис. 9.14а представлены результаты исследования влияния
различных параметров на скорость осадконакопления. Кривая 1
показывает, что с ростом расхода эмульсии, наблюдается рост ско-
рости осадконакопления, причем в нефтяной зоне аппарата это вы-
ражено слабо (кривая Г)- Аналогичные закономерности имеют ме-
сто в отношении плотности твердой фазы (кривые 2, 2') и толщины
водяной зоны (кривые 4, 4')- Резкое нарастание скорости осадкона-
копления для водяной зоны вначале сменяется затем пологим уча-
стком. Такой характер поведения объясняется тем, что концентра-
ция твердых частиц на выходе из аппарата растет медленней, чем
растет расход жидкости. Из этого следует, что объем осадка будет
вначале нарастать, причем темп нарастания будет замедляться, так
что при большом расходе практически все твердые частицы, за ис-
ключением наиболее тяжелых, будут выноситься из аппарата.
Наиболее сильное влияние на осадконакопление в аппарате
482
оказывает дисперсность твердой фазы. При изменении среднего
диаметра твердых частиц от 15 до 30 мкм скорость осадконакопле-
ния увеличивается в 2 раза для водной зоны и в 3-4 раза - для неф-
тяной зоны аппарата (кривые 3, 3').
Рис. 9.14. Зависимость скорости осадконакопления для;
а). ОГНД/БУ б) ОГНД/У.
I - от расхода эмульсии (Q j; 2 - от плот- I - от расхода эмульсии (Q«); 2 - от плот-
ности твердой фазы (Рт); 3 - от размера ности твердой (разы (Рг); 3 - от размера
частиц (d); 4 - от высоты водного слоя (Hs); частиц (d); 4 - от высоты водного слоя
I2', 3', 4' -для слоя нефти. (Hs).
Осадконакопление в горизонтальных отстойниках непрерыв-
ного действия с распределенным вводом и выводом (ОГНД/У)
имеет свою специфику. Ввод эмульсии осуществляется ниже уров-
ня раздела фаз, в водную зону аппарата. В отличие от ОГНДУ/БУ
здесь направление процесса гравитационного разделения и направ-
ление движения фаз параллельны. Равномерные подача и отбор
жидкостей по сечению аппарата снижают уровень гидродинамиче-
ских возмущений, сглаживают последствия от резких колебаний в
расходе эмульсии.
На рис. 9.146 представлены результаты численных исследова-
ний. В сравнении с аппаратами без распределительных устройств
здесь наблюдается иной характер осадконакопления. Так, если с
ростом расхода жидкости в первом случае происходило насыщение
и при больших расходах объем осадка оставался практически тем
же, то в данном случае объем осадка растет прямопропорциональ-
483
но расходу жидкости (прямая 1). Влияние плотности твердой фазы
здесь пока незамечено (кривая 2), а с увеличением размера частиц
наблюдается незначительный рост осадконакопления (кривая 3).
Этот рост в действительности будет более значительным в силу
того, что крупные частицы в меньшей степени увлекаются потоком
воды, направляющейся к отверстиям устройства сбора, чем мелкие.
Влияния высоты отбора воды (относительно низа аппарата) прак-
тически нет (кривая 4). Незначительное снижение осадконакопле-
ния компенсируется неучтенным ростом концентрации частиц в
направлении зоны деэмульсации.
Вертикальные отстойники непрерывного действия без внут-
ренних устройств (ОВНД/БУ) в основном используются как бу-
ферные емкости. Скорость осадконакопления определяется, в пер-
вую очередь, уровнем гидродинамических возмущений в объеме
аппарата, обусловленных различными причинами. Результаты рас-
четов представлены на рис. 9.15.
Рис. 9.15. Зависимость скорости осадконакопления для:
б
а). ОВНД/БУ
1 - от расхода эмульсии (Q«); 2 - от плот-
ности твердой фазы (Рт); 3 - от размера
частиц (d).
б) ОВНД/У
I - от расхода эмульсии (Q«); 2 - от плотности
твердой фазы (Рт); 3 - от размера частиц (d); 4 -
от высоты слоя воды (Их).
Зависимость скорости осадконакопления от расхода жидкости
(рис. 9.15а) носит линейный характер. Это является следствием
больших чисел Пекле (Ре>100). В сравнении с ОГНД/БУ закон на-
484
копления иной и совпадает с ОГНДУ/У, отличаясь от последнего
лишь количественно. Таким образом, вертикальные отстойники без
внутренних устройств ближе с точки зрения осадконакопления к
горизонтальному отстойнику с равномерным вводом и выводом
жидкостей.
Влияние плотности твердой фазы, ее дисперсности (см. кривые
2 и 3) выражено слабее, чем в ранее рассмотренных типах отстой-
ников. Для вертикальных отстойников непрерывного действия с
внутренними распределительными устройствами (ОВНД/У) карти-
на отстоя аналогична таковой в аппарате ОГНД/У. Отличие состо-
ит лишь в том, что рабочий объем в аппарате ОВНД/У много
больше, чем в аппарате ОГНД/У. Соответственно при тех же рас-
ходах скорости движения фаз будут ниже и, следовательно, больше
твердой фазы будет оставаться в аппаратах. Зависимость скорости
осадконакопления от расхода эмульсии, плотности твердой фазы и
дисперсности ее показана на рис. 9.156. Характер такой же, что и
для ОГНД/У, кривые располагаются несколько выше.
В заключение отметим, что компьютерное моделирование осадко-
накопления дает возможность управлять процессом во всем интер-
вале движения потока от скважины до пункта сдачи товарной неф-
ти.
9.10. ОТСТОЙНИКИ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОЧИСТКИ
ЭМУЛЬСИЙ ОТ МЕХПРИМЕСЕЙ
Исследования на опытных участках месторождения Каражан-
бас показали, что эффективность подготовки нефти существенно
повышается при условии предварительной очистки продукции
скважин на групповых замерных установках от механических при-
месей (таблица 9.25).
Таблица 9.25
Показатели Без очистки С очисткой
Содержание мехпримесей в продукции
скважин, поступающей на подготовку, % 1,2...1.7 0,1...0,5
Обводненность продукции, % 60... 80 20...30
Степень разрушения эмульсии, % 30...40 80... 90
Плотность прол,укции при 20 °C, г/см3 0,957... 0,992 0,853... 0,889
Склонность к ценообразованию нефти, мм 65 33,4
Вязкость при 20 °C, мПа-с 645... 1288 257... 454
485
Осаждение механических примесей осуществляли в специаль-
ных аппаратах-пескоуловителях конструкции НПО Союзтерм-
нефть, изготавливаемых в ПО Салаватнефтемаш. Пескоуловители
устанавливались на групповых замерных установках. В них проис-
ходят отделение механических примесей и предварительная дега-
зация продукции скважин. Технологическая схема очистки про-
дукции от механических примесей представлена на рис. 9.16 [262].
Рис. 9.16
Технологическая
схема очистки про-
дукции от механиче-
ских примесей.
Установка очистки от механических примесей включает пес-
коуловитель 3, грязевой насос 4, гидроциклон 5. Очистка продук-
ции скважин от механических примесей происходит следующим
образом. После нагревания в печи до 6О...7О°С и ввода в поток де-
эмульгатора продукция скважин поступает в пескоуловитель через
перфорированную приемную трубу 7. Через отверстия в трубе про-
дукция барботируется струями через водяной слой. Отверстия рас-
положены под углом к направлению осаждения механических
примесей, которое создается наклонной продольной перегородкой
1, герметично скрепленной в верхней части с корпусом пескоуло-
вителя. Нижний конец перегородки образует с корпусом щель, в
которой расположена приемная перфорированная труба [262]. Очи-
щенная нефть выводится через перфорированный патрубок 2.
Такая конструкция внутреннего устройства пескоуловителя позво-
ляет вводить водонефтяную эмульсию под перегородку тонким
слоем толщиной 1,5...2 см. Воду с механическими примесями вы-
водят через перфорированные патрубки 6, расположенные в дон-
ной части пескоуловителя. Для поддержания осадка во взвешенном
состоянии в одну из водяных трубок насосом периодически пода-
ется промывочная вода.
В установке использованы наиболее эффективные способы
486
воздействия на водонефтяные эмульсии: внтуритрубная деэмуль-
сация, изменение скоростей и направлений движения, промывка
продукции при прохождении через слой воды, предотвращение на-
копления механических примесей, вывод водопесчаной пульпы с
помощью гидроциклона.
При испытании макетного образца на месторождении Кара-
жанбас (диаметр 3000 мм, длина 11000 мм) были определены па-
раметры работы пескоуловителя и эффективность очистки
механических примесей. Производительность пескоуловителя
изменяли от 30 до 200 т/сут. Температуру измеряли в пределах
60....70 °C. Фракционный состав отделившихся механических
примесей при различных производительностях оказался
следующим: 1....0,5 мм - 9.... 10 %, 0,5....0,25 мм - 65. ..66 %,
0,25....0,1 - 10....11 %, 0,1...0,01 мм - 15...16 %. Содержание
механических примесей в потоке (%) при различной
производительности аппаратов составило (таблица 9.26)
Таблица 9.26
Производительность, т/сут Содержание мехпримесей, %
На входе На выходе
30 1,12 0,19
40 1,28 0,28
70 1,36 0,43
100 1.44 0,48
200 1.52 0,95
Испытания показали, что аппарат наиболее эффективен при
суточной производительности порядка 100 т.
При эвакуации водопесчаной пульпы из застойных зон аппара-
та содержание механических примесей в продукции скважин сни-
жается с 1... 1,5 % до 0,1 ...0,5 %
ГЛАВА X
ОПЕРАЦИИ ПО ЗАМЕРУ И СДАЧЕ ТОВАРНОЙ НЕФТИ
10.1. КАЛИБРОВКА ТОВАРНЫХ РЕЗЕРВУАРОВ
Применяются три метода учета товарной нефти: объемный,
массовый и объемно-массовый .
Большие количества товарной нефти измеряют преимущест-
венно объемным методом с использованием в качестве мерных
емкостей резервуаров, в которые поступает и хранится нефть. Ка-
ждый резервуар предварительно калибруют с интервалом в 1 см с
тем, чтобы установить зависимость высоты налива (взлива) Н от
объема V. Результаты калибровки оформляют в виде калибровоч-
ной таблицы на каждый резервуар в отдельности.
Резервуары можно калибровать разными способами:
- для мелких резервуаров - наливом в емкость и сливом из
нее отмеренных объемов воды;
- с помощью объемных счетчиков, пропуская через них воду
при наливе в резервуар и при сливе;
- обмером и подсчетом объема резервуара, исходя из его фак-
тических размеров.
Последний способ составления замерных таблиц наиболе рас-
пространен.
Для измерения Количества нефти объемным способом изме-
ряют высоту уровня нефти и высоту подтоварной воды, рассчи-
тывают объем нефти при данных высотах уровней по калибро-
вочной таблице резервуара, вносят поправки на температурные
измерения.
Емкости резервуара рассчитывают с большой точностью - до
четвертого знака десятичных дробей. Длину окружности и высоту
резервуаров обмеряют узкой стальной лентой с натяжением ее
силой в 8 кгс. Длину и другие размеры измеряют не менее двух
раз, и среднее двух измерений принимается для расчета. Разница
488
между двумя измерениями не должна превышать 3 мм для длины
<50 м и 5 мм для длины >50 м. Обмеры выполняет специальная
комиссия и оформляет их актом.
Для стальных вертикальных резервуаров замеряют длину ок-
ружи ости второго пояса, полезную высоту каждого пояса и тол-
щину листов. Остальные размеры определяют аналитически. При
определении фактической емкости резервуара и составлении ка-
либровочной таблицы после вычисления теоретической вмести-
мости необходимо вносить поправку на «вредный объем», т.е. ис-
ключать объем колонн, труб и т.д.
Калибровочная таблица - это документ, на основании кото-
рого учитывают количество товарной нефти.
Пробу нефти из резервуаров отбирают стандартными пробо-
отборниками, представляющими собой стальные стаканы с утя-
желенным дном для быстрого погружения их в нефть [107].
10.2. ОПРЕДЕЛЕНИЕ ОБЪЕМА НЕФТИ В РЕЗЕРВУАРАХ
Определение уровня нефти в резервуаре и слоя подтоварной
воды в практике называется замером, который должен произво-
диться с точностью до миллиметра.
Уровни нефти и подтоварной воды в резервуарах большой
вместимости определяются мерной лентой с миллиметровыми
делениями и лотом по специальной методике. Лоты служат для
натягивания мерных лент и для определения слоя подтоварной
воды посредством прикрепляемой к ним водочувствительной лен-
ты. Для измерения нефти применяют прорезные лоты длиной 300
мм. В качестве водочувствительного состава можно применять
конторский клей, покрашенный чернилами и нанесенный на бу-
мажную ленту.
Объем нефти в резервуаре определяют как разность между
полным объемом, занятым нефтью, и объемом подтоварной воды.
Плотность нефти в резервуаре не является постоянной вели-
чиной для всей массы жидкости, поэтому приходится определять
среднюю плотность всего объема нефти, чтобы найти ее массу.
В верхних слоях резервуара температура нефти, как правило,
выше, чем в нижних. Содержание воды в нефти возрастает сверху
вниз, следовательно, и плотность также будет изменяться. Для
точного определения средней плотности нефти необходимо пра-
489
вильно отбирать среднюю пробу, точно и своевременно измерять
температуру и плотность этой пробы.
Средняя плотность нефти определяется нефтеденсиметром
сразу же после извлечения пробы из резервуара.
Наиболее распространен следующий порядок измерения ко-
личества нефти при приемо-сдаточных операциях:
- измерение температуры пробы сразу же после ее извлече-
ния из резервуара;
- определение средней плотности нефти и приведение ее к
температуре +20°С;
- определение содержания воды в отобранной средней пробе
аппаратом Дина-Старка в массовых процентах. После этого изме-
ренный объем обводненной нефти умножают на среднюю плот-
ность ее и получают массу брутто. Из данной массы вычитают
массу воды, полученную умножением общей массы «влажной»
нефти на массовый процент обводненной нефти, и получают мас-
су нетто.
Ручной способ выполнения приемо-сдаточных операций с то-
варной нефтью имеет следующие недостатки:
— необходимо иметь сравнительно большой штат операторов
и лаборантов по отбору и анализу проб из резервуаров;
- отбор проб и анализ их проводят через определенные про-
межутки времени, в которые режим работы установок по обезво-
живанию и обессоливанию нефти может измениться, и, естест-
венно, ручной способ выполнения всех операций не может обес-
печить надлежащего контроля над качеством сдаваемой нефти;
- на точность всех операций при ручном способе оказывают
влияние субъективные факторы операторов, осуществляющих
приемо-сдаточные операции товарной нефти [107].
10.3. АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ПО ИЗМЕРЕНИЮ
КОЛИЧЕСТВА И КАЧЕСТВА ТОВАРНОЙ НЕФТИ
Установка «Рубин-2м» (рис. 10.1) или другая аналогичная
система работает следующим образом [107].
Из установки подготовки нефти (УПН) нефть подается в гер-
метизированные резервуары 1, из которых забирается подпорным
насосом 2 и прогоняется по автоматическому влагомеру 3 (см.
рис. 10.1) и солемеру 4. Если содержание воды и солей в нефти
выше нормы, то зонд влагомера 3 выдает аварийный сигнал в
490
блок местной автоматики (БМА), и при помощи гидропривода 8
отсекатель 5 перекрывает линию товарной нефти; одновременно
отсекатель открывает линию некондиционной нефти, которая воз-
вращается по линии 7 на повторную подготовку в УПН. При пре-
кращении поступления аварийного сигнала с влагомера 3 или со-
лемера 4 отсекатель 5 открывается, а отсекатель 6 закрывается.
Рис. 10.1. Автоматизированная установка «Рубин-2м» для измерения
в потоке качества и количества товарной нефти.
Поток товарной нефти проходит фильтр 9, затем радиоизо-
топный плотномер 10, откуда поступает в трубный расходомер 11,
в котором вращается турбинка с угловой скоростью, пропорцио-
нальной линейной скорости потока. Вращение турбинки преобра-
зуется в электрические импульсы, поступающие в БМА - счетное
устройство объемного количества товарной нефти.
Затем величины объемов товарной нефти автоматически ум-
ножаются на показания плотномера 10 с учетом температурной
поправки, выдаваемой автоматическим термометром 12, и фикси-
руются на расходомере 11, установленном на лицевой панели
блока.
Основные показатели «Рубин-2м» следующие:
Максимальная пропускная способность, т/сут 10000
Рабочее давление, МПа 2,45
Содержание воды не более, % 10
Содержание солей, мг/л 40
Температура нефти, °C От+5 до+100
Вязкость нефти, сСт 100
Относительная погрешность измерения количест- 0,5
ва товарной нефти, % вес.
491
10.4. ЗАРУБЕЖНЫЙ ОПЫТ АВТОМАТИЗИРОВАННОЙ СДАЧИ
ТОВАРНОЙ НЕФТИ
В США автоматический учет и передача товарной нефти
впервые были разработаны в Американском нефтяном институте
(АНИ) и испытаны в 1955 г. Автоматический метод учета и пере-
дачи нефти в трубопровод предусматривает использование непре-
рывно работающих автоматов по измерению количества и качест-
ва нефти. Если нефть не соответствует установленной концентра-
ции, автоматические приборы возвращают ее на повторную обра-
ботку. Учетными документами для сдачи и приема подготовлен-
ной нефти являются данные автоматических регистрирующих
приборов. Эти данные отпечатываются электрической машинкой
или цифропечатающим устройством на специальном бланке, ко-
торый является приемо-сдаточным документом для промысловой
и трубопроводной компаний. Первые автоматические установки
отпечатывали только показания счетчиков, а затем вводили по-
правки, учитывающие изменение средней плотности нефти, со-
держание воды и примесей в ней, а также температуру нефти
[Ю7].
Для распространенного метода учета и сдачи продукции про-
мысла характерно наличие большого резервуарного парка, в кото-
ром происходит накопление нефти, измерение ее качества и коли-
чества совместно с представителями сдающей и принимающей
организаций, оформление приемо-сдаточных документов и откач-
ка принятой ими нефти. Установки для автоматического учета и
передачи нефти, получившие широкое распространение в США,
позволяют значительно сократить резервуарный парк, обслужи-
вающий персонал, потери от испарения нефти, повысить точность
измерений сдаваемой нефти и коэффициент использования насос-
ного оборудования.
В последние годы в США и Канаде получили широкое рас-
пространение установки автоматической закрытой перекачки
нефти потребителю - ЛАКТ. Конструктивно установки ЛАКТ
чрезвычайно разнообразны, однако с декабря 1961 г. к использо-
ванию стали рекомендовать только стандартные установки этого
типа. Наиболее распространенными являются установки с суточ-
ной производительностью от 16 до 80 м3 и от 80 до 160 м3.
Установка ЛАКТ большой производительности, разработан-
ная фирмой «Шелл ойл компани», показана на рис. 10.2.
492
Блок приема и отпуска нефти состоит из двух резервуаров 8 и
6, предназначенных соответственно для кондиционной и некон-
диционной нефтей. Основным элементом замерного блока являет-
ся объемный принудительный расходомер 14. В зависимости от
показаний анализатора качества 1 нефть с установки подготовки
может поступать в основной резервуар 8 или в резервуар некон-
диционной нефти 6. Если содержание воды и солей в нефти нахо-
дится в пределах нормы, то анализатор качества подает сигнал на
трехходовой двухпозиционный клапан 7, который направляет по-
ток кондиционной нефти в резервуар 8. Как только уровень нефти
в резервуаре достигает поплавкового переключателя 10, включа-
ется насос 12, который начинает подавать нефть потребителю че-
рез замерный блок, состоящий из фильтра 13, объемного расхо-
домера 14, регулятора давления 15, пробоотборника 16 и насоса
внешней перекачки 17. При снижении уровня нефти в резервуаре
до поплавкового переключателя 11 автоматически отключаются
насосы 12 и 17. Если в процессе работы установки анализатор ка-
чества 1 выдает сигнал о появлении некондиционной нефти, ха-
рактеризующейся излишним содержанием воды и солей, то кла-
пан 7 переключает поток нефти в резервуар 6. Как только уровень
нефти в резервуаре 6 достигает поплавкового переключателя 4,
включается насос 2, который начинает откачивать некондицион-
ную нефть на установку подготовки нефти. При снижении уровня
нефти до переключателя 3 автоматически отключается насос 2.
Рис. 1 0.2.
Автомати-
зированная
установка
сдачи
товарной
нефти типа
ЛАКТ.
Поплавковый переключатель 9 предназначен для предупреждения
переполнения резервуара 8, когда он «срабатывает», трехходовой
клапан 7 направляет нефть в резервуар 6. Переключатель 5 преду-
преждает переполнение резервуара 6 подачей сигнала на блоки-
рующий клапан, установленный на линии поступления нефти на
данную установку.
493
Основными элементами установок ЛАКТ являются: насос 12,
пробоотборник 15 и объемный или турбинный расходомер с при-
нудительным перемешиванием 14. Кроме того, в нее входит уст-
ройство для определения содержания воды в нефти емкостного
типа, которое фиксирует отклонение диэлектрической постоянной
нефти от стандартного значения, вызванного присутствием в ней
воды.
При использовании установок ЛАКТ уменьшаются потери от
испарения; повышается точность замера нефти; сокращаются сро-
ки и стоимость хранения нефти в промысловых резервуарных
парках; снижаются капиталовложения на обустройство и обслу-
живание товарных парков; упрощаются вычислительные и учет-
ные операции по сдаче и приему товарной нефти; создается воз-
можность перехода к полностью автоматизированной системе
управления промыслом. По американским данным, расходы на
эксплуатацию установки ЛАКТ средней мощности составляет 600
долл, в год, причем из этой суммы на техническое обслуживание
затрачивается 50 %.
Роторные, турбинные расходомеры с принудительным пере-
мешиванием, используемые в установках ЛАКТ, в идеальных
условиях чрезвычайно точны. Однако на их точность влияют вяз-
кость нефти, содержание газа, гидравлические потери на трение.
Комбинированное влияние этих факторов на показания приборов
в сочетании с различными условиями работы учитывается попра-
вочным коэффициентом счетчика. Поскольку физические свойст-
ва нефти меняются, то для точных измерений необходима перио-
дическая проверка счетчика. Интервалы между проверками могут
составлять от 30 до 90 сут. в зависимости от конкретных условий.
Температурная корректировка проводится компенсатором,
установленном на приборе. Колебания температуры нефти, кото-
рые являются источником ошибок при замерах, могут возникнуть,
например, при переключении потока нефти холодного резервуара
на сепаратор с подогревом. Корректировка не всегда линейна, и в
некоторых случаях ошибки в компенсации приводят к большим
колебаниям в показаниях приборов.
Отбор пробы при непрерывных замерах должен быть про-
порционален расходу. На этом принципе основана работа
большинства применяемых пробоотборников. Пробоотборник, не
обеспечивающий отбор истинной средней пробы, может быть
причиной крупных ошибок в сдаче товарной нефти.
ЛИТЕРАТУРА
1. Тронов В.П. Промысловая подготовка нефти. М.; Недра, 1977.
2. Тронов В.П. Разрушение эмульсий при добыче нефти, М.; Недра, 1974.
3. Грайфер В.И., Тронов В.П., Губанов Б.Ф. Вопросы разрушения нефтя-
ных эмульсий. Казань, Таткнигоиздат, 1967.
4. Тронов В.П., Вахитов Г.Г. и др. Совмещенная технология подготовки
нефти на промыслах Татарии. Нефтяное хозяйство, № 11, 1970.
5. Лутошкин Г.С. Сбор и подготовка нефти, газа и воды к транспорту. М.; Недра,
1972.
6. Байков Н.М., Позднышев Г.Н., Мансуров Р.И. Сбор и промысловая
подготовка нефти, газа и воды. М.; Недра, 1981.
7. Тронов В.П., Ширеев А. И., ИсмагиловИ.Х., Закиев Ф.А. Науч-
но-технический прогресс в области подготовки нефтей на месторождениях Татарста-
на. М.; Нефтяное хозяйство, № 7, 1994.'
8. Технологические расчеты промысловых трубопроводов. Справочное руководство по
проектированию разработки и эксплуатации нефтяных месторождений. Добыча нефти.
Под общей редакцией Ш.К. Гиматудинова. М.; Недра, 1983.
9. Позднышев Г. Н. Стабилизация и разрушение нефтяных эмульсий. М.; Недра,
1982.
10. Тронов В.П., Хасанова Г.Л., Петрова Г. А. Перспективная оценка влия-
ния обводненности и опреснения пластовых вод на стойкость эмульсии. Л.; Недра,
Труды ТатНИИ, вып. ХШ, 1969.
11. Ребиндер П.А. Поверхностные явления в дисперсных системах. Коллоидная хи-
мия. Избранные труды. М.; Наука, 1979.
12. Целиковский О.И., Тарасов М.Ю. Исследование состава механических
примесей в нефти. М.; ВНИИОЭНГ, Нефтепромысловое дело, № 7, 1977.
13. Тронов В .П., Розенцвайг А. К. Влияние подогрева на изменение размера
капель воды при подготовке нефти. М.; ВНИИОЭНГ, Нефтепромысловое дело, № 3,
1978.
14. Тронов В.П. Разрушение водонефтяных эмульсий под воздействием ПАВ. Химия
и технология топлив и масел, № 12, 1982.
15. Мансуров Р.И., Ильясова Е.З., Тронов В.П. О влиянии механических
примесей на прочность межфазных пленок на границе вода-масло. М.; Нефтяное хо-
зяйство, № 7, 1983.
16. Тронов В.П., Исмагилов И.Х., Сахабутдинов Р.3, и др. Влияние дис-
персного состояния асфальтенов на устойчивость эмульсий природных битумов. М.;
Э.И. Сер. ТНТ добычи нефти и ОНМ, № 10, 1991.
17. Тронов В.П. Регулирование коллоидной структуры компонентов нефти с помо-
щью ПАВ с целью разрушения эмульсий. Тезисы докладов на 2-й Всесоюзной школе
по коллоидной химии нефти и нефтепродуктов ЦНИИТЭнефтехим, Дрогобыч, 1981.
18. Тронов В.П., Ширеев А. И., Корабли нов Н.С. и др. ТДромысловые ис-
следования устойчивости дегазированных эмульсий в трубопроводах. М.; ВНИИО-
ЭНГ, Нефтепромысловое дело, № 4, 1973.
19. Тронов В.П., Ширеев А.И. Критерии оценки стойкости эмульсий по объек-
тивным параметрам. Труды ТатНИПИнефть, Бугульма, вып. 45, 1980.
20. Муратова И.Д. Исследование физико-химических свойств нефтяных эмульсий на
пути их движения от устья обводненных скважин. М.; Нефтепромысловое дело, № 5,
1965
21. Becher Р.-Emulsions. Theory and Praktice-Second. Edition, New Jork, 1966.
22. Albers W and Owerbeek I. Stability of emulsions of water in oil Pts 1-2, J.Colloid Science,
v. 14, №5, 1959.
23. Латыпов B.X., Каган Я . И. Применение ПАВ при промысловом сборе обвод-
ненных нефтей. М.; Нефтепромысловое дело, № 8, 1964.
495
24. Тронов В.П., Ширеев А.И., Черемухин А.П. Исследование
деэмульгирующей способности реагента Р-11 в промысловых условиях. Труды
ТатНИПИнефтй, выл. XXXIII, Бугульма, 1975.
25, Тронов В.П., Космачева Т.Ф, Ширеев А,И., Биккулова Р.З. Про-
мысловые испытания деэмульгаторов БАСФ на промыслах Татарии. Тезисы докл. XVI
. НТК молодых учены,х и специалистов ТатНИПИнефтй. Обл. прав. НТО НТП Бугуль-
ма, 1979
26; .Тронов В. П., Космачева Т.Ф, Ширеев А.И. и др. Промысловые испы-
тания деэмульгаторов при подготовке нефтей угленосных горизонтов Татарии. Рес-
публ: конференция молодых ученых. ВНИИСПТнефть, Сборник тезисов доклада. Уфа,
26-29 ноября 1980.
27, Т р о но в В' П. О роли деэмульгаторов при подготовке нефти и некоторых техноло-
гических принципах их применения. Труды ТатНИПИнефтй, вып. 45, Бугульма, 1980.
28. Тронов В.П., Хамидуллин Ф.Ф., Зарипов Т.М. и др. Результаты опыт-
' но-промышленных испытаний отечественных деэмульгаторов на объектах подготовки
нефти объединения Татнефть. М ; Недра, Нефтяное хозяйство, № 5, 1985.
29. Тронов В.П. Промысловые испытания и внедрение отечественных деэмульгаторов
на установках подготовки нефти объединения Татнефть. Научный совет АН СССР по
нефтехимии. Тезисы докл. Всесоюзного совещания «Получение и применение реаген-
тов для процессов добычи нефти и газа на базе нефтепромыслового сырья», Уфа, 9-11
июня 1987.
30. Тронов В.П., Хамидуллин Ф.Ф., Хамидуллин Р.Ф. и др. Подбор де-
эмульгаторов для разрушения стойких высоковязких нефтяных эмульсий с повышен-
ным содержанием механических примесей. М.; Недра, Нефтяное хозяйство, № 1, 1991.
31. Тронов В. П. О механизме доведения реагента до глобул пластовой воды и разде-
ления процессов деэмульсации на две фазы. IV конференция по применению ПАВ и
хим. реагентов в добыче и транспорте нефти. Тезисы докладов и сообщений. Уфа,
1969.
32. Тронов В.П., Гайфутдинова К.И., Хасанова Г.Л. и др. Исследование
деэмульгирующей способности новых реагентов в лабораторных условиях. Труды
ТатНИПИнефть, вып. IX, Недра, 1966.
33, .Тронов В.П., Орли некая В.П., Гайфутдинова К. И. О влиянии некото-
рых факторов на деэмульсацию нефти. Труды ТатНИИ, вып. IX, Недра, Л.; 1966.
34 ., Тронов В.П., Макарова В.К. Исследование влияния добавок НЧК и NaOH на
межфазное натяжение на границе нефть-растворы дисолвана. Недра, Труды ТатНИИ,
вып. IX, 1966.
35. Тронов В.П. Новое направление в подготовке нефти и некоторые требования к
реагентам-деэмульгаторам (реферат). Сборник рефератов докладов на Всесоюзном
симпозиуме по реагентам. Киев, 1971.
36. Тронов В.П., Сучков Б.М., Ширеев А.И., Биккулова Р.З. Исследо-
вание эффективности новых деэмульгаторов в промысловых условиях. М.; ВНИИО-
ЭНГ, Экспресс-информация, Нефтепромысловое дело, № 5, 1976.
37. Орлов Л.Н. и др. Выделение из нефти коллоидно-диспергированных веществ -
эмульгаторов ультрацентрифугированием. Химия и технология топлив и масел, № 4,
1971.
38. Charls G.E. andMonson S.G. - The coalescence of a liguid drop at a liguid (liguid
interface). J. of Colloid science with plat, v. 15, 1960.
39. Тронов В.П., Орлинская В.П., Золотухина Л.А., Юсупов А.Н.
Исследование прочности адсорбционных пленок на границе раздела «нефть-вода».
Куйбышев, Труды ТатНИПИнефть, вып. XXXV, Нефтепромысловое хозяйство место-
рожде н и й Т атар и и, 1977.
496
40. Тронов В.П., Орлинская В.П., Алексеева Е.Д., Паутова В.В.
Изменение прочности межфазных адсорбционных пленок на границе “нефть-вода”
под воздействием деэмульгаторов. Труды ТатНИПИнефть, вып. 45, Бугульма, 1980.
41. Тронов В.П., Губанов Б.Ф. Разрушение нефтяных эмульсий в динамических
условиях. В сборнике «Разработка и эксплуатация нефтяных месторождений». М.; Не-
дра, 1968.
42. Розенцвайг А. К. Теоретическая оценка эффекта дождевания. Труды ТатНИПИ-
нефть, вып. 29, 1974.
43. Тронов В.ГГ, Грайфер В.И. и др. Влияние гидродинамического и других
факторов на разрушение эмульсий. В сб. Вопросы бурения скважин, добычи нефти и
экономики. Труды ТатНИПИнефть, вып. XIII, Л.; Недра, 1969.
44. Тронов В.П., Грайфер В. И., Слепян И. Г. Технико-экономическое обос-
нование подготовки нефти на промыслах объединения Татнефть. Доклад на Всесоюз-
ном совещании по подготовке нефти. Куйбышев, 1965.
45. Тронов В.П., Хамидуллин Ф Ф., Радин Б.М. и др. Разрушение эмульсий
в секционном трубчатом каплеобразователе. Труды ТатНИПИнефть, вып. 33, 1975.
46. Тронов В.П., Закиров И. Г. О некоторых закономерностях разрушения эмуль-
сии в трубопроводах-каплеобразователях. Труды ТатНИПИнефть, выл. 21, 1972.
47. Тронов В . П . Промысловая подготовка нефти за рубежом. М.; Недра, 1983.
48. Ширев А.И., Тронов В.П. Исследование массообменных процессов и рас-
слоения угленосных эмульсий в секционном каплеобразователе. Труды ТатНИПИ-
нефть, вып. 29, 1974.
49. Мансуров Э.И. Эффективность импульсного воздействия при обезвоживании
нефти. Нефтепромысловое дело, № 10, 1970.
50. Тронов В .П., Грайфер В. И. Обезвоживание и обессоливание нефти. Казань,
Таткнигоиздат, 1974.
51. Тронов В.П. и др. Расслоение потока на нефть, газ и воду в концевых участках
трубопроводов. М.; Недра, Нефтяное хозяйство, № 1, 1980.
52. Тронов В.П., Грайфер В.И.. Саттаров У. Г. Деэмульсация нефти в тру-
бопроводах. Казань. 1970.
53. Тронов В.П., Розенцвайг А.К: Гидродинамические условия гравитационно-
го расслоения эмульсий при движении по трубопроводам в турбулентном режиме.
Труды ТатНИПИнефть, вып. 29, 1974.
54. Тронов В.П., Грайфер В.И., Закиров И;Г. и др. Динамика разрушения
эмульсии в различных узлах технологического оборудования. Труды ТатНИИ, вып.
XIII, Л; Недра, 1969.
55. Тронов В.П., Хасанова Г.Л. Динамика возникновения промежуточного слоя.
Труды ТатНИИ, вып. XIX, Недра. Куйбышев. 1971
56. Розенцвайг А. К., Тронов В.П. и др. Моделирование условий образования и
разрушения капель дисперсной фазы в турбулентном потоке жидкостных эмульсий.
Журнал прикладной химии АН СССР. Наука, вып. 12, 1977.
57. Тронов В . П., Орлинская В.П., Манахова Л. А . и др. Разрушение эмуль-
сии в тонких слоях. Труды ТатНИПИнефть, вып. XXV, Казань, 1973.
58. Тронов В.П., Ширеев А.И., Кораблинов Н.С. и др. Экспериментальные
исследования стойкости эмульсий в различных узлах оборудования. Труды VII и VIII.
Конференция молодых ученых ТатНИПИнефть, вып. III, Бугульма, 1973.
59. Тронов В.П., Ширеев А.И., Кораблинов Н.С. Кинетика разрушения
угленосных эмульсий и их смесей в процессе транспортирования в зимних условиях.
Труды ТатНИПИнефти, вып. XXIX, Казань, 1974.
60. Тронов В.П., Розенцвайг А.К. Интенсификация расслоения эмульсий дис-
пергированной фазы в турбулентном режиме. Труды ТатНИПИнефти, вып. XXIX, Ка-
зань, 1974.
497
61. Тронов В.П., Розенцвайг А.К. Расчет укрупнения глобул водонефтяной
эмульсий в трубопроводах промысловых систем сбора и технологического оборудова-
ния. Труды ТатНИПИнефти, вып. XXXI11, Бугульма, 1975.
62. Тронов В.П., Розенцвайг А. К. Использование гидродинамических эффектов
при подготовке нефти на промыслах. Труды ТатНИПИнефти, вып. XXXIII, Бугульма,
1975.
63. Тронов В.П., Розенцвайг А. К . Расчет гидромеханических параметров водо-
нефтяной эмульсии при выборе технологии подготовки нефти. Состояние и перспек-
тивы развития техники и технологии сбора, подготовки нефти, газа и воды в отрасли.
М.; ВНИИОЭНГ, 1975.
64. Тронов В.П., Розенцвайг А. К. Интенсификация расслоения эмульсий ук-
рупнением диспергированной фазы в турбулентном режиме. Труды ТатНИПИнефти,
вып. XXIX, Казань, 1974,
65. Тронов В.П., Розенцвайг А., Позднышев Т.Н. и др, Моделирование
условий образования и разрушения капель дисперсной фазы в турбулентном потоке
жидкостных эмульсий. Л.; Наука, журнал прикладной химии АН СССР, вып. 12, 1977.
66. Тронов В.П., Розенцвайг А., Радин Б. М. Расчет отстойной аппаратуры
для обезвоживания нефти до заданного качества. М.; ВНИИОЭНГ, Нефтепромысловое
дело, № 5, 1977.
67. Розенцвайг А. К,, Тронов В. П,, Пергушев Л. П. Коалесценция капель
воды в мелкодисперсных эмульсиях типа «вода в нефти». Журнал прикладной химии
АН СССР, т. III, вып. 8, август 1980.
68. Шипигузов, Тронов В. П. Разрушение эмульсии в пристенном слое. М.;
ВНИИОЭНГ, Нефтепромысловое дело №4, 1983.
69. Тронов В.П., Лазарева Г.В.. Пергушев Л.П. Теоретикоэксперименталь-
ный метод определения констант процесса разрушения водонефтяных эмульсий. Тези-
сы докладов XVIII научно-технической конференции молодых ученых и специали-
стов, Бугульма, 1983.
70. Розенцвайг А.К., Тронов В.П., Пергушев Л.П. Исследование переход-
ного режима коалесценции в разбавленных жидкостных эмульсиях. Журнал приклад-
ной химии АН СССР, т. VI, вып. 3, март 1983.
71. Тронов В.П., Лунева Л.П., Пергушев Л.П. и др. Воспроизводство в
лабораторных условиях процесса трубной деэмульсации. XIX конференция молодых
ученых ТатНИПИнефти, Бугульм,. апрель 1985.
72 ., Тронов. В.П., Пергушев Л.П. Укрупнение дисперсной фазы при турбулент-
! ном движении нефтяных эмульсий по трубопроводу. Труды ТатНИПИнефти, вып. 59,
Бугульма, 1990.
73. Тронов В.П., Розенцвайг А.К. Оптимизация процессов массообменная при
обезвоживании и обессоливании нефти. Труды ТатНИПИнефть, вып. 29, 1974.
74. Тронов В.П., Розенцвайг А. К. , Грайфер В.И. Об одном перспективном
направлении в совершенствовании технологии подготовки нефти. В кн. Вопросы ин-
тенсификации процессов добычи и совершенствования технологии подготовки нефти.
Труды ТатНИПИнефть, Альметьевск, 1973.
75. Wahl Е. Baker С. The kinets of titanium dioxide in an agitated liguid suspension -
The Canadion Jornat of Chemical Engineering, vol. 49, №6,1972.
76. К ats uta К. Separation mechanism of mit subishi oil water separator - Technical Review,
vol. 8№3, 1971.
77. Тронов В.П, Механизм образования смолопарафиновых отложений и борьба с
ними. Л.; Недра, 1970.
78, Смолдырев А ,Е , Трубопроводный транспорт. М.; Недра, 1970.
79. Сельский Л. А. Об основных закономерностях образования и разложения эмуль-
сий и о простейшем методе деэмульгирования нефти. Нефтяное хозяйство, № 4, 1954.
80. Губанов Б.Ф., Грайфер В.И. Деэмульсация в процессе движения нефти и
вопросы совершенствования технологии подготовки нефти. Нефтяное хозяйство, № 9,
1967.
498
81. Тронов В.П., Закиров И. Г. О некоторых закономерностях разрушения эмуль-
сии в трубопроводах - каплеобразователях . В сб. Бурение скважин и добыча нефти.
Таткнигоиздат, Казань, 1972.
82. Straits J.F. Proper Flare Operation Conserves Energy in Refinery - Oil and Gas J., vol
77, №01, 1979.
83. Тронов В. П., Ширеев А. И. Исследование реологических свойств водонеф-
тяных эмульсий тяжелых нефтей. Труды ТатНИПИнефть, вып. 55, 1984.
84. Тронов В. П., Исмагилов И. X., Розенцвайг А. К. и др. Исследование
реологических свойств эмульсий природных битумов М-Кармальского месторожде-
ния в промысловых условиях. Э.И. Техника и технология добычи нефти и обустройст-
во нефтяных месторождений. № 5, Москва, 1991.
85. Тронов В. П. Об одном резерве повышения пропускной способности промысло-
вых систем сбора. Сб. докладов молодых специалистов объединения Татнефть на XVII
слете нефтяников Татарии. Альметьевск, 1973.
86. Тронов В. П., Розенцвайг А. К., Исмагилов И. X. и др. Статистиче-
ский метод оценки вязкости высокообводненных природных битумов при проектиро-
вании промысловых систем сбора. Э.И. Серия Техника и технология добычи нефти и
обустройство нефтяных месторождений. М.; ВНИИОЭНГ, № 11, 1988.
87. Тронов В. П., Розенцвайг А. К., Исмагилов И. X. Оценка величины
оптимального давления на устье скважины и эффективность мероприятий по сниже-
нию давления в интервале скважина-ДНС. Труды ТатНИПИнефтй. Нефтепромысло-
вое хозяйство месторождений Татарии, Бугульма, 1979.
88. Тронов В. П., Сучков Б.М., Ширеев А. И. и др. Исследование реологи-
ческих свойств нефтей верхних горизонтов Ромашкинского месторождения. Труды
ТатНИПИнефтй, вып. XXXV, . Нефтепромысловое хозяйство месторождений Тата-
рии, Куйбышев, 1977.
89. Тронов В. П., Ширеев А. И. Влияние опреснения пластовых вод на реологи-
ческие и деэмульсационные свойства формируемых эмульсий. М.; Нефтяное хозяйст-
во, № 8, 1991.
90. Целиковский О.И., Лукашин Ю.А. Анализ работы выкидных линий на
Русском месторождении. М.; ВНИИОЭНГ, Нефтепромысловое дело, № 2, 1980.
91. Розенцвайг А.К., Тронов В. П., Исмагилов в И. X. Особенности
эксплуатации промысловых систем сбора высоковязкой нефти. Нефтепромысловое
дело, № 2, 1980,
92. Огар М.П., Паславский Н.Т. Подготовка и транспортировка высоковязкой
нефти на дальние расстояния. М.; ВНИИОЭНГ, Нефтепромысловое дело, №1, 1978.
93. Тронов В.П., Амерханов И.М., Тронов А. В . и др. Влияние растворен-
ного в нефти газа на реологические свойства эмульсий. М.; ВНИИОЭНГ, Нефтепро-
мысловое дело, № 10, 1985.
94. Тронов В. П., Сучков Б.М., Ширеев А. И. и др. Исследование реологи-
ческих свойств нефти и водонефтяных эмульсий Киенгопского и Мишкинского ме-
сторождений. М.; ВНИИОЭНГ, Нефтепромысловое дело, №2, 1978.
95. ' Тронов В. П., Сахабутдинов Р.З., Губайдуллин Ф.Р. и др. Методы
интенсификации процессов переработки нефтешламов. Нефть Татарстана, № 2, 2002.
96. Розенцвайг А.К., Тронов В. П., Исмагилов И. X. Особенности экс-
плуатации промысловых систем сбора высоковязкой нефти. М.; ВНИИОЭНГ, Нефте-
промысловое дело, №2, 1980.
97. Тронов В.П., Ширеев А., Тронов А.В. и др. Прогнозирование вязкости
водонефтяных эмульсий на стадии проектирования систем обустройства нефтяных
месторождений. М.; Нефтяное хозяйство, № 2, 1986.
98. Тронов В. П., Арутюнов А.И. и др. О возможности деэмульсации мангыш-
лакских нефтей с использованием промысловых систем сбора. Нефтепромысловое де-
ло, №12, 1969.
499
99. Тронов В. П., Op л и иска я В.П. и др. Обессоливание нефти из магистрального
трубопровода Альметьевск-Горький. В сб. Бурение скважин и добыча нефти. Куйбы-
шев, ТатНИПИнефть, вып. 19, 1971.
100. Тронов В. П., Хусаинов Б. X. О глубине подготовки нефти в пределах нефте-
перерабатывающих районов. Куйбышев, труды ТатНИПИнефть, вып. 19, 1971.
101. Тронов В. П., Макарова В. К. Разрушение эмульсий в процессе транспорта
по трубопроводам в интервале промысловый товарный парк-головные сооружения.
Куйбышев, труды ТатНИПИнефть, вып. 19, 1971.
102. Тронов В.П., Грайфер В.И. и др. Об использовании трубопроводов и резер-
вуаров головных сооружений в технологическом цикле подготовки нефти. Транспорт
и хранение нефти и нефтепродуктов, № 12, 1970.
103. Тронов В.П., Корабликов Н . С . и др. Промышленные испытания внутрипро-
мысловой трубной деэмульсации мангышлакской нефти (НГДУ Жетыбай) Нефтепро-
мысловое дело, №3, 1971.
104. Тронов В. П., Корабликов Н.С. и др. Совмещение процесса деэмульсации
нефти с операциями по ее сбору на месторождении Узень. Нефтепромысловое дело, №
2,1971.
105. Тронов В. П., Ширеев А. И., Исмагилов И.Х. и др. Укрупнение объек-
тов комплексной подготовки нефти - эффективное направление сниженеия затрат на
поздней стадии разработки месторождений. Нефть Татарстана № 2, 2002.
106. Тронов В.П., Грайфер В.И., Соловьев А.С. и др. Важное направление
повышения эффективности подготовки нефти. Нефтяное хозяйство, № 10, 1976.
107. Л у то ш к и н Г. С. Сбор и подготовка нефти, газа и воды. М.; Недра 1979.
108. Тронов В.П., Каштанов А. А., Ширеев А.И. и др. Трубчатый отстойник
для деэмульсации нефти. Машины и нефтяное оборудование. М.; № 8, 1979.
109. Шип и гузов Л.М., Тронов В.П. Испытания лабораторного отстойника с коа-
лесцентором телескопического типа. Нефтепромысловое дело. № 3, 1983.
НО. Тронов В.П., Шипигузов Л.М. Гидродинамический отстойник с коалесцен-
тором телескопического типа. РНТС Машины и нефтяное оборудование, № 7, 1982.
111. Мухарская Л.А., Тронов В.П., Вальшин Р.К., Ширеев А.И. Эко-
номическая эффективность технологии улучшения качества нефти в режиме транзита.
Экономика нефтяной промышленности. №9, ВНИИОЭНГ, 1977.
112. ТроновВ.П., Гревцов В.М. Изменение вязкости нефти вследствие испарения.
Нефтепромысловое дело и транспорт нефти, № 9, 1985.
113. Тронов В.П., Сучков Б.М., Орлинская В.П., Ширеев А.И., Исма-
гилов И.Х. Исследование реологических свойств нефти верхних горизонтов Ро-
машкинского месторождения. Труды ТатНИПИнефть, вып. XXXV, Нефтепромысло-
вое хозяйство месторождений Татарии, Куйбышев, 1977.
114. Тронов В.П. и др. Механизм образования мест угленосных и девонских эмульсий.
Труды ТатНИПИнефть. Вып. XXX, Казань, 1974.
115. Исмагилов Р.Х., Розенцвайг А.К., Тронов В.П., Сахабутдинов
Р.З., Ширеев А.И. Исследования реологических свойств эмульсий природных
битумов Мордово-Кармальского месторождения в промысловых условиях. ВНИИО-
ЭНГ, Техника и технология добычи нефти, обустройство нефтяных месторождений.
М., № 5, 190.
116. Ширеев А.И., Тронов В.П. Исследование реологических свойств волонефтя-
ных эмульсий тяжелых нефтей. Труды ТатНИПИнефть, вып. 55, 1984.
117. Тронов В.П. О роли деэмульгаторов при подготовке нефти и некоторых техноло-
гических принципах их применения. Труды ТатНИПИнефть. Технология сбора,
транспорта и подготовки нефти. Вып. XXXXV, 1980.
118. Тронов В.П., Макарова В . К . Исследование влияния добычи НЧК и NaOH на
межфазное натяжение на границе нефть-растворы дисолвана. Труды ТатНИПИнефть,
вып. IX. Вопросы бурения скважин и добычи нефти, 1966.
500
119. Тронов В.П., Орлинская В.П. и др. Изменение свойств в магистральных
трубопроводах. - Тр. ТатНИИ, вып. XVII, Таткнигоиздат, Казань, 1971, с. 212-220.
120. Тронов В.П., Орлинская В.П., Ширеев А.И./Исаева Л.С. Исследо-
вание особенностей деэмульсации смесей угленосной и девонской нефтей физи-
ко-химическими методами. - Тр. ТатНИПИнефть, вып. XXXIII, с. 60—69.
121. Тронов В.П. Промысловая подготовка нефти. Изд-во «ФЭН», Казань, 2000.
122. Смирнов Ю.С., Калинина О.С. К вопросу о подборе деэмульгаторов при
обработке эмульсий нефтей, содержащих мехпримеси. Сб. н. Тр. Гипровостокнефть.
Проблемы снижения капитальных и эксплуатационных затрат на обустройство объек-
тов нефтегазодобычи. Куйбышев, 1988.
123, Хамидуллин Ф.Ф., Тронов В.П., Хамидуллин Р.Ф., Чу ж инов
Н.С., Кусаев Х.Н., Баязитова Г.Г. Подбор деэмульгаторов для разрушения
стойких высоковязких нефтяных эмульсий с повышенным содержанием механических
примесей. Нефтяное хозяйство, № 1, 1991.
124. Тронов В. П., Исмагилов И. X., Ширеев А. И., Кудряшова Л. В.
Лабораторные исследования защитной способности деэмульгаторов. Нефть Татарста-
на, №2, 1998.
125. Разработка методов защиты нефтепромыслового оборудования от коррозии в средах
водонефтяных эмульсий при закачке СОг в пласт. - Отчет по теме 56-78, Уфа, 1980.
126. Ингибиторы коррозии в водонефтяных эмульсиях для условий повышенного содержа-
ния в них двуокиси углерода. Методика лабораторных испытаний СТП
991—3903—003—79.
127. Кузнецов В.П., Черная Н.Г. К вопросу о механизме углекислотной коррозии углероди-
стой стали. Коррозия и защита в нефтепромысловой промышленности. № 8, М.: 1980.
128. Вацков М.В., Тронов В.П., Усков П.Н., Байдуков Ю.Н. Промысло-
вые исследования работы системы скважина-нефтегазопровод. «Нефтепромыловое
дело», М., № Г. 1974.
129. Дрэготеску Н. Д. Глубинонасосная добыча нефти. М., «Недра», 1966.
130. Архангельский Н.К., Глазков А.Н. и др. Справочник по нефтепромысло-
вой электротехнике. М., Гостоптехиздат, 1961.
131. Зайцев 10.В., Прок И.Ю. О штанговой насосной эксплуатации скважин при
повышенном давлении на устье. «Нефтепромысловое хозяйство», № 6, 1972.
132. Милинский В.М. и др. Пути снижения энергетических затрат глубиннонасосных
установок. «Нефтяное хозяйство», № 8, 1970.
133. Тронов А. В., Галимов Р.Х., Андреев В. В. Совместная перекачка нефти
и газа винтовыми насосами. Нефтепромысловое дело, № 8,9, 2000.
134. Тронов В.П., Ахмадеев Г.М., Саттаров У. Г. Развитие техники и техно-
логии промысловой подготовки нефти в Татарстане. Сборник научных трудов. Со-
вершенствование методов подготовки нефти на промыслах Татарии, 1980.
135. Тронов В.П., Радин Б.М., Миргасимов Р.М. Технологическая схема
обессоливания нефти в трубопроводах, технико-экономические показатели и подбор
оборудования. Труды ТатНИПИнефтй, вып. XXI, Казань, 1972.
136. Ахмадиев Г.М., Ким Н.Е., Шагалеев Л.М. Опыт обработки нефти на
промыслах НПУ «Алькеевнефть». Нефтепромысловое дело, № 7, 1969.
137. Медведев В.Д. Оптимизация нефтесборных систем при внутритрубной деэмуль-
сации нефти. М.; Обзор ВНИИОЭНГа, 1978.
138. Грайфер В.И.,Тронов В.П., Соловьев А.Д., Саттаров У.Г. Важное
направление повышения эффективности подготовки нефти. Нефтяное хозяйство, №
10, 1976.
139. Каган Я.М., Латыпов В.Х. Развитие внутрипроводной деэмульсации нефти.
Тр. Гипротюменнефтегаза, вып. 26, 1971.
140. Мавл готова М.З. и др. Опыт подготовки нефти на промыслах Башкирии, Уфа,
1966.
501
141. Тронов В. П. О повышении производительности отстойной аппаратуры при подго-
товке нефти. Бугульма, труды ТатНИПИнефть,вып. XXXIII, 1975.
142. Тронов В.П., Гарифуллин А.Г., Макарова В.К., Ручий В.Х. Спо-
соб обезвоживания и обессоливания нефти. А.С. 295790, БИ № 8, 1971.
143. Мингареев Р.Ш., Тронов В.П., Арзамасцев Ф.Г., Максутов Р.А.,
Грайфер В.И./Вахитов Г.Г., Саттаров У.Г., Арутюнов А.И.,
Байков Н.М. Способ обезвоживания и обессоливания нефти. А.С. 299529, БИ №
12,1971.
144. Тронов В.П., Грайфер В.И./Закиров И.Г., Макарова В.К., Ручий
В.Х. Отстойник для деэмульсации нефти. А.С. 252530, БИ № 29, 1969.
145. Тронов В.П., Хамидуллин Ф.Ф., Кораблинов Н.С., Гарифуллин
А.Г. Отстойник для обезвоживания и обессоливания нефти. А.С. 445682, БИ № 37,
1967.
146. Тронов В.П., Гарифуллин А.Г., Кораблинов Н.С., Грайфер В.И.,
В а л и х а н о в А В. Отстойник для деэмульсации нефти. А.С. 317697, БИ № 31, 1971.
147. Тронов В.И., Сучков Б.М., Кораблинов Н.С., Волошин Б.К.,
Радин Б.М., Усков П.Н., Миргасимов Р.М., Ремизов Н. А. Способ
транспортирования газонефтяной смеси. А.С. 503086, БИ № 6, 1976.
148. Тронов В.П., Кораблинов Н.С., Волошин Б.К., Радин Б.М., Ус-
ков П.Н., Ремизов Н.А. Способ транспортирования газоводонефтяной смеси.
А.С. 666375, БИ №21, 1979.
149. Шаталов А. Н., Тронов В.П., Сахабутдинов Р.З. Влияние газосодержа-
ния на предварительное обезвоживание нефти при ее разгазировании. Нефтепромы-
словое дело, № 8, 9, 2000.
150. Тронов В.П., Соловьев А.Д., Радин Б.М. Экономическая эффективность
применения совмещенных схем подготовки нефти на промыслах. Труды ТатНИПИ-
нефть, вып. XXXV, 1977.
151. Лузин В.И. Экономика подготовки нефти и углеводородных газов в нефтяной и
газовой промышленности. М. «Недра», 1968.
152. Белова А. А., Муратова И.Д., Ди ну ров Ф.С. Об эффективности обезво-
живания нефти в сборном коллекторе. - В сб.: «Теория и практика разработки нефтя-
ных месторождений». - Тр. УфНИИ, вып. XXIV, Уфа, 1968.
153. Тронов В.П. Элементы энергосберегающих технологий при подготовке продукции
свкажин за рубежом. Сборник научных трудов. Ресурсосберегающие техника и техно-
логия при обустройстве й эксплуатации нефтяных месторождений, Куйбышев, 1989.
154. Пергушев Л.П., Тронов В. П. Теоретические основы повышения эффективно-
сти процесса разрушения эмульсии в трубопроводах. Труды ТатНИПИнефть. Юби-
лейный выпуск. Неология разработка и эксплуатация нефтяных месторождений Та-
тарстана, 1996.
155: Методика расчета секционных каплеобразователей и отстойной аппаратуры при обез-
воживании и обессоливании нефти. //ТатНИПИнефть, Бугульма, 27 с. /В.П. Тронов,
А.К.Розенцвайг. 1975.
156. Методика расчета эффективности использования промысловой системы сбора для
деэмульсации нефти. //ТатНИПИнефть, Бугульма, 25 с. /В.П. Тронов, А.К.Розенцвайг.
1975.
157. Методика расчета рациональных гидродинамических параметров укрупнения и отде-
ления дисперсной фазы водонефтяных эмульсий в трубопроводах и технологических
аппаратах. РД 39—0,147585—333—86. ТатНИПИнефть, Бугульма, 84 с. /В.П. Тронов,
Л.П.Пергушев, А.К.Розенцвайг. 1986.
158. Антипьев В.М., К а г а н Я. М. Определение параметров трубопровода для про-
ектирования внутритрубопроводной деэмульсации. НТС «Нефть и газ Тюмени», № 10,
1971.
502
159. Каган Я.М., Латыпов В.Х. Получение исходных зависимостей для расчетов
внутритрубопроводной деэмульсации нефти в лабораторной мешалке с цилиндриче-
ским ротором. НТС «Нефть и газ Тюмени», № 12, 1971.
160. Тронов В.П., Радин Б.М., Кораблинов Н.С., Ли А.Д., Ширеев
А. И., Шаповалов Д.К. Расслоение потока на нефть, газ и воду в концевых уча-
стках трубопроводов. Нефтяное хозяйство, № 1, 1980.
161. Valentas K.J., Amupdson N.R. Wreakage and coalescence in dispersed rhase
systems// Ind. Eng. Chem. Fundamentals, №4, v.5, 1966.
162. Эмульсии/ Под ред. Ф.Шермана. Пер. с англ. Л.: Химия, 1972.
163. Barat Р.М., Tavlarides L. L. Mass Transfer in a liguid-liguid CFSTR//A.L. Ch.Е.
Journal, v.31, 1985.
164. Пергушев Л.П., Лунева Л.В., Нигматуллина А.И. Экспериментальное
исследование процесса укрупнения капель воды в нефтяных эмульсиях. Сборник Эф-
фективные методы сепарации газа, подготовки нефти и очистки пластовых вод. Труды
ТатНИПИнефть, выпуск 61, Бугульма, 1987.
165. Park J.V., Blair L.M. The effect of coalescence on drop size distribution in a agited
liguid-liguid dispersion Ghem. Eng. Sci., vol. 30, № 9, 1975.
166. Сюняев З.И., Сафиева P.3., Сюняев Р.З. Нефтяные дисперсные системы.
М. Химия, 1990.
167. Пергушев Л.П., Розенцвайг А. К. Влияние неоднородности дисперсной
фазы на процессы коалесценции и массообмена в жидкостных эмульсиях ПМТФ, №
4, 1980.
168. Позднышев Т.Н. Стабилизация и разрушение нефтяных эмульсий. М..’ Недра,
1982.
169. Розенцвайг А. К., Тронов В.П., Позднышев Г.Н., Мансуров Р.И.,
Мамлеев Р.А. Моделирование условий образования и разрушения капель дис-
персной среды в турбулентном потоке жидкостных эмульсий. Прикладная химия. Изд.
Наука том. 2, №12, 1977.
170. Пергушев Л.П., Тронов В.П. Дробление капель в трубопроводах. Инженер-
но-физический журнал, том 71, № 3, 1998.
171. Xinxe J.O. AIChE. J. Vol. 1,№3, 1955.
172. Колмогоров A.M. ДАН СССР. т. 66 № 5, 1949.
173. Sleicher С. A. AIChE. J. Vol. 1,№4, 1962.
174. Розенцвайг А.К. ПМТФ. №6, 1981
175. Розенцвайг А.К., Тронов В.П., Пергушев Л.П. Исследование переход-
ного режима, коалесценции в разбавленных жидкостных эмульсиях. Прикладная хи-
мия, том. LXI, № 3, 1983.
176. Романков П.Г., Курочкина М.И. Гидромеханические процессы химической
технологии. Изд. «Химия», Л., 1974.
177. Каф а ров. Методы кибернетики в химии и химической технологии. Изд. «Химия»,
М.,№15, 1971.
178. Розенцвайг А. К, Тронов В.П., Пергушев Л.П. Коалесценция капель
воды в мелкодисперсных эмульсиях типа вода в нефти. Журнал прикладная химия,
ЫН, вып. 8, 1980.
179. J.P. Ward К n udsen, Am. Ind. Chem. Eng. J., 13, 356, 1967.
180. Тронов В.П., Розенцайг А.К., ЖПХ, XLV111, 1162, 1975.
181. R.A. Mugele, H.D. Evans. Ind. Eng. Ch. 43, 1317, 1951.
182. Последние достижения в области жидкостной экстракции. Под ред. К.Хансона. Пере-
вод с англ. Изд. «Химия», М., 1974.
183. Левич В. Г. Физико-химическая гидродинамика. Физматиздат, 1959.
184. Y. Argaman, W.J. Kaufman, J. S an i t / Eng. Div. Proc, ASCE, 96, SA2, 1970.
185. Конт-Белло Ж. Турбулентное течение в канале с параллельными стенками. Пер. с
франц. Изд. «Мир», М., 1968.
186. S. Beal, Aeros. Sei., 3,2, ИЗ, 1972.
503
187. О. Н i nze, Am. Chem. Ehg., 1, 3., 1955.
188. H. Paul, C. SIe icher, Chem, Eng. Sei,, 20, 1, 57, 1965.
189. Тронов В.П. Розенцайг А.К. Влияние глубины разрушения эмульсии в про-
мысловых системах сбора. РНТС, ВНИИОЭНГ, Сер. «Нефтепромысловое дело», 96
46,1974.
190. W. Howarth, Chem. Eng. Sei., 19, I, 33, 1964.
191. R. Kuboi, ,1. Komasawa, T. Otake, J. Chem. Eng/of Japan, 5, 4, 349. 1972.
192. Тронов В.П., Розенцвайг А.К. К определению частоты слияния капель в
дисперсных системах жидкость-жидкость. Прикладная химия, XLVIJI, вып. 5, 1975.
193. Дерягин Б.В., Духин С.С., Рулев Н.Н. О роли гидродинамического взаи-
модействия во флотации мелких частиц. Коллоидный журнал, том. XXXVIII, вып. 2,
1976.
194. Резенцвайг А.К., Тронов В.П. и др. Моделирование условий образования
и разрушения капель дисперсной фазы в турбулентном потокеЖидкостных эмульсий.
Журнал прикладной химии, том L, вып. 12., «Наука» Ленинград, 1977.
195. Медведев В.Ф., Гужов А.И., Медведева Л.И. Потери давления при
турбулентном течении неустойчивых эмульсий в трубопроводе. Нефтепромысловое
дело. № 5, 1977.
196, Лобков А. М. Сбор и обработка нефти и газа на промысле. И., «Недра», 1968.
197. Миллионщиков М. Д. Турбулентные течения в пограничном слое и втрубах. М.,
«Наука» 1969.
19 8. Дж. Г. Перри. Справочник инженера- химика. Пер. с англ. Изд «Химия»., том 2,
1969.
199. Гужов А.И. Совместный сбор и транспорт нефти и газа. М.: Недра, 1973.
200. Медведев В.Ф. Сбор и подготовка неустойчивых эмульсий на промыслах. М.,
1987.
201. Щукин А.Д., Перцев А. 13., Амелина Е. А. Коллоидная химия. М., 1982.
202. Левин В. Г. Физико-химическая гидродинамика. М., 1959.
203. Фортье А. Механика суспензий. Перевод с французского. М., Мир, 1971.
204. Sehwarz N., Bezemer С. A new equation for the size distribution of emulsfon
particles. -1. Derdvation and application to experimental data //Kolloid-Zeitschrift, 146 bd.,
Heft 1-3, 1956.
205. Bezemer C., Sehwarz N. A new equation for the size distribution of emulsfon
particles. - 2. Valfdity of the equation, Kolloid-Zeitschrift, 146 bd., Heft 1-3, 1956.
206. S lei cher C. A. Maximum stable drop sine in turbuleht flow, A.I. Ch.E. Journal, V.8, N,
1962.
207. Meijs F.H., Mitchell R. W. Studies on the improvement of coalescence conditions
of oilfield emulsijns// Journal of Petroleum Technology,, N.5, 1974.
208. Медведев В.Ф. Сбор и подготовка неустойчивых эмульсий на промыслах. М.:
Недра, 1987.
209. Ландау Л.Д. Лифшиц Е. М. Теоретическая физика, Т.6, Гидродинамика, М.,:
Наука,1988.
210. Пергушев Л.П., Тронов В.П. Переход эмульсионной формы течения в рас-
слоенное с учетом полидисперсности. В сборнике Школа-семинар по проблемам тру-
бопроводного транспорта (тезисы докладов). Уфа, ВНИИСПТнефть, 1988.
211. Пергушев Л.П., Тронов В.П. Расчет седиментационно-турбулентного равно-
весия в неустойчивых полидисперсных эмульсиях. Труды ТатНИПИнефть, вып. 211,
67. Эксплуатация нефтяных месторождений, Бугульма, 1990.
212. Пергушев Л.П., Тронов В.П. Отстой эмульсий , осложненный диффузией.
Нефть Татарстана, № 2, 2002..
213. Ремизов Н.А., Усков П.Н., Максутов Р.А. Сепараторы для нефтегазовой
смеси. - НТС Нефтепромысловое дело. М,, ВНИИОЭНГ, № 1, 1974.
214. Тронов В.П., Гревцов В.М., Махмудов Р.Х. Определение диаметра и
режимов работы концевого делителя фаз. Нефтяное хозяйство, № Н, 1983.
504
215. Н. Н., Крюков В. А. Принцип работы и методика расчета депульсаторов. Нефтяное
хозяйство, № 7, 1977.
216. Б.М., Кораблинов Н.С. Расслоение потока на нефть, газ и воду в концевых уча-
стках трубопроводов. Нефтяное хозяйство, № 1, 1980.
217. Исанбаев А. Г. и др. Выяснение причин высоких расходов дисолвана при подго-
товке угленосных нефтей Арлана. Нефтепромысловое дело, № 8, 1972.
218. В.А., Одитария Г.Э., Семенов Н.И. и др. Гидродинамика газожидкостных
смесей в трубах. М., Недра, 1969.
219. Beqqs H.D., Brill Р. А. Study of tuophase flow in inclined pipes. - Journal of Petro-
leum techoloqy, 1973.
220. Медведев В.Ф. Расслоение неустойчивых эмульсий в трубопроводе. Транспорт и
хранение нефти и нефтепроводов, № 2, 1972.
221. Aqrawal S.S., Greqoryv A., Cooier G.W. Analalysis of horisontal stratfied
two phaseflow pipes. - The Canadian Journal of chemical Engineering, v.51,1973.
222. Хамидуллин Ф.Ф., Тронов В.П., Хамидуллин Р.Ф., Юсупов Р.Ш.
и др. Совершенствование техники и технологии подготовки нефти в НГДУ Нурлат-
нефть. НТН сборник. М., 1989.
223. Хамидуллин Ф.Ф., Тронов В.П., Хамидуллин Р.Ф., Юсупов Р.Ш.
и др. Промысловые испытания нового отстойника в НГДУ Нурлатнефть. Э.И., № 9,
1988.
224. Р.Х. Хамидуллин Ф.Ф., Тронов В.П., Нигматуллин Ш.Ш., Гиль-
фа н о в А. Г. Промысловые исследования расслоения продукции скважин с ослож-
ненными реологическими и физико-химическими свойствами. Э.И., № 4, 1990 г.
225. Тронов В.П., Хамидуллин Ф.Ф., Махмудов Р.Х. Устройство для раз-
деления стойких нефтяных эмульсий угленосных горизонтов. Информационный отчет,
№ 89-3, Татарский центр научно-технической информации и пропаганды, 1989.
226. Ефремов В. М . Очистка сточных вод. М., Недра, 1968.
227. Перевалов В.Г., Алексеева В.А. Очистка сточных вод нефтепромыслов. М.,
Недра, 1969.
228. Петров А.А. и др. Сбор, подготовка нефти и очистка сточных вод. Куйбышев,
1969.
229. Тронов В.П., Волков Ю.Н., Михайловский М.К., Порман Л.К.
Подготовка ловушечных нефтей на нефтепромыслах объединения «Татнефть». Труды
ТатНИПИнефть, XXXV, 1977.
230. Середа А.Т., Ратуш В.С. Новая схема подготовки ловушечных эмульсий на
НПЗ. Нефтепереработка и нефтехимия, № 3, 1974.
231. Зарипов А.Г., Семенов Б.Д. Разработка технологии и техники подготовки
нефтей с повышенным содержанием механических примесей. Нефтепромысловое де-
ло, № 1, 1982.
232. Базлов М.Н., Шалайкин А.Ф., Большаков В.Н. Осаждение механиче-
ских примесей в сборных групповых установках при добыче высоковязких нефтей.
Нефтепромысловое дело, № I, 1983.
233. Хамидуллин Ф.Ф., Тронов В.П., Хамидуллин Р.Ф., Будников
В . Ф., Чу ж инов Н.С. Г лубокое обезвоживание высоковязкой нефти с повышен-
ным содержанием механических примесей добываемой термическими методами.
Нефтняное хозяйство, 4, 1991.
234. Ширеев А.И., Тронов В.П. Сравнительные режимные показатели процессов
деэмульсации угленосных и девонских нефтей. Труды ТатНИПИнефть, вып. XXXIX,
1978.
235. Тронов В.П. Деэмульсация нефти в трубопроводах. Казань, 1970.
236. Мавлютова М.З. Принципиальная технологическая схема подготовки угленосных
нефтей. - Тр. УфНИИ, вып. XIII, Уфа, 1964.
237. Ширеев А. И. Принципиальные технологические схемы для подготовки угленос-
ных нефтей. - Тр. ТатНИПИнефть, вып. XXVIII, Куйбышев, 1975.
505
238. Мингареев Р.Ш., Лузин В. И. Экономика нефти и газа. М. «Недра», 1972, 172
с.
239. С лен цов М.И. Организация промысловой подготовки нефти в объединении
Куйбышевнефть. - «Нефтяное хозяйство», 1971, № 12, с.48-52.
240. Бикташева А.Д. Об одной причине увеличения устойчивости смесей эмульсий
нефтей различных горизонтов. Труды БашНИПИнефть, вып. 42, 1975.
241. Борисов С.И., Петров А.А. Состав и распределение по ступеням подготовки
нефти механических прмесей, 1985.
242. Позднышев Г.Н., Ручкина Р.М., Мансуров Р.И. и др. О контроле
содержания мехпримесей в системе подготовки нефти. Нефтепромысловое дело, № 6,
1980.
243. Шипигузов Л.М., Шилкова Н.М., Байворовская Ю.В. Исследование
состава и характера механических примесей в нефти на Ножовском месторождении.
Нефтепромысловое дело, № 6, 1981.
244. Шипигузов Л.М., Исаев М.Г., Шилкова Н.М., Байворовская
Ю.В Анализ причин образования промежуточного слоя на Каменноложской УППН
и пути его сокращения. Нефтепромысловое дело, № 2, 1981.
245. Байворовская Ю.И., Шипигузов Л.М., и др. Исследование характера i
механитческих Примесей на месторождениях Пермской области. Нефтепромысловое
дело №6, 1983.
246. Хейров М.Б., Халилов Н . Ю . О связи между физико-химическими свойства-
ми нефтей и глинистым цементом пород-коллекторов. Азербайджанское нефтяное хо-
зяйство», № 7, 1976.
247. Тронов В.П., Ширеев А.И., Орлинская В.П., Лебедич С.П. Неко-
торые способы улучшения качества подготовки нефти. Нефтепромысловое дело, № 2,
1981.
248. Тронов В.П., Ширеев А.И., Лебедич С.П., Фиников Л.Н., Ор-
линская В.П., Кананухин А.Д. Улучшение качества тюменской нефти мето-
дом компаундирования. Нефтепромысловое дело, № 6, 1877.
249. Хамидуллин Ф.Ф., Тронов В.П., Тачаев В.А., Нургалиев Ф.Н. и
др. Обессоливание нефти на Сулеевской УКПН без применения пресной промывочной
воды. Нефтепромысловое дело, №9, 1982.
250. Тронов В.П., Ручий В.Х. Поведение эмульсии воды в нефти при наложении
электрического поля. Тр. ТатНИПИнефть. Вопросы бурения скважин и добычи нефти,
вып. IX, 1966.
251. Тронов В.П., Шаповалов Д.К., Ширеев А.И., Хамидуллин М.С.,
Гуфранов Ф.Г. Промысловые испытания технологии обессоливания сернистой
нефти с применением электродегидраторов на Куакбашской УПН. Нефтепромысловое
дело, № 1, 1982.
252. Тронов В. П., Орлинская В.П., Тро н о в А. В. О глубоком обессоливании
нефти с различным содержанием балласта. Труды ТатНИПИнефть, № 57, 1985.
253. Розснцайг А.К., Тронов В.П., Ширеев А.И. Оценка технологических
режимов работы обессоливающих установок статистическими методами. Машины и
нефтяное оборудование, № 3, 1980.
254. Лойцянскйй Л .Г. Механикажидкости и газа. М., Наука, 1970.
255. Космачева Т.Ф., Исмагилов И.Х. Эффективность деэмульгаторов новых марок для
подготовки нефти месторождений ОАО «Татнефть». Нефть Татарстана, № 2, 2002 г.
256. Ширеев А.И., Тронов В.П., Каштанов А.А., Шамсутдинов М.К.
Подготовка угленосной нефти на установках с применением совмещенных схем. Неф-
тепромысловое дело, № 6, 1977.
257. Сковородников Ю.А., Едигаров С.Г. Борьба с накоплением парафинистых
осадков в нефтяных резервуарах. - М.: ЦНИИТЭнефтехим, 1967.
506
258. Кутепов А.М., Соколов Н.В. Статистический расчет цилиндрических от-
стойников периодического действия. Теор. основы хим. технол. том. 15, вып. 3-1981.
259. Веригин Н.М., Васильев С.В. Диффузия и седиментация мелкодисперсной
однородной взвеси в отстойниках// Теор. основы хим. технол. том. 16, вып. 3. 1982.
260. Щукин Е.Д., Перцов А.В., Амелина Е.А. Коллоидная химия. - М.: Изд.
МГУ, 1982.
261. Пергушев Л.П., Тронов В.П., Волков Ю.Н. и др. Осадконакопление в
отстойных аппаратах. Нефтепромысловое дело, № 8, 9, 1996.
262. Шалайкин А.Ф., Большаков В.Н., Б ай му рато в М. К. Осложнения при
сборе и подготовке нефти высокой вязкости, добываемой при термическом воздейст-
вии на пласт. Э.И. № 4, 1990.
263. F.B. Sргоw,Chtn. Eng. Sci., 22, 3,435. 1967.
264. J.H. Rbshton. E.W. Costich, H.J. Ewerett, Chem. Eng. Progr., 46, 8, 395.
1950.
265. Стренк Ф. Перемешивание и аппараты с мешалками. Пер. с польск. Изд. «Химия»,
Л.; 1975.
266. Позднышев Г.Н., Ручкина Р.М., Гильмутдинов А. В. К вопросу влия-
ния двуокиси углерода на коррозионную активность водонефтяных эмульсий. Теория
и практика применения новых методов увеличения нефтеотдачи. Сборник научных
трудов. Уфа, изд. БашНИПИнефть, вып. 62., 1981.
267. Хлест кина Л.Н., Низамова А.Ф., Гильмутдинов А. В. К вопросу
влияния двуокиси углерода на коррозионную активность водонефтяных эмульсий.
Теория и практика применения новых методов увеличения нефтеотдачи. Сборник на-
учных трудов. Уфа, изд. БашНИПИнефть, выпуск 62., 1981.
268. Хамидуллин Ф.Ф., Доброскок Т.М., Попова Л. А. «Исследование про-
цессов разрушения стойких ловушечных эмульсий, образуемых при подготовке высо-
ковязких нефтей добываемых термическими методами. Э.И. № 4, 1990.
269. Хамидуллин Ф.Ф., Тронов В . П. Повышение производительности отстойных
аппаратов. М.; ВНИИОЭНГ, Нефтепромысловое дело, № 6, 1977.
270. Хамидуллин Ф.Ф., Сучков Б.М., Тронов В.П. и др. Повышение произ-
водительности отстойников на установках подготовки нефти. М.; ВНИИОЭНГ, Неф-
тепромысловое дело, № 12, 1976.
271. Хамидуллин Ф.Ф., Тронов В.П., Зарипов Т.М. О выборе отстойников
аппаратуры при подготовке нефти. М.; ВНИИОЭНГ, Нефтепромысловое дело, № 3,
1985.
272. Тронов В.П., Хамидуллин Ф.Ф. Отстойник высокой производительности.
Нефтяник, № 12, 1974.
273. Тронов В.П., Радин Б.М., Ширеев А.И. и др. Использование трубчатых
отстойников при деэмульсации нефти. Труды ТатНИПИнефть, вып.ХХХШ, Бугульма,
1975.
274. Тронов В.ГЕ, Хамидуллин Ф.Ф., Ширеев А.И. Трубчатые отстойные
аппараты для подготовке. М.; ВНИИОЭНГ, Нефтепромысловое дело, № 6, 1980.
275. Тронов В.П. и др. Промысловые испытания малогабаритного трубного отстойни-
ка. М.; ВНИИОЭНГ, Машины и нефтяное оборудование, № 2, 1979.
276. Тронов В.П., Каштанов А. А., Ширеев А.И. и др. Трубчатый отстойник
для деэмульсации нефти. М.; Машины и нефтяное оборудование. № 8, 1979.
СОДЕРЖАНИЕ
Глава I Промысловые системы нефтегазосбора 3
1.1. Современные требования к системам нефтегазосбора 3
1.2. Основные элементы систем нефтегазосбора и их техно- логические функции 8
1.3. Самотечная система сбора 11
1.4. Однотрубная напорная система сбора Бароня- на~Везирова 13
1.4.1. Об одной важной особенности однотрубной системы нефтегазосбора 15
1.4.2. Совместная перекачка нефти и газа винтовыми насосами 22
1.5. Грозненская система сбора 30
1.6. Напорная система сбора института Гипровостокнефть 33
1.7. Системы сбора на месторождениях Западной Сибири 35
1.8. Унифицированная технологическая схема сбора и подго- товки нефти 37
1.9. Совмещенная технологическая схема сбора и подготовки продукции скважин ТатНИПИнефти 38
1.9.1. Развитие совмещенной технологии промысловой подго- товки нефти в Татарстане 41
1.9.2. Об исключении концевой ступени (КС) или системы УЛФ при совмещении предварительного сброса воды с сепарацией газа в герметизированных резервуарах 60
1.9.3. Совмещенные технологические схемы подготовки нефти и очистки сточных вод 67
1.9.4. Экономическая эффективность совмещенных схем под- готовки нефти 70
1.9.5. Элементы энергосберегающих технологий при подго- товке продукции скважин за рубежом 84
Глава II Технологические расчеты промысловых трубопроводов 97
2.1. Классификация промысловых трубопроводов 97
2.2. Гидравлический расчет нефтепроводов 98
2.3. Гидравлический расчет трубопроводов вязкопластичных нефтей 105
2.4' Гидравлический расчет трубопроводов для нефтяных эмульсий । 107
2.5. Гидравлический расчет трубопроводов в системах со- вместного сбора и транспорта нефти, газа и воды 109
2.6. Теоретические предпосылки процесса разрушения эмульсии 116
2.7. Моделирование условий формирования и разрушения дисперсной фазы в турбулентном потоке эмульсий 123
2.8. О дроблении капель в трубопроводе 129
2.9. О переходном режиме коалесценции в разбавленных эмульсиях 136
508
2.10. Модели коалесценции капель воды в мелкодисперсных 145
эмульсиях
2.11 Потери давления в трубопроводе при турбулентном течении неустойчивых эмульсий 152
2.12. Расслоение эмульсии в трубопроводе 156
2.13. Расчет диаметра и длины КДФ 168
2.14. Гидродинамические предпосылки разрушения эмульсий в магистральных трубопроводах 178
2.15. Гидравлический расчет газопроводов 180
2.16. Тепловые расчеты трубопроводов 186
Глава III. Реологические свойства нефтей повышенной вязкости 193
3.1. Изменение реологических свойств нефти вследствие испарения 193
3.2. Реологические свойства нефтей верхних горизонтов Ромашкинского месторождения 197
3.3. Реологические свойства эмульсий тяжелых нефтей 208
3.4. Реологические свойства эмульсий природных битумов 212
Глава IV Эмульсии, формирование и некоторые факторы, осложняющие их устойчивость 217
4.1. Классификация нефтяных эмульсий 217
4.2. Устойчивость эмульсий 217
4.2.1. Кинетическая (или седиментационная) устойчивость 218
4.2.2 Агрегативная устойчивость эмульсий 219
4.3. Теория стабилизации дисперсных систем 219
4.3.1. Теория двойного электрического слоя 219
4.3.2. Сольватная теория 220
4.3.3. Теория расклинивающего давления Б.В.Дерягина 221
4.3.4. Теория структурно-механического барьера 222
4.3.5. Состав природных стабилизаторов нефтей 222
4.4. Критерии оценки стойкости эмульсий по объективным параметрам 224
4.5. Кинетика возникновения и разрушения промежуточного слоя не осложненного мехпримесями 229
4.6. Сравнительные режимные показатели процессов де- эмульсации угленосных и девонских нефтей 236
4.7. Об одной из причин увеличения устойчивости смесей эмульсии нефтей различных горизонтов 242
4.8. Содержание мехпримесей в эмульсии по пути движения потока 247
4.9. Формирование некоторых видов мехпримесей в потоке на промыслах Татарстана 251
4.10. Состав и характер механических примесей в эмульсиях Пермской области 256
4.11. Влияние мехпримесей в нефти на эффективность ис- пользования деэмульгаторов 263
Глава V Деэмульгаторы и подготовка нефтЬ, осложненной мехпримесями 267
509
5.1. 0 роли деэмульгаторов в подготовке нефти 267
5.2. Изменение межфазного натяжения на границе «нефть-растворы деэмульгаторов» 275
5.3. Изменение прочности межфазных адсорбционных пле- нок на границе «нефть-вода» под воздействием де- эмульгаторов 282
5.4. О смачивающей способности некоторых деэмульгато- ров и ее влияние на деэмульсацию нефти 287
5.5. О влиянии смачивателей на обработку эмульсий с по- вышенным содержанием специфических мехпримесей 291
5.6. Влияние рабочего состава и способа ввода деэмульгато- ра в эмульсию на ее разрушение 293
5.7. О защитной способности деэмульгаторов 295
Глава VI Разрушение эмульсии при взаимодействии глобул воды со стенками трубопроводов и аппаратов 302
6.1. Гидромеханика взаимодействия глобул эмульсии со стенками трубопроводов и аппаратов 302
6.2. Механизм взаимодействия капель деэмульгатора с гло- булами пластовой воды на твердой поверхности 308
6.3. Экспериментальная оценка взаимодействия глобул раз- личного качества на твердой поверхности 312
6.4. Влияние диаметров сосудов на разрушение эмульсий на 313
их стенках
6.5. Разрушение эмульсии на стенках сосудов при отстое 314
6.6. Влияние природы стенок оборудования на разрушение эмульсий 315
6.7. Разрушение эмульсий в моделях аппаратов с развитой гидрофильной поверхностью контакта 317
6.8. Экспериментальные исследования разрушения эмульсии в пристенном слое моделей отстойных аппаратов 320
6.9. Разрушение эмульсии в трубопроводах большой длины с развитой поверхностью 330
Глава VII Разрушение эмульсий повышенной стойкости 335
7.1. Технология подготовки смеси девонской и угленосной нефтей ' 335
7.2. Расслоение продукции скважин с осложненными физи- ко-химическими свойствами 339
7.3. Подготовка ловушечных нефтей 343
7.4. Подготовка ловушечных эмульсий на НПЗ 352
7.5. Технологическая схема подготовки нефтей с повышен- ным содержанием мехпримесей 356
7.6. Об отборе мехпримесей из потока 360
7.7. Технологическая схема глубокого обезвоживания высо- ковязкой нефти, содержащей механические примеси 363
Г лава VIII Гидродинамика процессов обезвоживания и обессоливания нефти 368
8.1. Некоторые методы улучшения качества подготовки нефти 368
510
8.2.
8.3.
8.4.
8.5.
8.6.
8.7.
8.8.
8.9.
Глава IX
9.1.
9.2.
9.3.
9.4.
9.5.
9.6.
9.7.
9.8.
9.9.
9.10.
Глава X
10.1.
10.2.
10.3.
10.4.
Улучшение качества и обессоливание нефти компаунди-
рованием в больших объемах
Обессоливание нефти на УКПН с минимальным расхо-
дом пресной промывочной воды
Использование воды, применяемой при охлаждении
сальников насосов, для обессоливания нефти
Поведение эмульсии при наложении электрического
поля
Обессоливание сернистой нефти с применением элек-
тродегидраторов
Повышение эффективности работы электродегидрато-
ров с применением гидродинамических эффектов
Глубокое обессоливание нефти с различным содержа-
нием балласта
Оценка технологических режимов обессоливания ста-
тистическими методами
Отстойные аппараты и их особенности
Изменение термодинамического режима потока нефти
в элементах традиционных установок
Коалесценция капель воды при отстое
Объемные отстойники повышенной производительно-
сти
Параметрический ряд объемных отстойников высокой
производительности в комплексе с блочным секцион-
ным каплеобразователем
Сравнительная характеристика отстойных аппаратов
различного типа
Трубопроводы-каплеобразователи и трубные отстой-
ники
Подготовка вязкой нефти с использованием трубчатых
расслоителей
Блочный объемно-трубчатый разделитель эмульсии
Кинетика осадконакопления в отстойных аппаратах
Отстойники для предварительной очистки эмульсий от
мехпримесей
Операции по замеру и сдаче товарной нефти
Калибровка товарных резервуаров
Определение объема нефти в резервуарах
Автоматизированная установка по измерению количе-
ства и качества товарной нефти
Зарубежный опыт автоматизированной сдачи товарной
нефти
Литература
374
377
380
381
385
392
398
413
420
420
423
428
439
443
449
459
464
477
485
488
488
489
490
492
495
511
Валентин Петрович Тронов
СИСТЕМЫ НЕФТЕГАЗОСБОРА И ГИДРОДИНАМИКА
ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Редактор Г.В. Н е к р ы л о в а
Обложка художника Г’.Е. Трифонова
Технический редактор В.Н. Галкина
Компьютерная верстка Л.М. Калинина
Подписано в печать 24.10.2002 г. Формат 60x90 1/16
Печатных листов 32,0. Бумага офсетная. Тираж 900 экз.
Издательство «Фэн» («Наука») Академия наук Татарстана
420044, Казань, ул. Волгоградская, 49. Заказ А-42
Лицензия № 0226 выдана 10 марта 1998 г. издательству «Фэн»
АНТ Министерством информации и печати РТ
Отпечатано в ООО «Поволжский полиграфкомбинат»
Лиц. Серия ПД № 7-0124 от 26 марта 2001 г.